Embed Size (px)
Citation preview
- 1 -
PREDSTAVITEV IN ANALIZA
PREOBLIKOVALNEGA POSTOPKA PRI
IZDELAVI TRGALNIKA PAPIRJA
Diplomsko delo
Študent: Stojan PISLAK
Študijski program: Visokošolski strokovni študijski program Strojništvo
Smer: Strojništvo
Mentor: doc. dr. Mirko FICKO
Somentor: izr. prof. dr. Ivo PAHOLE
Maribor, december 2014
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- II -
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- III -
I Z J A V A
Podpisani Stojan PISLAK izjavljam, da:
je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom doc. dr.
Mirka FICKA in somentorstvom izr. prof. dr. Iva PAHOLETA;
predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru.
Maribor, 8. 12. 2014 Podpis: ___________________________
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- IV -
ZAHVALA
Zahvaljujem se mentorju doc. dr. Mirku FICKU in
somentorju izr. prof. dr. Ivu PAHOLETU za pomoč in
vodenje pri opravljanju diplomskega dela. Zahvaljujem
se tudi punci Katji, ki mi je v času študija stala ob strani.
Posebna zahvala gre staršem, ki so mi omogočili študij.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- V -
PREDSTAVITEV IN ANALIZA PREOBLIKOVALNEGA POSTOPKA
PRI IZDELAVI TRGALNIKA PAPIRJA
Ključne besede: Preoblikovanje pločevine, globoki vlek, lasersko rezanje
UDK:
POVZETEK
V diplomskem delu je prikazana celotna tehnologija izdelave trgalnika papir, ki ga uporabljajo
na bencinskih servisih. Največ pozornosti je v diplomski nalogi namenjeno operaciji globokega
vleka, zanj je izdelana konstrukcija prototipnega orodja in predstavljena določitev sile
pridržanja pločevine na analitično, numerično in z eksperimentiranjem. Cilj diplomske naloge
je predstavitev tehnološkega postopka s poudarkom na preoblikovanju pločevine.
Predstavljen je tehnološki postopek s poenostavljenim preoblikovalnim orodjem in izbrano
tehnologijo. Konstrukcija orodja je izvedena s programom CATIA V5R20, simulacija vleka pa
s programom AutoFormplusR5.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- VI -
PRESENTATION AND ANALYSIS OF THE FORMING PROCESS IN
THE PAPER CUTTER PRODUCTION
Key words: Sheet metal forming, deep drawing, laser cutting
UDK:
ABSTRACT
In this study, the technology regarding the production of a paper cutter used at service stations
is presented. The most attention is dedicated to the sheet metal forming process deep drawing
,for which the construction of a prototypical tool was produced and determination of blank
holding force of sheet metal was showed with analytical, numerical and experimental
techniques. The goal of this study is to present the technological process with the emphasis on
sheet metal forming.
In addition, the technological process with the simplified forming tools and a chosen
technology is presented. The tool construction was made by CATIA V5R20, and the deep
drawing simulation by AUTOFORMplusR5.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO
1 UVOD ................................................................................................................................ 1
1.1 OPREDELITEV PODROČJA IN OPIS PROBLEMA ................................................................ 1
1.2 NAMEN IN CILJ .............................................................................................................. 1
1.3 PREDPOSTAVKE IN OMEJITVE ........................................................................................ 1
2 PREDSTAVITEV NAROČILA ...................................................................................... 3
3 PREDSTAVITEV TEHNOLOGIJE IZDELAVE TRGALNIKA PAPIRJA IN
POSTOPKA GLOBOKEGA VLEKA ................................................................................... 5
3.1 CELOTEN TEHNOLOŠKI POSTOPEK ................................................................................. 5
3.2 GLOBOKI VLEK ............................................................................................................. 8
3.2.1 Postopki globokega vlečenja ................................................................................ 9
3.3 LASERSKI RAZREZ ....................................................................................................... 19
3.3.1 Lasersko rezanje ................................................................................................. 19
3.3.2 Način delovanja laserja ....................................................................................... 19
3.3.3 Vrste laserskega žarka ........................................................................................ 20
3.3.4 Absorpcija laserskega žarka ............................................................................... 22
3.3.5 Rezanje z laserjem .............................................................................................. 23
4 PREDSTAVITEV ORODJA ZA GLOBOKI VLEK .................................................. 27
5 DOLOČITEV SILE PRIDRŽEVANJA ....................................................................... 29
5.1 ANALITIČNA DOLOČITEV SILE PRIDRŽEVANJA ............................................................. 30
5.2 NUMERIČNA DOLOČITEV SILE PRIDRŽEVANJA ............................................................. 32
5.3 EKSPERIMENTALNA DOLOČITEV SILE PRIDRŽEVANJA .................................................. 35
6 SKLEP ............................................................................................................................. 38
7 VIRI ................................................................................................................................. 39
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- VIII -
KAZALO SLIK
SLIKA 1: CAD-MODEL TRGALNIKA PAPIRJA (POGLED S STRANI) .............................................................................................. 3
SLIKA 2: CAD-MODEL TRGALNIK PAPIRJA (POGLED OD ZGORAJ) ............................................................................................. 4
SLIKA 3: IZREZOVANJE RONDELE ...................................................................................................................................... 5
SLIKA 4: VSTAVLJANJE RONDELE V ORODJE ........................................................................................................................ 6
SLIKA 5: POSNEMANJE SRHA ........................................................................................................................................... 6
SLIKA 6: GOTOV IZDELEK ................................................................................................................................................ 7
SLIKA 7: PRIMER UPORABE ............................................................................................................................................. 7
SLIKA 8: NAPETOSTI PRI GLOBOKEM VLEKU (A), GUBANJE DNA (B) IN PRETRGANJE DNA (C)[1] ..................................................... 8
SLIKA 9: GLOBOKO VLEČENJE VOTLEGA OBDELOVANCA V ENEM VLEKU BREZ ZADRŽEVALA (1-PRIREZ, 2- KONČNA OBLIKA
OBDELOVANCA, 3-VLEČNI PESTIČ, 4- VLEČNA MATRICA) [1]......................................................................................... 9
SLIKA 10: GLOBOKO VLEČENJE VOTLEGA VALJASTEGA OBDELOVANCA V ENEM VLEKU Z ZADRŽEVALOM (LEVO), IZ LONČKA (NAREJEN Z
GLOBOKIM VLEČENJEM) RAZVITI LIKI (DESNO) [1] .................................................................................................... 10
SLIKA 11: VLEČENJE S PLOČEVINSKIM DRŽALOM [1] .......................................................................................................... 10
SLIKA 12: VBOČEVANJE( 1 - IZHODIŠČNA OBLIKA, 2 - KONČNA OBLIKA, 3 - PESTIČ, 4 - MATRICA) [1] .......................................... 11
SLIKA 13:GLOBOKO VLEČENJE VOTLEGA OBDELOVANCA V VEČJIH VLEKIH BREZ ZADRŽEVALA ( 1 - IZHODIŠČNA OBLIKA, 2 - KONČNA
OBLIKA, 3 - PESTIČ, 4 - MATRICA) [1] .................................................................................................................... 11
SLIKA 14: GLOBOKO VLEČENJE VOTLEGA OBDELOVANCA V DVEH VLEKIH (1 -IZHODIŠČNA OBLIKA, 2 - VMESNA OBLIKA, 3 - KONČNA
OBLIKA, 4 - PESTIČ, 5 - VLEČNA MATRICA, 6 - ZADRŽEVALO) [1] ................................................................................. 12
SLIKA 15: IZHODIŠČNA RONDELA PO N-TEM VLEKU [1] ....................................................................................................... 12
SLIKA 16: VLEČENJE NEPRAVILNIH OBLIK - PREDVLEK A; KONČNI VLEK B [1] ............................................................................ 14
SLIKA 17: RAZPOREDITEV ZADRŽEVALNIH LETEV PRI VLEČENJU ZAHTEVNIH VELIKIH PLOČEVINSKIH DELOV [1] ................................ 14
SLIKA 18: OBRNJENO GLOBOKO VLEČENJE (1 - OBDELOVANEC PO PRVEM VLEKU, 2 - VMESNA OBLIKA, 3 - VLEČNI PESTIČ, 4 - PESTIČ ZA
OBRNJENI VLEK [1] ............................................................................................................................................ 15
SLIKA 19: GLOBOKO VLEČENJE Z ELASTIČNIM PESTIČEM (A) IN GUMIJASTO BLAZINO (B) [1] ....................................................... 16
SLIKA 20: HIDROMEHANSKO GLOBOKO VLEČENJE A- PRED PRVIM VLEKOM, B- NA KONCU PRVEGA VLEKA, C - DRUGI VLEK [1] .......... 17
SLIKA 21: GLOBOKO VLEČENJE Z VODNIM MEHOM (LEVO) IN GLOBOKO VLEČENJE Z OPNO (DESNO) [1] ....................................... 17
SLIKA 22: PRINCIP REZANJA Z LASERSKIM ŽARKOM [3] ...................................................................................................... 19
SLIKA 23: NAPRAVA ZA OBDELAVO Z LASERSKIM ŽARKOM [3] .............................................................................................. 20
SLIKA 24: SHEMATIČEN PRIKAZ ODBOJA IN ABSORPCIJE LASERSKEGA ŽARKA [3] ...................................................................... 22
SLIKA 25: STOPNJA ABSORPCIJE ŽARKA V ODVISNOSTI OD VRSTE MATERIALA [3] ..................................................................... 22
SLIKA 26: CNC LASERSKO REZANJE [8] ........................................................................................................................... 23
SLIKA 27: REZALNE HITROSTI V ODVISNOSTI OD DEBELINE OBDELOVANCA [3] ......................................................................... 24
SLIKA 28: VLEČNO ORODJE TRGALNIKA PAPIRJA CAD ........................................................................................................ 28
SLIKA 29: RAZSTAVLJENO ORODJE ................................................................................................................................. 28
SLIKA 30: VSTAVLJANJE PODATKOV V PROGRAMU AUTOFORM ............................................................................................ 33
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- IX -
SLIKA 31: NAGUBAN VLEČENEC (AUTOFORM) ................................................................................................................. 34
SLIKA 32: VLEČENEC Z RAZPOKO (AUTOFORM) ................................................................................................................ 34
SLIKA 33: VLEČENEC BREZ NAPAK (AUTOFORM) ............................................................................................................... 35
SLIKA 34: PRIVIJANJE VIJAKOV ...................................................................................................................................... 35
SLIKA 35: POČEN VLEČENEC ......................................................................................................................................... 36
SLIKA 36: NAGUBAN VLEČENEC ..................................................................................................................................... 36
SLIKA 37: PRIMEREN VLEČENEC ..................................................................................................................................... 37
KAZALO TABEL
TABELA 1: LASERJI V KOVINSKO-PREDELOVALNI INDUSTRIJI ................................................................................................. 21
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- X -
UPORABLJENI SIMBOLI
E - modul elastičnosti
F - sila
W - odpornostni moment
n - normalna napetost
- tangencialna napetost
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- XI -
UPORABLJENE KRATICE
CAD - Computer Aided Design
CNC - Computer Numerical Control
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
1.1 Opredelitev področja in opis problema
V mikro orodjarni smo dobili naročilo izdelave 50 prototipov trgalnikov papirja. Naša naloga
je, da za trgalnike razvijemo celotno tehnologijo izdelave. Opravljeni so bili vsi koraki od
konstruiranja orodja za globoki vlek do dodelave končnega izdelka. Gre za trgalnik, ki ga lahko
najdemo na nekaterih bencinskih servisih po Sloveniji, vendar je ta bil prvotno izdelan iz
plastičnega materiala. V diplomski nalogi se bomo ukvarjali s trgalnikom za države, kjer so
običajno nižje temperature, zato plastični trgalniki niso primerni. Naš trgalnik bo iz nerjavečega
jekla, ki bo najprej globoko vlečen iz okrogle pločevine in nato obrezan z laserskim rezalnikom.
Pri analizi globokega vleka smo se podrobneje ukvarjali s silo pridrževanja, saj lahko nepravilna
velikost sile močno vpliva na obliko vlečenca. Cilj je izdelati čim cenejše orodje za globoki
vlek, zato bomo silo pridrževanja zagotovili s štirimi M12 vijaki. Naknadno je potrebno posneti
srh, ki nastane pri laserskem razrezu, saj bo izdelek v neposrednem stiku z ljudmi.
1.2 Namen in cilj
V diplomski nalogi je glavni cilj predstaviti izdelavo opisanega izdelka, ki ustreza zahtevam
naročnika. Za kvalitetne izdelke je zelo pomembna sila pridrževanja pločevine, saj morajo biti
površine gladke in brez razpok, zato bomo silo v diplomski nalogi izračunali analitično in s
pomočjo računalniškega programa AutoForm. Naknadno bomo dobljeni vrednosti primerjali.
1.3 Predpostavke in omejitve
Naročilo je dobila orodjarna KONPRES, ki je mikro orodjarna, torej moramo v diplomski
nalogi upoštevati omejitve le-te. S ceno prototipnega vlečnega orodja smo omejeni na 2000€.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -
V diplomski nalogi predpostavljamo, da je moč z izbrano tehnologijo in omejitvami izdelati
izdelek, ki ustreza zahtevam naročnika.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
2 PREDSTAVITEV NAROČILA
Naročilo zajema 50 prototipov trgalnika papirja, ki se bodo uporabljali na bencinskih servisih
v državah, ki dosegajo nižje temperature. Material iz katerega bomo izdelali mora biti
korozijsko obstojen in odporen na kemijska čistila. Trgalnik bo pripet na zalogovnik papirja,
kar mu omogoča osem stranskih lukenj. Trgalni rob je sestavljen iz zaobljenih in koničastih
zob. Zaobljeni zobje preprečujejo, da bi se uporabnik pri uporabi trgalnika poškodoval, hkrati
pa vodijo papir do koničastega zoba katerega naloga je pretrganje papirja. Površine morajo biti
zaradi estetskega videza gladke, brez gub ali razpok. Debelina stene trgalnika papirja je
določena na 0.6 mm.
