Embed Size (px)
Citation preview
SVEUČILIŠTE U RIJECI
EKONOMSKI FAKULTET
LUKA ŠMALCELJ
PRIMJENA FMEA METODE UPRAVLJANJA
KVALITETOM U FUNKCIJI POSTIZANJA POSLOVNE
IZVRSNOSTI NA PRIMJERU PODUZEĆA
COCA-COLA HBC HRVATSKA
DIPLOMSKI RAD
RIJEKA, 2015.

II
SVEUČILIŠTE U RIJECI
EKONOMSKI FAKULTET
PRIMJENA FMEA METODE UPRAVLJANJA
KVALITETOM U FUNKCIJI POSTIZANJA POSLOVNE
IZVRSNOSTI NA PRIMJERU PODUZEĆA
COCA-COLA HBC HRVATSKA
DIPLOMSKI RAD
Predmet: Upravljanje kvalitetom
Mentor: Doc. dr.sc. Lara Jelenc
Student: Luka Šmalcelj
Smjer: Poduzetništvo
JMBAG: 0035129375
Rijeka, ožujak 2015.

III
SADRŽAJ:
1. UVOD .......................................................................................................................... 1
2. ANALIZA UTJECAJA I POSLJEDICA POGREŠAKA - FAILURE MODE AND
EFFECTS ANALYSIS (FMEA) ................................................................................. 3
2.1. Pojam i definicija FMEA metode upravljanja kvalitetom .................................... 3
2.2. Povijesni razvoj FMEA metode upravljanja kvalitetom ...................................... 5
2.3. Vrste FMEA metode upravljanja kvalitetom........................................................ 7
2.3.1. FMEA sustava ............................................................................................. 7
2.3.2. FMEA dizajna ............................................................................................. 7
2.3.3. FMEA procesa ............................................................................................. 9
2.3.4. FMEA usluge ............................................................................................ 10
2.4. Ciljevi i zadaće primjene FMEA metode upravljanja kvalitetom ...................... 10
2.5. Postupak provedbe FMEA metode upravljanja kvalitetom ................................ 13
3. COCA-COLA HBC HRVATSKA ............................................................................ 22
3.1. Općenite informacije o poduzeću Coca-Cola HBC Hrvatska ............................ 22
3.2. Povijesni razvoj poduzeća u Hrvatskoj .............................................................. 22
3.3. Sustav upravljanja kvalitetom u poduzeću Coca-Cola HBC Hrvatska .............. 24
3.3.1. Projekt uspostave sustava upravljanja kvalitetom ..................................... 25
3.3.2. Sastavnice integriranog sustava upravljanja kvalitetom ........................... 27
3.3.2.1. Sustav upravljanja kvalitetom (QMS – ISO 9001)........................ 28
3.3.2.2. Sustav za upravljanje okolišem (EMS – ISO 14001) .................... 30
3.3.2.3. Sustav za upravljanje zdravljem i sigurnošću (OHSAS – 18001) . 31
3.3.2.4. Sustav za upravljanja ispravnošću hrane (ISO 22000) .................. 32
3.3.2.5. Sustav analize opasnosti i kontrole kritičnih točaka (HACCP) ..... 33
4. PRIMJENA METODE FMEA PROCESA PROIZVODNJE BEZALKOHOLNIH
PIĆA NA PRIMJERU PODUZEĆA COCA-COLA HBC HRVATSKA ................. 34
4.1. Primjena metode FMEA procesa u proizvodnji bezalkoholnih pića .................. 34
4.2. Definiranje procesa proizvodnje bezalkoholnih pića ......................................... 34

IV
4.3. Istraživanje procesa proizvodnje ........................................................................ 37
4.3.1. Definiranje mogućih pogrešaka u procesu proizvodnje ............................ 37
4.3.2. Definiranje potencijalnih uzroka pogrešaka u procesu proizvodnje ......... 39
4.3.3. Ocjenjivanje učestalosti pojavljivanja uzroka pogrešaka u procesu
proizvodnje ................................................................................................ 40
4.3.4. Definiranje učestalosti nastanka pojedine pogreške .................................. 41
4.3.5. Ocjena otkrivanja pogrešaka .................................................................... 42
4.3.6. Određivanje faktora prioritet rizika ........................................................... 44
4.3.7. Revizija postojećih metoda kontrole i definiranje mjera poboljšanja
postojećih metoda kontrole kvalitete ......................................................... 46
4.4. Značaj dodatne kontrole pomoću FMEA metode za uspješnost poslovanja
poduzeća Coca-Cola HBC Hrvatska .................................................................. 48
5. ZAKLJUČAK ............................................................................................................ 51
POPIS LITERATURE .................................................................................................... 53
POPIS TABLICA ........................................................................................................... 55
POPIS ILUSTRACIJA ................................................................................................... 56

1
1. UVOD
Proces globalizacije doveo je do velikog broja poduzeća koji se natječu na istim tržištima.
Kako bi se diferencirali od konkurencije poduzeća uviđaju kako je maksimalno
zadovoljenje potreba potrošača postala ključna odrednica poslovnog uspjeha. Prošla su
vremena kada je cijena bila ključan faktor pri donošenju odluke o kupnji. Obzirom da
kupac ima širok izbor proizvoda i usluga koja mu se nude najčešće svoju odluku donosi
temeljem vlastite prosudbe o omjeru cijene i kvalitete koji mu nudi određeni proizvod ili
usluga. Upravo zbog toga, gospodarski subjekti često pristupaju procesu restrukturiranja
sustava upravljanja kako bi mogli pronaći nove načine smanjenja troškova, čime direktno
postaju cjenovno konkurentniji, i kako postići konstantno visoku razinu vlastitih
proizvoda i usluga, čime postaju i konkurentni po kvaliteti.
Mnogo je načina i metoda koje poduzeća primjenjuju kako bi ostvarili navedene ciljeve,
a jedan od tih načina je i primjena FMEA metode (engl. failure mode and effects analysis)
koju poduzeća koriste kao dodatnu aktivnost u kontroli kvalitete uz postojeći sustav
upravljanja kvalitete koji se temelji na normiranim postupcima i procedurama.
Predmet rada je primjena analize utjecaja i posljedica pogrešaka (FMEA metode) u
poduzeću Coca-Cola HBC Hrvatska, a temeljni ciljevi rada su upoznavanje s metodom
FMEA, njenim značajkama, vrstama i postupkom primjene. Temeljem utvrđenih ciljeva
rada može se zaključiti kako je osnovna svrha rada prikazati eventualne prednosti i
nedostatke primjene FMEA metode u proizvodnim poduzećima.
U skladu sa definiranim predmetom istraživanja te svrhom i ciljevima rada definira se
sljedeća radna hipoteza: Primjena FMEA metode u upravljanju rizicima u procesu
proizvodnje bezalkoholnih pića doprinosi kvaliteti proizvedenih proizvoda i pozitivno
utječe na stvaranje preduvjeta za postizanje stabilne tržišne pozicije poduzeća.
U svrhu dokazivanja radne hipoteze postavljaju se pomoćne hipoteze:
1. Ključni korak pri primjeni FMEA analize predstavlja detaljna analiza ulaznih
zahtjeva temeljem koje se utvrđuje opseg i predmet analize.

2
2. Primjena FMEA metode u proizvodnji bezalkoholnih pića učinkovita je u
pronalaženju uzroka odstupanja u razini kvalitete s ciljem smanjivanja učestalosti
odstupanja u razini kvalitete u procesu proizvodnje.
3. Primjena FMEA metode u proizvodnji bezalkoholnih pića učinkovita je u analizi
postojećih mehanizama kontrole i utvrđivanja mogućih poboljšanja mehanizama
kontrole koja će dovesti do uklanjanja pogrešaka u procesu proizvodnje i
zadržavanja željene razine kvalitete finalnog proizvoda.
Rad se sastoji od pet sadržajno povezanih dijelova. U Uvodu se definiraju predmet, svrha,
ciljevi istraživanja, postavljaju radna i pomoćne hipoteze, definira korištena metodologija
pri izradi rada te se daje pregled rada. U drugom poglavlju naslova: „Analiza utjecaja i
posljedica pogrešaka - failure mode and effects analysis (FMEA)“ se definira se sam
pojam i značenje metode FMEA, njezin razvoj kroz povijest, način na koji se provodi,
detaljnije se opisuju pojedine vrste ove analize te se definiraju glavni ciljevi primjene
FMEA metode. U trećem poglavlju se daju opći podaci o poduzeću Coca-Cola HBC
Hrvatska, povijesni razvoj poduzeća u Hrvatskoj, način organizacije poduzeća i sustavi
upravljanja kvalitetom koje poduzeće primjenjuje. U četvrtom poglavlju naslova:
„Primjena metode FMEA procesa proizvodnje pića na primjeru poduzeća Coca-Cola
HBC Hrvatska“ se daje prikaz primjene FMEA metode u procesu proizvodnje u poduzeću
Coca-Cola HBC Hrvatska te se daju zaključci o svrsi i isplativosti ove dodatne metode
kontrole kvalitete uz postojeći normirani sustav upravljanja kvalitetom. U posljednjem
poglavlju se daju najbitniji zaključci rada i dokazuje potvrđenost postavljene radne
hipoteze.

3
2. ANALIZA UTJECAJA I POSLJEDICA POGREŠAKA - FAILURE MODE AND
EFFECTS ANALYSIS (FMEA)
Osnovna strategija poslovne uspješnosti je konkurentnost u kvaliteti i cijeni. Da bi se to
postiglo poduzeća koriste različite metode i alate koji omogućuju stvaranje kvalitetnog
sustava upravljanja kvalitetom. Jedna od korištenih metoda je FMEA metoda, koja
podrazumijeva shvaćanje važnosti preventive poteškoća i nedostataka u kvaliteti kao
izvoru ušteda poduzeća. Na taj način poduzeće djeluje na razinu kvalitete proizvedenih
proizvoda i pruženih usluga uz najnižu moguću cijenu čime jača svoju konkurentsku
poziciju na tržištu.
U nastavku poglavlja je definiran sam pojam FMEA metode, prikazana je povijest razvoja
metode, detaljnije su opisane vrste metode te su definirani osnovni ciljevi metode.
2.1. Pojam i definicija FMEA metode upravljanja kvalitetom
Analiza utjecaja i posljedica pogrešaka (engl. Failure Mode and Effect Analysis) sustavna
je metoda kojom se identificiraju i sprečavaju problemi na proizvodu ili u procesu prije
njihova nastanka. FMEA metoda fokusirana je na prevenciju pogrešaka i smanjivanje
mogućnosti da se pogreška dogodi te povećanje zadovoljstva korisnika (McDermott,
Mikulak, Beauregard, 1996, str. 3). U pitanju je metodologija koja se bazira na
sistemskom pristupu analizi parametara jednog procesa i identifikaciji slabih mjesta te
otkrivanju rizika od pojave pogrešaka (Šiško Kuliš, 2009, str. 80).
Metodu je moguće primijeniti prilikom dizajna robe ili usluge, definiranja i razvijanja
procesa kao i na već postojećim proizvodima ili procesima. Ipak, premda primjena
metode nije ograničena samo na poduzeća koja imaju sustav upravljanja kvalitetom i
može se koristiti bez obzira ispunjava li poduzeće u svom poslovanju zahtjeve kvalitete
definirane normom, maksimalne koristi od metode mogu se ostvariti provodeći FMEA u
cilju poboljšanja kvalitete proizvoda, procesa ili cjelokupnog sustava kvalitete poduzeća
(Dobrović, Tadić, Stanko, 2008, str. 98).

4
Analiza utjecaja i posljedica pogrešaka je specifična metoda za vrednovanje sustava,
dizajna, procesa ili usluge svim mogućim načinima kojima se potencijalne pogreške
mogu dogoditi. Za svaku prepoznatu pogrešku (bilo da je riječ o poznatoj ili potencijalnoj
pogrešci), radi se procjena vjerojatnosti pojavljivanja, važnosti i vjerojatnosti otkrivanja
(Stamatis, 2003, str. 14-15).
FMEA metoda je skup smjernica, proces i oblik identifikacije i usmjerenosti na
potencijalne probleme. Primjenom FMEA metode menadžer, tim za poboljšanje ili
voditelj procesa, usmjeravaju energiju i angažiraju resurse na prevenciju, praćenje i
izradu planova preventivnog djelovanja (Pande, Neuman, Cavanagh, 2000, str. 370).
Po definiciji, FMEA je metoda kojom se maksimizira zadovoljstvo korisnika kroz
potpuno eliminiranje ili djelomično smanjivanje uzroka potencijalnih problema
(Dobrović, Tadić, Stanko, 2008, str. 99).
Ilustracija 1: Ključni elementi primjene FMEA metode
Izvor: Dobrović, T. (2004) FMEA metoda u upravljanju rizicima, Zbornik radova 6.
Simpozija o kvaliteti: Kvalitetom u europske integracije, Hrvatsko društvo menadžera
kvalitete, Oskar, Zagreb, Zadar, str. 209
FMEA
METODA VJEROJATNOST
OTKRIVANJA
POGREŠKE
VAŽNOST
POSLJEDICA
POGREŠKE
VJEROJATNOST
POJAVLJIVANJA
POGREŠKE

5
Temeljem navedenog mogu se, kao ključni elementi koje treba utvrditi pri analizi grešaka
ovom metodom, definirati sljedeći elementi (Šiško Kuliš, 2009, str. 80):
· vrsta greške s nazivom i oznakom,
· izvornik greške,
· potencijalne greške u svakoj operaciji,
· učestalost greške,
· uzrok greške,
· važnost greške.
Za pojam analize utjecaja i posljedica pogrešaka postoje različite definicije i objašnjenja
ali sve one ipak imaju nešto zajedničko što ovu metodu čini drugačijom i posebnom u
odnosu na slične i srodne metode. Iz pojedinačnih definicija metode i Ilustracije 1 može
se zaključiti da je osnovna karakteristika prepoznatljivosti FMEA metode njezina
orijentiranost na prevenciju svih mogućih potencijalnih problema, te njihovo potpuno
eliminiranje ili svođenje posljedica tih problema (pogrešaka) na najmanju moguću razinu
pomoću primjene tri ključna elementa u njezinoj primjeni: vjerojatnosti pojavljivanja
pogreške, vjerojatnosti otkrivanja pogreške i važnosti eventualnih posljedica pogreške za
sustav upravljanja.
2.2. Povijesni razvoj FMEA metode upravljanja kvalitetom
FMEA metoda se koristi od 60-ih godina prošlog stoljeća. Počeci razvijanja i
primjenjivanja vezani su najprije za NASA-in (engl. National Aeronautics and Space
Administration) program svemirskih letova Apollo. Korištena je kao tehnika evaluacije
pouzdanosti kako bi se utvrdila posljedica eventualnog otkazivanja sustava ili njegovih
strukturnih elemenata. Ubrzo metoda postaje formalizirana i bolje definirana te se
primjena širi kroz vojnu i avionsku industriju. Osamdesetih godina FMEA postaje alat za
potpuno upravljanje kvalitetom (engl. Total Quality Management), a 90-ih godina prošlog
stoljeća postaje Six Sigma alat. Industrija motornih vozila (AIAG - Automotive Industry
Action Group) i američko društvo za kontrolu kvalitete (ASQC - American Society for

