Embed Size (px)
Citation preview
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERIA DIVISION DE POSTGRADO
PROGRAMA DE POSTGRADO EN GERENCIA DE MANTENIMIENTO
PLAN DE MANTENIMIENTO PREVENTIVO PARA EQUIPOS ROTATIVOS EN INSTALACIONES DE CENTROS COMERCIALES TIPO MALL
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia Para optar al Grado Académico de
MAGISTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO
Autora: Ing. Maritzabel Pastora González Adrianza
Tutora: Msc. Ana Irene Rivas
Maracaibo, mayo de 2013
González Adrianza, Maritzabel Pastora. Plan de Mantenimiento Preventivo para Equipos Rotativos en Instalaciones de Centros Comerciales Tipo Mall. Trabajo de Grado (2013). Universidad del Zulia, Facultad de Ingeniería, División de Postgrado, Maracaibo, Venezuela, p.141. Tutora: Msc. Ana Irene Rivas.
RESUMEN El propósito de esta investigación fue proponer un plan de mantenimiento preventivo para equipos rotativos en instalaciones de centros comerciales tipo mall. Fundamentándose en los aportes teóricos de Duffuaa, S. y otros (2008); Zambrano y Leal (2005), entre otros, en sus concepciones sobre mantenimiento preventivo. Constituyendo una investigación bajo el enfoque cuantitativo, utilizando a autores tales como Hernández, Fernández y Baptista (2008) y Chávez (2007) entre otros. Dicha investigación se tipificó como descriptiva, aplicada, no experimental, de campo, y transversal. Se utilizó la observación, apoyo documental e informático de los equipos rotativos, así como se diseñó una entrevista contentiva de 25 preguntas, de igual modo, se reflejaron las distintas fases metodológicas. Los resultados revelaron la existencia de un gran número de equipos rotativos que presentan numerosas fallas y al llevar a cabo los distintos análisis de confiabilidad, mantenibilidad y disponibilidad de los equipos rotativos, se especificaron los siguientes aspectos: tiempo para fallar; tiempo medio entre fallas; tasa de fallas; y probabilidad de falla en un tiempo predeterminado. Esto demarca la carencia de una planificación y una adecuación del personal al mantenimiento preventivo y no tanto correctivo que debe ejecutar.
Palabras clave: Plan; Mantenimiento; Plan de Mantenimiento Preventivo; Equipos Rotativos. E-mail: [email protected]
Gonzalez Adrianza, Maritzabel Pastora. Preventive Maintenance Plan for Rotating Equipment in Facilities of Mall Type Shopping Centers. Trabajo de Grado (2013). Universidad del Zulia, Facultad de Ingeniería, División de Postgrado, Maracaibo, Venezuela, p.142. Tutora: Msc. Ana Irene Rivas.
ABSTRACT
The purpose of this research was to propose a preventive maintenance plan for rotating equipment in facilities of shopping mall type. Based on the theoretical contributions of Duffuaa, S. and others (2008); Zambrano and Leal (2005), among others, in their conceptions about preventive maintenance. Constituting an investigation under the quantitative approach, using authors such as Hernandez, Fernandez and Baptista (2008) and Chavez (2007) among others. This research is defining how descriptive, applied, not experimental, field, and cross. Used observation, documentary and computer support of rotating equipment, as well as a contentived interview of 25 questions, was designed in the same way, different methodological stages were reflected. The results revealed the existence of a large number of rotating equipment presenting numerous faults and carry out different analyses of reliability, maintainability and availability of rotating equipment, specified the following aspects: time to failure; mean time between failures; failure rate; and probability of failure at a predetermined time. This defines the lack of planning and an adaptation of the staff to the preventive maintenance and not so much corrective that it should run.
Key words: Plan; Maintenance; Preventive Maintenance; Rotating Equipment Plan.
E-mail: [email protected]
DEDICATORIA
A Dios todopoderoso, el ser supremo orientador de mis pasos personales y
profesionales,
A mis Queridos Padres, fuente inagotable de sabiduría, de amor, de riqueza
espiritual que supieron desbordar sobre sus hijos, los adoro, mi corazón siempre irá con
ustedes.
A mis Hermanos, sobrinos y demás familiares, tesoros de alegría y de apoyo en el
camino recorrido.
A todas aquellas personas que hicieron posible la culminación de esta
investigación, de los cuales aprendí aciertos y momentos difíciles para ver consolidada
mi meta profesional como magíster en el área elegida.
Eternamente agradecida, Maritzabel.........
RECONOCIMIENTO
A la Universidad del Zulia cimiento de sabiduría para rebozar en sus estudiantes.
A mi tutora, le agradezco sus aportes, los conocimientos impartidos y su apoyo
incondicional al presente estudio.
A mis compañeros de estudio de la Maestría, con quienes compartí momentos
inagotables de conocimiento y de acercamiento personal.
Gracias mil...........................Maritzabel

TABLA DE CONTENIDO Pag.
RESUMEN........................................................................................................ 4 ABSTRACT....................................................................................................... 5 DEDICATORIA................................................................................................. 6 RECONOCIMIENTO........................................................................................ 7 TABLA DE CONTENIDO.................................................................................. 8 LISTA DE TABLAS………………………………………………………………. LISTA DE FIGURAS……………………………………………………………... INTRODUCCIÓN..............................................................................................
10 11 13
CAPITULO I
EL PROBLEMA
1.1. Planteamiento del Problema ……………………………….…………... 15 1.2. Objetivos de la Investigación…………….……………………………... 19 1.2.1. Objetivo General………….……………………………………... 19 1.2.2. Objetivos Específicos…………………………………………... 19 1.3. Justificación de la Investigación……………………………………...… 20 1.4. Delimitación de la Investigación………….………………………….…. 21 CAPITULO II
MARCO TEÓRICO
2.1. Antecedentes……………………………………………………............ 22 2.2. Bases teóricas……………………………………………………..….… 2.3. Sistema de variables………………………………………….………...
27 58
CAPITULO III MARCO METODOLOGICO
3.1. Tipo de investigación……………………………………….…………... 60 3.2. Diseño de la investigación……………………………….………….…. 60 3.3. Técnicas de recolección de datos………………………..………….... 61 3.4. Población y muestra………………………………………………….… 62 3.5. Fases de la investigación……………………………………………… 63
CAPITULO IV RESULTADOS DE LA INVESTIGACIÓN
4.1. Presentación, análisis e interpretación de resultados………………
66
PROPUESTA………………………………………………………………………..
105
CONCLUSIONES.............................................................................................
134
RECOMENDACIONES..................................................................................... 137 REFERENCIAS BIBLIOGRAFICAS................................................................. 140 ANEXOS:
1. INSTRUMENTO-ENTEVISTA 2. ANALISIS EFECTUADOS 3. RELACION DE EQUIPOS

LISTA DE TABLAS
Tabla Pag.
1 Cantidad de equipos………………………………………………………. 17 2 Operacionalización de la variable………………………………………. 59 3 Número de fallas de las bombas centrifugas para el flujo de agua heladahelada
68
4 Número de fallas de las bombas centrifugas para el flujo condencondensado…………………………………………………………………
71
5 Número de fallas de las bombas centrifugas para el flujo de agua potabl potable………………………………………………………………………
74
6 Número de fallas de los chillers………………………………………… 77 7 Número de fallas de las escaleras eléctricas…………………………. 80 8 Número de fallas de las plantas eléctricas…………………………….. 83 9 Número de fallas de las torres de enfriamiento………………………... 86 10 Resultados del análisis de criticidad de los equipos rotativorotativos……………………………………………………………………...
89
11…..Frecuencia de realización y rangos de criticidad………………………. 90 12 Codificación del tipo de falla …………………………………………….. 91 13 Codificación de fallas y frecuencias………………………………….…. 92 14 Análisis de la confiabilidad……………………………………………….. 100 15 Análisis de la mantenibilidad………………………………………….….. 102 16 Análisis de la disponibilidad………………………………………………. 104
LISTA DE FIGURAS
Figura Pag.
1 Equipos rotativos bombas centrifugas pata el flujo de agua helada……………………………………………………………
68
2 Equipos rotativos bombas centrifugas pata el flujo de agua Condensado……………………………………………………
68
3 Equipos rotativos bombas centrifugas pata el flujo de agua potable……………………………………………………………
68
4 Equipos rotativos Chiller………………………………………. 69 5 Equipos rotativos escaleras eléctricas………………………. 69 6 Equipos rotativos plantas eléctricas………………………….. 69 7 Equipos rotativos torres de enfriamiento……………………. 69 8 Total de fallas por año…………………………………………. 69 9 Total de horas F/S por año……………………………………. 69
10 Total de horas fallas por ítem…………………………………. 70 11 Total de fallas por ítem…………………………………………. 72 12 Total de horas F/S por año……………………………………. 72 13 Total de horas fallas por ítem…………………………………. 73 14 Total de fallas por año………………………………………….. 75 15 Total de horas F/S por año…………………………………….. 75 16 Total de horas fallas por ítem…………………………………. 76 17 Total de fallas por año…………………………………………. 78 18 Total de horas F/S por año ……………………………………. 78 19 Total de horas fallas por ítem………………………………….. 79 20 Total de fallas por año………………………………………….. 80 21 Total de horas F/S por año…………………………………….. 81 22 Total de horas fallas por ítem …………………………………. 82 23 Total de fallas por año…………………………………………… 83 24 Total de horas F/S por año……………………………………… 84 25 Total de horas fallas por ítem…………………………………… 85 26 Total de fallas por año ………………………………………….. 86 27 Total de horas F/S por año……………………………………… 87 28 Total de horas fallas por ítem................................……………. 87 29 Confiabilidad de los equipos rotativos………………………… 100 30 Mantenibilidad de los equipos rotativos……………………….. 102 31 Disponibilidad de los equipos rotativos………………………… 104 32 Análisis modo y efecto de falla…………………………………. 108
33 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (bombas centrifugas para 119
el flujo de agua helada)…………………………………………..
34 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (bombas centrifugas para el flujo de agua condensado)…………………………………….
121
35 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (bombas centrifugas para el flujo de agua potable)………………………………………….
123
36 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (chiller)………………… 125
37 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (torres de enfriamiento) 126
38 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (plantas electricas)……. 128
39 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (escaleras electricas)…. 130
40 Frecuencia de mantenimiento y los estándares de funcionamiento de los componentes (ascensores panorámicos)……………………………………………………….
132
INTRODUCCIÓN
La percepción que tradicionalmente se ha tenido a nivel mundial sobre el
mantenimiento está cambiando debido a que los equipos son ahora mas automatizados
y complejos en su diseño, asimismo se han desarrollado nuevas técnicas, metodología
de análisis, planificación y ejecución del mantenimiento. De hecho, una de las formas
más efectivas de minimizar los costos en un mall determinado es llevar a cabo un
adecuado mantenimiento preventivo de sus equipos rotativos, toda vez que cada día
existen más presiones para gastar menos en reparaciones y a su vez obtener más
producción, en la búsqueda de la disponibilidad y confiabilidad operacional de los
equipos mencionados.
Al efecto, se destaca que una de las mejores prácticas de alcanzar este objetivo,
es conservar en buen estado sus equipos rotativos, pero esto solo se puede lograr si se
toman acciones de mantenimiento apropiadas que aseguren el correcto funcionamiento
de estos, el nivel de producción requerido y una calidad de vida mejor para sus
trabajadores en armonía con el medio ambiente. Es asi que se puede señalar que en
los centros comerciales tipo mall se aplican diferentes tipos de mantenimiento, sin
embargo, el que tiene mayor impacto y oportunidad de mejora es el mantenimiento
preventivo que se debe utilizar, ya que en este tipo de mantenimiento se aplica en gran
medida la ingeniería de mantenimiento basada en la determinación de los parámetros
básicos de mantenimiento referidos a prevenir las fallas, realizar inspecciones
periódicas a los equipos rotativos en este caso, realizar pruebas de capacidad a estos
y en el tiempo para realizar las reparaciones, los cuales son fundamentales para la
determinación de la confiabilidad, mantenibilidad y disponibilidad de dichos equipos.
En tal sentido, también los centros comerciales tipo mall están motivados a la
búsqueda de opciones que permitan tomar las decisiones y aplicar estrategias de
mantenimiento más adecuadas en función de producir mayor beneficio y menor costo
de mantenimiento de sus equipos rotativos, donde la decisión de reparar o reemplazar
puede ser tomada en la etapa de diseño de un nuevo sistema o cuando exista una falla
que pueda afectar directamente el ciclo de vida de los mencionados equipos.
14
Es de este modo, que el presente estudio pretende a través de la propuesta de un
plan de mantenimiento preventivo para equipos rotativos en instalaciones de centros
comerciales tipo mall aportar mejoras o modificaciones a la ejecución de los planes de
mantenimientos preventivos que actualmente se llevan a cabo. Es asi que el estudio
efectuado ha sido desglosado en los siguientes capítulos, a saber:
En el primer capítulo se describe en forma sencilla todo lo referente al
planteamiento del problema, la formulación del problema, los objetivos a seguir para
alcanzar el tema propuesto, la justificación y el alcance de la investigación. El segundo
capítulo abarca todo lo relacionado al marco teórico que sustenta la investigación,
apoyado en las investigaciones anteriores que arrojan valiosos antecedentes a la
investigación, así como el basamento teórico que le es pertinente al mismo.
El tercer capítulo esboza todo acerca del marco metodológico detallando el tipo de
investigación, diseño de la investigación, la población y muestra, así como la técnica de
recolección de información, y las fases procedimentales llevadas a cabo. En el cuarto y
último capítulo se destaca el análisis de los datos recopilados por el instrumento y de
acuerdo a los resultados obtenidos se hace la propuesta respectiva.
CAPÍTULO I
EL PROBLEMA
1.1. Planteamiento del problema
En los últimos años de la humanidad, las empresas se han visto sometidas a una
enorme presión para ser competitivas y ofrecer de manera oportuna un producto de
calidad. Este nuevo entorno ha obligado a gerentes e ingenieros a mejorar
continuamente los sistemas, métodos y procedimientos existentes en sus
organizaciones a lo largo de todo el mundo, para poder cumplir con las expectativas y
poder ser rentables y competitivas. Particularmente, la imperativa necesidad de
redimensionar la empresa implica para el mantenimiento de las mismas, retos y
oportunidades que merecen ser valorados y tomados en cuenta.
En vista de esas necesidades antes mencionadas, la tendencia al empleo de
metodologías y procedimientos actuales, así como novedosos a nivel internacional, ha
hecho que muchas organizaciones reestructuren su manera de considerar el
mantenimiento dentro de sus equipos, específicamente el preventivo y así mejorar las
prácticas aplicadas e ir estructurando nuevas maneras de ver el mantenimiento de una
forma más rentable y organizada.
Al respecto, vale decir lo endilgado por Industries (2006), cuando refiere que la
filosofía del mantenimiento es un compendio de las mejores prácticas empleadas por
las empresas líderes en mantenimiento en el mundo para formular, planificar, minimizar
costos y tiempo, es decir, involucra todos los aspectos que garanticen la máxima
continuidad y confiabilidad operacional del activo. Asimismo, Anzola (2005), opina que
el mantenimiento tiene como objetivo preservar la función, las buenas condiciones de
operabilidad, optimizar el rendimiento y aumentar el período de vida útil de los activos,
procurando una inversión óptima de recursos.
Ello implica que los objetivos del mantenimiento son vistos como la realización de
inspecciones sistemáticas a todas las instalaciones, con intervalos de control para
16
detectar oportunamente cualquier falla manteniendo así los registros actualizados. De
esta manera, se evitan los tiempos de paradas de los equipos, que inciden directamente
en los costos de mantenimiento empleando para ello métodos más fáciles de reparación
que ayuden a prolongar la vida útil de la maquinaria, elementos estos previstos sin duda,
en el mantenimiento preventivo.
Al efecto, Nava (2006) señala que el mantenimiento preventivo no es más que el
conjunto de acciones que de una manera planificada y programada se le aplica a los
equipos, con el objeto de prever y corregir acciones desfavorables asegurando de esta
manera que la calidad de servicio, permanezca dentro de los límites establecidos.
Lo anterior permite destacar que el mantenimiento preventivo, tiene como objeto
detectar las fallas incipientes en los equipos mediante mediciones, inspecciones y
pruebas. La aplicación de este es la mejor forma de impedir que suceda una falla o en
todo caso minimizar la ocurrencia y los efectos negativos de la misma. En este sentido,
se basa en el análisis del comportamiento de los componentes de los equipos,
utilizando para esto instrumentos de medición de parámetros operacionales como, de
vibración, temperaturas, ruidos, entre otros, para así de esta manera detectar la falla y
prevenirla con suficiente tiempo.
Visto de este modo, se puede inferir que el mantenimiento preventivo es definido
como el conjunto de acciones que de una manera planificada y programada se aplica a
los equipos, con el objeto de prever y corregir condiciones desfavorables asegurando
de manera la calidad de servicio. Como lo indica su nombre es utilizado para prevenir
cualquier falla que pueda suceder en el futuro desde el momento de su adquisición por
dicha empresa hasta antes de culminar su vida útil.
De hecho, dicho mantenimiento consta de varias fases como el chequeo de las
piezas que están sujetas al mayor desgaste y, por consiguiente, a su revisión periódica
que pueden incluso estar acorde con las recomendaciones del fabricante. De este
modo, si la pieza de refacción necesita reemplazo se puede hacer este proceso a la
brevedad posible aun con el equipo en funcionamiento y no esperar equipo sufra un
desperfecto y halla que parar el servicio.
17
Bajo esa óptica, ello implica que un sistema de mantenimiento preventivo
garantiza la continuidad de los procesos productivos evitando así las paradas siempre y
cuando sea eficiente, constante y adaptado a la norma (estándares) del fabricante y la
empresa también garantiza el buen desempeño de los equipos durante mucho tiempo.
Ahora bien, los sistemas de mantenimiento preventivo en las organizaciones y
empresas en Venezuela se anteponen al mantenimiento correctivo por avería (parada
del equipo por desperfecto) definido como la atención a un sistema productivo cuando
aparece la falla; la situación que se plantea origina el desconocimiento técnico y
métodos apropiados para la realización de dicha planificación creando un ambiente de
trabajo improvisado en el momento de las reparaciones.
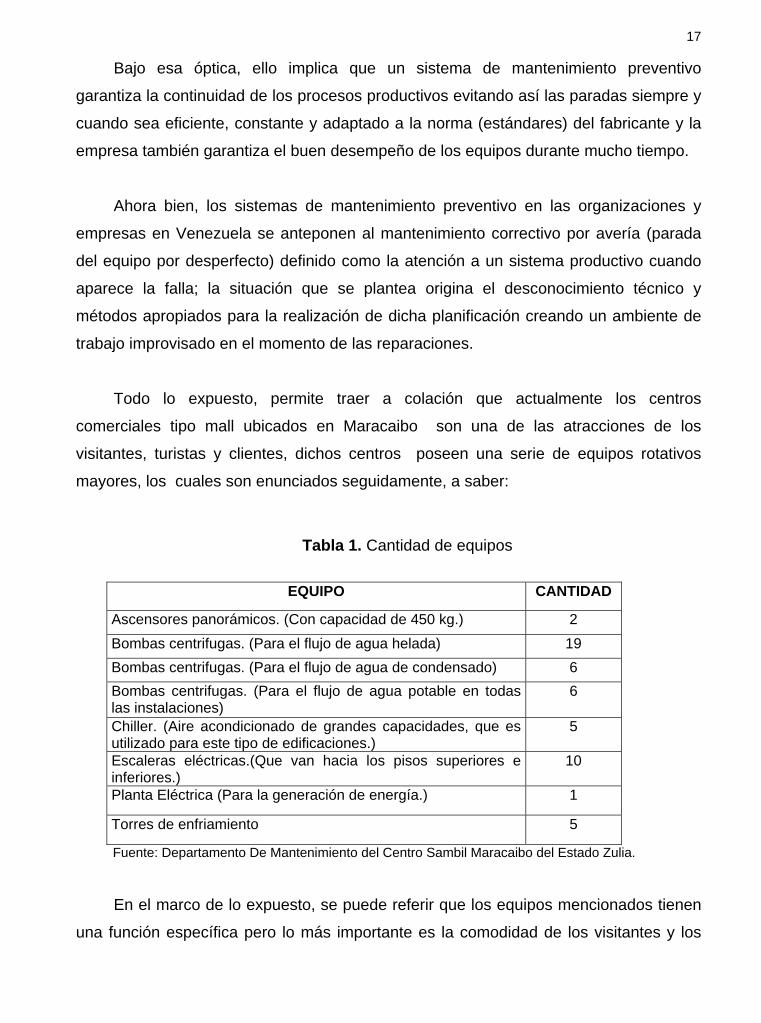
Todo lo expuesto, permite traer a colación que actualmente los centros
comerciales tipo mall ubicados en Maracaibo son una de las atracciones de los
visitantes, turistas y clientes, dichos centros poseen una serie de equipos rotativos
mayores, los cuales son enunciados seguidamente, a saber:
Tabla 1. Cantidad de equipos
EQUIPO CANTIDAD
Ascensores panorámicos. (Con capacidad de 450 kg.) 2 Bombas centrifugas. (Para el flujo de agua helada) 19 Bombas centrifugas. (Para el flujo de agua de condensado) 6 Bombas centrifugas. (Para el flujo de agua potable en todas las instalaciones)
6
Chiller. (Aire acondicionado de grandes capacidades, que es utilizado para este tipo de edificaciones.)
5
Escaleras eléctricas.(Que van hacia los pisos superiores e inferiores.)
10
Planta Eléctrica (Para la generación de energía.) 1
Torres de enfriamiento 5
Fuente: Departamento De Mantenimiento del Centro Sambil Maracaibo del Estado Zulia.
En el marco de lo expuesto, se puede referir que los equipos mencionados tienen
una función específica pero lo más importante es la comodidad de los visitantes y los
18
que permanecen en el centro comercial. De hecho, en la actualidad, el mantenimiento
de estos equipos es deficiente, no existe un precedente de registro de servicios, de
codificación de equipos, de inventario de repuestos para las piezas que sufren un
mayor desgaste, órdenes de trabajo erróneas, el personal no es calificado para las
actividades a realizar, lo que da como resultado un ambiente de trabajo improvisado a
la hora de reparaciones menores o mayores a estos equipos.
Asimismo, los historiales de fallas en los equipos se han ido incrementando,
probablemente producto de frecuencias de mantenimientos no adecuadas, actividades
de mantenimiento mal ejecutadas, operación del equipo inapropiada, lo cual ha de
suponer una no adecuada planificación, programación y ejecución del mantenimiento
preestablecido para estos equipos. Al efecto, las condiciones existentes no permiten el
desarrollo de estrategias que establezcan un ambiente de innovación que faciliten al
personal de mantenimiento crear planes de acción ante las necesidades que se
presenten, ya que para un centro comercial con su importancia económica y turística, lo
ideal es que los equipos estén supervisados constantemente por personal calificado.
Por lo planteado anteriormente se hace imprescindible la recopilación de
información para la elaboración de un sistema de mantenimiento que comprenda un
plan de mantenimiento preventivo que permita conservar debidamente los equipos,
disponer de mejores métodos de trabajo, disminuir reparaciones repetitivas (Re-trabajo)
y almacenar el control del registro de fallas todo esto dando como resultado la
satisfacción del cliente y la reducción de los costos. De hecho, esta investigación tiene
por finalidad desarrollar un plan de mantenimiento preventivo de los equipos rotativos
en los Centros Comerciales Tipo Mall, con el propósito de disponer de información y
estrategias, que sirvan de base para el diseño y evaluación de las políticas destinadas a
fortalecer el sistema de mantenimiento en los centros comerciales de este tipo. Al efecto,
el objetivo principal es diseñar estrategias de orden conceptual y metodológico que
permitan establecer el plan de mantenimiento apropiado, a los efectos de garantizar la
continuidad de los servicios.
Para ello, es necesario determinar los requerimientos de elementos físicos en un
contexto operacional, bajo una filosofía que permita determinar cómo debe hacerse, y
19
verificar cómo el equipo continua desempeñando las funciones deseadas en ese
contexto operacional. Es de este modo, que la propuesta respecto de un plan de
mantenimiento preventivo puede facilitar a la gerencia tomar decisiones más acertadas
a través de una herramienta metódica, de tal manera que permita detectar los puntos
críticos que debilitan a los equipos rotativos dentro de sus instalaciones. Visto de este
modo, se pretende investigar sobre la situación actual de los equipos rotativos en los
centros comerciales tipo mall en cuanto a la función de mantenimiento, empleando
herramientas tales como: encuestas, revisión bibliográfica, consultas a manuales de
fabricante e inspecciones en el sitio de trabajo, las cuales contribuyen a la recolección
de información para el desarrollo del sistema de mantenimiento, criticidad y codificación
de los equipos rotativos respectivos.
Formulación del problema
En relación a la presente temática resulta oportuno formularse la siguiente
interrogante: ¿Cuáles son las pautas de acción que presenta un plan de mantenimiento
preventivo para equipos rotativos en instalaciones de centros comerciales tipo mall que
permitan su permanencia en el tiempo?.
1.2. Objetivos de la investigación
1.2.1. Objetivo general
Proponer un plan de mantenimiento preventivo para equipos rotativos en
instalaciones de centros comerciales tipo mall.
1.2.2. Objetivos específicos
1. Describir los equipos rotativos de las instalaciones de los centros
comerciales tipo mall sujetos a este estudio.

20
2. Identificar la criticidad, modos y efectos de fallas de los equipos rotativos
estudiados en los centros comerciales tipo mall.
3. Analizar estadísticamente el comportamiento de las fallas de los equipos
rotativos investigados en base a la criticidad.
4. Diseñar un plan para equipos rotativos en instalaciones de centros
comerciales tipo mall con la finalidad de mantener su operabilidad en el tiempo.
1.3. Justificación de la investigación
Los centros comerciales tipo mall son muy importantes ya que es una de las
opciones recreativas con las que cuenta la ciudad de Maracaibo, es por ello que sus
instalaciones debe estar en óptimas condiciones para la comodidad y disfrute de todos
sus visitantes, como por ejemplo: las escaleras mecánicas, aires acondicionados,
ascensores, entre otros; para lograr el servicio adecuado se hace necesario disponer de
un sistema de mantenimiento preventivo que permita la consecución del logro de este
objetivo. Ello implica que a través de la ejecución de un plan de mantenimiento
preventivo para equipos rotativos en dichas instalaciones, se podrá establecer de
manera eficiente un presupuesto de gastos de mantenimiento, se podrá evaluar la
actividad de mantenimiento y mejorara la calidad del servicio prestado por el equipo
respectivo.
Consecuentemente, con la creación de un plan de mantenimiento preventivo para
estos equipos se obtienen beneficios como: mejoras en las condiciones operacionales;
mayor operatividad de los equipos; reducción de paradas no programadas; mejor
registros y fluidez de los mismos para los trabajos de mantenimiento preventivo; mejor
economía de costos; conocimiento exacto y preciso de los equipos involucrados en las
labores de mantenimiento; y maximización de la disponibilidad de los equipos.
Su contribución desde un ángulo metodológico lo representa el hecho de generar
instrumentos de medición confiables y válidos, los cuales permitirán que en el futuro se
pueda medir, nuevamente la variable y evaluar su comportamiento en el tiempo. Por
21
otra parte, el siguiente proyecto servirá de referencia para futuras investigaciones
relacionadas con el mantenimiento cuya finalidad resida en ampliar los conocimientos
sobre esta temática.
Desde la perspectiva teórica, este estudio se justifica en razón a que permitió
indagar sobre los diversos postulados teóricos sobre mantenimiento preventivo para los
equipos rotativos específicamente, cuyo análisis conllevó a la comprobación científica, y
permitió establecer coincidencias y divergencias entre las distintas teorías, con lo cual
podrá ser un elemento de consulta con respecto a la variable objeto de estudio, es decir,
extrapolando a otras organizaciones su valor intrínseco como investigación.
1.4. Delimitación de la investigación
Tomando en cuenta el posicionamiento en el mercado que tienen los Centros
Sambil, el trabajo de campo fue llevado a cabo en el Centro Sambil Maracaibo del
Estado Zulia, basado como muestra intencional no probabilística, ya que reúne la
mayoría de los parámetros a considerar en el estudio como base piloto de la
investigación.
El período en el que se llevó a cabo esta investigación comprende
aproximadamente desde el mes de Enero de 2012 al mes de Abril de 2013, tiempo que
permitió proponer un plan de mantenimiento preventivo para equipos rotativos en
instalaciones de centros comerciales tipo mall.
CAPITULO II
MARCO TEÓRICO
2.1. Antecedentes de la investigación
A continuación se presentan una serie de investigaciones relacionadas
indirectamente con la variable objeto de estudio, toda vez que los hallazgos evidencian
una escasa vinculación directa con la misma, de hecho, se encontraron estudios que
permiten ser motores de ayuda para ésta, pero que sin duda constituyen un aporte
teórico significativo para el desarrollo de esta investigación ya que los resultados
obtenidos en los trabajos consultados establecen una estrecha relación entre las teorías
inherentes al mantenimiento preventivo de los equipos rotativos existentes.
Al efecto, se pasa a ilustrar la investigación desarrollada por Cantillo, (2011)
titulada “Plan de mantenimiento preventivo para el sistema de aire acondicionado por
agua helada caso: Corpozulia”. La investigación tuvo como propósito la Elaboración de
un Plan de Mantenimiento Preventivo para el Sistema de Aire Acondicionado por Agua
Helada Caso: Corpozulia. El mismo permitirá prevenir fallas, incrementar la vida útil del
equipo, aumentar la eficiencia y disponibilidad en los diversos equipos que intervienen
en el sistema de aires acondicionado.
El enfoque teórico de este trabajo de investigación está basado en la metodología
de Bavaresco (2001) y Morrow (2001). Este estudio adopta los siguientes tipos de
investigación descriptiva, de campo y documental. Las técnicas de recolección de datos
utilizadas en este trabajo de investigación fueron la observación directa, fuentes
bibliográficas y la entrevista. Los resultados obtenidos fueron la creación del inventario,
la codificación y ficha técnica de los equipos, la descripción de actividades de
mantenimiento, sus intervalos de tiempo en los cuales se deben ejecutar cada actividad.
El aporte de la investigación consistió en que dispone de la información necesaria
para desarrollar la manera de llevar a cabo el mantenimiento preventivo de sistemas de
aire acondicionado, por lo cual su metodología es utilizable en el estudio, ello
23
representa la similitud evidenciada en el enmarcado procedimental; pese a que fue un
estudio demarcado en el sector de una empresa promotora del desarrollo social de la
región zuliana, pero que contribuye a cimentar el basamento metodológico expuesto en
la propuesta correspondiente.
En ese marco, se presenta a Urdaneta (2011) quien tituló su investigación como
“Estrategias de mantenimiento preventivo para cajas de engranaje insertas en las
estaciones de flujo en el sector petrolero”. El propósito de esta investigación fue
determinar las estrategias de mantenimiento preventivo para cajas de engranaje
insertas en las estaciones de flujo en el sector petrolero, cimentada bajo el enfoque
teórico de Duffuaa (2005), Nava (1992), SIMA (1986), Zambrano y Leal (2005), Yaraure
(2001), Milano (2005), Normas COVENIN 3049-93, Manual Lufkin (1992), (Manual del
Ingeniero. Versión 2005), entre otros.
El sistema empleado para las citas bibliográficas es el sistema APA. La
investigación se catalogó como proyecto factible de naturaleza descriptiva, de campo,
no experimental y transversal. Aplicándole una encuesta contentiva de 24 ítems a una
población de 60 sujetos que prestan los servicios de mantenimiento en las estaciones
de flujo del sector petrolero (Instrumentista, Electricistas, Mecánicos, Ingenieros,
Planificadores). El cuestionario está conformado por preguntas cerradas con varias
opciones de respuestas. Aunado a ello, se efectuó una validez de contenido al
instrumento, de igual modo, se obtuvo una confiabilidad de 0.76 mediante el cálculo del
coeficiente Alfa de Cronbach.
Los resultados se analizaron y generó como conclusión que existen políticas de
mantenimiento pero que no aseguran la eficiencia de las cajas de engranaje toda vez
que no son aplicadas, realizando solamente reparaciones correctivas esperando la falla
del equipo. En ese sentido, se sugirió que la gerencia de mantenimiento debe contar
con un programa anual relativo a las estrategias de mantenimiento basadas en AMEF
para las cajas de engranaje, con la finalidad de mejorar y actualizar el conocimiento de
su personal con relación a cómo aplicar un mantenimiento preventivo a las cajas de
engranaje.
24
La investigación reveló información valiosa para fundamentar la base teórica de
este estudio, en cuanto a las fases que implican planificación y programación del
mantenimiento preventivo a los equipos rotativos instalados en centros comerciales tipo
mall, la cual permitió optimizar y mejorar los planes existentes en esta materia.
Asimismo, Medina (2010) efectuó un estudio titulado “Indicadores de gestión y
mantenimiento preventivo de las herramientas de perforación de las compañías de
servicios en el sector petrolero”. El propósito esencial de esta investigación fue
determinar los indicadores de gestión y el mantenimiento preventivo de las
herramientas de perforación en las compañías de servicios en el sector petrolero.
Las bases teóricas se tuvieron por Pacheco (2002), Kaplan and Norton (2000),
Chase, Jacobs y Aquilano (2005), Duffuaa, Raouf, Dixon (2008). La metodología
utilizada fue descriptiva correlativa, aplicada bajo la modalidad de campo con diseño no
experimentadle tipo transeccional. Se realizó el estudio mediante utilizando un universo
de 3 empresas de servicio petrolero ubicadas en la Costa Oriental del lago y las
unidades informantes estuvieron constituidas por 32 empleados de diferentes cargos en
dichas empresas. Los datos fueron obtenidos a través de una encuesta de 92 ítems de
acuerdo a la escala de Likert, y fue validado por 5 expertos en el área. La confiabilidad
del mismo fue determinada por el coeficiente de Cronbach obteniendo un valor de 0.93
indicando que el instrumento a utilizar es confiable.
Los resultados de esta investigación permitieron conocer las dimensiones de los
indicadores de control utilizados en las empresas de servicio petrolero y sus
características, estableciendo como conclusión que los valores obtenidos reflejan una
coordinación de los procesos de control relativamente alto, pero existen algunas
deficiencias en control y seguimiento de las mismas. El proceso de mantenimiento
preventivo es muy bien llevado por las empresas y sus técnicas de diagnóstico son
utilizadas por diferentes técnicas. La relación entre ambas variables fue calculada
mediante la correlación de Pearson la cual arrojó un valor de 0.482 ubicándose en una
correlación positiva media, obteniendo que exista una relación parcial entre las
variables.

