Embed Size (px)
Citation preview

Tecnología, Ciencia, Educación
ISSN: 0186-6036
Instituto Mexicano de Ingenieros Químicos A.C
México
Pan-Echeverría, Geovanny; Gaumer-Araujo, Teddy; Pacho-Carrillo, Daniel
Simulación y optimización de una planta de separación y estabilización de gas y condensados
Tecnología, Ciencia, Educación, vol. 24, núm. 1, enero-junio, 2009, pp. 66-75
Instituto Mexicano de Ingenieros Químicos A.C
Monterrey, México
Disponible en: http://www.redalyc.org/articulo.oa?id=48212169009
Cómo citar el artículo
Número completo
Más información del artículo
Página de la revista en redalyc.org
Sistema de Información Científica
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

66 Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009 Tecnol. Ciencia Ed. (IMIQ) vol. 14 núms.1-2,1999 66Tecnol. Ciencia Ed. (IMIQ) 24(1): 66-75, 2009
Simulación y optimización de una planta de separación y estabilización de gas y condensados
* Autor a quien debe enviarse la correspondencia.(Recibida: Octubre 08, 2008, Aceptada: Junio 16, 2009).
Resumen
El objetivo de una batería de separación y estabilización de gas es recibir una corriente multifase de hidrocarburos y producir tres corrientes de proceso: una de gas (compuesta por C1-C3 más gases incondensables), una de líquidos condensados de gas (normalmente C3-C6+) y una corriente de agua. La batería debe también preparar las corrientes de gas y condensados para su posterior transporte en ducto. A pesar de que el fundamento físico del proceso es relativamente simple, el diseño y operación de estas plantas plantea un reto técnico-económico importante. Para asegurar el desempeño adecuado del proceso es necesario establecer la relación óptima entre el volumen de condensados y el volumen de gas que se puede recuperar. Esta relación óptima de separación es una función de costos que está sujeta a restricciones diversas, por ejemplo, los condensados de gas forman la corriente de mayor valor económico y el volumen recuperado aumenta al incrementar la presión a la cual se lleve a cabo la separación. Sin embargo, presiones altas involucran mayores riesgos de operación y costos de diseño. Asimismo, el volumen de gas está sujeto a las cuotas de producción requeridas en etapas subsecuentes del proceso, donde el gas se usa, ya sea como gas combustible o como materia prima en Refinación y Petroquímica. Adicionalmente, el potencial térmico del gas está influenciado por las cantidades de C3 y C4 que permanecen en fase gaseosa, de manera que una mayor recuperación de condensados en fase líquida puede producir una corriente de gas de baja calidad. En este trabajo se llevó a cabo la simulación de un proceso de separación y estabilización de gas como primera etapa de optimización. El modelo de simulación se construyó usando mediciones cromatográficas y datos históricos de un proceso. Con ello se identificó el punto normal de operación y la eficiencia actual del proceso. Para determinar los límites de operación del proceso, se llevaron a cabo estudios de sensibilidad a cambios en presión, composición y temperatura y con ello determinar la región de búsqueda para la optimización. La función objetivo se formuló usando relaciones de balance de materia y costos típicos de venta para las corrientes; adicionalmente se establecieron restricciones para la búsqueda, como límites de diseño para definir la presión de operación y volúmenes requeridos de suministro de gas. La optimización de la función objetivo se llevó a cabo usando un método de programación cuadrática sucesiva, PCS (SQP, por sus siglas en inglés). El resultado sugiere que es posible determinar nuevas condiciones de operación y con ello aumentar la rentabilidad del proceso al maximizar la cantidad de condensado recuperable en tanto que se mantienen las cuotas de producción.
Geovanny Pan-Echeverría1, Teddy Gaumer-Araujo1, Daniel Pacho-Carrillo2*
1Departamento de Ingeniería Química, Facultad de Química, UNAM, Ciudad Universitaria, Coyoacán, 04500 México D.F. México2Consultor independiente, Ingeniería y Desarrollo Independiente, Hacienda Valparaíso 54, Floresta Coyoacán, Tlalpan, 14310
México D.F. México. Tel. 9999258163 Correo-e (e-mail): [email protected]
Simulation and optimization of a gas separationand stabilization plant
AbstRAct
The objective of a separation and stabilisation train is to receive a multiphase hydrocarbon stream and separate it into three output streams: a gas stream mainly composed by C1 to C3 plus other noncondensable gases, a condensate stream normally composed by C3 to C6+ fractions, and an aqueous stream. This processing train is also designed to prepare the gas and condensate streams for its later transport through pipelines to other processing plants. Even though the fundamentals of the process are well understood and relatively simple, the design and operation of these plants present an important challenge. To ensure the optimum performance of the process it is required to determine the best relationship between the volume of condensate and the volume of gas that is recovered. This optimum relationship is a function of cost that it is subjected to several restrictions. For instance, the condensate stream has the higher economic value and the recovered volume increases with the pressure at which the separation takes place. However, higher pressures involve operational risks and higher design costs. Additionally, the gas volume to be recovered depends on the production targets that have to be met in downstream plants where the gas can be used as fuel gas or as raw material in petrochemical plants. Equally important is that the thermal potential of the gas is influenced by the amount of C3 and C4 fractions on the gas, so that a higher condensate recovery can also produce a gas stream of lower quality. This paper presents the results of an optimization carried out in a gas plant. The first step on the optimisation was the building up of a simulation model of the whole separation and stabilisation process using chromatographic data and historic data of an existing process. Based on these data, the normal operating conditions were defined and used to calculate the actual efficiency of the separation process. Additional simulation work was carried out to study the effect of variations in pressure, temperature, and composition to determine the key variables of the process. These sensitivity studies helped to define the search region for the optimisation stage. The objective function was later defined based on mass balances and trading prices, while the restrictions were specified by maximum and minimum operating pressures production targets and calorific value. The optimisation was carried out based on Successive Quadratic Programming (SQP). Results suggest that it is possible to determine new operating conditions and so to increase the process profitability by maximising condensate recovery while still maintaining production targets.
Palabras clave: Procesamiento de gas, simulación, optimización, programación cuadrática sucesiva, PCS
Keywords: Gas processing, simulation, optimisation, successive quadratic programming, SQP
Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009 67
IntRODuccIÓn
La industria del gas y petróleo es una industria clave en todo el sector productivo ya que de ella dependen
múltiples cadenas de producción de bienes de consumo y producción de energía, además de generar miles de empleos. Debido a su impacto en el sector industrial es muy deseable que los procesos de producción de aceite y gas tengan niveles altos de eficiencia. Para ello se requiere el empleo de métodos adecuados de planeación y control de la producción en todas sus etapas de proceso. Un caso de interés es la separación primaria de las corrientes de gas y condensado provenientes de los pozos de producción o de etapas previas de separación de petróleo. Su importancia reside en que esta operación de separación define en buena medida la calidad de los productos finales y establece parámetros de operación corriente abajo. Por ello, la mejora de esta etapa tiene un impacto en todos los procesos subsecuentes.
