Embed Size (px)
Citation preview
DISEÑO DE UN PLAN DE MEJORA AL PROCESO PRODUCTIVO DE LA CAMA MATRIMONIAL REF: LCM A TRAVES DEL ESTUDIO DE METODOS
EN LA EMPRESA MADERAS HORIZONTE S.A.S.
ACEVEDO PÉREZ MIGUEL ANTONIO
OLIVARES MENDOZA JAVIER DAVID
RODRIGUEZ VEGA RAMÓN RAFAEL
RICO ROMERO LEÓN
RUBIO VARGAS JHON ALEXANDER
FUNDACION UNIVERSITARIA TECNOLOGICO COMFENALCO
FACULTAD CIENCIAS DE LA INGENIERIA
SECCION 5
CARTAGENA
2014
PAII-TPI-PEA-01 31/03/2011VERSION 01
1
DISEÑO DE UN PLAN DE MEJORA AL PROCESO PRODUCTIVO DE LA CAMA MATRIMONIAL REF: LCM A TRAVES DEL ESTUDIO DE METODOS
EN LA EMPRESA MADERAS HORIZONTE S.A.S.
ACEVEDO PEREZ MIGUEL ANTONIO
OLIVARES MENDOZA JAVIER DAVID
RODRIGUEZ VEGA RAMON RAFAEL
RICO ROMERO LEON
RUBIO VARGAS JHON ALEXANDER
PROYECTO DE AULA CUARTO SEMESTRE
ALFREDO YERMAN CORTEZ VERBEL
OSMAR CARRASCAL RODRIGUEZ
LINO MERCADO
JUAN CARLOS HERRERA
FERNANDO MIRANDA
EDGAR BLANCO
FUNDACION UNIVERSITARIA TECNOLOGICO COMFENALCO
FACULTAD CIENCIAS DE LA INGENIERIA
SECCION 5
CARTAGENA
PAII-TPI-PEA-01 31/03/2011VERSION 01
2
2014
PAII-TPI-PEA-01 31/03/2011VERSION 01
CONTENIDO
Pág.
INTRODUCCION
1. PLANTEAMIENTO DEL PROBLEMA
1.1. DESCRIPCION DEL PROCESO
1.2. DESCRIPCION DEL PROBLEMA
1.3. FORMULACION DEL PROBLEMA
2. JUSTIFICACION
3. OBJETIVOS
3.1. OBJETIVO GENERAL
3.2. OBJETIVOS ESPECIFICOS
4. MARCO REFERENCIAL
4.1. ANTECEDENTES
4.2. MARCO TEORICO
BIBLIOGRAFIA
ANEXOS
3
INTRODUCCION
En la fundación universitaria tecnológico comfenalco. Se lleva a cabo un proyecto el cual consiste en aplicar ciertos métodos para el mejoramiento del proceso productivo de la empresa Maderas Horizonte S.A.S utilizando herramientas dadas en este IV semestre de tecnología en producción industrial.
El trabajo consta de diferentes componentes que son escenciales para realizar el análisis de dicha producción de la empresa; iniciaremos con la aplicación de la lista de chequeo para realizar un diagnóstico en el cual presentara datos para analizar de cómo se encuentra la empresa antes de basarlo en nuestro proyecto de aula.
Luego de esto denotaremos la justificación del porque se realiza este proyecto de aula y en que nos compete realizarlo con los ámbitos como son empresarial, social y estudiantil. Así mismo el proyecto están constituidos los objetivos específicos que son la base para realizar el objetivo general. Otro componente importante es el marco referencial, en donde se ve reflejado el marco conceptual que se va a emplear como instrumento de búsqueda de información con el fin de referenciar las bibliografías utilizadas y tener claro las definiciones y conceptos básicos del proceso a realizar.
Este proyecto es realizado con el fin de dar soluciones que conlleven a la mejora y estabilidad del proceso productivo de la empresa maderas horizonte S.A.S. de acuerdo a los requerimientos de los clientes, así mismo, tener más competitividad en el mercado.
PAII-TPI-PEA-01 31/03/2011VERSION 01
4
1. PLANTEAMIENTO DEL PROBLEMA
1.1. DESCRIPCIÓN DEL PROCESO
Patas
Proceso:
- trazara escuadra a un extremo
- medir 1.05 m. trace una recta
- Cortar a medidas indicadas
- Cepillar los listones
Tabique
Proceso
- Seleccionar una tabla de 30cm de anchox2.5cm de gruesox3mt.de largo
- cortar a medidas indicadas
- cepillar los largueros
- trazar desde el extremo dos lianas paralelas de 1,38 cm de ½ cm de distancia entre estas líneas
Largueros
Proceso
- Seleccionar una tabla de 30cm de anchox2.5cm de gruesox3mt.de largo
- cortar a medidas indicadas
- cepillar los largueros
- trazar una recta con escuadra a un extremo
- medir 1.92 cm desde el extremo para sacar dos largueros
Bolillos para la cabecera
Proceso
- seleccionar 2 listones de 3.5cm.X 3.5cmx3m.de largo.
