Embed Size (px)
Citation preview

Numéro de référenceISO 9606-1:2012(F)
© ISO 2012
NORME INTERNATIONALE
ISO9606-1
Deuxième édition2012-07-15
Épreuve de qualification des soudeurs — Soudage par fusion —
Partie 1: Aciers
Qualification testing of welders — Fusion welding —
Part 1: Steels

ISO 9606-1:2012(F)
DOCUMENT PROTÉGÉ PAR COPYRIGHT © ISO 2012
Droits de reproduction réservés. Sauf prescription différente, aucune partie de cette publication ne peut être reproduite ni utilisée sous quelque forme que ce soit et par aucun procédé, électronique ou mécanique, y compris la photocopie et les microfilms, sans l'accord écrit de l'ISO à l'adresse ci-après ou du comité membre de l'ISO dans le pays du demandeur.
ISO copyright office Case postale 56 CH-1211 Geneva 20 Tel. + 41 22 749 01 11 Fax + 41 22 749 09 47 E-mail [email protected] Web www.iso.org
Publié en Suisse
ii © ISO 2012 – Tous droits réservés

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés iii
Sommaire Page
Avant-propos ..................................................................................................................................................... iv
Introduction ......................................................................................................................................................... v
1 Domaine d'application .......................................................................................................................... 1
2 Références normatives ......................................................................................................................... 1
3 Termes et définitions ............................................................................................................................ 2
4 Numérotations, symboles et abréviations .......................................................................................... 4 4.1 Généralités ............................................................................................................................................. 4 4.2 Numérotation des procédés de soudage ............................................................................................ 4 4.3 Symboles et termes abrégés ................................................................................................................ 5
5 Variables essentielles et domaine de validité .................................................................................... 7 5.1 Généralités ............................................................................................................................................. 7 5.2 Procédés de soudage ........................................................................................................................... 7 5.3 Type de produit ...................................................................................................................................... 8 5.4 Type de soudure .................................................................................................................................... 9 5.5 Groupement des matériaux d'apport................................................................................................... 9 5.6 Type de matériau d'apport .................................................................................................................. 10 5.7 Dimensions .......................................................................................................................................... 11 5.8 Positions de soudage ......................................................................................................................... 14 5.9 Détails concernant le soudage .......................................................................................................... 16
6 Contrôles et essais .............................................................................................................................. 16 6.1 Contrôles .............................................................................................................................................. 16 6.2 Assemblages de qualification ............................................................................................................ 17 6.3 Conditions de soudage ....................................................................................................................... 19 6.4 Méthodes de contrôles et d'essais .................................................................................................... 19 6.5 Assemblage de qualification et éprouvette ...................................................................................... 20 6.6 Enregistrement des contrôles et essais ........................................................................................... 25
7 Exigences d'acceptation des assemblages de qualification .......................................................... 25
8 Contre-essais ....................................................................................................................................... 25
9 Durée de validité .................................................................................................................................. 25 9.1 Qualification initiale ............................................................................................................................ 25 9.2 Confirmation de la validité.................................................................................................................. 26 9.3 Prolongation de la qualification d'un soudeur ................................................................................. 26 9.4 Annulation de la qualification ............................................................................................................ 26
10 Certificat d'essai de qualification du soudeur .................................................................................. 26
11 Désignation .......................................................................................................................................... 27
Annexe A (informative) Certificat de qualification de soudeur .................................................................... 28
Annexe B (informative) Connaissances professionnelles ............................................................................ 29
Annexe C (informative) Option d'assemblage de qualification FW/BW ...................................................... 33
Bibliographie ..................................................................................................................................................... 34

ISO 9606-1:2012(F)
iv © ISO 2012 – Tous droits réservés
Avant-propos
L'ISO (Organisation internationale de normalisation) est une fédération mondiale d'organismes nationaux de normalisation (comités membres de l'ISO). L'élaboration des Normes internationales est en général confiée aux comités techniques de l'ISO. Chaque comité membre intéressé par une étude a le droit de faire partie du comité technique créé à cet effet. Les organisations internationales, gouvernementales et non gouvernementales, en liaison avec l'ISO participent également aux travaux. L'ISO collabore étroitement avec la Commission électrotechnique internationale (CEI) en ce qui concerne la normalisation électrotechnique.
Les Normes internationales sont rédigées conformément aux règles données dans les Directives ISO/CEI, Partie 2.
La tâche principale des comités techniques est d'élaborer les Normes internationales. Les projets de Normes internationales adoptés par les comités techniques sont soumis aux comités membres pour vote. Leur publication comme Normes internationales requiert l'approbation de 75 % au moins des comités membres votants.
L'attention est appelée sur le fait que certains des éléments du présent document peuvent faire l'objet de droits de propriété intellectuelle ou de droits analogues. L'ISO ne saurait être tenue pour responsable de ne pas avoir identifié de tels droits de propriété et averti de leur existence.
L'ISO 9606-1 a été élaborée par le comité technique ISO/TC 44, Soudage et techniques connexes, sous-comité SC 11, Conditions de qualification du personnel employé dans le domaine du soudage et des techniques connexes.
Cette deuxième édition annule et remplace la première édition (ISO 9606-1:1994), qui a fait l'objet d'une révision technique. Elle incorpore également l’Amendement ISO 9606-1:1994/Amd.1:1998.
L'ISO 9606 comprend les parties suivantes, présentées sous le titre général Épreuve de qualification des soudeurs — Soudage par fusion:
Partie 1: Aciers
Partie 2: Aluminium et alliages d'aluminium
Partie 3: Cuivre et ses alliages
Partie 4: Nickel et ses alliages
Partie 5: Titane et ses alliages, zirconium et ses alliages
Il convient d'adresser les demandes d'interprétation officielles de l'un quelconque des aspects de la présente partie de l'ISO 9606 au secrétariat de l'ISO/TC 44/SC 11 via votre organisme national de normalisation. La liste exhaustive de ces organismes peut être trouvée à l'adresse www.iso.org.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés v
Introduction
L'aptitude du soudeur à suivre des instructions verbales ou écrites et la vérification de l'habileté d'une personne sont des facteurs importants pour garantir la qualité d'une fabrication soudée.
Le contrôle de l'habileté du soudeur conformément à la présente Norme internationale dépend des techniques de soudage et des conditions utilisées pour lesquelles des règles identiques sont respectées, et des assemblages de qualification standard sont utilisés.
Le principe de la présente Norme internationale est qu'une épreuve de qualification qualifie le soudeur non seulement pour les conditions utilisées pendant l'épreuve, mais aussi pour toutes les autres conditions de soudage considérées comme étant plus faciles par rapport aux exigences de la présente Norme internationale. Il est supposé que le soudeur a reçu une formation et/ou a une pratique industrielle dans le cadre du domaine de validité de sa qualification.
L'épreuve de qualification peut être utilisée pour qualifier à la fois le mode opératoire de soudage et le soudeur, sous réserve que toutes les exigences applicables soient satisfaites, par exemple les dimensions des assemblages de qualification et les exigences relatives aux essais (voir l'ISO 15614-1[11]).
À partir de la date de publication de la présente Norme internationale, toute nouvelle qualification doit être conforme à chacune des parties de celle-ci.
Les épreuves de qualification des soudeurs répondant aux exigences d'une norme nationale pourront à la fin de leur période de validité être prolongées selon la présente Norme internationale. Ceci à condition que le contenu technique de la présente Norme internationale soit satisfait. Le nouveau domaine de validité sera interprété conformément aux exigences de la présente Norme internationale.


NORME INTERNATIONALE ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 1
Épreuve de qualification des soudeurs — Soudage par fusion —
Partie 1: Aciers
1 Domaine d'application
La présente partie de l'ISO 9606 définit les exigences relatives à l'épreuve de qualification des soudeurs pour le soudage par fusion des aciers.
Elle fournit un ensemble de règles techniques pour l'épreuve de qualification systématique des soudeurs et permet à de telles qualifications d'être acceptées uniformément, indépendamment du type de produit, du lieu et de l'examinateur ou de l'organisme d'examen.
Lors de la qualification des soudeurs, l'accent est porté sur l'aptitude du soudeur à guider manuellement l'électrode, la torche ou le chalumeau de soudage afin de produire une soudure de qualité acceptable.
Les procédés de soudage concernés par la présente partie de l'ISO 9606 sont les procédés de soudage par fusion désignés comme manuels ou semi-automatiques. La présente partie de l'ISO 9606 n'est pas applicable aux procédés de soudage totalement mécanisés et automatisés.
NOTE Pour ces procédés, voir l'ISO 14732[10].
2 Références normatives
Les documents de référence suivants sont indispensables pour l'application du présent document. Pour les références datées, seule l'édition citée s'applique. Pour les références non datées, la dernière édition du document de référence s'applique (y compris les éventuels amendements).
ISO 857-1, Soudage et techniques connexes — Vocabulaire — Partie 1: Soudage des métaux
ISO 3834-2, Exigences de qualité en soudage par fusion des matériaux métalliques — Partie 2: Exigences de qualité complète
ISO 3834-3, Exigences de qualité en soudage par fusion des matériaux métalliques — Partie 3: Exigences de qualité normale
ISO 4063, Soudage et techniques connexes — Nomenclature et numérotation des procédés
ISO 5173, Essais destructifs des soudures sur matériaux métalliques — Essais de pliage
ISO 5817, Soudage — Assemblages en acier, nickel, titane et leurs alliages soudés par fusion (soudage par faisceau exclu) — Niveaux de qualité par rapport aux défauts
ISO 6947, Soudage et techniques connexes — Positions de soudage
ISO 9017, Essais destructifs des soudures sur matériaux métalliques — Essai de texture
ISO/TR 15608, Soudage — Lignes directrices pour un système de groupement des matériaux métalliques

