Embed Size (px)
Citation preview
O PROJETO DE ARRANJO FÍSICO E
SUA INFLUÊNCIA NA EFICIÊNCIA DOS
SISTEMAS PRODUTIVOS: ESTUDO
EXPLORATÓRIO EM UMA UNIDADE
EMPRESARIAL DE PAPEL E CELULOSE
Liane Márcia Freitas e Silva (UNIVASF)
Umarac da Nóbrega Borges ((PPGEP/UFPB)
O processo de globalização da economia mundial, acompanhado pelo
desenvolvimento tecnológico vivenciado nas últimas décadas propiciou
à construção de um ambiente complexo e altamente competitivo.
Imerso em tal cenário, identifica-se projetoo de arranjo físico como um
elemento-chave para a racionalização dos sistemas produtivos. Em
face disto, este artigo se propõe a discutir os resultados obtidos a
partir de um estudo de arranjo físico realizado em uma unidade
empresarial do setor de papel e celulose, à luz da análise do fluxo
produtivo, onde foram apresentados o cenário inicial e o cenário
modificado a partir das mudanças implementadas, por fim,
comparados os dois cenários a partir de alguns indicadores de
desempenho. Para tal proposição, adotou-se uma abordagem baseada
fundamentalmente em um estudo de caso, focado no estágio mais a
jusante do processo produtivo, processo este denominado de
preparação de palete. De uma forma geral, o projeto de arranjo físico
implementado na empresa, possibilitou melhorias para o processo
produtivo, à medida que permitiu uma redução de 72% das distâncias
percorridas, o que possibilitou uma redução do lead time de
processamento de 28% e um ganho de capacidade de
aproximadamente 37%.
Palavras-chaves: Arranjo físico, produtividade, indústria de papel e
celulose
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
O processo de globalização da economia mundial, acompanhado pelo desenvolvimento
tecnológico vivenciado nas últimas décadas propiciou à construção de um ambiente complexo
e altamente competitivo, que vem conduzindo as empresas à busca incessante de maior
eficiência de seus sistemas produtivos.
Vislumbrando tal cenário, o autor Macedo (2002) afirma que dificilmente uma organização
será bem sucedida sem que esta se preocupe com a produtividade de seus sistemas internos e
para tal procure utilizar ferramentas e técnicas gerenciais que possibilitem a racionalização do
processo produtivo. Nesta perspectiva, o autor Gonçalves Filho (2001) aponta quatro
elementos que em sua visão são considerados essenciais para o alcance de sistemas de
manufatura eficientes, quais sejam: tecnologia, arranjo físico, mão-de-obra e técnicas de
gestão de produção adequadas.
Analisando a visão de tais autores, observa-se primeiramente que o projeto de arranjo físico é
considerado um elemento-chave para a racionalização dos sistemas produtivos. Em vista
disso, o estudo do arranjo físico mostra-se como uma ferramenta que possibilita a
maximização da eficiência, e assim, permite a elevação do grau de competitividade das
organizações. Esta afirmativa é endossada por Slack et al (2002) que evidenciam que
mudanças no arranjo físico dos recursos de produção afetam diretamente os custos de
produção, e portanto, determinam o grau de eficientização dos recursos produtivos.
Este entendimento de que o arranjo físico influencia o desempenho das organizações advém
desde a época em que as primeiras metodologias de projeto de arranjo físico foram
estruturadas. Neste contexto, aponta-se o autor Muther que em 1978 já afirmava que o estudo
do arranjo físico interfere diretamente no desempenho de uma organização, à medida que
influencia na capacidade produtiva, no número de movimentações dos operários, na
necessidade de transportes no processo, no balanceamento da produção, além de determinar
as condições ergonômicas gerais as quais os trabalhadores estão expostos.
Em face disto, diante da importância do estudo do arranjo físico como meio de racionalização
da produção, por possibilitar incremento na eficiência dos sistemas organizacionais, este
artigo se propõe a discutir os resultados obtidos a partir de um estudo de arranjo físico
realizado em uma unidade empresarial do setor de papel e celulose, à luz da análise do fluxo
produtivo, onde serão apresentados o cenário inicial e o cenário modificado a partir das
mudanças implementadas, por fim, comparados os dois cenários a partir de alguns indicadores
de desempenho mapeados nos dois estágios (n° de operações, n° de transporte, distância
percorrida, lead time e capacidade produtiva) a fim de que seja possível a realização de
algumas discussões em torno do próprio caso analisado, assim como da teoria existente.
Para tal proposição, adotou-se uma abordagem baseada fundamentalmente em um estudo de
caso, em uma unidade produtiva do setor industrial de papel e celulose, tendo sido o estudo
focado no estágio mais a jusante do processo produtivo, processo este denominado de
preparação de palete, composto pelas atividades de prensagem e unitização da carga.
Em vista do propósito pretendido, este trabalho contempla inicialmente alguns conceitos
sobre arranjo físico e produtividade (sessões 2 e 3), posteriormente apresentam-se os
procedimentos metodológicos utilizados para a consecução do objetivo pretendido ( sessão 4)
seguido da apresentação e análise dos dados (sessão 5), em que são descritos o cenário inicial
(layout e fluxograma do processo), bem como o cenário após as modificações (layout
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
proposto e novo fluxograma), para em seqüência discutir comparativamente os resultados
encontrados e lançar as conclusões possibilitadas pela análise dos dados (sessão 6).
2. Aspectos conceituais sobre o arranjo físico
A estrutura de produção é o agrupamento de operações produtivas em torno de um fluxo pré-
determinado. No ambiente da manufatura, isto se caracteriza pelo layout fabril. Seu projeto
tem um significante impacto na performance dos sistemas de manufatura e afeta diretamente
os resultados econômicos da empresa, sendo decisivo para sua sobrevivência no mercado
competitivo mundial.
De acordo com Muther (1978), o layout ou arranjo físico corresponde à disposição combinada
de diversos departamentos, áreas ou atividades funcionais (operações, departamentos, grupos
de máquinas, centros de trabalho etc) em um determinado espaço. Acrescentando esta visão, o
autor Olivério (1985) afirma que projeto de arranjo físico objetiva mais do que meramente
dispor os recursos de produção em um determinado espaço, mas apresenta-se com um estudo
sistemático que procura um posicionamento ótimo dos recursos que concorrem para a
produção, dentro de um espaço disponível.
De uma forma geral, afirma-se que o estudo de arranjo físico busca aproveitar de forma ideal
o espaço físico da empresa, organizando máquinas, equipamentos, pessoas, informação e
departamentos em um espaço pré-determinado, com o objetivo de implantar um processo
produtivo com fluência harmoniosa e evolutiva, evitando tanto quanto possível a ocorrência
de desperdícios no processo, e assim, a minimização dos custos de produção.
