-
7/25/2019 Peng Kualits 2
1/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
1
ANALISIS PENGENDALIAN KUALITAS PRODUKSI DALAM UPAYA
MENGENDALIKAN TINGKAT KERUSAKAN PRODUK
Oleh : Darsono
Abstraksi
Tingkat kerusakan / broken rata rata hasil produksi pada PT.
Albata
Semarang selama bulan JanuariMaret 2011 sebesar 1.80 % , tingkat
kerusakan
tersebut tidak melampui standar yang ditetapkan perusahaan yaitu
sebesar 2 %
dari total volume produksi . Berarti hipotesis 1 (H1) bahwa
tingkat kerusakan
produk yang terjadi dalam proses produksi melampaui batas
standar tidak
terbukti.
Hasil uji mean ditunjukkan nilai t hitung =31,400 > t tabel =
2,00 dan
sig. = 0,000 < =0,05, dengan demikian rata-rata (mean)
sebesar 1,806 adalahsignifikan. Kesimpulan hipotesis 2 (H2) bahwa
tingkat kerusakan produk yang
terjadi bersifat signifikan mempengaruhi proses produksi tidak
terbukti.
Pareto Chart menunjukkan bahwa jenis broken yang sering terjadi
adalah
rusak karena warna tidak sesuai, selanjutnya karena komponen
pecah/patah, salah
pengamplasan dan salah router. Hipotesis 3 (H3) bahwa jenis
kerusakan yang terjadi
pada produk dalam proses produksi yaitu warna tidak sesuai,
komponen pecah,
salah amplas dan salah router terbukti.
Melalui aktivitas pengendalian kualitas secara berlapis dapat
menekan
tingkat kerusakan hasil produksi dan mempertahankan kualitas
produk yang
dihasilkan. Hipotesis 4 (H4) bahwa penerapan metode pengecekan
ganda / berlapis
dalam mengendalikan kualitas produk dan menekan terjadinya
kerusakan produk
terbukti.
Kata kunci: produksi, produk dan kualitas.
Latar Belakang Masalah
Permasalahan kualitas telah mengarah pada taktik dan strategi
perusahaan
secara menyeluruh dalam rangka untuk memiliki daya saing dan
bertahan
terhadap persaingan global dengan produk perusahaan lain ( La
Hatani, 2007 ).
Kualitas suatu produk bukan suatu yang serba kebetulan ( occur
by accident )
( Suyadi Prawirosentono, 2007 ). Kualitas dapat diartikan
sebagai tingkat atau
ukuran kesesuaian produk dengan standar yang telah ditetapkan (
JuitaAlisjahbana, 2005 ). Jadi, kualitas yang baik akan dihasilakan
dari proses yang
baik dan sesuai dengan standar kualitas yang telah ditentukan
berdasarkan
kebutuhan pasar. Kenyataan di lapangan menunjukkan bahwa
perusahaan yang
sukses dan mampu bertahan pasti memiliki program mengenai
kualitas. Karena
melalui program kualitas yang baik akan dapat secara efektif
mengeliminasi
pemborosan dan meningkatkan kemampuan bersaing perusahaan.
Dengan memberikan perhatian pada kualitas akan memberikan
dampak
yang positif kepada bisnis melalui dua cara yaitu dampak
terhadap biaya produksi
dan dampak terhadap pendapatan ( Gaspers, 2002 dalam juwita
alisjahban,2005).
Namun, meskipun proses produksi telah dilaksanakan dengan baik,
pada
kenyataannya seringkali masih ditemukan ketidaksesuaian antara
produk yang
-
7/25/2019 Peng Kualits 2
2/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
2
dihasilkan dengan yang diharapkan. Hal tersebut disebabkan
adanya
penyimpangan penyimpangan dari berbagai factor, baik yang
berasal dari bahan
baku , tenaga kerja maupun kinerja dari fasilitas-fasilitas
mesin yang digunakandalam proses produksi tersebut. Agar supaya
produk yang dihasilkan tersebut
mempunyai kualitas sesuai dengan standar yang ditetapkan
perusahaan dan sesuai
dengan harapan konsumen, maka perusahaan harus melakukan
kegiatan yang
berdampak pada kualitas yang dihasilkan dan menghindari
banyaknya produk
yang rusak / cacat ikut terjual ke pasar.
Pengendalian kualitas produk dengan sistem pengecekan
berlapis
bermanfaat pula mengawasi tingkat efesiensi. Jadi, dapat
digunakan sebagai alat
untuk mencegah kerusakan dengan cara menolak (reject) dan
menerima (accept)
berbagai produk yang dihasilkan oleh supplier dan proses
produksi.Dengan
menolak atau menerima produk, berarti bisa juga sebagai alat
untuk pengawasan
proses produksi.Di PT. Albata barang rusak (broken) menjadi
tanggung jawab perusahaan,
lebih tepatnya disebut sebagai kerugian perusahaan karena
rata-rata barang broken
dikarenakan oleh pihak dalam perusahaan, bukan dari supplier.
Broken ini dapat
disebabkan olek kecerobohan karyawan, karena kerusakan mesin
yang digunakan
sehingga barang rusak, dan bisa juga karena kesalahan teknik
produksinya. Data
jumlah produksi beserta produk rusak (broken) pada tahun 2011
selama masa
produktif dapat dilihat pada tabel 1.1 berikut ini.
