Embed Size (px)
Citation preview

PERFIL OCUPACIONAL
CONTENIDOS CURRICULARES
NIVEL TÉCNICO OPERATIVO
DIRECCIÓN NACIONAL GERENCIA ACADÉMICA
PROGRAMA DE APRENDIZAJE DUAL
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA

CONTENIDOS CURRICULARES CARRERA : OPERADOR DE PROCESOS EN LA
INDUSTRIA ALIMENTARIA NIVEL : TÉCNICO OPERATIVO Con la finalidad de uniformizar el desarrollo de la formación y capacitación profesional en la carrera profesional del OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA a nivel nacional y dando la apertura para un mejoramiento continuo, se autoriza la APLICACIÓN Y DIFUSIÓN del perfil ocupacional y contenidos curriculares. Los Directores Zonales, Jefes de Centros y Unidades de Formación Profesional son los responsables de su difusión y aplicación oportuna.
GERENCIA ACADÉMICA
DOCUMENTO APROBADO POR EL GERENTE ACADÉMICO DEL SENATI
N° de Páginas:…………...73...............…..… Firma:……………………..……………..…. Lic. Jorge Chávez Escobar Fecha: ……..……………………..………….
PRESENTACIÓN.
La oferta formativa del SENATI está de acuerdo a los cambios que ocurre en el proceso de los
sectores productivos. Este detalle es un desafío para las instituciones de formación profesional
que forman recursos humanos sobre la base de competencias y polivalencias en las diversas
ocupaciones, con el propósito de desarrollar sus capacidades para la identificación y aplicación
de las tecnologías en los distintos empleos.
El presente documento referido al Perfil Ocupacional, presenta de manera estructurada y
metodológica, las competencias necesarias para la actuación profesional del trabajador en un
determinado contexto del trabajo. La publicación forma parte de una serie de documentos
referidos a los perfiles ocupacionales, desarrollada en los diversos sectores industriales, para
facilitar las acciones de diseño curricular, formación y certificación de competencias en el
SENATI de acuerdo a las exigencias del mercado laboral.
El motivo de elaborar los perfiles ocupacionales, se origina de la necesidad de atender a las
empresas de servicio o de producción con recursos humanos que el mundo empresarial
requiere y que el SENATI pueda usar para sus labores de formación y de certificación de
competencias.
Para la obtención de los perfiles ocupacionales que tengan estas características se ha
trabajado con especialistas que están inmersos en el mundo laboral empresarial, facilitados por
profesionales del SENATI y con la participación de los comités consultivos empresariales
especializados quienes nos han proporcionado informaciones técnicas actualizadas de la
ocupación, nos han aprobado y validado los perfiles y se ha propiciado un intercambio de
informaciones con prospectiva en cuanto a las características del trabajador que se requiere
actualmente de acuerdo a las exigencias del mercado laboral nacional e internacional.

4
PERFIL OCUPACIONAL.
1. DATOS GENERALES.
FAMILIA OCUPACIONAL INDUSTRÍA ALIMENTARIA
CARRERA OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA
NIVEL DE FORMACIÓN ROFESIONAL TÉCNICO OPERATIVO CÓDIGO CIU0 8160
2. DESCRIPCIÓN.
El Operador de Procesos de la Industria Alimentaria es un técnico con
capacidades para conducirse con autonomía en los diversos puestos de trabajo
de la ocupación de acuerdo a las exigencias de los estándares de desempeño.
Opera diversos equipos, máquinas, sistemas en línea y controla parámetros de
procesos en la producción industrial de alimentos para consumo directo e
insumos para procesamiento secundario, en los diferentes sub sectores de
transformación de productos agrícolas, pecuarios e hidrobiológicos.
3. COMPETENCIA PROFESIONAL.
El Operador de Procesos de la Industria Alimentaria, realiza todas las
operaciones de los procesos de recepción de materia prima e insumos,
preparación y acondicionamiento de materiales, equipos, sistemas de
producción de alimentos, control de parámetros de los procesos de producción
y calidad de productos, envasado de producto procesado, mantenimiento
básico; siguiendo especificaciones de calidad, procedimientos, métodos y
técnicas determinadas en los procesos productivos. Organiza equipos de
trabajo, programa y conduce diferentes líneas de producción. Aplica y cumple
los procedimientos de los sistemas de gestión de la inocuidad (BPM, BPH y
HACCP), calidad, seguridad, salud ocupacional y medio ambiente a su nivel de
operación en su puesto de trabajo.
5
4. COMPETENCIA TÉCNICA.
Controla calidad de la materia prima e insumos, productos en proceso y
producto final de acuerdo a especificaciones y normas técnicas.
Selecciona métodos de conservación de alimentos según las
características de la materia prima y especificaciones de transformación
industrial.
Realiza la producción de alimentos operando máquinas, equipos y
sistemas en línea según los niveles tecnológicos de producción.
Controla parámetros operacionales en el proceso de producción de
alimentos de acuerdo a normas técnicas o estándares, enfocado a la
calidad del producto.
Manipula alimentos aplicando los códigos, normas, reglamentos de
higiene y sanidad de alimentos, acorde a los sistemas de gestión de
inocuidad implementados.
Realiza toda operación del proceso de producción teniendo en cuenta las
normas de seguridad, salud ocupacional y medio ambiente
estandarizados en los sistemas integrados de gestión.
Gestiona recursos y servicios para la operación de producción en línea.
Aplica e internaliza los conocimientos tecnológicos en las diferentes
actividades del proceso productivo y según el puestos de trabajo.
Identifica y analiza problemas de desviaciones o fallas en el proceso.
5. COMPETENCIA METÓDICA.
Organiza y programa sistemáticamente sus actividades según programa
de producción.
Sistematiza información para consulta y auto aprendizaje.
Toma decisiones con autonomía en su puesto de trabajo en el momento
oportuno.
Se adapta a situaciones nuevas por cambios en la tecnología, sistemas
de producción y organizacional.
Sigue procedimientos estandarizados y normados.

6
6. COMPETENCIA PERSONAL / SOCIAL.
Trabaja en equipo organizados para la producción, innovación y mejora
continua.
Es disciplinado y cumple con su trabajo programado.
Aplica la creatividad en la organización y ejecución de sus tareas.
Tiene confianza en sí mismo por que cuenta con un buen soporte técnico.
Informa datos precisos y confiables a las diferentes áreas de la
organización.
Es proactivo, supera las expectativas de trabajo.
Asume con responsabilidad las buenas prácticas de higiene e inocuidad
en su puesto de trabajo y otras áreas relacionadas a la producción.
Ejerce liderazgo en su puesto de trabajo.
7. ÁREAS DE RESPONSABILIDAD/TAREAS.
7.1. RECEPCIONA, ACONDICIONA Y CONSERVA MATERIA PRIMA
E INSUMOS PARA LA PRODUCCIÓN.
Prepara y organiza el área de trabajo.
Recepciona materia prima e insumos en planta según programa
de producción.
Prepara y acondiciona equipos, implementos e instrumentos para
la habilitación.
Realiza el habilitado y acondicionado de materia prima e insumos
según tipo de producto y lotes de producción.
Controla pesos y registra datos para control de rendimiento y
trazabilidad.
Conserva y controla los productos habilitados.
7.2. REALIZA OPERACIONES UNITARIAS DE PROCESOS DE
PRODUCCIÓN INDUSTRIAL.
Organiza el área de trabajo.
Prepara equipos para el procesamiento y conservación de
alimentos.
Realiza trituración, fraccionamiento, molienda.
Realiza pelado, cortado, rodajado cubeteado.
Realiza extracción de jugos, extractos, pulpas, pastas, grasas.
7
Prepara, estandariza, mezclas y emulsiones.
Realiza tratamientos térmicos de, blanqueado, termización,
incubación, pasteurización, esterilización, concentración, cocción,
deshidratado, secado.
Realiza tratamientos de liofilizado, refrigeración, congelación y
conservación.
Realiza envasado, etiquetado, codificado, empacado de
productos.
Realiza y controla procesos de producción industrial de alimentos
por lotes.
Apoya en el control de la producción y la calidad e inocuidad de
los productos procesados.
Apoya en el registro de datos de lotes de producción, para el
sistema de trazabilidad.
7.3. OPERA Y CONTROLA SISTEMAS DE PROCESOS DE
PRODUCCIÓN INDUSTRIAL CONTINUO.
Coordina provisión de materia prima, insumos y materiales de
acuerdo al programa de producción.
Verifica sistemas de seguridad y abastecimiento de servicios a la
línea de producción.
Realiza la preparación y ajuste de elementos de equipos de los
sistemas de producción en línea.
Opera sistemas de acondicionado/ habilitado de materias
primas en línea.
Opera sistemas de, trituración, extracción y molienda en línea.
Opera sistemas de dosificado y mezclado en línea.
Opera sistemas de tratamientos térmicos en línea.
Opera sistemas de frio y cadena de frio.
Controla parámetros operacionales y PCC en procesos de
sistemas automatizados en línea.
Identificación y reporta anomalías de las líneas de producción.
Apoya en el control de avance del programa de producción.
Realiza la entrega de productos intermedios y terminados.
Apoya en la operación de sistema de limpieza y desinfección
(CIP) de líneas de producción.
Elabora informes de producción.
Participa en los controles de inventarios en su área de trabajo.
Apoya el control de personal de línea.
8
7.4. OPERA Y CONTROLA SISTEMAS DE ENVASADO,
ETIQUETADO, CODIFICADO.
Prepara, organiza el área de trabajo.
Realiza la provisión de materiales para envases.
Apoya en los ensayos destructivos de envases.
Revisa la operatividad de los equipos del sistema de envasado.
Controla la correspondencia de los envases con el producto a
envasar.
Realiza cambios de formatos en equipos de envasado en línea.
Opera sistemas de envasado de líquidos, semi líquidos, pastosos
y sólidos en línea.
Controla hermeticidad del sellado y precintado.
Opera y controla el etiquetado, codificado.
Registra datos en hoja de control de envasado.
Despacha productos terminado en planta al almacén de productos
terminados.
7.5. REALIZA MANTENIMIENTO BÁSICO DE EQUIPOS Y MÁQUINAS.
Coordina acciones del programa de mantenimiento preventivo.
Realiza limpieza, lubricación y ajustes mecánicos y eléctricos
básicos, cambios de elementos (Mantenimiento autónomo).
Reporta desperfectos de máquinas, equipos de los sistemas en
línea.
Coordina los servicios de mantenimiento correctivo según reporte.
Controla el funcionamiento de los equipos en la producción.
Coordina los servicios a planta para el proceso de limpieza y
desinfección -CIP.
7.6. REALIZA INSPECCIÓN Y CONTROL DE CALIDAD EN EL
PROCESO PRODUCTIVO.
Inspecciona y controla el cumplimiento de las B P M.
Realiza muestreos para análisis de control de calidad e inocuidad
de materia prima e insumos.
Controla parámetros físicos- químicos de productos en proceso.
Monitoreo los puntos críticos de control PCC en las líneas de
producción.

9
Reporta desviaciones o fallas de medidas de higiene y PPC.
Realiza las acciones correctivas cuando hay desviaciones de
PCC.
Inspecciona las operaciones de los procesos en línea.
Controla variables del proceso y reporta desviaciones.
Inspecciona el envasado, etiquetado y codificado de productos.
Apoya en la realización de pruebas de control en laboratorio.
Controla los registros y reportes de producción según programa.
Realiza el control de los atributos de calidad de productos finales.
Inspecciona la segregación de productos no conforme y controla
los registros de liberación.
Apoya al área de control de calidad e investigación y desarrollo de
nuevos productos.
7.7. APLICA BUENAS PRÁCTICAS DEMANUFACTURA EN LA
PRODUCCIÓN DE ALIMENTOS.
Realiza procedimientos de higiene personal.
Realiza operaciones de limpieza y desinfección.
Realiza operaciones para la disposición de residuos de
producción.
Apoya en el programa de control de plagas.
Apoya en el registro de reportes de control de la aplicación de las
BPM.
Apoya en la identificación y reporta desviaciones o fallas de
medidas de control de peligros de la inocuidad.
7.8. APOYA EN LA OPERATIVIDAD DE SISTEMAS DE GESTION
INTEGRADOS.
Realiza la verificación de la aplicación de las medidas de control
establecidos en los programas de BPM.
Inspecciona y verifica el control de los puntos críticos de control
(PCC) de los planes HACCP.
Capacita en BPH al personal operativo.
Participa en la implementación y /o mejora de programas BPM y
planes HACCP.
Apoya en la identificación y evaluación de riesgos de seguridad
(IPER).
Maneja equipos de seguridad.
10
Controla el uso correcto de los equipos de protección individual
(EPI).
Reporta actos y condiciones sub estándar en su área de trabajo.
Realiza lecciones en un punto.
Realiza charlas de 5` sobre seguridad y medio ambiente.
Apoya en el control de los aspectos ambientales significativos.
Controla el uso adecuado y racional de los recursos.
Controla la segregación de residuos sólidos según normas y
códigos.
Reporta incidentes ambientales.
Participa de los programas de capacitación y equipos de mejora
continua.
Ejecuta mejoras aplicando nuevas metodologías.
Participa en los comités de seguridad, medio ambiente y equipos
de calidad e inocuidad.
Conduce la realización de los planes de contingencia (respuesta
ante emergencia- PRE).
Realiza el control de los registros de los sistemas de gestión de
calidad, inocuidad, seguridad, salud ocupacional y medio
ambiente.
8. EQUIPAMIENTO BÁSICO.
8.1. EQUIPOS DE PROCESO:
8.1.1. FRUTAS Y HORTALIZAS:
- Marmita con agitador.
- Pulpeadora.
- Molino coloidal.
- Transportadora.
- Tina de recepción y lavado.
- Dosificadora.
- Autoclave.
- Exhauster.
- Selladora de bolsas plásticas.
11
8.1.2. CARNES:
- Cutter.
- Molino de carnes.
- Embutidora.
- Ahumadora.
- Empacadora al vacío.
8.1.3. LÁCTEOS:
- Tina de cuajado.
- Cámara de maduración/fermentador.
- Empacadora al vacío.
8.1.4. MOLINERÍA-PANIFICACIÓN.
- Molino de granos.
- Mezcladora-Amasadora.
- Horno de cocimiento.
- Extrusora de fideos
8.1.5. OTROS:
- Caldera de vapor.
- Máquina sachetera.
- Compresor de aire
8.2. LABORATORIO. CONTROL DE CALIDAD.
- Refractómetro óptico.
- Potenciómetro de mesa.
- Potenciómetro portátil (tipo lapicero), waterproof.
- Penetrómetro.
- Termómetro digital (-20/1560 °C), waterproof.
- Termómetro de mercurio (0-120 °C).
- Densímetro.
- Picnómetro.
- Micrómetro.
- Vacuómetro.
- Espectofotómetro.
- Soxhlet, completo con soporte y hornilla, cap. 500 ml.
- Pera de decantación, 500 ml.
- Dispensador de líquido.
- Kits de evaluación microbiológica.
12
- Materiales de vidrio: pipetas, probetas, matraz Erlenmeyer, tubo
de ensayo, vaso de precipitación.
- Bureta de titulación.
- Balanza de humedad.
- Centrífuga
- Luminómetro para control de higiene.
- Kit de dureza de agua.
- Incubadora.
- Balanza electrónica.
- Hidrómetro.
- Determinador de actividad de agua.
9. CONOCIMIENTOS TECNOLÓGICOS APLICADOS.
Fundamentos de higiene de alimentos, programas de BPM y principios
de HACCP.
Microbiología básica de alimentos.
Química de los alimentos.
Métodos y técnicas de conservación de alimentos.
Sistemas de gestión de calidad e inocuidad de alimentos (BPM- BPH-
HACCCP).
Sistemas integrados de gestión (seguridad, salud ocupacional y medio
ambiente).
Procesos tecnológicos de producción de alimentos (tecnología de
alimentos).
Control de procesos (control estadístico de procesos).
Control de calidad de materia prima, productos en proceso y producto
final.
Normas técnicas.
Interpretación de fichas técnicas y especificaciones de productos,
aditivos alimentarios, químicos de limpieza y desinfección.
Interpretación de MSDS (hojas de seguridad) de sustancias químicas
que se usan en planta.
Sistemas de producción industrial de alimentos.
Office básico (Word, Excel, power point).
Mecánica básica.
Electricidad básica.
Neumática/hidráulica.

13
Líneas de fuerza.
Lubricantes y grasas de uso alimentario.
Gestión de producción básico – herramientas de mejora continua -
SMED (cambio de matriz en menos de10 minutos).
Mantenimiento autónomo/Mantenimiento productivo total- TPM.
Matemática básica.
Herramientas de calidad - 5 S´.
10. APTITUDES PERSONALES (FÍSICAS Y PSÍQUICAS).
10.1. FÍSICAS.
Resistencia al trabajo de pie.
No hipoacusia.
No daltónico.
Saludable corporalmente.
Condiciones sensoriales óptimas (5 sentidos).
Coordinación visor y motora.
10.2. PSÍQUICAS.
No depresivo.
Estabilidad emocional.
Tolerancia a la presión.
Razonamiento matemático y verbal.
Razonamiento espacial.
Pensamiento sistémico.
Creatividad, iniciativa.
11. ENTORNO LABORAL Y PROSPECTIVA.
11.1. ENTORNO LABORAL.
Por la competencia y el dominio de la ocupación el operador de procesos
de industria alimentaria está en condiciones de desempeñarse como
técnico en empresas de producción industrial a gran escala de:
- Derivados de frutas, hortalizas y vegetales.
- Leches y derivados lácteos.
- Carnes y derivados cárnicos.
- Derivados de cacao y confitería.
14
- Harinas de cereales, leguminosas y derivados.
- Bebidas carbonatadas, refrescos y otros.
- Procesamiento de productos hidrobiológicos.
- Comidas preparadas y envasadas.
11.2. PROSPECTIVA.
El Perú es un país con ventajas comparativa en la producción de materia
primas agrícolas y pecuarias tradicionales y exóticas lo cual ofrece un
gran potencial de desarrollo de la industria alimentaria no solo para la
transformación y darle un valor agregado a nuestros productos, sino
también en la industrialización nuestra gastronomía e incursionar en la
exportación.
Según estudios e investigaciones la tendencia del mercado de alimentos
está cada vez más orientado a consumir alimentos naturales, saludables
e inocuos por lo que los productores de alimentos industrializados tienen
el reto de rediseñar, innovar sus productos, realizar controles y
evaluaciones minuciosos en la producción, almacenamiento y transporte
de productos.
Por otro lado con la globalización se está generando mercados
emergentes para los productos peruanos, esto está permitiendo el
incremento de la demanda de nuestros productos, a esto se suma
también el crecimiento de la población en las zonas urbanas del país que
en el futuro va a demandar más alimentos procesados.
Para atender las exigencias de los consumidores, normativas de
comercio internacional y satisfacer las expectativas del crecimiento de la
demanda de alimentos procesados, el sector de la industria alimentaria
optará por incluir nuevas tecnología para el control de la calidad e
inocuidad de alimentos, producción, conservación, almacenamiento. Así
como nuevos sistemas productivos sofisticados enfocados a la
producción de diversidad de productos.
Por lo tanto el requerimiento de personal técnico en este sector será con
mayor especialización en el control de la producción de alimentos de
calidad e inocuos y manejo de sistemas productivos automatizados.
15
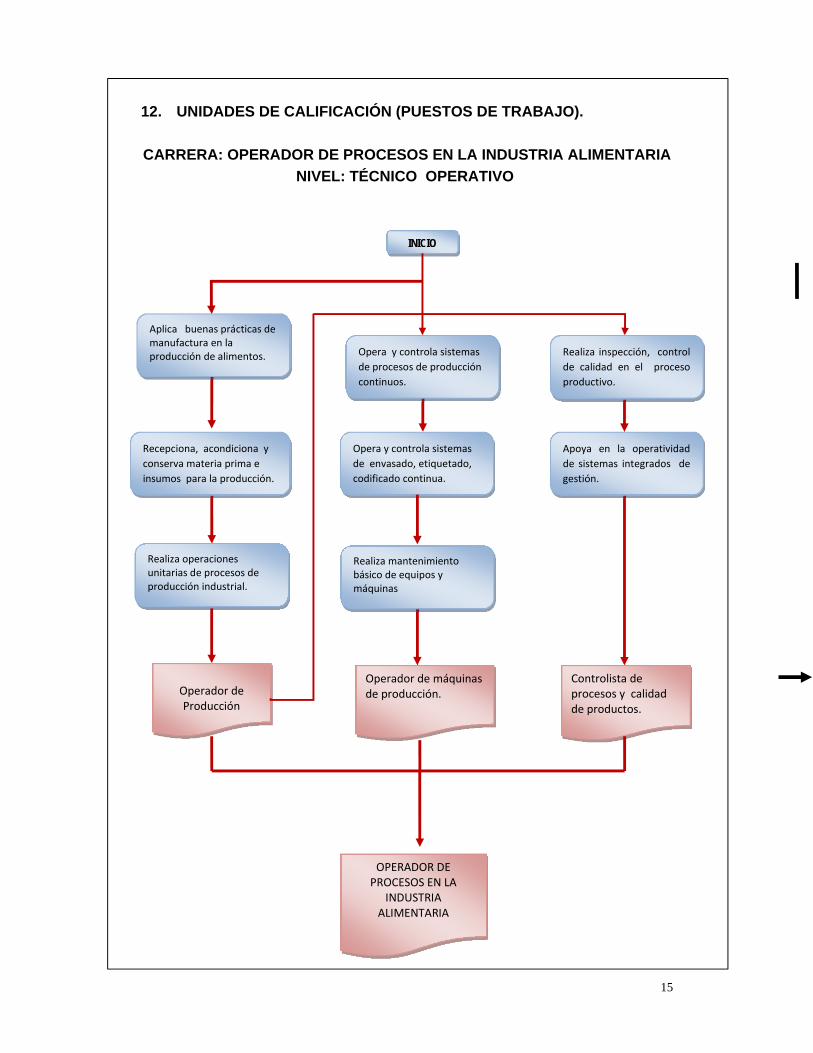
12. UNIDADES DE CALIFICACIÓN (PUESTOS DE TRABAJO).
CARRERA: OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA
NIVEL: TÉCNICO OPERATIVO
INICIO
Aplica buenas prácticas de manufactura en la producción de alimentos.
Recepciona, acondiciona y
conserva materia prima e
insumos para la producción.
Realiza operaciones unitarias de procesos de producción industrial.
Realiza mantenimiento básico de equipos y máquinas
Opera y controla sistemas
de envasado, etiquetado,
codificado continua.
Opera y controla sistemas
de procesos de producción
continuos.
OPERADOR DE PROCESOS EN LA
INDUSTRIA ALIMENTARIA
Controlista de procesos y calidad de productos.
Operador de máquinas de producción.
Operador de Producción
Apoya en la operatividad
de sistemas integrados de
gestión.
Realiza inspección, control
de calidad en el proceso
productivo.
16
12.1. OPERADOR DE PRODUCCIÓN.
El Operador de Producción de la Industria Alimentaria es personal
operativo calificado de la ocupación de Operador de procesos de la
industria alimentaria, habilitado para manipular alimentos
adecuadamente, realizar diferentes operaciones de procesamiento
industrial de alimentos en los sub sectores de transformación de
productos agrícolas, pecuarios e hidrobiológicos.
COMPETENCIA TÉCNICA.
Controla la recepción de materia prima e insumos de acuerdo a
especificaciones y normas técnicas.
Manipula alimentos aplicando los códigos, normas y reglamentos
de higiene y sanidad de alimentos y acorde a los sistemas de
gestión de inocuidad implementados.
Realiza operaciones de pesado, acondicionado de materia prima,
insumos y procesamiento según indicaciones y especificaciones
de producción.
Prepara los equipos, máquinas y materiales según orden de
producción.
Realiza toda operación del proceso de producción teniendo en
cuenta las normas de seguridad, salud ocupacional y medio
ambiente estandarizados en los sistemas integrados de gestión.
ÁREAS DE RESPONSABILIDAD.
Aplica buenas prácticas de manufactura en la producción de
alimentos.
Recepciona, acondiciona y conserva materia prima e insumos
para la producción.
Realiza operaciones unitarias de procesos de producción
industrial de alimentos.
17
12.2. OPERADOR DE MÁQUINAS DE PRODUCCIÓN.
El operador de máquinas de producción en línea es un personal
operativo calificado de la ocupación de Operador de procesos de la
industria alimentaria, habilitado para conducirse con autonomía de
acuerdo a las exigencias de los estándares de desempeño. Opera
diferentes equipos, máquinas de sistemas de producción en línea
en la producción industrial de alimentos a gran escala para
consumo directo o insumos para procesamiento secundario, en los
diferentes rubros del subsector manufacturero de alimentos y
bebidas.
COMPETENCIA TÉCNICA.
Realiza la producción de alimentos operando máquinas, equipos
de sistemas de producción en línea, según los niveles
tecnológicos de producción.
Controla parámetros operacionales en el proceso de producción
de alimentos de acuerdo a normas técnicas o estándares,
enfocado a la calidad e inocuidad del producto.
Manipula alimentos aplicando los códigos, normas y reglamentos
de higiene y sanidad de alimentos y acorde a los sistemas de
gestión de inocuidad implementados.
Realiza toda operación del proceso de producción teniendo en
cuenta las normas de seguridad, salud ocupacional y medio
ambiente estandarizados en los sistemas integrados de gestión.
Gestiona recursos y servicios auxiliares a planta para la operación
de los equipos de producción, envasado y empacado.
Realiza mantenimiento autónomo de los equipos y máquinas a su
cargo.
ÁREAS DE RESPONSABILIDAD.
Opera y controla sistemas de procesos de producción industrial
continua (en línea).
Opera y controla sistemas de envasado, etiquetado, codificado
en línea.
Realiza mantenimiento básico de equipos y máquinas.

