Embed Size (px)
Citation preview
PCP - ARRANJO FÍSICO - 3PCP - ARRANJO FÍSICO - 3

LAYOUTLAYOUT
É A INTEGRAÇÃO DO FLUXO DE MATERIAIS, DA
OPERAÇÃO DAS MÁQUINAS E EQUIPAMENTOS DE
PROCESSOS E TRANSFORMAÇÃO, COMBINADOS COM
AS CARACTERÍSTICAS QUE CONFEREM A MAIOR
PRODUTIVIDADE AO ELEMENTO HUMANO.
MARCILIO CUNHA
LAYOUTLAYOUT
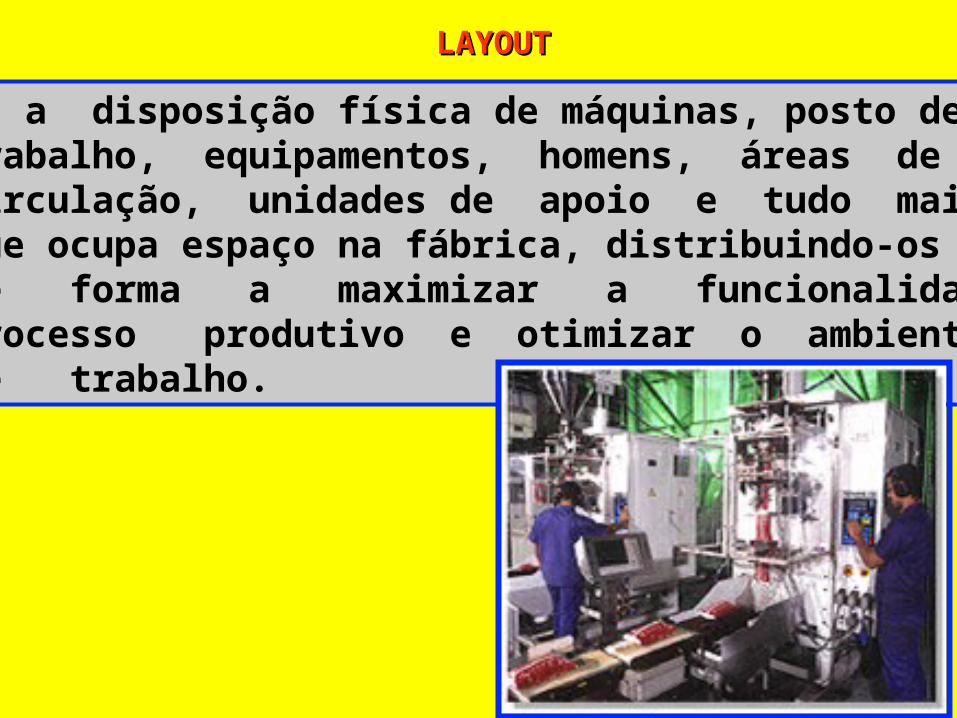
É a disposição física de máquinas, posto detrabalho, equipamentos, homens, áreas decirculação, unidades de apoio e tudo maisque ocupa espaço na fábrica, distribuindo-osde forma a maximizar a funcionalidadeprocesso produtivo e otimizar o ambientede trabalho.
LAYOUTLAYOUT
QUANDO MODIFICAR :
Existir máquinas improdutivas.
Necessidade de utilização de novas máquinas.
Houver excesso de material.
Existir movimentação excessiva de material.
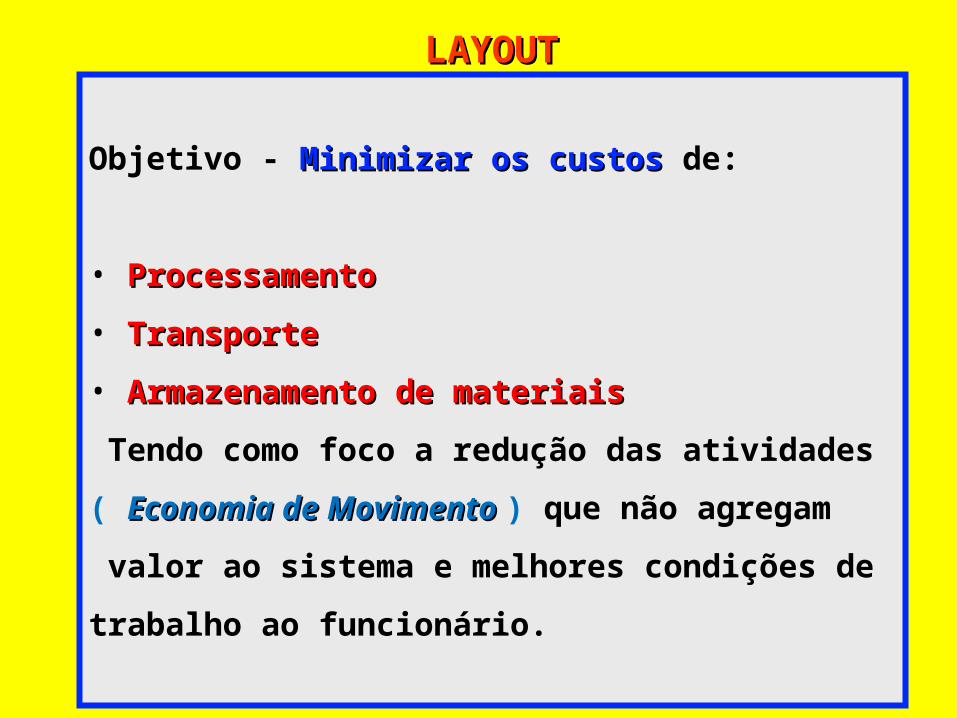
Objetivo - Minimizar os custos Minimizar os custos de:
• ProcessamentoProcessamento
• Transporte Transporte
• Armazenamento de materiais Armazenamento de materiais
Tendo como foco a redução das atividades
( Economia de Movimento Economia de Movimento ) que não agregam
valor ao sistema e melhores condições de
trabalho ao funcionário.
LAYOUTLAYOUT