ISO 9606-1:2012(F)
2 © ISO 2012 – Tous droits réservés
ISO 15609-1, Descriptif et qualification d'un mode opératoire de soudage pour les matériaux métalliques — Descriptif d'un mode opératoire de soudage — Partie 1: Soudage à l'arc
ISO 15609-2, Descriptif et qualification d'un mode opératoire de soudage pour les matériaux métalliques — Descriptif d'un mode opératoire de soudage — Partie 2: Soudage aux gaz
ISO 17636 (toutes les parties), Contrôle non destructif des assemblages soudés — Contrôle par radiographie
ISO 17637, Contrôle non destructif des assemblages soudés — Contrôle visuel des assemblages soudés par fusion
ISO/TR 25901:2007, Soudage et techniques connexes — Vocabulaire
3 Termes et définitions
Pour les besoins du présent document, les termes et définitions suivants s'appliquent.
3.1 soudeur personne qui tient et guide manuellement un porte-électrode, une torche de soudage ou un chalumeau
[ISO/TR 25901:2007, 2.428]
3.2 fabricant personne ou entreprise responsable de la fabrication soudée
[ISO 15607:2003[12], 3.23]
3.3 examinateur personne désignée pour vérifier la conformité à la norme applicable
NOTE Dans certains cas, un examinateur externe indépendant peut être exigé.
[ISO/TR 25901:2007, 2.119]
3.4 organisme d'examen organisme qui a été désigné pour vérifier la conformité à la norme applicable
NOTE Dans certains cas, un organisme d'examen externe indépendant peut être exigé.
[ISO/TR 25901:2007, 2.120]
3.5 support envers matériel support envers utilisant un matériau dans le but de supporter le bain de métal en fusion
3.6 protection envers gazeuse protection envers utilisant un gaz principalement dans le but d'empêcher une oxydation
3.7 protection envers à l'aide de flux protection envers utilisant un flux principalement dans le but d'empêcher une oxydation
NOTE Dans le soudage à l'arc sous flux, le flux de protection envers peut également réduire le risque d'affaissement du bain de fusion.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 3
3.8 insert consommable matériau d'apport placé au niveau de la racine du joint avant le soudage afin d'être fondu totalement dans la racine
3.9 couche strate de métal fondu constituée d'une ou plusieurs passes
NOTE Adapté de l'ISO/TR 25901:2007, 2.209.
3.10 passe de fond soudage multicouche passe(s) de la première couche déposée(s) à la racine
[ISO/TR 25901:2007, 2.310]
3.11 passe de remplissage soudage multicouche passe(s) déposée(s) après la (les) passe(s) de fond et avant la (les) passe(s) terminale(s)
[ISO/TR 25901:2007, 2.132]
3.12 passe terminale en soudage multicouche, passe(s) visible(s) sur la (les) surface(s) de la soudure après achèvement du soudage
[ISO/TR 25901:2007, 2.57]
3.13 épaisseur déposée épaisseur du métal fondu, à l'exclusion de toute surépaisseur
3.14 soudage à gauche soudage en poussant technique de soudage aux gaz dans laquelle la baguette d'apport précède le chalumeau, dans le sens du soudage
[ISO/TR 25901:2007, 2.210]
3.15 soudage à droite soudage en tirant technique de soudage aux gaz dans laquelle la baguette d'apport suit le chalumeau, dans le sens du soudage
[ISO/TR 25901:2007, 2.302]
3.16 piquage assemblage d'une ou de plusieurs pièces tubulaires avec un tube principal ou avec une enveloppe
3.17 soudure d'angle soudure triangulaire avec préparation à bords droits destinée à la réalisation d'un assemblage en T, d'un assemblage en angle ou d'un assemblage à recouvrement
[ISO/TR 25901:2007, 2.131]

ISO 9606-1:2012(F)
4 © ISO 2012 – Tous droits réservés
3.18 vérification confirmation par des preuves tangibles que les exigences spécifiées ont été satisfaites
[ISO 9000:2005[5], 3.8.4]
4 Numérotations, symboles et abréviations
4.1 Généralités
Les abréviations et numérotations suivantes doivent être employées pour établir le certificat de qualification du soudeur (voir Annexe A).
4.2 Numérotation des procédés de soudage
La présente partie de l'ISO 9606 concerne les procédés de soudage manuel ou semi-automatique suivants (pour les représentations symboliques, la numérotation des procédés de soudage est fournie dans l'ISO 4063):
111 soudage manuel à l'arc avec électrode enrobée
114 soudage à l'arc avec fil fourré autoprotecteur
121 soudage à l'arc sous flux (en poudre) avec fil plein (partiellement mécanisé)
125 soudage à l'arc sous flux (en poudre) avec fil fourré (partiellement mécanisé)
131 soudage MIG (soudage à l'arc sous protection de gaz inerte avec fil-électrode fusible plein)
135 soudage MAG (soudage à l'arc sous protection de gaz actif avec fil-électrode fusible plein)
136 soudage MAG avec fil fourré de flux (soudage à l'arc sous protection de gaz actif avec fil-électrode fourré de flux)
138 soudage MAG avec fil fourré de poudre métallique (soudage à l'arc sous protection de gaz actif avec fil fourré de poudre métallique)
141 soudage TIG avec fil d'apport plein
142 soudage TIG autogène
143 soudage TIG avec fil ou baguette fourré(e) [soudage à l'arc sous protection de gaz inerte avec électrode de tungstène et fil ou baguette fourré(e)]
145 soudage TIG utilisant un gaz réducteur et un apport sous forme de baguette ou de fil plein
15 soudage plasma
311 soudage oxyacétylénique
Voir l'ISO/TR 25901 et l'ISO 857-1 pour la définition du soudage manuel et du soudage semi-automatique.
NOTE Les principes de la présente partie de l'ISO 9606 sont applicables à d'autres procédés de soudage par fusion.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 5
4.3 Symboles et termes abrégés
4.3.1 Concernant les assemblages de qualification
a hauteur de gorge théorique
BW soudure bout à bout
D diamètre extérieur du tube
FW soudure d'angle
l1 longueur de l'assemblage de qualification
l2 demi-largeur de l'assemblage de qualification
lf longueur d'examen
P plaque
s épaisseur déposée ou épaisseur de métal fondu dans les soudures bout à bout
t épaisseur de matériau de l'assemblage de qualification (épaisseur de plaque ou de paroi)
s1 épaisseur déposée de l'assemblage de qualification pour le procédé de soudage 1
s2 épaisseur déposée de l'assemblage de qualification pour le procédé de soudage 2
T tube1)
z côté d'une soudure d'angle
4.3.2 Concernant les produits d'apport
nm sans matériau d'apport
Le symbole pour le type d'enrobage ou de fourrage est basé sur ceux donnés dans les différentes normes de matériau d'apport.
03 enrobage rutilo-basique
10 enrobage cellulosique
11 enrobage cellulosique
12 enrobage rutile
13 enrobage rutile
14 enrobage rutile + fourrage avec poudre de fer
15 enrobage basique
16 enrobage basique
18 enrobage basique + fourrage avec poudre de fer
19 enrobage ilménite
20 enrobage avec poudre de fer
24 enrobage rutile + poudre de fer
27 enrobage oxyde de fer + poudre de fer
1) Le terme «tube» seul ou associé est utilisé pour «tube», «tuyauterie» ou «profil creux».