La separación primaria se lleva a cabo en baterías de tanques separadores de alta o baja presión instalados en un sitio cercano al punto de extracción, que puede ser en tierra firme o en plataformas marinas (Callaghan y col., 1985). Su objetivo es recibir una corriente multifase de hidrocarburos y controlar la temperatura y principalmente la presión de operación para producir tres corrientes de proceso: una de gas (compuesta por C1-C3 más gases incondensables), una de líquidos condensados de gas (normalmente C3-C6+) y una corriente de agua. La batería debe también preparar las corrientes de gas y condensados para su posterior transporte en ducto. Esta etapa se conoce como estabilización. La estabilización es muy importante para un transporte eficiente de los fluidos en los ductos.
La calidad de las corrientes producidas y, consecuentemente, las condiciones de operación de las etapas posteriores al proceso depende en buena manera de la etapa inicial. Si la operación de separación es deficiente, las corrientes que salen del proceso pueden generar diversos problemas durante su transporte y procesado posterior. Cuando las baterías de separación y estabilización operan a baja eficiencia, es común encontrar que se producen corrientes de gas con alto contenido de líquido condensable; de igual manera se forman corrientes de condensados con altos porcentajes de agua y corrientes de agua contaminadas con condensados. Es así como se generan problemas de operación posteriores, como formación de líquido durante el transporte de gas, vaporización de ligeros durante el transporte de condensados, altos costos de tratamiento de agua e incluso contaminación del medio ambiente (Lieberman y Golden, 1989).
Los separadores y estabilizadores deben operar a condiciones termodinámicas que favorezcan la separación, de lo contrario la eficiencia de la operación será baja sin importar que otros factores de dinámica de fluidos afecten la operación. La selección de las mejores condiciones termodinámicas de operación dependen fundamentalmente de los objetivos de producción que se pretendan alcanzar. Generalmente, estos objetivos se orientan a incrementar el ritmo de producción, reducir los costos por compresión de gas, maximizar la recuperación de hidrocarburos líquidos o asegurar la obtención de productos estabilizados para su transporte posterior a otros sitios de producción (Arnold y Stewart, 1999).
A pesar de que el fundamento físico del proceso de separación de gas es relativamente simple, el diseño y operación de estas plantas plantea un reto técnico-económico importante. Para asegurar el desempeño adecuado del proceso es necesario establecer la relación óptima entre el volumen de condensados y el volumen de gas que se puede recuperar. Esta relación óptima de separación es una función de costos que está sujeta a restricciones diversas; por ejemplo, los condensados de gas forman la corriente de mayor valor económico y el volumen recuperado aumenta al incrementar la presión a la cual se lleve a cabo la separación. Sin embargo, presiones altas involucran mayores riesgos de operación y costos de diseño. Asimismo el volumen de gas está sujeto a las cuotas de producción requeridas en etapas subsecuentes del proceso, donde el gas se usa ya sea como gas combustible o como materia prima en Refinación y Petroquímica. Adicionalmente, el potencial térmico del gas está influenciado por la cantidad de C3 y C4 que permanecen en fase gaseosa, de manera que una mayor recuperación de condensados en fase líquida puede producir una corriente de gas de baja calidad.
Es evidente que existirá una combinación de todas estas variables que permita obtener la separación requerida a un costo mínimo. Para hallar dicha combinación, es necesario llevar a cabo estudios acerca de los parámetros que afectan el comportamiento del proceso. Idealmente, estos estudios deben de involucrar la formulación de una función objetivo que incluya las restricciones aplicables al proceso, así como límites de producción, variaciones posibles de presión, temperatura, composición y otros parámetros operativos y de diseño. Existen varios métodos de solución de problemas de optimización en Ingeniería Química, entre ellos, el algoritmo de programación cuadrática sucesiva, PCS (SQP, por sus siglas en inglés) que ha probado ser efectivo en problemas de separación de fases (Biegler y col., 1997).

68 Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009
Procesamiento de gas natural
La industria de procesamiento del gas natural consiste en la colección del gas desde los pozos de producción, la separación primaria del gas y los líquidos libres que lo acompañan (petróleo y/o condensados, agua de formación), la filtración del gas y el tratamiento del gas filtrado para obtener un producto en condiciones de venta. Algunas de estas operaciones, se realizan en los centros procesadores de gas, CPG.
Los CPG de Petróleos Mexicanos son centros estratégicos para la producción y procesamiento de gas y productos derivados en México. Éstos reciben gas proveniente de las diversas plataformas marinas y luego de un proceso de separación y compresión, entregan las corrientes de gas amargo a través de gasoductos y, las de gasolinas amargas por medio de gasolinoductos, a las plantas de endulzado y procesamiento secundario.
La eficiencia de la etapa de separación que se lleva a cabo en los CPG, define en gran medida la calidad de cada una de las corrientes producidas y, consecuentemente, afecta las condiciones de operación de las etapas posteriores del proceso. Por ello, existe un interés especial en asegurar el óptimo desempeño de las unidades involucradas en las secciones de separación y estabilización. Una mejora en la eficiencia de los separadores instalados en las plantas se reflejaría principalmente en el incremento de las ganancias por venta de productos manteniendo o mejorando su calidad, de acuerdo con las normas de transporte (o la calidad requerida en procesos posteriores) y, consecuentemente, en la reducción de gastos de mantenimiento de equipos de compresión y bombeo y en una reducción de costos de producción.
Fundamentos de equilibrio de fases
Para un compuesto en particular, los cambios de estado entre las fases líquida y gaseosa, se presentan a una temperatura y presión específicas. En estos cambios, el compuesto pasa del estado líquido al gaseoso pasando por una etapa de equilibrio que va desde la formación de la primera burbuja de vapor hasta la evaporación de la última gota de líquido o viceversa. Un sistema formado por dos o más componentes muestra estos cambios de estado a una presión y temperatura que dependen directamente de la composición del sistema y de las propiedades termodinámicas de cada componente. En un sistema multicomponente en equilibrio, las concentraciones de cada componente son diferentes para las fases líquida y gaseosa. Para calcular las condiciones termodinámicas a las cuales se presentan estos cambios
y, consecuentemente, calcular las composiciones de líquido y vapor, se tienen dos alternativas. La primera consiste en la medición directa del estado de equilibrio bajo condiciones controladas y la segunda consiste en el empleo de ecuaciones de estado que se ajusten a las propiedades del sistema y consideren sus interacciones moleculares (Prausnitz y col., 1998).
