Embed Size (px)
Citation preview

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
EDWARD CAMILO FIGUEROA GAMBOA
ANTONIO JOSÉ DUEÑEZ CASTRO
MARIO EFRAÍN PANTOJA VALLEJO
VENANCIO VALENZUELA TELLEZ
ESCUELA COLOMBIANA DE CARRERAS INDUSTRIALES ECCI, ESCUELA TECNOLOGICA
BOGOTA DC
RESUMEN
En la tecnología de herramienta de corte debemos tener unos factores en cuenta para la correcta utilización de las herramientas, así como optimizar la vida de la misma reduciendo tiempos y dinero, en el siguiente articulo se observa los diferentes tipos de mecanizado, así como la clasificación de los diversos tipos de materiales según lo planteado por la norma ISO en la cual se puede observar los diferentes tipos de aleaciones con la que están fabricadas las herramientas, de acuerdo a ello seleccionar la adecuada para nuestro trabajo.
ABSTRACT
The cutting tool technology we have few factors into account for the proper use of tools and optimize the life of the same reducing time and money, in the following article shows the different types of machining, and the classification of various types of materials as posed by the ISO in which you can see the different types of alloys which are manufactured tools, accordingly select the right one for our work.

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
DESCRIPCION GENERAL
Durante las operaciones de maquinado se utilizan herramientas de corte las altas fuerzas y temperaturas generadas durante la operación de maquinado generan un desgaste elevado de la herramienta sometiéndola a esfuerzos demasiado altos que fracturan la herramienta, a su vez la temperatura de la herramienta juega un papel fundamental ya que debido a la fricción que existe entre la herramienta y el material al cual se le realiza el trabajo la misma pierde sus propiedades debido al aumento de la temperatura y por consiguiente puede fallar.
la tecnología de corte tiene dos aspectos que son fundamentales para el desarrollo de las herramientas como lo son:
1. Material de la herramienta.
Esta se refiere al desarrollo de materiales los cuales soporten los grandes esfuerzos a que se somete la misma y al desgaste que se genere en el proceso de maquinado.
2. Geometría de la herramienta.
Esta se encarga de optimizar los ángulos de trabajo a que están sometidas las herramientas alargando la vida útil de las mismas reduciendo tiempos muertos en producción y optimizando costos.
Para la tecnología de herramienta de corte debemos tener en cuenta varios aspectos fundamentales para reducir tiempos de cambios de herramienta y alargar la vida
útil de la misma, estos se mencionan a continuación:
VIDA DE LAS HERRAMIENTAS
Existen tres posibles tipos de falla en las herramientas mediante el proceso de maquinado las cuales se mencionan a continuación:
Falla por fractura: esto sucede debido a que la fuerza de corte es excesiva en la punta de la herramienta
Falla por temperatura: sucede debido a que la temperatura de corte es demasiado alta generando perdida de filo de la herramienta y deformación plástica.
Desgaste gradual: este sucede cuando la herramienta pierde la forma inicial, reduciendo la eficiencia en el corte.
DESGASTE DE LA HERRAMIENTA
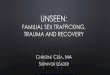
el desgaste de la herramienta sucede en dos lugares principalmente en la parte superior de ataque y en el flanco o superficie de incidencia, denominados desgaste en el cráter y desgaste de flanco.

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
Figura 1 Desgaste de las herramientas de corte
Abrasión: esto es debido a que las pequeñas partículas rayan y remueven pequeñas porciones de material.
Adhesión: esto se debe cuando dos metales están a alta presión y alta temperatura ocurre la adhesión o soldado entre las piezas.
Difusión: esto ocurre en el limite herramienta viruta ocasionando que la herramienta quede agotada por los átomos que le imparten su dureza.
Deformación: las fuerzas que actúan en el borde a altas temperaturas hacen que esta se deforme de forma plástica haciéndola mas vulnerable a la abrasión.
VIDA DE LAS HERRAMIENTAS
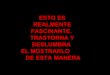
a realizar un corte, los diferentes factores, hacen que los niveles de desgaste sean mayores, estos se pueden medir mediante una función en la cual tenemos dos principales factores que son
El desgaste del flanco de la herramienta (FW)
tiempo de corte (min)
Figura2 Desgaste de la herramienta vs tiempo de corte
Periodo de rompimiento: esto se debe cuando el borde cortante afilado se desgasta de forma rápida.
Región de desgaste: Esto se debe a una velocidad más o menos uniforme.
Región de falla: es cuando la temperatura de la herramienta es relativamente alta y la eficiencia del proceso de maquinado se reduce.
Vida de la herramienta: es la longitud de tiempo en la cual se puede usar la herramienta
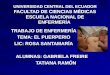
Figura 3 Efecto de la velocidad de corte