25
Con lo anterior expuesto, se evidenció la relación existente con la investigación,
puesto que ambas resaltan la necesidad que poseen las diversas organizaciones de
contar con un programa de mantenimiento que refleje una buena planificación de las
frecuencias de mantenimiento preventivo al ser aplicadas dentro de las instalaciones a
sus equipos principales del proceso productivo de manera de velar su condición
operacional y el comportamiento de las fallas en los mismos.
Consecuentemente, Arciniegas (2009) realizó un papel investigativo denominado
“Gestión de mantenimiento preventivo de los equipos estáticos en el sector petrolero”.
El propósito de esta investigación fue analizar la gestión de mantenimiento preventivo
de los equipos estático en el sector petrolero. Para la fundamentación teórica se
consultaron autores como Duffuaa, Raouf y Dixon (2005), Milano (2005), Zambrano
(2005), entre otros.
El tipo de investigación fue descriptiva, el diseño de la misma fue no experimental,
transeccional, de campo. El universo de estudio de esta investigación estuvo formado
por empresas del sector petrolero que realizan mantenimiento preventivo a los equipos
estáticos en el municipio Cabimas, quedando estructurada por la siguiente forma:
PDVSA Distrito Maracaibo, Petrocabimas y Lagopetrol; la población estuvo constituida
por todas las mediciones u observaciones del universo estudiado y las unidades
informantes estuvieron conformadas por tres (3) gerentes, tres (3) supervisores y nueve
(9) analistas a los cuales se le aplicó un censo a través del instrumento de recolección
diseñado para esta investigación, conformado por un cuestionario de cincuenta y tres
(53) reactivos, de escala frecuencial con cinco alternativas de respuesta y ponderación
positiva. El proceso de validación de contenido consistió en la revisión por parte de
cinco (5) expertos y la confiabilidad se calculó a través del coeficiente de Alfa de
Crombach y la cual resultó de 0,8891.
Al realizar el tratamiento estadístico de los datos obtenidos por las encuestas
aplicadas se obtuvo el análisis y discusión de los mismos, arrojando los siguientes
resultados: La gestión de mantenimiento preventivo resultó favorable para las empresas
que lo realizan. Por último se obtuvieron las conclusiones en cuanto a los procesos de
planificación, organización, dirección y control del mantenimiento preventivo, los cuales
26
resultaron satisfactorios, finalmente se realizaron las recomendaciones pertinentes a
dicha gestión.
Esta investigación aportó datos significativos en cuanto a la caracterización del
mantenimiento actual desde el punto de vista de las actividades; asimismo ayudó con la
selección de los equipos para clasificarlos de acuerdo a su nivel de criticidad y con base
al empleo del instrumento focalizado a las personas adecuadas que aportaron la
información dentro del ámbito estudiado.
Asimismo, Sulbarán (2007), efectuó un estudio denominado “Programa de
mantenimiento preventivo para bombas, motores y compresores de accionamiento
industrial”. Esta investigación consistió en diseñar un programa de mantenimiento
preventivo para bombas, motores y compresores de accionamiento industrial y se
fundamento en revisión bibliográfica, especificaciones técnicas suministradas por el
fabricante, conocimientos prácticos adquiridos por medio de técnicos mecánicos,
ayudantes, capataces y la observación directa, contemplo la elaboración de listas de
verificación constituidas por actividades de inspección y servicio. El aporte que brinda al
presente estudio aunque en diferentes equipos, se encuentra en lo referido a conocer la
forma como se ha llevado las actividades de inspección y servicio, registros de tiempos,
reporte diario de operación y mantenimiento y planificación de las actividades,
elementos estos estatuidos dentro de un proceso de mantenimiento que pudiera
contener una acción preventiva.
Por otra parte, otro estudio que sirve de base al presente proyecto de
investigación es el propuesto por Espina (2006) titulado “Diseño de un Plan de
Mantenimiento Preventivo para el Sistema de Control de Ambiente en Instalaciones de
Museos y Galerías de Arte”. El propósito del estudio se orientó a proponer un sistema
de mantenimiento que permitió representar los elementos incidentes en la eficiencia de
la gestión basado en políticas adecuadas e indicadores de gestión con elementos de
medición de cada actividad. Se refiere al estado de conservación del patrimonio cultural,
representada a través de museos de arte.
27
Por esta razón, las instalaciones deben estar dotadas de las condiciones propias
para mantener los niveles de humedad, temperatura e iluminación en las diversas áreas
que lo conforman y así, contribuir a la preservación de las obras que allí se almacenan y
se exhiben. Actualmente, el mantenimiento de los equipos se realiza de manera
correctiva, sin considerar el nivel de criticidad que pueda ocasionar. Una de las formas
más convenientes para la preservación de las obras y confort en el ambiente lo
constituye la aplicación de un programa de mantenimiento preventivo, cuya estructura
permite asegurar la planificación de cada tarea.
En el mismo sentido, se identifican todos los elementos que integran el
mantenimiento preventivo del sistema de ambiente, a fin de crear un plan que permita
controlar el buen funcionamiento de las instalaciones para la preservación, manejo,
exposición y almacenamiento de las obras de arte según la naturaleza de los mismos.
La anterior investigación estudia de manera muy concreta el mantenimiento
preventivo aunque no aplicado a equipos rotativos pero utilizando la misma filosofía del
mantenimiento, de igual manera se realizan los mantenimientos correctivos solo cuando
se les presenta la falla sin considerar el nivel de criticidad y está dirigido a la creación
de un plan eficiente para realizar el mantenimiento preventivo.
En el marco descrito, las investigaciones presentadas aportan elementos
significativos ya que abarcan indirectamente la variable a analizar dentro de lo que
respecta a los equipos rotativos, de hecho, estos estudios aportan teorías relevantes
para el mantenimiento preventivo expuesto en unos equipos determinados, sobretodo
en lo inherente a la forma y manejo de los mismos aunque en distintos contextos.
2.2. Bases Teóricas
A continuación se describen los fundamentos teóricos implícitos en la variable
objeto de estudio, basados en los aportes teóricos de los autores consultados durante el
desarrollo investigativo.
28
Bitácora sobre el mantenimiento El mantenimiento se define como la combinación de actividades mediante las
cuales un equipo o sistema se mantiene en un estado en el cual puede realizar las
funciones designadas. Es un factor importante en la calidad de los productos y puede
utilizarse como una estrategia para una competencia exitosa. Para producir con un alto
nivel de calidad, el equipo de producción debe operar dentro de las especificaciones,
las cuales pueden alcanzarse mediante acciones oportunas de mantenimiento.
Asimismo, el mantenimiento puede ser considerado como un sistema con un conjunto
de actividades que se realizan en paralelo con los sistemas de producción. Un sistema
de mantenimiento puede verse como un modelo sencillo de entrada – salida. Las
entradas de dicho modelo son mano de obra, administración, herramientas, refacciones,
equipos, entre otros; y la salida es equipo funcionando, confiable y bien configurado
para lograr la operación planeada de la planta. Esto permite optimizar los recursos para
aumentar al máximo las salidas de un sistema de mantenimiento.
Ahora bien, en cuanto a las políticas de mantenimiento e inspección, vale destacar
que autores como Hernández (2006) las definen como “un conjunto de estrategias,
normas y parámetros de una organización, que orientan la actuación de los funcionarios
para alcanzar sus objetivos y metas en un lugar y plazo dados. A su vez, acota que es
un marco general de actuación”. Cuando se pone en práctica una política de
mantenimiento y supervisión, esta requiere de la existencia de un Plan de Operaciones,
el cual debe ser conocido por todos y debe haber sido aprobado previamente por las
autoridades de la organización. Este Plan permite desarrollar paso a paso una actividad
programa en forma metódica y sistemática, en un lugar, fecha, y hora conocido.
A continuación se enumeran algunos puntos que el Plan de Operaciones no puede
omitir, según lo expone Cordera (2005): (a) determinación del personal que tendrá a su
cargo el mantenimiento, esto incluye, el tipo, especialidad, y cantidad de personal;
determinación del tipo de mantenimiento que se va a llevar a cabo; (b) fijar fecha y el
lugar donde se va a desarrollar el trabajo; (c) fijar el tiempo previsto en que los equipos
van a dejar de producir, lo que incluye la hora en que comienzan y finalizan las acciones
de mantenimiento.
29
Así como, la (d) determinación de los equipos que van a ser sometidos a
mantenimiento, para lo cual debe haber un sustento previo que implique la importancia
y las consideraciones tomadas en cuenta para escoger dichos equipos; (e) señalización
de áreas de trabajo y áreas de almacenamiento de partes y equipos; (f) stock de
equipos y repuestos con que cuenta el almacén; (g) inventario de herramientas y
equipos necesarios para cumplir con el trabajo; (h) planos, diagramas, información
técnica de equipos; plan de seguridad frente a imprevistos.
De hecho, la filosofía del mantenimiento se puede lograr mediante la utilización en
forma combinada y correcta, de las siguientes estrategias según lo esgrimido por Portier
(2006):
a) Mantenimiento Correctivo: Sólo se realiza cuando el equipo es incapaz de
seguir operando. No hay planeación. Este caso se presenta cuando el costo adicional
de otros tipos de mantenimiento no puede justificarse. Se aplica comúnmente en los
componentes electrónicos.
b) Mantenimiento preventivo con base en el tiempo o en el uso: Es cualquier
mantenimiento planeado que se lleva a cabo para hacer frente a fallas potenciales.
Puede realizarse con base en el uso o las condiciones del equipo. Se realiza de
acuerdo con las horas de funcionamiento o un calendario establecido. Requiere un alto
nivel de planeación. Se basa en las rutinas específicas, frecuencias, distribución de las
fallas y la confiabilidad del equipo.
c) Mantenimiento preventivo con base en las condiciones (mantenimiento
predictivo): Se lleva a cabo con base en las condiciones conocidas del equipo. La
condición del equipo se determina vigilando los parámetros claves del equipo cuyos
valores se ven afectados por la condición de éste.
d) Mantenimiento de oportunidad: Se lleva a cabo cuando surge la
oportunidad. Tales oportunidades pueden presentarse durante los períodos de paros
generales programados de un sistema en particular, y puede utilizarse para efectuar
tareas conocidas de mantenimiento, tales como las expresadas a continuación:
30
Detección de fallas: La detección de fallas es un acto o inspección que se
lleva a cabo para evaluar el nivel de presencia inicial de fallas.
Modificación del diseño: Se lleva a cabo para hacer que un equipo alcance
una condición que sea aceptable en este momento. Implica mejoras, y ocasionalmente,
expansión de fabricación y capacidad.
Reparación General: Es un examen completo y el restablecimiento de un
equipo o sus componentes a una condición aceptable.
Reemplazo: Esta estrategia implica reemplazar el equipo en lugar de darle
mantenimiento. Puede ser planificado o ante una falla.
Mientras, para Gómez, (2007) los tipos de mantenimiento para la buena ejecución
y desempeño del mantenimiento, se requiere una completación de las diferentes
categorías, buscando de esta forma una adecuada centralización de los distintos
enfoques con sus características. De acuerdo con esta caracterización se pueden
realizar básicamente: mantenimiento predictivo, preventivo y curativo; aunque algunos
autores hacen referencia a otros tipos de mantenimiento, que no dejan de ser pequeñas
variaciones de los tres (3) básicos; entre ellos se pueden mencionar el mantenimiento
progresivo y el programado o periódico”.
Ello evidencia sin duda, que la filosofía de un plan de mantenimiento preventivo de
unos equipos determinados es básicamente tener un nivel mínimo de personal de
mantenimiento que sea consistente con la optimización de la productividad que pueda
acarrear, la disponibilidad operativa de los mismos, sin que se comprometa la
seguridad. Por ello, seguidamente se muestran seis programas que pueden ser
adoptados en el ciclo de mantenimiento referenciados por Portier (2006):
a) Mantenimiento planeado
Es un esfuerzo para convertir la mayor parte del trabajo de mantenimiento en
mantenimiento programado. Es el trabajo que se identifica mediante el mantenimiento
31
preventivo y predictivo. Incluye la inspección y el servicio de trabajos que se realizan a
intervalos recurrentes específicos. En este mantenimiento todas las actividades se
plantean previamente. El mantenimiento planeado ofrece un enfoque acertado para
mejorar el mantenimiento y cumplir con los objetivos establecidos.
b) Mantenimiento de emergencia
Se refiere a cualquier trabajo no planeado, que deberá empezarse el mismo día.
Por su naturaleza, éste permite muy poco tiempo su planeación. Se debe reducir al
mínimo la cantidad de este tipo de mantenimiento y no debe exceder del 10% del
trabajo total del mantenimiento.
A continuación se presentan dos posibilidades para el manejo del mantenimiento
de emergencia según Portier (2006):
a) Introducirlo en el programa regular y luego escoger los trabajos pendientes
con tiempo extra, trabajadores temporales o mantenimiento por contrato. Es una
práctica aceptable conceder del 10% al 15% de capacidad de carga para el trabajo de
mantenimiento de emergencia.
b) Estimar la cantidad de mantenimiento de emergencia y asignar
trabajadores hábiles y dedicados para la orden de trabajo de este tipo.
Ahora bien, el mantenimiento planeado se refiere al trabajo de mantenimiento que
se realiza con una planeación, previsión, control y registros por adelantado. Incluye toda
una gama de tipos de mantenimiento y se aplica a las estrategias de reemplazo,
mantenimiento preventivo y correctivo. En opinión de Salvatierra (2004) se caracteriza
por lo siguiente: la política de mantenimiento se ha establecido cuidadosamente; la
aplicación de la política se planea por adelantado; el trabajo se controla para que se
ajuste al plan original; y se recopilan, analizan y utilizan datos que sirvan de guía a las
políticas de mantenimiento futuras.
32
Al efecto, Salvatierra (2004) señala los pasos en un programa de mantenimiento, a
saber:
a) Administración de plan: Consiste en reunir una fuerza de trabajo que inicie
y ejecute el plan. Se designará a una sola persona como jefe de la fuerza de trabajo.
Después de anunciar el plan y formar la organización necesaria para el mismo, la fuerza
de trabajo deberá emprender la tarea de conformar el programa.
b) Inventario de las instalaciones: Es una lista de todas las instalaciones,
incluyendo todas las piezas de un sitio. Se elabora con fines de identificación. Se
deberá elaborar una hoja de inventario de todo el equipo que muestre la identificación
de éste, la descripción de la instalación, su ubicación, tipo y prioridad.
c) Identificación del equipo: Es esencial desarrollar un sistema mediante el
cual se identifique de manera única a cada pieza del equipo. Se deberá establecer un
sistema de códigos que ayude en este proceso de identificación. El código deberá
indicar la ubicación, tipo y número de máquina.
d) Registro de las instalaciones: Es un archivo que contiene los detalles
técnicos acerca de los equipos incluidos en el plan de mantenimiento. El registro del
equipo debe incluir el número de identificación, ubicación, tipo de equipo, fabricante,
fecha de fabricación, número de serie, especificaciones, tamaño, capacidad, velocidad,
peso, energía de servicio, detalles de conexión, detalles de cimentación, dimensiones
generales, número de referencia para los manuales de servicio, entre otros.
e) Programa específico de mantenimiento: debe elaborarse un programa
para cada pieza de equipo dentro del programa general. El programa es una lista
completa de las tareas de mantenimiento que se van a realizar en el equipo. Incluye el
nombre y número de identificación del equipo, su ubicación, número de referencia del
programa, lista detallada de las tareas que se llevarán a cabo (inspecciones,
mantenimiento preventivo, reemplazos), frecuencia de cada tarea, herramientas
especiales que se necesiten, materiales necesarios y detalles acerca de cualquier
arreglo de mantenimiento por contrato.
33
f) Especificación del trabajo: Es un documento que describe el
procedimiento para cada tarea. Su intención es proporcionar los detalles de cada tarea
en el programa de mantenimiento. La especificación del trabajo deberá indicar el
número de identificación de las piezas (equipo), ubicación de la misma, referencia del
programa de mantenimiento, número de referencia de especificación del trabajo, tipo de
técnicos requeridos para el trabajo, detalles de la tarea, componentes que se van a
reemplazar, herramientas y equipos especiales necesarios, planos de referencia, y
manuales y procedimientos a seguir.
g) Programa de mantenimiento: Es una lista donde se asignan las tareas de
mantenimiento a períodos de tiempo específicos. Cuando se ejecuta el programa de
mantenimiento, debe realizarse mucha coordinación, a fin de balancear la carga de
trabajo y cumplir con los requerimientos de producción.
h) Control del programa: El programa de mantenimiento debe ejecutarse
según se ha planeado. Es esencial una vigilancia estrecha para observar cualquier
desviación con respecto al programa. Si se observan desviaciones, es necesaria una
acción de control.
No obstante, para aplicar el mantenimiento preventivo, se deben regular las
actividades previstas, con el propósito de prevenir las fallas o, en su defecto, para
detectarlas en su estado incipiente, antes de que se desarrollen y puedan conducir a la
parada del equipo por falla. En este sentido, la actividad de planificación, como parte del
conjunto de funciones que debe cumplir la gerencia de mantenimiento, juega un papel
primordial dentro de un sistema de mantenimiento, dirigido efectivamente a lograr
resultados que causen la mejor impresión a nivel de los máximos responsables de la
empresa.
De hecho, para la instauración o reorganización de un sistema de mantenimiento
preventivo, bajo criterios de disponibilidad, seguridad y economía, es necesario, en
líneas generales, pasar por una serie de etapas, teniendo en cuenta que cada empresa
presenta particularidades especificas, y que una de las mayores dificultades se debe a
la falta de sistematicidad dentro de las organizaciones en cuanto al mantenimiento se
34
refiere. Asimismo, la carencia de registros y datos históricos del comportamiento de los
equipos, suele constituir una de las deficiencias más comunes que es necesario
superar. Estas realidades revelan, entre otros aspectos, que las organizaciones carecen
de una cultura de mantenimiento orientada a la disponibilidad y seguridad de sus
equipos en este caso dentro de sus instalaciones.
Mantenimiento preventivo
Autores tales como Nava (2006) establece una serie de pautas a tomar en
consideración para iniciar un plan en materia de mantenimiento preventivo, al efecto, de
manera general se destacan las características más resaltantes atinentes al mismo, a
saber: En primer orden, se tiene claro que la función del mantenimiento preventivo
simplemente es la de minimizar los paros imprevistos o la depreciación excesiva de los
equipos, a través de paros periódicos programados, para descubrir y corregir
condiciones defectuosas.
Además, puede suceder que los costos del plan de mantenimiento preventivo,
sumados al nuevo costo de reparación o fallas para los mismos equipos del plan, de
como resultado un costo de operación total mayor o igual al costo total inicial y esto no
tiene justificación. “Demasiado mantenimiento puede resultar tan costoso como poco.
Tomando en cuenta los costos efectuados por las funciones de mantenimiento, se
puede establecer un nivel de éste que proporcione un máximo beneficio monetario”
(Duffuaa, Dixon y Reynolds, 2008).
En numerosos casos la Gerencia General de una organización tiene la idea de
que el plan de mantenimiento preventivo debe producir rápidos resultados provechosos.
Sin embargo, para que un plan funcione, es necesario esperar en la práctica algunas
veces varios años, y esto depende de diferentes factores tales como: tamaño de la
fábrica, tipo de operaciones, cualidades e instrucciones del personal de mantenimiento
y ayuda administrativa adecuada.
Lo importante es, sin embargo, poder contar con un sistema de historias de fallas
de los equipos que registre por ejemplo, tiempo fuera de servicio causado por
35
deficiencia, en el mantenimiento, esto no sólo servirá para identificar los equipos, sino
que debe contener en forma breve los motivos de las fallas, partes que se cambiaron y
las frecuencias con que ocurrieron las mismas. Si se tiene esta última información un
tiempo previo antes de iniciar el diseño de un plan de mantenimiento preventivo, es
necesario conocer además el costo total de las reparaciones o fallas debido a paros
imprevistos.
A su vez, estos costos se clasifican en costos directos e indirectos, incluyendo en
los primeros la mano de obra, materiales utilizados, sobretiempo y otros gastos. Los
costos indirectos incluyen el tiempo perdido por los obreros de producción, desperdicio
de materiales, preparación de las máquinas, ajustes, trabajo que se necesita volver a
ejecutar y otras pérdidas posibles.
En referencia a los equipos a inspeccionar, se puede decir que se pueden incluir
todos los equipos de procesos, de seguridad, de servicio, tanques, equipos accesorios,
edificios de la planta y equipos de protección, es decir, que debe estar tentado a incluir
todo lo que se encuentra en una organización en cuanto a equipo se refiere, el cual se
pueda deteriorar o sea factible a causar tiempo ocioso o sobretiempo de trabajo.
Además, éste es el momento donde se deben examinar todas las actividades que no
resulten rentables. No hay necesidad de inspeccionar todo. He aquí la etapa de
decisión y para tal efecto, se podría ayudar contestando las siguientes preguntas,
extraídas del Manual de Mantenimiento Industrial de Morrow (2007).
a) ¿Es un artículo crítico? Si su falla producirá un paro mayor imprevisto o
pérdidas muy costosas o daño a un empleado, la necesidad de mantenimiento
preventivo es casi cierta.
b) ¿Hay equipo de repuesto disponible en caso de que suceda una falla? Si
la carga de trabajo o responsabilidad se puede desplazar fácilmente a otro equipo, la
necesidad de mantenimiento preventivo es contingente a otros factores, como costo de
mantenimiento de “paro”.
36
c) ¿El costo de mantenimiento preventivo excede los gastos de tiempo
ocioso y el costo de reparación o reemplazo? Si cuesta casi lo mismo retirar una
maquina para reparar una falla repetitiva que lo que cuesta repararla toda, el valor de
mantenimiento preventivo es muy problemático.
d) ¿La vida normal de un equipo sin mantenimiento preventivo sobrepasa las
necesidades de producción? Si se espera que ocurra la obsolescencia más
rápidamente que el deterioro, el mantenimiento preventivo puede ser un desperdicio de
dinero. En caso de que un equipo no sea de operación, la decisión de incluir puede
guiarse por esta sencilla ideología: Si la falla en la conservación o adaptación del bien
lesiona la producción o al empleado, o desperdicia los activos de la planta, considérela
seriamente antes de excluirla del plan de mantenimiento preventivo.
Ahora bien, en tercera instancia, para determinar qué partes inspeccionar vale
decir que una vez decidido qué equipos deben incluirse en el programa o plan de
mantenimiento preventivo, el paso siguiente es determinar qué partes de cada equipo
necesitan atención. Las partes de cada equipo que se deben inspeccionar se
determinan mediante la integración de la siguiente información: recomendaciones de los
fabricantes (obtenida por consulta); manuales de servicios emitidas por cada equipo;
experiencia del personal de mantenimiento en general y registros históricos (historia de
fallas o reparaciones). Esta última la más importante de todas.
En lo atinente a con cuanta frecuencia inspeccionar, se destaca que es necesario
contar con experiencia para lograr equilibrar las frecuencias de inspecciones. Si se
exagera, existe peligro de que los costos de operación se incrementen
innecesariamente y resulte más tiempo ocioso de producción que los paros por fallas. O
en caso contrario, si no se inspecciona a menudo, puede resultar que las interrupciones
por falla sean excesivas, resultando gastos de paralización (penalizaciones o
reemplazos anticipados) mayores que lo ahorrado en el plan de mantenimiento
preventivo, también depende de varios factores: edad y clase de equipo, medio
ambiente, requisitos de seguridad y horas de operación.

37
Visto de este modo, el mantenimiento preventivo para Duffuaa y otros (2008: 14),
es aquel que “consiste en un grupo de tareas planificadas que se ejecutan
periódicamente, con el objetivo de garantizar que los activos cumplan con las funciones
requeridas durante su ciclo de vida útil dentro del contexto operacional donde se ubican,
alargar sus ciclos de vida y mejorar la eficiencia de los procesos.” “En la medida en que
optimizamos (prosiguen los autores) la frecuencia de realización de las actividades de
mantenimiento logramos aumentar las mejoras operacionales de los procesos”.
Dicho de otro modo es el enfoque preferido frente al mantenimiento correctivo por
cuatro razones principales: la frecuencia de fallas prematuras, puede reducirse
mediante una lubricación adecuada, ajustes, limpieza e inspecciones promovidas por la
medición del desempeño. Si las fallas no pueden prevenirse, la inspección y la medición
periódicas pueden ayudar a reducir la severidad de la falla y el posible efecto dominó en
otros componentes del sistema del equipo, mitigando de esta forma las consecuencias
negativas para la seguridad, el ambiente o la capacidad de producción.
Finalmente, vale señalar lo erigido por Knezevic (2006) en cuanto a las tareas del
mantenimiento preventivo cuando refieren que son tareas que se realizan para reducir
la probabilidad de fallo del elemento o sistema, o para maximizar el beneficio operativo:
Una tarea de mantenimiento preventivo típica consta de las siguientes actividades de
mantenimiento: desmontaje, recuperación o sustitución, montaje, pruebas, y
verificación. La duración de la tarea se representa por DMT que representa el tiempo
transcurrido necesario para la conclusión con éxito de la tarea de mantenimiento.
Por tanto, las tareas de mantenimiento se realizan antes de que tenga lugar la
transición, con el objetivo principal de reducir: el costo de mantenimiento y la
probabilidad de falla. Las tareas más comunes del mantenimiento preventivo son
sustituciones, renovaciones, revisiones generales, entre otras. Es necesario recalcar
que estas tareas se realizan, a intervalos fijos, como por ejemplo cada 3000 horas de
operación, entre otros, al margen de la condición real de los elementos o sistemas.
38
Partes interactuantes de un sistema
Gómez (2007), expresa que las partes interactuantes de un sistema son una serie
de elementos conformado por una actividad, un procedimiento o un plan de
procedimientos el cual busca una meta o metas comunes, mediante manipulación de
datos, energía o materia. Lo antes expuesto lleva a inferir que el funcionamiento del
sistema es un conjunto complejo de interacciones entre las partes, componentes y
procesos que lo integran, que abarcan relaciones de interdependencia entre dicho
complejo y su ambiente. Por consiguiente las partes interactuantes de un sistema son:
los métodos, procedimientos, programas, funciones y actividades respectivamente.
Método
Gómez (2007), identifica al método como la manera de efectuar una operación o
una secuencia de operaciones. Por otra parte los métodos del análisis de sistemas son
el desarrollo de un buen trabajo de análisis básicamente depende de la habilidad de la
persona que está haciendo uso de esta técnica; sin embargo, es conveniente señalar
que la aplicación requiere un método al señalar las fases del proceso de análisis. De
hecho, el método se refiere específicamente a como un empleado ejecuta una
determinada actividad en su trabajo. Mientras, para Cerbero (2007), un método es una
serie de pasos sucesivos, conducen a una meta. El objetivo del profesional es llegar a
tomar las decisiones y una teoría que permita generalizar y resolver de la misma forma
problemas semejantes en el futuro. Por ende es necesario que siga el método más
apropiado a su problema, lo que equivale a decir que debe seguir el camino que lo
conduzca a su objetivo.
En el marco de lo expuesto, vale destacar que el mantenimiento óptimo es un
método usado para obtener mejoras en el rendimiento de cualquier organización, es
decir, es la sumatoria de diferentes principios que se deben cumplir para tratar de
obtener costos totales de operación mínimos e instalaciones de operación y servicio,
operando en buenas condiciones durante un porcentaje de tiempo óptimo. Según The
Howar Finley Corporation (2007), se encontraron los siguientes principios básicos del
mantenimiento óptimo a saber:
39
a) Hay que tener en cuenta que el mantenimiento es parte integral de la
organización y es tan importante como la producción.
b) El mantenimiento es una unidad de servicio y no debe permitirse que
domine las operaciones.
c) El trabajo de mantenimiento debe ser controlado en su origen,
supervisando su carga del mismo (horas hombres utilizadas) y debe realizarse en forma
ordenada.
d) La ejecución ordenada de la carga de trabajo se logra normalmente a
través de un sistema de órdenes escritas que incluye: Solicitud, Planificación Estimado,
Autorización, Programación, Ejecución y Revisión.
e) En la organización del mantenimiento deben existir tres niveles de
operación: Mantenimiento Operacional (trabajos rutinarios), Mantenimiento de Campo
(realizando en el origen mantenimiento preventivo y correctivo) y Mantenimiento de
Taller (trabajo realizado en un sitio fijo). El mantenimiento operacional generalmente es
realizado por el personal de producción.
f) Todos los mantenimientos deben ser revisados en forma automática y
preferiblemente, por excepción y comparados por normas pre-establecidas.
g) Los costos de mantenimiento deben ser reportados y registrados de tal
forma que el costo de mantener una facilidad o equipo mayor sea determinada
fácilmente.
h) El mantenimiento debe recibir soporte técnico ordenado: diagramas,
planos, especificaciones y dimensiones deben estar disponibles. Además, es importante
que la organización intervenga desde el inicio, es decir, desde la etapa de diseño, bajo
el principio de mantenimiento óptimo (equipos confiables y con facilidades para
mantenerlos en buenas condiciones de operatibilidad.
40
i) La función de mantenimiento debe incluir, programa para medir la productividad
laboral, análisis de actuación, realización de estudios de métodos, preparación de
normas y desempeño de otras funciones técnicas por parte de los supervisores.
Procedimiento
Para Gómez (2007), un procedimiento es la sucesión cronológica y secuencial de
operaciones concatenadas entre sí, que se constituyen una unidad, en función de la
realización de una actividad o tarea específica dentro de un ámbito predeterminado de
aplicación. Todo procedimiento involucra actividades y tareas del personal la
determinación de tiempos de realización, el uso de recursos materiales y tecnológicos y
la aplicación de métodos de trabajo y control para lograr el cabal, oportuno y eficiente
desarrollo de las operaciones. Dicho de otro modo un procedimiento es una serie de
actividades u operaciones ligadas entre sí ejecutadas por un conjunto de empleados, ya
sea dentro de un mismo departamento o abarcando varias dependencias para obtener
el resultado que se desea.
A su vez, Gómez (2007) hace referencia a un manual de procedimientos el cual se
refiere a como un documento que registra y trasmiten, sin distorsiones, la información
básica requerida referente al funcionamiento de las unidades administrativas, por
consiguiente es el documento que contiene la descripción de las actividades que deben
seguirse en la realización de las funciones de una unidad administrativa, o de dos o
más de ellas. Incluye los puestos y unidades administrativas que intervienen,
precisando su responsabilidad y participación.
En otras palabras Duffuaa y otros (2008), refieren que un procedimiento deberá
ser claro, lógico y estar bien documentado a fin de poder implementarse. Los siguientes
son los principales factores que afectan la eficiencia de los procedimiento y las normas:
la calidad del procedimiento (su habilidad para satisfacer los requerimientos del cliente),
documentación de los procedimientos y las normas, adecuación de las normas para el
ambiente de trabajo y mecanismos para la mejora de los procedimientos y las normas.
De hecho, la calidad de un procedimiento se evalúa con base en su capacidad para
alcanzar sus objetivos. Los subfactores utilizados para evaluar cualquier procedimiento
41
incluyen: claridad de los objetivos, estructura lógica, claridad del procedimiento,
sencillez, facilidad de uso, alcance, especificación de responsabilidades,
computarización, documentación y mecanismos para mejora continúa.
Mientras, se acota que los procedimientos de la Norma Covenin 3049-93
aplicables a ejecución y control del plan de mantenimiento son los siguientes: Orden de
trabajos, preventivos, Revisión mantenimiento rutinario, Recorrido de Inspección,
Revisión mantenimiento circunstancial, Inspección instalaciones/edificaciones, Orden
trabajo correctivos y Acumulación de materiales y horas – hombre, Reportes de falla,
Reportes de salida de materiales y/o repuestos, Requisición de materiales y/o
repuestos, Requisición de trabajos por contrato y Historial de falla
Programa
Gómez (2007) define un programa como el conjunto de actividades a que se
dedica la organización, son sus productos, la conversión de sus doctrinas en acción.
Esto involucra un grupo de opciones acerca de cómo aplicar los recursos de que se
dispone y qué corriente de productos o servicios se debe proveer. Por otro lado, un
programa de trabajo es la incorporación de tiempos estimados de realización de cada
una de las actividades que componen el plan, e indica las fechas de iniciación y
terminación de cada una de ellas. Por otro lado nos indica la fecha de implantación del
sistema y el tiempo total de duración de los trabajos. Por otra parte, Duffuaa y otros
(2008), afirman que los programas de mantenimiento pueden prepararse en tres
niveles, dependiendo de su horizonte: 1) el programa a lago plazo o maestro, que cubre
un periodo de 3 mese a 1 año; 2) el programa semanal que cubre 1 semana; y 3) el
programa diario que cubre el trabajo que debe completarse cada día.
Por consiguiente, un programa a largo plazo o maestro se basa en las órdenes de
trabajo de mantenimiento existentes, incluyendo las órdenes de trabajo en blanco, los
trabajos pendientes, el mantenimiento preventivo y el mantenimiento de emergencia
anticipado. Debe equilibrar la demanda a largo plazo de trabajo de mantenimiento con
los recursos disponibles. Con base en el programa a largo plazo se puede identificar
los requerimientos de refacciones y materiales y solicitarse por adelantado. El programa
42
a largo plazo generalmente está sujeto a revisión y actualización para reflejar cambios
en los planes y el trabajo de mantenimiento realizado.
Consecuentemente, los programas de mantenimiento semanal se generan a partir
del programa a largo plazo y toma en cuanta los programas actuales de operaciones y
consideraciones económicas. El programa semanal deberá permitir que se cuente
con10% a 15% de la fuerza laboral para trabajos de emergencia. El planificador deberá
proporcionar el programa para la semana actual y la siguiente, tomando en
consideración los trabajos pendientes. A las órdenes de trabajo programadas para la
semana actual se les asigna una secuencia con base en su prioridad. El análisis de la
ruta crítica y la programación entera son técnicas que pueden utilizarse para generar un
programa.
Del mismo modo, el programa de mantenimiento diario se elabora a partir del
programa semanal y generalmente se prepara el día anterior. El programa con
frecuencia es interrumpido para efectuar mantenimiento de emergencia. Las prioridades
establecidas se utilizan para programar los trabajos. En algunas organizaciones, el
programa se entrega al supervisor del área, quien asigna el trabajo según las
prioridades establecidas. Las prioridades se establecen para asegurar que se programe
primero el trabajo más crítico
En ese sentido, se puede señalar que un programa confiable debe tomar en
consideración lo siguiente: una clasificación de prioridades de trabajo que refleja la
urgencia y el grado crítico del trabajo, si todos los materiales necesarios para la orden
de trabajos están en la instalación(si no, la orden de trabajo no debe programarse), el
programa maestro de producción y estrecha coordinación con la función de
operaciones, estimaciones realistas y lo que probablemente sucederá, y no lo que el
programador desea, flexibilidad en el programa, se actualiza y se revisa con frecuencia.
Por esta razón un programa de Mantenimiento es el proceso de asignación de recursos
y personal para los trabajos que tienen que realizarse en cierto momento. Los equipos
que pueden detener el proceso de producción por fallas o ponen en riesgo vidas
humanas se le dice que son equipos críticos, estos equipos no son fácil de programar
sus mantenimientos se maneja bajo prioridades. Duffuaa y otros (2008).
43
Funciones
Gómez (2007), define funciones como el conjunto de actividades afines y
coordinadas, necesarias para alcanzar los objetivos de un organismo social. Una
función se puede definir como una sola actividad, se analizan, identifican y describen
las funciones principales del área bajo estudio, estableciendo claramente las
características actuales satisfacen las demandas de información.
Para Knezevic (2006), la función principal de trabajo es la planificación y
programación, a medio y largo plazo, de la carga de trabajo de mantenimiento para los
encargados de las áreas. Por tanto el horizonte de planificación puede extenderse
desde tan solo 48 horas hasta un año, y abarcará todos los trabajos, aparte de los
aplazados de alta prioridad y del mantenimiento de emergencia. El servicio es
responsable de suministrar a los encargados de mantenimiento la carga de trabajo a
medio plazo a realizar en el próximo periodo de producción, por ejemplo de una
semana, y que debe distribuirse cierto tiempo antes de la fecha comienzo.
Por consiguiente, en la responsabilidad se incluyen la coordinación inicial del
trabajo multidisciplinario, el suministro de información de mantenimiento, como planos o
manuales, la comprobación de la disponibilidad de los repuestos más importantes y la
comprobación de la disponibilidad de los sistemas críticos. Visto de este modo, la
planificación detallada y la asignación de trabajos son las funciones de planificación
más importantes de la supervisión de primer escalón, a la que se debe dejarse actuar
en el sitio de trabajo.
Sobre la base de las ideas expuestas, Nava (2006) refiere que la principal función
del mantenimiento, manejados con criterio económico y encausados a un ahorro en los
costos generales de producción: es llevar a cabo una inspección sistemática de todas
las instalaciones, con intervalos de control para detectar oportunamente cualquier
desgaste o rotura, manteniendo los registros adecuados asimismo mantener
permanentemente los equipos e instalaciones, en su mejor estado para evitar los
tiempos de parada que aumentan los costos. Seguidamente, efectuar las reparaciones
de emergencia lo mas pronto, empleando métodos más fáciles de reparación, prolongar
44
la vida útil de los equipos e instalaciones al máximo, sugerir y proyectar mejoras en la
maquinaria y equipos para disminuir las posibilidades de daño y rotura, controlar el
costo del mantenimiento mediante el uso correcto y eficiencia del tiempo, materiales,
hombres y servicio.
De manera que las funciones primarias son mantener, reparar y revisar los
equipos e instalaciones, generación y distribución y distribución de los servicios
eléctricos, vapor, aire, agua, gas, del mismo modo modifica, instala, remueve equipos,
propone nuevas instalaciones de equipos, desarrolla programas de mantenimiento
preventivo y programado, igualmente selecciona y entrena al persona. Por otra parte,
las funciones secundarias del mantenimiento son: asesorar la compra de nuevos
equipos, hacer pedidos de repuestos, herramientas y suministros, controlar y asegurar
un inventario de repuestos y suministros, mantener los equipos de seguridad y demás
sistemas de protección, llevar la contabilidad e inventario de los equipos y cualquier otro
servicio delegado por la administración
Al efecto, las funciones características del mantenimiento según Milano (2005), las
funciones características de una organización de mantenimiento por áreas son:
organización, personal, relaciones, esto implica adecuación y balance de organigrama,
directrices del mantenimiento, formación y calificación del personal entre otras, por
consiguiente la preparación y planeación del trabajo: es la sistemática de ordenes de
trabajo, coordinación de especialidades, establecimiento de programas, definición de
materiales, estimación de tiempos, estimación de fechas de culminación. Por lo que
sigue la ingeniería, inspección y mantenimiento preventivo son un diseño y montaje de
instalaciones existentes, documentación técnicas disponibles, historial de equipos,
investigación sistemática de falla, gamas de mantenimiento preventivo, análisis de
métodos de trabajo, dotación de medios de mantenimiento e inspección.
Actividades
Gómez (2007) define la actividad como conjunto de actos o labores específicas
(operativas) a realizar por un individuo, departamento, unidad. También pueden
definirse como una o más operaciones afines y sucesivas que forman parte de un
45
procedimiento ejecutado por una misma persona o una misma unidad. Para Duffuaa y
otros (2008), las actividades de control se definen como las actividades de control como
una parte esencial de la administración científica.
El control, tal como se aplica a un sistema de mantenimiento, incluye lo siguiente:
control de trabajo: es la herramienta que se utiliza para controlar el trabajo de
mantenimiento, control de inventario: es la técnica de mantener refacciones y materiales
en los niveles deseados, control de costo: se utiliza como una ventaja competitiva en el
suministro de productos y servicios del mismo modo optimiza todos los costos de
mantenimiento, logrando al mismo tiempo los objetivos que se ha fijado la organización
como disponibilidad, porcentaje de calidad y otras medidas de eficiencia y eficacia.
Por otro lado, Duffuaa y otros (2008), define las actividades de planeación como
las diferentes actividades necesarias para hacer que un sistema sea funcional, a saber,
planeación organización y control por consiguiente las actividades de planeación
generalmente incluyen las siguientes actividades: filosofía del mantenimiento,
pronóstico de la carga de mantenimiento, capacidad del mantenimiento, organización
del mantenimiento y programación del mantenimiento. De manera que la filosofía del
mantenimiento presenta en sus aristas aplicar estrategias que puedan desempeñar un
papel eficaz si se aplican en la combinación y forma correcta: mantenimiento correctivo
o por fallas, mantenimiento preventivo con base en el tiempo, en el uso y las
condiciones.
Por otra parte, el pronóstico de la carga de mantenimiento es el proceso mediante
el cual se predice la carga de mantenimiento. La carga de mantenimiento varía
aleatoriamente y, entre otros factores, puede ser una función de la edad del equipo, el
nivel de su uso, la calidad del mantenimiento, factores climáticos y las destrezas de los
trabajadores de mantenimiento, la planeación de la Capacidad del Mantenimiento es
quien determina los recursos necesarios para satisfacer la demanda de trabajos de
mantenimiento. En consecuencia, la organización del mantenimiento depende de la
carga de mantenimiento, el tamaño de la instalación, las destrezas de los trabajadores,
donde el mantenimiento se puede organizar por departamento por área o en forma
centralizada.
46
Así pues las actividades de organización son un sistema de mantenimiento incluye
lo siguiente: diseño del trabajo, estándares de tiempo, administración. Los sistemas de
mantenimiento se ponen en movimiento por las órdenes de trabajo, que generalmente
son emitidas por los departamentos de producción. Las órdenes de trabajo describen el
trabajo, su ubicación, las habilidades requeridas y la prioridad del trabajo. Ahora bien, el
diseño del trabajo, en lo que se refiere al mantenimiento, comprende el contenido de
trabajo de cada tarea y determina el método que se va a utilizar las herramientas
especiales necesarias y los trabajos calificados requeridos, Los estándares de tiempo
realista, vigilan e incrementan la eficacia de los trabajos y, de la siguiente forma, reducir
al mínimo el tiempo muerto de la instalación. Por ello, se hace obvio que se requieren
estándares de tiempo de los trabajos para pronosticar y desarrollar programas de
mantenimiento.
Categorías del mantenimiento preventivo
Según lo puntualizan Duffuaa y otros (2008), el mantenimiento preventivo puede
estar basado en las condiciones o en datos históricos de falla del equipo. Consta de dos
categorías estas tiene una base estadística y de confiabilidad o se basan en las
condiciones, la primera categoría se basa en datos obtenidos de los registros históricos
del equipo. La segunda categoría se basa en el funcionamiento y las condiciones del
equipo. Al efecto, vale reiterar que el mantenimiento preventivo consiste en programar
las intervenciones o cambios de algunos componentes o piezas según intervalos
predeterminados de tiempo o espacios regulares (horas de servicio, kilómetros
recorridos, toneladas producidas). El objetivo de este tipo de mantenimiento es reducir
la probabilidad de avería o pérdida de rendimiento de una máquina o instalación
tratando de planificar unas intervenciones que se ajusten al máximo a la vida útil del
elemento intervenido y por otro lado garantizar la continuidad operacional del equipo y/o
instalación.
47
Mantenimiento preventivo con base en las estadísticas y la confiabilidad del equipo en el tiempo o el uso
El mantenimiento preventivo es cualquier mantenimiento planeado que se lleva a
cabo para hacer frente a fallas potenciales. Puede realizarse con base en el uso o la
confiabilidad del equipo en el tiempo. El mantenimiento preventivo con base en el uso o
en el tiempo se lleva a cabo de acuerdo con las horas de funcionamiento o un
calendario establecido. Requiere un alto nivel de planeación. Las rutinas específicas
que se realizan son conocidas, así como sus frecuencias. En la determinación de la
frecuencia generalmente se necesitan conocimientos acerca de la distribución de las
fallas o la confiabilidad del equipo, Duffuaa y otros (2008). Ahora bien, según Milano
(2005), los objetivos del mantenimiento son: reducción de la duración del periodo en el
cual se pasa de la condición de no-funcionamiento (tiempos fuera de servicio), con lo
que consigue alargar el tiempo operativo de los sistemas y garantía de la confiabilidad,
disponibilidad y seguridad exigidas, lo que reduce la probabilidad de presencia de fallas.
Mantenimiento preventivo con base en las condiciones El mantenimiento preventivo se lleva a cabo con base en las condiciones
conocidas del equipo. La condición del equipo se determina vigilando los parámetros
clave del equipo cuyos valores se ven afectados por la condición del mismo. A la
utilizada estrategia también se le conoce como mantenimiento predictivo. SI la
probabilidad de la falla es constante independientemente del tiempo, la edad o el uso y
existe una degradación gradual desde el principio de la falla, entonces la tarea
mantenimiento puede basarse en las condiciones, Milano (2005).
Según Knezevic (2006), las actividades de mantenimiento preventivo deben
basarse en la condición real del elemento o sistema. Así, gracias a la evaluación de la
condición del sistema o elemento mediante la vigilancia de la condición de los
parámetros seleccionados, es posible identificar el instante de tiempo conveniente en
que deben realizarse las tareas de mantenimiento preventivo. En consecuencia, las
tareas de mantenimiento preventivo no se realizan mientras sea aceptable la condición
48
del elemento. Por otro lado, la manera en que se usa la información obtenida acerca de
la condición del elemento para evaluar la condición del elemento o sistema se pueden
distinguir dos tareas de mantenimiento condicional diferentes, tales como:
a) La inspección, es una tarea de condición específica de mantenimiento
condicional, cuyo resultado es un conforme sobre la condición del elemento, esto es, si
la condición es satisfactoria o insatisfactoria. La característica común de todas estas
tareas es que los resultados obtenidos no tienen ningún efecto en la programación de la
próxima comprobación. Antes de poner en servicio el elemento o sistema se determina
la frecuencia de inspecciones más conveniente.
b) El examen, es otro tipo de tarea de mantenimiento condicional que tiene
como resultado una descripción numérica de la condición del elemento en ese
momento. Contrariamente a las tareas condicionales basadas en la inspección, en
mismo caso los resultados del examen afectan directamente a la programación del
siguiente examen.
Fallas
Para iniciar este análisis es importante resaltar específicamente el concepto de
falla, la cual se define como un hecho fortuito ocurrido a un equipo que le impide
realizar su funcionamiento y desempeño normal para el cual fue diseñado. Siendo las
cosas así, uno de los componentes mas importantes, es el modo y efecto de fallas,
según Zambrano y Leal (2005), se definen como las causas de las fallas conocidas
como modos de fallas los cuales indican que debe prevenir el mantenimiento.
Por otra parte, Milano (2005), refiere que según el alcance se detallan las fallas
parciales y las fallas totales. Las fallas parciales como su nombre lo indica afectan
directamente el equipo, estas fallas pueden presentarse estando el equipo en
funcionamiento pero el mismo trabaja con desviaciones de sus características normales
de funcionamiento. Mientras que las fallas totales se presentan cuando el equipo o
sistema se ve afectado en todas sus características y no permite colocar el equipo en
funcionamiento dentro del sistema productivo.
49
A su vez, Milano (2005) menciona que de acuerdo a su velocidad de aparición las
fallas pueden presentarse como una falla progresiva, que es aquella que viene
afectando el equipo de manera paulatina donde con el tiempo se va degradando su
integridad física y la cual se ve reflejada en el desempeño así como en el
funcionamiento del sistema global.
En otro orden de ideas, las fallas intermitentes también tienen un valor significativo
dentro del contexto industrial puesto que es aquella falla que se hace presente de forma
alterna durante cierto tiempo y afecta directamente el desempeño del equipo. Por
ultimo, no por ser menos importante se estudia otro tipo de falla que es la falla súbita,
caracterizada por aparecer repentinamente y afectar en su totalidad todo el sistema
productivo sin haberla podido preverla con anterioridad mediante algunas técnicas de
diagnósticos.
Consecuentemente, el citado autor afirma que las fallas también son vistas por el
impacto operacional que manifiesten en la instalación, así pues esta la falla menor,
conocida como aquella que no llega afectar las metas de producción que se tengan
previstas. Las fallas mayores que si afectan de forma parcial los objetivos trazados de
producción y la falla crítica de gran impacto porque llega afectar por completo los
objetivos de producción.
Lo expresado, permite inferir que la falla es una alteración que impide al objeto de
la falla cumplir la función para la cual fue creado. De esta definición se desprende que
la falla puede ser propia del objeto (intrínseca), o puede ser inducida o provocada por
algún elemento o factor de su entorno (extrínseca). De hecho, la confiabilidad de una
máquina o de sus componentes elementales, se evalúa y analiza en base a un
parámetro que la caracteriza: la rata de fallas (o tasa de fallas, o intensidad de fallas).
Este parámetro representa el porcentaje de dispositivos que, respecto a un número
inicial “n” de ellos, se encuentren operables (sobrevivientes) en un instante
determinado t. Se puede interpretar como la probabilidad de fallar que el elemento tiene
por unidad de tiempo. Por lo general, se expresa en fallas por unidad de tiempo inversa
(1/horas).
50
Asimismo, una falla puede clasificarse bajo diversas modalidades según lo
expresa Ordoñez (2006):
Según su forma de manifestarse puede ser:
a) Parcial (alteración del funcionamiento)
· Completa (cese del funcionamiento o pérdida de función)
b) Por su forma de evolucionar puede ser:
· Cataléctica o catastrófica (repentina y completa)
· Por degradación (progresiva y parcial)
c) Por su frecuencia de ocurrencia puede ser:
· Aleatoria (ocurrencia al azar con rata de falla constante)
· Por desgaste (ocurrencia al azar con rata de falla creciente).
d) Por su naturaleza puede ser:
· Mecánica, eléctrica, electrónica, neumática, hidráulica, otras
e) Por su forma de evidenciarse
· Revelable (falla detectable)
· Oculta (no revelable)
Consecuentemente, vale decir que la rata de fallas evoluciona a lo largo de la
duración de vida de un equipo, relacionándose directamente con la condición del
51
mismo equipo, en función de su edad técnica. La curva conocida como "de la bañera"
muestra el comportamiento de la rata de falla según la edad del equipo, distinguiéndose
tres etapas bien diferenciadas según Nava (2006):
a) Periodo de juventud, durante el cual la rata de falla disminuye (función
decreciente) a medida que transcurre el tiempo. Es la etapa de ajuste o de rodaje del
equipo, después de su puesta en marcha inicial.
b) Periodo de madurez, correspondiente a la etapa de funcionamiento
óptimo, durante el cual la rata de falla asume un valor casi constante y las fallas
aparecen en forma aleatoria.
c) Periodo de obsolescencia, donde la degradación se acelera y las fallas se
hacen más evidentes. La tendencia de la rata de falla es creciente y se presentan a
menudo desgaste mecánico, fatiga, abrasión y corrosión. En esta edad el material o se
rechaza o se reconstruye.
De tal modo, la valoración de las fallas permite establecer niveles de criticidad en
función de las consecuencias que puede producir su ocurrencia: Las prioridades de
acción se determinan en función de los riesgos, los cuales dependen a su vez de la
probabilidad de ocurrencia de las fallas y de la gravedad de sus efectos. La forma
apropiada de reducir el riesgo es actuando del lado de la probabilidad de ocurrencia de
las fallas, tratando de reducirlas a niveles mínimos. Los mayores esfuerzos se deben
concentrar prioritariamente sobre aquellos equipos que, en caso de fallar, pudieran
poner en peligro la seguridad de las personas, la integridad de las instalaciones y la
economía general de la empresa.
Asimismo, vale destacar que por efecto del desgaste normal y de los desajustes
que sufren las máquinas durante su funcionamiento, un equipo pierde gradualmente
sus características iniciales, reduciéndose paulatinamente su rendimiento.
Considerando que en ningún momento se interviene para modificar esa tendencia
degradante (está en operación hasta la falla) en cualquier instante puede ocurrir la
avería (parada fortuita o aleatoria). El tiempo durante el cual el equipo estuvo
52
funcionando sin experimentar falla se denomina tiempo de operación (Top1). Desde el
momento en que el equipo deja de funcionar, comienza a correr el tiempo de parada
(Tpa1). Ante tal situación de avería, es posible optar por una de las siguientes
alternativas:
a) Realizar en el tiempo mínimo (Tpm) una pequeña intervención correctiva
(arreglo) que permita al equipo continuar operando, aunque se encuentre en estado
degradado y por debajo del nivel de rendimiento óptimo. El equipo funcionará en este
estado (línea punteada) hasta que se presente de nuevo la avería (por degradación o
por falla catastrófica).
b) Proceder a la reparación completa del equipo en el tiempo de parada
Tpa1. Al restituir el equipo, inicia un nuevo ciclo de funcionamiento (Top2) el cual
concluirá en cualquier otro instante de tiempo debido a una falla catastrófica o
producida por degradación. Comenzará a correr un tiempo de parada (Tpa2) durante el
cual se realizaran arreglo o reparaciones, y así sucesivamente.
Cuando se aplica la estrategia de operar hasta la falla, el equipo obedece a una
ley de degradación desconocida. Bajo este tipo de estrategia no se suelen conservar
registros de los tiempos de operación y de falla de los equipos y, por lo tanto, no es
posible realizar un estudio que permita conocer la ley de degradación a la cual se
encuentra sometida la máquina. Si un equipo se encuentra sometido a un programa de
mantenimiento preventivo, es signo de que en un momento determinado se definió un
nivel admisible de rendimiento (cantidad de horas de buen funcionamiento, número de
piezas correctamente producidas o distancia recorrida en kilómetros) alcanzado el cual,
se deberá efectuar una parada programada, para realizar las acciones de
mantenimiento previstas.
De hecho, a lo largo del periodo de operación (Top1), se realiza une serie de
inspecciones, con el propósito de verificar, a intervalos regulares, el estado del equipo y
detectar posibles anomalías que ameriten intervenir antes de la parada preventiva
programada. De esta forma se logra planificar las intervenciones y evitar, en la medida
de lo posible, la ocurrencia de fallas catastróficas antes del momento de la parada
53
programada (las fallas ocultas pueden causar averías en cualquier momento y forman
parte del porcentaje de mantenimiento correctivo residual (generalmente 5%) que no es
posible evitar.
Durante el periodo de buen funcionamiento, el equipo se degrada paulatinamente,
hasta alcanzar el punto limite de rendimiento admisible. En ese instante se cumple la
parada preventiva y se procede, en el periodo Tpa1, a ejecutar las acciones de
mantenimiento previstas. Luego de lo cual se restituye el equipo al servicio, en espera
de la próxima intervención, al final del periodo Top2 de buen funcionamiento, y así
sucesivamente. En ese marco, a lo largo de los períodos de funcionamiento sin fallas
(Top1 y Top2) el equipo puede sufrir una falla por degradación no controlada o una falla
catastrófica. Se procederá entonces a evaluar la magnitud de la falla y efectuar
inmediatamente la reparación, o diferir la corrección de la misma hasta la siguiente
parada preventiva programada. Una vez restaurado el equipo, se le somete
nuevamente al programa de mantenimiento preventivo estipulado.
Se debe notar también que las labores de acondicionamiento y de reparación del
equipo no le devuelven por entero sus condiciones originales. A medida que el tiempo
transcurre, el equipo sufre fenómenos de degradación que afectan su nivel de
rendimiento. Por otra parte, a lo largo de la etapa de madurez, la rata de fallas del
equipo sufre incrementos leves pero continuados, hasta llegar a la etapa de
obsolescencia, donde la cantidad de fallas por unidad de tiempo se hace más
consistente, debido a una mayor incidencia de averías por causa de desgaste,
abrasión, fatiga corrosión y otras, que harán necesario intervenciones más y más
frecuentes, hasta requerirse la reconstrucción casi total de la máquina, una vez que
haya alcanzado la etapa de vejez.
Modos de Fallas
La identificación de los modos de falla es uno de los procesos de mayor
importancia dentro del desarrollo de cualquier plan de mantenimiento. Según la
complejidad de un equipo y el nivel en que se analice, puede hacerse una lista de entre
uno y treinta modos de falla para cada falla funcional. Para ello, solo deben registrase
54
los modos de falla que tengan una probabilidad razonable de producirse dentro del
contexto en cuestión. Los modos de falla que tienen una probabilidad razonable de
producirse incluyen los siguientes según lo expresan Zambrano y Leal (2005):
a) Fallas que se han producido antes en el mismo equipo, o en otro de
características similares (a menos que se haya modificado el equipo de tal forma que es
poco probable que vuelvan a producirse).
b) Modos de fallas que ya son objetos de mantenimiento cíclico preventivo
los cuales se producirán de no realizarse el mismo.
c) 0tros modos de fallas, que aunque no se han producido antes, se
consideran muy posibles, tomando en cuenta sus consecuencias.
Por otra parte, se explica los efectos de las fallas, en una lista que se elabora al
producirse cada modo de falla. Los efectos de las fallas deben describirse como si no
se estuviera haciendo nada para impedirlos. El registro de los efectos de la falla deberá
incluir, de ser posible, según los citados autores en la siguiente información:
a) Se debe especificar si el fallo será evidente a los operarios en el
desempeño de sus tareas normales.
b) La descripción debiera indicar si la falla va acompañada o precedida de
efectos físicos obvios, tales como ruidos fuertes, incendio, humo, fugas de vapor, olores
extraños, o manchas de líquido en el suelo. También debiera indicar si la maquina se
paro por efecto de la falla.
c) En cuanto a daños secundarios y su efecto sobre la producción se debe
registrar lo siguiente:
El tiempo de parada asociado con cada falla, incluyendo no solo el tiempo
de reparación, sino también el tiempo normalmente necesario para analizar la falla y el
tiempo para obtener los recambios.
55
Si la calidad del producto quedase diferida como y cuando se puede
retomar el proceso de producción.
Si el servicio al cliente estuviese afectado como solventar las penalidades
económicas directas con respecto a la cantidad de tiempo del equipo fuera de servicio.
Si la falla incurre directamente en los costos de producción.
Si la falla afectara algún otro equipo relacionado con el proceso
productivo.
Características de los equipos críticos
Autores como Zambrano y Leal (2005), manifiestan que la catalogación de un
componente, como critico, supondrá la exigencia de establecer alguna tarea eficiente de
mantenimiento preventivo o predictivo que permita impedir sus posibles causas de fallo.
Para la determinación de la criticidad del fallo de un equipo deben considerarse dos
aspectos: su probabilidad de aparición y su severidad. La probabilidad de aparición
mide la frecuencia estimada de ocurrencia de fallo considerado, mientras que la
severidad mide la gravedad del impacto que ese fallo puede provocar sobre la
instalación.
En algunos casos, puede presentarse la situación de que no exista una base de
datos confiables y eficiente para el cálculo de las probabilidades mencionadas, en este
sentido, puede considerarse el impacto sobre la función o funciones definidas para el
sistema en estudio, como criterio único para catalogar la criticidad de las fallas en los
equipos, claro esta que es conveniente establecer las medidas adecuadas para que, en
situaciones posteriores, se pueda disponer de la información relativa al término de
probabilidad.
Si las características del estudio en ejecución lo permiten, puede resultar
conveniente afirma Milano (2005), subdividir el sistema objeto de evaluación en varios
subsistemas claramente delimitados para facilitar su análisis. Generalmente se
56
establece una lista de los tipos de equipos que con criterio general pueden estar dentro
del margen de ser críticos. Se puede decir entonces, que el análisis de criticidad es en
esencia, un análisis de confiabilidad del sistema considerado y suele consumir un
importante nivel de recursos. Ahora bien, según lo afirma Huerta (2007)
tradicionalmente para evaluar la criticidad de los componentes de un sistema, se
determina en primer lugar, las funciones que debe realizar el sistema considerado
dentro del conjunto de la instalación, así como las fallas funcionales asociadas.
Consecuentemente, Zambrano y Leal (2005) mencionan que de igual manera para
determinados sistemas se suele plantear la optimización de los recursos dedicados al
análisis de criticidad de sus componentes, reduciendo el nivel sistemático del proceso
de análisis de ponderación y el notable volumen de documentación que se genera. En
tales casos, se suele usar un método de análisis llamado la lista de criticidad, este
método se sustenta en la identificación de las consecuencias negativas que pueden
producir las fallas potenciales de los diferentes componentes sobre el sistema en
estudio.
Así pues, consiste en la aplicación de una lista de preguntas a cada componente
del sistema considerado, y en función de sus respuestas, catalogarlo como critico, semi
crítico o no crítico. Dichas preguntas tienen que ver entre otros aspectos, con la pérdida
de producción asociada por el paro del equipo, la seguridad ambiental y del personal
por causa de su avería, su impacto a nivel de costos de reparación o reemplazo del
componente, el tiempo fuera de servicio y si se tiene o no en stock de almacén entre
otros aspectos que indicaran que tanta criticidad posee el paro o fuera del servicio de
ese equipo.
Una vez realizado el análisis de criticidad se obtiene entonces una lista detallada
de ponderación de todos los elementos relacionados al sistema de estudio, ordenados
desde el más crítico hasta el menos crítico. Asimismo se señala que matemáticamente
el índice de criticidad de un equipo se determina bajo la fórmula referida anteriormente:
Índice de Criticidad: Frecuencia x Consecuencia. Donde se manifestó que la frecuencia
esta asociada al número de eventos o fallas que presenta el sistema o proceso
evaluado, y la consecuencia esta referida con el impacto y flexibilidad operacional, los
57
costos de reparación y los costos en materia de seguridad y ambiente. Luego, de ser
identificadas las zonas de alta, mediana y baja criticidad es mucho más fácil diseñar
una estrategia para realizar estudios o proyectos que mejoren el desempeño de la
organización, iniciando las aplicaciones en el conjunto de procesos o equipos que
obtengan los mayores índices de criticidad.
De hecho, los criterios para realizar un análisis de criticidad están asociados con:
seguridad, ambiente, producción, costos de operación y mantenimiento, rata de fallas y
tiempo de reparación principalmente. Estos criterios se relacionan con una ecuación
matemática, que genera puntuación para cada equipo evaluado. La lista generada,
resultado de un trabajo de equipo, permite nivelar y homologar criterios para establecer
prioridades, y focalizar el esfuerzo que garantice el éxito maximizando la rentabilidad.
Ahora bien, el objetivo de un análisis de criticidad es establecer un método que
sirva de instrumento de ayuda en la determinación de la jerarquía de procesos,
sistemas y equipos de una planta compleja, permitiendo subdividir los equipos en
secciones que puedan ser manejadas de manera controlada y auditable. En este
sentido, desde el punto de vista matemático la criticidad se puede expresar como:
Criticidad = Frecuencia x Consecuencia. Donde la frecuencia esta asociada al número
de eventos o fallas que presenta el sistema o proceso evaluado y, la consecuencia está
referida con: el impacto y flexibilidad operacional, los costos de reparación y los
impactos en seguridad y ambiente.
En función de lo antes expuesto se establecen como criterios fundamentales para
realizar un análisis de criticidad los siguientes: seguridad; ambiente; producción; costos
(operacionales y de mantenimiento); tiempo promedio para reparar y frecuencia de falla.
Por ello, el establecimiento de criterios se basa en los seis (6) criterios fundamentales
nombrados. Para la selección del método de evaluación se toman criterios de
ingeniería, factores de ponderación y cuantificación. Para la aplicación de un
procedimiento definido se trata del cumplimiento de la guía de aplicación que se haya
diseñado. Por último, la lista jerarquizada es el producto que se obtiene del análisis, es
de esta forma que se lleva a cabo.