Un tanque de separación súbita (tanque flash), como los que se emplean en los procesos de separación primaria de hidrocarburos, opera bajo este principio de separación de fases, el cual tiene como objetivo la obtención de gas y condensados amargos en sus respectivas fases con un porcentaje abundante de los componentes de interés. Para determinar las condiciones de presión y temperatura a las cuales se darán estos objetivos, se necesitan conocer las características de dichos componentes, sus porcentajes molares, sus propiedades termodinámicas de equilibrio particulares y el empleo de una ecuación de estado (Smith y Van Ness, 1997). Las ecuaciones de estado termodinámicas relacionan la presión, temperatura y composición del sistema total con la composición de las fases y la cantidad en número de moles, datos que son de importancia en la industria de la separación primaria. Si la composición del flujo de alimentación al separador o sus condiciones de presión y temperatura cambian, se presenta un cambio en las composiciones de líquido y vapor y, con ello, se podrían no alcanzar los objetivos de separación deseados. Por ello, se emplean los cálculos de equilibrio físico para alcanzar los objetivos de separación de hidrocarburos, los cuales consisten en obtener gas rico en hidrocarburos ligeros, tales como metano, etano y propano, así como líquidos compuestos por cadenas más largas que conforman los condensables a alta presión, aceites, etc. (Danesh, 1998).
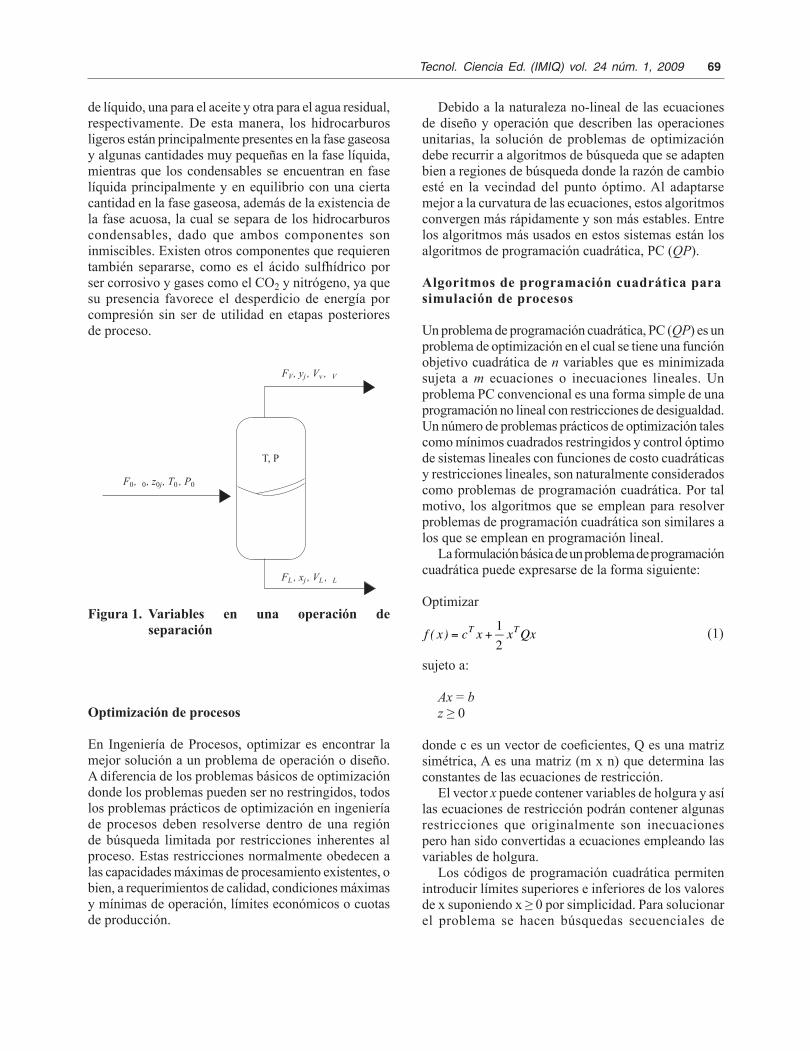
Las variables de operación de un tanque de separación súbita o tanque flash, son las que se muestran en la Figura 1, donde Fo es el flujo de alimentación, z0j la composición de la corriente de entrada, To y Po las condiciones de presión y temperatura de operación; en tanto que FL y VL representan el flujo molar y el volumétrico de líquido, FV y VV indican el flujo molar y el volumétrico del vapor, xj es la composición de la fase líquida y yj la composición de la fase vapor. Usando estas variables es posible describir completamente un sistema de separación realizando balances de materia y energía (Perry y Chilton, 1997).
En el sistema de estudio, se requiere separar los hidrocarburos ligeros (metano, etano y propano) de los hidrocarburos condensables (butanos, pentanos y hexanos) y agua. Ello involucra el empleo de separadores trifásicos con una salida de gas y dos salidas
Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009 69
de líquido, una para el aceite y otra para el agua residual, respectivamente. De esta manera, los hidrocarburos ligeros están principalmente presentes en la fase gaseosa y algunas cantidades muy pequeñas en la fase líquida, mientras que los condensables se encuentran en fase líquida principalmente y en equilibrio con una cierta cantidad en la fase gaseosa, además de la existencia de la fase acuosa, la cual se separa de los hidrocarburos condensables, dado que ambos componentes son inmiscibles. Existen otros componentes que requieren también separarse, como es el ácido sulfhídrico por ser corrosivo y gases como el CO2 y nitrógeno, ya que su presencia favorece el desperdicio de energía por compresión sin ser de utilidad en etapas posteriores de proceso.
Debido a la naturaleza no-lineal de las ecuaciones de diseño y operación que describen las operaciones unitarias, la solución de problemas de optimización debe recurrir a algoritmos de búsqueda que se adapten bien a regiones de búsqueda donde la razón de cambio esté en la vecindad del punto óptimo. Al adaptarse mejor a la curvatura de las ecuaciones, estos algoritmos convergen más rápidamente y son más estables. Entre los algoritmos más usados en estos sistemas están los algoritmos de programación cuadrática, PC (QP).
Algoritmos de programación cuadrática para simulación de procesos
Un problema de programación cuadrática, PC (QP) es un problema de optimización en el cual se tiene una función objetivo cuadrática de n variables que es minimizada sujeta a m ecuaciones o inecuaciones lineales. Un problema PC convencional es una forma simple de una programación no lineal con restricciones de desigualdad. Un número de problemas prácticos de optimización tales como mínimos cuadrados restringidos y control óptimo de sistemas lineales con funciones de costo cuadráticas y restricciones lineales, son naturalmente considerados como problemas de programación cuadrática. Por tal motivo, los algoritmos que se emplean para resolver problemas de programación cuadrática son similares a los que se emplean en programación lineal.
La formulación básica de un problema de programación cuadrática puede expresarse de la forma siguiente:
Optimizar
f ( x) = cT x + 12xTQx (1)
sujeto a:
Ax = bz ≥ 0
donde c es un vector de coeficientes, Q es una matriz simétrica, A es una matriz (m x n) que determina las constantes de las ecuaciones de restricción.
El vector x puede contener variables de holgura y así las ecuaciones de restricción podrán contener algunas restricciones que originalmente son inecuaciones pero han sido convertidas a ecuaciones empleando las variables de holgura.
