Embed Size (px)
Citation preview
OBRADA MATERIJALA I
2 . 4 . 18 .
zanimanje 010104 - strojarski tehničar
I. polugodište
dipl. ing. strojarstva Ivo Slade

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 2
1.0 UVOD
Ova skripta je namjenjena učenicima I. tehničke škole TESLA u Zagrebu smjer strojarski tehničar, za lakše praćenje predmeta Obrada materijala 1. Rađena je u dva dijela, po jedan za svako polugodište. Obrada materijala jedan je od temeljnih stručnih predmeta u programu naobrazbe strojarskih tehničara. Skripta obuhvaća osnovne oblike oblikovanja materijala, njihov razvoj, obradu bez odvajanja čestice, obradu s odvajanjem čestice, postupke spajanja materijala te zaštitu materijala. Osim ručne i strojne obrade učenici će biti upoznati s organizacijom proizvodnje, tehnološkim procesima i kvalitetom proizvodnje. Sadržaj skripte je u cijelosti prilagođen okvirnom nastavnom planu i programu predmeta Obrada materijala za 1. razred strojarskih tehničkih škola. Kako su nastavni sadržaji dosta šloženi, gradivo je podijeljeno u tematske cijeline koje su pak podijeljene u manje podcjeline. Na kraju svake cjeline nalaze se pitanja i zadaci za provjeru usvojenosti sadržaja. Pri izradi ove skripte koristio sam se uglavnom mojim pripremama za predavanja i materijalima – pogotovo slikama, koje sam našao na internetu. Kako slika govori tisuću riječi tako sam nastojao skriptu što više „oslikati“ fotografijama i ilustracijama. Skripta nije komercijalnog karaktera, niti je zamjena za bilo koji udžbenik, već je pomoć mojim učenicima u savladavanju gradiva. Zahvaljujem se svima koji su korisnim savjetima pomogli da se ova skripta izradi. Također ću biti zahvalan i na budući dobronamjernim prijedlozima i savjetima kako poboljšati i osuvremeniti skriptu. Slade Ivo
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 3
SADRŽAJ
1. Uvod 2
2. Sadržaj I. dijela 3
3. Podjela i značajke postupaka obrade materijala ........................... 5 3.1 Načini izvođenja obrade .......................................................................... 6 3.1.1 Alati ......................................................................................................... 6 3.1.2 Naprave .................................................................................................. 7 3.2 Postupci obrade ...................................................................................... 8 3.2.1 Izvorno oblikovanje ........................................................................... 9 3.2.2 Obrada odvajanjem čestica ..................................................................... 11 3.2.3 Obrada bez odvajanja čestica ............................................................... 12 3.2.4 Obrada spajanjem ............................................................................ 13 3.2.5 Toplinska obrada ..................................................................................... 14 3.2.6 Zaštita materijala .................................................................................. 16 3.2.7 Mjerenje i kontrola ............................................................................ 18 3.2.7.1 Metar ....................................................................................................... 19 3.2.7.2 Pomična mjerka ...................................................................................... 19 3.2.7.3 Mikrometar .............................................................................................. 21 3.2.7.4 Komparator ............................................................................................. 22 3.2.7.5 Mikroskop ................................................................................................ 23 3.2.7.6 Kalibri ...................................................................................................... 27 3.2.7.7 Mjerne pločice - etaloni ........................................................................... 28 3.2.7.8 Mjerni listići .............................................................................................. 29 3.2.7.9 Mjerenje oblika ........................................................................................ 30 3.3 Pitanja ..................................................................................................... 32
4. Lijevanje ........................................................................................ 33 4.1 Ljevarstvo ................................................................................................. 33 4.2 Metalurgija ljevarstva ............................................................................... 34 4.3 Pješčani kalupi ......................................................................................... 35 4.4 Izrada kalupa i jezgre ............................................................................... 36 4.5 Dijelovi kalupa ......................................................................................... 38 4.6 Uljevni i odzračni sustav ........................................................................... 39 4.7 Sušenje kalupa i jezgri ............................................................................ 41 4.8 Školjkasti kalup ........................................................................................ 41 4.9 Metalni kalupi ........................................................................................... 42 4.10 Lijev bez dna ............................................................................................ 42 4.11 Tlačni lijev ................................................................................................ 43 4.12 Centrifugalni lijev ...................................................................................... 44 4.13 Završna obrada i kontrola odljevka .......................................................... 45 4.14 Projektiranje tehnološkog procesa lijevanja ............................................. 48 4.15 Pitanja ...................................................................................................... 49
5. Osnove obrade materijala odvajanjem čestica ............................ 50 5.1 Podjela obrade odvajanjem čestica ......................................................... 50 5.2 Geometrija noža ...................................................................................... 51 5.3 Gibanja kod obrade odvajanjem čestice .................................................. 53 5.4 Sile rezanja .............................................................................................. 54 5.5 Nastajanje strugotine ............................................................................... 55 5.6 Pitanja ...................................................................................................... 56

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 4
6. Ručne obrade odvajanjem čestica ................................................ 57 6.1 Sječenje – rezanje .................................................................................... 57 6.2 Piljenje ...................................................................................................... 59 6.3 Bušenje .................................................................................................... 63
6.3.1 Spiralno svrdlo .................................................................................. 64 6.3.2 Bušilice .............................................................................................. 67 6.3.3 Svdlo s pločicom od tvrdog metala .................................................... 69 6.3.4 Ravno svrdlo ...................................................................................... 69 6.3.5 Zabušivala ......................................................................................... 70
6.4 Turpijanje ................................................................................................. 71 6.5 Brušenje .................................................................................................. 73
6.5.1 Ručno brušenje ................................................................................ 73 6.5.2 Ručni alat za brušenje........................................................................ 74 6.5.3 Finoća brusne trake .......................................................................... 75 6.5.4 Brusne ploče ..................................................................................... 76 6.5.5 Sastav brusne ploče .......................................................................... 77
6.6 Grecanje ................................................................................................... 79 6.7 Pitanja ...................................................................................................... 81 6.8 Pitanja ...................................................................................................... 82

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 5
3. Podjela i značajke postupaka obrade materijala »FANNY, VENERA PLESAČICA« IZ GALGENBERGA U AUSTRIJI: Figurica načinjena od zelenog kamena i stara više od 30.000 godina
PTICA MOČVARICA NAČINJENA OD MAMUTOVE BJELOKOSTI: Ptica je pronađena u njemačkoj pečini Hohle Fels, od repa do kljuna duga je 4,7 cm i stara više od 30.000 godina
Pronađeni alati iz Kamenog doba i udica stara više od 40.000 godina
Prapovijest je najduže razdoblje u prošlosti čovječanstva. Procjenjuje se da ono traje od 1 800 000. godine p. K. pa sve do 4000. godine p. K. Prvi uspravni čovjek naziva se Homo Erectus, a prvi razumni čovjek naziva se Homo Sapiens. Najstariji ostaci Homo Sapiensa nađeni su u Australiji i stari su oko 70 000 godina Prva čovjekova zadaća bila je sakupljanje. Prvi alat čovjek je dobivao tešući mekani kamen od kojeg je izrađivao ručne klinove ili oblutke. Čovjek je u tom dobu pronašao i vatru. Vatra je zasigurno najveći pronalazak u povijesti. Čovjek ju je najvjerojatnije primijetio onda kad je negdje udario grom i zapalio vatru. Čovjek je tu vatru pokušavao zadržati što je dulje mogao jer je primijetio da ona daje toplinu. Po hladnijem vremenu kad bi se sklanjao u pećine i spilje uvijek je sa sobom ponio i vatru. Život u pećinama nije bio stalan nego samo povremen radi zaštite od kiše i hladnoće. Nakon ovoga javlja se i artikulirani govor, tj. pojavljuju se glasovi. U svojoj povijesti čovjek je mukotrpno radio. Cijelo vrijeme je nastojao okolinu prilagoditi svojim potrebama te raznim izumima i inovacijama sebi olakšati život i rad. Postoji stara izreka „Rad je čovjeka učinio čovjekom“. Od stanovanja u pečinama do izrade prvih zemunica, sojenica do današnjih modernih kuća i nebodera. Od pješačenja, jahanja do automobila, brodova, aviona. Od crtanja ugljenom po stijenama pečine do modernih računala, od vikanja, bubnjanja, trčanja kurira i golubova pismonoša do suvremenih načina komuniciranja računalima i mobitelima Za sve to bila mu je potrebna „obrada materiajla“ i alati kako bi to ostvario. Kroz povijest su se alati i načini obrade materijala sve više usavršavali. To je najprije bilo usavršavanje – odnosno prilagodba iskustvom, dok danas moderne računalne tehnike omogučuju optimalizaciju izrade alata i postupaka obrade materijala. Obrada materijala je promjena oblika, dimenzija ili svojstava materijala kako bi se prilagodio daljnjoj upotrebi.
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 6
3.1 Načini izvođenja obrade
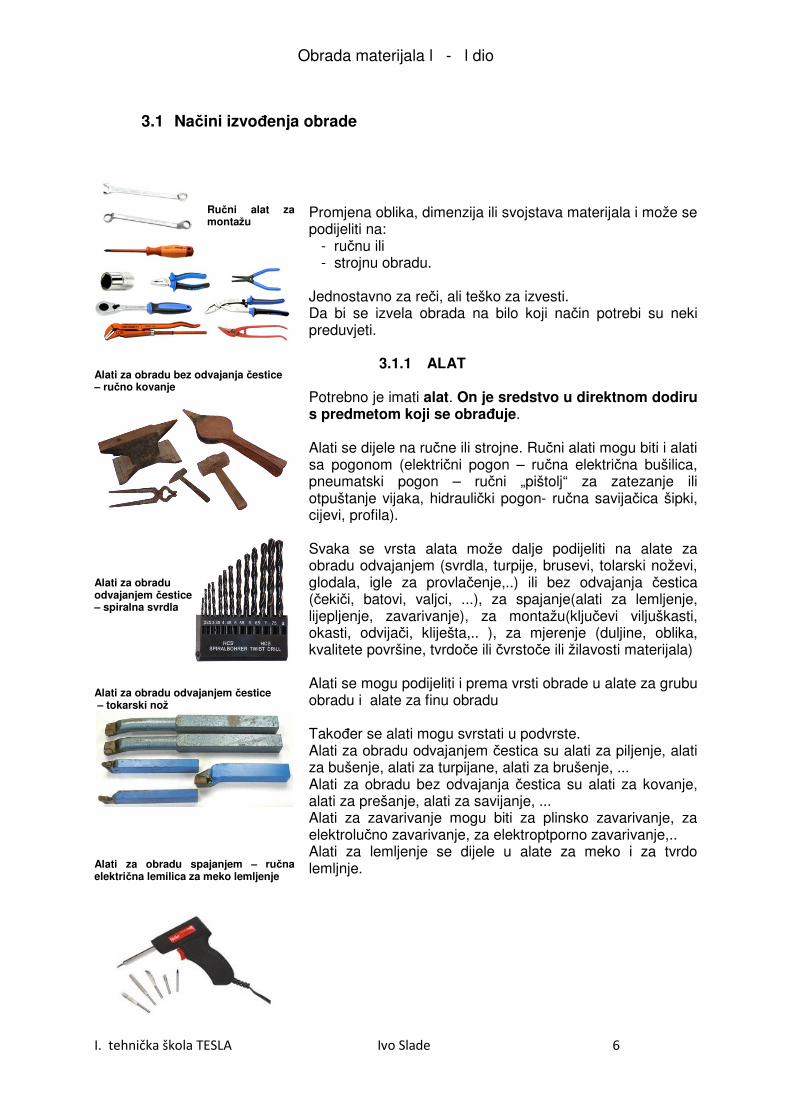
Ručni alat za montažu
Alati za obradu bez odvajanja čestice – ručno kovanje Alati za obradu odvajanjem čestice – spiralna svrdla Alati za obradu odvajanjem čestice – tokarski nož Alati za obradu spajanjem – ručna električna lemilica za meko lemljenje
Promjena oblika, dimenzija ili svojstava materijala i može se podijeliti na: - ručnu ili - strojnu obradu. Jednostavno za reči, ali teško za izvesti. Da bi se izvela obrada na bilo koji način potrebi su neki preduvjeti.
3.1.1 ALAT Potrebno je imati alat. On je sredstvo u direktnom dodiru s predmetom koji se obrađuje. Alati se dijele na ručne ili strojne. Ručni alati mogu biti i alati sa pogonom (električni pogon – ručna električna bušilica, pneumatski pogon – ručni „pištolj“ za zatezanje ili otpuštanje vijaka, hidraulički pogon- ručna savijačica šipki, cijevi, profila). Svaka se vrsta alata može dalje podijeliti na alate za obradu odvajanjem (svrdla, turpije, brusevi, tolarski noževi, glodala, igle za provlačenje,..) ili bez odvajanja čestica (čekiči, batovi, valjci, ...), za spajanje(alati za lemljenje, lijepljenje, zavarivanje), za montažu(ključevi viljuškasti, okasti, odvijači, kliješta,.. ), za mjerenje (duljine, oblika, kvalitete površine, tvrdoče ili čvrstoče ili žilavosti materijala) Alati se mogu podijeliti i prema vrsti obrade u alate za grubu obradu i alate za finu obradu Također se alati mogu svrstati u podvrste. Alati za obradu odvajanjem čestica su alati za piljenje, alati za bušenje, alati za turpijane, alati za brušenje, ... Alati za obradu bez odvajanja čestica su alati za kovanje, alati za prešanje, alati za savijanje, ... Alati za zavarivanje mogu biti za plinsko zavarivanje, za elektrolučno zavarivanje, za elektroptporno zavarivanje,.. Alati za lemljenje se dijele u alate za meko i za tvrdo lemljnje.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 7
Naprava za stezanje - škripac Naprava za stezanje – škripac
Naprava za stezanje – stolarska stega
Naprava za stezanje – stezna glava
Primjeri različitih vodilica
Stezna naprava - šablona za bušenje
3.1.2 NAPRAVE
Kako je navedeno alat je sredstvo u direktnom dodiru s obratkom. Sila kojom alat djeluje na obradak dovoljno je velika da pomiče obradak po radnom stolu. Zato je obrada moguća samo ako obradak miruje. Također je potrebno zadržati obradak na istoj poziciji ako je potrebno izvršiti više različitih obrada. Za što bolje pozicioniranje – što točniju izradu potrebna su nam pomagala koja su specijalno konstruirana za tu srhu. Naprave - pomoćna sredstva koja se primjenjuju u tijeku proizvodnje, ne obrađuju direktno materijal, ali sudjeluju u procesu proizvodnje i to kao samostalni uređaji ili kao dio alatnog stroja.
Zadaci naprava su 1. prihvat izratka, 2. stezanje izratka i držanje izratka u definiranom položaju što znači da je određen položaj izratka, tj da je izradak oslonjen, prislonjen ili centriran, odnosno položen na osnovicu te 3. odredivanje medusobnog položaja alata i obratka 4. osiguravanje vođenja i hoda alata
Npr.: kod naprava za bušenje Naprave su: škripci, stezne glave, stege, vodilice, šablone za bušenje, naprave za montažu,..
Naprava za dodavanje i montažu
Stega
Vodilica

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 8
3.2 Postupci obrade Obrada izvornog oblikovanja - lijevanje
Obrada bez skidanja strugotine – valjanje
Obrada skidanjem strugotine – piljenje
Obrada spajanjem – zavarivanjej
Obrada zaštite materijala - eloksiranje
Izradak se najčešće može izraditi na više načina, odnosno različitim postupcima obrade – tokarenjem, glodanjem, kovanjem, valjanjem, provlačenjem,.. Uvjek se nastoji odabrati proizvodnja koja u najkraćem vremenu s što manje mogučih operacija i zahvata zadovoljava postavljene uvjete. Postupke obrade materijala dijele se u nekoliko skupina. 1. Obrada izvornog oblikovanja – iz bezobličnog stanja ( ruda, otpadni metal, strugotina,..) oblikuje se čvrsto tijelo odredenog oblika ( najčešće lijevanjem ) 2. Obrada bez skidanja čestice – način obrade materijala kada se sirovac mijenja u željeni oblik novih dimenzija ili svojstava bez promjene volumena i mase materijala (valjanje, kovanje, savijanje, sabijanje, ...) 3. Obrada odvajanjem čestice – način obrade materijala kada se sa sirovca odvaja višak materijala lomljenjem sitnih dijelova materijala (piljenje, bušenje, tokarenje, glodanje, ...) 4. Obrada spajanjem – način obrade kod kojeg se željeni proizvod dobije spajanjem dva ili više dijelova u jednu cjelinu ( zavarivanje, lijepljenje, lemljenje, spajanje vijcima, zakovicama, ... ) 5. Obrada zaštite materijala – način obrade kod kojeg se na obradak nanosi materijal u svrhu povečanja kvalitete proizvoda ( antikorozivna zaštita, metalizacija, eloksiranje, bruniranje, kromiranje, bojenje, plastifikacija, ...) 6. Obrada promjenom svojstava – način obrade materijala kada se sirovcu mijenja struktura, a time i njegova svojstva ( kaljenje, normalizacija, cementiranje,...)
Obrada promjenom svojstava - kaljenje

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 9
3.2.1 Izvorno oblikovanje
Vrhovi kopalja od bakra
Brončani mač
Željezne škare
Ulomak kalupa za lijevanje brončanih igala, Kalnik - Igrišće
Već je rečeno da je prvi alat čovjek dobio tešući mekani kamen od kojeg je izrađivao ručne klinove ili oblutke. U svom razvoju prelazi iz kamenog doba u metalno doba. Kronološki se pojavljuju bakreno, brončano i željezno doba. U bakrenom dobu čovjek nailazi na mekani metal koji je lako obradiv materijal i primitivnim kamenim alatom. Zbog svoje mekoće, bakar se u početku koristio za nakit, no otkrićem daljnjih obrada (hladne deformacije i lijevanja) koristi se za izradu alata i oružja. Sve veća upotreba bakra uzrokovala je promjene u tadašnjem društvu. Pojavile su se skupine prvih specijalista - rudara, kovača, lijevača, metalurga. Do 3800. g. prije Krista upotreba bakra proširila po cijelom Mediteranu, a paralelno s eksploatacijom bakra dolazi do otkrivanja i eksploatacije zlata, srebra, olova, arsena (oko 3500. g. pr. Kr.). Poćinje miješanje metala i izrada prvih legura (arsenova bronca), čime je otvorena slijedeća stepenica u razvoju čovjeka - Brončano doba, kada je od slitine bakra i kositra dobivena bronca. U tom se razdoblju intenzivira proizvodnja brončanog oružja, oruđa i nakita. Nakon brončanog nastavlja se željezno doba. Obrada željeza hladnim kovanjem na Bliskom istoku počinje oko 6000.g pr. Kr., ali do opće uporabe željeza dolazi tek oko 1000.g pr. Kr kada se znanje o taljenju željeza proširilo Bliskim istokom i Grčkom i to se uzima za početak željeznog doba. Kalupi Iskopana ruda se kopala metalnim maljevima, motikama i pijucima te se mljela i talila se u posebno građenim pećima. Kalupi za lijevanje su u početku bili jednodijelni, pretežno su bili kameni i glineni (jednokratni), rijetko kada metalni. Služili su za lijevanje plosnatih odljevaka. Razvojem metalurgije pojavljuju se dvodjelni kalupi. Sastoje se od jezgrene šupljine, ujevnog kanala, uljevne šupljine - pojila, priljubnice – razdjeln ravnine, na sebi imaju rupe koje služe za međusobno pričvrščivanje kalupa, dodatne rupice za izlaz plinova, ...

