Embed Size (px)
Citation preview
기 계 공 작 법
기 계 공 작 법
접합과 이음접합과 이음
1
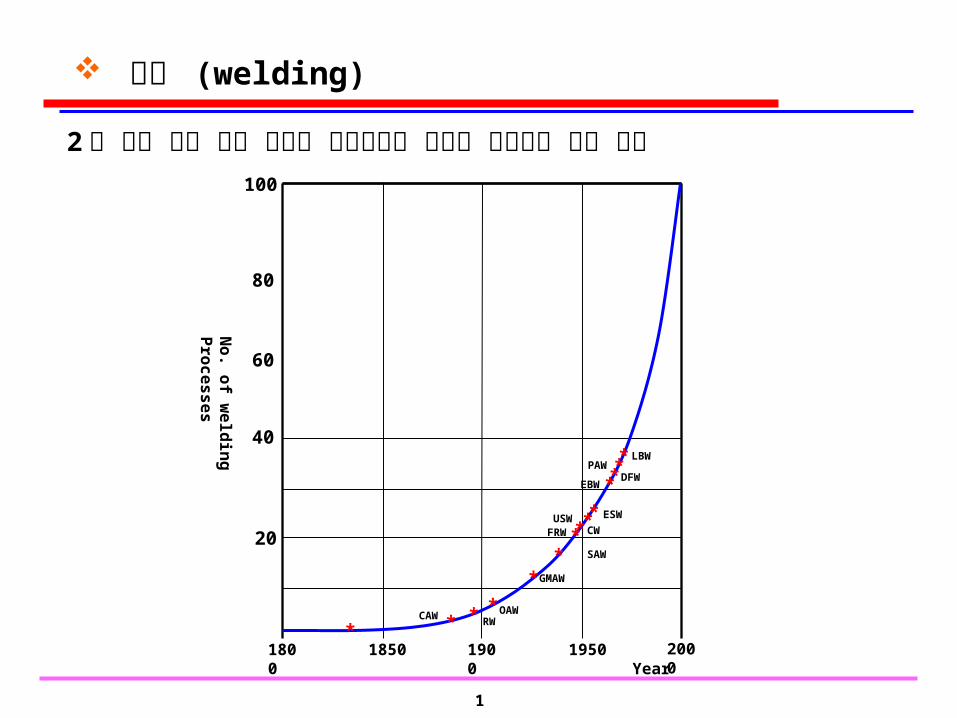
용접 (welding)
2 개 또는 여러 개의 물체를 원자사이의 결합이 가능하게 하는 방법
*****
*****
****
1800
1850
1950
2000
1900
PAW
FRWUSW
SAW
GMAW
OAWRWCAW
ESWCW
DFWEBW
LBW
No. of w
elding Processes
100
80
60
40
20
Year
2
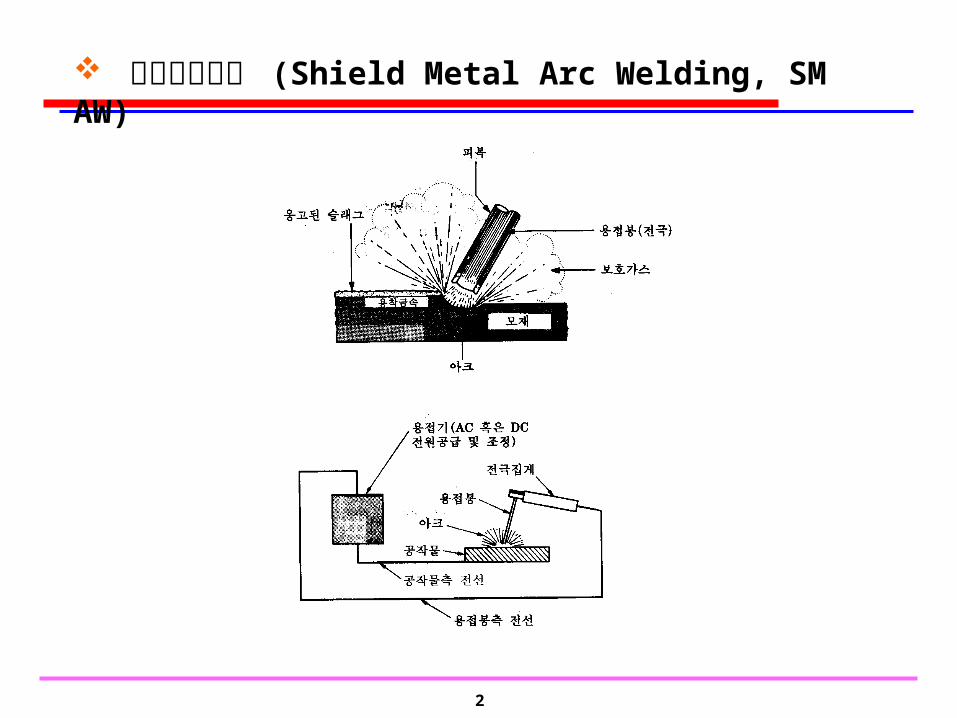
피복아크용접 (Shield Metal Arc Welding, SMAW)
3
극성 (Polarity) 발생열 : (+) 극 2/3, (-) 극 1/3
정극성 : 모재 (+), 용접봉 (-)
역극성 : 모재 (-), 용접봉 (+) (SMAW)
용접봉 : filler material
피복 (flux) : shield gas, slag (flux), 합금금속 , 아크안정
slag : 대기로부터 용접부 보호 , 단열에 의한 서냉 , 용접후 제거 요함
연속작업 어려움

4
서브 머지드 아크용접 (Submerged Arc Welding, SAW)
wire feed : Reel
전류 : sliding contact 연속 용접
고전류 고 용착률
flux 에 의해 아크 잠호
역극성
5
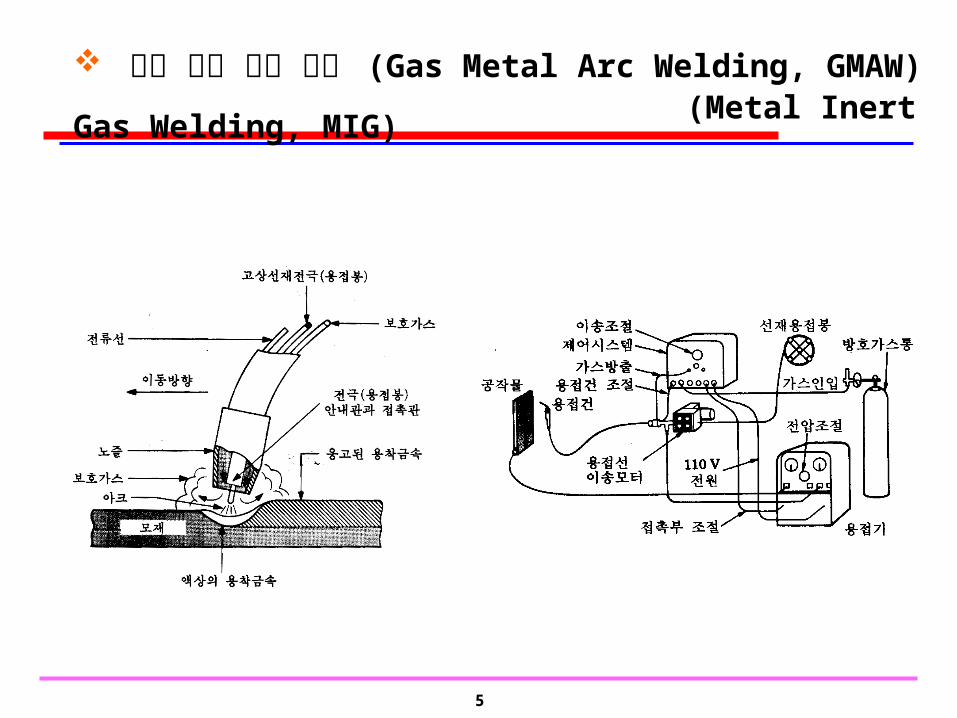
가스 메탈 아크 용접 (Gas Metal Arc Welding, GMAW) (Metal Inert Gas Welding, MIG)