6
Quality Control) u veljači 1993. godine su zaštitili autorska prava na FMEA standarde
koji su bili široko rasprostranjeni u industriji (Buntak, Drožđek, Koščak, 2014, str. 29).
Ako se dublje sagleda sama ideja i nastanak FMEA metode, njezina povijest seže i u 50-
e godine 20. stoljeća. Naime, FMEA metoda ima porijeklo u FMECA metodi (engl.
Failure modes, effects and criticaly analysis), odnosno analize načina, posljedica i
kritičnosti pogrešaka (Šiško Kuliš, 2009, str. 81). To je metodologija koja je nastala 50-
tih godina 20. st. u ratnom zrakoplovstvu SAD-a. Usmjerena je na pitanje sigurnosti, a
kategorizira i rangira prioritete djelovanja. Težište stavlja na preventivno djelovanje u
cilju prevencije nastanka potencijalne pogreške, kao i FMEA metoda. FMECA je metoda
koja treba analizirati i utvrditi sve oblike potencijalnih pogrešaka različitih strukturnih
elemenata sustava, posljedice koje takve pogreške mogu imati na sustav te načine kako
izbjeći nastanak pogrešaka, odnosno ublažiti učinke takvih pogrešaka. Kao jedina razlika
ovih metoda se može istaknuti kako u FMECA metodi važnu ulogu ima ukazivanje na
kritičnost, tj. ozbiljnost raznih učinaka pogreške te da su one uzete u obzir i rangirane u
smislu prioriteta (Mraz, Huber, 2005, str. 2-4). Danas se FMECA i FMEA metode koriste
kao sinonimi i gubi se razlika između ovih pojmova.
Također, bitno je napomenuti kako je FMEA metoda postala dio zahtjeva za dobivanje
certifikata ISO QS 9000, a također je razmatrana i unutar ISO serije standarda ISO 9001
i ISO 14000 što samo potvrđuje njezinu učinkovitost i značaj na području kvalitete
gledano kratkoročno, ali i dugoročno. Kratkoročno, FMEA daje popis potencijalnih
otkaza i identificira ozbiljnost njihovih efekata i određuje prioritet akcija korekcije.
Dugoročno, FMEA razvija kriterij za planiranje testiranja sustava, osigurava
dokumentaciju za buduće analize pouzdanosti u slučaju izmjene dizajna sustava,
osigurava osnovu za planiranje održavanja, osigurava osnovu za kvalitativnu i
kvantitativnu analizu pouzdanosti sustava (Buntak, Drožđek, Koščak, 2014, str. 29).

7
2.3. Vrste FMEA metode upravljanja kvalitetom
Postoje četiri osnovne vrste analize utjecaja i posljedica pogrešaka FMEA sustava, FMEA
dizajna, FMEA procesa i FMEA usluge.
2.3.1. FMEA sustava
FMEA sustava ili sustavna FMEA (naziva se i FMEA koncepcije) koristi se prilikom
analize sustava i podsustava u ranom razvoju koncepta dizajna. Sustavna analiza utjecaja
i posljedica pogrešaka u centar pažnje stavlja potencijalne pogreške koje nastaju u
međuovisnosti pojedinih funkcija sustava, a njihovi su uzroci manjkavosti u cijelom
sustavu ili u pojedinačnim funkcijama sustava (Dobrović, Tadić, Stanko, 2008, str. 99).
Dakle, može se zaključiti kako se kod FMEA sustava u središte pozornosti stavlja čitav
sustav i svi njegovi elementi te način na koji su pojedini elementi sustava povezani i kako
djeluju jedan na drugoga.
2.3.2. FMEA dizajna
FMEA dizajna koristi se za analizu proizvoda prije nego što osmišljeni dizajn proizvoda
bude realiziran u proizvodnji. Ova metoda orijentirana je najviše na potencijalne pogreške
u samom dizajnu proizvoda koje mogu rezultirati problemima. Primarni cilj FMEA
analize dizajna je otkriti moguće pogreške povezane s proizvodom koje mogu uzrokovati
kvar na proizvodu, skraćen životni vijek proizvoda i opasno korištenje proizvoda. Kada
se primjenjuje FMEA dizajna, definicija korisnika i definicija krajnjeg potrošača za
potrebe analize utjecaja i posljedica pogrešaka su identične (Dobrović, Tadić, Stanko,
2008, str. 100).
Danas je dizajn proizvoda vrlo bitan kod donošenja odluke o kupnji od strane potrošača
zbog mnoštva istovrsnih proizvoda koji mu se nude. Primjena ove metode omogućuje
pronalazak ravnoteže između atraktivnosti dizajna proizvoda i željene razine kvalitete.

8
Učinkovitost rada tima koji provodi FMEA analizu dizajna ovisi o dobro definiranom
opsegu analize. U tu svrhu koristi se radni list koji osigurava potrebne informacije za
jasno i potpuno razumijevanje opsega analize koja se provodi. Ako je analiza previše
opsežna tim može analizu podijeliti na dvije ili tri dodatne analize. Ispunjeni radni list
pomaže u određivanju uloga i odgovornosti i definiranju granica slobode (Anonymous 1,
2015). Radni list FMEA analize dizajna prikazan je na Ilustraciji 2.
Ilustracija 2: Radni list FMEA analize dizajna
Izvor: Izrada autora prema: FMEA Forms, dostupno na:
http://www.qualitytrainingportal.com/resources/fmea/index.htm [10.1.2015.]
Nakon popunjavanja radnog lista, koji uvelike olakšava provođenje analize, jasni su svi
parametri analize i moguće je krenuti u daljnju provedbu analize utjecaja i posljedica
pogrešaka dizajna.

9
2.3.3. FMEA procesa
FMEA procesa, odnosno procesna analiza utjecaja i posljedica pogrešaka koristi se
prilikom analize procesa. U svakom procesu definiraju se ulazni i izlazni zahtjevi,
kontrolne mjere i potrebni resursi za uspješnu realizaciju pojedinih procesnih koraka. U
primjeni procesne FMEA metode definicija korisnika, odnosno potrošača nije jedina
pretpostavka već potencijalni korisnik može biti i sljedeći procesni korak, procesna
operacija ili čak dobavljač (Dobrović, Tadić, Stanko, 2008, str. 100).
Kao izrazito važan korak ove metode je detaljna analiza procesa i utvrđivanje svih koraka
unutar procesa. Nekvalitetna analiza svih aspekata procesa mogu dovesti do
zanemarivanja pojedinih dijelova procesa koji su od presudne važnosti za uspješnost
procesa ili pretjerane usmjerenosti na ne tako bitne dijelove procesa. S druge strane,
veoma je bitno i utvrditi opseg analize. Definiranje opsega FMEA analize procesa može
biti teže od definiranja opsega FMEA analize dizajna zato što proces vrlo često ima više
elemenata koje treba uključiti nego što ih ima dizajn. Precizno definiran opseg analize
procesa FMEA timu omogućava bolje razumijevanje i poznavanje procesa što povoljno
utječe na učinkovitost. U tu svrhu koristi se radni list koji osigurava potrebne informacije
za jasno i potpuno razumijevanje opsega analize (Anonymous 1, 2015). Radni list FMEA
procesa je prikazan na Ilustraciji 3.
Ilustracija 3: Radni list FMEA analize procesa
Izvor: Izrada autora prema: FMEA Forms, dostupno na:
http://www.qualitytrainingportal.com/resources/fmea/index.htm [10.1.2015.]

10
Ispunjeni radni list pomaže u određivanju uloga i odgovornosti i definiranju granica
slobode. Nakon ispunjavanja radnog lista opsega FMEA analize procesa, potrebno je
ispuniti početni radni list FMEA tima (FMEA Team Startup Worksheet) kojim se detaljno
definiraju članovi tima, njihova zaduženja, eventualni rokovi za provođenje analize i
slični podaci ključni za uspješnost analize (Anonymous 1, 2015).
2.3.4. FMEA usluge
FMEA usluge primjenjuje se za analizu usluge prije nego što usluga bude pružena
korisniku usluge. Budući da su osnovne karakteristike usluge neopipljivost, nedjeljivost,
nemogućnost skladištenja i heterogenost, kod primjene FMEA usluge treba osobitu
pažnju pridati tim obilježjima (Dobrović, Tadić, Stanko, 2008, str. 100).
Prilikom primjene analize utjecaja i posljedica pogrešaka na uslugama izrazito osjetljiv
dio je utvrditi poimanje i vrednovanje kvalitete od strane korisnika usluge. Potrebno je
osluškivati želje i potrebe korisnika usluga kako bi se moglo reagirati na poboljšanje
kvalitete usluga prije samog pružanja usluga korisniku.
2.4. Ciljevi i zadaće primjene FMEA metode upravljanja kvalitetom
FMEA metodologija namijenjena je sustavnom praćenju i otkrivanju pogrešaka s time da
pogreške predstavljaju bilo kakvu grešku ili nedostatak u proizvodnji proizvoda ili
pružanju usluge zbog kojih kupac tih proizvoda ili usluga neće biti zadovoljan.
Pošto kvaliteta dovodi do zadovoljstva kupca važno je otkloniti bilo kakve pogreške koje
se pojavljuju u procesima, a da bi se one uklonile potrebno ih je prvo pronaći i analizirati.
Upravo u tome pomaže FMEA analiza. Ona omogućuje da je nakon utvrđivanja
pogrešaka sazna koliko su one ozbiljne, kakve su posljedice takvih pogrešaka, koliko
često se ponavljaju, na koji način se otkrivaju i kako ih ukloniti u potpunosti.

11
Osnovna svrha analize utjecaja i posljedica pogrešaka je njezina preventivna komponenta
s posebnim naglaskom na utjecaj na probleme prije njihova nastanka, jer se na taj način
može smanjiti vjerojatnost njihova pojavljivanja ili je moguće minimalizirati njegove
posljedice. Time se usvaja nov način razmišljanja u kojem se funkcija praćenja troškova
nadopunjava mogućnostima njihova smanjivanja, a rješavanje problema se zamjenjuje
pronalaženjem načina da se oni nikada niti ne dogode (Dobrović, Tadić, Stanko, 2008,
str. 100-101).
Upravo zbog činjenice da sama provedba FMEA analize stvara dodatne financijske
troškove povećanja razine kvalitete i troškove koji se odnose na troškove radnog vremena
ljudi koji rade u timu za provođenje FMEA analize te za to vrijeme ne mogu obavljati
svoja redovna zaduženja mnogi kritiziraju FMEA analizu i dovode u pitanje njezinu
opravdanost. Međutim, njezina financijska opravdanost je neupitna upravo zbog svoje
preventivne svrhe. FMEA metoda omogućuje, uz ulaganje određenih sredstava, detaljnu
analizu pogrešaka te njihovih utjecaja i posljedica što omogućuje umanjivanje posljedica
definiranih pogrešaka ili čak njihovo potpuno uklanjanja čime zapravo nosi poduzeću
uštedu sredstava koja bi inače bila potrebna za uklanjanje pogrešaka nakon njihova
nastajanja. Kao dodatni poticaj za provedbu FMEA analize je smanjenje troškova nastalih
zbog uklanjanja nedostataka sa proizvoda u jamstvenom roku te povećanje obujma
prodaje zbog više razine zadovoljstva potrošača (Lipol, Haq, 2011, str. 51).
Analiza utjecaja i posljedica pogrešaka može se promatrati i kao analiza rizika s osnovnim
ciljem davanja odgovora na dva osnovna pitanja (Dobrović, Tadić, Stanko, 2008, str.
100):
1. koja su sva moguća odstupanja (pogreške) od propisanog zahtjeva (odnosno što
sve može poći neželjenim pravcem i tako uzrokovati nepotrebno trošenje resursa),
2. ukoliko postoji mogućnost nastanka pogrešaka, koja je vjerojatnost njihova
pojavljivanja i koje posljedice donose u odnosu na proizvod, uslugu, proces ili
cjelokupan sustav.
FMEA može doprinijeti smanjenju troškova i obično se koristi zbog poboljšanja unutar
procesa (Brussee, 2004, str. 27). Upravo zbog obilježja metode FMEA može se reći kako

12
se radio svojevrsnom upravljanju rizicima. Poduzeće u ovom slučaju upravlja rizicima
nastanka pogrešaka u procesima unutar poduzeća koji dovode do smanjenja zadovoljstva
potrošača, ali i indirektno do smanjenja ugleda poduzeća i tržišne pozicije poduzeća što
direktno utječe na uspješnost poslovanja poduzeća.
Iz temeljnih obilježja analize i njezine svrhe i ciljeva mogu se utvrditi sljedeće prednosti
primjene FMEA metode:
· omogućuje utvrđivanje prioriteta pogrešaka,
· sprečavanje skupih pogrešaka prije nego što uopće nastanu,
· porast vjerojatnosti postizanja željenih rezultata procesa,
· osiguranje uspješnog lansiranja novog proizvoda ili usluge na tržište,
· stalno analiziranje i poboljšanje procesa u poduzeću
· porast uspješnosti detekcije pogrešaka,
· viša razina zadovoljstva korisnika/potrošača.
No, moguće je istaknuti i određene nedostatke primjene ove metode (Lipol, Haq, 2011,
str. 51):
· obzirom da se fokusira prvenstveno na utvrđivanju i uklanjanju najvažnijih
pogrešaka moguće je da manje važne pogreške prođu nezamijećeno,
· ne pomaže u otkrivanju pogrešaka uzrokovanih lošim programskim rješenjima
procesa unutar poduzeća.
Ipak, ako se sagledaju sve moguće prednosti i nedostaci primjene ove metode, može se
zaključiti kako su koristi od primjene ove dodatne kontrole procesa u poduzeću značajne
te se njezinim usavršavanjem i čestom primjenom može utjecati i na umanjenje njezinih
mana.

