Embed Size (px)
DESCRIPTION
Prace Instytutu Odlewnictwa nr 2/2008
Citation preview

I N S T Y T U T O D L E W N I C T W A
PRACE INSTYTUTU ODLEWNICTWA
Tom XLVII I Numer 2
SPIS TREŚCI
1. MARTABIEL-GOŁASKA:Zastosowaniewarstwdiamentowychorazpowłokdiamentopodobnychnanarzędziachmedycznychiimplantach.....................
2. FRANCISZEKPEZARSKI,ELŻBIETASMOLUCHOWKA,IRENAIZDEBSKA-SZANDA:Zastosowaniespoiwageopolimerowegodoprodukcjiodlewówzestopówżelaza..................................................................................................
3. ADAM TCHÓRZ, ŁUKASZ BOROŃ,MARZANNAKSIĄŻEK: KształtowaniestrukturyiwłaściwościpowłokwęglikowychCr3C2–NiCrnanoszonychmeto-dąnatryskuplazmowegonapowierzchnięodlewówzżeliwasferoidalnego...
4. ZDZISŁAW ŻÓŁKIEWICZ, MAREK ŻÓŁKIEWICZ: Zawartość wodoru wodlewachzżeliwaszaregowykonanych technologiąmodeli zgazowywa-nych..................................................................................................................
5. FRANCISZEK PEZARSKI, IRENA IZDEBSKA-SZANDA, ELŻBIETA SMO-LUCHOWSKA:Badanianadpoprawąwłaściwościizastosowaniemnowychspoiwnieorganicznychdoprodukcjiekologicznychmasformierskichirdzenio-wych.................................................................................................................
5
19
35
42
48
spis.indd 1 2008-09-09 13:16:19

Wydawca:
INSTYTUT ODLEWNICTWA
KOLEGIUM REDAKCYJNE:
Jerzy Józef SOBCZAK (Redaktor Naczelny), Andrzej BALIŃSKI (Z-ca Redaktora Naczelnego), Andrzej BIAŁOBRZESKI, Zbigniew GÓRNY, Stanisława KLUSKA-NAWARECKA,
Natalia SOBCZAK, Józef Szczepan SUCHY, Joanna MADEJ (Sekretarz Redakcji), Krystyna RABCZAK (Sekretarz wersji internetowej)
KOMITET NAUKOWY:
Rajiv ASTHANA (USA), Józef DAŃKO, Ludmil DRENCHEV (Bułgaria), Natalya FROUMIN (Izrael), Edward GUZIK, Marek HETMAŃCZYK, Mariusz HOLTZER,
Werner HUFENBACH (Niemcy), Jolanta JANCZAK-RUSCH (Szwajcaria), Olga LOGINOVA (Ukraina), Enrique LOUIS (Hiszpania), Luis Filipe MALHEIROS (Portugalia),
Tadeusz MIKULCZYŃSKI, Sergei MILEIKO (Rosja), Kiyoshi NOGI (Japonia), Władysław ORŁOWICZ, Alberto PASSERONE (Włochy), Stanisław PIETROWSKI,
Wojciech PRZETAKIEWICZ, Pradeep Kumar ROHATGI (USA), Sudipta SEAL (USA), Jan SZAJNAR, Michał SZWEYCER, Roman WRONA, Paweł ZIĘBA
Projekt okładki: ENTER GRAF, Kraków
Skład komputerowy: Adnieszka Fiutowska
Korekta wydawnicza: Marta Konieczna
ADRES REDAKCJI:
„Prace Instytutu Odlewnictwa” 30-418 Kraków, ul. Zakopiańska 73
tel. (012) 261-83-81, fax (012) 266-08-70 http://www.iod.krakow.pl
e-mail: [email protected]
© Copyright by Instytut Odlewnictwa
Żadna część czasopisma nie może być powielana czy rozpowszechniana bez pisemnej zgody posiadacza praw autorskich
PrintedinPoland
ISSN 1899-2439
spis.indd 2 2008-09-09 13:16:20

F O U N D R Y R E S E A R C H I N S T I T U T E
TRANSACTIONS OF FOUNDRY RESEARCH INSTITUTE
Volume XLVII I Number 2
CONTENTS
1. MARTABIEL-GOŁASKA:Applicationofdiamondlayersanddiamond-likecoat-MARTABIEL-GOŁASKA:Applicationofdiamondlayersanddiamond-likecoat-ingsonmedicaltoolsandimplants....................................................................
2. FRANCISZEK PEZARSKI, ELŻBIETA SMOLUCHOWSKA, IRENA IZDEB-FRANCISZEK PEZARSKI, ELŻBIETA SMOLUCHOWSKA, IRENA IZDEB-SKA-SZANDA:Applicationofgeopolymerbinderinmanufacturingofcastingfromfeerousalloys ...........................................................................................
3. ADAM TCHÓRZ, ŁUKASZ BOROŃ, MARZANNA KSIĄŻEK:Structure formation and properties of Cr3C2 – NiCr carbide coat-ings applied by plasma spraying onto the surface of ductile iron castings ............................................................................................................
4. ZDZISŁAW ŻÓŁKIEWICZ, MAREK ŻÓŁKIEWICZ: Hydrogen con-ZDZISŁAW ŻÓŁKIEWICZ, MAREK ŻÓŁKIEWICZ: Hydrogen con-tents in grey iron castings made by the thermal gasified me-tod.....................................................................................................................
5. FRANCISZEKPEZARSKI,IRENAIZDEBSKA-SZANDA,ELŻBIETASMOLU-CHOWSKA:studieson theproperties improvementandapplicationofnewinorganicbindersusedinthemanufactureofenvironment-friendlymouldingandcoresands .................................................................................................
5
19
35
42
48
spis.indd 3 2008-09-09 13:16:20

Editor:
FOUNDRY RESEARCH INSTITUTE
EDITORIAL BOARD:
Jerzy Józef SOBCZAK (Editor-in-Chief), Andrzej BALIŃSKI (Assistant Editor), Andrzej BIAŁOBRZESKI, Zbigniew GÓRNY, Stanisława KLUSKA-NAWARECKA,
Natalia SOBCZAK, Józef Szczepan SUCHY, Joanna MADEJ (Secretary), Krystyna RABCZAK (Secretary on-line version)
SCIENTIFIC COMMITTEE:
Rajiv ASTHANA (USA), Józef DAŃKO, Ludmil DRENCHEV (Bulgaria), Natalya FROUMIN (Israel), Edward GUZIK, Marek HETMAŃCZYK, Mariusz HOLTZER,
Werner HUFENBACH (Germany), Jolanta JANCZAK-RUSCH (Switzerland), Olga LOGINOVA (Ukraine), Enrique LOUIS (Spain), Luis Filipe MALHEIROS (Portugal),
Tadeusz MIKULCZYŃSKI, Sergei MILEIKO (Russia), Kiyoshi NOGI (Japan), Władysław ORŁOWICZ, Alberto PASSERONE (Italy), Stanisław PIETROWSKI,
Wojciech PRZETAKIEWICZ, Pradeep Kumar ROHATGI (USA), Sudipta SEAL (USA), Jan SZAJNAR, Michał SZWEYCER, Roman WRONA, Paweł ZIĘBA
Graphic Design: ENTER GRAF, Kraków
Computer Typesetting: Agnieszka Fiutowska
Proofreading: Marta Konieczna
EDITORIAL OFFICE:
”Transactions of Foundry Research Institute” 30-418 Cracow, 73 Zakopianska Street
tel. +48 (12) 261-83-81, fax +48 (12) 266-08-70 http://www.iod.krakow.pl
e-mail: [email protected]
© Copyright by Instytut Odlewnictwa
Nopartofthispublicationmaybereproducedordistributedwithoutthewrittenpermission ofthecopyrightholder
PrintedinPoland
ISSN 1899-2439
spis.indd 4 2008-09-09 13:16:20

5
PRACE INSTYTUTU ODLEWNICTWA
Tom XLVIII Rok 2008 Zeszyt 2
ZASTOSOWANIE WARSTW DIAMENTOWYCH ORAZ POWŁOK DIAMENTOPODOBNYCH NA NARZĘDZIACH MEDYCZNYCH
I IMPLANTACH
APPLICATION OF DIAMOND LAYERS AND DIAMOND-LIKE COATINGS ON MEDICAL TOOLS AND IMPLANTS
Marta Biel-Gołaska
Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków, Polska
StreszczenieArtykuł poświęcony jest kompleksowym badaniom warstw diamentopodobnych, nano-szonych technologią zwaną PAPVD, polepszających powierzchnię narzędzi medycznych oraz implantów, w aspekcie podwyższenia ich, właściwości antykorozyjnych, przy jedno-czesnym zwiększeniu biozgodności. Dokonano oceny właściwości mikromechanicznych uzyskanych powłok oraz ich adhezji do podłoża metalowego, jak również struktury granic pomiędzy naniesionymi powłokami a podłożem metalowym z wykorzystaniem mikrosko-pii skaningowej. Ponadto przeprowadzono badania odporności na korozję i biozgodności otrzymanych powłok. Poczyniono również próbę zwiększenia chwytności imadełek chi-rurgicznych stosowanych do szycia w chirurgii naczyniowej, poprzez nałożenie na część chwytną narzędzi odpowiedniej warstwy z kompozytu niklowo-diamentowego. Następnie wykonano badania wytrzymałościowe tychże narzędzi. W wyniku badań eksploatacyjnych imadełek, powierzchnię chwytną narzędzi oceniono jako dobrze utrzymującą igłę chirur-giczną, nie powodując zmiany położenia igły oraz zrywania nici chirurgicznych. Rezultaty badań imadełek zostały potwierdzone opiniami lekarzy chirurgów.
Słowa kluczowe: narzędzia medyczne, implant, biozgodność, korozja, warstwy diamen-towe, powłoki diamentopodobne (DLC), adhezja
Abstract The article is devoted to complex studies of diamond-like coatings applied by the PAPVD technique to improve the surface of medical tools and implants in terms of better anticorro-sive behaviour and biocompatibility. By means of scanning microscopy, the micromechani-cal properties of coatings were examined as well as their adhesion to the metallic substrate and structure of the coating-metallic substrate interface. Corrosion resistance and biocom-patibility of coatings were also tested. An attempt was made to improve the gripping capac-ity of surgical vises used for laying down of suture in vascular surgery through application of an appropriate layer of nickel-diamond composite on the gripping part of the tool. Thus modified tools were next tested for mechanical properties. The results of performance tests of the vises enabled evaluating the gripping part of the tool as holding firm the surgical needle without the least changing of its position and tearing of the thread. The results of the tests carried out on vises were confirmed by opinions of the surgeons.
Key words: medical tools, implants, biocompatibility, adhesion, corrosion, diamond-like coating, diamond layers
Biel-1.indd 5 2008-09-11 12:43:01
6
Prace IO 2/2008
Marta Biel-Gołaska
Wprowadzenie
Współczesna medycyna stawia materiałom na narzędzia medyczne istotne wyma-gania dotyczące między innymi wysokich właściwości mechanicznych, antykorozyjnych, użytkowych oraz jak najlepszej biozgodności [1].
Od wielu lat przeprowadzane są badania nad stworzeniem i doborem materiałów, któ-re spełniałyby te kryteria. Powstały więc grupy stali nierdzewnych, które są stopami żelaza z chromem. Od niedawna w produkcji narzędzi medycznych stosowane są nowe materiały konstrukcyjne, takie jak tytan oraz materiały węglowe [2].
Dodatkowo, ostatnio przeprowadza się próby uszlachetniania powierzchni narzędzi powłokami wykonanymi z tworzyw biozgodnych. Powłoki te są możliwe do wykonania dzięki zastosowaniu najnowocześniejszych technologii [3].
W niniejszej pracy podjęto badania warstw ulepszających powierzchnie narzędzi medycznych pod kątem właściwości korozyjnych i biozgodności oraz właściwości mecha-nicznych i struktury, ze szczególnym uwzględnieniem ich przylegania do podłoża. Prowa-dzone badania miały na celu ocenę właściwości decydujących o ich niezawodności.
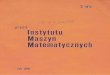
Stan narzędzi medycznych eksploatowanych w niektórych szpitalach w Polsce po-zostawia wiele do życzenia. Wiele narzędzi było zniszczonych przez korozję, co widać na zamieszczonych zdjęciach (rys. 1). Fakt ten stał się inspiracją do zajęcia się problemem polepszenia powierzchni narzędzi medycznych poprzez nałożenie odpowiednio biozgod-nych i odpornych na korozję powłok.
a) b)
Rys. 1 a) i b) Stan narzędzi chirurgicznych otrzymanych z sali operacyjnych polskich szpitali
Fig. 1 a) and b) The condition of surgical tools as received from the surgical rooms of Polish hospitals
Cele i zakres pracy
Pierwszym celem pracy było nałożenie powłoki DLC na narzędzia medyczne oraz implanty w celu zwiększenia ich odporności na korozję oraz biozgodności, jak również ocena ich właściwości.
Biel-1.indd 6 2008-09-11 12:43:03
7
Prace IO 2/2008
Zastosowanie warstw diamentowych oraz powłok diamentopodobnych ...
Drugim celem pracy było zmodyfikowanie powierzchni części chwytnej imadełek stosowanych w chirurgii naczyniowej do utrzymania igły do szycia, poprzez nałożenie warstwy z kompozytu niklowo-diamentowego, poprawiającej chwytność narzędzi. Część chwytna w wersji pierwotnej nie spełniała w pełni swojej roli, tzn. nie trzymała wystarczają-co mocno igły do szycia, która ślizgała się po narzędziu w trakcie pracy, wydłużając proces szycia.
Omówiono szereg następujących zagadnień:
– technologię wytworzenia powłok diamentopodobnych na metalach metodą PAPVD,
– badania wytrzymałościowe imadełek do szycia chirurgicznego pokrywanych powło-ką DLC,
– badania mikromechaniczne powłok obejmujące pomiary przyczepności (adhezji) powłok do podłoża metalowego oraz ocenę mikrotwardości i modułu sprężystości,
– badania odporności na korozję uzupełnione obserwacjami mikroskopowymi po-wierzchni próbek,
– badania biozgodności próbek metalowych w środowisku tkanek ustrojowych,
– ocenę jakości oraz zużycia imadełek chirurgicznych w trakcie ich eksploatacji.
Metoda wytwarzania powłok PAPVD
Proces PAPVD (Plasma Assisted Physical Vapour Deposition) jest jedną z najnow-szych technologii pozwalających na nanoszenie cienkich warstw metali lub stopów na inny metal. Polega on na osadzaniu powłok z fazy gazowej w obecności plazmy, przy obniżonym ciśnieniu w zakresie od 10 do 10-5 Pa, w temperaturze od 150 do 5000C. Na-parowanie metalu na podłoże metalowe stwarza możliwość wytworzenia bardzo cienkich warstw (rzędu kilku mikrometrów), w których połączenie powłoki z podłożem ma na ogół charakter adhezyjno-dyfuzyjny. W celu uzyskania równomiernej grubości powłoki, narzę-dzia obracają się z jednakową prędkością wokół kilku osi [4].
Stosowane w procesie duże gęstości mocy prądu powodują, że wyparowany mate-riał jest prawie całkowicie zjonizowany i tworzy plazmę o wysokiej energii. Jony metalu łą-czą się z gazem reagującym, który wprowadzony jest do komory i z dużą energią uderzają w narzędzia, na które nakłada się powłokę. W ten sposób następuje osadzanie cienkiej warstwy o dużej przyczepności.
Badania właściwości mikromechanicznych oraz adhezji
Badania właściwości mikromechanicznych wykonano na urządzeniu zwanym Mikro-Combi-Testerem. Właściwości mikromechaniczne tj. mikrotwardość oraz moduł Younga zo-stały wyznaczone na podstawie odkształcenia materiału specjalnym wgłębnikiem obciążo-nym określoną siłą. Stopień przylegania powłok do podłoża, którego miarą jest obciążenie krytyczne LC wyznaczono za pomocą testu zarysowania zwanego „scratch test” (rys. 2).
Biel-1.indd 7 2008-09-11 12:43:03