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 10
Vučedolski kalupi
Skice peći Vučedolske ljevaonice u obliku rimske lampice
Vučedolska kultura koristi prvi puta višedjelne kalupe za lijevanje metala Razvijenost vučedolske metalurgije očitovala se u serijskoj proizvodnji bakrenih alatki pomoću dvodijelnog kalupa. Peći – ognjišta
Crtež iz grobnice Rekhmire u Tebama iz vremena oko 1500.g pr. Kr. prikazuje ognjište u lijevaonici sa radnicima koji naizmjenično gaze po dva mijeha za raspirivanje vatre. Peči iz Vučedolskogbazena koje se koriste za dobivanje taline su najčešće u obliku rimske lampice, imaju jedan ili više „kljunova“ za mjehove. Sve je rađeno od debelog sloja gline koja je pod visokim temperaturama dobila ciglasto crvenu boju. Današnji načini lijevanja su u osnovi isti kao i u pradavna vremena – materijal se rastali i nalije u kalup, ali postepeni razvoj tijekom godina doveo je do novih saznanja u metalurgiji koja se razvila kao zasebna znanost. Skoro svakodnevno se pojavljuju nove i poboljšane vrste materijala, razvijaju se novi postupci zagrijavanja i taljenja, proizvode se nove složene vrste kalupa – pojavljuju se novi postupci obrade materijala. Zato je u metalurgiji, kao i u ostalim granama obrade materijala, potrebno praćenje novih tehnologija i cijeloživotno obrazovanje.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 11
3.2.2 Obrada odvajanjem čestica
Različiti modeli nekadašnjih pila
Piljenje Obrada odvajanjem čestice (ako se izuzme klesanje kamena ili kostiju kamenom) počinje otkrićem metala kada se pojavljuju prve metalne pile i to od bronce i željeza. Vjeruje se da je pilarstvo staro oko 500.000 godina i da su pile čovjekov najstariji izum, odmah uz otkriće koplja i vrha strelice. Čovjek je morao prilagoditi ono što je imao "pri ruci". Tako su ljudi sa otočja u Tihom oceanu koristili zube morskog psa, a Aboriđini sa Madeire - kljun ribe pilana. Najprije se koriste ručne pile od metala s neproširenim vrhovima zubaca. Da se takva pila ne bi uklještila (još nije bio razvijen princip razvračivanja), piljeni bi se komadi užetom natezali svaki na svoju stranu. Egipatske metalne pile bile su podijeljene u dva tipa – za piljenje drva i za piljenje kamena. Jedan od velikih koraka pri unapređenju pile bio je razvoj upotrebe željeza i čelika, negdje između 9. i 5. st. pr. Kr. U željezno se doba prvi puta počinju premetati (razvračati) zubi pile, kako bi se rez dobio pri gibanju pile samo u jednom smjeru – i to povlačenjem, pa su zubi bili poravnati prema drški. U početku piljenje je bilo ručno, alii sa sigurnošću se može reči da su prve mehaničke pilane postojala u XI stoljeću koje su bile pokretane mehaničkom snagom vodenog toka preko vodenog kola i sustava prijenosa gibanja U Hrvatskoj, na području Hrv. Primorja i Gorskog Kotara, prva pilana potočara je podignuta 1428. god. kraj Crikvenice, druga 1651. god. u Čabru, a treća 1685. god. u Lokvama. Pronalazak parnog stroja (J. Watt, 1778.god.) uvjetovao je i razvoj pilana na parni pogon. Prva parna pilana podignuta je 1803. god. u Engleskoj (Portsmouth). Prve parne pilane u Hrvatskoj su se pojavile polovinom XIX. stoljeća. Na području Hrv. Primorja i Gorskog Kotra podignute su parne pilane: prva 1849. god. u Prezidu, druga 1850. god. u Crnom Lugu, a treća 1860. god. u Ravnoj Gori. Sličan razvojni put mogao bi se napraviti za svaku obradu materijala odvajanjem čestice. Neke današnje obrade vuku korjene iz pradavnih vremena, dok su druge novijeg datuma. Obrada odvajanjem čestice je postupak promjene oblika i dimenzija predmeta koji obrađujemo odvajanjem sitnih dijelova materijala koje nazivamo strugotinom. Ti djelići materijala su vrlo malih dimenzija u odnosu na obradak i specifičnog su oblika te se više ne mogu upotrebljavati.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 12
3.2.3 Obrada bez odvajanjem čestica
Nekadašnji načini kovanja
Hrvatski frizatik hercega Andrije
Hrvatski kovani novac
Samurajski mač
Kovanje Od prvih odlijevaka, kada se metal počeo koristiti, trebalo ih je doraditi. Udaranjem po sirovcu mijenja se (dorađuje) oblik obratka obradom bez odvajanja čestica. Tako kovanje postaje jedan od najstarijih postupaka obrade materijala bez odvajanja čestice u procesu dorade prvih odljevaka noževa, mačeva, vrhova strelica. Zatim se pojavljuje potreba zamjene načina trampe u trgovini uvođenjem novca. Oko 8000 g. pr. Kr. pojavljuje se prvi kovani novac. Kovan je od različitih vrsta metala, ali se postepeno zamjenjuje plemenitim metalima - zlatom i srebrom koji preuzimaju ulogu novca. U prvo su se vrijeme zlato i srebro vagali jer se roba prodavala za određenu količinu zlata ili srebra. Kako nije posvuda bilo vage, unaprijed se rezalo zlato i srebro u komade određene težine. Jamstvo da je težina točno određena i da je komad novca od zlata i srebra odgovarajuće čistoće, bili su utisnuti - kovani - posebni znaci. Kako su vladari prvi počeli kovati svoj novac, obično je iskovan novac s likom vladara. Kovani novac imao je različite oblike: okrugli, četvrtast ili u nekom drugom obliku. Našim najstarijim hrvatskim novcem smatra se onaj koji se kovao u Zagrebu oko 1200. Godine i omao je latinski natpis: Andreas dux Croatiae (Andrija knez Hrvatske). Danas je metalni novac skoro svuda u svijetu okrugla oblika (Rarličita prigodna izdanja i penny u Velikoj Britaniji imaju višekutni metalni novac). Zlatan i srebrn novac vrlo je rijedak i najčešći je sitan kovani novac od nikla, bakra, aluminija, aluminijske bronce i drugih slitina metala. Samurajski mač ili katana je Japanski mač vrhunske kvalitete kojeg krase najveća dostignuća kovačkog zanata. Njegova oštrica nadilazi sve poznate mačeve svijeta u pogledu tvrdoće, čvrstoće, žilavosti i oštrine. Sam proces kovanja oštrice je vrlo kompliciran. Čelične trake sa dva različita stupnja tvrdoće kovač zajedno ukiva, više puta trake savija, preklapa i ponovo ukiva. Postupak se ponavlja do nekoliko tisuća slojeva. Zatim se dobiveni komad iskiva na originalnu dužinu i debljinu (drška i ostrica). Za kovačku vatru se koristi rižina slama i crnogorično drveće da se metalu doda što više ugljika (ugljik daje tvrdoću). Po završetku kovanja bilo je potrebno doraditi oštricu hoblanjem, te najkritičnijiem dijelu izrade - kaljenjem oštrice.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 13
3.2.4 Obrada spajanjem Obrada spajanjem – nerastavljivi spoj - lijepljenje Obrada spajanjem – nerastavljivi spoj - lemljenje Obrada spajanjem – rastavljivi spoj - kinom Obrada spajanjem – rastavljivi spoj – vijčani spoj
Večina predmeta koji nas okružuju nisu napravljena iz jednog komada. U njihovom procesu nastajanja napravljeno je više različitih dijelova koji su kasnije spojeni i čine cjelinu. Sam proces spajanja je slijed uzastopnih i/ili usporedno povezanih operacija kojima se ugradbeni elementi dovode u medusobni odnos i osiguravaju od rastavljanja sa svrhom ostvarenja nove cjeline Obrada spajanjem - može se u osnovi podijeliti na dva načina spajanja;
- spajanje u rastavljive i - spajanje u nerastavljive spojeve
Rastavljivi spojevi - smatraju se spojevi koji se mogu rastaviti bez oštečivanja materijala te se ponovo sastaviti u istu cjelinu. Tu spadaju
- vijčani spoj - spoj zatikom i svornjakom - spoj klinom
Nerastavljivi spojevi - smatraju se spojevi koji se ne mogu rastaviti bez oštečivanja materijala. Tu spadaju
- zakovični spoj - zavareni spoj - lemljeni spoj - lijepljeni spoj - punjeni spoj - spoj preoblikovanjem - spoj utiskivanjem - specijalni postupci spajanja
(npr. najlijevanje, galvanizacija, ..) Vijčani spoj Vijak je cilindričan predmet s navojem koji služi u strojarstvu kao element za rastavljivo spajanje. Uglavnom ima glavu koja, uz pomoć odgovarajućeg alata, pruža mogućnost pritezanja ili otpuštanja (odvijanja ili zavijanja). Prvi vijak se pojavljuje u Europi početkom 15. Stolječa, ali se zbog previsoke cijene proizvodnje ne prizvodi. Počekom industrijalizacije u 18. stolječu proizvodnja vijaka postaje pristupačna, te od tada do danas postaje roba široke potrošnje. Poznato je preko 7000 različirih vrsta vijaka. Vijčani spoj je danas najvažniji rastavljivi spoj u strojarstvu. Spajanje vijcima može biti ručnim alatom, ručim alatom s pogonom, strojno ili pomoću robota.
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 14
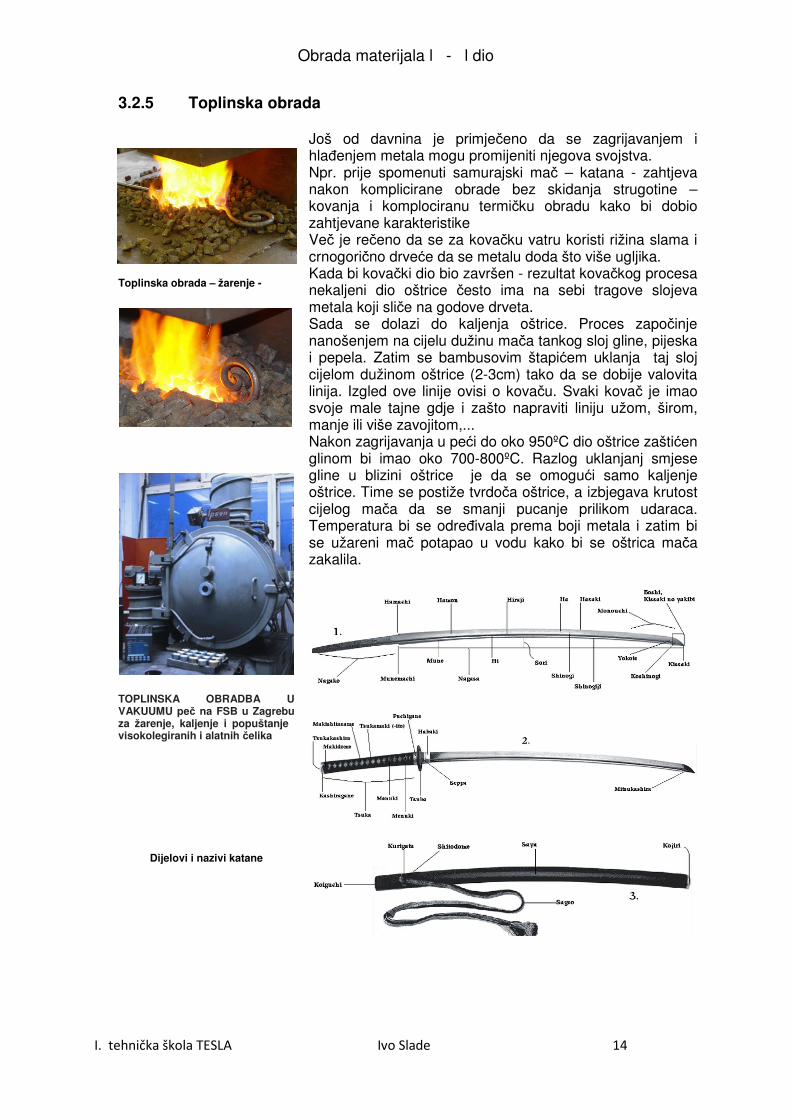
3.2.5 Toplinska obrada Toplinska obrada – žarenje - TOPLINSKA OBRADBA U VAKUUMU peč na FSB u Zagrebu za žarenje, kaljenje i popuštanje visokolegiranih i alatnih čelika
Dijelovi i nazivi katane
Još od davnina je primječeno da se zagrijavanjem i hlađenjem metala mogu promijeniti njegova svojstva. Npr. prije spomenuti samurajski mač – katana - zahtjeva nakon komplicirane obrade bez skidanja strugotine – kovanja i komplociranu termičku obradu kako bi dobio zahtjevane karakteristike Več je rečeno da se za kovačku vatru koristi rižina slama i crnogorično drveće da se metalu doda što više ugljika. Kada bi kovački dio bio završen - rezultat kovačkog procesa nekaljeni dio oštrice često ima na sebi tragove slojeva metala koji sliče na godove drveta. Sada se dolazi do kaljenja oštrice. Proces započinje nanošenjem na cijelu dužinu mača tankog sloj gline, pijeska i pepela. Zatim se bambusovim štapićem uklanja taj sloj cijelom dužinom oštrice (2-3cm) tako da se dobije valovita linija. Izgled ove linije ovisi o kovaču. Svaki kovač je imao svoje male tajne gdje i zašto napraviti liniju užom, širom, manje ili više zavojitom,... Nakon zagrijavanja u peći do oko 950ºC dio oštrice zaštićen glinom bi imao oko 700-800ºC. Razlog uklanjanj smjese gline u blizini oštrice je da se omogući samo kaljenje oštrice. Time se postiže tvrdoča oštrice, a izbjegava krutost cijelog mača da se smanji pucanje prilikom udaraca. Temperatura bi se određivala prema boji metala i zatim bi se užareni mač potapao u vodu kako bi se oštrica mača zakalila.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 15
Fe-C dijagrami – dijagram stanja opisuje fazni i mikromolekularni sastav sustava željezo - ugljik
Isprekidane i pune linije prikazuju stabilni odnosno metastabilni sustav FeC TTT dijagram - dijagram izotermičke transformacije za eutektoidni celik omogucuje da predvidimo strukture, svojstva i potrebne toplinske obradbe za čelik T- time (vrijeme s) T- temperature(ºC) T- transformation
Toplinska obrada metala je postupak obrade materija djelovanjem topline na materijal u nekom određenom vremenskom intervalu da bi se postigle promijene njegove mikrostrukture, a time i željena svojstva - mehanička, fizikalna, kemijska. Osnova toplinske obrade čelika je poznavanje Fe-C dijagrama Eksperimentiranjem se došlo do više načina i vrsta toplinskih obrada, a danas se koristimo svim tim saznanjima, ali na suvremeniji način. Podijela termičke obrade je:
1. Postupci žarenja a) Normalizacijsko žarenje b) Rekristalizacijsko žarenje c) Sferoidizacijsko ili meko žarenje d) Žarenje za redukciju unutarnjih napetosti e) Popuštanje f) Poboljšanje
2. Kaljenje čelika
Površinsko kaljenje
3. Termodifuzijske obrade a) Cementiranje b) Nitriranje c) Karbonitriranje d) Sulfonitriranje e) Boriranje
Temeljni parmetri postupka toplinske obrade su temperatura i vrijeme. Ovisno o ukupnom vremenu potrebnom za postizanje temperature zagrijavanja (ugrijavanju, progrijavanju i držanju) i hlađenja dobivaju se različiti postupci termičke obrade. Također se pri zagrijavanju dodaju različiti elementi kako bi se poboljšale karakteristike metala u termodifuzijskoj obradi.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 16
3.2.6 Zaštita materijala Primjeri korozije
Primjeri zaštite od korozije – cinčanje i bruniranje oružja
Iako su metali na prvi pogled čvrsti i nesalomljivi oni reagiraju sa okolinom u kojoj se nalaze i postepeno propadaju. Na njih djeluje kiša, sunce, vjetar, mraz, smog, sol,.. Korozija je najnegativniji utjecaj okoline na konstrukcijske metale zbog vanjskih mehaničkih, kemijskih ili bioloških utjecajnih faktora. Na spriječavanje korozije u razvijenom svijetu se troši oko 1000 $ po stanovniku (podaci prema istraživanjima u USA 2003. godine) Korozijom se na znanstveni način prvi počeo baviti Mihail Vasiljević Lomonosov – ruski znanstvenik još 1756. godine. Utemeljitelj je Moskovskog sveučilišta koje i danas nosi njegovo ime. Korozija se dijeli na kemijsku, fizikalnu, biološku, električnu i kompleksnu koroziju Za koroziju postoje različiti vanjski i unutrašnji faktori. Najvažniji faktori su kisik i temperatura, dok su također utjecajni vlaha, sadržaj soli, sadržaj otopljenih plinova, pH vrijednost, i brzina strujanja, mehanička djelovanja, tlak, svjetlost, djelovanje živih organizama (gljivice, plijesni, alge, mikrorganizmi), galvanske struje,... Korozija se prema obliku može podijeliti na opću, lokalnu, selektivnu ili interkristalnu koroziju Brzina i tok korozije ovise o metalu i njegovoj strukturi, o stanju površine (glatke i čiste površine manje korodiraju), napetosti i naprezanjima u metalu, legirajućim komponentama, povišenij temperaturi,.. Neki metali razvijaju u dodiru s okolinom zaštitni sloj – bakar pozeleni ili posmeđi, srebro, aluminij nikal i mjed potamne. Time naprave tvrdu koru oksidnog sloja koja štiti od daljnjeg propadanja materijala Materijali koji se ne mogu sami zaštititi moraju se zaštititi na neke do slijedečih načina: 1 zaštita prevlakama ili premazima – Metalne prevlake imaju galvansko djelovanje i to su postupci cinčanja, eloksiranja, bruniranja,... Zaštitni premazi su jednokomponentni ili dvokomponentni, a ovise o vrsti veziva, pigmenta, boje, punila ili otapala.
Primjeri zaštite od korozije – zaštita trupa broda premazom
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 17
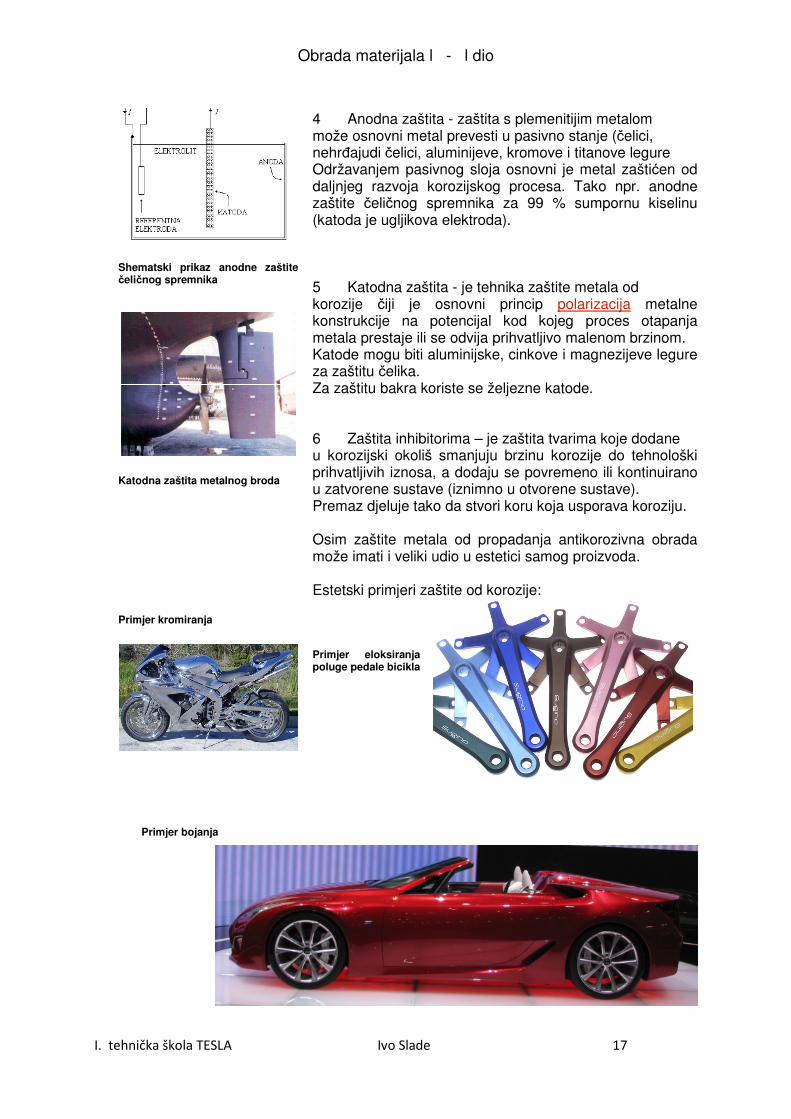
Shematski prikaz anodne zaštite čeličnog spremnika
Katodna zaštita metalnog broda Primjer kromiranja
4 Anodna zaštita - zaštita s plemenitijim metalom može osnovni metal prevesti u pasivno stanje (čelici, nehrđajudi čelici, aluminijeve, kromove i titanove legure Održavanjem pasivnog sloja osnovni je metal zaštićen od daljnjeg razvoja korozijskog procesa. Tako npr. anodne zaštite čeličnog spremnika za 99 % sumpornu kiselinu (katoda je ugljikova elektroda). 5 Katodna zaštita - je tehnika zaštite metala od korozije čiji je osnovni princip polarizacija metalne konstrukcije na potencijal kod kojeg proces otapanja metala prestaje ili se odvija prihvatljivo malenom brzinom. Katode mogu biti aluminijske, cinkove i magnezijeve legure za zaštitu čelika. Za zaštitu bakra koriste se željezne katode. 6 Zaštita inhibitorima – je zaštita tvarima koje dodane u korozijski okoliš smanjuju brzinu korozije do tehnološki prihvatljivih iznosa, a dodaju se povremeno ili kontinuirano u zatvorene sustave (iznimno u otvorene sustave). Premaz djeluje tako da stvori koru koja usporava koroziju. Osim zaštite metala od propadanja antikorozivna obrada može imati i veliki udio u estetici samog proizvoda. Estetski primjeri zaštite od korozije: Primjer eloksiranja poluge pedale bicikla
Primjer bojanja