13
2.5. Postupak provedbe FMEA metode upravljanja kvalitetom
FMEA metoda može se primjenjivati u poduzećima koja imaju sustav upravljanja
kvalitetom i u poduzećima koja u svom poslovanju ne ispunjavaju zahtjeve kvalitete
definirane normom iako se maksimalne koristi primjene FMEA metode mogu ostvariti
samo ako se kombinira sa normiranim sustavom upravljanja kvalitetom (Dobrović, Tadić,
Stanko, 2008, str. 98). Ova metoda je zbog svoje fleksibilnosti primjenjiva u svim
sektorima industrije, a sve se češće primjenjuje i u sektoru pružanja usluga (Lipol, Haq,
2011, str. 50).
Obzirom na svoju orijentiranost na prevenciju svih mogućih pogrešaka, te eliminiranje i
svođenje posljedica pogrešaka na najmanju moguću razinu, ovu metoda je drugačija u
odnosu na slične i srodne metode. Popularnost metode očituje se u njenoj jednostavnosti
i mogućnosti prilagodbe svim područjima promatranja nekog problema. No kao najveću
prednost ove metode moguće je istaknuti fleksibilnost u njezinoj primjeni koja
omogućava primjenu metode u svim sektorima industrije i u svim fazama životnog
ciklusa proizvoda ili usluge (Lipol, Haq, 2011, str. 50).
FMEA analiza se provodi u dva dijela (Buntak, Drožđek, Koščak, 2014, str. 30):
1. dizajn FMEA i
2. postupci FMEA.
Kao što je prikazano i na Ilustraciji 4, dizajniranje FMEA podrazumijeva pronalaženje
pogrešaka, a zatim se primjenjuju postupci FMEA kojima se analiziraju i određuje
utjecaj pogrešaka na cjelokupni proces. Pri tome se mora pratiti i analizirati cjelokupni
poslovni proces.

14
Ilustracija 4: Osnovni koraci FMEA metode
Izvor: FMEA metodologija, dostupno na: http://www.svijet-
kvalitete.com/index.php/upravljanje-kvalitetom/878-fmea-metodologija [9.1.2015.]
Dizajn FMEA metode se priprema prije nego sustav počne djelovati u poduzeću.
Osiguran je kroz djelovanje tima koji je odgovoran za razvoj proizvoda te koji surađuje s
uredom za osiguranje kvalitete, planiranje proizvodnje, tehnološkim i proizvodnim
odjelima i po potrebi s potrošačima. Kod dizajna se u obzir uzimaju postojeći podaci o
kvaliteti i probni rezultati sličnih elemenata (Buntak, Drožđek, Koščak, 2014, str. 30).
Tokom dizajniranja FMEA primjenjuju se sljedeći koraci (Buntak, Drožđek, Koščak,
2014, str. 30):
· priprema liste karakteristika elemenata ili sustava koja sadrži dijelove sustava i
njihove moguće defekte,
· prikazati i opisati sve moguće zasebne defekte na funkcijama sustava te navesti
detalje oko mogućnosti otkrivanja defekata.

15
Tim koji je odabran za provedbu FMEA analize u svrhu prikupljanja ideja i informacija
potrebnih za definiranje pogrešaka koriste različite alate. Neki od njih su: tablice, matrice,
kontrolne karte, brainstorming, dijagram afiniteta, dijagram tijeka i ostali alate za analizu
procesa i analizu uzroka pogrešaka. U ovom dijelu su, kao pomoćna dokumentacija,
veoma korisni ranije spomenuti radni listovi koji olakšavaju definiranje opsega analize,
ciljeva analize i definiranje članova tima te njihovih zaduženja. Ovo je veoma važan
korak zbog toga što je odabir najkvalitetnijeg kadra i poticanje timskog rada na provedbi
FMEA analize veoma važno za uspješnost cjelokupne analize (Carlson, 2012, str. 14).
Tim koji provodi analizu ne bi trebao biti veći od 6 do 10 članova, uključujući vođu tima
koji će koordinirati aktivnosti i biti odgovoran za podnošenje izvještaja vrhovnom
menadžmentu (Smith, 2011, str. 1).
Nakon dizajniranja FMEA analize primjenjuju se postupci FMEA kojima se ocjenjuje
ozbiljnost uočenih pogrešaka, učestalost ponavljanja pogrešaka, utvrđuje način,
učestalost i mogućnost otkrivanja pogrešaka te postavlja faktor prioriteta rizika.
S ciljem osiguranja usklađenosti rada s FMEA u dizajnu i procesu organizacije preporuča
se korištenje jednoobraznih i standardnih obrazaca. U daljnjem tekstu su opisani podaci
potrebni za kreiranje obrasca FMEA te aktivnosti koje se provode u sklopu analize
grešaka i efekata u nekom procesu.
Ocjena ozbiljnosti svake posljedice numerira se skalom od 1 do 10. Brojevi pomažu
inženjeru u definiranju prioriteta mogućih pogrešaka i njihovih posljedica, te se to naziva
rangiranje ozbiljnosti (engl. severity rating – S) (Lazibat, 2009, str. 25). U Tablici 1 su
prikazana značenja pojedinih brojeva za ocjenu ozbiljnosti uočenih pogrešaka.

16
Tablica 1: Ocjena ozbiljnosti pogrešaka
OCJENA OZBILJNOST DEFINICIJA OZBILJNOSTI POSLJEDICE
1 neznačajno Posljedica pogreške neće biti uočljiva kod korisnika i neće uzrokovati gubitke u korisnikovom procesu ili proizvodu.
2 zanemarivo Posljedica pogreške uzrokuje vrlo neznatne gubitke u
korisnikovom procesu ili proizvodu.
3 gotovo
zanemarivo
Posljedica pogreške uzrokuje neznatnu smetnju, ali bez gubitka funkcije.
4 vrlo mala Posljedica pogreške uzrokuje vrlo nisku disfunkciju procesa ili proizvoda.
5 mala Posljedica pogreške uzrokuje disfunkciju na koju će se korisnik žaliti.
6 srednja Posljedica pogreške uzrokuje djelomičan kvar proizvoda.
7 velika Posljedica pogreške uzrokuje vrlo visoko nezadovoljstvo kod korisnika.
8 vrlo velika Posljedica pogreške uzrokuje neprikladnu upotrebu.
9 iznimno visoka Posljedica pogreške uzrokuje degradaciju funkcije s mogućnošću teških ozljeda.
10 opasna visoka Posljedica pogreške može ugroziti korisnika ili zaposlenika.
Izvor: Izrada autora prema: FMEA Forms, dostupno na:
http://www.qualitytrainingportal.com/resources/fmea/index.htm [10.1.2015.]
Tijekom postupka procjene ozbiljnosti posljedice moguće pogreške koristi se tablica. Ako
je posljedica pogreške kritična, ocjenjuje se brojem 10 i opisuje vrlo visokom ozbiljnošću.
Ako posljedica pogreške nije kritična, ocjenjuje se brojem 1 i opisuje vrlo niskom
ozbiljnošću. U FMEA tablicu upisuje se samo rang najveće ozbiljnosti dotične moguće
pogreške.
Nakon ocjene ozbiljnosti posljedice vrši se ocjena učestalosti, vjerojatnost
pojavljivanja pogreške. Za svaku moguću pogrešku određuju se svi potencijalni izvori
problema (Lazibat, 2009, str. 26). Pritom se koristi analiza uzroka pogrešaka, znanje i
iskustvo tima, karakteristike sličnih proizvoda ili procesa, te stari dokumentirani podaci
(Stamatis, 2003, str. 26). Kako bi se utvrdila učestalost pojave pogreška koristi se
standardizirani obrazac koji je prikazan u nastavku.

17
Tablica 2: Ocjena vjerojatnosti pojavljivanja
OCJENA VJEROJATNOST
POJAVLJIVANJA
UZROKA POGREŠKE
OPIS
1 Vrlo visoko: pogreška je
skoro neizbježna
Više od jednog pojavljivanja na dan ili vjerojatnost pojavljivanja više od tri puta na 10 događaja
2 Visoko: pogreška se pojavljuje jako često
Pojavljivanje jednom u tri dana ili vjerojatnost
pojavljivanja tri puta na 10 događaja
3 Visoko: ponavljanje pogreške Pojavljivanje jednom u tjednu ili vjerojatnost
pojavljivanja pet puta na 100 događaja
4 Visoko: često pojavljivanje pogreške
Pojavljivanje jednom svaki mjesec ili
vjerojatnost pojavljivanja jednom na 100
događaja
5 Umjereno visoko: učestale
pogreške
Pojavljivanje jednom svaka tri mjeseca ili
vjerojatnost pojavljivanja tri puta na 1,000
događaja
6 Umjereno: povremene
pogreške
Pojavljivanje jednom svakih šest mjeseci do godine ili vjerojatnost pojavljivanja pet puta na
10,000 događaja
7 Umjereno nisko: rijetke
pogreške
Pojavljivanje jednom u godini ili vjerojatnost
pojavljivanja šest puta na 100,000 događaja
8 Nisko: relativno nekoliko
pogrešaka
Pojavljivanje jednom u tri godine ili vjerojatnost
pojavljivanja šest puta na 10 milijuna događaja
9 Slabo: vrlo rijetke pogreške
Pojavljivanje jednom u pet godina ili
vjerojatnost pojavljivanja dva puta na 1
milijardu događaja
10 Vrlo slabo: nepostojanje
pogreške
Pojavljivanje jednom u više od pet godina ili vjerojatnost pojavljivanja manje od dva puta na
1 milijardu događaja.
Izvor: Izrada autora prema: FMEA Forms, dostupno na:
http://www.qualitytrainingportal.com/resources/fmea/index.htm [10.1.2015.]
Vjerojatnost pojavljivanja uzroka pogreške se ocjenjuje skalom od 1 do 10, gdje 1
označava vrlo nevjerojatno pojavljivanje pogreške, a 10 neizbježno pojavljivanje
pogreške. Vjerojatnost pojave uzroka pogreške znači vjerojatnost pojave same pogreške,
jer je vrlo rijedak slučaj pojave uzroka pogreške i ne pojave pogreške tog uzroka. Ako
postoji dvojba između ocjena, tada se uzima ona lošija.

18
Ocjena otkrivanja. Za svaki uzrok nastanka pogreške identificiraju se postojeći procesi
kontrole. To su testovi, procedure ili mehanizmi koji se trenutno koriste kako bi se
izbjeglo da pogreške stignu do kupca. Takve kontrole mogu spriječiti pojavu uzroka
pogrešaka, smanjiti vjerojatnost da će se pojaviti ili otkriti pogreške nakon što su se
pojavile, ali prije nego stignu do kupca. Za svaku kontrolu određuje se rang otkrivanja
(detection rating – D), odnosno vjerojatnost da će određen alat otkriti pogrešku (Lazibat,
2009, str. 27). U nastavku je prikazana tablica za rangiranje vjerojatnosti otkrivanja.
Tablica 3: Ocjena otkrivanja pogreške
OCJENA OPIS DEFINICIJA
1 Gotovo sigurno Gotovo sigurno otkrivanje pogreške.
2 Vrlo visoko Vrlo visoka vjerojatnost otkrivanja pogreške.
3 Visoko Visoka vjerojatnost otkrivanja pogreške.
4 Umjereno visoko Pomno kontroliranje ljudskim osjetilima.
5 Umjereno Vrlo pomno kontroliranje ljudskim osjetilima.
6 Nisko Potrebna jednostavna pomagala i/ili rastavljanje.
7 Vrlo nisko Potrebna kontrolna pomagala i/ili rastavljanje.
8 Nesigurno Potrebna složena kontrola i/ili rastavljanje ili
mala vjerojatnost otkrivanja pogreške.
9 Vrlo nesigurno Kontrola će teško otkriti pogrešku ili vrlo velika
vjerojatnost neotkrivanja pogreške.
10 Apsolutno nesigurno Kontrola nema mogućnost otkriti pogrešku ili
vjerojatnost otkrivanja je skoro nemoguća.
Izvor: Izrada autora prema: FMEA Forms, dostupno na:
http://www.qualitytrainingportal.com/resources/fmea/index.htm [10.1.2015.]
Vjerojatnost otkrivanja uobičajeno se procjenjuje skalom od 1 do 10, gdje 1 označava u
potpunosti pouzdanu kontrolu, a 10 u potpunosti nepouzdanu kontrolu ili kontrola
uopće ne postoji.

19
Sljedeći korak je određivanje faktora prioriteta rizika – RPN (engl. Risk Priority
Number). Faktor prioriteta rizika određuje se nakon što je utvrđen rang ozbiljnosti (S),
rang vjerojatnosti pojavljivanja (O) i rang vjerojatnosti otkrivanja (D), a prema formuli
(Lazibat, 2009, str. 28):
RPN=S*O*D
Rezultat može poprimiti vrijednost od 1 do 1000.
Izračunava se i faktor kritičnosti tako da se rang ozbiljnosti (S) pomnoži s rangom
vjerojatnosti pojavljivanja (O) određenog uzroka (Lazibat, 2009, str. 28):
CRIT=S*O
Rezultat može poprimiti vrijednost od 1 do 100.
Dobiveni brojevi postaju smjernice pri rangiranju potencijalnih pogrešaka na način
pružanja uvida u prvenstvo rješavanja najbitnijeg problema. Potencijalna pogreška s
najvećim faktorom rizika mora se prva rješavati (Stamatis, 2012, str. 28).
Nakon rangiranja mogućih pogrešaka i njihovih posljedica po rangu prioriteta, te
izračunavanja faktora rizika i faktora kritičnosti, identificiraju se preporučene akcije te se
upisuju u FMEA obrazac koji je prikazan u Tablici 4. Nakon provedbe utvrđenih akcija,
rezultati i datum se evidentiraju u FMEA obrazac. Obzirom da su provedene planirane
akcije mijenjaju se rang ozbiljnosti, rang vjerojatnosti pojavljivanja i rang vjerojatnosti
otkrivanja te se dobiva novi faktor rizika koji se također unose u FMEA obrazac kako bi
se utvrdila uspješnost provedenih akcija.

20
Tablica 4: FMEA obrazac
Izvor: Izrada autora prema: McDermott, R. E., Mikulak, R. J., Beauregard, M. R. (1996)
The basics of FMEA Productivity Inc., New York, str. 82.
Kao što je vidljivo na Tablici 4, prvo se unose podaci o timu koji provodi analizu,
područje i opseg FMEA analize te datum provedbe analize. U samu tablicu se unose
redom podaci o zahtjevima koji su doveli do potrebe za analizom, uočene pogreške,
uzroci tih pogrešaka i potencijalne posljedice nastanka pogreške. Navode se postojeće
kontrole koje se primjenjuju kako bi se što bolje utvrdilo postojeće stanje mehanizama
kontrole pogrešaka.