8
Prace IO 2/2008
Marta Biel-Gołaska
Wykonywany pomiar polegał na zarysowaniu powierzchni badanego materiału diamento-wym wgłębnikiem Rockwella oraz określeniu wartości obciążenia krytycznego.
Do określenia obciążenia krytycznego LC stosowane są następujące techniki ba-dawcze:
– obserwacja mikroskopowa z zastosowaniem mikroskopu optycznego,
– analiza sygnału emisji akustycznej,
– analiza zarejestrowanych zmian siły normalnej FN lub siły tarcia FT , ewentualnie współczynnika tarcia μ.
Rys. 2. Schemat testu zarysowania wraz z rysą wykonaną w próbie
Fig. 2. Schematic representation of the scratch test with scratch made during this test
Stosując minimalne siły obciążające wgłębnik, możliwe jest wykonanie pomiaru na głębokościach poniżej 1 µm, co jest szczególnie istotne podczas badania cienkich powłok, w przypadku których należy wyeliminować wpływ odkształcenia podłoża na wyznaczane właściwości [5]. Wyniki badań próbek ze stali oraz narzędzi zestawiono w tabeli 1.
Tabela 1. Wyniki badań właściwości mikromechanicznych
Table 1. The results of micromechanical tests
Materiał do badań Mikrotwardość, HV
Moduł Younga E, MPa
Obciążenie krytyczne Lc, N
Próbka ze stali X15Cr13 243 205 15,5
Pinceta ze stali X15Cr13 + DLC 344 209 19,9
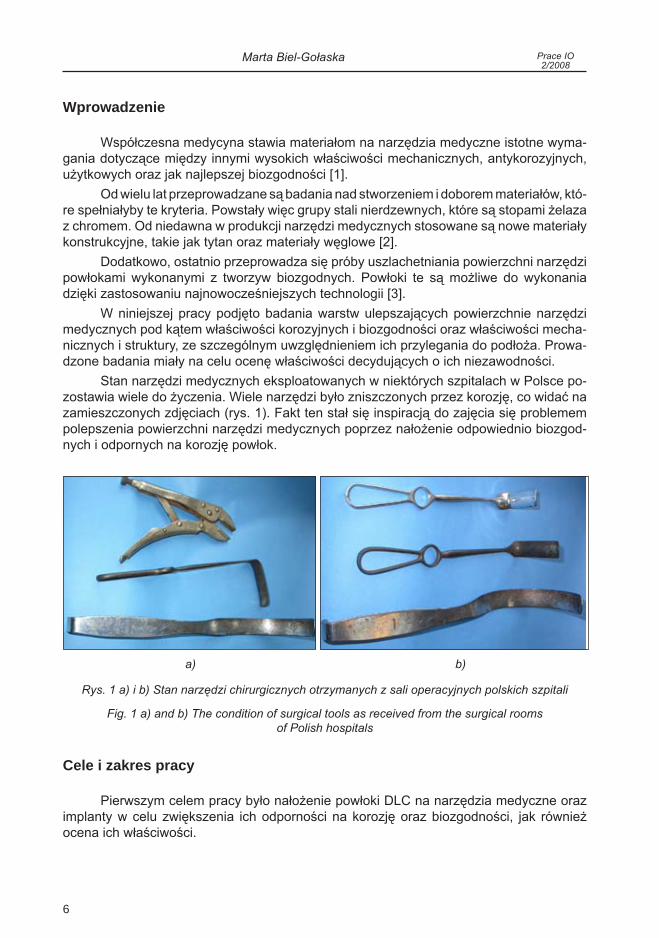
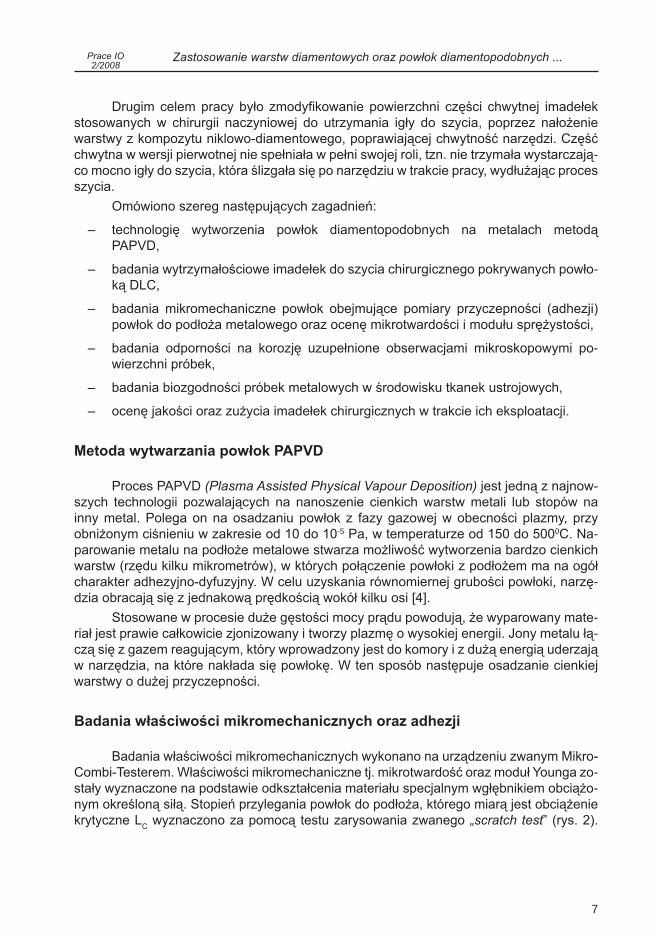
Zastosowanie powłok DLC na narzędziach medycznych spowodowało niewielki wzrost ich mikrotwardości oraz modułu Younga, przy czym wytworzone powłoki wykazały dobrą adhezję do podłoża, o czym świadczy wartość obciążenia krytycznego (tabela 1 oraz wyniki zamieszczone na rysunkach 3 i 4).
Biel-1.indd 8 2008-09-11 12:43:03
9
Prace IO 2/2008
Zastosowanie warstw diamentowych oraz powłok diamentopodobnych ...
Wykonanie badań wytrzymałości eksploatacyjnej imadełek chirurgicznych
Podczas badań wytrzymałości eksploatacyjnej imadełek oceniano obciążenie towa-rzyszące wyciąganiu igieł chirurgicznych z imadełek [9]. Pierwsze próby wyciągania igieł z imadełek przeprowadzono na ryflowanych powierzchniach imadełek. Powierzchnia ryflo-wana nie zawsze powodowała stabilne uchwycenie igły. Zaproponowano więc poprawie-nie jakości części chwytnej imadełek w celu zwiększenia precyzyjności chwytu, poprzez zastąpienie powierzchni ryflowanej warstwą kompozytu niklowo-diamentowego.
Jakość tak wykonanych narzędzi sprawdzano na specjalnym stanowisku labo-ratoryjnym, które pozwalało na określenie siły niezbędnej do wyrwania igły z imadełka, a ponadto rejestrację zmiany siły podczas wyciągania igły z imadełka.
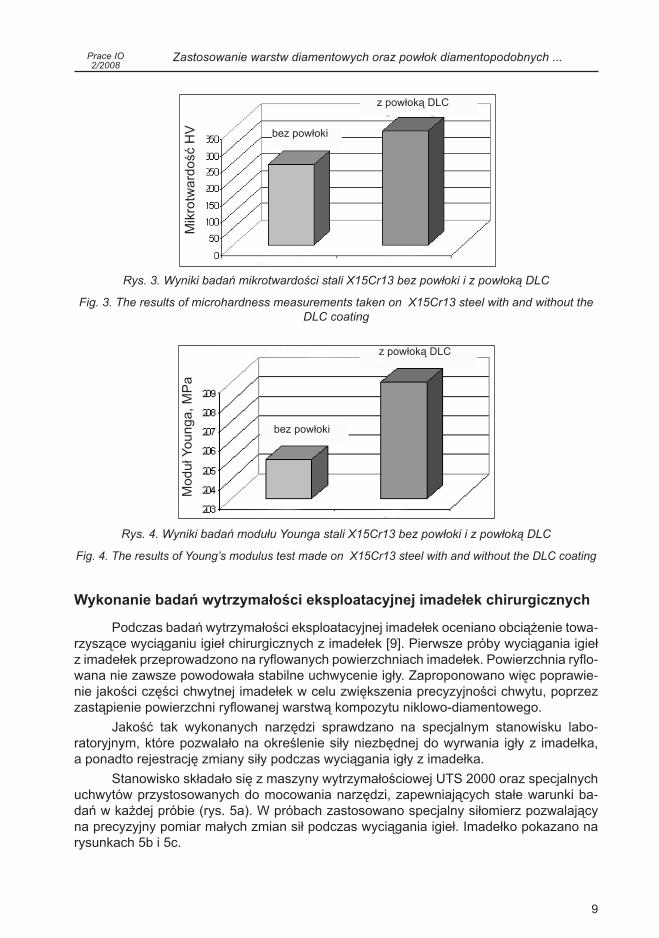
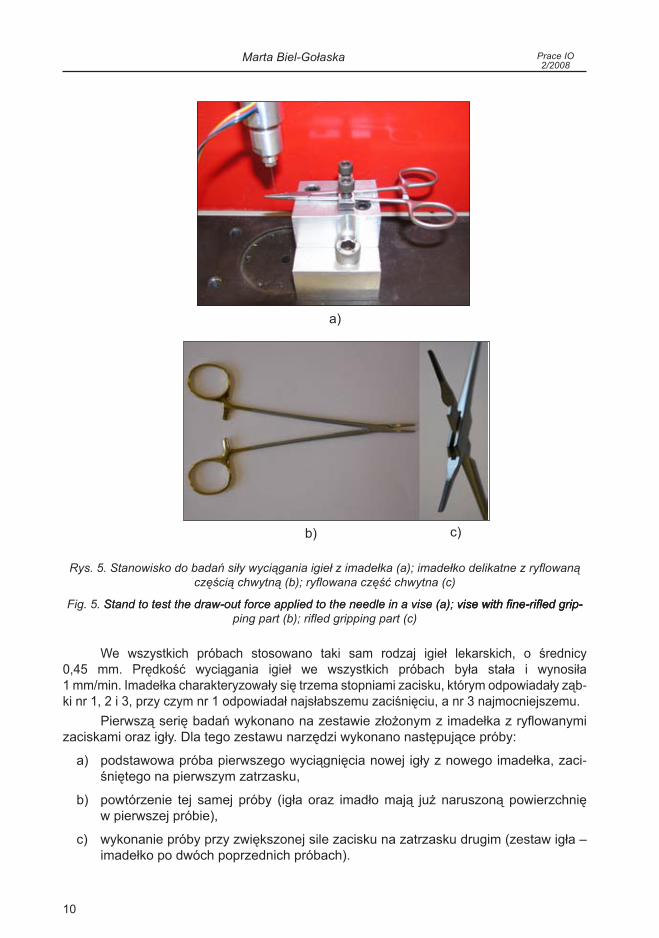
Stanowisko składało się z maszyny wytrzymałościowej UTS 2000 oraz specjalnych uchwytów przystosowanych do mocowania narzędzi, zapewniających stałe warunki ba-dań w każdej próbie (rys. 5a). W próbach zastosowano specjalny siłomierz pozwalający na precyzyjny pomiar małych zmian sił podczas wyciągania igieł. Imadełko pokazano na rysunkach 5b i 5c.
Rys. 3. Wyniki badań mikrotwardości stali X15Cr13 bez powłoki i z powłoką DLC
Fig. 3. The results of microhardness measurements taken on X15Cr13 steel with and without the DLC coating
Rys. 4. Wyniki badań modułu Younga stali X15Cr13 bez powłoki i z powłoką DLC
Fig. 4. The results of Young’s modulus test made on X15Cr13 steel with and without the DLC coating
z powłoką DLC
bez powłoki
z powłoką DLC
bez powłoki
Mod
uł Y
oung
a, M
Pa
Mik
rotw
ardo
ść H
V
Biel-1.indd 9 2008-09-11 12:43:03
10
Prace IO 2/2008
Marta Biel-Gołaska
We wszystkich próbach stosowano taki sam rodzaj igieł lekarskich, o średnicy 0,45 mm. Prędkość wyciągania igieł we wszystkich próbach była stała i wynosiła 1 mm/min. Imadełka charakteryzowały się trzema stopniami zacisku, którym odpowiadały ząb-ki nr 1, 2 i 3, przy czym nr 1 odpowiadał najsłabszemu zaciśnięciu, a nr 3 najmocniejszemu.
Pierwszą serię badań wykonano na zestawie złożonym z imadełka z ryflowanymi zaciskami oraz igły. Dla tego zestawu narzędzi wykonano następujące próby:
a) podstawowa próba pierwszego wyciągnięcia nowej igły z nowego imadełka, zaci-śniętego na pierwszym zatrzasku,
b) powtórzenie tej samej próby (igła oraz imadło mają już naruszoną powierzchnię w pierwszej próbie),
c) wykonanie próby przy zwiększonej sile zacisku na zatrzasku drugim (zestaw igła – imadełko po dwóch poprzednich próbach).
Rys. 5. Stanowisko do badań siły wyciągania igieł z imadełka (a); imadełko delikatne z ryflowaną częścią chwytną (b); ryflowana część chwytna (c)
Fig. 5. Stand to test the draw-out force applied to the needle in a vise (a); vise with fine-rifled grip-Stand to test the draw-out force applied to the needle in a vise (a); vise with fine-rifled grip-vise with fine-rifled grip-ping part (b); rifled gripping part (c)
a)
c)b)
Biel-1.indd 10 2008-09-11 12:43:06
11
Prace IO 2/2008
Zastosowanie warstw diamentowych oraz powłok diamentopodobnych ...
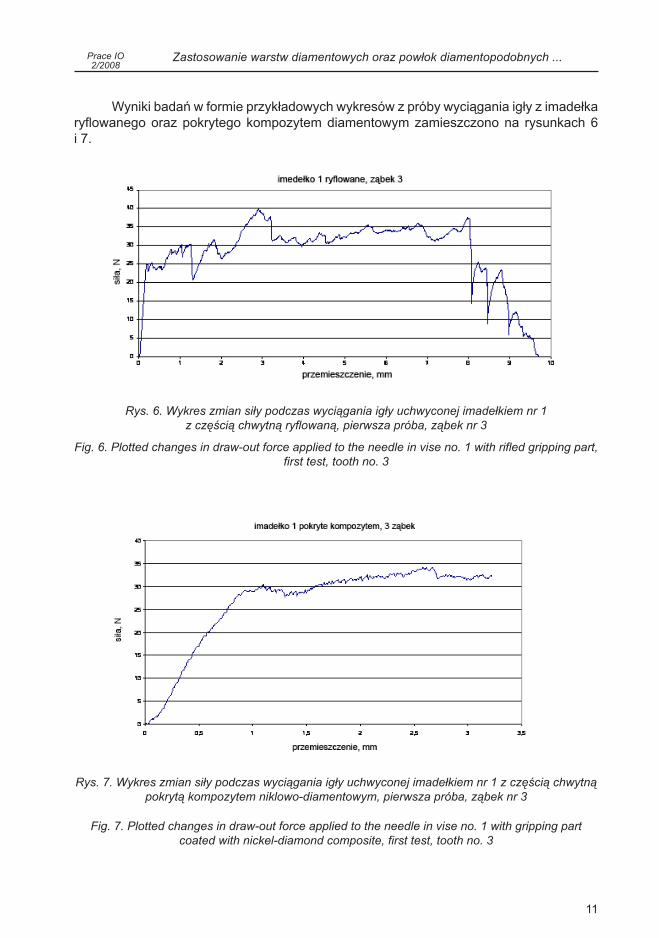
Wyniki badań w formie przykładowych wykresów z próby wyciągania igły z imadełka ryflowanego oraz pokrytego kompozytem diamentowym zamieszczono na rysunkach 6 i 7.
Rys. 6. Wykres zmian siły podczas wyciągania igły uchwyconej imadełkiem nr 1 z częścią chwytną ryflowaną, pierwsza próba, ząbek nr 3
Fig. 6. Plotted changes in draw-out force applied to the needle in vise no. 1 with rifled gripping part, first test, tooth no. 3
Rys. 7. Wykres zmian siły podczas wyciągania igły uchwyconej imadełkiem nr 1 z częścią chwytną pokrytą kompozytem niklowo-diamentowym, pierwsza próba, ząbek nr 3
Fig. 7. Plotted changes in draw-out force applied to the needle in vise no. 1 with gripping part coated with nickel-diamond composite, first test, tooth no. 3
Biel-1.indd 11 2008-09-11 12:43:07

12
Prace IO 2/2008
Marta Biel-Gołaska
Omówienie wyników badań wytrzymałościowych imadełek
Uzyskane wykresy przebiegu siły potrzebnej do wyciągnięcia igły z imadełek ryflo-wanych oraz pokrytych kompozytem niklowo-diamentowym mają różny charakter. W przy-padku imadełek ryflowanych przebieg siły na ogół ma charakter skokowy, a w przypadku imadełek pokrytych kompozytem niklowo-diamentowym ten sam przebieg ma charakter łagodniejszy, pozbawiony zmian skokowych.
Imadełka zostały przekazane do kilkumiesięcznej eksploatacji w dwóch krakowskich szpitalach. Opinie lekarzy dotyczące eksploatacji analizowanych narzędzi są pozytywne.
Badania odporności na korozję
Odporność korozyjną powłok wykonanych z DLC, naniesionych na próbki ze stali X15Cr13 oceniono na podstawie pomiarów potencjometrycznych uzupełnionych mikro-analizą powierzchni próbek ze stali (podłoża) oraz próbek ze stali z powierzchnią pokrytą powłoką DLC, przed i po polaryzacji.
Pomiary potencjometryczne (volt – amperometryczne) wykonano za pomocą po-tencjostatu typu Voltalab PGZ301.
Jako elektrodę odniesienia stosowano elektrodę chlorosrebrną – Ag/AgCl. Polary-zację badanych materiałów prowadzono z szybkością 1 V/min, w układzie trójelektrodo-wym (elektroda pracująca – badane materiały, elektroda odniesienia – Ag/AgCl, elektroda pomocnicza – blaszka platynowa). Układ pomiarowy przedstawiony jest na rysunku 8.
Rys. 8. Układ pomiarowy do badań korozyjnych
Fig. 8. Measuring system for corrosion testing
Badania przeprowadzono w temperaturze pokojowej, w roztworze Ringera (1 ml roztworu zawiera 8,6 mg chlorku sodu; 0,3 mg chlorku potasu i 0,33 mg chlorku wapnia), który sporządzono z odczynników o klasie czystości cz.d.a.
Biel-1.indd 12 2008-09-11 12:43:07

13
Prace IO 2/2008
Analizę powierzchni wykonano za pomocą skaningowego mikroskopu elektronowe-go SEM z EDS typu JEOL 5500 LV.
Wyniki badań potencjometrycznych
Rysunek 9 przedstawia wartości potencjału korozyjnego badanych warstw po-wierzchniowych na stalach X15Cr13 w odniesieniu do podłoża, w roztworze Ringera.
Potencjały korozyjne obu gatunków stali są mało stabilne i oscylują pomiędzy -0,35 do -0,25 V wzgl. Ag/AgCl, czyli pomiędzy -0,13 i 0,02 V wzgl. NEW. Wartości te leżą w obszarze termodynamicznej trwałości tlenków żelaza i tlenku chromu (III) – podstawo-wego składnika stopowego. Oscylacje potencjału związane są z tendencją stali do korozji lokalnej (wżerowej) w płynie fizjologicznym, zawierającym znaczne stężenia jonów chlor-kowych.
Stosowane powłoki DLC na powierzchni stali stabilizują wartości potencjałów ko-rozyjnych. Ponadto powłoki te wykazują nieco niższe wartości potencjałów, co wskazy-wałoby na większy udział składowej katodowej (redukcji wodoru) w hamowaniu procesu korozji.
Rys. 9. Potencjał korozyjny stali X15Cr13 z powłoką DLC w roztworze Ringera
Fig. 9. Corrosion potential of DLC-coated X15Cr13 steel in Ringer solution
Zastosowanie warstw diamentowych oraz powłok diamentopodobnych...
Wyniki badań morfologii powierzchni stali przed i po polaryzacji wykonane za pomo-cą mikroskopu skaningowego
Morfologie powierzchni warstw naniesionych na stal X15Cr13, przed i po polaryza-cji, zestawiono w tabeli 2. Wyniki te potwierdzają stosunkowo dobrą odporność na korozję powłoki DLC.
Wszystkie analizowane powłoki DLC wykazują lepszą odporność korozyjną w sto-sunku do podłoża ze stali X15Cr13. Jak wynika z analizy potencjału korozyjnego wymie-nionych stali oraz porównania wyników obserwacji morfologii powierzchni wyjściowych oraz powierzchni po polaryzacji, wyższą odporność na korozję wykazała powłoka DLC. Należy jednak zaznaczyć, że wszystkie analizowane próbki wykazały wysoką odporność na korozję.
Biel-1.indd 13 2008-09-11 12:43:08

14
Prace IO 2/2008
Marta Biel-Gołaska
Tabela 2. Morfologie powierzchni wyjściowej i po polaryzacji stali bez powłoki i z powłoką DLC
Table 2. Morphologies of base surface and polarised surface of steel with and without the DLC coating
Analiza biozgodności próbek w środowisku tkanek ustrojowych
Przed badaniem biozgodności próbki pokryte trzema rodzajami powłok: diamento-podobną, azotkiem tytanu oraz glinoazotkiem tytanu, przemyto alkoholem etylowym oraz poddano działaniu promieniowania UV.
Badaniom poddano stal X20Cr13, czyli materiał stosowany na narzędzia chirur-giczne mające bezpośredni kontakt z tkanką kostną. Zdecydowano się na hodowle oste-oblastów, charakterystycznych komórek kościotwórczych, a także fibroblastów, będących podstawowymi komórkami wszechobecnej w organizmie tkanki łącznej. Oddziaływanie komórek z materiałami oceniano poprzez oznaczenie ich żywotności na badanych ma-teriałach, a także sekrecji kolagenu typu I, białka stanowiącego 90% macierzy kostnej, występującego także w takich tkankach jak: skóra, ścięgna, chrząstka, naczynia krwiono-śne.
Sporządzono zawiesinę komórek osteoblastów i fibroblastów w stężeniach 2x104 w 1 cm3 , którą poddano siedmiodniowej hodowli. Po tym czasie oznaczano ich żywotność na badanych materiałach, a także wydzielanie kolagenu typu I [6].
Wyniki badań biozgodności przedstawiono na wykresie przedstawiającym procen-towe stężenie kolagenu wyprodukowanego przez komórki hodowane, w stosunku do ko-lagenu wyprodukowanego przez komórki kontrolne (rys. 10).
Biel-1.indd 14 2008-09-11 12:43:08

