Embed Size (px)
Citation preview

II
PÉRDIDAS DE MATERIA Y CUANTIFICACIÓN DEL CONSUMO DE ENERGÍA
EN LOS EQUIPOS INVOLUCRADOS EN LA ELABORACIÓN DE UN ALIMENTO
BALANCEADO EN LA PLANTA DE CONCENTRADOS FINCA S.A. MOSQUERA.
FRANCISCO JAVIER VELASQUEZ ZABALETA
UNIVERSIDAD DE LA SABANA
FACULTAD DE INGENIERÍA
INGENIERÍA DE PRODUCCIÓN AGROINDUSTRIAL
SANTA FÉ DE BOGOTA, D.C.
2000

III
PÉRDIDAS DE MATERIA Y CUANTIFICACIÓN DEL CONSUMO DE ENERGÍA
EN LOS EQUIPOS INVOLUCRADOS EN LA ELABORACIÓN DE UN ALIMENTO
BALANCEADO EN LA PLANTA DE CONCENTRADOS FINCA S.A. MOSQUERA.
FRANCISCO JAVIER VELASQUEZ ZABALETA
Director CARLOS JIMÉNEZ
UNIVERSIDAD DE LA SABANA
FACULTAD DE INGENIERÍA
INGENIERÍA DE PRODUCCIÓN AGROINDUSTRIAL
SANTA FÉ DE BOGOTA, D.C.
2000
IV
CONTENIDO
Pág.
INTRODUCCION 17
OBJETIVOS 19
General 19
Específicos 19
1. FUNDAMENTACIÓN TEÓRICA 20
1.1. HISTORIA 20
1.2 Etapas del proceso 22
1.2.1 Almacenamiento de materias primas. 23
1.2.1.1 En bodega 23
1.2.1.2 En silos 24
1.2.2 Ensilaje de materias primas 24
1.2.2.1 Sistemas de transporte 25
1.2.2.1.1 Elevadores de Cangilones 27
1.2.2.1.2 Transportador de tornillo sinfín 28
1.2.2.1.3 Transportadores de arrastre tipo paleta 30
1.2.3 Dosificación 31
1.2.4 Molienda 34
1.2.4.1 Molino de Martillos 34
1.2.5 Mezcla 35
1.2.6 Peletizado 39

V
1.2.6.1 Razones del Peletizado 39
1.2.6.2 Partes de una peletizadora 40
1.2.6.2.1. Tolvas de abasto 40
1.2.6.2.2. Alimentador 41
1.2.6.2.3. Acondicionador 41
1.2.6.2.4. Dados de peletización 42
1.2.6.2.5. Rodillos 42
1.2.6.2.6 Enfriador 43
1.2.6.2.7 Rodillos quebrantadores 44
1.2.6.2.8 Equipo de transporte 44
1.2.7 Ensaque 45
2. MATERIALES Y MÉTODOS 46
2.1 Determinación de pérdidas de materia prima 46
2.1.1 En el ensilaje 46
2.1.2 En el transporte hacia las ensacadoras 48
2.1.3 En la peletización 49
2.2 Determinación de la capacidad de producción de la planta 51
2.2.1 Ensilaje de materias primas 52
2.2.2 Dosificación 53
2.2.3 Molienda 53
2.2.4. Mezcla. 53
2.2.5 Peletización 54
2.2.6 Ensaque 54
2.3 Determinación del consumo de energía 54
VI
3. PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS 56
3.1 Balance de materia en el ensilaje 56
3.2 Balance de materia en los transportadores a sistema de ensaque 61
3.3 Balance de materia en peletizado 65
3.4 Capacidad en el ensilaje 67
3.5 Capacidad de la dosificadora 78
3.6 Capacidad del sistema de transporte desde la tolva báscula hasta el molino 80
3.7 Capacidad del molino 84
3.8 Capacidad de la mezcladora 85
3.9 Capacidad del sistema de transporte desde la mezcladora hasta las peletizadoras 86
3.10 Capacidad de las tolvas de peletizado 87
3.11 Capacidad de las peletizadoras 88
3.12 Capacidad de las tolvas de ensaque 91
3.13 Capacidad de las ensacadoras 92
PROPUESTAS PARA OPTIMIZACION DE LA PLANTA FINCA S.A. 96
CONCLUSIONES 99
RECOMENDACIONES 101
REFERENCIAS BIBLIOGRÁFICAS 102
ANEXOS 103

VII
LISTA DE TABLAS
Pág.
Tabla 1. Reducción de capacidad en tornillos sinfín inclinados. 29
Tabla 2. Determinación de pérdidas en el ensilaje. 57
Tabla 3. Acumulación de materia prima en cajuelas de transportador 2. 59
Tabla 4. Acumulación de materia prima en cajuelas de transportador 3. 60
Tabla 5. Pérdidas de materia prima desde la tolva báscula hasta las ensacadoras. 63
Tabla 6. Pérdidas de materia prima desde la tolva báscula hasta las ensacadoras. 64
Tabla 7. Porcentaje de Humedad promedio ganado en la peletización. 66
Tabla 8. Capacidad promedio de los equipos involucrados en la etapa de ensilaje. 68
Tabla 9. Porcentaje de sobredimensionamiento de los equipos de ensilaje cuando se 72
ensila por el transportador numero 2.
Tabla 10. Porcentaje de sobredimensionamiento de los equipos de ensilaje cuando se 73
ensila por el transportador 3.
Tabla 11. Porcentaje de sobredimensionamiento de los equipos de ensilaje cuando se 73
ensila por el transportador 17.
Tabla 12. análisis de sistema de transporte para ensilar afrecho. 74
Tabla 13 Porcentaje de sobredimensionamiento de los equipos involucrados en el 75
sistema de ensilaje del afrecho; tomando como referencia el transportador 9.
Tabla 14. Capacidad de los equipos de transporte para ensilar maíz, sorgo y 75
torta de Soya.
VIII
Tabla 15. Porcentaje de sobredimensionamiento de los equipos involucrados en el 76
sistema de ensilaje de maíz, sorgo y torta de Soya.
Tabla 16. Capacidad de las tolvas de dosificación 1 a la 12. 76
Tabla 17. Capacidad de las tolvas de dosificación 13 a la 20. 77
Tabla 18. Capacidad de las tolvas de dosificación 21 a la 24. 77
Tabla 19. Capacidad de la dosificadora. 79
Tabla 20. Capacidad promedio de los equipos de transporte desde la tolva báscula 81
hasta el molino.
Tabla 21. Porcentaje de sobredimensionamiento de los equipos de transporte desde la 83
tolva báscula hasta el molino.
Tabla 22. Capacidad del Molino. 84
Tabla 23. Capacidad de la mezcladora. 85
Tabla 24. Capacidad promedio de los equipos de transporte desde la mezcladora 86
hasta las peletizadoras.
Tabla 25. Porcentaje De sobredimensionamiento de los equipos de transporte desde 87
la mezcladora hasta las peletizadoras.
Tabla 26. Capacidad teórica máxima de la peletizadora 1. 89
Tabla 27. Capacidad teórica máxima de la peletizadora 2. 89
Tabla 28. Capacidad real de la peletizadora 1. 90
Tabla 29. Capacidad real de la peletizadora 2. 90
Tabla 30. Capacidad por línea de las tolvas de ensaque 1 y 2. 91
Tabla 31. Capacidad por línea de las tolvas de ensaque 3 y 4. 92
Tabla 32. Capacidad de las ensacadoras 1 y 2. 92

IX
Tabla 33. Consumo de energía de los equipos involucrados en el proceso. 93
Tabla 34. Capacidad de las etapas del proceso. 94
X
LISTA DE FIGURAS
Pág.
FIGURA 1. Etapas del proceso de elaboración de un alimento balanceado 22
para animales
FIGURA 2. Diagrama de flujo planta de producción FINCA S.A Mosquera. 32
FIGURA 3. Determinación de pérdidas de materia prima en el ensilaje. 46
FIGURA 4. Equipos involucrados en la etapa de ensilaje. 48
FIGURA 5. Balance de materia en la peletización. 49
FIGURA 6. Balance de materia en el ensilaje. 56
FIGURA 7. Diagrama de flujo de la Etapa de ensilaje. 58
FIGURA 8. Cajuelas del transportador 2 en donde se acumula materia prima. 60
FIGURA 9. Cajuelas del transportador 3 en donde se acumula materia prima. 60
FIGURA 10. equipos que conforman el balance de materia desde la tolva báscula 62
hasta las ensacadoras.
FIGURA 11. Sistema para ensilar materia prima desde los silos exteriores. 74
XI
RESUMEN
En este trabajo se identificaron las causas de las pérdidas de materia prima, los cuellos de
botella del proceso, consumo de energía de los equipos mas representativos, los equipos
que se encuentran subutilizados y se determinó la capacidad para cada línea de producción
en la compañía de fabricación de alimentos balanceados para animales FINCA S.A.
La planta Mosquera utiliza mensualmente mas de 5000 toneladas de materia prima y en la
actualidad se pierde entre el 1% y el 3 % debido a fugas en los equipos de transporte
principalmente.
Se identificó que en todas las etapas donde hay involucrados sistemas de transporte sé esta
trabajando deficientemente ya que los equipos deberían trabajar a igual flujo másico por ser
un sistema continuo y lo están haciendo a diferente flujo másico ocasionando sobrecostos
en consumo de energía ya que mientras unos equipos están trabajando con carga otros están
en vacío gran parte del tiempo.
Como todas las etapas no trabajan a igual flujo másico se presentan cuellos de botella, es
decir etapas que por ser menos eficientes que otras bloquean las etapas anteriores y hacen
que las etapas posteriores se queden en vacío. En este trabajo se identificaron los cuellos de
botella para cada línea de producción siendo los más relevantes los siguientes:

XII
Para la línea Ringo el cuello de botella es la Dosificación ya que se tiene un tiempo alto de
alistamiento.
Para la línea de Ganadería el cuello de botella es la molienda y en algunos casos la mezcla;
debido a la composición de la fórmula y adición lenta de melaza respectivamente.
Para la línea de Avicultura el cuello de botella es el peletizado.
Los problemas más frecuentes que se encontraron son que algunos equipos de transporte
están sobredimensionados con respecto a otros y existen fallas de diseño en los sistemas de
alimentación de tolvas.
En cuanto al consumo de energía de los equipos se encontró que estos están trabajando en
niveles inferiores al 60% de su capacidad máxima.
Se hicieron algunas recomendaciones a la compañía para minimizar las pérdidas de materia
prima y para mejorar la eficiencia de la planta.
XIII
LISTA DE ANEXOS
Anexo A. Determinación de perdidas en el ensilaje de materias primas desde la bodega de
materia prima hasta las tolvas de dosificación.
Anexo B.Cantidad de materia prima que se acumula en cada cajuela del transportador 2 y 3.
Anexo C. Perdidas de materia prima en transporte desde la tolva báscula hasta las
ensacadoras.
Anexo D. Gradiente del porcentaje de humedad en la peletización.
Anexo E. Capacidades y especificaciones técnicas de los equipos de transporte
involucrados en el sistema de ensilaje de materia prima.
Anexo F. Capacidades y especificaciones técnicas de los equipos de transporte utilizados
para ensilar Torta de Soya, Maíz y Sorgo.
Anexo G. Capacidades y especificaciones técnicas de los equipos de transporte desde la
tolva báscula hasta el molino
Anexo H. Capacidades y especificaciones técnicas de los equipos de transporte desde la
tolva de postmezcla hasta las peletizadoras
Anexo J. Capacidad de las tolvas de las peletizadoras 1 y 2.
Anexo K. Capacidad máxima teórica de las peletizadoras 1 y 2.
Anexo L. Capacidad de las tolvas de ensaque.

XIV
G L O S A R I O
Alimento Completo: Un alimento nutritivamente adecuado para animales, se fabrica con
una fórmula especifica que se servirá como una sola ración y que es capaz de mantener la
vida y/o promover la producción, sin sustancias adicionales consumidas, a excepción del
agua.
Alimento(s): Cuando se refiere a animales, es sinónimo de alimento(s) balanceado(s).
Angulo de reposo: El ángulo de reposo es el máximo ángulo formado entre el talud del
material acumulado y el plano horizontal.
Caballo de Potencia (HP): Unidad potencial igual a 746 Watt.
Carga Pico: La cantidad máxima de energía eléctrica entregada durante un periodo
establecido de tiempo.
Ciclón – Colector mecánico de polvo que usa principios de inercia para la separación de
polvo.
Compuerta : Válvula para controlar el flujo de aire

XV
Concentrado: Alimento usado con otro para mejorar el equilibrio nutritivo del total y que
se diluirá y mezclará para producir un complemento o un alimento completo.
Densidad : La relación de la masa de un espécimen de una sustancia contra el volumen de
ese espécimen.
Durabilidad : Característica física de un producto peletizado que indica que tan propenso
es a generar finos en al transporte y almacenamiento. Para determinar la durabilidad se
toman 500 gramos de producto terminado y se colocan en el medidor de durabilidad que lo
que hace es rotar durante 10 minutos y simular él cargue y descargue que sufre el producto,
posteriormente se saca el producto, se tamiza, se pesan los gruesos(se utiliza tamiz No 6
U.S STD o TYLER para pastillas de 5/32 de pulgada y el tamiz 5/16 IN U.S STD o
TYLER para pastillas de 3/8 de pulgada), la cantidad de gruesos obtenidos dividida entre el
peso de la muestra y multiplicado por cien es el valor de la durabilidad.
Dureza: Es la resistencia a la rotura de un producto.
Enfriado, enfriamiento: - (Proceso) Reducción de la temperatura por el movimiento del
aire por lo general acompañada por una acción simultanea de secado.
Ensaque : Etapa que empieza con el alimento en las tolvas de abasto sobre la ensacadora y
termina cuando se coloca el alimento ensacado en la bodega de producto terminado. Se
incluye el pesado del alimento para cada bolsa, el cierre de las bolsas, la colocación de una
etiqueta en la bolsa y su transporte para su almacenamiento en la bodega.
XVI
Factor de Potencia: Número que representa la relación de energía eléctrica útil consumida
contra la energía total entregada a un equipo electrónico o a un cliente individual.
Finos (en migas o pelets): (Parte) Cualquier materia que pasará por una malla, cuyas
aberturas son inmediatamente más pequeñas que el tamaño mínimo especificado de la
migaja o diámetro del pelet.
Harina: (Forma física) Ingrediente molido o reducido en su tamaño de partículas.
Humedad de mezcla : es la humedad del producto molido con los líquidos incluidos.
Humedad del pelet : es la humedad del producto al empacarse.
Kilowatt (kW): Unidad de potencia igual a 1,000 watt, usada para expresar la cantidad de
consumo de energía eléctrica.
Mezclado: (Proceso) Combinar por agitación dos o más materiales a un grado especifico
de dispersión.
Molido, molienda: (Proceso) Reducción en el tamaño de las partículas por impacto o
corte.
XVII
Peletizado, peletización: (Proceso) Obtención de alimento aglomerado por la
compactación y paso por aberturas de un dado.
Pelets: (Forma Física) Alimento aglomerado formado por la compactación y paso por
aberturas de un dado.
Producto- (Parte) Sustancia producida de una o más sustancias como resultado de cambios
físicos y químicos.
Secado artificialmente – (proceso) Remoción de la humedad por medios no naturales.
Zarandeado – (Proceso) Materiales que han pasado por cernidores de alambre para separar
partículas de diferentes tamaños. La separación de los materiales mas finos se puede hacer
con el uso de mallas.

17
INTRODUCCION
En las compañías de alimentos balanceados para animales entre los costos mas importantes
se encuentran la materia prima (80%) y el consumo de energía. Haciendo un uso racional
en el consumo de energía y reduciendo las pérdidas de materia prima se conseguiría una
reducción de costos lo cual haría que las compañías fueran más rentables y lograran
subsistir en el entorno en que se encuentra el país hoy en día debido a la globalización del
mercado.
Se busca presentar en este trabajo las principales causas de pérdidas de materia prima
dentro del proceso de la elaboración de un alimento balanceado para animales en la
compañía FINCA S.A. así como una solución posible para reducir estas pérdidas.
También se identificaran los cuellos de botella del proceso para cada línea de productos y
se llevó a cabo un análisis de la capacidad de los equipos con el fin de determinar cuales se
encontraban sobredimensionados. Se determinó la capacidad de la planta por líneas de
productos y se determinó el consumo de energía de cada equipo.
Este trabajo es de gran importancia ya que hoy en día se han implementado algunas de las
recomendaciones obteniendo buenos resultados.
18
OBJETIVOS
General
Identificar las etapas del proceso en las cuales se presentan pérdidas de materia y/o sé
subutilizan los equipos.
Específicos
- Realizar el balance de materia de la planta
- Cuantificar el consumo de energía en los motores de los equipos involucrados en la
elaboración de un alimento balanceado para animales
- Determinar la capacidad de la planta
- Identificar los cuellos de botella en las etapas de dosificación, molienda, transporte,
peletización y ensaque.
19
1. FUNDAMENTACIÓN TEÓRICA
1.1 HISTORIA
Los molinos harineros impulsados por agua ya molían el grano para los agricultores hace
más de 200 años. Casi todos los primeros molinos se construyeron para moler trigo y maíz
para el consumo humano y no tanto para alimento para ganado. Han pasado muchas etapas
desde que aquellos primeros pioneros llevaban en caballo y en vagones las piedras de
molienda y construían presas y molinos de madera y rocas a lo largo de los arroyos.
Parece ser que la lógica ha jugado un papel clave para ayudar a los hombres a decidir que si
los granos de cereales eran buenos para el consumo humano, los sobrantes podrían tener un
cierto valor alimentario para el ganado y las aves de corral. Los análisis químicos
confirmaron el valor proteínico de esos materiales de desperdicio. También se encontró
que esos mismos materiales con frecuencia contenían minerales y vitaminas benéficos.
Durante ese mismo periodo, los científicos estadounidenses y alemanes descubrieron que
las necesidades proteínicas variaban entre los animales y las funciones que desempeñaban.
Esto llevó a la conclusión de que las proteínas podían ser un factor limítrofe en la
producción de carne, leche y huevos. Con esto en mente, los materiales de desperdicio se
convirtieron en productos secundarios, con un valor definido en el mercado. La necesidad
de procesar y mezclar esos productos secundarios con granos proporcionó una razón para
fundar compañías nuevas y una industria más.

20
La industria de la fabricación de los alimentos balanceados para animales es una arteria
vital en la red global de la producción de alimentos para el consumo humano, llegando a
casi todos los rincones de la tierra. En el ámbito mundial, la industria de la fabricación de
alimentos balanceados tiene un inventario variado y ventas anuales con un valor
equivalente de 55000 millones de dólares. La producción o venta de la fabricación de
alimentos balanceados se efectúa en más de 120 países y emplea de manera directa a más
de medio millón de personas. Cada año se producen más de 550 millones de toneladas en
alrededor de 12000 plantas de alimentos, que tienen capacidades de fabricación superiores
a 25000 toneladas al año. En la actualidad, la población humana del mundo crece
aproximadamente 1,6% al año, mientras que la producción alimentaria de los animales de
granja sé esta expandiendo a un ritmo de 23% al año. En promedio por persona al año,
probablemente el nivel más alto en la historia. La producción global de carne, leche y
huevos es capaz de superar el crecimiento de la población humana por que es cada vez mas
industrializada. El desarrollo en la genética animal y en las técnicas para la cría de animales
domésticos apoya la producción animal intensiva. En algunas especies, como el ganado que
se alimenta en las praderas, su importancia es menor. Aún así, en especies criadas de
manera intensiva –por ejemplo, las aves de corral, puercos, peces y camarones los costos de
los alimentos balanceados pueden representar hasta el 80% del costo total de la producción.
[American Feed Industry Association Inc. 1994. p.3-26.]
21
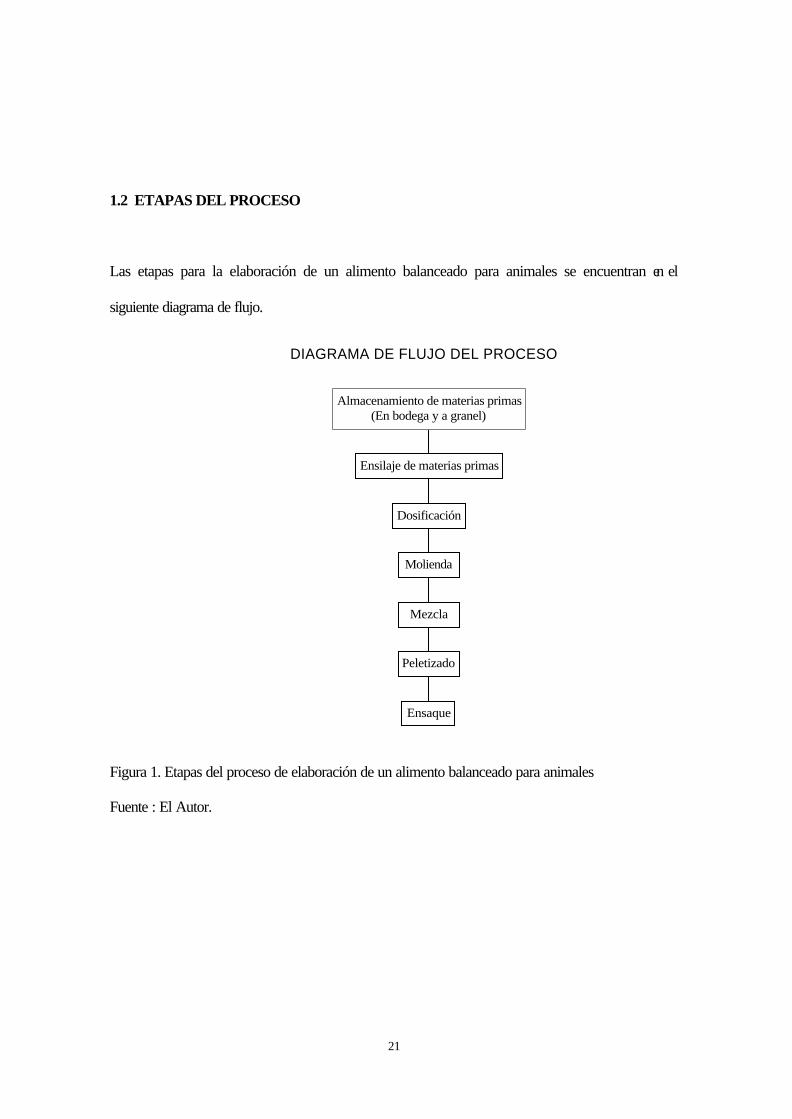
1.2 ETAPAS DEL PROCESO
Las etapas para la elaboración de un alimento balanceado para animales se encuentran en el
siguiente diagrama de flujo.
Figura 1. Etapas del proceso de elaboración de un alimento balanceado para animales
Fuente : El Autor.
DIAGRAMA DE FLUJO DEL PROCESO
Ensaque
Peletizado
Mezcla
Molienda
Dosificación
Ensilaje de materias primas
Almacenamiento de materias primas(En bodega y a granel)
22
1.2.1 Almacenamiento de materias primas. El fin primordial de un almacenamiento
organizado, consiste en conservar materias primas por periodos limitados para los
requerimientos de consumo de tal forma que se mantengan intactos su integridad cualitativa
y cuantitativa. La función del almacenamiento esta ligada no solamente a la acumulación
física de un volumen de producto, si no especialmente con su adecuada conservación o
preservación poniéndolos al resguardo de robos, de la acción de roedores, de infestaciones
de toda clase o de procesos de putrefacción o descomposición ligados a la humedad,
temperatura y al medio ambiente. El almacenamiento de las materias primas y el producto
terminado puede ser en bodega o a granel.
1.2.1.1 En bodega. La disposición de los sacos debe de ser de tal forma que terminando de
conformar el lote, debe de reunir las siguientes características:
- Que sea fácilmente contable.
- Que la traba de los bultos garantice la estabilidad del lote.
- Que presente un aspecto estético.
- Que sea fácilmente fumigable.
- Que el tamaño del lote permita la utilización de carpas.
- Fácil rotación de lotes.
Se debe de hacer el siguiente mantenimiento en el interior de la bodega:
- Debe dársele limpieza constantemente a los pisos.
- Evitar la acumulación de desperdicios y equipo fuera de uso.
23
- Dar limpieza a paredes y techos periódicamente.
- Dar limpieza y mantenimiento a puertas y equipos en general (transportadores,
elevadores, etc.)
1.2.1.2 En silos. Se debe ejercer un estricto control sobre los siguientes puntos:
- Se debe de hacer una lectura y registro diario en las horas de la mañana de las
temperaturas en cada silo que contenga granos.
- Realizar un control periódico ejercido sobre muestras tomadas del cono, ventanillas de
inspección, tapa superior del silo, para determinar: infestaciones, presencia de hongos y
calentamiento del grano.
- Inspeccionar periódicamente el estado de los silos, especialmente el techo interno, con
el fin de percibir posibles condensaciones de humedad o infestaciones.
- Efectuar inspecciones externas de los silos para detectar grietas y filtraciones.
1.2.2 Ensilaje de materias primas. El ensilaje de materias primas consiste en llevar las
materias primas desde la bodega de materia prima o silos a granel hasta las tolvas de
dosificación mediante la utilización de sistemas de transporte.
En la planta de concentrados Finca S.A se ensilan materias primas desde la bodega de
materia prima y desde los silos exteriores a granel. Se utilizan 3 sistemas de transporte:
transportador de tornillo sinfín, elevadores de cangilones y transportadores de arrastre tipo
paleta.
24
1.2.2.1 Sistemas de transporte. Los sistemas de transporte se usan para muchos propósitos
en la industria de la fabricación de alimentos balanceados, incluyendo transporte, mezclado
y clasificación de materias según el tamaño. Por lo general, se usan para transportar
ingredientes a granel en una dirección horizontal con poca pendiente, pero, con una
modificación especial, a veces se instalan transportadores con inclinaciones marcadas o
incluso en posiciones verticales.
Algunos se usan para controlar las cantidades de alimento y para medir los materiales, ya
sea por volumen o por peso. Otros se usan para mezclar ingredientes secos o para añadir
ingredientes líquidos a las mezclas o productos terminados. Al colocar un fondo de malla o
perforado en algunos tipos de transportadores, se pueden clasificar los materiales por su
tamaño.
Se usan diferentes tipos de transportadores en el proceso de fabricación de alimentos
balanceados, desde la recepción inicial de los ingredientes a granel hasta la descarga del
producto terminado. El tipo y tamaño del transportador seleccionado para cada aplicación
se basa en varios factores, los cuales incluyen:
- Características físicas y químicas de los ingredientes.
- Cantidad o ritmo de flujo.
- Distancia y elevación.
- Eficiencia.

25
De acuerdo con el producto que manejan, los transportadores se clasifican en:
- Transportadores para productos a granel.
- Transportadores para productos empacados.
Los transportadores para productos a granel son aquellos en los cuales se maneja el material
suelto y sin que interese la orientación de las partículas sobre el transportador. Ejemplos de
estos son el transportador de tornillo sinfín y el elevador de cangilones.
Los transportadores de productos empacados son aquellos en los cuales el producto se
maneja dentro de una unidad de empaque. Ejemplo bandas transportadoras.
1.2.2.1.1 Elevadores de Cangilones. Los elevadores de cangilones son el medio más
eficiente para elevar grano, ingredientes peletizados y suaves, alimentos terminados y casi
todos los materiales, a excepción del material pegajoso que no se descargara de los
cangilones. Consisten de una banda o de una cadena que corre en una dirección vertical, a
la cual están unidos los cangilones. Los cangilones se descargan por la gravedad,
reduciendo el rompimiento ocasionado por la descarga de fuerza centrífuga de un elevador
centrífugo. Por lo general, los elevadores de cangilones requieren de la menor cantidad de
potencia para el transporte vertical de cualquier sistema de transporte.
26
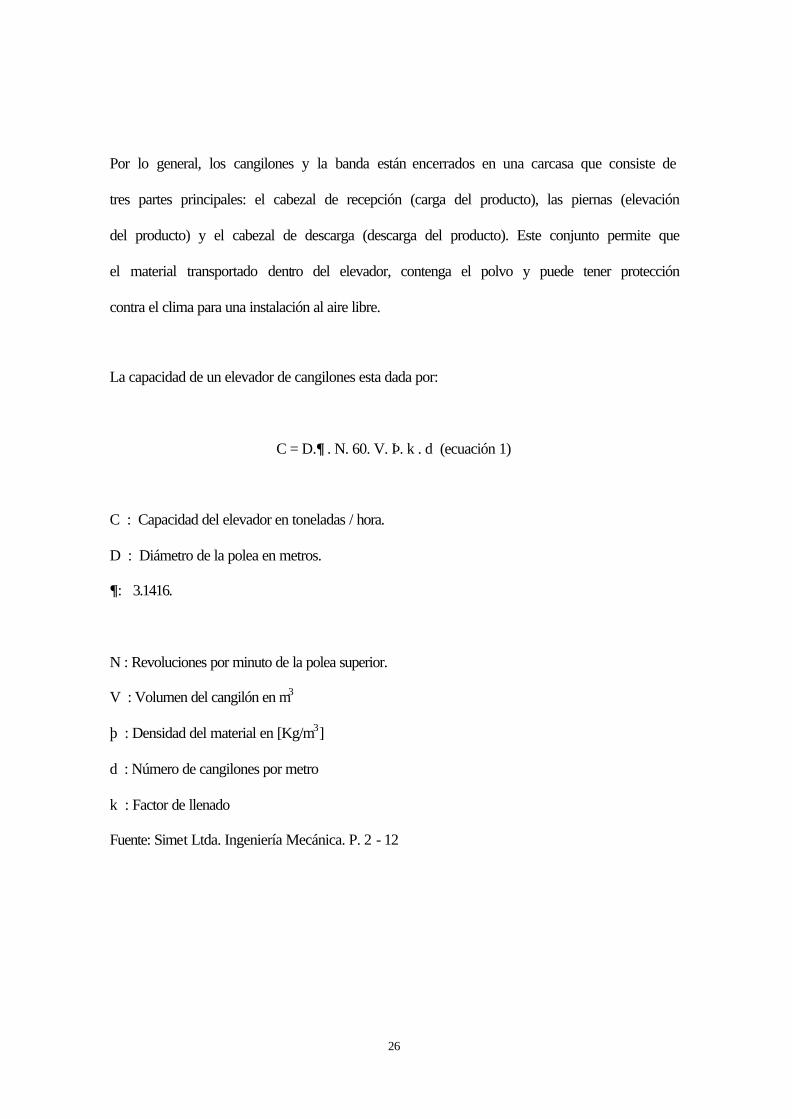
Por lo general, los cangilones y la banda están encerrados en una carcasa que consiste de
tres partes principales: el cabezal de recepción (carga del producto), las piernas (elevación
del producto) y el cabezal de descarga (descarga del producto). Este conjunto permite que
el material transportado dentro del elevador, contenga el polvo y puede tener protección
contra el clima para una instalación al aire libre.
La capacidad de un elevador de cangilones esta dada por:
C = D.¶ . N. 60. V. Þ. k . d (ecuación 1)
C : Capacidad del elevador en toneladas / hora.
D : Diámetro de la polea en metros.
¶: 3.1416.
N : Revoluciones por minuto de la polea superior.
V : Volumen del cangilón en m3
þ : Densidad del material en [Kg/m3]
d : Número de cangilones por metro
k : Factor de llenado
Fuente: Simet Ltda. Ingeniería Mecánica. P. 2 - 12

27
1.2.2.1.2 Transportador de tornillo sinfín. Los transportadores de tornillo son uno de los
métodos más sencillos y más antiguos para transportar materiales a granel. El material
colocado en el cuerpo del transportador a través de las aberturas de entrada se mueve a lo
largo en un suave movimiento en espiral por la rotación del tornillo. Las entradas, salidas,
compuertas, transmisiones y otros accesorios controlan el ritmo de transporte del material y
el lugar de descarga. Estos transportadores también se pueden usar como alimentadores
para controlar la cantidad de flujo de los materiales en las operaciones de procesamiento o
para proporcionar un mezclado limitado durante el transporte.
Casi todos los materiales a granel se pueden transportar por los transportadores de tornillo,
pero por lo general quedan algunos residuos en el fondo del cuerpo. Si el material
transportado como los peles suaves, se rompen con facilidad, un transportador de tornillo
puede causar daño al material, debido a la acción de la fricción de la hélice y el cuerpo
contra el material.
La potencia requerida para el transporte se debe transmitir a través del eje o la tubería y se
ve limitada por el tamaño permisible de sus piezas.
Además de su capacidad de transporte, los transportadores de tornillo sin fin se pueden
adaptar a una gran variedad de operaciones de procesamiento, como por ejemplo
mezclado, calentamiento, enfriamiento, etc. Por lo general, los transportadores de tornillo
requieren de muy poco mantenimiento. Los transportadores de tornillo sinfín pueden
trabajar inclinados. Una hélice de paso puede mover material en planos inclinados hasta de
35º.

