Embed Size (px)
Citation preview
1
Precauciones de Seguridad Relacionadas con la Operación de los Apagadores de Cal
Por: Mohamad Hassibi Chemco Systems L. P.
5-01-2007 Revisión 1 -2008
Los Apagadores de Cal (Slurry Slakers) producen una lechada de cal de muy alta calidad, sin embargo, si no son operados apropiadamente tienen el potencial de generar una explosión motivada por una reacción violenta. El tipo mas severo de reacción se debe a una incontrolable alimentación de cal viva (fluidización de la cal almacenada), pero esto también puede ser producido por otras causas. Hay muchas causas por la cual una cantidad incontrolada de cal es alimentada al Apagador de Cal y que pueden dar como resultado una explosión; acumulaciones de cal no apagada en el Apagador, pueden resultar en lo mismo, estas causas son:
1. Uso de alimentadores de tornillo o de correa o cualquier otro alimentador que no esté clasificado como alimentador de desplazamiento positivo.
2. Uso de cal viva granulada con una excesiva cantidad de cal en polvo, o uso de cal viva pulverizada.
3. Puentes y Agujeros de rata en el Silo (Bridging and rat holing).
4. Fluidización de la cal en el Silo
5. Permitir que el nivel de cal dentro del silo disminuya hasta bajo la intersección de
la pared recta con el cono de descarga del silo, antes de cargar el silo con cal nueva y mantener el sistema funcionando mientras se carga la nueva cal.
6. Sistema de extracción de vapor (D & V) inoperativo, debido a la falta de
mantenimiento preventivo.
7. Falla en el sistema de control de torque del Apagador.
8. Falla en el sistema de control de temperatura del Apagador.
9. Falta de una rutina diaria de mantenimiento y limpieza de acumulaciones dentro del Apagador.
10. Error del operador
A continuación abordaré cada ítem en detalle.
2
1. USO DE ALIMENTADOR DE TORNILLO O DE CORREA Si su sistema de cal NO está equipado con un alimentador de desplazamiento positivo, tal como un alimentador de válvula rotatoria, bajo ciertas condiciones (las que describiremos más abajo), la cal puede fluir en cantidades incontrolables a través del alimentador dentro del Apagador de cal (Slaker). Esta incontrolable cantidad de cal hacia el Apagador (Slaker), generará una gran cantidad de calor y vapor, causando una reacción violenta con explosión, la cual lanzará lechada de cal hirviendo (212 °F – 100°C) fuera de las puertas de acceso del Apagador (Slaker). Esto puede producir severas quemaduras a cualquiera que esté presente en el lugar en ese momento. El único camino positivo para prevenir la fluidización a través del alimentador, es usar un alimentador rotatorio. La fluidización de la cal a través del alimentador, es probablemente la más peligrosa de todas las situaciones en el proceso de apagado de cal porqué puede suceder con todo el equipamiento operando correctamente y esto toma solo un segundo en suceder. Chemco recomienda actualizar cualquier apagador que tengan alimentador de tornillo ó correa cambiándolo por un alimentador de desplazamiento positivo para prevenir la fluidización. 2 & 3.USO DE CAL VIVA GRANULADA CON UNA CANTIDAD EX CESIVA DE CAL EN POLVO, O EL USO DE CAL PULVERIZADA La cal granulada (Pebble lime) de ¾” x ¼” con no más de 15% de cal en polvo no fluirá por un alimentador de tornillo o de correa. Es la cal en polvo en el silo la que estorba el flujo de salida del silo y causa puentes y agujeros de ratón los que pueden dar como resultado fluidizaciones a través de los alimentadores de tornillo o de correa. Los dibujos siguientes muestran que sucede en el interior del silo, cuando se usa un alto porcentaje de polvo.
Favor tomar nota que los efectos han sido exagerado s en estos dibujos para hacer estos puntos más claros.
