Embed Size (px)
Citation preview

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12 3
H. Riegger Prevod: Milica Antić
OBNAVLJANJE VALJAKA U POSTROJENJIMA ZA MLEVENJE
REFURBISHMENT OF ROLLERS IN GRINDING MILLS
Originalni naučni rad / Original scientific paper
UDK / UDC: 621.791.36:621.926.3
Rad primljen / Paper received: Jun 2009.
Adresa autora / Author's address: Dr Helmut Riegger, Vautid GmbH, Ostfildern, Germany
Ključne reči: Tvrdo navarivanje, popravka valjaka. Keywords: Hard facing, rolls repairing.
Izvod
Vertikalni mlinovi izloženi su konstantnom trenju i habanju tokom procesa mlevenja uglja, cementa, ruda i keramike. Održavanje oštećenih valjaka predstavlja kombinaciju znanja iz metalurgije osnovnih materijala, postupaka tvrdog navarivanja, izbora materijala za tvrdo navarivanje i najznačajnije, praktično znanje i iskustvo osoblja za zavarivanje.
Abstract Vertical grinding mills are subject to constant friction and wear during the process of grinding coal, cement, ore and ceramics. The maintenance of worn out rollers is a combined know how of metallurgy of the base materials, hardfacing processes, selection of hardfacing materials and, most importantly, the practical knowledge of the welding personnel.
INTRODUCTION
Roller mills or grinding mills are used for industrialgrain milling and for grinding brittle mineral materialsinto smaller grain sizes or pulverizing those minerals.Mostly they are working with internal separatorswhere the mill feed is brought in through a feederchute and taken out by a ventilation system, Figures 1and 2.
The working and design principle consists of a rotatinggrinding table and two or more vertical grinding rollersworking and crushing coarse minerals into finepowder. The vertical rollers are pressed on the tableeither by their own gravity or by additional forces bymeans of hydraulic cylinders and pressure. Thevertical tools are cylindrical or convex rollers. Thesetools are subject to constant abrasion and wear.
They consist of wear resistant castings or are coatedwith thick hardfaced layers of wear resistant materialsafter refurbishment. The working principle and therotational symmetry of the rollers and the table areshown in figure 3.
The original equipment manufacturers use abrasion-resistant cast iron (f. e. Nihard, EN-GJN-HV550) forthe first set of tools and table. The hardness between52 and 55 HRC and the mechanical properties of thismaterial already require a certain know-how for themachining process. The refurbishment of those rollersand tables is described in the following chapters.
The application of grinding mills is mainly in thecement industry and in coal power plants. There arespecialized applications like copper ore, glass andporcelain for the insulation industry.
UVOD Valjci za valjanje ili mlevenje koriste se za industriskomlevenje (usitnjavanje) kao i za mlevenje krtihmineralnih materijala u materijal manje veličine zrna iliza pravljenje prahova od ovih minerala. Uglavnom,oni rade sa unutrašnjim separatorima sa kojih sematerijal uvodi u mlin preko dovodne cevi i odvodinakon mlevenja preko ventilacioog sistema, slike1 i 2. Radni i projektovani princip je takav da postojirotirajući sto za mlevenje i dva ili više vertikalnihvaljaka za mlevenje koji pri radu drobe grubi mineral itime stavaraju fini prašak. Vertikalni valjci su povezanisa stolom, bilo sopstvenom gravitacijom ili pomoćudodatnih sila iz hidrauličnih cilindara ili pritiskom.Vertikalni alati su cilindrični ili konveksni valjci. Ovialati su izloženi konstantnoj abraziji i habanju. Oni sesastoje od odlivaka otpornih na habanje ili su obloženidebelim slojem materijala otpornog na habanje posleobnavljanja. Princip rada i simetrija rotacije valajaka istola prikazani su na slici 3. Proizvođači originalne opreme koriste liveno gvožđeotporno na abraziju (na pr. Ni hard , EN-GJN-HV550)za prvi set alata i stola. Tvrdoća je između 52 i 55HRC i mehaničke osobine ovog materijala većzahtevaju određeno znanje za proces mašinskeobrade. Obnavljanje ovih valjaka i stola opisano je unarednim poglavljima. Primena postrojenja za mlevenje je uglavnom ucementnoj industriji i u termoenegetici gde se koristiugalj. Postoje i specijalne primene kao što su bakarnaruda, staklo i porcelan za industriju izolacionihmaterijala.