ISO 9606-1:2012(F)
6 © ISO 2012 – Tous droits réservés
28 enrobage basique + poudre de fer
45 enrobage basique
48 enrobage basique
A enrobage acide
B enrobage ou fourrage basique
C enrobage cellulosique
R enrobage rutile ou fourrage au rutile, laitier à solidification lente
RA enrobage rutilo-acide
RB enrobage rutilo-basique
RC enrobage rutilo-cellulosique
RR enrobage rutile épais
M électrode fourrée de métal ou de poudre métallique
P fourrage rutile, laitier à solidification rapide
S fil/électrode plein(e), baguette pleine
V fourrage rutile ou basique/fluoré
W fourrage basique/fluoré, laitier à solidification lente
Y fourrage basique/fluoré, laitier à solidification rapide
Z autres types de fourrage
4.3.3 Concernant d'autres détails relatifs au soudage
fb protection envers à l'aide de flux
bs soudage des deux côtés
ci insert consommable
lw soudage à gauche
mb support envers matériel
gb protection envers gazeuse
ml soudage multicouche
nb soudage sans support envers matériel
rw soudage à droite
sl soudage monocouche
ss soudage d'un seul côté
4.3.4 Concernant les essais de pliage
A allongement minimal à la traction après rupture exigé par la spécification du matériau
d diamètre du poinçon ou du rouleau intérieur
ts épaisseur de l'éprouvette de pliage

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 7
4.3.5 Types de soudage à l'arc
MAG «metal active gas» (soudage à l'arc sous protection de gaz actif avec fil-électrode fusible plein)
MIG «metal inert gas» (soudage à l'arc sous protection de gaz actif avec fil-électrode fusible plein)
TIG «tungsten inert gas» (soudage à l'arc sous protection de gaz inerte avec électrode de tungstène)
5 Variables essentielles et domaine de validité
5.1 Généralités
La qualification des soudeurs est basée sur des variables essentielles. Pour chaque variable essentielle, un domaine de validité est défini. Si le soudeur doit souder en dehors du domaine de validité de sa qualification, une nouvelle épreuve de qualification est exigée. Les variables essentielles sont:
le(s) procédé(s) de soudage;
le type de produit (plaque ou tube);
le type de soudure (soudure bout à bout ou soudure d'angle);
le groupe de matériaux d'apport;
le type de matériaux d’apport;
les dimensions (épaisseur du matériau et diamètre extérieur du tube);
la position de soudage;
le(s) détail(s) concernant le soudage (support envers matériel, protection envers gazeuse, protection envers à l'aide de flux, insert consommable, soudage d'un seul côté, soudage des deux côtés, soudage monocouche, soudage multicouche, soudage à gauche, soudage à droite).
Le(s) groupe(s) et sous-groupe(s) de matériau de base selon l'ISO/TR 15608 qui sont utilisés lors de l'épreuve doivent être enregistrés dans le certificat de qualification de soudeur.
5.2 Procédés de soudage
Les procédés de soudage sont définis dans l'ISO 857-1 et énoncés en 4.2.
Chaque épreuve de qualification ne qualifie normalement qu'un seul procédé de soudage. Un changement de procédé exige une nouvelle épreuve de qualification.
Les exceptions sont les suivantes:
le passage d'un fil-électrode plein (135) à une électrode fourrée de métal (138), ou l'inverse n'exige pas une nouvelle épreuve de qualification (voir Tableau 5);
le passage d'un fil-électrode plein (121) à un fil fourré (125), ou l'inverse n'exige pas une nouvelle épreuve de qualification (voir Tableau 5);
les procédés de soudage TIG 141, 143 ou 145 qualifient les procédés 141, 142, 143 et 145, mais le procédé 142 ne qualifie que le procédé 142;
la qualification du soudeur pour le mode de transfert par courts-circuits (131, 135 et 138) doit le qualifier pour les autres modes de transfert, mais pas l'inverse.

ISO 9606-1:2012(F)
8 © ISO 2012 – Tous droits réservés
Cependant, il est permis à un soudeur d'être qualifié pour deux procédés de soudage ou plus, en soudant un seul assemblage de qualification (assemblage multiprocédé), ou deux assemblages de qualification séparés ou plus. Les domaines de validité relatifs à l'épaisseur déposée sont donnés dans les Tableaux 1 et 6 pour chaque procédé de soudage utilisé et pour l'assemblage multiprocédé dans le cas de soudures bout à bout.
Tableau 1 — Plage d'épaisseur déposée d'assemblages mono- et multiprocédé pour des soudures bout à bout
Procédé de soudage utilisé pour l'assemblage de qualification
Plage d'épaisseur déposée suivant le Tableau 6
Assemblage monoprocédé
Assemblage multiprocédé
1 procédé de soudage 1 (ss nb)
2 procédé de soudage 2 (ss mb)
pour procédé de soudage 1: s = s1
pour procédé de soudage 2: s = s2
s = s1 + s2
1 procédé de soudage 1
2 procédé de soudage 2
3 soudage avec support envers (ss mb)
4 soudage sans support envers (ss nb)
pour procédé de soudage 1:
s1
pour procédé de soudage 2:
s2
pour s = s1 + s2 procédé de soudage 1
uniquement pour le soudage de la
zone de la racine
NOTE Voir 4.3.1 pour la définition des variables.
5.3 Type de produit
L'épreuve de qualification doit être effectuée sur plaque, sur tube ou une autre forme de produit appropriée. Les critères suivants sont applicables:
a) les soudures sur tubes de diamètre extérieur D 25 mm des assemblages de qualification couvrent les soudures sur plaques;
b) les soudures sur plaques des assemblages de qualification couvrent les soudures sur tubes fixes de diamètre extérieur D 500 mm, conformément aux Tableaux 9 et 10;

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 9
c) les soudures sur plaques des assemblages de qualification couvrent les soudures sur tubes en rotation de diamètre extérieur D 75 mm, pour les positions de soudage PA, PB, PC et PD, conformément aux Tableaux 9 et 10.
5.4 Type de soudure
L'épreuve de qualification doit être effectuée sur soudure bout à bout ou soudure d'angle. Les critères suivants sont applicables.
a) Les soudures bout à bout couvrent les soudures bout à bout dans n'importe quel type d'assemblage, sauf les piquages [voir également 5.4 c)].
b) Les soudures bout à bout ne qualifient pas les soudures d'angle et vice versa. Il est néanmoins autorisé de qualifier une soudure d'angle associée à une soudure bout à bout, par exemple une préparation du joint sur chanfrein simple avec support envers matériel permanent (un assemblage de qualification ayant une épaisseur minimale de 10 mm doit être utilisé). Voir Annexe C.
Pour cette épreuve combinée, toutes les exigences relatives aux essais spécifiées dans la présente partie de l'ISO 9606 doivent être satisfaites et les domaines de validité associés doivent être indiqués en se basant sur les conditions d'essai.
c) Les soudures bout à bout sur tubes qualifient les piquages ayant un angle 60° et avec le même domaine de validité que celui indiqué dans les Tableaux 1 à 12. Pour une soudure de piquage, le domaine de validité est basé sur le diamètre extérieur du piquage.
d) Dans le cas d'applications où le type de soudure ne peut être qualifié au moyen d'une soudure bout à bout ou sur soudure d'angle ou d'un piquage ayant un angle inférieur à 60°, il convient alors, lorsque cela est spécifié (par exemple par une norme de produit), d'utiliser un assemblage de qualification spécifique pour qualifier le soudeur.
e) Les soudures bout à bout peuvent qualifier les soudures d'angle, si un assemblage de qualification supplémentaire sur soudure d'angle (voir Figure 3) est réalisé pour chaque procédé, groupe de produit d'apport (FM) et enrobage/fourrage d'électrode, conformément aux Tableaux 3, 4 et 5. L'assemblage de qualification doit avoir une épaisseur d'au moins 10 mm ou l'épaisseur de l'assemblage de qualification sur soudure bout à bout, si cette dernière est moindre, et être réalisé en monocouche en position PB. Pour cet assemblage de qualification supplémentaire, le soudeur doit être qualifié pour l'ensemble des soudures d'angle tel qu'indiqué pour les variables de qualification sur soudures bout à bout en fonction du domaine de validité pour les soudures d'angle (par exemple les Tableaux 7, 8, 9, 10 et 12). Les positions PA et PB des soudures d'angle sont qualifiées par ces essais.
5.5 Groupement des matériaux d'apport
5.5.1 Généralités
Les assemblages de qualification doivent être réalisés avec un matériau d'apport de l'un des groupes selon le Tableau 2. Pour le soudage avec des matériaux d'apport en dehors du groupement des matériaux d'apport du Tableau 2, un assemblage de qualification séparé est requis.
Le matériau de base utilisé dans l'assemblage de qualification peut être n'importe quel matériau de l'ISO/TR 15608, groupes de matériaux 1 à 11.
5.5.2 Domaine de validité
Les groupes des matériaux d'apport sont définis dans le Tableau 2.