3
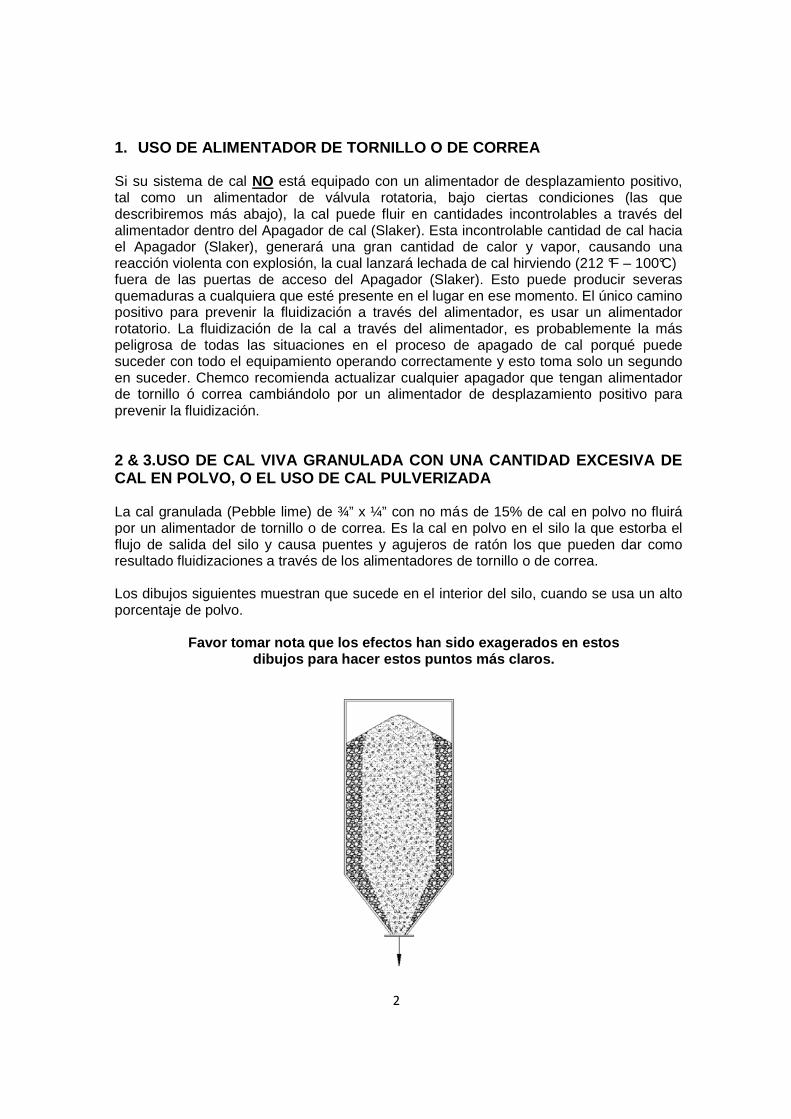
Cuando la cal es soplada dentro del silo, debido al ángulo de reposo, el material cargado neumáticamente dentro del silo formará una figura cónica. Las partículas más grandes de cal rodarán hacia abajo y se acumularán en las paredes del cono con alguna mezcla de ellas en el centro del silo. Esta acción producirá segregación del material, con material grueso en el perímetro del silo y material fino en el centro.
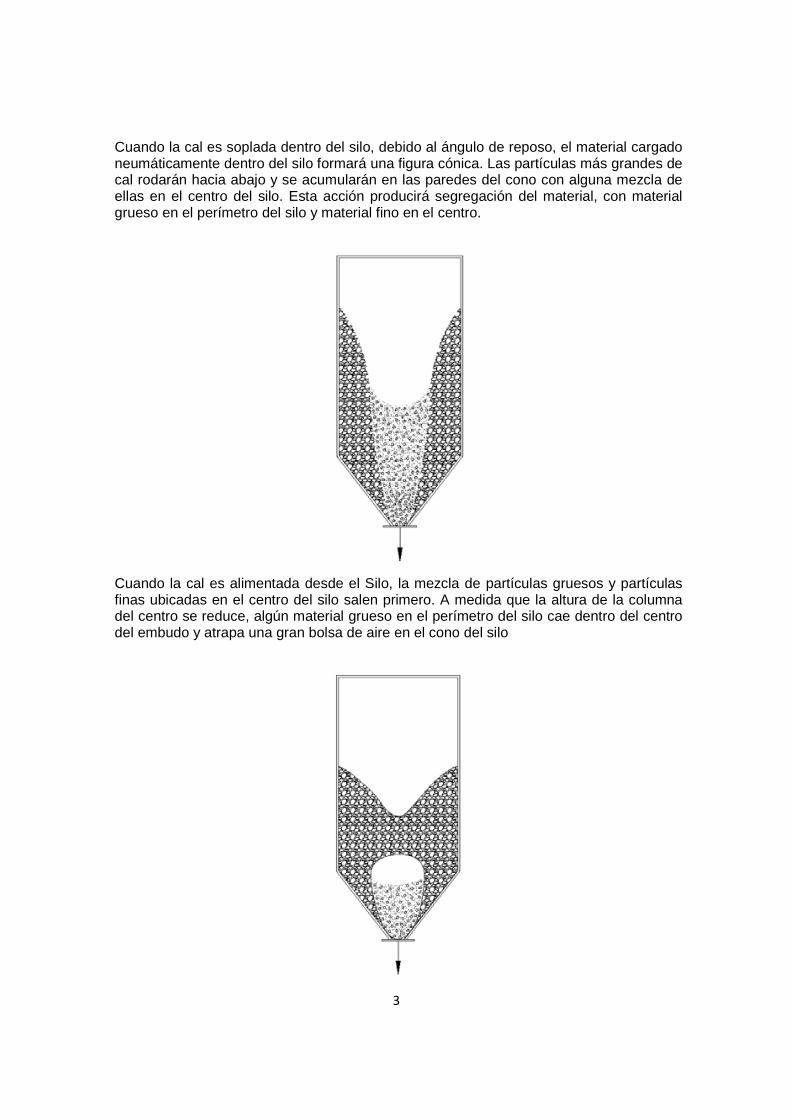
Cuando la cal es alimentada desde el Silo, la mezcla de partículas gruesos y partículas finas ubicadas en el centro del silo salen primero. A medida que la altura de la columna del centro se reduce, algún material grueso en el perímetro del silo cae dentro del centro del embudo y atrapa una gran bolsa de aire en el cono del silo
4
El aire comprimido fuerza la cal hacia abajo y si no existe ningún control de alimentación positivo debajo del silo, la mezcla de cal fina y gruesa será forzada a salir a través del alimentador dentro del Apagador. Esta introducción repentina de un volumen grande de cal dentro del apagador (slaker) producirá una violenta reacción generando vapor que actuará como una explosión lanzando lechada de cal caliente fuera del apagador (slaker). No cabe duda de que este no es el camino para garantizar que la acumulación de polvo no ocurrirá nunca en cualquier silo. También se pueden formar Puentes (Bridges), si durante la descarga neumática de la cal dentro del silo, el aire está saturado con humedad debido a la lluvia u otra condición atmosférica. La humedad produce el “apagado aéreo” de la cal, en el que se rompen los granos de cal produciendo un polvo fino, hecho que entorpece el flujo de cal. En la interface de cal que se produce entre una carga nueva y la cal que se encuentra dentro del silo, la distribución de tamaño de partículas será diferente , debido al “apagado aéreo”. La cal debajo de la nueva carga tiene un porcentaje mucho más grande de guijarros (Pebble) y, por lo tanto; fluirá fácilmente. La cal que está arriba con “apagado aéreo”, por lo tanto, tendrá partículas más finas y una mayor fuerza de cohesión. Por lo tanto, las partículas se pegarán unas a otras formando un puente. Finalmente, este puente se romperá formando una bolsa de aire la que se comprimirá, fluidizando la cal y forzándola a pasar a través del alimentador de tornillo o de correa. Es imperativo que sea usado un alimentador de desplazamiento positivo en la descarga del silo, aún si un alimentador de tornillo o un alimentador de correa son necesarios debido a los requerimientos del layout. 