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
4 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12
Veličina zrna se može podešavati u opsegu od 0 dooko 2,8 mm.
METALURŠKE OSNOVE ZA OBNAVLJANJE
Metalurški koncept za obnavljanje podrazumevarazličit materijal za održavanje i popravke u odnosuna liveni materijal koji je bio u originalnoj izvedbi izrazloga efikasnosti proizvodnje. Belo liveno gvožđeotporno na habanje biće zamenjeno nadeutektičkomlegurom železo-hrom-ugljenik zato što je onasuperiorna u odnosu na originalni podeutektičkiodlivak. Ovo će čak dvostruko povećati vek trajanjaobnovljenog valjka u poređenju sa originalnimodlivkom sa odgovarajućem osobinama vezanim zahabanje.
U osnovi, neko može da pomisli da se valjci zamlevenje cementa mogu obnoviti tako bezbroj putazbog mogućnosti uklanjanja i odgovarajućeg tvrdognavarivanja koje uvek vodi ka dobrom kvalitetu.
Iskustvo nameće činjenicu da nije moguće tvrdonavarivanje posle 3 do 4 obnavljanja, zbog zamoraosnovnog materijala. Nastaju kritične prsline posledaljih navarivanja i brušenja, tako da lom materijalamože biti fatalan pri procesu mlevenja.
The grain size is adjustable in the range of 0 to about2,8 mm.
METALLURGICAL BASICS FOR REFURBISHMENT
The metallurgical concept for refurbishment selects adifferent material for maintenance than the castmaterial of the original design due to reasons ofefficiency of production. The wear resistant cast whiteiron will be exchanged by a hypereutectic iron-chromium-carbon alloy that is even superior to theoriginal hypoeutectic castings. Thus the life time of arefurbished roller is double the life time of the originalcasting with a an already reasonable wear behaviour.
Basically one would think that cement grinding rollerscan be refurbished for ever because the possibleremoval and the subsequent hardfacing will alwayslead to a good quality. Experience has proven thatthere is no further hardfacing after 3 to 4refurbishments because of fatigue in the basematerial. There will be subcritical cracks thatpropagate after a further hardfacing and grinding. Thematerial failure will be fatal during the grindingprocess.
Slika 1: Šematski prikaz vertikalnog mlina sa valjcima Figure 1: Schematic description of a vertical roller mill

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12 5
Na slici 4. prikazan je vertikalni valjak pre i posleobnavljanja sa “klasičnom” istrošenom strukturom naodbačenoj površini i renovirani valljak sa grubompovršinskom hrapavošću usled tvrdog navarivanja.
Održavanje se može izvoditi na licu mesta, direktnona mlinu bez komplikovanih i dugotrajnihdemontiranja i transporta u odgovarajuću pogodnuradionicu. S druge strane, proizvodnja se moženastaviti sa setom rezervnih delova dok se uradiobnavljanje, koje se može obaviti bilo kada.
PRIMENA TVRDOG NAVARIVANJA
Za obavljanje tvrdog navarivanja velikih valjaka istolova prečnika između 1500 i 6000 mm zahtevajuse prethodna ulaganja, koja se sastoje od:
Opreme za tvrdo navarivanje vertikalnih valjaka, kojase sastoji od uređaja za okretanje valjaka zahtevanogprečnika i skela za sprovođenje tehnologije
Figure 4 shows a vertical roller before and aftermaintenance with the “classical” dune structure of theworn out surface and the renovated roller with a coarsesurface roughness of the hardfaced condition.
