Embed Size (px)
Citation preview

Implementacion de un PLAN DE
MANTENIMIENTO PARA LAS MAQUINAS-
HERRAMIENTAS DEL TALLER 120
JAVIER ANDRES TORRES CUADROSMIGUEL ANTONIO GRAJALES
LEANDRO DONNEYSYASON PEREA
MAURICIO LONDOÑO

CENTRO DE BIOTECNOLOGIA INDUSTRIAL PALMIRA
MANTENIMIENTO ELECTROMECANICO INDUSTRIAL
PALMIRA 2014Implementacion de un PLAN DE MANTENIMIENTO PARA LAS MAQUINAS-
HERRAMIENTAS DEL TALLER 120
JAVIER ANDRES TORRES CUADROSMIGUEL ANTONIO GRAJALES
LEANDRO DONNEYSYASON PEREA
MAURICIO LONDOÑO
INGENIERO MECANICO JAIRO GARCIA PATÑO
PÁGINA 1
CENTRO DE BIOTECNOLOGIA INDUSTRIAL
PALMIRA MANTENIMIENTO ELECTROMECANICO INDUSTRIAL
PÁGINA 2
INTRODUCCIÓN
El mantenimiento de tipo preventivo nació de la necesidad del sector industrial de determinar qué tipos de acciones previas se deben realizar para garantizar el buen funcionamiento de una máquina y los sistemas que la integran, como es requerido en toda industria moderna y productiva. Al inicio de la revolución industrial primó el concepto de mantenimiento correctivo, que consiste en aplicar soluciones rápidas a las fallas que se presentan, sin hacer un análisis de las causas del problema para prevenir su ocurrencia. Uno de los principales beneficios de diseñar e implementar un programa de mantenimiento preventivo es minimizar los tiempos de parada o tiempos muertos, en los cuales una maquina deja de funcionar, y que afectan el proceso productivo y causan pérdidas económicas a la empresa. Al analizar los problemas de una maquina el diseñador del programa puede integrar todos los tipos de mantenimiento. Donde lo ideal es disponer de registros históricos y estadísticas sobre la máquina que permitan identificar el problema y su posible solución. 1
1
PÁGINA 3

PRESENTACION DE LA EMPRESA “SENA”
HISTORIA
El SENA nació durante el gobierno de la Junta Militar, posterior a la renuncia del General Gustavo Rojas Pinilla, mediante el Decreto-Ley 118, del 21 de junio de 1957. Su función, definida en el Decreto 164 del 6 de agosto de 1957, fue brindar formación profesional a trabajadores, jóvenes y adultos de la industria, el comercio, el campo, la minería y la ganadería. Su creador fue Rodolfo Martínez Tono.
Así mismo, siempre buscó proporcionar instrucción técnica al empleado, formación complementaria para adultos y ayudarles a los empleadores y trabajadores a establecer un sistema nacional de aprendizaje. La Entidad tiene una estructura tripartita, en la cual participarían trabajadores, empleadores y Gobierno, se llamó Servicio Nacional de Aprendizaje (SENA), que se conserva en la actualidad y que muchos años después, busca seguir conquistando nuevos mercados, suplir a las empresas de mano calificada utilizando para ello métodos modernos y lograr un cambio de paradigma en cada uno de los procesos de la productividad
MISIÓN
El SENA está encargado de cumplir la función que le corresponde al Estado de invertir en el desarrollo social y técnico de los trabajadores colombianos, ofreciendo y ejecutando la formación profesional integral, para la incorporación y el desarrollo de las personas en actividades productivas que contribuyan al desarrollo social, económico y tecnológico del país.
PÁGINA 4

VISIÓN
En el 2020, el SENA será una Entidad de clase mundial en formación profesional integral y en el uso y apropiación de tecnología e innovación al servicio de personas y empresas; habrá contribuido decisivamente a incrementar la competitividad de Colombia a través de:
Aportes relevantes a la productividad de las empresas.
Contribución a la efectiva generación de empleo y la superación de la pobreza.
Aporte de fuerza laboral innovadora a las empresas y las regiones.
Integralidad de sus egresados y su vocación de servicio.
Calidad y estándares internacionales de su formación profesional integral.
Incorporación de las últimas tecnologías en las empresas y en la formación profesional integral.
Estrecha relación con el sector educativo (media y superior).
Excelencia en la gestión de sus recursos (humanos, físicos, tecnológicos y financieros).
PÁGINA 5
PLANTEAMIENTO DEL PROBLEMA
El Taller 120 del Sena, carece de un programa de mantenimiento preventivo adecuado para sus máquinas. Esto reduce la confiabilidad de estos equipos y pueden tener consecuencias de alta magnitud ya que al ser maquinaria didáctica son los aprendices quienes pueden sufrir riesgos físicos.
Las máquinas presentan componentes mecánicos en mal estado y piezas faltantes lo que inhabilita su funcionamiento y no permite que los aprendices utilicen dicha maquinaria afectando la práctica por parte de dichos aprendices, esto llevo a la necesidad de la creación de un proyecto en particular que diera solución a esta problemática, IMPLEMENTAR UN PROGRAMA DE MANTENIMIENTO PARA LAS MAQUINAS HERRAMIENTAS DEL TALLER 120.
JUSTIFICACIÓN
Cuando se aplica el mantenimiento correctivo se soluciona temporalmente la falla, esto significa paradas no programadas de los equipos que afectan negativamente la producción. Al aplicar el plan de mantenimiento preventivo se identifican las partes críticas de la máquina (aquellas que generas las fallas más frecuentes) y, de esta manera, se programa su mantenimiento de manera que el paro ocurra en un momento coordinado con el departamento producción.
La finalidad de este proyecto es suplir la necesidad que tiene el taller 120 del Sena e implementar un programa de mantenimiento preventivo que permita el continuo trabajo en dicha maquinaria en condiciones óptimas.
PÁGINA 6
OBJETIVO GENERAL
Diseñar e implementar el programa de mantenimiento preventivo para las máquinas herramientas del taller 120.
PÁGINA 7

