Embed Size (px)
Citation preview

0558004847 12/2006
PT-26Plasma Arc Cutting Torch
InstrukcijuRokasgrāmata(LV)Instrukcijųvadovas(LT)Instruksjonshåndbok(NO)Instrukcjaobsługi(PL)Manualdeinstruções(PT)Руководство (RU)Návodnaobsluhu(SK)Navodilazauporabo(SL)ManualdeInstrucciones(ES)Bruksanvisning(SV)

�

�
TaBLEOfcONTENTS
Section/Title Page
LATVIAN (LV) ......................................................................................................................................................................................................................5
LITHUANIAN (LT) ............................................................................................................................................................................................................ �5
NORWEGIAN (NO) ......................................................................................................................................................................................................... 65
POLISH (PL) ...................................................................................................................................................................................................................... 95
PORTUGUESE (PT) .......................................................................................................................................................................................................1�5
RUSSIAN (RU) ................................................................................................................................................................................................................155
SLOVAKIAN (SK) ............................................................................................................................................................................................................185
SLOVENIAN (SL) ............................................................................................................................................................................................................�15
SPANISH (ES) ..................................................................................................................................................................................................................�45
SWEDISH (SV) ................................................................................................................................................................................................................�75

4
TaBLEOfcONTENTS

PT-26Plazmas loka griezējdeglis
Lietotāja rokasgrāmata (LV)
0558004847

�

�
satura rādītājs
1.0 Drošībaspasākumi.........................................................................................................................................................................9
2.0 Apraksts............................................................................................................................................................................................112.1 Apraksts............................................................................................................................................................................... 13
3.0 Uzstādīšana.................................................................................................................................................................................... 15 3.1 Degļapieslēgšanabarošanasavotam....................................................................................................................... 15 3.2 Pieslēgšanavecākumodeļubarošanasavotiem.................................................................................................. 15 3.3 Gāzesizvēle........................................................................................................................................................................ 1� 3.4 Gāzespievadi..................................................................................................................................................................... 1� 3.5 Priekšdaļasierīčupievienošana.................................................................................................................................. 1� 3.� Distancerauzstādīšana..................................................................................................................................................18 3.� Patēriņamateriāli............................................................................................................................................................. 18 3.8 Virpuļuslāpētājauzstādīšana...................................................................................................................................... 18
4.0 Ekspluatācija.................................................................................................................................................................................. 19 4.1 Ekspluatācija...................................................................................................................................................................... 19 4.2 Ekspluatācijasparametri................................................................................................................................................ 21 4.3 Griešanasparametri........................................................................................................................................................ 21
5.0 Apkope............................................................................................................................................................................................ 2� 5.1 Priekšdaļasdemontāža.................................................................................................................................................. 2� 5.2 Vispārējainformācija....................................................................................................................................................... 2� 5.3 Netīrumiunpiesārņojums............................................................................................................................................ 28 5.4 Degļagalvasnoņemšanaunnomaiņa..................................................................................................................... 28 5.5 Degļakabeļunoņemšanaunnomaiņa.................................................................................................................... 29 5.� Balstaamortizatoru,komutācijaspaneļaunrokturanomaiņa....................................................................... 29 5.� Degļaslēdžanomaiņa.................................................................................................................................................... 29 5.8 Gāzesplūsmasmērīšanadeglī.................................................................................................................................... 30
�.0 Rezervesdaļas............................................................................................................................................................................... 31�.1 Vispārējainformācija....................................................................................................................................................... 31�.2 Pasūtīšana........................................................................................................................................................................... 31
Nodaļa / Nosaukums Lappuse

8
satura rādītājs

9
1. NOdaĻa PIEsardZīBas PasāKuMI

10
1. NOdaĻa PIEsardZīBas PasāKuMI

11
2. NOdaĻa aPraKsts
Deglis PT-26
Šisuniversālaisunērtilietojamais300ampērudeglisnodrošinanepārspējamusrezultātus,veicotvisdažādākāsmanuālāsunmehanizētāsgriešanasoperācijas.
■ Pirmklasīga griešanas jauda - spēj sagriezt metālu līdz pat 3-1/2” (88,9 mm) biezumam un plēst metālu līdz pat 4” (101,6 mm) biezumam, izmantojot gaisu, slāpekli vai argona/ūdeņraža maisījumu pie strāvas 300 ampēri
■ Nodrošina tīru, augstas kvalitātes griezumu■ Darbojas izmantojot saspiestu gaisu, slāpekli vai argona/
ūdeņraža maisījumu no kompresora vai baloniem pie strāvas 300 ampēri
■ Kompakta un viegla konstrukcija lietotāja ērtībām
■ Ilgi kalpojoši elektrodi samazina ekspluatācijas izmaksas■ Starts izmantojot kalibrēšanas loku - iedarbojas pat uz
krāsotas virsmas■ Pieejama arī kalibrēšanas sprausla■ Pārtrauktās griešanas režīms režģa vai stiepta metāla
konstrukcijau apstrādei■ Kalibrēšanas ierobežotājs un attāluma iestatīšanas
norādījumi operatora darba atvieglošanai■ Garantija - viens gads
SpecifikācijasSpriegumaklase“M”(EN500�8)Jauda(visasizmantojamāsgāzespieļaujamāspiedienadiapazonā) 100%darbacikla...................................................................................................................200ADCSP �0%darbacikla,manuālāgriešana,100%izmantošana........................................300ADCSP Maksimālāpieļaujamāstrāva............................................................................................300ADCSPAprobētāsizmantojamāsgāzes Plazma.......................................................................................... 0
2,gaiss,N
2,H-35,N
2/H
2maisījumi
Ekrāns.....................................................................................................................Gaiss,N2,CO
2,argons
Prasībasminimālajaigāzesplūsmai Ekrāns........200kubikpēdasstundāpiespiediena85psi(94l/minpiespiediena�,0bāri) Plazma....240kubikpēdasstundāpiespiediena80psi(112l/minpiespiediena5,�bāri)Pievadescauruļvadugarums........................................25pēdasvai50pēdas(�,�mvai15,2m)Masa......................................................................................................... 25pēdas-1�mārciņas(�,3kg) 50pēdas-28mārciņas(12,�kg)Maksimālaispieļaujamaisgāzespadevesspiediens........................................... 100psi(�,9bāri)Startēšanasgāzesspiediens...........................................................................................30psi(2,1bārs)Minimālādzesēšanasšķīdumaplūsma.......................0,9galoniminūtēzemspiediena95psi (3,4l/minzemspiediena�,�bāri)Maksimālaispieļaujamaisdzesēšanasšķīdumapadevesspiediens.............. 120psi(8,3bāri)Maksimālāpieļaujamādzesēšanasšķīdumatemperatūra...................................... 105°F(40°C)
KonsolesESP-150, ESP-200 un DEucE PacK 150
Informācija pasūtījumiemPT-2�,90°,25pēdu(�,�m)degļapievads....................................................................... 0558004031PT-2�,90°,50pēdu(15,2m)degļapievads.................................................................... 0558004032PT-2�,�0°,25pēdu(�,�m)degļapievads....................................................................... 0558002208PT-2�,�0°,50pēdu(15,2m)degļapievads.................................................................... 0558002209
PT-2�,LINEĀRS,25pēdu(�,�m)......................................................................................... 0558002320PT-2�,LINEĀRS,50pēdu(15,2m)....................................................................................... 0558002321
PIEZĪME: LINEĀRaJIEM degļiem cilindra diametrs ir 2” (50,8 mm) un to komplektācijā neietilpst statīvs vai degļa turētājs.
PT-2�SL,LINEĀRS,1�pēdu(5,2m).................................................................................... 0558005�20PT-2�SL,LINEĀRS,25pēdu(�,�m).................................................................................... 0558005�21PT-2�SL,LINEĀRS,50pēdu(15,2m).................................................................................. 0558005�22
PIEZĪME: LINEĀRaJIEM degļiem “SL” cilindra diametrs ir 1 3/8” (34,9 mm) un komplektācijā ietilpst 32 collu statīvs.
Papildus aprīkojumsPlasmit degļa termiskais ekrānsKalibrē......................................................................................................................................... 0558003�9�
25 pēdas (7,6 m) garš ādas aizsargapvalks*Aizsargādegļapievaduspretnoberzumiemunšķidrametālapilieniem;īpašiieteicamspiegriešanaslaikā................................................................ 0558002921
50 pēdas (15,2 m) garš ādas aizsargapvalks*....................................................... 0558002922rezerves daļu komplekts................................................................................................. 0558004030degļa turētājs, 2” (50,8 mm).......................................................................................... 0558002985degļa regulēšanas komplekts...................................................................................... 055800318�*Manuālo degļu standartaprīkojums.

12
Elektrods0558003�22-gaiss,slāpeklis,slāpeklis/ūdeņradis
0558003�23-argons/ūdeņradis(H-35)
Deflektoracaurulīte-0558003�10
Blīvgredzens-0558003�21
TermiskaisekrānsManuālaisdeglis-0558003�14
*Nelielasdistances-0558003�15
Izolators-0558003�11Ietverblīvgredzenu-0558003�12
Elektroduturētājs-0558003�0�Ietverblīvgredzenus
0558003�08(augš)94831�(apakšējais)
Distancers-0558003�13
Degļagalva- 90°.................. 0558003�19 �0°....................0558002204
letverblīvgredzenus: 0558003�20(1) 0558003�21(3)
Blīvgredzens-0558003�20
* Nelielas distances termiskais ekrāns. Manuālā degļa papildierīce griešanai un piegriešanai nelielā attālumā no detaļas virsmas.
ampēri KatalogaNr. SPRAUSLASIZMĒRSGriešanassprausla50 0558003�1� .052150 0558003�1� .0�8200 0558003�98 .089300 0558003�94 .104Piegriešanassprausla 200 0558003�18 .125300 0558003�95 .144
Visosdegļosuzstādītiblīvgredzeni:0558003�24(augšējais)0558003�25(apakšējais)
2. NOdaĻa aPraKsts
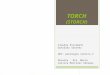
2.1 attēls. Pt-26 sprauslas konstrukcija
Manuālie modeļi PT-26
Lineārie modeļi PT-26
Elektrods0558003�22-gaiss,slāpeklis,slāpeklis/ūdeņradis
0558003�23-argons/ūdeņradis(H-35)
Deflektoracaurulīte-0558003�10
**Lineāraisvirpuļdeflektors-0558003583Ietverblīvgredzenu-0558003�24&14K0�
Elektrodaturētājs-0558003�0�Ietverblīvgredzenus:
0558003�08(augšējais)94831�(apakšējais)
Degļagalva- LINEĀRĀ.... 0558002110 Ietverblīvgredzenus: 0558003�20(1) 0558003�21(3)
Blīvgredzens-0558003�21
Blīvgredzens-0558003�20
** Šie elementi kopā ar deflektora uzstādīšanas instrumentu (0558003584) ietilpst visu degļa mehanizēto versiju komplektācijā.
**Mehāniskaisekrānacilindrs-0558003582
ampēri P/N SPRAUSLASIZMĒRSGriešanassprausla50 0558003�1� .052150 0558003�1� .0�8200 0558003�98 .089300 0558003�94 .104Piegriešanassprausla 200 0558003�18 .125300 0558003�95 .144
Abasietverblīvgredzenus:0558003�24(augšējais)0558003�25(apakšējais)

13
2. NOdaĻa aPraKsts
2.1 apraksts
PT-2�irdivugāzudeglisarūdensdzesēšanuun�0°vai90°sprauslumanuālaigriešanaivaipiegriešanaiunlineārogalvumehanizētaigriešanaivaipiegriešanai.Katrasprauslaparedzēta izmantošanaikopāarnoteiktatipaplazmasbarošanasavotiem.TieirESP-150,ESP-200unpienācīgiaprīkotasDeucePack150sistēmas.
2.2 attēls. Pt-26 izmēri
BrīdINājuMs
GrIEžOt ar PLaZMas LOKu, tIEK IZMaNtOts auGstsPrIEGuMs. NEdrīKst PIEsKartIEs dEGĻa uN IErīcEs dEtaĻāM, Kuras Ir ZEM sPrIEGuMa. drOšīBu aPdraud arī NEParEIZs IZMaNtOjaMO GāZu PIELIEtOjuMs. PIrMs uZsāKt GrIEžņa Pt-26 EKsPLuatācIju, rūPīGI IEPaZīstIEtIEs ar PLaZMas BarOšaNas aVOta KOMPLEKtā IEtILPstOšajIEM drOšīBas NOrādījuMIEM uN LIEtOšaNas INs-truKcIju.
IZMaNtOjOt dEGLI KOPā ar jEBKuru cItu IErīcI, Kas NaV aPGā-dāta ar saVIENOjuMa drOšīBas BLOķēšaNas ķēdI, LIEtOtājs sEVI PaKĻauj NEGaIdītāM auGstsPrIEGuMa BrIEsMāM.
4,01”(102mm)
13,11”(333mm)1,�0”
(41mm)
1,��”(42mm)
1,50”(38mm)

14
2. NOdaĻa aPraKsts
2.3 attēls. Lineārā degļa Pt-26 izmēri
2,00”(50,8mm)
1�,50”(419,1mm)
2.4 attēls. Lineārā degļa Pt-26 “sL” izmēri
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2,00”(50,8mm)

15
3.1 degļa pieslēgšana plazmas barošanas avotam
Sīkākparto,kurizvietotidegļapieslēgumi,skat.jūsupalazmasbarošanasavotadokumentācijā.
Atkarībāno izmantotābarošanasavota,mainīsiesarī iespējamiedegļapieslēgšanasvarianti. Iepazīstietiesarbarošanasavotu,lainoskaidrotuvislabākopareizaspieslēgšanassecību,izmantojotuzgriežņuatslēgu.
DeglīPT-2�negatīvāpolaundzesēšanasšķīdumapieslēgšanaitiekizmantots“C”izmērauzgalisarkreisovītni.Pievienojietšosuzgaļusatbilstošajāmbarošanasavotaligzdāmunciešipievelcietsavienojumus,izmantojotuz-griežņuatslēgu.Pēcsavienojumanospriegošanasuzvelcietuztāgumijas“zeķi”.Pozitīvāpolaundzesēšanasšķī-dumapievadapieslēgšanaitiekizmantots“B”izmērauzgalisarlabovītni.Ciešipievelcietarīšossavienojumus.
Plazmasgāzesunizolējošāsgazespadeveitiekizmantotidivi“B”izmērauzgaļiaratšķirīgāmvītnēm.Ciešino-spriegojietaruzgriežņuatslēgušopievadupieslēgumusattiecīgajāmbarošanasavotaligzdām.
Degļapārslēgapievienošanaitiek izmantotspieckontaktuspraudnisslēdžakabeļagalā. Iespraudietspraudnibarošanasavotaligzdāunpagriezietfiksācijasgredzenu,lainostiprinātusavienojumu.
3.2 Pieslēgšana vecāku modeļu barošanas avotiem
DegliPT-2�iespējamspieslēgtarīvecākamodeļaDeucePack150barošanasavotiem.Šimnolūkamnepiecie-šamsuzstādītjaunucauruļvadusadaleskasti.ŠīpiederumukomplektakatalogaNr.ir000�59.
3. NOdaĻa uZstādīšaNa
BrīdINājuMsPārLIEcINIEtIEs, Ka BarOšaNas sLēdZIs uZ KONsOLEs Ir POZīcI-jā “OFF” (IZsLēGts) uN Ka IErīcEI NEtIEK PadOta ELEKtrOENEr-ģIja.
Pt-26 Ir KONstruēts tā, LaI KOPā ar atsEVIšķu MOdEĻu BarO-šaNas aVOtIEM, KurOs IEBūVēts dEGĻa dZEsēšaNas šķīduMa atPaKaĻPLūsMas sENsOrs, Kas BLOķē dEGĻa IEdarBINāšaNu, ja šīs PLūsMas NaV. dEGĻa tErMIsKā EKrāNa NOņEMšaNa VaI IZKustēšaNās NO VIEtas Var IZraIsīt atPaKaĻPLūsMas IZBEIG-šaNOs. NEIZMaNtOjIEt Pt-26 ar tādIEM BarOšaNas aVOtIEM, KurI NaV aPrīKOtI ar PLūsMas sENsOru.
BrīdINājuMs

1�
3.3 Gāzes izvēle
PT-2�irdivugāzudeglis,kurāvienanogāzēmtiekizmantotaplazmasģenerācijai,betotra-griešanaszonasizolēšanai.Zemākuzskaitītasieteicamāsgāzukombinācijas.
Gaisa plazma/Gaisa izolatorsLabākāvispārpieņemtākombinācijakvalitatīvai,ātraiunekonomiskaimīksta tērauda, nerūsējošā tērauda unalumīnijagriešanai.Šīkombinācijaizraisanelieluslāpekļaiespiešanosgriezumavirsmāunnelielusakausējumakomponentuoksidēšanos,apstrādājotnerūsējošotēraudu.Vienmērizmantojiettīru,sausugaisu.Mitrumauneļļasdaļiņupiemaisījumigaisāsaīsināsdegļaelementukalpošanaslaiku.
slāpekļa plazma/Gaisa izolatorsŠīkombinācijapaildzinadegļaelementu,joīpaši-elektroda,kalpošanaslaiku.Griešanaslaiksbūsnedaudzlie-lāks,nekā izmantojotgaisaplazmu.Šīkombinācija izraisanelieluslāpekļa iespiešanosgriezumavirsmā, tačunodrošinatīrākugriezumavirsmu,apstrādājotnerūsējošātēraudadetaļas.DzesēšanaivarizmantotslāpeklivaiCO
2.
H-35 plazma/slāpekļa izolatorsŠīkombinācijanodrošinasevišķiilgudegļaelementukalpošanaslaikuunminimālipiesārņogriezumavirsmu,tādējādigarantējotļotikvalitatīvasmetinājumašuves.Tovisbiežākizmantomīkstatērauda,alumīnijaunnerū-sējošātēraudapiegriešanai.Mīkstamtēraudamgriezumakvalitātenebūsaugsta,totiesapstrādājotalumīnijuunnerūsējošotēraudu,iespējamsiegūtlabugriezumu,joīpaši-apstrādājotbiezākumateriālu.
40% ūdeņraža - 60% slāpekļa plazma/Gaisa izolatorsIzmantojottikaialumīnijaapstrādei,iespējamspanāktlielākuapstrādesātrumuunapstrādātbiezākusmateriā-lus.Nenodrošinakvalitatīvunerūsējošātēraudaunmīkstatēraudaapstrādi.
skābekļa plazma/Gaisa izolators Nodrošinaviskvalitatīvāko1”(25,4mm)biezuvaiplānākumīkstatēraudamateriālugriešanu,izmantojotstrāvurobežāsno150līdz300ampēriem.Vislielākaismetālaaizvākšanasātrumspiegriežotmīkstatēraudadetaļas.
3.4 Gāzes padeve
Aprobētoizmantojamogāzusarakstsatrodams3.3nodaļā.Neizmantojietgāzes,kurasnavīpaširekomendētasizmantošanaiPT-2�tipadegļos.
Kadizvēlētaparedzamajamdarbamvispiemērotākāgāzukombinācija,pievienojietgāzespadevesšļūtenesligz-dāmbarošanasavotaaizmugurē.Atcerieties,kakatraigāzeivarbūtdivaspadevesligzdas.Izmantojiettospie-slēgumus,kuruvītneatbilstšļūtenesuzgaļavītnei.Sekojiettam,laineizmantotāsbarošanasavotaligzdastiktunoslēgtas,izmantojotbarošanasavotampiestiprinātosaizbāžņus.
Ņemietvērā,kaESP-150unESP-200tipabarošanasavotiaprīkotiar“Startēšanasgāzes”ligzdām.Tasļaujgrieša-nasprocesasākumāizmantotatšķirīguplazmasgāzestipuunspiedienu.Tastiekdarīts,laipanāktuilgākuelek-trodukalpošanaslaikumehanizētoplazmasgriešanasoperācijulaikā.Parastimanuālajāsgriešanasoperācijāskāstartēšanasgāziizmantotopašugāzi,kovēlākgriešanas/piegriešanaslaikāizmantoplazmasformēšanai,vaiarīslāpekli.
sVarīGI! uz “startēšanas gāzes” pieslēgumu VIENMēr jāpadod gāze. ja tas nebūs izdarīts, deglis tiks sabojāts. Kā startēšanas gāzi var izmantot jebkuru no iepriekšējā nodaļā uzskaitītajām aprobētajām plazmas gāzēm.
3. NOdaĻa uZstādīšaNa
IZMaNtOjIEt tIKaI šajā dOKuMENtā aPrOBētas GāZEs.BrīdINājuMs

1�
3.5 degļa detaļu montāža
Pārbaudiet,vai:
Visiblīvgredzeniatrodassavāsvietās(degļagalva,sprausla,elektroduturētājs)ElektroduturētājsirciešipievilktsDeflektoracaurulīteiruzstādītaunciešipievilktaElektrodsirievietotsunstingrinofiksētsSprauslairuzstādīta
Priekšdaļaselementumontāžadegļagalvāparādīta2.1attēlā.
Vispirmsapskatietdegļakorpusu,laipārliecinātos,katāiekšpusēnavnetīrumivaiblīvgredzeni.Jatādiir,aizvā-ciettos.
Apskatietelektroduturētāju,laipārliecinātos,kaabiblīvgredzeniirsavāsvietās.Ieskrūvējietelektroduturētājudegļagalvāunciešipievelcietto,izmantojot3/1�”(4,8mm)sešstūrauzgriežņuatslēgu.Turētājujānospriegocieši,tačuuzmanieties,lainenogrieztuturētājaiekšpusēesošovītni.
Ievietojietelektroduturētājādeflektoracaurulītiunieskrūvējiettodegļagalvā,izmantojotspeciāluplastmasassešstūrauzgriežņuatslēgu.Uzmanieties,laipārākstingrinenospriegotusavienojumu,tačucaurulītenedrīkstbūtvaļīga.
Ievietojietdegļagalvāizolatoru.Laiizolatorsstabiliturētostamparedzētajāvietā,uztājābūtblīvgredzenam.Neiestumjietizolatorugalvāpārākdziļi.Sprauslasmontāžaslaikāizolatorstiksiebīdītstamparedzētajāvietā.
Ieskrūvējietelektroduturētājāelektroduunpievelcietto,izmantojotspeciālāplastmasasinstrumentamuciņat-slēgu.
Iebīdietsprausludegļagalvaspriekšējāatverē.Šīsdarbībasrezultātāizolatorstiksiebīdītsdziļākgalvā.Tāirnor-mālaparādība.Pārliecinieties,kaabiblīvgredzeniatrodassavāsvietāsunsprauslalabipieguļdegļagalvai.
•••••
3. NOdaĻa uZstādīšaNa
BrīdINājuMsPārLIEcINIEtIEs, Ka BarOšaNas sLēdZIs uZ KONsOLEs Ir POZīcIjā “OFF” (IZsLēGts) uN Ka IErīcEI NEtIEK PIEVadīta ELEKtrOENErģI-ja. ja PrIEKšdaĻas ELEMENtu MONtāža VEIKta NEParEIZI, OPE-ratOrs Var tIKt PaKĻauts aGstsPrIEGuMa strāVas trIEcIE-NaM VaI Gūt aPdEGuMus.
IEVērOjIEt VIsus NOrādījuMus, Kas dOtI BarOšaNas aVOta KOMPLEKtācIjā IEtILPstOšajā BrOšūrā. NEuZstādIEt uN NE-MēģINIEt IZMaNtOt šO dEGLI, NEIEVērOjOt INstruKcIjā dOtOs NOrādījuMus. dEGĻa PrIEKšGaLā IEMONtētI sENsOrI, KurI, darBOjOtIEs KOPā ar BarOšaNas aVOta drOšīBas ķēdēM, BLOķē NEjaušu dEGĻa IEsLēGšaNas IEsPēju, ja NOņEMts tEr-MIsKaIs EKrāNs, BEt dEGĻa sLēdZIs Ir IEsLēGts.
BrīdINājuMs

18
3. NOdaĻa uZstādīšaNa
3.6 distancers
Distancersļaujoperatorampārvietotdeglikonstantāattālumānoapstrādājamāsvirsmas,jadistanceragalsskardetaļu.
Ievietojiettotermiskajāekrānā(tamjābūtuzskrūvētamuzdegļa)bīdotvaigriežotpulksteņarādītājukustībasvirzienā.Vienmēruzstādietvairegulējietdistanceru,griežottopulksteņarādītājukusrtībasvirzienā,laineizkus-tinātuekrānu.
Jadistancerspārākstingriturasuzekrāna,atverietsprauguekrānā,šimnolūkamizmantojotlieluplakanoskrūv-griezi.Jadistancersirpārākvaļīgs,aizverietspraugubīdotdistancerudegļagalvasvirzienā.
3.7 Patēriņa materiāli
Degļapareizafunkcionēšanaatkarīganopriekšdaļaspatēriņaelementu,joīpaši-elektroduturētāja,deflektoracaurulītesuntermiskāekrāna,kāarīatbilstošoblīvgredzenu,pareizasundrošasuzstādīšanas.
1. Pārliecinieties,kaelektroduturētājsirlīdzgalamieskrūvētsdegļagalvāunstingripievilkts,izmantojot3/1�”(4,8mm)sešstūrauzgriežņuatslēgu.Izmantojietšimnolūkamnometālaizgatavotuuzgriežņuatslēgu.Plast-masasuzgriežņuatslēganavpietiekamiizturīgašimnolūkam.Pārliecinietiesarīparto,kadeflektoracaurulīteirlīdzgalamierskrūvētaunciešipieguļelektroduturētājam;spriegošanaiizmantojietplastmasasuzgriežņuatslēgu.
2. Ieskrūvējietelektroduturētājāelektroduunpievelcietto,izmantojotspeciālāplastmasasinstrumentamu-ciņatslēgu.
3. Pārliecinieties,kasprauslaturasstingriuntāsblīvgredzeniirciešipiespiesti,pievelkotlīdzgalamtermiskoekrānu.“Līdzgalam”nozīmēpēciespējasciešāk,bettikaiarrokām,neizmantojotuzgriežņuatslēgas.
Nepareizisamontētipriekšdaļaselementivarradītdzesēšanasšķīdumanoplūdi,kassavukārtpasliktināsgrieša-naskvalitātivaiarīizraisīsdegļabojājumus,tāiekšpusēveidojotieselektriskajamlokam.
3.8 Virpuļdeflektora uzstādīšana
Virpuļdeflektorauzstādīšanaiizmantospeciāluinstrumentu(katalogaNo0558003584).Šisinstrumentsļaujvir-puļdeflektoraiekšpusēesošajamblīvgredzenamuzmauktiesuzelektroduturētāja.Pievelkotvirpuļdetektoruarroku,tastiksnofiksētspietiekamistingri.
Uzskrūvējiettermiskoekrānudegļagalvai,lainofiksētusprauslu.Termiskoekrānumaksimālipievelcietarroku,laigarsprauslasblīvgredzenunevarētunoplūstdzesēšanasšķīdums.
Jakāpapildiekārtuparedzētsizmantotdistanceru,ievietojiettotermiskajāekrānā,bīdotvaigriežotPULKSTEŅARĀDĪTĀJUKUSTĪBASVIRZIENĀ,līdztasstabilituraspieekrāna.
sVarīGI - negrieziet distanceru pretēji pulksteņa rādītāju kustības virzienam, jo tādējādi iespējams at-slābināt termiskā ekrāna fiksāciju.

19
4.1 Ekspluatācija
Tagaddeglisirpilnībāsagatavotsgriešanasunpiegriešanasoperācijām.Informācijaparnepieciešamovadībaselementuregulēšanuatrodamajūsubarošanasavotalietošanasinstrukcijā.
1. Pārslēdzietgāzestestavaigāzesrežīmaslēdzitestavaiiestatīšanaspozīcijā.
PIEZīME:Pozīcijā“CUT”iespējamsizvēlētiesvajadzīgogriešanasplazmasgāzi.Pozīcijā“START/SHIELD”iespējamsizvēlētiesvajadzī-gostartēšanasplazmasgāziunizolējošogāzi.Jastartēšanasunplazmasgāzeirvienauntāpati,kastiekņemtanoviena
reduktora,izmantojiettikaipozīcijuSTART/SHIELD;pozīcijuCUTizmantotnavnepieciešams.
2. PārslēdzietieslēgšanasslēdzipozīcijāON.Tagadjāsākasgāzespadeveiuzdegli.3. Vadotiespēcekspluatācijasparametrunodaļādotajāmvērtībām,noregulējietvajadzīgogāzesspiedienu,iz-
mantojotreduktoruregulatorus.Pārslēdzietgāzestestavaigāzesrežīmaslēdzidarbapozīcijā.Gāzesplūsmaitagadvajadzētuapstāties.Noregulējietstrāvaslielumu,iestatotdeglimatbilstošustrāvasvērtību.
4. Novietojietdegliatbilstošāgriešanasvaipiegriešanasstāvoklī.Griešanasoperācijāmdegļadistanceram(at-tālumamnosprauslaslīdzvirsmai)jābūtapm.1/4”(�,4mm).Jatasiespējams,uzsācietgriešanunodetaļasmalas.Jamateriālāvispirmsjāizkausēcaurums,sašķiebjietdeglitā,laiizkausētāmetālapilienilidotupromnodegļaunoperatoraunturietdeglitālīdzbrīdim,kaddetaļāizkausētscaurums.Pēctamnostādietdegliperpendikulārivirsmaiunuzsācietgriešanu.Piegriešanasoperācijāmnostādietdegli35°līdz45°leņķīprethorizontāli.
5. Nolaidietsejsargu.�. Piespiedietunturietpiespiestudegļaieslēgšanaspogu.Tagadjāsākplūstgāzei.Pēcdivāmsekundēmieslēg-
siesgalvenaiskontaktorsunstarpdetaļuundegliparādīsieselektriskaisloks.
uZMaNīBu
BrīdINājuMs
Valkājiet parastos aizsargcimdus, aizsargapģērbu, ausu aizbāžņus un ķiveri. Iepazīstieties ar barošanas avota lietošanas instrukcijā sniegtajiem norādījumiem attiecībā uz darba drošību.
NEKādā GadījuMā NEPIEsKarIEtIEs dEGĻa PrIEKšdaĻas ELE-MENtIEM (sPrausLaI, tErMIsKajaM EKrāNaM, ELEKtrOdaM, u. t. t.), ja BarOšaNas aVOta GaLVENaIs sLēdZIs NaV PārsLēGts POZīcIjā OFF.
4. NOdaĻa EKsPLuatācIja
PIEZīME:Barošanasavotaiestatījumosgāzespadevesilgumupirmspiestartēšanasvarpalielinātvirsdivāmsekundēm-parastilīdz
piecāmsekundēm.Jabeidzasgāzespriekšplūsmaslaikaperiods,betpalīgloksneizveidojas,atlaidietdegļaieslēgšanasslēdziunpārbaudietgāzuspiedienaiestatījumus.Japalīgloksparādās,tačunepārsviežasuzdetaļu,atlaidietdegļa
ieslēgšanasslēdziunpārbaudiet,vaideglisatrodaspiemērotāattālumānovirsmasunvainegatīvāpolaskavastingripiestiprinātadetaļai.

20
�. Griešanaslaikānovietojietdegli3/1�”-1/2”(4,8-12,�mm)attālumānovirsmas.Griežotplānākamateriālaplāksnes,attālumamlīdzvirsmaijābūtpieļaujamādiapazonazemajāgalā,betgriežotbiezākasvirsmasdeg-lisjāattālinanoapstrādājamāsvirsmas.Uzturiettādugriešanasātrumu,kuršnodrošinapietiekamikvalitatīvugriezumuunveidonodetaļasapakšasizplūstošušķidrametālaplūsmu.
8. Veicot piegriešanu izvēlieties tādu leņķi un ātrumu, kas nodrošina vēlamā metāla daudzuma nogriešanukatrāgājienā.Turietdeglitādāleņķī,laivissizkausētaismetālstiktuaizpūstspromnodegļapaplāksnesvirs-muvaipaiepriekšējāgriezumarievu.Piegriešanapārākstāvāleņķīizraisīskausētāmetālašļakstīšanostiešiatpakaļuzdegli.
9. Jagriešanas(vaipiegriešanas)laikāapdziestgalvenaisloksunaizdedzespogatiekturētapiespiesta,nekavē-jotiesatkalieslēgsiespalīgloks.Šinībrīdīdeglisstraujijāpietuvinadetaļai,laivarētuatjaunotiesarīgalvenaisloks,vaiarījāatlaiždegļaieslēgšanaspoga.
10. Griezienabeigāsdeglimattālinotiesnodetaļas,galvenaisloksautomātiskiizslēgsies.Laivēlreizneieslēgtospalīgloks,nekavējotiesjāatlaižaizdedzespoga.
11. Kad griešanas (vai piegriešanas) operācijas pabeigtas, nogaidiet dažas minūtes pirms pārslēgt barošanasavotagalvenospriegumaslēdzipozīcijāOFF, lai ļautuventilatoramatdzesēt iekārtu.Kadšis laikaperiodspagājis,izslēdzietgalvenospriegumapadevi,izmantojotgalvenoslēdzi.
4. NOdaĻa EKsPLuatācIja

21
Lai panāktu maksimāli efektīvu griešanas procesu un varētu vieglāk novērst ar griezuma kvalitāti saistītas problēmas, lūdzu, iepazīstieties ar zemāk redzamajām griešanas parametru diagrammām.
4.3 Griešanas dati
Pt-26 lineārā degļa darbības apstākļi:
Datiiegūtiizmantojotvirpuļdeflektoru(0558003583)unaizsargkausiņu(0558003582).
�5Adatuiegūšanaiizmantotsstandartatermiskaisekrāns(0558003�14)vaituvasdistancestermiskaisekrāns(0558003�15)aizsargkausiņa(0558003582)vietā.Izmantota50Asprausla(0558003�1�).
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeun
spiedienspsi(bāri)
Griešanasgāzeun
spiedienspsi(bāri)
Izolējošāgāzeunspiediens
iekārtaiESP-150pie200psispiediena
(bāri)
Oglekļatērauds
0,12(3,2)0,19(4,8)
190(482�)
Gaiss30(2,1)
Gaiss�0(4,1)
Gaiss50(3,4)
0,25(�,4) 100(2540)
0,50(12,�) 0,25(�,4) 30(��2)
Alumīnijs
0,12(3,2)0,19(4,8)
50*(12�0)
0,25(�,4) �0(1��8)
0,50(12,�) 0,25(�,4) 20(508)
Nerūsējošaistērauds
0,12(3,2)0,19(4,8)
�5(1905)
0,25(�,4) 50(12�0)
0,50(12,�) 0,25(�,4) 20(508)
4. NOdaĻa EKsPLuatācIja
4.1 tabula. 65 a griešanas dati
4.2 Ekspluatācijas parametri
Ieteicamaisgāzesspiediens-Startēšana................................................................................................................................................ 30psi(2,1bārs)Plazma(griešana)..................................................................................................................50-�0psi(3,4-4,8bāri)Plazma(piegriešana)........................................................................................................... 40-45psi(2,�-3,1bārs)Ekrāns........................................................................................................................................40-50psi(2,�-3,4bari)
Ieteicamādistance-5/1�”-1/2”(�,9-12,�mm)
Griešanasātrums-IeteicamaisdegļaPT-2�griešanasātrumsnorādītstabulās4-1līdz4-4.

22
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeunspiedi-
enspsi(bāri)
Griešanasgāzeunspiediens
psi(bāri)
Izolējošāgāzeunspiediens
iekārtaiESP-150pie200psispiediena(bāri)
Oglekļatērauds
0,19(4,8)
0,19(4,8)
150(3810)
Gaiss/N2
30(2,1)O
2
�0(4,1)
Gaiss�0(4,1)
0,25(�,4) 130(3302)
0,38(9,�) 80(2032)
0,50(12,�) �0(1��8)
0,�2(15,�)
0,25(�,4)
50(12�0)
0,�5(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Gaiss30(2,1)
Gaiss�0(4,1)
0,25(�,4)
0,25(�,4)
130(3302)
0,38(9,�) 80(2032)
0,50(12,�) �0(1��8)
0,�2(15,�) 50(12�0)
0,�5(19,1) 35(889)
1,00(25,4) 20(508)
Alumīnijs
0,19(4,8) 0,19(4,8) 1�5(4445)
0,25(�,4)0,25(�,4)
130(3302)
0,38(9,�) 90(228�)
0,50(12,�)
0,31(�,9)
�0(1��8)
0,�2(15,�) 50(12�0)
0,�5(19,1) 35(889)
1,00(25,4) 25(�35)
Nerūsējošaistērauds
0,19(4,8) 0,19(4,8) 1�5(4191)
0,25(�,4)0,25(�,4)
125(31�5)
0,38(9,�) 80(2032)
0,50(12,�) 0,31(�,9) 50(12�0)
0,�2(15,�)
0,38(9,�)
35(889)
0,�5(19,1) 20(508)
1,00(25,4) 10(254)
4. NOdaĻa EKsPLuatācIja
4.2 tabula. 150 a griešanas dati

23
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeunspiedi-
enspsi(bāri)
Griešanasgāzeunspiediens
psi(bāri)
Izolējošāgāzeunspiedi-
ensiekārtaiESP-150pie
200psispiedi-ena(bāri)
Oglekļatērauds
0,25(�,4)
0,19(4,8)
150(3810)
Gaiss/N2
30(2,1)O
2
55(3,8)
Gaiss80(5,5)
0,38(9,�) 95(2413)
0,50(12,�) 80(2032)
0,�2(15,�)
0,25(�,4)
�5(1�51)
0,�5(19,1) 50(12�0) Air�0(4,1)1,00(25,4) 35(889)
0,25(�,4) 135(3429)
Gaiss30(2,1)
Gaiss55(3,8)
Gaiss80(5,5)
0,38(9,�) 95(2413)
0,50(12,�) 85(2159)
0,�2(15,�) �0(1��8)
0,�5(19,1) 55(139�)
1,00(25,4) 30(��2)
Alumīnijs
0,25(�,4) 130(3302)
0,38(9,�) 105(2���)
0,50(12,�) 85(2159)
0,�2(15,�)0,31(�,9)
�5(1905)
0,�5(19,1) �0(1524)
1,00(25,4) 0,38(9,�) 40(101�)
Nerūsējošaistērauds
0,25(�,4)
0,25(�,4)
130(3302)
0,38(9,�) 115(2921)
0,50(12,�) �5(1905)
0,�2(15,�)
0,38(9,�)
�5(1�51)
0,�5(19,1) 55(139�)
1,00(25,4) 20(508)
4. NOdaĻa EKsPLuatācIja
4.3 tabula. 200 a griešanas dati

24
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeunspiedi-
enspsi(bāri)
Griešanasgāzeunspiediens
psi(bāri)
Izolējošāgāzeunplūsma
kubikpēdas/stundā(l/min)
Oglekļatērauds
0,50(12,�)0,25(�,4)
130(3302)
Gaiss/N2
30(2,1)
O2
�5(5,2)
Gaiss210(99,1)
0,�2(15,�) 95(2413)
0,�5(19,1)0,31(�,9)
80(2032)
1,00(25,4) 50(12�0)
1,50(38,1) 0,38(9,�) 20(508)
2,00(50,8) 0,50(12,�) 10(254)
0,50(12,�)
0,31(�,9)
120(3048)
Gaiss�5(5,2)
0,�2(15,�) 90(228�)
0,�5(19,1) 80(2032)
1,00(25,4) 55(139�)
1,50(38,1) 0,38(9,�) 25(�35)
2,00(50,8) 0,50(12,�) 12(305)
4. NOdaĻa EKsPLuatācIja
4.4 tabula. 300 a griešanas dati

25
4. NOdaĻa EKsPLuatācIja
Pt-26 tērauda griešanas dati
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Plazmasgāze:Gaisszemspiediena�0psi(4,1bārs)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)Startēšanasgāze:Gaisszemspiediena30psi(2,1bāri)Distancers:5/1�”(�,9mm)
50A150A200A300A
Plazmasgāze:H-35vaigaisszemspiediena50-�0psi(3,4-4,1bāri)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)Startēšanasgāze:H-35slāpeklisvaigaisszemspiediena30psi(2,1bāri)Stand-Off:5/1�”(�.9mm)
PlazmasgāzeiH-35kāstartēšanasgāziizmantojietslāpeklivaiH-35.
200A150A200A300A300A

2�
4. NOdaĻa EKsPLuatācIja
Pt-26 nerūsējošā tērauda griešanas dati
Pt-26 300 a nerūsējošais tērauds
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Plazmasgāze:Gaisszemspiediena�0psi(4,1bārs)vaiH-35zemspiediena�0psi(4,8bāri)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)vaislāpekliszemspiediena40psi(2,�bāri)Startēšanasgāze:H-35,slāpeklisvaigaisszemspiediena30psi(2,1bārs)Distancers:3/8”(9,5mm)
200A150A200AH-35150AH-35
Plazmasgāze:Gaisszemspiediena�0psi(4,1bārs)vaiH-35zemspiediena�0psi(4,8bāri)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)vaislāpekliszemspiediena40psi(2,�bāri)Startēšanasgāze:H-35,slāpeklisvaigaisszemspiediena30psi(2,1bārs)Distancers:3/8”(9,5mm)
300A,gaiss
300AH-35

2�
5.1 Priekšdaļas izjaukšana
Jatiekizmantotsdistancers,noņemiettogriežotpulksteņarādītājukustībasvirzienāunvelkotārānotermiskāekrāna.
Noskrūvējietunnoņemietnodegļatermiskoekrānu.Sprausluatstājietiestiprinātudegļagalvā.Noņemotek-rānuparastiizšļakstāsnedaudzdzesēšanasšķīduma.Tāirnormālaparādība.Apskatiettermiskoekrānu.Ekrānaiekšpusēnevajadzētubūtelektriskālokadarbībaspēdām.Ārējaiizolējošajaikārtainevajadzētubūtpārākizdilu-šaivaiapdegušai.Jaredzamskādsnošādaveidabojājumiem,nomainiettermiskoekrānu.
Izvelcietsprauslunodegļagalvasunapskatietto.Ganieejas,ganizejasatverēmjābūtpilnīgiapaļām.Jakādanoatverēmkļuvusiovālavaiirbojāta,nomainietsprauslu.Uzsprauslasiekšējāsvirsmasvaratrastiesmelnivaipalēkinosēdumi.Tosjānotīraizmantojottēraudvati,betpēctamrūpīgijāaizvācvisitēraudvatespārpalikumi.
Apskatietelektrodu.Jacentrālāiedobumadziļumspārsniedz1/1�”(1,�mm),nomainietto.
Ikreizmainotelektrodu,apskatietelektrodaturētāju.Uzturētājanedrīkstbūtelektriskālokaatstātupēduunvisiemblīvgredzeniemjāatrodassavāsvietās.
Apskatietizolatoru.Jauztāredzamaselektriskālokaatstātāspēdas,nomainietto.
Apskatietdegļagalvasblīvgredzenus.Jatieirizdilušivaibojāti,nomainiettos.Blīvgredzenikalposilgāk,jatiebūsklātiarplānusilikonasmērvielas(0558000443)kārtiņu.Izmantojiettikdaudzsmērvielas,laigredzenskļūtumiklsvaispīdīgs,betneatstājietuztāsmērvielaspārpalikumus.
Kadvisipriekšdaļaselementiapskatītiunbojātienomainīti,samontējietdegļadetaļastā,kātasaprakstīts3.5nodaļā“Priekšdaļaselementumontāža”.
5.2 Vispārēja informācija
Regulāriapskatiettermiskoekrānu,elektrodafiksācijasmehānismuunizolatoru.Jakādsnoelementiemirbojātsvaipārākizdilis,nomainietto.
Ikdienaspārbaudietdegļablīvgredzenustāvokli.Jakādamnotiemredzamiiespiedumi,plaisasvaicitaveidabojājumi,nomainietto.Jablīvgredzenikļuvušisausi,ieziediettosarnelielusmērvielasdaudzumu.Jauzstādottermiskoekrānunavjūtamablīvgredzenaradītāpretestība,nomainietblīvgredzenu.
Regulāriapskatietdegļakabeļuuzgaļus.Jakādanouzmavāmirbojāta,pārbaudiet,vainavbojātidegļaspriegu-mavaipalīglokakabeļi.Janoplūstgāzevaikonstatētsjebkādacitaveidabojājums,nomainietbojātoselemen-tus.
5. NOdaĻa aPKOPE
BrīdINājuMs PārLIEcINIEtIEs, Ka BarOšaNas sLēdZIs uZ KONsOLEs Ir “OFF” (IZsLēGts) uN Ka IErīcEI NEtIEK PadOta ELEKtrOENErģIja.

28
5.3 Netīrumi un piesārņojums
NetīrumiunpiesārņojumsvarizraisītnegaidītudegļaPT-2�atteiciveidojotieselektriskajamlokamdegļaiekšpu-sē.Lainotāizvairītos,lietotājamjārīkojassekojoši:
1. Jāseko,laikāplazmasun/vaiizolējošāgāzetiktuizmantotstīrs,saussgaiss,kurānaveļļasdaļiņupiejaukuma.2. Degļablīvgredzeniemnedrīkstuzklātpārākbiezusilikonasmērvielaskārtu.Plānakārtiņairpilnīgipietiekama.3. Ikreiznomainotdilstošoselementus,noslaukietizolatoruartīrulupatiņu.Jauzizolatoravirsmasuzkrājasnetīrumi
vaicitaveidapiesārņojums,tassamazinaizolatorapretestībuunveicinaelektriskālokaveidošanosuzizolatoravirsmas.
4. Kaddeglisnetiekizmantots,novietojiettouzglabāšanāpilnībāsamontētu.Taspasargāsdegļaiekšpusinonetīru-muuzkrāšanāsunaizsargāsdegļagalvunobojājumiemnejaušukritienurezultātā.
5.4 degļa galvas demontāža un nomaiņa
Pirmsuzsāktdemontāžu,ievērojietvisuelementuunlentuatrašanāsvietas,laivarētupareizisamontētkompo-nentuspēcapskates.Montāžaselementiparādīti�.1attēlā.
1. Nobīdiet lokano balstu atpakaļ uz kabeļu uzmavām, līdz tas atrodas apm. 18” (45�,2 mm) attālumā no rokturagala.
2. Attinietlentudegļarokturatuvumā.3. Nobīdietslēdžaskavukopāarslēdziuzaizmugurinostnoroktura.4. Nobīdietatpakaļkabeļuuzmavas.5. Izkustinietunizvelcietnodegļagalvasrokturiunatbīdiettoatpakaļ,laibūturedzamidegļakabeļupievienojumi.�. Izmantojotdivasuzgriežņuatslēgas,atskrūvējietabusdegļapieslēgumauzgaļus.Šimnolūkamjāizmanto3/8”(9,5
mm)un�/1�”(11,1mm)uzgriežņuatslēgas.�. Aizvelcietdegļagalvupromnokabeļiemkopāartaipiestiprinātoizolatoru.Jaunodegļagalvukopāarizolatoru
piebīdietpiekabeļusistēmas.8. Izmantojotdivasuzgriežņuatslēgas,katramsavienojumamstingripieskrūvējietabusdegļapieslēgumauzgaļus.
Savienojumijānospriegoarspēku25-30mārciņasuzcollu(1�2,4-20�,8N/m).9. Uzskrūvējietrokturiatpakaļuzdegļagalvas.10. Uzbīdietslēdžaskavukopāarslēdziuzroktura,līdztasatrodas2”(50,8mm)attālumānodegļagalvas.Sarkanajām
pieslēgumaspailēmjāatrodastuvurokturagalam.11. Aizbīdietvietākabeļuuzmavasunnostipriniettās,izmantojotvinilaizolācijaslentu.12. Uzbīdietatpakaļuzrokturalokanobalstu,līdztassaskarasarslēdžaskavu.
Piezīme NomainotrokturilineārajamdeglimPT-2�SL,vispirmsuzbīdietmilaraizolācijascaurulīti(0558005�23)tā,
laitāpārsegtudegļacaurulītesunpievienojumusunatdurtospretdegļakorpusaaizmuguri.
5. NOdaĻa aPKOPE
Milaraizolācijascaurulīte
degļakorpuss

29
5.5 degļa kabeļu demontāža un nomaiņa
1. Atvienojietdegļakabeļupieslēgumusnobarošanasavota.Detalizētušīsoperācijasaprakstujūsvaratatrastbarošanasavotalietošanasinstrukcijā.
2. Nomontējietdegļagalvunokabeļusistēmastā,kātasaprakstītsiepriekšējāsnodaļas1.-�.punktā.Noņe-mietnokabeļiemrokturiunlokanobalstu.
3. Iztaisnojietkabeļus.Šooperācijuieteicamsveiktbrīvāvietā,kurasgarumspārsniedzkabeļugarumu1-1/2reizes.
4. Izmantojotvirvivaiizturīguauklu,kurasgarumsirapm.1/2nokabeļugaruma,piesienietvienutāsgalupiekabeļusistēmasdegļagalā,betotru-piekādanostiprināta,nekustīgaobjekta.
5. Barošanasavotagalāattinietlentunokabeļuuzmavām.�. Izbīdietslēdzinoslēdžaskavasunnobīdietrokturi,slēdžaskavuunlokanobalstulīdzauklas,kuratikaiz-
mantota4.punktā,tālākajamgalam.Nostiprinietkabeļusbarošanasavotapusēunkabeļuuzmavaspilnībāuzbīdietuzauklas.
�. Atsienietauklunokabeļiemunnomainietbojātoskabeļusunšļūtenes.8. Vēlreizpiesienietauklupiekabeļiemdegļagalāunuzmaucietkabeļuuzmavasatpakaļuzkabeļiem.Pagai-
dāmnostiprinietkabeļuuzmavasuzkabeļiem,izmantojotšimnolūkamvinilaizolācijaslentu.9. Uzmaucietatpakaļuzkabeļuuzmavāmlokanobalstu,slēdžaskavuunrokturi.Notinietizolācijaslentu.10. Atsienietauklunokabeļusistēmasunrīkojotiestā,kātasaprakstītsiepriekšējāsnodaļas�.-12.punktā,pie-
slēdzietdegļagalvuatpakaļpiekabeļusistēmas.11. Barošanasavotapusēnofiksējietkabeļuuzmavasuzkabeļiem,izmantojotvinilaizolācijaslentu.
5.6 Lokanā balsta, slēdža skavas un roktura nomaiņa
Jalokanābalsta,slēdžaskavasvairokturabojājumudēļnepieciešamsnomainītkādunošiemelementiem,veicietnodaļā“Degļagalvasdemontāžaunnomaiņa”aprakstītāsoperācijasunnomainietbojātoselementus�.punktāaprakstītāspro-cedūraslaikā,pirmsdegļagalvasnostiprināšanastaiparedzētajāvietā.Laiievērojamiatvieglotušoprocedūru,pirmstamnofiksējietuzmavasuzkabeļiemizmantojotvinilaizolācijaslentu.
5.7 degļa slēdža nomaiņa1. Veicietnodaļas“Degļagalvasdemontāžaunnomaiņa”1.-3.punktāaprakstītāsoperācijas.2. Nokniebietmelnounbaltopieslēgumavadupēciespējastuvākpiesarkanajāmpieslēgumaspailēm.Notīriet
izolācijunomelnāunbaltāvadaapm.1/4”(�,4mm)garumā.3. Notīrietizolācijunojaunāslēdžavadiemapm.1/4”(�,4mm)garumā.4. Savienojietslēdžavadusarslēdžakabeli, izmantojotdivusjaunospārlaidsavienojumus,kuri ietilpst jaunā
slēdžakomplektācijā.Šimnolūkamjāizmantoattiecīgāveidapārlaidsavienojumiemparedzētsgofrēšanasinstruments.
5. Laipabeigtunomaiņu,izpildietpretējāsecībānodaļas“Degļagalvasdemontāžaunnomaiņa”1.-3.punktāaprakstītāsoperācijas.
5. NOdaĻa aPKOPE

30
5.8 degļa gāzes plūsmu mērīšana
Jarodasaizdomas,kanepietiekamagāzesplūsmairneapmierinošanasgriezumukvalitātesvaipārākīsapatēriņaelementukalpošanaslaikacēlonis,plūsmuvarizmērītizmantojotplazmasdegļuplūsmasmērīšanaskomplektu.Šinīkomplektāietilpstrotametrs(plūsmasmērītājs),kuršuzrādīsnodegļaizplūstošāsgāzesplūsmasapjomu.Komplektāietilpstarīlietošanasinstrukcijas,kurasstriktijāievēro,laivarētuveiktdrošusunprecīzusmērījumus,izmantojotrotametru.Sk.formulāruF-14-391.
DeglimPT-2�jānodrošinasekojošagaisavaislāpekļaplūsma:
Izolējošāplūsma ESP-150unESP-200................. 135-145kubikpēdasstundāzemspiediena50psi(�3,�-�8,4l/minzemspiediena3,4bāri) DeucePack150,215....................................225kubikpēdasstundāzemspiediena50psi(10�,2l/minzemspiediena3,4bāri)
Plazmasplūsma.............................................115-140kubikpēdasstundāzemspiediena50psi(54,3-��,1l/minzemspiediena3,4bāri)
Kopējāplūsma ESP-150unESP-200.............250-285kubikpēdasstundāzemspiediena50psi(118,0-134,5l/minzemspiediena3,4bāri) DeucePack150,330................................... 3�5kubikpēdasstundāzemspiediena50psi(1�2,3l/minzemspiediena3,4bāri)
Plūsmasmērījumusveic,izmantojotjaunu200Asprauslu(0558003�98),jaunuelektroduunjaunutermiskoek-rānu.Sekojiettam,laivisielementibūtupareizisamontētiundegļablīvgredzens(0558003�21)irlabāstāvoklīuntamnavnoplūdes.Jaiespējams,mērietkatruplūsmuatsevišķi,jane-izmērietkopējāsplūsmasapjomu.
Jagāzesplūsmasapjomsirmazāksparaugstāknorādīto,tasliecinaparnosprostojumuvainoplūdidegļavaibarošanasavotagāzespievados.
5. NOdaĻa aPKOPE

31
6. NOdaĻa rEZErVEs daĻas
6.1 Vispārēja informācija
Vienmērnorādiettāizstrādājumasērijasnumuru,kuramtiksuzstādītasrezervesdaļas.Sērijasnumursirnorādītsuzizstrādājumatipaplāksnītes.
Lainodrošinātupareizuizstrādājumadarbību,ieteicamstamlietottikaioriģinālosESABproduktusunrezervesdaļas.Lietojotproduktusunrezervesdaļas,kasnavESABražojumi,varatzaudētgarantiju.
RezervesdaļasvaratpasūtītpieESABizstrādājumuizplatītāja.
Pasūtotrezervesdaļas,noteiktisniedzietspeciālusnorādījumusparpiegādi,jatādiir.
Skat.instrukcijuparsazināšanosarražotāju(šīsrokasgrāmataspēdējālappusē),kursniegtsklientuapkalpošanasdienestatelefonanumurusaraksts.
6.2 Pasūtīšana
Rezervesdaļuapmaksasrēķinsbezrezervesdaļunumuriemirtikaiparaugsklientam.Aparatūrasdetaļāmjābūtpieejamāmvietējātirdzniecībastīklā.
Piezīme
6.0 rezerves daļas

32
6. NOdaĻa rEZErVEs daĻas
6.1.
att
ēls
rez
erve
s d
aļas
- P
t-26
deg
ļa s
istē
ma
SLĒD
ŽAS
KAVA
-05
5800
4039
LOKA
NA
ISB
ALS
TS-
0558
0040
40-
0558
0040
40
DEG
ĻAG
ALVA
,90°
-05
5800
3�19
DEG
ĻAG
ALVA
,�0°
-05
5800
2204
IIetv
er b
līvgr
edze
nus -
05
5800
3720
(1)
0558
0037
21 (3
)
ROKT
URI
S-0
5580
0403
3
PRIE
KŠD
AĻA
SEL
EMEN
TI-
(Sk.
2.1
att
ēlu)
SPRI
EGU
MA
UN
DZE
SĒŠA
NA
SKA
BELI
S
25p
ēdas
(�,�
m)-
055
8004
04�
50
pēd
as(1
5,2
m)-
055
8004
048
Palīg
loka
un
dzes
ēšan
ask
abel
is
25p
ēdas
(�,�
m)-
055
8004
035
50
pēd
as(1
5,2
m)-
055
8004
03�
Izol
ējoš
āsg
āzes
šļū
tene
25
pēd
as(�
,�m
)-0
5580
0403
�
50p
ēdas
(15,
2m
)-0
5580
0403
8
UZM
AVA
25p
ēdas
-05
5800
2921
50p
ēdas
-055
8002
922
IIETI
LPST
:SLĒ
DZI
S-0
5580
028�
2
SPRA
UD
NIS
-05
5800
0819
KA
BELI
S-1
8AW
G/2
dzī
slas
SLĒD
ŽAU
NP
IESL
ĒGU
MU
SIS
TĒM
A
-25
pēd
as(�
,�m
)-0
5580
0081
�
-50
pēd
as(1
5,2
m)-
055
8000
819
Plaz
mas
gāz
esš
ļūte
ne
25p
ēdas
(�,�
m)-
055
8002
8�3
50
pēd
as(1
5,2
m)-
055
8004
034
GU
MIJ
AS
ZEĶE
-05
5800
0�93
Nos
prie
gojie
tčet
rus
(4)s
avie
noju
mus
,izm
anto
jot
diva
s(2
)uzg
riežņ
uat
slēg
as
N
osp
riego
jum
s25
-30
mār
ciņa
s
uz
col
lu.(
1�2,
4-2
0�,8
N/m
)U
ZMAV
A(a
ts.)
SLĒD
ZIS
-055
8002
8�2

33
6.2
attē
ls r
ezer
ves
daļ
as -
Pt-
26 li
neā
rā d
egļa
sis
tēm
a
6. NOdaĻa rEZErVEs daĻas
Spīļs
kava
-IT
2.00
I.D
.x
0,�3
W-
0558
0040
45
Korp
uss
-05
5800
2110
Uzm
ava
-05
5800
2130
Ietv
ars
23p
ēdas
(�,0
m)-
055
8004
043
48p
ēdas
(14,
�m
)-0
5580
0404
4
Pīts
apv
alks
ari
ekšē
jo
diam
etru
2,2
50-2
,500
-�
2020
003
Uzm
avas
cau
rulīt
e-0
5580
0404
�
Vini
laiz
olāc
ijas
lent
a-
0558
0042
�1
Spīļs
kava
1,5
�D-
2,50
D
-055
8004
041
Stan
dart
ael
ektr
iskā
brīd
ināj
uma
plā
ksnī
te
-05
5800
4042
Term
iska
ise
krān
s-0
5580
03�1
5Pr
iekš
daļa
sel
emen
ti(2
.1a
ttēl
s)N
osp
riego
jiets
avie
noju
mus
čet
rās
(4)v
ietā
s,
izm
anto
jotd
ivas
(2)u
zgrie
žņu
atsl
ēgas
Nos
prie
goju
ms
25-3
0m
ārci
ņas
uzc
ollu
(1�2
,4-
20�,
8N
/m)
SPRI
EGU
MA
UN
DZE
SĒŠA
NA
SKA
BELI
S25
pēd
as(�
,�m
)-0
5580
0404
�
50p
ēdas
(15,
2m
)-0
5580
0404
8
Palīg
loka
un
dzes
ēšan
ask
abel
is
25p
ēdas
(�,�
m)-
055
8004
035
50
pēd
as(1
5,2
m)-
055
8004
03�
Izol
ējoš
āsg
āzes
šļū
tene
25
pēd
as(�
,�m
)-0
5580
0403
�
50p
ēdas
(15,
2m
)-0
5580
0403
8
Plaz
mas
gāz
esš
ļūte
ne
25p
ēdas
(�,�
m)-
055
8002
8�3
50
pēd
as(1
5,2
m)-
055
8004
034

34
6. nodaļa rezerves daļas
6.3
attē
ls r
ezer
ves
daļa
s - P
T-26
“sL”
line
ārā
degļ
a si
stēm
a
Spīļs
kava
-IT
2,00
I.D
. x 0
,63W
- 0
5580
0404
5
korp
uss
- 055
8002
110
Ietv
ars
17 p
ēdas
(5,2
m) -
055
8003
845
25 p
ēdas
(7,6
m) -
055
8002
921
50 p
ēdas
(15,
2 m
) - 0
5580
0292
2Pī
ts a
pval
ks a
r iek
šējo
di
amet
ru 2
,250
-2,5
00
- 720
2000
3
Mila
ra iz
olat
ors
- 055
8005
623
Vini
la iz
olāc
ijas
lent
a- 0
5580
0426
1
Caur
ulīte
un
bals
ts-
0558
0056
24tā
s sa
stāv
ā: z
eķe
un iz
olat
ors
Stan
dart
a el
ektr
iskā
br
īdin
ājum
a pl
āksn
īte
- 055
8004
042
term
iska
is e
krān
s - 0
5580
0358
2pr
iekš
daļa
s el
emen
ti (2
.1 a
ttēl
s)
Zeķe
-21
647
Deg
ļa tu
rētā
js-
0558
0059
26
SPRI
EGU
MA
UN
DZE
SĒŠA
NA
S KA
BELI
S 25
pēd
as (7
,6 m
) - 0
5580
0404
7
50 p
ēdas
(15,
2 m
) - 0
5580
0404
8
Palīg
loka
un
dzes
ēšan
as k
abel
is25
pēd
as (7
,6 m
) - 0
5580
0403
5
50 p
ēdas
(15,
2 m
) - 0
5580
0403
6
Izol
ējoš
ās g
āzes
šļū
tene
17
pēd
as (5
,2 m
) - 0
5580
0212
325
pēd
as (7
,6 m
) - 0
5580
0403
7
50 p
ēdas
(15,
2 m
) - 0
5580
0403
8
plaz
mas
gāz
es š
ļūte
ne17
pēd
as (5
,2 m
) - 0
5580
0417
7 25
pēd
as (7
,6 m
) - 0
5580
0287
3
50 p
ēdas
(15,
2 m
) - 0
5580
0417
8

PT-26Plazmas loka griezējdeglis
Lietotāja rokasgrāmata (LV)
0558004847

36

37
satura rādītājs
1.0 Drošībaspasākumi...................................................................................................................................................................... 39
2.0 Apraksts........................................................................................................................................................................................... 412.1 Apraksts............................................................................................................................................................................... 43
3.0 Uzstādīšana.................................................................................................................................................................................... 45 3.1 Degļapieslēgšanabarošanasavotam....................................................................................................................... 45 3.2 Pieslēgšanavecākumodeļubarošanasavotiem.................................................................................................. 45 3.3 Gāzesizvēle........................................................................................................................................................................ 46 3.4 Gāzespievadi..................................................................................................................................................................... 46 3.5 Priekšdaļasierīčupievienošana.................................................................................................................................. 47 3.6 Distancerauzstādīšana.................................................................................................................................................. 48 3.7 Patēriņamateriāli............................................................................................................................................................. 48 3.8 Virpuļuslāpētājauzstādīšana...................................................................................................................................... 48
4.0 Ekspluatācija.................................................................................................................................................................................. 49 4.1 Ekspluatācija...................................................................................................................................................................... 49 4.2 Ekspluatācijasparametri................................................................................................................................................ 51 4.3 Griešanasparametri........................................................................................................................................................ 51
5.0 Apkope............................................................................................................................................................................................ 57 5.1 Priekšdaļasdemontāža.................................................................................................................................................. 57 5.2 Vispārējainformācija....................................................................................................................................................... 57 5.3 Netīrumiunpiesārņojums............................................................................................................................................ 58 5.4 Degļagalvasnoņemšanaunnomaiņa..................................................................................................................... 58 5.5 Degļakabeļunoņemšanaunnomaiņa.................................................................................................................... 59 5.6 Balstaamortizatoru,komutācijaspaneļaunrokturanomaiņa....................................................................... 59 5.7 Degļaslēdžanomaiņa.................................................................................................................................................... 59 5.8 Gāzesplūsmasmērīšanadeglī.................................................................................................................................... 60
6.0 Rezervesdaļas............................................................................................................................................................................... 616.1 Vispārējainformācija....................................................................................................................................................... 616.2 Pasūtīšana........................................................................................................................................................................... 61
Nodaļa / Nosaukums Lappuse

38
satura rādītājs

39
1. NOdaĻa PIEsardZīBas PasāKuMI

40
1. NOdaĻa PIEsardZīBas PasāKuMI

41
2. NOdaĻa aPraKsts
Deglis PT-26
Šisuniversālaisunērtilietojamais300ampērudeglisnodrošinanepārspējamusrezultātus,veicotvisdažādākāsmanuālāsunmehanizētāsgriešanasoperācijas.
■ Pirmklasīga griešanas jauda - spēj sagriezt metālu līdz pat 3-1/2” (88,9 mm) biezumam un plēst metālu līdz pat 4” (101,6 mm) biezumam, izmantojot gaisu, slāpekli vai argona/ūdeņraža maisījumu pie strāvas 300 ampēri
■ Nodrošina tīru, augstas kvalitātes griezumu■ Darbojas izmantojot saspiestu gaisu, slāpekli vai argona/
ūdeņraža maisījumu no kompresora vai baloniem pie strāvas 300 ampēri
■ Kompakta un viegla konstrukcija lietotāja ērtībām
■ Ilgi kalpojoši elektrodi samazina ekspluatācijas izmaksas■ Starts izmantojot kalibrēšanas loku - iedarbojas pat uz
krāsotas virsmas■ Pieejama arī kalibrēšanas sprausla■ Pārtrauktās griešanas režīms režģa vai stiepta metāla
konstrukcijau apstrādei■ Kalibrēšanas ierobežotājs un attāluma iestatīšanas
norādījumi operatora darba atvieglošanai■ Garantija - viens gads
SpecifikācijasSpriegumaklase“M”(EN50078)Jauda(visasizmantojamāsgāzespieļaujamāspiedienadiapazonā) 100%darbacikla...................................................................................................................200ADCSP 60%darbacikla,manuālāgriešana,100%izmantošana........................................300ADCSP Maksimālāpieļaujamāstrāva............................................................................................300ADCSPAprobētāsizmantojamāsgāzes Plazma.......................................................................................... 0
2,gaiss,N
2,H-35,N
2/H
2maisījumi
Ekrāns.....................................................................................................................Gaiss,N2,CO
2,argons
Prasībasminimālajaigāzesplūsmai Ekrāns........200kubikpēdasstundāpiespiediena85psi(94l/minpiespiediena6,0bāri) Plazma....240kubikpēdasstundāpiespiediena80psi(112l/minpiespiediena5,6bāri)Pievadescauruļvadugarums........................................25pēdasvai50pēdas(7,6mvai15,2m)Masa......................................................................................................... 25pēdas-16mārciņas(7,3kg) 50pēdas-28mārciņas(12,7kg)Maksimālaispieļaujamaisgāzespadevesspiediens........................................... 100psi(6,9bāri)Startēšanasgāzesspiediens...........................................................................................30psi(2,1bārs)Minimālādzesēšanasšķīdumaplūsma.......................0,9galoniminūtēzemspiediena95psi (3,4l/minzemspiediena6,6bāri)Maksimālaispieļaujamaisdzesēšanasšķīdumapadevesspiediens.............. 120psi(8,3bāri)Maksimālāpieļaujamādzesēšanasšķīdumatemperatūra...................................... 105°F(40°C)
KonsolesESP-150, ESP-200 un DEucE PacK 150
Informācija pasūtījumiemPT-26,90°,25pēdu(7,6m)degļapievads....................................................................... 0558004031PT-26,90°,50pēdu(15,2m)degļapievads.................................................................... 0558004032PT-26,70°,25pēdu(7,6m)degļapievads....................................................................... 0558002208PT-26,70°,50pēdu(15,2m)degļapievads.................................................................... 0558002209
PT-26,LINEĀRS,25pēdu(7,6m)......................................................................................... 0558002320PT-26,LINEĀRS,50pēdu(15,2m)....................................................................................... 0558002321
PIEZĪME: LINEĀRaJIEM degļiem cilindra diametrs ir 2” (50,8 mm) un to komplektācijā neietilpst statīvs vai degļa turētājs.
PT-26SL,LINEĀRS,17pēdu(5,2m).................................................................................... 0558005620PT-26SL,LINEĀRS,25pēdu(7,6m).................................................................................... 0558005621PT-26SL,LINEĀRS,50pēdu(15,2m).................................................................................. 0558005622
PIEZĪME: LINEĀRaJIEM degļiem “SL” cilindra diametrs ir 1 3/8” (34,9 mm) un komplektācijā ietilpst 32 collu statīvs.
Papildus aprīkojumsPlasmit degļa termiskais ekrānsKalibrē......................................................................................................................................... 0558003797
25 pēdas (7,6 m) garš ādas aizsargapvalks*Aizsargādegļapievaduspretnoberzumiemunšķidrametālapilieniem;īpašiieteicamspiegriešanaslaikā................................................................ 0558002921
50 pēdas (15,2 m) garš ādas aizsargapvalks*....................................................... 0558002922rezerves daļu komplekts................................................................................................. 0558004030degļa turētājs, 2” (50,8 mm).......................................................................................... 0558002985degļa regulēšanas komplekts...................................................................................... 0558003186*Manuālo degļu standartaprīkojums.