- Trazar 10 bolillos de 36 cm .de largo y 10 bolillos de 20 cm de largo.
PAII-TPI-PEA-01 31/03/2011VERSION 01
5
Resumen:
En conclusion en el proceso de fabricado de la cama matrimonial como ya dije anteriormente cada complemento de esta tiene su proceso que finalmente va encamido a cumplir con un unico principio que es la satisfacion de los clientes ademas se tiene en cuenta la medicion, corte y emsamble para dar fin a este producto...
2. PROCESO PARA LA CONSTRUCCION DE CAMAS
Trazar madera para seleccionar 2 listones de 6.5cm.X 6.5cm .X 3mt.de largo que servirán para las patas de la cama, trazar una línea a escuadra en un extremo del listón, desde ese trazo mida 1.05m. Y trace una recta; En el listón anterior quedó residuo de 90 cm de donde sale una pata de 75 cm. Tome otro listón de 6.5cm.x6.5cmx3mt de largo y trace otra pata de 75 cm y repetir el proceso señalado para obtener la pata de la cama.
Seleccione una tabla de 30cm de anchox2.5cm de gruesox3mt.de largo, para los tabiques de la cama, Trazar una recta con escuadra en un extremo de la tabla desde ese trazo mida 1.38m por dos veces, trazando una paralela de 1/2 cm. de cada trazo también hay seleccionar otra tabla igual, trace una recta con escuadra en un extremo y desde ahí mida 1.92m y trace una recta, de ahí salen los 2 largueros. Seleccione del almacén de materia prima 2 listones de 3.5cm.X 3.5cmx3m.de largo, trace 10 bolillos de 36 cm .de largo y 10 bolillos de 20 cm de largo, Ordene toda la madera al pie de la sierra circular.
3. MAQUINADO DE LA MADERA
Corte toda la madera a través por los trazos efectuados luego planee un canto de las tablas cortadas. Las piezas para patas y bolillos páselas por 4 caras. Se da nuevamente grosor a la madera para los tabiques, Cortar al ancho los tabiques superiores (12 cm.) y los tabiques inferiores (8 cm.). En los tabiques superior e inferior de la cabecera y piecera, trace espigas de 3 cm. de largo en ambos extremos. Luego mida tramos de 12 cm. para los agujeros donde entraran los bolillos. Tome las patas, tanto de la cabecera como de la piecera y trace en un extremo 2 cm. luego desde ese trazo mida 10 cm. y trace una recta a escuadra.
Ahora en las patas de la cabecera mida 32 cm. el trazo anterior y trace una escopladura de 8 cm y mida en la pata de la piecera desde la escopladura de arriba 16 cm para luego trazar una recta luego mida 8 cm. y trace otra recta Plantille los tabiques de la piecera y la cabecera y páselos por la sierra sin fin.
PAII-TPI-PEA-01 31/03/2011VERSION 01
6
Elabore las escopladuras de las patas a una profundidad de 3 cm. y a un ancho de 1/2", también elabore los orificios a los tabiques de 1/2" de ancho 2 cm de profundidad, Cepillar y pulir todas las piezas con la canteadora.
4. TRAZADO DE ESPIGAS Y ESCOPLADURAS
Siempre se debe dejar de 5 a 8 mm. De tolerancia en las medidas de las piezas para cortes y desbastes.
5. PROCESO DE ARMADO:
Rebaje las aristas de las espigas de los tabiques y pruebe estas en las escopladuras.
Pruebe los bolillos en los tabiques de la cabecera y piecera
Arme parcialmente los tabiques y bolillos
Arme parcialmente la cabecera y la piecera
Desarme las piezas armadas y aplique pegante a las espigas y escopladuras
Realice el ensamble y prense la unión con un sargento
Clave la unión con puntillas de 1 1/2"
Coloque los herrajes
PAII-TPI-PEA-01 31/03/2011VERSION 01
7
1.2. DESCRIPCION DEL PROBLEMA
La empresa Maderas Horizonte S.A.S es una empresa que se encarga de la fabricación, transformación y comercialización de maderas para uso en la carpintería, construcción para obras civiles más que todo se basa en la petición o requerimiento del cliente. Se encuentra ubicado en el barrio El Pozon TR 73 A 54 10, La empresa distribuye sus productos a los sectores comerciales y residenciales, la base del sistema de producción es por pedido, cada pedido cuenta con su propia secuencia y tiempo de ejecución.
