Embed Size (px)
Citation preview
PERANCANGAN ALAT INSPEKSIDAN KLASIF IKASI PRODUKKERAMIK LANTAI BERBASISPENGOLAHAN CITRA DIGITAL
MARIA CHRISTINA25091000082509100008
L/O/G/Owww.themegallery.com

ContentsPENDAHULUAN1
ContentsPENDAHULUAN
RANCANGAN ALAT2
TINJAUAN PUSTAKA3
METODOLOGI PENELITIAN4
PENGUMPULAN DATA5
PENGOLAHAN DATA6
KESIMPULAN DAN SARAN7
DAFTAR PUSTAKA8
LATAR BELAKANGKeramik membutuhkan bentuk dan ukuran yang presisi untuk dapat memenuhikepuasan konsumen sesuai dengan kriteria yang diinginkan konsumen
LATAR BELAKANGkepuasan konsumen sesuai dengan kriteria yang diinginkan konsumen.
No. Karakteristik Kualitas Kriteria Cacat1 Gupil Bagian sisi atau sudut keramik yang gupil1 Gupil Bagian sisi atau sudut keramik yang gupil
2 Cacat Body Nampak adanya penyimpangan terhadap kelurusan sisi, kesikuan keramik
N k d l t k i t li i l3 Bergelombang (Dimple) Nampak adanya gumpalan atau kristalisasi glazepada permukaan keramik
4 Mengelupas (Dry Spots) Lapisan glasir atau engobe yang mengelupas
5 Lubang Jarum (Pin Hole) Lubang kecil-kecil pada permukaan glasir terkadang tembus sampai body
6 Kotor (Specks or Spots) Bintik atau noda yang nampak pada permukaan 6 Kotor (Specks or Spots) keramik7 Retak Glaze Retak kecil-kecil pada lapisan grosir
Nampak adanya permukaan keramik yang tidak rata8 Gripis Nampak adanya permukaan keramik yang tidak rata atau bergelombang
9 Bergelombang Nampak adanya permukaan keramik yang tidak rata/bergelombangrata/bergelombang
10 Cacat Printing Terdapat kejanggalan dari gambar atau motif atau dekorasi keramik
LATAR BELAKANG (2)LATAR BELAKANG (2)
1400
Jumlah Cacat
1000
1200GupilCacat Body
800
1000
ah C
acat
Cacat Body Bergelombang (Dimple)Mengelupas (Dry Spots) Lubang Jarum (Pin Hole)
400
600
Jum
la Lubang Jarum (Pin Hole)Kotor (Specks or Spots)Retak Glaze Gripis
0
200
pBergelombangCacat Printing
Februari Maret AprilBulan
LATAR BELAKANG (3)LATAR BELAKANG (3)Obyek yang digunakan adalah keramik lantai milik PT Kwali MassObyek yang digunakan adalah keramik lantai milik PT.Kwali Mass
3 varian ukuran yaitu:Standar mutu yang digunakan sebagai3 varian ukuran, yaitu:
1. 30x302. 40x40
parameter kualitas keramik lantai PT.KwaliMass :1. Planarity : toleransi batasan untuk defect
3. 60x60
Isi packaging semua
ypada ketebalan 0,15 ml.
2. Sizing : ukuran yang tidak presisi padamasing-masing sudut keramik.Isi packaging semua
sama, yaitu 6 pcs @boxmasing masing sudut keramik.
3. Tidak terdapat keramik yang retak atauujung sudut keramik patah.
PROSES PRODUKSIPROSES PRODUKSI
Terfokus pada bagian sortirTerfokus pada bagian sortir
KONDISI EKSISTINGKONDISI EKSISTING
Waktu inspeksip3 detik
MANUAL DAN OTOMASIMANUAL DAN OTOMASI
1• Hasil kurang akurat• Hasil kurang akurat1• Hasil akurat• Hasil akurat
1
• Waktu siklus untuk proses inspeksi • Waktu siklus untuk proses inspeksi
1
• Waktu siklus untuk proses inspeksi • Waktu siklus untuk proses inspeksi 2
p plebih lama
p plebih lama2
p plebih cepat
p plebih cepat
Tid k b t hk b t tTid k b t hk b t t3
• Membutuhkan bantuan tenaga kerja• Membutuhkan bantuan tenaga kerja3• Tidak membutuhkan bantuan tenaga
kerja• Tidak membutuhkan bantuan tenaga
kerja
4• Laju produksi rendah• Laju produksi rendah4• Laju produksi tinggi• Laju produksi tinggi

RANCANGAN ALATRANCANGAN ALATRANCANGAN KONVEYOR
Rancangan digunakan bersama dengan Tugas Akhirg g g gKukuh Suryana : Perancangan Alat Inspeksi Otomasi Menggunakan
Pengolahan Citra Digital Pada Produk Woodworking
RANCANGAN ALATRANCANGAN ALAT
CConveyor
KOMPONEN UTAMA
WebCamera
LimitSwitch

TUJUAN PENELITIANTUJUAN PENELITIAN
Melakukan identifikasi dan klasifikasi kualitas pada proses produksi keramik1
2 Melakukan identifikasi penyebab-penyebab cacat yang ada pada hasil produksi keramik dengan menggunanakan metode RCA2 hasil produksi keramik dengan menggunanakan metode RCA
3 Membuatprototype inspeksi visual dan grading untuk3 Membuatprototype inspeksi visual dan grading untukkeramik lantai berbasis pengolahan citra digital
Mengetahui kapabilitas proses dari proses produksi keramik4
Mengetahui kapabilitas proses dari proses produksi keramiklantai khususnya terkait proses dimensi pada produk.