21
Nakon utvrđenog postojećeg stanja računaju se rang ozbiljnosti, rang vjerojatnosti
pojavljivanja i rang vjerojatnosti otkrivanja pogrešaka te faktor rizika. Faktor rizika
predstavlja temelj za utvrđivanje značajnosti pojedinih pogrešaka za koje postoji najveća
vjerojatnost da će se pojaviti. Zatim se temeljem dobivenih podataka definiraju akcije
koje će umanjiti učestalost pojave definiranih pogrešaka, umanjiti njihove posljedice ili
ih u potpunosti ukloniti.
Nakon provedbe planiranih popravnih akcija kreće ponavljanje FMEA analize te izračun
novih vrijednosti nakon provedene početne analize kako bi se utvrdila uspješnost
provedenih akcija. Ukoliko rezultati nisu zadovoljavajući radi se ponovna analiza
cjelokupnog procesa kako bi se utvrdili razlozi neuspjeha provedenih korektivnih akcija
i poduzimanje novih akcija.
22
3. COCA-COLA HBC HRVATSKA
U nastavku poglavlja je dan prikaz osnovnih podataka o poduzeću Coca-Cola HBC
Hrvatska te način funkcioniranja uspostavljenog sustava upravljanja kvalitetom.
3.1. Općenite informacije o poduzeću Coca-Cola HBC Hrvatska
Coca-Cola HBC Hrvatska jedna je od najvećih tvrtki u industriji bezalkoholnih napitaka
u državi, a ujedno je i ovlaštena punionica tvrtke The Coca-Cola Company. Tvrtka Coca-
Cola HBC Hrvatska d.o.o. u većinskome je vlasništvu matične tvrtke, Skupine Coca-Cola
Hellenic, koja djeluje u 28 zemalja. Godine 2008. Coca-Cola HBC Hrvatska obilježila je
četrdeset godina postojanja i rada u Hrvatskoj. Naime, 17. rujna 1968. godine prva je boca
Coca-Cole proizvedena u Ulici Milana Sachsa u Zagrebu, gdje je i danas sjedište tvrtke.
Danas je Coca-Cola HBC Hrvatska društvo s ograničenom odgovornošću za proizvodnju,
prodaju i distribuciju bezalkoholnih pića, s temeljnim kapitalom od 233 429 400 HRK.
Poduzeće trenutno zapošljava oko 700 ljudi. Sjedište tvrtke je u Zagrebu, a poduzeće ima
i dvije punionice, u Zagrebu i Gotalovcu. Distribucija proizvoda se vrši preko šest
skladišta i distribucijskih centara poduzeća koji se nalaze u Zagrebu, Požegi, Rijeci,
Zadru, Solinu i Metkoviću.
Vizija je tvrtke biti neosporivi predvodnik na svim tržištima na kojima se natječe. Misija
poduzeća je pružiti osvježenje potrošačima, biti partnerom kupcima, nagraditi dionike i
obogatiti živote zajednica u kojima posluje.
3.2. Povijesni razvoj poduzeća u Hrvatskoj
U Tablici 5 su prikazani poslovni pothvati i promjene u proizvodnom asortimanu
poduzeća Coca-Cola HBC Hrvatska od njezina osnutka u Republici Hrvatskoj do danas
te dodijeljene nagrade i priznanja posljednjih nekoliko godina.

23
Tablica 5: Povijest razvoja poduzeća
GODINA POSLOVNI DOGAĐAJ
1968. izgrađena punionica u Zagrebu i započeta je distribucija Coca-Cole u Hrvatskoj
1991. pojavljuje se novi napitak na hrvatskom tržištu – Fanta
1994. na tržište dolazi Coca-Cola Light
1996. u Solinu se otvaraju proizvodne linije za proizvodnju negaziranih voćnih sokova
u kartonskoj ambalaži
1999. u Solinu se otvaraju proizvodne linije za negazirane voćne sokove u nepovratnoj
staklenoj ambalaži
2000. voćni sokovi Cappy preuzimaju vodeću poziciju na hrvatskom tržištu u kategoriji
voćnih sokova i nektara, a na tržištu se pojavljuje i Schweppes.
2002. voćni sokovi Cappy pune se i u kartonskim pakiranjima od pola litre
2003. na tržištu se pojavljuju novi napitci: Burn, Fanta Fananas, Powerade i novi Nestea
2004. u punionici Gotalovec nastaje nova marka Bistra, prirodna izvorska voda u dvije
varijante – prirodna i mineralna voda. Osim u staklenim bocama i u 1,5-litrenim
PET bocama, Schweppes Tonic Water i Schweppes Bitter Lemon pakiraju se i u
praktičnim PET bocama od 0,5 l.
2007. Coca-Cola na hrvatsko tržište uvodi Coca-Colu Zero
2008. Coca-Cola uvodi pet novih proizvoda u svoj asortiman: Bistru Emotion, Cappy
Bio Time, Nestea Vitao, ledenu kavu illy te Fantu Brazil
2008. Coca-Cola HBC Hrvatska proglašena je jednim od Top 5 Poslodavaca partnera
2008. Prvi puta osvaja nagradu za korporacijsku društvenu odgovornost „Indeks DOP-
a“, koju dodjeljuju Hrvatska gospodarska komora i Hrvatski poslovni savjet za
održivi razvoj
2011. osvojila posebnu nagradu „Ključna razlika“, koju dodjeljuje Vladin ured za
ljudska prava s partnerima Udrugom za pomoć i edukaciju žrtava mobbinga i
Institutom za razvoj tržišta rada, kao poslodavac s najboljom praksom
uključivanja raznolikosti u radno okruženje
2013. priznanja i nagrade za najbolje društveno odgovorne projekte
Izvor: Izrada autora prema: Coca-Cola HBC, dostupno na:
http://www.cocacolahellenic.hr/Aboutus/History/ [12.1.2014.]

24
Kao što je vidljivo iz podataka iz tablice, poduzeće Coca-Cola HBC Hrvatska je tijekom
svog postojanja neprestano ulagala u proširenje proizvodnog asortimana. Tako uz vodeće
marke Coca-Cole, Coca-Cole zero, Fante i Spritea nude i lokalne marke kao što je Bistra
i marke pod licencom drugih tvrtki kao što su Cappy i Nestea.
Poduzeće je veoma aktivno u projektima vezanim za mlade obrazovane ljude i poduzima
različite društveno odgovorne projekte kojima pridonosi zadovoljstvu čitave zajednice
čiju važnost su prepoznale i nacionalne institucije kroz dodjelu brojnih priznanja
poduzeću.
3.3. Sustav upravljanja kvalitetom u poduzeću Coca-Cola HBC Hrvatska
Kod donošenja odluke o otvaranju poduzeća započinje projekt uspostave sustava
upravljanja kvalitetom. Tadašnji menadžment vladao je spoznajom da postoji više razloga
zbog kojih se neka organizacija odlučuje za izgradnju i implementaciju sustava
upravljanja sukladno sa zahtjevima međunarodne norme ISO 9001:2000, a ti razlozi su:
· vlastiti stupanj svijesti o važnosti kvalitete,
· zahtjevi kupca za kvalitetom,
· olakšan izlazak na inozemno tržište,
· zahtjevi međunarodne zajednice,
· promidžbene koristi od dobivenog certifikata.
Vrhovni menadžment tako donosi odluku u kojem će smjeru ići aktivnosti na uvođenju
sustava kvalitete i formira Politiku upravljanja kvalitetom u poduzeću čime započinje
projekt uspostave sustava upravljanja kvalitetom. Kao krovni dokument u planiranju i
procesu uvođenje sustava upravljanja kvalitetom poduzeće donosi Projekt uspostave
sustava upravljanja kvalitetom.

25
3.3.1. Projekt uspostave sustava upravljanja kvalitetom
Prvi korak je bilo usklađivanje svih procesa proizvodnje, skladištenja i distribucije
proizvoda sa zahtjevima tvrtke The Coca-Cola Company, odnosno u skladu sa sustavom
kvalitete tvrtke The Coca-Cola Company, od koje je dobiveno dopuštenje za proizvodnju
i distribuciju njihovih zaštićenih marki. Nakon tog početnog koraka poduzeće kreće u
uvođenje sustava upravljanja kvalitetom. Sustav upravljanja kvalitetom uspostavljen je
po zahtjevima HRN EN ISO 9001 no ubrzo se javlja potreba za uvođenjem i ostalih
sustava upravljanja.
Tako se u proizvodnji, skladištenju i distribuciji proizvoda primjenjuju sustavi osiguranja
kvalitete i sigurnosti hrane u skladu s međunarodnim normama ISO 9001:2008 i ISO
22000:2005, očuvanja okoliša u skladu sa zahtjevima norme ISO 14000:2004 te sustav
zaštite zdravlja i sigurnosti na radu prema zahtjevima norme OHSAS 18001:2007. Sve je
usvojene sustave potvrdila certifikacijska kuća Lloyd’s Register Quality Assurance koja
provodi redovite godišnje provjere sustava.
Tijekom 2007. godine proveden je i certificiran sustav osiguranja sigurnosti hrane ISO
22000:2005 te, tijekom 2007. i 2008. godine, sustav zaštite zdravlja i sigurnosti na radu
OHSAS 18000:2007. Time je uspostavljen sustav osiguranja zaštite zdravlja i sigurnosti
na radu za zaposlenike te sustav osiguranja zdravstvene ispravnosti proizvoda tijekom
cjelokupnoga životnog ciklusa proizvoda.
Obzirom na složenost uvođenja novog sustava upravljanja u poduzeće prilikom uvođenja
bilo kojeg od navedenih sustava upravljanja primjenjivan je postupak definiran u
izrađenom dokumentu, Projektu uspostave sustava upravljanja kvalitetom. Postupak
uvođenja sustava upravljanja je prikazan u nastavku na Ilustraciji 5.

26
Ilustracija 5: Faze uspostave sustava upravljanja
Izvor: Projekt uspostave sustava upravljanja kvalitetom poduzeća Coca-Cola HBC
Hrvatska
Kao što je vidljivo na Ilustraciji 5, Projektom uspostave sustava kvalitete detaljno je
opisan postupak uvođenja sustava upravljanja.
U prvoj fazi je prvenstveno uključen vrhovni menadžment poduzeća koji donosi odluku
o pokretanju projekta uspostave sustava upravljanja kvalitetom te utvrđuje koncepciju
sustava i započinje projekt. Nakon toga slijedi dodatna edukacija vrhovnog menadžmenta
i menadžmenata prve razine te analiza postojećeg stanja u poduzeću. Zatim započinje
edukacija članova tima koji su imenovani za kontrolu i provođenje projekta te internih
auditora, ali i upoznavanje svih zaposlenika u poduzeću sa novim procesima i
EDUKACIJA
ZA
PROJEKT
PRIPREMNE
AKTIVNOSTI I PLANIRANJE
MODELIRANJE
PROJEKTA
DOKUMENTIRANJE
SUSTAVA
POČETAK IMPLEMENTACIJE
IMPLEMENTACIJA
I POBOLJŠANJA
ZAVRŠNA FAZA

27
procedurama. Kada je taj korak završen kreće se u izradu dokumentacije sustava potrebne
za uspješnost provedbe sustava ali i certifikaciju. Nakon toga započinje implementacija
sustava, utvrđivanje eventualnih nedostataka i njihov ispravak. Sljedeći korak je izbor
certifikacijske kuće i certifikacija samog sustava.
S obzirom na razinu spoznaje o složenosti i značaju projekta uspostave sustava
upravljanja kvalitetom, menadžment se opredijelio za cjelovit pristup i osmislio vlastiti
optimalni model pristupa Projektu uspostave sustava upravljanju kvalitetom, koji
podrazumijeva aktivno sudjelovanje: menadžmenta, predstavnika vrhovnog
menadžmenta za kvalitetu (menadžera kvalitete), savjetnika, zaposlenih i konzultantske
organizacije. Sustav kvalitete u organizaciji trebao bi biti rezultatom sinergijskog učinka
svih sudionika, proizašao iz projektnog pristupa.
3.3.2. Sastavnice integriranog sustava upravljanja kvalitetom
Ranije su navedeni svi sustavi upravljanja koje poduzeće ima implementirano u svoje
poslovanje. Obzirom da najvažnije sustave upravljanja u poduzeću Coca-Cola HBC
Hrvatska čine sustavi upravljanja kvalitetom, okolišem i sigurnošću, temeljni cilj
poduzeća u narednom razdoblju je redizajnirati postojeći sustav upravljanja temeljen na
načelima upravljanja kvalitetom prema zahtjevima norme ISO 9001:2001 i upravljanja
okolišem prema zahtjevima norme ISO 14001:2004, a uvažavajući zahtjeve zaštite
zdravlja i sigurnosti na radu prema normi OHSAS 18000:2007 te na tim osnovama
izgraditi integrirani sustav upravljanja. U nastavku rada je dan kratki prikaz navedenih
sustava upravljanja na kojima će poduzeće temeljiti integrirani sustav upravljanja te
sustava za upravljanje ispravnošću hrane (ISO 22000) i sustava analize opasnosti i
kontrole kritičnih točaka (HACCP) koji su veoma bitni za poduzeće obzirom da se bave
proizvodnjom bezalkoholnih pića.

28
3.3.2.1. Sustav upravljanja kvalitetom (QMS – ISO 9001)
Tvrtka Coca-Cola HBC Hrvatska je odlučna u namjeri da osigura stalni rast ugleda svake
svoje robne marke te očuva povjerenja potrošača u njezine proizvode na temelju razvoja
i primjene sustava upravljanja kvalitetom temeljenog na normi ISO 9001:2008 koja
omogućava proizvodnu kvalitetnih proizvoda. Coca-Cola HBC Hrvatska, kao i sve
članice skupine Coca-Cola Hellenic, ulaže znatan napor kako bi osigurala stalan napredak
u području kvalitete, a učinkovitost sustava upravljanja kvalitetom se mjeri, vrednuje i
potvrđuje unutrašnjim i vanjskih kontrolama.
Sustav upravljanja kvalitetom Coca-Cola HBC Hrvatska sukladno sa zahtjevima
međunarodne norme ISO 9001:2000 prvi je puta certificiran 2004. godine. Važenje
certifikata produljuje se svake tri godine nakon neovisnih recertifikacijskih audita koje
provodi neovisna certifikacijska organizacija, a u međuvremenu, svake godine, provodi
se i interni nadzorni audit sustava upravljanja kvalitetom, ali i nadzorni audit od strane
neovisne certifikacijske organizacije, pomoću kojeg se utvrđuje stupanj poboljšanja
sustava postignut u proteklom razdoblju te ukazuje na mogućnost daljnjih poboljšanja.
Obzirom na činjenicu da se povjerenje kupaca i potrošača može zadržati jedino dosljedno
visokom kvalitetom proizvoda poduzeće konstantno provodi dodatne analize sustava
upravljanja kvalitetom.
Prilikom utvrđivanja razine kvalitete procesa unutar poduzeća provode se kontinuirani
interni nadzori svake faze proizvodnoga procesa. Poduzeće nastoji cjelokupnim
proizvodnim lancem upravljati tako da stalno nadzire kvalitetu svakoga pojedinog
proizvodnog procesa, što uključuje i nadzor nad kvalitetom dobavljača.
Tijekom proizvodnje provode se stalna ispitivanja sastojaka i gotovih proizvoda u
posebnim laboratorijima za nadzor nad kvalitetom. Kvalitetu svojih proizvoda poduzeće
nastoji osigurati i nakon što oni napuste punionice, nasumičnim ispitivanjima na tržištu
kako bi mogli iz prodaje povući i zamijeniti proizvode ako ne zadovoljavaju stroge
standarde kvalitete, čak i kad su sigurni za konzumaciju.