Luego de aplicar la lista de chequeo (VER ANEXOS) se identifico que las areas que presentan mayor incumplimiento en la empresa son Ecuaciones diferenciales con un 75 %, Métodos y Tiempos con un 49%, Física ondulatoria con un 50 %; denotado en el Diagrama de Pareto (VER ANEXOS). Por lo tanto se evidencia que el problema esta enfocado en no tener en la empresa diferentes técnicas que sirven para registrar y analizar cada uno de los niveles del trabajo, no se aplica en la empresa el principio de economía de movimientos, no se cuenta en la empresa con indicadores de productividad, ya sea global o parcial, en el area de Metodos yTiempos; en el area de fisica ondulatoria no mantiene registros actualizados de las mediciones de ruido y en el area de ecuaciones diferecnciales, en la Programación de produccion no existen variables continuas susceptibles a ser modeladas usando Ecuaciones diferenciales y no existen lineamientos claros de las limitaciones de las variables involucradas en los procesos (Condiciones iniciales y restricciones).
PAII-TPI-PEA-01 31/03/2011VERSION 01
8
1.2. FORMULACION DEL PROBLEMA
¿Còmo se diseña un plan de mejora al proceso productivo de la cama matrimonial ref: LCM a travès del estudio de metodos en la empresa MADERAS HORIZONTE S.A.S.?
PAII-TPI-PEA-01 31/03/2011VERSION 01
9
2. JUSTIFICACIÓN
Con el diseño y presentación de esta propuesta a la empresa Maderas Horizonte se espera que el plan de mejora diseñado contribuya a la estandarización del proceso productivo de la línea de listones de madera de cedro, logrando que la Mueblería presente a sus clientes un producto de acuerdo a sus necesidades, mostrándose como una empresa más competitiva en el mercado y se consolide, brindado estabilidad y seguridad a todos sus intermediarios; por ende la conservación de todos sus empleos, generando bienestar en los colaboradores, proveedores, accionistas y la comunidad.
El desarrollo de esta investigación, permite combinar la teoría con la práctica, lo que es un factor motivante para el alumno, donde aplique los conocimientos y herramientas desarrollados en el aula de clases y que la experiencia adquirida durante la realización del proyecto sean determinantes en cuanto a la solución de las diferentes problemáticas que se presentan durante los procesos de producción en una empresa, superando las expectativas existentes sobre los futuros profesionales.
El desarrollo de esta investigación tiene una relevancia social puesto que se lleva a cabo con el fin de obtener un resultado que es evidencia objetiva para la empresa en mención y corrobora la calidad y el profesionalismo presente en la generación de egresados de ingeniería industrial de la Fundación Universitaria Tecnológico Comfenalco, quienes están en el proceso de preparación, utilizando diversas herramientas pedagógicas (Proyecto de Aula) que incentivan el espíritu investigador, y las competencias necesarias que le permiten a la ciudad y a la industria tener la confianza en que estos profesionales están prestos y preparados a demostrar sus habilidades y satisfacer la demanda laboral.
PAII-TPI-PEA-01 31/03/2011VERSION 01
10
3. OBJETIVOS
3.1. OBJETIVO GENERAL
Diseñar un plan de mejora al proceso productivo de la cama matrimonial ref: LCM en la empresa MADERAS HORIZONTE S.A.S. a traves del estudio de metodos para incrementar su productividad disminuyendo los movimientos innecesarios.
3.2. OBJETIVOS ESPECÍFICOS
Identificar los problemas que estan afectando al proceso productivo a traves de una lista de chequeo
Priorizar los problemas por medio de un diagrama de pareto para la identificacion de los incumplimientos de la empresa.
Realizar un plan de mejora a trave del analisis actual de los metodos de trabajo para mejorar el proceso productivo disminuyendo los tiempos de fabricacion.
PAII-TPI-PEA-01 31/03/2011VERSION 01
11
4. MARCO REFERENCIAL4.1. ANTECEDENTES
4.1.1. Titulo Antecedente 1
ESTUDIO DE MÉTODOS Y TIEMPOS APLICADO A PROCEDIMIENTOS DENTRO DE LOS “PROCESOS MISIONALES” DE LA EMPRESA SOCIAL DEL ESTADO HOSPITAL UNIVERSITARIO DE SANTANDER.