OBJETIVOS ESPECÍFICOS
Conocer detalladamente el funcionamiento de las maquinas herramientas del taller 120
Reconocer las partes y características técnicas de las máquinas.
Identificar las partes críticas y las fallas más frecuentes de cada máquina a partir de los registros históricos y estadísticos del Sena, si estos no existen iniciar un control.
Definir el procedimiento y la frecuencia de mantenimiento para cada una de las fallas identificadas.
Diseñar el plan general de mantenimiento preventivo de cada máquina.
Escribir el informe final.
PÁGINA 8
MARCO TEORICO
Mantenimiento
El mantenimiento es el conjunto de acciones y/o intervenciones que se llevan a cabo en un equipo de trabajo para conservarlo en condiciones óptimas de productividad y seguridad.
La seguridad de un puesto de trabajo y el mantenimiento que se lleve a cabo en los equipos de trabajo que lo componen están directamente relacionados. En función del alcance de los puntos comprobados, de la frecuencia con que se realiza el mantenimiento o de si se efectúa por avería o por revisión preventiva habrá más o menos posibilidades de que se produzca un accidente. El mantenimiento, además, no se tiene que limitar sólo a hacer intervenciones de conservación, sino que también tiene que participar en la mejora continua de los procesos productivos, teniendo en cuenta siempre la evolución de la tecnología.
Esta publicación se dirige a todas las empresas que lleven a cabo actividades productivas, independientemente del tipo de sociedad, dimensión y sector.
PÁGINA 9

Para saber si el mantenimiento que se lleva a cabo es el correcto hay que observar el nivel de consecución de los objetivos siguientes:
EVITAR LAS PARADAS DE MÁQUINAS POR AVERÍA
El hecho de anticiparse a la aparición de las averías favorece que se reduzcan significativamente las paradas de producción.
EVITAR ANOMALÍAS CAUSADAS POR UN MANTENIMIENTO INSUFICIENTE Y MINIMIZAR LA GRAVEDAD DE LAS AVERÍAS
Una correcta implantación de las revisiones periódicas en las máquinas se ve condicionada por el grado de detalle con que se ha diseñado el plan de mantenimiento. Una planificación y unos niveles de concreción adecuados de los puntos a revisar reducen significativamente la aparición de posibles anomalías y, en consecuencia, las averías graves.
PÁGINA 10
CONSERVAR TODA LA MAQUINARIA EN CONDICIONES ÓPTIMAS DE SEGURIDAD Y PRODUCTIVIDAD
La finalidad de elaborar e implantar un mantenimiento correcto es la de garantizar la productividad de la maquinaria y la máxima seguridad del personal.
El mantenimiento a realizar tiene que ser el adecuado a las características particulares de cada equipo de trabajo. Se tiene que evitar la estandarización de los puntos de revisión y potenciar las comprobaciones específicas en función del uso, el ritmo y el ambiente de trabajo, principalmente.
ALCANZAR O ALARGAR LA VIDA ÚTIL
DE LOS BIENES PRODUCTIVOS
Si se establecen calendarios de revisión adecuados para cada equipo de trabajo se consigue, como mínimo, alcanzar el rendimiento óptimo para el cual se diseñó y, en la mayoría de los casos, se sobrepasa la vida útil prevista.
INNOVAR, TECNIFICAR Y AUTOMATIZAR EL PROCESO PRODUCTIVO
El mantenimiento no se tiene que limitar sólo a conservar los bienes productivos, sino que tiene que participar en la mejora continua de la empresa.
Para garantizar la competitividad de la empresa en su sector, necesariamente, hay que innovar con nuevos métodos de trabajo, mejorar los procesos y, si es necesario, automatizarlos.
REDUCCIÓN DE LOS COSTES DE LA EMPRESA
El hecho de tener un mantenimiento correctamente implantado en la empresa se traduce en una reducción de costes directos e indirectos, como las horas de paro de producción, las pérdidas de ventas o los costes de reparaciones, entre otros.
PÁGINA 11
INTEGRACIÓN DE LOS DEPARTAMENTOS DE MANTENIMIENTO, PRODUCCIÓN E I+D
El trabajo en grupo es la mejor herramienta para la integración de los diferentes departamentos, entre los cuales el de mantenimiento, que intervienen de forma directa e indirecta en la fabricación del producto con calidad y seguridad.
TIPOS DE MANTENIMIENTO
Mantenimiento Correctivo.
Consiste en reparar la avería una vez se ha producido. Por lo general, cuando se realiza este mantenimiento el proceso de fabricación está parado, por tanto la producción disminuye y los costes aumentan. Es muy impredecible conocer el tiempo de reparación así como el gasto que deriva de la avería ya que se presenta de forma imprevista originando trastornos en la línea.
Su ámbito de aplicación por tanto corresponde a activos con bajo nivel de criticidad, cuyas averías no suponen gran problema temporal ni económico. Suele ser rentable en equipos puntuales donde otras técnicas de mantenimiento resultarían más costosas.
PÁGINA 12
MANTENIMIENTO PREVENTIVO.
Este mantenimiento está planificado en el tiempo y su objetivo es evitar que se produzca la avería. A diferencia del anterior, no es necesario realizarlo en tiempo de producción y por tanto es planificado en tiempos libres de fábrica.
Lo que se pretende con este tipo de mantenimiento es reducir el número de intervenciones correctivas, realizando tareas de revisión periódicas y sustitución de componentes gastados.Es un tipo de mantenimiento exigente, pues requiere de una disciplina estricta de supervisión y elaboración de un plan preventivo a cumplir por personal especializado. Además, al estar formado por tareas rutinarias, puede provocar falta de motivación en el personal encargado y, si no se realiza correctamente, llegar a suponer un sobrecoste sin mejoras notables en productividad.Por el contrario, el realizarlo correctamente supone el conocer perfectamente la máquina con la que se trabaja, lo que permite realizar estudios de fiabilidad óptimos y reducir las intervenciones correctivas a nuestros activos.
LAS VENTAJAS DEL MANTENIMIENTO PREVENTIVO.
PÁGINA 13
Aumento de la vida útil de los equipos.
Mejora de las condiciones de operación y, consecuentemente, aumento de la confiabilidad.
Menores tiempos de parada, lo cual tiene un impacto positivo en la producción.
Reducción en el costo de las reparaciones debido a la reducción del mantenimiento correctivo.
IMPLEMENTACIÓN DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO.
Son dos aspectos esenciales para implementar un programa de mantenimiento. El primero es organizacional y el segundo operativo.
Los requerimientos organizacionales incluyen el listado del equipo que va ser inspeccionado.
Se preparan un listado de maquinaria. Inicialmente mediante instrucciones sencillas para añadir posteriormente los detalles.
PÁGINA 14