42
Elektrods0558003722-gaiss,slāpeklis,slāpeklis/ūdeņradis
0558003723-argons/ūdeņradis(H-35)
Deflektoracaurulīte-0558003710
Blīvgredzens-0558003721
TermiskaisekrānsManuālaisdeglis-0558003714
*Nelielasdistances-0558003715
Izolators-0558003711Ietverblīvgredzenu-0558003712
Elektroduturētājs-0558003707Ietverblīvgredzenus
0558003708(augš)948317(apakšējais)
Distancers-0558003713
Degļagalva- 90°.................. 0558003719 70°....................0558002204
letverblīvgredzenus: 0558003720(1) 0558003721(3)
Blīvgredzens-0558003720
* Nelielas distances termiskais ekrāns. Manuālā degļa papildierīce griešanai un piegriešanai nelielā attālumā no detaļas virsmas.
ampēri KatalogaNr. SPRAUSLASIZMĒRSGriešanassprausla50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Piegriešanassprausla 200 0558003718 .125300 0558003795 .144
Visosdegļosuzstādītiblīvgredzeni:0558003724(augšējais)0558003725(apakšējais)
2. NOdaĻa aPraKsts
2.1 attēls. Pt-26 sprauslas konstrukcija
Manuālie modeļi PT-26
Lineārie modeļi PT-26
Elektrods0558003722-gaiss,slāpeklis,slāpeklis/ūdeņradis
0558003723-argons/ūdeņradis(H-35)
Deflektoracaurulīte-0558003710
**Lineāraisvirpuļdeflektors-0558003583Ietverblīvgredzenu-0558003724&14K07
Elektrodaturētājs-0558003707Ietverblīvgredzenus:
0558003708(augšējais)948317(apakšējais)
Degļagalva- LINEĀRĀ.... 0558002110 Ietverblīvgredzenus: 0558003720(1) 0558003721(3)
Blīvgredzens-0558003721
Blīvgredzens-0558003720
** Šie elementi kopā ar deflektora uzstādīšanas instrumentu (0558003584) ietilpst visu degļa mehanizēto versiju komplektācijā.
**Mehāniskaisekrānacilindrs-0558003582
ampēri P/N SPRAUSLASIZMĒRSGriešanassprausla50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Piegriešanassprausla 200 0558003718 .125300 0558003795 .144
Abasietverblīvgredzenus:0558003724(augšējais)0558003725(apakšējais)

43
2. NOdaĻa aPraKsts
2.1 apraksts
PT-26irdivugāzudeglisarūdensdzesēšanuun70°vai90°sprauslumanuālaigriešanaivaipiegriešanaiunlineārogalvumehanizētaigriešanaivaipiegriešanai.Katrasprauslaparedzēta izmantošanaikopāarnoteiktatipaplazmasbarošanasavotiem.TieirESP-150,ESP-200unpienācīgiaprīkotasDeucePack150sistēmas.
2.2 attēls. Pt-26 izmēri
BrīdINājuMs
GrIEžOt ar PLaZMas LOKu, tIEK IZMaNtOts auGstsPrIEGuMs. NEdrīKst PIEsKartIEs dEGĻa uN IErīcEs dEtaĻāM, Kuras Ir ZEM sPrIEGuMa. drOšīBu aPdraud arī NEParEIZs IZMaNtOjaMO GāZu PIELIEtOjuMs. PIrMs uZsāKt GrIEžņa Pt-26 EKsPLuatācIju, rūPīGI IEPaZīstIEtIEs ar PLaZMas BarOšaNas aVOta KOMPLEKtā IEtILPstOšajIEM drOšīBas NOrādījuMIEM uN LIEtOšaNas INs-truKcIju.
IZMaNtOjOt dEGLI KOPā ar jEBKuru cItu IErīcI, Kas NaV aPGā-dāta ar saVIENOjuMa drOšīBas BLOķēšaNas ķēdI, LIEtOtājs sEVI PaKĻauj NEGaIdītāM auGstsPrIEGuMa BrIEsMāM.
4,01”(102mm)
13,11”(333mm)1,60”
(41mm)
1,66”(42mm)
1,50”(38mm)

44
2. NOdaĻa aPraKsts
2.3 attēls. Lineārā degļa Pt-26 izmēri
2,00”(50,8mm)
16,50”(419,1mm)
2.4 attēls. Lineārā degļa Pt-26 “sL” izmēri
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2,00”(50,8mm)

45
3.1 degļa pieslēgšana plazmas barošanas avotam
Sīkākparto,kurizvietotidegļapieslēgumi,skat.jūsupalazmasbarošanasavotadokumentācijā.
Atkarībāno izmantotābarošanasavota,mainīsiesarī iespējamiedegļapieslēgšanasvarianti. Iepazīstietiesarbarošanasavotu,lainoskaidrotuvislabākopareizaspieslēgšanassecību,izmantojotuzgriežņuatslēgu.
DeglīPT-26negatīvāpolaundzesēšanasšķīdumapieslēgšanaitiekizmantots“C”izmērauzgalisarkreisovītni.Pievienojietšosuzgaļusatbilstošajāmbarošanasavotaligzdāmunciešipievelcietsavienojumus,izmantojotuz-griežņuatslēgu.Pēcsavienojumanospriegošanasuzvelcietuztāgumijas“zeķi”.Pozitīvāpolaundzesēšanasšķī-dumapievadapieslēgšanaitiekizmantots“B”izmērauzgalisarlabovītni.Ciešipievelcietarīšossavienojumus.
Plazmasgāzesunizolējošāsgazespadeveitiekizmantotidivi“B”izmērauzgaļiaratšķirīgāmvītnēm.Ciešino-spriegojietaruzgriežņuatslēgušopievadupieslēgumusattiecīgajāmbarošanasavotaligzdām.
Degļapārslēgapievienošanaitiek izmantotspieckontaktuspraudnisslēdžakabeļagalā. Iespraudietspraudnibarošanasavotaligzdāunpagriezietfiksācijasgredzenu,lainostiprinātusavienojumu.
3.2 Pieslēgšana vecāku modeļu barošanas avotiem
DegliPT-26iespējamspieslēgtarīvecākamodeļaDeucePack150barošanasavotiem.Šimnolūkamnepiecie-šamsuzstādītjaunucauruļvadusadaleskasti.ŠīpiederumukomplektakatalogaNr.ir000759.
3. NOdaĻa uZstādīšaNa
BrīdINājuMsPārLIEcINIEtIEs, Ka BarOšaNas sLēdZIs uZ KONsOLEs Ir POZīcI-jā “OFF” (IZsLēGts) uN Ka IErīcEI NEtIEK PadOta ELEKtrOENEr-ģIja.
Pt-26 Ir KONstruēts tā, LaI KOPā ar atsEVIšķu MOdEĻu BarO-šaNas aVOtIEM, KurOs IEBūVēts dEGĻa dZEsēšaNas šķīduMa atPaKaĻPLūsMas sENsOrs, Kas BLOķē dEGĻa IEdarBINāšaNu, ja šīs PLūsMas NaV. dEGĻa tErMIsKā EKrāNa NOņEMšaNa VaI IZKustēšaNās NO VIEtas Var IZraIsīt atPaKaĻPLūsMas IZBEIG-šaNOs. NEIZMaNtOjIEt Pt-26 ar tādIEM BarOšaNas aVOtIEM, KurI NaV aPrīKOtI ar PLūsMas sENsOru.
BrīdINājuMs

46
3.3 Gāzes izvēle
PT-26irdivugāzudeglis,kurāvienanogāzēmtiekizmantotaplazmasģenerācijai,betotra-griešanaszonasizolēšanai.Zemākuzskaitītasieteicamāsgāzukombinācijas.
Gaisa plazma/Gaisa izolatorsLabākāvispārpieņemtākombinācijakvalitatīvai,ātraiunekonomiskaimīksta tērauda, nerūsējošā tērauda unalumīnijagriešanai.Šīkombinācijaizraisanelieluslāpekļaiespiešanosgriezumavirsmāunnelielusakausējumakomponentuoksidēšanos,apstrādājotnerūsējošotēraudu.Vienmērizmantojiettīru,sausugaisu.Mitrumauneļļasdaļiņupiemaisījumigaisāsaīsināsdegļaelementukalpošanaslaiku.
slāpekļa plazma/Gaisa izolatorsŠīkombinācijapaildzinadegļaelementu,joīpaši-elektroda,kalpošanaslaiku.Griešanaslaiksbūsnedaudzlie-lāks,nekā izmantojotgaisaplazmu.Šīkombinācija izraisanelieluslāpekļa iespiešanosgriezumavirsmā, tačunodrošinatīrākugriezumavirsmu,apstrādājotnerūsējošātēraudadetaļas.DzesēšanaivarizmantotslāpeklivaiCO
2.
H-35 plazma/slāpekļa izolatorsŠīkombinācijanodrošinasevišķiilgudegļaelementukalpošanaslaikuunminimālipiesārņogriezumavirsmu,tādējādigarantējotļotikvalitatīvasmetinājumašuves.Tovisbiežākizmantomīkstatērauda,alumīnijaunnerū-sējošātēraudapiegriešanai.Mīkstamtēraudamgriezumakvalitātenebūsaugsta,totiesapstrādājotalumīnijuunnerūsējošotēraudu,iespējamsiegūtlabugriezumu,joīpaši-apstrādājotbiezākumateriālu.
40% ūdeņraža - 60% slāpekļa plazma/Gaisa izolatorsIzmantojottikaialumīnijaapstrādei,iespējamspanāktlielākuapstrādesātrumuunapstrādātbiezākusmateriā-lus.Nenodrošinakvalitatīvunerūsējošātēraudaunmīkstatēraudaapstrādi.
skābekļa plazma/Gaisa izolators Nodrošinaviskvalitatīvāko1”(25,4mm)biezuvaiplānākumīkstatēraudamateriālugriešanu,izmantojotstrāvurobežāsno150līdz300ampēriem.Vislielākaismetālaaizvākšanasātrumspiegriežotmīkstatēraudadetaļas.
3.4 Gāzes padeve
Aprobētoizmantojamogāzusarakstsatrodams3.3nodaļā.Neizmantojietgāzes,kurasnavīpaširekomendētasizmantošanaiPT-26tipadegļos.
Kadizvēlētaparedzamajamdarbamvispiemērotākāgāzukombinācija,pievienojietgāzespadevesšļūtenesligz-dāmbarošanasavotaaizmugurē.Atcerieties,kakatraigāzeivarbūtdivaspadevesligzdas.Izmantojiettospie-slēgumus,kuruvītneatbilstšļūtenesuzgaļavītnei.Sekojiettam,laineizmantotāsbarošanasavotaligzdastiktunoslēgtas,izmantojotbarošanasavotampiestiprinātosaizbāžņus.
Ņemietvērā,kaESP-150unESP-200tipabarošanasavotiaprīkotiar“Startēšanasgāzes”ligzdām.Tasļaujgrieša-nasprocesasākumāizmantotatšķirīguplazmasgāzestipuunspiedienu.Tastiekdarīts,laipanāktuilgākuelek-trodukalpošanaslaikumehanizētoplazmasgriešanasoperācijulaikā.Parastimanuālajāsgriešanasoperācijāskāstartēšanasgāziizmantotopašugāzi,kovēlākgriešanas/piegriešanaslaikāizmantoplazmasformēšanai,vaiarīslāpekli.
sVarīGI! uz “startēšanas gāzes” pieslēgumu VIENMēr jāpadod gāze. ja tas nebūs izdarīts, deglis tiks sabojāts. Kā startēšanas gāzi var izmantot jebkuru no iepriekšējā nodaļā uzskaitītajām aprobētajām plazmas gāzēm.
3. NOdaĻa uZstādīšaNa
IZMaNtOjIEt tIKaI šajā dOKuMENtā aPrOBētas GāZEs.BrīdINājuMs

47
3.5 degļa detaļu montāža
Pārbaudiet,vai:
Visiblīvgredzeniatrodassavāsvietās(degļagalva,sprausla,elektroduturētājs)ElektroduturētājsirciešipievilktsDeflektoracaurulīteiruzstādītaunciešipievilktaElektrodsirievietotsunstingrinofiksētsSprauslairuzstādīta
Priekšdaļaselementumontāžadegļagalvāparādīta2.1attēlā.
Vispirmsapskatietdegļakorpusu,laipārliecinātos,katāiekšpusēnavnetīrumivaiblīvgredzeni.Jatādiir,aizvā-ciettos.
Apskatietelektroduturētāju,laipārliecinātos,kaabiblīvgredzeniirsavāsvietās.Ieskrūvējietelektroduturētājudegļagalvāunciešipievelcietto,izmantojot3/16”(4,8mm)sešstūrauzgriežņuatslēgu.Turētājujānospriegocieši,tačuuzmanieties,lainenogrieztuturētājaiekšpusēesošovītni.
Ievietojietelektroduturētājādeflektoracaurulītiunieskrūvējiettodegļagalvā,izmantojotspeciāluplastmasassešstūrauzgriežņuatslēgu.Uzmanieties,laipārākstingrinenospriegotusavienojumu,tačucaurulītenedrīkstbūtvaļīga.
Ievietojietdegļagalvāizolatoru.Laiizolatorsstabiliturētostamparedzētajāvietā,uztājābūtblīvgredzenam.Neiestumjietizolatorugalvāpārākdziļi.Sprauslasmontāžaslaikāizolatorstiksiebīdītstamparedzētajāvietā.
Ieskrūvējietelektroduturētājāelektroduunpievelcietto,izmantojotspeciālāplastmasasinstrumentamuciņat-slēgu.
Iebīdietsprausludegļagalvaspriekšējāatverē.Šīsdarbībasrezultātāizolatorstiksiebīdītsdziļākgalvā.Tāirnor-mālaparādība.Pārliecinieties,kaabiblīvgredzeniatrodassavāsvietāsunsprauslalabipieguļdegļagalvai.
•••••
3. NOdaĻa uZstādīšaNa
BrīdINājuMsPārLIEcINIEtIEs, Ka BarOšaNas sLēdZIs uZ KONsOLEs Ir POZīcIjā “OFF” (IZsLēGts) uN Ka IErīcEI NEtIEK PIEVadīta ELEKtrOENErģI-ja. ja PrIEKšdaĻas ELEMENtu MONtāža VEIKta NEParEIZI, OPE-ratOrs Var tIKt PaKĻauts aGstsPrIEGuMa strāVas trIEcIE-NaM VaI Gūt aPdEGuMus.
IEVērOjIEt VIsus NOrādījuMus, Kas dOtI BarOšaNas aVOta KOMPLEKtācIjā IEtILPstOšajā BrOšūrā. NEuZstādIEt uN NE-MēģINIEt IZMaNtOt šO dEGLI, NEIEVērOjOt INstruKcIjā dOtOs NOrādījuMus. dEGĻa PrIEKšGaLā IEMONtētI sENsOrI, KurI, darBOjOtIEs KOPā ar BarOšaNas aVOta drOšīBas ķēdēM, BLOķē NEjaušu dEGĻa IEsLēGšaNas IEsPēju, ja NOņEMts tEr-MIsKaIs EKrāNs, BEt dEGĻa sLēdZIs Ir IEsLēGts.
BrīdINājuMs

48
3. NOdaĻa uZstādīšaNa
3.6 distancers
Distancersļaujoperatorampārvietotdeglikonstantāattālumānoapstrādājamāsvirsmas,jadistanceragalsskardetaļu.
Ievietojiettotermiskajāekrānā(tamjābūtuzskrūvētamuzdegļa)bīdotvaigriežotpulksteņarādītājukustībasvirzienā.Vienmēruzstādietvairegulējietdistanceru,griežottopulksteņarādītājukusrtībasvirzienā,laineizkus-tinātuekrānu.
Jadistancerspārākstingriturasuzekrāna,atverietsprauguekrānā,šimnolūkamizmantojotlieluplakanoskrūv-griezi.Jadistancersirpārākvaļīgs,aizverietspraugubīdotdistancerudegļagalvasvirzienā.
3.7 Patēriņa materiāli
Degļapareizafunkcionēšanaatkarīganopriekšdaļaspatēriņaelementu,joīpaši-elektroduturētāja,deflektoracaurulītesuntermiskāekrāna,kāarīatbilstošoblīvgredzenu,pareizasundrošasuzstādīšanas.
1. Pārliecinieties,kaelektroduturētājsirlīdzgalamieskrūvētsdegļagalvāunstingripievilkts,izmantojot3/16”(4,8mm)sešstūrauzgriežņuatslēgu.Izmantojietšimnolūkamnometālaizgatavotuuzgriežņuatslēgu.Plast-masasuzgriežņuatslēganavpietiekamiizturīgašimnolūkam.Pārliecinietiesarīparto,kadeflektoracaurulīteirlīdzgalamierskrūvētaunciešipieguļelektroduturētājam;spriegošanaiizmantojietplastmasasuzgriežņuatslēgu.
2. Ieskrūvējietelektroduturētājāelektroduunpievelcietto,izmantojotspeciālāplastmasasinstrumentamu-ciņatslēgu.
3. Pārliecinieties,kasprauslaturasstingriuntāsblīvgredzeniirciešipiespiesti,pievelkotlīdzgalamtermiskoekrānu.“Līdzgalam”nozīmēpēciespējasciešāk,bettikaiarrokām,neizmantojotuzgriežņuatslēgas.
Nepareizisamontētipriekšdaļaselementivarradītdzesēšanasšķīdumanoplūdi,kassavukārtpasliktināsgrieša-naskvalitātivaiarīizraisīsdegļabojājumus,tāiekšpusēveidojotieselektriskajamlokam.
3.8 Virpuļdeflektora uzstādīšana
Virpuļdeflektorauzstādīšanaiizmantospeciāluinstrumentu(katalogaNo0558003584).Šisinstrumentsļaujvir-puļdeflektoraiekšpusēesošajamblīvgredzenamuzmauktiesuzelektroduturētāja.Pievelkotvirpuļdetektoruarroku,tastiksnofiksētspietiekamistingri.
Uzskrūvējiettermiskoekrānudegļagalvai,lainofiksētusprauslu.Termiskoekrānumaksimālipievelcietarroku,laigarsprauslasblīvgredzenunevarētunoplūstdzesēšanasšķīdums.
Jakāpapildiekārtuparedzētsizmantotdistanceru,ievietojiettotermiskajāekrānā,bīdotvaigriežotPULKSTEŅARĀDĪTĀJUKUSTĪBASVIRZIENĀ,līdztasstabilituraspieekrāna.
sVarīGI - negrieziet distanceru pretēji pulksteņa rādītāju kustības virzienam, jo tādējādi iespējams at-slābināt termiskā ekrāna fiksāciju.

49
4.1 Ekspluatācija
Tagaddeglisirpilnībāsagatavotsgriešanasunpiegriešanasoperācijām.Informācijaparnepieciešamovadībaselementuregulēšanuatrodamajūsubarošanasavotalietošanasinstrukcijā.
1. Pārslēdzietgāzestestavaigāzesrežīmaslēdzitestavaiiestatīšanaspozīcijā.
PIEZīME:Pozīcijā“CUT”iespējamsizvēlētiesvajadzīgogriešanasplazmasgāzi.Pozīcijā“START/SHIELD”iespējamsizvēlētiesvajadzī-gostartēšanasplazmasgāziunizolējošogāzi.Jastartēšanasunplazmasgāzeirvienauntāpati,kastiekņemtanoviena
reduktora,izmantojiettikaipozīcijuSTART/SHIELD;pozīcijuCUTizmantotnavnepieciešams.
2. PārslēdzietieslēgšanasslēdzipozīcijāON.Tagadjāsākasgāzespadeveiuzdegli.3. Vadotiespēcekspluatācijasparametrunodaļādotajāmvērtībām,noregulējietvajadzīgogāzesspiedienu,iz-
mantojotreduktoruregulatorus.Pārslēdzietgāzestestavaigāzesrežīmaslēdzidarbapozīcijā.Gāzesplūsmaitagadvajadzētuapstāties.Noregulējietstrāvaslielumu,iestatotdeglimatbilstošustrāvasvērtību.
4. Novietojietdegliatbilstošāgriešanasvaipiegriešanasstāvoklī.Griešanasoperācijāmdegļadistanceram(at-tālumamnosprauslaslīdzvirsmai)jābūtapm.1/4”(6,4mm).Jatasiespējams,uzsācietgriešanunodetaļasmalas.Jamateriālāvispirmsjāizkausēcaurums,sašķiebjietdeglitā,laiizkausētāmetālapilienilidotupromnodegļaunoperatoraunturietdeglitālīdzbrīdim,kaddetaļāizkausētscaurums.Pēctamnostādietdegliperpendikulārivirsmaiunuzsācietgriešanu.Piegriešanasoperācijāmnostādietdegli35°līdz45°leņķīprethorizontāli.
5. Nolaidietsejsargu.6. Piespiedietunturietpiespiestudegļaieslēgšanaspogu.Tagadjāsākplūstgāzei.Pēcdivāmsekundēmieslēg-
siesgalvenaiskontaktorsunstarpdetaļuundegliparādīsieselektriskaisloks.
uZMaNīBu
BrīdINājuMs
Valkājiet parastos aizsargcimdus, aizsargapģērbu, ausu aizbāžņus un ķiveri. Iepazīstieties ar barošanas avota lietošanas instrukcijā sniegtajiem norādījumiem attiecībā uz darba drošību.
NEKādā GadījuMā NEPIEsKarIEtIEs dEGĻa PrIEKšdaĻas ELE-MENtIEM (sPrausLaI, tErMIsKajaM EKrāNaM, ELEKtrOdaM, u. t. t.), ja BarOšaNas aVOta GaLVENaIs sLēdZIs NaV PārsLēGts POZīcIjā OFF.
4. NOdaĻa EKsPLuatācIja
PIEZīME:Barošanasavotaiestatījumosgāzespadevesilgumupirmspiestartēšanasvarpalielinātvirsdivāmsekundēm-parastilīdz
piecāmsekundēm.Jabeidzasgāzespriekšplūsmaslaikaperiods,betpalīgloksneizveidojas,atlaidietdegļaieslēgšanasslēdziunpārbaudietgāzuspiedienaiestatījumus.Japalīgloksparādās,tačunepārsviežasuzdetaļu,atlaidietdegļa
ieslēgšanasslēdziunpārbaudiet,vaideglisatrodaspiemērotāattālumānovirsmasunvainegatīvāpolaskavastingripiestiprinātadetaļai.

50
7. Griešanaslaikānovietojietdegli3/16”-1/2”(4,8-12,7mm)attālumānovirsmas.Griežotplānākamateriālaplāksnes,attālumamlīdzvirsmaijābūtpieļaujamādiapazonazemajāgalā,betgriežotbiezākasvirsmasdeg-lisjāattālinanoapstrādājamāsvirsmas.Uzturiettādugriešanasātrumu,kuršnodrošinapietiekamikvalitatīvugriezumuunveidonodetaļasapakšasizplūstošušķidrametālaplūsmu.
8. Veicot piegriešanu izvēlieties tādu leņķi un ātrumu, kas nodrošina vēlamā metāla daudzuma nogriešanukatrāgājienā.Turietdeglitādāleņķī,laivissizkausētaismetālstiktuaizpūstspromnodegļapaplāksnesvirs-muvaipaiepriekšējāgriezumarievu.Piegriešanapārākstāvāleņķīizraisīskausētāmetālašļakstīšanostiešiatpakaļuzdegli.
9. Jagriešanas(vaipiegriešanas)laikāapdziestgalvenaisloksunaizdedzespogatiekturētapiespiesta,nekavē-jotiesatkalieslēgsiespalīgloks.Šinībrīdīdeglisstraujijāpietuvinadetaļai,laivarētuatjaunotiesarīgalvenaisloks,vaiarījāatlaiždegļaieslēgšanaspoga.
10. Griezienabeigāsdeglimattālinotiesnodetaļas,galvenaisloksautomātiskiizslēgsies.Laivēlreizneieslēgtospalīgloks,nekavējotiesjāatlaižaizdedzespoga.
11. Kad griešanas (vai piegriešanas) operācijas pabeigtas, nogaidiet dažas minūtes pirms pārslēgt barošanasavotagalvenospriegumaslēdzipozīcijāOFF, lai ļautuventilatoramatdzesēt iekārtu.Kadšis laikaperiodspagājis,izslēdzietgalvenospriegumapadevi,izmantojotgalvenoslēdzi.
4. NOdaĻa EKsPLuatācIja

51
Lai panāktu maksimāli efektīvu griešanas procesu un varētu vieglāk novērst ar griezuma kvalitāti saistītas problēmas, lūdzu, iepazīstieties ar zemāk redzamajām griešanas parametru diagrammām.
4.3 Griešanas dati
Pt-26 lineārā degļa darbības apstākļi:
Datiiegūtiizmantojotvirpuļdeflektoru(0558003583)unaizsargkausiņu(0558003582).
65Adatuiegūšanaiizmantotsstandartatermiskaisekrāns(0558003714)vaituvasdistancestermiskaisekrāns(0558003715)aizsargkausiņa(0558003582)vietā.Izmantota50Asprausla(0558003716).
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeun
spiedienspsi(bāri)
Griešanasgāzeun
spiedienspsi(bāri)
Izolējošāgāzeunspiediens
iekārtaiESP-150pie200psispiediena
(bāri)
Oglekļatērauds
0,12(3,2)0,19(4,8)
190(4826)
Gaiss30(2,1)
Gaiss60(4,1)
Gaiss50(3,4)
0,25(6,4) 100(2540)
0,50(12,7) 0,25(6,4) 30(762)
Alumīnijs
0,12(3,2)0,19(4,8)
50*(1270)
0,25(6,4) 70(1778)
0,50(12,7) 0,25(6,4) 20(508)
Nerūsējošaistērauds
0,12(3,2)0,19(4,8)
75(1905)
0,25(6,4) 50(1270)
0,50(12,7) 0,25(6,4) 20(508)
4. NOdaĻa EKsPLuatācIja
4.1 tabula. 65 a griešanas dati
4.2 Ekspluatācijas parametri
Ieteicamaisgāzesspiediens-Startēšana................................................................................................................................................ 30psi(2,1bārs)Plazma(griešana)..................................................................................................................50-70psi(3,4-4,8bāri)Plazma(piegriešana)........................................................................................................... 40-45psi(2,6-3,1bārs)Ekrāns........................................................................................................................................40-50psi(2,6-3,4bari)
Ieteicamādistance-5/16”-1/2”(7,9-12,7mm)
Griešanasātrums-IeteicamaisdegļaPT-26griešanasātrumsnorādītstabulās4-1līdz4-4.

52
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeunspiedi-
enspsi(bāri)
Griešanasgāzeunspiediens
psi(bāri)
Izolējošāgāzeunspiediens
iekārtaiESP-150pie200psispiediena(bāri)
Oglekļatērauds
0,19(4,8)
0,19(4,8)
150(3810)
Gaiss/N2
30(2,1)O
2
60(4,1)
Gaiss60(4,1)
0,25(6,4) 130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7)
0,25(6,4)
50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Gaiss30(2,1)
Gaiss60(4,1)
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
Alumīnijs
0,19(4,8) 0,19(4,8) 175(4445)
0,25(6,4)0,25(6,4)
130(3302)
0,38(9,7) 90(2286)
0,50(12,7)
0,31(7,9)
70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 25(635)
Nerūsējošaistērauds
0,19(4,8) 0,19(4,8) 165(4191)
0,25(6,4)0,25(6,4)
125(3175)
0,38(9,7) 80(2032)
0,50(12,7) 0,31(7,9) 50(1270)
0,62(15,7)
0,38(9,7)
35(889)
0,75(19,1) 20(508)
1,00(25,4) 10(254)
4. NOdaĻa EKsPLuatācIja
4.2 tabula. 150 a griešanas dati

53
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeunspiedi-
enspsi(bāri)
Griešanasgāzeunspiediens
psi(bāri)
Izolējošāgāzeunspiedi-
ensiekārtaiESP-150pie
200psispiedi-ena(bāri)
Oglekļatērauds
0,25(6,4)
0,19(4,8)
150(3810)
Gaiss/N2
30(2,1)O
2
55(3,8)
Gaiss80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 80(2032)
0,62(15,7)
0,25(6,4)
65(1651)
0,75(19,1) 50(1270) Air60(4,1)1,00(25,4) 35(889)
0,25(6,4) 135(3429)
Gaiss30(2,1)
Gaiss55(3,8)
Gaiss80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 85(2159)
0,62(15,7) 70(1778)
0,75(19,1) 55(1397)
1,00(25,4) 30(762)
Alumīnijs
0,25(6,4) 130(3302)
0,38(9,7) 105(2667)
0,50(12,7) 85(2159)
0,62(15,7)0,31(7,9)
75(1905)
0,75(19,1) 60(1524)
1,00(25,4) 0,38(9,7) 40(1016)
Nerūsējošaistērauds
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 115(2921)
0,50(12,7) 75(1905)
0,62(15,7)
0,38(9,7)
65(1651)
0,75(19,1) 55(1397)
1,00(25,4) 20(508)
4. NOdaĻa EKsPLuatācIja
4.3 tabula. 200 a griešanas dati

54
MateriālsBiezums
collas(mm)Distance
collas(mm)
Ātrumscollas/min
(mm/m)
Startēšanasgāzeunspiedi-
enspsi(bāri)
Griešanasgāzeunspiediens
psi(bāri)
Izolējošāgāzeunplūsma
kubikpēdas/stundā(l/min)
Oglekļatērauds
0,50(12,7)0,25(6,4)
130(3302)
Gaiss/N2
30(2,1)
O2
75(5,2)
Gaiss210(99,1)
0,62(15,7) 95(2413)
0,75(19,1)0,31(7,9)
80(2032)
1,00(25,4) 50(1270)
1,50(38,1) 0,38(9,7) 20(508)
2,00(50,8) 0,50(12,7) 10(254)
0,50(12,7)
0,31(7,9)
120(3048)
Gaiss75(5,2)
0,62(15,7) 90(2286)
0,75(19,1) 80(2032)
1,00(25,4) 55(1397)
1,50(38,1) 0,38(9,7) 25(635)
2,00(50,8) 0,50(12,7) 12(305)
4. NOdaĻa EKsPLuatācIja
4.4 tabula. 300 a griešanas dati

55
4. NOdaĻa EKsPLuatācIja
Pt-26 tērauda griešanas dati
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Plazmasgāze:Gaisszemspiediena60psi(4,1bārs)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)Startēšanasgāze:Gaisszemspiediena30psi(2,1bāri)Distancers:5/16”(7,9mm)
50A150A200A300A
Plazmasgāze:H-35vaigaisszemspiediena50-60psi(3,4-4,1bāri)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)Startēšanasgāze:H-35slāpeklisvaigaisszemspiediena30psi(2,1bāri)Stand-Off:5/16”(7.9mm)
PlazmasgāzeiH-35kāstartēšanasgāziizmantojietslāpeklivaiH-35.
200A150A200A300A300A

56
4. NOdaĻa EKsPLuatācIja
Pt-26 nerūsējošā tērauda griešanas dati
Pt-26 300 a nerūsējošais tērauds
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Materiāla biezums (collas)
Gri
ešan
as ā
tru
ms
(co
llas/
min
)
Plazmasgāze:Gaisszemspiediena60psi(4,1bārs)vaiH-35zemspiediena70psi(4,8bāri)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)vaislāpekliszemspiediena40psi(2,6bāri)Startēšanasgāze:H-35,slāpeklisvaigaisszemspiediena30psi(2,1bārs)Distancers:3/8”(9,5mm)
200A150A200AH-35150AH-35
Plazmasgāze:Gaisszemspiediena60psi(4,1bārs)vaiH-35zemspiediena70psi(4,8bāri)Izolējošāgāze:Gaisszemspiediena50psi(3,4bāri)vaislāpekliszemspiediena40psi(2,6bāri)Startēšanasgāze:H-35,slāpeklisvaigaisszemspiediena30psi(2,1bārs)Distancers:3/8”(9,5mm)
300A,gaiss
300AH-35

57
5.1 Priekšdaļas izjaukšana
Jatiekizmantotsdistancers,noņemiettogriežotpulksteņarādītājukustībasvirzienāunvelkotārānotermiskāekrāna.
Noskrūvējietunnoņemietnodegļatermiskoekrānu.Sprausluatstājietiestiprinātudegļagalvā.Noņemotek-rānuparastiizšļakstāsnedaudzdzesēšanasšķīduma.Tāirnormālaparādība.Apskatiettermiskoekrānu.Ekrānaiekšpusēnevajadzētubūtelektriskālokadarbībaspēdām.Ārējaiizolējošajaikārtainevajadzētubūtpārākizdilu-šaivaiapdegušai.Jaredzamskādsnošādaveidabojājumiem,nomainiettermiskoekrānu.
Izvelcietsprauslunodegļagalvasunapskatietto.Ganieejas,ganizejasatverēmjābūtpilnīgiapaļām.Jakādanoatverēmkļuvusiovālavaiirbojāta,nomainietsprauslu.Uzsprauslasiekšējāsvirsmasvaratrastiesmelnivaipalēkinosēdumi.Tosjānotīraizmantojottēraudvati,betpēctamrūpīgijāaizvācvisitēraudvatespārpalikumi.
Apskatietelektrodu.Jacentrālāiedobumadziļumspārsniedz1/16”(1,6mm),nomainietto.
Ikreizmainotelektrodu,apskatietelektrodaturētāju.Uzturētājanedrīkstbūtelektriskālokaatstātupēduunvisiemblīvgredzeniemjāatrodassavāsvietās.
Apskatietizolatoru.Jauztāredzamaselektriskālokaatstātāspēdas,nomainietto.
Apskatietdegļagalvasblīvgredzenus.Jatieirizdilušivaibojāti,nomainiettos.Blīvgredzenikalposilgāk,jatiebūsklātiarplānusilikonasmērvielas(0558000443)kārtiņu.Izmantojiettikdaudzsmērvielas,laigredzenskļūtumiklsvaispīdīgs,betneatstājietuztāsmērvielaspārpalikumus.
Kadvisipriekšdaļaselementiapskatītiunbojātienomainīti,samontējietdegļadetaļastā,kātasaprakstīts3.5nodaļā“Priekšdaļaselementumontāža”.
5.2 Vispārēja informācija
Regulāriapskatiettermiskoekrānu,elektrodafiksācijasmehānismuunizolatoru.Jakādsnoelementiemirbojātsvaipārākizdilis,nomainietto.
Ikdienaspārbaudietdegļablīvgredzenustāvokli.Jakādamnotiemredzamiiespiedumi,plaisasvaicitaveidabojājumi,nomainietto.Jablīvgredzenikļuvušisausi,ieziediettosarnelielusmērvielasdaudzumu.Jauzstādottermiskoekrānunavjūtamablīvgredzenaradītāpretestība,nomainietblīvgredzenu.
Regulāriapskatietdegļakabeļuuzgaļus.Jakādanouzmavāmirbojāta,pārbaudiet,vainavbojātidegļaspriegu-mavaipalīglokakabeļi.Janoplūstgāzevaikonstatētsjebkādacitaveidabojājums,nomainietbojātoselemen-tus.
5. NOdaĻa aPKOPE
BrīdINājuMs PārLIEcINIEtIEs, Ka BarOšaNas sLēdZIs uZ KONsOLEs Ir “OFF” (IZsLēGts) uN Ka IErīcEI NEtIEK PadOta ELEKtrOENErģIja.

58
5.3 Netīrumi un piesārņojums
NetīrumiunpiesārņojumsvarizraisītnegaidītudegļaPT-26atteiciveidojotieselektriskajamlokamdegļaiekšpu-sē.Lainotāizvairītos,lietotājamjārīkojassekojoši:
1. Jāseko,laikāplazmasun/vaiizolējošāgāzetiktuizmantotstīrs,saussgaiss,kurānaveļļasdaļiņupiejaukuma.2. Degļablīvgredzeniemnedrīkstuzklātpārākbiezusilikonasmērvielaskārtu.Plānakārtiņairpilnīgipietiekama.3. Ikreiznomainotdilstošoselementus,noslaukietizolatoruartīrulupatiņu.Jauzizolatoravirsmasuzkrājasnetīrumi
vaicitaveidapiesārņojums,tassamazinaizolatorapretestībuunveicinaelektriskālokaveidošanosuzizolatoravirsmas.
4. Kaddeglisnetiekizmantots,novietojiettouzglabāšanāpilnībāsamontētu.Taspasargāsdegļaiekšpusinonetīru-muuzkrāšanāsunaizsargāsdegļagalvunobojājumiemnejaušukritienurezultātā.
5.4 degļa galvas demontāža un nomaiņa
Pirmsuzsāktdemontāžu,ievērojietvisuelementuunlentuatrašanāsvietas,laivarētupareizisamontētkompo-nentuspēcapskates.Montāžaselementiparādīti6.1attēlā.
1. Nobīdiet lokano balstu atpakaļ uz kabeļu uzmavām, līdz tas atrodas apm. 18” (457,2 mm) attālumā no rokturagala.
2. Attinietlentudegļarokturatuvumā.3. Nobīdietslēdžaskavukopāarslēdziuzaizmugurinostnoroktura.4. Nobīdietatpakaļkabeļuuzmavas.5. Izkustinietunizvelcietnodegļagalvasrokturiunatbīdiettoatpakaļ,laibūturedzamidegļakabeļupievienojumi.6. Izmantojotdivasuzgriežņuatslēgas,atskrūvējietabusdegļapieslēgumauzgaļus.Šimnolūkamjāizmanto3/8”(9,5
mm)un7/16”(11,1mm)uzgriežņuatslēgas.7. Aizvelcietdegļagalvupromnokabeļiemkopāartaipiestiprinātoizolatoru.Jaunodegļagalvukopāarizolatoru
piebīdietpiekabeļusistēmas.8. Izmantojotdivasuzgriežņuatslēgas,katramsavienojumamstingripieskrūvējietabusdegļapieslēgumauzgaļus.
Savienojumijānospriegoarspēku25-30mārciņasuzcollu(172,4-206,8N/m).9. Uzskrūvējietrokturiatpakaļuzdegļagalvas.10. Uzbīdietslēdžaskavukopāarslēdziuzroktura,līdztasatrodas2”(50,8mm)attālumānodegļagalvas.Sarkanajām
pieslēgumaspailēmjāatrodastuvurokturagalam.11. Aizbīdietvietākabeļuuzmavasunnostipriniettās,izmantojotvinilaizolācijaslentu.12. Uzbīdietatpakaļuzrokturalokanobalstu,līdztassaskarasarslēdžaskavu.
Piezīme NomainotrokturilineārajamdeglimPT-26SL,vispirmsuzbīdietmilaraizolācijascaurulīti(0558005623)tā,
laitāpārsegtudegļacaurulītesunpievienojumusunatdurtospretdegļakorpusaaizmuguri.
5. NOdaĻa aPKOPE
Milaraizolācijascaurulīte
degļakorpuss

59
5.5 degļa kabeļu demontāža un nomaiņa
1. Atvienojietdegļakabeļupieslēgumusnobarošanasavota.Detalizētušīsoperācijasaprakstujūsvaratatrastbarošanasavotalietošanasinstrukcijā.
2. Nomontējietdegļagalvunokabeļusistēmastā,kātasaprakstītsiepriekšējāsnodaļas1.-7.punktā.Noņe-mietnokabeļiemrokturiunlokanobalstu.
3. Iztaisnojietkabeļus.Šooperācijuieteicamsveiktbrīvāvietā,kurasgarumspārsniedzkabeļugarumu1-1/2reizes.
4. Izmantojotvirvivaiizturīguauklu,kurasgarumsirapm.1/2nokabeļugaruma,piesienietvienutāsgalupiekabeļusistēmasdegļagalā,betotru-piekādanostiprināta,nekustīgaobjekta.
5. Barošanasavotagalāattinietlentunokabeļuuzmavām.6. Izbīdietslēdzinoslēdžaskavasunnobīdietrokturi,slēdžaskavuunlokanobalstulīdzauklas,kuratikaiz-
mantota4.punktā,tālākajamgalam.Nostiprinietkabeļusbarošanasavotapusēunkabeļuuzmavaspilnībāuzbīdietuzauklas.
7. Atsienietauklunokabeļiemunnomainietbojātoskabeļusunšļūtenes.8. Vēlreizpiesienietauklupiekabeļiemdegļagalāunuzmaucietkabeļuuzmavasatpakaļuzkabeļiem.Pagai-
dāmnostiprinietkabeļuuzmavasuzkabeļiem,izmantojotšimnolūkamvinilaizolācijaslentu.9. Uzmaucietatpakaļuzkabeļuuzmavāmlokanobalstu,slēdžaskavuunrokturi.Notinietizolācijaslentu.10. Atsienietauklunokabeļusistēmasunrīkojotiestā,kātasaprakstītsiepriekšējāsnodaļas7.-12.punktā,pie-
slēdzietdegļagalvuatpakaļpiekabeļusistēmas.11. Barošanasavotapusēnofiksējietkabeļuuzmavasuzkabeļiem,izmantojotvinilaizolācijaslentu.
5.6 Lokanā balsta, slēdža skavas un roktura nomaiņa
Jalokanābalsta,slēdžaskavasvairokturabojājumudēļnepieciešamsnomainītkādunošiemelementiem,veicietnodaļā“Degļagalvasdemontāžaunnomaiņa”aprakstītāsoperācijasunnomainietbojātoselementus7.punktāaprakstītāspro-cedūraslaikā,pirmsdegļagalvasnostiprināšanastaiparedzētajāvietā.Laiievērojamiatvieglotušoprocedūru,pirmstamnofiksējietuzmavasuzkabeļiemizmantojotvinilaizolācijaslentu.
5.7 degļa slēdža nomaiņa1. Veicietnodaļas“Degļagalvasdemontāžaunnomaiņa”1.-3.punktāaprakstītāsoperācijas.2. Nokniebietmelnounbaltopieslēgumavadupēciespējastuvākpiesarkanajāmpieslēgumaspailēm.Notīriet
izolācijunomelnāunbaltāvadaapm.1/4”(6,4mm)garumā.3. Notīrietizolācijunojaunāslēdžavadiemapm.1/4”(6,4mm)garumā.4. Savienojietslēdžavadusarslēdžakabeli, izmantojotdivusjaunospārlaidsavienojumus,kuri ietilpst jaunā
slēdžakomplektācijā.Šimnolūkamjāizmantoattiecīgāveidapārlaidsavienojumiemparedzētsgofrēšanasinstruments.
5. Laipabeigtunomaiņu,izpildietpretējāsecībānodaļas“Degļagalvasdemontāžaunnomaiņa”1.-3.punktāaprakstītāsoperācijas.
5. NOdaĻa aPKOPE

60
5.8 degļa gāzes plūsmu mērīšana
Jarodasaizdomas,kanepietiekamagāzesplūsmairneapmierinošanasgriezumukvalitātesvaipārākīsapatēriņaelementukalpošanaslaikacēlonis,plūsmuvarizmērītizmantojotplazmasdegļuplūsmasmērīšanaskomplektu.Šinīkomplektāietilpstrotametrs(plūsmasmērītājs),kuršuzrādīsnodegļaizplūstošāsgāzesplūsmasapjomu.Komplektāietilpstarīlietošanasinstrukcijas,kurasstriktijāievēro,laivarētuveiktdrošusunprecīzusmērījumus,izmantojotrotametru.Sk.formulāruF-14-391.
DeglimPT-26jānodrošinasekojošagaisavaislāpekļaplūsma:
Izolējošāplūsma ESP-150unESP-200................. 135-145kubikpēdasstundāzemspiediena50psi(63,7-68,4l/minzemspiediena3,4bāri) DeucePack150,215....................................225kubikpēdasstundāzemspiediena50psi(106,2l/minzemspiediena3,4bāri)
Plazmasplūsma.............................................115-140kubikpēdasstundāzemspiediena50psi(54,3-66,1l/minzemspiediena3,4bāri)
Kopējāplūsma ESP-150unESP-200.............250-285kubikpēdasstundāzemspiediena50psi(118,0-134,5l/minzemspiediena3,4bāri) DeucePack150,330................................... 365kubikpēdasstundāzemspiediena50psi(172,3l/minzemspiediena3,4bāri)
Plūsmasmērījumusveic,izmantojotjaunu200Asprauslu(0558003798),jaunuelektroduunjaunutermiskoek-rānu.Sekojiettam,laivisielementibūtupareizisamontētiundegļablīvgredzens(0558003721)irlabāstāvoklīuntamnavnoplūdes.Jaiespējams,mērietkatruplūsmuatsevišķi,jane-izmērietkopējāsplūsmasapjomu.
Jagāzesplūsmasapjomsirmazāksparaugstāknorādīto,tasliecinaparnosprostojumuvainoplūdidegļavaibarošanasavotagāzespievados.
5. NOdaĻa aPKOPE

61
6. NOdaĻa rEZErVEs daĻas
6.1 Vispārēja informācija
Vienmērnorādiettāizstrādājumasērijasnumuru,kuramtiksuzstādītasrezervesdaļas.Sērijasnumursirnorādītsuzizstrādājumatipaplāksnītes.
Lainodrošinātupareizuizstrādājumadarbību,ieteicamstamlietottikaioriģinālosESABproduktusunrezervesdaļas.Lietojotproduktusunrezervesdaļas,kasnavESABražojumi,varatzaudētgarantiju.
RezervesdaļasvaratpasūtītpieESABizstrādājumuizplatītāja.
Pasūtotrezervesdaļas,noteiktisniedzietspeciālusnorādījumusparpiegādi,jatādiir.
Skat.instrukcijuparsazināšanosarražotāju(šīsrokasgrāmataspēdējālappusē),kursniegtsklientuapkalpošanasdienestatelefonanumurusaraksts.
6.2 Pasūtīšana
Rezervesdaļuapmaksasrēķinsbezrezervesdaļunumuriemirtikaiparaugsklientam.Aparatūrasdetaļāmjābūtpieejamāmvietējātirdzniecībastīklā.
Piezīme
6.0 rezerves daļas

62
6. NOdaĻa rEZErVEs daĻas
6.1.
att
ēls
rez
erve
s d
aļas
- P
t-26
deg
ļa s
istē
ma
SLĒD
ŽAS
KAVA
-05
5800
4039
LOKA
NA
ISB
ALS
TS-
0558
0040
40-
0558
0040
40
DEG
ĻAG
ALVA
,90°
-05
5800
3719
DEG
ĻAG
ALVA
,70°
-05
5800
2204
IIetv
er b
līvgr
edze
nus -
05
5800
3720
(1)
0558
0037
21 (3
)
ROKT
URI
S-0
5580
0403
3
PRIE
KŠD
AĻA
SEL
EMEN
TI-
(Sk.
2.1
att
ēlu)
SPRI
EGU
MA
UN
DZE
SĒŠA
NA
SKA
BELI
S
25p
ēdas
(7,6
m)-
055
8004
047
50
pēd
as(1
5,2
m)-
055
8004
048
Palīg
loka
un
dzes
ēšan
ask
abel
is
25p
ēdas
(7,6
m)-
055
8004
035
50
pēd
as(1
5,2
m)-
055
8004
036
Izol
ējoš
āsg
āzes
šļū
tene
25
pēd
as(7
,6m
)-0
5580
0403
7
50p
ēdas
(15,
2m
)-0
5580
0403
8
UZM
AVA
25p
ēdas
-05
5800
2921
50p
ēdas
-055
8002
922
IIETI
LPST
:SLĒ
DZI
S-0
5580
0287
2
SPRA
UD
NIS
-05
5800
0819
KA
BELI
S-1
8AW
G/2
dzī
slas
SLĒD
ŽAU
NP
IESL
ĒGU
MU
SIS
TĒM
A
-25
pēd
as(7
,6m
)-0
5580
0081
6
-50
pēd
as(1
5,2
m)-
055
8000
819
Plaz
mas
gāz
esš
ļūte
ne
25p
ēdas
(7,6
m)-
055
8002
873
50
pēd
as(1
5,2
m)-
055
8004
034
GU
MIJ
AS
ZEĶE
-05
5800
0793
Nos
prie
gojie
tčet
rus
(4)s
avie
noju
mus
,izm
anto
jot
diva
s(2
)uzg
riežņ
uat
slēg
as
N
osp
riego
jum
s25
-30
mār
ciņa
s
uz
col
lu.(
172,
4-2
06,8
N/m
)U
ZMAV
A(a
ts.)
SLĒD
ZIS
-055
8002
872

63
6.2
attē
ls r
ezer
ves
daļ
as -
Pt-
26 li
neā
rā d
egļa
sis
tēm
a
6. NOdaĻa rEZErVEs daĻas
Spīļs
kava
-IT
2.00
I.D
.x
0,63
W-
0558
0040
45
Korp
uss
-05
5800
2110
Uzm
ava
-05
5800
2130
Ietv
ars
23p
ēdas
(7,0
m)-
055
8004
043
48p
ēdas
(14,
6m
)-0
5580
0404
4
Pīts
apv
alks
ari
ekšē
jo
diam
etru
2,2
50-2
,500
-7
2020
003
Uzm
avas
cau
rulīt
e-0
5580
0404
6
Vini
laiz
olāc
ijas
lent
a-
0558
0042
61
Spīļs
kava
1,5
6D-
2,50
D
-055
8004
041
Stan
dart
ael
ektr
iskā
brīd
ināj
uma
plā
ksnī
te
-05
5800
4042
Term
iska
ise
krān
s-0
5580
0371
5Pr
iekš
daļa
sel
emen
ti(2
.1a
ttēl
s)N
osp
riego
jiets
avie
noju
mus
čet
rās
(4)v
ietā
s,
izm
anto
jotd
ivas
(2)u
zgrie
žņu
atsl
ēgas
Nos
prie
goju
ms
25-3
0m
ārci
ņas
uzc
ollu
(172
,4-
206,
8N
/m)
SPRI
EGU
MA
UN
DZE
SĒŠA
NA
SKA
BELI
S25
pēd
as(7
,6m
)-0
5580
0404
7
50p
ēdas
(15,
2m
)-0
5580
0404
8
Palīg
loka
un
dzes
ēšan
ask
abel
is
25p
ēdas
(7,6
m)-
055
8004
035
50
pēd
as(1
5,2
m)-
055
8004
036
Izol
ējoš
āsg
āzes
šļū
tene
25
pēd
as(7
,6m
)-0
5580
0403
7
50p
ēdas
(15,
2m
)-0
5580
0403
8
Plaz
mas
gāz
esš
ļūte
ne
25p
ēdas
(7,6
m)-
055
8002
873
50
pēd
as(1
5,2
m)-
055
8004
034

64
6. nodaļa rezerves daļas
6.3
attē
ls r
ezer
ves
daļa
s - P
T-26
“sL”
line
ārā
degļ
a si
stēm
a
Spīļs
kava
-IT
2,00
I.D
. x 0
,63W
- 0
5580
0404
5
korp
uss
- 055
8002
110
Ietv
ars
17 p
ēdas
(5,2
m) -
055
8003
845
25 p
ēdas
(7,6
m) -
055
8002
921
50 p
ēdas
(15,
2 m
) - 0
5580
0292
2Pī
ts a
pval
ks a
r iek
šējo
di
amet
ru 2
,250
-2,5
00
- 720
2000
3
Mila
ra iz
olat
ors
- 055
8005
623
Vini
la iz
olāc
ijas
lent
a- 0
5580
0426
1
Caur
ulīte
un
bals
ts-
0558
0056
24tā
s sa
stāv
ā: z
eķe
un iz
olat
ors
Stan
dart
a el
ektr
iskā
br
īdin
ājum
a pl
āksn
īte
- 055
8004
042
term
iska
is e
krān
s - 0
5580
0358
2pr
iekš
daļa
s el
emen
ti (2
.1 a
ttēl
s)
Zeķe
-21
647
Deg
ļa tu
rētā
js-
0558
0059
26
SPRI
EGU
MA
UN
DZE
SĒŠA
NA
S KA
BELI
S 25
pēd
as (7
,6 m
) - 0
5580
0404
7
50 p
ēdas
(15,
2 m
) - 0
5580
0404
8
Palīg
loka
un
dzes
ēšan
as k
abel
is25
pēd
as (7
,6 m
) - 0
5580
0403
5
50 p
ēdas
(15,
2 m
) - 0
5580
0403
6
Izol
ējoš
ās g
āzes
šļū
tene
17
pēd
as (5
,2 m
) - 0
5580
0212
325
pēd
as (7
,6 m
) - 0
5580
0403
7
50 p
ēdas
(15,
2 m
) - 0
5580
0403
8
plaz
mas
gāz
es š
ļūte
ne17
pēd
as (5
,2 m
) - 0
5580
0417
7 25
pēd
as (7
,6 m
) - 0
5580
0287
3
50 p
ēdas
(15,
2 m
) - 0
5580
0417
8

PT-26Plasmaskjærebrenner
Instruksjonshåndbok (NO)
0558004847

66

67
INNHOLD
1.0 Sikkerhetsforholdsregler........................................................................................................................................................... 69
2.0 Beskrivelse...................................................................................................................................................................................... 712.1 Beskrivelse.......................................................................................................................................................................... 73
3.0 Installasjon..................................................................................................................................................................................... 75 3.1 Forbindelsenemellombrennerogstrømforsyning............................................................................................ 75 3.2 Modifiseringforeldrestrømforsyninger................................................................................................................. 75 3.3 Gassvalg............................................................................................................................................................................... 76 3.4 Gasstilkoplinger................................................................................................................................................................ 76 3.5 Sammenstillingavkomponenteneifremreende...............................................................................................77 3.6 Avstandsfører..................................................................................................................................................................... 78 3.7 Løstforbruksmateriell.................................................................................................................................................... 78 3.8 Installasjonavgassmunnstykket................................................................................................................................ 78
4.0 Bruk................................................................................................................................................................................................ 79 4.1 Bruk....................................................................................................................................................................................... 79 4.2 Bruksparametere.............................................................................................................................................................. 81 4.3 Skjæredata.......................................................................................................................................................................... 81
5.0 Vedlikehold.................................................................................................................................................................................... 87 5.1 Demonteringavfremredel.......................................................................................................................................... 87 5.2 Generelt............................................................................................................................................................................... 87 5.3 Smussogforurensning.................................................................................................................................................. 88 5.4 Fjerningogutskiftingavbrennerhodet.................................................................................................................. 88 5.5 Demonteringogutskiftingavslangepakken........................................................................................................ 89 5.6 Utskiftingavfleksistrømpe,bryterbåndoghåndtak.......................................................................................... 89 5.7 Utskiftingavbrennerbryteren..................................................................................................................................... 89 5.8 Målingavgasstrømningibrenneren........................................................................................................................ 90
6.0 Reservedeler.................................................................................................................................................................................. 916.1 Generelt............................................................................................................................................................................... 916.2 Bestilling.............................................................................................................................................................................. 91
Kapittel / Overskrift Side

68
INNHOLD

69
KAPITTEL 1 SIKKERHETSFORHOLDSREGLER

70
KAPITTEL 1 SIKKERHETSFORHOLDSREGLER

71
KAPITTEL 2 bESKRIvELSE
PT-26 Brenner
Denneallsidigeoglettanvendelige300ampere-brennerengiroverlegenytelseforkomplettmanuellogme-kanisertskjæring.
■ Fremragende skjæreegenskaper - skjærer opp til 89 mm (3-1/2”) og deler 102 mm (4”) ved hjelp av luft, nitrogen eller argon-hydrogen ved 300 ampere
■ Gir rene kutt med høy kvalitet■ Bruker luft som leveres lokalt eller fra sylinder, nitrogen
eller argon ved 300 ampere■ Kompakt lettvektsdesign som gir enkel håndtering■ ‘”Long life”-elektroder senker brukskostnadene
■ Pilotbuestart - starter til og med på maling■ Meislingsdyse er tilgjengelig■ Intermitterende skjærekapasitet for anvendelser med rister
og ekspandert metall■ Meislingsvern og avstandsfører er tilgjengelig, gjør det
enklere for operatøren■ Ett års garanti
SpesifikasjonerSpenningsklasse“M”(EN50078)Strømkapasitet(Allebruksgasserogtrykk) 100%arbeidssyklus..........................................................................200ADCSP 60%arbeidssyklus,manuellebrennere,100%In-line........300ADCSP Maksimalnominellstrøm................................................................300ADCSPGodkjentegasserforbruk: Plasma........................................................0
2,luft,N
2,H-35,N
2/H
2-blandinger
Kjølegass..........................................................................................luft,N2,CO
2,Ar
Kravtilminimumstrømningavtilførtgass Kjølegass.........................................94l/minved6,0bar(200cfh@85psig) Plasma.......................................... 112l/minved5,6bar(240cfh@80psig)Slangepakkelengder.......................................7,6mog15,2m(25ftog50ft)Slangepakkevekt...................................................................7,6m:7,3kg(16lbs) 15,2m12,7kg(28lbs)Maksimalttillattinnløpsgasstrykk........................................6,9bar(100psig)Startgasstrykk................................................................................. 2,1bar(30psig)Kravtilminimumstrømningavkjølegass....................3,4l/minved6,6bar (0,9gpm@95psig)Maksimaltinnløpstrykkforkjølegass...................................8,3bar(120psig)Maksimaltemperaturforkjølegass................................................50°C(105°F)
KonsollerESP-150, ESP-200 og DEucE PacK 150
BestillingsinformasjonPT-2690°7,6m(25ft)slangepakke............................................... 0558004031PT-2690°15,2m(50ft)slangepakke............................................ 0558004032PT-2670°7,6m(25ft)slangepakke............................................... 0558002208PT-2670°15,2m(50ft)slangepakke............................................ 0558002209
PT-26IN-LINE7,6m(25ft)................................................................. 0558002320PT-26IN-LINE15,2m(50ft).............................................................. 0558002321
MERKNaD: IN-LINE-brennere har 50,8 mm (2”) sylinderdiameter og leveres uten holder for stativ og brenner.
PT-26SLIN-LINE5,2m(17ft)............................................................ 0558005620PT-26SLIN-LINE7,6m(25ft)............................................................ 0558005621PT-26SLIN-LINE15,2m(50ft).......................................................... 0558005622
MERKNaD: IN-LINE “SL”-brennere har 34,9 mm (1 3/8”) sylinderdiameter og leveres med et “32 pitch” stativ.
TilleggsutstyrPlasmit brennerhodebeskytterFormeisling........................................................................................... 0558003797
7,6 m (25 ft) lærmantel*Beskytterbrennerensslangepakkemotoppskrapingogsmeltetmetall,spesieltanbefaltforplasmameisling........................................... 0558002921
15,2m(50ft)lærmantel*................................................................ 0558002922Reservedelssett.................................................................................... 0558004030Brennerholder50.8mm(2”).......................................................... 0558002985Rigging-settforbrenner................................................................... 0558003186*Standardformanuellbrenner.

72
Elektrode0558003722-luft,nitrogen,nitrogen/hydrogen
0558003723-argon/hydrogen(H-35)
Rotasjonsrør-0558003710
O-ringplassering-0558003721
HetekappeManuellbrenner-0558003714
*Forkortavstand-0558003715
Isolator-0558003711InkludererO-ring-0558003712
Elektrodeholder-0558003707InkludererO-ringer0558003708(øvre)
948317(nedre)
Avstandsføring-0558003713
Brennerhode- 90°.................. 0558003719 70°....................0558002204
inkludererO-ringer: 0558003720(1) 0558003721(3)
O-ringplassering-0558003720
* Hetekappe for kort avstand. Tilleggsutstyr for brenneren ved skjæring eller meisling svært nær arbeidsstykket.
A P/N ÅPNINGSSTØRRELSESkjæremunnstykke50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Meislingsmunnstykke 200 0558003718 .125300 0558003795 .144
AlleinkludererO-ringer:0558003724(øvre)0558003725(nedre)
KAPITTEL 2 bESKRIvELSE
Figur 2.1 Sammenstilling av fremre del av PT-26
PT-26 Manuelle modeller
PT-26 In-Line-modeller
Elektrode0558003722-luft,nitrogen,nitrogen/hydrogen
0558003723-argon/hydrogen(H-35)
Rotasjonsrør-0558003710
**Gassmunnstykke,In-line-0558003583InkludererO-ringer-0558003724&14K07
Elektrodeholder-0558003707InkludererO-ringer:
0558003708(øvre)948317(nedre)
Brennerhode- IN-LINE....... 0558002110 InkludererO-ringer: 0558003720(1) 0558003721(3)
O-ringplassering-0558003721
O-ringplassering-0558003720
** Disse to enhetene sammen med et verktøy for installering av gassmunnstykke (0558003584) leveres sammen med alle mekaniserte vers-joner av denne brenneren.
**Hetekappekopp,mekanisert-0558003582
A P/N ÅPNINGSSTØRRELSESkjæremunnstykke50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Meislingsmunnstykke 200 0558003718 .125300 0558003795 .144
AlleinkludererO-ringer:0558003724(øvre)0558003725(nedre)

73
KAPITTEL 2 bESKRIvELSE
2.1 beskrivelse
PT-26erenvannkjøltdobbeltgassbrennermed70°eller90°hodeformanuellskjæringogmeislingogetin-linehodeformekanisertskjæringogmeisling.Hveravmodelleneerlagetforbrukmedbestemteplasmastrømforsyninger.Dissestrøm-forsyningeneinkluderersystemeneESP-150,ESP-200ogriktigutstyrtDeucePack150.
Figur 2.2 Dimensjoner for PT-26
ADvARSEL
SKjæREPROSESSEN mED PLASmAbuE bENyTTER HøyE SPENNINGER. KONTAKT mED STRømFøRENDE DELER Av bRENNEREN OG mASKI-NEN må uNNGåS. uKORREKT bRuK Av DE bENyTTEDE GASSENE KAN SETTE SIKKERHETEN I FARE. FøR bRENNER PT-26 TAS I bRuK, SE SIK-KERHETSFORHOLDSREGLENE OG INSTRuKSENE FOR bRuK SOm LE-vERES SAmmEN mED STRømFORSyNINGSPAKKEN.
bRuK Av SKjæREbRENNEREN mED ENHvER STRømFORSyNING SOm IKKE HAR FORRIGLET STRømNINGSvAKT vIL KuNNE uTSETTE OPERA-TøREN FOR uvENTET Høy SPENNING.
102mm(4,01”)
333mm(13,11”)41mm
(1,60”)
42mm(1,66”)
38mm(1,50”)

74
KAPITTEL 2 bESKRIvELSE
Figur 2.3 Dimensjoner for PT-26 In-line-brenner
50,8mm(2”)
419,1mm(16,50”)
Figur 2.4 Dimensjoner for PT-26 “SL” In-line-brenner
34,9mm(1,38”)
203,2mm(8”)
285,8mm(11,15”)
50,8mm(2”)

75
3.1 Forbindelsene mellom brenner og strømforsyning
Seidokumentasjonenforstrømforsyningenomtilgangtilbrennertilkoplingene.
Rekkefølgenfordeulikebrennertilkoplingenevilvarieremedaktuellstrømforsyning.Studerstrømforsyningenforåavgjørerekkefølgensomerbestforåforetatilkoplingenekorrektvedhjelpavenskrunøkkel.
PT-26-brennerenbrukerenvenstregjengetnippelmed“C”-størrelsefordennegativeterminalenogforkjølin-gen.Tilkopledennenippelentildentilsvarendehunkjønnsnippelenpåstrømforsyningenogstramdengodtmedenskrunøkkel.Etteratnippelenerstrammet,skyvgummimansjettenpåstrømkableneovertilkoplingen.Denhøyregjengedenippelenmed“B”-størrelsebrukesfortilkoplingavdenpositiveterminalenogforkjølin-gen.Stramdenneogsågodttil.
Plasmagass-ogkjølegasstilkoplingenegjøresvedhjelpavtoniplermed“B”-størrelse,hvermedsinegengjen-getype.Stramdemgodtmedenskrunøkkelvedaktuellnippelpåstrømforsyningspanelet.
Tilkoplingenforbrennerbryterenervedhjelpav5-pinnersstøpsletpåkabelenforbrennerbryteren.Settstøpsletinnikontaktenpåstrømforsyningenogvrilåseringenforåsikreatdetsitterfast.
3.2 modifisering for eldre strømforsyninger
PT-26-brennerenkanmodifiseresforbrukmedeldrestrømforsyningeravtypeDeucePack150.Dettekreverinstallasjonavennytilkoplingsboks.SettetfordetteharP/N000759.
KAPITTEL 3 INSTALLASjON
ADvARSEL bRING På DET RENE AT NETTbRyTEREN På STRømFORSyNINGEN ER Av (OFF) OG AT NETTSPENNING IKKE ER TILKOPLET.
PT-26 ER LAGET FOR å DANNE ET SIKKERT SySTEm mED bESTEmTE STRømFORSyNINGER SOm HAR INNRETNINGER FOR DETEKSjON Av STRømNING Av KjøLEGASS SOm RETuRNERER FRA bRENNE-REN OG SOm vIL SøRGE FOR AT bRENNEREN IKKE FuNGERER NåR TAP Av KjøLEGASS bLIR DETEKTERT. FjERNING ELLER LøSNING Av HETEKAPPEN På bRENNEREN vIL FORåRSAKE ET SLIKT TAP Av Kjø-LEGASS. IKKE bRuK PT-26 mED STRømFORSyNINGER SOm IKKE ER uTSTyRT mED ET SLIKT SySTEm.
ADvARSEL

76
3.3 Gassvalg
PT-26erenbrennerfortotypergass,slikatdenkanbrukeéntypegasssomplasmagassogenannentypeforkjølingavbrennerenogskjæreområdet.Anbefaltegasskombinasjonereropplistetnedenfor.
Luftplasmagass/luftkjølingGirdenbestekombinasjonenforgodskjærekvalitet,skjærehastighetogøkonomiformyktstål,rustfrittstålogaluminium.Dennekombinasjonengirnoenitrerherdingpåskjæreflatenognoeoverflateoksidasjonavleger-ingselementerpårustfrittstål.Brukalltidren,tørr luft.Fuktelleroljei lufttilførselenvilreduserelevetidentilkomponenteneibrenneren.
Nitrogenplasmagass/luftkjølingDennekombinasjonengirforlengetlevetidforkomponentene,spesieltforelektroden.Skjærehastighetenblirvanligvislittlavereennmedluftsomplasmagass.Luftgirnitrerherdingavoverflatenmengirrenereskjæreflatepårustfrittstål.NitrogenellerCO
2kanbrukesistedetforluftkjøling.
H-35 plasmagass/nitrogenkjølingDennekombinasjonengirutmerketlevetidforkomponentenemedminimalforurensningavskjæreflaten,ogsveisbarhetenblir fremragende.Oftestbrukt formeislingpåmyktstål,aluminiumogrustfrittstål.Girdårligskjærekvalitetpåmyktstål,oggodskjærekvalitetpåaluminiumogrustfrittstål,særligpåtykkeremateriale.
40% hydrogen - 60% nitrogen som plasmagass / luftkjølingBarepåaluminium,girmulighetforøkthastighetogtykkelse.Dårligytelsepårustfrittstålogmyktstål.
Nitrogenplasmagass/luftkjøling Bestkvalitet formekanisertskjæring imyktstålmedtykkelse25mmeller tynneremed150til300ampere.Høyestehastighetformetallfjerningvedmeislingimyktstål.
3.4 Gasstilkoplinger
Sekapittel3.3forenlisteovergodkjentebruksgasser.BarebrukgassersomeruttrykkeliggodkjentforPT-26-brenneren!
Etteratgassenefor jobbenervalgt,koplegasstilførselentilniplenepåbaksidenavstrømforsyningen.Leggmerketilatdetkanværetoniplerforhvergass.Brukdennippelensompasserbestforaktuellslange.Passpåatniplenesomikkeeribrukerpluggetmedtilhørendepluggsomerfestetpåstrømforsyningen.
LeggmerketilatstrømforsyningeneESP-150ogESP-200harengasstilkoplingmerket“StartGas”.Dettetillateratenannenplasmagasstypeogtrykkinnstillingkanbrukesforplasmagassenvedstartavskjæringen. Dettegjøresforåforlengelevetidenforelektrodenvedenkeltetypermekanisertplasmaskjæring.Startgassensomvanligvisblirbruktvedmanuellskjæringerentendensammegassensombrukesvedskjæring/meisling,ellernitrogen.
vIKTIG! En gass må tilføres “Start Gas”-tilkoplingen til enhver tid. Hvis dette ikke gjøres, vil brenneren bli ødelagt. Startgassen kan være hvilken som helst av de godkjente plasmagassene som er opplistet i avsnittet ovenfor.
KAPITTEL 3 INSTALLASjON
bRuK bARE DE GASSENE SOm ER OPPLISTET SOm GODKjENTE I DENNE HåNDbOKEN. ADvARSEL

77
KAPITTEL 3 INSTALLASjON
3.5 Sammenstilling av komponentene i fremre ende
Værheltsikkerpåat:
AlleO-ringeneerpåplass(brennerhodet,skjæremunnstykket,elektrodeholderen)ElektrodeholderenerfastskruddRotasjonsrøreterinstallertogfastskruddElektrodenerinstallertogfastskruddSkjæremunnstykketerinstallert
Sefigur2.1forhvordankomponentenesettesinnifremreendeavbrennerhodet.
Inspiser først brennerkroppen for bringe på det rene at det ikke finnes noe smuss eller gamle O-ringer påinnsiden.Fjernaltavdettesomblirfunnet.
InspiserelektrodeholderenforåbringepådetreneatbeggeO-ringeneerpåplass.Skruelektrodeholdereninnibrennerhodetogstramdengodttilvedhjelpaven3/16”(4,8mm)unbrakonøkkel.Holderenmåsittegodtfast,menunngååstrammesåmyetilatsekskantenepåinnsidenavholderenbliravrundet.
Settrotasjonsrøretinnielektrodeholderenogskrudetinnibrennerhodetvedhjelpunbrakonøkkelenlagetavplast.Værforsiktigsåduikkestrammerrøretformye,mensjekkatdetsittergodtfast.
Settisolatoreninnibrennerhodet.BringpådetreneatO-ringenerpåplasspåisolatoren,slikatisolatorenvilholdesegpåplass ihodet. Ikke trykk isolatoren for langtbakover.Nårdet installeresvil skjæremunnstykketskyvedentilriktigposisjon.
Skruelektrodenpågjengenetilelektrodeholderenogtrekkdentilmeddenhulesekskantendenavplastverk-tøyet.
Trykkdysen inn i frontenavbrennerhodet. Dettevilantakelig trykke isolatorenvidere inn ihodet.Detteernormalt.BringpådetreneatbeggeO-ringeneerpåplassogatskjæremunnstykketerplassertmotbrenner-hodet.
•••••
ADvARSELbRING På DET RENE AT NETTbRyTEREN (mAINS POWER) På STRøm-FORSyNINGEN ER Av (OFF) OG AT NETTSPENNING IKKE ER TILKO-PLET. DERSOm KOmPONENTENE I FREmRE ENDE IKKE INSTALLERES RIKTIG, KAN Du bLI uTSATT FOR Høy SPENNING, ELLER DET KAN bLI bRANN.
FøLG ALLE INSTRuKSjONENE I HåNDbOKEN SOm FøLGER mED STRømFORSyNINGEN. IKKE INSTALLER ELLER FORSøK å bRuKE DENNE bRENNEREN uTEN FøRST å FøLGE DISSE INSTRuKSENE. FREmRE DEL Av bRENNEREN INNEHOLDER KOmPONENTER SOm FuNGERER SAmmEN mED KRETSER I STRømFORSyNINGEN FOR å HINDRE AT bRENNEREN AKTIvERES vED ET uHELL NåR bRENNER-bRyTEREN TRyKKES INN SAmTIDIG SOm HETEKAPPEN ER FjERNET.
ADvARSEL

78
KAPITTEL 3 INSTALLASjON
3.6 Avstandsfører
Avstandsføreren gir operatøren mulighet for å holde jevn avstand mellom brenneren og arbeidsstykket nårførerensføtterholdesikontaktmedarbeidsstykket.
Installerførerenvedåskyveenheteninnpåhetekappen(hetekappenmåværetilstedepåbrenneren)medenvridendebevegelseiretningmedklokken.FørerenmåalltidvrispåmedenbevegelseMEDklokken,ellersvilhetekappenløsne
Hvisførerenharfortrangåpningtilåblitreddinnpåhetekappen,åpnesporetiførerenvedhjelpavenstorskrutrekkermedflattblad.Hvistilpassingenderimoterforløs,klemsammensporetienskrustikke.
3.7 Løst forbruksmateriell
Riktigytelsefrabrennerenoppnåsbarenårkomponenteneogforbruksmaterielletifremreenderiktigmontertogtilstrammet,spesieltelektrodeholderen,rotasjonsrøret,elektrodenoghetekappen,såvelsomdetilknyttedeO-ringene.
1. Passpåatelektrodeholderenerfullstendiginnskruddibrennerhodetoggodtfestetvedhjelpaven3/16”(4,8mm)unbrakonøkkelBrukenunbrakonøkkelavmetall.Nøkkelenavplasterikkesterknoktildette.Sjekkogsåatrotasjonsrøreterfulltutinstallertibrennerenogplassertmotelektrodeholderen.Brukunbrakonøk-kelenavplasttildette.
2. Stram elektroden fullstendig mot elektrodeholderen ved hjelp av den hule sekskantenden av plastverk-tøyet.
3. SørgforatskjæremunnstykketerskruddgodtfastogatO-ringenedetsforeglersomdeskal,vedathetekap-penerfullttiltrukket.“Fullt”betyrsåstramtsommuligbarevedbrukavhendene.Ikkebrukverktøy.
Ukorrektmontertedelerifremreendevilforårsakekjølegasslekkasjersomkangidårligytelsevedskjæringogmeisling,ogdessutenkanbrennerenpåføresskadesomskyldesinnvendigelysbuer.
3.8 Installasjon av gassmunnstykket
Vedinstallasjonavgassmunnstykket,brukinstallasjonsverktøyetforgassmunnstykket,p/n0558003584.DetteverktøyetsørgerforatO-ringenpåinnsidenavgassmunnstykketglirlettpåytrediameteravelektrodehold-eren.Deternokåinstalleregassmunnstykketbaremedhåndkraft.
Skruhetekappenpåbrennerhodetforåholdeskjæremunnstykketpåplass.HetekappenskalstrammestilsåmyesommuligforhåndforåhindreatkjølegasslekkergjennomO-ringtetningenforskjæremunnstykket.
Hvisdetbrukesmeislingsvern0558000737(21656),somertilleggsutstyr, installerdetoverhetekappenvedåskyveogskruiretningmedklokkeninntilmeislingsverneterheltinnskruddpåhetekappen.
vIKTIG - Ikke skru avstandsføreren i retning mot klokken, fordi dette vil medføre at hetekappen løsner.

79
4.1 bruk
Brennerenernåklarforbrenningogmeisling.Seanvisningeneibrukerhåndbokenforstrømforsyningenve-drørendeinnstillinger.
1. Dreivenderenforgasstestellergassmodustilposisjontestellerinnstilling.
mERKNAD: “CUT”-stillingenerforinnstillingavskjæreplasmagassen.“START/SHIELD”-stillingenerforinnstillingavstartplasmagas-senogkjølegassen.Hvisstartplasmagassenogskjæreplasmagassenerdensammeoglevertfrasammeregulator,bruk
barestillingenSTART/SHIELD,stillingenCUTbehøvesikke.
2. DreistrømbryterentilPÅ(ON).Nåskaldetstrømmegassgjennombrenneren.3. Justergasstrykketvedhjelpavregulatorenpågassforsyningentilverdienesomerangittikapitletfordrifts-
parametere.Dreivenderenforgasstestellergassmodustildriftsposisjon.Nåskalgasstrømningenstoppe.Justerinnstillingenforelektriskstrømtilriktigverdiforaktueltskjæremunnstykke.
4. Holdbrennereniriktigstillingforskjæringellermeisling.Forskjæringskalavstandenmellomskjæremunn-stykketogarbeidsstykket(stand-off)værerundt6mm(1/4”).Hvismulig,startskjæringenfraenkantpåar-beidsstykket.Hvisdeternødvendigmedhullslagning,holdbrennerenskråttunderhelehullsagningen,slikatsmeltetmetallsprutervekkfrabrennerenogbrukeren,ogførderetterbrennerentilbaketilvertikalenogbegynnskjæringen.Vedmeisling,plasserbrennerenslikatvinkelenmellomarbeidsstykkeflatenogbren-nerener35°til45°.
5. Senkansiktsvernetpåhjelmen.6. Trykkpåogholdinnebrennerbryteren.Dersomaltersomdetskal,vilgassenbegynneåstrømme.Tosek-
undersenereaktivereshovedkontaktorenslikatbuenoverførestilarbeidsstykket.
FORSIKTIG
ADvARSEL
bruk vernehansker, vernebekledning, hørselsvern og vernehjelm. Les sikkerhetsforholdsreglene i brukerhåndboken som ble levert sammen med strømforsyningen.
bERøR ALDRI NOEN KOmPONENT FORAN bRENNERHåNDTAKET (SKjæREmuNNSTyKKE, HETEKAPPE, ELEKTRODE OSv.) NåR STRøm-bRyTEREN På STRømFORSyNINGEN ER På (ON).
KAPITTEL 4 bRuK
mERKNAD: Denbenyttedestrømforsyningenkankanskjeforlengeforhåndsstrømningstidentilmerenntosekunder,vanligvisopptilfireellerfemsekunder.Hvispilotbuenikketennervedsluttenavforhåndsstrømningstiden,slippbrennerbryterenogsjekkgasstrykkinnstillingene.Hvispilotbuentenner,menikkeoverførestilarbeidsstykket,slippbrennerbryterenogsjekk
atbrennerenharriktigavstandfraarbeidsstykketogatstrømklypenergodtfestettilarbeidsstykket.