4. FLUIDIFIZACIÓN DE LA CAL EN EL SILO Si la cal en el silo es en polvo y se usa la fluidización para asistir el flujo de cal desde el silo, es imperativo que sea usado un alimentador de desplazamiento positivo y compartimiento hermético (airlock), debajo de la descarga del silo. Si el layout del sistema no permite una alimentación directa de cal desde el alimentador de compartimiento hermético (airlock) al apagador (slaker), se debe usar un transportador de tornillo para transferir la cal desde el alimentador de compartimiento hermético (airlock) al apagador de cal (lime slaker). El control de dosificación puede ser a través del alimentador de compartimiento hermético. El transportador solamente transferirá la cal desde el alimentador de compartimiento hermético al apagador. En general, si el silo de cal necesita ser fluidizado, se debe usar aire seco para evitar el “apagado aéreo” de la cal. La fluidización no es efectiva para la cal granulada (pebble) con poco polvo 5 NIVEL MUY BAJO DEL SILO ANTES DE LA DESCARGA NEUM ÁTICA Cuando el nivel de cal dentro del silo está bajo la intersección del cono con las paredes rectas del silo, de cierto modo cargando el silo neumáticamente se presurizará el silo y, si es usado un alimentador de tornillo o alimentador de correa bajo el silo, la cal en polvo puede fluir a través de estos alimentadores y alimentar el apagador con cal seca lo que causará una reacción violenta con explosión proyectando lechada de cal caliente fuera del apagador. Para evitar este problema, el silo debe estar equipado con artefactos de control de nivel en tres puntos de este o puntos de nivel pueden ser derivados desde una señal continua
5
de nivel del silo. Estos son “Nivel Alto” ; “Bajo Nivel de Operación” ó “Nivel de pedido” y “Alarma de nivel Bajo-Bajo”
• “Nivel Alto” ; el silo está lleno y la descarga debe ser parada
• “Bajo Nivel de Operación” ó “Nivel de pedido ”; el silo está lo suficientemente vacío para recibir una descarga completa del camión de cal. Cuando se recibida la señal, una nueva carga de cal debe ser pedida de inmediato.
