Embed Size (px)
Citation preview

PARAMETRII PROGRAMĂRII PRODUCŢIEIAPLICAŢII
I. - LOTUL ECONOMIC (OPTIM) DE FABRICAŢIE PENTRU REPERELE CARE NECESITĂ O SINGURĂ OPERAŢIE
Problema 1.1.
Să se stabilească mărimea optimă a lotului de fabricaţie (Lo) pentru fabricarea unui reper ştiind că:- timpul de prelucrare pe bucată la operaţia principală (t) este de 32 minute;- durata lucrărilor de pregătire – încheiere a fabricaţiei (tpi) este de 180 minute;- producţia programată a atelierului (Qnec) este de 6000 bucăţi/an;- capacitatea de producţie(Qcap) este de 10800 bucăţi/an.
Valorile coeficienţilor (k) care influenţează mărimea lotului de fabricaţie în funcţie de condiţiile de producţie sunt prezentate în tabelul:
QnecQcap
timp/buc <ore/buc.>sub 0,25 ore 0,25 – 0,5 0,5 – 1 1 – 1,5 1,5 – 2 peste 2
peste 0,8 0,03 0,03 0,04 0,04 0,05 0,060,51 – 0,8 0,03 0,04 0,04 0,05 0,06 0,080,41- 0,50 0,04 0,04 0,05 0,06 0,08 0,10
0,21 – 0,40 0,04 0,05 0,06 0,08 0,10 0,120,10 – 0,20 0,05 0,06 0,08 0,10 0,12 0,15sub 0,1 0,05 0,08 0,10 0,12 0,15 0,15
Rezolvare:Mărimea optimă a lotului de fabricaţie pentru fabricarea reperului este:
k = coeficientul lucrărilor de pregătire – încheiere a fabricaţiei se alege din fişa tehnologică a produsului în funcţie de raportul între producţia programată şi capacitatea de producţie şi de timpul de prelucrare pe bucată.
PROBLEME DE REZOLVAT:

Problema 1.2
Să se stabilească mărimea optimă a lotului de fabricaţie (Lo), perioada de repetare a loturilor în fabricaţie(R) şi numărul de lansări (nl) pentru fabricarea roţilor zimţate la atelierul mecanic ştiind că:
- operaţiunea principală este strunjirea pentru care timpul de prelucrare pe bucată (t) este de 20 minute, iar durata lucrărilor de pregătire-încheiere (tpi) este de 90 minute;
- producţia programată Qnec = 100 buc/zi- capacitatea de producţie Qcap = 300 buc/zi- valorile coeficienţilor (k) care influenţează mărimea lotului de fabricaţie în funcţie de
condiţiile de producţie sunt prezentate în tabelul:
Qnec/Qcap Timp/bucsub 0,25ore 0,25-0,5 0,5-1 1-1,5 1,5-2 peste 2
peste 0,8 0,03 0,03 0,04 0,04 0,05 0,060,51-0,8 0,03 0,04 0,04 0,05 0,06 0,080,41-0,50 0,04 0,04 0,05 0,06 0,08 0,100,21-0,40 0,04 0,05 0,06 0,08 0,10 0,120,10-0,20 0,05 0,06 0,08 0,10 0,12 0,15sub 0,1 0,05 0,08 0,10 0,12 0,15 0,15
Problema 1.3
Să se stabilească mărimea optimă a lotului de fabricaţie (Lo) perioada de repetare a loturilor în fabricaţie(R) şi numărul de lansări (nl) pentru fabricarea roţilor zimţate la atelierul mecanic ştiind că:
- operaţiunea principală este strunjirea pentru care timpul de prelucrare pe bucată(t) este de 70 minute, iar durata lucrărilor de pregătire-încheiere (tpi) este de 180 minute;
- producţia programată Qnec = 200 buc/zi- capacitatea de producţie Qcap = 400 buc/zi- valorile coeficienţilor (k) care influenţează mărimea lotului de fabricaţie în funcţie de
condiţiile de producţie sunt prezentate în tabelul:
Qnec/Qcap Timp/bucsub 0,25ore 0,25-0,5 0,5-1 1-1,5 1,5-2 peste 2
peste 0,8 0,03 0,03 0,04 0,04 0,05 0,060,51-0,8 0,03 0,04 0,04 0,05 0,06 0,080,41-0,50 0,04 0,04 0,05 0,06 0,08 0,100,21-0,40 0,04 0,05 0,06 0,08 0,10 0,120,10-0,20 0,05 0,06 0,08 0,10 0,12 0,15sub 0,1 0,05 0,08 0,10 0,12 0,15 0,15
II. - LOTUL ECONOMIC (OPTIM) DE FABRICAŢIE PENTRU REPERELE CARE NECESITĂ MAI MULTE OPERAŢII TEHNOLOGICE. PERIOADA DE REPETARE A LOTULUI ÎN FABRICAŢIE.
Problema 2.2

