Embed Size (px)
DESCRIPTION
Sobre la importancia de la tarjeta de control estadístico de la producción y la teoría organizacional. Documento es español
Citation preview

1
OBJETOS QUE DAN SOLIDEZ A UNA TEORÍA:
LA HISTORIA DEL CONTROL
ESTADÍSTICO DE LA FABRICACIÓN∗
Denis Bayart
En este artículo intentaremos abordar el problema del nacimiento y la
difusión de los saberes en materia de gestión desde un ángulo poco habitual:
el de los objetos a través de los cuales el saber adquiere cierta materialidad.
En ese campo, la tradición consiste más bien en estudiar las ideas: cómo
surgen, cómo ponemos a prueba su pertinencia, de qué manera las ventajas
que aportan pueden explicar su éxito, etcétera. El contenido del pensamiento
es el punto de concentración, presuponiendo que es en su calidad y en su
pertinencia donde se encuentra el valor de los métodos de gestión. Sin
pretender negar la importancia de las ideas, pensamos que es muy útil
analizar el papel que juegan los objetos materiales, tanto en la construcción de
las ideas como en su difusión y en su aplicación en el mundo de las empresas.
Denominamos “objetos” a todas las formas concretas, materiales o
gráficas, que se producen gracias al apoyo de un saber determinado, ya sea a
título de ejemplo, de argumento, de prueba o como medio para la aplicación.
Las representaciones gráficas ocupan un lugar importante entre esos objetos,
como se puede constatar al hojear cualquier manual de administración. El
manual, variable particular del libro, constituye también un objeto específico
que juega un papel determinado en la difusión de los saberes, papel
generalmente poco estudiado en el campo de la gestión (recibe más interés
∗ Aparecido originalmente en Charue Duboc, Florence (comp.), Des Savoirs en Actions, Contribution de la Recherche en Gestion, L’Harmattan, París, 1995, pp. 139-173. La traducción es de Mónica Portnoy.

2
por parte de la historia y de la sociología de las ciencias y de las técnicas). La
aplicación de ciertos saberes, como el estudio de tiempos y movimientos,
requiere instrumentos muy específicos (cronómetros especiales,
equipamientos para visión de conjunto, relación detallada de registro de
datos...). También podemos pensar en los objetos programas (por ejemplo, la
paquetería de herramientas estadísticas para el control de la calidad).
Analizaremos el papel de los objetos en la edificación de los saberes en
la gestión a partir de tres perspectivas:
• en la construcción de las teorías de gestión, por una parte, como
elementos del avance del conocimiento y, por otra, como punto de
apoyo de la retórica de los promotores (ambos aspectos, difíciles de
disociar en la práctica);
• en la aplicación de los saberes, como mediadores respecto a la acción:
las propiedades de los saberes para la acción están, de hecho,
vinculadas a los objetos;
• en la difusión: al constituir el aspecto material del saber, están
comprometidos en la vida social de la misma manera que cualquier otro
objeto; pueden asumir, sobre todo, la forma de mercancías, que se
sujetan a la circulación, al intercambio, al comercio.1
En este sentido, adoptamos una concepción constructivista y ecológica
de lo que, por convención, denominamos la “producción/difusión” de los
saberes administrativos. Estos últimos, construidos en condiciones únicas por
un grupo de promotores, se ponen en circulación en el campo social mediante
la intercesión de objetos (maquetas, modelos, textos de diferente 1 Midler, C., 1986, “Logique de la mode managériale”, en Gérer et Comprendre, núm. 3, junio, pp. 74-85.

3
naturaleza...); presentes en el mundo empresarial, se someten a un proceso de
selección en el que intervienen las propiedades que los objetos parecen tener.
Este análisis lleva a poner el acento en las interacciones que se producen
entre, por un lado, los objetos que se producen y se ponen circulación y, por
el otro, los contextos que dan sentido a los objetos y que sacan a relucir sus
propiedades. Pareciera imposible considerar las propiedades de los objetos
como si les fueran inherentes ya que necesitan una interacción con los
hombres para manifestarse. Esto nos llevó al estudio de todos los procesos
sociales que hacen surgir, establecen o sacan a relucir las propiedades de los
objetos. Entre esos procesos, la normalización tiene un lugar particularmente
importante; en otro trabajo,2 el control estadístico se presentó en el marco de
una convención económica que reunió los trabajos más teóricos de Eymard-
Duvernay.3
Numerosos trabajos de investigación en administración, se inclinaron a
mostrar cómo los instrumentos de gestión estructuran las formas de pensar y
los comportamientos dentro de las organizaciones; con frecuencia, explican
las dificultades de la evolución que se imputa, erróneamente, sólo a las
“mentalidades” y constituye una “tecnología invisible” en la que se subestima
la inercia. 4 Desde una perspectiva muy materialista, estas investigaciones
pretendían demostrar que los objetos utilizados para administrar las
organizaciones tienen, a menudo, un peso mayor que las ideas de gestión, las
cuales se supone éstos deben representar, y ello a partir del hecho de que los
actores reinterpretan el sentido de esos objetos en función de su contexto 2 Bayart, D., 1994, “La quantification du contrôle qualité dans l’industrie: un point de vue sociologique et historique”, en Nicolas, F. y Valceschini, E. (comps.), Agro-alimentaire: une économie de la qualité, INRA-Economica, París. 3 Eymard-Duvernay, F., 1989, “Conventions de qualité et formes de coordination”, en Revue économique, núm. 2, pp. 329-359. 4 Por ejemplo, Berry, M., 1983, Une technologie invisible? L’impact des instruments de gestion sur l’évolution des systèmes humains, Centre de Recherche en Gestion, École Polytechnique, París.

4
local, lo que no siempre está en concordancia con el sentido que pretenden los
responsables de las organizaciones. Actualmente, las ciencias sociales
manifiestan un interés por los objetos 5 y por la manera en la que se
“involucran en la acción”, lo que permite vislumbrar, en un futuro, paralelos
interesantes con las ciencias de la gestión.
Entonces, esta dimensión de los objetos en la gestión merece explorarse
como tal, como hilo conductor del proceso de innovación y de difusión.
Realizaremos una experiencia sobre el caso de los métodos estadísticos de
control de calidad en las producciones industriales. Desrosières6 caracterizó
de manera admirable el doble aspecto de los objetos estadísticos respecto de
la acción:
Las herramientas estadísticas permiten descubrir o crear seres sobre los que
es posible apoyarse para describir el mundo y actuar en él. Acerca de esos
objetos, puede decirse, simultáneamente, que son reales y que fueron
construidos, desde el momento en que se retoman en otros ensamblajes y
circulan así, escindidos de su génesis, lo que es, después de todo, el destino
de muchos productos.
Los métodos estadísticos de control de calidad se desarrollaron durante
la década de 1920, a partir de las necesidades de la industria telefónica
estadounidense, en la empresa Western Electric y en los Laboratorios Bell.
Estas empresas crearon la técnica estandarizada de las tarjetas de control, que
permiten controlar la regularidad en el proceso de fabricación, así como
detectar rápidamente los desajustes de las máquinas. El principio es 5 Véase sobre todo el número temático de la revista Raison practique, “Les objets dans l’action. De la maison au laboratoire”, EHESS, París, 1993. 6 Desrosières, A., 1993, La politique des grands nombres. Histoire de la raison statistique, La Découverte, París, p. 9.

5
relativamente fácil de comprender, pero demanda algunas explicaciones. Para
que los objetos fabricados se consideren de “buena calidad”, deben satisfacer
determinadas tolerancias de acuerdo con un cierto número de características
seleccionadas como criterios de calidad; por ejemplo, sus dimensiones
geométricas. No obstante, los equipos de producción, aunque sean muy
precisos, son incapaces de producir objetos exactamente semejantes los unos
a los otros, y las características de los productos fabricados se reparten, de
hecho, según las distribuciones estadísticas. Todo está bien mientras la
distribución de cada característica quede incluida dentro de los límites de
tolerancia: entonces se dice que la máquina está bajo control estadístico,
dicho de otra forma, bien ajustada. Pero siempre llega un momento en que la
máquina se desajusta; cuando ese desajuste es progresivo, la máquina
comienza a producir algunas piezas malas entre una mayoría de piezas
buenas. Las tarjetas de control son una herramienta gráfica que, con la ayuda
de técnicas de muestreo, permite detectar rápidamente ese desajuste antes de
que afecte una gran cantidad de piezas fabricadas. Entonces, una vez que se
conoce la causa, puede interrumpirse la fabricación para ajustar nuevamente
la máquina y así evitar desperdicios o costos de reposición que pudieran ser
muy elevados. De manera más general, las tarjetas de control constituyen
actualmente una herramienta fundamental para el seguimiento de la calidad
en la fabricación, principalmente, en el marco de procedimientos para
asegurar la calidad.
El control de fabricación antes de la “revolución probabilística”
La innovación más importante que se introdujo en la década de 1920 al
control de fabricación fue la consideración del azar, al utilizar métodos de

6
estadística matemática que permitieron definir racionalmente los
procedimientos de evaluación de las muestras. Como veremos, esta
aportación constituye, en el campo de la producción industrial, una verdadera
“revolución probabilística”, para retomar la expresión consagrada en la
historia de las ciencias.7 Antes existían, evidentemente, procedimientos de
control de calidad, incluso que utilizaban muestreo, pero no se basaban de
manera explícita en el cálculo de probabilidades. En épocas tan remotas como
el siglo XII, los ingleses ya recurrían a esos métodos para controlar la
graduación y el peso de las monedas fabricadas para el rey por parte de los
artesanos de la moneda.8
A principios del siglo XX el determinismo se convirtió en la concepción
dominante entre los ingenieros y los científicos ocupados de la organización
industrial. Tomaremos el ejemplo de Le Chatelier para demostrar hasta qué
punto, dentro de esas concepciones, era imposible tomar en cuenta el azar. Le
Chatelier, eminente químico miembro de la Academia de Ciencias, también
fue conocido por su papel como difusor de los trabajos de Taylor, a quien da a
conocer en Francia a partir de 1907. Escribió el prefacio de un libro de
organización industrial publicado por su discípulo Nusbaumer:9
Todos los fenómenos se engranan de acuerdo con leyes inexorables. (...) La
creencia en la necesidad de leyes, dicho de otra forma, en la inexistencia del
azar, conduce a la industria a revelarse contra las irregularidades, contra los
desperdicios de fabricación y casi siempre permite que desaparezcan.
7 Krüger, L, Daston, L. y Heidelberger, M. (comps.), 1987, The Probabilistic Revolution, MIT Press, Cambridge. 8 Stigler, S. M., 1977, “Eight Centuries of Sampling Inspection: the Trial of the Pyx”, en J. Am. Stat. Ass., vol. 72, pp. 493-500. 9 Nusbaumer, E., 1924, L’Organisation scientifique des usines, Nouvelle librairie national, París.