28
En la tabla 1 se indica la reducción de capacidad, en comparación con la que tiene cuando
trabaja en forma horizontal:
Tabla 1. Reducción de capacidad en tornillos sinfín inclinados
Inclinación en grados 10 15 20 25 30 35
% reducción de capacidad 10 26 45 58 70 78
Fuente: PERRY H Robert. Manual del Ingeniero Químico. P.10-49
La capacidad del tornillo esta dada por:
C = ¶ . ( DT 2 - DE 2). P.K.N. 60. Þ. R / 4 (ecuación 2)
C : Capacidad del tornillo en ton / hora.
¶: 3,1416.
DT : Diámetro del tornillo en metros.
DE : Diámetro del eje en metros.
P : Paso en metros.
K : Factor de llenado.
N : Revoluciones por minuto del tornillo.
þ : Densidad del material.
R : Reducción de capacidad debida a inclinación del tornillo
Fuente: Simet Ltda. Ingeniería Mecánica. P. 2 - 12

29
1.2.2.1.3 Transportadores de arrastre tipo paleta. Consiste de una serie de paletas unidas
a una cadena sin fin que se mueve a lo largo de un cuerpo estacionario. Por lo general
tienen entradas más anchas que el cuerpo para que el material entre en el transportador a lo
largo de los lados debajo de la cadena y las paletas de regreso. Las paletas de arrastre son
casi autolimpiables y adecuadas para las aplicaciones que requieren de movimiento
horizontal de los ingredientes, donde se transportan varios ingredientes usando el mismo
transportador o alimentos con medicamentos.
La capacidad de un transportador de arrastre esta dada por:
C = N. 60. D. B. V.P. þ. k (ecuación 3)
C : Capacidad del transportador de arrastre en toneladas / hora.
D : Número de dientes del piñón.
N : Revoluciones por minuto.
B : Paso del piñón en metros.
P : número de paletas / metro
V : volumen de una paleta en m3
þ : Densidad del material en [ton/m3]
k : Factor de llenado.
Fuente: Simet Ltda. Ingeniería Mecánica. P. 2 - 12

30
1.2.3 Dosificación. Es el proceso mediante el cual se pesan los ingredientes de una fórmula
en una tolva-báscula, por medio de un equipo programable, del cual forman parte
veinticuatro (24) tolvas de almacenamiento.
Existen dos sistemas para la elaboración de un alimento balanceado:
Sistema de premolienda que consiste en moler las materias primas antes de pesarlas y
sistema de postmolienda que consiste en pesar las materias primas y luego molerlas que es
el utilizado por FINCA S.A. (Ver figura 2).

31
Las materias primas se pueden transportar desde las tolvas de dosificación hasta la tolva
báscula por el uso de flujo por gravedad o transportador. En los sistemas de flujo por
gravedad, el material fluye por gravedad desde la descarga de una tolva mediante un
separador hacia la tolva báscula. El flujo se regula por una compuerta deslizante en la
descarga de la tolva, que se puede operar manualmente o por el uso de cilindros de aire o de
DOSIFICACION MOLIENDA Y MEZCLA PELETIZADO EMPAQUE
TOLVA BASCULA
MEZCLADORA TOLVA DE
POSTMEZCLA
ENFRIADOR
MOLINO FILTRO
PELETIZADORA
QUEBRANTADOR
ENSACADORA
ACONDICIONADOR
ZARANDA
HARINA
HARINA
LIQUIDOS MICROINGREDIENTES
TOLVAS DE DOSIFICACION
ELEVADOR DE CANGILONES ELEVADOR DE CANGILONES ELEVADOR DE CANGILONES
TOLVA DE POSTMOLIENDA
TOLVAS DE PREMOLIENDA
TOLVAS DE ENSAQUE
TOLVAS DE
PELETIZADO
Figura 2. Diagrama de flujo planta de producción de alimentos FINCA S.A Mosquera
32
arrancadores eléctricos. Debido a las estrechas tolerancias en el pesado que se requiere en
la industria de los alimentos balanceados de nuestros días sé prohiben los sistemas de flujo
por gravedad manuales.
Los alimentadores de tornillo son más comúnmente usados para transportar ingredientes de
las tolvas superiores de ingredientes a una o más tolvas básculas. Los alimentadores pueden
ser de tamaños diferentes, pueden ser arreglos sencillos o dobles y deben estar diseñados
para transportar un ingrediente específico. Con frecuencia, se usan hélices con paso cerrado
o cónicas a través de la entrada del alimentador para proporcionar un flujo uniforme,
minimizar el puenteo y proporcionar una cantidad uniforme de alimentación para obtener
exactitud en el pesado.
Las tolvas básculas por lo general tienen la misma capacidad de la mezcladora, la descarga
de la báscula debe ser lo suficientemente grande para que se pueda vaciar en 15 segundos
aproximadamente. Todas las esquinas y lados de la tolva deben tener una inclinación de por
lo menos 60 º para facilitar el vaciado.
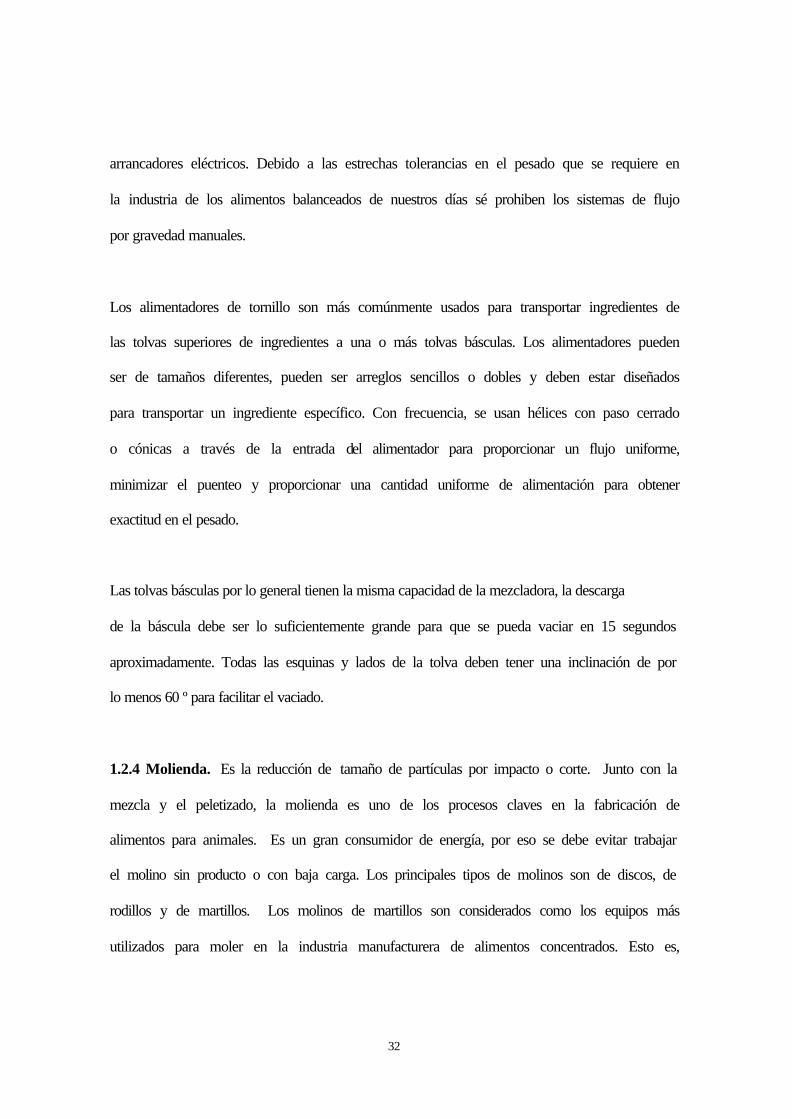
1.2.4 Molienda. Es la reducción de tamaño de partículas por impacto o corte. Junto con la
mezcla y el peletizado, la molienda es uno de los procesos claves en la fabricación de
alimentos para animales. Es un gran consumidor de energía, por eso se debe evitar trabajar
el molino sin producto o con baja carga. Los principales tipos de molinos son de discos, de
rodillos y de martillos. Los molinos de martillos son considerados como los equipos más
utilizados para moler en la industria manufacturera de alimentos concentrados. Esto es,

33
porque ellos pueden ser universalmente usados para moler la mayoría de los materiales
utilizados, porque el costo de capital es bajo y son fáciles de operar. Su desventaja es que
tienen alto consumo de energía y requieren un gran volumen de aire de aspiración. La
operación de los molinos de martillos está basada en el principio de molienda de impacto.
La textura final de un ingrediente molido, utilizando un molino de martillos dependerá de:
Velocidad de giro del molino (r.p.m.), tamaño de los orificios de la criba y densidad de los
mismos, número y estado de los martillos, humedad de los ingredientes, cantidad de grasa y
fibra de los ingredientes, distancia entre la punta del martillo y la criba, velocidad de
alimentación, tamaño y forma del ingrediente. [American Feed Industry Association Inc.
1994. p. 87.]
1.2.4.1 Molino de Martillos. Los molinos de martillos tienen martillos pivotantes que van
montados sobre un eje horizontal y la trituración se efectúa por impacto entre los martillos
y las placas de rompimiento "cribas". Un martillo es una lámina rectangular de 1/4 de
pulgada que es aconsejable cambiar cuando se desgasta la punta en una tercera parte.
Después de la primera acción, los martillos empiezan a atraer el material a la zona de
aceleración, donde las partículas aumentarán su velocidad, conforme aumenta la velocidad
de las puntas del martillo.
34
El sobrecalentamiento de los productos molidos húmedos, puede crear problemas con el
flujo hacia las tolvas de postmolienda; así mismo, se presentarán mayores pérdidas por
disminución en la humedad.
Un molino de martillos con una criba cuyos agujeros tengan extremos desgastados y sin
filo, requiere de mayor potencia para mantener la misma capacidad. Cuando se verifique el
desgaste de la criba, se deben buscar ranuras que indiquen que los martillos están
golpeando la criba; si el desgaste es poco uniforme, indica alimentación inconstante o
problemas de flujo de aire. [ Ibid., p. 88. ]
1.2. 5 Mezcla. La mezcla es el proceso más importante dentro de la fabricación de un
concentrado. Mientras la molienda prepara los ingredientes, el peletizado les da una
presentación y el empaque los alista para enviarlos al mercado, con la mezcla se fabrica
propiamente dicho alimento; la buena o mala mezcla dará origen al buen o mal producto.
El objetivo de este proceso es mezclar en conjunto, tan uniformemente como sea posible,
componentes de tamaño de partícula y peso específico variable. Entre más similares sean
los ingredientes en relación con el peso especifico, granulometria y fluidez, mejor será la
calidad del mezclado y la estabilidad de la mezcla.
Una inadecuada dosificación y distribución de los ingredientes afecta los buenos resultados
para los clientes, incidiendo en bajas producciones y aumentando la susceptibilidad a
enfermedades, entre otras consecuencias.

35
Los factores que influyen en la mezcla son:
- Tiempo de mezcla, tamaño, forma y estructura de las partículas, peso específico y
cantidad de los ingredientes.
Partículas muy heterogéneas no mezclan bien. Si el tamaño medio de las partículas
conserva una distribución normal, el proceso de mezclado mejora sustancialmente.
Dependiendo de la geometría de las partículas, estas tendrán comportamientos distintos en
el momento de adición. Partículas redondas y pequeñas tienden a segregarse terminando en
el fondo de la tolva a diferencia de partículas cuadradas u oblongas.
Partículas de alta densidad, tales como minerales, tenderán a irse al fondo de la mezcladora,
razón por la cual deben adicionarse de último. Materias primas como el afrecho de
cervecería permite un mezclado menos difícil dada la forma oblonga y alargada de sus
partículas, no obstante su baja densidad.
La secuencia de adición de los ingredientes en el proceso de dosificación depende
básicamente del tipo del ingrediente, de la densidad del mismo, la cantidad a adicionar y el
lugar de la adición sobre la tolva-báscula.
Las razones para el orden de adición son las siguientes:
- Se adicionan primero los macroingredientes por ser los más voluminosos.
36
- Luego los minerales por ser los más pesados, ya que si se agregan primero se irían al
fondo de la mezcladora ocasionando mala mezcla por mala homogenización.
- Micromezclas: se le agregan cuando el bache está completo, para lograr su distribución
entre todos los demás ingredientes en forma pareja; para que esté el tiempo necesario
dentro de la mezcladora y evitar que se llegue a deteriorar o destruir sus propiedades por un
excesivo tiempo de mezcla.
- Líquidos: cuando la fórmula indique el uso de líquidos se deben agregar 2 minutos
después de adicionar las Micromezclas. Los líquidos tienden a inhibir la acción de
mezclado y no se deben añadir hasta que haya terminado la mezcla en seco apropiada.
En las operaciones de mezclado por baches, la capacidad de producción del sistema de
mezclado determina la capacidad máxima en toda la planta. Hay varios criterios que forman
parte de la capacidad real de un sistema de mezclado:
- El volumen de la mezcladora, el ciclo total de mezclado requerido, la densidad de la
fórmula, los líquidos y la cantidad de estos dosificados en la mezcladora, el método de
descargue de la mezcladora y el tiempo del corte de producto.
La mezcladora no es la máquina más apropiada para hacer la adición de líquidos en el
alimento.
La capacidad de absorción de líquidos depende de:

37
- Finura del alimento, contenido de humedad, naturaleza del alimento, naturaleza del
líquido y temperatura.
La influencia sobre el tiempo de almacenamiento y la fluidez del producto dentro de las
tolvas ubicadas a través del sistema son factores que limitan la cantidad de líquido que
puede ser añadido. Por ejemplo, un producto con más del 4 % de melaza no puede ser ni
almacenado por largo tiempo ni descargado fácilmente en las tolvas.
La adición de líquidos en la mezcladora tiene las siguientes desventajas:
- Formación de grumos, contaminación del rotor y la carcaza del equipo, mayor consumo
de potencia, extensión del tiempo de mezcla y deficiencia en el descargue. [ Ibid., p. 104-
107. ]
1.2.6 Peletizado. El peletizado es un proceso que, mediante el moldeo termoplástico de
partículas finamente molidas de los ingredientes, forma una partícula compacta de fácil
manejo. Las proteínas y azúcares de los ingredientes llegan a ser plásticos cuando se
calientan y se diluyen con la humedad proceso que es denominado acondicionamiento. La
operación de moldeo ocurre cuando los ingredientes calentados y humedecidos con vapor
se pasan a través del dado, en el cual toman su forma y después de un corto período de
tiempo, las partículas son expulsadas. [ Ibid., p. 114.]
El peletizado es un proceso que, sin modificar o adicionar factores nutricionales sólo busca
una presentación diferente al producto, por lo tanto la calidad del empastillado se mide por
la buena o mala forma de la pastilla.

38
1.2.6.1 Razones del Peletizado. El peletizado tiene ciertas ventajas sobre los alimentos en
forma de harina, como son:
- Debido al grado de gelatinización de los alimentos producido por la combinación de
humedad, calor y presión sobre los ingredientes energéticos, se puede hacer un mejor uso
del alimento, mejorando la conversión en peso, particularmente en la industria avícola
(pollo engorde).
- Se evade el problema de selección y desperdicios.
- Hay eliminación de bacterias mediante la adición de vapor.
- Previene la segregación de ingredientes y la desproporción en la concentración de
Microingredientes en el alimento.
- Ciertos animales no pueden consumir el alimento en harinas (los conejos).
- Se facilita el manejo, reduciendo las pérdidas.
- Gusta al cliente.
- Mejora las características para el manejo de los alimentos. La peletización aumenta la
densidad a granel, permitiendo más producto en un espacio dado. La capacidad de flujo
también mejora cuando se comparan los alimentos peletizados con los alimentos tipo
harina.
1.2.6.2 Partes de una peletizadora. Las peletizadoras constan de las siguientes partes:
1.2.6.2.1. Tolvas de abasto. Deben tener el tamaño adecuado para proporcionar un abasto
continuo de mezcla a la peletizadora. Debe haber un flujo constante de la mezcla a la

39
peletizadora. La tolva montada directamente sobre el alimentador de la peletizadora debe
tener dos lados verticales adyacentes y uno de estos debe de estar al principio del tornillo de
alimentación. Los otros dos lados de la salida de la tolva deben tener inclinaciones
diferentes para producir un efecto de corte en el alimento que fluye hacia abajo por los dos
lados inclinados.
1.2.6.2.2. Alimentador. Por lo general, se usa un transportador de tornillo de acero
inoxidable y velocidad variable para controlar la cantidad de alimento para la peletizadora.
El tornillo debe tener un área de entrada cónica o de paso variable para jalar el alimento de
una manera uniforme de la tolva de abasto.
También, el resto del tornillo debe tener hélices con el paso constante para minimizar la
retención de alimento en la descarga cuando gira el tornillo. Se puede variar la velocidad
del tornillo con el uso de transmisiones mecánicas o electrónicas.
1.2.6.2.3. Acondicionador. El acondicionador consiste en una cámara con un agitador para
mezclar aditivos en el alimento, como melaza y vapor. Por lo general, los componentes del
acondicionador se fabrican de acero inoxidable para proporcionar una larga vida. Están
diseñados para que proporcionen tiempos de acondicionamiento hasta de 20 segundos.
Durante el acondicionamiento, las partículas de harina absorben vapor haciéndolas flexible
para la peletización. El calor y la humedad promueven durante el acondicionamiento la
gelatinización de los componentes del alimento.
El acondicionamiento prolongado de los alimentos proporciona oportunidades para:

40
- Mayor gelatinización de los almidones.
- Temperaturas mayores y prolongadas del alimento, lo cual promueve la reducción de
bacterias dañinas como la salmonella.
- Mejores tasas de producción y calidad del pelet. El diseño específico del acondicionador
dependerá del tipo de acondicionamiento requerido.
1.2.6.2.4. Dados de peletización. El dado es el corazón de la operación de formación de
pelets. Dentro del dado la mezcla acondicionada se comprime en la forma deseada.
Hay muchas especificaciones de dados para realizar este proceso. Las especificaciones
reales elegidas deben estar basadas en los requisitos de producción, necesidades de calidad
y tipos de ingredientes a peletizarse.
1.2.6.2.5. Rodillos. Frecuentemente, las peletizadoras usan dos o tres rodillos dentro de la
cámara de peletización. Los rodillos bien diseñados tendrán una capacidad adecuada para
resistir el esfuerzo de la carga, un diseño adecuado de sellado para evitar que llegue
material extraño al cojinete y una superficie del rodillo que proporcione la máxima
tracción.
1.2.6.2.6 Enfriador. Básicamente se utilizan tres tipos de enfriadores en la industria de los
alimentos balanceados: el vertical, el horizontal y el de contraflujo. Con frecuencia el tipo
de enfriador dependerá de la distribución de la planta y de la mezcla de los productos.
Cuando es limitado el espacio en el suelo, los enfriadores verticales y de contraflujo

41
podrían resultar los más adecuados. Cuando es limitada la altura, como en un sótano,
probablemente seria mejor un enfriador horizontal.
El enfriador de tipo vertical tiene un diseño sencillo, que requiere de poco mantenimiento y
bajos costos de energía. Los pelets se envían a la tolva superior del enfriador, donde un
desviador de flujo los desvía en columnas de aproximadamente 23 cm de ancho. Los pelets
llenan esas dos columnas hasta que la palanca de control en la parte superior activa el
mecanismo de control de descarga. Conforme fluyen los pelets, quedan expuestos a aire de
alta velocidad, que los enfría y los seca. El aire llega a los pelets mediante un ventilador
conectado a la sección central. La descarga de los pelets de un enfriador vertical tiene un
ritmo suave y constante de flujo, que lo hace ideal para alimentar rodillos quebrantadores.
Por lo general los enfriadores verticales funcionan mejor con pelets de diámetro pequeño.
El enfriador horizontal es un enfriador movible de tipo charola. Difiere de un enfriador
vertical por que los pelets permanecen estacionarios y se mueven a través del enfriador en
una charola movible, mientras que en un enfriador vertical, los pelets se agitan mientras se
mueven hacia abajo en la columna por gravedad. En el enfriador horizontal el aire de
enfriamiento se introduce en la parte inferior y fluye verticalmente hacia arriba a través de
la cama movible de los pelets, donde es aspirado a través de una campana hacia los ductos
y el ventilador. El enfriador horizontal maneja bien los pelets y cubos frágiles. Para una
operación adecuada de enfriamiento, se deben alimentar los pelets en el enfriador de
manera que se mantenga una profundidad uniforme en la charola del enfriador.
42
1.2.6.2.7 Rodillos quebrantadores. Se usan rodillos quebrantadores para romper pelets en
partículas más pequeñas para aplicaciones especiales de alimentos. Una buena calidad de
pelet y un buen enfriamiento son esenciales para producir migajas de buena calidad. Por lo
general las migajas se hacen de pelets de 3/16 de pulgada a 5/32 de pulgada por que estos
tamaños proporcionan altas tasas de producción en la peletizadora y al mismo tiempo son lo
suficientemente pequeños para desmoronarse con facilidad con un mínimo de finos.
1.2.6.2.8 Equipo de transporte. El equipo de transporte relacionado con el sistema de
peletización necesita ser de autolimpieza y producir la menor acción de molienda posible
en los pelets. Los pelets deben salir del enfriador no muy calientes (máximo 7 º centígrados
por encima de la temperatura ambiente) ya que los pelets calientes son muy susceptibles a
roturas y daños. Normalmente, los transportadores de banda y arrastre crearán menos daños
en los pelets que otros tipos de transportadores que manejan los pelets después de que han
sido enfriados. El equipo de transporte debe funcionar lo más lentamente posible para
ayudar a minimizar los daños en los pelets. Todo el equipo de transporte debe de tener un
diseño de autolimpieza para ayudar a controlar la contaminación de una corrida de producto
a la siguiente. [ Ibid., p. 114 - 117 ]
1.2.7 Ensaque. La etapa de ensaque empieza con el alimento terminado en las tolvas de
abasto sobre la ensacadora y termina cuando se coloca el alimento ensacado en la bodega
de producto terminado. Se incluye el pesado del alimento para cada bolsa, la colocación de
este producto pesado en la bolsa, el cierre de las bolsas, la colocación de una etiqueta en la
43
bolsa, la codificación de la bolsa(sí son de papel), la colocación de las bolsas en estibas y su
transporte para su almacenamiento en la bodega. La operación de empacado puede ser una
operación sumamente manual, como colocar una bolsa sobre una báscula de plataforma y
llenarla hasta el peso deseado o con equipo automático que las pesa, las cierra y las coloca
en las estibas.

44
2. MATERIALES Y MÉTODOS
2.1 DETERMINACIÓN DE PÉRDIDAS DE MATERIA PRIMA
2.1.1 En el ensilaje. Las pérdidas se determinaron como lo indica la figura 3:
Figura 3. Determinación de pérdidas de materia prima en el ensilaje.
Fuente : El Autor.
Las pérdidas en el ensilaje, se determinaron ensilando cantidades conocidas de materia
prima desde el transportador principal ubicado en la bodega de materia prima hasta una
Determinar pérdidas de ensilaje (P1-P2)
Desocupar tolva y pesar materia prima en tolva báscula (P2)
Transportar materia prima hasta la tolva de dosificación (tolva vacía)
Ensilar materia prima desde el transportador principal
Pesar materia prima en báscula manual (P1)
45
tolva de dosificación la cual se encontraba vacía; posteriormente se desocupó la tolva y se
peso la cantidad de materia prima en la tolva báscula.
Se determinaron las pérdidas con dos materias primas: Carbonato de calcio el cual se ensila
en la tolva de dosificación número 7 y harina zootécnica la cual se ensila en la tolva de
dosificación número 15. Se utilizó el carbonato de calcio por ser el de mayor densidad y la
harina zootécnica por ser de baja densidad y una de las mas utilizadas en la planta. Se
hicieron tres ensayos con cada materia prima, debido a que no se permitió por costos
detener el proceso. Se utilizaron 1000 Kg. de Harina zootécnica y 400 Kg de Carbonato de
calcio en cada ensayo, se trabajó con éstas cantidades de materia prima para facilitar el
pesaje a los operarios, para no parar durante mucho tiempo el proceso y para evitar
atascamientos en el sistema (especialmente con carbonato de calcio).
El pesaje de las materias primas se hizo manualmente en una báscula con precisión de 0.01
Kg y allí mismo se destaró el peso de los empaques. Seguidamente se revisó que los
sistemas involucrados estuvieran sin producto y se inició el proceso de ensilaje desde la
bodega de materia prima. La materia prima se llevó hacia la tolva de dosificación que se
encontraba vacía, a través de sistemas de transporte entre los cuales se encuentran
transportadores de arrastre, de tornillo sinfín y un elevador de cangilones. Los equipos
involucrados en la etapa de ensilaje se mencionan en la figura 4 y se ilustran en la figura 7.

