Embed Size (px)
Citation preview

IT
Valid from program version 1.260460 454 279 IT 20120322
Origo™
MA23MA24
Istruzioni per l'uso
- 2 -TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 INTRODUZIONE 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.1 Pannello di controllo MA23 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2 Pannello di controllo MA24 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SALDATURA MIG/MAG 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.1 Regolazioni 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.2 Spiegazione di simboli e funzioni 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.3 Funzioni MIG/MAG nascoste 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SALDATURA MMA 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1 Regolazioni 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.2 Spiegazione di simboli e funzioni 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.3 Funzioni MMA nascoste 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MEMORIA DEI DATI DI SALDATURA 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 CODICI DI GUASTO 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.1 Lista dei codici di guasto 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.2 Descrizione dei codici di guasto 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 ORDINAZIONE DEI PEZZI DI RICAMBIO 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
COMBINAZIONI DI FILI E GAS 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NO. DI CODICE 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
© ESAB AB 2008- 3 -
bi21d1ia
7 INTRODUZIONE
Questo manuale descrive come utilizzare i pannelli di controllo MA23 e MA24 .
Per informazioni generali sul funzionamento, vedere i corrispondenti manuali diistruzioni del generatore o del gruppo trainafilo.
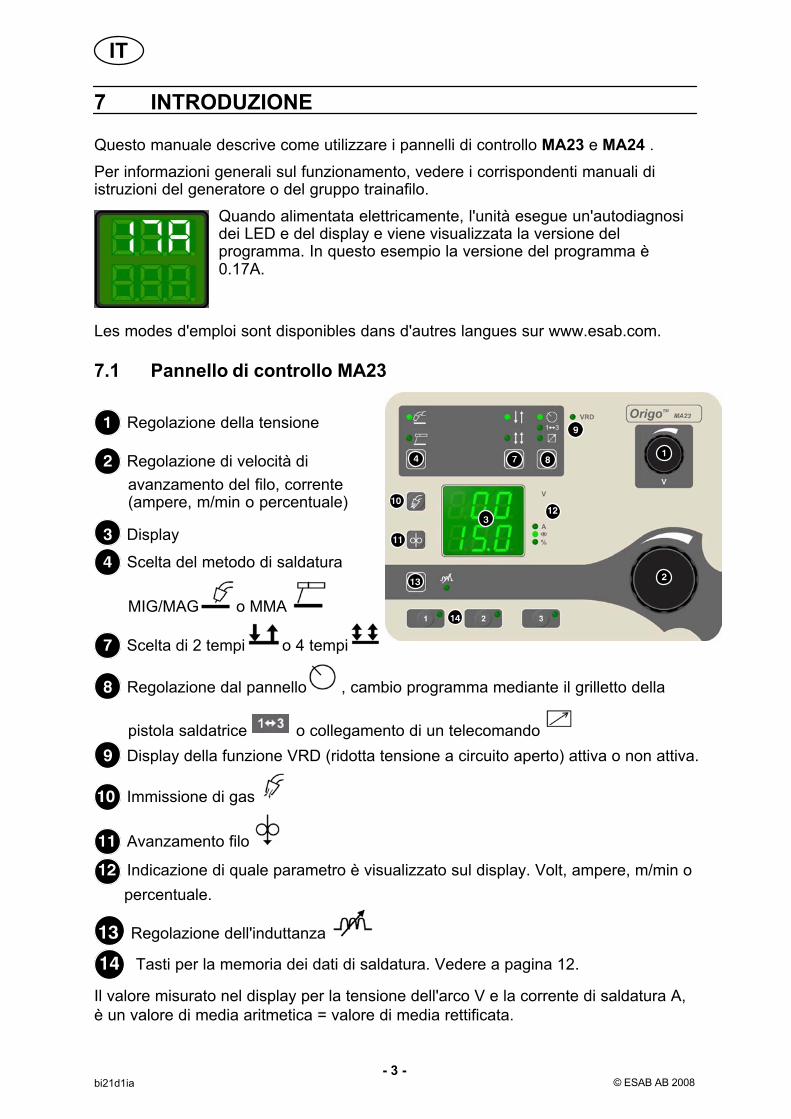
Quando alimentata elettricamente, l'unità esegue un'autodiagnosidei LED e del display e viene visualizzata la versione delprogramma. In questo esempio la versione del programma è0.17A.
Les modes d'emploi sont disponibles dans d'autres langues sur www.esab.com.
7.1 Pannello di controllo MA23
Regolazione della tensione
Regolazione di velocità di
avanzamento del filo, corrente(ampere, m/min o percentuale)
Display
Scelta del metodo di saldatura
MIG/MAG o MMA
Scelta di 2 tempi o 4 tempi
Regolazione dal pannello , cambio programma mediante il grilletto della
pistola saldatrice o collegamento di un telecomando
Display della funzione VRD (ridotta tensione a circuito aperto) attiva o non attiva.
Immissione di gas
Avanzamento filo
Indicazione di quale parametro è visualizzato sul display. Volt, ampere, m/min o
percentuale.
Regolazione dell'induttanza
Tasti per la memoria dei dati di saldatura. Vedere a pagina 12.
Il valore misurato nel display per la tensione dell'arco V e la corrente di saldatura A,è un valore di media aritmetica = valore di media rettificata.