5Membandingkan keakuratan dan besar biaya yang dikeluarkanantara menggunakan prototype dengan menggunakan operator

MANFAAT PENELITIANMANFAAT PENELITIAN
Parameter kualitas dari hasil produksi keramik dapat teridentifikasi dengan jelas1
2 Dapat dilakukan justifikasi secara cepat ketika mengidentifikasi ti k t k lit d b b t d h il d k i2 tingkat kualitas dan penyebab cacat pada hasil produksi
3 M i k tk fi i i d f ktifit k j h3 Meningkatkan efisiensi dan efektifitas kerja perusahaan
Mengetahui kapabilitas proses produksi dengan4
Mengetahui kapabilitas proses produksi denganmenggunakan prototype.
Mengetahui perbandingan keakuratan dan besar biaya yang
5Mengetahui perbandingan keakuratan dan besar biaya yang
dikeluarkan antara menggunakan prototype dengan menggunakan operator
RUANG LINGKUPASUMSI
RUANG LINGKUPBATASAN ASUMSIASUMSIBATASAN ASUMSI
Penelitian pada PT.Kwali Mass Operator pada proses produksi memiliki skill dan pengalaman
Produk yang dijadikan sebagai obyek liti d l h k ik l t i
skill dan pengalaman
Kinerja dari prototype dalam kondisibaik dan tidak terganggu dengan
penelitian adalah keramik lantai
Parameter kualitas berupa
g gg gkeadaan di luar sistem
Waktu yang diamati mewakilipukuran dan jenis cacat
Merkanisme rancangan
y gwaktu secara keseluruhan
Merkanisme rancangan dengan satu web camera
M k i t t dib t i dMekanisme prototype dibatasi pada prosesinspeksi, klasifikasi dan sortir
Sistem pada prototype tidak dapat melihat bagian bawah produk

TINJAUAN PUSTAKATINJAUAN PUSTAKA
Pengolahan Citra
2Automated Multi-
Pengolahan Citra Digital
Automated MultiView Visual
Inspection SystemSeven Tools of
Quality1 3
6 4Replacement Root Cause6 45
Replacement Analysis
Root Cause Analysis
KeramikLantai
METODOLOGI PENELITIANMETODOLOGI PENELITIAN
Tahap Identifikasi PerumusanMasalah dan Pengumpulan Datag p
Tahap Perancangan PembuatanPrototypePrototype
Tahap Pengolahan DataTahap Pengolahan Data
Tahap Menganalisis DataTahap Menganalisis Data
STahap Kesimpulan dan Saran
PRODUK AMATANPRODUK AMATANJENIS-JENIS DEFECT PADA PT.KWALI MASS
No Jenis Defect No Jenis Defect1 Bubble 13 Membingjai2 Cacat Printing 14 Permukaan Cekung3 GlazeMengelupas 15 Permukaan Gelombang3 Glaze Mengelupas 15 Permukaan Gelombang4 Gopil Matang 16 Rayton Timbul5 Gopil Mentah 17 Retak Tengahp g6 Kelainan Bintik 18 Retak Tepi7 Kelainan Warna 19 Tergores Mentah8 K B di 20 T M8 Kotoran Bodi 20 Tergores Matang9 Kotoran Engobe 21 Tetes Glaze10 Kotoran Kiln 22 Tetes Hitam11 Kotoran Save Roller 23 Tetes Air12 Laminasi 24 Tetesan Pasta

RANCANGAN SOFTWARERANCANGAN SOFTWARESoftware Eclipse digunakan untuk membaca jenis cacat padaSoftware Eclipse digunakan untuk membaca jenis cacat pada
produk amatan yang telah di-capture oleh web camera.
RANCANGAN SOFTWARERANCANGAN SOFTWARE
KelebihanMampu mengidentifikasi puluhan jenis cacat• Mampu mengidentifikasi puluhan jenis cacat
• Mudah untuk dioperasikan
• Mempercepat waktu inspeksi
Kekurangan• Tidak dapat menampilkan ukuran dimensi dari produkp p p
• Tidak dapat menghasilkan gambar dari beberapa seven tools ofqualityq y
PROTOTYPEPROTOTYPEB i L diBagian Loading
1. Belt Conveyor 2. Teflon
4. Panel : tombol inspeksi 3. Motor

PROTOTYPEPROTOTYPEB i I k iBagian Inspeksi
1 W b C 2 Ph t di d d I f d1. Web Camera 2. Photodioda dan Infrared
4. Lampu3. Limit Switch

PROTOTYPEPROTOTYPE
Bagian Klasifikasi1 C t ll 8535 d C t ll 25601. Controller 8535 dan Controller 25602. Limit Switch3 S M t4. Komponen Mekanik3. Servo Motor
5 Komponen Power Supply5. Komponen Power Supply
1. Power supply motor + relay 12V
Optocoupler :
2. Power Supply conveyor 24V3. Power supply mikrontroller + IC 5V
Mikrokontroller Atmega 8535/815 :
Driver Relay :Saklar on-off yang
Optocoupler :Pemisah antaraMikrokontroller
Power Supply :Memberikan daya
Pengendali kerja sistem
membuka danmenutup rangkaian
dengan devicehardware
sesuai dengan komponennya
PROTOTYPEPROTOTYPE
PRIMAPRIMA
EKONOMIKW EKONOMIKW
PROTOTYPEPROTOTYPE
Kelebihan• Tersedianya software yang telah diintegrasikan dengan prototype
• Pada prototype hanya menggunakan satu kamera yangp yp y gg y gdiletakkan diatas agar dapat menjangkau seluruh permukaanatas dari produk, sedangkan untuk sisi-sisi dari produkmenggunakan photodioda yang diletakkan di tepi bawah agarmenggunakan photodioda yang diletakkan di tepi bawah agardapat melihat sisi dari produk tersebut.