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
ECUACION DE TAYLOR PARA LA VIDA DE LAS HERRAMIENTAS
vT n=c
Donde
v Velocidad de corte (mmin
)
T Vida de la herramienta (min)
n y c Son valores que dependen de la velocidad de corte.
vT n=C (T refn )
T refTiene el mismo valor que c.
Figura 4 Velocidad de corte vs desgaste
TIPOS DE MECANIZADO
Las herramientas de corte se dividen en dos categorías que son de punta sencilla y de filos o múltiples bordes, las herramientas de torneado se representan generalmente como las de primer tipo y las fresas o taladros de corte como las del segundo tipo.
Figura 5 Geometría de las herramientas
TORNEADO
El torneado consiste en la turilizacion de una herramienta de corte con un borde cortante simple destinado a remover material de una pieza de trabajo giratoria para dar un cilindro según como se muestra en la siguiente figura:
Figura 6 Torneado
El movimiento de velocidad del torneado lo proporciona la parte giratoria de trabajo, y el movimiento de avance lo realiza la herramienta de corte moviéndose lentamente paralelo al eje de rotación de la pieza de trabajo.
Figura 7 Torneado

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
TALADRADO
El taladrado se usa para crear un agujero redondo, esto se realiza generalmente con una herramienta rotatoria de dos filos cortantes. la herramienta avanza paralela a su eje de rotación dentro de la parte de trabajo para formar el agujero redondo.
Figura 8 Taladrado
FRESADO
Es una herramienta rotatoria con múltiples filos cortantes, se mueve lentamente sobre el material para generar un plano o superficie recta. la dirección del avance es perpendicular al eje de rotación, el movimiento lo proporciona la fresa rotatoria, en el fresado existen dos tipos de operaciones, una es el fresado periférico y otra es el fresado de frente como se muestra a continuación:
Figura 9 Tipos de fresado
Además de este tipo de operaciones que son las más comunes en el mecanizado
encontramos otros tipos de operaciones como lo son:
ESCAREADO PERFILADO CEPILLADO ASERRADO
GEOMETRIA DE LAS HERRAMIENTAS DE CORTE
La herramienta de corte debe poseer unas especificaciones adecuadas para las aplicaciones de maquinado, una de las formas de clasificar las herramientas de corte es de acuerdo a la operaciones de mecanizado.
Figura 10 Geometría de herramienta punta sencilla
GEOMETRIA DE HERRAMIENTA DE PUNTA SENCILLA
En una herramienta de punta sencilla la orientación de la superficie de ataque se define por dos ángulos:

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
Angulo de ataque posterior ∝∂ Angulo de ataque lateral ∝δ
Estos dos ángulos tienen influencia en la dirección de flujo de viruta sobre la cara o dirección de ataque.
la superficie de flanco o incidencia de la herramienta se define por el ángulo de incidencia frontal(AIF) y el ángulo de incidencia lateral (AIL). Estos ángulos determinan la magnitud del claro de la herramienta y la superficie de trabajo recién creada. El borde de corte de una herramienta de punta recta se divide en dos secciones el borde de corte lateral y el borde de corte frontal. Estas secciones están separadas por la punta de la herramienta que tiene un cierto radio llamado radio de la nariz. El ángulo de filo de corte lateral (AFCL) determina la entrada de material y puede usarse para reducir la fuerza repentina que experimenta la herramienta al entrar en la parte de trabajo. El radio de la nariz (RN) determina en gran parte la textura en una superficie generada en una operación. El ángulo de filo de corte frontal (AFCF) proporciona un claro ente el borde de salida de la herramienta y la superficie de trabajo generada recientemente.
MATERIALES PARA HERRAMIENTAS
A continuación mencionaremos algunas de las propiedades mas importantes que deben tener en cuenta para la selección de la herramienta adecuada.
Tenacidad: Es la capacidad que tiene el material de absorber energía sin que el material falle, esta se caracteriza por la resistencia y ductilidad que tiene material.
Dureza en caliente: es la capacidad del material de retener la dureza a altas temperaturas.
Resistencia al desgaste: esta no depende solo de la herramienta si no también de otros mecanismos de desgaste como la composición química de la herramienta la velocidad de corte entre otros.
Tabla 1 de durezas a temperatura ambiente
La tabla de durezas a temperatura ambiente nos proporciona información a cerca de la sección transversal y ruptura de los materiales, con la cual podemos determinar la tenacidad de los materiales para las herramientas de corte.
Tabla 2 Relaciones típicas de dureza en caliente