Se define estándares de tiempo para adelantar el mantenimiento. Se determina cuanto tiempo es necesario para completar la tarea.
Los requerimientos operativos para implementar el programa de mantenimiento preventivo.
Preparar y publicar el listado de las tareas de mantenimiento describiendo el procedimiento y verificar su cumplimiento.
El trabajo programado debe ir en ascenso, el de emergencias en retroceso.
MANTENIMIENTO PREDICTIVO.
Al igual que el preventivo, este mantenimiento consiste en anteponerse a la avería. La diferencia es que se basa en la aplicación de herramientas ó técnicas de detección de los diferentes elementos medibles de anticipación al fallo, como por ejemplo el desgaste. Su objetivo es realizar el mantenimiento justo en el momento preciso.
Para poder realizarlo es necesario disponer de tecnología basada en indicadores que sean capaces de medirnos las variables que marquen la intervención a la máquina, así como personal preparado en la interpretación de los datos.
A partir de los mantenimientos anteriores citados, surgió el concepto de ‘TPM’ Mantenimiento Productivo Total, originario en los años sesenta en Japón con el único fin de conseguir una producción Just in Time (JIT).
Esta técnica se basa en hacer partícipes a todos los integrantes (Total) de la empresa en labores de mantenimiento. Las responsabilidades no recaen exclusivamente en los técnicos de mantenimiento, sino que es responsabilidad de todos, por tanto se consigue un resultado final más participativo y enriquecido. Está ligado al proceso de mejora continua y calidad total, y recoge conceptos del Mantenimiento Basado en el Tiempo (MBT) y en las Condiciones (MBC).
PÁGINA 15

DESCRIPCIÓN DE LA MÁQUINA
PÁGINA 16
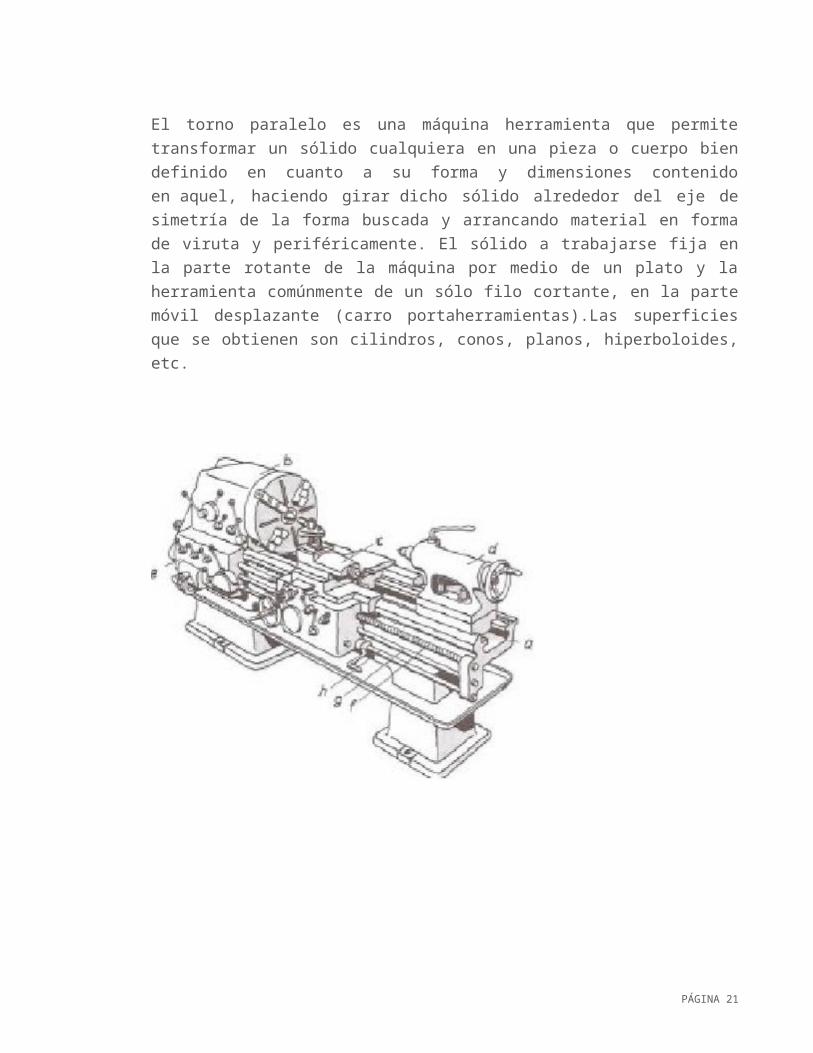
Torno paraelo
Es una máquina de gran aplicación y la más utilizada, gracias a la gran cantidad de movimientos que pueden combinarse. Es la máquina universal por excelencia, ya que en él y mediante el acoplamiento de algunos dispositivos especiales de fácil montaje, podrían realizarse toda clase de trabajos .El torno paralelo es el que más transformaciones ha sufrido, hasta el extremo que de él se ha partido para la proyección de todos los tipos especiales de tornos, algunos de los cuales ya casi no se parecen en nada a él.
El torno paralelo es una máquina herramienta que permite transformar un sólido cualquiera en una pieza o cuerpo bien definido en cuanto a su forma y dimensiones contenido en aquel, haciendo girar dicho sólido alrededor del eje de simetría de la forma buscada y arrancando material en forma de viruta y periféricamente. El sólido a trabajarse fija en la parte rotante de la máquina por medio de un plato y la herramienta comúnmente de un sólo filo cortante, en la parte móvil desplazante (carro portaherramientas).Las superficies que se obtienen son cilindros, conos, planos, hiperboloides, etc.
PÁGINA 17