The maintenance can be executed “in-situ”, directly inthe mill without the complicated and time consumingdisassembly and transportation into a suitablerefurbishment shop. On the other hand production canbe continued advantageously with a set of spare partswhile the refurbishment takes place elsewhere.
APPLICATION OF HARDFACING
or the accomplishment of hardfacing of large rollersand tables between 1500 and 6000 mm diameterprevious investments are required:
The equipment for the hardfacing of vertical rollersconsists of a rotating device to turn the rollers with therequired diameter and a scaffold for the surveillance of
Slika 2: Fotografija kompletnog mlina u cementari
Figure 2: Photograph of a complete grinding mill in a cement plant
Slika 3: Vertikalni valjci za mlevenje , rastavljeni na segmente
Figure3: Grinding rollers of a vertical mill, dismountable in segments

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
6 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12
the welding procedure at the highest point of theroller. There are also solutions where the rollers arepartially sunk below shop floor level. For the horizontaltable similar rotating devices with variable speed arenecessary. If the diameters of the tables or rollersexceed about 1800 mm the grinding tools are dividedinto segments. Prior to the actual procedure ofhardfacing there must be a knowledge of the 3 mostimportant items in welding:
a) knowledge of the base material, b) knowledge ofthe hardfacing procedures and c) knowledge of theselected hardfacing materials.
Base Material
The hardfacability of the base materials like Nihard orother cast white irons is regarded as ambiguous inliterature. Basically speaking there is no properweldability of these castings with > 2,5 % C, 3 – 7% Niand 1 – 10% Cr. However, the very strict rules ofweldability of steels in international specificationsapply for joint welding but not for hardfacing [1].
The strict specifications for joint welding comprise adefined carbon content that is mandatory for a securewelding procedure. The carbon content of hardfacingmaterials would be not conceivable in joint welding.Figure 5 which is based on investigations on theternary alloy Fe-Cr-C [2, 3] shows alloy compositionswith a high austenite content (γ – phase) leading tosatisfying hardfacing results. It is not recommended tohardface on Fe-Cr-C – alloys with high amounts ofchromium carbides. The yellow line in figure 5 limitsthe “hardfacability” of the system, within the greenmarked area hardfacings with wear-resistant alloyshave been successful. If the hardfacing alloy iswelded onto the base material with a speedy workprocedure, introducing a low specific energy input withsubsequent cooling a crackfree bonding with the basematerial is feasible.The metallurgical bonding will bebetween the lower carbon containing austenites inboth alloys, the base material and the hardfaced layer.For an improvement of the bonding it is alsorecommended to use nickel containing base materials
zavarivanja u najvišoj tački valjka. Postoje takođerešenja kada su valjci delimično upušteni iznad nivoapoda radionice. Za horizontalni sto je potreban sličanobrtni uređaj sa prome- nljivom brzinom. Ako prečnicistolova i valjaka prelaze 1800 mm, alati za mlevenjese dele u segmente.
Pre izvođenja postupka tvrdog navarivanja moraju sepoznavati tri najznačajnija faktora u zavarivanju:
a) poznavanje osnovnog materijala, b) poznavanjepostupaka tvrdog navarivanja i c) poznavanjeizabranog materijala za tvrdo navarivanje .
Osnovni materijal
Površinsko otvrdnjavanje osnovnih materijala poputNihard-a ili drugih belih livenih gvožđa je poznato iopisano u literaturi. Osnovno o čemu je ovde reč, jeodgovarajuća zavarljivost ovih odlivaka sa > 2,5 % C,3 – 7% Ni i 1 – 10% Cr. Međutim, vrlo stroga pravila ozavarljivosti čelika u internacionalnim specifikacijamase primenjuju za zavarivanje spojeva ali ne i za tvrdonavarivanje. [1].