29
Poduzeće je izradilo Smjernice za dobavljače tvrtke Coca-Cola HBC Hrvatska d.o.o.
prema kojima su definirani uvjeti koje moraju ispuniti dobavljači kako bi mogli poslovati
sa poduzećem Coca-Cola HBC Hrvatska.
Dobavljači tako moraju zadovoljiti sljedeće uvjete s obzirom na svoje cjelokupno
poslovanje (Coca-cola 1, 2015):
· Zakoni i propisi - Dobavljač će se pridržavati svih mjerodavnih zakona, pravila,
propisa i uvjeta u proizvodnji i distribuciji svojih proizvoda i robe, kao i prilikom
pružanja usluga tvrtki,
· Rad djece - Dobavljač neće koristiti rad djece,
· Prisilni rad - Dobavljač neće koristiti prisilni ili prinudni rad,
· Zloporaba rada - Dobavljač neće zlorabiti rad, na fizički ili koji drugi način,
· Treće osobe - Dobavljač će uvažavati prava zaposlenika da odluče žele li da ih
zastupaju treće osobe te žele li kolektivno pregovarati sukladno mjerodavnim
zakonima,
· Plaće i dodaci na plaće - Plaće i dodaci na plaće bit će sukladni mjerodavnim
zakonima,
· Radno vrijeme i prekovremeni rad - Radno vrijeme i prekovremeni rad bit će
sukladni mjerodavnim zakonima,
· Zdravlje i sigurnost - Radni uvjeti bit će sukladni mjerodavnim zakonima,
· Okoliš - Dobavljač će se pridržavati svih mjerodavnih ekoloških zakona,
· Poslovna etika - Dobavljačima nije dopušteno nuditi zaposlenicima, službenicima
ili drugim predstavnicima tvrtke Coca-Cola HBC Hrvatska d.o.o. bilo kakve
darove ili koristi u zamjenu za suradnju s dobavljačem.
No, kako bi se kvalitetno ocijenila kvaliteta proizvoda, kao rezultat procesa unutar
poduzeća, poduzeće mora nadzirati informacije koje se odnose na percepciju kupca o
tome da li je organizacija ispunila kupčeve zahtjeve vezane uz očekivanu kvalitetu
konzumiranog proizvoda. Tako je početkom ljeta 2005. godine, unutar prodajnog sektora
osnovan Odjel za odnose s kupcima. Odjel održava zasebnu telefonsku službu za kupce
u cilju prikupljanja što točnijih podataka o potrebama i mišljenjima kupaca te temeljem

30
podataka prikupljenih od kupaca dobivaju najbolju ocjenu uspješnosti svog sustava
upravljanja kvalitetom.
3.3.2.2. Sustav za upravljanje okolišem (EMS – ISO 14001)
Coca-Cola HBC Hrvatska teži kontinuiranom napretku u smislu primjene standarda
zaštite okoliša te usporedno s razvojem poslovanja, tvrtka nastoji smanjiti negativan
utjecaj na okoliš.
Kako bi postigla ove ciljeve, Coca-Cola HBC Hrvatska čini sljedeće (Coca-cola 2, 2015):
· Posluje u skladu s važećim zakonima i propisima te primjenjuje visoke standarde
zaštite okoliša koje je sama definirala,
· U cjelokupnom poslovanju primjenjuje i certificira standard ISO 14001,
međunarodno priznati sustav upravljanja zaštitom okoliša, te na taj način jamči
odgovornost prema zaštiti okoliša i kontinuiran napredak u ovome području,
· U procesu poslovnog planiranja definira strategije i ciljeve u području zaštite
okoliša kako bi osigurala da upravljanje utjecajem na okoliš bude sastavni dio
njezinog poslovanja,
· Utvrđuje ekološke značajke, postavlja ciljeve u zaštiti okoliša te prati rezultate i
preispituje procese kako bi ocijenila vlastitu uspješnost u odnosu na unutarnje i
vanjske standarde zaštite okoliša.
· Utvrđuje i uvodi potrebne promjene s ciljem postizanja što veće efikasnosti u
korištenju materijala i resursa, sprečavanju zagađenja, smanjenju emisija i
recikliranju otpada,
· Radi na tome da smanji negativne posljedice ambalaže na okoliš u svakom stupnju
njenog životnog ciklusa kroz smanjivanje količine ambalaže, povećanje
recikliranog sadržaja, promicanje reciklaže i obnove,
· Obvezuje se na zaštitu riječnih slivova očuvanjem voda i pročišćavanjem otpadnih
voda,
· Obvezuje se na zaštitu klime smanjenjem potrošnje energije i emisija iz rashladnih
tekućina,

31
· U okviru industrije bezalkoholnih pića ima vodeću ulogu u promicanju ekološki
prihvatljive ambalaže smanjujući njezinu težinu, reciklirajući ambalažu napitaka
i koristeći reciklirani materijal za novu ambalažu,
· Zaposlenicima omogućuje stjecanje potrebnih znanja te ih potiče da prepoznaju i
iskoriste prilike za povećanje uspješnosti u zaštiti okoliša i upravljanju otpadom
u području njihovog djelovanja,
· U suradnji s dionicima radi na iznalaženju rješenja za konkretne probleme zaštite
okoliša na koje tvrtka može pružiti efikasan i trajan odgovor,
· Izvještava dionike o uvjetima koje more ispuniti u području zaštite okoliša i
konkretnim rezultatima.
3.3.2.3. Sustav za upravljanje zdravljem i sigurnošću (OHSAS – 18001)
Coca-Cola HBC Hrvatska obvezuje se na razvoj i primjenu učinkovitih sustava, standarda
i praksi zaštite zdravlja i sigurnosti na radu, u skladu s rizicima koji su prisutni u njenim
poslovnim procesima. Tvrtka svoje programe zaštite zdravlja i sigurnosti na radu provodi
strukturiranom primjenom standarda OHSAS 18001:2007 (engl. Occupational Health
and Safety Assessment Series).
Tvrtka je u svoje poslovanje uključila poštivanje sljedećih načela zaštite zdravlja i
sigurnosti (Coca-cola 3, 2015):
· Stvaranje okruženja u kojemu se zdravstveni i sigurnosni rizici kontroliraju kako
bi se spriječile ozljede i profesionalna oboljenja,
· Poštivanje svih zakonskih uvjeta i propisa te poštivanje svih primjenjivih
međunarodnih standarda kontinuiranim poboljšanjima u ovome području,
· Provođenje učinkovitog programa za upravljanje zaštitom zdravlja i sigurnošću
na radu, koji će biti sastavni dio tekućih poslovnih aktivnosti.
Poduzeće ulaže znatne napore u provođenje učinkovitih edukacijskih programa za
zaposlenike u području zaštite zdravlja i sigurnosti na radu te analizira nastale poteškoće

32
i provodi korektivne akcije kako bi se spriječilo ponavljanje istih ili sličnih rizika za
zdravlje i sigurnost na radu.
3.3.2.4. Sustav za upravljanja ispravnošću hrane (ISO 22000)
Obzirom da je poduzeću Coca-Cola HBC Hrvatska primarno područje poslovanja
proizvodnja bezalkoholnih pića značajnu ulogu za kvalitetu proizvedenih proizvoda ima
zdravstvena ispravnost hrane. Tako poduzeće primjenjuje u svom poslovanju načela
zdravstvene ispravnosti hrane temeljene na normi ISO 22000:2005.
Odlučnost u jamčenju kvalitete Coca-Cola HBC Hrvatska temelji na poštivanju sljedećih
načela zdravstvene ispravnosti hrane (Coca-cola 4, 2015):
· proizvoditi i snabdijevati tržište proizvodima koji ispunjavaju najviše norme
zdravstvene ispravnosti hrane,
· ispuniti ili nadmašiti sve zakonom propisane uvjete povezane sa zdravstvenom
ispravnošću i kvalitetom hrane te tako osigurati održivu razinu zdravstvene
ispravnosti hrane na temelju provedbe i certificiranja učinkovitog sustava
upravljanja zdravstvene ispravnosti hrane usklađenog s normom ISO 22000:2005,
· potvrđivati učinkovitost sustava za upravljanje zdravstvenom ispravnošću i
kvalitetom hrane na temelju unutrašnje i vanjske,
· neprestano revidirati politike, norme i pravila postupanja u svrhu učinkovitog
upravljanja rizicima povezanima sa zdravstvenom ispravnošću hrane, što
proizlazi iz promjena u proizvodima, procesima i tehnologijama,
· osigurati da dobavljači i podizvođači prihvate iste obveze povezane sa
zdravstvenom ispravnošću i kvalitetom hrane te nadzirati materijal i usluge koje
isporučuju tijekom revizija i inspekcija ulaznih sirovina
· prenijeti aspekte, strategije i rezultate povezane sa zdravstvenom ispravnošću i
kvalitetom hrane suradnicima, potrošačima, kupcima i glavnim dionicima koji
imaju utjecaj na sustave upravljanja zdravstvenom ispravnošću i kvalitetom hrane
tvrtke ili su u njih uključeni.

33
3.3.2.5. Sustav analize opasnosti i kontrole kritičnih točaka (HACCP)
Kao dopunu sustava upravljanja kvalitetom i sustava upravljanja zdravstvenom
ispravnošću hrane poduzeće primjenjuje metodologiju sustava analize opasnosti i
kontrole kritičnih točaka HACCP.
Obzirom na važnost kvalitete i ispravnosti proizvoda na razini cijele grupe svi napitci
proizvedeni u Coca-Coli HBC Hrvatska moraju zadovoljiti sve državne uvjete i standarde
kvalitete i sigurnosti hrane što se osigurava kombinacijom navedenih sustava upravljanja.

34
4. PRIMJENA METODE FMEA PROCESA PROIZVODNJE BEZALKOHOLNIH
PIĆA NA PRIMJERU PODUZEĆA COCA-COLA HBC HRVATSKA
U nastavku poglavlja je prikazana provedba i rezultati provedbe FMEA analize u procesu
proizvodnje bezalkoholnih pića.
4.1. Primjena metode FMEA procesa u proizvodnji bezalkoholnih pića
Temeljem podataka o procesu proizvodnje bezalkoholnih pića, prikupljenih iz odjela
proizvodnje bezalkoholnih pića u poduzeću Coca-Cola HBC Hrvatska, napravljeno je
istraživanje u kojem se provodi FMEA analiza procesa proizvodnje bezalkoholnih pića
kako bi se utvrdila moguća poboljšanja u samom procesu proizvodnje. Fokus istraživanja
su potencijalne pogreške u samom procesu proizvodnje bezalkoholnih pića koje mogu
dovesti do proizvodnje proizvoda nezadovoljavajuće razine kvalitete te mjere kontrole
kojima se te pogreške mogu detektirati, ukloniti ili umanjiti njihove posljedice. FMEA
analiza provodi se u procesu proizvodnje prirodnog negaziranog voćnog soka. Tablica za
provođenje FMEA analize podijeljena je u više zasebnih tablica zbog same veličine
cjelokupne tablice i bolje preglednosti podataka koji se unose u cjelokupnu tablicu za
provedbu FMEA analize.
4.2. Definiranje procesa proizvodnje bezalkoholnih pića
Proces proizvodnje u poduzeću se može promatrati u užem i u širem smislu. Kada se
govori o proizvodnom procesu u širem smislu on uključuje sve segmente potrebne za
provedbu procesa proizvodnje: nabavu sirovine i ambalaže, ulazak sirovine u proces
proizvodnje, kemijsku i mehaničku obradu sirovina, proces punjenja, etiketiranje,
pakiranje i skladištenje. No, kada se govori o procesu proizvodnje u užem smislu, misli
se na samo na kemijsku i mehaničku obradu sirovina što je prikazano na Ilustraciji 6.

35
Ilustracija 6: Faze procesa proizvodnje
Izvor: Izrada autora
Postupak proizvodnje soka od voća prešanjem i pasterizacijom omogućava najbolje
očuvanje korisnih tvari (vitamina, minerala, enzima). Tako proizvedeni sok, za razliku od
sokova proizvedenih iz koncentrata, sastoji se od 100% sadržaja voća te ne sadrži dodanu
vodu, konzervanse ni aditive.
Za proizvodnju soka koriste su različite vrste voća i u fazi tehnološke zrelosti. Prednost
ove proizvodnje je u mogućnosti korištenja i onih plodova koje zbog veličine ili izgleda
(oštećenja površine tučom i sl.) nije moguće prodati u svježem stanju kao konzumnu robu.
Na taj se način može iskoristiti takvo voće, takozvane industrijske kvalitete, kojega
uslijed tehnoloških pogrešaka i vremenskih uvjeta uvijek ima u manjoj ili većoj količini.
Ovaj je postupak naročito prikladan za voće i povrće čiji su plodovi tvrđe konzistencije,
jer se zbog velikih sila prešanja postiže dobra iskoristivost, od 65% pa čak do 80 %. To
znači da je za proizvodnju jedne litre soka od jabuke potrebna količina od 1,25 do 1,5 kg
plodova. Sok se najčešće proizvodi od jabuka, krušaka, mrkve, te od drugih vrsta voća.
ČIŠĆENJE I PRANJE VOĆA
RUČNO UKLANJANJE
OŠTEČENJA NA VOĆU
ISPIRANJE VOĆA
MLJEVENJE VOĆA PREŠANJE VOĆADODAVANJE
ASKORBINSKA KISELINA
FILTRIRANJE PASTERIZACIJAHLAĐENJE U TANKOVIMA

36
Za proizvodnju soka koriste se zreli plodovi, koji mogu biti površinski oštećeni, ali ne
smije biti trulih, pljesnivih ili zelenih plodova. Mjestimičnu trulež plodova potrebno je
ukloniti nožem. Plodove je prvo potrebno oprati od površinskih nečistoća, čime se postiže
mikrobiološka ispravnost sirovine za proizvodnju soka.
Nakon otapanja površinske nečistoće, plodove je potrebno prskati čistom vodom kako bi
se uklonile sve nečistoće. Pranje se vrši postupkom barbotiranja, odnosno miješanja robe
zrakom koji se upuhuje na dnu posude s vodom. Nakon pranja roba se prska čistom
vodom iz vodovoda, čime se s površine uklanjaju ostaci nečistoća, te istresa u mlin.
Nakon pranja, plodovi se melju, kako bi se dobila što finije samljevena kaša, prikladna
za prešanje. Samljevena kaša preša se u hidrauličkoj preši, gdje se, ovisno o vrsti voća ili
povrća te stanju zrelosti, dobiva od 65%, a u optimalnoj tehnološkoj zrelosti voća čak i
preko 80 % soka u odnosu na masu plodova. Kako bi se spriječila oksidacija soka, koja
dovodi do tamnjenja, isprešanom se soku kao antioksidant dodaje askorbinska kiselina
(C vitamin).
Nakon toga, sok je potrebno pasterizirati, odnosno zagrijati ga na temperaturu 78 do 80°C,
čime se sprječava djelovanje mikroorganizama njihovim termičkim uništavanjem.
Mikroorganizmi (uglavnom kvasci i bakterije) uzrokuju alkoholno vrenje soka i
pretvorbu voćnog vina u ocat, dakle kvarenje soka.
Nakon pasterizacije, sok se sprema u cisterne u kojima se hladi. Tada završava proces
proizvodnje, a slijedi pakiranje i skladištenje. Kako se radi o proizvodnji voćnog
negaziranog soka od 100% voća, bez dodataka šećera i aroma, proces proizvodnje je
poprilično jednostavan, ali upravo zbog toga je izrazito važna kvaliteta sirovina (voća) i
njegove obrade.

