Embed Size (px)
Citation preview
Mejoras Operacionales en Procesamiento de Gas
AMPLIACIÓN DE LA CAPACIDAD DEL PROCESO DE FRACCIONAMIENTO DE LA PLANTA GLP BAJO GRANDE
MSc. ROBERTO C. PAZ S. PETROLEOS DE VENEZUELA S.A. FILIAL PDVSA GAS GERENCIA DE PROCESAMIENTO DE GAS OCCIDENTE
SUPERINTENDENCIA DE INGENIERÍA Y CONTROL DE PROCESOS PLANTA DE FRACCIONAMIENTO BAJO GRANDE
MARACAIBO, VENEZUELA
Resumen En el presente estudio, se evaluaron Técnica y Económicamente diferentes opciones de ampliación al proceso de fraccionamiento de la Planta GLP Bajo Grande, debido al arranque del Complejo Criogénico de Occidente (CCO), la continuidad operacional de las plantas de extracción Lama Proceso y Lamarlíquido y el escenario de mantenimiento programado para el tren de fraccionamiento del CCO. En esta investigación se consideró un incremento máximo del 36.0% en la alimentación de la Planta GLP bajo Grande, con respecto a la alimentación por diseño, a fin de garantizar la continuidad operacional de los dos (02) trenes de extracción del CCO. De las alternativas evaluadas, la opción mas rentable es la sustitución de los platos o internos existentes en las Torres Despropanizadora y Desbutanizadora, debido a su baja inversión, alta contribución neta (VPN), corto tiempo de recuperación, alta confiabilidad, baja mano obra y disponibilidad de espacio físico; parámetros evaluados durante la selección de cada una de las alternativas. Introducción La Planta de Fraccionamiento Bajo Grande, tiene una capacidad actual instalada
para procesar de 25.6 MBPD de LGN, proveniente de las Plantas Lamar líquido,
Lama Proceso, LGN El Tablazo I y II.
Con el arranque del Complejo Criogénico de Occidente (CCO), la continuidad
operacional de las plantas de extracción Lama Proceso y Lamarlíquido y el escenario
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 1
Mejoras Operacionales en Procesamiento de Gas
de mantenimiento programado del tren de fraccionamiento del CCO, serán enviados
a la Planta de Fraccionamiento Bajo Grande un volumen de líquidos del gas natural
(LGN) mayor a la capacidad instalada de la planta, para mantener la continuidad
operacional de los dos (02) trenes de extracción del CCO.
Este estudio consideró un incremento máximo del 36.0% en la alimentación a la
Planta de Fraccionamiento Bajo Grande. Los programas o herramientas de
simulación de procesos utilizados para el desarrollo del Estudio fueron Hysys,
HEXTRAN y PROII.
Se realizó una evaluación Técnico - Económica de las diferentes opciones de
ampliación del proceso de fraccionamiento de la Planta GLP Bajo Grande, a fin de
satisfacer las demandas actuales y futuras del Mercado Nacional e Internacional. Los
parámetros más determinantes incluidos en la matriz de evaluación fueron el Valor
Presente Neto (VPN), la Tasa Interna de Retorno (TIR), el tiempo de recuperación de
la inversión, la confiabilidad, la mano de obra requerida, y la disponibilidad de
espacio físico requerido.
El escenario evaluado que arrojó menores costos de inversión, fue la opción de
sustituir los platos o internos existentes en las Torres Despropanizadora y
Desbutanizadora, obteniéndose una contribución neta alta (VPN), alrededor de los
6407 MMBs, tasa interna de retorno del 36.0%, corto tiempo de recuperación (8
años), alta confiabilidad, baja mano de obra y disponibilidad de espacio físico.
Metodología Esta investigación se realizó cumpliendo con los siguientes pasos:
Revisión del Proceso.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 2
Mejoras Operacionales en Procesamiento de Gas
Se basó en la Lectura de manuales de operación y visita a las unidades de proceso
de la Planta de Fraccionamiento Bajo Grande.
Búsqueda de Información Condiciones de Diseño y Operación de la Planta de Fraccionamiento Bajo Grande. Se basó en la búsqueda de las características y condiciones de operación actuales y
de diseño de cada uno de los equipos, así como la composición y condiciones de las
corrientes.
Caracterización del Gas de Alimentación al Complejo Criogénico de Occidente (CCO). Se utilizó una hoja de cálculo que contiene los diferentes caudales y composiciones
de Gas en todo Occidente a ser procesados por el Complejo, suministrada por el
personal de Ingeniería de Procesos de Ingeniería Operacional (GIO).
Caracterización del LGN y Caudal de Alimentación a la Planta de Fraccionamiento Bajo Grande. Se utilizó una hoja de cálculo que contiene los diferentes caudales y composiciones
de Gas en todo Occidente a ser procesados por la Planta de Fraccionamiento bajo
Grande. En cuanto al caudal a procesar en Bajo Grande se realizó mediante un
balance de materiales en todo Occidente a nivel de cada Planta de Extracción y
Fraccionamiento en la región.
Simulación del Proceso y Diferentes Opciones de Ampliación. Se utilizó el Simulador de Procesos HYSYS Process/Hyprotech versión 2.2.2. para la
evaluación técnica de cada unas de las opciones de Ampliación, evaluándose en las
opciones presentadas cada uno de los equipos involucrados, tales como Bombas de
procesos, Tambores (MDP-03-S-03), Intercambiadores de Calor, etc.;. El modelo
termodinámico utilizado fue Soave-Redlich-Kwong (SRK).
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 3
Mejoras Operacionales en Procesamiento de Gas
La evaluación de los Rehervidores se realizó mediante la utilización del simulador
PRO II y los Condensadores se evaluaron mediante el uso del simulador DESIGN II.
El diseño de los Rehervidores, Precalentadores y Condensadores se realizó
mediante el uso del simulador HEXTRAN. Además se utilizó la Norma PDVSA para
Intercambiadores de Calor por aire MDP-05-E-03
Inicialmente, se realizó la simulación de la Planta de Fraccionamiento de Bajo
Grande bajo las condiciones de diseño para obtener su validación en el simulador
HYSYS Process / Hyprotech.
Posteriormente, con los caudales de Diseño de las Plantas Lama Procesos (5.0
MBPD), Lamarlíquido (3.6 MBPD) y CCO (26.09 MBPD) se simularon las diferentes