Los códigos de programación cuadrática permiten introducir límites superiores e inferiores de los valores de x suponiendo x ≥ 0 por simplicidad. Para solucionar el problema se hacen búsquedas secuenciales de
Figura 1. Variables en una operación de separación
FV, yj , Vv , rV
F0, r0, z0j , T0 , P0
FL , xj , VL , rL
T, P
Optimización de procesos
En Ingeniería de Procesos, optimizar es encontrar la mejor solución a un problema de operación o diseño. A diferencia de los problemas básicos de optimización donde los problemas pueden ser no restringidos, todos los problemas prácticos de optimización en ingeniería de procesos deben resolverse dentro de una región de búsqueda limitada por restricciones inherentes al proceso. Estas restricciones normalmente obedecen a las capacidades máximas de procesamiento existentes, o bien, a requerimientos de calidad, condiciones máximas y mínimas de operación, límites económicos o cuotas de producción.

70 Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009
aquellos puntos que cumplen una serie de condiciones, esas condiciones son las condiciones de Karush Kuhn Tucker (KKT) y definen la existencia de un punto óptimo.
Programación cuadrática secuencial, Pcs (SQP)
La programación cuadrática secuencial se califica como una extensión del método cuasi - Newton. Un problema de programación cuadrática es un caso especial de programación no lineal, donde la función objetivo es cuadrática y las restricciones son lineales. Tanto la aproximación cuadrática de la función objetivo como la lineal de las restricciones se basan en la expansión de las series de Taylor.
Para su formulación, primero se construye la función lagrangiana penalizando las restricciones de igualdad:
L(x, l) = f(x) - i=1
r
Σ lici(x) (2)
Sujeto a:
Ci(x) = gi(x)l ∈ R│r│
Luego, se aproxima el gradiente de la función lagrangiana con una expansión usando series de Taylor de segundo orden.
∇L(x(k) - ∂x, l(k) + ∂l = ∇L(k) + ∇(2) L(k) ∂x∂λ
⎛
⎝ ⎜
⎞
⎠ ⎟ (3)
Posteriormente, se aplica la condición KKT de primer orden, el cual indica que el gradiente de la función lagrangiana es nulo en el punto de solución.
∇L(k) = -∇(2) L(k) δxδλ
⎛
⎝ ⎜
⎞
⎠ ⎟ (4)
La ecuación (4) se formula en forma matricial, quedando expresada como muestra la ecuación (5).
W (k) A(k)
−( A( k) )T 0⎡
⎣ ⎢
⎤
⎦ ⎥
δxδλ
⎡
⎣ ⎢ ⎤
⎦ ⎥ −g(k) + A(k)λ( k)
c( k)⎡
⎣ ⎢
⎤
⎦ ⎥ (5)
donde:
A(k) e s la mat r iz jacobiana de las restricciones.
W(k) = ∇2x L(k) es la matriz hessiana con respecto a las
variables de control x.c(k) = c(x(k)) es el grupo de funciones de las
restricciones evaluadas en el punto x(k)
g(k)→f(x(k)) + d) ≈ f(k) + (g(k))T d + 12 dTG(k)d
d es un vector de incremento de las variables de control x.
La ecuación (5) se representa de manera equivalente con el sub-problema de búsqueda. Éste es cuadrático en los incrementos δ y lineal en las restricciones y, por lo tanto, es posible aplicar el método SQP de la siguiente manera:
minimizar el subproblema
q(k)(d) = 12 dT W(k) d + g(k)d + f(k) (6)
sujeto a:
I(k) (d) = A(k)T d + C(k)
que representa un punto que puede satisfacer las condiciones de KKT y, por lo tanto, representa una solución
En general, el método SQP consta de los siguientes pasos:
1. Determinación de un punto de partida; que en una planta de proceso puede ser el punto normal de operación.
2. Para k=1, 2, ….. resolver (SP)(k) y determinar el incremento δk y δλk que satisface eq (5)
3. Se calcula el error relativo y si ε < tolerancia, entonces termina el método.
4. Si tolerancia ≥ ε entonces: a. x(k+1) → x(k) + d(k)
b. l(k+1) → l(k) + dl(k)
5. k=k+16. Volver a paso 27. Si el número de iteraciones máximas permitidas es
superado, entonces se concluyen los cálculos.
El método tipo PCS (SQP) ha llegado a ser un algoritmo preferido de resolución de problemas de programación no lineal para ingeniería de procesos debido a su facilidad de programación y estabilidad numérica (Biegler y col., 1997). Su característica principal es que requiere de menos evaluaciones de funciones que los métodos basados en reducción del gradiente y otros algoritmos desarrollados. Por tal motivo, ha sido implementado en diversos simuladores comerciales como una herramienta confiable para solución de problemas de optimización de procesos.
Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009 71
PROceDImIentO
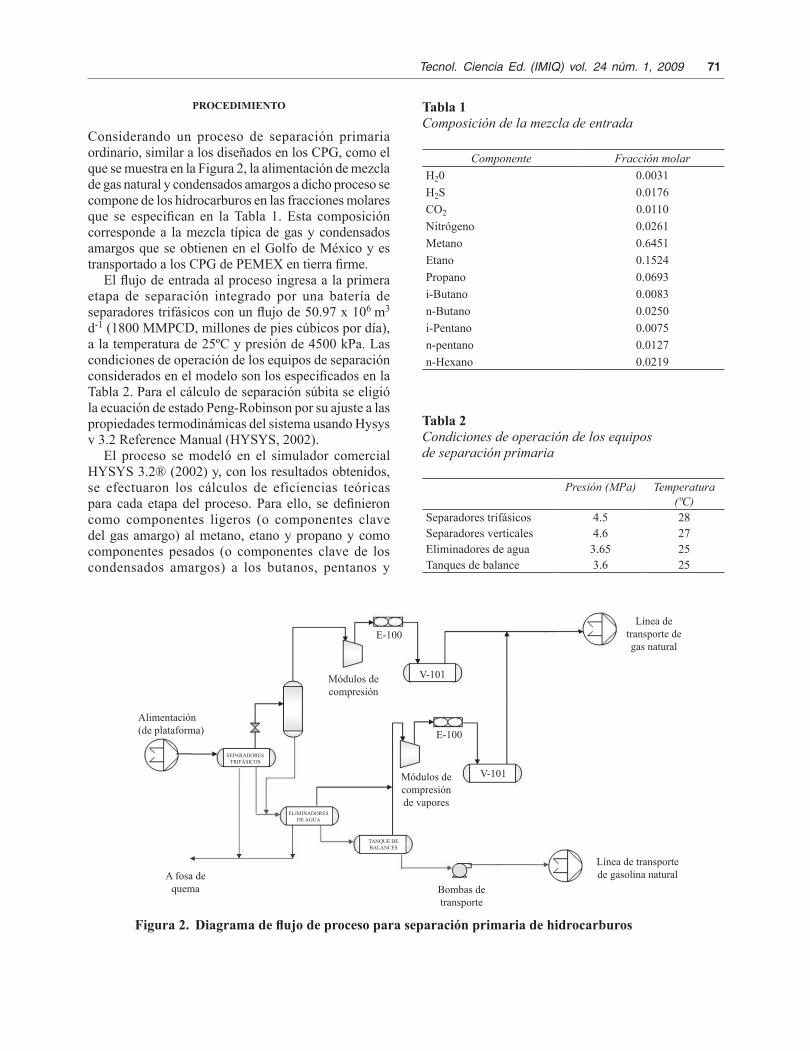
Considerando un proceso de separación primaria ordinario, similar a los diseñados en los CPG, como el que se muestra en la Figura 2, la alimentación de mezcla de gas natural y condensados amargos a dicho proceso se compone de los hidrocarburos en las fracciones molares que se especifican en la Tabla 1. Esta composición corresponde a la mezcla típica de gas y condensados amargos que se obtienen en el Golfo de México y es transportado a los CPG de PEMEX en tierra firme.