• Dalam satu rancangan prototype terdapat tiga proses kerjasekaligus yaitu proses inspeksi, proses klasifikasi dan prosessortirsortir.
PROTOTYPEPROTOTYPE
Kekurangan
• Tingkat intensitas cahaya dari sekitar sangat mempengaruhi kinerja
• Sensor kamera tidak dapat membaca defect yang berukuran kecil,misalnya gripis dan pinhole
• Terdapat permasalahan dua servo yang tidak dapatk ( l k k kl ifik i) d k k i lmeneruskan (melakukan klasifikasi) produk secara maksimal
POTENSI UPGRADE KOMPONENPOTENSI UPGRADE KOMPONEN
HD Pro Webcam 910Logitech HD C525
Motor Plastik Motor DC Gear
POTENSI UPGRADE KOMPONENPOTENSI UPGRADE KOMPONEN
Arm CortexAtmega 8535/815
Rangkaian Sistem
PLC CQM 2 CPU 21Sistem CPU 21
VERIFIKASI RANCANGAN SISTEMVERIFIKASI RANCANGAN SISTEMDilakukan untuk memastikan bahwa sistem dari prototype tersebutp ypdapat berjalan dan bebas errorTampilan ketika terjadi error
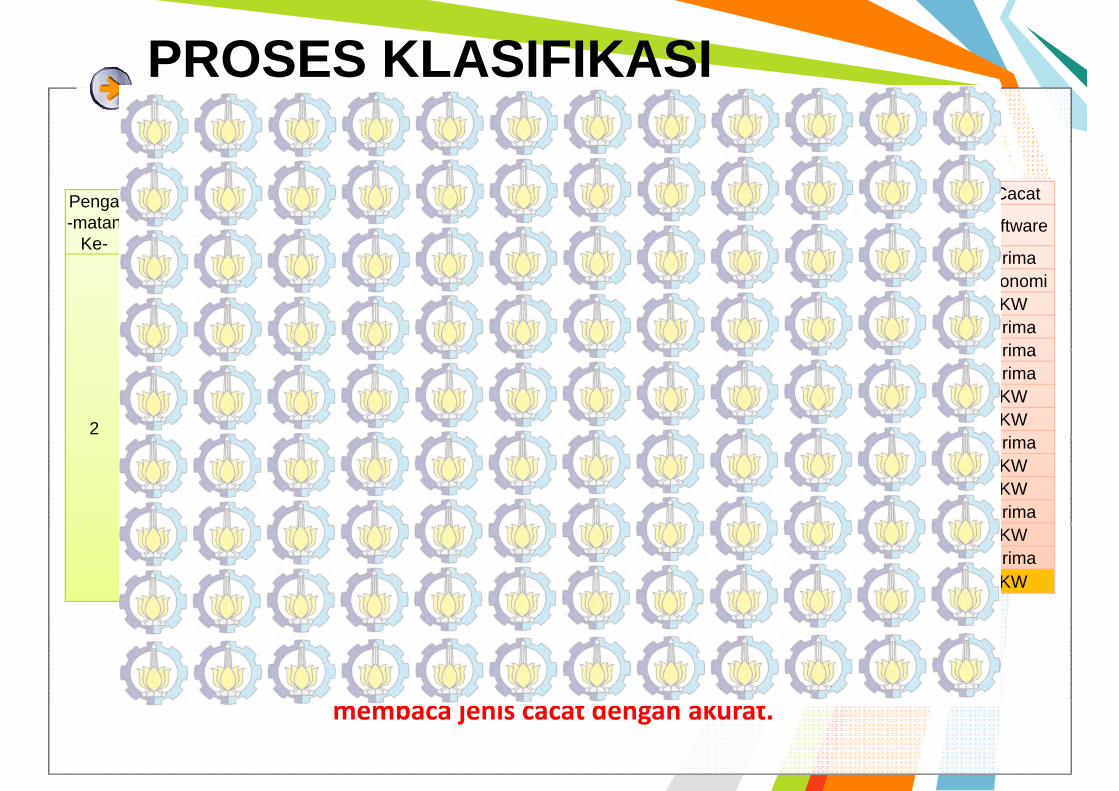
PROSES KLASIFIKASIMANUAL-SOFTWARE
Penga-matan
Ke-
Nomor Sampel
Klasifikasi Cacat
Manual Software
16 Prima Prima
Penga-matan
Ke-
Nomor Sampel
Klasifikasi Cacat
Manual Software
76 Prima Prima
Penga-matan
Ke-
Nomor Sampel
Klasifikasi Cacat
Manual Software
106 Prima Prima16 Prima Prima17 Prima Prima18 Prima Prima19 Prima Prima
76 Prima Prima77 KW KW78 Ekonomi Prima79 Prima Prima
106 Prima Prima107 Ekonomi Ekonomi108 KW KW109 Prima Prima110 Prima Prima
2
20 KW KW21 KW KW22 Prima Prima23 Prima Prima 6
80 Prima Prima81 Prima Prima82 KW KW83 Prima Prima 8
110 Prima Prima111 Prima Prima112 KW KW113 KW KW114 Prima Prima24 Ekonomi Prima
25 Prima Prima26 Prima Prima27 KW KW
84 Prima Prima85 KW KW86 KW KW87 KW KW
114 Prima Prima115 KW KW116 KW KW117 Prima Prima
28 Prima Prima29 KW KW30 KW KW
88 Prima Prima89 Prima Prima90 Prima Prima
118 KW KW119 Prima Prima120 Ekonomi KW
Besar error yang terjadi pada software adalah sebesar 2%.Hal ini menunjukkan berarti software pada prototype tersebut dapat
b j i t d k tmembaca jenis cacat dengan akurat.