Slika 1: CAD-model trgalnika papirja (pogled s strani)
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
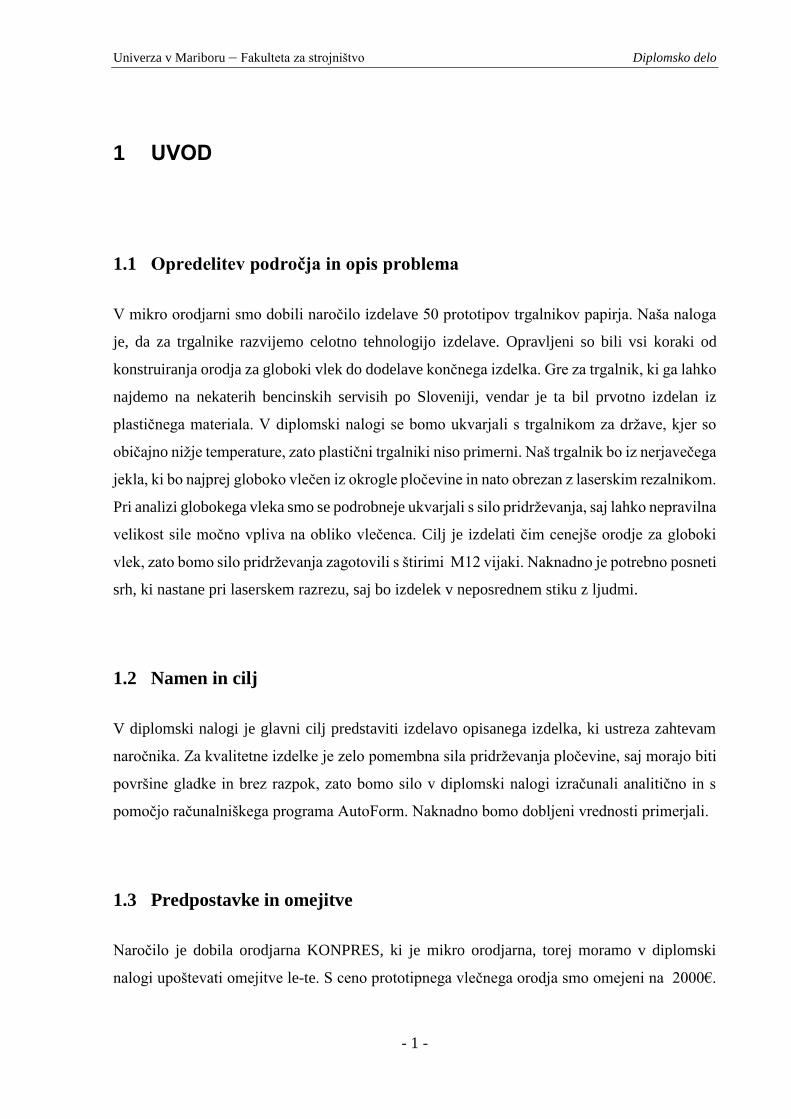
Slika 2: CAD-model trgalnik papirja (pogled od zgoraj)
Zahteve, ki jih mora izpolnjevati izdelek:
Odporen na korozijo
Odporen na kemikalije
Merska ustreznost
Posneti ostri robovi
Gladke površine
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
3 PREDSTAVITEV TEHNOLOGIJE IZDELAVE TRGALNIKA
PAPIRJA IN POSTOPKA GLOBOKEGA VLEKA
Trgalnik mora biti odporen na korozijo in kemikalije, zato bomo za material izbrali nerjavečo
pločevino oznake 1.4571, ki izpolnjuje obe zahtevi. Do našega končnega izdelka bomo prišli
v dveh koraki: najprej bomo okroglo pločevino preoblikovali s postopkom globokega vlečenja
in nato s postopkom laserskega rezanja izrezali končno obliko. Globoko vlečenje bomo izvedli
v podjetju KONPRES, lasersko rezanje pa bomo naročili v podjetju, ki ima 3D laserski rezalnik.
Oba postopka bomo podrobneje opisali v naslednjih poglavjih.
3.1 Celoten tehnološki postopek
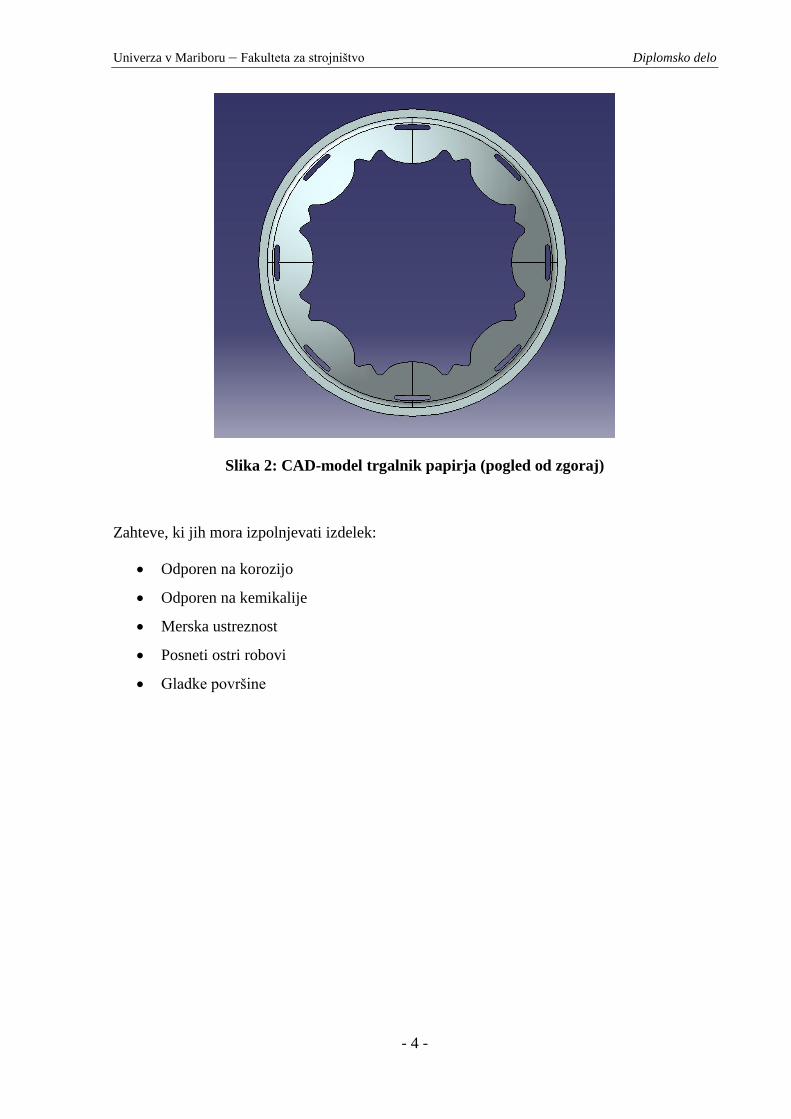
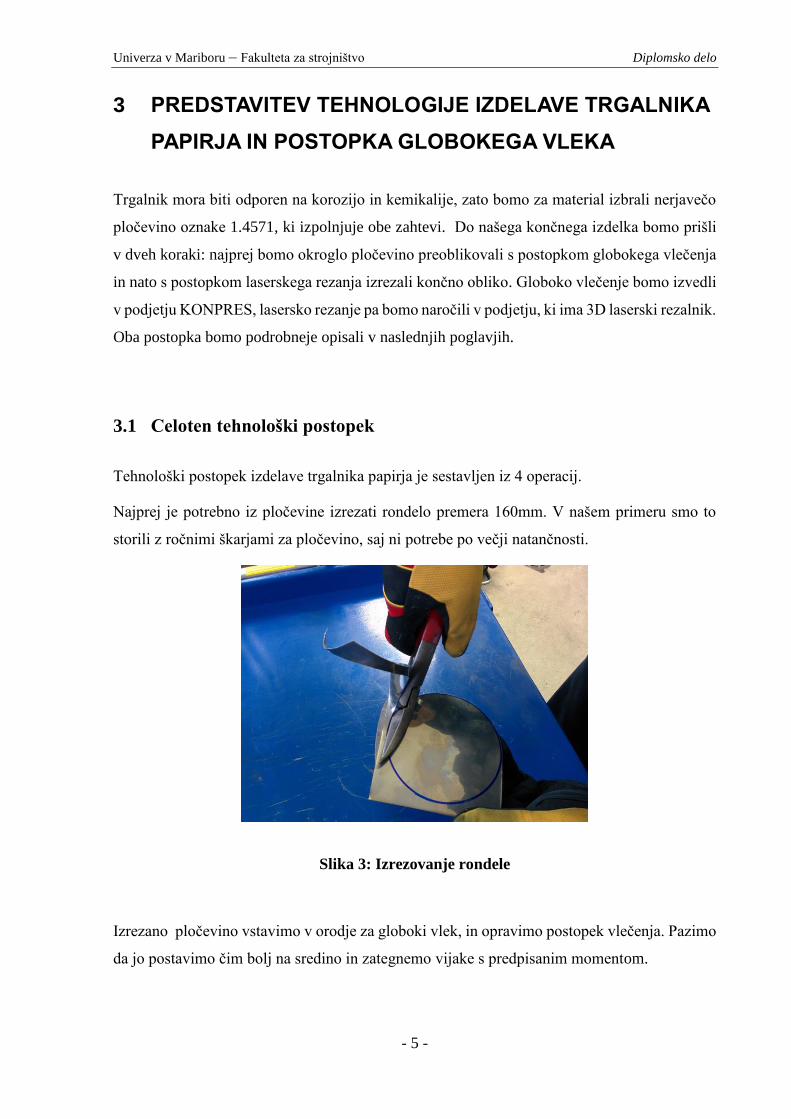
Tehnološki postopek izdelave trgalnika papirja je sestavljen iz 4 operacij.
Najprej je potrebno iz pločevine izrezati rondelo premera 160mm. V našem primeru smo to
storili z ročnimi škarjami za pločevino, saj ni potrebe po večji natančnosti.
Slika 3: Izrezovanje rondele
Izrezano pločevino vstavimo v orodje za globoki vlek, in opravimo postopek vlečenja. Pazimo
da jo postavimo čim bolj na sredino in zategnemo vijake s predpisanim momentom.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
Slika 4: Vstavljanje rondele v orodje
Po globokem vleku je na vrsti laserski razrez, za katerega dobimo podatke iz CAD modela.
Na koncu pregledamo izdelek in posnamemo morebiten srh(Slika5), ki je nastal pri laserskem
rezanju in izdelek je gotov (Slika 6).
Slika 5: Posnemanje srha
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
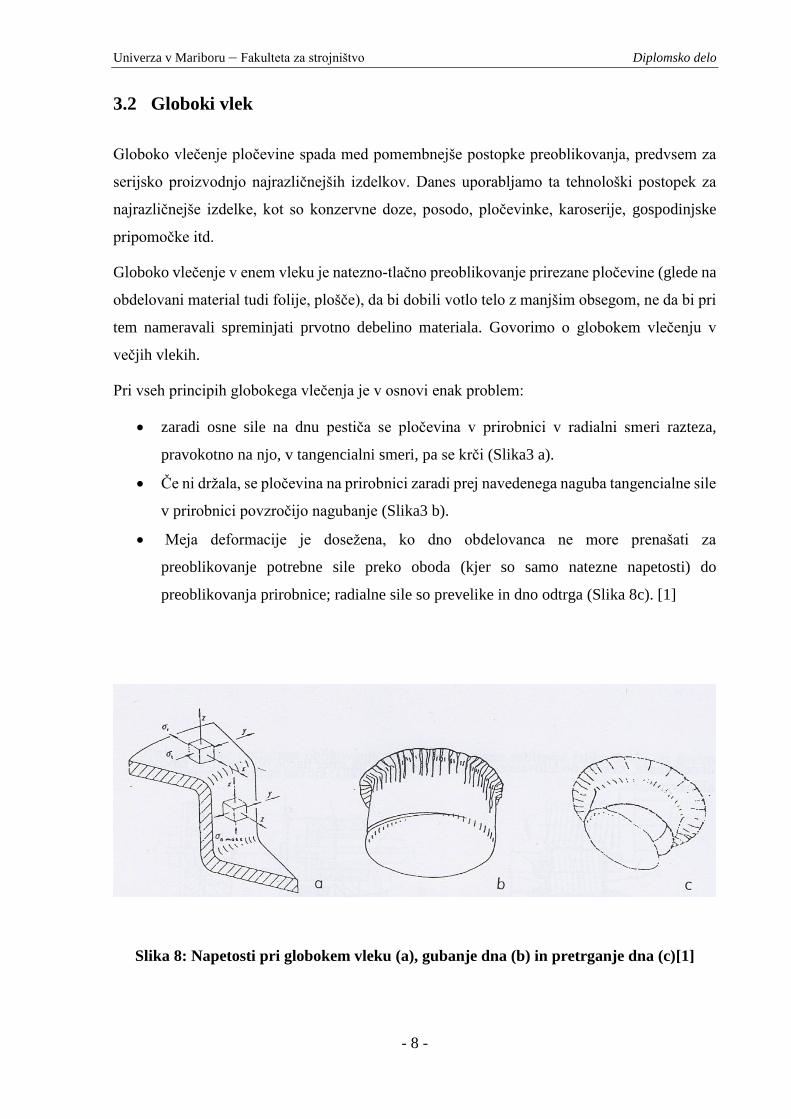
Slika 6: Gotov izdelek
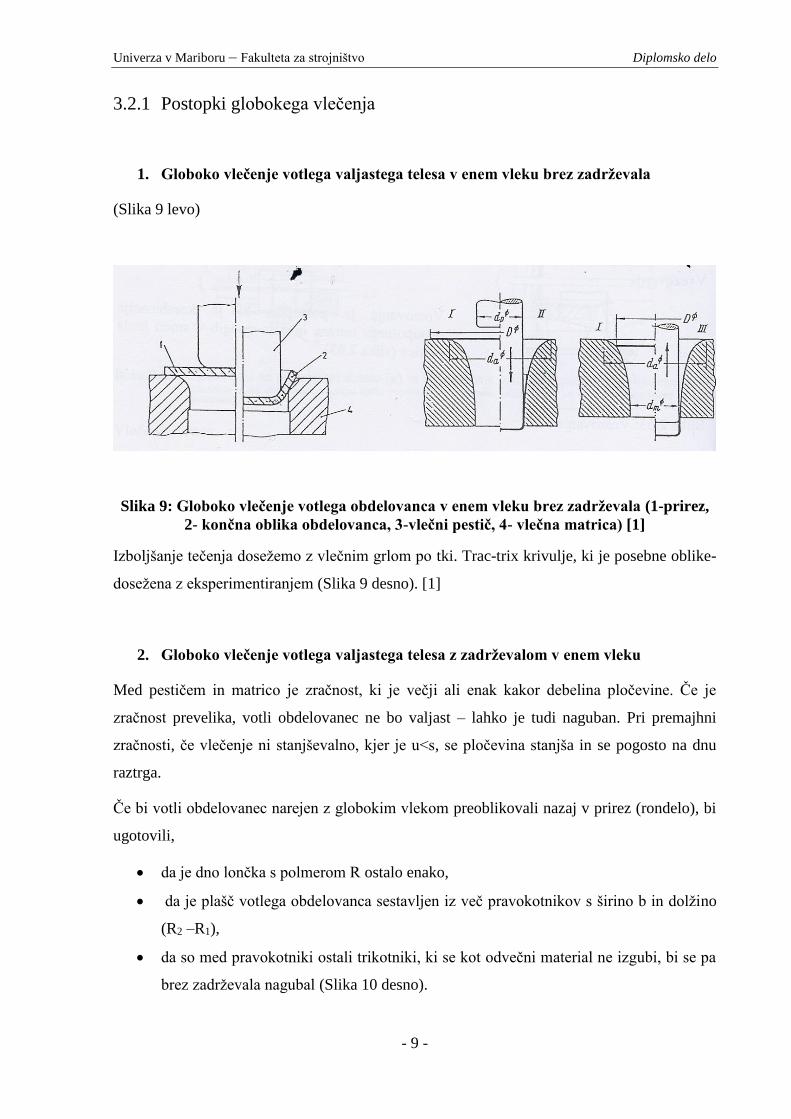
Na sliki 7 je prikazana uporaba trgalnika na bencinskem servisu .