46
Figura 4. Equipos involucrados en la etapa de ensilaje.
Fuente : El Autor.
2.1.2 En el transporte hacia las ensacadoras. Cada 2 meses se lleva a cabo la
desinfección de todos los equipos para lo cual se necesita desocupar las 24 tolvas de
dosificación; la determinación de pérdidas en los sistemas de transporte desde la tolva
báscula hasta las tolvas de ensaque, se llevó a cabo pesando en la tolva báscula las materias
primas que se obtienen al desocupar cada uno de las tolvas y luego haciéndola pasar por
todo el sistema, para finalmente ensacarlas y pesarlas.
2.1.3 En la peletización. Las pérdidas o ganancias en peso en el proceso de peletización se
determinaron teniendo en cuenta la humedad en el alimentador (que es la misma humedad
en la mezcla) y humedad en él ensaque de cada uno de los productos que son peletizados.
TRANSPORTADORES QUE CONFORMAN EL SISTEMA DE ENSILAJE
Transportadores de tornillo sinfin ¨No 2, No 3 O No 17¨
Elevador de cangilones ¨No. 2¨
Transportador del sotano ¨No. 4¨ (sistema de arrastre por paletas)
Transportador transversal (sistema de arrastre por paletas)
Transportador principal (sistema de arrastre por paletas)
47
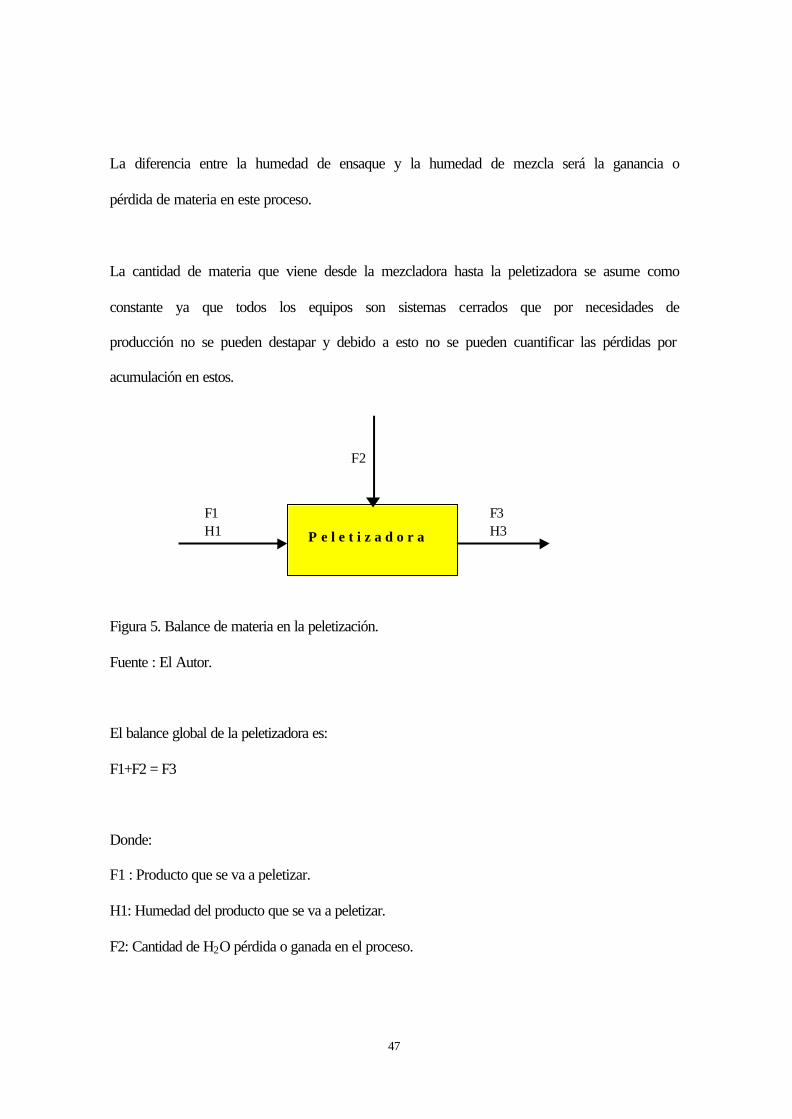
La diferencia entre la humedad de ensaque y la humedad de mezcla será la ganancia o
pérdida de materia en este proceso.
La cantidad de materia que viene desde la mezcladora hasta la peletizadora se asume como
constante ya que todos los equipos son sistemas cerrados que por necesidades de
producción no se pueden destapar y debido a esto no se pueden cuantificar las pérdidas por
acumulación en estos.
Figura 5. Balance de materia en la peletización.
Fuente : El Autor.
El balance global de la peletizadora es:
F1+F2 = F3
Donde:
F1 : Producto que se va a peletizar.
H1: Humedad del producto que se va a peletizar.
F2: Cantidad de H2O pérdida o ganada en el proceso.
P e l e t i z a d o r a
F1H1
F3 H3
F2

48
F3: Producto peletizado.
H3: Humedad del producto peletizado.
La velocidad con que peletiza el producto no es constante debido a que por requerimientos
de calidad se debe de variar la carga hasta obtener las mejores características finales de
calidad en el producto (Dureza y Durabilidad); la humedad con que sale el producto
depende de la humedad con que entro y de las propiedades de las materias primas que lo
conforman, ya que hay materias primas de baja humedad que retienen humedad del vapor
(afrecho, Mogolla de trigo, zootécnica, harina de trigo entre otras) y otras que al contrario
por tener alta humedad pierden humedad (Maíz, sorgo y torta de Soya entre otras), Las
humedades se determinan cada 30 minutos tomando muestras en los respectivos lugares y
utilizando un medidor de humedad infrarrojo.
Teniendo en cuenta que solo nos interesa la cantidad de humedad ganada o pérdida en la
peletización nuestro balance de materia seria el siguiente:
% humedad ganado o perdido = H3 – H1
Se utiliza porcentaje ya que se cuenta con los datos de porcentaje de humedad antes y
después de que se peletiza el producto para todos los productos en los meses de Enero a
Octubre de 1998 que es el periodo en el que se hicieron estos cálculos. Además como los
equipos que conforman las peletizadoras no se destapan con frecuencia (cada 8 o 15 días)
no se podría determinar con exactitud las perdidas por acumulación para un solo producto

49
ya que se demora mas de 4 horas el aseo de la peletizadora y si se quisiera determinar la
acumulación para un solo producto se tendría que parar la maquina hacerle aseo, producir
un solo tipo de producto y nuevamente parar para hacer aseo nuevamente. En estas dos
paradas para hacer aseo se pierden mas de 8 horas lo cual no permite hacer la compañía ya
que estas maquinas trabajan continuamente.
No se tienen en cuenta las pérdidas en la molienda debido a que no es posible pesar los
productos antes y después del molino ya que es un sistema sellado.
2.2 DETERMINACIÓN DE LA CAPACIDAD DE PRODUCCIÓN DE LA PLANTA
La capacidad de la planta se determina teniendo en cuenta cada una de las etapas del
proceso. Se utilizaron las densidades históricas que se trabajan en FINCA S.A. para las
materias primas y para los productos terminados y en proceso la densidad se determino con
la formulación del mes de Septiembre de 1998.
2.2.1 Ensilaje de materias primas. La capacidad en el ensilaje de materias primas se
determinó para cada materia prima (debido a que estas tienen diferente densidad) teniendo
en cuenta cada uno de los equipos involucrados en esta etapa. Los sistemas de transporte
involucrados incluyen transportadores de tornillo sinfín, de arrastre y un elevador de
cangilones.
Para determinar la capacidad de los sistemas de transporte se midieron las revoluciones de
los ejes de cada uno de ellos con un tacómetro. Para los tornillos sinfín se midió el diámetro
50
del tornillo, el diámetro del eje y el paso utilizando un calibrador o un metro. Para los
transportadores de arrastre tipo paleta se tomaron las dimensiones de cada paleta con un
metro, se contaron los dientes del piñón y se midió el paso entre dientes con un calibrador.
En el elevador de cangilones se determinaron las dimensiones del cangilón, la separación
entre cangilones y el diámetro de la polea superior; se utilizó un metro; todas las
características de los equipos mencionadas anteriormente son utilizadas para determinar la
capacidad de éstos.
Para determinar la capacidad de cada sistema se trabajó con la densidad histórica que se
tiene en la empresa de cada una de las materias primas. El factor de llenado que se utilizó
para cada equipo es el recomendado por el fabricante.
2.2.2 Dosificación. La capacidad de la dosificadora se hallo midiendo el tiempo en que se
pesa un bache(bache de peso conocido) en la tolva báscula. Se determinó la capacidad para
cada línea de producción. También se calculó la capacidad de cada una de las tolvas de
dosificación con cada materia prima.
La capacidad de los sistemas involucrados en el transporte hacia el molino se halla de la
misma forma que en el ensilaje, ya que son sistemas de tornillo sinfín, de arrastre y
elevadores de cangilones. La densidad de cada línea de producción se determina teniendo
en cuenta que ingredientes lleva y la cantidad de estos.
51
2.2.3 Molienda. La capacidad del molino se determinó teniendo en cuenta el tiempo en que
es molido un bache y el peso del bache. Se hizo el calculó para cada línea de producción.
Los tiempos muertos debido a cargue y descargue de cada bache son de 10 segundos para el
descargue ya que el molino trabaja con succión y en el cargue no se tienen tiempos
muertos ya que el molino tiene 2 tolvas y generalmente se esta llenando una mientras se
esta moliendo de la otra.
2.2.4. Mezcla. La capacidad de la mezcladora se cálculo midiendo el tiempo en que se
mezcla un bache, el peso del bache, la línea de producción, y la cantidad de líquidos que
allí se adicionan. Los tiempos muertos debido a cargue y descargue son entre 40 y 60
segundos en total por bache.
2.2.5 Peletización. La capacidad de la peletizadora se encuentra reducida por la calidad
final con que sale el producto, ya que Finca S.A. tiene como estrategia corporativa la
diferenciación elaborando productos de la mejor calidad posible. Cuando la calidad con que
sale el producto no esta dentro de las condiciones esperadas de dureza y durabilidad se
cambian los parámetros de operación incluyendo la reducción de carga con el fin de obtener
la calidad deseada; lo cual a su vez hace que la eficiencia de la peletizadora sea menor.
2.2.6 Ensaque. La capacidad en él ensaque se cálculo teniendo en cuenta los bultos
empacados por minuto, su peso y la presentación del producto (pastilla grande, pastilla
pequeña, granulado y harina).
52
2.3 DETERMINACIÓN DEL CONSUMO DE ENERGÍA
El consumo de energía se cuantificó para los motores que trabajan continuamente, es decir
los que trabajan en todo momento y no paran durante el proceso; ya que algunos motores de
la etapa de ensilaje y dosificación trabajan solamente mientras tienen que adicionar a la
tolva báscula la cantidad formulada. El consumo de energía se halla cuantificando la
potencia consumida por cada motor en el momento que este trabaja con la carga habitual.
La potencia se determina conociendo el amperaje, el voltaje y el factor de potencia del
motor. El amperaje y el voltaje consumido por el motor se determinan con un voltímetro, el
factor de potencia se obtiene de la placa de garantías de cada motor.

53
3. PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS
3.1 BALANCE DE MATERIA EN EL ENSILAJE
El ensilaje de materias primas se hace de acuerdo al producto que se va a elaborar ya que
las formulas son diferentes para todos los productos; como las tolvas son de poca capacidad
(7,37-14,77 y 31 m3) se tienen que ensilar continuamente materias primas para que no se
pierda tiempo en la dosificación por falta de estas. Se efectuó un balance de materia en el
ensilaje de materia prima desde la bodega con el fin de cuantificar las pérdidas en esta
etapa. (Ver figura 6).
Figura 6. Balance de materia en el ensilaje.
Fuente : El Autor.
Inicialmente para llevarlas a las tolvas de dosificación, se deben ensilar desde la bodega de
materia prima si vienen en sacos o desde los silos exteriores si vienen a granel. La etapa de
ensilaje esta conformada por transportadores de arrastre tipo paleta, de tornillo sinfín y un
elevador de cangilones (Ver figura 7); presentándose en este recorrido pérdidas.
F1 F2
F3
F1. Cantidad de materia prima que se ensila desde la bodega.F2. Cantidad de materia prima que llega a la tolva de dosificación.F3. Pérdidas de materia prima en el sistema de ensilaje.
Determinación de pérdidas en el ensilaje
Sistemas de transporte queconforman la etapa de ensilaje.

54
Las pérdidas obtenidas de los ensayos se encuentran en el anexo A y el resumen de los
resultados en la tabla 2.
Tabla 2. Determinación de pérdidas en el ensilaje
Materia prima Densidad
(ton/m3)
Cantidad utilizada (kg) Número de ensayos % de pérdida promedio
Zootécnica 0.4 1000 3 0.9
Carbonato de calcio 1.64 500 3 24.33
Los resultados obtenidos indican que se pierde en promedio 0.9% de harina zootécnica
y 24,33% de carbonato de calcio. Estas pérdidas se deben principalmente a las siguientes
causas:
- Existencia de fugas en los sistemas de transporte. Estas fugas se deben a falta de
sellamientos en las tapas de los transportadores de tornillo sinfín y a la presencia de
orificios o poros en los elevadores de cangilones y transportadores de tornillo sinfín por
donde se escapan las materias primas debido a que son de textura fina (carbonato de
calcio, gluten 60, harina de trigo e impalpable de arroz principalmente).

55
Figura 7. Diagrama de flujo de la etapa de ensilaje.
ELEVADOR DE CANGILONES
DOSIFICACION
TOLVA BASCULA
TOLVAS DE DOSIFICACION
TRANSPORTADOR 4 (transportador de tornillo sinfín)
TRANSPORTADOR TRANSVERSAL
(transportador de arrastre
tipo paleta)
TRANSPORTADOR PRINCIPAL (transportador de arrastre tipo paleta)
TRANSPORTADOR 2 (transportador de tornillo sinfín) TRANSPORTADOR 3 (transportador de tornillo sinfín) TRANSPORTADOR 17 (transportador de tornillo sinfín)
BODEGA DE MATERIA PRIMA
56
- Los elevadores tienen en su base una bóveda en donde se acumulan materias primas las
cuales se mezclan y tienen que usarse como barreduras(materia prima revuelta).
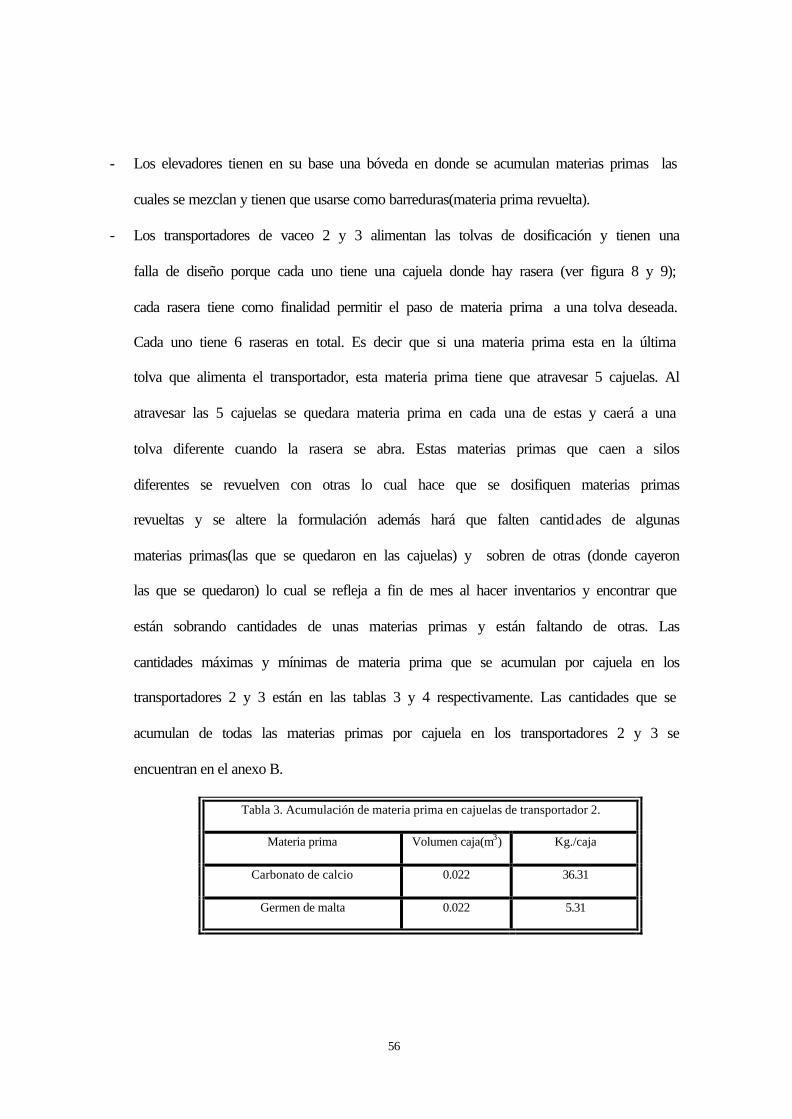
- Los transportadores de vaceo 2 y 3 alimentan las tolvas de dosificación y tienen una
falla de diseño porque cada uno tiene una cajuela donde hay rasera (ver figura 8 y 9);
cada rasera tiene como finalidad permitir el paso de materia prima a una tolva deseada.
Cada uno tiene 6 raseras en total. Es decir que si una materia prima esta en la última
tolva que alimenta el transportador, esta materia prima tiene que atravesar 5 cajuelas. Al
atravesar las 5 cajuelas se quedara materia prima en cada una de estas y caerá a una
tolva diferente cuando la rasera se abra. Estas materias primas que caen a silos
diferentes se revuelven con otras lo cual hace que se dosifiquen materias primas
revueltas y se altere la formulación además hará que falten cantidades de algunas
materias primas(las que se quedaron en las cajuelas) y sobren de otras (donde cayeron
las que se quedaron) lo cual se refleja a fin de mes al hacer inventarios y encontrar que
están sobrando cantidades de unas materias primas y están faltando de otras. Las
cantidades máximas y mínimas de materia prima que se acumulan por cajuela en los
transportadores 2 y 3 están en las tablas 3 y 4 respectivamente. Las cantidades que se
acumulan de todas las materias primas por cajuela en los transportadores 2 y 3 se
encuentran en el anexo B.
Tabla 3. Acumulación de materia prima en cajuelas de transportador 2.
Materia prima Volumen caja(m3) Kg./caja
Carbonato de calcio 0.022 36.31
Germen de malta 0.022 5.31
57
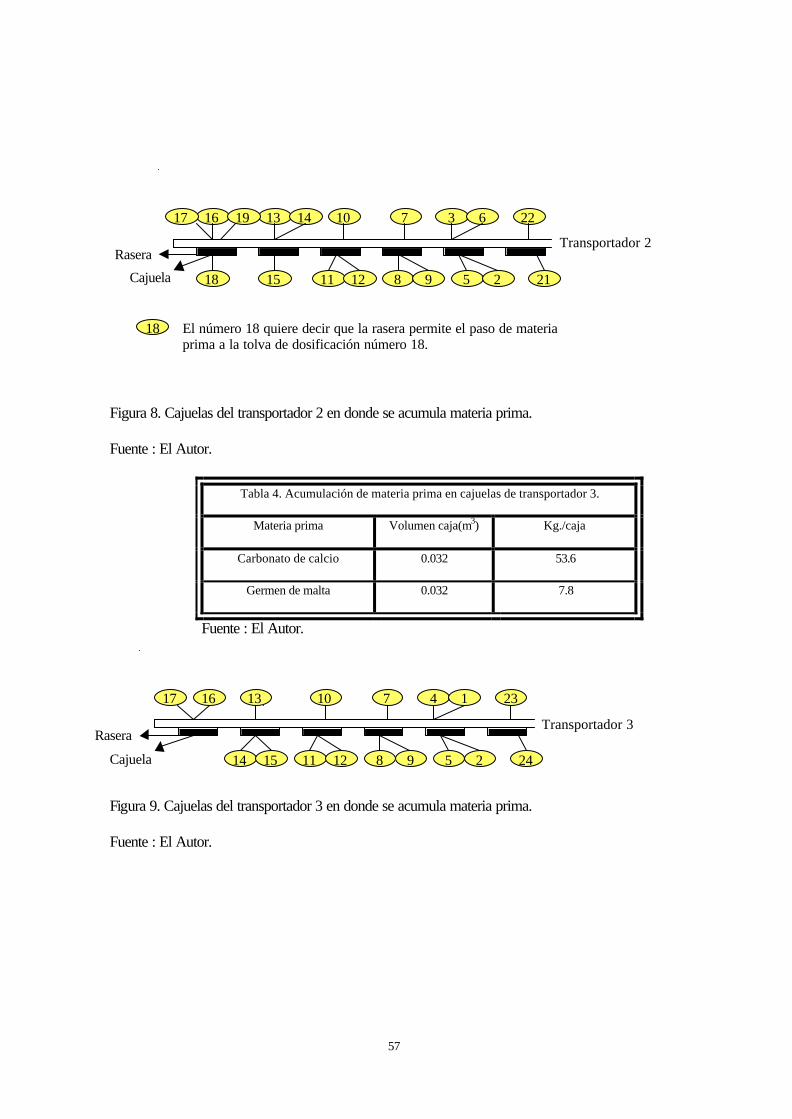
Figura 8. Cajuelas del transportador 2 en donde se acumula materia prima.
Fuente : El Autor.
Tabla 4. Acumulación de materia prima en cajuelas de transportador 3.
Materia prima Volumen caja(m3) Kg./caja
Carbonato de calcio 0.032 53.6
Germen de malta 0.032 7.8
Fuente : El Autor.
Figura 9. Cajuelas del transportador 3 en donde se acumula materia prima.
Fuente : El Autor.
Transportador 2
16 1013
15 11 12 8 9 5
14 7 22
212
3 617
Rasera
Cajuela 18
19
18 El número 18 quiere decir que la rasera permite el paso de materiaprima a la tolva de dosificación número 18.
Transportador 3
16 1013
14 11 12 8 9 515
7 23
242
4 117
Rasera
Cajuela
58
- Los ensayos realizados se hicieron utilizando el transportador 2, la Harina zootécnica se
ensila en la tolva de dosificación número 15, según la figura 8 se presenta acumulación en 1
cajuela y cuando esta se encuentra totalmente vacía allí se acumulan 8.86 Kg. de harina
zootécnica (ver anexo B). Para el carbonato de calcio el cual se ensilo en la tolva número 7
se presenta la misma situación salvo que esta materia prima pasa por 3 cajuelas
acumulando 36.31 kg. en cada una de ellas es decir 108.93 kg. en total si estas se
encontraran totalmente vacías. Dado este problema de diseño esta es la principal causa de
los faltantes de materia prima en los ensayos realizados.
- En los transportadores de tornillo sinfín se acumula materia prima a causa de su desgaste
ya que la holgura o separación entre el tornillo y la base del tornillo es muy pronunciada,
esta materia prima acumulada es arrastrada por otra ocasionando mezclas.
3.2 BALANCE DE MATERIA EN LOS TRANSPORTADORES A SISTEMA DE
ENSAQUE
Los equipos que conforman el balance de materia desde la tolva báscula hasta las
ensacadoras se ilustran en la figura 10.
Antes de hacer la desinfección de planta se procura que las tolvas de dosificación se
encuentren en lo posible desocupadas o que la cantidad de materia prima que halla antes de

59
iniciar sea mínima, ya que al enviar el contenido de las tolvas a la ensacadora se pierden
mas de 10 minutos por cada materia prima. Los resultados obtenidos de las pérdidas de
Figura 10. Equipos involucrados en el balance de materia desde las tolvas de dosificación hasta las tolvas de ensaque
DOSIFICACION
MOLIENDA Y MEZCLA EMPAQUE
TOLVA BASCULA
TOLVA DE POSTMOLIENDA
MEZCLADORA TOLVA DE
POSTMEZCLA
MOLINO FILTRO
ENSACADORA
HARINA
ELEVADOR DE CANGILONES ELEVADOR DE CANGILONES
TOLVAS DE PREMOLIENDA
TOLVAS DE DOSIFICACION
TOLVAS DE ENSAQUE
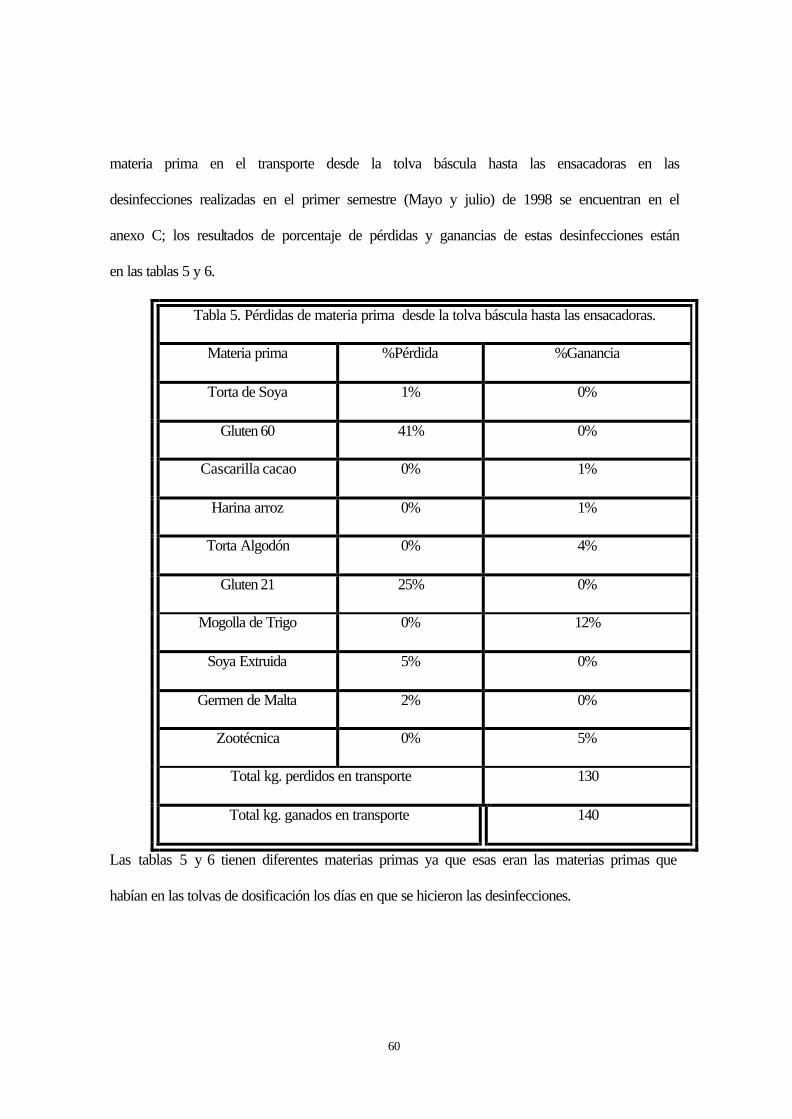
60
materia prima en el transporte desde la tolva báscula hasta las ensacadoras en las
desinfecciones realizadas en el primer semestre (Mayo y julio) de 1998 se encuentran en el
anexo C; los resultados de porcentaje de pérdidas y ganancias de estas desinfecciones están
en las tablas 5 y 6.
Tabla 5. Pérdidas de materia prima desde la tolva báscula hasta las ensacadoras.
Materia prima %Pérdida %Ganancia
Torta de Soya 1% 0%
Gluten 60 41% 0%
Cascarilla cacao 0% 1%
Harina arroz 0% 1%
Torta Algodón 0% 4%
Gluten 21 25% 0%
Mogolla de Trigo 0% 12%
Soya Extruida 5% 0%
Germen de Malta 2% 0%
Zootécnica 0% 5%
Total kg. perdidos en transporte 130
Total kg. ganados en transporte 140
Las tablas 5 y 6 tienen diferentes materias primas ya que esas eran las materias primas que
habían en las tolvas de dosificación los días en que se hicieron las desinfecciones.
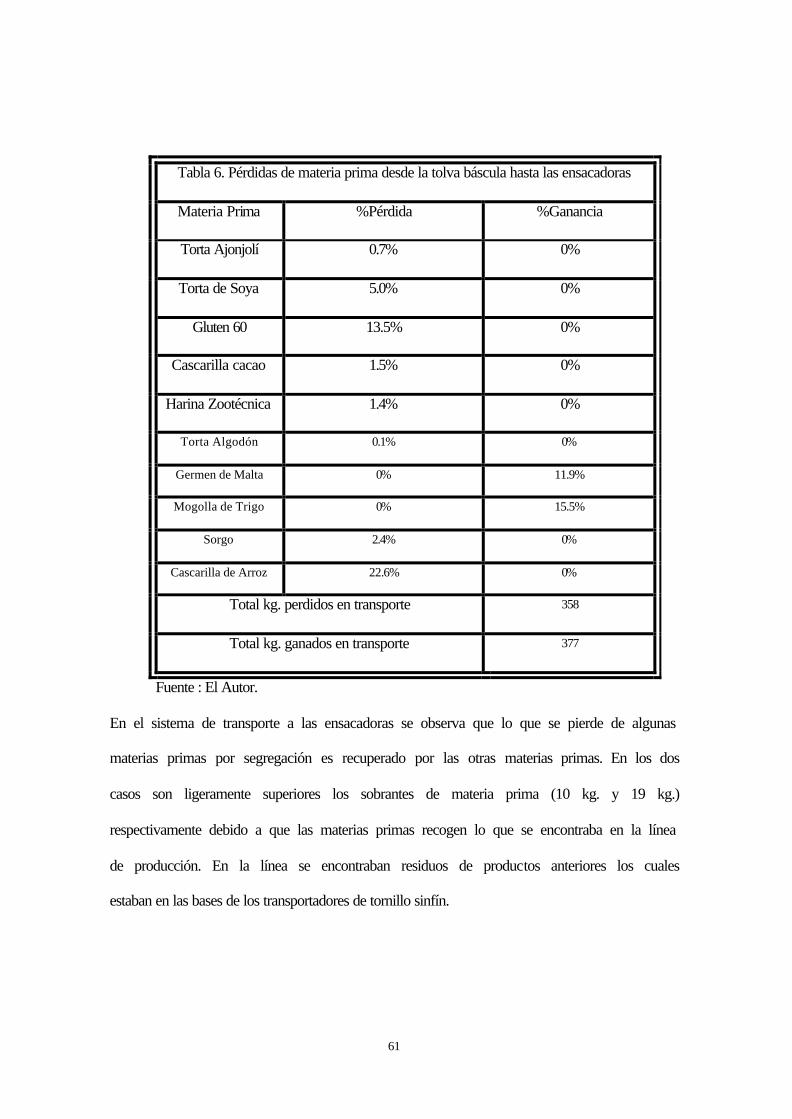
61
Tabla 6. Pérdidas de materia prima desde la tolva báscula hasta las ensacadoras
Materia Prima %Pérdida %Ganancia
Torta Ajonjolí 0.7% 0%
Torta de Soya 5.0% 0%
Gluten 60 13.5% 0%
Cascarilla cacao 1.5% 0%
Harina Zootécnica 1.4% 0%
Torta Algodón 0.1% 0%
Germen de Malta 0% 11.9%
Mogolla de Trigo 0% 15.5%
Sorgo 2.4% 0%
Cascarilla de Arroz 22.6% 0%
Total kg. perdidos en transporte 358
Total kg. ganados en transporte 377
Fuente : El Autor.
En el sistema de transporte a las ensacadoras se observa que lo que se pierde de algunas
materias primas por segregación es recuperado por las otras materias primas. En los dos
casos son ligeramente superiores los sobrantes de materia prima (10 kg. y 19 kg.)
respectivamente debido a que las materias primas recogen lo que se encontraba en la línea
de producción. En la línea se encontraban residuos de productos anteriores los cuales
estaban en las bases de los transportadores de tornillo sinfín.