ISO 9606-1:2012(F)
10 © ISO 2012 – Tous droits réservés
Tableau 2 — Groupement des matériaux d'apport
Groupe Matériaux pour le soudage des Exemples de normes applicables
FM1 Aciers non alliés et aciers à grains fins ISO 2560,[2] ISO 14341,[8] ISO 636,[1] ISO 14171,[6] ISO 17632,[14]
FM2 Aciers à haute résistance ISO 18275,[21] ISO 16834,[13] ISO 26304,[25] ISO 18276,[22]
FM3 Aciers résistant au fluage Cr 3,75 % ISO 3580,[3] ISO 21952,[23] ISO 24598,[24] ISO 17634,[16]
FM4 Aciers résistant au fluage 3,75 Cr 12 % ISO 3580,[3] ISO 21952,[23] ISO 24598,[24] ISO 17634,[16]
FM5 Aciers inoxydables et résistant aux températures élevées
ISO 3581,[4] ISO 14343,[9] ISO 17633,[15]
FM6 Nickel et alliages de nickel ISO 14172,[7] ISO 18274,[20]
Le soudage avec un matériau d'apport d'un groupe confère au soudeur la qualification pour le soudage avec tous les autres matériaux d'apport du même groupe, ainsi que d'autres groupes énumérés dans le Tableau 3 et pour le soudage sur tous les matériaux de base des groupes 1 à 11.
Tableau 3 — Domaine de validité pour le matériau d'apport
Matériau d'apport Domaine de validité
FM1 FM2 FM3 FM4 FM5 FM6
FM1 — — — —
FM2 — — — —
FM3 — — —
FM4 — —
FM5 — — — — —
FM6 — — — —
indique les matériaux d'apport pour lesquels le soudeur est qualifié.
— indique les matériaux d'apport pour lesquels le soudeur n'est pas qualifié.
5.6 Type de matériau d'apport
Le soudage avec matériau d'apport qualifie le soudage sans matériau d'apport, mais pas l'inverse.
NOTE Pour les procédés 142 et 311 (sans matériau d'apport), le groupe de matériau de base utilisé dans l'épreuve de qualification est le groupe de matériau pour lequel le soudeur est qualifié.
Les domaines de validité pour le type de matériau d'apport sont donnés dans les Tableaux 4 et 5.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 11
Tableau 4 — Domaine de validité pour les électrodes enrobéesa
Procédé de soudage
Type d'enrobage utilisé pour l'épreuve de
qualificationb
Domaine de validité
A, RA, RB, RC, RR, R
03, 13, 14, 19, 20, 24, 27
B
15, 16, 18, 28, 45, 48
C
10, 11
111
A, RA, RB, RC, RR, R
03, 13, 14, 19, 20, 24, 27 — —
B
15, 16, 18, 28, 45, 48 —
C
10, 11 — —
indique les types de matériau d’apport de soudage pour lesquels le soudeur est qualifié.
— indique les types de matériau d’apport de soudage pour lesquels le soudeur n'est pas qualifié.
a Pour les termes abrégés, voir 4.3.2.
b Le type d'enrobage utilisé pour l'épreuve de qualification des soudeurs pour le soudage de la passe de fond sans support envers (ss nb) est le type d'enrobage qualifié pour le soudage de la passe de fond en fabrication sans support envers (ss nb).
Tableau 5 — Domaine de validité pour les types de matériau d’apport de soudagea,b
Type de matériau d’apport utilisé dans l'assemblage de qualification
Domaine de validité
S M B R, P, V, W, Y, Z
Fil-électrode plein (S) — —
Fil-électrode fourré de métal (M) — —
Fil-électrode fourré de flux (B) — —
Fil-électrode fourré de flux (R, P, V, W, Y, Z) — — —
indique les types de matériau d’apport de soudage pour lesquels le soudeur est qualifié.
— indique les types de matériau d’apport de soudage pour lesquels le soudeur n'est pas qualifié.
a Pour les termes abrégés, voir 4.3.2. b Le type de fil fourré de flux utilisé pour l'épreuve de qualification des soudeurs pour le soudage de la passe de fond sans support envers (ss nb) est le type de fil fourré de flux qualifié pour le soudage de la passe de fond en fabrication sans support envers (ss, nb).
5.7 Dimensions
L'épreuve de qualification du soudeur pour les soudures bout à bout est basée sur l'épaisseur déposée et sur les diamètres extérieurs du tube. Les domaines de validité sont spécifiés dans les Tableaux 6 et 7.
Il n'est pas nécessaire de mesurer précisément l'épaisseur déposée ou les diamètres extérieurs du tube mais c'est plutôt la philosophie générale qui se profile derrière les valeurs des Tableaux 6 et 7 qu'il convient d'appliquer.
Pour les soudures d'angle, le domaine de validité pour les épaisseurs de matériau est spécifié dans le Tableau 8.

ISO 9606-1:2012(F)
12 © ISO 2012 – Tous droits réservés
Pour les assemblages de qualification ayant différents diamètres extérieurs de tubes et différentes épaisseurs déposées, le soudeur est qualifié pour:
les épaisseurs déposées qualifiées et/ou épaisseurs de métal de base qualifiées allant de la plus faible à la plus forte, et
les diamètres qualifiés allant du plus petit au plus grand (voir les Tableaux 6 et 7).
Tableau 6 — Domaine de validité pour l'épaisseur déposée pour les soudures bout à bout
Dimensions en millimètres
Épaisseur déposée de l'assemblage de qualification s
Domaine de validitéa,b
s 3
s à 3c ou
s à 2sc
en retenant la plus grande de ces deux valeurs
3 s < 12 3 à 2sd
s 12e,f 3f
a Pour le soudage monoprocédé et pour le même type de matériau d'apport, s est égal à l'épaisseur du matériau de base, t.
b Pour les piquages, le domaine de validité pour l'épaisseur déposée est:
— Pour un piquage sur tube ou enveloppe, voir Figure 1 a), l'épaisseur du piquage posé.
— Pour un piquage traversant le tube ou l'enveloppe ou un piquage non traversant dans le tube ou dans l'enveloppe, voir Figures 1 b) et 1 c), l'épaisseur déposée du tube ou de l'enveloppe principale.
c Pour le soudage oxyacétylénique (311): s à 1,5s.
d Pour le soudage oxyacétylénique (311): 3 à 1,5s.
e L'assemblage de qualification doit être soudé au moins en 3 couches.
f Pour le soudage multiprocédé, s est l'épaisseur déposée pour chaque procédé.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 13
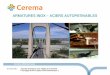
a) Piquage posé sur tube ou enveloppe b) Piquage traversant le tube ou l'enveloppe
c) Piquage non traversant dans le tube ou dans l'enveloppe
Légende
D diamètre extérieur du tube
s épaisseur déposée ou épaisseur de métal fondu dans les soudures bout à bout
t épaisseur de matériau de l'assemblage de qualification (épaisseur de plaque ou de paroi)
1 piquage
2 tube ou enveloppe principale
Figure 1 — Types de piquage
Tableau 7 — Domaine de validité pour le diamètre extérieur du tube
Dimensions en millimètres
Diamètre extérieur du tube de l'assemblage de qualificationa
D Domaine de validité
D 25 D à 2D
D 25 0,5D (25 mm min.)
a Pour des profils creux non circulaires, D est la dimension du plus petit côté.
Tableau 8 — Domaine de validité pour l'épaisseur de matériau pour les soudures d'angle
Dimensions en millimètres
Épaisseur de matériau de l'assemblage de qualification
t Domaine de validité
t 3 t à 2t, ou 3, en retenant la plus grande de ces deux valeurs
t 3 3

ISO 9606-1:2012(F)
14 © ISO 2012 – Tous droits réservés
Pour le piquage, le critère de l'épaisseur déposée, mentionné dans le Tableau 6 et le critère du diamètre extérieur du tube mentionné au Tableau 7 sont les suivants:
piquage posé sur tube ou enveloppe: l'épaisseur déposée et le diamètre extérieur du tube du piquage [voir Figure 1 a)];
piquage traversant le tube ou l'enveloppe ou piquage non traversant dans le tube ou dans l'enveloppe: l'épaisseur déposée sur le tube principal ou enveloppe et le diamètre extérieur du tube du piquage [voir Figure 1 b) et c)].
5.8 Positions de soudage
Le domaine de validité pour chaque position de soudage est donné dans les Tableaux 9 et 10. Les positions de soudage et les symboles font référence à l'ISO 6947.
Les assemblages de qualification doivent être soudés conformément aux positions pour essais spécifiées dans l'ISO 6947.
Le fait de souder deux tubes de même diamètre extérieur, l'un en position de soudage PH et l'autre en position de soudage PC, couvre également le domaine de validité d'un tube soudé en position de soudage H-L045, en utilisant le soudage en montant.
Le fait de souder deux tubes de même diamètre extérieur, l'un en position de soudage PJ et l'autre en position de soudage PC, couvre également le domaine de validité d'un tube soudé en position de soudage J-L045, en utilisant le soudage en descendant.
Les tubes de diamètres extérieurs D 150 mm peuvent être soudés dans deux positions de soudage (PH ou PJ sur 2/3 de la circonférence, PC sur 1/3 de la circonférence) en utilisant un seul assemblage de qualification. Cette épreuve de qualification couvre toutes les positions pour le sens de soudage qui est utilisé dans l'épreuve.
NOTE Pour les symboles, se référer à l'ISO 6947.
Figure 2 — Positions, tubes de diamètres extérieurs D 150 mm

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 15
Tableau 9 — Domaine de validité selon la position de soudage pour les soudures bout à bout
Position pour les essais
Domaine de validité
PA à plat
PC en corniche (horizontale)
PE au plafond
PF verticale en
montant
PG verticale en descendant
PA — — — —
PC — — —
PE (plaque) — —
PF (plaque) — — —
PH (tube) — —
PG (plaque) — — — —
PJ (tube) — —
H-L045 —
J-L045 —
NOTE Voir également 5.3.
indique les positions de soudage pour lesquelles le soudeur est qualifié.
— indique les positions de soudage pour lesquelles le soudeur n'est pas qualifié.
Tableau 10 — Domaine de validité selon la position de soudage pour les soudures d'angle
Position pour les essais
Domaine de validité
PA à plat
PB en angle
à plat
PC en corniche (horizontale)
PD au plafond
PE au plafond
PF verticale montante
PG verticale
descendante
PA — — — — — —
PB — — — — —
PC — — — —
PD — —
PE (plaque) — —
PF (plaque) — — — —
PF (tube) —
PG (plaque) — — — — — —
PG (tube) — —
NOTE Voir également 5.3.
indique les positions de soudage pour lesquelles le soudeur est qualifié.
— indique les positions de soudage pour lesquelles le soudeur n'est pas qualifié.