15
Prace IO 2/2008
Spośród przebadanych materiałów najwyższą biozgodność z tkanką kostną wyka-zała stal X20Cr13 pokryta powłoką diamentopodobną oraz pokryta powłokami z azotku tytanu oraz glinoazotku tytanu [7].
Badania eksploatacyjne imadełek do szycia chirurgicznego
Imadełka przeznaczone do szycia chirurgicznego, po pokryciu w części chwyt-nej kompozytem niklowo-diamentowym zostały przekazane do badań eksploatacyjnych w dwóch krakowskich szpitalach. Imadełka otrzymał Szpital Uniwersytecki II Kliniki Chi-rurgii Ogólnej i Naczyniowej, w którym eksploatowane były przez jednego lekarza (rys.11a i 12a) oraz Szpital Zakonu Bonifratrów Św. Jana Grandego, w którym były one używane przez zespół kilku lekarzy (rys. 11b i 12b).
a) b)
Rys.11. Część chwytna imadełka pokryta kompozytem niklowo-diamentowym po trzymiesięcznej eksploatacji: a) w Szpitalu Uniwersyteckim, b) w Szpitalu Bonifratrów (SEM)
Fig. 11. The gripping part of a vise coated with nickel-diamond composite after three-month operation at: a) University Hospital, b) Bonifratri Hospital (SEM)
Rys. 10. Wyniki badań biozgodności stali na narzędzia medyczne, pokrytej różnymi powłokami
Fig. 10. The results of biocompatibility test of steel for medical tools coated with various coatings.
Zastosowanie warstw diamentowych oraz powłok diamentopodobnych...
Biel-1.indd 15 2008-09-11 12:43:10
16
Prace IO 2/2008
Marta Biel-Gołaska
a) b)
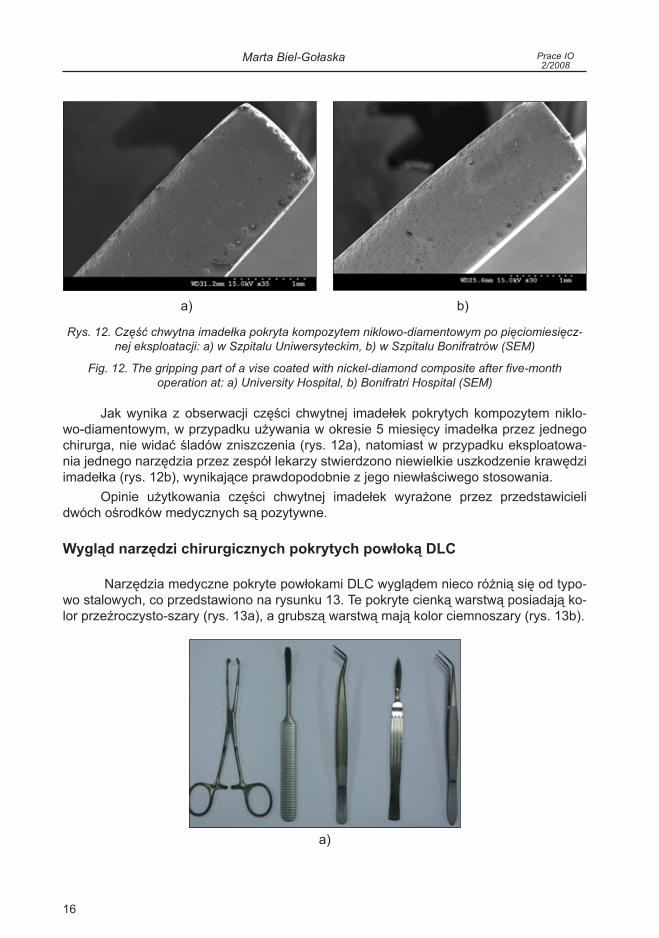
Rys. 12. Część chwytna imadełka pokryta kompozytem niklowo-diamentowym po pięciomiesięcz-nej eksploatacji: a) w Szpitalu Uniwersyteckim, b) w Szpitalu Bonifratrów (SEM)
Fig. 12. The gripping part of a vise coated with nickel-diamond composite after five-month operation at: a) University Hospital, b) Bonifratri Hospital (SEM)
Jak wynika z obserwacji części chwytnej imadełek pokrytych kompozytem niklo-wo-diamentowym, w przypadku używania w okresie 5 miesięcy imadełka przez jednego chirurga, nie widać śladów zniszczenia (rys. 12a), natomiast w przypadku eksploatowa-nia jednego narzędzia przez zespół lekarzy stwierdzono niewielkie uszkodzenie krawędzi imadełka (rys. 12b), wynikające prawdopodobnie z jego niewłaściwego stosowania.
Opinie użytkowania części chwytnej imadełek wyrażone przez przedstawicieli dwóch ośrodków medycznych są pozytywne.
Wygląd narzędzi chirurgicznych pokrytych powłoką DLC
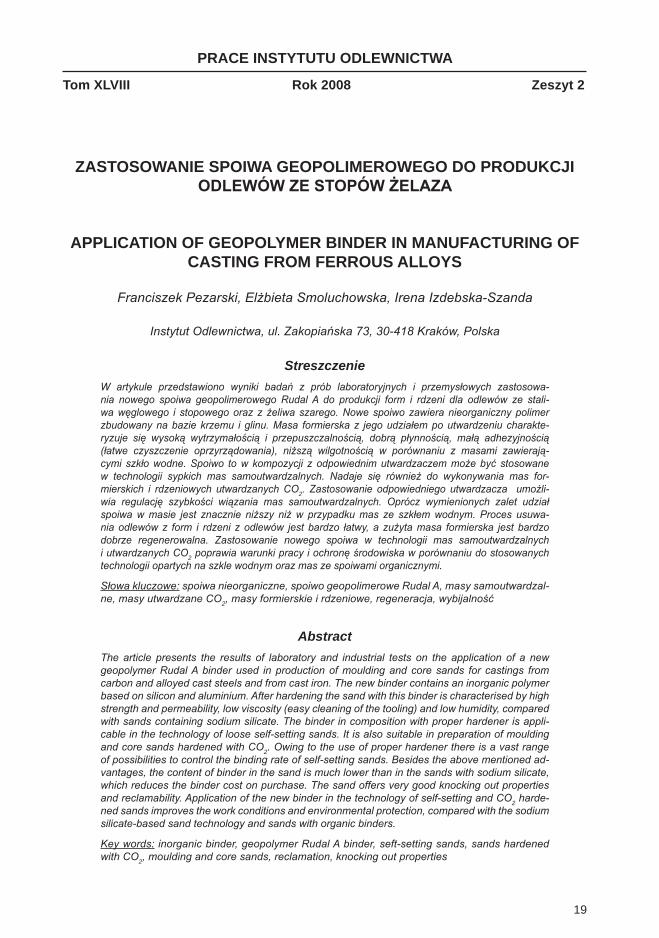
Narzędzia medyczne pokryte powłokami DLC wyglądem nieco różnią się od typo-wo stalowych, co przedstawiono na rysunku 13. Te pokryte cienką warstwą posiadają ko-lor przeźroczysto-szary (rys. 13a), a grubszą warstwą mają kolor ciemnoszary (rys. 13b).
a)
Biel-1.indd 16 2008-09-11 12:43:13

17
Prace IO 2/2008
b)Rys. 13. Narzędzia medyczne ze stali pokryte powłoką DLC a) od lewej: szczypce, skrobak, pince-
ta gładka, skalpel i pinceta karbowana; b) gwintowniki i wiertła
Fig. 13. Medical steel tools coated with DLC coating a) from the left: tongs, curette, smooth pin-cers, scalpel and groove pincers; b) screw-taps and drills
Wnioski
Zastosowane powłoki diamentopodobne (DLC) na narzędziach medycznych wyka-1. zały wzrost mikrotwardości oraz modułu Younga narzędzi, przy zachowaniu dobrej adhezji powłoki do podłoża.
Badania korozji połączone z badaniami morfologii powierzchni warstw DLC nanie-2. sionych na stal narzędziową przed i po polaryzacji, potwierdzają dobrą odporność na korozję powłoki DLC.
Porównując powłoki naniesione na próbki ze stali X20Cr13, wykonane z DLC, TiN 3. i TiAlN stwierdzono, że najwyższą biozgodność z tkanką kostną wykazała stal po-kryta powłoką DLC.
Powłoka DLC na narzędziach chirurgicznych wykazała wysoką adhezję do podłoża 4. metalowego, powodując jednocześnie wzrost biozgodności i odporności na korozję oraz zwiększenie mikrotwardości powierzchni badanych elementów.
Warstwa z kompozytu niklowo-diamentowego zastosowana na części chwytnej ima-5. dełek chirurgicznych zastąpiła z powodzeniem powierzchnię ryflowaną, polepsza-jąc chwytność igły imadełka, o czym świadczą wyniki badań wytrzymałościowych oraz pozytywne opinie lekarzy chirurgów na temat eksploatacji narzędzi.
Podziękowania
Praca została zrealizowana w ramach projektu badawczego nr 4 T08A 002 25, finansowanego przez Komitet Badań Naukowych.
Zastosowanie warstw diamentowych oraz powłok diamentopodobnych...
Biel-1.indd 17 2008-09-11 12:43:15

18
Prace IO 2/2008
Wyrażam serdeczne podziękowania osobom zaangażowanym w realizację wspomnianego projektu, a mianowicie pracownikom Akademii Górniczo-Hutniczej: panu dr Sławomirowi Zimow-skiemu i panu mgr Marcinowi Kotowi za wykonanie badań adhezji powłok do stali, pani dr Marii Sta-rowicz za wykonanie badań korozji oraz panu mgr Wacławowi Cieśli za obserwacje mikroskopowe.
Bardzo dziękuję pracownikom zespołu prof. dr inż. Leszka Gołaskiego z Politechniki Święto-krzyskiej za wykonanie badań wytrzymałościowych imadełek i pincet.
Składam uprzejme podziękowania Pani dr Barbarze Czajkowskiej za wykonanie badań bio-zgodności materiałów metalowych i zastosowanych powłok.
Składam serdeczne podziękowania lekarzom: dr Tomaszowi Mrowieckiemu i jego współpra-cownikom ze Szpitala Zakonu Bonifratrów oraz dr Mariuszowi Kózce ze Szpitala Uniwersyteckiego za eksploatację narzędzi chirurgicznych.
Szczególne podziękowania należą się pani mgr Izabeli Kalembie za wykonanie prac redak-cyjnych oraz panu mgr Arturowi Kudybie za wykonanie zdjęć narzędzi.
Literatura
Nałęcz M. i in.: Biocybernetyka i Inżynieria Biomedyczna, Biomateriały, Warszawa 2000, 1. Tom 4
Marciniak J.: Biomateriały, Wydawnictwo Politechniki Śląskiej, Gliwice 2002.2.
Burakowski T., Wierzchoń T.: Inżynieria powierzchni metali, Wydawnictwo Naukowo-Tech-3. niczne, Warszawa 1995
Burakowski T., Soliński E., Wierzchoń T.: Inżynieria powierzchni metali, Wydawnictwo Poli-4. techniki Warszawskiej, Warszawa 1992
Biel-Gołaska M., Rakowski W., Kalemba I. i in.: Modyfikacja powierzchni tytanu powłoką 5. diamentopodobną, Inżynieria Biomateriałów, 2006, nr 56-57, s. 1-11
Czajkowska B. i in.: Oddziaływanie fibroblastów, osteoblastów i makrofagów z chirurgicznymi 6. siatkami polipropylenowymi, Inżynieria Biomateriałów, 2002, nr 23-25, s. 42-43
Czajkowska B.: Wykonanie wstępnych badań biozgodności na próbkach metalowych, spra-7. wozdanie, Kraków, czerwiec 2006
Biel-Gołaska M., Kalemba I.: Uszlachetnianie narzędzi medycznych, Inżynieria Biomateria-8. łów, Październik 2006, nr 58-60, s. 90-94
Biel-Gołaska M. i in.: Projekt badawczy, KBN nr 4 T08A 002 25 „Analiza mechanizmów znisz-9. czenia narzędzi chirurgicznych pokrytych warstwą diamentową”, Instytut Odlewnictwa, Kra-ków 2006
Recenzent: prof. dr hab. inż. Andrzej Białobrzeski
Marta Biel-Gołaska
Biel-1.indd 18 2008-09-11 12:43:15
19
PRACE INSTYTUTU ODLEWNICTWA
Tom XLVIII Rok 2008 Zeszyt 2
ZASTOSOWANIE SPOIWA GEOPOLIMEROWEGO DO PRODUKCJI ODLEWÓW ZE STOPÓW ŻELAZA
APPLICATION OF GEOPOLYMER BINDER IN MANUFACTURING OF CASTING FROM FERROUS ALLOYS
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków, Polska
StreszczenieW artykule przedstawiono wyniki badań z prób laboratoryjnych i przemysłowych zastosowa-nia nowego spoiwa geopolimerowego Rudal A do produkcji form i rdzeni dla odlewów ze stali-wa węglowego i stopowego oraz z żeliwa szarego. Nowe spoiwo zawiera nieorganiczny polimer zbudowany na bazie krzemu i glinu. Masa formierska z jego udziałem po utwardzeniu charakte-ryzuje się wysoką wytrzymałością i przepuszczalnością, dobrą płynnością, małą adhezyjnością (łatwe czyszczenie oprzyrządowania), niższą wilgotnością w porównaniu z masami zawierają-cymi szkło wodne. Spoiwo to w kompozycji z odpowiednim utwardzaczem może być stosowane w technologii sypkich mas samoutwardzalnych. Nadaje się również do wykonywania mas for-mierskich i rdzeniowych utwardzanych CO2. Zastosowanie odpowiedniego utwardzacza umożli-wia regulację szybkości wiązania mas samoutwardzalnych. Oprócz wymienionych zalet udział spoiwa w masie jest znacznie niższy niż w przypadku mas ze szkłem wodnym. Proces usuwa-nia odlewów z form i rdzeni z odlewów jest bardzo łatwy, a zużyta masa formierska jest bardzo dobrze regenerowalna. Zastosowanie nowego spoiwa w technologii mas samoutwardzalnych i utwardzanych CO2 poprawia warunki pracy i ochronę środowiska w porównaniu do stosowanych technologii opartych na szkle wodnym oraz mas ze spoiwami organicznymi.
Słowa kluczowe: spoiwa nieorganiczne, spoiwo geopolimerowe Rudal A, masy samoutwardzal-ne, masy utwardzane CO2, masy formierskie i rdzeniowe, regeneracja, wybijalność
AbstractThe article presents the results of laboratory and industrial tests on the application of a new geopolymer Rudal A binder used in production of moulding and core sands for castings from carbon and alloyed cast steels and from cast iron. The new binder contains an inorganic polymer based on silicon and aluminium. After hardening the sand with this binder is characterised by high strength and permeability, low viscosity (easy cleaning of the tooling) and low humidity, compared with sands containing sodium silicate. The binder in composition with proper hardener is appli-cable in the technology of loose self-setting sands. It is also suitable in preparation of moulding and core sands hardened with CO2. Owing to the use of proper hardener there is a vast range of possibilities to control the binding rate of self-setting sands. Besides the above mentioned ad-vantages, the content of binder in the sand is much lower than in the sands with sodium silicate, which reduces the binder cost on purchase. The sand offers very good knocking out properties and reclamability. Application of the new binder in the technology of self-setting and CO2 harde-ned sands improves the work conditions and environmental protection, compared with the sodium silicate-based sand technology and sands with organic binders.
Key words: inorganic binder, geopolymer Rudal A binder, seft-setting sands, sands hardened with CO2, moulding and core sands, reclamation, knocking out properties
Smoluchowska.indd 19 2008-09-11 12:30:48

20
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Wprowadzenie
Od kilku lat w kraju i na świecie obserwuje się wzrost zainteresowania spoiwami nieorganicznymi wykorzystywanymi do wykonywania mas formiersko-rdzeniowych.
Prowadzone są prace nad modyfikacją istniejących spoiw nieorganicznych lub opracowywane są nowe spoiwa nieorganiczne np.: nowe spoiwo nieorganiczne CORDIS przeznaczone do wykonywania rdzeni w strzelarkach [1], spoiwo nieorganiczne oferowa-ne w systemie Hydrobond [2], czy nieorganiczne spoiwo geopolimerowe Rudal [3, 4, 9].
W Instytucie Odlewnictwa np. do modyfikacji szkła wodnego zastosowa-no między innymi dodatki organofunkcyjne typu polimerów i kopolimerów akrylo-wych, polialkoholi winylu, które mają zapewnić zarówno poprawę wybijalności, jak i lepsze właściwości technologiczne mas, przy równoczesnym obniżeniu udziału spoiwa w masie [5, 6, 7, 8].
Czeska firma Sand Team Sp. z o.o. opracowała nowe nieorganiczne spoiwo geo-polimerowe, którego produkcję pod nazwą Rudal A podjęto w Polsce. Spoiwo to prze-znaczone jest do produkcji mas formierskich i rdzeniowych samoutwardzalnych oraz utwardzanych CO2. Właściwości tego spoiwa pozwalają na jego ograniczenie w masach formierskich i rdzeniowych o około 50% w stosunku do tradycyjnie stosowanych spoiw ze szkłem wodnym.
1. Badania nad zastosowaniem samoutwardzalnych mas formierskich ze spoiwem geopolimerowym do produkcji odlewów ze staliwa węglowego
W Instytucie Odlewnictwa przeprowadzono badania laboratoryjne i próby przemy-słowe zastosowania mas formierskich samoutwardzalnych z udziałem nowego spoiwa geopoplimerowego o nazwie Rudal A w miejsce mas ze szkłem wodnym R145 stoso-wanych w Zakłady Metalurgiczne „POMET” S.A. w Poznaniu do produkcji kilkutonowych odlewów ze staliwa węglowego.
W ramach badań laboratoryjnych, masy formierskie sporządzano z zastosowa-niem piasku kwarcowego Biała Góra 1K o frakcji głównej 0,40/0,32/0,20 w mieszarce wstęgowej LM-R1, stosując czasy mieszania: piasek + utwardzacz 1,5 minuty i piasek + utwardzacz + spoiwo 1,5 minuty.
Masy formierskie ze szkłem wodnym wykonywano z udziałem utwardzacza flodur 5, a masy z nowym spoiwem z udziałem utwardzacza SA 61 (długi czas wiązania) i utwar-dzacza SA 65 (krotki czas wiązania). Składy mas i ich własności technologiczne przedsta-wiono w tabeli 1.
Smoluchowska.indd 20 2008-09-11 12:30:49

21
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
Tabela 1. Właściwości technologiczne mas z udziałem szkła wodnego i spoiwa Rudal A
Table 1. Technological properties of sands with sodium silicate and Rudal A binder
L.p. Skład masy formierskiej,
cz. wag.
Przydatność masy for-
mierskiej do formowania,
min
Przepuszczalność P, 10-8 m2/Pa·s
Wytrzymałość na ściskanie Rc, MPa
Czas utwardzania masy formierskiej, godziny
1h 3h 24h1. Piasek B.Góra 100,0
Szkło R145 4,45 Flodur 5 0,85
39
550 550 550
0,42 0,42 0,43
1,35 1,28 1,32
>5,0 >5,0 >5,0
2. Piasek B.Góra 100,0 Rudal A 1,8 Utw. SA 65 0,22
22
550 550 550
0,45 0,47 0,46
1,18 1,26 1,25
3,34 3,29 3,27
3. Piasek B.Góra 100,0 Rudal A 1,8 Utw. SA 61 0,22
47
550 550 550
- - -
1,08 1,11 1,05
3,46 3,40 3,39
Analizując uzyskane wyniki badań laboratoryjnych można stwierdzić, że przy za-stosowaniu spoiwa geopolimerowego w ilości 1,8 cz. wag. i 0,22 cz. wag. utwardzacza SA 65, wartości wytrzymałości w pierwszych trzech godzinach utwardzania są porównywal-ne do wytrzymałości jakie uzyskuje masa formierska przy zawartości 4,45% szkła wodnego R145. Po 24 godzinach utwardzania masa ze szkłem wodnym uzyskuje wysoką wytrzy-małość, powyżej 5 MPa.
Z uwagi na konieczność możliwości rozbierania formy po ok. 2 godzinach od mo-mentu zaformowania, odlewnia musi stosować tak wysoką ilość szkła wodnego R145, co w efekcie stwarza późniejsze trudności przy usuwaniu odlewów z form i utrudnia rege-nerację piasków. Zastosowane do badań laboratoryjnych dwa różne utwardzacze SA 65 i SA 61 pokazują, że istnieje możliwość regulacji czasu przydatności masy formierskiej ze spoiwem geopolimerowym do formowania i szybkości jej wiązania. Przez zastosowanie odpowiednich utwardzaczy przy niskiej zawartości spoiwa geopolimerowego uzyskuje się możliwość usuwania modeli po ok. 2 godzinach licząc od momentu wykonania formy, uzy-skując wystarczającą końcową wytrzymałość masy po 24 godzinach.
Badania wykazały, że masa ze spoiwem geopolimerowym charakteryzuje się niż-szymi wartościami wytrzymałości resztkowej (wytrzymałość na ściskanie masy poddanej działaniu podwyższonej temperatury i ochłodzonej do temperatury otoczenia) w stosunku do masy ze szkłem wodnym.
W tabeli 2 pokazano przykładowe porównanie badań wytrzymałości resztkowej na ściskanie masy floster sporządzonej z udziałem szkła wodnego R145 o składzie stoso-wanym w jednej z polskich odlewni i masy ze spoiwem Rudal A o składzie pozwalającym na uzyskanie parametrów technologicznych masy formierskiej wymaganych w odlewni. Wykres zależności wytrzymałości resztkowej tych mas od temperatury wygrzewania po-kazano na rysunku 1.
Z badań mas formierskich ze spoiwem geopolimerowym wynika, że stosując różne rodzaje utwardzaczy można osiągnąć różne czasy przydatności masy do formowania, co pokazano na rysunku 2.
Smoluchowska.indd 21 2008-09-11 12:30:49