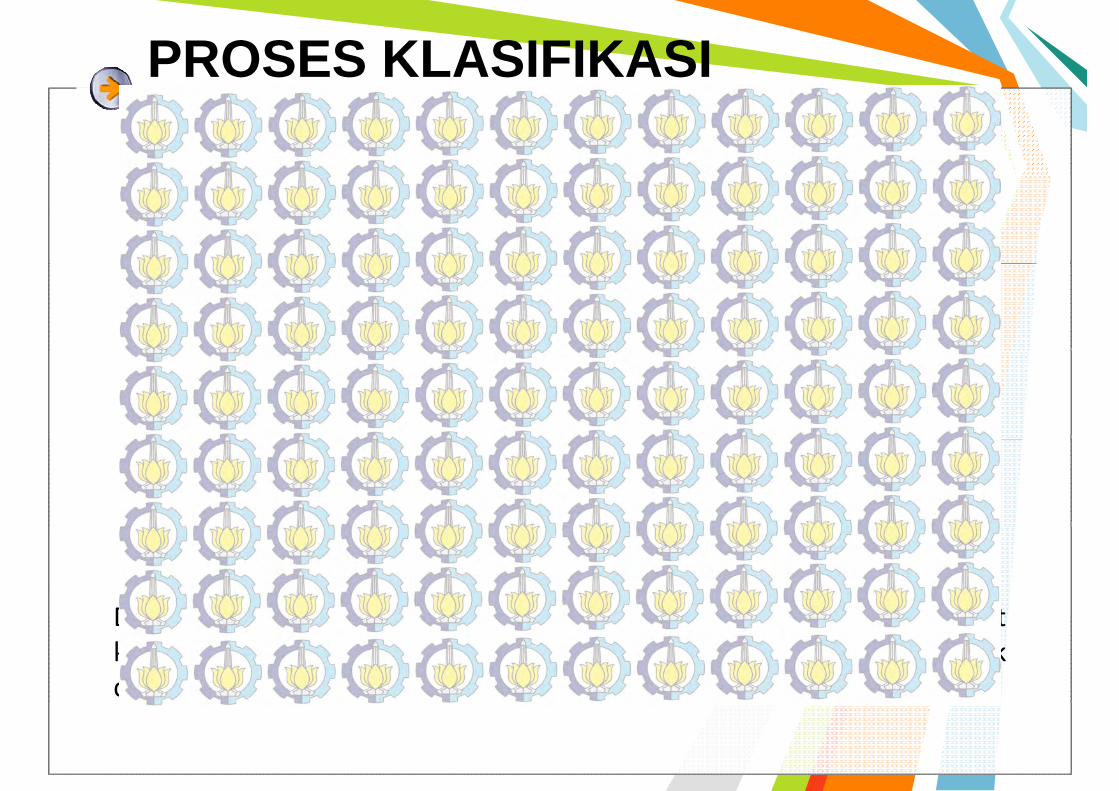
PROSES KLASIFIKASIPROTOTYPE-OPERATOR
Pengamatan Ke-
Nomor Sampel
Klasifikasi Cacat Jenis CacatManual Software1 Prima Prima No Defect2 KW KW Glaze Mengelupasg p3 Ekonomi Prima Membingkai4 Prima Prima No Defect5 KW KW Rayton Timbul6 Ekonomi Ekonomi Cacat Printing
1
6 Ekonomi Ekonomi Cacat Printing7 KW KW Gopil Mentah8 KW KW Bubble9 Ekonomi KW Tetes Glaze10 KW KW Glaze Mengelupas10 KW KW Glaze Mengelupas11 Reject Reject Reject12 KW KW Retak Tepi13 KW KW Kelainan Warna14 KW KW Gopil Matang15 KW KW Kelainan Warna, Tetesan Air
Didapatkan dua error yang terjadi pada operator saat membaca jenis cacatDidapatkan dua error yang terjadi pada operator saat membaca jenis cacatkarena perator kebingungan saat membaca jenis cacat tersebut termasukdalam klasifikasi yang mana.