6
소모성 전극 : 자동 공급
보호가스 : Ar, He 용접부 보호
CO2 (active gas) MAG (CO2 용접 ), spatter
Ar + CO2 mixed gas
역극성
7
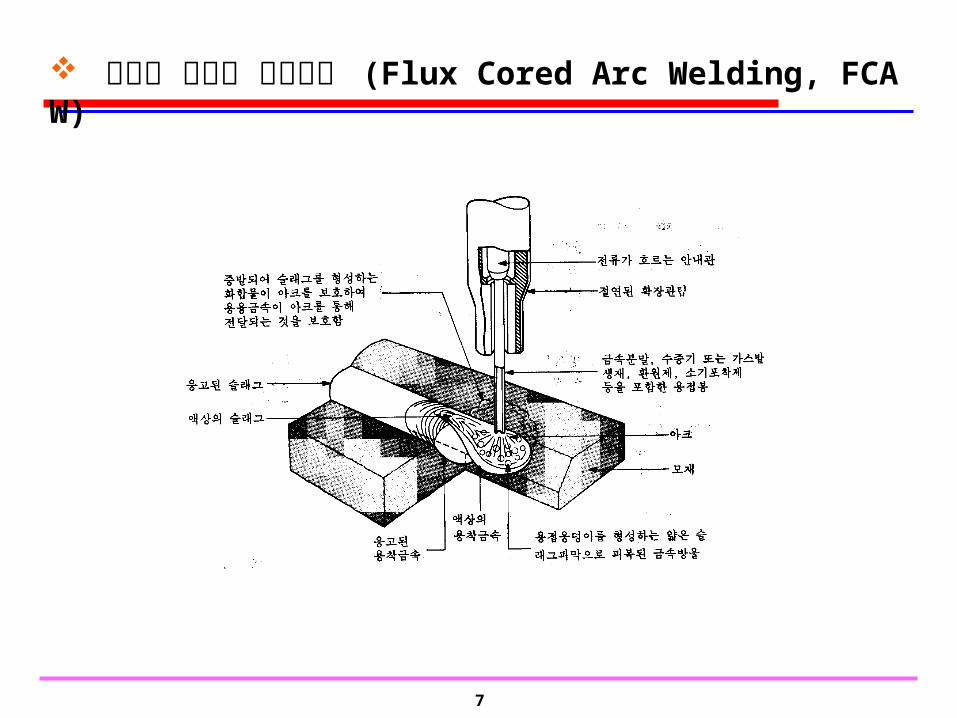
플럭스 코어드 아크용접 (Flux Cored Arc Welding, FCAW)
8
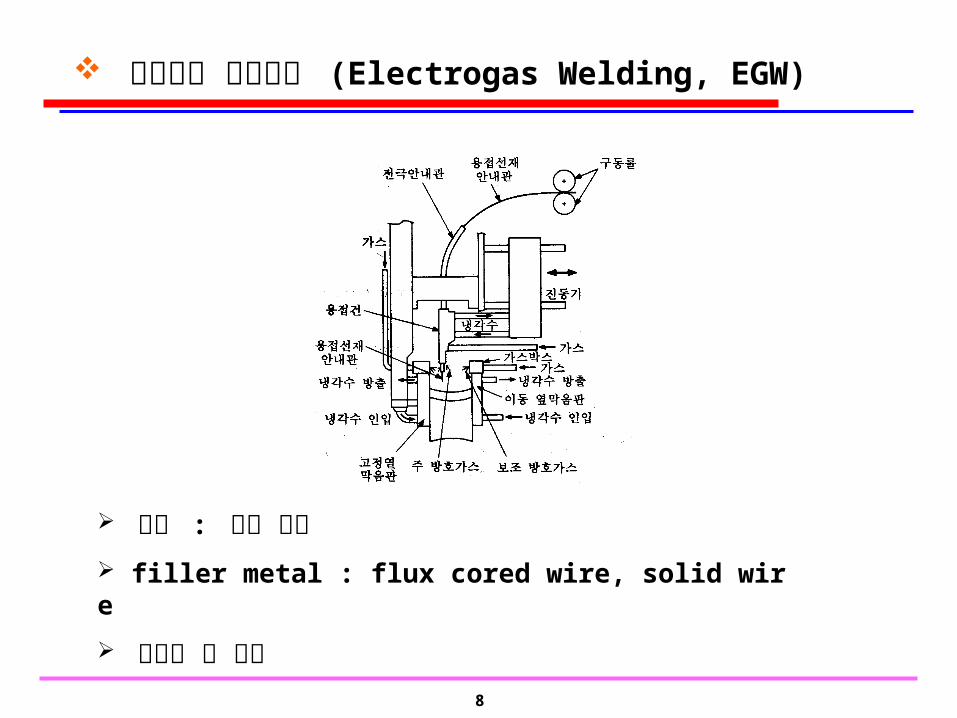
일렉트로 가스용접 (Electrogas Welding, EGW)
열원 : 전기 아크
filler metal : flux cored wire, solid wire
두꺼운 판 용접
9
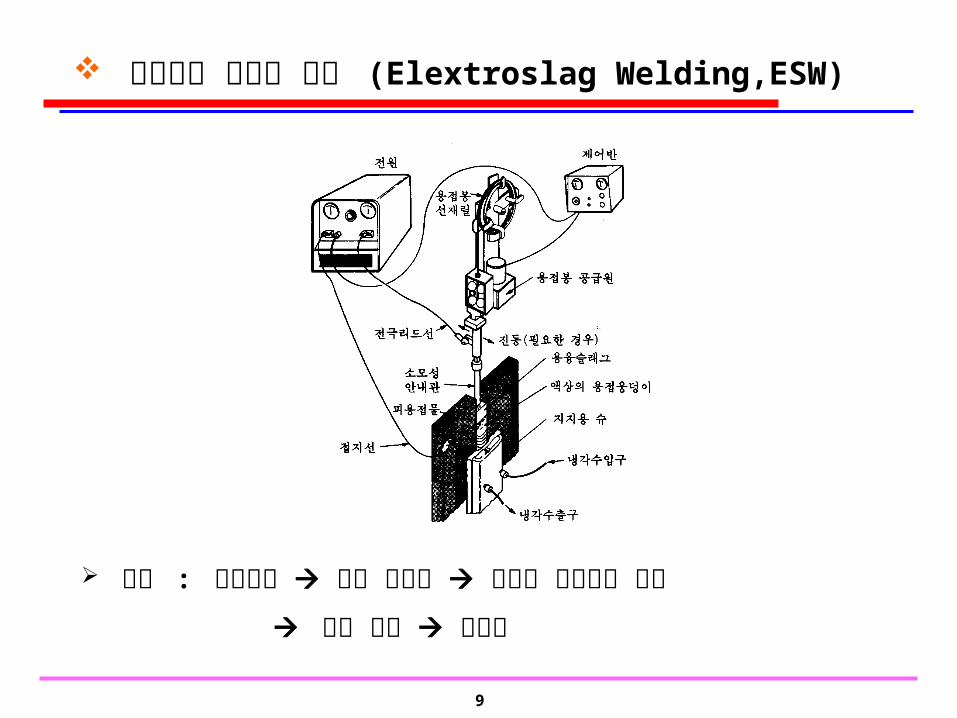
일렉트로 스래그 용접 (Elextroslag Welding,ESW)
열원 : 아크발생 용융 슬래그 용접봉 슬래그에 잠입
아크 꺼짐 저항열
10
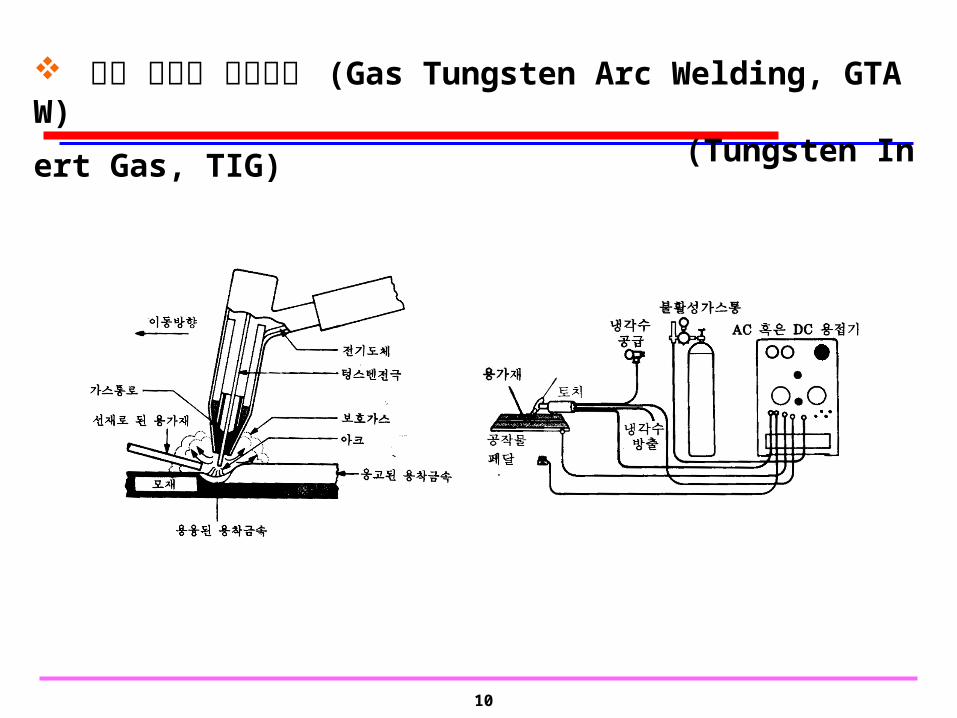
가스 텅스턴 아크용접 (Gas Tungsten Arc Welding, GTAW) (Tungsten Inert Gas, TIG)