18
12.3. CONTROLISTA DE PROCESOS Y CALIDAD DE PRODUCTOS.
El controlista de procesos y calidad de productos es personal
operativo calificado de la ocupación de Operador de procesos de la
industria alimentaria, habilitado para manipular alimentos
adecuadamente, realizar diferentes operaciones para el control de
parámetros en el proceso de producción industrial a gran escala y
control de calidad e inocuidad de productos en los diferentes rubros
del subsector manufacturero de alimentos y bebidas.
COMPETENCIA TÉCNICA.
Controla calidad e inocuidad de la materia prima e insumos,
productos en proceso y producto final de acuerdo a
especificaciones y normas técnicas.
Maneja normas de muestreo y criterios de muestreo.
Manipula alimentos aplicando los códigos, normas y reglamentos
de higiene y sanidad de alimentos y acorde a los sistemas de
gestión de inocuidad implementados.
Realiza toda operación teniendo en cuenta las normas de
seguridad, salud ocupacional y medio ambiente estandarizados
en los sistemas integrados de gestión.
Realiza el seguimiento y verificación de la aplicación de los
programas de los sistemas de gestión integrados correspondiente
al proceso productivo.
ÁREAS DE RESPONSABILIDAD.
Realiza inspección y control de calidad en el proceso productivo.
Apoya en la operatividad de sistemas de gestión integrados.

19
13. EMPRESAS Y ESPECIALISTAS PARTICIPANTES EN EL TALLER AOP
Y EN LA REVISIÓN DEL PERFIL.
Nº EMPRESAS NOMBRE Y APELLIDOS
1 ALICORP SAA Víctor Corbera Cubas
2 GLORIA SA Oscar Cacho
3 GLORIA SA Jorge Chávez
4 PEPSICO Gilmer Armas Fernandez
5 ALICORP SAA Héctor García Segovia
7 COORPORA TRES MONTES José Luis Rejas
8 AGROINDUSTRIAS NOBEX S.A. Carmen Castañeda Centurión
9 LIOFILIZADORA DEL PACÍFICO S.R.LTDA Esteban Medina Solís
10 DERIVADOS DEL MAÍZ S.A. Carlos Torres S
11 LAIVE S.A. Melisa Velazco
12 AJINOMOTO DEL PERU S.A. Nancy Marisol Carrasco Apaza
13 MOLITALIA SA Marta Limo Figueroa
14 LIOFIZADORA DEL PACÍFICOS.R.LTDA Trinidad Showin Pajuelo
15 LIOFIZADORA DEL PACÍFICOS.R.LTDA Fernando Ramos Cuéllar
16 ALICORP SAA Yonathan D. Gheiler Palomino
17 INDUSTRIA NACIONAL DE CONSERVAS ALIMENTICIAS SA - INCALSA
Diana Ysabel Mantilla Guerreo
18 DERIVADOS DEL MAÍZ S.A. Gilberto Rodas Ventura
19 EMBOTELLADORA J.R. LINLLEY Manuel Montero

20
FAMILIA OCUPACIONAL INDUSTRÍA ALIMENTARIA
CARRERA OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA
NIVEL DE FORMACIÓN PROFESIONAL TÉCNICO OPERATIVO NIVEL DE CALIFICACIÓN 2 CÓDIGO CIU0 8160 Del 22 de Junio al 04 de Julio de 2012, la Junta de Empresarios y Profesionales del
Sector Industria Alimentaria, en consulta con sus especialistas, revisaron los
contenidos del perfil Ocupacional “Operador de Procesos en la Industria
Alimentaría”, con la finalidad de analizar la pertinencia, emitir opinión técnica y
validar la misma como documento base para elaborar los diseños curriculares,
realizar la formación/capacitación y posterior certificación de trabajadores de esta
ocupación.
Los Especialistas que suscribe, en representación de las empresas del sector,
después de una revisión exhaustiva validan y dan fe que el perfil ocupacional está de
acuerdo a la realidad actual, señala las tareas que el trabajador de esta ocupación
realiza y comprometen su apoyo constante al SENATI para la actualización y reajuste
permanente, adecuándolas a las exigencias y al avance de la tecnología en esta
ocupación.
Lima, ___04__________de___Julio_________del 2012
ACTA DE VALIDACIÓN DEL PERFIL OCUPACIONAL
21
ESQUEMA OPERATIVO.
ESTRUCTURA CURRICULAR.
CONTENIDO SINTÉTICO SEMESTRAL.
PROGRAMA DE APRENDIZAJE DUAL
- 22 -
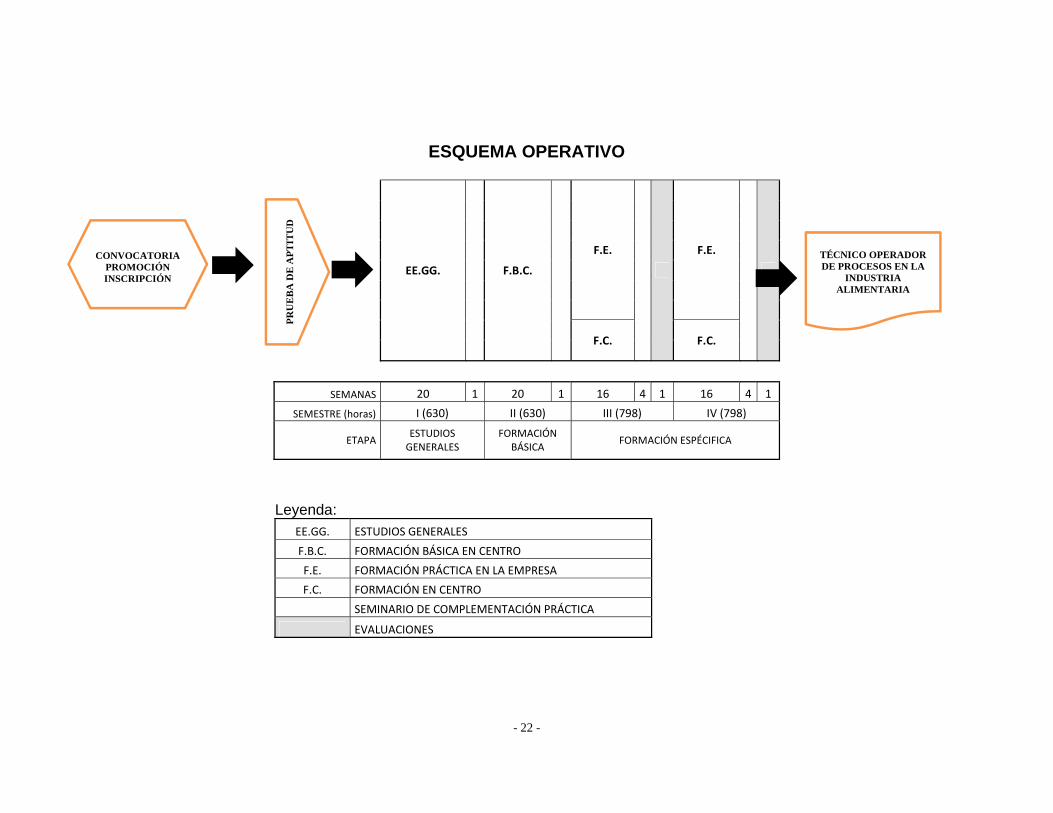
ESQUEMA OPERATIVO
Leyenda: EE.GG. ESTUDIOS GENERALES
F.B.C. FORMACIÓN BÁSICA EN CENTRO
F.E. FORMACIÓN PRÁCTICA EN LA EMPRESA
F.C. FORMACIÓN EN CENTRO
SEMINARIO DE COMPLEMENTACIÓN PRÁCTICA
EVALUACIONES
EE.GG. F.B.C.
F.E.
F.E.
F.C. F.C.
SEMANAS 20 1 20 1 16 4 1 16 4 1
SEMESTRE (horas) I (630) II (630) III (798) IV (798)
ETAPAESTUDIOS GENERALES
FORMACIÓN BÁSICA
FORMACIÓN ESPÉCIFICA
CONVOCATORIA
PROMOCIÓN INSCRIPCIÓN
PR
UE
BA
DE
AP
TIT
UD
TÉCNICO OPERADOR DE PROCESOS EN LA
INDUSTRIA ALIMENTARIA
- 23 -
TALLER/ LABORATO
RIO
TECNOLOGÍA/ TEORÍA
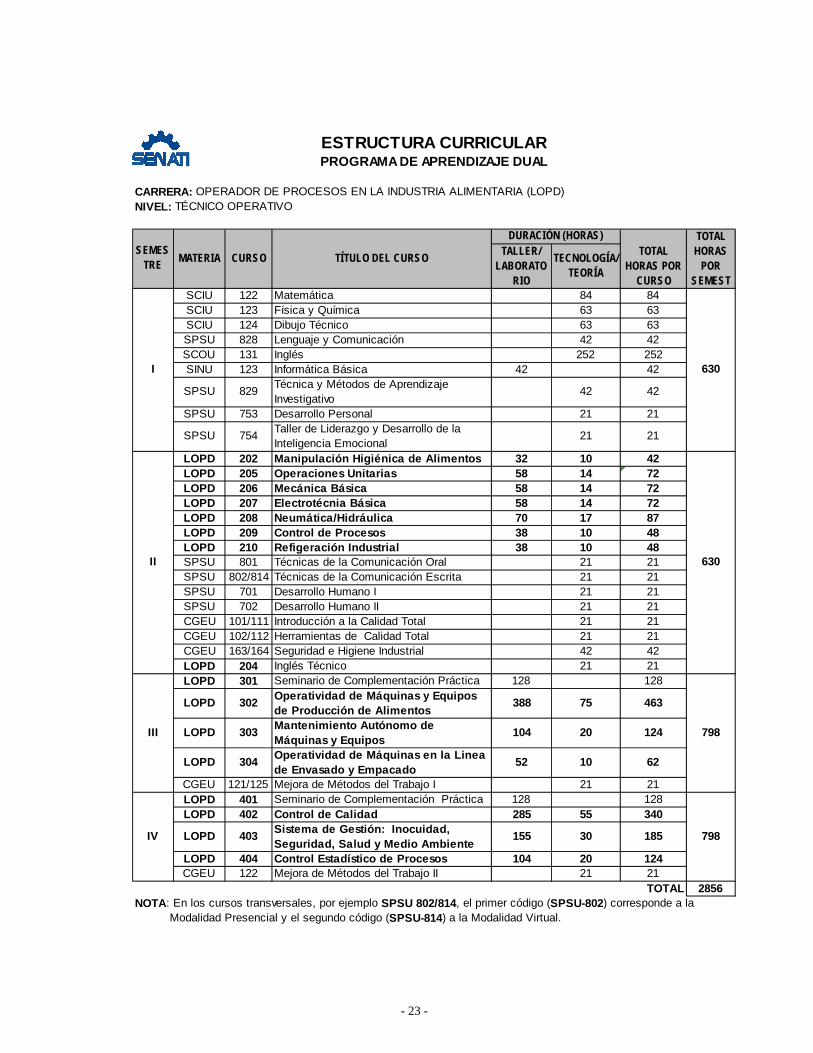
SCIU 122 Matemática 84 84SCIU 123 Física y Química 63 63SCIU 124 Dibujo Técnico 63 63SPSU 828 Lenguaje y Comunicación 42 42SCOU 131 Inglés 252 252SINU 123 Informática Básica 42 42
SPSU 829Técnica y Métodos de Aprendizaje Investigativo
42 42
SPSU 753 Desarrollo Personal 21 21
SPSU 754Taller de Liderazgo y Desarrollo de la Inteligencia Emocional
21 21
LOPD 202 Manipulación Higiénica de Alimentos 32 10 42LOPD 205 Operaciones Unitarias 58 14 72LOPD 206 Mecánica Básica 58 14 72LOPD 207 Electrotécnia Básica 58 14 72LOPD 208 Neumática/Hidráulica 70 17 87LOPD 209 Control de Procesos 38 10 48LOPD 210 Refigeración Industrial 38 10 48SPSU 801 Técnicas de la Comunicación Oral 21 21SPSU 802/814 Técnicas de la Comunicación Escrita 21 21SPSU 701 Desarrollo Humano I 21 21SPSU 702 Desarrollo Humano II 21 21CGEU 101/111 Introducción a la Calidad Total 21 21CGEU 102/112 Herramientas de Calidad Total 21 21CGEU 163/164 Seguridad e Higiene Industrial 42 42LOPD 204 Inglés Técnico 21 21LOPD 301 Seminario de Complementación Práctica 128 128
LOPD 302Operatividad de Máquinas y Equipos de Producción de Alimentos
388 75 463
LOPD 303Mantenimiento Autónomo de Máquinas y Equipos
104 20 124
LOPD 304Operatividad de Máquinas en la Linea de Envasado y Empacado
52 10 62
CGEU 121/125 Mejora de Métodos del Trabajo I 21 21LOPD 401 Seminario de Complementación Práctica 128 128LOPD 402 Control de Calidad 285 55 340
LOPD 403Sistema de Gestión: Inocuidad, Seguridad, Salud y Medio Ambiente
155 30 185
LOPD 404 Control Estadístico de Procesos 104 20 124CGEU 122 Mejora de Métodos del Trabajo II 21 21
2856NOTA: En los cursos transversales, por ejemplo SPSU 802/814, el primer código (SPSU-802) corresponde a la Modalidad Presencial y el segundo código (SPSU-814) a la Modalidad Virtual.
NIVEL: TÉCNICO OPERATIVO
ESTRUCTURA CURRICULARPROGRAMA DE APRENDIZAJE DUAL
CARRERA: OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA (LOPD)
DURACIÓN (HORAS)TOTAL
HORAS POR CURSO
TOTAL HORAS
POR SEMEST
SEMESTRE
MATERIA CURSO TÍTULO DEL CURSO
IV 798
TOTAL
I 630
II 630
III 798

- 24 -
ESTUDIOS GENERALES
PRIMER SEMESTRE
- 25 -
FORMACIÓN BÁSICA
SEGUNDO SEMESTRE
- 26 -
CONTENIDO CURRICULAR I. INFORMACIÓN GENERAL.
CURSO : MANIPULACIÓN HIGIÉNICA DE ALIMENTOS.
N° DE HORAS : 21
DESARROLLO DE CONTENIDOS
PRÁCTICAS/ ACTIVIDADES
TOTAL
10 horas 32 horas 42 horas
II. OBJETIVO GENERAL.
Este curso proporcionará las herramientas e información que permita al
participante manipular alimentos con las máximas garantías higiénicas,
exigidas por la industria, evitando y minimizando riesgos derivados de malas
prácticas.
Concientizando a los participantes sobre los peligros potenciales que
conlleva la contaminación de los alimentos.
Dando a conocer las causas que provocan intoxicaciones alimentarias.
Aplicando las medidas preventivas necesarias para evitar la
contaminación de los alimentos.
Realizando una correcta limpieza y desinfección de utensilios e
instalaciones.
Llevando a cabo un adecuado aseo e higiene personal.
Conociendo y cumpliendo la legislación vigente.
III. CONTENIDOS. (Ver contenido analítico).
IV. MÉTODO DE TRABAJO
Exposición diálogo para el aprendizaje de conceptos teóricos.
Prácticas, ejercicios y tareas relacionadas con la aplicación de los
conocimientos adquiridos.
Fomentar la participación individual y grupal en clase como medio de
desarrollo, la capacidad de razonamiento y análisis.