Olivério (1985) em sua definição sobre o projeto de arranjo físico afirma que este se dá de
maneira sistemática, isto porque, existe uma série de princípios gerais que norteiam sua
execução, bem como metodologias que indicam como proceder esta execução. Neste
contexto, o autor Lee (1998) aponta que para que um estudo de layout seja eficiente é
necessário que este contemple uma visão que parte do geral e segue para o específico,
partindo da escolha da localização macro, ou seja, da definição do local em que a unidade
industrial será instalada, caminhando até o planejamento das estações de trabalho, buscando
como resultado um ambiente que integra as pessoas, serviços, produtos e tecnologia de forma
harmoniosa com o fluxo produtivo.
Os autores Villar e Nóbrega (2004), em consonância com Muther (1978), apontam uma série
de princípios que devem nortear a execução do projeto de arranjo físico, a fim de que este
possibilite a obtenção dos resultados propostos. Os princípios gerais apontados por estes
autores são: o princípio da integração; da mínima distância; obediência ao fluxo de operações,
eliminação de retrocessos, interrupções e cruzamentos na seqüência do fluxo produtivo; uso
das três dimensões; satisfação e segurança e o princípio da flexibilidade.
Outra informação necessária na projeção do arranjo físico de uma unidade organizacional é o
tipo de layout que será adotado pela empresa. Neste escopo, identificam-se na literatura sobre
o tema, quatro tipos gerais de arranjo físico, que segundo Slack et al (2002), são: arranjo
físico posicional (onde os recursos produtivos se movimentam para o local onde o produto
em processo está localizado em posição fixa); arranjo físico por produto ou linear (onde a
disposição de máquinas e equipamentos obedece a seqüência do fluxo produtivo); arranjo
físico funcional (onde máquinas e equipamentos que realizam operações semelhantes são
alocados no mesmo ambiente de acordo com a natureza da operação); e por fim, o arranjo
físico celular (caracteriza-se pelo agrupamento de todas as máquinas usadas na fabricação de
um determinado grupo ou família de produtos, funcionando como mini-fábricas).
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
A aplicação de um estudo de arranjo físico é justificada em diferentes cenários e
circunstâncias. As principais delas são no momento de implantação de uma unidade
industrial, no processo de modernização, relocalização, expansão e otimização. No entanto,
independente das circunstâncias, os autores Villar & Nóbrega (2004), apontam que o estudo
do layout possui alguns objetivos específicos, entre os quais: aumentar o moral e satisfação no
trabalho; incrementar a produção; reduzir as esperas; economizar o espaço; reduzir o
manuseio; aumentar a utilização dos recursos produtivos; reduzir o material em processo;
reduzir o tempo de manufatura, balancear a produção e reduzir os custos indiretos.
Analisando tais objetivos, observa-se que, de uma forma geral o projeto de arranjo físico
busca definir a melhor localização dos recursos produtivos, fazendo com que estes permitam
um fluxo produtivo harmonioso e organizado, de tal sorte que, se obtenha redução ou
eliminação de desperdícios de tempo, de transportes e de esperas do processo. Em face disto,
pode-se concluir que o estudo de layout ao atingir tais pretensões, permite a minimização dos
custos de produção, e assim, mostra-se como sendo um importante meio para a maximização
da eficiência produtiva das empresas.
No entanto, a fim de saber qual a contribuição do projeto de arranjo físico na eficiência da
empresa, é necessário que haja a definição e acompanhamento de indicadores de desempenho,
determinados a partir da identificação dos fatores de produção que são influenciados com o
estudo de arranjo físico.
Como o objetivo deste artigo é discutir os resultados derivados de um estudo de layout através
de uma análise comparativa entre diferentes cenários por meio de indicadores de desempenho
no contexto do arranjo físico, a sessão seguinte apresenta uma exploração conceitual sobre os
temas produtividade e indicadores de desempenho, contextualizando tais tópicos no âmbito do
projeto do arranjo físico.
3. A produtividade e os indicadores de desempenho nos estudos de arranjo físico
A importância da produtividade e seu gerenciamento têm sido ressaltados por diversos
pesquisadores como Combemale e Parienty (1993) que consideram a produtividade como
sendo a principal fonte do crescimento e do aumento do nível de vida das empresas, sendo
igualmente importante para o processo de queda dos preços dos produtos, consequentemente
para a rentabilidade e competitividade das economias. Esta importância é endossada pelo BLS
– Bureau Labor Statistics, dos Estados Unidos, para o qual a produtividade é um dos maiores
determinantes do padrão de vida das empresas, desde que os aumentos de produtividade
gerem aumento real de renda e estabilidade de preço. Sua medição é um importante elemento
na avaliação da eficiência, tanto no nível interno como em comparações internacionais.
(SEVERIANO FILHO, 1999).
O processo de gerenciamento da produtividade tem despertado grande interesse no ambiente
empresarial, uma vez que afere o desempenho das empresas, possibilita o monitoramento
deste desempenho, demonstra o nível de utilização dos recursos e sua capacidade de
conversão de insumos em produtos acabados, além de localizar pontos críticos que são
passíveis de melhoria dentro do processo produtivo. Nesse sentido, Moreira (2008) aponta a
utilização das medidas de produtividade como ferramenta gerencial de controle, tanto para a
detecção dos problemas, como para verificar o acerto das decisões tomadas no passado.
Entretanto, os estudos e o interesse pela produtividade não foram ocasionados apenas pela alta
competitividade atual, mas têm sua gênese nos estudos desenvolvidos por Taylor no início do
século passado, em meados de 1911. Estes primeiros estudos foram desenvolvidos
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
primariamente como uma tentativa de individualizar mecanismos de remuneração do
operariado em função de seu rendimento. Nesta ocasião, a produtividade não era empregada
como elemento estratégico, como medida de desempenho gerencial ou como subsídio para o
processo decisório, mas com um caráter de determinação e controle de volume de produção.
Apesar de ter sua gênese no início do século XX, a gestão da produtividade pode ser
considerada uma teoria ainda em desenvolvimento, visto que, seus novos conceitos e medidas
ainda surgem ou provocam polêmica quanto à consideração ou não dos fatores intangíveis de
produção. No entanto, apesar desta discussão teórica com relação à inserção dos recursos
intangíveis na concepção da produtividade, observa-se uma convergência de idéias no tocante
à ênfase ao fator eficiência e à imagem de que a produtividade permite avaliar o desempenho
de uma organização, auxiliando no processo de planejamento das operações e de políticas
organizacionais, além de identificar onde os esforços devem ser concentrados.