Volumul semestrial planificat al producţiei(Q) reperului “X” este de 10.000 bucăţi. Conform datelor din fişa tehnologică a produsului, cheltuielile de timp de muncă necesare reglării utilajelor sunt de 4 ore/om. Activitatea de reglare se execută simultan de către 2 muncitori reglori a căror retribuţie tarifară orară este de 4 u.m./oră.
Valoarea medie a producţiei realizate într-o oră pe utilajele folosite la fabricarea reperului este de 1000 u.m. din care 22% reprezintă profitul potenţial. Structura costului unitar al reperului cuprinde:
- 6 u.m. materii prime directe (cm);- 2 u.m. retribuţie directă;- 8 u.m. cheltuieli indirecte exclusiv cheltuieli de pregătire – încheiere a fabricaţiei.
Pierderea din imobilizarea mijloacelor circulante (pi) este de 0,002 u.m./zi la o unitate monetară imobilizată.Se cere:
a) să se determine mărimea optimă a lotului de fabricaţie pentru reperul “X” şi perioada de repetare a lotului în fabricaţie(R);
b) să se facă reprezentarea grafică a lansării loturilor, ştiind că durata ciclului de fabricaţie (Dcf) este de 30 de zile.
Rezolvare:
a) Mărimea optimă a lotului de fabricaţie pentru reperul „X” este:
unde:
C1 – reprezintă cheltuielile totale de pregătirea şi încheierea fabricaţiei şi includ cheltuielile cu reglarea utilajelor şi profitul potenţial care se pierde în perioada de staţionare a utilajelor pentru reglat.
b) Perioada de repetare a lotului de fabricaţie va fi:
Numărul loturilor de fabricaţie lansate (nl) va fi:
PROBLEME DE REZOLVAT:
Problema 2.2
Volumul anual (T=360 zile) planificat al producţiei (Q) reperului „x" este de 20.000 bucăţi.Potrivit datelor din fişa tehnologică, cheltuielile de timp de muncă necesare reglării utilajelor sunt
de 30 min-om. Reglarea se execută simultan de către un muncitor reglor a cărui retribuţie tarifară orară este
180 zile R
Dcf

de 6 u.v. Valoarea medie a producţiei marfă ce se realizează într-o oră la utilajele folosite la fabricarea reperului este de 1000 u.v. din care 30% profit.
În structura costului unitar al reperului intră:- 3 u.v materii prime directe (cm).- 2 u.v retribuţie directă- 2 u.v cheltuieli indirecte exclusiv cheltuielile cu pregătirea-încheierea fabricaţiei.Pierderea din imobilizarea mijloacelor circulante (pi) este de 0,002 u.v/zi la o u.v imobilizată.Se cere:a) să se determine mărimea optimă a lotului de fabricaţie pentru reperul „x" şi
perioada de repetare a lotului de fabricaţie.b) Să se facă reprezentarea grafică a lansării loturilor, ştiind că durata ciclului de
fabricaţie (Dcf) este o lună.
Problema 2.3
Să se stabilească:a) mărimea optimă a lotului de fabricaţie;b) perioada de repetare a loturilor;c) reprezentarea grafică a lansării loturilor pentru un reper cunoscând datele:
- planul de producţie(Q) semestrial (T=180 zile calendaristice) este de 20.000 buc;- costul reglării utilajelor = 300.000 u.v;- timpul de staţionare a utilajelor este de 6 ore;- producţia marfă medie orară ce se realizează la utilajele respective este 400.000u.v,
din care 20% profit;- structura costului unitar a reperului: 40.000 u.v; materii prime(cm), 20.000 u.v cheltuieli
indirecte, 40.000 u.v retribuţie directă;- pierderea din imobilizarea mijloacelor circulante la o u.v pe zi (pi) este de 0,0002 u.v;- durata ciclului de fabricaţie (Dcf) este de 1 lună.
III. DETERMINAREA DURATEI CICLULUI DE FABRICAŢIE
Problema 3.1
Fabricarea unui reper necesită efectuarea a 4 operaţii tehnologice având duratele: t1=1h, t2=2h, t3=3h şi t4=2h.
Fiecare operaţie se execută la un loc de muncă specializat, iar reperul se lansează în loturi de câte 5 bucăţi. Se cere să se determine durata ciclului tehnologic analitic şi pe cale grafică în condiţiile îmbinării succesive, paralele şi mixte a executării operaţiilor asupra lotului.