IT
© ESAB AB 2008- 4 -
bi21d1ia
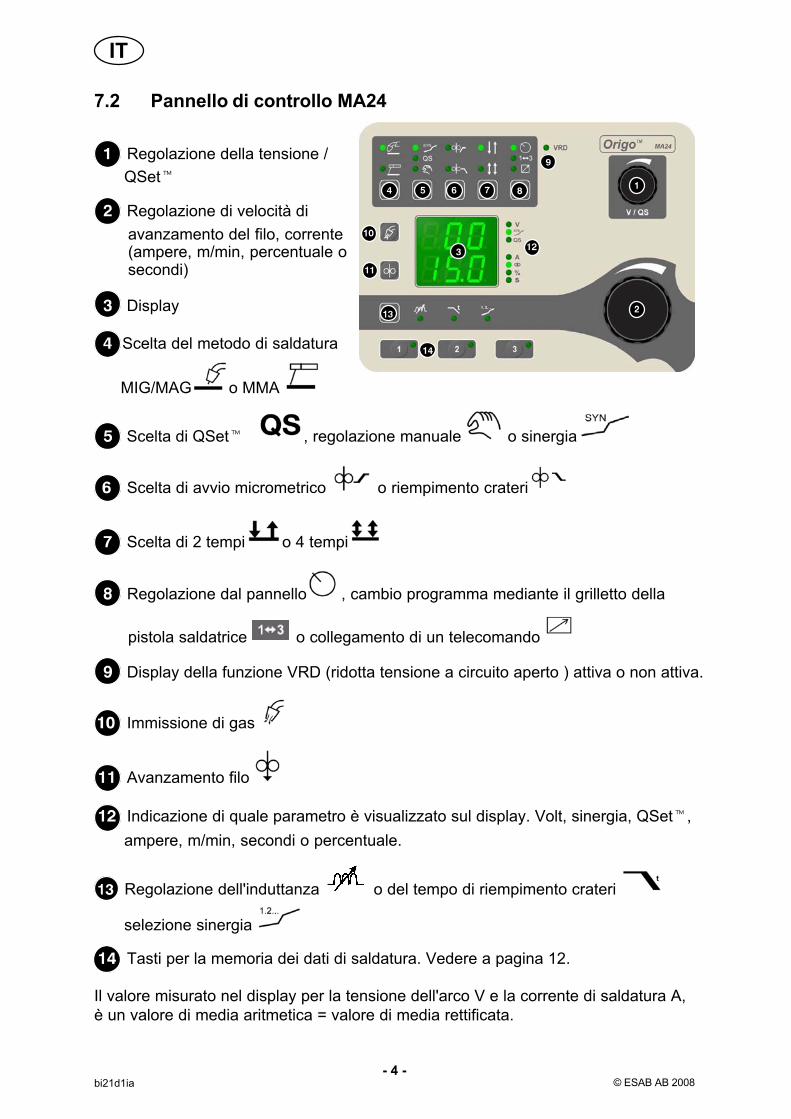
7.2 Pannello di controllo MA24
Regolazione della tensione /
QSet�
Regolazione di velocità di
avanzamento del filo, corrente(ampere, m/min, percentuale osecondi)
Display
Scelta del metodo di saldatura
MIG/MAG o MMA
Scelta di QSet� , regolazione manuale o sinergia
Scelta di avvio micrometrico o riempimento crateri
Scelta di 2 tempi o 4 tempi
Regolazione dal pannello , cambio programma mediante il grilletto della
pistola saldatrice o collegamento di un telecomando
Display della funzione VRD (ridotta tensione a circuito aperto ) attiva o non attiva.
Immissione di gas
Avanzamento filo
Indicazione di quale parametro è visualizzato sul display. Volt, sinergia, QSet�,
ampere, m/min, secondi o percentuale.
Regolazione dell'induttanza o del tempo di riempimento crateri
selezione sinergia
Tasti per la memoria dei dati di saldatura. Vedere a pagina 12.
Il valore misurato nel display per la tensione dell'arco V e la corrente di saldatura A,è un valore di media aritmetica = valore di media rettificata.
IT
© ESAB AB 2008- 5 -
bi21d1ia
8 SALDATURA MIG/MAG
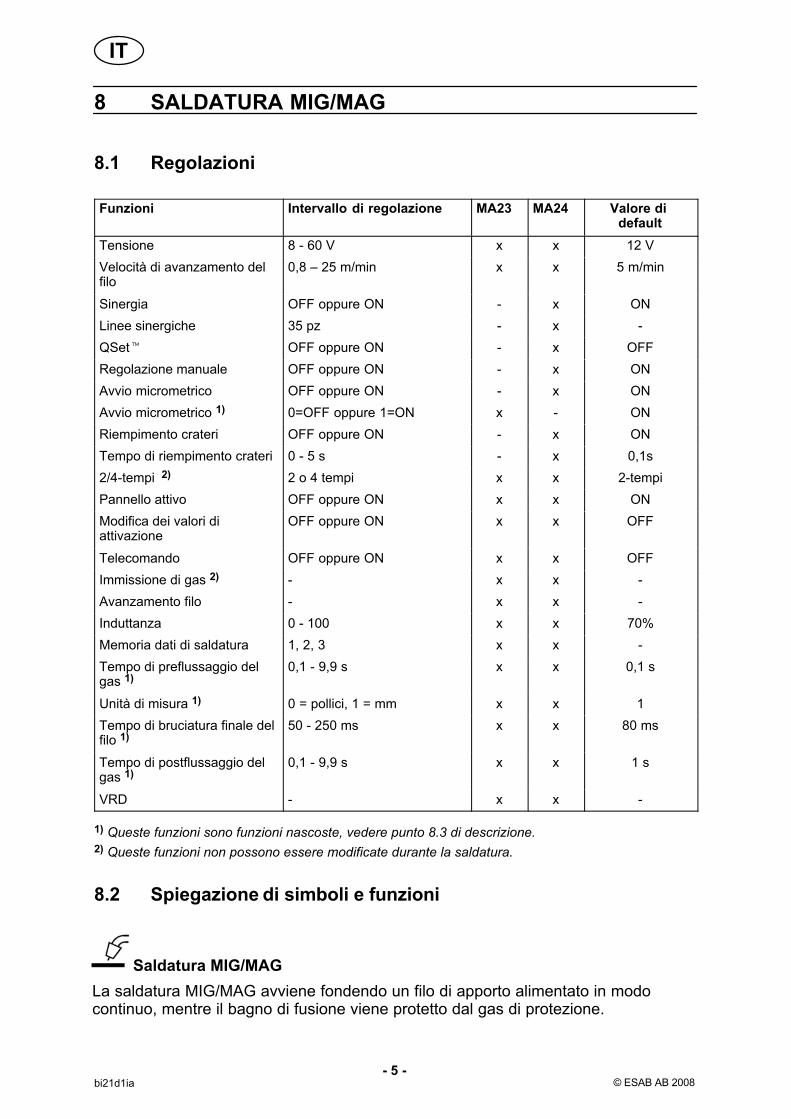
8.1 Regolazioni
Funzioni Intervallo di regolazione MA23 MA24 Valore di default
Tensione 8 - 60 V x x 12 V
Velocità di avanzamento delfilo
0,8 – 25 m/min x x 5 m/min
Sinergia OFF oppure ON - x ON
Linee sinergiche 35 pz - x -
QSet� OFF oppure ON - x OFF
Regolazione manuale OFF oppure ON - x ON
Avvio micrometrico OFF oppure ON - x ON
Avvio micrometrico 1) 0=OFF oppure 1=ON x - ON
Riempimento crateri OFF oppure ON - x ON
Tempo di riempimento crateri 0 - 5 s - x 0,1s
2/4-tempi 2) 2 o 4 tempi x x 2-tempi
Pannello attivo OFF oppure ON x x ON
Modifica dei valori diattivazione
OFF oppure ON x x OFF
Telecomando OFF oppure ON x x OFF
Immissione di gas 2) - x x -
Avanzamento filo - x x -
Induttanza 0 - 100 x x 70%
Memoria dati di saldatura 1, 2, 3 x x -
Tempo di preflussaggio delgas 1)
0,1 - 9,9 s x x 0,1 s
Unità di misura 1) 0 = pollici, 1 = mm x x 1
Tempo di bruciatura finale delfilo 1)
50 - 250 ms x x 80 ms
Tempo di postflussaggio delgas 1)
0,1 - 9,9 s x x 1 s
VRD - x x -
1) Queste funzioni sono funzioni nascoste, vedere punto 8.3 di descrizione.
2) Queste funzioni non possono essere modificate durante la saldatura.