Tabel 1.1
Data Jumlah Produksi dan Produk Rusak PT. Albata
Bulan OktoberDesember 2010
Bulan Jumlah Produksi
(pcs)
Jumlah Rusak
(pcs)
Persentase Rusak
(%)
Oktober 831 20 2.40
November 5375 72 1.34
Desember 2533 35 1.38
Total 8739 127 5.12
Rata-rata 2913 42.33 1.71
Sumber : Data Primer yang diolah, 2010
Tabel menunjukkan bahwa jumlah produksi yang dilakukan
perusahaan setiapbulannya tidaklah sama. Hal tersebut dikarenakan
dalam menentukan jumlah
produk yang akan diproduksi oleh perusahaan didasarkan pada
order yang
diterima perusahaan. Adapun rata-rata produksi per bulan 2913
pcs dengan rata-
rata broken produk sebesar 42,33 pcs atau sekitar 1.71 % dari
total produksi setiap
bulan.
Sesuai pedoman sasaran mutu PT.Albata bahwa produk dikatakan
berkualitas apabila tercapainya kesesuaian antara produksi yang
dihasilkan
dengan rencana target standar / sasaran mutu yang ditetapkan
oleh perusahaan
pada setiap awal produksi atau target broken kumulatif adalah
tidak lebih dari 2%
-
7/25/2019 Peng Kualits 2
3/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
3
dari jumlah produksi. Untuk menekan tingkat kerusakan produk
dan
mempertahankan kualitas perlu pengedalian kualitas secara
berlapis.
TELAAH PUSTAKA
2.1 Kualitas
Pengertian atau definisi kualitas mempunyai cakupan yang sangat
luas,
relative, berbeda-beda dan berubah-ubah, sehingga definisi dari
kualitas memiliki
banyak kriteria dan sangat bergantung pada konteksnya terutama
jika dilihat dari
sisi penilaian akhir konsumen dan definisi yang diberikan oleh
berbagai ahli serta
dari sudut pandang produsen sebagai pihak yang mendiptakan
kualitas. Konsumen
dan produsen itu berbeda dan akan merasakan kualitas secara
berbeda pula sesuai
dengan standar kualitas yang dimiliki masing-masing. Begitu pula
para ahli dalammemberikan definisi dari kualitas juga akan berbeda
satu sama lain karena mereka
membentuknya dalam dimensi yang berbeda. Oleh karena itu
definisi kualitas
dapat diartikan dari dua perspektif, yaitu dari sisi konsumen
dan sisi produsen.
Namun pada dasarnya konsep dari kualitas sering dianggap sebagai
kesesuaian,
keseluruhan cirri-ciri atau karakteristik suatu produk yang
diharapkan oleh
konsumen.
Josep Juran mempunyai suatu pendapat bahwa Quality is fitness
for
useyang bila diterjemahkan secara bebas berarti kualitas
(produk) berkaitan
dengan enaknya barang tersebut digunakan (Suyadi Prawirosentono,
2007:5).
Kualitas yang baik menurut produsen adalah apabila produk yang
dihasilkan oleh
perusahaan telah sesuai dengan spesifikasi yang telah ditentukan
oleh perusahaan.
Sedangkan kualitas yang jelek adalah apabila produk yang
dihasilkan tidak sesuai
dengan spesifikasi standar yang telah ditentukan serta
menghasilkan produk rusak.
Namun demikian perusahaan dalam menentukan spesifikasi produk
juga harus
memperhatikan keinginan dari konsumen, sebab tanpa memperhatikan
itu produk
yang dihasilkan oleh perusahaan tidak akan dapat bersaing dengan
perusahaan
lain yang lebih memperhatikan kebutuhan konsumen. Kualitas yang
baik menurut
sudut pandang konsumen adalah jika produk yang dibeli tersebut
sesuai dengan
keinginan, menmiliki sifat yang sesuai dengan kebutuhan dan
setara dengan
pengorbanan yang dikeluarkan oleh konsumen. Apabila kualitas
produk tersebut
tidak dapat memenuhi keinginan dan kebutuhan konsumen, maka
mereka akanmenganggapnya sebagai produk yang berkualitas jelek.
2. 2 Pengendalian Kualitas
Menurut Sofyan Assauri (1998:25), pengendalian dan pengawasan
adalah
kegiatan yang dilakukan untuk menjamin agar kegiatan produksi
dan operasi yang
dilaksanakan sesuai dengan yang direncanakan dan apabila terjadi
penyimpangan
tersebut dapat dikoreksi sehingga apa yang diharapkan dapat
tercapai. Adapun
pengertian pengendalian kualitas menurut Sofyan Assauri
(1998:210) usaha untuk
mempertahankan mutu / kualitas dari barang yang dihasilkan, agar
sesuai dengan
-
7/25/2019 Peng Kualits 2
4/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
4
spesifikasi produk yang telah ditetapkan berdasarkan
kebijaksanaan pimpinan
perusahaan.
1. Tujuan Pengendalian Kualitas
Tujuan dari pengendalian kualitas adalah :
a. Agar barang hasil produksi dapat mencapai standar kualitas
yang telah
ditetapkan.
b. Mengusahakan agar biaya inspeksi dapat menjadi sekecil
mungkin.
c. Mengusahakan agar biaya desain dari produk dan proses dengan
menggunakan
kualitas produksi tertentu dapat menjadi sekecil mungkin.
d. Mengusahakan agar biaya produksi dapat menjadi serendah
mungkin.