7
La opinión de Le Chatelier respecto al azar se explica a partir de sus
concepciones de la organización industrial. Únicamente le parece legítima y
fecunda una sola vía: conocer con tanta exactitud como sea posible las leyes
de la materia aplicadas a los productos fabricados, a las máquinas. Podría
decirse, parafraseando a Laplace, que ni su concepción de la calidad ni
aquélla de la organización industrial tenían necesidad alguna de recurrir a “la
hipótesis del azar”. Por el contrario, se requería rechazarla de manera
contundente pues ofrecía una escapatoria fácil a los responsables de la fábrica
que refunfuñaban cuando se planteaba que debían emprender la marcha del
conocimiento científico, laborioso y costoso, que hubiera podido dar
verdadera cuenta de esos fenómenos. Aceptar la idea de que el azar existe, es
rechazar la posibilidad de alejar el desorden.10
Algunas veces, principalmente cuando el control implicaba una
destrucción de las piezas (ensayos que llegaban a la rotura, por ejemplo), era
necesario tomar una muestra de las mismas. Le Chatelier no se cuestionaba
acerca del tamaño de la muestra ni sobre la validez de las conclusiones que se
obtenían del ensayo; quizás hubiera sido incapaz de plantearse la pregunta ya
que parecía ignorar la existencia del cálculo de probabilidades, el cual, sin
embargo, desde inicios del siglo XIX, había sido articulado por Laplace, de
manera muy evidente, con una filosofía determinista.11
La misma concepción determinista parecía reinar de igual manera en la
industria estadounidense. Así, F. W. Taylor da un ejemplo de organización
perfectamente determinista de un control de calidad en la fabricación de
10 El debate está siempre presente entre los partidarios del “cero error”. Algunos ven en el paso del control estadístico de fabricación la institucionalización de la ineficiencia: los operadores, sabiendo que los productos se inspeccionan al final de la cadena, no buscan particularmente corregir los errores. El principal interés de una política de “cero error” sería forzar a la gente a mejorarse. 11 De Laplace, P. S., 1825, Essai philosophique sur les probabilités, 1986, Christian Bourgois, París.

8
baleros para bicicletas. 12 Por otra parte, Nusbaumer, el alumno de Le
Chatelier ya mencionado, reprodujo de manera exacta el dispositivo de Taylor
en la fábrica de pólvora y explosivos que debía reorganizar en 1916. Incluso
con sujetos que, en nuestra visión actual, se prestan muy bien a un
acercamiento probabilístico, tal como el mantenimiento preventivo de correas
de transmisión dentro de un taller, con el objetivo de evitar las interrupciones
en el proceso de fabricación; Taylor adopta una problemática rigurosamente
determinista.13
La creencia en el determinismo al interior de los ambientes industriales
estadounidenses se mantenía igualmente por la búsqueda de la mayor
precisión posible en las fabricaciones mecánicas, que aparecían como el único
medio para obtener la intercambiabilidad de las piezas. El historiador A. D.
Chandler señala que “El sistema estadounidense de manufactura puede
definirse como un proceso de producción de grandes cantidades en medio de
la fabricación de piezas estandarizadas que se ensamblan a productos
finales.”14
Para muchos industriales, uno de los principales objetivos de calidad
para la fabricación mecánica era la posibilidad de sustituir los componentes,
según la ecuación: calidad = intercambiabilidad = precisión.
El enfoque no determinista del control de fabricación desarrollado en
los laboratorios Bell, le dará vuelta a la ideología científica dominante en los
12 Se trata de un ejemplo dado por el autor en The Principles of Scientific Management, trad. franc., 1967, La direction scientifique des entreprises, Ed. Marabout, París. 13 Taylor, F. W., 1907, “L’emploi des courroies”, en Etudes sur l’organisation du travail dans les usines, Dunod y Pinat, París. 14 En: Mayr, O. y Post, R. C. (comps.), 1981, Yankee Enterprise. The Rise of American System of Manufactures, Smitsonian Institution Press, Washington D.C., p. 153. El conjunto del libro muestra bastante bien la importancia de la cuestión de la intercambiabilidad y el asombro del mundo industrial frente al desempeño de las manufacturas estadounidenses en el tema.

9
ámbitos industriales al introducir en el campo de la ingeniería la problemática
de la física estadística.
La construcción de una teoría sólida de la calidad
¿Por qué Shewhart?
Si se tratara aquí de un enfoque puramente histórico, se necesitaría describir y
analizar una multiplicidad bastante grande de trabajos que tuvieron lugar
durante la década de 1920, no sólo en los Estados Unidos, sino también en
Francia, Alemania, Gran Bretaña y, posiblemente también, en Rusia. De
hecho, es destacable que, más o menos al mismo tiempo, aparecieron en
diferentes países, aunque de manera independiente, ingenieros que habían
reflexionado acerca de los enfoques probabilísticos del control de calidad. Se
trata de una confirmación de que el surgimiento del problema no provino de
un concurso de circunstancias propias de un sector industrial en particular,
sino que, más bien, se halla quizá ligado a una etapa histórica en la evolución
de las técnicas de producción, en la organización de las empresas y en la
evolución de los intercambios industriales. Sin mucho temor a equivocarse, se
puede anticipar que se trata de la generalización de la producción en masa, a
sabiendas de que una caracterización tan general es insuficiente. Esta cuestión
requeriría mayor investigación, lo cual supera el propósito de este texto.
Entre todos esos trabajos independientes, los de Laboratorios Bell
retendrán nuestra atención por las siguientes razones: el cuerpo teórico más
ambicioso y completo se desarrolló en ese espacio; el método puntualizado, el
de las tarjetas de control, ingresó realmente en la industria y todavía tiene
vigencia; el material publicado es bastante voluminoso y su contenido lo

10
suficientemente abundante como para poder seguir las marcas del desarrollo
de esta innovación. Por el contrario, en los demás países, los métodos
desarrollados permanecieron bastante fragmentados o limitados a
determinadas empresas y fueron, en definitiva, ahogados por el método de los
Laboratorios Bell. Una excepción notable es el caso de los ingleses, quienes
pudieron adoptar el método en curso e integrar a sus propios trabajos la
concepción estadounidense, a la cual brindaron considerables aportes en la
década de 1930, lo que no es de sorprender si se considera su impresionante
potencial como investigadores en estadística, tanto matemática como
aplicada.
Para no dificultar lo ya expuesto, nos limitaremos al método de las
tarjetas de control, aunque para un análisis completo deberíamos, asimismo,
tomar en cuenta los métodos de control de recepción por muestreo que
también se desarrollaron en los Laboratorios Bell.15 W. E. Shewhart (1891-
1967) es el creador reconocido de las tarjetas de control, lo que se confirma
mediante una decena de artículos aparecidos entre 1924 y 1931, que culminan
con un voluminoso tratado16 que reúne la totalidad de los mismos. De un
artículo a otro, se puede seguir perfectamente bien la evolución de las ideas y
de las herramientas asociadas, y esta construcción es la que analizaremos en
apego a, particularmente, tres etapas de esta construcción: 1924, 1926 y 1929-
30.17
15 Dodge, H. F. y Romig, H. G., 1929, “A Method of Sampling Inspection”, en Bell System Technical Journal, vol. 8, pp. 613-631. 16 Shewhart, W. A., 1931, Economic Control of Quality of Manufactured Products, Macmillan, Nueva York, Van Nostrand y Londres. 17 Shewhart, W. A., 1924, “Some Applications of Statistical Methods to the Analysis of Physical and Engineering Data”, en Bell System Technical Journal, vol. III, n° 1, pp. 43-87. También véase las obras del mismo autor, 1926, “Quality Control Charts: a Brief Description of a Newly Developed Form of Control Chart for Detecting Lack of Control of Manufactured Products”, Bell System Technical Journal, vol. V, pp. 593-603; y, 1930, “Economic Quality Control of Manufactured Product”, Bell System Technical Journal, vol. IX, pp. 364-389, presentado en la American Association for Advancement of Science, Des Moines, diciembre, 1929.