11
비소모성 전극 : tungsten with or without filler metal 보호가스 : Ar, He 정극성
cf) 아르곤용접
Arc gas 해리 (dissociation) 이온화 (ionization) 전기방전 부분적으로 이온화된 가스 형성 Plasma 전자 (e-) : (+) 극으로 이동 이온 (A+) : (-) 극으로 이동 아크 안정 : 이온화를 위한 가스 공급 아크 시작 : touch start
high voltage, high frequency start
cf) Al 용접
가열

12
플라즈마 아크용접 (Plasma Arc Welding, PAW)
transferred arc 아크 : W electrode 모재 열원 : 아크 , plasma stream 깊은 용접
non-transferred arc 아크 : W electrode Cu nozzle 열원 : plasma stream 얇은 용입 비금속 용접가능
(a) transferred arc
(b) non-transferred arc
13
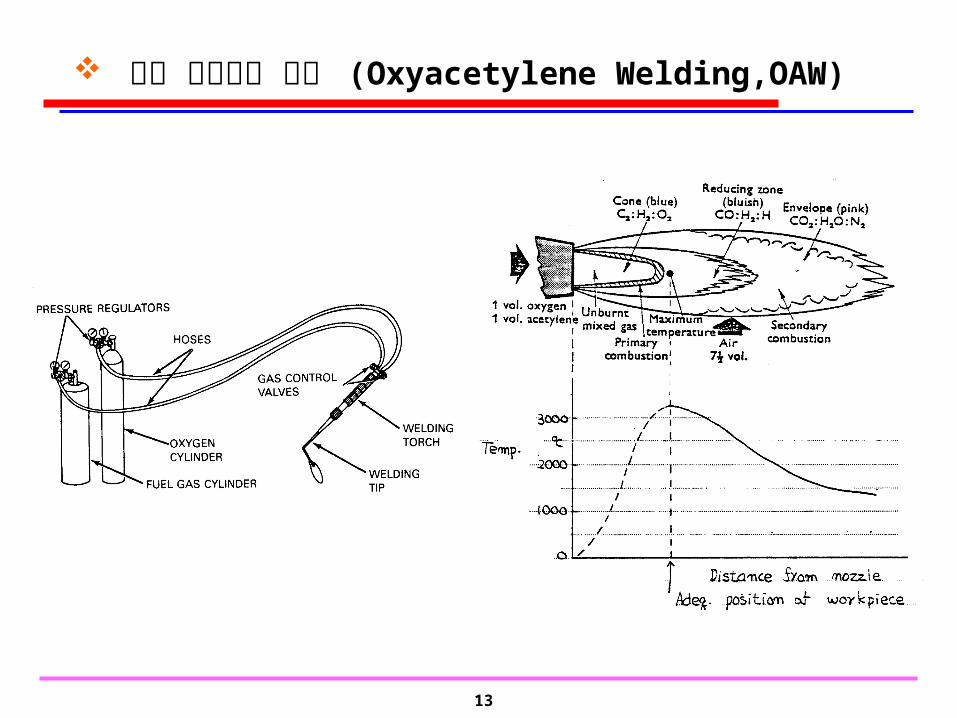
산소 아세틸렌 용접 (Oxyacetylene Welding,OAW)
14
혼합가스 : C2H2 + O2
unburned mixed gas : C2H2 2C + H2 +Q1
1 차 연소 : 2C +O2 2CO + Q2
Q2 용접 열원 2 차 연소 : 2CO + H2 + 3/2O2 2CO2 + H2O + Q3
3/2O2 대기중 산소 2CO2 보호가스 H2O 수증기 Q3 예열 CO 가스 주의
해리
15
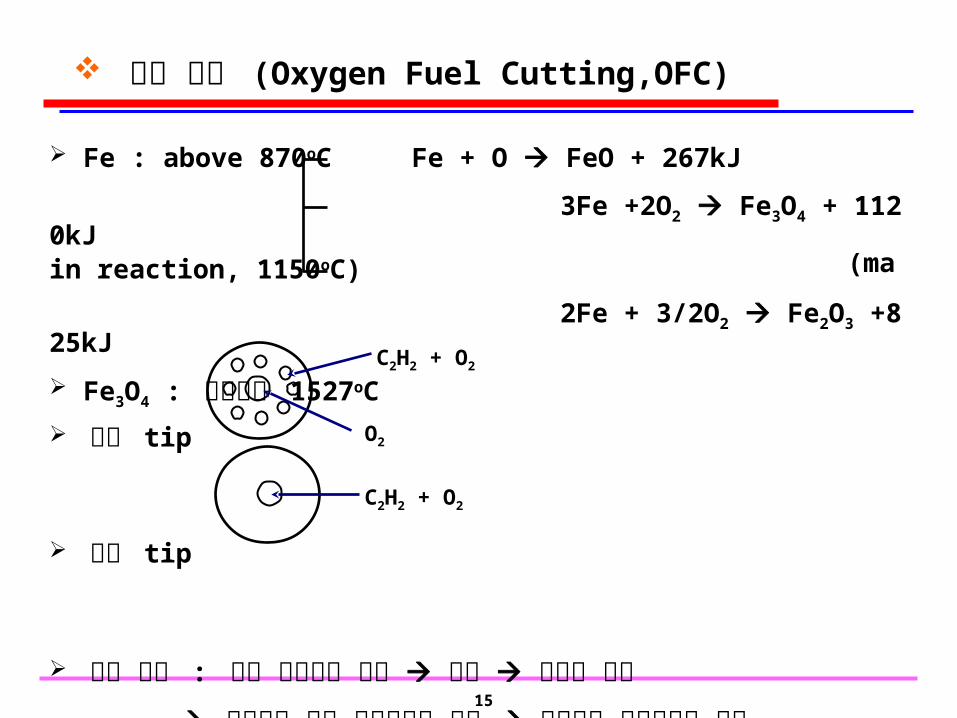
산소 절단 (Oxygen Fuel Cutting,OFC)
Fe : above 870oC Fe + O FeO + 267kJ
3Fe +2O2 Fe3O4 + 1120kJ (main reaction, 1150oC)
2Fe + 3/2O2 Fe2O3 +825kJ
Fe3O4 : 용융온도 1527oC 절단 tip
용접 tip
절단 작업 : 산소 불꽃으로 가열 산화 산화물 용융
고압산소 이용 용융산화물 제거 반복과정 수행하면서 이동
C2H2 + O2
O2
C2H2 + O2
16
절단 조건
1) 산화 온도 < 용융온도
ex) 주철 : Tm = 1145oC, Tig = 1150oC
2) 산화물 용융온도 < 모재의 용융온도
ex) Al : Tm = 658oC, (Tm)oxide = 2050oC
Cr : Tm = 1550oC, (Tm)oxide = 1990oC
3) 산화반응 발생열 > 열손실
self acting
cf) 숫불 , 성냥불

17
레이저 빔 용접 (Laser Beam Welding, LBW)
CO2 laser : 거울 YAG laser : 거울 , optical fiber

18
전자빔 용접 (Electron Beam Welding, EBW)