ISO 9606-1:2012(F)
16 © ISO 2012 – Tous droits réservés
5.9 Détails concernant le soudage
Selon les détails concernant le soudage, les domaines de validité sont indiqués dans les Tableaux 11 et 12.
Pour le soudage avec le procédé 311, un changement de sens du soudage de la droite vers la gauche et vice versa exige une nouvelle épreuve de qualification.
Tableau 11 — Domaine de validité pour les supports envers et les inserts consommables
Condition d'exécution
Domaine de validité pour les supports envers et les inserts consommables
Pas de support envers (ss, nb)
Support envers matériel (ss, mb)
Soudage des deux côtés (bs)
Gaz de protection
envers (ss, gb)
Insert consommable
(ci)
Flux de protection
envers (ss, fb)
Pas de support envers (ss, nb) —
Support envers matériel (ss, mb) — — — —
Soudage des deux côtés (bs) — — — —
Gaz de protection envers (ss, gb) — — —
Insert consommable (ci) — — —
Flux de protection envers (ss, fb) — — —
indique les conditions de soudage pour lesquelles le soudeur est qualifié.
— indique les conditions de soudage pour lesquelles le soudeur n'est pas qualifié.
Tableau 12 — Domaine de validité concernant le nombre de couches pour les soudures d'angle
Assemblage de qualification
Domaine de validitéb
monocouche (sl)
multicouche (ml)
Monocouche (sl) —
Multicouche (ml)a
indique la technique (monocouche ou multicouche) pour laquelle le soudeur est qualifié.
— indique la technique (monocouche ou multicouche) pour laquelle le soudeur n'est pas qualifié.
a Pendant le soudage de l'assemblage de qualification, l'examinateur doit réaliser un contrôle visuel sur la première couche conformément à l'Article 7.
b Lorsque le soudeur a été qualifié en réalisant une soudure bout à bout en multicouche et qu'il réalise l'épreuve de qualification supplémentaire sur soudure d'angle décrite en 5.4 e), il est qualifié à la fois pour les soudures d'angle monocouche et multicouche.
6 Contrôles et essais
6.1 Contrôles
Le soudage des assemblages de qualification doit être exécuté en présence de l'examinateur ou de l'organisme d'examen. L'ensemble des essais doit être vérifié par l'examinateur ou l'organisme d'examen.
Les assemblages de qualification doivent être marqués avec l'identification de l'examinateur et du soudeur. De plus, les positions de soudage pour tous les assemblages de qualification doivent être marquées sur

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 17
l'assemblage de qualification et, pour les soudures avec tubes fixes, la position de soudage 12 h doit également être marquée.
L'examinateur ou l'organisme d'examen peut arrêter l'épreuve s'il s'avère que les conditions de soudage ne sont pas correctes ou s'il s'avère que le soudeur n'a pas l'habileté pour satisfaire aux exigences, par exemple lorsqu'il y a des réparations trop importantes et/ou des réparations à caractère systématique.
6.2 Assemblages de qualification
Les formes et dimensions exigées des assemblages de qualification sont indiquées dans les Figures 3 à 6.
Pour les plaques, une longueur minimale d'assemblage de qualification de 200 mm est exigée, la longueur d'examen étant de 150 mm. Pour les tubes dont la circonférence est inférieure à 150 mm, des assemblages de qualification supplémentaires seront exigés (trois au maximum).
Dimensions en millimètres
Légende
t épaisseur de matériau de l'assemblage de qualification
Figure 3 — Dimensions de l'assemblage de qualification pour une soudure bout à bout de plaques

ISO 9606-1:2012(F)
18 © ISO 2012 – Tous droits réservés
Dimensions en millimètres
Légende
t épaisseur de matériau de l'assemblage de qualification
NOTE Les matériaux de base peuvent avoir une épaisseur différente.
Figure 4 — Dimensions de l'assemblage de qualification pour une soudure d'angle sur plaques
Dimensions en millimètres
Légende
D diamètre extérieur du tube
t épaisseur de matériau de l'assemblage de qualification (épaisseur de paroi)
Figure 5 — Dimensions de l'assemblage de qualification pour une soudure bout à bout de tubes

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 19
Dimensions en millimètres
Légende
D diamètre extérieur du tube
l1 longueur de l'assemblage de qualification
t épaisseur de matériau de l'assemblage de qualification (épaisseur de plaque ou de paroi)
NOTE Les épaisseurs des matériaux de base plaque et tube peuvent être différentes.
Figure 6 — Dimensions de l'assemblage de qualification pour une soudure d'angle sur tubes
6.3 Conditions de soudage
L'épreuve de qualification des soudeurs doit suivre le DMOS-P ou le DMOS préparé conformément à l'ISO 15609-1 ou l'ISO 15609-2. La hauteur de gorge requise pour l'assemblage de qualification des soudures d'angle doit être définie dans le DMOS-P ou le DMOS utilisé pour l'épreuve de qualification.
Les conditions de soudage suivantes doivent s'appliquer.
Les assemblages de qualification doivent comporter en passe de fond et en passe terminale au moins un arrêt et une reprise. Lorsque plus d'un procédé est utilisé, alors au moins un arrêt et une reprise doivent être réalisés pour chaque procédé, y compris en passe de fond et en passe finale. Les zones de reprise et d'arrêt doivent être repérées.
Le soudeur doit être autorisé à éliminer les imperfections mineures par meulage, sauf en passe terminale pour laquelle seuls les arrêts et les reprises peuvent être meulés. L'autorisation de l'examinateur ou de l'organisme d'examen doit être obtenue.
Tout traitement thermique après soudage dans le DMOS-P ou le DMOS peut être omis à l'initiative du fabricant.
6.4 Méthodes de contrôles et d'essais
Après soudage, l'assemblage de qualification, doit être soumis à des contrôles et essais selon le Tableau 13.
Si la soudure est acceptée lors du contrôle visuel, les contrôles ou essais restants selon le Tableau 13 doivent être effectués.

ISO 9606-1:2012(F)
20 © ISO 2012 – Tous droits réservés
Lorsqu'un support envers matériel est utilisé pour l'épreuve de qualification, il doit être éliminé avant les essais destructifs (sauf pour l'examen macroscopique) et n'a pas besoin d'être éliminé pour les contrôles non destructifs (CND).
L'éprouvette pour examen macroscopique doit être préparée et attaquée sur un côté pour faire apparaître clairement la soudure. Le polissage n'est pas exigé.
Tableau 13 — Méthodes de contrôles et d'essais
Méthode de contrôles et d'essais Soudure bout à bout (de plaques ou de tubes)
Soudure d'angle et piquage
Contrôle visuel selon l'ISO 17637 obligatoire obligatoire
Contrôle par radiographie selon l'ISO 17636 obligatoirea,b,c non obligatoire
Essai de pliage selon l'ISO 5173 obligatoirea,b,d non applicable
Essai de texture selon l'ISO 9017 obligatoirea,b,d obligatoiree,f
a Soit un contrôle par radiographie, soit un essai de pliage ou un essai de texture doit être réalisé.
b Si le contrôle par radiographie est effectué, l'essai de pliage ou l'essai de texture supplémentaire est obligatoire pour les procédés de soudage 131, 135, 138 et 311.
c Le contrôle par radiographie peut être remplacé par un contrôle par ultrasons effectué conformément à l'ISO 17640[19] pour une épaisseur ≥ 8 mm sur les aciers ferritiques seulement. Dans ce cas, les essais supplémentaires mentionnés dans la note de bas de tableau b ne sont pas requis.
d Pour un tube de diamètre extérieur D 25 mm, les essais de pliage ou de texture peuvent être remplacés par un essai de traction avec entaille sur la totalité de l'assemblage de qualification (un exemple est donné dans la Figure 9).
e L'essai de texture peut être remplacé par un examen macroscopique effectué conformément à l'ISO 17639[18], d'au moins deux coupes, dont au moins une doit être prélevée dans la zone d'arrêt et de reprise.
f L'essai de texture sur tubes peut être remplacé par un contrôle par radiographie.
6.5 Assemblage de qualification et éprouvette
6.5.1 Généralités
Les types, dimensions et préparations des assemblages de qualification et des éprouvettes sont donnés en 6.5.2 et 6.5.3. De plus, les exigences relatives aux essais destructifs sont indiquées. Pour les essais de texture ou de pliage envers, endroit ou côté, une éprouvette doit être prélevée dans la zone d'arrêt et de reprise dans la longueur d'examen. Pour les soudures bout à bout de tubes dans les positions de soudage PH, PJ, H-L045 et J-L045, les éprouvettes d'essai doivent être prélevées dans les zones correspondant aux positions PE et PF/PG; voir Figure 8.
6.5.2 Soudures bout à bout de plaques ou de tubes
6.5.2.1 Généralités
Lorsque le contrôle par radiographie est utilisé, la longueur d'examen de la soudure de l'assemblage de qualification (voir Figures 7 et 8) doit être radiographiée.
Lorsque l'essai de texture est utilisé, une entaille longitudinale peut être pratiquée dans l'axe de la soudure, sur la face tendue de l'éprouvette, pour obtenir la rupture dans la soudure. Toutes les préparations d'entailles selon l'ISO 9017 sont autorisées.
Toutes les éprouvettes d'essai doivent être soumises à l'essai jusqu'à rupture et doivent être examinées après rupture.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 21
6.5.2.2 Essais de texture uniquement
Pour les soudures bout à bout de plaques, la longueur d'examen de l'assemblage de qualification (Figure 7) doit être découpée en quatre éprouvettes de même largeur conformément au Tableau 14.
Pour les soudures bout à bout de tubes, la longueur d'examen de l'assemblage de qualification (Figure 8) doit être découpée en quatre éprouvettes de même largeur conformément au Tableau 14.
Dimensions en millimètres
Légende
l1 longueur de l'assemblage de qualification
l2 demi-largeur de l'assemblage de qualification
lf longueur d'examen
Figure 7 — Préparation des éprouvettes pour l'essai de texture pour une soudure bout à bout de plaques