Neste contexto, as contribuições teóricas são variadas, oferecendo conceitos e técnicas que
hora disputam entre si, hora se complementam. Nesta perspectiva, observa-se que a
produtividade apesar de ter ganho destaque como critério de desempenho e elemento no
processo decisório, seu interesse e estudos se alastraram para diversas áreas do conhecimento
como a economia, as ciências contábeis, a administração e a engenharia industrial. Fato este,
que proporciona à gestão da produtividade um caráter multidisciplinar composto de uma
gama de conceitos também multidisciplinares.
Ainda assim, é possível definir genericamente o termo produtividade. Esta na visão de
Severiano Filho (1999) corresponde ao conceito fundamental das medidas de produtividade
estabelecido sob a forma de relações, assim, prescreve o princípio da relação de eficiência ou
de economia dos recursos existentes entre os resultados da produção e os meios utilizados.
Comungando desta opinião, o autor Moreira (2008) aponta que o índice de produtividade
corresponde a uma medida de desempenho da unidade produtiva, segundo o maior ou menor
aproveitamento dos recursos nesse processo de produção. Seguindo nesta direção, a
produtividade é definida como sendo a relação entre as saídas geradas por um sistema, e os
insumos necessários à sua produção. Sob este enfoque, produtividade é a taxa pela qual o
sistema converte recursos em produtos, e sua maximização consiste na racionalização da
utilização dos recursos.
A mensuração da produtividade, bem como, o acompanhamento desta ao longo do tempo é
operacionalizada através de um sistema de medição de desempenho que objetiva quantificar e
controlar a eficiência e eficácia das ações gerenciais através de um conjunto coerente de
métricas, denominadas indicadores de desempenho, que devem ser definidas de maneira
alinhada à estratégia pretendida pela organização e permitem o registro de dados sobre o
desempenho, que avaliados contra determinados padrões, servem para apoiar a tomada de
decisão. (CORRÊA E CORRÊA, 2008)
Conforme apresentado na sessão anterior (sessão 2), ficou evidenciado que o arranjo físico é
um dos elementos que interfere e influencia, diretamente e indiretamente, a eficiência de uma
empresa e, conseqüentemente, seus índices de desempenho. Nesta perspectiva, em uma
tentativa de relacionar o tipo de arranjo físico adotado pelas empresas com o grau de
eficiência destas, os autores Son & Park (1987) no desenvolvimento de uma medida de
desempenho global de manufatura, denominada pelos autores de IMPM (Integrated
Manufacturing Perfomance Measure) estabeleceram para a mensuração da produtividade uma
medida que combina três grandes categorias de elementos conceituais: qualidade,
flexibilidade e produtividade. Para cada uma destas categorias foram definidos critérios de
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
custos. Dentre estes critérios, Son & Park (1987) estabeleceram dentre os custos de
produtividade o critério custo de chão-de-fábrica, que referencia o custo associado à planta
produtiva, ou seja, o custo decorrente do arranjo físico adotado, que corresponde ao custo do
espaço ocupado pelas máquinas, equipamentos, produtos em processo e em estoque. De
acordo com a lógica adotada por estes autores, quanto menor a necessidade de espaço para o
arranjo físico adotado, maior a contribuição deste para a eficiência global da manufatura.
Ainda com relação ao escopo dos critérios de desempenho sob a análise do arranjo físico, o
autor Severiano Filho (1999), apresenta alguns fatores de manufatura que influenciam a
eficiência dos sistemas produtivos, quais sejam: lead time, tempos improdutivos, volume de
estoques, desperdícios; percurso da movimentação e tempo de setup. Confrontando tais
fatores com os objetivos pretendidos pelo projeto de arranjo físico apresentados na sessão 2
deste artigo, observa-se que, através de um estudo de layout todos estes elementos podem ser
melhorados. De tal modo que, estes elementos podem ser utilizados como indicadores de
desempenho quando da análise de um projeto de arranjo físico.
De uma forma geral, para atender o objetivo pretendido neste artigo, e assim, permitir a
análise comparativa do arranjo físico atual e o proposto, serão utilizados como critérios de
desempenho para a determinação qualitativa da eficiência a partir de mudanças realizadas no
arranjo físico da empresa: o número de operações, o número de transporte, a distância
percorrida, o lead time e a capacidade produtiva. A descrição geral da sistemática
metodológica utilizada por este artigo a fim de atender o objetivo proposto segue apresentada
na próxima sessão.
4. Procedimentos Metodológicos
A metodologia utilizada para a realização deste trabalho foi focada em um estudo de caso em
uma empresa destinada a fabricação e comercialização de sacos multifolhados de papel kraft
extensível e embalagens de papel reciclado. Esta empresa integra um grupo empresarial de
grande destaque no cenário nacional no setor de papel e celulose atuando em 15 estados do
País. A unidade em que se deu a pesquisa possui mais de 40 anos de atuação, contando, no
período do estudo, com aproximadamente 180 funcionários, um volume de produção de
aproximadamente 8.000.000 sacos/mês e uma capacidade de aproximadamente 10.600.000
sacos/mês, o que representa uma eficiência média do sistema de 75%.
O objetivo desta pesquisa é discutir os resultados obtidos a partir de um estudo de arranjo
físico realizado nesta unidade empresarial do setor de papel e celulose, à luz da análise do
fluxo produtivo. Para tal, inicialmente foi registrado o processo produtivo e a disposição física
dos recursos de produção através de um fluxograma do processo e de um croqui do layout.
Para este cenário foram observados e quantificados alguns indicadores de desempenho:
número de operações, número de transporte, distância percorrida, lead time, capacidade
produtiva e utilização.
Posteriormente, a partir da análise do processo produtivo foram lançadas algumas propostas
de mudanças com o intuito de otimizar o fluxo produtivo e o arranjo físico existentes. Estas
mudanças sugeridas foram implementadas e após isto, foram observados e quantificados os
mesmos indicadores de desempenho, a fim de possibilitar a análise comparativa proposta,
verificando se a partir do estudo do layout o sistema obteve ganho em eficiência.
Tais análises focaram a etapa final de fabricação de sacos, ou seja, a etapa produtiva mais a
jusante do processo, denominada de preparação de palete, composta pelas atividades de
prensagem e unitização da carga. Para coleta dos dados, inicialmente, foi identificado o objeto
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
de estudo estabelecendo-se as possibilidades de diversas ações para caracterizá-lo. Na
segunda etapa, realizou-se a coleta de dados através de observação direta que possibilitou o
conhecimento e posterior registro do processo produtivo e do arranjo físico da empresa
através de um fluxograma do processo e de um croqui que ilustrava a disposição física dos
recursos produtivos.