58
2.3. Sistema de variables
Variable
Plan de mantenimiento preventivo
Definición conceptual
Es aquel que consiste en un grupo de tareas planificadas que se ejecutan
periódicamente, con el objetivo de garantizar que los activos cumplan con las funciones
requeridas durante su ciclo de vida útil dentro del contexto operacional donde se ubican,
alargar sus ciclos de vida y mejorar la eficiencia de los procesos, dado que en la medida
en que optimizamos (prosiguen los autores) la frecuencia de realización de las
actividades de mantenimiento logramos aumentar las mejoras operacionales de los
procesos, Duffuaa y otros (2008: 14).
Definición operacional
Consiste en proponer un plan de mantenimiento preventivo para equipos rotativos
en instalaciones de centros comerciales tipo mall, realizado de acuerdo a indicadores
como manuales operativos, material y equipos, confiabilidad, mantenibilidad, rutinas de
inspección, frecuencias de mantenimiento, actividades de mantenimiento, logro de
objetivos para los mantenimientos de los equipos rotativos, logrando controlar los
puntos críticos que puedan presentarse afectando la ejecución y permita minimizar el
riesgo, cuya finalidad en esencia sea reducir el costo de mantenimiento y la
probabilidad de falla de estos.
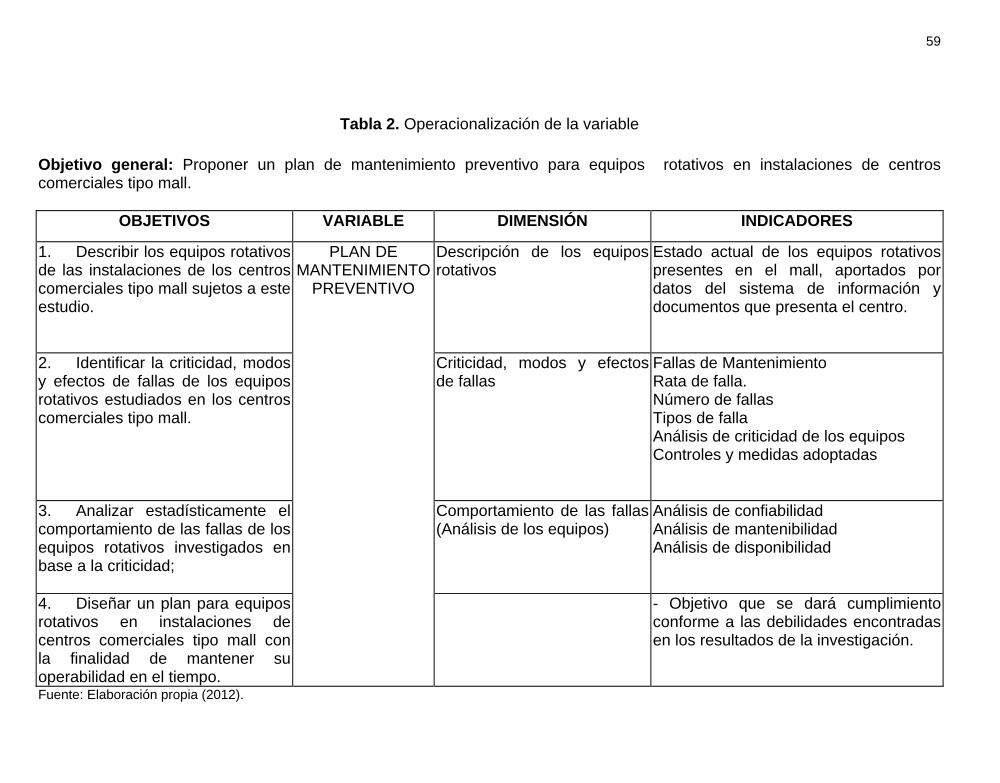
59
Tabla 2. Operacionalización de la variable Objetivo general: Proponer un plan de mantenimiento preventivo para equipos rotativos en instalaciones de centros comerciales tipo mall.
OBJETIVOS VARIABLE DIMENSIÓN INDICADORES
1. Describir los equipos rotativos de las instalaciones de los centros comerciales tipo mall sujetos a este estudio.
PLAN DE MANTENIMIENTO
PREVENTIVO
Descripción de los equipos rotativos
Estado actual de los equipos rotativos presentes en el mall, aportados por datos del sistema de información y documentos que presenta el centro.
2. Identificar la criticidad, modos y efectos de fallas de los equipos rotativos estudiados en los centros comerciales tipo mall.
Criticidad, modos y efectos de fallas
Fallas de Mantenimiento Rata de falla. Número de fallas Tipos de falla Análisis de criticidad de los equipos Controles y medidas adoptadas
3. Analizar estadísticamente el comportamiento de las fallas de los equipos rotativos investigados en base a la criticidad;
Comportamiento de las fallas(Análisis de los equipos)
Análisis de confiabilidad Análisis de mantenibilidad Análisis de disponibilidad
4. Diseñar un plan para equipos rotativos en instalaciones de centros comerciales tipo mall con la finalidad de mantener su operabilidad en el tiempo.
- Objetivo que se dará cumplimiento conforme a las debilidades encontradas en los resultados de la investigación.
Fuente: Elaboración propia (2012).
CAPITULO III
MARCO METODOLÓGICO En esta sección se describirá el tipo de investigación que se aplicará durante el
desarrollo del estudio, siguiendo a esto se presentará el diseño de la investigación. Al
mismo tiempo, se expondrán las técnicas, métodos y pasos que se implementarán para
ejecutar el trabajo investigativo.
3.1. Tipo de investigación
Si se parte del criterio de que el propósito de toda investigación es descubrir
situaciones y eventos, sobre una materia u objeto de interés, se puede decir entonces
que la presente investigación se tipifica como descriptiva, ya que dentro de la misma,
se midieron diversos aspectos de un plan de mantenimiento preventivo para equipos
rotativos en instalaciones de centros comerciales tipo mall, identificando
comportamiento y actitudes de los sujetos encuestados. Según la definición de Chávez
(2007: 84) define al estudio descriptivo como “aquel que se orienta a reseñar con mayor
precisión las características de un determinado individuo, situaciones o grupos con o sin
especificación de hipótesis iníciales acerca de la naturaleza de tales características”.
Al efecto, Blanco (2000: 21), define también al estudio descriptivo como “aquel que
se orienta a reseñar con mayor precisión las características de un determinado
individuo, situaciones o grupos con o sin especificación de hipótesis iniciales acerca de
la naturaleza de tales características”. Consecuentemente, se considera un estudio
aplicado, porque atiende a una problemática real. Al respecto, Chávez, (2007) plantea
que los estudios aplicados tienen como finalidad resolver un problema en un período
corto de tiempo.
3.2. Diseño de la investigación
Chávez (2007), considera que el diseño de investigación tiene como finalidad
abordar el objeto de estudio como fenómeno empírico para confrontar la visión teórica del
61
problema con los datos de la realidad. En este sentido, se puede destacar que este
estudio se enmarca dentro de un diseño no experimental, puesto que su fin fue la
observación de la variable denominada plan de mantenimiento preventivo y no la
manipulación de ésta, de la misma manera, este estudio tiene características de diseño
transversal o transeccional, ya que se estudiaron y se describieron los datos obtenidos en
un período de tiempo determinado, sin ningún tipo de interrupciones por cuanto para
realizar un plan de mantenimiento preventivo para equipos rotativos se medirán sus
elementos constitutivos en una sola ocasión sin hacer un análisis del mismo en diferentes
oportunidades.
En este sentido, Hernández, Fernández y Baptista (2006: 35) la llaman
investigación “no experimental” y son aquellas “donde no se hacen variar
intencionalmente la variable, lo que hace es observar fenómenos tal y como se dan en
su contexto natural, para después analizarlos”. Por otra parte, en lo atinente al diseño
transversal, Hernández y col. (2006), refieren que “son estudios donde las variables son
medidas una vez sin pretender hacer seguimiento de la evolución de los mismos”.
Asimismo, la investigación se enmarca dentro de la tipología de campo, que según
Hernández y otros (2006), es aquella que se emplea “en cuanto al tipo de datos
recogidos para llevar a cabo el estudio, además, ya que los datos requeridos se toman
en forma directa de la realidad”. En este caso, el estudio fue realizado en los centros
comerciales tipo mall como el Sambil Maracaibo, ubicado en el Municipio Maracaibo del
Estado Zulia, el cual se constituyó como el escenario de la investigación. De hecho,
Tamayo y Tamayo (2004), puntualizan cuando refieren que el estudio de campo recoge
los datos de la realidad por lo cual los denominados primarios, su valor radica en que
permiten cerciorarse de las verdaderas condiciones en las cuales se han obtenido los
datos, lo cual facilita su revisión o modificación en caso de surgir dudas.
3.3. Técnicas de recolección de datos
Según lo expuesto por Chávez (2007), el instrumento de recolección de datos
constituye los medios a través de los cuales el investigador mide el comportamiento o
62
atributo de las variables, de tal manera, este estudio se abordó con la técnica de la
observación mediante entrevista la cual es referida por Sierra (2008), como las
interrogantes realizadas a los sujetos o protagonistas de los hechos estudiados,
utilizándose para tal fin un cuestionario, el cual es un conjunto de preguntas preparado
sobre los hechos y aspectos que interesa en una investigación, abordado
personalmente a cada entrevistado.
En este sentido, tal como se ha manifestado la técnica que fue aplicada estuvo
basada en la observación mediante una entrevista realizada a los mecánicos que
reparan los equipos rotativos, lo cual permitió recolectar la información necesaria para
crear dicho plan de mantenimiento. Dentro de este marco, para Arias (2006), el
cuestionario en la modalidad de entrevista se realiza de manera oral a la persona
entrevistada, a través de un instrumento o formato en papel que contiene una serie de
interrogantes abiertas y el cual debe ser respondido en su totalidad con la intervención
del entrevistador. Consecuentemente, vale destacar que el instrumento se encuentra
conformado por preguntas abiertas con la finalidad de analizar el plan actual de
mantenimiento de los equipos rotativos, asi como el manual de procedimientos
atribuibles al mantenimiento de los mismos, y la observación directa de la investigadora.
3.4. Población y muestra
De acuerdo con Arias (2006), el término población reúne al individuo, objetos,
entre otros, pertenecientes a una misma clase por poseer características similares pero
con la diferencia que se refiere a un conjunto limitado por el ámbito del estudio a
realizar. Asimismo, en relación a lo expuesto, Chávez (2007), afirma que la población
objeto de estudio constituye el universo de la investigación sobre la cual se pretende
generalizar los resultados.
De lo descrito se indica que para efectos de este estudio, la población estuvo
conformada por equipos rotativos de fallas del Sambil Maracaibo: siendo la muestra
intencional, no probabilista. De tal modo, se seleccionó el Sambil Maracaibo dado que
presenta elementos identificables por la investigadora, además de ser accesible por
63
laborar en dicho ámbito, y se puede medir el fenómeno, sobre la cual se hizo posible
acceder a la información relativa y pertinente a la variable, tomando en consideración el
manual de procedimientos atribuibles al mantenimiento de los equipos.
3.5. Fases de la investigación
Para efectos de mostrar un enfoque más detallado de la metodología utilizada se
presentaron los objetivos divididos por fases, seguidamente se exponen las fases que
fueron adoptadas para captar la información, así como los principales aspectos
operativos vinculados a dicho proceso.
El trabajo de campo fue llevado a cabo durante los meses Enero de 2012 al mes
de Abril de 2013 y estuvo estructurado en las siguientes fases:
a) FASE I
Para describir los equipos rotativos de las instalaciones de los centros comerciales
tipo mall sujetos a este estudio se estableció la metodología que se explica a
continuación:
Metodología:
- En el mall objeto de estudio se observaron y registraron distintas anotaciones de
los equipos rotativos existentes en el mismo, efectuado en una base de datos manual y
comparado con la plataforma tecnológica que presenta,
- Revisión de los manuales de fabricantes de los equipos rotativos que existen en
el mall.
- Instalación de los equipos.
64
- Evaluación de memorias tecnológicas que tienen los equipos rotativos partiendo
de las 6 principales fuentes de información: proveedor, actividad, áreas de la empresa,
actividades de investigación y desarrollo, usuario y entorno.
b) FASE II
Para identificar la criticidad, modos y efectos de fallas de los equipos rotativos
estudiados en los centros comerciales tipo mall, se llevó a efecto la siguiente
metodología, a saber:
Metodología:
- Se realizaron consultas bibliográficas de los manuales existentes en el área de
mantenimiento con respecto a los equipos rotativos.
- Se reunió información preliminar sobre los procedimientos del mantenimiento
ejercido en esos equipos rotativos, específicamente con los inherentes a las rutinas de
inspección, frecuencias de mantenimiento, actividades de mantenimiento llevadas a
cabo, logro de objetivos alcanzados, procesos de medición de resultados presentes en
los manuales del fabricante, Información de los datos de fallas presentes en los
manuales del fabricante y mecanismos de evaluación presentes en los manuales del
fabricante y las labores de inspección y fallas ejecutadas.
c) FASE III
Para analizar estadísticamente el comportamiento de las fallas de los equipos
rotativos investigados en base a la criticidad se llevó a cabo lo siguiente:
Metodología:
- Recopilación de datos del sistema de información perteneciente a los equipos
rotativos que tiene el mall objeto de estudio.

65
- Análisis previo del programa de mantenimiento preventivo, predictivo y
correctivo realizado a los equipos rotativos.
- Verificación del cumplimiento del programa mantenimiento por parte del personal
de mantenimiento.
d) FASE IV
Para diseñar un plan para equipos rotativos en instalaciones de centros
comerciales tipo mall con la finalidad de mantener su operabilidad en el tiempo, se
efectuó lo siguiente:
Metodología:
- Análisis de las debilidades encontradas en los resultados de la investigación.
- Propuesta de un plan para equipos rotativos que mejore el mantenimiento
preventivo, predictivo y correctivo actual.
- Recomendaciones especificas para mantener continuidad en las actividades de
las pautas de acción (plan) a seguir.
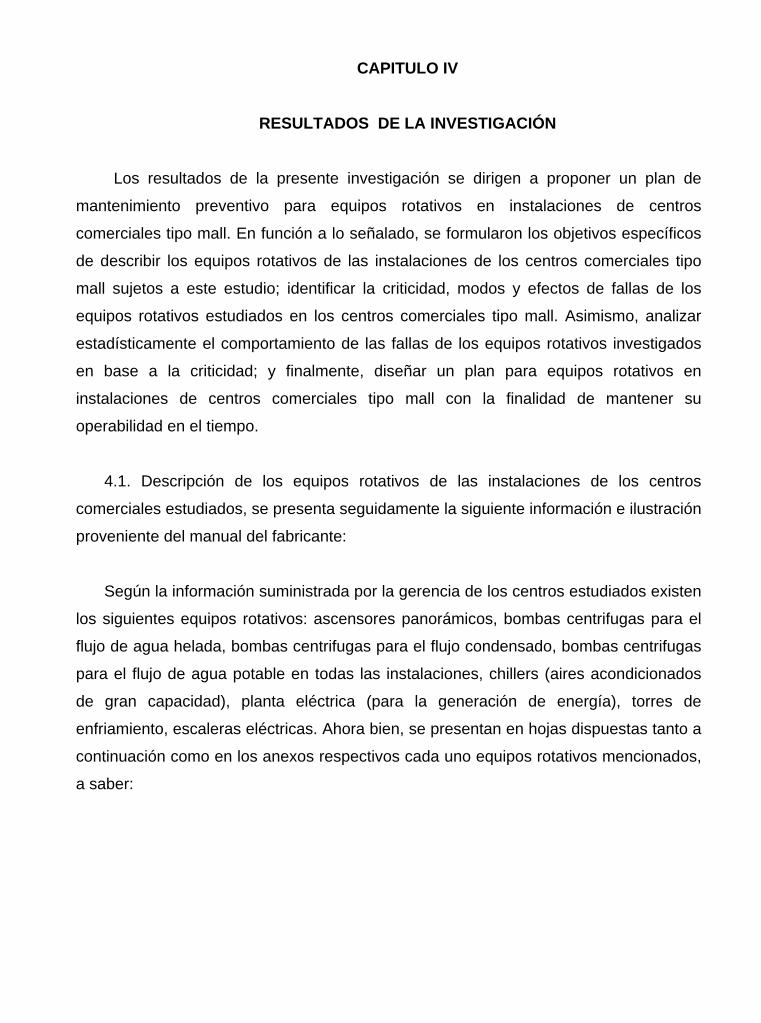
CAPITULO IV
RESULTADOS DE LA INVESTIGACIÓN
Los resultados de la presente investigación se dirigen a proponer un plan de
mantenimiento preventivo para equipos rotativos en instalaciones de centros
comerciales tipo mall. En función a lo señalado, se formularon los objetivos específicos
de describir los equipos rotativos de las instalaciones de los centros comerciales tipo
mall sujetos a este estudio; identificar la criticidad, modos y efectos de fallas de los
equipos rotativos estudiados en los centros comerciales tipo mall. Asimismo, analizar
estadísticamente el comportamiento de las fallas de los equipos rotativos investigados
en base a la criticidad; y finalmente, diseñar un plan para equipos rotativos en
instalaciones de centros comerciales tipo mall con la finalidad de mantener su
operabilidad en el tiempo.
4.1. Descripción de los equipos rotativos de las instalaciones de los centros
comerciales estudiados, se presenta seguidamente la siguiente información e ilustración
proveniente del manual del fabricante:
Según la información suministrada por la gerencia de los centros estudiados existen
los siguientes equipos rotativos: ascensores panorámicos, bombas centrifugas para el
flujo de agua helada, bombas centrifugas para el flujo condensado, bombas centrifugas
para el flujo de agua potable en todas las instalaciones, chillers (aires acondicionados
de gran capacidad), planta eléctrica (para la generación de energía), torres de
enfriamiento, escaleras eléctricas. Ahora bien, se presentan en hojas dispuestas tanto a
continuación como en los anexos respectivos cada uno equipos rotativos mencionados,
a saber:
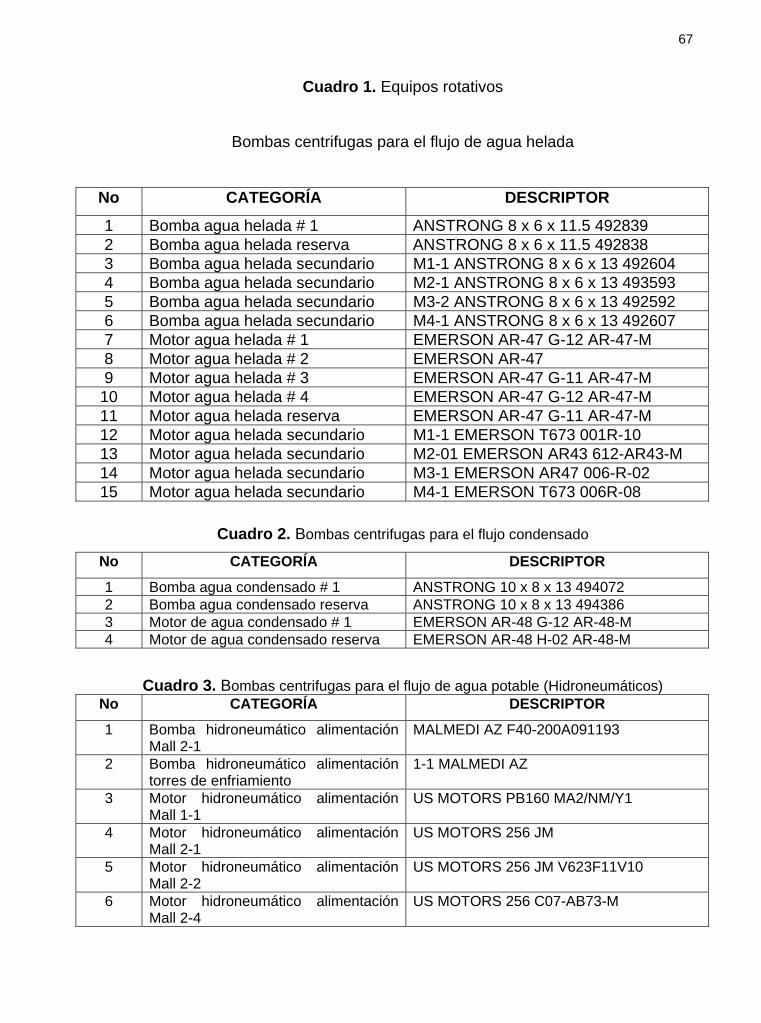
67
Cuadro 1. Equipos rotativos
Bombas centrifugas para el flujo de agua helada
No CATEGORÍA DESCRIPTOR
1 Bomba agua helada # 1 ANSTRONG 8 x 6 x 11.5 492839 2 Bomba agua helada reserva ANSTRONG 8 x 6 x 11.5 492838 3 Bomba agua helada secundario M1-1 ANSTRONG 8 x 6 x 13 492604 4 Bomba agua helada secundario M2-1 ANSTRONG 8 x 6 x 13 493593 5 Bomba agua helada secundario M3-2 ANSTRONG 8 x 6 x 13 492592 6 Bomba agua helada secundario M4-1 ANSTRONG 8 x 6 x 13 492607 7 Motor agua helada # 1 EMERSON AR-47 G-12 AR-47-M 8 Motor agua helada # 2 EMERSON AR-47 9 Motor agua helada # 3 EMERSON AR-47 G-11 AR-47-M 10 Motor agua helada # 4 EMERSON AR-47 G-12 AR-47-M 11 Motor agua helada reserva EMERSON AR-47 G-11 AR-47-M 12 Motor agua helada secundario M1-1 EMERSON T673 001R-10 13 Motor agua helada secundario M2-01 EMERSON AR43 612-AR43-M 14 Motor agua helada secundario M3-1 EMERSON AR47 006-R-02 15 Motor agua helada secundario M4-1 EMERSON T673 006R-08
Cuadro 2. Bombas centrifugas para el flujo condensado
No CATEGORÍA DESCRIPTOR
1 Bomba agua condensado # 1 ANSTRONG 10 x 8 x 13 494072 2 Bomba agua condensado reserva ANSTRONG 10 x 8 x 13 494386 3 Motor de agua condensado # 1 EMERSON AR-48 G-12 AR-48-M 4 Motor de agua condensado reserva EMERSON AR-48 H-02 AR-48-M
Cuadro 3. Bombas centrifugas para el flujo de agua potable (Hidroneumáticos) No CATEGORÍA DESCRIPTOR
1 Bomba hidroneumático alimentación Mall 2-1
MALMEDI AZ F40-200A091193
2 Bomba hidroneumático alimentación torres de enfriamiento
1-1 MALMEDI AZ
3 Motor hidroneumático alimentación Mall 1-1
US MOTORS PB160 MA2/NM/Y1
4 Motor hidroneumático alimentación Mall 2-1
US MOTORS 256 JM
5 Motor hidroneumático alimentación Mall 2-2
US MOTORS 256 JM V623F11V10
6 Motor hidroneumático alimentación Mall 2-4
US MOTORS 256 C07-AB73-M
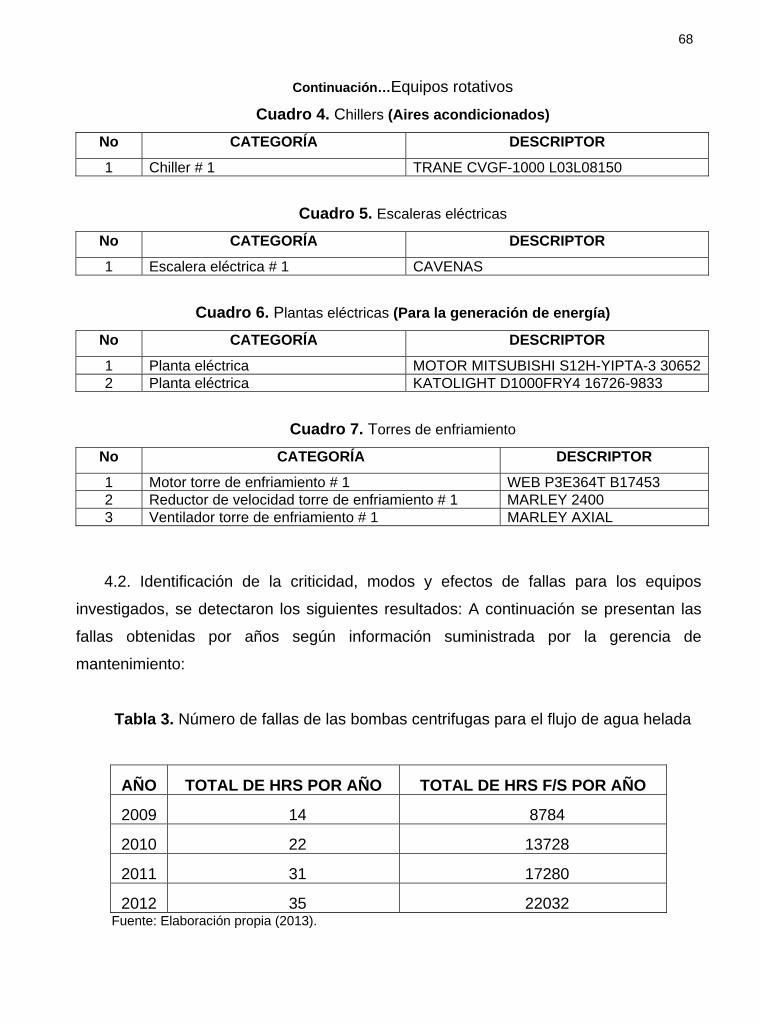
68
Continuación…Equipos rotativos
Cuadro 4. Chillers (Aires acondicionados)
No CATEGORÍA DESCRIPTOR
1 Chiller # 1 TRANE CVGF-1000 L03L08150
Cuadro 5. Escaleras eléctricas
No CATEGORÍA DESCRIPTOR
1 Escalera eléctrica # 1 CAVENAS
Cuadro 6. Plantas eléctricas (Para la generación de energía)
No CATEGORÍA DESCRIPTOR
1 Planta eléctrica MOTOR MITSUBISHI S12H-YIPTA-3 306522 Planta eléctrica KATOLIGHT D1000FRY4 16726-9833
Cuadro 7. Torres de enfriamiento
No CATEGORÍA DESCRIPTOR
1 Motor torre de enfriamiento # 1 WEB P3E364T B17453 2 Reductor de velocidad torre de enfriamiento # 1 MARLEY 2400 3 Ventilador torre de enfriamiento # 1 MARLEY AXIAL
4.2. Identificación de la criticidad, modos y efectos de fallas para los equipos
investigados, se detectaron los siguientes resultados: A continuación se presentan las
fallas obtenidas por años según información suministrada por la gerencia de
mantenimiento:
Tabla 3. Número de fallas de las bombas centrifugas para el flujo de agua helada
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 14 8784
2010 22 13728
2011 31 17280
2012 35 22032 Fuente: Elaboración propia (2013).
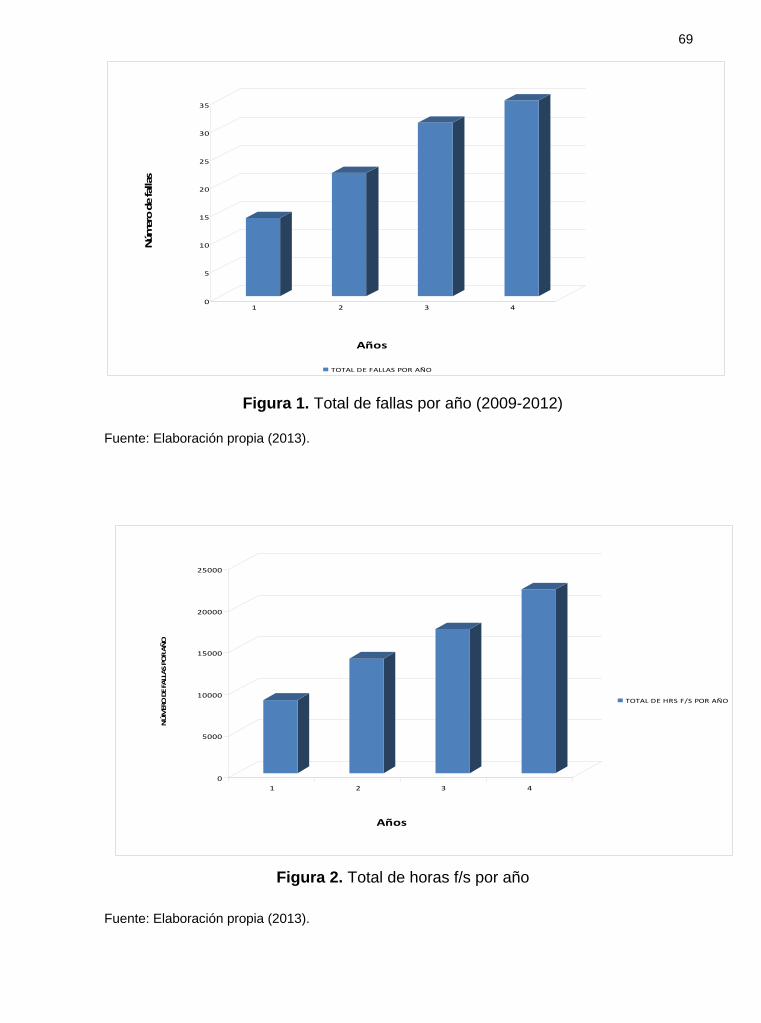
69
Figura 1. Total de fallas por año (2009-2012)
Fuente: Elaboración propia (2013).
Figura 2. Total de horas f/s por año Fuente: Elaboración propia (2013).
0
5
10
15
20
25
30
35
Número de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
0
5000
10000
15000
20000
25000
NÚMERO DE FALLAS POR AÑO
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO
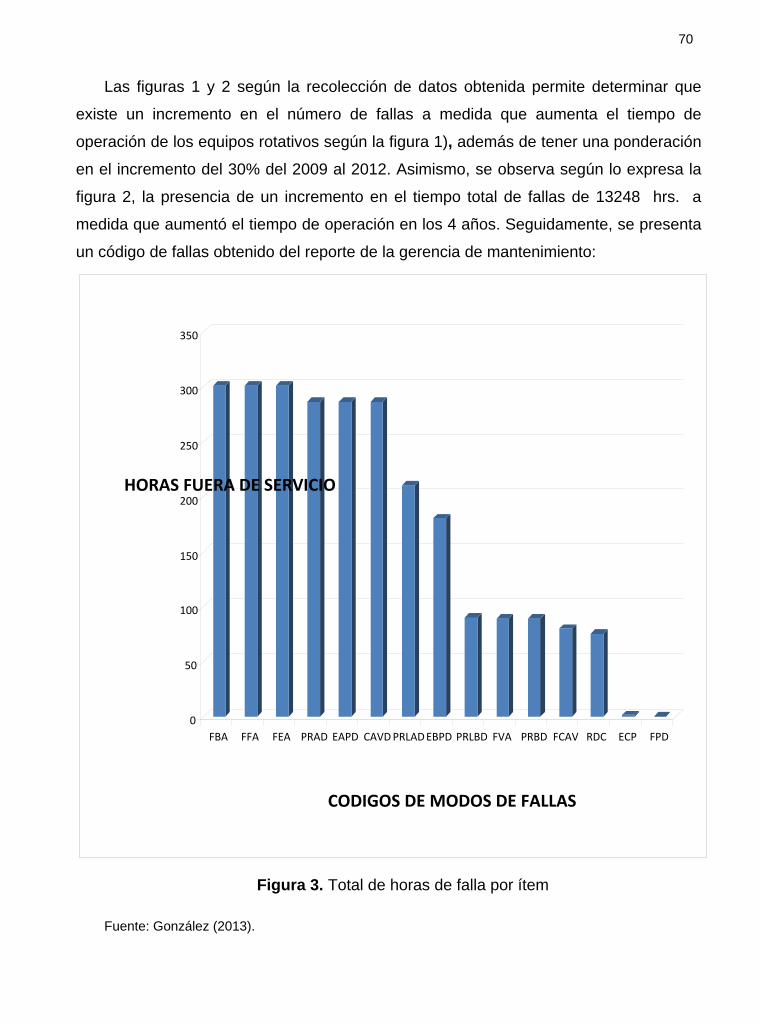
70
Las figuras 1 y 2 según la recolección de datos obtenida permite determinar que
existe un incremento en el número de fallas a medida que aumenta el tiempo de
operación de los equipos rotativos según la figura 1), además de tener una ponderación
en el incremento del 30% del 2009 al 2012. Asimismo, se observa según lo expresa la
figura 2, la presencia de un incremento en el tiempo total de fallas de 13248 hrs. a
medida que aumentó el tiempo de operación en los 4 años. Seguidamente, se presenta
un código de fallas obtenido del reporte de la gerencia de mantenimiento:
Figura 3. Total de horas de falla por ítem Fuente: González (2013).
0
50
100
150
200
250
300
350
HORAS FUERA DE SERVICIO
FBA FFA FEA PRAD EAPD CAVDPRLADEBPD PRLBD FVA PRBD FCAV RDC ECP FPD
CODIGOS DE MODOS DE FALLAS
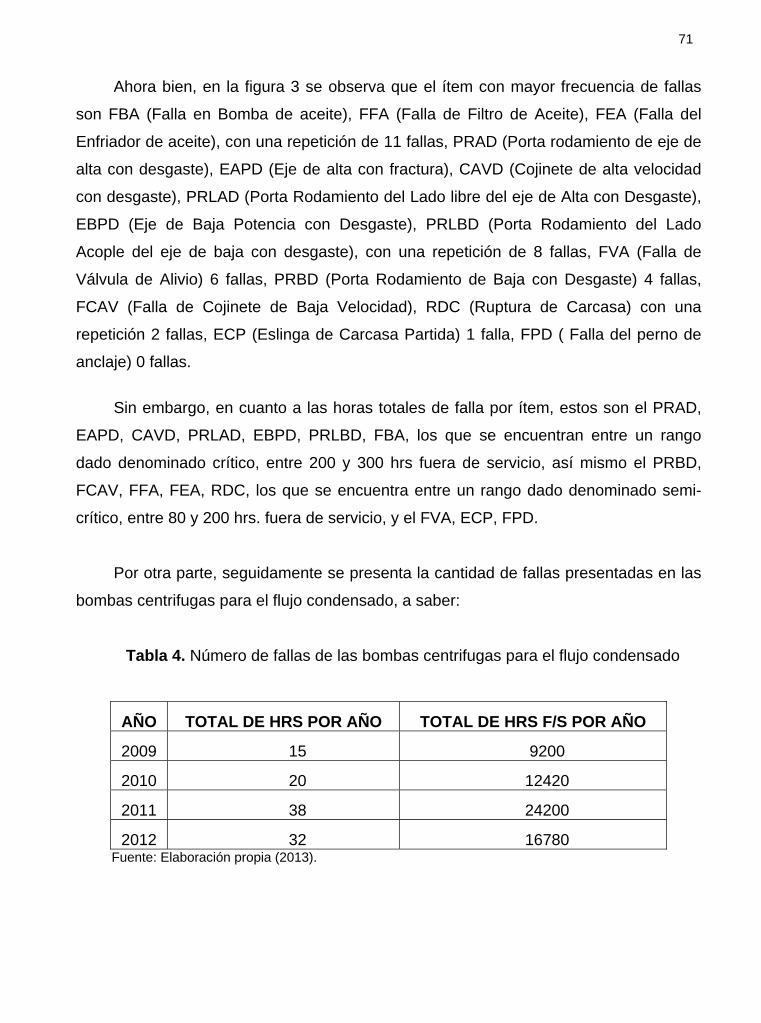
71
Ahora bien, en la figura 3 se observa que el ítem con mayor frecuencia de fallas
son FBA (Falla en Bomba de aceite), FFA (Falla de Filtro de Aceite), FEA (Falla del
Enfriador de aceite), con una repetición de 11 fallas, PRAD (Porta rodamiento de eje de
alta con desgaste), EAPD (Eje de alta con fractura), CAVD (Cojinete de alta velocidad
con desgaste), PRLAD (Porta Rodamiento del Lado libre del eje de Alta con Desgaste),
EBPD (Eje de Baja Potencia con Desgaste), PRLBD (Porta Rodamiento del Lado
Acople del eje de baja con desgaste), con una repetición de 8 fallas, FVA (Falla de
Válvula de Alivio) 6 fallas, PRBD (Porta Rodamiento de Baja con Desgaste) 4 fallas,
FCAV (Falla de Cojinete de Baja Velocidad), RDC (Ruptura de Carcasa) con una
repetición 2 fallas, ECP (Eslinga de Carcasa Partida) 1 falla, FPD ( Falla del perno de
anclaje) 0 fallas.
Sin embargo, en cuanto a las horas totales de falla por ítem, estos son el PRAD,
EAPD, CAVD, PRLAD, EBPD, PRLBD, FBA, los que se encuentran entre un rango
dado denominado crítico, entre 200 y 300 hrs fuera de servicio, así mismo el PRBD,
FCAV, FFA, FEA, RDC, los que se encuentra entre un rango dado denominado semi-
crítico, entre 80 y 200 hrs. fuera de servicio, y el FVA, ECP, FPD.
Por otra parte, seguidamente se presenta la cantidad de fallas presentadas en las
bombas centrifugas para el flujo condensado, a saber:
Tabla 4. Número de fallas de las bombas centrifugas para el flujo condensado
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 15 9200
2010 20 12420
2011 38 24200
2012 32 16780 Fuente: Elaboración propia (2013).
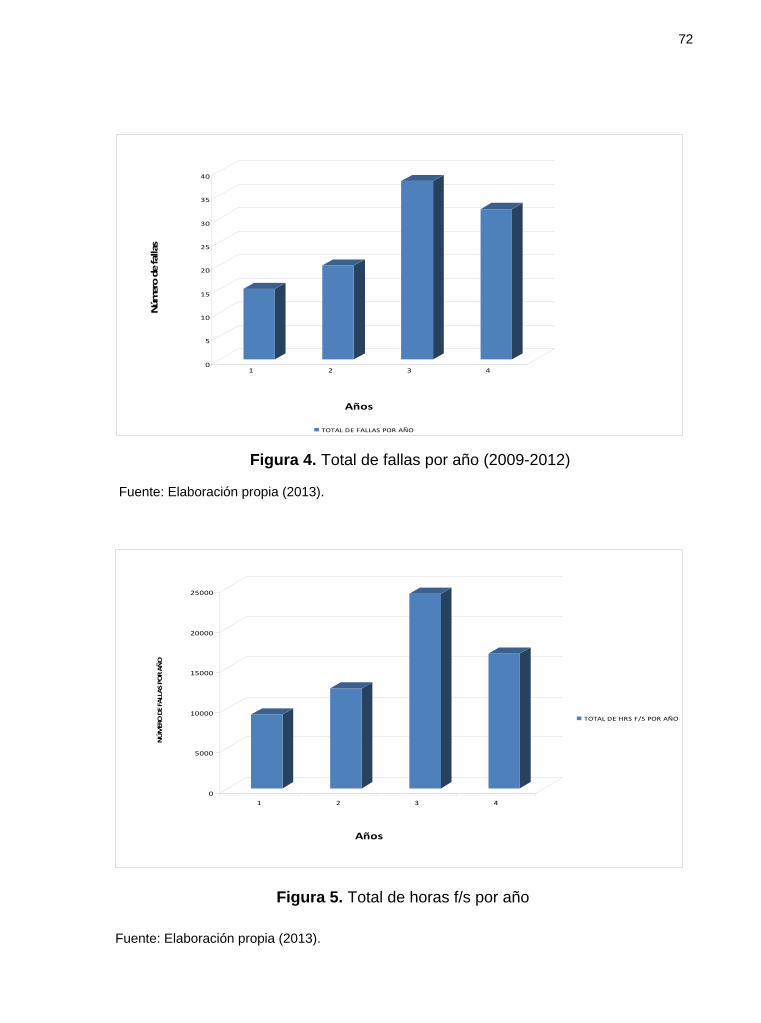
72
Figura 4. Total de fallas por año (2009-2012) Fuente: Elaboración propia (2013).
Figura 5. Total de horas f/s por año
Fuente: Elaboración propia (2013).
0
5
10
15
20
25
30
35
40
Número de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
0
5000
10000
15000
20000
25000
NÚMERO DE FALLAS POR AÑO
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO
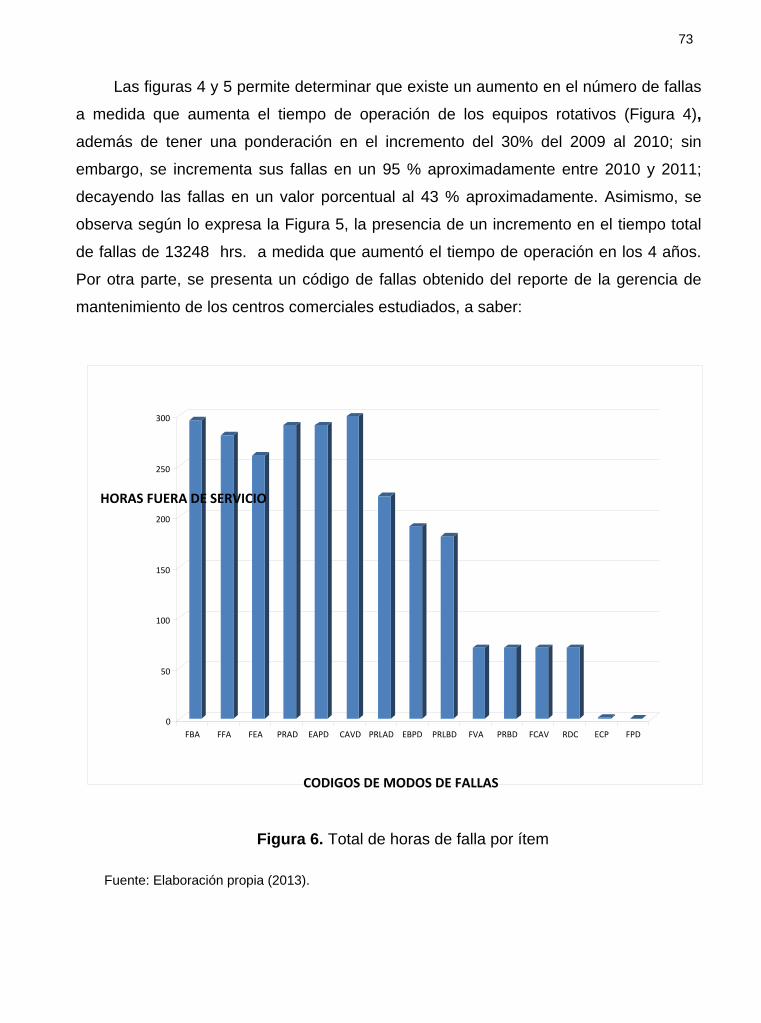
73
Las figuras 4 y 5 permite determinar que existe un aumento en el número de fallas
a medida que aumenta el tiempo de operación de los equipos rotativos (Figura 4), además de tener una ponderación en el incremento del 30% del 2009 al 2010; sin
embargo, se incrementa sus fallas en un 95 % aproximadamente entre 2010 y 2011;
decayendo las fallas en un valor porcentual al 43 % aproximadamente. Asimismo, se
observa según lo expresa la Figura 5, la presencia de un incremento en el tiempo total
de fallas de 13248 hrs. a medida que aumentó el tiempo de operación en los 4 años.
Por otra parte, se presenta un código de fallas obtenido del reporte de la gerencia de
mantenimiento de los centros comerciales estudiados, a saber:
Figura 6. Total de horas de falla por ítem Fuente: Elaboración propia (2013).
0
50
100
150
200
250
300
HORAS FUERA DE SERVICIO
FBA FFA FEA PRAD EAPD CAVD PRLAD EBPD PRLBD FVA PRBD FCAV RDC ECP FPD
CODIGOS DE MODOS DE FALLAS
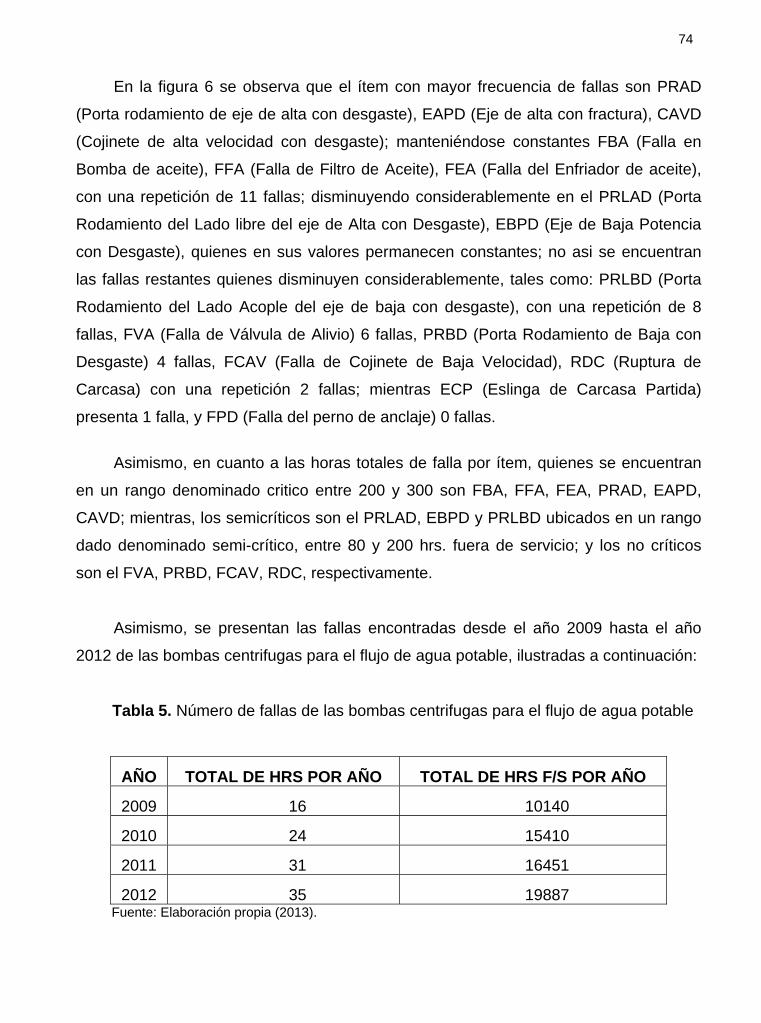
74
En la figura 6 se observa que el ítem con mayor frecuencia de fallas son PRAD
(Porta rodamiento de eje de alta con desgaste), EAPD (Eje de alta con fractura), CAVD
(Cojinete de alta velocidad con desgaste); manteniéndose constantes FBA (Falla en
Bomba de aceite), FFA (Falla de Filtro de Aceite), FEA (Falla del Enfriador de aceite),
con una repetición de 11 fallas; disminuyendo considerablemente en el PRLAD (Porta
Rodamiento del Lado libre del eje de Alta con Desgaste), EBPD (Eje de Baja Potencia
con Desgaste), quienes en sus valores permanecen constantes; no asi se encuentran
las fallas restantes quienes disminuyen considerablemente, tales como: PRLBD (Porta
Rodamiento del Lado Acople del eje de baja con desgaste), con una repetición de 8
fallas, FVA (Falla de Válvula de Alivio) 6 fallas, PRBD (Porta Rodamiento de Baja con
Desgaste) 4 fallas, FCAV (Falla de Cojinete de Baja Velocidad), RDC (Ruptura de
Carcasa) con una repetición 2 fallas; mientras ECP (Eslinga de Carcasa Partida)
presenta 1 falla, y FPD (Falla del perno de anclaje) 0 fallas.
Asimismo, en cuanto a las horas totales de falla por ítem, quienes se encuentran
en un rango denominado critico entre 200 y 300 son FBA, FFA, FEA, PRAD, EAPD,
CAVD; mientras, los semicríticos son el PRLAD, EBPD y PRLBD ubicados en un rango
dado denominado semi-crítico, entre 80 y 200 hrs. fuera de servicio; y los no críticos
son el FVA, PRBD, FCAV, RDC, respectivamente.
Asimismo, se presentan las fallas encontradas desde el año 2009 hasta el año
2012 de las bombas centrifugas para el flujo de agua potable, ilustradas a continuación:
Tabla 5. Número de fallas de las bombas centrifugas para el flujo de agua potable
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 16 10140
2010 24 15410
2011 31 16451
2012 35 19887 Fuente: Elaboración propia (2013).
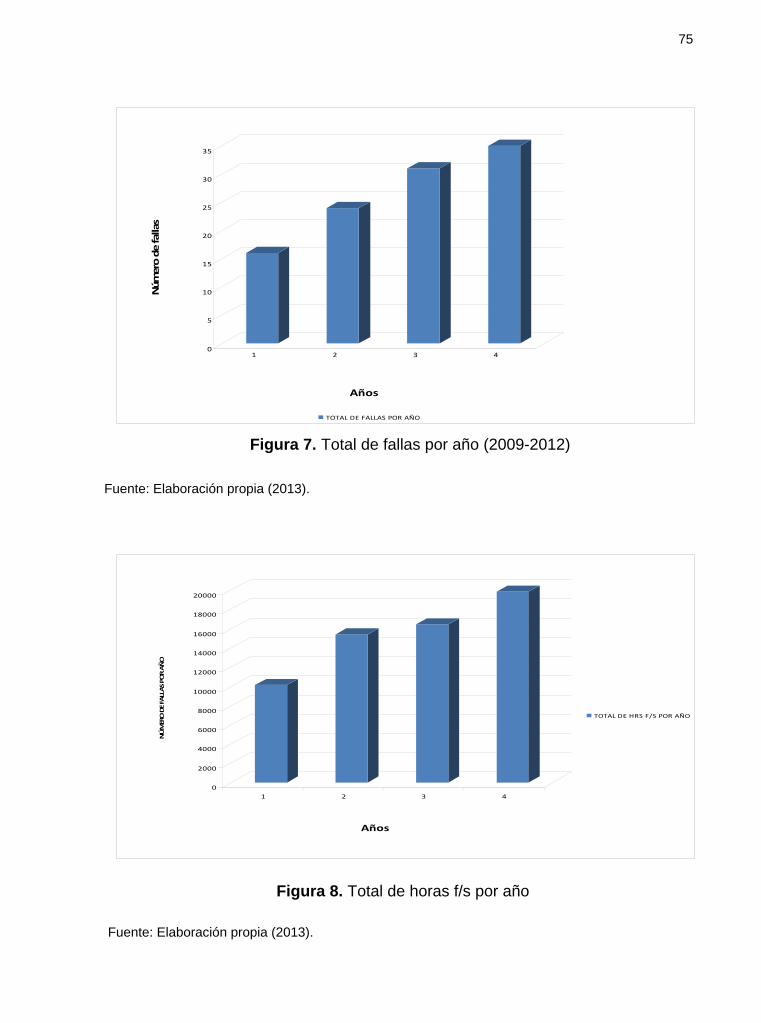
75
Figura 7. Total de fallas por año (2009-2012)
Fuente: Elaboración propia (2013).
Figura 8. Total de horas f/s por año Fuente: Elaboración propia (2013).
0
5
10
15
20
25
30
35Núm
ero de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
NÚMERO DE FALLAS POR AÑO
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO
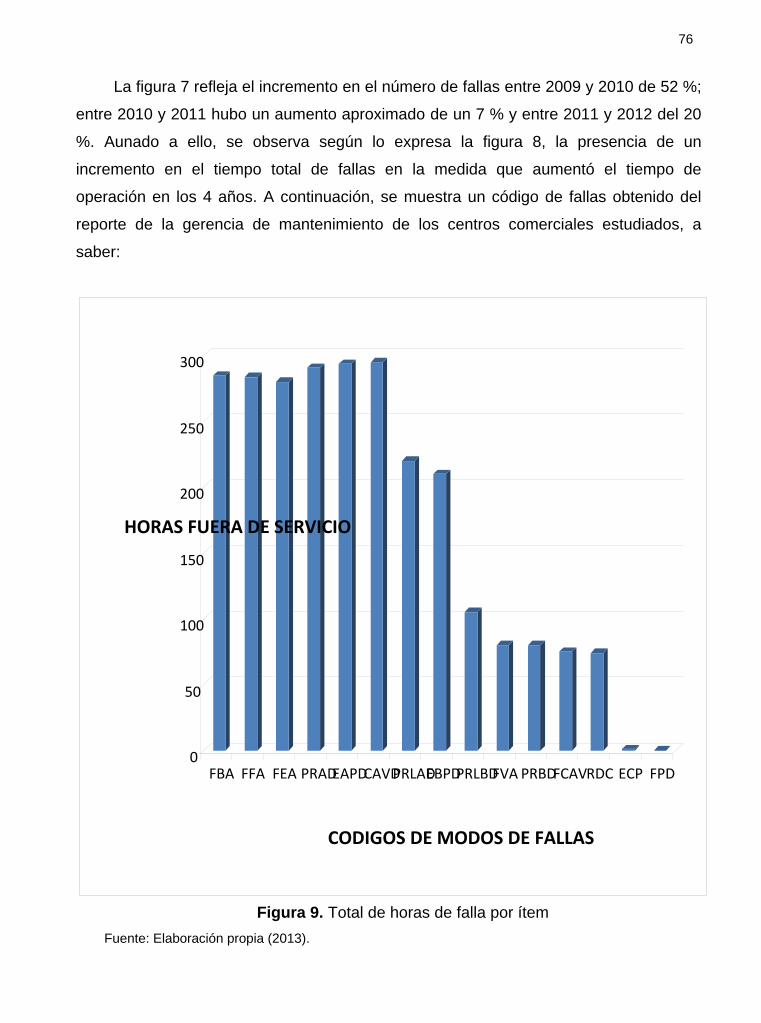
76
La figura 7 refleja el incremento en el número de fallas entre 2009 y 2010 de 52 %;
entre 2010 y 2011 hubo un aumento aproximado de un 7 % y entre 2011 y 2012 del 20
%. Aunado a ello, se observa según lo expresa la figura 8, la presencia de un
incremento en el tiempo total de fallas en la medida que aumentó el tiempo de
operación en los 4 años. A continuación, se muestra un código de fallas obtenido del
reporte de la gerencia de mantenimiento de los centros comerciales estudiados, a
saber:
Figura 9. Total de horas de falla por ítem Fuente: Elaboración propia (2013).
0
50
100
150
200
250
300
HORAS FUERA DE SERVICIO
FBA FFA FEA PRADEAPDCAVDPRLADEBPDPRLBDFVA PRBDFCAVRDC ECP FPD
CODIGOS DE MODOS DE FALLAS