11
De acuerdo con los testimonios,18 la Western Electric se preocupó en
1922-24 por los problemas de control de calidad dentro de su departamento
de ingeniería. El físico W. E. Shewhart, que conocía los métodos de la física
estadística, se encargó de analizar las mediciones que se efectuaron en
equipos telefónicos producidos durante varios meses, con el objetivo de
encontrar los procedimientos de control de calidad. Shewhart fue transferido a
los Laboratorios Bell al momento de su fundación en 1925, y continuó ahí sus
trabajos sobre control de calidad.
El micrófono de carbono o la escenificación de lo aleatorio, 1923-1924
Ya desde la primera frase de su primer artículo, anterior a las tarjetas de
control, Shewhart ataca de frente la creencia en el determinismo, redefiniendo
el significado de la medición de una magnitud física, apoyándose en la física
moderna propia de la época. En lugar de la exactitud, es decir, de una
precisión tan grande como se desee, sólo se intentará encontrar entidades
estadísticas que ya no ofrezcan certidumbres sino únicamente probabilidades:
Habitualmente, pensamos que las ciencias físicas y de la ingeniería son
exactas. En la mayoría de las mediciones de magnitudes físicas, esto es
prácticamente cierto. (...) La introducción de la teoría molecular de los
quanta, sin embargo, provocó la modificación de algunas de esas viejas
concepciones. Así, cada vez más, debemos considerar el problema de
medición de cualquier magnitud física como el de establecer el valor de
mayor probabilidad. Nos vemos obligados a concebir las leyes físico-
18 Littauer, S. B., 1950, “The Development of Statistical Quality Control in the United States”, en The American Statistician, diciembre, pp. 14-20; Gogue, J. M., 1990, Les six samouraï de la qualité, Economica, París.

12
químicas como un determinismo estadístico al cual la “ley de los grandes
números” da la apariencia de una precisión infinita.19
Shewhart comienza por construir un paralelo entre la física y la
ingeniería; los títulos de los dos primeros apartados del artículo son
reveladores sobre este particular: “Naturaleza estadística de algunos
problemas físicos” y “Naturaleza estadística de algunos problemas
telefónicos”. En el primero, este autor, con el apoyo de gráficas, puntualiza la
experiencia histórica de Rutherford y Geiger (1910), al demostrar que, para
una fuente radioactiva, el número de partículas alfa emitidas por unidad de
tiempo, es una variable aleatoria de la que se puede dar cuenta mediante una
de las leyes de Poisson. En el segundo, Shewhart exhibe un componente
telefónico cuyo comportamiento sólo puede ser aprehendido de manera válida
por medio de métodos estadísticos, y concluye: “Las características de
algunos equipamientos telefónicos ya no pueden mantenerse dentro de límites
estrechos cuando la distribución de partículas alfa no puede controlarse en la
experiencia previa.”
De esta manera, Shewhart realiza una transferencia de problemática
entre el campo de la física estadística y el de la ingeniería telefónica: a partir
del momento en que se reconoce en la física que un modelo probabilístico
constituye la mejor manera de explicar un fenómeno determinado, se
convierte en legítimo recurrir a los modelos probabilísticos dentro del campo
de la telefonía –e incluso necesario para los investigadores que pertenecen a
los Laboratorios Bell, a quienes se les paga para mantenerse en la cima del
progreso–.
19 Shewhart, W. A., 1924, op. cit., pp. 43-44.

13
El objeto elegido por Shewhart brinda un ejemplo particularmente
palpable de la necesidad de recurrir al enfoque estadístico. Se trata del
micrófono de carbono, elemento clave del combinado telefónico, en el que
una de sus características importantes, la resistencia eléctrica –medida en
laboratorio con todas las precauciones imaginables– manifiesta todos los
síntomas de un comportamiento aleatorio. Con un objeto como éste, la
impotencia de la concepción determinista es evidente: la aleatoriedad se
encuentra en el corazón del objeto fabricado y no sólo en las máquinas que lo
fabrican.
Este objeto providencial permite a Shewhart plantear un problema de
fondo para el control de calidad: ¿cuáles son los estándares de fabricación que
se pueden establecer para productos en los que no se pueden controlar las
características de calidad y de qué manera se formularán y representarán estos
estándares ante el personal de los talleres? ¿Cómo establecer los límites de
variación admisibles? La respuesta que da Shewhart es: “sólo y únicamente
mediante las estadísticas”. Aquí aparece legitimada la búsqueda de
investigaciones en este campo para llegar a los métodos operativos. Al mismo
tiempo, se hace evidente la creencia de los industriales según la cual, al
aumentar indefinidamente la precisión de las máquinas, se podrá resolver en
todos los casos la cuestión de la calidad.
Veamos ahora en qué desemboca este cuestionamiento radical, pues no
basta con denunciar: en el campo industrial también se deben proponer
métodos de trabajo. La dirección propuesta por Shewhart en ese artículo, y a
la cual se apegará después de una manera coherente, consiste en identificar,
por medio de métodos numéricos, la distribución estadística de la
característica de calidad estudiada en condiciones de fabricación
estabilizadas. La mayor parte del artículo se consagra a una revisión de los

14
métodos estadísticos existentes con el fin de evaluar su pertinencia para la
identificación de una distribución empírica. Por lo tanto, se trata de un
artículo metodológico y programático. Las herramientas prácticas de trabajo
no están aún a punto, pero llegarán a estarlo en el transcurso de ese año de
1924.
Distribuciones estadísticas en las tarjetas de control
El artículo que acabamos de analizar concluye que la calidad de un producto
industrial se representa mediante una distribución estadística. Ésta se
identifica por medio de los valores numéricos de sus primeros momentos, en
aplicación de la teoría matemática de Karl Pearson. A partir de entonces,
Shewhart le dará forma de manera progresiva a la herramienta gráfica de la
tarjeta de control, la cual será el objeto material esencial de este método.
Seguiremos las huellas de esta evolución, desde la idea inicial aparecida en
una nota interna20 del 16 de mayo de 1924, hasta la forma normalizada en
1935. El análisis intenta mostrar que la forma gráfica constituyó un elemento
fijo respecto de las concepciones teóricas, las cuales evolucionaron alrededor
de ese eje. En consecuencia, esta observación brinda una confirmación de la
tesis del papel predominante de los objetos en la evolución de las ideas acerca
de la gestión.
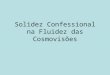
La nota interna de 1924 muestra dos elementos: un ejemplo de
representación gráfica (figura 1) y un texto muy breve de Shewhart que señala
que está en el camino hacia un método operativo: “La relación gráfica anexa
se concibió para indicar si la variación observada en el porcentaje de aparatos
20 Nota reproducida en Gogue, J. M., 1990, op. cit., pp. 30-31.

15
defectuosos de un tipo determinado es o no significativa; es decir, para
indicar si el producto es o no satisfactorio.”
TIPO DE APARATO
INSPECCIONADO POR
p.
• PUNTOS OBSERVADOS
68% p.
DIC
IEM
BR
E
ESTE PUNTO MUESTRA UN PROBLEMA
AG
OS
TO
SE
PTIE
MBR
E
OC
TUB
RE
NO
VIE
MB
RE
JULI
O
TOLERANCIA
MA
RZO
AB
RIL
MA
YO
JUN
IO
EN
ER
O
FEB
RE
RO
NÚMERO MANUFACTURADO
NÚMERO INSPECCIONADO
LÍMITE SUPERIOR
PO
RC
EN
TAJE
DE
DE
FEC
TUO
SO
S
LÍMITE INFERIOR
Figura 1
Shewhart agrega que la teoría subyacente es relativamente compleja y
que comenzó a trabajar en memorandos que lo explican a detalle. Aunque es
evidente que esta forma gráfica es la aportación principal ya que permite
captar “a simple vista el máximo de información pertinente”. Su principio es
simple: un eje horizontal representa las fechas sucesivas en las que se han
efectuado las mediciones, un eje vertical lleva la escala de la característica
medida. El elemento nuevo que da todo su valor a la gráfica, está constituido
por una línea horizontal cuya ordenada corresponde a un valor determinado a

16
través de medios teóricos y que representa un límite que no debe superarse; si
el valor de la característica de calidad alcanza esta línea, esto indica un
problema (“este punto muestra un problema”, escribió Shewhart sobre la
figura).
Luego, después de conocer los desarrollos ulteriores de la teoría, es
fácil comprender la idea directriz: mientras que la distribución estadística de
la variable de calidad permanezca sin cambios, se puede determinar un
intervalo, función de las características de la distribución, de manera tal que la
variable tenga una probabilidad prácticamente igual a 1 de estar incluida. Por
ejemplo, si la distribución responde a una ley de Laplace-Gauss, la
probabilidad de que la variable caiga fuera de un intervalo ± 3σ a un lado y
otro de la media (donde σ es la desviación estándar de la distribución) es de
sólo 3 por mil. Para una distribución cualquiera, el teorema de Bienaymé-
Tchebycheff establece que esta probabilidad es inferior al 11%. Si, entonces,
el resultado de una medición cae fuera de este intervalo, podemos decir casi
con seguridad, para el caso de una distribución normal, que el sistema de
producción no quedó en el mismo estado –lo que constituye el problema del
que habla Shewhart: alguna cosa se ha desajustado, es necesario intervenir–.
Pero no fue de manera repentina que Shewhart llegó a una formulación
tan clara y compacta. En principio, construyó una teoría relativamente
sofisticada, fielmente calcada de la dirección de los biométricos británicos,
expuesta en su artículo de 1926, el primero en el que se empleó el término
cuadros de control.
El objetivo buscado es, igual que en su primer artículo, la identificación
de la distribución empírica de la característica de calidad. El procedimiento
consta de cuatro etapas. En primer lugar, es necesario plantear la hipótesis de
un modelo teórico de distribución (ley normal, ley de Poisson, etc.). Luego,

17
seleccionar los estimadores: generalmente, se trata de los primeros momentos
de la distribución –media, desviación estándar, coeficiente de asimetría,
coeficiente de aplanamiento–, aunque nada obliga al estadístico a adaptarse a
ellos. La tercera fase es la de la estimación numérica. En último lugar, es
conveniente evaluar el grado de adecuación a los datos empíricos de la
distribución determinada por esos cálculos.
En consecuencia, Shewhart propone un proceso metodológico que deja
al estadístico en completa libertad para elegir el modelo teórico, así como los
estimadores. Un procedimiento estándar que pueda utilizarse directamente en
un taller todavía está muy lejos de alcanzarse.
Sin embargo, reencontramos en este artículo, más bien teórico, el
principio gráfico imaginado en 1924 que Shewhart aplica, esta vez, a los
parámetros que definen la distribución estimada (fig. 2). Su razonamiento es
el siguiente: en la hipótesis donde las condiciones de producción permanecen
sin cambiar, la distribución estadística de la variable de calidad se mantiene
estable, y por lo tanto pasa lo mismo con los parámetros que la definen o que
son su consecuencia directa (en la figura: porcentaje de defectuosos, media,
desviación estándar, asimetría, aplanamiento); los valores numéricos de esos
parámetros calculados para diferentes muestras de la producción, sólo difieren
como consecuencia de las fluctuaciones ocasionadas por el muestreo. Ahora
bien, la ley de probabilidad de esas fluctuaciones es conocida, con base en la
distribución que se estimó y se pueden calcular los límites entre los cuales se
deben encontrar los valores de los parámetros con una probabilidad que se fija
alta, por ejemplo 0.99. Al reportar esos límites en las gráficas que representan
esos valores, se ve inmediatamente si las variaciones observadas pueden o no
imputarse únicamente al muestreo.