Stroge specifikacije za zavarivanje spojevaobuhvataju definisani sadržaj ugljenika koji jeobavezujući za sigurnu tehnologiju zavarivanja..Sadržaj ugljenika kod materijala za tvrdo navarivanjenije u saglasnosti sa zavarivanjem spojeva. Na slici 5koja je zasnovana na ispitivanju trojnih legura Fe-Cr-C[2, 3] pokazuje sastave legura sa visokim sadržajemaustenita (γ – faza ), a koja daju zadovoljavajućerezultate tvrdog navarivanja. Nije preporučljivo tvrdonavarivanje sa Fe-Cr-C – legurama sa visokimsadržajem hromnih karbida. Linija na slici 5ograničava “sposobnost za tvrdo navarivanje ”sistema, unutar označene površine su tvrdanavarivanja legurama otpornim na habanje uspešna.Ako se legura za tvrdo navarivanje zavaruje naosnovni materijal, brzim postupkom zavarivanja samalom specifičnom količinom unete toplote, uzodgovarajuće hlađenje i vezivanje bez prslina,osnovni material je pogodan. Metalurško vezivanje ćebiti između austenita koji sadrži manje ugljenika u obelegure, osnovnom materijalu i tvrdo navarenom sloju.
Slika 4: Valjci za mlevenje pre i posle održavanja
Figure 4: Grinding rollers before and after maintenance

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12 7
Za poboljšanje vezivanja se takođe preporučujekorišćenje osnovnih materijala koji sadrže nikl poputNihard 1 - 4 [4] ili rad sa međuslojevima austenita kaopuferom. Slojevi pufera deluju kao idealna vezaizmeđu osnovnog materijala i legura za tvrdonavarivanje sa 4,5 % ugljenika i oko 30 % hroma.Može se primeniti nekoliko slojeva, ponekad doobnovljene debljine od 150 mm.
Usled visokog sadržaja ugljenika, predgrevanjeosnovnog materijala je obavezno. Određivanjeekvivalenta ugljenika za leguru nije pouzdano jer suove izračunate vrednosti uglavnom važeće zaniskolegirane čelike. Preporučljivo je predgrevanjepovršina valjaka i alata gasnim plamenom, gorivimgasom, propanom do temperature od 150 do 200 ºC(slika 6).
Postupak tvrdog navarivanja
Postupak zavarivanja je elektrolučno zavarivanjesamozaštitnom punjenom žicom, postupak oznake114 prema standardu [5]. Zavarivanje u zaštiti gasa,punjenom žicom je moguće, ali se ređe koristi zbogopreme koju je potrebno transportovati na lice mesta,postupak oznake 137 prema standardu [5].
To je razlog zašto se široko primenjuju samozaštitnežice i to ne samo za zavarivanje na licu mesta, već iza obanavljanje na mestu proizvodnje snabdevačakoji radi održavanje. Zaštita nanetog šava se takođemože ostvariti primenom praškastog topitelja. Ovatehnika pod zaštitom praška, oznaka postupka 125prema standardu [5], se uspešno koristi zaobnavljanje vertikalnih valjaka mlina kodtermoenergetskih postrojenja na ugalj.
Parametri zavarivanja prikazani su u tabeli 1. Oni setakođe mogu naći u podacima proizvođača punjenihžica.
like Nihard 1 - 4 [4] or to work with intermediateaustenitic buffer layers. The buffer layers act as anideal bonding between the base material and thehardfacing alloys with 4,5 % carbon and about 30 %chromium. Several layers can be applied, sometimesup to a refurbished thickness of 150 mm.
Due to the high carbon contents the preheating of thebase material is mandatory. The determination of thecarbon equivalent for the alloy does not make muchsense since these values have been developed forlow alloyed steels. It is recommended to preheat thesurface of the rollers and tools by means of a propanegas flame to a temperature of 150 to 200 ºC(Figure 6).
Hardfacing Procedure
Generally, the welding process is a self-shieldedtubular-cored arc welding (process 114 according to[5]). The gas-shielded metal arc welding with tubularwire is possible but rarely used because of theamount of equipment that has to be transported for in-situ-welding, process 137 according to [5].