62
3.3 BALANCE DE MATERIA EN PELETIZADO
Las formulaciones de los productos elaborados (cantidad y tipo de materia prima)varían de
acuerdo a las existencias y costo de las materias primas que se tengan en la planta. Debido a
esto y a factores ambientales como humedad relativa y temperatura ambiente un producto
tiene en promedio una humedad de mezcla diferente día a día.
Se realizó el balance de materia en la peletización para los productos que más se fabrican
en la planta; como ya se dijo anteriormente en el balance de materia en la peletización se
tiene en cuenta el gradiente o variación en el porcentaje de humedad que tiene el producto
al peletizarse y se asume que la cantidad de sólidos es constante debido a que el equipo es
sellado.
Los resultados del gradiente o variación en el porcentaje de humedad en la peletización por
producto se encuentran en el anexo D. Los resultados mensuales promediados de balance
de materia de todos los productos se encuentran en la tabla 7.
Tabla 7. Porcentaje de Humedad promedio ganado en la peletización (Enero a octubre de 1998)
Producto % De humedad promedio ganado Desviación estándar
Pollito B.B 0.059 0.15
Broiler 0.17 0.17
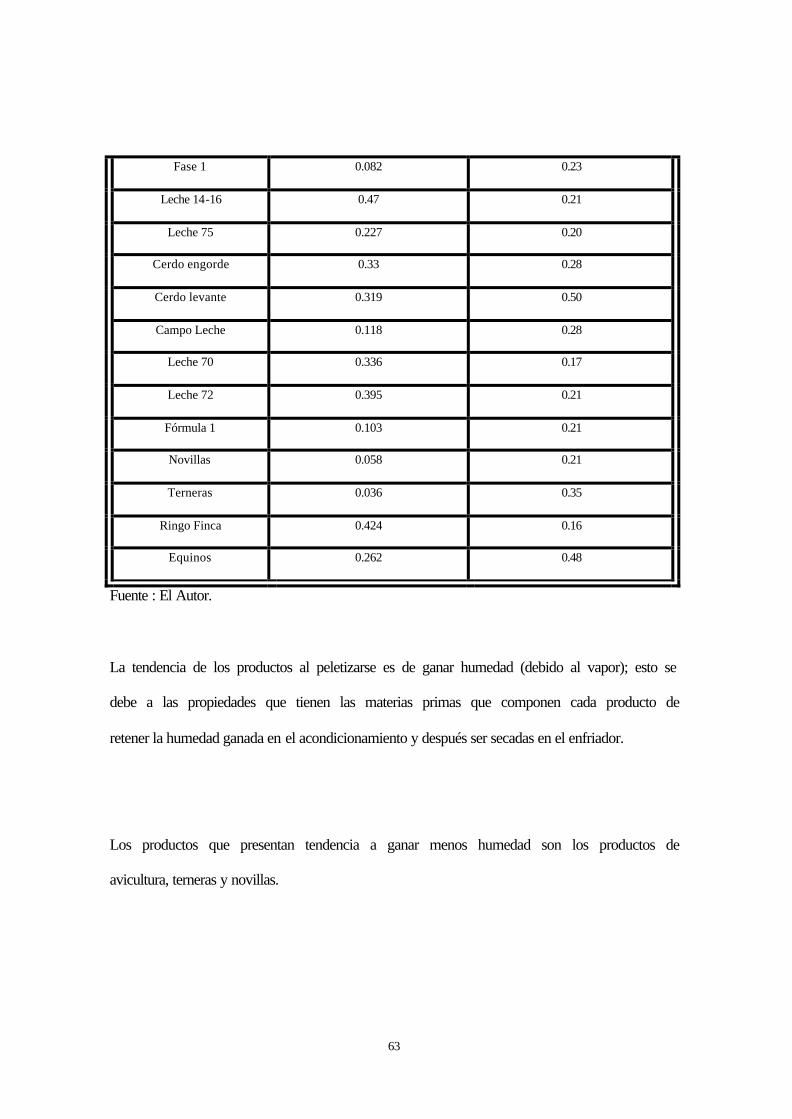
63
Fase 1 0.082 0.23
Leche 14-16 0.47 0.21
Leche 75 0.227 0.20
Cerdo engorde 0.33 0.28
Cerdo levante 0.319 0.50
Campo Leche 0.118 0.28
Leche 70 0.336 0.17
Leche 72 0.395 0.21
Fórmula 1 0.103 0.21
Novillas 0.058 0.21
Terneras 0.036 0.35
Ringo Finca 0.424 0.16
Equinos 0.262 0.48
Fuente : El Autor.
La tendencia de los productos al peletizarse es de ganar humedad (debido al vapor); esto se
debe a las propiedades que tienen las materias primas que componen cada producto de
retener la humedad ganada en el acondicionamiento y después ser secadas en el enfriador.
Los productos que presentan tendencia a ganar menos humedad son los productos de
avicultura, terneras y novillas.
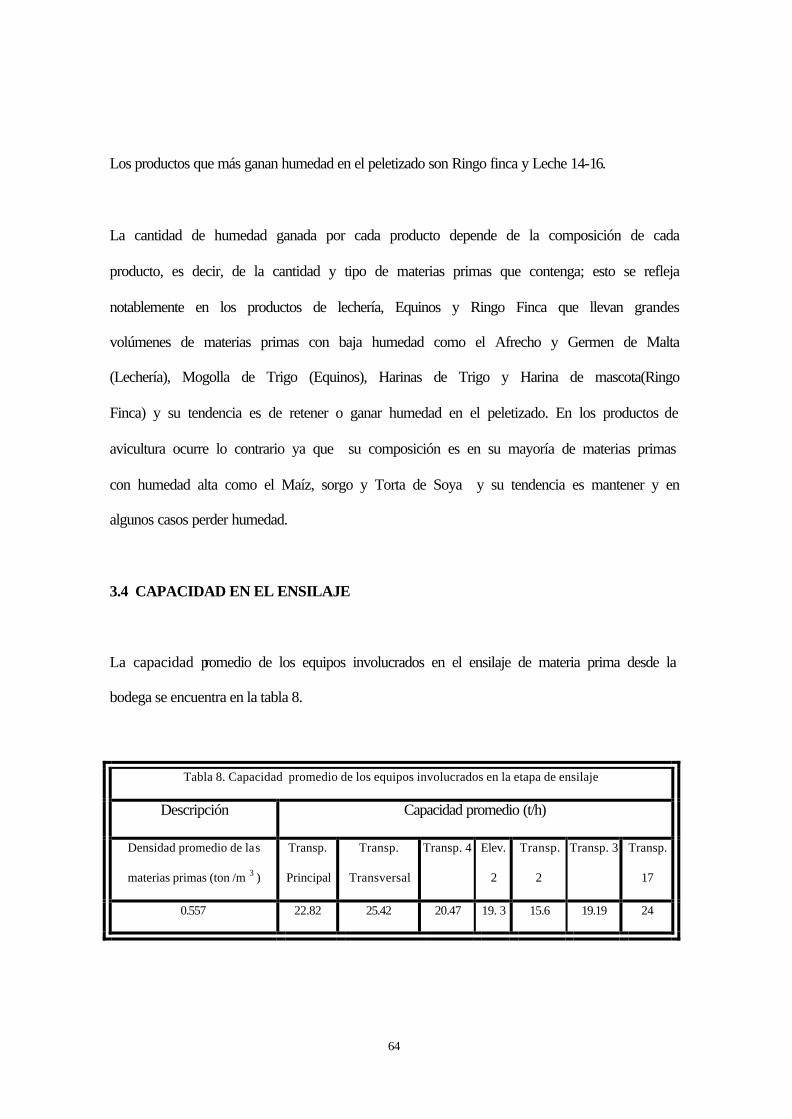
64
Los productos que más ganan humedad en el peletizado son Ringo finca y Leche 14-16.
La cantidad de humedad ganada por cada producto depende de la composición de cada
producto, es decir, de la cantidad y tipo de materias primas que contenga; esto se refleja
notablemente en los productos de lechería, Equinos y Ringo Finca que llevan grandes
volúmenes de materias primas con baja humedad como el Afrecho y Germen de Malta
(Lechería), Mogolla de Trigo (Equinos), Harinas de Trigo y Harina de mascota(Ringo
Finca) y su tendencia es de retener o ganar humedad en el peletizado. En los productos de
avicultura ocurre lo contrario ya que su composición es en su mayoría de materias primas
con humedad alta como el Maíz, sorgo y Torta de Soya y su tendencia es mantener y en
algunos casos perder humedad.
3.4 CAPACIDAD EN EL ENSILAJE
La capacidad promedio de los equipos involucrados en el ensilaje de materia prima desde la
bodega se encuentra en la tabla 8.
Tabla 8. Capacidad promedio de los equipos involucrados en la etapa de ensilaje
Descripción Capacidad promedio (t/h)
Densidad promedio de las
materias primas (ton /m 3 )
Transp.
Principal
Transp.
Transversal
Transp. 4 Elev.
2
Transp.
2
Transp. 3 Transp.
17
0.557 22.82 25.42 20.47 19. 3 15.6 19.19 24
65
Fuente : El Autor.
La capacidad de cada equipo con cada materia prima y las especificaciones de cada equipo
se encuentran en el anexo E. En la tabla 8 se utiliza la densidad promedio de todas las
materias primas que se ensilan desde la bodega para hallar la capacidad promedio del
sistema.
La densidad promedio se calculó dividiendo la sumatoria de las densidades de las materias
primas que se ensilan y el número de materias primas.
Así:
(0.73+0.68+0.6+0.42+1.64+0.61+0.24+0.49+0.36+0.33+0.4+0.25+0.36+0.7)(ton/m 3)/ 14
Densidad promedio: 0.557 ton / m3
La capacidad promedio del transportador principal que es de arrastre tipo paleta se calculó
utilizando la ecuación 3 y teniendo en cuenta los siguientes parámetros:
C = N. 60. D. B. V.P. þ. k (ecuación 3)
N : 72 r.p.m.
D : 31dientes
B : 0.032 metros
V : 0.005615 m 3/ paleta
P : 3.4 paletas / metro
K : 0.5
Þ : 0.557ton/m 3

66
C : 22.82 ton/hora
La capacidad promedio del elevador 2 se calculó utilizando la ecuación 1 con los siguientes
parámetros:
C = D.¶ . N. 60. V. Þ. k . d (ecuación 1)
D : 0.508 metros
¶ : 3.1416
N : 86 r.p.m.
V : 0.0009 m 3/ cangilón
Þ : 0.557ton/m 3
k : 0.7
d : 6.67 cangilones / metro
C : 19.3 ton / hora
La capacidad promedio del transportador 2 el cual es un tornillo sinfín sin ninguna
inclinación se calculó utilizando la ecuación 2 con los siguientes parámetros:
C = ¶ . ( DT 2 - DE 2). P.K.N. 60. Þ.R / 4 (ecuación 2)
¶ : 3.1416
DT : 0.3 metros
67
DE : 0.074 metros
P : 0.3 metros
K : 0.45
N : 52 r.p.m.
Þ : 0.557ton/m 3
R : 1 (ya que el tornillo no esta inclinado)
C : 15.6 ton/hora
Las capacidades de los demás equipos se determino del mismo modo dependiendo si eran
transportadores de arrastre tipo paleta o transportadores de tornillo sinfín.
Los equipos involucrados en el sistema de ensilaje se encuentran en la figura 7. El
transportador principal abastece al transportador transversal, el transportador transversal al
transportador 4 y este al elevador 2, el elevador 2 puede alimentar los transportadores 2,3 y
17. Desde la bodega de materia prima se ensila utilizando los equipos anteriores y después
de que la materia prima llegue al elevador 2 se pueden utilizar los transportadores 2, 3 y 17;
actualmente se utilizan el transportador 2 y 3 y cuando alguno de estos se vara se utiliza el
transportador 17; el transportador 17 se utiliza para alimentar las tolvas de dosificación con
materias primas que se encuentren a granel en los silos exteriores (Maíz, sorgo, afrecho y
torta de Soya). Se utilizan los transportadores 2 y 3 simultáneamente ya que con cada uno
de ellos no es posible abastecer todas las tolvas de dosificación, desde el transportador 2 no
se pueden abastecer las tolvas 1,4,20 y 21 y desde el transportador 3 no se pueden abastecer

68
las tolvas 3,6,18,19,20 y 21. El transportador 17 se utiliza cuando el transportador 2 y 3
están en mantenimiento o varados y no sé esta ingresando ninguna materia prima a granel
de los silos exteriores. El transportador 17 no puede abastecer las tolvas de dosificación 18,
19, 20 y 21, las demás si.
Actualmente ninguno de estos equipos trabaja a su capacidad máxima, debido a que el
ensilaje se hace manualmente utilizando 3 operarios los cuales traen los bultos desde donde
se encuentre el lote de materia prima que este en consumo hasta el transportador principal,
luego de traerlos los abren teniendo en cuenta que no se deben romper los empaques y
posteriormente vaceándolos en el transportador. Este procedimiento hace que sea lento el
ensilaje. Además en algunas ocasiones los lotes de consumo de algunas materias primas
quedan retiradas del transportador principal.
Cuando se están trabajando formulaciones que llevan gran cantidad de materias primas de
baja densidad se retrasa el proceso de dosificación debido a que las tolvas de dosificación
son de poca capacidad y el ensilaje es lento debido a las causas ya mencionadas.
Para identificar qué equipos están sobredimensionados se toma como referencia el de
menor capacidad ya que es un proceso en serie, es decir todos deberían tener la misma
capacidad. Actualmente no se presentan atascamientos por que se llene uno de estos
equipos y bloquee los demás; Si se analiza el sistema de ensilaje para las tolvas de
dosificación que se abastecen por el transportador 2 el equipo de menor capacidad es decir
el que reduciría la capacidad de los otros si se trabajara con la máxima capacidad seria el

69
transportador 2. Los resultados de porcentaje de sobredimensionamiento de los equipos de
ensilaje con respecto al transportador 2 están en la tabla 9.
Tabla 9. Porcentaje de sobredimensionamiento en capacidad de los equipos de
ensilaje cuando se ensila por el transportador número 2
Transp. Principal Transp. Transversal Transp. 4 Elevador 2
46.31% 62.98% 31.23% 23.77%
Fuente : El Autor.
El transportador 2 se encuentra subdimensionado en capacidad con respecto a los otros
equipos en más de 20%. Como el ensilaje es un proceso en serie los equipos deberían estar
trabajando con la misma capacidad. Como ya se dijo anteriormente el sistema de ensilaje
no se trabaja en su máxima capacidad. El que algunos equipos estén sobredimensionados
nos quiere decir que están trabajando sin producto parte del tiempo.
Si se abastecen las tolvas de dosificación por el transportador 3 el equipo que reduciría la
capacidad de los otros seria el transportador 3 ya que es el de menor capacidad. Los
resultados de porcentaje de sobredimensionamiento de los equipos de ensilaje con respecto
al transportador 3 están en la tabla 10.
Tabla 10. Porcentaje de sobredimensionamiento en capacidad de los equipos de ensilaje cuando se
ensila por el transportador 3
Transp. Principal Transp. Transversal Transp. 4 Elevador 2
18.88% 32.42% 6.63% 0.56%
Fuente : El Autor.

70
Si se abastecen las tolvas de dosificación por el transportador 17 el equipo que reduciría la
capacidad de los otros seria el elevador 2 ya que es el de menor capacidad. Los resultados
de porcentaje de sobredimensionamiento de los equipos de ensilaje con respecto al elevador
2 cuando se ensila por el transportador 17 están en la tabla 11.
Tabla 11. Porcentaje de sobredimensionamiento en capacidad de los equipos de ensilaje
cuando se ensila por el transportador 17
Transp. Principal Transp. Transversal Transp. 4 Transp. 17
18.21% 31.68% 6.03% 24.30%
Fuente : El Autor.
Desde los silos exteriores se ingresa a producción afrecho, maíz, sorgo y torta de soya. Para
ingresar materia prima se cuenta con 3 elevadores de cangilones de igual capacidad, los 3
elevadores pueden alimentar los 2 sistemas que se tienen para ingresar materias primas a
producción: el sistema del afrecho y el sistema del maíz, sorgo y torta de soya. (Ver figura
11).
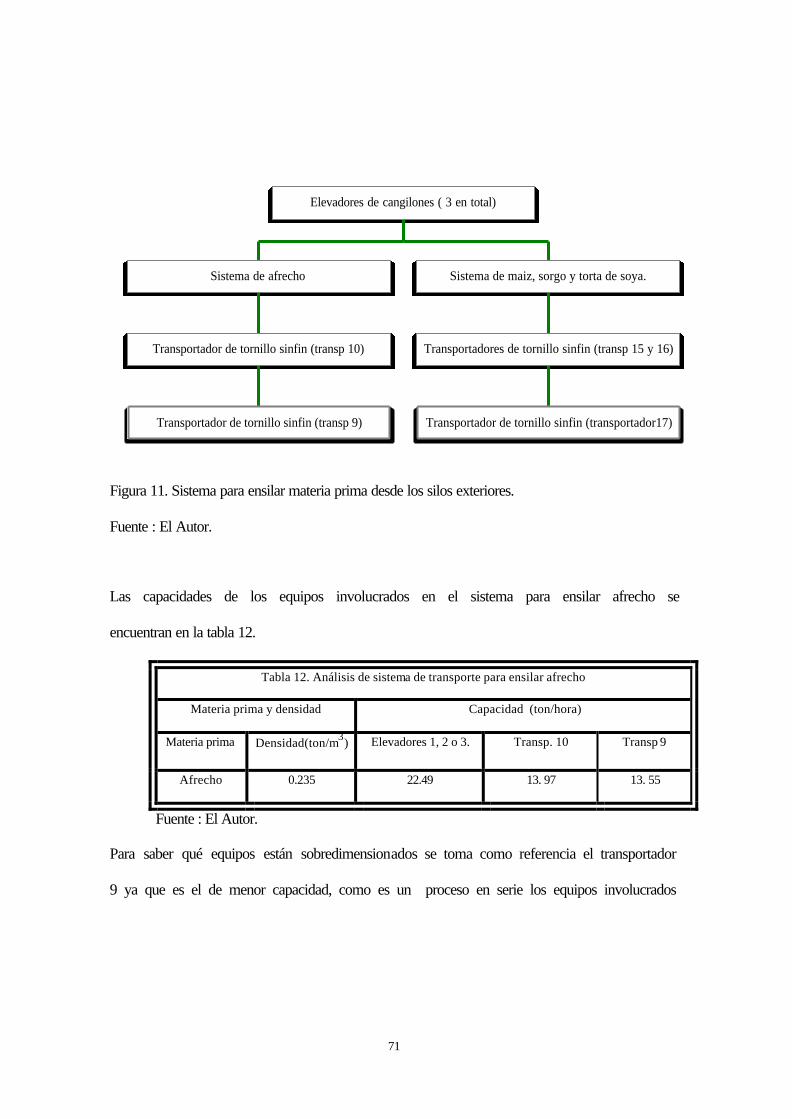
71
Figura 11. Sistema para ensilar materia prima desde los silos exteriores.
Fuente : El Autor.
Las capacidades de los equipos involucrados en el sistema para ensilar afrecho se
encuentran en la tabla 12.
Tabla 12. Análisis de sistema de transporte para ensilar afrecho
Materia prima y densidad Capacidad (ton/hora)
Materia prima Densidad(ton/m3) Elevadores 1, 2 o 3. Transp. 10 Transp 9
Afrecho 0.235 22.49 13. 97 13. 55
Fuente : El Autor.
Para saber qué equipos están sobredimensionados se toma como referencia el transportador
9 ya que es el de menor capacidad, como es un proceso en serie los equipos involucrados
Transportador de tornillo sinfin (transp 9)
Transportador de tornillo sinfin (transp 10)
Sistema de afrecho
Transportador de tornillo sinfin (transportador17)
Transportadores de tornillo sinfin (transp 15 y 16)
Sistema de maiz, sorgo y torta de soya.
Elevadores de cangilones ( 3 en total)

72
deberían tener la misma capacidad. Los resultados de porcentaje de
sobredimensionamiento de los equipos del sistema de afrecho están en la tabla 13.
Tabla 13. Porcentaje de sobredimensionamiento en capacidad de los equipos involucrados
en el sistema de ensilaje del afrecho; tomando como referencia el transportador 9
Elevadores 1,2 o 3 Transp.10
66% 3%
Fuente : El Autor.
Las capacidades de los equipos involucrados en el sistema para ensilar maíz, sorgo y torta
de soya se encuentran en la tabla 14.
Tabla 14. Capacidad de los equipos de transporte para ensilar maíz, sorgo y torta de Soya
Materia prima y densidad Capacidad (ton/hora)
Materia prima Densidad(ton/m3) Elevadores 1,2 o 3 Transp.15 y 16 Transp. 17
Maíz 0.73 49. 19 27. 90 31.4
Sorgo 0.73 49. 19 27. 90 31.4
Torta de Soya 0.68 45. 82 25. 99 29.25
Fuente : El Autor.
Para identificar que equipos están sobredimensionados se toma como referencia los
transportadores 15 y 16 ya que son los de menor capacidad. Los resultados de porcentaje
de sobredimensionamiento de los equipos del sistema de afrecho están en la tabla 15.
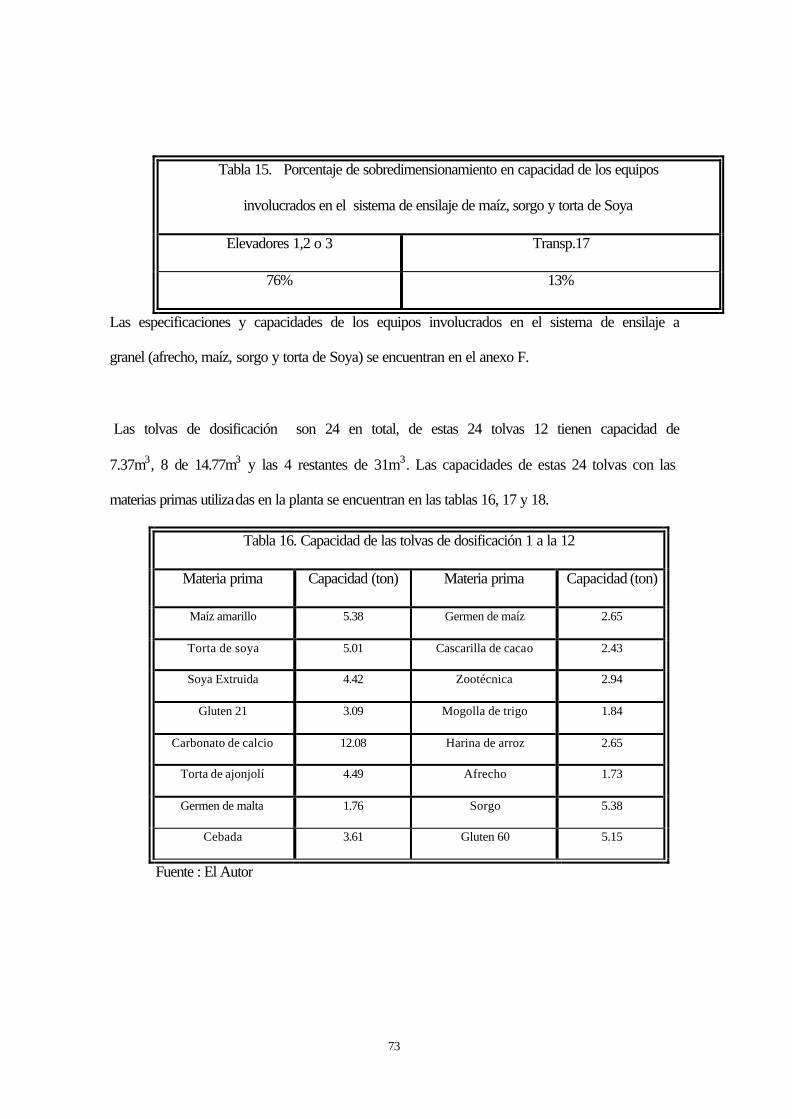
73
Tabla 15. Porcentaje de sobredimensionamiento en capacidad de los equipos
involucrados en el sistema de ensilaje de maíz, sorgo y torta de Soya
Elevadores 1,2 o 3 Transp.17
76% 13%
Las especificaciones y capacidades de los equipos involucrados en el sistema de ensilaje a
granel (afrecho, maíz, sorgo y torta de Soya) se encuentran en el anexo F.
Las tolvas de dosificación son 24 en total, de estas 24 tolvas 12 tienen capacidad de
7.37m33, 8 de 14.77m33 y las 4 restantes de 31m33. Las capacidades de estas 24 tolvas con las
materias primas utilizadas en la planta se encuentran en las tablas 16, 17 y 18.
Tabla 16. Capacidad de las tolvas de dosificación 1 a la 12
Materia prima Capacidad (ton) Materia prima Capacidad (ton)
Maíz amarillo 5.38 Germen de maíz 2.65
Torta de soya 5.01 Cascarilla de cacao 2.43
Soya Extruida 4.42 Zootécnica 2.94
Gluten 21 3.09 Mogolla de trigo 1.84
Carbonato de calcio 12.08 Harina de arroz 2.65
Torta de ajonjolí 4.49 Afrecho 1.73
Germen de malta 1.76 Sorgo 5.38
Cebada 3.61 Gluten 60 5.15
Fuente : El Autor
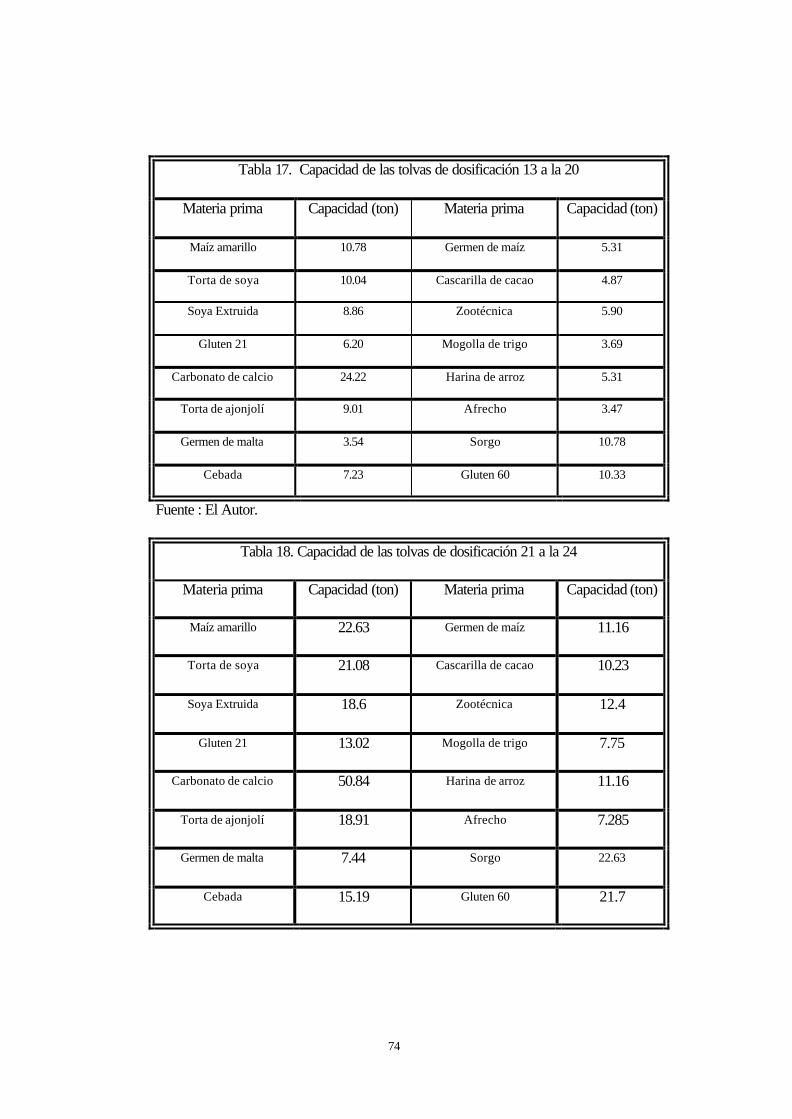
74
Tabla 17. Capacidad de las tolvas de dosificación 13 a la 20
Materia prima Capacidad (ton) Materia prima Capacidad (ton)
Maíz amarillo 10.78 Germen de maíz 5.31
Torta de soya 10.04 Cascarilla de cacao 4.87
Soya Extruida 8.86 Zootécnica 5.90
Gluten 21 6.20 Mogolla de trigo 3.69
Carbonato de calcio 24.22 Harina de arroz 5.31
Torta de ajonjolí 9.01 Afrecho 3.47
Germen de malta 3.54 Sorgo 10.78
Cebada 7.23 Gluten 60 10.33
Fuente : El Autor.
Tabla 18. Capacidad de las tolvas de dosificación 21 a la 24
Materia prima Capacidad (ton) Materia prima Capacidad (ton)
Maíz amarillo 22.63 Germen de maíz 11.16
Torta de soya 21.08 Cascarilla de cacao 10.23
Soya Extruida 18.6 Zootécnica 12.4
Gluten 21 13.02 Mogolla de trigo 7.75
Carbonato de calcio 50.84 Harina de arroz 11.16
Torta de ajonjolí 18.91 Afrecho 7.285
Germen de malta 7.44 Sorgo 22.63
Cebada 15.19 Gluten 60 21.7

75
En la fábrica las tolvas de mayor tamaño(31m3) se utilizan para almacenar las materias
primas que se ingresan a granel desde los silos exteriores. Esto debido a que estas materias
primas son las que van en mayor cantidad en las formulaciones (afrecho, maíz, sorgo y
torta de Soya).
Las otras tolvas son de poca capacidad y esto hace que se deba estar ensilando
continuamente materia prima. Hay fórmulas que llevan gran cantidad de materia prima
(más de 300kg/bache) de baja densidad (germen de malta, cascarilla de cacao, Zootécnica,
Mogolla de trigo y harina de arroz entre otras) y de las cuales se tienen que hacer varios
baches, como la capacidad de las tolvas es poca estas se quedan vacías y se pierde tiempo
en el proceso.
3.5 CAPACIDAD DE LA DOSIFICADORA
La capacidad de la dosificadora para cada línea de producción se encuentra en la tabla 19.
Tabla 19. Capacidad de la dosificadora
Línea de Producción Kg./Bache Tiempo(min.) Capacidad(ton/hora)
Avicultura 2700-2950 3.5 - 6 50.6 - 27
Ganadería 1600-1950 4.5 - 7 26-13.7
Porcicultura 1700-1900 4 - 6.5 28. 5 –15.6
Varios 1500-1650 4.5 - 5.5 22-16.3
76
Fuente : El Autor.
Como se observa en la tabla 19 las líneas de producción no siempre llevan una cantidad
exacta de materias primas. Se establecieron unos rangos de peso (Kg./Btc), de
tiempo(min.) Y de capacidad (ton/hora) entre los cuales se suele encontrar cada línea.
La capacidad de la dosificadora se calculó dividiendo la cantidad pesada de materia prima
por unidad de tiempo; como se trabajo con rangos de tiempo y de cantidades pesadas se
llego también a un rango de capacidad por línea en el cual él limite inferior es la cantidad
mínima pesada en el mayor tiempo utilizado y el limite superior es la cantidad máxima
pesada en el menor tiempo; así:
Capacidad para avicultura (ton/hora): 50.6 - 27
Limite superior: ((2950 Kg/bache)/(3.5 min))*60min/hora*(1ton/1000Kg)
Limite superior: 50.6 ton/hora
Limite inferior: ((2700 Kg./bache)/(6 min))*60min/hora*(1ton/1000Kg)
Limite superior: 27 ton/hora.
La capacidad de la dosificadora es mayor en avicultura ya que el pesaje de las materias
primas es rápido (maíz, sorgo, calcio y torta de soya entre otros) por tener alta densidad y
llevar grandes cantidades de estas. En las líneas de ganadería y porcicultura el pesaje es
77
lento debido a que las materias primas que lleva son de baja densidad y en poca cantidad
(afrecho, Zootécnica, Mogolla, harina de arroz y germen de malta entre otras).
3.6 CAPACIDAD DEL SISTEMA DE TRANSPORTE DESDE LA TOLVA
BÁSCULA HASTA EL MOLINO
El sistema de transporte hacia el molino esta compuesto por el transportador de tornillo
sinfín que desaloja la tolva báscula, el elevador 4 y el transportador de tornillo sinfín
inclinado que alimenta las tolvas del molino.
Las densidades utilizadas se determinaron para la formulación del mes de septiembre de
1998; la densidad de los productos cambia mes a mes ya que se utilizan formulaciones
diferentes todos los meses.
El valor de la densidad utilizado se calculó sacando inicialmente un promedio ponderado
de las densidades de las materias primas que conforman los productos antes de ser molidos
para cada formula y luego se saco la densidad promedio de todos los productos.
Los resultados de las capacidades promedio de estos equipos con todos productos
fabricados en la planta se encuentran en la tabla 20. Las especificaciones y capacidad de
cada equipo con cada producto se encuentran en el anexo G.

78
Tabla 20. Capacidad promedio de los equipos de transporte desde la tolva báscula
hasta el molino.
Capacidad promedio (ton/hora) Densidad promedio de los productos
antes de ser molidos (ton/m3) Transp. Desaloja
tolva báscula.
Elevador 4 Transp. que alimenta.
Tolvas molino
0.5933 24. 59 59. 37 24.75
Fuente : El Autor.
La capacidad de los transportadores que desalojan la tolva báscula y el que alimenta el
molino se hallan calculando inicialmente la reducción en la capacidad debida a su
inclinación utilizando los valores de la tabla 1 e interpolando entre ellos de ser necesario y
posteriormente utilizando la ecuación 2.
El transportador que alimenta las tolvas del molino esta inclinado 30º y el transportador que
desaloja la tolva báscula 11.75º . Para calcular el porcentaje de reducción se utilizan los
valores de la tabla 1.
Para el transportador que desaloja la tolva báscula se tiene que interpolar entre 10º y 15º ya
que esta inclinado 11.75º.
% de reducción para 11.75 º = 10%+ ((11.75-10)/(15-10))*(26-10)
% de reducción para 11.75 º = 15.6%.
79
Este valor de porcentaje de reducción del 15.6% quiere decir que la capacidad se debe de
multiplicar por (100% - 15.6%)/100 es decir por .844 para obtener la capacidad real.
Para el transportador que alimenta el molino el cual tiene una inclinación de 30º se tiene
que la reducción en su capacidad es del 70% (según tabla 1).
La capacidad promedio del transportador que desaloja la tolva báscula el cual es un tornillo
sinfín con inclinación de 11.75º se calculó utilizando la ecuación 2 con los siguientes
parámetros:
C = ¶ . ( DT 2 - DE 2). P.K.N. 60. Þ.R / 4 (ecuación 2)
¶ : 3.1416
DT : 0.31 metros
DE : 0.074 metros
P : 0.31 metros
K : 0.7
N : 53 r.p.m.
Þ : 0.5933 ton/m 3
R : 0.844
C : 24 . 59 ton/hora

80
El transportador que alimenta la tolva báscula es el de menor capacidad por lo tanto es el
que se toma como referencia para determinar en que proporción se encuentran
sobredimensionados los otros equipos y así determinar la capacidad máxima del sistema.
El porcentaje de sobredimensionamiento se encuentra en la tabla 21.
Tabla 21. Porcentaje de sobredimensionamiento en capacidad de los equipos de
transporte desde la tolva báscula hasta el molino
Transp. que Desaloja el molino Elevador 4
0.6% 141.4%
Fuente : El Autor.
El transportador que alimenta las tolvas del molino y el transportador que desaloja la tolva
báscula tienen su capacidad reducida 70% y 15.6% debido a que son inclinados 30º y
11,75º respectivamente.
El elevador 4 esta sobredimensionado en capacidad 141.4 % y el transportador que
alimenta el molino 0.6% tomando como referencia el transportador que desaloja la tolva
báscula. Esto quiere decir que están trabajando sin producto.
3.7 CAPACIDAD DEL MOLINO.