• “Alarma de nivel Bajo-Bajo” ; Generalmente este nivel debe ser localizado cerca de la intersección del cono con las paredes rectas del silo. El operador no debe permitir que el nivel de cal en el silo llegue tan bajo.
Siempre es una buena costumbre (práctica) mantener el silo lo más lleno posible para minimizar el apagado aéreo de la cal en el silo. Si el nivel de cal en el silo está al nivel de Alarma Bajo –Bajo, es recomendable parar el alimentador de cal y cerrar la válvula de guillotina en la descarga del silo mientras se descarga el camión de cal. Esto impedirá que la presión neumática del aire fuerce la cal en forma descontrolada a través del alimentador de tornillo o de correa. 6. SISTEMA DE EXTRACCION DE VAPOR (D & V) INOPERATI VO Independientemente del tipo de alimentador que sea usado en la descarga del silo, si el sistema de remoción de vapor falla en retirar el vapor desde el apagador (slaker), puede causar depósitos de cal en la entrada de la alimentación de cal seca al apagador, bloqueando finalmente la alimentación de cal al apagador. Entonces esto puede causar una acumulación de cal seca en el chute entre la descarga del alimentador y la entrada de la alimentación de cal del apagador. Finalmente esta acumulación de depósitos de cal puede quebrarse debido a su peso y permitir que unos cuantos pies cúbicos de cal entren repentinamente al apagador, generando una gran cantidad de vapor y lanzando lechada de cal caliente fuera de las puertas de acceso del apagador. Es imperativo que los operadores revisen la operación apropiada del Sistema de extracción de vapor (D & V) por lo menos uno o dos veces por turno,. Si durante esta revisión de rutina, el operador detecta acumulaciones de depósitos de cal en la entrada del chute al apagador (caja de muestras), el operador antes de intentar quitar las acumulaciones de cal, debe usar protección de cuerpo entero y protección de cara y cabeza. Después de ponerse el equipo de protección, el operador puede retirar lentamente la tapa de la caja de muestra. Si la caja de muestra está llena de cal debe hacer lo siguiente:
1 El operador debe detener el alimentador
2 Entonces retirar lentamente la cal seca desde la caja de muestras, intentando evitar el rompimiento del bloque de cal. Lo que permitiría que una gran cantidad de cal entre al apagador (slaker) de repente.
3 Una vez que es retirada la mayor cantidad de cal seca, la cal húmeda que forma el puente puede ser forzada lentamente a entrar al apagador (Slaker) un poco a la vez, mientras que el mezclador del apagador (slaker) está funcionando. Debido
6
que la cal húmeda está parcialmente apagada, ello no generará un gran volumen de vapor que pueda causar una violenta reacción exotérmica.