37
4.3. Istraživanje procesa proizvodnje
Nakon utvrđivanja pogrešaka u procesu proizvodnje potrebno je kategorizirati značaj
uočenih pogrešaka, utvrditi vjerojatnost njihova nastupanja, utvrditi posljedice pogrešaka
i značaj tih posljedica te utvrđivanje kontrolnih akcija koje će spriječiti nastanak uočenih
pogrešaka što je prikazano u nastavku poglavlja.
4.3.1. Definiranje mogućih pogrešaka u procesu proizvodnje
Prilikom donošenja odluke o provođenju FMEA analize procesa proizvodnje ključni
korak je utvrđivanje opsega analize. Utvrđivanje opsega analize ovisi o ulaznim
zahtjevima koji su doveli do stvaranja potrebe za provedbu FMEA analize. Ukoliko se
postojeći zahtjevi za provedbom FMEA analizom nedovoljno ozbiljno analiziraju
nemoguće je pravilno utvrditi opseg analize što neće donijeti kvalitetne i upotrebljive
rezultate analize. Potrebno je fokusirati analizu na najkritičnije dijelove proizvodnje koji
se definiraju analizom uočenih problema i zahtjeva za FMEA analizom.
Iako poduzeće pomno bira dobavljače i pred njih postavlja zahtjeve visoko kvalitetnih
sirovina postoje rizici nedovoljno kvalitetnih sirovina ili nekvalitetne mehaničke obrade
sirovina. Obzirom da se kontrola kvalitete dostavljenih sirovina vrši odmah po dostavi i
zbog obveze dobavljača da dostavi kvalitetne sirovine u tom segmentu su najmanji rizici.
No, od strane djelatnika u odjelu proizvodnje češće su uočavani problemi kod početne
mehaničke obrade sirovina (čišćenja, pranja i ručnog uklanjanja nedostataka na
sirovinama). Ostatak procesa predstavlja standardizirane mehaničko-kemijske postupke
sa točno normiranim dozama i procedurama i u točno utvrđenim koracima koji se provode
na suvremenim strojevima koji se redovito održavaju. Za uspješnost ovog dijela
proizvodnje su zaduženi timovi tehnologa i kemijskih inženjera te radnika u održavanju
strojeva i postrojenja. Pogreške u tom dijelu su rijetke i djelatnici u odjelu proizvodnje ne
smatraju taj dio proizvodnog procesa sklonog riziku pogreške zbog strogih uvjeta
kontrole u kojima se odvija.

38
Analizom informacija dobivenih od djelatnika u odjelu proizvodnje utvrđene su sljedeće
pogreške:
· Nedovoljno oprano voće,
· Ne uklanjanje smeća, zemlje i sl. iz voća,
· Ne uklanjanje trulih ili zelenih dijelova na voću,
· Ne uklanjanje peteljki ili listova na voću.
Zbog navedenih nalaza i analiza zahtjeva moguće je definirati opseg analize. Opseg
analize je proces proizvodnje u užem smislu (mehanička i kemijska obrada sirovina) uz
poseban naglasak na početni dio procesa proizvodnje (mehaničku obradu ulaznih
sirovina).
Prilikom donošenja odluke o provođenju FMEA analize nije dovoljno jednostavno
krenuti u provedbu bez prethodne analize i upoznavanja sa svim faktorima utjecaja na
području na kojem se želi provesti analiza. Važno je definirati elemente procesa na kojem
se želi provesti analiza te prepoznati sve njegove slabosti i snage kako bi se kvalitetno
pristupilo provedbi FMEA analize te kako bi se omogućilo ispunjenje njezina osnovnog
cilja, a to je preventivo djelovanje na uklanjanje pogrešaka prije nego što uopće nastanu.
Ukoliko menadžment nema jasnu sliku o funkcioniranju svih elemenata procesa unutar
poduzeća teško će moći pravodobno reagirati na signale o poteškoćama u procesu
(Carlson, 2012, str. 13-15).
Temeljem navedenog je moguće potvrditi prvu pomoćnu hipotezu koje glasi:
Ključni korak pri primjeni FMEA analize predstavlja detaljna analiza ulaznih zahtjeva
temeljem koje se utvrđuje opseg i predmet analize.
Naime, obzirom da su najčešće uočavane pogreške u početnom dijelu procesa
proizvodnje najviše pažnje će se posvetiti upravo tom dijelu kako bi se u konačnici
utvrdile korektivne akcije kojima će se pojava tih pogrešaka prorijediti, u potpunosti
ukloniti ili će se umanjiti posljedice tih pogrešaka. Bez osluškivanja iskustva djelatnika
odjela proizvodnje mogla se previdjeti važnost tog dijela procesa proizvodnje što bi

39
dovelo do konstantnog ponavljanja uočenih pogrešaka i, u konačnici, proizvoda smanjene
kvalitete.
4.3.2. Definiranje potencijalnih uzroka pogrešaka u procesu proizvodnje
Nakon definiranja uočenih pogrešaka važno je izvršiti detaljnu analizu procesa i utvrditi
potencijalne uzroke pogrešaka. Suradnjom odjela koji je zadužen za provedbu FMEA
analize i djelatnika u odjelu proizvodnje donose se zaključci o uzrocima uočenih
pogrešaka što je prvi korak u procesu rješavanja problema u procesu proizvodnje i
uklanjanja uočenih pogrešaka.
Analizom procesa proizvodnje bezalkoholnih sokova utvrđeni su sljedeći potencijalni
uzroci pogrešaka:
· Voće nezadovoljavajućih svojstava kvalitete zbog nemara dobavljača,
· Nedostaci u radu mlaznica za pranje voća,
· Ljudska pogreška kod čišćenja voća (ne uklanjanje nečistoća, trulih ili zelenih
dijelova voća),
· Nedostaci u radu mlaznica za zrak i vodu u procesu drugog pranja voća.
Slijedom navedenog se može zaključiti opravdanost druge pomoćne hipoteze koja glasi:
Primjena FMEA metode u proizvodnji bezalkoholnih pića učinkovita je u pronalaženju
uzroka odstupanja u razini kvalitete s ciljem smanjivanja učestalosti odstupanja u razini
kvalitete u procesu proizvodnje.
Naime, FMEA analiza zahtjeva timski rad koji će dovesti do srži problema i pronalaska
rješenja za utvrđene probleme, odnosno pogreške. Upravo je donošenje odluke o
provođenju FMEA analize i formiranjem djelatnika za provedbu analize omogućilo
detaljniju analizu procesa proizvodnje. Komunikacija sa onima koji su direktno uključeni
u proces proizvodnje, djelatnicima odjela proizvodnje, i dubinsko skeniranje problema
(pogrešaka) u procesu proizvodnje doveli su do boljeg razumijevanja funkcioniranja
procesa proizvodnje i uzrocima potencijalnih pogrešaka.

40
Bez dubinske analize za potrebe FMEA analize menadžment ne bi bio upoznat sa
pogreškama koje se javljaju u procesu proizvodnje i uzrocima tih pogrešaka što bi dovelo
do konstantnog ponavljanja pogrešaka u procesu proizvodnje i značajnog pada kvalitete
finalnog proizvoda, a shodno tome i do pada ugleda poduzeća i poslovne uspješnosti zbog
nezadovoljstva potrošača razinom kvalitete konzumiranih proizvoda.
4.3.3. Ocjenjivanje učestalosti pojavljivanja uzroka pogrešaka u procesu
proizvodnje
Sljedeći korak je ocjena ozbiljnosti svake pogreške što je prikazano u Tablici 6. Svaka
uočena pogreška numerira se skalom od 1 do 10 prema učestalosti pojave i značaju
posljedica. Brojevi pomažu inženjeru u definiranju prioriteta mogućih pogrešaka i
njihovih posljedica, te se to naziva rangiranje ozbiljnosti (engl. severity rating – S).
Tablica 6: Ocjena ozbiljnosti pogrešaka u procesu proizvodnje voćnog soka u poduzeću
Coca-Cola HBC Hrvatska
POGREŠKA OCJENA OZBILJNOST DEFINICIJA
Nedovoljno oprano voće
6 srednja Posljedica pogreške uzrokuje djelomičan kvar proizvoda.
Ne uklanjanje smeća, zemlje i sl. iz voća
7
velika
Posljedica pogreške uzrokuje vrlo visoko nezadovoljstvo kod
korisnika.
Ne uklanjanje trulih ili
zelenih dijelova na voću
7
velika
Posljedica pogreške uzrokuje vrlo visoko nezadovoljstvo kod
korisnika.
Ne uklanjanje peteljki ili
listova na voću
7
velika
Posljedica pogreške uzrokuje vrlo visoko nezadovoljstvo kod
korisnika.
Izvor: Izrada autora
Kao što je vidljivo iz podataka u Tablici 6. nedovoljno oprano voće je definirano kao
pogreška srednje razine ozbiljnosti zbog toga što uzrokuje djelomično smanjenje kvalitete

41
konačnog proizvoda, ali je skeniranjem uzroka nastajanja pogreške moguće ispraviti
uzroke i u potpunosti ukloniti pogrešku.
Ne uklanjanje onečišćenje iz voća, trulih ili zelenih dijelova na voću i peteljki ili listova
na voću rangirano je kao pogreška velike ozbiljnosti zbog toga što uzrokuju značajno
smanjenje kvalitete finalnog proizvoda i dovode do stvaranje prirodnog voćnog
negaziranog soka koji ne odgovara strogim zahtjevima sustava za upravljanje sigurnošću
i zdravstvenom ispravnošću hrane, što je veoma bitno u proizvodnji proizvoda
namijenjenog konzumaciji.
4.3.4. Definiranje učestalosti nastanka pojedine pogreške
Nakon ocjene ozbiljnosti posljedice vrši se ocjena učestalosti pojavljivanja pojedinih
uočenih pogrešaka što je prikazano u Tablici 8. Vjerojatnost pojavljivanja uzroka
pogreške se ocjenjuje skalom od 1 do 10, gdje 1 označava vrlo nevjerojatno pojavljivanje
pogreške, a 10 neizbježno pojavljivanje pogreške. Vjerojatnost pojave uzroka pogreške
znači vjerojatnost pojave same pogreške, jer je vrlo rijedak slučaj pojave uzroka pogreške
i ne pojave pogreške tog uzroka.
Tablica 7: Ocjena učestalosti pojavljivanja pojedinih pogrešaka u procesu proizvodnje
voćnog soka u poduzeću Coca-Cola HBC Hrvatska
POGREŠKA OCJENA UČESTALOST OPIS
Nedovoljno oprano
voće
7 Umjereno nisko:
rijetke pogreške
Pojavljivanje jednom u godini ili
vjerojatnost pojavljivanja šest puta na 100,000 događaja
Ne uklanjanje smeća, zemlje i sl. iz voća
7 Umjereno nisko:
rijetke pogreške
Pojavljivanje jednom u godini ili
vjerojatnost pojavljivanja šest puta na 100,000 događaja
Ne uklanjanje trulih
ili zelenih dijelova na
voću
4
Visoko: često pojavljivanje
pogreške
Pojavljivanje jednom svaki mjesec
ili vjerojatnost pojavljivanja
jednom na 100 događaja
Ne uklanjanje
peteljki ili listova na
voću
2
Visoko: pogreška se pojavljuje jako
često
Pojavljivanje jednom u tri dana ili
vjerojatnost pojavljivanja tri puta
na 10 događaja
Izvor: Izrada autora

42
Kao što je vidljivo iz podataka u tablici, nedovoljno oprano voće je rijetka pogreška koja
se događa zbog kvara na mlaznicama vode i zraka. Strojevi sa mlaznicama su podvrgnuti
stalnoj kontroli djelatnika u odjelu za održavanje strojeva i postrojenja no kvarovi se
mogu dogoditi i unatoč kontinuiranom održavanju. No, ovakve greške se rijetko
događaju.
Ne uklanjanje onečišćenja iz voća se povezuje sa prvom pogreškom, jer obično imaju isti
uzrok pa tako niti do ove pogreške ne dolazi često. Ne uklanjanje trulih ili zelenih dijelova
na voću je često ponavljanja greška nastala zbog nemara ili nedostatka pažnje djelatnika
odjela proizvodnje i svakako je potrebno pridati veliku važnost ovoj pogrešci zbog
učestalosti njezina pojavljivanja, ali i zbog njezina direktnog utjecaja na kvalitetu
finalnog proizvoda. Ne uklanjanje peteljki ili listova na voću je najčešće pojavljivana
pogreška od uočenih pogrešaka. Ona je također direktno uzrokovana ljudskim faktorom
i jednako važna kako i prethodno definirana pogreška zbog svog direktnog utjecaja na
kvalitetu finalnog proizvoda.
4.3.5. Ocjena otkrivanja pogrešaka
Sljedeći korak je utvrditi koje su postojeće metode i mehanizmi otkrivanja pogrešaka u
procesu proizvodnje i kolika je vjerojatnost da će se primjenom tih metoda i mehanizama
uočiti pogreška prije nego se dovrši proces proizvodnje i sok dođe do kupaca. Za svaku
kontrolu određuje se rang otkrivanja (detection rating – D), odnosno vjerojatnost da će
određen alat otkriti pogrešku. U nastavku je prikazana tablica za rangiranje vjerojatnosti
otkrivanja i tehnike kontrole koje poduzeće primjenjuje u procesu proizvodnje.
Obzirom da poduzeće ima implementiran sustav upravljanja kvalitetom sukladno
zahtjevima međunarodne norme ISO 9001, ima izrađene pisane postupke za provedbu
aktivnosti u procesnim koracima. U tim postupcima utvrđuje se dvostruka odgovornost
za svaku aktivnost u procesu: 1) odgovornost za izvršenje i 2) odgovornost za kontrolu
izvršenja. To znači da zapravo nema aktivnosti u procesnom koraku, odnosno u cijelom

43
poslovnom procesu za čije izvršenje nije utvrđena egzaktna odgovornost. No uvijek
postoji prostor za poboljšanje postojećih kontrola.
Poduzeće provodi direktne kontrole procesa proizvodnje. Odjel kontrole proizvodnje se
sastoji od djelatnika za kontrolu radu djelatnika u odjelu proizvodnje i kompletnog
procesa proizvodnje. Ovi djelatnici su zaduženi za nadzor u radu djelatnika u odjelu
proizvodnje koji su zaduženi za uklanjanje nedostataka te lišća i peteljki sa voća.
U odjel kontrole proizvodnje spadaju i tehničari koji vrše održavanje strojeva i
postrojenja. Njihov glavni zadatak je vršiti nadzor nad radom strojeva i provoditi tekuće
održavanje strojeva kako bi se utvrdili i uklonili nedostaci na strojevima prije samog
početka procesa proizvodnje, ali i kontrola i nadzor rada strojeva u procesu proizvodnje.
Tablica 8: Ocjena vjerojatnosti otkrivanja pojedinih pogrešaka u procesu proizvodnje
voćnog soka u poduzeću Coca-Cola HBC Hrvatska
POGREŠKA OCJENA VJEROJATNOST OPIS
Nedovoljno oprano
voće
2 Vrlo visoko Vrlo visoka vjerojatnost
otkrivanja pogreške.
Ne uklanjanje
smeća, zemlje i sl. iz voća
2
Vrlo visoko
Vrlo visoka vjerojatnost
otkrivanja pogreške.
Ne uklanjanje
trulih ili zelenih
dijelova na voću
5
Umjereno
Vrlo pomno kontroliranje
ljudskim osjetilima.
Ne uklanjanje
peteljki ili listova
na voću
5
Umjereno
Vrlo pomno kontroliranje
ljudskim osjetilima.
Izvor: Izrada autora
Kao što je vidljivo iz podataka u Tablici, nedovoljno oprano voće i ne uklanjanje
nečistoća sa voća je pogreška za koju postoji vrlo visoka vjerojatnost uočavanja zbog toga
što procesu proizvodnje voćnog soka prisustvuju tehničari iz odjela kontrole koji čim
uoče nepravilnosti u radu strojeva zaustavljaju proces proizvodnje i kreću u rješavanje
problema.