Seguiu-se com a avaliação do processo e layout proposto, ou seja, dos resultados alcançados,
analisando, interpretando e extraindo-se conclusões que permitissem avaliar o cumprimento
do objetivo formulado através das estratégias de ação.
5. Estudo de caso
A empresa objeto do estudo de caso apresenta um sistema de produção com características do
modelo clássico taylorista-fordista, facilmente identificado por aspectos do tipo: utilização de
layout linear, operadores especializados executando tarefas altamente fracionadas,
inflexibilidade da capacidade produtiva quanto à variação da demanda, produção em grandes
lotes, controle de qualidade no produto acabado e fluxo de informações no sentido
unidirecional.
De uma forma geral, pode-se afirmar que o processo produtivo é composto por cinco estágios
de processamento, em que se dá a transformação das bobinas de papel em sacos
multifolhados. Tais produtos destinam-se ao empacotamento de produtos minerais, como
gesso, calcário, betonita e principalmente à indústria cimenteira.
Inicialmente, as bobinas de papel passam por uma máquina denominada tubeira responsável
pela formação do tubo, na seqüência, os tubos de papel são colados em sua extremidade (boca
e fundo) através de um equipamento denominado coladeira, momento em que o tubo ganha a
forma de um saco propriamente dito. Após isso, os sacos já em formato apropriado seguem
para impressão onde se faz a customização destes de acordo com o cliente a que se destina.
Após a impressão, os lotes de sacos seguem por um sistema de transporte automático
sincronizado, de onde são retirados e acondicionados em paletes onde aguardam até a
secagem total da cola. Passado este tempo, inicia-se a última etapa, denominada preparação
de palete, composto pelas atividades de prensagem e unitização da carga, que se destina à
compactação e embalagem dos sacos para posterior expedição.
De uma forma geral, o sistema apresenta uma produção intermitente repetitiva, com lotes
produzidos depois de pedidos firmes. Nas linhas de produção há baixa intervenção humana.
As máquinas automatizadas necessitam apenas de alimentação no início da linha e a
interferência ocorre para coleta de amostras para controle de qualidade e para reparos e
ajustes em manutenção.
Pelo fato da etapa de preparação de palete ser o foco deste artigo, esta será na seqüência
explorada com maior ênfase, sendo analisada através de um fluxograma do processo e de um
croqui que ilustra a disposição do layout adotado. Afora isto, este artigo discutirá
comparativamente dois cenários, um inicial e outro montado a partir das proposições
sugeridas, será apresentado o cenário inicial encontrado na empresa, e posteriormente, segue-
se com a descrição das alterações sugeridas que compõem o cenário modificado.
5.1. Diagnóstico do cenário inicial da empresa
O processo produtivo para preparação dos paletes de sacos consiste em apanhar os paletes
com lotes de sacos de papel, disponibilizados pelo processo antecedente, e formar uma
embalagem (semelhante a um caixote) para possibilitar o transporte em caminhões.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
Utilizando-se um carrinho hidráulico, o operador apanha o palete com sacos na área reservada
para material a processar (observando um período de descanso mínimo de duas horas para
secagem da cola) e transporta-o até a prensa.
Com um ―rodo‖, alinha-se o perfil da pilha de sacos sobre o palete, posteriormente, apanham-
se as capas de fardo em layout específico e coloca-as sobre o palete. Na seqüência, três fitas
de aço são apanhadas também em layout específico e colocadas sob o palete, observando o
posicionamento da base deste.
Após isso, o palete é forrado com as capas de fardo de forma que fiquem cruzadas entre si.
Apanha-se um segundo palete (denominado de ―tampa‖ por ocasião da função que exerce na
carga) na área de paletes vazios e posiciona-o sobre o palete com sacos, alinhando-o em
função do perfil dos sacos. Em seguida, apanham-se os barrotes de madeira (sempre em
número de quatro) em layout específico e posiciona-os sobre a tampa. Na sequência, aciona-
se a prensa de forma a pressionar a carga, compactando-a a um tamanho pré-estabelecido,
conforme altura identificada na prensa. De forma análoga, alguns sarrafos são apanhados
(também em número de quatro) em layout específico e posiciona-os ao lado do palete.
Dobram-se as sobras da capa nos lados do fardo, apanham-se, posicionam-se e grampeiam-se
os sarrafos, utilizando uma grampeadeira (martelo pneumático), sempre uma das
extremidades no palete inferior e a outra no palete superior.
Na seqüência, posicionam-se as fitas de aço sobre a carga compactada, passando-as por sobre
o palete superior (tampa) e, utilizando-se de uma arqueadora, fixa-se o palete, formando um
só volume. Em seguida, com cola e pincel as dobras do papel e as etiquetas dos sacos são
coladas. Por fim, aciona-se a prensa de forma a liberar o palete, retiram-se os barrotes
localizados sobre a tampa e descarta-os em local específico. Utilizando o carrinho hidráulico,
transporta o palete pronto até a área de material processado.