80
7. Under skjæringen oppretthold en avstand mellom brenneren og arbeidsstykket på 4,8-12,7 mm. Vedskjæringavtynnereplater,benyttenavstandsomernærmeredenlavesteavdisseavstandsverdiene,ogvedskjæringavtykkereplater,benyttenavstandsomernærmeredenhøyesteavdisseavstandsverdiene.Holdenskjærehastighetsomgirskjæringmedønsketkvalitet,medenstrømavsmeltetmetallfrabaksidenavarbeidsstykket.
8. Vedmeisling,holdbrennerenvinkletogbenyttenhastighetsomgjøratønsketmengdemetallfjernesvedhverpassering.Brukenvinkelpåbrennerensomgjørataltsmeltetmetallblåsesdirektevekkfrabrenneren,langstoppflatenpåplatenellernedisporetfraforrigepassering.Meislingmedforbrattvinkelvilforårsakeatsmeltetmetallflyrdirektetilbakemotbrenneren.
9. Hvishovedbuenblirborteunderskjæringen (ellermeislingen),vilpilotbuenumiddelbart tennespånyttså lengebrennerbryterener inntrykt.Skulledette inntreffe,måbrennerenrasktplasserestilbakemotar-beidsstykketslikathovedbuengjenopprettes,ellersåmåbrennerbryterenslippes.
10. Hovedbuenslukkerautomatisketterskjæringnårbrennerenbevegesvekkfraarbeidsstykket.Brennerbry-terenmådaslippesumiddelbart,slikatpilotbuenikketennespånytt.
11. Nårbrennings-ellermeislingsjobbeneravsluttet,ventnoenminutterførstrømbryterenpåstrømforsynin-gensettestilAV(OFF),foratviftenskalfjernevarmefrastrømforsyningen.Etterdette,skruavstrømmentilstrømforsyningenvedhjelpavhovedbryterenfornettstrømtilførselen.
KAPITTEL 4 bRuK

81
For å sikre optimal skjæreytelse og som hjelp ved feilsøking i forbindelse med ethvert problem med kvaliteten på skjæringen, se de følgende tabellene for skjæreparametere.
4.3 Skjæredata
Skjæreforhold for PT-26 in-line-brenner:
Datagjeldendemedgassmunnstykke(0558003583)oghetekappekopp(0558003582).
Datafor65Aerforstandardhetekappe(0558003714)ellerhetekappeforkortavstand(0558003715)istedetforhetekappekopp(0558003582),ogmedbrukav50Askjæremunnstykke(0558003716).
MaterialeTykkelse
mm(inch)
Avstand(standoff)mm(inch)
Hastighetcm/min
(ipm)
Startgassogtrykk
bar(psig)
Startgassogtrykk
bar(psig)
HetekappeGassogtrykkforESP-150og200
bar(psig)
Karbon-stål
3,2(0,12)4,8(0,19)
48(190)
Luft2,1(30)
Luft4,1(60)
Luft3,4(50)
6,4(0,25) 254(100)
12,7(0,50) 6,4(0,25) 76(30)
Aluminium
0,12(3,2)4,8(0,19)
127(50)*
6,4(0,25) 178(70)
12,7(0,50) 6,4(0,25) 51(20)
Rustfrittstål
3,2(0,12)4,8(0,19)
190(75)
6,4(0,25) 127(50)
12,7(0,50) 6,4(0,25) 51(20)
KAPITTEL 4 bRuK
Tabell 4.1 65 A skjæredata
4.2 bruksparametere
AnbefaltgasstrykkStartgasstrykk......................................................................................................................................... 2,1bar(30psig)Plasma(skjæring)................................................................................................................ 3,4-4,8bar(50-70psig)Plasma(meisling).................................................................................................................2,6-3,1bar(40-45psig)Kjøling..................................................................................................................................... 2,6-3,4bar(40-50psig)
Anbefaltavstand(standoff)-7,9-12,7mm(5/16”-1/2”)
Ilgang(skjærehastighet)-IlgangforPT-26eroppgittitabellene4.1tilogmed4.4.

82
MaterialeTykkelse
mm(inch)
Avstand(standoff)mm(inch)
Hastighetcm/min
(ipm)
Startgassogtrykk
bar(psig)
Skjæregassogtrykk
bar(psig)
HetekappeGassogtrykkforESP-
150og200bar(psig)
Karbon-stål
4,8(0,19)
4,8(0,19)
381(150)
Luft/N2
2,1(30)O
2
4,1(60)
Luft4,1(60)
6,4(0,25) 330(130)
9,7(0,38) 203(80)
12,7(0,50) 178(70)
15,7(0,62)
6,4(0,25)
127(50)
19,1(0,75) 89(35)
25,4(1,00) 51(20)
4,8(0,19) 4,8(0,19) 381(150)
Luft2,1(30)
Luft4,1(60)
6,4(0,25)
6,4(0,25)
330(130)
9,7(0,38) 203(80)
12,7(0,50) 178(70)
15,7(0,62) 127(50)
19,1(0,75) 89(35)
25,4(1,00) 51(20)
Aluminium
4,8(0,19) 4,8(0,19) 445(175)
6,4(0,25)6,4(0,25)
330(130)
9,7(0,38) 229(90)
12,7(0,50)
7,9(0.31)
178(70)
15,7(0,62) 127(50)
19,1(0,75) 89(35)
25,4(1,00) 64(25)
Rustfrittstål
4,8(0,19) 4,8(0,19) 419(165)
6,4(0,25)6,4(0,25)
318(125)
9,7(0,38) 203(80)
12,7(0,50) 7,9(0.31) 127(50)
15,7(0,62)
9,7(0,38)
89(35)
19,1(0,75) 51(20)
25,4(1,00) 25(10)
KAPITTEL 4 bRuK
Tabell 4.2 150 A skjæredata

83
MaterialeTykkelse
mm(inch)
Avstand(standoff)mm(inch)
Hastighetcm/min
(ipm)
Startgassogtrykk
bar(psig)
Skjæregassogtrykk
bar(psig)
HetekappeGassogtrykkforESP-150og
200bar(psig)
Karbon-stål
6,4(0,25)
4,8(0,19)
381(150)
Luft/N2
2,1(30)O
2
3,8(55)
Luft5,5(80)
9,7(0,38) 241(95)
12,7(0,50) 203(80)
15,7(0,62)
6,4(0,25)
165(65)
19,1(0,75) 127(50) Luft4,1(60)25,4(1,00) 89(35)
6,4(0,25) 343(135)
Luft2,1(30)
Luft3,8(55)
Luft5,5(80)
9,7(0,38) 241(95)
12,7(0,50) 216(85)
15,7(0,62) 178(70)
19,1(0,75) 138(55)
25,4(1,00) 76(30)
Aluminium
6,4(0,25) 330(130)
9,7(0,38) 267(105)
12,7(0,50) 216(85)
15,7(0,62)7,9(0,31)
190(75)
19,1(0,75) 152(60)
25,4(1,00) 9,7(0,38) 102(40)
Rustfrittstål
6,4(0,25)
6,4(0,25)
330(130)
9,7(0,38) 292(115)
12,7(0,50) 190(75)
15,7(0,62)
9,7(0,38)
165(65)
19,1(0,75) 138(55)
25,4(1,00) 51(20)
KAPITTEL 4 bRuK
Tabell 4.3 200 A skjæredata

84
MaterialeTykkelse
mm(inch)
Avstand(standoff)mm(inch)
Hastighetcm/min
(ipm)
Startgassogtrykk
bar(psig)
Skjæregassogtrykk
bar(psig)
HetekappeGassog
strømningl/min(cfh)
Karbon-stål
12,7(0,50)6,4(0,25)
330(130)
Luft/N2
2,1(30)
O2
5,2(75)
Luft99,1(210)
15,7(0,62) 241(95)
19,1(0,75)7,9(0.31)
203(80)
25,4(1,00) 127(50)
38,1(1,50) 9,7(0,38) 51(20)
50,8(2,00) 12,7(0,50) 25(10)
12,7(0,50)
7,9(0,31)
305(120)
Luft5,2(75)
15,7(0,62) 229(90)
19,1(0,75) 203(80)
25,4(1,00) 138(55)
38,1(1,50) 9,7(0,38) 64(25)
50,8(2,00) 12,7(0,50) 30,5(12)
KAPITTEL 4 bRuK
Tabell 4.4 300 A skjæredata

85
KAPITTEL 4 bRuK
Stålskjæredata for PT-26
materialtykkelse (inch)
Ilgan
g/s
kjæ
reh
asti
gh
et (i
pm
)
materialtykkelse (inch)
Ilgan
g/s
kjæ
reh
asti
gh
et (i
pm
)
Plasmagass:luft,4,2bar(60psig)kjølegass:luft,3,4bar(50psig)Startgass:luft,2,1bar(30psig)Avstand:7,9mm(5/16”)
50A150A200A300A
Plasmagass:H-35ellerluft,3.4-4.1bar(50-60psig)Kjølegass:luft,3,4bar(50psig)Startgass:H-35,nitrogenellerluft,2,1bar(30psig)Avstand:7,9mm(5/16”)
ForH-35plasmagassbruknitrogenellerH-35startgass.
200A150A200A300A300A

86
KAPITTEL 4 bRuK
Skjæredata i rustfritt stål for PT-26
PT-26, 300 A, rustfritt stål
materialtykkelse (inch)
Ilgan
g/s
kjæ
reh
asti
gh
et (i
pm
)
materialtykkelse (inch)
Ilgan
g/s
kjæ
reh
asti
gh
et (i
pm
)
Plasmagass:luft,4,2bar(60psig)ellerH-35,4,8bar(70psig)Kjølegass:luft,3,4bar(50psig)ellernitrogen,2,6bar(40psig)Startgass:H-35,nitrogenellerluft,2,1bar(30psig)Avstand:9,5mm(3/8”)
200A150A200AH-35150AH-35
Plasmagass:luft,4,2bar(60psig)ellerH-35,4,8bar(70psig)Kjølegass:luft,3,4bar(50psig)ellernitrogen,2,6bar(40psig)Startgass:H-35,nitrogenellerluft,2,1bar(30psig)Avstand:9,5mm(3/8”)
300Aluft
300AH-35

87
5.1 Demontering av fremre del
Hvisavstandsførerenermontert,fjerndenvedådreiedeniretningmedklokkenogtrekkedenavhetekap-pen.
Skruløshetekappenogfjerndenfrabrenneren.Skjæremunnstykketskalforbliibrennerhodet.Noelekkasjeavkjølegassernormaltmenshetekappenfjernes.Inspiserhetekappen.Detskalikkefinnestegntilatdetharværtlysbuernoestedinnihetekappen.Denytreisolerendemantelenskalikkeværesterktforbrentellerslitt.Byttuthetekappendersomdetblirfunnetfeilavdenevntetypene.
Trekk skjæremunnstykket fra brennerhodet og inspiser det. Åpningen i skjæremunnstykket skal være rundbådevedinngangogutgang.Skiftutskjæremunnstykkethvisåpningenerovalellerødelagt.Skjæremunnstyk-ketkanhagråtilsvarteavleiringerpådeinnvendigeflatene.Rengjøringkanutføresmedstålull,menpasspåatallestålullresterblirfjernetetterpå.
Inspiserelektroden.Hvisdenharengropsomermerenn1,6mmdypisenter,byttdenut.
Inspiserelektrodeholderenhvergangelektrodenskiftesut.Detskalikkefinnesnoentegnpåoverslag,ogO-ringeneskalikkeværeslittellerødelagt.
Inspiserisolatoren.Hvisdetfinnestegnpålysbuing,skiftdenut.
InspiserO-ringeneibrennerhodet.Hvisdeerslittellerødelagt,skiftdemut.Devilvarelengerhvisdeholdesdekketmedentynnfilmmedsilikonsmøremiddel(0558000443).Brukbareakkuratnoksmøremiddeltilato-ringenserfuktigut,elleratdenglinser,menikkeetterlatklumpermedformyesmøremiddel.
Etteratallekomponenteneifremredelerinspisert,ogomnødvendigbyttetut,settbrennerensammenigjensombeskrevetikapittel3.5“Sammenstillingavkomponenteneifremredel”.
5.2 Generelt
Foretaperiodiskinspeksjonavvarmeskjoldet,elektrodeholderenoggassmunnstykket.Hvisnoenavdissekom-ponenteneerskadetellerformyeslitt,skiftdemut.
SjekkO-ringenepåbrennerendaglig.HvisnoenO-ringharriller,kuttellerannenskade,skiftdenut.Erdentørr,smørdenmedentynnfilmmedsilikonsmøremiddel.HvisO-ringenikkeyternoenmotstandnårhetekappeninstalleres,byttO-ring.
Inspiserbrennerkabelenskappemedjevnemellomrom.Blirdetfunnetskadepåkappen,sjekkomdetfinnesskadepåbrennerensstrømkabelogpilotbueslange.Blirdetfunnetgasslekkasjeellernoensomhelstskader,byttangjeldendekomponent.
KAPITTEL 5 vEDLIKEHOLD
ADvARSEL bRING På DET RENE AT NETTbRyTEREN På STRømFORSyNINGEN ER Av (OFF) OG AT NETTSPENNING IKKE ER TILKOPLET.

88
5.3 Smuss og forurensning
SmussellerannenforurensningkanforårsakeatPT-26-brennerenfeilerfortidligpågrunnavinnvendigelys-buer.Foråunngådettebesbrukernegjørefølgende:
1. Passpåatren,tørrogoljefriluftblirbruktsomplasmagassog/ellerkjølegass.2. UnngååbrukeformyesilikonsmøremiddelpåbrennerensO-ringer.Deternokmedentynnfilm.3. Tørkbrennerkroppisolatorenrenmedenklutførhvertnyesettforbruksmateriellblirinstallert.Isolatorens
evne til å motstå lysbuer over isolatoroverflaten (lysbuesporing) blir redusert dersom smuss eller annenforurensningfårsamlesegpåisolatoren.
4. Nårbrennerenikkebrukes,lagredenmedetkomplettsettdelerifremreendemontert.Dettehindreratdetsamlersegsmussibrennerenoghindrerogsåatbrennerhodetblirødelagtdersombrennerenmistesibakkenvedetuhell.
5.4 Fjerning og utskifting av brennerhodet
Leggmerketilhvorallekomponenterogtapeerplassertførdemonteringenbegynner,slikatkomponenteneogtapenblirriktigplassertvedsammenstillingen.Sefigur6.1.
1. Skyvfleksistrømpenbakoverogoverkabelhylsen,inntildeneromtrent45cmbakhåndtaket.2. Fjerntapennærendenavbrennerhåndtaket.3. Skyvbryterbåndetogbryterenbakoverogbortfrahåndtaket.4. Skyvkabelmantelenbakover.5. Vriogtrekkhåndtaketløsfrabrennerhodetogskyvdetbakoverslikatbrennerenskabeltilkoplingersynes.6. Skruløshveravdetobrennertilkoplingenevedhjelpavtofastnøkler.Nødvendigenøkkelstørrelserer3/8”
(9.5mm)og7/16”(11.1mm).7. Trekkbrennerhodetvekkfraslangepakken,inklusivepåfestedeisolasjonsstykket.Settpåplasspåbrenneren
detnyebrennerhodetogisolasjonen.8. Stramhveravdetobrennertilkoplingenegodtfastvedhjelpavtofastnøkler.Momentetsomblirbruktved
fabrikkenfordettetrinneter172,4-206,8nm(25-30in-lbs).9. Skruhåndtaketfastpåbrennerhodet.10. Skyvbryterbåndetogbrytereninnoverhåndtaketinntildeter50mmfrabrennerhodet.Derødespleisene
forbryterledningeneskalværeplassertrettbakendenavhåndtaket.11. Trekkkabelhylsenforoverogfestdenpåplassmedtapebakhåndtaketvedhjelpavvinyl-elektrotape.12. Skyvfleksistrømpentilbakepåhåndtaketinntildenfårkontaktmedbryterbåndet.
merknad NårhåndtaketpåPT-26SLIn-line-brennerenskiftesut,skyvførstmylarisolasjonsrøret,p/n0558005623,
overbrennerrøreneogtilkoplingeneinntildenbunnermotbaksidenavbrennerkroppen.
KAPITTEL 5 vEDLIKEHOLD
Mylar-isolasjonsrør
Brennerkropp

89
5.5 Demontering og utskifting av slangepakken
1. Kopleslangepakkenvekkfrastrømforsyningen.Sebrukerhåndbokenforstrømforsyningenfordetaljer.2. Fjernbrennerhodetfraslangepakkensombeskrevetitrinn1til7iforegåendekapittel.Fjernogsåhåndtaket
ogfleksistrømpenfraslangepakken.3. Leggslangepakkenslikatdenerrett.Dettemågjøresetstedsomgirfriplassomtrent1,5gangersålang
somslangepakken.4. Brukenkraftigsnorellerliknendemedlengderundthalvpartenavslangepakken,festdeneneendenrundt
heleslangepakkenvedbrennerendenogfestdenandreendenrundtenfastgjenstand.5. Fjerntapenfrakabelkappenistrømforsyningsendenavslangepakken.6. Skyvbryterenutavbryterbåndetogskyvhåndtaket,bryterbåndetogfleksistrømpentilendenavsnoren
bruktitrinn4.Holdfaststrømforsyningsendenavslangepakkenogtrekkslangepakkemantelenheltinnpåsnoren.
7. Løsnesnorenfraslangepakkenogskiftutkabler/slangersomerødelagt.8. Festigjensnorentilbrennerendenavslangepakkenogtrekkslangepakkemantelentilbakepåslangepak-
ken.Festmidlertidigmantelentilslangepakkenmedvinyl-elektrotape.9. Trekkfleksistrømpen,bryterbåndetoghåndtakettilbakefrasnorenogoverpåkabelmantelen.Fjerntapen.10. Ta løssnorenfraslangepakkenogfølgtrinnene7til12 i foregåendekapittel forå festebrennerhodettil
slangepakken.11. Festslangepakkemantelentilslangene/kableneistrømforsyningsendenmedvinyl-elektrotape.
5.6 utskifting av fleksistrømpe, bryterbånd og håndtak
Hvis fleksistrømpen, bryterbåndet eller brennerhåndtaket er skadet slik at noe av dette må skiftes ut, følgprosedyren i avsnitt “Fjerning og utskifting av brennerhodet” og skift ut aktuelle komponenter i trinn 7 førbrennerhodetfestes.Denneprosessenforenklesvedåfestemantelentilslangepakkenmidlertidigmedvinyl-elektrotape.
5.7 utskifting av brennerbryteren1. Følgtrinn1-3ikapitlet“Demonteringogutskiftingavbrennerhodet”.2. Kuttdensvarteoghviteledningenfradengamlebryterensånærdenrødespleisensommulig.Fjern6mm
isolasjonfradesvarteoghviteledningene.3. Fjern6mmisolasjonfradesvarteoghviteledningene.4. Forbindbryterledningenemed ledningene ibryterkabelenvedhjelpavdetonyespleisenesomleveres
sammenmeddennyebryteren.Foråklemmesammenspleiseneerdetabsoluttnødvendigåbenytteetkrympeverktøysomertilpassetdenyespleisene.
5. Foråavslutte,gjennomførimotsattrekkefølgetrinnene1-3ikapitlet“Demonteringogutskiftingavbrenne-rhodet”.
KAPITTEL 5 vEDLIKEHOLD

90
5.8 måling av gasstrømning i brenneren
Dersom lav gasstrømning mistenkes å forårsake dårlig skjæring eller kort levetid for forbruksmateriell, kangasstrømningensjekkesvedbrukav“Settformålingavplasmastrømning”(PlasmaTorchFlowMeasuringKit).Settetinnholderethåndholdtrotameter(gjennomstrømningsmåler/flowmeter)somvilvisegasstrømningutavbrenneren.Settetinneholderogsåinstruksjoner,sommåfølgeseksakt,omhvordanrotameteretskalbrukespånøyaktigogsikkermåte.SeskjemaF-14-391.
VerdieneforstrømningavluftellernitrogengjennomPT-26skalværesomfølger:
Kjølestrømning ESP-150&ESP-200................................................. 63.7-68.4l/minved3,4bar(135-145cfhved50psig) DeucePack150,215..............................................................106,2l/minved3.4bar(225cfhved50psig)
Plasmastrømning....................................................................54,3-66,1l/minved3,4bar(115-140cfhved50psig)
Totalstrømning ESP-150&ESP-200.............................................118.0-134.5l/minved3,4bar(250-285cfhved50psig) DeucePack150,330.............................................................172,3l/minved3.4bar(365cfhved50psig)
Målstrømningsverdienemedetnytt200Askjæremunnstykke(0558003798),ennyelektrodeogennyhete-kappe.PasspåatallekomponenteneerkorrektmontertogatbrennerensO-ring(0558003721)fungerergodtogikkegirlekkasje.Ommulig,målstrømningeneindividuelt,ellersmåltotalen.
Gasstrømningsverdierlavereendesomerangittherindikerereninnsnevringellerlekkasjeigasstilførselentilbrennerenellerstrømforsyningen.
KAPITTEL 5 vEDLIKEHOLD

91
KAPITTEL 6 RESERvEDELER
6.1 Generelt
Oppgialltidserienummeretforenhetensomreservedeleneskalbrukesmed.Serienummereterpregetpåen-hetensnavneplate.
ForfeilfrifunksjoneringanbefalesatbareoriginalekomponenterogprodukterfraESABblirbruktiforbindelsemeddetteutstyret.BrukavutstyrfraandreennESABkangjøregarantienugyldig.
ReservedelerkanbestillesfradinESAB-distributør.
Passpååangispesielleforsendelsesinstruksernårreservedelerblirbestilt.
Sekommunikasjonsveiledningenpåsistesideidennehåndbokenforenlistemedtelefonnummerforkunde-service..
6.2 bestilling
Artikleristykklistenutenpartnummerervistbareforinformasjon.Mekaniskekomponenterbørværetilgjengeligegjennomlokaleleverandører.
merknad
6.0 Reservedeler

92
KAPITTEL 6 RESERvEDELER
Fig
ur
6.1.
Res
erve
del
er -
PT-
26 b
ren
ner
kom
po
nen
tgru
pp
e
BRY
TERB
ÅN
D-
0558
0040
39FL
EKSI
STRØ
MPE
-05
5800
4040
HÅ
ND
TAK
-055
8004
033
KABE
LFO
RST
RØM
OG
KJØ
LEG
ASS
7,
6m
(25
ft)-
055
8004
047
15
,2m
(50
ft)-
055
8004
048
Kjøl
egas
slan
ge7,
6m
(25
ft)-
055
8004
037
15,2
m(5
0ft
)-05
5800
4038
MA
NTE
L7,
6m
(25
ft)-
055
8002
921
15,2
m(5
0ft
)-05
5800
2922
INKL
:BRY
TER
-055
8002
872
PL
UG
G-
0558
0008
19
KABE
L-2
x0,7
5mm
2
BRY
TER
MED
KA
BEL
7,6
m(2
5ft
)-0
5580
0081
615
,2m
(50
ft)-
055
8000
819
Plas
mag
assl
ange
7,
6m
(25
ft)-
055
8002
873
15
,2m
(50
ft)-
055
8004
034
GU
MM
IMA
NSJ
ETT
-055
8000
793
Trek
ktil
nip
lene
fire
(4)s
tede
rmed
tos
krun
økle
rM
omen
t172
,4-
206,
8nm
(25-
30in
-lbs)
MA
NTE
L(R
ef.)
BRY
TER
-055
8002
872
KOM
PON
ENTE
RFR
EMRE
EN
DE
-(S
eFi
gur2
.1)
BREN
NER
HO
DE,
90°
-05
5800
3719
BREN
NER
HO
DE,
70°
-05
5800
2204
Inkl
uder
er O
-rin
ger -
055
8003
720
(1)
0558
0037
21 (3
)
Kab
elfo
rpilo
tbue
-og
kjøl
egas
s
7,6
m(2
5ft
)-0
5580
0403
5
15,2
m(5
0ft
)-0
5580
0403
6

93
Fig
ur
6.2.
Res
erve
del
er -
PT-
26 In
-lin
e b
ren
ner
kom
po
nen
tgru
pp
e
KAPITTEL 6 RESERvEDELER
Spen
nbån
d-I
T2.
00I.
D.x
0.6
3W
-055
8004
045
Krop
p-
05
5800
2110
Hyl
se-
055
8002
130
Man
tel
7m
(23
ft)-
055
8004
043
14,6
m(4
8ft
)-0
5580
0404
4
Flet
ting
rørf
orm
etID
2.2
50-2
.500
-7
2020
003
Besk
ytte
lses
man
s-je
tt-
055
8004
046
PVC
ele
ktro
tap
e-
0558
0042
61St
anda
rde
lekt
risk
adva
rsel
sski
lt
-05
5800
4042
Het
ekap
pe
-055
8003
715
Kom
pon
ente
rfre
mre
end
e(fi
gur2
.1)
Trek
ktil
nip
lene
fire
(4)s
tede
rve
dhj
elp
av
to(2
)skr
unøk
ler
Mom
ent1
72,4
-20
6,8
nm(2
5-30
in-lb
s)
KABE
LFO
RST
RØM
OG
KJØ
LEG
ASS
7,
6m
(25
ft)-
055
8004
047
15
,2m
(50
ft)-
055
8004
048
Kjøl
egas
slan
ge7,
6m
(25
ft)-
055
8004
037
15,2
m(5
0ft
)-05
5800
4038
Plas
mag
assl
ange
7,
6m
(25
ft)-
055
8002
873
15
,2m
(50
ft)-
055
8004
034
Slan
gekl
emm
e1.
56D
-2.
50D
-0
5580
0404
1
Kab
elfo
rpilo
tbue
-og
kjøl
egas
s
7,6
m(2
5ft
)-0
5580
0403
5
15,2
m(5
0ft
)-0
5580
0403
6

94
KAPITTEL 6 rEsErvEdELEr
Figu
r 6.3
. res
erve
dele
r - P
T-26
“sL”
In-li
ne b
renn
erko
mpo
nent
grup
peSpen
nbån
d - I
T 2.
00 I.
D. x
0.6
3W
- 055
8004
045
Krop
p -
0558
0021
10
Man
tel
5,2
m (1
7 ft
) - 0
5580
0384
57,
6 m
(25
ft) -
055
8002
921
15,2
m (5
0 ft
) - 0
5580
0292
2Fl
ettin
g rø
rfor
met
ID 2
.250
-2.
500
- 720
2000
3M
ylar
isol
ator
- 0
5580
0562
3
PVC
elek
trot
ape
- 055
8004
261
Rør o
g fe
ste-
055
8005
624
inkl
uder
er: h
ette
og
isol
ator
Stan
dard
ele
ktris
k ad
vars
elss
kilt
- 055
8004
042
Het
ekap
pe -
0558
0035
82Ko
mpo
nent
er fr
emre
end
e (fi
gur 2
.1)
Het
te-
2164
7
Bren
nerh
olde
r-05
5800
5926
KABE
L FO
R ST
RØM
OG
KJØ
LEG
ASS
7,
6 m
(25
ft) -
055
8004
047
15
,2 m
(50
ft) -
055
8004
048
Kabe
l for
pilo
tbue
- og
kjøl
egas
s
7,6
m (2
5 ft
) - 0
5580
0403
5
15,2
m (5
0 ft
) - 0
5580
0403
6
Kjøl
egas
slan
ge 5,
2 m
(17f
t) -
0558
0021
237,
6 m
(25
ft) -
055
8004
037
15,2
m (5
0 ft
) -05
5800
4038
Plas
mag
assl
ange
5,
2 m
(17f
t) -
0558
0041
77
7,6
m (2
5 ft
) - 0
5580
0287
3
15,2
m (5
0 ft
) - 0
5580
0404
8

PT-26Palnik do cięcia łukowego plazmowego
Instrukcja obsługi (PL)
0558004847

96

97
sPIs treścI
1.0 Środkiostrożności........................................................................................................................................................................99
2.0 Opis .............................................................................................................................................................................................. 1012.1 Opis.....................................................................................................................................................................................103
3.0 Instalacja.......................................................................................................................................................................................105 3.1 Podłączeniapalnikadoźródłazasilania.................................................................................................................105 3.2 Modernizacjastarszychźródełzasilania................................................................................................................105 3.3 Dobórgazu.......................................................................................................................................................................106 3.4 Podłączeniagazu............................................................................................................................................................106 3.5 Montażelementówprzedniejczęści......................................................................................................................107 3.6 Elementodległościowy................................................................................................................................................108 3.7 Luźnemateriałyzużywalne........................................................................................................................................108 3.8 Instalacjadeflektoraobrotowego............................................................................................................................108
4.0 Obsługa.........................................................................................................................................................................................109 4.1 Obsługa..............................................................................................................................................................................109 4.2 Parametryrobocze........................................................................................................................................................111 4.3 Danedot.cięcia..............................................................................................................................................................111
5.0 Konserwacja..................................................................................................................................................................................117 5.1 Demontażprzedniejczęści.........................................................................................................................................117 5.2 Informacjeogólne..........................................................................................................................................................117 5.3 Brudizanieczyszczenia................................................................................................................................................118 5.4 Zdejmowanieorazwymianagłowicypalnika.....................................................................................................118 5.5 Zdejmowanieorazwymianaprzewodówpalnika.............................................................................................119 5.6 Wymianagiętkiejobudowy,obejmynawłączniklubrękojeści....................................................................119 5.7 Wymianawłącznikapalnika.......................................................................................................................................119 5.8 Pomiarprzepływówgazuwpalniku.......................................................................................................................120
6.0 Częścizamienne......................................................................................................................................................................... 1216.1 Informacjeogólne.......................................................................................................................................................... 1216.2 Zamawianie...................................................................................................................................................................... 121
rozdział / tytuł strona

98
sPIs treścI

99
rOZDZIAŁ 1 ZAsADY BeZPIecZeŃstWA

100
rOZDZIAŁ 1 ZAsADY BeZPIecZeŃstWA

101
rOZDZIAŁ 2 OPIs
Palnik PT-26
Tenwszechstronny,łatwywobsłudzepalnik300Azapewniawysokąwydajnośćwszerokimzakresiecięćręcz-nychizmechanizowanych.
■ Znakomite parametry cięcia - przecina do 3-1/2” (88,9 mm) i odcina 4” (101,6 mm) za pomocą powietrza, azotu lub argonu-azotu przy 300 A
■ Zapewnia czyste, wysokiej jakości cięcie■ Pracuje na powietrzu, azocie lub argonie-azocie doprowadzanym
z układu warsztatowego lub butli przy 300 A■ Kompaktowa, lekka konstrukcja zapewnia łatwość obsługi■ Elektrody o długiej żywotności obniżają koszty obsługi
■ Zajarzanie łuku pomocniczego - zajarzanie nawet na farbie■ Dostępna jest dysza do żłobienia■ Możliwość pracy nieciągłej do przecinania kratek lub siatek
metalowych rozciąganych■ Wygodę pracy operatora zwiększa opcjonalna osłona do żłobienia
i element odległościowy■ Jednoroczna gwarancja
SpecyfikacjeKlasanapięcia“M”(EN50078)Obciążalnośćprądowa(wszystkieobsługiwanegazyiciśnienia) Cyklpracy100%..............................200ADCSP(zasilanieprądemstałym) Cyklpracy60%,Palnikiręczne,100%dołączonedolinii.....300ADCSP (zasilanieprądemstałym) Maksymalnyprądznamionowy....................................................300ADCSP (zasilanieprądemstałym)Zatwierdzonegazyeksploatacyjne: Plazma.............................................0
2,powietrze,N
2,H-35,N
2/H
2Mieszanki
Osłona.................................................................................Powietrze,N2,CO
2,Ar
Minimalnewymogiwzakresiedopływugazu Osłona................................... 200cfh(calesześciennenagodz.)@85psig (94l/min.@6,0BAR Plazma....................................240cfh(calesześciennenagodz.)@80psig (112l/min.@5,6BAR)Długośćprzewodówspawalniczych................................25stóplub50stóp (7,6mlub15,2m)Masa.............................................................................25stóp-16funtów(7,3kg) 50stóp-28funtów(12,7kg)Maksymalnedopuszczalneciśnieniegazunawlocie100psig(6,9BARA)Ciśnieniegazurozruchowego..............................................30psig(2,1BARA)Minimalnewymogiwzakresiedopływuchłodziwa.....0,9gpm@95psig (3,4l/min.@6,6BARA)Maksymalneciśnieniechłodziwanawlocie................. 120psig(8,3BARA)Maksymalnatemperaturachłodziwa...........................................105°F(40°C)
KonsoleESP-150, ESP-200 oraz zestaw DEucE PacK 150
Informacje nt. zamawianiaPT-26,90°,25stóp(7,6m)linia........................................................ 0558004031PT-26,90°,50stóp(15,2m)linia..................................................... 0558004032PT-26,70°,25stóp(7,6m)linia........................................................ 0558002208PT-26,70°,50stóp(15,2m)linia..................................................... 0558002209
PT-26,DOŁĄCZONEDOLINII,25stóp(7,6m)............................ 0558002320PT-26,DOŁĄCZONEDOLINII,50stóp(15,2m).......................... 0558002321
uWaGa: Palniki DOŁĄcZONE DO LINII mają tuleję o średnicy 2” (50,8 mm) i są dostarczane bez stojaka i uchwytu na palnik.
PT-26,DOŁĄCZONEDOLINII,17stóp(5,2m)............................ 0558005620PT-26,DOŁĄCZONEDOLINII,25stóp(7,6m)............................ 0558005621PT-26,DOŁĄCZONEDOLINII,50stóp(15,2m).......................... 0558005622
uWaGa: Palniki DOŁĄcZONE DO LINII “SL” mają tuleję o średnicy 1 3/8” (34,9 mm) i są wyposażone w stojak o 32 pozycjach.
akcesoria opcjonalneOsłona głowicy palnika PlasmitDożłobienia.......................................................................................... 0558003797
Pokrowiec skórzany 25 stóp (7,6 m)*Zabezpieczaprzewodyspawalniczeprzedścieraniemiroztopionym
metalem;zalecanyszczególniedożłobieniaplazmowego.................................................................................... 0558002921
Pokrowiec skórzany 50 stóp (15,2 m)* ................................. 0558002922Zestaw części zamiennych........................................................... 0558004030Uchwyt na palnik, 2” (50,8 mm) ............................................... 0558002985Zestaw montażowy do palnika................................................. 0558003186*Standardowe wyposażenie palnika ręcznego.

102
Electrode0558003722-Powietrze,azot,azot/wodór
0558003723-Argon/wodór(H-35)
Rurkadeflektora-0558003710
LokalizacjapierścieniatypuO-0558003721
OsłonatermicznaPalnikręczny-0558003714
*Osłonatermicznadocięciaprzymałychodległościach-0558003715
Izolator-0558003711PierścienietypuOwzestawie-0558003712
Uchwytnaelektrodę-0558003707PierścienietypuOwzestawie
0558003708(Górny)948317(Dolny)
Elementodległościowy-0558003713
Głowicapalnika- 90°.................. 0558003719 70°....................0558002204
PierścienietypuOwzestawie: 0558003720(1) 0558003721(3)
LokalizacjapierścieniatypuO-0558003720
* Osłona termiczna do cięcia przy małych odległościach. Wyposażenie opcjonalne dla palnika ręcznego podczas cięcia lub żłobie-nia w niewielkiej odległości od obrabianego przedmiotu.
AMPS P/N ROZMIARKRYZYDyszatnąca50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Dyszadożłobienia 200 0558003718 .125300 0558003795 .144
Wszystkiemodele-pierścienietypuOwzestawie:0558003724(Górny)0558003725(Dolny)
rOZDZIAŁ 2 OPIs
rysunek 2.1 Montaż elementów przedniej części palnika Pt-26
PT-26 Modele ręczne
PT-26 Modele dołączane do linii
Elektroda0558003722-Powietrze,azot,azot/wodór
0558003723-Argon/wodór(H-35)
Rurkadeflektora-0558003710
**Deflektorobrotowy,dołączonydolinii-0558003583PierścieńtypuOwzestawie-0558003724oraz14K07
Uchwytnaelektrodę-0558003707PierścienietypuOwzestawie:
0558003708(Górny)948317(Dolny)
Głowicapalnika- DOŁĄCZONEDOLINII0558002110 PierścienietypuOwzestawie: 0558003720(1) 0558003721(3)
LokalizacjapierścieniatypuO-0558003721
LokalizacjapierścieniatypuO-0558003720
** Te dwa artykuły, wraz z narzędziem do insta-lacji deflektora (0558003584), znajdują się na wyposażeniu wszystkich zmechanizowanych wersji tego palnika
**Stożekochronny,zmechanizowany-0558003582
AMPS P/N ROZMIARKRYZYDyszatnąca50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Dyszadożłobienia 200 0558003718 .125300 0558003795 .144
Wszystkiemodele-pierścienietypuOwzestawie:0558003724(Górny)0558003725(Dolny)

103
rOZDZIAŁ 2 OPIs
2.1 Opis
PT-26jestdwugazowympalnikiemchłodzonymwodą,zgłowicąnastawnąpodkątem70°i90°,przeznaczonymdoręcz-negocięcia i żłobienia,orazzgłowicądołączanądo linii,przeznaczoną dozmechanizowanego cięcia i żłobienia.Obiewersjezostałyzaprojektowanedoużytkuzokreślonymipakietamidocięciałukowegoplazmowego.Tepakietyobejmująsystemy:ESP-150,ESP-200iodpowiedniowyposażonyzestaw“DeucePack”150.
rysunek 2.2 Pt-26 Wymiary
OstrZeŻeNIe
W PrOcesIe cIęcIA ŁUkOWegO PLAZMOWegO stOsOWANe są BAr-DZO WYsOkIe NAPIęcIA eLektrYcZNe. NALeŻY UNIkAć kONtAk-tU Z “ŻYWYMI” eLeMeNtAMI PALNIkA OrAZ UrZąDZeNIA. tAkŻe NIeWŁAścIWe UŻYWANIe DOWOLNegO Z gAZóW MOŻe stANOWIć ZAgrOŻeNIe BeZPIecZeŃstWA. PrZeD rOZPOcZęcIeM PrAcY Z PALNIkIeM Pt-26 NALeŻY ZAPOZNAć sIę Ze śrODkAMI OstrOŻNO-ścI OrAZ Z INstrUkcją OBsŁUgI DOŁącZONą DO PAkIetU źróDŁA ZAsILANIA.
UŻYWANIe PALNIkA Z DOWOLNą jeDNOstką NIeWYPOsAŻONą W ODPOWIeDNI BLOkUjącY UkŁAD BeZPIecZeŃstWA NArAŻA OPe-rAtOrA NA kONtAkt Z BArDZO WYsOkIM NAPIęcIeM.
4,01”(102mm)
13,11”(333mm)1,60”
(41mm)
1,66”(42mm)
1,50”(38mm)

104
rOZDZIAŁ 2 OPIs
rysunek 2.3 Pt-26 Wymiary palnika dołączanego do linii
2,00”(50,8mm)
16,50”(419,1mm)
rysunek 2.4 Pt-26 “sL” Wymiary palnika dołączanego do linii
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2,00”(50,8mm)

105
3.1 Podłączenia palnika do źródła zasilania
Przeczytaćinstrukcjęobsługiźródłazasilaniawceluustaleniawłaściwegodostępudopołączeńpalnika.
Kolejnośćwykonywaniapołączeńpalnikaróżnisięwzależnościodużytegoźródłazasilania. Zapoznaćsięzkonstrukcjąźródłazasilaniawceluustaleniawłaściwejkolejnościwykonaniapołączeńzapomocąklucza.
WpalnikuPT-26zastosowanołącznikzgwintemlewym(rozmiar“C”)dozaciskuujemnegoorazpodłączeniachłodziwa. Połączyć ten łącznik z odpowiednim łącznikiem żeńskim na źródle zasilania i dokręcić mocno zapomocąklucza.Podokręceniułącznika,zsunąćgumowąkoszulkęochronnąkablazasilającegonapołączenie.Łącznikzgwintemprawym(rozmiar“B”)jestużywanydozaciskudodatniegoipołączeniachłodziwa.Należygorównieżmocnodokręcić.
Połączeniagazuplazmowegoigazuochronnegowykonujesięzapomocądwóchłącznikówtypu“B”,zktórychkażdymainnygwint.Dokręcićjemocnokluczemdoodpowiedniegołącznikanapaneluźródłazasilania.
Włącznikpalnikapodłączasięzapomocą5-szpilkowejwtyczkinaprzewodziewłącznikapalnika.Włożyćwtycz-kędogniazdanaźródlezasilaniaiprzekręcićpierścieńblokujący,abyzabezpieczyćjąnamiejscu.
3.2 Modernizacja starszych źródeł zasilania
PalnikPT-26możnawyposażyćwsposóbumożliwiającyjegopodłączeniadostarszychźródełzasilania“Deu-cePack”150.Wiążesiętozkoniecznościązastosowanianowejskrzynkiinstalacyjnej.OdnośnyzestawtoP/N000759.
rOZDZIAŁ 3 INstALAcjA
OstrZeŻeNIesPrAWDZIć, cZY WYŁącZNIk ZAsILANIA NA kONsOLI ZNAjDUje sIę W POŁOŻeNIU “OFF” OrAZ cZY gŁóWNe źróDŁO ZAsILANIA jest WYŁącZONe.
Pt-26 ZAPrOjektOWANO W ceLU UtWOrZeNIA BeZPIecZNegO sY-steMU Z OkreśLONYMI źróDŁAMI ZAsILANIA, które MOgą WY-krYć sPADek PrZePŁYWU chŁODZIWA POWrAcAjącegO OD PAL-NIkA I ODetNą DOPŁYW ZAsILANIA DO PALNIkA W rAZIe tAkIegO sPADkU. ZDjęcIe LUB POLUZOWANIe OsŁONY terMIcZNej PALNI-kA MOŻe sPOWODOWAć tAkI sPADek PrZePŁYWU chŁODZIWA. NIe UŻYWAć Pt-26 Ze źróDŁAMI ZAsILANIA, które NIe są WYPO-sAŻONe W tAkI sYsteM.
OstrZeŻeNIe

106
3.3 Dobór gazu
PT-26jestpalnikiemdwugazowym,cooznacza,żejedengazmożebyćużywanydocięciaplazmowego,podczasgdydrugiosłaniastrefęcięcia.Poniżejwymienionozalecanekombinacjegazów.
Plazma powietrzna/osłona powietrznaNajlepszakombinacjapodwzględemjakościcięcia,szybkościcięciaioszczędnościpracyzestalamimiękkimi,stala-minierdzewnymiialuminium.Takombinacjapowodujeniewielkieazotowaniepowierzchnicięciaoraznieznaczneutlenianiepowierzchnioweskładnikówstopowychwprzypadkustalinierdzewnej.Należyzawszeużywaćczystego,suchegopowietrza.Wilgoćorazolejwukładziezasilaniapowietrzemskracajążywotnośćelementówpalnika.
Nitrogen Plasma/Air shieldTakombinacjawydłużażywotnośćelementów,awszczególnościelektrody.Szybkościcięciasązregułynieznacz-niemniejszeniżwprzypadkustosowaniaplazmypowietrznej.Powodujeonaazotowaniepowierzchni,alezapewniaczystszyobszarcięciawprzypadkustalinierdzewnych.DochłodzeniamożnatakżeużyćazotulubCO
2.
Plazma h-35/osłona azotowaTakombinacjazapewniaznakomitążywotnośćelementówprzyminimalnymzanieczyszczeniupowierzchnicięcia,codajedoskonałąspawalność.Jestonanajczęściejużywanadożłobieniamiękkiejstali,aluminiumorazstalinierdzew-nej.Takombinacjazapewniasłabąjakośćcięciastalimiękkiej,dobrejjakościcięciealuminiumorazstalinierdzewnej,szczególniewprzypadkuwiększychgrubości.
40% wodoru - 60% plazmy azotowej/osłona powietrznaZapewniawiększąszybkośćcięciadużychgrubości,alewyłączniewprzypadkualuminium.Niskawydajnośćpracyzestaląnierdzewnąistaląmiękką.
Plazma tlenowa/osłona powietrzna Najlepszajakośćcięciamechanicznegostalimiękkiejogrubości1”(25,4mm)lubcieńszej,przy150-300A.Najwyższaprędkośćusuwaniametaluwprzypadkużłobieniastalimiękkiej.
3.4 Podłączenia gazu
Patrz Rozdział 3.3 odnośnie listy zatwierdzonych gazów eksploatacyjnych. Nie używać gazów, które nie zostały wsposóbwyraźnyzatwierdzonedostosowaniazpalnikiemPT-26.
Podokonaniuwyborugazówdodanejpracy,należypodłączyćwężezasilaniagazemdołącznikówznajdującychsięztyłuźródłazasilania.Należypamiętać,żedlakażdegogazumogąbyćdostępnedwałączniki.Należyużyćłącznikapasującegododanegowęża.Należydopilnować,abynieużywanełącznikizostałyzablokowanezatyczkądołączonądoźródłazasilania.
Należypamiętać,żeźródłozasilaniaESP-150iESP-200posiadaprzyłączegazuoznaczonenapisem“StartGas”(gazrozruchowy). Umożliwia to użycie innego rodzaju gazu plazmowego i odmiennego ustawienia ciśnienia dla gazuplazmowegonapoczątkucięcia.Pozwalatozwiększyćżywotnośćelektrodypodczaspewnychpraczzakresuzme-chanizowanegocięciaplazmowego.Gazrozruchowynajczęściejużywanydocięciaręcznegotoazotlubtensamgaz,któryjeststosowanydocięcia/żłobieniaplazmowego.
WAŻNe! Przyłącze “start gas” MUsI zawsze być podłączone do linii zasilania gazem. W przeciwnym ra-zie nastąpi uszkodzenie palnika. jako gaz rozruchowy można użyć dowolnego z zatwierdzonych gazów plazmowych wyszczególnionych w rozdziale powyżej.
rOZDZIAŁ 3 INstALAcjA
NALeŻY UŻYWAć WYŁącZNIe gAZóW ZAtWIerDZONYch W NINIej-sZYM DOkUMeNcIe.OstrZeŻeNIe

107
3.5 Montaż elementów przedniej części
Bezwzględniesprawdzić,czy:
WszystkiepierścienietypuOznajdująsięnawłaściwychmiejscach(głowicapalnika,dysza,uchwytnaelektrodę)UchwytnaelektrodęjestwłaściwiezamocowanyRurkadeflektorajestwłaściwiezainstalowanaizamocowanaElektrodajestwłaściwiezainstalowanaizamocowanaDyszajestzainstalowana
Patrzrysunek2.1odnośniemontażuelementówprzedniejczęściwgłowicypalnika.
Najpierwsprawdzićkorpuspalnikawceluustalenia,czywewnątrzniemażadnychzanieczyszczeńlubpierścienitypuO.Usunąćwykrytezanieczyszczeniai/lubpierścienietypuO.
Sprawdzić,czyobapierścienietypuOsąwłaściwiezamontowanewuchwycienaelektrodę.Wkręcićuchwytnaelektrodęwgłowicępalnika,anastępniedokręcićgomocnozapomocąkluczadowkrętówzsześciokątnymgniazdkiem3/16” (4,8mm). Uchwytmusibyćmocnodokręcony,aleniewolnogoprzekręcić (spowodujetouszkodzeniewkrętuzsześciokątnymgniazdkiemwuchwycie).
Włożyć rurkędeflektoradouchwytunaelektrodę,poczymwkręcić jąwgłowicępalnikazapomocąplasty-kowegokluczadowkrętówzsześciokątnymgniazdkiem.Rurkamusibyćmocnodokręcona,aleniewolnojejprzekręcić.
Włożyćizolatordogłowicypalnika.Sprawdzić,czypierścieńtypuOjestwłaściwiezamontowanynaizolatorze;wprzeciwnymrazieizolatormożewypaśćzgłowicy.Niewpychaćizolatorazbytgłęboko.Pozainstalowaniu,dyszapopchnieizolatordowłaściwegopołożenia.
Nakręcićelektrodęnagwintuchwytunaelektrodę,anastępniedokręcićzapomocąkońcówkinasadowejna-rzędziaplastykowego.
Wepchnąćdyszęwprzedniączęśćgłowicypalnika. Zregułyspowodujetogłębszewepchnięcie izolatorawgłowicę.Jesttonormalnezjawisko.Sprawdzić,czyobapierścienietypuOznajdująsięnamiejscuorazczydyszajestosadzonanagłowicypalnika.
•••••
rOZDZIAŁ 3 INstALAcjA
OstrZeŻeNIesPrAWDZIć, cZY WYŁącZNIk ZAsILANIA NA źróDLe ZAsILANIA jest WYŁącZONY (POŁOŻeNIe OFF) OrAZ cZY gŁóWNe WejścIe ZAsILANIA jest ODŁącZONe. NIePrAWIDŁOWe ZAMONtOWANIe eLeMeNtóW PrZeDNIej cZęścI MOŻe NArAZIć OPerAtOrA NA WYsOkIe NAPIęcIe LUB OgIeŃ.
NALeŻY POstęPOWAć ZgODNIe Z INstrUkcjAMI ZAMIesZcZO-NYMI W ODPOWIeDNIej BrOsZUrZe DOŁącZONej DO źróDŁA ZAsILANIA. NIe WOLNO MONtOWAć LUB PrAcOWAć Z PALNIkIeM Z NArUsZeNIeM tYch INstrUkcjI. kONstrUkcjA PrZeDNIej cZęścI PALNIkA ZAWIerA eLeMeNtY, które WsPóŁPrAcUją Z ZesPOŁeM OBWODóW eLektrYcZNYch źróDŁA ZAsILANIA I ZA-POBIegAją PrZYPADkOWeMU PODANIU DO PALNIkA WYsOkIegO NAPIęcIA, gDY OsŁONA terMIcZNA jest UsUNIętA, A WŁącZNIk PALNIkA ZNAjDUje sIę W POŁOŻeNIU WYŁącZONYM.
OstrZeŻeNIe

108
rOZDZIAŁ 3 INstALAcjA
3.6 element odległościowy
Elementodległościowydajeoperatorowimożliwośćutrzymywaniastałejodległości,gdyżzapewniastałykon-taktpomiędzystopąiciętymmateriałem.
Abyzainstalowaćelement,nasunąćgonaosłonętermiczną(osłonatermicznapowinnabyćzainstalowananapalniku),kręcącwkierunkuzgodnymzkierunkiemruchuwskazówekzegara.Montująclubregulującelementodległościowynaosłonietermicznej,należyzawszekręcićwkierunkuzgodnymzkierunkiemruchuwskazówekzegara,abyzapobiecpoluzowaniuosłony.
Jeślimocowanieelementuodległościowegonaosłonietermicznejjestzaciasne,powiększyćszczelinęwosłoniezapomocądużegopłaskiegowkrętaka.Jeślimocowaniejestzaluźne,zmniejszyćszczelinęściskającelementodległościowywimadle.
3.7 Luźne materiały zużywalne
Prawidłowapracapalnikazależyodwłaściwegoorazbezpiecznegomontowaniamateriałówzużywalnychwprzedniejczęścipalnika,awszczególnościuchwytuelektrody,rurkideflektora,elektrody,osłonytermicznejiodnośnychpierścienitypuO.
1. Należy sprawdzić, czy uchwyt elektrody jest całkowicie wkręcony w głowicę palnika i mocno dokręconykluczemdowkrętówz łbemsześciokątnym3/16”(4,8mm).Użyćmetalowegokluczadowkrętówz łbemsześciokątnym.Kluczplastikowy jestzasłabydotejczynności.Sprawdzić także,czyrurkadeflektora jestprawidłowozainstalowanawpalniku iosadzonanauchwycienaelektrody;dotejczynnościużyćkluczaplastikowego.
2. Mocnodokręcićelektrodęwuchwycienaelektrodęzapomocąkońcówkinasadowejnarzędziaplastikowe-go.
3. Sprawdzić,czydyszajestzabezpieczonaorazczypierścienietypuOdyszysąprawidłowoułożone;wtymcelumocnodokręcićosłonętermiczną.“Mocno”oznaczanajmocniejszedokręcenieręczne-nieużywaćkluczy.
Nieprawidłowo zamontowane elementy przedniej części palnika spowodują wycieki chłodziwa, które mogąskutkowaćzłymcięciemlubżłobieniem,atakżeuszkodzeniemsamegopalnikanaskutekwewnętrznegowyła-dowaniałukowego.
3.8 Instalacja deflektora obrotowego
Doinstalacjideflektoraobrotowegoużyćnarzędziadoinstalacjideflektora,p/n0558003584.Tonarzędzieuła-twianakładaniepierścieniatypuOwewnątrzdeflektoraobrotowegonaśrednicęzewnętrznąuchwytunaelek-trodę.Ręcznainstalacjadeflektoraobrotowegojestwystarczająca.
Wkręcić osłonę termiczną w głowicę palnika w celu przytrzymania dyszy. Osłonę termiczną należy mocnodokręcićręcznie,abyzapobiecprzeciekomchłodziwazpierścieniauszczelniającegotypuOdyszy.
Jeżeli ma być użyty opcjonalny element odległościowy, zainstalować go w osłonie termicznej poprzezwepchnięcielubwkręceniewKIERUNKUZGODNYMZKIERUNKIEMRUCHUWSKAZÓWEKZEGARA,dopókiniebędziewcałościosadzonynaosłonie.
WAŻNe - Nie wolno kręcić elementem odległościowym w kierunku przeciwnym do kierunku ruchu wska-zówek zegara, ponieważ poluzuje to osłonę termiczną.

109
4.1 Obsługa
Palnikjestterazgotowydocięcialubżłobienia.Patrzinstrukcjaźródłazasilaniaodnośniedowszelkichczynnościregulacyjno-kontrolnych.
1. Przestawićprzełączniktestugazulubtrybugazudopołożenia“test”lub“set-up”(ustawienia).
UWAgA:Położenie“CUT”(cięcie)służydoustawianiagazuplazmowegodocięcia.Położenie“START/SHIELD”(rozruch/ochrona)
służydoustawianiarozruchowegogazuplazmowegoorazgazuochronnego.Jeżelijakorozruchowygazplazmowyigazplazmowydocięciaużywasiętegosamegogazu,dostarczanegoprzeztensamregulator,użyćtylkopołożenia“START/
SHIELD”;położenie“CUT”niebędziepotrzebne.
2. Ustawićwyłącznikzasilaniawpołożeniu“ON”.Zpalnikapowinienzacząćwydobywaćsięgaz.3. Wyregulować ustawienia ciśnienia gazu przy regulatorach zasilania gazem do wartości podanych w roz-
dzialedotyczącymparametrówpracy.Przekręcićprzełączniktestugazulubtrybugazudopołożeniapracy.Przepływgazupowinienterazustać.Ustawićregulatorprąduwewłaściwympołożeniudladyszy.
4. Ustawićpalnikwprawidłowympołożeniudocięcia lubżłobienia.Docięcia,odległośćpalnika(odległośćpomiędzydysząaciętymmateriałem)powinnawynosićokoło1/4”(6,4mm).Gdyjesttomożliwe,należyrozpocząćcięcieprzykrawędzimateriału.Jeślitrzebawykonaćotwór,nachylićpalnikpodkątemwtakispo-sób,abystopionymetalniestykałsięzpalnikiemluboperatoremdoczasuzakończeniaotworu;następnieustawićpalnikpionowoizacząćcięcie.Dlażłobienianależyutrzymywaćpalniknadżłobionymmateriałempodkątem35°do45°odpoziomu.
5. Opuścićszybękasku.6. Wcisnąćiprzytrzymaćwłącznikpalnika.Zpalnikapowinienzacząćwydobywaćsięgaz.Dwiesekundypóź-
niej,głównystycznikpowinienzamknąćsię,zaśłukpowinienprzenieśćsięnaciętymateriał.
UWAgA
OstrZeŻeNIe
Należy używać standardowych rękawic ochronnych, odzieży ochron-nej, ochraniaczy słuchu i kasku. Należy przeczytać rozdział “środki ostrożności” w instrukcji obsługi dołączonej do źródła zasilania.
ZABrANIA sIę DOtYkANIA jAkIchkOLWIek cZęścI ZNAjDUjącYch sIę POWYŻej rękOjeścI PALNIkA (DYsZY, OsŁONY terMIcZNej, eLektrODY ItD.), chYBA Że WYŁącZNIk ZAsILANIA NA źróDLe ZAsILANIA jest WYŁącZONY (POŁOŻeNIe OFF).
rOZDZIAŁ 4 OBsŁUgA
UWAgA:Używaneźródłozasilaniamożeumożliwićustawienieczasuwstępnegoprzepływunadłużejniżdwiesekundy,zazwyczajnaczterylubpięćsekund.Jeślinakońcuczasuwstępnegoprzepływułukpomocniczyniezapalisię,zwolnićwłącznikpal-nikaisprawdzićustawieniaciśnieniagazu.Jeśliłukpomocniczyzapalisię,alenieprzeniesiesięnaciętymateriał,zwolnićwłącznikpalnikaisprawdzić,czypalnikznajdujesięwodpowiedniejodległościodciętegomateriałuorazczyzaciskjest
mocnopołączonyzciętymmateriałem.

110
7. Podczascięcia,utrzymywaćpalnikwodległości3/16”-1/2”(4,8-12,7mm)odmateriału.Przycięciucieńszychpłyt,odległośćpowinnabyćbliższadolnejgranicyzakresu,zaśpodczascięciagrubszychpłytodległośćpow-innabyćbliższagórnejgranicyzakresu.Należyutrzymywaćtakąszybkośćcięcia,którazapewniawymaganąjakośćcięciaiwytwarzastrumieństopionegometalupochodzącyodspoduciętegomateriału.
8. Podczasżłobienianależyutrzymywaćkątorazszybkość,którepowodująusuwaniewymaganejilościmet-aluprzykażdymprzejściu.Utrzymywaćpalnikpodtakimkątem,abycałystopionymetalbyłodsuwanyodpalnika wzdłuż górnej powierzchni płyty lub w dół rowka z poprzedniego przejścia. Żłobienie pod zbytstromymkątemspowoduje,żestopionymetalbędziewylatywałprostowstronępalnika.
9. Jeżeliłukgłównyzanikniepodczascięcia(lubżłobienia),łukpomocniczyzapalisięniezwłocznie-podwa-runkiem,żewłącznikpalnikabędziewciśnięty.Wtymczasienależyszybkopoprawićpołożeniepalnikaprzymateriale,abyprzywrócićłukgłówny;wprzeciwnymraziezwolnićwłącznikpalnika.
10. Łuk główny automatycznie zgaśnie po zakończeniu cięcia, gdy palnik zostanie odsunięty od materiału.Należynatychmiastzwolnićwłącznikpalnika,abynienastąpiłponownyzapłonłukupomocniczego.
11. Pozakończeniucięcia(lubżłobienia)należyodczekaćkilkaminutprzedprzestawieniemwyłącznikazasilanianaźródlezasilaniawpołożenieOFF,abywentylatormógłusunąćciepłoz jednostki.Następniewyłączyćgłówneźródłozasilaniazapomocąodłącznika.
rOZDZIAŁ 4 OBsŁUgA

111
W celu zapewnienia optymalnej wydajności cięcia, a także uzyskania pomocy przy wykrywaniu i usuwaniu problemów dotyczących jakości cięcia, należy korzystać z poniższych arkuszy parametrów cięcia.
4.3 Dane dot. cięcia
Warunki cięcia dla palnika Pt-26 dołączanego do linii:
Danezebranepodczasużywaniadeflektoraobrotowego(0558003583)stożkaochronnego(0558003582).
Danedla65Aprzyużyciustandardowejosłonytermicznej(0558003714)lubosłonytermicznejdocięciaprzymałychodległościach(0558003715)zamiaststożkaochronnego(0558003582)orazdyszy50A(0558003716).
MateriałGrubośćcal(mm)
Odległośćod
materiałucal(mm)
Szybkośćcalenaminutę(mm/m)
Gazrozruchowyi
ciśnieniepsig(bar)
Gaztnącyiciśnieniepsig(bar)
Gazochronnyiciśnienie
dlaESP-150oraz200psig(bar)
Stalwęglowa
0,12(3,2)0,19(4,8)
190(4826)
Powietrze30(2,1)
Powietrze60(4,1)
Powietrze50(3,4)
0,25(6,4) 100(2540)
0,50(12,7) 0,25(6,4) 30(762)
Aluminium
0,12(3,2)0,19(4,8)
50*(1270)
0,25(6,4) 70(1778)
0,50(12,7) 0,25(6,4) 20(508)
Stalnierdzewna
0,12(3,2)0,19(4,8)
75(1905)
0,25(6,4) 50(1270)
0,50(12,7) 0,25(6,4) 20(508)
rOZDZIAŁ 4 OBsŁUgA
tabela 4.1 Dane dot. cięcia dla 65 A
4.2 Parametry pracy
Zalecaneciśnieniagazu-Rozruch.................................................................................................................................................. 30psig(2,1bara)Plazma(Cięcie)...................................................................................................................50-70psig(3,4-4,8bara)Plazma(Żłobienie)............................................................................................................ 40-45psig(2,6-3,1bara)Osłona...................................................................................................................................40-50psig(2,6-3,4bara)
Zalecanaodległośćodciętegomateriału-5/16”-1/2”(7,9-12,7mm)
Prędkościprzesuwu-PrędkościprzesuwudlaPT-26podanowTabelach4-1do4-4włącznie.

112
MateriałGrubośćcal(mm)
Odległośćodmateriału
cal(mm)
Szybkośćcalenaminutę(mm/m)
Gazrozruchowyi
ciśnieniepsig(bar)
Gaztnącyiciśnieniepsig(bar)
GazochronnyiciśnieniedlaESP-150oraz200psig
(bar)
Stalwęglowa
0,19(4,8)
0,19(4,8)
150(3810)
Powietrze/N2
30(2,1)O
2
60(4,1)
Powietrze60(4,1)
0,25(6,4) 130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7)
0,25(6,4)
50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Powietrze30(2,1)
Powietrze60(4,1)
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
Aluminium
0,19(4,8) 0,19(4,8) 175(4445)
0,25(6,4)0,25(6,4)
130(3302)
0,38(9,7) 90(2286)
0,50(12,7)
0,31(7,9)
70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 25(635)
Stalnierdzewna
0,19(4,8) 0,19(4,8) 165(4191)
0,25(6,4)0,25(6,4)
125(3175)
0,38(9,7) 80(2032)
0,50(12,7) 0,31(7,9) 50(1270)
0,62(15,7)
0,38(9,7)
35(889)
0,75(19,1) 20(508)
1,00(25,4) 10(254)
rOZDZIAŁ 4 OBsŁUgA
tabela 4.2 Dane dot. cięcia dla 150 A

113
MateriałGrubośćcal(mm)
Odległośćodmateriałucal(mm)
Szybkośćcalenaminutę
(mm/m)
Gazrozruchowyi
ciśnieniepsig(bar)
Gaztnącyiciśnieniepsig(bar)
Gazochronnyi
ciśnieniedlaESP-150oraz200psig(bar)
Stalwęglowa
0,25(6,4)
0,19(4,8)
150(3810)
Powietrze/N2
30(2,1)O
2
55(3,8)
Powietrze80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 80(2032)
0,62(15,7)
0,25(6,4)
65(1651)
0,75(19,1) 50(1270) Powietrze60(4,1)1,00(25,4) 35(889)
0,25(6,4) 135(3429)
Powietrze30(2,1)
Powietrze55(3,8)
Powietrze80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 85(2159)
0,62(15,7) 70(1778)
0,75(19,1) 55(1397)
1,00(25,4) 30(762)
Aluminium
0,25(6,4) 130(3302)
0,38(9,7) 105(2667)
0,50(12,7) 85(2159)
0,62(15,7)0,31(7,9)
75(1905)
0,75(19,1) 60(1524)
1,00(25,4) 0,38(9,7) 40(1016)
Stalnierdzewna
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 115(2921)
0,50(12,7) 75(1905)
0,62(15,7)
0,38(9,7)
65(1651)
0,75(19,1) 55(1397)
1,00(25,4) 20(508)
rOZDZIAŁ 4 OBsŁUgA
tabela 4.3 Dane dot. cięcia dla 200 A

114
MateriałGrubośćcal(mm)
Odległośćodmateriałucal(mm)
Szybkośćcalenaminutę
(mm/m)
Gazrozruchowyi
ciśnieniepsig(bar)
Gaztnącyiciśnieniepsig(bar)
Gazochronnyiprzepływ
cfh(calesześciennena
godz.)
Stalwęglowa
0,50(12,7)0,25(6,4)
130(3302)
Powietrze/N2
30(2,1)
O2
75(5,2)
Powietrze210(99,1)
0,62(15,7) 95(2413)
0,75(19,1)0,31(7,9)
80(2032)
1,00(25,4) 50(1270)
1,50(38,1) 0,38(9,7) 20(508)
2,00(50,8) 0,50(12,7) 10(254)
0,50(12,7)
0,31(7,9)
120(3048)
Powietrze75(5,2)
0,62(15,7) 90(2286)
0,75(19,1) 80(2032)
1,00(25,4) 55(1397)
1,50(38,1) 0,38(9,7) 25(635)
2,00(50,8) 0,50(12,7) 12(305)
rOZDZIAŁ 4 OBsŁUgA
tabela 4.4 Dane dot. cięcia dla 300 A

115
rOZDZIAŁ 4 OBsŁUgA
Pt-26 Dane dot. cięcia stali
grubość materiału (cal)
szyb
kość
cię
cia
(cal
e n
a m
inu
tę)
grubość materiału (cal)
szyb
kość
cię
cia
(cal
e n
a m
inu
tę)
Gazdocięciaplazmowego:Powietrze@60psig(4,1bara)Gazochronny:Powietrze@50psig(3,4bara)Gazrozruchowy:Powietrze@30psig(2,1bara)Elementodległościowy:5/16”(7,9mm)
50A150A200A300A
Gazdocięciaplazmowego:H-35lubpowietrze@50-60psig(3,4-4,1bara)Gazochronny:Powietrze@50psig(3,4bara)Gazrozruchowy:H-35,azotlubpowietrze@30psig(2,1bara)Elementodległościowy:5/16”(7,9mm)
DogazuplazmowegoH-35użyćazotulubgazurozruchowegoH-35.
200A150A200A300A300A

116
rOZDZIAŁ 4 OBsŁUgA
Pt-26 Dane dot. cięcia stali nierdzewnej
Pt-26 300 A, stal nierdzewna
grubość materiału (cal)
szyb
kość
cię
cia
(cal
e n
a m
inu
tę)
grubość materiału (cal)
szyb
kość
cię
cia
(cal
e n
a m
inu
tę)
Gazdocięciaplazmowego:Powietrze@60psig(4,1bara)lubH-35@70psig(4,8bara)Gazochronny:Powietrze@50psig(3,4bara)lubH-35@40psig(2,6bara)Gazrozruchowy:H-35,azotlubpowietrze@30psig(2,1bara)Elementodległościowy:3/8”(9,5mm)
200A150A200AH-35150AH-35
Gazdocięciaplazmowego:Powietrze@60psig(4,1bara)lubH-35@70psig(4,8bara)Gazochronny:Powietrze@50psig(3,4bara)lubH-35@40psig(2,6bara)Gazrozruchowy:H-35,azotlubpowietrze@30psig(2,1bara)Elementodległościowy:3/8”(9,5mm)
300A,Powietrze
300AH-35

117
5.1 Demontaż przedniej części
Jeżelijestużywanyelementodległościowy,należygozdjąćobracającwkierunkuzgodnymzkierunkiemruchuwskazówekzegaraiściągnąćzosłonytermicznej.
Odkręcićosłonętermicznąizdjąćjązpalnika.Dyszapowinnapozostaćwgłowicypalnika.Wyciekpewnejilościchłodziwapodczaszdejmowaniaosłonyjestzjawiskiemnormalnym.Sprawdzićosłonętermiczną.Wewnątrzosłonytermicznejniepowinnobyćżadnychśladówpojarzeniusięłuku.Zewnętrznypłaszczizolującyniepo-winienbyćzwęglonyanimocnozużyty.Należywymienićosłonętermicznąwprzypadkuznalezieniajakiego-kolwiekzww.uszkodzeń.
Ściągnąćdyszęzgłowicypalnikaisprawdzićjejstan.Otwórpowinienbyćokrągłyzarównoprzywlocie,jakiwylocie.Wymienićdyszę,jeżeliotwórjestowalnylubuszkodzony.Nawewnętrznychpowierzchniachdyszymożeznajdowaćsięosadozabarwieniuodszaregodoczarnego.Tenosadmożnawyczyścićwełnąstalową,alepowyczyszczeniunależydokładnieusunąćwszelkieresztkiwełnystalowej.
Sprawdzićelektrodę.Jeślinaśrodkuelektrodyznajdujesięzagłębienieogłębokościpowyżej1/16”(1,6mm),należywymienićelektrodę.
Sprawdzaćstanuchwytunaelektrodękażdorazowopodczaswymianyelektrody. Niepowinnobyćżadnychśladówpojarzeniusięłuku,zaśpierścienietypuOniemogąbyćzużytelubuszkodzone.
Sprawdzićizolator.Wymienićwrazieznalezieniajakichkolwiekśladówpojarzeniusięłuku.
SprawdzićpierścienietypuOgłowicypalnika.Wymienićje,jeżelisązużytelubuszkodzone.Pokryciepierścienicienkąwarstwąsmarusilikonowego(0558000443)zwiększyichżywotność.Należyużyćtakiejiloścismaru,abypierścieńo-ringwyglądałnanawilżonylubbłyszczałsię;usunąćnadmiar/grudkismaru.
Posprawdzeniu istosownejwymianiewszystkichelementówczęściprzedniej,należyponowniezmontowaćpalnikzgodniezopisempodanymwrozdziale3.5“Montażelementówprzedniejczęści”.
5.2 Informacje ogólne
Należyokresowosprawdzaćstanosłonytermicznej,zespołuuchwytuelektrodyorazizolatora.Jeżeliktórakol-wiekztychczęścijestuszkodzonalubnadmierniezużyta,należyjąwymienić.
CodzienniesprawdzaćstanpierścienitypuOpalnika.JeżelinapierścieniutypuOznajdująsięwyszczerbienia,nacięcialubinneuszkodzenia,należygowymienić.Jeżelipierścieńjestsuchy,nasmarowaćgocienkąwarstwąsmaru.JeślipodczasinstalacjiosłonytermicznejniewyczuwasięoporustawianegoprzezpierścieńtypuO,na-leżywymienićpierścień.
Należyokresowosprawdzaćstankoszulkiprzewodupalnika.Wprzypadkuznalezieniajakiegokolwiekuszko-dzeniakoszulki,należysprawdzićstanprzewoduzasilającegopalnikaorazprzewodułukupomocniczego.Wprzypadkuwykryciawyciekówgazulubdowolnychinnychuszkodzeń,należywymienićodnośneelementy.
rOZDZIAŁ 5 kONserWAcjA
OstrZeŻeNIesPrAWDZIć, cZY WYŁącZNIk ZAsILANIA NA źróDLe ZAsILANIA jest WYŁącZONY (POŁOŻeNIe OFF) OrAZ cZY gŁóWNe WejścIe ZAsILANIA jest ODŁącZONe.

