Embed Size (px)
DESCRIPTION
Oto książka, w której przedstawiono całość zagadnień dotyczących nowoczesnego przetwórstwa mięsa. Omówiono w niej m.in. metody uboju zwierząt rzeźnych, sposoby rozbioru tusz, produkcję wędlin, tłuszczów jadalnych i konserw oraz metody utrwalania mięsa i jego przetworów. Opisano także najnowsze procesy technologiczne i zastosowanie w nich nowoczesnych urządzeń produkcyjnych. Uwzględniono problemy higieny pracy. Podano zasady systemu HACCP, GMP i GHP oraz zamieszczono odpowiednie normy ISO 9000. Podręcznik jest przeznaczony dla uczniów zdobywających zawód rzeźnika-wędlinia. Dr inż. Adam Olszewski jest wieloletnim nauczycielem przedmiotu przetwórstwo mięsa, wykładanego w szkołach zawodowych, średnich i wyższych, a także doskonałym praktykiem (ponad 45 lat przepracował w zakładach miesnych na różnych stanowiskach).
Citation preview

Wydajność kutra zależy od pojemności misy i ilości jej obrotów, typu i liczby noży umieszczonych na oddzielnie zasilanym wale obrotowym oraz ich obrotów, a także od czasu kutrowania i stopnia napełnienia misy dodatkowego wyposażenia, jakim jest podgrzewacz lub oziębiacz misy.
Mieszanie jest fazą produkcyjną, podczas której rozdrobnione surowce miesza się w mieszarce zwykłej lub próżniowej do równomiernego wymieszania składników i otrzymania jednolitej masy o odpowiedniej konsystencji oraz kleistości charakterystycznej dla danego rodzaju produktu. Składniki należy dodawać w kolejności podanej w schematach technologicznych.
Napełnianie osłonek - wymieszaną masę mięsną (farsz) załadowuje się do wózków transportowych (cimbrery - rys. 10.21) i za pomocą transporterów-po-dajników pionowych wózek podnosi się do wysokości leja zasypowego nadziewar-ki, opróżniając go z farszu. Osłonki napełnia się farszem za pomocą urządzenia zwanego nadziewarką (rys. 10.42), ściśle, w zależności od rodzaju. Napełnione osłonki naturalne i białkowe niekiedy nakłuwa się cienką igłą w celu usunięcia powietrza (w przypadku nadziewarek próżniowych nie ma takiej potrzeby). Kiełbasy są formowane w odcinki, pary lub zwoje, zależnie od ustalonych wymagań szczegółowych dla danego rodzaju. Końce osłonek zawiązuje się lub spina drewnianą szpilką albo odkręca jelito w odcinki, względnie przewiązuje przędzą. Czynność tę można wykonać za pomocą urządzenia mechanicznego, tzw. klipsownicy (osłonki klipsuje się). Batony kiełbas grubo rozdrobnionych, przeważnie o większej średnicy od osłonek naturalnych, przewiązuje się przędzą - wzdłuż -jeden lub dwa razy i w poprzek - co ok. 5 cm. Kiełbasy po uformowaniu zawiesza się na kijach wędzarniczych, pamiętając o tym, aby nie stykały się ze sobą. Ostatnią czynnością w tej fazie produkcyjnej jest zawieszenie kiełbas na wózki wędzarnicze.
Osadzanie kiełbas, które będą poddawane obróbce cieplnej, powinno się odbywać w pomieszczeniach o dość intensywnym ruchu powietrza o temp. 20-30°C i częstej jego wymianie. Czas osadzania trwa 0,5-2 godz., w zależności od średnicy balonów. Kiełbasy wędzone surowe osadza się w pomieszczeniach chłodzonych w temp. 2-6°C, przy wilgotności względnej powietrza ok. 85%, przez 1-4 dni, aż wszystkie składniki będą wyraźnie widoczne przez osuszoną osłonkę batonu. Gdy stosuje się w produkcji metodę peklowania szybkiego (nitrytowego), proces osadzania można całkowicie pominąć.
Wędzenie może się odbywać w komorach wędzarniczych lub w komorach wę-dzarniczo-parzelniczych. W zależności od danego asortymentu kiełbasy wędzi się dymem zimnym, ciepłym lub gorącym. Wędzenie zimne przeprowadza się w temp. ok. 22°C, przy różnej gęstości dymu oraz przy słabym ruchu powietrza. Wędzenie dymem ciepłym przeprowadza się w temp. 25-40°C, przy różnej gęstości dymu i przy słabym ruchu powietrza. Wędzenie gorące przebiega w trzech fazach. W fazie pierwszej osusza się powierzchnię kiełbas w temp. 40-60°C, przy bardzo dużym dopływie i ruchu powietrza, bez dymu lub w dymie rzadkim. Druga faza to wędzenie właściwe, w temp. 45-60°C, przy małym dopływie powietrza i jego powolnym ruchu, w dymie od średnio gęstego do bardzo gęstego. Trzecia faza wędzenia polega na powierzchniowym przypieczeniu kiełbasy w temp. 75-85°C, przy szybkim ruchu powietrza i w dymie rzadkim. Podczas tej fazy wędzenia powinno nastąpić ścięcie białka 221