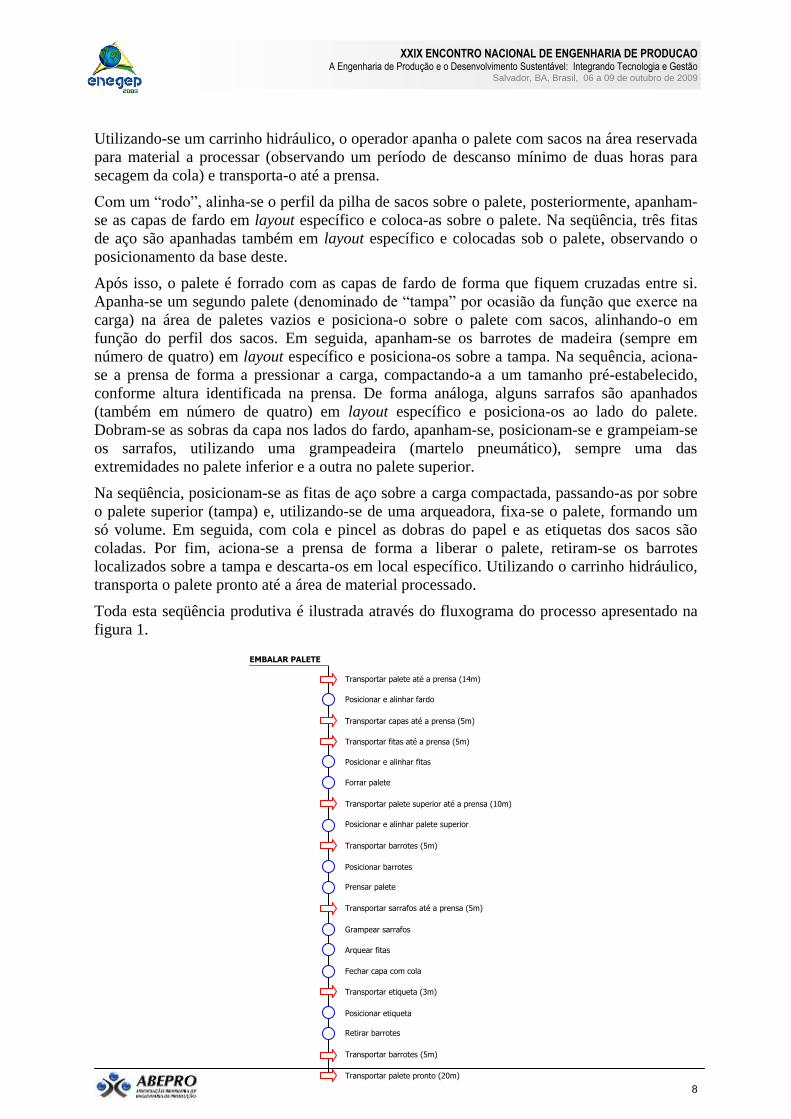
Toda esta seqüência produtiva é ilustrada através do fluxograma do processo apresentado na
figura 1.
Posicionar e alinhar fardo
Transportar palete até a prensa (14m)
Transportar capas até a prensa (5m)
Transportar fitas até a prensa (5m)
Posicionar e alinhar fitas
Forrar palete
Transportar sarrafos até a prensa (5m)
Transportar palete superior até a prensa (10m)
Posicionar e alinhar palete superior
Transportar barrotes (5m)
Posicionar barrotes
Prensar palete
Grampear sarrafos
Arquear fitas
Transportar palete pronto (20m)
Fechar capa com cola
Transportar etiqueta (3m)
Posicionar etiqueta
Retirar barrotes
Transportar barrotes (5m)
EMBALAR PALETE
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
Fonte: (Pesquisa direta, 2008)
Figura 1 – Fluxograma do processo da operação de ―Preparar Palete‖
Analisando o fluxograma do processo ilustrado é possível observar a ocorrência de um grande
número de transportes ao longo do processo. O funcionário para execução do método realiza
um total de onze transportes para preparação e unitização das cargas de palete, percorrendo
uma distância de setenta e dois metros/ciclo. Afora isto, observa-se que, a quantidade de
transportes observada é igual ao número de operações realizadas para execução do método.
Deste modo, observa-se que a quantidade de elementos que não agregam valor ao produto
(transportes) corresponde a 50% do total realizado pelo operador no desempenho de suas
funções. Tomando por base os princípios das sete perdas apontadas pela manufatura enxuta e
preconizadas por Shingo (1996), que apontam os transportes como um desperdício de
processo, observa-se que, este processo específico apresenta um elevado nível de perdas em
função da elevada ocorrência de atividades não agregativas de valor, especificamente os
transportes. Segundo Shingo (1996), os desperdícios acarretam para o sistema uma redução de
capacidade, fazendo com que a empresa possua baixo nível de eficiência produtiva.
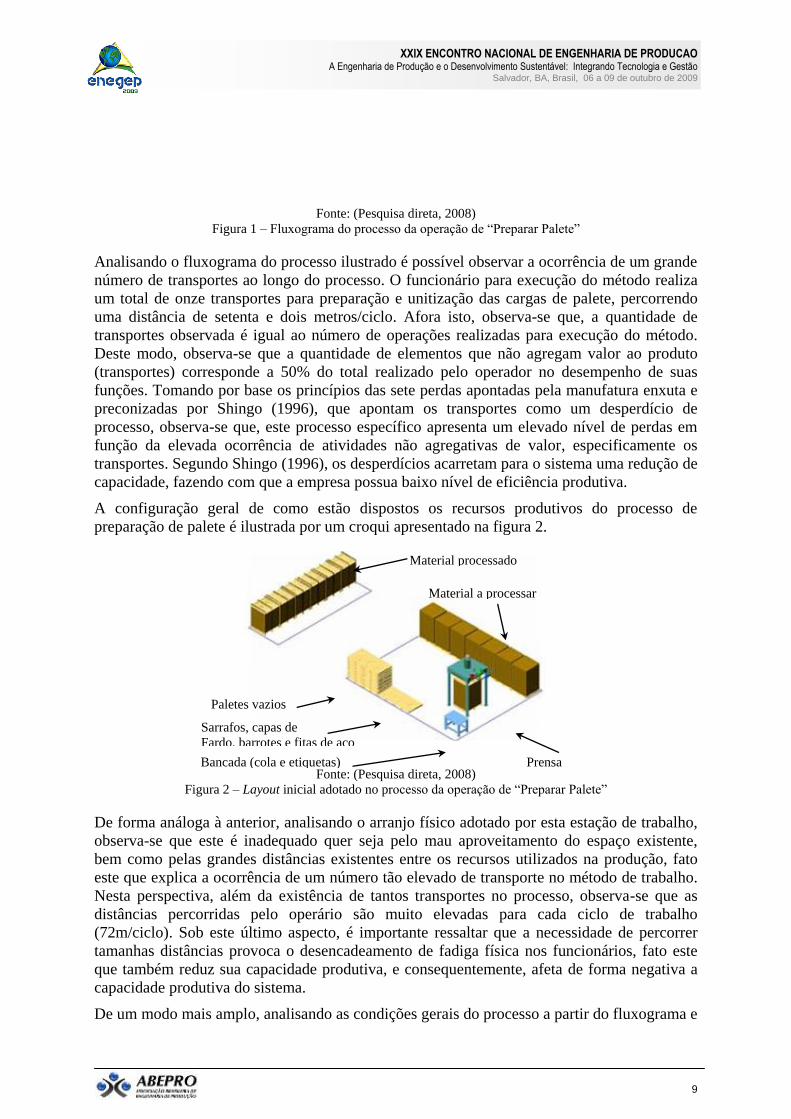
A configuração geral de como estão dispostos os recursos produtivos do processo de
preparação de palete é ilustrada por um croqui apresentado na figura 2.