8.2 Spiegazione di simboli e funzioni
Saldatura MIG/MAG
La saldatura MIG/MAG avviene fondendo un filo di apporto alimentato in modocontinuo, mentre il bagno di fusione viene protetto dal gas di protezione.
IT
© ESAB AB 2008- 6 -
bi21d1ia
Velocità di avanzamento del filo
Regola la velocità di avanzamento necessaria per il filo di apporto espressa inm/min.
Sinergia
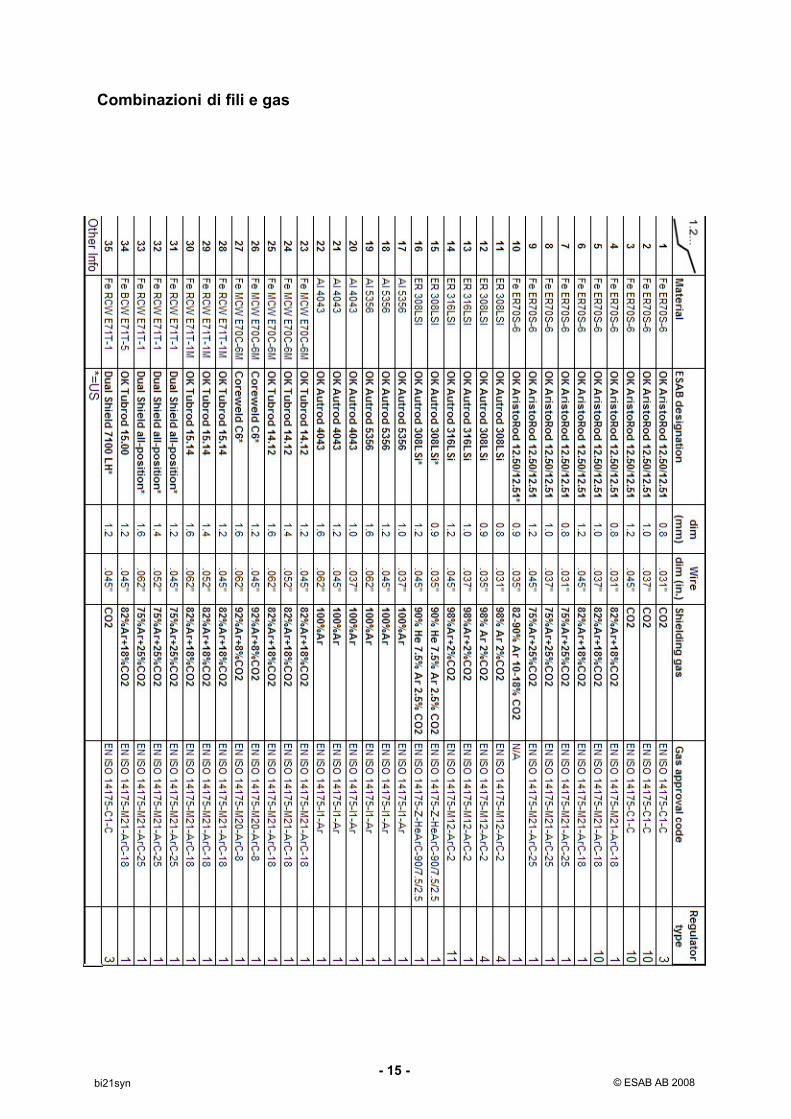
Per garantire la stabilità dell'arco, per ciascuna combinazione di tipo di filo, diametrodel filo e miscela di gas è richiesta una relazione specifica fra la velocità diavanzamento del filo e la tensione (lunghezza dell'arco). La tensione (lunghezzadell'arco) si adatta automaticamente in base alla linea sinergica preprogrammataselezionata, semplificando notevolmente l'identificazione dei parametri di saldaturacorretti. La relazione fra la velocità di avanzamento del filo e gli altri parametri èdetta linea sinergica. Vedere le diverse linee sinergiche a pagina 15.
È inoltre possibile ordinare altre linee sinergiche che devono però essere installatedai tecnici di assistenza autorizzati dalla ESAB.
In fase di attivazione della sinergia, selezionare anche l'opzione
utilizzando la manopola di regolazione.
QSet�
QSet� , viene utilizzato per facilitare la regolazione dei parametri di saldatura.
� Ruotando la manopola in senso orario, si aumenta (+) la lunghezza dell'arco.
� Ruotando la manopola in senso antiorario, si riduce (-) la lunghezza dell'arco.
ARCO CORTO
La prima volta che si avvia la saldatura con un tipo di filo / tipo di gas,QSet�definisce automaticamente tutti i parametri di saldatura necessari.Dopodiché QSet�memorizza tutti i dati per produrre una buona saldatura. Latensione verrà automaticamente adeguata ai cambiamenti della velocità diavanzamento del filo.
La prima saldatura deve durare almeno 6 secondi affinché i parametri sianocorretti.
ARCO A SPRUZZO
Quando ci si avvicina all'area di arco a spruzzo, il valore per il QSet� deve essereaumentato. Disattivare la funzione QSet� quando si salda con arco a spruzzo puro. Tutte leregolazioni sono determinate dal QSet�, ad eccezione della tensione che deveessere regolata.
Raccomandazione: Eseguire la prima saldatura (6 secondi) con QSet � su unpezzo di prova per ottenere tutti i dati corretti.
IT
© ESAB AB 2008- 7 -
bi21d1ia
Manuale
Funzionamento manuale. L'operatore deve definire i valori appropriati diavanzamento filo e tensione.
Avvio lento
L'avvio lento fa avanzare il filo al 50% della velocità impostata fino a quando essonon entra in contatto elettrico con il pezzo da saldare.
Riempimento crateri Tempo di riempimento crateri
Il riempimento dei crateri evita la porosità, la criccatura e la formazione dei crateri altermine della saldatura.
In fase di attivazione del riempimento crateri, selezionare anche il tempo di
riempimento crateri utilizzando la manopola di regolazione.
Questa funzione non può essere utilizzata con QSet�.
2 tempi
Con 2 tempi, il preflussaggio del gas (se utilizzato) inizia quando si preme il grillettodella pistola saldatrice. Quindi ha inizio il processo di saldatura. Rilasciando ilgrilletto si interrompe definitivamente la saldatura e si attiva il postflussaggio delgas (se selezionato).
4 tempi
Con 4 tempi, il preflussaggio del gas inizia quando si preme il grilletto della pistolasaldatrice e l'avanzamento del filo inizia quando lo si rilascia. Il processo disaldatura continua finché il grilletto viene premuto nuovamente, l'avanzamento delfilo si arresta e quando il grilletto viene rilasciato ha inizio il postflussaggio del gas(se selezionato).
Pannello attivo
Le regolazioni sono eseguite dal pannello di controllo.
Modifica dei dati di saldatura
Questa funzione consente di scorrere tra diverse memorie dei dati di saldaturapremendo il grilletto della pistola saldatrice.
Per cambiare senza la saldatura in corso premere rapidamente. Se il grilletto vienemantenuto premuto troppo a lungo, il programma interpreta il comando come unavvio della saldatura.