19
냉간압접 (Cold Pressure Welding, CW)
roll bouning
고압력에 의해 표면 산화물 파괴 새로운 표면 접촉 접합 심한 가공경화
20
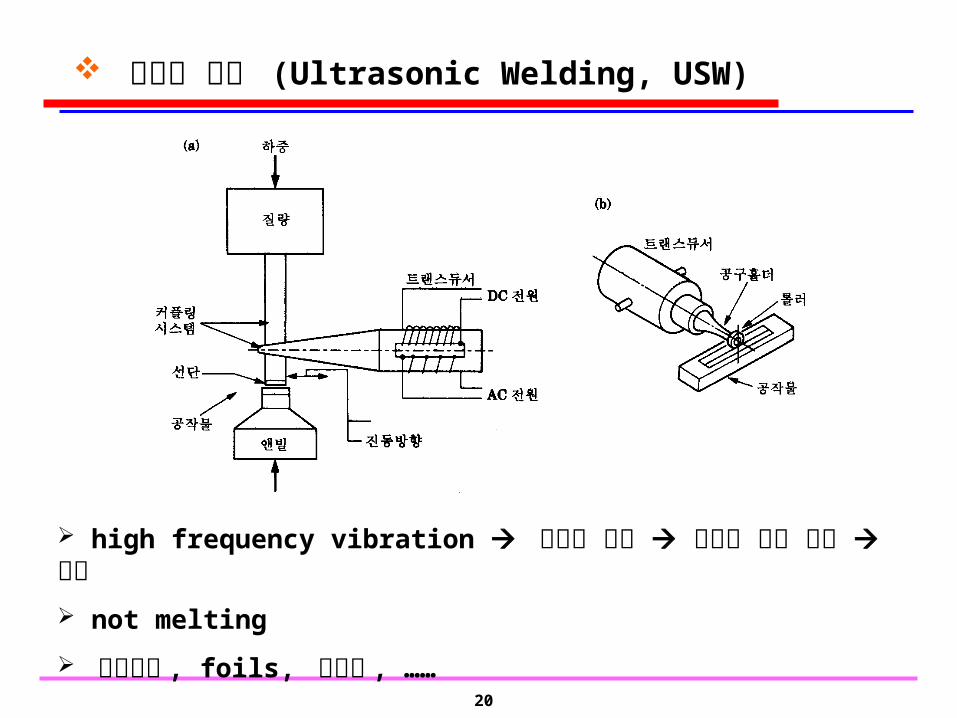
초음파 용접 (Ultrasonic Welding, USW)
high frequency vibration 표면층 파괴 새로운 표면 접촉 접합
not melting
플라스틱 , foils, 반도체 , ……
21
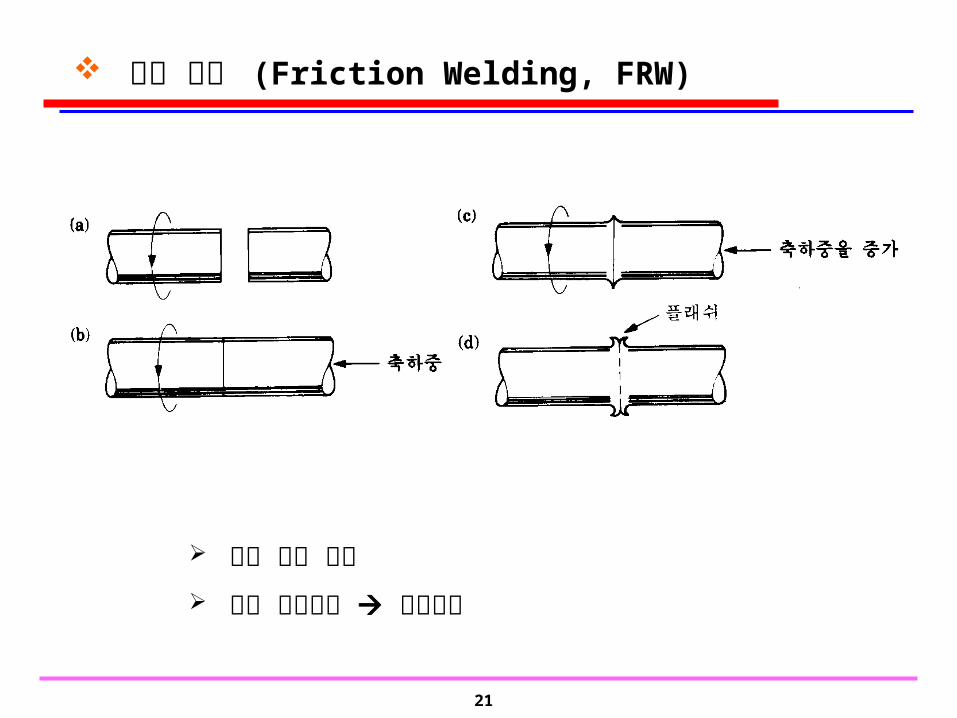
마찰 용접 (Friction Welding, FRW)
이종 금속 용접 짧은 용접시간 대량생산
22
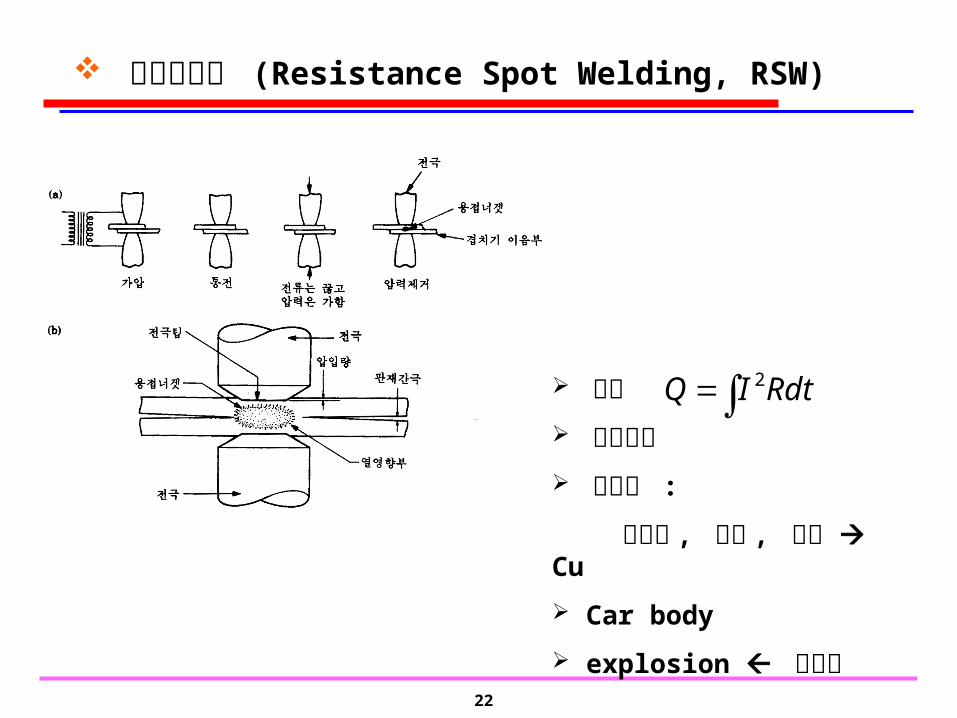
저항점용접 (Resistance Spot Welding, RSW)
열원
접촉저항
전극봉 :
고전류 , 고압 , 고온 Cu
Car body
explosion 고전류
RdtIQ 2
23
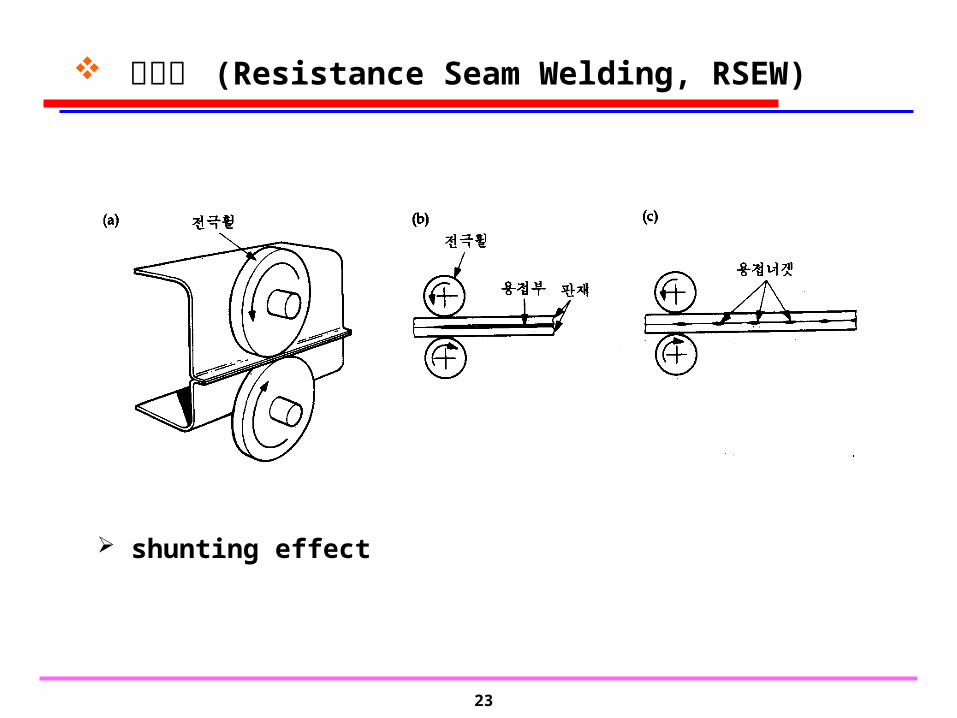
심용접 (Resistance Seam Welding, RSEW)
shunting effect
24
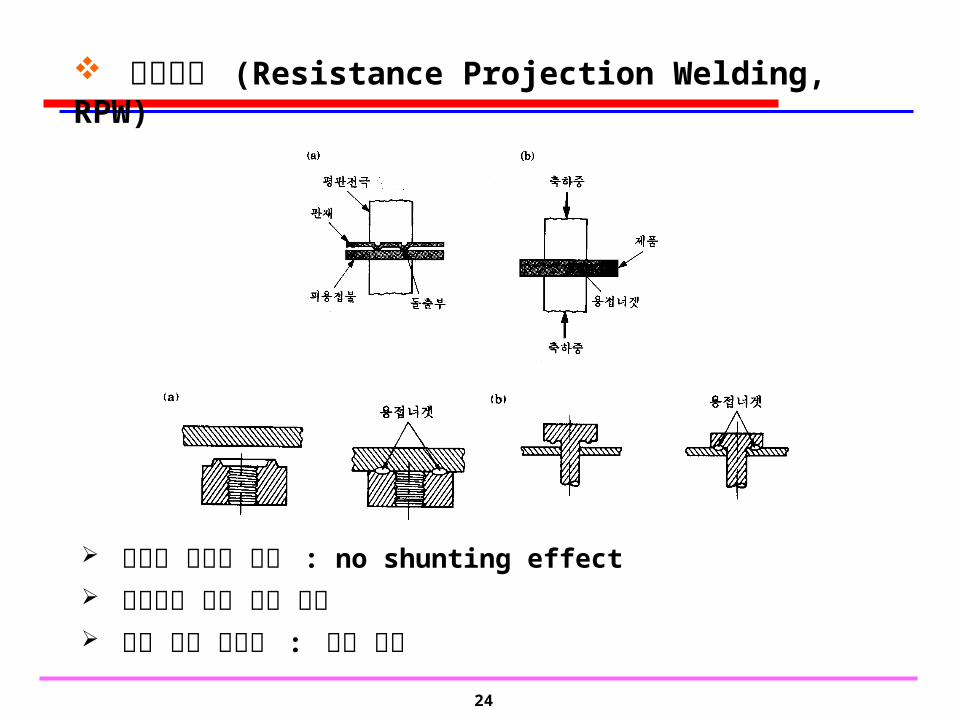
돌기용접 (Resistance Projection Welding, RPW)
동시에 여러점 용접 : no shunting effect 전극봉에 의한 손상 적음 돌기 제작 어려움 : 두께 제한