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 18
3.2.7 Mjerenje i kontrola Osnovne SI jedinice Izvedene jedinice s posebnim nazivima i znakovima
Izvedene jedinice bez posebnih naziva i znakova Dopuštene jedinice izvan SI s posebnim nazivima i znakovima Međunarodni prototip metra
Današnji imperativ proizvodnje je sto više, što brže i što jeftinije proizvoditi zbog što veće profita. Ali svi proizvodi moraju biti isti – unificirani, moraju zadovoliti izgledom, kvalitetom, pristupačni cijenom, udovoljiti ekološkim zahtjevima,.. Kada završi proces izrade nekog predmeta on se mora „provjeriti“ da li odgovara nacrtu. Provjera – mjerenje je jedan od važnijih segmenata proizvodnje. Da bi se osigurala kvaliteta proizvoda on mora bit precizno izrađen. Opčenito, mjerenje je postupak uspoređivanja nepoznate veličine poznatom. Kod mjerenja koriste se međunarodno priznate jedinice mjerenja - jedinice Međunarodnog sustava (SI-sustav). Zakonite mjerne jedinice razvrstane su u 4 grupe: 1. Jedinice Međunarodnog sustava SI: • osnovne • izvedene s posebnim nazivima i znakovima • izvedene bez posebnih naziva i znakova 2. Iznimno dopuštene jedinice izvan SI 3. Decimalne jedinice 4. Složene izvedene jedinice.
Decimalne jedinice Razvoj definicije jedinice duljine 1 metra: 1791.-1799. Meridijanski metar - Metar se definira kao 1/10 000 000 udaljenosti od pola do ekvatora (kroz Pariz) 1799.-1889. Arhivski metar - Prametar izrađen iz platine definira metar udaljenošći krajnjih ploha štapa 1889.-1960. M-prototip Međunarodni prototip metra izrađen od legure platine i iridija definira duljinu od metra između središnjih crtica graviranih na štapu 1960.-1983. Valni metar - Definicija metra zračenjem kriptona 86 u vakuumu – duljina metra je 1650763,73 duljine vala 1983. Laserski metar Definicija metra brzinom svjetlosti u vakuumu - metar je jednak duljini puta koji svjetlost prijeđe u vakuumu za vrijeme 1/299792458 dijela sekunde

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 19
U Dubrovniku je u 15.stoljeću mjera bila „Orlandov lakat“ – 51.2 cm za mjerenje tkanina.
Metar (30 – 50 m ) za mjerenja u građevinarstvu.
Mjerenje vanjske dimenzije univerzalnom pomičnom mjerkom
Mjerenje unutarnje dimenzije univerzalnom pomičnom mjerkom Mjerenje dubine univerzalnom pomičnom mjerkom
Mjerenjem se dobije rezultat mjerenja - broj poznatih jedinica u nepoznatoj veličini. Ovisno o tome što mjerimo i kolika je potrebna preciznost mjerenja koristimo adekvatan alati za mjerenje. Mjerenje duljina - mjerna jedinica 1mm : Za mjerenje duljina koristi se mjerilo koje zadovoljava traženu preciznost
1. Metar – služi za gruba mjerenja (dovoljno precizna u građevinarstvu).
2. Pomična mjerka Koristi se kod preciznih mjerenja (do stotinke milimetra) krutih tijela. Sastoki se od tijela (štapa) po kojem klizi klizač. Na klizaču je vijak – kočnica koji može blokirati potrebni položaj krakova. Krakovi (čeljusti) za mjerenje se nalaze jedna na tijelu i druga na klizaču. Konstruirane su tako da mogi mjeriti unutarnje ili vanjske dimenzije te dubinu. Na štapu se nalazi milimetarska skala, a na klizaču je posebna skala - nonijus

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 20
Očitanje D=5.0 mm Očitanje D=5.1 mm Očitanje D=5.5 mm Pomična mjerka s urom
Pomična mjerka DIGIMATIC spojena na Pocket PC (Dlanovnik)
Portugalac Pedro Nunez (latinski Nonius) je 1542. godine osmislio skalu koju je francuski matematičar Pierre Vernier je 1631. Usavršio. Ona olakšava precizno mjerenje sitnije od milimetra Na klizaču je napravljena podjela manju od 1mm od određene duljine milimetarske skale. Kada je klizač i početnom položaju poklapaju se 0 sa štapa i 0 sa klizača. Pomakom klizača poklopiti će se samo jedna crta nonijusa sa jednom crtom na milimetarskoj skali štapa. Početna 0 sa nonijusa mjeri duljinu u milimetrima, dok poklopljena crtica nonijusa i štapa daju očitanje u dijelovima mm. Točnost očitanja ovisi o podjeli nonijusa koja može biti N=0.1 – na nonijusu 10 crtica – preciznost 0.1mm N=0.05 – na nonijusu je 21 crtica – preciznost 0.05mm N=0.02 – na nonijusu je 51 crtica– preciznost 0.02mm Osim univerzalnih pomičnih mjerki postoje i druge izvedbe:
- Pomična mjerka s urom - Digitalna pomična mjerka
- Dubinomjer

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 21
Očitanje mikrometra po milimetarskoj skali 7 mm, po nonijusu bubnja 38 dijelova – mjerena duljina 7.38 mm Očitanje mikrometra po milimetarskoj skali 8.5 mm, po nonijusu bubnja 12 dijela – mjerena duljina 8.62 mm Digitalni mikrometar Dijelovi mikrometra: 1 Tijelo –lučni okvir 2 Zaštita s logom firme 3 Graničnik 4 Nepokretni mjerni trn 5 Pločice od tvrdog metala 6 Poluga kočnice 7 Vijak kočnice 8 Pločasta opruga 9 Pritezna čahura 10 Vijak mikrometra 11 Bubanj mikrometra 12 Matica za podešavanje 13 Čahura nonijusa 14 Kuglični ležaj 15 Mjerni bubanj 16 Providni prsten od pleksiglasa 17 Pritezni vijak 18 Zaštitna čahura 19 Ploča za upravljanje 20 Pločice s brojkama 21 Nosač pločica 22 Velika pločasta opruga 23 Vijak 24 Podešavajuči vijak 25 Zaštitni poklopac 26 Prstenasti graničnik 27 Opruga spojnice čegrtaljke 28 Čahura čegrtaljke 29 Vijak čegrtaljke 30 Milimetarska podjela 31 Očitanje nonijusa 32 Nonijus podjela
3. Mikrometar Preciznije mjerenje od pomične mjerke moguče je pomoću mikrometra. Točnost očitanja standardnog mikrometra je 0.01 mm dok se kod digitalnih mikrometara povećava do 0.001mm Isto kao i pomična mjerka mikrometar se sastoji od krutog tijela i klizača. Kod mikrometra klizač - čahura rotira oko nepomičnog dijela - bubnja preko utisnute milimetarske skale. Čahura ima navoj od 0.5 mm po okretaju i na njenom rubu je utisnuta 50 djelna podjela. Dok se bubanj okreće moguće je očitati s preciznosti od 0.01 mm Kod mjerenja predmet se stavlja između nepomičnog oslonca (nepomičnog mjernog trna) i pomičnog mjernog oslonca (pomičnog trna, vijka) – nasloni na nepomičan oslonac. Dodir pomičnim trnom mora biti lagan te se približavanje vijka obavlja isključivo pomoću čegrtaljke ( sila ispod 10 N/m2 ).

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 22
Mehanički komparator
Digitalni komparator Komparator na stalku Međunarodni prototip metra „Mjerenje oblika“ pomoću komparatora – mjeri se odstupanje od idealne kružnice
4. Komparator
Komparatori su mjerni instrumenti koji pokazuju odstupanje od neke mjere (npr. etalona). Mehanički komparator se sastoji od ticala sa zubnom letvom i zupčastog prijenonog mehanizma. Mala kazaljka pokazuje vrijednosti u milimetrima, dok velika kazaljka pokazuje vrijednosti dijelova mm. Rade se u rasponima mjerenja od 0.25 do 300 mm (mala kazaljka) te očitanjima dijela od 0.01 do 0.001 mm (velika kazaljka). Magnetni stalak se lako postavlja na radni stol te je korištenje komparatora moguće u svakom trenutku na radnom mjestu Iako su vrlo precizni imaju sistemske uzroke greške. Greške nastaju zbog
- Grešaka u izradi zubne letve i zupčanika - Nema idealne paralelnosti osi - Ekscentričnosti mehanizama - Zračnost između dijelova, ....
Primjer „džepnog“ komparatora

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 23
Leeuwenhoek-ov mikroskop A – vijak za određivanje visime promatranog objekta B – tijelo mikroskopa (metalna ploća) C – osovina na kojoj je nabijen promatrani objekt i koja ga može rotirati D – sferna leća Svjetlosni mikroskop sa ogledalom kao izvorom svjetlosti Svjetlosni mikroskop sa vlastitim izvorom svjetlosti.
5. Mikroskop Mikroskop je optički uređaj za gledanje sitnih predmeta koji nisu vidlivi golim okom. Pronašao ga je nizozemski znanstvenik Antony van Leeuwenhoek u 17. stoljeću Mikroskopom se također može precizno mjeriti. Potrebno je postaviti mjernu pločicu. U tubusu se između okulara i leće postavlja mjerna pločica – prozirna pločica na kojoj su urezane mjerne crtice potrebnog rastera Povećanja koja se mogu dobit i optičkim – svjetlosnim mikroskopom su kod okulara: 1x, 2x, 5x, 10x, 15x Dok se objektivi izrađuju za povećanja od: - malo povećanje (10x)
- srednje povećanje (40x) - veliko povećanje (100x)
Ukupno povećanje je umnožak povećanja okulara i povećanja objektiva. Najčešća povećanja se kreću između 40x do 1600x Za još veća povećanja koristi se elektronski mikroskop. Povećanja su 1000 puta veća od svjetlosnog mikroskopa.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 24
Elektronski mikroskop u I. tehničkoj školi TESLA u Zagrebu, Klaićeva 7 Upravljačka konzola „Top“ mikroskopa Nosač pripremka Otvoreni Philipsov SEM 505
Prikaz povećanja elektronskog mikroskopa vidljiv je na slijedećoj seriji slika 1. Oštećenje zupčanika 2. 4 x povećanje oštećenja 3. 44 x povećanje oštećenja 4. 142 x povećanje oštećenja 5. 407 x povećanje oštećenja

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 25
6. 1326 x povećanje
7. 6.632 x povećanje
8. 29.000 x povećanje
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 26
9. 136.000 x povećanje
10. 1.411.000 x povećanje 10. povećanje preko 14.000.000 x

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 27
Crtež vanjskog i unutarnjeg IDE – NE IDE kalibra
Vanjski IDE – NE IDE kalibar i njegove dimenzije Vanjski jednostrani IDE – NE IDE kalibar s jednim rašljama koje su podijeljene u dio IDE te nakon toga u dio NE IDE Kalibar – trn D=23mm H11 IT11 ima veličinu polja 130 Rupa mora biti u toleranciji D=23mm Ad=0µµµµm Ag=130µµµµm
6. Kalibri
Osim mjerenja u proizvodnji je potrebna i kontrola – odnosno odstupanje od nazivne (zadane) mjere. Kalibri se koriste za kontrolu mjera i to najčešće za slijedeće mjere:
- unutarnje promjere i dubinu rupe - vanjske promjere (mjere) - duljinu i debljinu - vanjske i unutarnje navoje - rupe i žljebove na osovinama - zakošenja - zaobljenja - kuteve
Za kontrolu vanjskih mjera – račve Rašljasti kalibri služe za brzu kontrolu toleranci promjera osovina. Dvostrani modeli imaju dvije rašlje - stranu IDE (označena zeleno) i stranu NE IDE (označena crveno). Ako osovina ulazi u stranu IDE znači da stvarna mjera osovine nije veča od tolarancije nazivne mjere dok strana NE IDE znači da je stvarna mjera veča od tolerancije nazivne mjere. Osovina D=10mm u toleranciji h6 IT6 ima veličinu polja 9 - odnosno Ag=10.000 Ad = Ag - IT Ad=9.991 Osovina mora biti izrađena unutar ovih dimenzija. Kod kontrole osovina mora uči u stranu IDE i ne smije ući u NE IDE. U slučaju da je loše izrađena i veća je od 10 mm ne ulazi u rašlje IDE niti NE IDE. Ako je manja od 9.991mm ulazi u rašlje IDE i NE IDE što također znači da nije dobro napravljena. Za kontrolu unutarnjih mjera – trnovi Trnovi služe za brzu kontrolu toleranci promjera rupe Ako trn ulazi u stranu IDE znači da stvarna mjera osovine nije manja od tolarancije nazivne mjere dok strana NE IDE znači da je stvarna mjera manja od tolerancije nazivne mjere.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 28
112 dijelni set čeličnih etalona
112 dijelni set keramičkih etalona
8 dijelni set čeličnih etalona
8 dijelni set keramičkih etalona
7. Mjerne pločice – Etaloni
Precizne mjerne pločice su primarni i vitalni standard u kvalitetnom mjerenju u proizvodnji. Najčesće se proizvode kao pravokutne ili kvadratne prizme, od posebnih vrsta čelika ili keramike, mjere metrički ili u inchima.
Izrađuju se u više kvalitetnih razreda: Razred 0 – je namjenjen za najvišu točnost kod kalibriranje drugih etalona i preciznih mjernih instrumenata i zahtjeva rad u kontroliranoj okolini sa posebno osposobljenim stručnjacima. Razred I – se upotrebljava kod provjere površina da bi se potvrdila preciznost drugih etalona, kod proizvodnje preciznih dijelova, kao i za postavljanje mjernog sustava elektroničkih mjernih uređaja Razred II – koristi se za rad u radionicama za kontrolu strojnih dijelova, alata, izradu etalona, podešavanje mjernih instrumenata Razred K – blokovi etalona se koriste za rad u temperaturno kontroliranoj atmosferi ili za laboratorijska kalibriranja i ispitivanja. Koriste se kao „master“ kalibri u proizvodnji drugih etalona za radionice.
Mikro ispitivač može povezati više pločica etalona u fiksni spoj za kontrolu mjerenja i preciznost. Može se koristiti za kontrolu horizontalnih i vertikalnih mjera. Dodatni instrument je set za mjerenje paralelnosti pločica.