Fonte: (Pesquisa direta, 2008)
Figura 2 – Layout inicial adotado no processo da operação de ―Preparar Palete‖
De forma análoga à anterior, analisando o arranjo físico adotado por esta estação de trabalho,
observa-se que este é inadequado quer seja pelo mau aproveitamento do espaço existente,
bem como pelas grandes distâncias existentes entre os recursos utilizados na produção, fato
este que explica a ocorrência de um número tão elevado de transporte no método de trabalho.
Nesta perspectiva, além da existência de tantos transportes no processo, observa-se que as
distâncias percorridas pelo operário são muito elevadas para cada ciclo de trabalho
(72m/ciclo). Sob este último aspecto, é importante ressaltar que a necessidade de percorrer
tamanhas distâncias provoca o desencadeamento de fadiga física nos funcionários, fato este
que também reduz sua capacidade produtiva, e consequentemente, afeta de forma negativa a
capacidade produtiva do sistema.
De um modo mais amplo, analisando as condições gerais do processo a partir do fluxograma e
Bancada (cola e etiquetas)
Paletes vazios
Sarrafos, capas de
Fardo, barrotes e fitas de aço
Material a processar
Prensa
Material processado

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
do layout da estação de trabalho na situação inicial conclui-se que, o processo mostra diversos
pontos de desperdício, principalmente a perda de tempo produtivo em decorrência do alto
índice de transportes, contribuindo para uma diminuição da capacidade produtiva em função
do tempo de processamento e também para a redução da produtividade dos funcionários.
Tendo em vista tais apreciações, pode-se concluir que o processo produtivo necessita de
otimização quer seja na melhoria do método de trabalho, objetivando eliminar ou reduzir o
número de transportes, quer seja na reconfiguração do arranjo físico, no intuito de reduzir ou
eliminar as distâncias percorridas, a fim de maximizar a capacidade produtiva. No sentido de
alcançar tais propósitos foram esboçadas algumas modificações, que serão apresentadas a
seguir.
5.2. Diagnóstico do cenário proposto para a empresa
Identificou-se no processo de preparação de palete que este era composto por um grande
número de atividades que não agregavam valor ao produto. Cerca de 50% destas atividades
compunham o método de trabalho. A fim de mudar este cenário, na tentativa principal de
eliminar ou reduzir a quantidade de transportes, sugeriu-se inicialmente que as áreas de
entrada de materiais fossem aproximadas da prensa o máximo possível. O objetivo era evitar
que o funcionário tivesse a necessidade de se locomover por tantas vezes com o intuito de
apanhar insumos produtivos, como os sarrafos, as capas de fardo, os barrotes, as fitas de aço,
as etiquetas e cola.
Com o mesmo propósito, os paletes vazios necessários ao processo foram trazidos para uma
posição mais próxima da prensa, onde também foi posicionada a bancada na qual estão
dispostas as etiquetas e a cola necessárias ao processo. Afora isto, sugeriu-se que as áreas de
―alimentação‖ e de ―descarte‖ fossem aproximadas, respeitando-se as necessidades do fluxo e
a espaço necessário para a circulação de pessoas e dos equipamentos de transporte. O arranjo
físico proposto no qual estão contempladas todas as modificações acima referidas pode ser
visualizado através da figura 3.
Fonte: (Pesquisa direta, 2008)
Figura 3 – Layout melhorado para o processo da operação de ―Preparar Palete‖
As modificações propostas para a nova configuração do arranjo físico, que objetivava
prioritariamente eliminar ou reduzir as distâncias percorridas pelo funcionário contribuíram
paralelamente para a otimização do fluxo produtivo, uma vez que, grande parcela das
atividades de transportes foi eliminada do processo.
Além destas melhorias imediatas, em face do reposicionamento dos dispositivos e materiais
utilizados na estação de trabalho, foi observado que o método de trabalho adotado mostrava-
se inadequado sob o ponto de vista ergonômico quando do posicionamento dos barrotes,
Paletes vazios
Sarrafos, capas de fardo,
barrotes e fitas de aço
Material processado
Material a processar
Prensa
Bancada
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
tendo em vista que o funcionário se locomovia por uma distância de 2,0m carregando
manualmente 8kg referente ao peso de quatro barrotes. Além deste transporte, o funcionário
necessitava ainda elevar esta carga a uma altura de 1,55m para colocá-los sobre o palete a ser
prensado. A fim de eliminar este transporte e seus possíveis riscos ergonômicos, sugeriu-se a
fixação dos barrotes no platô da máquina (cabeçote da prensa). Esta modificação possibilitaria
a eliminação de duas atividades de transporte e de duas atividades de operação (posicionar e
retirar barrotes).
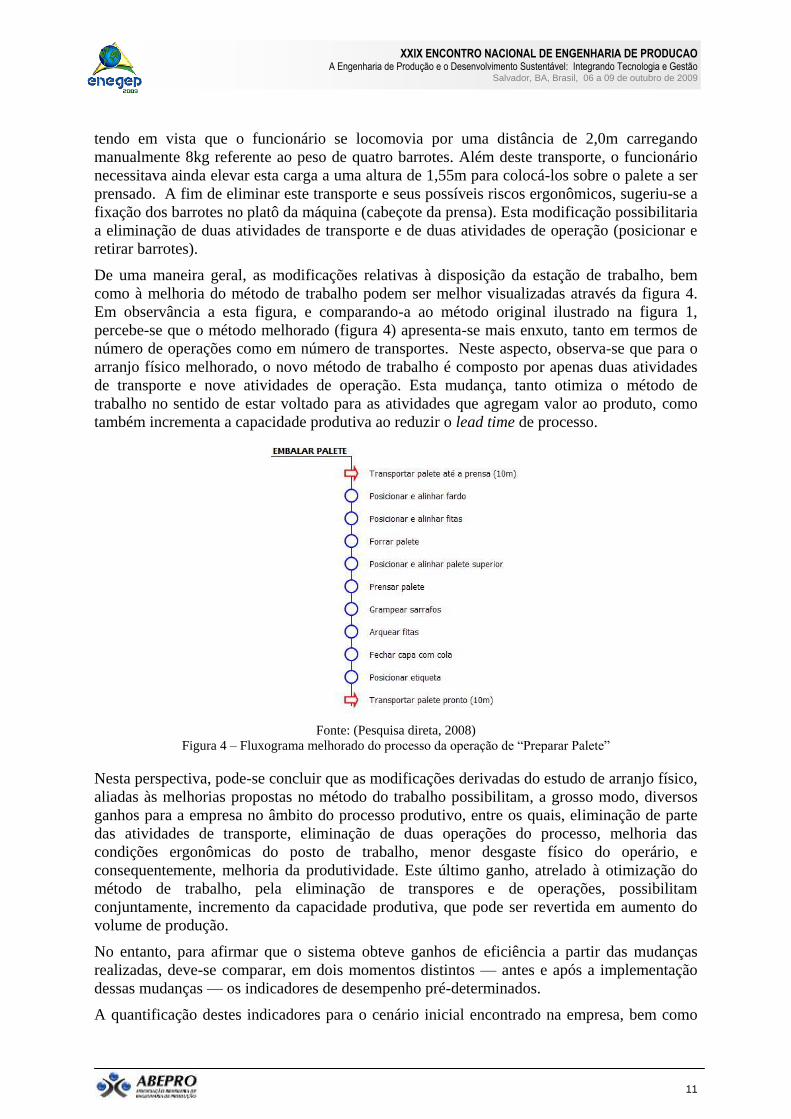
De uma maneira geral, as modificações relativas à disposição da estação de trabalho, bem
como à melhoria do método de trabalho podem ser melhor visualizadas através da figura 4.