25
고주파 저항용접
(High Frequency
Resistance Welding,
HFRW)
고주파 유도전기용접
(High Frequency
Induction Welding,
HFIW)
No sliding contact coated materials

26
플래쉬용접 (Flash Welding, FW)
flashing : 표면 접촉 적은 접촉면적 고전류 아크발생
용융 가압
27
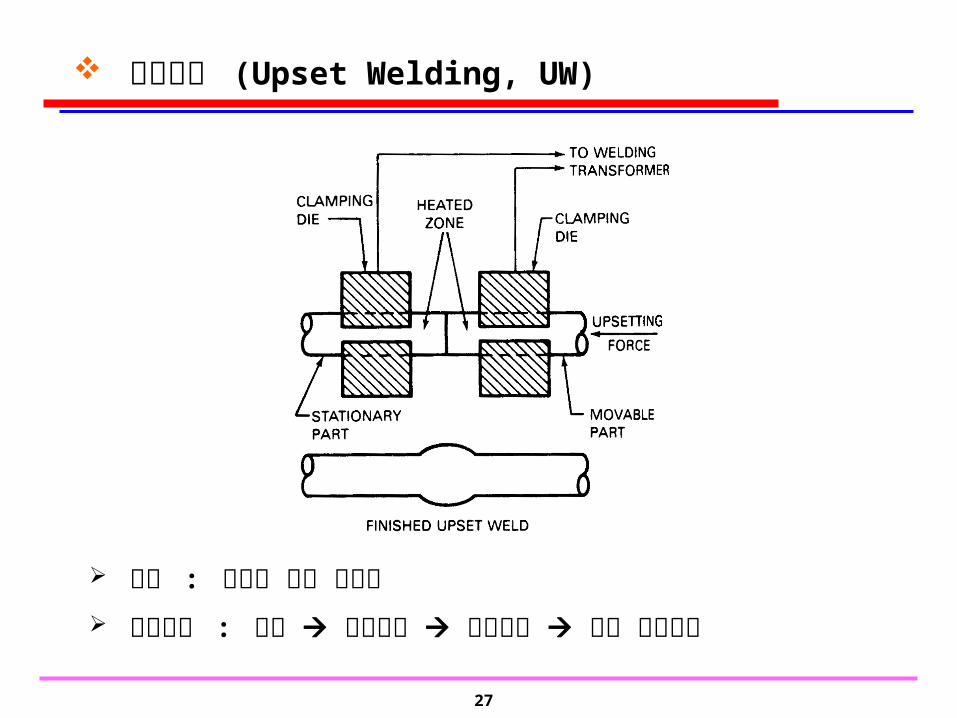
업셋용접 (Upset Welding, UW)
열원 : 접촉부 전기 저항열
작업순서 : 장착 용접가압 전류가함 업셋 하중가압
28
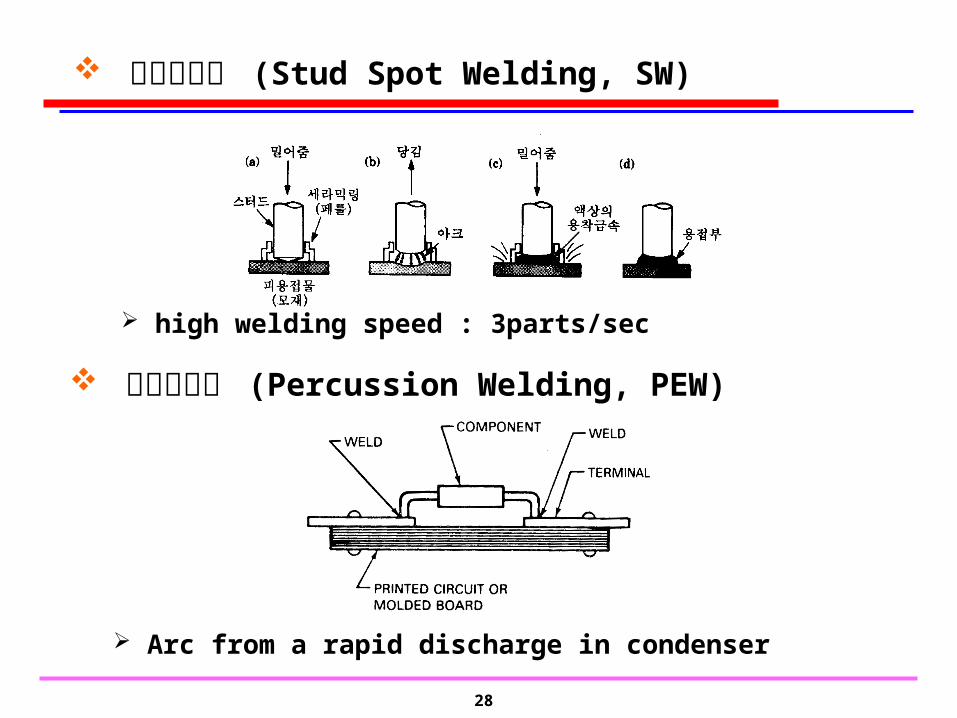
스터드용접 (Stud Spot Welding, SW)
high welding speed : 3parts/sec
퍼커션용접 (Percussion Welding, PEW)
Arc from a rapid discharge in condenser
29
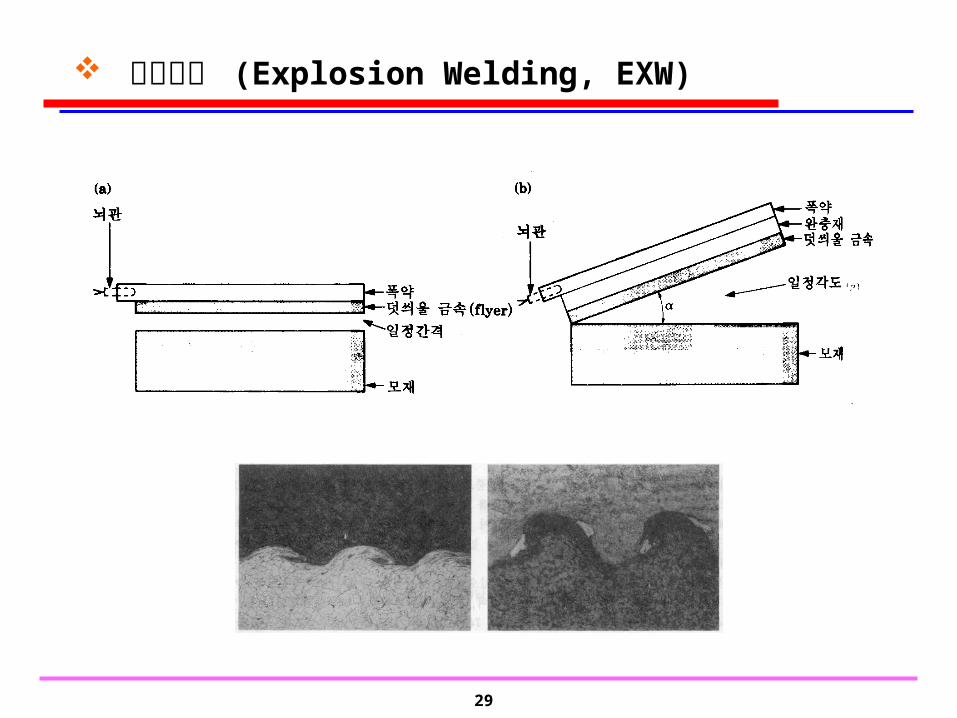
폭발용접 (Explosion Welding, EXW)