That is why self-shielding tubular wires are widelyused not only for in-situ-welding but also forrefurbishment at the production site of themaintenance supplier. The protection of the welddeposit can also be obtained by the application of fluxpowder. This submerged arc welding technique,process 125 according to [5], is successfully used forthe refurbishment of vertical mill rollers in coal powerplants. The know how and welding parameters aregiven in Table 1. They can also be extracted in thecharacteristic data sheets of the suppliers of tubular-cored wires.
Mostly tubular-cored wires with a diameter of 2,8 or3,2 mm are used. Thus an average deposition rate of12 to 15 kg/h is feasible.
Slika 5: Izotermalni presek trojnog sistema Fe-Cr-C na 1000ºC Figure 5: Isothermal section of the ternary system Fe-Cr-C at 1000ºC

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
8 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12
Uglavnom se koriste punjene žice prečnika od 2,8 ili3,2 mm. Pogodna brzina nanošenja je od 12 do15 kg/h.
Materijali za tvrdo navarivanje
Materijali za tvrdo navarivanje se mogu izabratizavisno od vrste habanja.
Odgovorna osoba za održavanje određuje vrstuhabanja [6] koje je u ovom slučaju, uglavnomabraziono usled kretanja valjaka po alatu. Tribološkarazmatranja podrazumevaju a to daje nekolikoisporučilaca materijala otpornog na habanje, dapostoje četiri glavna uticaja na habanje: abrazija,udar, korozija i temperatura, (slika 7).
Protivtela metalnim i na habanje otpornim alatima,mogu biti cement, ugalj, bakarna ruda i drugi mineralikoji se drobe, melju i pretvaraju u prah u zazoruizmeđu stola i valjaka. Za ovu vrstu habanja postojisamo jedno dobro rešenje: nadeutektička Fe – legurasa visokim sadržajem hroma i ugljenika koji stvarajuprimarne hromne karbide sa odličnom tvrdoćom odoko 1800 - 2000 Vikersa. Ponekad se dobri rezultatiotpornosti na habanje postižu dodatkom 3 - 6 %niobiujma. Niobijum je takođe karbidotvorni elemenatkoji stvara specijalne niobijum karbide sa vrlo visokomtvrdoćom od 2200 Vikersa koji pogoduju dužem
Hardfacing Materials
The hardfacing materials can be manufactured taylor-made for the wear collective of the application. Theresponsible person for maintenance determines thewear collective [6] which is in this case mainlyabrasion due to a rolling motion of the tools.
The tribology consideration is given by some suppliersof wear-resistant materials where the 4 maininfluences on wear , abrasion, impact, corrosion andtemperature are qualitatively described (Figure 7).
The counter bodies of the metallic and wear-resistanttools can be cement, coal, copper ore and otherminerals that are crushed, rolled and pulverised in thegap between the table and the rollers.
For this kind of simple wear collective there is onlyone good solution: the hypereutectic Fe - alloy withhigh-chromium and high-carbon contents formingprimary chromium carbides with an excellenthardness of about 1800 – 2000 Vickers.