2. Faktor-faktor Pengendalian Kualitas
Menurut Douglas C.Montgomery (2001:26) dan berdasarkan
literature lain
menyebutkan bahwa faktor-faktor yang mempengaruhi pengendalian
kualitas
yang dilakukan perusahaan adalah :
a. Kemampuan proses
Batas-batas yang ingin dicapai haruslah disesuaikan dengan
kemempuan
proses yang ada. Tidak ada gunanya mengendalikan suatu proses
dalam batas-
batas yang melebihi kemampuan atau kesanggupan proses yang
ada.
b. Spesifikasi yang berlaku
Spesifikasi hasil produksi yang ingin dicapai harus dapat
berlaku, bila ditinjau
dari segi kemampuan proses dan keinginan atau kebutuhan konsumen
yang
ingin dicapai dari hasil produksi tersebut. Dalam hal ini
haruslah dapat
dipastikan dahulu apakah spesifikasi tersebut dapat berlaku dari
kedua segi
yang telah disebutkan diatas sebelum pengendalian kualitas pada
proses dapat
dimulai.
c. Tingkat ketidaksesuaian yang dapat diterima
Tujuan dilakukan pengendalian suatu proses adalah dapat
mengurangi produk
yang ada dibawah standar seminimal mungkin. Tingkat pengendalian
yang
diberlakukan tergantung pada banyaknya produk yang berada
dibawah standar
yang dapat diterima.
d. Biaya kualitas
Biaya kualitas sangat mempengaruhi tingkat pengendalian kualitas
dalam
menghasilkan produk dimana biaya kualitas mempunyai hubungan
yang
positif dengan terciptanya produk yang berkualitas.
1) Biaya Pencegahan (Prevention Cost)
2) Biaya Deteksi / Penilaian ( Detection / Appraisal Cost )
3) Biaya Kegagalan Internal (Internal Failure Cost)
4) Biaya Kegagalan Eksternal (Eksternal Failure Cost)
3. Langkah-langkah Pengendalian Kualitas
-
7/25/2019 Peng Kualits 2
5/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
5
Pengendalian kualitas harus dilakukan melaului proses yang
terus-menerus
dan berkesinambungan. Proses pengendalian kualitas tersebut
dapat dilakukan
salah satunya dengan melalui penerapan PDCA (paln do check
action) yangdiperkenalkan oleh Dr. W. Edwards Deming, seorang pakar
kualitas ternama
berkebangsaan Amerika Serikat, sehingga siklus ini disebut
siklus deming
(Deming Cycle/ Deming Wheel). Siklus PDCA umumnya digunakan
untuk
mengetes dan mengimplementasikan perubahan-perubahan untuk
memperbaiki
kinerja produk, proses atau suatu sistem di masa yang akan
datang.
Gambar 2.1
Siklus PDCA
Sumber : Richard B. Chase, Nicholas J. Aquilano and F. Robert
Jacobs, 2001
Penjelasan dari tahap-tahap dalam siklus PDCA adalah sebagai
berikut
(M. N. Nasution, 2005:32):
a. Mengembangkan rencana (Plan)
Merencanakan spesifikasi, menetapkan spesifikasi atau standar
kualitas yang
baik, memberi pengertian kepada bawahan akan pentingnya kualitas
produk,
pengendalian kualitas dilakukan secara terus-menerus dan
berkesinambungan.
b. Melaksanakan rencana (Do)
Rencana yang telah disusun diimplementasikan secara bertahap,
mulai dari
skala kecil dan pembagian tugas secara merata sesuai dengan
kapasitas dan
kemampuan dari setiap personil. Selama dalam melaksanakan
rencana harus
dilakukan pengendalian, yaitu mengupayakan agar seluruh
rencana
dilaksanakan dengan sebaik mungkin agar sasaran dapat
tercapai.
c. Memeriksa atau meneliti hasil yang dicapai (Check)
Memeriksa atau meneliti merujuk pada penetapan apakah
pelaksanaannya
berada dalam jalur, sesuai dengan rencana dan memantau kemajuan
perbaikan
yang direncanakan. Membandingkan kualitas hasil produksi dengan
standar
yang telah ditetapkan, berdasarkan penelitian diperoleh data
kegagalan dan
kemudian ditelaah penyebab kegagalannya.
d. Melakukan tindakan penyesuaian bila diperlukan (Action)
4. Act. 1. Plan
3.Check 2. Do
-
7/25/2019 Peng Kualits 2
6/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
6
Penyesuaian dilakukan bila dianggap perlu, yang didasarkan hasil
analisis di
atas. Penyesuaian berkaitan dengan standarisasi prosedur baru
guna
menghindari timbulnya kembali masalah yang sama atau menetapkan
sasaranbaru bagi perbaikan berikutnya.
Untuk melaksanakan pengendalian kualitas, terlebih dahulu
perlu
dipahami beberapa langkah dalam melaksanakan pengendalian
kualitas. Menurut
Roger G. Schroeder (2007:173) untuk mengimplementasikan
perencanaan,
pengendalian dan pengembangan kualitas diperlukan
langkah-langkah sebagai
berikut:
a. Mendefinisikan karakteristik (atribut) kualitas.
b. Menentukan bagaimana cara mengukur setiap karakteistik.
c. Menetapkan standar kualitas.
d. Menetapkan program inspeksi.e. Mencari dan memperbaiki
penyebab kualitas yang rendah.
f. Terus-menerus melakukan perbaikan.