LAYOUTLAYOUT
LAYOUTLAYOUT
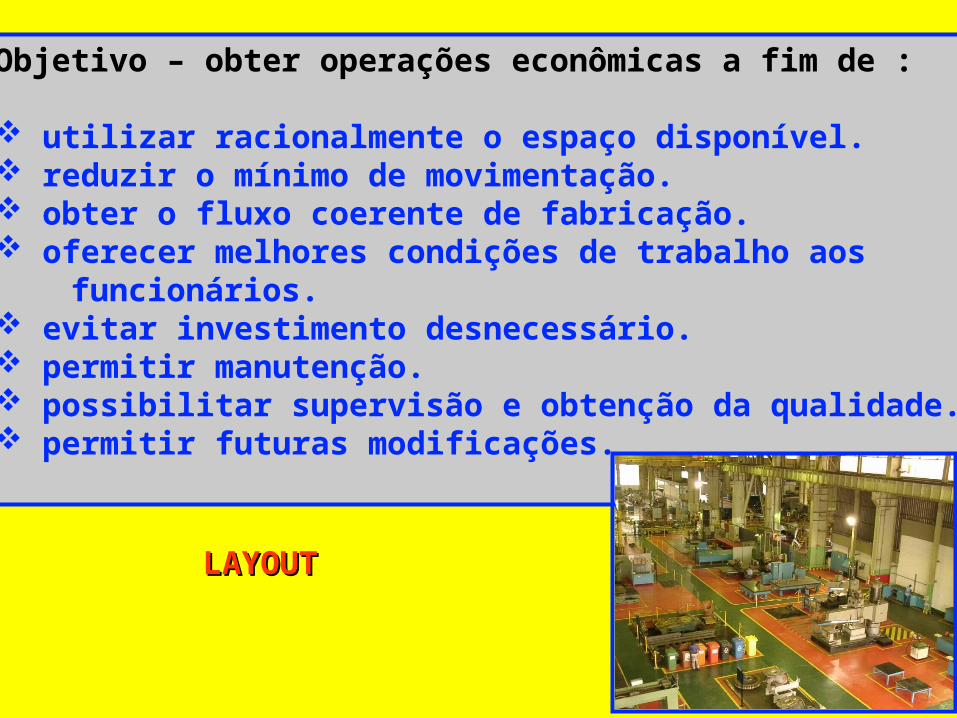
Objetivo – obter operações econômicas a fim de :
utilizar racionalmente o espaço disponível. reduzir o mínimo de movimentação. obter o fluxo coerente de fabricação. oferecer melhores condições de trabalho aos funcionários. evitar investimento desnecessário. permitir manutenção. possibilitar supervisão e obtenção da qualidade. permitir futuras modificações.
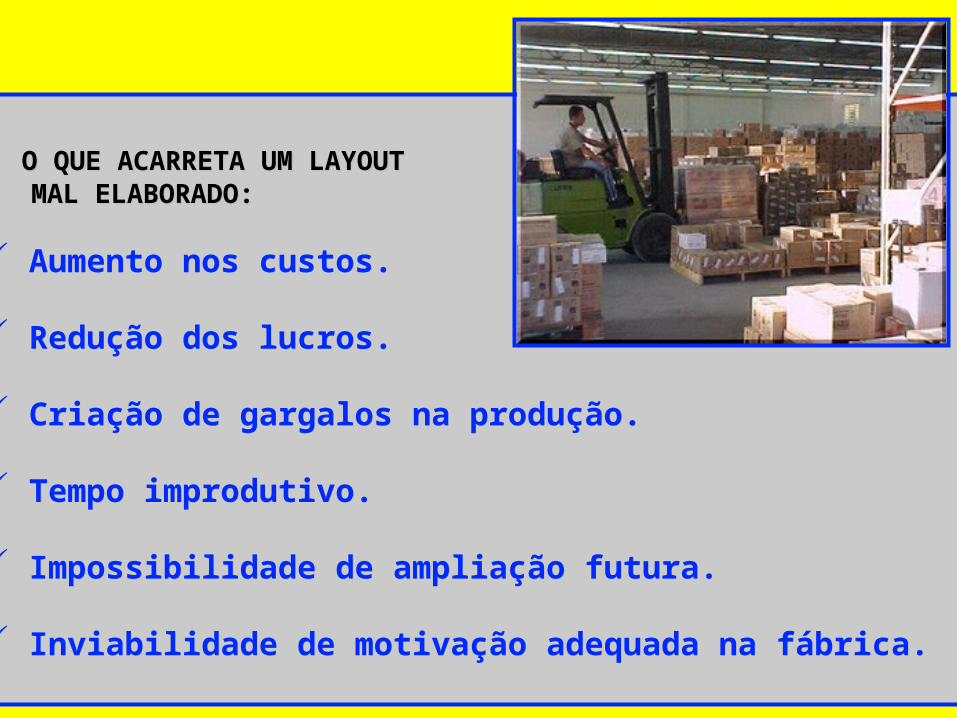
O QUE ACARRETA UM LAYOUTO QUE ACARRETA UM LAYOUT MAL ELABORADO:MAL ELABORADO:
Aumento nos custos.
Redução dos lucros.
Criação de gargalos na produção.
Tempo improdutivo.
Impossibilidade de ampliação futura.
Inviabilidade de motivação adequada na fábrica.
LAYOUTLAYOUT
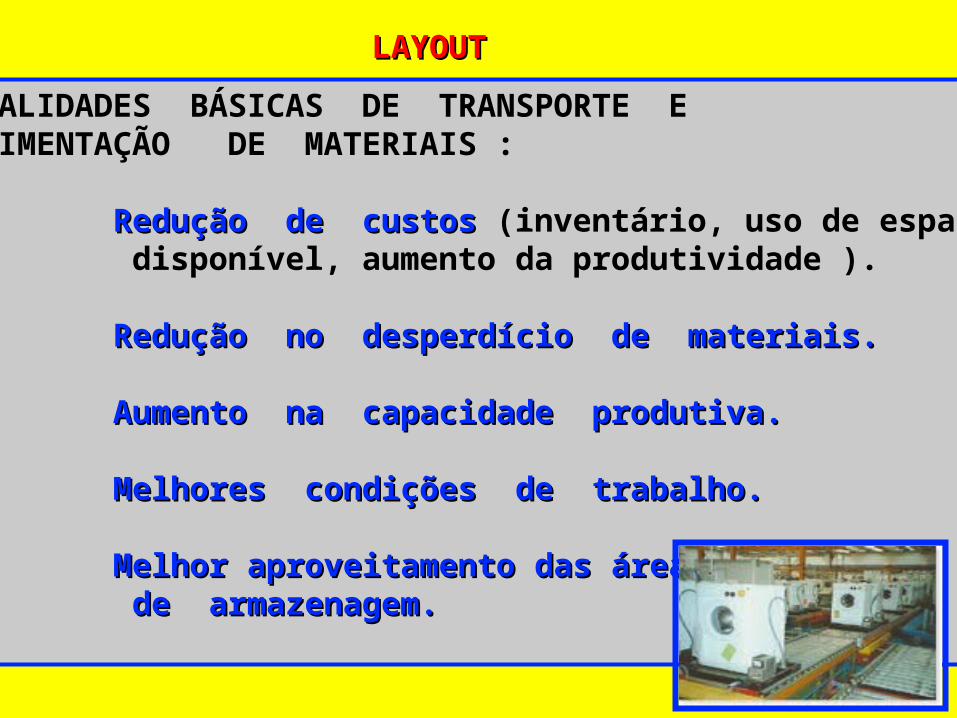
FINALIDADES BÁSICAS DE TRANSPORTE E MOVIMENTAÇÃO DE MATERIAIS :
# Redução de custosRedução de custos (inventário, uso de espaço disponível, aumento da produtividade ).
# Redução no desperdício de materiais.Redução no desperdício de materiais.
# Aumento na capacidade produtiva.Aumento na capacidade produtiva.
# Melhores condições de trabalho.Melhores condições de trabalho.
# Melhor aproveitamento das áreas Melhor aproveitamento das áreas de armazenagem.de armazenagem.
MARCILIO CUNHA
Reduzir Custos, Por quê?Reduzir Custos, Por quê?
Finalidade:Finalidade:
• Todo negócio tem por função gerar lucro aos aos acionistas.
•Numa economia globalizada as margens são afetadas por variáveis externas as quais a empresa não tem poder de controle. (exemplo:variação cambial das moedas como(exemplo:variação cambial das moedas como Dolar e Euro)Dolar e Euro)
•Ser competitivo numa economia globalizada significa, baixo custo, prazo, qualidade e flexibilidade.
Reduzir Custos, Por quê?Reduzir Custos, Por quê?
Vantagens:Vantagens:
•Reduzir desperdício do processo produtivo.
•Aumentar produtividade.
•Aumentar capabilidade de processo.
•Melhoria no atendimento ao prazo.
Novos Novos padrões de padrões de gerenciamentgerenciamento da atividade o da atividade industrialindustrial
Vantagem Vantagem competitivcompetitiva no a no contexto contexto global da global da economia economia mundialmundial
Tecnologias Tecnologias avançadas avançadas de de produçãoprodução
Devido a intensa competição as organizações Devido a intensa competição as organizações industriais vem sendo forçadas a buscar :industriais vem sendo forçadas a buscar :
• Novos métodos de produção (Mudar é (Mudar é preciso!!!!).preciso!!!!).
• Sistematização de uma filosofia de manufatura, em que os sistemas operacionais se ajustem à nova configuração dos mercados.
Reduzir Custos, Por quê?Reduzir Custos, Por quê?
• OS “7” DESPERDÍCIOSOS “7” DESPERDÍCIOS
1. Movimentos desnecessários.1. Movimentos desnecessários.2. Excesso de inventário.2. Excesso de inventário.3. Subutilização/ sobrecarga.3. Subutilização/ sobrecarga.4. Movimentação de material.4. Movimentação de material.5. Má qualidade.5. Má qualidade.6. Espera.6. Espera.7. Superprodução.7. Superprodução.
Economia de MovimentoEconomia de Movimento
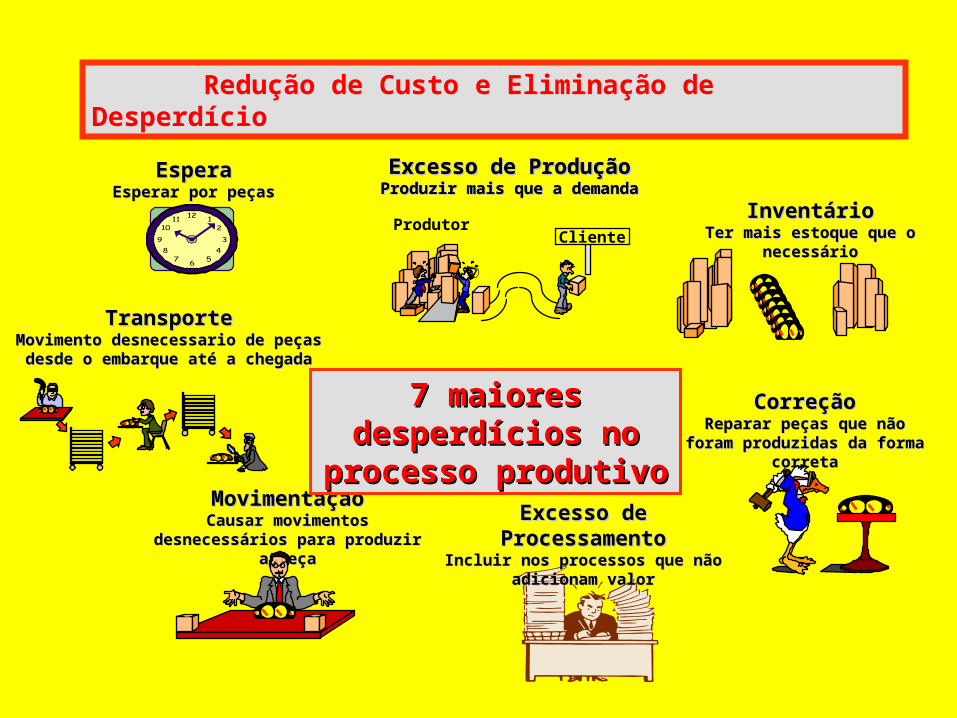
EsperaEsperaEsperar por peçasEsperar por peças
Excesso de ProduçãoExcesso de ProduçãoProduzir mais que a demandaProduzir mais que a demandaExcesso de ProduçãoExcesso de Produção
Produzir mais que a demandaProduzir mais que a demanda
ClienteProdutor
InventárioInventárioTer mais estoque que o Ter mais estoque que o
necessárionecessário
TransporteTransporteMovimento desnecessario de Movimento desnecessario de
peças desde o embarque até a peças desde o embarque até a chegadachegada
MovimentaçãoMovimentaçãoCausar movimentos Causar movimentos
desnecessários para produzir a desnecessários para produzir a peçapeça
7 7 maiores desperdícios no maiores desperdícios no processo produtivoprocesso produtivo
Excesso de Excesso de ProcessamentoProcessamento
Incluir nos processos que não Incluir nos processos que não adicionam valoradicionam valor
CorreçãoCorreçãoReparar peças que não Reparar peças que não
foram produzidas da forma foram produzidas da forma corretacorreta
Redução de Custo e Eliminação de Desperdício
Economia de Movimento Economia de Movimento (reduzir desperdício do processo produtivo)(reduzir desperdício do processo produtivo)
Excesso de ProduçãoExcesso de Produção – O que é?
• Fazer mais do que requerido pelo próximo processo.
• Fazer antes do requerido pelo próximo processo.
• Fazer mais rápido do que requerido pelo próximo processo.
InventoryInventoryInventoryInventory
Movimento Inventário
Processamento extra
Defeitos
Tempo
Espera
Inventory
SUPER PRODUÇÃO
InventoryInventoryInventory
• Problemas relacionados a eficiência de mão de obra e utilização dos equipamentos.
• Perdas devido a condições de espera e bloqueio.
Economia de Movimento Economia de Movimento (reduzir desperdício do processo produtivo)(reduzir desperdício do processo produtivo)
Excesso de ProduçãoExcesso de Produção – Porquê este tipo de perda acontece?
•Espera por suporte, informação e/ou materiais. •Baixo eficiência/disponibilidade dos equipamentos.
•Operações não balanceadas.
•Longos e inconsistentes tempo de processamento.
•Flutuação da programação de produção.
•Reuniões não agendada.
EsperaEspera – Porquê este tipo de perda acontece?
• Longas distancias de operação para operação. (Deficiência no Lay-out).(Deficiência no Lay-out).
• Movimentação fora da rota programada.
• Armazém dentro ou fora da Planta.
• Distância entre o Recebimento e o ponto de uso.
• Manuseio do excesso de inventário.
TransporteTransporte – Porquê este tipo de perda acontece?
COLOQUE ALI ATÉ QUE EU PRECISE
• Configuração e organização da estação de
trabalho deficiente.
• Trabalho não balanceado.
• Gerenciamento Visual não implementado.
• Padronização do trabalho não
implementado.
Movimento DesnecessárioMovimento Desnecessário – Porquê este tipo de perda acontece?
• Padrões não conhecidos / não claros para o
operador.
• Especificações do cliente são vagas e
flutuantes.
• Ocorrência de teste e reteste do produto.
• Departamentos funcionais possuem
objetivos
não alinhados e comunicação pobre.
• Conceito do quanto mais melhor.
Excesso de ProcessamentoExcesso de Processamento – Porquê este tipo de perda acontece?
Correção ( retrabalho )Correção ( retrabalho ) – Porquê este tipo de perda acontece?
•Feedback sobre qualidade deficiente e lento.
•Inspeções auxiliares feitas fora da estação
de trabalho.
•Operações de reparo são consideradas
aceitáveis(conformismo com a situação
atual).
•Poucos dispositivos a Prova de Erro eficázes
instalados.
•Falta de Padronização do trabalho.
•Incompatibilidade entre o produto e
processo.
•Excesso de complexidade do produto.
• Mentalidade de produção em Massa.
• Produtividade imprevisível.
• Programação não é eficiente em todos
estágios do processo.
• Falta de uso do Gerenciamento Visual para
controle.
• Trabalho com grandes tamanhos de lotes e
embalagens.
• Trabalho com grandes variedades de lotes.
• Excesso de complexidade do produto.
• Gestão focada nos materiais deficiente.
InventárioInventário – Porquê este tipo de perda acontece?
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
BuscaBusca - Operação básica para localizar objetos, fazendo parte do ciclo onde os olhos se movimentam em direção ao objeto ou onde as mãos irão tateá-los.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
Questões a fim de eliminar ou reduzir Questões a fim de eliminar ou reduzir o tempo deo tempo de Busca Busca :
- Objetos estão identificados adequadamente?
- Pode-se utilizar recipientes transparentes?
- Melhorias no layout da estação de trabalho eliminaria ou reduziria o tempo de busca?
- A iluminação utilizada é adequada?
- As ferramentas ou peças podem ser pré-posicionadas?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO

ELEMENTOS DE TRABALHOELEMENTOS DE TRABALHO :
Seleção Seleção - Operação básica para escolher uma peça dentre outras.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO ELEMENTOS DE TRABALHO :
Questões a fim de eliminar o tempo Questões a fim de eliminar o tempo de de SeleçãoSeleção::
- As peças em comum são intercambiáveis?
- As ferramentas podem ser padronizadas?
- Melhorias no layout da estação de trabalho eliminariam a seleção?
-Podem-se utilizar prateleiras ou bandejas a fim de que as peças sejam pré-selecionadas?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :
AlcanceAlcance - Mover as mãos na direção do objeto.
O tempo de alcance não pode ser eliminado, mas pode ser reduzido, diminuindo a distância e estabelecendo locais fixos aos objetos.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
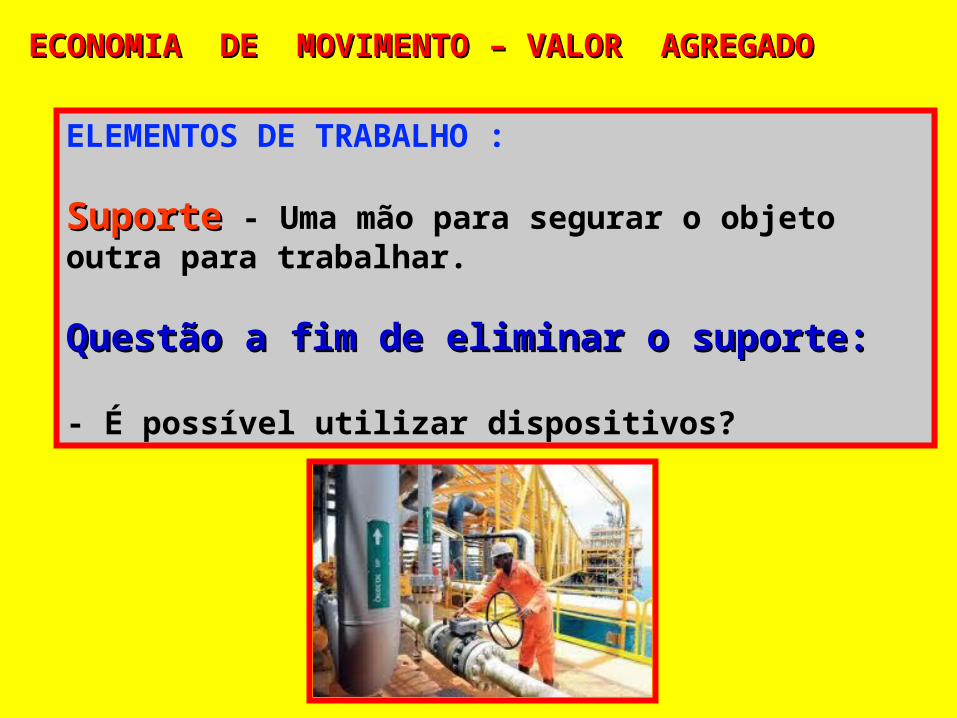
ELEMENTOS DE TRABALHO :
SuporteSuporte - Uma mão para segurar o objeto outra para trabalhar.
Questão a fim de eliminar o suporte:Questão a fim de eliminar o suporte:
- É possível utilizar dispositivos?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
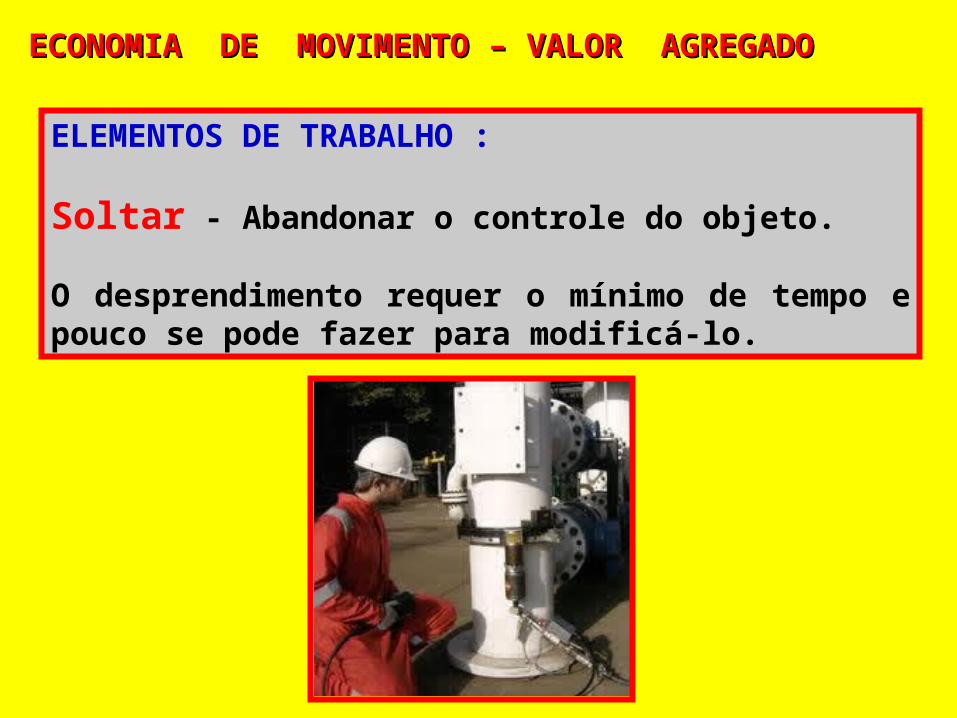
ELEMENTOS DE TRABALHO :
Soltar - Abandonar o controle do objeto.
O desprendimento requer o mínimo de tempo e pouco se pode fazer para modificá-lo.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO

ELEMENTOS DE TRABALHO :
PegarPegar - Obter controle do objeto.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHOELEMENTOS DE TRABALHO :
PegarPegar - Obter controle do objeto.
Questões para aprimorar as apreensões:Questões para aprimorar as apreensões:
- Pode-se obter mais de um objeto de uma só vez?
- Os objetos podem ser arrastados ao invés de carregados?
- Uma modificação na frente das caixas não simplificaria a apreensão de peças menores?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
PegarPegar - Obter controle do objeto.
Questões para aprimorar as apreensões:Questões para aprimorar as apreensões:
- Ferramentas e peças podem ser pré-posicionadas?
- Pode-se utilizar dispositivos ou transportador?
- Pode-se pré-posicionar ferramenta ou serviço para a próxima operação?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO

ELEMENTOS DE TRABALHO :
MovimentoMovimento - Mover objetos.
Os movimentos a locais genéricos são mais Os movimentos a locais genéricos são mais rápidos do que em locais específicos.rápidos do que em locais específicos.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
MovimentoMovimento - Mover objetos.
Questões a fim de reduzir o tempo de Questões a fim de reduzir o tempo de movimento:movimento:
- É possível diminuir a distância?- Ombros, antebraço e dedos estão sendo utilizados corretamente?- É possível utilizar transportadores de gravidade?- É possível transportar em grande quantidade?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :
PosicionamentoPosicionamento - Colocar objeto num local específico.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :
Posicionamento Posicionamento - Colocar objeto num local específico.
Questões a fim de reduzir o tempo de Questões a fim de reduzir o tempo de posicionamento:posicionamento:
- É possível utilizar dispositivos para auxiliar no processo?
- É possível modificar a tolerância?
- É possível utilizar gabaritos?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
Pré-posicionamentoPré-posicionamento - Organização prévia dos objetos.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHOELEMENTOS DE TRABALHO :
Pré-posicionamentoPré-posicionamento - Organização prévia dos objetos.
Questões úteis ao Questões úteis ao pré-posicionamentopré-posicionamento::
- É possível criar dispositivos para fixação de ferramentas?
- É possível pendurar as ferramentas?
- É possível utilizar um guia?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
Pré-posicionamento Pré-posicionamento - Organização prévia dos objetos.
Questões úteis ao Questões úteis ao pré-posicionamentopré-posicionamento::
- É possível utilizar dispositivos de empilhamento?
- É possível utilizar instalações rotatórias?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
InspeçãoInspeção - Elemento responsável pela garantia de qualidade durante o processo produtivo.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :
InspeçãoInspeção - Elemento responsável pela garantia de qualidade durante o processo produtivo.
Questões para aprimorar a Questões para aprimorar a inspeçãoinspeção::
- É possível eliminar ou unir a inspeção à outras operações?
- A iluminação é adequada?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
InspeçãoInspeção - Elemento responsável pela garantia de qualidade durante o processo produtivo.
Questões para aprimorar a Questões para aprimorar a inspeçãoinspeção::
- Os objetivos ou operações estão sendo inspecionados a uma distância adequada?
- O melhor método de inspeção é o que está sendo utilizado?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHOELEMENTOS DE TRABALHO :
MontagemMontagem - Ocorre quando duas peças conjugadas são unidas.
Tempo de montagem pode ser mais facilmente aprimorado do que eliminado.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO

ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHOELEMENTOS DE TRABALHO :
Desmontagem Desmontagem - Ocorre quando duas peças conjugadas são separadas.
Geralmente, precede a apreensão e sucede o movimento ou desprendimento.
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
Utilização Utilização - É o processo que conduz a operação aos seus objetivos finais.
Questões para aprimorar a Questões para aprimorar a utilizaçãoutilização::
- É possível o uso de ferramentas/equipamentos automáticos?
- É possível utilizar ferramentas mais elaboradas?
- A ferramenta está sendo usada na velocidade adequada?
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
Demora inerente/espera Demora inerente/espera - Interrupções contrárias à vontade do operador quando da execução de uma operação.
Para eliminação deste tempo é necessário efetuar modificações no processo produtivo.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :ELEMENTOS DE TRABALHO :
Atrasos evitáveis Atrasos evitáveis -Interrupções Interrupções efetuadas pelo próprio operador.efetuadas pelo próprio operador. (intencionalmente ou não)(intencionalmente ou não)
Este tempo pode ser eliminado pelos Este tempo pode ser eliminado pelos operadores, sem mudança no processo operadores, sem mudança no processo ou no método de execução do serviço.ou no método de execução do serviço.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
ELEMENTOS DE TRABALHO :
PlanejamentoPlanejamento - É o processo mental que ocorre quando o operador pára a fim de determinar a próxima atividade.
Esta é uma característica de novos operadores, podendo ser removida com treinamento.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
Elementos de trabalho que Elementos de trabalho que agregam agregam valor valor ao produtoao produto
São os elementos que proporcionam o São os elementos que proporcionam o progresso do trabalho progresso do trabalho (modificam o (modificam o produto) produto) e os quais o cliente final está e os quais o cliente final está disposto a pagar. disposto a pagar.
Estes elementos devem ser agilizados e Estes elementos devem ser agilizados e não dificultados.não dificultados.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
Elementos de trabalho que não agregam não agregam valor ao produto
São os elementos que não proporcionam o progresso do trabalho (não modificam o produto) e os quais o cliente final não está disposto a pagar.
Estes elementos devem ser eliminados. Quando não possível, devemos minimizá-los e ou administrá-los.
ECONOMIA DE MOVIMENTO – VALOR ECONOMIA DE MOVIMENTO – VALOR AGREGADOAGREGADO
Sistema de Manuseio de MateriaisSistema de Manuseio de Materiais
Principais materiais manuseados:Principais materiais manuseados:
• Suprimentos de manutençãoSuprimentos de manutenção
• Sucata e resíduos Sucata e resíduos
• Componentes compradosComponentes comprados
• Matérias-primas Matérias-primas
• Embalagens Embalagens
• Material em processo Material em processo
O sistema de manuseio de materiais é a O sistema de manuseio de materiais é a rede inteira de transporte que é rede inteira de transporte que é responsável pelos materiais manuseados responsável pelos materiais manuseados de um processo produtivo.de um processo produtivo.
O projeto e o layout de prédios devem estar O projeto e o layout de prédios devem estar integrados com o projeto do sistema de integrados com o projeto do sistema de manuseio de materiaismanuseio de materiais
Exemplo: Exemplo:
Caso seja contemplado no projeto o uso de Caso seja contemplado no projeto o uso de esteiras transportadoras aéreas, a estrutura esteiras transportadoras aéreas, a estrutura do prédio deve esta dimensionada para a do prédio deve esta dimensionada para a operação deste dispositivooperação deste dispositivo
Sistema de Manuseio de MateriaisSistema de Manuseio de Materiais
Sistema de Manuseio de MateriaisSistema de Manuseio de Materiais
1.1.Os materiais devem movimentar-se em fluxos Os materiais devem movimentar-se em fluxos lineares, evitando ziguezagues.lineares, evitando ziguezagues.
2.2.O processo de produção deve proporcionar O processo de produção deve proporcionar fluxos lineares de materiais.fluxos lineares de materiais.
3.3.Minimizar esforço humano com uso de Minimizar esforço humano com uso de dispositivos.dispositivos.
4. Materiais mais pesados e volumosos devem 4. Materiais mais pesados e volumosos devem ser movimentados a uma distância mais curta.ser movimentados a uma distância mais curta.
5. Diminuir o número de vezes de 5. Diminuir o número de vezes de movimentação dos materiaismovimentação dos materiais
6. O sistema deve ser flexível, prevendo 6. O sistema deve ser flexível, prevendo situações inesperadas ( quebras de situações inesperadas ( quebras de equipamentos de movimentação,expansão de equipamentos de movimentação,expansão de capacidade de produção ).capacidade de produção ).
7. Cargas vazias ou parciais devem ser evitadas 7. Cargas vazias ou parciais devem ser evitadas no transporte de materiais.no transporte de materiais.
Sistema de Manuseio de MateriaisSistema de Manuseio de Materiais
•OS 5 S’sOS 5 S’s
1. Senso de Utilização1. Senso de Utilização2. Senso de Organização2. Senso de Organização3. Senso de Limpeza3. Senso de Limpeza4. Senso de Saúde4. Senso de Saúde5.5.Senso de Auto-DisciplinaSenso de Auto-Disciplina
Economia de MovimentoEconomia de Movimento
Antes de definir um arranjo físico, é Antes de definir um arranjo físico, é
fundamental saber:fundamental saber:
• Quanto ao equipamento de manuseio de Quanto ao equipamento de manuseio de
material.material.
• Quanto aos requisitos de capacidade e Quanto aos requisitos de capacidade e
espaço.espaço.
• Quanto ao ambiente e estética.Quanto ao ambiente e estética.
( janela, portas, portões,ventilação forçada e ( janela, portas, portões,ventilação forçada e
outros )outros )
Tipos de Arranjos Físicos-Layouts
Antes de definir um arranjo físico, é Antes de definir um arranjo físico, é
fundamental saber:fundamental saber:
• Quanto ao fluxo de informações (células de Quanto ao fluxo de informações (células de
escritório, divisórias de meia altura).escritório, divisórias de meia altura).
• Quanto ao custo de movimentação entre Quanto ao custo de movimentação entre
diversas áreas de trabalho.diversas áreas de trabalho.
Tipos de Arranjos Físicos-Layouts
1.1. Em Linha ou por Produto.Em Linha ou por Produto.
2.2. Funcional ou por Processo.Funcional ou por Processo.
3.3. Posição fixa.Posição fixa.
4.4. Layout Celular e Manufatura Layout Celular e Manufatura
Celular.Celular.
5.5. Lojas Varejistas.Lojas Varejistas.
6.6. Depósito e Armazéns.Depósito e Armazéns.
Tipos de Arranjos Físicos-Layouts
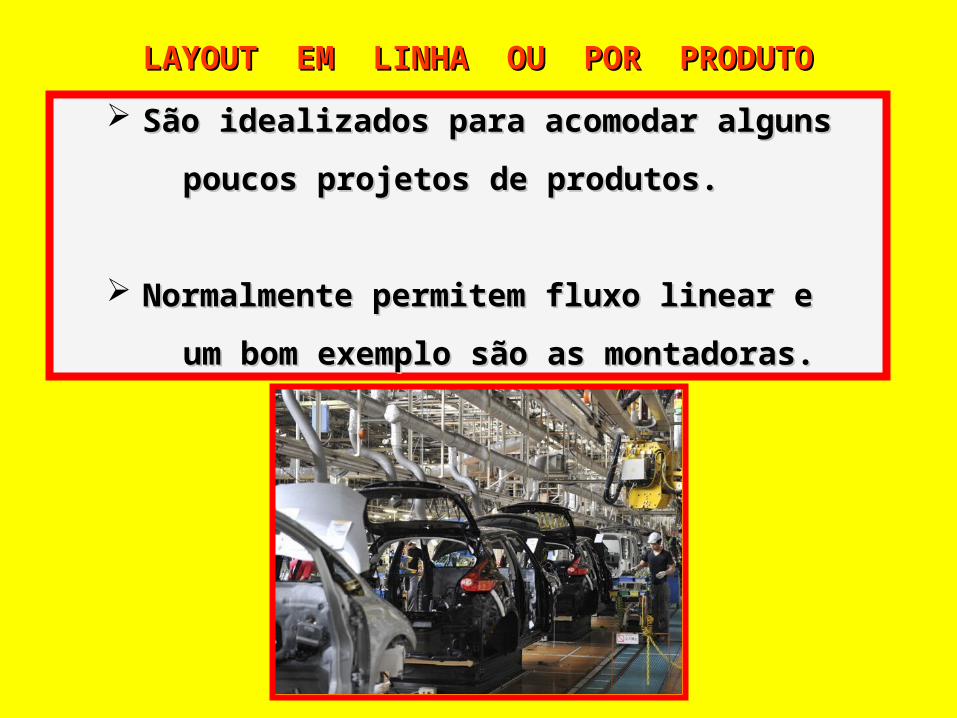
São idealizados para acomodar algunsSão idealizados para acomodar alguns
poucos projetos de produtos.poucos projetos de produtos.
Normalmente permitem fluxo linear eNormalmente permitem fluxo linear e
um bom exemplo são as montadoras.um bom exemplo são as montadoras.
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
CARACTERÍSTICAS :CARACTERÍSTICAS :
FABRICAÇÃO DE PRODUTOS PADRONIZADOS.
OPERAÇÕES REPETITIVAS.
ELEVADA PRODUÇÃO.
POSTOS DE TRABALHO SUCESSIVO.
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
CARACTERÍSTICAS :CARACTERÍSTICAS :
TRANSPORTE E MOVIMENTAÇÃO CONTÍNUOS.
FLUXO PRODUTIVO REALIZADO DE MÁQUINA PARA MÁQUINA OU EM TER UM POSTO DE E OUTRO DENTRO DA SEÇÃO.
CADA PRODUTO SEGUE UM ROTEIRO E A SEQUÊNCIA DE ATIVIDADES COINCIDE COM A SEQUÊNCIA NA QUAL OS PROCESSOS FORAM ARROJADOS.
CARACTERÍSTICAS :CARACTERÍSTICAS :
FABRICAÇÃO DE PRODUTOS PADRONIZADOS.
OPERAÇÕES REPETITIVAS.
ELEVADA PRODUÇÃO.
POSTOS DE TRABALHO SUCESSIVO.
TRANSPORTE E MOVIMENTAÇÃO CONTÍNUOS.
FLUXO PRODUTIVO REALIZADO DE MÁQUINA PARA MÁQUINA OU EM TER UM POSTO DE E OUTRO DENTRO DA SEÇÃO.
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
VANTAGENS :VANTAGENS :
estoques reduzidos de materiais em processo. pequeno manuseio de material. fabricação de produtos padronizados. produção contínua. tempo de produção conhecido. facilidade de treinamento de pessoas. melhor controle de produção pessoal. facilidade de planejamento e supervisão.
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
DESVANTAGENS :DESVANTAGENS :
Possibilidade de utilização incompleta da capa cidade produtiva das máquinas. Alto investimento. Defeito em uma máquina implica a paralisação da linha. Custo elevado de sua capacidade for sub - utili zada. Falta de flexibilidade devido a dificuldade de utilizar a linha produtiva na fabricação de outros produtos ou de usar cada máquina isoladamente.
Outros Exemplos :Outros Exemplos :
• Montagem de automóveis: Montagem de automóveis: quase todas as quase todas as variantes do mesmo modelo requerem as variantes do mesmo modelo requerem as mesmas sequência de processo.mesmas sequência de processo.
• Programa de vacinação em massa: Programa de vacinação em massa: as as
atividades são as mesmas desde a parte atividades são as mesmas desde a parte burocrática até a vacinação.burocrática até a vacinação.
• Restaurante Restaurante self-service self-service : : a disposição dos a disposição dos pratos é a mesma para todos os clientes, e a pratos é a mesma para todos os clientes, e a sequência de serviços é comum a todos os sequência de serviços é comum a todos os clientes.clientes.
LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO

LAYOUT EM LINHA OU POR PRODUTOLAYOUT EM LINHA OU POR PRODUTO
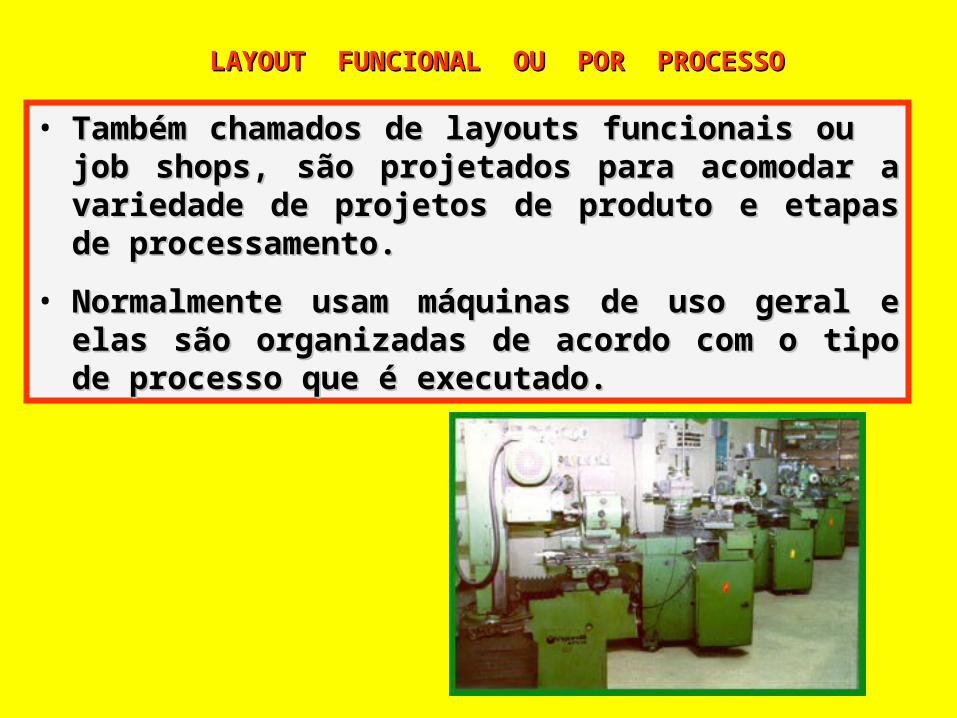
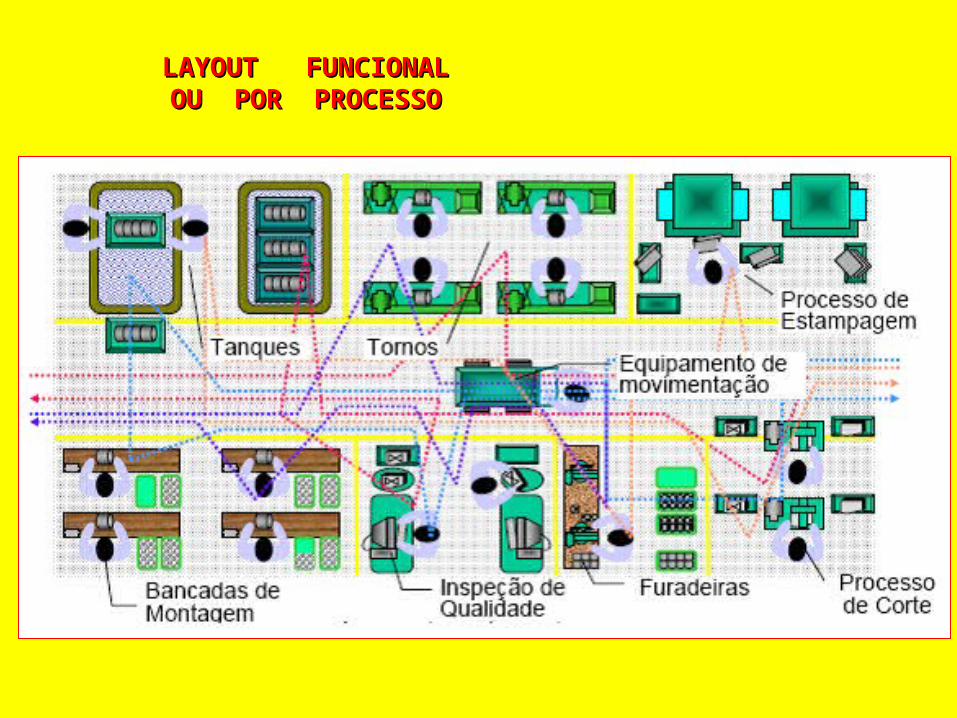
• Também chamados de layouts funcionais ou Também chamados de layouts funcionais ou job shops, são projetados para acomodar a job shops, são projetados para acomodar a variedade de projetos de produto e etapas variedade de projetos de produto e etapas de processamento.de processamento.
• Normalmente usam máquinas de uso geral e Normalmente usam máquinas de uso geral e elas são organizadas de acordo com o tipo de elas são organizadas de acordo com o tipo de processo que é executado. processo que é executado.
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
Flexível para atender a mudanças de mercado.
Atende a produtos diversificados em quantidades variáveis ao longo do tempo.
Apresenta um fluxo longo dentro da fábrica.
Produção em pequenas e médias quantidades.
Operações variadas pelas máquinas.
Fluxo desordenados entre seções.
LAYOUT FUNCIONALLAYOUT FUNCIONALOU POR PROCESSOOU POR PROCESSO
Produto A
Produto B
Expedição
Montagem Fabricação
Regulagem
Oficina
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
VANTAGENS :VANTAGENS :
Melhor utilização das máquinas ( operações independentes e possibilidade de mudar a ( operações independentes e possibilidade de mudar a seqüência na execução do trabalho ).seqüência na execução do trabalho ). Menor investimento ( relativo ).( relativo ). A quebra de uma máquina não significa a parada total da produção. Melhor avaliação de operadores. Adaptação da produção intermitente. Flexibilidade( permite variedade de produtos permite variedade de produtos fabricados ).fabricados ). Uso dos melhores funcionários em trabalhos mais difíceis.
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
DESVANTAGENS :DESVANTAGENS :
Planejamento difícil, devido a variedade de produtos que pode ser fabricada. Longo percurso para produtos que pode ser fabricada. Maior área ocupada. Movimentação elevada de material e produto. Dificuldade de controle da produção. Fluxo de material deficiente. Tempo de fabricação não padronizado e mais longo.
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
Exemplos:Exemplos:
Hospital :Hospital :
• alguns processos ( raio-x, laboratórios alguns processos ( raio-x, laboratórios ) são necessários a um grande ) são necessários a um grande número de diferentes tipos de número de diferentes tipos de pacientes.pacientes.
• alguns processos( alas gerais) podem alguns processos( alas gerais) podem atingir altos níveis de utilização dos atingir altos níveis de utilização dos recursos.recursos.
Exemplos:Exemplos:
Usinagem de peças:Usinagem de peças: • Tratamento térmico.Tratamento térmico. • Centros de usinagem.Centros de usinagem.
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO

LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
Exemplos:Exemplos:
Supermercado:Supermercado:
• área de hortaliças e vegetais.área de hortaliças e vegetais.
• enlatados, refrigerantes, massas, enlatados, refrigerantes, massas, óleos, padaria, carne, peixes, frios e óleos, padaria, carne, peixes, frios e outros.outros.
• possuem maior facilidade na possuem maior facilidade na reposição dos produtos, Walking reposição dos produtos, Walking Cooler, Open Cooler.Cooler, Open Cooler.
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO

LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
Info
rmações
Depósito Balcão de Atendimento
Área de copiadoras
Cole
ção
reserv
ad
a
Sala de acesso
- internet
Mesas de Estudo
Livros para empréstimos
Seção de referências
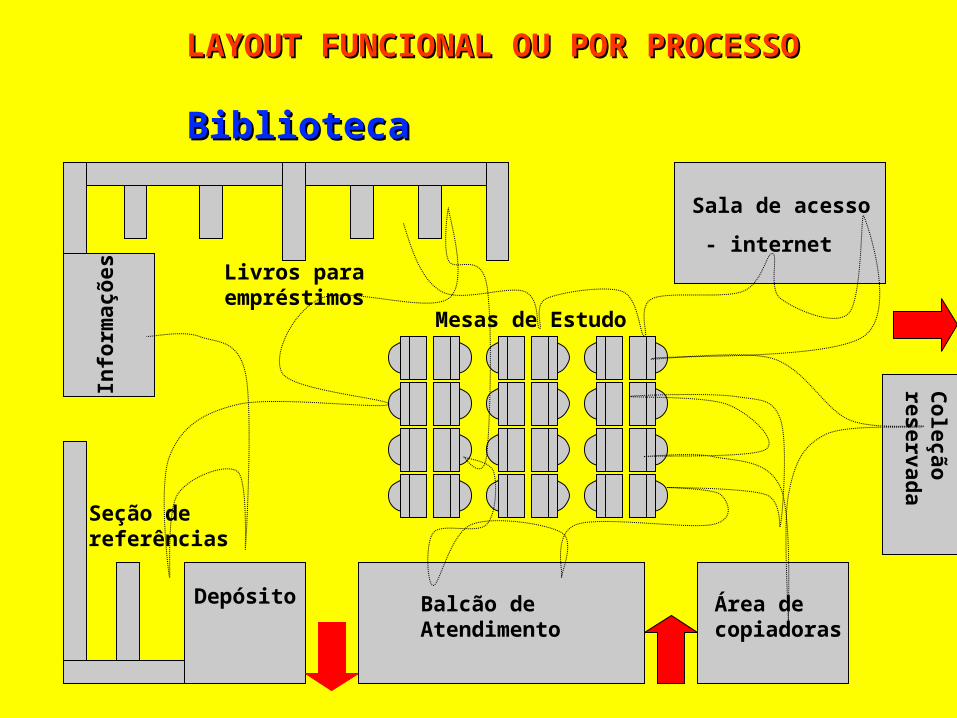
LAYOUT FUNCIONAL OU POR PROCESSOLAYOUT FUNCIONAL OU POR PROCESSO
BibliotecaBiblioteca
Custos em um arranjo físico por Custos em um arranjo físico por processo:processo:
• Quando se projeta um arranjo físico Quando se projeta um arranjo físico por processo, a tática mais comum é por processo, a tática mais comum é organizar os departamentos ou organizar os departamentos ou centros de trabalho de modo a centros de trabalho de modo a minimizar os custos de manipulação de minimizar os custos de manipulação de materiais, sendo assim presume-se materiais, sendo assim presume-se que o custo seja função da distância que o custo seja função da distância entre os departamentos podendo ser entre os departamentos podendo ser expresso da seguinte forma:expresso da seguinte forma:
n
i
n
jijijCXcustoMinimizar
1 1
_
Custos em um arranjo físico por processo:Custos em um arranjo físico por processo:
Onde n = nº total de centros de trabalho Onde n = nº total de centros de trabalho ou departamentos ou departamentos
i,j = departamentos individuaisi,j = departamentos individuais XXiJ iJ = nº de cargas movimentadas do = nº de cargas movimentadas do
departamento i para o departamento j.departamento i para o departamento j. CCiJiJ = custo para movimentar uma = custo para movimentar uma
carga do departamento i para o carga do departamento i para o departamento j. departamento j.
n
i
n
jijijCXcustoMinimizar
1 1
_
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
A alta administração da Walters A alta administração da Walters Company quer organizar os seis Company quer organizar os seis departamentos de sua fábrica de departamentos de sua fábrica de uma forma que irá minimizar os uma forma que irá minimizar os custos de movimentação de custos de movimentação de material entre os departamentos. material entre os departamentos. Eles utilizam um pressuposto Eles utilizam um pressuposto inicial de cada departamento inicial de cada departamento tenha 6 m X 6 m e que a tenha 6 m X 6 m e que a construção tenha 18,3 m de construção tenha 18,3 m de comprimento e 12,2 m de largura. comprimento e 12,2 m de largura.
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
O procedimento de arranjo físico de processo O procedimento de arranjo físico de processo que eles seguem envolvem seis etapas:que eles seguem envolvem seis etapas:
1.1.Construir uma “matriz de-para” mostrando o Construir uma “matriz de-para” mostrando o fluxo de peças e materiais de departamento fluxo de peças e materiais de departamento para departamento;para departamento;
2. Determinar os requisitos de espaço para 2. Determinar os requisitos de espaço para cada departamento;cada departamento;
3. Desenvolver um diagrama esquemático 3. Desenvolver um diagrama esquemático inicial mostrando a sequência dos inicial mostrando a sequência dos departamentos através dos quais as peças departamentos através dos quais as peças devem se movimentar;devem se movimentar;
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
4. Determinar o custo desse arranjo físico 4. Determinar o custo desse arranjo físico utilizando a equação do custo de utilizando a equação do custo de movimentação de materiais;movimentação de materiais;
5. Por tentativa e erro ou por uma abordagem 5. Por tentativa e erro ou por uma abordagem mais sofisticada, tente melhorar o arranjo mais sofisticada, tente melhorar o arranjo físico;físico;
6. Prepare um plano detalhado organizando os 6. Prepare um plano detalhado organizando os departamentos para que se ajustem à forma departamentos para que se ajustem à forma do prédio e de suas áreas não-móveis. do prédio e de suas áreas não-móveis.
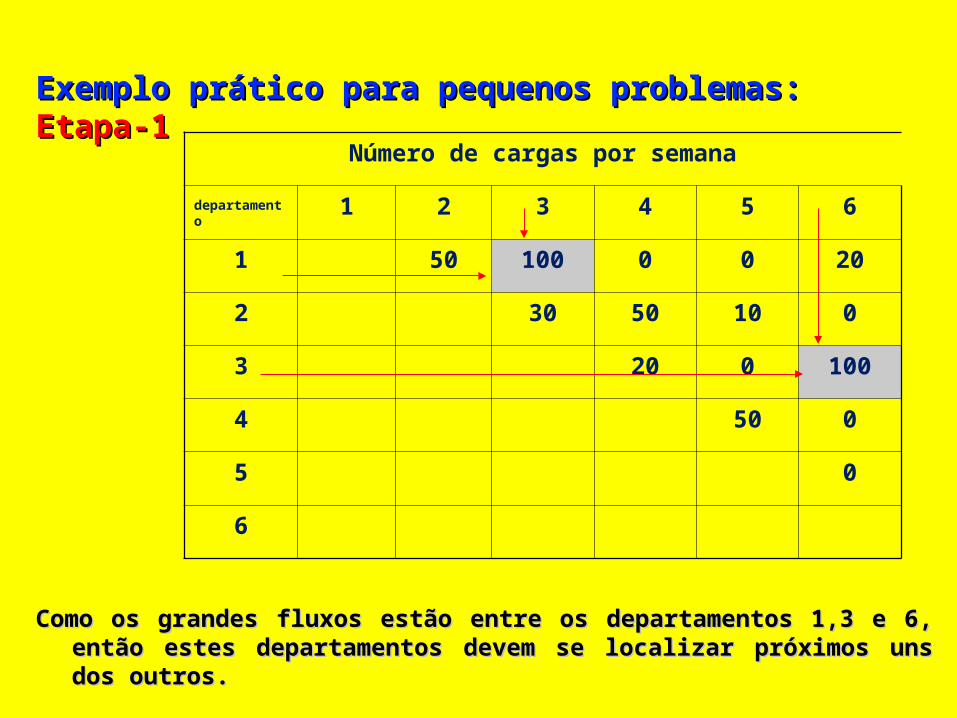
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:Etapa-1Etapa-1
Como os grandes fluxos estão entre os departamentos 1,3 e 6, Como os grandes fluxos estão entre os departamentos 1,3 e 6, então estes departamentos devem se localizar próximos uns então estes departamentos devem se localizar próximos uns dos outros.dos outros.
Número de cargas por semana
departamento 1 2 3 4 5 6
1 50 100 0 0 20
2 30 50 10 0
3 20 0 100
4 50 0
5 0
6
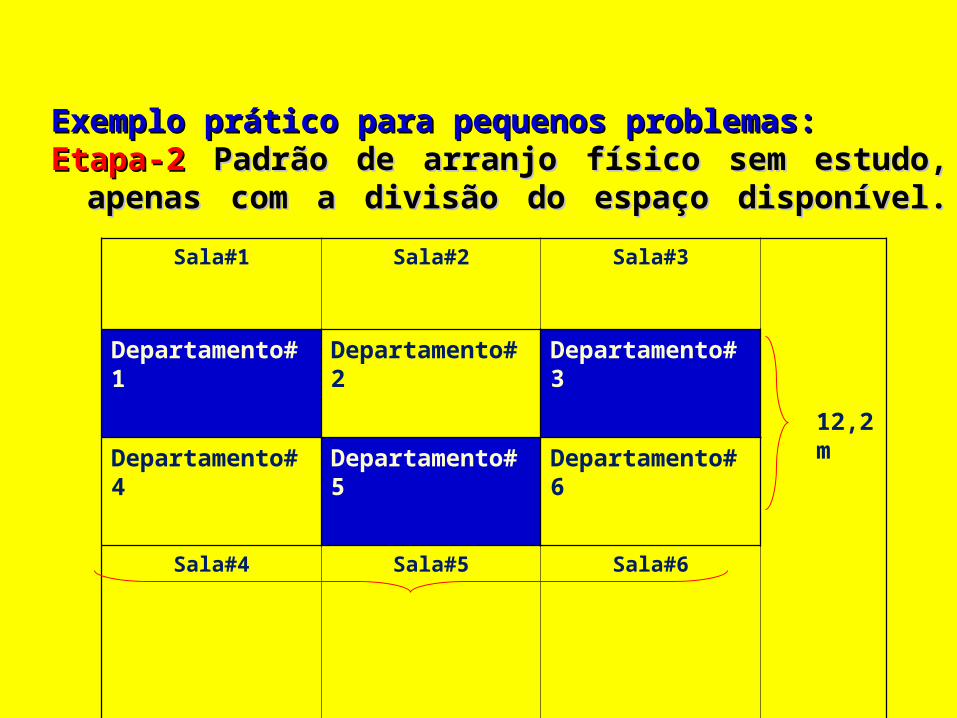
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:Etapa-2Etapa-2 Padrão de arranjo físico sem estudo, Padrão de arranjo físico sem estudo,
apenas com a divisão do espaço disponível. apenas com a divisão do espaço disponível.
Sala#1 Sala#2 Sala#3
12,2 m
Departamento#1 Departamento#2 Departamento#3
Departamento#4 Departamento#5 Departamento#6
Sala#4 Sala#5 Sala#6
18,3 m
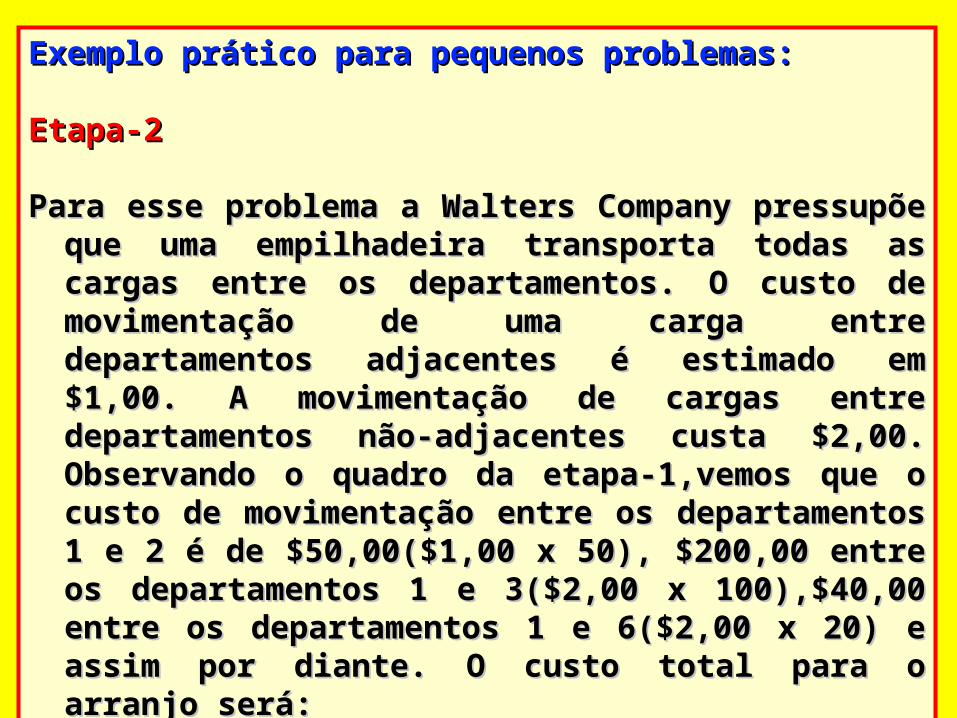
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
Etapa-2Etapa-2
Para esse problema a Walters Company Para esse problema a Walters Company pressupõe que uma empilhadeira transporta pressupõe que uma empilhadeira transporta todas as cargas entre os departamentos. O todas as cargas entre os departamentos. O custo de movimentação de uma carga entre custo de movimentação de uma carga entre departamentos adjacentes é estimado em departamentos adjacentes é estimado em $1,00. A movimentação de cargas entre $1,00. A movimentação de cargas entre departamentos não-adjacentes custa $2,00. departamentos não-adjacentes custa $2,00. Observando o quadro da etapa-1,vemos que o Observando o quadro da etapa-1,vemos que o custo de movimentação entre os custo de movimentação entre os departamentos 1 e 2 é de $50,00($1,00 x 50), departamentos 1 e 2 é de $50,00($1,00 x 50), $200,00 entre os departamentos 1 e 3($2,00 x $200,00 entre os departamentos 1 e 3($2,00 x 100),$40,00 entre os departamentos 1 e 100),$40,00 entre os departamentos 1 e 6($2,00 x 20) e assim por diante. O custo total 6($2,00 x 20) e assim por diante. O custo total para o arranjo será:para o arranjo será:
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
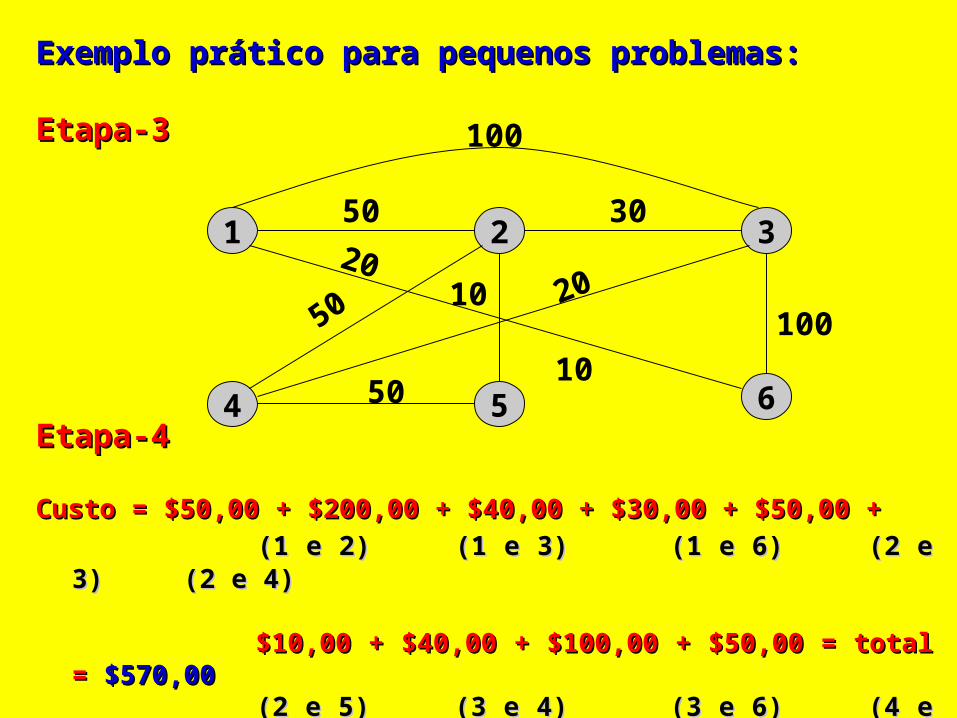
Etapa-3Etapa-3
Etapa-4Etapa-4
Custo = $50,00 + $200,00 + $40,00 + $30,00 + $50,00 +Custo = $50,00 + $200,00 + $40,00 + $30,00 + $50,00 +
(1 e 2) (1 e 3) (1 e 6) (2 e 3) (2 e 4)(1 e 2) (1 e 3) (1 e 6) (2 e 3) (2 e 4)
$10,00 + $40,00 + $100,00 + $50,00 = total = $10,00 + $40,00 + $100,00 + $50,00 = total = $570,00$570,00
(2 e 5) (3 e 4) (3 e 6) (4 e 5)(2 e 5) (3 e 4) (3 e 6) (4 e 5)
1 2 3
4 5 6
100
50 3020
2050
50
10010
10
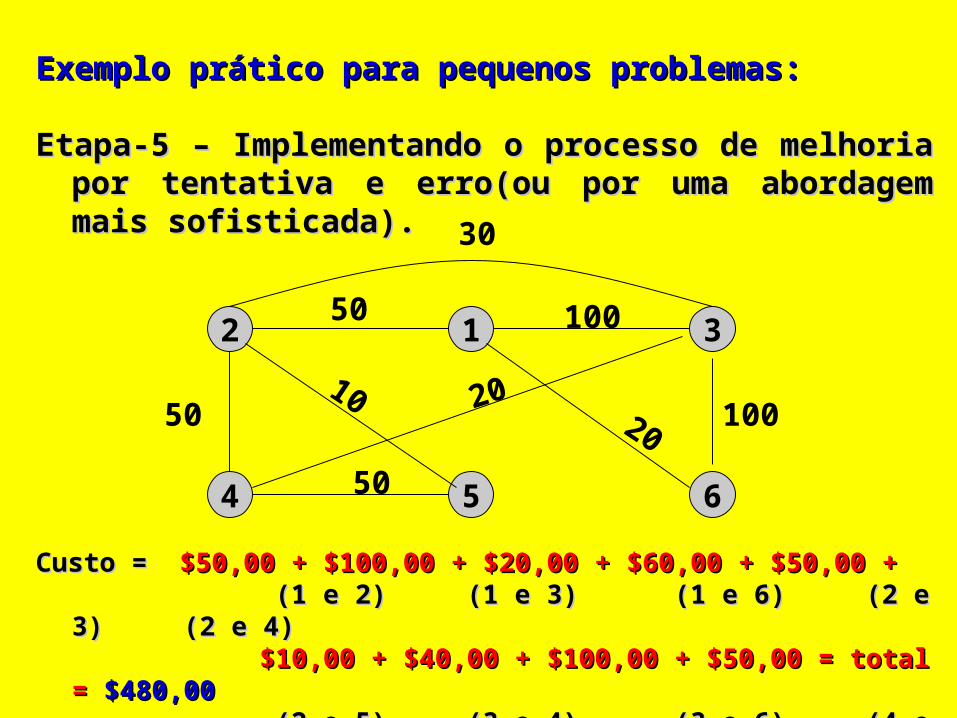
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
Etapa-5 – Implementando o processo de melhoria Etapa-5 – Implementando o processo de melhoria por tentativa e erro(ou por uma abordagem por tentativa e erro(ou por uma abordagem mais sofisticada).mais sofisticada).
Custo = Custo = $50,00 + $100,00 + $20,00 + $60,00 + $50,00 +$50,00 + $100,00 + $20,00 + $60,00 + $50,00 + (1 e 2) (1 e 3) (1 e 6) (2 e 3) (2 e 4)(1 e 2) (1 e 3) (1 e 6) (2 e 3) (2 e 4) $10,00 + $40,00 + $100,00 + $50,00 = total =$10,00 + $40,00 + $100,00 + $50,00 = total =
$480,00$480,00 (2 e 5) (3 e 4) (3 e 6) (4 e 5)(2 e 5) (3 e 4) (3 e 6) (4 e 5)
2 1 3
4 5 6
50
30
100
5010 20
20
50
100
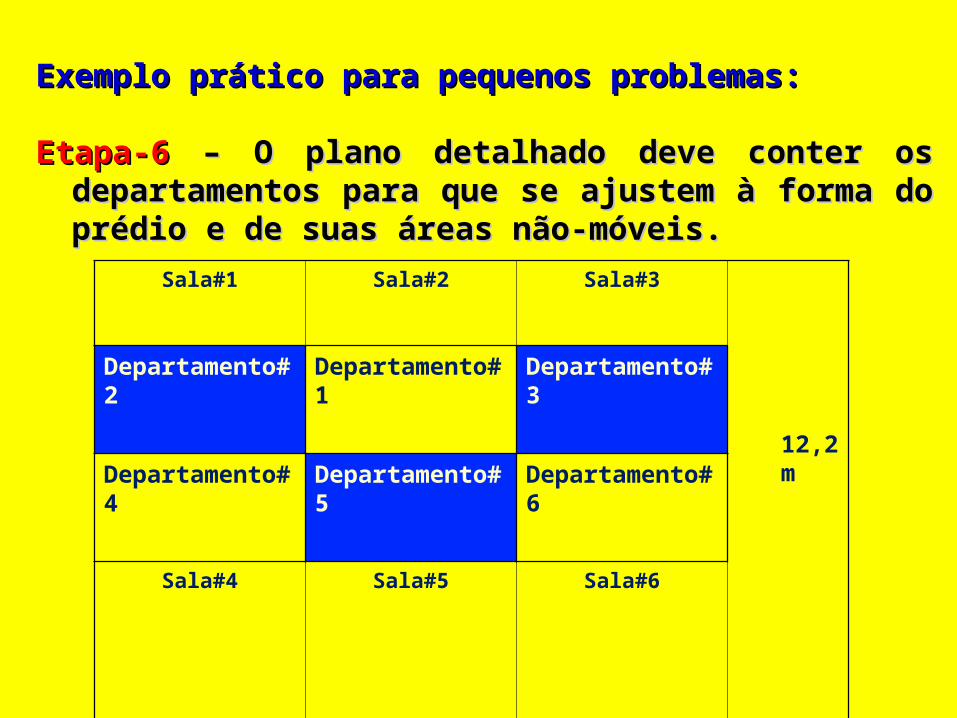
Exemplo prático para pequenos problemas:Exemplo prático para pequenos problemas:
Etapa-6Etapa-6 – O plano detalhado deve conter os – O plano detalhado deve conter os departamentos para que se ajustem à forma do departamentos para que se ajustem à forma do prédio e de suas áreas não-móveis.prédio e de suas áreas não-móveis.
Sala#1 Sala#2 Sala#3
12,2 m
Departamento#2 Departamento#1 Departamento#3
Departamento#4 Departamento#5 Departamento#6
Sala#4 Sala#5 Sala#6
18,3 m
Quando Quando 2020 ou ou maismais departamentos estão departamentos estão envolvidos em um problema de layout, mais de envolvidos em um problema de layout, mais de 600 trilhões de combinações 600 trilhões de combinações são possíveis. são possíveis. Neste caso é necessário a utilização de um Neste caso é necessário a utilização de um recurso de software, onde o mais conhecido é recurso de software, onde o mais conhecido é o o CRAFTCRAFT (Computerized Relative Allocation of Facilities (Computerized Relative Allocation of Facilities Technique).Technique).
O O CRAFTCRAFT é uma técnica de busca que examina é uma técnica de busca que examina sistematicamente as alternativas de sistematicamente as alternativas de reorganização departamentais para reduzir o reorganização departamentais para reduzir o custo total da movimentação do material, tem custo total da movimentação do material, tem a vantagem adicional de examinar não a vantagem adicional de examinar não somente a carga e a distância mas também um somente a carga e a distância mas também um terceiro fator, o índice de dificuldades de terceiro fator, o índice de dificuldades de implementação. implementação.