w bardzo cienkiej zewnętrznej warstwie farszu, a powierzchnia batonu powinna ulec nieznacznemu pomarszczeniu i nabrać dość ścisłej konsystencji oraz połysku. Czas wędzenia podany w schematach produkcyjnych jest czasem przybliżonym, orientacyjnym i zależy od technicznego wyposażenia działu przetwórczego.
Podczas wędzenia kiełbasy nic mogą się ze solą stykać (uniknięcie tzw. niedo-wędzonych styków - jasnych plam na batonach). Zdarzają się i takie przypadki, że w celu osiągnięcia prawidłowego uwędzenia wózki z kiełbasami trzeba przekręcać, przestawiać w komorze wędzarniczo-parzelniczej lub nawet przekładać poszczególne kije z kiełbasami.
Obróbka cieplna następuje bezpośrednio po skończonym procesie wędzenia. Kiełbasy, w zależności od rodzaju parzy się (np. serdelki) lub piecze (np. kiełbasa rzeszowska, myśliwska sucha). Kiełbasy można parzyć w wodzie lub w parze o temp. 72-75°C, do osiągnięcia wewnątrz batonu temp. 68-72°C. Wyjątek stanowią kiełbasy w osłonkach celofanowych - parówki, serdelki, które parzy się w temperaturach niższych - do 72°C. Kiełbasy można parzyć w wodzie - w kotłach lub komorach parzelniczych (wózki wedzarnicze). Sam proces pieczenia kiełbas występuje w trzeciej fazie wędzenia w temp. ok. 75-90°C, w dymie rzadkim lub w powietrzu, do osiągnięcia wewnątrz batonu temp. 68-72°C.
Studzenie polega na stosowaniu zimnego natrysku na kiełbasy przez ok. 5 min, do osiągnięcia temperatury ok. 40°C wewnątrz batonu, aby nastąpiło osuszenie powierzchni osłonki produktu.
Chłodzenie przeprowadza się zimnym powietrzem, aby obniżyć temperaturę kiełbas do 10°C.
10.1.5. Produkcja wędlin podrobowych
Wędliny podrobowe są to przetwory wyprodukowane z solonych lub peklowanych podrobów, mięsa i tłuszczu, w osłonkach naturalnych, sztucznych lub formach, z dodatkiem lub bez krwi spożywczej, surowców uzupełniających, przyprawione, parzone lub pieczone i ewentualnie wędzone. W wędlinach podrobowych wyróżniamy cztery grupy produktów:
- wątrobianki, - pasztetowe, - kiszki, - salcesony. Proces produkcji wędlin podrobowych w niektórych fazach przebiega zupełnie
inaczej niż kiełbas - ze względu na zużycie surowców podrobowych, krwi, surowców uzupełniających (kasze).
Fazy produkcyjne
Dobór surowca dla poszczególnych wędlin podrobowych podany jest w recepturze. Ponieważ w skali przemysłowej używa się głów wieprzowych, a w recepturze podajemy maski i mięso z głów wieprzowych, należy dokonać przeliczenia: 100 kg głów wieprzowych = 60 kg masek i mięsa. 222