I. tehnička škola TESLA Ivo Slade
Mjerni lilstići - zakošeni Mjerni lilstići – paralelnih rubova Shematski prikaz mjerenja zazora ventila motora Prikaz mjerenja razmaka elektroda svječica
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade
Shematski prikaz mjerenja zazora
rikaz mjerenja razmaka elektroda
8. Mjerni listići
Mjerni listići su jednostavan alat koji se upotrebljava za mjerenje razmaka. Najčešće se upotrebljavaju u strojarstvu. Sastoje se od više tankih metalnih listića na kojima je upisana njihova debljina. Listići su dosta fleksibilni i moguće je više njmjerenje udaljenosti. Izrada debljine listića je najčešća u stotim dijelovima milimetra. (npr 0.05, 0.1, 0.15, 0.2, 0.25, .....)Oblici su zakošeni ili paralelni listići Tipično mjerenje je kod podešavanja zazor ventila na motoru te kod razmaka elektroda svječ
I. tehnička škola TESLA Ivo Slade 29
e je više njih kombinirati za
a u stotim dijelovima milimetra. (npr 0.05, 0.1, 0.15, 0.2, 0.25, .....)
no mjerenje je kod podešavanja zazor ventila na motoru te kod razmaka elektroda svječica.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 30
Kutnik za mjerenja pravog kuta Set (garnitura) kutnih mjernih pločica
18 dijelna garnitura kutnih etalona
9. Mjerenje oblika
Osim mjerenja i kontrole duljina u strojarstvu je često potrebno mjeriti i različite kutove, konuse, radijuse, navoje i oblike. Dok se u istraživanjima, laboratorijima koriste specijalni mjerni instrumenti, u praksi u proizvodnji se najčešće koriste različiti etaloni, šablone, listići,... 9.1 Mjerenje kutova Mjerenje kutova pomoću kutomjera: analognih ili digitalnih
Garniture kutnih mjernih pločica služe za brzu kontrolu u radionicama. Postavljena pločica kontrolira izrađeni kut. Pločice se mogu kombinirati tako da se kut povećava ili smanjuje Primjer: Pločicama od 15º i od 5º modu se dobiti kutevi: zbrajanjem 20º ili oduzimanjem 10º (obrnuto okrenuta pločica) Pločice i etaloni za mjerenje kuta izrađuju se u različitim oblilcima. Na svakoj pločici je utisnuta vrijednost kuta.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 31
Šablone za kontrolu radijusa
Primjer setova za kontrolu radijusa
Primjer „mjerenja“ navoja
Šablona za M-navoje
Dimenzije Set Kut mjerenja
1 – 7 mm 34 kom 180º 7.5 – 15 mm 32 kom 180º 15.5 – 25 mm 15 kom 180º 0.4 – 6 mm 18 kom 90º 0.5 – 13 mm 26 kom 90º
9.2 Šablone za radijuse Šablone za radijus se koriste kod kontrole ili ucrtavanja konkavnih ili konveksnih radijusa. Pojedinačne pločice za svaku dimenziju omogućuju jednostavniju, brži i mnogo efikasniju provjeru radijusa ili zaobljenja.
9.3 Šablone za navoje
Šablona za navoj se upotrebljava kao referentni alat za određivanje koraka navoja na vijku ili matici. Šablona nije precizan mjerni instrument, ali omogučuje brzo određivanje profila i koraka navoja, čime štedi vrijeme koje bi inače trebalo za proračun navoja.
Šablona za navoje Kontrola navoja

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 32
Pitanja 1 uz poglavlje 3 1.1 Što je obrada materijala ? 1.2 Što je alat ? 1.3 Koje vrsta alata poznaješ ? 1.4 Što je naprava ? 1.5 Koji su zadaci naprava ? 1.6 Kako se dijele postupci obrade ? 1.7 Što je izvorno oblikovane ? 1.8 Što je obrada odvajanjem čestica ? 1.9 Što je obrada bez odvajanjem čestica ? 1.10 Što je kovanje ? 1.11 Što je obrada spajanjem ? 1.12 Kakvo se dijele spojevi ? 1.13 Što je vijčani spoj ? 1.14 Što je termička obrada ? 1.15 Koji su postupci termičke obrade ? 1.16 Što je Fe-C dijagram ? 1.17 Što je TTT dijagram ? 1.18 Što je ukupno vrijeme zagrijavanja ? 1.19 Zašto se provodi zaštita materijala ? 1.20 Koji su načini zaštite materijala ? 1.21 Što je mjerenje ? 1.22 Koje su zakonske mjerne jedinice ? 1.23 Pomoću čega se sve može mjeriti ? 1.24 Koji su osnovni dijelovi pomične mjerke ? 1.25 Što je nonijus i čemu služi ? 1.26 Kakvih ima vrsta pomičnih mjerki ? 1.27 Što je mikrometar ? 1.28 Koji su osnovni dijelovi mikrometra ? 1.29 Što se mjeri komparatorima ? 1.30 Koji su osnovni dijelovi komparatora ? 1.31 Što je mikroskop ? 1.32 Koji su osnovni dijelovi mikroskopa ? 1.33 Kako se mjeri mikroskopom ? 1.34 Čime se u proizvodnji kontrolira odstupanje od nazivne mjere? 1.35 Koja je razlika između račvi i trnova kod kalibara ? 1.36 Čemu služe mjerne pločice – etaloni ? 1.37 Koja je namjena mjernih listića ? 1.38 Čemu služe mjerenje oblika ? 1.39 Koji se oblici najčešće mjere i čime?

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 33
4 Lijevanje
Rastaljleni metal se lijeva u pješčani kalup
Primjeri odljevaka - hrvatska kulturna baština – zvono sv. Ladislava - blok motora Golf VR6 2.8 - automobilski dijelovi – klješta hidrauličke kočnice - odljevci kučišta ventila
Lijevanje je postupak obrade materijala kod kojeg materijal u rastaljenom stanju ulijevamo u za to pripremljene kalupe. Lijevanje se može odvijati slobodno - pod utjecajem gravitacije ili prisilno - pod utjecajem neke vanjske sile. Ulijeva se u kalupe koji mogu biti jednokratni ili višekratni (stalni) Nakon lijevanja potrebno je pričekati da se talina skruti, kako bi se odljevak mogao izvaditi iz kalupa. 4.1 Ljevarstvo Ljevarstvo je jedan od najstarijih zanata, čije se počeci smještaju u mlađe kameno doba (prije otprilike 6000 g.). Najstariji pronađeni metalni odljevi su bakreni te je po njima cijela jedna epoha dobila ime – bakreno doba. Ljevarstvo kao gospodarstvena grana u Hrvatskoj ima višestoljetnu povijest (u Zagrebu postoji Degenova ulica koja je dobila ime po nekoć najpoznatijem ljevaču zvona).
No, kao i neka druga zanimanja koja su se oslanjala na fizički rad i spretnost ljudi (poput kovača ili užara), ljevače su s vremenom sve više zamjenjivali strojevi. Industrijske ljevaonice (one koje proizvode više od 100 tona godišnje i zapošljavaju više od 50 radnika) čine preko 90 posto ukupne proizvodnje i broja zaposlenih. Ostatak su obrti, koji se uglavnom bave lijevanjem umjetnina, metalne galanterije i suvenira. Proizvodi hrvatskog ljevarstva ponajviše se koriste u automobilskoj industriji (svjetski poznate marke, poput BMW-a, Mercedesa, Peugeota ili Citroena). Uglavnom su to dijelovi motora ili prijenosnog mehanizma. Značajan dio proizvodnje čine i armature, vodovodni i kanalizacijski odljevi, kao i peći za kruta goriva, štednjaci i kotlovi te dijelovi za ložišta i radijatori, te ukrasna galanterija.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 34
Brončani odlijev I. hrvatskog kralja Tomislava
Ispitivanje livljivosti
4.2 Metalurgija ljevarstva
Širi pojam metalurgije obuhvaća znanost i vještinu izdvajanja metala iz njihovih ruda, te pripremu metala za korištenje.
Kod lijevanja, ovisno o vrsti materijala koji se prerađuje, razlikujemo lijevanje sivoga lijeva, lijevanje čelika, te lijevanje obojenih metala (aluminija, bronce, mjedi i drugih neželjeznih metala.
Najpoznatiji su odljevci od bronce. Od bronce se izrađuju dijelovi strojeva koji moraju biti otporni na agresivne kemikalije (ležajevi, kućišta, zupčanici), zvona, spomenički kipovi, razni ukrasni i sitni uporabni predmeti
Značajani faktor kod lijevanja ima livljivost. Livljivost je sposobnost taline da popuni kalupnu šupljinu prije skrućivanja. Prije samog lijevanja eksperimentalno je moguće ispitati livljivost nekog metala ili slitine. Ona ovisi o temperaturi taline kod ulijevanja, brzini ulijevanja, temperaturi kalupa, kemijskom sastavu taline, viskozitetu,.. Također važan faktor kod lijevanja je stezanje materijala. Prilikom hlađenja taline u kalupu dolazi do skrućivanja, a samim time do stezanja materijala (kod većine matala. Samo kod sivog lijeva s velikim postotkom ugljika dolazi do povećanja volumena)
Shematski prikaz nastajanja stezanja metala prilikom hlađenja U tablici je prikazana vrijednost stezanja pojedinih metala u postocima

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 35
Pijesak za lijevanje
Otvoreni kalup
Zatvoreni kalup
4.3 Pješčani kalupi
Najčešći oblik lijevanja je u pješčane kalupe. Oni omogućuju lijevanje malih odljevaka od nekoliko grama do odljevaka izrazito velikih dimenzija od više stotina kiligrama. Liti se može samo jedan komad, ali se mogu raditi i milijunske serije. Pijesak mora biti vatrootporni materijal koji podnosi visoke temperature - kvarcni pijesak se tali kod 1710ºC. Pješčani kalupi se izrađuju u kalupnjacima pomoću ljevačkog pijeska. Ljevački pijesak je smjesa kvarcnog pijeska i vezivnog sredstva (gline-bentonita) te dodatka vlage. Tipičan omjer mješavine je 90% pijeska, 3% vode i 7% gline i dodataka. Dodaci služe za povećanje čvrstoće ili propustnosti. Veličina granula kvarcnog pijeska se kreće od 0,06 do 3 mm: 11 grupa i to: 3 – 1,5 – 1 – 0,6 – 0,4 – 0,3 – 0,2 – 0,15 – 0,1 – 0,75 – 0,06 mm). Što je pijesak sitnijeg zrna odnosno manje granulacije bolja je kvaliteta površine odljevka. Obrnuto kod velike granulacije bolja je propusnost za plinove. Ako se koristi mješavina zrna pijeska kalupi su čvršći, ali je manja propusnost na plinove. Ljevački pijesak mora imati slijedeće karakteristike: - Laku sposobnost oblikovanja koja ovisi o sadržaju gline (6 – 30 %) i vlage (5 – 10%) - Što jednoličniju veličinu zrna prema željenoj kvaliteti površine - Dobru propustljivost za plinove (ovisi o količini gline, veličini zrnaca i sabijenosti smjese) - Što veču čvrstoću - Veliku vatrostalnost (koja pada s povećanjem udjela gline) Vezivna sredstva mogu biti : Anorganska (glina, vodeno staklo, cement, fosfati, silikati) Organska (laneno ulje, fenolne smole, ulja koja se sama skrućuju) Dodaci Ugljena prašina se dodaje pijesku kako bi se spriječilo prigaranje pijeska po površini odljevka. Grafit spriječava prigaranje i površinu odljevka čini glađom (min 80% C) Priprema pijeska: 1. Ako je novi pijesak Sušenje – sijanje – miješanje sa vezivom uz dodatak vlage - rahljenje 2. Ako se koristi upotrebljeni pijesak Drobljenje – odvajanje metalnih nečistoća – sijanje – miješanje sa vezivom uz dodatak vlage - rahljenje

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 36
1. Kalupnjaci i pijesak 2. U kalupnik se postavlja model 3. Punjenje kalupnjaka pijeskom 4. Okretanje kalupnika 5. Čišćenje razdjelne linije kalupnika
4.4 Izrada kalupa i jezgre Kalupnici služe za prihvat kalupnog materijala (smjese lijevačkog pijeska) te za prihvat sila metalostatskog pritiska kod lijevanja. Kalupnici se dijele: prema namjeni za - strojno i ručno kalupljenje prema rukovanju za - ručno i kransko rukovanje prema materijalu izrade od - sivog lijeva, čeličnog lijeva, čeličnog lima, drva itd Postupak izrade šupljine odljevka u pješčanom kalupu sastoji se od nekoliko faza. Bio odljevak u otvorenom ili zatvorenom kalupu mora se izraditi jedan po jedan kalupnik. U kalupnik se postavlja model ili modelna ploča te se na njega postepeno nasipava pijesak. Pijesak je potrebno dobro nabiti kako kod lijevanja ne bi došlo do urušavanja stijenki kalupne šupljine. Tada se kalupnjak okreće, lagano se očisti pijesak s gornje površine i poravna se po rubovima kalupnjaka. Model se oprezno vadi kako se ne bi oštetio otisak. U donjem kalupu se dodatno oprezno izdube potrebne udubine za lijevanje - pojila.ovim je donjak – donji dio kalupa završen. Analogno donjaku mora se izraditi i gornjak – gornji dio
kalupa koji u sebi mora imati sistem ulijevnih i izlaznih kanala kroz koje se talina ulijeva u kalup. 7. Izrada gornjaka
Okretanjem gornjaka i točnim postavljanjem na donjak dobiveni je gotovi dvodjelni pješćani kalup i spreman je za ulijevanje taline
8. Gotov kalup
6. Završeni donjak

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 37
Shematski prikaz izrade jednostavnijeg pješčanog kalupa:
1. postavljanje modela donjaka na radnu ploču
2. nabijanje pijeska oko modela
3. okretanje donjaka
4. postavljanje modela gornjaka na donjak s sistemom uljevnih kanala
5. nabijanje pijeska
8. vađenje modela donjaka
Jezgra služi za izradu šupljina u odljevku. Odljevci mogu bit jednostavni ili složeni. Prilikom lijevanja odlijevak kod nekih predmeta mora imati i unutrašnju geometriju te se za to koriste jezgre. Kalupna šupljina daje vanjsku površinu odljevka, dok jezgra daje unutarnju površinu odljevka Kod pješčanik kalupa i jezgre su pješčane
6. vađenje ulijevnih kanala i odvajanje gornjaka i donjaka
9. umetanje jezgri i zatvaranje kalupa
7. vađenje modela gornjaka
10. opterečivanje (učvršćenje) kalupa prije lijevanja

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 38
Proces lijevanja u pješčani kalup
1. lijevanje taline u kalup
2. pravilno ispunjen kalup
3. odvajanje gornjaka i donjaka
4. vađenje odljevka
Jednodijelni model za izradu kalupne šupljine
Dvodijelni model
višedjelnog modela na
jednoj modelnoj ploći i posebno na svakoj ploći
4.5 Dijelovi kalupa Kalup se sastoji od gornjaka – gornjeg dijela kalupa i donjaka – donjeg dijela kalupa. Kalupnik je okvir ili posuda u koju se nabija pijesak i utiskuje model. Linija dijeljenja ili razdjelna linija je linija koja dijeli gornjak od donjaka. Mora biti precizno obrađena kako bi se donjak i gornjak točno dodirivali. Inače dolazi do podlijevanja ili drugih oštećenja i netočnosti odljevka Odljevak – nastaje u kalupnoj šupljini koja mu daje vanjsku površinu. Jezgra služi za izradu šupljina u odljevku i daje mu unutarnju površinu. Površina jezgre se često premazuje grafitom zbog zaglađivanja i spriječavanja prigaranja Pojilo je izvor taline za odljevak. Odljevak se prilikom hlađenja skuplja – smanjuje mu se volumen. Da bi se osigurao potrebni dodatni materijal (talina), koji će nadopuniti odljevak zbog smanjenog volumena, koristi se pojilo. Pojilo mora biti konstruirano tako da se počne skrućivati nakon odljevka. Čaška je proširenje ulaznog kanala zbog lakšeg lijevana. Spust je dio ulaznog kanala koji umiruje prolaz taline i omogučuje jednolično punjenje kalupa. Razvodnik je sistem kanala kojima prolazi talina do ušća u kalupnu šupljinu. Kalupna šupljina može se izraditi pomoću jednodjelnog modela, višedjelnog modela – najčešće dvodjelnog modela, višedjelnog modela na jednoj modelnoj ploći za gornjak i donjak ili na posebnoj modelnoj ploći za gornjak i donjak.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 39
Ručni alat za izradu pješčanog kalupa
Izrada donjaka na automatskim linijama
Izrada donjaka sa jezgrama
Uljevni sustav
Pješčani kalupi se mogu izrađivati ručno ili strojno. Kod ručne izrade potreban je spacifičan alat potreban za nabijanje pijeska te za finu doradu kalupne šupljine. Povećanje produktivnosti zahtjeva što brži rad pa se osim ručnog rada kod serijske izrade pješčanih kalupa primjenjuju strojevi za kalupljenje - kalupilice: Pritiskalice – Upotrebljavaju se kod plitkih kalupa. Sabijenost je veća uz modelnu ploču i pri vrhu, dok je u sredini manja. Kalupna smjesa se sabija: preko polužnog sistema komprimiranim zrakom ili hidraulički Treskalice – Kalupna smjesa se sabija treskanjem kalupa s modelom ili modelnom ploćom (200 -300 udaraca / min) o podlogu. Najveća sabijenost je uz model, dok na vrhu nije dovoljna te vrh se opterećuje utegom za dosabijanje. Treskalice – Pritiskalice - Nakon treskanja kalupna se smjesa dodatno sabija i time se dobije gotovo jednolična sabijenost kalupa. Pjeskomati – Kalupna smjesa se ubacuje u kalup velikom brzinom (slično pjeskarenju), sabijenost je jednolična po cijelom kalupu, ali se troše modeli zbog abrazije. 4.6 Uljevni i odzračni sustav Uljevni sustav je mreža kanala kojima talina ulazi u kalupni prostor i ispunjava šupljinu. Da bi lijevanje bilo što efikasnije uljevni sustav mora omogućiti: - što brže popunjavanje kalupne šupljine - minimalnu turbulenciju taline - ne smije doći do oštećenja ili urušavanja pješčanog kalupa ni jezgre - ne smije deformirati odljevak - mora omogučiti povoljan gubitak topline - mora se lako odvojiti od odljevka - mora biti kompatibilan sa postojećim načinom kalupljenja i lijevanja