Slika 7: Primer uporabe
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
3.2 Globoki vlek
Globoko vlečenje pločevine spada med pomembnejše postopke preoblikovanja, predvsem za
serijsko proizvodnjo najrazličnejših izdelkov. Danes uporabljamo ta tehnološki postopek za
najrazličnejše izdelke, kot so konzervne doze, posodo, pločevinke, karoserije, gospodinjske
pripomočke itd.
Globoko vlečenje v enem vleku je natezno-tlačno preoblikovanje prirezane pločevine (glede na
obdelovani material tudi folije, plošče), da bi dobili votlo telo z manjšim obsegom, ne da bi pri
tem nameravali spreminjati prvotno debelino materiala. Govorimo o globokem vlečenju v
večjih vlekih.
Pri vseh principih globokega vlečenja je v osnovi enak problem:
zaradi osne sile na dnu pestiča se pločevina v prirobnici v radialni smeri razteza,
pravokotno na njo, v tangencialni smeri, pa se krči (Slika3 a).
Če ni držala, se pločevina na prirobnici zaradi prej navedenega naguba tangencialne sile
v prirobnici povzročijo nagubanje (Slika3 b).
Meja deformacije je dosežena, ko dno obdelovanca ne more prenašati za
preoblikovanje potrebne sile preko oboda (kjer so samo natezne napetosti) do
preoblikovanja prirobnice; radialne sile so prevelike in dno odtrga (Slika 8c). [1]
Slika 8: Napetosti pri globokem vleku (a), gubanje dna (b) in pretrganje dna (c)[1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
3.2.1 Postopki globokega vlečenja
1. Globoko vlečenje votlega valjastega telesa v enem vleku brez zadrževala
(Slika 9 levo)
Slika 9: Globoko vlečenje votlega obdelovanca v enem vleku brez zadrževala (1-prirez,
2- končna oblika obdelovanca, 3-vlečni pestič, 4- vlečna matrica) [1]
Izboljšanje tečenja dosežemo z vlečnim grlom po tki. Trac-trix krivulje, ki je posebne oblike-
dosežena z eksperimentiranjem (Slika 9 desno). [1]
2. Globoko vlečenje votlega valjastega telesa z zadrževalom v enem vleku
Med pestičem in matrico je zračnost, ki je večji ali enak kakor debelina pločevine. Če je
zračnost prevelika, votli obdelovanec ne bo valjast – lahko je tudi naguban. Pri premajhni
zračnosti, če vlečenje ni stanjševalno, kjer je u<s, se pločevina stanjša in se pogosto na dnu
raztrga.
Če bi votli obdelovanec narejen z globokim vlekom preoblikovali nazaj v prirez (rondelo), bi
ugotovili,
da je dno lončka s polmerom R ostalo enako,
da je plašč votlega obdelovanca sestavljen iz več pravokotnikov s širino b in dolžino
(R2 –R1),
da so med pravokotniki ostali trikotniki, ki se kot odvečni material ne izgubi, bi se pa
brez zadrževala nagubal (Slika 10 desno).
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
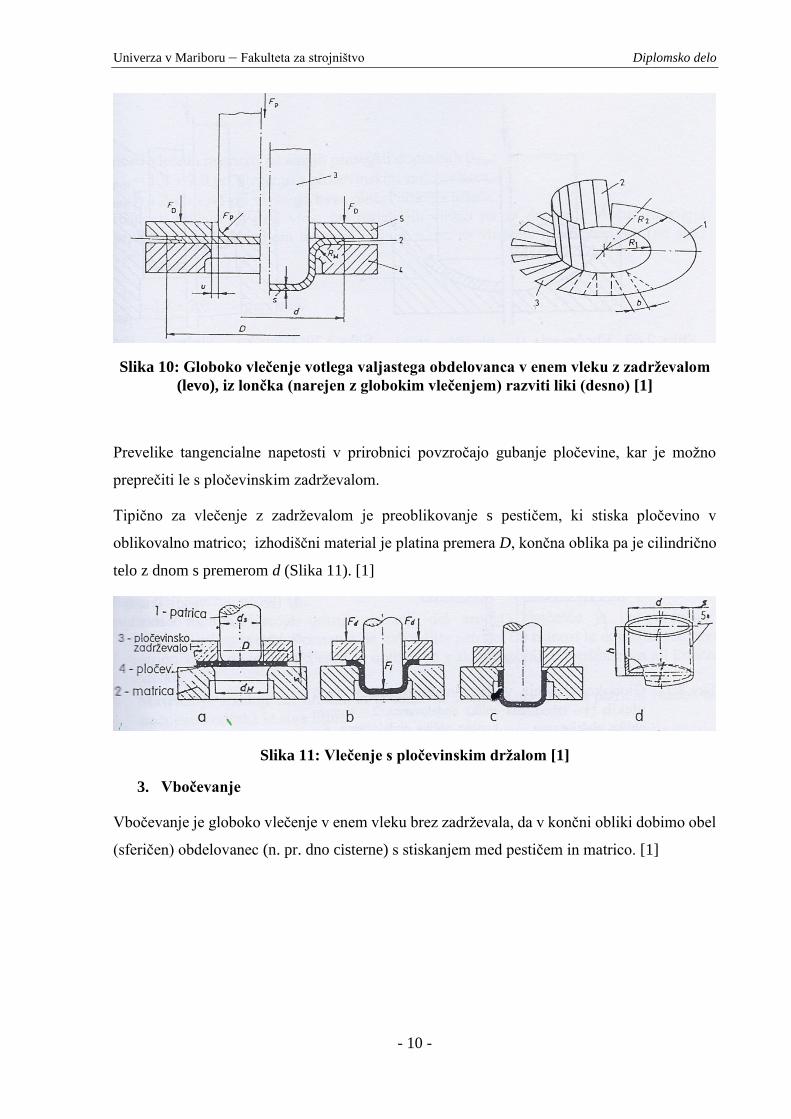
Slika 10: Globoko vlečenje votlega valjastega obdelovanca v enem vleku z zadrževalom
(levo), iz lončka (narejen z globokim vlečenjem) razviti liki (desno) [1]
Prevelike tangencialne napetosti v prirobnici povzročajo gubanje pločevine, kar je možno
preprečiti le s pločevinskim zadrževalom.
Tipično za vlečenje z zadrževalom je preoblikovanje s pestičem, ki stiska pločevino v
oblikovalno matrico; izhodiščni material je platina premera D, končna oblika pa je cilindrično
telo z dnom s premerom d (Slika 11). [1]
Slika 11: Vlečenje s pločevinskim držalom [1]
3. Vbočevanje
Vbočevanje je globoko vlečenje v enem vleku brez zadrževala, da v končni obliki dobimo obel
(sferičen) obdelovanec (n. pr. dno cisterne) s stiskanjem med pestičem in matrico. [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
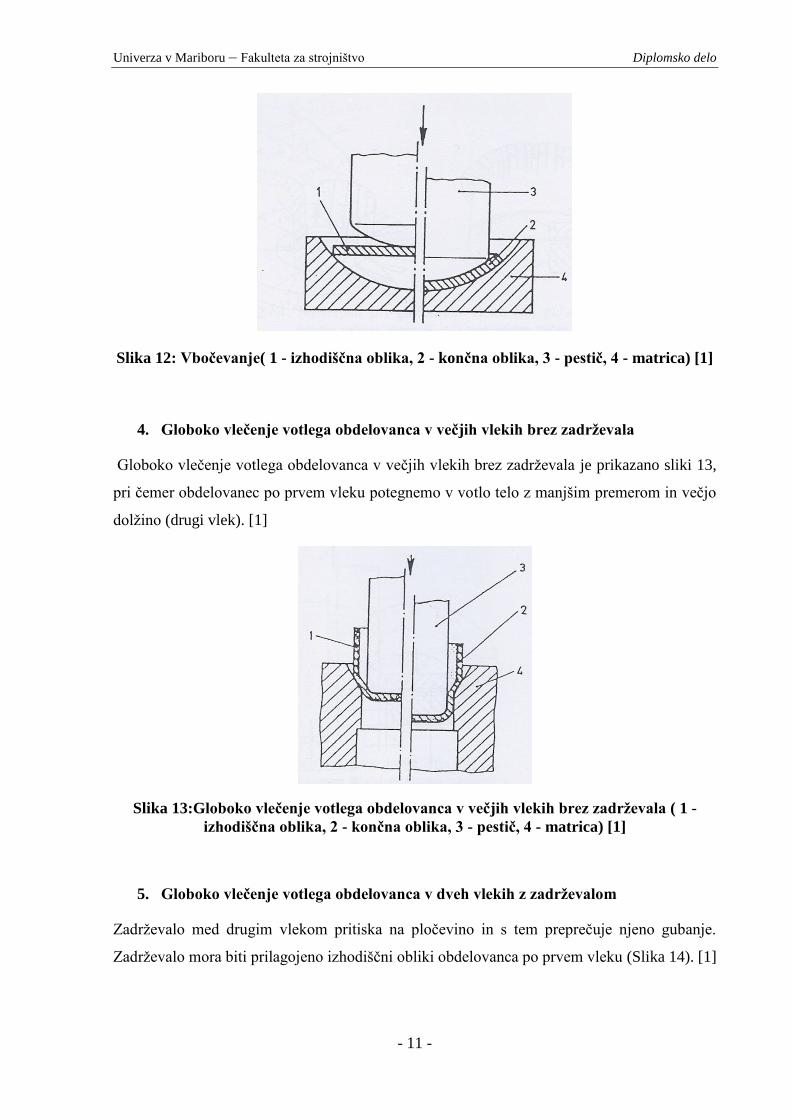
Slika 12: Vbočevanje( 1 - izhodiščna oblika, 2 - končna oblika, 3 - pestič, 4 - matrica) [1]
4. Globoko vlečenje votlega obdelovanca v večjih vlekih brez zadrževala
Globoko vlečenje votlega obdelovanca v večjih vlekih brez zadrževala je prikazano sliki 13,
pri čemer obdelovanec po prvem vleku potegnemo v votlo telo z manjšim premerom in večjo
dolžino (drugi vlek). [1]
Slika 13:Globoko vlečenje votlega obdelovanca v večjih vlekih brez zadrževala ( 1 -
izhodiščna oblika, 2 - končna oblika, 3 - pestič, 4 - matrica) [1]
5. Globoko vlečenje votlega obdelovanca v dveh vlekih z zadrževalom
Zadrževalo med drugim vlekom pritiska na pločevino in s tem preprečuje njeno gubanje.
Zadrževalo mora biti prilagojeno izhodiščni obliki obdelovanca po prvem vleku (Slika 14). [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
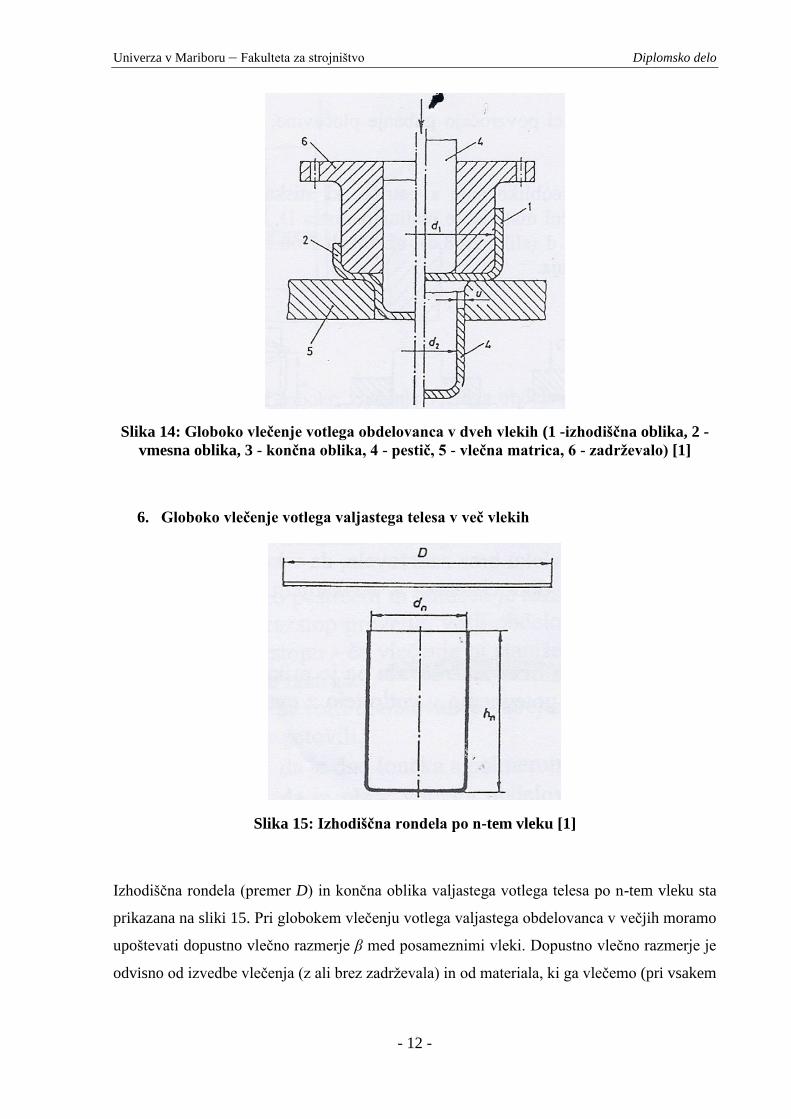
Slika 14: Globoko vlečenje votlega obdelovanca v dveh vlekih (1 -izhodiščna oblika, 2 -
vmesna oblika, 3 - končna oblika, 4 - pestič, 5 - vlečna matrica, 6 - zadrževalo) [1]
6. Globoko vlečenje votlega valjastega telesa v več vlekih
Slika 15: Izhodiščna rondela po n-tem vleku [1]
Izhodiščna rondela (premer D) in končna oblika valjastega votlega telesa po n-tem vleku sta
prikazana na sliki 15. Pri globokem vlečenju votlega valjastega obdelovanca v večjih moramo
upoštevati dopustno vlečno razmerje β med posameznimi vleki. Dopustno vlečno razmerje je
odvisno od izvedbe vlečenja (z ali brez zadrževala) in od materiala, ki ga vlečemo (pri vsakem
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
naslednjem vleku je vlečno razmerje β manjše zaradi utrjevanja materiala, zato so potrebna
včasih vmesna žarjenja,…)
Vrednosti vlečnih razmerij ne smejo presegati dopustnih βdop:
βdop:= 1.8 -2,0 pri vlečenju s pločevinskim pridržalom,
βdop:= 1,3 do 1,45 pri vlečenju brez pločevinskega držala.
Te vrednosti veljajo za prvi vlek, pri nadaljnjih vlekih pa so dopustna vlečna razmerja manjša,
ker se med vlečenjem material utrjuje, n. pr. za vlečenje z zadrževalom.
Glavni deli vlečnih orodij so:
Pestič ali patrica je gornji notranji del orodja. Najpogosteje je iz orodnega ali
cementacijskega ali jekla. Poznamo pa tudi odlite patrice. Če trdnost dopušča,
napravimo patrico votlo, da je lažja. Pestič je oblikovan v skladu z obliko medfaznega
ali končnega izdelka.
Matrica je spodnji del orodja, ki je lahko iz istega materiala kot patrica, vendar pogosteje
srečujemo odlitke sive litine.
Pločevinsko držalo je gornji zunanji del orodja. Izdelano je iz orodnega jekla ali sive
litine. Drsne ploskve so lahko obložene s kaljenim vložki in so zelo gladko polirane.