4. Tahapan Pengendalian Kualitas
Untuk memperoleh hasil pengendalian kualitas yang efektif,
maka
pengendalian terhadap kualitas suatu produk dapat dilaksanakan
dengan
menggunakan teknik-teknik pengendalian kualitas, karena tidak
semua hasil
produksi sesuai dengan standar yang telah ditetapkan. Menurut
Suyadi
Prawirosentono (2007:72), terdapat beberapa standar kualitas
yang bias ditentukan
oleh perusahaan dalam upaya menjaga outputbarang hasil produksi
diantaranya:
a. Standar kualitas bahan baku yang akan digunakan.
b. Standar kualitas proses produksi (mesin dan tenaga kerja
yang
melaksanakannya).
c. Standar kualitas barang setengah jadi.
d. Standar kualitas barang jadi.
e. Standar administrasi, pengepakan dan pengiriman produk akhir
tersebut
sampai ke tangan konsumen.
Sedangkan Sofjan Assauri (1998:210) menyatakan bahwa tahapan
pengendalian/ pengawasan kualitas terdiri dari 2 (dua) tingkatan
antara lain:
a. Pengawasan selama pengolahan (proses)
Yaitu dengan mengambil contoh atau sampel produk pada jarak
waktu yangsama, dan dilanjutkan dengan pengecekan statistik untuk
melihat apakah
proses dimulai dengan baik atau tidak. Apabila mulainya salah,
maka
keterangan kesalahan ini dapat diteruskan kepada pelaksana
semula untuk
penyesuaian kembali. Pengawasan yang dilakukan hanya terhadap
sebagian
dari proses, mungkin tidak ada artinya bila tidak diikuti dengan
pengawasan
pada bagian lain. Pengawasan terhadap proses ini termasuk
pengawasan atas
bahan-bahan yang akan digunakan untuk proses.
b. Pengawasan atas barang hasil yang telah diselesaikan
Walaupun telah diadakan pengawasan kualitas dalam
tingkat-tingkat proses,
tetapi hal ini tidak dapat menjamin bahwa tidak ada hasil yang
rusak atau
kurang baik ataupun tercampur dengan hasil yang baik. Untuk
menjaga supaya
-
7/25/2019 Peng Kualits 2
7/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
7
hasil barang yang cukup baik atau paling sedikit rusaknya, tidak
keluar atau
lolos dari pabrik sampai ke konsumen/ pembeli, maka diperlukan
adanya
pengawasan atas produk akhir.
2.3 Kerangka Pemikiran
Kerangka pemikiran yang digunakan dalam penelitian ini untuk
menggambarkan bagaimana pengendalian kualitas yang dilakukan
berlapis/ganda
dapat bermanfaat dalam menganalisis tingkat kerusakan produk
yang dihasilkan
oleh PT.Albata yang melebihi batas toleransi, serta
mengidentifikasi penyebab hal
tersebut untuk kemudian ditelusuri solusi penyelesaian masalah
tersebut sehingga
menghasilkan usulan/ rekomendasi perbaikan kualitas produksi
dimasa
mendatang. Berdasarkan tinjauan landasan teori, maka dapat
disususn kerangka
dalam penelitian sebagai berikut.Gambar 2.2 : Kerangka Pemikiran
Teoritis
Proses Pengendalian Kualitas Produksi MelaLui Pengecekan
Berlapis
Standar Kualitas
Hasil Produksi
Produk baik Produk RusakKepuasan Konsumen
Menentukan jumlah dan
jenis ketidaksesuaian
Menentukan sejauh mana
ketidaksesuaian terjadi
Menentukan jenis
ketidaksesuaian terbesar
Menentukan penyebab
kegagalan
Pengendalian
Kualitas
Produksi
Menggunakan
Sistem
Pengecekan
Berlapis
Hasil Analisis Rekomendasi
-
7/25/2019 Peng Kualits 2
8/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
8
Sumber : Bagaian Produksi PT. Albata Semarang
2.4 Hipotesis
Hipotesis yang digunakan dalam penelitian ini adalah :
H1 : Tingkat kerusakan produk yang terjadi dalam proses produksi
pada
PT.Albata melampaui batas standar
H2 : Tingkat kerusakan produk yang terjadi di PT.Albata sebesar
2% bersifat
signifikan mempengaruhi proses produksi
H3 : Jenis kerusakan yang terjadi pada produk dalam proses
produksi pada
PT.Albata yaitu warna tidak sesuai, komponen pecah, salah amplas
dan
salah router
H4 : Penerapan metode pengecekan ganda / berlapis dalam
mengendalikankualitas produk PT.Albata dapat menekan terjadinya
kerusakan produk
2.5 Variabel Penelitian dan Definisi Operasional Variabel
1.Pengendalian Kualitas
Pengendalian kualitas yang dilakukan perusahaan meliputi 3
(tiga) tahapan, yaitu:
a. Pengendalian terhadap bahan baku
b. Pengendalian terhadap proses produksi yang sedang
berjalan
c. Pengendalian terhadap produk jadi sebelum pengepakan
Perusahaan menggunakan istilah broken untuk menyebutkan
kerusakan terhadapproduk yang rusak.
2. Pengukuran Kualitas Secara Riil
Adapun perusahaan menggunakan lima karakteristik produk yang
dianggap
broken yaitu :
1. Komponen patah
2. Komponen menyusut/ kempes
3. Pinhole/ cocoh
4. Warna tidak kontras/ tidak sesuai standarnya.
5. Salah konstruksi
6. Ukuran komponen tidak sesuai
Broken yang terjadi pada satu item barang dimungkinkan terdapat
tidak hanya
satu jenis kerusakan (broken), akan tetapi bisa lebih dari satu
macam. Oleh karena
itu semua jenis broken harus dicatat didalam label masing-masing
barang.