IT
© ESAB AB 2008- 8 -
bi21d1ia
Cambiamento dei dati di saldatura durante la saldatura a 2 tempi
Durante la saldatura in corso, il grilletto della pistola saldatrice viene premuto; permodificare la memoria dei dati di saldatura, rilasciare il grilletto e premerlorapidamente.
Cambiamento dei dati di saldatura durante la saldatura a 4 tempi
Durante la saldatura in corso a 4 tempi, il grilletto della pistola saldatrice vienerilasciato; per modificare la memoria dei dati di saldatura, premere il grilletto erilasciarlo rapidamente.
In fase di attivazione dei dati di saldatura, selezionare la memoria dei dati di
saldatura o
Telecomando
Le regolazioni sono eseguite dal telecomando.
Il telecomando deve essere collegato alla relativa presa sulla macchina primadell'attivazione. Quanto è attivato il telecomando, il pannello non è attivo.
Con la funzione telecomando attivata, è possibile passare da una memoria di dati disaldatura all'altra utilizzando una pistola saldatrice con selettore di programma(RS3).
VRD (Voltage Reducing Device, ovvero dispositivo di riduzione della tensione)
La funzione VRD assicura che la tensione a circuito aperto non superi 35 Vquando non si effettua alcuna saldatura. La sua attivazione è indicatadall'accensione del LED VRD.
Quando il sistema rileva l'inizio della saldatura, la funzione VRD si blocca.
Se, con la funzione VRD attiva, la tensione a circuito aperto supera il limite di 35V, sul display appare un messaggio di errore (16) e la saldatura non può avereinizio fin tanto che tale messaggio resta visualizzato.
Contattare un tecnico dell'assistenza autorizzato ESAB per attivare la funzione.
Immissione di gas
L'immissione di gas serve per misurare la portata del flusso di gas o per pulire i tubidel gas dall'aria o dall'umidità prima di dare inizio alla saldatura. L'immissione digas avviene fintantoché si tiene premuto il tasto ed è prodotta senza attivazionedella tensione o dell'avanzamento del filo.
Avanzamento filo
L'avanzamento del filo serve quando si desidera fare avanzare il filo senza attivarela tensione di saldatura. Il filo avanza fintantoché si tiene premuto il tasto.
IT
© ESAB AB 2008- 9 -
bi21d1ia
Induttanza
Un'induttanza superiore causa un bagno di fusione più ampio e un minor numero digocce di saldatura. Un'induttanza inferiore produce una rumorosità superiore, maun arco stabile e concentrato.
8.3 Funzioni MIG/MAG nascoste
Nel pannello di controllo ci sono delle funzioni nascoste.
Per accedere a queste funzioni nascoste, tenere premuto il tasto per 5 secondi.Sul display appariranno una lettera e un valore. La manopola per la regolazionedell'avanzamento del filo viene utilizzata per modificare il valore della funzioneselezionata.
MA23
Lettera funzione Funzione
A Preflussaggio del gas
C Unità di misura
I Tempo di bruciatura finale del filo
L Postflussaggio del gas
J Avvio micrometrico
MA24
Lettera funzione Funzione
A Preflussaggio del gas
C Unità di misura
I Tempo di bruciatura finale del filo
L Postflussaggio del gas
Per uscire dalla funzione, tenere premuto il tasto per 5 secondi.
Preflussaggio del gas
Controlla il tempo di flusso del gas di protezione prima di innescare l'arco.
Unità di misura
0 = pollici/min, 1 = mm/min, Valore di default = 1
Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo rappresenta il ritardo fra il momento in cui il filodi apporto inizia a rallentare e quello in cui il generatore disattiva la tensione disaldatura. Un tempo di bruciatura finale del filo troppo breve causa uninceppamento del filo di apporto, che rischia di incollarsi nel bagno di fusionementre si solidifica. Un tempo di bruciatura finale del filo troppo lungo riduce ilrischio di inceppamento, ma aumenta quello relativo alla scarica elettrica dell'arcosulla punta di contatto del filo.
IT
© ESAB AB 2008- 10 -
bi21d1ia
Postflussaggio del gas
Controlla il tempo di flusso del gas di protezione dopo l'estinzione dell'arco.
Avvio lento
L'avvio lento fa avanzare il filo al 50% della velocità impostata fino a quando essonon entra in contatto elettrico con il pezzo da saldare.
9 SALDATURA MMA
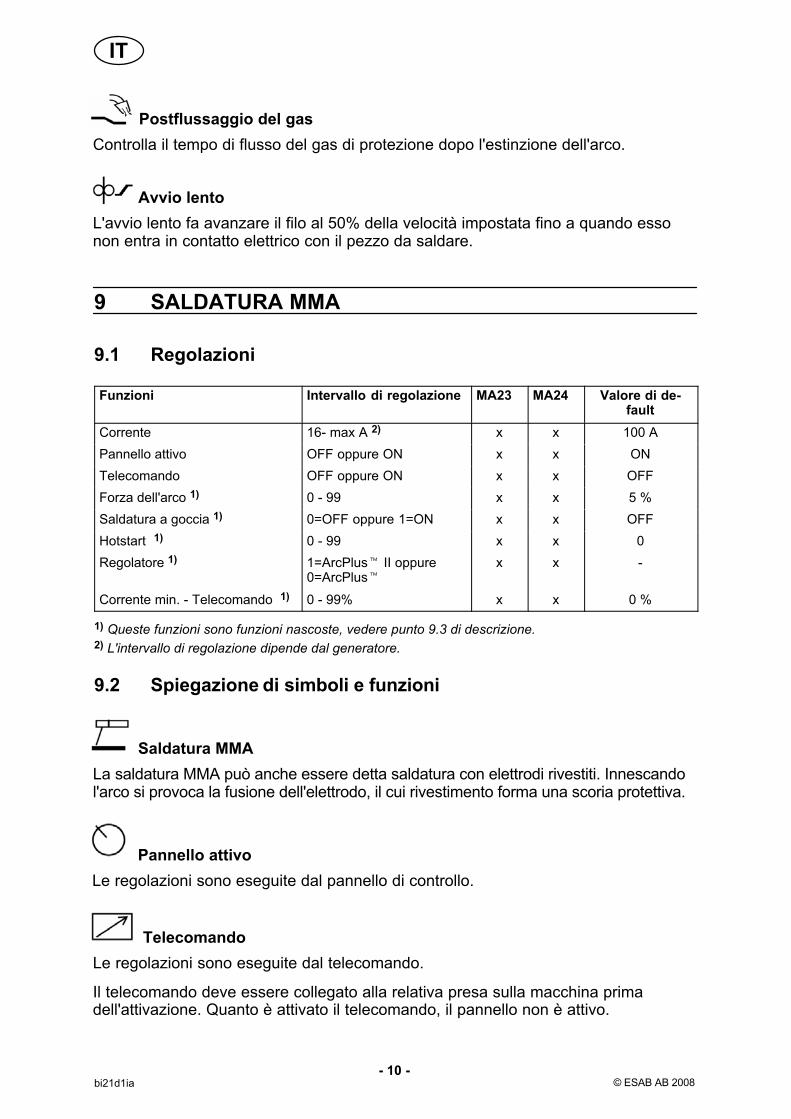
9.1 Regolazioni
Funzioni Intervallo di regolazione MA23 MA24 Valore di default
Corrente 16- max A 2) x x 100 A
Pannello attivo OFF oppure ON x x ON
Telecomando OFF oppure ON x x OFF
Forza dell'arco 1) 0 - 99 x x 5 %
Saldatura a goccia 1) 0=OFF oppure 1=ON x x OFF
Hotstart 1) 0 - 99 x x 0
Regolatore 1) 1=ArcPlus� II oppure0=ArcPlus�
x x -
Corrente min. - Telecomando 1) 0 - 99% x x 0 %
1) Queste funzioni sono funzioni nascoste, vedere punto 9.3 di descrizione.2) L'intervallo di regolazione dipende dal generatore.