44
Ne uklanjanje trulih ili zelenih dijelova na voću te peteljki ili listova na voću je rangirano
kao pogreška za koju postoji umjerena vjerojatnost otkrivanja zbog toga što, unatoč
postojanju djelatnika iz odjela kontrole koji vrše nadzor nad radom djelatnika u
proizvodnji, oni nisu prisutni tijekom čitavog procesa proizvodnje već vrše iznenadne
povremene kontrole djelatnika odjela proizvodnje. Kada krenu u iznenadnu kontrolu
vjerojatnost za otkrivanje navedenih pogrešaka je izrazito visoka, no obzirom da nisu
konstantno prisutni postoje razdoblja u kojima je potpuno nemoguće uočiti navedene
pogreške. Zbog navedenog su ove pogreške rangirane kao pogreške sa umjerenom
vjerojatnosti otkrivanja.
4.3.6. Određivanje faktora prioritet rizika
Sljedeći korak je određivanje faktora prioriteta rizika – RPN i faktora kritičnosti – CRIT
za uočene pogreške u procesu proizvodnje voćnog soka što je i prikazano u Tablici 9.
Faktor prioriteta rizika određuje se nakon što je utvrđen rang ozbiljnosti (S), rang
vjerojatnosti pojavljivanja (O) i rang vjerojatnosti otkrivanja (D), a prema formuli :
RPN=S*O*D
Rezultat može poprimiti vrijednost od 1 do 1000.
Izračunava se i faktor kritičnosti tako da se rang ozbiljnosti (S) pomnoži s rangom
vjerojatnosti pojavljivanja (O) određenog uzroka :
CRIT=S*O
Rezultat može poprimiti vrijednost od 1 do 100.
U nastavku su prikazani izračunati faktori prioriteta rizika i faktori kritičnosti pojedinih
pogrešaka temeljem ranije utvrđenih rangova ozbiljnosti, vjerojatnosti pojavljivanja i
vjerojatnosti otkrivanja uočenih pogrešaka prema gore navedenim formulama.

45
Tablica 9: Faktor prioriteta rizika i faktor kritičnosti pogrešaka u procesu proizvodnje
voćnog soka u poduzeću Coca-Cola HBC Hrvatska
POGREŠKA RPN CRIT
Nedovoljno oprano voće 84 42
Ne uklanjanje smeća, zemlje i sl. iz voća
98 49
Ne uklanjanje trulih ili
zelenih dijelova na voću
140 28
Ne uklanjanje peteljki ili
listova na voću
70 14
Izvor: Izrada autora
Temeljem izračunatog faktora prioriteta rizika zaključuje se kako je izrazitu pažnju
potrebno posvetiti ispravljanju pogreške ne uklanjanja trulih ili zelenih dijelova na voću,
ali i ne uklanjanju peteljki i listova na voću. Kao potvrda važnosti ove dvije pogreške u
procesu proizvodnje slijedi i izračunati faktor rizičnosti. Obzirom da nekvalitetna
priprema voća za daljnju proizvodnju direktno utječe na razinu kvalitete finalnog
proizvoda ove dvije pogreške predstavljaju visoko kritične pogreške koje svakako treba
pokušati ukloniti korektivnim akcijama na postojećim mjerama i mehanizmima kontrole.
Nedovoljno oprano voće i ne uklanjanje nečistoća sa voća predstavljaju pogreške
relativno niskog faktora prioriteta rizika i manja je kritičnosti pojavljivanja navedenih
pogrešaka. Obzirom na manju vjerojatnost pojavljivanja ovi pogrešaka njihov značaj za
kvalitetu proizvoda je manji, ali utvrđeno ne znači kako je moguće ignorirati utvrđene
pogreške. Svaki nedostatak u procesu proizvodnje utječe na kvalitetu finalnog proizvoda
i kao takvog ga je potrebno pokušati ukloniti.

46
4.3.7. Revizija postojećih metoda kontrole i definiranje mjera poboljšanja postojećih metoda kontrole kvalitete
Nakon utvrđenih faktora prioriteta rizika i faktora kritičnosti za uočene pogreške u
procesu proizvodnje potrebno je utvrditi moguće korektivne akcije postojećih mjera i
mehanizama kontrole te redoslijed njihove provedbe temeljem izračunatih faktora
prioriteta rizika i faktora kritičnosti pogrešaka.
Tablica 10: Mehanizmi kontrole procesa proizvodnje voćnog soka u poduzeću Coca-Cola
HBC Hrvatska
POSTOJEĆI MEHANIZMI KONTROLE MOGUĆA POBOLJŠANJA
MEHNIZAMA KONTROLE
1. Tekuće održavanje strojeva i
postrojenja
2. Direktan nadzor rada strojeva
tijekom cijelog procesa proizvodnje
1. Ukoliko su kvarovi prečesti,
kontaktirati prodavatelja strojeva
2. Ukoliko su kvarovi prečesti, nabava
novih strojeva
1. Izvanredna kontrola djelatnika odjela
proizvodnje
2. Edukacija zaposlenika o važnosti
zdravstveno ispravnih sirovina
3. Češće iznenadne kontrole
4. Konstantan nadzor nad radom
djelatnika u odjelu proizvodnje
Izvor: Izrada autora
Obzirom da su kako prioritetne pogreške definirane pogreška ne uklanjanja trulih ili
zelenih dijelova na voću i pogreška ne uklanjanja peteljki ili listova na voću, prvo je
potrebno provesti korektivne akcije na mjerama i mehanizmima kontrole koji se odnose
na taj segment procesa proizvodnje. Obzirom da je jedina mjera kontrole ovog dijela
proizvodnog procesa iznenadna povremena kontrola djelatnika odjela proizvodnje od
strane djelatnika odjela kontrole potrebno je uložiti mnogo veće napore kako bi se postigli
željeni efekti, odnosno kako bi se poboljšao rad djelatnika odjela proizvodnje i kako bi se
zadržala željena razina kvalitete finalnog proizvoda.

47
Kako bi se ova pogreška u procesu proizvodnje uklonila potrebno je provesti dodatnu
edukaciju djelatnika odjela proizvodnje kako bi ih se upoznalo ili podsjetilo na važnost
kvalitetne obrade voća u ovom dijelu proizvodnje kako bi se na kraju procesa proizvodnje
mogao dobiti zdravstveno ispravan prirodni voćni sok visoke razine kvalitete. Jedna od
mjera koju bi također trebalo provesti su češći postupci izvanredne kontrole od strane
voditelja odjela kontrole i uspostavljanje tima djelatnika odjela kontrole koji bi provodili
konstantnu kontrolu rada djelatnika odjela proizvodnje ukoliko mjera dodatne edukacije
zaposlenika ne rezultira željenim poboljšanjem rada djelatnika odjela proizvodnje.
Djelatnici zaduženi za tehničko održavanje strojeva i postrojenje provode konstantne
aktivnosti tekućeg održavanja strojeva i postrojenja te su prisutni tijekom cijelog procesa
proizvodnje i zbog toga je vjerojatnost nastupanja pogrešaka u čišćenju voća nastalih
zbog nedostataka u radu strojeva i postrojenje mala. Kako trenutno nisu česta kvarenja
strojeva i postrojenja nije potrebno provoditi neke rigorozne korektivne akcije mjera
kontrole rada strojeva i postrojenje no potrebno je provoditi konstantan nadzor nad tim
dijelovima procesa proizvodnje kako bi se ukoliko se uoče promjene u učestalosti kvarova
poduzmu potrebne korektivne aktivnosti. U tom slučaju moguće je kontaktirati
prodavatelja spornih strojeva ako se utvrdi da je prodavatelj prodao proizvod niske razine
kvalitete. Također, ukoliko se utvrdi da se strojevi kvare zbog starosti i poteškoća u
održavanju starih strojeva moguće je riješiti problem čestih kvarova na starim strojevima
nabavom novih strojeva.
Tvrdnja da FMEA metoda uvijek smanjuje troškove u proizvodnji i prodaji poduzeća te
potpuno uklanjanje svih pogreška u proizvodnji i prodaji ne može biti u potpunosti točna,
jer je u praksi gotovo nemoguće predvidjeti potpunu ili nultu vjerojatnost nastanka neke
pogreške no primjena FMEA analize podrazumijeva konstantnu analizu učinkovitosti
mehanizama kontrole u poduzeću što omogućuje povećanje vjerojatnosti pravovremenog
uočavanja pogrešaka te umanjivanje vjerojatnosti nastanka pogrešaka pravovremenim
djelovanjem (Dobrović, Tadić, Stanko, 2008, str. 102).

48
Slijedom utvrđenih nalaza FMEA analize može se potvrditi treća pomoćna hipoteza koja
glasi:
Primjena FMEA metode u proizvodnji bezalkoholnih pića učinkovita je u analizi
postojećih mehanizama kontrole i utvrđivanja mogućih poboljšanja mehanizama kontrole
koja će dovesti do uklanjanja pogrešaka u procesu proizvodnje i zadržavanja željene
razine kvalitete finalnog proizvoda.
Naime, bez provedbe FMEA analize poduzeće ni bi bilo u mogućnosti utvrditi
učinkovitost svojih mjera i mehanizama kontrole procesa proizvodnje. Provedba FMEA
analize u poduzeću je omogućila dubinsku analizu, ne samo procesa proizvodnje i
pogrešaka u procesu proizvodnje već i funkcionalnosti i uspješnosti utvrđenih mjera
kontrole. Djelovanjem na uklanjanje nedostataka uočenih u mjerama kontrole omogućuje
se bolje i sigurnije odvijanje proizvodnje prirodnog voćnog soka visoke razine kvalitete.
4.4. Značaj dodatne kontrole pomoću FMEA metode za uspješnost poslovanja
poduzeća Coca-Cola HBC Hrvatska
Kako bi se utvrdila uspješnost provedene FMEA analize potrebno je provesti ponovnu
analizu procesa proizvodnje nakon provedenih korektivnih akcija utvrđenih početnom
FMEA analizom.
Provedene su aktivnosti edukacije djelatnika odjela proizvodnje i oformljen je tim
djelatnika odjela kontrole koji vrše kontrolu nad radom djelatnika odjela proizvodnje.
Tehničari zaduženi za kontrolu rada strojeva nastavili su sa svojim redovitim
aktivnostima tekućeg održavanja strojeva i konstantne kontrole rada strojeva u procesu
proizvodnje prirodnog voćnog soka.
U nastavku su, u Tablici 11, izračunati novi podaci za ocjenu ozbiljnosti pogrešaka (S),
ocjenu učestalosti pojave pogrešaka (O), ocjenu vjerojatnosti otkrivanja (D), novi faktor
prioriteta rizika (RPN) i novi faktor kritičnosti (CRIT) nakon provedenih korektivnih
akcija na mjerama kontrole nad procesom proizvodnje.

49
Tablica 11: Ponovljena FMEA analiza
POGREŠKA S O D RPN CRIT
Nedovoljno oprano voće 6 7 2 84 42
Ne uklanjanje smeća,
zemlje i sl. iz voća
7 7 2 98 49
Ne uklanjanje trulih ili
zelenih dijelova na voću
7 6 2 84 42
Ne uklanjanje peteljki ili
listova na voću
7 6 2 84 42
Izvor: Izrada autora
U ponovljenoj FMEA analizi je temeljem nalaza početne analize dodijeljena ista ocjena
ozbiljnosti nastanka pogrešaka nedovoljnog pranja voća i ne uklanjanja nečistoća iz voća
zračnim i vodenim mlaznicama, unatoč značajnom utjecaju tih pogrešaka na kvalitetu
finalnog proizvoda. Provoditelj FMEA analize se odlučio za takav postupak zbog toga
što je i dalje vjerojatnost nastanka tih pogrešaka umjereno niska (pojavljivanje pogreške
jednom u godini ili vjerojatnost pojavljivanja šest puta na 100,000 procesa proizvodnje),
te zbog toga što je utvrđeno kako su primjenjivane mjere kontrole visoko učinkovite u
otkrivanju tih pogrešaka. No, zaključak ponovno provedene FMEA analize je da treba
provoditi kontinuirano detaljno skeniranje procesa proizvodnje i učestalosti pojavljivanja
navedenih pogrešaka kako bi se pravovremeno primijenile potrebne korektivne akcije
ukoliko se uoči porast učestalosti pojavljivanja pogrešaka nedovoljnog čišćenja sirovina
uzrokovanog kvarovima strojeva i postrojenja.
Obzirom da su se, nakon početno provedene FMEA analize, sve korektivne mjere
mehanizama kontrole odnosile na poboljšanja kontrole rada djelatnika u odjelu
proizvodnje koji su zaduženi za uklanjanje svih fizičkih nedostataka na sirovini najviše
je promjena uočeno upravo u tom dijelu proizvodnog ciklusa.
U ponovljenoj FMEA analizi je dodijeljena jednaka razina ozbiljnosti nastanka ranije
navedenih pogrešaka zbog toga što one direktno utječu na zdravstvenu ispravnost
proizvoda i razinu kvalitete finalnog proizvoda čime direktno utječu na smanjeno

50
zadovoljstvo potrošača i indirektno na poslovni ugled i uspjeh poduzeća. Nakon što su
provedene dodatne edukacije djelatnika odjela proizvodnje i nakon što je oformljen tim
djelatnika odjela kontrole koji vrše kontrolu nad radom djelatnika odjela proizvodnje
ispunjene su temeljne pretpostavke za predviđanje manje vjerojatnosti nastupanja tih
pogrešaka u procesu proizvodnje sa većom vjerojatnosti otkrivanja njihovog
pojavljivanja u procesu proizvodnje. Uočena su znatna poboljšanja sustava kontrole što
je direktna posljedica provedene FMEA analize koja je omogućila uvid u učinkovitost
postojećih metoda kontrole i njihovo poboljšanje. Temeljem provedenih poboljšanja
usavršen je i proces kontrole i proces proizvodnje što poduzeću jamči kvalitetan i
zdravstveno ispravan finalni proizvod koji će u potpunosti zadovoljiti potrebe potrošača
i pomoći poduzeću učvrstiti tržišnu poziciju.