22
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Rys. 1. Zmiany wytrzymałości resztkowej na ściskanie mas ze
szkłem wodnym gat.145 i spoiwem Rudal A w zależności od tempera-
tury przegrzania
Fig. 1. Changes in residual com-Changes in residual com-pression strength of sands with sodium silicate, grade 145, and
RUDAL A binder in function of over-heating temperature
Tabela 2. Wytrzymałość na ściskanie Rc określona w temperaturze otoczenia oraz wytrzymałość resztkowa Rcr mas formierskich sporządzonych z udziałem szkła wodnego gat. 145 i spoiwa
RUDAL A poddanych działaniu temperatur w zakresie od 100-10000C
Table 2. Residual compression strength of sands with sodium silicate, grade 145, and RUDAL A binder subjected to the effect of temperature from the range of 100-10000C
Nr masy
Skład masy formierskiej,
cz. wag.
Wytrzymałość na ściskanie Rc, okre-ślana w temperatu-rze otoczenia, MPa
Wytrzymałość resztkowa Rcr, MPa
Czas utwardzania, godziny
Temperatura wygrzewania, oC
1h 3h 24h 100 200 400 600 800 900 10001. Piasek kwarcowy 100,0
Szkło w. 145 3,5 Flodur 3 0,4
0,60
2,05
4,20
4,37
3,80
1,90
0,90
0,80
2,10
3,30
2. Piasek 100,0 Rudal A 2,5 Utw. SA 63 0,3
0,85
2,12
2,70
2,95
2,70
1,46
0,40
0,50
1,96
2,90
W ramach prób przemysłowych wykonano formy dla odlewu poprzecznicy ze stali-wa węglowego z zastosowaniem do wykonania mas formierskich spoiwa geopolimerowe-go Rudal A. Skład masy formierskiej był następujący (cz. wag.):
- piasek kwarcowy „Biała Góra” 100,0
- spoiwo RUDAL A 1,8
- utwardzacz SA 65 0,22.
Masy formierskie wykonywano w agregacie PZC-12. Ze względu na niski udział utwardzacza w masie nie było możliwości, przy istniejącej wydajności agregatu 8 ton masy na godzinę, ustawienia wymaganej (0,22 cz. wag) ilości utwardzacza. Najniższa, możliwa do ustawienia wydajność pompy wynosiła 0,35 cz. wag. i z zastosowaniem takiej wydajności wykonywano masy.
Smoluchowska.indd 22 2008-09-11 12:30:49

23
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
Rys. 2. Zmiany czasu żywotności masy ze spoiwem Rudal A w zależności od zastosowania po-szczególnych utwardzaczy typoszeregu SA
Fig. 2. Changes in bench life of the sand with Rudal A binder in fuction of the hardener type from an SA series
Masy formierskie z udziałem piasku chromitowego o frakcji głównej 0,20/0,32/0,40 wykonywano w mieszarce krążnikowej, a ich skład opracowany doświadczalnie w labora-torium zakładowym przedstawiał się następująco:
- piasek chromitowy 100,00 cz. wag.
- spoiwo Rudal A 1,08 cz. wag.
- utwardzacz SA 65 0,13 cz. wag.
Czas przydatności masy do formowania, przy istniejącej na hali temperaturze 100C, wynosił 16 minut. W trakcie wykonywania form pobierane były próbki masy do badań labo-ratoryjnych. Wyniki tych badań zamieszczono w tabeli 3.
Formy obracano i usuwano z nich modele po 2 godzinach od momentu ich wykona-nia. Jako pokrycie stosowano powłoki Tenocoating ZBBP-16 firmy Foseco. Formy zalano następnego dnia staliwem. Nowe spoiwo spełnia założenia technologii dla tego typu od-lewów. Stwierdzono, że proces usuwania odlewów z form jest łatwiejszy niż w przypadku stosowania mas formierskich wykonywanych z udziałem szkła wodnego 145. Ponadto masa formierska nie przywiera do odlewu. Jakość odlewów po oczyszczeniu nie budziła zastrzeżeń. Usunięte z form odlewy pokazano na fotografii 1.
Od dwóch lat ZM „POMET” S.A. do produkcji odlewów ze staliwa węglowego sto-suje masy samoutwardzalne ze spoiwem Rudal A, a zużyte masy podlegają regeneracji mechanicznej. Średnio stosuje się 60% regenerowanej osnowy ziarnowej w miejsce świe-żego piasku. W odlewni zastosowano również spoiwo Rudal A utwardzane CO2 (do mas przy produkcji odlewów z aluminium).
Smoluchowska.indd 23 2008-09-11 12:30:49

24
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Fot. 1. Odlew poprzecznicy ze staliwa węglowego wykonany w masie formier-
skiej ze spoiwem Rudal A
Photo 1. Cross-bar cast from carbon steel in moulding sand with Rudal A
binder
Tabela 3. Wyniki badań właściwości technologicznych mas wykonanych w próbach przemysłowych z udziałem nowego spoiwa Rudal A
Table 3. The results of industrial tests of the technological properties of sands with a new Rudal A binder
Lp. Skład masy formierskiej,
cz. wag.
Przydatność masy for-
mierskiej do formowania,
min
Przepuszczalność P,
10-8 m2/Pa·s
Wytrzymałość na ściskanie Rc,
MPa
Wytrzymałość na zginanie Rg,
MPaCzas utwardzania,
godzinyCzas utwardzania,
godzinyCzas utwardzania,
godziny1h 3h 24h 1h 3h 24h 1h 3h 24h
1. Piasek kwarcowy 100,0 Spoiwo Rudal A 1,8 Utwardzacz SA 65 0,35
16 600 600 600 600
650 650 650 650
625 625 625 625
0,5 0,84 0,74 0,66
1,14 1,22 1,26 1,22
1,68 1,80 1,84 1,60
0,52 0,51 0,53 0,55
0,64 0,60 0,78 0,70
0,92 1,10 1,30 1,25
2. Piasek chromitowy 100,0 Spoiwo Rudal A 1,8 Utwardzacz SA 65 0,35
15 550 550
550 550
500 500
1,38 1,42
1,80 1,76
>2,0 >2,0 >2,0
-
-
-
2. Badania zastosowania mas formierskich samoutwardzalnych ze spo- iwem geopolimerowym do produkcji odlewów ze staliwa stopowego
W jednej z polskich odlewni ciężkie odlewy ze staliwa manganowego i chromowo-man-ganowego produkowane są w samoutwardzalnych masach formierskich ze szkłem wodnym 145. Stosuje się tam także masy przymodelowe z żywicą alkaliczną. Spoiwa te pozwalają na stosunkowo szybkie utwardzenie formy i rdzeni, odpowiednio krótki cykl wykonania formy i zalania odlewu. W celu uzyskania wystarczającej wytrzymałości formy w założonym czasie, wynikającym między innymi z ograniczonej długości linii, zachodzi konieczność stosowania dużej ilości szkła wodnego 145, co powoduje między innymi zwiększoną wilgotność masy formierskiej i w konsekwencji powstawanie wad produkowanych odlewów, wynikających z dużej gazotwórczości masy i niedotrzymania wymiarów formy.
Smoluchowska.indd 24 2008-09-11 12:30:49

25
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
Instytut Odlewnictwa w ramach realizowanego projektu celowego zaproponował zastąpienie stosowanego aktualnie szkła wodnego 145 do produkcji mas formierskich, spoiwem geopolimerowym Rudal A. W laboratorium Instytutu Odlewnictwa przeprowa-dzono badania porównawcze kinetyki wiązania mas formierskich ze spoiwem Rudal A i szkłem wodnym 145, przy różnych temperaturach i wilgotności otoczenia. Do badań za-stosowano następujące materiały:
- piasek kwarcowy suszony Szczakowa 1K 0,20/0,40/0,32 o zawartości lepiszcza 0,04%, temperaturze spiekania 1550°C, jednorodności 81%.
- szkło wodne 145,
- spoiwo Rudal A,
- utwardzacze flodur o różnej aktywności do szkieł wodnych,
- utwardzacze SA o różnej aktywności do spoiwa geopolimerowego Rudal A.
W ramach badań laboratoryjnych między innymi wykonano masy o następującym składzie (cz. wag.):
a) szkło wodne 145 3,5
utwardzacz flodur 0,4
Tabela 4. Właściwości technologiczne mas sporządzonych z udziałem szkła wodnego 145, Rudalu A; badane w temperaturze otoczenia 22°C i przy wilgotności 40%
Table 4. Technological properties of sands with sodium silicate, grade 145, and Rudal A binder tested at ambient temperature of 22°C and the humidity of 40%
Lp. Skład masy formierskiej,
cz. wag.
Przydatność masy for-
mierskiej do formowania,
min
Przepuszczal-ność P,
10-8 m2/Pa·s
Wytrzymałość na ściskanie Rc,
MPa
Wytrzymałość na zginanie Rg,
MPaCzas utwardza-
nia, godzinyCzas utwardza-
nia, godzinyCzas utwardza-
nia, godziny1h 3h 24h 1h 3h 24h 1h 3h 24h
1. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 1 0,4
49
-
410
410
-
1,86
3,98
-
0,62
1,30
2. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 3 0,4
45
400
400
400
0,70
1,92
4,10
0,30
0,62
1,37
3. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 5 0,4
21
410
410
410
0,78
2,04
4,10
0,30
0,68
1,40
4. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 61 0,3
43
400
400
390
0,75
1,55
2,72
0,28
0,40
1,04
5. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 63 0,3
25
390
400
400
0,86
1,61
2,61
0,35
0,46
1,11
6. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 65 0,3
15
400
410
410
0,98
1,70
2,53
0,35
0,50
1,12
Smoluchowska.indd 25 2008-09-11 12:30:50
26
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
b) spoiwo Rudal A 2,5
utwardzacz SA 0,3.
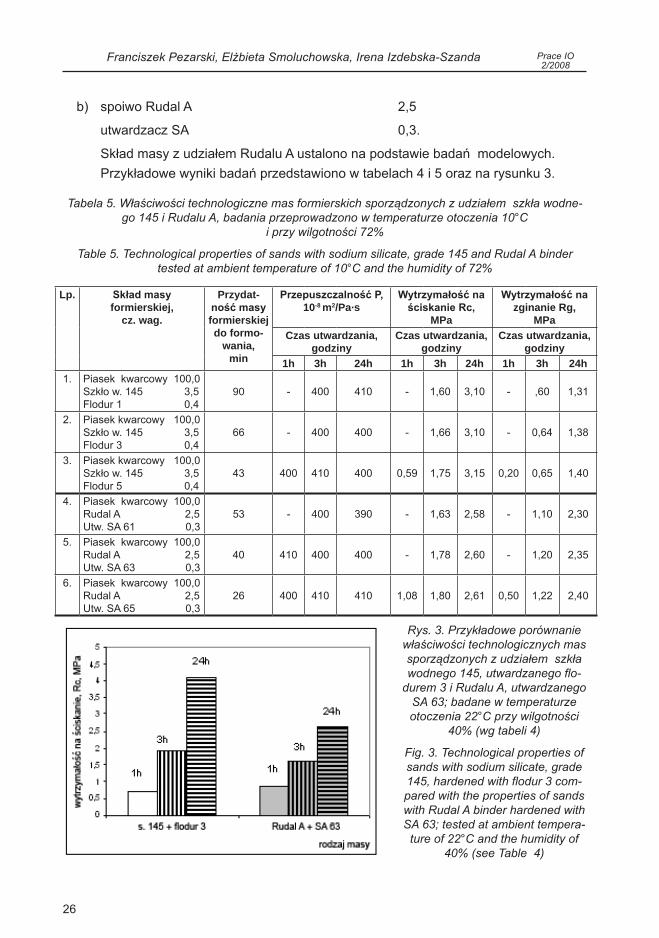
Skład masy z udziałem Rudalu A ustalono na podstawie badań modelowych.Przykładowe wyniki badań przedstawiono w tabelach 4 i 5 oraz na rysunku 3.
Tabela 5. Właściwości technologiczne mas formierskich sporządzonych z udziałem szkła wodne-go 145 i Rudalu A, badania przeprowadzono w temperaturze otoczenia 10°C
i przy wilgotności 72%
Table 5. Technological properties of sands with sodium silicate, grade 145 and Rudal A binder tested at ambient temperature of 10°C and the humidity of 72%
Rys. 3. Przykładowe porównanie właściwości technologicznych mas sporządzonych z udziałem szkła wodnego 145, utwardzanego flo-
durem 3 i Rudalu A, utwardzanego SA 63; badane w temperaturze otoczenia 22°C przy wilgotności
40% (wg tabeli 4)
Fig. 3. Technological properties of sands with sodium silicate, grade 145, hardened with flodur 3 com-pared with the properties of sands with Rudal A binder hardened with SA 63; tested at ambient tempera-
ture of 22°C and the humidity of 40% (see Table 4)
Lp. Skład masy formierskiej,
cz. wag.
Przydat-ność masy formierskiej do formo-
wania, min
Przepuszczalność P, 10-8 m2/Pa·s
Wytrzymałość na ściskanie Rc,
MPa
Wytrzymałość na zginanie Rg,
MPaCzas utwardzania,
godzinyCzas utwardzania,
godzinyCzas utwardzania,
godziny1h 3h 24h 1h 3h 24h 1h 3h 24h
1. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 1 0,4
90
-
400
410
-
1,60
3,10
-
,60
1,31
2. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 3 0,4
66
-
400
400
-
1,66
3,10
-
0,64
1,38
3. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 5 0,4
43
400
410
400
0,59
1,75
3,15
0,20
0,65
1,40
4. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 61 0,3
53
-
400
390
-
1,63
2,58
-
1,10
2,30
5. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 63 0,3
40
410
400
400
-
1,78
2,60
-
1,20
2,35
6. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 65 0,3
26
400
410
410
1,08
1,80
2,61
0,50
1,22
2,40
Smoluchowska.indd 26 2008-09-11 12:30:50

27
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
W tabeli 6 i na rysunku 4 przedstawiono wyniki badań wpływu wilgotności i tempe-ratury otoczenia na czas żywotności mas.
Tabela 6. Wpływ temperatury i wilgotności względnej otoczenia na czas przydatności do formowa-nia mas sporządzonych z udziałem szkła wodnego 145 i Rudalu A
Table 6. Effect of ambient temperature and humidity on the bench life (the time during which the moulding sand is suitable for moulding) of sands with sodium silicate, grade 145
and Rudal A
Lp. Skład masy, cz. wag
Przydatność masy do formowania, minTemperatura, 10oC Temperatura, 22oC
Wilgotność względna, % Wilgotność względna, %40 72 40 72
1. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 1 0,4
95
90
50
49
2. Piasek kwarcowy 100,0 Szkło w 145 3,5 Flodur 3 0,4
63
66
42
45
3. Piasek kwarcowy 100,0 Szkło w. 145 3,5 Flodur 5 0,4
40
43
25
21
4. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 61 0,3
50
53
40
43
5. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 63 0,3
35
40
25
25
6. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 65 0,3
25
26
15
15
Rys. 4. Wpływ temperatury i wilgotności otoczenia na żywotność mas (czas przydatności mas do formowania (wg tabeli 6) sporządzonych z udziałem szkła wodnego 145 i Rudalu A
Fig. 4. Effect of ambient temperature and humidity on the bench life (the time during which the moulding sand is suitable for moulding) of sands with sodium silicate, grade 145
and Rudal A binder (see Table 6)
Smoluchowska.indd 27 2008-09-11 12:30:50

28
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Na podstawie uzyskanych wyników stwierdzono, że na czas przydatności mas do formowania i szybkość wiązania mas ze szkłem wodnym i spoiwem geopolimerowym Ru-dal A, a więc i na wytrzymałość masy, oprócz aktywności utwardzacza wpływa głównie temperatura otoczenia. Wpływ wilgotności na czas przydatności mas z badanymi spoiwa-mi nieorganicznymi jest niewielki.
W Instytucie Odlewnictwa przeprowadzono również badania modelowe procesu re-generacji piasku z zużytej masy formierskiej z piaskiem Szczakowa i ze spoiwem Rudal A. Badania miały na celu laboratoryjną ocenę możliwości regeneracji mas zużytych sporządza-nych z udziałem nowego geopolimerowego spoiwa Rudal A proponowanego jako zamiennik za aktualnie stosowane w odlewni szkło wodne 145. Oznaczone zostały właściwości fizyko-chemiczne mas zużytych takie jak: zawartość lepiszcza, analiza ziarnowa, straty prażenia i pH.
Próby regeneracji mechanicznej mas zużytych prowadzono na stanowisku labo-ratoryjnym w Instytucie Odlewnictwa (rys. 5). Stanowisko to wyposażone jest w dwustop-niowe kruszenie (kruszarka szczękowa i młotkowo-udarowa), w laboratoryjny regenerator talerzowy oraz instalację odciągową.
Parametry fizykochemiczne mas zużytych i regenerowanej osnowy ziarnowej (re-generatów) z nich uzyskanych przedstawiono w tabeli 7.
Tabela 7. Podstawowe parametry fizykochemiczne mas zużytych i zregenerowanej osnowy ziarno-wej uzyskanej z mas ze szkłem wodnym 145 i z Rudalem A
Table 7. Physical and chemical parameters of knocked out sands and sands reclaimed from mi�-Physical and chemical parameters of knocked out sands and sands reclaimed from mi�-tures with sodium silicate, grade 145 and Rudal A binder
Nr sit (mm) oznaczenia
Piasek świeży Szczakowa
Masa zużyta szkło w. 145
Regenerowa-na osnowa ziarnowa
z masy ze szkłem w. 145
Masa zużyta ze spoiwem
Rudal A
Regenerowana osnowa ziarno-wa z masy ze
spoiwem Rudal A
1,60 - 0,10 - 0,10 -0,80 0,57 0,40 0,43 0,56 0,250,63 2,13 1,99 3,04 1,76 1,430,40 27,46 12,60 35,45 13,10 29,530,32 26,03 16,14 21,86 16,26 26,550,20 36,16 43,59 31,37 43,71 34,980,16 4,53 9,09 4,53 8,75 4,110,10 2,20 6,82 1,93 6,68 1,630,071 0,37 2,67 0,67 2,70 0,540,056 0,11 1,09 0,10 1,15 0,17denko 0,06 2,66 0,16 2,70 0,11suma 99,62 97,15 99,54 97,47 99,30
Ilość lepisz-cza,%
0,38 2,85 0,46 2,53 0,70
Frakcja główna 0,20/0,40/0,32 0,20/0,32/0,40 0,20/0,32/0,40 0,20/0,32/0,40 0,20/0,32/0,40Wskaźnik jedn.
%90 75 89 72 92
pH 7,70 10,23 10,08 10,11 10,05Straty prażenia,
%0,36 1,15 0,62 1,35 0,67
Smoluchowska.indd 28 2008-09-11 12:30:50

29
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
Uzyskane regenerowane osnowy ziarnowe charakteryzują się frakcją główną pia-sku świeżego i wyższą od mas wybitych jednorodnością. Zawartość pyłów w osnowie ziar-nowej regenerowanej nie przekracza 1,0%. Niższe w porównaniu do mas wybitych straty prażenia i pH, świadczą o usunięciu spoiwa z ziarn osnowy ziarnowej.
Z uzyskanymi regenerowanymi osnowami ziarnowymi i świeżym piaskiem, w pro-porcjach 50/50%, 30/70% i 100% przeprowadzono kontrolne próby wykonywania mas formierskich z udziałem szkła wodnego 145 i spoiwa Rudal A. Badane były podstawowe właściwości technologiczne tych mas w warunkach otoczenia. Wyniki badań technologicz-nych przedstawiono w tabeli 8. Na rysunku 6 i 7 pokazano przykładowo, wytrzymałość na ściskanie mas sporządzonych z udziałem spoiwa geopolimerowego Rudal A z dodatkiem regenerowanej osnowy ziarnowej.
Tabela 8. Porównanie właściwości technologiczych mas sporządzonych z udziałem szkła wodnego 145 i Rudalu A bez i z udziałem regenerowanej osnowy ziarnowej
Table 8. Comparison of the technological properties of sands with sodium silicate, grade 145 and Rudal A binder with and without an addition of reclaim
Lp. Skład masy formierskiej,
cz. wag.
Przydat-ność masy formierskiej do formo-
wania, min
Przepuszczalność P, 10-8 m2/Pa·s
Wytrzymałość na ściska-nie Rc,
MPaCzas utwardzania,
godzinyCzas utwardzania,
godziny1h 3h 24h 1h 3h 24h
1. Piasek kwarcowy 100,0 Szkło145 3,5 Flodur 3 0,4
42
420
400
400
0,98
2,11
4.20
2. Piasek kwarcowy 50,0 Reg.osnowa ziarnowa 50,0 Szkło 145 3,5 Flodur 3 0,4
20
420
450
500
0,84
1,93
3,55
3. Piasek kwarcowy 30,0 Reg.osnowa ziarnowa 70,0 Szkło 45 3,5 Flodur 3 0,4
14
450
500
420
0,79
1,73
3,10
4. Reg.osnowa ziarnowa 100,0 Szkło 145 3,5 Flodur 3 0,4
8
430
450
450
0,42
1,10
1,87
5. Piasek kwarcowy 100,0 Rudal A 2,5 Utw. SA 63 0,3
18
460
460
470
1,40
2,41
4,68
6. Piasek kwarcowy 50,0 Reg.osnowa ziarnowa 50,0 Rudal A 2,5 Utw. SA 63 0,3
13
470
480
460
1,23
2,31
3,92
7. Piasek kwarcowy 50,0 Reg.osnowa ziarnowa 70,0 Rudal A 2,5 Utw. SA 63 0,3
17
490
480
480
1,19
1,79
3,34
8. Reg.osnowa ziarnowa 100,0 Rudal A 2,5 Utw. SA 63 0,3
20
500
500
490
1,18
1,64
3,20
Smoluchowska.indd 29 2008-09-11 12:30:51