30
확산용접 (Diffusion Welding, DFW)
표면 깨끗이
가압 상태 (5~50N/mm2) 에서 장시간 유지 ( 고온상태 , 0.5Tm)
진공 또는 불황성 가스 분위기

31
테르밋용접 (Thermit Welding)
테르밋 반응 ( 도가니 내 )
2Al + 3FeO 3Fe + A2O3 + 880kJ ( 열원 )
용융금속을 모재 사이에 넣음
주조용접
32
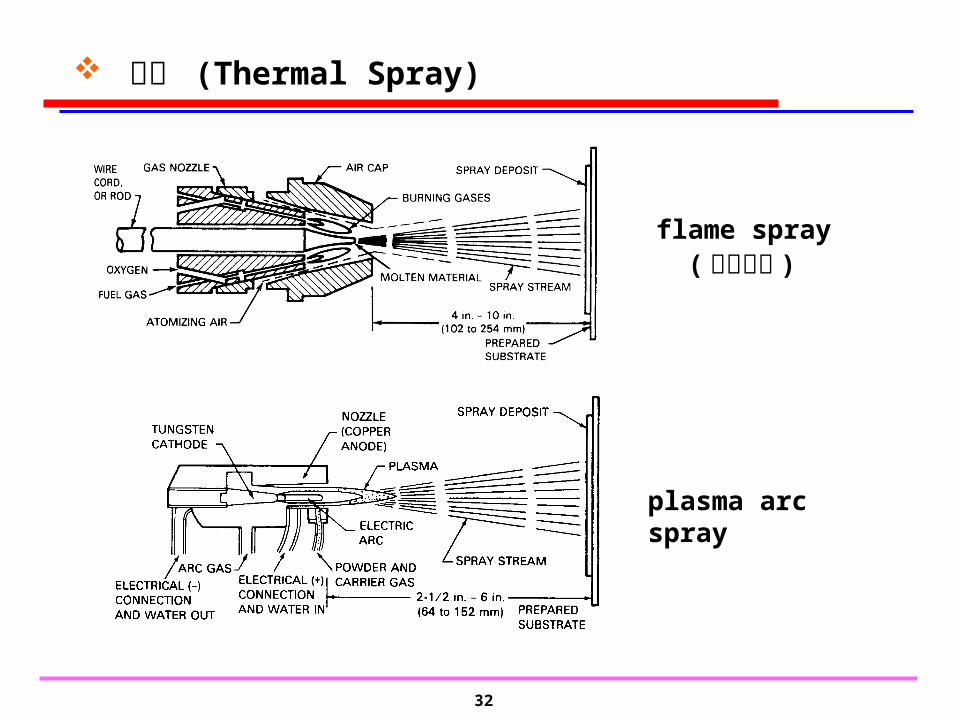
용사 (Thermal Spray)
flame spray ( 화염용사 )
plasma arc spray
33
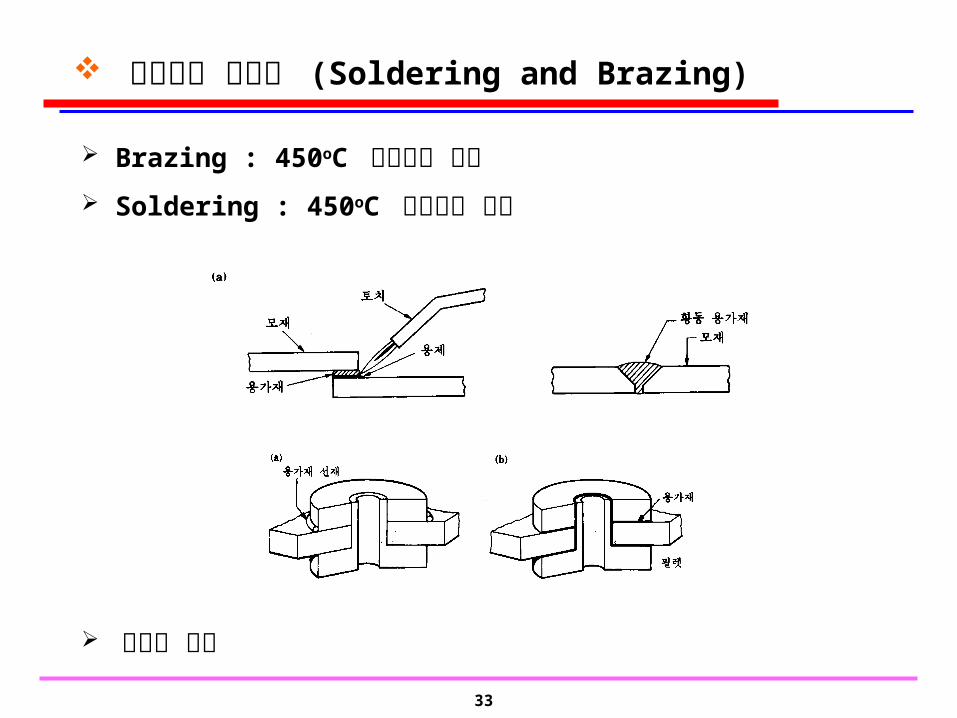
연납접과 경납접 (Soldering and Brazing)
Brazing : 450oC 이상에서 작업 Soldering : 450oC 이하에서 작업
모세관 현상
34
