Embed Size (px)
Citation preview
PRIRUČNIK ZA PROGRAMIRANJE NA HURCO GLODALICAMA
SADRŽAJ:
UKLJUČIVANJE HURCA 4
KALIBRIRANJE OSI 4
ZAGRIJAVANJE STROJA 4
GLAVNI EKRAN 5
POSTAVKE PRIPREMKA (F1) 6 PREGLED ALATA (F2) 8 PROGRAMIRANJE KOMADA (F3) 11 PROGRAMSKI PARAMETRI (F4) 12 IMPORTIRANJE FUNKICJA (F5) 18 KOPIRANJE I PROMJENA BLOKOVA (F6) 19 FUNKCIJA BRISANJA (F7) 20 PROGRAM MANAGER (F8) 21
VJEŽBA 1 22
ALATI 24 PROGRAMIRANJE 33 SPREMANJE PROGRAMA 41 VRIJEME OBRADE 41
VJEŽBA 2 43
ALATI 44 PROGRAMIRANJE 49
VJEŽBA 3 62
ALATI 63 PROGRAMIRANJE 74
VJEŽBA 4 89
ALATI 90 PROGRAMIRANJE 95
VJEŽBA 5 107
ALATI 108 PROGRAMIRANJE 113
VJEŽBA 6 123
ALATI 124 PROGRAMIRANJE 133
VJEŽBA 7 147
ALATI 148 PROGRAMIRANJE 154
VJEŽBA 8 164
ALATI 165 PROGRAMIRANJE 171
VJEŽBA 9 179
ALATI 180 PROGRAMIRANJE 187 SPREMANJE PROGRAMA 195
REŽIMI OBRADE 197
FORMULE ZA IZRAČUNAVANJE 198 POSTUPAK IZRAČUNAVANJA 199 ODREĐIVANJE ODGOVARAJUĆE PREVLAKE 200 ODREĐIVANJE BRZINE REZANJA 202 ODREĐIVANJE POSMAKA PO ZUBU 204 IZRAČUN 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 4 od 205
U K L J U Č I V A N J E H U R C A
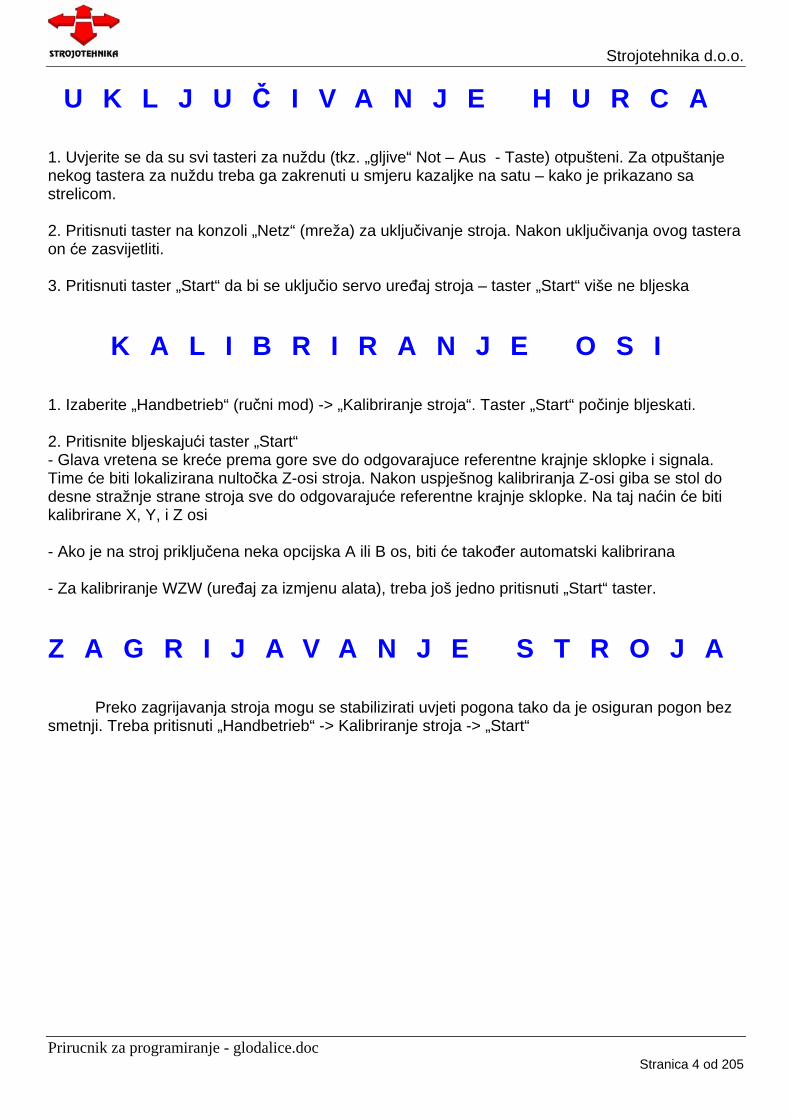
1. Uvjerite se da su svi tasteri za nuždu (tkz. „gljive“ Not – Aus - Taste) otpušteni. Za otpuštanje nekog tastera za nuždu treba ga zakrenuti u smjeru kazaljke na satu – kako je prikazano sa strelicom. 2. Pritisnuti taster na konzoli „Netz“ (mreža) za uključivanje stroja. Nakon uključivanja ovog tastera on će zasvijetliti. 3. Pritisnuti taster „Start“ da bi se uključio servo uređaj stroja – taster „Start“ više ne bljeska
K A L I B R I R A N J E O S I
1. Izaberite „Handbetrieb“ (ručni mod) -> „Kalibriranje stroja“. Taster „Start“ počinje bljeskati. 2. Pritisnite bljeskajući taster „Start“ - Glava vretena se kreće prema gore sve do odgovarajuce referentne krajnje sklopke i signala. Time će biti lokalizirana nultočka Z-osi stroja. Nakon uspješnog kalibriranja Z-osi giba se stol do desne stražnje strane stroja sve do odgovarajuće referentne krajnje sklopke. Na taj naćin će biti kalibrirane X, Y, i Z osi - Ako je na stroj priključena neka opcijska A ili B os, biti će također automatski kalibrirana - Za kalibriranje WZW (uređaj za izmjenu alata), treba još jedno pritisnuti „Start“ taster.
Z A G R I J A V A N J E S T R O J A
Preko zagrijavanja stroja mogu se stabilizirati uvjeti pogona tako da je osiguran pogon bez smetnji. Treba pritisnuti „Handbetrieb“ -> Kalibriranje stroja -> „Start“
Strojotehnika d.o.o.
G L A V N I E K R A N
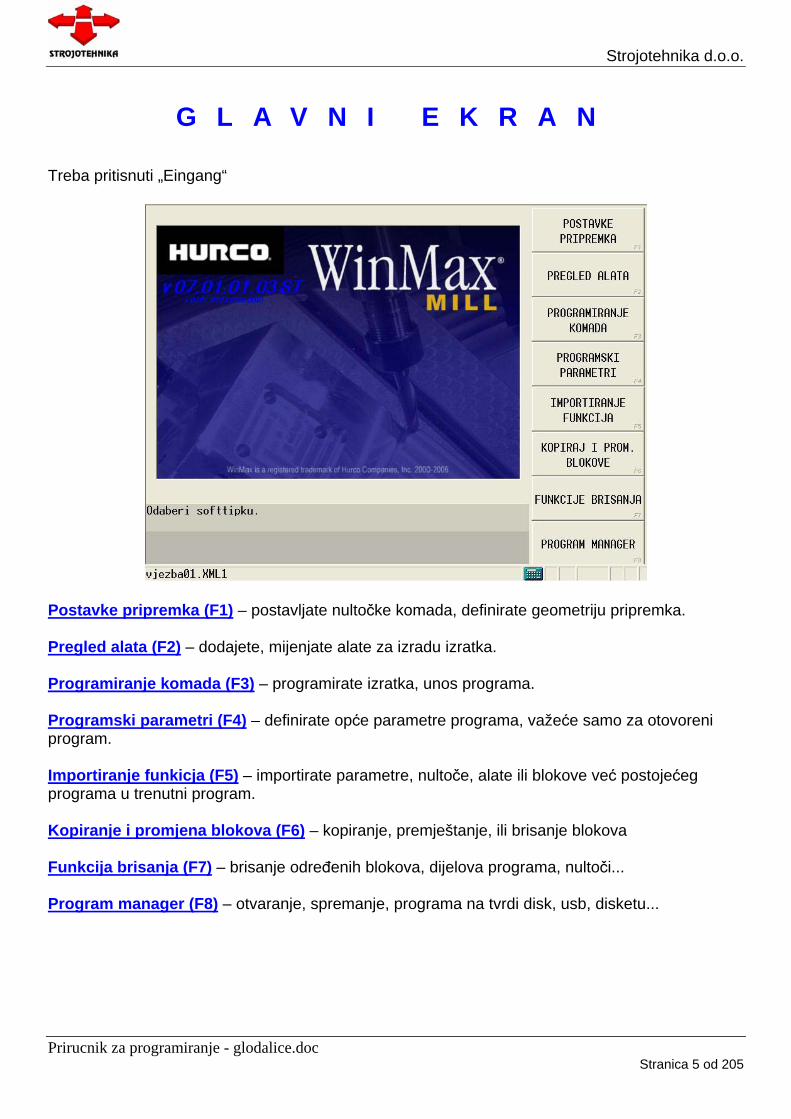
Treba pritisnuti „Eingang“
Postavke pripremka (F1) – postavljate nultočke komada, definirate geometriju pripremka. Pregled alata (F2) – dodajete, mijenjate alate za izradu izratka. Programiranje komada (F3) – programirate izratka, unos programa. Programski parametri (F4) – definirate opće parametre programa, važeće samo za otovoreni program. Importiranje funkicja (F5) – importirate parametre, nultoče, alate ili blokove već postojećeg programa u trenutni program. Kopiranje i promjena blokova (F6) – kopiranje, premještanje, ili brisanje blokova Funkcija brisanja (F7) – brisanje određenih blokova, dijelova programa, nultoči... Program manager (F8) – otvaranje, spremanje, programa na tvrdi disk, usb, disketu...
Prirucnik za programiranje - glodalice.doc Stranica 5 od 205
Strojotehnika d.o.o.
POSTAVKE PRIPREMKA (F1)
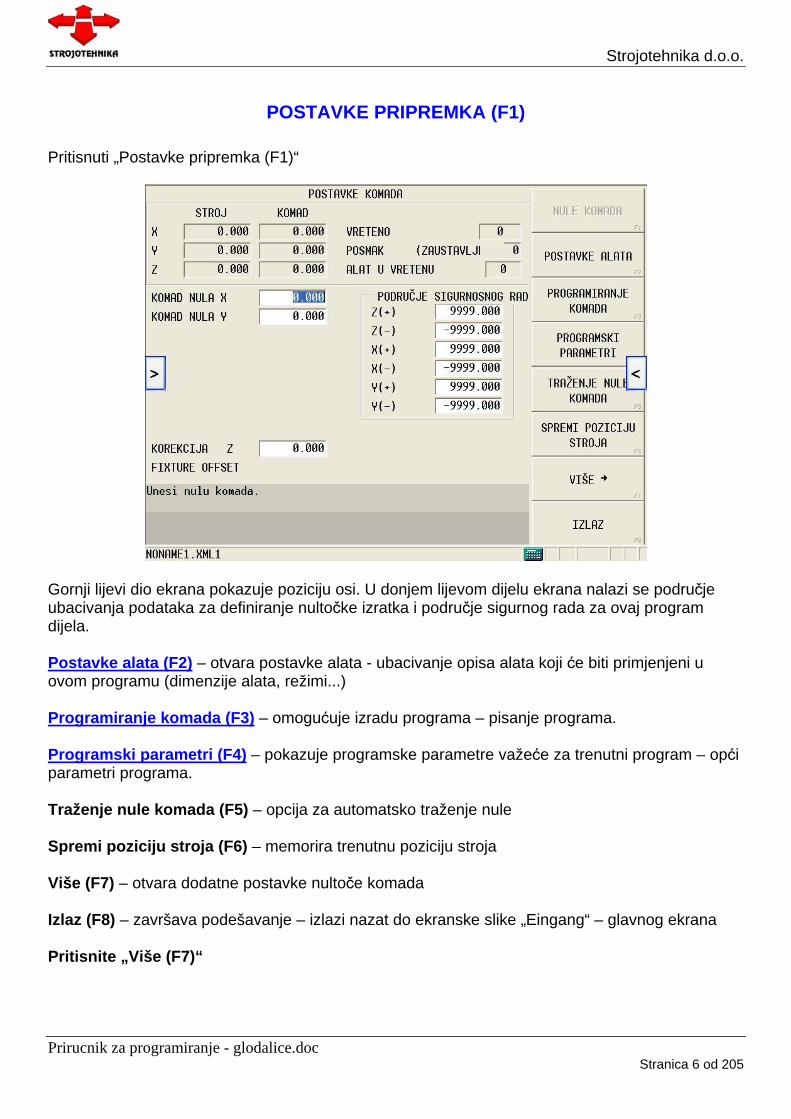
Pritisnuti „Postavke pripremka (F1)“
Gornji lijevi dio ekrana pokazuje poziciju osi. U donjem lijevom dijelu ekrana nalazi se područje ubacivanja podataka za definiranje nultočke izratka i područje sigurnog rada za ovaj program dijela. Postavke alata (F2) – otvara postavke alata - ubacivanje opisa alata koji će biti primjenjeni u ovom programu (dimenzije alata, režimi...) Programiranje komada (F3) – omogućuje izradu programa – pisanje programa. Programski parametri (F4) – pokazuje programske parametre važeće za trenutni program – opći parametri programa. Traženje nule komada (F5) – opcija za automatsko traženje nule Spremi poziciju stroja (F6) – memorira trenutnu poziciju stroja Više (F7) – otvara dodatne postavke nultoče komada Izlaz (F8) – završava podešavanje – izlazi nazat do ekranske slike „Eingang“ – glavnog ekrana Pritisnite „Više (F7)“
Prirucnik za programiranje - glodalice.doc Stranica 6 od 205
Strojotehnika d.o.o.
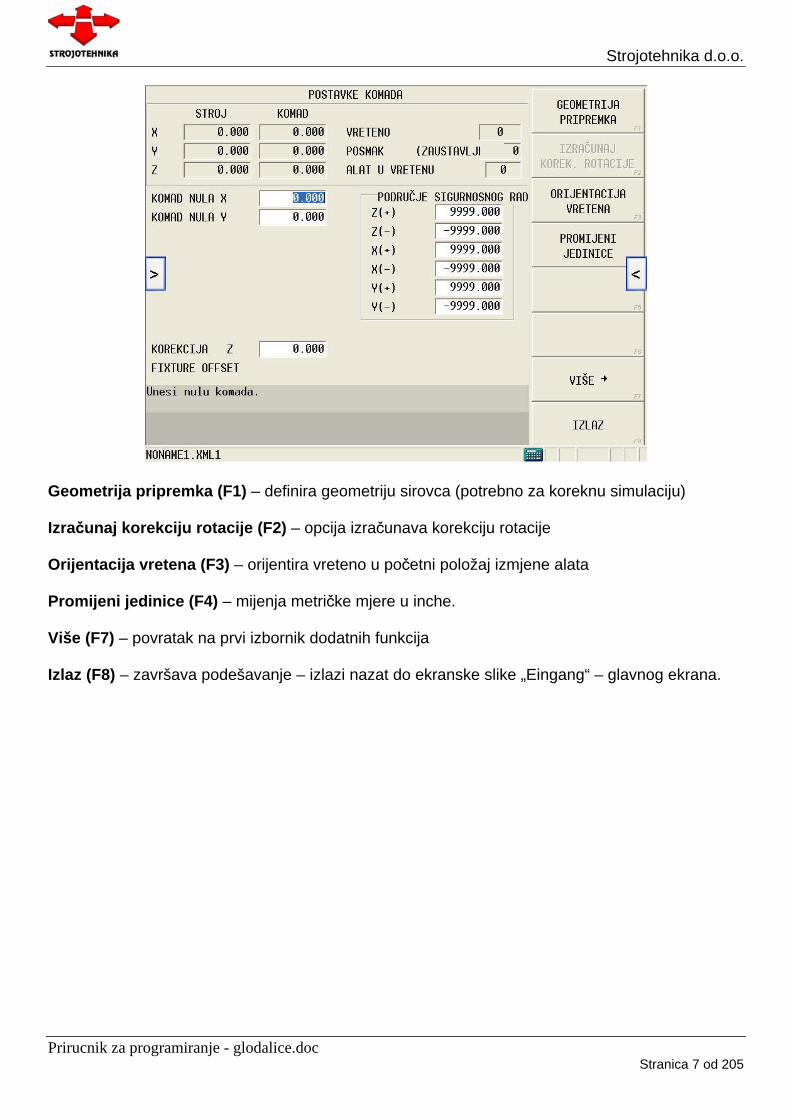
Geometrija pripremka (F1) – definira geometriju sirovca (potrebno za koreknu simulaciju) Izračunaj korekciju rotacije (F2) – opcija izračunava korekciju rotacije Orijentacija vretena (F3) – orijentira vreteno u početni položaj izmjene alata Promijeni jedinice (F4) – mijenja metričke mjere u inche. Više (F7) – povratak na prvi izbornik dodatnih funkcija Izlaz (F8) – završava podešavanje – izlazi nazat do ekranske slike „Eingang“ – glavnog ekrana. Prirucnik za programiranje - glodalice.doc
Stranica 7 od 205
Strojotehnika d.o.o.
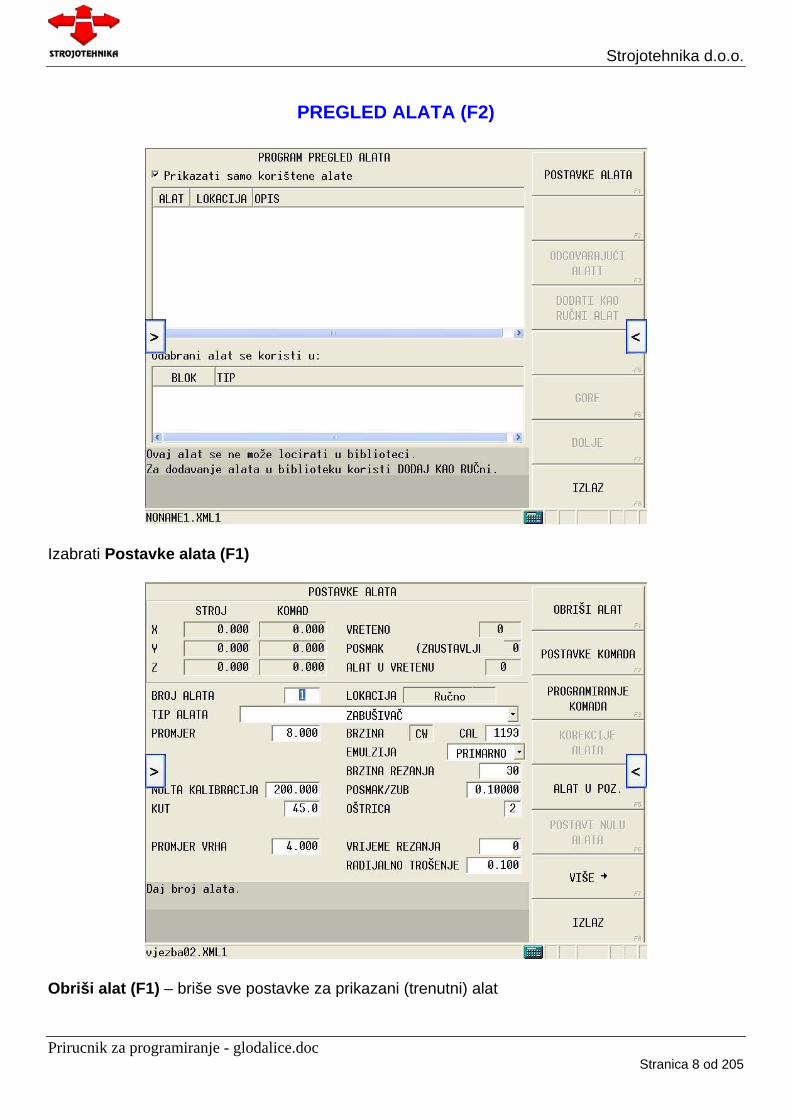
PREGLED ALATA (F2)
Izabrati Postavke alata (F1)
Obriši alat (F1) – briše sve postavke za prikazani (trenutni) alat Prirucnik za programiranje - glodalice.doc
Stranica 8 od 205
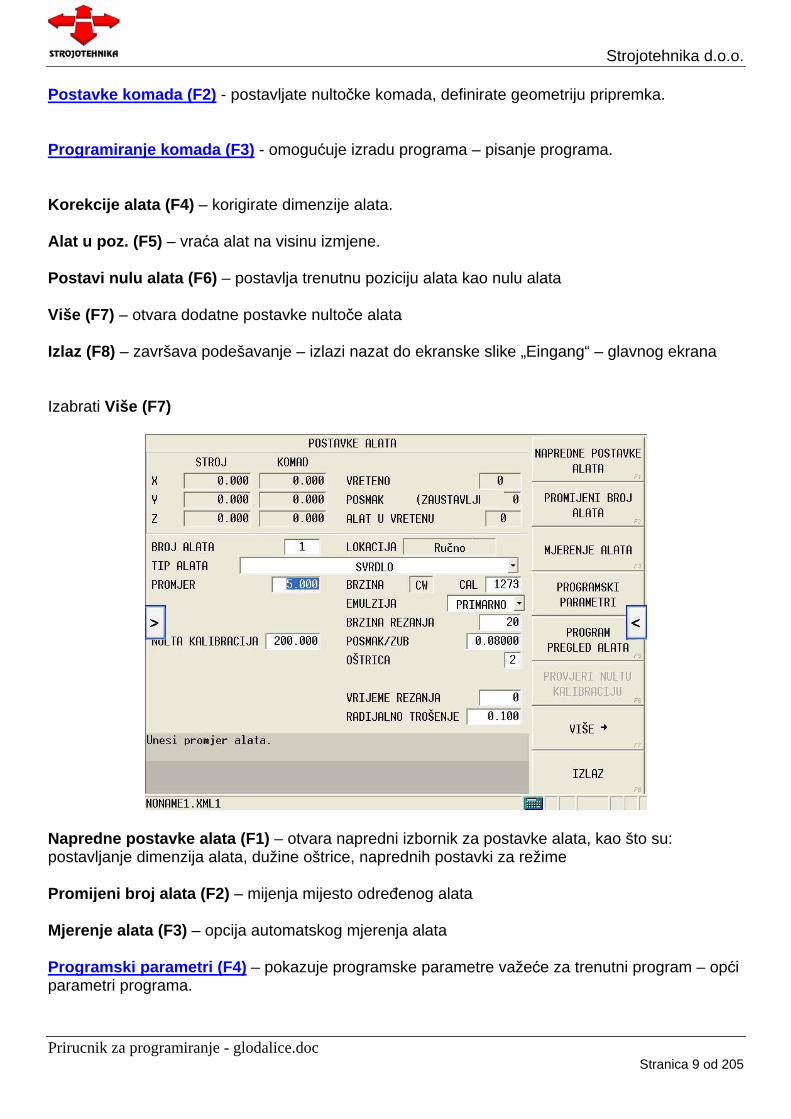
Strojotehnika d.o.o. Postavke komada (F2) - postavljate nultočke komada, definirate geometriju pripremka. Programiranje komada (F3) - omogućuje izradu programa – pisanje programa. Korekcije alata (F4) – korigirate dimenzije alata. Alat u poz. (F5) – vraća alat na visinu izmjene. Postavi nulu alata (F6) – postavlja trenutnu poziciju alata kao nulu alata Više (F7) – otvara dodatne postavke nultoče alata Izlaz (F8) – završava podešavanje – izlazi nazat do ekranske slike „Eingang“ – glavnog ekrana Izabrati Više (F7)
Napredne postavke alata (F1) – otvara napredni izbornik za postavke alata, kao što su: postavljanje dimenzija alata, dužine oštrice, naprednih postavki za režime Promijeni broj alata (F2) – mijenja mijesto određenog alata Mjerenje alata (F3) – opcija automatskog mjerenja alata Programski parametri (F4) – pokazuje programske parametre važeće za trenutni program – opći parametri programa. Prirucnik za programiranje - glodalice.doc
Stranica 9 od 205

Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 10 od 205
Program pregled alata (F5) – vraća se na pregled alata Provjeri nultu kalibraciju (F6) – provjerava kalibraciju alata – opcija
Strojotehnika d.o.o.
PROGRAMIRANJE KOMADA (F3)
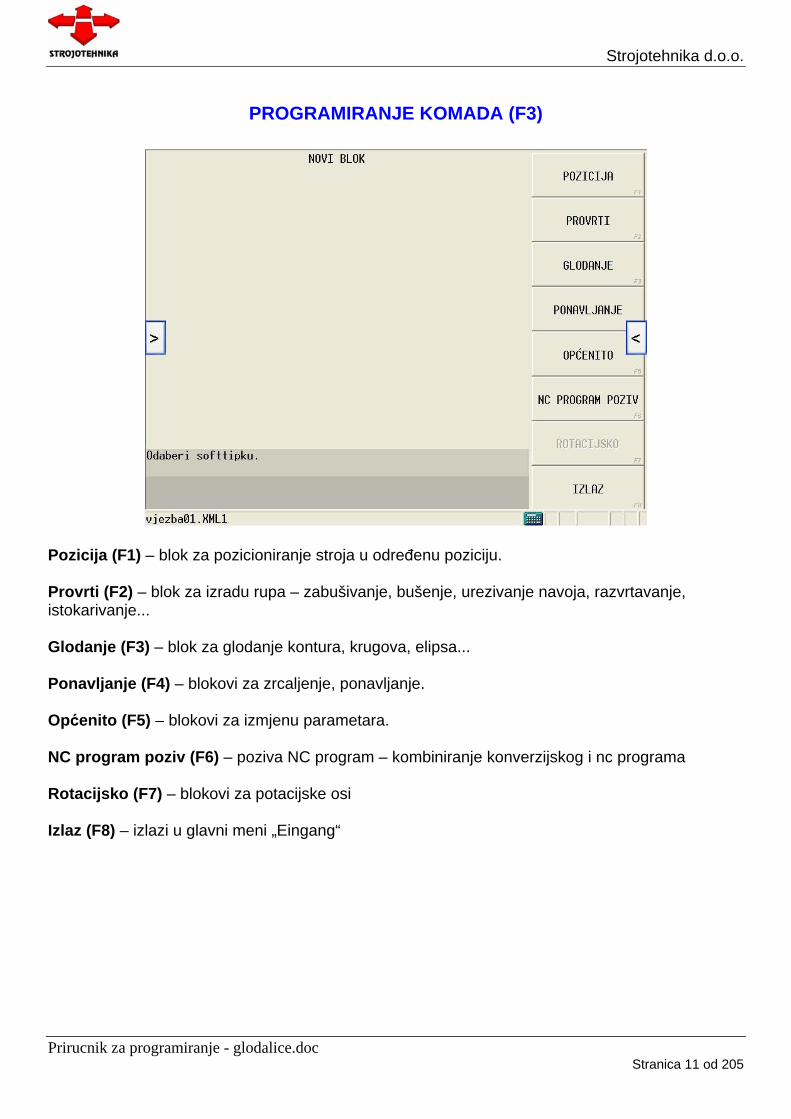
Pozicija (F1) – blok za pozicioniranje stroja u određenu poziciju. Provrti (F2) – blok za izradu rupa – zabušivanje, bušenje, urezivanje navoja, razvrtavanje, istokarivanje... Glodanje (F3) – blok za glodanje kontura, krugova, elipsa... Ponavljanje (F4) – blokovi za zrcaljenje, ponavljanje. Općenito (F5) – blokovi za izmjenu parametara. NC program poziv (F6) – poziva NC program – kombiniranje konverzijskog i nc programa Rotacijsko (F7) – blokovi za potacijske osi Izlaz (F8) – izlazi u glavni meni „Eingang“
Prirucnik za programiranje - glodalice.doc Stranica 11 od 205
Strojotehnika d.o.o.
PROGRAMSKI PARAMETRI (F4)
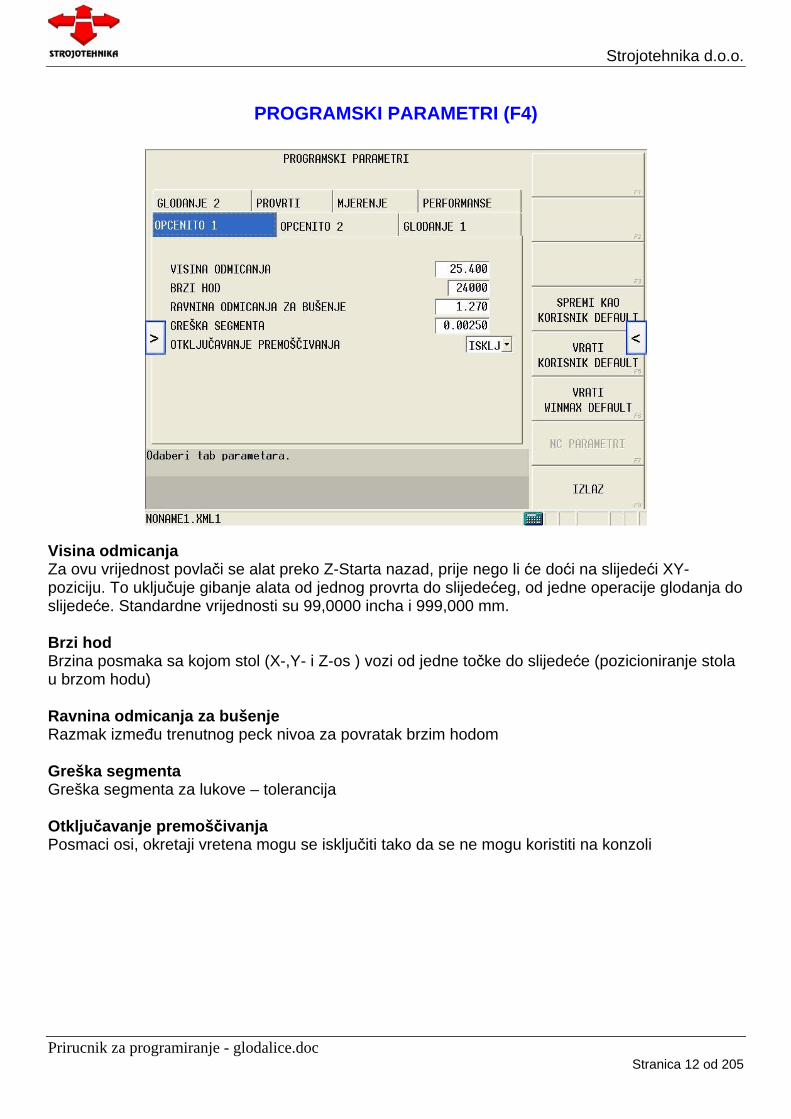
Visina odmicanja Za ovu vrijednost povlači se alat preko Z-Starta nazad, prije nego li će doći na slijedeći XY-poziciju. To uključuje gibanje alata od jednog provrta do slijedećeg, od jedne operacije glodanja do slijedeće. Standardne vrijednosti su 99,0000 incha i 999,000 mm. Brzi hod Brzina posmaka sa kojom stol (X-,Y- i Z-os ) vozi od jedne točke do slijedeće (pozicioniranje stola u brzom hodu) Ravnina odmicanja za bušenje Razmak između trenutnog peck nivoa za povratak brzim hodom Greška segmenta Greška segmenta za lukove – tolerancija Otključavanje premoščivanja Posmaci osi, okretaji vretena mogu se isključiti tako da se ne mogu koristiti na konzoli
Prirucnik za programiranje - glodalice.doc Stranica 12 od 205
Strojotehnika d.o.o.
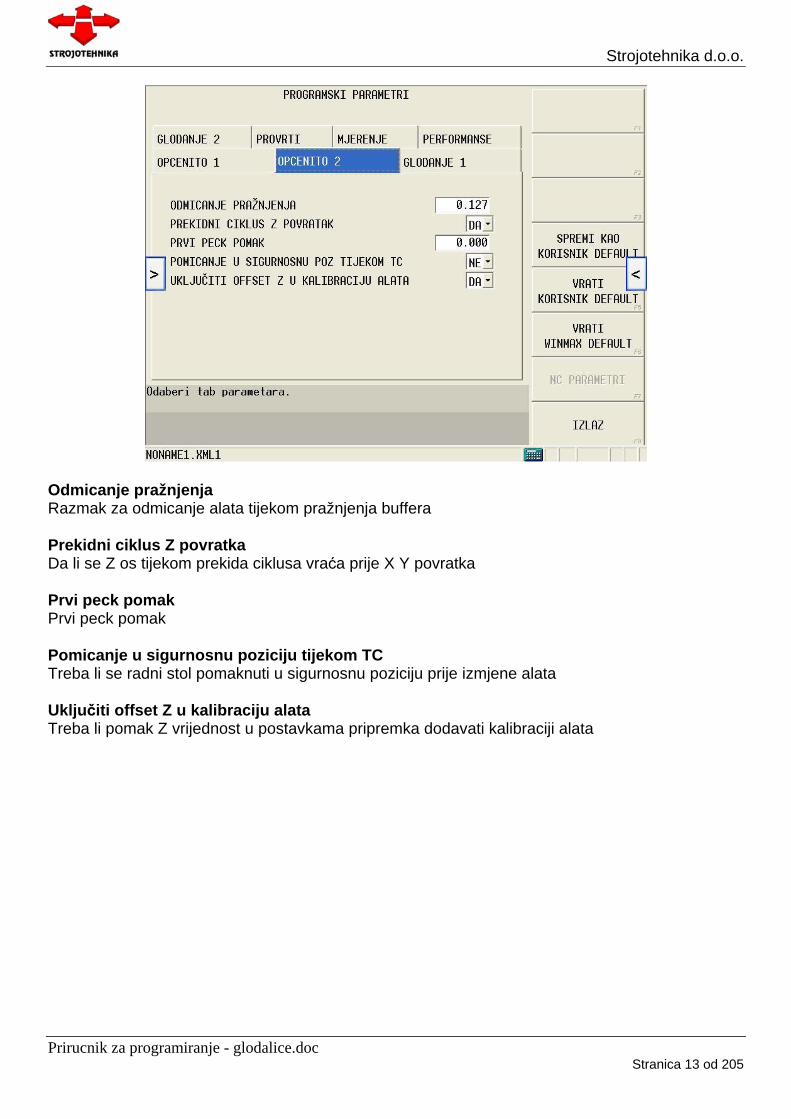
Odmicanje pražnjenja Razmak za odmicanje alata tijekom pražnjenja buffera Prekidni ciklus Z povratka Da li se Z os tijekom prekida ciklusa vraća prije X Y povratka Prvi peck pomak Prvi peck pomak Pomicanje u sigurnosnu poziciju tijekom TC Treba li se radni stol pomaknuti u sigurnosnu poziciju prije izmjene alata Uključiti offset Z u kalibraciju alata Treba li pomak Z vrijednost u postavkama pripremka dodavati kalibraciji alata
Prirucnik za programiranje - glodalice.doc Stranica 13 od 205
Strojotehnika d.o.o.
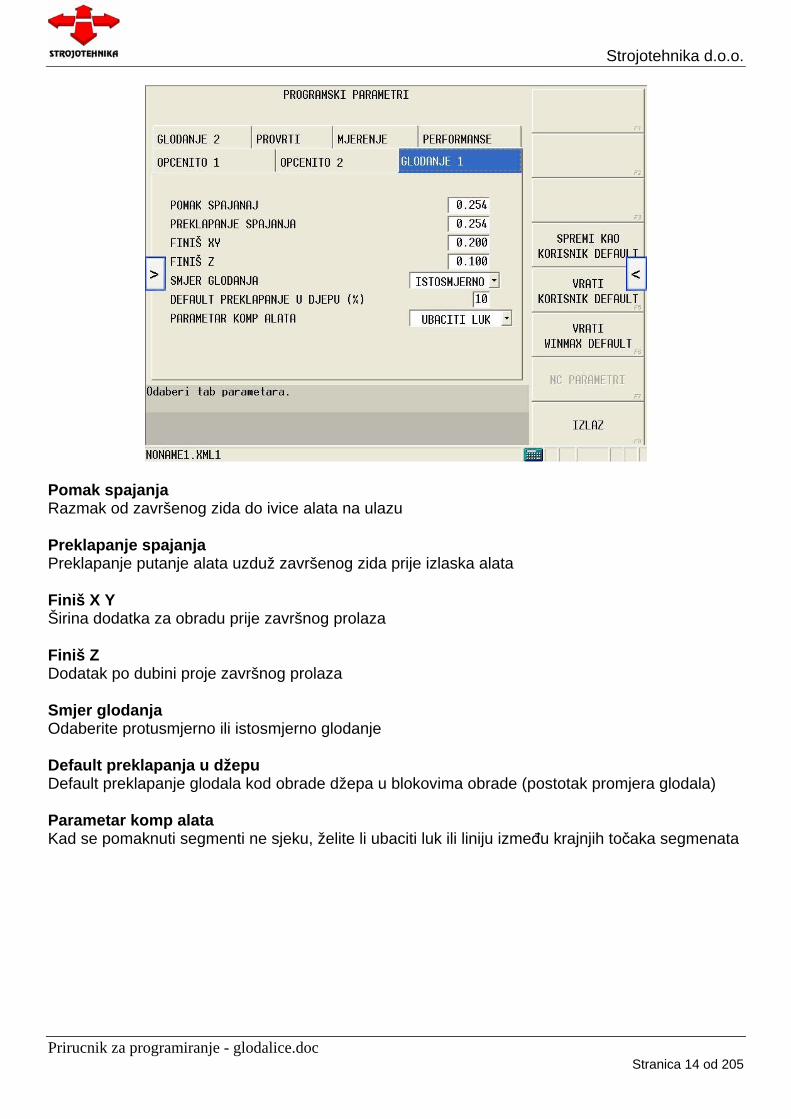
Pomak spajanja Razmak od završenog zida do ivice alata na ulazu Preklapanje spajanja Preklapanje putanje alata uzduž završenog zida prije izlaska alata Finiš X Y Širina dodatka za obradu prije završnog prolaza Finiš Z Dodatak po dubini proje završnog prolaza Smjer glodanja Odaberite protusmjerno ili istosmjerno glodanje Default preklapanja u džepu Default preklapanje glodala kod obrade džepa u blokovima obrade (postotak promjera glodala) Parametar komp alata Kad se pomaknuti segmenti ne sjeku, želite li ubaciti luk ili liniju između krajnjih točaka segmenata
Prirucnik za programiranje - glodalice.doc Stranica 14 od 205
Strojotehnika d.o.o.