Rezolvare:
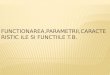
a)Îmbinarea succesivă a operaţiilor este specifică producţiei de serie mică.În transmiterea succesivă lotul trece la postul următor după ce a fost prelucrat integral la postul anterior. Durata prelucrării tuturor pieselor se obţine însumând duratele de execuţie a pieselor la toate operaţiile la care se adaugă timpul pentru lucrările de pregătire – încheiere.Dacă fiecare operaţie se execută pe un singur loc de muncă:
Dcts = np
unde:
Dcts – durata ciclului tehnologic la îmbinarea succesive a operaţiilortpij – timp pentru pregătirea – încheierea operaţiei j;Mj – numărul de maşini pe care se execută operaţia j.tj – durata normată de execuţie a operaţiei j;j – numărul de operaţii tehnologice;np – mărimea lotului de fabricaţie
b)Îmbinarea paralelă a operaţiilor are loc atunci când fiecare piesă din lot trece la operaţia următoare, după ce s-au terminat de executat operaţiile anterioare.
Transmiterea obiectelor muncii de la un loc de muncă la altul se poate face individual sau în loturi de transport.
În acest caz durata ciclului tehnologic se determină astfel:
Dctp =
unde:
1
2 -
3 -
4 -
R1 R2 R3 R4 R5 | | | |
R1 R2 R3 R4 R5 | | | |
| | | | R1 R2 R3 R4 R5
R1 R2 R3 R4 R5
| | | |
np x t1 np x t2 np x t3 np x t4
| | | |
5 15 30 40

Dctp – durata ciclului tehnologic la îmbinarea succesive a operaţiilortmax – durata maximă de execuţie a operaţiei j;Mjmax – numărul de maşini pe care se execută operaţia cu durata maximă.tmax – ti = 3-1 = 2 intervalul de timp între finalizarea reperului R1la prima operaţie şi lansarea reperului R2
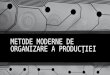
c)Îmbinarea mixtă a operaţiilor este o îmbinare între cele două tipuri prezentate anterior. Aceasta se numeşte şi transmitere succesiv paralelă şi se caracterizează prin faptul că transmiterea pieselor de la o operaţie la alta se face individual numai când operaţia anterioară are o durată mai mare sau egală cu operaţia următoare.
Dctps =
unde:
tn – durata normată a ultimei operaţii tehnologice;Mn – numărul loturilor de muncă la care se realizează ultima operaţie tehnologică;Dj/j-1– decalajul între momentul începerii operaţiei j şi al operaţiei j-1. Pentru determinarea mărimii decalajului Dj/j-1 se foloseşte relaţia:
Dj/j-1 = (np - 1)( )
t1 < t2 timpul necesar prelucrării lotului se reprezintă precum la îmbinarea succesivă, începând de când se termină R1 la operaţia 1.
t2 < t3
t3 > t4 apare decalajul D3/4 D3/4 = (np-1)(t3-t4)=(5-1)(3-1)=4
1 -
2 -
3 -
4 -
R1 R2
R1
R3
R2
R4
R3
R5
R4 R5
R1 R2 R3 R4 R5
R1 R2 R3 R4 R5
t1 t2 t3 (np-1)x t max t4
1 3 4 6 7 8 9 10 11 12 13 14 15 17 18 20
tmax – ti