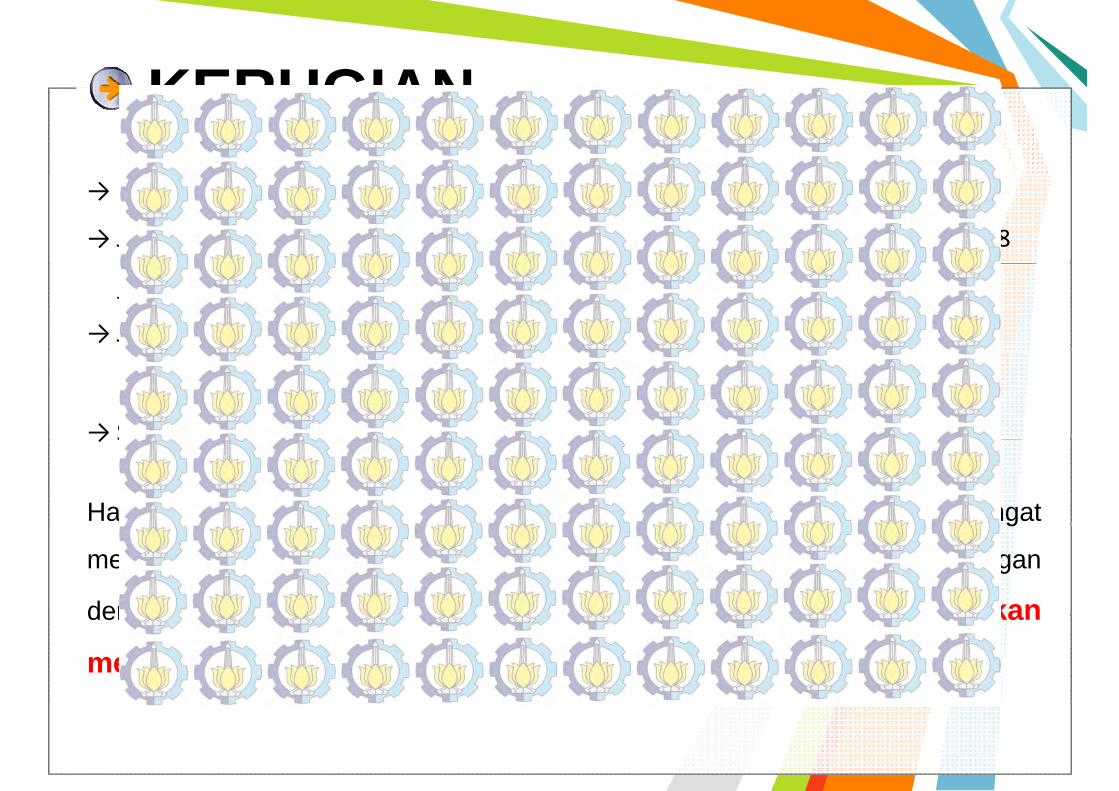
KERUGIANKERUGIAN→ Error yang terjadi dalam proses inspeksi dengan operator = 1,3 %
→ Jika kecepatan 1 operator = 1200 pcs/jam, dengan hari kerja efek f 30 hari/bulan, 8
jam/hari, maka dalam sebulan = 1200 x 30 x 8 = 288.000 pcs
→ Jika diasumsikan error 1,3% terjadi tiap hari, maka = 288.000 x 1,3% = 3.744
pcs/bulan yang salah identifikasi.
→ Sehingga 3.744 pcs x Rp 9.100 = Rp 34.070.400,‐→ Sehingga 3.744 pcs x Rp 9.100 Rp 34.070.400,
Hal ini menunjukkan berarti kesalahan operator dalam mengklasifikasikan sangat
merugikan karena angka kerugian yang diperoleh sangat tinggi. Dengan
demikian maka menggunakan prototype lebih baik dibandingkandemikian maka menggunakan prototype lebih baik dibandingkan
menggunakan operator.
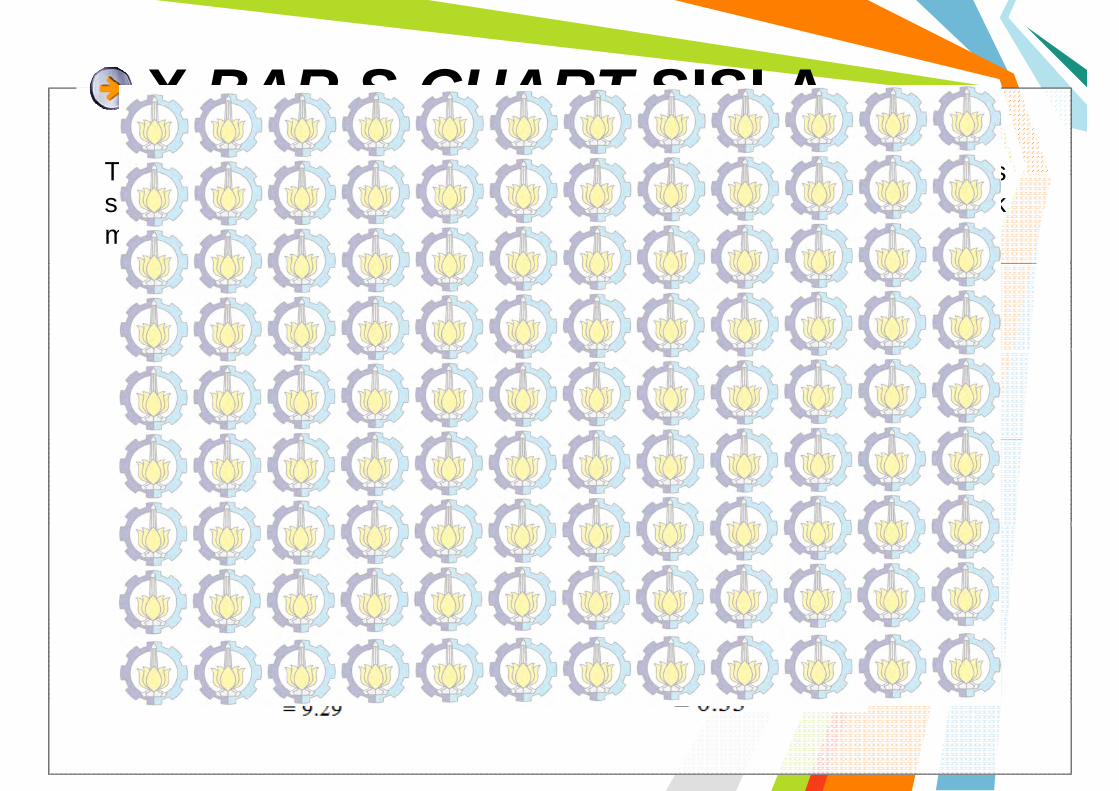
X BAR S CHART SISI AX BAR-S CHART SISI ATujuan dari pencarian X bar-S Charts adalah sebagai penentuan batasTujuan dari pencarian X bar S Charts adalah sebagai penentuan batasspesifikasi untuk mengontrol dimensi dari produk keramik lantai agar tidakmelebihi batas.