PARTES
PÁGINA 18

FALLOS Y ANALISIS DE FALLA
Desde este punto de vista el análisis de falla se podría definir como el conjunto de actividades de investigación que, aplicadas sistemáticamente, trata de identificar las causas de las fallas y establecer un plan que permita su eliminación. Se trata, por tanto, de no conformarse con devolver a los equipos a su estado de buen funcionamiento tras la avería, sino de identificar la causa raíz para evitar, si es posible, su repetición. Si ello no es posible se tratará de disminuir la frecuencia de la citada avería o la detección precoz de la misma de manera que las consecuencias sean tolerables o simplemente podamos mantenerla controlada. El fin último sería mejorar la fiabilidad, aumentar la disponibilidad y reducir los costos. El análisis sistemático de las averías se ha mostrado como una de las metodologías más eficaces para mejorar los resultados del mantenimiento.
TIPOS DE FALLA
Se empieza por el origen de la avería y clasificándola en los siguientes tipos de falla:
FALLAS DEBIDO A DEFECTOS DURANTE LA FABRICACIÓN DEL EQUIPO.
Estos se producen porque se desconoce las condiciones de trabajo del equipo en la industria el número de fallos por este orden es alrededor del 20 %.
FALLAS POR EL MAL USO DEL EQUIPO.
PÁGINA 19

Se deben al desconocimiento del manejo, su uso en trabajos para los cuales no fue diseñada o en regímenes superiores a los especificados, representan el 40 % de las fallas en la industria.
FALLOS DEBIDO AL DEGASTE NATURAL Y AL ENVEJECIMIENTO.
Se tratan de roturas, degaste, corrosión, fatiga y cavitación que se manifiestan después de un determinado tiempo.
FALLOS DEBIDO A FENÓMENOS NATURALES
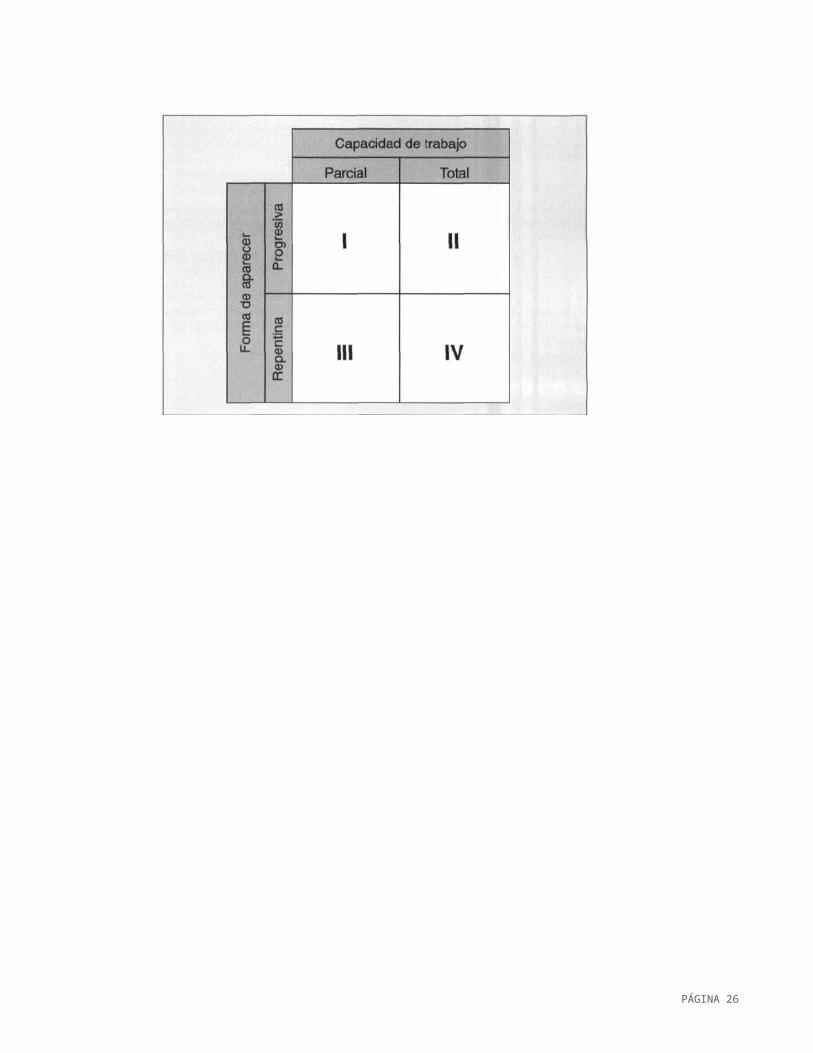
En este grupo están incluidos los fenómenos meteorológicos y causa exteriores a los equipos que provocan un mal funcionamiento. Desde el punto de vista del mantenimiento hay dos grandes clasificaciones para los fallos. La primera en función de la capacidad de trabajo de la máquina y la segunda es en la forma de aparecer.
FALLAS EN FUNCIÓN DE LA CAPACIDAD DE TRABAJO DE LA MÁQUINA.
Se clasifican fallas totales o parciales. La primera implica un paro de todo el sistema productivo. La segunda afecta una serie de elementos de la maquina pero está aún puede continuar trabajando. La aparición de otro tipo de fallas depende de la complejidad de la instalación y la interacción entre las máquinas.
PÁGINA 20
FALLAS EN FUNCIÓN DE CÓMO APARECEN.
Son clasificadas en progresivas y repentinas. La primera son las que permiten anticipar su aparición y están asociadas al degaste, la abrasión o desajustes. O con un buen seguimiento se puede establecer cuando aparecerá esta falla.
Las fallas repentinas son las difíciles de predecir y suelen estar relacionadas con rotura de elementos.
CLASIFICACION DE LAS AVERIAS
PÁGINA 21