4.1.2. Institucion
Pablo Felipe Quinceno LópezUniversidad Pontificia BolivarianaEscuela de Ingeniería y Administración2010
4.1.3. Objetivos Del antecedente 1 Estandarizar tiempos de procedimientos contenidos en los “Procesos
Misionales” realizados dentro de la E.S.E. HUS. Identificar posibles fallas existentes dentro de los procedimientos de la
entidad observados con el estudio. Apoyar la oficina de procesos en la elaboración y adecuación de
diagramas de procesos para las diferentes áreas dentro de los procesos misionales observados.
Apoyar al diseño de procedimientos ya documentados en la oficina de calidad a través del grupo de procesos.
4.1.4. Resumen de antecedente 1
Este proyecto tuvo como objetivo el desarrollo de un estudio de métodos y tiempos enfocado esencialmente a los “Procesos Misionales” de la entidad donde a través de observación directa se tomaron tiempos de las diferentes
PAII-TPI-PEA-01 31/03/2011VERSION 01
12
actividades que intervienen en cada uno de los procesos, utilizando las formulas estadísticas para el muestreo pertinente para este tipo de estudio y las fórmulas para hallar los tiempos normales y estándar. Para hallar los posibles inconvenientes que hagan que el desarrollo normal de los procesos se retrase, proponer acciones de mejora, dándolas a conocer a los encargados de los procesos.
4.2. Titulo Antecedente 2
ESTUDIO DE METODOS Y TIEMPOS PARA LA PLANTA DE PRODUCCION C.I. COBRES DE COLOMBIA LTDA. DIVISION EMPAQUES DE MADERA.
4.2.1. Institucion 2Francisco Javier González SánchezUniversidad Autónoma de OccidenteFacultad de Ciencias Económicas y Administrativas2010
4.2.2. Objetivo antecedente 2 Establecer de forma clara y detallada el método actual de trabajo para
cada proceso. Determinar productividades actuales de cada proceso y producto de
acuerdo a los tiempos estándar Determinar la productividad global actual por referencia de bobina, de
acuerdo a los tiempos estándar globales. Establecer métodos mejorados de trabajo. Determinar productividades con el método propuesto de acuerdo a los
tiempos estándar, para cada proceso y producto. Demostrar cuantitativa y cualitativamente la variación en la
productividad de los métodos mejorados.
4.2.3. Resumen antecedente 2
El propósito principal de este trabajo de grado, es lograr una contribución en la productividad de la planta de la empresa C.I Cobres de Colombia Ltda. División empaques de madera a través de la realización de un estudio de métodos y tiempos, necesidad detectada por la gerencia general.Para el desarrollo de este proyecto se emplearon de manera conjunta, dos métodos de investigación, método de investigación inductivo, puesto que se acopio la información necesaria referente a los métodos de trabajo en cada
PAII-TPI-PEA-01 31/03/2011VERSION 01
13
proceso, y de manera conjunta se recurrió al método de observación, ya que este estudio esta soportado en un sólido esquema teórico y conceptual acerca de la medición del trabajo.
4.2. MARCO TEÓRICO
Ingeniería de Métodos y TiemposSegún Fredy Alfonso Duran (Globalización: Técnicas para el manejo eficiente de recursos en organizaciones fabriles de servicios y hospitalarias 2007) “la ingeniería de métodos es una ciencia de vieja raigambre en el género humano. El cómo hacer y cómo hacerlo de la forma más eficiente son preguntas constantes y frecuentes entre los responsables en un proceso de producción de bienes o servicios. Además nos proporciona un paquete de herramientas de análisis que nos permite asimilar y comprender las leyes y los elementos que intervienen en el proceso productivo y la manera de cómo podemos hacer uso de aquello para mejorar nuestra productividad y, a la vez, brindar un mejor servicio a la sociedad.
El alcance la Ingeniería de Métodos y Tiempos comprende el diseño, formulación y selección de métodos más adecuados para la manufacturación de productos o servicios. Los métodos más eficientes deben estar direccionados a la mejoría de interacciones hombre-máquina (Kirk, 1999). La reducción de incertidumbre el control de costos, división del trabajo, optimización de recursos y el aseguramiento del cumplimiento de actividades previamente establecidas son también labores enmarcadas en el trabajo de un ingeniero de métodos (Maynard 1991).
El estudio de tiempos implica el uso de un conjunto de técnicas para establecer estándares de tiempo permisibles para la ejecución de tareas teniendo en cuenta, también la existencia de tiempos muertos, fatiga, demoras en inspección y otras variaciones inevitables.