Sometimes good wear results are also achieved with3 - 6 % niobium in addition. Niobium also being acarbide former exhibits special niobium carbides withan even higher hardness of 2200 Vickers which leadto longer life times in the vertical mill. The
Slika 6: Vertikalni valjci za mlevenje , rastavljeni na segmente
Figure 6: Grinding rollers of a vertical mill, dismountable in segments
Tabela 1: Tabelarni prikaz parametara zavarivanja za obnavljanje valjaka za mlevenje Table 1: Table of welding parameters for the refurbishment of grinding rollers
VAUTID 100, Ø 2,8 mm 1. sloj / 1st layer
2. sloj / 2nd layer
Jačina struje / Current [A] 350 350-450
Napon / Voltage [V] 30 30-38
Dužina slobodnog kraja / Stick out [mm] 20-35 20-35
Brzina zavarivanja / Welding velocity [cm/min] 60-100 80-120
Međuslojna temperatura / Intermediate
NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12 9
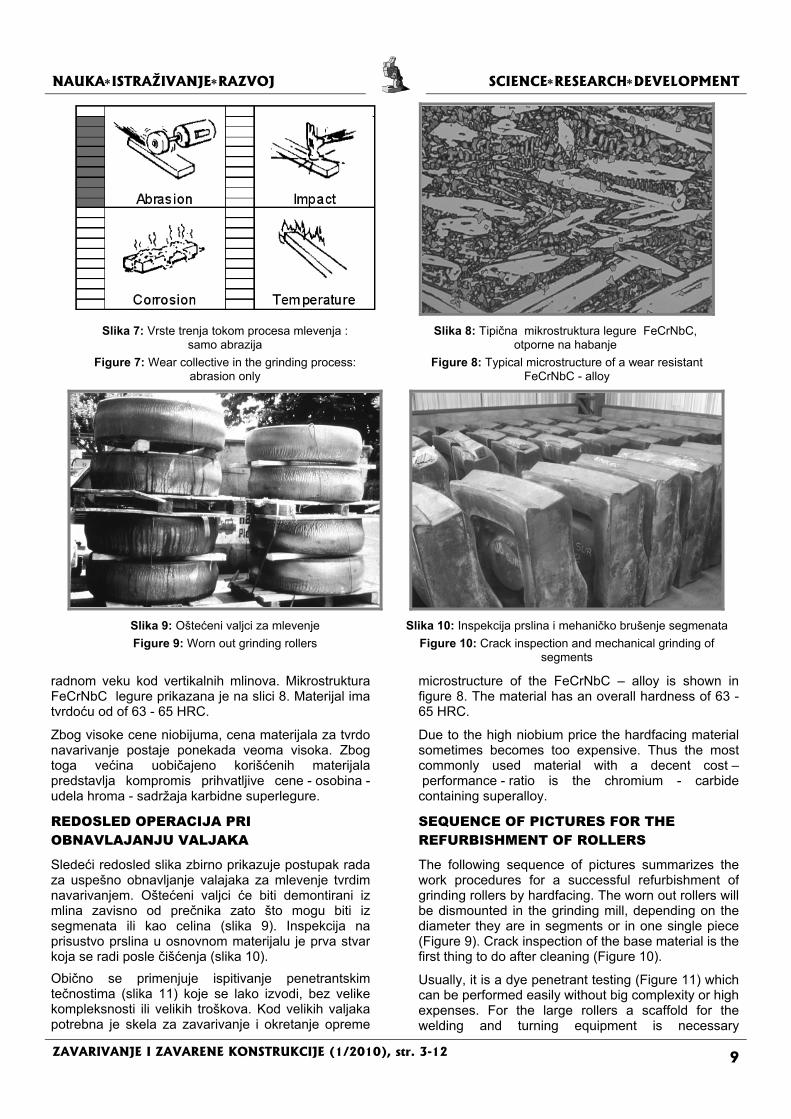
radnom veku kod vertikalnih mlinova. MikrostrukturaFeCrNbC legure prikazana je na slici 8. Materijal imatvrdoću od of 63 - 65 HRC.
Zbog visoke cene niobijuma, cena materijala za tvrdonavarivanje postaje ponekada veoma visoka. Zbogtoga većina uobičajeno korišćenih materijalapredstavlja kompromis prihvatljive cene - osobina -udela hroma - sadržaja karbidne superlegure.
REDOSLED OPERACIJA PRI OBNAVLAJANJU VALJAKA
Sledeći redosled slika zbirno prikazuje postupak radaza uspešno obnavljanje valajaka za mlevenje tvrdimnavarivanjem. Oštećeni valjci će biti demontirani izmlina zavisno od prečnika zato što mogu biti izsegmenata ili kao celina (slika 9). Inspekcija naprisustvo prslina u osnovnom materijalu je prva stvarkoja se radi posle čišćenja (slika 10). Obično se primenjuje ispitivanje penetrantskimtečnostima (slika 11) koje se lako izvodi, bez velikekompleksnosti ili velikih troškova. Kod velikih valjakapotrebna je skela za zavarivanje i okretanje opreme
microstructure of the FeCrNbC – alloy is shown infigure 8. The material has an overall hardness of 63 -65 HRC.