X BAR S CHART SISI AX BAR-S CHART SISI AXbar-S Chart of C1 C15
10.50
10.25
ea
nUCL=10.553
Xbar S Chart of C1, ..., C15
10.00
9.75Sa
mp
le M
e __X=10.016
10987654321
9.50
Sample
LCL=9.4791
1.0
0.8
e S
tDe
v
_S=0.6807
UCL=1.0699
0.6
0.4
0.2
Sa
mp
le
LCL=0.29151
10987654321Sample
Jumlah sampel dalam pengamatan 8 dan 9 banyak yang jauhJumlah sampel dalam pengamatan 8 dan 9 banyak yang jauhdari ukuran sebenarnya, yaitu 10 cm.
X BAR S CHART SISI BX BAR-S CHART SISI B
X BAR S CHART SISI BX BAR-S CHART SISI B
10.50 UCL=10.553
Xbar-S Chart of C1, ..., C15
10.25
10.00
am
ple
Me
an
__X=10.016
10987654321
9.75
9.50
Sample
Sa
LCL=9.4791
Sample
1.0
0 8ev
UCL=1.0699
0.8
0.6
0.4Sa
mp
le S
tDe
_S=0.6807
109876543210.2
Sample
LCL=0.29151
X BAR S CHART LUASX BAR-S CHART LUAS
X BAR S CHART LUASX BAR-S CHART LUASXbar-S Chart of C1, ..., C15
105M
ea
nUC L=107.26
100
95Sa
mp
le M
__X=99.05
LC L=90 84
1098765432190
Sample
LC L=90.84
UC L=16.3715.0
12.5
10.0
ple
StD
ev
_S=10.41
10987654321
7.5
5.0
Sa
mp
LC L=4.46
Sample
Spesifikasi yang ada berdasarkan UCL dan LCL, sehingga sisi yang cacat masihdalam range.UCL dan LCL tidak berdasarkan spesifikasi namun dari proses. Dandalam range.UCL dan LCL tidak berdasarkan spesifikasi namun dari proses. Dan
tidak ada hubungan statistik khusus antara center limit (CL) dan specification limit (SL).
CAPABILITY PROCESSCAPABILITY PROCESSPada prototype dalam penelitian menggunakan skala 1:4, maka USL dan LSL yang sudah disesuaikan adalah sebagai berikut:USL 40 39 9 0 1USL = 40 – 39,9 = 0,1
Karena dari ukuran awal yang 40cm x 40cm dipotong menjadi 10x10, sehingga hasil perhitungan diatas dibagi 4.USL = 0,1 / 4 = 0,025USL = 10-0,025 = 9,975USL 10 0,025 9,975USL Luas = 9,9752 = 99,50
Sedangkan untuk nilai batas spesifikasi bawah (LSL) adalah sebagai berikut:Sedangkan untuk nilai batas spesifikasi bawah (LSL) adalah sebagai berikut:LSL = 40 – 39,75 = 0,25LSL = 0,25 / 4 = 0,0625LSL 10 0 0625 9 9375LSL = 10-0,0625 = 9,9375USL Luas = 9,93752 = 98,75
CAPABILITY PROCESSCAPABILITY PROCESSUntuk lebih memastikan persentase fraksi jumlah produk cacat (fraction ofUntuk lebih memastikan persentase fraksi jumlah produk cacat (fraction ofnonconforming) yang dihasilkan selama pengamatan, maka estimasinya adalahsebagai berikut:
Perhitungan estimasi jumlahproduk dengan dimensi cacat
j kk j l hmenunjukkan jumlah yangsangat besar, yaitu 97,2%. Halini menunjukkan bahwadimensi pada sampel produktidak baik,sehingga perludilakukan pengendalianp gkualitas yang lebih ketat danperbaikan terhadap prosespengukuran untuk memenuhipengukuran untuk memenuhikepuasan konsumen.
CAPABILITY PROCESSCAPABILITY PROCESS
Nilai ini menunjukkan bahwa proses berada di luar center. Hal inidikarenakan spesifikasi yang telah ditetapkan terlalu tinggi yaitu selisihdikarenakan spesifikasi yang telah ditetapkan terlalu tinggi, yaitu selisihantara UCL dan LCL yang ditetapkan hanya berjarak 0,2 cm.
P CHARTSP CHARTSP Charts digunakanuntuk mengetahui dalam sekali running dengan 15 sampel
produk keramik lantai terdapat ada berapa jumlah produk yang cacat.