ISO 9606-1:2012(F)
22 © ISO 2012 – Tous droits réservés
Légende
lf longueur d'examen
1 une éprouvette pour un essai de texture à l'envers ou un essai de pliage transversal envers ou un essai de pliage côté
2 une éprouvette pour un essai de texture à l'endroit ou un essai de pliage transversal endroit ou un essai de pliage côté
3 une éprouvette pour un essai de texture à l'envers ou un essai de pliage transversal envers ou un essai de pliage côté
4 une éprouvette pour un essai de texture à l'endroit ou un essai de pliage transversal endroit ou un essai de pliage côté
Figure 8 — Préparation et emplacement des éprouvettes pour l'essai de texture ou l'essai de pliage pour une soudure bout à bout de tubes
Tableau 14 — Largeur de l'éprouvette de l'essai de texture
Dimensions en millimètres
Type de produit Largueur de l'éprouvette de l'essai de texture Plaques (P) Diamètre extérieur, D des tubes (T)a
100 35
— 50 D 100 20
— 25 D 50 10
a Pour les tubes de diamètre extérieur D 25 mm, l'assemblage de qualification de l'essai de traction avec entaille conformément à la Figure 9 est recommandé.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 23
Dimensions en millimètres
Légende
d diamètre du poinçon ou du rouleau intérieur
Les perçages ne sont pas autorisés dans les zones d'arrêt et de reprise.
Pour t 1,8 mm: d 4,5 mm
Pour t 1,8 mm: d 3,5 mm
NOTE Les profils d'entailles s et q sont également permis dans le sens circonférentiel selon l'ISO 9017.
Figure 9 — Exemple d'essai de traction avec entaille sur l'assemblage de qualification sur tubes de diamètre extérieur D 25 mm
6.5.2.3 Essais de pliage uniquement
Les essais de pliage doivent être réalisés conformément à l'ISO 5173.
Lorsque seul l'essai de pliage est réalisé, les conditions suivantes doivent être appliquées.
Pour les épaisseurs t 12 mm, un minimum de deux éprouvettes de pliage envers et deux éprouvettes de pliage endroit doivent être utilisées et la longueur d'examen complète doit être soumise à l'essai.
Pour les épaisseurs t 12 mm, quatre éprouvettes de pliage côté doivent être utilisées, approximativement également espacées sur la longueur d'examen.
Pour les soudures bout à bout de tubes, les quatre éprouvettes doivent être également espacées conformément à la Figure 8.
Dans tous les cas, au moins une éprouvette doit être prélevée dans la zone d'arrêt et de reprise. À cette fin, il est possible de remplacer une éprouvette de pliage côté par une éprouvette de pliage envers.
Lorsque l'essai de pliage transversal ou l'essai de pliage côté est réalisé, le diamètre du poinçon ou du rouleau intérieur doit être de 4t et l'angle de pliage de 180° pour un métal de base ayant un allongement A 20 %. Pour un métal de base ayant un allongement A < 20 %, l'équation suivante doit s'appliquer:
ss
100 td t
A
où
d est le diamètre du poinçon ou du rouleau intérieur, en millimètres;
ts est l'épaisseur de l'éprouvette de pliage, en millimètres;
A est l'allongement pourcent minimal exigé par la norme du matériau.

ISO 9606-1:2012(F)
24 © ISO 2012 – Tous droits réservés
6.5.2.4 Essai de pliage ou de texture supplémentaire
Lorsque des essais de pliage ou de texture supplémentaires sont exigés (voir Tableau 13, note de bas de tableau b), dans tous les cas au moins une éprouvette doit être prélevée dans la zone d'arrêt et de reprise. À cette fin, il est possible de remplacer une éprouvette de pliage côté par une éprouvette de pliage envers.
Pour toutes les soudures bout à bout de plaques, une éprouvette envers et une éprouvette endroit doivent être soumises à essai ou deux éprouvettes de pliage côté, si applicable.
Pour toutes les soudures bout à bout de tubes dans les positions de soudage PA ou PC, une éprouvette envers et une éprouvette endroit doivent être soumises à essai ou deux éprouvettes de pliage côté, si applicable.
Pour les soudures bout à bout de tubes réalisées dans toutes les autres positions de soudage, une éprouvette envers doit être prélevée pour la position de soudage PE (au plafond) et une éprouvette endroit doit être prélevée pour la position PF (verticale montante) ou la position PG (verticale descendante) ou deux éprouvettes de pliage côté, si applicable.
6.5.3 Soudure d'angle sur plaques ou sur tubes
Pour les soudures d'angle sur plaques, la longueur d'examen de l'assemblage de qualification (Figure 10) doit être rompue sur la totalité de l'éprouvette. Si nécessaire, l'assemblage de qualification peut être découpé en plusieurs éprouvettes de même largeur.
Pour les soudures d'angle sur tubes, l'assemblage de qualification doit être découpé en au moins quatre éprouvettes qui doivent être rompues.
Les essais de texture pour une soudure d'angle sur plaques ou sur tubes peuvent être remplacés par un examen macroscopique. Lorsque l'examen macroscopique est réalisé, au moins deux éprouvettes doivent être prélevées. Une éprouvette pour examen macroscopique doit être prélevée dans la zone d'arrêt et de reprise.
Les éprouvettes d'essai pour les soudures d'angle doivent être disposées conformément à l'ISO 9017 pour obtenir la rupture.
Dimensions en millimètres
Légende
lf longueur d'examen
Figure 10 — Longueur d'examen pour l'essai de texture pour une soudure d'angle sur plaques

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 25
6.6 Enregistrement des contrôles et essais
Les résultats de tout contrôle et essai doivent être documentés, conformément aux normes d'essai appropriées.
7 Exigences d'acceptation des assemblages de qualification
Les assemblages de qualification doivent être évalués selon les exigences d'acceptation spécifiées pour les types de défaut considérés.
Avant tout essai, les points suivants doivent être vérifiés:
élimination de tout le laitier et de toutes les projections;
absence de meulage sur les faces envers et endroit de la soudure (selon 6.3);
identification des arrêts et reprises dans la passe de fond et la passe terminale (selon 6.3);
profil et dimensions.
Les exigences d'acceptation des défauts décelés lors des contrôles et essais prévus par la présente partie de l'ISO 9606 doivent être, sauf spécification contraire, évaluées conformément à l'ISO 5817. Un soudeur est qualifié si les défauts décelés sont dans les limites admises par le niveau de qualité B de l'ISO 5817, sauf pour les types de défauts suivants: les surépaisseurs excessives (502), les convexités excessives (503), les gorges excessives (5214), les excès de pénétration (504) et les caniveaux (501) pour lesquels le niveau C doit s'appliquer.
Les éprouvettes de pliage ne doivent révéler aucune discontinuité discrète 3 mm, quelle que soit son orientation. Les discontinuités apparaissant sur les arêtes d'une éprouvette pendant l'essai ne doivent pas être prises en compte dans l'évaluation, sauf s'il s'avère que la fissuration est due à une pénétration incomplète, à la présence de laitier ou à une autre discontinuité. Dans une éprouvette de pliage, la somme des discontinuités les plus importantes de plus de 1 mm, mais de moins de 3 mm, ne doit pas être supérieure à 10 mm.
Si les défauts dans l'assemblage de qualification du soudeur dépassent les valeurs maximales spécifiées permises, alors le soudeur échoue à l'épreuve.
Il convient également de faire référence aux critères d'acceptation correspondant aux essais non destructifs. Des procédures établies doivent être utilisées pour tous les essais destructifs et non destructifs.
8 Contre-essais
Pour tout essai ne répondant pas aux exigences de la présente partie de l'ISO 9606, le soudeur peut se voir accorder l'opportunité de recommencer une fois l'épreuve de qualification sans formation supplémentaire.
9 Durée de validité
9.1 Qualification initiale
La qualification du soudeur débute à la date du soudage du ou des assemblages de qualification, sous réserve que les contrôles ou essais exigés aient été effectués et aient donné des résultats acceptables. Le certificat doit être confirmé tous les six mois, à défaut de quoi il devient invalide.