PRECAUCION
No use agua para para retirar la cal seca desde la caja de muestras. Agregar agua puede causar una
reacción violenta, la que puede causar lesiones personales
7 FALLA EN EL SISTEMA DE CONTROL DE TORQUE DEL APAG ADOR. Los apagadores (slaker) CHEMCO están equipados con un monitor de energía para controlar la consistencia de la lechada. El lazo (loop) de control está diseñado para impedir que la lechada de cal llegue a ser muy gruesa, lo que dificultará la apropiada hidratación de la cal seca a medida de que es adicionada al apagador. Si la lechada es muy gruesa, el mezclador del apagador no puede crear un vórtice que empuje la cal seca añadida debajo la lechada para una apropiada hidratación. La cal seca en polvo flotará en la superficie de la lechada y finalmente formará una corteza en la superficie de la lechada. Esta corteza actuará como una barrera y permitirá que la cal seca se acumule sobre la corteza hasta que el peso de la cal alcance un punto tal en que la corteza no pueda resistir el peso de la cal acumulada y se rompa. En este punto, una gran cantidad de cal se sumergirá dentro de la lechada de cal caliente. Esto repentinamente generará un gran volumen de vapor bajo la superficie de la lechada, y actuará como una explosión lanzando lechada caliente fuera de las tapas de acceso del apagador. La consistencia, o sistema de control de torque, está diseñado para prevenir que la lechada de cal llegue a ser muy gruesa, por medio de la adición de agua a la lechada adelgazando la mezcla. El punto de set del Sistema de Torque es ajustado normalmente durante la Puesta en Marcha del Sistema. Sin embargo, durante la puesta en marcha, el motor y la caja reductora están ajustados y requieren mayor potencia para funcionar, después de que el sistema funcione por un mes o más, los engranajes se soltarán y el mezclador requerirá menos potencia para funcionar. Por lo que es importante que el Sistema de Torque sea reajustado después de un mes de operación. El punto de set de torque debe ser revisado cada seis (6) meses de operación y ajustado como fuese necesario. Para el ajuste de Torque, consultar el Manual de Operación y Mantenimiento del Apagador. 8 FALLA EN EL SISTEMA DE CONTROL DE TEMPERATURA DEL APAGADOR. Si el controlador de la temperatura falla, la relación de cal a agua puede cambiar. Este cambio puede hacer que la lechada de cal sea más gruesa o más delgada. Si la lechada de cal es muy delgada, no existe ningún riesgo de seguridad. Si la lechada de cal es muy gruesa, el sistema de control de torque debe hacerse cargo y añadir mayor cantidad de agua para adelgazar la lechada de cal. Si el sistema de torque no está adecuadamente
7
seteado la lechada de cal llega a ser muy gruesa hasta un punto en que la alimentación de cal seca flotará en la superficie de la lechada y se acumulará hasta que el peso de la cal seca, la empuje dentro de la lechada de cal caliente, causando una violenta reacción exotérmica con lanzamiento de lechada de cal caliente fuera del apagador. Esto puede dar como resultado quemaduras de tercer grado en el operador. 9 FALTA DE RUTINA DIARIA DE MANTENIMIENTO Y LIMPIEZ A DE ACUMULACIONES DE CAL DENTRO DEL APAGADOR. Los Apagadores de Cal (slakers) debido a la naturaleza del proceso son generalmente de mantenimiento intensivo. Es necesario el mantenimiento diario, no solo para mantener el sistema funcionando apropiadamente, sino que también para prevenir potenciales accidentes peligrosos. Los apagadores de cal pequeños, unidades de 250 lb/hora, 500 lb/hora y hasta 1000 lb/hora, requieren mayor atención diaria que los apagadores más grandes. La atmosfera dentro del apagador es caliente y húmeda, el polvo de cal tiene la tendencia de pegarse a las paredes, al eje del mezclador y a la parte superior de la cañería de extracción de polvo y vapor. Si estos depósitos no son limpiados regularmente con una manguera con agua a presión, pueden acumularse, especialmente bajo la entrada de cal seca al apagador. Esta acumulación puede causar formación de puentes sobre la lechada y forzar la cal seca a depositarse y finalmente por su peso, romperse y caer dentro del apagador causando una reacción violenta como se describió más arriba. El sistema de remoción de polvo y vapor también requiere una rutina diaria de revisión para estar seguro de que el vapor es evacuado desde el apagador. Las principales causas de falla del sistema de extracción de vapor y polvo son debida a; cualquier taponamiento de la boquilla spray dentro del apagador, obstrucción del drenaje del canister de extracción de polvo y vapor, o falla del ventilador extractor de tiro forzado del extractor de polvo y vapor. 10 ERROR DEL OPERADOR Errores del operador puede causar accidentes, que resultarán en lesión corporal severa incluyendo quemaduras de tercer grado. A continuación tres ejemplos hipotético de cómo errores del operador puede resultar en daño severo.