Em observância a esta figura, e comparando-a ao método original ilustrado na figura 1,
percebe-se que o método melhorado (figura 4) apresenta-se mais enxuto, tanto em termos de
número de operações como em número de transportes. Neste aspecto, observa-se que para o
arranjo físico melhorado, o novo método de trabalho é composto por apenas duas atividades
de transporte e nove atividades de operação. Esta mudança, tanto otimiza o método de
trabalho no sentido de estar voltado para as atividades que agregam valor ao produto, como
também incrementa a capacidade produtiva ao reduzir o lead time de processo.
Fonte: (Pesquisa direta, 2008)
Figura 4 – Fluxograma melhorado do processo da operação de ―Preparar Palete‖
Nesta perspectiva, pode-se concluir que as modificações derivadas do estudo de arranjo físico,
aliadas às melhorias propostas no método do trabalho possibilitam, a grosso modo, diversos
ganhos para a empresa no âmbito do processo produtivo, entre os quais, eliminação de parte
das atividades de transporte, eliminação de duas operações do processo, melhoria das
condições ergonômicas do posto de trabalho, menor desgaste físico do operário, e
consequentemente, melhoria da produtividade. Este último ganho, atrelado à otimização do
método de trabalho, pela eliminação de transpores e de operações, possibilitam
conjuntamente, incremento da capacidade produtiva, que pode ser revertida em aumento do
volume de produção.
No entanto, para afirmar que o sistema obteve ganhos de eficiência a partir das mudanças
realizadas, deve-se comparar, em dois momentos distintos — antes e após a implementação
dessas mudanças — os indicadores de desempenho pré-determinados.
A quantificação destes indicadores para o cenário inicial encontrado na empresa, bem como
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
após as implementações realizadas depois do estudo de layout segue apresentada na tabela 1.
A apreciação destes resultados tanto do cenário inicial quanto do cenário modificado, através
do mapeamento de alguns indicadores de desempenho do processo (n° de operações, n° de
transporte, distância percorrida, lead time e capacidade produtiva) permite avaliar os ganhos
de eficiência para a empresa em função das melhorias de layout e do método de trabalho.
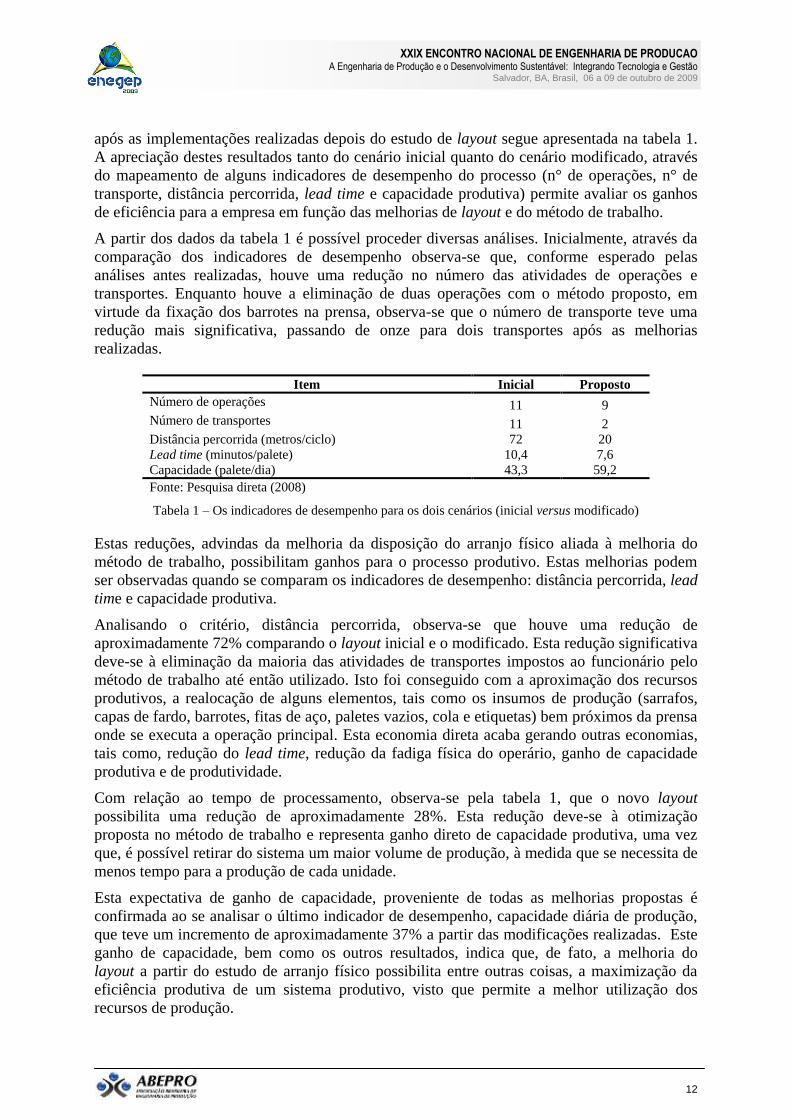
A partir dos dados da tabela 1 é possível proceder diversas análises. Inicialmente, através da
comparação dos indicadores de desempenho observa-se que, conforme esperado pelas
análises antes realizadas, houve uma redução no número das atividades de operações e
transportes. Enquanto houve a eliminação de duas operações com o método proposto, em
virtude da fixação dos barrotes na prensa, observa-se que o número de transporte teve uma
redução mais significativa, passando de onze para dois transportes após as melhorias
realizadas.
