Embed Size (px)
Citation preview

Optimización de Molinos
Verticales para la
Producción de Cementos
Puzolánicos
Septiembre 2011
Contenido
• Antecedentes
• Reducción en factor clinker
• Efecto de la humedad en puzolanas
• Optimización de variables de operación
• Flujo de gases óptimo
• Modificaciones en anillo de retención
• Mejoras en MTBF
• Reducción de consumo eléctrico
• Disminución en aditivo de molienda

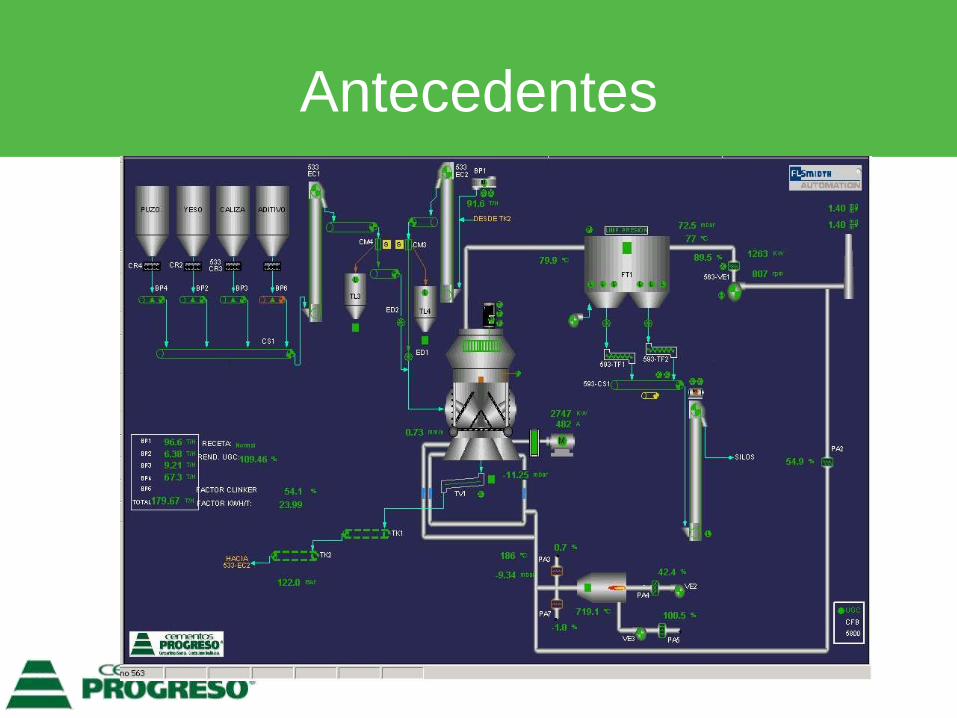
Antecedentes
• Año 1997:
Inicia operaciones el primer molino vertical OK 33-4,fabricando cemento 4000 PSI utilizando 10% de puzolana, enPlanta SM con un unico transporte de Alimentacion.
• Año 2000:
Se pone en marcha el segundo molino vertical OK 33-4, contransporte de materiales (clinker y aditivos) independientes.