ISO 9606-1:2012(F)
26 © ISO 2012 – Tous droits réservés
La validité du certificat peut être prolongée comme spécifié en 9.3. Les méthodes choisies pour la prolongation de la qualification, conformément à 9.3 a), b) ou c) doivent être spécifiées sur le certificat au moment de son émission.
9.2 Confirmation de la validité
La qualification d'un soudeur pour un procédé donné doit être confirmée tous les six mois par la personne responsable de l'activité de soudage ou l'examinateur/organisme d'examen. Il s'agit de confirmer que le soudeur a travaillé dans son domaine de qualification et de prolonger la validité de la qualification pour une période supplémentaire de six mois.
Le présent paragraphe est applicable à toutes les options de prolongation spécifiées en 9.3.
9.3 Prolongation de la qualification d'un soudeur
La prolongation doit être décidée par un examinateur/organisme d'examen.
Les compétences du soudeur doivent être vérifiées périodiquement par l'une des méthodes suivantes.
a) Le soudeur doit subir une nouvelle épreuve de qualification tous les trois ans.
b) Tous les deux ans, deux soudures réalisées au cours des six derniers mois doivent être contrôlées par radiographie ou par ultrasons ou par des essais destructifs et être enregistrées. Les niveaux d'acceptation des défauts doivent être tels que spécifiés à l'Article 7. La soudure contrôlée doit reproduire les conditions de l'épreuve initiale, sauf pour l'épaisseur et le diamètre extérieur. Ces examens prolongent pour deux années supplémentaires la qualification du soudeur.
c) La qualification d'un soudeur pour un certificat donné est valide aussi longtemps qu'elle est confirmée conformément à 9.2 et sous réserve que toutes les conditions suivantes soient satisfaites:
le soudeur travaille pour le même fabricant que celui pour lequel il a été qualifié et qui est responsable de la fabrication du produit;
le programme qualité du fabricant a été vérifié conformément à l'ISO 3834-2 ou l'ISO 3834-3;
le fabricant dispose de documents apportant la preuve que le soudeur a réalisé des soudures d'une qualité acceptable en se basant sur les normes d'application. Les soudures examinées doivent confirmer les conditions suivantes: position(s) de soudage, type de soudure (FW, BW), avec (mb) ou sans (nb) support envers matériel.
9.4 Annulation de la qualification
Lorsqu'il existe une raison particulière de douter de l'aptitude d'un soudeur à réaliser des soudures qui satisfont aux exigences de qualité de la norme produit, les qualifications requises pour le soudage concerné doivent être annulées. Toutes les autres qualifications non concernées restent valides.
10 Certificat d'essai de qualification du soudeur
Il doit être vérifié que le soudeur a passé avec succès l'épreuve de qualification. Toutes les variables essentielles doivent être enregistrées sur le certificat. Si l'assemblage (ou les assemblages) de qualification ne satisfait (satisfont) pas à l'un des contrôles ou essais exigés, aucun certificat ne doit être délivré.
Le certificat doit être délivré sous la seule responsabilité de l'examinateur ou de l'organisme d'examen. Un format recommandé est décrit de manière détaillée dans l'Annexe A. Si un autre modèle de certificat de qualification de soudeur est utilisé, il doit comporter toutes les informations exigées dans l'Annexe A. L'examinateur ou l'organisme d'examen est chargé de vérifier que toutes les variables essentielles sont abordées dans ce certificat.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 27
Les variables non essentielles suivantes doivent être enregistrées dans le certificat:
le type de courant et la polarité;
le groupe/sous-groupe du matériau de base;
le gaz de protection.
En général, un certificat de qualification de soudeur doit être délivré pour chaque assemblage de qualification.
Dans le cas où plus d'un assemblage de qualification est soudé, il est possible de délivrer un certificat de qualification de soudeur unique combinant les domaines de validité des assemblages de qualification individuels. Toutes les variables essentielles pour toutes les épreuves doivent être enregistrées dans le certificat combiné. Dans ce cas, seule une des variables essentielles suivantes peut être différente, sauf celles mentionnées en 5.7:
type de soudure;
position de soudage;
épaisseur déposée.
Il n'est pas permis de modifier les autres variables essentielles.
Il est recommandé de délivrer les certificats de qualification de soudeur dans la langue locale et au moins l'une des langues suivantes: anglais, français ou allemand.
La vérification des connaissances professionnelles (voir Annexe B) doit être indiquée comme «acceptées» ou «non vérifiées».
Conformément à 5.4 e), l'assemblage de qualification supplémentaire sur soudure d'angle doit être enregistré sur le certificat de qualification de la soudure bout à bout associé.
11 Désignation
La désignation d'une qualification de soudeur doit comprendre tous les éléments énoncés ci-dessous, dans l'ordre indiqué (le système est conçu de manière à pouvoir être exploité par un système informatisé):
a) le numéro de la présente partie de l'ISO 9606 (c'est-à-dire ISO 9606-1);
b) les variables essentielles:
1) procédés de soudage: voir 4.2, 5.2 et l'ISO 4063,
2) type de produit: plaque (P), tube (T), voir 4.3.1 et 5.3,
3) type de soudure: soudure bout à bout (BW), soudure d'angle (FW) (voir 5.4),
4) groupe de matériaux d'apport ou groupe du matériau de base (soudage autogène): voir 5.5,
5) types de matériau d'apport: voir 5.6,
6) dimensions de l'assemblage de qualification: épaisseur déposée, s, ou épaisseur de matériau, t, et diamètre extérieur du tube, D (voir 5.7),
7) positions de soudage: voir 5.8 et l'ISO 6947,
8) détails concernant le soudage: voir 5.9.
Le type de gaz de protection à l'endroit ou à l'envers ne doit pas être indiqué dans la désignation, mais doit être indiqué dans le certificat de qualification du soudeur (voir Annexe A).

ISO 9606-1:2012(F)
28 © ISO 2012 – Tous droits réservés
Annexe A (informative)
Certificat de qualification de soudeur
Désignation(s): ...............................................................................................................
...............................................................................................................
Référence DMOS: Examinateur ou organisme d'examen – No. de référence:
Nom du soudeur:
Identification:
Méthode d'identification: Photographie
Date et lieu de naissance: (si exigée)
Employeur:
Code/norme d'essai: Connaissances professionnelles: Acceptées/Non vérifiées (rayer la mention inutile)
Assemblage de qualification Domaine de validité Procédé(s) de soudage Mode de transfert Type de produit (plaque ou tube) Type de soudure Groupe(s)/sous-groupes de matériaux de base Groupe(s) de matériaux d'apport Matériau d'apport (désignation) Gaz de protection ------------------------ Produits consommables auxiliaires ------------------------ Type de courant et polarité Épaisseur de matériau (mm) Épaisseur déposée (mm) Diamètre extérieur du tube (mm) Position de soudage Détails concernant le soudage Multicouche/monocouche
Assemblage supplémentaire de qualification sur soudure d'angle (réalisé conjointement avec la qualification de la soudure bout à bout: acceptable/non acceptable)
Type de contrôle ou d'essai Effectué et accepté Non vérifié Nom de l'examinateur ou de l'organisme d'examen:
Lieu, date et signature de l'examinateur ou de l'organisme d'examen:
Date d'émission: 2007/01/20
Contrôle visuel Contrôle par radiographie Essai de texture Essai de pliage Essai de traction avec entaille Examen macroscopique
Prolongation
9.3 a) Valable jusqu'au
2010/01/20 Prolongation
9.3 b) Valable jusqu'au
2009/01/20 Prolongation
9.3 c) Valable jusqu'au
2007/07/20 Prolongation de la qualification par l'examinateur ou l'organisme d'examen pour les 2 années suivantes [voir 9.3 b)]
Date Signature Fonction ou titre
Confirmation de la validité par l'employeur/coordinateur en soudage/examinateur ou l'organisme d'examen pour les six mois suivants [voir 9.2]
Date Signature Fonction ou titre

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 29
Annexe B (informative)
Connaissances professionnelles
B.1 Généralités
Une vérification des connaissances professionnelles est recommandée, mais elle n'est pas obligatoire.
Cependant, certains pays peuvent exiger que le soudeur subisse une vérification de ses connaissances professionnelles. Si la vérification des connaissances professionnelles est effectuée, il convient de la mentionner sur le certificat de qualification de soudeur.
La présente annexe indique les connaissances qu'il convient que le soudeur possède pour respecter les procédures et les pratiques courantes en matière de soudage. Les connaissances professionnelles indiquées dans cette annexe correspondent seulement au niveau de base le plus faible.
Étant donné la diversité des programmes de formation nationaux, il est proposé de ne normaliser que des objectifs généraux ou des catégories de compétence. Il convient que les questions posées soient rédigées par le pays concerné et qu'elles portent sur toutes les matières touchant à l'épreuve de qualification du soudeur indiquées en B.2.
La vérification réelle des connaissances professionnelles du soudeur peut se faire par n'importe quelle méthode ou combinaison de méthodes ci-dessous:
a) épreuves écrites (questionnaires à choix multiples);
b) épreuves orales à la suite d'épreuves écrites;
c) épreuve sur ordinateur;
d) épreuve de démonstration/observation à la suite d'un exposé écrit des critères.
La vérification des compétences professionnelles du soudeur se limite aux questions liées au procédé de soudage utilisé lors de l'épreuve de qualification.
B.2 Exigences
B.2.1 Matériel de soudage
B.2.1.1 Soudage oxyacétylénique
a) Identification des bouteilles à gaz.
b) Identification et montage des éléments essentiels.
c) Choix de buses et de chalumeaux de soudage corrects.