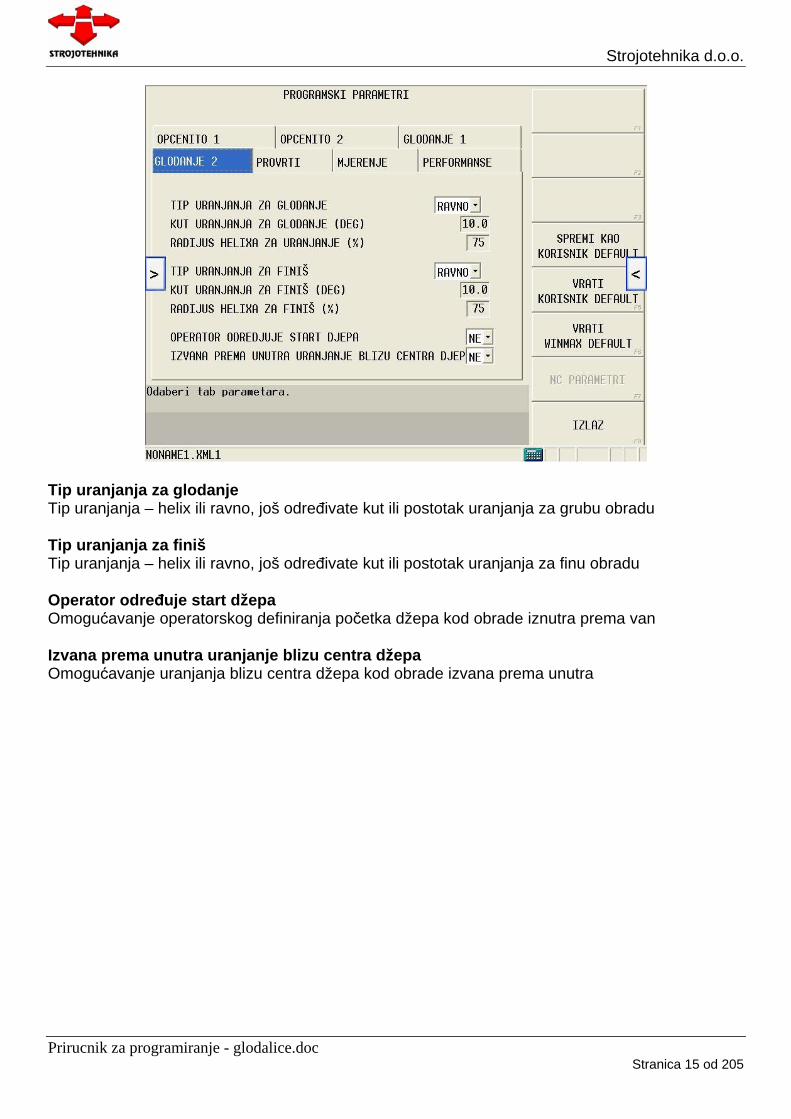
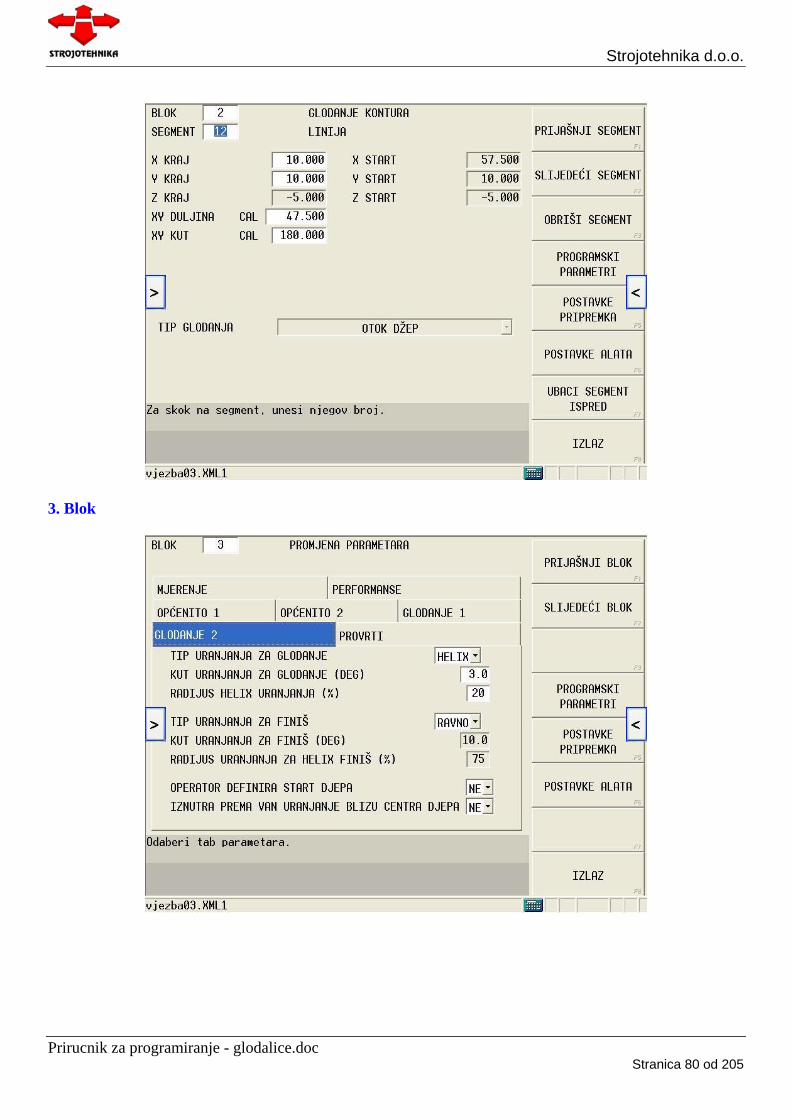
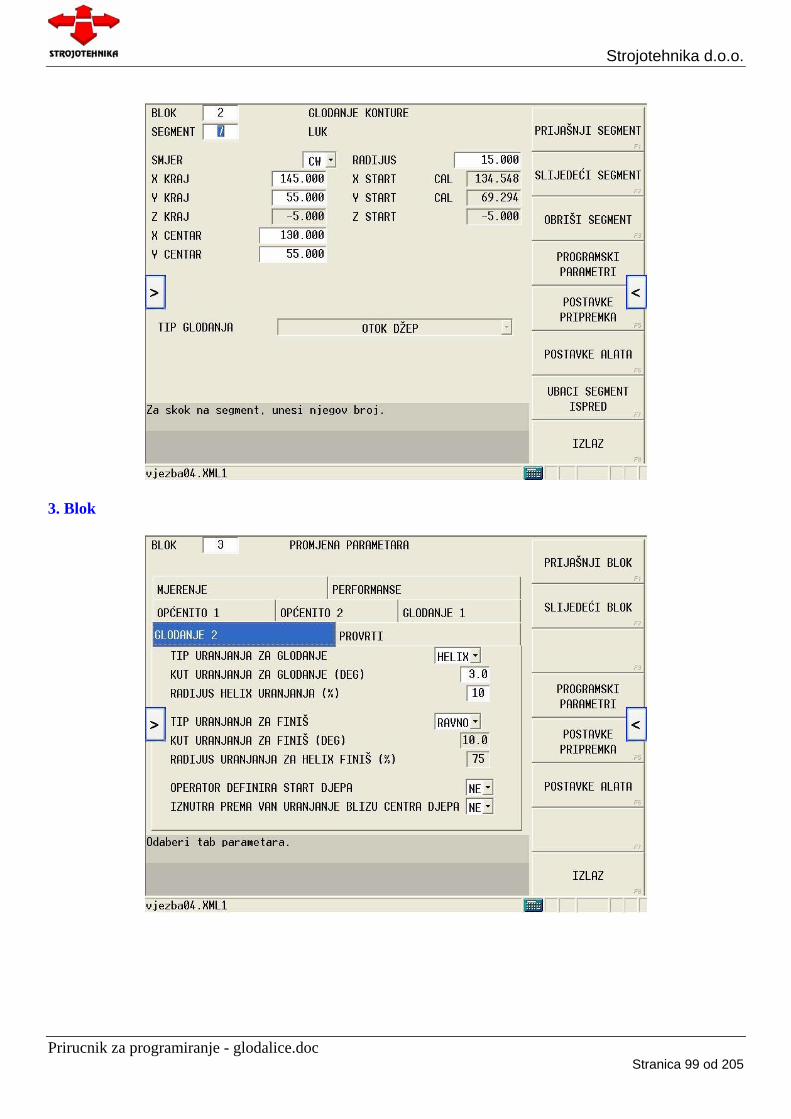
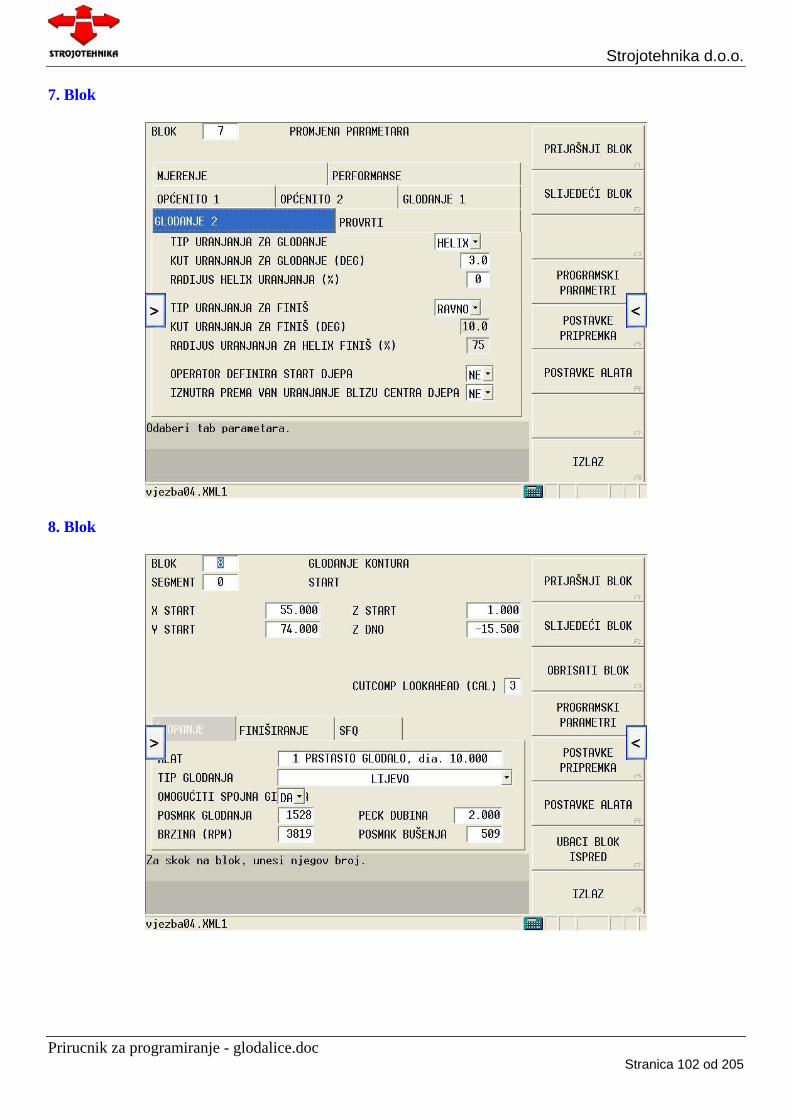
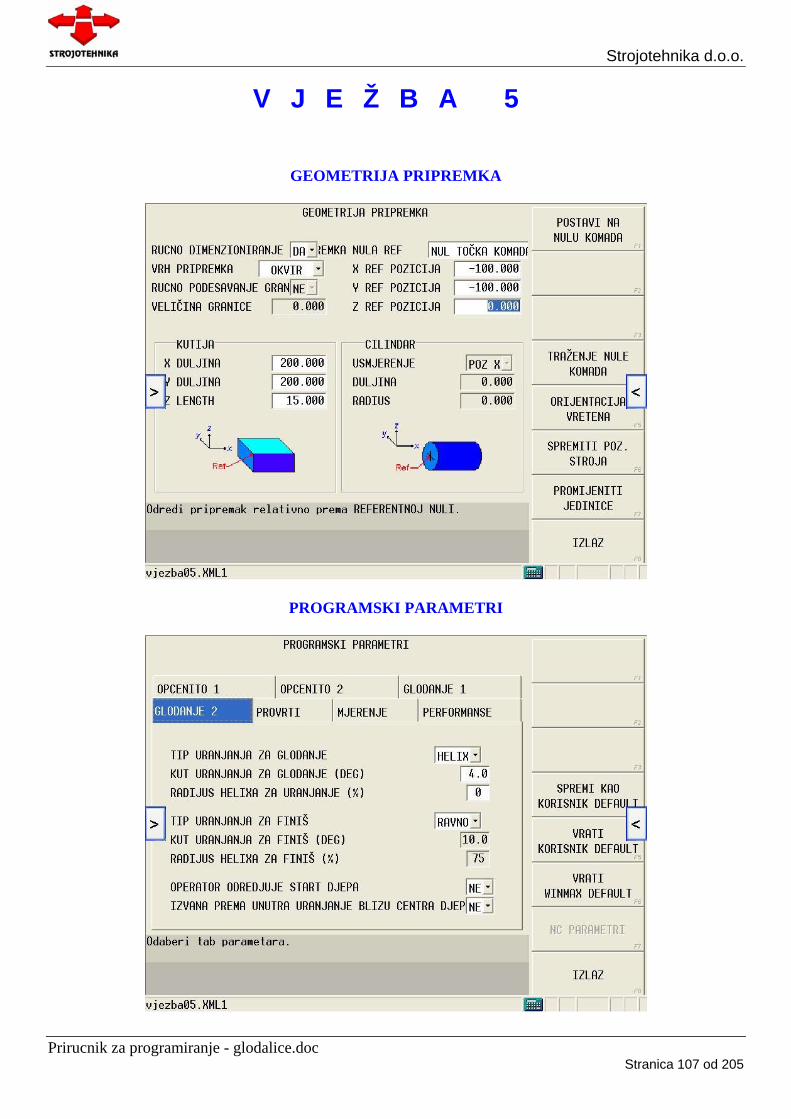
Tip uranjanja za glodanje Tip uranjanja – helix ili ravno, još određivate kut ili postotak uranjanja za grubu obradu Tip uranjanja za finiš Tip uranjanja – helix ili ravno, još određivate kut ili postotak uranjanja za finu obradu Operator određuje start džepa Omogućavanje operatorskog definiranja početka džepa kod obrade iznutra prema van Izvana prema unutra uranjanje blizu centra džepa Omogućavanje uranjanja blizu centra džepa kod obrade izvana prema unutra
Prirucnik za programiranje - glodalice.doc Stranica 15 od 205
Strojotehnika d.o.o.
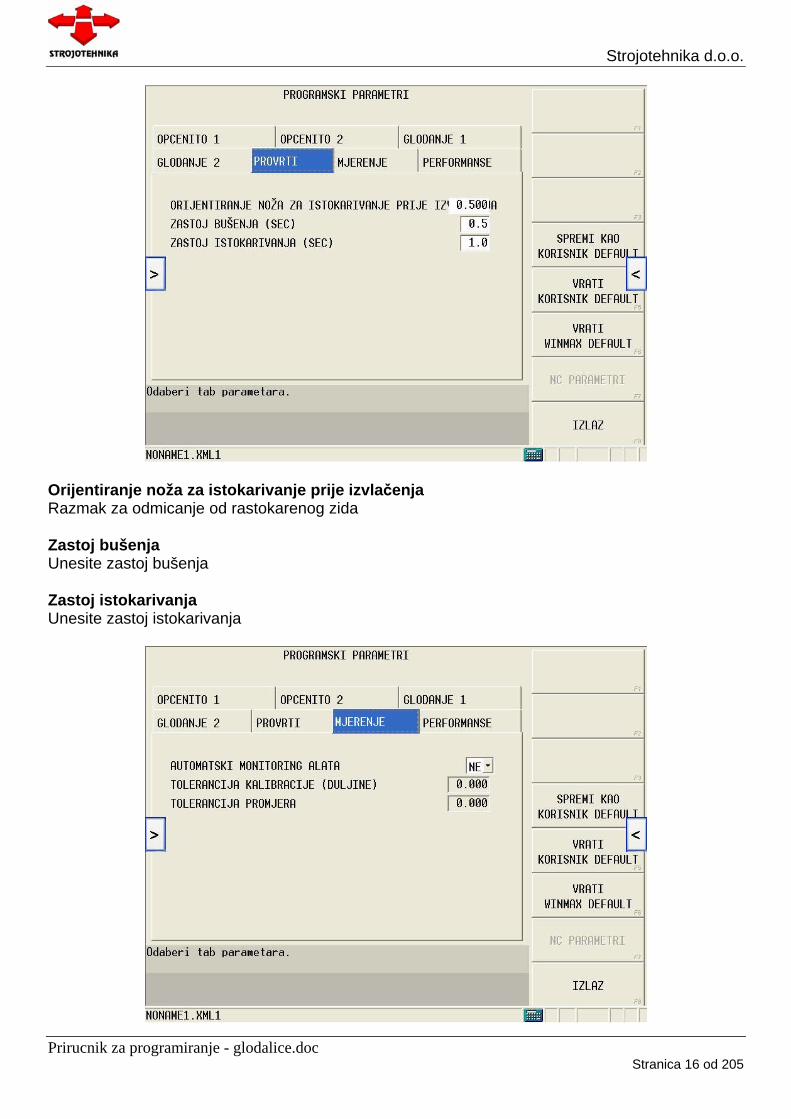
Orijentiranje noža za istokarivanje prije izvlačenja Razmak za odmicanje od rastokarenog zida Zastoj bušenja Unesite zastoj bušenja Zastoj istokarivanja Unesite zastoj istokarivanja
Prirucnik za programiranje - glodalice.doc Stranica 16 od 205
Strojotehnika d.o.o. Automatski monitoring alata Da li svi alati koji su kalibrirani na ticalu moraju automatski biti provjereni sa svakom izmjenom alata Tolerancija kalibracije Unesi toleranciju kalibracije (duljine alata) kada se provjerava polomljeni alat Tolerancija promjera Unesite toleranciju kalibracije (promjera alata) kada se provjerava polomljeni alat
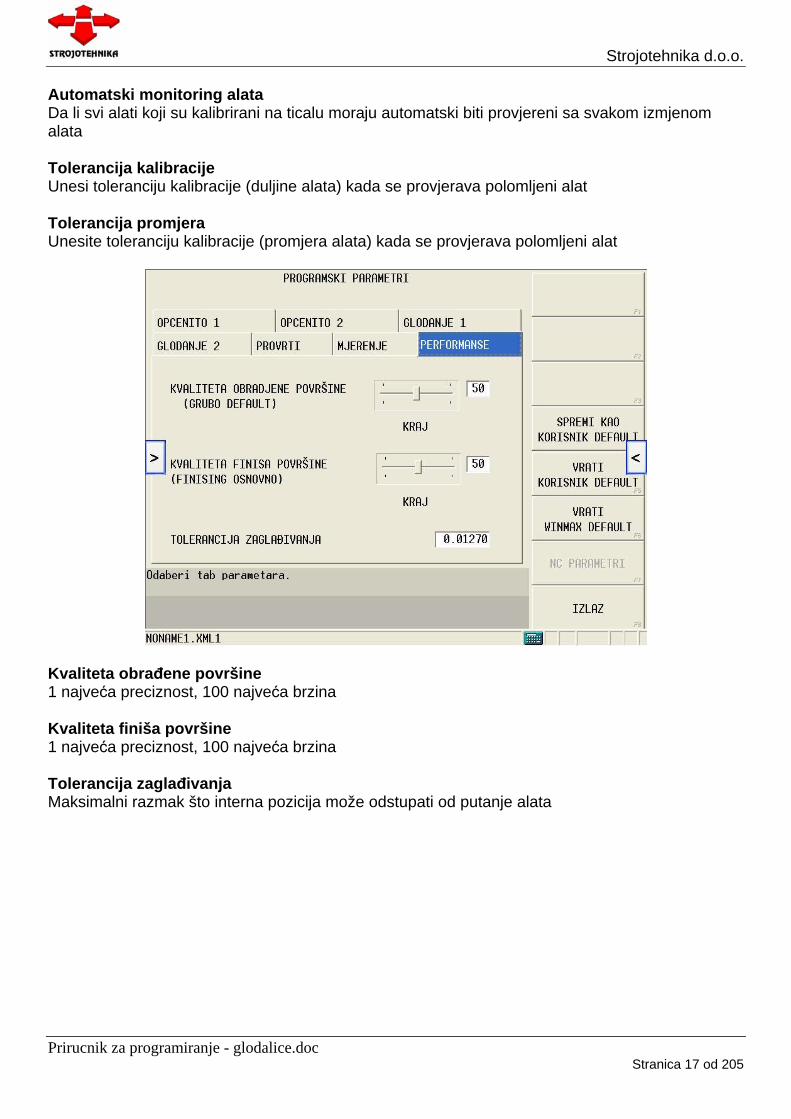
Kvaliteta obrađene površine 1 najveća preciznost, 100 najveća brzina Kvaliteta finiša površine 1 najveća preciznost, 100 najveća brzina Tolerancija zaglađivanja Maksimalni razmak što interna pozicija može odstupati od putanje alata
Prirucnik za programiranje - glodalice.doc Stranica 17 od 205
Strojotehnika d.o.o.
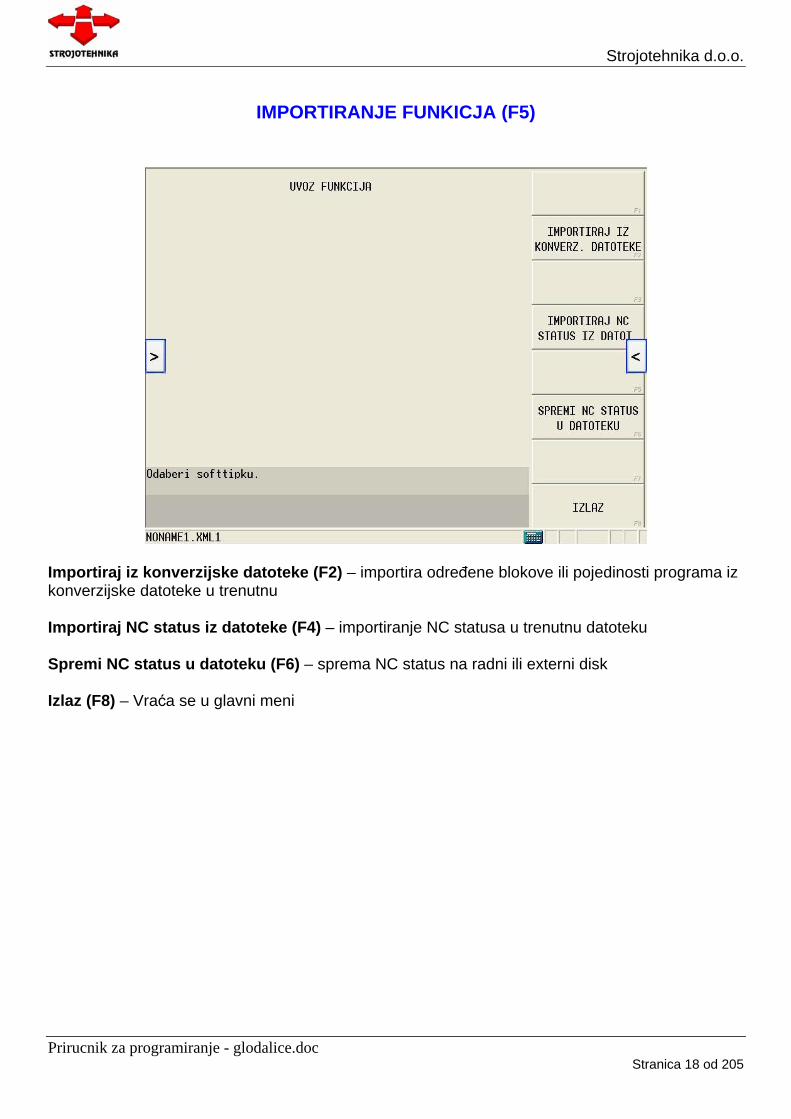
IMPORTIRANJE FUNKICJA (F5)
Importiraj iz konverzijske datoteke (F2) – importira određene blokove ili pojedinosti programa iz konverzijske datoteke u trenutnu Importiraj NC status iz datoteke (F4) – importiranje NC statusa u trenutnu datoteku Spremi NC status u datoteku (F6) – sprema NC status na radni ili externi disk Izlaz (F8) – Vraća se u glavni meni
Prirucnik za programiranje - glodalice.doc Stranica 18 od 205
Strojotehnika d.o.o.
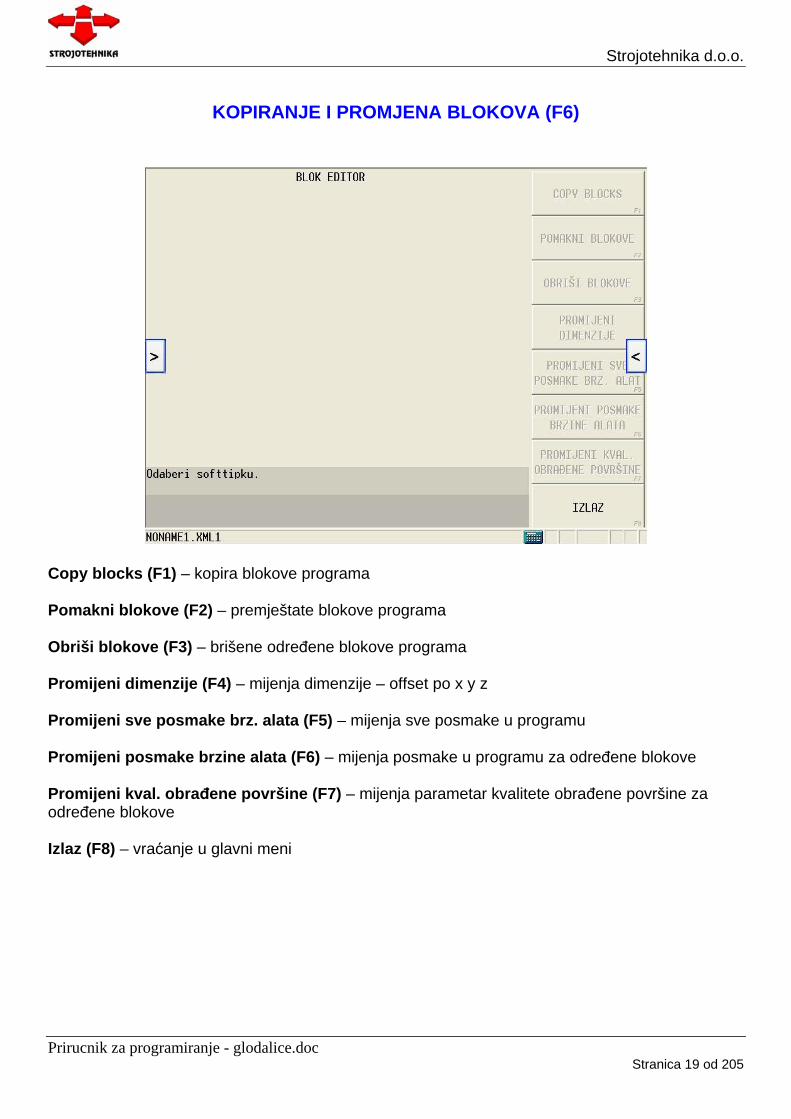
KOPIRANJE I PROMJENA BLOKOVA (F6)
Copy blocks (F1) – kopira blokove programa Pomakni blokove (F2) – premještate blokove programa Obriši blokove (F3) – brišene određene blokove programa Promijeni dimenzije (F4) – mijenja dimenzije – offset po x y z Promijeni sve posmake brz. alata (F5) – mijenja sve posmake u programu Promijeni posmake brzine alata (F6) – mijenja posmake u programu za određene blokove Promijeni kval. obrađene površine (F7) – mijenja parametar kvalitete obrađene površine za određene blokove Izlaz (F8) – vraćanje u glavni meni
Prirucnik za programiranje - glodalice.doc Stranica 19 od 205
Strojotehnika d.o.o.
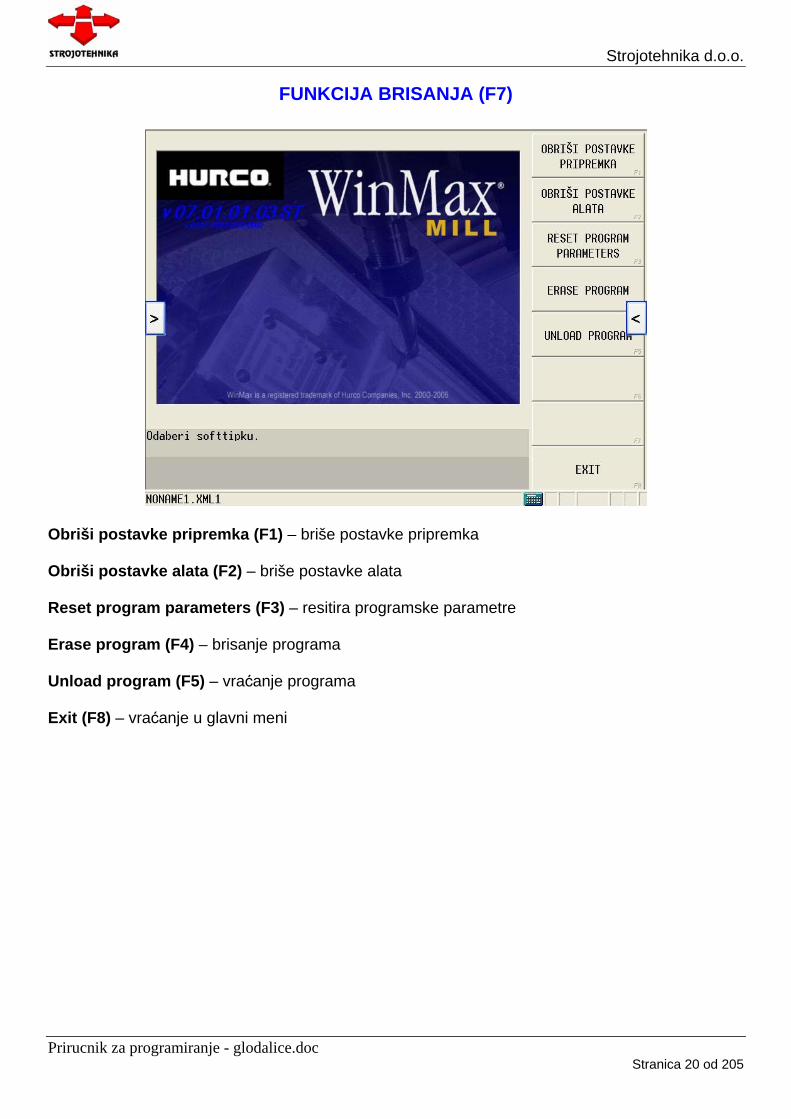
FUNKCIJA BRISANJA (F7)
Obriši postavke pripremka (F1) – briše postavke pripremka Obriši postavke alata (F2) – briše postavke alata Reset program parameters (F3) – resitira programske parametre Erase program (F4) – brisanje programa Unload program (F5) – vraćanje programa Exit (F8) – vraćanje u glavni meni
Prirucnik za programiranje - glodalice.doc Stranica 20 od 205
Strojotehnika d.o.o.
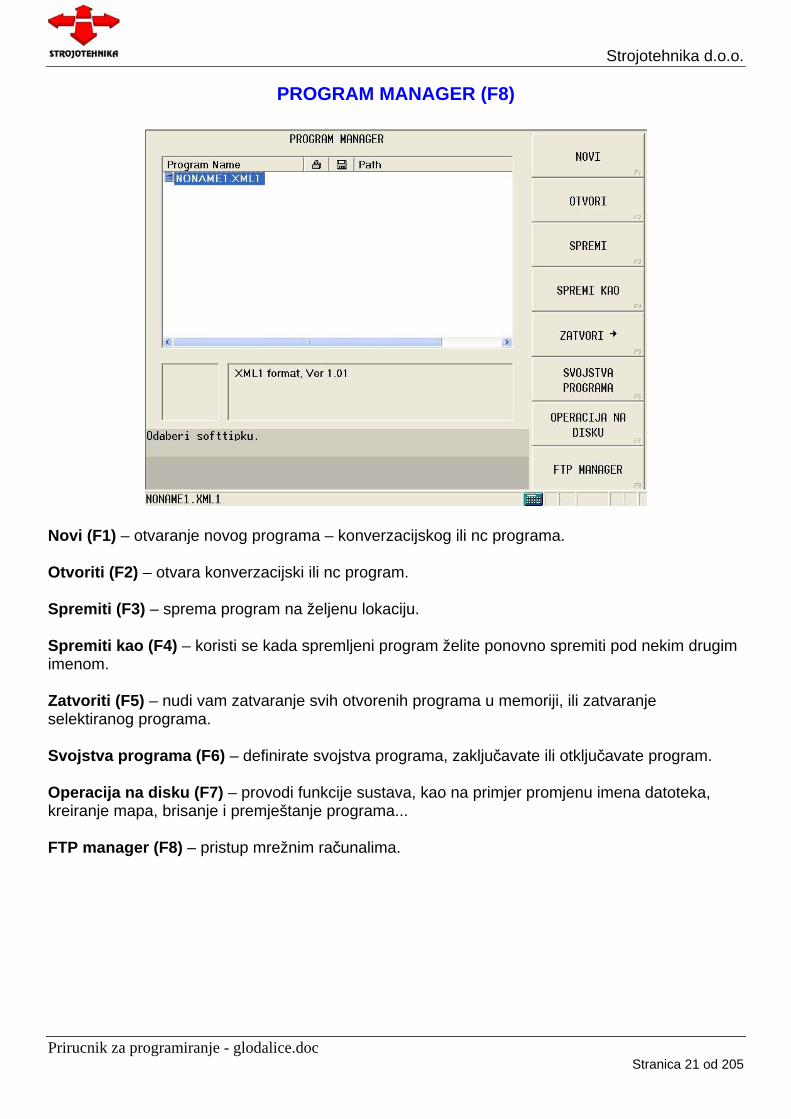
PROGRAM MANAGER (F8)
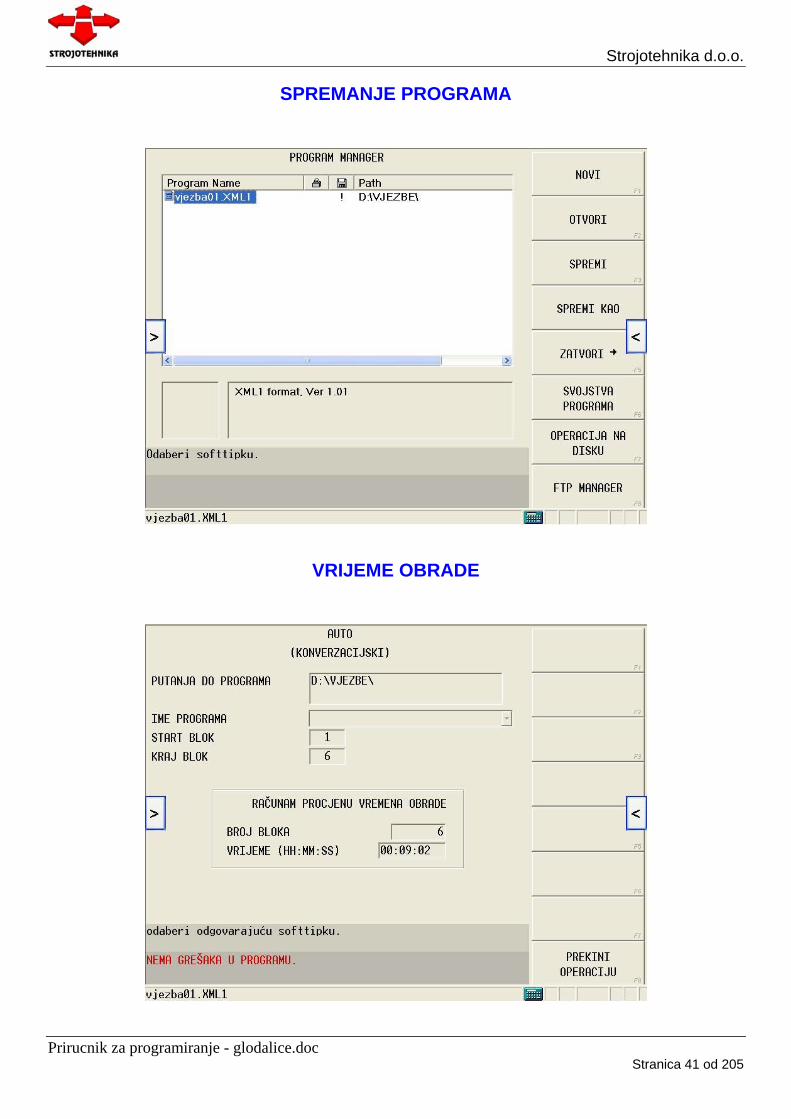
Novi (F1) – otvaranje novog programa – konverzacijskog ili nc programa. Otvoriti (F2) – otvara konverzacijski ili nc program. Spremiti (F3) – sprema program na željenu lokaciju. Spremiti kao (F4) – koristi se kada spremljeni program želite ponovno spremiti pod nekim drugim imenom. Zatvoriti (F5) – nudi vam zatvaranje svih otvorenih programa u memoriji, ili zatvaranje selektiranog programa. Svojstva programa (F6) – definirate svojstva programa, zaključavate ili otključavate program. Operacija na disku (F7) – provodi funkcije sustava, kao na primjer promjenu imena datoteka, kreiranje mapa, brisanje i premještanje programa... FTP manager (F8) – pristup mrežnim računalima.
Prirucnik za programiranje - glodalice.doc Stranica 21 od 205
5R
72°
36°
5x72°5x
5.200 THRU9,500 4
9,5
10010
0
2020
10
30 A
A
15.10.2008Napomena:
Datum:
vjezba01Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa:
Naziv:
M 1:1Materijal:Mjerilo:
Alloy Steel
Kovačević Antun
1054.257
POGLED A6
4
M 5,2
2015
5
Strojotehnika d.o.o.
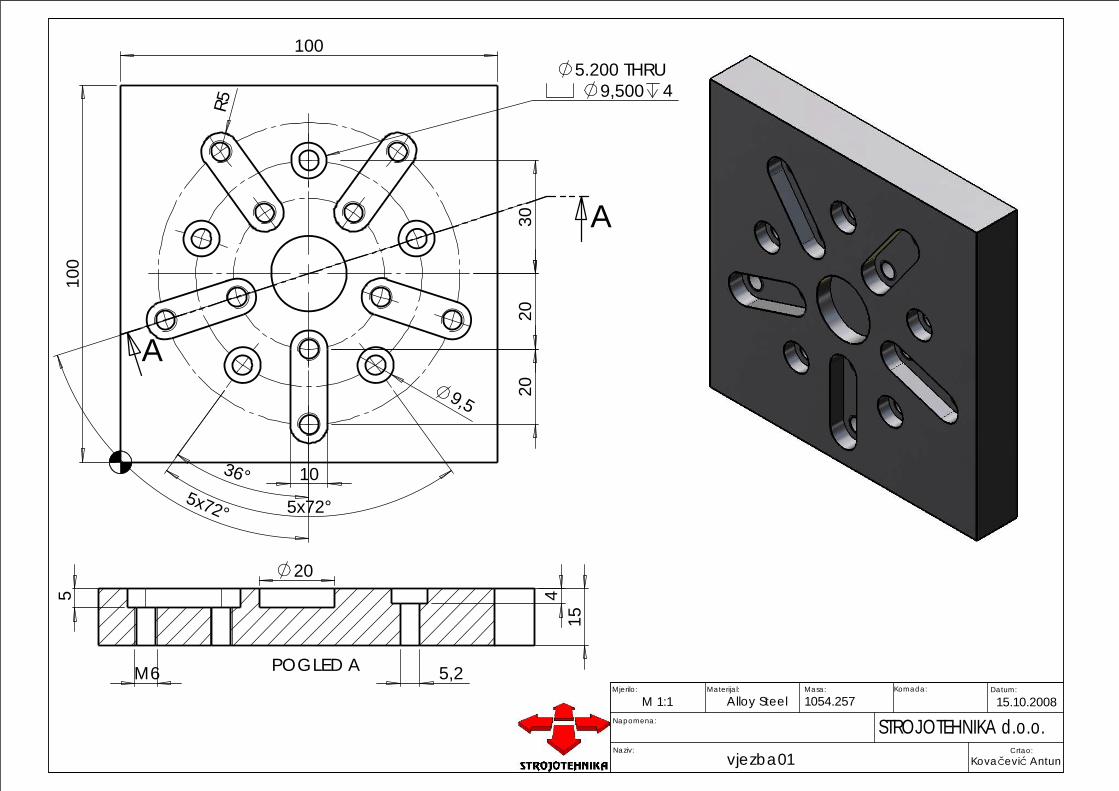
V J E Ž B A 1
Prirucnik za programiranje - glodalice.doc Stranica 22 od 205
Strojotehnika d.o.o.
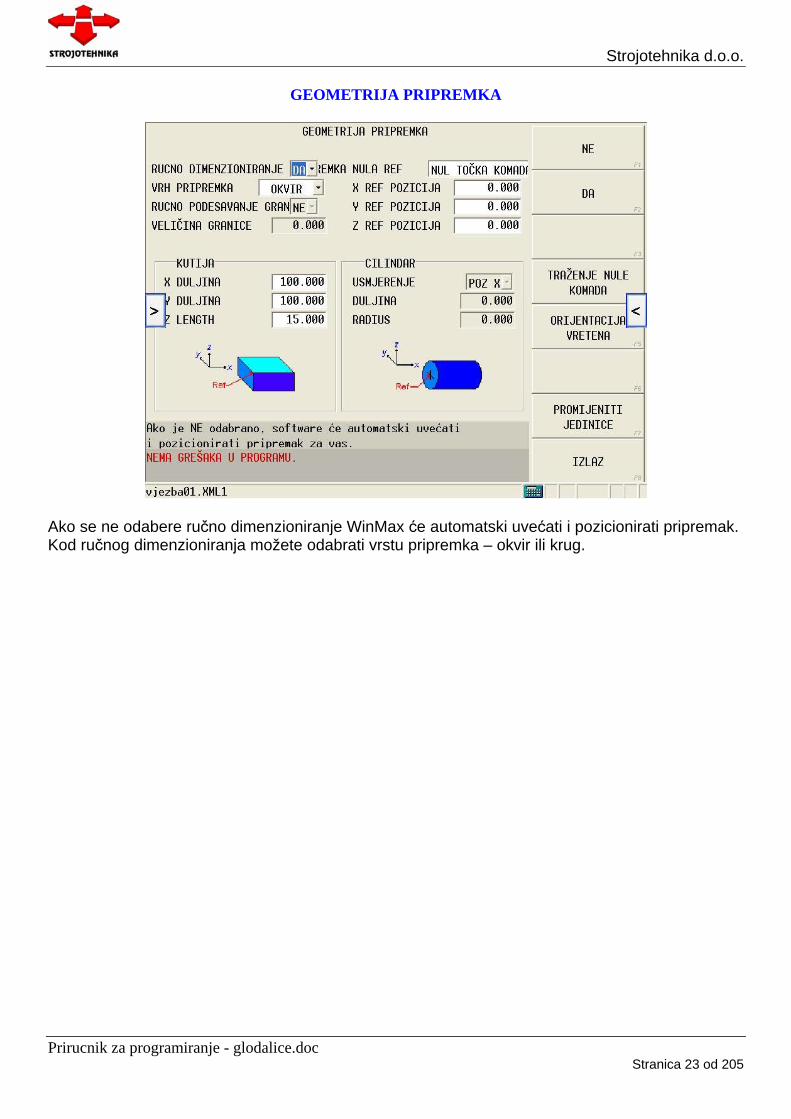
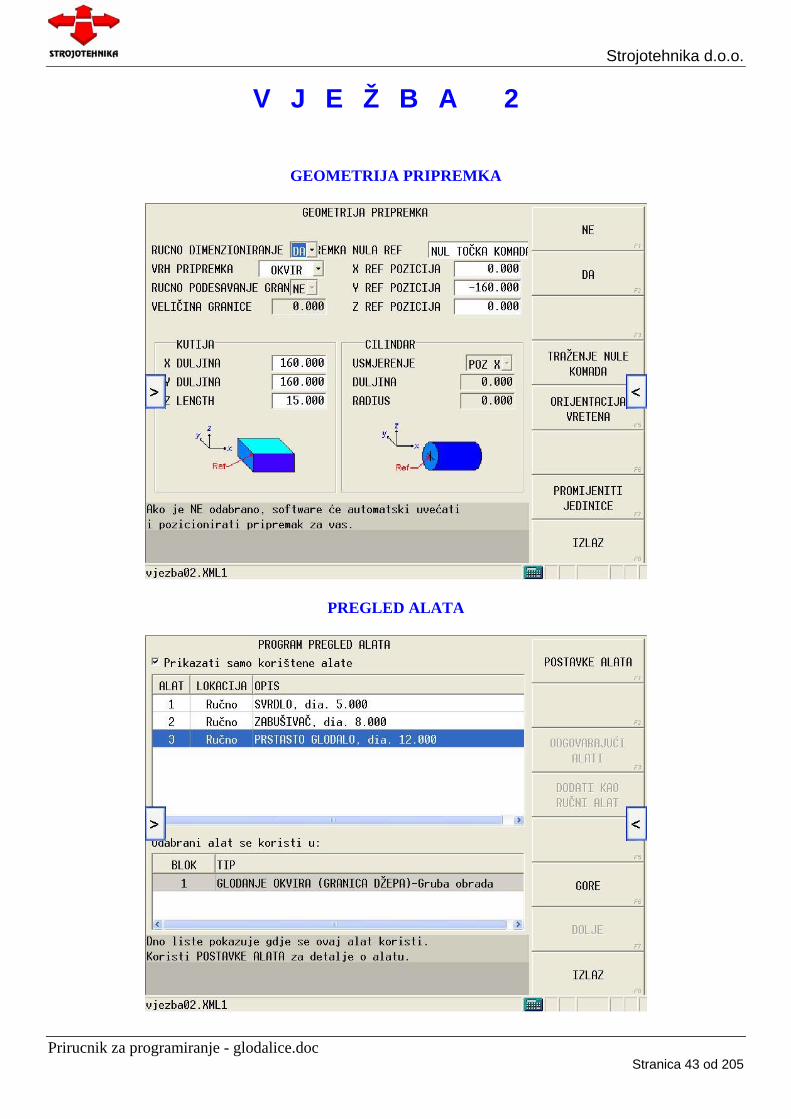
GEOMETRIJA PRIPREMKA
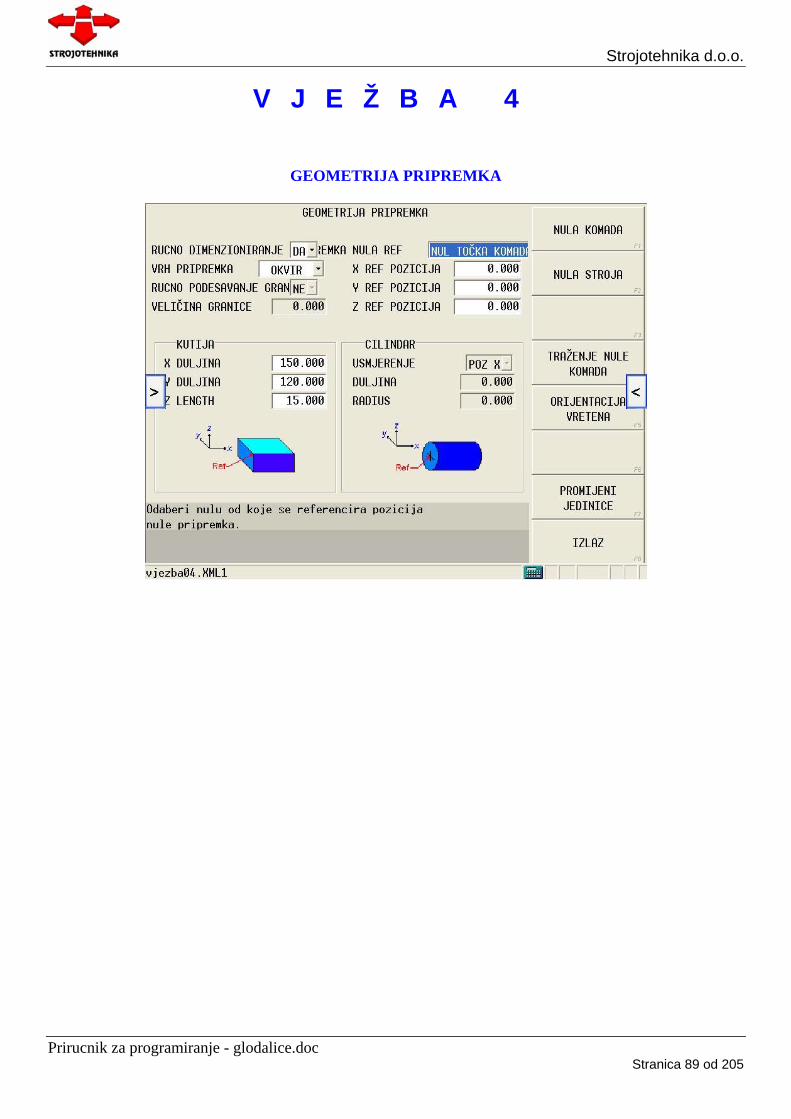
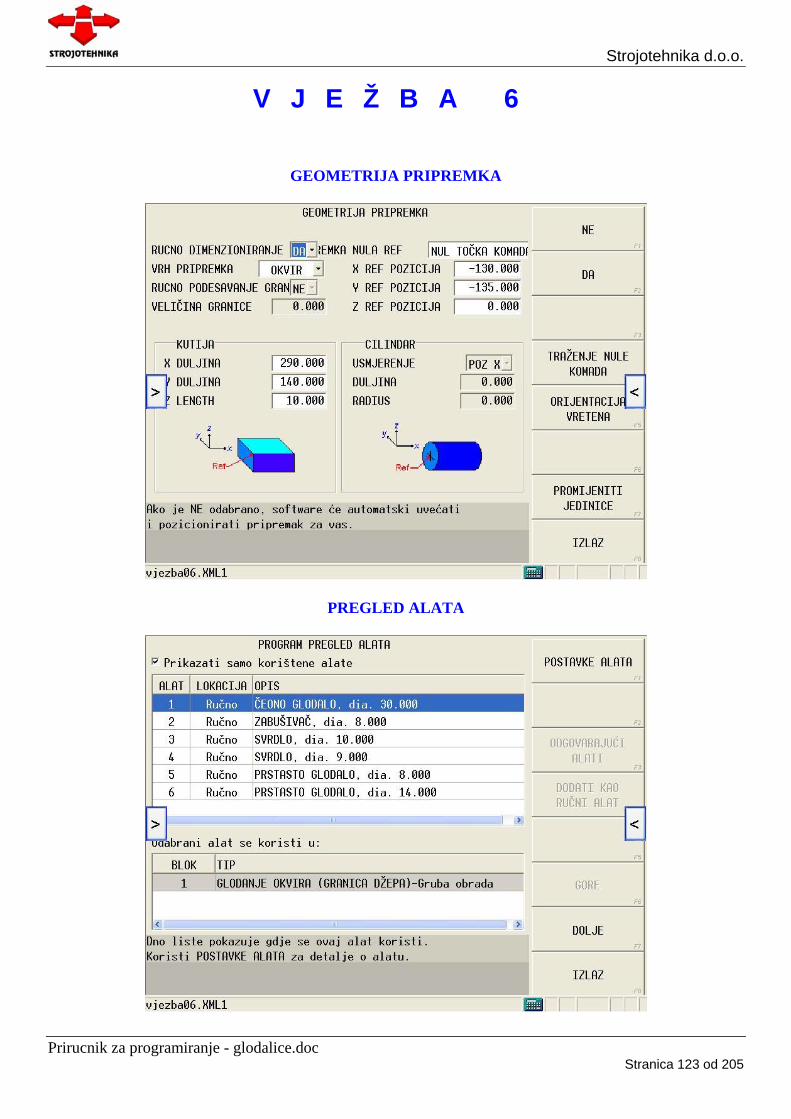
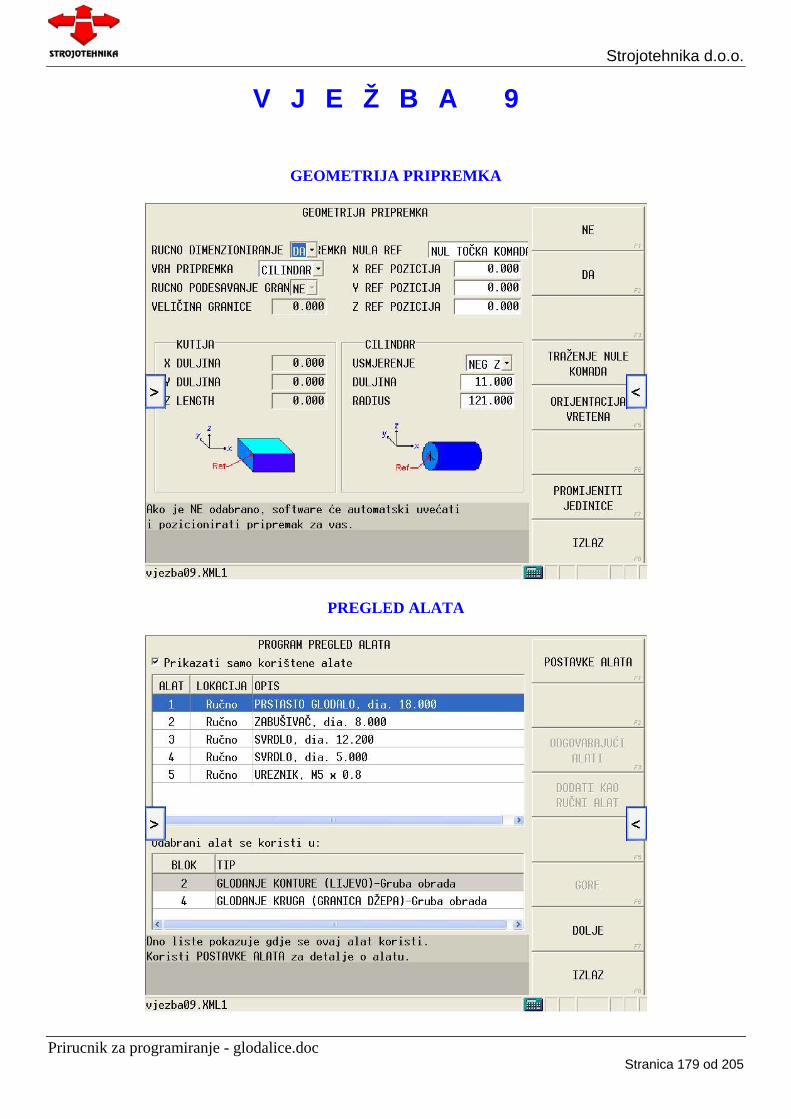
Ako se ne odabere ručno dimenzioniranje WinMax će automatski uvećati i pozicionirati pripremak. Kod ručnog dimenzioniranja možete odabrati vrstu pripremka – okvir ili krug.