Izmetalo omogoča odstranjevanje izdelkov. [1]
7. Vlečenje nepravilnih votlih oblik
Nepravilnih votlih oblik ni praviloma mogoče tako enostavno stopenjsko vleči kot pravilnih
simetričnih oblik, zato skušamo obdelovance vleči v enem vleku. Kjer pa to ni mogoče, pa
izvedemo poprejšnji vlek tako, da dobimo velike zaoblitve. Na sliki 16b je prikazana zelo
neugodna oblika za vlečenje. Predvlek za to obliko je upodobljen na sliki 16a. Pravil, kako naj
preoblikujemo, nimamo. Treba je imeti občutek in veliko izkušenj.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
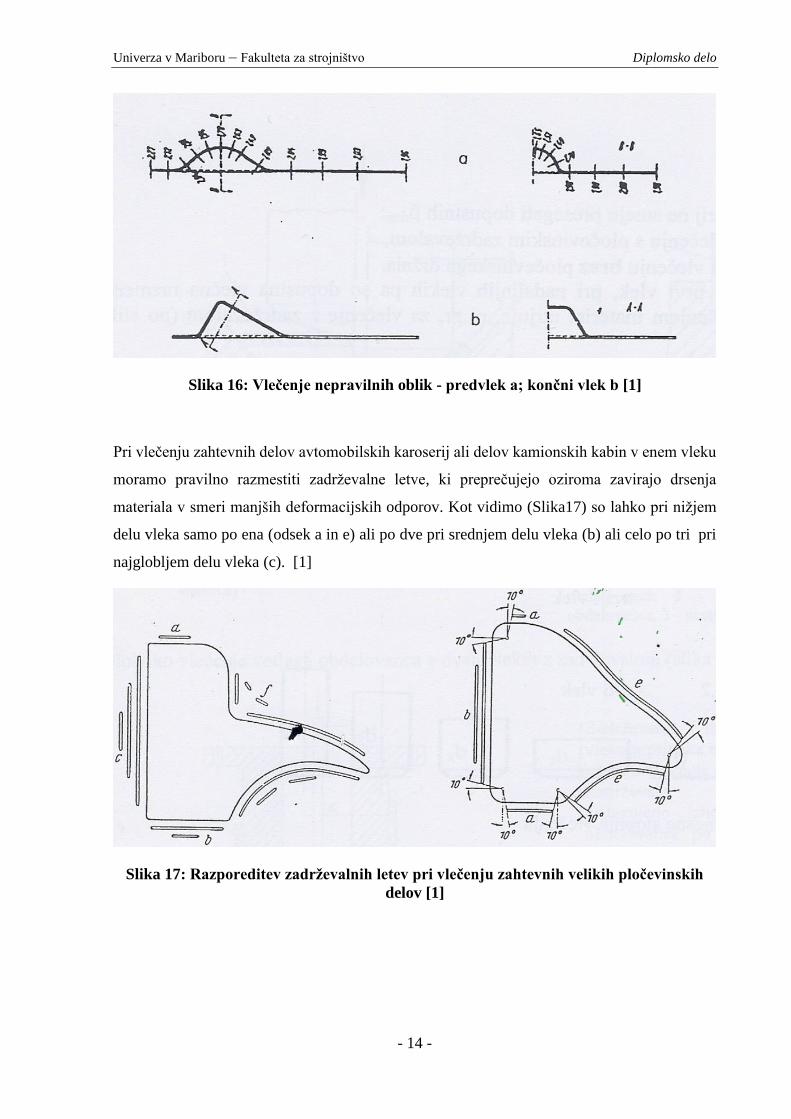
Slika 16: Vlečenje nepravilnih oblik - predvlek a; končni vlek b [1]
Pri vlečenju zahtevnih delov avtomobilskih karoserij ali delov kamionskih kabin v enem vleku
moramo pravilno razmestiti zadrževalne letve, ki preprečujejo oziroma zavirajo drsenja
materiala v smeri manjših deformacijskih odporov. Kot vidimo (Slika17) so lahko pri nižjem
delu vleka samo po ena (odsek a in e) ali po dve pri srednjem delu vleka (b) ali celo po tri pri
najglobljem delu vleka (c). [1]
Slika 17: Razporeditev zadrževalnih letev pri vlečenju zahtevnih velikih pločevinskih
delov [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
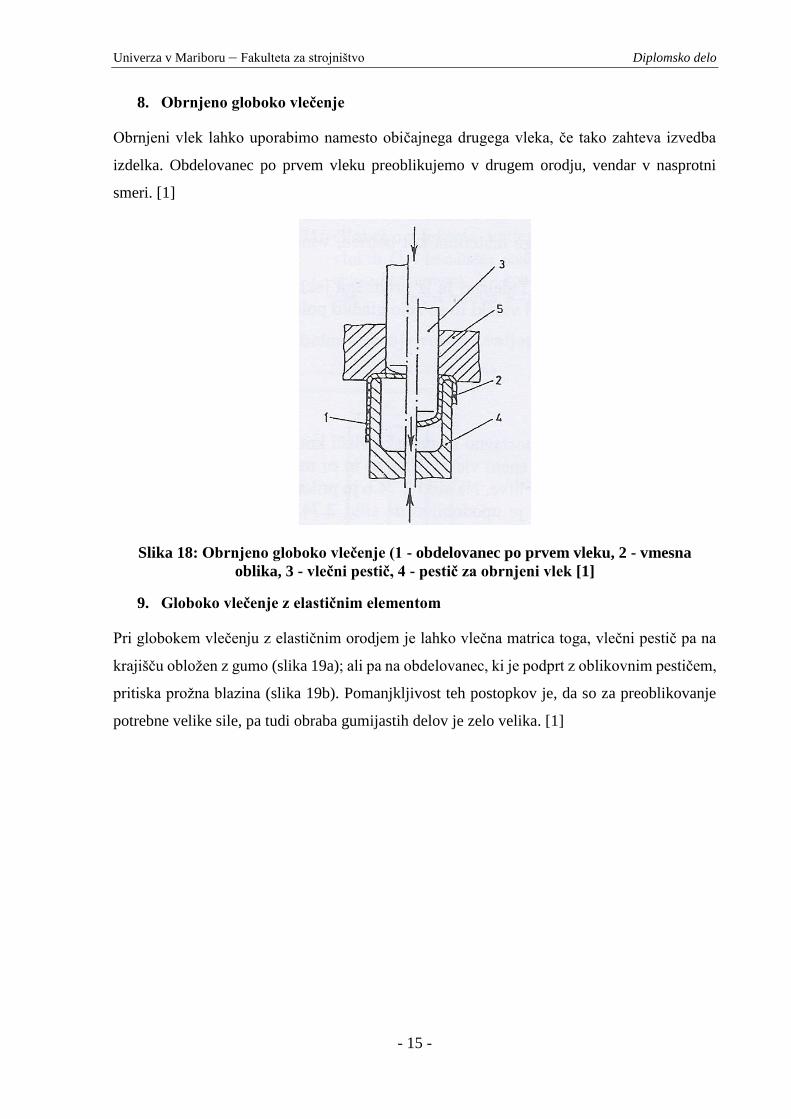
8. Obrnjeno globoko vlečenje
Obrnjeni vlek lahko uporabimo namesto običajnega drugega vleka, če tako zahteva izvedba
izdelka. Obdelovanec po prvem vleku preoblikujemo v drugem orodju, vendar v nasprotni
smeri. [1]
Slika 18: Obrnjeno globoko vlečenje (1 - obdelovanec po prvem vleku, 2 - vmesna
oblika, 3 - vlečni pestič, 4 - pestič za obrnjeni vlek [1]
9. Globoko vlečenje z elastičnim elementom
Pri globokem vlečenju z elastičnim orodjem je lahko vlečna matrica toga, vlečni pestič pa na
krajišču obložen z gumo (slika 19a); ali pa na obdelovanec, ki je podprt z oblikovnim pestičem,
pritiska prožna blazina (slika 19b). Pomanjkljivost teh postopkov je, da so za preoblikovanje
potrebne velike sile, pa tudi obraba gumijastih delov je zelo velika. [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
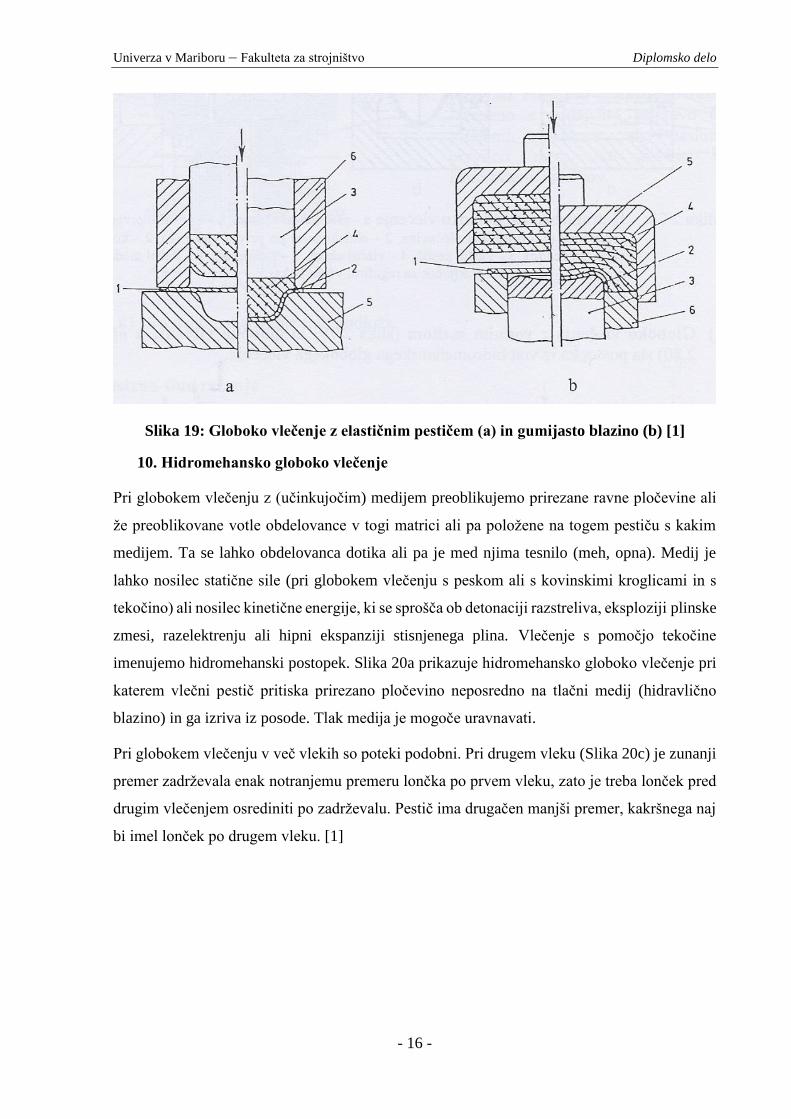
Slika 19: Globoko vlečenje z elastičnim pestičem (a) in gumijasto blazino (b) [1]
10. Hidromehansko globoko vlečenje
Pri globokem vlečenju z (učinkujočim) medijem preoblikujemo prirezane ravne pločevine ali
že preoblikovane votle obdelovance v togi matrici ali pa položene na togem pestiču s kakim
medijem. Ta se lahko obdelovanca dotika ali pa je med njima tesnilo (meh, opna). Medij je
lahko nosilec statične sile (pri globokem vlečenju s peskom ali s kovinskimi kroglicami in s
tekočino) ali nosilec kinetične energije, ki se sprošča ob detonaciji razstreliva, eksploziji plinske
zmesi, razelektrenju ali hipni ekspanziji stisnjenega plina. Vlečenje s pomočjo tekočine
imenujemo hidromehanski postopek. Slika 20a prikazuje hidromehansko globoko vlečenje pri
katerem vlečni pestič pritiska prirezano pločevino neposredno na tlačni medij (hidravlično
blazino) in ga izriva iz posode. Tlak medija je mogoče uravnavati.
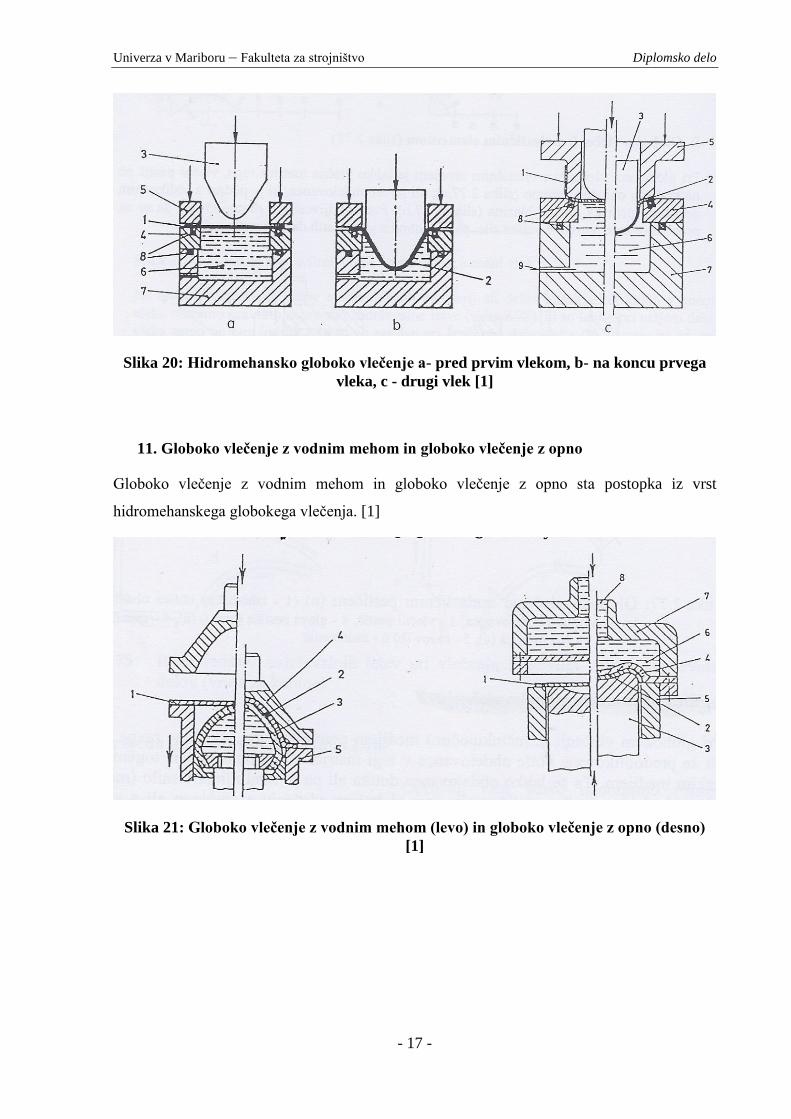
Pri globokem vlečenju v več vlekih so poteki podobni. Pri drugem vleku (Slika 20c) je zunanji
premer zadrževala enak notranjemu premeru lončka po prvem vleku, zato je treba lonček pred
drugim vlečenjem osrediniti po zadrževalu. Pestič ima drugačen manjši premer, kakršnega naj
bi imel lonček po drugem vleku. [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
Slika 20: Hidromehansko globoko vlečenje a- pred prvim vlekom, b- na koncu prvega
vleka, c - drugi vlek [1]
11. Globoko vlečenje z vodnim mehom in globoko vlečenje z opno
Globoko vlečenje z vodnim mehom in globoko vlečenje z opno sta postopka iz vrst
hidromehanskega globokega vlečenja. [1]
Slika 21: Globoko vlečenje z vodnim mehom (levo) in globoko vlečenje z opno (desno)
[1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
12. Specifični postopki
Gleda na tehnološko zahtevnost se uporabljajo še drugačni postopki s tlačnim medijem,
vendar je obseg njihove uporabe majhen in le za specifične naloge, zato jih le naštejmo:
Hidromehanski globoko vlečenje z obojestranskim delujočim tlakom,
globoko vlečenje z izpraznitvijo plina iz vlečne matrice,
globoko vlečenje z enostranskim delujočim nadtlakom,
elektrohidravlično globoko vlečenje,
globoko vlečenje z detonacijo razstreliva (posredno in neposredno)
globoko vlečenje z učinkovanjem elektromagnetnega polja. [1]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
3.3 Laserski razrez
LASER: (Light Amplification by Stimulated Emission of Radiation) je naprava v kateri lahko
nakopičimo energijo, ki se nato v delcu sekunde sprosti v zelo močnem svetlobnem curku. Prvi
pulzni laser je leta 1960 izdelal Theodore Maiman.