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
Grafica 1 Valores de n y c para la ec de Taylor.
Tabla 3 Velocidades de corte permisibles
ALEACION DE FUNDICIÓN DE COLBALTO
Estos recubrimientos tienen un porcentaje entre un 40 a 50% de cobalto, entre un 25 a 35% cromo; tungsteno y 15% de otros elementos.
La resistencia al desgaste es mejor que los aceros de alta velocidad HSS
la tenacidad es mejor que la de los carburos
Tabla 4 Tipos de aleaciones
ACEROS DE ALTA VELOCIDAD
Son aceros altamente aleados capaces de mantener su dureza a elevadas temperaturas mejor que los aceros de baja aleación, poseen un alto contenido de carbono, su buena dureza en caliente permite el uso de estas herramientas a velocidades de corte mas altas, se puede dividir en dos tipos básicos 1) tipo tungsteno, designados como grado T, y 2) tipo molibdeno como grado M.
CARBUROS CEMENTADOS
Son una clase de materiales duros para herramienta formulados con carburo de tungsteno (Wc) y manufacturados con técnicas de metalurgia de polvo en las que se usa el cobalto (Co) como aglutinante

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
además el Wc puede haber otros compuestos de carburo en la mezcla como carburo de titanio (TiC) o carburo de tantalio (TaC).
Sus propiedades son:
Alta resistencia a la compresión Alta dureza Buena dureza en caliente Buena resistencia al desgaste Alta conductividad térmica Alto modulo de elasticidad Baja tenacidad
CERAMICOS
Estas herramientas están compuestas principalmente por oxido de aluminio de grano fino prensado y sinterizado a altas presiones y temperaturas. Estas herramientas de corte tienen más éxito en el torneado a altas velocidades en fundiciones de hierro y acero. Dichas herramientas se pueden usar para operaciones de acabado en el torno en aceros endurecidos, donde las velocidades de corte son altas y tanto el avance como profundidad de corte son bajos
DIAMANTES SINTETICOS Y NITRURO DE BORO CUBICO
El diamante es el material mas duro que se conoce es cerca de tres o cuatro veces mas duro que el carburo de tungsteno que el oxido de aluminio. Como la alta dureza es una de las propiedades mas deseadas
de las herramientas de corte es natural pensar en las diferentes aplicaciones para esmerilado y maquinado. Las aplicaciones de las herramientas de corte de diamante incluyen el maquinado a alta velocidad de metales no ferroso y abrasivos no metálicos como fibras de vidrio y grafito, no es practico maquinar el acero y otros materiales ferrosos, así como las aleaciones basadas en níquel, con herramientas de diamante policristalino sinterizado debido a la afinidad química que existe entre esos metales y el carbono.
Después del diamante el material mas duro conocido es el nitruro de boro cubico su fabricación en forma de herramientas es básicamente la misma que se usa para el diamante policristalino sinterizado, esto es recubrimientos sobre insertos de WC- Co. El nitruro de boro cubico (CBN) no reacciona químicamente con el hierro y el níquel como lo hace con el diamante; por tanto las aplicaciones de las herramientas recubiertas de CBN se aplican para maquinar acero y aleaciones basadas en níquel, como se puede imaginar las herramientas de diamante y CBN son costosas, por ende se debe justificar el costo de las mismas en cada aplicación.
CLASIFICACION ISO PARA HERRAMIENTAS DE CORTE