2.6 Populasi dan Sampel
Populasi dalam penelitian ini adalah semua data dari hasil
produksi jenis
furnitur yang mengalami broken (rusak) selama proses produksi
pada PT. Albata
Semarang yang tidak diketahui jumlahnya. Sedangkan sampel yang
diambil
adalah data kerusakan hasil peroduksi selama 3 bulan dari
pengamatan kualitas
oleh Bagian Quality ControlPengambilan sampel dalam penelitian
ini
-
7/25/2019 Peng Kualits 2
9/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
9
menggunakan teknikpurposive sampling yaitu suatu teknik
pengambilan sampel
dengan menggunakan pertimbangan tertentu. Adapun pertimbangan
pengambilan
sampel yang digunakan dalam penelitian ini adalah furniture yang
ditemukanmengalami broken dan terdata oleh bagian Quality Control
selama bulan 62 hari
produksi yaitu selama Januari - Maret 2011. Hal dilakukan dengan
alasan produk
belum sampai ketangan konsumen.
2.7 Jenis Data ; Data yang dipergunakan dalam penelitian adalah
data primer dan
data sekunder yang didapat/diperoleh dari perusahaan (obyek
penelitian)
2.8 Metode Pengumpulan Data : Metode yang digunakan adalah
dengan cara
melihat langsung atau pengamatan dan mencatat apa yang
terjadi
diperusahanan terus selajutnya dibuat semacam tabel yang berupa
chek sheet.
2.9 Metode Analisis DataTerkait dengan sifat penelitian ini
yaitu menggambarkan secara deskriptif
dan pengujian hipotesis dengan langkah-langkahnya adalah sebagai
berikut :
1.. Mengumpulkan data menggunakan check sheet
2. Membuat histogram
3. Membuat peta kendali p
Adapun langkah-langkah dalam membuat peta kendali p sebagai
berikut :
a. Menghitung Prosentase Kerusakan
p=
Keterangan :
np : jumlah gagal dalam sub grupn : jumlah yang diperiksa dalam
sub grup
Subgrup : Hari ke-
b. Menghitung garis pusat/Central Line (CL)
Garis pusat merupakan rata-rata kerusakan produk (p ).
= =
Keterangan :
np : jumlah total yang rusak
n : jumlah total yang diperiksa
c. Menghitung batas kendali atas atau Upper Control
Limit(UCL)
Untuk menghitung batas kendali atas atau UCL dilakukan dengan
rumus :
UCL=P+3 (1 )
n
Keterangan :
p : rata-rata ketidak sesuaian produk
n : jumlah produksi
d. Menghitung batas kendali bawah atauLower Control
Limit(LCL)
-
7/25/2019 Peng Kualits 2
10/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
10
Untuk menghitung batas kendali bawah atau LCL dilakukan
dengan
rumus:
LCL=P-3 (1 )n
Keterangan :
p : rata-rata ketidak sesuaian produk
n : jumlah produksi
Catatan : Jika LCL < 0 maka LCL dianggap = 0
4..Pengujian Statistik Tingkat Kerusakan Hasil Produksi
a. Uji Normalitas Data
b. Uji Rerata (Mean)
Gambar 3.1
Penolakan / penerimaan Ho dengan uji t
Penerimaan Ho
Penolakan Ho
t tabel t tabel
5.. Menentukan prioritas perbaikan menggunakan diagram
pareto
Pengolahan data dalam penelitian ini menggunakan alat bantu
program
komputer Stistical Product Service Solution (SPSS) Versi
17.0
Hasil Penelitian dan Pembahasan
1.Menghitung Tingkat Kerusakan Hasil ProduksiHasil check sheet
yang telah dilakukan terhadap proses produksi selama
3 bulan ( 62 hari produksi ) terakhir dapat dilihat pada tabel
berikut :
Tabel 4.3
Laporan Produksi PT. Albata Semarang
Bulan JanuariMaret 2011
Hari
Ke-
Barang
Masuk
Produksi
Barang
Siap
Packing
Jenis Broken (pcs) JumlahPersentase
Warna
Tidak
Sesuai
Komp.