3.3.1 Lasersko rezanje
Lasersko rezanje je postopek, ki je v strojništvu uveljavljen predvsem zaradi natančnih rezov
po konturni ravnini, z razvojem CNC tehnologij pa tudi 3D oblik. Z laserjem lahko režemo vse
vrste kovin, polimere, keramiko, les, usnje in druge neprozorne materiale.
3.3.2 Način delovanja laserja
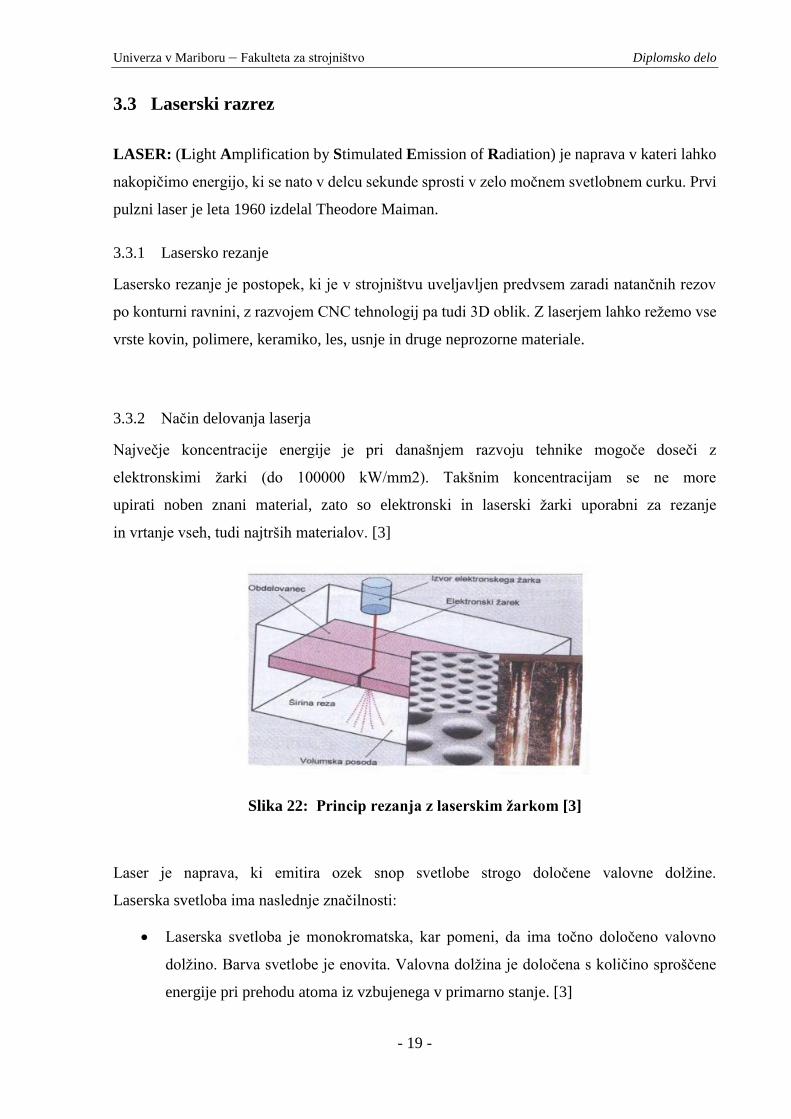
Največje koncentracije energije je pri današnjem razvoju tehnike mogoče doseči z
elektronskimi žarki (do 100000 kW/mm2). Takšnim koncentracijam se ne more
upirati noben znani material, zato so elektronski in laserski žarki uporabni za rezanje
in vrtanje vseh, tudi najtrših materialov. [3]
Slika 22: Princip rezanja z laserskim žarkom [3]
Laser je naprava, ki emitira ozek snop svetlobe strogo določene valovne dolžine.
Laserska svetloba ima naslednje značilnosti:
Laserska svetloba je monokromatska, kar pomeni, da ima točno določeno valovno
dolžino. Barva svetlobe je enovita. Valovna dolžina je določena s količino sproščene
energije pri prehodu atoma iz vzbujenega v primarno stanje. [3]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
Laserska svetloba je koherentna – vsak foton se giblje vzporedno z drugim; to
povzroča skladno valovanje laserske svetlobe. [3]
Laserska svetloba je zelo usmerjena. Laserski žarek je zelo ozek, zelo koncentriran in
zelo intenziven. [3]
Moč laserjev, ki delujejo kontinuirano, segajo od manj kot 1 mW do približno 20 kW pri
komercialnih in več kot 1 MW pri posebnih vojaških laserjih. [3]
V laserski napravi je aktivna snov (snov katere atomarni sistemi morajo biti sposobni
oddajati koherentno svetlobo) med dvema vzporednima, fino brušenima zrcaloma, od katerih
je eno prosojno, da lahko skozenj izstopa laserski žarek. Fotoni, ki se pod vplivom svetlobe
sproščajo v smeri pravokotno na zrcalo, se od njega odbijejo in
lahko generirajo nove fotone (svetlobna resonanca). Vsi ti fotoni potujejo v isti smeri
in so v isti fazi. V tako generiranem svetlobnem toku pa ima valovanje popolnoma
določeno fazno zakonitost, zato je tudi valovna dolžina zelo ostro določena.
Sprememba valovne dolžine ∆v je komaj ∆v = 10- 14 ∙ v, zato takšni svetlobi pravimo
koherentna svetloba. Ker so fotoni v fazi, se med seboj krepijo in nastala svetloba je
zelo močna. [3]
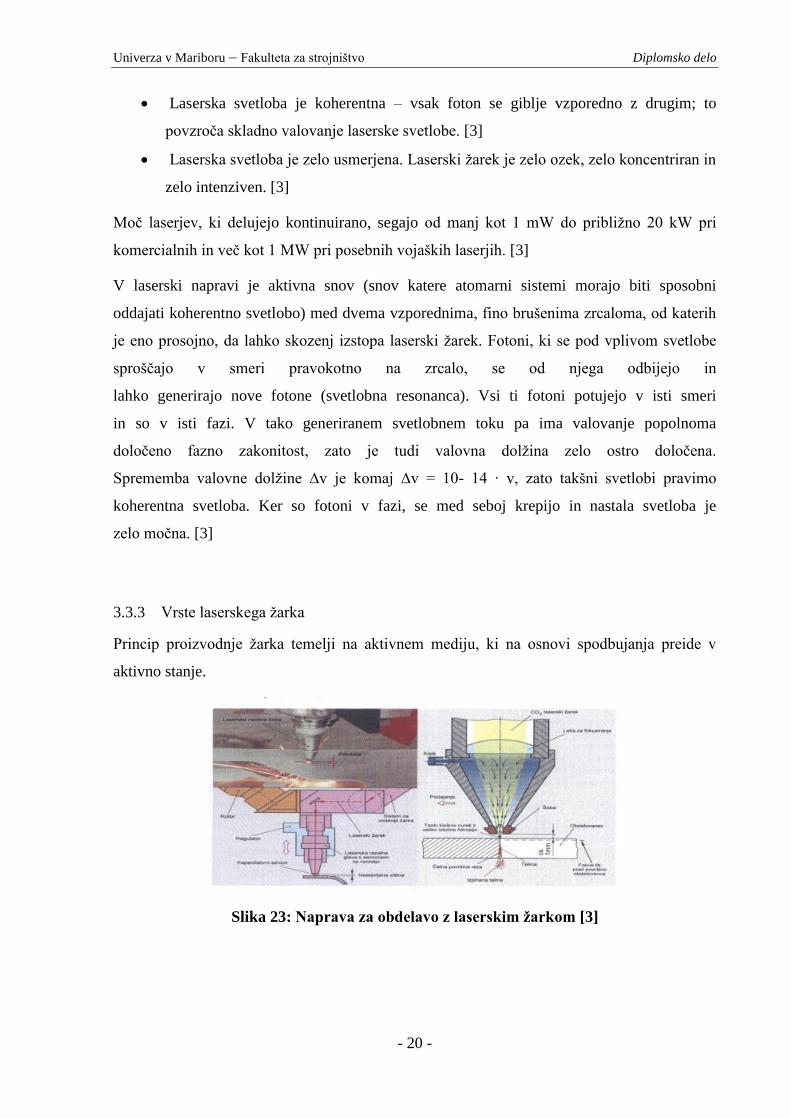
3.3.3 Vrste laserskega žarka
Princip proizvodnje žarka temelji na aktivnem mediju, ki na osnovi spodbujanja preide v
aktivno stanje.
Slika 23: Naprava za obdelavo z laserskim žarkom [3]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
Glede na vrsto medija ločimo več vrst laserjev:
Laserji na trdno snov, pri katerih je laserska substanca v trdem stanju.
Excimer laserji, pri tej vrsti laserjev uporabljamo kemično reaktivne pline (klor in fluor)
pomešane z žlahtnimi plini (argon, kripton ali ksenon). Ti laserji ustvarjajo svetlobo v
ultravijoličnem delu spektra. [3]
Plinasti laserji, najbolj znana sta He-Ne in CO2 laserja z močjo do 40000W.
Barvni laserji, pri teh uporabljamo kot lasersko substanco tekoče raztopine
ali zmesi kompleksnih organskih barvil (rodamin 60). Njihova valovna dolžina je
nastavljiva v širokem delu vidnega spektra. [3]
Barvni laserji, pri teh uporabljamo kot lasersko substanco tekoče raztopine ali zmesi
kompleksnih organskih barvil (rodamin 60). Njihova valovna dolžina je nastavljiva v
širokem delu vidnega spektra. [3]
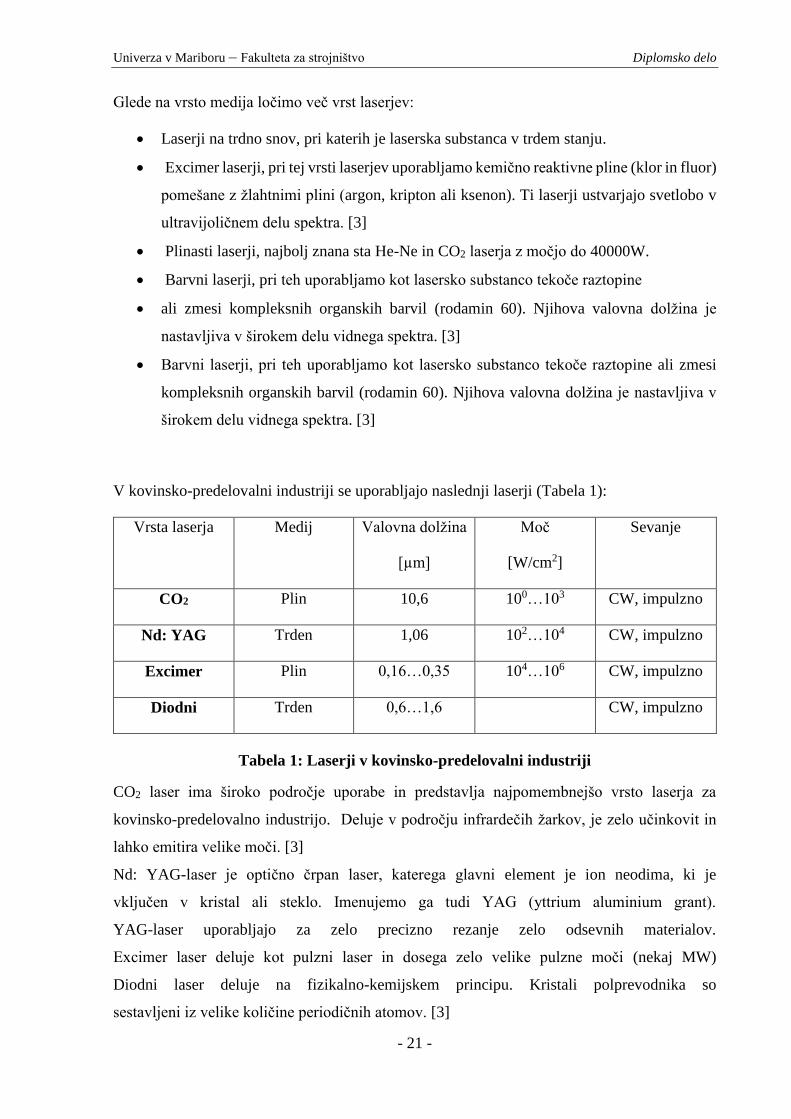
V kovinsko-predelovalni industriji se uporabljajo naslednji laserji (Tabela 1):
Vrsta laserja Medij Valovna dolžina
[µm]
Moč
[W/cm2]
Sevanje
CO2 Plin 10,6 100…103 CW, impulzno
Nd: YAG Trden 1,06 102…104 CW, impulzno
Excimer Plin 0,16…0,35 104…106 CW, impulzno
Diodni Trden 0,6…1,6 CW, impulzno
Tabela 1: Laserji v kovinsko-predelovalni industriji
CO2 laser ima široko področje uporabe in predstavlja najpomembnejšo vrsto laserja za
kovinsko-predelovalno industrijo. Deluje v področju infrardečih žarkov, je zelo učinkovit in
lahko emitira velike moči. [3]
Nd: YAG-laser je optično črpan laser, katerega glavni element je ion neodima, ki je
vključen v kristal ali steklo. Imenujemo ga tudi YAG (yttrium aluminium grant).
YAG-laser uporabljajo za zelo precizno rezanje zelo odsevnih materialov.