ISO 9606-1:2012(F)
30 © ISO 2012 – Tous droits réservés
B.2.1.2 Soudage à l'arc
a) Construction et maintenance des équipements de soudage et des paramètres typiques.
b) Type de courant de soudage.
c) Mise à la terre correcte.
B.2.2 Procédé de soudage2)
B.2.2.1 Soudage oxyacétylénique (311)
a) Pression du gaz.
b) Choix du type de buse.
c) Type de flamme.
d) Effet d'un chauffage excessif.
B.2.2.2 Soudage manuel à l'arc avec électrode enrobée (111)
a) Classification des électrodes.
B.2.2.3 Soudage à l'arc avec ou sans protection gazeuse (114, 13, 14, 15)
a) Types et dimensions des électrodes.
b) Identification du gaz de protection et de son débit (excepté 114).
c) Type, dimensions et entretien des buses et tubes contact.
d) Choix et limites du mode de transfert.
e) Protection de l'arc contre les courants d'air.
B.2.2.4 Soudage à l'arc sous flux (en poudre) (121, 125)
a) Séchage, alimentation et récupération correcte du flux.
b) Alignement et déplacement corrects de la tête de soudage.
B.2.3 Métaux de base
a) Identification du matériau.
b) Méthodes et contrôle du préchauffage.
c) Contrôle de la température entre passes.
2) Les numéros se réfèrent à l'ISO 4063.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 31
B.2.4 Types de matériau d'apport
a) Identification des types de matériau d'apport.
b) Stockage, manipulation et état des types de matériau d'apport.
c) Choix de dimensions adaptées.
d) Propreté des électrodes et des fils.
e) Contrôle du bobinage du fil.
f) Contrôle et surveillance des débits de gaz.
B.2.5 Mesures de sécurité
B.2.5.1 Généralités
a) Procédures et sécurité de montage, de réglage et d'arrêt.
b) Maîtrise des émissions de fumées et gaz de soudage.
c) Protection individuelle.
d) Risques d'incendie.
e) Soudage en espace confiné.
f) Sensibilisation à l'environnement de soudage.
B.2.5.2 Soudage oxyacétylénique
a) Sécurité dans le stockage, la manipulation et l'utilisation des gaz comprimés.
b) Détection de fuites sur les tuyaux souples et les raccords de gaz.
c) Procédure à suivre en cas de retour de flamme.
B.2.5.3 Tous les procédés de soudage à l'arc
a) Environnement favorisant les risques de choc électrique.
b) Rayonnement émis par l'arc.
c) Effets des coups d'arc.
B.2.5.4 Soudage à l'arc avec électrode fusible sous protection gazeuse
a) Sécurité dans le stockage, la manipulation et l'utilisation des gaz comprimés.
b) Détection de fuites sur les tuyaux souples et les raccords de gaz.
B.2.6 Séquences de soudage/modes opératoires de soudage
Appréciation des exigences du mode opératoire de soudage et de l'influence des paramètres de soudage.

ISO 9606-1:2012(F)
32 © ISO 2012 – Tous droits réservés
B.2.7 Préparation du joint et représentation des soudures
a) Conformité de la préparation du joint au descriptif du mode opératoire de soudage (DMOS).
b) Propreté des faces à assembler.
B.2.8 Défauts des soudures
a) Identification des défauts.
b) Causes.
c) Actions préventives et correctives.
B.2.9 Qualification du soudeur
Le soudeur doit connaître le domaine de validité de sa qualification.

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 33
Annexe C (informative)
Option d'assemblage de qualification FW/BW
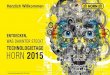
Voir la Figure C.1.
Dimensions en millimètres
a Écartement minimal.
Figure C.1 — Assemblage d'essai de qualification FW/BW

ISO 9606-1:2012(F)
34 © ISO 2012 – Tous droits réservés
Bibliographie
[1] ISO 636, Produits consommables pour le soudage — Baguettes et fils pour dépôts par soudage TIG des aciers non alliés et des aciers à grains fins — Classification
[2] ISO 2560, Produits consommables pour le soudage — Électrodes enrobées pour le soudage manuel à l'arc des aciers non alliés et des aciers à grains fins — Classification
[3] ISO 3580, Produits consommables pour le soudage — Électrodes enrobées pour le soudage manuel à l'arc des aciers résistant au fluage — Classification
[4] ISO 3581, Produits consommables pour le soudage — Électrodes enrobées pour le soudage manuel à l'arc des aciers inoxydables et résistant aux températures élevées — Classification
[5] ISO 9000:2005, Systèmes de management de la qualité — Principes essentiels et vocabulaire
[6] ISO 14171, Produits consommables pour le soudage — Fils-électrodes pleins, fils-électrodes fourrés et couples fils-flux pour le soudage à l'arc sous flux des aciers non alliés et à grains fins — Classification
[7] ISO 14172, Produits consommables pour le soudage — Électrodes enrobées pour le soudage manuel à l'arc du nickel et des alliages de nickel — Classification
[8] ISO 14341, Produits consommables pour le soudage — Fils-électrodes et métaux d'apport déposés en soudage à l'arc sous protection gazeuse des aciers non alliés et à grains fins — Classification
[9] ISO 14343, Produits consommables pour le soudage — Fils-électrodes, électrodes en feuillard, fils d'apport et baguettes de soudage, pour le soudage à l'arc des aciers inoxydables et des aciers résistant aux températures élevées — Classification
[10] ISO 14732, Personnel en soudage — Épreuve de qualification des opérateurs soudeurs pour le soudage totalement mécanisé et des régleurs en soudage pour le soudage totalement mécanisé et le soudage automatique des matériaux métalliques
[11] ISO 15614-1, Descriptif et qualification d'un mode opératoire de soudage pour les matériaux métalliques — Épreuve de qualification d'un mode opératoire de soudage — Partie 1: Soudage à l'arc et aux gaz des aciers et soudage à l'arc des nickels et alliages de nickel
[12] ISO 15607:2003, Descriptif et qualification d'un mode opératoire de soudage pour les matériaux métalliques — Règles générales
[13] ISO 16834, Produits consommables pour le soudage — Fils-électrodes, fils, baguettes et dépôts pour le soudage à l'arc sous flux gazeux des aciers à haute résistance — Classification
[14] ISO 17632, Produits consommables pour le soudage — Fils-électrodes fourrés pour soudage à l'arc avec ou sans gaz de protection des aciers non alliés et des aciers à grains fins — Classification
[15] ISO 17633, Produits consommables pour le soudage — Fils et baguettes fourrés pour le soudage à l'arc avec ou sans protection gazeuse des aciers inoxydables et des aciers résistant aux températures élevées — Classification
[16] ISO 17634, Produits consommables pour le soudage — Fils-électrodes fourrés pour le soudage à l'arc avec gaz de protection des aciers résistant au fluage — Classification
[17] ISO 17635, Contrôle non destructif des assemblages soudés — Règles générales pour les matériaux métalliques

ISO 9606-1:2012(F)
© ISO 2012 – Tous droits réservés 35
[18] ISO 17639, Essais destructifs des soudures sur matériaux métalliques — Examens macroscopique et microscopique des assemblages soudés
[19] ISO 17640, Contrôle non destructif des assemblages soudés — Contrôle par ultrasons — Techniques, niveaux d'essai et évaluation
[20] ISO 18274, Produits consommables pour le soudage — Fils-électrodes pleins, feuillards pleins, fils pleins et baguettes pleines pour le soudage par fusion du nickel et des alliages de nickel — Classification
[21] ISO 18275, Produits consommables pour le soudage — Électrodes enrobées pour le soudage manuel à l'arc des aciers à haute résistance — Classification
[22] ISO 18276, Produits consommables pour le soudage — Fils-électrodes fourrés pour le soudage à l'arc avec ou sans gaz de protection des aciers à haute résistance — Classification
[23] ISO 21952, Produits consommables pour le soudage — Fils-électrodes, fils, baguettes et dépôts pour le soudage à l'arc sous protection gazeuse des aciers résistant au fluage — Classification
[24] ISO 24598, Produits consommables pour le soudage — Fils-électrodes pleins, fils-électrodes fourrés et couples électrodes-flux pour le soudage à l'arc sous flux des aciers résistant au fluage — Classification
[25] ISO 26304, Produits consommables pour le soudage — Fils-électrodes pleins, fils-électrodes fourrés et couples électrodes-flux pour le soudage à l'arc sous flux des aciers à haute résistance — Classification

ISO 9606-1:2012(F)
ICS 25.160.01 Prix basé sur 33 pages
© ISO 2012 – Tous droits réservés