Fuente: NAVARRO ELOLA Luis, PASTOS TEJEDOR Ana Clara, MUGABURU LACABRERA Luis Miguel. Gestión Integral de Mantenimiento. 1 Ed. Madrid:
Marcombo. 2009. Pág. 14.
PÁGINA 22

NIVELES DE REPARACIÓN
Es el grupo de acciones que está destinada a eliminar cualquier degradación que impida el normal funcionamiento de una máquina.
PRIMER NIVEL DE REPARACIÓN.
Consiste en lograr que la máquina funcione sin analizar la causa que lo ha originado la falla. Este tipo de reparación es muy rápida y apropiada si la producción no puede parar.
SEGUNDO NIVEL DE REPARACIÓN.
En este nivel se responde la pregunta ¿Qué causo la avería? y se actúa directamente sobre ella, cambiando o reparándolo el elemento defectuoso. Para asegurar que no se repita el problema en un plazo de tiempo determinado.
TERCER NIVEL DE REPARACIÓN. Este implica responderse dos preguntas: ¿Cuál es la avería?, y ¿Cuál es la causa de la avería?, y actuar de manera simultánea sobre la avería y su origen. Para asegurar que no vuelva a ocurrir.
PÁGINA 23
PROCESO DE REPARACIÓN
Este proceso consiste en solucionar la avería producida y determinar la causa que la originó, de esta manera se asegura que la reparación es acertada y duradera. Puede ser un proceso sencillo o bien ser necesario el desmonte del equipo para un análisis profundo.
Para la reparación de una maquina hay tres tipos de factores que se tienen que tener en cuenta:
FACTORES DE DISEÑO.
Complejidad del equipo.
Peso de su conjunto.
Diseño de los componentes
Accesibilidad de los componentes.
Normalización e intercambio de los mismos componentes.
Facilidad de montaje y desmontaje.
FACTORES ORGANIZATIVOS.
Disponibilidad del personal de mantenimiento.
Eficiencia en la gestión de repuestos.
Descentralización del mantenimiento.
Disponibilidad de documentación sobre el equipo.
PÁGINA 24

FACTORES DE EJECUCIÓN
Habilidad en la mano de obra.
Herramientas empleadas.
Prueba de los diferentes elementos reparado.
Preparación de los trabajos.
La mayoría de estos factores son intrínsecos del equipo o pueden ser controlados y optimizados para que el tiempo de reparación sea lo menor posible.
PÁGINA 25
DESCRIPCIÓN DE LA FALLA
Para la descripción de una la falla se utiliza todas las experiencias y competencias disponibles de los estudios, métodos, mantenimiento, fabricación, calidad. Es un método inductivo y cualitativo que permite pasar revista al conjunto de los órganos de un sistema o instalación, definiendo:
Los tipos de fallos reales o potenciales.
Causas posibles.
Consecuencias.
Medios para evitar sus consecuencias
Su objetivo es, por tanto, identificar las causas de fallos aún no producidos, evaluando su criticidad (es decir, teniendo en cuenta su frecuencia de aparición y su gravedad). Permite definir preventivamente los fallos potenciales, lo que orienta sobre las políticas de mantenimiento a adoptar y las políticas de repuestos. En definitiva es una búsqueda sistemática de tipos de fallos, sus causas y sus efectos. Precisa un tratamiento de grupo multidisciplinar, lo cual constituye una ventaja adicional por el enriquecimiento mutuo que se produce.
PÁGINA 26
TORNO MEUSER 1
AVERÍAS MECANICAS
AVERIAS ELECTRICASCarro transversal con juego
Piñones de la caja Norton despicadosMecanismo de palancas tienen
problema para engranar
PÁGINA 27
PLANTEAMIENTO DEL PLAN DE MANTENIMIENTO PREVENTIVO
Después de realizar un diagnóstico se llegó a la conclusión de que la maquina presenta problemas en las siguientes áreas:
Problemas mecánicos.
Cortes de Energía.
Aseo de la máquina.
Cuadre de la máquina
Esta clasificación es muy amplia. Para el plan de mantenimiento preventivo se decidió reagruparlos en solo tres categorías.
Averías mecánicas. Son aquellos paros relacionados con algún daño en la parte mecánica como cambios de correas, desnivel de la máquina, cambio de rodamiento.
Averías eléctricas. Los componentes de las máquinas que provocan este tipo de averías, están relacionado con el sistema eléctrico como cambio de escobillas, paro del motor o resistencias eléctricas del husillo que no funcionan.
Problemas por falta de lubricación. Son los paros relacionados con las partes móviles de las máquinas que necesitan de la lubricación para evitar el degaste por fricción como cadenas o el sistema de cierre móvil.
PÁGINA 28