30
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Dodatek regenerowanej osnowy ziarnowej do mas z udziałem szkła wodnego 145 w ilości 50%, 70% i 100% skraca czas przydatności mas do formowania, wpływa na poprawę przepuszczalności tych mas oraz powoduje obniżenie ich wytrzymałości na
Rys. 5. Modelowe stanowisko regeneracji mechanicznej piasków z mas samoutwardzalnych, zain-stalowane w Instytucie Odlewnictwa: 1 – kruszarka szczękowa; 2 – sito wibracyjne; 3 – kruszarka młotkowo-udarowa; 4 – regenerator talerzowy; 5 – zbiorniki pośrednie; 6 – instalacja odciągowa;
7 – cyklony, 8 – szafa sterownicza
Fig. 5. Pilot stand for mechanical reclamation of sand from the self-setting mi�tures operating at Foundry Research Institute: 1 – jaw crusher; 2 – vibrating screen; 3 – hammer-impact crusher; 4 – disc-type reclamation unit; 5 – intermediate tanks; 6 – take off installation; 7 – cyclones, 8 –
control board
Rys. 6. Wytrzymałość na ściskanie mas spo-rządzonych z udziałem szkła wodnego 145 bez
i z udziałem regeneratu (wg tabeli 8)
Fig. 6. Compression strength of sands with sodium silicate, grade 145, with and without an
addition of reclaim (see Table 8)
Rys. 7. Wytrzymałość na ściskanie mas spo-rządzonych z udziałem Rudalu A bez i z udziałem regeneratu (wg tabeli 8)
Fig. 7. Compression strength of sands with Rudal A binder with and without an addition of
reclaim (see Table 8)
4,5
4
0
0,5
1
1,5
2
2,5
3
3,5
1 2 3 4nr masy
Rc badana po 1 h Rc badana po 3 h Rc badana po 24 h
wyt
rzym
ałość
na ś
cisk
anie
, Rc,
MP
a
5,0
4,5
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
5 6 7 8nr masy
Rc badana po 1 h Rc badana po 3 h Rc badana po 24 h
wyt
rzym
ałoś
c na
ści
skan
ie R
c, M
Pa
Smoluchowska.indd 30 2008-09-11 12:30:51

31
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
ściskanie. Ta właściwość regenerowanej osnowy ziarnowej musi być brana pod uwagę w powiązaniu z aktywnością utwardzacza i warunkami pogodowymi.
Dodatek regenerowanej osnowy ziarnowej do mas z udziałem Rudalu A w ilości 50% i 70% wpłynął na skrócenie czasu przydatności tych mas do formowania i stopniowe obniże-nie wytrzymałości na ściskanie i zginanie. Przepuszczalność tych mas nie uległa zmianie.
W przypadku mas sporządzonych z udziałem 100% regenerowanej osnowy ziar-nowej, czas przydatności mas do formowania był zbliżony do czasu przydatności do for-mowania mas wykonanych z udziałem świeżego piasku; wzrosła w porównaniu do mas bez dodatku regenerowanej osnowy ziarnowej przepuszczalność i obniżyły się własności wytrzymałościowe.
Obecnie w odlewni prowadzone są próby wdrożenia spoiwa Rudal A do sporządza-nia mas i form do produkcji odlewów ze staliwa manganowego i chromowo-molibdenowe-go. Próby prowadzi się przy zastosowaniu mieszarko-nasypywarki „Wöhr” o wydajności 15 t masy/h. Skład masy formierskiej: piasek Grudzeń Las – 100% + Rudal A – 2,5% + utwar-dzacz SA 63 – 0,22%. Uzyskuje się poprawę jakości odlewów, polepszenie wybijalności i regenerowalności masy. Po zakończeniu prób i badań przewiduje się całkowite zastąpie-nie szkła wodnego 145 spoiwem Rudal A.
3. Badania nad zastosowaniem mas formierskich samoutwardzalnych ze spoiwem geopolimerowym do produkcji odlewów żeliwnych i staliwnych
Próby wykonywania form i odlewów z żeliwa szarego 250 i staliwa GS z zastoso-waniem spoiwa geopolimerowego Rudal A przeprowadzono między innymi w Odlewniach Zabrzańskich S.A. i METALODLEW S.A. Do sporządzania mas stosowano piasek Szcza-kowa o frakcji głównej 0,40/0,32/0,20.
W Odlewniach Zabrzańskich S.A. – w ramach prób – masy wykonywano w mie-szarce skrzydełkowej MS 75 o nadawie 80 kg. Skład masy przedstawiał się następująco:
- piasek kwarcowy 100,0 cz. wag.
- spoiwo RUDAL A 2,0 cz. wag.
- utwardzacz SA 65 0,33÷0,35 cz. wag.
Czas mieszania piasku Szczakowa z utwardzaczem SA 65 wynosił 2 minuty, a z utwardzaczem i spoiwem kolejne 2 minuty. Czas przydatności masy do formowania przy istniejącej na hali temperaturze 10°C wynosił 5 minut. Masę sporządzaną porcjami przenoszono do formy i zagęszczano ręcznie. Masa uzyskiwała następujące właściwo-ści: – czas przydatności do formowania ok. 5 min, – wytrzymałość na ściskanie Rc po 1 h około 0,8 MPa, a po 24 h 1,4÷1,8 MPa.
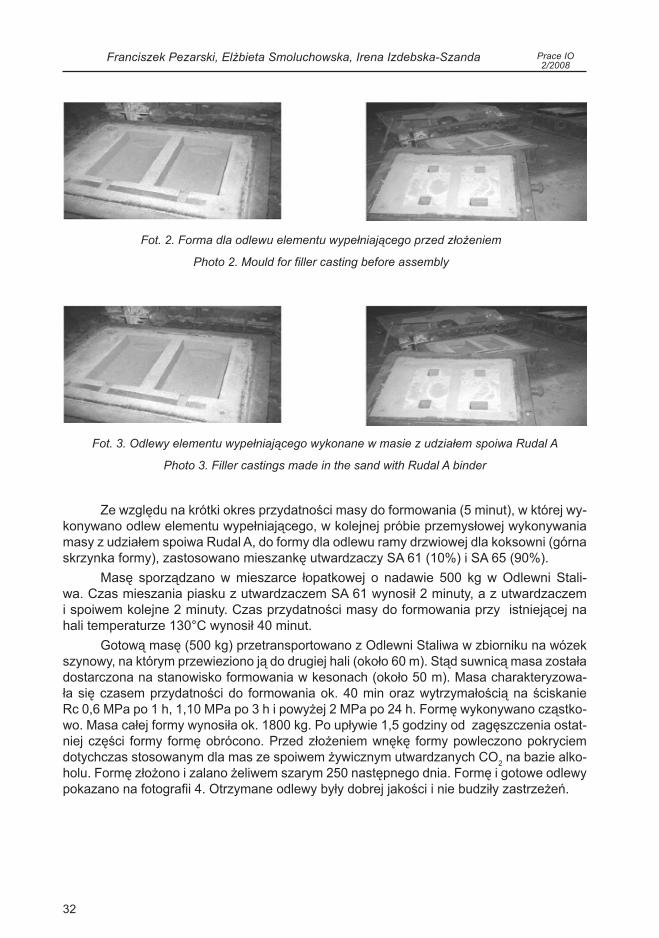
Wykonano formę dla odlewu elementu wypełniającego o masie około 45 kg (fot. 2). Ilość odlewów w formie 2 sztuki. Ciężar masy formy wynosił około 560 kg.
Wnękę formy przed złożeniem powleczono pokryciem, dotychczas stosowanym dla mas ze spoiwem żywicznym utwardzanych CO2 na bazie alkoholu. Formę złożono i zalano w dniu następnym. Gotowe odlewy pokazano na fotografii 3. Jakość odlewów nie budziła zastrzeżeń.
Smoluchowska.indd 31 2008-09-11 12:30:51
32
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
Ze względu na krótki okres przydatności masy do formowania (5 minut), w której wy-konywano odlew elementu wypełniającego, w kolejnej próbie przemysłowej wykonywania masy z udziałem spoiwa Rudal A, do formy dla odlewu ramy drzwiowej dla koksowni (górna skrzynka formy), zastosowano mieszankę utwardzaczy SA 61 (10%) i SA 65 (90%).
Masę sporządzano w mieszarce łopatkowej o nadawie 500 kg w Odlewni Stali-wa. Czas mieszania piasku z utwardzaczem SA 61 wynosił 2 minuty, a z utwardzaczem i spoiwem kolejne 2 minuty. Czas przydatności masy do formowania przy istniejącej na hali temperaturze 130°C wynosił 40 minut.
Gotową masę (500 kg) przetransportowano z Odlewni Staliwa w zbiorniku na wózek szynowy, na którym przewieziono ją do drugiej hali (około 60 m). Stąd suwnicą masa została dostarczona na stanowisko formowania w kesonach (około 50 m). Masa charakteryzowa-ła się czasem przydatności do formowania ok. 40 min oraz wytrzymałością na ściskanie Rc 0,6 MPa po 1 h, 1,10 MPa po 3 h i powyżej 2 MPa po 24 h. Formę wykonywano cząstko-wo. Masa całej formy wynosiła ok. 1800 kg. Po upływie 1,5 godziny od zagęszczenia ostat-niej części formy formę obrócono. Przed złożeniem wnękę formy powleczono pokryciem dotychczas stosowanym dla mas ze spoiwem żywicznym utwardzanych CO2 na bazie alko-holu. Formę złożono i zalano żeliwem szarym 250 następnego dnia. Formę i gotowe odlewy pokazano na fotografii 4. Otrzymane odlewy były dobrej jakości i nie budziły zastrzeżeń.
Fot. 3. Odlewy elementu wypełniającego wykonane w masie z udziałem spoiwa Rudal A
Photo 3. Filler castings made in the sand with Rudal A binder
Fot. 2. Forma dla odlewu elementu wypełniającego przed złożeniem
Photo 2. Mould for filler casting before assembly
Smoluchowska.indd 32 2008-09-11 12:30:51

33
Prace IO 2/2008
Zastosowanie spoiwa geopolimerowego...
W ramach prób w METALODLEW S.A. wykonano partię mas, form i odlewów że-liwnych.
Podczas prób, temperatura otoczenia wahała się w okolicach 13÷14oC. Lepkość spo-iwa Rudal A mierzona kubkiem Forda o średnicy 4 mm wynosiła około 180 s, lepkość szkła wodnego w tych samych warunkach wynosiła 50 s. Masę sporządzono w mieszarko-nasy-pywarce „Wöhr”o wyd. 20 t/h. Udział spoiwa wynosił 1,8% w stosunku do świeżego piasku, a udział utwardzacza 0,22%. Do utwardzania masy użyto dwóch utwardzaczy szybkiego SA 65 i wolnego SA 61 w stosunku 1:1. Wytrzymałość masy na ściskanie wynosiła ok. 0,40 MPa po 1 h,0,70 MPa po 3 h i 1,50 MPa po 24 h. W czasie wykonywania masy na formy wystąpiły problemy z działaniem instalacji dozowania spoiwa i utwardzacza. Następowało automatycz-ne wyłączenie układu zasilania. Prawdopodobną przyczyną były złe nastawy automatyki ste-rowania pomp wynikające ze zwiększonej lepkości Rudalu w stosunku do szkła wodnego.
Na fotografii 5 pokazano wnękę formy wykonanej z masy ze spoiwem Rudal A i od-lew balastu zaraz po wybiciu. Formy charakteryzowały się zadawalającą wytrzymałością i dokładnym odwzorowaniem kształtów. Nanoszenie powłoki PCM-2VK nie budziło za-strzeżeń stąd wniosek, że masa nie osypywała się.
Złożone formy zalano żeliwem szarym. Czas odstania w formie wynosił około 3 doby. Po upływie tego czasu formy przewieziono na kratę do wybijania. Jakość po-
Fot. 4. Forma (górna skrzynka formy) i gotowe odlewy ramy drzwiowej dla koksowni z żeliwa z dodatkiem Cr i Ni
Photo 4. Mould (cope) and ready castings of the door frame for coke plant made from cast iron with additions of Cr and Ni
Fot. 5. Wnęka formy wykonana z masy ze spoiwem Rudal A oraz odlew balastu
Photo 5. Mould cavity made from the sand with Rudal A binder and the casting of ballast
Smoluchowska.indd 33 2008-09-11 12:30:51

34
Prace IO 2/2008
Franciszek Pezarski, Elżbieta Smoluchowska, Irena Izdebska-Szanda
wierzchni odlewu była wyższa niż odlewów balastów wykonywanych w masach na szkle wodnym. Po piaskowaniu jakość powierzchni odlewów nie odbiegała od jakości powierzch-ni odlewów wykonanych w masach na bazie szkła wodnego.
Podziękowanie
Artykuł powstał w oparciu o wyniki badań prowadzonych w ramach pracy statuto-wej Instytutu Odlewnictwa „Doskonalenie technologii mas formierskich ze spoiwami nie-organicznymi i ich regeneracji w aspekcie poprawy ekonomiczności i jakości odlewów ze stopów żelaza i metali nieżelaznych” 2007 r. (zlec. 6005/00), finansowanej przez MNiSzW oraz na zlecenie firmy Sand Team; prace NCR „Przeprowadzenie prób i badań nad za-stosowaniem spoiwa „RUDAL” w polskich odlewniach”, (zlec. 4326/00) oraz „Przeprowa-dzenie prób nad zastosowaniem nowej kompozycji wiążącej szkła wodnego w warunkach POMET S.A. w Poznaniu” (zlec. 4331/00).
Literatura
1. Löchte K., Boehm R.: Cordis, the inorganic binder system-properties and experience, Casting Plant and Technology International, 2005, R. 21, z. 3, s. 6
2. Löchte K., Boehm R.: Properties and expierence of an inogranic binder, Foundry Trade Journal, January 2006, R. 180, s. 28
3. Dobosz St., Major-Gabryś K.: A new additive for moulding sands with water glass, DOKSEM 2003, Slo-vakia, Rajecke Teplice, 2003, s. 38-41, (in Polish)
4. Novotny J.: Masy samoutwardzalne z geopolimerowym układem wiążącym, Materiały Konferencyjne, VIII Konferencja Odlewnicza Technical 2005
5. Baliński A.: Modyfikacja chemiczna szkła wodnego umożliwiająca zmniejszenie wytrzymałości resztko-wej mas formierskich, Praca nauk.-bad. IOd, Kraków 2002, s. 9, zlec.1013/00
6. Baliński A., Izdebska-Szanda I.: Wpływ morfoaktywnych modyfikatorów uwodnionego krzemianu sodu na przemiany temperaturowe zachodzące w masach formierskich z tym spoiwem, Archiwum Technologii Maszyn i Automatyzacji, Poznań czerwiec 2004, T. 24, s.19-29
7. Baliński A. i inni: Influence of modification of the sodium silicate with morphoactive agents on the me-chanical properties of the moulding sands in temperatures to 900°C, Materials Eng., 2003, R. 10, z. 3, s. 271
8. Baliński. A., Izdebska-Szanda I.: The economical and ecological aspects of using the modified water-glass and fly ash as an additive to green sands, Conferenc Proceedings, 46 Foundry Conf., Portoroż 2006, s. 39. (CD)
9. Novotny J.: Masy samoutwardzalne z geopolimerowym układem wiążącym, Biuletyn Konferencyjny, VIII Konferencja Odlewnicza Technical, 2005, s. 111
10. Pezarski F. i inni: Przeprowadzenie prób i badań nad zastosowaniem spoiwa „RUDAL” w polskich odlewniach. Praca IOd, na zlecenie Firmy SAND TEAM Sp. z o.o. w Brnie, zlec. 4326/00
11. Pezarski F. i inni: Przeprowadzenie prób nad zastosowaniem nowej kompozycji wiążącej szkła wodnego w warunkach POMET S.A. w Poznaniu. Prace na zlecenie przemysłu, NCR, zlec. 4331/00
Recenzent: dr hab. inż. Andrzej Baliński, prof. AP
Smoluchowska.indd 34 2008-09-11 12:30:51