81
La capacidad del molino se encuentra en la tabla 22.
Tabla 22. Capacidad del Molino
Línea de Producción Kg./Bache Tiempo(min.) Capacidad(ton/hora)
Avicultura 2700-2950 4.5-6 39-27
Ganadería 1700-1950 4.5-11 26-9.3
Porcicultura 1800-1900 4.0-5.0 28.5-21.6
Varios 1700 3.0-4.0 34-25.5
Fuente : El Autor.
La capacidad del molino se hallo de la misma forma que la dosificadora. La eficiencia del
molino es reducida en líneas como la ganadería debido a la textura de las materias primas
que componen el producto(afrecho, germen de malta y semilla de algodón entre otros),
tamaño de la criba que se utilice, estado o desgaste en el que se encuentren las cribas y los
martillos del molino; siendo estos dos últimos factores los más importantes. Se trabajaron
por rangos ya que en la misma línea todos los productos llevan diferente cantidad de
materia prima que se muele (en avicultura por ejemplo los productos de postura en harina
llevan 2700 Kg. y los productos de engorde 2950 Kg.).

82
3.8 CAPACIDAD DE LA MEZCLADORA
La capacidad de la mezcladora por línea se encuentra en la tabla 23.
Tabla 23. Capacidad de la mezcladora
Línea de Producción Kg./Bache Tiempo(min.) Capacidad(ton/hora)
Avicultura 3000 6 30
Ganadería 2000 6-8.5 14.11-20
Porcicultura 2000 6 20
Varios 2000 6 20
Fuente : El Autor.
La capacidad de la mezcladora se hallo dividiendo el peso del bache en el tiempo de
mezcla. Así por ejemplo para avicultura se tiene que la capacidad es de 30 ton / hora.
Capacidad (ton / hora): (3000kg / 6 min)*(60min/ 1 hora)*(1 ton / 1000 kg)
Capacidad (ton/hora): 30
El tiempo de mezcla es mayor en algunos productos de ganadería debido a que llevan gran
cantidad de melaza (mas de 250 kg./bache) y la bomba que adiciona la melaza tiene como
capacidad máxima de adición 50 kg./min. (este dato se lee de un contador que hay en la
dosificadora). Además en algunas ocasiones los filtros de la melaza se tapan debido a
impurezas y hacen que la adición sea lenta. Entre otras causas se encuentra que la tubería

83
de la melaza tiene gran cantidad de codos los cuales reducen la capacidad de la bomba
haciendo que la adición de Melaza sea lenta.
3.9 CAPACIDAD DEL SISTEMA DE TRANSPORTE DESDE LA MEZCLADORA
HASTA LAS PELETIZADORAS
La capacidad promedio de los equipos de transporte desde la mezcladora hasta las
peletizadoras se encuentran en la tabla 24. Las especificaciones y capacidad de cada equipo
con cada producto se encuentran en el anexo H. Se utiliza la densidad promedio para
determinar la capacidad promedio de los equipos. Las densidades utilizadas se
determinaron para la formulación del mes de septiembre de 1998; estas densidades son las
de los productos ya con los líquidos incluidos. La densidad de los productos cambia mes a
mes ya que se utilizan formulaciones diferentes todos los meses.
Tabla 24. Capacidad promedio de los equipos de transporte desde la mezcladora hasta
las peletizadoras
Capacidad promedio (ton/hora) Densidad promedio de los
productos peletizados
(ton/m3) Transp. que
desaloja mezcladora
Elevador 5 Transp.que
desaloja al
elevador 5
Transp. que
alimenta
peletizadoras
.597 25 97. 5 40. 32 37.63
Fuente : El Autor.
El transportador que desaloja la mezcladora es el de menor capacidad por lo tanto es el que
se toma como referencia para determinar en que proporción se encuentran

84
sobredimensionados los otros equipos y así determinar la capacidad máxima del sistema.
El porcentaje de sobredimensionamiento se encuentra en la tabla 25.
De la tabla 25 se observa que los transportadores que desalojan el elevador 5, el que
alimenta las peletizadoras y el elevador 5 trabajan 22%, 14% y 195% sin producto
respectivamente.
Tabla 25. Porcentaje de sobredimensionamiento en capacidad de los equipos de
transporte desde la mezcladora hasta las peletizadoras
Elevador 5 Transportador que desaloja al
elevador 5
Transp. que alimenta las
Peletizadoras.
195% 22% 14%
Fuente : El Autor.
3.10 CAPACIDAD DE LAS TOLVAS DE PELETIZADO
La capacidad de las tolvas de las peletizadoras 1 y 2 con cada producto están en el anexo J.
La capacidad de las tolvas de abasto de la peletizadora 1 es de 46.6m3 y de la peletizadora 2
de 68.46m3.
Actualmente las tolvas de peletizado de la peletizadora 1 están subutilizadas en un 40%
aproximadamente debido a que su alimentación se hace por un extremo y no por el centro y
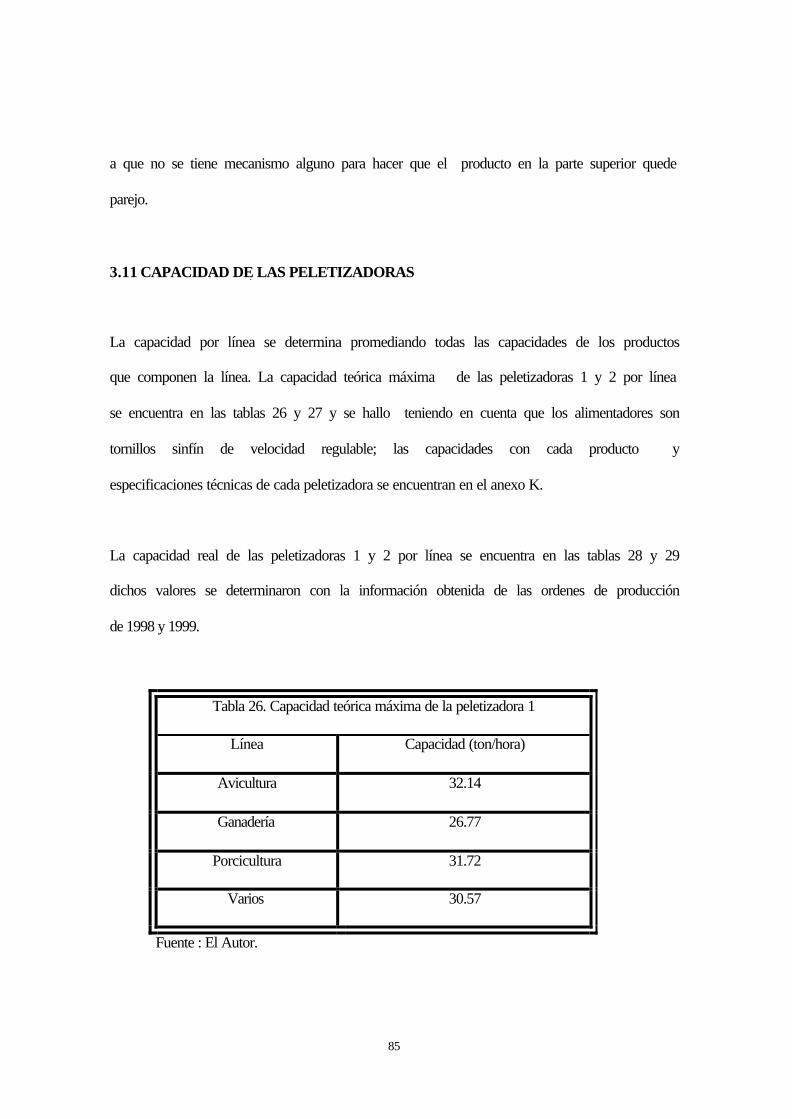
85
a que no se tiene mecanismo alguno para hacer que el producto en la parte superior quede
parejo.
3.11 CAPACIDAD DE LAS PELETIZADORAS
La capacidad por línea se determina promediando todas las capacidades de los productos
que componen la línea. La capacidad teórica máxima de las peletizadoras 1 y 2 por línea
se encuentra en las tablas 26 y 27 y se hallo teniendo en cuenta que los alimentadores son
tornillos sinfín de velocidad regulable; las capacidades con cada producto y
especificaciones técnicas de cada peletizadora se encuentran en el anexo K.
La capacidad real de las peletizadoras 1 y 2 por línea se encuentra en las tablas 28 y 29
dichos valores se determinaron con la información obtenida de las ordenes de producción
de 1998 y 1999.
Tabla 26. Capacidad teórica máxima de la peletizadora 1
Línea Capacidad (ton/hora)
Avicultura 32.14
Ganadería 26.77
Porcicultura 31.72
Varios 30.57
Fuente : El Autor.
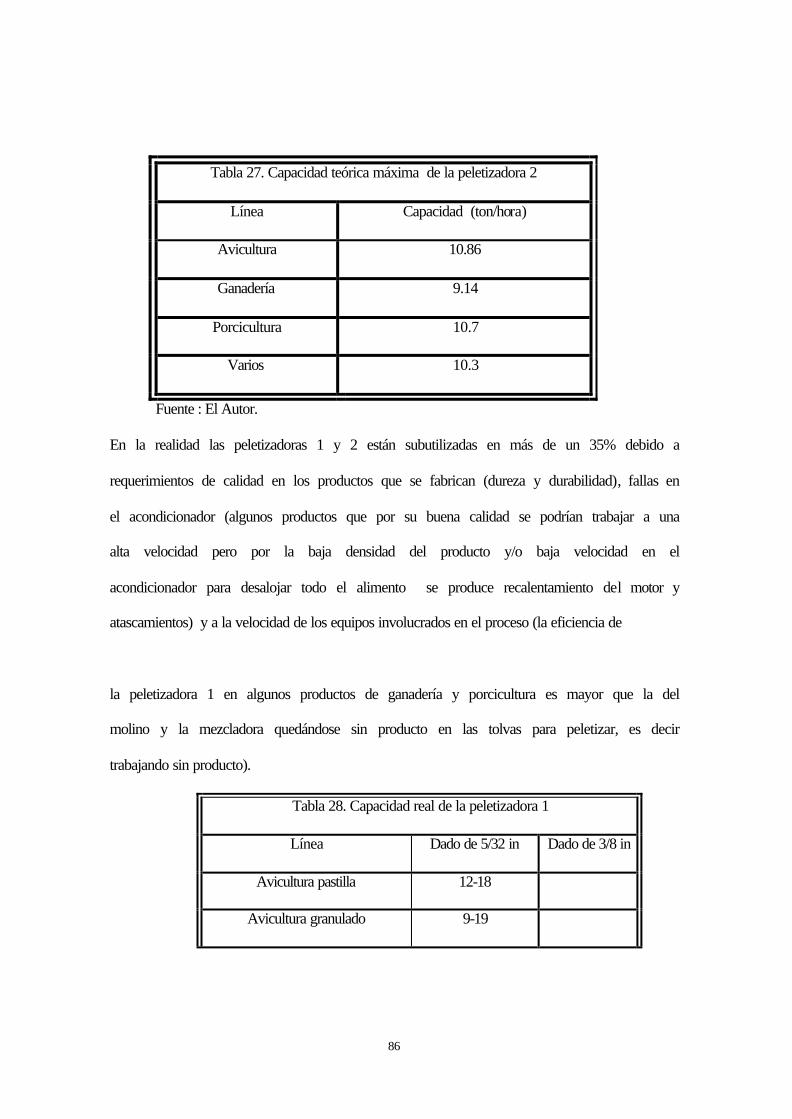
86
Tabla 27. Capacidad teórica máxima de la peletizadora 2
Línea Capacidad (ton/hora)
Avicultura 10.86
Ganadería 9.14
Porcicultura 10.7
Varios 10.3
Fuente : El Autor.
En la realidad las peletizadoras 1 y 2 están subutilizadas en más de un 35% debido a
requerimientos de calidad en los productos que se fabrican (dureza y durabilidad), fallas en
el acondicionador (algunos productos que por su buena calidad se podrían trabajar a una
alta velocidad pero por la baja densidad del producto y/o baja velocidad en el
acondicionador para desalojar todo el alimento se produce recalentamiento del motor y
atascamientos) y a la velocidad de los equipos involucrados en el proceso (la eficiencia de
la peletizadora 1 en algunos productos de ganadería y porcicultura es mayor que la del
molino y la mezcladora quedándose sin producto en las tolvas para peletizar, es decir
trabajando sin producto).
Tabla 28. Capacidad real de la peletizadora 1
Línea Dado de 5/32 in Dado de 3/8 in
Avicultura pastilla 12-18
Avicultura granulado 9-19
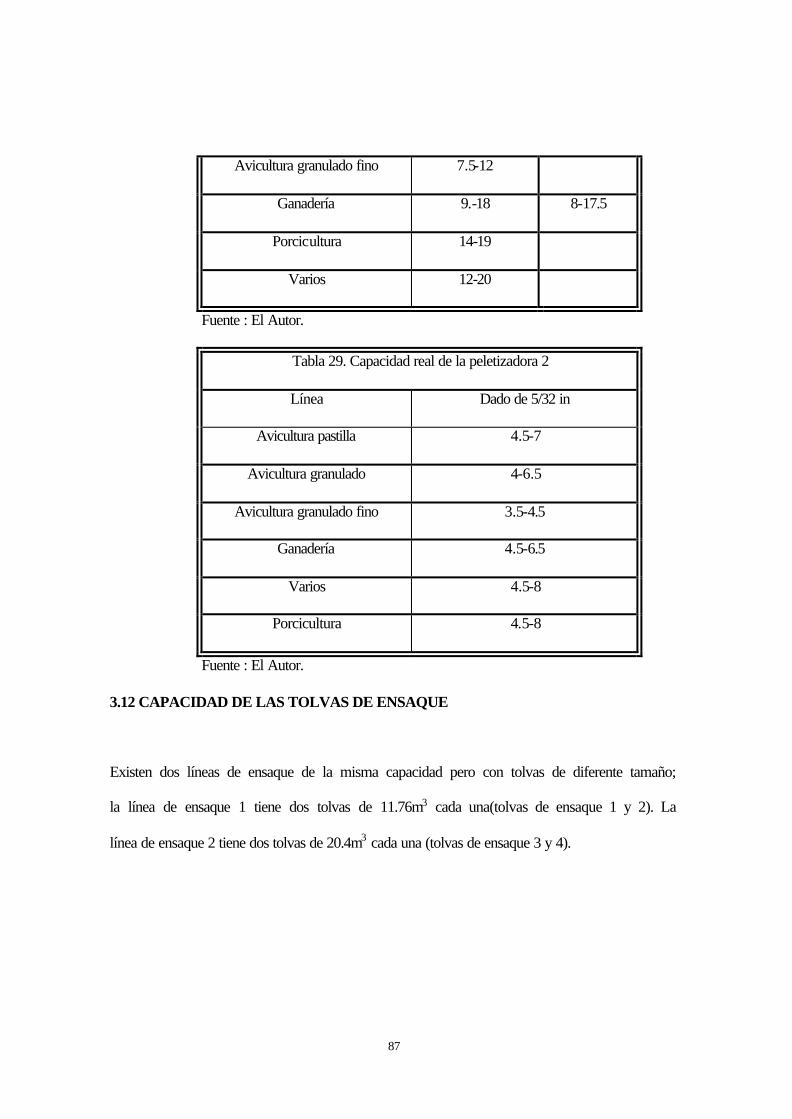
87
Avicultura granulado fino 7.5-12
Ganadería 9.-18 8-17.5
Porcicultura 14-19
Varios 12-20
Fuente : El Autor.
Tabla 29. Capacidad real de la peletizadora 2
Línea Dado de 5/32 in
Avicultura pastilla 4.5-7
Avicultura granulado 4-6.5
Avicultura granulado fino 3.5-4.5
Ganadería 4.5-6.5
Varios 4.5-8
Porcicultura 4.5-8
Fuente : El Autor.
3.12 CAPACIDAD DE LAS TOLVAS DE ENSAQUE
Existen dos líneas de ensaque de la misma capacidad pero con tolvas de diferente tamaño;
la línea de ensaque 1 tiene dos tolvas de 11.76m3 cada una(tolvas de ensaque 1 y 2). La
línea de ensaque 2 tiene dos tolvas de 20.4m3 cada una (tolvas de ensaque 3 y 4).
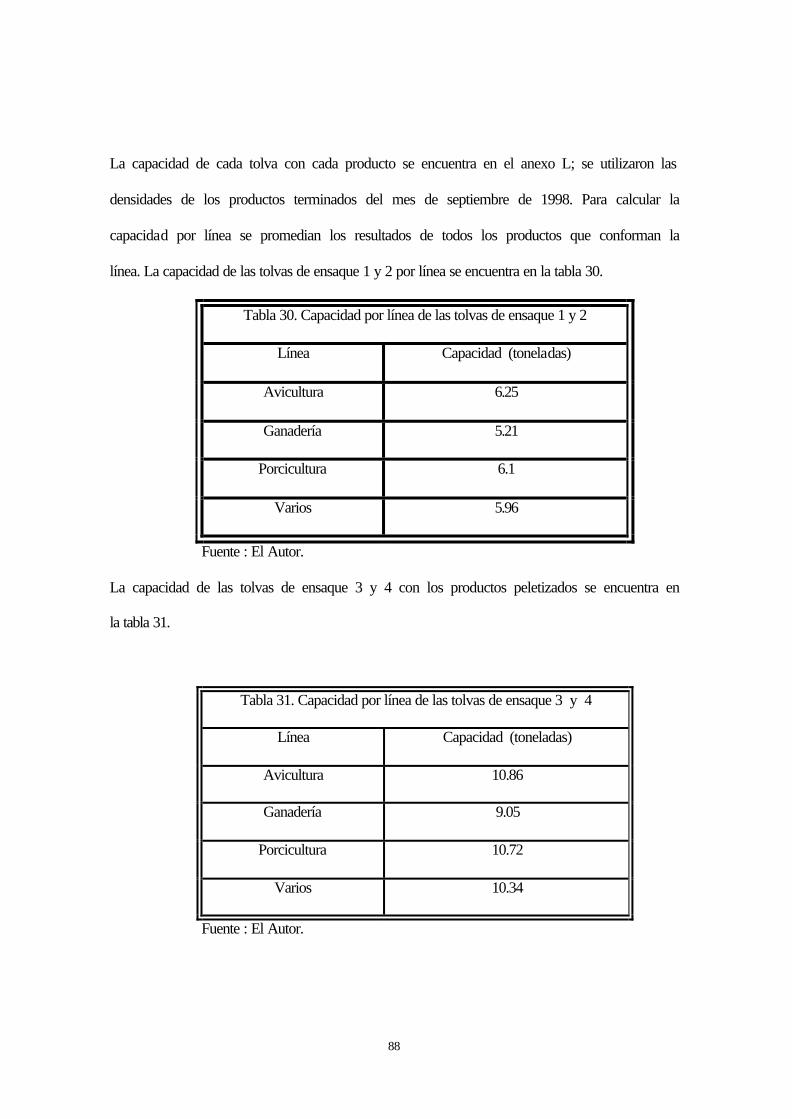
88
La capacidad de cada tolva con cada producto se encuentra en el anexo L; se utilizaron las
densidades de los productos terminados del mes de septiembre de 1998. Para calcular la
capacidad por línea se promedian los resultados de todos los productos que conforman la
línea. La capacidad de las tolvas de ensaque 1 y 2 por línea se encuentra en la tabla 30.
Tabla 30. Capacidad por línea de las tolvas de ensaque 1 y 2
Línea Capacidad (toneladas)
Avicultura 6.25
Ganadería 5.21
Porcicultura 6.1
Varios 5.96
Fuente : El Autor.
La capacidad de las tolvas de ensaque 3 y 4 con los productos peletizados se encuentra en
la tabla 31.
Tabla 31. Capacidad por línea de las tolvas de ensaque 3 y 4
Línea Capacidad (toneladas)
Avicultura 10.86
Ganadería 9.05
Porcicultura 10.72
Varios 10.34
Fuente : El Autor.
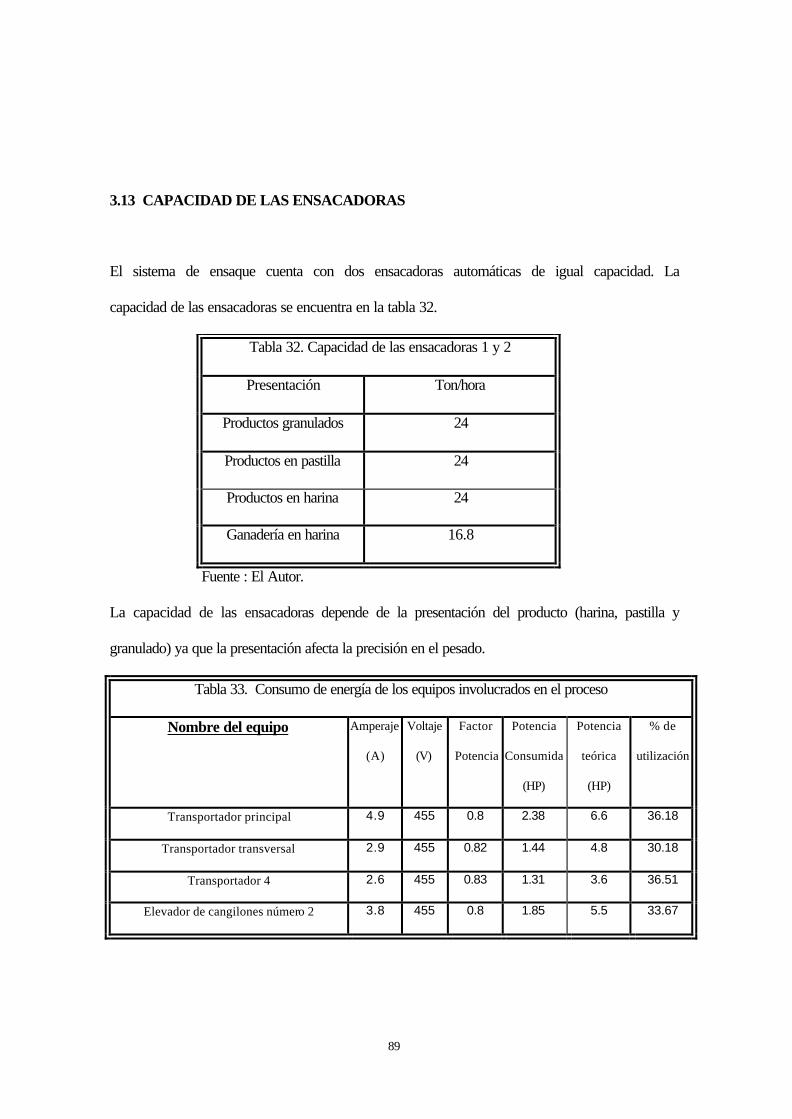
89
3.13 CAPACIDAD DE LAS ENSACADORAS
El sistema de ensaque cuenta con dos ensacadoras automáticas de igual capacidad. La
capacidad de las ensacadoras se encuentra en la tabla 32.
Tabla 32. Capacidad de las ensacadoras 1 y 2
Presentación Ton/hora
Productos granulados 24
Productos en pastilla 24
Productos en harina 24
Ganadería en harina 16.8
Fuente : El Autor.
La capacidad de las ensacadoras depende de la presentación del producto (harina, pastilla y
granulado) ya que la presentación afecta la precisión en el pesado.
Tabla 33. Consumo de energía de los equipos involucrados en el proceso
Nombre del equipo Amperaje
(A)
Voltaje
(V)
Factor
Potencia
Potencia
Consumida
(HP)
Potencia
teórica
(HP)
% de
utilización
Transportador principal 4.9 455 0.8 2.38 6.6 36.18
Transportador transversal 2.9 455 0.82 1.44 4.8 30.18
Transportador 4 2.6 455 0.83 1.31 3.6 36.51
Elevador de cangilones número 2 3.8 455 0.8 1.85 5.5 33.67
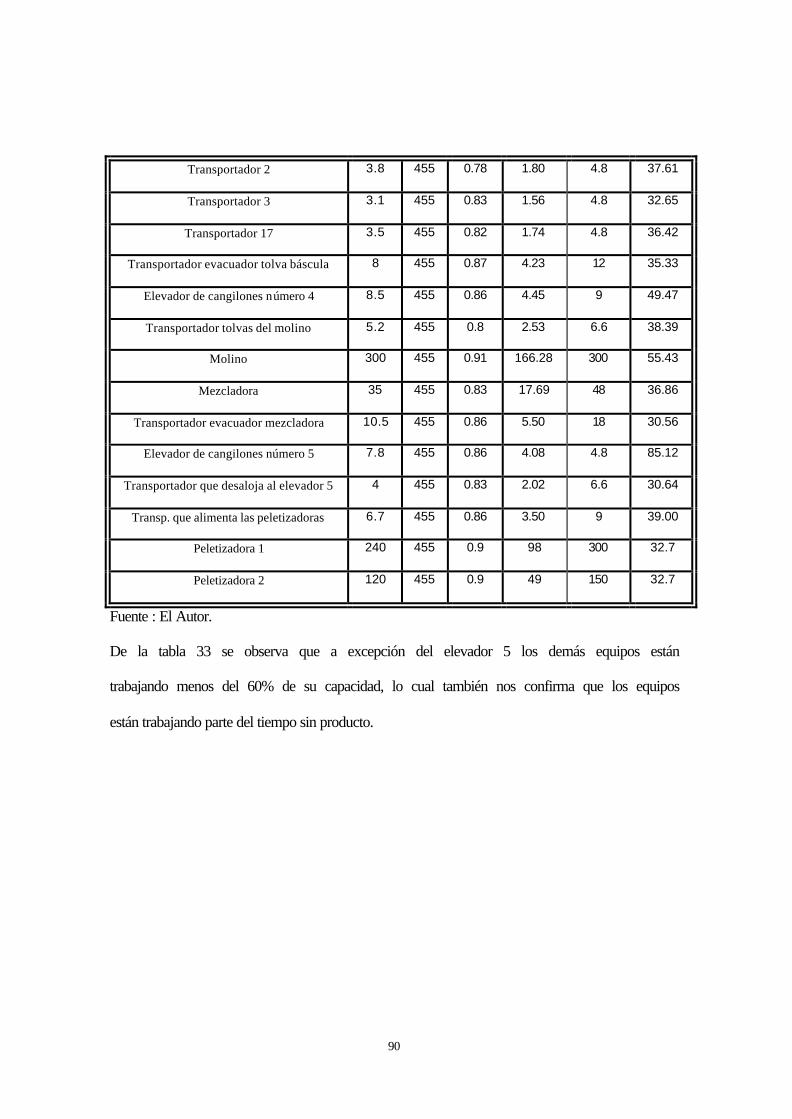
90
Transportador 2 3.8 455 0.78 1.80 4.8 37.61
Transportador 3 3.1 455 0.83 1.56 4.8 32.65
Transportador 17 3.5 455 0.82 1.74 4.8 36.42
Transportador evacuador tolva báscula 8 455 0.87 4.23 12 35.33
Elevador de cangilones número 4 8.5 455 0.86 4.45 9 49.47
Transportador tolvas del molino 5.2 455 0.8 2.53 6.6 38.39
Molino 300 455 0.91 166.28 300 55.43
Mezcladora 35 455 0.83 17.69 48 36.86
Transportador evacuador mezcladora 10.5 455 0.86 5.50 18 30.56
Elevador de cangilones número 5 7.8 455 0.86 4.08 4.8 85.12
Transportador que desaloja al elevador 5 4 455 0.83 2.02 6.6 30.64
Transp. que alimenta las peletizadoras 6.7 455 0.86 3.50 9 39.00
Peletizadora 1 240 455 0.9 98 300 32.7
Peletizadora 2 120 455 0.9 49 150 32.7
Fuente : El Autor.
De la tabla 33 se observa que a excepción del elevador 5 los demás equipos están
trabajando menos del 60% de su capacidad, lo cual también nos confirma que los equipos
están trabajando parte del tiempo sin producto.

91
El análisis completo del proceso por etapas se encuentra en la tabla 34.
Tabla 34. Capacidad de las etapas del proceso
Capacidad
Peletizadoras
(ton/hora)
Capacidad de las
ensacadoras
(ton/hora)
Línea de
Producción
Capacidad
en el
ensilaje
(ton/hora)
Capacidad
Dosificación
(ton/hora)
Capacidad de
los equipos de
transporte hacia
el molino
(ton/hora)
Capacidad
molino
(ton/hora)
Capacidad
Mezcladora
(ton/hora)
Capacidad de los
equipos de
transporte a las
peletizadoras
(ton/hora)
Pelet 1 Pelet 2 Línea 1 Línea 2
Avicultura 24.7 30 – 51 23.13 – 29.8 27 – 39 30 23 – 32 7.5-19 3.5-7 24 24
Ganadería 17.5 13.7 – 26 13. 38 – 21. 14 9.3 – 26 20-14 17.5 – 24 8-18 4.5-6.5 24 24
Porcicultura 22.4 15.6 – 28 16 – 28. 2 21.6 - 28.5 20 21 – 27 14-19 4.5-8 24 24
Varios 21.54 16.3 – 22 15.7 – 27. 64 25.5 - 34 20 23 – 28 12-20 4.5-8 24 24
De la tabla 34 se analiza que los cuellos de botella son:
1. En la línea de Avicultura es el peletizado ya que es la etapa en donde se tiene la menor
eficiencia (en algunas ocasiones por desgaste en el dado y los rodillos y/o
fórmulaciones con las que no se consiguen los parámetros de dureza y/o durabilidad
establecidos y por esto se debe de trabajar la peletizadora con baja carga).
2. En la línea de Ganadería pueden ser:
- Cuando se tiene desgaste en los martillos o cribas o se utiliza semilla de algodón el
cuello de botella es el molino.