0.9
0.8 UCL=0.8172
P Chart of Jumlah Cacat
0.7
0.6
0 5tion 0.5
0.4
0.3
0 2
Prop
ort _
P=0.4333
10987654321
0.2
0.1
0.0LCL=0.0495
10987654321Sample
PARETO CHARTPARETO CHART
180100
Pareto Chart of Jenis Cacat
160
140
120
100
100
80
60nt ent
100
80
60
40
60
40
20
Cou
Perc
e
Jenis CacatOt
her
Rejec
t
Mentah
es Gl
aze
mbingk
ai
Lamina
si
gelup
as
Matang
ing
n Warna
Bubb
le
esan
Air
o Defec
t
20
0 0
Count 5 4 3 3 784 11 9 9 8 8 6 5
Gopil
MTe
tesMem
bLam
Glaze
Men
ge
Gopil
M
Caca
t P
Kelai
nan WB
TetesNo
Percent 3 2 2 2 452 7 6 6 5 5 4 3Cum % 90 92 94 96 10052 59 64 70 75 80 83 86
CAUSE AND EFFECT DIAGRAM
Man
• Operator
Methods
• Penampung
Machines
• Konveyor
Equipment
• Ada lubang
Man
• Operator k
Equipment
• Pembatas d
Environment
• Pencahayaan d k
Material
• Terlalu b k k dOperator
kurang jeliPenampung tidak pernah dicek
Konveyor berjalan terlalu cepat
Ada lubang kecil di lempengan
kurang tepat menentukan kecepatan k
pada konveyor mulai rusak
sedikit kurang
banyak kadar air pada tile
dicek cepatkonveyor
CACAT TETESAN AIRCACAT BUBBLE SELENGKAPNYA DI HAL. 94‐98
NILAI EKONOMISNILAI EKONOMIS
DEFENDER
P1 = A1 (P1/A1, 6%, 3)= Rp 14.253.404,65 (2,673)= Rp 38.126.080,63 → Present Worth
Nilai P1 ini dianggap sebagai nilai Present Worth atas pengeluaran rutin perbulan (biaya atau upah operator) selama umur ekonomis.( y p p )
NILAI EKONOMISNILAI EKONOMISCHALLENGER
• Biaya pembuatan 1 prototype = Rp 11 118 450 -• Biaya pembuatan 1 prototype = Rp 11.118.450,-• Biaya investasi 6 alat = Rp 66.710.700,-• Biaya maintenance 1 alat = Rp 150.000,-/bulan
Bia a operasional 1 alat Rp 850 000• Biaya operasional 1 alat = Rp 850.000,-• Pengeluaran rutin/bulan untuk 6 alat = 6 x Rp 1.000.000,- = Rp 6.000.000,-
P2 = A2 (P2/A2, 6.2%, 12)= Rp 6.000.000 (P2/A2, 6.2%, 12)= Rp 6.000.000 x 8.292677123p= Rp 49.756.062,74 → berlaku untuk 12 bulan di tahun pertama, 12 bulan di
tahun kedua, dan 12 bulan di tahun ketiga.
NILAI EKONOMISNILAI EKONOMISCHALLENGER
P3 = A3 (P3/A3, 6%, 3)3 3 ( 3 3, , )= Rp 49.756.062,74 (2,673)= Rp 132.997.955,7 → Present Worth
Selanjutnya nilai P3 ditambah dengan biaya investasi atas 6 alat tersebutSelanjutnya nilai P3 ditambah dengan biaya investasi atas 6 alat tersebut,sehingga didapatkan total biaya investasinya adalah:Rp 132.997.955,7 + Rp 66.710.700 = Rp 199.708.655,7
P4 = A4 (P4/A4, 6.2%, 12)= Rp 34.070.400,- (P2/A2, 6.2%, 12)= Rp 34.070.400,- x 8.292677123= Rp 282.534.826,7
NILAI EKONOMISNILAI EKONOMISPROFITPROFITP5 = A5 (P5/A5, 6%, 3)
= Rp 282.534.826,7 (2,673)p , ( , )= Rp 755.215.591,8
PENDAPATAN BAGI PERUSAHAANPENDAPATAN BAGI PERUSAHAANRp 755.215.591,8 – (Rp 132.997.955,7 + Rp 66.710.700) = Rp 555.506.936,1
Aset lama = outflow sebesar Rp 371.520.000,-, yang merupakan biaya atauupah bagi operator inspeksi yang dikeluarkan perusahaan selama umurupah bagi operator inspeksi yang dikeluarkan perusahaan selama umurekonomis.Aset baru = inflow sebesar Rp 555.506.936,1, yang merupakan pendapatanbagi perusahaan apabila mengaplikasikan prototype tersebut selamaumur ekonomisnya.
KESIMPULANKESIMPULAN
1. Alat yang dirancang dapat mengidentifikasi kualitas accept atau reject dan
mana produk tipe prima, ekonomi dan KW
2. Hasil identifikasi menggunakan metode RCA, yaitu adanya operator lalai,
peralatan yang digunakan sudah mulai rusak, lingkungan yang panas,
3. Kapabilitas proses pengukuran dimensi dalam kondisi sangat jauh dari baik
dikarenakan spesifikasi yang ditentukan terlalu ketat, hanya 0,2 cm
4. Dengan tingkat akurasi sebesar 98% sehingga dapat dikatakan bahwa alat
tersebut dapat membaca jenis cacat secara akurat

SARANSARAN
1 Alat dan softwaremasih diperlukan perbaikan kecil agar siap dipasarkan1. Alat dan softwaremasih diperlukan perbaikan kecil agar siap dipasarkan.
2. Dalam pengembangan penelitian selanjutnya dapat ditambahkan sensor
di i d k k d di i k kdimensi dan kecepatan konveyor dapat ditingkatkan.
HASIL RUNNINGHASIL RUNNING
VIDEO RUNNING PROTOTYPEVIDEO RUNNING PROTOTYPE
DAFTAR PUSTAKADAFTAR PUSTAKA• Adluna, Lucky Shabrianti. 2012. Perancangan Automated Multi-View Visual Inspection and Grading
S SSystem Berbasis Digital Image Processing. Tugas Akhir Teknik Industri. Surabaya : InstitutTeknologi Sepuluh Nopember.
• Away, Yuwaldi. 2006. Sistem Visual Terpadu untuk Proses Inspeksi dalam Industri. JurnalRekayasa Elektronika vol 5 no 1Rekayasa Elektronika, vol. 5, no.1.