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 40
Koritasta uljevna čaša Ljevkasta uljevna čaša i spust Spust Shematski prikaz položaja ušća kod lijevanja u pješčane kalupe Ušće gore – brzo lijevanje, pravilno skrućivanje, velika mogućnost erozije kalupa Ušće na diobenoj ravnini –
najčešća primjena, jednostavna izrada kalupa,
Ušće dole – komplic
irana izrada kalupa, miran način punjenja, neprirodno skrućivanje
Dijelovi uljevnog sustava su: - Uljevna čaša - Spust - Dno spusta - Razvodnik - Ušče - Odzračnik Uljevna čaša – koritasta olakšava izdvajanje troske i oksida iz taline, dok ljevkasta čaša samo olakšava punjenje kalupa. Spust je vertikalni kanal kružnog presjeka koji se sužava prema dolje kako bi se smaljile turbulencije i mogučnost usisavanja zraka. Time se umiruje prolaz taline i omogučuje jednolično punjenje kalupa. Razvodnik je nastavak uljevnog sustava kroz koji prolazi talina. Oblikovan je tako da smiruje turbulencije. U gornjem dijelu kanala omogućuje izdvajanje oksida, troske i drugih različitih nepotrebnih uključaka u talinu – isplivaju. Vodi talinu prema ušću. Ušće je spoj razvodbika i kalupne šupljine. Mora biti tako konstruirano da osigura pravilno ravnomjerno punjenje kalupne šupljine bez turbulencja te da se nakon skrućivanja metala lako odlomi od odljevka. Vrste uljevnih sustava Prema izradi kalupa odnosno prema diobenoj liniji (liniji dijeljenja) uljevni sustavi mogu biti horizontalni ili vertikalni. U praksi se češće koriste horizontalni. Prema položaju ušća uljevni sustavi se dijele u tri skupine: - Direktni uljevni sustavi s ušćem gore - Indirektni uljevni sustavi s ušćem na diobenoj ravnini (diobenoj liniji ili liniji dijeljenja). - Uljevni sustavi s ušćem dole

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 41
Peći za sušenje
Shematski prikaz tunelske peći za sušenje
Modelna ploča
Odvojena „školjka“ od modelne ploče
4.7 Sušenje kalupa i jezgri Da bi se povečala čvrstoća kalupa i propustljivost za plinove te smanjio sadržaj vlage kalupi se moraju sušiti. Režimi sušenja ovise o veličini kalupa te o vrsti i udjelu veziva. Temperatura ovisi o vezivu
Kalupi s glinenim vezivom 300 - 350ºC Kalupi s uljanim vezivom 200 - 225ºC Jezgre sa smolama 200ºC Kalupi za čelični lijev 400 - 600ºC Kalupi za obojene metale 350 - 400ºC
Vrijeme sušenja
Volumen Trajanje (h)
jezgre (dm3) Organska veziva Anorganska veziva
-1 1 – 2 2 - 3 1 - 15 2 – 3 4 - 5 15 - 25 3 – 4 6 - 7 25 - 50 4 – 5 8 - 9 50 - 100 5 – 6 10 - 11
4.8 Školjkasti kalupi Školjkasti lijev – CRONING – osnova je uzrada odljevaka u školjkama umjesto u pješčanim kalupima. Školjka se izrađuje od kremenog pijeska i bakelitnog veziva koje se nasipaju na zagrijanu metalnu modelnu ploču (200 - 300ºC). Pri tom se stvara zapečeni sloj debljine 3-5 mm. Školjka se još peče te se zatim odvaja od modelne ploče i time se dobiva školjka za lijevanje. Polovice se spajaju u cjelinu.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 42
Dvodjelna metalna kokila
Ingoti zlata (zlatne poluge)
Lijev bez dna
Primjeri odljevaka kod kontinuiranog lijevanja
4.9 Metalni kalupi Za razliku od pješčanih – jednokratnih kalupa u proizvodnji se upotrebljavaju i metalni – višekratni kalupi – kokile. Kokile su metalni kalupi za višekratno lijevanje najčepće obojenih metala. Ingot je komad metala koji se dobije lijevanjem taljevine u neki oblik, najčešće šipke ili bloka, prije daljnje obrade. Karakteristike metalnog kalupa su - Dobra točnost - Glatka površina - Finozrnata površina zbog brzog skrućivanaj taline - Ekonomičnost kod kompliciranih odljevaka - Skupi kalupi Obično se koriste za lijevanje aluminja, bakra, mangana, olova i njihovih legura te za lijevanje sivog lijeva.
Metalni kalup i odljevak 4.10 Lijev bez dna – je razvijen zbog komplicirane pripreme kokila za ingote. Koristi se kod ljevanja u metalnu kokilu bez dna (najčešće bakrenu). Kokila se intenzivno kladi i iz nje izlazi tjestasti metal kontinuiranog presjeka (šipkastog – okruglog, kvadratnog, šesterokutnog,...) koji je konačno oblikovan u traku ili gredicu. Traka se reže na potrebnu dužinu. Ovim postupkom se mogu proizvoditi aluminijske i bakrene legure, ali se na ovaj način najviše lijeva čelik (80 – 90% pro izvodnje na zapadu).
Velika produktivnost i dobivanje konačnih oblika za daljnju proizvodnju su glavna prednost ove vrste kontinuiranog lijevanja
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 43
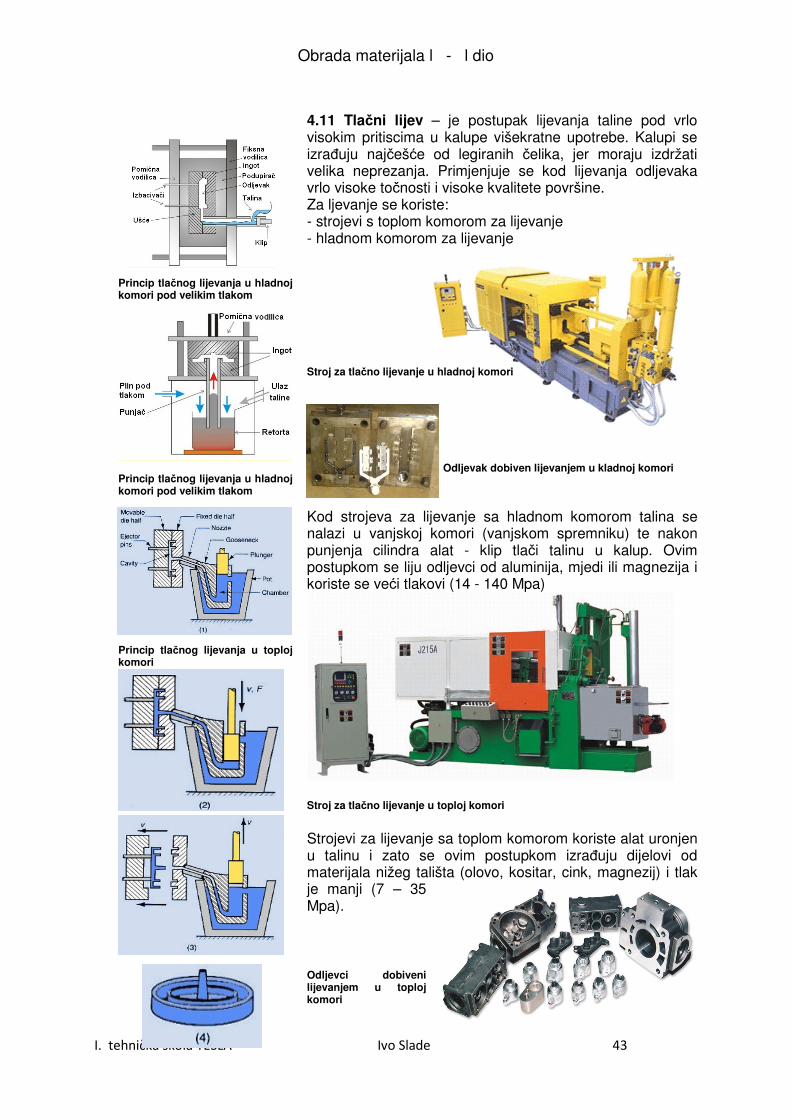
Princip tlačnog lijevanja u hladnoj komori pod velikim tlakom Princip tlačnog lijevanja u hladnoj komori pod velikim tlakom Princip tlačnog lijevanja u toploj komori
4.11 Tlačni lijev – je postupak lijevanja taline pod vrlo visokim pritiscima u kalupe višekratne upotrebe. Kalupi se izrađuju najčešće od legiranih čelika, jer moraju izdržati velika neprezanja. Primjenjuje se kod lijevanja odljevaka vrlo visoke točnosti i visoke kvalitete površine. Za ljevanje se koriste: - strojevi s toplom komorom za lijevanje - hladnom komorom za lijevanje Stroj za tlačno lijevanje u hladnoj komori
Odljevak dobiven lijevanjem u kladnoj komori Kod strojeva za lijevanje sa hladnom komorom talina se nalazi u vanjskoj komori (vanjskom spremniku) te nakon punjenja cilindra alat - klip tlači talinu u kalup. Ovim postupkom se liju odljevci od aluminija, mjedi ili magnezija i koriste se veći tlakovi (14 - 140 Mpa)
Stroj za tlačno lijevanje u toploj komori Strojevi za lijevanje sa toplom komorom koriste alat uronjen u talinu i zato se ovim postupkom izrađuju dijelovi od materijala nižeg tališta (olovo, kositar, cink, magnezij) i tlak je manji (7 – 35 Mpa). Odljevci dobiveni lijevanjem u toploj komori

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 44
Princip lijevanja u centrifugalnom lijevu Horizontalno centrifugalno lijevanje Vađenje ingota iz vertilalnog centrifugalnog lijeva
Odljevci centrifugalnog lijevanja
4.12 Centrifugalni lijev – je postupak ulijevanja taline u rotirajuće vertikalne ili horizontalne kalupe. Brzina rotacije mogu varirati i najčešće iznose od 300 – 3000 o/min. Talina zbog centrifugalne sile prijanja uz najudaljenije stjenke kalupa i tu se skrućuje. Ovim se načinom ljevaju cilindrični rotaciono simetrični odljevci.
Lijevanje u vertikalni centrifugalni kalup Brončani odljevak centrifugalnog lijeva
Aluminijsku odljevak centrifugalnog lijeva

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 45
Ljevačka žlica za ručno lijevanje u kalupe
Ljevački lonac za ručno lijevanje u kalupe
Usahlina Greška nedolivenosti Mjehuravost
4.13 Završna obrada i kontrola odljevka Nakon hlađenja odljevka u kalupu slijedeći korak je vađenje kalupa iz odljevka. To se može izvesti razbijanjem pješčanog kalupa i čišćenjem odljevka ili razdvajanjem kokile. Kontrola odljevka obavlja se prema karakteristikama koje su potrebne za njegovu daljnju upotrebu. Ovisno o namjeni različiti su i zahtjevi kvalitete. Vizualna kontrola – zahtjevi osnovnog oblika Kontrola mjerenjem – zahtjevi za točnost dimenzija i oblika Laboratorijska kontrola – zahtjevi za točnim kemijskim sastavom, mehaničkim svojstvima, potrebnom strukturom, ... Greške na odljevcima u večini slučajeva se izbjegavaju pravilnom izradom uljevnog sistema. Dijele se u dvije grupe – prema postupku lijevanja ili prema izgledu pogreške Greške prema postupku lijevanja su Greške do kojih može doći kod bilo kojeg postupka lijevanja Nedolivenost odljevka – nepotpuni odljevak Talina se skrutila prije nego je popunila kalupnu šupljinu. Nestaljeno područje odljevka – prekid mase odljevka Kod ulaza taline iz više smjerova nije došlo do spajanja taline prije skručivanja. Usahlina – šupljina Pojavljuje se kao uleknuće na površini odljevka. Nastaje prilikom hlađenja zbog skrućivanja i stezanja materijala uz nedostatak taline koja bi nadomjestila potreban materijal Nemetalni uključci U površinu ili čak po cijelom presjeku odljevka mogu se naći zrna pijeska ili troske u mjehurastim nakupinama ili u obliku strija. Greške karakteristične za pješčani lijev Mjehuravost Dolazi zbog visoke temperature taline koja u dodiru s kalupom stvara mjehure plina iz kalupne mješavina – lijevačkog pijeska Penetracija taline Metali malog viskoziteta i visoke temperature mogu penetrirati u pješčane kalupe

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 46
Greška nestaljenosti - pukotina Nemetalni uključci Izrasline Mjehuravost – narančina kora
Pomak kalupa Prilikom sklapanja donjaka i gornjaka došlo je do pomaka Deformacija – odstupanje od oblika Kontura odljevka i mjere su pravilne, ali odljevak ima deformacije u cjelini ili samo na pojedinim djelovima Izrasline – odstupanje od oblika Suvišan manji ili masivan dio, plosnat dio, lako uočljiv. Nepravilno odebljanje na površini ili u šupljini odljevka Završna obrada odljevka počinje odvajanjem - odsjecanjem ušča od odljevka. U samoj ljevaonici potom se koriste brušenje, sačmarenje i dotjerivanje. Kasniji postupci koji se mogu primjeniti na obradu odljevka su sve obrade bez odvajanja strugotine (kovanje, prešanje, valjanje, savijanje,..) i obrade s odvajanjem čestica ( tokarenje, glodanje, bušenje, brušenje,...)
Neobrađeni i obrađeni odljevak

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 47
Metalizacija
Kitanje karoserije vozila
Stroj za ručno kontroliranu impregnaciju metala
Elektrolučno zavarivanje
Popravljanje obratka Greške na odljevcima ne znače neminovno i njihov škart. Greške se prvenstveno moraju ispraviti pravilnom konstrukcijom odljevka i uljevnog sustava, ali se isti tako mogu neke greške naknadno popraviti slijedećim postupcima: Metalizacija - je postupak nanošenja tankog sloja metala u rastaljenom stanju. Metal se rastali i pomoću pištolja za nanošenje u z pomoć komprimiranog zraka se nanosi na osnovni materijal.
Kitanje je namijenjeno estetskim popravcima, kada prisutne greške ne smanjuju mehanička svojstva odljevaka do nedopuštenih granica. Koriste se različiti kitovi – plastične mase ili mješavine metalnih prahova i plastičnih masa.
Impregnacija služi za izradu nepropusnosti poroznih odljevaka. Služi za začepljivanje kapilarnih veza kojima sluzi tekučina. Impregnacijom se ne mogu popraviti odljevci s grubim poroznostima niti odljevci nezadovoljavajućih
mehaničkih svojstava. Obavlja se tlačenjem i postupak impregnacije ovisi o korištenom sredstvu te detalje provedbe postupka propisuje proizvođač sredstva za impregnaciju. Nema dugotrajno djelovanje.
Impregnirani odljevak
Zavarivanje se koristi za popravke odljevaka. U pravilu se koriste elektrolučni postupci zavarivanja, kod kojih je uže područje grijanja nego kod postupaka plinskog zavarivanja

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 48
4.14 Projektiranje tehnološkog procesa lijevanja Samo proces lijevanja npr u pješčani kalup opisan je na slijedeći način: Ljevanjem - postupkom taljenja metala proizvode se razni predmeti. Na temelju skica, tehničkih crteža ili uzoraka odabiru se kalupnici, modeli, potreban alat i strojevi. Nakon toga počinje se izrađivati kalup. Kalupiranje je priprema za lijevanje, ali ujedno najkompliciraniji i najstručniji dio ljevačkog posla, jer o njemu najviše ovisi kakvoća odljevaka. Kalupi se izrađuju u kalupnicima po odgovarajućim drvenim, aluminijskim ili plastičnim modelima. Najprije se namjesti model u kalupnik, a nakon toga se oko modela – rukama ili strojno – utisne ljevački pijesak. Kod kompliciranijih odljevaka koriste se višedijelni modeli za izradbu kalupa. Ljevačke jezgre služe za izradu potrebnih rupa i otvore u odljevku. Talina (litina, rastaljeni metal) priprema se u ljevačkim pećima na temperaturama do 1400°C, i kada je kalup pripremljen, počinje se lijevati. Pri lijevanju manjih odljevaka koriste se žlice, tave i ručni lonci, a kod većih odljevaka veliki lonci na dizalicama. Lijevanje se obavlja timski, tako da iskusni majstor ljevač ima pomoćnike. On određuje redoslijed, brzinu i način lijevanja. Nakon lijevanja pričeka se potrebno vrijeme potrebno za hlađenje odljevka te se pristupa rušenju kalupa. Slijedeči korak je odstranjivanje uljevnog sustava, brušenje spoja te kontrola odljevka. Shematski prikaz

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 49
Pitanja 2 uz poglavlje 4
1. Što je lijevanje ? 2. Što je ljevarstvo ? 3. Koji se proizvodi najviše lijevaju u Hrvatskoj ? 4. Što je metalurgija ljevarstva ? 5. Što je lijevački pijesak ? 6. Koja svojstva mora imati lijevački pijesak ? 7. Koje su operacije pripreme lijevačkog pijeska ? 8. Kakva se koriste vezivna sredstva kod pripreme lijevačkog pijeska ? 9. Koji su dodaci u lijevačkom pijesku i čemu služe ? 10. Što su kalupnici ? 11. Kako se kalupnici dijele ? 12. Objasniti postupak izrade kalupa ! 13. Nabrojiti dijelove pješčanog kalupa ! 14. Čemu služi pojilo kod kalupa ? 15. Čemu služi razvodnik kod kalupa ? 16. Što je jezgra i čemu služi ? 17. Kako se izrađuje kalupna šupljina ? 18. Na koje načine se može izraditi pješčani kalup ? 19. Koji su strojni načini izrade pješčanog kalupa ? 20. Nabrojiti dijelove ulijevnog sustava ? 21. Koje su vrste ulijevih sustava ? 22. Koja je svrha sušenja pješčanog kalupa ? 23. Objasniti školjkasti lijev ! 24. Kakvi su metalni kalupi i kakve su im karakteristike ? 25. Objasniti lijev bez dna ! 26. Koje su vrste tlačnog lijeva ? 27. Čemu služi centrifugalni lijev ? 28. Zašto se odljevci moraju kontrolirati ? 29. Koje su najčešće vrste grešaka na odljevcima ? 30. Objasniti postupke popravljanja odljevka ?