35
PRACE INSTYTUTU ODLEWNICTWA
Tom XLVIII Rok 2008 Zeszyt 2
KSZTAŁTOWANIE STRUKTURY I WŁAŚCIWOŚCI POWŁOK WĘGLIKOWYCH Cr3C2 – NiCr NANOSZONYCH METODĄ NATRYSKU PLAZMOWEGO NA
POWIERZCHNIĘ ODLEWÓW Z ŻELIWA SFEROIDALNEGO
STRUCTURE FORMATION AND PROPERTIES OF Cr3Cr2 – NiCr CARbIDE COATINGS APPLIED bY PLASMA SPRAYING ONTO THE
SURFACE OF DUCTILE IRON CASTINGS
Adam Tchórz, Łukasz Boroń, Marzanna Książek
Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków, Polska
StreszczenieW pracy przedstawiono rezultaty badań struktury i trwałości mechanicznej powłok na bazie węglika chromu typu Cr3C2-NiCr na powierzchniach odlewów z żeliwa sferoidalne-go. Powłoki na bazie węglika chromu były nanoszone na podłoże z żeliwa metodą na-trysku plazmowego. Zastosowano obróbkę przetopieniową powłoki naniesionej metodą natrysku plazmowego. Do badania składu chemicznego i morfologii warstwy wierzchniej użyto mikroskopii optycznej i skaningowej wraz z analizą EDS. Zbadano rozkład mikro-twardości na jej przekroju oraz przeprowadzono badania cykliczne zmęczeniowe. Na podstawie przeprowadzonych badań można stwierdzić, że zastosowanie obróbki przeto-pieniowej powłoki Cr3C2-NiCr powoduje polepszenie jej przyczepności do podłoża, wpły-wa zarówno korzystnie na zmiany w budowie strukturalnej powłok jak i na jej trwałość mechaniczną w warunkach zmiennych obciążeń. Badania miały na celu opracowanie założeń technologicznych do wykonania powłok ochronnych na odlewach z żeliwa sfe-roidalnego, pracujących w warunkach dużego zapylenia i obciążeń cyklicznych.
Słowa kluczowe: natrysk plazmowy, obróbka przetopieniowa, żeliwo sferoidalne
AbstractThe study presents the results of structure examinations and mechanical tests carried out on coatings based on Cr3Cr2-NiCr chromium carbide, applied onto the surface of ductile iron castings. The chromium carbide-based coatings were applied onto the cast iron substrate by the technique of plasma spraying. Then the coatings were subjected to a remelting treatment. The chemical composition and morphology of the surface layer were examined by optical microscopy and by SEM with EDS analysis. The distribution of micro-hardness values on the specimen cross-section was determined and cyclic fatigue testing was carried out. Basing on the results of the tests it has been concluded that remelting of Cr3Cr2-NiCr coating improves its adherence to the substrate as well as the structure and mechanical properties under the conditions of variable loading. The investigations mainly aimed at the development of technical guidelines for manufacture of protective coatings on ductile iron castings operating under the conditions of heavy dust and cyclic loading.
Keywords: plasma spraying, remelting, ductile iron
Tchorz-1.indd 35 2008-09-11 12:24:06
36
Prace IO 2/2008
Adam Tchórz, Łukasz Boroń, Marzanna Książek
Wprowadzenie
Żeliwo sferoidalne znajduje coraz szersze zastosowanie w energetyce. Odlewy z żeliwa sferoidalnego stosuje się m.in. na łopatki wentylatorów przemysłowych. W wa-runkach pracy łopatki narażone są na intensywne ścieranie i korozję. Naniesienie warstw ochronnych metodą natrysku plazmowego na powierzchnię łopatek ma na celu zwięk-szenie ich właściwości mechanicznych, jak również eksploatacyjnych. W wyniku natryski-wania plazmowego powstają warstwy, zawierające wydłużone ziarna wzdłuż powierzch-ni podłoża, pustki i pory, tlenki oraz zanieczyszczenia [1, 2]. Taka struktura warstwy nie stanowi dobrej ochrony w warunkach działania czynników agresywnych, dlatego stosuje się różne modyfikacje. Stwierdzono, że w wyniku zastosowania obróbki przetopieniowej powłoki wcześniej naniesionej metodą natrysku plazmowego można uzyskać znaczne wygładzenie powierzchni, zmniejszenie porowatości oraz korzystną strukturę materiału powłokowego [3, 4].
Prezentowana praca dotyczy kształtowania struktury, morfologii oraz trwałości me-chanicznej powłok na bazie węglika chromu wytworzonych metodą natrysku plazmowego z zastosowaniem obróbki przetopieniowej. Tego rodzaju powłoki poprawiają trwałość eks-ploatacyjną odlewów z żeliwa sferoidalnego, narażonych na działanie czynników agre-sywnych.
1. Materiał do badań i metodyka badań
Powłoki na bazie węglika chromu Cr3C2-NiCr wykonano metodą natrysku plazmo-wego przy użyciu plazmotronu MIM 40 o mocy 1000 kW. Zastosowano proszek o składzie chemicznym: 80% (Cr3C2 z dodatkiem WC) +20% NiCr i średniej średnicy cząstek wy-noszącej 800 nm. Podłożem metalowym do nanoszenia powłok było żeliwo sferoidalne o zawartości 80÷90% perlitu i 10÷20% ferrytu. W celu uzyskania silnie rozdrobnionej struk-tury powłoki, zastosowano obróbkę przetopieniową powłoki po natryskiwaniu przy użyciu palnika acetylenowego. Próbki o wymiarach 100x15x3 mm pobrano z odlewów łopatek do wentylatorów przemysłowych, na których powierzchnię naniesiono warstwy o grubości od 300-350 µm.
Strukturę oraz wybrane właściwości mechaniczne powłok węglikowych określano metodami mikroskopii optycznej i skaningowej wraz z mikroanalizą składu chemicznego, pomiarami mikrotwardości oraz odporności na cykliczne zmiany obciążenia.
Badania metalograficzne oraz pomiary mikrotwardości powłok ochronnych, a także podłoża metalowego przeprowadzono metodą Vickersa za pomocą mikrotwardościomie-rza Hanemanna, zamontowanego na mikroskopie Neophot 2 przy obciążeniu 100 G. Badano zgłady wykonane na przekrojach poprzecznych próbek normalnych do ich po-wierzchni.
W ramach eksperymentu wykonano pomiary chropowatości powierzchni powłok wytworzonych natryskiem plazmowym, również po ich przetopieniu. Ponadto, wykonano badania fraktograficzne powierzchni przełomów powłok uzyskanych w próbie zmęczenio-wej (3-punktowe zginanie).
Tchorz-1.indd 36 2008-09-11 12:24:06

37
Prace IO 2/2008
Kształtowanie struktury i właściwości powłok węglikowych...
Rys. 1. Parametry chropowatości: Ra (średnie arytmetyczne odchylenia profilu od linii średniej), Rz (wysokość chropowatości)
Fig. 1. Roughness parameters: Ra (the arithmetic average of the roughness profile deviation from the mean line), Rz (roughness height)
2. Wyniki badań i dyskusja
Powłoki na bazie węglika chromu Cr3C2-NiCr naniesione metodą natrysku plazmo-wego bezpośrednio na podłoże z żeliwa sferoidalnego, zarówno bez, jak i po zastosowaniu obróbki przetopieniowej powłoki, wykazują zwartą budowę bez pęknięć i dobrą przyczep-ność do podłoża. Wskazuje to na korzystne warunki procesu nanoszenia, zapewniające odpowiednia adhezję powłoki do podłoża. Powłoki naniesione plazmowo bez zastoso-wania obróbki przetopieniowej charakteryzują się występowaniem spłaszczonych ziaren, typowych dla procesu nanoszenia plazmowego. Ponadto, cechuje je stosunkowo duża chropowatość powierzchni. Wartość parametru chropowatości Ra dla podłoża pokrytego powłoką wynosiła 13,55 µm, natomiast przetopiona powłoka ma zdecydowanie mniejszą chropowatość powierzchni, wynoszącą 1,73 µm (rys. 1). Mała wartość chropowatości jest bardzo korzystną cechą w przypadku elementów maszyn pracujących w warunkach nara-żenia na zużycie erozyjne.
Badania strukturalne przeprowadzone za pomocą mikroskopii optycznej i skaningo-wej, ujawniły znaczące zmiany w budowie powłok po przetopieniu, wyrażające się ujed-norodnieniem ich składu chemicznego połączonym z zanikiem cech typowych dla powłok nanoszonych plazmowo, tj. warstwowości budowy i porowatości (rys. 2, 3). Badania SEM ujawniły ponadto znaczne rozdrobnienie struktury w przetopionych powłokach (rys. 2b, 3b). Wyniki mikroanalizy rentgenowskiej przy zastosowaniu EDS wskazują, że powłoka ma strukturę wielofazowego roztworu stałego na bazie Ni i Cr z wydzieleniami węglików chromu i wolframu.
Mikrotwardość powłok, zarówno bez, jak i po zastosowaniu przetopienia powłoki kształtuje się na podobnym poziomie i wynosi ok. 1000 µHV (rys. 4). W stosunku do mikrotwardości podłoża, mikrotwardość powłoki wzrosła 3-krotnie. W obszarze granicy rozdziału podłoże–powłoka wartości mikrotwardości mają mniejszą wartość niż w znacz-nej odległości od granicy rozdziału. Zróżnicowanie poziomu wartości mikrotwardości w powłoce związane jest z występowaniem typowej struktury po przetopieniu, tj. struktury mikrodendrytycznej.
Rz; 68,45
Ra; 13,55
Rz; 13,78 Ra; 1,73
0
10
20
30
40
50
60
70
Wie
lkość
Ra,
Rz
[µm
]
1 2
przed obróbką przetoopieniową
po obróbce przetoopieniowej
Tchorz-1.indd 37 2008-09-11 12:24:07
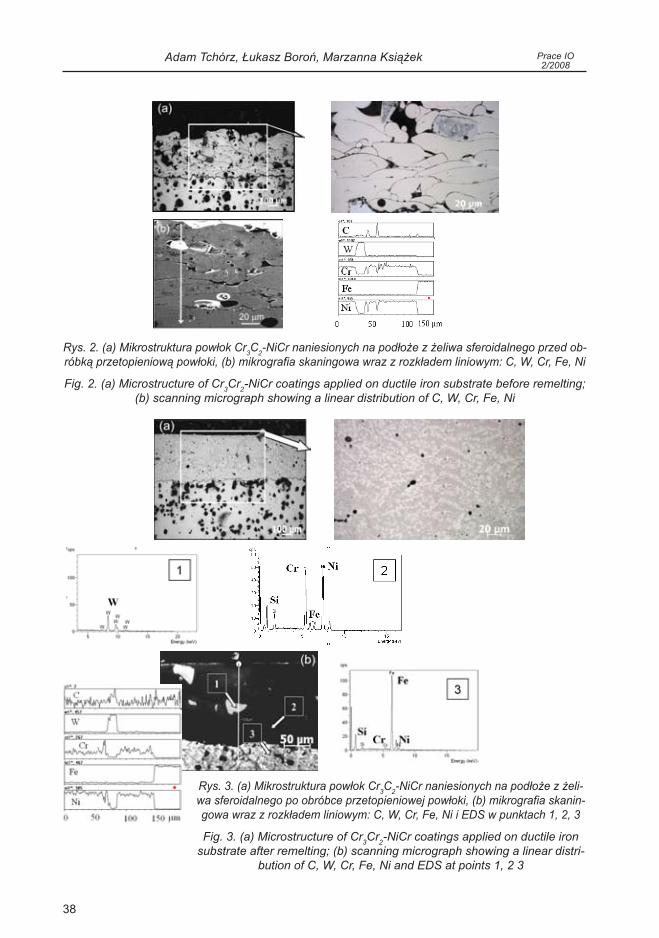
38
Prace IO 2/2008
Adam Tchórz, Łukasz Boroń, Marzanna Książek
Rys. 3. (a) Mikrostruktura powłok Cr3C2-NiCr naniesionych na podłoże z żeli-wa sferoidalnego po obróbce przetopieniowej powłoki, (b) mikrografia skanin-gowa wraz z rozkładem liniowym: C, W, Cr, Fe, Ni i EDS w punktach 1, 2, 3
Fig. 3. (a) Microstructure of Cr3Cr2-NiCr coatings applied on ductile iron substrate after remelting; (b) scanning micrograph showing a linear distri-
bution of C, W, Cr, Fe, Ni and EDS at points 1, 2 3
Rys. 2. (a) Mikrostruktura powłok Cr3C2-NiCr naniesionych na podłoże z żeliwa sferoidalnego przed ob-róbką przetopieniową powłoki, (b) mikrografia skaningowa wraz z rozkładem liniowym: C, W, Cr, Fe, Ni
Fig. 2. (a) Microstructure of Cr3Cr2-NiCr coatings applied on ductile iron substrate before remelting; (b) scanning micrograph showing a linear distribution of C, W, Cr, Fe, Ni
Tchorz-1.indd 38 2008-09-11 12:24:10
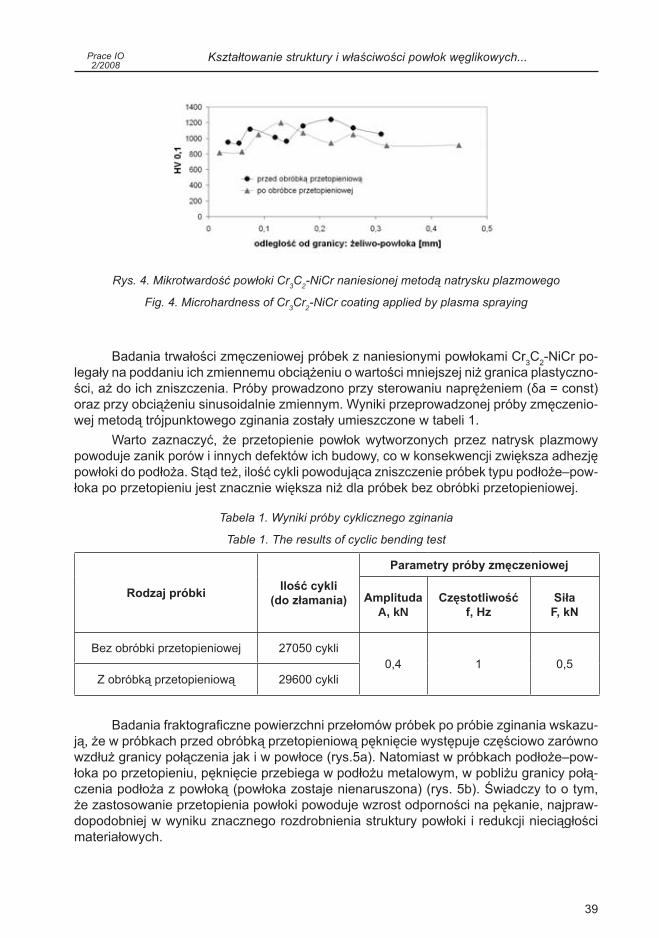
39
Prace IO 2/2008
Kształtowanie struktury i właściwości powłok węglikowych...
Rys. 4. Mikrotwardość powłoki Cr3C2-NiCr naniesionej metodą natrysku plazmowego
Fig. 4. Microhardness of Cr3Cr2-NiCr coating applied by plasma spraying
Badania trwałości zmęczeniowej próbek z naniesionymi powłokami Cr3C2-NiCr po-legały na poddaniu ich zmiennemu obciążeniu o wartości mniejszej niż granica plastyczno-ści, aż do ich zniszczenia. Próby prowadzono przy sterowaniu naprężeniem (δa = const) oraz przy obciążeniu sinusoidalnie zmiennym. Wyniki przeprowadzonej próby zmęczenio-wej metodą trójpunktowego zginania zostały umieszczone w tabeli 1.
Warto zaznaczyć, że przetopienie powłok wytworzonych przez natrysk plazmowy powoduje zanik porów i innych defektów ich budowy, co w konsekwencji zwiększa adhezję powłoki do podłoża. Stąd też, ilość cykli powodująca zniszczenie próbek typu podłoże–pow-łoka po przetopieniu jest znacznie większa niż dla próbek bez obróbki przetopieniowej.
Tabela 1. Wyniki próby cyklicznego zginania
Table 1. The results of cyclic bending test
Rodzaj próbki Ilość cykli (do złamania)
Parametry próby zmęczeniowej
Amplituda A, kN
Częstotliwość f, Hz
Siła F, kN
Bez obróbki przetopieniowej 27050 cykli0,4 1 0,5
Z obróbką przetopieniową 29600 cykli
Badania fraktograficzne powierzchni przełomów próbek po próbie zginania wskazu-ją, że w próbkach przed obróbką przetopieniową pęknięcie występuje częściowo zarówno wzdłuż granicy połączenia jak i w powłoce (rys.5a). Natomiast w próbkach podłoże–pow-łoka po przetopieniu, pęknięcie przebiega w podłożu metalowym, w pobliżu granicy połą-czenia podłoża z powłoką (powłoka zostaje nienaruszona) (rys. 5b). Świadczy to o tym, że zastosowanie przetopienia powłoki powoduje wzrost odporności na pękanie, najpraw-dopodobniej w wyniku znacznego rozdrobnienia struktury powłoki i redukcji nieciągłości materiałowych.
Tchorz-1.indd 39 2008-09-11 12:24:10

40
Prace IO 2/2008
Adam Tchórz, Łukasz Boroń, Marzanna Książek
Wnioski
W oparciu o przeprowadzone badania oraz dokonaną analizę wyników sformułowa-no następujące wnioski:
1. Zastosowanie obróbki przetopieniowej powłoki na bazie węglika Cr3C2-NiCr nanie-sionej metodą natrysku plazmowego powoduje dobrą przyczepność do żeliwa sfe-roidalnego, znaczne zmniejszenie chropowatości powierzchni powłoki oraz większą jej trwałość w warunkach cyklicznych zmian obciążenia, w porównaniu do powłok bez przetopienia.
Ponadto, twardość powłok po naniesieniu natryskiem plazmowym oraz po przeto-pieniu jest porównywalna, przy czym w obydwu przypadkach występuje znaczny wzrost twardości powłoki w stosunku do podłoża.
2. Przetopienie materiału powłoki powoduje wystąpienie korzystnych zmian w budo-wie morfologicznej powłoki. Obserwuje się między innymi zmniejszenie porowatości w powłoce, wad mikro i makrostrukturalnych, ujednorodnienie składu chemicznego oraz zanik warstwowości jej budowy, a także silne rozdrobnienie struktury.
3. Powłoki na bazie węglika chromu wykonane metodą natrysku plazmowego z za-stosowaniem przetopienia powinny stanowić skuteczną osłonę dla odlewów z żeliwa sferoidalnego, pracujących w warunkach dużego zapylenia i obciążeń cy-klicznych.
Rys. 5. Morfologia powierzchni przełomu próbek typu podłoże-powłoka; a) przed obróbką przeto-pieniową powłoki, b) po obróbce przetopieniowej powłoki
Fig. 5. Morphology of specimen fracture surface of a substrate-substrate type: a) before remelting; b) after remelting
Tchorz-1.indd 40 2008-09-11 12:24:13

41
Prace IO 2/2008
Podziękowanie
Pracę zrealizowano w ramach Działalności Statutowej Instytutu Odlewnictwa w roku 2007.
Literatura
1. Klimpel A.: Napawanie i natryskiwanie cieplne, WNT, Warszawa 2000
2. Młynarczyk A., Jakubowski J.: Obróbka powierzchniowa i powłoki ochronne, Wydawnictwo Politechniki Poznańskiej, Poznań 1998
3. Irisawa T., Matsumoto H., Kishitake K., Tanaka T., Yamada O.: Thermal Cycling �ife of Plas-Cycling �ife of Plas-ma Sprayed Alumina Coating on Cast Irons, Materials Science Forum, 2004, Vols. 455-456, pp 200-203
4. Hiroshi M., Jun’ichi T., Yoshio H., Tomoki T., Tetsu G., Shuhei N.: Recent Development of Thermal Plasma Materials Processing. Microstructure of Cr3C2-NiCr Sprayed Coatings Modi-fied by Chromium Diffusion Treatment, Journal of the Japan Instiute of Metals, 1999, Vol. 63, pp 126-134
Recenzent: dr hab. inż. Andrzej Baliński, prof. AP
Kształtowanie struktury i właściwości powłok węglikowych...
Tchorz-1.indd 41 2008-09-11 12:24:13
42
PRACE INSTYTUTU ODLEWNICTWA
Tom XLVIII Rok 2008 Zeszyt 2
ZAWARTOŚĆ WODORU W ODLEWACH Z ŻELIWA SZAREGO WYKONANYCH TECHNOLOGIĄ MODELI ZGAZOWYWANYCH
HYDROGEN CONTENT IN GREY IRON CASTINGS MADE BY THE LOST FOAM PROCESS
Żółkiewicz Zdzisław, Żółkiewicz Marek
Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków, Polska
StreszczenieJednym z podstawowych parametrów, decydujących o prawidłowym przebiegu proce-su cieplnego zgazowywania modeli, jest rodzaj oraz objętość gazów wydzielających się z modelu styropianowego w czasie trwania tego procesu. Proces zgazowywania modelu zachodzi w założonym przedziale temperatury. Objętość wydzielonych gazów jest zależna od temperatury, objętości modelu oraz masy modelu. Jednym z gazo-wych produktów cieplnego rozpadu modelu polistyrenowego jest wodór. Zawartość jego w całkowitej objętości gazów jest zależna od temperatury zgazowania modelu. Maksymalna zawartość wodoru w całkowitej objętości gazów może wynosić nawet około 10%. W badaniach określono wpływ produktów cieplnego rozpadu modelu sty-ropianowego na właściwości metalu, zwłaszcza na zawartość wodoru w metalu. Jego zawartość określano w próbkach z żeliwa szarego wykonywanych metodą modeli cieplnie zgazowywanych. Wstępne wyniki badań przedstawiono na wykresach.
Słowa kluczowe: odlew, model, model z polistyrenu spienionego, styropian, tempe-ratura, zgazowywanie
AbstractOne of the main parameters that determine the correct run of pattern evaporation process is the type and volume of gas evolved from a foamed polystyrene pattern during its evaporation. The process of pattern evaporation takes place within a preset range of temperatures. The volume of the evolved gas depends on the temperature, and on the pattern volume and weight. One of the gaseous products of the foamed polystyrene pattern decomposition is hydrogen. Its content in the total volume of the evolved gas depends on the temperature at which the pattern evaporation takes pla-ce. Maximum hydrogen content in the total volume of gas may reach even 10%. In the present studies the effect of the products of the thermal decomposition of a foamed polystyrene pattern on the metal properties, especially on the content of hydrogen in this metal, was determined. The content of hydrogen was determined in grey iron samples obtained by the lost foam process. The tentative results of the investigations were plotted in the form of diagrams.
Keywords: casting, pattern, pattern made of foamed polystyrene, temperature, eva-poration
Zolkiewicz.indd 42 2008-09-11 12:34:21