9.2 Spiegazione di simboli e funzioni
Saldatura MMA
La saldatura MMA può anche essere detta saldatura con elettrodi rivestiti. Innescandol'arco si provoca la fusione dell'elettrodo, il cui rivestimento forma una scoria protettiva.
Pannello attivo
Le regolazioni sono eseguite dal pannello di controllo.
Telecomando
Le regolazioni sono eseguite dal telecomando.
Il telecomando deve essere collegato alla relativa presa sulla macchina primadell'attivazione. Quanto è attivato il telecomando, il pannello non è attivo.
IT
© ESAB AB 2008- 11 -
bi21d1ia
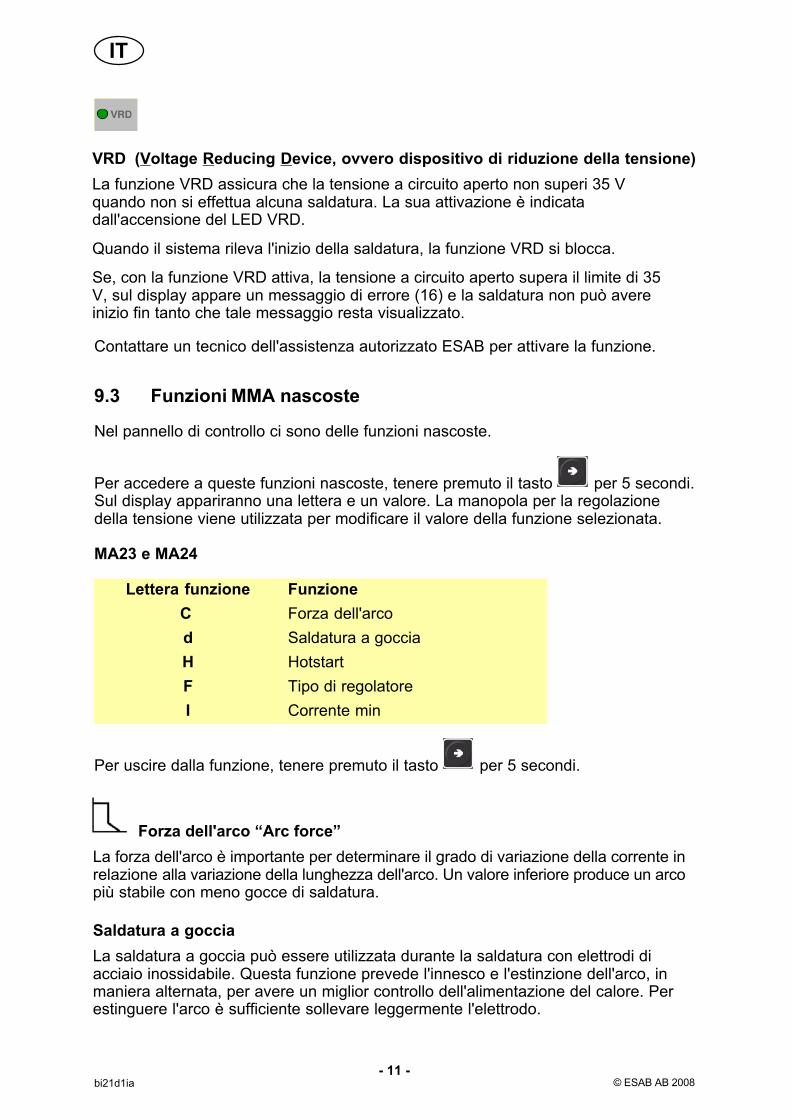
VRD (Voltage Reducing Device, ovvero dispositivo di riduzione della tensione)
La funzione VRD assicura che la tensione a circuito aperto non superi 35 Vquando non si effettua alcuna saldatura. La sua attivazione è indicatadall'accensione del LED VRD.
Quando il sistema rileva l'inizio della saldatura, la funzione VRD si blocca.
Se, con la funzione VRD attiva, la tensione a circuito aperto supera il limite di 35V, sul display appare un messaggio di errore (16) e la saldatura non può avereinizio fin tanto che tale messaggio resta visualizzato.
Contattare un tecnico dell'assistenza autorizzato ESAB per attivare la funzione.
9.3 Funzioni MMA nascoste
Nel pannello di controllo ci sono delle funzioni nascoste.
Per accedere a queste funzioni nascoste, tenere premuto il tasto per 5 secondi.Sul display appariranno una lettera e un valore. La manopola per la regolazionedella tensione viene utilizzata per modificare il valore della funzione selezionata.
MA23 e MA24
Lettera funzione Funzione
C Forza dell'arco
d Saldatura a goccia
H Hotstart
F Tipo di regolatore
I Corrente min
Per uscire dalla funzione, tenere premuto il tasto per 5 secondi.
Forza dell'arco “Arc force”
La forza dell'arco è importante per determinare il grado di variazione della corrente inrelazione alla variazione della lunghezza dell'arco. Un valore inferiore produce un arcopiù stabile con meno gocce di saldatura.
Saldatura a goccia
La saldatura a goccia può essere utilizzata durante la saldatura con elettrodi diacciaio inossidabile. Questa funzione prevede l'innesco e l'estinzione dell'arco, inmaniera alternata, per avere un miglior controllo dell'alimentazione del calore. Perestinguere l'arco è sufficiente sollevare leggermente l'elettrodo.
IT
© ESAB AB 2008- 12 -
bi21d1ia
Hot start
La funzione Hot start aumenta la corrente di saldatura per un intervallo di temporegolabile all'inizio del processo di saldatura, riducendo in tal modo il rischio di unafusione insufficiente all'inizio del giunto.
Regolatore
Il regolatore è un tipo di controllo che produce un arco più intenso, più concentrato epiù stabile. L'arco riprende più velocemente dopo un corto circuito, il che riduce ilrischio di colpire l'elettrodo.