El flujo de entrada al proceso ingresa a la primera etapa de separación integrado por una batería de separadores trifásicos con un flujo de 50.97 x 106 m3 d-1 (1800 MMPCD, millones de pies cúbicos por día), a la temperatura de 25ºC y presión de 4500 kPa. Las condiciones de operación de los equipos de separación considerados en el modelo son los especificados en la Tabla 2. Para el cálculo de separación súbita se eligió la ecuación de estado Peng-Robinson por su ajuste a las propiedades termodinámicas del sistema usando Hysys v 3.2 Reference Manual (HYSYS, 2002).
El proceso se modeló en el simulador comercial HYSYS 3.2® (2002) y, con los resultados obtenidos, se efectuaron los cálculos de eficiencias teóricas para cada etapa del proceso. Para ello, se definieron como componentes ligeros (o componentes clave del gas amargo) al metano, etano y propano y como componentes pesados (o componentes clave de los condensados amargos) a los butanos, pentanos y
Figura 2. Diagrama de flujo de proceso para separación primaria de hidrocarburos
Alimentación(de plataforma)
A fosa dequema Bombas de
transporte
Línea de transportede gasolina natural
Línea detransporte degas natural
Módulos decompresiónde vapores
Módulos decompresión
SEPARADORESTRIFÁSICOS
ELIMINADORESDE AGUA
TANQUE DEBALANCES
V-101
V-101
E-100
E-100
tabla 1Composición de la mezcla de entrada
Componente Fracción molarH20 0.0031H2S 0.0176CO2 0.0110Nitrógeno 0.0261Metano 0.6451Etano 0.1524Propano 0.0693i-Butano 0.0083n-Butano 0.0250i-Pentano 0.0075n-pentano 0.0127n-Hexano 0.0219
tabla 2Condiciones de operación de los equipos de separación primaria
Presión (MPa) Temperatura (ºC)
Separadores trifásicos 4.5 28Separadores verticales 4.6 27Eliminadores de agua 3.65 25Tanques de balance 3.6 25
72 Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009
hexanos, estableciendo así un punto de corte para efectuar el cálculo de eficiencia, obteniendo los porcentajes de separación de dichos componentes clave empleando las ecuaciones (7) y (8).
%RG =FV yC1 + FV yC 2 + FV yC 3F0zC1 + F0zC 2 + F0zC 3
(100) (7)
%RL = FL xC 4 s + FL xC 5s + FL xC 6sF0zC 4 s + F0zC 5s + F0zC 6s
(100) (8)
donde:%RG = Porcentaje de recuperación de componentes
ligeros.%RL = Porcentaje de recuperación de componentes
pesados.F0 = Flujo molar de alimentación al separador.FV = Flujo molar de vapor que abandona el separador
(rico en gas amargo).FL = Flujo molar de líquido que abandona el
separador (rico en gasolina amarga).y = Fracción molar en fase vapor de componente.x = Fracción molar en fase líquida de componente.z = Fracción molar de componente en la
alimentación al separador
Aplicando estas ecuaciones a las corrientes de las fases vapor y líquido que se obtienen en cada separador, se determinaron los porcentajes que se exponen en la Tabla 3. En los resultados de las ecuaciones (7) y (8) a las etapas de separación, se observa que la eficiencia global del proceso depende de la eficiencia de los separadores trifásicos que comprenden la primera etapa de separación, lo cual confirma que dichos separadores operan conforme a los objetivos planteados para la obtención de componentes ligeros propios del gas amargo. El porcentaje restante de componentes ligeros que no es recuperado es arrastrado a la corriente líquida, de manera que puede ser recuperado en los separadores posteriores operando a presiones más bajas.
De acuerdo con las eficiencias máximas de separación de los condensables en estado líquido, es posible observar la existencia de un arrastre de componentes pesados de la gasolina amarga hacia la corriente de gas amargo de producto. Este arrastre si bien parece no producir efectos de consideración sobre la estabilización del gas amargo, puede afectar la corriente de gasolina amarga, al obtenerse menos flujo del que se esperaría tener como producto.
Es posible observar que la eficiencia de la separación depende de la concentración de ligeros en la alimentación. Esto se debe a que, a la presión normal de operación del proceso, sólo puede recuperarse una porción de
las fracciones ligeras. Si se deseara un incremento significativo en la recuperación sería necesario aumentar la presión de operación por encima de los 5 MPa, lo cual está fuera de la presión de diseño de los equipos. Este caso es de interés debido a que se ha identificado que la cantidad de nitrógeno y CO2 en el gas ha ido en aumento recientemente. Por ello es importante cuantificar el efecto que tendría un aumento de ligeros en la alimentación para determinar posibles medidas operativas para limitar su impacto.