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 50
5 Osnove obrade materijala odvajanjem čestica
Obrada skidanjem strugotine (odvajanjem čestice) je postupak promjene oblika predmeta
koji obrađujemo odvajanjem sitnih dijelova materijala koje nazivamo strugotinom. Ti djelići materijala, koji su vrlo malih dimenzija u odnosu na obradak i takvog specifičnog oblika da se više ne mogu upotrebljavati u nastavku obrade.
5.1 Podjela obrade odvajanjem čestica Ručno piljenje matala Ručni alat za grecanje Stolna brusilica Proizvod dobiven elektroerizijom
OBRADA ODVAJANJEM ČESTICA Prema ISO 8580
1. RUČNA OBRADA
Obrada ručnim alatima i alatima s pogonom
- Odsjecanje - Piljenje - Bušenje - Glodanje - Turpijanje - Grecanje
2. STROJNA OBRADA
2.1 Obrada s čvrstom oštricom
2.1.1 Obrada s definiranom oštricom
- Piljenje - Tokarenje
- Glodanje - Bušenje - Upuštanje - Razvrtanje - Blanjanje - Dubljenje - Provlačenje
2.1.2 Obrada s nedefiniranom oštricom
- Brušenje
2.2 Obrada slobodnom oštricom
- Poliranje
- Honanje - Lepanje - Super finiš
2.3 Obrada bez oštrice
- Kemijska - Elektro kemijska - Elektroerozija - Mehanička – obrada mlazom - Laserska
Rotacijski nož za odrezivanje
Igla za provlačenje
Honanje cilindra motora

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 51
Tokarski nož
5.2 Geometrija noža Obrada materijala odvajanjem čestice bazira se na alatu – nožu koji prodire u osnovni materijal i lomi komadiće materijala. Da bi alat mogao odvajati čestice potreban mu je prigodni oblik koji se definira površinama alata brušenim pod specigičnim kutom i brzina gibanja alata kroz materijal. Primjer noža za obradu skidanjem čestice je tokarski nož. Sastoji se u osnovi od dva dijela – radnog i držala (drške) Na radnom dijelu se lako uoče sve površine, rubovi i kutovi alata.
Kod noževa postoje dvije osnovne površine prednja (grudna) površina (ploha) po kojoj klizi strugotina i glavna slobodna (leđna) površina koja je okrenuta obrađivanoj površini obratka. Spoj te dvije površine stvara oštricu alata - glavnu oštricu. Nož osim glavne ima i pomoćnu (sporednu) oštricu koja se nalazi između prednje i pomoćne (sporedne) slobodne površine. Kod noža razlikujemo dvije vrste kutova kutove alata
kutove obrade (rada) Oblik i oštrina noža se određuje kutovima alata. 1. Slobodni (leđni, stražnji) kut a (alfa) - kut između slobodne
(leđne) površine alata i obrađene površine obratka. 2. Kut oštrenja (kut klina, kut noža) b (beta) - kut između
slobodne (leđne) površine alata i prednje površine alata 3. Prednji (radni, grudni) kut g (gama) - kut između prednje
površine alata i okomice na obrađivanu površinu. Kut može biti pozitivan, negativan ili jednak nuli – ovisno o materijalu koji se obrđuje.
4. Kut rezanja δδδδ (delta) - kut definiran kao zbroj slobodnog
kuta i kuta oštrenja (kuta klina).
δ= α + βδ= α + βδ= α + βδ= α + β
Ovi kutovi se nalaze na presjeku okomitom na glavnu oštricu. 5. Čelni kut e (eta) - (vršni) kut između glavne i sporedne
oštrice alata
Čeoni kut e najčešće iznosi 90o, što odgovara posmaku do 1 mm/ okretaju. Kod većih posmaka povećava se i veći εεεε čeoni kut. Kod odabira kuta od 90o do 110o nož je otporniji i trajniji. 6. Kut namještanja k (kapa) - (prisloni) kut između glavne
oštrice i paralele sa obrađivanom površinom Mijenja se promjenom pričvršćenja alata.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 52
Tokarski nož i shema montaže pločice
Tehnolog prema planu rezanja odlučuje koji se alati moraju koristiti i prema tome određuje i kutove namještanja k. Smjer klizanja strugotine ovisi o kutu l.
- Prvi je kut koji nastaje kosim stezanjem alata za kut r (ro) i time uvjetuje promjenu svih kutova alata.
Kut namještanja k je najčešće u rasponu 30o do 65o. Manji kut k povisuje trajnost alata, ali mu je potrebna veća snaga stroja, te su veče vibracije i trešnja. Veći kut k smanjuje trajnost alata, ali daje miran rez bez vibracija i trešnje. Na slici su prikazane su tri mogućnosti: I. - veliki kut namještanja, mala širina strugotine, kratki vijek trajanja noža II. - mali kut namještanja, velika širina strugotine, dugi vijek trajanja noža III. – normalni kut namještanja (45o), normalna širina strugotine, normalni vijek trajanja noža.
λλλλ (lambda) – kut nagiba rezne oštrice Kut nagiba može biti negativan, neutralan (nula) ili pozitivan. On određuje smjer i izgled strugotine . Ako je nula (l=0) strugotina je spiralna i odlazi na obje strane. Kod l<0 strugotina odlazi između suporta i obratka. Kod l>0 strugotina odlazi na desno od noža. Kutovi obrade su kutovi koje dobivamo različitim namještanjima i pričvršćenjima alata za alatni stroj. Ti se kutovi javljaju kada se vrh alata ne nalazi točno u visini šiljka alatnog stroja, tj ako radimo u uvjetima koji nisu normalni (standardni). - Drugi je kut g (gama) koji nastaje zbog podizanja ili spuštanja alata za neku određenu visinu od vrha šiljka konjića.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 53
Gibanja alat i obratka kod tokarenja G- glavno gibanje – rotacija - obradak, P – posmak – pravocrtno - alat D – dostavno gibanje – translacija – alat Pomoćna gibanja obavlja alat
Gibanja alat i obratka kod kratkohodnog blanjanja G - glavno gibanje – pravocrtno - alat, P – posmak – pravocrtan - obradak D – dostavno gibanje – pravocrtno alat Pomoćna gibanja obavlja alat
Gibanja alat i obratka kod dugoohodnog blanjanja G - glavno gibanje – pravocrtno - obradak, P – posmak – pravocrtan - alat Pomoćna gibanja obavlja obradak
Gibanja alat i obratka kod bušenja G- glavno gibanje – rotacija - alat, P – posmak – pravocrtno alat D Pomoćna gibanja obavlja alat
5.2 Gibanja kod obrade odvajanjem čestica Gibanja alata ili obratka kod obrade odvajanjem čestica su translacija, rotacija odnosno pravocrtna ili kružna gibanja te složena gibanja dobivena iz osnovnih. Sva gibanja mogu biti kontinuirana ili diskontinuirana. Gibanja se u osnovi dijele na : - Glavno gibanje vc – gibanje koje formira strugotinu i na koje se troši najveća snaga stroja. Mjeri se u okretajima u minuti (npr kod konstantnog broja okretaja - 3500 o/min) ili u metrima u minuti (npr kod konstantne brzine rezanja - 120 m/min) - Posmično gibanje vf – održava stalno skidanje strugotine. To je relativno gibanje alata prema obratku. Mjeri se u milimetrima u minuti (npr kod glodanja - 256 mm/min) ili u milimetrima po okteraju (npr kod tokarenja – 0,17 mm/o) ili u milimetrima po prolazu (kod blanjanja ili dubljenja – 1mm/prolaz)... - Dostavno gibanje ap – je gibanje koje daje dubinu reza - Povratno (pomoćno) gibanje – sva gibanja koja nisu vezana dodirom obratka i alata i služe za povratak i pozicioniranje alata. Svaki postupak obrade ima gibanja, ali oblik gibanja je specifičan za način obrade. Strojevi se moguu dijeliti prema načinu glavnog gibanja: - glavno gibanje pravocrtno (blanjalice, dubilice, provlačilice,..) - glavno gibanje rotaciono (tokarilice, bušilice, glodalice,..) Podjela se može napraviti i prema načinu gibanju alata ili obratka. - Glavno pravocrtno gibanje alata (kratkohodne blanjalice, dubilice i provlačilice) - Glavno pravocrtno gibanje obratka (dugohodna blanjalica) - Glavno kružno gibanje alata (bušilica, glodalica) - Glavno kružno gibanje obratka (tokarilica)
Gibanja alat i obratka kod čeonog glodanja G - glavno gibanje – kružno - alat, P – posmak – pravocrtan - obradak
Gibanja alat i obratka kod obodnog glodanja G - glavno gibanje – kružno - alat, P – posmak – pravocrtan - obradak

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 54
Sile rezanja kod tokarenja
Sile rezanja kod bušenja
5.4 Sile rezanja Prilikom konstruiranja alata potrebno je osim poznavanja geometrije alata dobro razumjeti i sile koje djeluju na nož. Kod uzdužnog i poprečnog tokarenja javljaju se sile prikazane na slici.
- Fs - poprečna ili posmična sila djaluje u smjeru posmaka - Fa - natražna ili odrivna sila - otpor prodiranja u materijal – u smjeru pomoćnog (pripremnog) gibanja alata - Fh - glavnu silu rezanja u smjeru brzine rezanja Rezultantna sila - F - je sila rezanja potrebna da bi se kod tokarenja uspješno odvojila strugotina. Kod tokarenja konusnih ili nepravilnih oblika javljaju se komplicirani oblici sila. Tu je otežano rastavljanje sila jer se sile mogu rastaviti prema različito odabranim koordinatnim sustavima:
1. prema već obrađenoj površini predmeta 2. prema alatnom stroju 3. prema dršku noža 4. prema oštrici noža
Nekoliko jednostavnijih primjera rastavljanja sila kod osnovnih postupaka obrade odvajanjem čestica prikazano je na slikama.
Sile rezanja kod obodnog glodanja ravnim zubima

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 55
Nož u zahvatu
Oblici strugotine Mrvičasta Nasječena Trakasta strugotina
5.5 Nastajanje strugotine Strugotina nastaje odvajanjem sitnih dijelova materijala, vrlo malih dimenzija u odnosu na obradak i specifičnog oblika koji se više ne može upotrebljavati u nastavku obrade. Strugotina - odsjećeni dio materijala nastaje u tri faze: I FAZA - prodiranje alata prednjom površinom i postepena deformacija dijela materijal iznad te površine II FAZA - naprezanje u materijalu dostiže granicu loma i ispred oštrice noža nastaje pukotina. III FAZA - lom u smjeru ravnine klizanja i odvajanje strugotine uzduž prednje površine alata Oblik strugotine ovisi o materijalu obratka, brzini rezanja, obliku alata – kutovima, vibracijama za vrijeme obrade, ... Prema strukturi strugotina može biti - lomljena (mrvičasta) - nasječena (rezana) - tekuće (trakasta) Prednosti obrade odvajanjem strugotine su najveće točnosti, najbolje stanje površine – najmanja hrapavost kod svih oblika, veličina i dimenzija, najuže tolerancije, izrada kompliciranih vanjskih i unutarnjih profila, oštrih rubova, moguća primjena na svim materijalima, Nedostaci su u velikom udjelu potrošene energije, strugotina je otpad koja može biti opasna za okolinu, duga priprema postupka koji je često u više faza na više alatnih strojeva,..
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 56
Pitanja 1 uz poglavlje 5
1. Što je obrada materijala odvajanjem čestica ? 2. Što je strugotina ? 3. Kako se dijeli obrada materijala odvajanjem čestica ? 4. Što je ručna obrada ? 5. Što je strojna obrada ? 6. Kako se dijeli strojna obrada ? 7. Kako se dijeli obrada s čvrstom oštricom ? 8. Što je nož – rezni alat ? 9. Od koliko se dijelova sastoji nož (tokarski, za blanjanje, dubljenje,..) ? 10. Koje se površine nalaze na radnom dijelu noža ? 11. Kako se nazivaju spojne linije radnih površina noža ? 12. Koje se osnovni kutovi nalaze na nožu ? 13. Objasniti kut αααα ? 14. Objasniti kut ββββ ? 15. Objasniti kut γγγγ ? 16. Objasniti kut δδδδ ? 17. Objasniti kut εεεε ? 18. Objasniti kut κκκκ ? 19. Objasniti kut λλλλ ? 20. Objasniti kut ρρρρ ? 21. Objasniti kut φφφφ ? 22. Koje vrste gibanja alat postoje prilikom obrade odvajanje čestica ? 23. Što je glavno gibanje ? 24. Što je posmično gibanje ? 25. Što je pripremno gibanje ? 26. Što je pomoćno ili povratno gibanje ? 27. Kako se prema gibanjima alat dijele alatni strojevi ? 28. Što su sile rezanja ? 29. Kako se sile rezanja dijele ? 30. Koje su faze nastajanja strugotine ? 31. Koji su oblici strugotine ?

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 57
Shematski prikaz sječenja – klin okomito ulazi u materijal. Sjekač Kliješta Kombinirke Ručne škare i povečani rezni dio alata Stolne škare za trake, šipke, profile
6. Ručne obrade odvajanjem čestice Ručna obrada je obrada koja koristi alat uz snagu mišića. Alat je sredstvo kojim mijenjamo oblik sirovcu, dok se za upravljanje alatom radnik koristi svojom snagom. Osnovni element svih alata za obradu skidanjem strugotine je klin. On svojim vrhom ulati u materijal i odvaja mu sitne dijelove materijala – strugotinu ili ga samo dijeli (sječe, razdvaja). To ovisi o smjeru ulaza klina u materijal.
6.1 Sječenje ili rezanje Sječenje (rezanje, razdvajanje) je postupak ručne obrade metala kod kojeg oštrica alata okomito ulazi u materijal obratka velikom silom koja uzrokuje popuštanje materijala i lom. Dolazi do naprezanja materijala koji se plastično deformira. Kod dovoljno velike sile, naprezanje na odrez u materijalu će jako narasti, materijal počinje popuštati (stanjuje se) i po liniji sječenja dolazi do deformacija. Sila sječenja dijeli na dva alata jedan iznad, a drugi ispod materijala. Ta dva alata su oštrica i kalup (matrica) ili gornji i donji nož, između kojih je minimalna zračnost (razmak) koja omogučuje lom materijala. Dimenzija zračnosti (razmaka) obično iznosi 2-10% debljine materijala i ovisi o nekoliko faktora (debljina materijala, vrsta materijala, specifičnosti postupak razanja,...).Na kraju se materijal (lim, žica, traka) lomi u dva dijela. Rezanje služi za djeljenje materijala na manje dijelove koji će se kasnije dalje obrađivati i rez je ravan.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 58
Velike ručne stolne škare za lim Nožne škare
Hidrauličke škare
Numerički upravljane hidrauličke škare
Sjekač bakrenih cijevi
Izgled reza sječenog materijala se mijenja dubinom reza i vidljiv je na rubu rezanog materijala
Kada oštrica ili nož prodru u materijal on se plastično deformira i zaobli rub materijala.
Pri daljnjem prodiranju alata u materijal sječenje rezultira u vertikalnu poliranu zonu materijala. Rub je ravan i potpuno gladak.
Napokon naprezanje postaje preveliko i materijal puca pod kutom. Površina je hrapava i gruba. Zbog velikog naprezanja i naglog popuštanja na rubu se formira mali oštri greben - srh.
Visina svake od ovih podjela reza ovisi o više faktora, kao kuta oštrice noža, zračnosti alata, materijalu, ...
Otvarači za konzerve
Škare za lim

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 59
Postupak pravodctnog piljenja Listovi strojnih lisnih pila
Kombinirana lisna pila za ručno piljenje metala s jedne strane i drva s druge strane Ručna lisna pila za metal Ručni alat s električnim pogonom Alat za povratnu pilu
6.2 Piljenje
Piljenje je postupak obrade odvajanjem čestice koji se upotrebljava kod odsijecanja ili dijeljenja materijala. Prema načinu gibanja alata piljenje se dijeli na:
- pravocrtno - kružno
Sam alat se razlikuje po obliku te imamo - Kružne, - Tračne i - Lisne pile.
Pravocrtno piljenje je postupak koji koristi lisne ili tračne pile kao alat. Glavno gibanje je pravocrtno i izvodi ga alat. Posmak može raditi alat ili obradak i uvijek je okomit na glavno gibanje. Lisne pile služe za ručno i strojno piljenje. Razlika je u «obično» dvostranom ozubljenju ručnih i jednostranom ozubljenju strojnih listova pile. Najjednostavnije su ručne pile kod kojih se list pile upinje u okvir te se vijkom zateže. Ubodne pile služe za ručnu obradu piljenja materijala One spadaju u grupu ručnih alata s elekrtičnim pogonom. Ubodne pile za drvo, tvrdo drvo, metal i keramiku
Velika ubodna – povratna pila