118
5.3 Brud i zanieczyszczenia
BrudiinnezanieczyszczeniamogąspowodowaćprzedwczesnąawariępalnikaPT-26naskutekwystąpieniawewnętrz-negowyładowaniałukowego.Abytegouniknąć,użytkownicypowinnistosowaćsiędoponiższychzaleceń:
1. Sprawdzić,czydocięciaplazmowegoi/lubjakogazochronnyużywanejestpowietrzeczyste,sucheiwolneodoleju.
2. UnikaćnadmiernegosmarowaniapierścieniatypuOpalnikasmaremsilikonowymprzeznaczonymdopierścienitypuO.Cienkawarstwajestwzupełnościwystarczająca.
3. Wytrzećizolatorkorpusupalnikadosuchaszmatkąkażdorazowoprzedinstalacjąnowegozestawumateriałówzużywalnych.Odpornośćizolatoranarozchodzeniesięłukupojegopowierzchnizmniejszasię,gdynapowierzch-nigromadzisiębrudlubinnezanieczyszczenia.
4. Gdypalnikniejestużywany,należygoprzechowywaćzkompletniezmontowanączęściąprzednią.Zapobiegnietogromadzeniusiębruduwpalnikuipomożeochronićgłowicępalnikawrazieprzypadkowegoupuszczenia.
5.4 Zdejmowanie oraz wymiana głowicy palnika
Przedprzystąpieniemdodemontażunależyzanotowaćrozmieszczeniewszystkichelementóworaztaśmy,abyza-pewnićprawidłowąinstalacjęelementóworaztaśmypodczasponownegomontażu.PatrzRysunek6.1.
1. Zsunąćgiętkąobudowędotyłu,nakoszulkękabla,abyznalazłasięwodległości18”(457,2mm)odtyłurękojeści.2. Zdjąćtaśmęwpobliżukońcarękojeścipalnika.3. Przesunąćobejmęnawłącznikorazwłącznikdotyłu,anastępniezdjąćjezrękojeści.4. Zsunąćkołnierzprzewodudotyłu.5. Obrócićiściągnąćrękojeśćzgłowicypalnika,anastępnieprzesunąćjądotyłuwceluodsłonięciapołączeńprze-
wodupalnika.6. Używającdwóchkluczynakażdympołączeniu,odkręcićdwaprzyłączapalnika.Wymaganerozmiarykluczyto
3/8”(9,5mm)i7/16”(11,1mm).7. Odsunąć głowicę palnika, wraz z przymocowanym kawałkiem izolacji, od zespołu przewodów. Umieścić nową
głowicępalnikaiizolacjęwzespole.8. Używającdwóchkluczynakażdympołączeniu,mocnodokręcićdwaprzyłączapalnika.Momentobrotowyuży-
wanyfabryczniewtymceluwynosi25-30stopofuntów(172,4-206,8m-n).9. Wkręcićrękojeśćzpowrotemnagłowicępalnika.10. Nasunąćobejmęnawłącznikiwłączniknarękojeść,zatrzymującsięwodległości2”(50,8mm)odgłowicypalnika.
Czerwonepołączeniasplataneprzewoduwłącznikapowinnyznajdowaćsiętużzakońcemrękojeści.11. Pociągnąćkołnierzprzewodudoprzoduizabezpieczyćtaśmązarękojeścią;użyćwinylowejtaśmyizolującej.12. Nasunąćgiętkąobudowęnarękojeśćidociągnąćjądoobejmynawłącznik.
Uwaga PodczaswymianyrękojeścipalnikaPT-26SLdołączanegodolinii,wpierwszejkolejnościściągnąćrurkę
izolacyjnązMylar®,p/n0558005623,przezrurkiiprzyłączapalnikadotyłukorpusupalnika.
rOZDZIAŁ 5 kONserWAcjA
RurkaizolacyjnazMylar®
korpuspalnika

119
5.5 Zdejmowanie oraz wymiana przewodów palnika
1. Odłączyćzespółprzewodówpalnikaodźródłazasilania.Szczegółoweinstrukcjeznajdująsięwinstrukcjiobsługiźródłazasilania.
2. Zdjąćgłowicępalnikazzespołuprzewodówzgodniezopisempodanymwczynnościach1 -7wpoprzednimrozdziale.Zdjąćtakżerękojeśćorazgiętkąobudowęzzespołuprzewodów.
3. Rozłożyćzespółprzewodówprosto.Tęczynnośćnależywykonaćnaobszarzeokoło1-1/2razadłuższymodsa-mychkabli.
4. Użyćkawałkasznuraodługościokoło1/2długościprzewodówpalnika;przymocować jedenkoniecsznuradowszystkichprzewodówpalnikaprzykońcówceroboczejpalnika,zaśdrugikoniecprzymocowaćdonieruchome-goprzedmiotu.
5. Zdjąćtaśmęzkołnierzaprzewoduprzykońcuprzewoduznajdującymsięprzyźródlezasilania.6. Wypchnąćwłącznikzobejmyizsunąćrękojeść,obejmęnawłącznikigiętkąobudowęnasamkoniecsznuraużyte-
gowkroku4.Zabezpieczyćkoniecprzewoduprzyźródlezasilaniainaciągnąćcałykołnierzprzewodunasznur.7. Odwiązaćsznurzprzewodówiwymienićuszkodzonyprzewódlubprzewody.8. Ponowniezawiązaćsznurnaprzewodachprzypalnikuinaciągnąćkołnierznaprzewody.Tymczasowoprzymoco-
waćkołnierzdoprzewodówwpobliżugłowicypalnikazapomocąwinylowejtaśmyizolacyjnej.9. Ściągnąćgiętkąobudowę,obejmęnawłącznikorazrękojeśćzesznuranakołnierzprzewodów.Zdjąćtaśmę.10. Odwiązaćsznurzprzewodówiwykonaćczynnościod7do12zpoprzedniegorozdziału,abyprzymocowaćgło-
wicępalnikadozespołuprzewodów.11. Zamocowaćkoszulkęprzewodównaprzewodachprzyźródlezasilaniazapomocąwinylowejtaśmyizolacyjnej.
5.6 Wymiana giętkiej obudowy, obejmy na włącznik lub rękojeści
Jeżelizaistniejepotrzebawymianygiętkiejobudowy,obejmynawłączniklubrękojeścipalnikawskutekuszko-dzeń,należypostępowaćzgodniezprocedurąopisanąwrozdziale“Zdejmowanieorazwymianagłowicypalni-ka”wceluwymianywadliwejczęściwtrakcieczynności7,przedzamocowaniemgłowicypalnika.Abyułatwićprocedurę,możnatymczasowoprzymocowaćkołnierzdoprzewodówwinylowątaśmąizolacyjną.
5.7 Wymiana włącznika palnika1. Wykonaćczynnościod1do3włączniezrozdziału“Zdejmowanieorazwymianagłowicypalnika”.2. Przyciąć czarne i białe żyły starego włącznika jak najbliżej czerwonych połączeń splatanych. Ściągnąć 1/4”
(6,4mm)izolacjizżyłyczarnejibiałej.3. Ściągnąć1/4”(6,4mm)izolacjizżyłnowegowłącznika.4. Przymocowaćżyływłącznikadoprzewoduwłącznikazapomocądwóchnowychpołączeńsplatanychdołączo-
nychdowłącznika.Dowykonywaniapołączeńsplatanychnależykoniecznieużyćzagniataka.5. Abyzakończyć,wykonaćczynności1do3zrozdziału“Zdejmowanieorazwymianagłowicypalnika”wodwrotnej
kolejności.
rOZDZIAŁ 5 kONserWAcjA

120
5.8 Pomiar przepływów gazu w palniku
Wrazieuznania,żeniskiprzepływgazupowodujewadliwąjakośćcięcialubskracażywotnośćmateriałówzu-żywalnych,możnasprawdzićprzepływzapomocązestawudomierzeniaprzepływuwpalnikudocięciapla-zmowego. Ten zestaw zawiera ręczny rotametr (przepływomierz), który wskazuje natężenie przepływu gazuwylatującegozpalnika.Tenzestawzawierarównieżkompletinstrukcji,którychnależydokładnieprzestrzegać,abyzapewnićbezpieczneorazdokładnedziałanierotametru.PatrzformularzF-14-391.
NatężeniaprzepływupowietrzalubazotuwpalnikuPT-26powinnywynosićjakniżej:
Natężenieprzepływugazuochronnego ESP-150iESP-200.........................................................135-145cfh(calesześciennenagodz.)@50psig (63,7-68,4l/m@3,4bara) Zestaw“DeucePack”150,215...........................................225cfh(calesześciennenagodz.)@50psig (106,2l/min.@3,4bara)
Natężenieprzepływugazu.....................................................115-145cfh(calesześciennenagodz.)@50psig (54,3-66,1l/m@3,4bara)
Całkowitenatężenieprzepływu ESP-150iESP-200........................................................250-285cfh(calesześciennenagodz.)@50psig (118,0-134,5l/m@3,4bara) Zestaw“DeucePack”150,330.........................................365cfh(calesześciennenagodz.)@50psig (172,3l/min.@3,4bara)
Należyzmierzyćnatężeniaprzepływu,używającnowejdyszy200A(0558003798),nowejelektrodyinowejosło-nytermicznej.Sprawdzić,czywszystkieczęścizostałyprawidłowozainstalowaneorazczypierścieńtypuOpal-nika(0558003721)jestwdobrymstanieinieprzecieka.Wraziemożliwościzmierzyćprzepływyindywidualnie;wprzeciwnymraziezmierzyćcałość.
Natężeniaprzepływuniższeodpodanychpowyżejwskazująnaograniczenielubwyciekwinstalacjigazowejpalnikalubźródłazasilania.
rOZDZIAŁ 5 kONserWAcjA

121
rOZDZIAŁ 6 cZęścI ZAMIeNNe
6.1 Uwagi ogólne
Należyzawszepodawaćnumerseryjnyurządzenia,wktórymczęścibędąużywane.Numerseryjnyjestwytło-czonynatabliczceznamionowejjednostki.
Aby zapewnić właściwą pracę, zaleca się używanie tylko oryginalnych części i produktów ESAB z niniejszymurządzeniem.Używanieczęścinieoryginalnychmożespowodowaćutratęuprawnieńgwarancyjnych.
CzęścizamiennemożnazamówićudystrybutoraESAB.
W razie zamawiania części zamiennych należy sprawdzić, czy wskazano wszystkie specjalne wymaganiadotycząceprzesyłki.
ListanumerówtelefonudziałuobsługiklientaznajdujesięwPoradnikukomunikacyjnymnaostatniejstronieniniejszejinstrukcji.
6.2 Zamawianie
Pozycjezwykazumateriałów,którepodanobeznumerówczęści,zostałypodanewyłączniewcelachinformacyjnych.Poszczególneartykułysprzętowepowinnybyćdostępnelokalnie.
Uwaga
6.0 części zamienne

122
rOZDZIAŁ 6 cZęścI ZAMIeNNe
rys
un
ek 6
.1. c
zęśc
i zam
ien
ne
- Pt-
26 M
on
taż
pal
nik
a
OBE
JMA
NA
WŁĄ
CZN
IK-
0558
0040
39
GIĘ
TKA
OBU
DO
WA
-05
5800
4040
GŁO
WIC
AP
ALN
IKA
,90°
-0
5580
0371
9G
ŁOW
ICA
PA
LNIK
A,7
0°-0
5580
0220
4Pi
erśc
ieni
e ty
pu O
w z
esta
wie
- 0
5580
0372
0 (1
) 05
5800
3721
(3)
RĘKO
JEŚĆ
-05
5800
4033
ELEM
ENTY
PRZ
EDN
IEJ
CZĘ
ŚCI-
(P
atrz
Rys
unek
2.1
)
PRZE
WÓ
DZ
ASI
LAN
IAI
CH
ŁOD
ZIW
A
25S
TÓP
(7,6
m)-
055
8004
047
50
STÓ
P(1
5,2
m)-
055
8004
048
Łuk
pom
ocni
czy
iprz
ewód
chł
odzi
wa
25
STÓ
P(7
,6m
)-0
5580
0403
5
50S
TÓP
(15,
2m
)-0
5580
0403
6
Wąż
gaz
uoc
hron
nego
25
STÓ
P(7
,6m
)-0
5580
0403
7
50S
TÓP
(15,
2m
)-0
5580
0403
8
KOŁN
IERZ
25S
TÓP
-055
8002
921
50S
TÓP
-055
8002
922
WZ
AKR
ESIE
DO
STAW
Y:P
RZEŁ
ĄC
ZNIK
-0
5580
0287
2
WTY
CZK
A-
0558
0008
19
PRZE
WÓ
D-
18A
WG
/2C
ON
D.
ZESP
ÓŁ
WŁĄ
CZN
IKA
IPR
ZEW
OD
ÓW
-2
5ST
ÓP
(7,6
m)-
055
8000
816
-5
0ST
ÓP
(15,
2m
)-0
5580
0081
9
Wąż
gaz
udo
cię
cia
pla
zmow
ego
25
STÓ
P(7
,6m
)-0
5580
0287
3
50S
TÓP
(15,
2m
)-0
5580
0403
4
GU
MO
WA
KO
SZU
LKA
O
CH
RON
NA
-05
5800
0793
Dok
ręci
ćp
rzył
ącza
wc
zter
ech
(4)m
iejs
cach
za
pom
ocą
dw
óch
(2)k
lucz
y
M
omen
tob
roto
wy
dokr
ęcan
ia2
5-30
sto
pof
untó
w.(
172,
4-2
06,8
m-n
)KO
ŁNIE
RZ(z
nak)
PRZE
ŁĄC
ZNIK
-05
5800
2872

123
rys
un
ek 6
.2. c
zęśc
i zam
ien
ne
- Pt-
26 M
on
taż
pal
nik
a d
ołą
czan
ego
rOZDZIAŁ 6 cZęścI ZAMIeNNe
Op
aska
zac
isko
wa
-IT
2,00
śre
dnic
aw
ewnę
trzn
ax
0,63
W-
0558
0040
45
Korp
us-
05
5800
2110
Kołn
ierz
-0
5580
0213
0Po
krow
iec
23s
topy
(7,0
m)-
055
8004
043
48s
tóp
(14,
6m
)-0
5580
0404
4
Plec
iona
,rur
kow
a,ś
redn
ica
wew
nętr
zna
2,25
0-2,
500
-720
2000
3W
ążp
leci
ony
-05
5800
4046
Taśm
aiz
olac
yjna
PC
W-
0558
0042
61
Wąż
zac
isko
wy
1,56
D-
2,50
D
-055
8004
041
Stan
dard
owe
wyp
osaż
enie
ele
ktry
czne
Et
ykie
tao
strz
egaw
cza
-05
5800
4042
Osł
ona
term
iczn
a-0
5580
0371
5El
emen
typ
rzed
niej
czę
ści(
Rysu
nek
2.1)
Dok
ręci
ćłą
czni
kiw
czt
erec
h(4
)mie
jsca
ch
stos
ując
dw
a(2
)klu
cze
Mom
ento
bro
tow
ydo
kręc
ania
25-
30s
top
ofun
tów
.(1
72,4
-20
6,8
m-n
)
PRZE
WÓ
DZ
ASI
LAN
IAI
CH
ŁOD
ZIW
A
25S
TÓP
(7,6
m)-
055
8004
047
50
STÓ
P(1
5,2
m)-
055
8004
048
Łuk
pom
ocni
czy
iprz
ewód
chł
odzi
wa
25
FT
(7,6
m)-
055
8004
035
50
FT
(15,
2m
)-0
5580
0403
6
Wąż
gaz
uoc
hron
nego
25
STÓ
P(7
,6m
)-0
5580
0403
7
50S
TÓP
(15,
2m
)-0
5580
0403
8
Wąż
gaz
udo
cię
cia
pla
zmow
ego
25
STÓ
P(7
,6m
)-0
5580
0287
3
50S
TÓP
(15,
2m
)-0
5580
0403
4

124
rozdział 6 części zamienne
rysu
nek
6.3.
czę
ści z
amie
nne
- PT-
26 “S
L” m
onta
ż pa
lnik
a do
łącz
aneg
o do
lini
i
Opa
ska
zaci
skow
a- I
T 2,
00 ś
redn
ica
wew
nętr
zna
x 0,
63W
- 0
5580
0404
5
Korp
us -
055
8002
110
Pokr
owie
c17
stó
p (5
.2 m
) - 0
5580
0384
525
stó
p (7
.6 m
) - 0
5580
0292
150
stó
p (1
5.2
m) -
055
8002
922
Plec
iona
, rur
kow
a, ś
redn
ica
wew
nętr
zna
2,25
0-2,
500
- 720
2000
3
Izol
ator
Myl
ar®
- 055
8005
623
Taśm
a iz
olac
yjna
PCW
- 0
5580
0426
1
Rurk
a i s
toja
k - 0
5580
0562
4ob
ejm
uje:
kos
zulk
ę oc
hron
ną
i izo
lato
rSt
anda
rdow
a et
ykie
ta o
strz
egaw
-cz
a w
ypos
ażen
ia e
lekt
rycz
nego
- 0
5580
0404
2
Osł
ona
term
iczn
a - 0
5580
0358
2El
emen
ty p
rzed
niej
czę
ści (
Rysu
nek
2.1)
Kosz
ulka
och
ronn
a-21
647
Uch
wyt
na
paln
ik-
0558
0059
26
PRZE
WÓ
D Z
ASI
LAN
IA I
CHŁO
DZI
WA
25
STÓ
P (7
,6 m
) - 0
5580
0404
7
50 S
TÓP
(15,
2 m
) - 0
5580
0404
8
Łuk
pom
ocni
czy
i prz
ewód
chł
odzi
wa
25 S
TÓP
(7,6
m) -
055
8004
035
50
STÓ
P (1
5,2
m) -
055
8004
036
Wąż
gaz
u oc
hron
nego
17 S
TÓP
(5,2
m) -
055
8002
123
25 S
TÓP
(7,6
m) -
055
8004
037
50
STÓ
P (1
5,2
m) -
055
8004
038
Wąż
gaz
u do
cię
cia
plaz
mow
ego
17
STÓ
P (5
,2 m
) - 0
5580
0417
7 25
STÓ
P (7
,6 m
) - 0
5580
0287
3
50 S
TÓP
(15,
2 m
) - 0
5580
0417
8

PT-26Maçarico de Corte de Arco em Plasma
Manual de Instruções (PT)
0558004847

126

127
ÍndIce
1.0 Precauçõesdesegurança.......................................................................................................................................................129
2.0 Descrição...................................................................................................................................................................................... 1312.1 Descrição........................................................................................................................................................................... 133
3.0 Instalação...................................................................................................................................................................................... 135 3.1 Ligaçõesdomaçaricoàfontedealimentaçãoeléctrica.................................................................................. 135 3.2 Acessóriosparafontesdealimentaçãomaisantigas........................................................................................135 3.3 Selecçãodogás..............................................................................................................................................................136 3.4 Ligaçõesdegás...............................................................................................................................................................136 3.5 Montagemdaspeçasfrontais...................................................................................................................................137 3.6 Guiaisoladora..................................................................................................................................................................138 3.7 Consumíveissoltos........................................................................................................................................................138 3.8 Instalaçãodaplacadeflectora...................................................................................................................................138
4.0 Funcionamento..........................................................................................................................................................................139 4.1 Funcionamento...............................................................................................................................................................139 4.2 Parâmetrosdefuncionamento.................................................................................................................................141 4.3 Dadosdecorte................................................................................................................................................................141
5.0 Manutenção................................................................................................................................................................................. 147 5.1 Desmontagemdopainelfrontal..............................................................................................................................147 5.2 Geral....................................................................................................................................................................................147 5.3 Sujidadeecontaminação............................................................................................................................................148 5.4 Remoçãoesubstituiçãodacabeçadomaçarico................................................................................................148 5.5 Remoçãoesubstituiçãodoscabosdomaçarico................................................................................................149 5.6 Substituiçãodosuporteflexível,bandadointerruptoroupunho..............................................................149 5.7 Substituiçãodointerruptordomaçarico..............................................................................................................149 5.8 Mediçãodosfluxosdegásdomaçarico................................................................................................................150
6.0 Peçasdesubstituição............................................................................................................................................................... 1516.1 Geral.................................................................................................................................................................................... 1516.2 Encomendas..................................................................................................................................................................... 151
capítulo / título Página

128
ÍndIce

129
SeÇÃO 1 PRecAUÇÕeS de SeGURAnÇA

130
SeÇÃO 1 PRecAUÇÕeS de SeGURAnÇA

131
cAPÍTUlO 2 deScRIÇÃO
Maçarico PT-26
Esteversátilmaçaricode300amperes,fácildeutilizar,ofereceumdesempenhodenívelsuperiornumavastagamadeaplicaçõesdecortesmanuaisemecanizados.
■ Excelente capacidade de corte – corta até 88,9 mm e separa até 101,6 mm, através da utilização de ar, nitrogénio ou árgon-hidrogénio a 300 amperes
■ Produz cortes limpos e de elevada qualidade■ Funciona a ar da oficina ou de botija, nitrogénio ou árgon-
hidrogénio a 300 amperes■ Design leve e compacto para maior facilidade de
manuseamento■ Eléctrodos duráveis, que reduzem os custos de funcionamento
■ Arranque do arco do piloto – arranca até em superfícies pintadas
■ Bico de aberturas de ranhuras disponível■ Capacidade de corte intermitente para aplicações metálicas
expandidas ou de grelha■ Resguardo de abertura de ranhuras e guia isoladora para maior
conveniência do operador■ Garantia de um ano
EspecificaçõesClassedetensão“M”(EN50078)Capacidadedecorrente(Todososgasesepressõesdeserviço) Ciclodeserviçoa100%...................................................................200ADCSP Ciclodeserviçoa60%,Torquesmanuais,100%emlinha....300ADCSP Correntenominalmáxima..............................................................300ADCSPGasesdeserviçoaprovados Plasma................................................................0
2,Ar,N
2,H-35,misturasN
2/H
2 Escudo................................................................................................ Ar,N
2,CO
2,Ar
Requisitosmínimosdefluxodeabastecimentodegás Escudo.................................................200cfha85psig(94l/min.a6.0BAR) Plasma.............................................. 240cfha80psig(112l/min.a5.6BAR)Comprimentodaslinhasdeserviço....................................... 7,6mou15,2mPeso........................................................................................................................ 7,3kg 12,7kgPressãomáx.degásdeentradapermitida...................... 100psig(6.9BAR)Pressãodogásdearranque.....................................................30psig(2.1BAR)Requisitosmínimosdefluxodeabastecimentodelíquidoderefrigeração.......................................................0.9gpma95psig (3.4l/mina6.6BAR)Pressãomáximadeentradadolíquidoderefrigeração...120psig(8.3BAR)Temperaturamáximaderefrigeração.........................................105°F(40°C)
ConsolasESP-150, ESP-200 e DEUCE PACK 150
Informações para encomendaPT-26,90°,linhade7,6m.................................................................. 0558004031PT-26,90°,linhade15,2m............................................................... 0558004032PT-26,70°,linhade7,6m.................................................................. 0558002208PT-26,70°,linhade15,2m............................................................... 0558002209
PT-26,IN-LINE,7,6m........................................................................... 0558002320PT-26,IN-LINE,15,2m........................................................................ 0558002321
NOTA: os maçaricos IN-LINE contam com um diâmetro da câmara de 50,8 mm e não incluem o bastidor ou o suporte do maçarico.
PT-26SL,IN-LINE,5,2m...................................................................... 0558005620PT-26SL,IN-LINE,7,6m...................................................................... 0558005621PT-26SL,IN-LINE,15,2m................................................................... 0558005622
NOTA: os maçaricos IN-LINE “SL” contam com um diâmetro da câmara de 34,9 mm e incluem um bastidor de inclinação 32.
Acessórios opcionaisProtecção da cabeça do maçarico PlasmitParaaberturaderanhuras................................................................ 0558003797
Bainha em pele de 7,6 m*Protegeoscabosdomaçaricodeabrasõesesubstânciasmetálicasderretidas;particularmenterecomendadaparaaberturaderanhurasaplasma............................................ 0558002921
Bainha em pele de 15,2 m* ......................................................... 0558002922Kit de peças sobressalentes........................................................ 0558004030Suporte do maçarico, 50,8 mm................................................. 0558002985Kit de alinhamento do maçarico............................................. 0558003186*De origem no maçarico manual.

132
Eléctrodo0558003722-Ar,Nitrogénio,Nitrogénio/Hidrogénio
0558003723-Árgon/Hidrogénio(H-35)
Tubodedeflecção-0558003710
LocaldoO-ring-0558003721
EscudodetemperaturaMaçaricomanual-0558003714
*Proximidade-0558003715
Isolador-0558003711IncluiO-Ring-0558003712
Suportedoeléctrodo-0558003707IncluiO-Rings
0558003708(Superior)948317(Inferior)
Guiaisoladora-0558003713
Cabeçadomaçarico- 90°.................. 0558003719 70°....................0558002204
IncluiO-Rings: 0558003720(1) 0558003721(3)
LocaldoO-ring-0558003720
* Escudo de temperatura de proximidade. Opcional para o Maçarico Manual em cortes ou abertura de ranhuras em grande proximidade da peça de trabalho.
AMP. P/N TAM.DOORIFÍCIOBicodecorte50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Bicodeaberturaderanhuras200 0558003718 .125300 0558003795 .144
TodosincluemO-Rings:0558003724(Superior)0558003725(Inferior)
cAPÍTUlO 2 deScRIÇÃO
Figura 2.1 Montagem das peças frontais do Maçarico PT-26
PT-26 – Modelos manuais
PT-26 – Modelos In-Line
Eléctrodo0558003722-Ar,Nitrogénio,Nitrogénio/Hidrogénio
0558003723-Árgon/Hidrogénio(H-35)
Tubodedeflecção-0558003710
**Placadeflectora,In-line-0558003583IncluiO-Ring-0558003724&14K07
Suportedoeléctrodo-0558003707IncluiO-Rings:
0558003708(Superior)948317(Inferior)
Cabeçadomaçarico- IN-LINE....... 0558002110 IncluiO-Rings: 0558003720(1) 0558003721(3)
LocaldoO-Ring-0558003721
LocaldoO-Ring-0558003720
** Estes dois itens juntamente com a ferramenta de instalação de deflecção (0558003584) são enviados com todas as versões mecanizadas deste maçarico.
**Recipientedoescudo,mecanizado-0558003582
AMP. P/N TAM.DOORIFÍCIOBicodecorte50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Bicodeaberturaderanhuras200 0558003718 .125300 0558003795 .144
TodosincluemO-Rings:0558003724(Superior)0558003725(Inferior)

133
cAPÍTUlO 2 deScRIÇÃO
2.1 descrição
OmaçaricoPT-26éummaçaricoduploagás,comrefrigeraçãoaágua,comumacabeçaa70°ou90°paracortesmanuaiseaberturaderanhuraseumacabeçaemlinhaparacorteeaberturaderanhurasmecanizada.Cadaumadascabeçasfoiconcebidaparautilizaçãocomdeterminadospacotesdecorteaplasma.EstespacotesincluemoESP-150,ESP-200esistemasDeucePack150devidamenteequipados.
Figura 2.2 dimensões do PT-26
AvISO
O PROceSSO de cORTe cOM ARcO de PlASMA UTIlIzA AlTAS TenSÕeS. O cOnTAcTO cOM PeÇAS “eneRGIzAdAS” dO MAÇARIcO e dA MáqUInA deve SeR evITAdO. dA MeSMA FORMA, A UTIlIzAÇÃO InAdeqUAdA de qUAlqUeR UM dOS GASeS eMPReGUeS POde RePReSenTAR UM RIScO PARA A SeGURAnÇA. AnTeS de dAR InÍcIO à UTIlIzAÇÃO dO PT-26, cOnSUlTe AS PRecAUÇÕeS de SeGURAnÇA e AS InSTRUÇÕeS de UTIlIzAÇÃO, InclUÍdAS cOM O PAcOTe de AlIMenTAÇÃO elécTRIcA dO SeU PROdUTO.
A UTIlIzAÇÃO dO MAÇARIcO eM qUAlqUeR UnIdAde qUe nÃO eSTejA eqUIPAdA cOM UM cIRcUITO de InTeRBlOqUeIO de SeGURAnÇA cORReSPOndenTe, exPÕe O OPeRAdOR A AlTAS TenSÕeS IneSPeRAdAS.
4.01”(102mm)
13.11”(333mm)1.60”
(41mm)
1.66”(42mm)
1.50”(38mm)

134
cAPÍTUlO 2 deScRIÇÃO
Figura 2.3 dimensões do maçarico PT-26 In-line
2.00”(50.8mm)
16.50”(419.1mm)
Figura 2.4 dimensões do maçarico PT-26 “Sl” In-line
1.38”(34.9mm)
8”(203.2mm)
11.25”(285.8mm)
2.00”(50.8mm)

135
3.1 ligações do maçarico à fonte de alimentação eléctrica
Consultealiteraturadeinstruçõesdasuafontedealimentaçãoeléctricaparasabercomoobteracessoàsligaçõesdomaçarico.
Aordempelaqualasligaçõesdomaçaricopodemserexecutadavariamdeacordocomafontedealimentaçãoeléctrica utilizada. Estude a sua fonte de alimentação eléctrica de modo a determinar a melhor ordem paraexecutarasligaçõescorrectamentecomaajudadeumachave.
OmaçaricoPT-26utilizaumcasquilhoderoscaesquerdodetamanho“C”paraoterminalnegativoealigaçãodolíquidoderefrigeração.Ligueestecasquilhoaocasquilhofêmeacorrespondentenafontedealimentaçãoeapertefirmementecomumachave.Depoisdeapertarocasquilho,façadeslizarasecçãoemborrachanocabodealimentaçãosobrealigação.Ocasquilhodoladodireito,detamanho“B”éutilizadoparaoterminalpositivoeparaaligaçãodolíquidoderefrigeração.Apertebem.
As ligaçõesdogásdeplasma edogásdoescudosão realizadas comdoiscasquilhos de tamanho “B”, cadaumcomumaroscadiferente.Aperte-osbemcomumachavenocasquilhodopaineldafontedealimentaçãocorrespondente.
Aligaçãodointerruptordomaçaricoérealizadacomumafichade5pinosnocabodointerruptordomaçarico.Introduzaafichanatomada,nafontedealimentaçãoerodeoaneldebloqueioparafixarnaposição.
3.2 Acessórios para fontes de alimentação mais antigas
OmaçaricoPT-26édotadoderetro-compatibilidadecomfontesdealimentaçãoDeucePack150maisantigas.Éassimnecessáriaumacaixadeligações.EstekitcontacomonúmerodeP/N000759.
cAPÍTUlO 3 InSTAlAÇÃO
AvISOceRTIFIqUe-Se de qUe O InTeRRUPTOR nA cOnSOlA Se encOnTRA nA POSIÇÃO de deSlIGAdO e de qUe A cORRenTe de enTRAdA PRIncIPAl eSTá deSeneRGIzAdA.
O PT-26 FOI cOnceBIdO PARA cOnSTITUIR UM SISTeMA SeGURO cOM deTeRMInAdAS FOnTeS de AlIMenTAÇÃO, qUe deTêM MeIOS PARA deTecTAR UMA PeRdA dO FlUxO de lÍqUIdO de ReFRIGeRAÇÃO de ReTORnO dO MAÇARIcO e qUe nÃO FORneceM eneRGIA AO MAÇARIcO qUAndO TAl PeRdA de FlUxO dO lÍqUIdO de ReFRIGeRAÇÃO é deTecTAdA. A ReMOÇÃO OU deSAPeRTO dO eScUdO de TeMPeRATURA dO MAÇARIcO IRá PROvOcAR UMA PeRdA de lÍqUIdO de ReFRIGeRAÇÃO. nÃO UTIlIzAR O PT-26 eM FOnTeS de AlIMenTAÇÃO qUe nÃO Se encOnTReM eqUIPAdAS cOM eSTe TIPO de SISTeMA.
AvISO

136
3.3 Selecção do gás
OPT-26éummaçaricoagásduplo,permitindoqueumgássejautilizadoparaoplasmaeooutrosejautilizadoparafazerumescudodazonadecorte.Ascombinaçõesdegasesrecomendadasencontram-selistadasemseguida.
Plasma de ar/escudo de arAmelhorcombinaçãogeralparaaqualidadedecorte,velocidadedecorteeeconomiaemaçosuaveealumínio.Estacombinaçãoprovocaoaparecimentodealgumnitratodasuperfícienafacedecorteealgumaoxidaçãodasuperfíciedoselementosdeligaemaçosinoxidáveis.Utilizarsemprearlimpoeseco.Ahumidadeouóleonoabastecimentodearreduzavidaútildaspeçasdomaçarico.
Plasma de nitrogénio/escudo de arEstacombinaçãoaumentaavidaútildaspeças,emespecial,doeléctrodo.Asvelocidadesdecorteseráligeiramenteinferioresdoquecomautilizaçãodoplasmadear.Criaanitridaçãodasuperfície,masproporcionaumafacedecortemaislimpaemaçoinoxidável.OnitrogénioouCO
2podesersubstituídopelolíquidoderefrigeração.
Plasma H-35/escudo de nitrogénioEstacombinaçãoofereceumaexcelentevidaútildaspeçascomummontantemínimodecontaminaçãodasuperfíciedecorte,proporcionandoumaexcelentequalidadedasolda.Émaisfrequentementeutilizadaparaaaberturaderanhurasemaçosuave.Ofereceumafracaqualidadedecorteemaçosuave,umaboaqualidadedecorteemalumínioeaçoinoxidável,particularmente,demaioresespessuras.
Plasma de hidrogénio a 40% - nitrogénio a 60%/escudo de arSóemalumínio,ofereceumamaiorvelocidadeecapacidadedecorteemmaioresespessuras.Fracodesempenhoemaçoinoxidávelesuave.
Plasma de oxigénio/escudo de ar Amelhorqualidadeparaocortemecanizadoemaçosuavecom1pol.(25,4mm)deespessuraouinferiorescom150a200amperes.Taxaderemoçãodemetalmaiselevadaparaaberturaderanhurasemaçosuave.
3.4 ligações de gás
Consulte o Capítulo 3.3 para obter os gases de serviço aprovados. Não utilizar gases que não tenha sidoexpressamenteaprovadosparaomaçaricoPT-26.
Apósaselecçãodosgasesparaotrabalho, ligueos tubosdeabastecimentodegásaoscasquilhosnaparteposteriordafontedealimentação.Notequepodemexistirdoiscasquilhosparacadagás.Utilizarocasquilhoquecorrespondeaoseutubo.Certifique-sedequeoscasquilhosnãoutilizadossãoligadosàfichaafixadaàfontedealimentação.
NotequeafontedealimentaçãoESP-150eESP-200contacomumaligaçãodegáscomorótulo“StartGas”(Gásdearranque).Estasituaçãopermiteautilizaçãodeumtipoepressãodegásdeplasmanoarranquedecorte.Consegue-seassimumavidaútildoeléctrodomaislongadurantealgunstiposdecortedeplasmamecanizado.O gás de arranque mais utilizado no corte manual é o mesmo gás que é utilizado para o plasma de corte/aberturaderanhurasounitrogénio.
Importante! deve ser fornecida uma ligação de “Gás arranque” em todas as situações. Se não for fornecida, o maçarico será danificado. O gás de arranque pode ser qualquer um dos gases de Plasma aprovados na lista do capítulo anterior.
cAPÍTUlO 3 InSTAlAÇÃO
UTIlIzAR APenAS OS GASeS lISTAdOS cOMO APROvAdOS neSTe dOcUMenTO.AvISO

137
cAPÍTUlO 3 InSTAlAÇÃO
3.5 Montagem das peças frontais
Certifique-sedeque:
TodososO-Ringsestãoinstalados(cabeçadomaçarico,bico,suportedoeléctrodo)OsuportedoeléctrodoestáapertadoOtubodedeflecçãoestáinstaladoeapertadoOeléctrodoestáinstaladoeapertadoObicoestáinstalado
ConsulteaFigura2.1paraobterinformaçõesacercadamontagemdaspeçasdopainelfrontaldacabeçadomaçarico.
Primeiro,inspeccioneocorpodomaçarico,demodoacertificar-sedequenãoexigemresíduos,nemqueoso-ringspermanecemnointerior.Removaoso-ringsencontrados.
Inspeccioneosuportedoeléctrodo,demodoacertificar-se dequeos O-rings estão instalados. Enrosque osuportedoeléctrodonacabeçadomaçaricoeapertefirmementeutilizandoumachavesextavadade4,8mm.Osuportedeveestarapertado,masdeveserevitadooapertoemdemasiadoaopontodearredondaracabeçasextavada.
Introduzaotubodedeflecçãonosuportedoeléctrodoeenrosque-onacabeçadomaçarico,utilizandoumaferramentadeapertodecabeçasextavada.Cuidadoparanãoapertaremdemasiadootubo,mascertifique-sedequeseencontrafixo.
Introduzaoisoladornacabeçadomaçarico.Certifique-sedequeoO-ringestáinstaladonoisolador,demodoaqueoisoladormantenhaasuaposição.Nãoempurraroisoladorparatrás.Quandoinstalado,obicoempurra-oparaaposiçãocorrecta.
Enrosqueoeléctrodonaroscadosuportedoeléctrodoeapertecomaextremidadesextavadadaferramentadeplástico.
Pressioneobiconapartefrontaldacabeçadomaçarico.Provavelmente,iráempurraroisoladornacabeça.Estasituaçãoénormal.Certifique-sedequeambososO-ringsestãoinstaladosedequeobicoestáencaixadocontraacabeçadomaçarico.
•••••
AvISOceRTIFIqUe-Se de qUe O InTeRRUPTOR de AlIMenTAÇÃO eSTá nA POSIÇÃO de deSlIGAdO e A cORRenTe de enTRAdA PRIncIPAl eSTá deSeneRGIzAdA. A nÃO InSTAlAÇÃO cORRecTA dAS PeÇAS dO PAInel FROnTAl POde exPOR O OPeRAdOR A AlTAS TenSÕeS OU IncêndIOS.
SIGA TOdAS AS InSTRUÇÕeS nO MAnUAl cORReSPOndenTe InclUÍdO cOM A SUA FOnTe de AlIMenTAÇÃO. nÃO InSTAlAR, neM TenTAR OPeRAR eSTe MAÇARIcO SeM SeGUIR eSTAS InSTRUÇÕeS. O PAInel FROnTAl dO MAÇARIcO cOnTéM cOMPOnenTeS, qUe, AO TRABAlHO cOnjUnTAMenTe cOM OS cIRcUITOS de AlIMenTAÇÃO elécTRIcA, IMPedeM O MAÇARIcO de eneRGIzAR AcIdenTAlMenTe O MAÇARIcO qUAndO O eScUdO de TeMPeRATURA é ReMOvIdO e O InTeRRUPTOR dO MAÇARIcO eSTá FecHAdO.
AvISO

138
cAPÍTUlO 3 InSTAlAÇÃO
3.6 Guia isoladora
Aguiaisoladoraproporcionaaooperadoracapacidadedemanterumadistânciaconsistente,mantendoapésdaguiaemcontactocomotrabalho.
Instale a guia, fazendo-a deslizar no escudo de temperatura (o escudo de temperatura deve estar instaladonomaçarico)comummovimentodetorçãoparaadireita.Instalesempreouajusteaguianoescudocomummovimentodetorçãoparaadireitaparaevitarodesapertodoescudo.
Seoencaixedaguiaisoladoraestiverdemasiadoapertadonaguia,abraaranhuranoescudo,torcendocomumaaparafusadoradelâminalarga.Seoencaixeestiverdemasiadosolto,fechearanhura,apertandoaguianumtorno.
3.7 consumíveis soltos
Ocorrectodesempenhodomaçaricodependedainstalaçãocorrectaeseguradaspeçasconsumíveisdopainelfrontal,emparticular,osuportedoeléctrodo,otubodedeflecção,oeléctrodoeoescudodetemperatura,bemcomoosO-ringsassociados.
1. Certifique-sedequeosuportedoeléctrodoestácompletamenteenroscadonacabeçadomaçaricoeapertefirmemente,utilizandoumachavesextavadade4,8mm.Utilizeumachavemetálica.Achavedeplásticonãoésuficientementeforteparaestaoperação.Certifique-sedequeotubodedeflecçãoestácompletamenteinstaladonomaçaricoeencaixadocontraosuportedoeléctrodo;utilizeumachavedeplásticoparaestaoperação.
2. Apertefirmementeoeléctrodonosuportedoeléctrodo,utilizandoaextremidadesextavadadachavedeplástico.
3. Certifique-sedequeobicoestábemfixoedequeosO-ringsestãovedados,apertandocompletamenteoescudodetemperatura.“Completamente”significaomaisapertadopossível,utilizandoapenasasmãos;nãoutilizarchaves.
Peçasdopainelfrontalincorrectamenteinstaladasconduzemafugasdolíquidoderefrigeração,oquepodeprovocarumfracodesempenhodecorteoudeaberturaderanhurasepodeprovocardanosnoprópriomaçarico,devidoaoaquecimentointerno.
3.8 Instalação da placa deflectora
Parainstalaraplacadeflectora,utilizeaferramentadeinstalaçãodaplacadeflectora,nºderef.ª0558003584.EstaferramentapermitequeoO-ringnointeriordaplacadeflectoraentrefacilmentenosuportedoeléctrodo.Ainstalaçãodaplacadeflectoracomapertoàmãoésuficiente.
Enrosqueoescudodetemperaturanacabeçadomaçaricoparareterobico.Oescudodetemperaturadeveserapertadoomaispossível,àmão,demodoaevitarfugasdolíquidoderefrigeraçãodovedantedoO-ringdobico.
Se a guia isoladora opcional for utilizada, instale-a no escudo de temperatura, empurrando ou torcendo nadirecçãoparaaDIREITAatéficarcompletamenteencaixadanoescudo.
IMPORTAnTe – não torcer a guia isoladora na direcção para a esquerda, uma vez que desaperta o escudo de temperatura.

139
4.1 Funcionamento
Omaçaricoestáagoraprontoparaaoperaçãodecorteouaberturaderanhuras.Consulteasinstruçõesdasuafontedealimentaçãoparaarealizaçãodequaisquerajustesdecontrolo.
1. Coloqueointerruptordetestedegásoumododegásnaposiçãodetesteouconfiguração.
nOTA:Aposição“CUT”(Corte)destina-seadefinirogásdoplasmadecorte.Aposição“START/SHIELD”(Arrnaque/Escudo)destina-seadefinirogásdoplasmadearranqueeogásdoescudo.Seogásdoplasmadearranqueeogásdoplasmadecorteforo
mesmoefornecidopelomesmoregulador,utilizarapenasaposiçãoSTART/SHIELD;aposiçãoCUTnãoénecessária.
2. ColoqueointerruptordealimentaçãonaposiçãoON(Ligado).Ogásdevefluirparaomaçarico.3. Ajusteasdefiniçõesdapressãodogásnosreguladoresdeabastecimentodegásdeacordocomosvalores
indicadosnocapítuloacercadosparâmetrosdefuncionamento.Coloqueointerruptordetestedegásoudomododegásnaposiçãodefuncionamento.Ofluxodegásdeveparar.Ajusteocontrolodecorrenteparaadefiniçãocorrectaparaobico.
4. Coloqueomaçariconaposiçãocorrectaparacorteouaberturaderanhuras.Paraocorte,aguiaisoladoradomaçarico(distânciaentreomaçaricoeapeçadetrabalho)deveserde,aproximadamente,6,4mm.Sepossível,inicieocorteapartirdeumaarestadapeçadetrabalho.Sefornecessáriaaperfuração,inclineomaçaricoaumânguloparadesviarometalderretidodomaçaricoedooperadoratéqueaperfuraçãofiqueconcluídae,emseguida,coloquenovamenteomaçariconaposiçãoverticaleinicieocorte.Paraaaberturaderanhuras,coloqueomaçaricosobreapeçadetrabalhonumângulode5°a45°faceaoplanohorizontal.
5. Baixeocapacetedeprotecção.6. Empurreemantenhasobpressãoointerruptordomaçarico.Ofluxodegásdeveiniciar-se.Doissegundos
maistarde,oprincipalcontactodevefechar-seeoarcodevesertransferidoparaapeçadetrabalho.
ATenÇÃO
AvISO
Use as habituais luvas e vestuário de protecção, protectores auditivos e capacete. consulte as Precauções de segurança abrangidas no Manual de instruções, incluído com a sua fonte de alimentação.
nUncA TOcAR nAS PeÇAS PARA AléM dO PUnHO dO MAÇARIcO (BIcO, eScUdO de TeMPeRATURA, elécTROdO, eTc.) A MenOS qUe O InTeRRUPTOR de AlIMenTAÇÃO Se encOnTRe nA POSIÇÃO de deSlIGAdO.
cAPÍTUlO 4 FUncIOnAMenTO
nOTA:Asuafontedealimentaçãopoderápermitirprolongaroperíododepré-fluxopormaisdoquedoissegundos,normal-mente,atéummáximodecincosegundos.Se,nofimdoperíododepré-fluxo,oarcodopilotonãoseacender,solteointerruptordomaçaricoeverifiqueasdefiniçõesdapressãodegás.Seoarcodopilotoseacender,massenãosetransferirparaapeçadetrabalho,solteointerruptordomaçaricoeverifiqueseomaçaricoseencontraaumadistânciaadequada
dapeçadetrabalhoeseogrampoestácorrectamenteligadoàpeça.

140
7. Aocortar,mantenhaaguiaisoladoradomaçaricoaumadistânciaentre4,8mme12,7mm.Aocortarplacasmais finas, a guia isoladora deve estar mais próxima da extremidade inferior e deve estar mais próximada extremidade superior para placas mais grossas. Mantenha uma velocidade de corte que proporcioneumcortecomaqualidadepretendidaeproduzaumfluxodemetalderretidodaparteinferiordapeçadetrabalho.
8. Ao abrir ranhuras, mantenha um ângulo e uma velocidade que produza a quantidade pretendida deremoçãodemetalacadapassagem.Mantenhaoângulodomaçarico,demodoaqueometalderretidosejadirectamenteafastadodomaçarico,aolongodasuperfíciesuperiordaplacaoupelaranhuraproduzidapela passagem anterior. Abrir ranhuras com um ângulo demasiado pronunciado faz com que o materialderretidovoltenadirecçãodomaçarico.
9. Se se perder o arco principal durante o corte (ou abertura de ranhuras), o arco do piloto reacende-seimediatamentedesdequeointerruptordomaçaricoestejapressionado.Nestemomento,omaçaricodeveser rapidamente reposicionado na peça de trabalho para restabelecer o arco principal; caso contrário, ointerruptordevesersolto.
10. Oarcoprincipalapaga-seautomaticamentenofimdocorte,àmedidaqueomaçaricoéafastadodapeçadetrabalho.Ointerruptordomaçaricodeveserlibertadoimediatamenteparaevitaroreacendimentodopiloto.
11. Quando as operações de corte (ou abertura de ranhuras) estiverem concluídas, aguarde alguns minutosantesdecolocarafontedealimentaçãonaposiçãoOFF(desligado)parapermitirqueaventoinharetireocalordaunidade.Apósesteperíodo,desligueaalimentaçãoprincipalnointerruptorprincipal.
cAPÍTUlO 4 FUncIOnAMenTO

141
Para assegurar um óptimo desempenho de corte e auxiliar na resolução de problemas relacionados com a qualidade de corte, consulte os seguintes quadros de parâmetros de corte.
4.3 dados de corte
condições de corte do Maçarico PT-26 In-line:
DadosobtidoscomaPlacaDeflectora(0558003583)eoRecipientedoEscudo(0558003582).
Osdadosde65AmputilizamoEscudodetemperaturapadrão(0558003714)ouoEscudodetemperaturadeproximidade(0558003715)emalternativaaoRecipientedoescudo(0558003582)eutilizaumBicode50Amp.(0558003716).
MaterialEspessura
empol(mm)
Distânciaempol.
(mm)
Velocidadeppm
(mm/m)
Gásepressãodearranque
psig(bar)
Gásepressãodecortepsig
(bar)
Gásepressãodoes-cudoparaESP-150e
200psig(bar)
Aço-carbono
0.12(3.2)0.19(4.8)
190(4826)
Ar30(2.1)
Ar60(4.1)
Ar50(3.4)
0.25(6.4) 100(2540)
0.50(12.7) 0.25(6.4) 30(762)
Alumínio
0.12(3.2)0.19(4.8)
50*(1270)
0.25(6.4) 70(1778)
0.50(12.7) 0.25(6.4) 20(508)
Açoinoxidável
0.12(3.2)0.19(4.8)
75(1905)
0.25(6.4) 50(1270)
0.50(12.7) 0.25(6.4) 20(508)
cAPÍTUlO 4 FUncIOnAMenTO
quadro 4.1 dados de corte de 65 Amp.
4.2 Parâmetros de funcionamento
PressõesdegásrecomendadasArranque................................................................................................................................................. 30psig(2.1bar)Plasma(Corte)...................................................................................................................... 50-70psig(3.4-4.8bar)Plasma(Aberturaderanhuras)........................................................................................40-45psig(2.6-3.1bar)Escudo..................................................................................................................................... 40-50psig(2.6-3.4bar)
Distânciarecomendada7,9mm–12,7mm
VelocidadesdedeslocaçãoAsvelocidadesdedeslocaçãoparaoPT-26sãoapresentadasnosquadros4-1a4-4.

142
MaterialEspessura
empol(mm)Distânciaem
pol.(mm)
Velocidadeppm
(mm/m)
Gásepressãodearranque
psig(bar)
Gásepressãodecortepsig
(bar)
GásepressãodoescudoparaESP-150e
200psig(bar)
Aço-carbono
0.19(4.8)
0.19(4.8)
150(3810)
Ar/N2
30(2.1)O
2
60(4.1)
Ar60(4.1)
0.25(6.4) 130(3302)
0.38(9.7) 80(2032)
0.50(12.7) 70(1778)
0.62(15.7)
0.25(6.4)
50(1270)
0.75(19.1) 35(889)
1.00(25.4) 20(508)
0.19(4.8) 0.19(4.8) 150(3810)
Ar30(2.1)
Ar60(4.1)
0.25(6.4)
0.25(6.4)
130(3302)
0.38(9.7) 80(2032)
0.50(12.7) 70(1778)
0.62(15.7) 50(1270)
0.75(19.1) 35(889)
1.00(25.4) 20(508)
Alumínio
0.19(4.8) 0.19(4.8) 175(4445)
0.25(6.4)0.25(6.4)
130(3302)
0.38(9.7) 90(2286)
0.50(12.7)
0.31(7.9)
70(1778)
0.62(15.7) 50(1270)
0.75(19.1) 35(889)
1.00(25.4) 25(635)
Açoinoxidável
0.19(4.8) 0.19(4.8) 165(4191)
0.25(6.4)0.25(6.4)
125(3175)
0.38(9.7) 80(2032)
0.50(12.7) 0.31(7.9) 50(1270)
0.62(15.7)
0.38(9.7)
35(889)
0.75(19.1) 20(508)
1.00(25.4) 10(254)
cAPÍTUlO 4 FUncIOnAMenTO
quadro 4.2 dados de corte de 150 Amp.

143
MaterialEspessuraem
pol(mm)Distânciaem
pol.(mm)
Velocidadeppm
(mm/m)
Gásepressãodearranque
psig(bar)
Gásepressãodecortepsig
(bar)
Gásepressãodoescudo
paraESP-150e200psig(bar)
Aço-carbono
0.25(6.4)
0.19(4.8)
150(3810)
Ar/N2
30(2.1)O
2
55(3.8)
Ar80(5.5)
0.38(9.7) 95(2413)
0.50(12.7) 80(2032)
0.62(15.7)
0.25(6.4)
65(1651)
0.75(19.1) 50(1270) Ar60(4.1)1.00(25.4) 35(889)
0.25(6.4) 135(3429)
Ar30(2.1)
Ar55(3.8)
Ar80(5.5)
0.38(9.7) 95(2413)
0.50(12.7) 85(2159)
0.62(15.7) 70(1778)
0.75(19.1) 55(1397)
1.00(25.4) 30(762)
Alumínio
0.25(6.4) 130(3302)
0.38(9.7) 105(2667)
0.50(12.7) 85(2159)
0.62(15.7)0.31(7.9)
75(1905)
0.75(19.1) 60(1524)
1.00(25.4) 0.38(9.7) 40(1016)
Açoinoxidável
0.25(6.4)
0.25(6.4)
130(3302)
0.38(9.7) 115(2921)
0.50(12.7) 75(1905)
0.62(15.7)
0.38(9.7)
65(1651)
0.75(19.1) 55(1397)
1.00(25.4) 20(508)
cAPÍTUlO 4 FUncIOnAMenTO
quadro 4.3 dados de corte de 200 Amp.

144
MaterialEspessuraem
pol(mm)Distânciaem
pol.(mm)Velocidade
ppm(mm/m)
Gásepressãodearranque
psig(bar)
Gásepressãodecortepsig
(bar)
GáseFluxodoEscudocfh
(l/m)
Aço-carbono
0.50(12.7)0.25(6.4)
130(3302)
Ar/N2
30(2.1)
O2
75(5.2)
Ar210(99.1)
0.62(15.7) 95(2413)
0.75(19.1)0.31(7.9)
80(2032)
1.00(25.4) 50(1270)
1.50(38.1) 0.38(9.7) 20(508)
2.00(50.8) 0.50(12.7) 10(254)
0.50(12.7)
0.31(7.9)
120(3048)
Ar75(5.2)
0.62(15.7) 90(2286)
0.75(19.1) 80(2032)
1.00(25.4) 55(1397)
1.50(38.1) 0.38(9.7) 25(635)
2.00(50.8) 0.50(12.7) 12(305)
cAPÍTUlO 4 FUncIOnAMenTO
quadro 4.4 dados de corte de 300 Amp.

145
cAPÍTUlO 4 FUncIOnAMenTO
dados de corte do PT-26 - Aço
espessura do material (pol.)
vel
oci
dad
e d
e co
rte
(po
l./m
in.)
espessura do material (pol.)
vel
oci
dad
e d
e co
rte
(po
l./m
in.)
GásdePlasma:Ara60psig(4.1bar)Gásdoescudo:Ara50psig(3.4bar)Gásdearranque:Ara30psig(2.1bar)Distância:7,9mm
50amp150amp200amp300amp
GásdePlasma:H-35ouAra50-60psig(3.4-4.1bar)Gásdoescudo:Ara50psig(3.4bar)Gásdearranque:H-35NitrogénioouAra30psig(2.1bar)Distância:7,9mm
ParagásdeplasmaForH-35,utilizarNitrogénioougásdearranqueH-35.
200amp150amp200amp300amp300amp

146
cAPÍTUlO 4 FUncIOnAMenTO
dados de corte do PT-26 – Aço inoxidável
PT-26 300 Amp. – Aço inoxidável
espessura do material (pol.)
vel
oci
dad
e d
e co
rte
(po
l./m
in.)
espessura do material (pol.)
vel
oci
dad
e d
e co
rte
(po
l./m
in.)
Gásdeplasma:Ara60psig(4.1bar)ouH-35a70psig(4.8bar)Gásdoescudo:Ara50psig(3.4bar)ouNitrogénioa40psig(2.6bar)Gásdearranque:H-35,NitrogénioouAra30psig(2.1bar)Distância:9,5mm
200amp150amp200ampH-35150ampH-35
Gásdeplasma:Ara60psig(4.1bar)ouH-35a70psig(4.8bar)Gásdoescudo:Ara50psig(3.4bar)ouNitrogénioa40psig(2.6bar)Gásdearranque:H-35,NitrogénioouAra30psig(2.1bar)Distância:9,5mm
300AmpsAr
300ampsH-35

147
5.1 desmontagem do painel frontal
Se estiver a ser utilizada uma guia isoladora, retire-a torcendo-a para a direita e puxando-a do escudo detemperatura.
Desaparafuseoescudodetemperaturaeretire-odomaçarico.Obicodeverápermanecernacabeçadomaçarico.Énormalocorrerafugadealgumlíquidoderefrigeração.Inspeccioneoescudodetemperatura.Nãodevemexistirsinaisdeaquecimentonointeriordoescudo.Orevestimentoisoladorexteriornãodeveapresentarsinaisdedesgasteoudanosseveros.Substituaoescudoseforemencontradosqualquerumdosdanosmencionadosanteriormente.
Puxeobicodacabeçadomaçaricoeinspeccione-o.Oorifíciodeveserredondonoladodaentradaenoladodasaída.Substituaobico,casooorifícioestejaovaladooudanificado.Obicopodeapresentardepósitoscinzentosounegrosnassuperfíciesinternas.Podelimparcomlãdeaço,masdeveexerceromáximocuidado,demodoaremovertodosostraçosdelãdeaçoapósaoperação.
Inspeccioneoeléctrodo.Seapresentarumacavidadecommaisde1,6mmnoseucentro,substitua-o.
Decadavezqueoeléctrodoésubstituído,osuportedoeléctrododeveserinspeccionado.Nãodeverãoexistirsinaisdeformaçãodearcoedeveverificar-seseosO-ringsseencontramgastosoudanificados.
Inspeccioneoisolador.Severificarsinaisdeformaçãodearco,substitua-o.
InspeccioneosO-ringsdacabeçadomaçarico.Seestiveremgastosoudanificados,substitua-os.Durarãomaistemposesemantiveremcobertasporumafinacamadadelubrificantedesilicone(0558000443).UtilizeapenasosuficienteparaqueoO-ringtenhaumaspectomolhadooubrilhante,masnãodeixequantidadesdelubrificanteemexcesso.
Depoisdeinspeccionadastodasaspeçasdopainelfrontalesubstituídas,conformenecessário,montenovamenteomaçaricotalcomosedescrevenocapítulo“Montagemdaspeçasfrontais”.
5.2 Geral
Periodicamente,verifiqueoescudodetemperatura,aunidadedosuportedoeléctrodoeoisolador.Sealgumadestaspeçasapresentarsinaisdedanosoudesgasteexcessivo,substitua-as.
VerifiquediariamenteosO-rings.SequalquerumdosO-ringsapresentardeformações,cortesououtrosdanos,substitua-o.Seestiveremsecos,lubrifique-oscomumafinacamadadelubrificante.Senãoforsentidaqualquerfricção,provocadapeloO-ring,aoinstalaroescudodetemperatura,substituaoO-ring.
O revestimento do cabo do maçarico deve ser inspeccionado periodicamente. Se forem encontrados danosnorevestimentodoscabos, inspeccioneaexistênciadedanosnoscabosdealimentoedoarcodopilotodomaçarico.Seforemencontradasfugasdegásoudanosdequalquertipo,substituaoscomponentesemcausa.
cAPÍTUlO 5 MAnUTenÇÃO
AvISOceRTIFIqUe-Se de qUe O InTeRRUPTOR de AlIMenTAÇÃO Se encOnTRA nA POSIÇÃO de deSlIGAdO e de A cORRenTe de enTRAdA PRIncIPAl eSTá deSeneRGIzAdA.

148
5.3 Sujidade ou contaminação
AsujidadeoucontaminaçãopodeprovocaravariasnoMaçaricoPT-26atravésdaformaçãodearcosinternos.Paraevitarestasituação,osutilizadoresdeverãoprocederdaseguinteforma:
1. Certifique-sedequeéutilizadoarlimpo,secoesemóleoparaogásdoplasmae/ouescudo.2. EvitarautilizaçãoexcessivademassalubrificanteàbasedesiliconenosO-ringsdomaçarico.Umafinacamada
éosuficiente.3. Limpeo isoladordocorpodomaçaricoantesde instalarumnovoconjuntodeconsumíveis.Acapacidade
doisoladorderesistiràformaçãodearconasuasuperfícieéreduzidaquandoépermitidaaacumulaçãodesujidadeououtrasformasdecontaminação.
4. Quandoomaçariconãoestiveremutilização,guarde-ocomoconjuntodepeçasfrontaiscompletoinstalado.Destaforma,impedequeasujidadeseacumulenomaçaricoeajudaaprotegeracabeçadomaçaricoemcasodequedaacidental.
5.4 Remoção e substituição da cabeça do maçarico
Anoteaposiçãodetodososcomponenteselocaisdasfitasantesdeprocederàdesmontagem,demodoaassegurarocorrectoposicionamentodetodososcomponentesefitasduranteare-montagem.ConsulteaFigura6.1.
1. Faça deslizar o suporte flexível para trás, para o revestimento dos cabos, até ficar a, aproximadamente,457,2mmdaparteposteriordopunho.
2. Retireafitajuntoàextremidadedopunhodomaçarico.3. Façadeslizarabandadointerruptorparatráseparaforadopunho.4. Façadeslizarorevestimentodoscabosparatrás.5. Torçaepuxeopunhodacabeçadomaçaricoedeslize-oparatrásparaexporasligaçõesdoscabosdomaçarico.6. Utilizandoduaschavesemcadaligação,desenrosqueasduasligaçõesdomaçarico.Ostamanhosdaschaves
necessáriassãode9,5mme11,1mm.7. Puxe a cabeça do maçarico para for a da unidade dos cabos, incluindo o pedaço de isolamento agarrado.
Posicioneanovacabeçadomaçaricoeoisolamentonaunidade.8. Utilizandoduaschavesemcadaligação,apertebemasduasligações.Ovalordotorqueutilizadodefábrica
paraestepassoéde25-30in-lbs(172.4-206.8m-n).9. Enrosqueopunhonovamentenacabeçadomaçarico.10. Façadeslizarabandadointerruptoreointerruptorparaopunhoatéficara50,8mmdacabeçadomaçarico.As
ligaçõesvermelhasparaocabodointerruptordeveficarlocalizadasimediatamenteportrásdaextremidadedopunho.
11. Puxeorevestimentodoscabosparaafrenteecoloqueafitaportrásdopunho,utilizandofitaeléctricadevinil.12. Façadeslizarosuporteflexívelparaasuaposiçãoinicial,nopunho,atéentraremcontactocomabandado
interruptor.
nota Ao instalar novamente o punho no Maçarico PT-26 SL In-line, primeiro, faça deslizar o tubo isolador em Mylar, nºderef.ª0558005623,sobreostuboseligaçõesdomaçaricoatéficarnumaposiçãocontraocorpodomaçarico.
cAPÍTUlO 5 MAnUTenÇÃO
TuboisoladordeMylar
Corpodomaçarico

149
5.5 Remoção e substituição dos cabos do maçarico
1. Desligueaunidadedecabosdomaçaricodafontedealimentação.Consulteasinstruçõesdasuafontedealimentaçãoparaobterinstruçõesdetalhadas.
2. Retireacabeçadomaçaricodaunidadedecabos,talcomodescritonospassos1a7docapítuloanterior.Retiretambémopunhoeosuporteflexíveldaunidadedecabos.
3. Endireiteaunidadedecabos.Estaoperaçãodeveráserrealizadanumaárea1–1/2vezesocomprimentodoscabos.
4. Utilizandoumpedaçodefiooucaboresistentecomcercade1/2docomprimentodoscabosdomaçarico,fixeumaextremidadedofioemtornodetodososcabosnaextremidadedomaçaricoefixeaoutraextremidadenumobjectoestacionário.
5. Retireafitadorevestimentodoscabosnoladodafontedealimentaçãodoscabos.6. Empurreointerruptorparaforadabandadointerruptorefaçadeslizaropunhoeosuporteflexívelparaa
extremidademaisdistantedofioutilizadonopasso4.Fixeaextremidadedafontedealimentaçãodoscabosepuxeorevestimentodoscaboscompletamentesobreofio.
7. Desateofiodoscabosesubstituaoscabosdanificados.8. Fixenovamenteasextremidadesdomaçaricodoscaboscomofioepuxeorevestimentodoscabossobre
osmesmos.Fixe,temporariamente,orevestimentoaoscabosjuntoàcabeçadomaçaricocomfitadevinil.9. Puxeosuporteflexível,abandadointerruptoreopunhoparaforadofioesobreorevestimentodoscabos.
Retireafita.10. Desate o fio dos cabos e siga os passos 7 a 12 do capítulo anterior para fixar a cabeça do maçarico ao
conjuntodecabos.11. Fixeorevestimentodoscabosaoscabos,noladodafontedealimentação,comfitadevinil.
5.6 Substituição do suporte flexível, banda do interruptor ou punho
Se a existência de danos no suporte flexível, banda do interruptor ou punho do maçarico provocar a necessidade desubstituiçãodequalquerumdestesitens,sigaoprocedimentodescritonocapítulo“Remoçãoesubstituiçãodacabeçadomaçarico”esubstituaa(s)peça(s)emquestãoduranteopasso7duranteaafixaçãodacabeçadomaçarico.Esteprocessoéfacilitadopelafixaçãotemporáriadorevestimentoaoscaboscomfitadevinil.
5.7 Substituição do interruptor do maçarico1. Sigaospassos1a3docapítulo“Remoçãoesubstituiçãodacabeçadomaçarico”.2. Prenda os cabos, preto e branco, do interruptor antigo o mais próximo possível das ligações vermelhas.
Descarne6,4mmdeisolamentodosfiospretoebranco.3. Descarne6,4mmdeisolamentodoscabosdonovointerruptor.4. Fixeoscabosdointerruptor,utilizandoasduasnovasligaçõesincluídascomointerruptordesubstituição.
Certifique-sedequeutilizaumaferramentadecravarparaestetipodeligações.5. Invertaospassos1a3docapítulo“Remoçãoesubstituiçãodacabeçadomaçarico”paraconcluir.
cAPÍTUlO 5 MAnUTenÇÃO

150
5.8 Medição dos fluxos de gás do maçarico
Sesesuspeitarqueoreduzidofluxodegásestáaprovocarumfracodesempenhodecorteouumavidaútilreduzidadoscomponentesconsumíveis,épossívelverificarofluxoutilizandooKitdeMediçãodoFluxodoMaçaricodePlasma.Okitincluiumrotómetroportátil(medidordefluxo),queindicaataxadefluxodegásquesaidomaçarico.Okittambémincluiumconjuntodeinstruções,quedevemserseguidasexactamente,demodoagarantirautilizaçãoseguraefiáveldorotómetro.ConsulteoformulárioF-14-391.
AstaxasdefluxodearounitrogéniodoPT-26devemserasseguintes:
Fluxodoescudo ESP-150&ESP-200............................................................135-145cfha50psig(63.7-68.4l/ma3.4bar) DeucePack150,215.............................................................................. 225cfha50psig(106.l/ma3.4bar)
FluxodePlasma.............................................................................. 115-140cfha50psig(54.3-66.1l/ma3.4bar)
Fluxototal ESP-150&ESP-200...................................................... 250-285cfha50psig(118.0-134.5l/ma3.4bar) DeucePack150,330..........................................................................365cfha50psig(172.3l/ma3.4bar)
Procedaàmediçãodastaxasdefluxo,utilizandoumbiconovode200Amp.(0558003798),umeléctrodonovoeumescudodetemperaturanovo.Certifique-sedequetodasaspeçasestãocorrectamenteinstaladasedequeoO-ringdomaçarico(0558003721)seencontraemboascondiçõesesemfugas.Sepossível,meçaosfluxosindividualmente,senãomedirototal.
Astaxasdefluxodegásinferioresàsdescritasacimaindicamumarestriçãoouumafuganacanalizaçãodegásdomaçaricooudafontedealimentação.
cAPÍTUlO 5 MAnUTenÇÃO

151
cAPÍTUlO 6 PeÇAS de SUBSTITUIÇÃO
6.1 Geral
Forneça sempre o número de série da unidade na qual as peças serão utilizadas. O número de série estáestampadonachapadeidentificaçãodaunidade.
Paraassegurarocorrectofuncionamento,recomenda-seautilizaçãoexclusivadepeçaseprodutosgenuínosESABcomesteequipamento.AutilizaçãodepeçasnãoESABpodeanularagarantia.
AspeçasdesubstituiçãopodemserencomendadasaoseuDistribuidorESAB.
Certifique-sedequeindicaquaisquerinstruçõesespeciaisdeenvioaoencomendaraspeçasdesubstituição.
ConsulteoManualdeComunicações,localizadonacontra-capadestemanualparaobterumalistadosnúmerosdetelefonesdoServiçoaoCliente.
6.2 encomendas
Ositensdalistademateriaisquetenhamnúmerosdesérieembrancosãofornecidosapenasparainformaçãodocliente.Ositensdeequipamentodevemestardisponíveisatravésdas
fonteslocais.
nota
6.0 Peças de substituição

152
cAPÍTUlO 6 PeÇAS de SUBSTITUIÇÃO
Fig
ura
6.1
Peç
as d
e su
bst
itu
ição
– M
on
tag
em d
o M
açar
ico
PT-
26
BAN
DA
DO
INTE
RRU
PTO
R-0
5580
0403
9
SUPO
RTE
FLEX
ÍVEL
-05
5800
4040
CA
BEÇ
AD
OM
AÇ
ARI
CO,9
0°-
0558
0037
19C
ABE
ÇA
DO
MA
ÇA
RICO
,70°
-05
5800
2204
Incl
ui O
-Rin
gs -
0558
0037
20 (1
) 05
5800
3721
(3)
PUN
HO
-05
5800
4033
PEÇ
AS
FRO
NTA
IS-
(Ver
Fig
ura
2.1)
CA
BOD
EA
LIM
ENTA
ÇÃ
OE
REF
RIG
ERA
ÇÃ
O
7,6
m-
0558
0040
47
15,
2m
-05
5800
4048
Arc
odo
pilo
toe
Cab
ode
refr
iger
ação
7,
6m
-05
5800
4035
15
,2m
-05
5800
4036
Tub
ode
gás
do
escu
do
7,6
m-
0558
0040
37
15,2
m-
0558
0040
38
REVE
STIM
ENTO
25F
T-0
5580
0292
150
FT
-055
8002
922
INCL
UII
NTE
RRU
PTO
R-0
5580
0287
2
FICH
A-0
5580
0081
9
CABO
-18
CO
ND
UTO
RES
INTE
RRPT
OR
ECO
NJ.
DE
CA
BOS
-7
,6m
-0
5580
0081
6-
15,
2m
-0
5580
0081
9
Tub
ode
Gás
de
Plas
ma
7,6
m-
0558
0028
73
15,
2m
-05
5800
4034
CÂ
MA
RAE
MB
ORR
AC
HA
-05
5800
0793
Ap
erta
ros
casq
uilh
osn
osq
uatr
o(4
)loc
ais
utili
zand
odu
as(2
)cha
ves
Torq
ued
e25
-30
in-lb
s.(1
72.4
-20
6.8
m-n
)
REVE
STIM
ENTO
(Ref
.)
INTE
RRU
PTO
R-0
5580
0287
2

153
Fig
ura
6.2
. Peç
as d
e su
bst
itu
ição
– M
on
tag
em d
o M
açar
ico
PT-
26 In
-lin
e
cAPÍTUlO 6 PeÇAS de SUBSTITUIÇÃO
Gra
mp
oBa
nd-It
Diâ
.Int
.2,0
0x
Larg
.0.6
25
-05
5800
4045
Cor
po
-05
5800
2110
Reve
stim
ento
-0
5580
0213
0Ba
inha
7,
0m
-05
5800
4043
14,6
m-
0558
0040
44
Tub
ular
ent
ranç
ado
ID2
.250
-2.5
00
-720
2000
3Tu
bo
dac
âmar
a-0
5580
0404
6
Fita
em
PVC
-
0558
0042
61
Tub
odo
gra
mp
oD
iâm
.1,5
6–
2,50
-0
5580
0404
1
Com
pon
ente
sel
éctr
icos
pad
rão
Etiq
ueta
de
Avi
so
-05
5800
4042
Escu
dod
ete
mp
erat
ura
-055
8003
715
Peça
sfr
onta
is(F
igur
a2.
1)A
per
taro
sca
squi
lhos
nos
qua
tro
(4)l
ocai
s
utili
zand
odu
as(2
)cha
ves
Torq
ued
e25
-30
in-lb
s.(1
72.4
-20
6.8
m-n
)
CA
BOD
EA
LIM
ENTA
ÇÃ
OE
DE
REFR
IGER
AÇ
ÃO
7,
6m
-05
5800
4047
15
,2m
-05
5800
4048
Arc
odo
pilo
toe
Cab
ode
refr
iger
ação
7,
6m
-05
5800
4035
15
,2m
-05
5800
4036
Tub
ode
gás
do
escu
do
7,6
m-
0558
0040
37
15,2
m-
0558
0040
38
Tub
ode
gás
de
pla
sma
7,
6m
-05
5800
2873
15
,2m
-05
5800
4034

154
Capítulo 6 peças de substituição
Figu
ra 6
.3. p
eças
de
subs
titu
ição
– M
onta
gem
do
Maç
aric
o pt
-26
“sl”
in-li
ne
Band
a do
gra
mpo
- I
T 2.
00 I.
D. x
0.6
3W
- 055
8004
045
Corp
o -
0558
0021
10
Bain
ha5,
2 m
- 05
5800
3845
7,6
m -
0558
0029
2115
,2 m
- 05
5800
2922
Tubu
lar e
ntra
nçad
o ID
2.2
50-2
.500
- 7
2020
003
Isol
ador
em
Myl
ar
- 055
8005
623
Fita
em
PVC
- 0
5580
0426
1
Tubo
e B
astid
or -
0558
0056
24in
clui
: câm
ara
e is
olad
orCo
mpo
nent
es
eléc
tric
os p
adrã
o Et
ique
ta d
e Av
iso
- 055
8004
042
Escu
do d
e te
mpe
ratu
ra -
0558
0035
82Pe
ças
fron
tais
(Fig
ura
2.1)
Câm
ara-
2164
7
Supo
rte
do m
açar
ico-
0558
0059
26
CABO
DE
ALI
MEN
TAÇÃ
O E
DE
REFR
IGER
AÇÃO
7,
6 m
- 05
5800
4047
15
,2 m
- 05
5800
4048
Arc
o do
pilo
to e
Cab
o de
refr
iger
ação
7,
6 m
- 05
5800
4035
15
,2 m
- 05
5800
4036
Tubo
de
gás
do e
scud
o
5,2
m -
0558
0021
237,
6 m
- 05
5800
4037
15
,2 m
- 05
5800
4038
Tubo
de
gás
de p
lasm
a
5,2
m -
0558
0041
77
7,6
m -
0558
0028
73
15,2
m -
0558
0041
78

PT-26Плазменнодуговой резак
Техническое руководство (RU)
0558004847

156
Данная установка соответствует описанию, содержащемуся в данном руководстве и в сопроводительных этикетках и/или вложениях, при условии, что ее монтаж, эксплуатация, обслуживание и ремонт выполняются в соответствии с данным руководством. Установка должнапериодически проверяться. Не следует пользоваться установкой при ее неправильной работе или ненадлежащем техническом обслуживании. Детали, которые поломаны, пропали, изношены, погнуты или загрязнены, должны быть немедленно заменены. В случае необходимости такого ремонта или замены изготовитель рекомендует обратиться с письменным или телефонным запросом к уполномоченному дистрибьютору, у которого была приобретена данная установка.
Данная установка или любая из ее деталей не должны подвергаться модификациям без предварительного письменного одобрения изготовителя. Пользователь данной установки несет единоличную ответственность за любое нарушение в ее работе, произошедшее по причине неправильного использования или технического обслуживания, повреждения, несоответствующего ремонта или модификации любым лицом, кроме изготовителя или сервисного центра, уполномоченного изготовителем.
ОБЕСПЕЧЬТЕ РАСПРОСТРАНЕНИЕ ДАННОЙ ИНФОРМАЦИИ СРЕДИ ПОЛЬЗОВАТЕЛЕЙ.ЗА ДОПОЛНИТЕЛЬНЫМИ ЭКЗЕМПЛЯРАМИ ОБРАЩАЙТЕСЬ К ПОСТАВЩИКУ
ВАШЕГО ОБОРУДОВАНИЯ.
Данное руководство предназначено для опытных пользователей. Если вы не знакомы с принципами действия и техникой безопасности при работе с устройствами электродуговой сварки и резки, настоятельно рекомендуем прочитать нашу брошюру “Предостережения и практические приемы техники безопасности при электродуговой сварке, резке и напылении”, стандарт 52-529. Необученным лицам ЗАПРЕЩАЕТСЯ работать на таких установках монтировать или обслуживать их. ЗАПРЕЩАЕТСЯ приступать к монтажу или эксплуатации таких установок до тех пор, пока вы не прочитаете и полностью не поймете данную инструкцию. Если вы понимаете даннуое руководство не полностью, свяжитесь с поставщиком вашего оборудования для получения дополнительных сведений. Прежде чем устанавливать данный агрегат или работать на нем, обязательно прочтите правила техники безопасности.
ВНИМАНИЕ
ОТВЕТСТВЕННОСТЬ ПОЛЬЗОВАТЕЛЯ

157
содержание
1.0 Мерыбезопасности........................................................................................................................................................................................ 159
2.0 Описание......................................................................................................................................................................................................... 1612.1 Описание............................................................................................................................................................................................. 163
3.0 Установка........................................................................................................................................................................................................ 165 3.1 Соединениерезакаиисточникапитания......................................................................................................................................... 165 3.2 Модификациярезакадляработысоборудованиемраннихмоделей...........................................................................................165 3.3 Выборгаза..........................................................................................................................................................................................166 3.4 Подачагаза.........................................................................................................................................................................................166 3.5 Монтажрабочейчастирезака...........................................................................................................................................................167 3.6 Насадкадлясохранениязазора........................................................................................................................................................168 3.7 Ослаблениекрепленийрасходныхдеталей......................................................................................................................................168 3.8 Установкавихревойнаправляющей.................................................................................................................................................168
4.0 Эксплуатация.................................................................................................................................................................................................. 169 4.1 Эксплуатация......................................................................................................................................................................................169 4.2 Рабочиехарактеристики....................................................................................................................................................................171 4.3 Эксплуатационныеданные................................................................................................................................................................171
5.0 Обслуживание................................................................................................................................................................................................. 177 5.1 Демонтажрабочейчастирезака.......................................................................................................................................................177 5.2 Общиеположения..............................................................................................................................................................................177 5.3 Загрязнение........................................................................................................................................................................................178 5.4 Демонтажизаменаголовкирезака.................................................................................................................................................178 5.5 Демонтажизаменакабелейрезака.................................................................................................................................................179 5.6 Заменаантидеформаторногокрепления,ободапереключателяиручкирезака.........................................................................179 5.7 Заменавыключателярезака.............................................................................................................................................................179 5.8 Замеррасходагаза.............................................................................................................................................................................180
6.0 Запасныечасти............................................................................................................................................................................................... 1816.1 Общиеположения.............................................................................................................................................................................. 1816.2 Заказ.................................................................................................................................................................................................... 181
раздел / Заголовок стр.