tabla 3Porcentajes de eficiencia de separación de hidrocarburos ligeros y condensables para las principales etapas de separación
separadores trifásicosLigeros 95.83%Condensables 53.46%eliminadores de aguaLigeros 11.52%Condensables 99.35%tanques de balanceLigeros 11.28%Condensables 99.40%Eficiencia globalLigeros 96.72%Condensables 55.69%
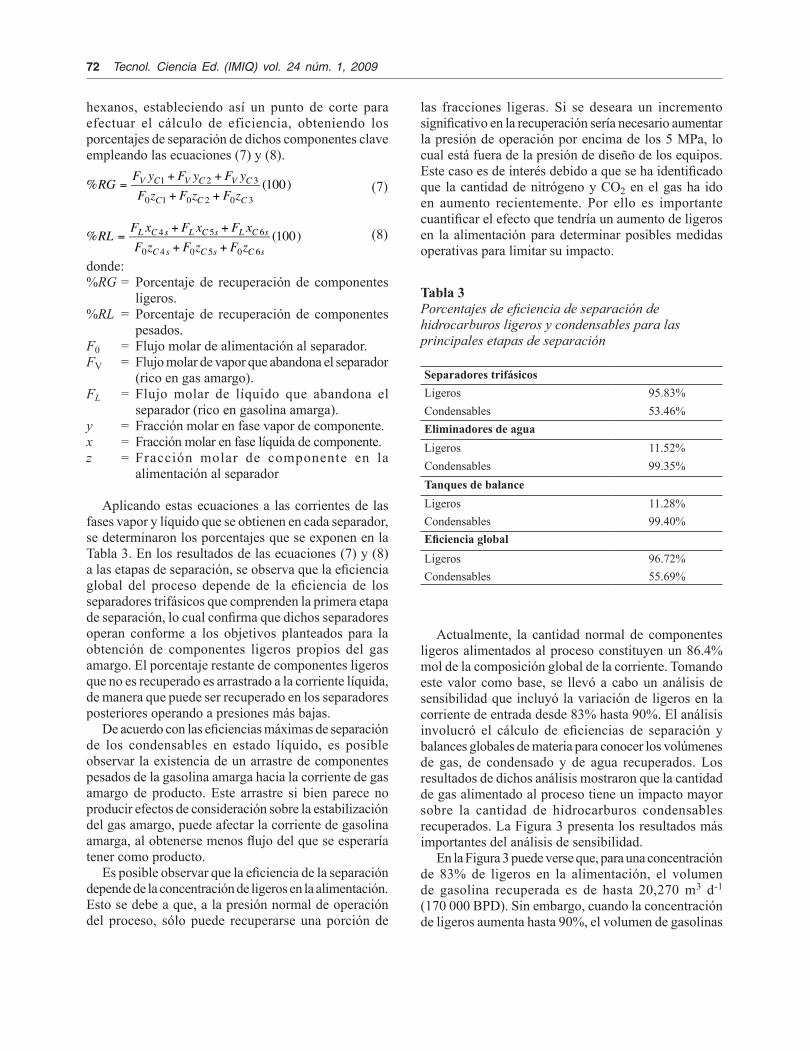
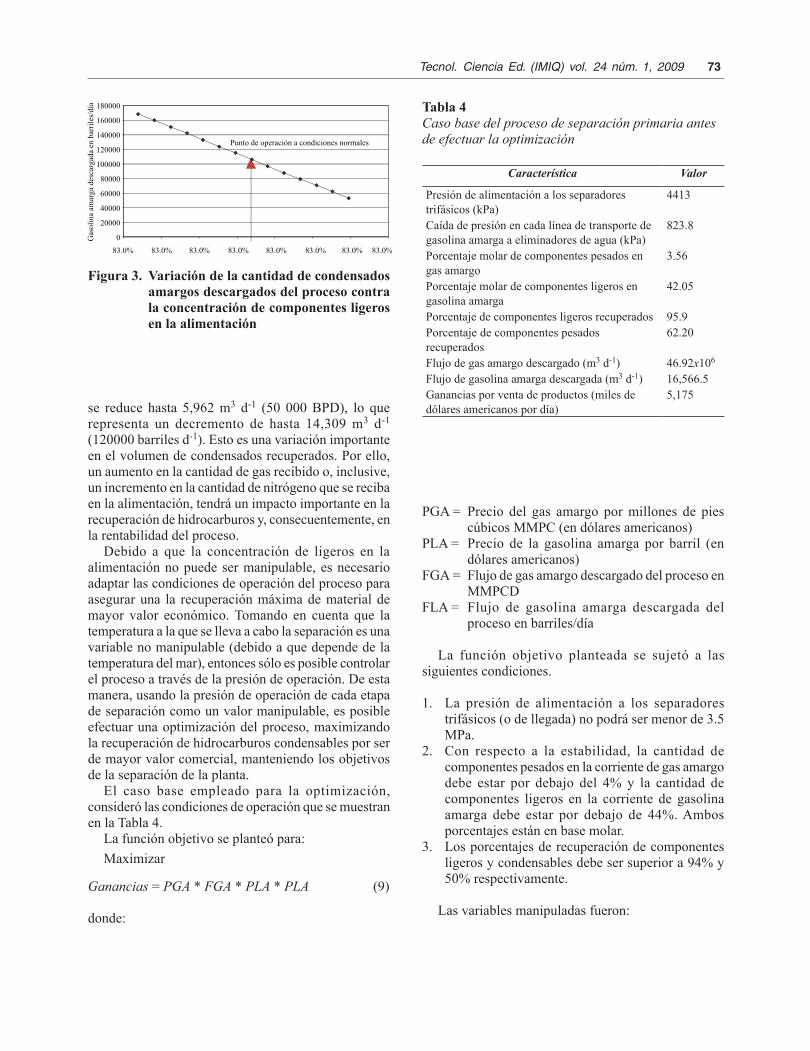
Actualmente, la cantidad normal de componentes ligeros alimentados al proceso constituyen un 86.4% mol de la composición global de la corriente. Tomando este valor como base, se llevó a cabo un análisis de sensibilidad que incluyó la variación de ligeros en la corriente de entrada desde 83% hasta 90%. El análisis involucró el cálculo de eficiencias de separación y balances globales de materia para conocer los volúmenes de gas, de condensado y de agua recuperados. Los resultados de dichos análisis mostraron que la cantidad de gas alimentado al proceso tiene un impacto mayor sobre la cantidad de hidrocarburos condensables recuperados. La Figura 3 presenta los resultados más importantes del análisis de sensibilidad.
En la Figura 3 puede verse que, para una concentración de 83% de ligeros en la alimentación, el volumen de gasolina recuperada es de hasta 20,270 m3 d-1 (170 000 BPD). Sin embargo, cuando la concentración de ligeros aumenta hasta 90%, el volumen de gasolinas
Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009 73
Figura 3. Variación de la cantidad de condensados amargos descargados del proceso contra la concentración de componentes ligeros en la alimentación
Punto de operación a condiciones normales
83.0% 83.0% 83.0% 83.0% 83.0% 83.0% 83.0% 83.0%
180000
160000
140000
120000
100000
80000
60000
40000
20000
0Gas
olin
a am
arga
des
carg
ada e
n ba
rrile
s/día
se reduce hasta 5,962 m3 d-1 (50 000 BPD), lo que representa un decremento de hasta 14,309 m3 d-1 (120000 barriles d-1). Esto es una variación importante en el volumen de condensados recuperados. Por ello, un aumento en la cantidad de gas recibido o, inclusive, un incremento en la cantidad de nitrógeno que se reciba en la alimentación, tendrá un impacto importante en la recuperación de hidrocarburos y, consecuentemente, en la rentabilidad del proceso.
Debido a que la concentración de ligeros en la alimentación no puede ser manipulable, es necesario adaptar las condiciones de operación del proceso para asegurar una la recuperación máxima de material de mayor valor económico. Tomando en cuenta que la temperatura a la que se lleva a cabo la separación es una variable no manipulable (debido a que depende de la temperatura del mar), entonces sólo es posible controlar el proceso a través de la presión de operación. De esta manera, usando la presión de operación de cada etapa de separación como un valor manipulable, es posible efectuar una optimización del proceso, maximizando la recuperación de hidrocarburos condensables por ser de mayor valor comercial, manteniendo los objetivos de la separación de la planta.