- 27 -
V. EVALUACIÓN.
i. Participación en taller.
ii. Pruebas Escritas (Exámenes 1/2 Curso y Final).
iii. Trabajo Individual y Grupal.
VI. BIBLIOGRAFÍA.
“MANIPULACIÓN DE ALIMENTOS”
http://www.juntadeandalucia.es/empleo/recursos2/material_didactico/especialidade
s/materialdidactico_manipulacion_alimentos/PDF/Manual_Comun.pdf
“MANUAL DEL MANIPULADOR DE ALIMENTOS”
http://www.ops.org.bo/textocompleto/nla21195.pdf
CODEX ALIMENTARIUS: “HIGIENE DE LOS ALIMENTOS.”
http://www.iica.int/Esp/organizacion/LTGC/Documentacion/BibliotecaVenezuela/Bol
etines/2010/n11/higiene.pdf
“GUÍA DE BUENAS PRÁCTICAS DE HIGIENE PARA LA INDUSTRIA
ALIMENTARIA”.
http://www.senasa.go.cr/senasa/sitio/files/010812021155.pdf
- 28 -
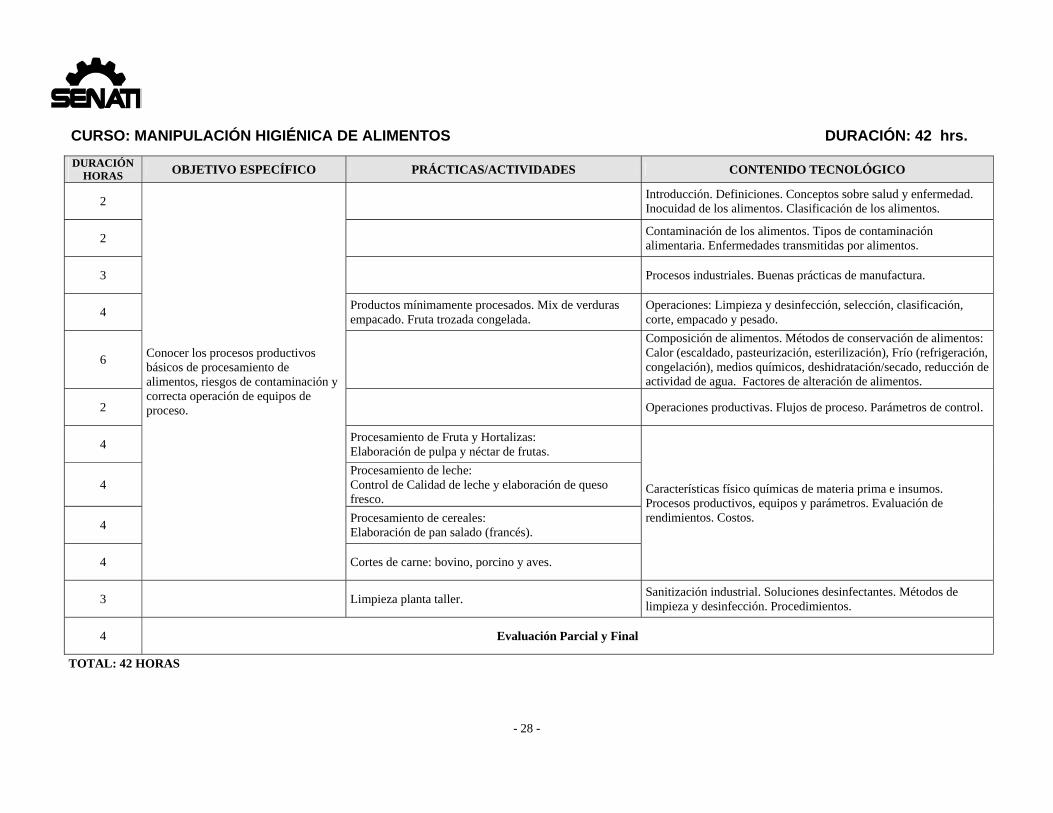
CURSO: MANIPULACIÓN HIGIÉNICA DE ALIMENTOS DURACIÓN: 42 hrs.
DURACIÓN HORAS OBJETIVO ESPECÍFICO PRÁCTICAS/ACTIVIDADES CONTENIDO TECNOLÓGICO
2
Conocer los procesos productivos básicos de procesamiento de alimentos, riesgos de contaminación y correcta operación de equipos de proceso.
Introducción. Definiciones. Conceptos sobre salud y enfermedad. Inocuidad de los alimentos. Clasificación de los alimentos.
2 Contaminación de los alimentos. Tipos de contaminación alimentaria. Enfermedades transmitidas por alimentos.
3 Procesos industriales. Buenas prácticas de manufactura.
4 Productos mínimamente procesados. Mix de verduras empacado. Fruta trozada congelada.
Operaciones: Limpieza y desinfección, selección, clasificación, corte, empacado y pesado.
6
Composición de alimentos. Métodos de conservación de alimentos: Calor (escaldado, pasteurización, esterilización), Frío (refrigeración, congelación), medios químicos, deshidratación/secado, reducción de actividad de agua. Factores de alteración de alimentos.
2 Operaciones productivas. Flujos de proceso. Parámetros de control.
4 Procesamiento de Fruta y Hortalizas: Elaboración de pulpa y néctar de frutas.
Características físico químicas de materia prima e insumos. Procesos productivos, equipos y parámetros. Evaluación de rendimientos. Costos.
4 Procesamiento de leche: Control de Calidad de leche y elaboración de queso fresco.
4 Procesamiento de cereales: Elaboración de pan salado (francés).
4 Cortes de carne: bovino, porcino y aves.
3
Limpieza planta taller. Sanitización industrial. Soluciones desinfectantes. Métodos de limpieza y desinfección. Procedimientos.
4 Evaluación Parcial y Final
TOTAL: 42 HORAS
- 29 -
CONTENIDO CURRICULAR
I. INFORMACIÓN GENERAL.
CURSO: OPERACIONES INDUSTRIALES
N° DE HORAS : 72
DESARROLLO DE CONTENIDOS
PRÁCTICAS/ ACTIVIDADES
TOTAL
14 horas 58 horas 72 horas
II. OBJETIVO GENERAL.
El participante estará en condiciones de ejecutar operaciones de proceso utilizando equipos adecuados, aplicando los cálculos / mediciones correspondientes y observando las normas de seguridad y medio ambiente.
III. CONTENIDOS. (Ver contenido analítico).
IV. MÉTODO DE TRABAJO
Exposición diálogo para el aprendizaje de conceptos teóricos.
Prácticas, ejercicios y tareas relacionadas con la aplicación de los
conocimientos adquiridos.
Fomentar la participación individual y grupal en clase como medio de
desarrollo, la capacidad de razonamiento y análisis.
V. EVALUACIÓN.
i. Participación en taller.
ii. Pruebas escritas de acuerdo por cada módulo formativo, de acuerdo a
avance.
iii. Trabajo Individual y Grupal.
- 30 -
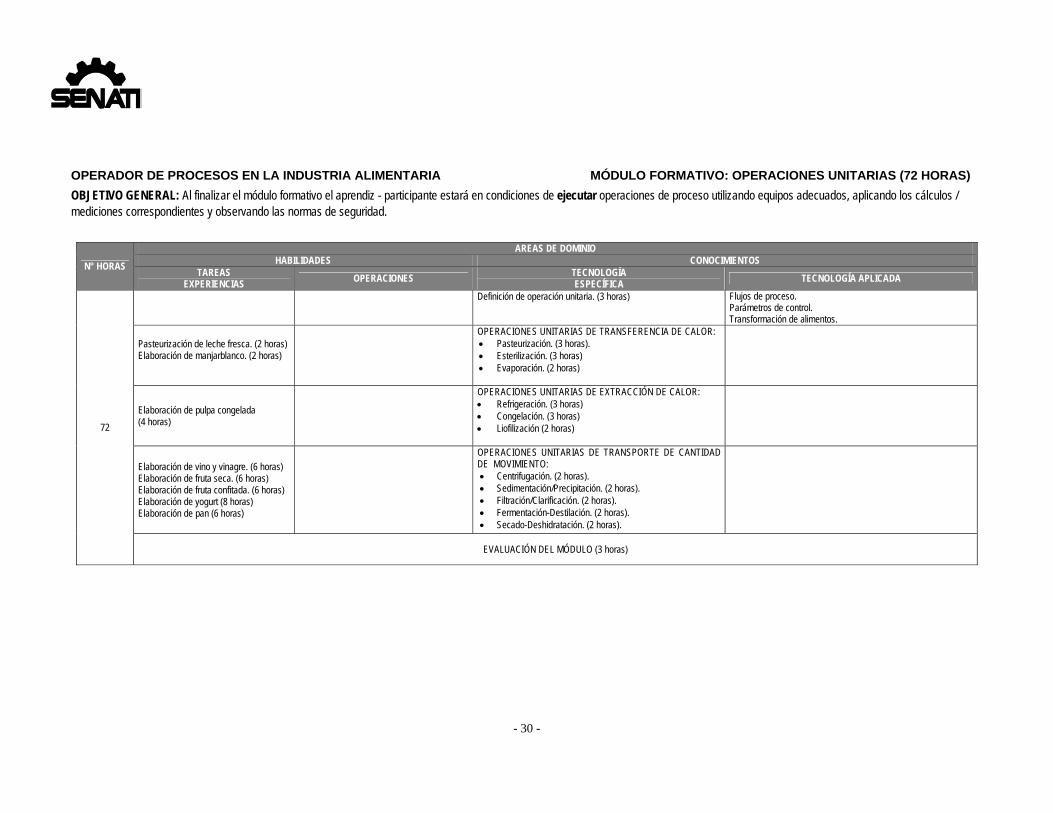
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: OPERACIONES UNITARIAS (72 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de ejecutar operaciones de proceso utilizando equipos adecuados, aplicando los cálculos / mediciones correspondientes y observando las normas de seguridad.
N° HORAS AREAS DE DOMINIO
HABILIDADES CONOCIMIENTOSTAREAS
EXPERIENCIAS OPERACIONES TECNOLOGÍA ESPECÍFICA TECNOLOGÍA APLICADA
72
Definición de operación unitaria. (3 horas) Flujos de proceso. Parámetros de control. Transformación de alimentos.
Pasteurización de leche fresca. (2 horas) Elaboración de manjarblanco. (2 horas)
OPERACIONES UNITARIAS DE TRANSFERENCIA DE CALOR: Pasteurización. (3 horas). Esterilización. (3 horas) Evaporación. (2 horas)
Elaboración de pulpa congelada (4 horas)
OPERACIONES UNITARIAS DE EXTRACCIÓN DE CALOR: Refrigeración. (3 horas) Congelación. (3 horas) Liofilización (2 horas)
Elaboración de vino y vinagre. (6 horas) Elaboración de fruta seca. (6 horas) Elaboración de fruta confitada. (6 horas) Elaboración de yogurt (8 horas) Elaboración de pan (6 horas)
OPERACIONES UNITARIAS DE TRANSPORTE DE CANTIDAD DE MOVIMIENTO: Centrifugación. (2 horas). Sedimentación/Precipitación. (2 horas). Filtración/Clarificación. (2 horas). Fermentación-Destilación. (2 horas). Secado-Deshidratación. (2 horas).
EVALUACIÓN DEL MÓDULO (3 horas)

- 31 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: MECÁNICA BÁSICA.
OP
ER
AC
ION
ES
Lim
ar s
upe
rfici
e pl
ana
Lim
ar s
upe
rfici
es p
lana
s en
áng
ulo.
Tra
zar
rect
as e
n el
pla
no.
Gra
net
ear
Ase
rrar
a m
ano.
Lim
ar s
upe
rfici
es p
lana
s y
par
alel
as.
Tra
zar
con
gram
il.T
raza
r ar
cos
de c
ircun
fere
ncia
.
Est
ampa
r le
tras
y n
úmer
os.
Agu
jere
ar e
n la
tala
drad
ora
.
Ave
llana
r có
nico
Ros
car
con
mac
ho a
man
o.
Ave
llana
do c
ilínd
rico
cóni
co
Lim
ar s
upe
rfici
es c
ónca
vas
y co
nvex
as.
Ros
car
con
terr
aja
a m
ano
.
Aju
sta
r ran
ura.
Lim
ar e
strí
asC
izal
lar
Rem
acha
r en
frío
Ens
ambl
arP
avon
ar
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: MECÁNICA BÁSICA.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
HO
-13
HO
-14
HO
-15
HO
-16
HO
-17
HO
-18
HO
-19
HO
-20
HO
-21
1 HT-01
2 HT-02
3 HT-03
4 HT-04
5 HT-05
6 HT-06
7 HT-07
Operación Nueva
Operación Repetida
Prensa en "C"
Placa de acero con una cara limada
Placa de acero trazada-plano.
Paralelopípedo
Placa taladrada.
Placa roscado y avellanado.
Eje roscado
- 32 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: MECÁNICA BÁSICA.
OP
ER
AC
ION
ES
Des
arm
ar y
arm
ar m
ecan
ism
os.
Sac
ar y
col
oca
r tu
erca
s y
torn
illos
.
Sac
ar y
col
oca
r pa
sado
res
de
alej
as.
Sac
ar y
col
oca
r pa
sado
res
de
pres
ión
y lis
o.
Eng
rap
ar la
faja
pla
naD
esm
iont
ar y
mon
tar f
aja
s pl
ana
s y
en "
V".
Des
mon
tar
pole
asM
onta
r pol
eas
Sac
ar y
col
oca
r ch
avet
as.
Con
fecc
iona
r em
paqu
etad
uras
Ver
ifica
r eje
s ci
líndr
icos
.
Des
mon
tar
cojin
ete
Mon
tar c
ojin
ete
Mon
tar b
ujes
.D
esm
onta
r y
mon
tar
roda
mie
nto
Sac
ar y
col
oca
r se
guro
s
Alin
eam
ient
o de
tran
smis
ión.
Des
mon
tar
y m
onta
r en
gran
ajes
Ver
ifica
r eng
rana
jes
y po
lea
s.
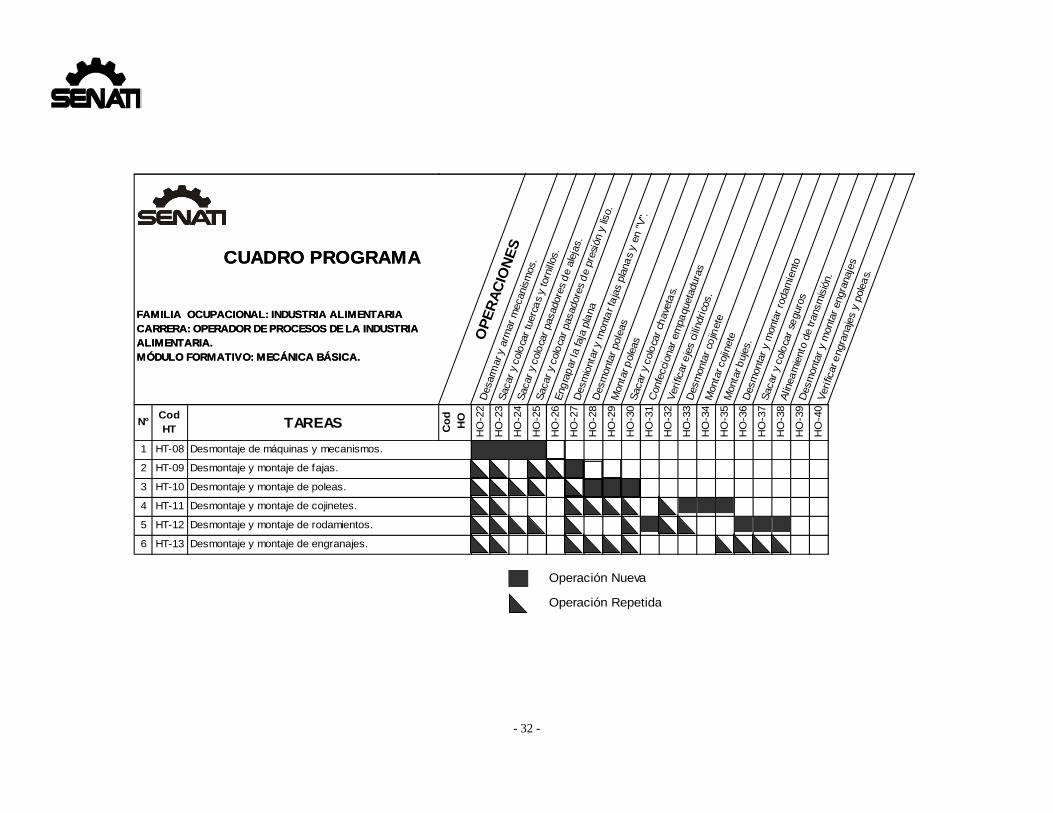
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: MECÁNICA BÁSICA.
N°CodHT TAREAS C
od
HO
HO
-22
HO
-23
HO
-24
HO
-25
HO
-26
HO
-27
HO
-28
HO
-29
HO
-30
HO
-31
HO
-32
HO
-33
HO
-34
HO
-35
HO
-36
HO
-37
HO
-38
HO
-39
HO
-40
1 HT-08
2 HT-09
3 HT-10
4 HT-11
5 HT-12
6 HT-13
Operación Nueva
Operación Repetida
Desmontaje de máquinas y mecanismos.
Desmontaje y montaje de fajas.
Desmontaje y montaje de poleas.
Desmontaje y montaje de cojinetes.
Desmontaje y montaje de rodamientos.
Desmontaje y montaje de engranajes.
- 33 -
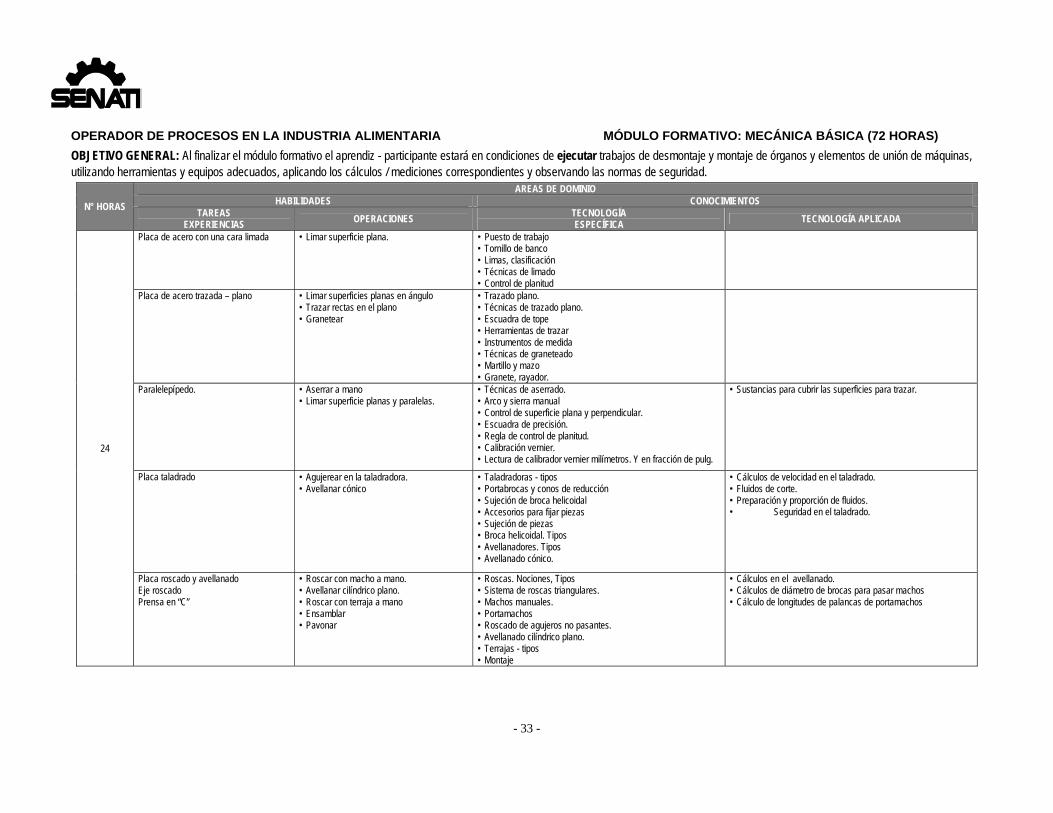
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: MECÁNICA BÁSICA (72 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de ejecutar trabajos de desmontaje y montaje de órganos y elementos de unión de máquinas, utilizando herramientas y equipos adecuados, aplicando los cálculos / mediciones correspondientes y observando las normas de seguridad.
N° HORAS AREAS DE DOMINIO
HABILIDADES CONOCIMIENTOSTAREAS
EXPERIENCIAS OPERACIONES TECNOLOGÍA ESPECÍFICA TECNOLOGÍA APLICADA
24
Placa de acero con una cara limada • Limar superficie plana. • Puesto de trabajo • Tornillo de banco • Limas, clasificación • Técnicas de limado • Control de planitud
Placa de acero trazada – plano • Limar superficies planas en ángulo • Trazar rectas en el plano • Granetear
• Trazado plano. • Técnicas de trazado plano. • Escuadra de tope • Herramientas de trazar • Instrumentos de medida • Técnicas de graneteado • Martillo y mazo • Granete, rayador.
Paralelepípedo. • Aserrar a mano • Limar superficie planas y paralelas.
• Técnicas de aserrado. • Arco y sierra manual • Control de superficie plana y perpendicular. • Escuadra de precisión. • Regla de control de planitud. • Calibración vernier. • Lectura de calibrador vernier milímetros. Y en fracción de pulg.
• Sustancias para cubrir las superficies para trazar.
Placa taladrado • Agujerear en la taladradora. • Avellanar cónico
• Taladradoras - tipos • Portabrocas y conos de reducción • Sujeción de broca helicoidal • Accesorios para fijar piezas • Sujeción de piezas • Broca helicoidal. Tipos • Avellanadores. Tipos • Avellanado cónico.
• Cálculos de velocidad en el taladrado. • Fluidos de corte. • Preparación y proporción de fluidos. • Seguridad en el taladrado.
Placa roscado y avellanado Eje roscado Prensa en “C”
• Roscar con macho a mano. • Avellanar cilíndrico plano. • Roscar con terraja a mano • Ensamblar • Pavonar
• Roscas. Nociones, Tipos • Sistema de roscas triangulares. • Machos manuales. • Portamachos • Roscado de agujeros no pasantes. • Avellanado cilíndrico plano. • Terrajas - tipos • Montaje
• Cálculos en el avellanado. • Cálculos de diámetro de brocas para pasar machos • Cálculo de longitudes de palancas de portamachos
- 34 -
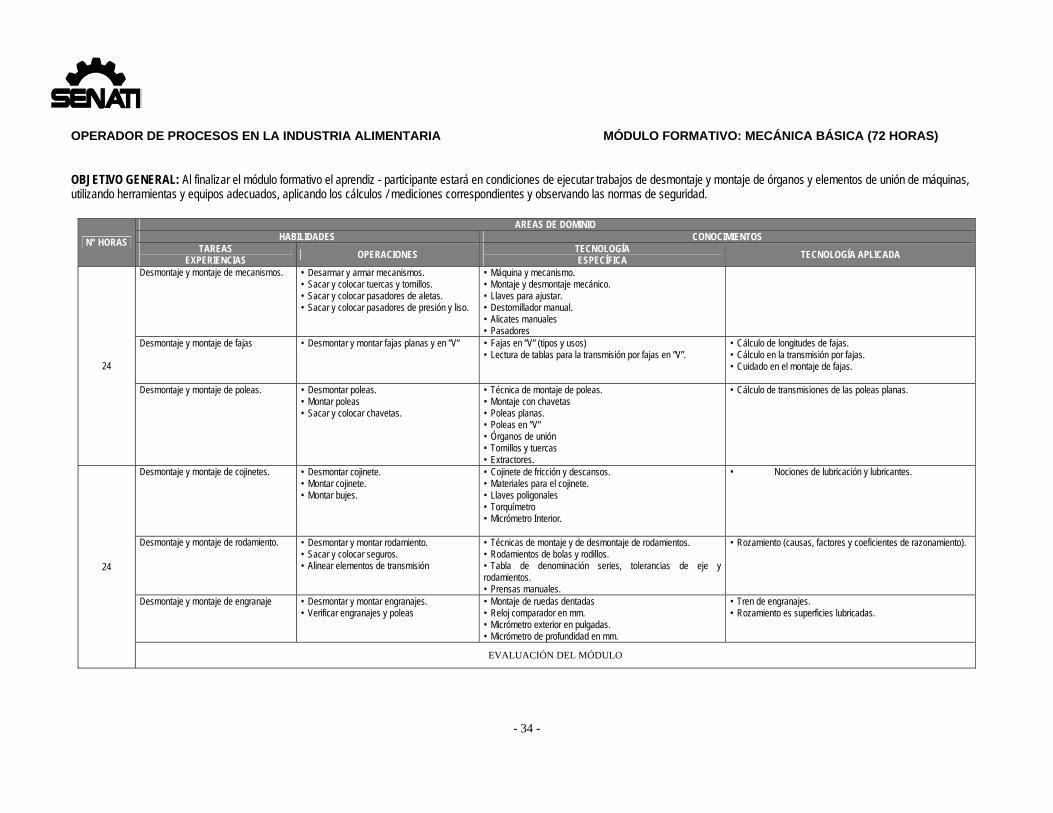
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: MECÁNICA BÁSICA (72 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de ejecutar trabajos de desmontaje y montaje de órganos y elementos de unión de máquinas, utilizando herramientas y equipos adecuados, aplicando los cálculos / mediciones correspondientes y observando las normas de seguridad.
N° HORAS AREAS DE DOMINIO
HABILIDADES CONOCIMIENTOSTAREAS
EXPERIENCIAS OPERACIONES TECNOLOGÍA ESPECÍFICA TECNOLOGÍA APLICADA
24
Desmontaje y montaje de mecanismos. • Desarmar y armar mecanismos. • Sacar y colocar tuercas y tornillos. • Sacar y colocar pasadores de aletas. • Sacar y colocar pasadores de presión y liso.
• Máquina y mecanismo. • Montaje y desmontaje mecánico. • Llaves para ajustar. • Destornillador manual. • Alicates manuales • Pasadores
Desmontaje y montaje de fajas • Desmontar y montar fajas planas y en ”V” • Fajas en ”V” (tipos y usos) • Lectura de tablas para la transmisión por fajas en ”V”.
• Cálculo de longitudes de fajas. • Cálculo en la transmisión por fajas. • Cuidado en el montaje de fajas.
Desmontaje y montaje de poleas. • Desmontar poleas. • Montar poleas • Sacar y colocar chavetas.
• Técnica de montaje de poleas. • Montaje con chavetas • Poleas planas. • Poleas en ”V” • Órganos de unión • Tornillos y tuercas • Extractores.
• Cálculo de transmisiones de las poleas planas.
24
Desmontaje y montaje de cojinetes. • Desmontar cojinete. • Montar cojinete. • Montar bujes.
• Cojinete de fricción y descansos. • Materiales para el cojinete. • Llaves poligonales • Torquímetro • Micrómetro Interior.
• Nociones de lubricación y lubricantes.
Desmontaje y montaje de rodamiento. • Desmontar y montar rodamiento. • Sacar y colocar seguros. • Alinear elementos de transmisión
• Técnicas de montaje y de desmontaje de rodamientos. • Rodamientos de bolas y rodillos. • Tabla de denominación series, tolerancias de eje y rodamientos. • Prensas manuales.
• Rozamiento (causas, factores y coeficientes de razonamiento).
Desmontaje y montaje de engranaje • Desmontar y montar engranajes. • Verificar engranajes y poleas
• Montaje de ruedas dentadas • Reloj comparador en mm. • Micrómetro exterior en pulgadas. • Micrómetro de profundidad en mm.
• Tren de engranajes. • Rozamiento es superficies lubricadas.
EVALUACIÓN DEL MÓDULO
- 35 -
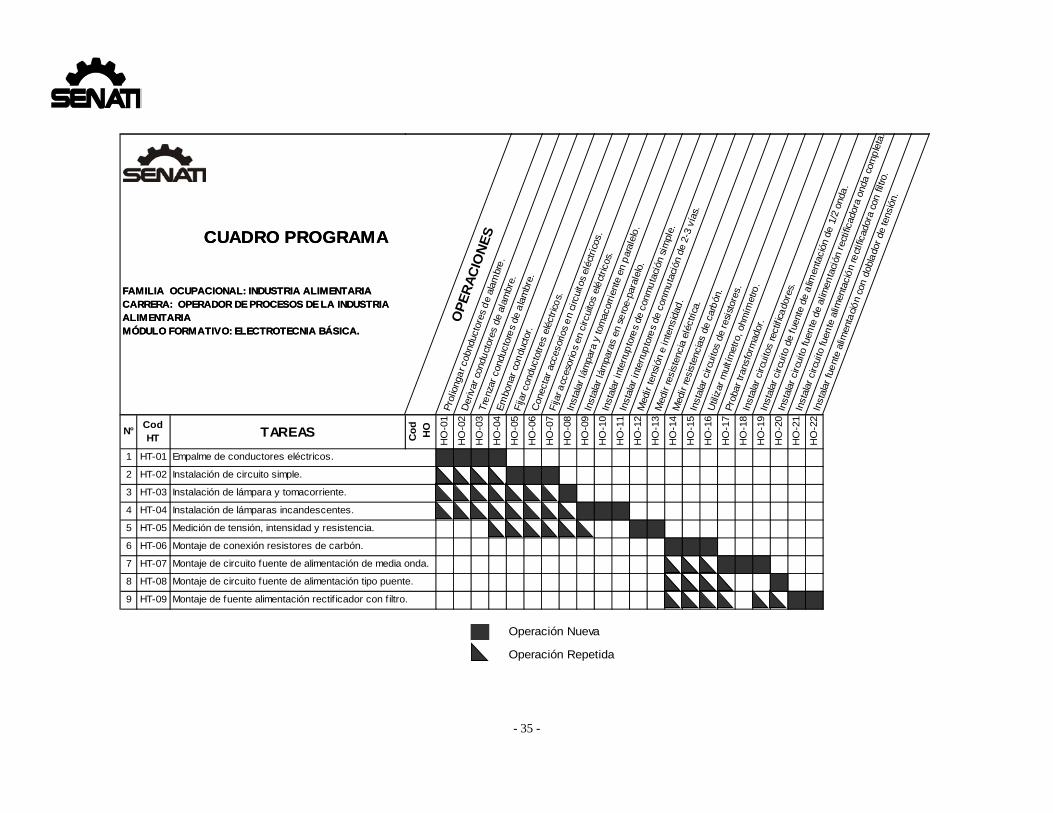
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIAMÓDULO FORMATIVO: ELECTROTECNIA BÁSICA.
OP
ER
AC
ION
ES
Pro
liong
ar c
obnd
ucto
res
de
alam
bre
.
Der
ivar
con
duct
ores
de
alam
bre.
Tre
nzar
con
duct
ore
s de
ala
mbr
e.
Em
bona
r co
ndu
ctor
.F
ijar c
ondu
ctot
res
eléc
tric
os.
Con
ecta
r ac
ceso
rios
en
circ
uito
s el
éctr
icos
.
Fija
r acc
esor
ios
en c
ircui
tos
elé
ctric
os.
Inst
alar
lám
para
y to
mac
orri
ente
en
par
alel
o.
Inst
alar
lám
para
s en
se
roe-
para
lelo
.
Inst
alar
inte
rrup
tore
s de
con
mu
taci
ón s
impl
e.
Inst
alar
inte
rrup
tore
s de
con
mu
taci
ón d
e 2-
3 ví
as.
Med
ir te
nsió
n e
inte
nsid
ad.
Med
ir re
sist
enci
a el
éctri
ca.
Med
ir re
sist
enci
as d
e ca
rbón
.
Inst
alar
circ
uito
s de
res
isto
res.
Util
izar
mul
tím
etro
, ohm
ímet
ro.
Pro
bar
tran
sfor
mad
or.
Inst
alar
circ
uito
s re
ctif i
cado
res.
Inst
alar
circ
uito
de
fuen
te d
e a
limen
taci
ón d
e 1
/2 o
nda
.
Inst
alar
circ
uito
fuen
te d
e al
imen
taci
ón r
ectif
icad
ora
onda
com
ple
ta.
Inst
alar
circ
uito
fuen
te a
limen
taci
ón
rect
ifica
dora
con
filtr
o.
Inst
alar
fue
nte
alim
enta
ció
n co
n d
obla
dor
de te
nsió
n.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIAMÓDULO FORMATIVO: ELECTROTECNIA BÁSICA.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
HO
-13
HO
-14
HO
-15
HO
-16
HO
-17
HO
-18
HO
-19
HO
-20
HO
-21
HO
-22
1 HT-01
2 HT-02
3 HT-03
4 HT-04
5 HT-05
6 HT-06
7 HT-07
8 HT-08
9 HT-09
Operación Nueva
Operación Repetida
Montaje de circuito fuente de alimentación de media onda.
Empalme de conductores eléctricos.
Instalación de circuito simple.
Instalación de lámpara y tomacorriente.
Montaje de circuito fuente de alimentación tipo puente.
Montaje de fuente alimentación rectif icador con f iltro.
Instalación de lámparas incandescentes.
Medición de tensión, intensidad y resistencia.
Montaje de conexión resistores de carbón.
- 36 -
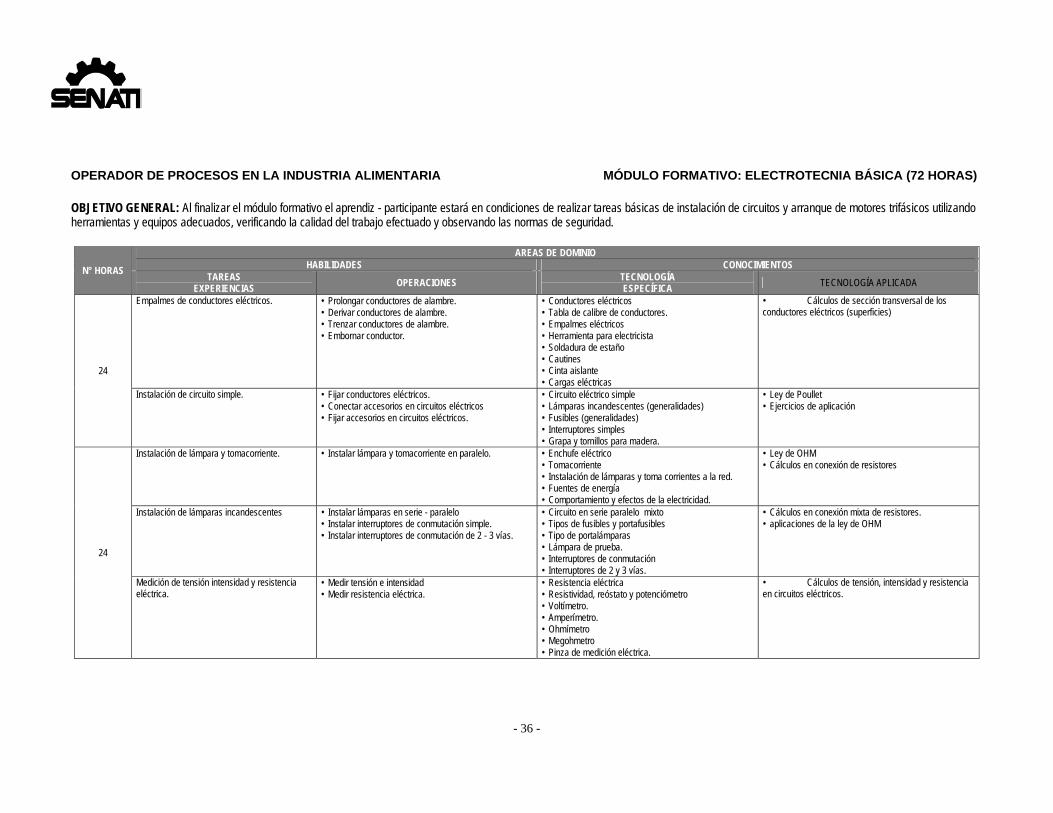
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: ELECTROTECNIA BÁSICA (72 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de realizar tareas básicas de instalación de circuitos y arranque de motores trifásicos utilizando herramientas y equipos adecuados, verificando la calidad del trabajo efectuado y observando las normas de seguridad.
N° HORAS AREAS DE DOMINIO
HABILIDADES CONOCIMIENTOSTAREAS
EXPERIENCIAS OPERACIONES TECNOLOGÍA ESPECÍFICA
TECNOLOGÍA APLICADA
24
Empalmes de conductores eléctricos. • Prolongar conductores de alambre. • Derivar conductores de alambre. • Trenzar conductores de alambre. • Embornar conductor.
• Conductores eléctricos • Tabla de calibre de conductores. • Empalmes eléctricos • Herramienta para electricista • Soldadura de estaño • Cautines • Cinta aislante • Cargas eléctricas
• Cálculos de sección transversal de los conductores eléctricos (superficies)
Instalación de circuito simple. • Fijar conductores eléctricos. • Conectar accesorios en circuitos eléctricos • Fijar accesorios en circuitos eléctricos.
• Circuito eléctrico simple • Lámparas incandescentes (generalidades) • Fusibles (generalidades) • Interruptores simples • Grapa y tornillos para madera.
• Ley de Poullet • Ejercicios de aplicación
24
Instalación de lámpara y tomacorriente. • Instalar lámpara y tomacorriente en paralelo. • Enchufe eléctrico • Tomacorriente • Instalación de lámparas y toma corrientes a la red. • Fuentes de energía • Comportamiento y efectos de la electricidad.
• Ley de OHM • Cálculos en conexión de resistores
Instalación de lámparas incandescentes • Instalar lámparas en serie - paralelo • Instalar interruptores de conmutación simple. • Instalar interruptores de conmutación de 2 - 3 vías.
• Circuito en serie paralelo mixto • Tipos de fusibles y portafusibles • Tipo de portalámparas • Lámpara de prueba. • Interruptores de conmutación • Interruptores de 2 y 3 vías.
• Cálculos en conexión mixta de resistores. • aplicaciones de la ley de OHM
Medición de tensión intensidad y resistencia eléctrica.
• Medir tensión e intensidad • Medir resistencia eléctrica.
• Resistencia eléctrica • Resistividad, reóstato y potenciómetro • Voltímetro. • Amperímetro. • Ohmímetro • Megohmetro • Pinza de medición eléctrica.
• Cálculos de tensión, intensidad y resistencia en circuitos eléctricos.