92
- Si los filtros de la melaza se encuentran sucios o la Melaza se encuentra fría (por debajo
de 40° centígrados) la adición de la Melaza será lenta siendo el cuello de botella la
mezcla debido a la adición lenta de líquidos.
- Si el molino se encuentra en condiciones optimas de operación y no se utiliza semilla
de algodón y se tiene el sistema de melaza en buenas condiciones el cuello de botella
será el peletizado.
3. En la línea de porcicultura es el peletizado.
4. En los productos varios se presentan las siguientes causas:
Pérdidas de tiempo por alistamiento en Ringos y Conejos ya que lleva gran variedad y
cantidad de materias primas que se dosifican manualmente las cuales retrasan el proceso.
Ahora si se tienen en cuenta los tiempos perdidos por cambios de productos que son
aproximadamente 3 horas al día y otros como la falta de materias primas o fallas mecánicas
la capacidad se reduciría un 20 % aproximadamente.

93
4. PROPUESTAS PARA OPTIMIZACION DE FINCA S.A. PLANTA MOSQUERA
1. Para reducir las perdidas y faltantes de materia prima se debe:
- Llevar a cabo un plan de corrección de fugas ya que esta es una de las principales
causas de los faltantes de materias primas.
- Colocar base autolimpiable a los elevadores número 2, 3 y 4 ya que en las actuales se
acumula materia prima.
- Rediseñar transportadores 2 y 3 para eliminar acumulación en cajuelas; ya que allí se
acumula materia prima que posteriormente se revuelve con lo que hay en las tolvas que
son alimentadas por las bajantes de la respectiva cajuela.
- Corregir base de los transportadores de tornillos sinfín que se encuentran desgastados
bajando tornillo mediante la adecuación de las chumaceras intermedias de su soporte ya
que allí se acumula materia.
2. Para hacer un uso racional de energía y utilizar los equipos de una manera mas eficiente
se debe:
- Reducir la capacidad de los equipos involucrados en la etapa de ensilaje a la capacidad
del transportador 2 ya que están trabajando sin producto por estar sobredimensionados
con respecto a este que es el de menor capacidad. A pesar de que el transportador 2 es

94
el de menor capacidad no se presentan atascamientos ya que los vaceadores de materia
prima que son los que alimentan este sistema lo hacen a una menor velocidad.
- Reducir la capacidad del elevador 4 a la capacidad del transportador que desaloja la
tolva báscula ya que esta parte del tiempo trabajando sin producto.
- Reducir la capacidad del elevador 5 y del transportador que desaloja el elevador 5 a la
capacidad del transportador que desaloja la mezcladora; ya que están trabajando sin
producto parte del tiempo.
- Corregir la inclinación del transportador que desaloja la tolva báscula, transportador que
alimenta las tolvas del molino y transportador alimentador de las tolvas de peletizado
(11.75, 30 y 21º) ya que su capacidad se encuentra reducida en 15.6%, 70% y 48.6%
respectivamente.
3. Para que el proceso sea más eficiente se debe:
- Cambiar la bomba de adición de melaza ya que en líneas como ganadería se demora
mas del tiempo necesario y esta bloqueando el sistema de molienda. Se recomienda una
bomba que adicione 100 kilos/minuto.
- Instalar bajantes desde los transportadores 2 y 3 a las tolvas de dosificación 20 y 21 ya
que por falta de estas no se pueden ensilar materias primas provenientes de la bodega en
estas tolvas.
- Cambiar de posición la bajante que alimenta las tolvas de la peletizadora 1 ya que la
alimentación se debe hacer por el centro y no por los extremos; con esto se conseguiría
almacenar 30% mas de producto.

95
- Llevar a cabo una correcta programación de la producción teniendo en cuenta que:
En la línea Ringo se presentan pérdidas de tiempo por alistamiento para la dosificación ya
que lleva materias primas que no se ensilan y se utiliza mas de una hora para alistamiento;
por esto se debe de alistar con anterioridad las materias primas necesarias para toda la
producción.
En la línea de ganadería el cuello de botella es la molienda ya que las materias primas
provocan atascamientos en el molino.
En algunos productos de la línea ganadería se presenta bloqueo debido a que la adición de
melaza es lenta.
En la línea de avicultura el cuello de botella es el peletizado debido a que las fórmulas que
se trabajan presentan baja eficiencia por retorno de finos.

96
CONCLUSIONES
Ø Se identificaron las etapas que generan cuellos de botella y pérdidas de tiempo en el
proceso siendo estas:
Peletizado en las líneas de avicultura, porcicultura y ganadería
Molienda en ganadería (cuando se utilizan materias primas como semilla de algodón)
Alistamiento de materia prima en línea varios (Conejos, Peces y Ringos)
Mezcla en productos de ganadería cuando lleva mas de 200 Kg. de melaza / bache
Ø Se identificaron por etapas los equipos que están trabajando sin producto durante el
proceso siendo estos:
1. El transportador principal, el transportador transversal, el transportador 4 y el elevador
2 (46.31%, 62.98%, 31.23% y 23.77% respectivamente) al ensilar desde la bodega
utilizando el transportador 2 y (18.88%, 32.42%, 6.6% y 0.56% respectivamente) al
ensilar por el transportador 3.
2. Los elevadores 1, 2 y 3 (66%) y el transportador 10 (3%) al ensilar afrecho.
3. Los elevadores 1, 2 y 3 (76%) y el transportador 17 (13%) al ensilar Maíz, Sorgo y
Torta de Soya.
4. El transportador que alimenta las tolvas del molino (0.6%) y el elevador 4 (141%).
5. El elevador 5 (195%), el transportador que desaloja al elevador 5 (22%) y el
transportador que alimenta las peletizadoras (14%).

97
El que trabajen los equipos sin producto parte del tiempo nos indica que se esta
consumiendo mas energía de la necesaria lo cual representa menos utilidades para la
compañía.
6. Las tolvas de la peletizadora 1 están subutilizadas 40% ya que tienen la bajante de
alimentación por un extremo y no por el centro.
7. Las peletizadoras están trabajando por debajo de un 65% de su capacidad debido a
requerimientos de presentación en todos los productos (dureza y durabilidad).
Ø Se tiene reducción en la capacidad de los transportadores que desaloja la tolva báscula,
transportador alimentador tolvas del molino y transportador que alimenta las
peletizadoras del 15.6%, 70% y 45% debido a que están inclinados.
Ø Se debe de utilizar un transportador móvil con doble sentido para hacer mas eficiente el
ensilaje ya que se pierde tiempo mientras se trae materia prima desde los lotes que se
encuentran lejos del transportador principal.
Ø Se pierden materias primas en el proceso de ensilaje debido a fugas en los sistemas de
transporte (elevadores y transportadores).
Ø Se presenta acumulación de materia prima en las cajuelas de los transportadores 2 y 3 lo
cual hace que se revuelvan materias primas (materia prima que se acumula cae en una
tolva con materia prima diferente) presentándose faltantes en las materias primas que
se acumulan y sobrantes en las materias primas donde caen materias primas diferentes.
98
RECOMENDACIONES
El trabajar con procesos en los cuales se trabajan con formulaciones que cambian
frecuentemente dificulta llevar a cabo análisis comparativos en procesos como este ya que
las variables como Humedad y calidad final del producto (dureza y durabilidad) dependen
de las materias primas que se incluyan en las formulas.
Es mas conveniente hacer análisis por etapas en este proceso y no dedicarle un solo trabajo
a todas las etapas.
Llevar a cabo ensayos en este tipo de industria en la cual se manejan volúmenes altos de
producción y no se cuenta con tiempo para estos dificulta el desarrollo del trabajo; así que
se debe de hacer un optimo diseño de los experimentos o ensayos a realizar.
Se debe de llevar a cabo un análisis exhaustivo cuando se analicen resultados ya que
intervienen variables como tipo de materia prima, calidad final del producto y estado de la
maquinaria entre otras.

99
REFERENCIAS BIBLIOGRAFICAS
American Feed Industry Association, Inc. Tecnología para la Fabricación de Alimentos
Balanceados. (1994). p. 3-26 y 87-88 y 104-107 y 114-117
PERRY H Robert. Manual del Ingeniero Químico. P. 8-30.
Simet Ltda. Ingeniería Mecánica. (1994). p. 2-12

17
Anexo A.
Determinación de perdidas en el ensilaje de materias primas desde la bodega de materia prima hasta las tolvas de dosificación.
Determinación de perdidas en el ensilaje. Materia Prima Ensayo Kg. ensilados Kg. Obtenidos en la tolva bascula. Kg. perdidos % Perdidas Promedio
Harina Zootecnica 1 1000 989 11 1.1 0.90%
2 1000 991 9 0.9
3 1000 993 7 0.7
Carbonato de calcio 1 400 301 99 24.75 24.33%
2 400 303 97 24.25
3 400 304 96 24
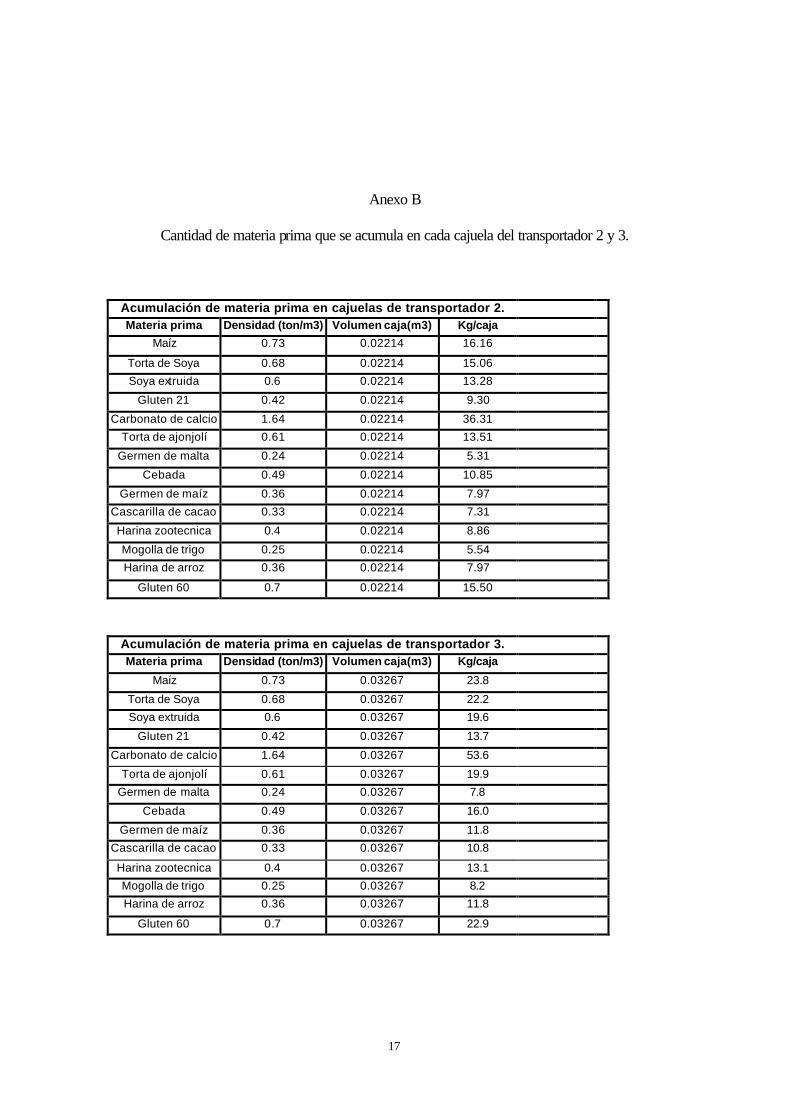
17
Anexo B
Cantidad de materia prima que se acumula en cada cajuela del transportador 2 y 3.
Acumulación de materia prima en cajuelas de transportador 2. Materia prima Densidad (ton/m3) Volumen caja(m3) Kg/caja
Maíz 0.73 0.02214 16.16
Torta de Soya 0.68 0.02214 15.06
Soya extruida 0.6 0.02214 13.28
Gluten 21 0.42 0.02214 9.30
Carbonato de calcio 1.64 0.02214 36.31
Torta de ajonjolí 0.61 0.02214 13.51
Germen de malta 0.24 0.02214 5.31
Cebada 0.49 0.02214 10.85
Germen de maíz 0.36 0.02214 7.97
Cascarilla de cacao 0.33 0.02214 7.31
Harina zootecnica 0.4 0.02214 8.86
Mogolla de trigo 0.25 0.02214 5.54
Harina de arroz 0.36 0.02214 7.97
Gluten 60 0.7 0.02214 15.50
Acumulación de materia prima en cajuelas de transportador 3. Materia prima Densidad (ton/m3) Volumen caja(m3) Kg/caja
Maíz 0.73 0.03267 23.8
Torta de Soya 0.68 0.03267 22.2
Soya extruida 0.6 0.03267 19.6
Gluten 21 0.42 0.03267 13.7
Carbonato de calcio 1.64 0.03267 53.6
Torta de ajonjolí 0.61 0.03267 19.9
Germen de malta 0.24 0.03267 7.8
Cebada 0.49 0.03267 16.0
Germen de maíz 0.36 0.03267 11.8
Cascarilla de cacao 0.33 0.03267 10.8
Harina zootecnica 0.4 0.03267 13.1
Mogolla de trigo 0.25 0.03267 8.2
Harina de arroz 0.36 0.03267 11.8
Gluten 60 0.7 0.03267 22.9

18
Anexo C.
Perdidas de materia prima en transporte desde la tolva báscula hasta las ensacadoras.
Perdidas de materia prima en transporte, molienda y ensaque (Desinfección Mayo 2 1998). Materia Prima Kg. pesados Kg. ensacados Kg. perdidos Kg. ganados %perdida %Ganancia
Torta de Soya 840 830 10 1% 0% Gluten 60 170 100 70 41% 0%
Cascarilla cacao 1070 1077 7 0% 1%
Harina de arroz 615 622 7 0% 1% Torta de Algodón 1070 1111 41 0% 4%
Gluten 21 80 60 20 25% 0% Mogolla de Trigo 318 357 39 0% 12% Soya Extruida 586 558 28 5% 0%
Germen de Malta 90 88 2 2% 0% Harina Zootecnica 1008 1054 46 0% 5%
130 140
Perdidas de materia prima en transporte, molienda y ensaque (Desinfección Julio 11 1998).
Materia Prima Kg pesados Kg ensacados Kg perdidos Kg ganados %perdida %Ganancia
Torta Ajonjoli 2209 2194 15 0.7% 0% Torta de Soya 522 496 26 5.0% 0%
Gluten 60 973 842 131 13.5% 0% Cascarilla cacao 1050 1034 16 1.5% 0%
Harina Zootecnica 560 552 8 1.4% 0% Torta de Algodón 981 980 1 0.1% 0% Germen de Malta 2305 2580 275 0% 11.9%
Mogolla de Trigo 658 760 102 0% 15.5% Sorgo 509 497 12 2.4% 0%
Cascarilla de Arroz 651 504 147 22.6% 0% Afrecho 773 771 2 0.3% 0%
358 377
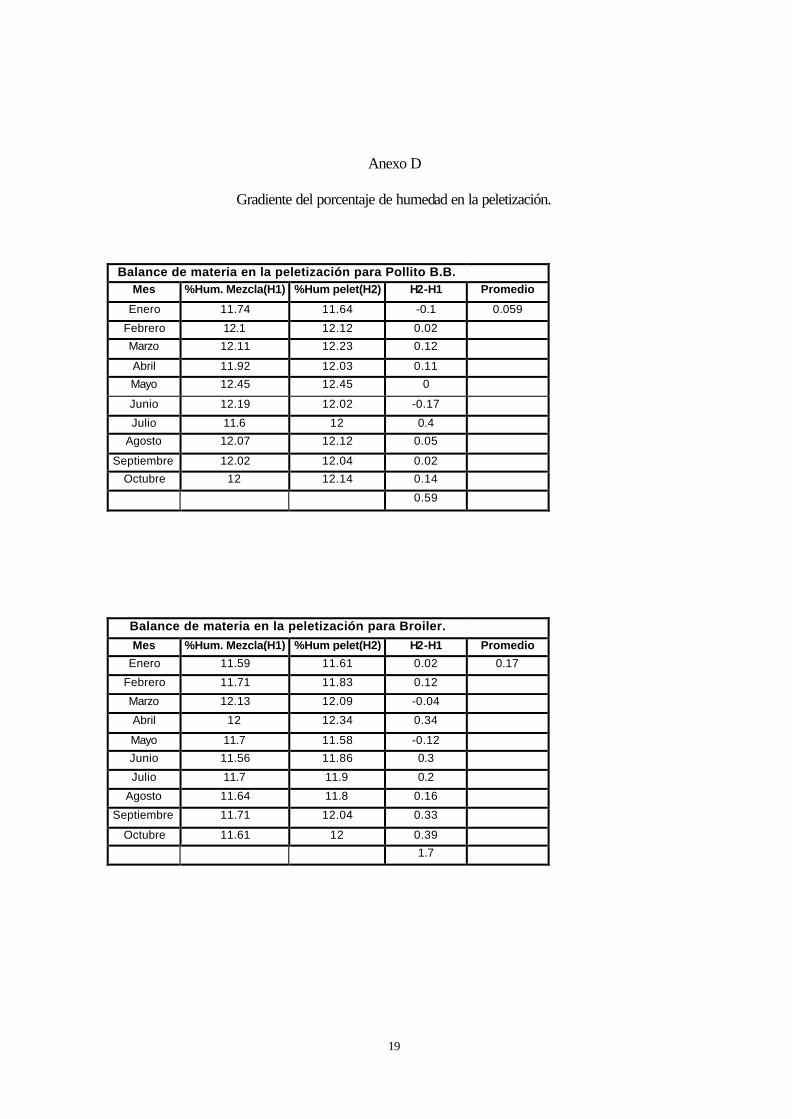
19
Anexo D
Gradiente del porcentaje de humedad en la peletización.
Balance de materia en la peletización para Pollito B.B. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 11.74 11.64 -0.1 0.059
Febrero 12.1 12.12 0.02
Marzo 12.11 12.23 0.12
Abril 11.92 12.03 0.11
Mayo 12.45 12.45 0
Junio 12.19 12.02 -0.17
Julio 11.6 12 0.4
Agosto 12.07 12.12 0.05
Septiembre 12.02 12.04 0.02
Octubre 12 12.14 0.14
0.59
Balance de materia en la peletización para Broiler. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 11.59 11.61 0.02 0.17
Febrero 11.71 11.83 0.12
Marzo 12.13 12.09 -0.04
Abril 12 12.34 0.34
Mayo 11.7 11.58 -0.12
Junio 11.56 11.86 0.3
Julio 11.7 11.9 0.2
Agosto 11.64 11.8 0.16
Septiembre 11.71 12.04 0.33
Octubre 11.61 12 0.39
1.7
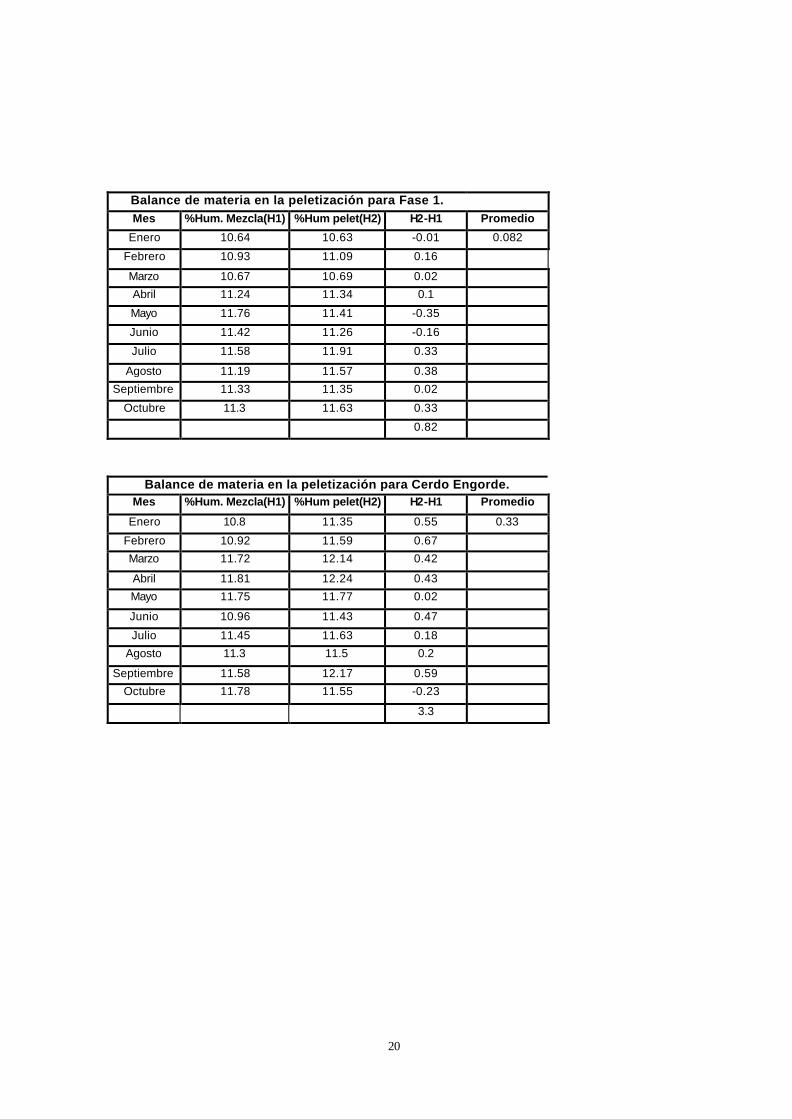
20
Balance de materia en la peletización para Fase 1. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.64 10.63 -0.01 0.082
Febrero 10.93 11.09 0.16
Marzo 10.67 10.69 0.02
Abril 11.24 11.34 0.1
Mayo 11.76 11.41 -0.35
Junio 11.42 11.26 -0.16
Julio 11.58 11.91 0.33
Agosto 11.19 11.57 0.38
Septiembre 11.33 11.35 0.02
Octubre 11.3 11.63 0.33
0.82
Balance de materia en la peletización para Cerdo Engorde. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.8 11.35 0.55 0.33
Febrero 10.92 11.59 0.67
Marzo 11.72 12.14 0.42
Abril 11.81 12.24 0.43
Mayo 11.75 11.77 0.02
Junio 10.96 11.43 0.47
Julio 11.45 11.63 0.18
Agosto 11.3 11.5 0.2
Septiembre 11.58 12.17 0.59
Octubre 11.78 11.55 -0.23
3.3

21
Balance de materia en la peletización para Cerdo Levante. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 11.07 11.3 0.23 0.319
Febrero 11.34 11.25 -0.09
Marzo 10.43 11.95 1.52
Abril 11.53 12.03 0.5
Mayo 12.12 11.99 -0.13
Junio 11.66 11.69 0.03
Julio 11.29 11.97 0.68
Agosto 11.75 12.12 0.37
Septiembre 11.8 11.86 0.06
Octubre 11.93 11.95 0.02
3.19
Balance de materia en la peletización para Campo Leche. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.08 10.43 0.35 0.118
Febrero 10.46 10.85 0.39
Marzo 10.68 10.79 0.11
Abril 10.96 11.21 0.25
Mayo 10.9 10.62 -0.28
Junio 11.17 11.31 0.14
Julio 10.4 10.4 0
Agosto 11.22 11.67 0.45
Septiembre 11.14 10.75 -0.39
Octubre 11.1 11.26 0.16
1.18

22
Balance de materia en la peletización para Leche 70. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.94 11.52 0.58 0.336
Febrero 11.09 11.37 0.28
Marzo 11 11.2 0.2
Abril 11.02 11.26 0.24
Mayo 11.32 11.4 0.08
Junio 11.08 11.52 0.44
Julio 10.84 11.43 0.59
Agosto 10.92 11.32 0.4
Septiembre 10.95 11.3 0.35
Octubre 11.4 11.60 0.2
3.36
Balance de materia en la peletización para Leche 72. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.9 11.49 0.59 0.395
Febrero 11.19 11.7 0.51
Marzo 11.06 11.3 0.24
Abril 11.51 11.92 0.41
Mayo 11.68 11.66 -0.02
Junio 11.13 11.5 0.37
Julio 10.81 11.37 0.56
Agosto 11.34 11.91 0.57
Septiembre 11.22 11.77 0.55
Octubre 11.7 11.87 0.17
3.95

23
Balance de materia en la peletización para Leche 14-16. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.91 11.34 0.43 0.4705
Febrero 10.25 11.04 0.79
Marzo 11.43 11.89 0.46
Abril 10.89 11.27 0.38
Mayo 10.98 11.14 0.16
Junio 10.96 11.64 0.68
Julio 10.77 11.39 0.62
Agosto 11.47 12.06 0.59
Septiembre 11.12 11.58 0.46
Octubre 11.6 11.74 0.135
4.705
Balance de materia en la peletización para Leche 75. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.72 11 0.28 0.227
Febrero 11.12 11.81 0.69
Marzo 11.01 11.33 0.32
Abril 11.31 11.45 0.14
Mayo 10.67 10.94 0.27
Junio 11.15 11.39 0.24
Julio 11 11.24 0.24
Agosto 11.14 11.13 -0.01
Septiembre 11.33 11.44 0.11
Octubre 11.52 11.51 -0.01
2.27
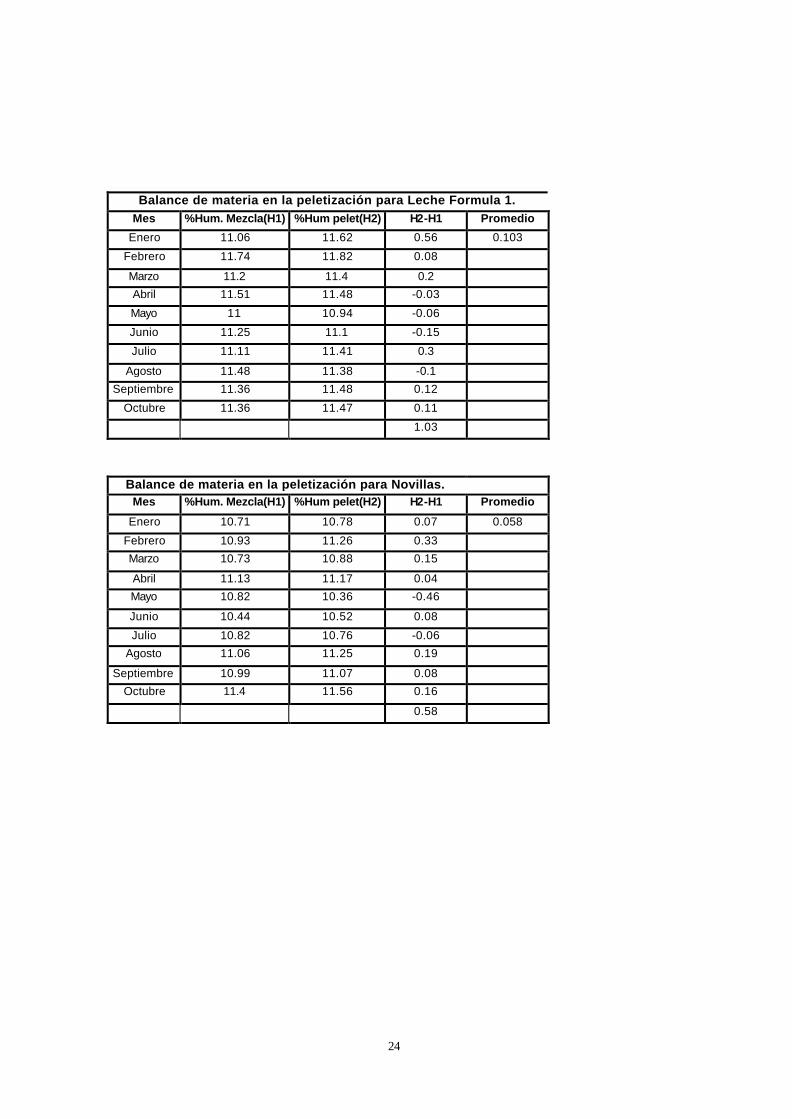
24
Balance de materia en la peletización para Leche Formula 1. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 11.06 11.62 0.56 0.103
Febrero 11.74 11.82 0.08
Marzo 11.2 11.4 0.2
Abril 11.51 11.48 -0.03
Mayo 11 10.94 -0.06
Junio 11.25 11.1 -0.15
Julio 11.11 11.41 0.3
Agosto 11.48 11.38 -0.1
Septiembre 11.36 11.48 0.12
Octubre 11.36 11.47 0.11
1.03
Balance de materia en la peletización para Novillas. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.71 10.78 0.07 0.058
Febrero 10.93 11.26 0.33
Marzo 10.73 10.88 0.15
Abril 11.13 11.17 0.04
Mayo 10.82 10.36 -0.46
Junio 10.44 10.52 0.08
Julio 10.82 10.76 -0.06
Agosto 11.06 11.25 0.19
Septiembre 10.99 11.07 0.08
Octubre 11.4 11.56 0.16
0.58