opciones de ampliación, llegando a procesar en cada una de ellas aproximadamente
35.0 MBPD.
Las opciones evaluadas en este estudio se muestran a continuación:
o Ampliación del Tren existente mediante el uso de Platos de Alta Eficiencia en las Torres Despropanizadora (V-301) y Desbutanizadora (V-303).
o Ampliación del Tren existente mediante el uso de Empaques en las Torres Despropanizadora (V-301) y Desbutanizadora (V-303).
o Ampliación del Tren existente mediante el uso de Platos más Empaques en las Torres Despropanizadora (V-301) y Desbutanizadora (V-303).
o Ampliación mediante la instalación de una nueva Torre Desbutanizadora (V-600).
o Ampliación mediante la instalación de un nuevo Tren de Fraccionamiento paralelo al existente en Bajo Grande con capacidad de procesar 10.0 MBPD.
o Para cada una de estas opciones se simuló la instalación de una Torre Despentanizadora para la Gasolina Natural, con el objetivo de obtener una Gasolina bajo la especificación de una Presión Reid (RVP) de 6.0 psia.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 4
Mejoras Operacionales en Procesamiento de Gas
Elaboración de la Evaluación Económica entre las distintas Opciones de Ampliación en el Proceso de Fraccionamiento de Bajo Grande. Se realizó la estimación de costos mediante la colaboración del personal de
Estimación de Costos del Grupo de Definición del Edificio Miranda de PDVSA. Las
Premisas tomadas para dicha estimación fueron las siguientes:
o Localización del proyecto: Planta de Fraccionamiento Bajo Grande. o Estimado de Costos Clase V. o Convención CCT Petrolera vigente. o Paridad Cambiaria: 770 Bs./ $. o Complejidad del trabajo: Normal. o Construcción con Terceros. La Ingeniería de Detalles y la Procura de Materiales
Equipos Mayores será realizado por PDVSA. o En el estimado se considera los costos a la fecha actual. o Se consideró una contingencia global del 20%.
La evaluación de la rentabilidad del proyecto, basada en Beneficios de proyecto,
Costos Operacionales, Inversión de Capital, Costo de mantenimiento, Precios de
Ventas de Producto, entre otros, se realizó utilizando una hoja de cálculo en Excel.
Resultados y Discusión OPCIÓN 1: Ampliación del Proceso de Fraccionamiento mediante la sustitución
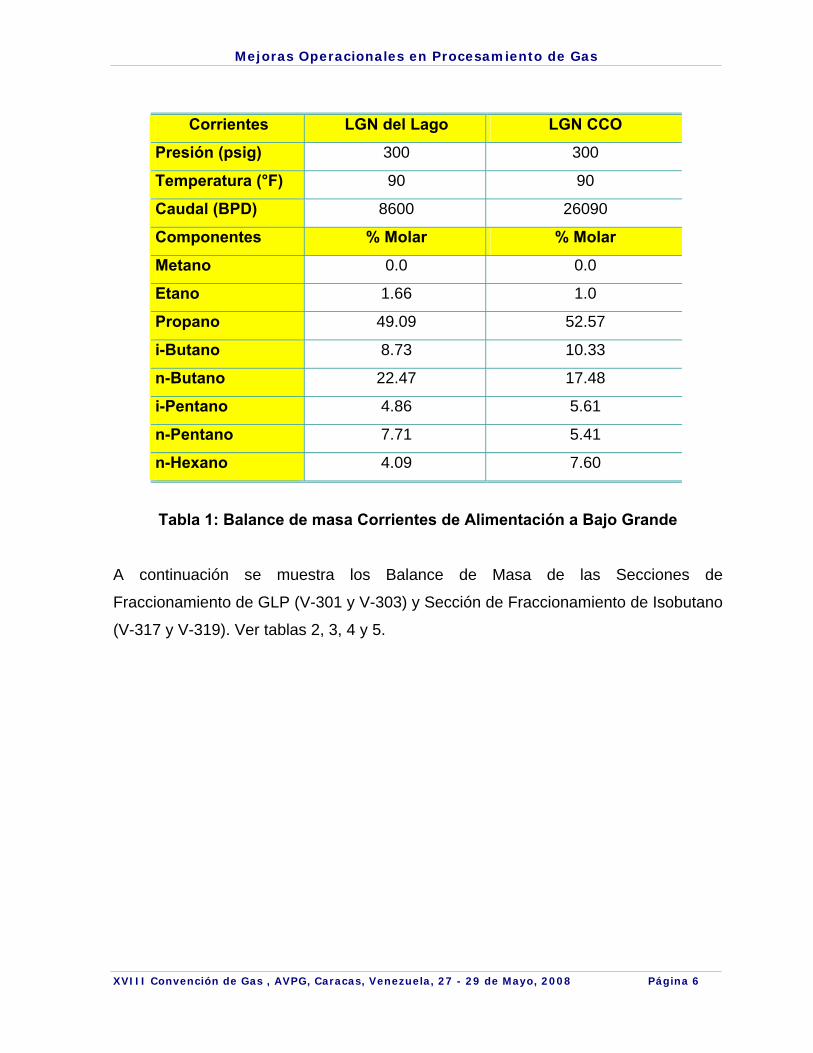
de Platos de Alta Eficiencia en las Torres Despropanizadora y Desbutanizadora. En la Tabla 1, puede observarse las condiciones de alimentación a la Planta de
Fraccionamiento Bajo Grande.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 5
Mejoras Operacionales en Procesamiento de Gas
Corrientes LGN del Lago LGN CCO
Presión (psig) 300 300
Temperatura (°F) 90 90
Caudal (BPD) 8600 26090
Componentes % Molar % Molar
Metano 0.0 0.0
Etano 1.66 1.0
Propano 49.09 52.57
i-Butano 8.73 10.33
n-Butano 22.47 17.48
i-Pentano 4.86 5.61
n-Pentano 7.71 5.41
n-Hexano 4.09 7.60
Tabla 1: Balance de masa Corrientes de Alimentación a Bajo Grande
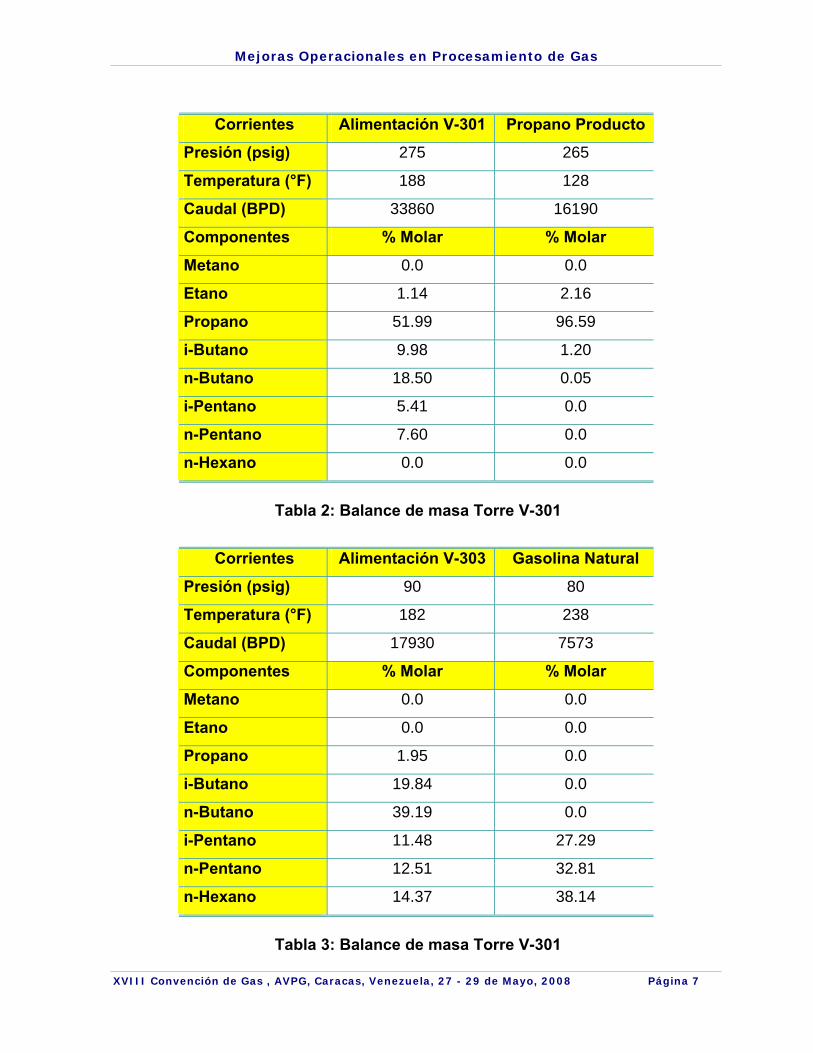
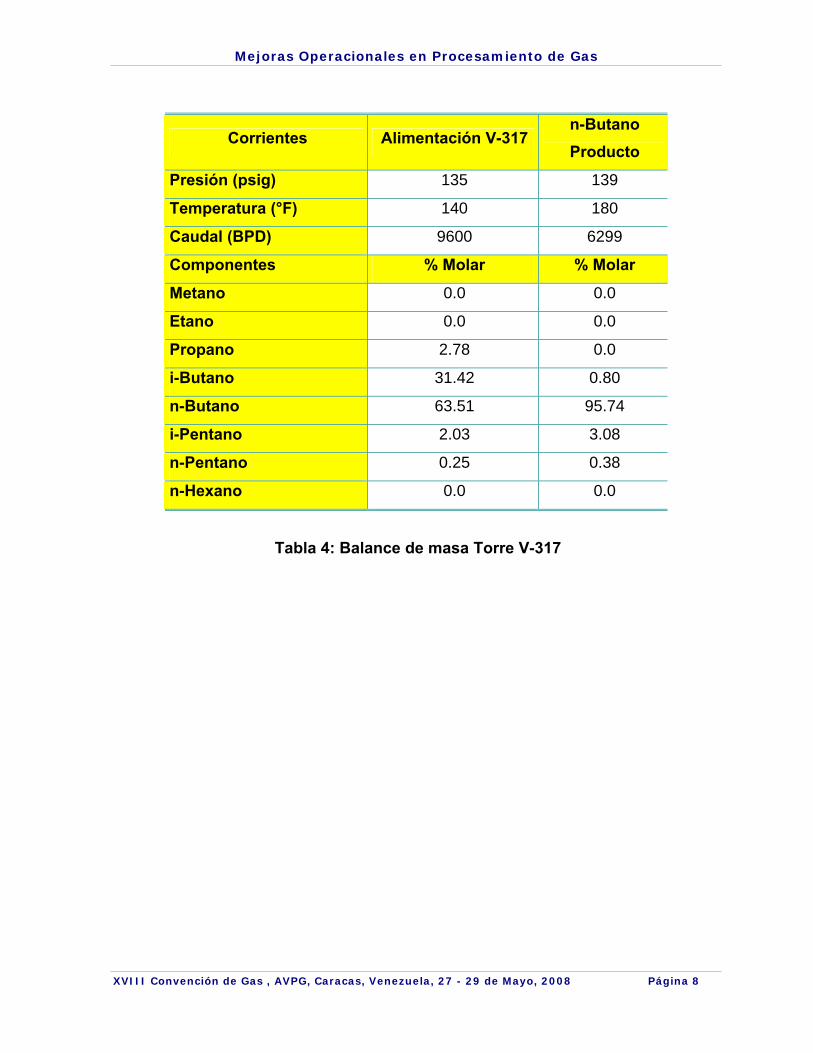
A continuación se muestra los Balance de Masa de las Secciones de
Fraccionamiento de GLP (V-301 y V-303) y Sección de Fraccionamiento de Isobutano
(V-317 y V-319). Ver tablas 2, 3, 4 y 5.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 6
Mejoras Operacionales en Procesamiento de Gas
Corrientes Alimentación V-301 Propano Producto
Presión (psig) 275 265
Temperatura (°F) 188 128
Caudal (BPD) 33860 16190
Componentes % Molar % Molar
Metano 0.0 0.0
Etano 1.14 2.16
Propano 51.99 96.59
i-Butano 9.98 1.20
n-Butano 18.50 0.05
i-Pentano 5.41 0.0
n-Pentano 7.60 0.0
n-Hexano 0.0 0.0
Tabla 2: Balance de masa Torre V-301
Corrientes Alimentación V-303 Gasolina Natural
Presión (psig) 90 80
Temperatura (°F) 182 238
Caudal (BPD) 17930 7573
Componentes % Molar % Molar
Metano 0.0 0.0
Etano 0.0 0.0
Propano 1.95 0.0
i-Butano 19.84 0.0
n-Butano 39.19 0.0
i-Pentano 11.48 27.29
n-Pentano 12.51 32.81
n-Hexano 14.37 38.14
Tabla 3: Balance de masa Torre V-301
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 7
Mejoras Operacionales en Procesamiento de Gas
Corrientes Alimentación V-317 n-Butano Producto
Presión (psig) 135 139
Temperatura (°F) 140 180
Caudal (BPD) 9600 6299
Componentes % Molar % Molar
Metano 0.0 0.0
Etano 0.0 0.0
Propano 2.78 0.0
i-Butano 31.42 0.80
n-Butano 63.51 95.74
i-Pentano 2.03 3.08
n-Pentano 0.25 0.38
n-Hexano 0.0 0.0
Tabla 4: Balance de masa Torre V-317
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 8
Mejoras Operacionales en Procesamiento de Gas
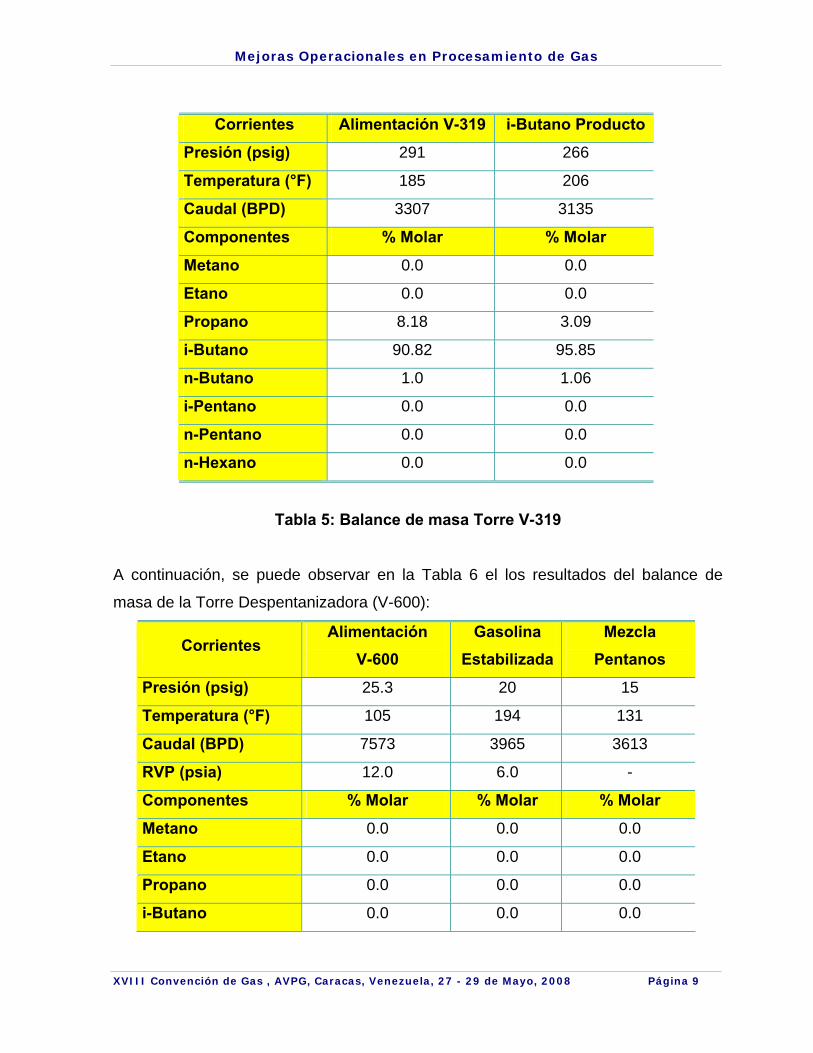
Corrientes Alimentación V-319 i-Butano Producto
Presión (psig) 291 266
Temperatura (°F) 185 206
Caudal (BPD) 3307 3135
Componentes % Molar % Molar
Metano 0.0 0.0
Etano 0.0 0.0
Propano 8.18 3.09
i-Butano 90.82 95.85
n-Butano 1.0 1.06
i-Pentano 0.0 0.0
n-Pentano 0.0 0.0
n-Hexano 0.0 0.0
Tabla 5: Balance de masa Torre V-319
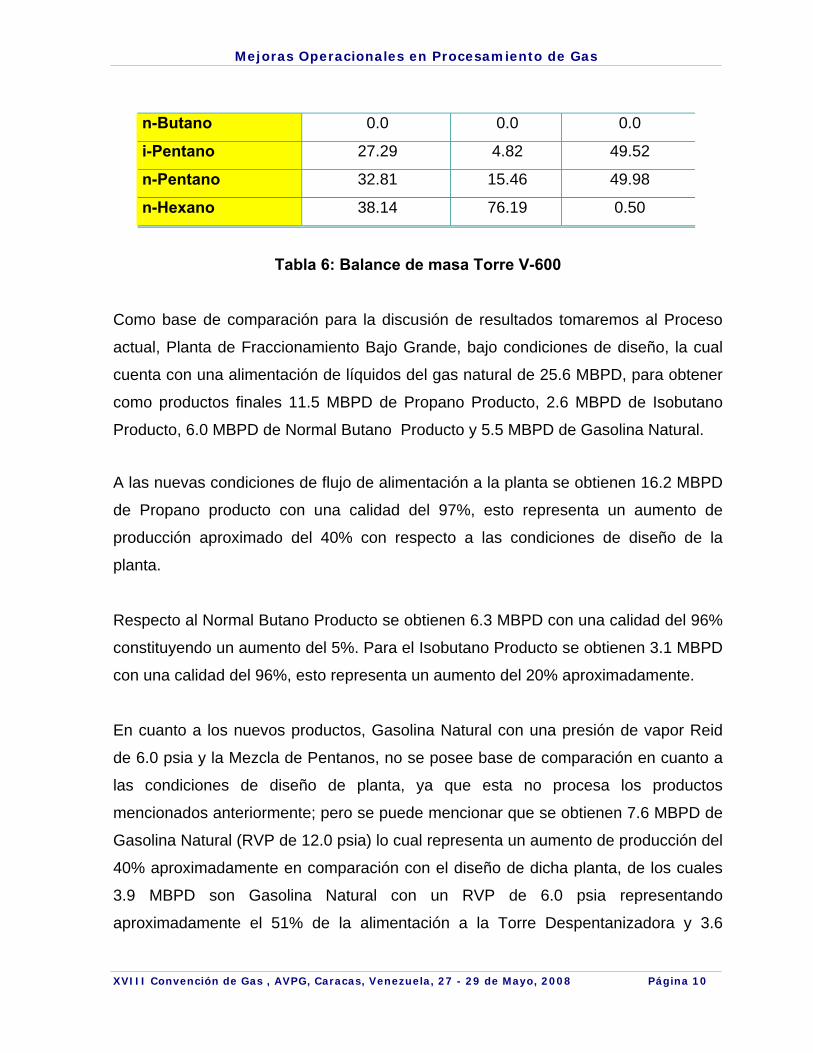
A continuación, se puede observar en la Tabla 6 el los resultados del balance de
masa de la Torre Despentanizadora (V-600):
Corrientes Alimentación
V-600 Gasolina
EstabilizadaMezcla
Pentanos
Presión (psig) 25.3 20 15
Temperatura (°F) 105 194 131
Caudal (BPD) 7573 3965 3613
RVP (psia) 12.0 6.0 -
Componentes % Molar % Molar % Molar
Metano 0.0 0.0 0.0
Etano 0.0 0.0 0.0
Propano 0.0 0.0 0.0
i-Butano 0.0 0.0 0.0
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 9
Mejoras Operacionales en Procesamiento de Gas
n-Butano 0.0 0.0 0.0
i-Pentano 27.29 4.82 49.52
n-Pentano 32.81 15.46 49.98
n-Hexano 38.14 76.19 0.50
Tabla 6: Balance de masa Torre V-600
Como base de comparación para la discusión de resultados tomaremos al Proceso actual, Planta de Fraccionamiento Bajo Grande, bajo condiciones de diseño, la cual
cuenta con una alimentación de líquidos del gas natural de 25.6 MBPD, para obtener
como productos finales 11.5 MBPD de Propano Producto, 2.6 MBPD de Isobutano
Producto, 6.0 MBPD de Normal Butano Producto y 5.5 MBPD de Gasolina Natural.