Prirucnik za programiranje - glodalice.doc Stranica 23 od 205
Strojotehnika d.o.o.
ALATI
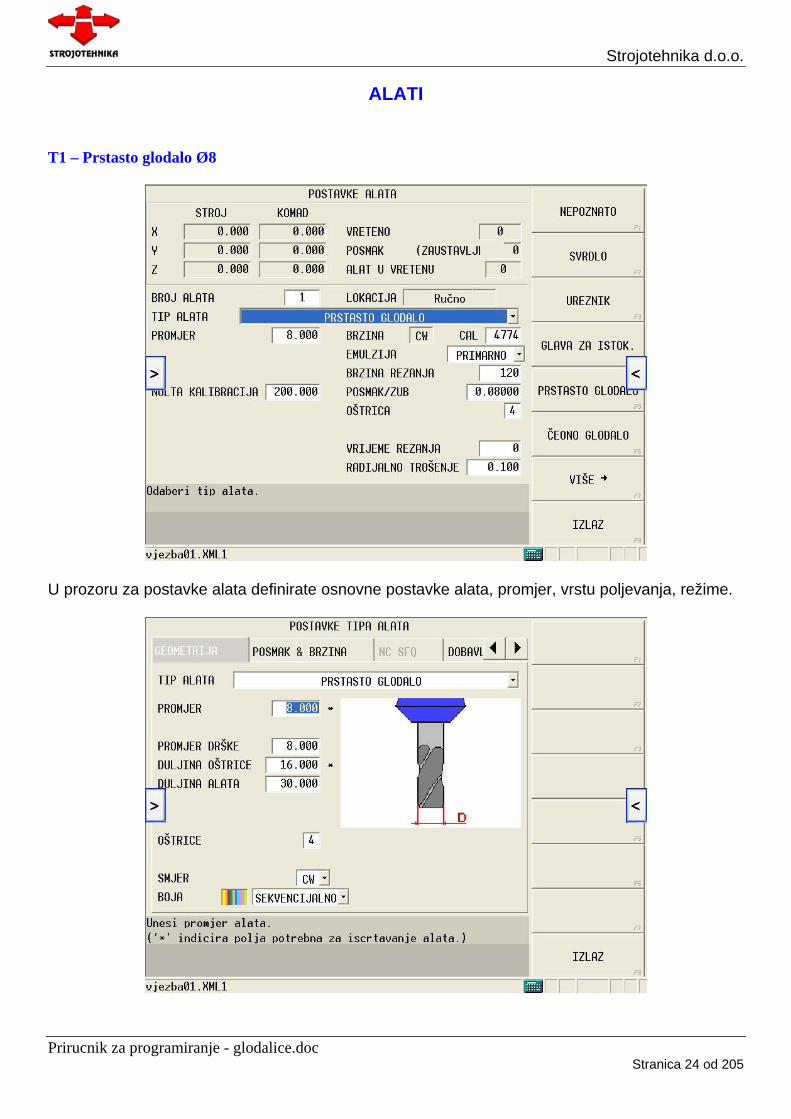
T1 – Prstasto glodalo Ø8
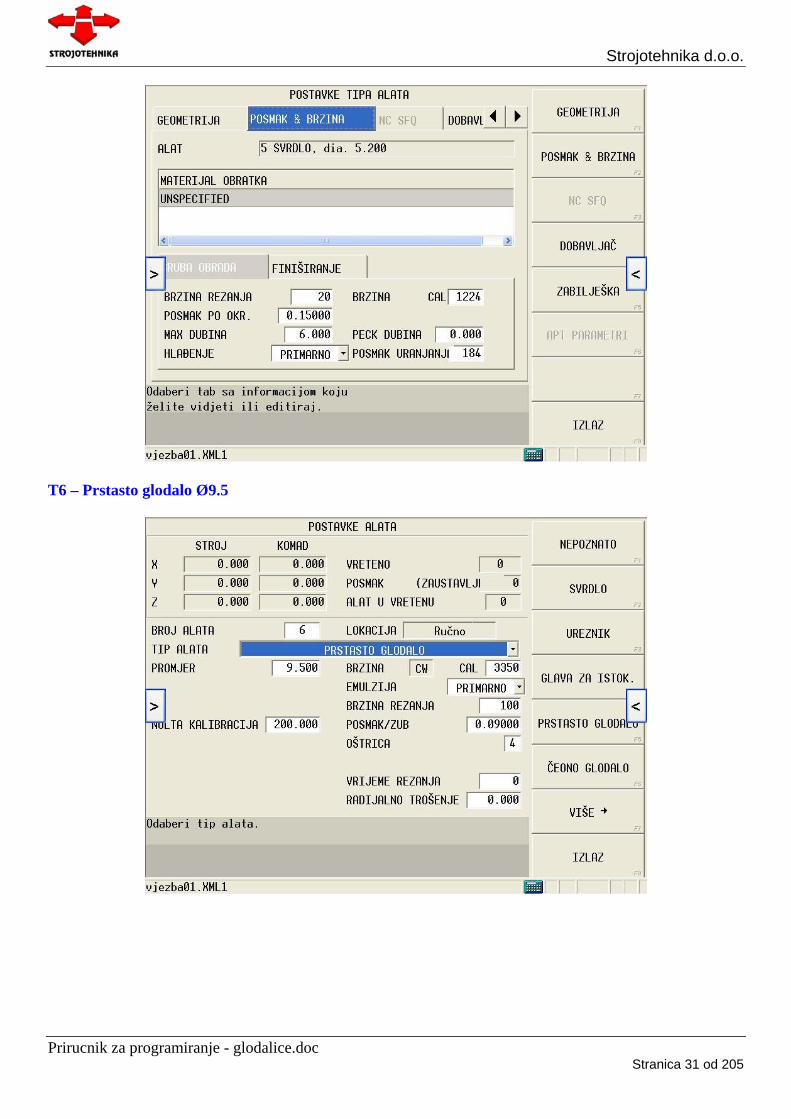
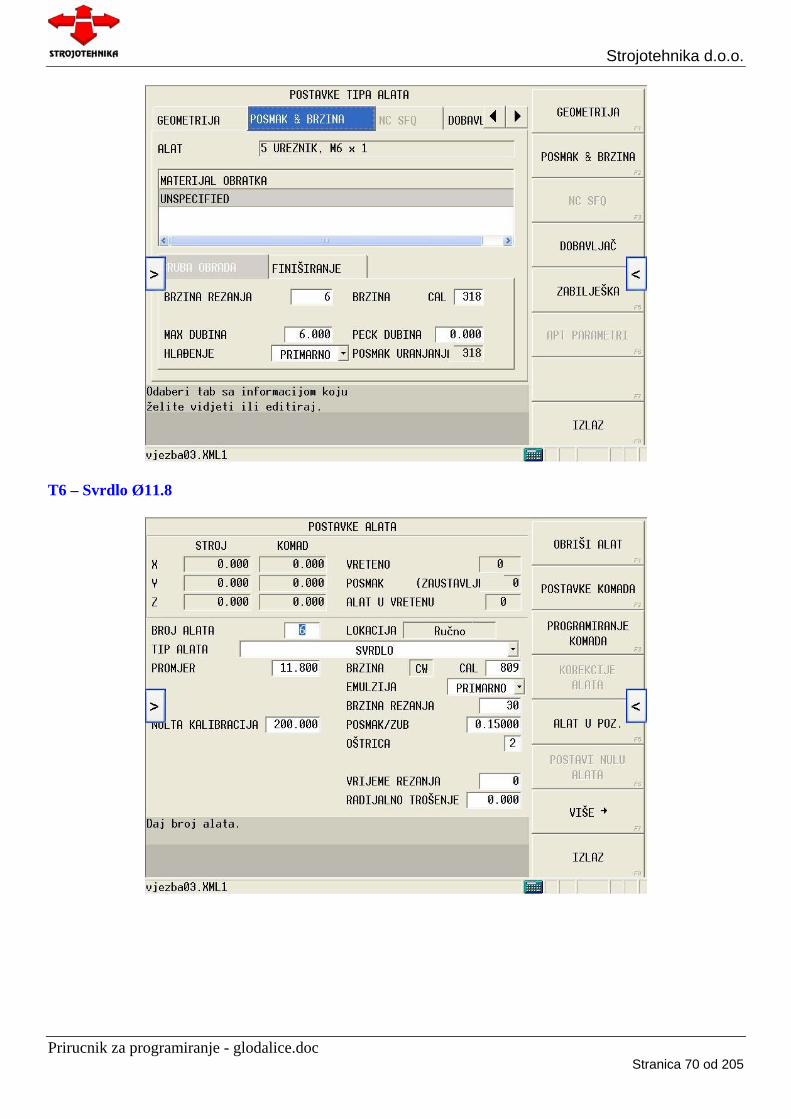
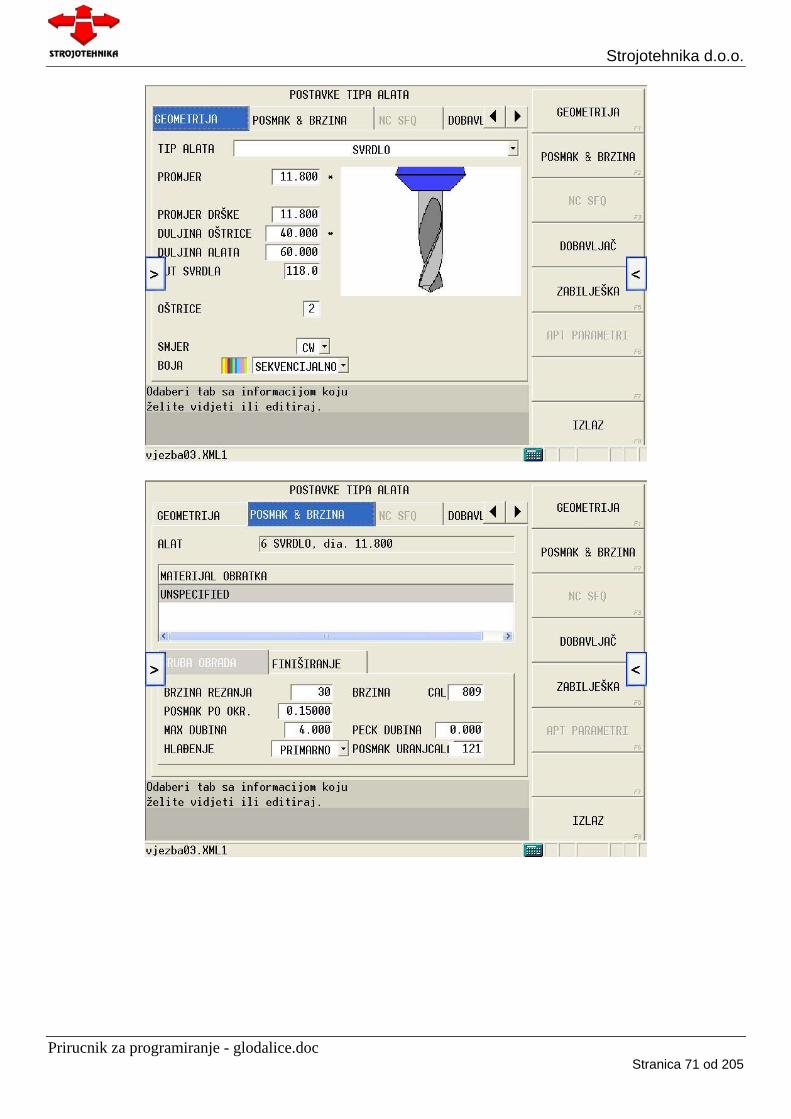
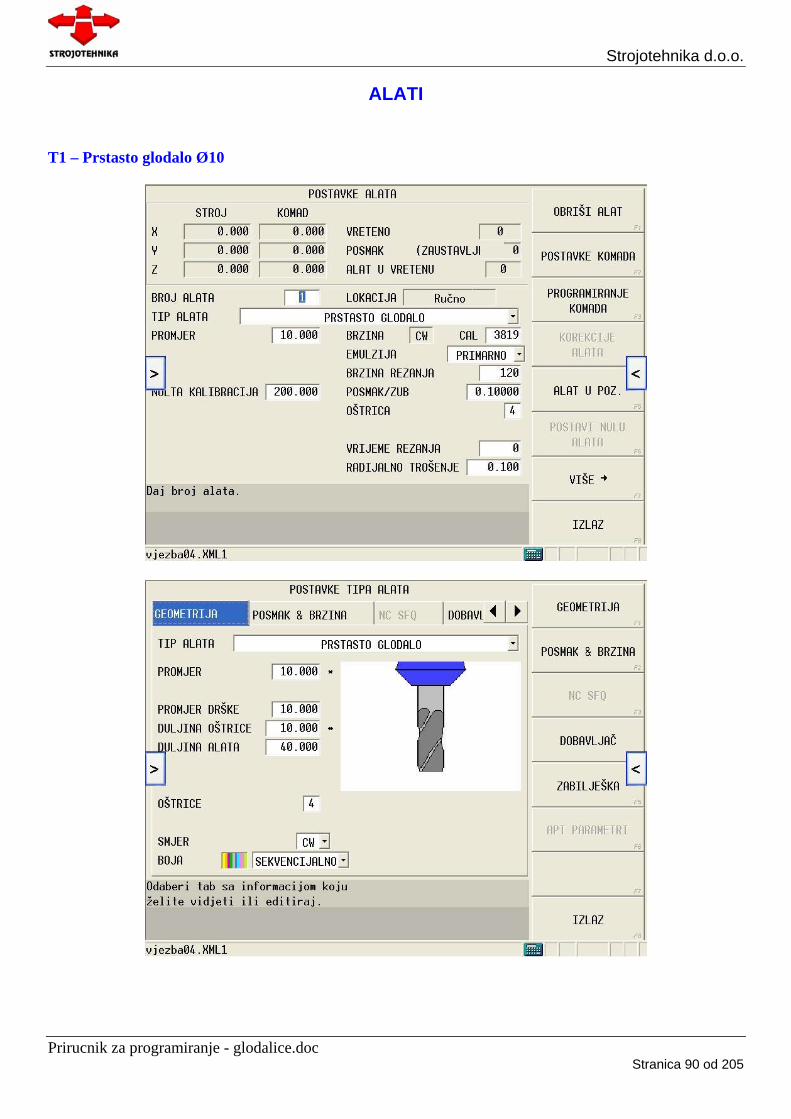
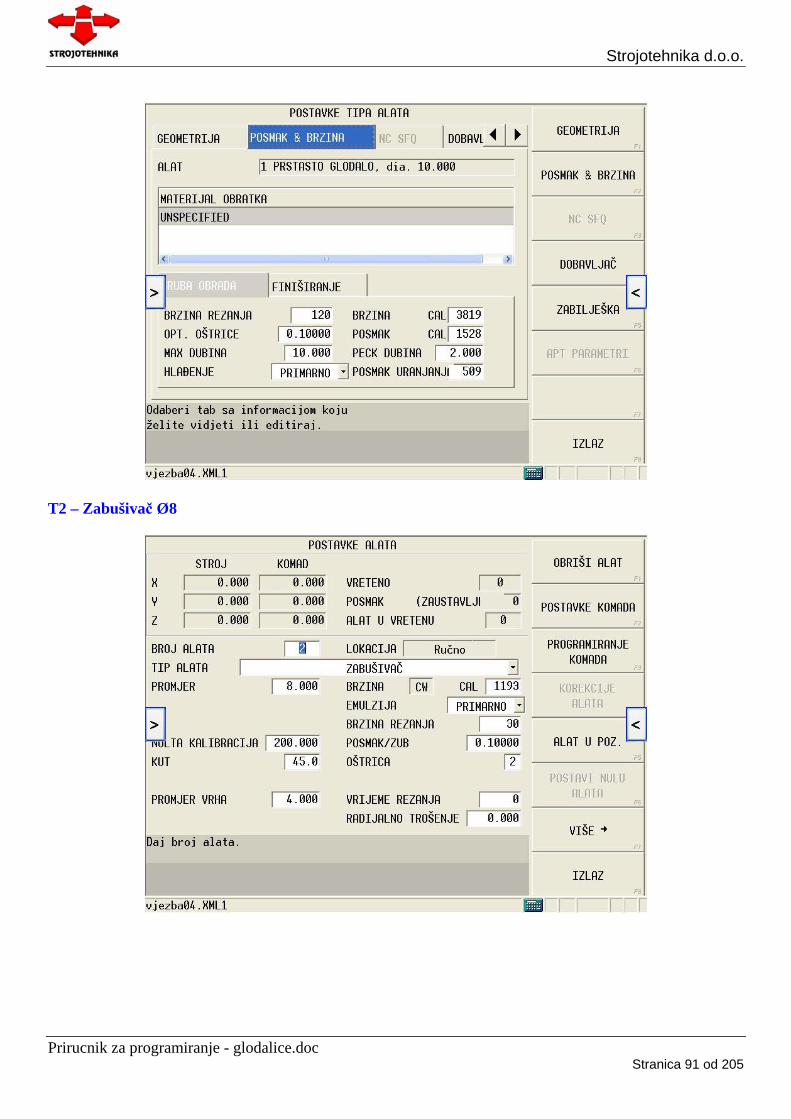
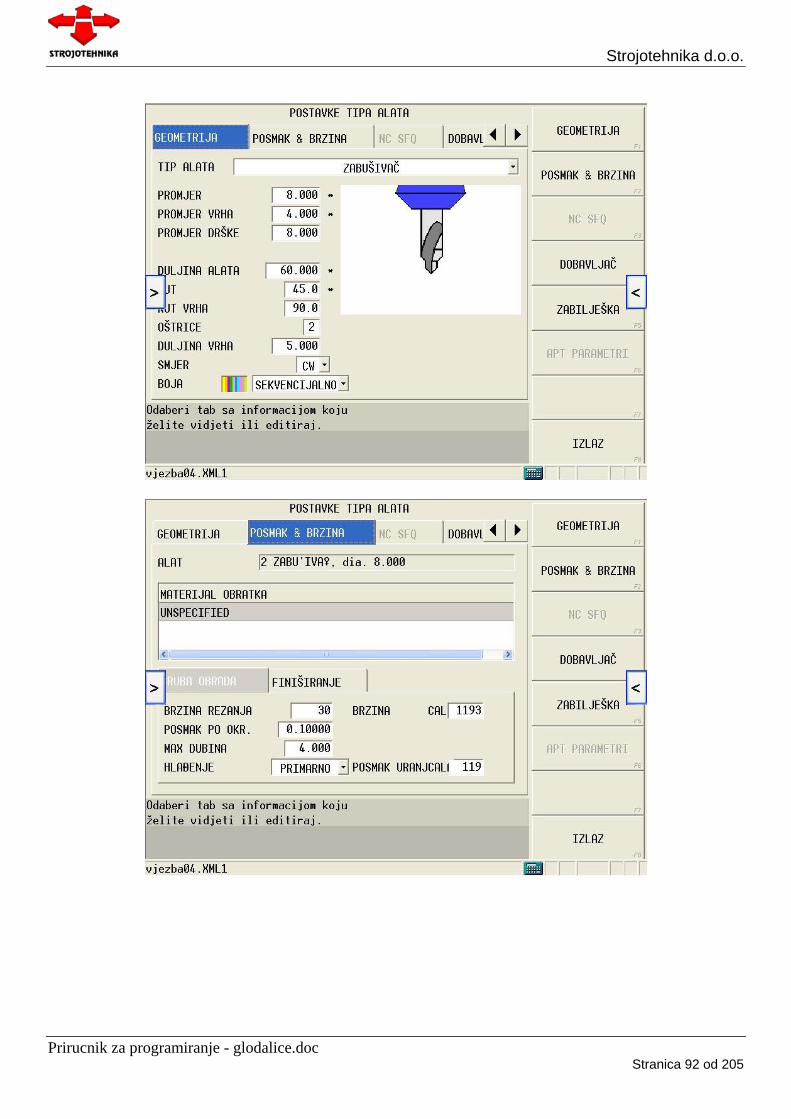
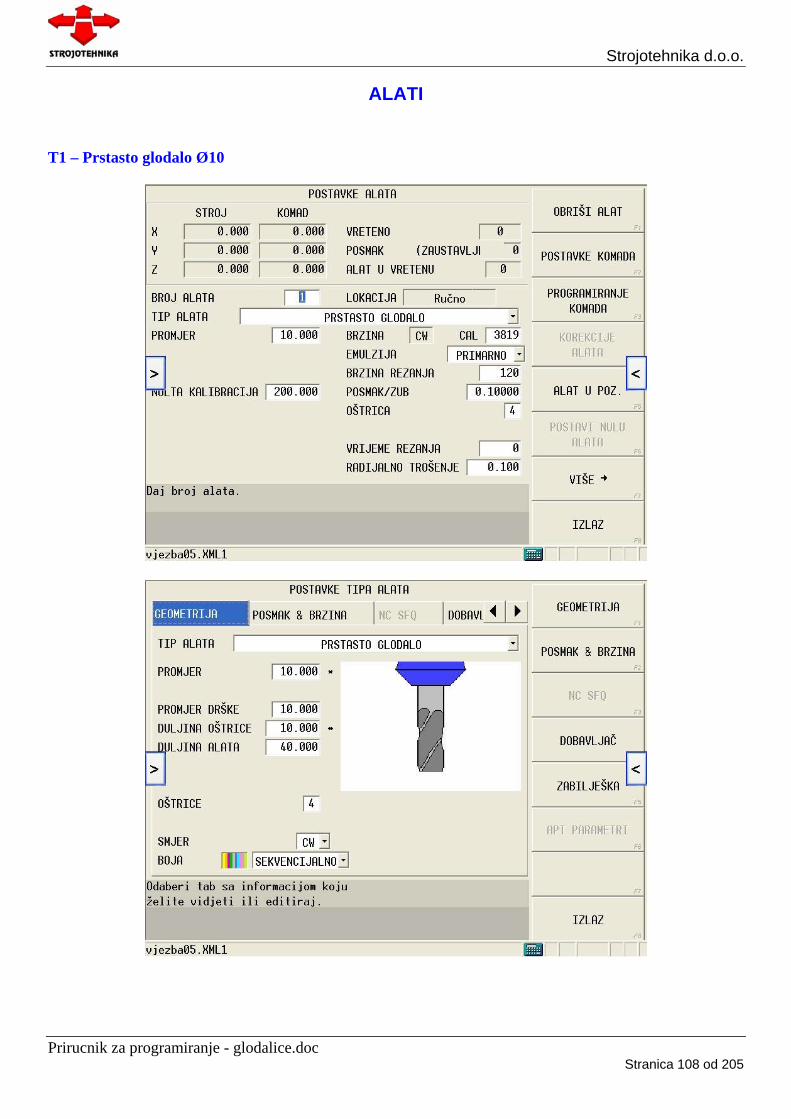
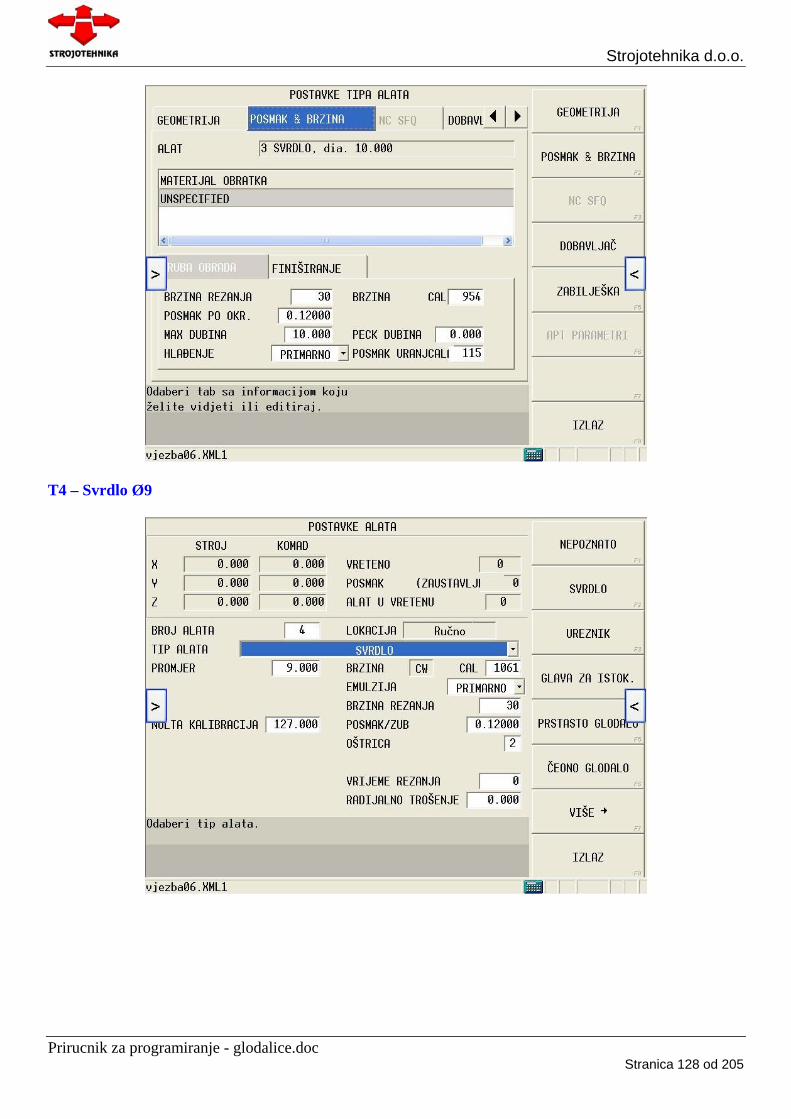
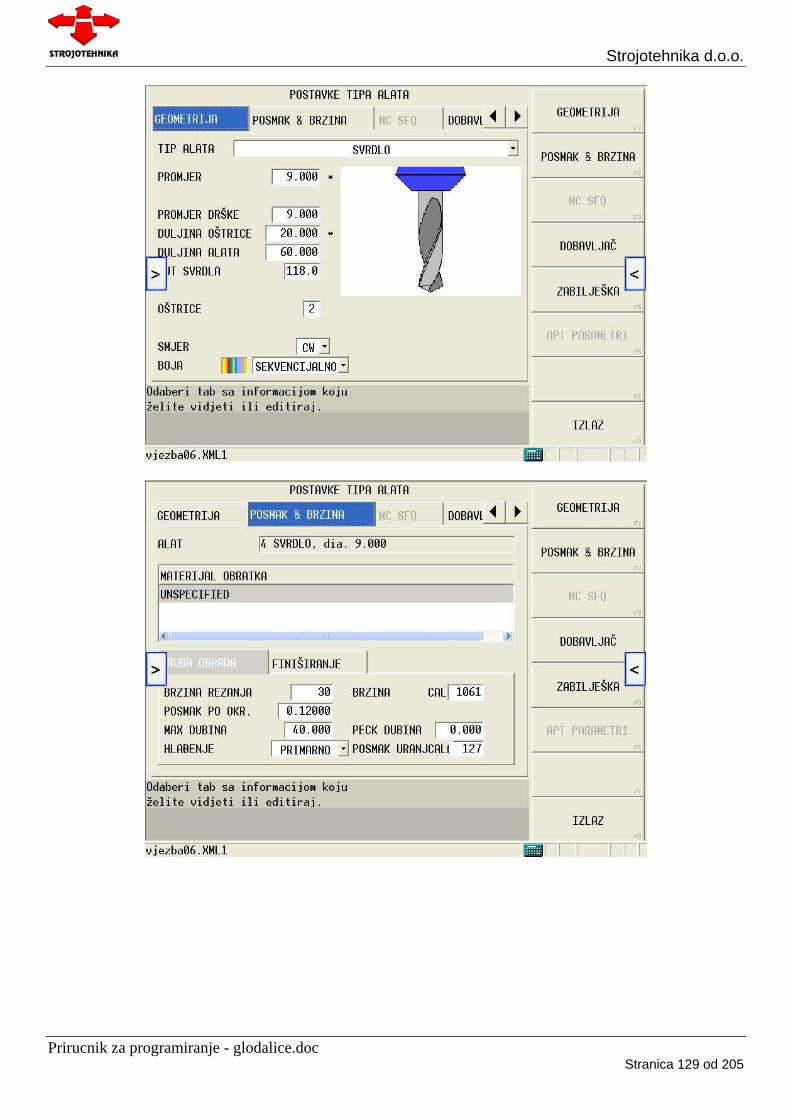
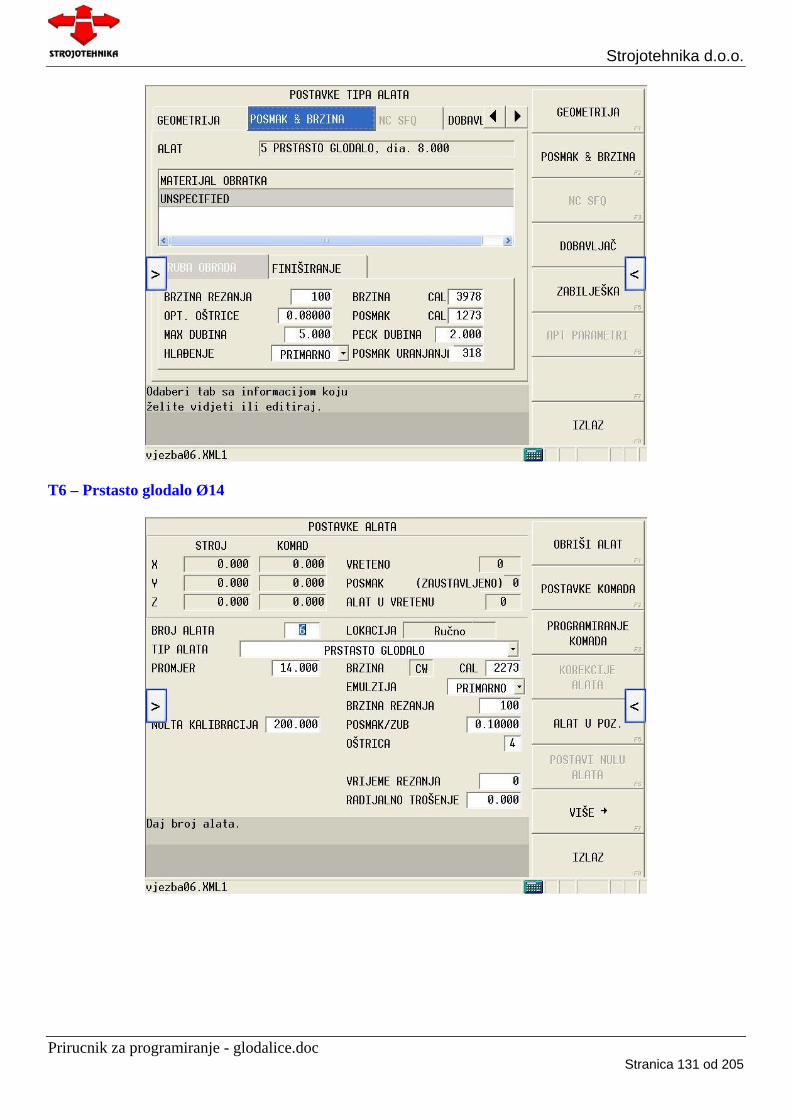
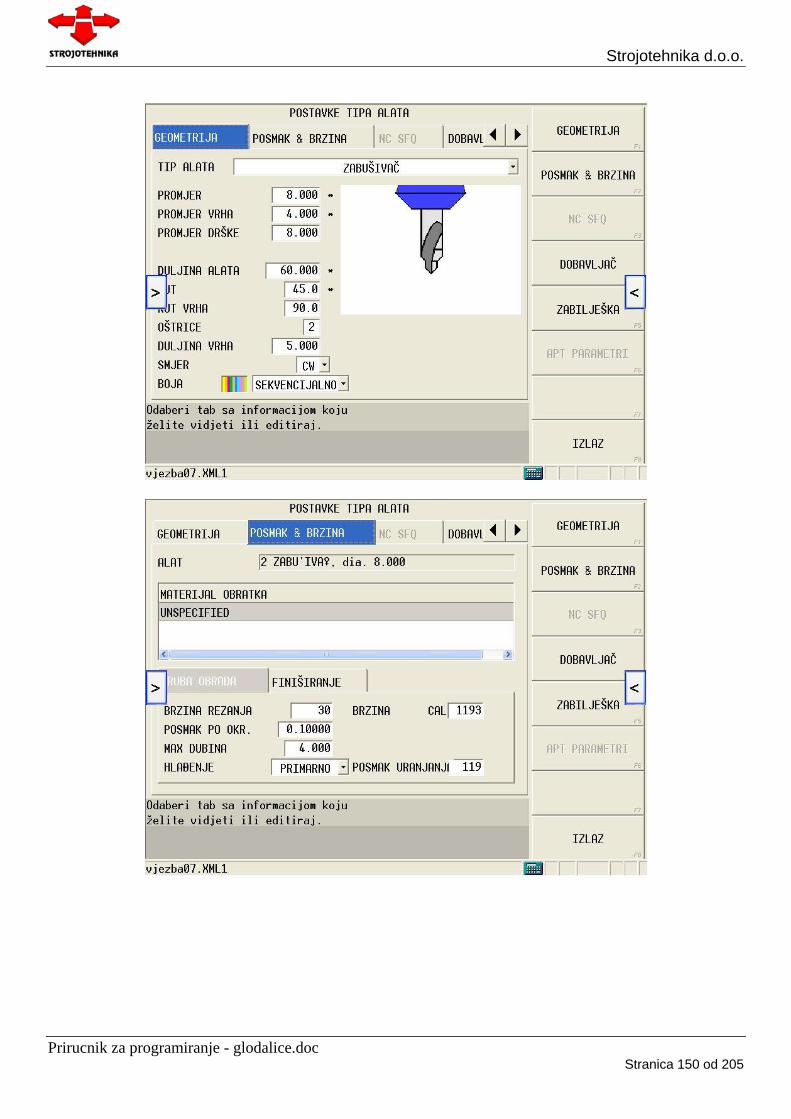
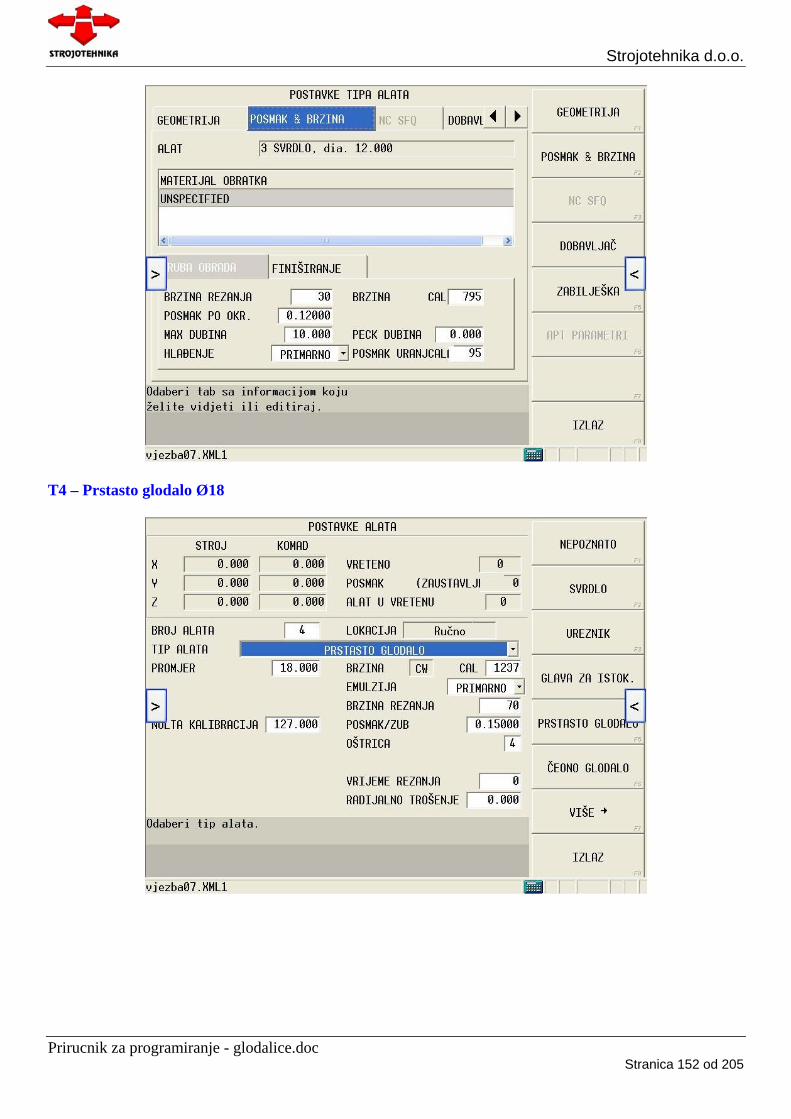
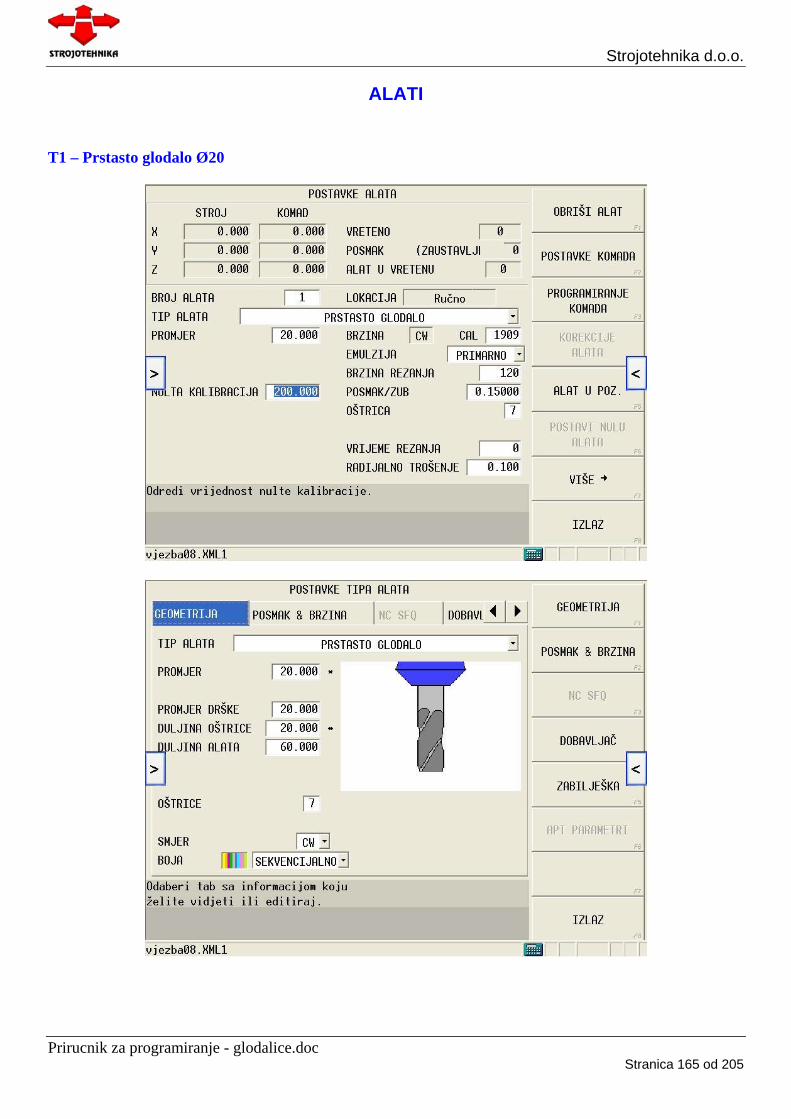
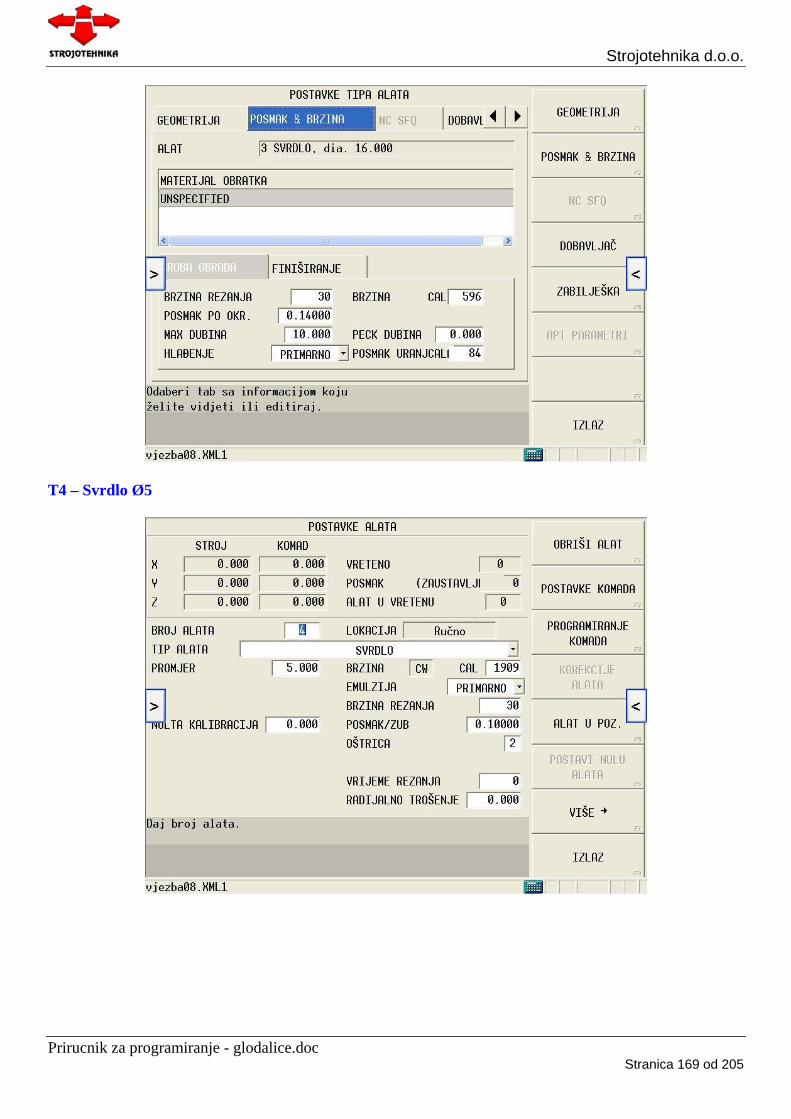
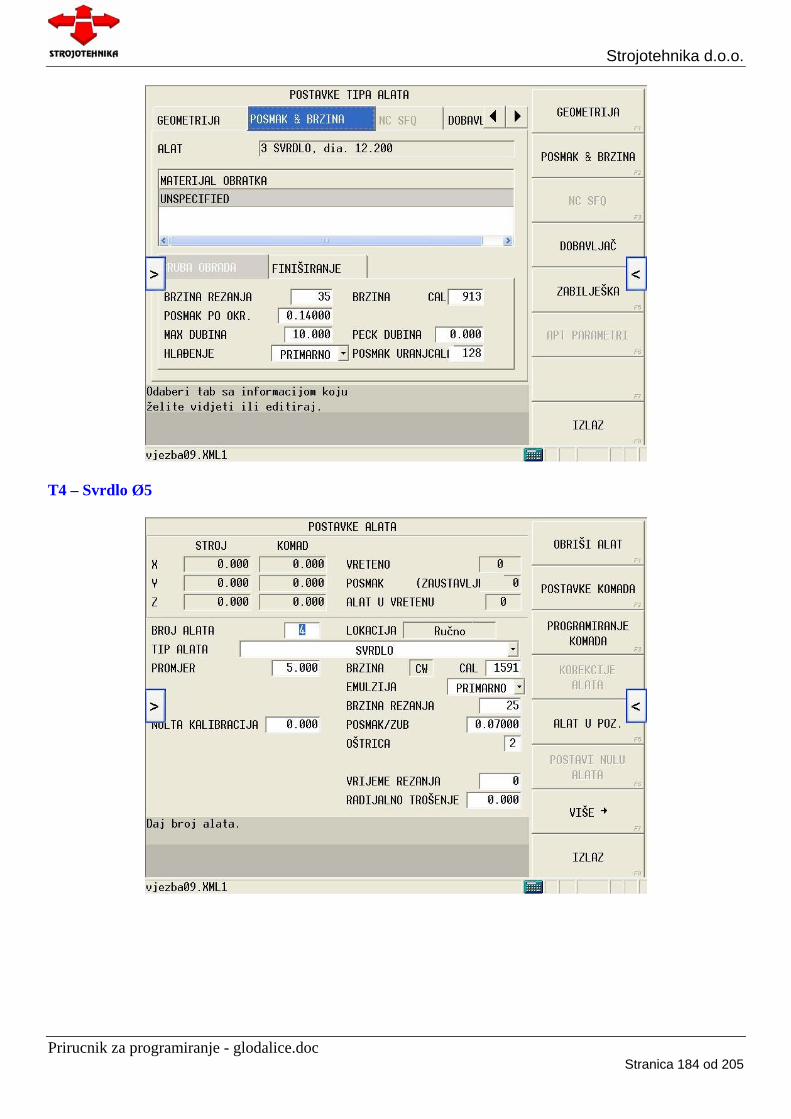
U prozoru za postavke alata definirate osnovne postavke alata, promjer, vrstu poljevanja, režime.