51
5. ZAKLJUČAK
Nakon proučavanja metodologije provedbe FMEA analize, njezine svrhe, ciljeva i zadaća
te provedene FMEA analize na konkretnom primjeru moguće je potvrditi postavljenu
radnu hipotezu koje se prije svega odnosi na dokazivanje značaja i koristi provedbe
FMEA analize procesa proizvodnje kao dodatne kontrole unatoč uspostavljenom sustavu
upravljanja kvalitetom, temeljenom na međunarodnoj normi ISO 9001, i sustavu
upravljanja zdravstvenom ispravnošću hrane, temeljenom na međunarodnoj normi ISO
22000.
Temeljem nalaza ponovljene FMEA analize, u pogledu novo izračunatih faktora
prioriteta rizika i faktora kritičnosti, nakon provedenih korektivnih akcija moguće je
potvrditi postavljenu radnu hipotezu koja glasi:
Primjena FMEA metode u upravljanju rizicima u procesu proizvodnje bezalkoholnih pića
doprinosi kvaliteti proizvedenih proizvoda i pozitivno utječe na stvaranje preduvjeta za
postizanje stabilne tržišne pozicije poduzeća.
Provedba FMEA analize u procesu proizvodnje prirodnog voćnog soka u poduzeću Coca-
Cola HBC Hrvatska omogućila je, uz ulaganje određenih sredstava u poboljšanje kontrole
i funkcioniranja samog procesa proizvodnje, značajno smanjenje faktora rizika prioriteta
i rizika kritičnosti uočenih pogrešaka u procesu proizvodnje prirodnog voćnog soka što
ukazuje na značajna poboljšanja u problematičnom dijelu proizvodnog procesa čime se
direktno utječe na unapređenje čitavog procesa proizvodnje.
Obzirom da se najkritičniji dio procesa proizvodnje bezalkoholnih voćnih sokova u
poduzeću odnosi na rad djelatnika u procesu proizvodnje dodatne edukacije o važnosti
kvalitete finalnog proizvoda i postavljenim načelima i zahtjevima kvalitete kao i dodatni
nadzor nad njihovim radom pokazali su se kao uspješne mjere povećanja njihove
učinkovitosti i na taj način smanjile mogućnost nastanka ranije uočenih pogrešaka. Pri
tome su nastali dodatni troškovi edukacije djelatnika u odjelu proizvodnje, ali i troškovi
formiranja odjela nadzora no nastanak tih troškova je u potpunosti opravdan zbog
učestalosti nastanka pogrešaka u ovom dijelu proizvodnog procesa.

52
Troškovi održavanja strojeva i postrojenja ostali su na istoj razini kao i prije provedenih
analiza zbog toga što su tehničari koji su zaduženi za kontrolu rada strojeva nastavili sa
svojim redovitim aktivnostima tekućeg održavanja strojeva i konstantne kontrole rada
strojeva u procesu proizvodnje prirodnog voćnog soka. Obzirom na rijetkost kvarova na
strojevima i postrojenjima te veliku vjerojatnost uočavanja kvarova, zbog stalne
prisutnosti tehničara, nisu poduzimane dodatne akcije.
Korektivne mjere utvrđene FMEA analizom omogućile su smanjenje vjerojatnosti pojave
pogrešaka u procesu proizvodnje što direktno utječe i na smanjenje vjerojatnosti
proizvodnje finalnog proizvoda koji ne zadovoljava stroge zahtjeve kvalitete finalnog
proizvoda postavljene od strane vrhovnog menadžmenta i u skladu sa očekivanjima
potrošača.
Obzirom da poduzeće teži postizanju tržišnog vodstva u proizvodnji bezalkoholnih pića
potrebno je konstantno ulagati u unapređenje procesa unutar poduzeća i poboljšanje
sustava upravljanja kvalitetom jer je kvalitetan proizvod osnovni preduvjet stvaranja
lojalnosti potrošača i poslovne uspješnosti poduzeća.
Temeljem provedene analize je uočeno kako upravo primjena FMEA analize može
uvelike doprinijeti poboljšanju procesa proizvodnje i shodno time osigurati proizvodnju
kvalitetnih proizvoda koje će poduzeće plasirati na tržište. Razlog tome je njezino glavno
obilježje, a to je prevencija nedostataka.
Obzirom da poduzeće ima već uspostavljene druge sustave upravljanja, troškovna
opravdanost FMEA analize leži upravo u njezinom preventivnom obilježju. Ulaganjem
relativno malih sredstava u provedbu FMEA analize i provedbu utvrđenih korektivnih
mjera izbjegavaju se znatno veći troškovi umanjenja posljedica koje može prouzročiti loš
proces proizvodnje iz kojeg nastaju proizvodi niske razine kvalitete.

53
Popis literature
1. Anonymous 1: What You Need to Know About Failure Mode and Effects
Analysis (FMEA), dostupno na: http://www.qualitytrainin gportal.com /reso ur
ces/fmea/ [10.1.2015.]
2. Brussee, W. (2004) Statistics for Six Sigma Made Easy, McGraw Hill, New York
3. Buntak, K., Drožđek, I., Koščak, M. (2014) Metodologija implementacije
upravljanja rizicima FMEA metodom, Tehnički glasnik 8, br. 1, str. 25-33.
4. Carlson, C. S. (2012) Effective FMEAs: Achieving safe, reliable, and economical
products and processes using failure mode and effects analysis, Wiley, New
Jersey
5. Coca-Cola HBC, dostupno na: http://www.coca-colahellenic.hr/Aboutus/History/
[12.1.2014.]
6. Coca-cola 1: Smjernice za dobavljače Coca-Cola HBC Hrvatska, dostupno na:
http://www.coca-colahellenic.hr/Towardssustainabilit/Marketplace/Workingwit
hoursuppli/ [5.1.2015.]
7. Coca-cola 2: Politika zaštite okoliša, dostupno na: http://www.coca-colahe
llenic.hr/ Towardssustainabilit/ Ourappro ach/Sustainabilitypolici/ [5.1.2015.]
8. Coca-cola 3: Politika zaštite zdravlja i sigurnosti na radu, dostupno na:
http://www.coca-colahellenic.hr/Towardssustainabilit/Ourapproach/Sustainabili
typolici/ [5.1.2015.]
9. Coca-cola 4: Politika upravljanja zdravstvenom ispravnošću i kvalitetom,
dostupno na: http://www.coca-colahellenic.hr/Aboutus/Production/ [5.1.2015.]
10. Dobrović, T. (2004) FMEA metoda u upravljanju rizicima, Zbornik radova 6.
Simpozija o kvaliteti: Kvalitetom u europske integracije, Hrvatsko društvo
menadžera kvalitete, Oskar, Zagreb, Zadar, str. 209-214.
11. Dobrović, T., Tadić, D., Stanko, Z. (2008) FMEA metoda upravljanja kvalitetom,
Poslovna izvrsnost Zagreb, godina II, br. 2, str. 97-104.
12. FMEA Forms, dostupno na: http://www.qualitytrainingportal.com/resources/f
mea/index.htm [10.1.2015.]
13. FMEA metodologija, dostupno na: http://www.svijet-kvalitete.com/indeks.php/
upravljanje-kvalitetom/878-fmea-metodologija [9.1.2015.]

54
14. McDermott, R. E., Mikulak, R. J., Beauregard, M. R. (1996) The basics of FMEA
Productivity Inc., New York
15. Lazibat, T. (2009) Upravljanje kvalitetom, Znanstvena knjiga d.o.o., Zagreb
16. Lipol, L. S., Haq, J. (2011) Risk Analysis Method: FMEA/FMECA in the
Organizations, International Journal of Basic & Applied Sciences, Vol. 11, No.
05, str. 49-57.
17. Mraz, M., Huber, B. (2005) FMEA – FMECA, Management & applied
informatics, Ljubljana
18. Pande, P. S., Neuman, R. P., Cavanagh, R. R. (2000) The Six Sigma Way,
McGraw Hill, New York
19. Projekt uspostave sustava upravljanja kvalitetom poduzeća Coca-Cola HBC
Hrvatska
20. Rešetar, A. (2012) Primjena FMEA metode u kontroli kvalitete grafičke
proizvodnje. Diplomski rad. Grafički fakultet, Zagreb
21. Smith, D. L. (2011) FMEA: Preventing a Failure Before Any Harm Is Done,
dostupno na: http://www.isixsigma.com/tools-templates/fmea/fmea-preventing-
failure-any-harm-done/ [20.2.2015.]
22. Stamatis, D. H. (2003) Failure mode and effect analysis: FMEA from theory to
execution, ASQ Quality Press, Milwaukee, Wisconcent
23. Šiško Kuliš, M. (2009) Utjecaj osposobljenosti tvrtki za primjenu TQM-a na
efikasnost poslovanja u elektroenergetskom sektoru Republike hrvatske,
Magistarski rad, Ekonomski fakultet Split
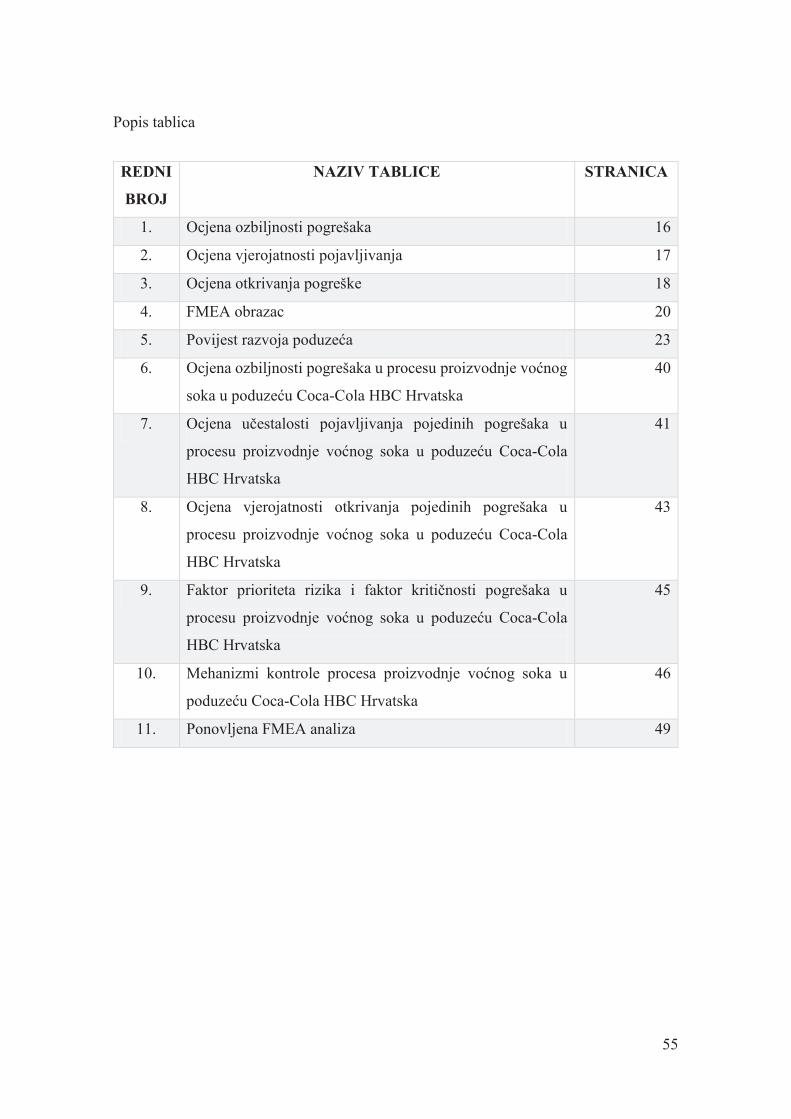
55
Popis tablica
REDNI
BROJ
NAZIV TABLICE STRANICA
1. Ocjena ozbiljnosti pogrešaka 16
2. Ocjena vjerojatnosti pojavljivanja 17
3. Ocjena otkrivanja pogreške 18
4. FMEA obrazac 20
5. Povijest razvoja poduzeća 23
6. Ocjena ozbiljnosti pogrešaka u procesu proizvodnje voćnog
soka u poduzeću Coca-Cola HBC Hrvatska
40
7. Ocjena učestalosti pojavljivanja pojedinih pogrešaka u
procesu proizvodnje voćnog soka u poduzeću Coca-Cola
HBC Hrvatska
41
8. Ocjena vjerojatnosti otkrivanja pojedinih pogrešaka u
procesu proizvodnje voćnog soka u poduzeću Coca-Cola
HBC Hrvatska
43
9. Faktor prioriteta rizika i faktor kritičnosti pogrešaka u
procesu proizvodnje voćnog soka u poduzeću Coca-Cola
HBC Hrvatska
45
10. Mehanizmi kontrole procesa proizvodnje voćnog soka u
poduzeću Coca-Cola HBC Hrvatska
46
11. Ponovljena FMEA analiza 49

56
Popis ilustracija
REDNI
BROJ
NAZIV ILUSTRACIJE STRANICA
1. Ključni elementi primjene FMEA metode 4
2. Radni list FMEA analize dizajna 8
3. Ilustracija 3: Radni list FMEA analize procesa 9
4. Osnovni koraci FMEA metode 14
5. Faze uspostave sustava upravljanja 26
6. Faze procesa proizvodnje 35

57
IZJAVA
kojom izjavljujem da sam diplomski rad s naslovom PRIMJENA FMEA METODE
UPRAVLJANJA KVALITETOM U FUNKCIJI POSTIZANJA POSLOVNE
IZVRSNOSTI NA PRIMJERU PODUZEĆA COCA-COLA HBC HRVATSKA izradio
samostalno pod voditeljstvom Doc. dr. sc. Lare Jelenc. U radu sam primijenio
metodologiju znanstvenoistraživačkog rada i koristio literaturu koja je navedena na kraju
diplomskog rada. Tuđe spoznaje, stavove, zaključke, teorije i zakonitosti koje sam
izravno ili parafrazirajući naveo u diplomskom radu na uobičajen, standardan način
citirao sam i povezao s fusnotama s korištenim bibliografskim jedinicama. Rad je pisan
u duhu hrvatskog jezika.
Suglasan sam s objavom diplomskog rada na službenim stranicama Fakulteta.
Student:
Luka Šmalcelj





