77
Tal como se visualiza en la figura 9 el ítem con mayor frecuencia de fallas son los
expresados seguidamente: FBA (Falla en Bomba de aceite), FFA (Falla de Filtro de
Aceite), FEA (Falla del Enfriador de aceite), PRAD (Porta rodamiento de eje de alta con
desgaste), EAPD (Eje de alta con fractura), CAVD (Cojinete de alta velocidad con
desgaste), PRLAD (Porta Rodamiento del Lado libre del eje de Alta con Desgaste),
EBPD (Eje de Baja Potencia con Desgaste), PRLBD (Porta Rodamiento del Lado
Acople del eje de baja con desgaste), FVA (Falla de Válvula de Alivio), PRBD (Porta
Rodamiento de Baja con Desgaste), seguidos de menos fallas FCAV (Falla de Cojinete
de Baja Velocidad), RDC (Ruptura de Carcasa) con una repetición 2 fallas, ECP
(Eslinga de Carcasa Partida) 1 falla, FPD ( Falla del perno de anclaje) 0 fallas.
Ahora bien, en cuanto a las horas totales de falla por ítem para ser denominado
crítico, entre 200 y 300 hrs fuera de servicio, se encuentran FBA, FFA, FEA, PRAD,
EAPD, CAVD, PRLAD, y EBPD; mientras, los que se encuentra entre un rango dado
denominado semi-crítico, entre 80 y 200 hrs. fuera de servicio, PRLBD, FVA, PRBD,
FCAV y RDC, y los ubicados en no críticos son el ECP, FPD.
Por otra parte, se muestra seguidamente las fallas encontradas desde el año 2009
hasta el año 2012 de los CHILLERS (Aires acondicionados), a saber:
Tabla 6. Número de fallas de los chillers (Aires acondicionados)
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 32 24450
2010 35 22654
2011 34 18475
2012 40 28740 Fuente: Elaboración propia (2013).
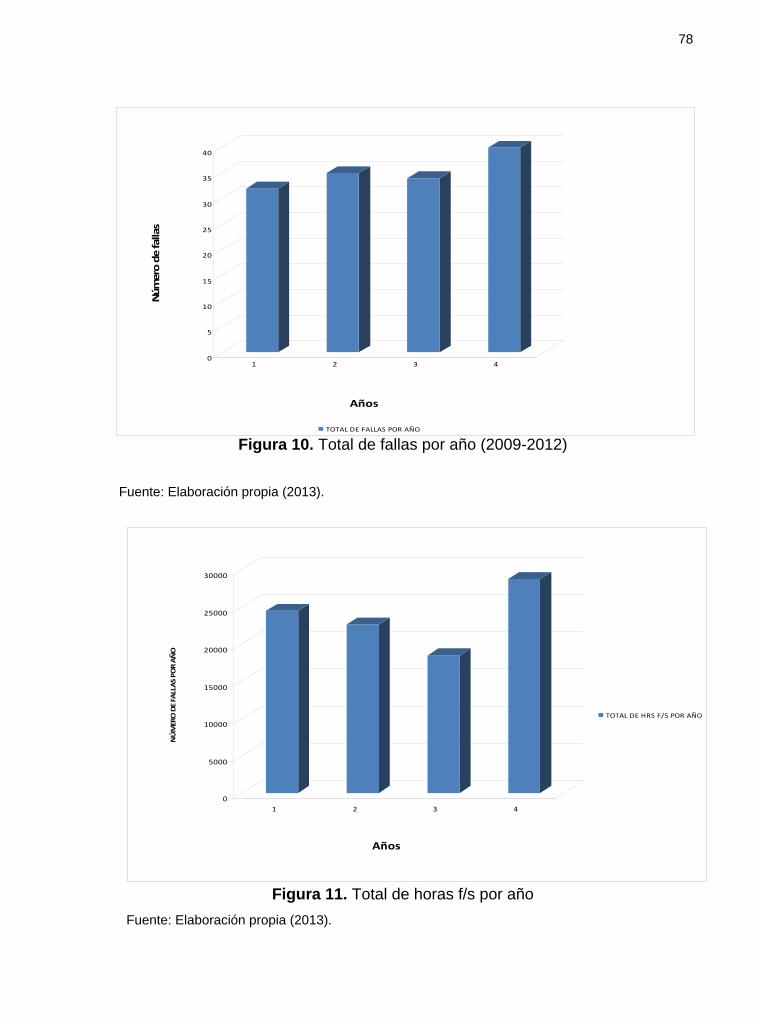
78
Figura 10. Total de fallas por año (2009-2012) Fuente: Elaboración propia (2013).
Figura 11. Total de horas f/s por año Fuente: Elaboración propia (2013).
0
5
10
15
20
25
30
35
40Núm
ero de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
0
5000
10000
15000
20000
25000
30000
NÚMERO DE FALLAS POR AÑ
O
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO
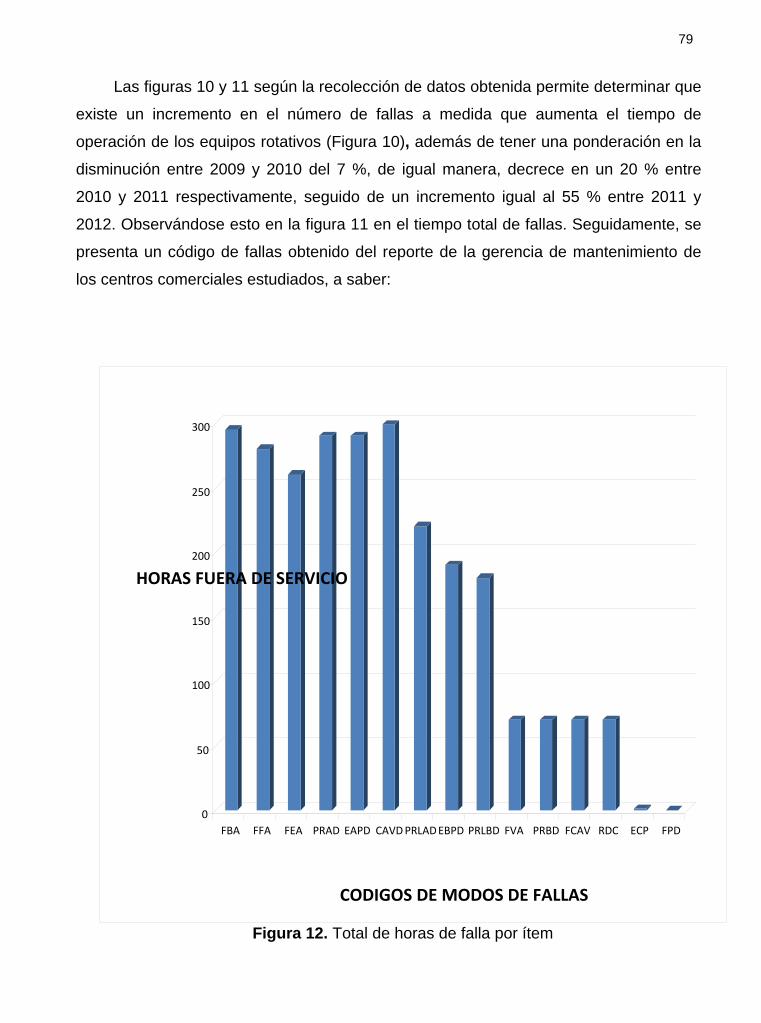
79
Las figuras 10 y 11 según la recolección de datos obtenida permite determinar que
existe un incremento en el número de fallas a medida que aumenta el tiempo de
operación de los equipos rotativos (Figura 10), además de tener una ponderación en la
disminución entre 2009 y 2010 del 7 %, de igual manera, decrece en un 20 % entre
2010 y 2011 respectivamente, seguido de un incremento igual al 55 % entre 2011 y
2012. Observándose esto en la figura 11 en el tiempo total de fallas. Seguidamente, se
presenta un código de fallas obtenido del reporte de la gerencia de mantenimiento de
los centros comerciales estudiados, a saber:
Figura 12. Total de horas de falla por ítem
0
50
100
150
200
250
300
HORAS FUERA DE SERVICIO
FBA FFA FEA PRAD EAPD CAVDPRLADEBPD PRLBD FVA PRBD FCAV RDC ECP FPD
CODIGOS DE MODOS DE FALLAS
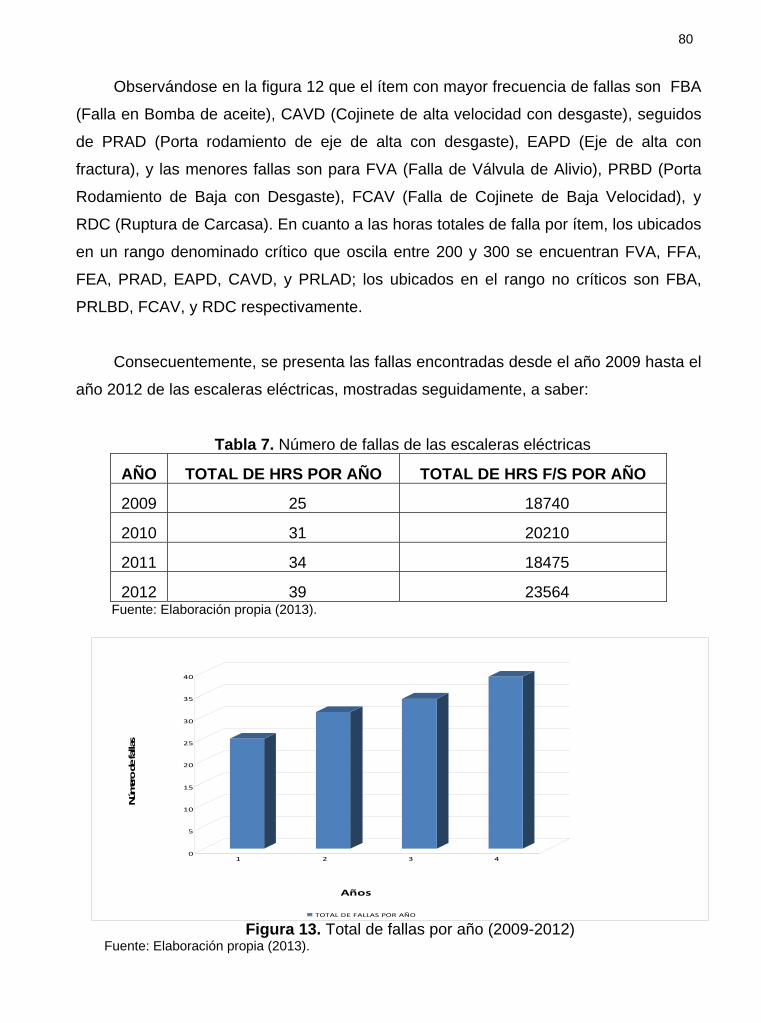
80
Observándose en la figura 12 que el ítem con mayor frecuencia de fallas son FBA
(Falla en Bomba de aceite), CAVD (Cojinete de alta velocidad con desgaste), seguidos
de PRAD (Porta rodamiento de eje de alta con desgaste), EAPD (Eje de alta con
fractura), y las menores fallas son para FVA (Falla de Válvula de Alivio), PRBD (Porta
Rodamiento de Baja con Desgaste), FCAV (Falla de Cojinete de Baja Velocidad), y
RDC (Ruptura de Carcasa). En cuanto a las horas totales de falla por ítem, los ubicados
en un rango denominado crítico que oscila entre 200 y 300 se encuentran FVA, FFA,
FEA, PRAD, EAPD, CAVD, y PRLAD; los ubicados en el rango no críticos son FBA,
PRLBD, FCAV, y RDC respectivamente.
Consecuentemente, se presenta las fallas encontradas desde el año 2009 hasta el
año 2012 de las escaleras eléctricas, mostradas seguidamente, a saber:
Tabla 7. Número de fallas de las escaleras eléctricas
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 25 18740
2010 31 20210
2011 34 18475
2012 39 23564 Fuente: Elaboración propia (2013).
Figura 13. Total de fallas por año (2009-2012) Fuente: Elaboración propia (2013).
0
5
10
15
20
25
30
35
40
Número de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
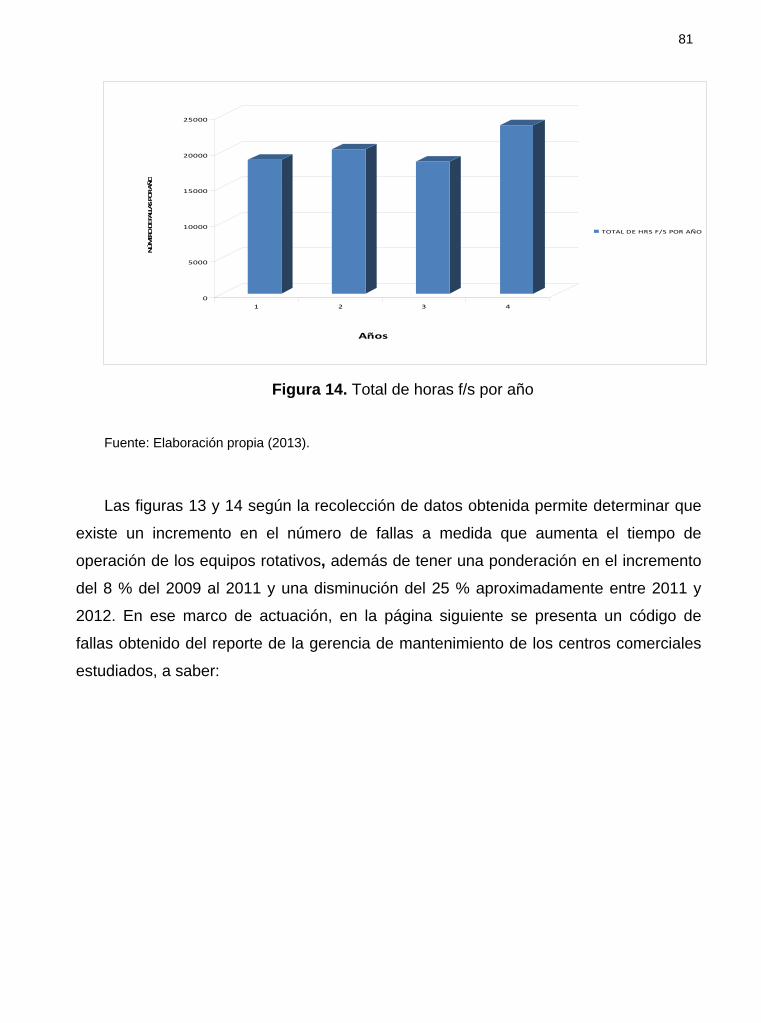
81
Figura 14. Total de horas f/s por año
Fuente: Elaboración propia (2013).
Las figuras 13 y 14 según la recolección de datos obtenida permite determinar que
existe un incremento en el número de fallas a medida que aumenta el tiempo de
operación de los equipos rotativos, además de tener una ponderación en el incremento
del 8 % del 2009 al 2011 y una disminución del 25 % aproximadamente entre 2011 y
2012. En ese marco de actuación, en la página siguiente se presenta un código de
fallas obtenido del reporte de la gerencia de mantenimiento de los centros comerciales
estudiados, a saber:
0
5000
10000
15000
20000
25000
NÚMERO DE FALLAS POR AÑO
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO
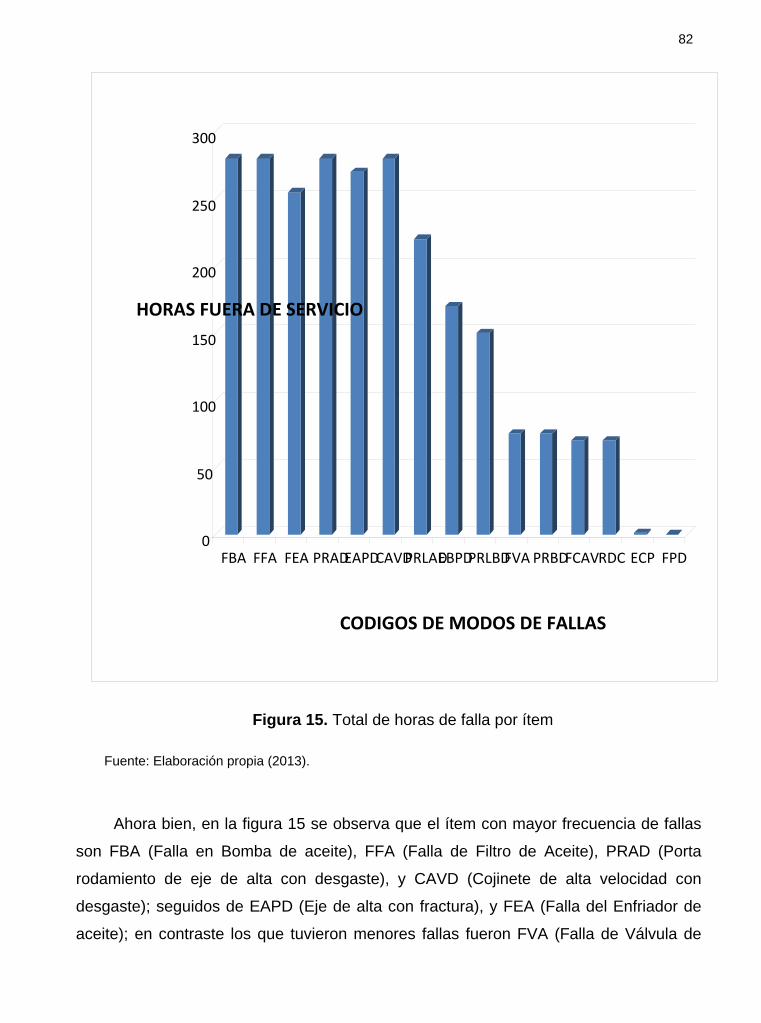
82
Figura 15. Total de horas de falla por ítem Fuente: Elaboración propia (2013).
Ahora bien, en la figura 15 se observa que el ítem con mayor frecuencia de fallas
son FBA (Falla en Bomba de aceite), FFA (Falla de Filtro de Aceite), PRAD (Porta
rodamiento de eje de alta con desgaste), y CAVD (Cojinete de alta velocidad con
desgaste); seguidos de EAPD (Eje de alta con fractura), y FEA (Falla del Enfriador de
aceite); en contraste los que tuvieron menores fallas fueron FVA (Falla de Válvula de
0
50
100
150
200
250
300
HORAS FUERA DE SERVICIO
FBA FFA FEA PRADEAPDCAVDPRLADEBPDPRLBDFVA PRBDFCAVRDC ECP FPD
CODIGOS DE MODOS DE FALLAS
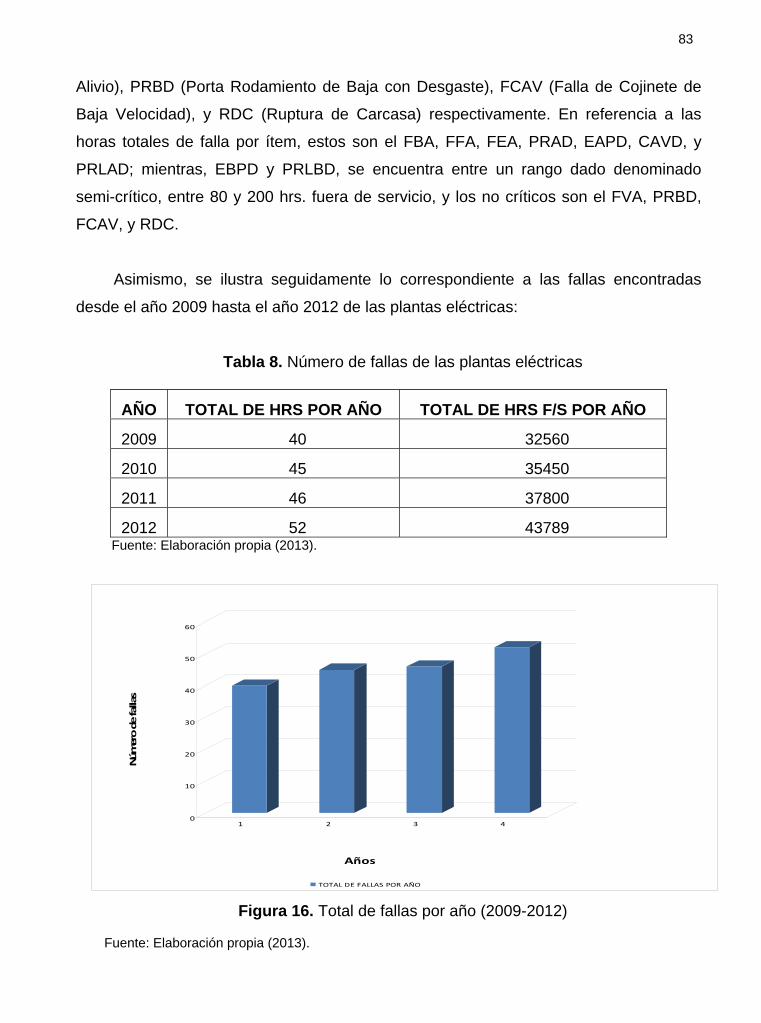
83 Alivio), PRBD (Porta Rodamiento de Baja con Desgaste), FCAV (Falla de Cojinete de
Baja Velocidad), y RDC (Ruptura de Carcasa) respectivamente. En referencia a las
horas totales de falla por ítem, estos son el FBA, FFA, FEA, PRAD, EAPD, CAVD, y
PRLAD; mientras, EBPD y PRLBD, se encuentra entre un rango dado denominado
semi-crítico, entre 80 y 200 hrs. fuera de servicio, y los no críticos son el FVA, PRBD,
FCAV, y RDC.
Asimismo, se ilustra seguidamente lo correspondiente a las fallas encontradas
desde el año 2009 hasta el año 2012 de las plantas eléctricas:
Tabla 8. Número de fallas de las plantas eléctricas
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 40 32560
2010 45 35450
2011 46 37800
2012 52 43789 Fuente: Elaboración propia (2013).
Figura 16. Total de fallas por año (2009-2012) Fuente: Elaboración propia (2013).
0
10
20
30
40
50
60
Número de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
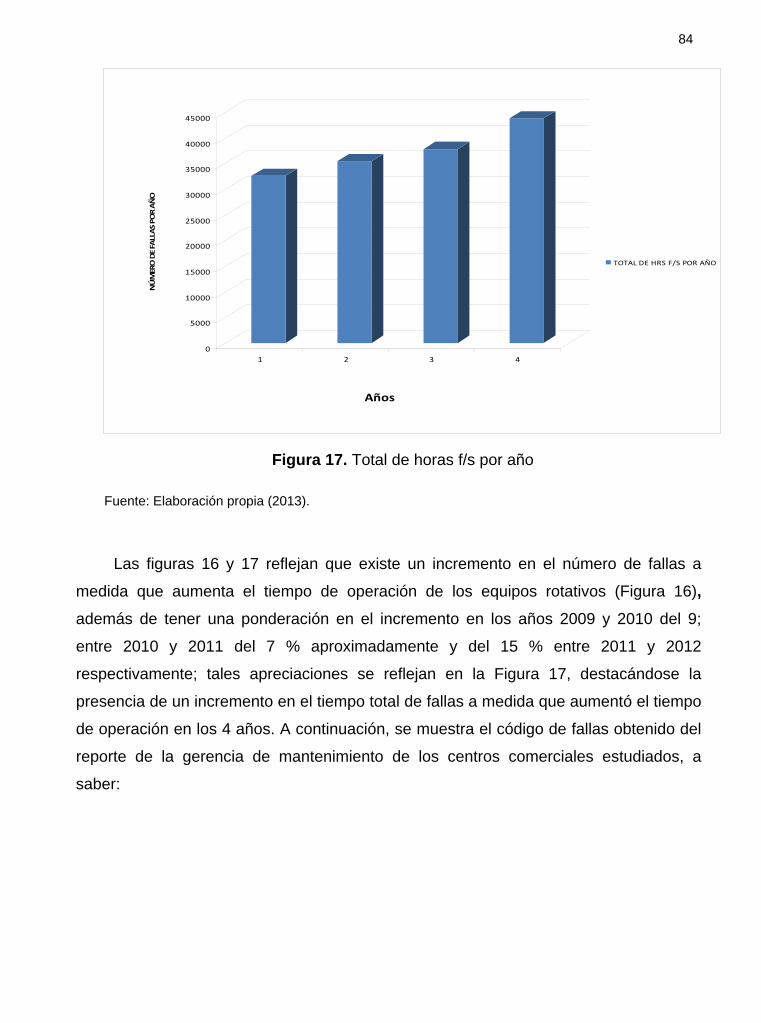
84
Figura 17. Total de horas f/s por año Fuente: Elaboración propia (2013).
Las figuras 16 y 17 reflejan que existe un incremento en el número de fallas a
medida que aumenta el tiempo de operación de los equipos rotativos (Figura 16), además de tener una ponderación en el incremento en los años 2009 y 2010 del 9;
entre 2010 y 2011 del 7 % aproximadamente y del 15 % entre 2011 y 2012
respectivamente; tales apreciaciones se reflejan en la Figura 17, destacándose la
presencia de un incremento en el tiempo total de fallas a medida que aumentó el tiempo
de operación en los 4 años. A continuación, se muestra el código de fallas obtenido del
reporte de la gerencia de mantenimiento de los centros comerciales estudiados, a
saber:
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
NÚMERO DE FALLAS POR AÑ
O
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO

85
Figura 18. Total de horas de falla por ítem Fuente: Elaboración propia (2013).
La figura 18 revela que el ítem con mayor frecuencia de fallas son PRAD (Porta
rodamiento de eje de alta con desgaste), FEA (Falla del Enfriador de aceite), FFA (Falla
de Filtro de Aceite), FBA (Falla en Bomba de aceite), CAVD (Cojinete de alta velocidad
con desgaste), y EAPD (Eje de alta con fractura), seguidos de PRLAD (Porta
Rodamiento del Lado libre del eje de Alta con Desgaste), EBPD (Eje de Baja Potencia
0
50
100
150
200
250
300
HORAS FUERA DE SERVICIO
FBA FFA FEA PRADEAPDCAVDPRLADEBPDPRLBDFVA PRBDFCAV RDC ECP FPD
CODIGOS DE MODOS DE FALLAS
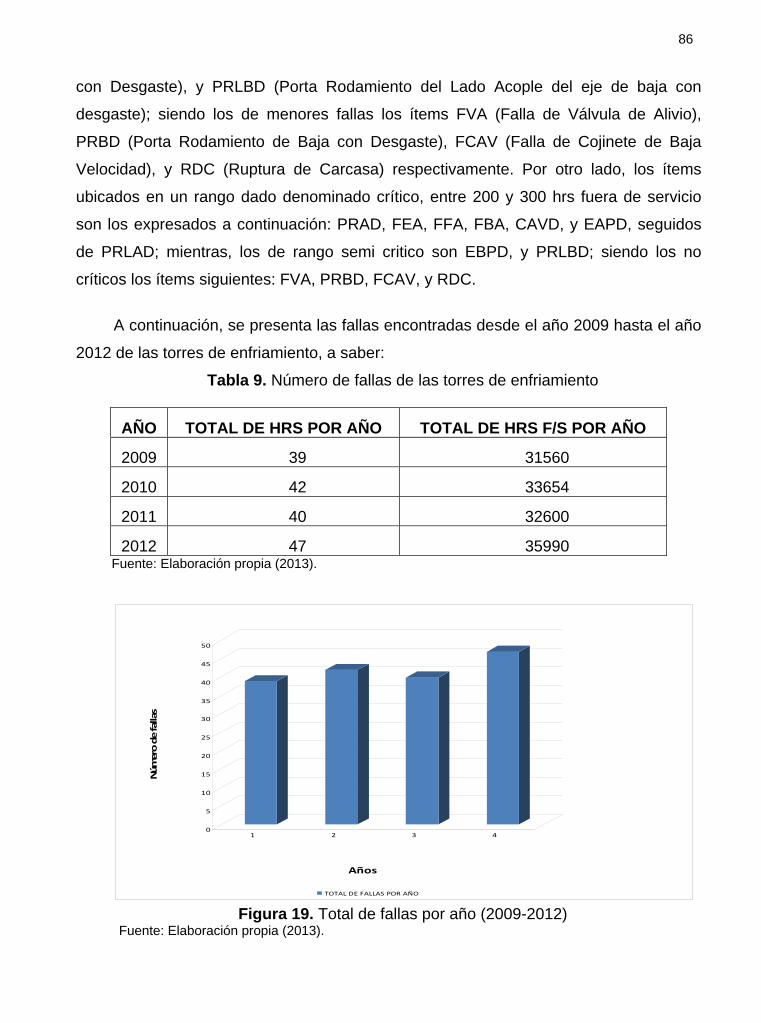
86 con Desgaste), y PRLBD (Porta Rodamiento del Lado Acople del eje de baja con
desgaste); siendo los de menores fallas los ítems FVA (Falla de Válvula de Alivio),
PRBD (Porta Rodamiento de Baja con Desgaste), FCAV (Falla de Cojinete de Baja
Velocidad), y RDC (Ruptura de Carcasa) respectivamente. Por otro lado, los ítems
ubicados en un rango dado denominado crítico, entre 200 y 300 hrs fuera de servicio
son los expresados a continuación: PRAD, FEA, FFA, FBA, CAVD, y EAPD, seguidos
de PRLAD; mientras, los de rango semi critico son EBPD, y PRLBD; siendo los no
críticos los ítems siguientes: FVA, PRBD, FCAV, y RDC.
A continuación, se presenta las fallas encontradas desde el año 2009 hasta el año
2012 de las torres de enfriamiento, a saber:
Tabla 9. Número de fallas de las torres de enfriamiento
AÑO TOTAL DE HRS POR AÑO TOTAL DE HRS F/S POR AÑO
2009 39 31560
2010 42 33654
2011 40 32600
2012 47 35990 Fuente: Elaboración propia (2013).
Figura 19. Total de fallas por año (2009-2012) Fuente: Elaboración propia (2013).
0
5
10
15
20
25
30
35
40
45
50
Número de fallas
1 2 3 4
Años
TOTAL DE FALLAS POR AÑO
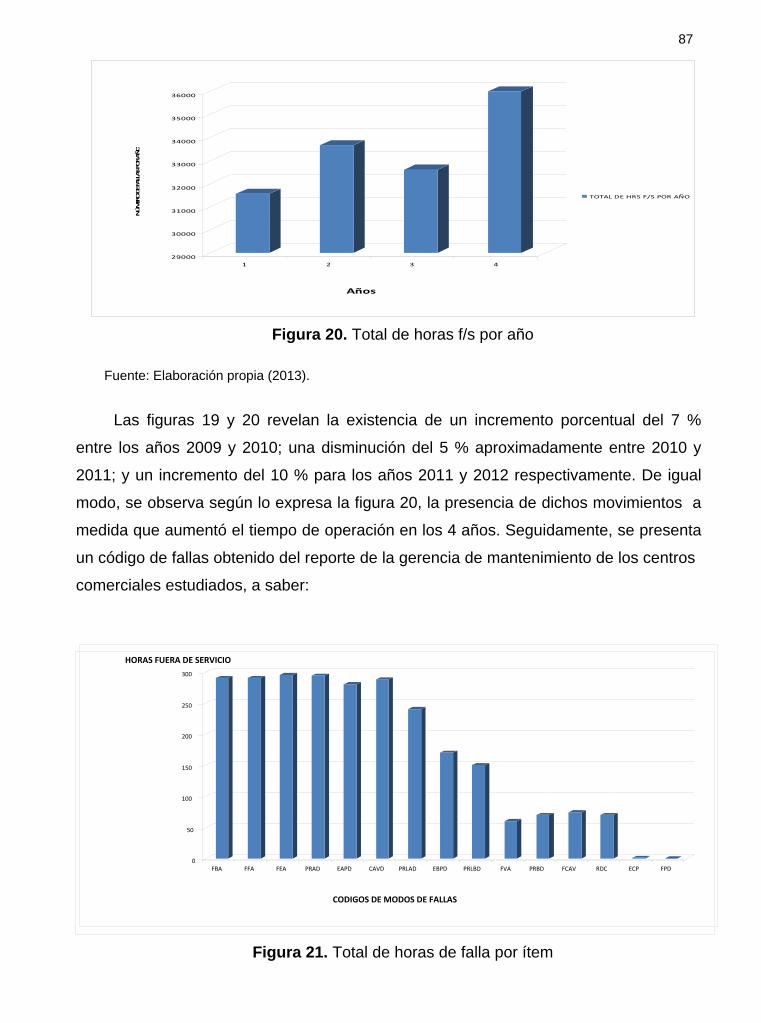
87
Figura 20. Total de horas f/s por año Fuente: Elaboración propia (2013).
Las figuras 19 y 20 revelan la existencia de un incremento porcentual del 7 %
entre los años 2009 y 2010; una disminución del 5 % aproximadamente entre 2010 y
2011; y un incremento del 10 % para los años 2011 y 2012 respectivamente. De igual
modo, se observa según lo expresa la figura 20, la presencia de dichos movimientos a
medida que aumentó el tiempo de operación en los 4 años. Seguidamente, se presenta
un código de fallas obtenido del reporte de la gerencia de mantenimiento de los centros
comerciales estudiados, a saber:
Figura 21. Total de horas de falla por ítem
29000
30000
31000
32000
33000
34000
35000
36000
NÚMERO DE FALLAS POR AÑO
1 2 3 4
Años
TOTAL DE HRS F/S POR AÑO
0
50
100
150
200
250
300 HORAS FUERA DE SERVICIO
FBA FFA FEA PRAD EAPD CAVD PRLAD EBPD PRLBD FVA PRBD FCAV RDC ECP FPD
CODIGOS DE MODOS DE FALLAS
88
La figura 21 permite destacar que el ítem el cual presenta mayor frecuencia de
fallas son FBA (Falla en Bomba de aceite), FFA (Falla de Filtro de Aceite), FEA (Falla
del Enfriador de aceite), PRAD (Porta rodamiento de eje de alta con desgaste), EAPD
(Eje de alta con fractura), CAVD (Cojinete de alta velocidad con desgaste), y PRLAD
(Porta Rodamiento del Lado libre del eje de Alta con Desgaste), quienes a su vez, se
encuentran ubicados en un rango denominado critico, el cual oscila entre 200 y 300
respectivamente. Ahora bien, los de menor frecuencia de falla son los expresados
seguidamente, a saber: EBPD (Eje de Baja Potencia con Desgaste), PRLBD (Porta
Rodamiento del Lado Acople del eje de baja con desgaste), quienes se encuentran en
un rango entre 80 y 200 considerados como semi críticos; y los ítems FVA (Falla de
Válvula de Alivio), PRBD (Porta Rodamiento de Baja con Desgaste), FCAV (Falla de
Cojinete de Baja Velocidad), y RDC (Ruptura de Carcasa) son no críticos
respectivamente.
Por otra parte, una vez recolectada toda la información de cada una de las
encuestas, los resultados son clasificados en una hoja de cálculo, donde se obtiene el
valor de criticidad de los equipos rotativos en forma general, promediando los
resultados de cada integrante del grupo de trabajo y usando la ecuación matemática
“criticidad=frecuencia de falla x consecuencia”, donde consecuencia=a+b, a= costo de
reparación + impacto en SHA y b=impacto en la producción x tiempo promedio para
reparar, evidenciado en la página siguiente dicho análisis de criticidad.
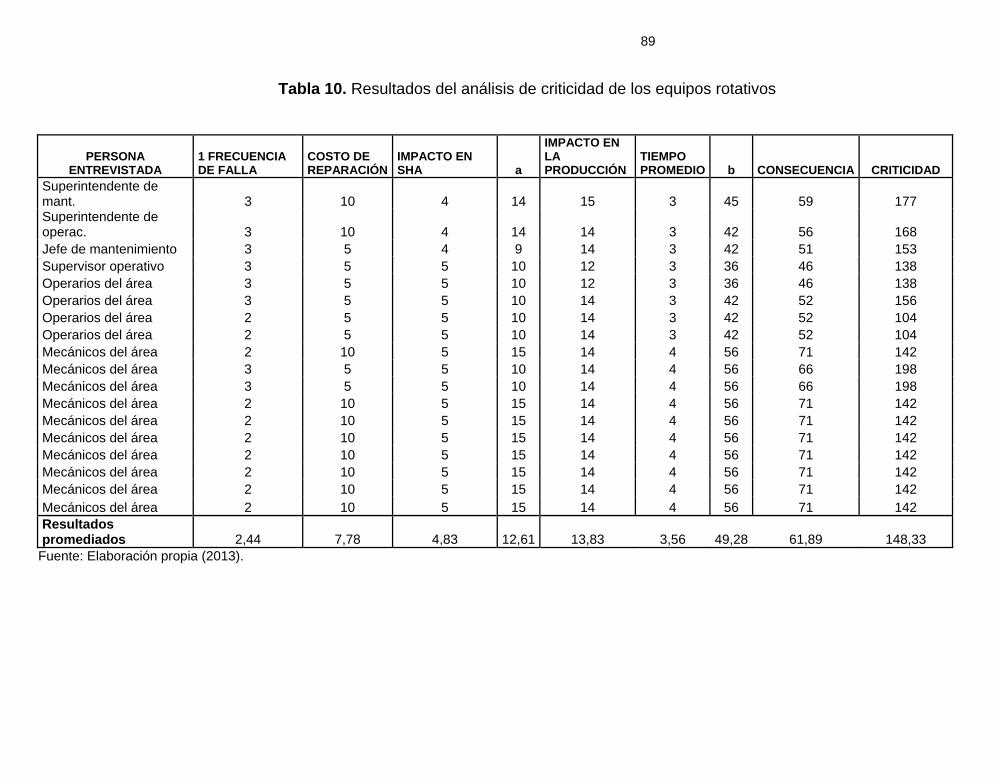
89
Tabla 10. Resultados del análisis de criticidad de los equipos rotativos
PERSONA ENTREVISTADA
1 FRECUENCIA DE FALLA
COSTO DE REPARACIÓN
IMPACTO EN SHA a
IMPACTO EN LA PRODUCCIÓN
TIEMPO PROMEDIO b CONSECUENCIA CRITICIDAD
Superintendente de mant. 3 10 4 14 15 3 45 59 177 Superintendente de operac. 3 10 4 14 14 3 42 56 168 Jefe de mantenimiento 3 5 4 9 14 3 42 51 153 Supervisor operativo 3 5 5 10 12 3 36 46 138 Operarios del área 3 5 5 10 12 3 36 46 138 Operarios del área 3 5 5 10 14 3 42 52 156 Operarios del área 2 5 5 10 14 3 42 52 104 Operarios del área 2 5 5 10 14 3 42 52 104 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 3 5 5 10 14 4 56 66 198 Mecánicos del área 3 5 5 10 14 4 56 66 198 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 2 10 5 15 14 4 56 71 142 Mecánicos del área 2 10 5 15 14 4 56 71 142 Resultados promediados 2,44 7,78 4,83 12,61 13,83 3,56 49,28 61,89 148,33
Fuente: Elaboración propia (2013).
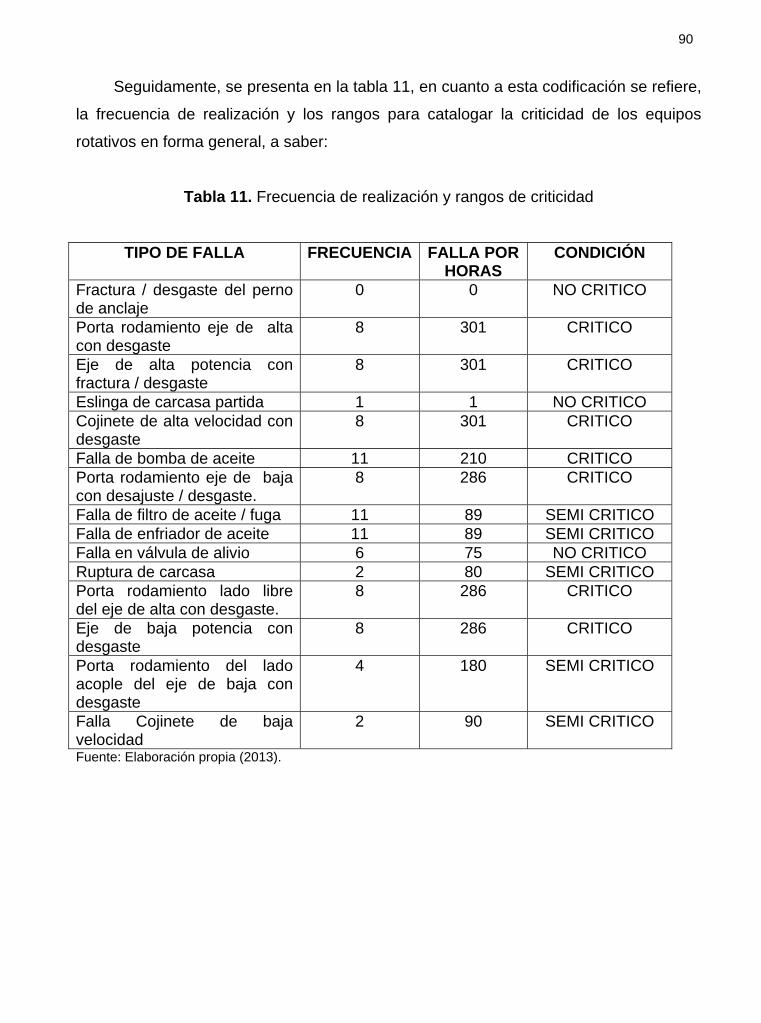
90
Seguidamente, se presenta en la tabla 11, en cuanto a esta codificación se refiere,
la frecuencia de realización y los rangos para catalogar la criticidad de los equipos
rotativos en forma general, a saber:
Tabla 11. Frecuencia de realización y rangos de criticidad
TIPO DE FALLA FRECUENCIA FALLA POR HORAS
CONDICIÓN
Fractura / desgaste del perno de anclaje
0 0 NO CRITICO
Porta rodamiento eje de alta con desgaste
8 301 CRITICO
Eje de alta potencia con fractura / desgaste
8 301 CRITICO
Eslinga de carcasa partida 1 1 NO CRITICO Cojinete de alta velocidad con desgaste
8 301 CRITICO
Falla de bomba de aceite 11 210 CRITICO Porta rodamiento eje de baja con desajuste / desgaste.
8 286 CRITICO
Falla de filtro de aceite / fuga 11 89 SEMI CRITICO Falla de enfriador de aceite 11 89 SEMI CRITICO Falla en válvula de alivio 6 75 NO CRITICO Ruptura de carcasa 2 80 SEMI CRITICO Porta rodamiento lado libre del eje de alta con desgaste.
8 286 CRITICO
Eje de baja potencia con desgaste
8 286 CRITICO
Porta rodamiento del lado acople del eje de baja con desgaste
4 180 SEMI CRITICO
Falla Cojinete de baja velocidad
2 90 SEMI CRITICO
Fuente: Elaboración propia (2013).

91
Tabla 12. Codificación del tipo de falla
TIPO DE FALLA
CÓDIGO
Fractura / desgaste del perno de anclaje (FDP) Porta rodamiento eje de alta con desgaste (PRAD) Eje de alta potencia con fractura / desgaste (EAPD) Eslinga de carcasa partida (ECP) Cojinete de alta velocidad con desgaste (CAVD) Falla de bomba de aceite (FBA) Porta rodamiento eje de baja con desajuste / desgaste (BVTP) Falla de filtro de aceite / fuga (FFA) Falla de enfriador de aceite (FEA) Falla en válvula de alivio (FVA) Ruptura de carcasa (RDC) Porta rodamiento lado libre del eje de alta con desgaste (PRLAD) Eje de baja potencia con desgaste (EBPD) Porta rodamiento del lado acople del eje de baja con desgaste
(PRLBD)
Falla Cojinete de baja velocidad (FCAV) Fuente: Elaboración propia (2013).
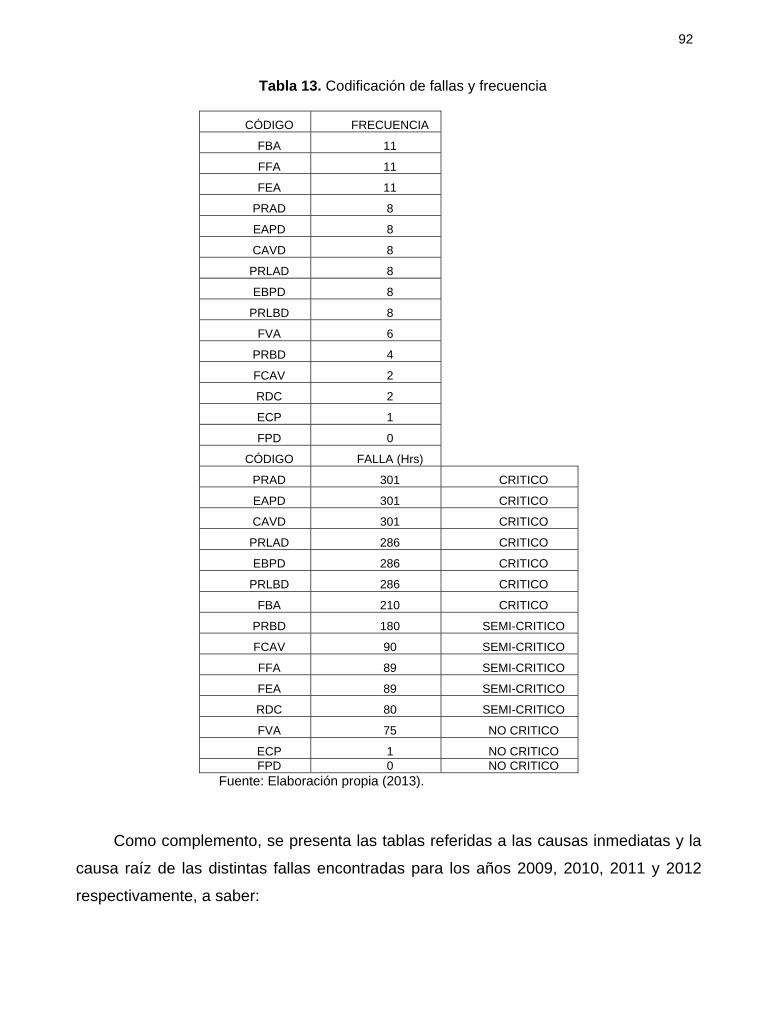
92
Tabla 13. Codificación de fallas y frecuencia
CÓDIGO FRECUENCIA
FBA 11
FFA 11
FEA 11
PRAD 8
EAPD 8
CAVD 8
PRLAD 8
EBPD 8
PRLBD 8
FVA 6
PRBD 4
FCAV 2
RDC 2
ECP 1
FPD 0
CÓDIGO FALLA (Hrs)
PRAD 301 CRITICO
EAPD 301 CRITICO
CAVD 301 CRITICO
PRLAD 286 CRITICO
EBPD 286 CRITICO
PRLBD 286 CRITICO
FBA 210 CRITICO
PRBD 180 SEMI-CRITICO
FCAV 90 SEMI-CRITICO
FFA 89 SEMI-CRITICO
FEA 89 SEMI-CRITICO
RDC 80 SEMI-CRITICO
FVA 75 NO CRITICO
ECP 1 NO CRITICO FPD 0 NO CRITICO
Fuente: Elaboración propia (2013).
Como complemento, se presenta las tablas referidas a las causas inmediatas y la
causa raíz de las distintas fallas encontradas para los años 2009, 2010, 2011 y 2012
respectivamente, a saber:

93
AÑO DE FALLA FRECUENCIA DE
FALLA POR DÍAS
ESTATUS TIEMPO FS (Hrs) CAUSA INMEDIATA CAUSA RAÍZ
2009
- - - FPD -
2 FS 56 PRAD
Falla procedimiento de Mantenimiento por alcance
deficiente
2 FS 56 EAPD
Falla procedimiento de Mantenimiento por mantenimiento
inadecuado - - - ECP -
2 FS 56 CAVD
No verificación del funcionamiento del equipo
2 FS 30 FBA
Falla Procedimiento de Mantenimiento por ausencia de
recursos - - - PRBD - - - - FFA - - - - FEA - - - - FVA - - - - RDC -
2 FS 56 PRLAD
Falla procedimiento de Mantenimiento por confusión en la
cadena de mando
2 FS 56 EBPD
Diseño del equipo
2 FS 56 PRLBD
Carencia de supervisión para el chequeo del equipo
- - - FCAV - Fuente: Elaboración propia (2013).
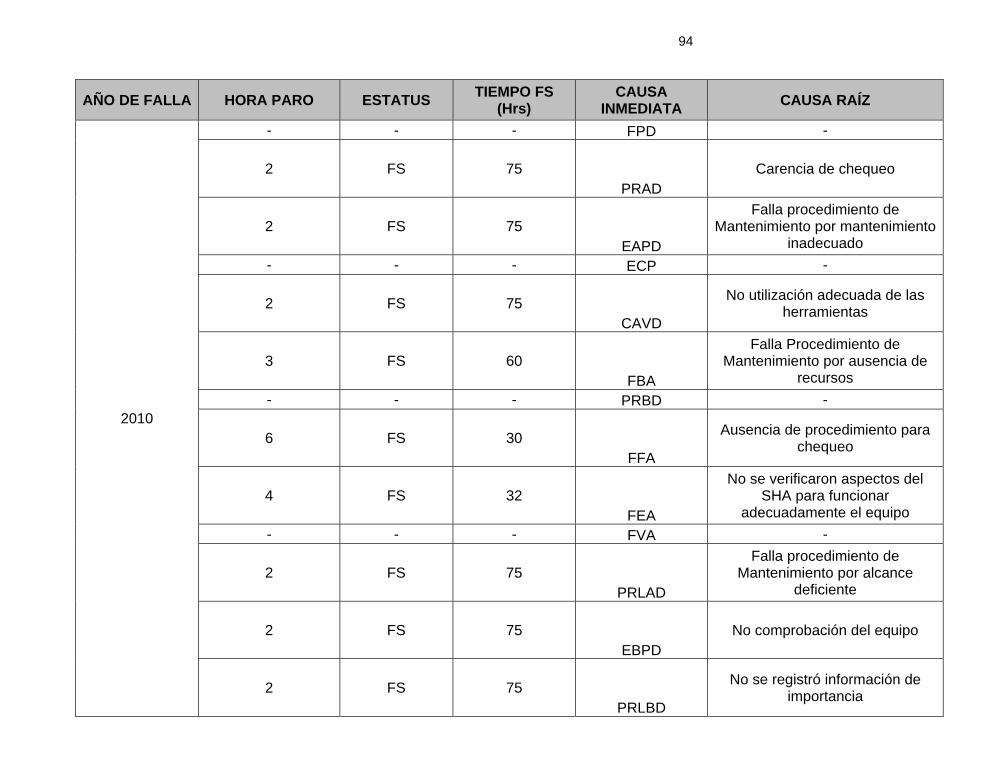
94
AÑO DE FALLA HORA PARO ESTATUS TIEMPO FS (Hrs)
CAUSA INMEDIATA CAUSA RAÍZ
2010
- - - FPD -
2 FS 75 PRAD
Carencia de chequeo
2 FS 75 EAPD
Falla procedimiento de Mantenimiento por mantenimiento
inadecuado - - - ECP -
2 FS 75 CAVD
No utilización adecuada de las herramientas
3 FS 60 FBA
Falla Procedimiento de Mantenimiento por ausencia de
recursos - - - PRBD -
6 FS 30 FFA
Ausencia de procedimiento para chequeo
4 FS 32 FEA
No se verificaron aspectos del SHA para funcionar
adecuadamente el equipo - - - FVA -
2 FS 75 PRLAD
Falla procedimiento de Mantenimiento por alcance
deficiente
2 FS 75 EBPD
No comprobación del equipo
2 FS 75 PRLBD
No se registró información de importancia
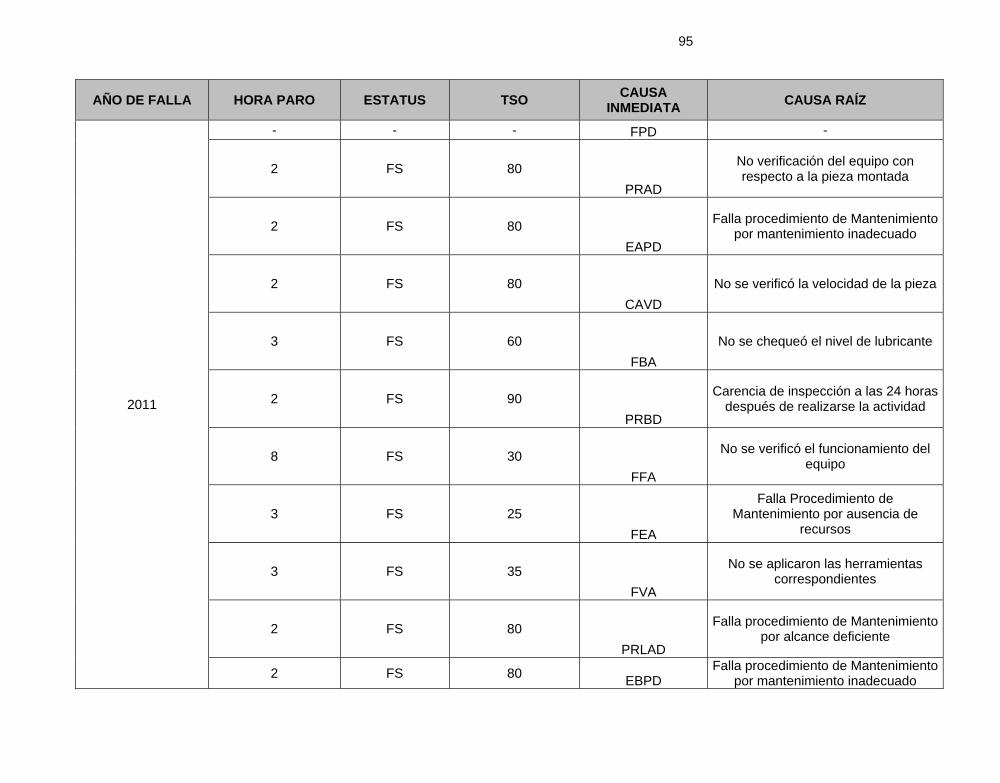
95
AÑO DE FALLA HORA PARO ESTATUS TSO CAUSA INMEDIATA CAUSA RAÍZ
2011
- - - FPD -
2 FS 80 PRAD
No verificación del equipo con respecto a la pieza montada
2 FS 80 EAPD
Falla procedimiento de Mantenimiento por mantenimiento inadecuado
2 FS 80 CAVD
No se verificó la velocidad de la pieza
3 FS 60 FBA
No se chequeó el nivel de lubricante
2 FS 90 PRBD
Carencia de inspección a las 24 horas después de realizarse la actividad
8 FS 30 FFA
No se verificó el funcionamiento del equipo
3 FS 25 FEA
Falla Procedimiento de Mantenimiento por ausencia de
recursos
3 FS 35 FVA
No se aplicaron las herramientas correspondientes
2 FS 80 PRLAD
Falla procedimiento de Mantenimiento por alcance deficiente
2 FS 80 EBPD Falla procedimiento de Mantenimiento
por mantenimiento inadecuado
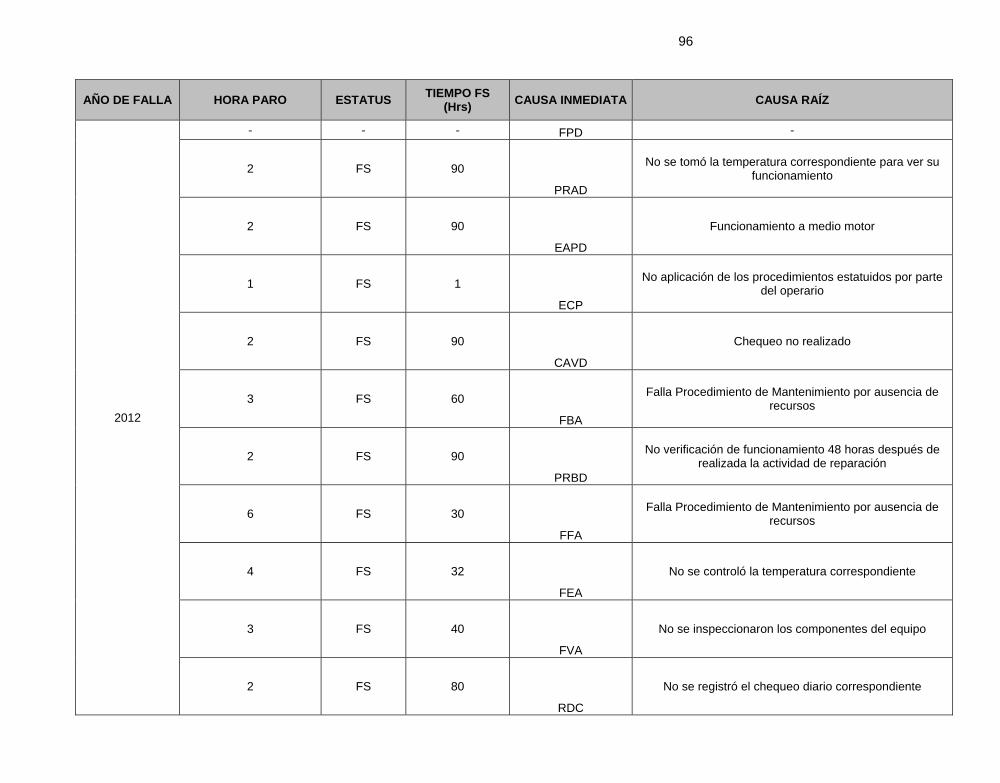
96
AÑO DE FALLA HORA PARO ESTATUS TIEMPO FS (Hrs) CAUSA INMEDIATA CAUSA RAÍZ
2012
- - - FPD -
2 FS 90
PRAD
No se tomó la temperatura correspondiente para ver su funcionamiento
2 FS 90
EAPD
Funcionamiento a medio motor
1 FS 1
ECP
No aplicación de los procedimientos estatuidos por parte del operario
2 FS 90
CAVD
Chequeo no realizado
3 FS 60
FBA
Falla Procedimiento de Mantenimiento por ausencia de recursos
2 FS 90
PRBD
No verificación de funcionamiento 48 horas después de realizada la actividad de reparación
6 FS 30
FFA
Falla Procedimiento de Mantenimiento por ausencia de recursos
4 FS 32
FEA
No se controló la temperatura correspondiente
3 FS 40
FVA
No se inspeccionaron los componentes del equipo
2 FS 80
RDC
No se registró el chequeo diario correspondiente
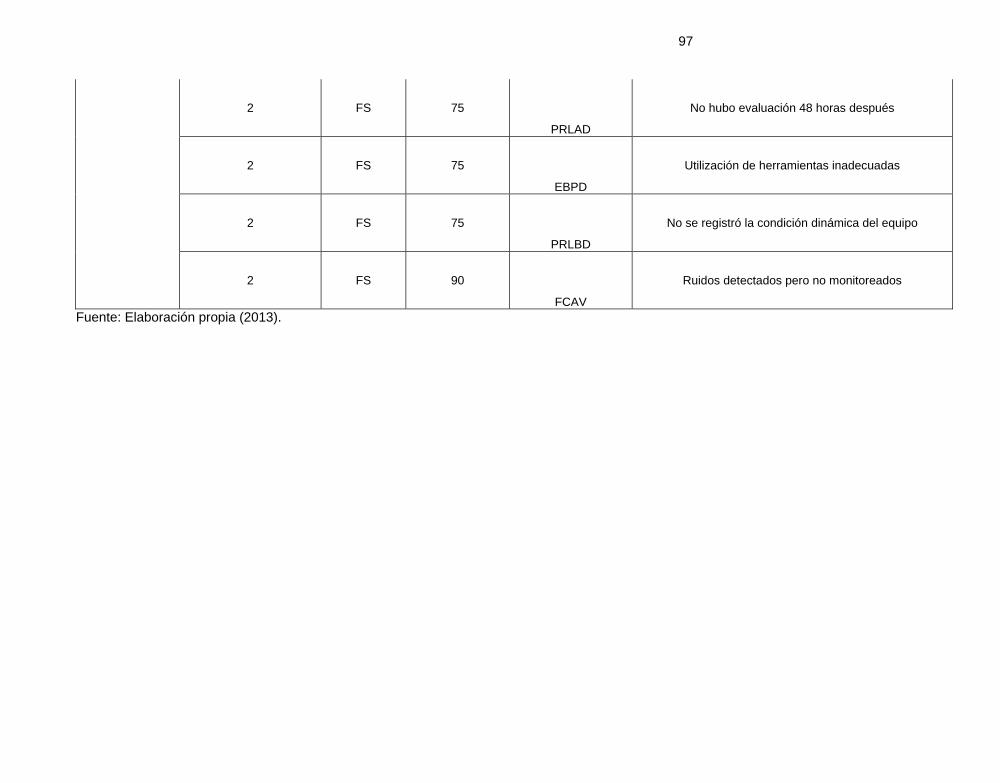
97
2 FS 75
PRLAD
No hubo evaluación 48 horas después
2 FS 75
EBPD
Utilización de herramientas inadecuadas
2 FS 75
PRLBD
No se registró la condición dinámica del equipo
2 FS 90
FCAV
Ruidos detectados pero no monitoreados
Fuente: Elaboración propia (2013).
98
Sin duda, elementos estos que permiten destacar lo referido por (Zambrano y
Leal, 2005), cuando refieren que las causas de las fallas conocidas como modos de
fallas indican que debe prevenir el mantenimiento, con lo cual el sector objeto de
estudio al identificar los modos de falla revela que tienen como tomarlos en
consideración para el desarrollo de cualquier plan de mantenimiento, reflejando a su
vez, cuales pueden ser las fallas totales y parciales que pudieran encontrar.
Asimismo, se acota que tradicionalmente la ingeniería de mantenimiento del Sambil
Maracaibo evalúa la criticidad de los componentes de un sistema, determinando en
primer lugar, las funciones que debe realizar el sistema considerado dentro del conjunto
de la instalación, así como las fallas funcionales asociadas. De hecho, la catalogación
de un componente, como critico, supone la exigencia de establecer alguna tarea
eficiente de mantenimiento preventivo o predictivo que permita impedir sus posibles
causas de fallo; evidenciando una vez más que toman en cuenta un plan de
mantenimiento adecuado sino los tipos de fallas instauradas en las equipos rotativos.
Lo expresado, permite acotar el hecho de que los centros estudiados deberían
utilizar el modelo denominado Análisis Modo y Efecto de Falla (AMEF), ya que dicha
aplicación beneficiaría los tiempos de reparación, además beneficiaría la detección de
fallas dentro de los equipos rotativos. Sin duda, coincide con lo referido por Zambrano y
Leal (2005) cuando mencionan la importancia meritoria de este modelo como lo
constituye el AMEF para la ingeniería de mantenimiento dentro de una empresa en
particular, dado que dicha herramienta coadyuva a mejorar la calidad, confiabilidad y
seguridad de los productos/servicios/maquinaria y procesos; reduce el tiempo y costo
en el desarrollo del producto/soporte integrado al desarrollo del producto, genera
documentos y acciones de seguimiento tomadas para reducir los riesgos.
A su vez, reduce las inquietudes por garantías probables, así como se puede dar
una integración con las técnicas de diseño para manufactura y ensamble, lo cual
permite generar un control a través del monitoreo pausible de sus procesos críticos a
realizar, con lo cual produciría un sentido de confiabilidad, seguridad y mejoramiento de
la calidad de los productos o servicios que ofrece una empresa.
99
Por otra parte, lo expuesto en los reportes configuran el análisis de criticidad con
base a unos indicadores que lleva la gerencia de mantenimiento para la obtención de
las fallas presentadas en sus equipos rotativos, ahora bien, por la carencia de una
planificación y una adecuación del personal al mantenimiento preventivo y no tanto
correctivo que debe ejecutar. de allí que se debe dar importancia al análisis de criticidad
toda vez que permite tanto mejorar la productividad, como lograr una jerarquización de
las fallas que pudieran presentarse.
En concordancia lo expresado con lo planteado por Huerta (2007), cuando afirma
que tradicionalmente para evaluar la criticidad de los componentes de un sistema, se
determina en primer lugar, las funciones que debe realizar el sistema considerado
dentro del conjunto de la instalación, así como las fallas funcionales asociadas. No
obstante, en discordancia con lo referido por Zambrano y Leal (2005), cuando
manifiestan que la catalogación de un componente, como critico, supondrá la exigencia
de establecer alguna tarea eficiente de mantenimiento preventivo o predictivo que
permita impedir sus posibles causas de fallo; evidenciando una vez más que no toman
en cuenta un plan de mantenimiento adecuado sino los tipos de fallas instauradas en
sus equipos rotativos.
4.3. Evaluación estadística del comportamiento de las fallas de los equipos
rotativos investigados en el mall con respecto a las condiciones y al tiempo o uso, se
tienen los siguientes parámetros, obtenidos de los reportes emitidos por la gerencia de
mantenimiento, ilustrando para ello, el análisis de confiabilidad, mantenibilidad y
disponibilidad de los equipos rotativos en forma general, visualizado en la página
siguiente:
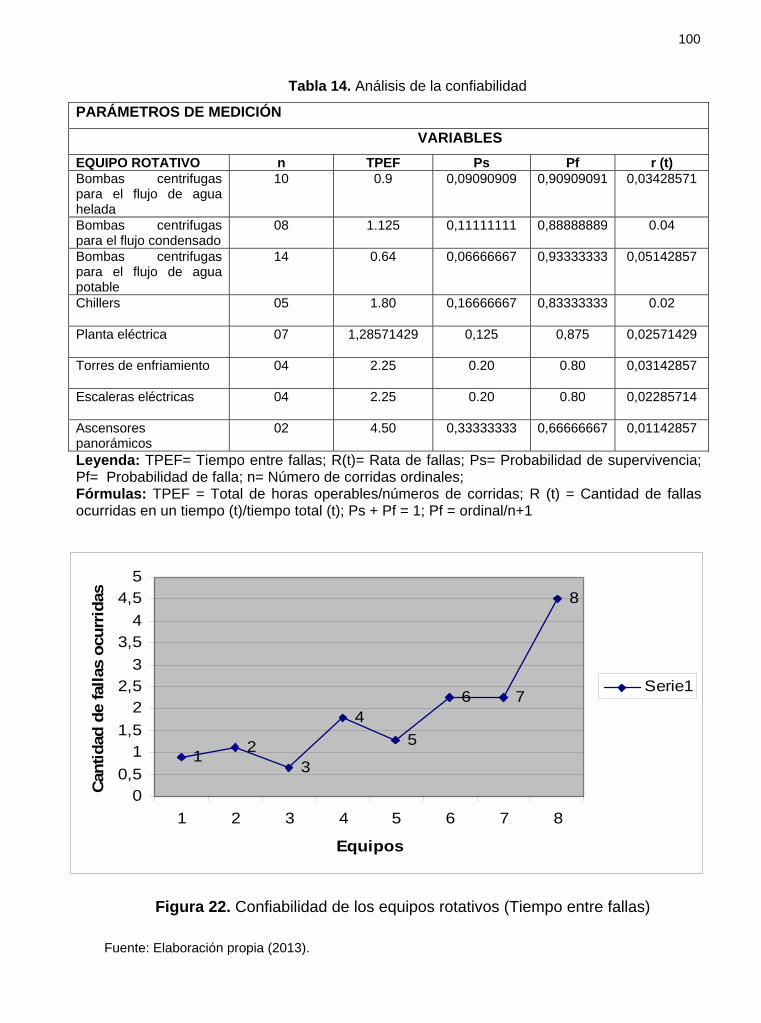
100
Tabla 14. Análisis de la confiabilidad
PARÁMETROS DE MEDICIÓN
VARIABLES EQUIPO ROTATIVO n TPEF Ps Pf r (t) Bombas centrifugas para el flujo de agua helada
10 0.9 0,09090909
0,90909091
0,03428571
Bombas centrifugas para el flujo condensado
08 1.125 0,11111111
0,88888889
0.04
Bombas centrifugas para el flujo de agua potable
14 0.64 0,06666667
0,93333333
0,05142857
Chillers 05 1.80 0,16666667
0,83333333
0.02
Planta eléctrica 07 1,28571429
0,125
0,875
0,02571429
Torres de enfriamiento 04 2.25 0.20 0.80 0,03142857
Escaleras eléctricas 04 2.25 0.20 0.80 0,02285714
Ascensores panorámicos
02 4.50 0,33333333
0,66666667
0,01142857
Leyenda: TPEF= Tiempo entre fallas; R(t)= Rata de fallas; Ps= Probabilidad de supervivencia; Pf= Probabilidad de falla; n= Número de corridas ordinales; Fórmulas: TPEF = Total de horas operables/números de corridas; R (t) = Cantidad de fallas ocurridas en un tiempo (t)/tiempo total (t); Ps + Pf = 1; Pf = ordinal/n+1
Figura 22. Confiabilidad de los equipos rotativos (Tiempo entre fallas)
Fuente: Elaboración propia (2013).
1 23
45
6 7
8
00,5
11,5
22,5
33,5
44,5
5
1 2 3 4 5 6 7 8
Equipos
Cant
idad
de
falla
s oc
urrid
as
Serie1
101
Se parte de que los parámetros estadísticos de mantenimiento son: la
confiabilidad, la mantenibilidad y la disponibilidad. Estos se relaciona con el
comportamiento del equipo de la siguiente forma: la confiabilidad se obtiene en base a
los equipos de operación, la mantenibilidad se calcula con los tiempos fuera deservicio
del sistema y la disponibilidad es un parámetro que se estima a partir de los dos
anteriores.
Visto de este modo, se puede decir que la confiabilidad de los equipos es la
probabilidad de que un sistema, equipo o elemento pueda desempeñar su función
requerida durante un intervalo de tiempo establecido y bajo condiciones de uso
definidas, constituyendo dicho estudio en síntesis, en el estudio de las fallas de los
equipos, o la probabilidad de que un equipo no falle mientras esté en servicio durante
un período dado, observándose el tiempo entre fallas según la tabla 4, figura 5.
Ahora bien, la confiabilidad como parámetro adaptado al criterio de mantenimiento
se define como la probabilidad de que un equipo no falle estando en servicio dentro de
un período de tiempo determinado y su principal característica está definida por la rata
de fallas, R (t), expresada en unidades de fallas por hora la cual se obtiene a partir del
comportamiento histórico de la información generada del equipo, por ello, se determinó
la rata de fallas de cada equipo rotativo en cada punto en su vida útil, de allí que por ser
una probabilidad la confiabilidad calculada varia entre 0 y 1, tal como se visualiza en la
tabla 14 y figura 22 respectivamente, lo cual indica que los equipos rotativos del mall
según su comportamiento estadístico no deberían fallar mientras se encuentren en
servicio
Es asi, que se pudo determinar la probabilidad de que un equipo funcione
satisfactoriamente dentro de los límites de desempeño establecidos por los centros
comerciales objeto de estudio, evidenciados en una determinada etapa de su vida útil y
para un tiempo de operación estipulado teniendo como condición siempre y cuando que
el equipo sea utilizado según el fin para el que fue diseñado, donde se especificaron los
siguientes aspectos: tiempo para fallar; tiempo medio entre fallas; tasa de fallas; y
probabilidad de falla en un tiempo predeterminado.
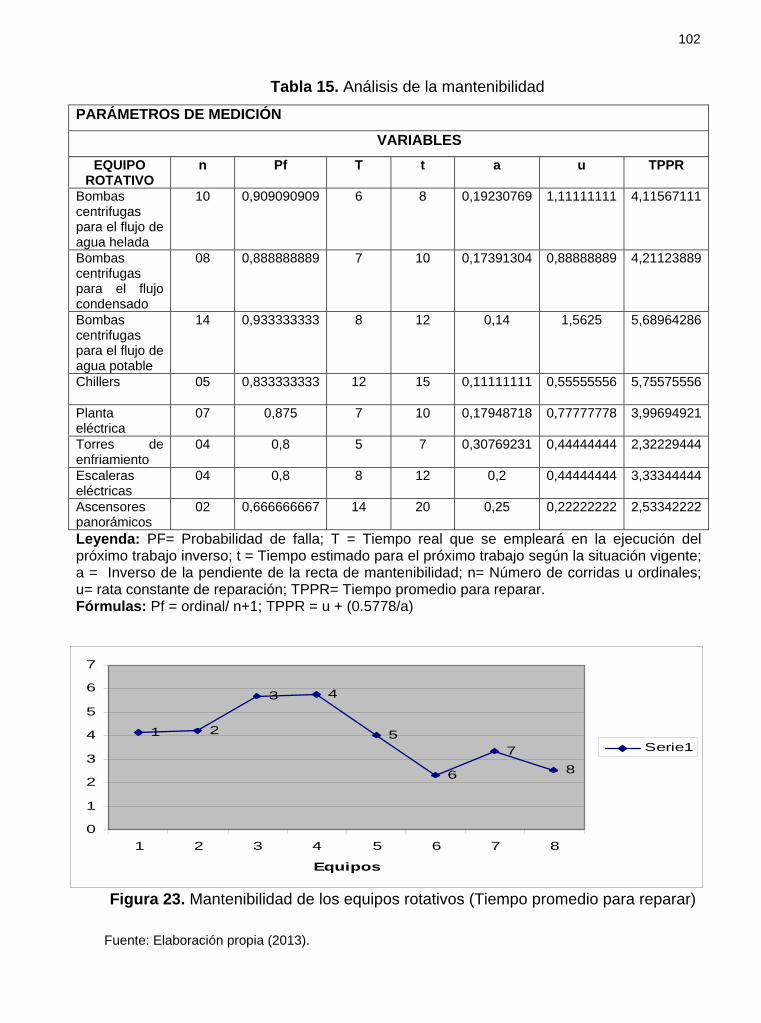
102
Tabla 15. Análisis de la mantenibilidad PARÁMETROS DE MEDICIÓN
VARIABLES EQUIPO
ROTATIVO n Pf T t a u TPPR
Bombas centrifugas para el flujo de agua helada
10 0,909090909
6
8 0,19230769
1,11111111
4,11567111
Bombas centrifugas para el flujo condensado
08 0,888888889
7
10 0,17391304
0,88888889
4,21123889
Bombas centrifugas para el flujo de agua potable
14 0,933333333
8
12 0,14
1,5625
5,68964286
Chillers 05 0,833333333
12 15 0,11111111
0,55555556
5,75575556
Planta eléctrica
07 0,875
7 10 0,17948718
0,77777778
3,99694921
Torres de enfriamiento
04 0,8
5 7 0,30769231
0,44444444
2,32229444
Escaleras eléctricas
04 0,8
8 12 0,2
0,44444444
3,33344444
Ascensores panorámicos
02 0,666666667
14 20 0,25
0,22222222
2,53342222
Leyenda: PF= Probabilidad de falla; T = Tiempo real que se empleará en la ejecución del próximo trabajo inverso; t = Tiempo estimado para el próximo trabajo según la situación vigente; a = Inverso de la pendiente de la recta de mantenibilidad; n= Número de corridas u ordinales; u= rata constante de reparación; TPPR= Tiempo promedio para reparar. Fórmulas: Pf = ordinal/ n+1; TPPR = u + (0.5778/a)
Figura 23. Mantenibilidad de los equipos rotativos (Tiempo promedio para reparar) Fuente: Elaboración propia (2013).
1 2
3 4
5
6
78
0
1
2
3
4
5
6
7
1 2 3 4 5 6 7 8
Equipos
Serie1
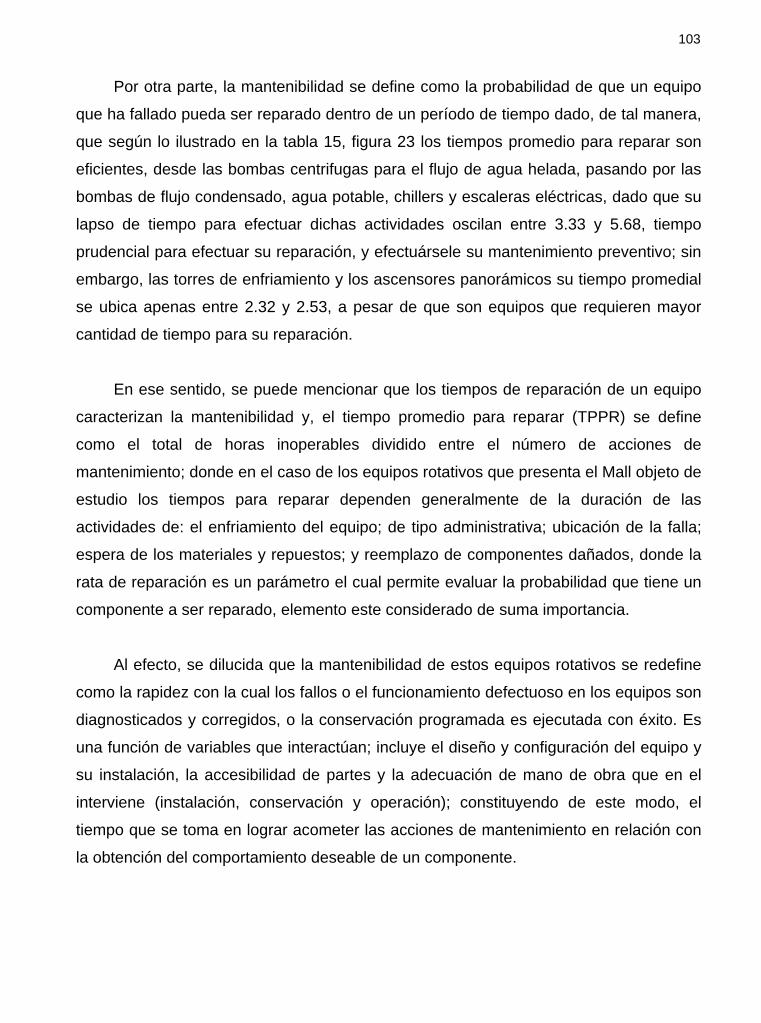
103
Por otra parte, la mantenibilidad se define como la probabilidad de que un equipo
que ha fallado pueda ser reparado dentro de un período de tiempo dado, de tal manera,
que según lo ilustrado en la tabla 15, figura 23 los tiempos promedio para reparar son
eficientes, desde las bombas centrifugas para el flujo de agua helada, pasando por las
bombas de flujo condensado, agua potable, chillers y escaleras eléctricas, dado que su
lapso de tiempo para efectuar dichas actividades oscilan entre 3.33 y 5.68, tiempo
prudencial para efectuar su reparación, y efectuársele su mantenimiento preventivo; sin
embargo, las torres de enfriamiento y los ascensores panorámicos su tiempo promedial
se ubica apenas entre 2.32 y 2.53, a pesar de que son equipos que requieren mayor
cantidad de tiempo para su reparación.
En ese sentido, se puede mencionar que los tiempos de reparación de un equipo
caracterizan la mantenibilidad y, el tiempo promedio para reparar (TPPR) se define
como el total de horas inoperables dividido entre el número de acciones de
mantenimiento; donde en el caso de los equipos rotativos que presenta el Mall objeto de
estudio los tiempos para reparar dependen generalmente de la duración de las
actividades de: el enfriamiento del equipo; de tipo administrativa; ubicación de la falla;
espera de los materiales y repuestos; y reemplazo de componentes dañados, donde la
rata de reparación es un parámetro el cual permite evaluar la probabilidad que tiene un
componente a ser reparado, elemento este considerado de suma importancia.
Al efecto, se dilucida que la mantenibilidad de estos equipos rotativos se redefine
como la rapidez con la cual los fallos o el funcionamiento defectuoso en los equipos son
diagnosticados y corregidos, o la conservación programada es ejecutada con éxito. Es
una función de variables que interactúan; incluye el diseño y configuración del equipo y
su instalación, la accesibilidad de partes y la adecuación de mano de obra que en el
interviene (instalación, conservación y operación); constituyendo de este modo, el
tiempo que se toma en lograr acometer las acciones de mantenimiento en relación con
la obtención del comportamiento deseable de un componente.
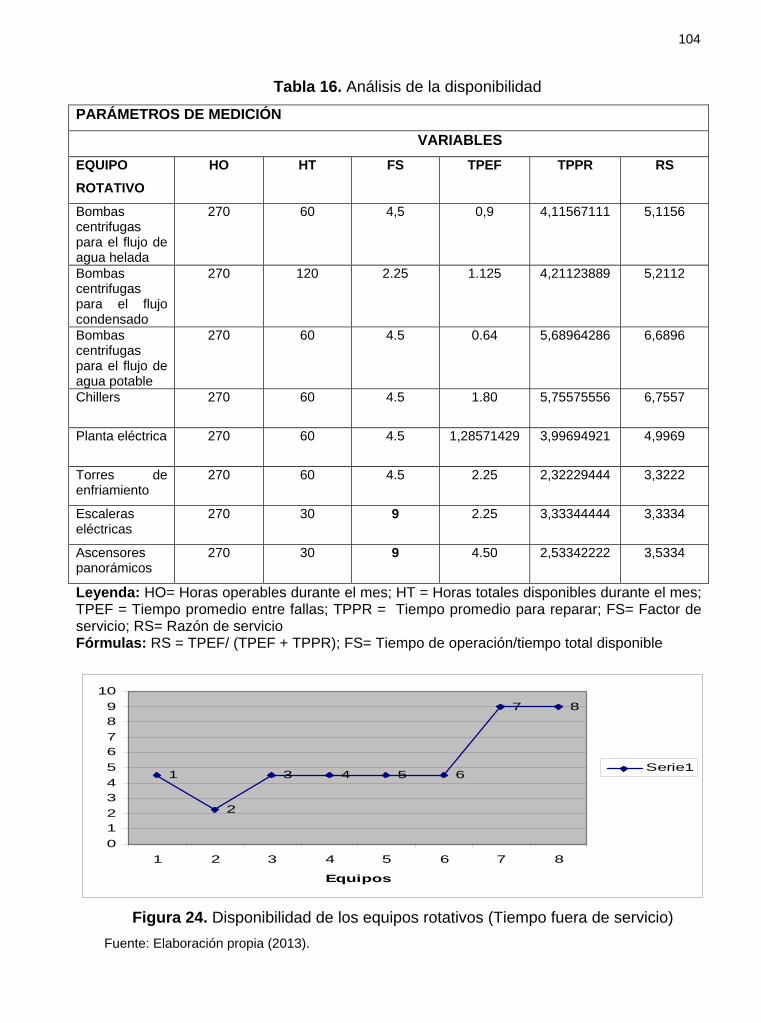
104
Tabla 16. Análisis de la disponibilidad PARÁMETROS DE MEDICIÓN
VARIABLES EQUIPO ROTATIVO
HO HT FS TPEF TPPR RS
Bombas centrifugas para el flujo de agua helada
270 60 4,5
0,9
4,11567111
5,1156
Bombas centrifugas para el flujo condensado
270 120 2.25 1.125 4,21123889
5,2112
Bombas centrifugas para el flujo de agua potable
270 60 4.5 0.64 5,68964286
6,6896
Chillers 270 60 4.5 1.80 5,75575556
6,7557
Planta eléctrica 270 60 4.5 1,28571429
3,99694921
4,9969
Torres de enfriamiento
270 60 4.5 2.25 2,32229444
3,3222
Escaleras eléctricas
270 30 9 2.25 3,33344444
3,3334
Ascensores panorámicos
270 30 9 4.50 2,53342222
3,5334
Leyenda: HO= Horas operables durante el mes; HT = Horas totales disponibles durante el mes; TPEF = Tiempo promedio entre fallas; TPPR = Tiempo promedio para reparar; FS= Factor de servicio; RS= Razón de servicio Fórmulas: RS = TPEF/ (TPEF + TPPR); FS= Tiempo de operación/tiempo total disponible
Figura 24. Disponibilidad de los equipos rotativos (Tiempo fuera de servicio) Fuente: Elaboración propia (2013).
1
2
3 4 5 6
7 8
0123456789
10
1 2 3 4 5 6 7 8
Equipos
Serie1
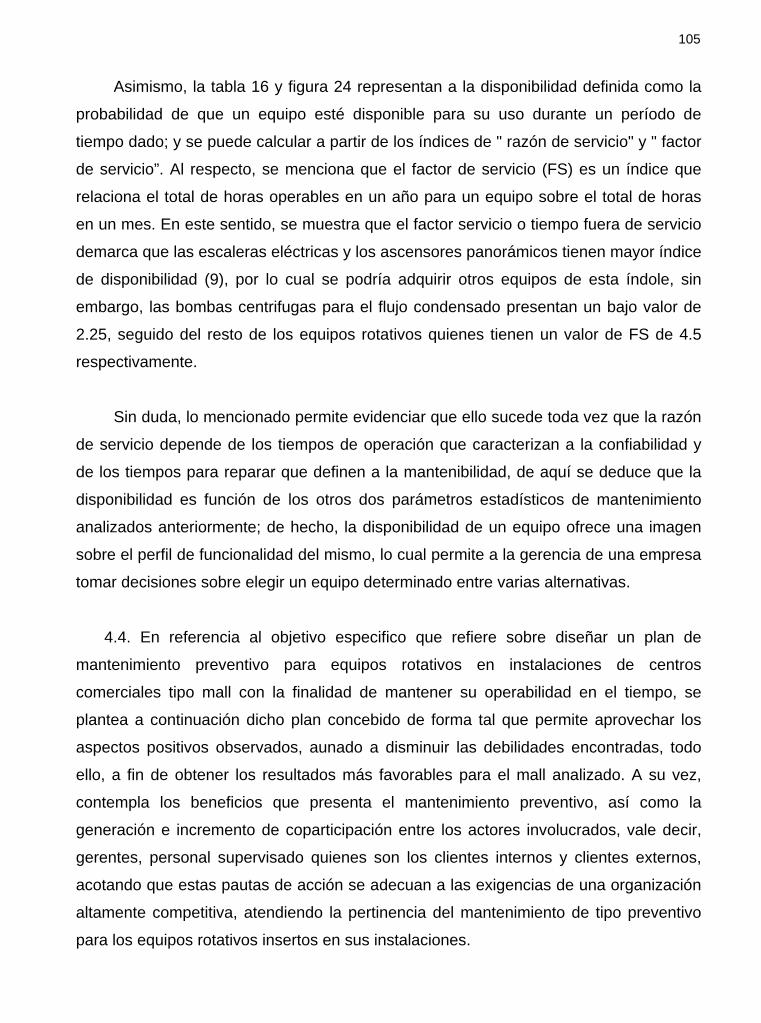
105
Asimismo, la tabla 16 y figura 24 representan a la disponibilidad definida como la
probabilidad de que un equipo esté disponible para su uso durante un período de
tiempo dado; y se puede calcular a partir de los índices de " razón de servicio" y " factor
de servicio”. Al respecto, se menciona que el factor de servicio (FS) es un índice que
relaciona el total de horas operables en un año para un equipo sobre el total de horas
en un mes. En este sentido, se muestra que el factor servicio o tiempo fuera de servicio
demarca que las escaleras eléctricas y los ascensores panorámicos tienen mayor índice
de disponibilidad (9), por lo cual se podría adquirir otros equipos de esta índole, sin
embargo, las bombas centrifugas para el flujo condensado presentan un bajo valor de
2.25, seguido del resto de los equipos rotativos quienes tienen un valor de FS de 4.5
respectivamente.
Sin duda, lo mencionado permite evidenciar que ello sucede toda vez que la razón
de servicio depende de los tiempos de operación que caracterizan a la confiabilidad y
de los tiempos para reparar que definen a la mantenibilidad, de aquí se deduce que la
disponibilidad es función de los otros dos parámetros estadísticos de mantenimiento
analizados anteriormente; de hecho, la disponibilidad de un equipo ofrece una imagen
sobre el perfil de funcionalidad del mismo, lo cual permite a la gerencia de una empresa
tomar decisiones sobre elegir un equipo determinado entre varias alternativas.
4.4. En referencia al objetivo especifico que refiere sobre diseñar un plan de
mantenimiento preventivo para equipos rotativos en instalaciones de centros
comerciales tipo mall con la finalidad de mantener su operabilidad en el tiempo, se
plantea a continuación dicho plan concebido de forma tal que permite aprovechar los
aspectos positivos observados, aunado a disminuir las debilidades encontradas, todo
ello, a fin de obtener los resultados más favorables para el mall analizado. A su vez,
contempla los beneficios que presenta el mantenimiento preventivo, así como la
generación e incremento de coparticipación entre los actores involucrados, vale decir,
gerentes, personal supervisado quienes son los clientes internos y clientes externos,
acotando que estas pautas de acción se adecuan a las exigencias de una organización
altamente competitiva, atendiendo la pertinencia del mantenimiento de tipo preventivo
para los equipos rotativos insertos en sus instalaciones.
106
En ese contexto, y por estar convencida la investigadora que el cambio en las
organizaciones dependen del esfuerzo que realicen los protagonistas de cada una de
las acciones y de su grado de capacitación y perfeccionamiento, es que se debe
adoptar como técnica para lograr la eficiencia lo siguiente:
A. Basado en confiabilidad para fijar el número de horas y la probabilidad de falla
B. Basado en condición: Diseñando las frecuencias de mantenimiento y los
estándares de funcionamiento de los componentes
En sí, dos estrategias que involucran a todos los actores, sean estos internos o
externos al mall analizado.
Conceptualización
El diseño de un plan de mantenimiento preventivo para equipos rotativos, se
define como las actividades a ser ejecutadas para la realización del mantenimiento
preventivo y correctivo de estos, con la finalidad de minimizar su reparación en el corto
tiempo, aumentar la vida útil probable del equipo, generar a su vez, mayor eficiencia
durante el funcionamiento, entre otros.
Objetivos del diseño
Este diseño busca lograr una eficiente asignación de recursos y una eficaz gestión
que asegure el logro de los objetivos estratégicos definidos por las directrices del mall
en materia de mantenimiento de sus equipos rotativos.
Alcance
La propuesta fue diseñada específicamente para prestar un servicio de
mantenimiento para los equipos rotativos de los centros comerciales investigados, la
misma puede ser tomada como base para la generación en los Sambil del país, quienes
107 presentan características similares a la organización de estudio, siempre que se
realicen los diagnósticos y cálculos previos.
Al efecto, el propósito de la propuesta es evitar o disminuir la ocurrencia de
determinadas fallas que afectan a los equipos rotativos dentro del mall. De hecho, se
describe el proceso metodológico los cuales expresan una secuencia lógica de las
actividades que se deben llevar a cabo y los responsables que las ejecutan, con la
finalidad de alinear los esfuerzos y estandarizar el modo de hacer el mantenimiento a
dichos equipos; cuya meta es mejorar el mantenimiento de estos mediante la aplicación
de las tareas de mantenimiento y frecuencias acá establecidas.
Proceso de mantenimiento
Se parte de que la descripción de un proceso de mantenimiento en general, no
tiene ningún sentido, ya que para cada tipo de instalación se requiere un mantenimiento
distinto, bien sea por las características propias de cada una de ellas, o por su facilidad
de transportar para realizarle un buen mantenimiento. Por este motivo, el proceso de
mantenimiento se describirá de acuerdo a los diferentes equipos rotativos existentes en
los malls estudiados y será tratado en la forma de indicar el mantenimiento que se debe
realizar, sin pretender mostrar la manera detallada de realizarlo, en este sentido, se
acota que se realizó su flujograma respectivo. Seguidamente, se desarrolla en el
sistema Análisis de Modo y Efecto de la Falla (AMEF) lo ilustrado en las estrategias
presentadas seguidamente, estructuradas bajo esquemas de trabajo o herramientas
operativas, a saber:
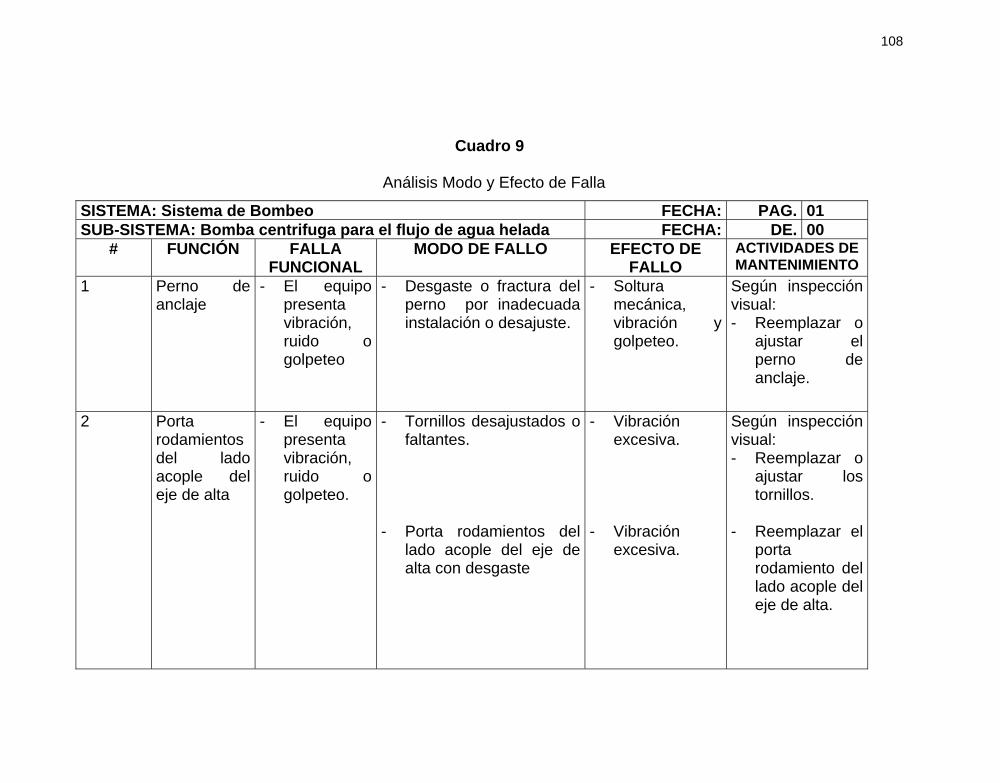
108
Cuadro 9
Análisis Modo y Efecto de Falla
SISTEMA: Sistema de Bombeo FECHA: PAG. 01 SUB-SISTEMA: Bomba centrifuga para el flujo de agua helada FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL
MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
1 Perno de anclaje
- El equipo presenta vibración, ruido o golpeteo
- Desgaste o fractura del perno por inadecuada instalación o desajuste.
- Soltura mecánica, vibración y golpeteo.
Según inspección visual: - Reemplazar o
ajustar el perno de anclaje.
2 Porta rodamientos del lado acople del eje de alta
- El equipo presenta vibración, ruido o golpeteo.
- Tornillos desajustados o faltantes.
- Porta rodamientos del
lado acople del eje de alta con desgaste
- Vibración excesiva.
- Vibración
excesiva.
Según inspección visual: - Reemplazar o
ajustar los tornillos.
- Reemplazar el
porta rodamiento del lado acople del eje de alta.
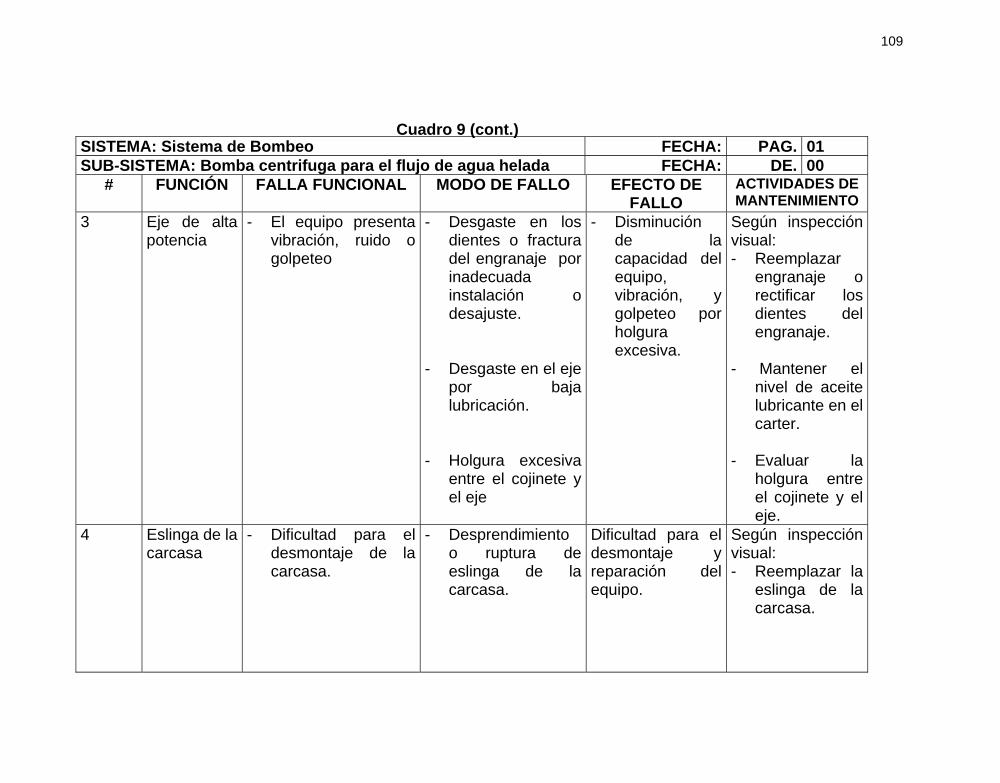
109
SISTEMA: Sistema de Bombeo FECHA: PAG. 01 SUB-SISTEMA: Bomba centrifuga para el flujo de agua helada FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
3 Eje de alta potencia
- El equipo presenta vibración, ruido o golpeteo
- Desgaste en los dientes o fractura del engranaje por inadecuada instalación o desajuste.
- Desgaste en el eje
por baja lubricación.
- Holgura excesiva
entre el cojinete y el eje
- Disminución de la capacidad del equipo, vibración, y golpeteo por holgura excesiva.
Según inspección visual: - Reemplazar
engranaje o rectificar los dientes del engranaje.
- Mantener el
nivel de aceite lubricante en el carter.
- Evaluar la
holgura entre el cojinete y el eje.
4 Eslinga de la carcasa
- Dificultad para el desmontaje de la carcasa.
- Desprendimiento o ruptura de eslinga de la carcasa.
Dificultad para el desmontaje y reparación del equipo.
Según inspección visual: - Reemplazar la
eslinga de la carcasa.
Cuadro 9 (cont.)
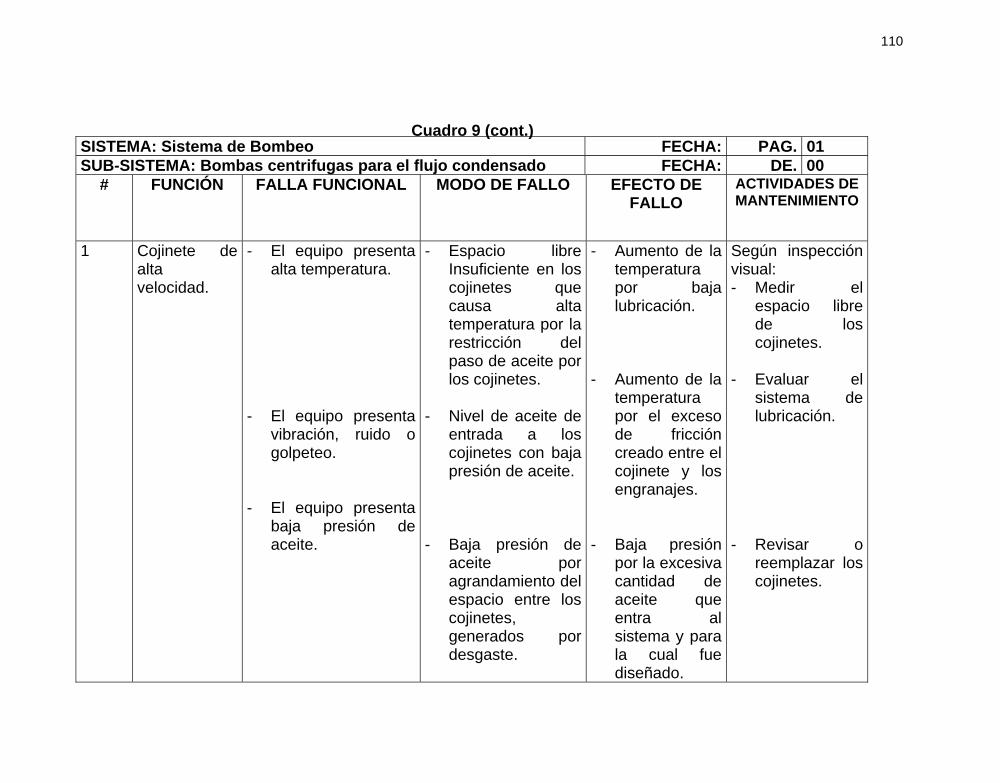
110
SISTEMA: Sistema de Bombeo FECHA: PAG. 01 SUB-SISTEMA: Bombas centrifugas para el flujo condensado FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
1 Cojinete de alta velocidad.
- El equipo presenta alta temperatura.
- El equipo presenta
vibración, ruido o golpeteo.
- El equipo presenta
baja presión de aceite.
- Espacio libre Insuficiente en los cojinetes que causa alta temperatura por la restricción del paso de aceite por los cojinetes.
- Nivel de aceite de
entrada a los cojinetes con baja presión de aceite.
- Baja presión de
aceite por agrandamiento del espacio entre los cojinetes, generados por desgaste.
- Aumento de la temperatura por baja lubricación.
- Aumento de la
temperatura por el exceso de fricción creado entre el cojinete y los engranajes.
- Baja presión
por la excesiva cantidad de aceite que entra al sistema y para la cual fue diseñado.
Según inspección visual: - Medir el
espacio libre de los cojinetes.
- Evaluar el
sistema de lubricación.
- Revisar o
reemplazar los cojinetes.
Cuadro 9 (cont.)
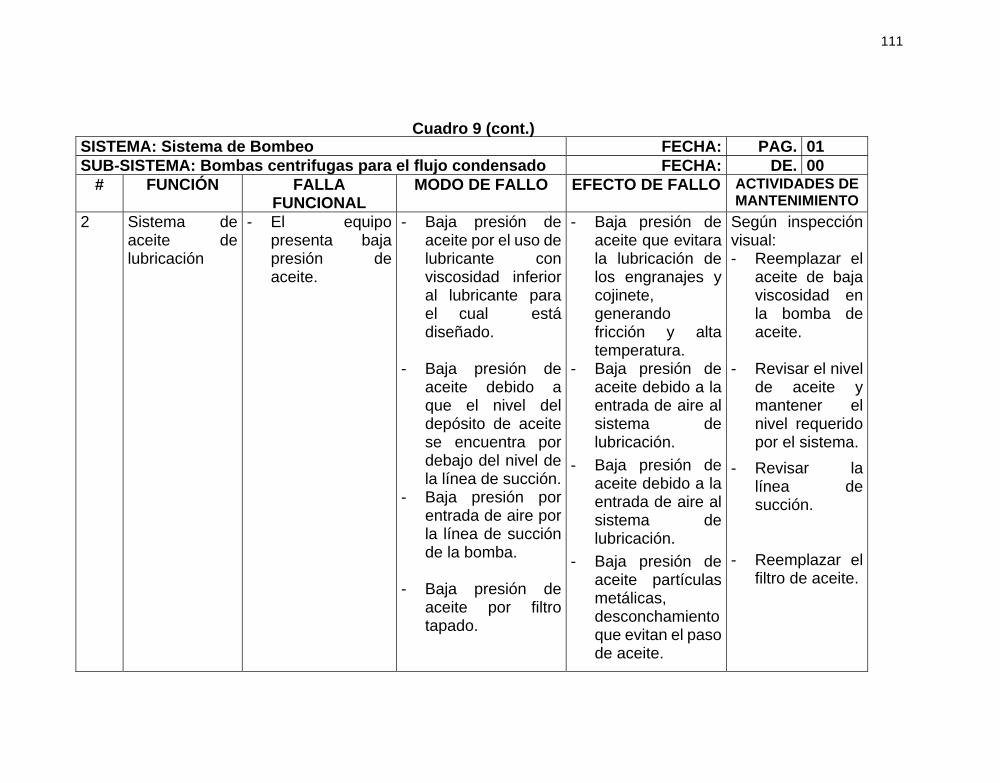
111
SISTEMA: Sistema de Bombeo FECHA: PAG. 01 SUB-SISTEMA: Bombas centrifugas para el flujo condensado FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL
MODO DE FALLO EFECTO DE FALLO ACTIVIDADES DE MANTENIMIENTO
2 Sistema de aceite de lubricación
- El equipo presenta baja presión de aceite.
- Baja presión de aceite por el uso de lubricante con viscosidad inferior al lubricante para el cual estádiseñado.
- Baja presión de
aceite debido a que el nivel del depósito de aceite se encuentra por debajo del nivel de la línea de succión.
- Baja presión por entrada de aire por la línea de succión de la bomba.
- Baja presión de
aceite por filtro tapado.
- Baja presión de aceite que evitara la lubricación de los engranajes y cojinete, generando fricción y alta temperatura.
- Baja presión de aceite debido a la entrada de aire al sistema de lubricación.
- Baja presión de aceite debido a la entrada de aire al sistema de lubricación.
- Baja presión de aceite partículas metálicas, desconchamiento que evitan el paso de aceite.
Según inspección visual: - Reemplazar el
aceite de baja viscosidad en la bomba de aceite.
- Revisar el nivel
de aceite y mantener el nivel requerido por el sistema.
- Revisar la línea de succión.
- Reemplazar el
filtro de aceite.
Cuadro 9 (cont.)
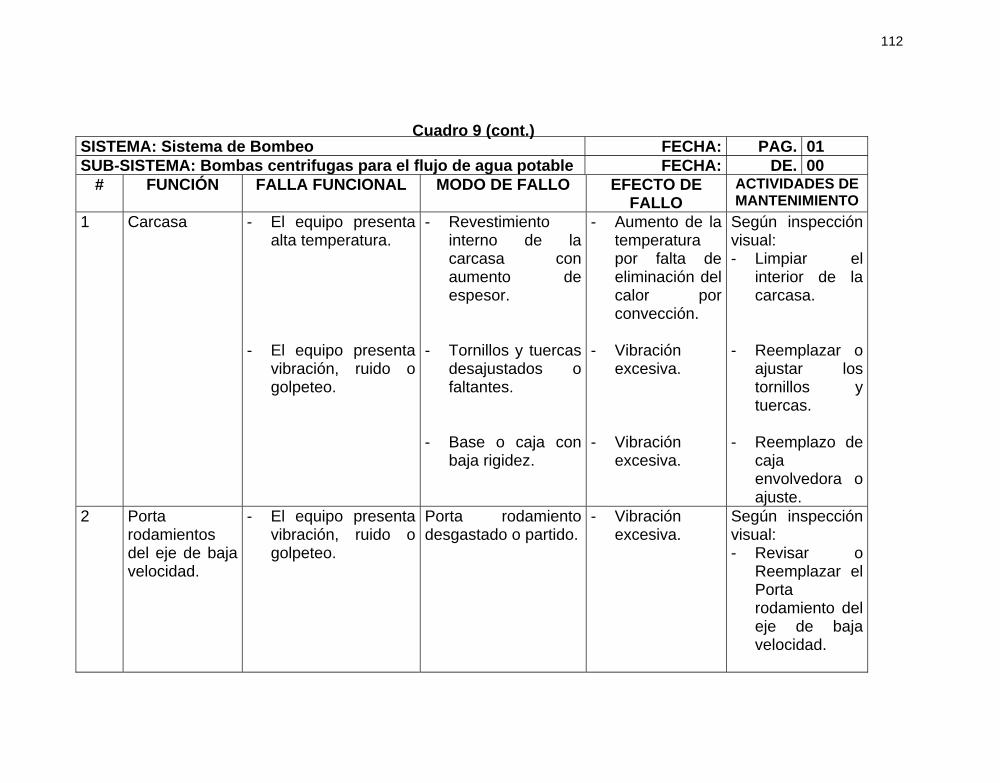
112
SISTEMA: Sistema de Bombeo FECHA: PAG. 01 SUB-SISTEMA: Bombas centrifugas para el flujo de agua potable FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
1 Carcasa - El equipo presenta alta temperatura.
- El equipo presenta
vibración, ruido o golpeteo.
- Revestimiento interno de la carcasa con aumento de espesor.
- Tornillos y tuercas
desajustados o faltantes.
- Base o caja con
baja rigidez.
- Aumento de la temperatura por falta de eliminación del calor por convección.
- Vibración
excesiva. - Vibración
excesiva.
Según inspección visual: - Limpiar el
interior de la carcasa.
- Reemplazar o
ajustar los tornillos y tuercas.
- Reemplazo de
caja envolvedora o ajuste.
2 Porta rodamientos del eje de baja velocidad.
- El equipo presenta vibración, ruido o golpeteo.
Porta rodamiento desgastado o partido.
- Vibración excesiva.
Según inspección visual: - Revisar o
Reemplazar el Porta rodamiento del eje de baja velocidad.
Cuadro 9 (cont.)
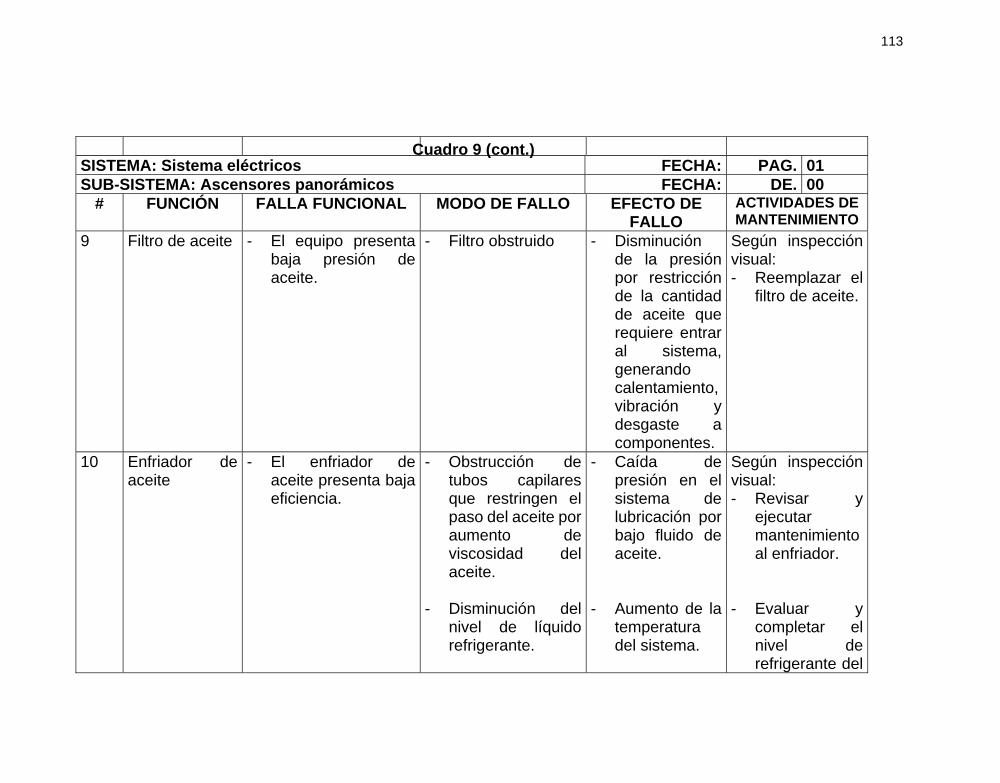
113
SISTEMA: Sistema eléctricos FECHA: PAG. 01 SUB-SISTEMA: Ascensores panorámicos FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
9 Filtro de aceite - El equipo presenta baja presión de aceite.
- Filtro obstruido - Disminución de la presión por restricción de la cantidad de aceite que requiere entrar al sistema, generando calentamiento, vibración y desgaste a componentes.
Según inspección visual: - Reemplazar el
filtro de aceite.
10 Enfriador de aceite
- El enfriador de aceite presenta baja eficiencia.
- Obstrucción de tubos capilares que restringen el paso del aceite por aumento de viscosidad del aceite.
- Disminución del
nivel de líquido refrigerante.
- Caída de presión en el sistema delubricación por bajo fluido de aceite.
- Aumento de la
temperatura del sistema.
Según inspección visual: - Revisar y
ejecutar mantenimiento al enfriador.
- Evaluar y
completar el nivel de refrigerante del
Cuadro 9 (cont.)
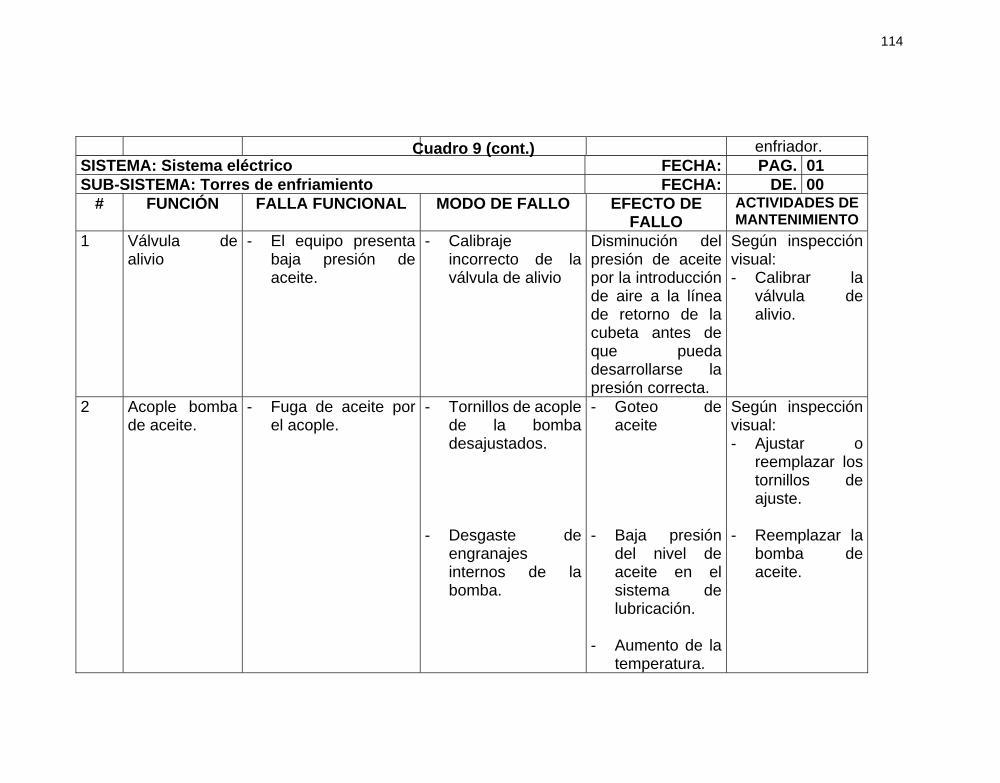
114
enfriador. SISTEMA: Sistema eléctrico FECHA: PAG. 01 SUB-SISTEMA: Torres de enfriamiento FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
1 Válvula de alivio
- El equipo presenta baja presión de aceite.
- Calibraje incorrecto de la válvula de alivio
Disminución del presión de aceite por la introducción de aire a la línea de retorno de la cubeta antes de que pueda desarrollarse la presión correcta.
Según inspección visual: - Calibrar la
válvula de alivio.
2 Acople bomba de aceite.
- Fuga de aceite por el acople.
- Tornillos de acople de la bomba desajustados.
- Desgaste de
engranajes internos de la bomba.
- Goteo de aceite
- Baja presión
del nivel de aceite en el sistema de lubricación.
- Aumento de la
temperatura.
Según inspección visual: - Ajustar o
reemplazar los tornillos de ajuste.
- Reemplazar la
bomba de aceite.
Cuadro 9 (cont.)
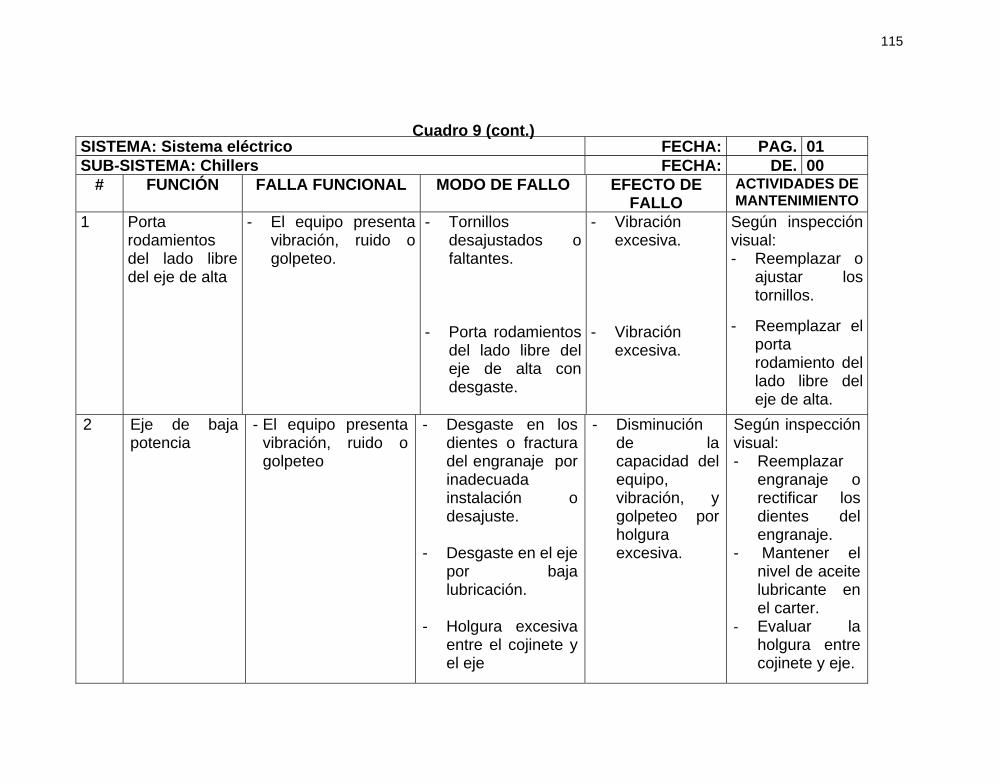
115
SISTEMA: Sistema eléctrico FECHA: PAG. 01 SUB-SISTEMA: Chillers FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
1 Porta rodamientos del lado libre del eje de alta
- El equipo presenta vibración, ruido o golpeteo.
- Tornillos desajustados o faltantes.
- Porta rodamientos
del lado libre del eje de alta con desgaste.
- Vibración excesiva.
- Vibración
excesiva.
Según inspección visual: - Reemplazar o
ajustar los tornillos.
- Reemplazar el
porta rodamiento del lado libre del eje de alta.
2 Eje de baja potencia
- El equipo presenta vibración, ruido o golpeteo
- Desgaste en los dientes o fractura del engranaje por inadecuada instalación o desajuste.
- Desgaste en el eje
por baja lubricación.
- Holgura excesiva
entre el cojinete y el eje
- Disminución de la capacidad del equipo, vibración, y golpeteo por holgura excesiva.
Según inspección visual: - Reemplazar
engranaje o rectificar los dientes del engranaje.
- Mantener el nivel de aceite lubricante en el carter.
- Evaluar la holgura entre cojinete y eje.
Cuadro 9 (cont.)
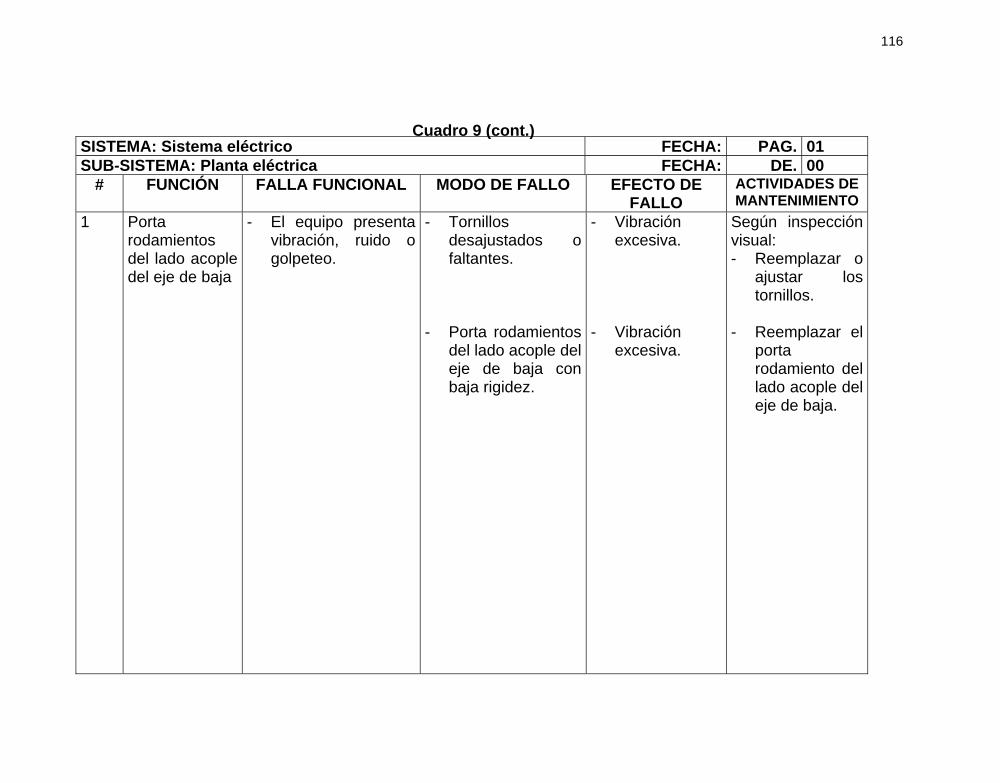
116
SISTEMA: Sistema eléctrico FECHA: PAG. 01 SUB-SISTEMA: Planta eléctrica FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
1 Porta rodamientos del lado acople del eje de baja
- El equipo presenta vibración, ruido o golpeteo.
- Tornillos desajustados o faltantes.
- Porta rodamientos
del lado acople del eje de baja con baja rigidez.
- Vibración excesiva.
- Vibración
excesiva.
Según inspección visual: - Reemplazar o
ajustar los tornillos.
- Reemplazar el
porta rodamiento del lado acople del eje de baja.
Cuadro 9 (cont.)
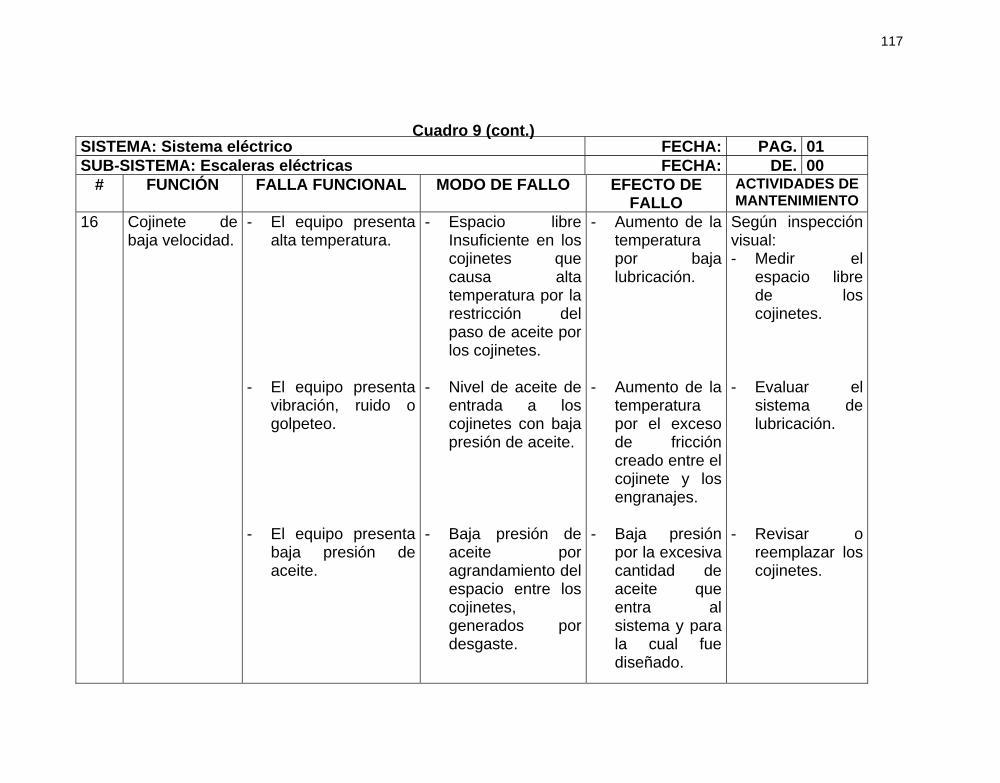
117
SISTEMA: Sistema eléctrico FECHA: PAG. 01 SUB-SISTEMA: Escaleras eléctricas FECHA: DE. 00
# FUNCIÓN FALLA FUNCIONAL MODO DE FALLO EFECTO DE FALLO
ACTIVIDADES DE MANTENIMIENTO
16 Cojinete de baja velocidad.
- El equipo presenta alta temperatura.
- El equipo presenta
vibración, ruido o golpeteo.
- El equipo presenta
baja presión de aceite.
- Espacio libre Insuficiente en los cojinetes que causa alta temperatura por la restricción del paso de aceite por los cojinetes.
- Nivel de aceite de
entrada a los cojinetes con baja presión de aceite.
- Baja presión de
aceite por agrandamiento del espacio entre los cojinetes, generados por desgaste.
- Aumento de la temperatura por baja lubricación.
- Aumento de la
temperatura por el exceso de fricción creado entre el cojinete y los engranajes.
- Baja presión
por la excesiva cantidad de aceite que entra al sistema y para la cual fue diseñado.
Según inspección visual: - Medir el
espacio libre de los cojinetes.
- Evaluar el
sistema de lubricación.
- Revisar o
reemplazar los cojinetes.
Cuadro 9 (cont.)
118
Desde esta perspectiva y basado en el modelo AMEF, se desarrolla un programa de
mantenimiento que optimiza la gestión de mantenimiento relacionado a, la disminución
de los tiempos de reparación ya que se conoce la falla específica y como resolver o
solucionar las fallas presentes. Además permite direccionar el esfuerzo de mano de obra
de mantenimiento a los elementos con alto nivel de criticidad.
En este sentido, se puede relacionar la información técnica con la práctica en las
diversas actividades de mantenimiento realizadas, que están definidas como las tareas
que se realizan para reducir la probabilidad de fallo de elementos o sistemas, o para
maximizar el beneficio operativo. Las tareas de mantenimiento preventivo típicas constan
de las siguientes actividades de mantenimiento: desmontaje; recuperación o sustitución;
montaje; pruebas; y verificación
De hecho, estas herramientas de mantenimiento permiten definir una estrategia,
donde se desarrolla un plan de mantenimiento específico y realista, basado en estudios
de campo y necesidades de producción con el fin de aumentar la disponibilidad de los
equipos rotativos. En este sentido se desarrolla a continuación el programa de
mantenimiento.