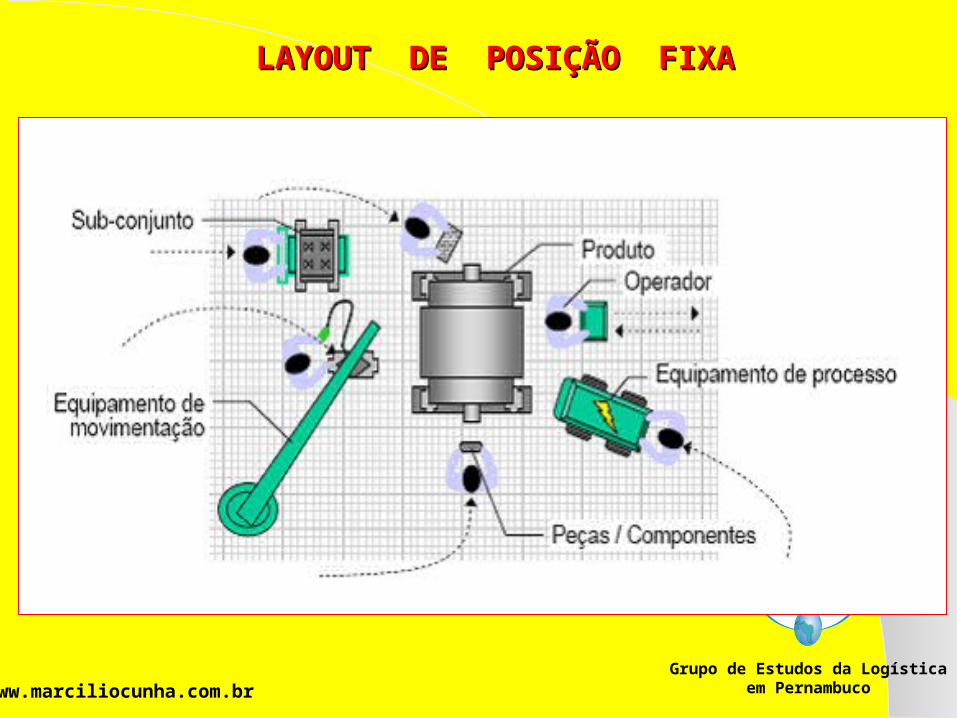
O Produto permanece numa posição O Produto permanece numa posição fixa e os trabalhadores, materiais, fixa e os trabalhadores, materiais, máquinas e sub-contratados se máquinas e sub-contratados se movimentam até o produto.movimentam até o produto.
LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA

Normalmente trata-se de um produto Normalmente trata-se de um produto único, em quantidade pequena ou único, em quantidade pequena ou unitária e, em geral, não repetitivo e unitária e, em geral, não repetitivo e de grandes dimensões físicas.de grandes dimensões físicas.
LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA
LAYOUT POR POSIÇÃO FIXALAYOUT POR POSIÇÃO FIXA
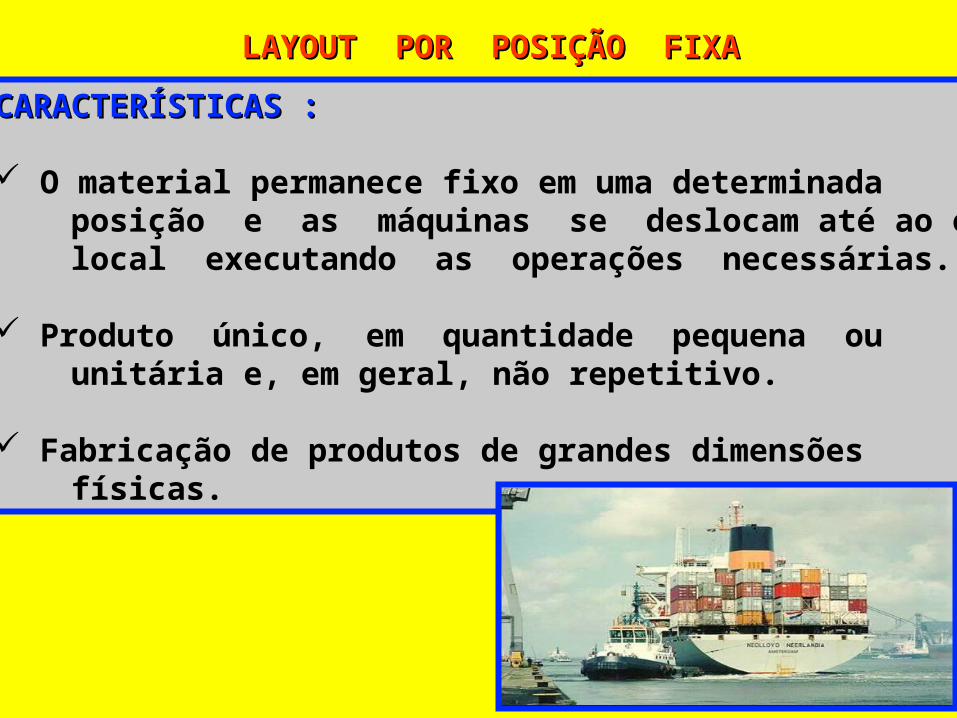
CARACTERÍSTICAS :CARACTERÍSTICAS :
O material permanece fixo em uma determinada posição e as máquinas se deslocam até ao o local executando as operações necessárias.
Produto único, em quantidade pequena ou unitária e, em geral, não repetitivo.
Fabricação de produtos de grandes dimensões físicas.
Grupo de Estudos da Logísticaem Pernambucowww.marciliocunha.com.br
LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA

LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA

LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA

LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA

LAYOUT DE POSIÇÃO FIXALAYOUT DE POSIÇÃO FIXA
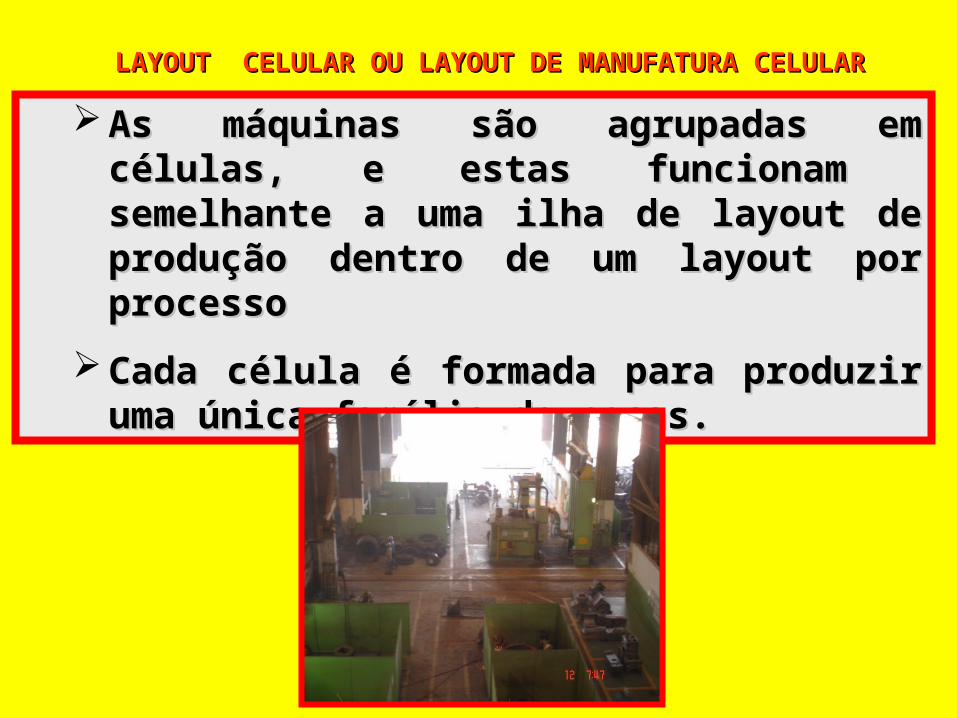
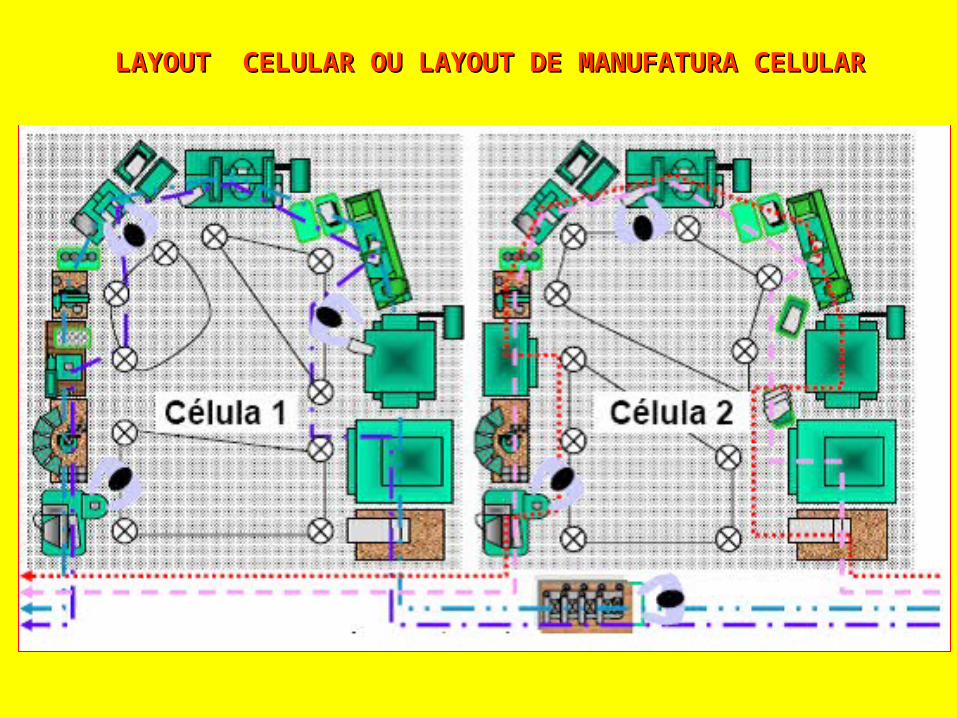
As máquinas são agrupadas em As máquinas são agrupadas em células, e estas funcionam células, e estas funcionam semelhante a uma ilha de layout de semelhante a uma ilha de layout de produção dentro de um layout por produção dentro de um layout por processoprocesso
Cada célula é formada para produzir Cada célula é formada para produzir uma única família de peças.uma única família de peças.
LAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULARLAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULAR
A 1 2
3
A
LAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULARLAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULAR
LAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULARLAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULAR
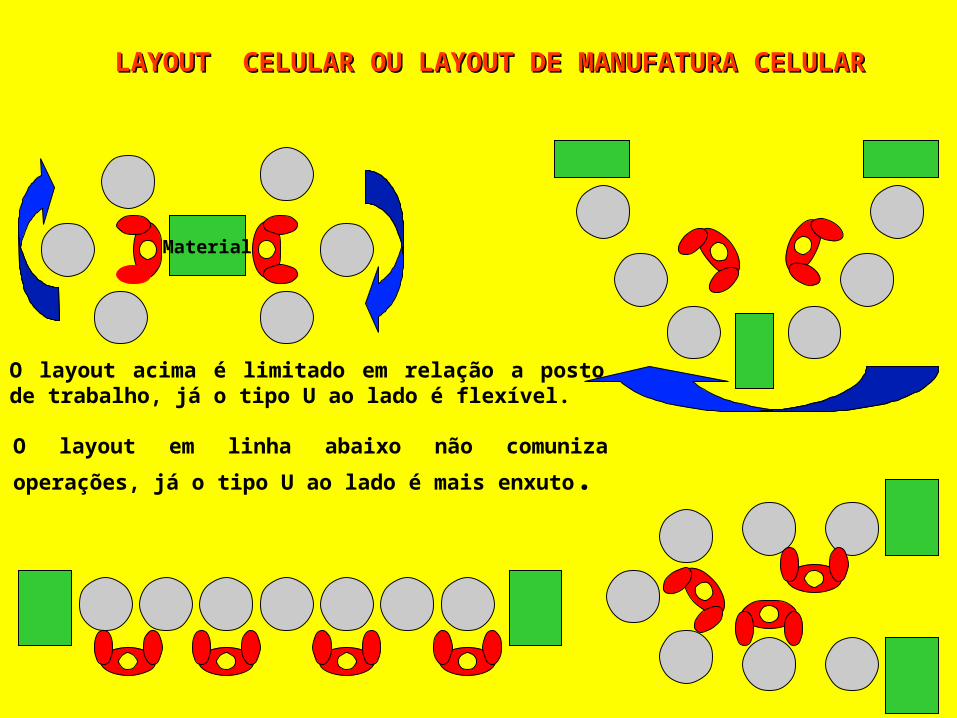
Material
O layout acima é limitado em relação a posto de trabalho, já o tipo U ao lado é flexível.
O layout em linha abaixo não comuniza
operações, já o tipo U ao lado é mais enxuto.
CARACTERÍSTICAS :CARACTERÍSTICAS :
Consiste em arranjar em um único lugar a célula de manufatura, máquinas diferentes que possam fabricar o produto inteiro. O material se desloca dentro da célula buscando os processos necessários. Relativa flexibilidade quanto ao tamanho de lotes por produto. Específico para uma família de produtos. Diminui os estoques. Centraliza a responsabilidade sobre o produto fabricado. Enseja satisfação no trabalho. Permite elevado nível de qualidade e de produti vidade.
LAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULARLAYOUT CELULAR OU LAYOUT DE MANUFATURA CELULAR
FATORES QUE INFLUENCIAM NA MONTAGEM DO LAYOUTFATORES QUE INFLUENCIAM NA MONTAGEM DO LAYOUT:
MATERIAL:MATERIAL:matérias-primas,materiais auxiliares e produtos acabados.matérias-primas,materiais auxiliares e produtos acabados.MÁQUINA :MÁQUINA : máquinas, equipamentos e ferramentais. máquinas, equipamentos e ferramentais.HUMANO :HUMANO : supervisão,trabalho direto e indireto. supervisão,trabalho direto e indireto.MOVIMENTAÇÃO :MOVIMENTAÇÃO : transporte intra e entre departamentos, manuseio transporte intra e entre departamentos, manuseio estocagem e inspeção.estocagem e inspeção.ESPERA :ESPERA : estocagens temporárias e permanentes. estocagens temporárias e permanentes.SERVIÇOS AUXILIARES : SERVIÇOS AUXILIARES : manutenção, inspeção, programação emanutenção, inspeção, programação e expedição.expedição.PRÉDIO :PRÉDIO : características internas e externas do prédio e distribuição características internas e externas do prédio e distribuição de utilidades e equipamentos.de utilidades e equipamentos.MUDANÇA :MUDANÇA : versatilidade, flexibilidade versatilidade, flexibilidade e expansão.e expansão.
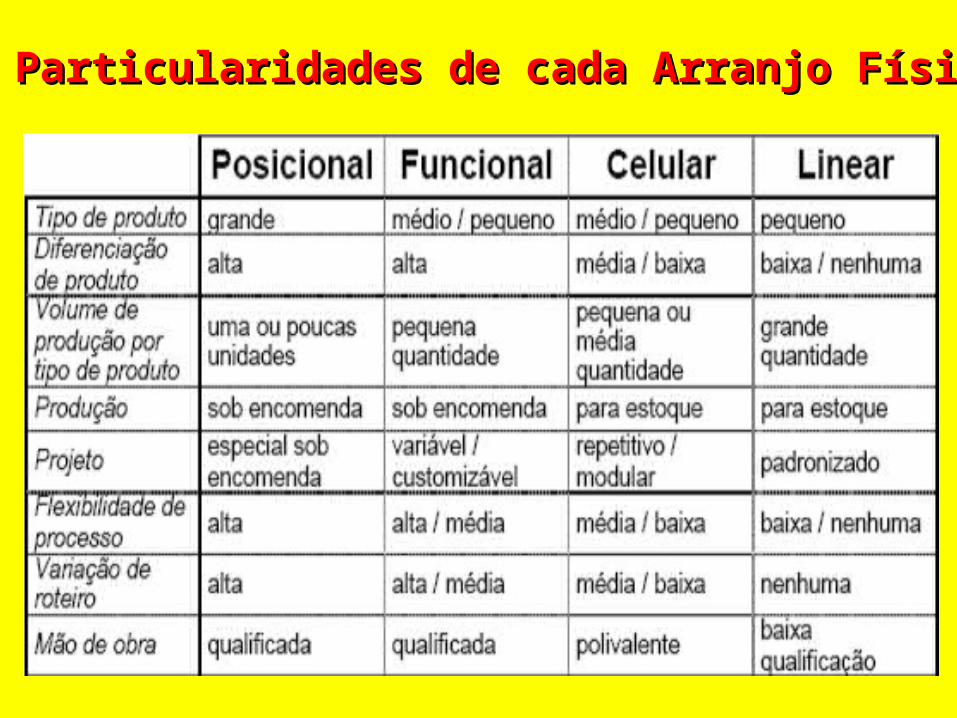
Particularidades de cada Arranjo FísicoParticularidades de cada Arranjo Físico
SUPERFÍCIE DE OCUPAÇÃO :SUPERFÍCIE DE OCUPAÇÃO :
Superfície estática (Se):é a superfície correspondente aos móveis ,máquinas e instalações.
Superfície gravitacional(Sg):é a superfície utilizada ao redor dos postos de trabalho pelo operador e pelo material acoplado para materiais em curso.
N: número de lados usados(operador,móvel ou máquina)
Sg = Se x N
SUPERFÍCIE DE OCUPAÇÃOSUPERFÍCIE DE OCUPAÇÃO : :
Superfície de circulação (Sc):Superfície de circulação (Sc):é a superfície que se tem de reserva entre os postos de trabalho para uso do pessoal e para manutenção.
Sc = ( Se + Sg ) K Sc = ( Se + Sg ) K
SUPERFÍCIE DE OCUPAÇÃOSUPERFÍCIE DE OCUPAÇÃO
Coeficiente KCoeficiente K
>É um coeficiente que pode variar desde 0.05 a 3;>Se calcula como uma relação entre as dimensões dos homens ou objetos colocados;
Valores de K para determinadas atividades:*Grande industria,alimentação e saída mediante ponte rolante: 0.05 a 0.15*Textil – tecido: 0.10 a 0.25•Industria Mecânica Pequena:1.50 a 2.0•Industria Mecânica Média: 2.00 a 3.0
SUPERFÍCIE DE OCUPAÇÃOSUPERFÍCIE DE OCUPAÇÃO
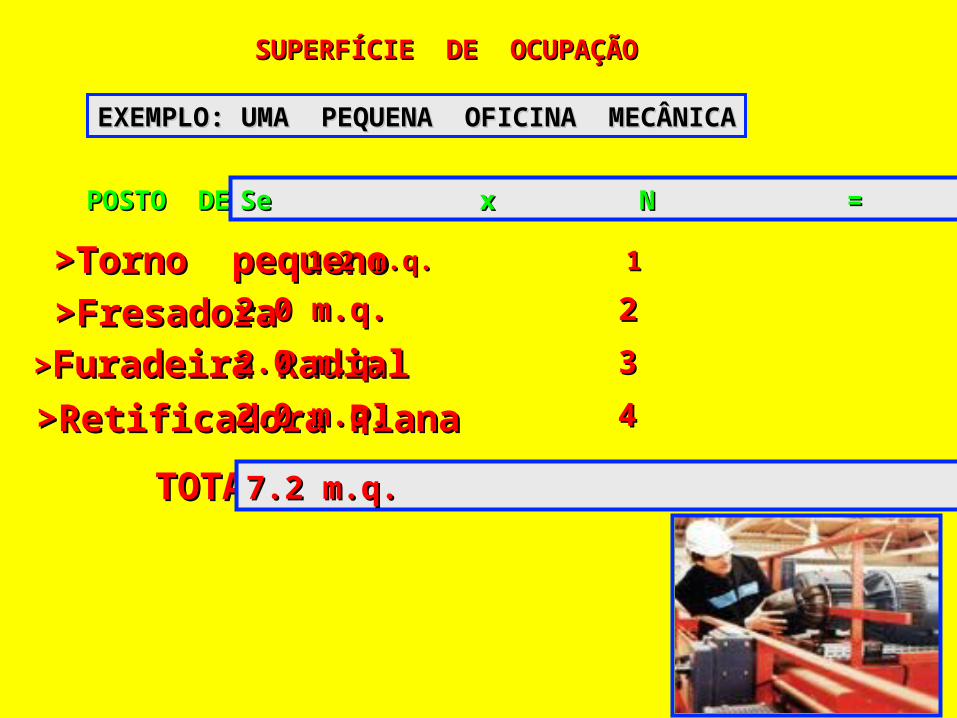
EXEMPLO: UMA PEQUENA OFICINA MECÂNICAEXEMPLO: UMA PEQUENA OFICINA MECÂNICA
POSTO DE TRABALHOPOSTO DE TRABALHO Se x N = SgSe x N = Sg
>Torno pequeno>Torno pequeno 1.2 m.q. 1 1.21.2 m.q. 1 1.2
>Fresadora>Fresadora 2.0 m.q. 2 4.02.0 m.q. 2 4.0
>>Furadeira RadialFuradeira Radial 2.0 m.q. 3 6.02.0 m.q. 3 6.0
>Retificadora Plana>Retificadora Plana 2.0 m.q. 4 8.02.0 m.q. 4 8.0
TOTALTOTAL 7.2 m.q. 19.2m.q.7.2 m.q. 19.2m.q.
MARCILIO CUNHA
SUPERFÍCIE DE OCUPAÇÃOSUPERFÍCIE DE OCUPAÇÃO
Tomando Tomando K = 2K = 2 , a superfície de circulação (Sc), , a superfície de circulação (Sc),é igual a :é igual a :
Sc = ( Se + Sg ) K Sc = ( Se + Sg ) K
Sc = ( 7.2 + 19.2 ) x 2Sc = ( 7.2 + 19.2 ) x 2
Sc = ( 26.4 ) x 2 Sc = ( 26.4 ) x 2
Sc = 52.8 m.q.Sc = 52.8 m.q.
SUPERFÍCIE DE OCUPAÇÃOSUPERFÍCIE DE OCUPAÇÃO
Superfície totalSuperfície total necessária é : necessária é :
Se + Sg + ScSe + Sg + Sc = 7.2 + 19.2 + 52.8 = 7.2 + 19.2 + 52.8
Superfície TotalSuperfície Total , aproximadamente de , aproximadamente de 79.2 metros79.2 metros quadrados.quadrados.
MARCILIO CUNHA
DETERMINAÇÃO DO NÚMERO DE EQUIPAMENTOSDETERMINAÇÃO DO NÚMERO DE EQUIPAMENTOS
TRATA - SE DE DETERMINAR A QUANTIDADE DETRATA - SE DE DETERMINAR A QUANTIDADE DEEQUIPAMENTOS A SER UTILIZADA DEPENDE DAEQUIPAMENTOS A SER UTILIZADA DEPENDE DACAPACIDADE DO NÚMERO DE TURNOS DE CAPACIDADE DO NÚMERO DE TURNOS DE TRABALHO E DAS ESPECIFICAÇÕES TÉCNICASTRABALHO E DAS ESPECIFICAÇÕES TÉCNICASDE CADA EQUIPAMENTO.DE CADA EQUIPAMENTO.
EXEMPLO :EXEMPLO :