Antecedentes
Reducción en factor clinker
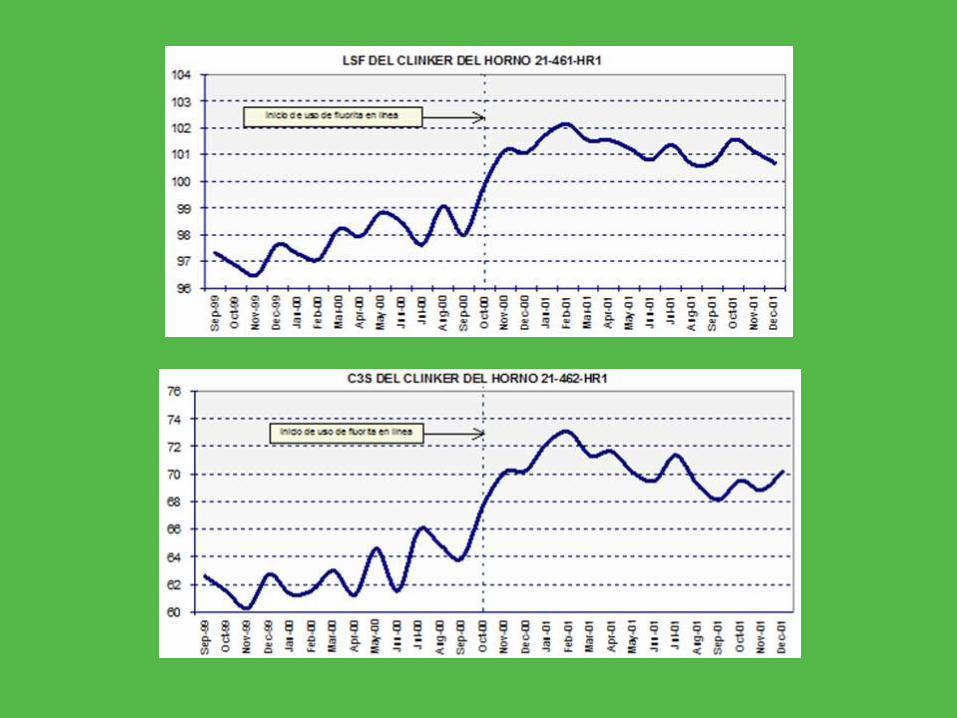
• Se inicia con la mineralización en hornos de clinker en el año2000, obteniendo clinker con mayor reactividad, lograndoresultados significativos en aspectos de calidad y proceso:
• Clinker:
• LSF: 98 a 101%
• C3S: 62 a 70%
• Cemento:
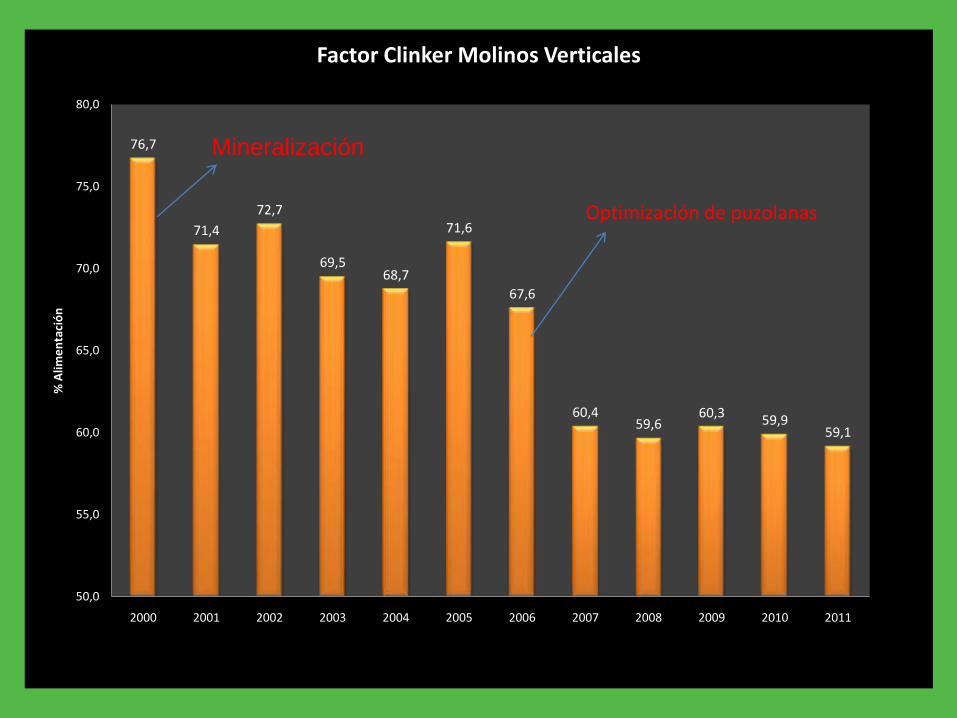
• Factor clinker: 76 a 67% para cemento 4000 PSI
• C3S: mayor a 65%
76,7
71,4
72,7
69,568,7
71,6
67,6
60,459,6
60,359,9
59,1
50,0
55,0
60,0
65,0
70,0
75,0
80,0
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
% A
lime
nta
ció
nFactor Clinker Molinos Verticales
Optimización de puzolanas
Mineralización
Efectos de humedad en la puzolana
• Efectos significativos– Disminución de rendimiento
– Aumento en consumo eléctrico 1 KWh/t cemento
• Con la optimización del flujo de gases se controló latemperatura de operación, logrando aumentar laalimentación fresca al molino y a la vez mejorar el factorclinker por debajo del target inicial (70%).