8
Ejemplo Hipotético N° 1 La válvula solenoide de agua de enfriamiento de emergencia en el panel hidráulico del apagador, ha estado perdiendo agua, causando que la temperatura del apagador varíe. El operador, en vez de reparar la pérdida de agua o reemplazar la válvula solenoide de agua de enfriamiento, la dejo en su lugar y cerró la válvula de corte manual que está delante de la solenoide. Después de un mes de operar sin el agua de enfriamiento de emergencia, las condiciones de operación fueron solo directa y, desde que el seteo del sistema de control de torque se había desviado, la lechada de cal comenzó a ser más gruesa. La lechada comenzó a ser cada vez más espesa y gruesa y la cal seca comenzó a depositarse en la superficie de la lechada. Entonces, el apagador se comenzó a calentar cada vez más, pero el agua de alta temperatura estaba cerrada y, entonces, el agua de enfriamiento no llegó al apagador. Cuando el operador llegó para la inspección de rutina, notó que la alarma de temperatura alta estaba activada Cuándo abrió la tapa de inyección del apagador, vio cal seca depositada sobre la superficie de la lechada. Inmediatamente tomó la manguera de agua, abrió la tapa del apagador y comenzó a esparcir agua sobre la cal seca. El agua rompió la corteza que se había formado sobre la superficie de la lechada y la cal seca se hundió dentro de la lechada causando una explosión que roció lechada de cal caliente sobre todo el cuerpo del operador. Esto causó quemaduras de tercer grado y el operador fue hospitalizado por meses. En este caso, el operador cometió dos errores graves.
• Uno, fue que cerró y puso fuera de servicio la válvula manual en el suministro de agua de enfriamiento.
• Dos, fue cuando vio la acumulación de cal seca en la superficie de la lechada de cal, tomó una manguera de agua para disolverla.
Debería haber hecho Cuando el operador vio la acumulación de cal seca en el apagador, debió haber detenido el sistema inmediatamente y salir del área del apagador y esperar que la temperatura del apagador baje a unos 100 °F (37.8 °C) antes de abri r el apagador y quebrar la costra o corteza de cal seca que esta sobre la superficie de la lechada.
Ejemplo Hipotético N° 2 Un sistema que tiene dos apagadores (slakers) y, que correspondía a la modernización de un antiguo silo existente. Los alimentadores son alimentadores gravimétricos de correa. El operador ingreso a la sala de los apagadores y, notó que el alimentador gravimétrico de correa no estaba alimentado nada de cal. El golpeó el chute que conecta el silo con el alimentador y sonó vacío. A continuación, el operador puso en posición “Funcionar” (On) el interruptor que activa el aire de impacto en el cono de descarga del silo.
9
Repentinamente, la cal fluyó desde el silo a través del alimentador de correa dentro del apagador. Esto causó una explosión, lo que cubrió al operador con lechada de cal caliente. El operador sufrió quemaduras de tercer grado y fue hospitalizado por meses. Debería haber hecho: El error en este caso fue que el operador debería haber cerrado la válvula de guillotina sobre el alimentador antes de haber actuado el interruptor del aire de impacto del cono del silo.
Ejemplo Hipotético N° 3 Un sistema tiene dos apagadores (slakers) con alimentadores de tornillo. La cal usada en esta planta es cal viva pulverizada. Después de operar por varios meses, la sala de control recibe una “alarma de temperatura alta” en el DCS. La sala de control alertó al operador de que hay una alarma de temperatura alta en el apagador y ella debe ser investigada para ver qué es lo que está sucediendo. El operador va a la sala del apagador, ubicada en la parte baja del silo y detecta una temperatura alta de alrededor de 200 °F (93.3 °C) e n el panel local. Sube la escalera hacia la plataforma del apagador y trata de abrir la puerta de acceso al apagador para ver dentro. Justo en el momento en que va abrir la puerta del apagador, sucede una explosión, la que abre la puerta del apagador y arroja, lechada de cal caliente sobre el operador, lo que le causa quemaduras de tercer grado sobre todo su cuerpo. El error del operador fue:
• Primero, No debería haber entrado ni caminado dentro de la sala del apagador, sin el equipo personal de protección, cuando se tiene una alarma de temperatura alta.