- 37 -
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: ELECTROTECNIA BÁSICA (72 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de realizar tareas básicas de instalación de circuitos y arranque de motores trifásicos utilizando herramientas y equipos adecuados, verificando la calidad del trabajo efectuado y observando las normas de seguridad.
N° HORAS AREAS DE DOMINIO
HABILIDADES CONOCIMIENTOSTAREAS
EXPERIENCIAS OPERACIONES TECNOLOGÍA ESPECÍFICA
TECNOLOGÍA APLICADA
24
Montaje de conexión resistores de carbón Medir resistencia de carbón Instalar circuitos de resistores. Usar multímetro, ohmimetro
Resistencias, clases, características y formas Mediciones de resistores Código de colores de resistencias Tipos de componentes resistivos Conexión de resistencias. Instrumentos de medición.
Teorema de Thenenin. Cuidado con la conexión del instrumento
ohmímetro
Montaje de circuito fuente de alimentación de media onda
Probar transformador. Instalar circuitos rectificadores Instalar circuito de fuente alimentación de media
onda
Transformador, características Diodo semiconductor, características, punto de trabajo Comportamiento de régimen de los diodos. Circuitos rectificadores, estructura básica y
funcionamiento del rectificador Fuente alimentación no reguladas Fuente alimentación reguladas
Aplicación de Norton Esquema de fuente de alimentación de media onda Protección de los diodos rectificadores
Montaje de circuito fuente de alimentación tipo puente
Instalar circuito fuente alimentación rectificadora onda completa
Osciloscopio – funcionamiento Rectificador monofásico de onda completa Rectificador monofásico en puente – característica Valores, características de los circuitos rectificadores Transformador con derivación secundario
Código para componentes semiconductores Disipadores para componentes conductores
Montaje de fuente alimentación rectificador un filtro
Instalar circuito fuente alimentación rectificadora con filtro
Instalar fuente alimentación con doblador de tensión
Condensadores – Características Capacidad nominal y tolerancia Tensión nominal Tipos de condensadores Condensadores electrolíticos de aluminio Condensadores electrolíticos de tántalo Condensadores cerámicos Condensadores variables Código de colores
Cálculo de curvas de tensión e intensidad en un condensador
Cálculo de capacidad Cálculo de X<=XC Precauciones de descarga de un condensador
- 38 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIAS ALIMENTARIASCARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: NEUMÁTICA.
OP
ER
AC
ION
ES
Inst
alar
com
pres
or d
e ai
re.
Ope
rar
el c
ompr
esor
de
aire
.
Des
mon
tar y
mon
tar m
angu
eras
y tu
berí
as.
Cam
biar
man
guer
as y
tube
rías.
Inst
alar
/ope
rar
unid
ad d
e m
ante
nim
ient
o.
Inst
alar
vál
vula
dis
tribu
idor
a 3/
2 y
cilin
dro
de s
impl
e ef
ecto
.
Inst
alar
vál
vula
dis
tribu
idor
a 3/
2 en
ser
ie y
cili
ndro
de
sim
ple
efec
to
Inst
alar
V.D
. 5/3
y c
ilind
ro d
e do
ble
efec
to.
Inst
alar
V.D
. 5/2
y c
ilind
ro d
e do
ble
efec
to.
Ope
rar
sem
iaut
omát
icam
ente
c. d
oble
efe
cto.
Ope
rar
auto
mát
icam
ente
c. d
oble
efe
cto.
Ope
rar
c. d
e do
ble
efec
to e
n ci
clo
únic
o au
tom
átic
o.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIAS ALIMENTARIASCARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: NEUMÁTICA.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
1 HT-01
2 HT-02
3 HT-03
4 HT-04
Operación Nueva
Operación Repetida
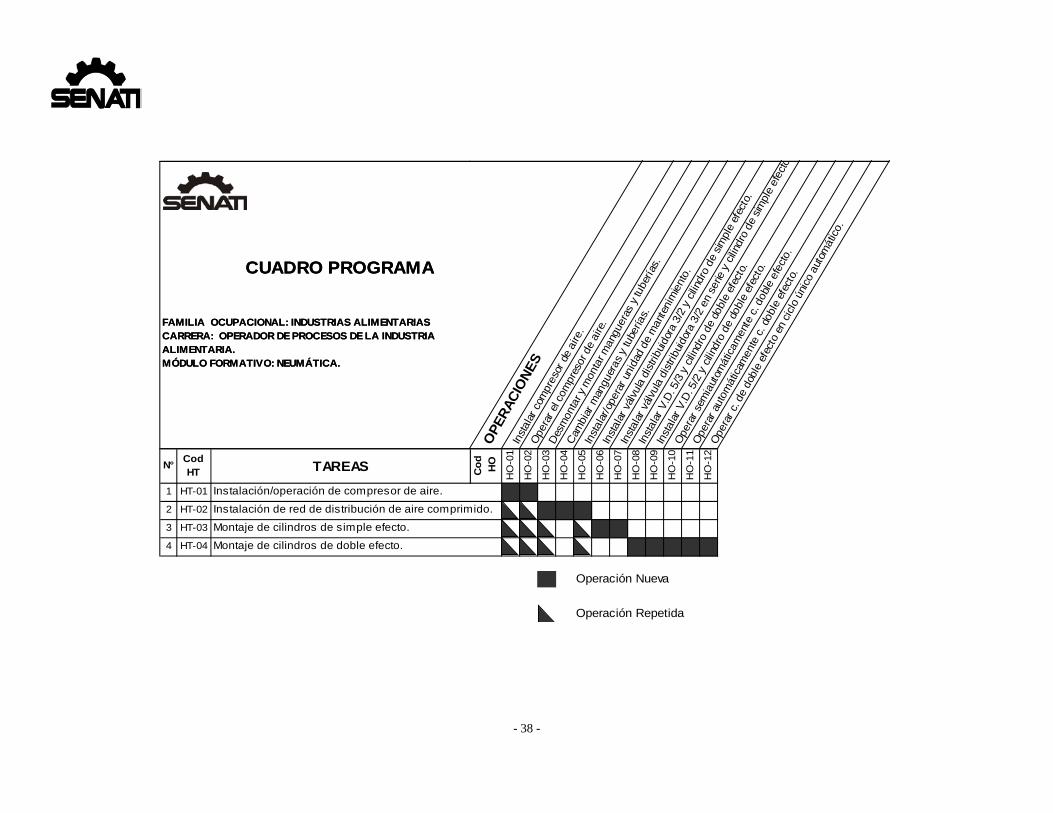
Instalación/operación de compresor de aire.
Instalación de red de distribución de aire comprimido.
Montaje de cilindros de simple efecto.
Montaje de cilindros de doble efecto.
- 39 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIAS ALIMENTARIASCARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: HIDRÁULICA.
OP
ER
AC
ION
ES
Inst
alar
/ope
rar un
idad
gen
erad
ora
de fl
ujo.
Inst
alar
/mont
ar d
ispo
sitiv
os h
idrá
ulic
os.
Mon
taje
/desm
onta
je d
e m
angu
eras
hid
rául
icas
.
Inst
alar
/ope
rar un
a b
omba
hid
rául
ica.
Inst
alar
vál
vula
regu
lado
ra d
e pr
esió
n.
Inst
alar
vál
vula
lim
itado
ra d
e pr
esi
ón.
Inst
alar
vál
vula
de
estran
gul
ació
n.
Inst
alar
vál
vula
ant
ireto
rno
desb
loqu
eabl
e.
Inst
alar
vál
vula
dis
tribu
idor
a 3
/2 y
cilind
ro s
impl
e ef
ecto
.
Inst
alar
vál
vula
dis
tribu
idor
a 5
/2 y
cilind
ro d
e do
ble
efec
to.
Inst
alar
acu
mul
ador
hid
rául
ico.
Inst
alar
/ope
rar m
otor
hid
rául
ico.
Inst
alar
circ
uito
hid
rául
ico
de m
ando
dire
cto.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIAS ALIMENTARIASCARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: HIDRÁULICA.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
HO
-13
1 HT-01
2 HT-02
3 HT-03
4 HT-04
Operación Nueva
Operación Repetida
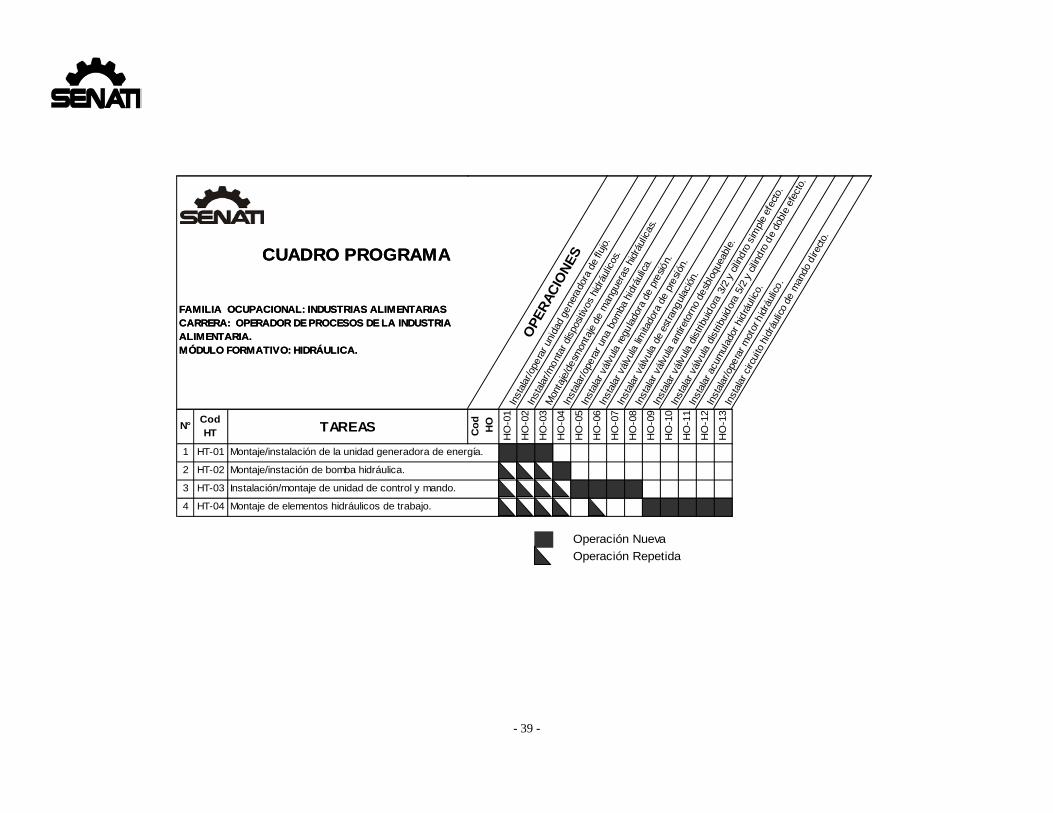
Montaje/instalación de la unidad generadora de energía.
Montaje/instación de bomba hidráulica.
Instalación/montaje de unidad de control y mando.
Montaje de elementos hidráulicos de trabajo.
- 40 -
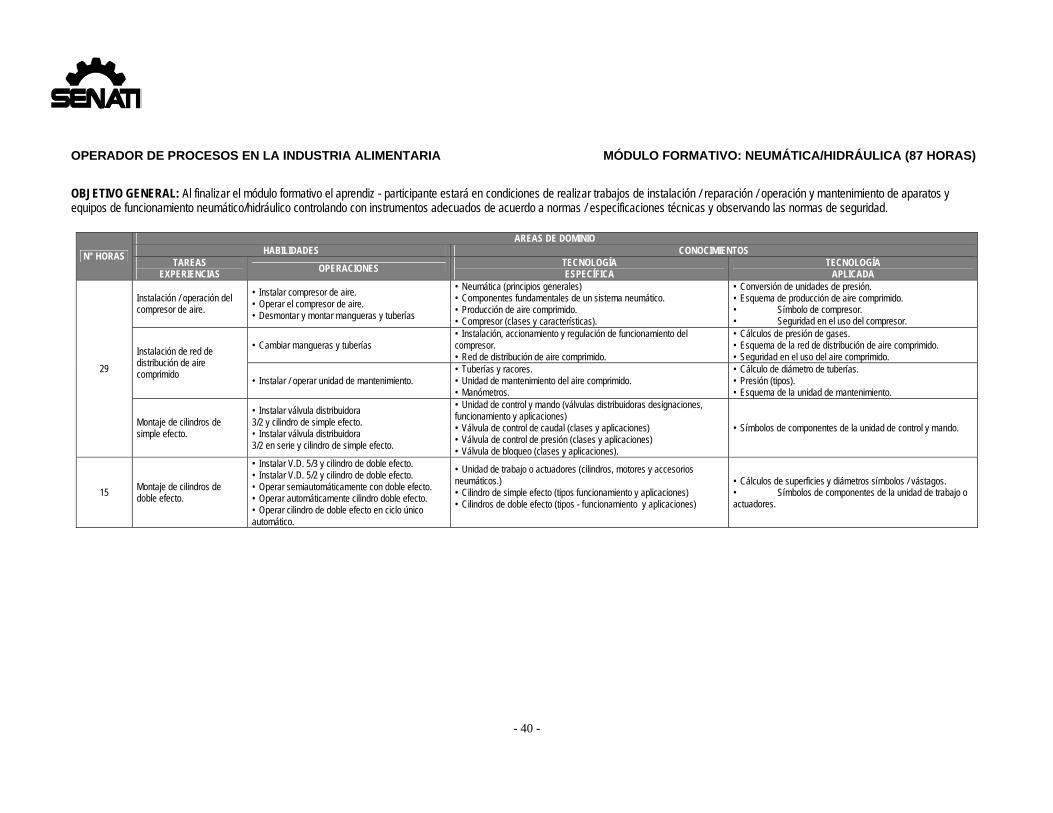
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: NEUMÁTICA/HIDRÁULICA (87 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de realizar trabajos de instalación / reparación / operación y mantenimiento de aparatos y equipos de funcionamiento neumático/hidráulico controlando con instrumentos adecuados de acuerdo a normas / especificaciones técnicas y observando las normas de seguridad.
N° HORAS AREAS DE DOMINIO
HABILIDADES CONOCIMIENTOSTAREAS
EXPERIENCIAS OPERACIONES TECNOLOGÍA ESPECÍFICA
TECNOLOGÍA APLICADA
29
Instalación / operación del compresor de aire.
• Instalar compresor de aire. • Operar el compresor de aire. • Desmontar y montar mangueras y tuberías
• Neumática (principios generales) • Componentes fundamentales de un sistema neumático. • Producción de aire comprimido. • Compresor (clases y características).
• Conversión de unidades de presión. • Esquema de producción de aire comprimido. • Símbolo de compresor. • Seguridad en el uso del compresor.
Instalación de red de distribución de aire comprimido
• Cambiar mangueras y tuberías • Instalación, accionamiento y regulación de funcionamiento del compresor. • Red de distribución de aire comprimido.
• Cálculos de presión de gases. • Esquema de la red de distribución de aire comprimido. • Seguridad en el uso del aire comprimido.
• Instalar / operar unidad de mantenimiento. • Tuberías y racores. • Unidad de mantenimiento del aire comprimido. • Manómetros.
• Cálculo de diámetro de tuberías. • Presión (tipos). • Esquema de la unidad de mantenimiento.
Montaje de cilindros de simple efecto.
• Instalar válvula distribuidora 3/2 y cilindro de simple efecto. • Instalar válvula distribuidora 3/2 en serie y cilindro de simple efecto.
• Unidad de control y mando (válvulas distribuidoras designaciones, funcionamiento y aplicaciones) • Válvula de control de caudal (clases y aplicaciones) • Válvula de control de presión (clases y aplicaciones) • Válvula de bloqueo (clases y aplicaciones).
• Símbolos de componentes de la unidad de control y mando.
15 Montaje de cilindros de doble efecto.
• Instalar V.D. 5/3 y cilindro de doble efecto. • Instalar V.D. 5/2 y cilindro de doble efecto. • Operar semiautomáticamente con doble efecto. • Operar automáticamente cilindro doble efecto. • Operar cilindro de doble efecto en ciclo único automático.
• Unidad de trabajo o actuadores (cilindros, motores y accesorios neumáticos.) • Cilindro de simple efecto (tipos funcionamiento y aplicaciones) • Cilindros de doble efecto (tipos - funcionamiento y aplicaciones)
• Cálculos de superficies y diámetros símbolos / vástagos. • Símbolos de componentes de la unidad de trabajo o actuadores.
- 41 -
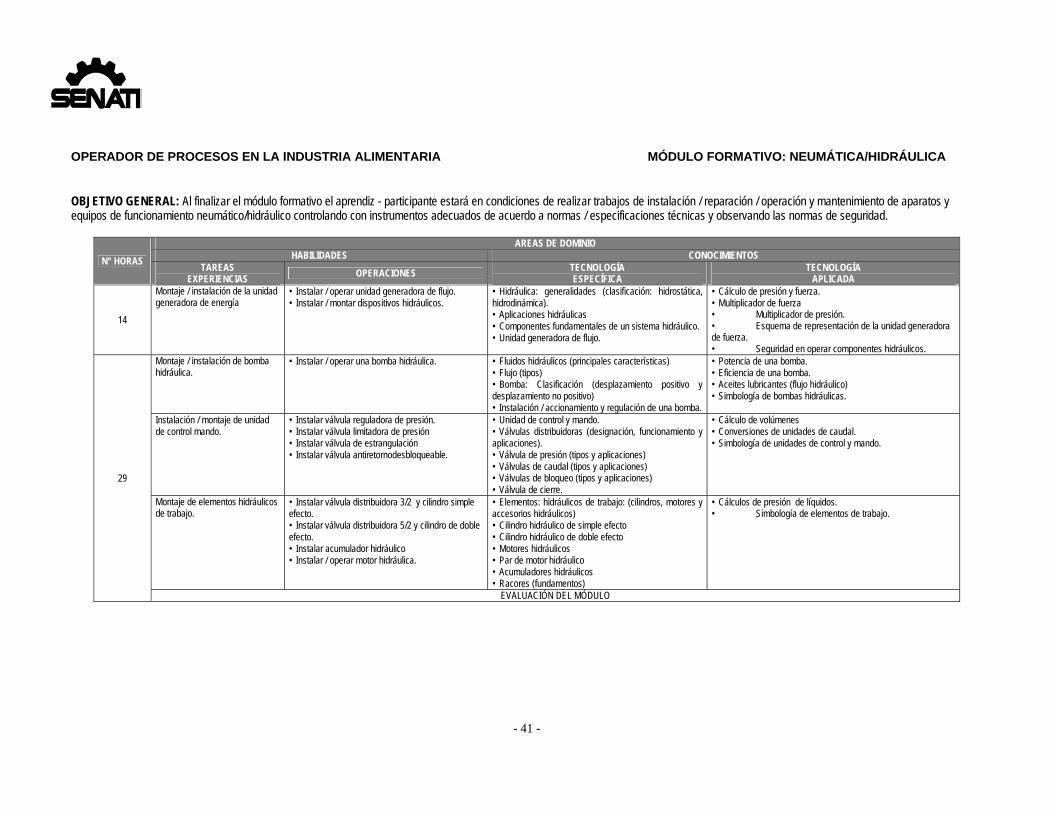
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: NEUMÁTICA/HIDRÁULICA
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de realizar trabajos de instalación / reparación / operación y mantenimiento de aparatos y equipos de funcionamiento neumático/hidráulico controlando con instrumentos adecuados de acuerdo a normas / especificaciones técnicas y observando las normas de seguridad.
N° HORAS
AREAS DE DOMINIOHABILIDADES CONOCIMIENTOS
TAREAS EXPERIENCIAS OPERACIONES TECNOLOGÍA
ESPECÍFICA TECNOLOGÍA
APLICADA
14
Montaje / instalación de la unidad generadora de energía
• Instalar / operar unidad generadora de flujo. • Instalar / montar dispositivos hidráulicos.
• Hidráulica: generalidades (clasificación: hidrostática, hidrodinámica). • Aplicaciones hidráulicas • Componentes fundamentales de un sistema hidráulico. • Unidad generadora de flujo.
• Cálculo de presión y fuerza. • Multiplicador de fuerza • Multiplicador de presión. • Esquema de representación de la unidad generadora de fuerza. • Seguridad en operar componentes hidráulicos.
29
Montaje / instalación de bomba hidráulica.
• Instalar / operar una bomba hidráulica. • Fluidos hidráulicos (principales características) • Flujo (tipos) • Bomba: Clasificación (desplazamiento positivo y desplazamiento no positivo) • Instalación / accionamiento y regulación de una bomba.
• Potencia de una bomba. • Eficiencia de una bomba. • Aceites lubricantes (flujo hidráulico) • Simbología de bombas hidráulicas.
Instalación / montaje de unidad de control mando.
• Instalar válvula reguladora de presión. • Instalar válvula limitadora de presión • Instalar válvula de estrangulación • Instalar válvula antiretornodesbloqueable.
• Unidad de control y mando. • Válvulas distribuidoras (designación, funcionamiento y aplicaciones). • Válvula de presión (tipos y aplicaciones) • Válvulas de caudal (tipos y aplicaciones) • Válvulas de bloqueo (tipos y aplicaciones) • Válvula de cierre.
• Cálculo de volúmenes • Conversiones de unidades de caudal. • Simbología de unidades de control y mando.
Montaje de elementos hidráulicos de trabajo.
• Instalar válvula distribuidora 3/2 y cilindro simple efecto. • Instalar válvula distribuidora 5/2 y cilindro de doble efecto. • Instalar acumulador hidráulico • Instalar / operar motor hidráulica.
• Elementos: hidráulicos de trabajo: (cilindros, motores y accesorios hidráulicos) • Cilindro hidráulico de simple efecto • Cilindro hidráulico de doble efecto • Motores hidráulicos • Par de motor hidráulico • Acumuladores hidráulicos • Racores (fundamentos)
• Cálculos de presión de líquidos. • Simbología de elementos de trabajo.
EVALUACIÓN DEL MÓDULO
- 42 -
CUADRO PROGRAMA
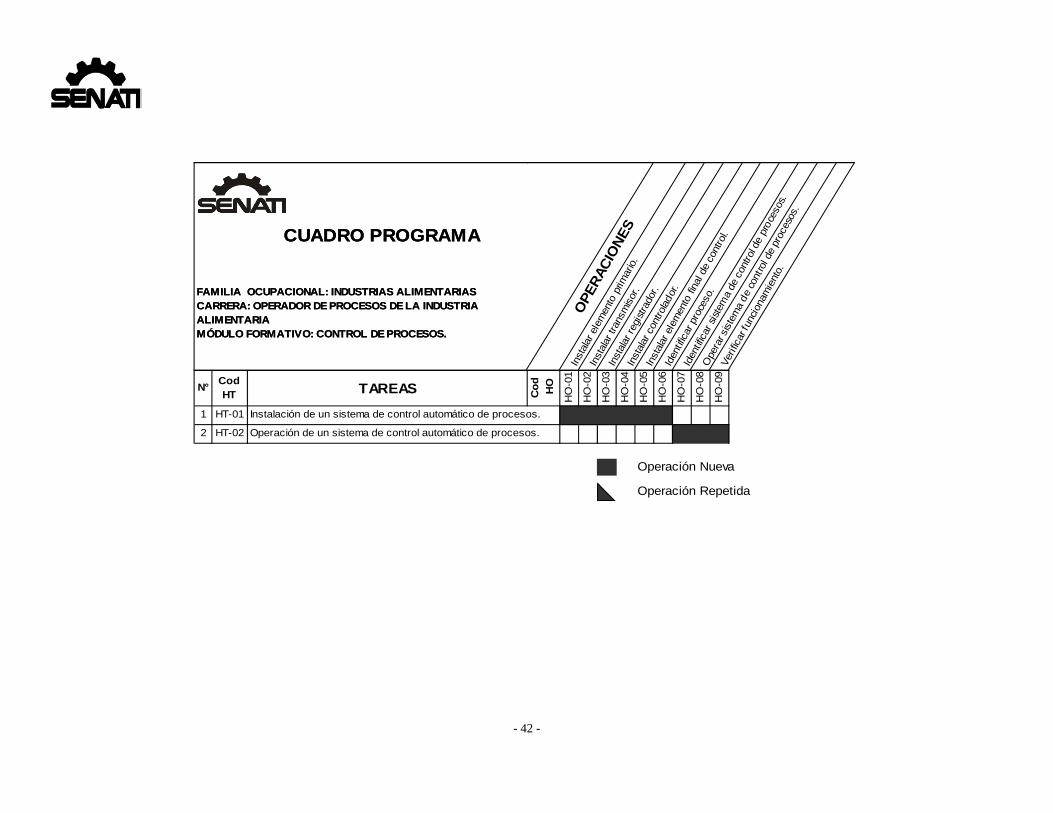
FAMILIA OCUPACIONAL: INDUSTRIAS ALIMENTARIASCARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIAMÓDULO FORMATIVO: CONTROL DE PROCESOS.
OPER
AC
ION
ES
Inst
alar
ele
men
to p
rimar
io.
Inst
alar
tran
smis
or.
Inst
alar
reg
istrad
or.
Inst
alar
con
trol
ador
.
Inst
alar
ele
men
to fi
nal d
e co
ntro
l.
Iden
tific
ar p
roce
so.
Iden
tific
ar s
iste
ma
de c
ontrol
de p
roce
sos.
Ope
rar s
iste
ma
de
cont
rol d
e pr
oces
os.
Ver
ifica
r fun
cion
amie
nto.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIAS ALIMENTARIASCARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIAMÓDULO FORMATIVO: CONTROL DE PROCESOS.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
1 HT-01
2 HT-02
Operación Nueva
Operación Repetida
Instalación de un sistema de control automático de procesos.
Operación de un sistema de control automático de procesos.