18
Figura 2
Cuando se observa la figura 2, salta a la vista que la distribución de la
característica de calidad no se mantuvo idéntica a sí misma durante todo el
período observado: los cuatro primeros momentos de la distribución se salen
mucho de los límites correspondientes a las fluctuaciones de muestreo. Como
consecuencia, la gráfica vuelve completamente visible la existencia de causas
importantes para las variaciones en el proceso de fabricación.
Así, Shewhart elaboró en este estadio dos instrumentos: una
representación gráfica simple y elocuente, y una complicada metodología que
implica muchos cálculos. Esas dos facetas no se complementan aún de
manera estrecha: las gráficas solamente ilustran la teoría, mientras que ésta se
mantiene autónoma. La evolución que se producirá enseguida, en el método,
es muy interesante, ya que la teoría se va a simplificar de manera considerable
y la herramienta gráfica se convertirá en una parte integral del método. Esta
Porc
enta
je
defe
ctuo
sos
P
Med
iaA
ritm
étic
a X
Des
viac
ión
Está
ndar
σ
Sesg
o K Ku
rtosis P2
Xi-Cuad
rada
X2
PRO.
PRO.
PRO.
PRO.
LÍMITE
LÍMITE
LÍMITE
LÍMITE
LÍMITE
LÍMITE
LÍMITE
LÍMITE
LÍMITELÍMITE
PRO.
PRO.

19
evolución evoca lo que Simondon ha llamado el proceso de concretización21
de un objeto técnico: en principio, un objeto técnico se lleva a cabo como
prototipo, como calco de su esquema teórico; después, con el tiempo y con el
uso, sus componentes se redefinen unos en función de los otros, en un
proceso que confiere al objeto la apariencia de poseer una vida autónoma,
relativamente independiente de las concepciones teóricas que rigieron su
creación.
Esta concretización se manifiesta claramente en la forma normalizada
de las tarjetas de control (193522, figura 3). La forma primitiva se había
calcado estrictamente del planteamiento teórico de Karl Pearson, en el cual la
identificación de una distribución descansa en aquélla de sus primeros
momentos, mientras la precisión de la estimación aumenta con el número de
momentos considerados. Por tal motivo, Shewhart llega hasta el cuarto
momento, en el que el cálculo es, de hecho, muy complicado; eso le permitía
principalmente, franquear la hipótesis de normalidad de la distribución de la
variable, hipótesis que él criticó mucho en 1924. Pero el estándar del cual se
puede suponer de manera razonable que integra los modos de utilización de la
herramienta, se limita a considerar los dos primeros momentos, planteando
implícitamente las hipótesis acerca de la normalidad de la distribución; el
manual que define la norma se explica brevemente cuando se dice que “en la
práctica, la media y la dispersión se plantean como suficientes”. El proceso de
concretización llevó en el presente caso a una simplificación del objeto
inicial, obtenido al precio de hipótesis implícitas que restringen, en el plano
teórico, el campo de aplicación del método.
21 Simondon, G., 1969, Du mode d’évolution des objets techniques, Aubier, París. 22 American Society for Testing Materials, 1935, Manual on Presentation of Data, Suplemento B.

20
Figura 2. Información de control diario de las características operativas
Paralelamente, el procedimiento de investigación de la distribución
estadística también se estandariza, se codifica mediante un procedimiento
operativo en el que se pretendió minimizar las referencias a la teoría
estadística. La metodología tan abierta que Shewhart presentaba en 1926,
tomó así, 10 años después, la forma tangible de un objeto gráfico adecuado
para un manual de instrucciones. Este objeto, que se convirtió en muy
autónomo respecto a la teoría estadística que lo fundamenta, está listo para
guiarse a través de los canales de difusión institucionales del mundo
industrial: instancias de normalización, de formación... A pesar de que esos
canales no fueron, como lo veremos, el único vector de difusión, jugaron un
Muestra
Tamaño dela muestra
N
PromedioX
Desviación estándar
σ
Líneas centrales
Límites de control
Pro
med
io X
D
esvi
ació
n es
tánd
ar σ
Número de muestra
Gráficas: Cuadros de control para x y σ. En las muestras grandes, x y σ están dadas. Gráficas: Cuadros de control para x y σ. En las muestras grandes, x y σ están dadas.
Para Para
Para
Para
y
y
Resultados: falta de control en el nivel estándar indicado en los días tercero y noveno.

21
papel importante para identificar y dar a conocer el “producto” tarjeta de
control.
Ambiciones epistemológicas, ventajas económicas
Shewhart, sin embargo, no se conformó con proponer reglas operativas y
herramientas. Sus ambiciones superan las de un ingeniero industrial para
aspirar al estatus de sabio: construyó una verdadera epistemología del control
estadístico de fabricación, enlazando su desarrollo de pensamiento y de
acción con las grandes leyes científicas de la naturaleza, en una forma que
recuerda a Laplace en su ensayo filosófico sobre las probabilidades23. En una
ponencia presentada en 1929 en la American Society for the Advancement of
Science (Sociedad Estadounidense para el Progreso de la Ciencia),
importante sociedad científica estadounidense, Shewhart propone tres
postulados (sic) para introducir el concepto del sistema constante de causas
con efectos aleatorios; en lenguaje moderno diríamos: sistema aleatorio
estacionario:
Postulado 1. Todos los sistemas de causas aleatorias no se parecen en el
sentido de las posibilidades que nos brindan para predecir el futuro en
función del pasado.
Postulado 2. En la naturaleza, existen sistemas constantes de causas
aleatorios.
Postulado 3. Las causas asignables de las variaciones pueden encontrarse y
eliminarse.
23 Este acercamiento no es fortuito, ya que Shewhart había leído este trabajo de Laplace, motivado por un matemático de los Laboratorios Bell, E. C. Molina, muy conocedor de la historia de las probabilidades.

22
Estas propuestas constituyen el fundamento teórico para el desarrollo
del control estadístico, el cual puede, sin embargo, formularse en términos
más intuitivos: cuando se trata de generar una característica de calidad en el
comportamiento aleatorio, la mejor estrategia posible consiste en mantener en
un estado estable el sistema de fabricación, después de haber eliminado las
causas de variación de la calidad sobre las que se puede actuar; esas causas
son, sobre todo, las que producen, con el transcurso del tiempo, variaciones
poco comunes, cíclicas, o bien un cambio en el largo plazo en las
características de los productos. Las causas de variación se clasifican en dos
tipos: las que son asignables, es decir, cuyo origen se puede identificar, y las
demás, que señalan eventos aleatorios incontrolables. A menos que los
equipos de producción se remplacen, el ingeniero no puede actuar más que
sobre las causas asignables.
Cada postulado se apoya en ejemplos, unos extraídos de la física
estadística y de la demografía, los otros de la experiencia de los ingenieros (lo
que fundamenta el tercer postulado, principio de acción). Si se hubiera
publicado en la actualidad un texto como éste, se habría considerado
probablemente como fantasioso o megalómano; enlaza, de hecho, cosas que
pueden parecernos heterogéneas, desproporcionadas: la acción de los
ingenieros que pretenden arreglar máquinas y principios cosmológicos o
metafísicos. ¿Es realmente necesario invocar propuestas tan generales para
justificar un avance, en resumidas cuentas, muy comprensible en sí mismo?
Sin embargo, Shewhart, en el fondo, explota, tanto como le es posible, su
formación y sus conocimientos de físico para servirse de toda la ciencia
moderna de la época. La movilización eficaz de esos “aliados de peso”, de
acuerdo con la expresión de B. Latour, puede explicar que las teorías de

23
Shewhart jamás fueron atacadas en el plano de su legitimidad científica: las
críticas hubieran chocado contra el peso de toda esta ciencia en la que los
textos de Shewhart se entreveran permanentemente.
Pero el peso de los aliados científicos no basta para explicar el éxito
obtenido por el método de Shewhart. Todavía era necesario demostrar su
factibilidad técnica y su viabilidad económica, criterios determinantes frente a
los industriales. En este artículo extremadamente complicado, Shewhart
añade, además, argumentos económicos a favor del control estadístico:
reducción del costo de la inspección, reducción del costo de deshechos,
maximización de los beneficios de la producción en grandes cantidades,
alcance de una calidad uniforme aún en caso de pruebas destructivas,
reducción de los límites de tolerancia cuando la medición de la calidad es
indirecta (por recurrir a correlaciones).
Shewhart no es, sin embargo, ni un difusor particularmente inteligente
ni un gran comunicador. En el transcurso de su carrera sólo publicará dos
libros. El primero, en 1931, reúne todos sus artículos anteriores, de forma
muy tediosa y difícil de leer. Constituye una obra de referencia y de
legitimación, pero de ninguna manera un manual operativo... En
innumerables ocasiones se citó a Shewhart, pero posiblemente poco se le ha
estudiado a fondo por parte de los practicantes ya que provoca más preguntas
que respuestas. El segundo libro es una recopilación de conferencias sobre la
calidad, editado en 1939 a petición de Deming; este último texto también se
juzga como más bien “filosófico” por parte de los expertos.
Frente a tales obras, parece evidente que no se trata de la orientación
personal de Shewhart (más bien teórica) ni de sus esfuerzos de promoción los
que pueden explicar el éxito del control estadístico de fabricación. Habría
sido necesaria la ayuda de ingenieros más inclinados hacia la práctica, que se