Ingeniería de Métodos
PAII-TPI-PEA-01 31/03/2011VERSION 01
14
Diagrama de procesos: Cursograma que incluye las operaciones, inspecciones, transportes, esperas y almacenamientos (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Diagrama de operaciones: Cursograma que incluye la secuencia de operaciones e inspecciones de un trabajo o actividad (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Diagrama de Operaciones: Plano a escala que muestra la continuidad y los flujos de los elementos en el proceso productivo (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Diagrama de Hilos: Plano a escala en el que se sigue con un hilo el recorrido del material o del operario (OIT (Oficina internacional del Trabajo Ginebra), 2006).Diagrama de Actividades Múltiples: Registra las respectivas actividades de varios objetos de estudio (máquinas u operarios) según una escala de tiempo común (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Diagrama Hombre – Máquina: Permite conocer paralelamente las actividades realizadas por un operador y su(s) máquina(s) a cargo. (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Gráfico de Trayectoria: Cuadro donde se consignan datos cuantitativos sobre los movimientos de trabajadores, materiales o equipo entre cualquier número de lugares durante cualquier periodo dado de tiempo (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Economía de Movimientos: Lista de principios creados en 1964 por Gilbreth y Barnes en cuanto a: el uso del cuerpo humano, la disposición y estado del lugar de trabajo; y el diseño de las herramientas o aparatos (Alford, Bangs, & Hageman, 1992).
Análisis de Operaciones: Procedimiento que involucra una actitud interrogativa sobre aspectos como la finalidad de las operaciones, el diseño de las piezas, los materiales y su manipulación, las condiciones de trabajo (ventilación, iluminación, biometría, ergonomía, etc.), entre otros (Maynard, 1991).
Ingeniería de Tiempos
PAII-TPI-PEA-01 31/03/2011VERSION 01
15
Muestreo del Trabajo: Estima el porcentaje del tiempo total, empleado por una persona en una actividad, a través de observaciones hechas al azar y analizadas estadísticamente.
Cronometraje: Medición del tiempo que requiere un operador calificado y a un ritmo normal para realizar cierta actividad, por medio de un cronómetro (OIT (Oficina internacional del Trabajo Ginebra), 2006).
Datos Estándares: Tiempos tomados de bases de datos de estudios de tiempos pasados (Meyers, 2000).