Due to the high niobium price the hardfacing materialsometimes becomes too expensive. Thus the mostcommonly used material with a decent cost – performance - ratio is the chromium - carbidecontaining superalloy.
SEQUENCE OF PICTURES FOR THE REFURBISHMENT OF ROLLERS
The following sequence of pictures summarizes thework procedures for a successful refurbishment ofgrinding rollers by hardfacing. The worn out rollers willbe dismounted in the grinding mill, depending on thediameter they are in segments or in one single piece(Figure 9). Crack inspection of the base material is thefirst thing to do after cleaning (Figure 10).
Usually, it is a dye penetrant testing (Figure 11) whichcan be performed easily without big complexity or highexpenses. For the large rollers a scaffold for thewelding and turning equipment is necessary
Slika 7: Vrste trenja tokom procesa mlevenja :
samo abrazija Figure 7: Wear collective in the grinding process:
abrasion only
Slika 8: Tipična mikrostruktura legure FeCrNbC, otporne na habanje
Figure 8: Typical microstructure of a wear resistant FeCrNbC - alloy
Slika 9: Oštećeni valjci za mlevenje Figure 9: Worn out grinding rollers
Slika 10: Inspekcija prslina i mehaničko brušenje segmenata Figure 10: Crack inspection and mechanical grinding of
segments

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
10 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12
(slika 12). Alat za horizontalno mlevenje će bitizavaren na isti način, samo uz pomoć specijalnoghorizontalnog obrtnog stola (slika 13). Potrebno je predvideti vreme za podešavanjeparametara zavarivanja i prve uzorke tvrdognavarivanja na komadu-uzorku (slika 14). Kontinualozavarivanje otvorenim lukom predstavljen je naslici 15; ovde nema potrebe za dodatnom zaštitomgasa, međutim, dim pri zavarivanju se mora uklanjatiuobičajenim tehnikama usisavanja. Posle 20 do 50 slojeva materijala otpornog nahabanje, valjci dostižu svoj početni prečnik izavarivanje se obustavlja, da bi se uradila dimenzionakontrola (slika 16). Za tu namenu, preporučuje se primena privremenihdržača ili šablona kako bi se obezbedio profil valjkabez dodatnog brušenja (slika 17). Na slikama 18 i 19prikazani su bočna i prednja strana obnovljenihsegmenata. Asimetrično habanje je takođe pokazanojer je od esencijalnog značaja to da zavarivač održavakonstantan kvalitet.
(Figure 12). The horizontal grinding tool will be weldedin the same manner but with a special horizontalturning table (Figure 13).
At times the welding parameter have to be adjustedand first hardfacing samples will be tried on a sheetmetal piece (Figure 14). The continuous open arcwelding is described in Figure 15; there is no need ofa additional gas-shield, however, the welding fumehas to be withdrawn by the usual suction technique.
After 20 to 50 layers of wear resistant material therollers reach the initial diameter and the welding isslowed down for dimensional inspection (Figure 16).
For this purpose it is recommended to apply templatesor other gauges to assure the profile of the rollerwithout subsequent grinding (Figure 17).
In figures 18 and 19 the side and front views ofrefurbished segments are shown. The asymmetricwear shows also that a constant surveillance of awelder is essential for a good quality.