- 43 -
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: CONTROL DE PROCESOS (48 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el aprendiz - participante estará en condiciones de instalar, configurar y operar controladores de procesos industriales sin error y en el tiempo justo de acuerdo a normas / especificaciones técnicas y observando las normas de seguridad.
N° HORAS
AREAS DE DOMINIOHABILIDADES CONOCIMIENTOS
TAREAS EXPERIENCIAS OPERACIONES TECNOLOGÍA
ESPECÍFICA TECNOLOGÍA
APLICADA
24 Instalación de un sistema de Control Automático de procesos
Instalar elemento primario Instalar transmisor Instalar registrador Instalar controlador Instalar elemento final de control Identificar proceso
Proceso: definición, elementos Sistema productivo Producción y productividad Eficiencia y eficacia DOP / DAP Sistemas de control de procesos Introducción Definiciones básicas de los elementos de un sistema
de control Diagrama de bloques Función de transferencia Reducción de Bloques
Algebra de Bloques Diagrama de Bloques de lazos de control Precaución en el diseño del esquema de instrumentación
para plantas químicas y/o de hidrocarburos
24 Operación de un Sistema de Control Automático de procesos
Identificar sistema de control de proceso Operar sistema de control de proceso Verificar funcionamiento
Descripción de los sistemas de control de: Flujo Nivel Presión Temperatura Interpretación de diagramas de procesos e
instrumentación
Simbología de instrumentos, montaje, líneas, cuerpos, actuadores de válvulas, etc. Según normas ISA
EVALUACIÓN DEL MÓDULO
- 44 -
CUADRO PROGRAMA
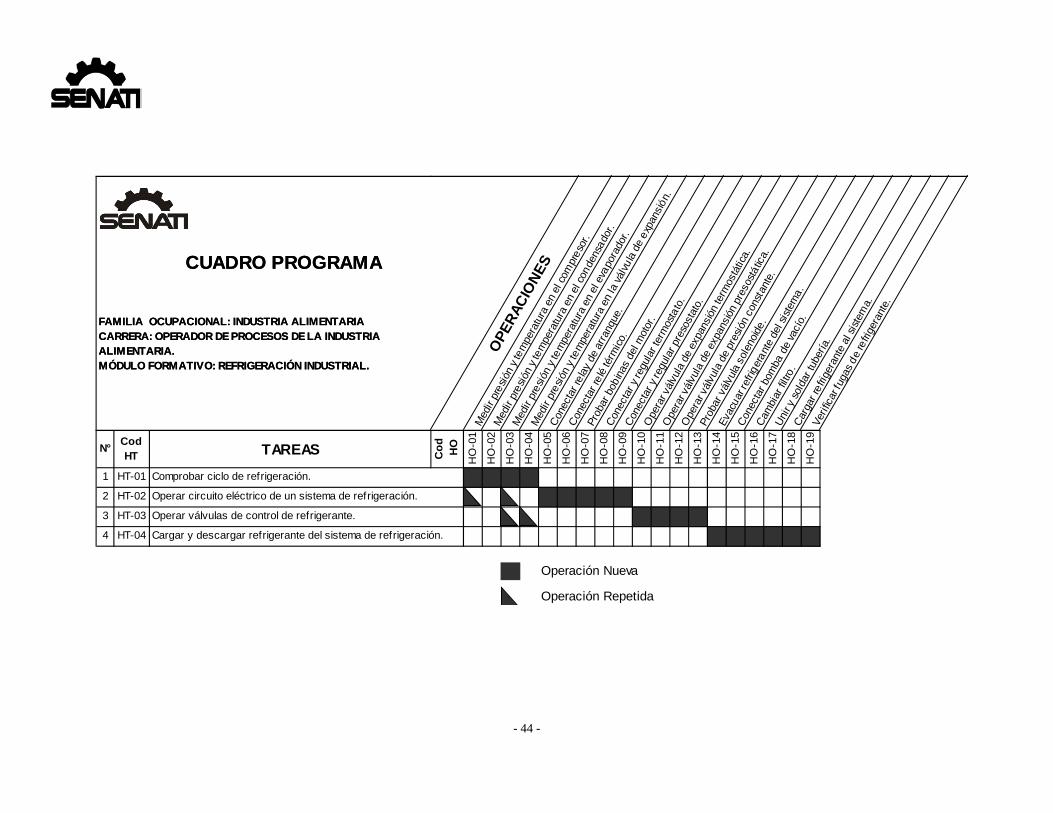
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: REFRIGERACIÓN INDUSTRIAL.
OP
ER
AC
ION
ES
Med
ir pr
esió
n y
tem
pera
tura
en
el c
ompr
esor
.
Med
ir pr
esió
n y
tem
pera
tura
en
el c
onde
nsad
or.
Med
ir pr
esió
n y
tem
pera
tura
en
el e
vapo
rado
r.
Med
ir pr
esió
n y
tem
pera
tura
en
la v
álvu
la d
e ex
pans
ión.
Con
ecta
r rel
ay d
e ar
ranq
ue.
Con
ecta
r rel
é té
rmic
o.
Prob
ar b
obin
as d
el m
otor
.
Con
ecta
r y re
gula
r ter
mos
tato
.
Con
ecta
r y re
gula
r pre
sost
ato.
Ope
rar v
álvu
la d
e ex
pans
ión
term
ostá
tica.
Ope
rar v
álvu
la d
e ex
pans
ión
pres
ostá
tica.
Ope
rar v
álvu
la d
e pr
esió
n co
nsta
nte.
Prob
ar v
álvu
la s
olen
oide
.
Evac
uar r
efrig
eran
te d
el s
iste
ma.
Con
ecta
r bom
ba d
e va
cío.
Cam
biar
filtr
o.U
nir y
sol
dar t
uber
ía.
Car
gar r
efrig
eran
te a
l sis
tem
a.
Verif
icar
fuga
s de
refri
gera
nte.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: REFRIGERACIÓN INDUSTRIAL.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
HO
-13
HO
-14
HO
-15
HO
-16
HO
-17
HO
-18
HO
-19
1 HT-01
2 HT-02
3 HT-03
4 HT-04
Operación Nueva
Operación Repetida
Comprobar ciclo de refrigeración.
Operar circuito eléctrico de un sistema de refrigeración.
Operar válvulas de control de refrigerante.
Cargar y descargar refrigerante del sistema de refrigeración.