Sistemas de estándares de tiempos predeterminados (PTSS): Utilización de tablas que tienen estimaciones de los tiempos según los movimientos básicos o therbligs (Krick, 1999) y que se llevan a cabo durante un fase de plantación (Meyers, 2000). Existen diferentes técnicas como: MTM (Methods time measurement), MOST (Maynard Operational Sequence Technique), MODAPTS (Modular Arrangement of PTS), Work-Factor, etc. (Hicks, 1999).1
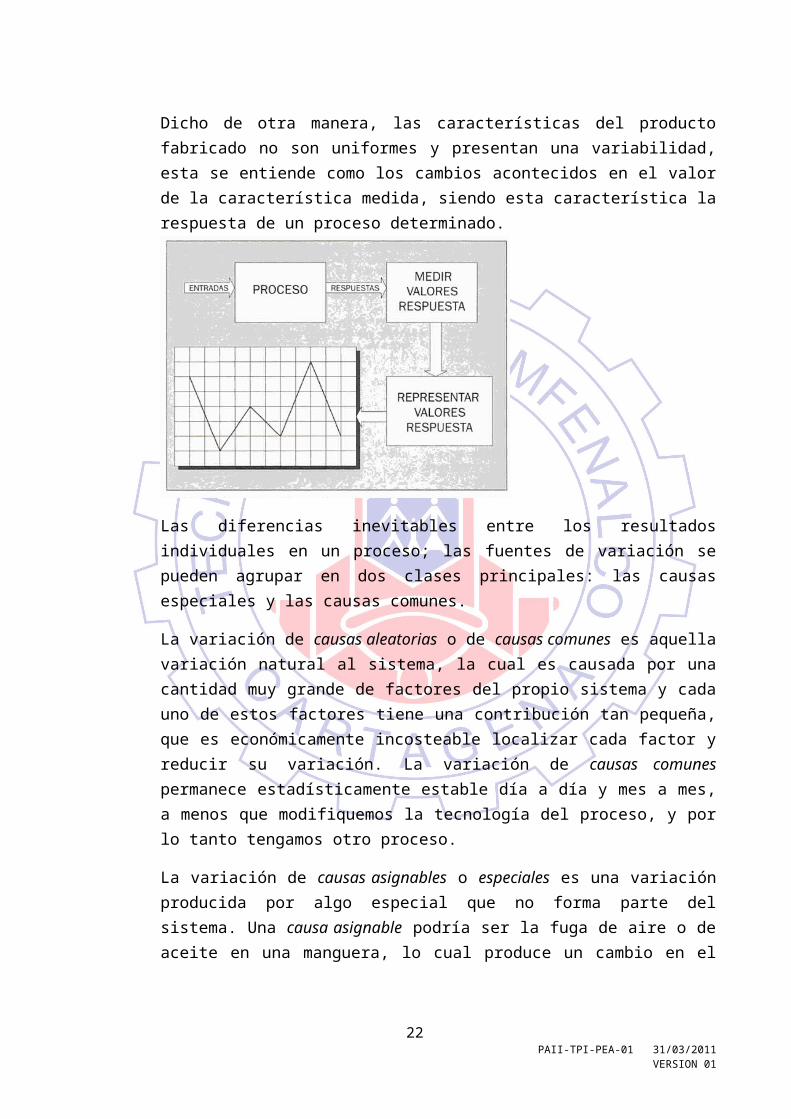
Control Estadístico de ProcesosUn proceso industrial está sometido a una serie de factores de carácter aleatorio que hacen imposible fabricar dos productos exactamente iguales. Dicho de otra manera, las características del producto fabricado no son uniformes y presentan una variabilidad, esta se entiende como los cambios acontecidos en el valor de la característica medida, siendo esta característica la respuesta de un proceso determinado.
1 BOTERO PEREZ, Cindy. La Ingeniería de Métodos y Tiempos como herramienta en la Cadena de Suministro. Revista soluciones Postgrado. No 8. p. 89-109 (Junio de 2012)
PAII-TPI-PEA-01 31/03/2011VERSION 01
16
Las diferencias inevitables entre los resultados individuales en un proceso; las fuentes de variación se pueden agrupar en dos clases principales: las causas especiales y las causas comunes.
La variación de causas aleatorias o de causas comunes es aquella variación natural al sistema, la cual es causada por una cantidad muy grande de factores del propio sistema y cada uno de estos factores tiene una contribución tan pequeña, que es económicamente incosteable localizar cada factor y reducir su variación. La variación de causas comunes permanece estadísticamente estable día a día y mes a mes, a menos que modifiquemos la tecnología del proceso, y por lo tanto tengamos otro proceso.
La variación de causas asignables o especiales es una variación producida por algo especial que no forma parte del sistema. Una causa asignable podría ser la fuga de aire o de aceite en una manguera, lo cual produce un cambio en el proceso. Una causa asignable podría ser el que se afloje la banda de un motor. Una causa asignable podría ser, el que haya un cambio de proveedor y la materia prima de éste, sea de una calidad inferior a la que normalmente se emplea
Un sistema de medición es un conjunto de dispositivos, herramientas, procedimientos, personas y ambientes usados para asignar un número a una característica que está siendo medida. Cuando un sistema de medición es considerado como un proceso.
Un sistema de medición ideal es aquel que produce siempre mediciones correctas. En este sentido, la utilidad de un sistema de medición puede evaluarse a través de su precisión y su exactitud; términos muy a menudo confundidos.