Prirucnik za programiranje - glodalice.doc Stranica 24 od 205
Strojotehnika d.o.o.
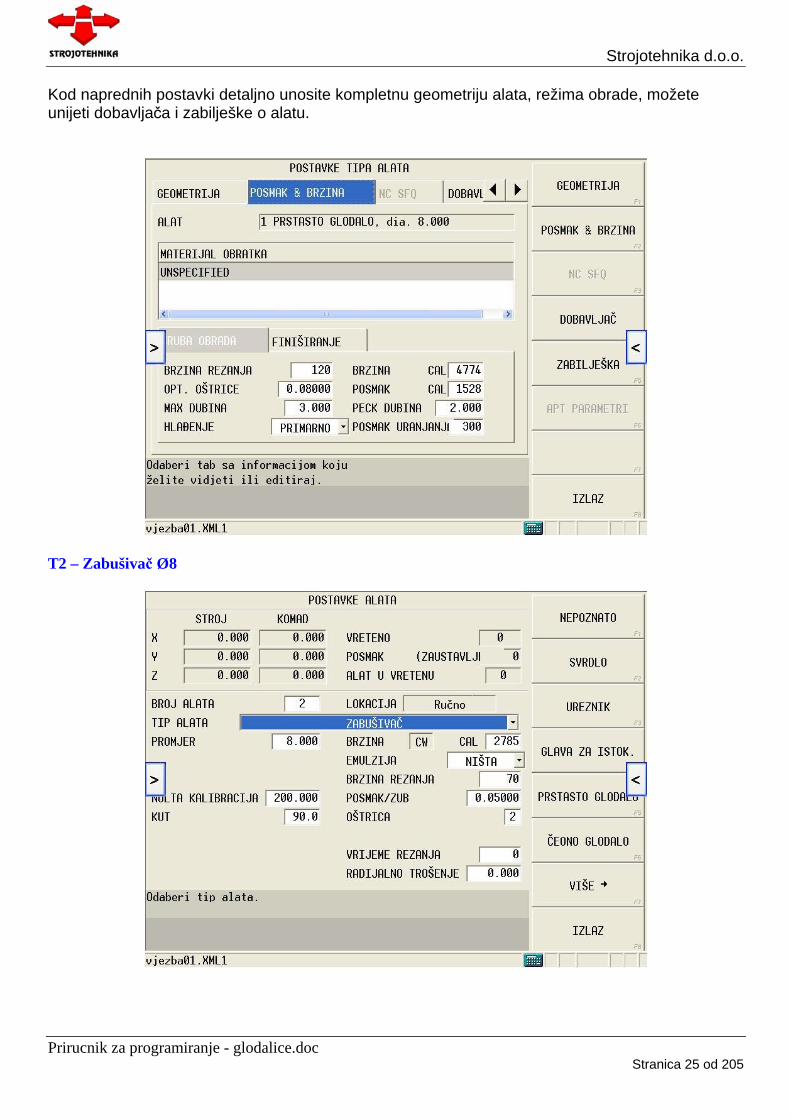
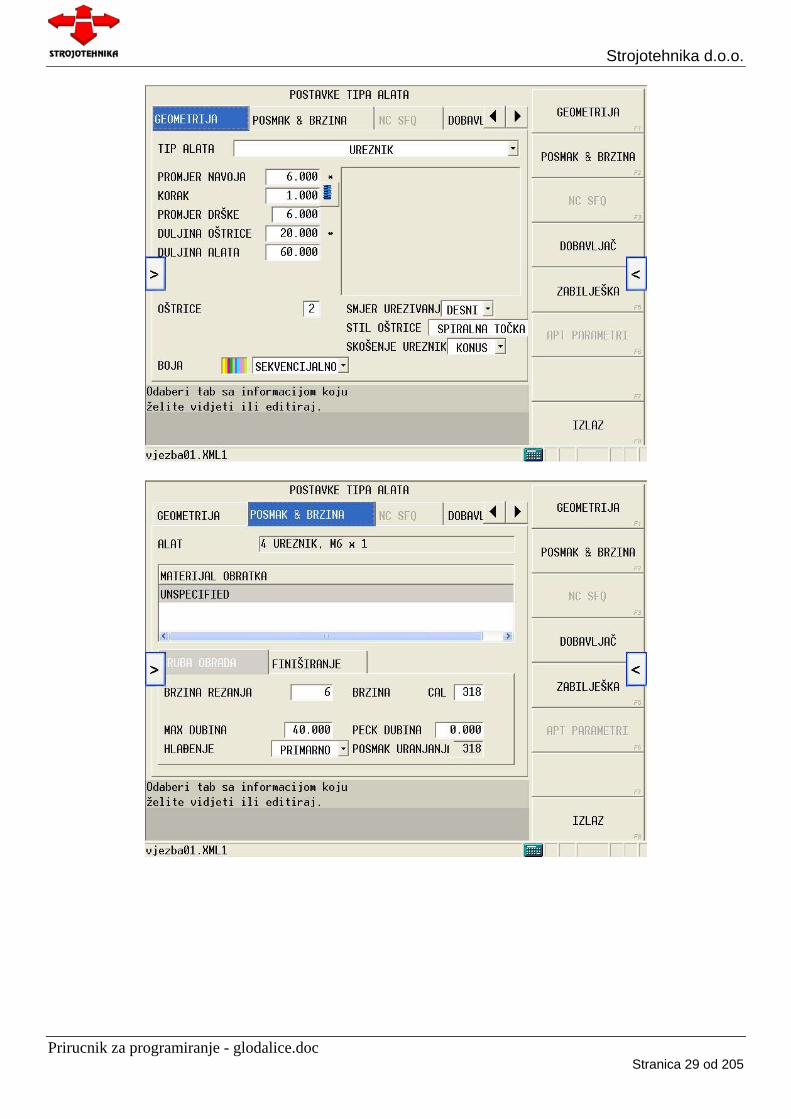
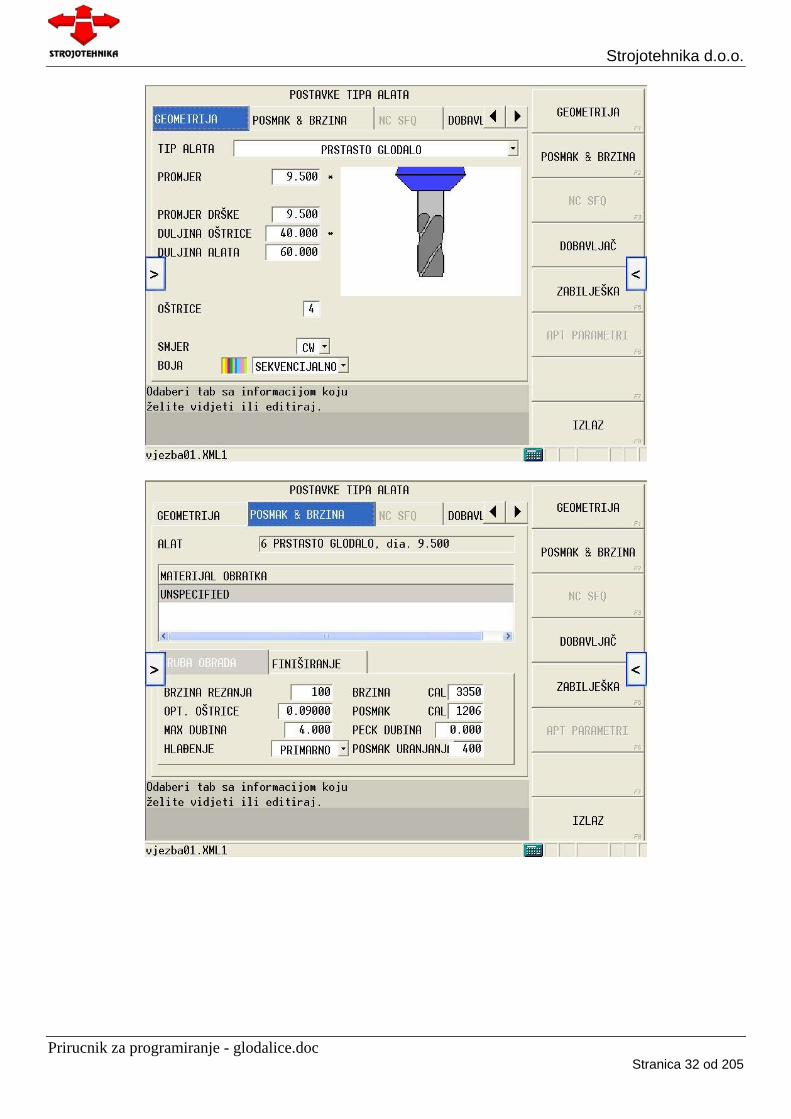
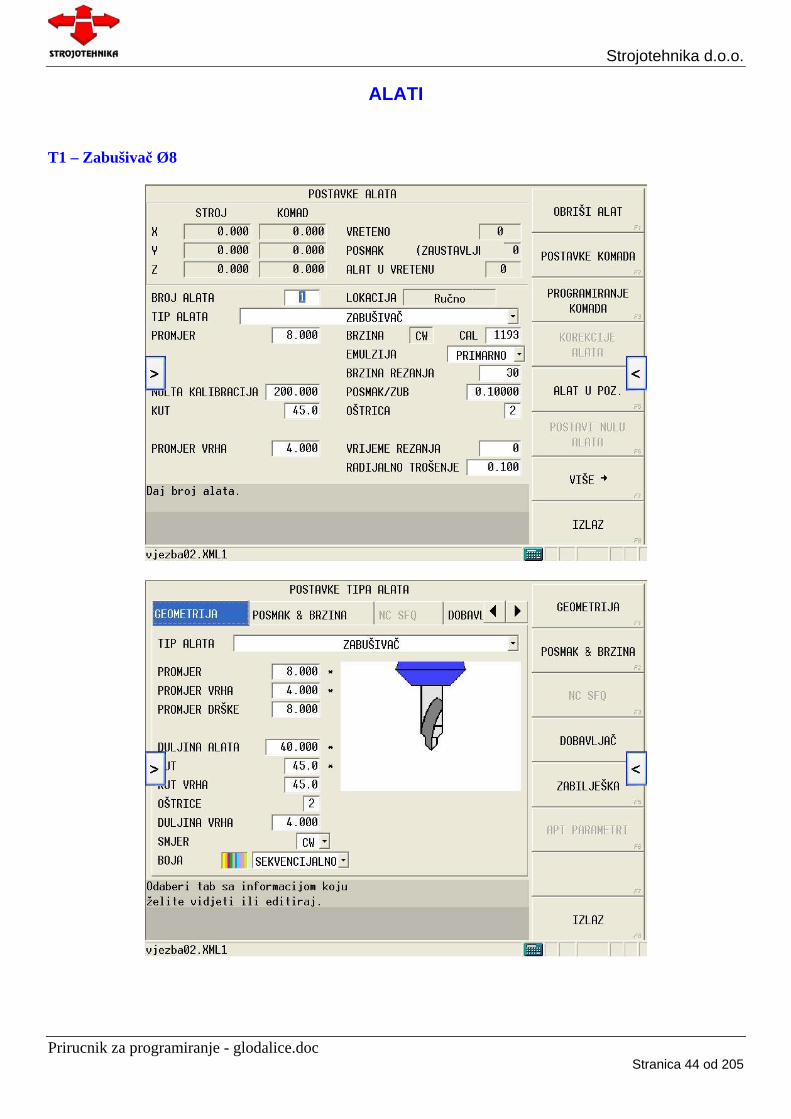
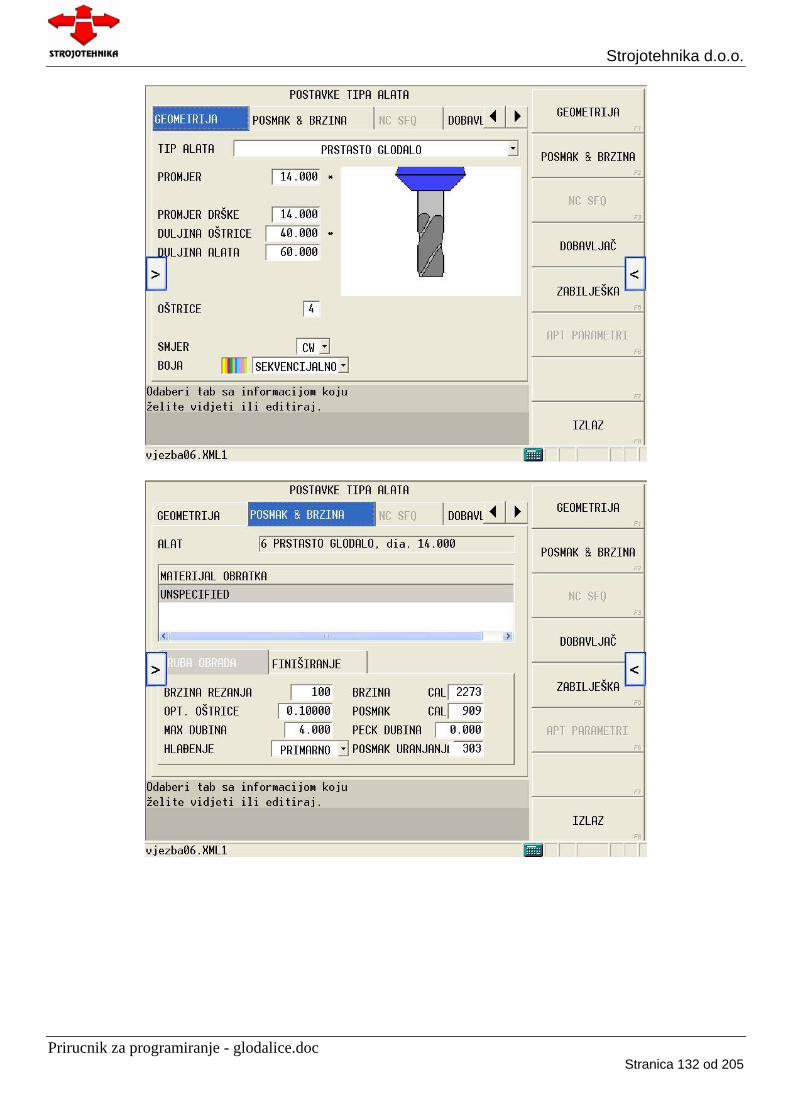
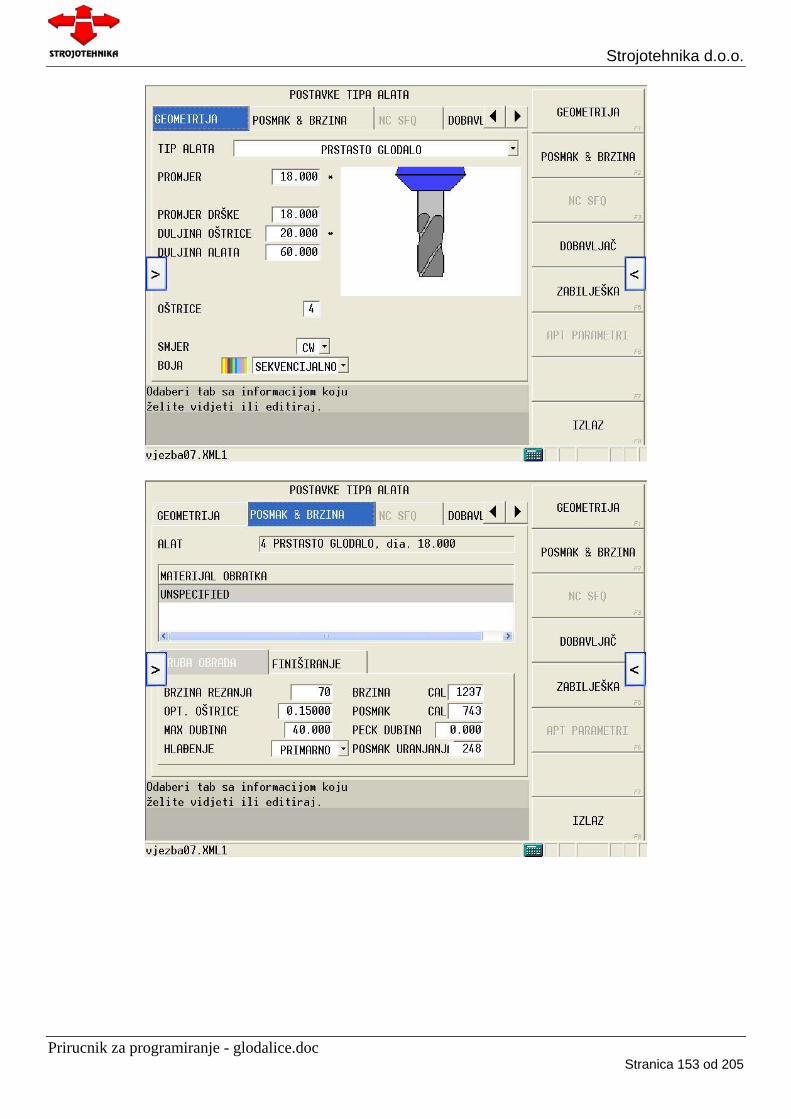
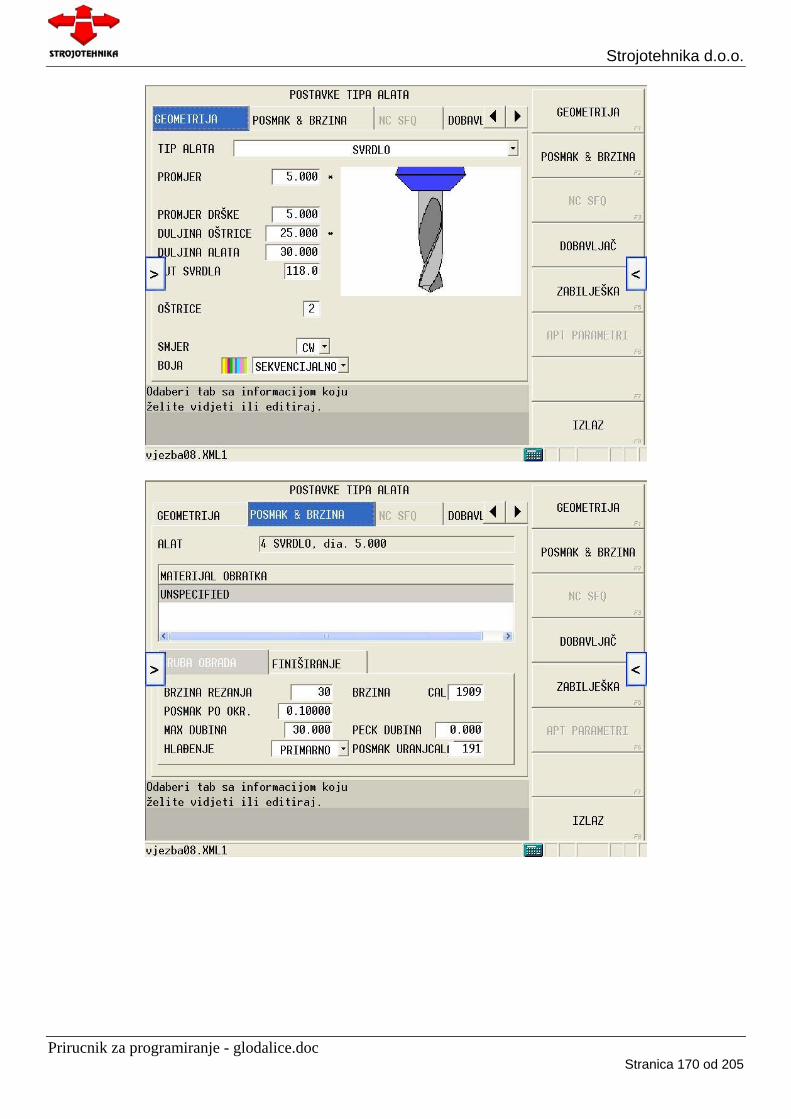
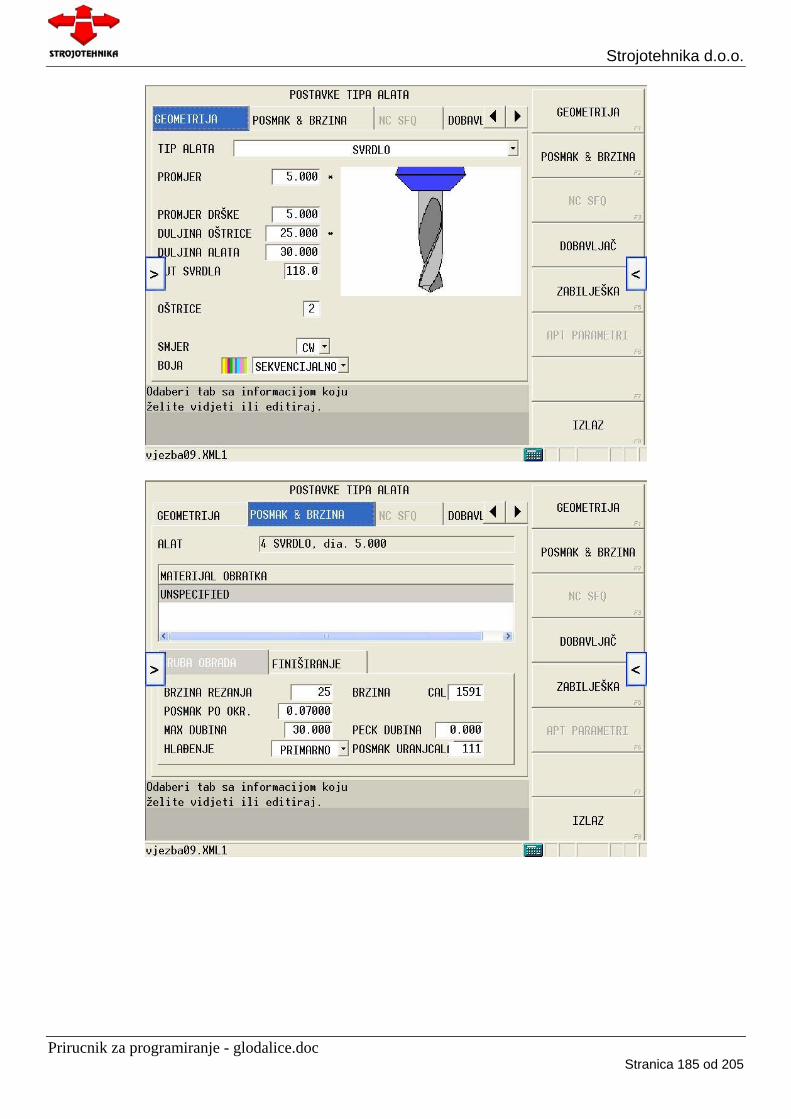
Kod naprednih postavki detaljno unosite kompletnu geometriju alata, režima obrade, možete unijeti dobavljača i zabilješke o alatu.
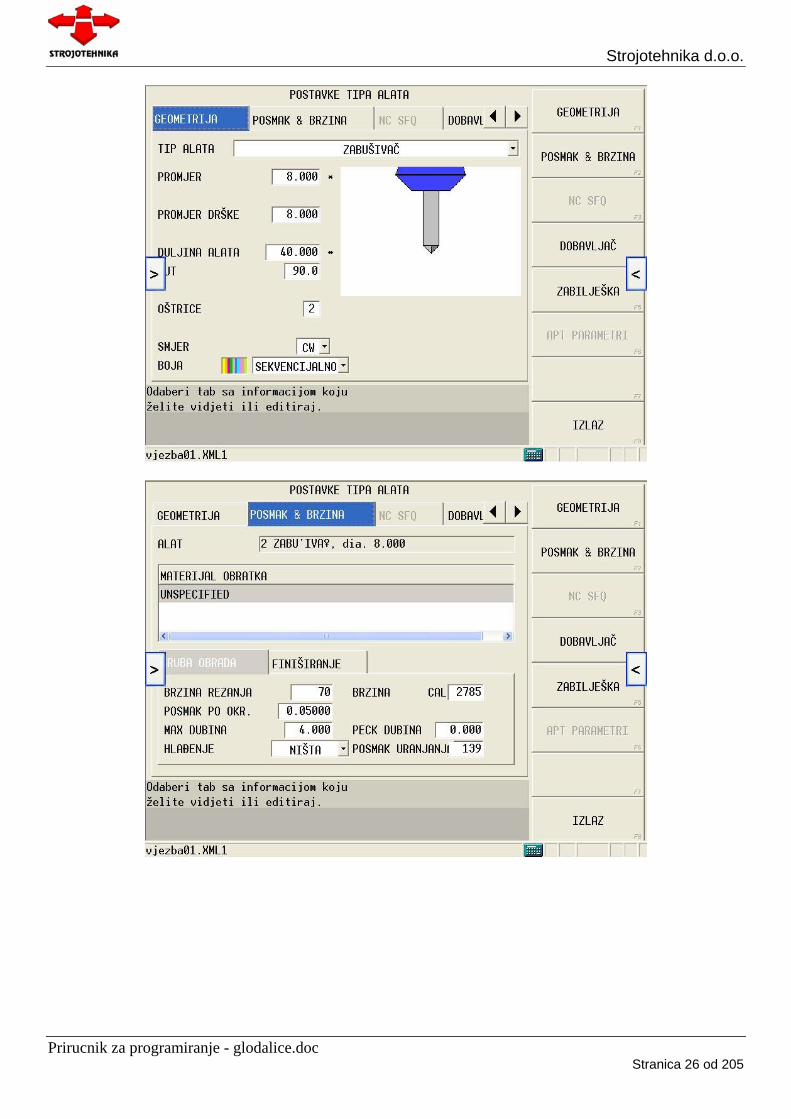
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 25 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 26 od 205
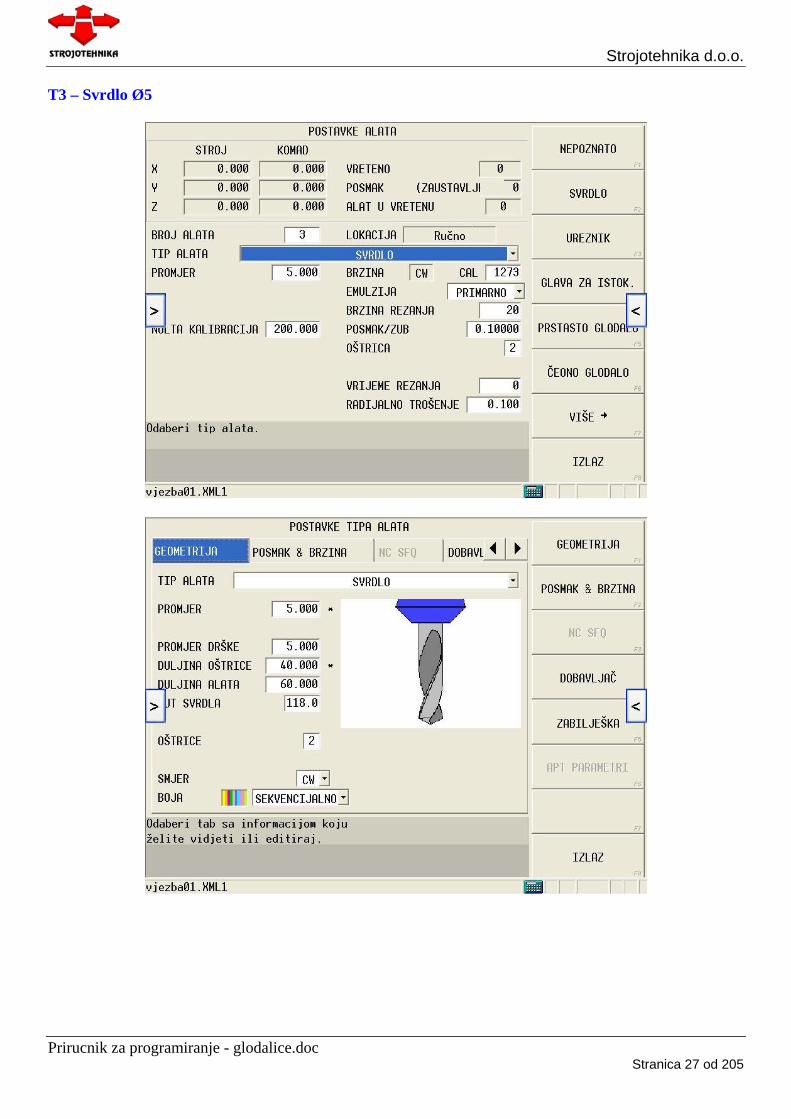
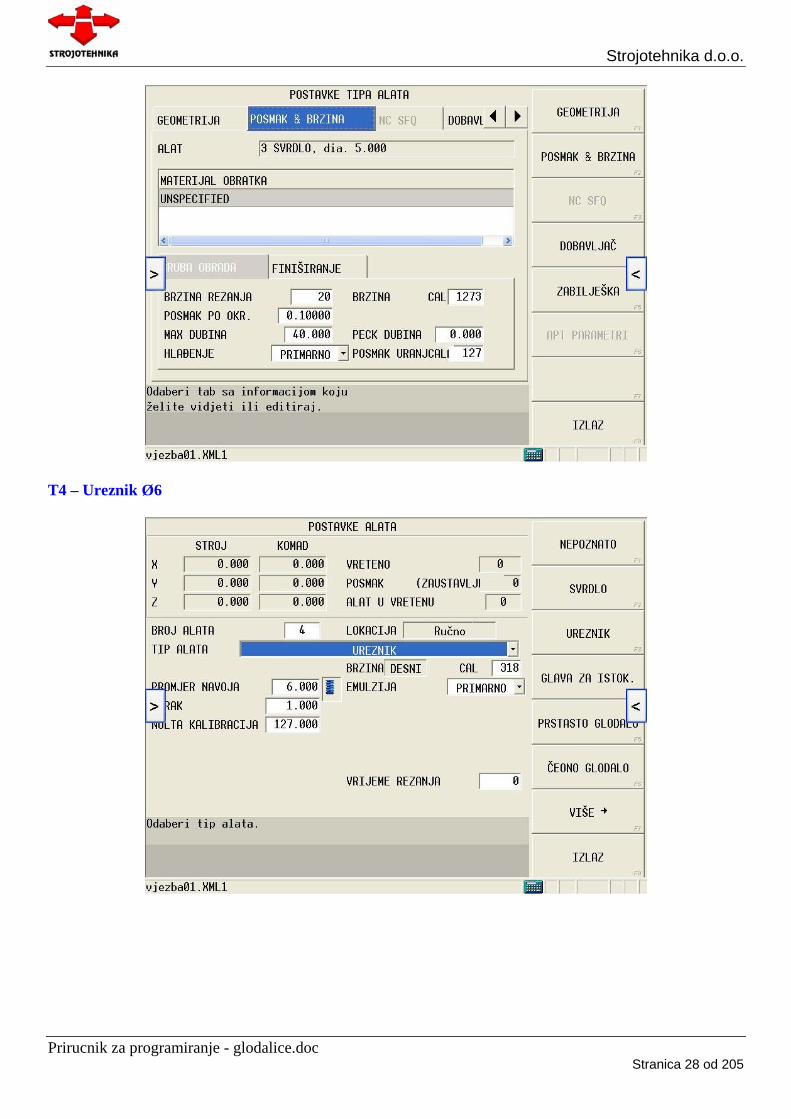
Strojotehnika d.o.o. T3 – Svrdlo Ø5
Prirucnik za programiranje - glodalice.doc Stranica 27 od 205
Strojotehnika d.o.o.
T4 – Ureznik Ø6
Prirucnik za programiranje - glodalice.doc Stranica 28 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 29 od 205
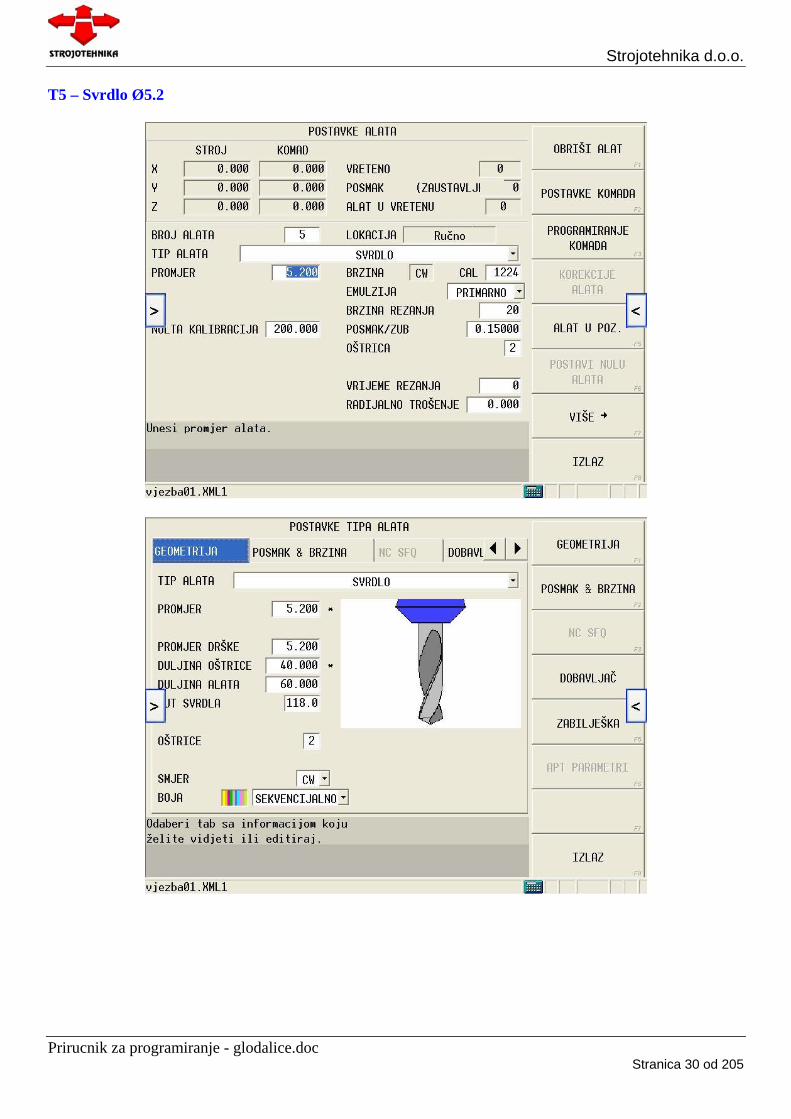
Strojotehnika d.o.o. T5 – Svrdlo Ø5.2
Prirucnik za programiranje - glodalice.doc Stranica 30 od 205
Strojotehnika d.o.o.
T6 – Prstasto glodalo Ø9.5
Prirucnik za programiranje - glodalice.doc Stranica 31 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 32 od 205
Strojotehnika d.o.o.
PROGRAMIRANJE
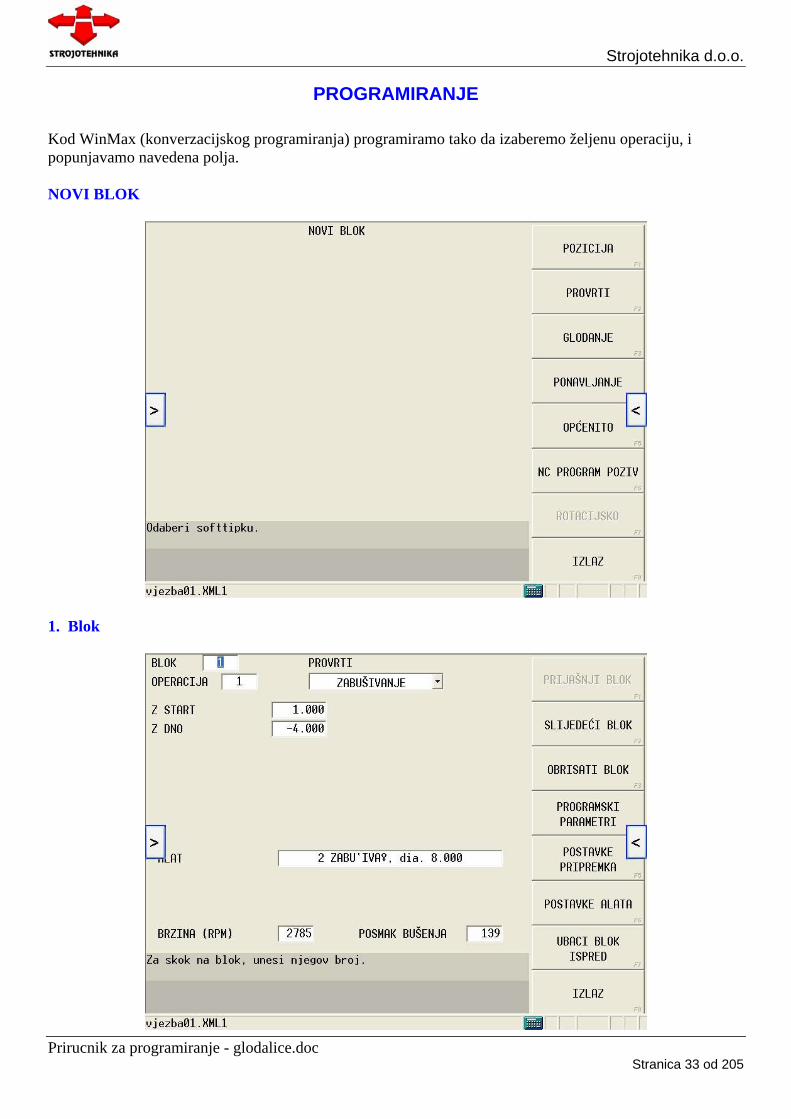
Kod WinMax (konverzacijskog programiranja) programiramo tako da izaberemo željenu operaciju, i popunjavamo navedena polja. NOVI BLOK
1. Blok
Prirucnik za programiranje - glodalice.doc
Stranica 33 od 205
Strojotehnika d.o.o.