Slika 11: Vizuelna kontrola i ispitivanje penetrantima
Figure 11: Visual inspection and dye penetrant testing Slika 12: Skela za tvrdo navarivanje vertikalnih valjaka
Figure 12: Scaffold for hardfacing vertical rollers
Slika 13: Skela i obrtni sto za tvrdo navarivanje horizontalnih
stolova za mlevenje Figure 13: Scaffold and turning table for hardfacing
horizontal grinding tables
Slika 14: Pozicioniranje pištolja i prvo probno zavarivanje Figure 14: Positioning of the torch and first sample welding

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12 11
Slika 15: Početak zavarivanja otvorenim lukom
Figure 15: Beginning of the maintenance by open arc welding
Slika 16: Tvrdo navarivanje materijala otpornog na habanje (>60 HRC) bez naknadnog mehaničkog brušenja
Figure 16: Hardfacing of a wear resistant material (>60 HRC) without subsequent mechanical grinding
Slika 17: Privremeni pomoćni uređaji za kontrolu kvaliteta Figure 17: Templates for quality control
Slika 18: Obnovljeni segment (pogled sa strane ) Figure 18: Refurbished segment (side view)
Slika 19: Obnovljeni segment (pogled s prednje strane )
Figure 19: Refurbished segment (front view)

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
12 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (1/2010), str. 3-12
LITERATURA / LITERATURE
[1] DIN-Fachbericht ISO/TR 581:2007-04 (D), Schweißbarkeit – Metallische Werkstoffe – Allgemeine Grundlagen [2] K. Bungardt, J. Kunze, E. Horn; The Ternary System Fe-Cr-C, Archiv Eisenhüttenwesen 3 (1958), p193 [3] R. Benz, J. Elliott, J. Chipman; Thermodynamics of the Carbides in the System Fe-Cr-C, Met. Trans. 5 (1974) p2235 [4] DIN EN 12513, Abrasion-resistant cast iron (2000) [5] DIN EN ISO 4063, Liste der Prozesse und Ordnungsnummern (2000)
REL ZAVARIVANJE - PRIRUČNIK
Autori: M. Jovanović, V. Lazić, D. Adamović, N. Ratković, univerzitetski priručnik, Mašinski fakultet u Kragujevcu, ISBN 86-80581-69-0, Kragujevac, 2006.
REL zavarivanje-priručnik napisan je u cilju obuke zavarivača početnika ili prekvalifikacije sa jedne zavarivačke specijalizacije na drugu. Ova knjiga može takodje biti i osnovna literatura za tradicionalna takmičenja zavarivača. Pretpostavlja se da će neki zavarivači posle odredjenog praktičnog zanatskog iskustva postati instruktori za obuku ili kontrolori, te će im ovakav priručnik biti neophodan. Priručnik sadrži znatno više podataka iz metalurgije zavarivanja, sopstvenih napona i deformacija, ocene zavarljivosti i kontrole zavarenih spojeva nego što je to potrebno samim zavarivačima. Priručnik može korisno poslužiti studentima mašinskih fakulteta i viših škola, tehnolozima, metalurzima, održavaocima opreme, kao i širem krugu tehnički obrazovanih čitalaca koji se bave problematikom zavarivanja i reparaturnog navarivanja obloženim elektrodama. Priručnik ima 279 stranica, štampan je na A5 formatu, sadrži 11 Glava i 4 Priloga.
Informacije: Dr Vukić Lazić, vanredni profesor, [email protected],
Tel. 034.335990 lok. 680 (Mob. tel. 064-8288737)
Mašinski fakultet u Kragujevcu Sestre Janjić 6, 34000 Kragujevac
ZAKLJUČAK
Vertikalni mlinovi izloženi su konstantnom trenju ihabanju tokom procesa mlevenja uglja, cementa, rudai keramike. Održavanje oštećenih valjaka predstavljakombinaciju znanja iz metalurgije osnovnih materijala,postupaka tvrdog navarivanja , izbora materijala zatvrdo navarivanje i, najznačajnije, praktično znanje iiskustvo osoblja za zavarivanje.
SUMMARY
Vertical grinding mills are subject to constant frictionand wear during the process of grinding coal, cement,ore and ceramics. The maintenance of worn outrollers is a combined know how of metallurgy of thebase materials, hardfacing processes, selection ofhardfacing materials and, most importantly, thepractical knowledge of the welding personnel.