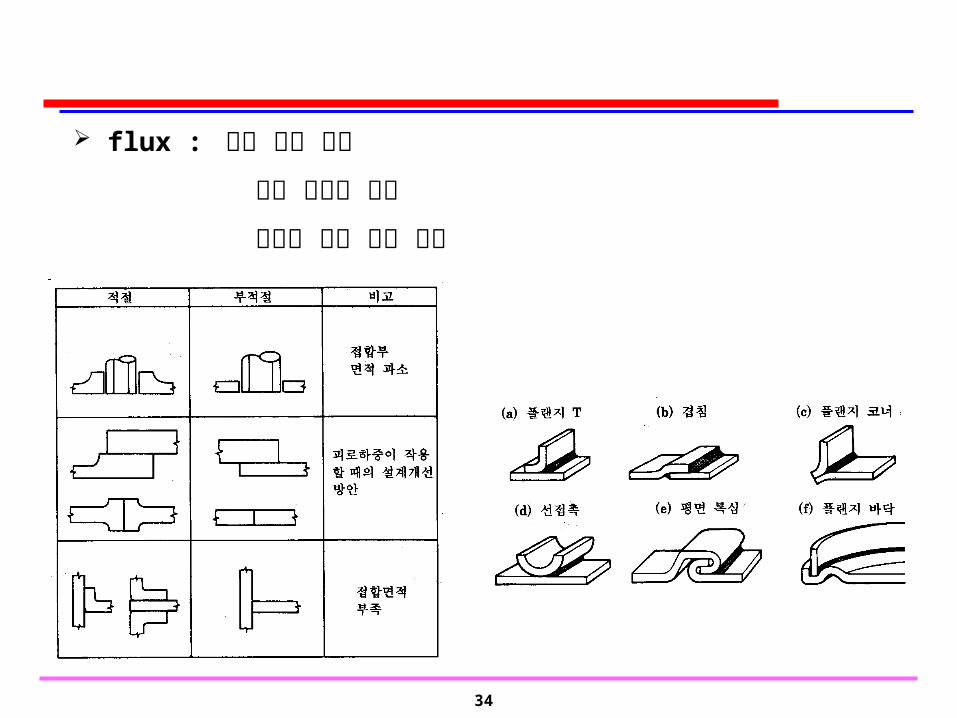
flux : 퍼짐 현상 양호
표면 산화층 제거
작업중 표면 산화 방지
35
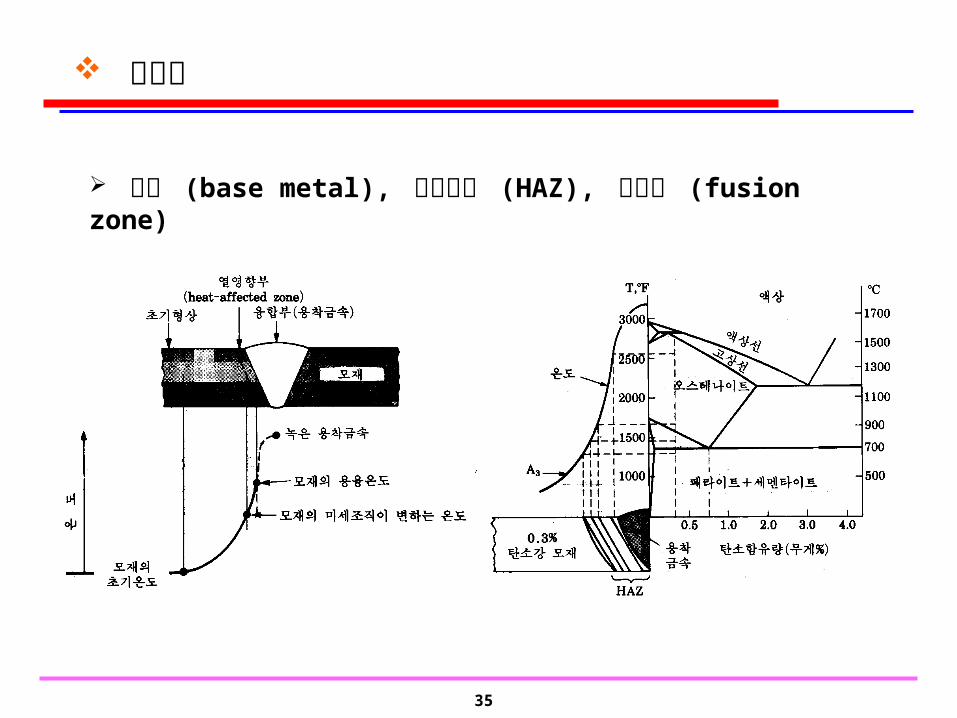
용접부 모재 (base metal), 열영향부 (HAZ), 용융부 (fusion zone)
36
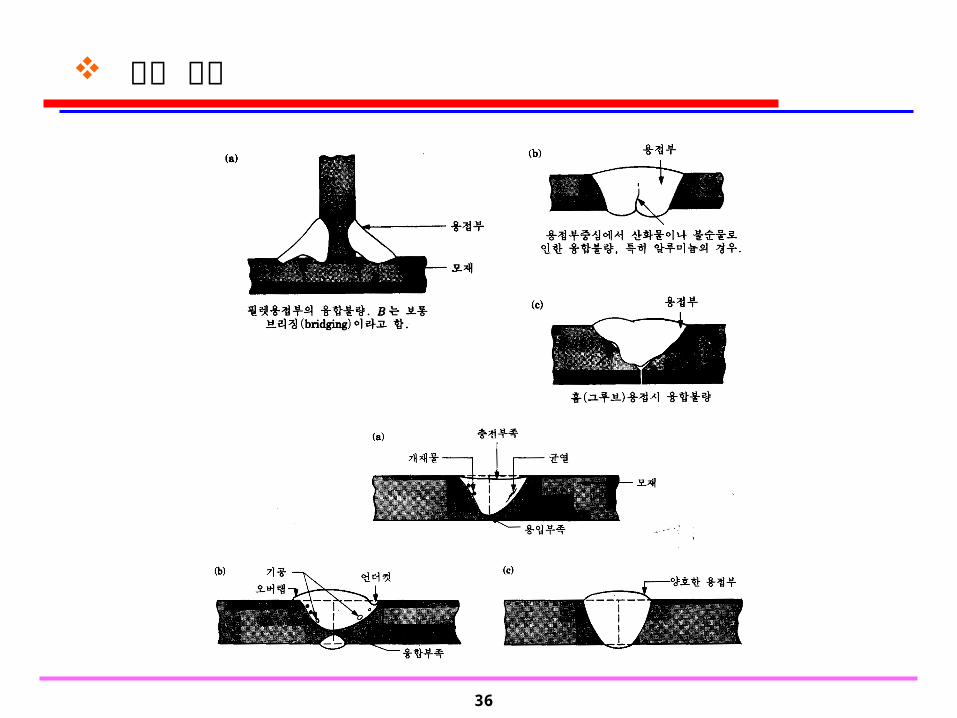
용접 결함
37
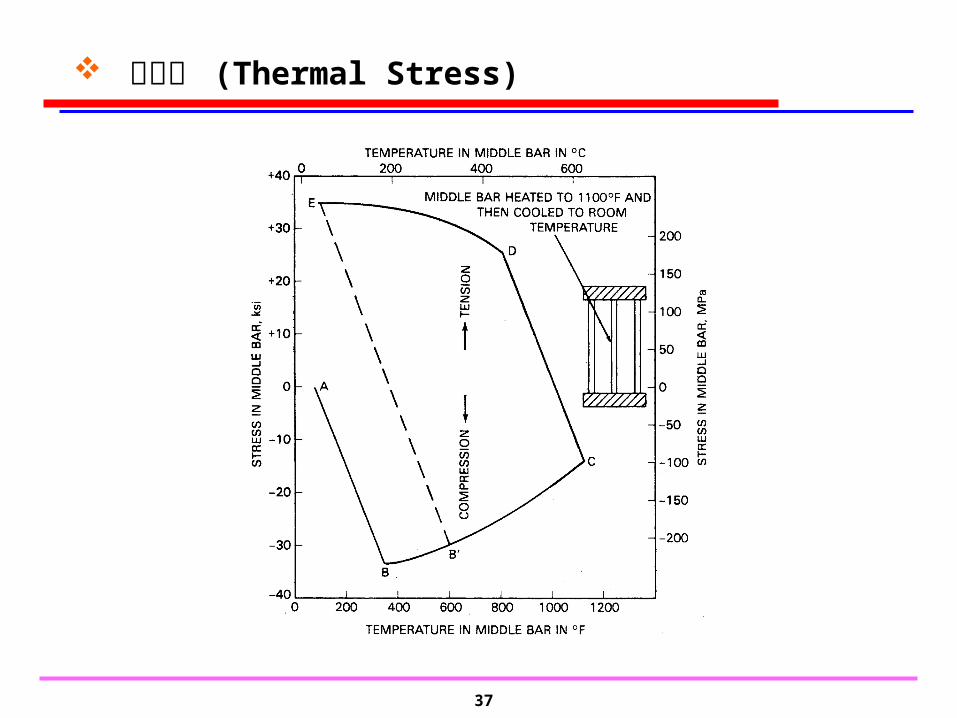
열응력 (Thermal Stress)
38
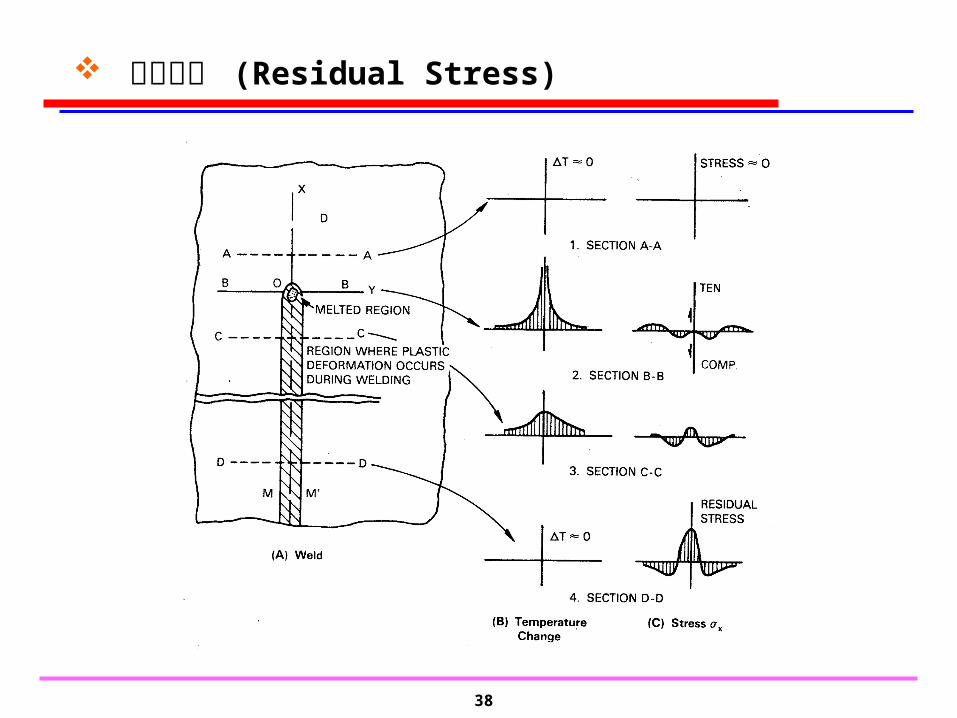
잔류응력 (Residual Stress)
39
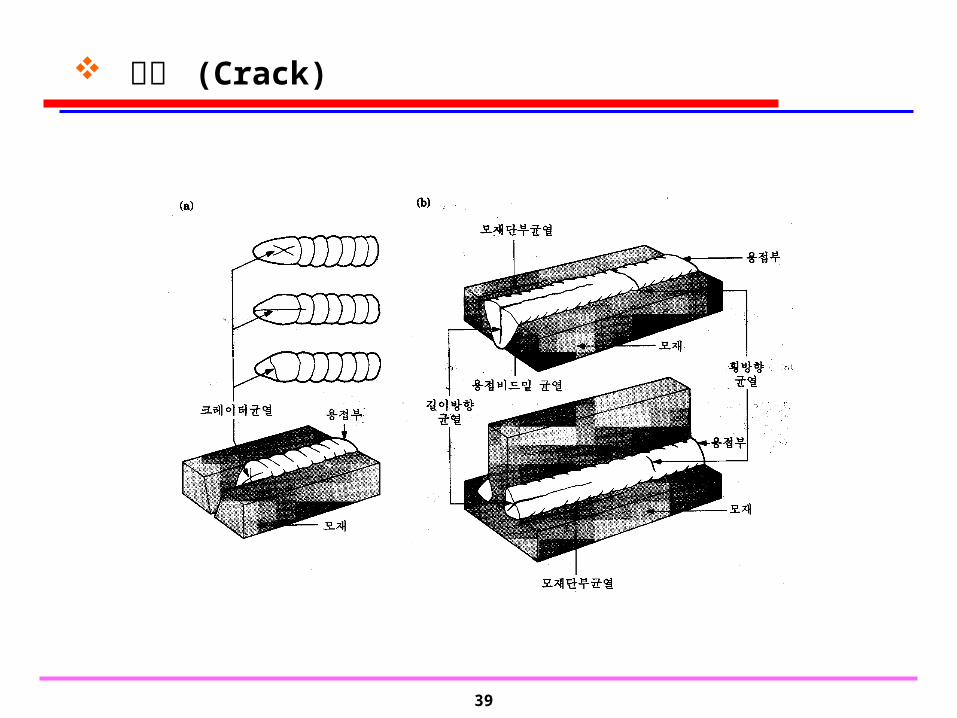
균열 (Crack)
340
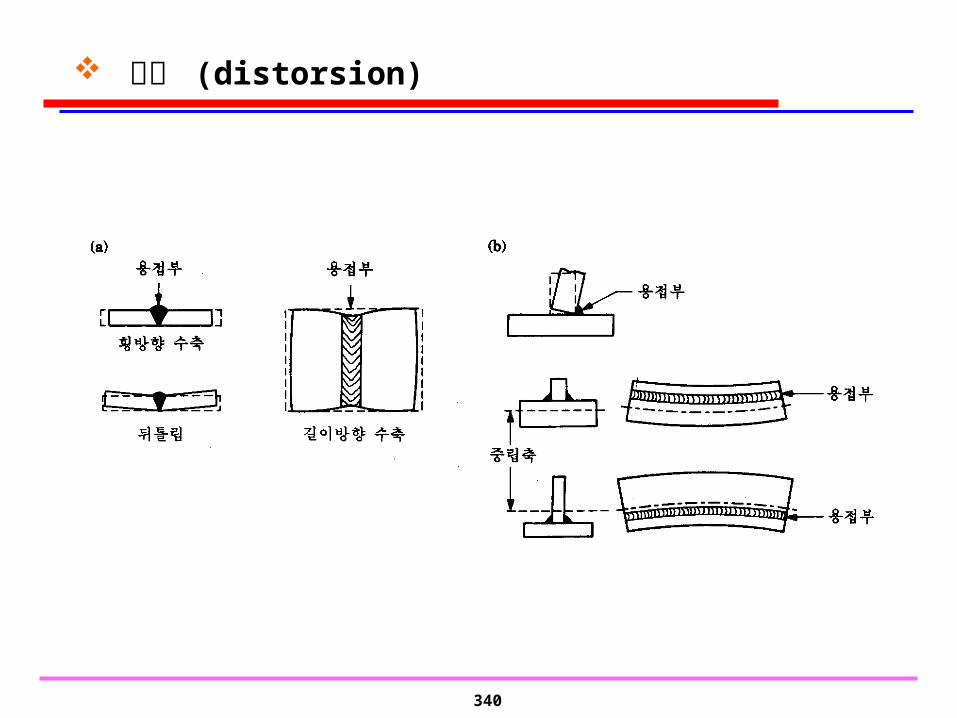
변형 (distorsion)