158
содержание

159
сеКЦиЯ 1 ТеХниКа БеЗоПасносТи
189
РАЗДЕЛ 1 ТЕХНИКА БЕЗОПАСНОСТИ
1.0 Техника безопасности
Пользователи сварочного оборудования ESAB отвечают за выполнение правил техники безопасности лицами, работающими на оборудовании и рядом с ним. Правила техники безопасности должны отвечать требованиям к безопасной эксплуатации сварочного оборудования этого типа. Помимо стандартных правил техники безопасности и охраны труда на рабочем месте рекомендуется следующее.
Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией сварочного оборудования. Неправильная эксплуатация оборудования может вызвать опасные ситуации, приводящие к травмам персонала и повреждению оборудования.
1. Bсе лица, использующие сварочное оборудование, должны знать: - правила эксплуатации - расположение органов аварийного останова - функции оборудования - правила техники безопасности - технологию сварки и/или плазменной резки
2. Оператор должен обеспечить: - удаление посторонних лиц из рабочей зоны оборудования при его запуске - защиту всех лиц от воздействия сварочной дуги
3. Рабочее место должно: - отвечать условиям эксплуатации - не иметь сквозняков
4. Средства защиты персонала: - Во всех случаях рекомендуется использовать индивидуальные средства защиты, например, защитные очки, огнестойкую спецодежду и защитные рукавицы. - При сварке запрещается носить свободную одежду и украшения, например, шарфы, браслеты, кольца, которые могут попасть в сварочное оборудование или вызвать ожоги.
5. Общие меры предосторожности: - Проверьте надежность подключения обратного кабеля. - Работы на оборудовании с высоким напряжением должны производиться только квалифицированным электриком. - В рабочей зоне должны находиться средства пожаротушения, имеющие ясную маркировку. - Запрещается проводить смазку и техническое обслуживание оборудование во время эксплуатации.

160190
РАЗДЕЛ 1 ТЕХНИКА БЕЗОПАСНОСТИ
ДУГОВАЯ СВАРКА И РЕЗКА ОПАСНЫ КАК ДЛЯ ИСПОЛНИТЕЛЯ РАБОТ, ТАК И ДЛЯ ПОСТОРОННИХ ЛИЦ. СОБЛЮДАЙТЕ ПРАВИЛА БЕЗОПАСНОСТИ. ОЗНАКОМЬТЕСЬ С ПРАВИЛАМИ ТЕХНИКИ БЕЗОПАСНОСТИ, ПРИНЯТЫМИ ВАШИМ РАБОТОДАТЕЛЕМ. ЭТИ ПРАВИЛА ДОЛЖНЫ УЧИТЫВАТЬ ДАННЫЕ О РИСКЕ, СОБРАННЫМИ ИЗГОТОВИТЕЛЕМ ОБОРУДОВАНИЯ.
ЭЛЕКТРИЧЕСТВО опасно для жизни. - Сварочный агрегат должен устанавливаться и заземляться в соответствии с действующими нормами и правилами. - Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными частями тела, мокрыми рукавицами и мокрой одеждой. - Обеспечьте электрическую изоляцию от земли и свариваемых деталей. - Обеспечьте соблюдение безопасных рабочих расстояний.
ДЫМ И ГАЗЫ опасны для человека - Избегайте вдыхания дыма и газов. - Во избежание отравления дымом или газами во время сварки обеспечьте общую вентиляцию помещения, а также вытяжную вентиляцию зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ может вызвать поражение глаз и ожоги кожи. - Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную спецодежду. - Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРООПАСНОСТЬ - Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов поблизости от места сварки.
ШУМ может привести к повреждению органов слуха - Примите меры для защиты слуха. Используйте затычки для ушей или другие средства защиты слуха. - Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ - При обнаружении неисправностей обратитесь к специалисту по сварочному оборудованию.
Перед началом монтажа и эксплуатации внимательно изучите инструкции.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!
ОСТОРОЖНО
сеКЦиЯ 1 ТеХниКа БеЗоПасносТи

161
ПРИМЕЧАНИЕ: Диаметр резаков «IN-LINE» составляет 2 дюйма (50,8 мм). Резаки этой модели поставляются без подставки или стойки.
PT-26SL,«IN-LINE»,17фут.(5,2м)............................................................................0558005620PT-26SL,«IN-LINE»,25фут.(7,6м)............................................................................0558005621PT-26SL,«IN-LINE»,50фут.(15,2м)..........................................................................0558005622
ПРИМЕЧАНИЕ: Диаметр резаков «IN-LINE ‘SL’» составляет 1 3/8 дюйма (34,9 мм). Резаки этой модели поставляются c 32-позиционной подставкой
Дополнительные принадлежностиЗащитная насадка “Plasmit”Длястрожки.............................................................................................................0558003797
25-футовый (7,6 м) кожаный кожух*Предохраняетпроводарезакаотповрежденийивоздействиярасплавленногометалла,особеннорекомендуетсяприплазменнойстожке.....0558002921
50-футовый (15,2 м) кожаный кожух* ...............................................0558002922набор запасных частей .....................................................................0558004030Подставка, 2 дюйма (50,8 мм) ..........................................................0558002985Подвеска ..........................................................................................0558003186*Стандартныйкомплектручныхрезаков.
раЗдел 2 оПисание
Резак PT-26
Этот универсальный и простой в использовании 300-амперный резак гарантирует высочайшее качество в самом широком спектреприложениймеханизированнойиручнойрезки.
� Гарантируетчистые,высококачественныесрезы.� Работает при помощи сжатого (магистрального или баллонного)
воздуха,азотаиаргоно-водороднойсмесиприсилетока300А.� Компактнаяоблегченнаяконструкция,упрощающаяэксплуатацию.� Продолжительныйсрокслужбыэлектрода,обеспечивающийнизкие
эксплуатационныерасходы.� Запусквспомогательнойдугиосуществляетсядажечерезпокраску.� Наконечникдлястрожки.
� Функцияпрерывистойрезкидляработысрешеткамиицельнорешетчатымиметаллами.
� Насадки для строжки и сохранения зазора, обеспечивающие удобствооператоравовремяэксплуатациирезака.
� Срокгарантииодингод.
СпецификацииКласснапряжения-“M”(EN50078)Допустимаянагрузка(длялюбогогазаидавления) 100%рабочийцикл........................................................200Aпост.токпрямойполярности 60%рабочийцикл,ручныерезаки,100%«In-line».....300Aпост.токпрямойполярности Максимальнаясилатока................................................300Aпост.токпрямойполярностиДопустимыегазы: Плазменныйгаз.................................................. кислород,воздух,N2,смесиH-35иN2/H2 Экранирующийгаз:....................................................................................воздух,N2,CO2,АrМинимальныетребованиякрасходугаза Экранирующийгаз........... 200куб.фут/часпри85фунт/кв.дюйм(94л/мин.при6,0бар) Плазменныйгаз.............. 240куб.фут/часпри80фунт/кв.дюйм(112л/мин.при5,6бар)Длинаподающихлиний...........................................................25фт.(7,6м)или50фт.(15,2м)Вес........................................................................................................ 25фт.-16фунтов(7,3кг) ........................................................................................................ 50фт.-28фунтов(12,7кг)Максимальноедавлениегазанавходе:....................................... 100фунт/кв.дюйм(6,9бар)Давлениестартовогогаза................................................................ 30фунт/кв.дюйм(2,1бар)Минимальныетребованиякрасходухладагента......... 0,9галлона/мин@95фунт/кв.дюйм ...............................................................................................................(3,4л/мин.@6,6бар)Максимальноедавлениехладагентанавходе............................ 120фунт/кв.дюйм(8,3бар)Максимальнаятемпературахладагента............................................................... 105°F(40°C)
КонсолиESP-150, ESP-200 и DEucE Pack 150
Заказ деталейPT-26,90°,25фут.(7,6м)..........................................................................................0558004031PT-26,90°,50фут.(15,2м)........................................................................................0558004032PT-26,70°,25фут.(7,6м)..........................................................................................0558002208PT-26,70°,50фут.(15,2м)........................................................................................0558002209PT-26,«IN-LINE»,25фут.(7,6м)................................................................................0558002320PT-26,«IN-LINE»,50фут.(15,2м)..............................................................................0558002321

162
Электрод0558003722-длявоздуха,азота,азотно-водороднойсмеси
0558003723-аргоно-водороднаясмесь(H-35)
Направляющаятрубка-0558003710
Месторасположенияуплотнительногокольца-0558003721
Теплоизолятордлярунойрезки-0558003714
*близкийконтакт-0558003715
Изолятор-0558003711Включаетуплотнительноекольцо-0558003712
Держательэлектрода-0558003707Включаетуплотнительныекольца
0558003708(верхнее)948317(нижнее)
Насадкадлясохранениязазора-0558003713
Головкарезака- 90°............................ 0558003719 70°............................. 0558002204
Включаетуплотнительныекольца: 0558003720(1) 0558003721(3)
Месторасположенияуплотнительногокольца-0558003720
* Теплоизолятор для близкого контакта рекомендуется для ручной резки или строжки в тесном контакте с обрабатываемой поверхностью.
Aмперы Н/Д РАЗМЕРСОПЛАРежущийнаконечник50 0558003716 0,052150 0558003717 0,078200 0558003798 0,089300 0558003794 0,104Наконеникдлястрожки 200 0558003718 0,125300 0558003795 0,144
Включаютуплотнительныекольца0558003724(верхнее)0558003725(нижнее)
раЗдел 2 оПисание
рисунок 2.1. сборка деталей рабочей части резака PT-26
Ручные модели резаков серии PT-26
Модели “In-Line” серии PT-26
Электрод0558003722-воздух,азот,азотно-водороднаясмесь
0558003723-аргоно-водороднаясмесь(H-35)
Направляющаятрубка-0558003710
**Вихреваянаправляющая«In-line»-0558003583Включаетуплотнительноекольцо:-0558003724и14K07Держательэлектрода-0558003707
Включаетуплотнительныекольца:0558003708(верхнее)
948317(нижнее)
Головкарезака- “IN-LINE”.............. 0558002110 Включаетуплотнительные
кольца: 0558003720(1) 0558003721(3)
Месторасположенияуплотнительногокольца-0558003721
Месторасположенияуплотнительногокольца-0558003720
** Эти две детали вместе с инструментом для установки направляющей трубки (0558003584) входят в комплект поставки всех механизированных вариантов этого резака
**Защитнаяманжета,механизированныерезаки-0558003582
AМПЕРЫ Н/Д РАЗМЕРСОПЛАНаконечникдлярезки50 0558003716 0,052150 0558003717 0,078200 0558003798 0,089300 0558003794 0,104Наконечникдлястрожки200 0558003718 0,125300 0558003795 0,144
Включаютуплотнительныекольца:0558003724(верхнее)0558003725(нижнее)

163
раЗдел 2 оПисание
2.1 описание
РезакPT-26предназначендляработысплазменнымиэкранирующимгазамииоснащенысистемойводяногоохлаждения.Резакиэтоймоделимогутиспользоватьсяснаклоннойголовкой(70°или90°)дляручнойрезкиистрожкиилиспрямойголовкой(«In-line»)длямеханизированнойрезкиистрожки.Консольплазменнодуговойрезкидолжнасоответствоватьустановленнойнарезакголовке.СэтимрезакоммогутиспользоватьсяустановкиESP-150,ESP-200исистема«DeucePack150»приусловии,чтоонаоснащенанадлежащимобразом.
рисунок 2.2. Параметры резака рТ-26
внимание!
ПроЦесс ПлаЗменнодУГовоЙ реЗКи исПолЬЗУеТ вЫсоКое наПрЯжение. не доПУсКаЙТе КонТаКТа с ЧасТЯми реЗаКа и Консоли (исТоЧниКа ПиТаниЯ), наХодЯЩимисЯ Под наПрЯжением. неПравилЬное оБраЩение с ГаЗом ТаКже можеТ ПредсТавлЯТЬ оПасносТЬ. Перед наЧалом раБоТЫ с реЗаКом рТ-26 иЗУЧиТе мерЫ ПредосТорожносТи и Правила исПолЬЗованиЯ в сооТвеТсТвУЮЩиХ ТеХнолоГиЧесКиХ рУКоводсТваХ, вКлЮЧеннЫХ в КомПлеКТ исТоЧниКа ПиТаниЯ.
исПолЬЗование реЗаКа с лЮБЫм исТоЧниКом ПиТаниЯ, неоБорУдованнЫм реле ЗаЩиТноЙ БлоКировКи, можеТ ПривесТи К внеЗаПномУ ПоражениЮ элеКТриЧесКим ТоКом.
4,01дюйма(102мм)
13,11дюйма(333мм)1,60дюйма
(41мм)
1,66дюйма(42мм)
1,50дюйма(38мм)

164
раЗдел 2 оПисание
рисунок 2.3. Параметры резака рТ-26 «In-line»
2,00дюйма(50,8мм)
16,50дюйма(419,1мм)
рисунок 2.4. Параметры резака рТ-26 «In-line ‘SL’»
1,38дюйма(34,9мм)
8дюймов(203,2мм)
11,25дюйма(285,8мм)
2,00дюйма(50,8мм)

165
3.1 соединение резака и источника питания
См.техническуюдокументациюкисточникупитаниядляподробногоописанияпроцессапосоединениярезака.Последовательностьсоединениярезакасустановкойплазменнодуговойрезкизависитоттипаустановки.Внимательноизучитеустановкудлятого,чтобыопределитьвкакомпорядкедолжнопроводитьсясоединениепроводов.
ВконструкциирезакаPT-26длясоединенийподающихкабелейхладагентаиотрицательноговыводаиспользуетсяштуцерразмера«С»слевостороннейрезьбой.Ввинтитештуцервсоответствующеесоединениесвнутреннейрезьбойнаконсолииплотнозатянитеприпомощигаечногоключа.Затянувсоединение,наденьтерезиновыйчехолнасиловойкабель,такчтобыонзакрывалсобойсоединение.ВконструкциирезакаPT-26длясоединенийподающихкабелейхладагентаиположительноговыводаиспользуетсяштуцерразмера«B»справостороннейрезьбой.Плотнозатяните.
Длясоединенийподающихкабелейплазменногоиэкранирующегогазаиспользуютсядваштуцераразмера«В»,отличающиесядруготдругарезьбой.Ввинтитештуцерывсоответствующиесоединениянаконсолииплотнозатянитеприпомощигаечногоключа.
Резак соединяется с источником питания при помощи пятиконтактного штепселя на конце провода, идущего от переключателя резака.Вставьтештепсельврозеткунаисточникепитанияизавернитестопорноекольцодляфиксацииштепселяврозетке.
3.2 модификация резака для работы с оборудованием ранних моделей
РезакиPT-26могутбытьмодифицированыдляработысустановкамиплазменнодуговойрезкираннихмоделейсерии«DeucePack150».Дляэтогопотребуетсяустановкановойраспределительнойкоробкиприпомощинаборан/д000759.
раЗдел 3 УсТановКа
внимание! УБедиТесЬ, ЧТо вЫКлЮЧаТелЬ на Консоли наХодиТсЯ в Положении “OFF” (вЫКл.) и основноЙ исТоЧниК ПиТаниЯ оБесТоЧен.
осоБенносТЬЮ КонсТрУКЦии реЗаКа PT-26 ЯвлЯеТсЯ воЗможносТЬ раБоТЫ с неКоТорЫми УсТановКами ПлаЗменнодУГовоЙ реЗКи, оснаЩеннЫми сисТемами оБнарУжениЯ УТеЧКи ХладаГенТа При еГо оТТоКе оТ реЗаКа. При оБнарУжение УТеЧКи ЗаЩиТнаЯ сисТема ПредоТвраЩаеТ ПодаЧУ наПрЯжениЯ на реЗаК. УТеЧКа ХладаГенТа оБЫЧно слУЧаеТсЯ При снЯТом ТеПлоиЗолЯТоре или ослаБлении еГо КреПлениЯ. ЗаПреЩаеТсЯ исПолЬЗоваТЬ реЗаК PT-26 с УсТановКами, не оснаЩеннЫми ТаКоЙ сисТемоЙ ЗаЩиТноЙ БлоКировКи.
внимание!

166
3.3 выбор газа
Резак PT-26 предусматривает использование одного газа в качестве плазменного, а другого в качестве экранирующего для охлаждениярезакаипредохранениязонырезки.Рекомендуемыекомбинациигазовприведеныниже.
воздушная плазма / воздушное охлаждениеЭта комбинация газов обеспечивает оптимальное сочетание качества среза, скорости резкии экономичности на мягкой и нержавеющейсталииалюминии.Нанержавеющейсталиэтакомбинациявызываетазотизациюнаповерхностисрезаинекотороеокислениеэлементовсплава.Используйтетолькосухойчистыйвоздух.Влагаилимасляныепримесиввоздухемогутсократитьсрокслужбыдеталейрезака.
азотная плазма / воздушное охлаждениеЭтакомбинацияобеспечиваетболеедолгийсрокслужбыдеталейрезака,вчастностиэлектрода.Скоростьрезкиприиспользованииданнойкомбинации газов может уступать скорости резки с воздушной плазмой. Азотная плазма вызывает азотизацию, но обеспечивает болеекачественнуюповерхностьсрезананержавеющейстали.ПрииспользованииазотнойплазмыазотилиCO2можетиспользоватьсявкачествеохлаждающегогаза.
Плазменная смесь «H-35» / азотное охлаждениеЭтакомбинацияобеспечиваетпревосходныйсрокслужбыдеталейприминимальномзагрязненииповерхности,гарантируя,такимобразом,великолепную свариваемость металла. Чаще всего такая комбинация используется для строжки (поверхностной резки) мягкой стали,алюминия и нержавеющей стали. Низкое качество среза на мягкой стали, хорошее качество среза на алюминии и нержавеющей стали,особенноприрезкетолстослойныхматериалов.
Плазменная смесь 40% водород - 60% азот / воздушное охлаждениеЭтакомбинацияиспользуетсяисключительнодлярезкиалюминияиобеспечиваетболеевысокуюскоростьрезкииспособностьобработкитолстослойныхизделий.Низкоекачестворезкинанержавеющейимягкойстали.
азотная плазма / воздушное охлаждениеЭтасмесьоптимальнадлямеханизированнойрезкимягкойсталитолщинойдо1дюйма(25,4мм)присилетока150-300А.Онапозволяетдобиватьсясамыхвысокихрезультатовпослойногоснятияметаллапристрожкемягкойстали.
3.4 Подача газа
Газы,допущенныекиспользованиюсданнымрезаком,указанывразделе3.3.Запрещаетсяиспользоватьгазы,неуказанныевспискегазов,допущенныхкиспользованиюсустановкойPT-26.Послетогокаквывыбралинужныйгаз,соединитегазовыешлангисоштуцераминазаднейпанелиисточникапитания.Обратитевниманиенато,чтодлякаждогогазаимеютсядваштуцера.Выберитештуцернаиболееблизкийподиаметрукгазовомушлангу.Убедитесь,чтовштуцер,неиспользуемыйдлясоединениясошлангом,вставленазаглушка,прикрепленнаякисточникупитания.
Обратитевниманиенато,чтонаустановкахESP-150иESP-200присутствуетразъемдлягазовогошланга,отмеченныйнадписью«StartGas»(стартовыйгаз).Этодаетвозможностьиспользованияособогоплазменногогазавначалерезки,атакжевозможностьустановкиспециальногодавлениягазананачальномэтапеработы.Этоувеличиваетсрокслужбыэлектродавопределенныхусловияхмеханизированнойплазменнойрезки.Приручнойрезке/строжкевкачествестартовогогазаобычноиспользуетсялибоазот,либототжесамыйгаз,которыйиспользуетсявкачествеплазменного.
внимание! Газ должен постоянно поступать через соединение «Start Gas» (стартовый газ). невыполнение этого требования приведет к повреждению резака. в качестве стартового газа может использоваться любой плазменный газ, указанный в предыдущем разделе.
раЗдел 3 УсТановКа
раЗрешаеТсЯ исПолЬЗоваТЬ ТолЬКо ГаЗЫ, УКаЗаннЫе в данном рУКоводсТвевнимание!

167
раЗдел 3 УсТановКа
3.5 монтаж рабочей части резака
Удостоверьтесь,что:
всепрокладкиустановленынасвоиместа(головкарезака,наконечник,держательэлектрода);деталисборкидержателяэлектроданаходятсявплотномконтактедругсдругом;направляющаятрубкаустановленаихорошозакреплена;электродустановленихорошозакреплен;наконечникустановлен.
Нарис.2.1представленасборкарабочейчастирезакаиееустановкавголовкурезака.
Прежде всего осмотрите резак и убедитесь, что внутри него нет посторонних предметов и уплотнительных колец и при необходимостиудалите.
Осмотритедержательэлектродаиубедитесьвтом,чтообауплотнительныхкольцанаходятсянасвоихместах.Плотноприкрутитедержательэлектрода к головке резака при помощи шестигранного торцового ключа на 3/16 дюйма (4,8 мм). Избегайте чрезмерного затягиваниядержателяэлектрода,чтобынеповредитьеговнутренниеграни.
Вставьте направляющую трубку в держатель электрода и прикрутите при помощи пластмассового шестигранного ключа. Убедитесь вплотномконтактедеталей,ноизбегайтечрезмерногозатягивания.
Вставьтеизоляторвголовкурезака.Убедитесьвтом,чтоуплотнительноекольцоустановленонаизолятор.Этонеобходимодлянадлежащегоконтактаизоляторасголовкойрезака.Невставляйтеизоляторслишкомглубоко.Послеустановкинаконечникаизоляторприметправильноеположение.
Прикрутитеэлектродврезьбудержателяизатянитеприпомощишестигранногогнезданапластмассовомключе.
Поместитенаконечникнаголовкурезака.Этоприведетктому,чтоизоляторвойдетещеглубжевголовкурезака.Этоявляетсянормальным.Убедитесь,чтообауплотнительныхкольцанаходятсянасвоихместахинаконечникнаходитсявплотномконтактесголовкойрезака.
Прикрутитетеплоизоляторкголовкерезака,зафиксировавтемсамымнаконечник. Теплоизолятордолжензатягиватьсявручную,нокакможноплотнее,длятогочтобыпредотвратитьутечкухладагентачерезуплотнительноекольцонаконечника.
•••••
внимание!УБедиТесЬ, ЧТо вЫКлЮЧаТелЬ на Консоли наХодиТсЯ в Положении “OFF” (вЫКл.) и основноЙ исТоЧниК ПиТаниЯ оБесТоЧен. неПравилЬнаЯ УсТановКа деТалеЙ раБоЧеЙ ЧасТи реЗаКа можеТ ПривесТи К ожоГам и ПоражениЮ вЫсоКоволЬТнЫм ТоКом.
вЫПолнЯЙТе все ПредПисаниЯ, содержаЩиесЯ в ТеХниЧесКиХ доКУменТаХ, ПосТавлЯемЫХ с исТоЧниКом ПиТаниЯ длЯ ПлаЗменноЙ реЗКи. ЗаПреЩаеТсЯ соБираТЬ и раБоТаТЬ с реЗаКом в нарУшение даннЫХ инсТрУКЦиЙ. деТали раБоЧеЙ ЧасТи реЗаКа раБоТаЮТ совмесТно с элеКТриЧесКими ЦеПЯми исТоЧниКа ПиТаниЯ и ПредоТвраЩаЮТ слУЧаЙнУЮ ПодаЧУ вЫсоКоГо наПрЯжениЯ на реЗаК При снЯТом ТеПлоиЗолЯТоре.
внимание!

168
3.6 насадка для сохранения зазора
Насадкадлясохранениязазораобеспечиваетпостоянныйзазормеждурезакомирабочейповерхностью.
Этанасадкадолжнаустанавливатьсянатеплоизоляторрезака(ужеустановленныйнарезак)вращательнымдвижениемпочасовойстрелке.Толькодвижениепочасовойстрелкедолжноиспользоватьсяприустановкеэтойнасадки,длятогочтобыизбежатьослаблениякреплениятеплоизолятора.
Есликонтактмеждунасадкойитеплоизоляторомслишкомплотный,расширьтепрорезьприпомощикрупнойплоскойотвертки.Есликонтактслишкомслабый,уменьшитепрорезь,сжавнасадкутисками.
3.7 ослабление креплений расходных деталей
Надлежащее функционирование резака обеспечивается правильной установкой деталей рабочей части резака, в частности держателяэлектрода,направляющейтрубки,электрода,теплоизолятораивсехуплотнительныхколец.
1. Убедитесь,чтодержательэлектродаполностьюввинченвголовкурезакаиплотнозатянутприпомощиметаллическогошестигранногогаечного ключа размером 3/16 дюйма (4,8 мм). Пластмассовый ключ не должен использоваться на этой стадии, поскольку с егопомощьюнельзясоздатьдостаточныйкрутящиймомент.Вставьтенаправляющуютрубкуврезактак,чтобыонавплотнуюприлегалакдержателюэлектрода,иприкрутитеприпомощипластмассовогошестигранногоключа.
2. Припомощишестигранногогнезданапластмассовомгаечномключеплотноввернитеэлектродвдержатель.
3. Как можно плотнее затяните теплоизолятор и убедитесь, что наконечник установлен правильно и его уплотнительные кольцаобеспечивают надлежащую герметизацию. Заметьте, что теплоизолятор должен прикручиваться вручную, без использованияинструментов,ноприэтомнеобходимоприложитьмаксимальноеусилие.
Неправильнаяустановкадеталейрабочейчастирезакаприведеткутечкехладагента,котораявсвоюочередьможетстатьпричинойнизкогокачестварезкиилистрожкииповрежденийрезакаврезультатевозникновениявнутреннейдуги.
3.8 Установка вихревой направляющей
Для установки вихревой направляющей должен использоваться специальный инструмент (Н/Д 0558003584). Этот инструмент облегчаетустановкууплотнительногокольца,находящегосявнутривихревойнаправляющей,навнешнийдиаметрдержателяэлектрода.Надлежащаяустановкаглушителяможетосуществлятьсябезгаечногоключа.
раЗдел 3 УсТановКа
ПрииспользованиинасадкидлясохранениязазораустанавливатьееследуетповерхтеплоизоляторавращательнымдвижениемПОЧАСОВОЙСТРЕЛКЕдотехпор,покаонаневойдетвплотныйконтактстеплоизолятором.
внимание! При установке насадки для сохранения зазора не используйте движение против часовой стрелки, так как это может привести к ослаблению крепления теплоизолятора.

169
4.1 эксплуатация
Теперьрезакготовкрезкеилистрожке.Вслучаенеобходимостинастройкиобратитеськтехническойдокументацииисточникапитания.
1. Поставьтепереключательтестагазаилиосновнойпереключательгазавположение«ТЕSТ»или«SET-UP».
ПримеЧание:Выборрежущегогазадолженосуществлятьсяприпереключателе,находящемсявположении«CUT»(резка).Выборстартовогои
экранирующегогазадолженосуществлятьсяприпереключателе,находящемсявположении«START/SHIELD»(стартовый/экранирующий).Прииспользованииодногоитогожегазавкачествеистартовогоирежущегоиприиспользованииодногоитогожерегулятора,
используйтетолькоположение«START/SHIELD»(положение«CUT»неиспользуется).
2. Приведитевыключательпитаниявположение«ВКЛ,»(«ON»).Газдолженначатьпоступатьврезак.3. Припомощирегуляторовподачигазаустановитедавление,указанноевразделе«Рабочиехарактеристики».Приведитепереключатель
тестагазаилиосновнойпереключательгазаврабочееположение.Потокгазадолженпрекратиться.Приведитерегуляторсилытокавположение,соответствующееиспользуемомунаконечнику.
4. Приведитерезаквнадлежащеерабочееположениедлярезкиилистрожки.Длярезкизазормеждурезакомирабочейповерхностьюдолженсоставлятьприблизительно1/4дюйма(6,4мм).Привозможностиначинайтерезкускраяизделия.Принеобходимостисквознойпрошивки,наклонитерезактак,чтобыизбежатьпопаданиярасплавленногометалланарезакиодежду,иудерживайтееговтакомположениидозавершенияпрошивки,затемприведитерезакввертикальноеположениеиначнитерезку.Длястрожкирасположитерезакподуглом35-45градусовкгоризонтали.
5. Наденьтезащитнуюмаску.6. Нажмитеиудерживайтепереключательрезака.Газдолженначатьпоступатьврезак.Черездвесекундыглавныйконтакторрезака
должензамкнутьсяимеждурезакомирабочейповерхностьюдолжнавозникнутьрежущаядуга.
исПолЬЗУЙТе ЗаЩиТнЫе ПерЧаТКи, одеждУ, масКУ и наУшниКи. ПроЧиТаЙТе инсТрУКЦии По ТеХниКе БеЗоПасносТи, содержаЩиесЯ в БрошЮре, ПосТавлЯемоЙ вмесТе с исТоЧниКом ПиТаниЯ.
внимание!
ПредУПреждение
При вКлЮЧенном элеКТроПиТании ЗаПреЩаеТсЯ КасаТЬсЯ КаКиХ-лиБо ЧасТеЙ реЗаКа, расПоложеннЫХ Перед рУКоЯТКоЙ (наКонеЧниК, ТеПлоиЗолЯТор, элеКТрод и Т. д.).
раЗдел 4 эКсПлУаТаЦиЯ
ПримеЧание:Вашисточникпитанияможетдопускатьувеличениеинтервалапредварительногопотокагазаболее2секунд,обычнодо4или5секунд.Еслипоокончаниипериода предварительного потока газа вспомогательная дуга не возникает, отпустите переключатель резака и проверьте выставленное значениедавлениягаза.Есливспомогательнаядугавозникает,нонезамыкаетсянарабочейповерхности,отпуститепереключательрезакаипроверьте,находится
лирезакнаправильномрасстоянииотрабочейповерхности,иудостоверьтесь,чторабочийзажимнадежнозакрепленнаобрабатываемомизделии.

170
7. При резке зазор между резаком и рабочей поверхностью должен составлять от 3/16 до 1/2 дюйма (4,8 – 12,7 мм) . При резкетонкослойныхматериаловзазордолженбытьближекнижнейграницеэтогоинтервала,априрезкетолстослойныхматериалов–кверхней.Поддерживайтетакуюскоростьрезки,котораясоответствуетжелаемомукачествусреза,иприкоторойпотокрасплавленногометалланаправляетсявнизотобрабатываемогоизделия.
8. Пристрожкеподдерживайтеуголискоростьрезкивсоответствиисожидаемойтолщинойснимаемогослояметалла.Поддерживайтетакойуголнаклона,которыйобеспечиваетоттокметалластрогоотрезакапорабочейповерхностиилипоколеепредыдущегопроходарезака.Слишкомкрутойнаклонрезакаприведетктому,чтопотокрасплавленногометаллабудетнаправлятьсянепосредственнонарезак.
9. Еслирежущаядугапропадаетвовремярезки(илистрожки),удерживайтепереключательрезакавнажатомположении,ионапоявитсяопять.Вэтотмоментрезакдолженбытьнезамедлительноприведенвконтактсрабочейповерхностьюдлявозникновенияосновнойдугиилидолженбытьвыключен.
10. Основнаядугапогаснетавтоматическипоокончаниирезки,кактолькорезакбудетотведенотрабочейповерхности.Длятогочтобыизбежатьповторноговозникновениявспомогательнойдуги,незамедлительновыключитепереключательрезака.
11. Поокончаниирезки(строжки)преждечемпривестипереключательнаисточникепитаниявположение«ВЫКЛ.»(«OFF»),подождитенесколькосекунд,длятогочтобыдатьвентиляторудостаточновременидляохлажденияисточникапитания.Затемотключитепитание,выключивосновнойпереключательнаисточникепитания.
раЗдел 4 эКсПлУаТаЦиЯ

171
для обеспечения оптимальных эксплуатационных характеристик, а также в случае возникновения проблем, обращайтесь к следующим данным.
4.3 эксплуатационные данные
эксплуатационные условия для резака PT-26 «in-line»:
Этиданныеполученыприиспользованиивихревойнаправляющей(0558003583)изащитнойманжеты(0558003582)
Данные на 65 A были получены при работе со стандартным теплоизолятором (0558003714) или теплоизолятором для близкого контакта(0558003715)вместозащитнойманжеты(0558003582)инаконечникомна50A(0558003716).
МатериалТолщина
дюймы(мм)Зазор
дюймы(мм)
Скоростьдюйм/мин(мм/мин)
Стартовыйгазиегодавлениефунт./кв.дюйм
(бар)
Режущийгазиегодавление
фунт./кв.дюйм(бар)
ЭкранирующийгазиегодавлениедляESP-150и
ESP-200фунт./кв.дюйм(бар)
Углеродистаясталь
0,12(3,2)0,19(4,8)
190(4826)
Воздух30(2,1)
Воздух60(4,1)
Воздух50(3,4)
0,25(6,4) 100(2540)
0,50(12,7) 0,25(6,4) 30(762)
Алюминий
0,12(3,2)0,19(4,8)
50*(1270)
0,25(6,4) 70(1778)
0,50(12,7) 0,25(6,4) 20(508)
Нержавеющаясталь
0,12(3,2)0,19(4,8)
75(1905)
0,25(6,4) 50(1270)
0,50(12,7) 0,25(6,4) 20(508)
раЗдел 4 эКсПлУаТаЦиЯ
Таблица 4.1. резка при силе тока 65 A
4.2 рабочие характеристики
Рекомендуемоедавлениегаза:Стартовыйгаз..................................30фунт/кв.дюйм(2,1бар)Плазменныйгаз(резка)..................50-70фунт/кв.дюйм(3,4–4,8бар)Плазменныйгаз(строжка)..............40-45фунт/кв.дюйм(2,6–3,1бар)Экранирующийгаз...........................40-50фунт/кв.дюйм(2,6–3,4бар)
Рекомендуемыйзазор:5/16–1/2дюйма(7,9–12,7мм)
Скоростьдвижения:СкоростьрезкидлярезакаPT-26представленавтаблицах4-1–4-4.

172
МатериалТолщинадюймы
(мм)Зазордюймы
(мм)
Скоростьдюйм/мин(мм/мин)
Стартовыйгазиегодавлениефунт./
кв.дюйм(бар)
Режущийгазиегодавлениефунт./кв.
дюйм(бар)
ЭкранирующийгазиегодавлениедляESP-150и
ESP-200фунт./кв.дюйм(бар)
Углеродистаясталь
0,19(4,8)
0,19(4,8)
150(3810)
Воздух/N2
30(2,1)O
2
60(4,1)
Воздух60(4,1)
0,25(6,4) 130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7)
0,25(6,4)
50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Воздух30(2,1)
Воздух60(4,1)
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
Алюминий
0,19(4,8) 0,19(4,8) 175(4445)
0,25(6,4)0,25(6,4)
130(3302)
0,38(9,7) 90(2286)
0,50(12,7)
0,31(7,9)
70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 25(635)
Нержавеющаясталь
0,19(4,8) 0,19(4,8) 165(4191)
0,25(6,4)0,25(6,4)
125(3175)
0,38(9,7) 80(2032)
0,50(12,7) 0,31(7,9) 50(1270)
0,62(15,7)
0,38(9,7)
35(889)
0,75(19,1) 20(508)
1,00(25,4) 10(254)
раЗдел 4 эКсПлУаТаЦиЯ
Таблица 4.2. резка при силе тока 150 A

173
МатериалТолщина,
дюймы(мм)Зазор,
дюймы(мм)
Скорость,дюйм/мин(мм/мин)
Стартовыйгазиегодавление,
фунт,/кв,дюйм(бар)
Режущийгазиегодавление,
фунт,/кв,дюйм(бар)
Экранирующийгазиегодавление
дляESP-150иESP-200,фунт,/кв,
дюйм(бар)
Углеродистаясталь
0,25(6,4)
0,19(4,8)
150(3810)
Воздух/N2
30(2,1)O
2
55(3,8)
Воздух80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 80(2032)
0,62(15,7)
0,25(6,4)
65(1651)
0,75(19,1) 50(1270) Воздух60(4,1)1,00(25,4) 35(889)
0,25(6,4) 135(3429)
Воздух30(2,1)
Воздух55(3,8)
Воздух80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 85(2159)
0,62(15,7) 70(1778)
0,75(19,1) 55(1397)
1,00(25,4) 30(762)
Алюминий
0,25(6,4) 130(3302)
0,38(9,7) 105(2667)
0,50(12,7) 85(2159)
0,62(15,7)0,31(7,9)
75(1905)
0,75(19,1) 60(1524)
1,00(25,4) 0,38(9,7) 40(1016)
Нержавеющаясталь
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 115(2921)
0,50(12,7) 75(1905)
0,62(15,7)
0,38(9,7)
65(1651)
0,75(19,1) 55(1397)
1,00(25,4) 20(508)
раЗдел 4 эКсПлУаТаЦиЯ
Таблица 4.3. резка при силе тока 200 A

174
МатериалТолщина,
дюймы(мм)Зазор,
дюймы(мм)
Скорость,дюйм/мин(мм/мин)
Стартовыйгазиегодавление,
фунт,/кв,дюйм(бар)
Режущийгазиегодавление,
фунт,/кв,дюйм(бар)
Экранирующийгазиегорасход,куб,фут,/час
(л/мин,)
Углеродистаясталь
0,50(12,7)0,25(6,4)
130(3302)
Воздух/N2
30(2,1)
O2
75(5,2)
Воздух210(99,1)
0,62(15,7) 95(2413)
0,75(19,1)0,31(7,9)
80(2032)
1,00(25,4) 50(1270)
1,50(38,1) 0,38(9,7) 20(508)
2,00(50,8) 0,50(12,7) 10(254)
0,50(12,7)
0,31(7,9)
120(3048)
Воздух75(5,2)
0,62(15,7) 90(2286)
0,75(19,1) 80(2032)
1,00(25,4) 55(1397)
1,50(38,1) 0,38(9,7) 25(635)
2,00(50,8) 0,50(12,7) 12(305)
раЗдел 4 эКсПлУаТаЦиЯ
Таблица 4.4. резка при силе тока 300 A

175
раЗдел 4 эКсПлУаТаЦиЯ
резка стали при помощи PT-26
Толщина материала (дюймы)
скор
ость
рез
ки (д
юйм
./мин
.)
Толщина материала (дюймы)
скор
ость
рез
ки (д
юйм
./мин
.)
Плазменныйгаз:воздухпри60фунт./кв.дюйм(4,1бар).Экранирующийгаз:воздухпридавлении50фунт/кв.дюйм(3,4бар)Стартовыйгаз:воздухпридавлении30фунт/кв.дюйм(2,1бар)Зазор5/16дюйма(7,9мм)
50А150А200А300А
Плазменныйгаз:смесьН-35иливоздухпридавлении50-60фунт/кв.дюйм(3,4–4,1бар).Экранирующийгаз:воздухпридавлении50фунт/кв.дюйм(3,4бар).Стартовыйгаз:смесьН-35,азотиливоздухпридавлении30фунт/кв.дюйм(2,1бар).Зазор5/16дюйма(7,9мм).ПрииспользованиисмесиН-35вкачествеплазменногогаза,вкачествестартовогогазадолжениспользоватьсяазотилисмесьН-35.
200А150А200А300А300А

176
раЗдел 4 эКсПлУаТаЦиЯ
резка нержавеющей стали при помощи PT-26
резка стали при помощи PT-26 (300 а)
Толщина материала (дюймы)
скор
ость
рез
ки (д
юйм
./мин
.)
Толщина материала(дюймы)
скор
ость
рез
ки (д
юйм
./мин
.)
Экранирующийгаз:воздухпридавлении50фунт/кв.дюйм(3,4бар)илиазотпридавлении40фунт/кв.дюйм(2,6бар).Стартовыйгаз:смесьН-35,азотиливоздухпридавлении30фунт/кв.дюйм(2,1бар).Зазор3/8дюйма(9,5мм)
200А150А200АдляH-35150АдляH-35
Плазменныйгаз:воздухпридавлении60фунт/кв.дюйм(4,1бар)илиН-35при70фунт/кв.дюйм(4,8бар).Экранирующийгаз:воздухпри50фунт/кв.дюйм(3,4бар)илиазотпридавлении40фунт/кв.дюйм(2,6бар).Стартовыйгаз:смесьН-35,азотиливоздухпри30фунт/кв.дюйм(2,1бар).Зазор3/8дюйма(9,5мм)
300Aдлявоздуха
300АдляH-35

177
5.1 демонтаж рабочей части резака
Есливыиспользовалинасадкудлясохранениязазора,снимитееестеплоизоляторавращательнымдвижениемпочасовойстрелке.
Отвернитеиснимитетеплоизолятор.Наконечникдолженостатьсявголовкерезака.Приснятомтеплоизоляторевозможнанезначительнаяутечкахладагента. Осмотритетеплоизолятор. Внутренниеповерхноститеплоизоляторанедолжныиметьследовоплавления. Внешнийслойизоляциинедолжениметьследовобугливанияиличрезмерногоизноса.Заменитетеплоизоляторприобнаруженииповреждений.
Снимите наконечник и осмотрите его. Как входное, так и выходное отверстия наконечника должны быть круглой формы. Заменитенаконечник,еслиегоотверстияпотеряликруглуюформуилиимеютследыповреждений.Внутренняяповерхностьнаконечникаможетбытьпокрытасерымиличернымналетом. Принеобходимостиудалитеэтотналетжелезнойщеткой,уделяяособоевниманиетому,чтобыпоокончаниичисткинаповерхностинеосталосьметаллическихчастиц.
Осмотрите электрод. В случае эрозии (присутствие выемки) центра электрода глубже чем 1/16 дюйма (1,6 мм), электрод должен бытьзаменен.
Заменяяэлектродобязательноосматривайтеегодержатель.Наегоповерхностинедолжнобытьследоввнутреннейдуги,ауплотнительныекольцанедолжныбытьизношеныилиповреждены.
Осмотритеизолятор.Заменитеприобнаруженииследовоплавления.
Осмотрите уплотнительные кольца. Замените в случае износа или повреждений. Срок службы колец можно продлить, если смазыватьих тонким слоем силиконовой смазки (0558000443). Нанесите небольшое количество смазки так, чтобы поверхность кольца выгляделавлажнойилиблестящей,ноизбегайтесгустковсмазкинаповерхностикольца.
Послеосмотраизамены(вслучаенеобходимости)деталейрабочейчастирезакасоберитерезаксогласноуказаниямраздела3.5«Монтажрабочейчастирезака».
5.2 общие положения
Периодическипроверяйтетеплоизолятор,держательэлектродаиизолятор.Заменяйтеизношенныеилиповрежденныедетали.
Осмотруплотнительныхколецдолженпроводитьсяежедневно.Вслучаеобнаруженияразрезов,трещинилидругихповрежденийзаменитекольцо.Есликольцочрезмерновысохло,покройтеегоповерхностьтонкимслоемсиликоновойсмазки.Заменитекольцо,еслиприустановкетеплоизоляторакольцонесоздаеттрения.
Кожух кабеля также должен подвергаться периодическому осмотру. При обнаружении повреждений кожуха, осмотрите силовой кабельрезакаикабельвспомогательнойдугинапредметповреждений.Заменитеповрежденныекомпонентывслучаеобнаруженияутечкигазаилилюбыхдругихповреждений.
раЗдел 5 оБслУживание
внимание! УБедиТесЬ, ЧТо вЫКлЮЧаТелЬ на исТоЧниКе ПиТаниЯ наХодиТсЯ в Положении “вЫКл.” (OFF) и основноЙ исТоЧниК ПиТаниЯ оБесТоЧен.

178
5.3 Загрязнение
Загрязнениерезакаможетпривестиквозникновениюдугивнутрирезакаипреждевременномусбоювегоработе.Дляпредотвращениянежелательныхпоследствийвсепользователирезакадолжны:
1. прииспользованиивоздухавкачествеплазменногоилиэкранирующегогаза,работатьтолькосчистымсухимвоздухомбезмасляныхпримесей;
2. избегатьчрезмерногоиспользованиясиликоновойсмазкинауплотнительныхкольцах.Длянадлежащейсмазкидостаточнотонкогослоя;
3. перед установкой новых расходных деталей протирать изоляцию корпуса резака чистой ветошью. Изоляционные свойства,предотвращающие возникновение дуги на поверхности изолятора, уменьшаются с образованием слоя инородных материалов илигрязинаегоповерхности;
4. хранить резак в полностью собранном виде, со всеми деталями рабочего конца резака. Это предотвратит загрязнение резака ипредохранитголовкурезакавслучаеегопадения.
5.4 демонтаж и замена головки резака
Запомните расположение всех деталей и места крепления ленты, прежде чем приступить к демонтажу. Это поможет вам правильносмонтироватьрезак.См.рисунок6.1.1. Сдвиньтеантидеформаторноекреплениесручкирезака,такчтобымеждуручкойикреплениембылоприблизительно18дюймов(457,2
мм).2. Снимителентусконцаручкирезака.3. Сдвиньтеободпереключателяисампереключательчерезрукояткурезака.4. Сдвиньтекожухкабеляназад.5. Отвинтитеручкуотголовкирезакаисдвиньтеееназадтак,чтобысталивиднысоединенияпроводоврезака.6. Разъедините оба соединения резака при помощи двух гаечных ключей. Вам понадобятся гаечные ключи следующих размеров: 3/8
дюйма(9,5мм)и7/16дюйма(11,1мм).7. Снимитеголовкурезакаиизоляциюскабелей.Наденьтеновуюголовкурезакаиизоляциюнапровода.8. Затянитеобасоединениярезакаприпомощидвухгаечныхключей.Рекомендуемоеусилиесоставляет25-30дюйм-фунт(172,4–206,8
Нм).9. Прикрутитеручкукголовкерезака.10. Наденьтеободпереключателяисампереключательнаручкутак,чтобымеждунимииголовкойрезакаоставалось2дюйма(50,8мм).
Краснаямуфтапроводовпереключателядолжнанаходитьсяпрямоуконцаручки.11. Наденьтекожухизакрепитеегорядомсручкойприпомощивиниловойизоляционнойленты.12. Наденьтеантидеформаторноекреплениенаручкутак,чтобыоносоприкасалосьсободомпереключателя.
ПримечаниеПризаменеручкирезакаPT-26SL“In-line”,преждевсего,наденьтемайларовуюизоляционнуютрубку(н/д0558005623)насоединения
ипатрубки,такчтобыонаупираласьвзаднюючастьрезака.
раЗдел 5 оБслУживание
Мйлароваяизоляционнаятрубка
Корпусрезака

179
5.5 демонтаж и замена кабелей резака
1. Отключитерезакотисточникапитания.См.подробноеописаниевтехническойдокументацииисточникапитания.2. Снимитеголовкурезака,какописановпп.1-7предыдущегораздела.Снимитеручкуиантидеформаторноекрепление.3. Распрямитепровода.Всеоперациидолжныпроводитьсянасвободномрабочемстоледлинойвполтораразапревосходящейдлину
кабелейрезака.4. Возьмитеверевкуилиструнудлинойприблизительно1/2длиныкабелярезака;закрепитеодинееконецвокругкабелейрезакауручки
резака,адругойконецпривяжитекнеподвижномупредмету.5. Снимителентускожухакабеляуисточникапитания.6. Вытолкните переключатель из обода и передвиньте ручку, обод переключателя и антидеформаторное крепление к дальнему концу
веревки,используемойвп.4.Закрепитеконсольныйконецкабелейисдвиньтекожухполностьюнаверевку.7. Отвяжитеверевкуоткабелейизаменитеповрежденныекабелииликабель.8. Завяжитеконцыкабелей,присоединяемыекрезаку,припомощиверевкиинатянитекожухнакабели.Временнозакрепитекожухна
кабеляхрядомсголовкойрезакаприпомощивиниловойизоляционнойленты.9. Наденьтеантидеформаторноекрепление,ободпереключателяиручкучерезверевкунакожухкабеля.Снимителенту.10. Развяжитеверевкуизакрепитеголовкурезаканакабеляхсогласнопп.7-12предыдущегораздела.11. Закрепитекожухнаконсольномконцекабелейприпомощивиниловойизоляционнойленты.
5.6 Замена антидеформаторного крепления, обода переключателя и ручки резака
Если необходимо заменить антидеформаторное крепление, обод переключателя или ручку резака, следуйте инструкциям в разделе«Демонтажизаменаголовкирезака»иустановитеновыедетали,преждечемустановитьголовкурезака(см.п.7).Дляоблегченияэтойзадачивременнозакрепитекожухнакабеляхприпомощивиниловойизоляционнойленты.
5.7 Замена выключателя резака1. Следуйтеинструкциямвпп.1-3раздела«Демонтажизаменаголовкирезака».2. Отрежьтебелыйичерныйпроводастарогопереключателякакможноближеккрасноймуфте.Удалите1/4дюйма(6,4мм)изоляции
белогоичерногопровода.3. Удалите1/4дюйма(6,4мм)изоляцииспроводовновогопереключателя.4. Соедините провода переключателя с проводами кабеля при помощи новых соединительных муфт, включенных в комплект нового
переключателя.Незабудьтеиспользоватьобжимнойинструментдлясоединенияпроводовтакимспособом.5. Следуйтеинструкциямпп.1-3раздела«Демонтажизаменаголовкирезака»вобратномпорядке.
раЗдел 5 оБслУживание

180
5.8 Замер расхода газа
Если вы подозреваете, что низкое давление газа влечет неадекватную работу резака или быстрый износ расходных деталей, расходгаза можно замерить при помощи специального измерительного набора. Этот набор включает ручной ротаметр (расходомер), которыйпоказывает количество газа, протекающего в единицу времени через резак. Этот набор также включает инструкции по использованиюротаметра,которыедолжнынеукоснительнособлюдатьсядляобеспечениянадлежащейибезопаснойработыинструмента.См.форму“F-14-391”.
Нижеприведеныпараметрырасходавоздухаилиазота:
Расходэкранирующегогаза КонсолиЕSP-150иESP-200....................135-145куб.фут/часпридавлении50фунт/кв.дюйм(63,7–68,4л/мин.при3,4бар) DeucePack150и215............................................225куб.фут/часпридавлении50фунт/кв.дюйм(106,2л/мин.при3,4бар)
Расходплазменногогаза......................................................115–140куб.фут/часпри50фунт/кв.дюйм(54,3-66,1л/мин.при3,4бар)
Суммарныйрасход КонсолиESP-150иESP-200.............. 250–285куб.фут/часпридавлении50фунт/кв.дюйм(118,0-134,5л/мин.при3,4бар) DeucePack150и330...........................................365куб.фут/часпридавлении50фунт/кв.дюйм(172,3л/мин.при3,4бар)
Замер расхода должен проводиться с новым наконечником на 200 А (н/д 0558003798), новым электродом и новым теплоизолятором.Удостоверьтесь, что все детали установлены правильно и уплотнительное кольцо (0558003721) не изношено и не создает течи. Привозможностиизмерениедолжнопроводитьсядлякаждогогазаиндивидуально.Еслиэтоневозможно,измерьтесуммарныйрасход.
Низкиепоказателирасхода(нижеуказанныхвэтомразделе)свидетельствуютобутечкегазаилиблокировкеподающихшланговрезакаиликонсоли.
раЗдел 5 оБслУживание

181
раЗдел 6 ЗаПаснЫе ЧасТи
6.1 общие положения
Всегда указывайте модель и серийный номер оборудования, с которым будут использоваться заказываемые запасные части. Серийныйномернаходитсянатабличкенакорпусеинструмента.
Длябесперебойнойработысданнымоборудованиемрекомендуетсяиспользоватьтолькодеталииматериалы,изготовленныекомпаниейESAB.Прииспользованиидругихкомпонентовгарантиянаоборудованиеможетбытьаннулирована.
ЗапчастимогутбытьзаказанычерезвашегодистрибьютораоборудованиякомпанииESAB.
Приразмещениизаказаукажитеспециальныеинструкциипоегодоставке.
Длятогочтобынайтинужныйномертелефона,обратитеськсписку,расположенномунапоследнейстраницыданногоруководства.
6.2 Заказ
Списокдеталейбезуказанияномеровдеталейпредоставляетсятольковознакомительныхцелях.Всенеобходимыеинструментыдолжныприобретатьсячерезместныхпоставщиков.
Примечание:
6.0 Запасные части

182
раЗдел 6 ЗаПаснЫе ЧасТи
рису
нок
6.1.
Запа
сны
е ча
сти
реза
ка P
T-26
ОБОД
ПЕР
ЕКЛЮ
ЧАТЕ
ЛЯ-
0558
0040
39АН
ТИДЕ
ФОРМ
АТОР
НОЕК
РЕПЛ
ЕНИЕ
–05
5800
4040
ГОЛО
ВКА
РЕЗА
КА,9
0°-
0558
0037
19ГО
ЛОВК
АРЕ
ЗАКА
,70°
--0
5580
0220
4Вк
люча
етуп
лотн
ител
ьные
коль
ца05
5800
3720
(1)
0558
0037
21(3
)
РУЧК
А–
0558
0040
33
ДЕТА
ЛИРА
БОЧЕ
ЙЧА
СТИ
РЕЗА
КА(С
м.ри
суно
к2.1
)
СИЛО
ВОЙ
КАБЕ
ЛЬ/К
АБЕЛ
ЬХЛ
АДАГ
ЕНТА
25
FT(7
.6m
)-05
5800
4047
50
FT(1
5.2m
)-05
5800
4048
Кабе
львс
помо
гате
льно
йду
гии
кабе
льхл
адаг
ента
25Ф
УТОВ
(7,6
м)-
0558
0040
3550
ФУТ
ОВ(1
5,2м
)-05
5800
4036
Шла
нгэк
рани
рующ
егог
аза
25Ф
УТОВ
(7,6
м)-
0558
0040
3750
ФУТ
ОВ(1
5,2м
)-05
5800
4038
КОЖ
УХ25
ФУТ
ОВ-
0558
0029
2150
ФУТ
ОВ-
0558
0029
22
ВКЛЮ
ЧАЕТ
ПЕР
ЕКЛЮ
ЧАТЕ
ЛЬ-
0558
0028
72
ШТЕ
ПСЕЛ
Ь-0
5580
0081
9
КАБЕ
ЛЬ–
ДВУ
ЖИЛ
ЬНЫ
ЙAW
GКА
ЛИБР
18
СБОР
КАП
ЕРЕК
ЛЮЧА
ТЕЛЯ
ИП
РОВО
ДОВ
25
ФУТ
ОВ(7
,6м
)–05
5800
0816
50Ф
УТОВ
(15,
2м)–
0558
0008
19
Шла
нгпл
азме
нног
огаз
а
25Ф
УТОВ
(7,6
м)-
0558
0028
73
50Ф
УТОВ
(15,
2м)-
0558
0040
34
РЕЗИ
НОВЫ
ЙЧЕ
ХОЛ–
0558
0007
93Затя
ните
вче
тыре
х(4)
мес
тахп
рипо
мощ
идв
ух(2
)клю
чей
Крут
ящий
мом
ент2
5-30
дюй
м-фу
нт(1
72,4
–20
6,8Н
м)
КОЖ
УХ
ПЕРЕ
КЛЮ
ЧАТЕ
ЛЬ–
0558
0028
72

183
рису
нок
6.2.
Запа
сны
е ча
сти
реза
ка р
Т-26
“In-
line”
раЗдел 6 ЗаПаснЫе ЧасТи
Замо
к(вн
утр.
диа
метр
2,00
дюй
ма,
шир
ина.
0,63
дюй
ма)
-055
8004
045
Корп
ус-
0558
0021
10Ко
жух-
0558
0021
30
Обол
очка
23ф
ута(
7,0м
)-05
5800
4043
48ф
утов
(14,
6м)-
0558
0040
44
Опле
тенн
аятр
убка
кабе
ля
(вну
тр.д
иаме
тр2,
250-
2,50
0)-7
2020
003
Ман
жета
-05
5800
4046
Изол
яцио
нная
лент
аизП
ВХ-
0558
0042
61
Зажи
мдл
яшла
нга,
диам
етро
т1,5
6до2
,50д
юйма
-055
8004
041
Стан
дарт
ноеэ
лект
роте
хнич
еско
епр
едуп
режд
ение
-05
5800
4042
Тепл
оизо
лято
р-05
5800
3715
РАБО
ЧАЯ
ЧАСТ
ЬРЕ
ЗАКА
(рис
.2.1
)За
тяни
тев
четы
рех(
4)м
еста
хпри
помо
щи
двух
(2)к
люче
йКр
утящ
ийм
омен
т25-
30д
юйм-
фунт
.(17
2,4–
206,
8Нм)
СИЛО
ВОЙ
КАБЕ
ЛЬ/К
АБЕЛ
ЬХЛ
АДАГ
ЕНТА
25Ф
УТОВ
(7,6
м)-
0558
0040
47
50Ф
УТОВ
(15,
2м)–
0558
0040
48
Кабе
львс
помо
гате
льно
йду
ги/х
лада
гент
а25
ФУТ
ОВ(7
,6м
)–05
5800
4035
50Ф
УТОВ
(15,
2м)-
0558
0040
36
Шла
нгэк
рани
рующ
егог
аза
25
ФУТ
ОВ(7
,6м
)-05
5800
4037
50
ФУТ
ОВ(1
5,2м
)-05
5800
4038
Шла
нгпл
азме
нног
огаз
а
25Ф
УТОВ
(7,6
м)-
0558
0028
73
50Ф
УТОВ
(15,
2м)-
0558
0040
34

184
Раздел 6 запасные части
Рису
нок 6
.3. з
апас
ные ч
асти
рез
ака Р
т-26
SL “I
n-lin
e”
Корп
ус -
0558
0021
10
Обол
очка
17 ф
утов
(5,2
м) -
0558
0038
4525
фут
ов (7
,6 м)
- 05
5800
2921
50 ф
утов
(15,2
м) -
0558
0029
22М
айла
рова
я изо
ляци
я - 0
5580
0562
3
Труб
ка и
стой
ка- 0
5580
0562
4вк
люча
ет м
анже
ту и
изол
яцию
Тепл
оизо
лято
р- 05
5800
3582
Дета
ли ра
боче
й час
ти ре
зака
(рис
. 2.1)
Ман
жета
-216
47
Подс
тавк
а05
5800
5926
Шла
нг эк
рани
рующ
его г
аза
17 ф
утов
(5,2
м) -
0558
0021
2325
ФУТ
ОВ (7
,6 м)
- 05
5800
4037
50
ФУТ
ОВ (1
5,2 м
) - 05
5800
4038
Опле
тенн
ая тр
убка
кабе
ля
(вну
тр. д
иаме
тр 2,
250-
2,500
)- 7
2020
003
Изол
яцио
нная
лент
а из П
ВХ -
0558
0042
61Ст
анда
ртно
е эле
ктро
техн
ичес
кое
пред
упре
жден
ие -
0558
0040
42
Замо
к (вн
утр.
диам
етр 2
,00 дю
йма,
шири
на. 0
,63 дю
йма )
- 055
8004
045
СИЛО
ВОЙ
КАБЕ
ЛЬ/К
АБЕЛ
Ь ХЛА
ДАГЕ
НТА
25 Ф
УТОВ
(7,6
м) -
0558
0040
47
50 Ф
УТОВ
(15,2
м) –
0558
0040
48
Кабе
ль вс
помо
гате
льно
й дуг
и /хл
адаг
ента
25 Ф
УТОВ
(7,6
м) –
0558
0040
3550
ФУТ
ОВ (1
5,2 м
) - 05
5800
4036
Шла
нг пл
азме
нног
о газ
а17
ФУТ
ОВ (5
,2 м)
- 05
5800
4177
25 Ф
УТОВ
(7,6
м) -
0558
0028
73
50 Ф
УТОВ
(15,2
м) -
0558
0041
78

PT-26Rezací horák s plazmovým oblúkom
Prevádzková príručka (SK)
0558004847

186

187
ObSah
1.0 Bezpečnostnéopatrenia.........................................................................................................................................................189
2.0 Popis.............................................................................................................................................................................................. 1912.1 Popis....................................................................................................................................................................................193
3.0 Inštalácia.......................................................................................................................................................................................195 3.1 Pripojeniahorákakzdrojuenergie..........................................................................................................................195 3.2 Prispôsobeniastaršímzdrojomenergie................................................................................................................195 3.3 Výberplynu......................................................................................................................................................................196 3.4 Pripojeniaplynu..............................................................................................................................................................196 3.5 Montáždielovprednejčasti.......................................................................................................................................197 3.6 Vodítkoodstupu.............................................................................................................................................................198 3.7 Voľnéspotrebovateľnéčasti.......................................................................................................................................198 3.8 Inštaláciausmerňovačavírenia.................................................................................................................................198
4.0 Prevádzka......................................................................................................................................................................................199 4.1 Prevádzka..........................................................................................................................................................................199 4.2 Prevádzkovéparametre...............................................................................................................................................201 4.3 Údajerezania...................................................................................................................................................................201
5.0 Údržba...........................................................................................................................................................................................207 5.1 Demontážprednejčasti...............................................................................................................................................207 5.2 Všeobecne........................................................................................................................................................................207 5.3 Špinaalebokontaminácia..........................................................................................................................................208 5.4 Odstráneniealebovýmenahlavyhoráka.............................................................................................................208 5.5 Odstráneniealebovýmenakáblovhoráka...........................................................................................................209 5.6 Výmenaohybnejpodpory,rozvádzačaaleborukoväte..................................................................................209 5.7 Výmenaspínačahoráka...............................................................................................................................................209 5.8 Meranieprietokuplynuhoráka................................................................................................................................210
6.0 Náhradnédiely........................................................................................................................................................................... 2116.1 Všeobecne........................................................................................................................................................................ 2116.2 Objednávanie.................................................................................................................................................................. 211
Odsek / Názov Strana

188
ObSah

189
ČaSŤ 1 bEZPEČNOSTNÉ OPaTRENIa

190
ČaSŤ 1 bEZPEČNOSTNÉ OPaTRENIa

191
OdSEK 2 POPIS
Horák PT-26
Tentouniverzálny,jednoduchý300Ahorákposkytujevynikajúcivýkonvcelomrozsahumanuálnychamecha-nizovanýchrezacíchaplikácií.
■ Vynikajúce rezacie schopnosti - reže až do 3-1/2” (88,9 mm) a oddeľuje 4” (101,6 mm) s použitím vzduchu, dusíka alebo hydrogénu argónu pri 300 A
■ Vytvára čisté, vysoko kvalitné rezy■ Pracuje s dielenským alebo valcovým vzduchom, dusíkom
alebo hydrogénom argónu pri 300 A■ Kompaktný, ľahký dizajn pre jednoduchú manipuláciu■ Elektródy s dlhou životnosťou znižujú prevádzkové
náklady
■ Spúšťanie pilotného oblúka - spustí sa aj na nátere■ K dispozícii aj tryska pre drážky■ Prerušovaná rezná kapacita pre mrežované alebo rozšírené
kovové aplikácie■ Pre pohodlie obsluhy je k dispozícii vyhlbovacia ochrana a
vodítko odstupu■ Ročná záruka
Technické údajeTriedanapätia“M”(EN50078)Prúdovákapacita(všetkyservisnéplynyatlaky) cyklus100%prevádzky....................................................................200ADCSP cyklus60%prevádzky,manuálnehoráky,100%vrade.......300ADCSP Maximálnymenovitýprúd..............................................................300ADCSPSchválenéservisnéplyny Plazma...........................................................0
2,Vzduch,N
2,H-35,N
2/H
2zmesi
Ochrannýštít..........................................................................Vzduch,N2,CO
2,Ar
Minimálnepožiadavkyprietokuzásobovaniaplynom Ochrannýštít................................ 200cfhpri85psig(94l/min.@6,0BAR) Plazma..........................................240cfhpri80psig(112l/min.@5,6BAR)Dĺžkaservisnýchvedení..........25stôpalebo50stôp(7,6malebo15,2m)Hmotnosť.......................................................................25stôp-16libier(7,3kg) 50stôp-28libier(12,7kg)Maximálnyprípustnývstupnýtlakplynu......................... 100psig(6,9BAR)Tlakspúšťaciehoplynu...............................................................30psig(2,1BAR)Minimálnepožiadavkynaprietokzásobovaniachladiacimprvkom................0,9gpmpri95psig(3,4l/minpri6,6BAR)Maximálnyvstupnýtlakchladiacehoprvku.................... 120psig(8,3BAR)Maximálnateplotachladiacehoprvku........................................105°F(40°C)
KonzolyESP-150, ESP-200 a v yrovnávacia súprava150
Objednávkové informáciePT-26,90°,25stôp(7,6m)vedenie................................................ 0558004031PT-26,90°,50stôp(15,2m)vedenie.............................................. 0558004032PT-26,70°,25stôp(7,6m)vedenie................................................ 0558002208PT-26,70°,50stôp(15,2m)vedenie.............................................. 0558002209
PT-26,IN-LINE,25stôp(7,6m)......................................................... 0558002320PT-26,IN-LINE,50stôp(15,2m)...................................................... 0558002321
POZNÁMKA: RADOVÉ horáky majú 2” (50,8 mm) priemer hlavne a dodávajú sa bez podstavca alebo držiaku horáka.
PT-26SL,RADOVÉ,17stôp(5,2m).................................................. 0558005620PT-26SL,RADOVÉ,25stôp(7,6m).................................................. 0558005621PT-26SL,RADOVÉ,50stôp(15,2m)............................................... 0558005622
POZNÁMKA: RADOVÉ “SL” horáky majú 1 3/8” (34,9 mm) priemer hlavne a dodávajú sa s 32 polohovým podstavcom.
Voliteľné príslušenstvoPlazmitová ochrana hlavy horákaPrevyhlbovanie................................................................................... 0558003797
25 stôp (7,6 m) Kožené puzdro*Chránihlavyhorákovpredabrazívnymiarozžeravenýmikovmi;odporúčanénajmäpreplazmovévyhlbovanie....................... 0558002921
50 stôp (15,2 m) Kožené puzdro* ............................................ 0558002922Sada náhradných dielov................................................................ 0558004030držiak horáka, 2” (50,8 mm) ...................................................... 0558002985Sada vybavenia horáka............................................................... 0558003186*Štandardné na manuálnych horákoch.