119
Cuadro 10. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: BOMBAS CENTRIFUGAS PARA EL FLUJO DE AGUA HELADA
No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Desenergizar el sistema de bombeo en el panel de control
Se procede a colocar la bomba fuera de servicio desde el panel de control para poder ejecutar los trabajos con seguridad. Colocando el botón en local.
30 Minutos
B Desenergizar eléctricamente el sistema de bombeo
Se retira la entrada de electricidad 440 voltios al sistema de bombeo desde el HOLEC de electricidad, una vez realizada esta operación el botón debe aparecer en verde.
30 Minutos
C Retirar los porta acoples de los acoplamientos
Se procede a aflojar los tornillos de los porta acoples del motor eléctrico de la bomba de transmisión.
30 Minutos
D Desacoplar la bomba de transmisión
Se procede aflojar los (8) tornillos del acople para desacoplar la bomba de transmisión utilizando como herramienta de trabajo una llave de 3/8” con cuadrante de 9/16” para retirar los tornillos del acople.
45 Minutos

120
Continuación…Cuadro 10. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: Continuación…BOMBAS CENTRIFUGAS PARA EL FLUJO DE AGUA HELADA No ACTIVIDAD ACCIONES FOTO TIEMPO
E Desconectar las líneas del sistema de la bomba de lubricante
Se procede a desinstalar el sistema de lubricación utilizando como herramienta de trabajo una llave de tubo de 18” y 12”.
30 Minutos
F Aflojar los tornillos de los porta rodamientos del eje de baja potencia
Se procede a aflojar los tornillos de los porta rodamientos del lado libre y del lado acople del eje de baja potencia utilizando como herramienta de trabajo una llave de 5/8” con cuadrante 15/16” para producir desplazamiento y soltura en el eje. Se retiran primero los tornillos de fijación y luego los de extracción. Cada porta rodamientos posee 6 tornillos de fijación de cada lado y 2 de extracción.
20 Minutos
G Aflojar los tornillos de los porta rodamientos del eje de alta potencia
Aflojar los tornillos de los porta rodamientos del lado libre y del lado acople del eje de alta potencia utilizando como herramienta una llave de 1/2” con cuadrante 3/4”. Se retiran primero los tornillos de fijación y luego los de extracción. Cada porta rodamientos posee 6 tornillos de fijación de cada lado y 2 de extracción.
20 Minutos
H Aflojar los tornillos del porta correas
Se procede aflojar los tornillos del porta correas del sistema de transmisión de potencia de la bomba de precarga, utilizando como herramienta de trabajo una llave de 3/8” con cuadrante 9/16”. Por el lado interno se retiran 4 tornillos y por el lado externo se retiran 8 tornillos.
15 Minutos
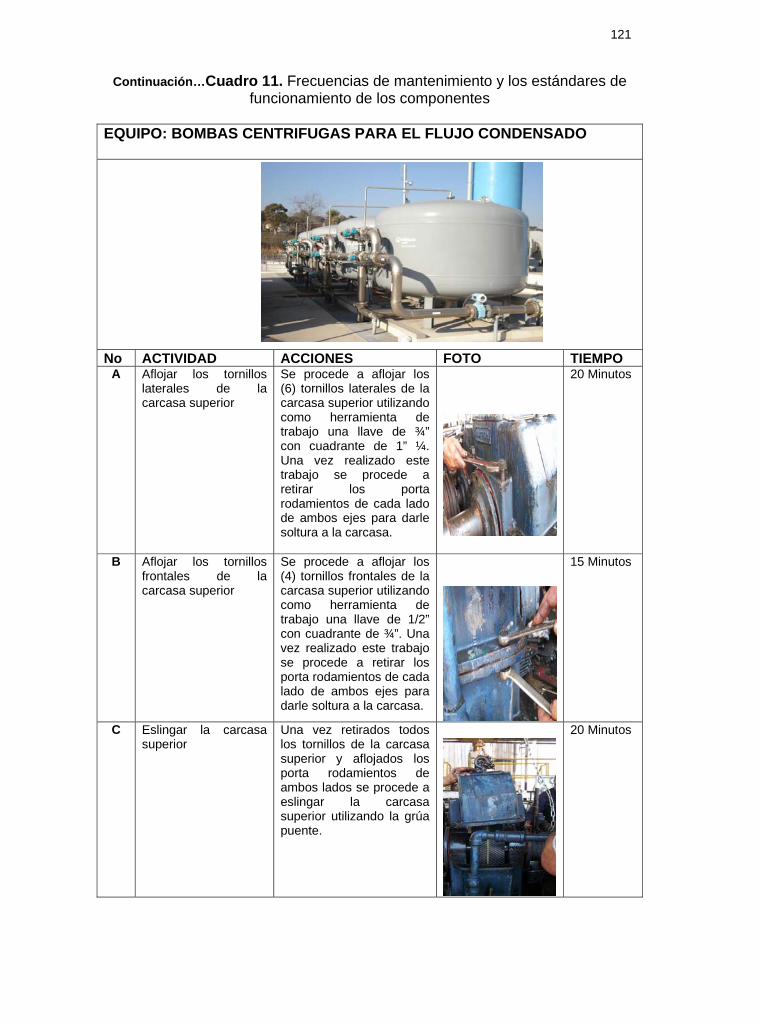
121
Continuación…Cuadro 11. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: BOMBAS CENTRIFUGAS PARA EL FLUJO CONDENSADO
No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Aflojar los tornillos laterales de la carcasa superior
Se procede a aflojar los (6) tornillos laterales de la carcasa superior utilizando como herramienta de trabajo una llave de ¾” con cuadrante de 1” ¼. Una vez realizado este trabajo se procede a retirar los porta rodamientos de cada lado de ambos ejes para darle soltura a la carcasa.
20 Minutos
B Aflojar los tornillos frontales de la carcasa superior
Se procede a aflojar los (4) tornillos frontales de la carcasa superior utilizando como herramienta de trabajo una llave de 1/2” con cuadrante de ¾”. Una vez realizado este trabajo se procede a retirar los porta rodamientos de cada lado de ambos ejes para darle soltura a la carcasa.
15 Minutos
C Eslingar la carcasa superior
Una vez retirados todos los tornillos de la carcasa superior y aflojados los porta rodamientos de ambos lados se procede a eslingar la carcasa superior utilizando la grúa puente.
20 Minutos
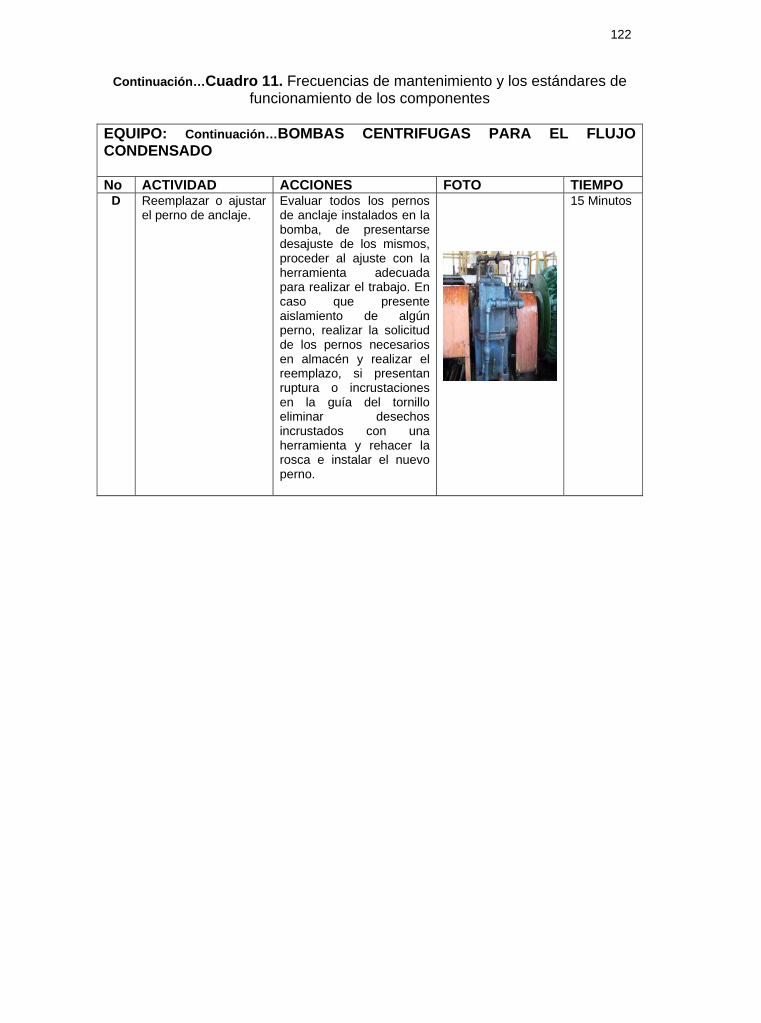
122
Continuación…Cuadro 11. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: Continuación…BOMBAS CENTRIFUGAS PARA EL FLUJO CONDENSADO No ACTIVIDAD ACCIONES FOTO TIEMPO
D Reemplazar o ajustar el perno de anclaje.
Evaluar todos los pernos de anclaje instalados en la bomba, de presentarse desajuste de los mismos, proceder al ajuste con la herramienta adecuada para realizar el trabajo. En caso que presente aislamiento de algún perno, realizar la solicitud de los pernos necesarios en almacén y realizar el reemplazo, si presentan ruptura o incrustaciones en la guía del tornillo eliminar desechos incrustados con una herramienta y rehacer la rosca e instalar el nuevo perno.
15 Minutos
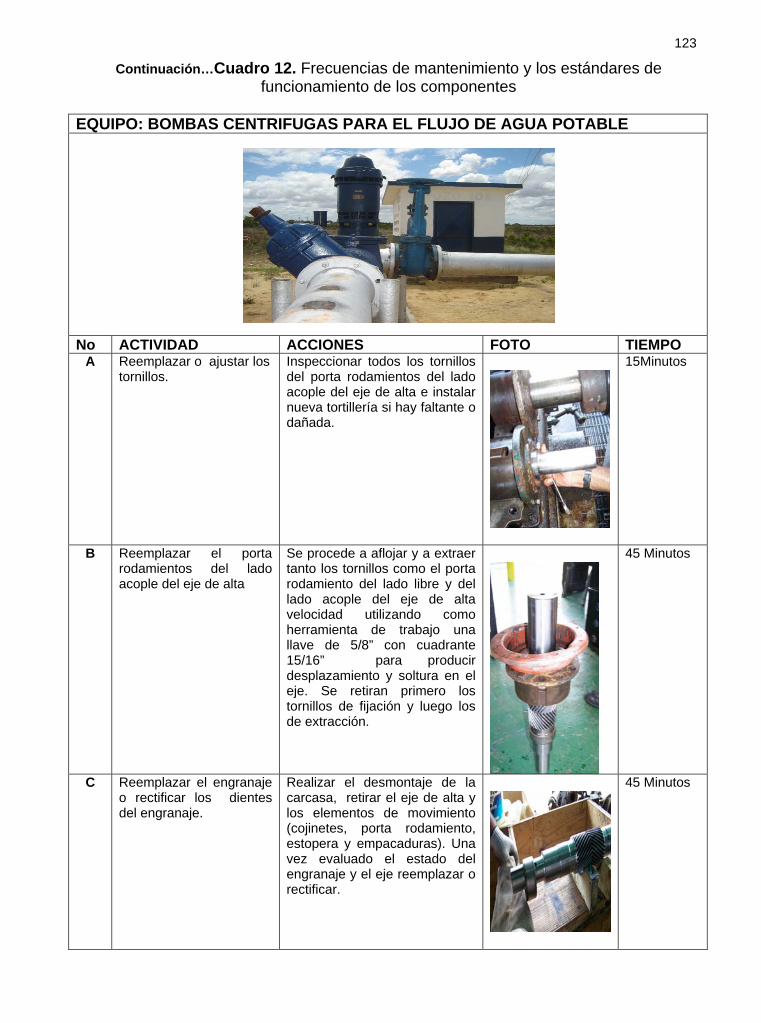
123
Continuación…Cuadro 12. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: BOMBAS CENTRIFUGAS PARA EL FLUJO DE AGUA POTABLE No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Reemplazar o ajustar los tornillos.
Inspeccionar todos los tornillos del porta rodamientos del lado acople del eje de alta e instalar nueva tortillería si hay faltante o dañada.
15Minutos
B Reemplazar el porta rodamientos del lado acople del eje de alta
Se procede a aflojar y a extraer tanto los tornillos como el porta rodamiento del lado libre y del lado acople del eje de alta velocidad utilizando como herramienta de trabajo una llave de 5/8” con cuadrante 15/16” para producir desplazamiento y soltura en el eje. Se retiran primero los tornillos de fijación y luego los de extracción.
45 Minutos
C Reemplazar el engranaje o rectificar los dientes del engranaje.
Realizar el desmontaje de la carcasa, retirar el eje de alta y los elementos de movimiento (cojinetes, porta rodamiento, estopera y empacaduras). Una vez evaluado el estado del engranaje y el eje reemplazar o rectificar.
45 Minutos
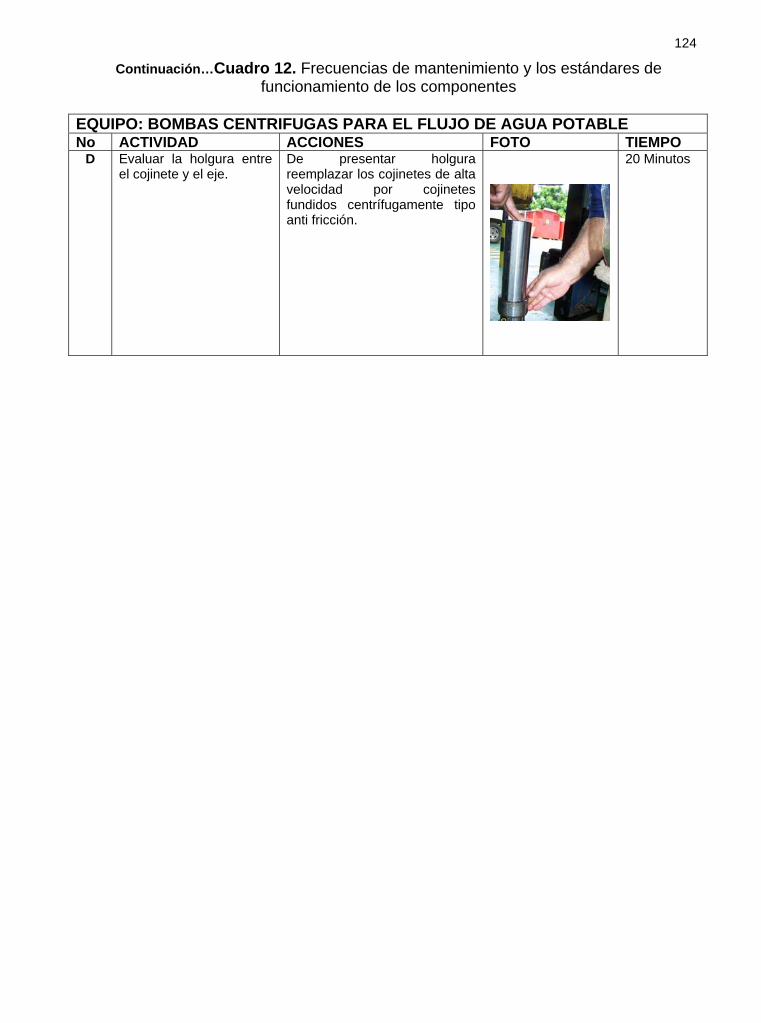
124
Continuación…Cuadro 12. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: BOMBAS CENTRIFUGAS PARA EL FLUJO DE AGUA POTABLE No ACTIVIDAD ACCIONES FOTO TIEMPO
D Evaluar la holgura entre el cojinete y el eje.
De presentar holgura reemplazar los cojinetes de alta velocidad por cojinetes fundidos centrífugamente tipo anti fricción.
20 Minutos
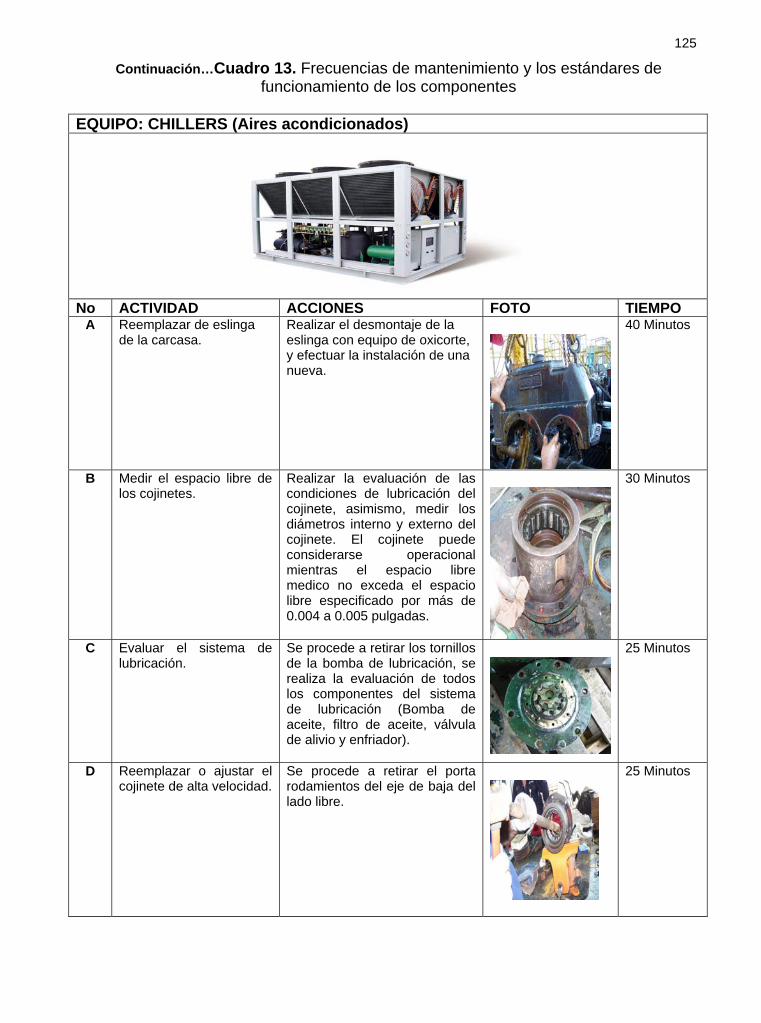
125
Continuación…Cuadro 13. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: CHILLERS (Aires acondicionados) No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Reemplazar de eslinga de la carcasa.
Realizar el desmontaje de la eslinga con equipo de oxicorte, y efectuar la instalación de una nueva.
40 Minutos
B Medir el espacio libre de los cojinetes.
Realizar la evaluación de las condiciones de lubricación del cojinete, asimismo, medir los diámetros interno y externo del cojinete. El cojinete puede considerarse operacional mientras el espacio libre medico no exceda el espacio libre especificado por más de 0.004 a 0.005 pulgadas.
30 Minutos
C Evaluar el sistema de lubricación.
Se procede a retirar los tornillos de la bomba de lubricación, se realiza la evaluación de todos los componentes del sistema de lubricación (Bomba de aceite, filtro de aceite, válvula de alivio y enfriador).
25 Minutos
D Reemplazar o ajustar el cojinete de alta velocidad.
Se procede a retirar el porta rodamientos del eje de baja del lado libre.
25 Minutos
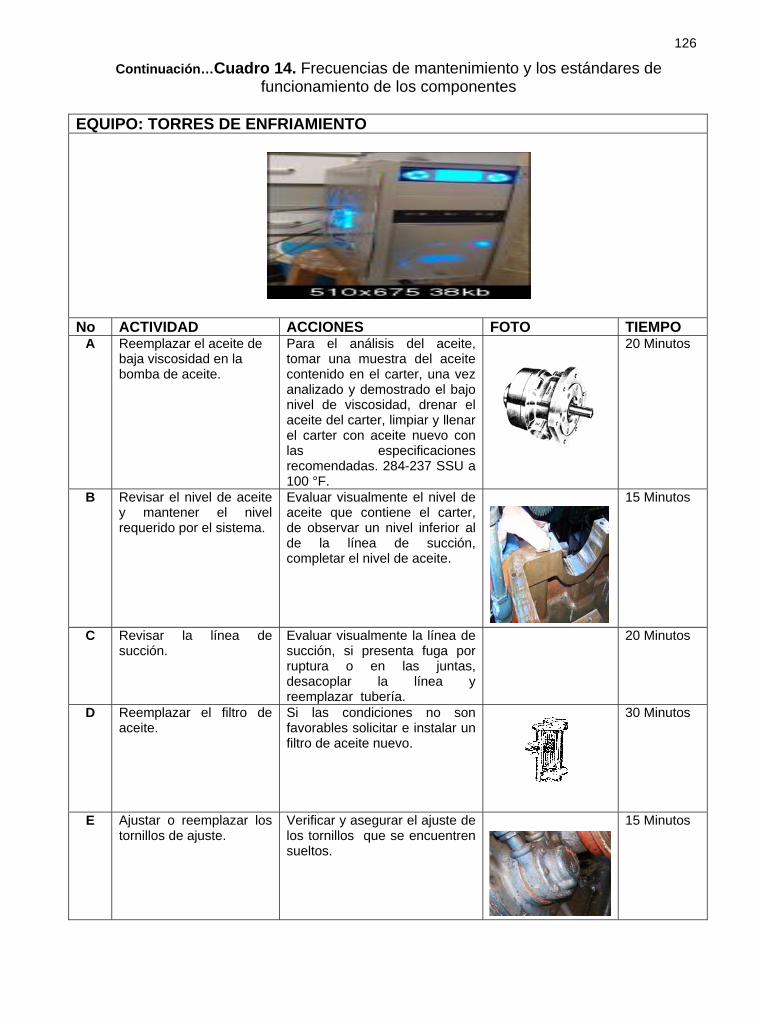
126
Continuación…Cuadro 14. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: TORRES DE ENFRIAMIENTO
No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Reemplazar el aceite de baja viscosidad en la bomba de aceite.
Para el análisis del aceite, tomar una muestra del aceite contenido en el carter, una vez analizado y demostrado el bajo nivel de viscosidad, drenar el aceite del carter, limpiar y llenar el carter con aceite nuevo con las especificaciones recomendadas. 284-237 SSU a 100 °F.
20 Minutos
B Revisar el nivel de aceite y mantener el nivel requerido por el sistema.
Evaluar visualmente el nivel de aceite que contiene el carter, de observar un nivel inferior al de la línea de succión, completar el nivel de aceite.
15 Minutos
C Revisar la línea de succión.
Evaluar visualmente la línea de succión, si presenta fuga por ruptura o en las juntas, desacoplar la línea y reemplazar tubería.
20 Minutos
D Reemplazar el filtro de aceite.
Si las condiciones no son favorables solicitar e instalar un filtro de aceite nuevo.
30 Minutos
E Ajustar o reemplazar los tornillos de ajuste.
Verificar y asegurar el ajuste de los tornillos que se encuentren sueltos.
15 Minutos
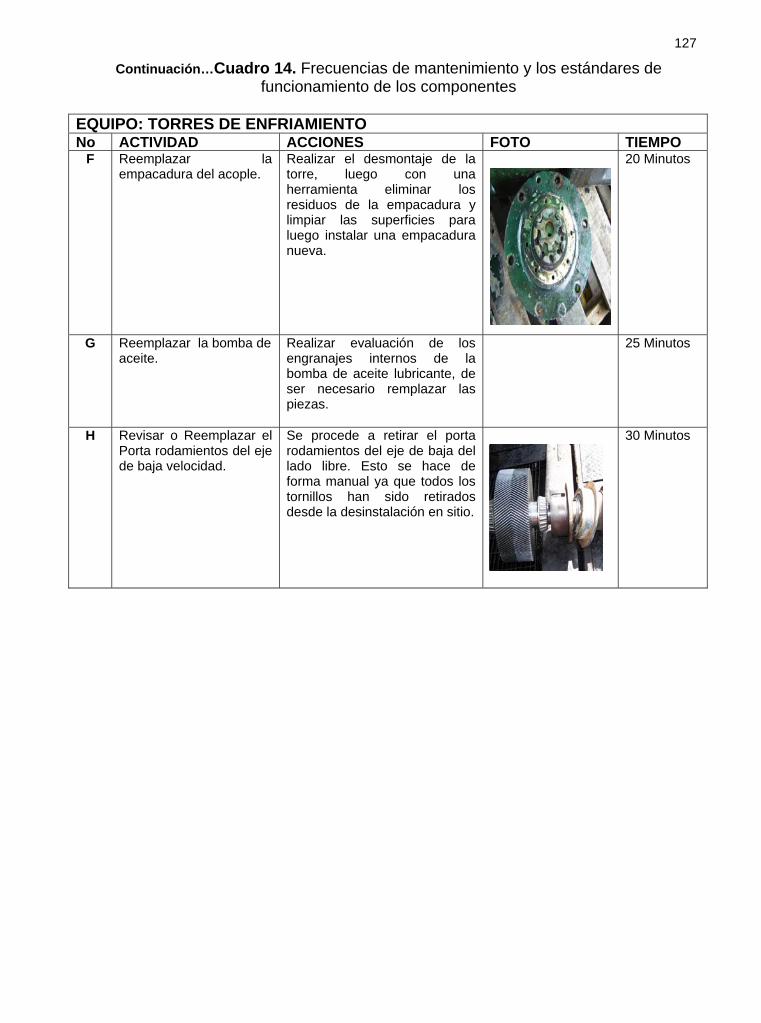
127
Continuación…Cuadro 14. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: TORRES DE ENFRIAMIENTO No ACTIVIDAD ACCIONES FOTO TIEMPO
F Reemplazar la empacadura del acople.
Realizar el desmontaje de la torre, luego con una herramienta eliminar los residuos de la empacadura y limpiar las superficies para luego instalar una empacadura nueva.
20 Minutos
G Reemplazar la bomba de aceite.
Realizar evaluación de los engranajes internos de la bomba de aceite lubricante, de ser necesario remplazar las piezas.
25 Minutos
H Revisar o Reemplazar el Porta rodamientos del eje de baja velocidad.
Se procede a retirar el porta rodamientos del eje de baja del lado libre. Esto se hace de forma manual ya que todos los tornillos han sido retirados desde la desinstalación en sitio.
30 Minutos
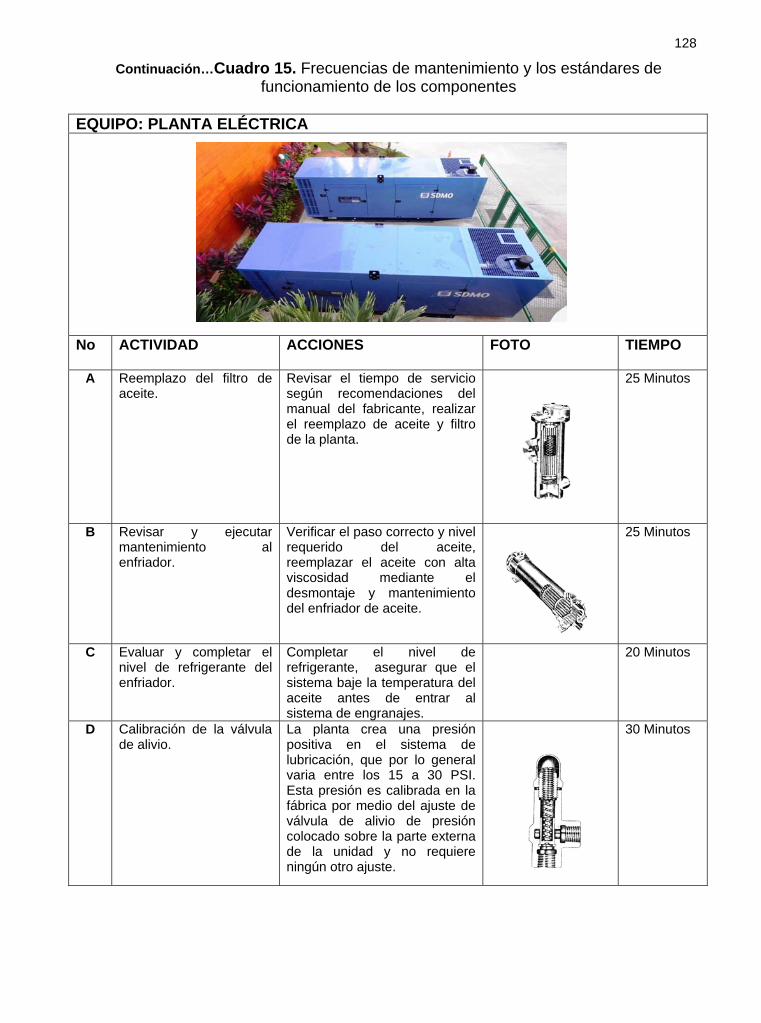
128
Continuación…Cuadro 15. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: PLANTA ELÉCTRICA No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Reemplazo del filtro de aceite.
Revisar el tiempo de servicio según recomendaciones del manual del fabricante, realizar el reemplazo de aceite y filtro de la planta.
25 Minutos
B Revisar y ejecutar mantenimiento al enfriador.
Verificar el paso correcto y nivel requerido del aceite, reemplazar el aceite con alta viscosidad mediante el desmontaje y mantenimiento del enfriador de aceite.
25 Minutos
C Evaluar y completar el nivel de refrigerante del enfriador.
Completar el nivel de refrigerante, asegurar que el sistema baje la temperatura del aceite antes de entrar al sistema de engranajes.
20 Minutos
D Calibración de la válvula de alivio.
La planta crea una presión positiva en el sistema de lubricación, que por lo general varia entre los 15 a 30 PSI. Esta presión es calibrada en la fábrica por medio del ajuste de válvula de alivio de presión colocado sobre la parte externa de la unidad y no requiere ningún otro ajuste.
30 Minutos
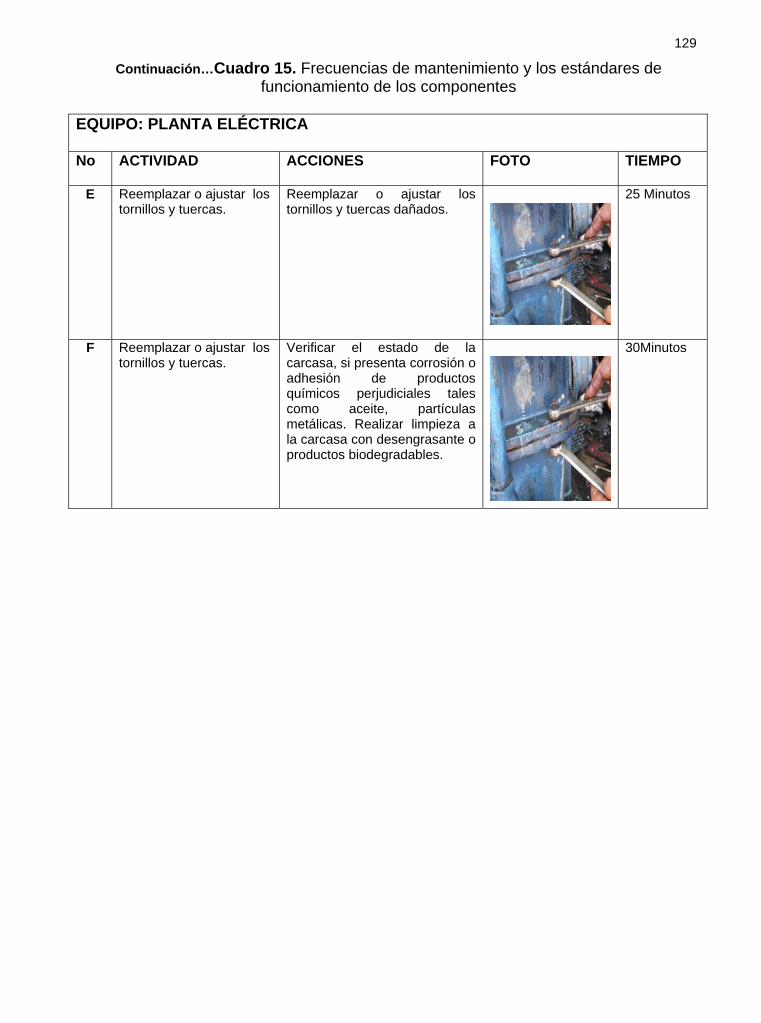
129
Continuación…Cuadro 15. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: PLANTA ELÉCTRICA No ACTIVIDAD ACCIONES FOTO TIEMPO
E Reemplazar o ajustar los
tornillos y tuercas.
Reemplazar o ajustar los tornillos y tuercas dañados.
25 Minutos
F Reemplazar o ajustar los tornillos y tuercas.
Verificar el estado de la carcasa, si presenta corrosión o adhesión de productos químicos perjudiciales tales como aceite, partículas metálicas. Realizar limpieza a la carcasa con desengrasante o productos biodegradables.
30Minutos
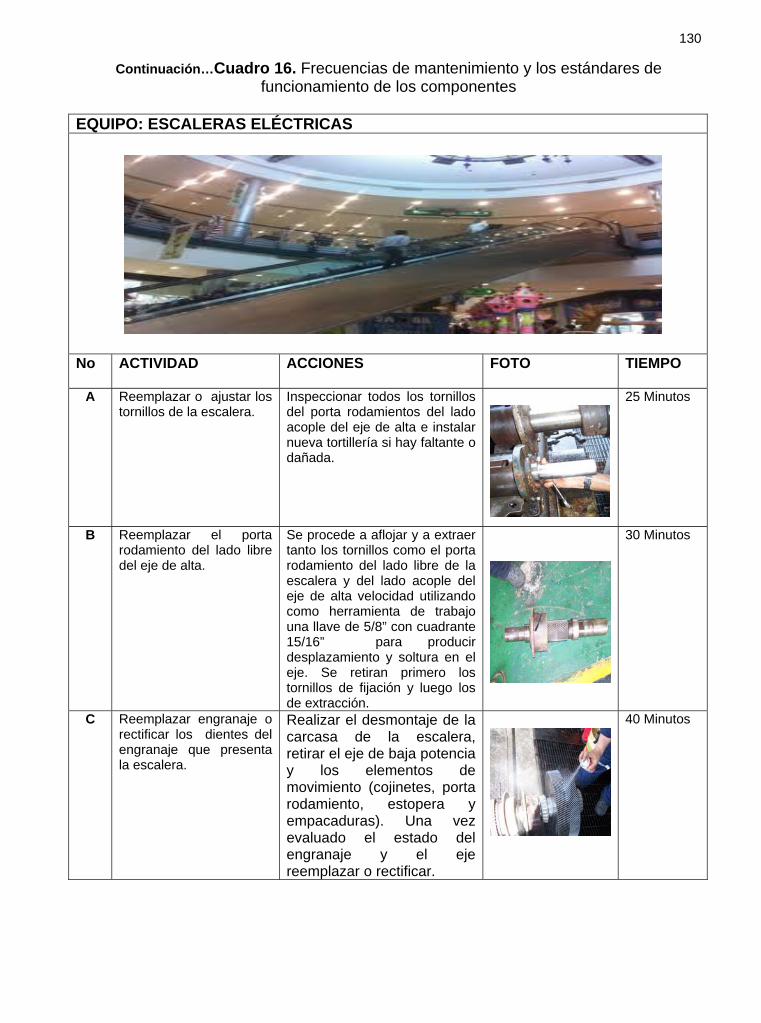
130
Continuación…Cuadro 16. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: ESCALERAS ELÉCTRICAS No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Reemplazar o ajustar los tornillos de la escalera.
Inspeccionar todos los tornillos del porta rodamientos del lado acople del eje de alta e instalar nueva tortillería si hay faltante o dañada.
25 Minutos
B Reemplazar el porta rodamiento del lado libre del eje de alta.
Se procede a aflojar y a extraer tanto los tornillos como el porta rodamiento del lado libre de la escalera y del lado acople del eje de alta velocidad utilizando como herramienta de trabajo una llave de 5/8” con cuadrante 15/16” para producir desplazamiento y soltura en el eje. Se retiran primero los tornillos de fijación y luego los de extracción.
30 Minutos
C Reemplazar engranaje o rectificar los dientes del engranaje que presenta la escalera.
Realizar el desmontaje de la carcasa de la escalera, retirar el eje de baja potencia y los elementos de movimiento (cojinetes, porta rodamiento, estopera y empacaduras). Una vez evaluado el estado del engranaje y el eje reemplazar o rectificar.
40 Minutos
131
Continuación…Cuadro 16. Frecuencias de mantenimiento y los estándares de
funcionamiento de los componentes
EQUIPO: ESCALERAS ELÉCTRICAS No ACTIVIDAD ACCIONES FOTO TIEMPO
D Evaluar la holgura entre
el cojinete y el eje.
De presentar holgura reemplazar los cojinetes de alta velocidad por cojinetes fundidos centrífugamente tipo anti fricción.
25 Minutos
132
Continuación…Cuadro 17. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: ASCENSORES PANORÁMICOS No ACTIVIDAD ACCIONES FOTO TIEMPO
A
Reemplazar o ajustar los tornillos del ascensor.
Inspeccionar todos los tornillos del porta rodamientos del lado acople del eje de baja e instalar nueva tortillería si hay faltante o dañada.
20 Minutos
B Reemplazar el porta rodamientos del lado acople del eje de baja
Se procede a aflojar y a extraer tanto los tornillos como el porta rodamiento del lado libre y del lado acople del eje de baja velocidad utilizando como herramienta de trabajo una llave de 5/8” con cuadrante 15/16” para producir desplazamiento y soltura en el eje del ascensor. Se retiran primero los tornillos de fijación y luego los de extracción.
25 Minutos
C Medir el espacio libre de los cojinetes.
Realizar la evaluación de las condiciones de lubricación del cojinete, asimismo, medir los diámetros interno y externo del cojinete. El cojinete puede considerarse operacional mientras el espacio libre medico no exceda el espacio libre especificado por más de 0.004 a 0.005 pulgadas.
15 Minutos
133
Continuación…Cuadro 17. Frecuencias de mantenimiento y los estándares de funcionamiento de los componentes
EQUIPO: ASCENSORES PANORÁMICOS No ACTIVIDAD ACCIONES FOTO TIEMPO
D Evaluar el sistema de
lubricación del ascensor.
Se procede a retirar los tornillos de cada elemento de lubricación, se realiza la evaluación de todos los componentes del sistema de lubricación (Bomba de aceite, filtro de aceite, válvula de alivio y enfriador).
30 Minutos
E Revisar o reemplazar los cojinetes.
Se procede a retirar el porta rodamientos del eje de baja del lado libre. Esto se hace de forma manual ya que todos los tornillos han sido retirados desde la desinstalación en sitio.
40 Minutos
134
CONCLUSIONES
A continuación se presenta lo detectado en los resultados de la investigación, que
dieron cumplimiento a los objetivos específicos inherentes a la misma:
En cuanto al objetivo específico que versa sobre describir los equipos rotativos
de las instalaciones de los centros comerciales tipo mall sujetos a este estudio, se
puntualiza lo referido seguidamente, a saber: existen los siguientes equipos rotativos:
ascensores panorámicos, bombas centrifugas para el flujo de agua helada, bombas
centrifugas para el flujo condensado, bombas centrifugas para el flujo de agua potable
en todas las instalaciones, chillers (aires acondicionados de gran capacidad), planta
eléctrica (para la generación de energía), torres de enfriamiento, y escaleras eléctricas.
En referencia al objetivo especifico que permitió identificar la criticidad, modos y
efectos de fallas de los equipos rotativos estudiados en los centros comerciales tipo
mall, se evidencia lo siguiente: presentación de numerosas fallas en los equipos
rotativos estudiados en forma general, tales como falla en bomba de aceite, falla de
filtro de aceite, falla del enfriador de aceite, con una repetición de 11 fallas, porta
rodamiento de eje de alta con desgaste, eje de alta con fractura, porta rodamiento del
lado libre del eje de alta con desgaste, eje de baja potencia con desgaste, porta
rodamiento del lado acople del eje de baja con desgaste, con una repetición de 8 fallas;
en cuanto a las horas totales de falla por ítem, estos son el porta rodamiento de eje de
alta con desgaste, eje de alta con fractura, porta rodamiento del lado libre del eje de alta
con desgaste, eje de baja potencia con desgaste, ya que se encuentran entre un rango
dado denominado crítico, entre 200 y 300 hrs fuera de servicio.
Asimismo, vale acotar que el porta rodamiento del lado acople del eje de baja
con desgaste, falla de filtro de aceite, falla del enfriador de aceite, ruptura de carcasa,
son los que se encuentra entre un rango dado denominado semi-crítico, entre 80 y 200
hrs fuera de servicio, asi como el de falla de válvula de alivio, eslinga de carcasa
partida, y falla del perno de anclaje.
135
En lo atinente al objetivo especifico que refirió sobre analizar estadísticamente el
comportamiento de las fallas de los equipos rotativos investigados en base a la
criticidad, se pudo revelar lo expresado a continuación: se llevó a cabo el análisis de
confiabilidad, mantenibilidad y disponibilidad de los equipos rotativos, donde se
especificaron los siguientes aspectos: tiempo para fallar; tiempo medio entre fallas; tasa
de fallas; y probabilidad de falla en un tiempo predeterminado. De hecho, los tiempos
promedio para reparar son eficientes, desde las bombas centrifugas para el flujo de
agua helada, pasando por las bombas de flujo condensado, agua potable, chillers y
escaleras eléctricas, dado que su lapso de tiempo para efectuar dichas actividades
oscilan entre 3.33 y 5.68, tiempo prudencial para efectuar su reparación, y efectuársele
su mantenimiento preventivo; sin embargo, las torres de enfriamiento y los ascensores
panorámicos su tiempo promedial se ubica apenas entre 2.32 y 2.53, a pesar de que
son equipos que requieren mayor cantidad de tiempo para su reparación.
A su vez, los tiempos para reparar dependen generalmente de la duración de las
actividades de: el enfriamiento del equipo; de tipo administrativa; ubicación de la falla;
espera de los materiales y repuestos; y reemplazo de componentes dañados, donde la
rata de reparación es un parámetro el cual permite evaluar la probabilidad que tiene un
componente a ser reparado, elemento este considerado de suma importancia. Por otra
parte, el factor servicio o tiempo fuera de servicio demarca que las escaleras eléctricas
y los ascensores panorámicos tienen mayor índice de disponibilidad (9), por lo cual se
podría adquirir otros equipos de esta índole, sin embargo, las bombas centrifugas para
el flujo condensado presentan un bajo valor de 2.25, seguido del resto de los equipos
rotativos quienes tienen un valor de FS de 4.5 respectivamente.
Todo lo expresado, revela la carencia de una planificación y una adecuación del
personal al mantenimiento preventivo y no tanto correctivo que debe ejecutar. Es con
base a lo expresado, que se debe dar importancia al análisis de criticidad toda vez que
permite tanto mejorar la productividad, como lograr una jerarquización de las fallas que
pudieran presentarse.
Finalmente, en cuanto al objetivo específico de diseñar un plan para equipos
rotativos en instalaciones de centros comerciales tipo mall con la finalidad de mantener
136
su operabilidad en el tiempo, se realizaron las pautas atinentes a éste en el apartado de
resultados correspondientes, basado en dos aspectos, el primero se cimienta en la
confiabilidad para fijar el número de horas y la probabilidad de falla; y el segundo,
diseñando las frecuencias de mantenimiento y los estándares de funcionamiento de los
componentes.
137
RECOMENDACIONES
Después de analizar toda la información recopilada en esta investigación y en
concordancia con las conclusiones emitidas, se determinaron ciertas pautas que se
recomiendan para el correcto funcionamiento de los equipos rotativos que funcionan en
el mall objeto de análisis, mediante la aplicación del diseño propuesto en el plan de
mantenimiento, las cuales se presentan a continuación:
1. Lo emplazado en las conclusiones permite determinar que una estrecha relación
de trabajo entre la gerencia de mantenimiento y las distintas unidades operativas en el
Centro Sambil Maracaibo del Estado Zulia, las cuales son esenciales para identificar
soluciones óptimas generadas por el hecho de tomar en consideración al
mantenimiento preventivo de sus equipos rotativos, produciendo (con las pautas de
acción diseñadas por la investigadora mediante un plan de acción en materia de
mantenimiento) soluciones efectivas en costo para los equipos existentes a objeto de
aumentar el funcionamiento de los mismos asi como su eficiencia.
2. Se destaca la importancia de utilizar la descentralización dentro de la función de
mantenimiento, ya que puede producir un tiempo de respuestas más rápido y lograr que
los trabajadores se familiaricen más con los problemas que pudieran presentar los
equipos rotativos respectivos. De hecho, si se siguen unas cuantas instrucciones al
aplicarle el mantenimiento preventivo adecuado, con eficiencia, eficacia y efectividad se
puede economizar en tiempo, trabajo y problemas que se pudieran generar.
3. Realizar una inspección periódica dado que resulta económica en comparación
con la inoperabilidad de los equipos rotativos, debido a daños o fallas de sus diferentes
partes. Las inspecciones deben hacerse bimestral o anualmente, según la clase de
servicio a aplicar, a su vez, deben ser completas y debe incluir un chequeo cuidadoso
de los mismos en cada área donde se encuentran, así como el estado en que se
encuentran todas las partes expuestas a roce o a daños causados por factores internos
o externos al mall analizado.
138
4. La gerencia de mantenimiento del mall analizado debe contar con un programa
anual de capacitación para mejorar y actualizar el conocimiento de su personal con
relación a cómo aplicar un mantenimiento preventivo a los equipos rotativos, elementos
estos que por carencia de tiempo no se ha realizado. La capacitación deberá incluir un
programa de técnicas modernas que lleve de manera periódica las últimas técnicas de
mantenimiento en dichos equipos a todos los interesados. El programa de capacitación
deberá incluir capacitación fuera del y en el trabajo. A su vez, el programa de
capacitación deberá ir acompañado de un programa de motivación.
5. Aplicar la estrategia propuesta o desarrollada para la optimización de los equipos
rotativos en el mall, mediante el plan de mantenimiento diseñado, cuya finalidad
intrínseca es consolidar una gestión exitosa al tener en cuenta en su haber al
mantenimiento sobretodo preventivo de estos.
6. Asimismo, solidificar un proceso comunicacional dentro mall objeto de estudio, en
cuanto a sus equipos rotativos se refiere, para crear y consolidar una gerencia del
cambio con la finalidad de manejar exitosamente la transición entre una situación
presente, hacia otra futura en la cual hay una promesa de mejorar, mediante la puesta
en práctica de estrategias de mantenimiento conducentes a la obtención de eficientar
dichos equipos.
7. Realizar la revisión y evaluación periódica de los procesos operativos de
mantenimiento por parte de la gerencia de mantenimiento del mall objeto de estudio, así
como el establecimiento de planes estructurales en cuanto al tipo de mantenimiento a
llevar a cabo en los equipos rotativos según las pautas de acción reseñadas en el
estudio realizado, en un lapso prioritario de un semestre y luego en forma anual que
vayan acorde a la nueva realidad económica del país.
8. Poner en práctica estrategias de mantenimiento conducentes a la obtención de
mejorar la operabilidad de sus equipos rotativos mediante un proceso comunicacional
que vaya dirigido a toda la estructura jerárquica del mall, las cuales les permita
internalizar el compromiso de tomar en consideración a las nuevas situaciones
suscitadas en una nueva estructura operativa que confluya a la excelencia de la misma,
139
mediante charlas, foros inherentes al ámbito del mantenimiento de los equipos
mencionados y la forma de optimizarlos en el tiempo. Por ello, el mall debería utilizar el
modelo denominado Análisis Modo y Efecto de Falla (AMEF), ya que dicha aplicación
beneficiaría los tiempos de reparación, además beneficiaría la detección de fallas dentro
de los equipos rotativos.
140
REFERENCIAS BIBLIOGRAFICAS
Anzola, J. (2005). Modelos de gestión en las organizaciones. México: Editorial Limusa, S.A. Arias, R. (2006). Trabajos de investigación social. Madrid-España, Editorial Paraninfo. Bavaresco, A. (2006). Proceso Metodológico de la Investigación. LUZ. Cerbero, J. (2007). Gestión de Mantenimiento. Madrid, Ediciones Pirámides. Covenin 2500-3 (1958) Manual para Evaluar los Sistemas de Mantenimiento en la Industria. 1er. Revisión. Chávez, N. (2007). Introducción a la investigación educativa” Maracaibo: editora la Columna. Cordera, J. (2005). Gestión de Mantenimiento. Madrid, Ediciones Pirámides. Duffua, R. Dixo, L. y Reynolds, J. (2008). Sistemas de Mantenimiento Planeación y Control. México, Editorial Dimusa. Hernández, R., Fernández, C. y Baptista, L. (2006). Metodología de la Investigación. McGraw-Hill. México. Hernández, J. (2006). Proyección del mantenimiento preventivo. España. Editorial Mc Graw Hill Hispanoamérica, S.A. Huerta, S. (2007). Mantenimiento y controles operativos. México, Editorial McGraw Hill. Gomez, G. (2007). Sistemas Administrativos Análisis y Diseño. 1era edición Editorial McGraw-Hill. México. Industries, S.A. (2006). Manejo del control de mantenimiento. México: Editorial Diana. Knezevic, J. (2006) Mantenimiento. Editorial Isdefe. España. Milano, T. (2005). Planificación y Gestión del Mantenimiento Industrial un Enfoque estratégico y Operativo.1era edición, Editorial Panapo. Manual de mantenimiento industrial de Morrow (2007). Manual de Control Interno. Editorial Gestión 2000. Segunda Edición. Barcelona España. Nava, D. (2006). Aplicación Práctica de la Teoría de Mantenimiento Universidad de los Andes Consejo de Publicaciones.
141
Ordoñez, G. (2006). Auditoría y Control de Mantenimiento. México, Editorial McGraw/Hill. Portier, R. (2006). Manual de Control Interno. Editorial Gestión 2000. Segunda Edición. Barcelona España. Salvatierra, L. (2004). Metodología de mantenimiento. México: Editorial Diana. Zambrano, L.; y Leal, A. (2005). Control de Mantenimiento. México, Editorial Mc Graw Hill Hispanoamérica.
ANEXO 1 (Instrumento-Entrevista)
REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
DIVISIÓN DE POSTGRADO DE LA FACULTAD DE INGENIERÍA PROGRAMA: GERENCIA DE MANTENIMIENTO
PLAN DE MANTENIMIENTO PREVENTIVO DE EQUIPOS ROTATIVOS EN INSTALACIONES DE CENTROS COMERCIALES TIPO MALL
INSTRUMENTO DE VALIDACIÓN DE CONTENIDO
Entrevista dirigida a los Informantes clave:
Autor: Ing. Maritzabel González Adrianza
Maracaibo, Febrero de 2013
Maracaibo, 18 de febrero de 2013
Estimado profesor (a),
Me dirijo a usted en la ocasión de solicitarle su valiosa opinión sobre el contenido
literal del instrumento conformado por el cuestionario auto administrado, que tiene como
propósito obtener la información necesaria para la evaluación de la variable de
investigación Plan de Mantenimiento Preventivo. El presente instrumento es de suma importancia puesto que permitirá recopilar la
información necesaria acerca del Plan de mantenimiento preventivo de equipos
rotativos en instalaciones de centros comerciales tipo mall, permitiendo culminar la
investigación realizada como trabajo de grado, requisito fundamental para optar al titulo
de Magíster en Gerencia de Mantenimiento, en la Universidad del Zulia.
Se agradece su valiosa colaboración en la validación del contenido del presente
instrumento de medición, en lo referente a la pertinencia con los objetivos, los
indicadores, las variables, los tipos de preguntas y la redacción, así como cualquier
observación que usted considere pertinente proponer.
Atentamente,
Ing. Maritzabel González Adrianza
TITULO DE LA INVESTIGACIÒN:
PLAN DE MANTENIMIENTO PREVENTIVO DE EQUIPOS ROTATIVOS EN INSTALACIONES DE CENTROS COMERCIALES TIPO MALL.
OBJETIVOS DE LA INVESTIGACIÒN
Objetivo general
Proponer un plan de mantenimiento preventivo para equipos rotativos en
instalaciones de centros comerciales tipo mall.
Objetivos específicos
Describir los equipos rotativos de las instalaciones de los centros comerciales
tipo mall sujetos a este estudio.
Analizar la criticidad, modos y efectos de fallas de los equipos rotativos
estudiados en los centros comerciales tipo mall.
Evaluar estadísticamente el comportamiento de las fallas de los equipos rotativos
investigados
Diseñar un plan de mantenimiento preventivo para equipos rotativos en
instalaciones de centros comerciales tipo mall con la finalidad de mantener su
operabilidad en el tiempo.
Sistema de Variables
De acuerdo con Tamayo y Tamayo (2007), la variable es cualquier característica
de la realidad que puede ser determinada mediante la observación y la cual puede
presentar diferentes valores de una unidad de observación a otra. La presente
investigación estará enfocada hacia el estudio de la variable: Plan de Mantenimiento
Preventivo.