Uma fábrica de frascos plásticos soprados Uma fábrica de frascos plásticos soprados desejadesejainstalar um número de máquinas de sopro que instalar um número de máquinas de sopro que sejasejasuficiente para produzir 2.000.000 de frascos suficiente para produzir 2.000.000 de frascos porporano . Cada máquina deve trabalhar em 2 turnos ano . Cada máquina deve trabalhar em 2 turnos dede8 horas/ dia, porém um trabalho útil de 7 horas 8 horas/ dia, porém um trabalho útil de 7 horas porporturno, e produzir um frasco a cada 15 segundos.turno, e produzir um frasco a cada 15 segundos.Sabe-se também que existe uma perda de 3% Sabe-se também que existe uma perda de 3% nanaprodução .produção .Considerando que o ano tem 300 dias úteis, Considerando que o ano tem 300 dias úteis, quantas quantas máquinas de sopro são necessárias para atender máquinas de sopro são necessárias para atender aademanda estipulada?demanda estipulada?
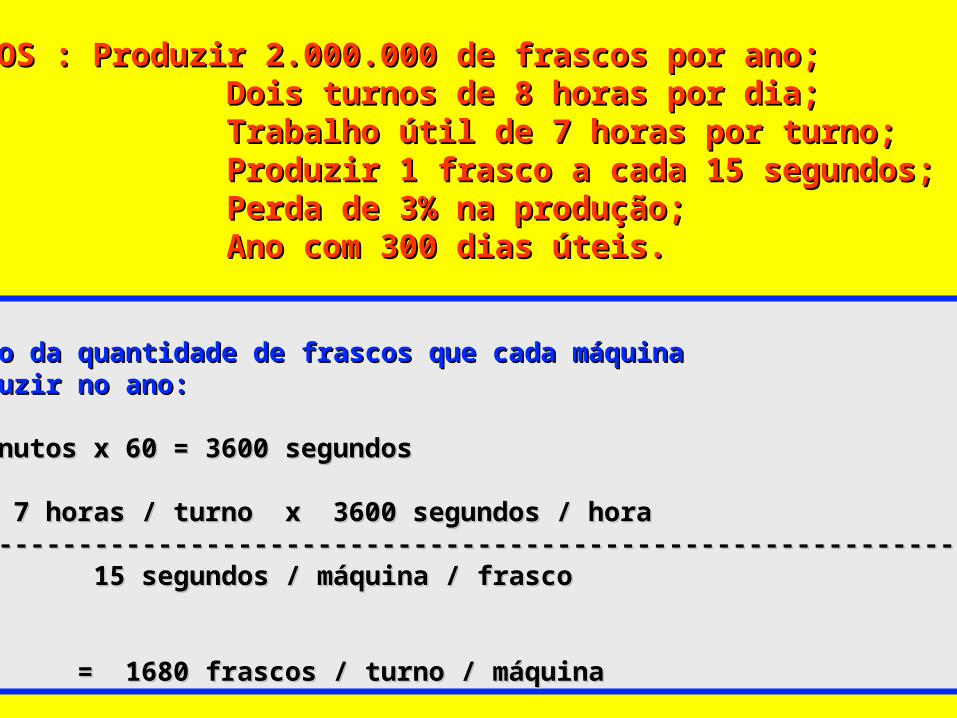
DADOS : Produzir 2.000.000 de frascos por ano;DADOS : Produzir 2.000.000 de frascos por ano; Dois turnos de 8 horas por dia;Dois turnos de 8 horas por dia; Trabalho útil de 7 horas por turno;Trabalho útil de 7 horas por turno; Produzir 1 frasco a cada 15 segundos;Produzir 1 frasco a cada 15 segundos; Perda de 3% na produção;Perda de 3% na produção; Ano com 300 dias úteis.Ano com 300 dias úteis.
SOLUÇÃO :SOLUÇÃO :a)a) Determinação da quantidade de frascos que cada máquinaDeterminação da quantidade de frascos que cada máquina pode produzir no ano:pode produzir no ano:
1 hora = 60 minutos x 60 = 3600 segundos1 hora = 60 minutos x 60 = 3600 segundos
Número de 7 horas / turno x 3600 segundos / horaNúmero de 7 horas / turno x 3600 segundos / horafrascos por = --------------------------------------------------------------------frascos por = -------------------------------------------------------------------- turno por 15 segundos / máquina / frascoturno por 15 segundos / máquina / frascomáquina máquina
= 1680 frascos / turno / máquina= 1680 frascos / turno / máquina
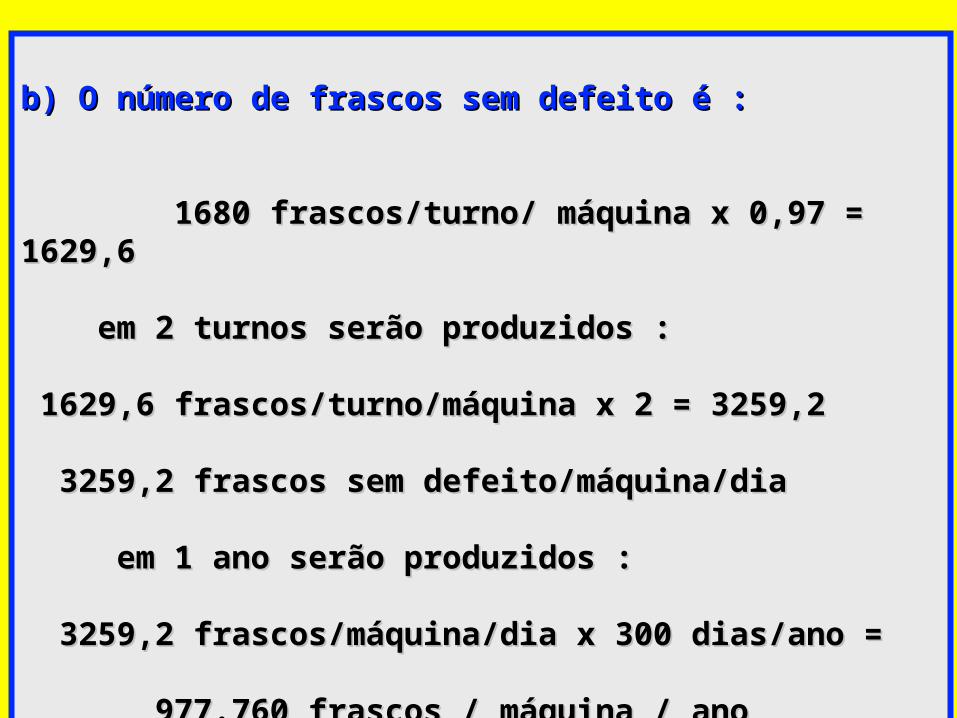
b) O número de frascos sem defeito é :b) O número de frascos sem defeito é :
1680 frascos/turno/ máquina x 0,97 = 1629,61680 frascos/turno/ máquina x 0,97 = 1629,6
em 2 turnos serão produzidos :em 2 turnos serão produzidos :
1629,6 frascos/turno/máquina x 2 = 3259,21629,6 frascos/turno/máquina x 2 = 3259,2
3259,2 frascos sem defeito/máquina/dia3259,2 frascos sem defeito/máquina/dia
em 1 ano serão produzidos :em 1 ano serão produzidos :
3259,2 frascos/máquina/dia x 300 dias/ano =3259,2 frascos/máquina/dia x 300 dias/ano =
977.760 frascos / máquina / ano977.760 frascos / máquina / ano
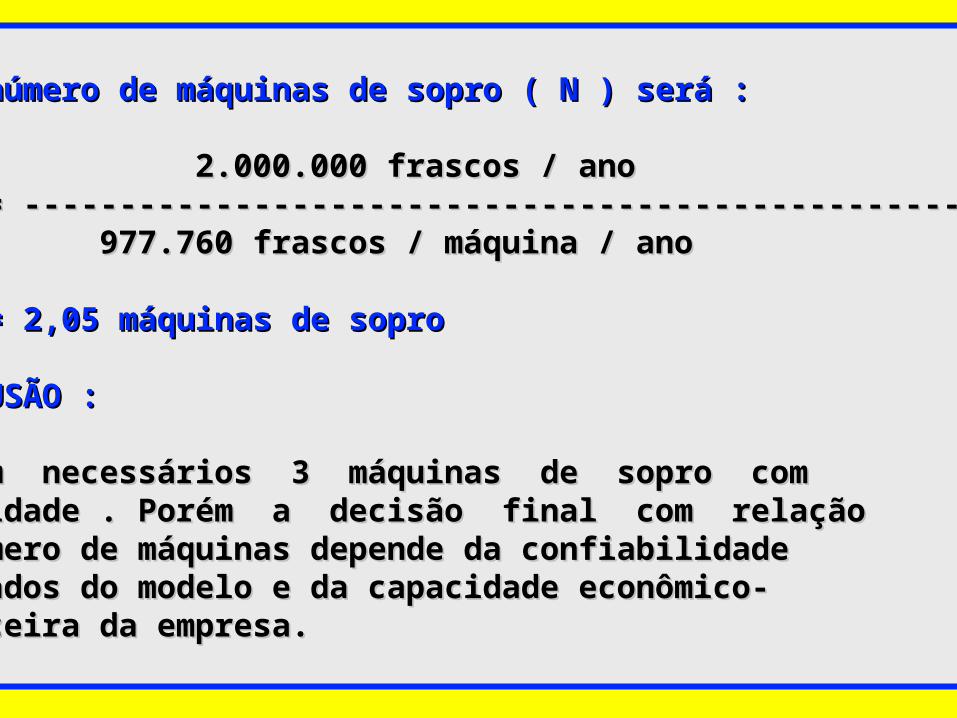
c) O número de máquinas de sopro ( N ) será :O número de máquinas de sopro ( N ) será :
2.000.000 frascos / ano2.000.000 frascos / ano N = -------------------------------------------------------N = ------------------------------------------------------- 977.760 frascos / máquina / ano977.760 frascos / máquina / ano
N = 2,05 máquinas de soproN = 2,05 máquinas de sopro
CONCLUSÃO :CONCLUSÃO :
Seriam necessários 3 máquinas de sopro comSeriam necessários 3 máquinas de sopro comociosidade . Porém a decisão final com relaçãoociosidade . Porém a decisão final com relaçãoao número de máquinas depende da confiabilidadeao número de máquinas depende da confiabilidadedos dados do modelo e da capacidade econômico-dos dados do modelo e da capacidade econômico-financeira da empresa.financeira da empresa.
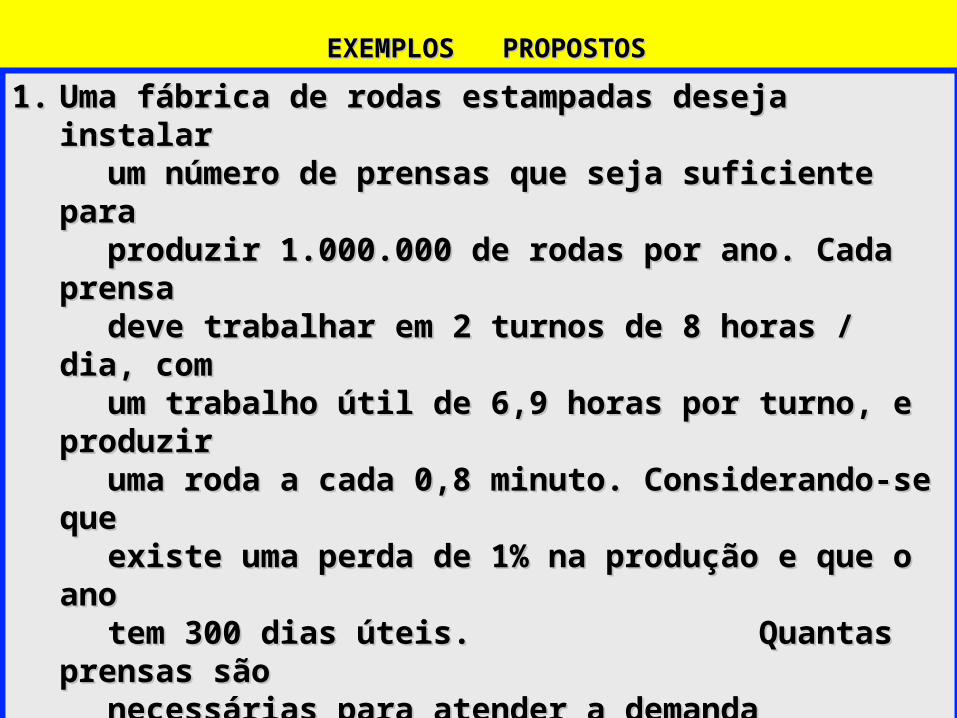
EXEMPLOS PROPOSTOSEXEMPLOS PROPOSTOS
1.1. Uma fábrica de rodas estampadas deseja Uma fábrica de rodas estampadas deseja instalarinstalar
um número de prensas que seja suficiente paraum número de prensas que seja suficiente para produzir 1.000.000 de rodas por ano. Cada produzir 1.000.000 de rodas por ano. Cada
prensaprensa deve trabalhar em 2 turnos de 8 horas / dia, deve trabalhar em 2 turnos de 8 horas / dia,
comcom um trabalho útil de 6,9 horas por turno, e um trabalho útil de 6,9 horas por turno, e
produzirproduzir uma roda a cada 0,8 minuto. Considerando-se uma roda a cada 0,8 minuto. Considerando-se
queque existe uma perda de 1% na produção e que o existe uma perda de 1% na produção e que o
ano ano tem 300 dias úteis. Quantas prensas tem 300 dias úteis. Quantas prensas
são são necessárias para atender a demanda necessárias para atender a demanda
estipulada?estipulada?
2. Uma empresa deseja produzir 245.000 peças 2. Uma empresa deseja produzir 245.000 peças em em
6 horas de trabalho. A capacidade efetiva de 6 horas de trabalho. A capacidade efetiva de cadacada
máquina, quando opera com eficiência de 90% , máquina, quando opera com eficiência de 90% , éé
de 10.800 peças por hora. De quantas máquinas de 10.800 peças por hora. De quantas máquinas aa
empresa vai precisar?empresa vai precisar?
3. Uma industria de confecções, deseja adquirir um3. Uma industria de confecções, deseja adquirir um número adequado de máquinas de costura paranúmero adequado de máquinas de costura para produzir 20.000 camisetas por mês. As máquinasproduzir 20.000 camisetas por mês. As máquinas operam 200 horas por mês, mas devido a atrasosoperam 200 horas por mês, mas devido a atrasos inevitáveis das costureiras, estimam-se que inevitáveis das costureiras, estimam-se que somente possam ser utilizadas durante 75% dosomente possam ser utilizadas durante 75% do tempo. Além disso, durante o trabalho perde-setempo. Além disso, durante o trabalho perde-se mais 8% do tempo para limpeza da máquina,mais 8% do tempo para limpeza da máquina, pequenas manutenções e na troca de carretéispequenas manutenções e na troca de carretéis de fio. As camisetas fabricadas passam por umde fio. As camisetas fabricadas passam por um rígido controle de qualidade que tem reprovadorígido controle de qualidade que tem reprovado em média 5% da produção, sendo vendidas comoem média 5% da produção, sendo vendidas como sendo de segunda categoria. Se em cada máquinasendo de segunda categoria. Se em cada máquina de costura o tempo é de 2 minutos, quantas de costura o tempo é de 2 minutos, quantas máquinas serão necessárias?máquinas serão necessárias?






