24
reunieran en comités de normalización para producir los estándares
operativos. De esta manera, se instauró una verdadera división de papeles
entre los diferentes agentes que intervenían en el proceso de promoción. El
peso del Sistema Bell, de su órgano pensante, los laboratorios Bell, y de su
órgano de producción, la Western Electric, se encuentra también, para
muchos, en el éxito de la promoción, como lo mostrará, más adelante, una
comparación con el caso francés.
No obstante el carácter tan teórico de algunos de los trabajos de
Shewhart, no debe hacer que se descuide la revisión que llevó a cabo en el
campo de las ideas. De hecho, más allá de una pura transferencia de
razonamientos y de observaciones tomada del campo de la física teórica, hay
mucha elaboración de problemáticas específicas en el mundo de la
fabricación industrial. En primer lugar, se encuentra la consideración de la
dimensión económica: si la mejor estrategia frente a la aleatoriedad de la
producción consiste en eliminar las causas asignables de variación y también
en mantener tan constantes como sea posible las condiciones de fabricación,
el costo de esas operaciones debe seguir siendo “razonable” (donde el criterio
a tomar en cuenta es el “juicio del ingeniero”). Sin duda, Shewhart no llega
muy lejos en la articulación del avance en la calidad con los criterios
económicos, pero sus colegas Dodge y Romig, con quienes mantiene una
estrecha relación, publican en 1929 una metodología de control por muestreo
que se basa de manera explícita en una optimización de los costos de la
inspección. La preocupación por la gestión, por lo tanto, está muy presente en
el medio de los ingenieros y llega a expresarse de manera operativa. Después,
Shewhart reformulará completamente la noción de control, con el fin de
tomar en cuenta el indeterminismo de los fenómenos, principalmente el hecho

25
fundamental de que una calidad controlada es una calidad variable y no es
siempre igual a un estándar prefijado:
Se puede decir que un fenómeno está controlado cuando, con base en nuestra
experiencia pasada, podemos predecir, al menos dentro de ciertos límites,
cuáles son las variaciones del fenómeno que pueden esperarse en el futuro.
Predecir dentro de ciertos límites implica en este caso que podemos
establecer, al menos de manera aproximada, la probabilidad de que el
fenómeno observado caiga dentro de los límites dados.24
En la actualidad, esos principios básicos están completamente
integrados a la práctica cotidiana de los servicios de control de calidad.
Cómo se involucran los objetos en la acción
Vimos la construcción de la teoría de Shewhart, cómo se articulaba, por un
lado con la ciencia, por el otro, con los objetos que la relacionan con la
práctica: el micrófono de carbono que demuestra la necesidad de resolver un
problema de fabricación, la gráfica de la tarjeta de control que propone un
método aparentemente intuitivo y fácil de aplicar. Pero en ese estadio del
análisis, sólo exploramos el punto de vista del promotor inicial, Shewhart, que
se expresa con una buena dosis de retórica. El hecho de que el método dé la
impresión de ser utilizable en la práctica puede no ser más que un efecto de
una habilidad de Shewhart, o de los ingenieros con los que se relacionaba y
que tal vez lo asesoraron, pues ya vimos que Shewhart estaba más bien
inclinado hacia la teoría. Examinando exclusivamente la retórica de los
24 Shewhart, W. A., 1930, op. cit., p. 4.

26
promotores, en realidad no podemos deducir nada acerca de las condiciones
reales de aplicación del método.
Para superar esta cuestión, se debe analizar la manera en la que el
método se puso en práctica y cómo lo recibieron los usuarios. Disponemos
para esto de algunos testimonios que, aun cuando son bastante incompletos,
permiten, no obstante, extraer conclusiones interesantes cuando se los
remplaza dentro de un marco conceptual adecuado. En principio, indiquemos
nuestra concepción del marco de análisis.
En el fondo, se trata de un estudio de recepción. Es necesario desplazar
radicalmente nuestro punto de vista, ubicado hasta el momento en los
promotores, para adoptar el del usuario. Este último se confronta con dos
tipos de elementos: los discursos de los promotores y los objetos necesarios
para aplicar el método propuesto. El usuario industrial se preocupa, ante todo,
por saber si el método “funciona” en el contexto del taller; por lo tanto, a
priori tendrá cierta desconfianza respecto del discurso de los promotores, ya
que sabe que éste contiene una parte importante de retórica. Exigirá pruebas,
testimonios confiables, cuentas rendidas por la experiencia... Pero se trata
aquí de los elementos discursivos que, si bien pueden despertar la atención y
el interés de un industrial, deben apartarse del ensayo de funcionamiento,
involucramiento dentro de una acción práctica que pone en marcha a los
objetos. Intentaremos demostrar que la prueba de la tarjeta de control posee
un poder de convencimiento decisivo sobre las personas, por ejemplo, dentro
del marco de una formación. Éste será el objeto del primer punto: el objeto
tarjeta de control como nueva herramienta cognitiva. Luego, analizaremos la
manera en que la argumentación de los promotores se fortalece al recurrir a
otros objetos distintos de la tarjeta de control, como las urnas para simular
sorteos, que se utilizan en las situaciones de capacitación, aunque no se usan

27
en los talleres. En un tercer punto analizaremos la compatibilidad entre el
conjunto de objetos que se asocian al control estadístico (principalmente los
manuales de instrucciones) y las estructuras organizacionales de la empresa,
la división de las competencias y de las tareas. Finalmente, veremos cómo el
involucramiento de los objetos en la vida social de la empresa provoca
evoluciones de la teoría.
La tarjeta de control como nueva herramienta cognitiva
La tarjeta de control posee propiedades que la enlazan con un nuevo medio de
percepción: convierte en visibles y tangibles fenómenos que hasta entonces se
hallaban escondidos. Una tarjeta de control estándar (figura 3) permite seguir
dos tendencias de la característica de calidad: su media y su dispersión. Si la
media es una noción relativamente intuitiva, no sucede lo mismo con la
dispersión. Se concibe la idea, pero existe mucha dificultad para hacerse una
representación mental precisa sin que se recurra a una imagen de tipo
histograma. Ahora bien, la tarjeta de control permite observar (figura 3),
ubicar en el espacio de una hoja plana, la noción de dispersión al mismo
tiempo que muestra los límites que no debe traspasar esta dispersión durante
todo el tiempo que dure el control sobre la producción. La tarjeta de control
representa de forma perfectamente visible, sensorial, la variabilidad del
proceso de fabricación en el transcurso del tiempo. Es importante destacar
que la tarjeta de control no utiliza la representación del histograma, ya que
este último no sería operativo en lo absoluto para seguir la evolución de la
dispersión en el tiempo.
Si entramos un poco más en detalle, la tarjeta de control representa
igualmente nociones mucho más abstractas: la variabilidad del valor medio y

28
la variabilidad de la dispersión. ¿Qué se entiende por la variabilidad de una
dispersión? Para comprender este concepto es necesario representar el
proceso de muestreo, entender que, a partir de cada muestra, se calcula la
dispersión del conjunto de la población y que esta estimación presenta una
variabilidad resultado de este muestreo... En síntesis, se trata de una sucesión
de razonamientos a veces complicados, que sería imposible desplegar
mentalmente en el curso de un trabajo repetitivo. Ahora bien, la tarjeta de
control representa estas nociones poco intuitivas sin que ni siquiera sea
necesario para el usuario hacerse una representación mental. Es ahí donde
radica toda su fuerza: gracias a la tarjeta de control, ya no hay necesidad de
recurrir a la mente del obrero para administrar la dispersión. La noción
estadística de dispersión, que se construye en la teoría, adquirió de esta
manera una representación únicamente visual.
La tarjeta de control permite transformar un conjunto complejo de
razonamientos abstractos en un procedimiento de trabajo que recurre a las
facultades de representación más comunes (visión) y a operaciones
elementales de cálculo aritmético. El análisis presentado aquí no se basa de
hecho en observaciones empíricas de primera mano; lo elaboramos mediante
una experiencia de pensamiento en la que nos proyectamos al lugar del
usuario. Sin embargo, hay que subrayar que algunos investigadores en
ciencias cognitivas y en cognición distribuida25 realizan esas observaciones;
el principio básico es descubrir de manera exacta, por medio de una
observación fenomenológica, qué es lo que hacen los sujetos, qué medios
cognitivos elementales se aplican en la utilización de instrumentos de trabajo,
25 Véase Hutchins, E., 1990, “The Technology of Team Navigation”, en Galegher, J., Kraut, B. y Egido, C. (comps.), Intellectual Teamwork: Social and Technical Bases of Collaborative Work, Lawrence Erlbaum Associates, Hillsdale, Nueva Jersey; Schuman, L., 1987, Plans and Situated Actions: The Problem of Human-Machine Communication, Cambridge University Press, Nueva York.