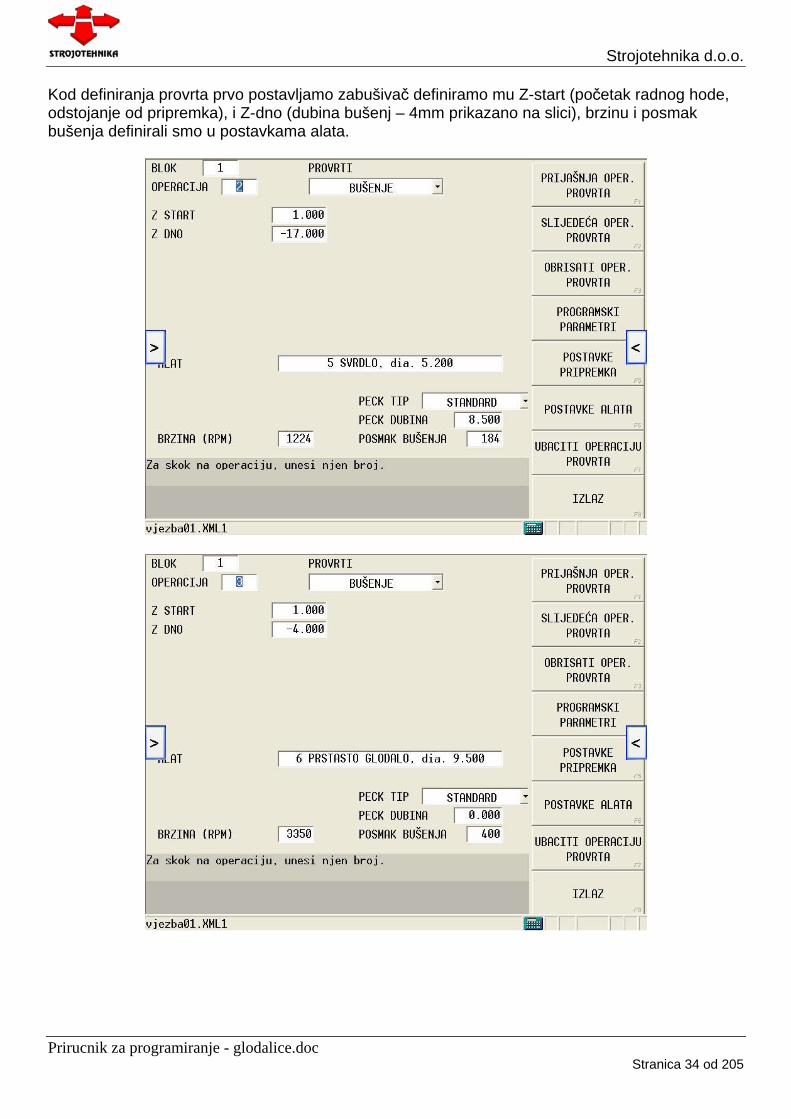
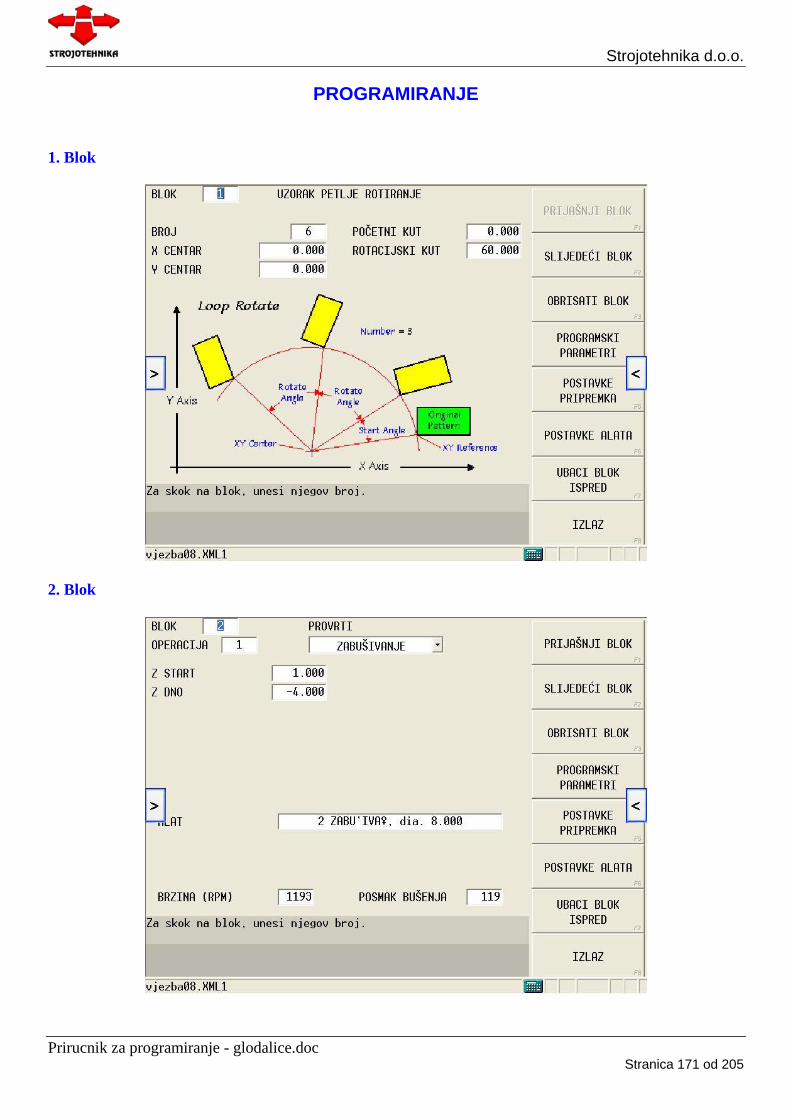
Kod definiranja provrta prvo postavljamo zabušivač definiramo mu Z-start (početak radnog hode, odstojanje od pripremka), i Z-dno (dubina bušenj – 4mm prikazano na slici), brzinu i posmak bušenja definirali smo u postavkama alata.
Prirucnik za programiranje - glodalice.doc Stranica 34 od 205
Strojotehnika d.o.o.
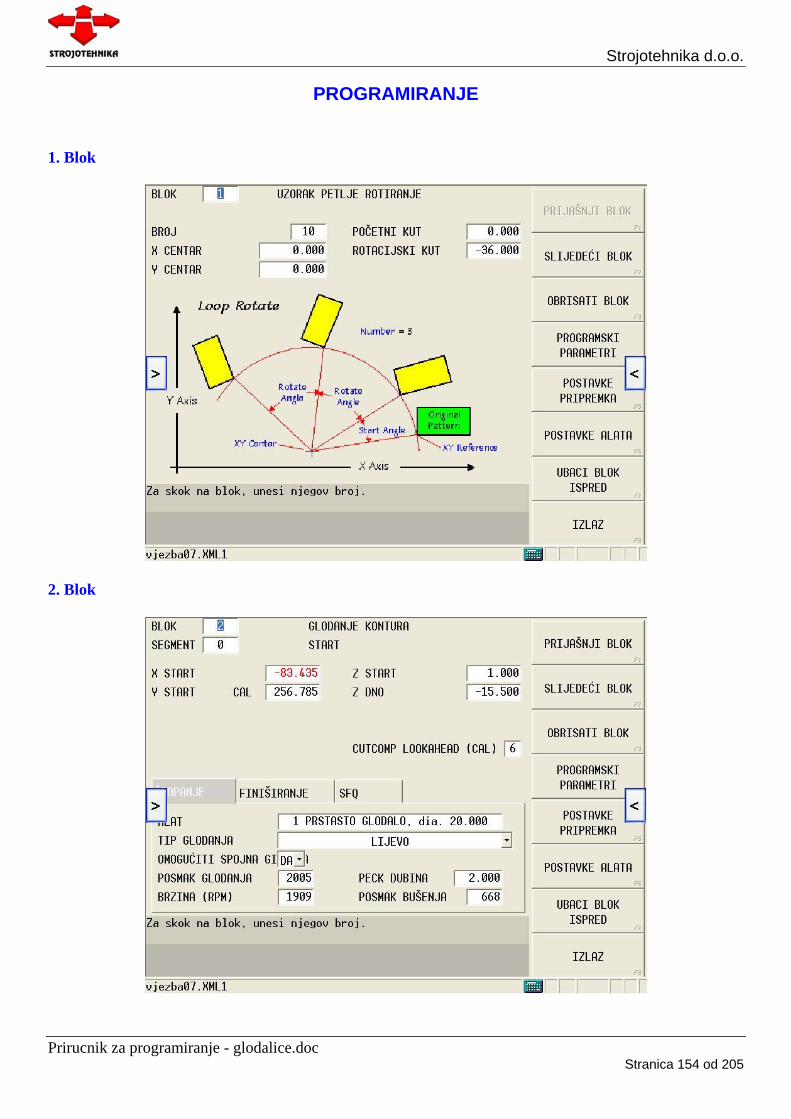
2. Blok
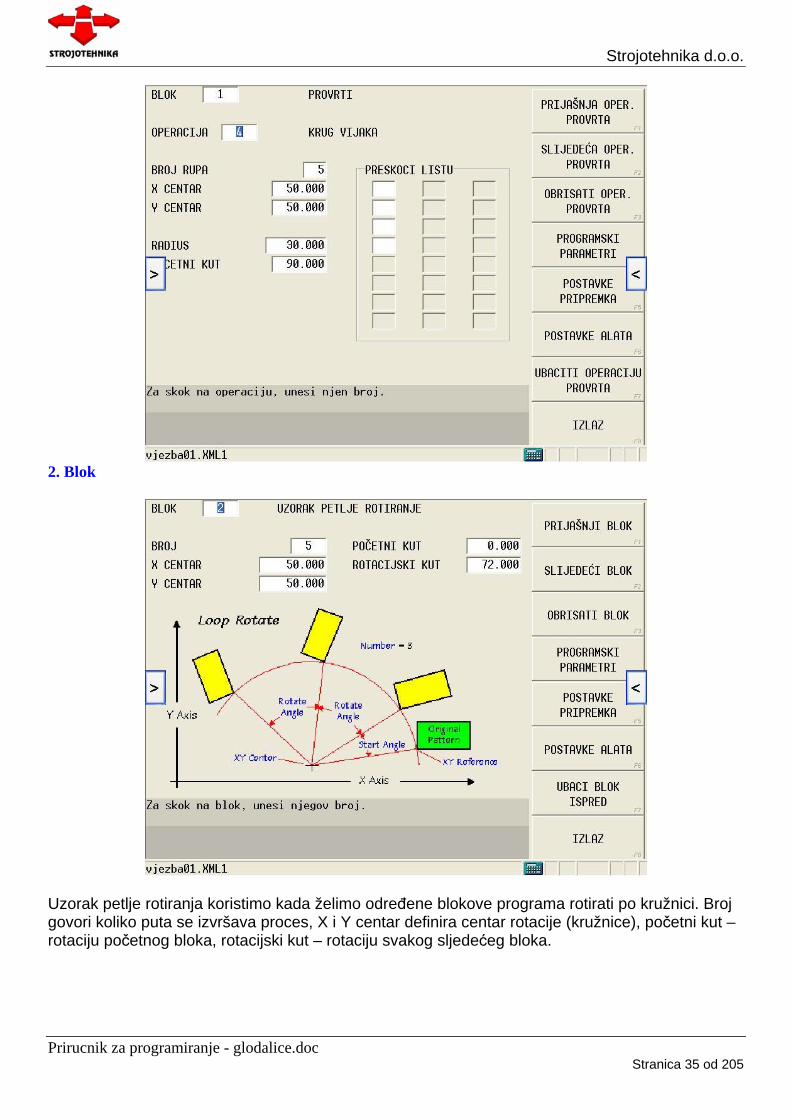
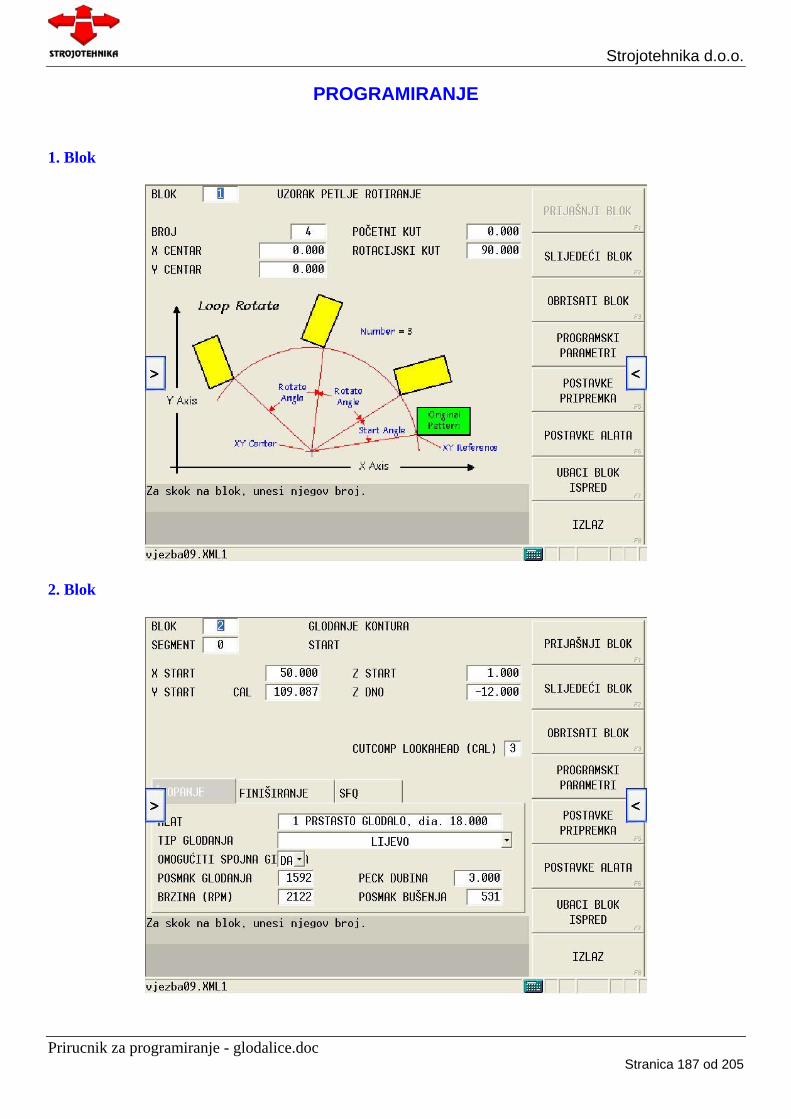
Uzorak petlje rotiranja koristimo kada želimo određene blokove programa rotirati po kružnici. Broj govori koliko puta se izvršava proces, X i Y centar definira centar rotacije (kružnice), početni kut – rotaciju početnog bloka, rotacijski kut – rotaciju svakog sljedećeg bloka.
Prirucnik za programiranje - glodalice.doc Stranica 35 od 205
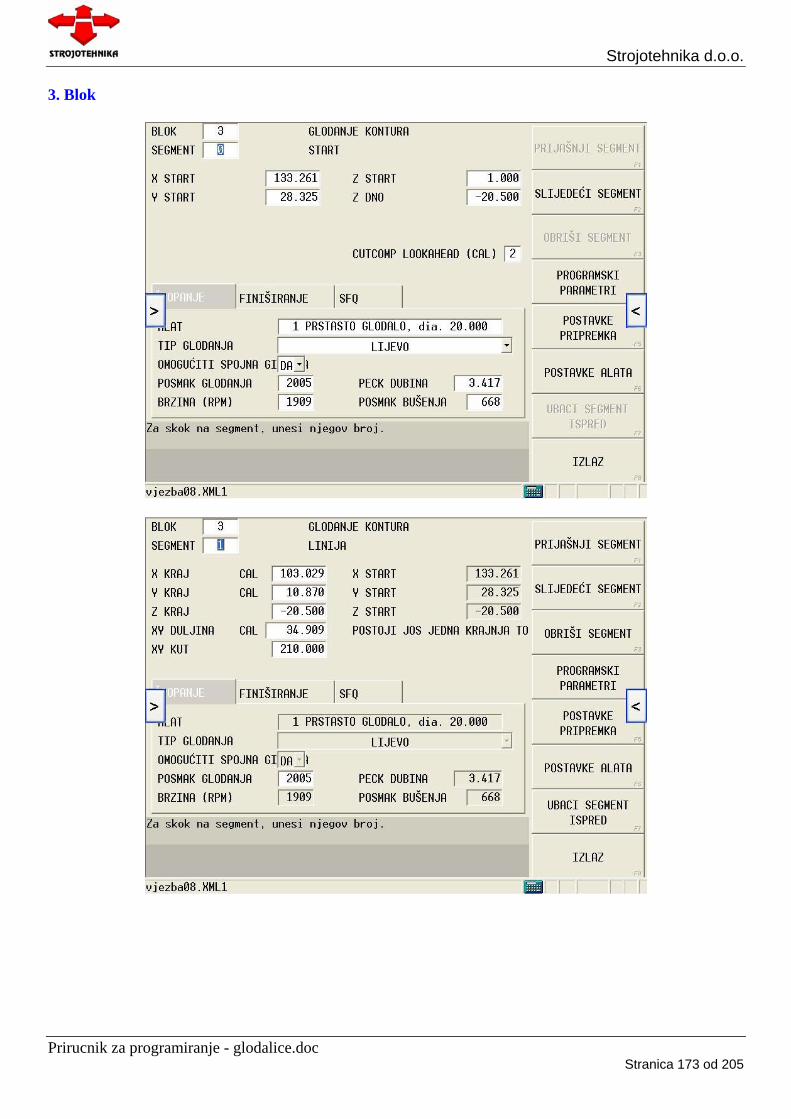
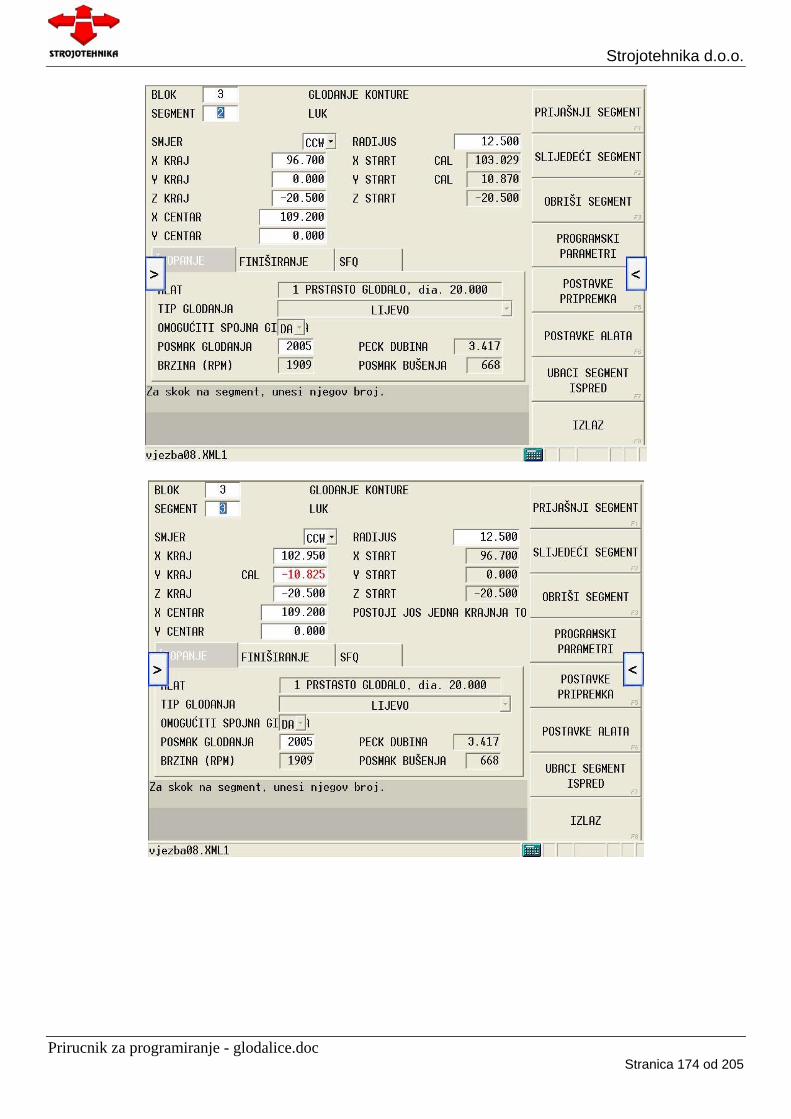
Strojotehnika d.o.o. 3. Blok
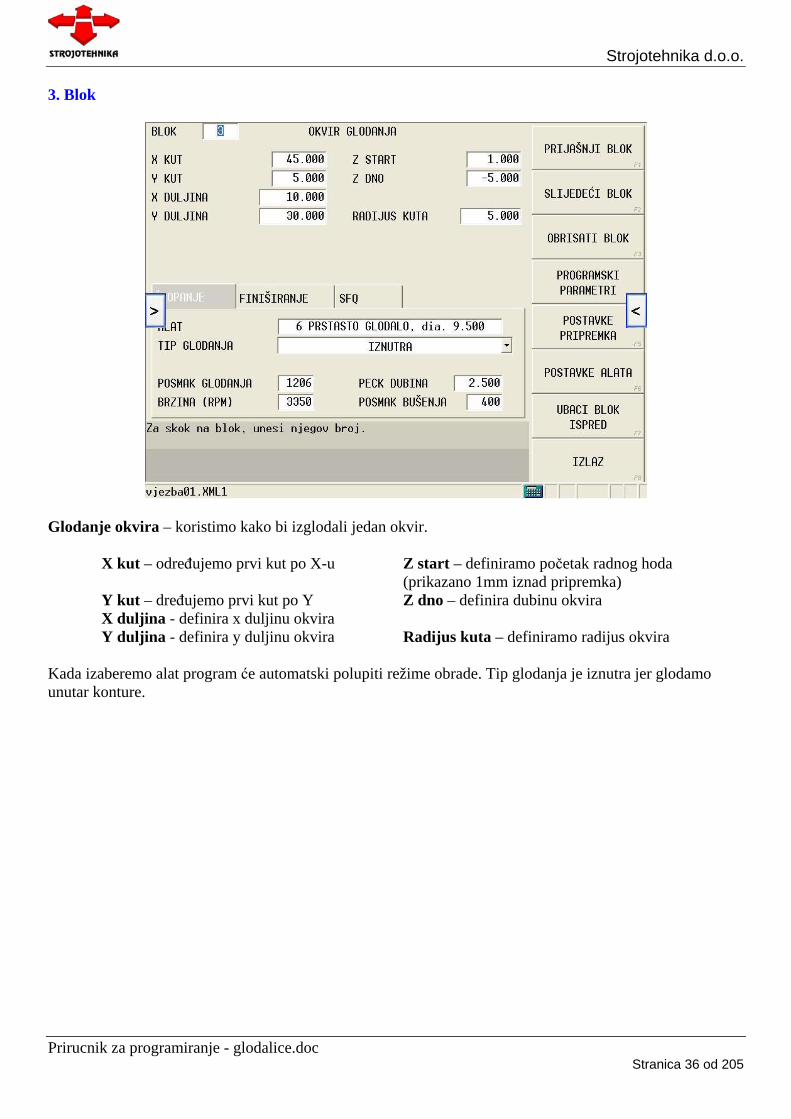
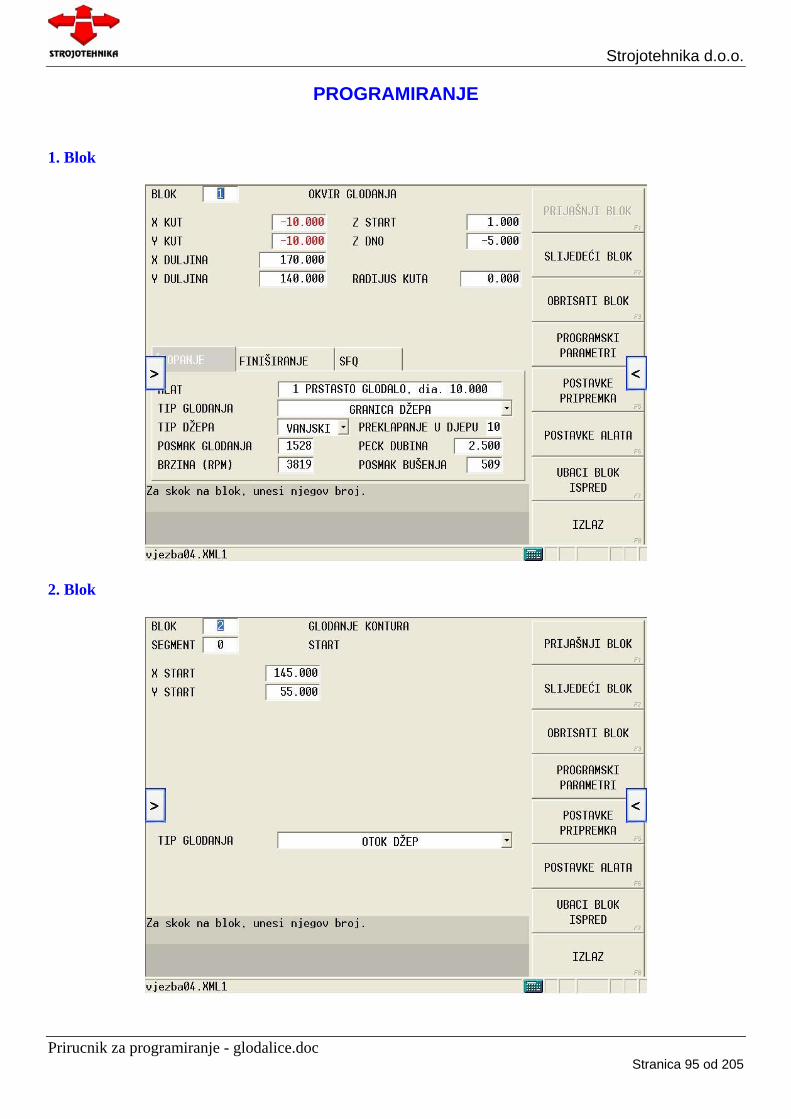
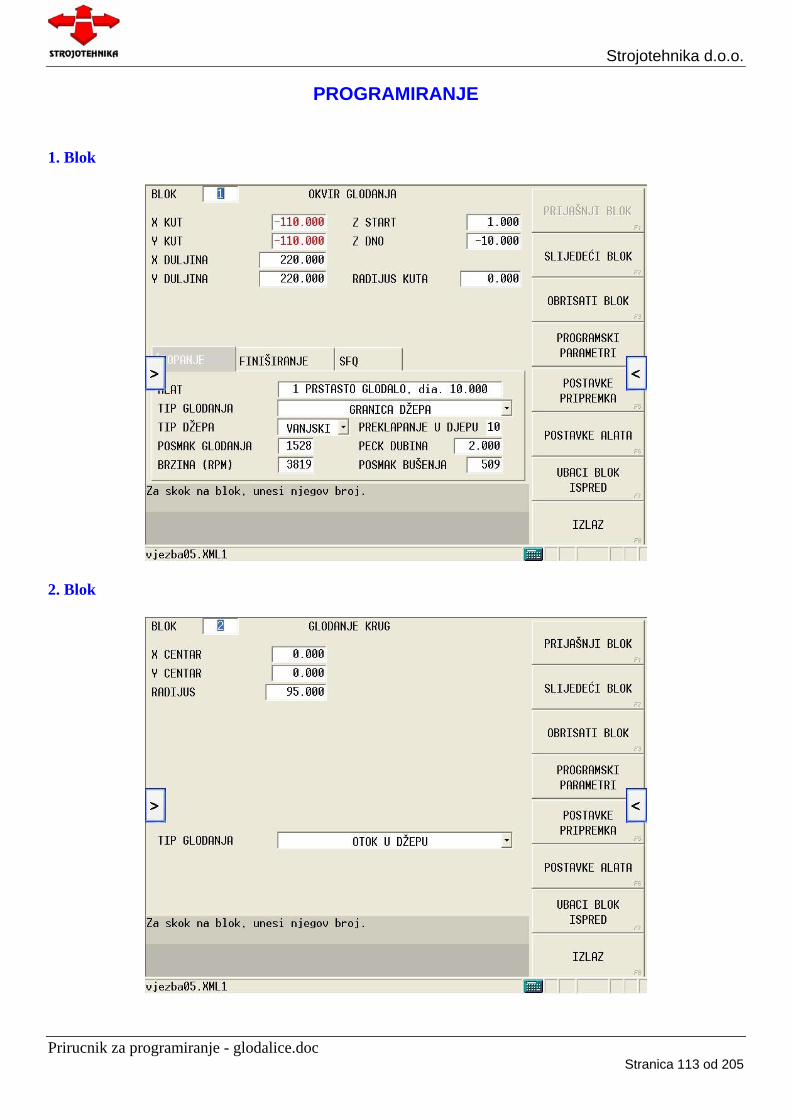
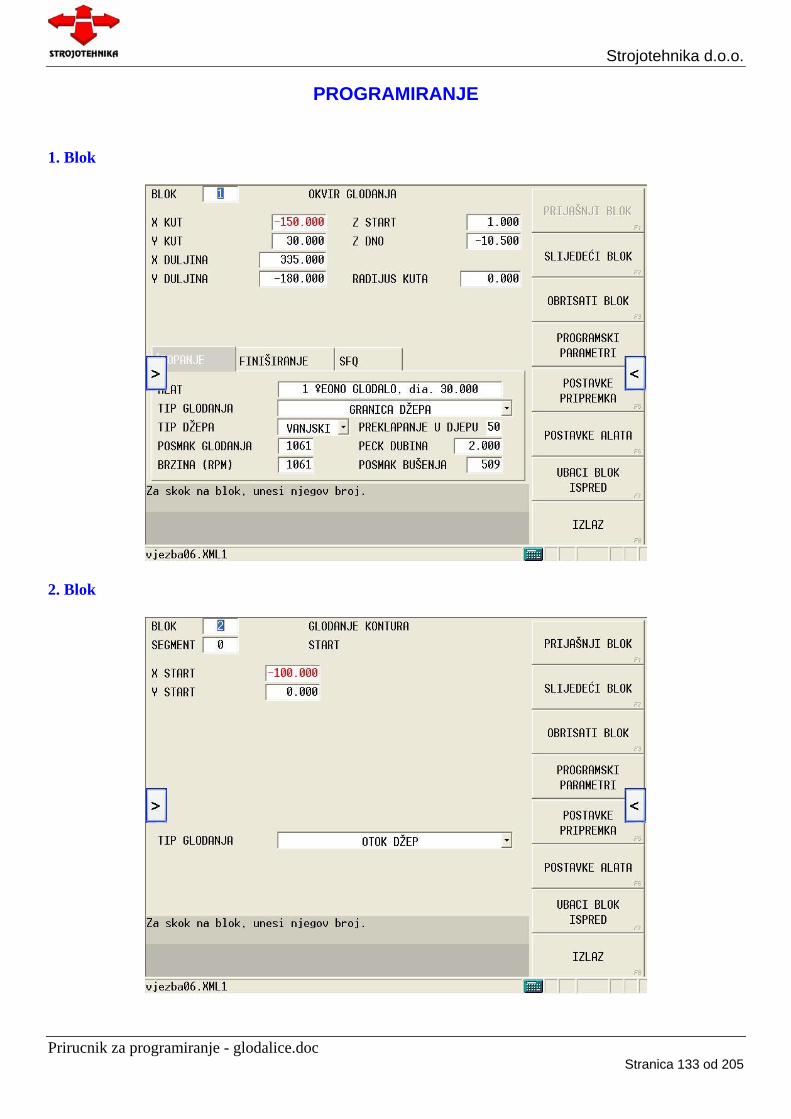
Glodanje okvira – koristimo kako bi izglodali jedan okvir.
X kut – određujemo prvi kut po X-u Z start – definiramo početak radnog hoda (prikazano 1mm iznad pripremka)
Y kut – dređujemo prvi kut po Y Z dno – definira dubinu okvira X duljina - definira x duljinu okvira Y duljina - definira y duljinu okvira Radijus kuta – definiramo radijus okvira
Kada izaberemo alat program će automatski polupiti režime obrade. Tip glodanja je iznutra jer glodamo unutar konture.