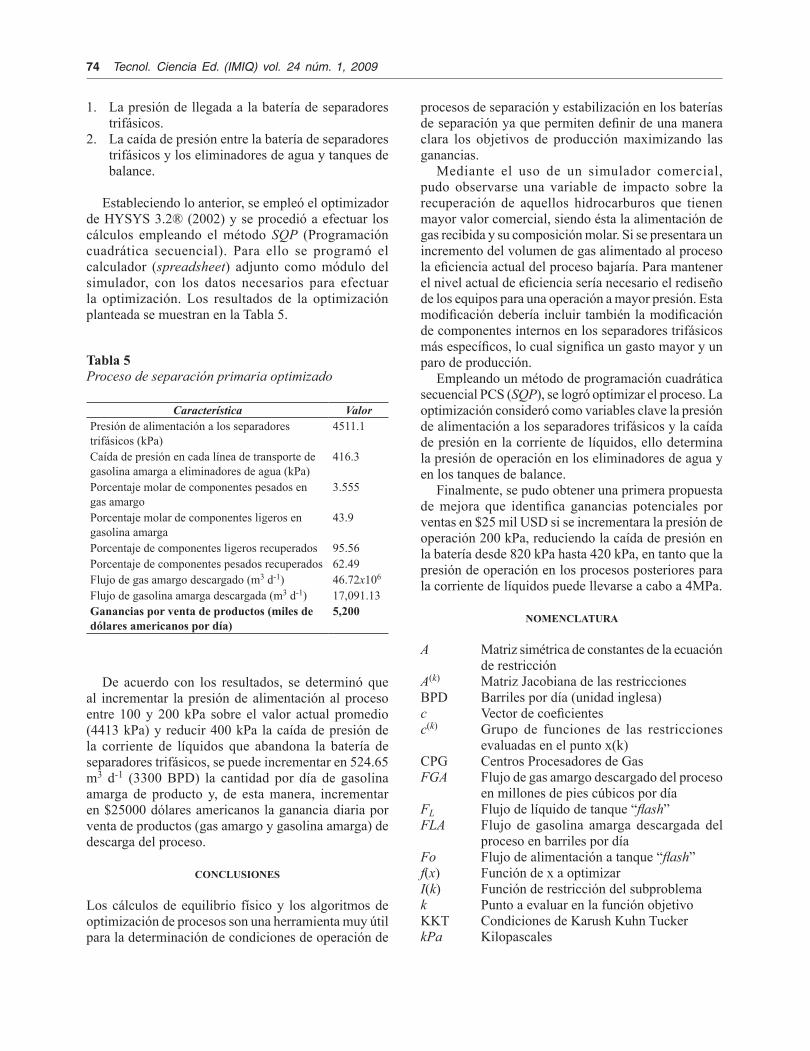
El caso base empleado para la optimización, consideró las condiciones de operación que se muestran en la Tabla 4.
La función objetivo se planteó para:Maximizar
Ganancias = PGA * FGA * PLA * PLA (9)
donde:
PGA = Precio del gas amargo por millones de pies cúbicos MMPC (en dólares americanos)
PLA = Precio de la gasolina amarga por barril (en dólares americanos)
FGA = Flujo de gas amargo descargado del proceso en MMPCD
FLA = Flujo de gasolina amarga descargada del proceso en barriles/día
La función objetivo planteada se sujetó a las siguientes condiciones.
1. La presión de alimentación a los separadores trifásicos (o de llegada) no podrá ser menor de 3.5 MPa.
2. Con respecto a la estabilidad, la cantidad de componentes pesados en la corriente de gas amargo debe estar por debajo del 4% y la cantidad de componentes ligeros en la corriente de gasolina amarga debe estar por debajo de 44%. Ambos porcentajes están en base molar.
3. Los porcentajes de recuperación de componentes ligeros y condensables debe ser superior a 94% y 50% respectivamente.
Las variables manipuladas fueron:
tabla 4Caso base del proceso de separación primaria antes de efectuar la optimización
Característica Valor
Presión de alimentación a los separadores trifásicos (kPa)
4413
Caída de presión en cada línea de transporte de gasolina amarga a eliminadores de agua (kPa)
823.8
Porcentaje molar de componentes pesados en gas amargo
3.56
Porcentaje molar de componentes ligeros en gasolina amarga
42.05
Porcentaje de componentes ligeros recuperados 95.9Porcentaje de componentes pesados recuperados
62.20
Flujo de gas amargo descargado (m3 d-1) 46.92x106
Flujo de gasolina amarga descargada (m3 d-1) 16,566.5Ganancias por venta de productos (miles de dólares americanos por día)
5,175
74 Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009
1. La presión de llegada a la batería de separadores trifásicos.
2. La caída de presión entre la batería de separadores trifásicos y los eliminadores de agua y tanques de balance.
Estableciendo lo anterior, se empleó el optimizador de HYSYS 3.2® (2002) y se procedió a efectuar los cálculos empleando el método SQP (Programación cuadrática secuencial). Para ello se programó el calculador (spreadsheet) adjunto como módulo del simulador, con los datos necesarios para efectuar la optimización. Los resultados de la optimización planteada se muestran en la Tabla 5.
procesos de separación y estabilización en los baterías de separación ya que permiten definir de una manera clara los objetivos de producción maximizando las ganancias.
Mediante el uso de un simulador comercial, pudo observarse una variable de impacto sobre la recuperación de aquellos hidrocarburos que tienen mayor valor comercial, siendo ésta la alimentación de gas recibida y su composición molar. Si se presentara un incremento del volumen de gas alimentado al proceso la eficiencia actual del proceso bajaría. Para mantener el nivel actual de eficiencia sería necesario el rediseño de los equipos para una operación a mayor presión. Esta modificación debería incluir también la modificación de componentes internos en los separadores trifásicos más específicos, lo cual significa un gasto mayor y un paro de producción.
Empleando un método de programación cuadrática secuencial PCS (SQP), se logró optimizar el proceso. La optimización consideró como variables clave la presión de alimentación a los separadores trifásicos y la caída de presión en la corriente de líquidos, ello determina la presión de operación en los eliminadores de agua y en los tanques de balance.