43
Prace IO 2/2008
Żółkiewicz Zdzisław, Żółkiewicz Marek
Rys. 1. Forma do badania zawartości wodoru i azotu
Fig. 1. Mould for investigation of the hydrogen and nitrogen content
Metodyka badań
Badania wpływu produktów cieplnego rozpadu modelu polistyrenowego na wła-ściwości metalu – zwłaszcza na zawartość wodoru w metalu, przeprowadzone zostały z wykorzystaniem modeli polistyrenowych o gęstości 25 ± 2 kg/m3. Do badań zawartości wodoru w żeliwie szarym, zastosowano analizator zawartości wodoru typ RH-402 Leco. Odlewy wykonano technologią modeli cieplnie zgazowywanych. W celach porównaw-czych wykonano odlewy z żeliwa szarego w formach metalowych o powtarzalnym wymia-rze wnęki φ 6 x 52 mm z możliwością otrzymania próbek do badania zawartości wodoru o wymiarze φ 6 x 6 mm (rys. 1).
Zawartość wodoru w żeliwie szarym badano na próbkach wyciętych z powierzchni odlewu oraz w odległości 6 i 12 mm od powierzchni odlewu. Skład chemiczny żeliwa sza-rego i temperatura zalewania w trakcie badań nie ulegały zmianom.
Mechanizm przenikania gazu do ciekłego metalu
W czasie kontaktu metalu z gazem mogą zachodzić trzy zasadnicze procesy:
• adsorpcji – czyli tworzenie ciągłej warstwy gazów na powierzchni metalu,
• absorpcji – czyli procesu pochłaniania gazów w metalu (tworzenia mieszanin, związków chemicznych, roztworów); procesem odwrotnym jest desorpcja czyli wy-dzielanie gazów z metalu oraz
• dyfuzji – czyli przemieszczanie się atomów gazu do metalu.
Zolkiewicz.indd 43 2008-09-11 12:34:22

44
Prace IO 2/2008
Zawartość wodoru w odlewach z żeliwa szarego wykonanych technologią...
Rys. 2. Zawartość wodoru [2]
Fig. 2. Hydrogen content [2]
Kinetyka przebiegu wymienionych procesów, wpływających na ilość gazu znajdu-jącego się w metalu, jest ściśle powiązana z jego temperaturą. Szczególnie jest to ważne podczas zalewania metalu do formy. Szybkość zachodzących zjawisk na granicy metal-model-forma mają duży wpływ na ilość gazów przenikających do metalu. Podwyższenie temperatury wpływa na skrócenie czasu zgazowywania modelu, wzrost wydzielalności i ciśnienia gazów. Są to czynniki, które zachodzą w przestrzeni wnęki formy podczas procesu zalewanie formy ciekłym metalem – zamiana modelu polistyrenowego ze stanu stałego w gazowy z odprowadzeniem powstałych gazów na zewnątrz formy. Pomiar wielkości fizycznych przemian zachodzących w formie jest utrudniony, często niemoż-liwy.
W.I. Kasztanov i A.N. Gavryszew [1] opisali wpływ parametrów technologicznych na skład gazowych produktów cieplnego zgazowywania modelu styropianowego. Badania prowadzili na stanowisku badawczym wyposażonym w chromatograf ŁGM-8DZm I XT-8. Temperatura zalewania żeliwa wynosiła 1300oC. Określono wpływ szybkości zalewania na procentową zawartość gazów w produktach zgazowania modelu. Szybkość zalewania formy żeliwem była zmienna w przedziale 1,5 do 5,5 cm/s. Zawartość wydzielonych ga-zów np. wodoru, azotu, tlenku i dwutlenku węgla była zależna od szybkości zapełnienia formy.
Proces wydzielania się gazów z modelu styropianowego z określeniem zawartości poszczególnych składników w całej objętości gazów został opisany przez A.I. Kobzara, E.G. Iwaniuka [2]. Autorzy przy pomocy chromatografu gazowego wykonali pirolizę poli-styrenu i określili procentową zawartość poszczególnych składników gazu w zależności od temperatury rozpadu cieplnego badanego styropianu. Do badań wykorzystali odlew-niczy styropian PSB-L o gęstości 22 kg/m3. Oznaczono zawartość wytypowanych gazów w spalinach, a wyniki przedstawiono na rysunku 2.
Wyniki badań
Do określenia zawartości wodoru w żeliwie szarym wykorzystano formę testową pokazaną na rysunku 1 oraz urządzenie do wykonywania odlewów technologią modeli cieplnie zgazowywanych. Konstrukcja form badawczych umożliwia wykonanie odlewów
Zolkiewicz.indd 44 2008-09-11 12:34:22
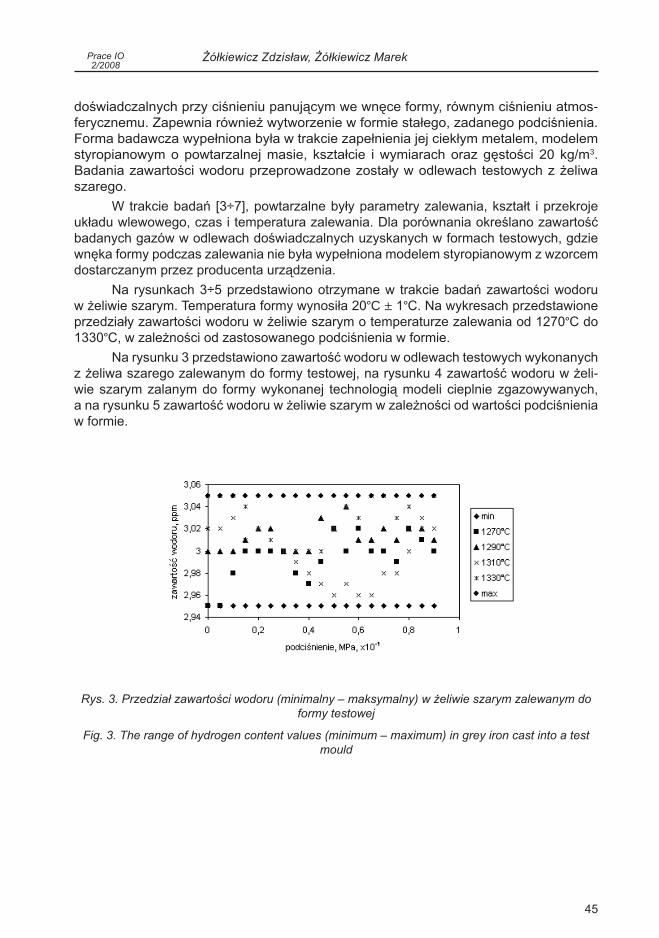
45
Prace IO 2/2008
Żółkiewicz Zdzisław, Żółkiewicz Marek
Rys. 3. Przedział zawartości wodoru (minimalny – maksymalny) w żeliwie szarym zalewanym do formy testowej
Fig. 3. The range of hydrogen content values (minimum – maximum) in grey iron cast into a test mould
doświadczalnych przy ciśnieniu panującym we wnęce formy, równym ciśnieniu atmos-ferycznemu. Zapewnia również wytworzenie w formie stałego, zadanego podciśnienia. Forma badawcza wypełniona była w trakcie zapełnienia jej ciekłym metalem, modelem styropianowym o powtarzalnej masie, kształcie i wymiarach oraz gęstości 20 kg/m3. Badania zawartości wodoru przeprowadzone zostały w odlewach testowych z żeliwa szarego.
W trakcie badań [3÷7], powtarzalne były parametry zalewania, kształt i przekroje układu wlewowego, czas i temperatura zalewania. Dla porównania określano zawartość badanych gazów w odlewach doświadczalnych uzyskanych w formach testowych, gdzie wnęka formy podczas zalewania nie była wypełniona modelem styropianowym z wzorcem dostarczanym przez producenta urządzenia.
Na rysunkach 3÷5 przedstawiono otrzymane w trakcie badań zawartości wodoru w żeliwie szarym. Temperatura formy wynosiła 20°C ± 1°C. Na wykresach przedstawione przedziały zawartości wodoru w żeliwie szarym o temperaturze zalewania od 1270°C do 1330°C, w zależności od zastosowanego podciśnienia w formie.
Na rysunku 3 przedstawiono zawartość wodoru w odlewach testowych wykonanych z żeliwa szarego zalewanym do formy testowej, na rysunku 4 zawartość wodoru w żeli-wie szarym zalanym do formy wykonanej technologią modeli cieplnie zgazowywanych, a na rysunku 5 zawartość wodoru w żeliwie szarym w zależności od wartości podciśnienia w formie.
Zolkiewicz.indd 45 2008-09-11 12:34:22

46
Prace IO 2/2008
Zawartość wodoru w odlewach z żeliwa szarego wykonanych technologią...
Rys. 5. Przedział zawartości wodoru w żeliwie szarym w zależności od wartości podciśnienia w formie wykonanej technologią modeli cieplnie zgazowywanych
Fig. 5. The range of hydrogen content values in grey cast iron vs negative pressure in a lost foam mould
Rys. 4. Przedział zawartości wodoru w żeliwie szarym zalanym do formy wykonanej technologią modeli cieplnie zgazowywanych
Fig. 4. The range of hydrogen content values in grey iron cast into a lost foam mould
Omówienie wyników badań
W odlewie z żeliwa szarego wykonanym technologią modeli cieplnie zgazowywa-nych, zaobserwowano wzrost zawartości wodoru. Zawartość wodoru w odlewie otrzyma-nym w formie wypełnionej modelem polistyrenowym porównywano do zawartości tego gazu w próbkach wzorcowych dostarczanych przez producenta urządzenia. Podobne
Zolkiewicz.indd 46 2008-09-11 12:34:22
47
Prace IO 2/2008
Żółkiewicz Zdzisław, Żółkiewicz Marek
zależności badano dla odlewów testowych wykonanych w formie metalowej nie wypeł-nionej modelem polistyrenowym. Zaobserwowano wzrost zawartości wodoru w odlewach wykonanych technologią modeli cieplnie zgazowywanych. Najwyższa zawartość wodoru, przekraczająca wartość 7 ppm, występuje w żeliwie zalanym do formy wypełnionej zgazo-wywanym modelem polistyrenowym. Z wzrostem wartości podciśnienia w formie obserwu-je się zmniejszanie zawartości wodoru w metalu.
Podziękowanie
Wyniki badań uzyskano realizując projekt badawczy KBN nr 7 TO8B 011 09 pt. „Określenie wpływu wybranych gazów (N2, H2) na ciekły metal w trakcie zgazowywania się modelu polistyrenowego w procesie pełnej formy”.
Autorzy chcą podziękować prof. dr hab. inż. Zbigniewowi Górnemu za cenne wska-zówki przy realizacji badań.
Literatura
1. Kasztanov V.I., Gavryszev A.N.: Vlijanie tekhnologicheskikh faktorov na sostav produktov razlozenia gazoficiruemoj modeli w litejnoj formie, Litejnoe Proizvodstvo, 1991, nr 1, s. 4-10
2. Kobzar A. I., Iwaniuk E.G.: Produkty termicheskoj destrukci litejnogo penopolistyrola, Litejnoe Proizvodstvo, 1975, nr 7, s. 81-82
3. Śmiałowski M.: Wodór w stali, WNT, Warszawa 1961
4. Żółkiewicz Z., Jankowski W., Wacławik Z.: Effect of temperature on the volume and rate of gas emissions from polystyrene pattern evaporated in the full mould process, Archives of Metallurgy, Kraków 1999, t. 44, nr 1, s. 111-118
5. Żółkiewicz Z., Jankowski W., Żółkiewicz M., Wilk Jan.: Interaction Among liquid Metal, Pat-tern and Mold the Lost Foam Proces. Materials Engineering, Slovakia 2003, Vol. X, Issue 3, s. 295
6. Żółkiewicz Z., Jankowski W.: Wpływ temperatury na emisję gazów wydzielających się z mo-delu z polistyrenowego – styropianowego w procesie pełnej formy, The Second International Conference on Mechanization and Automation of Foundry AGH Kraków, November 1999, s. 169-174
7. Żółkiewicz Z.: Oddziaływanie produktów cieplnego zgazowywania modelu polistyrenowe-go na powierzchnię odlewu, Archives of Foundry – Archiwum Odlewnictwa 2004, rocznik 4, nr 11, ref. 99/11, s. 332-337
8. Żółkiewicz Z., Żółkiewicz M.: Pattern evaporation process. Archives of Foundry Engineering, Katowice-Gliwice, January-March 2007, Vol. 7, Issue 1, ref. 10/2, s. 49-52
Recenzent: dr hab. inż. Andrzej Baliński, prof. AP
Zolkiewicz.indd 47 2008-09-11 12:34:23

48
PRACE INSTYTUTU ODLEWNICTWA
Tom XLVIII Rok 2008 Zeszyt 2
BADANIA NAD POPRAWĄ WŁAŚCIWOŚCI I ZASTOSOWANIEM NOWYCH SPOIW NIEORGANICZNYCH DO WYKONYWANIA EKOLOGICZNYCH MAS FORMIERSKICH I RDZENIOWYCH
STUDIES ON THE PROPERTIES IMPROVEMENT AND APPLICATION OF NEW INORGANIC BINDERS USED IN THE MANUFACTURE OF
ENVIRONMENT-FRIENDLY MOULDING AND CORE SANDS
Franciszek Pezarski, Irena Izdebska-Szanda, Elżbieta Smoluchowska
Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków, Polska
StreszczenieW artykule przedstawiono wyniki części prac badawczych, prowadzonych w ramach działalności statutowej dotyczącej technologii mas z nowymi, modyfikowanymi spo-iwami nieorganicznymi, wiązanymi chemicznie i CO2.Zaprezentowane wyniki badań mas samoutwardzalnych z nowymi spoiwami nieorga-nicznymi przedstawiają charakter zmian podstawowych parametrów technologicznych w funkcji czasu, przy zmiennym udziale składników wiążących oraz – istotny z punktu widzenia odlewni – wpływ warunków otoczenia (temperatury i wilgotności względnej) na kinetykę wiązania tych mas.W przypadku mas utwardzanych CO2 , szczególną uwagę zwrócono na osypliwość wykonywanych mas, stanowiącą wskaźnik jakości powierzchni form i rdzeni, co ma istotny wpływ na jakość produktu w warunkach przemysłowych.
Słowa kluczowe: spoiwa nieorganiczne, modyfikacja, wytrzymałość, żywotność, osypliwość
AbstractThe article gives the results obtained in a fragment of the studies, carried out under a statutory activity, on optimising of the foundry sand technology with new modified inorganic binders, chemically bonded and CO2 hardened. The presented results of the investigations of the self-setting sands with new inorganic binders show the character of changes in basic technological parameters in function of the time and a variable content of the binding agents, allowing also for the important – from the foundry’s point of view – effect of ambient conditions, i.e. temperature and humidity, on the kinetics of the sand binding. In the case of CO2 hardened sands, special attention was paid to the phenomenon of friability of these sands, which is considered an indication of the mould and core sur-face quality, and as such has an important effect on the quality of final products when fabricated under the industrial conditions.
Keywords: inorganic binders, modification, strength, bench life, friability
Pezarski.indd 48 2008-09-11 12:44:25

49
Prace IO 2/2008
Franciszek Pezarski, Irena Izdebska-Szanda, Elżbieta Smoluchowska
Wprowadzenie
Stale rosnące wymagania i koszty związane z ochroną środowiska powodują wzrost zainteresowania spoiwami nieorganicznymi, których głównym przedstawicielem jest uwod-niony krzemian sodu (szkło wodne). Jest to spoiwo nietoksyczne i tanie, ale masy wykonane z jego udziałem charakteryzują się gorszą - w porównaniu do mas ze spoiwami organicz-nymi - wybijalnością i regenerowalnością.
Dlatego w wielu ośrodkach naukowo-badawczych prowadzone są prace nad opraco-waniem nowych spoiw (np. spoiwa geopolimerowe) lub modyfikacją dotych czas stosowanych spoiw nieorganicznych [1, 2, 3, 4], mające na celu poprawę parametrów technologicznych i wybijalności mas sporządzanych w oparciu o te spoiwa, przy jednoczesnym zmniejsze-niu ich udziału w masie.
W Instytucie Odlewnictwa do modyfikacji szkła wodnego zastosowano między in-nymi dodatki organofunkcyjne typu polimerów i kopolimerów akrylowych oraz polialkoholi winylu, które mają zapewnić zarówno poprawę wybijalności, jak i lepsze właściwości tech-nologicze mas, przy równoczesnym obniżeniu udziału spoiwa w masie [5, 6].
Problemem do rozwiązania pozostał dobór czasu utwardzania masy, po którym możliwe jest usunięcie oprzyrządowania modelowego z formy oraz rdzeni z rdzennic. Masy z udziałem modyfikowanego krzemianu sodu 150MC, najkorzystniejsze pod wzglę-dem parametrów technologicznych, charakteryzują się zbyt długim, jak na wymagania stawiane przez wiele odlewni, czasem wiązania.
O czasie wiązania, oprócz spoiwa i utwardzacza decyduje również temperatura i wilgotność otoczenia i składników masy, dlatego, w ramach prac statutowych prowa-dzone są w Instytucie Odlewnictwa kompleksowe badania optymalizacji technologii mas z nowymi spoiwami nieorganicznymi, uwzględniające równocześnie modyfikację składu kompozycji wiążącej, wpływ dodatków, temperatury i wilgotności na właściwości techno-logiczne mas.
Badaniom prowadzonym w ramach tych prac poddano masy formierskie z zastoso-waniem opracowanych w Instytucie Odlewnictwa spoiw nieorganicznych na bazie uwod-nionych krzemianów sodu modyfikowanych dodatkami morfoaktywnymi (150MC i 145MC) [7, 8] oraz oferowanego na polskim rynku jako zamiennik za szkło wodne, spoiwa geopolimero-wego na bazie polimerów mineralnych (Rudal A) [3, 4], utwardzanych zarówno utwardza-czami ciekłymi (masy samoutwardzalne), jak i gazowymi (CO2).
Założenia i uzyskany cel badań
Z punktu widzenia odlewni istotnymi czynnikami branymi pod uwagę przy wyborze technologii jest zarówno cena spoiwa i jego toksyczność, jak i jakość form i rdzeni, czas wią-zania, wybijalność i regenerowalność.
Dlatego, w ramach pracy nad optymalizacją technologii mas formierskich ze spoiwami nieorganicznymi, przeprowadzone zostały badania porównawcze trzech wytypowanych spoiw nieorganicznych, w aspekcie ich kinetyki wiązania, w powiązaniu z warunkami otoczenia.
Badaniom poddano masy formierskie wykonane z zastosowaniem spoiw nieorganicz-nych na bazie uwodnionych krzemianów sodu modyfikowanych dodatkami morfoaktywny-
Pezarski.indd 49 2008-09-11 12:44:25