Debido a que la mayoría de los mecanismos que componen un equipo, necesitan lubricación estas actividades son las más numerosas y por consiguiente es necesario describirlas para mejorar su ejecución y manejo. Las actividades eléctricas son pocas porque en estos elementos no hay degaste por fricción, siendo esta la mayor fuente de falla, para esto debemos de realizar estas labores:
Limpieza.
Mantener limpio el ambiente de trabajo.
Controlar las variaciones de voltaje.
Sensibilización para los aprendices que operan estas maquinas
Señalización de riesgos
Manejo de residuos
Realizar labores de mantenimiento correctivo
PÁGINA 29
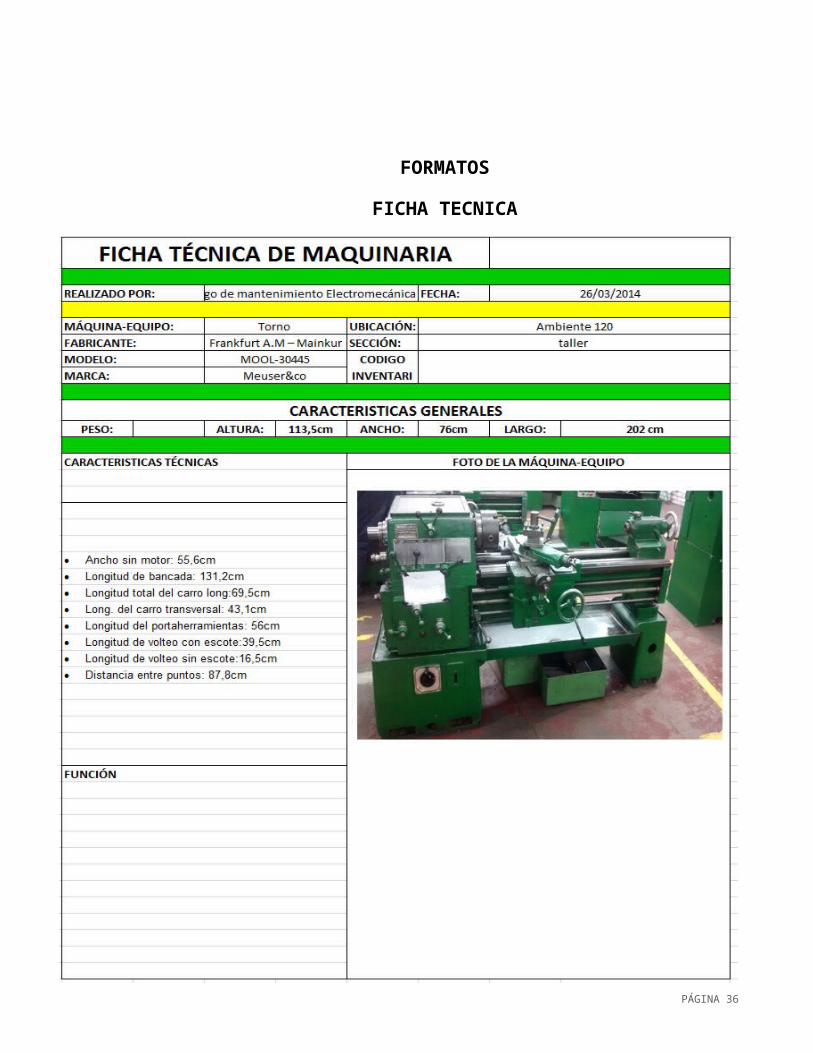
FORMATOS
FICHA TECNICA
PÁGINA 30