29
con el fin de reconstituir su “manual de instrucciones” de los objetos y no la
teoría que un ingeniero puede ver detrás del funcionamiento de esos objetos.
En la rutina de un taller, una vez que se ha “instituido” el control estadístico,
ya no sirve la teoría sino el objeto tarjeta de control y el procedimiento
organizacional que se le asocia. El procedimiento, aplicado de manera
automática, no necesita ninguna referencia a la teoría estadística. La actividad
del obrero se puede analizar como una sucesión de operaciones cognitivas
elementales: levantar una muestra, efectuar las mediciones, realizar los
cálculos, registrar los datos en la gráfica, observar, sacar conclusiones,
etcétera. Las observaciones que permiten validar y dar consistencia a ese
bosquejo, lamentablemente aún deben realizarse.
No obstante, por otra parte, sería erróneo considerar que el objeto
tarjeta de control permite despejar por completo la teoría, relegarla al rango
de los accesorios de articulación. De hecho, si aún puede admitirse que el
obrero que está en la cadena no se preocupa por la teoría del control
estadístico en su acción cotidiana, no sucede lo mismo con los ingenieros que
creen comprender, con sus propios medios cognitivos (los conceptos
científicos que suelen utilizar), cómo “funcionan” esos objetos, cómo pueden
producir resultados tangibles. Las sesiones de capacitación en las que cada
quien se confronta a los objetos “pedagógicos” que generalmente tienen por
efecto, según los testimonios de los capacitadores,26 llevar en sí mismos la
convicción, se destinan a este público (el de los ingenieros) así como al de los
capataces.
Entre esos objetos, es necesario mencionar particularmente las urnas
(bowls), las cuales se llenaban de fichas con números, de manera tal que al 26 Por ejemplo, Grant, E. L. y Leavenworth, R. S., 1972, Statistical Quality Control, International Student Edition, McGraw Hill; Peach, P., 1947, An Introduction to Industrial Statistics and Quality Control, Edwards Broughton, Raleigh, N. C.

30
efectuar los sorteos aleatorios de las fichas, se simulaba el sorteo aleatorio en
una población normal (de acuerdo con una de las leyes de Laplace-Gauss), o
una ley rectangular o bien una triangular. Este tipo de simulación fue utilizada
de manera muy frecuente por los estadísticos, ya sea para probar los
resultados obtenidos por medio de cálculos analíticos o para exhibir bajo una
forma tangible las “leyes del azar.”27 Por otra parte, en los museos de ciencias
se pueden ver diferentes aparatos, inspirados en los mismos principios, que
siempre suscitan la sorpresa de los visitantes: ¿acaso no resulta fascinante
observar el nacimiento de un orden de aquello que no era más que desorden?
En este punto encontramos un efecto de tipo “probarlo es adoptarlo”: la
sorpresa que puede sentir un nuevo usuario al constatar que “funciona” es un
factor psicológico importante para explicar el carácter, a menudo militante, de
los partidarios del método estadístico.
Una consecuencia de esta confrontación con los objetos, generalmente
coronada de éxito en el marco de las sesiones de capacitación, es que, para los
ingenieros formados de esta manera, el objeto tarjeta de control se convierte
en la encarnación de la teoría. Las tarjetas de control que se hallan en un
funcionamiento de rutina (es decir, aquéllas que “funcionan bien”)
constituyen una validación permanente de la teoría, de la que es tan imposible
dudar como de la teoría de la máquina de vapor... En estos casos observamos
una casualidad circular: la teoría funda el objeto, cuyo funcionamiento funda
la teoría, y así indefinidamente. Sin embargo, de manera paralela, es
necesario recordarlo porque muestra la multiplicidad de significados de los
que un objeto técnico puede ser portador, el objeto involucra la teoría de
forma diferenciada dependiendo del nivel de conocimiento que cada
individuo tiene de ella: el obrero sólo verá un procedimiento. La ignorancia 27 Stigler, S. M., 1986, The History of Statistics, Harvard University Press.

31
de la teoría no impide que el objeto funcione ya que éste goza de autonomía;
pero, a la inversa, la teoría sólo puede probarse mediante el objeto, ya que la
primera depende de este último.
Objetos que apoyan la retórica
La adhesión al control estadístico pasa por dos canales: la persuasión, efecto
de la retórica de los promotores y de los nuevos usuarios convertidos en
“militantes” de la estadística, y la confrontación con los objetos mismos;
elemento de una prueba de realidad. Sin embargo, mediante el material del
que se saca partido para este análisis histórico, es imposible tener en cuenta
los dos tipos de efectos: todos los análisis de la confrontación con los objetos,
publicadas en revistas técnicas, implican una parte de retórica.
Para tratar de superar esta dificultad, se puede observar el estatus que
toma, en la retórica, la relación con los objetos y cuáles se seleccionan de
forma privilegiada como apoyo para la argumentación.
Existe un gran número de textos que se presentan como balances de la
aplicación. Esos textos inducen al lector a proyectarse mentalmente en la
situación de confrontación con los objetos, a simular esta experiencia. El
método de control estadístico sufre una prueba de realidad, el texto expone las
condiciones y da cuenta de los resultados. Esos testimonios, a menos que sean
ostensiblemente “publicitarios”, constituyen los elementos sobre los cuales,
los que deciden fundamentan su opinión.
Una segunda categoría de textos incluye las experimentaciones del
método en un contexto “científico”, es decir, en laboratorio. Shewhart utilizó
así las urnas normales, triangulares o rectangulares mencionadas, para probar
el método de los subgrupos racionales (lo que sería demasiado extenso para

32
explicarse aquí) y que es el fundamento de las tarjetas de control. Shewhart
publicó el resultado de 4,000 sorteos en cada una de las tres urnas, y esos
cuadros sirvieron como referencia durante mucho tiempo, ya que se los puede
encontrar aún en un conocido manual de la década de 1970. Se puede destacar
que, en el primer artículo francés que data de 1925, se encuentra un
dispositivo similar que el autor emplea para confirmar los resultados de sus
cálculos. Esos objetos demostrativos se involucran con el lector de un
artículo, sólo por medio de una descripción en palabras, de esquemas, listas
de cifras y cuadros que reúnen los cálculos. El lector no tiene frente a él el
objeto en bruto y no puede manipularlo para verificar lo que está leyendo.
Para comprender la experiencia, el lector debe pasar por representaciones
mentales confiando en el autor. No obstante, esos elementos se consideran
como si fueran pruebas.
Junto a esos objetos que involucran la teoría en la práctica del trabajo,
también se debe prestar atención a los que sirven para sostener una
argumentación y que sólo llegan al público en forma de textos que recopilan
los resultados de la experiencia.
Respecto de la argumentación acerca de las ventajas económicas, los
objetos exhibidos, a menudo, son mucho menos convincentes. En esencia, se
trata de evaluaciones, aunque no siempre contengan cifras. Más que los
objetos, lo que lleva a la adhesión es el efecto de ejemplo: el hecho de que
una empresa tan importante y seria como la Western Electric haya
emprendido una campaña para mejorar la calidad, entre 1922 y 1924, por
medio de métodos estadísticos, constituye un argumento de peso... De hecho,
¡constituye todo el peso de la empresa!
Pero esas experiencias no son muy numerosas, por lo que no existe otra
alternativa que extrapolar. Shewhart saca a relucir, por medio de gráficas y de

33
series de cifras que miden la característica de calidad, situaciones que no
están “bajo control estadístico” y donde, en consecuencia, sería conveniente
intervenir. Pero Shewhart pone mucho cuidado en precisar que es necesario
“mantener el buen sentido” y no comprometer acciones de calidad si la
ganancia que se espera no es muy superior a los gastos. Esta práctica
razonable se conoce como el “razonamiento del ingeniero”. Entonces, el
ingeniero se moviliza para hacer contrapeso al científico, quien
probablemente correría el riesgo de ser quizá demasiado soñador y, de esta
manera, el lector empresario puede quedarse tranquilo. Por otra parte, se sabe
que los laboratorios Bell estaban poblados de ingenieros, al menos en un
número igual al de los universitarios, lo que daba cierta credibilidad al
argumento de Shewhart.
Los objetos para convencer respecto del interés económico tienen,
incluso en la actualidad, un desarrollo importante en los cálculos de costos de
no-calidad. En el plano de una evaluación rigurosa de los costos, el principio
de esos métodos es muy criticable, aunque encuentran cierto éxito si se les
juzga por el número de empresas que recurrieron a ellos. Sería interesante
analizar con más calma lo que constituye la solidez de los métodos más
conocidos...
Objetos en la organización de la empresa
En el trabajo, los objetos prescritos por la teoría del control estadístico de
fabricación deben asumir compromisos con las exigencias de la organización
de los talleres, así como con las de su vida social. Los objetos que conducirían
al desempeño teóricamente máximo son, con frecuencia, de difícil utilización
para una mano de obra obrera, lo que implicaría cometer errores.