Solenie i peklowanie surowców - w procesie produkcyjnym wędlin podrobowych stosowane są w zasadzie surowce świeże, niepeklowane wstępnie i nieso-lone. Solenia dokonuje się w czasie procesu produkcyjnego, dodając sól podczas kutrowania, a gdy w cyklu produkcyjnym nie występuje ta faza, to sól dodaje się podczas mieszania. Gdy w produkcji wędlin podrobowych stosuje się surowce peklowane (np. salceson włoski), należy zmniejszyć odpowiednio ilość mieszanki peklującej, względnie soli.
Doczyszczanie surowca - głowy i nogi wieprzowe oraz skórki należy pozbawić resztek szczeciny, z mózgów i serc usunąć skrzepy krwi, a z żołądków - śluz.
Płukanie i mycie - głowy i żołądki wieprzowe, skórki, płuca, mózgi, śledziony, wymiona, wątroby oraz serca myje się i płucze w bieżącej wodzie. Płukanie uznaje się za zakończone, kiedy odpływa czysta woda. Z wątrób usuwa się grubsze naczynia krwionośne i przewody żółciowe. Surowce podrobowe peklowane i solone moczy się w zimnej wodzie przez 1-3 godz.
Obróbka cieplna surowców - surowce do produkcji wędlin podrobowych należy gotować w niewielkiej ilości wody (obciążone kratą) lub w specjalnych kotłach z ażurowym koszem i przykrywą. Temperatura wody w początkowej fazie obróbki cieplnej powinna wynosić 100°C i obniżać się do 85°C. Tę temperaturę należy utrzymywać do zakończenia procesu. Głowy wieprzowe, wolowe i cielęce, wargi wołowe i cielęce, krezki, nogi, flaki, żołądki wieprzowe gotuje się do miękkości. Płuca, serca, śledziony, nerki, ozorki wieprzowe gotuje się do stanu półmięk-kiego, po czym z płuc usuwa się chrząstki, a z głów i nóg oddziela mięso od kości. Tłuszcz drobny i podgardle należy parzyć w temp. 85°C do stanu półmiękkiego. Wątrobę parzy się w temp. ok. 75°C tak długo, aż na przekroju wątroby przestanie pojawiać się krew.
Obróbka cieplna surowców roślinnych - proces parzenia kaszy jęczmiennej lub gryczanej przeprowadza się przeważnie w kotłach dwupłaszczowych (z mieszadłem lub bez). Kaszę płucze się w bieżącej wodzie, a następnie parzy (temp. 95°C) w 2-krotnej objętości wody (w odniesieniu do ilości kaszy) przez ok. 30-40 min.
Na 100 kg kaszy jęczmiennej dodaje się ok. 200-220 1 wody (temp. 95°C). Na 100 kg kaszy gryczanej dodaje się ok. 180-200 l wody (temp. 95°C).
Rozdrabnianie surowców podrobowo-mięsnych może być dokonywane ręcznie lub maszynowo (za pomocą krajalnicy) zgodnie z recepturą.
Kutrowanie - surowce podrobowo-mięsno-tłuszczowe przeznaczone do kutrowania rozdrabnia się wstępnie w wilku przez siatkę 3 mm. Rozdrobnione składniki kulruje się, dodając określoną ilość rosołu, dolewając w miarę wchłaniania go przez farsz, aż do całkowitego wchłonięcia. Rozdrobnioną wątrobę kutruje się do otrzymania jednolitej, mazistej masy.
Podczas kutrowania dodaje się przyprawy zgodnie z recepturą. Gdy nie występuje faza kutrowania, przyprawy dodaje się podczas mieszania.
Mieszanie przeprowadza się w mieszarce, do czasu równomiernego rozmieszczenia składników lub do czasu uzyskania jednorodnej masy.
Napełnianie osłonek - dokonuje się za pomocą nadziewarek. Osłonki naturalne napełnia się dość luźno, a osłonki sztuczne - dość ściśle. Końce osłonek zawiązuje się przędzą. Napełnione batony należy opłukać ciepłą wodą. 223

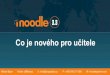
Rysunek 10.13. Schemat procesu produkcji (100 kg) kiszki wątrobianej (wątrobianki) 224