- 45 -
OPERADOR DE PROCESOS EN LA INDUSTRIA ALIMENTARIA MÓDULO FORMATIVO: REFRIGERACIÓN INDUSTRIAL (48 HORAS)
OBJETIVO GENERAL: Al finalizar el módulo formativo el participante estará en condiciones de reconocer, identificar y analizar el funcionamiento de los elementos de un sistema de refrigeración.
N° HORAS
AREAS DE DOMINIOHABILIDADES CONOCIMIENTOS
TAREAS EXPERIENCIAS OPERACIONES TECNOLOGÍA
ESPECÍFICATECNOLOGÍA
APLICADA
24
Comprobar ciclo de refrigeración Medir presión y temperatura en el compresor Medir presión y temperatura en el condensador Medir presión y temperatura en el evaporador Medir presión y temperatura en la válvula de expansión
INTRODUCCIÓN A LA REFRIGERACIÓN Definición Conceptos básicos Términos de uso común en refrigeración Principio de la refrigeración CICLO DE REFRIGERACIÓN Etapas del ciclo de refrigeración: etapa de expansión, de
evaporación, de compresión y de condensación Áreas de un ciclo de refrigeración: Lado de alta y Lado de baja COMPONENTES DE UN SISTEMA DE REFRIGERACIÓN Compresor, condensador Evaporador, Tubo Capilar
Operar circuito eléctrico de un sistema de refrigeración
Conectar relay de arranque Conectar relé térmico Probar bobinas del motor Conectar y regular termostato Conectar y regular presostato
CLASIFICACIÓN DE LAS APLICACIONES EN REFRIGERACIÓN Refrigeración doméstica, comercial, industrial, de transporte SISTEMA ELÉCTRICO El relay de arranque y el relé térmico El contactor-disyuntor El motor eléctrico El termostato El presostato
24
Operar las válvulas de control de refrigerante
Operar válvula de expansión termostática Operar válvula de expansión presostática Operar válvula solenoide
ELEMENTOS DE CONTROL AUTOMÁTICO Aparatos de marcha Alimentación (fluido frigorígeno) Alimentación (fluido auxiliares) Aparatos de control Señalización óptica Señalización sonora APARATOS ANEXOS AL CIRCUITO Circuito de alta presión: separador de aceite, recipiente de líquido,
purgador, deshidratador y filtro Circuito de baja presión: separador de líquido, válvula de presión.
Cargar y descargar refrigerante del sistema de refrigeración
Evacuar refrigerante del sistema Cambiar filtro Unir y soldar tubería Cargar refrigerante al sistema Verificar fugas de refrigerante
REFRIGERANTES Definición y propiedades Condiciones de operación exigidas Clasificación, almacenaje y recojo de los CFC
EVALUACIÓN DEL MÓDULO
- 46 -
FORMACIÓN ESPECÍFICA
TERCER SEMESTRE

- 47 -
CONTENIDO CURRICULAR
I. INFORMACIÓN GENERAL.
CURSO : OPERATIVIDAD DE MÁQUINAS Y EQUIPOS DE
PRODUCCIÓN DE ALIMENTOS.
DURACIÓN : 463 HORAS
II. OBJETIVO GENERAL.
Es importante que el participante se familiarice con la cual estará en contacto
en la industria del sector. Asimismo, tener los conocimientos sobre la
maquinaria y equipo empleado en la industria alimentaria en base a la
información de proceso de la materia prima a conservar o transformar.
Al término de la asignatura el participante será capaz de:
- Conocer el principio de funcionamiento y operaciones realizadas de los
principales equipos de proceso de cada familia de producto: frutas y
hortalizas, carnes, lácteos, panificación.
- Reconocer los factores de producción (servicios, control de parámetros, etc.)
relacionados a la operación de los equipos de proceso.
- Reconocer los componentes de los equipos de los puntos anteriores.
III. CONTENIDO. (Ver detalle páginas siguientes).
IV. METODOLOGÍA.
Clases expositivas del instructor.
Participación del participante, trabajos de investigación y exposición grupal.
Práctica de operación de equipos de proceso.
DISTRIBUCIÓN DE HORAS
TECNOLOGÍA PRÁCTICA TOTAL
75 388 463
- 48 -
V. EVALUACIÓN.
Formas: Prácticas, Pruebas escritas, pruebas orales, asignaciones.
Criterios: Conocimientos, habilidad para interpretar resultados.
VI. BIBLIOGRAFÍA.
Empaque y embalaje de alimentos:
http://www.masmitja.es/madera/Historia.PDF
Envasado de Alimentos bajo atmósferas modificadas:
http://webs.uvigo.es/sidonia/Tema%204.pdf
Empaque, embalaje y etiquetado:
http://www.procomer.com/contenido/descargables/clavecomercio/Capitulo_V
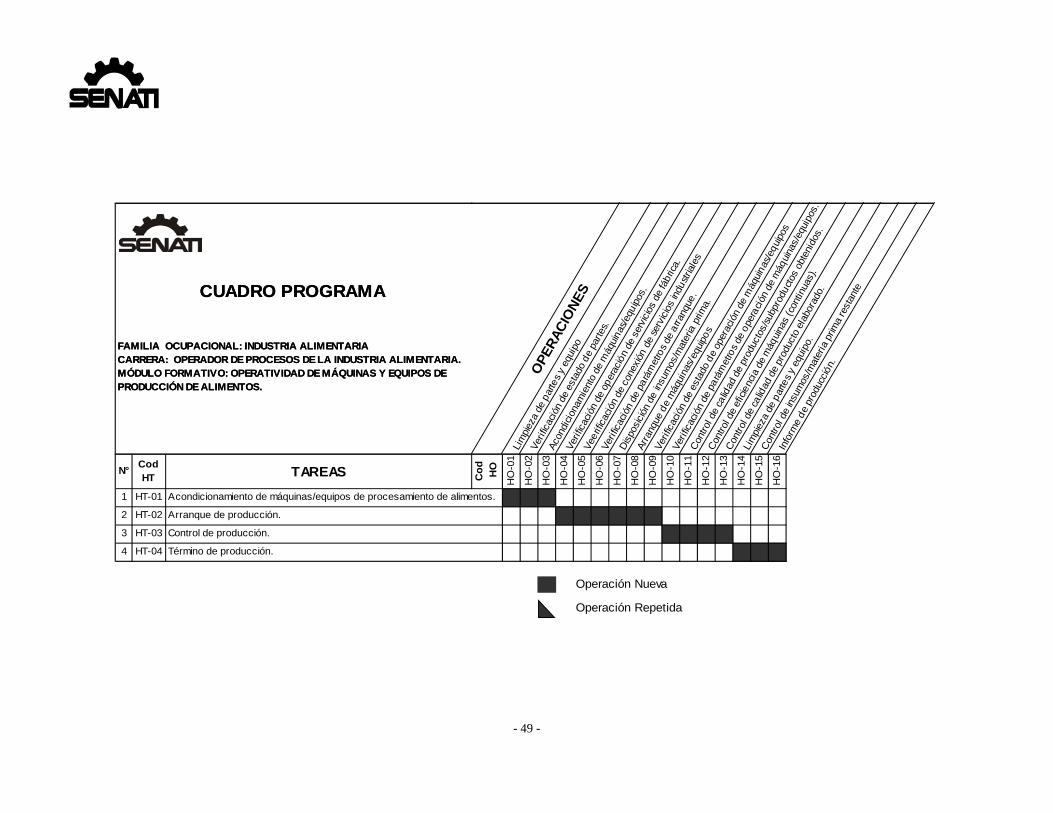
- 49 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: OPERATIVIDAD DE MÁQUINAS Y EQUIPOS DE PRODUCCIÓN DE ALIMENTOS.
OP
ER
AC
ION
ES
Lim
piez
a de
par
tes
y eq
uipo
Ver
ifica
ción
de
esta
do d
e pa
rtes.
Aco
ndic
iona
mie
nto
de m
áqui
nas/
equip
os.
Ver
ifica
ción
de
oper
ació
n de
ser
vici
os d
e fá
bric
a.
Vee
rific
ació
n de
con
exió
n de
ser
vici
os in
dust
riale
s
Ver
ifica
ción
de
pará
met
ros
de a
rranq
ue.
Dis
posi
ción
de in
sum
os/m
ater
ia p
rima.
Arr
anqu
e de
máq
uina
s/eq
uipo
s
Ver
ifica
ción
de
esta
do d
e op
erac
ión
de m
áqui
nas/
equi
pos
Ver
ifica
ción
de
pará
met
ros
de o
pera
ción
de
máq
uina
s/eq
uipo
s.
Con
trol d
e ca
lidad
de
prod
ucto
s/su
bpro
duct
os o
bten
idos
.
Con
trol d
e ef
icie
ncia
de
máq
uina
s (c
ontin
uas)
.
Con
trol d
e ca
lidad
de
prod
ucto
ela
bora
do.
Lim
piez
a de
par
tes
y eq
uipo
.
Con
trol d
e in
sum
os/m
ater
ia p
rima
rest
ante
Info
rme
de
prod
ucci
ón.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: OPERATIVIDAD DE MÁQUINAS Y EQUIPOS DE PRODUCCIÓN DE ALIMENTOS.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
HO
-13
HO
-14
HO
-15
HO
-16
1 HT-01
2 HT-02
3 HT-03
4 HT-04
Operación Nueva
Operación Repetida
Acondicionamiento de máquinas/equipos de procesamiento de alimentos.
Arranque de producción.
Control de producción.
Término de producción.
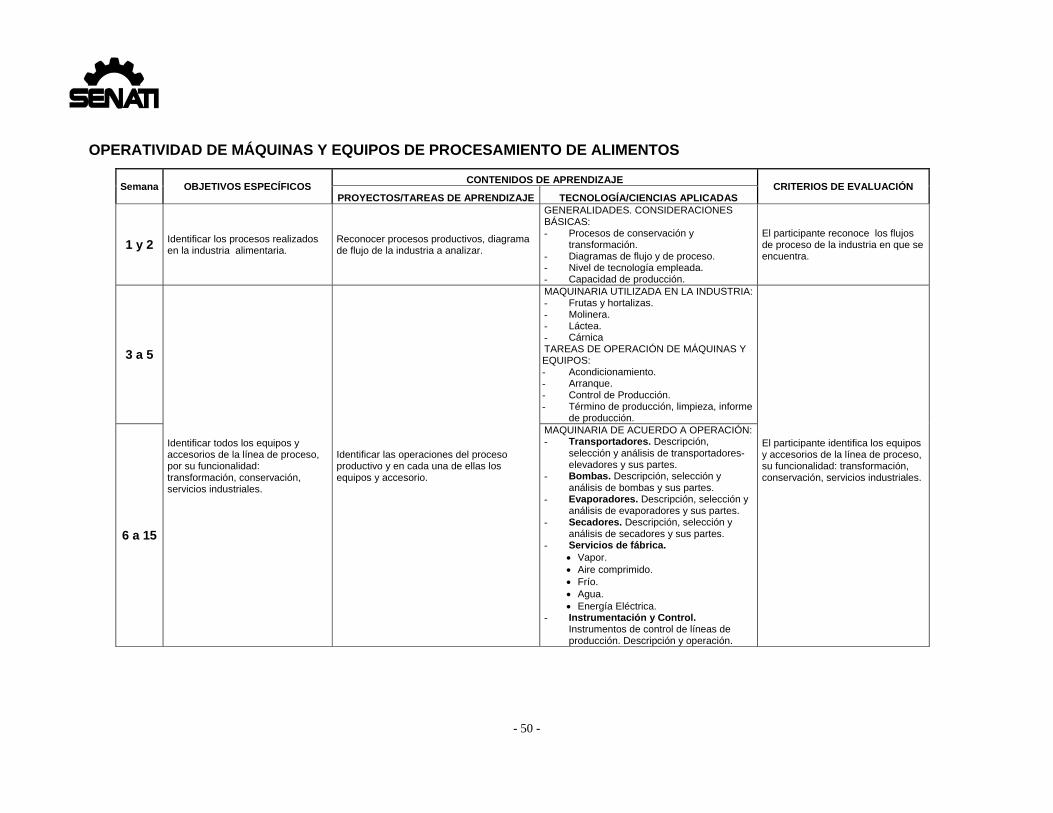
- 50 -
OPERATIVIDAD DE MÁQUINAS Y EQUIPOS DE PROCESAMIENTO DE ALIMENTOS
Semana OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
1 y 2 Identificar los procesos realizados en la industria alimentaria.
Reconocer procesos productivos, diagrama de flujo de la industria a analizar.
GENERALIDADES. CONSIDERACIONES BÁSICAS: - Procesos de conservación y
transformación. - Diagramas de flujo y de proceso. - Nivel de tecnología empleada. - Capacidad de producción.
El participante reconoce los flujos de proceso de la industria en que se encuentra.
3 a 5
Identificar todos los equipos y accesorios de la línea de proceso, por su funcionalidad: transformación, conservación, servicios industriales.
Identificar las operaciones del proceso productivo y en cada una de ellas los equipos y accesorio.
MAQUINARIA UTILIZADA EN LA INDUSTRIA:- Frutas y hortalizas. - Molinera. - Láctea. - Cárnica TAREAS DE OPERACIÓN DE MÁQUINAS Y EQUIPOS: - Acondicionamiento. - Arranque. - Control de Producción. - Término de producción, limpieza, informe
de producción.
El participante identifica los equipos y accesorios de la línea de proceso, su funcionalidad: transformación, conservación, servicios industriales.
6 a 15
MAQUINARIA DE ACUERDO A OPERACIÓN: - Transportadores. Descripción,
selección y análisis de transportadores-elevadores y sus partes.
- Bombas. Descripción, selección y análisis de bombas y sus partes.
- Evaporadores. Descripción, selección y análisis de evaporadores y sus partes.
- Secadores. Descripción, selección y análisis de secadores y sus partes.
- Servicios de fábrica. Vapor. Aire comprimido. Frío. Agua. Energía Eléctrica.
- Instrumentación y Control. Instrumentos de control de líneas de producción. Descripción y operación.
- 51 -
CONTENIDO CURRICULAR PROGRAMA DE TÉCNICOS INDUSTRIALES
I. INFORMACION GENERAL.
CURSO : MANTENIMIENTO AUTÓNOMO DE MÁQUINAS Y EQUIPOS.
DURACIÓN : 124
II. OBJETIVO GENERAL.
Aportar a los participantes una visión global y profunda en herramientas de gestión del
mantenimiento.
Identificar la adecuada misión del mantenimiento, familiarizar al participante con
criterios de gestión suficientemente contrastados, al tiempo que ampliar conocimientos
técnicos aplicados. Todo esto dirigido a alcanzar un desempeño más eficiente de la
actividad agroindustrial y a incorporar el mantenimiento a la cadena de valor de la
empresa.
III. CONTENIDO. (Ver detalle páginas siguientes).
IV. METODOLOGÍA.
Clases expositivas del instructor.
Participación del participante, trabajos de investigación y exposición grupal.
V. EVALUACIÓN.
Formas: Prácticas, Pruebas escritas, pruebas orales, asignaciones.
Criterios: Conocimientos, habilidad para interpretar resultados
DISTRIBUCIÓN DE HORAS
TECNOLOGÍA PRÁCTICA TOTAL
20 104 124
- 52 -
VI. BIBLIOGRAFÍA.
DOUNCE VILLANUEVA, E. “Un enfoque analítico del mantenimiento industrial”.
Compañía Editorial Continental. México 2006.
ESPINOZA FUENTES, F. “El Mejoramiento Continuo: Conceptos para el
Mantenimiento Industrial”.
http://ing.utalca.cl/~fespinos/Elmejoramientocontinuoenelmantenimientoindustrial.pdf
GONZÁLEZ FERNÁNDEZ, F. “Teoría y Práctica del Mantenimiento Industrial”.
Editorial Fundación Confemetal. España 2006.
“Mantenimiento y Seguridad Industrial”.
http://www.avqtt.org/Articulos/mantenimiento-industrial.pdf
SENATI. Manual de Aprendizaje “Gestión del Mantenimiento”. Lima 2001.
“MANTENIMIENTO AUTÓNOMO”.
http://www.mantenimientoplanificado.com/j%20guadalupe%20articulos/MANTENIMI
ENTO%20AUT%C3%93NOMO.pdf
http://tesis.uson.mx/digital/tesis/docs/5580/Capitulo4.pdf
http://www.idia.org.pe/web/articulos/MantenimientoAutonomo.pdf
ETAPAS DEL MANTENIMIENTO AUTÓNOMO.
http://hemaruce.angelfire.com/EMA.pdf

- 53 -
MANTENIMIENTO AUTÓNOMO DE MÁQUINAS Y EQUIPOS
Semana OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
16
Definir Mantenimiento, así como sus características y conceptos asociados.
Debate, situación actual del Mantenimiento, definición de conceptos.
I. FUNDAMENTOS DEL MANTENIMIENTO.
El participante identifica las funciones y objetivos del Departamento de Mantenimiento en una Planta Agroindustrial.
* Definición.
* Evolución.
* Concepto de Calidad y Servicio en Mantenimiento. Juicio erróneo de Mantenimiento.
* Causa y Solución del Problema.
* Máquina y Servicio.
* Terminología.
* Situación Actual del Mantenimiento en la Industria.
Definir Planificación y Programación de Mantenimiento. Objetivos y alcances.
II. PLANIFICACIÒN Y PROGRAMACIÒN DEL MANTENIMIENTO.
Definir y describir al Mantenimiento Correctivo; así como, los conceptos relacionados, resaltando las aplicaciones prácticas.
Ejercicio Propuesto/Caso de Aplicación.
III. MANTENIMIENTO CORRECTIVO (MC).
El participante identifica el procedimiento de Mantenimiento Correctivo, su debida aplicación, ventajas y desventajas.
* Definición.
* Clasificación.
* Avería
* Sistema de importancia crítica.
* La Gestión de Producción del Mantenimiento.