� ArcPlus� (0) è consigliato con gli elettrodi basici
� ArcPlus�ll (1) è consigliato con gli elettrodi rutilici e cellusosici
Corrente min
Utilizzata per impostare la corrente minima per il telecomando.Se la corrente max è 100 A e quella min deve essere di 50 A, impostare la correntemin della funzione nascosta a 50%.Se la corrente max è 100 A e quella min deve essere di 90 A, impostare la correntemin a 90%.
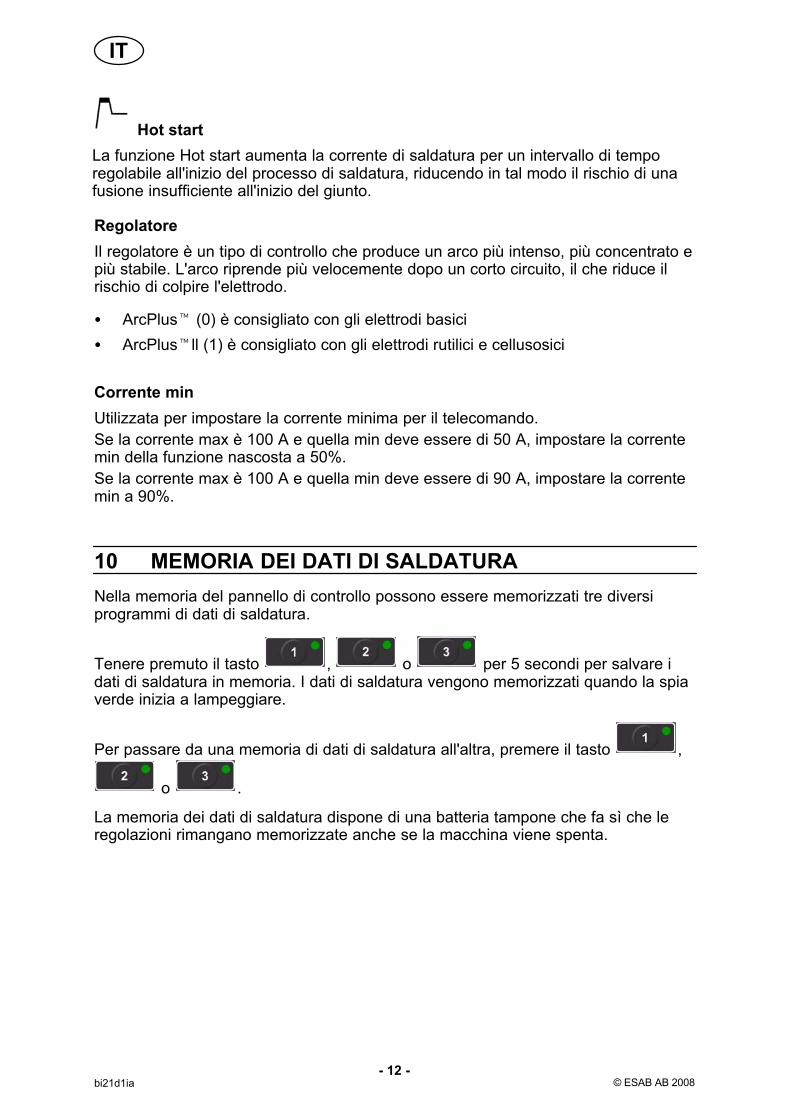
10 MEMORIA DEI DATI DI SALDATURA
Nella memoria del pannello di controllo possono essere memorizzati tre diversiprogrammi di dati di saldatura.
Tenere premuto il tasto , o per 5 secondi per salvare idati di saldatura in memoria. I dati di saldatura vengono memorizzati quando la spiaverde inizia a lampeggiare.
Per passare da una memoria di dati di saldatura all'altra, premere il tasto ,
o .
La memoria dei dati di saldatura dispone di una batteria tampone che fa sì che leregolazioni rimangano memorizzate anche se la macchina viene spenta.
IT
© ESAB AB 2008- 13 -
bi21d1ia
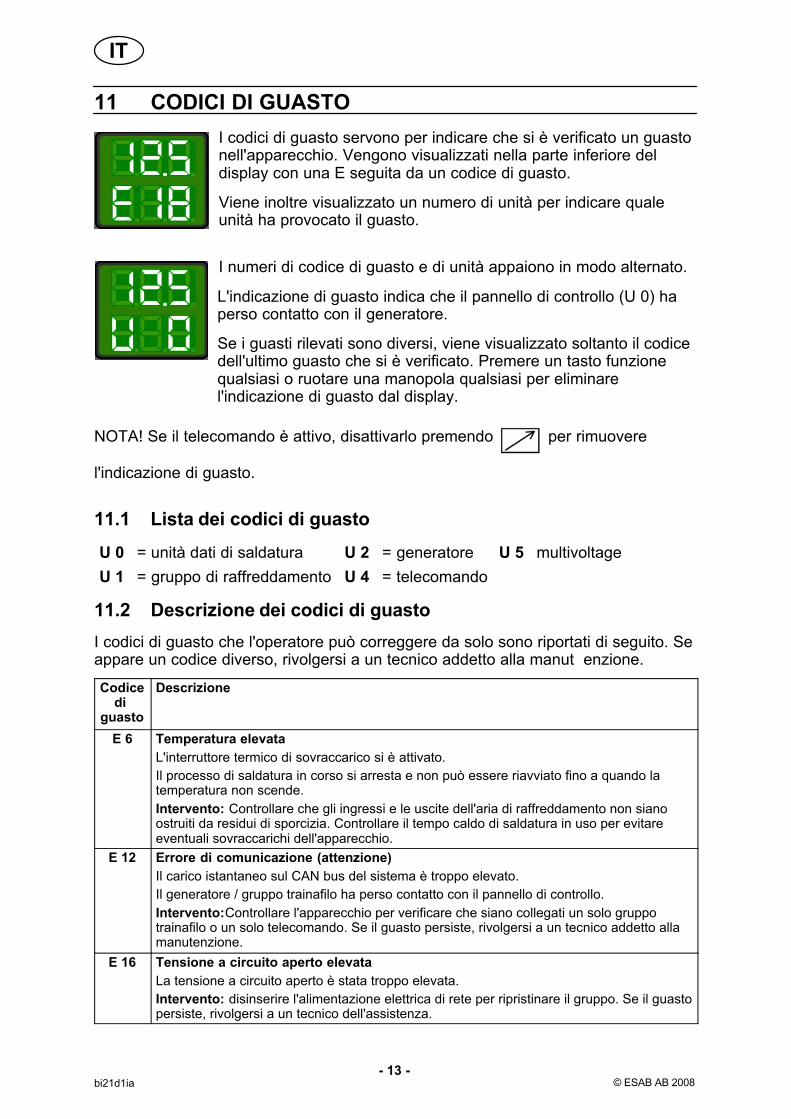
11 CODICI DI GUASTO
I codici di guasto servono per indicare che si è verificato un guastonell'apparecchio. Vengono visualizzati nella parte inferiore deldisplay con una E seguita da un codice di guasto.