• Logrando a partir del año 2009 los mejores indicadores enrendimiento y factor clinker de la historia
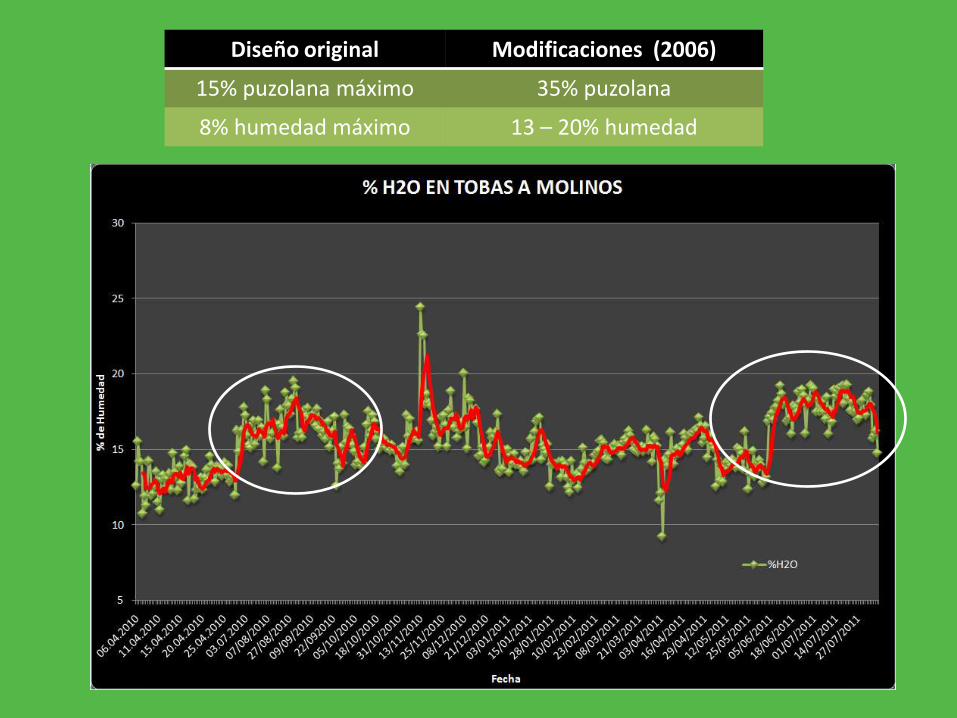
Diseño original Modificaciones (2006)
15% puzolana máximo 35% puzolana
8% humedad máximo 13 – 20% humedad
Optimización de variables de operación
• Principios fundamentales:– Volumen de gases
– Control de la temperatura (humedad materias primas)
– Flujo de gases en el sistema
• Efectos en operación:– Vibración alta del molino (finalizando en paros del molino)
– Variaciones en la presión diferencial del molino
– Fluctuaciones en los KW de molienda

Variables de operación
Flujo de gases óptimo
• Factores de éxito:– Aumentar el rendimiento del molino
– Disminuir el consumo eléctrico
• Drivers de operación:– Humedad materias primas
– Rendimiento de molienda
– Niveles de vibración en mesa del molino
– Consumo eléctrico específico
• A través de la correlación de los drivers se determinó que el target de la temperatura es de 80 a 90 °C.