- 54 -
MANTENIMIENTO AUTÓNOMO DE MÁQUINAS Y EQUIPOS
Semana OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
17
Definir y describir al Mantenimiento Preventivo; así como, los conceptos relacionados, resaltando las aplicaciones prácticas.
Ejercicio Propuesto/Caso de Aplicación.
IV. MANTENIMIENTO PREVENTIVO (MP).
El participante identifica el procedimiento de Mantenimiento Preventivo, su debida aplicación, ventajas y desventajas.
* Definición.
* Tipos.
* Sistema de importancia crítica.
* MP basado en el operador.
* Cómo desarrollar el Sistema de MP apropiado.
* Organización y Personal del MP:
* Técnicas del MP.
* Plan de MP.
* Ventajas del MP.
Definir y describir al Mantenimiento Predictivo; así como, los conceptos relacionados, resaltando las aplicaciones prácticas.
Ejercicio Propuesto/Caso de Aplicación.
V. MANTENIMIENTO PREDICTIVO (MPd).
El participante identifica el procedimiento de Mantenimiento Predictivo, su debida aplicación, ventajas y desventajas.
* Definición.
* Organización.
* Metodología de las inspecciones.
* Técnicas aplicadas al MPd.
* Relaciones entre MC, MP y MPd
Definir y describir al Mantenimiento Proactivo; así como, los conceptos relacionados, resaltando las aplicaciones prácticas.
Ejercicio Propuesto/Caso de Aplicación.
VI. MANTENIMIENTO PROACTIVO. El participante identifica el procedimiento de Mantenimiento Predictivo, su debida aplicación, ventajas y desventajas.
* Definición.
* Aplicación y Procedimiento.
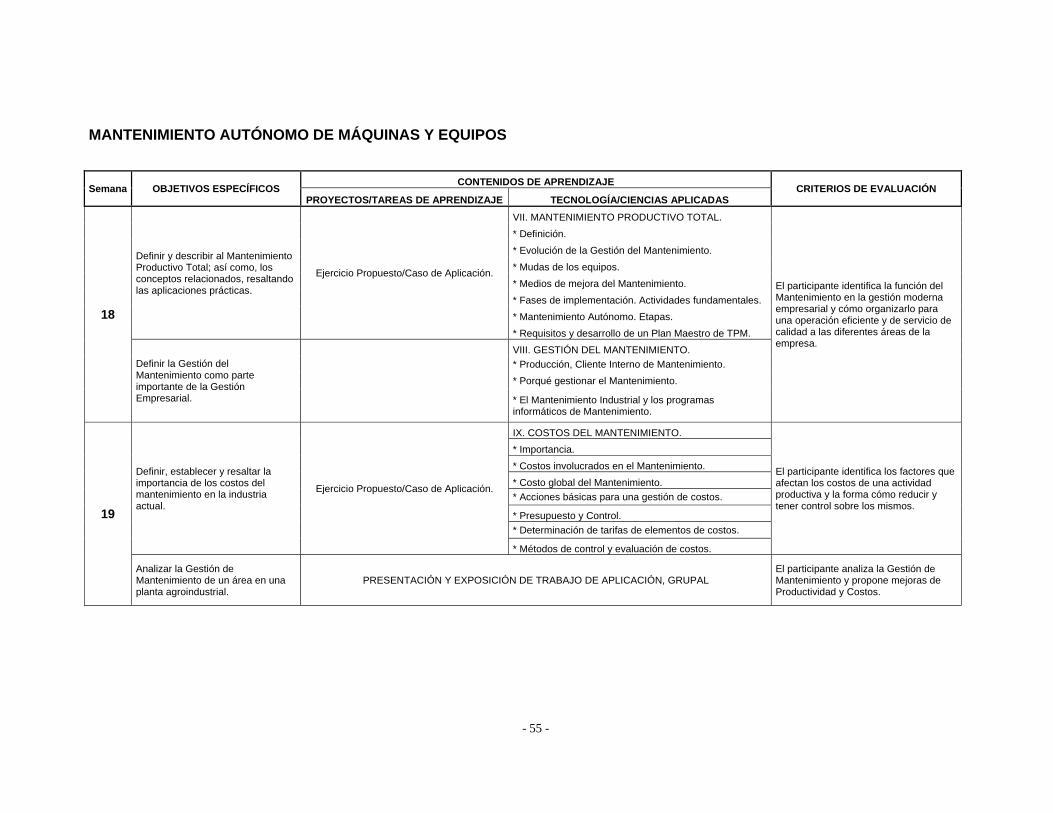
- 55 -
MANTENIMIENTO AUTÓNOMO DE MÁQUINAS Y EQUIPOS
Semana OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
18
Definir y describir al Mantenimiento Productivo Total; así como, los conceptos relacionados, resaltando las aplicaciones prácticas.
Ejercicio Propuesto/Caso de Aplicación.
VII. MANTENIMIENTO PRODUCTIVO TOTAL.
El participante identifica la función del Mantenimiento en la gestión moderna empresarial y cómo organizarlo para una operación eficiente y de servicio de calidad a las diferentes áreas de la empresa.
* Definición.
* Evolución de la Gestión del Mantenimiento.
* Mudas de los equipos.
* Medios de mejora del Mantenimiento.
* Fases de implementación. Actividades fundamentales.
* Mantenimiento Autónomo. Etapas.
* Requisitos y desarrollo de un Plan Maestro de TPM.
Definir la Gestión del Mantenimiento como parte importante de la Gestión Empresarial.
VIII. GESTIÓN DEL MANTENIMIENTO.
* Producción, Cliente Interno de Mantenimiento.
* Porqué gestionar el Mantenimiento.
* El Mantenimiento Industrial y los programas informáticos de Mantenimiento.
19
Definir, establecer y resaltar la importancia de los costos del mantenimiento en la industria actual.
Ejercicio Propuesto/Caso de Aplicación.
IX. COSTOS DEL MANTENIMIENTO.
El participante identifica los factores que afectan los costos de una actividad productiva y la forma cómo reducir y tener control sobre los mismos.
* Importancia.
* Costos involucrados en el Mantenimiento.
* Costo global del Mantenimiento.
* Acciones básicas para una gestión de costos.
* Presupuesto y Control.
* Determinación de tarifas de elementos de costos.
* Métodos de control y evaluación de costos.
Analizar la Gestión de Mantenimiento de un área en una planta agroindustrial.
PRESENTACIÓN Y EXPOSICIÓN DE TRABAJO DE APLICACIÓN, GRUPAL El participante analiza la Gestión de Mantenimiento y propone mejoras de Productividad y Costos.
- 56 -
CONTENIDO CURRICULAR
I. INFORMACIÓN GENERAL.
CURSO : OPERATIVIDAD DE MÁQUINAS EN LÍNEA DE
ENVASADO Y EMPACADO.
DURACIÓN : 62 HORAS
II. OBJETIVO GENERAL.
Los envases y embalajes constituyen componentes importantes de los alimentos
semiprocesados y procesados. Al término de la asignatura el participante será capaz
de:
- Entender la interacción del alimento con el empacado y con el ambiente que lo
rodea.
- Conocer los requerimientos de empacado, para diferentes categorías de alimentos.
- Reconocer los factores de producción (servicios, control de parámetros, etc.)
relacionados a la operación de los equipos de envasado y empacado.
III. CONTENIDO. (Ver detalle páginas siguientes).
IV. METODOLOGÍA.
Clases expositivas del instructor.
Participación del participante, trabajos de investigación y exposición grupal.
Práctica de envasado.
DISTRIBUCIÓN DE HORAS
TECNOLOGÍA PRÁCTICA TOTAL
10 52 62
- 57 -
V. EVALUACIÓN.
Formas: Prácticas, Pruebas escritas, pruebas orales, asignaciones.
Criterios: Conocimientos, habilidad para interpretar resultados.
VI. BIBLIOGRAFÍA.
Empaque y embalaje de alimentos: http://www.masmitja.es/madera/Historia.PDF
Envasado de Alimentos bajo atmósferas modificadas:
http://webs.uvigo.es/sidonia/Tema%204.pdf
Empaque, embalaje y etiquetado:
http://www.procomer.com/contenido/descargables/clavecomercio/Capitulo_V.pdf
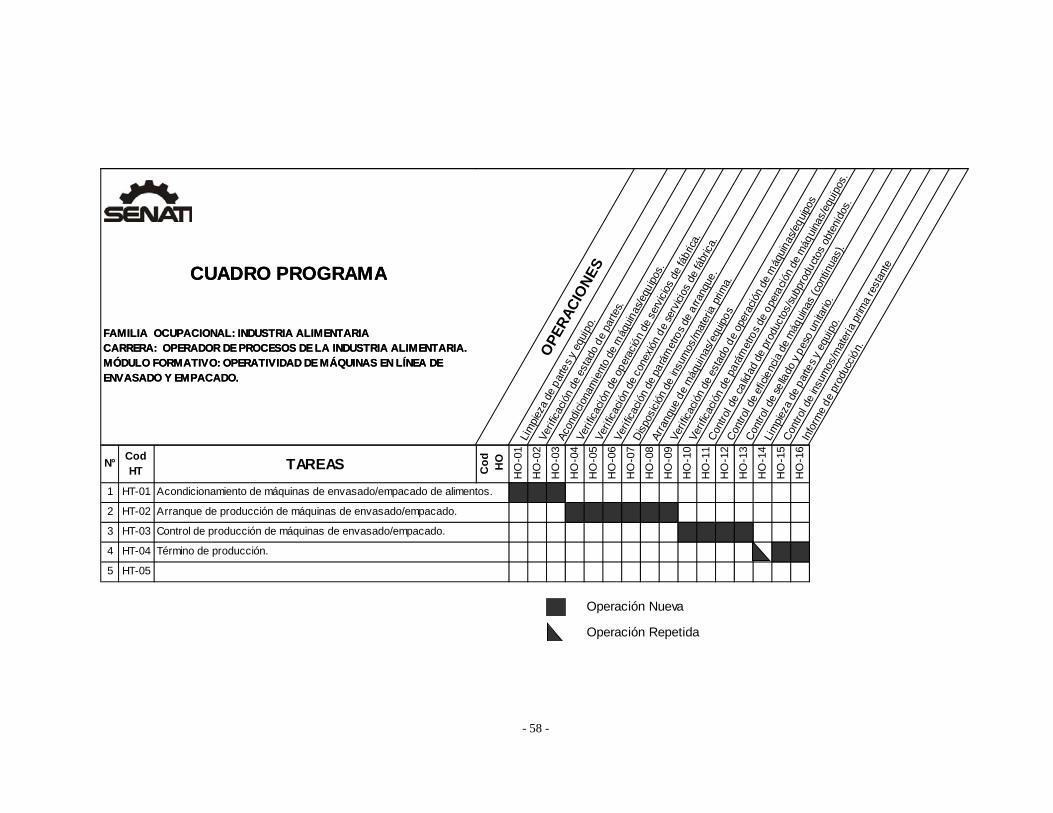
- 58 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: OPERATIVIDAD DE MÁQUINAS EN LÍNEA DE ENVASADO Y EMPACADO.
OP
ER
AC
ION
ES
Lim
piez
a de
par
tes
y eq
uipo
.
Verif
icac
ión
de e
stad
o de
par
tes.
Acon
dici
onam
ient
o de
máq
uina
s/eq
uipo
s.
Verif
icac
ión
de o
pera
ción
de
serv
icio
s de
fábr
ica.
Verif
icac
ión
de c
onex
ión
de s
ervi
cios
de
fábr
ica.
Verif
icac
ión
de p
arám
etro
s de
arra
nque
.
Dis
posi
ción
de
insu
mos
/mat
eria
prim
a.
Arra
nque
de
máq
uina
s/eq
uipo
s
Verif
icac
ión
de e
stad
o de
ope
raci
ón d
e m
áqui
nas/
equi
pos
Verif
icac
ión
de p
arám
etro
s de
ope
raci
ón d
e m
áqui
nas/
equi
pos.
Con
trol d
e ca
lidad
de
prod
ucto
s/su
bpro
duct
os o
bten
idos
.
Con
trol d
e ef
icie
ncia
de
máq
uina
s (c
ontin
uas)
.
Con
trol d
e se
llado
y p
eso
unita
rio.
Lim
piez
a de
par
tes
y eq
uipo
.
Con
trol d
e in
sum
os/m
ater
ia p
rima
rest
ante
Info
rme
de p
rodu
cció
n.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: OPERATIVIDAD DE MÁQUINAS EN LÍNEA DE ENVASADO Y EMPACADO.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-06
HO
-07
HO
-08
HO
-09
HO
-10
HO
-11
HO
-12
HO
-13
HO
-14
HO
-15
HO
-16
1 HT-01
2 HT-02
3 HT-03
4 HT-04
5 HT-05
Operación Nueva
Operación Repetida
Acondicionamiento de máquinas de envasado/empacado de alimentos.
Arranque de producción de máquinas de envasado/empacado.
Control de producción de máquinas de envasado/empacado.
Término de producción.

- 59 -
OPERATIVIDAD DE MÁQUINAS EN LÍNEA DE ENVASADO Y EMPACADO
Semana OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
20
Identificar la operación de equipos de envasado y empacado de alimentos; servicios y controles requeridos.
Identificar en los procesos de envasado y empacado de alimentos los servicios requeridos para la operatividad de los mismos, controles y aplicación de acuerdo a las características del producto final a comercializar.
Introducción al empacado de alimentos. Historia. Definiciones.
El participante identifica la operación de equipos de envasado y empacado de alimentos; servicios y controles requeridos.
Características físicas y químicas de los materiales utilizados en empaques para la industria de alimentos.
Interacciones físico-químicas del empaque y el alimento.
Tecnología de envasadoras verticales y horizontales (polvos, granos, tabletas).
Tecnología de Envasado Aséptico.
Llenadoras de botellas. Tecnología.
Empacado al vacío. Tecnología.
Etiquetado. Normas. Empacado para distribución.
21 EVALUACIÓN CONTINUA. EXÁMENES. EXPOSICIONES.
- 60 -
SEMESTRE IV
FORMACIÓN ESPECÍFICA
- 61 -
CONTENIDO CURRICULAR
I. INFORMACION GENERAL.
UNIDAD DIDÁCTICA : CONTROL DE CALIDAD
NÚMERO DE HORAS : 340
DISTRIBUCIÓN
DE HORAS
TECNOLOGÍA PRÁCTICA TOTAL
55 285 340
II. OBJETIVOS GENERALES.
Al finalizar el curso el participante estará en condiciones de realizar los análisis
y controles básicos para alimentos; así como, apoyar en la implementación del
Sistema de Aseguramiento de la Calidad HACCP, de acuerdo a la legislación
alimentaria vigente.
III. METODOLOGÍA.
a. Exposiciones del instructor con ayuda de herramientas de exposición
(diapositivas, multimedia).
b. Taller/Laboratorio, ejecución de evaluación fisicoquímica de alimentos.
c. Aplicación de prácticas en empresa.
d. Trabajos de investigación/aplicación. Exposición.
IV. EVALUACIÓN.
FORMAS: Trabajos de investigación; exposiciones, participación en talleres.
Exámenes parcial y final.
CRITERIOS: Responsabilidad, intervención, colaboración, trabajo en equipo.
- 62 -
V. BIBLIOGRAFÍA.
ANZALDÚA & MORALES, “La Evaluación Sensorial de los Alimentos en la
Teoría y la Práctica”. Editorial Acribia. Zaragoza-España. 1994.
FAO, “Manual de Control de Calidad de los Alimentos” http://www.fao.org/docrep/014/T0867S/T0867S.pdf
UNAM, FACULTAD DE QUÍMICA. “Fundamentos y Técnicas de Análisis de
Alimentos”. 2008. http://depa.fquim.unam.mx/amyd/archivero/FUNDAMENTOSYTECNICASDEANALI
SISDEALIMENTOS_12286.pdf
ANÁLISIS DE ALIMENTOS: FUNDAMENTOS Y TÉCNICAS. http://dspace.universia.net/bitstream/2024/1067/1/ManualdeFundamentosyTecnicas
deAnalisisdeAlimentos_6501.pdf
Principios generales del HACCP. http://www.hvsa.es/documentos/Principios_HACCP.pdf
Ejemplo de un Plan HACCP: http://www.fintrac.com/docs/elsalvador/boletin_tecnico_13_procesamiento.pdf
MANUAL PARA LA TOMA DE MUESTRA DE ALIMENTOS. http://blogsdelagente.com/blogfiles/fundacion-agustina-
lerena/CienciasNaturales1.12ManualparalaTomadeMuestrasdeAlimentos.pdf
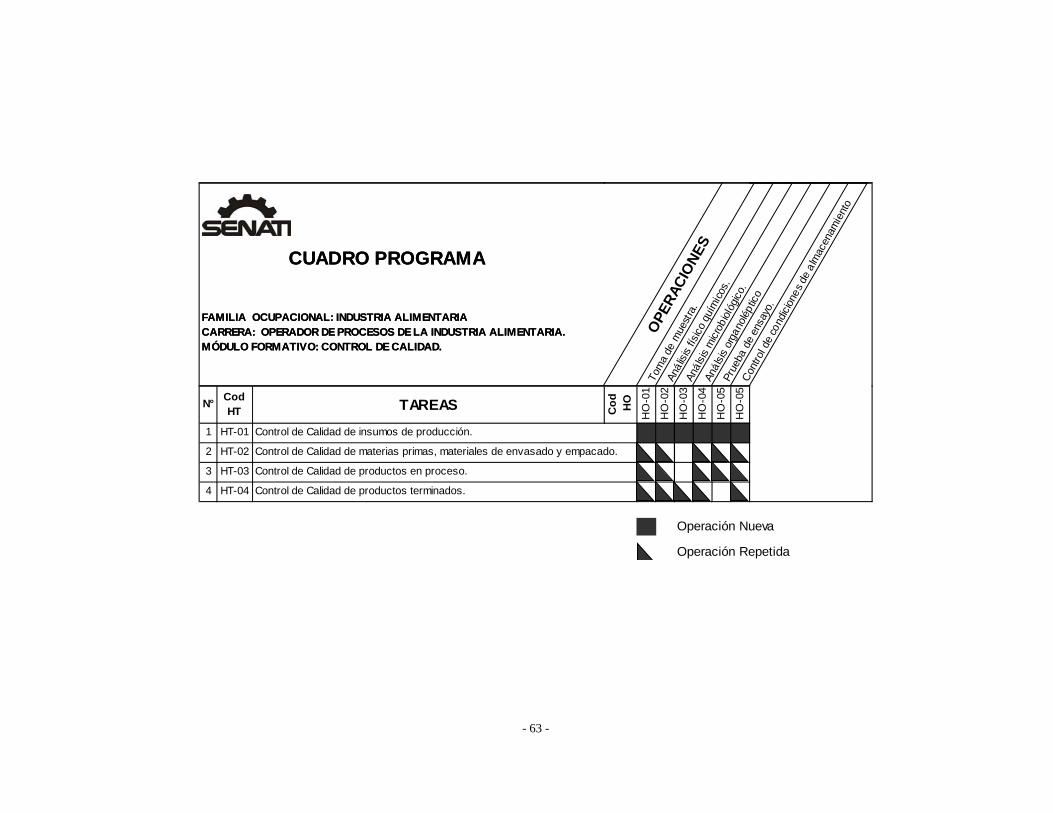
- 63 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: CONTROL DE CALIDAD.
OP
ER
AC
ION
ES
Tom
a de
mue
stra
.
Anál
isis
físi
co q
uím
icos
.
Anál
sis
mic
robi
ológ
ico.
Anál
sis
orga
nolé
ptic
o
Prue
ba d
e en
sayo
.
Con
trol d
e co
ndic
ione
s de
alm
acen
amie
nto
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: CONTROL DE CALIDAD.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-05
1 HT-01
2 HT-02
3 HT-03
4 HT-04
Operación Nueva
Operación Repetida
Control de Calidad de insumos de producción.
Control de Calidad de materias primas, materiales de envasado y empacado.
Control de Calidad de productos en proceso.
Control de Calidad de productos terminados.

- 64 -
CONTENIDO CURRICULAR
CURSO: CONTROL DE CALIDAD
Semana OBJETIVOS ESPECIFICOS CONTENIDO TEMÁTICO
CONOCIMIENTOS PRÁCTICAS / ACTIVIDADES
1
Realizar los análisis y controles básicos de alimentos en una línea de producción.
I. INTRODUCCIÓN.Concepto de Calidad. La Calidad en la Industria Alimentaria. Sistemas de Garantía de Calidad. Normativa de referencia. Concepto de calidad en los alimentos. Criterios de Calidad. Evaluación de la calidad de los alimentos. Principios básicos de la Calidad de los laboratorios.
II. Muestra y muestreo. Procedimientos y errores. Registro.
III. Análisis Sensorial de Alimentos. Propiedades sensoriales de los alimentos: olor, aroma, gusto, textura, color. Escalas hedónicas. Pruebas triangulares. Pruebas dúo‐trío.
2
IV. Determinación de sólidos solubles e insolubles. 1.1. Método refractométrico. 1.2. Precipitación de sólidos. 1.3. Decantación. 1.4. Turbiedad.
Determinación de sólidos solubles e insolubles en muestras de alimentos diversos.
V. Determinación de humedad y actividad de agua. Determinación de humedad y actividad de agua de muestras de alimentos diversos.
3
VI. Determinación de densidad y viscosidad. Determinación de densidad de productos comerciales.
VII. Determinación de acidez de un alimento. Acidez titulable y pH. Determinación de acidez de muestras de alimentos diversas,
4
VIII.Determinación de grasas en alimentos. Determinación de contenido graso de muestras de alimentos diversos.
IX. Determinación de proteína. Determinación de contenido proteico de muestras de alimentos diversos.
5 X. Producto terminado. Control de sellado y parámetros físico
químicos.
XI. Higiene y Análisis microbiológico.
6 y 7 XII. Buenas Prácticas de Manufactura (BPM). Identificación de BPM en planta de proceso.
8 y 9 XIII. Sistema HACCP. Aplicación análisis HACCP.
10 y 11 XIV. ISO 22000
- 65 -
CONTENIDO CURRICULAR
I. INFORMACION GENERAL
UNIDAD DIDÁCTICA : SISTEMAS DE GESTIÓN: INOCUIDAD,
SEGURIDAD, SALUD Y MEDIO AMBIENTE
NUMERO DE HORAS : 185 HORAS
DISTRIBUCIÓN DE HORAS TECNOLOGÍA PRÁCTICA TOTAL
30 155 185
II. OBJETIVOS GENERALES.
Al finalizar el curso el alumno será capaz de:
Conocer los principios y criterios que definen los sistemas de la calidad,
medio ambiente y de la seguridad y salud ocupacional.
Aplicar medidas de Prevención de Riesgos Laborales en las empresas.
Conocer las normas que rigen cada uno de los sistemas (ISO 9000, ISO 14000
y OHSAS 18001), característica clave y elementos comunes entre ellos.
III. METODOLOGÍA.
Expositiva
Demostrativa
IV. EVALUACIÓN.
Formas: Pruebas escritas, pruebas orales, asignaciones.
Criterios: Conocimientos, habilidad para interpretar resultados.
V. BILBLIOGRAFÍA.
- Alfonso Fernández Hatre, SISTEMAS INTEGRADOS DE GESTIÓN, INSTITUTO DE
DESARROLLO ECONÓMICO PRINCIPADO DE ASTURIAS (IDEPA), CENTRO
PARA LA CALIDAD EN ASTURIAS.
- Fundación para la Prevención de Riesgos Laborales, LOS SISTEMAS
INTEGRADOS DE GESTIÓN: GESTIÓN DE LA CALIDAD TOTAL, GESTIÓN
MEDIO AMBIENTAL Y GESTIÓNDE LA PREVENCIÓN. CEPYME – ARAGON.
- GERMANISCHER LLOYD: CERTIFICATION, EL PUENTE HACIA UNA MAYOR
EFICIENCIA: CERTIFICACIÓN DE SISTEMAS DE GESTIÓN.
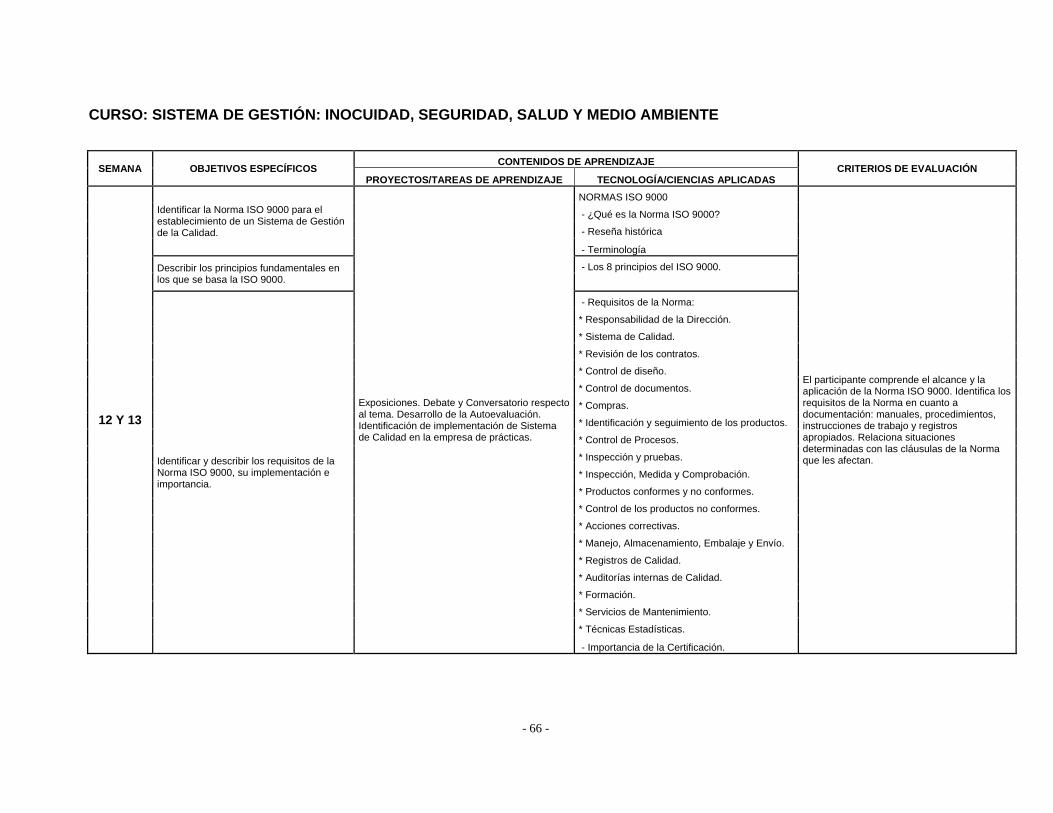
- 66 -
CURSO: SISTEMA DE GESTIÓN: INOCUIDAD, SEGURIDAD, SALUD Y MEDIO AMBIENTE
SEMANA OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
12 Y 13
Identificar la Norma ISO 9000 para el establecimiento de un Sistema de Gestión de la Calidad.
Exposiciones. Debate y Conversatorio respecto al tema. Desarrollo de la Autoevaluación. Identificación de implementación de Sistema de Calidad en la empresa de prácticas.
NORMAS ISO 9000
El participante comprende el alcance y la aplicación de la Norma ISO 9000. Identifica los requisitos de la Norma en cuanto a documentación: manuales, procedimientos, instrucciones de trabajo y registros apropiados. Relaciona situaciones determinadas con las cláusulas de la Norma que les afectan.
- ¿Qué es la Norma ISO 9000?
- Reseña histórica
- Terminología
Describir los principios fundamentales en los que se basa la ISO 9000.
- Los 8 principios del ISO 9000.
Identificar y describir los requisitos de la Norma ISO 9000, su implementación e importancia.
- Requisitos de la Norma:
* Responsabilidad de la Dirección.
* Sistema de Calidad.
* Revisión de los contratos.
* Control de diseño.
* Control de documentos.
* Compras.
* Identificación y seguimiento de los productos.
* Control de Procesos.
* Inspección y pruebas.
* Inspección, Medida y Comprobación.
* Productos conformes y no conformes.
* Control de los productos no conformes.
* Acciones correctivas.
* Manejo, Almacenamiento, Embalaje y Envío.
* Registros de Calidad.
* Auditorías internas de Calidad.
* Formación.
* Servicios de Mantenimiento.
* Técnicas Estadísticas.
- Importancia de la Certificación.