25
Balance de materia en la peletización para Ringo Finca. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.3 10.44 0.14 0.424
Febrero 10.26 10.63 0.37
Marzo 10.13 10.54 0.41
Abril 10.15 10.8 0.65
Mayo 9.94 10.26 0.32
Junio 9.49 9.84 0.35
Julio 10.19 10.62 0.43
Agosto 9.97 10.34 0.37
Septiembre 9.59 10.15 0.56
Octubre 9.99 10.63 0.64
4.24
Balance de materia en la peletización para Equinos. Mes %Hum. Mezcla(H1) %Hum pelet(H2) H2-H1 Promedio
Enero 10.72 12.06 1.34 0.262
Febrero 11.77 11.94 0.17
Marzo 10.86 11.24 0.38
Abril 11.38 11.15 -0.23
Mayo 11.78 11.47 -0.31
Junio 11.35 11.4 0.05
Julio 11.9 12.02 0.12
Agosto 10.93 11.66 0.73
Septiembre 11.87 12 0.13
Octubre 11.44 11.68 0.24
2.62
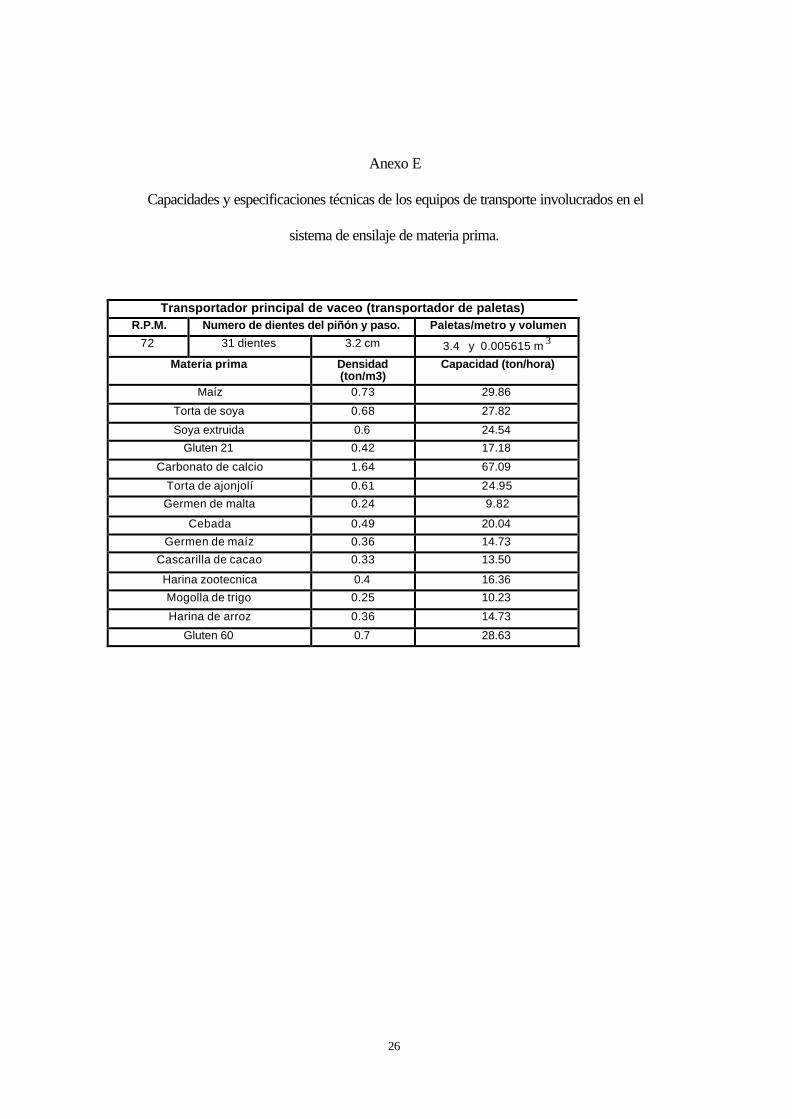
26
Anexo E
Capacidades y especificaciones técnicas de los equipos de transporte involucrados en el
sistema de ensilaje de materia prima.
Transportador principal de vaceo (transportador de paletas) R.P.M. Numero de dientes del piñón y paso. Paletas/metro y volumen
72 31 dientes 3.2 cm 3.4 y 0.005615 m 3
Materia prima Densidad (ton/m3)
Capacidad (ton/hora)
Maíz 0.73 29.86
Torta de soya 0.68 27.82
Soya extruida 0.6 24.54
Gluten 21 0.42 17.18
Carbonato de calcio 1.64 67.09
Torta de ajonjolí 0.61 24.95
Germen de malta 0.24 9.82
Cebada 0.49 20.04
Germen de maíz 0.36 14.73
Cascarilla de cacao 0.33 13.50
Harina zootecnica 0.4 16.36
Mogolla de trigo 0.25 10.23
Harina de arroz 0.36 14.73
Gluten 60 0.7 28.63

27
Transportador transversal de vaceo (transportador de paletas) R.P.M. Numero de dientes del piñón Paletas/metro y volumen
90 34 dientes 2.6 cm 3.4 y 0.005615 m3 Materia prima Densidad
(ton/m3) Capacidad (ton/hora)
Maíz 0.73 33.26
Torta de soya 0.68 30.99
Soya extruida 0.6 27.34
Gluten 21 0.42 19.14
Carbonato de calcio 1.64 74.73
Torta de ajonjolí 0.61 27.80
Germen de malta 0.24 10.94
Cebada 0.49 22.33
Germen de maíz 0.36 16.40
Cascarilla de cacao 0.33 15.04
Harina zootecnica 0.4 18.23
Mogolla de trigo 0.25 11.39
Harina de arroz 0.36 16.40
Gluten 60 0.7 31.90
Transportador numero 4 (transportador de paletas) R.P.M. Numero de dientes del piñón Paletas/metro y volumen
77 32 2.6 cm 3.4 y 0.005615 m3
Materia prima Densidad (ton/m3)
Capacidad (ton/hora)
Maíz 0.73 26.78
Torta de soya 0.68 24.95
Soya extruida 0.6 22.01
Gluten 21 0.42 15.41
Carbonato de calcio 1.64 60.17
Torta de ajonjolí 0.61 22.38
Germen de malta 0.24 8.81
Cebada 0.49 17.98
Germen de maíz 0.36 13.21
Cascarilla de cacao 0.33 12.11
Harina zootecnica 0.4 14.68
Mogolla de trigo 0.25 9.17
Harina de arroz 0.36 13.21
Gluten 60 0.7 25.68

28
Elevador de cangilones numero 2 R.P.M. Diámetro polea (m) Cangilones/metro Volumen cangilón (m3)
86 0.508 6.67 0.0009
factor de llenado : 0.7
Materia prima Densidad (ton/m3)
Capacidad (ton/hora)
Maíz 0.73 25.26
Torta de Soya 0.68 23.53
Soya extruida 0.6 20.76
Gluten 21 0.42 14.53
Carbonato de calcio 1.64 56.75
Torta de ajonjolí 0.61 21.11
Germen de malta 0.24 8.31
Cebada
0.49 16.96
Germen de maíz 0.36 12.46
Cascarilla de cacao 0.33 11.42
Harina zootecnica 0.4 13.84
Mogolla de trigo 0.25 8.65
Harina de arroz 0.36 12.46
Gluten 60 0.7 24.22
Tornillo sinfín alimentador de las tolvas de dosificación (transportador 2). R.P.M. Diámetro tornillo (m) Diámetro eje (m) Factor de llenado
52 0.3 0.074 0.45
Materia prima Densidad (ton/m3)
Capacidad (ton/hora)
Maíz 0.73 20.41
Torta de Soya 0.68 19.01
Soya extruida 0.6 16.78
Gluten 21 0.42 11.74
Carbonato de calcio 1.64 45.86
Torta de ajonjolí 0.61 17.06
Germen de malta 0.24 6.71
Cebada 0.49 13.70
Germen de maíz 0.36 10.07
Cascarilla de cacao 0.33 9.23
Harina zootecnica 0.4 11.18
Mogolla de trigo 0.25 6.99
Harina de arroz 0.36 10.07
Gluten 60 0.7 19.57

29
Tornillo sinfín alimentador de las tolvas de dosificación (transportador 3). R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
64 0.3 0.074 0.45
Materia prima Densidad (ton/m3)
Capacidad (ton/hora)
Maíz 0.73 25.12
Torta de Soya 0.68 23.40
Soya extruida 0.6 20.65
Gluten 21 0.42 14.45
Carbonato de calcio 1.64 56.44
Torta de ajonjolí 0.61 20.99
Germen de malta 0.24 8.26
Cebada 0.49 16.86
Germen de maíz 0.36 12.39
Cascarilla de cacao 0.33 11.36
Harina zootécnica 0.4 13.77
Mogolla de trigo 0.25 8.60
Harina de arroz 0.36 12.39
Gluten 60 0.7 24.09
Tornillo sinfín alimentador de las tolvas de dosificación (transportador 17). R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
80 0.3 0.074 0.45
Materia prima Densidad (ton/m3)
Capacidad (ton/hora)
Maíz 0.73 31.40
Torta de Soya 0.68 29.25
Soya extruida 0.6 25.81
Gluten 21 0.42 18.07
Carbonato de calcio 1.64 70.55
Torta de ajonjolí 0.61 26.24
Germen de malta 0.24 10.32
Cebada 0.49 21.08
Germen de maíz 0.36 15.49
Cascarilla de cacao 0.33 14.20
Harina zootecnica 0.4 17.21
Mogolla de trigo 0.25 10.75
Harina de arroz 0.36 15.49
Gluten 60 0.7 30.11

18
Capacidades de los equipos involucrados en el sistema de ensilaje de materia prima
Materia prima Densidad (ton/m3) Capacidad (ton/hora)
Transportador Principal Transp. Transversal Transp. 4 Elevador 2
Maíz 0.73 29.86 33.26 26.78 25.26
Torta de Soya 0.68 27.82 30.99 24.95 23.53
Soya extruida 0.6 24.54 27.34 22.01 20.76
Gluten 21 0.42 17.18 19.14 15.41 14.53
Carbonato de calcio 1.64 67.09 74.73 60.17 56.75
Torta de ajonjolí 0.61 24.95 27.80 22.38 21.11
Germen de malta 0.24 9.82 10.94 8.81 8.31
Cebada 0.49 20.04 22.33 17.98 16.96
Germen de maíz 0.36 14.73 16.40 13.21 12.46
Cascarilla de cacao 0.33 13.50 15.04 12.11 11.42
Harina zootecnica 0.4 16.36 18.23 14.68 13.84
Mogolla de trigo 0.25 10.23 11.39 9.17 8.65
Harina de arroz 0.36 14.73 16.40 13.21 12.46
Gluten 60 0.7 28.63 31.90 25.68 24.22

19
Capacidades de los tres transportadores que se utilizan para ensilar materias primas por el elevador 2. Descripción Capacidad (ton/hora)
Materia prima Densidad (ton/m3) Elevador 2 Transportador 2 Transportador3 Transportador 17
Maíz amarillo 0.73 29.86 20.41 25.12 31.40
Torta de Soya 0.68 27.82 19.01 23.40 29.25
Soya extruida 0.6 24.54 16.78 20.65 25.81
Gluten 21 0.42 17.18 11.74 14.45 18.07
Carbonato de calcio 1.64 67.09 45.86 56.44 70.55
Torta de ajonjolí 0.61 24.95 17.06 20.99 26.24
Germen de malta 0.24 9.82 6.71 8.26 10.32
Cebada 0.49 20.04 13.70 16.86 21.08
Germen de maíz 0.36 14.73 10.07 12.39 15.49
Cascarilla de cacao 0.33 13.50 9.23 11.36 14.20
Harina zootecnica 0.4 16.36 11.18 13.77 17.21
Mogolla de trigo 0.25 10.23 6.99 8.60 10.75
Harina de arroz 0.36 14.73 10.07 12.39 15.49
Gluten 60 0.7 28.63 19.57 24.09 30.11
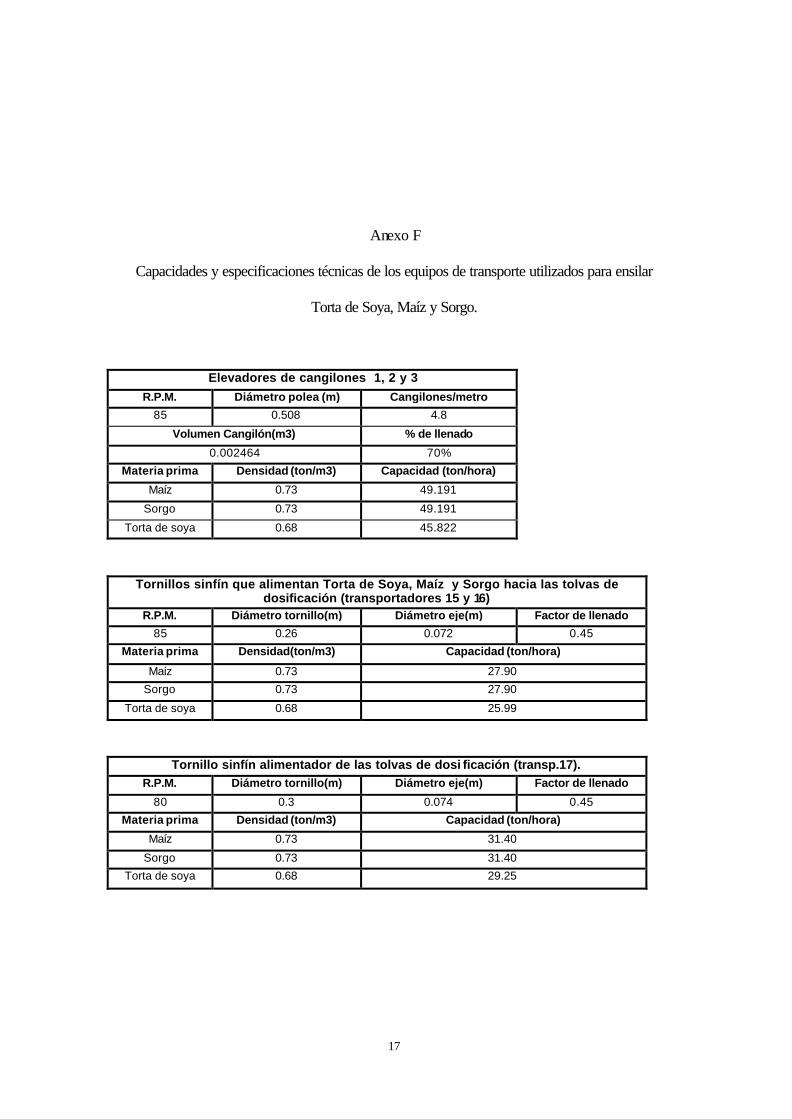
17
Anexo F
Capacidades y especificaciones técnicas de los equipos de transporte utilizados para ensilar
Torta de Soya, Maíz y Sorgo.
Elevadores de cangilones 1, 2 y 3 R.P.M. Diámetro polea (m) Cangilones/metro
85 0.508 4.8
Volumen Cangilón(m3) % de llenado
0.002464 70%
Materia prima Densidad (ton/m3) Capacidad (ton/hora)
Maíz 0.73 49.191
Sorgo 0.73 49.191
Torta de soya 0.68 45.822
Tornillos sinfín que alimentan Torta de Soya, Maíz y Sorgo hacia las tolvas de dosificación (transportadores 15 y 16)
R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
85 0.26 0.072 0.45
Materia prima Densidad(ton/m3) Capacidad (ton/hora)
Maíz 0.73 27.90
Sorgo 0.73 27.90
Torta de soya 0.68 25.99
Tornillo sinfín alimentador de las tolvas de dosi ficación (transp.17). R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
80 0.3 0.074 0.45
Materia prima Densidad (ton/m3) Capacidad (ton/hora)
Maíz 0.73 31.40
Sorgo 0.73 31.40
Torta de soya 0.68 29.25
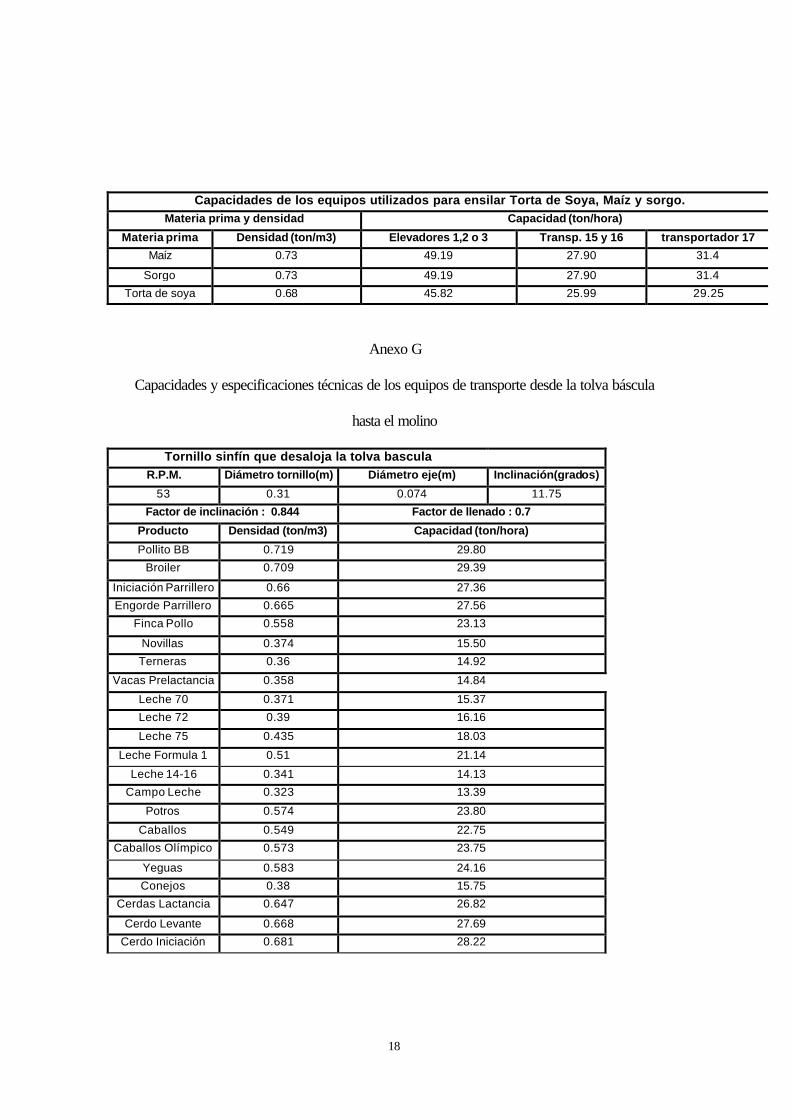
18
Capacidades de los equipos utilizados para ensilar Torta de Soya, Maíz y sorgo. Materia prima y densidad Capacidad (ton/hora)
Materia prima Densidad (ton/m3) Elevadores 1,2 o 3 Transp. 15 y 16 transportador 17
Maíz 0.73 49.19 27.90 31.4
Sorgo 0.73 49.19 27.90 31.4
Torta de soya 0.68 45.82 25.99 29.25
Anexo G
Capacidades y especificaciones técnicas de los equipos de transporte desde la tolva báscula
hasta el molino
Tornillo sinfín que desaloja la tolva bascula R.P.M. Diámetro tornillo(m) Diámetro eje(m) Inclinación(grados)
53 0.31 0.074 11.75
Factor de inclinación : 0.844 Factor de llenado : 0.7
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.719 29.80
Broiler 0.709 29.39
Iniciación Parrillero 0.66 27.36
Engorde Parrillero 0.665 27.56
Finca Pollo 0.558 23.13
Novillas 0.374 15.50
Terneras 0.36 14.92
Vacas Prelactancia 0.358 14.84
Leche 70 0.371 15.37
Leche 72 0.39 16.16
Leche 75 0.435 18.03
Leche Formula 1 0.51 21.14
Leche 14-16 0.341 14.13
Campo Leche 0.323 13.39
Potros 0.574 23.80
Caballos 0.549 22.75
Caballos Olímpico 0.573 23.75
Yeguas 0.583 24.16
Conejos 0.38 15.75
Cerdas Lactancia 0.647 26.82
Cerdo Levante 0.668 27.69
Cerdo Iniciación 0.681 28.22
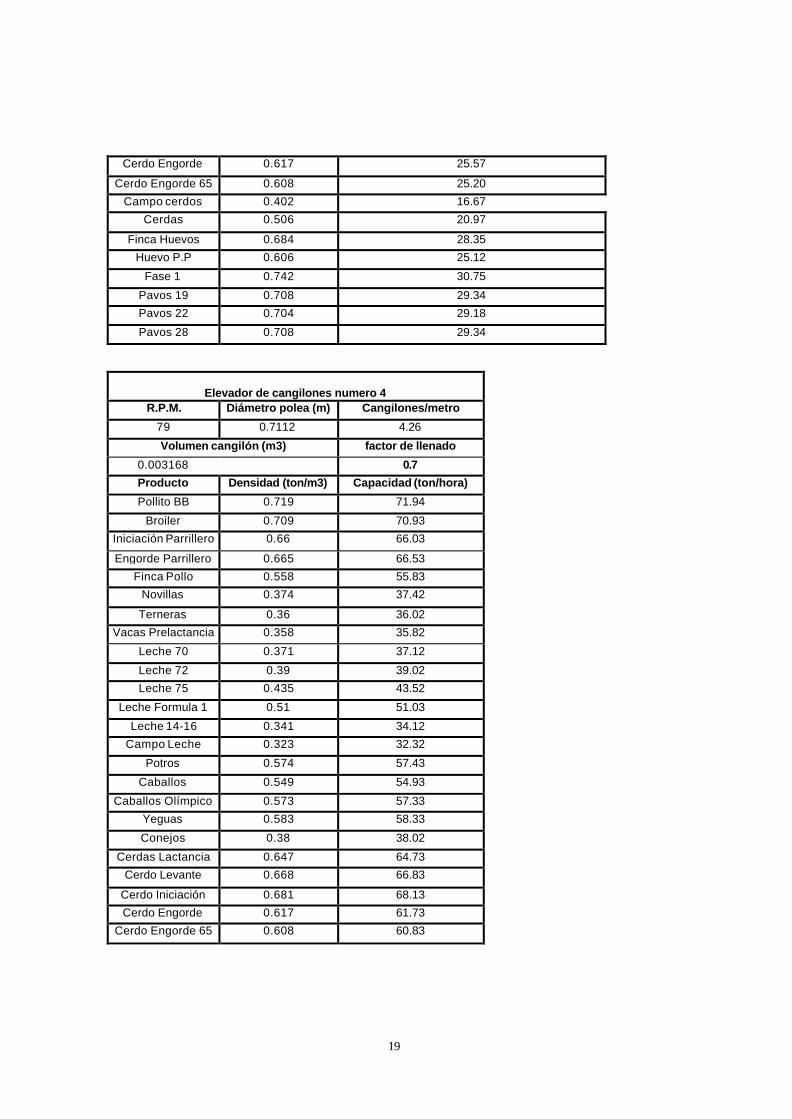
19
Cerdo Engorde 0.617 25.57
Cerdo Engorde 65 0.608 25.20
Campo cerdos 0.402 16.67
Cerdas 0.506 20.97
Finca Huevos 0.684 28.35
Huevo P.P 0.606 25.12
Fase 1 0.742 30.75
Pavos 19 0.708 29.34
Pavos 22 0.704 29.18
Pavos 28 0.708 29.34
Elevador de cangilones numero 4
R.P.M. Diámetro polea (m) Cangilones/metro
79 0.7112 4.26
Volumen cangilón (m3) factor de llenado
0.003168 0.7
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.719 71.94
Broiler 0.709 70.93
Iniciación Parrillero 0.66 66.03
Engorde Parrillero 0.665 66.53
Finca Pollo 0.558 55.83
Novillas 0.374 37.42
Terneras 0.36 36.02
Vacas Prelactancia 0.358 35.82
Leche 70 0.371 37.12
Leche 72 0.39 39.02
Leche 75 0.435 43.52
Leche Formula 1 0.51 51.03
Leche 14-16 0.341 34.12
Campo Leche 0.323 32.32
Potros 0.574 57.43
Caballos 0.549 54.93
Caballos Olímpico 0.573 57.33
Yeguas 0.583 58.33
Conejos 0.38 38.02
Cerdas Lactancia 0.647 64.73
Cerdo Levante 0.668 66.83
Cerdo Iniciación 0.681 68.13
Cerdo Engorde 0.617 61.73
Cerdo Engorde 65 0.608 60.83
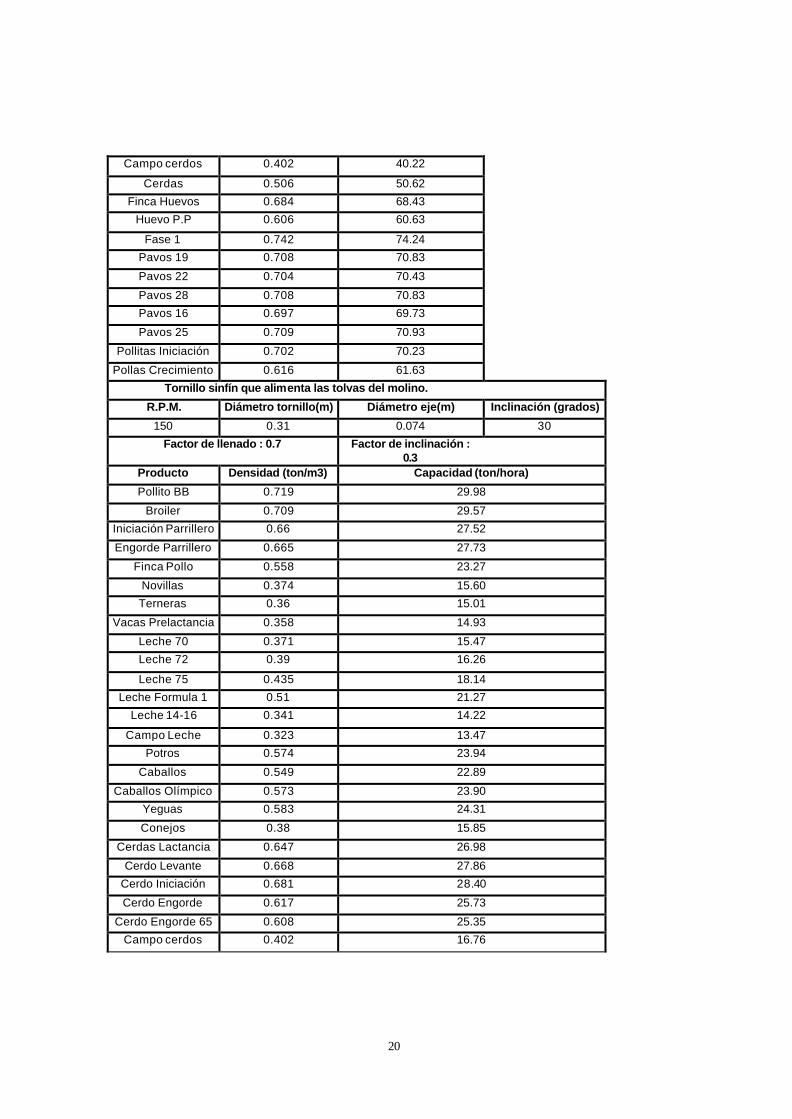
20
Campo cerdos 0.402 40.22
Cerdas 0.506 50.62
Finca Huevos 0.684 68.43
Huevo P.P 0.606 60.63
Fase 1 0.742 74.24
Pavos 19 0.708 70.83
Pavos 22 0.704 70.43
Pavos 28 0.708 70.83
Pavos 16 0.697 69.73
Pavos 25 0.709 70.93
Pollitas Iniciación 0.702 70.23
Pollas Crecimiento 0.616 61.63
Tornillo sinfín que alimenta las tolvas del molino.
R.P.M. Diámetro tornillo(m) Diámetro eje(m) Inclinación (grados)
150 0.31 0.074 30
Factor de llenado : 0.7 Factor de inclinación : 0.3
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.719 29.98
Broiler 0.709 29.57
Iniciación Parrillero 0.66 27.52
Engorde Parrillero 0.665 27.73
Finca Pollo 0.558 23.27
Novillas 0.374 15.60
Terneras 0.36 15.01
Vacas Prelactancia 0.358 14.93
Leche 70 0.371 15.47
Leche 72 0.39 16.26
Leche 75 0.435 18.14
Leche Formula 1 0.51 21.27
Leche 14-16 0.341 14.22
Campo Leche 0.323 13.47
Potros 0.574 23.94
Caballos 0.549 22.89
Caballos Olímpico 0.573 23.90
Yeguas 0.583 24.31
Conejos 0.38 15.85
Cerdas Lactancia 0.647 26.98
Cerdo Levante 0.668 27.86
Cerdo Iniciación 0.681 28.40
Cerdo Engorde 0.617 25.73
Cerdo Engorde 65 0.608 25.35
Campo cerdos 0.402 16.76