Modificaciones en Anillo de Retención
• Diseño original en molino OK: 176 mm
• Fallas identificadas en operación– Acumulación de material sobre la mesa de molienda
– Vibración excesiva
– Disparo de motor del molino por sobre carga
• Acciones correctivas– Ajustes progresivos de 12 mm hasta 128 mm de altura
– Identificando el óptimo en 134 mm
• Beneficios– Máxima producción de molienda
– Eliminación del 90% de las causas de paro por vibración

Modificaciones en Anillo de Retención
Actual 134 mmOriginal 176 mm
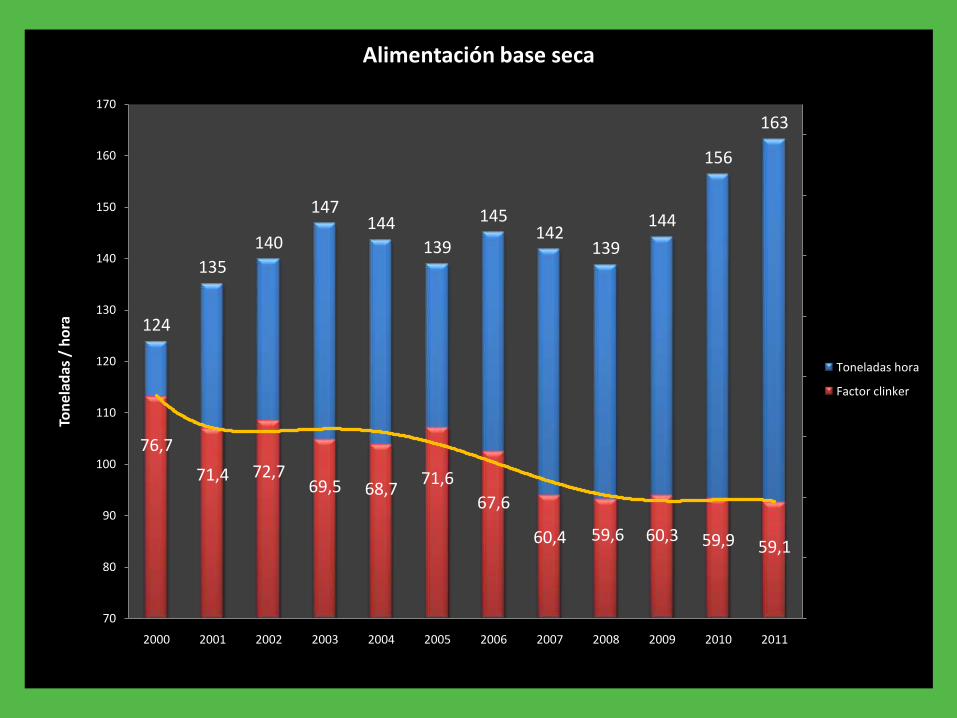
124
135
140
147144
139
145142
139
144
156
163
76,7
71,4 72,769,5 68,7
71,6
67,6
60,4 59,6 60,3 59,9 59,1
40,0
50,0
60,0
70,0
80,0
90,0
100,0
110,0
120,0
70
80
90
100
110
120
130
140
150
160
170
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Ton
elad
as /
ho
raAlimentación base seca
Toneladas hora
Factor clinker

Mejoras en MTBF
• Por diversas fallas mecánicas y factores de operación,
en búsqueda de los mejores indicadores para los
molinos verticales, se realizaron varios ajustes para
mejorar el indicador.
• Plan de trabajo:
– Equipo: Producción, Mantenimiento Mecánico y Eléctrico
– Análisis de causas en fallas reportadas (incluyendo paros)
– Reuniones periódicas para eliminar fallas
– Análisis de Paretos (liderado por mantenimiento)
• Como resultado, se aumentó en promedio la MTBF de
molinos verticales en 18.6 horas a partir del año 2009

10,3
29,530,2
10,5
28,6
34,5
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Ho
ras
Título do Eixo
MTBF Molino Vertical 563-MR1 y 564-MR1
MTBF 564
MTBF 563
Reducción consumo eléctrico
• Derivado de los altos costos de energía eléctrica en
Guatemala (0.15 – 0.21 $/KWh), la planificación de la
producción está enfocada en la maximización de los
molinos verticales por su alta eficiencia.
• Para mejorar el consumo eléctrico específico se han
realizado ajustes en la inyección de combustible en el
generador de calor de 0.8 a 0.95 gal diesel/t cemento
• Planteando targets de consumo específico en ambos
molinos de 30 kWh/t cem para cementos de 4000 PSI.