• Segundo, Debería haber puesto el sistema fuera de funcionamiento desde la sala de control primero, entonces haberse colocado el equipo de seguridad personal, antes de entrar al área del apagador.
Debería haber hecho: El operador debería haber esperado que la temperatura bajara hasta unos 100 °F (37.8 °C), antes de abrir las puertas del apagador y romp er la corteza que almacena la acumulación de cal seca en la superficie de la lechada de cal.
10
ADVERTENCIA
Mientras se toma en cuenta modificaciones al sistema de cal para prevenir la fluidización de esta. Los siguientes procedimientos operacionales deben ser usados para minimizar el peligro de una fluidización incontrolable y daños personales.
1. Trate de limitar el porcentaje de finos en la cal granulada pidiendo al proveedor de cal que pre-harnee la cal durante el periodo de transición (modificación del sistema).
2. Cuando cargue el silo de cal, asegúrese que el operador del camión de transporte baje la presión de descarga a 8 – 10 PSI, para reducir la velocidad de transferencia y la degradación de la cal.
3. Tan pronto como el nivel de cal en el silo baje lo suficiente como para que el silo pueda recibir una carga completa de un camión de cal, ordene una nueva carga de cal. Trate de mantener el silo lleno.
NO PERMITA QUE EL NIVEL DE CAL EN EL SILO CAIGA BAJ O EL 50% DEL SILO
4. No cargue el silo durante una lluvia o en tiempos en que el aire esté saturado con una alta humedad.
5. Cuando ingrese al nivel del apagador del silo para inspección y limpieza, asegúrese que esté usando la ropa de protección total y que incluye:
• Mascara de protección de la cara y cabeza
• Guantes de goma para alta temperatura (212 °F)
• Ropa de seguridad para todo el cuerpo
• Botas de seguridad
Todas las ropas y protecciones usadas deben ser capaces de proteger todo el cuerpo del operador, de la lechada de cal con una temperatura de 212ºF (100 °C). Debido a que la lechada de cal es altamente caustica con un pH de 12 – 13; toda la ropa de protección de seguridad debe ser adecuada para estos propósitos. Asegúrese de cerrar el alimentador antes que abrir la puerta del apagador (slaker) para inspección y limpieza.
Por favor, revise todas las precauciones de seguridad que se describen en el Manual de Operación y Mantenimiento.
6. Debido a los componentes peligrosos asociados con el proceso de apagado de cal, se debe ejercer extrema precaución al trabajar alrededor de este sistema. Ropa de protección y protección para los ojos debe ser usada por el personal cuando se realiza el mantenimiento en los equipos del sistema. Se debe ejercer precaución extrema al trabajar con la arenilla descargada del apagador (slaker) debido a que ella todavía contiene cal reactiva. Precaución particular se debe tener cuando se desconecta el equipo de disposición de arenillas, debido a que el
11
vapor generado dentro del equipo de disposición, porque los contenidos incrustados pueden crear una potencial explosión cuando se están poniendo en práctica las operaciones de limpieza.
En el año 2008 CHEMCO Systems revisó el diseño de los apagadores de cal (lime slakers) para mejorar su operación y para proporcionar características de seguridad adicionales. Estos cambios fueron:
• Todos los apagadores suministrados por CHEMCO, tienen un alimentador rotatorio, anti flujo de desplazamiento positivo.
• Todas las puertas de acceso al apagador fueron equipadas con interruptores de proximidad, el cual pone al apagador fuera de funcionamiento, si alguien intenta abrir las puertas de acceso del apagador mientras la unidad está funcionando y, suministra una alarma a la sala de control de la planta.
• Una barra con dedos rompe corteza fue adicionada al eje de cada mezclador del apagador, para prevenir la formación de costra o corteza en la superficie de la lechada de cal.
• Un nuevo sistema de remoción de polvo y vapor (D&V) fue agregado a cada
apagador para mejorar la remoción del polvo y vapor.
• Señales adicionales de seguridad fueron agregadas al apagador.
Todos los apagadores suministrados por CHEMCO, después de Septiembre de 2008 incluyen los cambios mencionados anteriormente.





