• Chlander, F. 2004. Using Root Cause Analysis To Understand Failures & Accidents.DipetikNovember 27, 2012, darihttp://klabs.org/mapld04/tutorials/mishaps/presentations/2_root_cause_chandler.ppt.p g p p p _ _ _ pp
• Citramulia, Arwana. 2012. Mega Capital Company Update. Dipetik 19 Januari, 2013, darihttp://www.megaci.com/info/research/Company%20Update/2012-03%20ARNA%20Update.pdf
• Dhillon, B. 2006. Maintenability, Maintenance, and Reliability for Engineers. Boca Raton, Florida:CRC Press Taylor & Francis Group.
• Departemen Perindustrian. 2006. Kebijakan Industri Keramik Nasional. Departemen PerindustrianRepublik Indonesia, Jakarta.F b i Di th 2011 P Al t P d t k i B d A i P d T h Akhi P• Febrina. Diartha. 2011. Perancangan Alat Pendeteksi Benda Asing Pada Tahap Akhir ProsesPemisahan Teri Nasi. Tugas Akhir Teknik Industri. Surabaya : Institut Teknologi SepuluhNopember.
• Galton Francis 2013 Scatter Plot Dipetik Februari 13 2013 dariGalton, Francis. 2013. Scatter Plot. Dipetik Februari 13, 2013, darihttp://en.wikipedia.org/wiki/Scatter_plot.
• Groover, Mikell. P. 2001. Automation, Production Systems, and Computer IntegratedManufacturing. London : Prentice Hall Inc.
• Hendras. 2012. Control Chart. Dipetik Februari 13, 2013, darihttp://www.qualityspirit.com/2012/03/control-chart.html.
DAFTAR PUSTAKADAFTAR PUSTAKA• Ide, Rumah. 2009. Pengetahuan Dasar Mengenai Jenis Keramik, Kelebihan, dan Kekurangannya.
/Dipetik Nopember 8, 2012, dari www.rumahide.com/jenis-keramik.• Kehoe, L., G. Coyle, S. Murray, C. M. Flannery, dan G.M. Crean. 2000. Laser Ultrasonic Surface
Wave Inspection of Alumina Ceramics of Varying Density. Journal of Ultrasonics 38: 508-512.Keramik Saranagriya Lestari 2005 Profile Milan Ceramic Dipetik Desember 31 2012 dari• Keramik, Saranagriya Lestari. 2005. Profile Milan Ceramic. Dipetik Desember 31, 2012, darihttp://www.milantiles.com/profile.asp?pro=2.
• Mery, Domingo dan Miguel Carrasco. 2005. Automated Multiple View Inspection Based onUncalibrated Image Sequences. SCIA-LNCS 3540, pp. 1238-1247.Uncalibrated Image Sequences. SCIA LNCS 3540, pp. 1238 1247.
• Montgomery, Douglas C. 2005. Statistical Quality Control: A Modern Introduction. Arizona: JohnWiley & Sons, Inc.
• NCL. (2013). Special Topics : Histograms. Dipetik Februari 13, 2013, dari( ) p p g p , ,http://www.ncl.ucar.edu/Applications/histo.shtml
• Penfield, Daniel. (2010). Check Sheet for Motor Assembly. Dipetik Februari 13, 2013, darihttp://en.wikipedia.org/wiki/File:Check_sheet_for_motor_assembly.svg
• REI, DPP. 2006. Rakernas REI dalam Media Indonesia. Dipetik Februari 13, 2013, dari MediaIndonesia.
• Schon, John A. 1999. Introduction to Manufacturing Processes: Proses Manufaktur. Yogyakarta :AndiAndi.
• Simon, Kerri. 2010. Purpose of a Pareto Chart. Dipetik Februari 13, 2013, darihttp://www.isixsigma.com/tools-templates/pareto/pareto-chart-bar-chart-histogram-and-pareto-principle-8020-rule/.p p
• Smith, Melvyn L., dan Richard J. Stamp. 2000. Automated Inspection of Textured Ceramic Tiles.Journal of Computer in Industry 4: 73-82.
DAFTAR PUSTAKADAFTAR PUSTAKA• Suherman, Wahid. 1987. Pengetahuan Bahan Teknik. Surabaya : Fakultas Teknologi Industri
SInstitut Teknologi Sepuluh Nopember.• Sutoyo, T., Edy Mulyanto, Vincent Suhartono, Oky Dwi Nurhayati, dan Wijanarto. 2009. Teori
Pengolahan Citra Digital. Semarang: UDINUS.Tham M 1997 “An Introduction To SPC” Newcastle University dipetik Februari 14 2013 dari• Tham, M. 1997. “An Introduction To SPC”, Newcastle University, dipetik Februari, 14, 2013, darihttp://lorien.ncl.ac.uk/ming/spc/spc0.htm.
• Wasista, Sigit. 2009. “Transformasi Derajat Keabuan”, Dipetik Februari 14,2013, dari http://wasista-eepis.blogspot.com/2009/03/transformasi-derajat-keabuan.html.eepis.blogspot.com/2009/03/transformasi derajat keabuan.html.
• Yusup. 2011. Pengenalan Dasar Flow Chart. Dipetik Februari 13, 2013, dari http://yusup-doank-2.blogspot.com/2011/05/pengenalan-dasar-flowchart.html.
Thank You!
L/O/G/Owww.themegallery.com
PENGUJIAN SOFTWAREPENGUJIAN SOFTWAREInterface No DefectInterface Cacat PrintingInterface Glaze Mengelupas