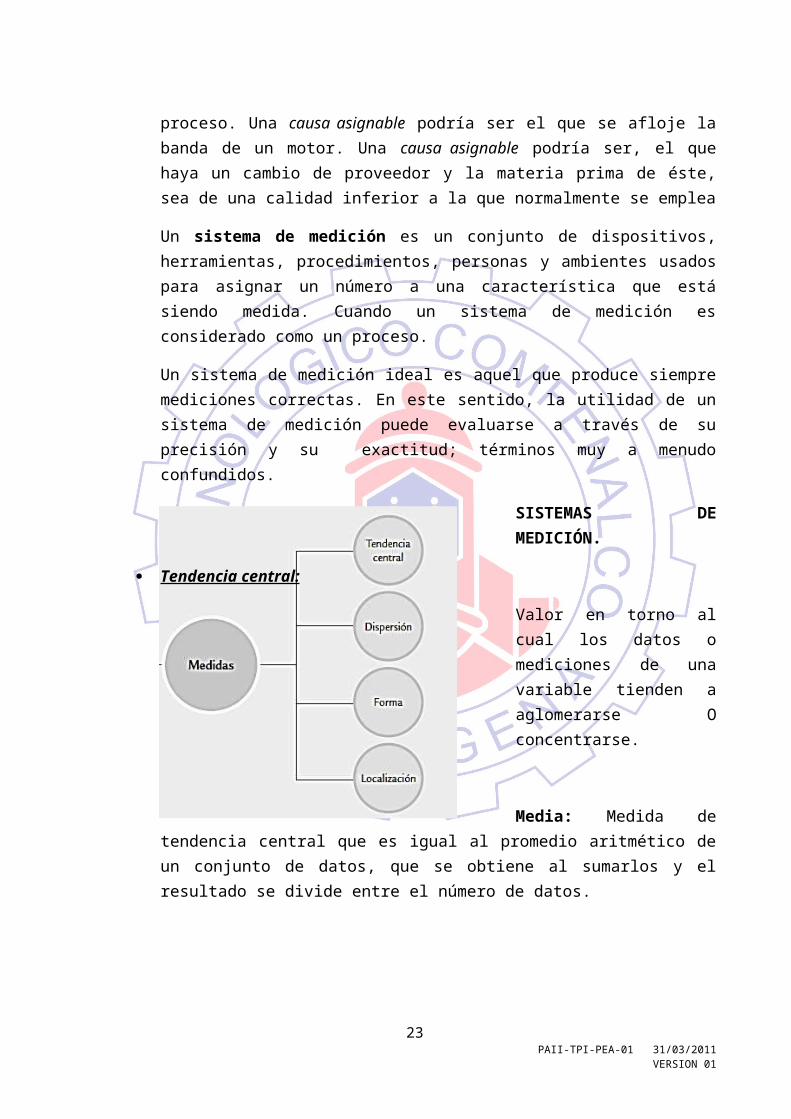
SISTEMAS DE MEDICIÓN.
Tendencia central:
Valor en torno al cual los datos o mediciones de una variable tienden a aglomerarse O concentrarse.
Media: Medida de tendencia central que es
PAII-TPI-PEA-01 31/03/2011VERSION 01
17
igual al promedio aritmético de un conjunto de datos, que se obtiene al sumarlos y el resultado se divide entre el número de datos.
Mediana: Medida de tendencia central que es igual al valor que divide a la mitad a los datos cuando son ordenados de menor a mayor.
Moda: Medida de tendencia central de un conjunto de datos que es igual al dato que se repite más veces.
Medidas de dispersión o variabilidad
Desviación estándar muestral: Medida de la variabilidad que indica qué tan esparcidos están los datos con respecto a la media
Desviación estándar del proceso: Refleja la variabilidad de un proceso. Para su cálculo se debe utilizar un número grande de datos que hayan sido obtenidos en el transcurso de un lapso de tiempo amplio. Se denota con la letra griega sigma σ.
Rango: Medición de la variabilidad de un conjunto de datos que es resultado de la diferencia entre el dato mayor y el dato menor de la muestra.
Coeficiente de variación: Medida de variabilidad que indica la magnitud relativa de la desviación estándar en comparación con la media. Es útil para contrastar la variación de dos o más variables que están medidas en diversas escalas.
PAII-TPI-PEA-01 31/03/2011VERSION 01
18
Medidas de forma .
Sesgo: Es una medida numérica de la asimetría en la distribución de un conjunto de datos.
Curtosis: Estadístico que mide qué tan elevada o plana es la curva de la distribución de unos datos respecto a la distribución normal.
Medidas de localización .
Cuantíles: Medidas de localización que separan por magnitud un conjunto de datos en cierto número de grupos o partes que contienen la misma cantidad de datos.
Por ejemplo, los decíles dividen los datos en 10 grupos.
Percentil p: En ciertos datos es igual a un valor x tal que el p% de las mediciones es menor o igual a x.
Diagrama de caja: Representación gráfica de la distribución de un conjunto de datos que se basa en los cuartiles. Es de gran utilidad para hacer análisis comparativos.2
AdministraciónEs indispensable que quien realiza por sí mismo una función no merece ser llamado administrador, pero desde el momento que delega en otros determinadas funciones (Siempre que estas funciones se realicen en un organismo social), dirigiendo y coordinando lo que los demás realizan, comienza a recibir el nombre de administrador.La experiencia nos enseña (y los estudios sociológicos se encargan de justificar esta apreciación) que el hombre se agrupa en sociedad, principalmente por su influencia para lograr todos sus fines por sí solo.
2 RUIZ Arturo, DIAZ Falcó. Control Estadístico de Procesos. Apuntes. Madrid (Marzo 2006)
PAII-TPI-PEA-01 31/03/2011VERSION 01
19
La sociedad es, por tanto, el objeto sobre el que recae la administración.