192
Elektróda0558003722-Vzduch,dusík,dusík/vodík
0558003723-Argón/vodík(H-35)
Trubkausmerňovača-0558003710
Umiestnenietesniacehokrúžku-0558003721
TepelnýštítManuálnyhorák-0558003714
*Bezpečnostnávzdialenosť-0558003715
Izolant-0558003711Obsahujetesniacikrúžok-0558003712
Držiakelektródy-0558003707Obsahujetesniacekrúžky
0558003708(horný)948317(spodný)
Vodítkoodstupu-0558003713
Hlavahoráka- 90°.................. 0558003719 70°....................0558002204
obsahujetesniacekrúžky: 0558003720(1) 0558003721(3)
Umiestnenietesniacehokrúžku-0558003720
* Tepelný štít pre malé vzdialenosti. Voliteľné pre manuálny horák pri rezaní alebo vyhl-bovaní v tesnej blízkosti obrobku.
A P/N VEĽKOSŤTRYSKYRezaciatryska50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Vyrezávaciatryska 200 0558003718 .125300 0558003795 .144
Všetkyobsahujútesniacekrúžky:0558003724(horný)0558003725(spodný)
OdSEK 2 POPIS
Obrázok 2.1 Montáž dielov prednej časti PT-26
PT-26 Manuálne modely
PT-26 radové modely
Elektróda0558003722-Vzduch,dusík,dusík/vodík
0558003723-Argón/vodík(H-35)
Trubkausmerňovača-0558003710
**Usmerňovačvírenia,radový-0558003583Obsahujetesniacikrúžok-0558003724a14K07
Držiakelektródy-0558003707Obsahujetesniacekrúžky:
0558003708(horný)948317(spodný)
Hlavahoráka- RADOVÉ.... 0558002110 Obsahujetesniacekrúžky: 0558003720(1) 0558003721(3)
Umiestnenietesniacehokrúžku-0558003721
Umiestnenietesniacehokrúžku-0558003720
** Tieto dve položky spolu s inštalačným nástro-jom usmerňovača (0558003584) sa dodávajú so všetkými mechanizovanými verziami tohto horáka.
**Vyhĺbenieštítu,mechanizované-0558003582
A P/N VEĽKOSŤTRYSKYRezaciatryska50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Vyrezávaciatryska 200 0558003718 .125300 0558003795 .144
Všetkyobsahujútesniacekrúžky:0558003724(horný)0558003725(spodný)

193
OdSEK 2 POPIS
2.1 Popis
PT-26jedvojplynný,vodouchladenýhorákso70°alebo90°hlavoupremanuálnerezanieavyhlbovaniearadovouhlavoupremechanizovanérezanieavyhlbovanie.Každáznichjevytvorenáprepoužitiesurčitýmisúpravamirezaniaplazmovýmoblúkom.TietosúpravyobsahujúESP-150,ESP-200asprávnevybavenúvyrovnávaciusúpravu150systémov.
Obrázok 2.2 PT-26 Rozmery
VaROVaNIE
PROcES REZaNIa PlaZMOVýM OblúKOM VyužíVa VySOKÉ NaPäTIE. MuSíTE PREdchádZaŤ KONTaKTu MEdZI “žIVýMI” ČaSŤaMI hORá-Ka a PRíSTROjOM. TaKTIEž NESPRáVNE POužITIE KTORÉhOKOľVEK Z POužITých PlyNOV MôžE PREdSTaVOVaŤ bEZPEČNOSTNÉ RIZIKO. PREd ZaČaTíM PREVádZKy hORáKa PT-26 SI PREšTudujTE bEZPEČ-NOSTNÉ a PREVádZKOVÉ POKyNy, KTORÉ Sú PRIbalENÉ K VášMu ZdROju ENERgIE.
POMOcOu hORáKa Na KTOREjKOľVEK jEdNOTKE, KTORá NIE jE VybaVENá SPájajúcIM bEZPEČNOSTNýM VNúTORNýM uZaMyKa-cíM SySTÉMOM, Sa MôžE ObSluhujúcI PRacOVNíK VySTaVIŤ NE-OČaKáVaNÉMu VySOKÉMu NaPäTIu.
4,01”(102mm)
13,11”(333mm)1,60”
(41mm)
1,66”(42mm)
1,50”(38mm)

194
OdSEK 2 POPIS
Obrázok 2.3 PT-26 Rozmery radového horáka
2,00”(50,8mm)
16,50”(419,1mm)
Obrázok 2.4 PT-26 Rozmery radového horáka “Sl”
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2.00”(50,8mm)

195
3.1 Pripojenia horáka k zdroju energie
Abystezistili,akopripojiťhorákkvášmuzdrojuenergie,preštudujtesipokynykzdrojuenergie.
Poradie,vktorommajúbyťvykonanépripojeniahoráka,samôželíšiťvzávislostiodpoužitéhozdrojaenergie.Prezritesivášzdrojenergie,abysteurčiliporadie,ktorévámumožnínajľahšiepripojeniepomocoukľúča.
HorákPT-26používaľavotočivýzávitveľkosti“C”prezápornýpólapripojeniechladiacehoprvku.Pripojtetentospojovacídielkpríslušnémupripojeniunazdrojienergieapevnehodotiahnitekľúčom.Podotiahnutíspojo-vaciehoprvkustiahnitenapripojeniegumenúobjímku.Spojovacídielspravotočivýmzávitomveľkosti“B”sapoužívanapripojeniekladnéhopóluachladiacehoprvku.Dotiahnitehočonajpevnejšie.
Pripojenia plazmotvorného plynu a ochranného plynu sa vykonávajú dvomi spojovacími dielmi veľkosti “B”,pričomkaždýsinýmzávitom.Pevneichdotiahnitekľúčomkpríslušnýmterminálomnazdrojienergie.
Pripojeniespínačahorákajeurobené5kolíkovouzástrčkounavedeníspínačahoráka.Vložtezástrčkudoprísluš-nejzásuvkynazdrojienergieapootočtezaisťovacíkrúžok,abystejupevnezaistilivdanejpolohe.
3.2 Prispôsobenia starším zdrojom energie
HorákPT-26môžeteprispôsobiťstaršímzdrojomenergiesvyrovnávacousúpravou150.Tosivyžadujeinštaláciunovejprípojnejskrinky.SadaktomutoúčelujeP/N000759.
OdSEK 3 INšTalácIa
VaROVaNIEuISTITE Sa, žE NaPájací SPíNaČ Na KONZOlE jE V POlOhE “OFF (VyPNuTý)” a PRIMáRNE VSTuPNÉ NaPájaNIE jE OdPOjENÉ Od PRúdu.
PT-26 jE VyTVORENý PRE SFORMOVaNIE bEZPEČNÉhO SySTÉMu S uRČITýMI ZdROjMI ENERgIE, KTORÉ Majú ZaRIadENIa Na dETEK-cIu STRaTy PRIETOKu chladIacEhO PRVKu, KTORý Sa VRacIa Z hORáKa a KTORÉ PRESTaNú ZáSObOVaŤ hORáK V PRíPadE, žE ZaZNaMENajú TaKúTO STRaTu. OdSTRáNENIE alEbO uVOľNENIE TEPElNÉhO šTíTu hORáKa SPôSObí TaKúTO STRaTu chladIacE-hO PRVKu. NEPOužíVajTE PT-26 Na ZdROjOch ENERgIE, KTORÉ NIE Sú VybaVENÉ TaKýMTO SySTÉMOM.
VaROVaNIE

196
3.3 Výber plynu
PT-26jedvojplynovýhorák,ktorýumožňujevyužívaťjedenplynakoplazmotvornýadruhýakoochranurezané-hopriestoru.Odporúčanékombinácieplynovsúuvedenénižšie.
Vzduchová plazma/vzduchový ochranný štítNajlepšiavšeobecnákombináciaprekvaliturezu,rýchlosťrezuaúsporunajemnýchoceliach,nehrdzavejúcejoceleahliníka.Tátokombináciaspôsobujenitračnýpovrchpričelerezuajemnúoxidáciuzliatinovýchprvkovnanehrdzavejúcejoceli.Vždypoužívajtečistýsuchývzduch.Vlhkosťaleboolej,ktorýsanachádzavprívodevzduchu,znižuježivotnosťdielovhoráka.
dusíková plazma/vzduchový ochranný štítTátokombináciazvyšuježivotnosťdielov,najmäelektródy.Rýchlosťrezujezvyčajnenižšiaakoprivzduchovejplazme.Vytváranitráciupovrchu,alečelorezunanehrdzavejúcichoceliachječistejšie.AkochladiacunáhradumožnopoužiťdusíkaleboCO
2.
h-35 plazma/dusíkový ochranný štítTátokombináciazaručujevynikajúcuživotnosťdielovsminimálnymmnožstvomkontamináciepovrchurezuatýmposkytujevynikajúcuzvárateľnosť.Najčastejšiesapoužívanavyhlbovanienajemnýchoceliach,hliníkuanehrdzavejúcejoceli.Najemnýchoceliachjekvalitarezuslabá.Dobrákvalitarezunahliníkuanehrdzavejúcejoceli,obzvlášťsväčšouhrúbkou.
40% vodíková - 60% dusíková plazma/vzduchový ochranný štítLennahliník,kdepodávazvýšenúrýchlosť rezuamožnosťvrstvenia.Slabývýkonnanehrdzavejúcejoceliajemnejoceli.
Kyslíková plazma/vzduchový ochranný štít Najlepšiakvalitapremechanizovanérezanie jemnejocelehrúbky1”(25,4mm)alebotenšejso150až300A.Najvyššiaschopnosťodstraňovaniakovovprivyhlbovanínajemnejoceli.
3.4 Pripojenia plynu
Pozrite si odsek 3.3 pre zoznam schválených servisných plynov. Nepoužívajte plyny, ktoré nie sú vysloveneschválenéprehorákPT-26.
Povýbereplynovpredanúprácupripojtehadicezásobovaniaplynomkpripojovacímdielomnazadnejstranezdrojaenergie.Zapamätajtesi,žesatumôžunachádzaťdvapripojovaciedielyprekaždýplyn.Použitepripojo-vaciediely,ktorésazhodujúsvašimihadicami.Uistitesa,žepripojovaciediely,ktorésanepoužívajú,súzakrytékrytom,ktorýjepripevnenýkzdrojuenergie.
Všimnitesi,žezdrojeenergieESP-150aESP-200majúpripojenieplynusoznačením“StartGas(spúšťacíplyn)”.Totoumožňujenastaviťtypplazmotvornéhoplynuatlak,ktorýsamápoužiťakoplazmotvornýplynprispusteníoblúka.Tosavyužívanazvýšenieživotnostielektródypočasniektorýchtypovmechanizovanéhoplazmovéhorezania.Spúšťacíplyn,ktorýsaväčšinouvyužívaprimanuálnomrezaní,jerovnakýplynakoten,ktorýsavyuží-vaprevytváranierezacej/vyhlbovacejplazmyalebodusík.
dôlEžITÉ! Prívod plynu MuSí byť vždy pripojený ku “Start gas (spúšťaciemu plynu)”. ak to neurobíte, horák sa poškodí. ako spúšťací plyn môžete využiť ktorýkoľvek plyn, ktorý je uvedený v predchádzajú-com odseku.
OdSEK 3 INšTalácIa
POužíVajTE lEN TIE PlyNy, KTORÉ Sú V TOMTO dOKuMENTE uVE-dENÉ aKO SchVálENÉ.VaROVaNIE

197
3.5 Montáž dielov prednej časti
Uistitesa,že:
Všetkytesniacekrúžkysúnasvojommieste(hlavahoráka,tryska,držiakelektródy)DržiakelektródyjeutesnenýJeosadenáautesnenátrubkausmerňovačaJeosadenáautesnenáelektródaJeosadenátryska
Premontáždielovprednejčastinahlavuhorákasipozriteobrázok2.1
Najprvskontrolujtetelesohoráka,abystesaubezpečili,ževovnútrinieježiadnyodpadalebotesniacekrúžky.Odstráňteakýkoľveknález.
Skontrolujtedržiakelektródy,abystesaubezpečili,žeobatesniacekrúžkysúnasvojommieste.Naskrutkujtedržiakelektródynahlavuhorákaapevnehodotiahnitepoužitím3/16”(4,8mm)šesťhrannéhoallenovhokľúča.Držiakmusíbyťtesný,alezabráňtenadmernémudotiahnutiudobodu,kedysazaoblívnútornýšesťhrandržia-ka.
Vložtetrubkuusmerňovačadodržiakaelektródyanaskrutkujtehonahlavuhorákaspoužitímplastickéhošesť-hrannéhoallenovhokľúča.Dávajtepozor,abybolatrubkapevnedotiahnutá,alenedoťahujtejunadmerne.
Vložteizolantdohlavyhoráka.Uistitesa,žetesniacikrúžokjenasvojommiestevizolantetak,abyizolantzaujalsvojemiestovhlavehoráka.Nezatláčajteizolantprílišdozadu.Ponainštalovaníhotryskazatlačídosprávnejpolohy.
Naskrutkujteelektródunazávitdržiakaelektródyadotiahnitejupomocoušesťhrannéhonástrčkovéhokoncaplastickéhonáradia.
Stlačtetryskudoprednejčastihlavyhoráka.Pravdepodobnesatýmzatlačíajizolanthlbšiedohlavyhoráka.Tojenormálne.Uistitesa,žeobatesniacekrúžkysúnasvojommiesteatryskasedívhlavehoráka.
•••••
OdSEK 3 INšTalácIa
VaROVaNIEuISTITE Sa, žE NaPájací SPíNaČ Na KONZOlE jE V POlOhE “OFF (VyPNuTý)” a PRIMáRNE VSTuPNÉ NaPájaNIE jE OdPOjENÉ Od PRúdu. NESPRáVNa INšTalácIa dIElOV PREdNEj ČaSTI VáS MôžE VySTaVIŤ VySOKÉMu NaPäTIu alEbO POžIaRu.
dOdRžIaVajTE VšETKy POKyNy V PRíSlušNOM NáVOdE, PRIba-lENOM SPOlu S VašíM ZdROjOM ENERgIE. NEINšTalujTE aNI Sa NEPOKúšajTE PREVádZKOVaŤ TENTO hORáK bEZ TOhO, žE dO-dRžIaVaTE TIETO POKyNy. TVaR PREdNEj ČaSTI hORáKa ObSa-hujE KOMPONENTy, KTORÉ PRI PRácI S ObVOdMI ZdROja ENER-gIE chRáNIa hORáK PREd NáhOdNýM SPuSTENíM V PRíPadE, žE Sa OdSTRáNIl TEPElNý šTíT a SPíNaČ hORáKa jE uZaVRETý.
VaROVaNIE

198
OdSEK 3 INšTalácIa
3.6 Vodítko odstupu
Vodítkoodstupuumožňujeobsluhedodržaťkonzistentnýodstuptým,žesaprísunvodítkadotýkaobrobku.
Vodítkoosaďtejehonasunutímnatepelnýštít(tepelnýštítbymalbyťnasvojommiestenahoráku)otáčavýmpohybomvsmerehodinovýchručičiek.Vodítkovždyinštalujtealebonastavujtepohybomvsmerehodinovýchručičiek,abystepredišliuvoľneniuochrannéhoštítu.
Akjeosadenievodítkaodstupunaochrannomštíteveľmitesné,otvortepriečinoknaštíteotočenímveľkýmplo-chýmskrutkovačom.Akjeupevnenieprílišvoľné,zatvortepriečinokstlačenímvodítkaterasovýmspôsobom.
3.7 Voľné spotrebovateľné časti
Správnyvýkonhorákazávisínasprávnejabezpečnejinštaláciispotrebovateľnýchdielovprednejčasti,obzvlášťdržiakaelektródy,trubkyusmerňovača,elektródy,tepelnéhoštítuarovnakoajpríslušnýchtesniacichkrúžkov.
1. Uistitesa,žedržiakelektródyjeúplnenaskrutkovanýdohlavyhorákaabezpečnedotiahnutý3/16”(4,8mm)šesťhrannýmallenovýmkľúčom.Použitekovovýallenovkľúč.Plastovýkľúčniejenatútooperáciudosťpev-ný.Rovnakosauistite,žetrubkausmerňovačajeúplneosadenávhorákuasedíoprotidržiakuelektródy.Pretútooperáciupoužiteplastovýallenovkľúč.
2. Úplnedotiahniteelektródunadržiakelektródyspoužitímšesťhrannéhonástrčkovéhokoncaplastovéhokľúča.
3. Úplnýmdotiahnutímtepelnéhoštítusauistite,žetryskaajejtesniacekrúžkysúzaistené.“Úplne”znamenátaktesne,akojetolenmožnérukou,nepoužívajtekľúče.
Nesprávnenainštalovanédielyprednejčastispôsobiaúnikchladiacehoprvku,ktorýbymoholspôsobiťslabýrezacíalebovyhlbovacívýkonamôžetiežspôsobiťpoškodeniesamotnéhohorákavnútornýmoblúkom.
3.8 Inštalácia usmerňovača vírenia
Preinštaláciuusmerňovačavíreniapoužitepríslušnéinštalačnénáradie,p/n0558003584.Totonáradieumožnítesniacemukrúžkunavnútornejstraneusmerňovačavírenia jednoduchýprechoddoO.D.držiakaelektródy.Inštaláciausmerňovačavírenia,ktorýdotiahneterukoujedostačujúca.
Naskrutkujtetepelnýštítnahlavuhoráka,abystezachytilitrysku.Tepelnýštítbystemalirukoudotiahnuťčonajpevnejšie,abystezabrániliúnikuchladiacehoprvkuceztesniacikrúžok.
Aksachystátepoužiťvoliteľnévodítkoodstupu,osaďtehonatepelnýštítstlačenímalebokrútenímvSMEREHODINOVÝCHRUČIČIEK,ažkýmúplnenezasadnenaštít.
dôlEžITÉ - Nekrúťte vodítko odstupu proti smeru hodinových ručičiek, pretože by ste povolili tepelný štít.

199
4.1 Prevádzka
Horákjeterazpripravenýnarezaciualebovyhlbovaciuprevádzku.Prenastaveniaovládaniasipozritepokynyprevášzdrojenergie.
1. Otočtespínačtestuplynualeborežimuplynudotestovejalebonastavovacejpolohy.
POZNáMKa:Poloha“CUT(REZANIE)”slúžiprenastavenierezaciehoplazmotvornéhoplynu.Poloha“START/SHIELD(ŠTART/OCHR.
ŠTÍT)”slúžinanastavenieplazmotvornéhoplynuaochrannéhoplynu.Akjespúšťacíplazmotvornýplynarezacíplazmo-tvornýplynrovnakýajeovládanýrovnakýmregulátorom,použitelenpolohuŠTART/OCHR.ŠTÍT.PolohaREZANIEnieje
potrebná.
2. OtočtespínačenergiedopolohyON(ZAPNUTÉ).Plynbymalterazpretekaťdohoráka.3. Nastavtetlakplynunaregulátoreprívoduplynunahodnoty,ktorésúudanévodsekuoprevádzkovýchpa-
rametroch.Spínačtestuplynualeborežimuplynuotočtedoprevádzkovejpolohy.Prietokplynubysamalterazzastaviť.Nastavteovládanieprúdunasprávnuhodnotupretrysku.
4. Horákdajtedosprávnejpolohyprerezaniealebovyhlbovanie.Prirezaníbymalbyťodstuphoráka(vzdiale-nosťtryskykobrobku)približne1/4”(6,4mm).Akjetomožné,začniterezaťzrohuobrobku.Akmusíteurobiťdieru,nakloňtehorákvuhletak,abyžeravýkovodtekalsmeromodhorákaaodobsluhyapovytvorenídierydajtehorákspäťdozvislejpolohyazačniterezať.Prevyhlbovanieumiestnitehoráknadobrobokvuhle35°až45°odhorizontálnejpolohy.
5. Stiahnitesivašuochrannúprilbu.6. Stlačteapridržtespínacietlačidlohoráka.Plynbymalzačaťpretekať.Odvesekundyneskôrbysamalhlavný
stýkačuzavrieťanaobrobokbysamalprenášaťoblúk.
VýSTRaha
VaROVaNIE
Noste bežné ochranné rukavice, oblečenie, ochranu uší a ochrannú helmu. Prečítajte si bezpečnostné opatrenia v návode od vášho zdroja energie.
NIKdy Sa NEdOTýKajTE žIadNEj ČaSTI Za RúČKOu hORáKa (TRySKa, TEPElNý šTíT, ElEKTRóda, aTď.), aK NIE jE SPíNaČ Na ZdROjI ENERgIE V POlOhE OFF (VyPNuTý).
OdSEK 4 PREVádZKa
POZNáMKa:Vášzdrojenergiemôžeumožňovaťzvýšeniečasuoneskoreniaprietokunadlhšieakodvesekundy,zvyčajneažnaštyrialebopäťsekúnd.Aksanakoncičasuoneskorenianezapálipilotnýoblúk,uvoľnitespínačhorákaaskontrolujtenastaveniatlakuplynu.Aksapilotnýoblúkzapálialeneprenášasanaobrobok,uvoľnitespínačhorákaaskontrolujte,čijehorákv
správnomodstupeodobrobkuačijesvorkaobrobkupevnepripojenákobrábanémukusu.

200
7. Prirezaníudržiavajteodstuphorákavovzdialenostimedzi3/16”-1/2”(4,8-12,7mm).Prirezanítenšíchplatníbymalbyťodstupbližšiekspodnémulimituaprirezaníhrubšíchplatníbymalbyťodstupbližšiekhorné-mulimitu.Udržiavajterýchlosťrezaniatak,abyvámposkytovalarezpožadovanejveľkostiavytváralaprúdrozžeravenéhokovu,ktorýsavytváranaspodnejstraneobrobku.
8. Privyhlbovaníudržujteuholnáklonuarýchlosťtak,abyboloprikaždomprechodeodstránenépožadovanémnožstvokovu.Udržiavajteuholhorákatak,abycelýrozžeravenýkovodtekalsmeromodhorákapozdĺžvr-chnéhopovrchuplatnealebosmeromnadolcezdrážkuodpredchádzajúcehoprechodu.Vyhlbovanieprílišostrýmuhlomspôsobí,žerozžeravenýkovodlietavapriamospäťnahorák.
9. Aksapočasrezania(alebovyhlbovania)stratíhlavnýoblúk,okamžitesaznovuzapálipilotnýoblúknadobu,počasktorejjestlačenýspínačhoráka.Vtomtočasebystemalihorákrýchlopremiestniťnaobrobkutak,abysteznovuzískalihlavnýoblúkalebovopačnomprípadebystemaliuvoľniťspínač.
10. Hlavnýoblúkautomatickyzhasnenakoncirezaniapotom,akohorákoddialiteodobrobku.Spínačhorákabystemaliokamžiteuvoľniť,abystezabránilizapnutiupilotnéhooblúka.
11. Poukončenírezacích(alebovyhlbovacích)operáciívyčkajtepredprepnutímspínačaenergienazdrojiener-giedopolohyOFF(VYPNUTÝ)párminút,abysteumožniliventilátoruodstrániťzjednotkynahromadenéteplo.Poskončenítohtočasuvypniteprimárnyzdrojnahlavnomvypínači.
OdSEK 4 PREVádZKa

201
Pre zaistenie optimálneho rezného výkonu a pre pomoc pri riešení problémov s kvalitou rezu si prečítajte nasledujúce tabuľky parametrov rezania.
4.3 údaje rezania
Podmienky rezania radového horáka PT-26:
Údajezachytenésusmerňovačomvírenia(0558003583)avyhĺbenímštítu(0558003582).
65Aúdajevyužívajúštandardnýtepelnýštít(0558003714)alebotepelnýštítpretesnúblízkosť(0558003715)namiestevyhĺbeniaštítu(0558003582)avyužívajú50Atrysku(0558003716).
MateriálHrúbka
palce(mm)Odstup
palce(mm)Rýchlosť
ipm(mm/m)
Spúšťacíplynatlak
psig(bar)
Rezacíplynatlak
psig(bar)
Ochrannýplynatlakpre
ESP-150a200psig(bar)
Uhlíkováoceľ
0,12(3,2)0,19(4,8)
190(4826)
Vzduch30(2,1)
Vzduch60(4,1)
Vzduch50(3,4)
0,25(6,4) 100(2540)
0,50(12,7) 0,25(6,4) 30(762)
Hliník
0,12(3,2)0,19(4,8)
50*(1270)
0,25(6,4) 70(1778)
0,50(12,7) 0,25(6,4) 20(508)
Nehrdzavejú-caoceľ
0,12(3,2)0,19(4,8)
75(1905)
0,25(6,4) 50(1270)
0,50(12,7) 0,25(6,4) 20(508)
OdSEK 4 PREVádZKa
Tabuľka 4.1 údaje 65 a rezania
4.2 Prevádzkové parametre
Odporúčanétlakyplynu-Spúšťací....................................................................................................................................................30psig(2,1bar)Plazma(rezanie)................................................................................................................... 50-70psig(3,4-4,8bar)Plazma(vyhlbovanie).........................................................................................................40-45psig(2,6-3,1bar)Ochrannýštít........................................................................................................................ 40-50psig(2,6-3,4bar)
Odporúčanýodstup-5/16”-1/2”(7,9-12,7mm)
Rýchlostiposunu-RýchlostiposunuprePT-26súuvedenévtabuľkách4-1až4-4.

202
MateriálHrúbka
palce(mm)Odstup
palce(mm)Rýchlosť
ipm(mm/m)
Spúšťacíplynatlak
psig(bar)
Rezacíplynatlak
psig(bar)
Ochrannýplynatlakpre
ESP-150a200psig(bar)
Uhlíkováoceľ
0,19(4,8)
0,19(4,8)
150(3810)
Vzduch/N2
30(2,1)O
2
60(4,1)
Vzduch60(4,1)
0,25(6,4) 130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7)
0,25(6,4)
50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Vzduch30(2,1)
Vzduch60(4,1)
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
Hliník
0,19(4,8) 0,19(4,8) 175(4445)
0,25(6,4)0,25(6,4)
130(3302)
0,38(9,7) 90(2286)
0,50(12,7)
0,31(7,9)
70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 25(635)
Nehrdzave-júcaoceľ
0,19(4,8) 0,19(4,8) 165(4191)
0,25(6,4)0,25(6,4)
125(3175)
0,38(9,7) 80(2032)
0,50(12,7) 0,31(7,9) 50(1270)
0,62(15,7)
0,38(9,7)
35(889)
0,75(19,1) 20(508)
1,00(25,4) 10(254)
OdSEK 4 PREVádZKa
Tabuľka 4.2 údaje 150 a rezania

203
MateriálHrúbka
palce(mm)Odstup
palce(mm)Rýchlosť
ipm(mm/m)
Spúšťacíplynatlak
psig(bar)
Rezacíplynatlak
psig(bar)
Ochrannýplynatlakpre
ESP-150a200psig(bar)
Uhlíkováoceľ
0,25(6,4)
0,19(4,8)
150(3810)
Vzduch/N2
30(2,1)O
2
55(3,8)
Vzduch80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 80(2032)
0,62(15,7)
0,25(6,4)
65(1651)
0,75(19,1) 50(1270) Vzduch60(4,1)1,00(25,4) 35(889)
0,25(6,4) 135(3429)
Vzduch30(2,1)
Vzduch55(3,8)
Vzduch80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 85(2159)
0,62(15,7) 70(1778)
0,75(19,1) 55(1397)
1,00(25,4) 30(762)
Hliník
0,25(6,4) 130(3302)
0,38(9,7) 105(2667)
0,50(12,7) 85(2159)
0,62(15,7)0,31(7,9)
75(1905)
0,75(19,1) 60(1524)
1,00(25,4) 0,38(9,7) 40(1016)
Nehrdzavejúcaoceľ
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 115(2921)
0,50(12,7) 75(1905)
0,62(15,7)
0,38(9,7)
65(1651)
0,75(19,1) 55(1397)
1,00(25,4) 20(508)
OdSEK 4 PREVádZKa
Tabuľka 4.3 údaje 200 a rezania

204
MateriálHrúbka
palce(mm)Odstup
palce(mm)Rýchlosť
ipm(mm/m)
Spúšťacíplynatlak
psig(bar)
Rezacíplynatlak
psig(bar)
Ochrannýplynaprietok
cfh(l/m)
Uhlíkováoceľ
0,50(12,7)0,25(6,4)
130(3302)
Vzduch/N2
30(2,1)
O2
75(5,2)
Vzduch210(99,1)
0,62(15,7) 95(2413)
0,75(19,1)0,31(7,9)
80(2032)
1,00(25,4) 50(1270)
1,50(38,1) 0,38(9,7) 20(508)
2,00(50,8) 0,50(12,7) 10(254)
0,50(12,7)
0,31(7,9)
120(3048)
Vzduch75(5,2)
0,62(15,7) 90(2286)
0,75(19,1) 80(2032)
1,00(25,4) 55(1397)
1,50(38,1) 0,38(9,7) 25(635)
2,00(50,8) 0,50(12,7) 12(305)
OdSEK 4 PREVádZKa
Tabuľka 4.4 údaje 300 a rezania

205
OdSEK 4 PREVádZKa
údaje rezania ocele PT-26
hrúbka materiálu (palce)
Rýc
hlo
sť r
ezan
ia (i
pm
)
hrúbka materiálu (palce)
Rýc
hlo
sť r
ezan
ia (i
pm
)
Plazmotvornýplyn:Vzduchpri60psig(4,1bar)Ochrannýplyn:Vzduchpri50psig(3,4bar)Štartovacíplyn:Vzduchpri30psig(2,1bar)Odstup:5/16”(7,9mm)
50A150A200A300A
Plazmotvornýplyn:H-35alebovzduchpri50-60psig(3,4-4,1bar)Ochrannýplyn:Vzduchpri50psig(3,4bar)Štartovacíplyn:H-35dusíkalebovzduchpri30psig(2,1bar)Odstup:5/16”(7,9mm)
PreH-35plazmotvornýplyn,použiťdusíkaleboH-35spúšťacíplyn.
200A150A200A300A300A

206
OdSEK 4 PREVádZKa
údaje rezania nehrdzavejúcej ocele PT-26
PT-26 300 a nehrdzavejúca oceľ
hrúbka materiálu (palce)
Rýc
hlo
sť r
ezan
ia (i
pm
)
hrúbka materiálu (palce)
Rýc
hlo
sť r
ezan
ia (i
pm
)
Plazmotvornýplyn:Vzduchpri60psig(4,1bar)aleboH-35pri70psig(4,8bar)Ochrannýplyn:Vzduchpri50psig(3,4bar)alebodusíkpri40psig(2,6bar)Spúšťacíplyn:H-35,dusíkalebovzduchpri30psig(2,1bar)Odstup:3/8”(9,5mm)
200A150A200AH-35150AH-35
Plazmotvornýplyn:Vzduchpri60psig(4,1bar)aleboH-35pri70psig(4,8bar)Ochrannýplyn:Vzduchpri50psig(3,4bar)alebodusíkpri40psig(2,6bar)Spúšťacíplyn:H-35,dusíkalebovzduchpri30psig(2,1bar)Odstup:3/8”(9,5mm)
300Avzduch
300AH-35

207
5.1 demontáž prednej časti
Akstepoužilivodítkoodstupu,odstráňtehozoštítuotáčanímvsmerehodinovýchručičiek.
Odskrutkujtetepelnýštítaodstráňtehozhoráka.Tryskabymalaostaťnahlavehoráka.Priodstráneníštítujemalýúnikchladiacehoprvkunormálny. Skontrolujtetepelnýštít. Vovnútrištítubynemalibyťžiadneznakypoiskrení.Vonkajšíplášťizolantubynemalbyťveľmiopotrebovanýalebospálený.Štítvymeňtevprípade,ženájdeteakékoľvekvyššieuvedenépoškodenie.
Vytiahnitetryskuzhlavyhorákaaskontrolujteju.Otvorbymalbyťokrúhlytaknavstupeakoajnavýstupe.Akjeotvorvytvarovanýoválnealebopoškodený,vymeňtetrysku.Tryskamôžemaťnavnútornýchpovrchochšedéažčierneusadeniny.Môžeteichočistiťoceľovoukefkou,alemusítedávaťpozor,abysteodstránilivšetkyzvyšky,ktorézostanúpooceľovejkefke.
Skontrolujteelektródu.Akmávstredejamkuväčšiuako1/16”(1,6mm),vymeňteju.
Prikaždejvýmeneelektródyskontrolujteajdržiakelektródy.Nemalibytubyťžiadnestopypoiskreníatesniacikrúžokbynemalbyťopotrebovanýalebopoškodený.
Skontrolujteizolant.Aknájdeteakékoľvekznakypoiskrení,vymeňteho.
Skontrolujtetesniacekrúžkyhlavyhoráka.Aksúopotrebovanéalebopoškodené,vymeňteich.Vydržiadlhšie,akichbudeteudržiavaťpokrytétenkýmfilmomsilikónovéhomaziva(0558000443).Použitedostatočnémnož-stvo maziva, aby sa tesniace krúžky zdali mokré alebo lesklé, ale nenechávajte na nich nadmerné množstvomaziva.
Povýmeneakontrolevšetkýchdielovprednejčastiznovuzmontujtehorákpodľapopisuvodseku3.5“Montáždielovprednejčasti”.
5.2 Všeobecne
Pravidelnekontrolujtetepelnýštít,upevneniedržiakaelektródyaizolant.Akjektorákoľvekztýchtočastíveľmiopotrebovanáalebopoškodená,vymeňteju.
Dennekontrolujtetesniacekrúžkyhoráka.Akmáktorýkoľvektesniacikrúžokzárezy,rezyaleboinépoškodenia,vymeňteho.Akjesuchý,namažtehotenkýmfilmommaziva.Akpri inštaláciitepelnéhoštítunecítitežiadnyodporodtesniacehokrúžku,vymeňtetesniacikrúžok.
Návlačkykáblovhorákabystemalipravidelnekontrolovať.Aknanávlačkáchnájdeteakékoľvekpoškodenia,skontrolujtekábelenergieapilotnéhooblúkunapoškodenie.Akobjavíteúnikyplynualebopoškodeniaakého-koľvekdruhu,vymeňtepostihnutésúčiastky.
OdSEK 5 údRžba
VaROVaNIEuISTITE Sa, žE NaPájací SPíNaČ Na ZdROjI ENERgIE jE V POlOhE “OFF (VyPNuTý)” a PRIMáRNE VSTuPNÉ NaPájaNIE jE OdPOjENÉ Od PRúdu.

208
5.3 Znečistenie alebo kontaminácia
ZnečisteniealebokontamináciamôžespôsobiťpredčasnézlyhaniehorákaPT-26prostredníctvomvnútornéhoiskrenia.Abystetomupredišli,malibystevykonaťnasledovné:
1. Zabezpečte,abysapreplazmotvornýa/aleboochrannýplynvyužívallenčistý,suchýabezolejovývzduch.2. Zabráňtenadmernémupoužitiusilikónovéhomazivanatesniacichkrúžkochhoráka.Tenkýfilmmazivaúplneposta-
čuje.3. Predinštaláciounovejsadyspotrebovateľnýchdielovpoutierajtedočistaizolanttelesahorákajemnoulátkou.Schop-
nosťizolantuodolaťprechoduoblúkacezjehopovrchjezníženávtedy,aksaumožníusadzovanieznečisteniaaleboinejkontaminácie.
4. Akhoráknepoužívate,skladujtehosnainštalovanoucelousúpravoudielovprednejčasti.Týmzabrániteusadzova-niuznečisteniavovnútrihorákaapomôžeteochrániťhlavuhorákavprípadenáhodnéhopádu.
5.4 Odstránenie a výmena hlavy horáka
Predvykonanímdemontážesizapamätajtepolohuvšetkýchkomponentovaumiestneniepások,abystezabez-pečiliichsprávneumiestneniepriopätovnejmontáži.Pozritesiobrázok6.1.
1. Posuňteohybnúpodporusmeromdozadunanávlačkuhoráka,ažkýmniejepribližne18”(457,2mm)kzadnejčastirúčky.
2. Odstráňtepáskuvblízkostikoncarúčkyhoráka.3. Vysuňtespínacípásaspínačsmeromdozaduvonzrúčky.4. Vysuňtenávlačkukáblasmeromdozadu.5. Pootočteavytiahniterúčkuzhlavyhorákaaposuňtejusmeromdozadu,abysteobnažilipripojeniakáblovhoráka.6. Pomocoudvochkľúčovnakaždompripojeníodskrutkujteobepripojeniahoráka.Požadovanéveľkostikľúčovsú3/8”
(9,5mm)a7/16”(11,1mm).7. Vytiahnitehlavuhorákazosúpravykáblov,ktoráobsahujepripojenýkusizolantu.Osaďtenovúhlavuhorákaaizo-
lantspäťdosúpravy.8. Pomocoudvochkľúčovnakaždépripojeniebezpečnedotiahnitedvepripojeniahoráka.Krútiacimoment,ktorýsa
pretentokrokvyužívavtovárnije25-30palcovnalibru(172,4-206,8Nm).9. Naskrutkujterúčkuspäťnahlavuhoráka.10. Posuňtespínacípásaspínačnarúčkuaždovzdialenosti2”(50,8mm)odhlavyhoráka.Červenéspájaciepripojenia
prevodítkospínačabymalibyťumiestnenéhneďzakoncomrúčky.11. Potiahnitenávlačkukáblasmeromdopreduapriviažtejunamiestozarúčkoupomocouvinylovejelektrickejpásky.12. Posuňteohybnúpodporuspäťnarúčku,ažkýmsanedotknepáskyspínača.
Poznámka PriopätovnejmontážirúčkynaradovýhorákPT-26SLnajprvposuňtetrubkuizolantuč.v.0558005623na
trubkyapripojeniahoráka,ažkýmichspodnéčastiniesúoprotizadnejčastitelesahoráka.
OdSEK 5 MaINTENaNcE
Mylarovátrubkaizolantu
telesohoráka

209
5.5 Odstránenie a výmena káblov horáka
1. Odpojtepripojeniekáblovhorákazhlavnéhozdrojaenergie.Predetailnépokynysiprečítajtenávodkvášmuzdrojuenergie.
2. Odstráňtehlavuhorákazosúpravykáblovpodľapopisuvkrokoch1až7predchádzajúcejčasti.Zosúpravykáblovodpojteajrúčkuaohybnúpodporu.
3. Položtesúpravukáblovpriamosmeromvon.Tobystemaliurobiťvmieste1-0,5krátdlhšomakokáble.4. Pomocoukúskašpagátualebopevnéhopovrazuspolovičnoudĺžkoukáblovhorákazaistitejedenkoniecpovrazu
okolovšetkýchkáblovhorákanakoncihorákaadruhýkoniecpovrazuzaistitekstatickémuobjektu.5. Odstráňtepáskuznávlačkykáblovnaichkonci,smerujúcomkzdrojuenergie.6. Vytlačtespínačvonzospínacejpáskyaposuňterúčku,spínaciupáskuaohybnúpodporunaopačnýkoniecpovrazu,
ktorýstepoužilivkroku4.Zaistitekonieckáblov,ktorýsmerujekzdrojuenergieanávlačkukáblovvytiahniteúplnenapovraz.
7. Odviažtepovrazzkáblovavymeňtepoškodenékáble.8. Znovuzaistitekoncehorákapovrazomanatiahnitenávlačkuspäťnakáble.Dočasnezaistitenávlačkukukáblomv
blízkostikoncahlavyhorákasvinylovouelektrickoupáskou.9. Potiahniteohybnúpodporu,spínaciupáskuarúčkuspäťnanávlačkukábla.Odstráňtepásku.10. Odviažtepovrazzkáblovapotompostupujtepodľakrokov7až12predchádzajúcehoodseku,abystezaistilihlavu
horákaksúpravekáblov.11. Zaistitenávlačkukáblovnakonci,ktorýsmerujekzdrojuenergiesvinylovouelektrickoupáskou.
5.6 Výmena ohybnej podpory, spínacej pásky alebo rúčky
Akpoškodenieohybnejpodpory,spínacejpáskyaleborúčkyhorákaspôsobípotrebuvýmenyktorejkoľvekztýchtočastí,postupujtepodľanávoduvodseku“Odstránenieavýmenahlavyhoráka”apostihnutúčasť(i)vy-meňtevkroku7predtým,akoznovuosadítehlavuhoráka.Tentoprocesbudejednoduchší,akdočasnezaistítenávlačkukukáblompomocouelektrickejvinylovejpásky.
5.7 Výmena spínača horáka1. Postupujtepodľakrokov1až3odseku“Odstránenieavýmenahlavyhoráka”.2. Pripnitečierneabielevodičestaréhospínačačonajbližšiekčervenýmspojom.Odstráňte1/4”(6,4mm)izoláciez
čiernychabielychvodičov.3. Odstráňte1/4”(6,4mm)zvodičovnovéhospínača.4. Pripojtevodičespínačakukábluspínačapomocounovýchspojok,ktorésanachádzajúprináhradnomspínači.Pou-
žívajtelemovacienáradieprelemovanietakéhototypuspojok.5. Opačnýmpostupompreveďtekroky1až3odseku“Odstránenieavýmenahlavyhoráka”,abysteukončilipostup.
OdSEK 5 údRžba

210
5.8 Meranie prietoku plynu horáka
Ak jenízkyprietokplynupríčinouslabéhorezaciehovýkonualebonízkejživotnostispotrebovateľnýchčastí,prietokmôžeteskontrolovaťpomocoumeracejsadyprietokuplazmovéhohoráka.Sadaobsahujeručnýrotame-ter(prietokomer),ktorýukazujehodnotuvýstupnéhoprietokuplynu.Sadatiežobsahujesúborpokynov,ktorébystemalipresnedodržiavať,abystezabezpečilibezpečnéasprávnepoužitierotametra.ViďformuF-14-391.
HodnotyprietokuvzduchualebodusíkahorákaPT-26’bymalibyťnasledovné:
Ochrannýprietok ESP-150aESP-200.......................................................135-145cfhpri50psig(63,7-68,4l/mpri3,4bar) Vyrovnávaciasúprava150,215................................................ 225cfhpri50psig(106,2l/mpri3,4bar)
Prietokplazmy............................................................................115-140cfhpri50psig(54,3-66,1l/mpri3,4bar)
Celkovýprietok ESP-150aESP-200.................................................. 250-285cfhpri50psig(118,0-134,5l/mpri3,4bar) Vyrovnávaciasúprava150,330.................................................365cfhpri50psig(172,3l/mpri3,4bar)
Merajte hodnoty prietoku s použitím novej 200 A trysky (0558003798), novej elektródy a nového tepelnéhoštítu.Uistitesa,ževšetkydielysúsprávnenainštalovanéažetesniacikrúžokhoráka(0558003721)jevdobromstaveaneprepúšťa.Akjetomožnéanemeriatecelkovýprietok,merajteprietokyindividuálne.
Nižšiehodnotyprietokuplynuakotie,ktorésúuvedenévyššie indikujúobmedzeniealeboúnikvplynovompotrubíhorákaalebozdrojaenergie.
OdSEK 5 MaINTENaNcE

211
OdSEK 6 NáhRadNÉ dIEly
6.1 Všeobecne
Vždyuveďtesériovéčíslozariadenia,naktoromsadielypoužijú.Sériovéčíslojevyrazenénavýrobnomštítkuzariadenia.
Abystezaistilisprávnuprevádzku,taksaodporúča,abystestýmtozariadenímpoužívalilenoriginálnedielyaproduktyznačkyESAB.PoužívaniedielovinýchznačiekakoESABmôžezrušiťvašuzáruku.
NáhradnédielysimôžeteobjednaťuvášhodistribútoraznačkyESAB.
Priobjednávanínáhradnýchdielovnezabudniteuviesťakékoľvekšpeciálnepokynypredodanie.
ObráťtesanaKomunikačnéhosprievodcu,ktorýsanachádzanazadnejstranetejtopríručky,kdenájdetezoz-namtelefónnychčíselzákazníckychservisnýchcentier.
6.2 Objednávanie
Faktúrazamateriálnepoložky,ktorémajúprázdnečísladielov,sauvádzajúibapreinformovaniezákazníka.Hardvérovépoložkybymalibyťdostupnéumiestnychdodávateľov.
Poznámka
6.0 Náhradné diely

212
OdSEK 6 NáhRadNÉ dIEly
Ob
rázo
k 6.
1. N
áhra
dn
é d
iely
- P
T-26
Sú
pra
va h
orá
ka
SPÍN
AC
IAP
ÁSK
A-
0558
0040
39O
HYB
NÁ
PO
DPO
RA-
0558
0040
40
HLA
VAH
ORÁ
KA,9
0°
-055
8003
719
HLA
VAH
ORÁ
KA,7
0°
-055
8002
204
Obs
ahuj
e te
snia
ce
krúž
ky -
055
8003
720
(1)
0558
0037
21 (3
)
RÚČ
KA-
0558
0040
33
DIE
LYP
RED
NEJ
ČA
STI-
(V
iďo
brá
zok
2.1)
ELEK
TRIC
KÝK
ÁBE
LA
KÁ
BEL
CH
LAD
IAC
EHO
PRV
KU
25s
tôp
(7,6
m)-
055
8004
047
50
stô
p(1
5,2
m)-
055
8004
048
Káb
elp
ilotn
ého
oblú
kua
chl
adia
ceho
prv
ku
25s
tôp
(7,6
m)-
055
8004
035
50
stô
p(1
5,2
m)-
055
8004
036
Had
ica
ochr
anné
hop
lynu
25
stô
p(7
,6m
)-0
5580
0403
7
50s
tôp
(15,
2m
)-0
5580
0403
8
NÁV
LAČ
KA25
stô
p-
0558
0029
2150
stô
p-0
5580
0292
2
OBS
AH
UJE
:SPÍ
NA
Č-
0558
0028
72
ZÁST
RČKU
-05
5800
0819
KÁ
BEL
-18
AWG
/2C
ON
D.
SÚPR
.SPÍ
NA
ČA
VO
DIČ
-2
5st
ôp(7
,6m
)-0
5580
0081
6
-50
stôp
(15,
2m
)-0
5580
0081
9
Had
ica
pla
zmot
vorn
ého
ply
nu25
stô
p(7
,6m
)-0
5580
0287
35
0st
ôp(1
5,2
m)-
055
8004
034
GU
MEN
ÁO
BJÍM
KA
-055
8000
793
Dot
iahn
ites
poj
ovac
ied
iely
na
štyr
och
(4)m
iest
ach
s
pou
žitím
dvo
ch(2
)kľú
čov
Krú
tiaci
mom
ent2
5-30
pal
cov
nali
bru
.
(
172,
4-2
06,8
m-n
)N
ÁVLA
ČKA
(Ref
.)
SPÍN
AČ
-05
5800
2872

213
Ob
rázo
k 6.
2. N
áhra
dn
é d
iely
- Sú
pra
va ra
dov
ého
ho
ráka
PT-
26
OdSEK 6 NáhRadNÉ dIEly
Up
evňo
vaci
ap
áska
-I
T2,
00I.
D.x
0,6
3W-0
5580
0404
5
Tele
so-
05
5800
2110
Náv
lačk
a-
0558
0021
30Pl
ášť
23s
tôp
(7,0
m)-
055
8004
043
48s
tôp
(14,
6m
)-0
5580
0404
4
Op
lete
nýrú
rovi
týv
núto
rný
prie
mer
2,2
50-2
,500
-7
2020
003
Och
rann
áha
dica
-0
5580
0404
6
PVC
ele
ktric
káp
áska
-0
5580
0426
1
Up
evňo
vaci
aha
dica
1,5
6D-
2,50
D-0
5580
0404
1
Štan
dard
nýe
lekt
rický
Tag
štíto
kvý
stra
hy
-05
5800
4042
Tep
elný
štít
-05
5800
3715
Die
lyp
redn
ejč
asti
(ob
r.2.
1)D
otia
hnite
sp
ojov
acie
die
lyn
ašt
yroc
h(4
)mie
stac
h
pom
ocou
dvo
ch(2
)kľú
čov
Krút
iaci
mom
ent2
5-30
pal
cov
nali
bru
.(17
2,4
-206
,8m
-n)
ELEK
TRIC
KÝK
ÁBE
LA
KÁ
BEL
CH
LAD
IAC
EHO
PRV
KU25
stô
p(7
,6m
)-0
5580
0404
7
50s
tôp
(15,
2m
)-0
5580
0404
8
Káb
elp
ilotn
ého
oblú
kua
chl
adia
ceho
prv
ku
25s
tôp
(7,6
m)-
055
8004
035
50
stô
p(1
5,2
m)-
055
8004
036
Had
ica
ochr
anné
hop
lynu
25
stô
p(7
,6m
)-0
5580
0403
7
50s
tôp
(15,
2m
)-0
5580
0403
8
Had
ica
pla
zmot
vorn
ého
ply
nu
25s
tôp
(7,6
m)-
055
8002
873
50
stôp
(15,
2m
)-0
5580
0403
4

214
Odsek 6 NáhradNé diely
Obr
ázok
6.3
. Náh
radn
é di
ely
- súp
rava
rado
vého
hor
áka
PT-2
6 “s
l”
Upe
vňov
acia
pás
ka
- IIT
2,0
0 I.D
. x 0
,63W
- 055
8004
045
Tele
so -
055
8002
110
Pláš
ť17
stô
p (5
,2 m
) - 0
5580
0384
525
stô
p (7
,6 m
) - 0
5580
0292
150
stôp
(15,
2 m
) - 0
5580
0292
2
BOpl
eten
ý rú
rovi
tý v
núto
rný
prie
mer
2,2
50-2
,500
- 720
2000
3
Myl
arov
ý iz
olan
t- 0
5580
0562
3
PVC
elek
tric
ká p
áska
- 0
5580
0426
1
Trub
ka a
pod
stav
ec -
0558
0056
24ob
sahu
je: m
embr
ánu
a iz
olan
tŠt
anda
rdný
ele
ktric
ký
štíto
k vý
stra
hy
- 055
8004
042
Tepe
lný
štít
- 055
8003
582
Die
ly p
redn
ej č
asti
(obr
. 2.1
)
Mem
brán
a-21
647
Drž
iak
horá
ka-
0558
0059
26
ELEK
TRIC
KÝ K
ÁBE
L A
KÁ
BEL
CHLA
DIA
CEH
O P
RVKU
25
stô
p (7
,6 m
) - 0
5580
0404
7
50 s
tôp
(15,
2 m
) - 0
5580
0404
8
Kábe
l pilo
tnéh
o ob
lúku
a c
hlad
iace
ho p
rvku
25
stô
p (7
,6 m
) - 0
5580
0403
5
50 s
tôp
(15,
2 m
) - 0
5580
0403
6
Had
ica
ochr
anné
ho p
lynu
17
stôp
(5,2
m) -
055
8002
123
25 s
tôp
(7,6
m) -
055
8004
037
50 s
tôp
(15,
2 m
) - 0
5580
0403
8
Had
ica
plaz
mot
vorn
ého
plyn
u17
stô
p (5
,2 m
) - 0
5580
0417
7 25
stô
p (7
,6 m
) - 0
5580
0287
3 5
0 st
ôp (1
5,2
m) -
055
8004
178

PT-26Plazemski obločni rezalni gorilnik
Priročnik za uporabnika (SL)
0558004847

216

217
kazaLo vSebine
1.0 Varnostniukrepi......................................................................................................................................................................... 219
2.0 Opis ..............................................................................................................................................................................................2212.1 Opis.....................................................................................................................................................................................223
3.0 Namestitev...................................................................................................................................................................................225 3.1 Povezavegorilnikaznapajalnikom..........................................................................................................................225 3.2 Združljivsstarejšiminapajalniki...............................................................................................................................225 3.3 Izbiraplina........................................................................................................................................................................226 3.4 Plinskepovezave............................................................................................................................................................226 3.5 Sestavljanjesprednjihkončnihdelov.....................................................................................................................227 3.6 Vodiloodmika.................................................................................................................................................................228 3.7 Ohlapnideli......................................................................................................................................................................228 3.8 Namestitevšobezavrtinčenje..................................................................................................................................228
4.0 Delovanje......................................................................................................................................................................................229 4.1 Delovanje..........................................................................................................................................................................229 4.2 Parametridelovanja......................................................................................................................................................231 4.3 Podatkizarezanje..........................................................................................................................................................231
5.0 Vzdrževanje..................................................................................................................................................................................237 5.1 Razstavljanjesprednjegakončnegadela..............................................................................................................237 5.2 Splošno..............................................................................................................................................................................237 5.3 Umazanijaalikontaminacija......................................................................................................................................238 5.4 Odstranitevalizamenjavaglavegorilnika............................................................................................................238 5.5 Odstranitevalizamenjavakablovgorilnika.........................................................................................................239 5.6 Zamenjavapodporekabla,preklopneploščealiročaja..................................................................................239 5.7 Zamenjavastikalagorilnika........................................................................................................................................239 5.8 Merjenjepretokaplinovgorilnika............................................................................................................................240
6.0 Nadomestnideli......................................................................................................................................................................... 2416.1 Splošno.............................................................................................................................................................................. 2416.2 Naročanje.......................................................................................................................................................................... 241
Poglavje / naslov Stran

218
kazaLo vSebine

219
oDDeLek 1 vaRnoSTne UkRePi

220
oDDeLek 1 vaRnoSTne UkRePi

221
PogLavje 2 oPiS
PT-26 gorilnik
Taprilagodljiv,enostavenzauporabo,300amperskigorilnikomogočasuperiornezmogljivostizavsevrsteupo-rabepriročnemalimehanskemrezanju.
■ Izvrstne rezalne sposobnosti - reže do debeline 3-1/2” (88,9 mm) in ločuje 4” (101,6 mm) z uporabo zraka, dušika ali argon-vodika pri 300 amperih
■ Omogoča čiste, zelo kakovostne reze■ Deluje z zrakom iz kompresorja ali cilindra, dušikom ali
argon-vodikom pri 300 amperih■ Kompakten, lahek dizajn za enostavno uporabo
■ Elektrode z dolgim življenjskim ciklom zmanjšujejo stroške delovanja
■ Vodilni oblok začne celo na barvi■ Na voljo je tudi žlebasta šoba■ Možnost rezanja s presledki za strganje ali razširjene kovinske
aplikacije■ Na voljo sta ščit in vodilo oddaljenosti za upravljavca■ Enoletna garancija
SpecifikacijeNapetostnirazred"M"(EN50078)Kapacitetatoka(Vsipliniinpritiski) 100%cikeldelovanja........................................................................200ADCSP 60%cikeldelovanja,ročnigorilniki,100%vliniji...................300ADCSP Maksimalenocenjentok..................................................................300ADCSPOdobreniplini Plazma......................................................... 0
2,Zrak,N
2,H-35,N
2/H
2Mešanice
Ščit...................................................................................................Zrak,N2,CO
2,Ar
Minimalnezahtevepretokadovodaplina Ščit..................................................... 200cfh@85psig(94l/min.@6,0BAR) Plazma............................................240cfh@80psig(112l/min.@5,6BAR)Dolžinadovodnihlinij..................................... 25ft.or50ft.(7,6mor15,2m)Teža........................................................................................... 25ft.-16lbs.(7,3kg) 50ft.-28lbs.(12,7kg)Maksimalendovoljenivhodnipritiskplina...................... 100psig(6,9BAR)Štartnipritiskplina.......................................................................30psig(2,1BAR)Minimalenzahtevanpretokhladilnetekočine...............0,9gpm@95psig (3,4l/min@6,6BAR)Maksimalenvhodnipritiskhladilnetekočine................. 120psig(8,3BAR)Maksimalnatemperaturahladilnetekočine..............................105°F(40°C)
KonzoleESP-150, ESP-200 in DEucE PacK 150
Podatki za naročanjePT-26,90°,25ft.(7,6m)linija........................................................... 0558004031PT-26,90°,50ft.(15,2m)linija......................................................... 0558004032PT-26,70°,25ft.(7,6m)linija........................................................... 0558002208PT-26,70°,50ft.(15,2m)linija......................................................... 0558002209
PT-26,IN-LINE,25ft(7,6m)............................................................... 0558002320PT-26,IN-LINE,50ft(15,2m)............................................................ 0558002321
OPOMBa: IN-LINE gorilniki imajo 2” (50,8 mm) premer cevi in so dosta-vljeni brez stojala ali nosilca gorilnika.
PT-26SL,IN-LINE,17ft(5,2m).......................................................... 0558005620PT-26SL,IN-LINE,25ft(7,6m).......................................................... 0558005621PT-26SL,IN-LINE,50ft(15,2m)........................................................ 0558005622
OPOMBa: IN-LINE “SL” gorilniki imajo 1 3/8” (34,9 mm) premer cevi in se pošiljajo s stojalom 32.
Dodatki po izbiriŠčitnik glave gorilnikaZaodstranjevanje................................................................................ 0558003797
25 ft. (7,6 m) Usnjen tok*Ščitivodilagorilnikapredabrazijoinstaljenimikovinami;posebejpriporočamozaplazemskoodstranjevanje.............................. 0558002921
50 ft. (15,2 m) Usnjen tok* .......................................................... 0558002922komplet rezervnih delov............................................................... 0558004030nosilec gorilnika, 2” (50,8 mm) ................................................ 0558002985komplet za opremljanje gorilnika........................................... 0558003186*Standardno na ročnih gorilnikih.

222
Elektroda0558003722-Zrak,Dušik,Dušik/Vodik
0558003723-Argon/Vodik(H-35)
Cevšobezavrtinčenje-0558003710
O-obročlokacija-0558003721
ToplotniščitRočnigorilnik-0558003714
*Blizu-0558003715
Izolator-0558003711VsebujeO-obroč-0558003712
Nosilecelektrode-0558003707VsebujeO-obroče
0558003708(Zgornji)948317(Spodnji)
Vodiloodmika-0558003713
Glavagorilnika- 90°.................. 0558003719 70°....................0558002204
VključujeO-obroče: 0558003720(1) 0558003721(3)
O-obročlokacija-0558003720
* Bližinski temperaturni ščit. Dodatno za ročni gorilnik kadar režete ali odstranjujete zelo blizu obdelovanca.
AMPERI P/N VELIKOSTUSTJARezalnidulec50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Žlebastidulec 200 0558003718 .125300 0558003795 .144
VsivsebujejoO-obroče:0558003724(Zgornji)0558003725(Spodnji)
PogLavje 2 oPiS
Slika 2.1 Sestavljanje PT-26 sprednjih končnih delov
PT-26 ročni modeli
PT-26 In-Line Modeli
Elektroda0558003722-Zrak,Dušik,Dušik/Vodik
0558003723-Argon/Vodik(H-35)
Cevšobe-0558003710
**Šobazavrtinčenje,In-line-0558003583VsebujeO-obroč-0558003724&14K07
Nosilecelektrode-0558003707VsebujeO-obroče:
0558003708(Zgornji)948317(Spodnji)
Glavagorilnika- IN-LINE....... 0558002110 VsebujeO-obroče: 0558003720(1) 0558003721(3)
O-obročlokacija-0558003721
O-obročlokacija-0558003720
** Ta dva predmeta poleg orodja za namestitev šobe (0558003584) se pošiljata poleg vseh mehaniziranih različic tega gorilnika.
**Zaščitnačaša,mehaniziran-0558003582
AMPERI P/N VELIKOSTUSTJARezalnidulec50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Žlebastidulec 200 0558003718 .125300 0558003795 .144
VsivsebujejoO-obroče:0558003724(Zgornji)0558003725(Spodnji)

223
PogLavje 2 oPiS
2.1 opis
PT-26jevodnohlajengorilniknadvojniplinz70°ali90°glavozaročnorezanjeinločevanjeterin-lineglavozamehani-ziranorezanjeinločevanje.Vsakodnjihjenamenjenuporabizdoločenimipaketizaobločnorezanjesplazmo.TipaketivključujejoESP-150,ESP-200inpravilnoopremljenDeucePack150sisteme.
Slika 2.2 PT-26 mere
oPozoRiLo
PLazemSki obLočni RezaLni PRoceS UPoRabLja viSoko eLek-TRično naPeToST. izogibaTi Se je PoTRebno STikU z ‘živimi’ DeLi goRiLnika in naPRave. TUDi nePRaviLna UPoRaba kaTeRega koLi UPoRabLjenega PLina Lahko PReDSTavLja Tveganje. PRe-Den začneTe z UPoRabo goRiLnika PT-26 Si ogLejTe vaRnoSTne naPoTke in navoDiLa za UPoRabo, ki STe jih DobiLi PoLeg na-PajaLnikov.
UPoRaba goRiLnika na enoTi, ki ni oPRemLjena z USTReznim vaRnoSTnim SPojnim eLemenTom, Lahko izPoSTavi UPRavLjav-ca nePRičakovani viSoki naPeToSTi.
4,01”(102mm)
13,11”(333mm)1,60”
(41mm)
1,66”(42mm)
1,50”(38mm)

224
PogLavje 2 oPiS
Slika 2.3 PT-26 mere in-line gorilnika
2,00”(50,8mm)
16,50”(419,1mm)
Slika 2.4 PT-26 “SL” mere in-line gorilnika
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2,00”(50,8mm)

225
3.1 Povezava gorilnika z napajalnikom
Zainformacijekakodostopatidopovezavzagorilniksioglejtedokumentacijonapajalnika.
Vrstni redpovezavgorilnikase razlikujegledena tipuporabljeneganapajalnika. Preučitevašnapajalnik,dadoločitenajboljšivrstniredpovezav,kijihbostenaredilisključem.
PT-26gorilnikuporablja“C”velikostlevegapriključkazanegativenterminalinpovezavohladilnetekočine.Pove-žitetapriključeknaustrezenženskipriključeknanapajalnikuingatrdnozategnitesključem.Kopritrditepriklju-ček,potegnitegumijastškorenjnanapajalnemkabluprekopovezave.Desnipriključekvelikost“B”seuporabljazapovezavopozitivnegaterminalainhladilnetekočine.Ravnotakogatrdnopritrdite.
Plinzaplazmoinzaobloksepovežetazdvemapriključkomavelikost“B”,vsakimadrugačennavoj.Trdnojihpritrditezuporaboključanaustreznihpriključkihploščenapajalnika.
Povezavastikalagorilnikaseizvedes5-pinskimvtikačemnavodustikalagorilnika.Vtikačpovežitezvtičniconanapajalnikuinzavrtitezaporniobroček,dagazavarujetenamestu.
3.2 Ravno tako ustreza starejšim napajalnikom
GorilnikPT-26jemožnopritrditinastarejšeDeucePack150napajalnike.Tozahtevanamestitevnoveomaricezanapeljavo.KompletzatoimaštevilkoP/N000759.
PogLavje 3 nameSTiTev
oPozoRiLo PRePRičajTe Se, Da je vžigaLna konzoLa v PoLožajU “oFF” TeR Da je PRimaRni Dovajani Tok PRekinjen.
PT-26 je načRTovan Tako, Da SeSTavLja vaRen SiSTem z DoLo-čenimi izvoRi naPajanja, ki imajo možnoST zaznave PReki-niTve PReToka hLaDiLne Tekočine, ki Se vRača iz goRiLnika in v Takem PRimeRU ne boDo vkLoPiLi naPajanja goRiLnika. oDSTRaniTev aLi RazRahLjanje ToPLoTnega ŠčiTa goRiLnika bo PovzRočiLo TakŠno izgUbo hLaDiLne Tekočine. ne UPoRa-bLjaTe PT-26 na naPajaLnikih, ki niSo oPRemLjeni S TakŠnim SiSTemom.
oPozoRiLo

226
3.3 izbira plina
PT-26jegorilniknadvojniplin,karomogočauporaboenegaplinazaplazmoindrugegazaščitenjeobmočjarezanja.Priporočenekombinacijeplinovsonaštetespodaj.
zrak plazma/zrak ščitNajboljšakombinacijazakvalitetnorezanje,hitrorezanjeinekonomičnostzataljenojeklo,nerjavečejekloinaluminij.Takombinacijapovzročinekajpovršinskegaspajanjaznitratominnekajpovršinskeoksidacijeelemen-tov,kisezlijejonanerjavečihjeklih.Vednouporabljaječist,suhzrak.Vlagaalioljevdovoduzrakabostavplivalanaživljenjskodobosestavnihdelovgorilnika.
Dušik plazma/zračni ščitTakombinacijaomogočapodaljšanježivljenjskedobedelov,posebnoelektrode.Hitrostirezanjabodoobičajnonekolikonižjekotpriprejšnjikombinaciji.Ustvarjapovršinskonitracijovendaromogočačistejšerezenanerjave-čihjeklih.DušikaliCO<cPosition:Subscript>2<cPosition:>jelahkozamenjanzahlajenje.
h-35 Plazma/Dušikov ščitTakombinacijaomogočaodličnoživljenjskodobodelovzminimalnokoličinoonesnaženja rezalnepovršine,omogočaodličnozvaritev.Največkratseuporabljazaločevanjenataljenemjeklu,aluminijuinnerjavečemje-klu.Dajeslaberezultaterezanjanataljenemjeklu,dobrerezultatenaaluminijuinnerjavečemjeklu,posebejnadebelejšihmaterialih.
40% vodika - 60% Dušika Plazma/zračni ščitSamozaaluminij,dajevišjohitrostinomogočarezanjedebelejšihmaterialov.Slabirezultatinanerjavečemjekluintaljenemjeklu.
kisik Plazma/zračni ščitNajboljšakvalitetazamehaniziranorezanjetaljenegajekladebeline1”(25,4mm)alitanjšegas150do300am-peri.Najvišjakoličinaodstranjevanjakovinezaodstranjevanjenataljenemjeklu.
3.4 Plinske povezave
GlejPoglavje3.3zaseznamodobrenihplinov.Neuporabljajteplinov,kinisoodobrenizaPT-26gorilnik.
Kosteizbraliplinezaopravljanjedela,povežitedovodneceviplinovnapriključkenazadnjistraninapajalnika.Mordabostazavsakplinnavoljodvapriključka.Uporabljajtepriključek,kiseujemazvašocevjo.Prepričajtese,dasoneuporabljenipriključkipovezanispriključkom,kijepovezanznapajalnikom
NapajalnikaESP-150&ESP-200imatapovezavozaplinoznačenos“StartGas”.Todovoljujeuporaborazličnegatipaplinazaplazmonazačetkurezanja.Uporabljasezapodaljšanježivljenjskedobeelektrodemednekaterimitipimehaniziranihrezanjsplazmo.Štartniplin,kiseobičajnouporabljapriročnemrezanjujealiplin,kiseupo-rabljazaplazmozarezanje/ločevanjealidušik.
Pomembno! Dovod plina moRa biti vedno priključen na “Start gas” priključek. v kolikor tega ne upo-števate, boste poškodovali gorilnik. Štartni plin je lahko katerikoli izmed odobrenih plinov, naštetih v zgornjem poglavju.
PogLavje 3 nameSTiTev
UPoRabLjajTe Samo oDobRene PLine, naŠTeTe v Tem DokU-menTU.oPozoRiLo

227
3.5 Sestavljanje sprednjih končnih delov
Prepričajtese:
VsiO-obročisonasvojihmestih(glavagorilnika,šoba,nosilecelektrode)NosilecelektrodejezategnjenCevšobezavrtinčenjejenameščenainzategnjenaElektrodajenameščenainzategnjenaDulecjenameščen
GlejSliko2.1zasestavljanjesprednjihkončnihdelovvglavogorilnika.
Najprejpreveritegorilnik,danevsebujerazbitkovalinepotrebnihO-obročkov.Popotrebijihodstranite.
Preveritenosilecelektrodeinseprepričajte,dastanameščenaobaO-obročka.Privijtenosilecelektrodevglavogorilnikaingatrdnozategnitezuporabo3/16”(4,8mm)imbusključa.Nosilecmorabitipritrjentrdno,vendarpazite,dapripritrjevanjunepoškodujetenastavkazaključ.
Vložitecevšobezavrtinčenjevnosilecelektrodeinjoprivijtevglavogorilnikazuporaboplastičnegaimbusključa.Pazite,danebosteceviprevečprivili,vendarmorabitizavarovana.
Vglavogorilnikavstaviteizolator.Prepričajtese,dajeO-obročnamestunaizolatorju,dabole-taostalnasvojemmestuvglavi.Nepotisniteizolatorjaprevečnazaj.Kobonameščen,gabonanjegovomestopotisnildulec.
Privijteelektrodonanavojnosilcaelektrodeinjozategnitezuporaboplastičnegaorodja.
Potisnitedulecpredglavogorilnika.Tobonajverjetnejepotisniloizolatorglobljevglavo.Tojenormalno.Pre-pričajtese,dastaobaO-obročanasvojemmestuindajedulecnameščenprotiglavigorilnika.
•••••
PogLavje 3 nameSTiTev
oPozoRiLoPRePRičajTe Se, Da je vžigaLna konzoLa v PoLožajU “oFF” TeR Da je PRimaRni Dovajani Tok PRekinjen. v koLikoR ne boSTe PRaviLno nameSTiLi SPReDnjih DeLov, Lahko PRiDe Do izPo-STavLjenoSTi viSokim naPeToSTim in ognja.
SLeDiTe vSem navoDiLom v PRimeRni knjižici, ki STe jo PRejeLi SkUPaj z naPajaLnikom. ne PoSkUŠajTe nameSTiTi aLi UPoRa-bLjaTi goRiLnika bRez UPoŠTevanja Teh navoDiL. SPReDnji DeL goRiLnika vSebUje komPonenTe, ki v SkUPnem DeLova-njU z vezji naPajaLnika PRePRečUjejo nakLjUčen vkLoP na-Pajanja kaDaR je oDSTRanjen ToPLoTni ŠčiT in je STikaLo goRiLnika akTiviRano.
oPozoRiLo

228
PogLavje 3 inSTaLLaTion
3.6 vodilo odmika
Vodiloodmikaomogočaupravljavcukonstantnooddaljenostodmaterialatako,daimavodilavstikuzmateri-alom.
Vodilonamestitenatoplotniščit(kimorabitinameščennagorilniku)zvrtenjemvsmeriurinegakazalca.Vednonameščajtealinastavitevodilonaščituzvrtenjemvsmeriurinegakazalca,kertakonebosterazrahljalitoplo-tnegaščita.
Čejevodiloprevečtesnonaščitu,odpriterežonaščitutako,dagazavrtitezvelikimizvijačem.Čejevodilopre-večohlapno,zapriterežosstiskanjemvodila.
3.7 ohlapni potrošni deli
Pravilnodelovanjegorilnikajeodvisnoodpravilneinvarnenamestitvepotrošnihdelovsprednjegadela,šepo-sebejnosilcaelektrode,cevišobezavrtinčenje,elektrodeintoplotnegaščitaterznjimipovezanihO-obročkov.
1. Prepričajtese,dajenosilecelektrodepopolnomaprivitvglavogorilnikainvarnoprivitzuporabo3/16”(4,8mm)imbusključa.Uporabitekovinskiimbusključ.Plastičniključzatonidovoljmočan.Ravnotakosepre-pričajte,dajecevšobezavrtinčenjepopolnomanameščenavgorilnikobnosilecelektrode;zatouporabiteplastičenimbusključ.
2. Popolnomazategniteelektrodonanosileczuporaboplastičnegaključa.
3. Prepričajtese,dajeduleczavarovanindastanjegovaO-obročazatesnjenatako,dapopolnomazategnetetoplotniščit.“Popolnoma”pomenizategnitizuporaborok,neuporabljajteključev.
Nepravilnonameščenisprednjidelibodopovzročiliizpuščanjehladilnetekočine,karlahkopovzročislaboreza-njeinpoškodujegorilnikzaradinotranjegaiskrenja.
3.8 namestitev šobe za vrtinčenje
Zanamestitevšobezavrtinčenjeuporabljajeposebnoorodje,p/n0558003584.ToorodjeomogočaO-obročunanotranjistranišobe,daselahkonataknenaO.D.nosilcaelektrode.Zanamestitevšobebozadostovaloročnozategovanješobe.
Privijtetoplotnozaščitonaglavogorilnikadazadržitedulec.Toplotniščitzategnitekolikorjemožnozroko,dapreprečiteiztekanjehladilnetekočinestesnilaO-obročkadulca.
Čenameravateuporabitivodiloodmika,ganamestitenatoplotnozaščitotako,dagapotisnetealizavrtitevSMERIURINEGAkazalca,doklersepopolnomaneusedenaščit.
Pomembno - ne zavrtite vodila odmika v nasprotni smeri urinega kazalca, saj boste tako zrahljali to-plotno zaščito.

229
4.1 Delovanje
Gorilnik jesedajpripravljenna rezanjealiodstranjevanje.Zanastavitevnapajalnikaglejtedokumentacijo le-tega.
1. Obrnitestikalozatestplinaalizanačinplinavpoložajtestaliset-up.
oPomba:Položaj“CUT”seuporabljazanastavitevplinazarezanjesplazmo.Položaj“START/SHIELD”seuporabljazanastavljanje
štartnegaplinaplazmeinplinazaščit.Čenameravatezaštartniinplazemskiplinuporabljatiistiplin,kigabodovajalistiregulator,potemuporabitesamopoložajSTART/SHIELD,položajCUTvtemprimerunipotreben.
2. StikalozanapajanjeobrnitevpoložajON.Plinbisedajmoralzačetitečivgorilnik.3. Nastavitepritiskplinazregulatorjidovodaplinanavrednosti,opisanevpoglavjuParametridelovanja.Obr-
nitestikalozatestplina,alinačinplinavpoložajzadelovanje.Pretokplinabisesedajmoralustaviti.Nadzortokanastavitenaprimernonastavitevzadulec.
4. Postavitegorilnikvprimerenpoložajzarezanjealiodstranjevanje.Zarezanjenajbovodiloodmikanastavlje-nonapribližno1/4”(6,4mm).Čejemožno,začnitezrezanjemnarobumateriala.Čejepotrebnoprebijanje,postavitegorilnikvtakpoložaj,daboodklonilstopljenmaterialstranodgorilnikaindelavcadoklerprebija-njenikončano.Natogorilnikpostavitezopetvvertikalenpoložajinpričnitezrezanjem.Zaodstranjevanjematerialapostavitegorilnikpodkotom35°do45°odhorizontalnegapoložaja.
5. Znižajtezaščitnočelado.6. Pritisniteindržitestikalogorilnika.Plinbinajzačelteči.Dvesekundikasnejesemoravklopitiglavnikontak-
torinobloknajbisepreneselnamaterial.
PReviDno
oPozoRiLo
nosite zaščitne rokavice, oblačila, zaščito za ušesa in čelado. Prebe-rite varnostne napotke v navodilih za uporabo, ki ste jih prejeli po-leg napajalnika.
nikoLi Se ne DoTikajTe DeLov naPRej oD Ročaja goRiLnika (DULec, TemPeRaTURni ŠčiT, eLekTRoDa, iTD.) v koLikoR ni STi-kaLo naPajanja naPajaLnika v PoLožajU “oFF”.
PogLavje 4 DeLovanje
oPomba:Vašnapajalniklahkodovoljujenastavljanječasapretokaplinapredvklopomnavečkotdvesekundi,običajnoštiridopetsekund.Česenakoncučasapretokaplinapredvklopompilotskiobloknevključi,spustitestikalogorilnikainpreveritenastavitvepritiskaplina.Česepilotskioblokvključi,vendarseneprenesenadelo,spustitestikalogorilnikainpreveriteali
jegorilnikvpravilnioddaljenostiodmaterialaindajespojkatrdnopritrjenanamaterial.