A las nuevas condiciones de flujo de alimentación a la planta se obtienen 16.2 MBPD
de Propano producto con una calidad del 97%, esto representa un aumento de
producción aproximado del 40% con respecto a las condiciones de diseño de la
planta.
Respecto al Normal Butano Producto se obtienen 6.3 MBPD con una calidad del 96%
constituyendo un aumento del 5%. Para el Isobutano Producto se obtienen 3.1 MBPD
con una calidad del 96%, esto representa un aumento del 20% aproximadamente.
En cuanto a los nuevos productos, Gasolina Natural con una presión de vapor Reid
de 6.0 psia y la Mezcla de Pentanos, no se posee base de comparación en cuanto a
las condiciones de diseño de planta, ya que esta no procesa los productos
mencionados anteriormente; pero se puede mencionar que se obtienen 7.6 MBPD de
Gasolina Natural (RVP de 12.0 psia) lo cual representa un aumento de producción del
40% aproximadamente en comparación con el diseño de dicha planta, de los cuales
3.9 MBPD son Gasolina Natural con un RVP de 6.0 psia representando
aproximadamente el 51% de la alimentación a la Torre Despentanizadora y 3.6
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 10
Mejoras Operacionales en Procesamiento de Gas
MBPD de Mezcla de Pentanos representado un 49% de la alimentación a la Torre
Despentanizadora.
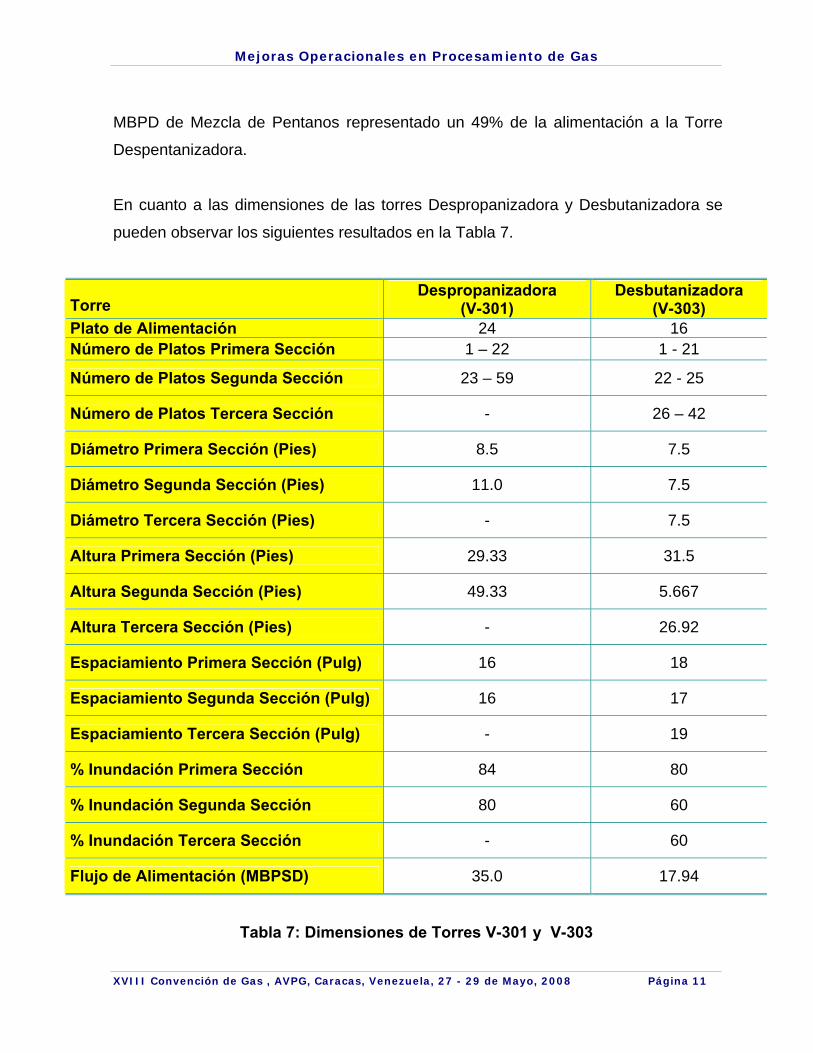
En cuanto a las dimensiones de las torres Despropanizadora y Desbutanizadora se
pueden observar los siguientes resultados en la Tabla 7.
Torre Despropanizadora
(V-301) Desbutanizadora
(V-303) Plato de Alimentación 24 16 Número de Platos Primera Sección 1 – 22 1 - 21
Número de Platos Segunda Sección 23 – 59 22 - 25
Número de Platos Tercera Sección - 26 – 42
Diámetro Primera Sección (Pies) 8.5 7.5
Diámetro Segunda Sección (Pies) 11.0 7.5
Diámetro Tercera Sección (Pies) - 7.5
Altura Primera Sección (Pies) 29.33 31.5
Altura Segunda Sección (Pies) 49.33 5.667
Altura Tercera Sección (Pies) - 26.92
Espaciamiento Primera Sección (Pulg) 16 18
Espaciamiento Segunda Sección (Pulg) 16 17
Espaciamiento Tercera Sección (Pulg) - 19
% Inundación Primera Sección 84 80
% Inundación Segunda Sección 80 60
% Inundación Tercera Sección - 60
Flujo de Alimentación (MBPSD) 35.0 17.94
Tabla 7: Dimensiones de Torres V-301 y V-303
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 11
Mejoras Operacionales en Procesamiento de Gas
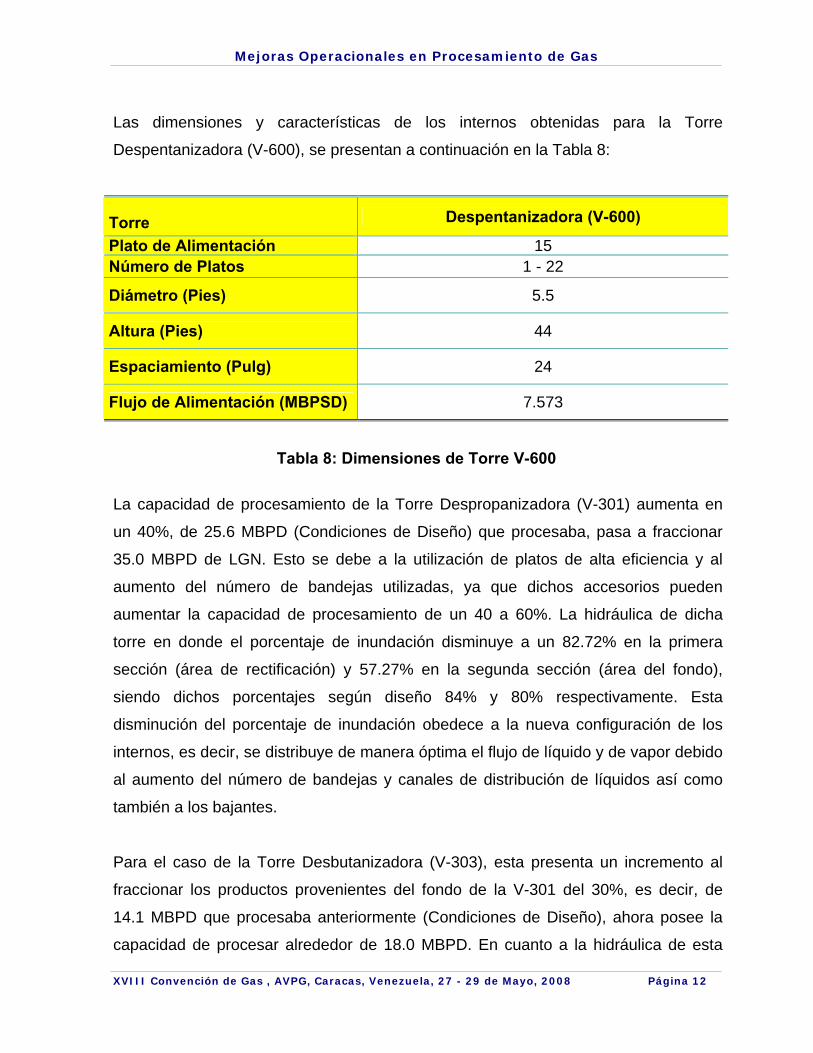
Las dimensiones y características de los internos obtenidas para la Torre
Despentanizadora (V-600), se presentan a continuación en la Tabla 8:
Torre Despentanizadora (V-600)
Plato de Alimentación 15 Número de Platos 1 - 22
Diámetro (Pies) 5.5
Altura (Pies) 44
Espaciamiento (Pulg) 24
Flujo de Alimentación (MBPSD) 7.573
Tabla 8: Dimensiones de Torre V-600
La capacidad de procesamiento de la Torre Despropanizadora (V-301) aumenta en
un 40%, de 25.6 MBPD (Condiciones de Diseño) que procesaba, pasa a fraccionar
35.0 MBPD de LGN. Esto se debe a la utilización de platos de alta eficiencia y al
aumento del número de bandejas utilizadas, ya que dichos accesorios pueden
aumentar la capacidad de procesamiento de un 40 a 60%. La hidráulica de dicha
torre en donde el porcentaje de inundación disminuye a un 82.72% en la primera
sección (área de rectificación) y 57.27% en la segunda sección (área del fondo),
siendo dichos porcentajes según diseño 84% y 80% respectivamente. Esta
disminución del porcentaje de inundación obedece a la nueva configuración de los
internos, es decir, se distribuye de manera óptima el flujo de líquido y de vapor debido
al aumento del número de bandejas y canales de distribución de líquidos así como
también a los bajantes.
Para el caso de la Torre Desbutanizadora (V-303), esta presenta un incremento al
fraccionar los productos provenientes del fondo de la V-301 del 30%, es decir, de
14.1 MBPD que procesaba anteriormente (Condiciones de Diseño), ahora posee la
capacidad de procesar alrededor de 18.0 MBPD. En cuanto a la hidráulica de esta
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 12
Mejoras Operacionales en Procesamiento de Gas
torre se obtiene un porcentaje de inundación en las tres secciones de 79.76, 62.2 y
60.37%, siendo los valores de diseño 80 y 60% (dos ultimas secciones);
produciéndose estos cambios debido a la sustitución de los internos de la torre.
La Torre Fraccionadora de Butanos V-317 tiene la capacidad de procesar alrededor
de 15.1 MBPD de mezcla de butanos, según diseño, por lo tanto no es necesario
sustituir los internos existentes en dicho equipo, ya que en esta opción el flujo
proveniente del tope de la V-303 es de 9.6 MBPD, estando 60% por debajo de su
capacidad total de procesamiento. Debido a que el flujo de alimentación a la torre no
varía de manera apreciable en las siguientes opciones (Opción 2, 3, 4, 5 y 6), no será
necesario discutir acerca de este. Esto también será aplicado para la Torre V-319.
Debido a que el flujo de alimentación de esta torre (V-317) se encuentra por debajo
del establecido en el diseño (87%) el porcentaje de inundación estimado es de
63.49%.
La Torre Rectificadora de Isobutano (V-319) que actualmente se encuentra fuera de
servicio, necesita ser puesta en servicio ya que el contenido de propano en el
Isobutano Producto se encuentra muy por encima del establecido para su
comercialización, alrededor del 75% (8.18% Molar) siendo el máximo permitido 3.09%
molar. La capacidad de procesamiento de esta torre es de 5.27 MBPD de Isobutano,
según diseño, para esta opción maneja alrededor de 3.3 MBPD, estando alrededor de
60% por debajo de su capacidad máxima de fraccionamiento, de esta manera el
porcentaje de inundación se encuentra en las dos secciones en un 52.79 y 55.05%
siendo el diseño 60% en ambas secciones.