Prirucnik za programiranje - glodalice.doc Stranica 36 od 205
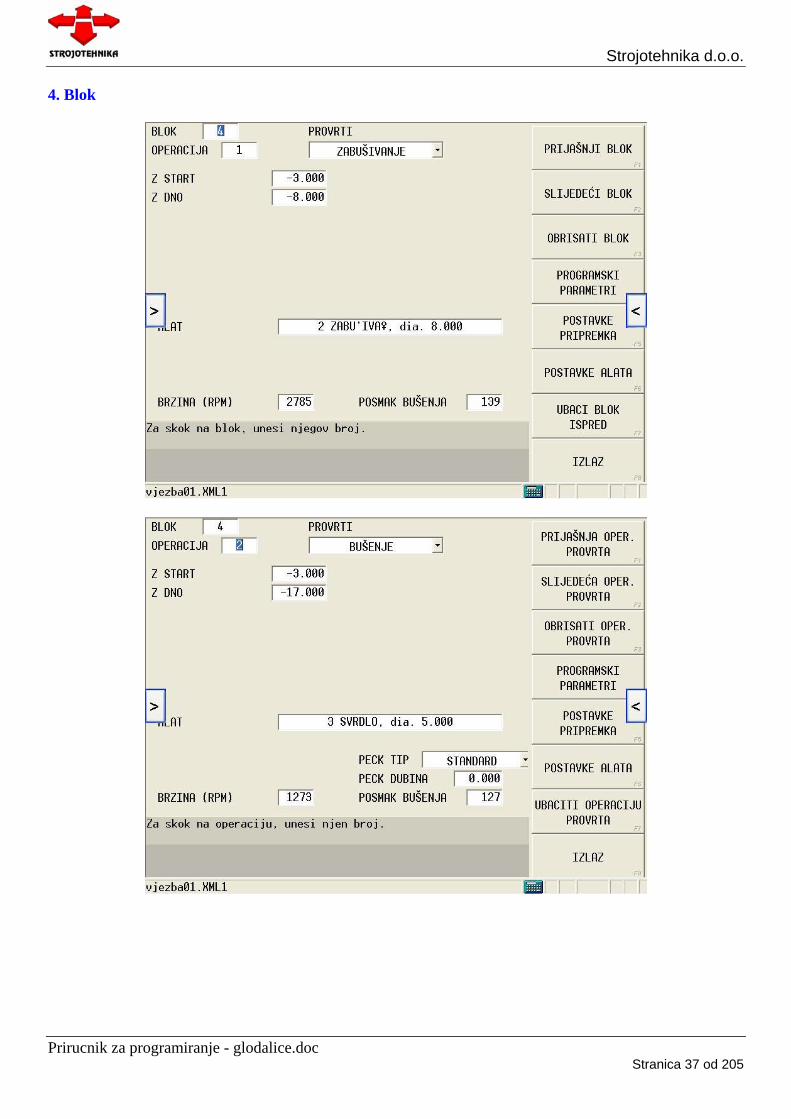
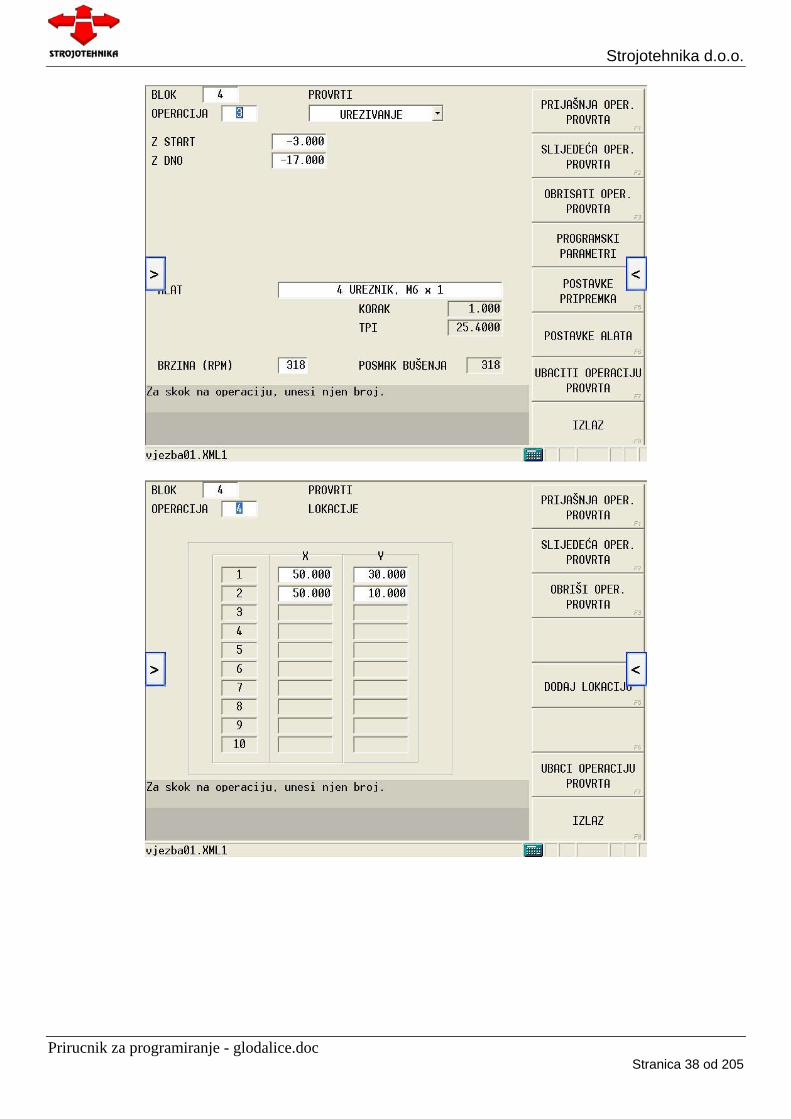
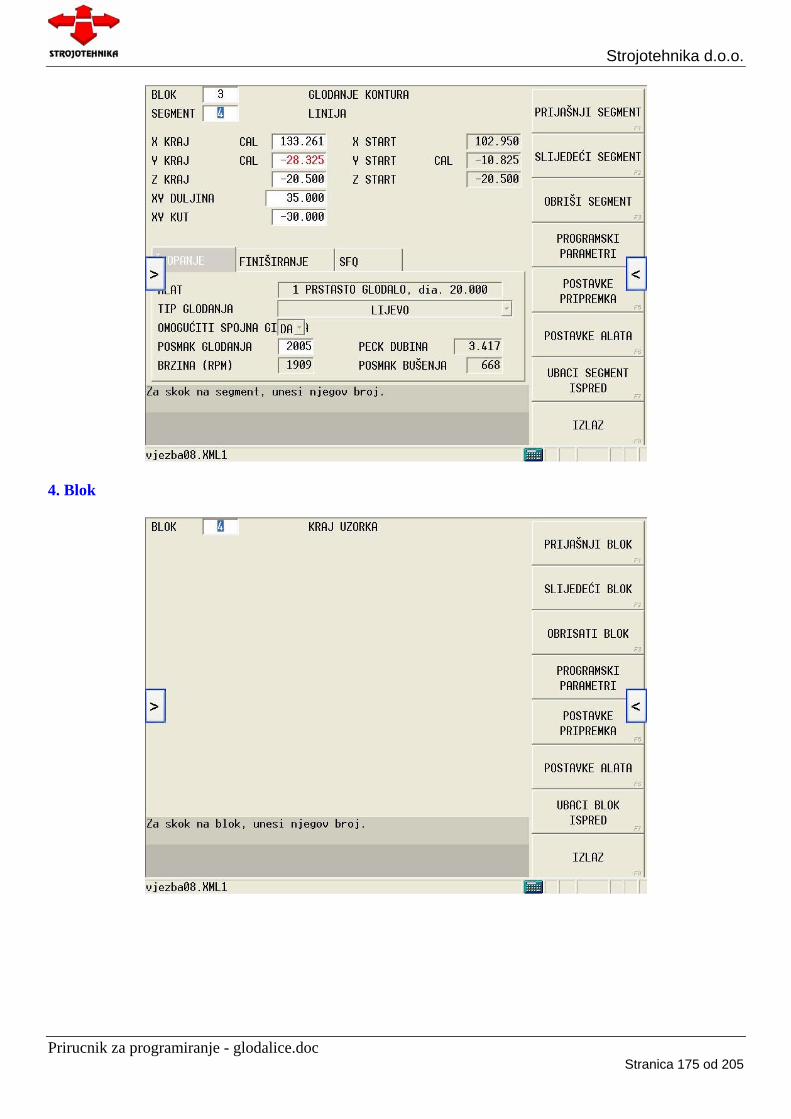
Strojotehnika d.o.o. 4. Blok
Prirucnik za programiranje - glodalice.doc Stranica 37 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 38 od 205
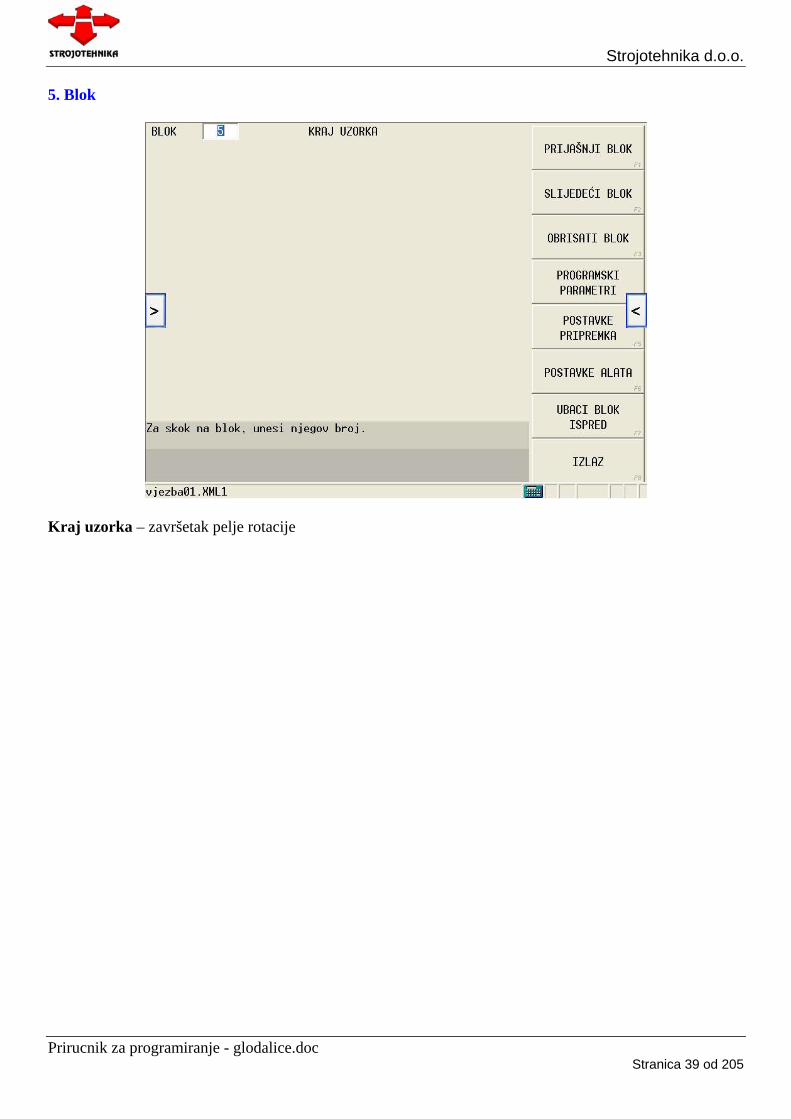
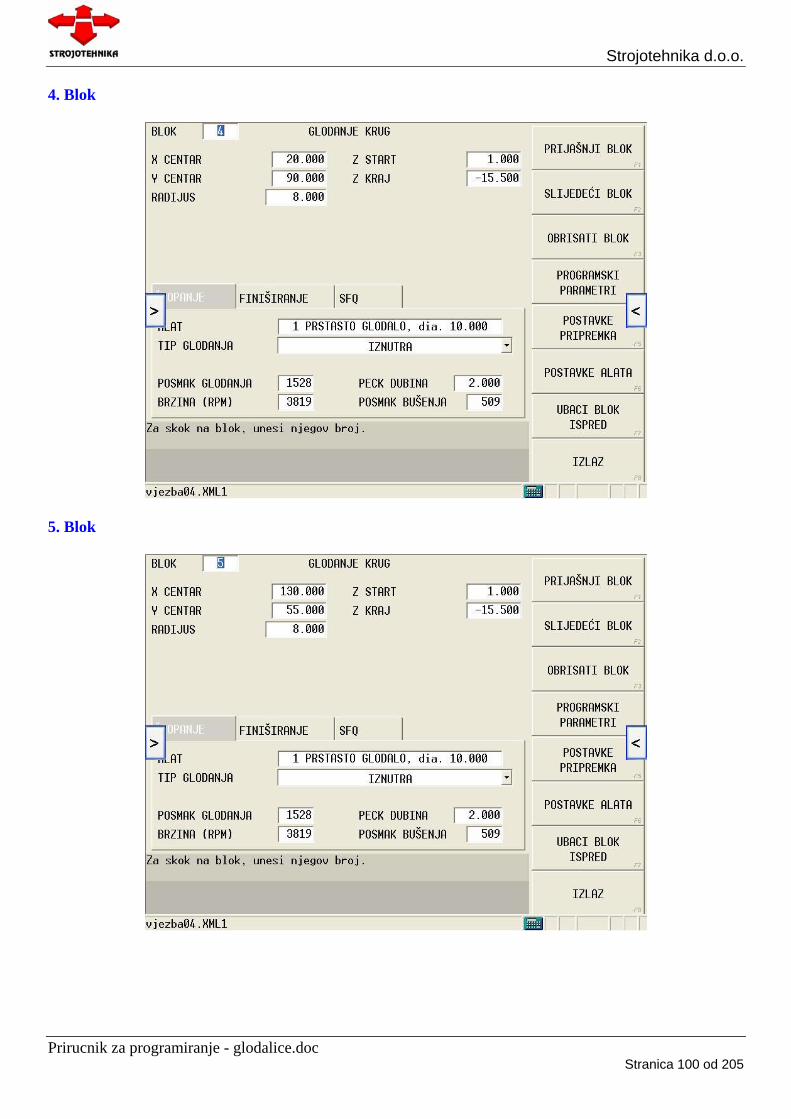
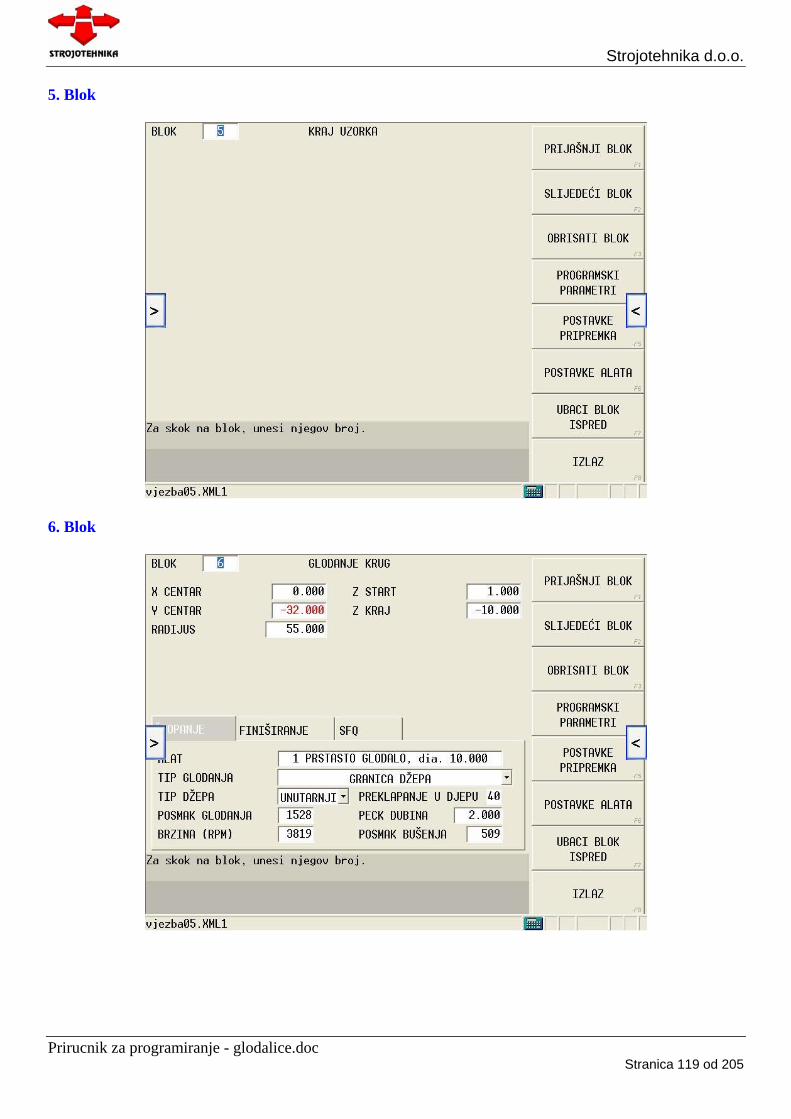
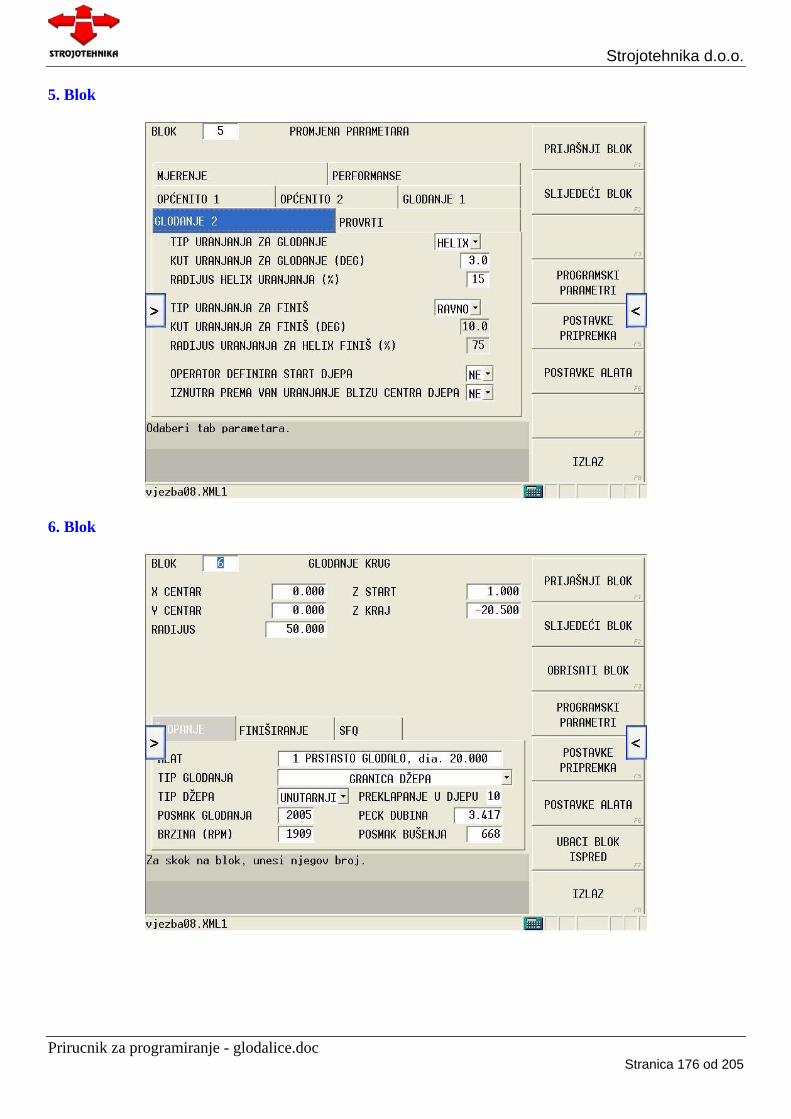
Strojotehnika d.o.o. 5. Blok
Kraj uzorka – završetak pelje rotacije
Prirucnik za programiranje - glodalice.doc Stranica 39 od 205
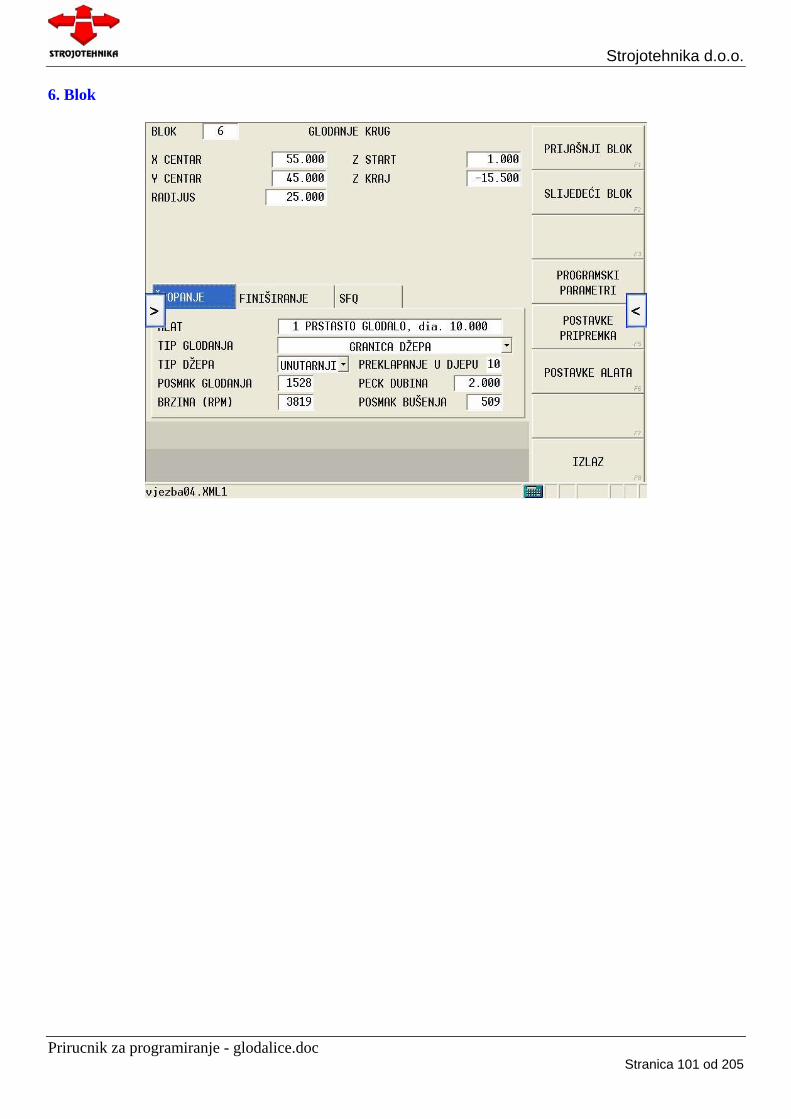
Strojotehnika d.o.o. 6. Blok
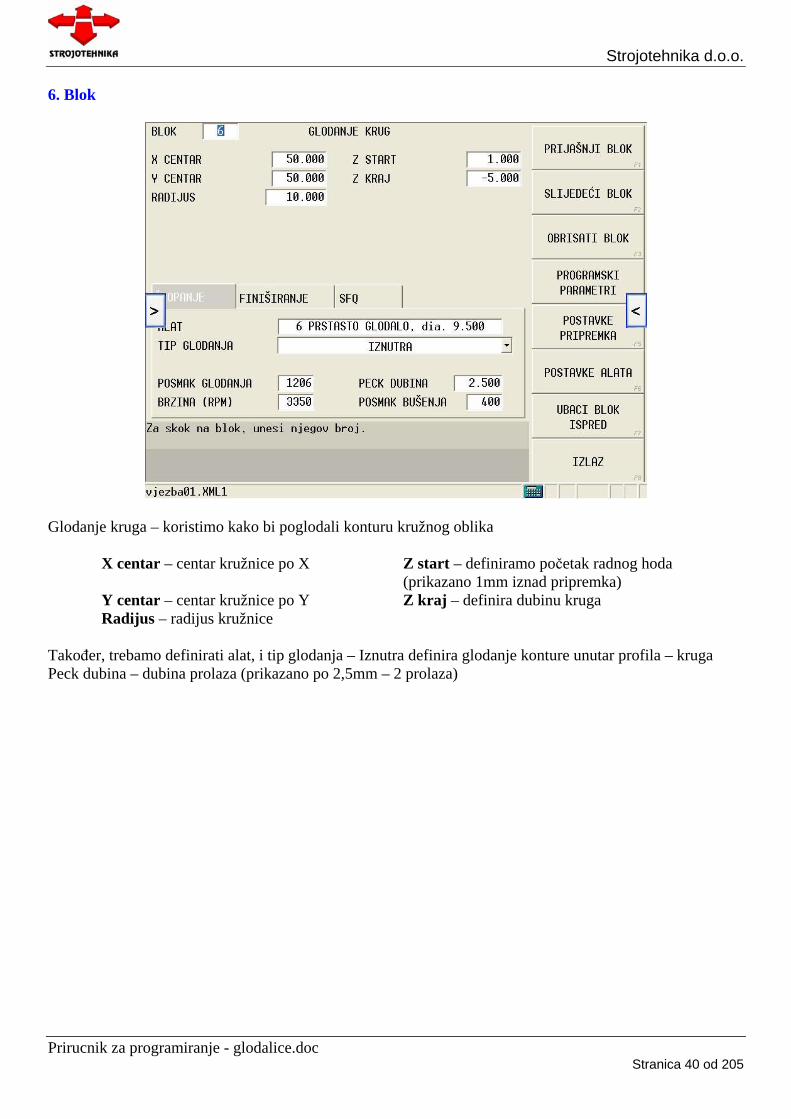
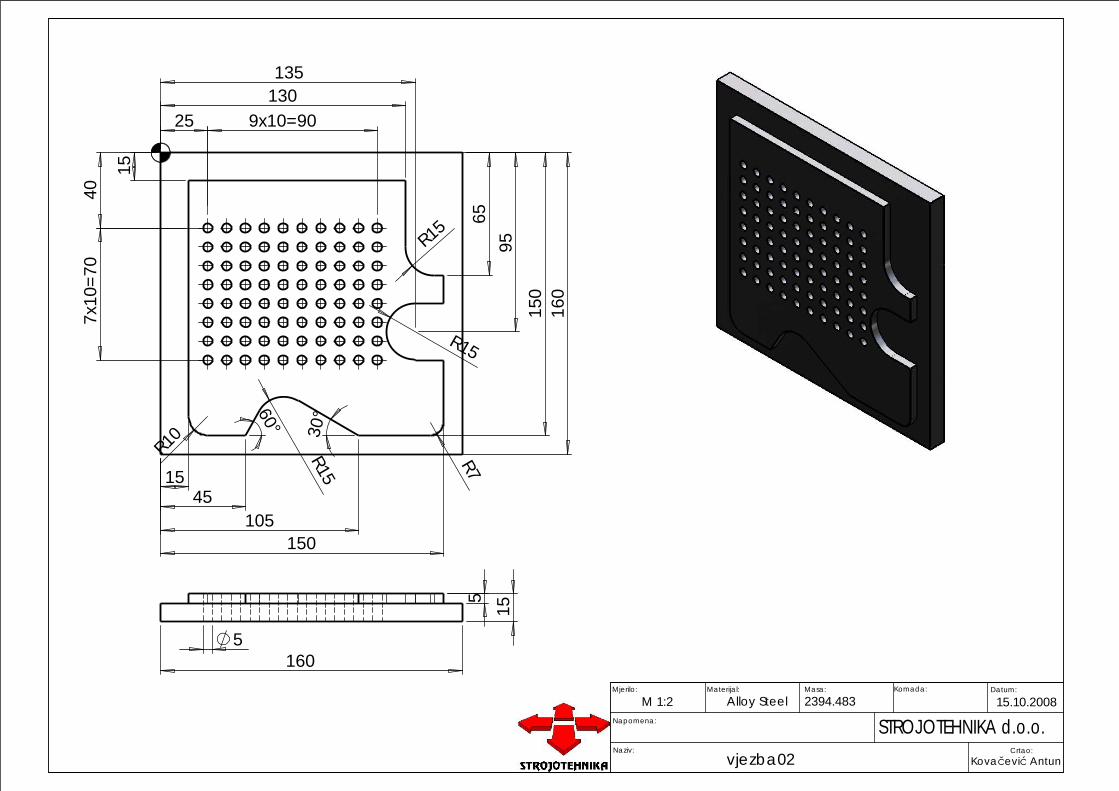
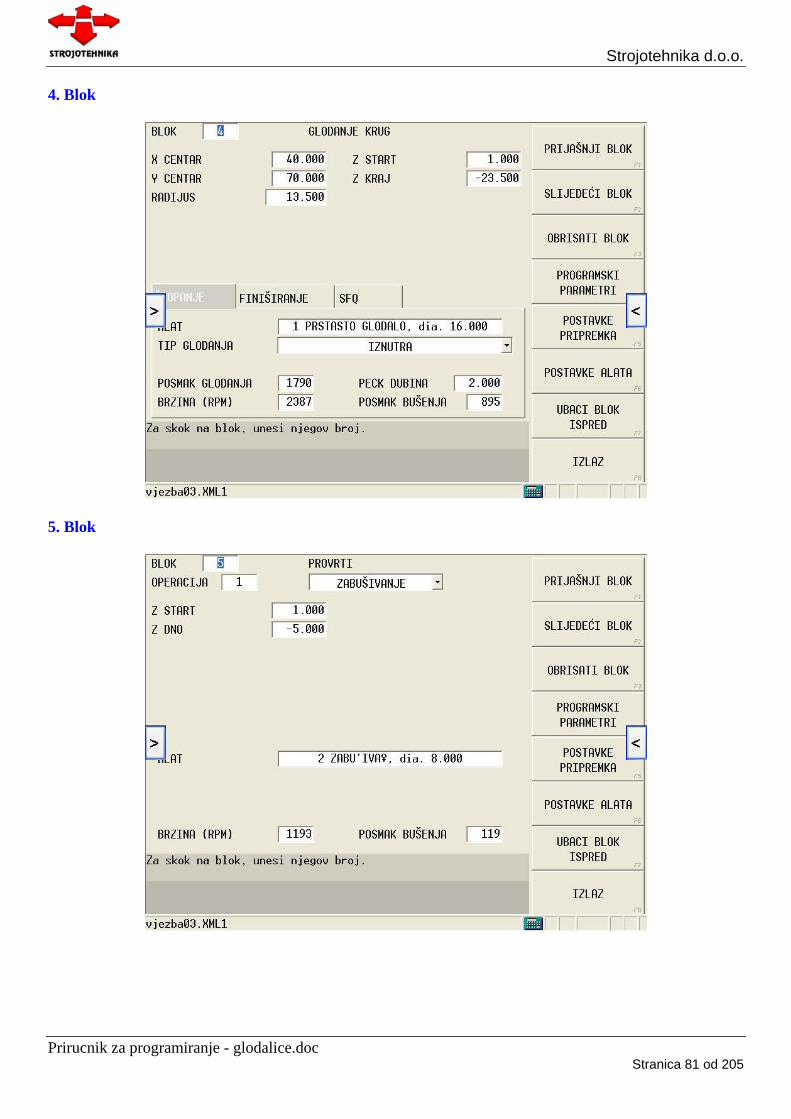
Glodanje kruga – koristimo kako bi poglodali konturu kružnog oblika
X centar – centar kružnice po X Z start – definiramo početak radnog hoda (prikazano 1mm iznad pripremka)
Y centar – centar kružnice po Y Z kraj – definira dubinu kruga Radijus – radijus kružnice
Također, trebamo definirati alat, i tip glodanja – Iznutra definira glodanje konture unutar profila – kruga Peck dubina – dubina prolaza (prikazano po 2,5mm – 2 prolaza)
Prirucnik za programiranje - glodalice.doc Stranica 40 od 205
Strojotehnika d.o.o.
SPREMANJE PROGRAMA
VRIJEME OBRADE
Prirucnik za programiranje - glodalice.doc Stranica 41 od 205

Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 42 od 205
9x10=90
7x10
=70
160
15
105
15
150
130135
6595
15R
150
25
45
60°
15R
10R
7R
15R
30°
40
15.10.2008Napomena:
Naziv:vjezba02
Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa:Materijal:
M 1:2Mjerilo:
Kovačević Antun
Alloy SteelDatum:
2394.483
5
515
160
Strojotehnika d.o.o.
V J E Ž B A 2
GEOMETRIJA PRIPREMKA
PREGLED ALATA
Prirucnik za programiranje - glodalice.doc Stranica 43 od 205
Strojotehnika d.o.o.
ALATI
T1 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 44 od 205
Strojotehnika d.o.o.
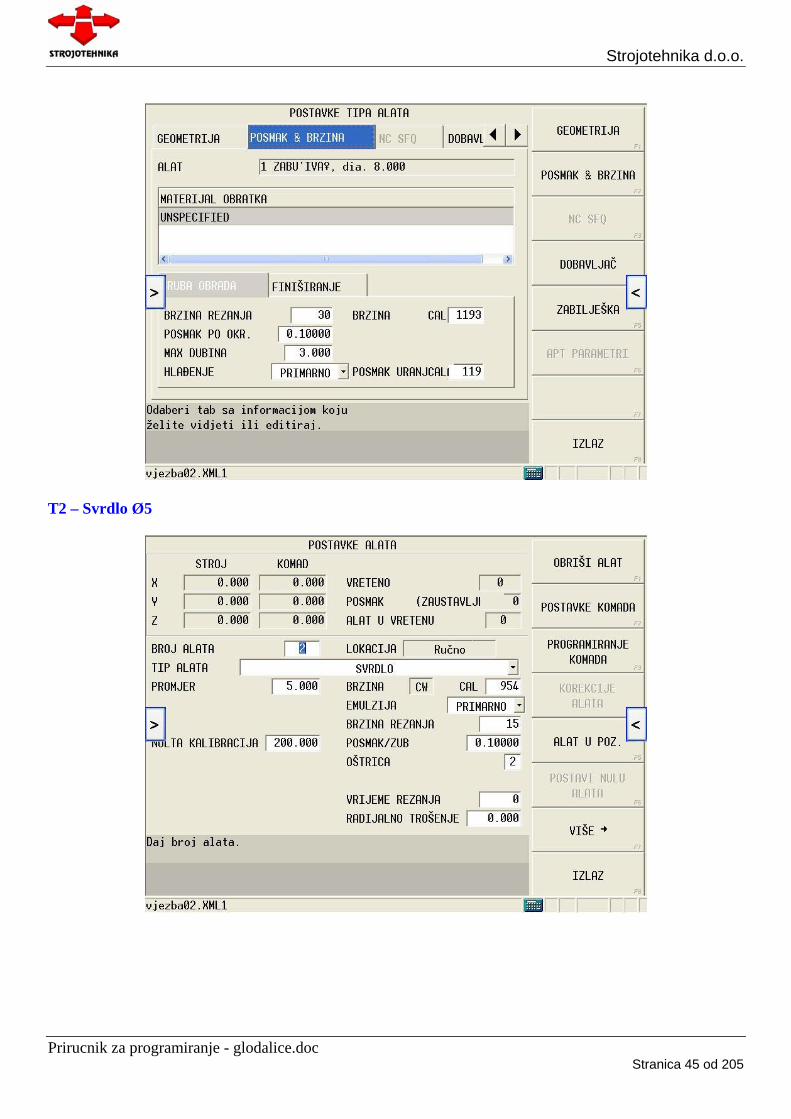
T2 – Svrdlo Ø5
Prirucnik za programiranje - glodalice.doc Stranica 45 od 205
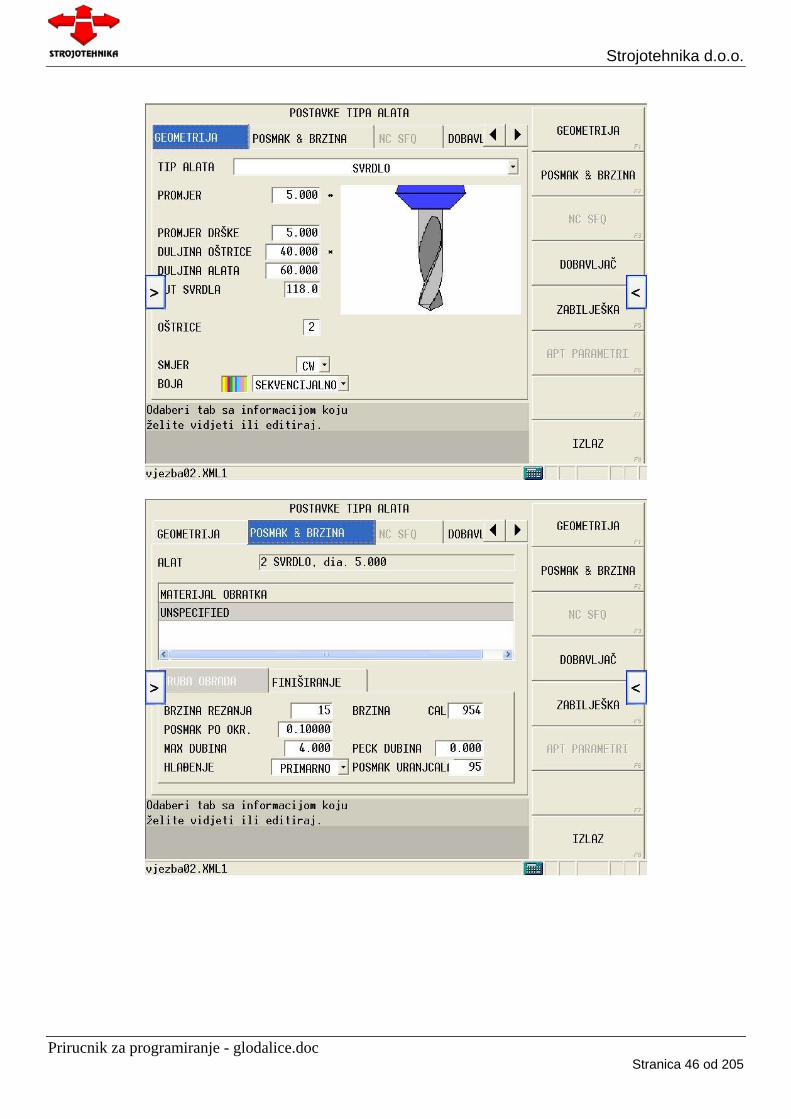
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 46 od 205
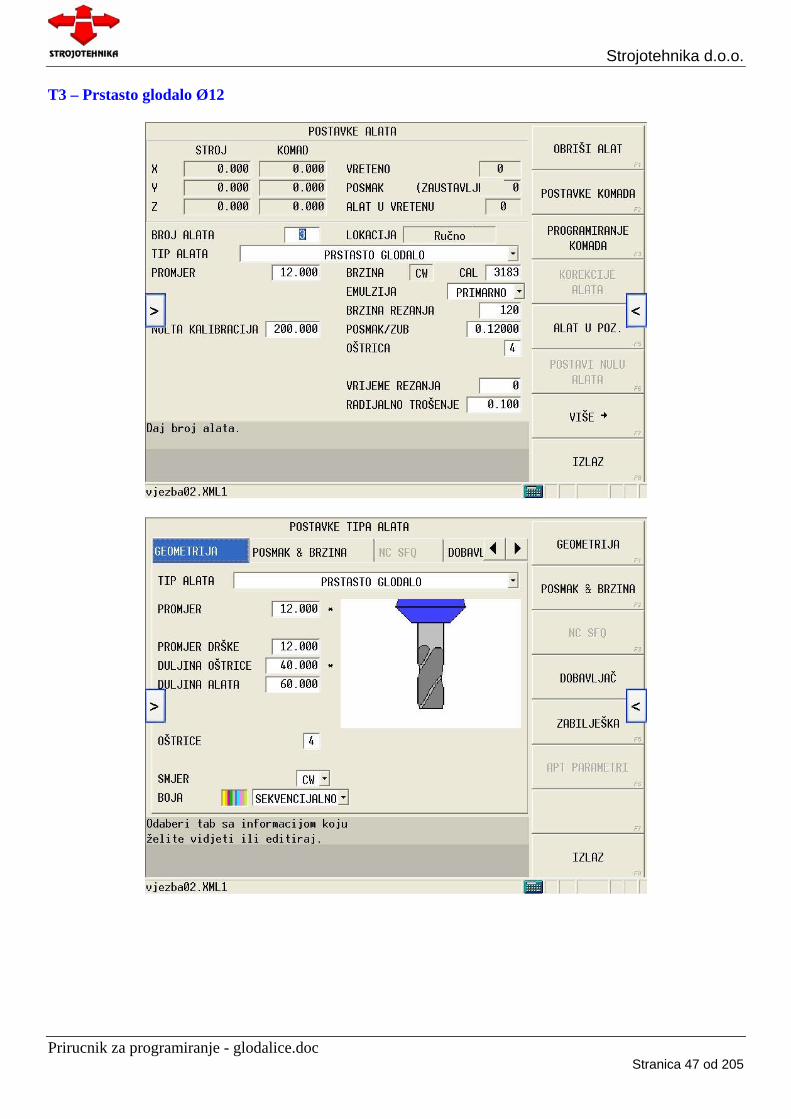
Strojotehnika d.o.o. T3 – Prstasto glodalo Ø12
Prirucnik za programiranje - glodalice.doc Stranica 47 od 205
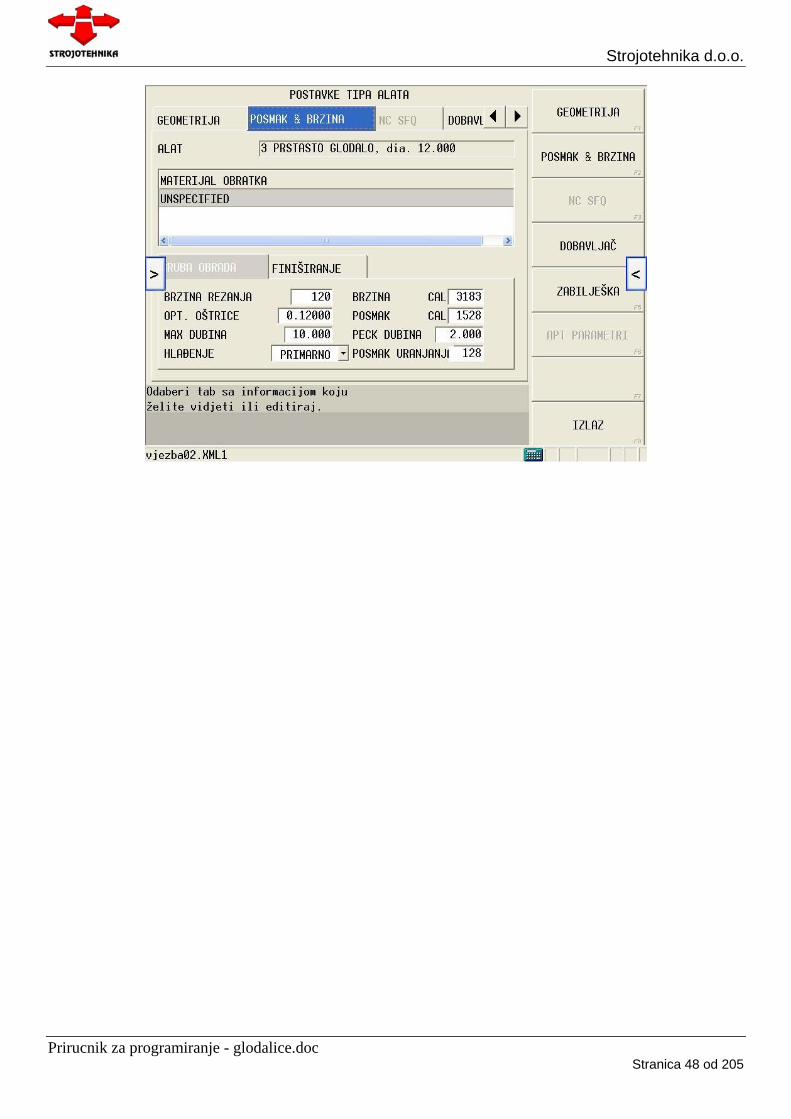
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 48 od 205
Strojotehnika d.o.o.
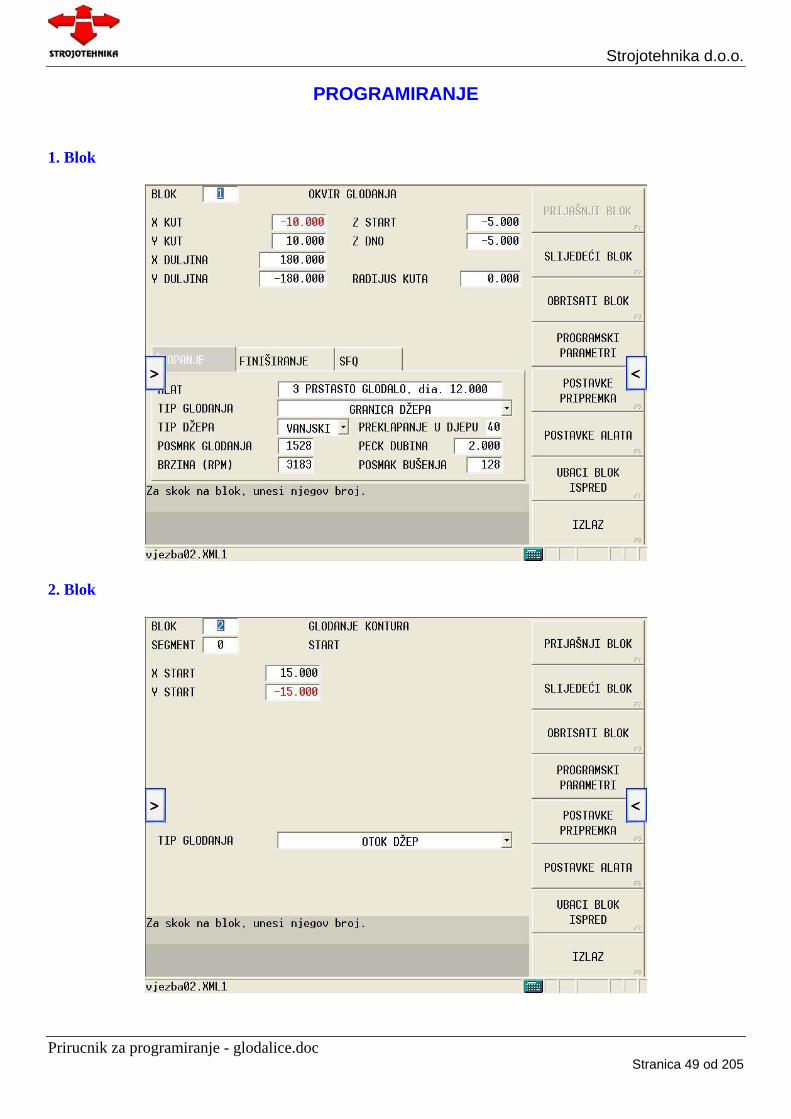
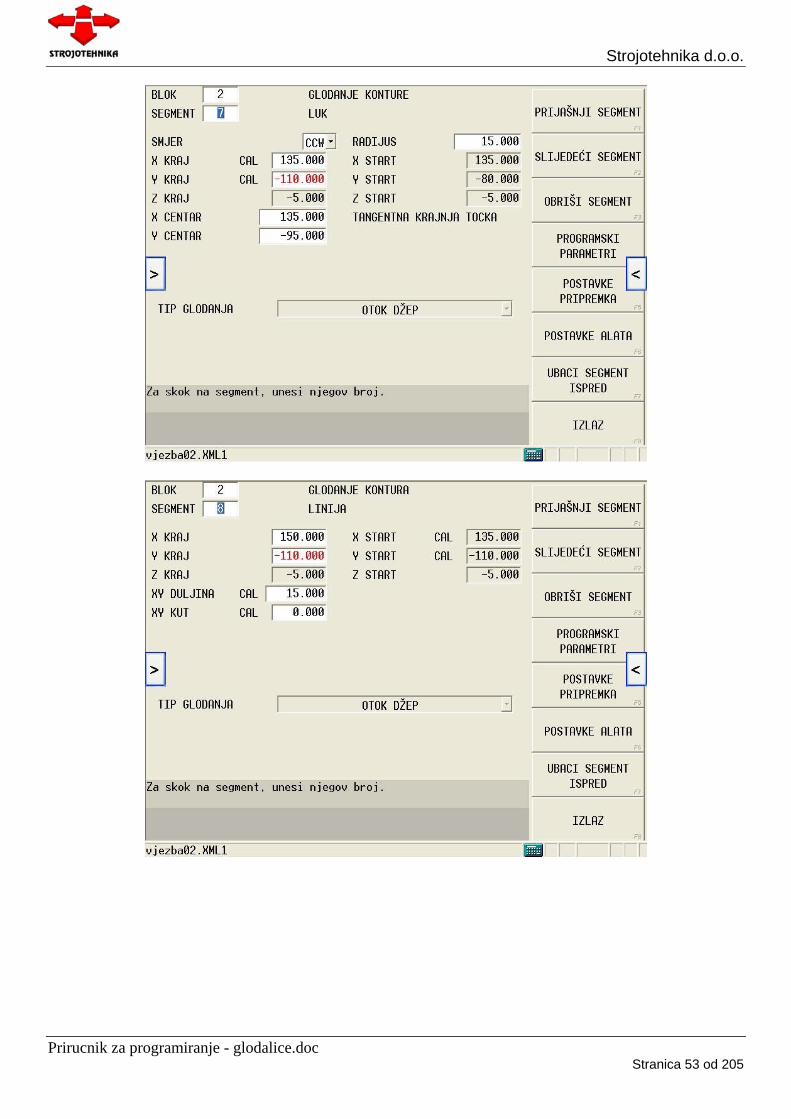
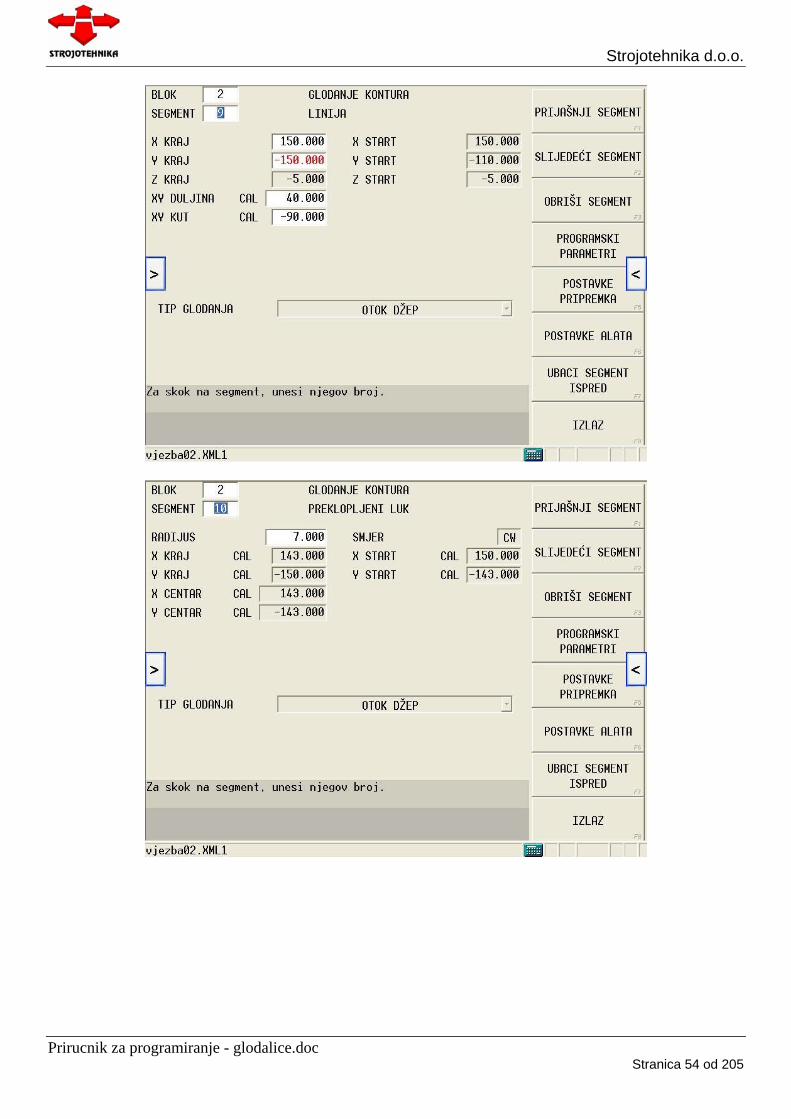
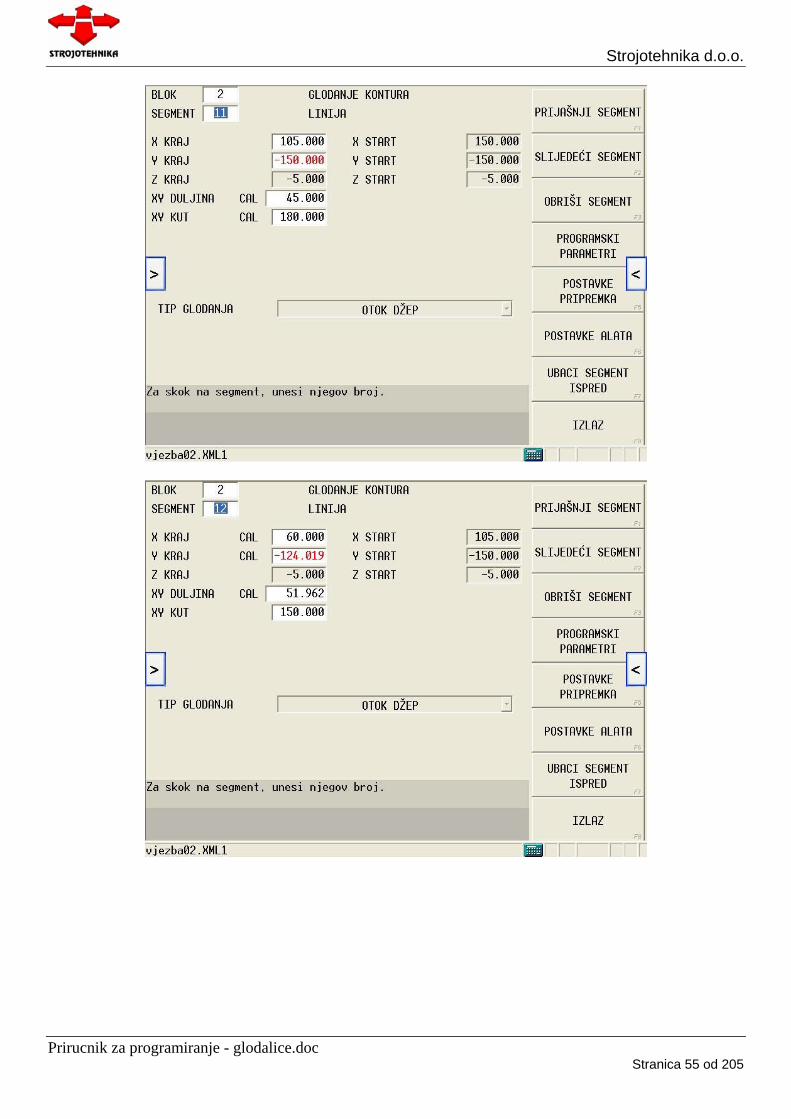
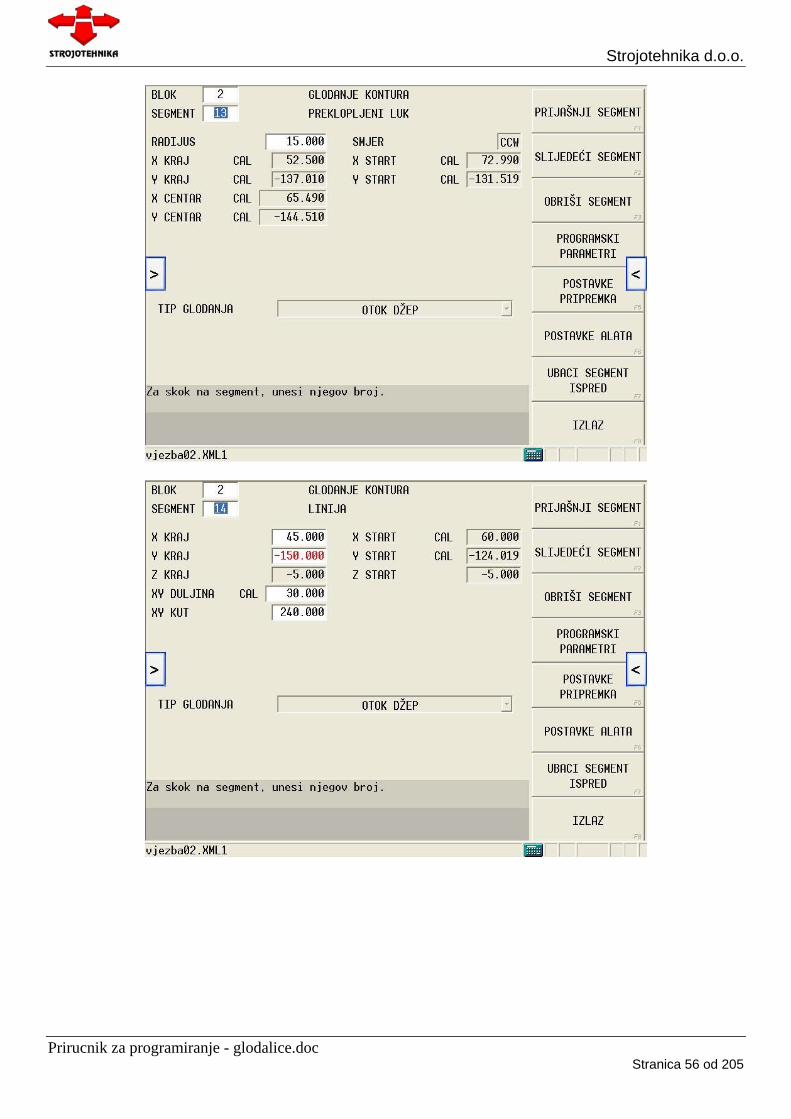
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 49 od 205
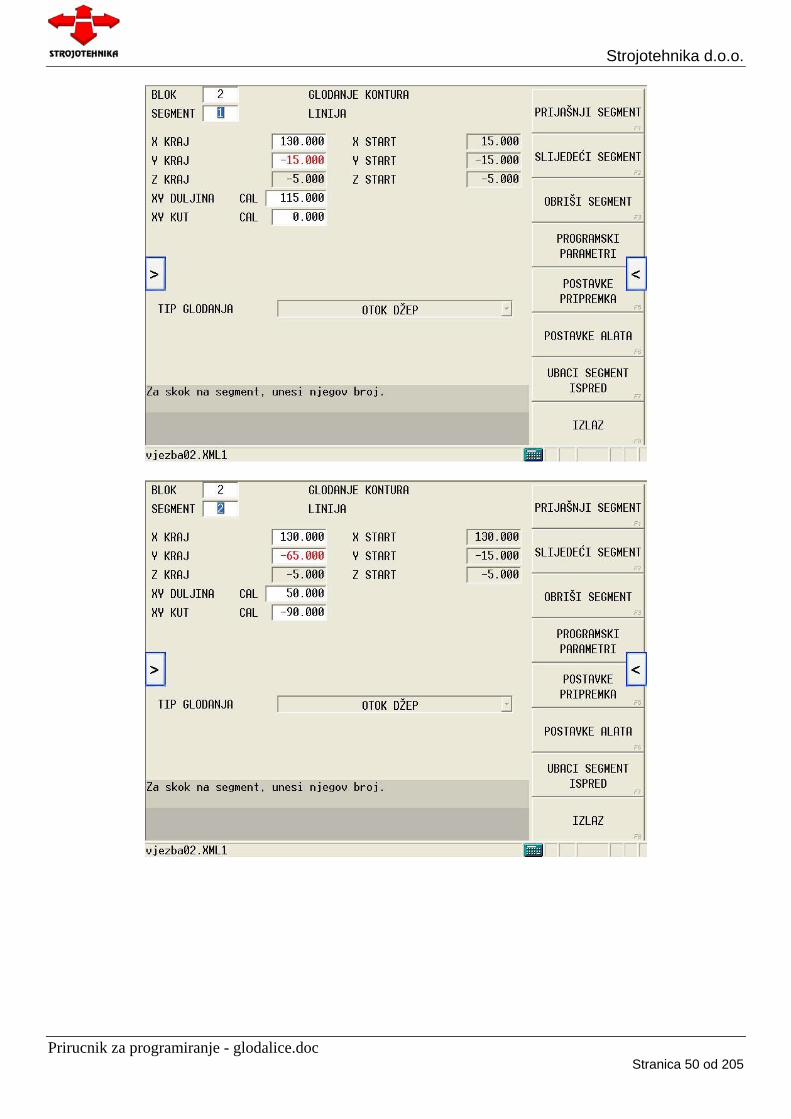
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 50 od 205
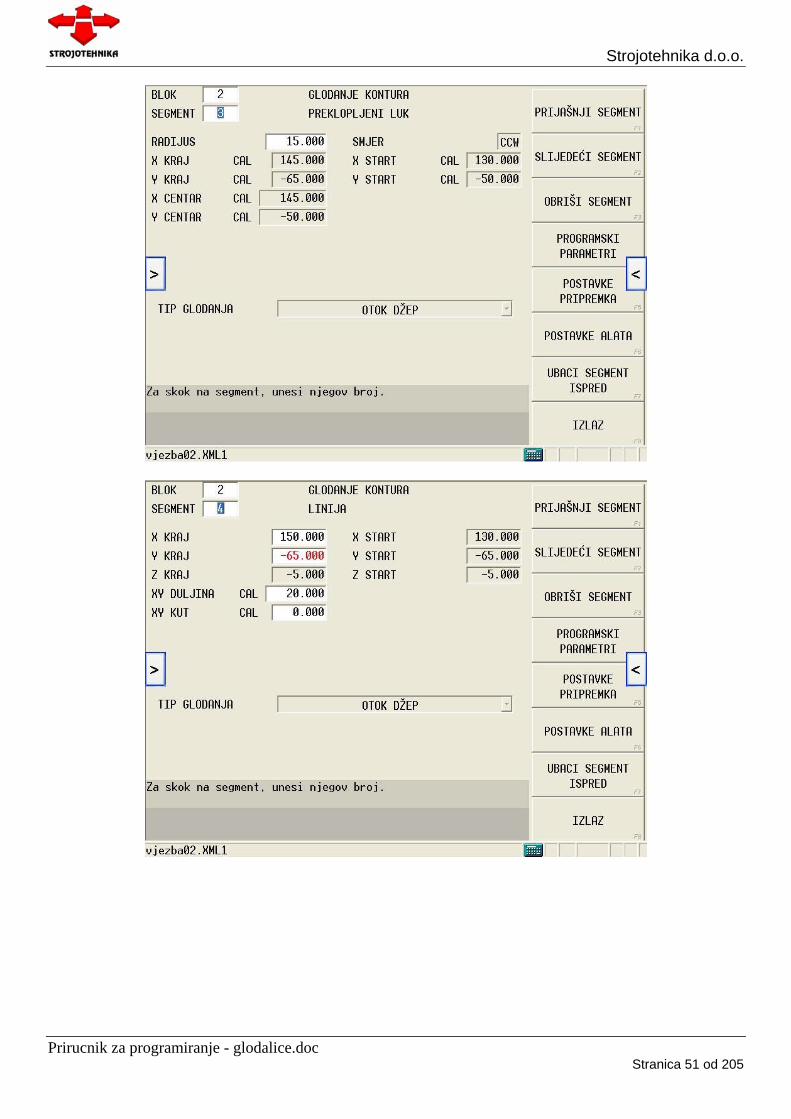
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 51 od 205
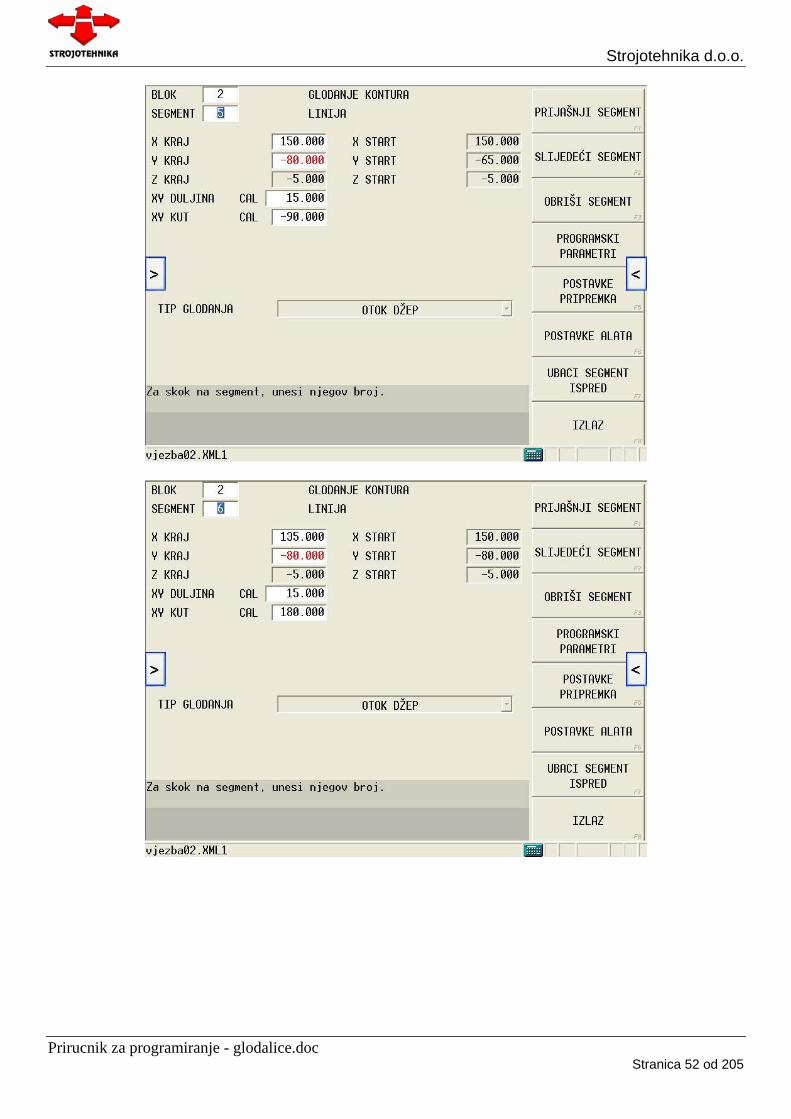
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 52 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 53 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 54 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 55 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 56 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 57 od 205
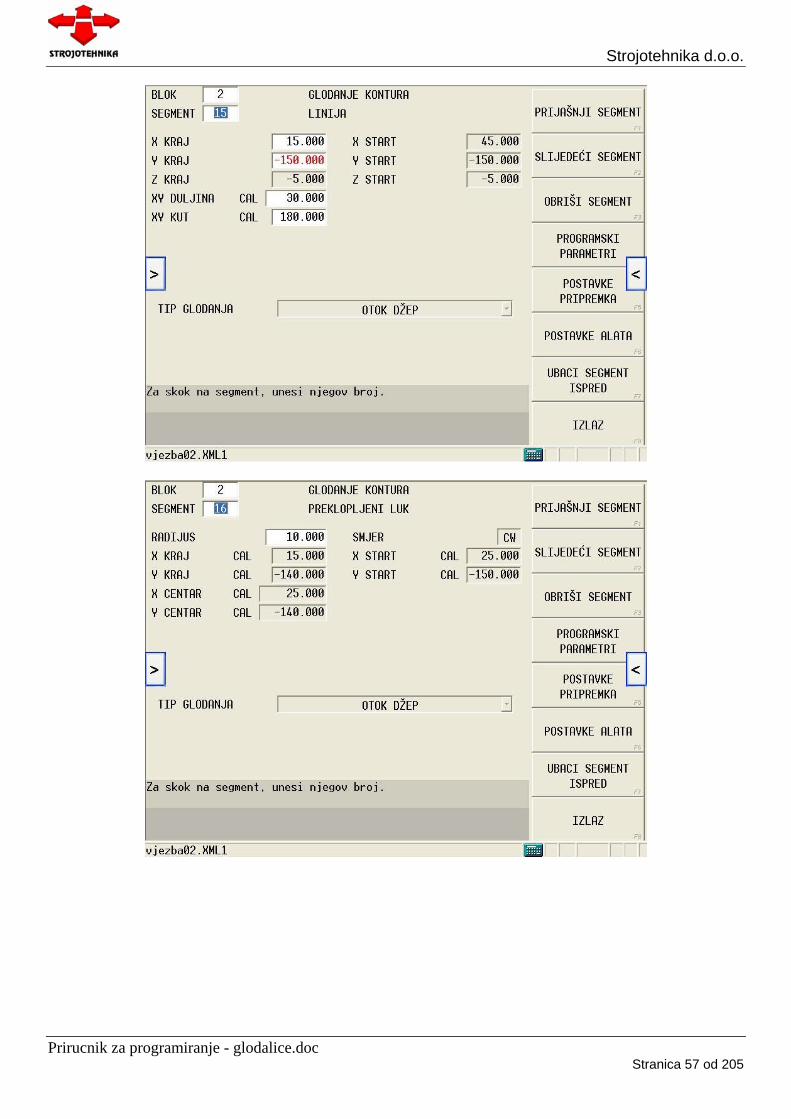
Strojotehnika d.o.o.