Excimer laser deluje kot pulzni laser in dosega zelo velike pulzne moči (nekaj MW)
Diodni laser deluje na fizikalno-kemijskem principu. Kristali polprevodnika so
sestavljeni iz velike količine periodičnih atomov. [3]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
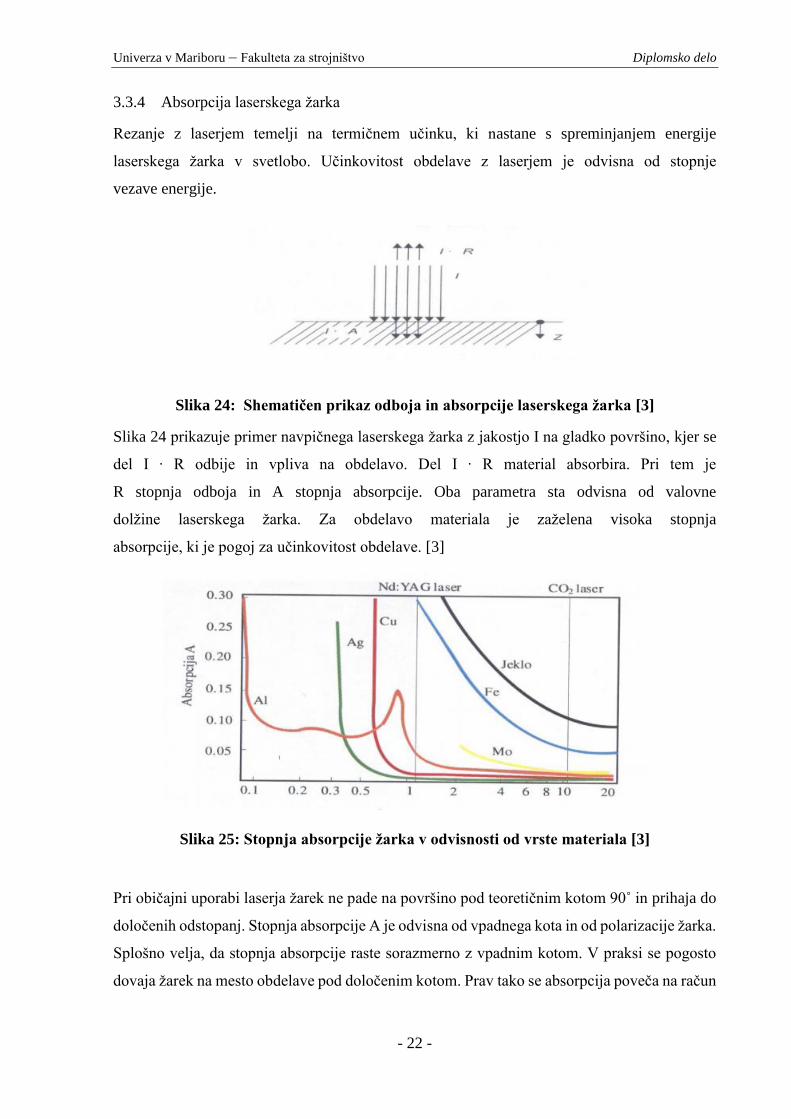
3.3.4 Absorpcija laserskega žarka
Rezanje z laserjem temelji na termičnem učinku, ki nastane s spreminjanjem energije
laserskega žarka v svetlobo. Učinkovitost obdelave z laserjem je odvisna od stopnje
vezave energije.
Slika 24: Shematičen prikaz odboja in absorpcije laserskega žarka [3]
Slika 24 prikazuje primer navpičnega laserskega žarka z jakostjo I na gladko površino, kjer se
del I ∙ R odbije in vpliva na obdelavo. Del I ∙ R material absorbira. Pri tem je
R stopnja odboja in A stopnja absorpcije. Oba parametra sta odvisna od valovne
dolžine laserskega žarka. Za obdelavo materiala je zaželena visoka stopnja
absorpcije, ki je pogoj za učinkovitost obdelave. [3]
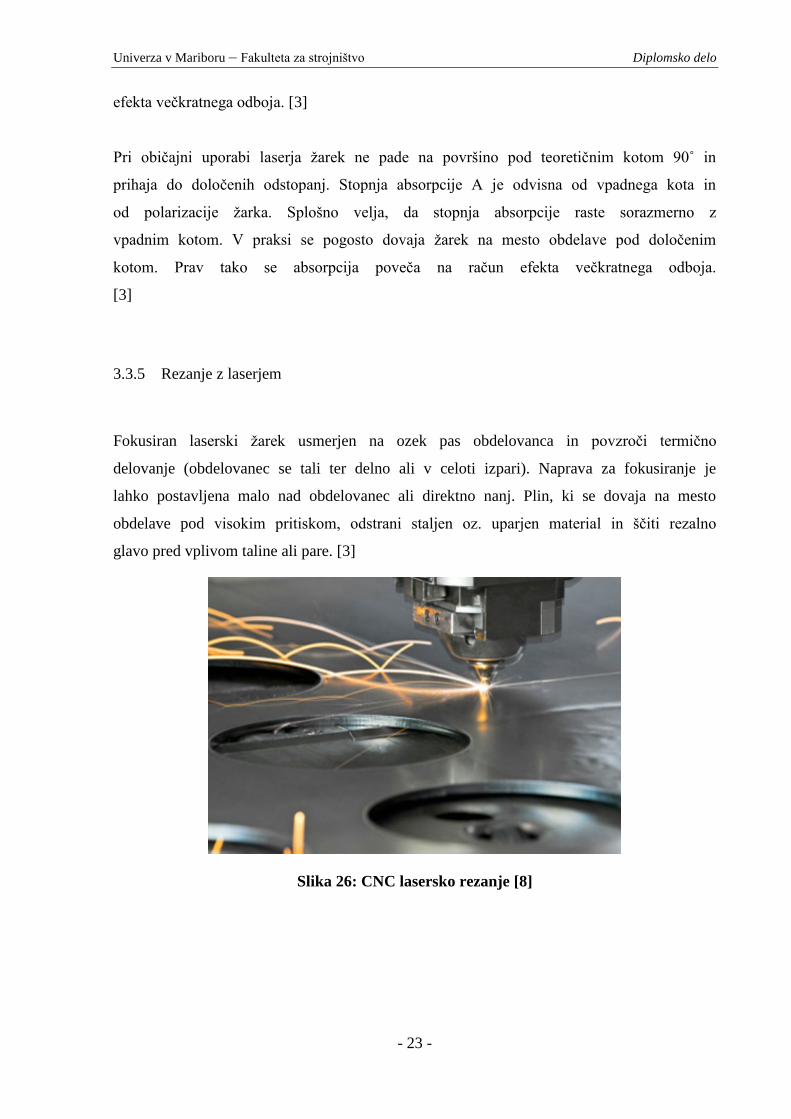
Slika 25: Stopnja absorpcije žarka v odvisnosti od vrste materiala [3]
Pri običajni uporabi laserja žarek ne pade na površino pod teoretičnim kotom 90˚ in prihaja do
določenih odstopanj. Stopnja absorpcije A je odvisna od vpadnega kota in od polarizacije žarka.
Splošno velja, da stopnja absorpcije raste sorazmerno z vpadnim kotom. V praksi se pogosto
dovaja žarek na mesto obdelave pod določenim kotom. Prav tako se absorpcija poveča na račun
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
efekta večkratnega odboja. [3]
Pri običajni uporabi laserja žarek ne pade na površino pod teoretičnim kotom 90˚ in
prihaja do določenih odstopanj. Stopnja absorpcije A je odvisna od vpadnega kota in
od polarizacije žarka. Splošno velja, da stopnja absorpcije raste sorazmerno z
vpadnim kotom. V praksi se pogosto dovaja žarek na mesto obdelave pod določenim
kotom. Prav tako se absorpcija poveča na račun efekta večkratnega odboja.
[3]
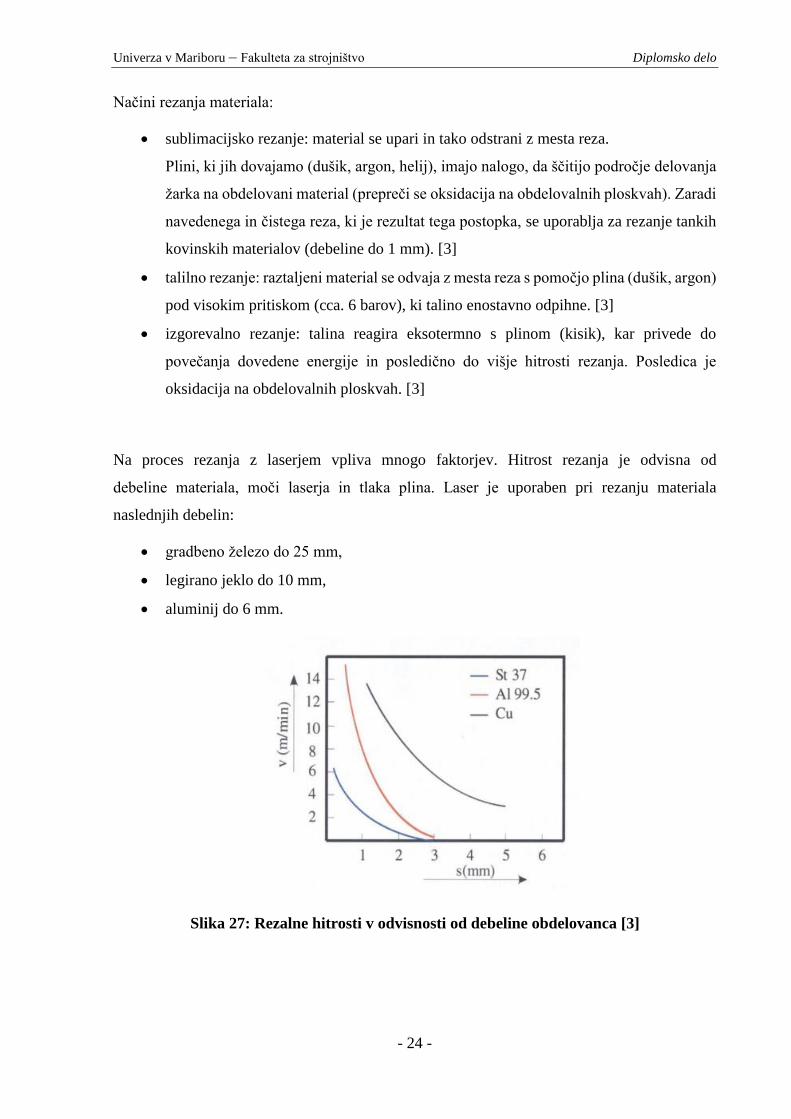
3.3.5 Rezanje z laserjem
Fokusiran laserski žarek usmerjen na ozek pas obdelovanca in povzroči termično
delovanje (obdelovanec se tali ter delno ali v celoti izpari). Naprava za fokusiranje je
lahko postavljena malo nad obdelovanec ali direktno nanj. Plin, ki se dovaja na mesto
obdelave pod visokim pritiskom, odstrani staljen oz. uparjen material in ščiti rezalno
glavo pred vplivom taline ali pare. [3]
Slika 26: CNC lasersko rezanje [8]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
Načini rezanja materiala:
sublimacijsko rezanje: material se upari in tako odstrani z mesta reza.
Plini, ki jih dovajamo (dušik, argon, helij), imajo nalogo, da ščitijo področje delovanja
žarka na obdelovani material (prepreči se oksidacija na obdelovalnih ploskvah). Zaradi
navedenega in čistega reza, ki je rezultat tega postopka, se uporablja za rezanje tankih
kovinskih materialov (debeline do 1 mm). [3]
talilno rezanje: raztaljeni material se odvaja z mesta reza s pomočjo plina (dušik, argon)
pod visokim pritiskom (cca. 6 barov), ki talino enostavno odpihne. [3]
izgorevalno rezanje: talina reagira eksotermno s plinom (kisik), kar privede do
povečanja dovedene energije in posledično do višje hitrosti rezanja. Posledica je
oksidacija na obdelovalnih ploskvah. [3]
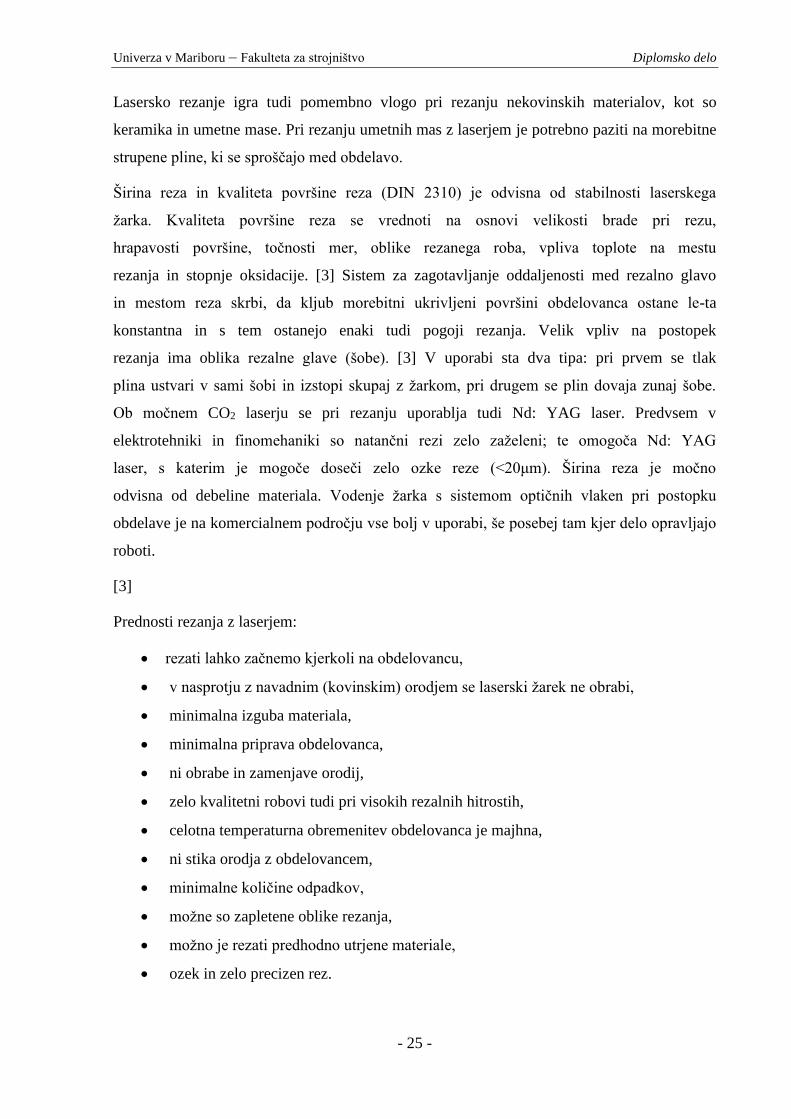
Na proces rezanja z laserjem vpliva mnogo faktorjev. Hitrost rezanja je odvisna od
debeline materiala, moči laserja in tlaka plina. Laser je uporaben pri rezanju materiala
naslednjih debelin:
gradbeno železo do 25 mm,
legirano jeklo do 10 mm,
aluminij do 6 mm.
Slika 27: Rezalne hitrosti v odvisnosti od debeline obdelovanca [3]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
Lasersko rezanje igra tudi pomembno vlogo pri rezanju nekovinskih materialov, kot so
keramika in umetne mase. Pri rezanju umetnih mas z laserjem je potrebno paziti na morebitne
strupene pline, ki se sproščajo med obdelavo.