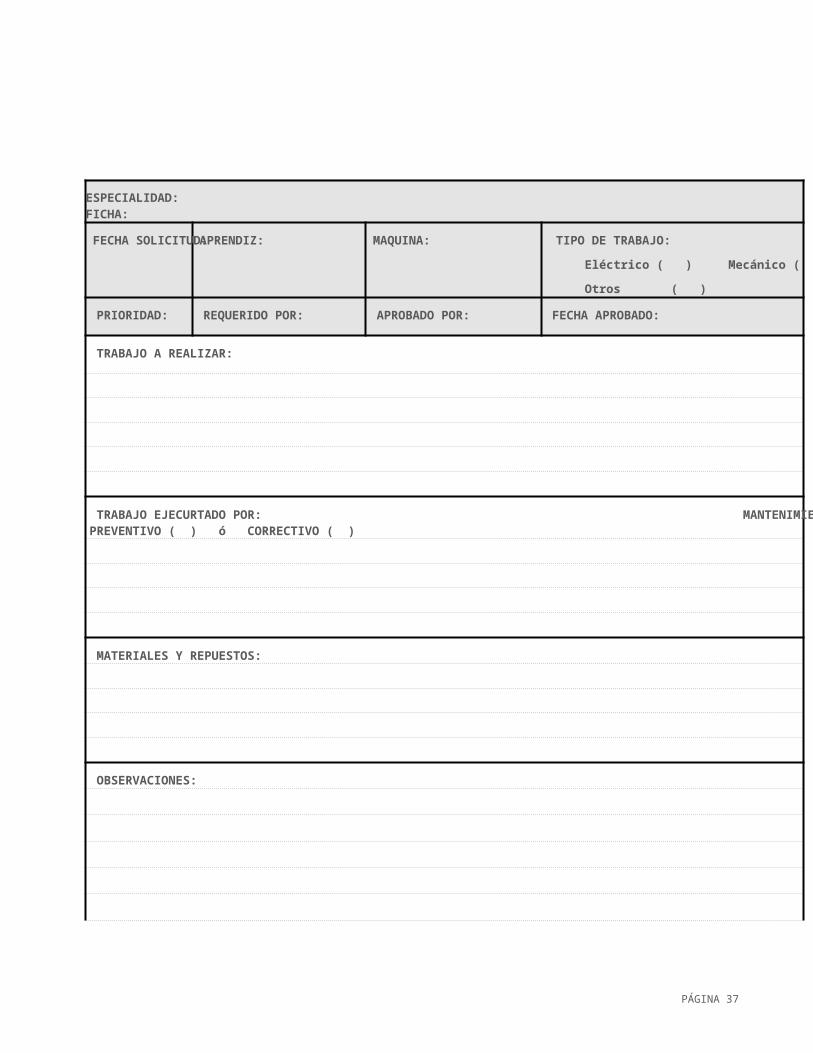
ESPECIALIDAD: FICHA:
FECHA SOLICITUD: APRENDIZ: MAQUINA: TIPO DE TRABAJO:
Eléctrico ( ) Mecánico ( )
Otros ( )
PRIORIDAD: REQUERIDO POR: APROBADO POR: FECHA APROBADO:
TRABAJO A REALIZAR:
TRABAJO EJECURTADO POR: MANTENIMIENTO: PREVENTIVO ( ) ó CORRECTIVO ( )
MATERIALES Y REPUESTOS:
OBSERVACIONES:
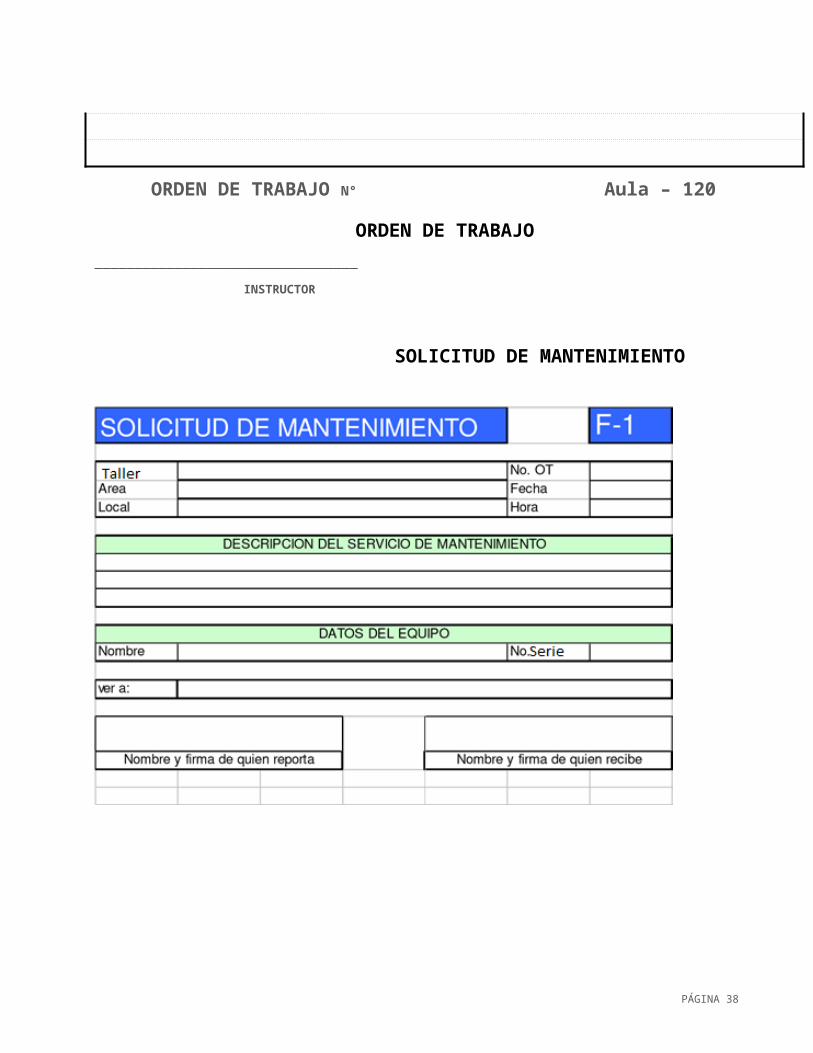
ORDEN DE TRABAJO N° Aula – 120
ORDEN DE TRABAJO_________________________________ INSTRUCTOR
PÁGINA 31
SOLICITUD DE MANTENIMIENTO
PÁGINA 32