Rysunek 10.14. Schemat procesu produkcji (100 kg) kiszki pasztetowej z manną 225

Uwagi: Surowiec może być częściowo solony wówczas należy odpowiednio zmniejszyć dodatek soli, Do 50% skórek może być zastąpione mięsem cielęcym kl. 3. tłuszcz do 25% może być zastąpiony tłuszczem kotłowym.
Rysunek 10.15. Schemat procesu produkcji (100 kg) kiszki kaszanej wyborowej gryczanej
Obróbka cieplna może być przeprowadzana w parze (w komorach parzelni-czych) lub w wodzie (w koliach otwartych) do momentu osiągnięcia wewnątrz batonu temp. 68-72°C. Parzenie w komorach wędzarniczo-parzelniczych należy 226

Rysunek 10.16. Schemat procesu produkcji (100 kg) salcesonu włoskiego
prowadzić w temp. 80-85°C. Przy parzeniu w wodzie wędliny podrobowe wkłada się do wody o temp. 100°C i obniża ją do 80-85°C. Wędliny podrobowe w osłonkach wiskozowych należy parzyć w temp. do 70°C. 227

228

Rysunek 10.18. Schemat produkcji gulaszu angielskiego eksportowego - konserwy sterylizowanej
Rysunek 10.17. Schemat produkcji konserwy pasteryzowanej LUNCHEON MEAT (czyt. lunczmit) - szyfr 411, 4111, 411P 229

Chłodzenie - kiszki studzi się pod natryskiem letniej wody o temp. 20-30°C przez 5 min i schładza do temp. =<10°C. Podobnie schładza się salcesony, które można przyciskać (formować). Studzenie i chłodzenie może trwać do 24 godz.
Wykończenie polega na oczyszczeniu wędlin podrobowych z galarety i tłuszczu, obcięciu końcówek osłonek przy salcesonach, wyeliminowaniu złamanych batonów.
Pojemnikowanie i ważenie - wędliny podrobowe układa się w pojemnikach plastykowych, waży i przekazuje do magazynu ekspedycyjnego.
Schematy procesu produkcji
Jak już podano na wstępie, wędliny podrobowe dzielą się na cztery grupy rodzajowe. W celu pełnego poznania faz produkcyjnych, czynności technologicznych, materiałów pomocniczych, przedstawiono pełny cykl produkcyjny dla jednego rodzaju wędlin podrobowych z każdej grupy - rys. 10.13, 10.14, 10.15,10.16.
Przedstawione schematy prezentują produkcję ze 100 kg pobranego surowca. Wyznaczone ilości przypraw odnoszą się także do 100 kg surowca.
Aby wykazać różnicę między produkcją wędlin a produkcją konserw, przedstawiono również schematy produkcji konserw pasteryzowanych (rys. 10.17) i sterylizowanych (rys. 10.18).
10.1.6. Wydajność gotowego produktu
Wydajność wędzonek, kiełbas i wędlin podrobowych określa masa netto gotowego produktu wyrażona w procentach w stosunku do masy pobranych podstawowych surowców. Oblicza się ją wg poniższego wzoru
MN WGP = —— . 100%
MS
gdzie: WGP- wydajność gotowego produktu, MN- masa netto gotowego produktu, MS - masa pobranych surowców podstawowych.
PRZYKŁAD. Obliczyć wydajność gotowego produktu, wiedząc że pobrano 1250 kg surowców i uzyskano 1500 kg produktu.
1500 WGP = —— . 100%
1250 WGP =120%
Orientacyjne wskaźniki wydajności wędlin podano w p. 13.2.
10.1.7. Maszyny i urządzenia w produkcji wędlin
Transport mięsa - w transporcie międzyoddziałowym mięsa, tj. elementów zasadniczych, mięs drobnych oraz produktów gotowych używa się różnego rodzaju 230