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
Materiales para las herramientas de corte
P aceros: Aceros sin alear, baja y alta aleación.
ISO M aceros inoxidables:Aceros inoxidables martensíticos, ferrítico, austenítico, y dúplex.
ISO K fundición: Fundición maleable, gris, nodular.
ISO N no ferrosos: Aleaciones de aluminio. Aleaciones de cobre. Cobre.
ISO S superaleaciones termorresistentes:Titanio. Aleaciones de titanio. Base de hierro, de níquel, de cobalto.
ISO H materiales endurecidos:Acero extraduro. Acero templado. Fundición en coquilla.
ISO P Ideales para el mecanizado de acero, acero fundido, y acero maleable de viruta larga.
P01 Torneado y mandrinado en procesos de acabado, velocidades de corte altas, sección de viruta pequeña, alta calidad superficial, tolerancia pequeña y libre de vibraciones.
P10 Torneado de copiado, roscado, fresado a altas velocidades de corte, sección de viruta de pequeña a mediana
P20: Torneado de copiado, fresado, velocidad de corte mediana, sección de
viruta de mediana, refrentados ligeros y condiciones medianamente desfavorables.
P30 Torneado, fresado a velocidades de corte entre mediana y baja, sección de viruta de mediana a grande incluyendo operaciones en condiciones desfavorables
P40: Torneado, cepillado, fresado, ranurado y tronzado a baja velocidad de corte, amplia sección de viruta, posibles ángulos de desprendimiento elevados y condiciones muy desfavorables de trabajo.
P50: Donde se requiera una gran tenacidad de la herramienta en torneado, cepillado, ranurado, tronzado a baja velocidad de corte, sección de viruta grande, posibilidad de grandes ángulos de desprendimiento y condiciones de trabajo extremadamente desfavorables.
ISO M Ideales para tornear acero inoxidable, ferrítico y martensítico, acero fundido, acero al manganeso, fundición aleada, fundición maleable y acero de fácil mecanización.
M10 Torneado a velocidades de corte medianas, sección de viruta de pequeña a mediana.
M20 Torneado, fresado a velocidad de corte media y sección de viruta de mediana.
M30 Torneado, fresado y cepillado a velocidades de corte medianas, sección de viruta de mediana a grande.

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
M40 Torneado, perfilado, ranurado y tronzado en máquinas automáticas
ISO K Ideal para el torneado de fundición gris, fundición en coquilla, y fundición maleable de viruta corta.
K01 Torneado y mandrinado en procesos de acabado. Fresado en proceso de acabado y rasqueteado.
K10 Torneado, fresado, taladrado, mandrinado etc.
K20 Torneado, fresado, cepillado, mandrinado y brochado. Además de operaciones que requieran de una herramienta muy tenaz.
K30 Torneado, fresado, cepillado, tronzado y ranurado en condiciones de trabajo desfavorables y con posibilidades de grandes ángulos de desprendimiento.
K40 Torneado, fresado, cepillado ranurado y tronzado en condiciones de trabajo muy desfavorables y con posibilidades de ángulos de desprendimiento muy grandes.
MARCAS DE HERRAMIENTAS RECONOCIDAS A NIVEL MUNDIAL
KENNAMETAL TOOLS
Figura 11 herramientas de fresado
Figura 12 Herramientas de torneado

TECNOLOGIA DE LAS HERRAMIENTAS DE CORTE
Figura 13 Herramientas de sujeción
WALTER TOOLS
Figura 14 Walter tools
SANDVIK
Figura 15 Insertos de corte SANDVIK
CONCLUSIONES
En la industria, las herramientas de corte juegan un papel fundamental en el diseño fabricación y ensamble de componentes mecánicos entre
otros ya que ellas son las encargadas de darnos las tolerancias, una herramienta mal instalada o mal ajustada hace que el maquinado de la misma se haga de manera incorrecta, generando reprocesos o perdida de materiales y materia prima lo que se transforma en perdida de dinero.
Los ángulos de corte están definidos por el material a mecanizar, la herramienta para mecanizar el mismo esta definida por la norma ISO de tal forma seleccionar la mas adecuada, según el avance, la potencia de la maquina, la velocidad de corte, el estado mecánico de la maquina, el tipo de refrigerante, entre otros factores que ya han sido analizados durante miles de pruebas garantizando que las herramientas de corte tengan una mayor vida útil reduciendo costos y lo mas importante tratando de preservar el ambiente.
BIBLIOGRAFIA
Mikel P Groover, Fundamentos de la maunfactura moderna, editorial Mc Graw Hill, Año 1997, Capitulo 23; Tecnología de las herramientas de corte.
http://www.kennametal.com/es- ES/home.jhtml?_requestid=402802
http://www.walter-tools.com/






![[ SSSSSSSSSSSSSSSSSSSS SSS S · [ SSSSSSSSSSSSSSSSSSSS SSS S SSGSSSSSSSG ] e eeee e e e ee eeeeee eee eee e eee ee e e e e eeee ee e ee eeeeee eee ee eee eee eee e eeee e e eeeee](https://img.pdfslide.tips/doc/110x75/601277c7a304672fa7028c9d/-ssssssssssssssssssss-sss-s-ssssssssssssssssssss-sss-s-ssgsssssssg-e-eeee-e.jpg)