La nueva Torre Despentanizadora (V-600) permite alcanzar la nueva especificación
de la Gasolina (RVP de 6.0 psia). Esta Torre maneja un flujo aproximado de 8.0
MBPD de Gasolina de RVP de 12.0 psia, proveniente del fondo de la V-303. Este
equipo siempre será instalado en cada una de las opciones siguientes debido a las
nuevas especificaciones de comercialización de la Gasolina, por lo tanto no se
seguirá discutiendo acerca de este.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 13
Mejoras Operacionales en Procesamiento de Gas
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 14
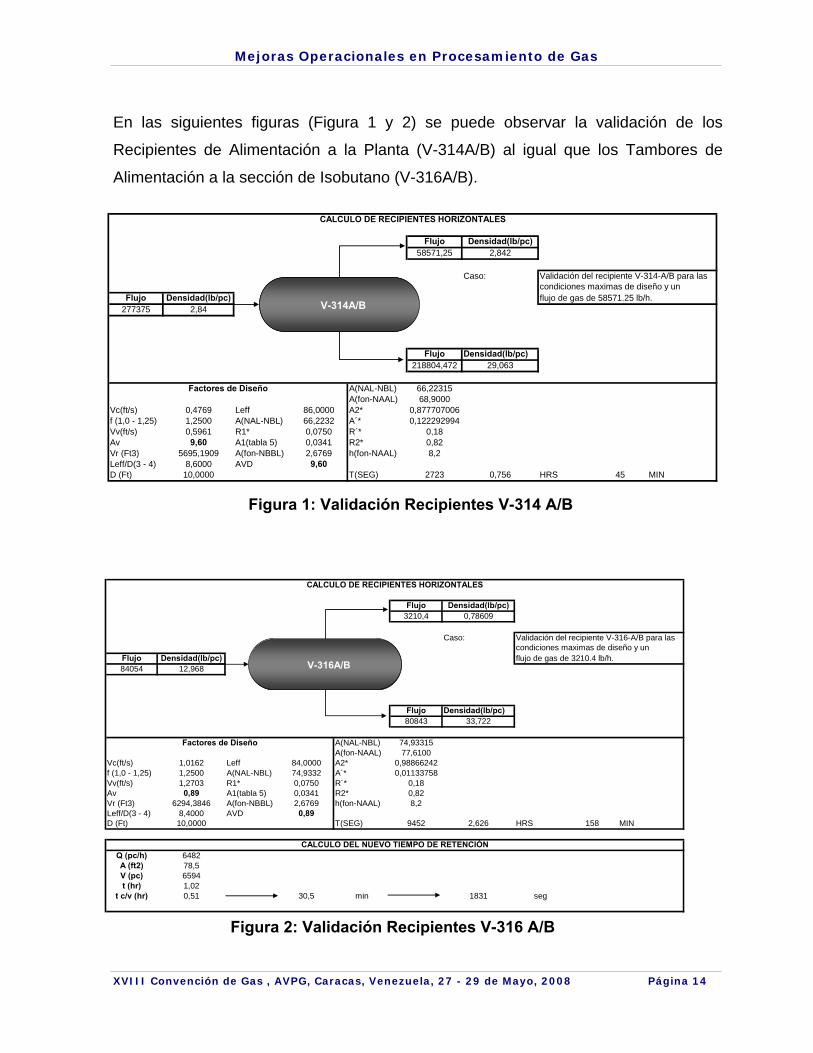
En las siguientes figuras (Figura 1 y 2) se puede observar la validación de los
Recipientes de Alimentación a la Planta (V-314A/B) al igual que los Tambores de
Alimentación a la sección de Isobutano (V-316A/B).
Flujo Densidad(lb/pc)58571,25 2,842
Caso: Validación del recipiente V-314-A/B para lascondiciones maximas de diseño y un
Flujo Densidad(lb/pc) flujo de gas de 58571.25 lb/h.277375 2,84
Flujo Densidad(lb/pc)218804,472 29,063
A(NAL-NBL) 66,22315A(fon-NAAL) 68,9000
Vc(ft/s) 0,4769 Leff 86,0000 A2* 0,877707006f (1,0 - 1,25) 1,2500 A(NAL-NBL) 66,2232 A´* 0,122292994Vv(ft/s) 0,5961 R1* 0,0750 R´* 0,18Av 9,60 A1(tabla 5) 0,0341 R2* 0,82Vr (Ft3) 5695,1909 A(fon-NBBL) 2,6769 h(fon-NAAL) 8,2Leff/D(3 - 4) 8,6000 AVD 9,60D (Ft) 10,0000 T(SEG) 2723 0,756 HRS 45 MIN
Factores de Diseño
CALCULO DE RECIPIENTES HORIZONTALES
V-314A/B
Figura 1: Validación Recipientes V-314 A/B
Flujo Densidad(lb/pc)3210,4 0,78609
Caso: Validación del recipiente V-316-A/B para lascondiciones maximas de diseño y un
Flujo Densidad(lb/pc) flujo de gas de 3210.4 lb/h.84054 12,968
Flujo Densidad(lb/pc)80843 33,722
A(NAL-NBL) 74,93315A(fon-NAAL) 77,6100
Vc(ft/s) 1,0162 Leff 84,0000 A2* 0,98866242f (1,0 - 1,25) 1,2500 A(NAL-NBL) 74,9332 A´* 0,01133758Vv(ft/s) 1,2703 R1* 0,0750 R´* 0,18Av 0,89 A1(tabla 5) 0,0341 R2* 0,82Vr (Ft3) 6294,3846 A(fon-NBBL) 2,6769 h(fon-NAAL) 8,2Leff/D(3 - 4) 8,4000 AVD 0,89D (Ft) 10,0000 T(SEG) 9452 2,626 HRS 158 MIN
pc/h) 6482A (ft2) 78,5
Q (
V (pc) 6594t (hr) 1,02 /v (hr) 0,51 30,5 min 1831 seg
Factores de Diseño
CALCULO DE RECIPIENTES HORIZONTALES
CALCULO DEL NUEVO TIEMPO DE RETENCIÓN
t c
V-316A/B
Figura 2: Validación Recipientes V-316 A/B
Mejoras Operacionales en Procesamiento de Gas
En el caso de los Recipientes de Alimentación a la planta (V-314A/B), cada
Recipiente posee un tiempo de llenado (Holdup) de 1.0 hora aproximadamente según
las condiciones a las cuales fueron diseñadas. En la evaluación realizada (Figura 1)
se observa que cada recipiente va a poseer debido a las nuevas condiciones de flujo
(35.0 MBPD) un tiempo de llenado de 45.0 minutos dando un tiempo total de llenado
de 1 hora y 30 minutos para ambos recipientes. Esto permite no instalar un recipiente
adicional ya que el incremento de 10.0 MBPD no afectará la operación normal de
dicho equipos. Por lo tanto no será necesario discutir este equipo en las siguientes
opciones ya que el flujo de LGN será constante en este estudio. Debido a que en las
siguientes opciones (2, 3 y 4) se procesará el mismo incremento de flujo o caudal de
LGN a planta no se hará mención alguna respecto a estos equipos.
En cuanto a los Tambores de Alimentación de la Sección Desisobutanizadora (V–
316A/B), no se obtuvo información respecto a los planos de dichos tambores, se
cálculo el tiempo de retención de cada tambor en 30 minutos aproximadamente,
aunque se presume que estos no tendrán problemas operacionales, ya que por
diseño el flujo enviado a esta sección de la planta es de 126815 lb/h y en esta opción
es de 84054 lb/h representando una disminución del 50% aproximadamente. Como
se discutió en el caso de los Recipientes de Alimentación estos recipientes tampoco
se verán afectados ya que el flujo a lo largo de cada una de las opciones
permanecerá casi semejante, es decir, las variaciones son mínimas.
A continuación se muestra en la Tabla 9 las validaciones de los Tambores de Reflujos
de las torres existentes en planta:
Tambor V-302 V-304 V-318 V-320 Holdup Diseño (min) 10.0 10.4 5.0 5.1 Holdup Nuevo (min) 8.8 9.5 5.2 4.4
Tabla 9: Validaciones de Tambores de Reflujo
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 15
Mejoras Operacionales en Procesamiento de Gas
Los tiempos de llenado de los Tambores de Reflujo de cada una de las torres
involucradas en el proceso, Tabla 9, no son afectados de gran manera, presentando
un promedio de disminución de apenas 1.0 minuto, por lo tanto no afectarán las
operaciones normales de las torres. Las variaciones de los tiempos de llenado
mostradas en cada una de las siguientes opciones tendrán aproximadamente el
mismo tiempo promediado, de esta manera no se seguirá discutiendo las
evaluaciones realizadas a estos tambores.
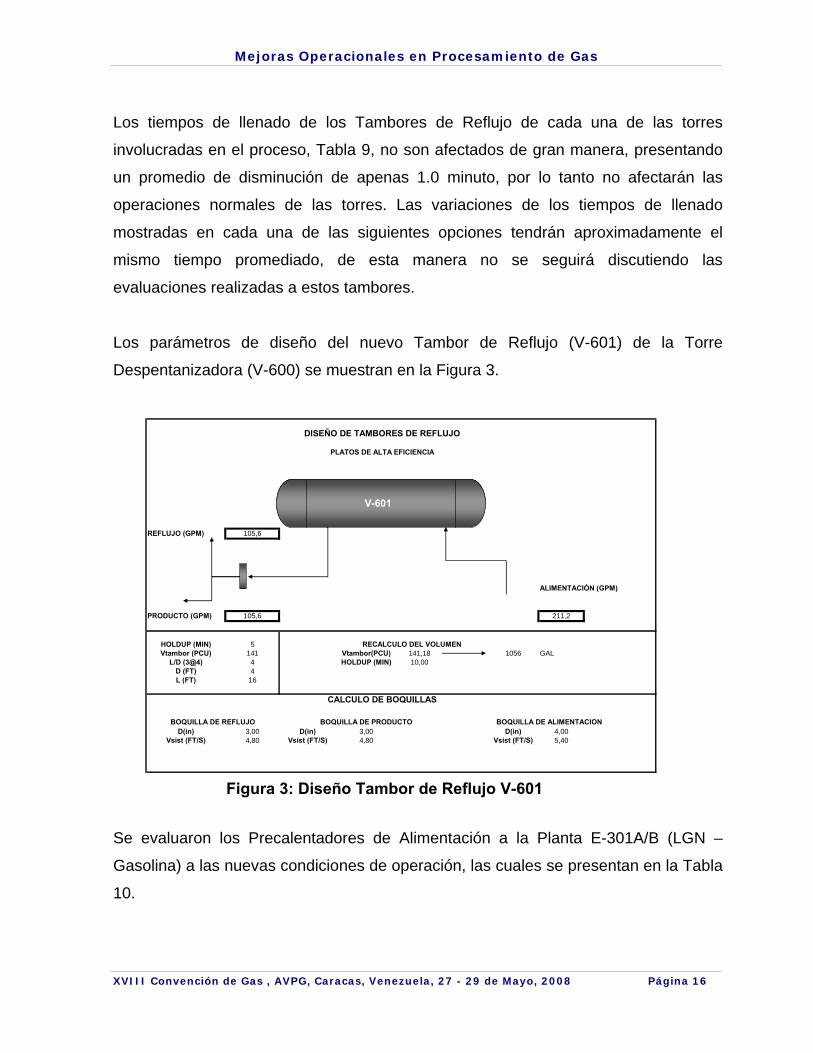
Los parámetros de diseño del nuevo Tambor de Reflujo (V-601) de la Torre
Despentanizadora (V-600) se muestran en la Figura 3.