Viene inoltre visualizzato un numero di unità per indicare qualeunità ha provocato il guasto.
I numeri di codice di guasto e di unità appaiono in modo alternato.
L'indicazione di guasto indica che il pannello di controllo (U 0) haperso contatto con il generatore.
Se i guasti rilevati sono diversi, viene visualizzato soltanto il codicedell'ultimo guasto che si è verificato. Premere un tasto funzionequalsiasi o ruotare una manopola qualsiasi per eliminarel'indicazione di guasto dal display.
NOTA! Se il telecomando è attivo, disattivarlo premendo per rimuovere
l'indicazione di guasto.
11.1 Lista dei codici di guasto
U 0 = unità dati di saldatura U 2 = generatore U 5 multivoltage
U 1 = gruppo di raffreddamento U 4 = telecomando
11.2 Descrizione dei codici di guasto
I codici di guasto che l'operatore può correggere da solo sono riportati di seguito. Seappare un codice diverso, rivolgersi a un tecnico addetto alla manut enzione.
Codicedi
guasto
Descrizione
E 6 Temperatura elevata
L'interruttore termico di sovraccarico si è attivato.Il processo di saldatura in corso si arresta e non può essere riavviato fino a quando latemperatura non scende.
Intervento: Controllare che gli ingressi e le uscite dell'aria di raffreddamento non sianoostruiti da residui di sporcizia. Controllare il tempo caldo di saldatura in uso per evitareeventuali sovraccarichi dell'apparecchio.
E 12 Errore di comunicazione (attenzione)
Il carico istantaneo sul CAN bus del sistema è troppo elevato.Il generatore / gruppo trainafilo ha perso contatto con il pannello di controllo.
Intervento:Controllare l'apparecchio per verificare che siano collegati un solo gruppotrainafilo o un solo telecomando. Se il guasto persiste, rivolgersi a un tecnico addetto allamanutenzione.
E 16 Tensione a circuito aperto elevata
La tensione a circuito aperto è stata troppo elevata.Intervento: disinserire l'alimentazione elettrica di rete per ripristinare il gruppo. Se il guastopersiste, rivolgersi a un tecnico dell'assistenza.
IT
© ESAB AB 2008- 14 -
bi21d1ia
Codicedi
guasto
Descrizione
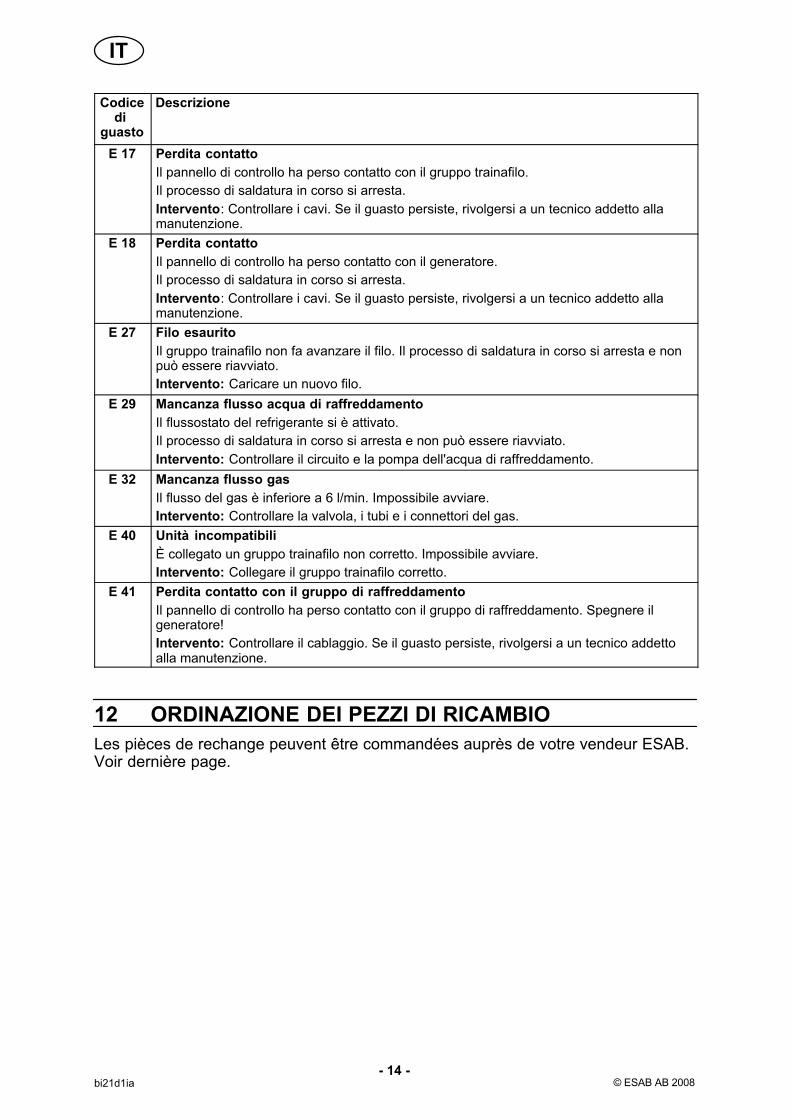
E 17 Perdita contatto
Il pannello di controllo ha perso contatto con il gruppo trainafilo.Il processo di saldatura in corso si arresta.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto allamanutenzione.
E 18 Perdita contatto
Il pannello di controllo ha perso contatto con il generatore.Il processo di saldatura in corso si arresta.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto allamanutenzione.
E 27 Filo esaurito
Il gruppo trainafilo non fa avanzare il filo. Il processo di saldatura in corso si arresta e nonpuò essere riavviato.Intervento: Caricare un nuovo filo.
E 29 Mancanza flusso acqua di raffreddamento
Il flussostato del refrigerante si è attivato.Il processo di saldatura in corso si arresta e non può essere riavviato.
Intervento: Controllare il circuito e la pompa dell'acqua di raffreddamento.
E 32 Mancanza flusso gas
Il flusso del gas è inferiore a 6 l/min. Impossibile avviare.Intervento: Controllare la valvola, i tubi e i connettori del gas.
E 40 Unità incompatibili
È collegato un gruppo trainafilo non corretto. Impossibile avviare.Intervento: Collegare il gruppo trainafilo corretto.
E 41 Perdita contatto con il gruppo di raffreddamento
Il pannello di controllo ha perso contatto con il gruppo di raffreddamento. Spegnere ilgeneratore!Intervento: Controllare il cablaggio. Se il guasto persiste, rivolgersi a un tecnico addettoalla manutenzione.
12 ORDINAZIONE DEI PEZZI DI RICAMBIO
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.Voir dernière page.