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 60
Listovi srtojne pile
Proizvode se najčešće u duljini listova od 300 do 600 mm za strojno piljenje metala.
Broj zubaca po inchu Veličina zubaca odnosno gruboća izražava se brojem zubaca po jednom centimetru (inchu) i odabire se prema debljini raspiljenog predmeta.
Različiti kutovi alata i oblici zubaca
Velika strojna lisna pila
Strojne lisne pile stuže za odrezivanje velikih obradaka. Obradak se učvrsti u stegi i pila se pusti u rad (glavno gibanje). Sama težina okvira lisne pile (ili sa dodanim utegom) ostvaruje posmično gibanje Oblik zubaca ovisi o vrsti materijala koji se pili, ali uvijek mora zadovoljiti kao i drugi rezni alati: čistoću reza, trajnost oštrice i sposobnost rezanja Kutovi zubaca pile Prednji kut zubaca g se kreće od 00 – 50, a stražnji a od 300 do 400.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 61
Horizontalna tračna pila Vertikalna tračna pila
Što je manja duljina piljenja ili promjer odabranog predmeta to i zubi pile moraju biti manji. S njime i razmak između zubi mora biti manji. On se odabire s obzirom na količinu strugotine koja se mora smjestiti u međuprostor zubi i odvesti iz zasjeka - direktno ovisi o duljini piljenja. Što je duljina piljenja veća veći moraju biti i razmaci među zubima. Vrijedi i obrnuto tj. za male duljine piljenja možemo koristiti male zube i mali razmak među njima. Zupci svih pila su izvinuti (razvraćeni) prema van odnosno izvan ravnine lista pile tako da je širina piljenog dijela (propiljka) uvijek veća nego debljina lista pile. To koristimo da se spriječi trenje između lista pile i materijala koji pilimo i moguće zaribavanje i oštećivanje alata obratka ili stroja. Razlikujemo više načina izvinuća - (razvraćenja) zubaca: - lijevo desno - lijevo desno ravno - 3-lijevo 1-ravno 3-desno - valovito Tračne pile služe isključivo za strojno piljenje. Izrađuju se u obliku čeličnih traka. Debljina traka je od 0,60 – 2 mm. Širina je 6 – 40 mm. Alat (traka) se kod horizontalnih pila postavlja koso prema smjeru brzine rezanja. Tako se postiže jednolično rezanje svakog zuba pile.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 62
Alat za aksijalnu – krunsku pili „Kruna“ za drvo
Kružna pila za suho rezanje metala List kružne pile za suho rezanje matala
Kružne pile mogu biti radijalne (cirkulari) ili aksijalne (krunske) Aksijalna – krunska pila
Abrazivna – krušna pila
Kod radijalnih kružnih pila alat za piljenje metalnih predmeta ne koriste se (razvraćenja) izvinuća zubaca, nego se ploća stanjuje prema sredini. Česta izvedba kružnih pila je s umetnutim zubima od kvalitetnijeg čelika ili tvrdih materijala što se najčešće koristi kod skupih listova pile velikih promjera. Materijal za izradu pila za strojni rad na metalu je najčešće visokolegirani brzorezni čelik. Kod manjih zahtjeva (pilane) materijal može biti i slabije legirani brzorezni čelik, dok se za ručnu obradu upotrebljavaju i ugljični čelici. Brzine rezanja ovise o materijalu koji se pili i načinu na koji se pili. Nalaze se u tablicama ili karakteristikama proizvođača. Kreću se od nekoliko m/min do nekoliko tisuća m/min. Sile rezanja koje se pojavljuju na zubima možemo smatrati istima koje se pojavljuju na zubima glodala. Tako je i proračun za zupce pile isti kao i za zupce glodala.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 63
Vrste rupa Predbušenje - bušenje Vrste svrdala - vrh alata - spiralno svrdlo - spiralno svrdlo sa pločicom od tvrdog metala - ravno svrdlo s više promjera bušenja - zabušivač - specijalno svrdlo s hlađenjem kroz alat - Motka s nožem za izbušivanje
6.3 Alati za bušenje
Bušenje je postupak obrade skidanjem čestice kod kojeg alat obavlja glavno i posmično gibanje. Posmično gibanje je u smjeru osi rotacije (aksijalni posmak). Postoji mogućnost da alat obavlja samo posmično gibanje, dok glavno gibanje obavlja obradak – kod dubokog bušenja.
Upotrebljava se za izradu okruglih uvrta, navrta ili provrta, za proširivanje otvora ili rupa u različitim materijalima.
Pri bušenju rupa većeg promjera potrebno je izvršiti predbušenje kako bi se smanjila aksijalna sila bušenja. Veličina predbušenja je obično 50% nazivnog promjera rupe. Bušenjem se postižu kvalitete obrade od IT 6 do IT16. Prema načinu bušenja razlikuju se slijedeće vrste: - nabušivanje – bušenje plitkih rupa (navrta) - bušenje zatvorene (navrta) ili otvorene (provrta) rupe - bušenje zatvorene (navrta) ili otvorene (provrta) rupe u predbušenu rupu
Alati koje koristimo kod bušenja nazivamo svrdlima. Bušni alati ili svrdla dijele se na:
- spiralna svrdla - svrdla sa pločicama od tvrdog metala - ravna svrdla - zabušivala (zabušivači) - specijalne izvedbe spiralnih svrdala - noževe i motke za bušenje

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 64
Spiralna svrdla sa cilindričnim držalom HSS svrdla – high speed steel – svrdla od brzoreznih čelika HSS-R spiralno svrdlo crno za bušenje metala i legiranih metala
HSS-G spiralno svrdlo svijetlo za bušenje željeza, ljevanog željeza, obojenih metala, nikel, mesing, grafit
HSS-TIN DIN 338 spiralno svrdlo, završni sloj titan, zlato za bušenje aluminija, čelika, ljevanog željeza, nikla, mesinga, srebra, grafita, bronce
HSS-CO DIN 338 spiralno svrdlo, završni sloj bronca. Za bušenje visoko legiranih čelika i materijala visoke gustoće kao što su čelici otporni na kiseline, ljevano željezo, bronca, procrom, zavarene šavove Spiralna svrdla s konusnim držalom Spiralna svrdla različitih kutova vrha alata, oblika i nagiba zavojnice utora (kanala).
6.3.1 Spiralno svrdlo Najvažniji tip svrdla kod obrade metala je spiralno svrdlo. Kao i svaki alat svrdlo ima radni dio i držalo. Držalo može biti cilindričnog ili konusnog oblika (cilindričan je kod manjih svrdla i svrdla za ručno bušenje, a konusni je kod svrdla za strojnu obradu). . Osnovne karakteristike radnog dijela spiralnog svrdla su:
- konusni radni vrh - dva spiralna utora za odvod čestica
Rezni dio spiralnog svrdla sastoji se od : - prednje površine (grudne) - stražnje površine (leđne) - glavne oštrice (spoj prednje i stražnjepovršine) - utora za odvođenje čestica i za dovod rashladne tekućine - poprečne oštrice – ( smjer poprečne oštrice zatvara kut od 45 –550 sa smjerom glavne oštrice) - fazeta – izbočenih rubova utora koji počinju na obodu oštrica. Izrađeni su kao uske zavojnice koje su izbrušene na vanjski promjer svrdla i služe kao vodilice svrdla u rupi - jezgre.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 65
Set standardnih spiralnih svrdala za metal Set svrdala za lim
Samo tijelo radnog dijela spiralnog svrdla također se izvodi konusno od vrha prema dršku. Promjer se smanjuje 1:1000 odnosno 0,1mm na 100mm duljine. Svrha je smanjivanje trenja i sprečavanje zaribavanja alata u materijal. Obrnuto tome jezgra alata se povećava prema dršku, produljuje se poprečna oštrica. Svrha ovoga povećana je povećanje čvrstoće alata. Kutovi vrha svrdla su slijedeći: Slobodni kut αααα (između stražnje površine i površine okomite na os rotacije svrdla). Kut oštrenja ββββ (između stražnje i prednje površine svrdla – kut klina). Kut prednje površine γγγγ (između i prednje površine i osi rotacije svrdla). Vršni kut ϕϕϕϕ (kut koji zatvaraju obje glavne oštrice) ovisi o vrsti bušenog materijala. Nagib (kut) zavojnice ϖϖϖϖ (kut koji zatvaraju os rotacije svrdla i razvijeni rub utora). Vršni kut i kut uspona prikazani su u tablici.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 66
Konusni vrh spiralnog svrdla
Profilni utori desnovojnog spiralnog svrdla
Utori lijevovojnog spiralnog svrdla
Oštećenje – zatupljenje vrha spiralnog svrdla
Vrh svrdla s poprečnom oštricom nepovoljno djeluje na bušenje, jer prodire u materijal gnječenjem, a ne bušenjem te na njega otpada oko 40% vrijednosti aksijalne komponente sile bušenja.
Materijali koje danas koristimo u izradi svrdla su alatni čelici, brzorerni čelici i sinterirani materijali. Elementi profila spiralnog utora: Spiralni utor služi za lako odvođenje čestica, ali ne smije oslabiti tijelo svrdla već ga mora svojim oblikom učvrstiti. Obično se izrađuje glodanjem, a dimenzije profila zubi glodala za izradu utora ovise od:
- traženog oblika oštrice svrdla - potrebnog promjera jezgre - uzvojnog kuta uspona spirale - kuta vrha spirale - položaja glodala u odnosu na os svrdla - promjera glodala
Tehnologija izrade spiralnih svrdala razlikuje se po načinu oblikovanja žljebova i rubova. Izraduju se: - valjanjem, - glodanjem, - brušenjem ili - kombinacijom valjanja i glodanja. Odreže se malo kraća šipka od završne dužine svrdla. U užarenom stanju se valja te se izvaljana šipka reže na određenu dužinu svrdla, obrusi prema potrebnom konusu radnog dijela i nakon toga se oblikuje kraj i vrh. Slijedeća faza obrade je glodanje dva spiralna utora. Sada slijedi toplinska obrada, onda završno brušenje na nazivnu mjeru te oštrenje vrha alata. Zbog zaostalih napetosti u materijalu svrdlo se stabilizira na temperaturi od 470 do 520°C. Svrdlo je završeno, dobiva tamnu boju i zaštićeno je od korozije.
Uređaj za brušenje konusnog vrha- oštrenje vrha spiralnog svrdla

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 67
Stara ručna koljenasta bušilica
Mala ručna bušilica - gore pokretana krivuljnim mehanizmom
- desno pokretana zupčastom prijenosom
Mala pneumatska bušilica
6.3.2 Bušilice
U svakoj radionici (kućnoj, majstorskoj ili velikom pogonu) glavni je alat bušilica. Kod izrade konstrukcija, montaže, sastavljanju elemenata ili izradi predmeta uvijek se mora izbusiti rupa pa tek onda umetnuti vijak, klin, uže, ... Bušilice postoje od najjednostavnijih ručnih bušilica do koordinatnih ili brojčano upravljivih bušilica. Mogu imati jednu ili više brzina i različite načine promjene brzine i smjera vrtnje.
Ručna bušilica s dvije brzine
Bušilice se dijele u: - ručne bušilice - ručne bušilice sa pogonom - alatne strojeve - bušilice Ručne bušilice s pogonom kao pogon koriste elektromotor pokretan strujom 220 V ili strujom iz baterije (različite voltaže) Akumulatorska bušilica Ručna bušilica na električni pogon
U prostorima gdje ne smije doći do iskrenja koja se pojavljuju kod električnih bušilica praktičnije je korištenje pneumatskih bušilica Različiti oblici pneumatskih bušilica

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 68
Bušilica s magnetnim pričvršćenjem za podlogu Zakretno nagibni škripac za pričvrščenje obratka
Stege Sastavni dijelovi bušilice
Kod električnih bušilica potrebno je u blizini imati priključak na električnu energiju. Akumulatorske bušilice su autonomne, ali ograničenje im je kapacitet baterije. Kod pneumatskih bušilica potrebno je u blizini imati kompresor za snabdjevanje bušilice stlačenim zrakom. Zbog preciznosti izrade rupe prilikom bušenja često je potrebno korištenje i drugih naprava. Za precizno spuštanje alata i bušenje potrebni su različiti stalci za bušilice – bilo na podnožjem, stupom iz radnog stola ili magnetski. Stalci omogučuju veliku preciznost ručnih alata pri posmaku (u pravcu osi rotacije). Prilikom bušenja obavezno je stezanje obratka kako bi obrada bila precizna. Stezati se može ratličitim škripcima, stegama, klinovima, planskim pločama,... Škripac Škripac stega
Shematski prikaz sastavnih dijelova električne bušilice

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 69
Spiralno svrdlo s pločicom od tvrdog materijala
Specijalno svrdlo s pločicom od tvrdog materijala Mala bušilica za bušenje ravnim svrdlima
Ravno svrdlo
6.3.3 Svrdla s pločicama od tvrdog materijala Ova svrdla se upotrebljavaju kod obrade materijala koji ne zahtjevaju veliki prednji kut γγγγ – npr lijevano željezo – temper lijev, tvrdi čelici - zakaljeni predmeti, staklo, kamen, porculan, umjetni materijali. Upotrebljavaju se samo pri obradi materijala kod kojih se standardno spiralno svrdlo previše troši ili otpuno zataji. Za umetanje pločice od tvrdog materijala potrebno je u spiralnom svrdlu napraviti zarez kroz šiljak. Po izradi zareza pada otpornost jezgre svrdla. U zarez se umeće pločica od tvrdog materijala te se tvrdo zalemi. Time sredina svrdla, zbog povećanja krutosti, postaje čvršća nego kod normalnog spiralnog svrdla.
Spiralno svrdlo s pločicom od tvrdog materijala i SDS priključkom
6.3.4 Ravno ili plosnato svrdlo - za rupe ispod 1mm promjera ili za velike rupe za koje nema spiralnih Nekada dok se nije poznavalo bušenje, rupe su radili kovači probijanjem.Prva svrdla se pojavljuju u 18. stoljeću i koriste se u vojnoj tehnici za busenje topovskih cijevi. To su bila plosnata svrdla iz kojih je kasnije razvijeno topovsko svrdlo (primjenjuje se i danas u nekim tehnoloskim postupcima). Spiralno se svrdlo prvi put spominje pod nazivom zavojno svrdlo 1882. godine. Ovaj najstariji oblik svrdla danas se upotrebljava za dodatne operacije pri obradi materijala. Najčešće se izrađuje kovanjem iz brzoreznih čelika.
Geometrija ravnog svrdla

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 70
Ravni svrdlo za staklo i keramiku
Zabušivala za izradu središnjih uvrta Zabušivala tzv NC svrdla za zabušivanje (točkanje)
Rezni kutovi su nabrušeni pod određenim kutom, jednako i koso postavljeni s obje strane. Ova konstrukcija upotrebljava se za rad u oba smjera. Plosnata svrdla se upotrebljavaju kod obrade plitkih rupa kod krhkih materijala – lijevanog željeza, bronce, mjedi,... Neki modeli imaju i žljebove za lomljenje strugotine. Žljebovi za lomljenje strugotine kod žilavih materijala nisu pogodni, jer se strugotina u žljebovima zapetlja i zatvori rupu. 6.3.5 Zabušivala ili svrdla za bušenje središnjih uvrta
Služe za bušenje središnjih uvrta za centrično upinjanje dugačkih i teških predmeta (vretena, osovina). Zabušivala su kombinacija kratkog spiralnog svrdla i upuštala. Središnji kut zabušivala može biti: 600 – kod obradaka lakših od 10 kg i kod manjih sila obrade 1200 – kod obrade većih predmeta ili kod većih reznih sila Također postoje i druge varijante zabušivala. Jedno je zabušivalo slično spiralnom svrdlu, eli ima jaki kratki spiralni utor i nema poprečne oštrice – NC svrdlo. Brzina okretanja svrdla Glavna brzina ili brzina okretanja svrdla se mjeri u okretajima u minuti. Materijal obratka ima svoju brzinu rezanja vc koja se mjeri u metrima u minuti. Za svako svrdlo se brzina okretanja posebno određuje ovisno o promjeru svrdla. n = (0/min) vc = (m/min) D = (mm)
� =����∗ ��
∗ (o/min)

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 71
Postupak turpijanja Ručno zasjecanje turpije
Turpije sa jednim i sa dva nasjeka
6.4 Alati za turpijanje Turpijanje je postupak obrade odvajanjem čestica koji skida promjenjiv presjek strugotine. Postupak se koristi kao jedna od završnih obrada, kojim dovodimo obradak na točne mjere (skidamo dodatak za obradu). Alat je turpija – ručni alat sa mnogo oštrica. Glavno gibanje je pravocrtno i obavlja se kad se turpija pomiče prema napred. Kako je turpijanje ručna obrada dodatno turpiju treba opteretiti okomito na glavno gibanje kako bi skidala strugotinu. Povratno gibanje je slobodno – bez pritiskivanja.
Turpije se sastoje od dva dijela – radnog (tijelo turpije) koji je nazubljen (na kojem je nasjek ili zasjek) i drugog dijela - nasadni dio odnosno držalo. Drške su drvene ili plastične i u njima je klinastim vratom uklještena turpija – nasadni dio je utisnut u dršku. Turpije su pronađene u brončanom dobu starog Egipta. Do 1850.-ih godina proizvodile su se isključivo ručno – zasijecanjem. To je zahtjevalo izrazitu strpljivost i preciznost. Čelik se kuje i zatim se oblikuje. Kovanjem oblika – zasjecanjem – dobiva se bolja struktura čelika. Udarci zasjeka izrađuju metalne zube. Ovisno o kutu zasjeka, veličini klina i sili udarca ovisi finoća turpije. Zatim se pobruse - brušenje se upotrbljava samo za poravnavanje kako bi svi zubi bili podjednaki. Današnje se sve turpije proizvode isključivo strojno. Postupak je sličan ručnoj izradi turpije, ali se zasjeci rade strojno i time se dobivaju kvalitetne turpije ujednačenih zubi. Izrađuju se od alatnih čelika tako da se metalna šipka nasječe posebnim sjekačima na alatnim strojevima (batovima). Ovim se postupkom dobivaju klinaste oštrice – zubi turpije.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 72
Jedan ili dva nasjeka Oblici turpija prema poprečnom presjeku Specijalni oblici turpija za alat s električnim pogonom (za ručne bušilice)
Tipični kutovi zubiju turpije su: ~ 20º Slobodni (leđni, stražnji) kut αααα - kut između slobodne (leđne) površine alata i obrađivane površine na obratku. ~ 63 º Kut oštrenja (kut klina, kut noža) ββββ - kut između slobodne (leđne) površine alata i prednje površine alata 5º – 7º Prednji (radni, grudni) kut γγγγ - kut između prednje površine alata i okomice na obrađivanu površinu Manji zupci se dobivaju dvostrukim zasjekom. Kod ovakovog nasjeka kutevi zbaca u odnosu na os turpije su : - prvi nasjek pod 45º - drugi nasjek pod 75º Turpije se mogu podijeliti: - finoći nasjeka - obliku poprečnog presjeka - obliku nasjeka - namjeni - prema načinu izrade Finoća nasjeka je u razredima i mjeri se u broju zubaca po 1 cm dužine. 0 – vrlo grube 1 – grube 2 – polugrube 3 – polufine 4 – fine 5 – vrlo fine Oblik poprečnog presjeka može biti: - Pravokutan, - Kvadratan, - Okrugli, - Trokutast, - Poluokrugli, - Nožast, - Sabljast, ....... Oblik nasjeka je: Jednostruki nasjek Dvostruki nasjek – križni Namjena može biti: Obrada metala i tvrdih materijala Obrada drva, kože, mekih metala - rašpe Rašpe se dijele po finoći u razrede od 0 do 4 Način izrade je: sjekačima glodalima