REFLUJO (GPM) 105,6
ALIMENTACIÓN (GPM)
PRODUCTO (GPM) 105,6 211,2
HOLDUP (MIN) 5Vtambor (PCU) 141 Vtambor(PCU) 141,18 1056 GAL
L/D (3@4) 4 HOLDUP (MIN) 10,00D (FT) 4L (FT) 16
BOQUILLA DE PRODUCTOD(in) 3,00 D(in) 3,00 D(in) 4,00
Vsist (FT/S) 4,80 Vsist (FT/S) 4,80 Vsist (FT/S) 5,40
RECALCULO DEL VOLUMEN
DISEÑO DE TAMBORES DE REFLUJO
CALCULO DE BOQUILLAS
BOQUILLA DE REFLUJO BOQUILLA DE ALIMENTACION
PLATOS DE ALTA EFICIENCIA
V-601
Figura 3: Diseño Tambor de Reflujo V-601
Se evaluaron los Precalentadores de Alimentación a la Planta E-301A/B (LGN –
Gasolina) a las nuevas condiciones de operación, las cuales se presentan en la Tabla
10.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 16
Mejoras Operacionales en Procesamiento de Gas
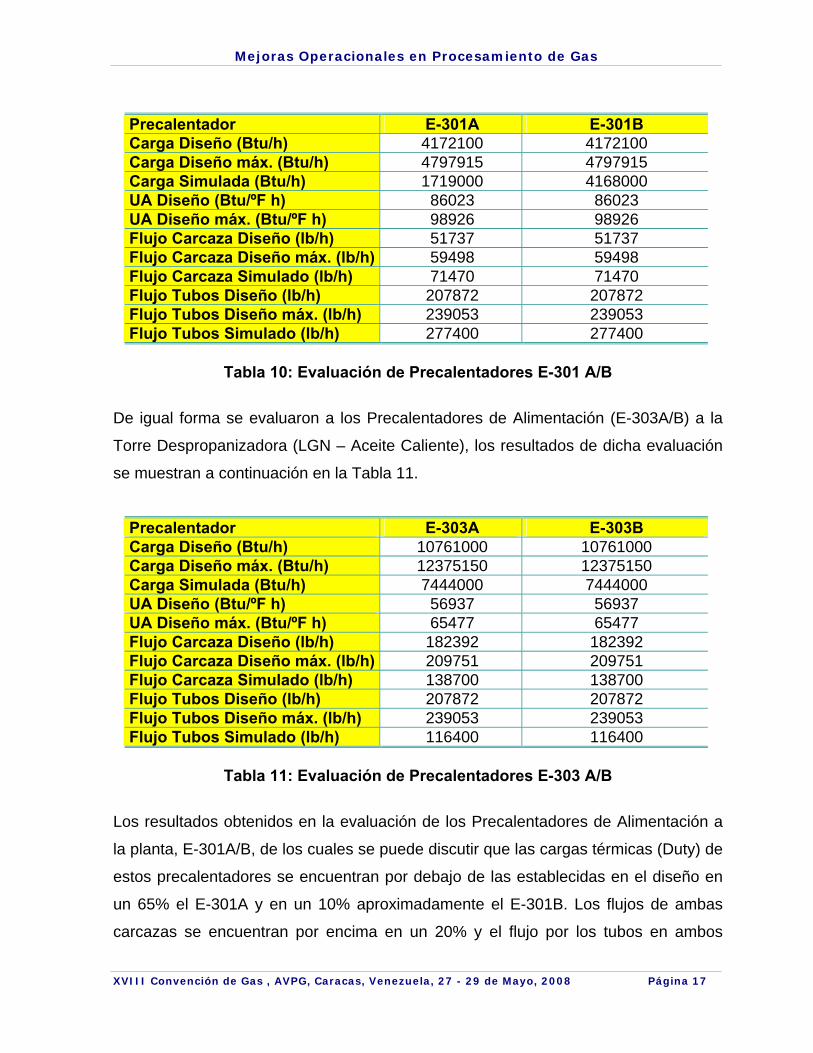
Precalentador E-301A E-301B Carga Diseño (Btu/h) 4172100 4172100 Carga Diseño máx. (Btu/h) 4797915 4797915 Carga Simulada (Btu/h) 1719000 4168000 UA Diseño (Btu/ºF h) 86023 86023 UA Diseño máx. (Btu/ºF h) 98926 98926 Flujo Carcaza Diseño (lb/h) 51737 51737 Flujo Carcaza Diseño máx. (lb/h) 59498 59498 Flujo Carcaza Simulado (lb/h) 71470 71470 Flujo Tubos Diseño (lb/h) 207872 207872 Flujo Tubos Diseño máx. (lb/h) 239053 239053 Flujo Tubos Simulado (lb/h) 277400 277400
Tabla 10: Evaluación de Precalentadores E-301 A/B
De igual forma se evaluaron a los Precalentadores de Alimentación (E-303A/B) a la
Torre Despropanizadora (LGN – Aceite Caliente), los resultados de dicha evaluación
se muestran a continuación en la Tabla 11.
Precalentador E-303A E-303B Carga Diseño (Btu/h) 10761000 10761000 Carga Diseño máx. (Btu/h) 12375150 12375150 Carga Simulada (Btu/h) 7444000 7444000 UA Diseño (Btu/ºF h) 56937 56937 UA Diseño máx. (Btu/ºF h) 65477 65477 Flujo Carcaza Diseño (lb/h) 182392 182392 Flujo Carcaza Diseño máx. (lb/h) 209751 209751 Flujo Carcaza Simulado (lb/h) 138700 138700 Flujo Tubos Diseño (lb/h) 207872 207872 Flujo Tubos Diseño máx. (lb/h) 239053 239053 Flujo Tubos Simulado (lb/h) 116400 116400
Tabla 11: Evaluación de Precalentadores E-303 A/B
Los resultados obtenidos en la evaluación de los Precalentadores de Alimentación a
la planta, E-301A/B, de los cuales se puede discutir que las cargas térmicas (Duty) de
estos precalentadores se encuentran por debajo de las establecidas en el diseño en
un 65% el E-301A y en un 10% aproximadamente el E-301B. Los flujos de ambas
carcazas se encuentran por encima en un 20% y el flujo por los tubos en ambos
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 17
Mejoras Operacionales en Procesamiento de Gas
intercambiadores en un porcentaje del 15%. Aunque la carga térmica se encuentre
por debajo del valor de diseño será necesario la instalación de otros dos
intercambiadores más en serie, E-301C/D, debido a que se esta superando el flujo
máximo permitido por el lado de los tubos y carcaza. Como se explicó en párrafos
anteriores debido a que el flujo de alimentación (LGN) es constante en este estudio
no se discutirá acerca de él en las opciones siguientes; de igual forma ocurre con el
siguiente Precalentador (E-303).
En relación a los Precalentadores E-303A/B (Tabla 11), se puede observar que la
carga térmica simulada se encuentra por de bajo del valor de diseño en un 65%; al
igual que los flujos por la carcaza y por los tubos se encuentran en un porcentaje del
35 y 50% respectivamente. Aunque estos valores se encuentren dentro de los
parámetros permitidos se instalarán dos nuevos intercambiadores (E-303C/D) para
prever futuras contingencias.
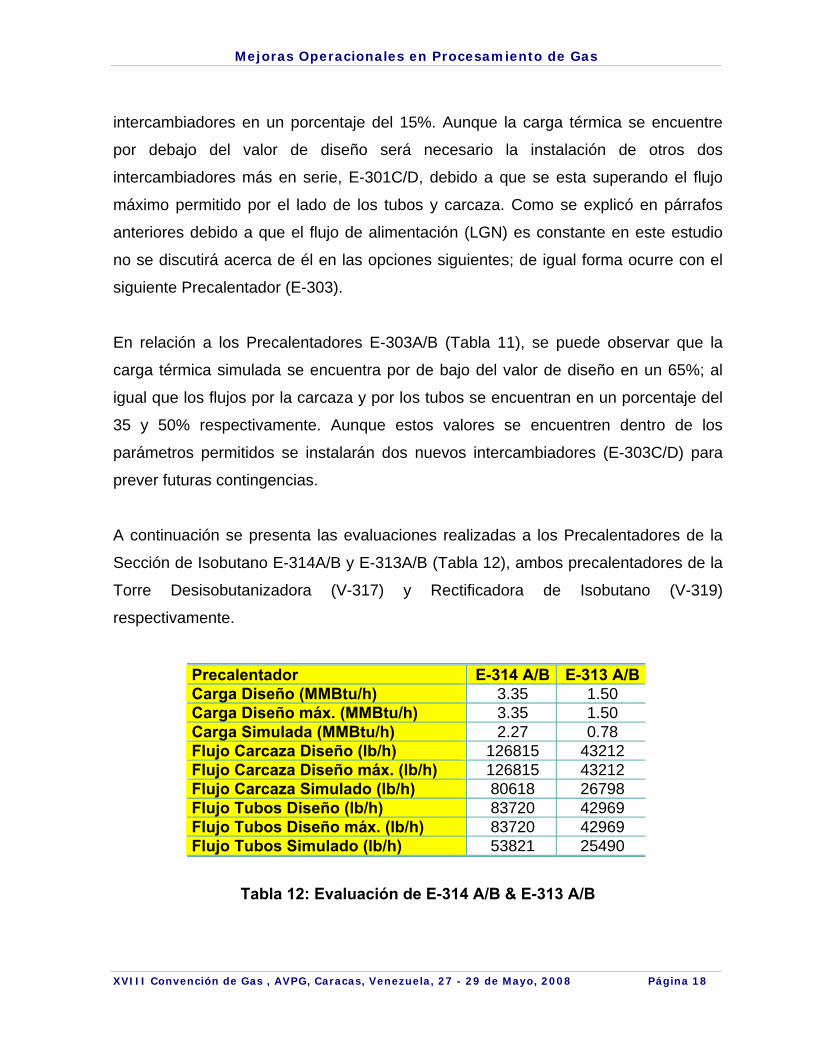
A continuación se presenta las evaluaciones realizadas a los Precalentadores de la
Sección de Isobutano E-314A/B y E-313A/B (Tabla 12), ambos precalentadores de la
Torre Desisobutanizadora (V-317) y Rectificadora de Isobutano (V-319)
respectivamente.
Precalentador E-314 A/B E-313 A/B Carga Diseño (MMBtu/h) 3.35 1.50 Carga Diseño máx. (MMBtu/h) 3.35 1.50 Carga Simulada (MMBtu/h) 2.27 0.78 Flujo Carcaza Diseño (lb/h) 126815 43212 Flujo Carcaza Diseño máx. (lb/h) 126815 43212 Flujo Carcaza Simulado (lb/h) 80618 26798 Flujo Tubos Diseño (lb/h) 83720 42969 Flujo Tubos Diseño máx. (lb/h) 83720 42969 Flujo Tubos Simulado (lb/h) 53821 25490
Tabla 12: Evaluación de E-314 A/B & E-313 A/B
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 18
Mejoras Operacionales en Procesamiento de Gas
Para el caso de los Precalentadores ubicados en la Sección Desisobutanizadora, E-
314A/B y E-313A/B, vistos en la tabla anterior, puede observarse en la evaluación
realizada que las cargas térmicas se encuentran por debajo de las del diseño en un
35 y 45% aproximadamente para ambos equipos. En el caso del flujo por la carcaza
en un 40% ambos precalentadores y finalmente el flujo por los tubos en un 95 y 40%.
Como podrá observarse en los anexos y tablas de las siguientes opciones no será
necesario discutir estos precalentadores más adelante.
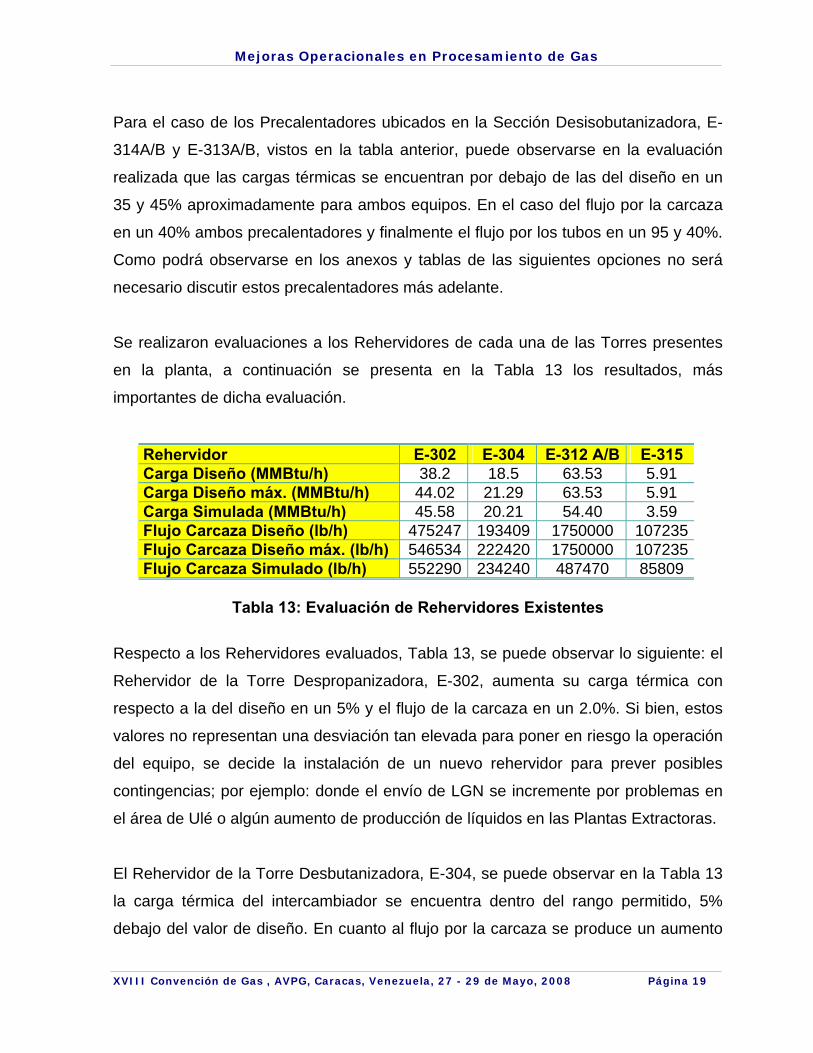
Se realizaron evaluaciones a los Rehervidores de cada una de las Torres presentes
en la planta, a continuación se presenta en la Tabla 13 los resultados, más
importantes de dicha evaluación.