IT
© ESAB AB 2008
Combinazioni di fili e gas
- 15 -bi21syn
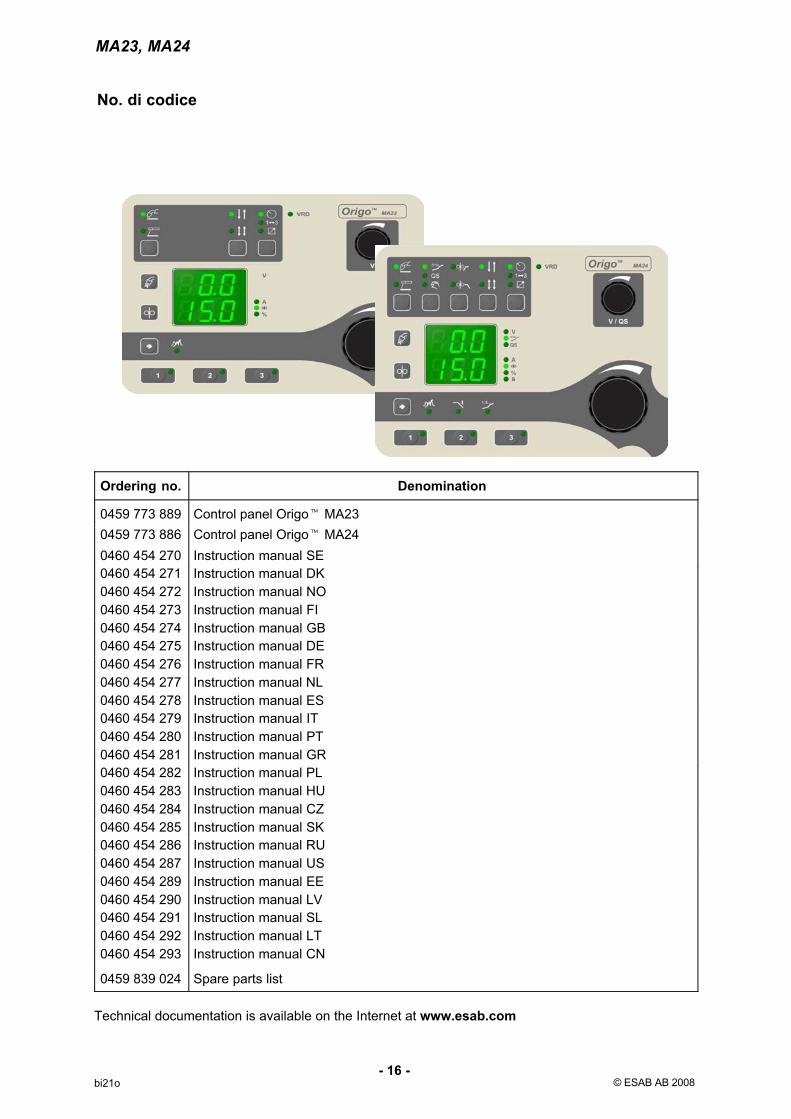
MA23, MA24
© ESAB AB 2008
No. di codice
- 16 -bi21o
Ordering no. Denomination
0459 773 889 Control panel Origo� MA23
0459 773 886 Control panel Origo� MA24
0460 454 270 Instruction manual SE0460 454 271 Instruction manual DK0460 454 272 Instruction manual NO0460 454 273 Instruction manual FI0460 454 274 Instruction manual GB0460 454 275 Instruction manual DE0460 454 276 Instruction manual FR0460 454 277 Instruction manual NL0460 454 278 Instruction manual ES0460 454 279 Instruction manual IT0460 454 280 Instruction manual PT0460 454 281 Instruction manual GR0460 454 282 Instruction manual PL0460 454 283 Instruction manual HU0460 454 284 Instruction manual CZ0460 454 285 Instruction manual SK0460 454 286 Instruction manual RU0460 454 287 Instruction manual US0460 454 289 Instruction manual EE0460 454 290 Instruction manual LV0460 454 291 Instruction manual SL0460 454 292 Instruction manual LT0460 454 293 Instruction manual CN
0459 839 024 Spare parts list
Technical documentation is available on the Internet at www.esab.com
© ESAB AB 2008- 17 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
© ESAB AB 2008- 18 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
© ESAB AB 2008- 19 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIAESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUMS.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
BULGARIAESAB Kft Representative OfficeSofiaTel/Fax: +359 2 974 42 88
THE CZECH REPUBLICESAB VAMBERK s.r.o. VamberkTel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARKAktieselskabet ESAB HerlevTel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLANDESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCEESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANYESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218
GREAT BRITAINESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARYESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALYESAB Saldatura S.p.A. Bareggio (Mi) Tel: +39 02 97 96 8.1 Fax: +39 02 97 96 87 01
THE NETHERLANDSESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55Fax: +31 33 422 35 44
NORWAYAS ESAB Larvik Tel: +47 33 12 10 00 Fax: +47 33 11 52 03
POLANDESAB Sp.zo.o.Katowice Tel: +48 32 351 11 00Fax: +48 32 351 11 20
PORTUGALESAB Lda Lisbon Tel: +351 8 310 960Fax: +351 1 859 1277
ROMANIAESAB Romania Trading SRL BucharestTel: +40 316 900 600Fax: +40 316 900 601
RUSSIALLC ESABMoscowTel: +7 (495) 663 20 08 Fax: +7 (495) 663 20 09
SLOVAKIAESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAINESAB Ibérica S.A. Alcalá de Henares (MADRID)Tel: +34 91 878 3600Fax: +34 91 802 3461
SWEDENESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 22
ESAB international AB Gothenburg Tel: +46 31 50 90 00 Fax: +46 31 50 93 60
SWITZERLANDESAB AG Dietikon Tel: +41 1 741 25 25 Fax: +41 1 740 30 55
UKRAINEESAB Ukraine LLCKievTel: +38 (044) 501 23 24Fax: +38 (044) 575 21 88
North and South America
ARGENTINACONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZILESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADAESAB Group Canada Inc.Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICOESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
USAESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIAESAB South PacificArcherfield BC QLD 4108Tel: +61 1300 372 228Fax: +61 7 3711 2328
CHINAShanghai ESAB A/PShanghaiTel: +86 21 2326 3000Fax: +86 21 6566 6622
INDIAESAB India Ltd CalcuttaTel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIAP.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929
JAPANESAB JapanTokyoTel: +81 45 670 7073Fax: +81 45 670 7001
MALAYSIAESAB (Malaysia) Snd Bhd USJTel: +603 8023 7835Fax: +603 8023 0225
SINGAPOREESAB Asia/Pacific Pte LtdSingapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTH KOREAESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170Fax: +82 55 289 8864
UNITED ARAB EMIRATESESAB Middle East FZEDubai Tel: +971 4 887 21 11Fax: +971 4 887 22 63
Africa
EGYPTESAB Egypt Dokki-CairoTel: +20 2 390 96 69 Fax: +20 2 393 32 13
SOUTH AFRICAESAB Africa Welding & Cutting LtdDurbanvill 7570 - Cape TownTel: +27 (0)21 975 8924
DistributorsFor addresses and phonenumbers to our distributors inother countries, please visit ourhome page
www.esab.com





