34
De esta manera, el “plan secuencial” que, en teoría, lleva a obtener
logros muy importantes respecto de los tamaños de muestra, se utiliza poco,
ya que necesita demasiada manipulación y, en consecuencia, implica
demasiados riesgos de cometer errores. Esos planes son obra de un
matemático brillante, Abraham Wald, quien los aplicó a partir de un contrato
con el gobierno estadounidense durante la segunda guerra mundial. Pero este
matemático, probablemente, no tenía suficiente sentido de lo concreto, y los
métodos de los ingenieros de los Laboratorios Bell siguieron obteniendo los
favores de los industriales. En cambio, los descubrimientos de Wald tuvieron
consecuencias muy significativas para la teoría de la decisión y contribuyeron
a un considerable progreso en el medio académico.
Dado que en el contexto de un taller, no es conveniente dejar
demasiado espacio al azar, los métodos de control estadístico se
estandarizaron rápidamente. G. Th. Guilbaud compara irónicamente este
proceso con la codificación de las instrucciones que funciona en las
organizaciones militares: en la artillería, se encuentra el manual del sirviente
de cámara, el manual del suboficial, el manual del oficial... y, en la empresa,
el tratado científico para los ingenieros, el libro de divulgación para los
dirigentes, la obra técnica para los capataces (aunque no reproduce las
demostraciones de los teoremas, proporciona los ejemplos), el aviso para el
que maneja la máquina. Cada una de esas obras brinda reglas de conducta,
pero con una libertad de elección cada vez más restringida a medida que se
desciende en la escala jerárquica. El ingeniero puede escoger entre los
diferentes tipos de tarjetas de control; el capataz, entre las distintas maneras
de realizar una medición, pero el obrero sólo tiene que aplicar una regla:
llamar al técnico si los puntos reportados en la gráfica se salen de los límites
de control, o de lo contrario, continuar con su trabajo. No es sino hasta el

35
sorteo aleatorio de los elementos de la muestra, que éste debe reglamentarse
de manera estricta, para evitar que el obrero ponga en marcha, de manera
consciente o inconsciente, estrategias que introducirían sesgos en el control:
evidentemente, los expertos aconsejan la utilización de tablas de números al
azar, aunque consideran que éstas aún presentan demasiados márgenes de
maniobra y, por lo tanto, mayores posibilidades de comisión de error; también
inventaron muchos aparatos ingeniosos que permiten adjudicar números al
azar con una mínima intervención del ejecutante.
El funcionamiento del control estadístico se cruza con la división del
trabajo y de las responsabilidades dentro del taller. Aparentemente, este cruce
pudo realizarse con éxito, es decir, de una manera aceptable desde el punto de
vista del orden social al interior de las empresas. En verdad, éste es uno de los
puntos fuertes de tal funcionamiento, el de poder prestarse a esa
descomposición a través del prisma de la jerarquía, que asigna a cada quien el
trabajo que corresponde a su rango social y a su nivel de instrucción.
Probablemente, no todos los métodos de gestión tuvieron esta capacidad, lo
que explica muchos “rechazos”.
Una vez que esta descomposición se concibe y se aplica, se convierte
en un elemento de anclaje del control estadístico dentro de la empresa:
cuando éste se integra al sistema de la organización, ya no es posible tocar un
elemento sin tocar los demás y el costo de una modificación resulta muy
elevado.
Objetos que involucran la teoría en el juego social
El objeto, mientras sea la encarnación de la teoría para los humanos que la
conocen, puede encontrarse comprometido en otras relaciones generalmente

36
no previstas por los promotores iniciales de la teoría, y que se actualizan a
fuerza del uso. La teoría, entonces, se encuentra vinculada a nuevos objetos,
comprometida en nuevas relaciones, que contribuyen ya sea a consolidarla o a
desestabilizarla, dependiendo de las circunstancias.
Tomemos un ejemplo: el control estadístico cambia las modalidades de
relaciones en el taller. Una de sus ventajas es, de acuerdo con los expertos, la
de permitir decidir, sobre la base de criterios objetivos e impersonales, en qué
momento la máquina está desajustada; eso significa que el obrero, a raíz del
control, decide llamar al técnico o continuar con la producción. El técnico o el
capataz ya no pueden reprenderlo a su voluntad una vez que él produzca un
error (suponiendo que la media de la muestra permanezca dentro de los
límites de control); pero, por el contrario, el técnico puede encontrarse en una
situación difícil si el control demuestra que no puede arreglar la máquina tan
bien como debería.
El control estadístico también puede utilizarse para modificar las
relaciones entre la fabricación, el control y la oficina que realiza los estudios.
Las tarjetas de control proporcionan una representación de la precisión que
las máquinas son capaces de alcanzar y, en consecuencia, sería lógico que la
oficina que realiza los estudios las tengan en cuenta en su cálculo de
tolerancias. De no ser así, una buena parte de los productos no estarán de
acuerdo con las especificaciones y habrá que seleccionar y desechar los que
se rechacen. Antes de la utilización del control estadístico, rara vez se
cuestionaba a la oficina que realizaba los estudios: la responsabilidad de las
piezas malas incumbía al taller, lo que provocaba fricciones entre los
fabricantes y quienes ejercían el control. Según los testimonios, el control
estadístico permitió romper este círculo cerrado al implicar a la oficina que
realizaba los estudios, además de salir del conflicto ofreciendo elementos

37
tangibles de discusión (las mediciones de calidad y sus distribuciones
estadísticas).
Un segundo ejemplo muestra cómo la teoría involucrada en el juego
social por los objetos que se le vinculan, adquiere una imagen social que no
estaba prevista en un principio. En 1950, los promotores de la calidad en el
caso de la Ford elaboraron un folleto destinado a la capacitación del personal,
y el control estadístico se asoció con imágenes sociales que dan prestigio: la
medicina, los sistemas de alarma. La analogía con el seguimiento del estado
de salud de un enfermo se apoya en la similitud formal (gráfica) entre una
tarjeta de control y una hoja de temperatura:
La tarjeta de control es como una película que nos mantiene informados
respecto de la calidad del trabajo que realizamos. Algunos la comparan con
la hoja de temperatura de un paciente que se encuentra en un hospital. Las
enfermeras toman la temperatura del paciente a intervalos regulares,
registran cada medición en una hoja especial y unen los puntos mediante
líneas. Cuando el médico llega para ver el progreso del paciente, examina la
hoja de temperatura, la cual considera un buen indicador general del estado
de salud del paciente...
En la analogía con los sistemas de alarma, el control estadístico se
presenta con lirismo como si fuera un dispositivo que señala las desviaciones
respecto de la calidad ideal: “Sería maravilloso tener una serie de luces y
campanas enganchadas a cada máquina y a cada operación. A partir del
momento en que nuestro trabajo se desvíe por un cabello del estado de
perfección, sonarían las campanas y las luces se volverían intermitentes...”

38
A partir de un fenómeno de asociación entre los objetos propios del
control estadístico y los objetos sociales claramente tipificados, se desarrolló
una percepción social de la nueva teoría y se ancló en una realidad social que
le era exterior, Es importante subrayar que estas asociaciones y anclajes se
realizan a partir de la utilización de las herramientas y métodos del control
estadístico por parte de los actores sociales, aquéllos no les son inherentes a
éstos. Para retomar una analogía lingüística, quien da sentido al mensaje es el
contexto; y, a través de los fenómenos de anclaje social, este complemento de
sentido termina por engancharse al mensaje de manera permanente. La teoría
de gestión se convierte entonces en mucho más que un cuerpo de
conocimientos: en un símbolo portador de un valor del cual ya no es posible
separarla.
El apoyo mutuo entre objetos y teoría
Ya vimos la manera en que la tarjeta de control vuelve perceptibles nociones
teóricas como la dispersión, cómo “valida” continuamente la teoría en el uso
profesional. Es muy difícil señalar cuál de las dos, la tarjeta de control o la
teoría, “sostiene” a la otra; estos dos elementos se apoyan mutuamente. La
misma tarjeta de control puede encontrarse involucrada en una operación de
convicción a partir de la demostración de su funcionamiento; es lo que
Shewhart simuló con sus diferentes urnas, cuya descripción se retoma en
muchos manuales pedagógicos. Algunos instrumentos, como las urnas,
pueden involucrarse en operaciones muy diversas, de convicción, de
pedagogía, de experimentación, incluida la simulación numérica, ya que
pueden servir para determinar de manera experimental la eficiencia de los
planes de muestreo.

39
La historia del control estadístico muestra que dos procesos de
construcción tuvieron lugar de manera paralela: por un lado, la construcción
científica de las nuevas propiedades de los productos industriales (por
ejemplo, la dispersión de las características) y, por el otro, la construcción de
objetos que permitan a la gente percibir y administrar esas nuevas
propiedades. De manera correlativa, el objeto tiene en consecuencia una doble
función esencial: mantener la creencia en que la teoría está bien
fundamentada, y permitir la intervención sobre lo real. Mediante el uso de los
objetos y las acciones de formación que lo acompañaron, los individuos, en
definitiva, adquirieron nuevas aptitudes tales como la de ser capaces de
percibir una dispersión al leer una gráfica.
El caso francés: objetos inoportunos
Probablemente, se admitirá de manera fácil que los objetos son sustentos para
la difusión de nuevas teorías. Pero el hecho de que algunas teorías se difundan
y otras no, ¿puede imputarse en cierta medida a los objetos asociados? El caso
de trabajos realizados en Francia que permanecieron como letra muerta,
permitirá aportar elementos de comparación con el caso estadounidense.
En 1925 aparece un artículo28 que trata de manera muy completa el
problema de las conclusiones que se pueden extraer de los procedimientos
utilizados para controlar, por medio de muestreo, la calidad de los lotes de
municiones. El problema se planteó en términos diferentes a los del control
dentro del taller, ya que responde a una situación de otro tipo: la
administración militar, al subcontratar la realización de algunas producciones,
28 Dumas, M., 1925, “Sur une interprétation des conditions de recette”, en Mémorial de l’artillerie française, Tomo 4, fascículo 2.

40
debe controlar la calidad de las entregas que encargó. Para esto, el cuaderno
de especificaciones define un procedimiento llamado “condiciones de
recepción”: tomar un número predeterminado de muestras, probarlos, y en
función del número de fallas, aceptar o desechar el lote. Algunas condiciones
de recepción brindan una segunda oportunidad al proveedor cuando la
primera serie de ensayos no fue aceptable: el proveedor tenía derecho a un
“contra-prueba”.
El autor del artículo, Maurice Dumas, era politécnico e ingeniero
militar en la artillería naval. Su aporte consiste en precisar, por medio del
cálculo, las probabilidades de aceptación de los lotes en función de la tasa de
defectuosos (desconocida) que contienen, lo cual es válido en varios tipos de
condiciones de recepción. Para lograrlo, Dumas construye curvas que señalan
la probabilidad de aceptación en función de la tasa de defectuosos; la curva de
una condición de recepción la caracteriza de manera completa. Ahora bien,
una representación gráfica de este tipo tendrá más tarde un papel
absolutamente esencial en la práctica de las pruebas de las muestras, con el
nombre de “curva de eficacia”, y Dumas parece ser el primero en haberlo
publicado a propósito de un problema de control estadístico29. En este caso se
presenta un “objeto” de importancia fundamental, a la vez teórica y práctica,
exhibido por Dumas. ¿Servirá para la difusión de sus ideas ser el punto de
partida de una renovación de los métodos franceses? No en lo absoluto: la
publicación le valió a Dumas varios comentarios halagadores, pero no
produjo ningún cambio aparente en las prácticas administrativas. Nadie le
propone poner a prueba sus ideas ni experimentar, incluso de manera
29 Como tiende a comprobarlo una correspondencia entre Dumas y los especialistas estadounidenses en esos métodos, Dodge y Romig, de los Laboratorios Bell (publicación de 1930, op. cit.). Dodge y Romig reconocen que, si bien utilizaron esas curvas al interior de los Laboratorios Bell desde 1926, no las publicaron.