pojemników, wykonanych z tworzyw sztucznych (które uzyskały atest Państwowego Zakładu Higieny) lub z blach kwasoodpornych. Pojemniki plastykowe, tzw. transporterki, do mięsa, drobiu i przetworów pokazano na rys. 10.19. Różne typy skrzynek mają znormalizowane wymiary i pojemności. Pod względem pojemności omawiane pojemniki plastykowe można podzielić na osiem grup:
pojemność, kg numer katalogowy
2-040 2-270 2-020 2-130, 2-206 2-010,2-011,2-060,2-250 2-050, 2-209 2-207
W obrocie wewnątrzzakładowym i handlowym dominują pojemniki o pojemności 2-25 kg, rzadziej 8-10 kg.
Drugim typem opakowań transportowych są skrzyniopalety z tworzywa sztucznego przedstawione na rys. 10.20. Są one znormalizowane w dwóch rozmiarach, tj. 1200x800 mm oraz 1200x 1000 mm, o różnej wysokości. W zależności od gabarytów mają pojemność 360-670 1, a masa samego pojemnika mieści się w granicach 29-46,5 kg. Pojemniki mogą być wyposażone w pokrywę zabezpieczającą zawartość skrzyniopalety, cztery stopy lub trzy/cztery płozy i w zawory spustowe. Konstrukcja skrzyniopalet umożliwia ich transport wózkiem widłowym (dostęp z czterech stron). Trzecim typem opakowań transportowych są powszechnie używane w przemyśle mięsnym pojemniki metalowe do mięsa pokazane na rys. 10.21. Pojemniki te są wykonane przeważnie z blachy nierdzewnej o grubości 2 mm (najlepiej kwasoodpornej), rzadziej z blachy aluminiowej.
8 10 12 20 25 30 35
Rysunek 10.19. Transporterki do mięsa i przetworów (za zgodą firmy ERG-Łaziska)
231

Nastrzykiwarki - można je podzielić na nastrzykiwarki ręczne i mechaniczne - automatyczne ze sterowaniem mikroprocesorowym. Nastrzykiwarkę ręczną przedstawiono na rys. 10.22. Jest to elektryczna, samozasysająca nastrzykiwarka dla małych jednostek produkcyjnych. Wyposażona jest w głowicę jedno- lub trzy-igłową, która podaje solankę pod ciśnieniem 2,0-2,4 bar. Z serii nastrzykiwarek na uwagę zasługują urządzenia produkowane przez firmę FOMACO. Na rysunku 10.23 (wklejka barwna) przedstawiono nastrzykiwarkę tej firmy o 40 i 80 igłach. Wydajność tej nastrzykiwarki wynosi 1000-1500 kg/godz. Nastrzykiwarkę dla dużych zakładów przetwórczych pokazano na rys. 10.24 (wklejka barwna). Jest to nastrzykiwarka, która może być jednogłowicowa (64 igły) lub dwugłowicowa (2x64). Wydajność tego urządzenia wynosi 8-10 t/godz. Wyposażona może być w dwa rodzaje pomp do solanki. Przy ciśnieniu 1 bar podaje 210 l/min solanki, a przy ciśnieniu 5 bar - 520 l/min. Poziom naslrzyku ma zakres 5-90%, a maksymalna grubość nastrzykiwanych mięs nie może przekroczyć 200 mm. Na rysunku 10.24 przedstawiono nastrzykiwarkę do mięsa z podwójną głowicą.
Rysunek 10.20. Skrzyniopalety z tworzywa sztucznego do mięsa (za zgodą firmy PEKSAN)
Rysunek 10.21. Pojemniki metalowe do mięsa: a) wózek do mięsa o poj. 200 kg i waga automatyczna z podnośnikiem hydraulicznym, b) wózek do mięsa o poj. 600 I (za zgodą firmy REYNPOL)
232

Nastrzykiwarka może być wyposażona w igły-nożyki (bagneciki) i wówczas spełnia rolę tenderyzatora. Nastrzykiwarki, poza zespołem napędowym, głowicą z igłami, zbiornikiem i sitem do solanki, są wyposażone w taśmę do przesuwu nastrzyki-wanego mięsa.
Masownice - mogą mieć bębny otwarte, zamknięte (próżniowe) lub bębny ze schładzaniem (czynnikiem chłodniczym jest freon). Budowę masownicy przedstawiono na rys. 10.25.
Na rysunku 10.26 przedstawiono masownice do mięsa firmy Metalbud NOWICKI o pojemności 2000 kg ze schładzanym bębnem.
Przez zmianę kierunku obrotów bębna następuje automatyczne opróżnianie masownicy z surowca. Masownice produkowane przez polską firmę są wyposażone w programatory. Można wprowadzić 50 programów masowania, a wielkość osiąganej próżni wynosi 95%. Wsad do bębna jest mniejszy o ok. 35-40% od pojemności bębna.
Rysunek 10.22. Elektryczna nastrzykiwarka ręczna (za zgodą P.P.U.H. BASTRA)
Rysunek 10.25. Budowa masownicy do mięsa; 1 - kierunek obrotu bębna, 2 - panel sterujący, 3- łopaty masujące mięso, 4 - próżnia pulsująca, 5- układ napędowy (za zgodą firmy Metalbud
NOWICKI) 233