Finalmente, se pudo obtener una primera propuesta de mejora que identifica ganancias potenciales por ventas en $25 mil USD si se incrementara la presión de operación 200 kPa, reduciendo la caída de presión en la batería desde 820 kPa hasta 420 kPa, en tanto que la presión de operación en los procesos posteriores para la corriente de líquidos puede llevarse a cabo a 4MPa.
nOmenclAtuRA
A Matriz simétrica de constantes de la ecuación de restricción
A(k) Matriz Jacobiana de las restriccionesBPD Barriles por día (unidad inglesa)c Vector de coeficientesc(k) Grupo de funciones de las restricciones
evaluadas en el punto x(k)CPG Centros Procesadores de GasFGA Flujo de gas amargo descargado del proceso
en millones de pies cúbicos por díaFL Flujo de líquido de tanque “flash”FLA Flujo de gasolina amarga descargada del
proceso en barriles por díaFo Flujo de alimentación a tanque “flash”f(x) Función de x a optimizarI(k) Función de restricción del subproblemak Punto a evaluar en la función objetivoKKT Condiciones de Karush Kuhn TuckerkPa Kilopascales
tabla 5Proceso de separación primaria optimizado
Característica ValorPresión de alimentación a los separadores trifásicos (kPa)
4511.1
Caída de presión en cada línea de transporte de gasolina amarga a eliminadores de agua (kPa)
416.3
Porcentaje molar de componentes pesados en gas amargo
3.555
Porcentaje molar de componentes ligeros en gasolina amarga
43.9
Porcentaje de componentes ligeros recuperados 95.56Porcentaje de componentes pesados recuperados 62.49Flujo de gas amargo descargado (m3 d-1) 46.72x106
Flujo de gasolina amarga descargada (m3 d-1) 17,091.13Ganancias por venta de productos (miles de dólares americanos por día)
5,200
De acuerdo con los resultados, se determinó que al incrementar la presión de alimentación al proceso entre 100 y 200 kPa sobre el valor actual promedio (4413 kPa) y reducir 400 kPa la caída de presión de la corriente de líquidos que abandona la batería de separadores trifásicos, se puede incrementar en 524.65 m3 d-1 (3300 BPD) la cantidad por día de gasolina amarga de producto y, de esta manera, incrementar en $25000 dólares americanos la ganancia diaria por venta de productos (gas amargo y gasolina amarga) de descarga del proceso.
cOnclusIOnes
Los cálculos de equilibrio físico y los algoritmos de optimización de procesos son una herramienta muy útil para la determinación de condiciones de operación de
Tecnol. Ciencia Ed. (IMIQ) vol. 24 núm. 1, 2009 75
L Función de LagrangeMMPCD Millones de pies cúbicos por día (28317 m3
d-1 = 1 MMPCD)MPa Megapascalesm3 d-1 Metros cúbicos por díaPC Siglas para programación cuadrática PCS Siglas para programación cuadrática
sucesivaPGA Precio del gas amargo por millón de pies
cúbicos en dólares americanosPLA Precio de la gasolina amarga por barril en
dólares americanosPo Presión de operación del tanque “flash”Q Matriz simétrica de constantes de la función
objetivoq(k) Función a minimizar del subproblemaQP Siglas en inglés para programación
cuadráticaSQP Siglas en inglés para programación cuadrática
sucesivaTo Temperatura de operación del tanque “flash”VL Flujo volumétrico de la fase líquidaFV Flujo de gas de tanque “flash”VV Flujo volumétrico de la fase gaseosaW(k) Matriz Hessiana con respecto a las variables
de control xxj Composición molar del compuesto i de la
corriente líquida del tanque “flash”xC1 Fracción molar del metano en la fase
líquidaxC2 Fracción molar del etano en la fase líquidaxC3 Fracción molar del propano en la fase
líquidaxC4S Fracción molar de butanos en la fase
líquidaxC5S Fracción molar de pentanos en la fase
líquidaxC6S Fracción molar de hexanos en la fase
líquidayj Composición molar del compuesto j de la
corriente de gas del tanque “flash”yC1 Fracción molar del metano en la fase
gaseosayC2 Fracción molar del etano en la fase
gaseosayC3 Fracción molar del propano en la fase
gaseosayC4S Fracción molar de butanos en la fase
gaseosayC5S Fracción molar de pentanos en la fase
gaseosayC6S Fracción molar de hexanos en la fase
gaseosa
zC1 Fracc ión molar de l metano en la alimentación
zC2 F r a c c i ó n m o l a r d e l e t a n o e n l a alimentación
zC3 Fracción molar del propano en la alimentación
zC4S F racc ión molar de bu tanos en la alimentación
zC5S Fracción molar de pentanos en la alimentación
zC6S Fracc ión molar de hexanos en la alimentación
z0j Composición molar del compuesto j de la corriente de alimentación a tanque “flash”
%RG Porcentaje de recuperación de componentes ligeros
%RL Porcentaje de recuperación de componentes pesados
letRAs GRIeGAs
d Vector de incremento de variables de controll Multiplicador de Lagrangeρg Densidad de la fase gasρL Densidad de la fase líquida
bIblIOGRAFÍA
Arnold, K., Stewart M. 1999. Surface production operations. Vol. 1. Design of oil-handling systems and facilities. Gulf Pub. Co. 2a Ed. ISBN: 088-415-821-7. Pp. 131-140. Houston, TX, EEUU.
Biegler, L. T., Grossmann, I. E., Westerberg, A. W. 1997. Systematic methods of chemical process design. Prentice Hall. Pp. 310-314. Nueva York, NY, EEUU.
Callaghan I., Gould C., Reid A., Seaton D. 1985. Crude oil foaming problems at the Sullom Voe terminal. J. Pet. Tech. Dec. Pp. 2211-2218.
Danesh, A. 1998. PVT and phase behavior of petroleum reservoir fluids. 3a Ed. Elsevier Science B.V. Pp. 3-15. ISBN 044-482-196-1. Amsterdam, Países Bajos.
HYSYS. 2002. V. 3.2. Reference Manual, Hyprotech. Calgary, Alberta, Canadá.
Lieberman, N., Golden, S. 1989. Foaming is leading cause of tower flooding. Oil and Gas J. 14(8):45-48.
Ludwig, E. 2001a. Applied proccess design for chemical and petrochemical plants. Vol. 1. 3a Ed. P. 124. Gulf Pub. Co. ISBN 088-415-025-9 Houston, TX, EEUU.
Ludwig, E. 2001b. Applied proccess design for chemical and petrochemical plants. Vol. 3. 3a Ed. P. 112. Gulf Pub. Co. ISBN 088-415-025-9 Houston, TX, EEUU.
Perry R.H., Chilton, C. 1997. Chemical Engineers’ Handbook. 7a Ed. McGraw-Hill. ISBN 9780070498419. Nueva York, NY, EEUU.
Prausnitz, J. M. Lichtenthaler, R., Azevedo, E., 1998. Molecular thermodynamics of fluid phase equilibria. 3a Ed. Prentice Hall. Pp. 45, 326. ISBN 0139777458. Nueva York, NY, EEUU.
Smith, J. M., Van Ness, H. C. 1997. Introducción a la termodinámica para ingeniería química. 3ª Ed. McGraw-Hill. ISBN 968-422-287-4. Pp. 91-97. México, D.F., México.





