Širina reza in kvaliteta površine reza (DIN 2310) je odvisna od stabilnosti laserskega
žarka. Kvaliteta površine reza se vrednoti na osnovi velikosti brade pri rezu,
hrapavosti površine, točnosti mer, oblike rezanega roba, vpliva toplote na mestu
rezanja in stopnje oksidacije. [3] Sistem za zagotavljanje oddaljenosti med rezalno glavo
in mestom reza skrbi, da kljub morebitni ukrivljeni površini obdelovanca ostane le-ta
konstantna in s tem ostanejo enaki tudi pogoji rezanja. Velik vpliv na postopek
rezanja ima oblika rezalne glave (šobe). [3] V uporabi sta dva tipa: pri prvem se tlak
plina ustvari v sami šobi in izstopi skupaj z žarkom, pri drugem se plin dovaja zunaj šobe.
Ob močnem CO2 laserju se pri rezanju uporablja tudi Nd: YAG laser. Predvsem v
elektrotehniki in finomehaniki so natančni rezi zelo zaželeni; te omogoča Nd: YAG
laser, s katerim je mogoče doseči zelo ozke reze (<20μm). Širina reza je močno
odvisna od debeline materiala. Vodenje žarka s sistemom optičnih vlaken pri postopku
obdelave je na komercialnem področju vse bolj v uporabi, še posebej tam kjer delo opravljajo
roboti.
[3]
Prednosti rezanja z laserjem:
rezati lahko začnemo kjerkoli na obdelovancu,
v nasprotju z navadnim (kovinskim) orodjem se laserski žarek ne obrabi,
minimalna izguba materiala,
minimalna priprava obdelovanca,
ni obrabe in zamenjave orodij,
zelo kvalitetni robovi tudi pri visokih rezalnih hitrostih,
celotna temperaturna obremenitev obdelovanca je majhna,
ni stika orodja z obdelovancem,
minimalne količine odpadkov,
možne so zapletene oblike rezanja,
možno je rezati predhodno utrjene materiale,
ozek in zelo precizen rez.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
Slabosti rezanja z laserjem:
Uporaba ni ekonomsko opravičena pri vseh vrstah naročil, ker obstajajo konkurenčni
postopki
robovi po rezanju so koničasti in žagasti – nazobčani, če je debelina materiala večja,
stroški plina so visoki,
omejitev glede debeline reza. [3]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
4 PREDSTAVITEV ORODJA ZA GLOBOKI VLEK
Orodje je bilo namenjeno izdelavi 50 prototipov. V primeru, da gre za izdelavo orodja za
globoki vlek v majhnih serijah, je smiselno zaradi ekonomičnosti orodje poenostaviti. V tem
primeru je bilo izdelano orodje brez izmetala, držanje pločevine pa je bilo izvedeno s
prirobnico, ki je na matrico privita s štirimi vijaki.
Orodje za globoki vlek je sestavljeno iz treh delov:
Vlečni pestič
Vlečna matrica
Pločevinsko držalo
Vlečni pestič je bilo zaradi natančnosti potrebno izdelati s CNC stružnico, v katero so bili
vneseni podatki iz CAD modela. Na zgornji strani pestiča je bila potrebna navojna izvrtina
M30x2 za vpenjalni čep, s pomočjo katerega je bil pestič vpet v stiskalnico. Pločevinsko držalo
in vlečna matrica sta bila izdelana na univerzalni stružnici. Na vlečno matrico je bilo potrebno
spodaj privariti dve prirobnici za vpetje in zgoraj izvrtati štiri navojne izvrtine M12, ki služijo
za privitje pločevinskega držala.
Vsi trije deli so bili izdelani iz materiala 1.2379 in jih je bilo treba po mehanski obdelavi zakaliti
na 58-60HRc. Površine ki se stikajo s pločevino, so bile spolirane z namenom, da bi pločevini
omogočili čim lepše tečenje. Konstrukcija orodja je bila narejena s pomočjo računalniškega
programa CATIA V5R20.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
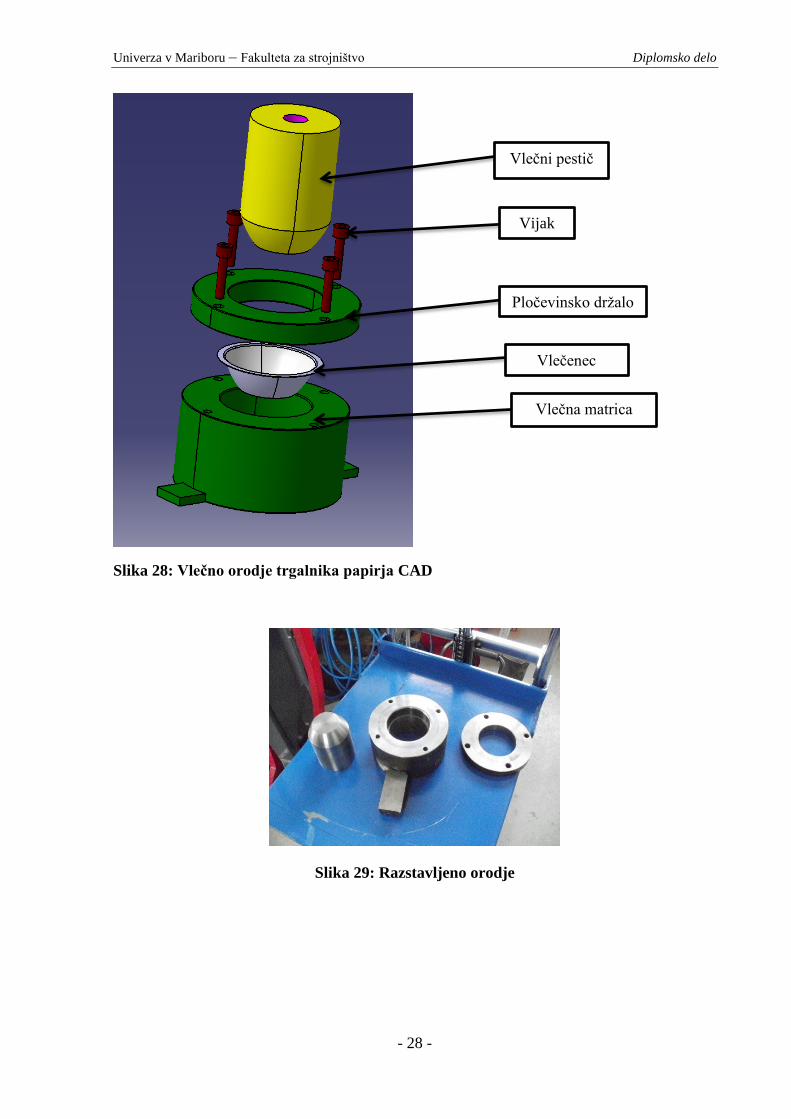
Slika 28: Vlečno orodje trgalnika papirja CAD
Slika 29: Razstavljeno orodje
Vijak
Vlečni pestič
Pločevinsko držalo
Vlečenec
Vlečna matrica

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
5 DOLOČITEV SILE PRIDRŽEVANJA
Pri globokem vleku želimo pločevini omogočiti čim manjše trenje med pestičem in
matrico ter preprečiti gubanje. To naredimo tako, da uporabimo držalo, ki bo pritiskalo
pločevino na čelno stran matrice. Tlak držala, s katerim uravnavamo dotok materiala v steno
vlečenca, mora biti tolikšen, da pločevina še lahko drsi med držalom in matrico, ne da bi pri
tem nastajale gube ali da bi se material pretrgal. To prisilno silo držala ustvarimo z različno
izvedbo držal: vzmetno, pnevmatično ali hidravlično. V tem primeru imamo prototipno orodje,
katerega cena mora biti čim nižja, zato bomo silo pridrževanja poenostavili s prirobnico in
vijaki. Enakomerno porazdelitev sile po prirobnici bodo omogočili štirje M12 vijaki, ki imajo
dopustni moment privitja 73Nm (𝜇𝐺 =3 , trdnostni razred 8.8 , TABELA 4 [2]).
Pogoj po katerem določamo, ali pločevina potrebuje držalo ali ne, je odvisen od relativne
debeline materiala. [5]
𝑆𝑟 =s
𝐷 ∙ 100% ≥ 2% in 𝑚1 =
𝑑1
𝐷≥ 0.6
Pri čemer je:
D - premer prireza… 150mm
m1 - Koeficient vlečenja za prvo stopnjo
s - Debelina pločevine… 0,6mm
d1 - notranji premer izdelka po prvi stopnji vlečenja… 81.5mm
𝑆𝑟 =s
𝐷 ∙ 100% =
0,6
150∙ 100% = 0,4%
𝑚1 =𝑑1
𝐷=
81,5
150= 0,543
V primeru, da je kateri od pogojev izpolnjen, pločevina v tej stopnji ne potrebuje držala. V
našem primeru ni izpolnjen noben pogoj, zato moramo določiti silo pridrževanja. To lahko
naredimo numerično ali s pomočjo računalniške simulacije ali z eksperimentiranjem, pri
katerem poizkušamo vijake pritegovat z različnimi vrednostmi na moment ključu, dokler ne
dobimo dobrega izdelka. [5]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
5.1 Analitična določitev sile pridrževanja
Potreben tlak držala na pločevino izračunamo po enačbi:
𝑝𝑑1=
(0.2 ÷ 0.3)
100∙ [(
𝐷
𝑑1− 1)
3
+𝑑1
200 ∙ 𝑠] ∙ 𝑅𝑚
Pri čemer je:
Rm - natezna trdnost materiala 600MPa [5]
s - debelina materiala
[5]
𝑝𝑑1=
(0.2 ÷ 0.3)
100∙ [(
150
81,5− 1)
3
+81,5
200 ∙ 0,6] ∙ 600 = 5,11𝑀𝑃𝑎
Sila, s katero držalo pritiska na pločevino v prvi stopnji, se izračuna po enačbi[5]:
𝐹𝑑1= 𝐴1 ∙ 𝑝𝑑1
= 𝜋
4∙ [𝐷2 − (𝑑𝑀1
+ 2 ∙ 𝑟𝑀1)
2] ∙ 𝑃𝑑1
Pri čemer velja:
dM1 - Premer matrice za prvo stopnjo vlečenja… 97,8mm
rM1 - radij matrice za prvo stopnjo vlečenja… 3mm
[5]
𝐹𝑑1=
𝜋
4∙ [1502 − (97,8 + 2 ∙ 3)2] ∙ 5,11 = 𝟒𝟕𝟎𝟑𝟕, 𝟏𝑵
Sila, katero moramo zagotoviti s štirimi vijaki M12, znaša 47037,1N, torej mora en vijak
zagotoviti silo:
𝐹𝑉1=
𝐹𝑑1
4=
47037,1
4= 𝟏𝟏𝟕𝟓𝟗, 𝟑𝑵
Kot vzpona vijačnice določimo po enačbi:
𝑡𝑎𝑛φ =𝑃
𝜋 ∙ 𝑑2⇒ 𝜑 = 𝑎𝑟𝑐𝑡𝑎𝑛
𝑃
𝜋 ∙ 𝑑2
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
𝜑 = 𝑎𝑟𝑐𝑡𝑎𝑛1,75
𝜋 ∙ 10,863= 2,94°
[2]
Breme zdrsne na strmini pri mejnem kotu, ki ga imenujemo torni kot. Torni kot za vijake s
trikotnim in trapeznim določimo po enačbi:
𝑡𝑎𝑛𝜌| =𝜇𝐺
cos𝛽2
⇒ 𝜌| = 𝑎𝑟𝑐𝑡𝑎𝑛𝜇𝐺
𝑐𝑜𝑠𝛽2
𝜌| = arctan0,08
𝑐𝑜𝑠602
= 5,28°
µG - koeficient trenja med navoji
β - kot profila vijaka
[2]
Moment privitja vijaka izračunamo po naslednji enačbi:
𝑀𝐴 = 𝐹𝑣1 ∙ (𝑑2
2∙ 𝑡𝑎𝑛(𝜑 + 𝜌|) + 𝜇𝐾 ∙
𝑑𝑘
2)
𝑀𝐴 = 11759,3 ∙ (10,863
2∙ 𝑡𝑎𝑛(2,94 + 5,28) + 0,16 ∙
18,27
2) = 26400𝑁𝑚𝑚 = 𝟐𝟔, 𝟒𝑵𝒎
µk - koeficient trenja pod glavo vijaka
dk - srednji premer kolobarja pod glavo vijaka
[2]
𝑀𝐴𝑑𝑜𝑝=73Nm
𝑀𝐴 < 𝑀𝐴𝑑𝑜𝑝
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
5.2 Numerična določitev sile pridrževanja
V današnjem času si je načrtovanje težjih preoblikovalnih postopkov pločevine, še posebej
globoko vlečenje, težko predstavljati brez programskih paketov za simulacijo. Prav zaradi njih
si lahko prihranimo veliko časa in denarja, ki bi ga porabili za preizkušanje vleka.
V praksi uporaba numerične simulacije tega izdelka ni smiselna, saj obstajajo priporočila za
tovrstne enostavne oblike, vendar smo simulacijo vseeno naredili z namenom primerjanja
rezultatov z ostalima metodama.
Uporabili smo programski paket AutoForm. Ta programski paket je namenjen predvsem
načrtovanju preoblikovalnih orodij za preoblikovanje pločevine in izdelavi simulacij izdelave
izdelka. Uporaba tega paketa izboljša zanesljivost načrtovanja, zmanjša število poskusov
ustreznosti matrice, skrajša se pa tudi čas izvajanja poizkusov. Njegov nastanek in razvoj sta
povezana z avtomobilsko industrijo, kjer se je pojavila zahteva po skrajšanju razvojnega časa
avtomobila z 48 na le 24 mesecev. Tako so razvojni inženirji programskih paketov v
sodelovanju z orodjarskimi oddelki najpomembnejših proizvajalcev avtomobilov v Evropi in
ZDA izdelali programski paket AutoForm. Ta programski paket omogoča izdelavo in
optimizacijo vsake faze v verigi načrtovanja in izdelave pločevinskega izdelka. [4]
V našem primeru smo že predhodno naredili konstrukcijo orodja v programu CATIA, zato smo
bili prikrajšani za modeliranje v programu AutoForm Najprej smo vnesli notranjo površino
izdelka, določili debelino in prirez pločevine, nato smo vnesli podatke o preši in podali podatke
za mazanje, ki ga bomo uporabljali pri globokem vleku (Slika 30).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
Slika 30: Vstavljanje podatkov v programu AutoForm
Edina neznanka je bila še sila držanja pločevine, zato smo poizkušali z različnimi vrednostmi.