Pecah/Patah
Salah
Amplas
Salah
Router
Broken Broken
(pcs) (%)
1 736 720 10 2 3 1 16 2.2
2 742 734 5 1 2 - 8 1.1
-
7/25/2019 Peng Kualits 2
11/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
11
3 711 703 3 3 1 1 8 1.1
4 1,125 1,113 - 10 2 - 12 1.1
5 1,145 1,127 - 15 2 1 18 1.6
6 1,752 1,712 14 25 1 - 40 2.3
7 962 945 12 5 - - 17 1.8
8 975 959 10 3 2 1 16 1.6
9 824 813 8 2 1 - 11 1.3
10 975 955 15 3 2 - 20 2.1
11 892 877 13 1 1 - 15 1.7
12 956 934 16 4 2 - 22 2.3
13 754 741 7 5 - 1 13 1.7
14 1,275 1,251 19 2 3 - 24 1.915 942 922 12 7 1 - 20 2.1
16 765 750 6 6 2 1 15 2.0
17 823 812 4 4 3 - 11 1.3
18 952 934 9 7 1 1 18 1.9
19 754 743 8 3 - - 11 1.5
20 798 778 12 7 1 - 20 2.5
21 654 641 10 1 1 1 13 2.0
22 952 934 9 7 1 1 18 1.9
23 1,125 1,113 - 10 2 - 12 2.0
24 1,145 1,127 - 15 2 1 18 1.6
25 654 641 10 1 1 1 13 2.0
26 962 945 12 5 - - 17 1.8
27 975 959 10 3 2 1 16 1.6
28 956 934 16 4 2 - 22 2.3
29 736 720 10 2 3 1 16 2.2
30 742 734 5 1 2 - 8 1.1
31 711 703 3 3 1 1 8 1.1
32 823 812 4 4 3 - 11 1.3
33 952 934 9 7 1 1 18 1.9
34 1,356 1,316 14 25 1 - 40 2.9
35 738 722 10 2 3 1 16 2.2
36 749 741 5 1 2 - 8 1.1
37 824 813 8 2 1 - 11 1.3
38 952 934 9 7 1 1 18 1.9
39 1,356 1,316 14 25 1 - 40 2.9
40 738 722 10 2 3 1 16 2.2
41 749 741 5 1 2 - 8 1.1
42 824 813 8 2 1 - 11 1.3
-
7/25/2019 Peng Kualits 2
12/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
12
43 975 955 15 3 2 - 20 2.1
44 892 877 13 1 1 - 15 1.7
45 956 934 16 4 2 - 22 2.3
46 754 741 7 5 - 1 13 1.7
47 1,145 1,127 - 15 2 1 18 1.6
48 1,252 1,212 14 25 1 - 40 3.2
49 962 945 12 5 - - 17 1.8
50 975 959 10 3 2 1 16 1.6
51 1,233 1,209 19 2 3 - 24 1.9
52 942 922 12 7 1 - 20 2.1
53 765 750 6 6 2 1 15 2.0
54 711 703 3 3 1 1 8 1.155 1,148 1,136 - 10 2 - 12 2.0
56 823 812 4 4 3 - 11 1.3
57 952 934 9 7 1 1 18 1.9
58 754 743 8 3 - - 11 1.5
59 736 720 10 2 3 1 16 2.2
60 742 734 5 1 2 - 8 1.1
61 798 778 12 7 1 - 20 2.5
62 654 641 10 1 1 1 13 2.0
Total 56,619 55,599 551 346 97 26 1,020 112
Rata-
Rata 913.21 896.76 8.89 5.58 1.56 0.42 16.45 1.80
Prosentase Jenis Kerusakan (%) 54.02 33.92 9.51 2.55 100.00
Sumber : Data Sekunder, 2011
Tabel di atas menunjukkan bahwa :
1. Volume produksi pada PT. Albata Semarang selama bulan Januari
Maret 2011
sebanyak 56,619 pcs namun yang siap packing sebanyak 55,599
pcs
2. Tingkat kerusakan / broken hasil produksi pada PT. Albata
Semarang selama bulan
JanuariMaret 2011 sebanyak 1.020 pcs
3. Tingkat kerusakan /broken ratarata hasil produksi pada PT.
Albata Semarang selama
bulan Januari Maret 2011 sebesar 1.80 % , tingkat keusakan
tersebut tidak melampuistandar yang ditettapkan perusahaan yaitu
sebesar 2 % dari total volume produksi .
dengan demikian hipotesis 1 (H1) bahwa tingkat kerusakan produk
yang terjadi dalam
proses produksi pada PT.Albata melampaui batas standar tidak
terbukti
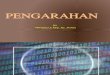
Histogram Jenis Kerusakan Hasil Produksi
PT.Albata Semarang Bulan JanuariMaret 2011
-
7/25/2019 Peng Kualits 2
13/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
13
Sumber : Data Sekunder, 2011
Grafik di atas menunjukkan banwa jenis broken yang sering
terjadiadalah rusak karena warna tidak sesuai dengan jumlah broken
sebanyak 551 pcs.
Selanjutnya jumlah jenis broken karena komponen pecah/patah
sebanyak 346 pcs.
Adapun jenis broken karena salah pengamplasan dan salah router
yang secara
berturut-turut jumlahnya 97 dan 26 pcs.
2.Pengujian Statistik Tingkat Kerusakan Hasil Produksi
1. Uji Normalitas Data
Pengujian normalitas ini juga digunakan analisis stastistik
Kolmogorov-
Smirnov yang dapat dijelaskan berikut ini.
Hasil yang diperoleh yaitu angka signifikansi (Asymp. Sig.) =
0,592 > = 0,05 sehingga tidak signifikan. Kondisi ini
menunjukkan data dalam
penelitian ini berdistribusi normal.
2. Uji Rerata (Mean)
Uji mean digunakan untuk menguji signifikansi dari rata-rata
suatu data
sampel. Pengujian dilakukan dengan membandingkan nilai t hitung
dengan
t tabel dan angka signifikansi (sig.) dengan tingkat kesalahan
penelitian
( =0,05 ). Jika hasilnya signifikan maka rata-rata dari data
sampel tersebut
dapat mewakili populasinya. Tabel berikut menunjukkan hasil uji
mean
terhadap tingkat kerusakan hasil produksi pada PT.Albata
Semarang.
Tabel 4.3
Hasil Uji Mean Kerusakan Hasil Produksi
PT.Albata Semarang Bulan JanuariMaret 2011
Sumber
: Data primer yang diolah, 2011
Tabel di atas menunjukkan bahwa nilai t hitung =31,400 > t
tabel = 2,000
( df =n-1= 62-1=61, =0,05, uji dua pihak) dan sig. = 0,000 <
=0,05,
dengan demikian rata-rata (mean) sebesar 1,806 adalah
signifikan.
-
100
200
300
400
500
600
Warna Tak SesuaiKomp. Pecah Salah Amplas Salah Router
Brang Rusak
t df Sig. (2-tailed)Mean
Difference
31.400 61 .000 1.80645
-
7/25/2019 Peng Kualits 2
14/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
14
Hal ini menunjukkan tingkat kerusakan produk yang terjadi di
pada PT. Albata
sebesar 1,806 % yang terjadi lebih kecil dari standar yang
ditetapkan perusahaan
sebesar 2 %.Dengan demikian hipotesis 2 (H2) bahwa tingkat
kerusakan produkyang terjadi di pada PT.Albata bersifat signifikan
mempengaruhi proses
produksi tidak terbukti.