Precisamente el elemento “Coordinación Sistemática de Medios” es el que exige el concepto de la administración en toda sociedad.
El proceso administrativo es un ciclo que va desde la precisión hasta el control y este último va a servir para hacer nuevas previsiones. No se podría quitar uno de los elementos de ese proceso porque quedaría incompleto de dicho ciclo.La administración es el proceso de planificar, organizar, dirigir y controlar las actividades de los miembros de la organización y el empleo de todos los demás recursos organizacionales, con el propósito de alcanzar las metas establecidas para la organización.
Un proceso es una forma sistemática de hacer las cosas. Se habla de la administración como un proceso para subrayar el hecho de que todos los gerentes, sean cuales fueran sus aptitudes o habilidades personales, desempeñan ciertas actividades interrelacionadas con el propósito de alcanzar las metas que desean.
Los elementos del proceso administrativo son descritos en la siguiente ilustración:
PAII-TPI-PEA-01 31/03/2011VERSION 01
20
4.3. MARCO CONCEPTUAL
MétodoConjunto de pasos ordenados (procedimiento) que se sigue en las ciencias para hallar la verdad y enseñarla. Componente didáctico que con sentido lógico y unitario estructura el aprendizaje y lo enseña desde la presentación y construcción del conocimiento hasta la comprobación, evaluación rectificación de resultados.
TiemposEn ingeniería Industrial se habla de la ingeniería de tiempos como la técnica que se emplean en la medición del trabajo, registro de los tiempos y ritmos de trabajo correspondientes a los elementos de una tarea definida, efectuada en condiciones determinadas y para analizar los datos a fin de averiguar el tiempo requerido para efectuar la tarea según una norma de ejecución preestablecida.
EstándarEstándar puede ser conceptualizado como la definición clara de un modelo, criterio, regla de medida o de los requisitos mínimos aceptables para la operación de procesos específicos, con el fin asegurar la calidad de un bien o servicio. Los estándares señalan claramente el comportamiento esperado y deseado en los empleados y son utilizados como guías para evaluar su funcionamiento y lograr el mejoramiento continuo de los procesos.
TaladroHerramienta eléctrica destinada a taladrar diferentes materiales como metales, madera, materiales sintéticos, etc.
EsmeriladoraHerramienta manual o eléctrica provistas de muelas o ruedas hechas con granos abrasivos y aglutinante.
De Banco: Se compone de un motor eléctrico montado sobre una base apropiada, cuyo rotor se prolonga por cada lado. En cada extremo del eje se monta una muela abrasiva siendo una de ellas de grano basto y la otra de grano más fino.
De Pedestal: Se emplea para trabajos duros. Hay dos modelos, de dos ruedas y de una rueda, en este modelo la muela se monta cerca del centro
PAII-TPI-PEA-01 31/03/2011VERSION 01
21
del eje, el cual se apoya sobre dos cojinetes. Este eje es accionado por una banda conectada a un motor montado en la base del pedestal. Los cojinetes y el pedestal forman una sola pieza de fundición.
SierraHerramienta con una hoja de acero dentada que sirve para cortar madera u otros cuerpos duros. Consiste en una hoja con el filo dentado y se maneja a mano o por otras fuentes de energía, como vapor, agua o electricidad.
PrensaHerramienta para ensamblar madera, para trabajar materiales en frío, de carga y/o descarga manual, cuyos elementos móviles de trabajo pueden tener un recorrido superior a 6 mm y una velocidad superior a 30 mm/s.
Ensamble a Media MaderaEs el sistema más simple de aplicar, este ensamble consiste en entallar media madera de una pieza, que se acoplara con la otra media madera de la otra pieza, que en la mayoría de los casos queda perpendicular a la primera, en forma de T.
5. ANEXOS
5.1. DETERMINACIÓN DE LA PRESIÓN MINIMA CON LA CUAL SE DEBE
CEPILLAR LA MADERA A TRAVÉS DEL MODELADO DE UNA
ECUACIÓN DIFERENCIAL.
PAII-TPI-PEA-01 31/03/2011VERSION 01
22
BIBLIOGRAFIA
PEREZ PARDO, Jesús Javier. La producción exitosa. México D.F. Editorial Mc Graw Hill, 3ª Edición, 2005. 45 p.
GARCIA ROMERO, Andrés Eduardo. Herramientas para la mejora de procesos industriales. Brasil. Editorial Paraninfo, 10ª Edición, 2011. 200 p.
PAII-TPI-PEA-01 31/03/2011VERSION 01
23





