21
Cerdas 0.506 21.10
Prepico 0.67 27.94
Finca Huevos 0.684 28.52
Huevo P.P 0.606 25.27
Fase 1 0.742 30.94
Pavos 19 0.708 29.53
Pavos 22 0.704 29.36
Pavos 28 0.708 29.53
Pavos 16 0.697 29.07
Pavos 25 0.709 29.57
Pollitas Iniciación 0.702 29.27
Pollas Crecimiento 0.616 25.69
Capacidades de los equipos de transporte desde la tolva bascula hacia el molino Producto y densidad Capacidad (ton/hora)
Producto Densidad Transportador que Elevador 4 Transportador alimenta
(ton/m3) desaloja tolva báscula tolvas del molino
Pollito BB 0.719 29.80 71.94 29.98
Broiler 0.709 29.39 70.93 29.57 Iniciación Parrillero 0.66 27.36 66.03 27.52
Engorde Parrillero 0.665 27.56 66.53 27.73
Finca Pollo 0.558 23.13 55.83 23.27
Novillas 0.374 15.50 37.42 15.60 Terneras 0.36 14.92 36.02 15.01
Vacas Prelactancia 0.358 14.84 35.82 14.93
Leche 70 0.371 15.37 37.12 15.47 Leche 72 0.39 16.16 39.02 16.26
Leche 75 0.435 18.03 43.52 18.14 Leche Formula 1 0.51 21.14 51.03 21.27
Leche 14-16 0.341 14.13 34.12 14.22
Campo Leche 0.323 13.39 32.32 13.47 Potros 0.574 23.80 57.43 23.94
Caballos 0.549 22.75 54.93 22.89
Caballos Olímpico 0.573 23.75 57.33 23.90 Yeguas 0.583 24.16 58.33 24.31
Conejos 0.38 15.75 38.02 15.85
Cerdas Lactancia 0.647 26.82 64.73 26.98
Cerdo Levante 0.668 27.69 66.83 27.86 Cerdo Iniciación 0.681 28.22 68.13 28.40
Cerdo Engorde 0.617 25.57 61.73 25.73
Cerdo Engorde 65 0.608 25.20 60.83 25.35 Campo cerdos 0.402 16.67 40.22 16.76
Cerdas 0.506 20.97 50.62 27.94
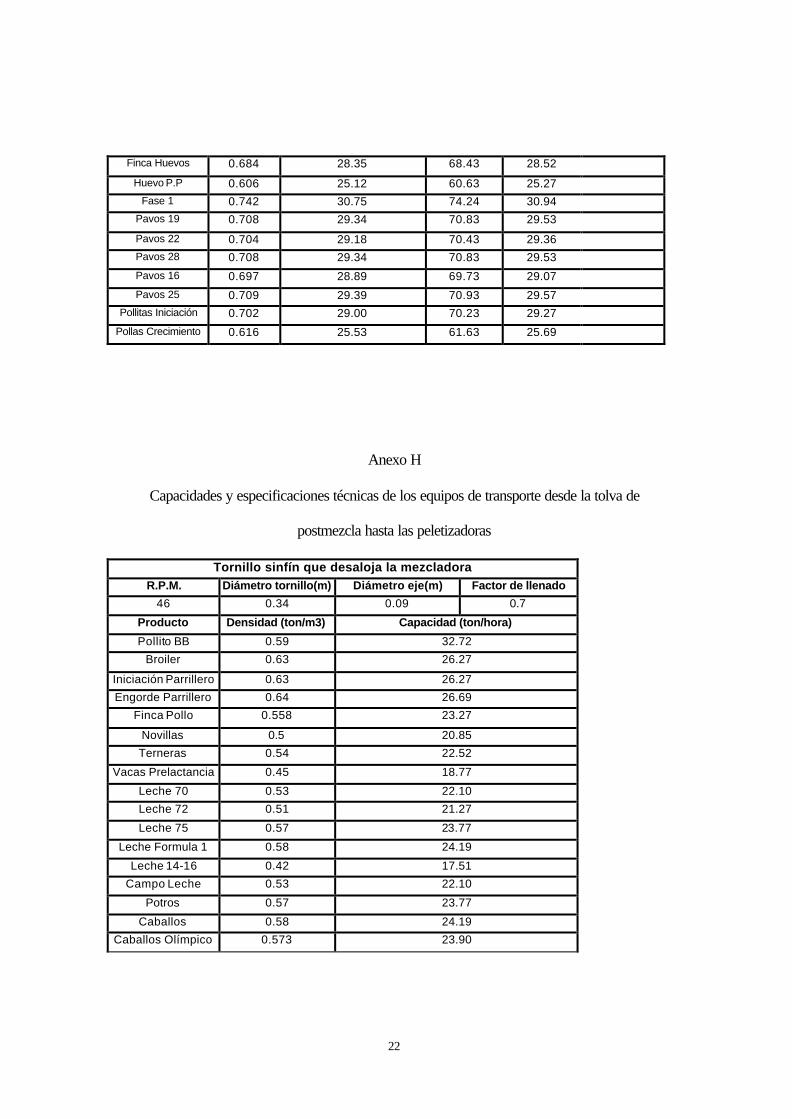
22
Finca Huevos 0.684 28.35 68.43 28.52
Huevo P.P 0.606 25.12 60.63 25.27 Fase 1 0.742 30.75 74.24 30.94
Pavos 19 0.708 29.34 70.83 29.53
Pavos 22 0.704 29.18 70.43 29.36 Pavos 28 0.708 29.34 70.83 29.53
Pavos 16 0.697 28.89 69.73 29.07
Pavos 25 0.709 29.39 70.93 29.57 Pollitas Iniciación 0.702 29.00 70.23 29.27
Pollas Crecimiento 0.616 25.53 61.63 25.69
Anexo H
Capacidades y especificaciones técnicas de los equipos de transporte desde la tolva de
postmezcla hasta las peletizadoras
Tornillo sinfín que desaloja la mezcladora R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
46 0.34 0.09 0.7
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.59 32.72
Broiler 0.63 26.27
Iniciación Parrillero 0.63 26.27
Engorde Parrillero 0.64 26.69
Finca Pollo 0.558 23.27
Novillas 0.5 20.85
Terneras 0.54 22.52
Vacas Prelactancia 0.45 18.77
Leche 70 0.53 22.10
Leche 72 0.51 21.27
Leche 75 0.57 23.77
Leche Formula 1 0.58 24.19
Leche 14-16 0.42 17.51
Campo Leche 0.53 22.10
Potros 0.57 23.77
Caballos 0.58 24.19
Caballos Olímpico 0.573 23.90
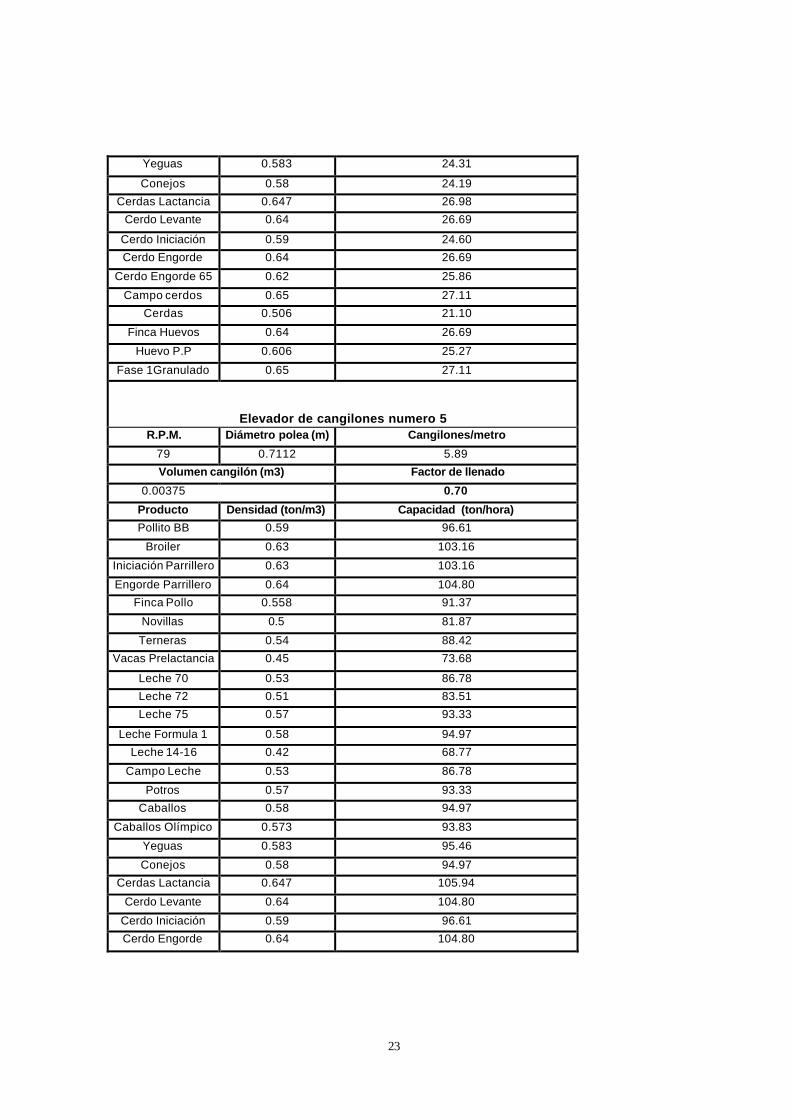
23
Yeguas 0.583 24.31
Conejos 0.58 24.19
Cerdas Lactancia 0.647 26.98
Cerdo Levante 0.64 26.69
Cerdo Iniciación 0.59 24.60
Cerdo Engorde 0.64 26.69
Cerdo Engorde 65 0.62 25.86
Campo cerdos 0.65 27.11
Cerdas 0.506 21.10
Finca Huevos 0.64 26.69
Huevo P.P 0.606 25.27
Fase 1Granulado 0.65 27.11
Elevador de cangilones numero 5 R.P.M. Diámetro polea (m) Cangilones/metro
79 0.7112 5.89
Volumen cangilón (m3) Factor de llenado
0.00375 0.70
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.59 96.61
Broiler 0.63 103.16
Iniciación Parrillero 0.63 103.16
Engorde Parrillero 0.64 104.80
Finca Pollo 0.558 91.37
Novillas 0.5 81.87
Terneras 0.54 88.42
Vacas Prelactancia 0.45 73.68
Leche 70 0.53 86.78
Leche 72 0.51 83.51
Leche 75 0.57 93.33
Leche Formula 1 0.58 94.97
Leche 14-16 0.42 68.77
Campo Leche 0.53 86.78
Potros 0.57 93.33
Caballos 0.58 94.97
Caballos Olímpico 0.573 93.83
Yeguas 0.583 95.46
Conejos 0.58 94.97
Cerdas Lactancia 0.647 105.94
Cerdo Levante 0.64 104.80
Cerdo Iniciación 0.59 96.61
Cerdo Engorde 0.64 104.80

24
Cerdo Engorde 65 0.62 101.52
Campo cerdos 0.65 106.43
Cerdas 0.506 82.85
Finca Huevos 0.64 104.80
Huevo P.P 0.606 99.23
Fase 1 0.65 106.43
Pavos 19 0.62 101.52
Pavos 22 0.65 106.43
Pavos 28 0.64 104.80
Pavos 16 0.66 108.07
Pavos 25 0.61 99.88
Pollitas Iniciación 0.59 96.61
Tornillo sinfín que desaloja al elevador 5. R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
140 0.29 0.074 0.45
Producto Densidad(ton/m3) Capacidad (ton/hora)
Pollito BB 0.59 39.94
Broiler 0.63 42.65
Iniciación Parrillero 0.63 42.65
Engorde Parrillero 0.64 43.32
Finca Pollo 0.558 37.77
Novillas 0.5 33.85
Terneras 0.54 36.55
Vacas Prelactancia 0.45 30.46
Leche 70 0.53 35.88
Leche 72 0.51 34.52
Leche 75 0.57 38.58
Leche Formula 1 0.58 39.26
Leche 14-16 0.42 28.43
Campo Leche 0.53 35.88
Potros 0.57 38.58
Caballos 0.58 39.26
Caballos Olímpico 0.573 38.79
Yeguas 0.583 39.46
Conejos 0.58 39.26
Cerdas Lactancia 0.647 43.80
Cerdo Levante 0.64 43.32
Cerdo Iniciación 0.59 39.94
Cerdo Engorde 0.64 43.32
Cerdo Engorde 65 0.62 41.97
Campo cerdos 0.65 44.00
Cerdas 0.506 34.25

25
Finca Huevos 0.64 43.32
Huevo P.P 0.606 41.02
Fase 1Granulado 0.65 44.00
Pavos 19 0.62 41.97
Pavos 22 0.65 44.00
Pavos 28 0.64 43.32
Pavos 16 0.66 44.68
Pavos 25 0.61 41.29
Pollitas Iniciación 0.59 39.94
Pollas Crecimiento 0.59 39.94
Tornillo sinfín que alimenta las peletizadoras. R.P.M. Diámetro tornillo(m) Diámetro eje(m) Inclinación (grados)
89 0.4 0.09 20
Factor de llenado : 0.45 Factor de inclinación : 0.55
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.59 37.21
Broiler 0.63 39.73
Iniciación Parrillero 0.58 36.58
Engorde Parrillero 0.64 40.37
Finca Pollo 0.558 35.19
Novillas 0.5 31.54
Terneras 0.54 34.06
Vacas Prelactancia 0.45 28.38
Leche 70 0.53 33.43
Leche 72 0.51 32.17
Leche 75 0.57 35.95
Leche Formula 1 0.58 36.58
Leche 14-16 0.42 26.49
Campo Leche 0.53 33.43
Potros 0.65 41.00
Caballos 0.6 37.84
Caballos Olímpico 0.573 36.14
Yeguas 0.583 36.77
Conejos 0.58 36.58
Cerdas Lactancia 0.647 40.81
Cerdo Levante 0.64 40.37
Cerdo Iniciación 0.59 37.21
Cerdo Engorde 0.64 40.37
Cerdo Engorde 65 0.62 39.10
Campo cerdos 0.65 41.00

26
Cerdas 0.506 31.91
Finca Huevos 0.64 40.37
Huevo P.P 0.606 38.22
Fase 1Granulado 0.65 41.00
Pavos 19 0.62 39.10
Pavos 22 0.65 41.00
Pavos 28 0.64 40.37
Pavos 16 0.66 41.63
Pavos 25 0.61 38.47
Pollitas Iniciación 0.59 37.21
Pollas Crecimiento 0.59 37.21
Capacidades de los equipos de transporte desde la tolva de postmezcla hasta las peletizadoras Producto y densidad Capacidad (ton/hora)
Producto Densidad Transportador que Elevador 5 Transportador que Transportador a
(ton/m3) desaloja mezcladora desaloja al elevador 5 peletizadoras.
Pollito BB 0.59 32.72 96.61 39.94 37.21
Broiler 0.63 26.27 103.16 42.65 39.73
Iniciación Parrillero 0.58 26.27 103.16 42.65 36.58
Engorde Parrillero 0.64 26.69 104.80 43.32 40.37
Finca Pollo 0.558 23.27 91.37 37.77 35.19
Novillas 0.5 20.85 81.87 33.85 31.54
Terneras 0.54 22.52 88.42 36.55 34.06
Vacas Prelactancia 0.45 18.77 73.68 30.46 28.38
Leche 70 0.53 22.10 86.78 35.88 33.43
Leche 72 0.51 21.27 83.51 34.52 32.17
Leche 75 0.57 23.77 93.33 38.58 35.95
Leche Formula 1 0.58 24.19 94.97 39.26 36.58
Leche 14-16 0.42 17.51 68.77 28.43 26.49
Campo Leche 0.53 22.10 86.78 35.88 33.43
Potros 0.65 23.77 93.33 38.58 41.00
Caballos 0.6 24.19 94.97 39.26 37.84
Caballos Olímpico 0.573 23.90 93.83 38.79 36.14
Yeguas 0.583 24.31 95.46 39.46 36.77
Conejos 0.58 24.19 94.97 39.26 36.58
Cerdas Lactancia 0.647 26.98 105.94 43.80 40.81
Cerdo Levante 0.64 26.69 104.80 43.32 40.37
Cerdo Iniciación 0.59 24.60 96.61 39.94 37.21
Cerdo Engorde 0.64 26.69 104.80 43.32 40.37
Cerdo Engorde 65 0.62 25.86 101.52 41.97 39.10
Campo cerdos 0.65 27.11 106.43 44.00 41.00

27
Cerdas 0.506 21.10 82.85 34.25 31.91
Finca Huevos 0.64 26.69 104.80 43.32 40.37
Huevo P.P 0.606 25.27 99.23 41.02 38.22
Fase 1 0.65 27.11 106.43 44.00 41.00
Pavos 19 0.62 25.86 101.52 41.97 39.10
Pavos 22 0.65 27.11 106.43 44.00 41.00
Pavos 28 0.64 26.69 104.80 43.32 40.37
Pavos 16 0.66 27.52 108.07 44.68 41.63
Pavos 25 0.61 25.44 99.88 41.29 38.47
Pollitas Iniciación 0.59 24.60 96.61 39.94 37.21
Pollas Crecimiento 0.59 24.60 96.61 39.94 37.21
Anexo J. Capacidad de las tolvas de las peletizadoras 1 y 2.
Capacidad de almacenamiento en las tolvas de la peletizadora 2 Producto Densidad (ton/m3) Capacidad (ton) Pollito BB 0.59 40.39
Broiler 0.63 43.13
Iniciación Parrillero 0.58 39.71 Engorde Parrillero 0.64 43.81
Finca Pollo 0.56 38.2
Novillas 0.5 34.23 Terneras 0.54 36.97
Vacas Prelactancia 0.45 30.81 Leche 70 0.53 36.28 Leche 72 0.51 34.91 Leche 75 0.57 39.02
Leche Formula 1 0.58 39.71 Leche 14-16 0.42 28.75 Campo Leche 0.53 36.28
Potros 0.65 44.5 Caballos 0.6 41.08
Caballos Olímpico 0.57 39.23
Yeguas 0.58 39.91 Conejos 0.58 39.71
Cerdas Lactancia 0.65 44.29
Cerdo Levante 0.64 43.81 Cerdo Iniciación 0.59 40.39 Cerdo Engorde 0.64 43.81
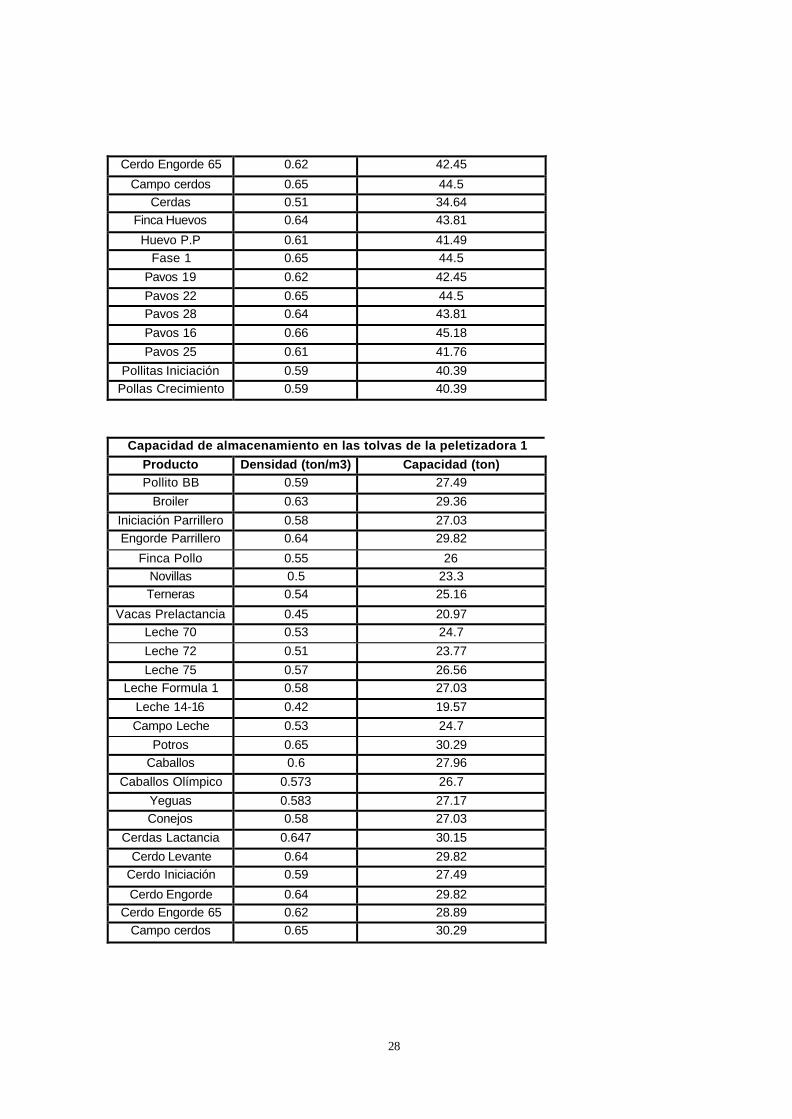
28
Cerdo Engorde 65 0.62 42.45
Campo cerdos 0.65 44.5 Cerdas 0.51 34.64
Finca Huevos 0.64 43.81
Huevo P.P 0.61 41.49 Fase 1 0.65 44.5
Pavos 19 0.62 42.45 Pavos 22 0.65 44.5 Pavos 28 0.64 43.81 Pavos 16 0.66 45.18 Pavos 25 0.61 41.76
Pollitas Iniciación 0.59 40.39 Pollas Crecimiento 0.59 40.39
Capacidad de almacenamiento en las tolvas de la peletizadora 1 Producto Densidad (ton/m3) Capacidad (ton) Pollito BB 0.59 27.49
Broiler 0.63 29.36 Iniciación Parrillero 0.58 27.03 Engorde Parrillero 0.64 29.82
Finca Pollo 0.55 26 Novillas 0.5 23.3 Terneras 0.54 25.16
Vacas Prelactancia 0.45 20.97 Leche 70 0.53 24.7 Leche 72 0.51 23.77 Leche 75 0.57 26.56
Leche Formula 1 0.58 27.03 Leche 14-16 0.42 19.57 Campo Leche 0.53 24.7
Potros 0.65 30.29 Caballos 0.6 27.96
Caballos Olímpico 0.573 26.7 Yeguas 0.583 27.17 Conejos 0.58 27.03
Cerdas Lactancia 0.647 30.15 Cerdo Levante 0.64 29.82
Cerdo Iniciación 0.59 27.49
Cerdo Engorde 0.64 29.82 Cerdo Engorde 65 0.62 28.89
Campo cerdos 0.65 30.29
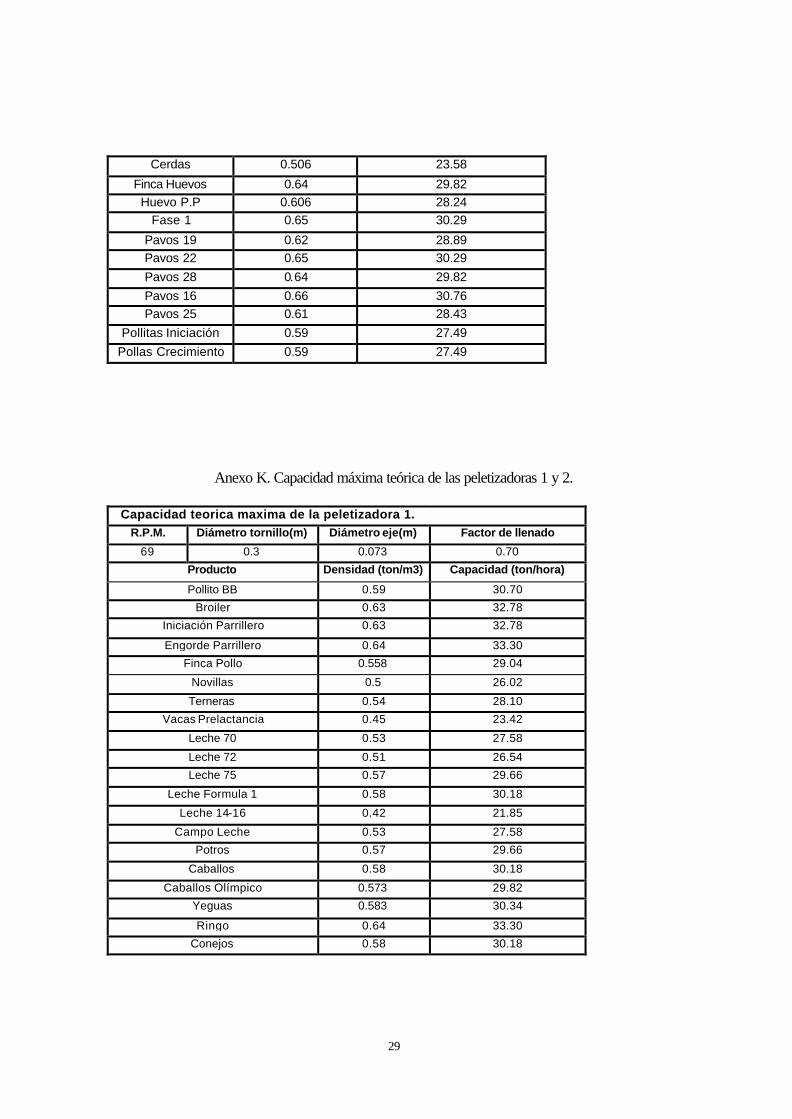
29
Cerdas 0.506 23.58
Finca Huevos 0.64 29.82 Huevo P.P 0.606 28.24
Fase 1 0.65 30.29
Pavos 19 0.62 28.89 Pavos 22 0.65 30.29 Pavos 28 0.64 29.82 Pavos 16 0.66 30.76 Pavos 25 0.61 28.43
Pollitas Iniciación 0.59 27.49 Pollas Crecimiento 0.59 27.49
Anexo K. Capacidad máxima teórica de las peletizadoras 1 y 2.
Capacidad teorica maxima de la peletizadora 1. R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
69 0.3 0.073 0.70
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.59 30.70
Broiler 0.63 32.78
Iniciación Parrillero 0.63 32.78
Engorde Parrillero 0.64 33.30
Finca Pollo 0.558 29.04
Novillas 0.5 26.02
Terneras 0.54 28.10
Vacas Prelactancia 0.45 23.42
Leche 70 0.53 27.58
Leche 72 0.51 26.54
Leche 75 0.57 29.66
Leche Formula 1 0.58 30.18
Leche 14-16 0.42 21.85
Campo Leche 0.53 27.58
Potros 0.57 29.66
Caballos 0.58 30.18
Caballos Olímpico 0.573 29.82
Yeguas 0.583 30.34
Ringo 0.64 33.30
Conejos 0.58 30.18

30
Cerdas Lactancia 0.647 33.67
Cerdo Levante 0.64 33.30
Cerdo Iniciación 0.59 30.70
Cerdo Engorde 0.64 33.30
Cerdo Engorde 65 0.62 32.26
Campo cerdos 0.65 33.82
Cerdas 0.506 26.33
Finca Huevos 0.64 33.30
Huevo P.P 0.606 31.53
Fase 1 0.65 33.82
Pavos 19 0.62 32.26
Pavos 28 0.64 33.30
Pavos 16 0.66 34.34
Pavos 25 0.61 31.74
Pollitas Iniciación 0.59 30.70
Pollas Crecimiento 0.59 30.70
Capacidad teórica máxima de la peletizadora 2. R.P.M. Diámetro tornillo(m) Diámetro eje(m) Factor de llenado
28 0.26 0.06 0.70
Producto Densidad (ton/m3) Capacidad (ton/hora)
Pollito BB 0.59 8.16
Broiler 0.63 8.71
Iniciación Parrillero 0.63 8.71
Engorde Parrillero 0.64 8.85
Finca Pollo 0.558 7.72
Novillas 0.5 6.92
Terneras 0.54 7.47
Vacas Prelactancia 0.45 6.22
Leche 70 0.53 7.33
Leche 72 0.51 7.05
Leche 75 0.57 7.88
Leche Formula 1 0.58 8.02
Leche 14-16 0.42 5.81
Campo Leche 0.53 7.33
Potros 0.57 7.88
Caballos 0.58 8.02
Caballos Olímpico 0.573 7.93
Yeguas 0.583 8.06
Ringo 0.64 8.85
Conejos 0.58 8.02
Cerdas Lactancia 0.647 8.95
Cerdo Levante 0.64 8.85
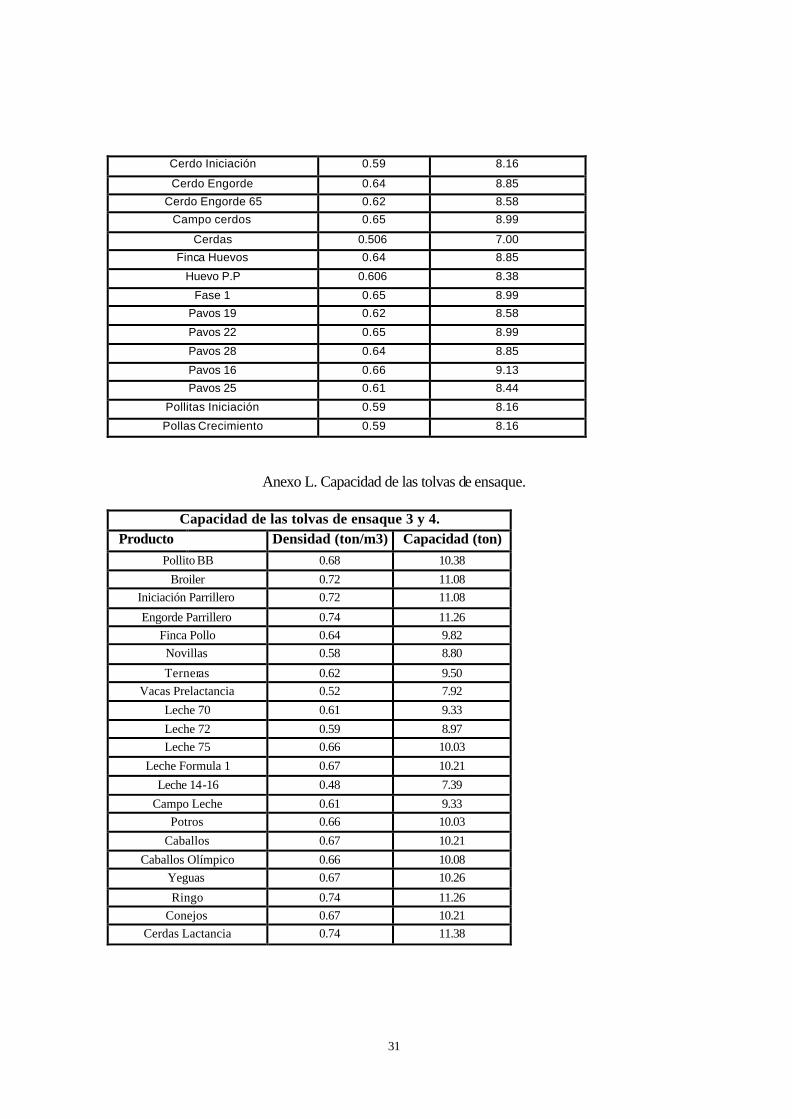
31
Cerdo Iniciación 0.59 8.16
Cerdo Engorde 0.64 8.85
Cerdo Engorde 65 0.62 8.58
Campo cerdos 0.65 8.99
Cerdas 0.506 7.00
Finca Huevos 0.64 8.85
Huevo P.P 0.606 8.38
Fase 1 0.65 8.99
Pavos 19 0.62 8.58
Pavos 22 0.65 8.99
Pavos 28 0.64 8.85
Pavos 16 0.66 9.13
Pavos 25 0.61 8.44
Pollitas Iniciación 0.59 8.16
Pollas Crecimiento 0.59 8.16
Anexo L. Capacidad de las tolvas de ensaque.
Capacidad de las tolvas de ensaque 3 y 4. Producto Densidad (ton/m3) Capacidad (ton)
Pollito BB 0.68 10.38 Broiler 0.72 11.08
Iniciación Parrillero 0.72 11.08
Engorde Parrillero 0.74 11.26 Finca Pollo 0.64 9.82 Novillas 0.58 8.80
Terneras 0.62 9.50 Vacas Prelactancia 0.52 7.92
Leche 70 0.61 9.33 Leche 72 0.59 8.97 Leche 75 0.66 10.03
Leche Formula 1 0.67 10.21 Leche 14-16 0.48 7.39
Campo Leche 0.61 9.33 Potros 0.66 10.03
Caballos 0.67 10.21 Caballos Olímpico 0.66 10.08
Yeguas 0.67 10.26
Ringo 0.74 11.26 Conejos 0.67 10.21
Cerdas Lactancia 0.74 11.38

32
Cerdo Levante 0.74 11.26
Cerdo Iniciación 0.68 10.38 Cerdo Engorde 0.74 11.26
Cerdo Engorde 65 0.71 10.91
Campo cerdos 0.75 11.44 Cerdas 0.58 8.90
Finca Huevos 0.74 11.26 Huevo P.P 0.70 10.66
Fase 1Granulado 0.75 11.44 Pavos 19 0.71 10.91 Pavos 22 0.75 11.44 Pavos 28 0.74 11.26 Pavos 16 0.76 11.61 Pavos 25 0.70 10.73
Pollitas Iniciación 0.68 10.38 Pollas Crecimiento 0.68 10.38
Capacidad de las tolvas de ensaque 1 y 2. Producto Densidad (ton/m3) Capacidad (ton) Pollito BB 0.68 5.98
Broiler 0.72 6.39 Iniciación Parrillero 0.72 6.39 Engorde Parrillero 0.74 6.49
Finca Pollo 0.64 5.66 Novillas 0.58 5.07 Terneras 0.62 5.48
Vacas Prelactancia 0.52 4.56 Leche 70 0.61 5.38 Leche 72 0.59 5.17 Leche 75 0.66 5.78
Leche Formula 1 0.67 5.88 Leche 14-16 0.48 4.26
Campo Leche 0.61 5.38
Potros 0.66 5.78 Caballos 0.67 5.88
Caballos Olímpico 0.66 5.81 Yeguas 0.67 5.91 Ringo 0.74 6.49
Conejos 0.67 5.88 Cerdas Lactancia 0.74 6.56 Cerdo Levante 0.74 6.49
Cerdo Iniciación 0.68 5.98

33
Cerdo Engorde 0.74 6.49
Cerdo Engorde 65 0.71 6.29 Campo cerdos 0.75 6.59
Cerdas 0.58 5.13
Finca Huevos 0.74 6.49 Huevo P.P 0.70 6.15
Fase 1Granulado 0.74 6.53 Pavos 19 0.74 6.53 Pavos 22 0.75 6.59 Pavos 28 0.71 6.29 Pavos 16 0.75 6.59 Pavos 25 0.74 6.49
Pollitas Iniciación 0.76 6.69 Pavos 25 0.70 6.19
Pollitas Iniciación 0.68 5.98 Pollas Crecimiento 0.68 5.98





