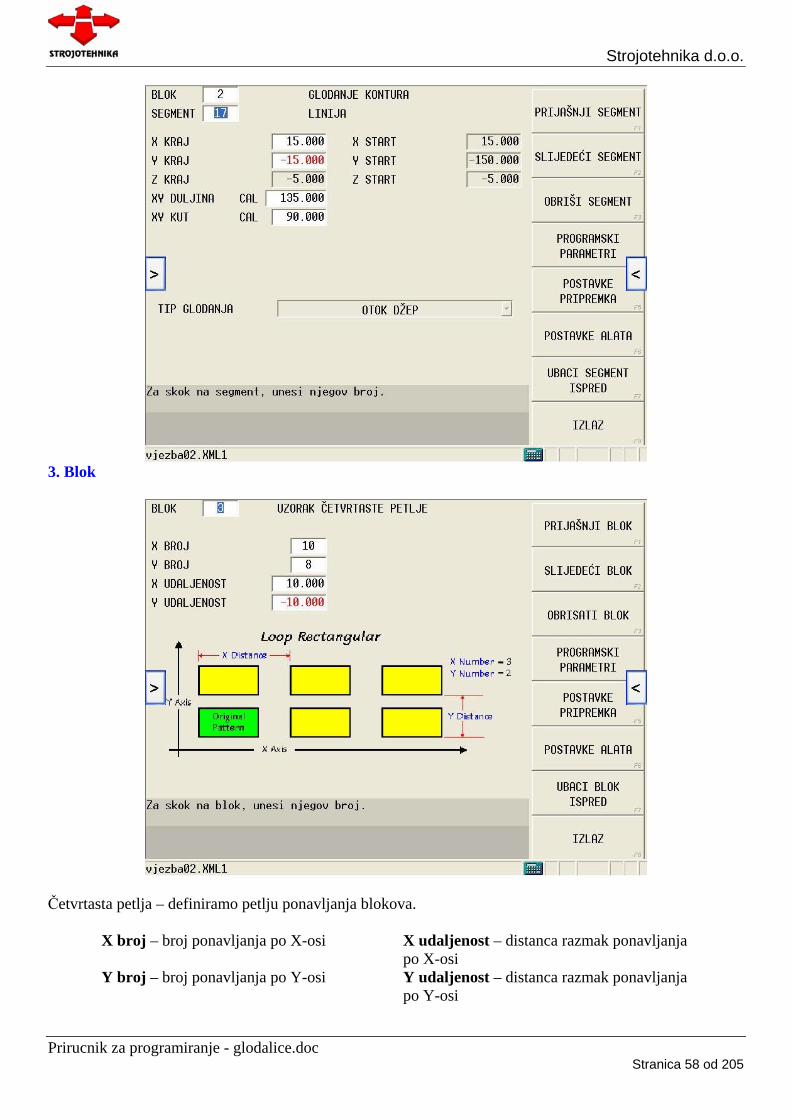
3. Blok
Četvrtasta petlja – definiramo petlju ponavljanja blokova.
X broj – broj ponavljanja po X-osi X udaljenost – distanca razmak ponavljanja po X-osi
Y broj – broj ponavljanja po Y-osi Y udaljenost – distanca razmak ponavljanja po Y-osi
Prirucnik za programiranje - glodalice.doc Stranica 58 od 205
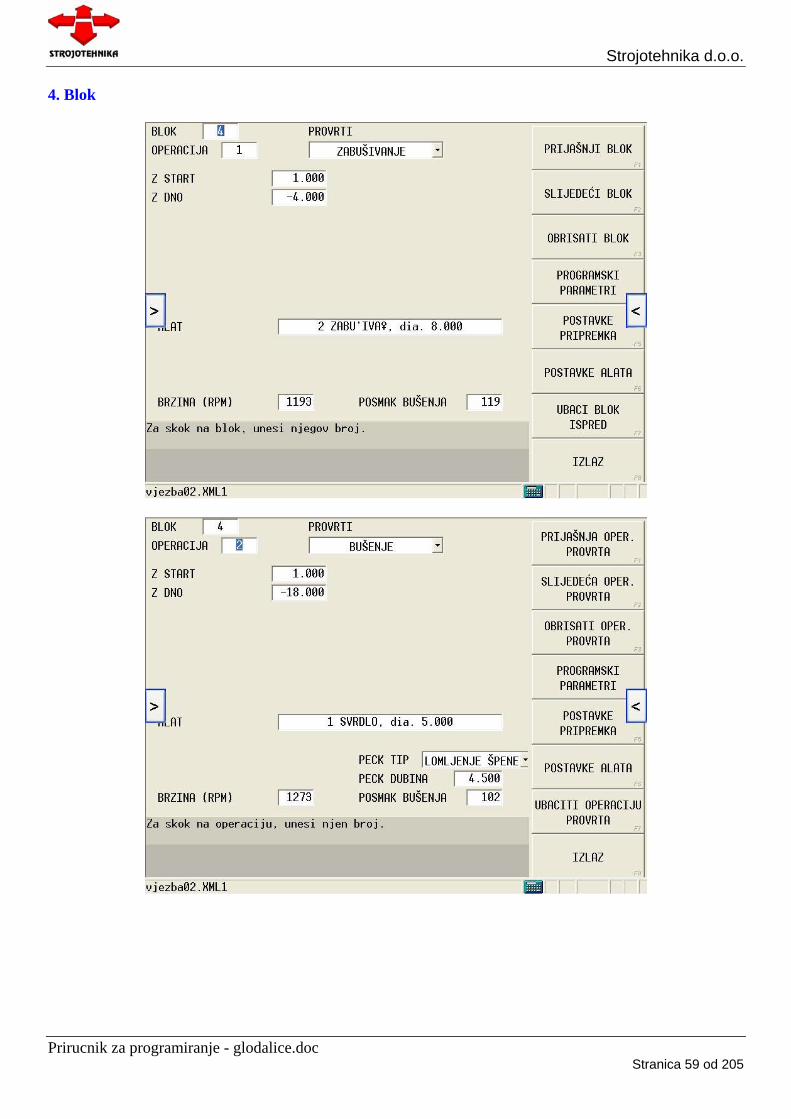
Strojotehnika d.o.o. 4. Blok
Prirucnik za programiranje - glodalice.doc Stranica 59 od 205
Strojotehnika d.o.o.
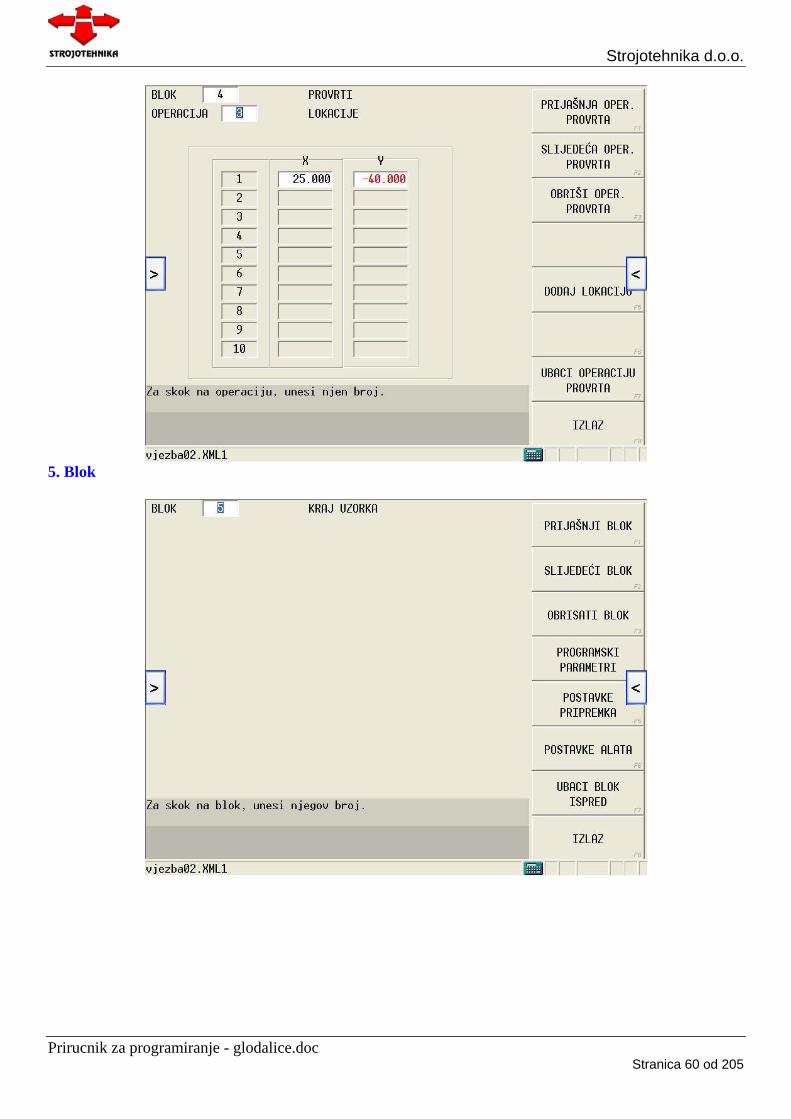
5. Blok
Prirucnik za programiranje - glodalice.doc Stranica 60 od 205

Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 61 od 205
205
112,5
120
40 70 100
115
10
0
150
1020
70
30
0 4020 30
137,5
75 110
130
140
150
67,5
130
PRESJEK A27
15.10.2008Napomena:
Datum:
vjezba03Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa:
Naziv:
M 1:2
Kovačević Antun
Materijal:
Alloy SteelMjerilo:
2949.688
712
6M
12,5x45
5
R17,5
R25
20R38
A A
Strojotehnika d.o.o.
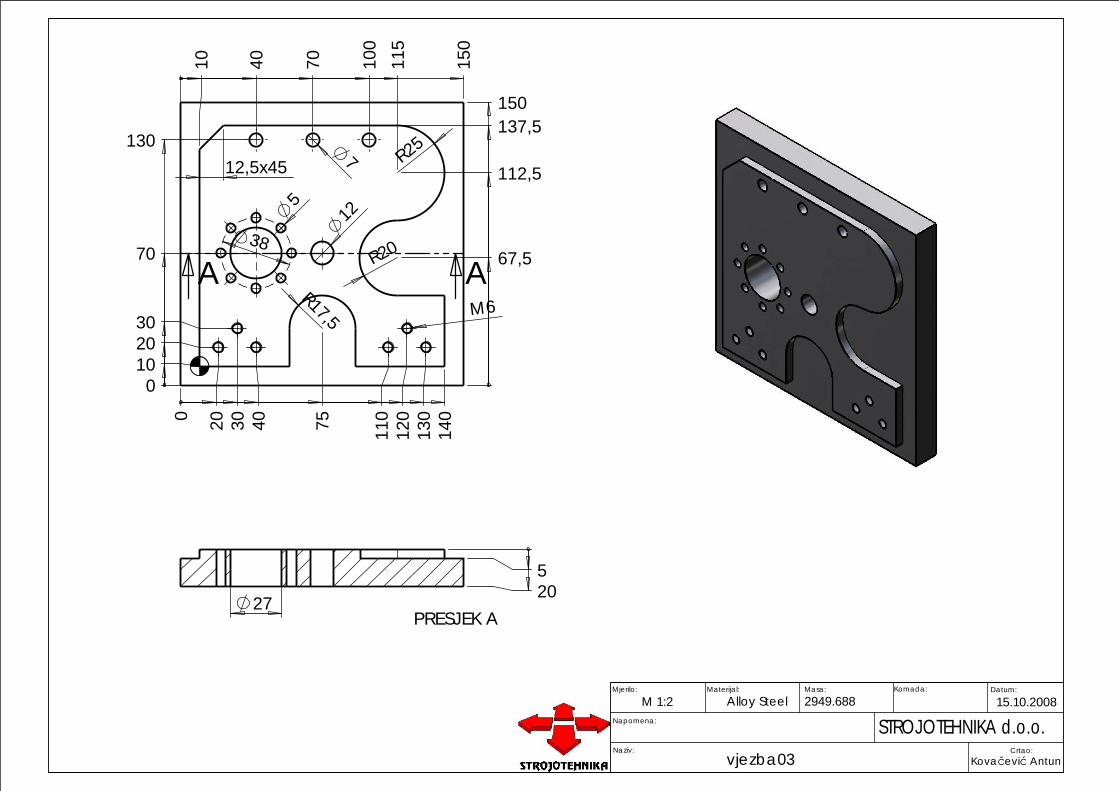
V J E Ž B A 3
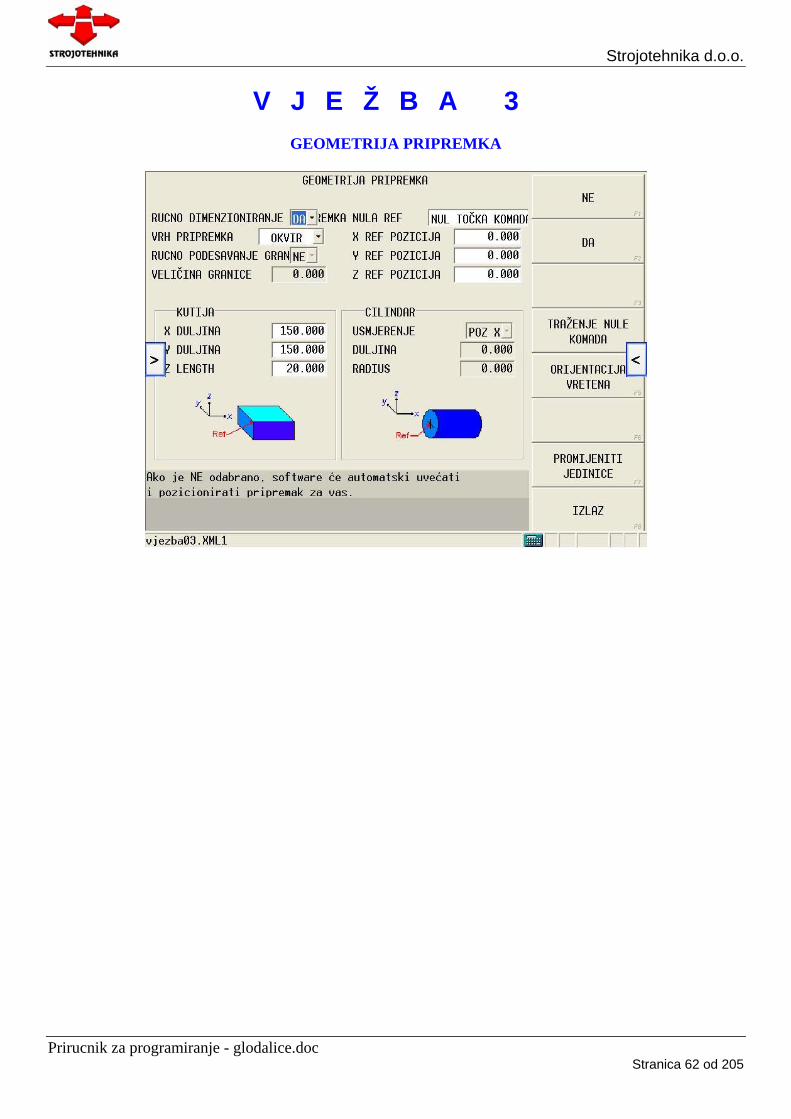
GEOMETRIJA PRIPREMKA
Prirucnik za programiranje - glodalice.doc Stranica 62 od 205
Strojotehnika d.o.o.
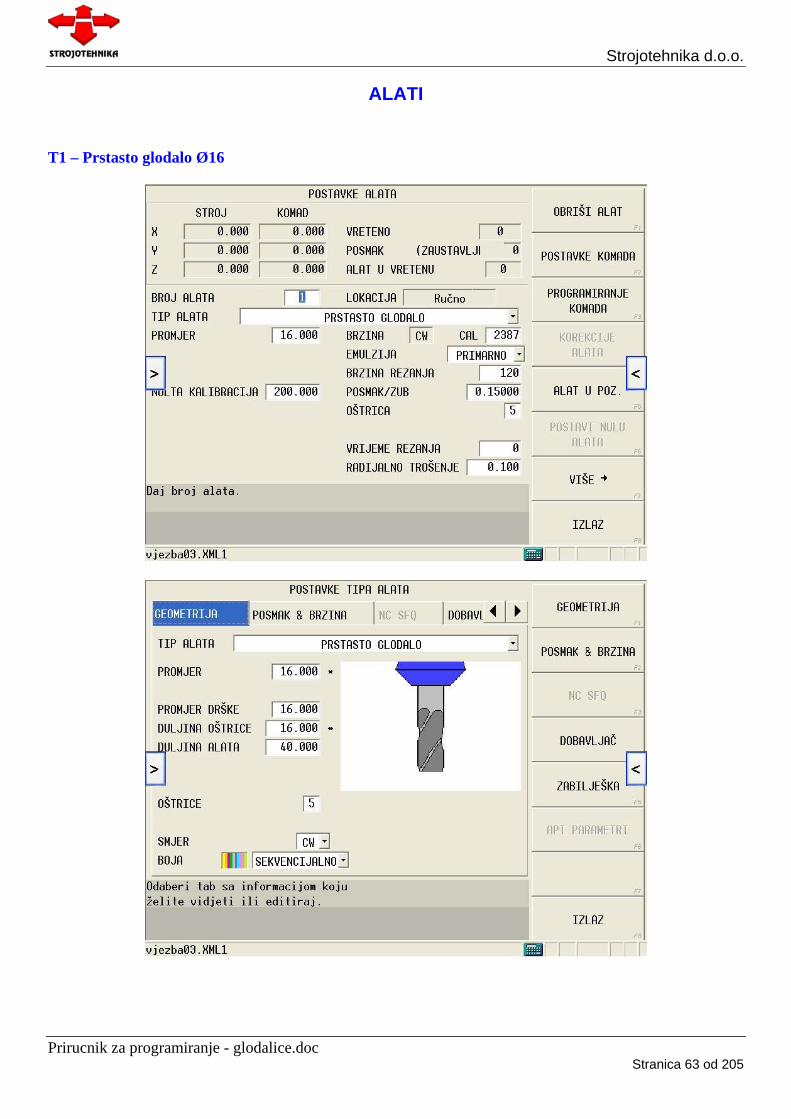
ALATI
T1 – Prstasto glodalo Ø16
Prirucnik za programiranje - glodalice.doc Stranica 63 od 205
Strojotehnika d.o.o.
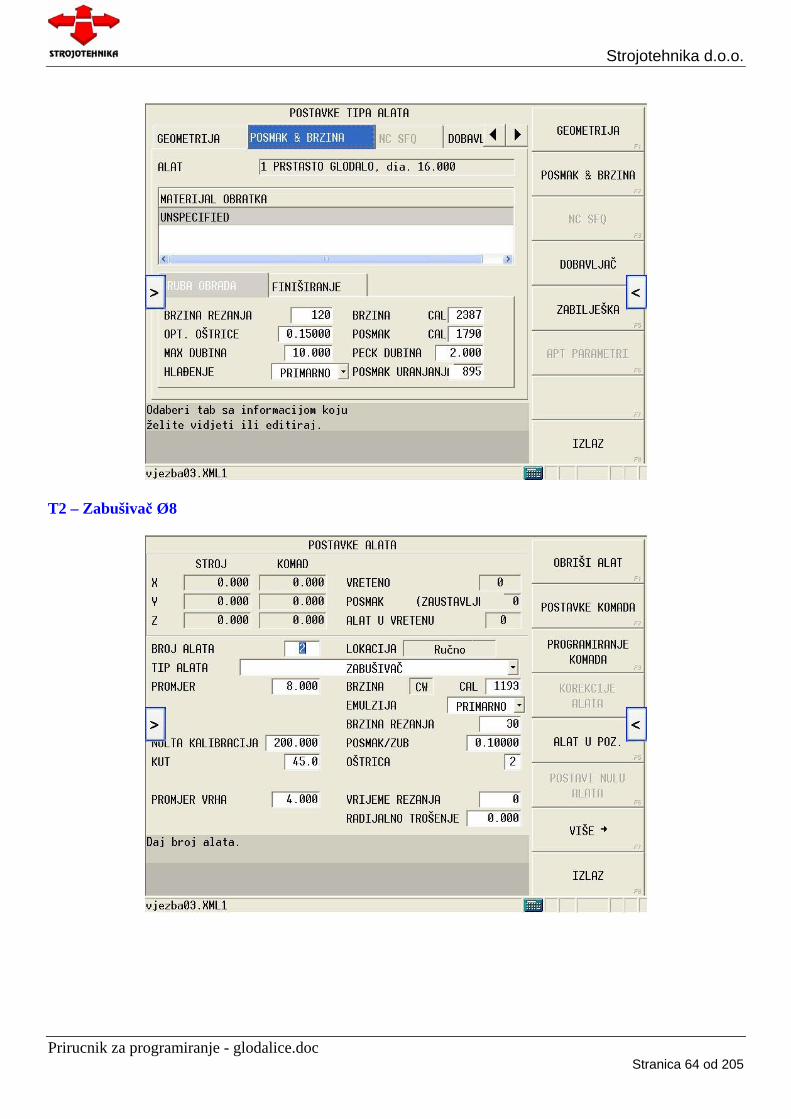
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 64 od 205
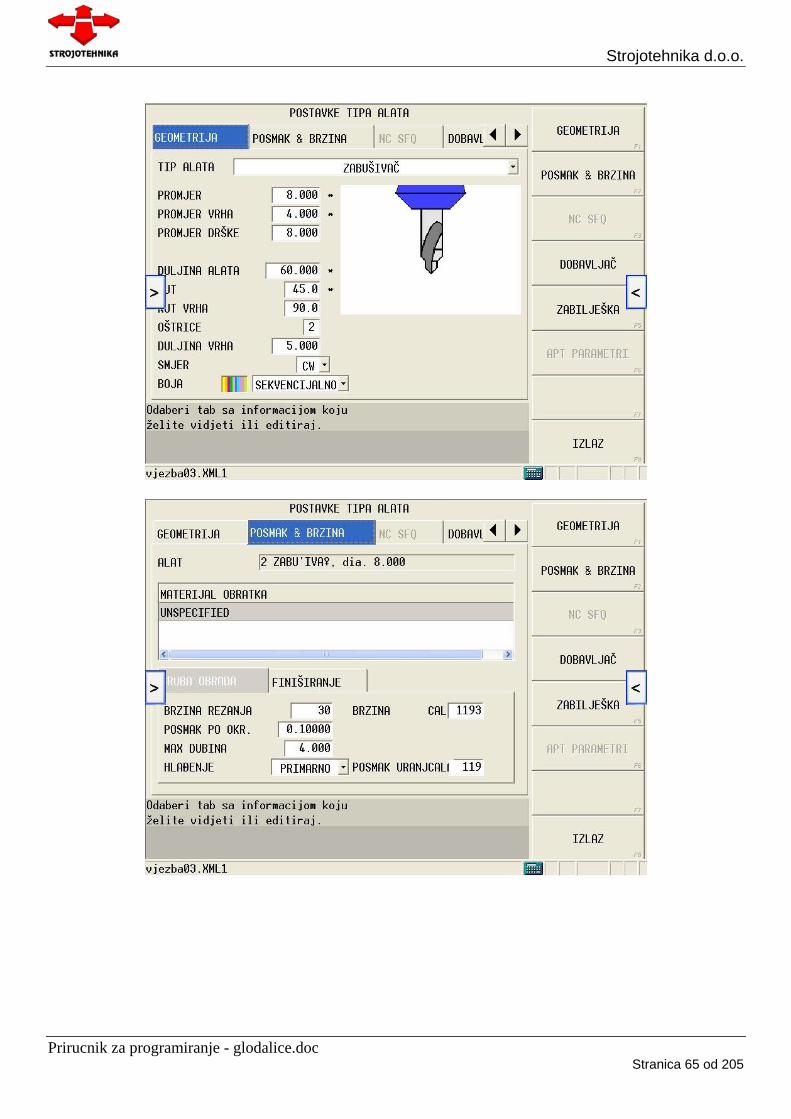
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 65 od 205
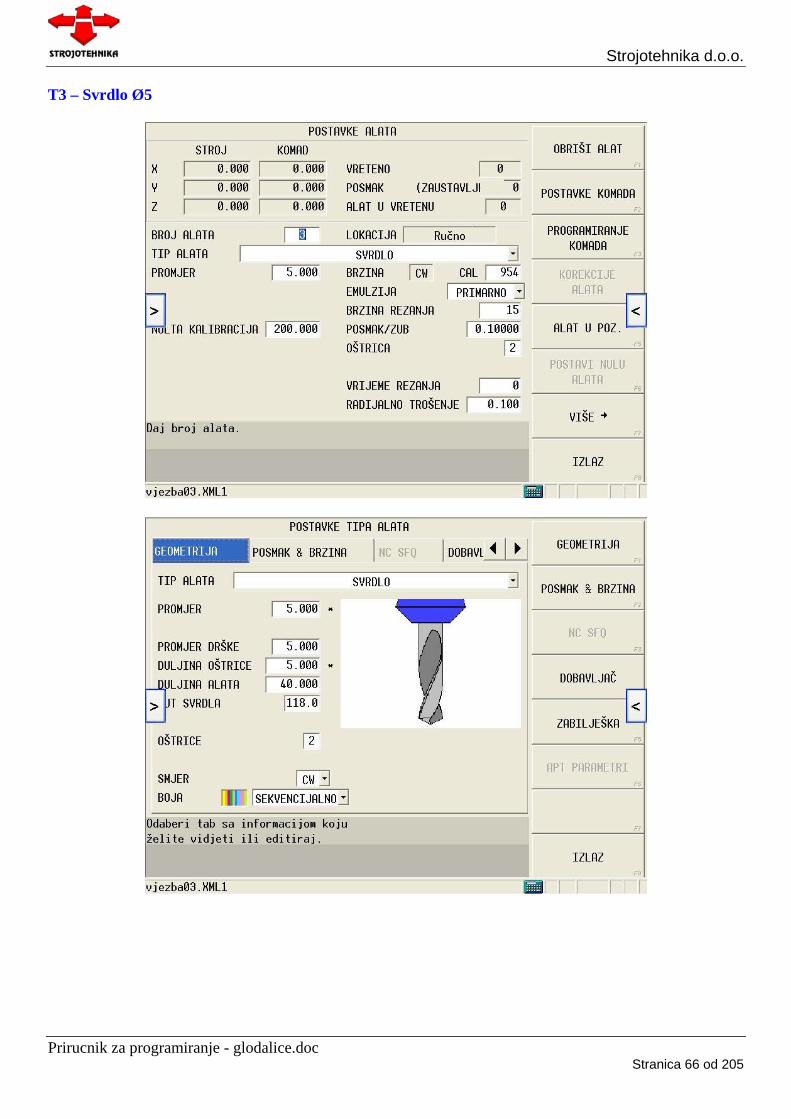
Strojotehnika d.o.o. T3 – Svrdlo Ø5
Prirucnik za programiranje - glodalice.doc Stranica 66 od 205
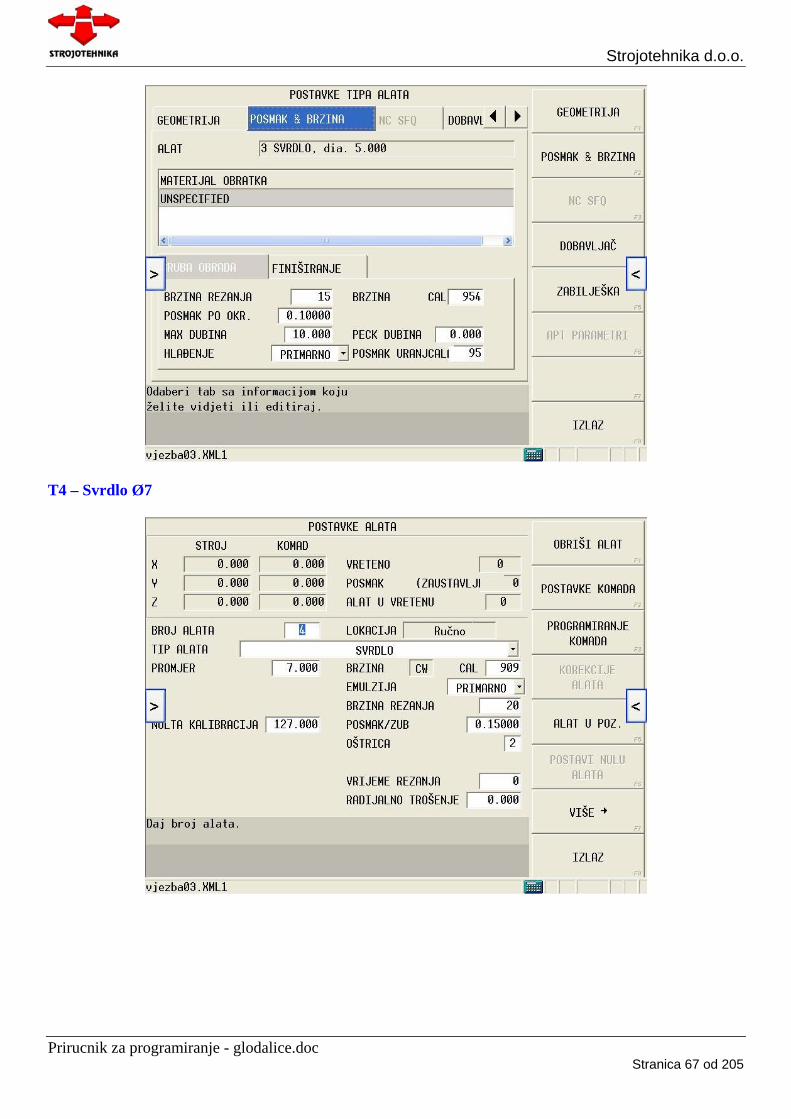
Strojotehnika d.o.o.