230
7. Medrezanjemohranjajteodmikgorilnikaodmaterialamed3/16”-1/2”(4,8-12,7mm).Kadarrežetetanjšeplošče,najboodmikbližjespodnjimejiodmikainobratnozadebelejšeplošče.Vzdržujtetakšnohitrostre-zanja,kibodalaželenokvalitetoinpovzročilatokstaljenegamaterialazdnamaterialavobdelavi.
8. Kadarodstranjujetematerial,vzdržujtekotinhitrostdela,kibostaodstranilaželenokoličinomaterialaobvsakem prehodu. Vzdržujte takšen kot, da bo staljen material odpihnilo neposredno stran od gorilnika,vzdolžpovršineploščealipobrazdiprejšnjegaprehoda.Odstranjevanjematerialapriprestrmemkotubopovzročilobrizganjestaljenegamaterialaneposrednonazajvgorilnik.
9. Vkolikorseglavnioblokmedrezanjem(aliodstranjevanjem)izgubi,sebo,doklerjepritisnjenostikalogo-rilnika,takojaktiviralpilotskioblok.Vtemčasujepotrebnogorilnikhitropostavitivprejšnjipoložaj,daseobnoviglavnioblokalipasenajstikaloizpusti.
10. Glavnioblokboavtomatičnougasnilnakoncureza,kosegorilnikodmakneodmateriala.Stikalojepotrebnotakojizpustiti,dasenebiaktiviralpilotskioblok.
11. Kadarrežete(aliodstranjujete)inzaključitezdelom,počakajtenekajminut,predenizklopitedovodtokana-pajalniku(premaknetestikalovOFFpoložaj)-takodovoliteventilatorju,dagaohladi.Potemčasuizklopiteprimarnonapajanjenaglavnemstikalu.
PogLavje 4 DeLovanje

231
za zagotavljanje optimalne zmogljivosti rezanja in pomoč pri odkrivanju težav pri kvaliteti rezanja, glejte sledeče tabele parametrov rezanja.
4.3 Podatki za rezanje
PT-26 in-line pogoji rezanja:
Podatkipridobljenisšobozavrtinčenje(0558003583)inzaščitnoskodelico(0558003582).
65 amperni podatki uporabljajo standardno temp. zaščito (0558003714) ali temp. zaščito za malo razdaljo(0558003715)namestuzaščitneskodelice(0558003582)inuporabljajo50ampernidulec(0558003716).
MaterialDebelinainči(mm)
Odmikinči(mm)
Hitrostipm(mm/m)
Začetniplininpritiskpsig(bar)
Rezalniplininpritiskpsig(bar)
ZaščitniplininpritiskzaESP-150in200
psig(bar)
OgljikJeklo
0.12(3.2)0.19(4.8)
190(4826)
Zrak30(2.1)
Zrak60(4.1)
Zrak50(3.4)
0.25(6.4) 100(2540)
0.50(12.7) 0.25(6.4) 30(762)
Aluminij
0.12(3.2)0.19(4.8)
50*(1270)
0.25(6.4) 70(1778)
0.50(12.7) 0.25(6.4) 20(508)
Nerjavečejeklo
0.12(3.2)0.19(4.8)
75(1905)
0.25(6.4) 50(1270)
0.50(12.7) 0.25(6.4) 20(508)
PogLavje 4 DeLovanje
Tabela 4.1 65 amperni podatki za rezanje
4.2 Parametri delovanja
Priporočenipritiskiplina-Start............................................................................................................................................................30psig(2,1bar)Plazma(Rezanje)................................................................................................................. 50-70psig(3,4-4,8bar)Plazma(Odstranjevanje)....................................................................................................40-45psig(2,6-3,1bar)Ščit............................................................................................................................................ 40-50psig(2,6-3,4bar)
Priporočenodmik-5/16"-1/2"(7,9-12,7mm)
Hitrostipremikanja-HitrostipremikanjazaPT-26sopodanevtabelah4-1skozi4-4.

232
MaterialDebelinainči(mm)
Odmikinči(mm)
Hitrostipm(mm/m)
Začetniplininpritisk
psig(bar)
Rezalniplininpritisk
psig(bar)
ZaščitniplininpritiskzaESP-150
in200psig(bar)
OgljikJeklo
0.19(4.8)
0.19(4.8)
150(3810)
Zrak/N2
30(2.1)O
2
60(4.1)
Zrak60(4.1)
0.25(6.4) 130(3302)
0.38(9.7) 80(2032)
0.50(12.7) 70(1778)
0.62(15.7)
0.25(6.4)
50(1270)
0.75(19.1) 35(889)
1.00(25.4) 20(508)
0.19(4.8) 0.19(4.8) 150(3810)
Zrak30(2.1)
Zrak60(4.1)
0.25(6.4)
0.25(6.4)
130(3302)
0.38(9.7) 80(2032)
0.50(12.7) 70(1778)
0.62(15.7) 50(1270)
0.75(19.1) 35(889)
1.00(25.4) 20(508)
Aluminij
0.19(4.8) 0.19(4.8) 175(4445)
0.25(6.4)0.25(6.4)
130(3302)
0.38(9.7) 90(2286)
0.50(12.7)
0.31(7.9)
70(1778)
0.62(15.7) 50(1270)
0.75(19.1) 35(889)
1.00(25.4) 25(635)
Nerjavečejeklo
0.19(4.8) 0.19(4.8) 165(4191)
0.25(6.4)0.25(6.4)
125(3175)
0.38(9.7) 80(2032)
0.50(12.7) 0.31(7.9) 50(1270)
0.62(15.7)
0.38(9.7)
35(889)
0.75(19.1) 20(508)
1.00(25.4) 10(254)
PogLavje 4 DeLovanje
Tabela 4.2 150 amperni podatki za rezanje

233
MaterialDebelinainči(mm)
Odmikinči(mm)
Hitrostipm(mm/m)
Začetniplininpritisk
psig(bar)
Rezalniplininpritisk
psig(bar)
Zaščitniplininpritisk
zaESP-150in200
psig(bar)
OgljikJeklo
0.25(6.4)
0.19(4.8)
150(3810)
Zrak/N2
30(2.1)O
2
55(3.8)
Zrak80(5.5)
0.38(9.7) 95(2413)
0.50(12.7) 80(2032)
0.62(15.7)
0.25(6.4)
65(1651)
0.75(19.1) 50(1270) Zrak60(4.1)1.00(25.4) 35(889)
0.25(6.4) 135(3429)
Zrak30(2.1)
Zrak55(3.8)
Zrak80(5.5)
0.38(9.7) 95(2413)
0.50(12.7) 85(2159)
0.62(15.7) 70(1778)
0.75(19.1) 55(1397)
1.00(25.4) 30(762)
Aluminij
0.25(6.4) 130(3302)
0.38(9.7) 105(2667)
0.50(12.7) 85(2159)
0.62(15.7)0.31(7.9)
75(1905)
0.75(19.1) 60(1524)
1.00(25.4) 0.38(9.7) 40(1016)
Nerjavečejeklo
0.25(6.4)
0.25(6.4)
130(3302)
0.38(9.7) 115(2921)
0.50(12.7) 75(1905)
0.62(15.7)
0.38(9.7)
65(1651)
0.75(19.1) 55(1397)
1.00(25.4) 20(508)
PogLavje 4 DeLovanje
Tabela 4.3 200 amperni podatki za rezanje

234
MaterialDebelinainči(mm)
Odmikinči(mm)
Hitrostipm(mm/m)
Začetniplininpritisk
psig(bar)
Rezalniplininpritisk
psig(bar)
Zaščitniplininpretok
cfh(l/m)
OgljikJeklo
0.50(12.7)0.25(6.4)
130(3302)
Zrak/N2
30(2.1)
O2
75(5.2)
Zrak210(99.1)
0.62(15.7) 95(2413)
0.75(19.1)0.31(7.9)
80(2032)
1.00(25.4) 50(1270)
1.50(38.1) 0.38(9.7) 20(508)
2.00(50.8) 0.50(12.7) 10(254)
0.50(12.7)
0.31(7.9)
120(3048)
Zrak75(5.2)
0.62(15.7) 90(2286)
0.75(19.1) 80(2032)
1.00(25.4) 55(1397)
1.50(38.1) 0.38(9.7) 25(635)
2.00(50.8) 0.50(12.7) 12(305)
PogLavje 4 DeLovanje
Tabela 4.4 300 amperni podatki za rezanje

235
PogLavje 4 DeLovanje
PT-26 podatki za rezanje jekla
Debelina materiala (in)
hit
rost
rez
anja
(ip
m)
Debelina materiala (in)
hit
rost
rez
anja
(ip
m)
Plazmaplin:Zrak@60psig(4,1bar)Zaščitniplin:Zrak@50psig(3,4bar)Začetniplin:Zrak@30psig(2,1bar)Odmik:5/16”(7,9mm)
50amperov150amperov200amperov300amperov
Plazmaplin:H-35alizrak@50-60psig(3,4-4,1bar)Zaščitniplin:Zrak@50psig(3,4bar)Začetniplin:H-35Dušikalizrak@30psig(2,1bar)Odmik:5/16”(7,9mm)
ZaH-35plazmaplinuporabljajtedušikaliH-35začetniplin.
200amperov150amperov200amperov300amperov300amperov

236
PogLavje 4 DeLovanje
PT-26 podatki za rezanje nerjavečega jekla
PT-26 300 amperov nerjaveče jeklo
Debelina materiala (in)
hit
rost
rez
anja
(ip
m)
Debelina materiala (in)
hit
rost
rez
anja
(ip
m)
Plazmaplin:Zrak@60psig(4,1bar)aliH-35@70psig(4,8bar)Zaščitniplin:Zrak@50psig(3,4bar)alidušik@40psig(2,6bar)Štartniplin:H-35,dušikalizrak@30psig(2,1bar)Odmik:3/8”(9,5mm)
200amperov150amperov200amperovH-35150amperovH-35
Plazmaplin:Zrak@60psig(4,1bar)aliH-35@70psig(4,8bar)Zaščitniplin:Zrak@50psig(3,4bar)alidušik@40psig(2,6bar)Štartniplin:H-35,dušikalizrak@30psig(2,1bar)Odmik:3/8”(9,5mm)
300AmpsAir
300ampsH-35

237
5.1 Razstavljanje sprednjega končnega dela
Čeuporabljatevodiloodmika,gaodstranitezvrtenjemvsmeriurinegakazalcainvlečenjemstoplotnegašči-ta.
Odvijtetoplotniščitingaodstranitezgorilnika.Dulecnajbiostalvglavigorilnika.Majhenizpusthladilnete-kočinejenormalenpriodstranitvitoplotnegaščita.Preglejtetoplotniščit.Znotrajščitanajnebibiloznakovelektričnegaiskrenja. Zunanjaizolacijskaprevlekanajnebibilahudoobrabljenaaliopečena.Čenaletitenazgorajopisanepoškodbe,zamenjajteščit.
Odstraniteduleczglavegorilnikaingapreglejte.Ustjemorabitiokroglonaobehstraneh-privhoduinizhodu.Čejeustjeovalneoblikealipoškodovano,zamenjajtedulec.Moženjepojavsivihaličrnihusedlinnanotranjihpovršinah.Možnojihjeodstranitiskovinskogobico,vendarjepoodstranjevanjupotrebnoodstranititudisle-dovekovinskegobice.
Preglejteelektrodo.Čeimavcentrujamico,globljood1/16”(1,6mm)jozamenjajte.
Nosilec elektrode preverite vsakič, ko elektrodo zamenjate. Ne sme imeti znakov električnega iskrenja in o-obročkinesmejobitiobrabljenialipoškodovani.
Preglejteizolator.Vkolikornajdeteznakeelektričnegaiskrenja,gazamenjajte.
Preveriteo-obročkeglavegorilnika.Česoobrabljenialipoškodovani,jihzamenjajte.Življenjskodobojimpo-daljšate,čejihrednomažetestankimnanosomsilikonskegamaziva(0558000443).Uporabiteravnotolikoma-ziva,dasoo-obročkividetimokrialisvetleči,vendarnepuščajokepicodvečnegamaziva.
Potemkostepregledaliinpopotrebizamenjalivsesprednjedele,ponovnosestavitegorilnikkotjeopisanovpoglavju3,5“Sestavljanjesprednjihkončnihdelov”.
5.2 Splošno
Rednopregledujtetoplotniščit,sklopnosilcaelektrodeinizolator.Čejekateriizmedtehdelovpoškodovanaliobrabljen,gazamenjajte.
Preverjajteo-obročkegorilnikadnevno. Če imaobročekzarezealivreznine,gazamenjajte.Če jesuh,gana-mažites tankimnanosommaziva.Čeo-obročeknepovzroča“vlečenja”prinameščanju toplotnegaščita,gazamenjajte.
Obojkokablajepotrebnorednopregledovati.Čejepoškodovana,preveritekablenapajanjainpilotskegaoblo-kagorilnika,česopoškodovani.Česepojaviizpuščanjeplinaalikakršnakoliškoda,jepotrebnozamenjatipro-blematičnokomponento.
PogLavje 5 vzDRževanje
oPozoRiLo PRePRičajTe Se, Da je vžigaLna konzoLa v PoLožajU “oFF” TeR Da je PRimaRni Dovajani Tok PRekinjen.

238
5.3 Umazanija ali onesnaženje
UmazanijaalionesnaženjelahkopovzročitaprezgodnjoodpovedPT-26gorilnikazaradinotranjegaiskrenja.Zaizogibtemu,najuporabnikisledijotemnavodilom:
1. Zagotovitedotokčistegazrakabrezoljnihdelcevzaplazmoališčit.2. Izogibajtesepretiranimnanosommazivazao-obročkevgorilniku.Tanekslojjezadosten.3. Prednamestitvijonovihpotrošnihdelovskrpoočistiteizolatortelesagorilnika.Zmožnostizolatorja,dapre-
prečujeiskrenjeprekosvojepovršinesezmanjšuje,česetamnabiraumazanijaaliostalanečistoča.4. Kadargorilniknivuporabi,gaspravitespopolnomasestavljenimsprednjimdelom.Tobopreprečilonabi-
ranjeumazanijevgorilnikuintudipomagalozaščititigorilnikvprimeru,daponesrečipadenatla.
5.4 odstranitev in zamenjava glave gorilnika
Opazujtepoložajvsehsestavnihdelovintrakupredenselotiterazstavljanjatertakozagotovitepravilnoposta-vitevsestavnihdelovintrakumedponovnimsestavljanjem.Glejtesliko6.1.
1. Potisniteoporoupogibanjanazajnakabeldoklernioddaljenapribližno18”(457,2mm)protizadnjemudeluročaja.
2. Odstranitetrakvbližinikoncaročajagorilnika.3. Potisnitevezstikalainstikalonazajindolzročaja.4. Potisniteobojkokablanazaj.5. Zavrtiteinpotegniteročajzglavegorilnikaingapotisnitenazaj,darazkrijetepovezavekablovgorilnika.6. Zuporabodvehključevprivsakipovezaviodvijteobepovezavigorilnika.Velikostiključev,kijihpotrebujete
so3/8”(9,5mm)in7/16”(11,1mm).7. Potegniteglavogorilnikastranodsklopakablov,vključnospritrjenimkosomizolacije.Namestitenovoglavo
gorilnikainizolacijonazajnasklop.8. Zuporabodvehključevnavsakipovezavivarnopritrditeobepovezavigorilnika.Navorzatakorak,upora-
bljenvtovarniznaša25-30in-lbs(172,4-206,8m-n).9. Privijteročajnazajnaglavogorilnika.10. Potisnitevezstikalainstikalonazajnaročaj,doklernistaodglavegorilnikaoddaljena2”(50,8mm).Rdeče
spojnepovezavezavodnikstikalanajbodolociranemalopokoncuročaja.11. Potegniteobojkokablaintraknaprejvpoložajzaročajemzuporabovinilnegaelektričnegatraku.12. Potegniteoporoupogibanjanazajnaročajdoklersenedotaknevezistikala.
opomba Kadar zamenjujete ročaj na PT-26SL In-line gorilniku, najprej potisnite izolacijsko cev iz Mylarja, p/n
0558005623prekoceviinpovezavgorilnikadoklersenedotaknezadnjegadelatelesagorilnika.
PogLavje 5 vzDRževanje
IzolacijskacevizMylarja
telogorilnika

239
5.5 odstranjevanje in zamenjava kablov gorilnika
1. Izklopitekablegorilnikaznapajanja.Zapodrobnejšanavodilaglejtedokumentacijo,kistejoprejelipolegnapajalnika.
2. Odstraniteglavogorilnikaskablovkotjeopisanovkorakih1skozi7vprejšnjempoglavju.Ravnotakood-straniteročajinpodporoupogibanjassklopakablov.
3. Ravnopoložiteizvlečenokablovje.Tonajbidelalinapodročju,okoli1-1/2daljšemoddolžinekablov.4. Zuporabovrvialimočnevrvice,približno1/2dolžinekablovgorilnika,pritrditeendelvrviokolivsehkablov
gorilnikanakoncugorilnikainpritrditedrugdelvrvinatrdenobjekt.5. Odstranitetrakzobojkenanapajalnemdelukablov.6. Potisnitestikaloizvezistikalainpotisniteročaj,vezstikalainpodporoupogibanjanaoddaljenkonecvrvice,
uporabljenevkoraku4.Zavarujtekablenakoncuizvoranapajanjainpotegniteobojkokablovvcelotinavrvico.
7. Odvežitevrvicoskablovinnadomestitepoškodovanekablealikable.8. Ponovnopritrditekablenavrvicoinpotegniteobojkonazajnakable.Začasnopritrditeobojkonakablev
bližiniglavegorilnikazuporabovinilnegaelektričnegatraku.9. Potegnitepodporoupogibanja,vezstikalainročajzvrvicenaobojkokablovja.Odstranitetrak.10. Odvežitevrvicoskablovjainsleditekorakom7skozi12prejšnjegapoglavja,dapritrditeglavogorilnikain
sklopkablov.11. Pritrditeobojkokablovjanakablenakoncuprotinapajalnikuzuporabovinilnegaelektričnegatraku.
5.6 zamenjava podpore upogibanja, vezi stikala ali ročaja
Čepoškodbapodporeupogibanja,vezistikalaaliročajazahtevamenjavokateregakolitehdelov,sleditepostopkomvpo-glavju“Odstranitevinzamenjavaglavegorilnika”inzamenjajteproblematičendel(e)medkorakom7,predpritrjevanjemglavegorilnika.Tapostopeksibosteolajšalizzačasnopritrditvijoobojkekablovnakablezuporabovinilnegaelektričnegatraku.
5.7 zamenjava stikala gorilnika1. Sleditekorakom1skozi3poglavja”Odstranitevinzamenjavaglavegorilnika”.2. Prerežitečrneinbelevodnikestaregastikalakolikorjelemogočeblizurdečimspojnimpovezavam.Odstra-
nite1/4”(6,4mm)izolacijezčrnihinbelihvodnikov.3. Odstranite1/4”(6,4mm)zvodnikovnovegastikala.4. Pritrditevodnikestikalanakabelstikalazuporabodvehnovihspojnihpovezav,priloženihnadomestnemu
stikalu.Uporabljajteprimernekleščezaspajanjetevrstesponk.5. Ponovitekorake1skozi3poglavja“Odstranitevinzamenjavaglavegorilnika”vobratnemvrstnemredu,da
zaključitezdelom.
PogLavje 5 vzDRževanje

240
5.8 meritev pretoka plinov gorilnika.
Česumitenizekpretokplinovzaslaborezanjealikratkoživljenjskodobopotrošnegamateriala, lahkopretokpreveritesKompletomzamerjenjepretokaplazemskegagorilnika.Kompletvsebujeročnimerilnikpretoka,kiboizmerilpretokplina,kizapuščagorilnik.Kompletravnotakovsebujenavodila,kijimjepotrebnonatančnoslediti,dazagotovitevarnointočnouporabomerilnikapretoka.GlejteobrazecF-14-391.
PretokizrakaalidušikagorilnikaPT-26najbodosledeči:
Pretokščita ESP-150inESP-200..........................................................135-145cfh@50psig(63,7-68,4l/m@3,4bar) DeucePack150,215......................................................................... 225cfh@50psig(106,2l/m@3,4bar)
Pretokplazme.................................................................................115-140cfh@50psig(54,3-66,1l/m@3,4bar)
Skupenpretok ESP-150inESP-200....................................................250-285cfh@50psig(118,0-134,5l/m@3,4bar) DeucePack150.330.........................................................................365cfh@50psig(172,3l/m@3,4bar)
Izmeritepretokzuporabonovega,200amperskegadulca(0558003798),noveelektrodeinnovegatoplotnegaščita.Prepričajtese,dasovsidelipravilnonameščeniindajeo-obročekgorilnika(0558003721)vdobremstanjuinnespušča.Čejemožno,meritepretokeločeno,vnasprotnemprimerumeriteskupenpretok.
Manjšipretokiodzgorajnavedenihkažejonaoviroaliizpuščanjevnapeljaviplinagorilnikaalinapajalnika.
PogLavje 5 vzDRževanje

241
PogLavje 6 naDomeSTni DeLi
6.1 Splošno
Vednopodajteserijskoštevilkoenote,nakateribosteuporabilidele.Serijskaštevilkajeodtisnjenanaoznačbenitablicienote.
Zapravilnodelovanjejepriporočljivo,dasestoopremouporabljajosamooriginalniESABdeli.Uporabaneori-ginalnihESABdelovlahkorazveljavigarancijo.
NadomestnedelelahkonaročiteprisvojemESABdistributerju.
Konaročatenadomestnedele,navediteeventualnaposebnanavodilazadobavo.
ZaseznamtelefonskihštevilkzauporabnikeglejteKomunikacijskivodič,kiganajdetenazadnjistranitegapri-ročnika.
6.2 naročanje
Seznammaterialov,kiimajoprazneštevilkedelov,jenavoljolezainformacijestrankam.Delistrojneopremebimoralibitinavoljoprilokalnihvirih.
opomba:
6.0 nadomestni deli

242
PogLavje 6 naDomeSTni DeLi
Slik
a 6.
1. n
ado
mes
tni d
eli -
PT-
26 s
klo
p g
ori
lnik
a
VEZ
STIK
ALA
-05
5800
4039
POD
PORA
UPO
GIB
AN
JA-
0558
0040
40
GLA
VAG
ORI
LNIK
A,9
0°
-055
8003
719
GLA
VAG
ORI
LNIK
A,7
0°
-055
8002
204
Vklju
čuje
O-o
broč
ke -
055
8003
720
(1)
0558
0037
21 (3
)
ROČ
AJ
-055
8004
033
SPRE
DN
JIK
ON
ČN
IDEL
I-
(Gle
jslik
o2.
1)
KABE
LZA
NA
PAJA
NJE
INH
LAD
ILN
OT
EKO
ČIN
O
25F
T(7
,6m
)-0
5580
0404
7
50F
T(1
5,2
m)-
055
8004
048
Kab
elp
ilotn
ega
oblo
kain
hla
diln
ete
koči
na
25F
T(7
,6m
)-0
5580
0403
5
50F
T(1
5,2
m)-
055
8004
036
Zašč
itap
linsk
ece
vi25
FT
(7,6
m)-
055
8004
037
50F
T(1
5,2
m)-
055
8004
038
OBO
JKA
25F
T-0
5580
0292
150
FT
-055
8002
922
VSEB
UJE
:STI
KALO
-05
5800
2872
Č
EP-
0558
0008
19
KABE
L-1
8AW
G/2
CO
ND
.
STIK
ALO
INV
OD
NIK
SKL
OP
-25
FT(7
,6m
)-0
5580
0081
6-5
0FT
(15,
2m
)-0
5580
0081
9
Cev
plin
ap
lazm
e
25F
T(7
,6m
)-0
5580
0287
3
50F
T(1
5,2
m)-
055
8004
034
GU
MIJ
AST
IČEV
ELJ
-055
8000
793
Prik
ljučk
ep
ritrd
iten
ašt
irih
(4)m
estih
zu
por
abo
dveh
(2)k
ljuče
v.
n
avor
25-
30in
-lbs.
(172
,4-
206,
8m
-n)
OBO
JKA
(Ref
.)
STIK
ALO
-05
5800
2872

243
Slik
a 6.
2. n
ado
mes
tni d
eli -
PT-
26 in
-lin
e sk
lop
go
riln
ika
PogLavje 6 naDomeSTni DeLi
Trak
sp
one
-IT
2,00
I.D
.x0
,63W
-0
5580
0404
5
Telo
-05
5800
2110
Ob
ojka
-0
5580
0213
0Tu
l23
ft(7
,0m
)-0
5580
0404
348
ft(1
4,6
m)-
055
8004
044
Prep
lete
nac
evID
2,2
50-2
,500
-7
2020
003
Čev
eljc
evi
-05
5800
4046
PVC
ele
ktrič
nitr
ak
-05
5800
4261
Cev
sp
one
1,56
D-
2,50
D-
0558
0040
41 Stan
dard
nae
lekt
rična
O
poz
oriln
ap
lošč
ica
-05
5800
4042
Top
lotn
išči
t-0
5580
0371
5Sp
redn
jiko
nčni
del
i(sl
ika
2.1)
Prik
ljučk
ep
ritrd
iten
ašt
irih
(4)m
estih
z
upor
abo
dveh
(2)k
ljuče
vN
avor
25-
30in
-lbs.
(172
,4-
206,
8m
-n)
KABE
LZA
NA
PAJA
NJE
INH
LAD
ILN
OT
EKO
ČIN
O
25F
T(7
,6m
)-0
5580
0404
7
50F
T(1
5,2
m)-
055
8004
048
Kab
elp
ilots
kega
ob
loka
inh
ladi
lne
teko
čine
25
FT
(7,6
m)-
055
8004
035
50
FT
(15,
2m
)-0
5580
0403
6
Zašč
itap
linsk
ece
vi25
FT
(7,6
m)-
055
8004
037
50F
T(1
5,2
m)-
055
8004
038
Cev
plin
ap
lazm
e
25F
T(7
,6m
)-0
5580
0287
3
50F
T(1
5,2
m)-
055
8004
034

244
poglavje 6 nadomestni deli
slik
a 6.
3. n
adom
estn
i del
i - p
t-26
“sl”
in-li
ne s
klop
gor
ilnik
a
Trak
spo
ne- I
T 2,
00 I.
D. x
0,6
3W- 0
5580
0404
5
Telo
- 0
5580
0211
0
Tul
17 ft
. (5,
2 m
) - 0
5580
0384
525
ft. (
7,6
m) -
055
8002
921
50 ft
. (15
,2 m
) - 0
5580
0292
2
prep
lete
na c
ev ID
2,2
50-2
,500
- 7
2020
003
Myl
ar iz
olac
ija- 0
5580
0562
3
PVC
elek
trič
ni tr
ak
- 055
8004
261
Cev
in s
toja
lo
- 055
8005
624
vseb
uje:
ško
renj
in
izol
ator
Stan
dard
na e
lekt
rična
op
ozor
ilna
ploš
čica
- 0
5580
0404
2
Topl
otni
šči
t - 0
5580
0358
2Sp
redn
ji ko
nčni
del
i (sl
ika
2.1)
Škor
enj-
2164
7
Nos
ilec
goril
nika
-05
5800
5926
KABE
L ZA
NA
PAJA
NJE
IN H
LAD
ILN
O T
EKO
ČIN
O25
FT
(7,6
m) -
055
8004
047
50
FT
(15,
2 m
) - 0
5580
0404
8
Kabe
l pilo
tneg
a ob
loka
in h
ladi
lne
teko
čine
25
FT
(7,6
m) -
055
8004
035
50
FT
(15,
2 m
) - 0
5580
0403
6
Zašč
ita p
linsk
e ce
vi
17 F
T (5
,2 m
) - 0
5580
0212
325
FT
(7,6
m) -
055
8004
037
50
FT
(15,
2 m
) - 0
5580
0403
8
Cev
plin
a pl
azm
e
17 F
T (5
,2 m
) - 0
5580
0417
7 25
FT
(7,6
m) -
055
8002
873
50
FT
(15,
2 m
) - 0
5580
0417
8

PT-26Soplete para cortar de arco de plasma
Manual de instrucciones (ES)
0558004847

246

247
ÍndicE
1.0 Precaucionesdeseguridad....................................................................................................................................................249
2.0 Descripción..................................................................................................................................................................................2512.1 Descripción.......................................................................................................................................................................253
3.0 Instalación....................................................................................................................................................................................255 3.1 Conexionessoplete-fuentedealimentación.......................................................................................................255 3.2 Compatibilidadretroactivaconfuentesdealimentaciónanteriores.........................................................255 3.3 Seleccióndegas.............................................................................................................................................................256 3.4 Conexionesdegas.........................................................................................................................................................256 3.5 Montajedelaspiezasdelanteras.............................................................................................................................257 3.6 Guíaparafuncionamientoadistancia....................................................................................................................258 3.7 Consumiblessueltos.....................................................................................................................................................258 3.8 Instalacióndeldeflectorgiratorio............................................................................................................................258
4.0 Funcionamiento.........................................................................................................................................................................259 4.1 Funcionamiento.............................................................................................................................................................259 4.2 Parámetrosdefuncionamiento................................................................................................................................261 4.3 Datosdecorte.................................................................................................................................................................261
5.0 Mantenimiento...........................................................................................................................................................................267 5.1 Desmontajedelapartedelantera...........................................................................................................................267 5.2 General...............................................................................................................................................................................267 5.3 Suciedadocontaminación.........................................................................................................................................268 5.4 Desmontajeycambiodelcabezaldelsoplete....................................................................................................268 5.5 Desmontajeycambiodeloscablesdelsoplete.................................................................................................269 5.6 Cambiodelsoporteflexible,delabandadeconmutaciónodelasa.........................................................269 5.7 Cambiodelatomadecorrientedelsoplete........................................................................................................269 5.8 Medicióndelosflujosdegasdelsoplete.............................................................................................................270
6.0 Piezasderecambio...................................................................................................................................................................2716.1 General...............................................................................................................................................................................2716.2 Pedidos..............................................................................................................................................................................271
Sección / título Página

248
ÍndicE

249
SEcciÓn 1 MEdidAS dE SEGURidAd

250
SEcciÓn 1 MEdidAS dE SEGURidAd

251
SEcciÓn 2 dEScRiPciÓn
Soplete PT-26
Esteversátilyfácildeutilizarsopletede300amperiosofreceunrendimientosuperiorparaunaampliagamadeaplicacionesdecortemanualesymecanizadas.
■ Excelente capacidad de corte: cortes de hasta 3-1/2” (88,9 mm) y resanados de 4” (101,6 mm) utilizando aire, nitrógeno o argón-hidrógeno a 300 amperios
■ Produce cortes limpios de gran calidad■ Funciona con aire, nitrógeno o argón-hidrógeno a
300 amperios■ Diseño compacto y ligero para facilitar su manejo■ Electrodos de gran duración que reducen los costes de
funcionamiento
■ Inicio de arco piloto: empieza incluso en pintura■ Boquilla ranurada disponible■ Posibilidad de corte intermitente para aplicaciones de metal
rallado o expandido■ Protector ranurado y guía para trabajar a distancia
disponibles para mayor comodidad del usuario■ Un año de garantía
EspecificacionesVoltajedetipo“M”(EN50078)Capacidad(todoslosgasesypresiones) 100%ciclodetrabajo.......................................................................200ADCSP 60%ciclodetrabajo,sopletesmanuales,100%enlínea.....300ADCSP Corrientenominalmáxima.............................................................300ADCSPGasesdeservicioaprobados Plasma.......................................................Mezclasde0
2,Aire,N
2,H-35,N
2/H
2 Pantalla............................................................................................Aire,N
2,CO
2,Ar
Requisitosmínimosdeflujodesuministrodegas Pantalla...............................................200cfha85psig(94l/min.@6,0BAR) Plasma.............................................240cfha80psig(112l/min.@5,6BAR)Longituddelaslíneasdeservicio......... 25pieso50pies(7,6mo15,2m)Peso..................................................................................25pies-16libras(7,3kg) 50pies-28libras(12,7kg)Presióndegasentrantemáximapermitida..................... 100psig(6,9BAR)Presióndegasinicial...................................................................30psig(2,1BAR)Requisitosmínimosdeflujodesuministroderefrigerante.............................................................................0.9gpma95psig (3,4l/mina6,6BAR)Presióninternamáximaderefrigerante........................... 120psig(8,3BAR)Temperaturamáximadelrefrigerante.........................................105°F(40°C)
ConsolasESP-150, ESP-200 y DEUCE PACK 150
Información para pedidosPT-26,90°,5pies(7,6m)................................................................... 0558004031PT-26,90°,50pies(15,2m).............................................................. 0558004032PT-26,70°,25pies(7,6m)................................................................. 0558002208PT-26,70°,25pies(15,2m).............................................................. 0558002209
PT-26,IN-LINE,25pies(7,6m)......................................................... 0558002320PT-26,IN-LINE,50pies(15,2m)...................................................... 0558002321
NOTA: el diámetro del barrilete de los sopletes IN-LINE es de 2” (50,8 mm) y se suministran sin rack ni soporte.
PT-26SL,IN-LINE,17pies(5,2m).................................................... 0558005620PT-26SL,IN-LINE,25pies(7,6m).................................................... 0558005621PT-26SL,IN-LINE,50pies(15,2m)................................................. 0558005622
NOTA: el diámetro del barrilete de los sopletes IN-LINE “SL” es de1 3/8” (34,9 mm) y se suministran con un rack de 32 pasos.
Accesorios opcionalesProtector de cabezal de soplete PlasmitPararanurado....................................................................................... 0558003797
Funda de piel de 25 pies (7,6 m)*Protegelosextremosdelsopletecontralaabrasiónyelmetalderretido,especialmenterecomendadoparatrabajosconplasma........................................................................... 0558002921
Funda de piel de 50 pies (15,2 m)* ......................................... 0558002922Kit de piezas de recambio............................................................ 0558004030Soporte para soplete, 2” (50,8 mm) ....................................... 0558002985Kit de calibración del soplete..................................................... 0558003186*Estándar con soplete manual.

252
Electrodo0558003722-Aire,Nitrógeno,Nitrógeno/Hidrógeno
0558003723-Argón/Hidrógeno(H-35)
Tubodeflector-0558003710
Ubicacióndelajuntatórica-0558003721
PantallatérmicaSopletemanual-0558003714
*Granproximidad-0558003715
Aislante-0558003711Incluyejuntastóricas-0558003712
Soportedelelectrodo-0558003707Incluyejuntastóricas
0558003708(Superior)948317(Inferior)
Guíaparatrabajaradistancia-0558003713
Cabezaldelsoplete- 90°.................. 0558003719 70°....................0558002204
Incluyejuntastóricas: 0558003720(1) 0558003721(3)
Ubicacióndelajuntatórica-0558003720
* Gran proximidad a la pantalla térmica. Opcional para el soplete manual cuando se corta o se ranura muy cerca de la pieza de trabajo.
AMPS REF. TAMAÑODELORIFICIOBoquilladecorte50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Boquilladeranurado 200 0558003718 .125300 0558003795 .144
Todosincluyenjuntastóricas:0558003724(Superior)0558003725(Inferior)
SEcciÓn 2 dEScRiPciÓn
Figura 2.1 Montaje de las partes delantera y la trasera de PT-26
Modelos PT-26 manual
Modelos PT-26 In-Line
Electrodo0558003722-Aire,Nitrógeno,Nitrógeno/Hidrógeno
0558003723-Argón/Hidrógeno(H-35)
Tubodeflector-0558003710
**Deflectorgiratorio,In-line-0558003583Incluyejuntatórica-0558003724&14K07
Soportedelelectrodo-0558003707Incluyejuntastóricas:
0558003708(Superior)948317(Inferior)
Cabezaldelsoplete- IN-LINE....... 0558002110 Incluyejuntastóricas: 0558003720(1) 0558003721(3)
Ubicacióndejuntatórica-0558003721
Ubicacióndejuntatórica-0558003720
** Estos dos elementos, junto con una herramienta de instalación del deflector (0558003584), se entregan con todas las versiones mecanizadas de este soplete.
**Pantalla,mecanizada-0558003582
AMPS REF. TAMAÑODELORIFICIOBoquilladecorte50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Boquilladeranurado 200 0558003718 .125300 0558003795 .144
Todosincluyenjuntastóricas:0558003724(Superior)0558003725(Inferior)

253
SEcciÓn 2 dEScRiPciÓn
2.1 descripción
ElmodeloPT-26esunsopletequefuncionacongasoaguarefrigeradaconuncabezalde70ó90°queseutilizaparacortaryranuraramano,ademásdeuncabezalenlíneaparahacerlomecánicamente.TodoellodiseñadoparautilizarloconciertosPaquetesdecorteporarcodeplasma,comoelmodeloESP-150,ESP-00y lossistemasDeucePack150correctamenteequipados.
Figura 2.2 dimensiones de PT-26
AdVERTEnciA
El PRocESo dE coRTE con PlASMA UTilizA AlTo VolTAjE. dEbE EViTARSE El conTAcTo con lAS PARTES MÓVilES dEl EqUiPo. El USo indEbido dE cUAlqUiERA dE loS GASES UTilizAdoS PUEdE SUPonER Un RiESGo PARA lA SAlUd. AnTES dE EMPEzAR A UTilizAR El SoPlETE PT-26, dEbEn conSUlTARSE lAS inSTRUccionES dE SEGURidAd y lAS dE FUncionAMiEnTo qUE SE EnTREGAn con El inSTRUMEnTo.
Si SE UTilizA El SoPlETE o cUAlqUiER oTRo inSTRUMEnTo qUE no diSPonGA dE Un ciRcUiTo con ciERRE dE SEGURidAd, El USUARio qUEdA ExPUESTo A dEScARGAS dE AlTo VolTAjE inESPERAdAS.
4,01”(102mm)
13,11”(333mm)1,60”
(41mm)
1,66”(42mm)
1,50”(38mm)

254
SEcciÓn 2 dEScRiPciÓn
Figura 2.3 dimensiones del soplete PT-26 in-line
2,00”(50,8mm)
16,50”(419,1mm)
Figura 2.4 dimensiones del soplete PT-26 “Sl” in-line
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2,00”(50,8mm)

255
3.1 conexiones soplete-fuente de alimentación
Consultelasinstruccionesdesufuentedealimentaciónparasabercómoaccederalasconexionesdelsoplete.
Elordendelasconexionespuedevariarenfuncióndelafuentedealimentaciónqueseutilice.Estudielasuyaparadeterminarelordenquemejorlepermitirállevaracabolasconexionescorrectamenteconunallave.
El soplete PT-26 utiliza un roscado de tamaño “C” hacia la izquierda para el terminal negativo y la conexiónrefrigerante. Conecte este extremo a la conexión hembra correspondiente de la fuente de alimentación yapriételoconfirmezaconlallave.Acontinuación,deslicelagomadelcabledealimentaciónporlaconexión.Laconexióndetamaño“B”deladerechaseutilizaparalaconexiónterminalpositivo-refrigeranteytambiéndebeapretarseconfirmeza.
Lasconexionesdegasdeplasmaydegasdepantallaserealizancondosconectoresdetamaño“B”,cadaunodeloscualestieneunroscadodiferente.Apriételosconfirmezaenlaposicióncorrespondientedelafuentedealimentación,ayudándoseconunallave.
Laconexióndelsopleteserealizaconelconectorde5pinesdelcabledelinterruptordelmismo.Introduzcalaclavijaenlaranuradelafuentedealimentaciónygireelarodebloqueohastafijarloensuposición.
3.2 compatibilidad retroactiva con fuentes de alimentación anteriores
ElsopletePT-26puedeutilizarseconfuentesdealimentaciónDeucePack150antiguas.Paraello,debeinstalarseunacajanueva,referencia000759.
SEcciÓn 3 inSTAlAciÓn
AVERTEnciAdEbE coMPRobARSE qUE lA conSolA ESTá APAGAdA (PoSiciÓn oFF) y qUE lA EnTRAdA dE coRRiEnTE PRinciPAl SE EncUEnTRA dESconEcTAdA.
El SoPlETE PT-26 hA Sido diSEñAdo PARA conFoRMAR Un SiSTEMA dE SEGURidAd con ciERTAS FUEnTES dE AliMEnTAciÓn qUE diSPonEn dE MEcAniSMoS dE dETEcciÓn dE PéRdidAS dE FlUjo REFRiGERAnTE PRocEdEnTES dEl SoPlETE y qUE no lo AcTiVARán cUAndo SE dETEcTE UnA FUGA dEl MiSMo. El dESMonTAR o AFlojAR lA PAnTAllA dEl cAbEzAl dEl SoPlETE GEnERA UnA PéRdidA dE REFRiGERAnTE. no dEbE UTilizARSE El SoPlETE PT-26 con FUEnTES dE AliMEnTAciÓn qUE no diSPonGAn dE ESTE TiPo dE SiSTEMA.
AVERTEnciA

256
3.3 Selección de gases
ElmodeloPT-26esunsopletedegasdual,loquepermiteutilizarunoparagasdeplasmayotroparaapantallarlazonadecorte.Acontinuaciónseofrecenlascombinacionesdegasesrecomendadas.
Plasma de aire/Pantalla de aireLamejorcombinaciónencuantoacalidadyvelocidaddecorte,ademásdeeconómico,paraacerodulce,aceroinoxidableyaluminio.Generaciertanitracióndelasuperficiedecorteasícomooxidacióndelasuperficiedeelementosdealeaciónenacerosinoxidables.Utilicesiempreairelimpioyseco.Lahumedadoelaceiteenelsuministrodeairereducenladuracióndelaspiezasdelsoplete.
Plasma de nitrógeno/Pantalla de aireEsta combinación mejora la duración de las piezas, especialmente del electrodo. Las velocidades de cortesuelenserligeramenteinferioresqueenelcasodeplasmadeaire.Suponelanitruracióndelasuperficieperobrinda una superficie de corte más limpia en aceros inoxidables. El nitrógeno o el CO
2 pueden sustituirse
pararefrigeración.
Plasma h-35/Pantalla de nitrógenoEstacombinaciónofreceunaduracióndelaspiezasexcelenteconunacontaminaciónmínimadelasuperficiedecorte, loquepermiteunasoldabilidadóptima.Sueleutilizarsepararanuraracerodulce,aluminioyaceroinoxidable.Ofreceunacalidaddecortepobreenacerosdulces,perobuenaenaluminiosyacerosinoxidables,especialmenteenlosdemayorgrosor.
Plasma de hidrógeno al 40% y nitrógeno al 60%/Pantalla de aireConaluminiosolamente,aumentalavelocidadylosgrosores.Surendimientoesescasoenacerosinoxidablesydulces.
Plasma de oxígeno/Pantalla de aire Calidad optima para corte mecanizado de aceros dulces de 1 pulgada (25,4 mm) de grosor o menos, con150-300amperios.Ofrecelamayorvelocidaddeeliminacióndemetalpararanuradoenacerosdulces.
3.4 conexiones de gas
Consulte en la Sección 3.3 la lista de gases aprobados. No utilice gases que no hayan sido explícitamenteaprobadosparaelsopletePT-26.
Unavezseleccionadoslosgases,conectelostubosdesuministrodegasenlasentradasdelapartetraseradelafuentedealimentación.Tengaencuentaquepuedehaberdosconexionesparacadagas;utilicelaqueencajeconsutubo.Asegúresedequelasconexionesquenovayanautilizarsedispongandelconectordelafuentedealimentación.
ObservequelasfuentesdealimentaciónESP-150yESP-200tienenunaconexióndegasllamada“StartGas”(gasdeinicio).Estopermiteutilizaruntipodegasdeplasmaydepresióndistintosparaelgasdeplasmaaliniciodelcorte.Elobjetivoesaumentarladuracióndelelectrododurantealgunostiposdecortedearcodeplasmamecanizados.Elgasdeinicioquemásseutilizaparacortesmanualeses,oelmismoqueseutilizaparaelplasmadecorte/ranurado,onitrógeno.
iMPoRTAnTE - El suministro de gas a la conexión “Start gas” debe ser permanente ya que de lo contrario, el soplete se daña. El gas de inicio puede ser cualquiera de los gases de plasma aprobados que aparecen antes.
SEcciÓn 3 inSTAlAciÓn
dEbEn UTilizARSE SolAMEnTE loS GASES APRobAdoS qUE APAREcEn En ESTE docUMEnTo. AdVERTEnciA

257
SEcciÓn 3 inSTAlAciÓn
3.5 Montaje de las piezas delanteras
Compruebeque:
Todaslasjuntastóricasestánensusitio(cabezaldelsoplete,boquillaysoportedelelectrodo)ElsoportedelelectrodoestábienapretadoEltubodeldeflectorestáinstaladoybienapretadoElelectrodoestáinstaladoybienapretadoLaboquillaestáinstalada
ConsultelaFigura2.1paraelmontajedelaspiezasdelanterasenelcabezaldelsoplete.
Primero,inspeccioneelcuerpodelsopleteparaasegurarsedequenohanquedadorestosnijuntastóricasensuinterior.Siencuentraalgo,sáquelo.
Inspeccioneelsoportedelelectrodoparacomprobarqueestánlasdosjuntastóricas.Enrosqueelsoportedelelectrodoalcabezaldelsopleteyapriételofuerteconunallaveallende3/16”(4,8mm).Elsoportedebequedarbienfijado,peroeviteapretarlodemasiadohastaelpuntodepasarloderosca.
Introduzcaeltubodeldeflectorenelsoportedelelectrodoyenrósqueloalcabezaldelsopleteutilizandolallaveallendeplástico.Intentenoapretardemasiadoeltubo,aunquesílosuficienteparaquequedefijo.
Introduzcaelaislanteenelcabezaldelsoplete.Compruebequelajuntatóricaestáensusitiodemodoqueelaislanteseaguanteenelcabezal.Noloempujedemasiado;cuandoseinstalelaboquillaéstacolocaráelaislanteenlaposicióncorrecta.
Enrosqueelelectrodoensusoporteyfíjeloconelextremodelaherramientadeplástico.
Presionelaboquillahacialapartedelanteradelcabezaldelsoplete.Alhacerlo,lomásprobableesqueelaislantesedesplacemáshaciaelcabezal,esnormal.Asegúresedequelasdosjuntastóricasesténensusitioydequelaboquillaestéasentadacontraelcabezaldelsoplete.
•••••
AdVERTEnciA
dEbE coMPRobARSE qUE lA FUEnTE dE AliMEnTAciÓn ESTá APAGAdA (PoSiciÓn oFF) y qUE lA EnTRAdA dE coRRiEnTE PRinciPAl SE EncUEnTRA dESconEcTAdA. Si lAS PiEzAS dE dElAnTERAS no SE MonTAn coRREcTAMEnTE, El USUARio qUEdA ExPUESTo A dEScARGAS dE AlTo VolTAjE E inclUSo A incEndioS.
dEbEn SEGUiRSE TodAS lAS inSTRUccionES dEl MAnUAl SUMiniSTRAdo con lA FUEnTE dE AliMEnTAciÓn. no dEbE ni inSTAlARSE ni inTEnTAR UTilizAR El SoPlETE Sin SEGUiR lAS inSTRUccionES. El diSEño dElAnTERo dEl SoPlETE conTiEnE coMPonEnTES qUE, jUnTo con loS ciRcUiToS dE lA FUEnTE dE AliMEnTAciÓn, iMPidEn qUE éSTE SE AcTiVE PoR AccidEnTE Al RETiRAR lA PAnTAllA TéRMicA con El inTERRUPToR APAGAdo.
AdVERTEnciA

258
SEcciÓn 3 inSTAlAciÓn
3.6 Guía para trabajar a distancia
Estaguíapermitealusuariotomarciertadistanciamanteniendolaalimentacióndelaguíaencontactoconlasuperficiedetrabajo.
Parainstalarlaguía,deslícelahastalapantallatérmica(éstadeberíaencontrarseenelsoplete)conungiroensentidodelasagujasdelreloj.Instálelaoajústelasiempreenlapantallaconungirohacialaderechaparaevitarqueseaflojelapantalla.
Si el espacio de la guía en la pantalla es demasiado pequeño, abra la ranura de la guía girándola con undestornilladorgrandeyplano.Si,porelcontrario,esdemasiadogrande,cierrelaranuraapretandolaguíaeneltornillodelbanco.
3.7 consumibles sueltos
Elrendimientoadecuadodelsopletedependedelainstalación,correctayconformealasnormasdeseguridad,delaspiezasfrontales,especialmenteelsoportedelelectrodo,eltubodeldeflector,elelectrodo, lapantallatérmicaylasjuntastérmicas.
1. Enrosqueelsoportedelelectrodoalcabezaldelsopletey fíjeloconfirmezaconuna llaveallende3/16”(4,8mm).Utiliceunallavedemetalporquelasdeplásticonosonlosuficientementefuertes.Compruebetambiénqueeltubodeldeflectorestábieninstaladoenelsopleteycontraelsoportedelelectrodo;utiliceparaellolallaveallendeplástico.
2. Enrosqueelelectrodoalsoporteconlallavedeplástico.
3. Compruebe que la boquilla está bien fijada, así como sus juntas tóricas, apretando para ello la pantallatérmica(“bienfijada”quieredeciralmáximoquelepermitansusmanos,sinutilizarllaves).
Lamalainstalacióndelaspiezasproducefugasderefrigerantequepuedenresultarenunrendimientopobredelcorteoelranuradoyquepuedenllegaradañarelsopletedebidoalarqueadointerno.
3.8 instalación del deflector giratorio
Utilice laherramientade instalacióndeldeflectorgiratorio, ref.055800584.Estaherramientapermiteque lajuntatóricadelinteriordeldeflectorgiratoriovayarápidamentealODdelsoportedelelectrodo.Parainstalareldeflector,tienebastanteconapretarloconlamano.
Enrosquelapantallatérmicaalcabezaldelsopleteparafijarlaboquilla.Lapantallatérmicadebeapretarsealmáximoconlamano,afindeprevenirposiblesfugasderefrigeranteprocedentesdelselladojuntatórica-boquilla.
Sivaautilizarlaguíaparatrabajaradistanciaopcional,instálelaenlapantallatérmicapresionandoohaciéndolagirarENELSENTIDODELASAGUJASDELRELOJhastaquequedeasentadaenlapantalla.
iMPoRTAnTE – no haga girar la guía para trabajar a distancia en el sentido contrario al de las agujas del reloj ya que aflojaría la pantalla térmica.

259
4.1 Funcionamiento
Yapuedeutilizarelsopleteparacortaryranurar.Consultelasinstruccionesdelafuentedealimentaciónparallevaracabolosajustesdecontrolnecesarios.
1. Coloqueelinterruptor“gastest”(pruebadegas)o“gasmode”(mododegas)enlaposicióndepruebaodeconfiguración(“test”o“set-up”).
noTA:Laposición“CUT”(corte)sirveparaconfigurarelgasdeplasmadecorte.Laposición“START/SHIELD”(inicio/pantalla)sirveparaajustarelgasdeplasmadeinicioyelgasdepantalla.Sielgasdeplasmadeinicioyeldeplasmadecortevanaserel
mismoyprocedendelmismoregulador,utilicelaposiciónSTART/SHIELDsolamente,laposiciónCUTnoesnecesaria.
2. Activeelinterruptordeencendido(ON).Deberíaempezarafluirgasporelsoplete.3. Configurelapresióndelgasconlosreguladoresdesuministroalosvaloresestablecidosenlasecciónde
parámetrosdefuncionamiento.Coloqueelinterruptordepruebadegasodemododegasenlaposicióndefuncionamiento.Elflujodegassedetiene.Ajusteelcontrolalaconfiguracióncorrectaparalaboquilla.
4. Coloqueelsopleteenlaposicióndecorteoranurado.Paracortar,ladistanciaboquilla-superficiedetrabajodebeserde1/4”(6,4mm)aproximadamente.Siemprequeseaposible,empieceelcortedesdeunextremodelapiezadetrabajo.Sitienequeperforar,ladeeelsopleteenánguloparadesviarelmetalfundidodelsopleteydeloperariohastaqueterminelapiezay,acontinuación,vuelvaaponerelsopleteenverticalyempieceacortar.Pararanuras,coloqueelsopletesobrelasuperficiedetrabajoenunángulode35a45°delahorizontal.
5. Bajelaviseradelcascoprotector.6. Pulseymantengapulsadoelinterruptordelsoplete,deberíaempezarafluirgasy,dossegundosdespués,el
contactodearranqueprincipalsecierrayelarcodebetransferirsealapiezadetrabajo.
PEliGRo
AdVERTEnciA
deben utilizarse las gafas protectoras, la ropa, la protección auditiva y el casco habituales. deben leerse las precauciones de seguridad recogidas en el manual de instrucciones que se entrega con la fuente de alimentación.
nUncA dEbEn TocARSE lAS PiEzAS dElAnTERAS dEl SoPlETE (boqUillA, PAnTAllA TéRMicA, ElEcTRodo, ETc.) A MEnoS qUE El inTERRUPToR dE lA FUEnTE dE AliMEnTAciÓn SE EncUEnTRE En lA PoSiciÓn dE APAGAdo (oFF).
SEcciÓn 4 FUncionAMiEnTo
noTA:Esposiblequesufuentedealimentaciónpermitaalargareltiempodepre-flujoamásde2segundos,normalmentehasta4ó5.Si,alfinaldeesetiempo,elarcopilotonoseenciende,suelteelbotóndelsopleteycompruebelaconfiguracióndelapresióndelgas.Sielarcopilotoseenciendeperonosetransfierealtrabajo,suelteelbotóndelsopleteyobservesiéste
seencuentraaladistanciacorrectadeltrabajoysilapinzaestábienconectadaalapiezadetrabajo.

260
7. Durantelostrabajosdecorte,mantengaelsopletealejadoaunadistanciadeentre3/16”y1/2”(entre4,8y12,7mm).Paracortarplanchasdelgadas,ladistanciadebeserlamáspróximaalosvaloresinferioresy,paraplanchasgruesas,alcontrario.Mantengaunavelocidaddecortequeproporcioneuncortede lacalidaddeseadayqueproduzcaunflujodemetalderretidodesdelaparteinferiordelapiezadetrabajo.
8. Durantelostrabajosderanurado,mantengaelánguloylavelocidadnecesariospararetirarlacantidaddemetalquedeseeeliminaracadapasada.Mantengaelángulodelsopletedemodoqueelmetalderretidosealejedirectamentedelsoplete,alolargodelasuperficiesuperiordelaplanchaopordebajodelaranuradelapasadaanterior.Sisetrabajaconunángulodemasiadopronunciado,elmetalderretidovueladirectamentealapartetraseradelsoplete.
9. Sisepierdeelarcoprincipalduranteelcorte(oelranurado),elarcopilotoseenciendeautomáticamentesiemprequesuelteelinterruptordelsoplete.Enesemomento,debevolveracolocarelsopleterápidamenteenlapiezadetrabajoparareestablecerelarcoprincipal,oelinterruptorsesuelta.
10. Elarcoprincipalseapagaautomáticamentealfinaldelcortecuandoalejaelsopletedelapiezadetrabajo.Suelteelinterruptordelsopleteinmediatamenteparaevitarqueelarcopilotosevuelvaaencender.
11. Cuandoterminedecortar(oranurar),espereunosminutosantesdecolocarelinterruptordeencendido/apagadodelafuentedealimentaciónenlaposiciónOFF(apagado)parapermitirqueelventiladorelimineelcalordelaunidad.Unaveztranscurridoestetiempo,apaguelaconexiónprincipaldelinterruptorprincipal.
SEcciÓn 4 FUncionAMiEnTo

261
A fin de garantizar el rendimiento óptimo del corte y ayudar en la solución de los posibles problemas de calidad, consulte las siguientes tablas de parámetros de corte.
4.3 datos de corte
condiciones de corte del soplete PT-26 in-line:
Datosobtenidoscondeflectorgiratorio(0558003583)ypantalla(0558003582).
Los datos de 65 Amp son con pantalla térmica estándar (0558003714) o pantalla térmica de proximidad(0558003715)enlugardelapantalla(0558003582)yutilizaunaboquillade50Amp(0558003716).
MaterialGrosorenpulgadas
(mm)
Distanciaenpulgadas
(mm)
Velocidadenpulgadasporminuto
(mm/m)
Gasypresióndeinicioen
psig(bar)
Presiónygasdecorteenpsig(bar)
Presiónygasdepantallapara
ESP-150y200enpsig(bar)
Carbono
0,12(3,2)0,19(4,8)
190(4826)
Aire30(2,1)
Aire60(4,1)
Aire50(3,4)
0,25(6,4) 100(2540)
0,50(12,7) 0,25(6,4) 30(762)
Aluminio
0,12(3,2)0,19(4,8)
50*(1270)
0,25(6,4) 70(1778)
0,50(12,7) 0,25(6,4) 20(508)
Aceroinoxidable
0,12(3,2)0,19(4,8)
75(1905)
0,25(6,4) 50(1270)
0,50(12,7) 0,25(6,4) 20(508)
SEcciÓn 4 FUncionAMiEnTo
Tabla 4.1 datos de corte con 65 Amp
4.2 Parámetros de funcionamiento
PresionesdegasrecomendadasInicio..........................................................................................................................................................30psig(2,1bar)Plasma(cortar)...................................................................................................................... 50-70psig(3,4-4,8bar)Plasma(ranurar)....................................................................................................................40-45psig(2,6-3,1bar)Pantalla................................................................................................................................... 40-50psig(2,6-3,4bar)
Distanciarecomendada5/16”-1/2”(7,9–12,7mm)
VelocidadesdedesplazamientoLasvelocidadesdedesplazamientoparaelmodeloPT-26aparecenenlasTablas4-1a4-4.

262
MaterialGrosorenpulgadas
(mm)
Distanciaenpulgadas
(mm)
Velocidadenpulgadasporminuto
(mm/m)
Gasypresióndeinicioen
psig(bar)
Presiónygasdecorteenpsig(bar)
PresiónygasdepantallaparaESP-150y
200enpsig(bar)
Carbono
0,19(4,8)
0,19(4,8)
150(3810)
Aire/N2
30(2,1)O
2
60(4,1)
Aire60(4,1)
0,25(6,4) 130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7)
0,25(6,4)
50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Aire30(2,1)
Aire60(4,1)
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
Aluminio
0,19(4,8) 0,19(4,8) 175(4445)
0,25(6,4)0,25(6,4)
130(3302)
0,38(9,7) 90(2286)
0,50(12,7)
0,31(7,9)
70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 25(635)
Aceroinoxidable
0,19(4,8) 0,19(4,8) 165(4191)
0,25(6,4)0,25(6,4)
125(3175)
0,38(9,7) 80(2032)
0,50(12,7) 0,31(7,9) 50(1270)
0,62(15,7)
0,38(9,7)
35(889)
0,75(19,1) 20(508)
1,00(25,4) 10(254)
SEcciÓn 4 FUncionAMiEnTo
Tabla 4.2 datos de corte con 150 Amp

263
MaterialGrosoren
pulgadas(mm)Distanciaen
pulgadas(mm)
Velocidadenpulgadasporminuto
(mm/m)
Gasypresióndeinicioen
psig(bar)
Presiónygasdecorteenpsig(bar)
Presiónygasdepantalla
paraESP-150y200enpsig
(bar)
Carbono
0,25(6,4)
0,19(4,8)
150(3810)
Aire/N2
30(2,1)O
2
55(3,8)
Aire80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 80(2032)
0,62(15,7)
0,25(6,4)
65(1651)
0,75(19,1) 50(1270) Aire60(4,1)1,00(25,4) 35(889)
0,25(6,4) 135(3429)
Aire30(2,1)
Aire55(3,8)
Aire80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 85(2159)
0,62(15,7) 70(1778)
0,75(19,1) 55(1397)
1,00(25,4) 30(762)
Aluminio
0,25(6,4) 130(3302)
0,38(9,7) 105(2667)
0,50(12,7) 85(2159)
0,62(15,7)0,31(7,9)
75(1905)
0,75(19,1) 60(1524)
1,00(25,4) 0,38(9,7) 40(1016)
Aceroinoxidable
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 115(2921)
0,50(12,7) 75(1905)
0,62(15,7)
0,38(9,7)
65(1651)
0,75(19,1) 55(1397)
1,00(25,4) 20(508)
SEcciÓn 4 FUncionAMiEnTo
Tabla 4.3 datos de corte con 200 Amp

264
MaterialGrosoren
pulgadas(mm)Distanciaen
pulgadas(mm)
Velocidadenpulgadasporminuto
(mm/m)
Gasypresióndeinicioen
psig(bar)
Presiónygasdecorteenpsig(bar)
Flujoygasdepantallaencfh
(l/m)
Carbono
0,50(12,7)0,25(6,4)
130(3302)
Aire/N2
30(2,1)
O2
75(5,2)
Aire210(99,1)
0,62(15,7) 95(2413)
0,75(19,1)0,31(7,9)
80(2032)
1,00(25,4) 50(1270)
1,50(38,1) 0,38(9,7) 20(508)
2,00(50,8) 0,50(12,7) 10(254)
0,50(12,7)
0,31(7,9)
120(3048)
Aire75(5,2)
0,62(15,7) 90(2286)
0,75(19,1) 80(2032)
1,00(25,4) 55(1397)
1,50(38,1) 0,38(9,7) 25(635)
2,00(50,8) 0,50(12,7) 12(305)
SEcciÓn 4 FUncionAMiEnTo
Tabla 4.4 datos de corte con 300 Amp

265
SEcciÓn 4 FUncionAMiEnTo
datos de corte de PT-26 para acero
Grosor del material (pulgadas)
Vel
oci
dad
de
cort
e (i
pm
)
Grosor del material (pulgadas)
Vel
oci
dad
de
cort
e (i
pm
)
Gasdeplasma:Airea60psig(4,1bar)Gasdepantalla:Airea50psig(3,4bar)Gasdeinicio:Airea30psig(2,1bar)Distancia:5/16”(7,9mm)
50amps150amps200amps300amps
Gasdeplasma:H-35oAirea50-60psig(3,4-4,1bar)Gasdepantalla:Airea50psig(3,4bar)Gasdeinicio:NitrógenoH-35oAirea30psig(2,1bar)Distancia:5/16”(7,9mm)
ParagasdeplasmaH-35,utilicenitrógenoogasdeinicioH-35.
200amps150amps200amps300amps300amps

266
SEcciÓn 4 FUncionAMiEnTo
datos de corte de PT-26 para acero inoxidable
PT-26 a 300 Amp para acero inoxidable
Grosor del material (pulgadas)
Vel
oci
dad
de
cort
e (i
pm
)
Grosor del material (pulgadas)
Vel
oci
dad
de
cort
e (i
pm
)
Gasdeplasma:Airea60psig(4,1bar)oH-35a70psig(4,8bar)Gasdepantalla:Airea50psig(3,4bar)onitrógenoa40psig(2,6bar)Gasdeinicio:H-35,nitrógenooAirea30psig(2,1bar)Distancia:3/8”(9,5mm)
200amps150amps200ampsH-35150ampsH-35
Gasdeplasma:Airea60psig(4,1bar)oH-35a70psig(4,8bar)Gasdepantalla:Airea50psig(3,4bar)onitrógenoa40psig(2,6bar)Gasdeinicio:H-35,nitrógenooAirea30psig(2,1bar)Distancia:3/8”(9,5mm)
300AmpsAire
300ampsH-35

267
5.1 desmontaje de la parte delantera
Sihautilizadolaguíaparatrabajaradistancia,retírelahaciéndolagirarenelsentidodelasagujasdelrelojytirandodeelladelapantallatérmica.
Aflojelapantallatérmicayretíreladelsoplete.Laboquilladebepermanecerenelcabezal.Esnormalquesalgaunpocoderefrigerantealretirarlapantalla.Inspeccionelapantallatérmica,nodeberíahabersignosdecebadoenningunaparte.Elaislanteexteriornodebeestarseriamentedañadonicarbonizado.Cambielapantallasidetectaalgunodeesosdaños.
Separelaboquilladelcabezaldelsopleteyexamínela.Elorificiodeberíaserredondotantoalaentradacomoalasalida.Cambielaboquillasielorificioestáovaladoosiestáestropeado.Esposiblequelaboquillapresentedepósitosgrisesonegros;puedelimpiarlosconestopadeaceroperonoolvideretirar,cuandotermine,todoslosrestosdeacero.
Inspeccioneelelectrodo;siobservaunhoyodemásde1/16”(1,6mm)enelcentro,cámbielo.
Cadavezquecambiaelelectrododebeinspeccionarelsoporte.Éstenodebepresentarsignosdecebadoylasjuntastóricasnodebenestarnigastadasnidañadas.
Observeelaislanteysidetectasignosdecebado,cámbielo.
Inspeccionelasjuntastóricasdelcabezaldelsoplete;siestángastadasoestropeadas,cámbielas.Duraránmássilascubreconunapelículafinadelubricantedesilicona(0558000443).Utilicesuficientecomoparaquelajuntamuestreunaspectomojadoobrillante,peronoapliquelubricanteenexceso.
Unavezinspeccionadastodaslaspiezasdelanterasytrasllevaracaboloscambiosnecesarios,vuelvaamontarelsopletecomoseindicaenlasección“Montajedelaspiezasdelanteras”.
5.2 General
Compruebeperiódicamenteelestadodelapantallatérmica,delsoportedelelectrodoydelaislante.Sialgunodeellosestáestropeadooexcesivamentegastado,cámbielos.
Compruebeelestadodelasjuntastóricasdelsopleteadiarioysialgunadeellaspresentamuescas,cortesuotrosdaños,cámbiela.Siestánsucias,lubríquelasconunafinacapadelubricante.Sinoobservaarrastre,acausadelasjuntas,alinstalarlapantallatérmica,cambielajuntatórica.
Compruebeelrecubrimientodeloscablesdelsopleteperiódicamenteysidetectaalgúndaño,compruebequeeldañonosehayaextendidoaloscables.Sidetectafugasdegasuotrotipodedaños,cambieloscomponentesafectados.
SEcciÓn 5 MAnTEniMiEnTo
AdVERTEnciAdEbE coMPRobARSE qUE lA FUEnTE dE AliMEnTAciÓn ESTá APAGAdA (PoSiciÓn oFF) y qUE lA EnTRAdA dE coRRiEnTE PRinciPAl SE EncUEnTRA dESconEcTAdA.