Rehervidor E-302 E-304 E-312 A/B E-315 Carga Diseño (MMBtu/h) 38.2 18.5 63.53 5.91 Carga Diseño máx. (MMBtu/h) 44.02 21.29 63.53 5.91 Carga Simulada (MMBtu/h) 45.58 20.21 54.40 3.59 Flujo Carcaza Diseño (lb/h) 475247 193409 1750000 107235Flujo Carcaza Diseño máx. (lb/h) 546534 222420 1750000 107235Flujo Carcaza Simulado (lb/h) 552290 234240 487470 85809
Tabla 13: Evaluación de Rehervidores Existentes
Respecto a los Rehervidores evaluados, Tabla 13, se puede observar lo siguiente: el
Rehervidor de la Torre Despropanizadora, E-302, aumenta su carga térmica con
respecto a la del diseño en un 5% y el flujo de la carcaza en un 2.0%. Si bien, estos
valores no representan una desviación tan elevada para poner en riesgo la operación
del equipo, se decide la instalación de un nuevo rehervidor para prever posibles
contingencias; por ejemplo: donde el envío de LGN se incremente por problemas en
el área de Ulé o algún aumento de producción de líquidos en las Plantas Extractoras.
El Rehervidor de la Torre Desbutanizadora, E-304, se puede observar en la Tabla 13
la carga térmica del intercambiador se encuentra dentro del rango permitido, 5%
debajo del valor de diseño. En cuanto al flujo por la carcaza se produce un aumento
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 19
Mejoras Operacionales en Procesamiento de Gas
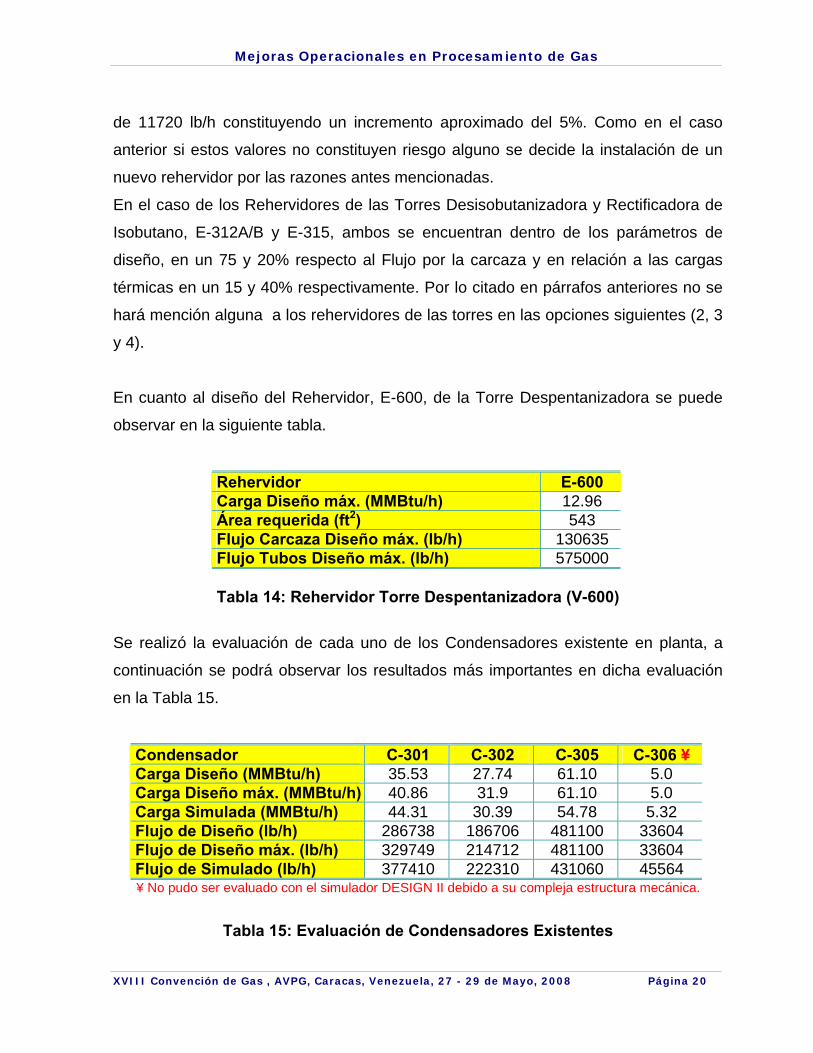
de 11720 lb/h constituyendo un incremento aproximado del 5%. Como en el caso
anterior si estos valores no constituyen riesgo alguno se decide la instalación de un
nuevo rehervidor por las razones antes mencionadas.
En el caso de los Rehervidores de las Torres Desisobutanizadora y Rectificadora de
Isobutano, E-312A/B y E-315, ambos se encuentran dentro de los parámetros de
diseño, en un 75 y 20% respecto al Flujo por la carcaza y en relación a las cargas
térmicas en un 15 y 40% respectivamente. Por lo citado en párrafos anteriores no se
hará mención alguna a los rehervidores de las torres en las opciones siguientes (2, 3
y 4).
En cuanto al diseño del Rehervidor, E-600, de la Torre Despentanizadora se puede
observar en la siguiente tabla.
Rehervidor E-600 Carga Diseño máx. (MMBtu/h) 12.96 Área requerida (ft2) 543 Flujo Carcaza Diseño máx. (lb/h) 130635 Flujo Tubos Diseño máx. (lb/h) 575000
Tabla 14: Rehervidor Torre Despentanizadora (V-600)
Se realizó la evaluación de cada uno de los Condensadores existente en planta, a
continuación se podrá observar los resultados más importantes en dicha evaluación
en la Tabla 15.
Condensador C-301 C-302 C-305 C-306 ¥ Carga Diseño (MMBtu/h) 35.53 27.74 61.10 5.0 Carga Diseño máx. (MMBtu/h) 40.86 31.9 61.10 5.0 Carga Simulada (MMBtu/h) 44.31 30.39 54.78 5.32 Flujo de Diseño (lb/h) 286738 186706 481100 33604 Flujo de Diseño máx. (lb/h) 329749 214712 481100 33604 Flujo de Simulado (lb/h) 377410 222310 431060 45564 ¥ No pudo ser evaluado con el simulador DESIGN II debido a su compleja estructura mecánica.
Tabla 15: Evaluación de Condensadores Existentes
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 20
Mejoras Operacionales en Procesamiento de Gas
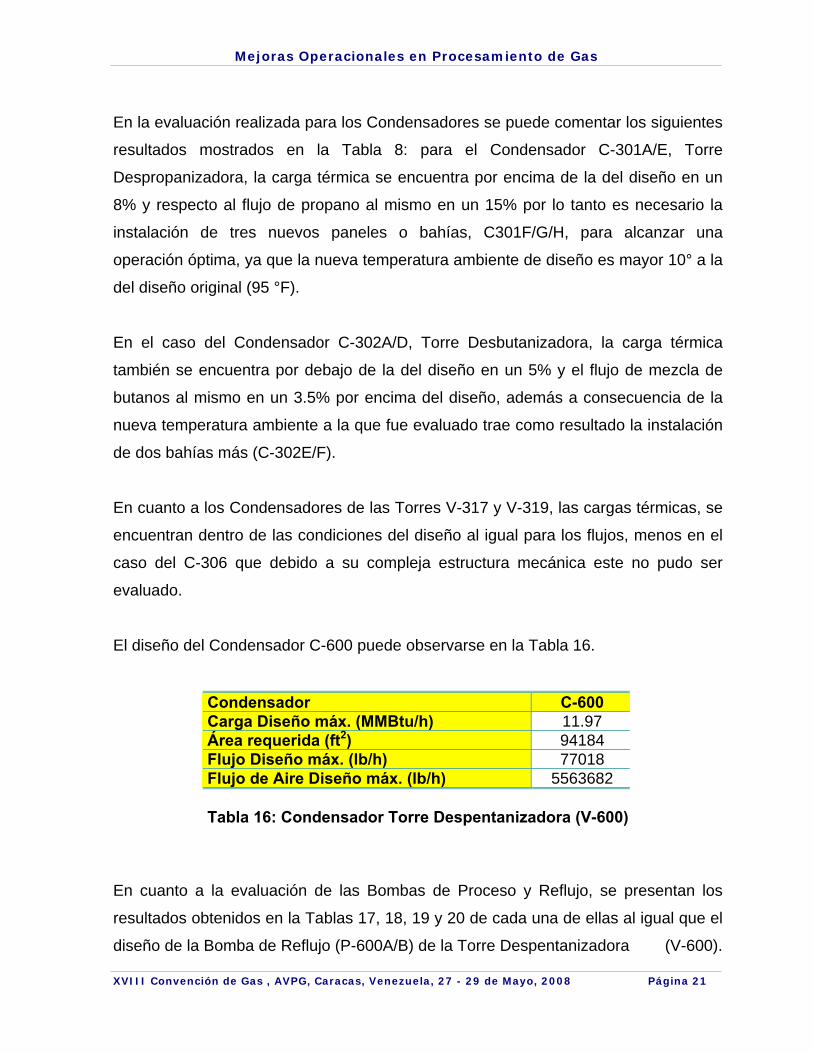
En la evaluación realizada para los Condensadores se puede comentar los siguientes
resultados mostrados en la Tabla 8: para el Condensador C-301A/E, Torre
Despropanizadora, la carga térmica se encuentra por encima de la del diseño en un
8% y respecto al flujo de propano al mismo en un 15% por lo tanto es necesario la
instalación de tres nuevos paneles o bahías, C301F/G/H, para alcanzar una
operación óptima, ya que la nueva temperatura ambiente de diseño es mayor 10° a la
del diseño original (95 °F).
En el caso del Condensador C-302A/D, Torre Desbutanizadora, la carga térmica
también se encuentra por debajo de la del diseño en un 5% y el flujo de mezcla de
butanos al mismo en un 3.5% por encima del diseño, además a consecuencia de la
nueva temperatura ambiente a la que fue evaluado trae como resultado la instalación
de dos bahías más (C-302E/F).
En cuanto a los Condensadores de las Torres V-317 y V-319, las cargas térmicas, se
encuentran dentro de las condiciones del diseño al igual para los flujos, menos en el
caso del C-306 que debido a su compleja estructura mecánica este no pudo ser
evaluado.
El diseño del Condensador C-600 puede observarse en la Tabla 16.
Condensador C-600 Carga Diseño máx. (MMBtu/h) 11.97 Área requerida (ft2) 94184 Flujo Diseño máx. (lb/h) 77018 Flujo de Aire Diseño máx. (lb/h) 5563682
Tabla 16: Condensador Torre Despentanizadora (V-600)
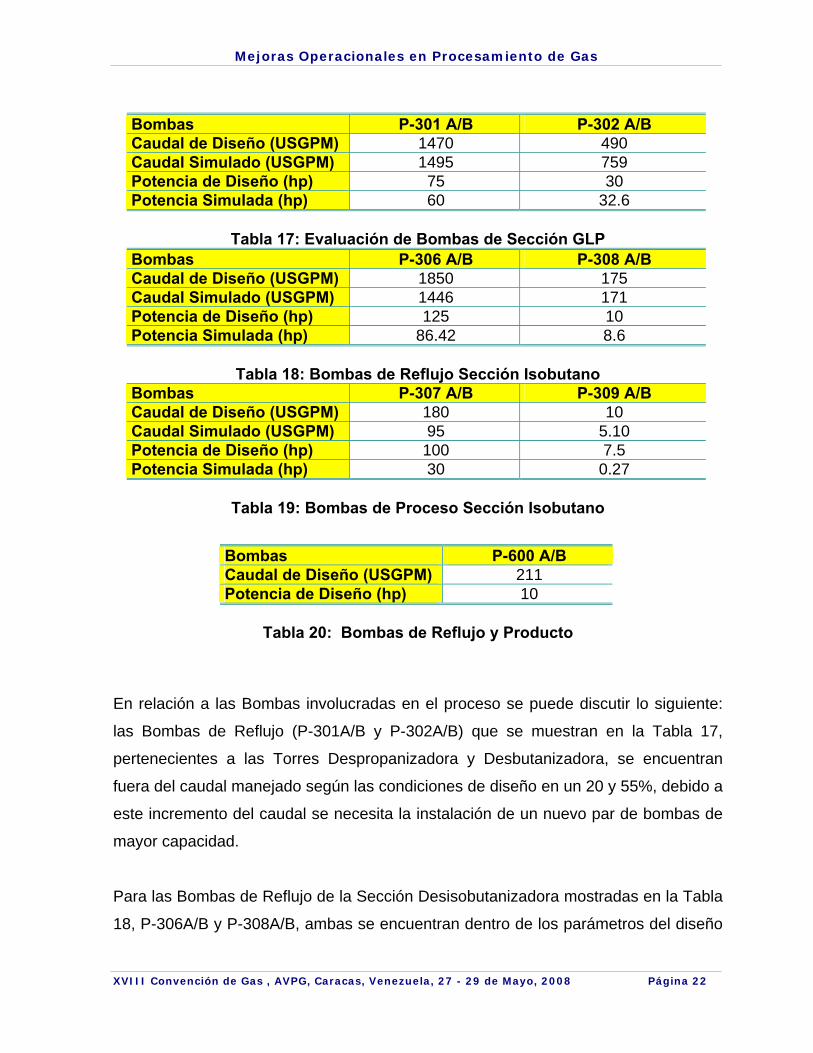
En cuanto a la evaluación de las Bombas de Proceso y Reflujo, se presentan los
resultados obtenidos en la Tablas 17, 18, 19 y 20 de cada una de ellas al igual que el
diseño de la Bomba de Reflujo (P-600A/B) de la Torre Despentanizadora (V-600).