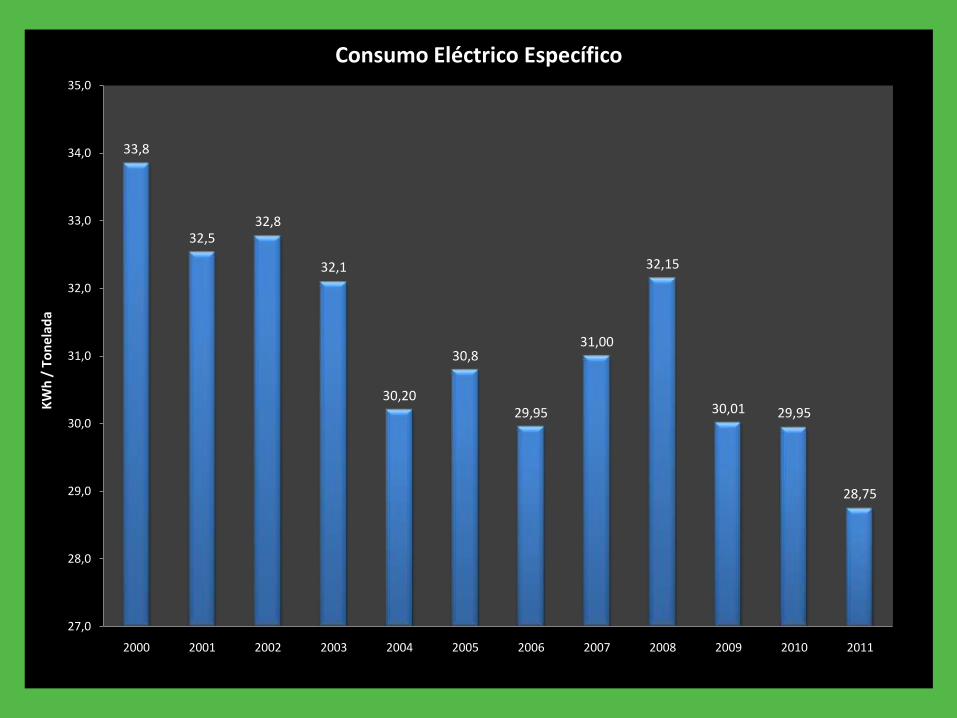
33,8
32,532,8
32,1
30,20
30,8
29,95
31,00
32,15
30,01 29,95
28,75
27,0
28,0
29,0
30,0
31,0
32,0
33,0
34,0
35,0
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
KW
h /
To
ne
lad
aConsumo Eléctrico Específico
Disminución aditivo de molienda
• Con la finalidad de eficientizar la molienda de cemento se
implemento el uso de aditivo de molienda. Durante el
know-how, se utilizó la misma tasa que en los molinos de
bolas, como punto de partida inicial (250 gr/t cemento)
• En el año 2004, analizando el corto tiempo de residencia
de las materias primas dentro del molino, identificó que:
– El aditivo de molienda no repercute en el rendimiento del molino
– Afecta directamente a los tiempo de despacho a granel,
aumentando en 74% en relación al parámetro inicial
Disminución aditivo de molienda
• En el año 2008, con la finalidad de minimizar costos de
producción, se plantea la opción de disminuir la
concentración del aditivo, hasta determinar el punto de
equilibrio entre la fluidez del cemento y la tasa de carga
en despacho a granel.
• Como resultado, se obtuvo una reducción en el aditivo
de molienda hasta 45.2 gr/t cemento
• Actualmente, no se está utilizando aditivo, y los
indicadores han permanecido estables en relación a
períodos anteriores.

266
318
220
235
210
250
231 234
115
71
49 45
0
50
100
150
200
250
300
350
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
gr a
dit
ivo
/ t
on
ela
da
cem
en
toAditivo de Molienda
Planes a futuro…..
1. Utilización de gases calientes de la enfriadora del horno
para secado de materias primas, reduciendo costos por
combustible
2. Incremento en la cantidad de caliza para la fabricación
de cemento, migrando de cementos puzolánicos a
calizos, minimizando efectos por humedad en materias
primas y en costos de producción.
GRACIAS…!!