Embed Size (px)
Citation preview

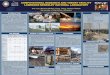
Porous Metals Made by Dealloying for Supercapacitor Applications Tom Swift, Ian McCue, Jonah Erlebacher
Department of Materials Science and Engineering Johns Hopkins University Baltimore, MD 21218, USA
INTRODUCTION I. Abstract Tantalum and niobium are used to make capacitors for the computer industry due to their high dielectric constants and ability to support high current densi:es. Typical industry Ta /Nb capacitors are made by sintering powders into porous pellets with surface area of roughly 1 m2/g. The aim of this project is to design a capacitor fabrica:on process that more efficiently uses Ta and Nb by using the new liquid metal dealloying (LMD) technique.
Capacitors are used to store electrical charge, where two conduc:ve plates are separated by a dielectric material. The characteris:c capacitance equa:on is given by: where C is capacitance, εr is the dielectric constant of the oxide Ta2O5 (27) or Nb2O5 (40), ε0 is the permiRvity of free space, A is the area of the plates, and d is the distance between the plates.
II. Background
!!C=
εrε0Ad
Anode (MnO2) Dielectric (Ta2O5 or N b2O5) Cathode (Ta or Nb) Copper
Fig 1. Schema3c of a parallel plate capacitor.
III. Methods
Fig 2. Schema3c of the fabrica3on process for porous Ta/Nb supercapacitors.
DESIGN
Fully dealloyed samples oUen resulted in flimsy foils that turned to powder upon anodizing. The oxide made in this process creates addi:onal strains in the material by changing its crystal structure. In this process, individual grains pop out of samples due to Ta/Nb segrega:on (Fig. 3A). The sample then becomes a powder of individually dealloyed grains (Fig. 3B). This can be explained by the mechanism of LMD, where dealloying propagates faster at grain boundaries (Fig. 3C). To overcome this challenge, samples were only par:ally dealloyed in order to leave a mechanically stable core for the grains to remain aXached to (Fig. 3D).
Fig 3. (A) SEM image where a grain has popped out of a sample. (B) Op3cal image of individually dealloyed grains. (C) Cross-‐sec3onal SEM image of a par3ally dealloyed sample. Individual grains can be seen due to grain propaga3on of dealloying. (D) Schema3c of a par3ally dealloyed sample.
IV. Par:al Dealloying
RESULTS
VIII. Future Work Ø Solving grain boundary detachment during LMD:
Ø using variant chemical composi:ons TiAX1-‐A (X = Ta, Nb)
Ø using addi:onal metallic addi:ves TiAXBY1-‐A-‐B (X = Ta, Nb; Y = V, Mo, Co, W)
Ø Conduct addi:onal work on the reduc:on of leakage current using MnO2
IV. Acknowledgements Thank you to Orla Wilson for research guidance, and the Erlebacher Lab for collabora:on and advice.
(1) Gill, J. Basic tantalum capacitor technology. AVX Technical Publica:on, AVX Corpora:on. (2) Chen, Q.; Sieradzki, K. Spontaneous evolu:on of bicon:nuous nanostructures in dealloyed Li-‐based systems. Nature Materials 2013, 12, 1102-‐1106. (3) Erlebacher, J. An atomis:c descrip:on of dealloying -‐ Porosity evolu:on, the cri:cal poten:al, and rate-‐limi:ng behavior. J. Electrochem. Soc. 2004, 151, C614-‐C626.
X. References
Ti0.65X0.35 (X = Ta, Nb) is immersed in molten Cu with 3me and temp as
ligament size determining parameters
Resultant CuTi is dissolved away using 5M HNO3 to yield porous Ta/Nb
The surface of Ta/Nb is anodized (oxidized) by applying a voltage to the sample in 0.1M H3PO4
MnO2 is grown in the pores through thermal decomposi:on of 0.1M
Mn(NO3)2
1.
2.
3.
4.
CONCLUSION VII. Conclusion We have supported the ability and scalability of crea:ng porous Ta and Nb structures with the LMD technique. Difficul:es in maintaining the mechanical integrity of samples was overcome through par:al dealloying, and both material systems exhibited ample capaci:ve behavior rela:ve to current devices. Par:cularly, capacitance is shown to increase as the ligament feature size is decreased, and an op:mal ligament size of around 130 nm is found for devices with 20 nm of oxide.
V. Characteriza:on Samples were imaged by SEM to evaluate their porosity and determine ligament size (Fig. 4).
VI. Capacitance Capacitance measurements were taken using an LCR meter at 100 Hz, 0.25 V, and in 0.1M H2SO4. Ligament size was ploXed versus capacitance, normalized by material dielectric constant (Fig. 5), to accommodate both Ta and Nb samples. An inverse rela:on can be seen, showing increased capacitance as ligament size decreases. The highest capacitance is seen at a ligament size of 130 nm.
A dielectric thickness of 20 nm was grown on all samples, leading to the op:miza:on of surface area when ligament size is near 130 nm.
Fig 7. Schematic displaying how oxide growth can decrease surface area and capacitance when ligament size is small.
Fig 4. SEM images of (A) 30 nm Ta, (B) 130 nm Nb, (C) 760 nm Nb, and (D) 3900 nm Nb ligament sizes.
Fig 5. Capacitance, normalized by mass and dielectric constant (µF/gεr), versus the ligament size (µm).
Ligament Size (μm)
Normalized
Cap
acita
nce (μF/gε
r)
Niobium Tantalum
Fig 6. Area per mass (m2/g) as a function of ligament size (µm). Ligament Size (μm)
Area Per M
ass (m
2 /g)
!C∝ A