Rozdrabniania bloków mięsa mrożonego można dokonywać za pomocą płatkownic lub urządzeń gilotynowych. Na rysunku 10.27 przedstawiono poglądowy schemat głównych elementów roboczych platkownicy. Za pomocą tego urządzenia uzyskuje się mrożone mięso w płatkach. Innym urządzeniem do rozdrabniania mięsa mrożonego w blokach jest gilotyna firmy MAGURIT - rys. 10.28 (wklejka barwna). Przy użyciu tego urządzenia można ciąć na plastry bloki o wymiarach 500x340 mm zamrożone do temp. -30°C. Wydajność tego urządzenia dochodzi do 5 t/godz. Na rysunku 10.28b widoczne są: pracujący nóż gilotyny i odcinany plaster. Podobne urządzenia firmy MAGURIT rozdrabniają na płatki zamrożony blok mięsny dzięki temu, że na wale obrotowym mają osadzonych kilka noży zamiast jednego.
Rysunek 10.26. Masownica do mięsa (za zgodą firmy Metalbud NOWICKI)
Rysunek 10.27. Platkownica do mięsa mrożonego: a) sposób odcinania płatków mięsa na nożach statora. b) stator, c) rotor wirujący w statorze
234

Kostkownicę są używane do krojenia mięs, tłuszczów (np. słoniny), podrobów (np. ozorków, serc) lub gotowanych produktów będących wsadem w produkcji garmażeryjnej (np. szynka do szynki w galarecie). Na rysunku 10.29 przedstawiono kostkownicę Mustang o wydajności 1800 kg/godz. Zespół tnący kostkownicy umożliwia uzyskanie kostek o rozmiarach 0,5-32 mm.
Kostkownicę mogą być półautomatyczne i automatyczne, sterowane mikroprocesorowo lub potencjometrycznie.
Wilki do rozdrabniania mięsa można pogrupować w zależności od sposobu rozdrabniania mięsa, wykonywanych czynności oraz automatyzacji. Pod względem uzbrojenia technicznego są to wilki standardowe, półautomatyczne i automatyczne. Uwzględniając operacje technologiczne (czynności), wyróżnia się wilki:
- do mięsa zamrożonego, - standardowe do mięsa, - rozdrabniająco-mieszające, - automatyczne. Wilk do mięsa zamrożonego firmy SEYDELMANN z siatkami (potocznie nazy
wanymi sitami) 300 ma wydajność 8000 kg/godz. przy rozdrabnianiu bloków o wymiarach 90x50x20 cm, zamrożonych do temp. -25°C. Pierwsze rozdrobnienie dokonuje się już przy ślimaku, który ścina z zamrożonego bloku mięsnego warstwę o grubości 8 cm w czasie jednego obrotu ślimaka i transportuje ją do zespołu tnącego, gdzie jest dalej rozdrabniana na kawałki mięsa nadające się do bezpośredniej obróbki przy kutrze. Wilk automatyczny do rozdrabniania mięsa jest pokazany na rys. 10.30 (wklejka barwna). Wilki automatyczne firmy SEYDELMANN o siatkach 160, 200 i 250 mm mają wydajność: 7000, 10000 i 12000 kg/godz. Pojemność leja wynosi 450 1. Wilki te mają dwustopniowy napęd główny i trzystopniowy napęd szerokiego, stożkowatego ślimaka podającego. W zależności od stopnia rozdrobnienia istnieje możliwość wyboru trzech różnych prędkości pracy.
Kuter jest maszyną służącą do rozdrabniania mięsa. Mięso jest rozdrabniane przez zestaw kilku noży, najczęściej w kształcie sierpów, obracających się w płaszczyźnie pionowej, prostopadle do obracającej się misy w płaszczyźnie poziomej.
Rysunek 10.29. Kostkownica do mięsa: a) kostkownica Mustang o wydajności 1800 kg/godz., b) zespól tnący (za zgodą firmy DESPOL)
235