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 21
Mejoras Operacionales en Procesamiento de Gas
Bombas P-301 A/B P-302 A/B Caudal de Diseño (USGPM) 1470 490 Caudal Simulado (USGPM) 1495 759 Potencia de Diseño (hp) 75 30 Potencia Simulada (hp) 60 32.6
Tabla 17: Evaluación de Bombas de Sección GLP
Bombas P-306 A/B P-308 A/B Caudal de Diseño (USGPM) 1850 175 Caudal Simulado (USGPM) 1446 171 Potencia de Diseño (hp) 125 10 Potencia Simulada (hp) 86.42 8.6
Tabla 18: Bombas de Reflujo Sección Isobutano Bombas P-307 A/B P-309 A/B Caudal de Diseño (USGPM) 180 10 Caudal Simulado (USGPM) 95 5.10 Potencia de Diseño (hp) 100 7.5 Potencia Simulada (hp) 30 0.27
Tabla 19: Bombas de Proceso Sección Isobutano
Bombas P-600 A/B Caudal de Diseño (USGPM) 211 Potencia de Diseño (hp) 10
Tabla 20: Bombas de Reflujo y Producto
En relación a las Bombas involucradas en el proceso se puede discutir lo siguiente:
las Bombas de Reflujo (P-301A/B y P-302A/B) que se muestran en la Tabla 17,
pertenecientes a las Torres Despropanizadora y Desbutanizadora, se encuentran
fuera del caudal manejado según las condiciones de diseño en un 20 y 55%, debido a
este incremento del caudal se necesita la instalación de un nuevo par de bombas de
mayor capacidad.
Para las Bombas de Reflujo de la Sección Desisobutanizadora mostradas en la Tabla
18, P-306A/B y P-308A/B, ambas se encuentran dentro de los parámetros del diseño
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 22
Mejoras Operacionales en Procesamiento de Gas
por lo tanto no es necesario la instalación de un nuevo par de bombas. De igual forma
sucede con las Bombas, P-309A/B y P-307A/B mostradas en la Tabla 19. En las
opciones siguientes no se hará mención alguna respecto a las bombas debido a la
mínima diferencia de flujos manejados por estos equipos.
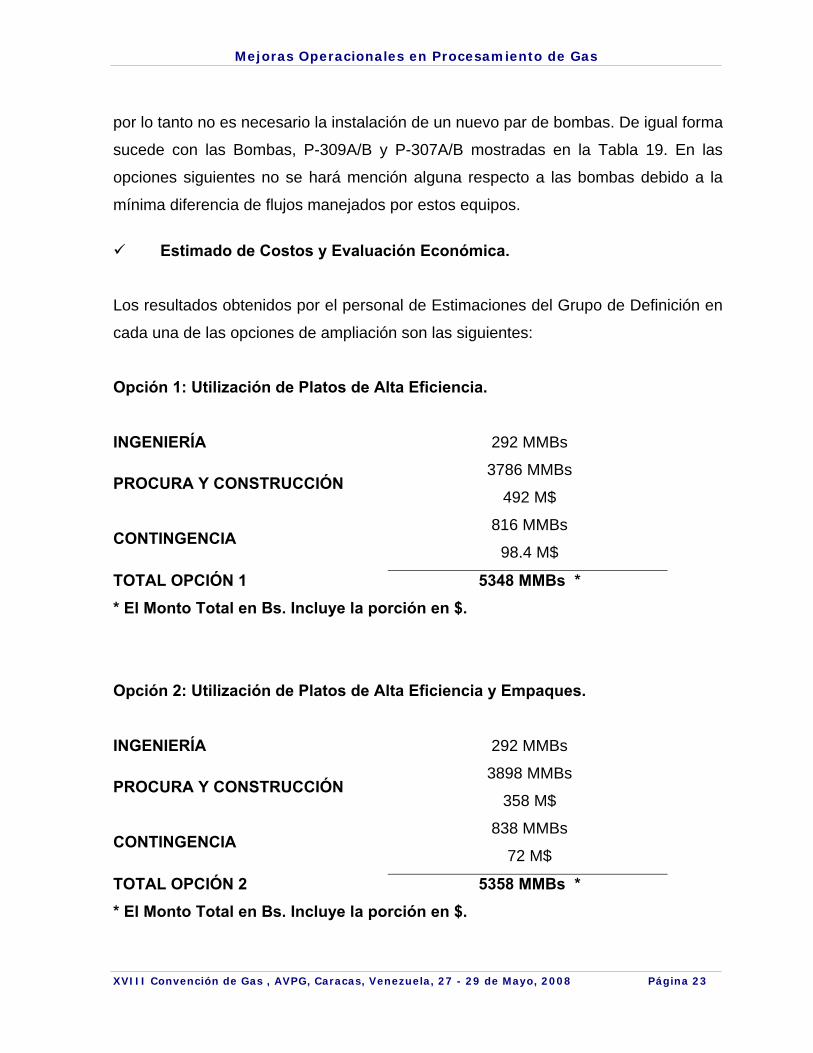
Estimado de Costos y Evaluación Económica.
Los resultados obtenidos por el personal de Estimaciones del Grupo de Definición en
cada una de las opciones de ampliación son las siguientes:
Opción 1: Utilización de Platos de Alta Eficiencia. INGENIERÍA 292 MMBs
PROCURA Y CONSTRUCCIÓN 3786 MMBs
492 M$
CONTINGENCIA 816 MMBs
98.4 M$
TOTAL OPCIÓN 1 5348 MMBs * * El Monto Total en Bs. Incluye la porción en $. Opción 2: Utilización de Platos de Alta Eficiencia y Empaques. INGENIERÍA 292 MMBs
PROCURA Y CONSTRUCCIÓN 3898 MMBs
358 M$
CONTINGENCIA 838 MMBs
72 M$
TOTAL OPCIÓN 2 5358 MMBs * * El Monto Total en Bs. Incluye la porción en $.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 23
Mejoras Operacionales en Procesamiento de Gas
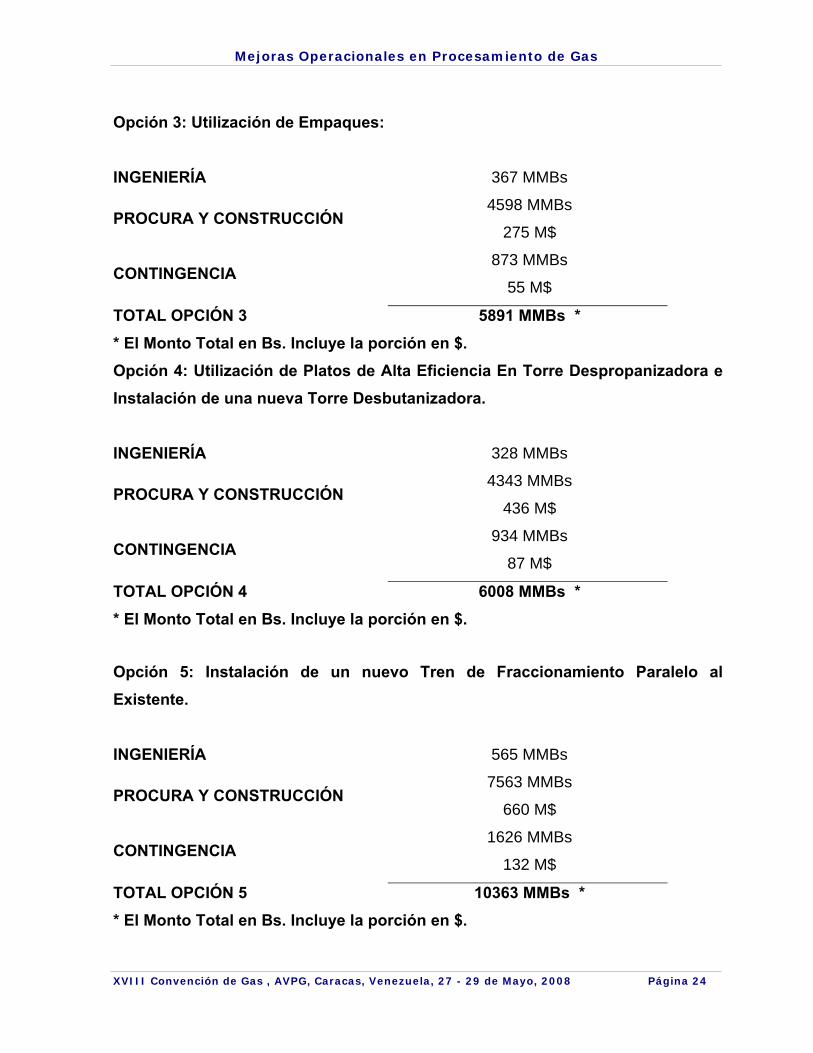
Opción 3: Utilización de Empaques: INGENIERÍA 367 MMBs
PROCURA Y CONSTRUCCIÓN 4598 MMBs
275 M$
CONTINGENCIA 873 MMBs
55 M$
TOTAL OPCIÓN 3 5891 MMBs * * El Monto Total en Bs. Incluye la porción en $. Opción 4: Utilización de Platos de Alta Eficiencia En Torre Despropanizadora e Instalación de una nueva Torre Desbutanizadora. INGENIERÍA 328 MMBs
PROCURA Y CONSTRUCCIÓN 4343 MMBs
436 M$
CONTINGENCIA 934 MMBs
87 M$
TOTAL OPCIÓN 4 6008 MMBs * * El Monto Total en Bs. Incluye la porción en $.
Opción 5: Instalación de un nuevo Tren de Fraccionamiento Paralelo al Existente. INGENIERÍA 565 MMBs
PROCURA Y CONSTRUCCIÓN 7563 MMBs
660 M$
CONTINGENCIA 1626 MMBs
132 M$
TOTAL OPCIÓN 5 10363 MMBs * * El Monto Total en Bs. Incluye la porción en $.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 24
Mejoras Operacionales en Procesamiento de Gas
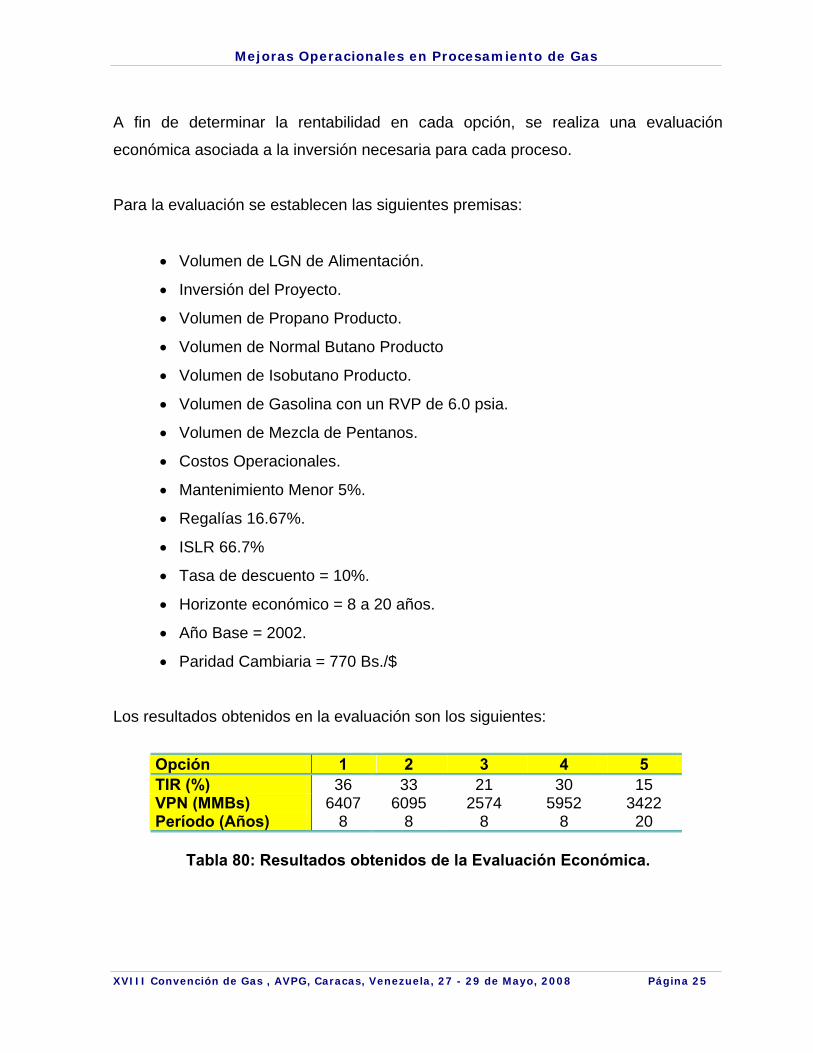
A fin de determinar la rentabilidad en cada opción, se realiza una evaluación
económica asociada a la inversión necesaria para cada proceso.