HOJA DE VIDA
PÁGINA 33


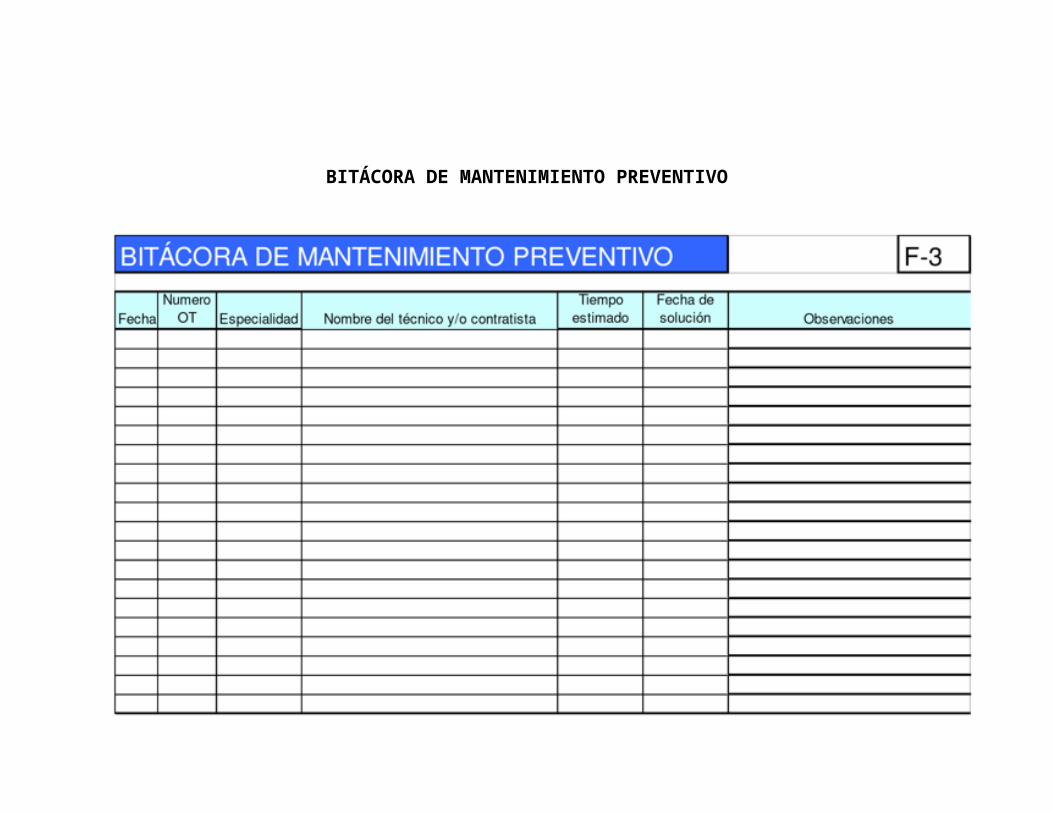
BITÁCORA DE MANTENIMIENTO PREVENTIVO
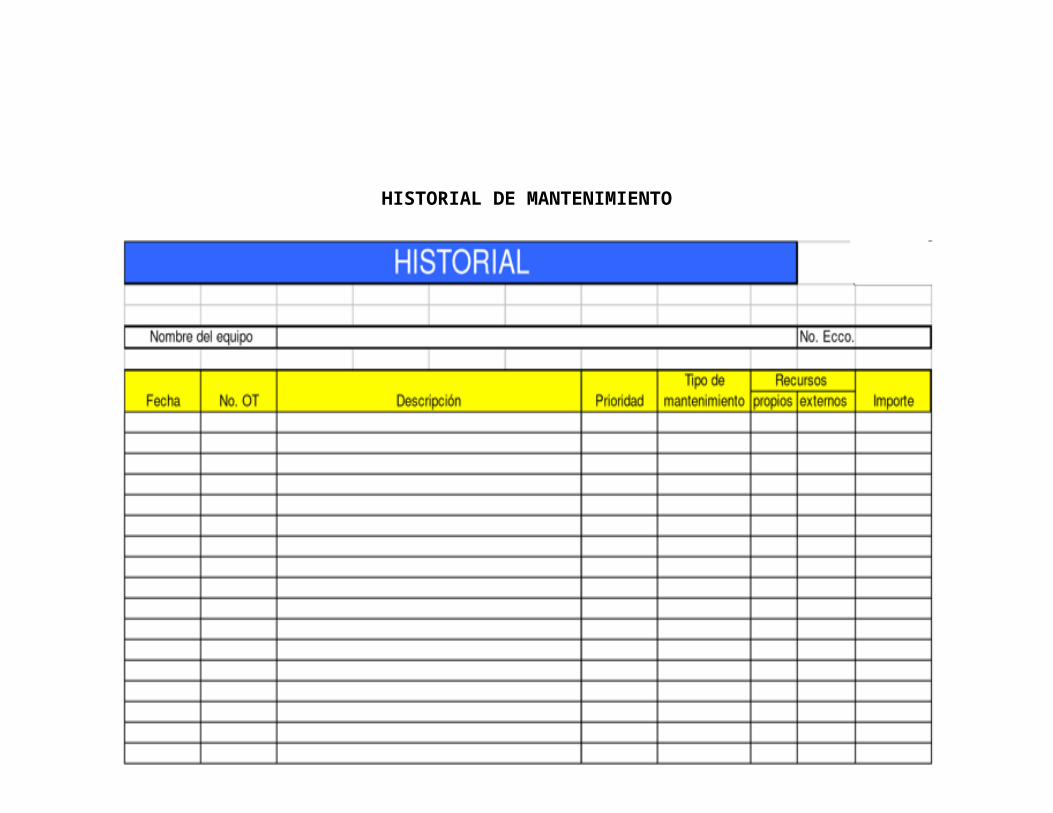
HISTORIAL DE MANTENIMIENTO
PÁGINA 1
PÁGINA 2
MAQUINA FECHA INICIO
CODIGO FECHA FIN
HOJA DE RUTINA Y LUBRICACION DE LAS MAQUINAS HERRAMIENTAS DEL AULA 120
LUBRICACION METODOLUBRICANT
E TIEMPO FRECUENCIA NOTAQUIEN LO REALIZO
GESTOR SUPERVISOR APROBADO
LUBRICACIÓN

PÁGINA 1

MAPA DE RIESGOS
CENTRO DE BIOTECNOLOGIA INDUSTRIALNo.120
AULA DE APRENDIZAJE 120
TALLER DE MECANIZADO MAPA DE
RIESGOS FICHA:577045
MANTENIMIENTO ELECTROMECANICO
INDUSTTRIAL
FOTO GENERAL DEL EQUIPO E IDENTIFICACION DE RIESGOS
PUNTOS DE RIESGO RIESGO OCUPACIONAL IMPACTO
AMBIENTAL ELEM. DE PROTECCION
1
2
3
4
5
6
PÁGINA 1
PÁGINA 2

CONCLUSION
El mantenimiento es parte vital de cualquier empresa industrial ya que permite que la empresa este en competencia, su producción sea continua, por ello la importancia de un programa de mantenimiento, contar con personal capacitado.
PÁGINA 3





