Item Inicial Proposto
Número de operações 11 9
Número de transportes 11 2
Distância percorrida (metros/ciclo) 72 20
Lead time (minutos/palete) 10,4 7,6
Capacidade (palete/dia) 43,3 59,2
Fonte: Pesquisa direta (2008)
Tabela 1 – Os indicadores de desempenho para os dois cenários (inicial versus modificado)
Estas reduções, advindas da melhoria da disposição do arranjo físico aliada à melhoria do
método de trabalho, possibilitam ganhos para o processo produtivo. Estas melhorias podem
ser observadas quando se comparam os indicadores de desempenho: distância percorrida, lead
time e capacidade produtiva.
Analisando o critério, distância percorrida, observa-se que houve uma redução de
aproximadamente 72% comparando o layout inicial e o modificado. Esta redução significativa
deve-se à eliminação da maioria das atividades de transportes impostos ao funcionário pelo
método de trabalho até então utilizado. Isto foi conseguido com a aproximação dos recursos
produtivos, a realocação de alguns elementos, tais como os insumos de produção (sarrafos,
capas de fardo, barrotes, fitas de aço, paletes vazios, cola e etiquetas) bem próximos da prensa
onde se executa a operação principal. Esta economia direta acaba gerando outras economias,
tais como, redução do lead time, redução da fadiga física do operário, ganho de capacidade
produtiva e de produtividade.
Com relação ao tempo de processamento, observa-se pela tabela 1, que o novo layout
possibilita uma redução de aproximadamente 28%. Esta redução deve-se à otimização
proposta no método de trabalho e representa ganho direto de capacidade produtiva, uma vez
que, é possível retirar do sistema um maior volume de produção, à medida que se necessita de
menos tempo para a produção de cada unidade.
Esta expectativa de ganho de capacidade, proveniente de todas as melhorias propostas é
confirmada ao se analisar o último indicador de desempenho, capacidade diária de produção,
que teve um incremento de aproximadamente 37% a partir das modificações realizadas. Este
ganho de capacidade, bem como os outros resultados, indica que, de fato, a melhoria do
layout a partir do estudo de arranjo físico possibilita entre outras coisas, a maximização da
eficiência produtiva de um sistema produtivo, visto que permite a melhor utilização dos
recursos de produção.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
Sob este último aspecto, verifica-se que o projeto de layout permitiu à empresa um aumento
de 37% na eficiência produtiva, o que pode ser entendido como ganho no volume de produção
sem que tenha sido necessário o investimento em maquinário ou novos equipamentos, mas
apenas através da otimização do processo, neste caso possibilitada pelo estudo de arranjo
físico.
Este registro específico corrobora com a teoria sobre o tema, que aponta o projeto de arranjo
físico como sendo uma importante ferramenta para otimização dos sistemas organizacionais.
Neste aspecto, as análises realizadas a partir dos resultados obtidos com a aplicação deste
estudo de caso, convergem para o mesmo ponto de vista de diversos autores como Muther
(1978), Olivério (1985), Gonçalves Filho (2001), Villar e Nóbrega (2004) e Slack et al
(2002). Neste aspecto, de forma conclusiva, através dos indicadores de desempenho
comparados pode-se afirmar que ao implantar a nova configuração de método e de layout, a
eficiência do processo produtivo foi melhorada. Em termo de produtividade econômica, para
inferir financeiramente este ganho seria necessário custear os recursos de produção, objetivo
este que foge do escopo deste artigo.
6. Conclusões
De uma forma geral, os resultados apresentados através deste estudo de caso possibilitam
afirmar inicialmente que o projeto de arranjo físico, assim como defendido por diversos
autores, mostra-se como sendo um meio pelo qual o sistema produtivo pode se tornar mais
eficiente.
Neste sentido, a partir dos resultados alcançados com a implementação do arranjo físico
analisados à luz do mapeamento dos indicadores de desempenho, pode-se concluir que o
projeto de arranjo físico implementado na empresa, possibilitou melhorias para o processo
produtivo, ao permitir um fluxo mais contínuo e harmônico, à medida que o elevado número
de transportes foi reduzido. Este novo cenário, a partir da quantificação representada pelos
indicadores de desempenho, permite apontar uma redução de 72% das distâncias percorridas,
o que possibilitou uma redução do lead time de processamento de 28% e um ganho de
capacidade de aproximadamente 37%.
A magnitude de tais resultados só ratifica a importância de realizar estudos de arranjo físico
nas empresas dos mais diversos ramos manufatureiros e de serviço, ainda mais, no cenário
altamente competitivo no qual os sistemas organizacionais estão inseridos, onde
competitividade e produtividade são metas de sobrevivência perseguidas dia-a-dia.
Referências
BARNES, Ralph M. Estudo de Movimentos e de Tempos: projeto e medida do trabalho. 6.a ed. São Paulo:
Edgard Blücher, 1977.
CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração da Produção e Operações – manufatura e
serviços: uma abordagem estratégica. 2.a ed. 3.a reimpr. São Paulos: Atlas, 2008.
GONÇALVES FILHO, E. V. Arranjo Físico de Fábrica: um modelo para o processo de projeto e algoritmo
genético para a formação de células de fabricação. Tese de doutorado – Escola de Engenharia de São Carlos.
Universidade de São Paulo. São Carlos. 2001.
LEE, Q. Projeto de instalações e do local de trabalho. São Paulo: Instituto IMAM, 1998.
MACEDO, M. M. Gestão da produtividade nas empresas. Revista Fae business, n.3, set. p.18 a 23, 2002.
MOREIRA, Daniel Augusto. Administração da Produção e Operações. 2.a ed. rev. e ampl. São Paulo:
Cengage Learning, 2008.
MÜTHER, R. Planejamento do layout: sistema SLP. São Paulo: Edgard Blücher, 1978.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
OLIVÉRIO, J. L. Projeto de fábrica: produtos, processos e instalações industriais. São Paulo: IBLC. 1985.
SEVERIANO FILHO, C. Produtividade e Manufatura Avançada. João Pessoa: Editora Universitária, 1999.
SHINGO, S. O sistema Toyota de Produção sob o Ponto de Vista da Engenharia de Produção. Porto Alegre:
Bookman, 1996.
SLACK, N. et al. Administração da Produção. São Paulo: Atlas, 2002.
SON Young K.; PARK, C. S. Economic measure of productivity, quality and flexibility in advanced
manufacturing systems. Journal of Manufacturing systems, v. 6, n.3, pág. 197-207, 1987.
VILLAR, Antônio de Mello; NÓBREGA JR., Claudino Lins. Planejamento das Instalações Industriais. João
Pessoa: Manufatura, 2004.