3.Analisis Menggunakan Peta Kendali p
Peta kendalip mempunyai manfaat untuk membantu pengendalian
kualitas
produksi serta dapat memberikan informasi mengenai kapan dan
dimana
perusahaan harus melakukan perbaikan kualitas. Dengan bantuan
program
komputer Stistical Product Service Solution (SPSS) Versi 17.0
dapat diperoleh
print outberupa grafik .
Berdasarkan gambar peta kendali p diatas dapat dilihat bahwa
Center Line (CL)
sebesar 0,018 atau 1.80 % dan tidak melampui garis LCL dan UCL .
Sehinggadata yang diperoleh berada dalam batas kendali yang telah
ditetapkan, dan dapat
dikatakan bahwa proses sudah terkendali. Hal ini menunjukkan
tidak terjadi
penyimpangan yang berarti di dalam proses produksi.
4.Pareto Chart Untuk Menganalisis Jenis Kerusakan Hasil
Produksi
Jenis-jenis kerusakan yang terjadi pada produk furnitur antara
lain:
1. Warna tidak sesuai permintaan buyer
Yaitu broken yang disebabkan oleh cuaca atau pengeringan pada
waktu proses
pewarnaan. Selain itu bisa juga disebabkan karena pencampuran
komponen
warna yang kurang tepat.
2. Komponen patah atau pecah
Yaitu broken yang disebabkan oleh kecerobohan karyawan sehingga
barang
kebentur atau jatuh yang menyebabkan patah atau pecah.
3. Salah amplas
Yaitu broken yang disebabkan karena kecerobohan karyawan
sehingga barang
terlalu banyak diamplas yang menyebabkan ukuran tidak sesuai
standar.
4. Routeran profil salah
Yaitu broken yang disebabkan oleh kurangnya teliti operator
mesin router
sehingga mereka merouter barang tidak sesuai dengan ukuran
yang
semestinya.
Untuk mengetahui proporsi masing-masing jenis kerusakan
tersebutdigunakan Pareto Chart yaitu diagram batang yang tersusun
dari batang yang
terbesar hingga terkecil yang menunjukkan bannyaknya
karakteristikl atau
kategori yang dianalisis baik dalam bentuk jumlah atau prosen.
Berikut
digambarkan Pareto Chart :
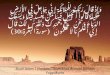
Gambar 4.5
Pareto Chart Hasil Produksi
PT.Albata Semarang Bulan JanuariMaret 2011
-
7/25/2019 Peng Kualits 2
15/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
15
Pareto Chart di atas menunjukkan banwa jenis broken yang sering
terjadi adalah
rusak karena warna tidak sesuai dengan jumlah broken sebanyak
551 pcs yang
merupakan jenis kerusakan terbesar ( 54,02 % ) . Selanjutnya
jumlah jenis broken
karena komponen pecah/patah sebanyak 346 pcs atau 33,92 % .
Adapun jenis
broken karena salah pengamplasan dan salah router yang secara
berturut-turut
jumlahnya 97 atau 9,51 % dan 26 pcs 2,55 % . Grafik Pareto
juga
menunjukkan urutan masing masing jenis kerusakaan yang jika
dijumlahkan
mencapai 100 % tingkat kerusakaan hasil produksi. Dengan
hipotesis 3 (H3)
bahwa jenis kerusakan yang terjadi pada produk dalam proses
produksi padaPT.Albata yaitu warna tidak sesuai, komponen pecah,
salah amplas dan salah
router terbukti.
5. Aktivitas Pengendalian Kualitas Berlapis Pada PT. Albata
Semarang
Pengendalian kualitas berlapis yang dilakukan perusahaan
meliputi tiga
tahapan, antara lain :
1. Pengendalian Terhadap Bahan Baku
2. Pengendalian Terhadap Proses Produksi
3. Pengendalian Terhadap Produk Jadi
Melalui aktivitas pengendalian kualitas secara berlapis yang
telahdijelakan di atas, PT. Albata Semarang selama berproduksi
dapat menekan
tingkat kerusakan hasil produksi dan mempertahankan kualitas
produk yang
dihasilkan. Dengan demikian hipotesis 4 (H4) bahwa penerapan
metode
pengecekan ganda / berlapis dalam mengendalikan kualitas produk
PT.Albata
dan menekan terjadinya kerusakan produk terbukti.
Kesimpulan
Berdasarkan hasil pembahasan maka dapat diambil beberapa
kesimpulan
sebagai berikut :
wts kp sa sr
Karakteristik
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
JmlKerusakan
0%
20%
40%
60%
80%
100%
Percent
551.00
346.00
97.0026.00
-
7/25/2019 Peng Kualits 2
16/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
16
1. Tingkat kerusakan / broken rata rata hasil produksi pada PT.
Albata
Semarang selama bulan Januari Maret 2011 sebesar 1.80 % ,
tingkat
kerusakan tersebut tidak melampui standar yang ditettapkan
perusahaan yaitusebesar 2 % dari total volume produksi . Dengan
demikian hipotesis 1 (H1)
bahwa tingkat kerusakan produk yang terjadi dalam proses
produksi pada PT.
Albata melampaui batas standar tidak terbukti.