Rysunek 10.31. Schemat kutra; 1 - wyrzutnik farszu, 2 - system mocowania noży, 3 - misa, 4- napęd głowicy nożowej, 5-ostona noży (za zgodą firmy Metalbud NOWICKI)
Rysunek 10.32. Kuter uniwersalny Laska (za zgodą firmy ELEKTROCAR)
Kuter służy do produkowania homogennego farszu kiełbas drobnorozdrobnionych. Schemat kutra pokazano na rys. 10.31.
W wydaniu standardowym kutry (próżniowe) mają różną pojemność misy, np. 40, 60, 90, 120, 250 1. W zależności od obrotów misy kutry można podzielić na wolno-, średnio- i szybkoobrotowe. Dodatkowym wyposażeniem kutra może być podgrzewanie i chłodzenie misy. Na rysunku 10.32 przedstawiono uniwersalny kuter Laska.
Kuter SWOPPER (TIPPER TIE ALPINA) jest najnowocześniejszym kutrem próżniowym, z nowoczesną, higieniczną i ergonomiczną koncepcją. Krawędź misy znajduje się na wysokości 105 cm od posadzki, co jest bardzo korzystne dla postawy ciała pracownika obsługującego maszynę. Operator nadzoruje proces kutrowa-nia przez masywną osłonę tłumiącą hałas (poniżej 85 dB) wykonaną ze szkła akrylowego o grubości 4 cm. Zoptymalizowano komorę tnącą i geometrię misy. Kuter 236

ma 8 prędkości obrotów noży i 4 prędkości obrotów misy; dwie prędkości mieszania można zaprogramować tak, aby noże obracały się do przodu i do tyłu. SWOP-PERV to maszyna o rekordowej prędkości noży (150 obr./s). Stosowana jest ona do wytwarzania emulsji z surowych skór wieprzowych, ścięgien wołowych itp. Zastosowana geometria noży ALPINA i sposób ich mocowania nic wymagają ustawiania i wyważania głowicy nożowej po operacji ich ostrzenia. Dzięki nowym konstrukcjom noży uzyskuje się wysoką jakość produktu, a także oszczędność czasu i energii. Noże sierpowe z otworami w płaszczyznach bocznych zmniejszają przywieranie delikatnych warstw farszu do ich powierzchni, co powoduje przerwanie przepływu ciepła tarcia przez boczny strumień farszu. W otworach wirujących noży wytwarza się podciśnienie, które eliminuje zawarte w farszu powietrze. Słabsze nagrzewanie się farszu podczas kutrowania umożliwia lepsze rozdrobnienie. Bardzo wydajna pompa próżniowa oraz optymalna komora próżniowa zapewniają szybkie usunięcie powietrza z farszu, dzięki czemu powstaje jednolita konsystencja produktu finalnego, tj. bez pęcherzyków powietrza. Kuter SWOPPER V może mieć opcję gotowania, dzięki czemu wędliny podrobowe i pasztety można wytwarzać podczas jednej operacji. Podgrzewanie i chłodzenie misy jest realizowane w obiegu zamkniętym misy z płaszczem, bez możliwości kontaktu pary z produktem. Kuter len może być także wyposażony w układ chłodzenia ciekłym azotem lub dwutlenkiem węgla, które są wstrzykiwane do farszu podczas kutrowania. Jest on przystosowany do załadunku 200 lub 300 l mięsa, a hydrauliczny wyrzutnik z płynną regulacją pozwala na szybkie opróżnienie misy z farszu. Kutry próżniowe opisane powyżej są produkowane o pojemności misy 200, 330 i 550 l.
Łuskownica (wytwornica) lodu jest urządzeniem niezbędnym w procesie produkcji kiełbas; przy jego użyciu możliwe jest zachowanie odpowiedniej temperatury farszu w procesie kutrowania, szczególnie w okresie lata. Wytwornicę lodu przedstawiono na rys. 10.33.
Automatyczny system sterowania ma wbudowane funkcje samokontroli, jak: - przerywanie dopływu wody podczas postoju, - sterowanie kolejnością włączania się agregatu i bębna chłodniczego, - blokada obrotów bębna przed rozmrożeniem zbiornika. Wytwornica ta produkuje lód w kształcie łusek o grubości 0,5-1,5 mm. W zależ
ności od typu łuskownicy, może ona wytwarzać 14-100 kg lodu na godzinę. Mieszarka do mięsa jest urządzeniem mającym dać jednorodną partię farszu
z poszczególnych rozdrobnionych składników określonych recepturą (po dodaniu przypraw). Mieszarki mogą być otwarte lub próżniowe, z jednym lub dwoma mieszadłami (jednoosiowe lub dwuosiowe). Mieszarkę Karl Schnell zaprezentowano na rys. 10.34. Jest to mieszarka z dwoma wałami i wyrzutnikami otwieranymi hydraulicznie. Na rysunku 10.35 pokazano mieszarki do mięsa o pojemności 800 i 1000 l.
Prasy do szynek produkowanych w postaci bloków prostokątnych i owalnych pokazano na rys. 10.36. Prasy te pozwalają na produkcję bloków o masie 4-6 kg.
Wieże parzelnicze i miniwieże stosuje się w produkcji wędzonek i produktów blokowych. Na rysunku 10.37 (wklejka barwna) przedstawiono wieżę parzelniczą, w której jednorazowo w jednym zestawie na kółkach (kolumnie) można mieć: 237