Sprva smo nastavili 2600N in kot vidimo na sliki 31 je bila površina nagubana. Zelena barva
na sliki prikazuje varno območje vleka, svetlo modra možnost stanjšanja stene in vijolična
možnost kopičenja materiala.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
Slika 31: Naguban vlečenec (AutoForm)
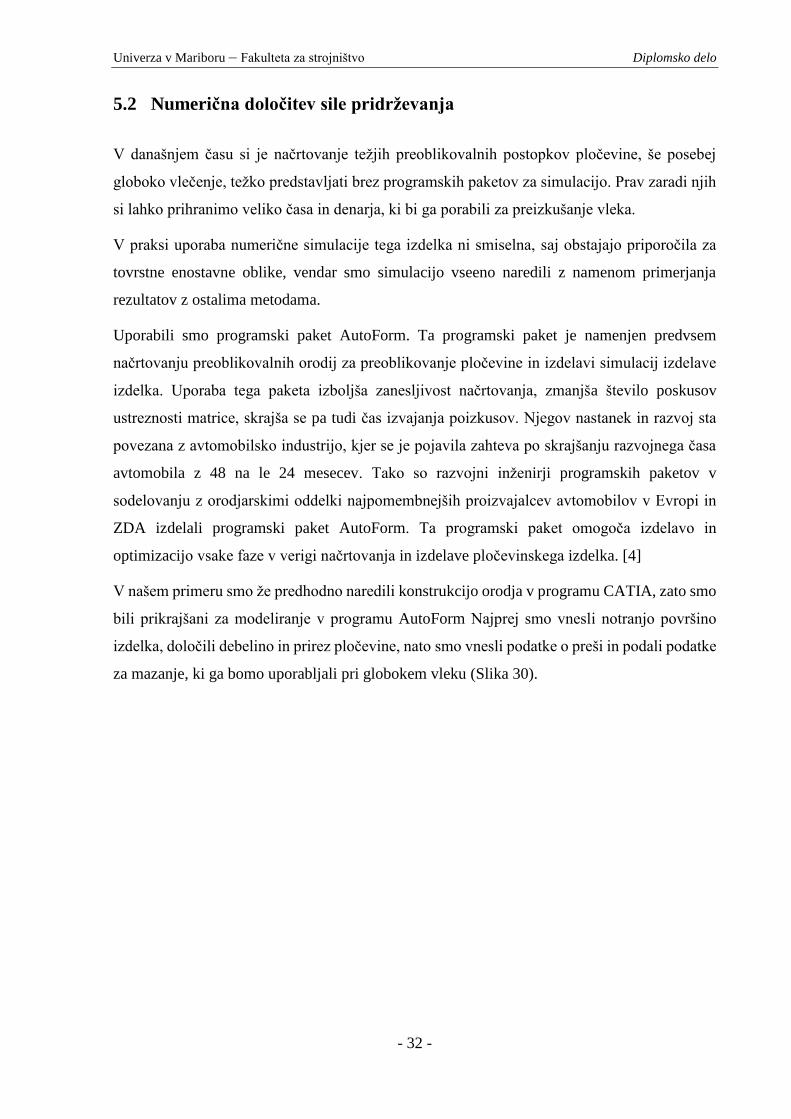
Zaradi prejšnjega primera je bilo smiselno silo povečati, in sicer smo se odločili za 70000N. V
tem primeru pa se je izkazalo, da je sila držanja pločevine prevelika, saj nam je simulacija
pokazala rdečo barvo, kar pomeni razpoko (Slika 32).
Slika 32: Vlečenec z razpoko (AutoForm)
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
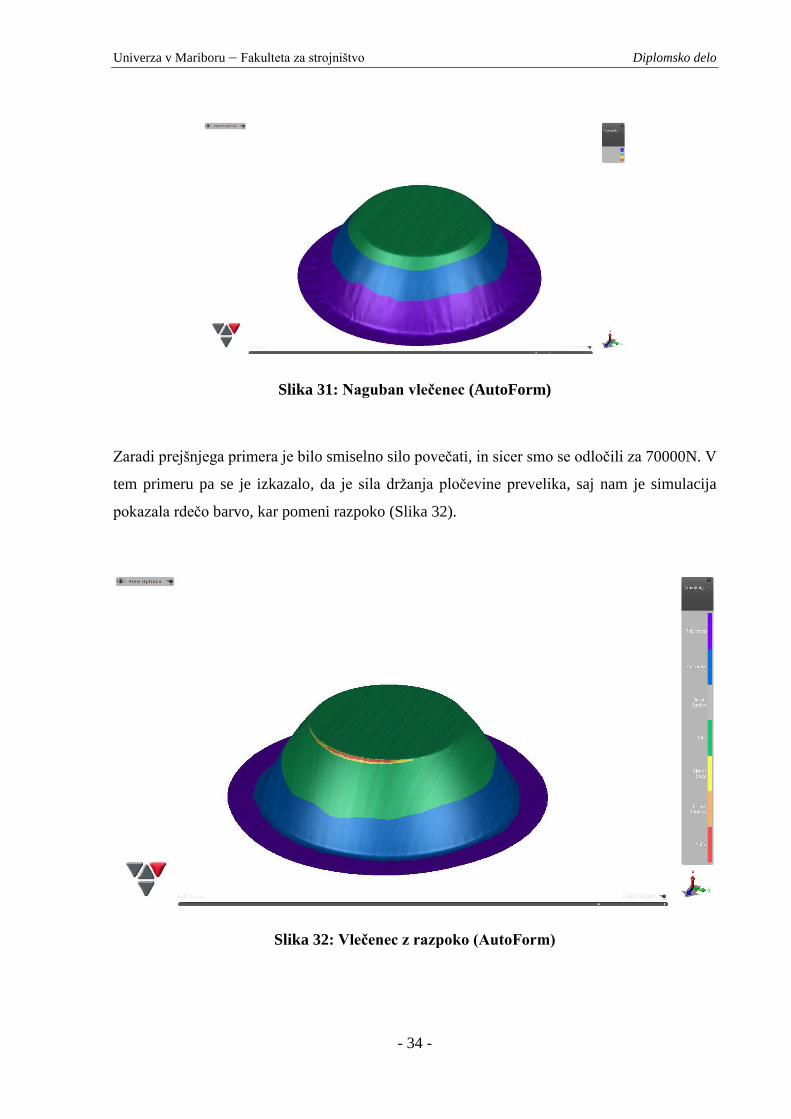
V zadnjem poizkusu smo spremenili silo pridrževanja na 45000N in kot rezultat dobili primeren
vlečenec (Slika 33).
Slika 33: Vlečenec brez napak (AutoForm)
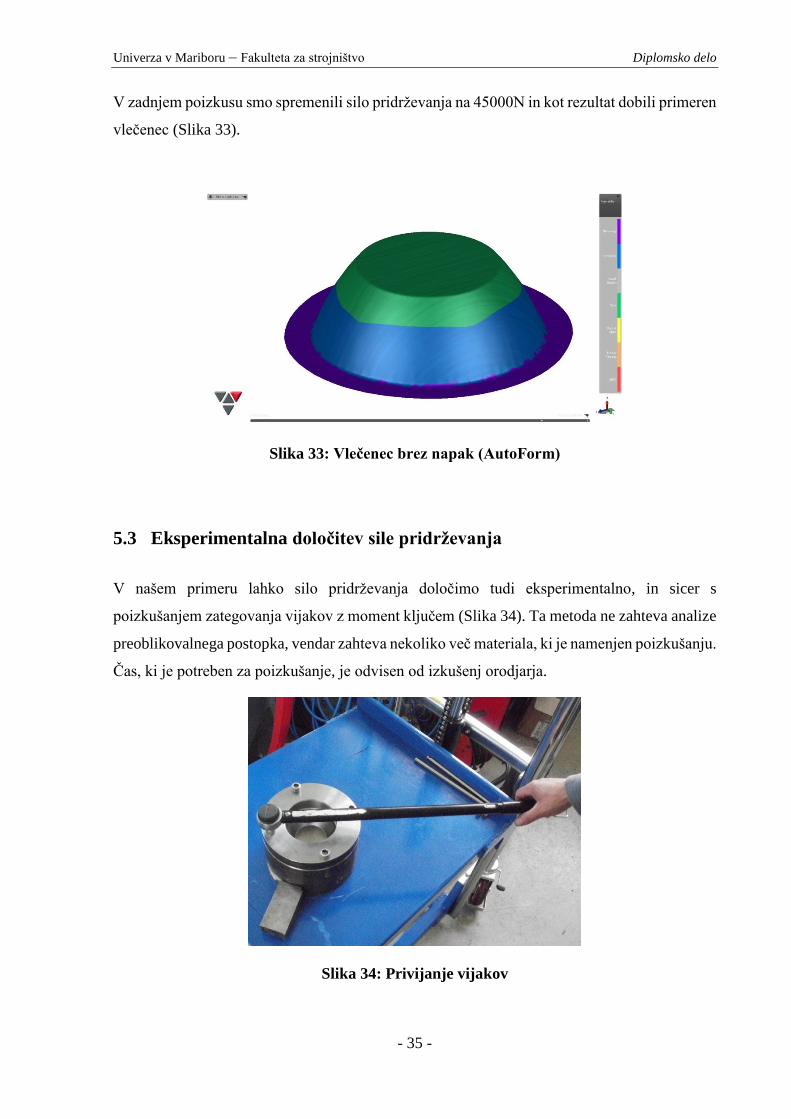
5.3 Eksperimentalna določitev sile pridrževanja
V našem primeru lahko silo pridrževanja določimo tudi eksperimentalno, in sicer s
poizkušanjem zategovanja vijakov z moment ključem (Slika 34). Ta metoda ne zahteva analize
preoblikovalnega postopka, vendar zahteva nekoliko več materiala, ki je namenjen poizkušanju.
Čas, ki je potreben za poizkušanje, je odvisen od izkušenj orodjarja.
Slika 34: Privijanje vijakov

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
V prvem primeru smo nastavili moment ključ na 40Nm in s tem zagotovili silo držanja 71112N,
kar se je izkazalo za preveč, saj je vlečencu počilo dno (Slika 35).
Slika 35: Počen vlečenec
V drugem primeru smo moment ključ nastavili na 15Nm. Sila, ki smo jo s tem povzročili je
znašala 2668N, kar se je izkazalo za premalo, saj so se na vlečencu pojavile gube (Slika 36).
Slika 36: Naguban vlečenec
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
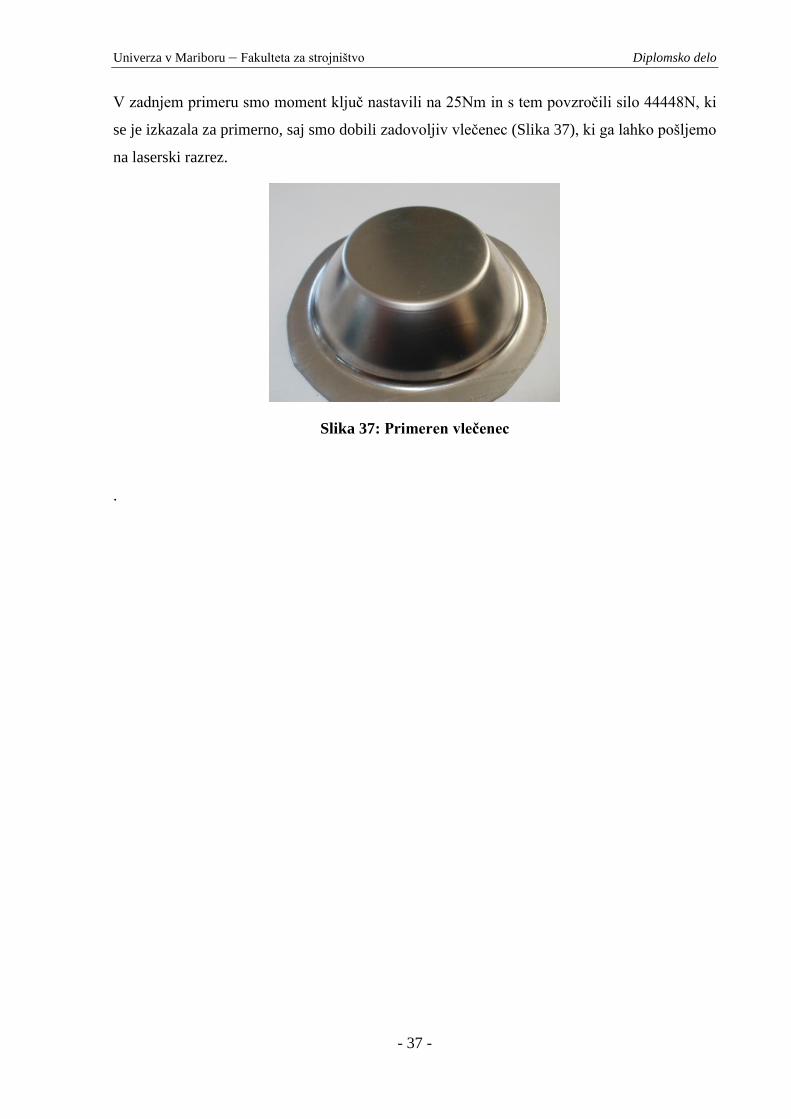
V zadnjem primeru smo moment ključ nastavili na 25Nm in s tem povzročili silo 44448N, ki
se je izkazala za primerno, saj smo dobili zadovoljiv vlečenec (Slika 37), ki ga lahko pošljemo
na laserski razrez.
Slika 37: Primeren vlečenec
.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
6 SKLEP
V diplomskem delu sem predstavil celotno tehnologijo izdelave trgalnika papirja in
konstrukcijo orodja za globoki vlek. Orodje je bilo zaradi ekonomičnosti poenostavljeno, brez
izmetala in pridrževanje pločevine je bilo izvedeno s prirobnico, ki je bila privita na matrico s
štirimi vijaki. Prikazal sem tudi določanje sile pridrževanja na numeričen, analitičen in
eksperimentalen način. Orodje je delovalo brezhibno, saj smo z njim pravočasno dobili
zadovoljive izdelke.
Naročenih je bilo 50 prototipov, zato je bila poenostavitev orodja smiselna, če bi pa šlo za
serijsko proizvodnjo, bi pa nujno potrebovali izmetalo in tudi pridrževanje bi morali zagotovili
na kakšen drug način, saj bi bila proizvodnja izdelkov zelo zamudna. Konstrukcijo orodja in
delavniške risbe sem naredil s programom za 3D modeliranje CATIA V5R20. Za simulacijo
vleka sem uporabili program AutoForm, ki je danes skoraj nujen spremljevalec orodjarja z manj
izkušnjami, pa tudi za bolj izkušene, kadar gre za težje vlečne razmere.
Rezultati vseh treh metod določanja sile pridrževanja pločevine, so bili med seboj primerljivi.
V praksi je numerična metoda za tak izdelek nesmiselna, ker gre za lažje vlečne razmere, za
katere obstajajo priporočila. Bolj primerna je analitična metoda, vendar bi se osebno odločil za
eksperimentalno, saj lahko v kratkem času pridemo do dobrega izdelka.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 39 -
7 VIRI
[1] Balčič Jože, Pahole Ivo: Proizvodne tehnologije: učbenik. Maribor: Fakulteta za
strojništvo, 2008. S. 22-31.
[2] Bešter Tomaž. Okorn Ivan: Vijačna zveza: predloga za vaje pri predmetu Strojni
elementi 1, Ljubljana, 2013
[3] Čuš Franci: Postopki odrezavanja. Maribor: Fakulteta za strojništvo, 2009.
[4] Glodež Srečko, Ren Zoran: Strojni elementi. Del 1: univerzitetni učbenik. Maribor:
Fakulteta za strojništvo, 2001.
[5] Gusel Leo, Pahole Ivo: Preoblikovanje pločevine – globoki vlek: učbenik. Maribor:
Fakulteta za strojništvo, 2010.
[6] Musafija Binko: Obrada metala plastičnom deformacijom. Sarajevo, 1979.
[7] Mehanske lastnosti materiala 1.4571 [svetovni splet]. Dostopno na WWW:
http://www.lob-gmbh.de/de/werkstoffe/1.4571.html
[8] Rezanje z laserjem [svetovni splet] dostopno na http://pro-steel-doo.com/
(priloge)





