Problema 3.2
Fabricarea unui reper necesită efectuarea a 4 operaţii tehnologice având duratele: opl=2min.; op2=lmin; op3=4min.; op4=lmin.. Fiecare operaţie se execută la câte un loc de muncă specializat; timpul de pregătire-încheiere se consideră neglijabil, iar reperul se lansează în loturi de câte 4 bucăţi;
Să se determine durata ciclului tehnologic analitic şi pe cale grafică, în condiţiile îmbinării succesive, paralele şi mixte a executării operaţiilor asupra lotului.
Problema 3.3
Fabricarea unui reper necesită efectuarea a 4 operaţii tehnologice având duratele: opl=3h; op2=2h; op3=4h; op4=2h. Fiecare operaţie se execută la câte un loc de muncă specializat; timpul de pregătire-încheiere se consideră neglijabil, iar reperul se lansează în loturi de câte 3 bucăţi;
Să se determine durata ciclului tehnologic analitic şi pe cale grafică, în condiţiile îmbinării succesive, paralele şi mixte a executării operaţiilor asupra lotului.
IV. STOCURILE DE PRODUCŢIE NETERMINATĂ
Problema 4.1
Pe o linie de fabricaţie în flux nesincronizat se prelucrează un reper a cărui tehnologie de fabricaţie necesită efectuarea a 2 operaţii tehnologice având duratele t1 = 2 minute, t2 = 4 minute. Să se calculeze stocul de producţie neterminată între operaţii şi tipul acestuia ştiind că: - la prima operaţie se utilizează o maşină timp de 60min;
- la operaţia a II-a se utilizează 2 maşini, timp total de 150min.
1
2 -
3 -
4 -
R1 R2 R3 R4 R5 | | | |
| | | |
5 10 15 20 30 40
R1 R2 R3 R4 R5
D4/3 R1 R2 R3 R4 R5
| | | |R1 R2 R3 R4 R5
| | | | |
| | | | |

Rezolvare:
Când < , între operaţiile tehnologice „j” şi operaţiile tehnologice următoare „j+1” se
stochează o cantitate de obiecte denumite stoc de acumulare. Deci continuitatea desfăşurării fabricaţiei la op. „j+1” este asigurată.
Când > , > pentru asigurarea continuităţii fabricării este necesar să existe un
stoc de obiecte „j”. Acest stoc se realizează prin amânarea activitatea la locul de muncă de la operaţiile tehnologice „j+1”.
Nivelul maxim al stocului interoperaţii se determină cu relaţia:
Sj/j+1=
unde:
Fd - fond de timp comun pentru operaţiile „j” şi„j+1”.- timpul în care utilajele funcţioneză concomitent. Fdj şi Fdj+1 - fond de timp pentru operaţiile „j” şi„j+1”Mj şi Mj+1 – numărul de utilaje pentru operaţiile „j” şi„j+1”tj - durata efectivă a operaţiei „j”
Problema 4.2
Pe o linie de fabricaţie în flux nesincronizat se prelucrează un reper a cărui tehnologie de fabricaţie necesită efectuarea a 23 operaţii tehnologice având duratele t1 = 3 minute, t2 = 6 minute. Să se calculeze stocurile de producţie neterminată între operaţii şi tipul acestora ştiind că: - la prima operaţie se utilizează o maşină timp de 60min;
- la operaţia a II-a se utilizează 4 maşini timp total de 320min.
Problema 4.3
Pe o linie de fabricaţie în flux nesincronizat se prelucrează un reper a cărui tehnologie de fabricaţie necesită efectuarea a 3 operaţii tehnologice având duratele t1 = 5 minute, t2 = 10 minute, t3 = 2 minute.Să se calculeze stocurile de producţie neterminată între operaţii şi tipul acestora ştiind că:
- la prima operaţie se utilizează o maşină timp de 100 min;- la operaţia a II-a se utilizează 4 maşini timp total de 480 min;- la operaţia a III-a se utilizează 3 maşini timp total de 450 min.