Definición Nominal Plan de Mantenimiento Preventivo Definición Conceptual
Es aquel que consiste en un grupo de tareas planificadas que se ejecutan
periódicamente, con el objetivo de garantizar que los activos cumplan con las funciones
requeridas durante su ciclo de vida útil dentro del contexto operacional donde se
ubican, alargar sus ciclos de vida y mejorar la eficiencia de los procesos, dado que en la
medida en que optimizamos (prosiguen los autores) la frecuencia de realización de las
actividades de mantenimiento logramos aumentar las mejoras operacionales de los
procesos, Duffuaa y otros (2008: 14).
Definición Operacional
Desde el punto de vista operativo consiste en proponer un plan de mantenimiento
preventivo para equipos rotativos en instalaciones de centros comerciales tipo mall,
realizado de acuerdo a indicadores como manuales operativos, material y equipos,
confiabilidad, mantenibilidad, rutinas de inspección, frecuencias de mantenimiento,
actividades de mantenimiento, logro de objetivos para los mantenimientos de los
equipos rotativos, logrando controlar los puntos críticos que puedan presentarse
afectando la ejecución y permita minimizar el riesgo, cuya finalidad en esencia sea
reducir el costo de mantenimiento y la probabilidad de falla de estos.
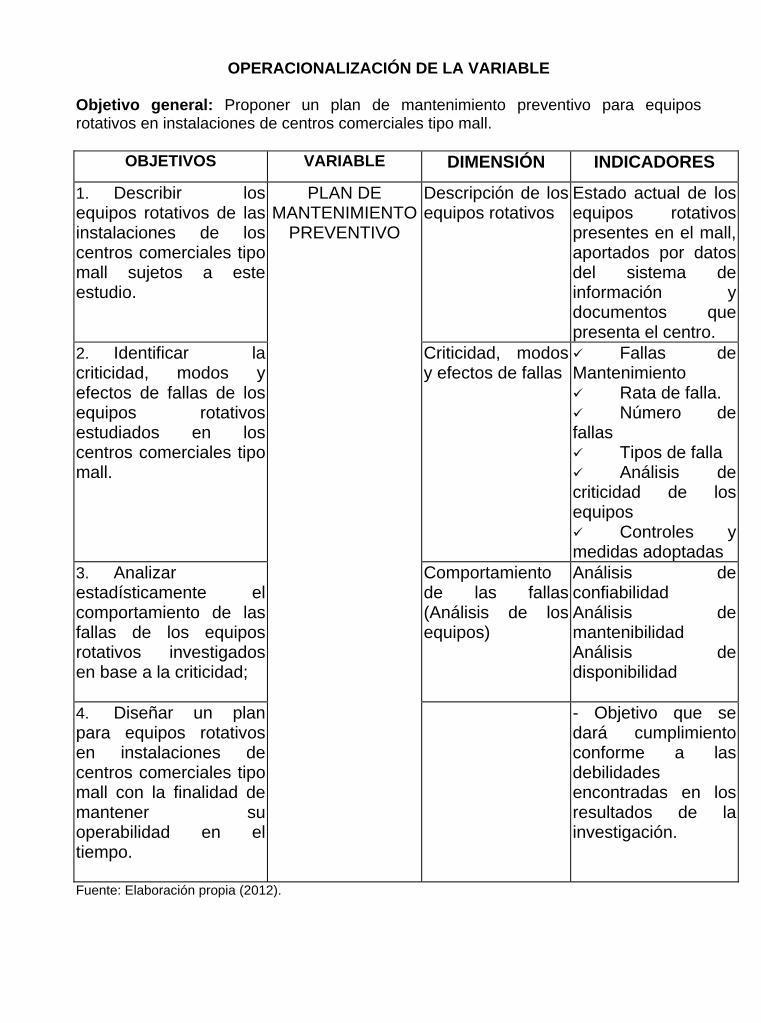
OPERACIONALIZACIÓN DE LA VARIABLE Objetivo general: Proponer un plan de mantenimiento preventivo para equipos rotativos en instalaciones de centros comerciales tipo mall.
OBJETIVOS VARIABLE DIMENSIÓN INDICADORES
1. Describir los equipos rotativos de las instalaciones de los centros comerciales tipo mall sujetos a este estudio.
PLAN DE MANTENIMIENTO
PREVENTIVO
Descripción de los equipos rotativos
Estado actual de los equipos rotativos presentes en el mall, aportados por datos del sistema de información y documentos que presenta el centro.
2. Identificar la criticidad, modos y efectos de fallas de los equipos rotativos estudiados en los centros comerciales tipo mall.
Criticidad, modos y efectos de fallas
Fallas de Mantenimiento
Rata de falla. Número de
fallas Tipos de falla Análisis de
criticidad de los equipos
Controles y medidas adoptadas
3. Analizar estadísticamente el comportamiento de las fallas de los equipos rotativos investigados en base a la criticidad;
Comportamiento de las fallas (Análisis de los equipos)
Análisis de confiabilidad Análisis de mantenibilidad Análisis de disponibilidad
4. Diseñar un plan para equipos rotativos en instalaciones de centros comerciales tipo mall con la finalidad de mantener su operabilidad en el tiempo.
- Objetivo que se dará cumplimiento conforme a las debilidades encontradas en los resultados de la investigación.
Fuente: Elaboración propia (2012).
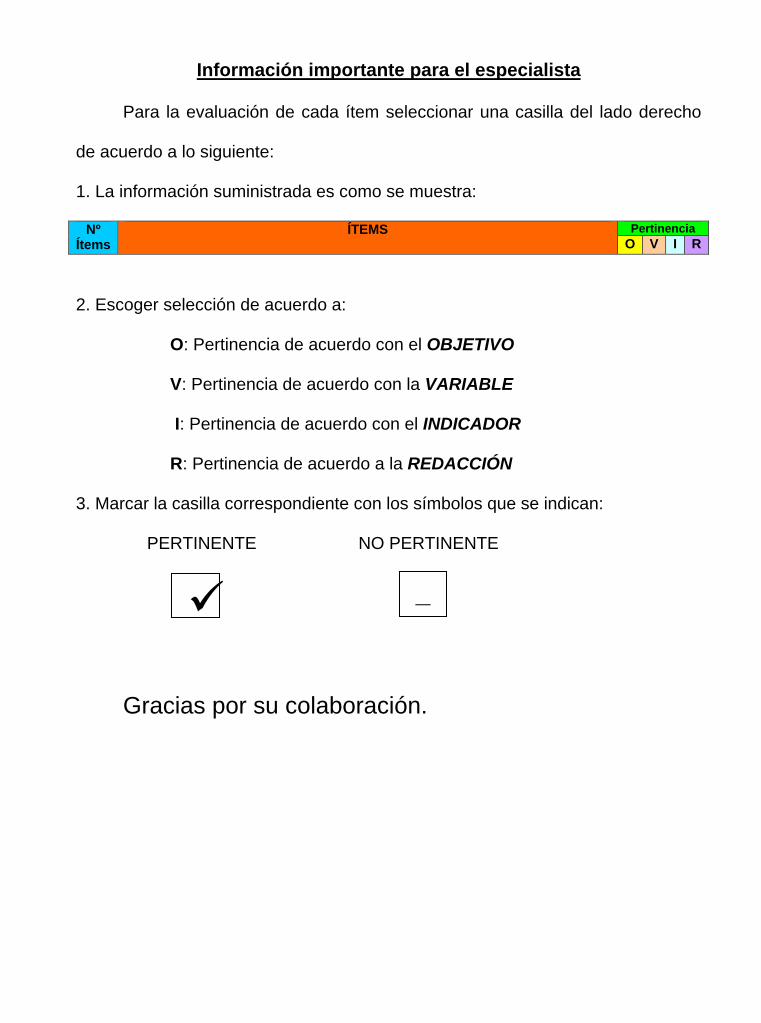
Información importante para el especialista
Para la evaluación de cada ítem seleccionar una casilla del lado derecho
de acuerdo a lo siguiente:
1. La información suministrada es como se muestra:
Nº Ítems
ÍTEMS
PertinenciaO V I R
2. Escoger selección de acuerdo a:
O: Pertinencia de acuerdo con el OBJETIVO
V: Pertinencia de acuerdo con la VARIABLE
I: Pertinencia de acuerdo con el INDICADOR
R: Pertinencia de acuerdo a la REDACCIÓN
3. Marcar la casilla correspondiente con los símbolos que se indican:
PERTINENTE NO PERTINENTE
Gracias por su colaboración.
_
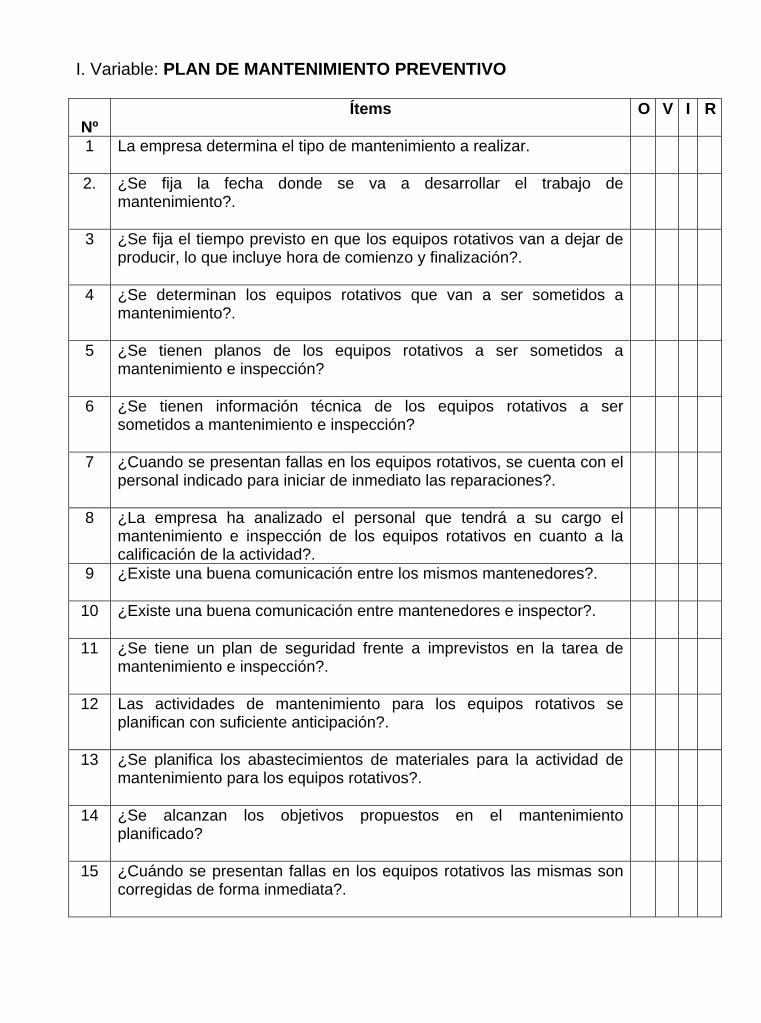
I. Variable: PLAN DE MANTENIMIENTO PREVENTIVO
Nº
Ítems O V I R
1 La empresa determina el tipo de mantenimiento a realizar.
2. ¿Se fija la fecha donde se va a desarrollar el trabajo de mantenimiento?.
3 ¿Se fija el tiempo previsto en que los equipos rotativos van a dejar de producir, lo que incluye hora de comienzo y finalización?.
4 ¿Se determinan los equipos rotativos que van a ser sometidos a mantenimiento?.
5 ¿Se tienen planos de los equipos rotativos a ser sometidos a mantenimiento e inspección?
6 ¿Se tienen información técnica de los equipos rotativos a ser sometidos a mantenimiento e inspección?
7 ¿Cuando se presentan fallas en los equipos rotativos, se cuenta con el personal indicado para iniciar de inmediato las reparaciones?.
8 ¿La empresa ha analizado el personal que tendrá a su cargo el mantenimiento e inspección de los equipos rotativos en cuanto a la calificación de la actividad?.
9 ¿Existe una buena comunicación entre los mismos mantenedores?.
10 ¿Existe una buena comunicación entre mantenedores e inspector?.
11 ¿Se tiene un plan de seguridad frente a imprevistos en la tarea de mantenimiento e inspección?.
12 Las actividades de mantenimiento para los equipos rotativos se planifican con suficiente anticipación?.
13 ¿Se planifica los abastecimientos de materiales para la actividad de mantenimiento para los equipos rotativos?.
14 ¿Se alcanzan los objetivos propuestos en el mantenimiento planificado?
15 ¿Cuándo se presentan fallas en los equipos rotativos las mismas son corregidas de forma inmediata?.
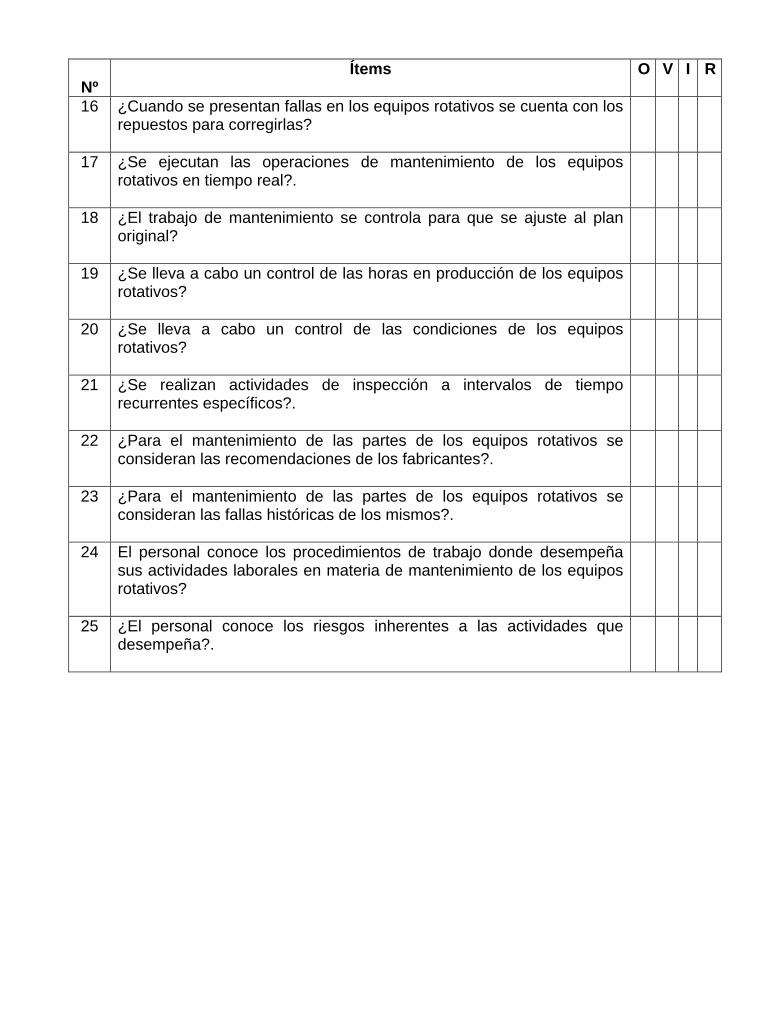
Nº
Ítems O V I R
16 ¿Cuando se presentan fallas en los equipos rotativos se cuenta con los repuestos para corregirlas?
17 ¿Se ejecutan las operaciones de mantenimiento de los equipos rotativos en tiempo real?.
18 ¿El trabajo de mantenimiento se controla para que se ajuste al plan original?
19 ¿Se lleva a cabo un control de las horas en producción de los equipos rotativos?
20 ¿Se lleva a cabo un control de las condiciones de los equipos rotativos?
21 ¿Se realizan actividades de inspección a intervalos de tiempo recurrentes específicos?.
22 ¿Para el mantenimiento de las partes de los equipos rotativos se consideran las recomendaciones de los fabricantes?.
23 ¿Para el mantenimiento de las partes de los equipos rotativos se consideran las fallas históricas de los mismos?.
24 El personal conoce los procedimientos de trabajo donde desempeña sus actividades laborales en materia de mantenimiento de los equipos rotativos?
25 ¿El personal conoce los riesgos inherentes a las actividades que desempeña?.
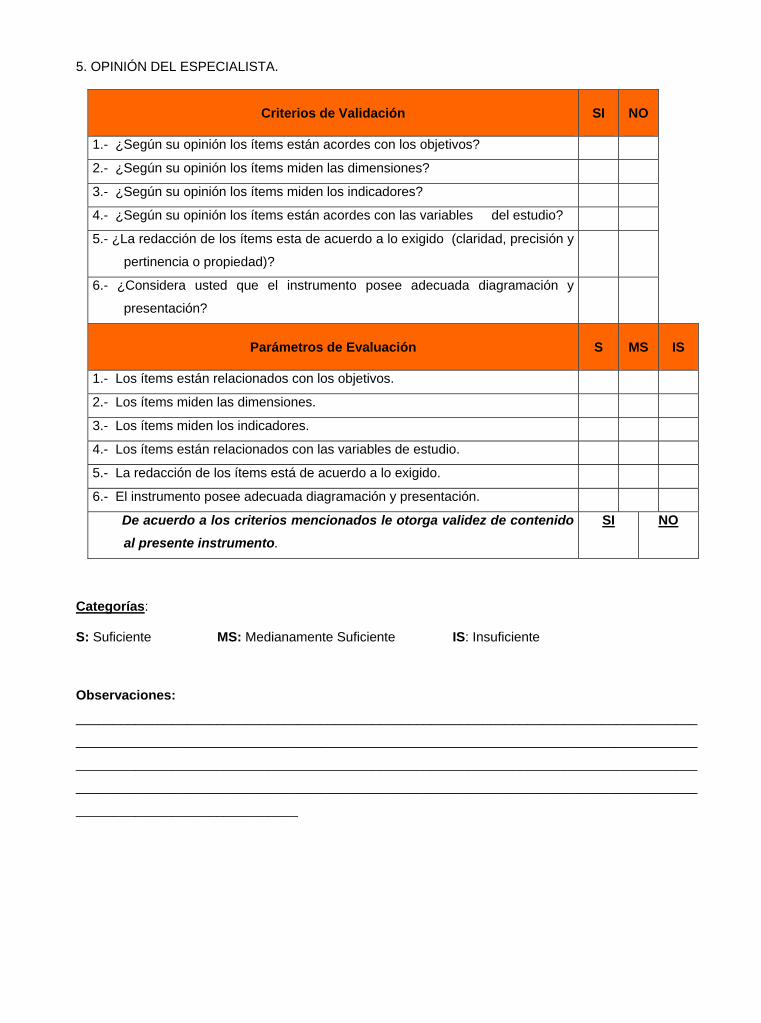
5. OPINIÓN DEL ESPECIALISTA.
Criterios de Validación
SI
NO
1.- ¿Según su opinión los ítems están acordes con los objetivos?
2.- ¿Según su opinión los ítems miden las dimensiones?
3.- ¿Según su opinión los ítems miden los indicadores?
4.- ¿Según su opinión los ítems están acordes con las variables del estudio?
5.- ¿La redacción de los ítems esta de acuerdo a lo exigido (claridad, precisión y
pertinencia o propiedad)?
6.- ¿Considera usted que el instrumento posee adecuada diagramación y
presentación?
Parámetros de Evaluación
S
MS
IS
1.- Los ítems están relacionados con los objetivos.
2.- Los ítems miden las dimensiones.
3.- Los ítems miden los indicadores.
4.- Los ítems están relacionados con las variables de estudio.
5.- La redacción de los ítems está de acuerdo a lo exigido.
6.- El instrumento posee adecuada diagramación y presentación.
De acuerdo a los criterios mencionados le otorga validez de contenido al presente instrumento.
SI NO
Categorías: S: Suficiente MS: Medianamente Suficiente IS: Insuficiente Observaciones: ____________________________________________________________________________________
____________________________________________________________________________________
____________________________________________________________________________________
____________________________________________________________________________________
______________________________
Datos del Experto:
Nombre: ___________________________________
Cédula de Identidad: _________________________
Título: _____________________________________
Cargo: _____________________________________
Lugar de trabajo: _____________________________ CONSTANCIA DE JUICIO DEL EXPERTO Yo, __________________________________ titular de la cédula de identidad Nº
_____________ certifico que realicé el juicio de experto del cuestionario diseñado por la
Ing. Maritzabel González en la investigación titulada:
PLAN DE MANTENIMIENTO PREVENTIVO PARA EQUIPOS ROTATIVOS EN
INSTALACIONES DE CENTROS COMERCIALES TIPO MALL
Firma del especialista: ___________________ Fecha: ___________________

ANEXO 2 (ANALISIS EFECTUADOS)

ANEXO 3 (RELACION DE EQUIPOS)
DEPARTAMENTO DE PLANIFICACION
CATALOGO DE EQUIPOS
A.S. 26 MARACAIBO, C.A.(clave ISO-1
Febrero 19, 20
Grupo: MOTOBOMBA Prioridad: TODAS GrupoOrden: 9:00 A
MOTOBOMBA
BOMBA AGUA HELADA # 1 ANSTRONG 8 X 6 X 11.5 492839
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga de una (1) etapa asociada al Chiller # 1 de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 2150* Ft de agua: 85* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6309 2Z C3, Marca: SKF* Rodamiento Trasero: 6209 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA # 2 ANSTRONG 8 X 6 X 11.5 492842
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga de una (1) etapa asociada al Chiller # 2 de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 2150* Ft de agua: 85* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6309 2Z C3, Marca: SKF* Rodamiento Trasero: 6209 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA # 3 ANSTRONG 8 X 6 X 11.5 492837
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga de una (1) etapa asociada al Chiller # 3 de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 2150* Ft de agua: 85* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6309 2Z C3, Marca: SKF* Rodamiento Trasero: 6209 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA # 4 ANSTRONG 8 X 6 X 11.5 492841
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga de una (1) etapa asociada al Chiller # 4 de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 2150* Ft de agua: 85* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6309 2Z C3, Marca: SKF* Rodamiento Trasero: 6209 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA # 5 ANSTRONG 8 X 6 X 11.5 492840
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga de una (1) etapa asociada al Chiller # 5 de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 2150* Ft de agua: 85* Hp: 60
1 de 8 (clave ISO-1
* Rpm: 1800* Rodamiento Delantero: 6309 2Z C3, Marca: SKF* Rodamiento Trasero: 6209 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA RESERVA ANSTRONG 8 X 6 X 11.5 492838
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga de una (1) etapa , reserva, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 2150* Ft de agua: 85* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6309 2Z C3, Marca: SKF* Rodamiento Trasero: 6209 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M1-1 ANSTRONG 8 X 6 X 13 492604
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba # 1 centrifuga de una (1) etapa , Montante 1, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 100* Hp: 50* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M1-2 ANSTRONG 8 X 6 X 13 492602
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba # 2 centrifuga de una (1) etapa , Montante 1, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 100* Hp: 50* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M1-3 ANSTRONG 8 X 6 X 13 492603
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 3 de una (1) etapa , Montante 1, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 100* Hp: 50* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M2-1 ANSTRONG 8 X 6 X 13 493593
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 1 de una (1) etapa , Montante 2, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 150* Hp: 75* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M2-2 ANSTRONG 8 X 6 X 13 493595
2 de 8 (clave ISO-1

CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 2 de una (1) etapa , Montante 2, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 150* Hp: 75* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M2-3 ANSTRONG 8 X 6 X 13 493594
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 3 de una (1) etapa , Montante 2, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 150* Hp: 75* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M3-1 ANSTRONG 8 X 6 X 13 492591
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 1 de una (1) etapa , Montante 3, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 120* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M3-2 ANSTROMG 8 X 6 X 13 492592
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 2 de una (1) etapa , Montante 3, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 120* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M3-3 ANSTRONG 8 X 6 X 13 492593
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 3 de una (1) etapa , Montante 3, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 120* Hp: 60* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M3-4 ANSTRONG 8 X 6 X 13 492594
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 4 de una (1) etapa , Montante 3, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 120* Hp: 60
3 de 8 (clave ISO-1
* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M4-1 ANSTRONG 8 X 6 X 13 492607
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 1 de una (1) etapa , Montante 4, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 110* Hp: 50* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M4-2 ANSTRONG 8 X 6 X 13 492695
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 2 de una (1) etapa , Montante 4, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 110* Hp: 50* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
BOMBA AGUA HELADA SECUNDARIO M4-3 ANSTRONG 8 X 6 X 13 492606
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Bomba centrifuga # 3 de una (1) etapa , Montante 4, de Succion positiva, Impelers de bronce, con las siguientes caracteristicas:* GPM: 1350* Ft de agua: 110* Hp: 50* Rpm: 1800* Rodamiento Delantero: 6209 2Z C3, Marca: SKF* Rodamiento Trasero: 6309 2Z C3, Marca: SKF* Sello Mécanico: Tipo: 21, Tamaño: 1 5/8
MOTOR AGUA HELADA # 1 EMERSON AR47 G12-AR47-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico asociado al chiller 1, # de Catalogo D6OE2E, con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 150/85* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA # 2 EMERSON AR47
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo:
Motor trifasico asociado al chiller 2, # de Catalogo D6OE2E, con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 150/85* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA # 3 EMERSON AR47 G11-AR47-M
4 de 8 (clave ISO-1

CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico asociado al chiller 3, # de Catalogo D6OE2E, con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 150/85* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA # 4 EMERSON AR47 G12-AR47-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico asociado al chiller 4, # de Catalogo D6OE2E, con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 150/85* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA # 5 EMERSON AR47 G12-AR47-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico asociado al chiller 5, # de Catalogo D6OE2E, con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 150/85* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA RESERVA EMERSON AR47 G11-AR47-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico asociado a la reserva, # de Catalogo D6OE2E, con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 150/85* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M1-1 EMERSON T673 001R-10
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 1, Nº 1, # de Catalogo D50E2D , con las siguientes caracteristicas:* Voltaje: 460/230/208.........Trabaja a 480 V* Amperaje: 57/114/128* Hz: 60* Hp: 50* Rpm: 1780* Rodamiento Delantero: 6211 2Z C3, Marca: SKF* Rodamiento Trasero: 6311 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M1-2 EMERSON T673 005R-07
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 1, Nº 2, # de Catalogo D50E2D , con las siguientes caracteristicas:* Voltaje: 460/230/208.........Trabaja a 480 V* Amperaje: 57/114/128* Hz: 60
5 de 8 (clave ISO-1
* Hp: 50* Rpm: 1780* Rodamiento Delantero: 6211 2Z C3, Marca: SKF* Rodamiento Trasero: 6311 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M1-3 EMERSON T673 005R-08
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 1, Nº 3, # de Catalogo D50E2D , con las siguientes caracteristicas:* Voltaje: 460/230/208.........Trabaja a 480 V* Amperaje: 57/114/128* Hz: 60* Hp: 50* Rpm: 1780* Rodamiento Delantero: 6211 2Z C3, Marca: SKF* Rodamiento Trasero: 6311 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M2-1 EMERSON AR43 612-AR43-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 2, Nº 1, # de Catalogo D75E2E , con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 172/86* Hz: 60* Hp: 75* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M2-2 EMERSON AR43 612-AR43-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 2, Nº 2, # de Catalogo D75E2E , con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 172/86* Hz: 60* Hp: 75* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M2-3 EMERSON AR43 612-AR43-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 2, Nº 3, # de Catalogo D75E2E , con las siguientes caracteristicas:* Voltaje: 230/460.........Trabaja a 480 V* Amperaje: 172/86* Hz: 60* Hp: 75* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M3-1 EMERSON AR47 006R-02
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 3, Nº 1, # de Catalogo D60E2E , con las siguientes caracteristicas:* Voltaje: 460/230.........Trabaja a 480 V* Amperaje: 75/150* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M3-2 EMERSON AR47 611-AR47-M
6 de 8 (clave ISO-1
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 3, Nº 2, # de Catalogo D60E2E , con las siguientes caracteristicas:* Voltaje: 460/230.........Trabaja a 480 V* Amperaje: 75/150* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M3-3 EMERSON AR47 612-AR47-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 3, Nº 3, # de Catalogo D60E2E , con las siguientes caracteristicas:* Voltaje: 460/230.........Trabaja a 480 V* Amperaje: 75/150* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M3-4 EMERSON AR47 612-AR47-M
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 3, Nº 4, # de Catalogo D60E2E , con las siguientes caracteristicas:* Voltaje: 460/230.........Trabaja a 480 V* Amperaje: 75/150* Hz: 60* Hp: 60* Rpm: 1785* Rodamiento Delantero: 6212 2Z C3, Marca: SKF* Rodamiento Trasero: 6215 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M4-1 EMERSON T673 006R-08
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 4, Nº 1, # de Catalogo D50E2D , con las siguientes caracteristicas:* Voltaje: 460/230/208.........Trabaja a 480 V* Amperaje: 57/114/128* Hz: 60* Hp: 50* Rpm: 1780* Rodamiento Delantero: 6211 2Z C3, Marca: SKF* Rodamiento Trasero: 6311 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M4-2 EMERSON T673 005R-02
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 4, Nº 2, # de Catalogo D50E2D , con las siguientes caracteristicas:* Voltaje: 460/230/208.........Trabaja a 480 V* Amperaje: 57/114/128* Hz: 60* Hp: 50* Rpm: 1780* Rodamiento Delantero: 6211 2Z C3, Marca: SKF* Rodamiento Trasero: 6311 2Z C3, Marca: SKF
MOTOR AGUA HELADA SECUNDARIO M4-3 EMERSON T673 009R-10
CONJUTO BOMBA MOTOR SISTEMA A/APlan asociado:
Centro de Costo: 19 MTTO A/A
Motor trifasico montante 4, Nº 3, # de Catalogo D50E2D , con las siguientes caracteristicas:* Voltaje: 460/230/208.........Trabaja a 480 V* Amperaje: 57/114/128* Hz: 60
7 de 8 (clave ISO-1

* Hp: 50* Rpm: 1780* Rodamiento Delantero: 6211 2Z C3, Marca: SKF* Rodamiento Trasero: 6311 2Z C3, Marca: SKF
8 de 8 (clave ISO-1
DEPARTAMENTO DE PLANIFICACION
CATALOGO DE EQUIPOS
A.S. 26 MARACAIBO, C.A.(clave ISO-1
Febrero 19, 20
Grupo: TORRS ENFRIAMI Prioridad: TODAS GrupoOrden: 9:10 A
TORRS ENFRIAMI
MOTOR TORRE DE ENFRIAMIENTO #1 WEB P3E364T BI74453
MOTORES TORRE DE ENFRIAMIENTOPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - RPM: 1775 - HP: 50 - Frame: 364/5T - SF: 1,25 - Fase: 3 - Amps: 134/67 - Voltaje: 230/460
Tipo de aceite para engranajes automotrices.
VENOCO GL 5 SAE 80W 90
MOTOR TORRE DE ENFRIAMIENTO #2 WEB P3E364T BI74575
MOTORES TORRE DE ENFRIAMIENTOPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - RPM: 1775 - HP: 50 - Frame: 364/5T - SF: 1,25 - Fase: 3 - Amps: 134/67 - Voltaje: 230/460
Tipo de aceite para engranajes automotrices.
VENOCO GL 5 SAE 80W 90
MOTOR TORRE DE ENFRIAMIENTO #3 WEB P3E364T BI48486
MOTORES TORRE DE ENFRIAMIENTOPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - RPM: 1775 - HP: 50 - Frame: 364/5T - SF: 1,25 - Fase: 3 - Amps: 134/67 - Voltaje: 230/460
Tipo de aceite para engranajes automotrices.
VENOCO GL 5 SAE 80W 90
MOTOR TORRE DE ENFRIAMIENTO #4 WEB P3E364T BI42240
MOTORES TORRE DE ENFRIAMIENTOPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - RPM: 1775 - HP: 50 - Frame: 364/5T - SF: 1,25 - Fase: 3
1 de 3 (clave ISO-1
- Amps: 134/67 - Voltaje: 230/460
Tipo de aceite para engranajes automotrices.
VENOCO GL 5 SAE 80W 90
MOTOR TORRE DE ENFRIAMIENTO #5 WEB P3E364T BI48478
MOTORES TORRE DE ENFRIAMIENTOPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - RPM: 1775 - HP: 50 - Frame: 364/5T - SF: 1,25 - Fase: 3 - Amps: 134/67 - Voltaje: 230/460
Tipo de aceite para engranajes automotrices.
VENOCO GL 5 SAE 80W 90
REDUCTOR DE VELOCIDAD TORRE DE ENFRIAMIENTO #1 MARLEY 2400
REDUCTORES DE VELOCIDAD TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - Tipo de Aceite: Marca: Venoco/GL-5 SAE 80W-90 - Cantidad de aceite utilizada: 11,4 lts - Unidad: Eje de Transmisión - Mano Facturado en: Acero Inoxidable
REDUCTOR DE VELOCIDAD TORRE DE ENFRIAMIENTO #2 MARLEY 2400
REDUCTORES DE VELOCIDAD TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - Tipo de Aceite: Marca: Venoco/GL-5 SAE 80W-90 - Cantidad de aceite utilizada: 11,4 lts - Unidad: Eje de Transmisión - Mano Facturado en: Acero Inoxidable
REDUCTOR DE VELOCIDAD TORRE DE ENFRIAMIENTO #3 MARLEY 2400
REDUCTORES DE VELOCIDAD TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - Tipo de Aceite: Marca: Venoco/GL-5 SAE 80W-90 - Cantidad de aceite utilizada: 11,4 lts - Unidad: Eje de Transmisión - Mano Facturado en: Acero Inoxidable
REDUCTOR DE VELOCIDAD TORRE DE ENFRIAMIENTO #4 MARLEY 2400
REDUCTORES DE VELOCIDAD TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - Tipo de Aceite: Marca: Venoco/GL-5 SAE 80W-90 - Cantidad de aceite utilizada: 11,4 lts - Unidad: Eje de Transmisión - Mano Facturado en: Acero Inoxidable
REDUCTOR DE VELOCIDAD TORRE DE ENFRIAMIENTO #5 MARLEY 2400
REDUCTORES DE VELOCIDAD TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnica: - Tipo de Aceite: Marca: Venoco/GL-5 SAE 80W-90 - Cantidad de aceite utilizada: 11,4 lts - Unidad: Eje de Transmisión
2 de 3 (clave ISO-1
- Mano Facturado en: Acero Inoxidable
VENTILADOR TORRE DE ENFRIAMIENTO #1 MARLEY AXIAL
VENTILADORES DE LAS TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnita: - Angulo ajustable: 13° - Diametro: 168" - Material Aspa: Fibra de Vidrio - Material Centro: Acero - Ensamble de Aspa: Claridad: 1/2" Minimo: 3/4" - N° de Aspas: Seis (6) - Sensor de Vibración: Trane
VENTILADOR TORRE DE ENFRIAMIENTO #2 MARLEY AXIAL
VENTILADORES DE LAS TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnita: - Angulo ajustable: 13° - Diametro: 168" - Material Aspa: Fibra de Vidrio - Material Centro: Acero - Ensamble de Aspa: Claridad: 1/2" Minimo: 3/4" - N° de aspas: Seis (6) - Sensor de Vibración: Trane
VENTILADOR TORRE DE ENFRIAMIENTO #3 MARLEY AXIAL
VENTILADORES DE LAS TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnita: - Angulo ajustable: 13° - Diametro: 168" - Material Aspa: Fibra de Vidrio - Material Centro: Acero - Ensamble de Aspa: Claridad: 1/2" Minimo: 3/4" - N° de Aspas: Seis (6) - Sensor de Vibración: Trane
VENTILADOR TORRE DE ENFRIAMIENTO #4 MARLEY AXIAL
VENTILADORES DE LAS TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnita: - Angulo ajustable: 13° - Diametro: 168" - Material Aspa: Fibra de Vidrio - Material Centro: Acero - Ensamble de Aspa: Claridad: 1/2" Minimo: 3/4" - N° de Aspas: Seis (6) - Sensor de Vibración: Trane
VENTILADOR TORRE DE ENFRIAMIENTO #5 MARLEY AXIAL
VENTILADORES DE LAS TORRESPlan asociado:
Centro de Costo: 19 MTTO A/A
Ficha tecnita: - Angulo ajustable: 13° - Diametro: 168" - Material Aspa: Fibra de Vidrio - Material Centro: Acero - Ensamble de Aspa: Claridad: 1/2" Minimo: 3/4" - N° de Aspas: Seis (6) - Sensor de Vibración: Trane
3 de 3 (clave ISO-1





