41
limitada, nuevas condiciones de recepción. ¿Cómo explicar este completo
fracaso, cuando el enfoque propuesto era científicamente correcto y se
acompañaba de formas gráficas operativas que fueron utilizadas
sistemáticamente a partir de la década de 1930?
En primer lugar, la intención de Dumas no era tanto proponer nuevos
métodos como generar una reflexión crítica acerca de las prácticas existentes.
Quería demostrar que, contrariamente a lo que se pensaba, las condiciones de
recepción no garantizaban que los lotes aceptados fueran de buena calidad (es
decir, que contuvieran un porcentaje de defectuosos inferior a un valor
predeterminado), sino más bien brindaban únicamente alguna probabilidad de
rechazar los lotes malos. Su demostración es incuestionable; pero lleva a
conclusiones que Dumas considera poco satisfactorias: las muestras que se
van a probar para obtener el nivel de seguridad que le parece deseable, tienen
un tamaño demasiado grande como para que el método pueda utilizarse en la
práctica, ya que la prueba de las municiones es destructiva y, lógicamente, no
se puede probar la cuarta parte del lote... Dumas concluye que el método de
muestreo estudiado no tiene verdaderamente futuro y que hay que investigar
otros medios de control (sobre todo basándose en la información a priori).
Este autor no se percató de que el problema que quería tratar era realmente
demasiado complicado, pero que su método era completamente pertinente
para problemas menos exigentes, como el control no destructivo.
En segundo lugar, el apoyo para la publicación del artículo no actuó
como elemento de difusión. El Mémorial de l’artillerie française tenía de
hecho un estatuto ambiguo: revista profesional, cierto, pero no utilizada como
herramienta de trabajo para la profesión. La revista publicaba todo tipo de
textos escritos por artilleros y que concernían a la artillería: artículos
documentales o históricos, reflexiones, investigaciones personales... Por lo

42
tanto, el artículo de Dumas fue percibido por los lectores de la revista como
una curiosidad matemática30 y no como una propuesta concreta que pudiera
llevar a reformas en los procedimientos de recepción. Mencionemos, sin
embargo, que este artículo fue destacado por ingenieros rusos, que lo
tradujeron y publicaron rápidamente en la URSS en una revista de armamento
(aunque no sabemos nada del eco que este artículo pudo haber tenido en ese
país).
En 1925, Dumas intentó nuevamente publicar su artículo en una revista
de mayor difusión editada por Dunod, La Technique Moderne, aunque sin
éxito: la revista sólo aceptaba artículos inéditos. Aunque hubiera podido
rescribirlo, Dumas perdió el entusiasmo y ya no insistió.
Aparentemente, se trata de un inventor aislado, de un trabajador
laborioso y talentoso que no encontró el público adecuado para retomar sus
propuestas y trasladarlas a otros problemas. A pesar de los análisis y los
resultados científicamente sin defecto, 31 Dumas no obtuvo los medios
suficientes para generar una teoría sólida. Con 25 años de edad, no tenía una
posición que le permitiera llevar sus ideas a la práctica administrativa (lo que
habría implicado cambiar los cuadernos de especificaciones de los mercados
de armamento). En su carrera posterior, estuvo vinculado de manera regular
con la AFNOR, cuando ésta se involucró en el problema del control por medio
de muestras, en 1940, después, durante la Liberación y, finalmente en la
década de 1950.
El caso de Dumas no es único en Francia. Además de los suyos, se
publicaron otros trabajos valiosos, aunque no provocaron demasiado revuelo
30 Entrevistas con M. Dumas y archivos particulares. 31 Anexo al artículo, se encuentra igualmente una comprobación experimental a partir de los tirajes de una urna, de acuerdo con un ingenioso dispositivo que producía automáticamente tirajes aleatorios. Ya se vio que Shewhart había utilizado mucho las urnas, aunque las de Dumas no hayan pasado a la posteridad.

43
respecto del tema de la aleatoriedad de fabricación: Estienne (1903), Provost
(1912), Vallery (1925). La primera mención al método estadounidense de las
tarjetas de control se remonta a 1936; se realizó una experimentación
industrial en Saint-Gobain (Rosenfeld. 1937), y el asunto comenzó a evocarse
en el medio de los ingenieros. Sin embargo, nada decisivo se produjo
inmediatamente antes de la guerra. Después de la Liberación, se importaron
los métodos estadounidenses, principalmente a través de las misiones de
productividad del Plan Marshall.
Por lo tanto, los objetos no pueden explicar por sí mismos la difusión
de una nueva teoría: si bien constituyen sustentos de comunicación, se
necesita la intervención de elementos contextuales para explicar el conjunto
del proceso de difusión. El público industrial debe considerar pertinente el
“mensaje” que lleva el objeto, bajo uno u otro de sus aspectos. Las curvas de
eficacia de Dumas pasaron desapercibidas a pesar de sus cualidades
científicas, lo cual no sucedió con las tablas de muestreo de Dodge y Romig,
publicadas en 1929 en el Bell System Technological Journal. Las
publicaciones de ese periódico aligeraban, de hecho, todo el peso de los
Laboratorios Bell dentro del sistema telefónico estadounidense: una
información técnica o científica publicada en ese periódico significaba, para
los lectores industriales, que los órganos centrales del sistema Bell se
interesarían, y tomaban entonces un valor estratégico. La Western Electric
fabricaba, de hecho, equipos telefónicos que se revendían a las compañías
telefónicas locales; para el caso de una red telefónica es imprescindible, como
resulta obvio, que todos los aparatos distribuidos entre los clientes respeten
los estándares de compatibilidad, y la Western Electric establecía esos
estándares. Todos los responsables industriales dentro del área telefónica,
leían el periódico de los Laboratorios Bell. A partir del momento en el que se

44
escribiera que la Western Electric utilizaba los procedimientos de control
estadístico de calidad, todas las empresas que componían el Sistema Bell
estaban atentas ya que podían esperar involucrarse en un futuro
razonablemente próximo. El Periódico de la empresa Bell era, rotundamente,
más que un periódico científico: también era una fuente de informaciones
estratégicas, a diferencia del Mémorial de l’artillerie française.
Conclusión
Dentro del proceso de producción y difusión de los saberes en gestión, los
objetos ocupan un lugar central aunque paradójico: su papel parece
simultáneamente trivial y enigmático. Trivial, porque representan la forma
material de las teorías, a las que la difusión hace intervenir de manera
necesaria. Enigmático, en su relación con la teoría y con las ideas de la
gestión: por un lado, los objetos parecen poseer ciertas propiedades en sí
mismos que los vuelven independientes de la teoría y, por el otro, parecen
perder su sentido cuando se separan de ésta. Una herramienta de gestión
produce, las más de las veces, efectos perversos cuando se utiliza al pie de la
letra, perdiendo de vista el contexto de intenciones que presidió su
establecimiento.
Para esclarecer esta paradoja, se deben emprender análisis mucho más
finos que los que habitualmente se practican respecto de las relaciones entre
una teoría y los objetos que se le asocian. No pensamos en observaciones de
orden lógico –ya que corren el riesgo de ser puramente una construcción

45
especulativa–,32 sino en relaciones que se puedan observar en el uso que
hacen los seres humanos de esos objetos y que se estudian mediante métodos
del tipo de la etnografía de la comunicación, cognición distribuida, etcétera,
que se desarrollaron principalmente a partir de la etnometodología. En
consecuencia, se requieren metodologías de investigación muy particulares,
cuyo peso constituye una dificultad mayor. Sin embargo, parece necesario
enfrentarse a estas cuestiones. El ejemplo de los trabajos clásicos de
Mintzberg sobre el empleo del tiempo de los administradores, muestra que
ese tipo de observación fina conduce a resultados muy interesantes, en
desfase importante respecto de lo que los mismos actores creen saber acerca
de su actividad.
Para concluir, defenderemos entonces la idea de que, para discutir la
utilidad de los conocimientos en gestión, es conveniente partir del uso que se
hace, por parte de los mismos administradores, de las parejas asociadas de
teorías y de formas concretas. Se deben enumerar los diferentes tipos de
utilizaciones de esos conjuntos de teorías y formas (usos cognitivos,
estratégicos, argumentativos, de eficacia productiva...), examinar cómo
constituyen recursos involucrados por los humanos en la acción. Es necesario
tratar de pensar teorías y formas en un mismo marco de análisis, ya que la
fuerza y la solidez de un conjunto como éste no se explican de manera
unívoca por medio de uno o varios factores aislados sino, más probablemente,
por medio de una determinada configuración singular de esos factores y por la
dinámica que ella implica.
32 Ver las críticas que tratan sobre el logicismo de los modelos de inteligencia artificial de H. Simon, por parte de las nuevas escuelas cognitivas en un número especial de Cognitive Science, dedicado a la “acción situada” (vol. 17, núm. 1, 1993).