2. Hasil uji mean ditunjukkan nilai t hitung =31,400 > t
tabel = 2,00 dan sig. =
0,000 < =0,05, dengan demikian rata-rata (mean) sebesar 1,806
adalah
signifikan. Dengan demikian hipotesis 2 (H2) bahwa tingkat
kerusakan produk
yang terjadi di pada PT.Albata bersifat signifikan mempengaruhi
proses
produksi tidak terbukti.
3. Pareto Chart menunjukkan bahwa jenis broken yang sering
terjadi adalah rusak
karena warna tidak sesuai, selanjutnya karena komponen
pecah/patah, salah
pengamplasan dan salah router. Dengan hipotesis 3 (H3) bahwa
jenis kerusakanyang terjadi pada produk dalam proses produksi pada
PT.Albata yaitu warna tidak
sesuai, komponen pecah, salah amplas dan salah router
terbukti.
4. Melalui aktivitas pengendalian kualitas secara berlapis yang
telah dijelakan di
atas, PT. Albata Semarang selama berproduksi dapat menekan
tingkat
kerusakan hasil produksi dan mempertahankan kualitas produk
yang
dihasilkan. Dengan demikian hipotesis 4 (H4) bahwa penerapan
metode
pengecekan ganda / berlapis dalam mengendalikan kualitas produk
PT.Albata
dan menekan terjadinya kerusakan produk terbukti.
5.2. Saran
1. Secara umum penyebab utama terjadinya kerusakan atau broken
berasal dari
faktor manusia dan mesin. Hal tersebut berdasarkan pengamatan
yang
dilakukan dimana kerusakan pada furnitur terjadi pada saat
proses produksi
furniture berlangsung menggunakan mesin yang mana setiap mesin
dijalankan
oleh beberapa operator. Oleh karena itu, usaha-usaha untuk
mengatasi
terjadinya broken yang disebabkan oleh factor tersebut dapat
dilakukan dengan
cara sebagai berikut :
a. Manusia
- Melakukan pengawasan atas para pekerja dengan lebih ketat.
- Memberikan pelatihan kepada para pekerja.
- Membuat sistem penilaian kerja yang baru dengan tujuan
untukmemotivasi kinerja para pekerja agar lebih baik.
b. Mesin
- Melakukan pengecekan kesiapan mesin sebelum dan sesudah
digunakan
agar sesuai standar operasional.
- Melakukan perawatan mesin secara berkala, tidak hanya ketika
mesin
mengalami kerusakan saja.
- Segera mengganti komponen mesin yang rusak sehingga
tidakmenghambat proses produksi.
2. Berdasarkan hasil penelitian yang telah dilakukan terbukti
bahwa tingkat
kerusakan terbesarnya adalah warna tidak sesuai. Penyebab utama
kesalahan
warna yang tidak sesuai adalah karena factor cuaca, karena sinar
matahari
-
7/25/2019 Peng Kualits 2
17/17
JURNAL EKONOMI MANAJEMEN AKUNTANSI
No. 35 / Th.XX / Oktober 2013
ISSN:0853-8778
17
sangat berpengaruh terhadap kualitas warna yang dihasilkan.
Semakin panas
cahaya matahari yang didapatkan akan semakin baik pula warna
yang
dihasilkan, namun sebaliknya apabila cuaca mendung / tanpa sinar
mataharimaka warna cenderung tidak rata dan terlalu pekat. Untuk
mengatasi hal
tersebut maka perusahaan perlu :
- Menggunakan lampu mercuri yang mempunyai kapasitas panas
diatas 100C.
- Menggunakan kipas angin dari berbagai arah dan berada
diruangan khusus
- Dioven dengan panas dibawah 40C
- Menambah formula yang bias membuat warna rata walaupun
tanpa
sinar matahari.
DAFTAR PUSTAKA
Bayu Prestianto, Sugiono dan Susilo Toto R. 2003. Analisis
PengendalianKualitas Pada PT. Semarang Makmur Semarang.Jurnal
Bisnis Strategi,
Vol. 11/Juli/Th. VIII/2003.
Douglas C. Montgomery . 2001.Introduction to Statistical Quality
Control. 4thEdition. New York : John Wiley & Sons, Inc.
Fajar Siding N dan Hotniar Siringoringo. 2008. Analisis Cacat
Produk Botol
Milkuat 100 ml. Diakses 3 Desember 2009, dari www.google.com
Teknik
Industri Universitas Gunadarma.
G. Roger . 2007.Manajemen Operasi. Jilid 2-Edisi 3. Jakarta :
Penerbit Erlangga.
Juita. Alisjahbana. 2005. Evaluasi Pengendalian Kualitas Total
Produk Pakaian
Wanita Pada Perusahaan Konveksi.Jurnal Ventura, Vol. 8, No. 1,
April
2005.
La. Hatani, 2007. Manajemen Pengendalian Mutu Produksi Roti
Melalui
Pendekatan Statistical Quality Control (SQC). Diakses 12 Maret
2010,
dari www.google.com/Jurusan Manajemen FE Unhalu.
Nasution, M. N.. 2005.Manajemen Mutu Terpadu. Bogor : Ghalia
Indonesia.
Assauri, Sofjan. 1998.Manajemen Operasi Dan Produksi. Jakarta :
LP FE UI
Suyadi Prawirosentono, 2007. Filosofi Baru Tentang Manajemen
Mutu Terpadu
Abad 21 Kiat Membangun Bisnis Kompetitif. Jakarta : Bumi
Aksara.
Vincent Gasperz, 2005. Total Quality Management. Jakarta : PT.
Gramedia
Pustaka Utama.