![2 제 1440호 · 2016. 11. 29. · 4 제 1440호 법 원 공 보 2014년 1월 15일(수요일) 238 별표 1의3를 다음과 같이 한다. [별표 1의3] 법원행정처 사법정책실](https://img.pdfslide.tips/doc/110x75/5feba6669e8fb246d4108445/2-oe-1440-2016-11-29-4-oe-1440-e-e-e-2014e-1-15.jpg)

![[1215] 1510호 - scourt.go.kr · 2016-12-16 · 2016년 12월 15일(목요일) 법 원 공 보 제 1510호 3 1609 규 칙 소액사건심판규칙 일부개정규칙 (대법원규칙](https://img.pdfslide.tips/doc/110x75/5ed0e05f7adc8976e426d07a/1215-1510-2016-12-16-2016e-12-15e-e-e-e-oe.jpg)



![제1428호 - scourt.go.kr · 2020. 6. 4. · 4 제 1428호 법 원 공 보 2013년 7월 15일(월요일) 1004 [별표 1] 제 식 구 분 법 관 사법보좌관 법원사무관등](https://img.pdfslide.tips/doc/110x75/60a51723f146db1887224592/oe1428-2020-6-4-4-oe-1428-e-e-e-2013e-7-15.jpg)



![1. 작법무의특징과내용 2. 바라무(墩奇舞) 3. 착복무(着服舞) 4. … 3 ] 작법무.pdf30 31 Ⅲ 작 법 무 作( 法 舞) 1. 작법무의특징과내용 2. 바라무(墩奇舞)](https://img.pdfslide.tips/doc/110x75/606861b53b612d62cc239508/1-eeee-2-eeee-3-eecoee-4.jpg)













![2014 8 15 1454scourt.go.kr/upload/gongbo/Scourt02920/BG20140815.pdf · 2016. 11. 29. · 6 제 1454호 법 원 공 보 2014년 8월 15일(금요일) 1460 [별지 제7호 서식] (뒷면)](https://img.pdfslide.tips/doc/110x75/60d6164d9f0788166a418073/2014-8-15-2016-11-29-6-oe-1454-e-e-e-2014e-8-15e.jpg)