268
5.3 Suciedad o contaminación
La suciedad o la contaminación pueden provocar que el soplete PT-26 falle prematuramente por el cebadointerno.Paraevitarlo,procedadelasiguientemanera:
1. Compruebequeseutilizaairelimpio,secoysinaceitesparaelgasdepantallaodeplasma.2. Eviteelusoexcesivodesiliconaenlasjuntastóricasdelsoplete;unafinapelículaessuficiente.3. Limpieelaislantedelcuerpodelsopleteconunpañoantesdeinstalarconsumiblesnuevos.Lacapacidad
delaislantederesistirelseguimientodelarcoensusuperficiesereducecuandoestásucioocuandoseacumulanagentescontaminantes.
4. Cuandonovayaautilizarelsoplete,guárdelocontodaslaspiezasdelanterasinstaladas.Asíimpidequeseacumulesuciedadyayudaaprotegerelcabezaldelsopleteencasodeunacaídaaccidental.
5.4 desmontaje y cambio del cabezal del soplete
Observeyanotelaposicióndecadacomponenteantesdedesmontarelinstrumentoparagarantizarquecolocatodaslaspiezascorrectamenteduranteelmontaje.ConsultelaFigura6.1.
1. Desliceelsoporteflexiblehaciaatrás,haciaelrecubrimientodelcablehastaqueseencuentreaunas18”(457,2mm)pordetrásdelasa.
2. Retirelacintaqueseencuentracercadelextremodelasadelsoplete.3. Deslicelabandadelinterruptorhaciaatrásyretíreladelasa.4. Desliceelrecubrimientodelcablehaciaatrás.5. Gireytiredelasadesdeelcabezaldelsopleteydeslícelohaciaatrásparaexponerlasconexionesdecables
delsoplete.6. Utilizandodosllavesencadaconexión,desenrosquelasdosconexiones.Lostamañosdelasllavesnecesarias
son3/8”(9,5mm)y7/16”(11,1mm).7. Tireyextraigaelcabezaldelsoplete,incluidalaparteaislante.Vuelvaacolocarelnuevocabezalyelaislante.8. Utilizandodosllavesencadaconexión,enrosquelasdosconexionesconfirmeza.Elpardetorsiónutilizado
enfábricaparaestepasoes25-30pulgadas-libras(172,4–206,8m-n).9. Vuelvaaenroscarelasaenelcabezaldelsoplete.10. Deslicelabandadelinterruptorycolóquelaenelasahastaqueseencuentrea2”(50,8mm)delcabezaldel
soplete.Lasconexionesdeempalmerojasparaloscablesdel interruptordebensituarsejustodetrásdelextremodelasa.
11. Tiredelrecubrimientodelcablehaciaadelanteycolóqueloconcintadetrásdelasautilizandoparaellocintaeléctricadevinilo.
12. Vuelvaadeslizarelsoporteflexiblehaciaelasa,hastaqueestéencontactoconlabandadelinterruptor.
nota CuandocambieelasadelsopletePT-26SLIn-line,desliceprimeroeltuboaislanteMylar,ref.0558005623,porlostubosylasconexionesdelsoplete,hastaquetoqueconlapartetraseradelcuerpodelsoplete.
SEcciÓn 5 MAnTEniMiEnTo
TuboaislanteMylar
Cuerpodelsoplete

269
5.5 desmontaje y cambio de los cables del soplete
1. Desconecteelconjuntodecablesdelsopletedelafuentedealimentación.Consultesufuentedealimentaciónenparticularysumanualparaobtenerinstruccionesdetalladas.
2. Retireelcabezaldelsopletedelconjuntodecablescomosedescribeenlospasos1a7delasecciónanterior.Retiretambiénelasayelsoporteflexibledelconjuntodecables.
3. Dispongaelconjuntodecablesenunazonaquesealamitadoigualquelalongituddelosmismos.4. Conuntrozodecuerdatrenceaproximadamentelamitaddelalongituddeloscablesdelsoplete,asegure
unextremodelacuerdaalrededordetodosloscables,enunextremodelsoplete,yasegureelotroextremodelacuerdaconunobjetoestático.
5. Retirelacintadelrecubrimientodeloscablesenelextremodelafuentedealimentación.6. Extraigaelinterruptordesubandaydesliceelasa,labandadelinterruptoryelsoporteflexiblealextremo
máslejanodelacuerdaquehautilizadoenelpaso4.Acontinuaciónasegureelextremodelafuentedealimentacióndeloscablesydeslicecompletamenteelrevestimientodeloscablesalacuerda.
7. Desatelacuerdadeloscablesysustituyalosqueesténdañados.8. Vuelvaaasegurarloscablesdelextremodelsopleteconlacuerdayvuelvaacolocarleselrevestimiento.
Aseguretemporalmenteelrevestimientodeloscablescercanosalcabezaldelsopleteconcintaeléctricadevinilo.
9. Tiredelsoporteflexible,delabandadelinterruptorydelasayretirelacinta.10. Desatelacuerdadeloscablesysigalospasos7-12delasecciónanteriorparaasegurarelcabezaldelsoplete
alconjuntodecables.11. Fijeelrevestimientodelcablealoscablescercanosalafuentedealimentaciónconcintaeléctricadevinilo.
5.6 cambio del soporte flexible, del panel de conmutación o del asa
Si losdañosproducidosenelsoporteflexible,enelpaneldeconmutaciónoenelasadelsopletegeneranla necesidad de cambiar cualquiera de esos elementos, siga el procedimiento de la sección “Desmontaje ycambiodelcabezaldelsoplete”ycambielaspiezasencuestiónduranteelpaso7antesdevolveracolocarel cabezal. Este proceso resulta más fácil si asegura temporalmente el revestimiento a los cables con cintaeléctricadevinilo.
5.7 cambio de la toma de corriente del soplete1. Sigalospasos1-3delasección“Desmontajeycambiodelcabezaldelsoplete”.2. Corteloscablesnegroyblancodelatomadecorrienteantigualomáscercaposibledelasconexionesde
empalmerojas.Pele1/4”(6,4mm)deaislantedelocablesnegroyblanco.3. Pele1/4”(6.4mm)deaislantedeloscablesnuevos.4. Unaloscablesutilizandolosdosempalmesnuevosdelatomadecorrientederecambio.Asegúresedeque
utilizalaherramientaadecuadapararealizarestetipodeempalmes.5. Inviertalospasos1-3delasección“Desmontajeycambiodelcabezaldelsoplete”paraterminar.
SEcciÓn 5 MAnTEniMiEnTo

270
5.8 Medición de los flujos de gas del soplete
Sisospechaqueelmotivodequeelrendimientodecorteseainferioralnormalodequelosconsumiblesdurenpoco es la falta de flujo de gas, puede comprobarlo utilizando el kit de medición de flujo para sopletes deplasma.Estekitincluyeunrotómetroportátil(medidordeflujo)queindicaelniveldeflujodegasexistenteenelsoplete.Además,cuentaconinstruccionesquedebeseguiralpiedelaletraafindegarantizarlautilizaciónsegurayprecisadelrotómetro.ConsulteelformularioF-14-391.
LosnivelesdeflujodenitrógenoodeairedelsopletePT-26debenserlossiguientes:
Flujodepantalla ESP-150yESP-200............................................................135-145cfha50psig(63,7-68,4l/ma3,4bar) DeucePack150,215............................................................................225cfha50psig(106,2l/ma3,4bar)
Flujodeplasma................................................................................ 115-140cfha50psig(54,3-66,1l/ma3,4bar)
Flujototal ESP-150yESP-200....................................................... 250-285cfha50psig(118,0-134,5l/ma3,4bar) DeucePack150,330...........................................................................365cfha50psig(172,3l/ma3,4bar)
Mida losnivelesdeflujoutilizandounaboquillanuevade200amp(0558003798),unelectrodonuevoyunapantalla térmicanueva.Asegúresedequetodas laspiezasesténbien instaladasydeque la junta tóricadelsoplete(0558003721)estáenbuenestadoynopresentafugas.Siesposible,midalosflujosindividualmente;delocontrario,midaeltotal.
Losnivelesdeflujodegasinferioresalosanterioresindicanunarestricciónounafugaenloscanalesdegasdelsopleteodelafuentedealimentación.
SEcciÓn 5 MAnTEniMiEnTo

271
SEcciÓn 6 PiEzAS dE REcAMbio
6.1 General
Indique siempre el número de serie de la unidad en la que se utilizarán las piezas. El número de serie estágrabadoenlaplacadelasunidades.
ParagarantizarelbuenfuncionamientoserecomiendautilizarsolamentepiezasyproductosESABoriginales.Lautilizacióndepiezasdeotrosfabricantespuedeinvalidarlagarantía.
PuedepedirlaspiezasderecambioasudistribuidorESAB.
Indiqueclaramentecualquierinstruccióndeenvíoespecialcuandorealicesupedido.
Consultelaguíadecomunicacionesqueseencuentraalfinaldeestemanualparaobtenerlalistaconlosnúmerosdeserviciodeasistenciaalcliente.
6.2 Pedidos
Loselementosdelalistacuyasreferenciasestánenblancoseofrecenparainformaciónalusuariosolamente.Loselementosdehardwaredeberíanestardisponiblesatravésdefuenteslocales.
nota
6.0 Piezas de recambio

272
SEcciÓn 6 PiEzAS dE REcAMbio
Fig
ura
6.1
. Pie
zas
de
reca
mb
io –
Mo
nta
je d
el s
op
lete
PT-
26
BAN
DA
DEL
INTE
RRU
PTO
R-
0558
0040
39SO
PORT
EFL
EXIB
LE-
0558
0040
40
CA
BEZA
LD
ELS
OPL
ETE,
90º
-05
5800
3719
CA
BEZA
LD
ELS
OPL
ETE,
70º
-05
5800
2204
Incl
uye
junt
as tó
ricas
- 0
5580
0372
0 (1
) 05
5800
3721
(3)
ASA
-05
5800
4033
PIEZ
AS
DEL
AN
TERA
S-
(Ver
figu
ra2
.1)
CA
BLE
DE
ALI
MEN
TAC
IÓN
YR
EFRI
GER
AN
TE
25P
IES
(7,6
m)-
055
8004
047
50
PIE
S(1
5,2
m)-
055
8004
048
Tub
ode
refr
iger
ante
ya
rco
pilo
to
25P
IES
(7,6
m)-
055
8004
035
50
PIE
S(1
5,2
m)-
055
8004
036
Tub
ode
gas
de
pan
talla
25
PIE
S(7
,6m
)-0
5580
0403
7
50P
IES
(15,
2m
)-0
5580
0403
8
REC
UBR
IMIE
NTO
25P
IES
-055
8002
921
50P
IES
-055
8002
922
INC
LUYE
:IN
TERR
UPT
OR
-055
8002
872
C
LAVI
JA-
0558
0008
19
CA
BLE
-18
AWG
/2C
ON
D.
MO
NTA
JED
EIN
TERR
UPT
OR
YC
ABL
E
-25
PIES
(7,6
m)-
055
8000
816
-5
0PI
ES(1
5,2
m)-
055
8000
819
Tub
ode
gas
de
pla
sma
25
PIE
S(7
,6m
)-0
5580
0287
35
0PI
ES(1
5,2
m)-
055
8004
034
TERM
INA
CIÓ
ND
EG
OM
A-
05
5800
0793
Fije
los
term
inal
ese
ncu
atro
(4)l
ugar
esu
tiliz
ando
par
ael
lod
os(2
)lla
ves
Pard
eto
rsió
n25
-30
pulg
adas
-libr
a(1
72,4
–2
06,8
m-n
)
REC
UBR
IMIE
NTO
(ref
.)
INTE
RRU
PTO
R-0
5580
0287
2

273
Fig
ura
6.2
. Pie
zas
de
reca
mb
io –
Mo
nta
je d
e so
ple
te P
T26
in-l
ine
SEcciÓn 6 PiEzAS dE REcAMbio
Band
-Itd
ep
inza
-2
.00
I.D.x
0.6
3W
-055
8004
045
Cue
rpo
-05
5800
2110
Reve
stim
ient
o-
0558
0021
30C
ubie
rta
23P
IES
(7,0
m)-
055
8004
043
48P
IES
(14,
6m
)-0
5580
0404
4
Tub
ular
tren
zado
ID2
.250
-2.5
00
-720
2000
3Tu
bo
-05
5800
4046
Cin
tae
léct
rica
deP
VC
-05
5800
4261
Ab
raza
dera
“Ban
d-It
”1.5
6D-
2.50
D
-055
8004
041
Etiq
ueta
de
adve
rten
cia
eléc
tric
aes
tánd
ar
-05
5800
4042
Pant
alla
térm
ica
-055
8003
715
Piez
asd
elan
tera
s(F
igur
a2.
1)Fi
jelo
ste
rmin
ales
en
cuat
ro(4
)lug
ares
ut
iliza
ndo
par
ael
lod
os(2
)lla
ves
Pard
eto
rsió
n25
-30
pul
gada
s-lib
ra(1
72,4
–2
06,8
m-n
)
CA
BLE
DE
ALI
MEN
TAC
IÓN
YR
EFRI
GER
AN
TE
25P
IES
(7,6
m)-
055
8004
047
50
PIE
S(1
5,2
m)-
055
8004
048
Cab
led
ere
frig
eran
tey
arc
op
iloto
25
PIE
S(7
,6m
)-0
5580
0403
5
50P
IES
(15,
2m
)-0
5580
0403
6
Tub
ode
gas
de
pan
talla
25
PIE
S(7
,6m
)-0
5580
0403
75
0PI
ES(1
5,2
m)-
055
8004
038
Tub
ode
gas
de
pla
sma
25
PIE
S(7
,6m
)-0
5580
0287
35
0PI
ES(1
5,2
m)-
055
8004
034

274
SECCIÓN 6 PIEZAS DE RECAMBIO
Figu
ra 6
.3. P
ieza
s de
reca
mbi
o –
Mon
taje
de
sopl
ete
PT26
“SL”
In-L
ine
Band
a de
pin
za
- IT
2.00
I.D
. x 0
.63W
- 0
5580
0404
5
Cuer
po -
055
8002
110
Sopo
rte
17 P
IES
(5,2
m) -
055
8003
845
25 P
IES
(7,6
m) -
055
8002
921
50 P
IES
(15,
2 m
) - 0
5580
0292
2
Tubu
lar t
renz
ado
ID 2
.250
-2.5
00
- 720
2000
3
Ais
lant
e M
ylar
- 05
5800
5623
Cint
a el
éctr
ica
de P
VC
- 055
8004
261
Tubo
y ra
ck -
05
5800
5624
Incl
uye:
tubo
y a
isla
nte
Etiq
ueta
de
adve
rten
cia
eléc
tric
a es
tánd
ar
- 055
8004
042
Pant
alla
térm
ica
- 055
8003
582
Piez
as d
elan
tera
s (F
igur
a 2.
1)
Tubo
-21
647
Sopo
rte
del s
ople
te -
0558
0059
26
CABL
E D
E A
LIM
ENTA
CIÓ
N Y
REF
RIG
ERA
NTE
25
PIE
S (7
,6 m
) - 0
5580
0404
7
50 P
IES
(15,
2 m
) - 0
5580
0404
8
Cabl
e de
refr
iger
ante
y a
rco
pilo
to
25 P
IES
(7,6
m) -
055
8004
035
50
PIE
S (1
5,2
m) -
055
8004
036
Tubo
de
gas
de p
anta
lla
17 P
IES
(5,2
m) -
055
8002
123
25 P
IES
(7,6
m) -
055
8004
037
50
PIES
(15,
2 m
) - 0
5580
0403
8
Tubo
de
gas
de p
lasm
a
17 P
IES
(5,2
m) -
055
8004
177
25 P
IES
(7,6
m) -
055
8002
873
50
PIES
(15,
2 m
) - 0
5580
0417
8

PT-26Plasmadriven bågskärbrännare
Instruktionshandbok (SV)
0558004847

276
Utrustningen fungerar enligt denna bruksanvisning och enligt medföljande etiketter och skyltar om den monter-as, används, underhålls och repareras enligt instruktionerna. Utrustningen bör kontrolleras regelbundet. Felak-tig eller dåligt underhållen utrustning får inte användas. Trasiga, saknade, slitna, skeva eller nersmutsade delar ska omedelbart bytas ut. Om reparation eller utbyte är nödvändig, rekommenderar tillverkaren att en begäran om reparation görs per telefon eller skriftligt till den auktoriserade återförsäljare produkten köptes från.
Utrustningen eller delar av utrustningen bör inte ändras utan skriftligt godkännande från tillverkaren. Använ-daren av utrustningen är ensam ansvarig för alla funktionsfel som orsakats av felanvändning, felaktig service eller reparation, skador eller ändringar som är utförda av någon annan än tillverkaren eller en reparationsfi rma som är utvald av tillverkaren.
SE TILL ATT OPERATÖREN FÅR DEN HÄR INFORMATIONEN.DU KAN FÅ EXTRA KOPIOR FRÅN ÅTERFÖRSÄLJAREN.
Instruktionerna vänder sig till erfarna operatörer. Om du inte är förtrogen med metoder och säkerhetsrutiner vid drift av bågsvetsnings- och skärutrustningar, läs vårt häfte ”För-siktighetsåtgärder och säkerhetsrutiner vid bågsvetsning, skärning och mejsling”, doku-ment 52-529. Personer utan utbildning får inte installera, använda eller underhålla utrust-ningen. Försök INTE att installera eller använda utrustningen innan du har läst och förstått instruktionerna. Om du inte förstår instruktionerna helt, kontakta din leverantör för mera information. Läs säkerhetsföreskrifterna innan du installerar eller använder utrustningen.
FÖRSIKTIGHET
ANVÄNDARENS AVSVAR

277
InnehållSförtecknIng
1.0 Säkerhetsåtgärder.....................................................................................................................................................................279
2.0 Beskrivning...................................................................................................................................................................................2812.1 Beskrivning.......................................................................................................................................................................283
3.0 Installation....................................................................................................................................................................................285 3.1 Anslutningarskäraretillelektriskakällor..............................................................................................................285 3.2 Kompletteringarföräldreelektriskakällor...........................................................................................................285 3.3 Valavgas...........................................................................................................................................................................286 3.4 Gasanslutningar..............................................................................................................................................................286 3.5 Monteringavframändensdelar...............................................................................................................................287 3.6 Avståndsstöd...................................................................................................................................................................288 3.7 Separatareservdelar.....................................................................................................................................................288 3.8 Monteringavvirvelrör..................................................................................................................................................288
4.0 Användning.................................................................................................................................................................................289 4.1 Användning......................................................................................................................................................................289 4.2 Driftparametrar...............................................................................................................................................................291 4.3 Skärningsdata..................................................................................................................................................................291
5.0 Underhåll......................................................................................................................................................................................297 5.1 Demonteringavframände.........................................................................................................................................297 5.2 Allmänt...............................................................................................................................................................................297 5.3 Smutsellerförorening..................................................................................................................................................298 5.4 Borttagningochutbyteavbrännarhuvud............................................................................................................298 5.5 Borttagningochutbyteavbrännarkablar............................................................................................................299 5.6 Utbyteavflexibelstödhylsa,instrumenttavlaellerhandtag.........................................................................299 5.7 Utbyteavbrännarensbrytare....................................................................................................................................299 5.8 Mätningavbrännarensgasflöden...........................................................................................................................300
6.0 Reservdelar...................................................................................................................................................................................3016.1 Allmänt...............................................................................................................................................................................3016.2 Beställning........................................................................................................................................................................301
Avsnitt / rubrik Sida

278
InnehållSförtecknIng

279
AVSnItt 1 SÄkerhetSföreSkrIfter
237
AVSNITT 1 SÄKERHETSÅTGÄRDER
1.0 Säkerhetsåtgärder
De som använder svets- och plasmaskärutrustning från ESAB är ansvariga för att alla som arbetar med eller i närheten av utrustningen följer alla tillämpliga säkerhetsföreskrifter. Säkerhetsföreskrifterna måste uppfylla kraven som gäller denna typ av svets- eller skärutrustning. Följande rekommendationer ska följas, utöver de standardregler som gäller på arbetsplatsen.
Allt arbete måste utföras av utbildad personal som är väl förtrogen med svets- eller skärutrustningen. Felaktig användning av utrustningen kan leda till farliga situationer som kan orsaka personskador och skada utrustningen.
1. Alla som använder svets- eller skärutrustning måste känna till följande: - användningen - nödstoppens placering - funktionen - tillämpliga säkerhetsåtgärder - svetsning och/eller plasmaskärning
2. Operatören måste kontrollera följande: - det får inte fi nnas några obehöriga personer inom utrustningens arbetsområdet när den startas. - ingen är oskyddad när bågen tänds.
3. Arbetsplatsen måste uppfylla följande: - vara lämplig för ändamålet - vara fri från drag
4. Personlig säkerhetsutrustning: - Använd alltid rekommenderad personlig säkerhetsutrustning, till exempel skyddsglasögon, brandhärdiga kläder, säkerhetshandskar. - Använd inte löst sittande kläder, till exempel halsdukar, armband eller ringar, som kan fastna eller orsaka brännskador.
5. Allmänna försiktighetsåtgärder: - Kontrollera att återledaren är ordentligt fastsatt. - Arbeten på elektriska utrustningar får bara utföras av behörig elektriker. - Det ska fi nnas tydligt märkt brandsläckningsutrustning till hands. - Smörjning och underhåll kan inte utföras på utrustningen under drift.

280238
AVSNITT 1 SÄKERHETSÅTGÄRDER
BÅGSVETSNING OCH SKÄRNING KAN VARA FARLIGT FÖR DIG SJÄLV OCH ANDRA. VIDTA FÖRSIKTIGHETSÅTGÄRDER NÄR DU SVETSAR OCH SKÄR. DIN ARBETSGIVARE BÖR UTFORMA SÄKERHETSREGLER SOM SKA VARA BASERADE PÅ TILLVERKARENS RISKINFORMATION.
ELEKTRISKA STÖTAR är livsfarliga. - Installera och jorda svets- eller plasmaskärutrustningen enligt gällande bestämmelser. - Berör inte elektriska delar eller elektroder som är igång med bara händer, våta handskar eller våta kläder. - Se till att du är isolerad mot marken och arbetsstycket. - Se till att din arbetsställning är säker.
ÅNGOR OCH GASER - kan vara hälsovådliga. - Undvik att andas in röken. - Använd allmänventilation eller punktutsug, eller båda, för att ta bort rök och gaser från arbetsområdet och hela lokalen.
BÅGSTRÅLAR - kan skada ögon och bränna huden. - Skydda ögon och hud. Använd rätt utrustning för svetsning/plasmaskärning, till exempel skärm med fi lter och skyddskläder. - Skydda personer i omgivningen med lämpliga skärmar eller draperier.
BRANDFARA - Gnistor (stänk) kan orsaka eldsvåda. Kontrollera att det inte fi nns antändliga material i närheten.
BULLER - Kraftigt buller kan skada din hörsel. - Skydda öronen. Använd öronproppar eller hörselskydd. - Varna personer i närheten för bullerrisken.
FUNKTIONSFEL - tillkalla experthjälp vid funktionsfel.
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN INNAN DU INSTALLERAR ELLER ANVÄNDER ENHETEN
SKYDDA DIG SJÄLV OCH ANDRA!
VARNING
AVSnItt 1 SÄkerhetSföreSkrIfter

281
AVSnItt 2 BeSkrIVnIng
Brännaren PT-26
Dennamångsidigaochlätthanteradebrännarepå300amperegeröverlägsenprestandavidenhelradavma-nuellaochmekaniskaskärningstillämpningar.
■ Utmärkt skärförmåga - skär upp till 3-1/2 tum (88,9 mm ) och avskiljer 4 tum i timmen (101,6 mm) vid 300 ampere och med användning av luft, nitrogen eller argonhydrogen
■ Gör rena skärningar av hög kvalitet■ Fungerar med verkstads- eller cylinderluft, nitrogen eller
argonhydrogen vid 300 ampere ■ Enkel att hantera genom att den är så kompakt och lätt■ Sänkta driftkostnader tack vare elektroder med lång
livslängd
■ Start med pilotljusbåge – startar till och med på färg■ Munstycke för mejsling finns tillgängligt■ Förmåga att skära med jämna avbrott för galler eller utökade
metalltillämpningar■ Mejslingsskydd och avståndsstöd gör det bekvämt för
operatören■ Ett års garanti
SpecifikationerSpänningsklass“M”(EN50078)Strömförmåga(allatyperavgaserochtryck) 100%arbetscykel..............................................................................200ADCSP 60%arbetscykel,manuellabrännare,100%in-line.............300ADCSP Maximalmärkström..........................................................................300ADCSPGodkändatyperavgas Plasma.....................................................0
2,luft,N
2,H-35,N
2/H
2-blandningar
Sköld................................................................................................Luft,N2,CO
2,Ar
Minstakravpålevereratgasflöde Sköld............................................200cfhvid85psig(94l/min.vid6,0BAR) Plasma.......................................240cfhvid80psig(112l/min.vid5,6BAR)Servisledningarnaslängd..............................25eller50fot(7,6eller15,2m)Vikt.......................................................................................25fot-16pund(7,3kg) 50fot-28pund(12,7kg)Maximalttillåtetinloppstryckförgas................................ 100psig(6,9BAR)Gastryckvidstart..........................................................................30psig(2,1BAR)Minstakravpålevereratkylmedelsflöde....................... 0,9gpmvid95psig (3.4l/minvid6,6BAR)Maximaltinloppstryckförkylmedel................................... 120psig(8,3BAR)Maximalkylmedelstemperatur......................................................105°F(40°C)
KonsolerESP-150, ESP-200 och DEucE PacK 150
BeställningsinformationLedningPT-26,90º,25fot(7,6m).................................................. 0558004031LedningPT-26,90°,50fot(15,2m)............................................... 0558004032LedningPT-26,70°,25fot(7,6m).................................................. 0558002208LedningPT-26,70°,50fot(15,2m)............................................... 0558002209
LedningPT-26,IN-LINE,25fot(7,6m)........................................... 0558002320LedningPT-26,IN-LINE,50fot(15,2m)........................................ 0558002321
OBS! INLINE-brännare har 2 tums (50,8 mm) grundcirkeldiameter och kommer utan rack och brännarhållare
PT-26SL,IN-LINE,17fot(5,2m)....................................................... 0558005620PT-26SL,IN-LINE,25fot(7,6m)....................................................... 0558005621PT-26SL,IN-LINE,50fot(15,2m).................................................... 0558005622
OBS! INLINE-brännarna “SL” har 1 3/8” (34,9 mm) grundcirkeldiameter och levereras med ett stigningsrack på 32.
Extra tillbehörSkyddet Plasmit för brännarhuvudFörmejsling........................................................................................... 0558003797
25 fot (7,6 m) läderhölje*Skyddarbrännarensuttagfrånfriktionochsmältmetall:
rekommenderassärskiltförplasmamejsling...................... 0558002921
50 fot (15,2 m) läderhölje* ......................................................... 0558002922Sats med reservdelar..................................................................... 0558004030hållare för brännare, 2 tum (50,8 mm) ................................. 0558002985Monteringssats för brännare.................................................... 0558003186*Standard på manuella brännare.

282
Elektrod0558003722-Luft,nitrogen,nitrogen/hydrogen
0558003723-Argon/hydrogen(H-35)
Kylrörförgas-0558003710
Placeringavo-ring-0558003721
VärmesköldManuellbrännare-0558003714
*Skärningpånäraavstånd-0558003715
Isolerhylsa-0558003711O-ringingår-0558003712
Elektrodhållare-0558003707O-ringaringår
0558003708(övre)948317(nedre)
Avståndsstöd-0558003713
Brännarhuvud- 90°................. 0558003719 70°...................0558002204
O-ringaringår: 0558003720(1) 0558003721(3)
Placeringavo-ring-0558003720
* Värmesköld för skärning på nära avstånd. Tillval för manuell brännare vid skärning eller mejsling mycket nära arbetsstycket.
AMPERE P/NÖPPNINGENSSTORLEKSkärmunstycke50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Mejslingsmunstycke 200 0558003718 .125300 0558003795 .144
O-ringaringårisamtliga:0558003724(övre)0558003725(nedre)
AVSnItt 2 BeSkrIVnIng
figur 2.1 Montering av framändens delar på Pt-26
PT-26 Manuella modeller
PT-26 Inline-modeller
Elektrod0558003722-Luft,nitrogen,nitrogen/hydrogen
0558003723-Argon/hydrogen(H-35)
Kylrörförgas-0558003710
**Virvelrör,in-line-0558003583O-ringingår-0558003724&14K07
Elektrodhållare-0558003707O-ringaringår:
0558003708(övre)948317(nedre)
Brännarhuvud- IN-LINE....... 0558002110 O-ringaringår: 0558003720(1) 0558003721(3)
Placeringavo-ring-0558003721
Placeringavo-ring-0558003720
** Dessa två artiklar och ett verktyg för installation av kylrör () levereras med alla mekaniserade versioner av denna brännare.
**Sköldskål,mekaniserad-0558003582
AMPERE P/N UTLOPPSSTORLEKSkärmunstycke50 0558003716 .052150 0558003717 .078200 0558003798 .089300 0558003794 .104Mejslingsmunstycke 200 0558003718 .125300 0558003795 .144
O-ringaringårisamtliga:0558003724(övre)0558003725(nedre)

283
AVSnItt 2 BeSkrIVnIng
2.1 Beskrivning
PT-26ärendubbelvattenkyldgasbrännaremedett70ºeller90ºhuvudförmanuellskärningochmejslingochettinline-huvudförmekaniseradskärningochmejsling.Vartochettavdessaharutformatsförattanvändasmedvissabågskär-ningspaketförplasma.BlanddessapaketåterfinnsESP-150,ESP-200ochrättutrustadeDeucePack150-system.
figur 2.2 Pt-26 Dimensioner
VArnIng!
VID BågSkÄrnIng MeD PlASMA AnVÄnDS högA SPÄnnIngAr. kontAkt MeD StröMförAnDe DelAr På BrÄnnAre och MASkIn MåSte unDVIkAS. ÄVen olÄMPlIg AnVÄnDnIng AV någon AV De gASer SoM AnVÄnDS kAn utgörA en SÄkerhetSrISk. InnAn Du BörjAr AnVÄnDA BrÄnnAren Pt-26 SkA Du lÄSA IgenoM De SÄ-kerhetSåtgÄrDer och DrIftSInStruktIoner SoM Är förPAck-ADe tIllSAMMAnS MeD DIn elkÄllA.
AnVÄnDnIng AV BrÄnnAren På VIlken SoM helSt enhet utruS-tAD MeD SAMMAnkoPPlAnDe SÄkerhetSkretS för förreglIng koMMer Att utSÄttA AnVÄnDAren för hög SPÄnnIng.
4,01”(102mm)
13,11”(333mm)1,60”
(41mm)
1,66”(42mm)
1,50”(38mm)

284
AVSnItt 2 BeSkrIVnIng
figur 2.3 Pt-26 Inline-brännare dimensioner
2,00”(50,8mm)
16,50”(419.1mm)
figur 2,4 Pt-26 Inline-brännare dimensioner
1,38”(34,9mm)
8”(203,2mm)
11,25”(285,8mm)
2,00”(50,8mm)

285
3.1 3.1 Anslutningar skärare till elektriska källor
Läsinstruktionernatilldinelkällaochlärdighurdukommeråtbrännaranslutningarna.
Denordningivilkenbrännaranslutningarnakangörasvarierarmeddenelkällasomanvänds.Studeradinelkällaochavgörivilkenordningdetärbästattutföraanslutningarnapårättsättmedanvändningavskiftnyckel
BrännarenPT-26harenC-formadvänstergängadkopplingfördetnegativauttagetochenavkylningsanslut-ning.Anslutdennakopplingtillmotsvarandekvinnligakopplingpåelkällanochdraåtordentligtmedenskift-nyckel.Närkopplingendragitsåtskaduförapågummihöljetpåströmkabelnöveranslutningen.DenB-formadehögergängadekopplingenanvändsförutföraanslutningenmellandetpositivauttagetochavkylningen.Draåtävendennaordentligt.
Anslutningarnaförplasma-ochsköldgasutförsmedtvåB-formadekopplingarvarochenmedolikagänga.Draåtdemordentligtmedenskiftnyckelpåmotsvarandeelkällaspanelkoppling.
Brännarensbrytaranslutningutförsmedfemstiftskontaktenpåbrännarensströmställsledare.Förinkontakteniuttagetpåelkällanochvridlåsringensåattdensäkraspåplats
3.2 komplettering för äldre elektriska källor
BrännarenPT-26kanåteranpassastilläldreDeucePack150-elkällor.Fördettamåsteennyledningslådainstal-leras.Dettaärsatsnr.P/N000759
AVSnItt 3 InStAllAtIon
VArnIng! SÄkerStÄll Att nÄtStröMBrYtAren På konSolen Står I lÄge off och Att Den PrIMÄrA Ineffekten Är frånSlAgen.
Pt-26 hAr utforMAtS för Att utgörA ett SÄkert SYSteM tIll-SAMMAnS MeD VISSA elkÄllor SoM kAn DetekterA förluSt AV kYlVÄtSkeflöDe. oM BrÄnnArenS VÄrMeSkölD tAS Bort eller loSSAS kAn Det orSAkA SåDAn förluSt AV kYlVÄtSkA. AnVÄnD Inte Pt-26 På elkÄllor SoM Inte hAr SåDAnt SYSteM.
VArnIng!

286
3.3 Val av gas
PT-26ärendubbelgasbrännaresomtillåterattengasanvändssomplasmagasochenannantillattskärmaavskärningszonen.Rekommenderadegaskombinationerräknasuppnedan.
luftplasma/luftsköldBästatotalakombinationförskärningskvalitet,skärningshastighetochekonomipåmjuktstål,rostfrittstålochaluminium.Dennakombinationorsakarvissytnitreringpåkapytanochvissytoxidationförlegeringselementpårostfrittstål.Användalltidren,torrluft.Fuktelleroljailufttillförselnkommerattminskadelarnaslivslängd.
nitrogenplasma/luftsköldDennakombinationgerförbättradlivslängdåtdelarna,särskiltelektroden.Skärningshastigheternablirvanligennågotlägreänförluftplasma.Detskaparytorsomnitriderarmengerrenarekapytapårostfrittstål.NitrogenellerCO
2kanbytasutförnedkylning.
h-35 Plasma-/nitrogensköld Dennakombinationgerutmärktlivslängdfördelarnamedminimalmängdföroreningarpåskärytan,ochut-märktsvetsbarhet.Denanvändsoftasttillattmejslapåmjuktstål,aluminiumochrostfrittstål.Dengerdåligskärkvalitetpåmjuktstål,braskärningskvalitetpåaluminiumochrostrittsärskiltpåtjockarestorlekar.
40 % väte – 60 % nitrogen plasma/luftsköldEndastpåaluminium,gerökadhastighetochtjocklekskapacitet.Dåligprestandapårostfrittochmjuktstål.
Syreplasma/luftsköld Bästakvalitetförmekaniseradskärningavmjuktstål1tum(25,4mm)tjocktellertunnaremed150till300am-pere.Högstaspånavskiljningskvotförmejslingpåmjuktstål.
3.4 gasanslutningar
Selistanövergodkändatyperavgaseriavsnitt3.3.AnvändintegasersominteuttryckligenärgodkändaförPT-26-brännare.
Närduvaltgaserförettjobbskaduanslutaingasslangarnatillkopplingarnapåbaksidanavelkällan.Läggmärketillattdetkanfinnastvåanslutningarförvarjegas.Använddenkopplingsompassarfördinslang.Säkerställattdekopplingarsominteanvändsärtillstoppademedenproppsomärfästvidelkällan.
LäggmärketillattelkällanESP-150ochESP-200harengasanslutningvidnamn“Startgas”.Dettagörattolikatyperavplasmagasochtryckinställningkananvändasförplasmagasennärskärningenpåbörjas.Dettaärförattökaelektrodenslivslängdvidvissatyperavmekaniseradplasmaskärning.Denstartgassomvanligenanvändsvidmanuellskärningärantingensammasomdensomanvändsvidskärning/mejsling:plasmaellernitrogen.
VIktIgt! gas MåSte hela tiden tillföras startgasanslutningen. om inte kommer brännaren att skadas. Startgasen kan vara vilken som helst av de godkända plasmagaser som räknas upp i föregående av-snitt.
AVSnItt 3 InStAllAtIon
AnVÄnD BArA De gASer SoM rÄknAS uPP SoM goDkÄnDA I Det-tA DokuMentVArnIng!

287
3.5 Montering av främre ändavslutningar
Säkerställatt:
Allao-ringarsitterpåplats(brännarhuvud,munstycke,elektrodhållare)ElektrodhållaresitteråtordentligtKylröretharinstalleratsochärtättElektrodenharinstalleratsochärtätMunstyckeharinstallerats
Sefigur2.1förmonteringavdefrämreändavslutningarnapåbrännarhuvudet.
Inspekteraförstbrännarenschassisåattdetintefinnsskräpellero-ringarkvarinuti.Tabortsådantsomduhit-tar.
Inspekteraelektrodhållarenochsäkerställattbådao-ringarnasitterpåplats.Träpåelektrodhållarenpåbrännar-huvudetochdraåtordentligtmedanvändningav3/16”(4,8mm)insexnyckel.Hållarenmåstedrasåtordentligt,menutanöverdrift,tillsexkantensavrundninginutihållaren.
Sättikylröretielektrodhållarenochträindenibrännarhuvudetmedanvändningavinsexnyckelniplast.Setillattintedraåtförmycketmensamtidigtsåattdensitterordentligt.
Förinisolerhylsanibrännarhuvudet.Säkerställatto-ringensitterpåplatspåisolerhylsanochblirkvardärdenskapåhuvudet.Skjutintetillbakaisolerhylsanförlångt.Närmunstycketmonteratskommerdetavsigsjälvattskjutasinirättläge.
Träpåelektrodenpåelektrodhållarensgängaochdradenpåplatsmedinsexskallensändepåplastverktyget,
Tryckinmunstycketibrännarhuvudetsfrämredel.Dettakommertroligenattskjutainisolerhylsanytterligareihuvudet.Dettaärnormalt.Säkerställattbådao-ringarnasitterpåplatsochattmunstyckenaliggeremotbrän-narhuvudet.
•••••
AVSnItt 3 InStAllAtIon
VArnIng!SÄkerStÄll Att nÄtStröMBrYtAren På el-kÄllAn Står I lÄge off och Att Den PrIMÄrA Ineffekten Är frånSlAgen. oM Inte De frÄMre ÄnDAVSlutnIngArnA MonterAS orDentlIgt kAn Du koMMA Att utSÄttAS för hög SPÄnnIng eller elD.
följ SAMtlIgA InStruktIoner I Den BroSchYr SoM följer MeD elkÄllAnS förPAcknIng. InStAllerA Inte eller förSök DrIVA BrÄnnlAMPAn utAn Att följA DeSSA InStruktIoner. BrÄnnArenS frÄMre Del Innehåller koMPonenter SoM tIllSAMMAnS MeD elkÄllAnS kretSlöSnIng förhInDrAr Att BrÄnnAren oAVSIktlIgt AktIVerAS MeDAn VÄrMeSkölDen Är BorttAgen och BrÄnnArenS BrYtAre Är StÄngD.
VArnIng!

288
AVSnItt 3 InStAllAtIon
3.6 Avståndsstöd
Tackvareavståndsstödetkanoperatörenhållaenkonsistentstand-offgenomatthålladetikontaktmedarbets-stycket.
Installerastödetgenomattlåtadetglidapåvärmeskölden(värmesköldenskavarapåplatspåbrännaren)medvridrörelsemedurs.Installeraellerjusterastödetpåsköldenmedvridrörelsemedurssåattintesköldenlossnar.
Omavståndsstödetsitterpåförhårtpåsköldenskaduöppnaslitsenpåsköldengenomattvridamedenstorplattbladskruvmejsel.Omdetsitterförlöstskadustängaslitsengenomattklämmaåtstödetibänkskruvstäd.
3.7 lösa förbrukningsdelar
Ombrännarenskafungerarättberorpåomförbrukningsdelarnapåframändensitterordentligtsomdeska,särskiltelektrodhållare,kylrör,elektrod,värmesköldochdärmedförbundnao-ringar.
1. Säkerställattelektrodhållarenärfulltpåträddpåbrännarhuvudetochdraåtordentligtmedanvändningav3/16”(4,8mm)insexnyckel.Användeninsexnyckelavmetall.Plastnycklarärintetillräckligtstarkafördetta.Säkerställocksåattkylröretärfulltinstalleratpåbrännarenochliggermotelektrodhållaren,användenin-sexnyckelavplastfördetta.
2. Draåtelektrodenheltochhålletpåelektrodhållarenmedanvändningavinsexskallensändepåplastnyck-eln.
3. Setillattmunstycketärsäkratochdesso-ringarförsegladegenomattdraåtvärmesköldenheltochhållet.“Heltochhållet”innebärsåmycketdetgårförhandutanattanvändanycklar.
Felaktigtmonteradeändavslutningarkommerattorsakaläckageavkylvätskavilket isinturkanorsakadåligskärnings-ellermejslingseffektochdärigenomskadabrännarensjälvgenominternljusbågsbildning.
3.8 Installation av virvelrör
Vid installationavvirvelröretskaduanvändaspecialverktygetfördetta,p/n0558003584.Meddettaverktygsättso-ringenpåinsidanavvirvelröretenkeltpåelektrodhållarensyttrediameter.Deträckerattdraåtvirvelrö-retsåhårtdetgårförhand.
Träpåvärmesköldenpåbrännarhuvudetsåattmunstyckethållskvar.Värmesköldenskadrasåtsåhårtsommöjligtförhandsåattintekylvätskaläckerutmunstycketso-ringsförsegling.
OmavståndsstödetsomfinnssomtillvalskaanvändasskadetmonteraspåvärmesköldengenomattskjutaellervridapådetMEDURStillsdetsitterpåordentligtpåskölden.
VIktIgt – Vrid inte avståndsstödet moturs eftersom värmeskölden då kommer att lossna.

289
4.1 Drift
Brännarenärnuklar förskärningellermejsling.Se instruktionernatilldinelkällaomdubehövergöranågrakontrolljusteringar.
1. Vridbrytarenförgastestellergaslägetilllägeförtestellerinstallation.
oBS!Läget“CUT”ärtillförattställainskärplasmagasen.Läget“START/SHIELD”ärtillförattställainstartplasmagasenoch
sköldgasen.OmstartplasmagasenochskärplasmagasenskavaradensammaochlevererasavsammaregulatorskaduenbartanvändalägetSTART/SHIELD,lägetCUTbehövsinte.
2. VridnätströmbrytarentilllägeON.Nuskadetflödautgasvidbrännaren.3. Justerainställningarnaförgastrycktilldevärdensomangesiavsnittetomdriftsparametrar.Vridbrytarenför
gastestellergaslägetilldriftsläge.Gasflödetskanuupphöra.Justeraströmkontrollentillrättinställningförmunstycket.
4. Förbrännarentillrättlägeförskärningellermejsling.Förskärningskabrännarensstand-off(avståndmun-stycketillarbete)varaungefär1/4”(6,4mm).Omsåärmöjligtskadubörjaskärafrånetthörnavarbetsstyck-et.Omdetblirnödvändigtmedhåltagningskadulutabrännareniensådanvinkelattdensmältametallenrinnerbortfrånbrännarenochoperatörentilldesshåltagningenärklar,sedanföratillbakabrännarentillvertikaltlägeochpåbörjaskärningen.Förmejslingskaduplacerabrännarenöverarbetsstycketienvinkelpå35till45ºfrånhorisontalläget.
5.Fällnerskyddshjälmen.6.Hållbrännarensbrytarknappnedtryckt.Gasenskanubörjaflöda.Tvåsekundersenareskahuvudkontakten
stängasochbågenskaflyttaövertillarbetsstycket.
VAr förSIktIg
VArnIng!
Bär normala skyddshandskar, kläder, hörselskydd och hjälm. läs igenom de säkerhetsinstruktioner som finns medpackade i elkäl-lan.
VIDrör AlDrIg någrA DelAr frAMför BrÄnnArenS hAnDtAg (MunStYcke, VÄrMeSkölD, elektroD etc.) SåVIDA Inte nÄt-StröMBrYtAren Står I lÄge off.
AVSnItt 4 DrIft
oBS!Dinelkällakantillåtaattförflödestidenärlängreäntvåsekunder,oftaupptillfyraellerfemsekunder.Omintepilotljusbå-gentändsnärförflödestidenäröverskadusläppauppbrännarensbrytareochkontrollerainställningarnaförgastrycket.Ompilotljusbågentändsmen inteövergår tillarbetsstycket,skadusläppauppbrännarensbrytareochkontrolleraatt
brännarenharrättavståndfrånarbetsstycketochattarbetsklämmanärordentligtanslutentilldetta.

290
7. Närduskärskaduhållabrännarensstand-offpåettavståndavmellan3/16-½tum(4,8–12,7mm).Närduskäritunnareplåtarskastand-offvaranärmaredetområdetslägreändeochdetskavaranärmareområdetshögreändevidtjockareplåtar.Upprätthållenskärningshastighetsomgerönskadkvalitetochframställerenströmavsmältmetallsomkommerutfrånarbetsstycketsnedredel.
8. Vidmejslingskaduupprätthålladenvinkelochhastighetsomgörattönskadmängdmetalltasbortvidvarjepassering.Upprätthållbrännarvinkelnsåattallsmältmetallblåsesdirektbortfrånbrännarenlängsplattansövreytaellernerförspåretförföregåendepassering.Mejslingvidalltförskarpvinkelkommerattorsakaattsmältmetallflygerdirekttillbakatillbrännaren.
9. Omhuvudbågenförlorasunderskärning(ellermejsling),kommerpilotbågenomedelbartatttändaspånyttochvaratändsålängebrännarensbrytarehållsnertryckt.Brännarenskadåsnabbtplacerasommotarbets-stycketsåatthuvudbågenkanåterupprättas.Iannatfallskabrännarensbrytaresläppasupp.
10.Huvudbågenkommerattslocknaautomatisktvidslutetavskärningennärbrännarenflyttasbortfrånar-betsstycket.Brännarbrytarenskasläppasuppomedelbartsåattintepilotbågentändspånytt.
11.Närskärningen(ellermejslingen)ärklarskaduväntanågraminuterinnanplacerarel-källansnätströmbry-tare i lägeOFF.Detta förattfläktenskahinnablåsabortvarmlufturenheten.Stängsedandenprimärakraftkällanpåhuvudströmbrytaren.
AVSnItt 4 DrIft

291
för att säkerställa optimal skärnningsprestanda och för felsökning vid problem med skärningskvaliteten hänvisas till följande tabeller med skärningsparametrar.
4.3 Skärningsdata
förhållanden vid skärning med brännaren Pt-26 inline:
Uppgifterhartagitspåvirvelrör(0558003583)ochsköldskål(0558003582).
Itabellenmeddataför65ampereanvändsstandardvärmesköld()ellernärhetsstängningsvärmesköld()iställetförsköldskål()ochanvänderettmunstycke()på50Amp.
MaterialTjocklek
tum(mm)Standoff
tum(mm)Hastighet
ipm(mm/m)
Startgasochtryck
psig(bar)
Skärnings-gasochtryck
psig(bar)
SköldgasochtryckförESP-150och200
psig(bar)
Kolstål
0,12(3,2)0,19(4,8)
190(4826)
Luft30(2,1)
Luft60(4,1)
Luft50(3,4)
0,25(6,4) 100(2540)
0,50(12,7) 0,25(6,4) 30(762)
Aluminium
0,12(3,2)0,19(4,8)
50*(1270)
0,25(6,4) 70(1778)
0,50(12,7) 0,25(6,4) 20(508)
Rostfrittstål
0,12(3,2)0,19(4,8)
75(1905)
0,25(6,4) 50(1270)
0,50(12,7) 0,25(6,4) 20(508)
AVSnItt 4 DrIft
tabell 4.1 65 ampere skärningsdata
4.2 Driftparametrar
Rekommenderadegastryck-Start............................................................................................................................................................30psig(2,1bar)Plasma(skärning)................................................................................................................ 50-70psig(3,4-4,8bar)Plasma(skärning).................................................................................................................40-45psig(2,6-3,1bar)Sköld........................................................................................................................................ 40-50psig(2,6-3,4bar)
Rekommenderadstand-off-5/16"-1/2"(7,9-12,7mm)
Stränghastigheter-StränghastigheterförPT-26återfinnsitabellerna4-1till4-4.

292
MaterialTjocklek
tum(mm)Standoff
tum(mm)Hastighet
ipm(mm/m)
Startgasochtryck
psig(bar)
Skärningsgasochtryckpsig(bar)
SköldgasochtryckförESP-150och200
psig(bar)
Kolstål
0,19(4,8)
0,19(4,8)
150(3810)
Luft/N2
30(2,1)O
2
60(4,1)
Luft60(4,1)
0,25(6,4) 130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7)
0,25(6,4)
50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
0,19(4,8) 0,19(4,8) 150(3810)
Luft30(2,1)
Luft60(4,1)
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 80(2032)
0,50(12,7) 70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 20(508)
Aluminium
0,19(4,8) 0,19(4,8) 175(4445)
0,25(6,4)0,25(6,4)
130(3302)
0,38(9,7) 90(2286)
0,50(12,7)
0,31(7,9)
70(1778)
0,62(15,7) 50(1270)
0,75(19,1) 35(889)
1,00(25,4) 25(635)
Rostfrittstål
0,19(4,8) 0,19(4,8) 165(4191)
0,25(6,4)0,25(6,4)
125(3175)
0,38(9,7) 80(2032)
0,50(12,7) 0,31(7,9) 50(1270)
0,62(15,7)
0,38(9,7)
35(889)
0,75(19,1) 20(508)
1,00(25,4) 10(254)
AVSnItt 4 DrIft
tabell 4.2 150 ampere skärningsdata

293
MaterialTjocklek
tum(mm)Standoff
tum(mm)Hastighet
ipm(mm/m)
Startgasochtryck
psig(bar)
Skärningsgasochtryckpsig(bar)
SköldgasochtryckförESP-150och200
psig(bar)
Kolstål
0,25(6,4)
0,19(4,8)
150(3810)
Luft/N2
30(2,1)O
2
55(3,8)
Luft80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 80(2032)
0,62(15,7)
0,25(6,4)
65(1651)
0,75(19,1) 50(1270) Luft60(4,1)1,00(25,4) 35(889)
0,25(6,4) 135(3429)
Luft30(2,1)
Luft55(3,8)
Luft80(5,5)
0,38(9,7) 95(2413)
0,50(12,7) 85(2159)
0,62(15,7) 70(1778)
0,75(19,1) 55(1397)
1,00(25,4) 30(762)
aluminium
0,25(6,4) 130(3302)
0,38(9,7) 105(2667)
0,50(12,7) 85(2159)
0,62(15,7)0,31(7,9)
75(1905)
0,75(19,1) 60(1524)
1,00(25,4) 0,38(9,7) 40(1016)
Rostfrittstål
0,25(6,4)
0,25(6,4)
130(3302)
0,38(9,7) 115(2921)
0,50(12,7) 75(1905)
0,62(15,7)
0,38(9,7)
65(1651)
0,75(19,1) 55(1397)
1,00(25,4) 20(508)
AVSnItt 4 DrIft
tabell 4.3 200 ampere skärningsdata

294
MaterialTjocklek
tum(mm)Standoff
tum(mm)Hastighet
ipm(mm/m)
Startgasochtryck
psig(bar)
Skärningsgasochtryckpsig(bar)
Sköldgasochflöde
cfh(l/m)
Kolstål
0,50(12,7)0,25(6,4)
130(3302)
Luft/N2
30(2,1)
O2
75(5,2)
Luft210(99,1)
0,62(15,7) 95(2413)
0,75(19,1)0,31(7,9)
80(2032)
1,00(25,4) 50(1270)
1,50(38,1) 0,38(9,7) 20(508)
2,00(50,8) 0,50(12,7) 10(254)
0,50(12,7)
0,31(7,9)
120(3048)
Luft75(5,2)
0,62(15,7) 90(2286)
0,75(19,1) 80(2032)
1,00(25,4) 55(1397)
1,50(38,1) 0,38(9,7) 25(635)
2,00(50,8) 0,50(12,7) 12(305)
AVSnItt 4 DrIft
tabell 4.4 300 ampere skärningsdata

295
AVSnItt 4 DrIft
Pt-26 Stålskärningsdata
Materialtjocklek (tum)
Skär
nin
gsh
asti
gh
et (i
pm
)
Materialtjocklek (tum)
Skär
nin
gsh
asti
gh
et
(ip
m)
Plasmagas:Luft@60psig(4,1bar)Sköldgas:Luft@50psig(3,4bar)Startgas:Luft@30psig(2,1bar)Stand-off:5/16tum(7,9mm)
50ampere150ampere200ampere300ampere
Plasmagas:H-35ellerluft@50-60psig(3,4–4,1bar)Sköldgas:Luft@50psig(3,4bar)Startgas:H-35nitrogenellerluft@30psig(2,1bar)Stand-off:5/16tum(7,9mm)
FörH-35plasmagasskanitrogenellerH-35startgasanvändas.
200ampere150ampere200ampere300ampere300ampere

296
AVSnItt 4 DrIft
Pt-26 rostfritt stål skärningsdata
Pt-26 300 Amp Stainless Steel
Materialtjocklek (tum)
Skär
nin
gsh
asti
gh
et (i
pm
)
Materialtjocklek (tum)
Skär
nin
gsh
asti
gh
et (i
pm
)
Plasmagas:Luftvid60psig(4,1bar)ellerH-35@70psig(4,8bar)Sköldgas:Luftvid50psig(3,4bar)ellernitrogenvid40psig(2,6bar)Startgas:H-35nitrogenellerluftvid30psig(2,1bar)Stand-off:3/8tum(9,5mm)
200ampere150ampere200ampereH-35150ampereH-35
Plasmagas:Luftvid60psig(4,1bar)ellerH-35@70psig(4,8bar)Sköldgas:Luftvid50psig(3,4bar)ellernitrogenvid40psig(2,6bar)StartGas:H-35nitrogenellerluftvid30psig(2,1bar)Stand-off:3/8tum(9,5mm)
300ampereluft
300ampereH-35

297
5.1 Demontering av framände
Omavståndsstödetanvändsskadutabortdetgenomattvridadetmedursochdrautdetfrånvärmeskölden.
Skruvaavvärmesköldenochtabortdenfrånbrännaren.Munstycketskastannakvaribrännarhuvudet.Detärnormaltmedettvisstläckageavkylvätskanärsköldentasbort.Kontrolleravärmeskölden.Detskaintefinnasteckenpåljusbågsbildningnågonstansinutiskölden.Denyttreisoleringsmantelnskaintevaraskadad,allvarligslitenellerförkolnad.Bytutsköldenomduhittarnågraavovannämndaskador.
Drautmunstycketurbrännarhuvudetochinspekteradet.Öppningenskavararundbådevidin-ochutgång.Bytutmunstycketomöppningenärovaltformadellerskadadpåannatsätt.Munstycketkanhagråtillsvartaavlagringarpåsinainreytor.Dessakanrengörasmedstålullmenmanmåstesetillattallaspåravstålullavlägs-nasefteråt.
Inspekteraelektroden.Omdenharenkraterdjupareän1/16tum(1,6mm)imittenskadenbytasut.
Varjegångelektrodenbytsutskaocksåelektrodhållareninspekteras.Detskaintefinnasnågrateckenpåljus-bågsbildningocho-ringarnaskaintevaraslitnaellerskadade.
Inspekteraisolerhylsan.Vidteckenpåljusbågsbildningskadenbytasut.
Inspekterabrännarhuvudetso-ringar.Omdeärslitnaellerskadadeskadebytasut.Dekommeratthållalängreomdetäcksmedetttuntlageravsilikonsmörjmedel(0558000443).Användbaratillräckligtmycketföratto-ringenskasevåtellerblänkandeutmenlämnaintekvarklumparavöverflödigtsmörjmedel.
Näralladelarpåframändenharinspekteratsochbyttsutefterbehovskabrännarenmonterassåsombeskrivsi“Monteringavframändensdelar”.
5.2 Allmänt
Kontrolleraregelbundetvärmeskölden,elektrodhållarenochisolerhylsan.Omnågraavdessadelarärskadadeelleromåttligtförslitnaskadubytautdem.
Kontrollerabrännarenso-ringarvarjedag.Omdetfinnso-ringarmedhack,skårorellerannanskadaskadebytasut.Omdeärtorraskadesmörjasmedentunnhinnasmörjmedel.Omdetintekännsnågotmotståndfråno-ringennärdumonterarvärmesköldenskadubytautden.
Brännarkabelnsomhöljeska inspekterasmed jämnamellanrum.Omhöljetärskadatskaduäven inspekterabrännarensel-ochljusbågskablarsåattdeinteärskadade.Omdetläckerutgaselleromduhittarnågrasomhelstskadorskadubytautkomponenternaifråga.
AVSnItt 5 unDerhåll
VArnIng! SÄkerStÄll Att nÄtStröMBrYtAren På el-kÄllAn Står I lÄge off och Att Den PrIMÄrA Ineffekten Är frånSlAgen.

298
5.3 Smuts eller förorening
SmutsellerandraföroreningarkanorsakaattbrännarenPT-26misslyckasiförtidpågrundavinternljusbågs-bildning.Förattundvikadettainstruerasanvändareattgåtillvägapåföljandesätt:
1. Säkerställattren,torr,oljefriluftanvändsförplasmaoch/ellersköldgas.2. Undviköverdrivenanvändningavsilikonfettföro-ringarpåbrännarenso-ringar.Deträckermedentunnhin-
na.3. Torkarenbrännarenschassiisolerhylsamedentrasainnandumonterarennyuppsättningavförbrukningsdelar.
Isolerhylsansförmågaattmotståljusbågsspårningöverdessytareducerasnärsmutsellerandrasföroreningartillåtsansamlasdär.
4. Närbrännareninteanvändsskadeninstallerasmedenfulluppsättningframändsdelarmonterade.Dettakom-merattförhindraattsmutsansamlaspåbrännarenochhjälpatillattskyddabrännarhuvudetifalldetoavsikt-ligttappaspågolvet.
5.4 Borttagning och utbyte av brännarhuvud
Läggmärketillvarallakomponentersitterochmärkutmedtejpinnandudemonterarförattsäkerställaattdesättstillbakapårättställavidåtermontering.Sefigur6.1.
1. Låtdenflexiblastödhylsanglidabakåtpåkabelnsomhöljetillsdenbefinnersigungefär18tum(457,2mm)frånhandtagetsbaksida.
2. Taborttejpeninärhetenavbrännarhandtagetskant.3. Låtbrytarenshållareochbrytarenglidabakåtochavhandtaget.4. Låtkabelnsomhöljeglidabakåt.5. Vridochdraghandtagetfrånbrännarhuvudetochlåtdetglidabakåtsåattbrännarkabelnsanslutningarvisas.6. Medhjälpavtvåskiftnycklarpåvarjeanslutningträrduavdebådabrännaranslutningarna.Denyckelstorlekar
sombehövsär3/8tum(9,5mm)och7/16tum(11,1mm).7. Drautbrännarhuvudetfrånkabelenheteninklusivedetpåfästaisoleringsstycket.Placeradetnyabrännarhuvu-
detochsätttillbakaisoleringenienheten.8. Medhjälpavtvåskiftnycklarpåvarjeanslutningdrarduåtdebådabrännaranslutningarnaordentligt.Denmo-
mentventilsomanvändspåfabrikenfördettastegär25-30in-lbs(172,4–206,8m-n).9. Träåterpåhandtagetpåbrännarhuvudet.10.Låtbrytarenshållareochbrytarenglidapåhandtagettillsdetär2“(50,8mm)frånbrännarhuvudet.Deröda
skarvanslutningarnaförströmställarenskavaraplaceradestraxbakomslutetavhandtaget.11.Drakabelnsomhöljeframåtochtejpadetpåplatsbakomhandtagetmedanvändningavvinylelektrotejp.12.Låtdenflexiblastödhylsanglidatillbakapåhandtagettillsdenfårkontaktmedbrytarenshållare.
oBS! Vidutbyteavhandtagetpåinline-brännarenPT-26SLskaduförstlåtamylarisoleringsröret,p/n0558005623
glidaöverbrännarensrörochanslutningartillsdetbottnarmotbrännarchassitsbaksida.
AVSnItt 5 unDerhåll
Mylarisoleringsrör
brännarenschassi

299
5.5 Borttagning och utbyte av brännarkablar
1. Kopplabortbrännarkabelnfrånelkällan.Sedinelkälla.Seinstruktionsbroschyrenfördinelkällaförnärmareuppgifter.
2. Tabortbrännarhuvudetfrånkabelenhetensåsombeskrivsisteg1till7iföregåendeavsnitt.Taävenborthandtagetochdenflexiblastödhylsanfrånkabelenheten.
3. Läggutkabelenhetenrakt.Detskagörasiettområdesomärungefärentillenochenhalvgångerkablarnaslängd.
4. Medhjälpavenbitsladdellerkraftigtsnöreomkringhälftenavbrännarkablarnaslängd,säkrasenavslad-densändarruntallabrännarkablarnavidbrännarändenochdenandraändenavsladdensäkrasvidettfastföremål.
5. Taborttejpenfrånkabelnsomhöljevidelkällansände.6. Skjututbrytarenurdesshållareochlåthandtaget,hållarenochdenflexiblastödhylsanglidatilldenbortre
ändenavsladdensomanvändesisteg4.Säkrakabeländarnamotelkällanochdrakabelomhöljetheltochhålletöversladden.
7. Lossasladdenfrånkablarnaochbytdenellerdeskadadekablarna.8. Säkraåterkablarnaändemotbrännarenmedsladdenochdratillbakakabelomhöljepåkablarna.Säkratill-
fälligtomhöljetmotkablarnainärhetenavbrännarhuvudetändemedvinylelektrotejp.9. Dratillbakadenflexiblastödhylsan,brytarenshållareochhandtagetfrånsladdenochpåkablarnasomhölje.
Taborttejpen.10.Lossasladdenfrånkablarnaochföljsteg7till12iföregåendeavsnittförattsäkrabrännarhuvudetmotka-
belenheten.11.Säkraomhöljetmotkablarnavidbrännarhuvudetsändemedvinylelektrotejp.
5.6 utbyte av flexibel stödhylsa, brytarhållare eller handtag
Omdenflexiblastödhylsan,brännarenshållareellerhandtagbehöverbytasut,skadugörasåsombeskrivsiavsnittet“Borttagningochutbyteavbrännarhuvud”ochbytautdelarnaifrågaundersteg7innandupånyttfästerbrännarhuvudet.Dennaprocessblirlättareomdutillfälligtsäkraromhöljetmotkablarnamedvinylelek-trotejp.
5.7 utbyte av brännarens brytare1. Följstegen1till3iavsnittet“Borttagningochutbyteavbrännarhuvudet”.2. Klippavdesvartaochvitaelektrodernasånäraderödaskarvanslutningarnasommöjligt.3. Skalaav¼tum(6,4mm)avisoleringenfråndesvartaochvitaelektroderna.4. Fästbrytarelektrodernavidbrytarkabelnmedanvändningavdetvånyaskarvanslutningarsomföljermed
utbytesbrytaren.Setillattanvändaettkrympningsverktygsomäravsettförkrympningavdennatypavskarvanslutning.
5. Följstegen1till3iavsnittet“Borttagningochutbyteavbrännarhuvudet”iomvändordningförattavsluta.
AVSnItt 5 unDerhåll

300
5.8 Mätning av brännarens gasflöden
Omlågtgasflödemisstänksorsakadåligskärningseffektellerkortlivslängdförreservdelargårdetattkontrol-leragasflödetmedhjälpavenmätningssatsfördetta. Isatseningårenhandhållenrotameter(flödesmätare)somkommerattangedengasflödeskvotsomkommeruturbrännaren.Satseninnehållerocksåenuppsättninginstruktionersomskaföljasexaktförattsäkerställasäkerochkorrektanvändningavrotametern.SeformulärF-14-391.
LuftellernitrogenflödeskvoternaförPT-26skavarasomföljer:
Sköldflöde ESP-150ochESP-200............................................. 135–145cfhvid50psig(63,7–68,4l/mvid3,4bar) Deuce-förpackning150,215....................................................225cfhvid50psig(106,2l/mvid3,4bar)
Plasmaflöde........................................................................................... 115-140cfhvid50psig(-66,1l/mvid3,4bar)
Totaltflöde ESP-150ochESP-200........................................................ 250-285cfhvid50psig(-134,5l/mvid3,4bar) DeucePack150,330................................................................... 365cfhvid50psig(172,3l/mvid3,4bar)
Mätflödeskvoternamedanvändningavettnyttmunstyckepå200ampere(0558003798),ennyelektrodochennyvärmesköld.Säkerställattalladelarärordentligtmonteradeochattbrännarenso-ring(0558003721)ärigottskickaochinteläcker.Mätflödenaindividuelltomdettaärmöjligt,annarsdettotalaflödet.
Gasflödeskvotermindreändesomangesovanangerenstrypningellerettläckageibrännarensellerelkällansrörläggning.
AVSnItt 5 unDerhåll

301
AVSnItt 6 reSerVDelAr
6.1 Allmänt
Angealltidserienumretpådenenhetsomdelarnaskaanvändaspå.Serienumretåterfinnspåenhetensnamn-plåt.
FörattsäkerställarättdriftrekommenderasdetattendastäktaESAB-delarochprodukteranvändstillsammansmeddennautrustning.AnvändningavdelarsominteärESAB-delarkanogiltigförklaradingaranti.
ReservdelarkanbeställasfråndinESAB-leverantör.
Setillattangeallaspeciellaleveransinstruktionernärdubeställerreservdelar.
Se kommunikationshandledningen på baksidan av denna manual för en lista över telefonnummer till kund-tjänst.
6.2 Beställning
Materialförteckningsobjektmedtommarutorfördelensnummertillhandahållsendastsominformationförkunden.Hårdvaruartiklarbörfinnatillgängligagenomlokalakällor.
oBS!
6.0 reservdelar

302
AVSnItt 6 reSerVDelAr
fig
ur
6.1
. res
ervd
elar
- P
t-26
brä
nn
aren
het
en
BRY
TARB
AN
D-
0558
0040
39FL
EXIB
ELS
TÖD
HYL
SA-
055
8004
040
BRÄ
NN
ARH
UVU
D,9
0°
-055
8003
719
BRÄ
NN
ARH
UVU
D,7
0°
-055
8002
204
O-r
inga
r ing
år -
055
8003
720
(1)
0558
0037
21 (3
)
HA
ND
TAG
-05
5800
4033
FRA
MÄ
ND
ENS
DEL
AR
-(S
efig
ur2
.1)
EL-O
CH
KYL
VÄTS
KEKA
BEL
25
FO
T(7
,6m
)-0
5580
0404
7
50F
OT
(15,
2m
)-0
5580
0404
8
Pilo
tbåg
eoc
hky
lvät
skek
abel
25
FOT
(7,6
m)-
055
8004
035
50F
OT
(15,
2m
)-0
5580
0403
6
Sköl
dgas
slan
g
25F
OT
(7,6
m)-
055
8004
037
50
FO
T(1
5,2
m)-
055
8004
038
OM
HÖ
LJE
25F
OT
-05
5800
2921
50F
OT
-055
8002
922
IING
ÅR:
BRY
TARE
-05
5800
2872
ST
ICKP
ROPP
-05
5800
0819
KA
BEL
-18
AWG
/2C
ON
D.
BRY
TAR-
OC
HU
TTA
GSE
NH
ET
-25
FOT
(7,6
m)-
055
8000
816
-5
0FO
T(1
5,2
m)-
055
8000
819
Plas
mag
assl
ang
25
FO
T(7
,6m
)-0
5580
0287
3
50F
OT
(15,
2m
)-0
5580
0403
4
GU
MM
IMAN
SCH
ETT
-055
8000
793
Dra
åtk
opp
linga
rna
på
fyra
(4)s
tälle
nm
eda
nvän
dnin
g
avtv
å(2
)ski
ftny
ckla
r
Vrid
mom
ent2
5-30
in-lb
s.(1
72,4
-20
6,8
m-n
)O
MH
ÖLJ
E(r
ef.)
BRY
TARE
-05
5800
2872

303
fig
ur
6.2.
res
ervd
elar
- P
t-26
inlin
e b
rän
nar
enh
et
AVSnItt 6 reSerVDelAr
Kläm
ban
d-I
T2,
00I.
D.x
0,6
3W
-055
8004
045
Cha
ssi-
05
5800
2110
Hyl
sa-
0558
0021
30H
ölje
23
fot(
7,0
m)-
055
8004
043
48fo
t(14
,6m
)-0
5580
0404
4
Om
spun
nen
tub
form
adID
2,2
50-2
,500
-7
2020
003
Gum
mis
lang
-0
5580
0404
6
PVC
ele
ktro
tejp
-
0558
0042
61
Kläm
slan
g1,
56D
-2,
50D
-0
5580
0404
1
Stan
dard
ele
ktris
ket
iket
tvar
ning
-
0558
0040
42
Värm
eskö
ld-
0558
0037
15Fr
amän
dens
del
ar(fi
gur2
.1)
Dra
åtk
opp
linga
rna
på
fyra
(4)s
tälle
n
med
anv
ändn
ing
avtv
å(2
)ski
ftny
ckla
rVr
idm
omen
t25-
30in
-lbs.
(172
,4-
206,
8m
-n)
EL-O
CH
KYL
VÄTS
KEKA
BE
25F
OT
(7,6
m)-
055
8004
047
50
FO
T(1
5,2
m)-
055
8004
048
Pilo
tbåg
eoc
hky
lvät
skek
abel
25
FOT
(7,6
m)-
055
8004
035
50F
OT
(15,
2m
)-0
5580
0403
6
Sköl
dgas
slan
g
25F
OT
(7,6
m)-
055
8004
037
50
FO
T(1
5,2
m)-
055
8004
038
Plas
mag
assl
ang
25
FO
T(7
,6m
)-0
5580
0287
3
50F
OT
(15,
2m
)-0
5580
0403
4

304
Avsnitt 6 reservdelAr
Figu
r 6.3
. res
ervd
elar
- Pt
-26
sl in
line
brän
nare
nhet
Kläm
band
- I
T 2,
00 I.
D. x
0,6
3W
- 055
8004
045
Chas
si -
055
8002
110
Höl
je17
fot (
5,2
m) -
055
8003
845
25 fo
t (7,
6 m
) - 0
5580
0292
150
fot (
15,2
m) -
055
8002
922
Om
spun
nen
tubf
orm
ad ID
2,
250-
2,50
0 - 7
2020
003
Myl
aris
oler
hyls
a - 0
5580
0562
3
PVC
elek
trot
ejp
- 055
8004
261
Rör o
ch ra
ck -
0558
0056
24In
går:
Gum
mi o
ch
isol
erhy
lsa
Stan
dard
elek
tris
k et
iket
tvar
ning
- 0
5580
0404
2
Värm
eskö
ld -
0558
0035
82Fr
amän
dens
del
ar (fi
gur 2
.1)
Gum
mi-
2164
7
Brän
narh
ålla
re-
0558
0059
26
EL- O
CH K
YLVÄ
TSKE
KABE
L
25 F
OT
(7,6
m) -
055
8004
047
50
FO
T (1
5,2
m) -
055
8004
048
Pilo
tbåg
e oc
h ky
lvät
skek
abel
25
FOT
(7,6
m) -
055
8004
035
50 F
OT
(15,
2 m
) - 0
5580
0403
6
Sköl
dgas
slan
g
17 F
OT
(5,2
m) -
055
8002
123
25 F
OT
(7,6
m) -
055
8004
037
50
FOT
(15,
2 m
) - 0
5580
0403
8
Plas
mag
assl
ang
17
FO
T (5
,2 m
) - 0
5580
0417
7 25
FO
T (7
,6 m
) - 0
5580
0287
3 5
0 FO
T (1
5,2
m) -
055
8004
178

305
notes

306
notes

307
revision history
Original release on February 21, 2003
Revision 12 / 2005 - Updated torch assembly and hose / cable part numbers.
Revision 01 / 2006 - Reformatted manual completely, translated back sections, and created new p/n 0558004847 for 2nd 10-language manual.
Revision 06 / 2006 - Deleted "Insulator - P/N 34593" from PT-26 In-line model call-out in Section 2 and re-placed with "**Swirl Baffle, In-line - 0558003583".
Revision 12 / 2006 - Changed torch holder assembly identifier from 16V83 to 0558005926 per ECN #063204.
1.
2.
3.
4.
5.

ESAB ABSE--695 81 LAXÅSWEDENPhone +46 584 81 000Fax +46 584 123 08
www.esab.com
ESAB subsidiaries and representative offices
EuropeAUSTRIAESAB Ges.m.b.HVienna--LiesingTel: +43 1 888 25 11Fax: +43 1 888 25 11 85
BELGIUMS.A. ESAB N.V.BrusselsTel: +32 2 745 11 00Fax: +32 2 726 80 05
THE CZECH REPUBLICESAB VAMBERK s.r.o.PragueTel: +420 2 819 40 885Fax: +420 2 819 40 120
DENMARKAktieselskabet ESABCopenhagen--ValbyTel: +45 36 30 01 11Fax: +45 36 30 40 03
FINLANDESAB OyHelsinkiTel: +358 9 547 761Fax: +358 9 547 77 71
FRANCEESAB France S.A.Cergy PontoiseTel: +33 1 30 75 55 00Fax: +33 1 30 75 55 24
GERMANYESAB GmbHSolingenTel: +49 212 298 0Fax: +49 212 298 204
GREAT BRITAINESAB Group (UK) LtdWaltham CrossTel: +44 1992 76 85 15Fax: +44 1992 71 58 03
ESAB Automation LtdAndoverTel: +44 1264 33 22 33Fax: +44 1264 33 20 74
HUNGARYESAB KftBudapestTel: +36 1 20 44 182Fax: +36 1 20 44 186
ITALYESAB Saldatura S.p.A.Mesero (Mi)Tel: +39 02 97 96 81Fax: +39 02 97 28 91 81
THE NETHERLANDSESAB Nederland B.V.UtrechtTel: +31 30 248 59 22Fax: +31 30 248 52 60
NORWAYAS ESABLarvikTel: +47 33 12 10 00Fax: +47 33 11 52 03
POLANDESAB Sp.z.o.oWarszawTel: +48 22 813 99 63Fax: +48 22 813 98 81
PORTUGALESAB LdaLisbonTel: +351 1 837 1527Fax: +351 1 859 1277
SLOVAKIAESAB Slovakia s.r.o.BratislavaTel: +421 7 44 88 24 26Fax: +421 7 44 88 87 41
SPAINESAB Ibérica S.A.Alcobendas (Madrid)Tel: +34 91 623 11 00Fax: +34 91 661 51 83
SWEDENESAB Sverige ABGothenburgTel: +46 31 50 95 00Fax: +46 31 50 92 22
ESAB International ABGothenburgTel: +46 31 50 90 00Fax: +46 31 50 93 60
SWITZERLANDESAB AGDietikonTel: +41 1 741 25 25Fax: +41 1 740 30 55
North and South AmericaARGENTINACONARCOBuenos AiresTel: +54 11 4 753 4039Fax: +54 11 4 753 6313
BRAZILESAB S.A.Contagem--MGTel: +55 31 333 43 33Fax: +55 31 361 31 51
CANADAESAB Group Canada Inc.Missisauga, OntarioTel: +1 905 670 02 20Fax: +1 905 670 48 79
MEXICOESAB Mexico S.A.MonterreyTel: +52 8 350 5959Fax: +52 8 350 7554
USAESAB Welding & Cutting ProductsFlorence, SCTel: +1 843 669 44 11Fax: +1 843 664 44 58
Asia/PacificAUSTRALIAESAB Australia Pty LtdErmingtonTel: +61 2 9647 1232Fax: +61 2 9748 1685
CHINAShanghai ESAB A/PShanghaiTel: +86 21 6539 7124Fax: +86 21 6543 6622
INDIAESAB India LtdCalcuttaTel: +91 33 478 45 17Fax: +91 33 468 18 80
INDONESIAP.T. Esabindo PratamaJakartaTel: +62 21 460 01 88Fax: +62 21 461 29 29
MALAYSIAESAB (Malaysia) Snd BhdSelangorTel: +60 3 703 36 15Fax: +60 3 703 35 52
SINGAPOREESAB Singapore Pte LtdSingaporeTel: +65 861 43 22Fax: +65 861 31 95
ESAB Asia/Pacific Pte LtdSingaporeTel: +65 861 74 42Fax: +65 863 08 39
SOUTH KOREAESAB SeAH CorporationKyung--NamTel: +82 551 289 81 11Fax: +82 551 289 88 63
UNITED ARAB EMIRATESESAB Middle EastDubaiTel: +971 4 338 88 29Fax: +971 4 338 87 29
Representative officesBULGARIAESAB Representative OfficeSofiaTel/Fax: +359 2 974 42 88
EGYPTESAB EgyptDokki--CairoTel: +20 2 390 96 69Fax: +20 2 393 32 13
ROMANIAESAB Representative OfficeBucharestTel/Fax: +40 1 322 36 74
RUSSIA--CISESAB Representative OfficeMoscowTel: +7 095 937 98 20Fax: +7 095 937 95 80
ESAB Representative OfficeSt PetersburgTel: +7 812 325 43 62Fax: +7 812 325 66 85
DistributorsFor addresses and phonenumbers to our distributors inother countries, please visit ourhome page
www.esab.com
0558004847 12 / 2006


![ก ˘ ˇ˘ˆ˙˝ ˛ Plasma cutting Torch height controlfile.siam2web.com/cnctak/files[document]/2012724_78232.pdf · Plasma cutting Torch height control Manufacturing BY:CNCtak .com](https://img.pdfslide.tips/doc/110x75/5b970d2409d3f2e3488bd89b/-plasma-cutting-torch-height-document201272478232pdf.jpg)