- 67 -
CURSO: SISTEMA DE GESTIÓN: INOCUIDAD, SEGURIDAD, SALUD Y MEDIO AMBIENTE
SEMANA OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
14 Y 15
Identificar la Norma ISO 14000 para el establecimiento de un Sistema de Gestión Ambiental.
Exposiciones. Debate y Conversatorio respecto al tema. Identificación de Sistema de Gestión Ambiental implementado en la empresa de prácticas.
NORMA ISO 14000
El participante debe conocer los principios generales de la gestión medioambiental; así como, los procedimientos para la implementación de un Sistema de Gestión Ambiental.
- Reseña histórica
- Terminología
Identificar y describir los requisitos de la Norma ISO 14000, su implementación y beneficios.
- Requisitos de la Norma
- Procedimiento para la implementación de
un Sistema de Gestión Ambiental:
* Política Ambiental.
* Planificación.
* Implementación y Operación.
* Verificación y acciones correctivas.
* Análisis Crítico por la Administración.
Beneficios de implementar un Sistema de Ges-
tión Ambiental.
Identificar las Normas OHSAS 18000 para el establecimiento de un Sistema de Seguridad y salud Ocupacional.
Exposiciones. Debate y Conversatorio respecto al tema. Identificación de Sistema de Gestión en Seguridad y Salud Ocupacional implementado en la empresa de prácticas.
NORMAS OHSAS 18000
El participante debe conocer los principios generales para la implementación de un Sistema de Gestión de Seguridad y Salud Ocupacional; así como, de identificación de riesgos laborales.
- Reseña histórica
- Terminología
Identificar y describir los elementos básicos de las normas OHSAS 18000, así como su implementación.
- Elementos básicos del Sistema de Gestión
en Seguridad y Salud Ocupacional:
* Documentos.
* Política.
* Planificación.
* Cumplimiento de requisitos legales.
* Objetivos.
* Elaboración de Programa de Gestión.
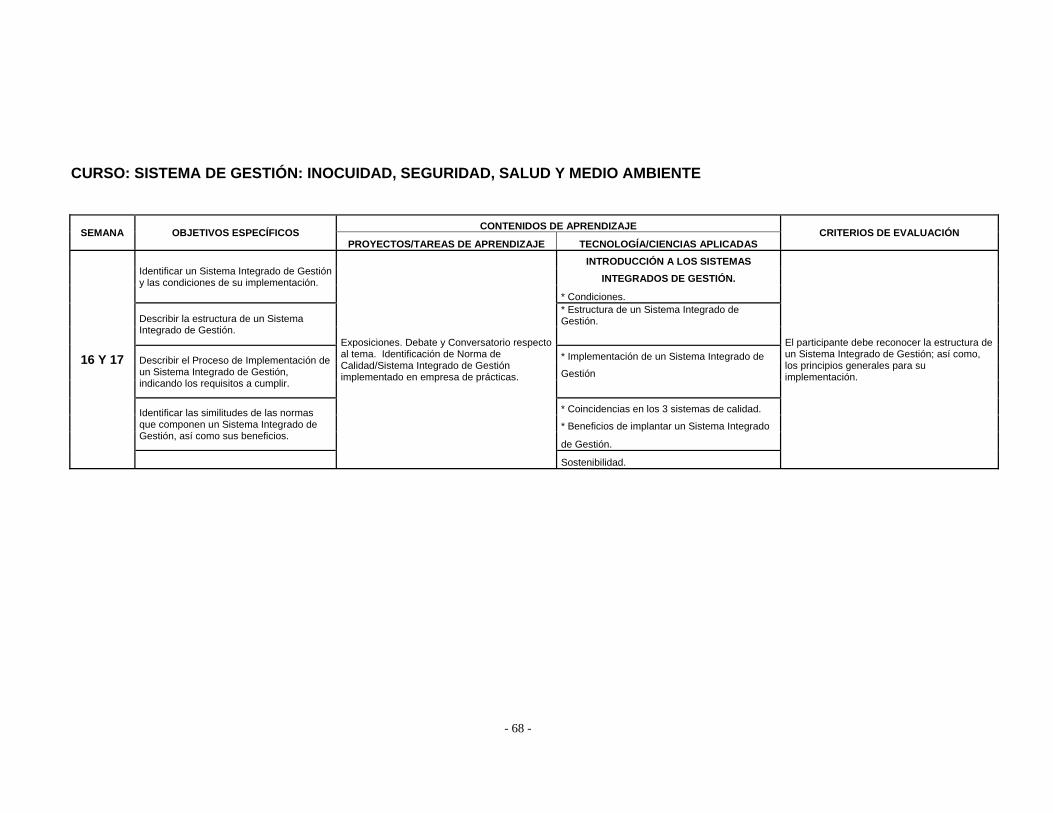
- 68 -
CURSO: SISTEMA DE GESTIÓN: INOCUIDAD, SEGURIDAD, SALUD Y MEDIO AMBIENTE
SEMANA OBJETIVOS ESPECÍFICOS
CONTENIDOS DE APRENDIZAJE CRITERIOS DE EVALUACIÓN
PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
16 Y 17
Identificar un Sistema Integrado de Gestión y las condiciones de su implementación.
Exposiciones. Debate y Conversatorio respecto al tema. Identificación de Norma de Calidad/Sistema Integrado de Gestión implementado en empresa de prácticas.
INTRODUCCIÓN A LOS SISTEMAS
El participante debe reconocer la estructura de un Sistema Integrado de Gestión; así como, los principios generales para su implementación.
INTEGRADOS DE GESTIÓN.
* Condiciones.
Describir la estructura de un Sistema Integrado de Gestión.
* Estructura de un Sistema Integrado de Gestión.
Describir el Proceso de Implementación de un Sistema Integrado de Gestión, indicando los requisitos a cumplir.
* Implementación de un Sistema Integrado de
Gestión
Identificar las similitudes de las normas que componen un Sistema Integrado de Gestión, así como sus beneficios.
* Coincidencias en los 3 sistemas de calidad.
* Beneficios de implantar un Sistema Integrado
de Gestión.
Sostenibilidad.
- 69 -
CONTENIDO CURRICULAR
I. INFORMACION GENERAL.
CURSO : CONTROL ESTADÍSTICO DE PROCESOS
NÚMERO DE HORAS : 124
DISTRIBUCIÓN
DE HORAS
TECNOLOGÍA PRÁCTICA TOTAL
20 104 124
II. OBJETIVOS GENERALES.
Al terminar el curso, el participante comprenderá los conceptos de la variación y
desarrollará las habilidades necesarias para aplicar los métodos de Control
Estadístico de Proceso para el aseguramiento de la calidad y mejora de procesos.
El participante será capaz de:
Comprender y analizar las fuentes de variación de los procesos.
Comprender y aplicar conceptos estadísticos para diseñar e implementar cartas
de control describiendo con estas los aspectos relevantes de un proceso y
aplicarlas en la prevención de errores y defectos para lograr una mejora continua
de calidad.
III. METODOLOGÍA.
e. Exposiciones del instructor con ayuda de herramientas de exposición
(diapositivas, multimedia).
f. Investigación, casos de aplicación, y exposición grupal, de temas encargados.
g. Desarrollo de Taller Participativo.
IV. EVALUACIÓN.
FORMAS: Trabajos de investigación; exposiciones, participación en talleres.
Exámenes parcial y final.
CRITERIOS: Responsabilidad, intervención, colaboración, trabajo en equipo.

- 70 -
V. BIBLIOGRAFÍA.
a. Amsden, Robert; Butler, Howard; Amsden, Davida. “CONTROL ESTADÍSTICO
DE PROCESOS SIMPLIFICADOS”. Panorama Editorial. Primera Edición.
México 1993.
b. Grant, E. L., “STATISTICAL QUALITY CONTROL”. Editorial McGraw Hill. New
Cork. 1964.
c. Prat, B. P., “MÉTODOS ESTADÍSTICOS, CONTROL Y MEJORA DE LA
CALIDAD”. Editorial Alfaomega. México, 2000
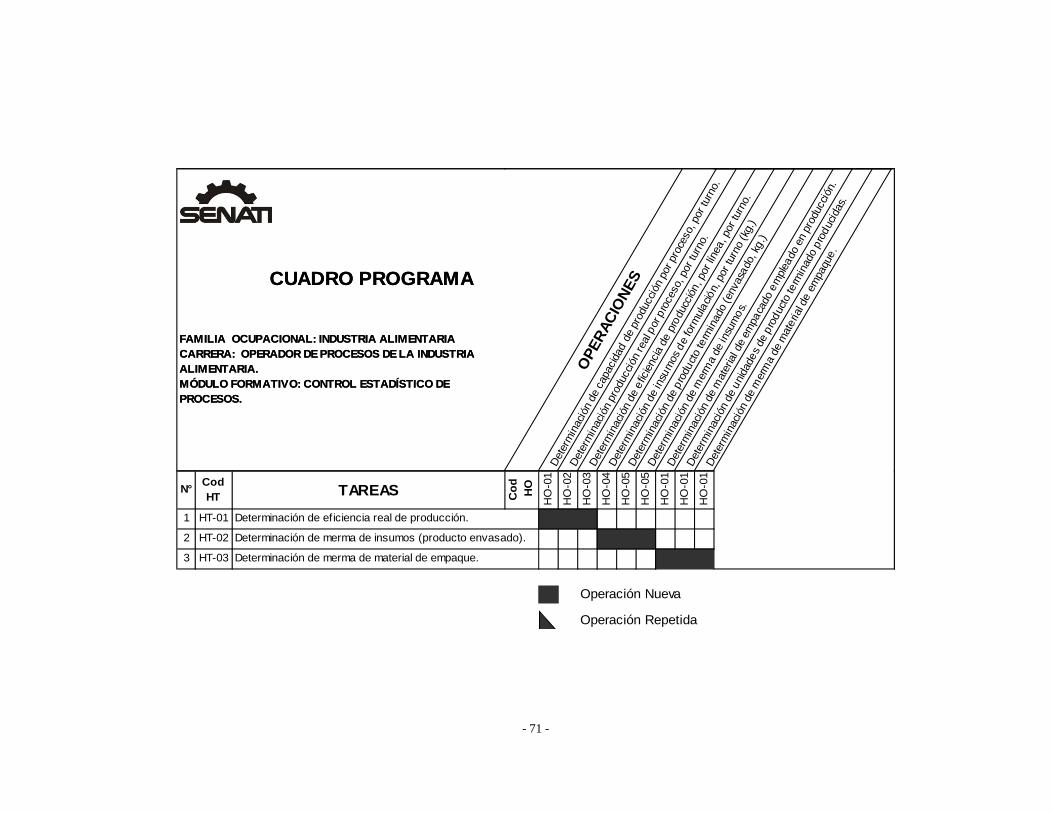
- 71 -
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: CONTROL ESTADÍSTICO DE PROCESOS.
OP
ER
AC
ION
ES
Det
erm
inac
ión
de c
apac
idad
de
prod
ucci
ón p
or p
roce
so, p
or tu
rno.
Det
erm
inac
ión
prod
ucci
ón rea
l por
pro
ceso
, por
turn
o.
Det
erm
inac
ión
de e
ficie
ncia
de p
rodu
cció
n, p
or lí
nea, p
or tu
rno.
Det
erm
inac
ión
de in
sum
os d
e fo
rmul
ació
n, p
or tu
rno
(kg.
)
Det
erm
inac
ión
de p
rodu
cto
term
inad
o (e
nvas
ado
, kg.)
Det
erm
inac
ión
de m
erm
a de
insu
mos.
Det
erm
inac
ión
de m
ater
ial d
e em
paca
do e
mpl
eado
en
prod
ucci
ón.
Det
erm
inac
ión
de u
nida
des
de p
roduc
to te
rmin
ado
pro
duci
das.
Det
erm
inac
ión
de m
erm
a de
mat
eria
l de
empa
que.
CUADRO PROGRAMA
FAMILIA OCUPACIONAL: INDUSTRIA ALIMENTARIACARRERA: OPERADOR DE PROCESOS DE LA INDUSTRIA ALIMENTARIA.MÓDULO FORMATIVO: CONTROL ESTADÍSTICO DE PROCESOS.
N°CodHT TAREAS C
od
HO
HO
-01
HO
-02
HO
-03
HO
-04
HO
-05
HO
-05
HO
-01
HO
-01
HO
-01
1 HT-01
2 HT-02
3 HT-03
Operación Nueva
Operación Repetida
Determinación de eficiencia real de producción.
Determinación de merma de insumos (producto envasado).
Determinación de merma de material de empaque.

- 72 -
CURSO: CONTROL ESTADÍSTICO DE ´PROCESOS
SEMANA OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
2 Conocer el alcance de la Estadística en el Control de Procesos, su aplicación y las ventajas de su uso.
INTRODUCCIÓN El participante reconoce la aplicación de la Estadística en el Control de Procesos Agroindustriales.
* Qué es el Proceso Estadístico
* Colocar un Proceso bajo control estadístico.
4 Conocer los conceptos estadístico fundamen-tales que permiten el Control de Procesos y la interpretación de los resultados del mismo.
Ejercicios, problemas y casos de aplicación.
CONCEPTOS ESTADÍSTICOS FUNDAMENTALES
El participante reconoce herramientas para el Control Estadístico de operaciones agroindustriales y la correcta interpretación y aplicación de los resultados.
* Distribución de Frecuencias
* Medidas de Posición
* Medidas de Dispersión
4
Introducir al participante en el uso y manejo de datos numéricos, enseñarle a organizar y tabular las medidas obtenidas mediante la construcción de tablas de frecuencia, sabiendo además interpretarlas.
Elaborar y analizar tablas de frecuencia. HISTOGRAMAS DE FRECUENCIA
4
Definir las reglas básicas a seguir para la elección, la construcción y la correcta interpretación de los Gráficos de Control por Variables, y resaltar las situaciones en que pueden o deben ser utilizados.
Elaborar, analizar y aplicar gráficas de control por variables. Ejercicios, problemas y casos de aplicación.
GRAFICAS DE CONTROL DE VARIABLES
* Uso e interpretación de gráficas de promedio y rango.
* Promedios fuera de los límites de control.
* Uso de gráficas de control en producción conti-nua.
* Gráficas de medianas y rangos.
* Límites de Control.
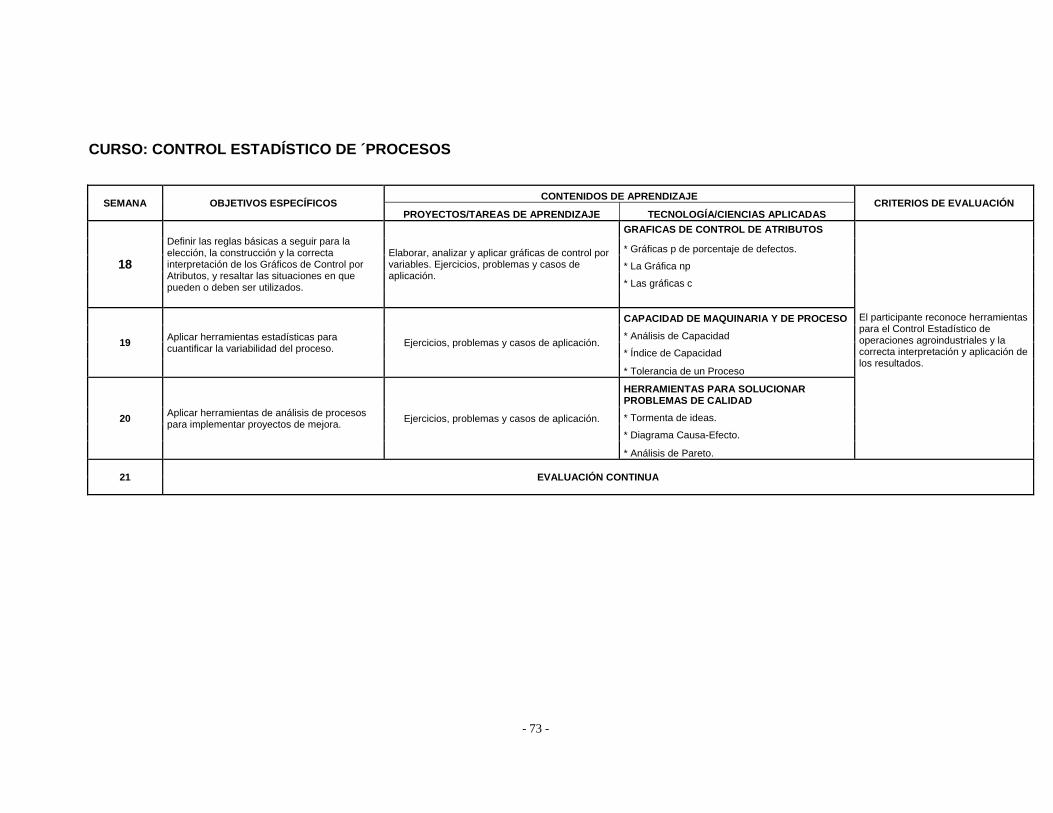
- 73 -
CURSO: CONTROL ESTADÍSTICO DE ´PROCESOS
SEMANA OBJETIVOS ESPECÍFICOS CONTENIDOS DE APRENDIZAJE
CRITERIOS DE EVALUACIÓN PROYECTOS/TAREAS DE APRENDIZAJE TECNOLOGÍA/CIENCIAS APLICADAS
18
Definir las reglas básicas a seguir para la elección, la construcción y la correcta interpretación de los Gráficos de Control por Atributos, y resaltar las situaciones en que pueden o deben ser utilizados.
Elaborar, analizar y aplicar gráficas de control por variables. Ejercicios, problemas y casos de aplicación.
GRAFICAS DE CONTROL DE ATRIBUTOS
El participante reconoce herramientas para el Control Estadístico de operaciones agroindustriales y la correcta interpretación y aplicación de los resultados.
* Gráficas p de porcentaje de defectos.
* La Gráfica np
* Las gráficas c
19 Aplicar herramientas estadísticas para cuantificar la variabilidad del proceso.
Ejercicios, problemas y casos de aplicación.
CAPACIDAD DE MAQUINARIA Y DE PROCESO
* Análisis de Capacidad
* Índice de Capacidad
* Tolerancia de un Proceso
20 Aplicar herramientas de análisis de procesos para implementar proyectos de mejora.
Ejercicios, problemas y casos de aplicación.
HERRAMIENTAS PARA SOLUCIONAR PROBLEMAS DE CALIDAD
* Tormenta de ideas.
* Diagrama Causa-Efecto.
* Análisis de Pareto.
21 EVALUACIÓN CONTINUA

PROPIEDAD INTELECTUAL DEL SENATI PROHIBIDA SU REPRODUCCIÓN Y VENTA SIN LA AUTORIZACIÓN
CORRESPONDIENTE





