Rysunek 10.33. Schemat wytwornicy lodu (za zgodą firmy Metalbud NOWICKI)
Rysunek 10.34. Mieszarka do mięsa Karl Schnell: a) mieszarka z dwoma walami i wyrzutnikami otwieranymi hydraulicznie, b) mieszarka próżniowa: 1, 2,3.4- różne układy zespołów mieszających
(za zgodą firmy REYNPOL)
238
- 112 form o wsadzie 2 kg, - 224 formy o wsadzie 1 kg, - 336 form o wsadzie 0,6 kg, - 560 form o wsadzie 0,4 kg.

Rysunek 10.35. Mieszarki do mięsa Laska: a) o pojemności 800 l, b) o pojemności 1000 l (za zgodą firmy ELEKTROCAR)
Rysunek 10.36. Prasy sprężynowe do szynek: a), b) prasy do bloków prostokątnych, c), d) prasy do bloków owalnych (za zgodą firmy REYNPOL)
W zależności od wsadu formy, gdy waha się ona w granicach 2,5-5 kg, w jednej kolumnie można wyprodukować 80-120 bloków (rys. 10.37b, c, d, e). Wieżę wędzarniczo-parzelniczą pokazano na rys. 10.38 (wklejka barwna). Jest ona zbudowana z blach i siatki przepuszczalnej dla dymu wędzarniczego. W wieży tej mieści się 48 form o masie 6 kg (każda forma). Bloki mięsne mają wymiary 390x200x70 mm. Kształty i wymiary produktów gotowych pokazano na rys. 10.38b i c. Trzy różne rozmiary form siatkowych dla produktów wędzonych, a następnie parzonych pokazano na rys. 10.39 (wklejka barwna). 239

Nadziewarki ręczne, za pomocą których na uformowane mięśnie nakłada się folię i siatkę kurczliwą, reprezentuje urządzenie pokazane na rys. 10.40.
Nadziewarki tłokowe składają się z korpusu nierdzewnego, w którym znajdują się: cylinder, tłok, uszczelka pod pokrywą, pokrywa (dekiel), urządzenie do zakładania lejka, napęd hydrauliczny tłoka. Prezentowana nadziewarka tłokowa ma pojemność 30 l, a średnica lejka może wynosić 12,16,24,30 i 40 mm. Nadziewarkę tę przedstawiono na rys. 10.41.
Nadziewarki próżniowe firmy FREY produkowane są o różnej pojemności leja i wydajności (lab. 10.7).
Na rysunku 10.42 pokazano nadziewarkę S200 firmy KONTI w wersji dwulejko-wej ze zbliżeniem na aparat porcjujący oraz komorę podającą farsz do lejków przez zespół 16 płytek. Jest to nadziewarka z jednym mechanizmem podającym (rotorem),
240
Rysunek 10.40. Nadziewarka ręczna do wędzonek w siatkach; 7 - pierścień popychający element do siatki kurczliwej, 2 - tłok, 3 - komora załadowcza elementu, u - układ sprężonego powietrza
(za zgodą firmy Metalbud NOWICKI)
Rysunek 10.41. Nadziewarka tłokowa: a) pokrywa i lejek w korpusie maszyny, b) widoczny ttok i uszczelka (za zgodą P.P.U.H. BASTRA)