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 73
Ručno brušenje ravne površine Pravilna gibanja alata kod ručnog brušenja Različiti brusni (abrazivni) papiri Brusne trake
Okrugli brusni papiri
6.5 Brušenje Brušenje je postupak obrade odvajanjem čestica koji skida promjenjiv presjek strugotine. Postupak se koristi kao jedan od završnih obrada, jer njime postižemo veliku točnost i kvalitetu površine. Brušenje može biti ručno i strojno. Osnovne karakteristike brušenja je: - nema geometriju alata, jer je oblik alata različit i neujednačen - velike glavne brzine rezanja i spori posmaci 6.5.1 Ručno brušenje Osnova ručnog brušenja je što jednoličnije prelaženje brusnim sredstvom po površini obratka kako bi se dobila ujednačena površina.
Ručna brusilica u koju se postavlja brusni papir
Alati za ručno brušenje – osnovni alat za ručno brušenje je papirnata ili platnena traka na kojoj su nalijepljena zrnca. Osim brusnih traka brusna zrnca se mogu koristiti na više načina: - kao brusna ploča - kao brusni kameni – zrnca sortirana i povezana potrebnim vezivom, - u obliku samih zrnaca koja se nasipavaju na mjesto obrade, Brušenje brusnim zrncima
Oblici papirnatih ili platnenih traka su: brusni papir u roli, brusni papir u listovima, brusni papir u trakama, okrugli brusni papiri (fiber diskovi), brusni papir specijalnih oblika (npr delta), brusni papiri u lamelnim pločama,.... Kako je karakteristika brušenja velika brzina rezanja, a nju je teško ručno ostvariti, kod ručnog brušenja često se koriste ručni alati s pogonom – bilo električnim, akumulatorskim ili pneumatskim.
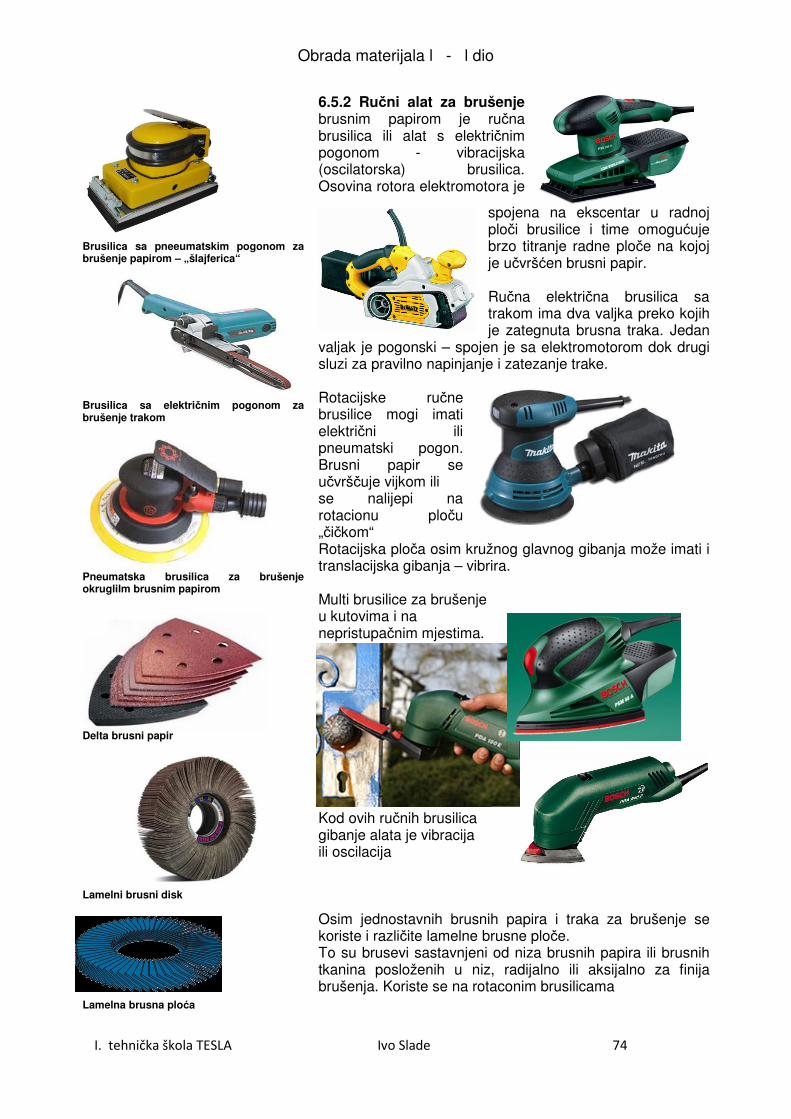
Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 74
Brusilica sa pneeumatskim pogonom za brušenje papirom – „šlajferica“ Brusilica sa električnim pogonom za brušenje trakom Pneumatska brusilica za brušenje okruglilm brusnim papirom Delta brusni papir Lamelni brusni disk Lamelna brusna ploća
6.5.2 Ručni alat za brušenje brusnim papirom je ručna brusilica ili alat s električnim pogonom - vibracijska (oscilatorska) brusilica. Osovina rotora elektromotora je
spojena na ekscentar u radnoj ploči brusilice i time omogućuje brzo titranje radne ploče na kojoj je učvršćen brusni papir. Ručna električna brusilica sa trakom ima dva valjka preko kojih je zategnuta brusna traka. Jedan
valjak je pogonski – spojen je sa elektromotorom dok drugi sluzi za pravilno napinjanje i zatezanje trake. Rotacijske ručne brusilice mogi imati električni ili pneumatski pogon. Brusni papir se učvrščuje vijkom ili se nalijepi na rotacionu ploču „čičkom“ Rotacijska ploča osim kružnog glavnog gibanja može imati i translacijska gibanja – vibrira. Multi brusilice za brušenje u kutovima i na nepristupačnim mjestima.
Kod ovih ručnih brusilica gibanje alata je vibracija ili oscilacija Osim jednostavnih brusnih papira i traka za brušenje se koriste i različite lamelne brusne ploče. To su brusevi sastavnjeni od niza brusnih papira ili brusnih tkanina posloženih u niz, radijalno ili aksijalno za finija brušenja. Koriste se na rotaconim brusilicama

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 75
Različite granulacije brusnih zrnaca Brusni kameni, štapići, pločice,.. Električna ručna brusilica za brušenje brusnim kamenima
6.5.3 Finoća brusne trake se dijele prema finoći brusnih zrnaca. Mjerilo za veličinu zrnaca. Ona se bira prema kvaliteti površine koju želimo postići. Krupnoća se određuje prema broju rupica na situ u duljini od 1 cola (25.4 mm).Zrno ima onu finoću kod koje još propada kroz rupice na situ.
OZNAKA I FINOĆA BRUSNIH ZRNACA S OBZIROM NA KRUPNOČU ZRNA
Krupnoća zrna Oznaka
Jako gruba 8 10 12
Gruba 14 16 20 24
Srednja 30 36 46 54 60
Fina 70 80 90 100 120
Jako fina 160 180 200 220 240
Prašina 280 320 400 500 600
Za brusne papire najčešće se upotrebljavaju zrnca finoće 40, 60, 80, 100, 120, 150, 180, 220, 240, dok se kod brusnog platna koristi finoća zrnaca 40, 80, 120, 180. Brusna platna se koriste kod brušenja obradaka složenijeg oblika, veće su čvrstoće i izdržljivija od papirnih. Osim brusnog papira ili brusnog platna za ručno brušenje ili s alatima s pogonom koriste se i brusni kameni različitih dimenzija i oblika: brusni čepovi s držalom, brusni kameni s ili bez držaka, brusne ploče,..
Brusni čepovi s držalom
Pneumatska ručna brusilica za brušenje brusnim kamenima - sa brusnim čepovima

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 76
Brusne ploče – pločaste Brusna ploča – prstenasta Brusne ploče – lončasta i vretenasta Srara brusilica na nožni pogon Stolna brusilica sa pločastim brusovima Akumulatorska ručna kutna brusilica
6.5.4 Brusne ploče Prema izgledu (konstrukciji) mogu biti: pločaste, valjkaste, profilne, tanjurastie šuplje,…. Oblikovanje brusnih ploča obavlja se u kalupima. Nakon toga u ovisnosti o vezivu određuje se daljnji postupak. Uglavnom je to sušenje (kod keramičkih veziva) te pečenje u elektropećima. Alat se zatim ispituje tako da se drži najmanje 3 minute na 40 – 50% većoj brzini od dopuštene. Zatim se brusovi moraju još izbalansirati kako bi se izbjegle vibracije koje negativno utječu na alat, stroj i obradak.
a) Pločasta brusna ploča b) Prstenasta brusna ploča c) Valjkasta brusna ploča d) Obručna brusna ploča e) Tanjurasta brusna ploča f) Lončasta brusna ploča g) Vretenasta brusna ploča h) Brusna ploča na dršku Brusne ploče se koriste isključivo na alatima sa pogonom bilo električnim, akumulatorskim ili pneumatskim
Kutna brusilica Pneumatska brusilica Ručna električna brusilica Set hobby brusilica sa brusevima

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 77
Prirodni korund je mineral, oblik aluminijevog oksida Al2O3 Kvarcni pijesak je silikatni mineral SiO2. U prirodi se pojavljuje u više boja Borkarbid je industrijski dobiven dijamantni puder Šelak – prirodna smola dolazi najčešće u listićima koji se moraju topiti Struktura bakelita – rane plastike - polioxibenzilmetilenglikolanhidrid
6.5.5 Sastav brusne ploče Sve brusne ploče se u osnovi sastoje od dva materijala
1. zrnca za brušenje 2. vezivnog materijala
Sredstva za brušenje (zrnca) mogu biti od prirodnih ili umjetnih materijala. Materijali za brušenje moraju imati dovoljnu žilavost i tvrdoću, kako bi oštrice zrnaca bile upotrebljive kao rezni alati i ujedno otporne protiv čestog loma prilikom obrade. Sredstva za brušenje
Prirodna Umjetna Prirodni korund Karborund
Šmirak Elektrokorund Kvarc Borkarbid
Dijamant Bornitrid
Vezivni materijal veže zrnca u jednu cjelinu. Kako postoje više vrsta zrnaca, tako postoje i više vrsta vezivnih materijala. Imamo organska i anorganska veziva.
ORGANSKA ANORGANSKA Bakelit Keramička veziva Šelak Silikatna veziva Guma Magnezitna veziva
Tvrdoća brusne ploče ovisi o čvrstoći vezivnog materijala i definira se kao otpor veziva protiv ispadanja zrnaca. Oznake za tvrdoću brusnih ploča prikazane su u tablici:
OZNAKA Tvrdoća ( DIN ) Osobito meko A, B, C, D Vrlo meko E, F, G, H Meko I, J, K Srednje L, M, N, O Tvrdo P, Q, R, S Vrlo tvrdo T, U, V, W Osobito tvrdo X, Y, Z
Struktura brusne ploče je karakteristika koja može pri istoj finoći i tvrdoći biti različita. Time označavamo količinu zrnaca i veziva u jedinici zapremine brusne ploče. Označava se vrijednostima od 1 do 14. Otvorena struktura je struktura sa visokom poroznošću. Zatvorena struktura je ona koja ima najmanju poroznost među zrncima.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 78
Primjer iz kataloga za precizno vanjsko kružno brušenje Oblici brusnih ploča
Tablica izbora brusnoe ploče Materijal obratka Brus Zrnatost Tvrdoća Struktura Vezivo
Oblik strugotine pri brušenju
Oblik zrna kod brušenja je oktaedar, trapezoid, tetraedar i trostrana prizma, tj. nema prave oštrice. Kut prednje površine je jako negativan. Iz tih razloga strugotina se ne skida kao kod ostalih postupaka skidanja strugotine. Na mjestu obrade stvaraju se visoke temperature , materijal postaje plastičan i to pomaže skidanju strugotine. Bez plastičnosti ne bi bilo moguće skidati strugotinu. Strugotina ima oblik savinutog šiljka.

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 79
Ručna grecala Osnovni oblici grecala Primjena grecanja Fino obrađena površina stroja ručnom obradom - grecanjem Špecijalne izvedbe grecala
6.6 Grecanje Precizna ručna metoda obrade metala odvajanjem strugotine koja se koristi za točnost i preciznost završne obrade. Grecanje omogučuje odvajanje malih dijelića metala od površine ručnim alatom specijalno načinjenim za tu obradu. Primjenjuje se za obradu visokopreciznih površina vodilica i saonica alatnih strojeva, alatnih površina, ravnih ploha, kružnih površina ležajeva od bronce,... Najčešća su tri tipa ručnog alata za grecanje. - jednorezno grecalo - alat sličan dlijetu koristi se za grecanje ravnih površina najčešće za pripasivanje kod koje površina jednog dijela mora „savršeno“ pasati na drugu, kliziti jedna poo drugoj ili samo kao dekorativni dio
- trokrako grecalo - alat koje se koristi za skidanje srha sa rupa i za grecanje čahura ležajeva koji su najčešće napravljeni od bronce ili nekih vrsta bijele kovine (legure za ležajeve)
- zaobljeno grecalo – alat za obradu dubokih blazinica ležaja
Staro grecalo iz 19. stoljeća

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 80
Specijalne izvedbe grecala
Danas se izrađuju i grecala sa električnim pogonom
Grecanje je jedina metoda koja može originalnu ravnu površinu jednog dijela stroja prenijeti na drugu sa velikom točnošću. Ostali načini obrade kao brušenje ili lepanje ne mogu prenijeti takvu točnost na veliku daljinu (površinu). Na slikama je prikazano grecanje dodirnig ravnih površina velikih numeričkih alatnih Izgrecana poršina strojevma u Japanu.
Grecanje klizača
Izgrecana površina

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 81
Pitanja 1 uz poglavlje 6
1. Što je ručna obrada materijala odvajanjem čestica ? 2. Koji je osnovni oblika alata za obradu odvajanjem strugotine ? 3. Što je rezanje metala ? 4. Koji se alati koriste za rezanje matela ? 5. Kakav je rub odrezanog metala ? 6. Što je piljenje ? 7. Koja su osnovna gibanja alata kod piljenja ? 8. Kako se dijele alati za piljenje ? 9. Koja je razlika između lisne i ubodne pile ? 10. Kakvih ima listova pila ? 11. O čemu ovisi oblik zuba pile ? 12. O čemu ovisi razmak zuba pile ? 13. O čemu ovise kutovi zuba pile ? 14. Kako i zašto su izvinuti zubi pile (razvraćenje) ? 15. Čemu služe i kako se koriste tračne pile ? 16. Objasniti razvraćenje kod kružnih pila (cirkulara) . 17. Od čega se izrađuju pile ? 18. Što je bušenje ? 19. Kakve rupe se izrađuju bišenjem ? 20. Objasniti predbušenje ? 21. Koje postoje vrste bušenja? 22. Što je svrdlo ? 23. Kako se dijele svrdla ? 24. Od čega se sastoje svrdla ? 25. Čemu služi držalo svrdla i kakvih ima ? 26. Što je radni do svrdsla ? 27. Objasniti dijelove konusnog vrha svrdla ? 28. Čemu služi utor svrdla i kojeg je oblika ? 29. Koji su tipični kutovi svrdla ? 30. O čemu ovisi izbor vršnog kuta i kuta nagiba spirale utora ? 31. Kako se izrađuje svrdlo ? 32. Zašto je svrdlo potrebno brusiti i kada ?

Obrada materijala l - l dio
I. tehnička škola TESLA Ivo Slade 82
Pitanja 2 uz poglavlje 6
1. Što je bušilica ? 2. Kakvik ima bušilica ? 3. Koje su vrste pogona ručnih bušilica i kjie karakteristike imaju? 4. Što je sve pribor ručne bušilice ? 5. Čemu služi pločica od tvrdog metala na spiralnom svrdlu ? 6. Kako se montira pločica od tvrdog metala u spiralnio svrdlo ? 7. Što su ravna svrdla i čemu služe ? 8. Što su zabušivala ? 9. Što je centralni uvrt i kako se izrađuje – karakteristike svrdla ? 10. Kako se određuje brzina okretaja svrdla ? 11. Što je turpija i čemu služi ? 12. Kako se turpija izrađuje ? 13. Što je zasjek i kakvih vrsta ima na turpijama ? 14. Kako se dijele turpije ? 15. Što se može turpijati i kojim alatima ? 16. Što je brušenje ? 17. Čime se može ručno brusiti ? 18. Kako se dijele brusna sredstva ? 19. Koje su vrste brusnih papira ? 20. Koji su alati za brušenje i kakve sve pogone mogu imati ? 21. Što su brusne ploče i kako se dijele ? 22. Koje se brusilice koriste s brusnim pločama ? 23. Koja su prirodna, a koja umjetna sredstva za brušenje ? 24. Kako se dijele vezivna sredstva kod brusnih ploča ? 25. O čemu ovisi tvrdoća brusne ploče i koje su vrste tvrdoća ? 26. Što je struktura brusne ploče ? 27. Kakva je strugotina kod brušenja ? 28. Što je grecanje ? 29. Koje su vrste alata kod grecanja najčešće ? 30. Gdje se koristi grecanje ?





