50
Prace IO 2/2008
Badania nad poprawą właściwości i zastosowaniem nowych spoiw nieorganicznych...
mi (150MC i 145MC) oraz na bazie polimerów mineralnych (glinokrzemianów alkalicznych) z niskim stopniem polimeryzacji (Rudal A), utwardzanych zarówno utwardzaczami ciekły-mi (masy samoutwardzalne), jak i gazowymi (CO2).
W przypadku mas samoutwardzalnych, poprzez te badania ukazano zakres możliwości regulacji składem mas – zarówno poprzez obniżenie ilości spoiwa w masie, jak i doboru odpo-wiedniego utwardzacza oraz wpływu warunków otoczenia na parametry masy.
Badania kinetyki wiązania mas samoutwardzalnych z nowymi spoiwami
Masy samoutwardzalneBadania obejmowały określenie parametrów wytrzymałościowych próbek masy for-
mierskiej w funkcji czasu ich utwardznia, przy różnym udziale spoiwa i utwardzacza oraz zmiennych warunkach otoczenia. Określany był również każdorazowo czas przydatności masy formierskiej do formowania, co przedstawia wykres poniżej (rys. 1). Pokazuje on zakres możliwości regulacji czasem przydatności do formowania masy formierskiej, po-przez zastosowanie różnych rodzajów utwardzaczy i spoiw a także różnej ich wzajemnej proporcji.
Rys. 1. Czas przydatności mas do formowania w funkcji ilości i rodzaju składników wiążących
Fig. 1. Bench life vs type and content of the binding agents
Kinetyka zmian parametrów technologicznych przedstawiona została w postaci wy-kresów (rys. 2), na przykładzie wytrzymałości na ściskanie próbek mas formierskich wy-konanych z zastosowaniem dwóch typów badanych spoiw (szkło wodne modyfikowane, spoiwo geopolimerowe).
Szkł
o15
0M
C -
3,0;
flo
dur1
- 0
,3
Szkł
o15
0M
C -
2,5;
flo
dur1
- 0
,25
Szkł
o15
0M
C -
2,5;
flo
dur3
- 0
,25
Szkł
o15
0M
C -
2,5;
flo
dur5
- 0
,25
Szkł
o14
5M
C -
3,0;
flo
dur3
- 0
,3
Szkł
o14
5M
C -
3,0;
flo
dur5
- 0
,3
Szkł
o14
5M
C -
2,5;
flo
dur1
- 0
,25
Szkł
o14
5M
C -
2,5;
flo
dur3
- 0
,25
Ruda
lA -
3,0;
utw
.SA
61 -
0,3
Ruda
lA -
3,0;
utw
.SA
63 -
0,3
Ruda
lA -
3,0;
utw
.SA
65 -
0,3
Ruda
lA -
2,5;
utw
.SA
61 -
0,25
Ruda
lA -
2,5;
utw
.SA
63 -
0,25
Ruda
lA -
2,5;
utw
.SA
65 -
0,25
Szkł
o15
0M
C -
3,0;
flo
dur3
- 0
,3
Szkł
o15
0M
C -
3,0;
flo
dur5
- 0
,3
Szkł
o14
5M
C -
3,0;
flo
dur1
- 0
,3
Szkł
o14
5M
C -
2,5;
flo
dur5
- 0
,25
0
10
20
30
40
50
60
70
80
90
100
Czas
prz
ydat
nośc
i do
form
owan
ia, m
inC
zas
przy
datn
ości
do
form
owan
ia, m
in
Ilość i rodzaj składników wiążących
Pezarski.indd 50 2008-09-11 12:44:27
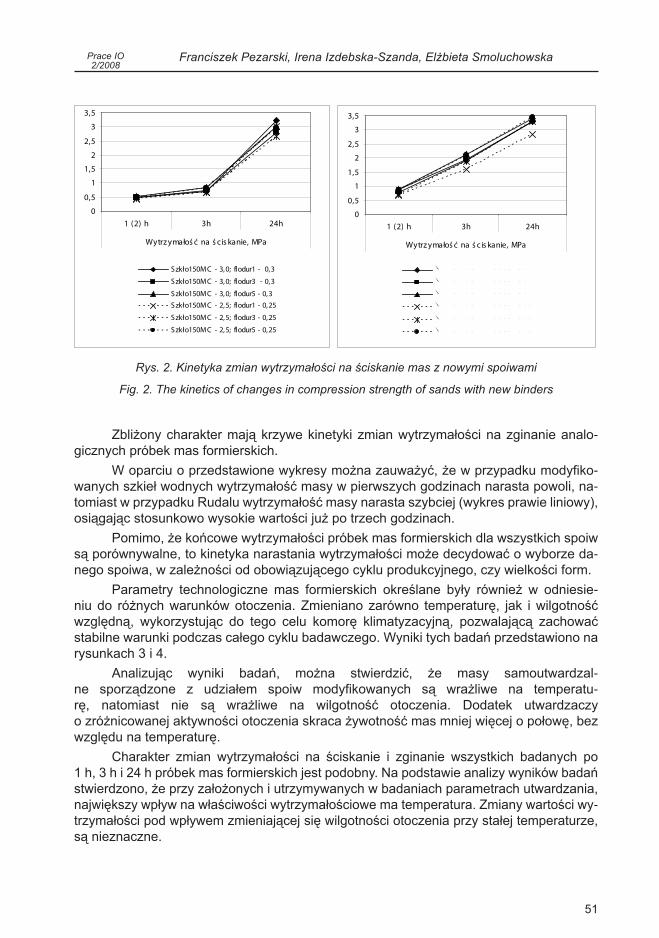
51
Prace IO 2/2008
Franciszek Pezarski, Irena Izdebska-Szanda, Elżbieta Smoluchowska
Rys. 2. Kinetyka zmian wytrzymałości na ściskanie mas z nowymi spoiwami
Fig. 2. The kinetics of changes in compression strength of sands with new binders
Zbliżony charakter mają krzywe kinetyki zmian wytrzymałości na zginanie analo-gicznych próbek mas formierskich.
W oparciu o przedstawione wykresy można zauważyć, że w przypadku modyfiko-wanych szkieł wodnych wytrzymałość masy w pierwszych godzinach narasta powoli, na-tomiast w przypadku Rudalu wytrzymałość masy narasta szybciej (wykres prawie liniowy), osiągając stosunkowo wysokie wartości już po trzech godzinach.
Pomimo, że końcowe wytrzymałości próbek mas formierskich dla wszystkich spoiw są porównywalne, to kinetyka narastania wytrzymałości może decydować o wyborze da-nego spoiwa, w zależności od obowiązującego cyklu produkcyjnego, czy wielkości form.
Parametry technologiczne mas formierskich określane były również w odniesie-niu do różnych warunków otoczenia. Zmieniano zarówno temperaturę, jak i wilgotność względną, wykorzystując do tego celu komorę klimatyzacyjną, pozwalającą zachować stabilne warunki podczas całego cyklu badawczego. Wyniki tych badań przedstawiono na rysunkach 3 i 4.
Analizując wyniki badań, można stwierdzić, że masy samoutwardzal-ne sporządzone z udziałem spoiw modyfikowanych są wrażliwe na temperatu-rę, natomiast nie są wrażliwe na wilgotność otoczenia. Dodatek utwardzaczy o zróżnicowanej aktywności otoczenia skraca żywotność mas mniej więcej o połowę, bez względu na temperaturę.
Charakter zmian wytrzymałości na ściskanie i zginanie wszystkich badanych po 1 h, 3 h i 24 h próbek mas formierskich jest podobny. Na podstawie analizy wyników badań stwierdzono, że przy założonych i utrzymywanych w badaniach parametrach utwardzania, największy wpływ na właściwości wytrzymałościowe ma temperatura. Zmiany wartości wy-trzymałości pod wpływem zmieniającej się wilgotności otoczenia przy stałej temperaturze, są nieznaczne.
0
0,5
1
1,5
2
2,5
3
3,5
1 (2) h 3h 24h
Wytrz ymałoś ć na ś c is kanie, MPa
S zkło150MC - 3,0; flodur1 - 0,3
S zkło150MC - 3,0; flodur3 - 0,3
S zkło150MC - 3,0; flodur5 - 0,3S zkło150MC - 2,5; flodur1 - 0,25
S zkło150MC - 2,5; flodur3 - 0,25
S zkło150MC - 2,5; flodur5 - 0,25
0
0,5
1
1,5
2
2,5
3
3,5
1 (2) h 3h 24h
Wytrz ymałoś ć na ś c is kanie, MPa
R����A � 3 �0 � ��� �S A 6 1 � 0 �3
R����A � 3 �0 � ��� �S A 6 3 � 0 �3
R����A � 3 �0 � ��� �S A 6 5 � 0 �3
R����A � 2 �5 � ��� �S A 6 1 � 0 �2 5
R����A � 2 �5 � ��� �S A 6 3 � 0 �2 5
R����A � 2 �5 � ��� �S A 6 5 � 0 �2 5
Pezarski.indd 51 2008-09-11 12:44:28
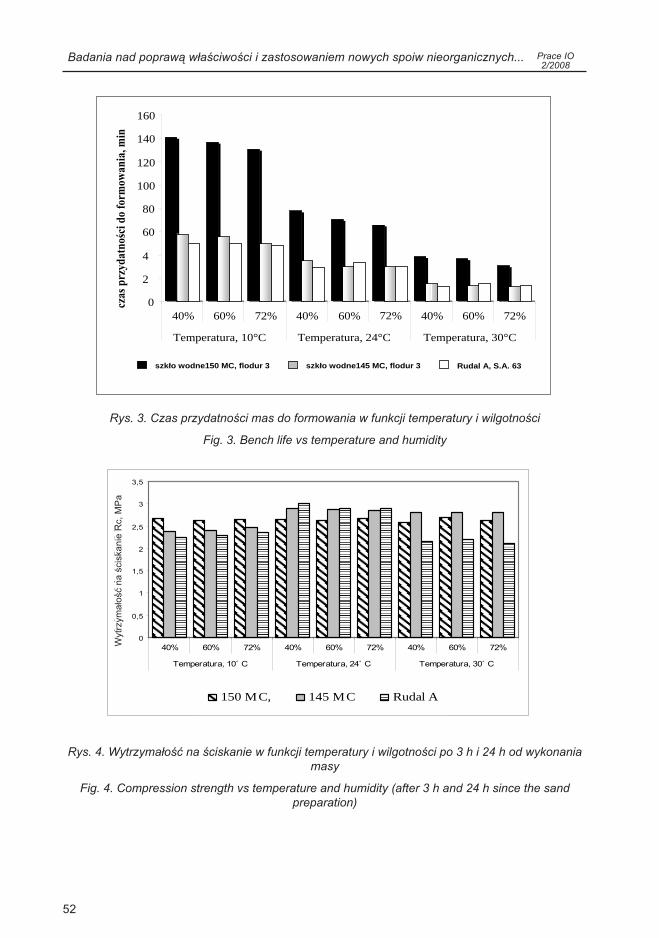
52
Prace IO 2/2008
Badania nad poprawą właściwości i zastosowaniem nowych spoiw nieorganicznych...
Rys. 4. Wytrzymałość na ściskanie w funkcji temperatury i wilgotności po 3 h i 24 h od wykonania masy
Fig. 4. Compression strength vs temperature and humidity (after 3 h and 24 h since the sand preparation)
Rys. 3. Czas przydatności mas do formowania w funkcji temperatury i wilgotności
Fig. 3. Bench life vs temperature and humidity
0
0,5
1
1,5
2
2,5
3
3,5
40% 60% 72% 40% 60% 72% 40% 60% 72%
Temperatura, 10˚ C Temperatura, 24˚ C Temperatura, 30˚ C
wytrz
ymao
c na
ciska
nie R
c, M
Pa
150 MC, 145 MC Rudal A
W
ytrz
ymał
ość
na ś
cisk
anie
Rc,
MP
a160
czas
prz
ydat
noci
do fo
rmow
ania
, min 140
120
100
80
60
4
2
072%40% 60% 72% 40% 60% 40% 60% 72%
Temperatura, 10°C Temperatura, 24°C Temperatura, 30°C
szk o wodne150 MC, flodur 3 szk o wodne145 MC, flodur 3 Rudal A, S.A. 63
Pezarski.indd 52 2008-09-11 12:44:28

53
Prace IO 2/2008
Franciszek Pezarski, Irena Izdebska-Szanda, Elżbieta Smoluchowska
W przypadku mas formierskich ze szkłem wodnym 150MC uzyskuje się w stanie utwardzonym najbardziej stabilne parametry wytrzymałościowe, niezależnie od warunków otoczenia. Znaczne różnice występują po czasie 3 h od wykonania masy formierskiej, ale jest to związane z istotnym wpływem temperatury na czas przydatności tych mas formier-skich, a tym samym czas ich utwardzania.
Masy formierskie ze szkłem wodnym 145MC i z Rudalem osiągają znacznie wyż-sze właściwosci wytrzymałościwe po 3 h, co wiąże się z ich krótszą żywotnością, ale są mniej stabilne w stanie utwardzonym (po 24 h). Największy wpływ temperatury i wilgot-ności daje się zauważyć w przypadku mas formierskich ze spoiwem Rudal.
Badania kinetyki wiązania mas z nowymi spoiwami, utwardzanych CO2
Masy formierskie utwardzane CO2 wykonywano wg składów ustalonych na podstawie badań wstępnych z udziałem modyfikowanych szkieł wodnych 145MC, 150MC i spoiwa geo-polimerowego Rudal A, bez i z dodatkiem katalizatora Geotek w temperaturze otoczenia 22°C i przy wilgotności względnej 42%.
Określano takie parametry technologiczne jak: przepuszczalność P, wytrzymałość na ściskanie Rc, wytrzymałość na zginanie Rg i osypliwość mas formierskich. Dla porównania, podstawowe parametry technologiczne oznaczane były również dla mas formierskich ze spo-iwami niemodyfikowanymi.
Na podstawie analizy wyników badań stwierdzono, że przy założonych i utrzymy-wanych w badaniach parametrach utwardzania, najlepszymi właściwościami wytrzyma-łościowymi charakteryzują się próbki mas formierskich sporządzane z udziałem modyfi-kowanego szkła wodnego 150MC. Masy ze spoiwem geopolimerowym osiągają zbliżone wartości, ale tylko przy zastosowaniu katalizatora Geotek (rys. 5).
Masy formierskie sporządzone z udziałem niemodyfikowanych spoiw nieorganicz-nych utwardzane CO2 uzyskują właściwości wytrzymałościowe, porównywalne do mas sporządzonych z udziałem spoiw modyfikowanych, przy dwukrotnie wyższym udziale spo-iwa w masie, co jest istotnym czynnikiem zarówno ekonomicznym, jak i ekologicznym, przemawiającym za szerokim stosowaniem nowych spoiw przez odlewnie.
Masy formierskie sporządzone z udziałem spoiwa geopolimerowego są znacznie bardziej osypliwe od mas sporządzonych z udziałem modyfikowanych szkieł wodnych. Osypliwość mas z tym spoiwem gwałtownie rośnie z upływem czasu (rys. 6).
Dodatek katalizatora Geotek do mas formierskich sporządzanych z udziałem spoiw modyfikowanych poprawia ich właściwości wytrzymałościowe, przyspiesza ich utwardza-nie oraz zmniejsza osypliwość, zwłaszcza w przypadku spoiwa geopolimerowego Ru-dal A. Po zastosowaniu dodatku Geotek, jakość masy poprawia się zdecydowanie i jest porównywalna do jakości mas wykonywanych w oparciu o modyfikowane szkło wodne 150MC (rys. 7).
Wstępne badania wpływu warunków otoczenia na jakość mas formierskich z mo-dyfikowanymi spoiwami, utwardzanych CO2, wskazują (odwrotnie niż przy masach sa-moutwardzalnych) na większą ich wrażliwość na wilgotność otoczenia. Mniej istotny jest czynnik temperatury. Badania te będą kontynuowane w dalszym etapie pracy.
Pezarski.indd 53 2008-09-11 12:44:28
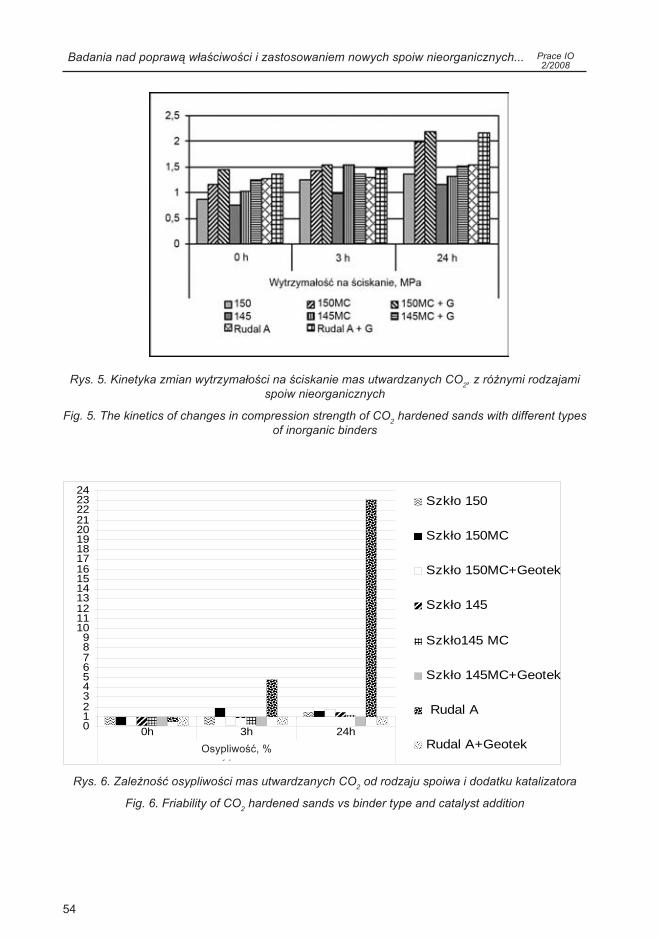
54
Prace IO 2/2008
Badania nad poprawą właściwości i zastosowaniem nowych spoiw nieorganicznych...
Rys. 6. Zależność osypliwości mas utwardzanych CO2 od rodzaju spoiwa i dodatku katalizatora
Fig. 6. Friability of CO2 hardened sands vs binder type and catalyst addition
Rys. 5. Kinetyka zmian wytrzymałości na ściskanie mas utwardzanych CO2, z różnymi rodzajami spoiw nieorganicznych
Fig. 5. The kinetics of changes in compression strength of CO2 hardened sands with different types of inorganic binders
0123456789
101112131415161718192021222324
0h 3h 24h
Osypliw ość, %
Szkło 150
Szkło 150MC
Szkło 150MC+Geotek
Szkło 145
Szkło145 MC
Szkło 145MC+Geotek
Rudal A
Rudal A+Geotek Osypliwość, %
Pezarski.indd 54 2008-09-11 12:44:29

55
Prace IO 2/2008
Franciszek Pezarski, Irena Izdebska-Szanda, Elżbieta Smoluchowska
Rys. 7. Wytrzymałość na ściskanie (po 24 h) mas sporządzanych bez i z dodatkiem katalizatora Geotek
Fig. 7. Compression strength (after 24 hours since) the sand preparation for sands prepared with and without an addition of the Geotek catalyst
Wnioski
Przedstawione wyniki badań kinetyki wiązania mas formierskich z nowymi mody-fikowanymi spoiwami nieorganicznymi pozwalają na ocenę przydatności danego spoiwa w aspekcie warunków i wymagań stawianych przez potencjalnych użytkowników, jakimi są odlewnie.
W przypadku mas samoutwardzalnych, przy porównywalnych końcowych parame-trach wytrzymałościowych dla wszystkich trzech spoiw, o wyborze spoiwa może decydo-wać cykl produkcyjny (np. wymagany technologią czas usuwania rdzenni z rdzennic) czy wielkość form.
Analizując wyniki badań mas samoutwardzalnych, należy stwierdzić, że istotnym czynnikiem zewnętrznym wpływającym na właściwości wytrzymałościowe jest temperatu-ra.
Największy wpływ temperatury i wilgotności na właściwości technologiczne mas formierskich daje się zauważyć w przypadku mas ze spoiwem Rudal.
Zastosowanie do mas utwardzanych CO2 modyfikowanych spoiw nieorganicznych, pozwala na prawie dwukrotne obniżenie udziału spoiwa w masie, co jest istotnym czynni-kiem zarówno ekonomicznym, jak i ekologicznym, przemawiającym za szerokim stosowa-niem nowych spoiw przez odlewnie.
Spoiwo geopolimerowe zastosowane do mas utwardzanych CO2, bez specjalnych dodatków poprawiających jakość powierzchni i parametry technologiczne, „posiada gor-sze właściwosci w porównaniu z modyfikowanym szkłem wodnym 150MC.
Pezarski.indd 55 2008-09-11 12:44:29

56
Prace IO 2/2008
Podziękowanie
Artykuł powstał w oparciu o wyniki badań prowadzonych w 2007 roku, w ramach pracy statutowej Instytutu Odlewnictwa „Doskonalenie technologii mas formierskich ze spoiwami nieorganicznymi i ich regeneracji w aspekcie poprawy ekonomiczności i jako-ści odlewów ze stopów żelaza i metali nieżelaznych” (zlec. 6005/00), finansowanej przez MNiSzW.
Recenzent: dr hab. inż. Andrzej Baliński, prof. AP
Badania nad poprawą właściwości i zastosowaniem nowych spoiw nieorganicznych...
Pezarski.indd 56 2008-09-11 12:44:29






![PRACE INSTYTUTU ODLEWNICTWA - yadda.icm.edu.plyadda.icm.edu.pl/yadda/element/bwmeta1.element... · oraz modyfikowania [1, 2]. Badany stop występował w byłej normie PN-H-87026:1991](https://img.pdfslide.tips/doc/110x75/5af2170d7f8b9abc788f44b1/prace-instytutu-odlewnictwa-yaddaicmedu-modyfikowania-1-2-badany-stop-wystepowal.jpg)