Para la evaluación se establecen las siguientes premisas:
• Volumen de LGN de Alimentación.
• Inversión del Proyecto.
• Volumen de Propano Producto.
• Volumen de Normal Butano Producto
• Volumen de Isobutano Producto.
• Volumen de Gasolina con un RVP de 6.0 psia.
• Volumen de Mezcla de Pentanos.
• Costos Operacionales.
• Mantenimiento Menor 5%.
• Regalías 16.67%.
• ISLR 66.7%
• Tasa de descuento = 10%.
• Horizonte económico = 8 a 20 años.
• Año Base = 2002.
• Paridad Cambiaria = 770 Bs./$
Los resultados obtenidos en la evaluación son los siguientes:
Opción 1 2 3 4 5 TIR (%) 36 33 21 30 15 VPN (MMBs) 6407 6095 2574 5952 3422 Período (Años) 8 8 8 8 20
Tabla 80: Resultados obtenidos de la Evaluación Económica.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 25
Mejoras Operacionales en Procesamiento de Gas
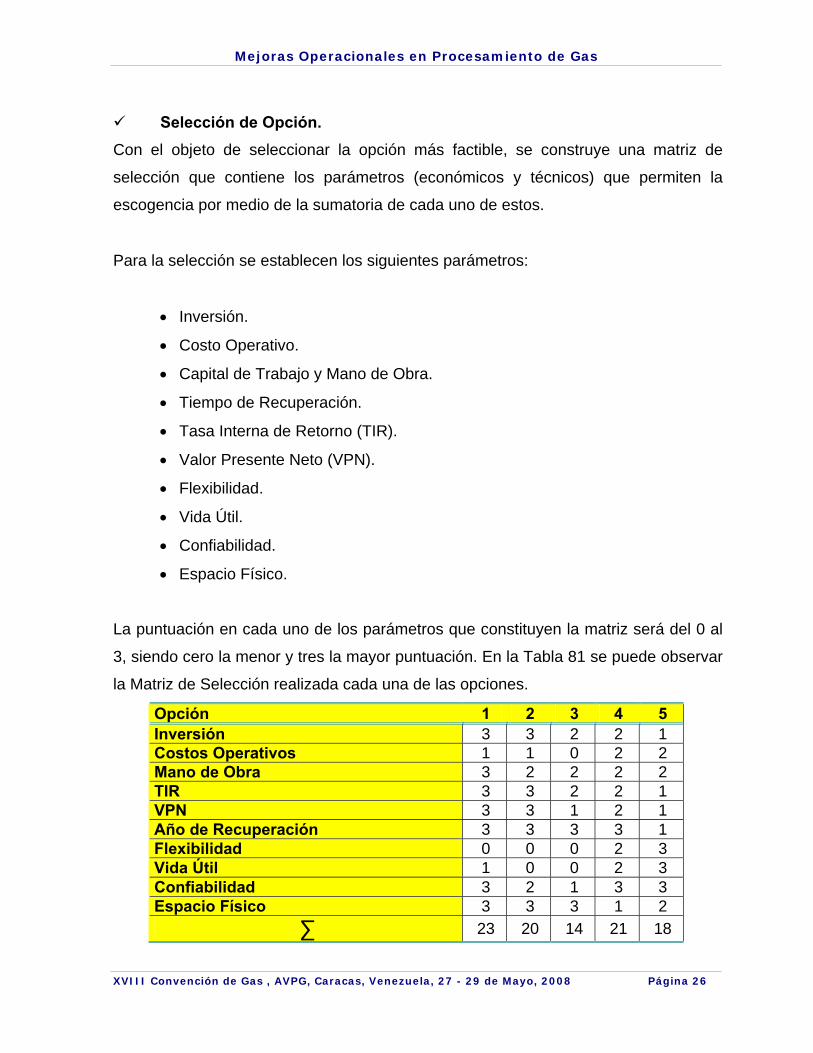
Selección de Opción. Con el objeto de seleccionar la opción más factible, se construye una matriz de
selección que contiene los parámetros (económicos y técnicos) que permiten la
escogencia por medio de la sumatoria de cada uno de estos.
Para la selección se establecen los siguientes parámetros:
• Inversión.
• Costo Operativo.
• Capital de Trabajo y Mano de Obra.
• Tiempo de Recuperación.
• Tasa Interna de Retorno (TIR).
• Valor Presente Neto (VPN).
• Flexibilidad.
• Vida Útil.
• Confiabilidad.
• Espacio Físico.
La puntuación en cada uno de los parámetros que constituyen la matriz será del 0 al
3, siendo cero la menor y tres la mayor puntuación. En la Tabla 81 se puede observar
la Matriz de Selección realizada cada una de las opciones.
Opción 1 2 3 4 5 Inversión 3 3 2 2 1 Costos Operativos 1 1 0 2 2 Mano de Obra 3 2 2 2 2 TIR 3 3 2 2 1 VPN 3 3 1 2 1 Año de Recuperación 3 3 3 3 1 Flexibilidad 0 0 0 2 3 Vida Útil 1 0 0 2 3 Confiabilidad 3 2 1 3 3 Espacio Físico 3 3 3 1 2
∑ 23 20 14 21 18
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 26
Mejoras Operacionales en Procesamiento de Gas
De los resultados obtenidos de la evaluación económica se puede observar que la
opción que presenta mayor Rentabilidad es la Opción 1, con una Tasa Interna de
Retorno (TIR) del 36%, una Contribución Neta del Proyecto (VPN) de 6407 MMBs y
un período de recuperación de 8 años.
Segundo, la Opción 2 con un TIR del 33%, un VPN de 6095 MMBs y 8 años de
período de recuperación.
Tercero, la Opción 4 con una Tasa del 30%, un VPN de 5952 y un período de
recuperación de 8 años.
Cuarto, la Opción 3 con un TIR de 21%, un VPN de 2574 MMBs y 8 años de período
de recuperación.
Quinto, la Opción 5 con un TIR del 15%, un VPN de 3422 MMBs y un período de
recuperación de 20 años.
Por lo tanto, el realizar los cambios necesarios en Bajo Grande con la sustitución de
los platos existentes en las Torres Despropanizadora y Desbutanizadora por platos
de alta eficiencia, así como también adecuar el proceso a las nuevas condiciones de
flujo, asegura la calidad de los productos derivados del procesamiento del LGN
generando ingresos a la corporación.
En cuanto a la Matriz de Selección, se observa lo siguiente:
Inversión: las opciones que presentan mayor puntuaciones son la 1 y 2, seguidas de
las opciones 3 y 4 y finalmente las dos últimas opciones (5 y 6). Esto se debe a la
menor cantidad de dinero que se necesita invertir para ejecutar el proyecto.
Costos Operativos: la opción que presenta mayor puntuación es la 6, seguidas de
las opciones 4 y 5, luego siguen las opciones 1 y 2 y finaliza con la opción 3. Esto se
debe a que los costos por mantenimientos menores y mayores son mínimos en un
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 27
Mejoras Operacionales en Procesamiento de Gas
tren de fraccionamiento nuevo; en comparación con una planta con cierto tiempo en
operación.
Mano de Obra: la opción que presenta mayor puntuación es la opción 1, seguidas de
las opciones 2, 3, 4 y 5 y finalmente la opción 6. Esto se debe a que la cantidad de
mano de obra necesaria para operar el proceso es menor en una planta donde sólo
se modifican ciertas partes de algún equipo en comparación con un tren nuevo.
TIR, VPN y Año de Recuperación: explicadas en párrafos anteriores.
Flexibilidad: las opciones que presentan mayor puntuación son las 5 y 6, seguida de
la opción 4 y finalmente las opciones 1, 2 y 3. Esto se debe a que cualquier suceso
de contingencia que ocurra en algunos de los equipos, estos estarán respaldados por
un tren paralelo o algún equipo paralelo a otro (torres), evitando de esta manera
alguna penalización por la paralización total de alguna planta.
Vida Útil: las opciones que presentan mayor puntuación son las 5 y 6, seguida de la
opción 4, luego la opción 1 y finalizando con las opciones 2 y 3. Esto se debe a que
un tren de fraccionamiento nuevo, posee mayor vida útil en comparación a una planta
que lleva operando cierta cantidad de tiempo. Además también se refiere a cuan
resistente puede ser algún accesorio, como por ejemplo los internos de una torre.
Confiabilidad: las opciones que presentan mayor puntuación son las 1, 4, 5 y 6
seguida de la opción 2 y finalizando con la opción 3. Esto se debe a que dependiendo
del tipo de interno de la torre, podrían sufrir algún problema operacional, debido a
cambios en el flujo de alimentación, presión, etc.; poniendo en peligro la operación
normal de la misma.
Espacio Físico: las opciones que presentan mayor puntuación son las 1, 2 y 3,
seguida de la opción 6 y finalizando con la opción 4 y 5. Esto se debe al espacio
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 28
Mejoras Operacionales en Procesamiento de Gas
disponible en planta, al espacio requerido entre equipos y finalmente al espacio entre
la comunidad vecina a las instalaciones.
De la sumatoria de los puntos obtenidos en la Matriz de Selección la opción 1 es la
seleccionada por presentar 23 puntos.
Conclusiones Luego de realizar el análisis de los resultados obtenidos se puede concluir lo
siguiente en cuanto a la Opción 1:
Presenta mayor factibilidad tanto Técnica como Económica es la que recomienda
la sustitución de los internos de las Torres Despropanizadora y Desbutanizadora.
Se procesan 10.0 MBPD de LGN, representando un 40% de aumento respecto a
la capacidad actual de la planta (25.6 MBPD).
Se observa un incremento en la Producción de los siguientes productos:
⇒ Propano Producto: 4.7 MBPD con una calidad del 97%.
⇒ Normal Butano Producto: 800 BPD con una calidad del 96%.
⇒ Isobutano Producto: 500 BPD con una calidad del 96%.
⇒ Mezcla de Pentanos: 990 BPD.
⇒ Gasolina Natural (RVP de 6.0 psia): 1.8 MBPD.
Las Torres Despropanizadora y Desbutanizadora, aumenta su Capacidad de
Procesamiento en un 40 y 30%; mediante el uso de Platos de Alta Eficiencia.
La Torre Desisobutanizadora y Rectificadora de Isobutano tienen la Capacidad
necesaria para procesar los productos que estas separan, sin necesidad de
sustituir sus internos.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 29
Mejoras Operacionales en Procesamiento de Gas
Es necesario la puesta en operación o reinstrumentación de la Torre V-319, para
alcanzar la especificación exigida por los clientes (3.09% molar) debido a la alta
concentración de propano en el Isobutano Producto (8.18% molar) ,
Es necesario la instalación de una Torre Despentanizadora para alcanzar la
nueva especificación de la Gasolina Natural (RVP: 6.0 psia)
Los recipientes de Alimentación a la planta están en capacidad de almacenar el
incremento de 10.0.MBPD de LGN provenientes de la puesta en operación del
CCO. De igual forma ocurre con el resto de los recipientes ubicados en esta área
(Tambores de Reflujo, Tanques de Compensación, etc.).
Se necesita la instalación de dos nuevos Precalentadores: E-301C/D y E-303C/D.
Los Precalentadores pertenecientes al área de Isobutano se encuentran dentro
de los parámetros establecidos en el diseño.
Se requiere la instalación de dos nuevos Rehervidores (E-302 y E-304), para las
Torres V-301y V-303. En cuanto a los Rehervidores de las Torres V-317 y V-319
se encuentran en especificación.
Para el Condensador de la Torre V-301, se necesita añadir tres nuevas bahías
(C-301F/G/H) de las cinco existentes (C-301A/E). En cuanto al Condensador de
la Torre V-303, se requiere la instalación de dos nuevas bahías (C-302E/F) de las
cuatro existentes (C-302A/D). El Condensador de la Torre V-317, no requiere
modificación alguna. Se necesita la instalación de un Condensador para la Torre
Despentanizadora (C-600).
Se necesita instalar dos nuevas Bombas de Reflujo para las Torres V-301 y V-
303.
Presenta una rentabilidad del 36% con período de recuperación de 8 años y una
contribución neta de 6407 MMBs.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 30
Mejoras Operacionales en Procesamiento de Gas
Referencia Bibliográfica 1. VENEZUELAN SUN OIL COMPANY. “Design Manual. Bajo Grande Natural Gas
Liquids Processing Facilities”.
2. SUNTECH ENGINEERING GROUP. “Especificaciones de Diseño de la Planta de
Fraccionamiento de Isobutano Bajo Grande”.
3. UOP PROCESS EQUIPMENT. “Advanced Exchanger Internals and Distillation
Column Technology”.
4. PDVSA CIED. “Evaluación Económica y Financiera de Proyectos”.
5. JOHN M. CAMPBELL. “Gas Conditioning and Processing”.
6. GAS PROCESSORS SUPPLIERS ASSOCIATION. “Engineering Data Book”.
XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 31