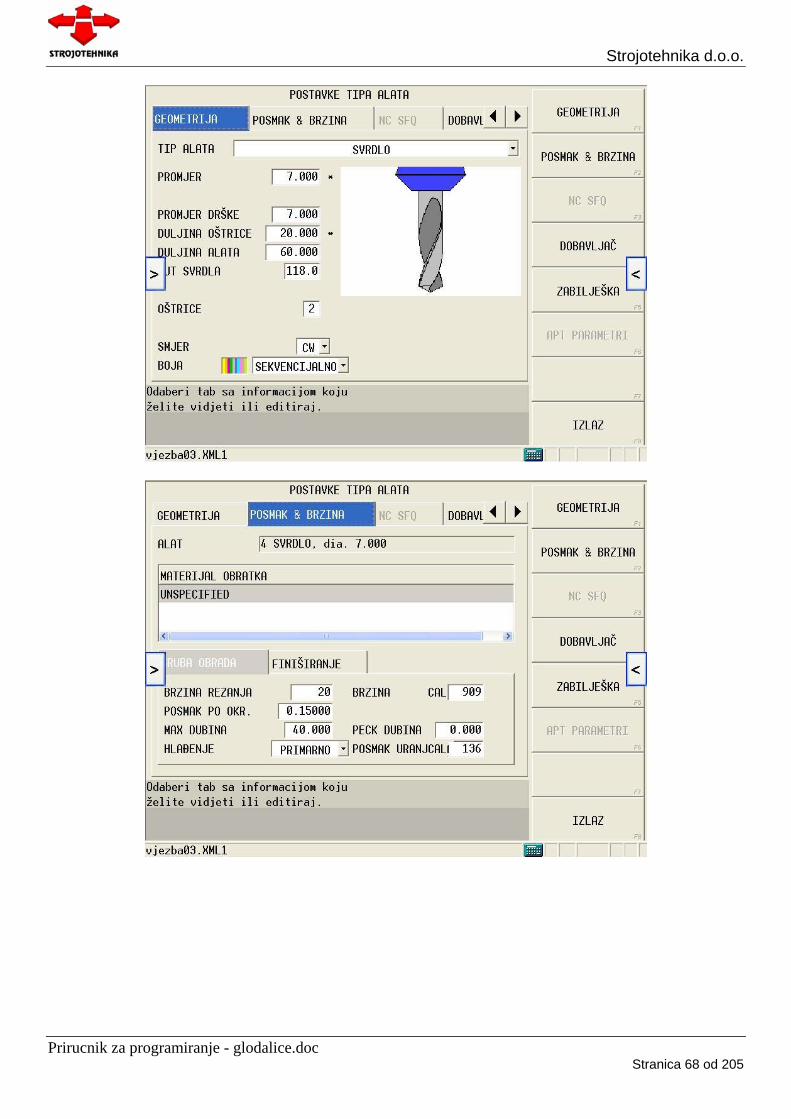
T4 – Svrdlo Ø7
Prirucnik za programiranje - glodalice.doc Stranica 67 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 68 od 205
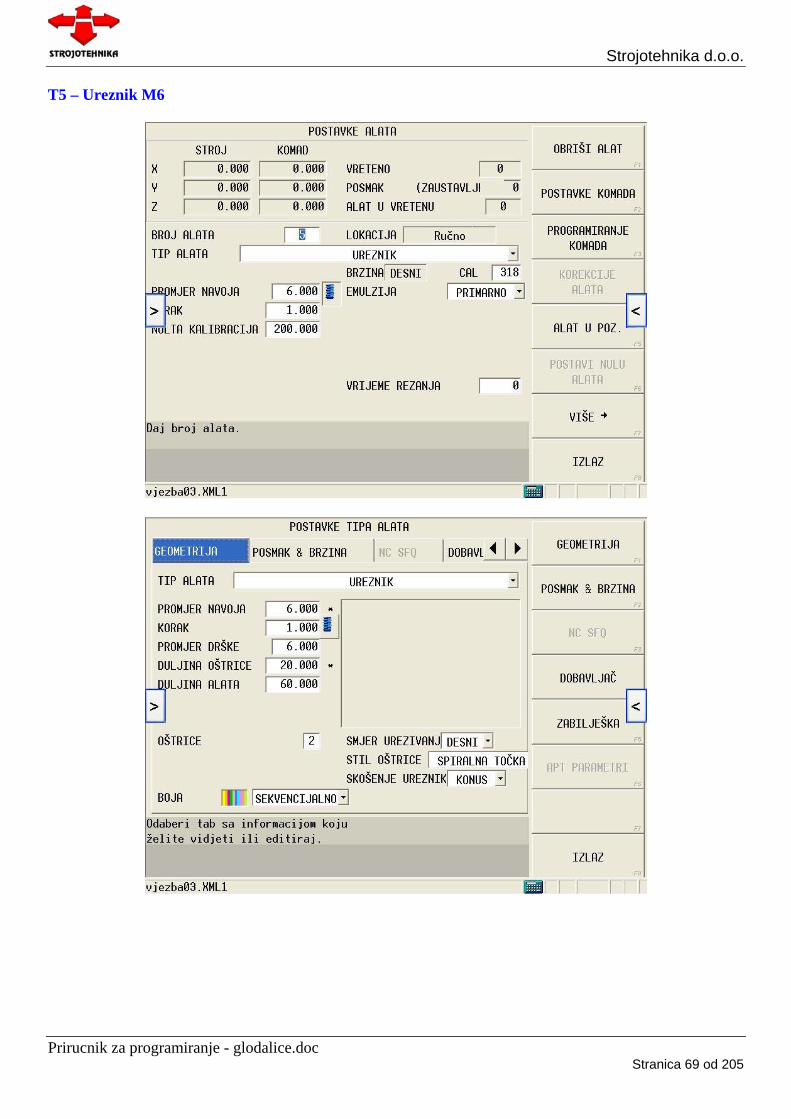
Strojotehnika d.o.o. T5 – Ureznik M6
Prirucnik za programiranje - glodalice.doc Stranica 69 od 205
Strojotehnika d.o.o.
T6 – Svrdlo Ø11.8
Prirucnik za programiranje - glodalice.doc Stranica 70 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 71 od 205
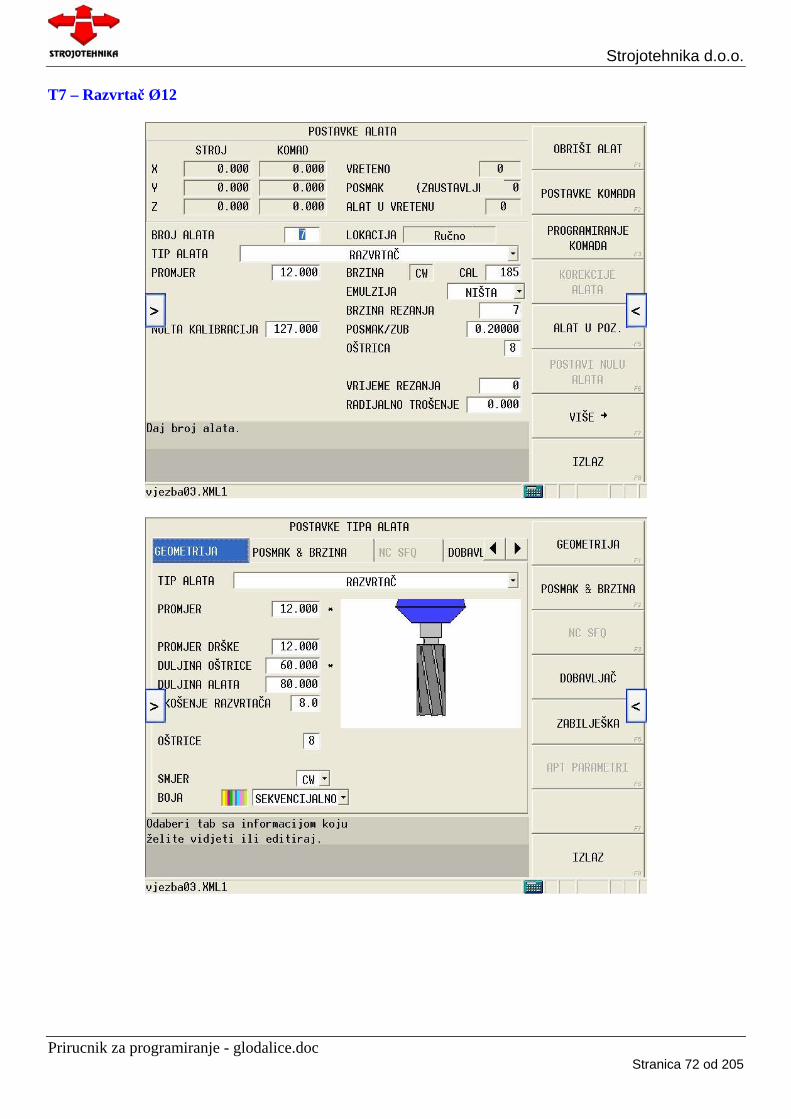
Strojotehnika d.o.o. T7 – Razvrtač Ø12
Prirucnik za programiranje - glodalice.doc Stranica 72 od 205
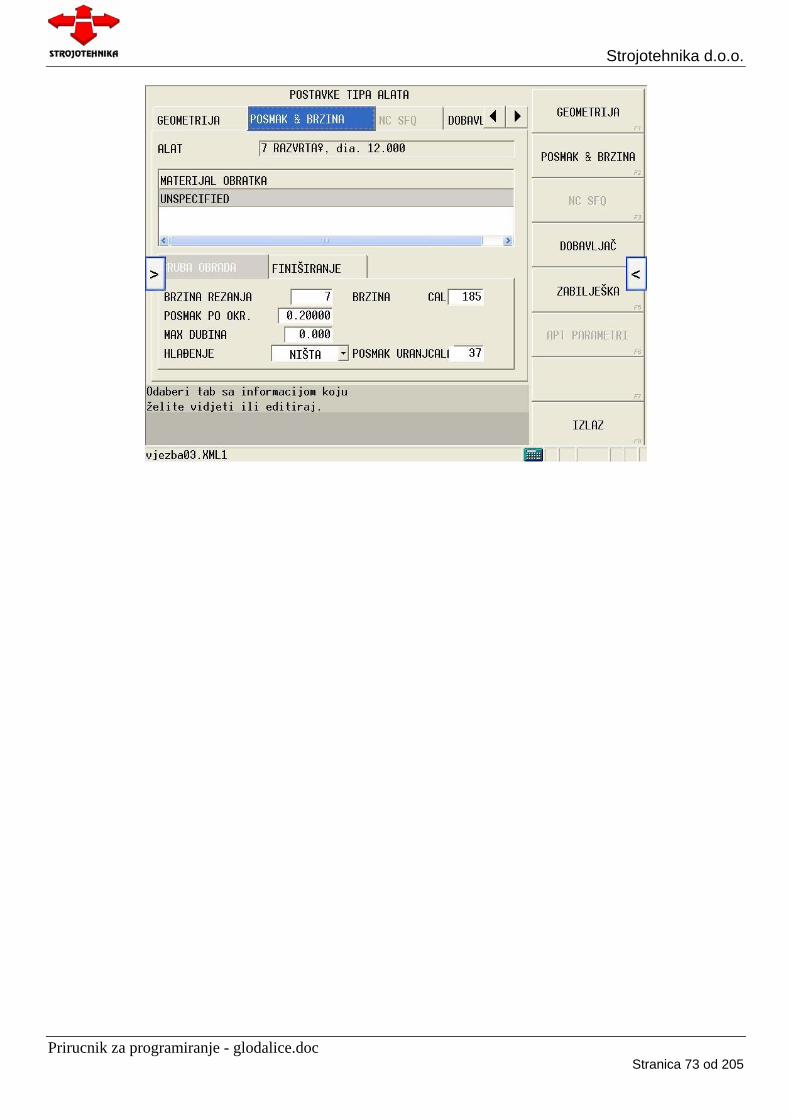
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 73 od 205
Strojotehnika d.o.o.
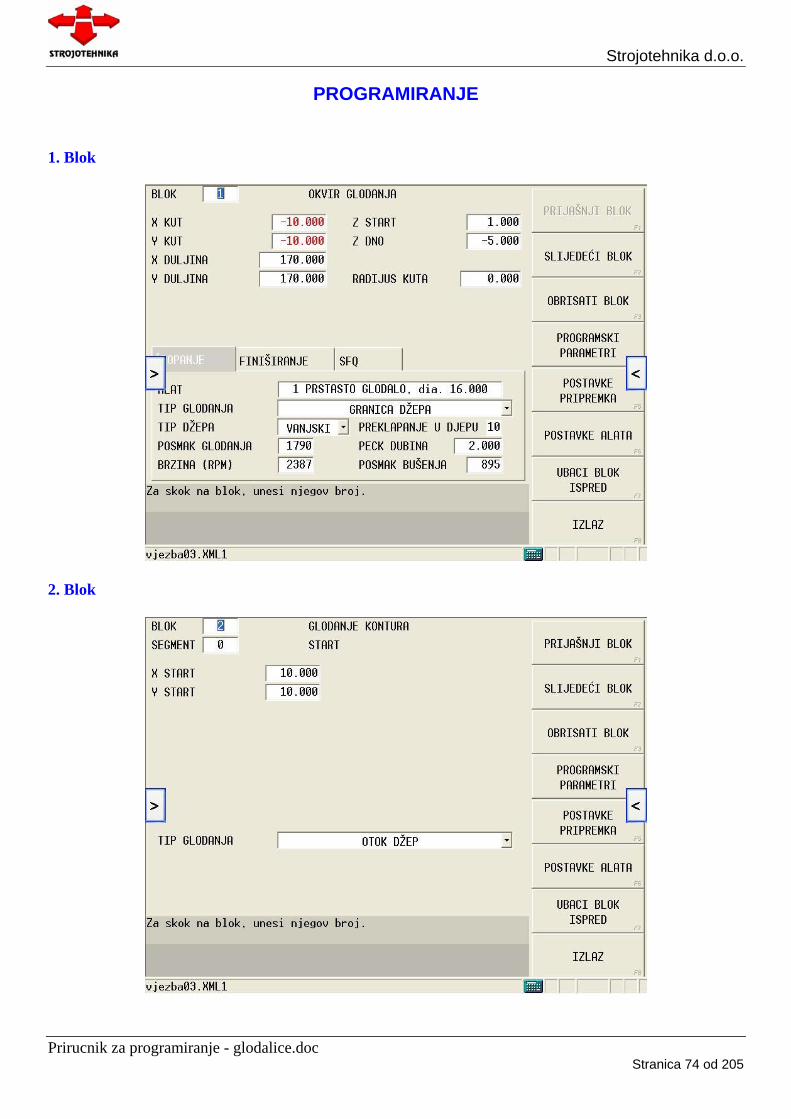
PROGRAMIRANJE
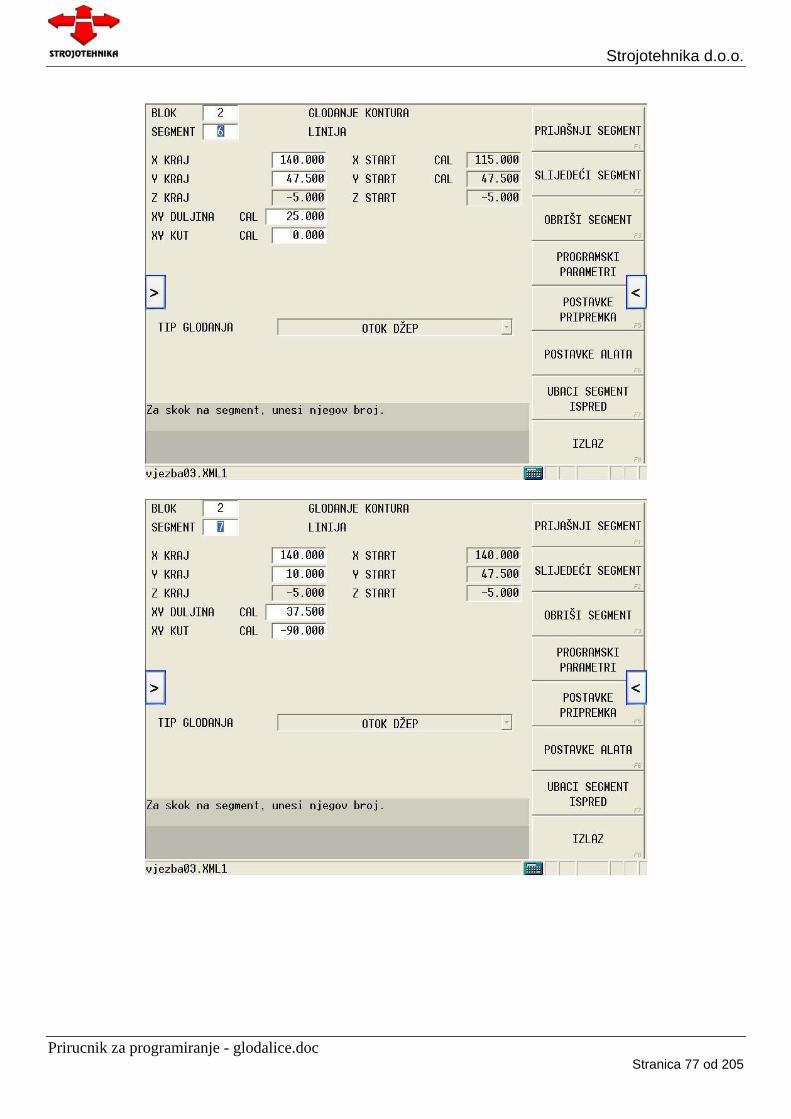
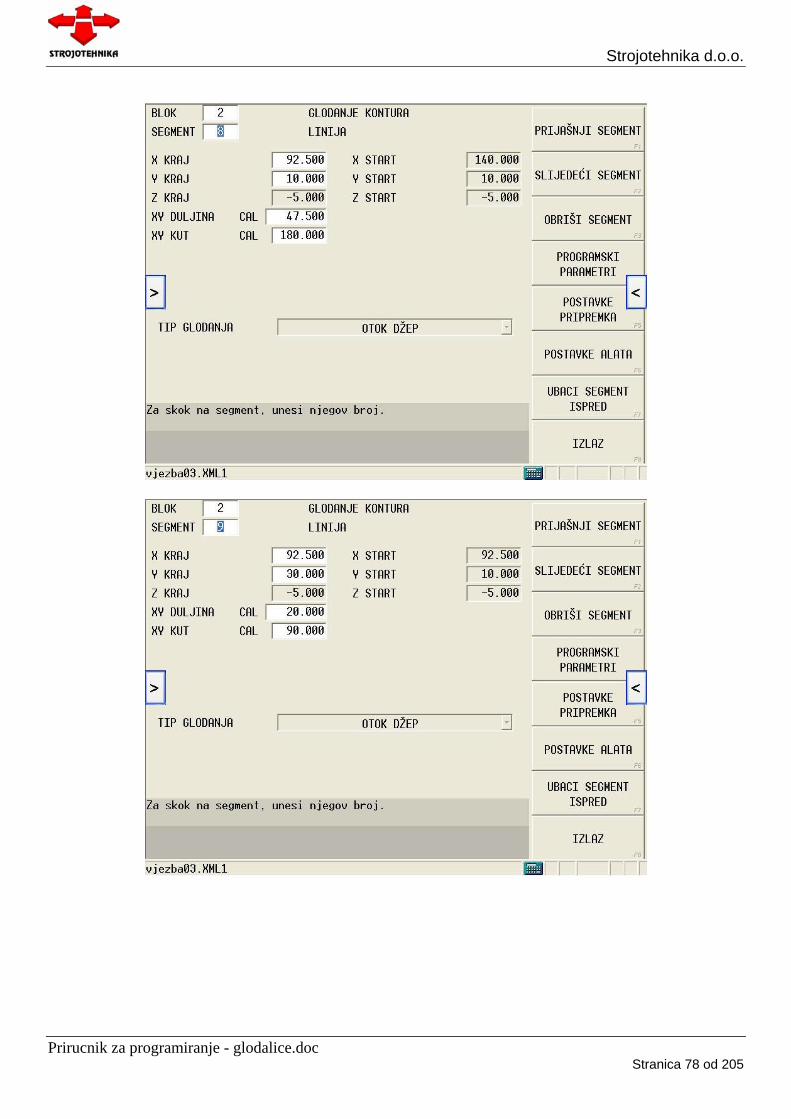
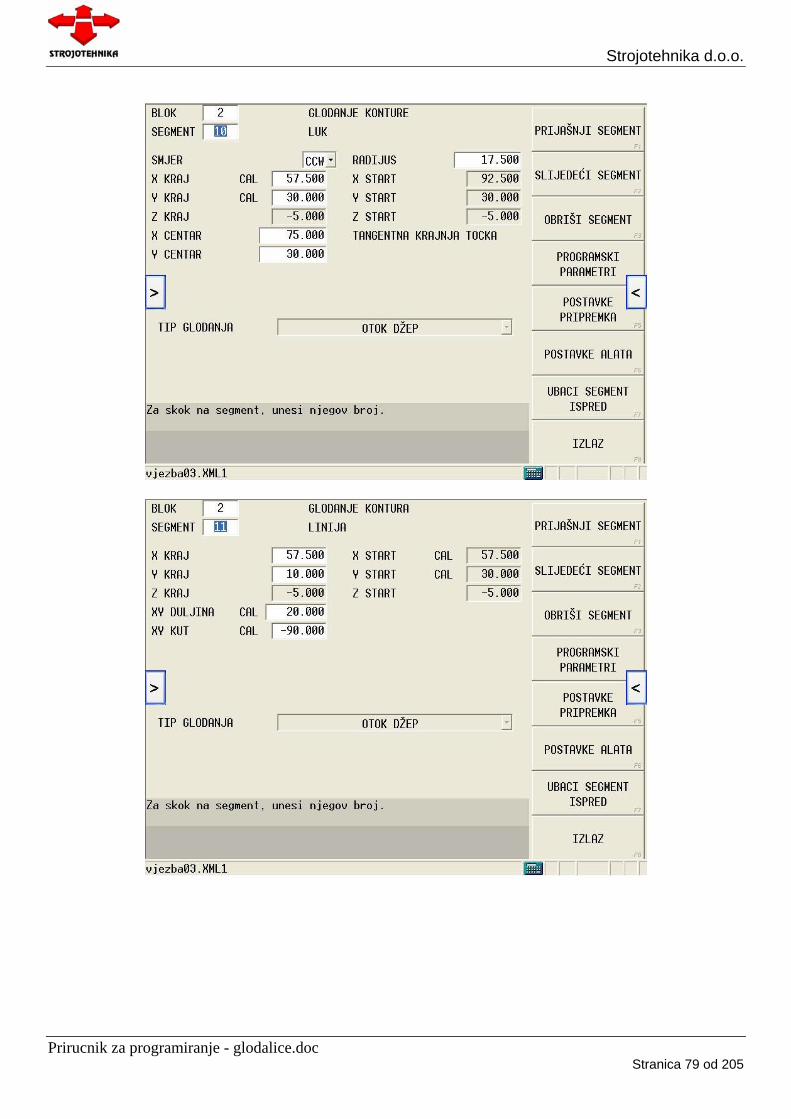
1. Blok
2. Blok
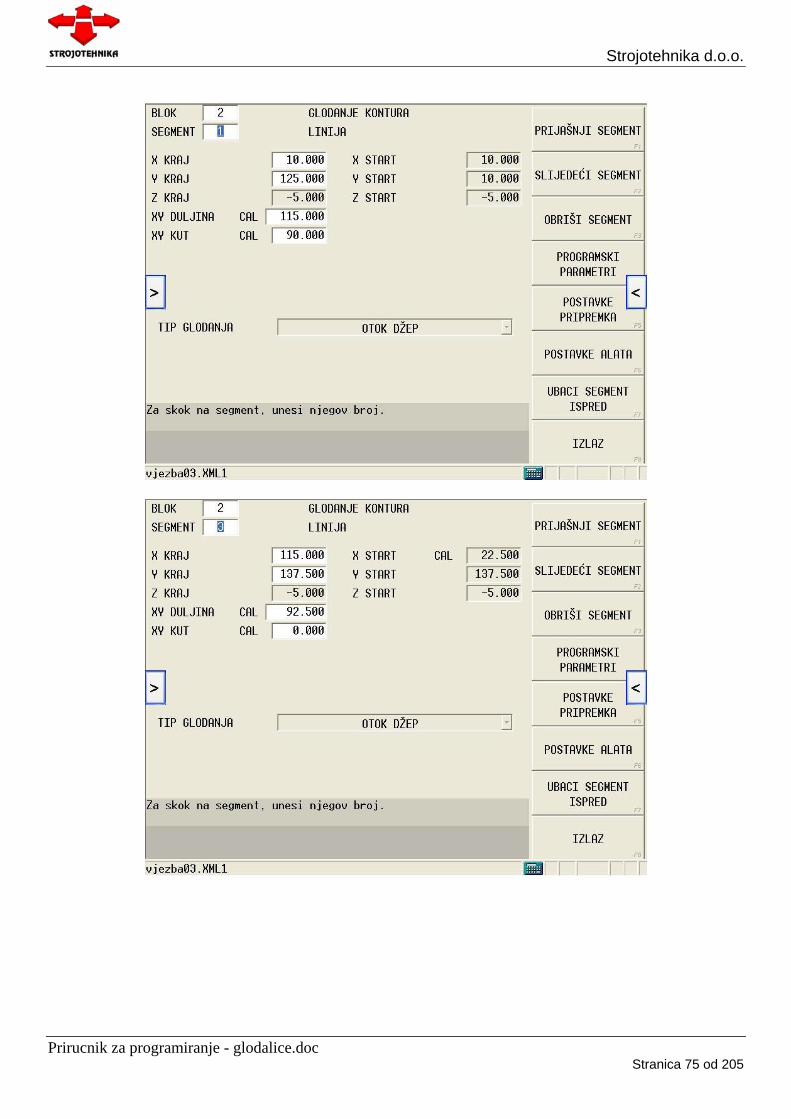
Prirucnik za programiranje - glodalice.doc Stranica 74 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 75 od 205
Strojotehnika d.o.o.
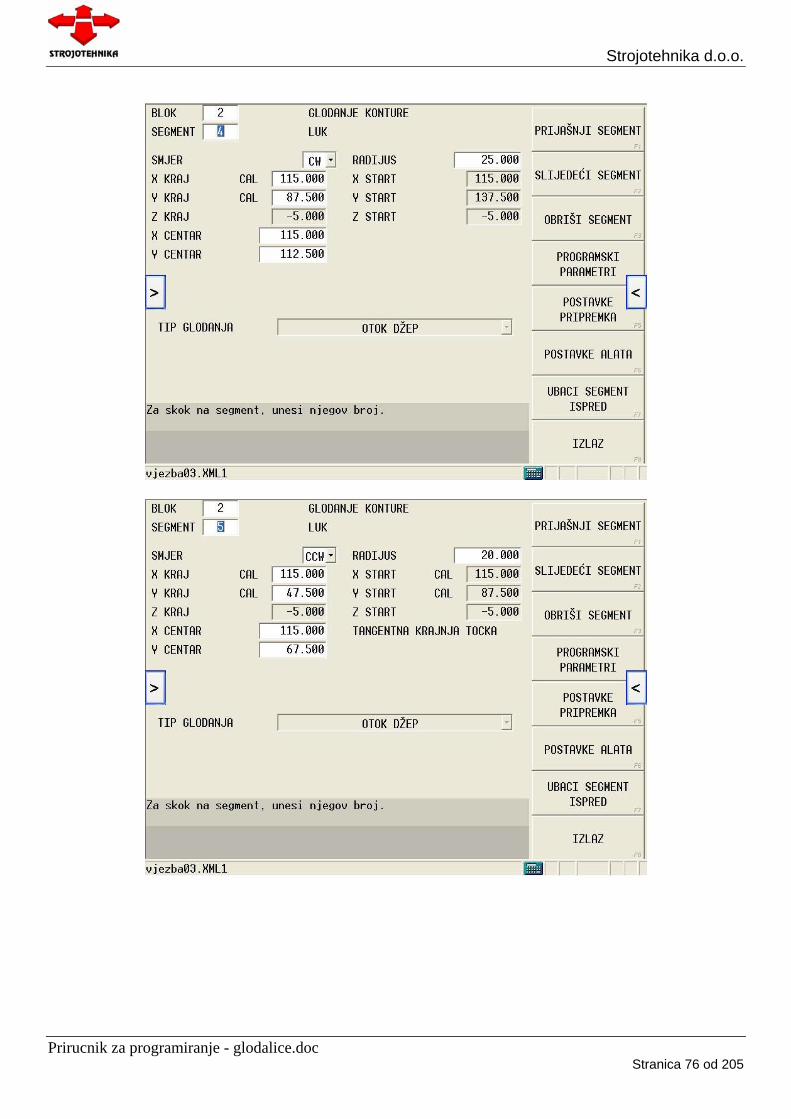
Prirucnik za programiranje - glodalice.doc Stranica 76 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 77 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 78 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 79 od 205
Strojotehnika d.o.o.
3. Blok
Prirucnik za programiranje - glodalice.doc Stranica 80 od 205
Strojotehnika d.o.o. 4. Blok
5. Blok
Prirucnik za programiranje - glodalice.doc Stranica 81 od 205
Strojotehnika d.o.o.
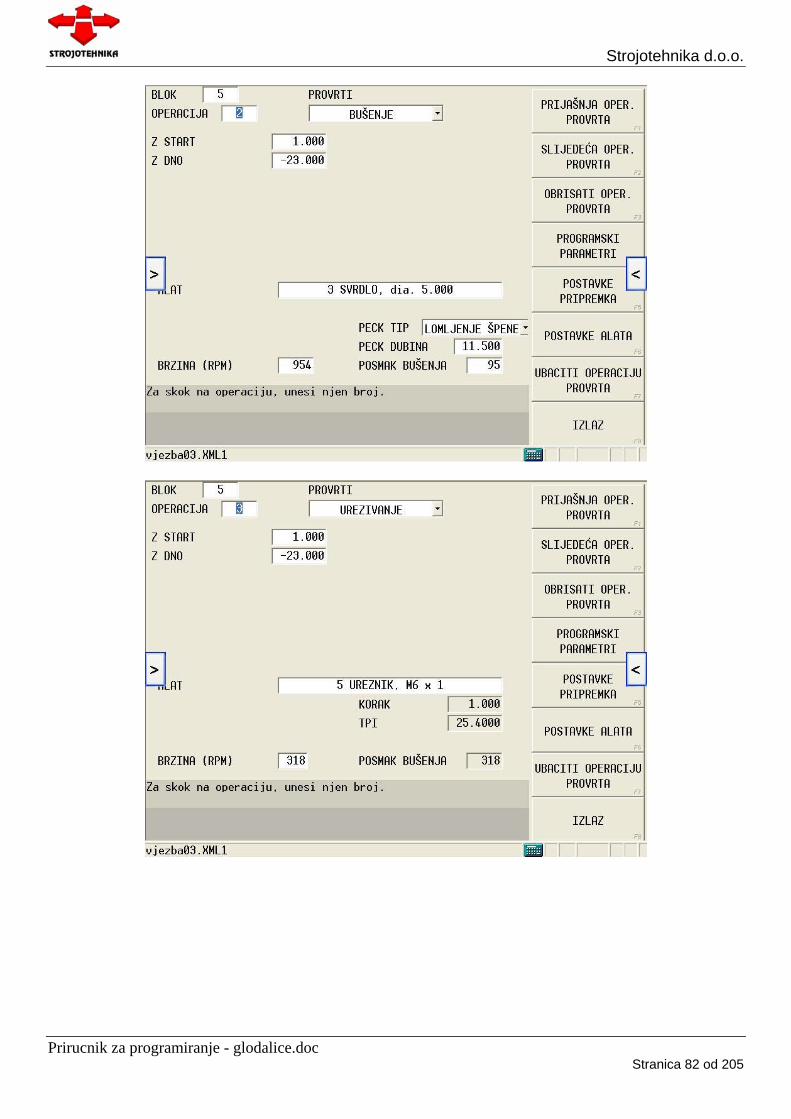
Prirucnik za programiranje - glodalice.doc Stranica 82 od 205
Strojotehnika d.o.o.
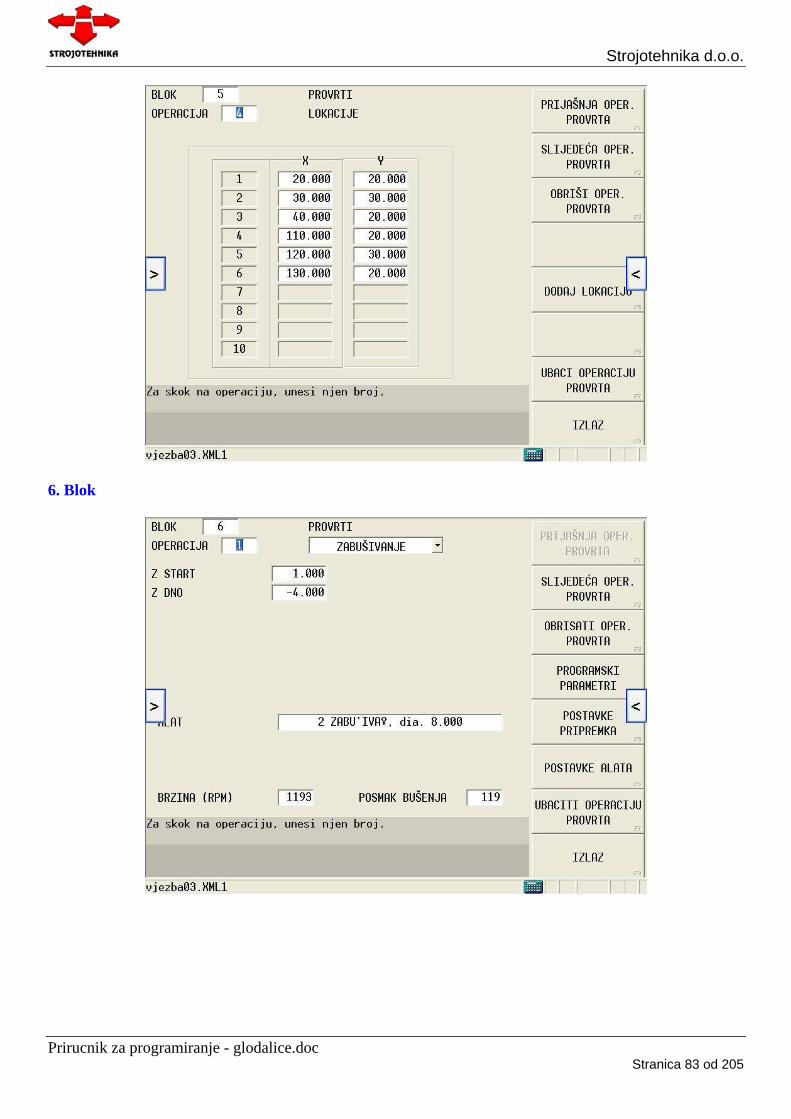
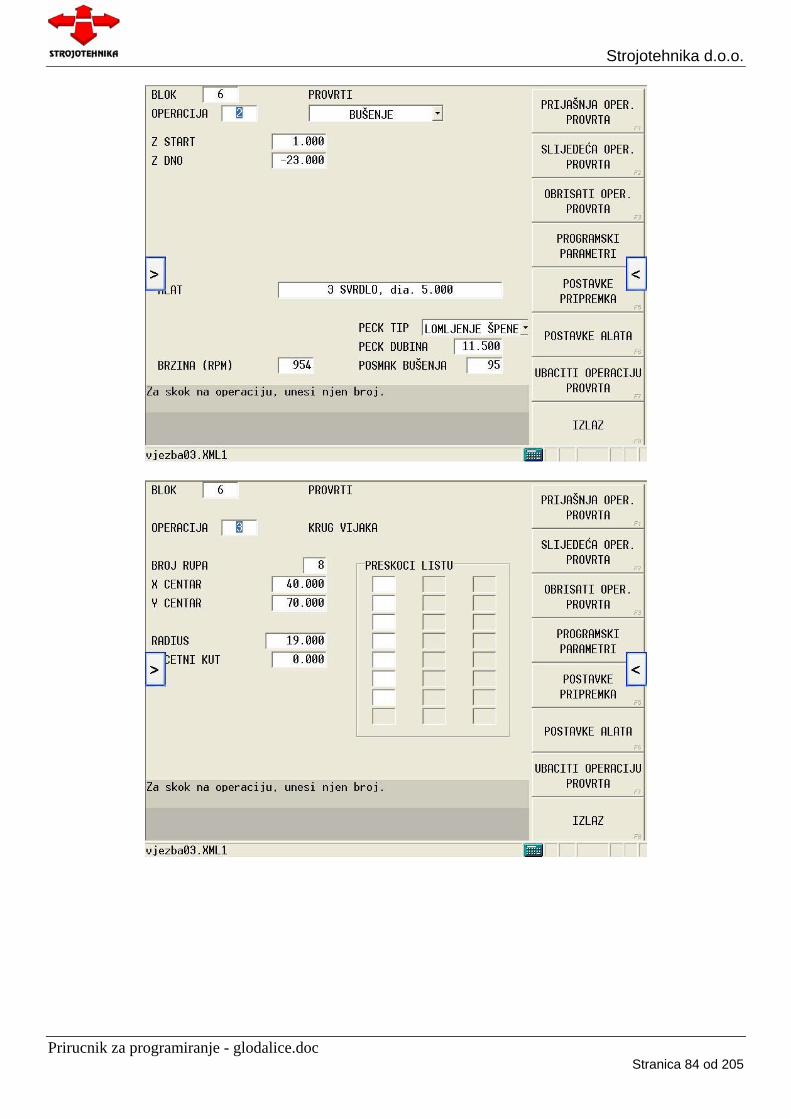
6. Blok
Prirucnik za programiranje - glodalice.doc Stranica 83 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 84 od 205
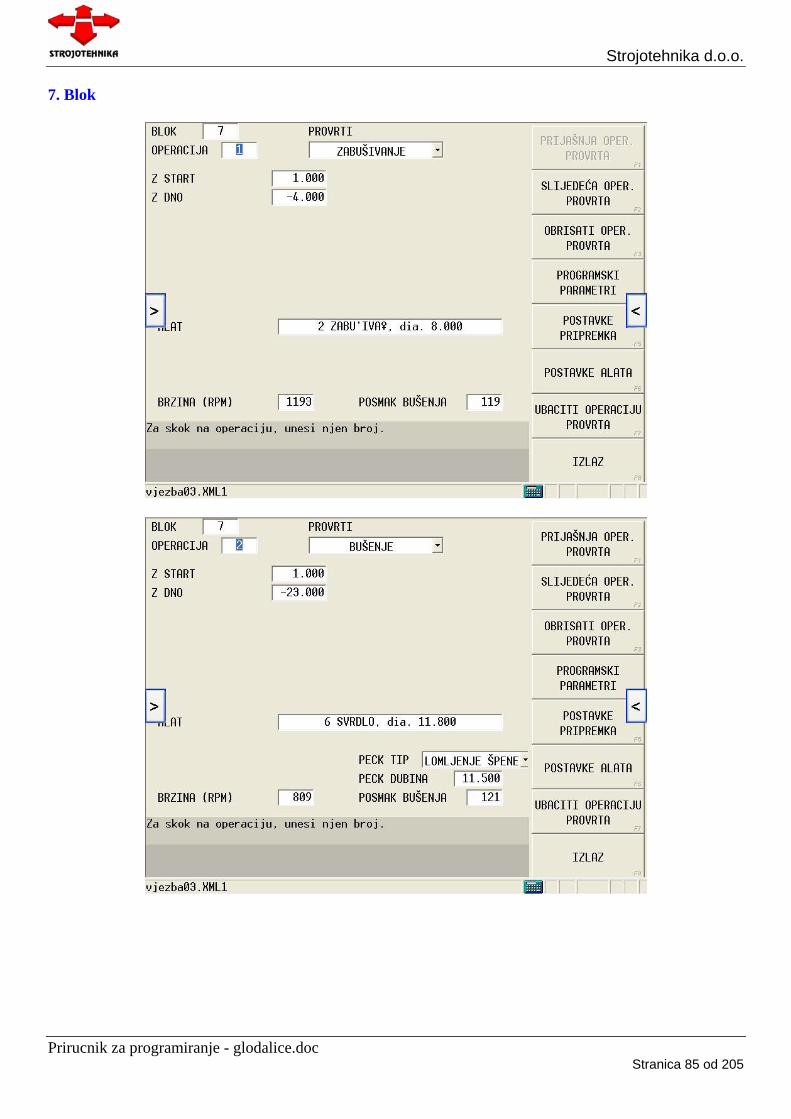
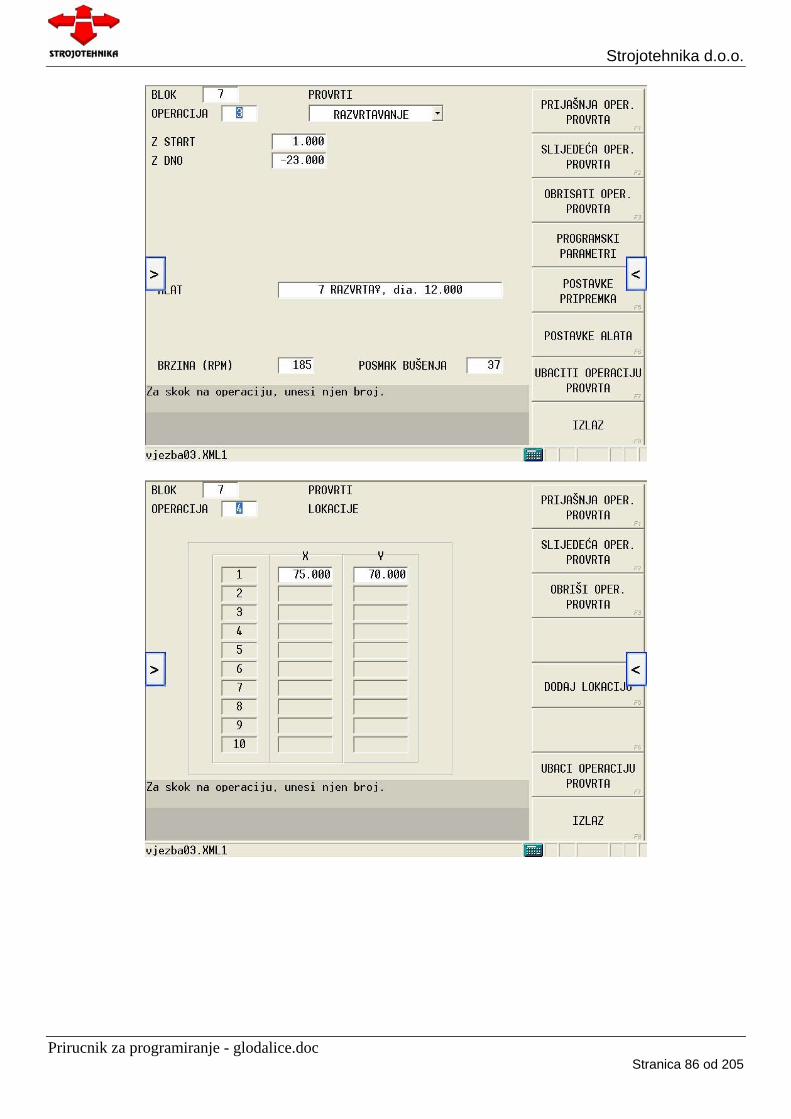
Strojotehnika d.o.o. 7. Blok
Prirucnik za programiranje - glodalice.doc Stranica 85 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 86 od 205
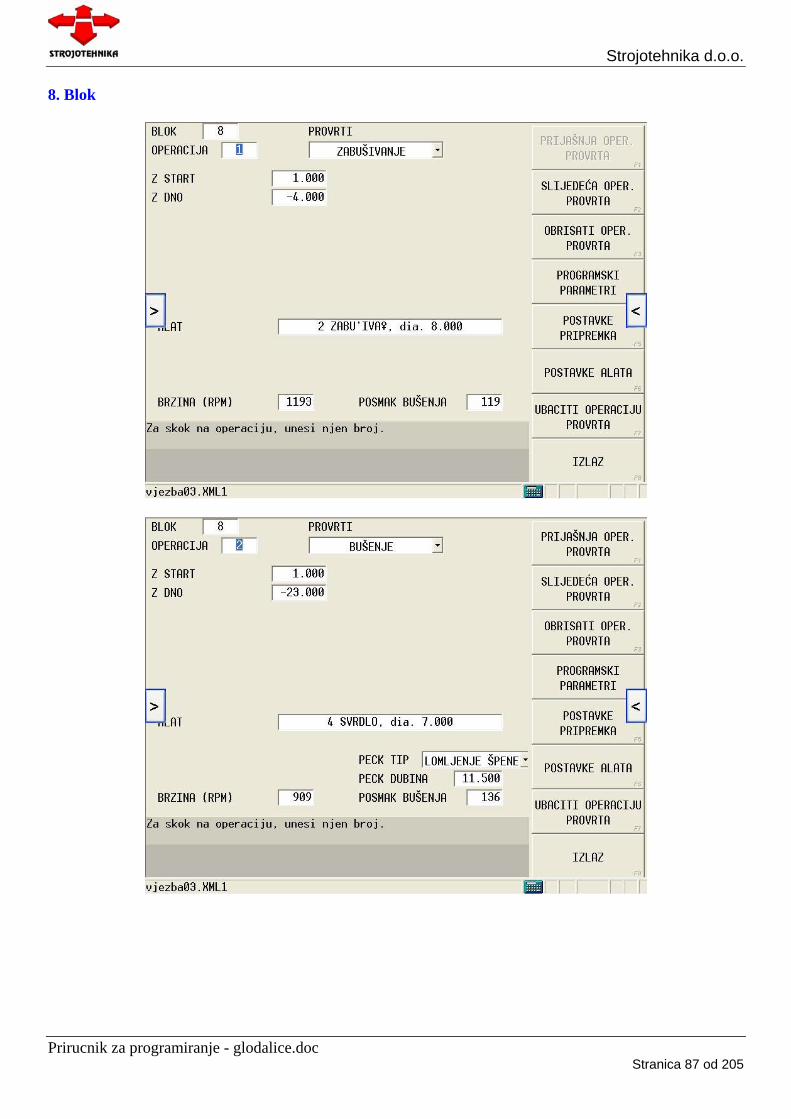
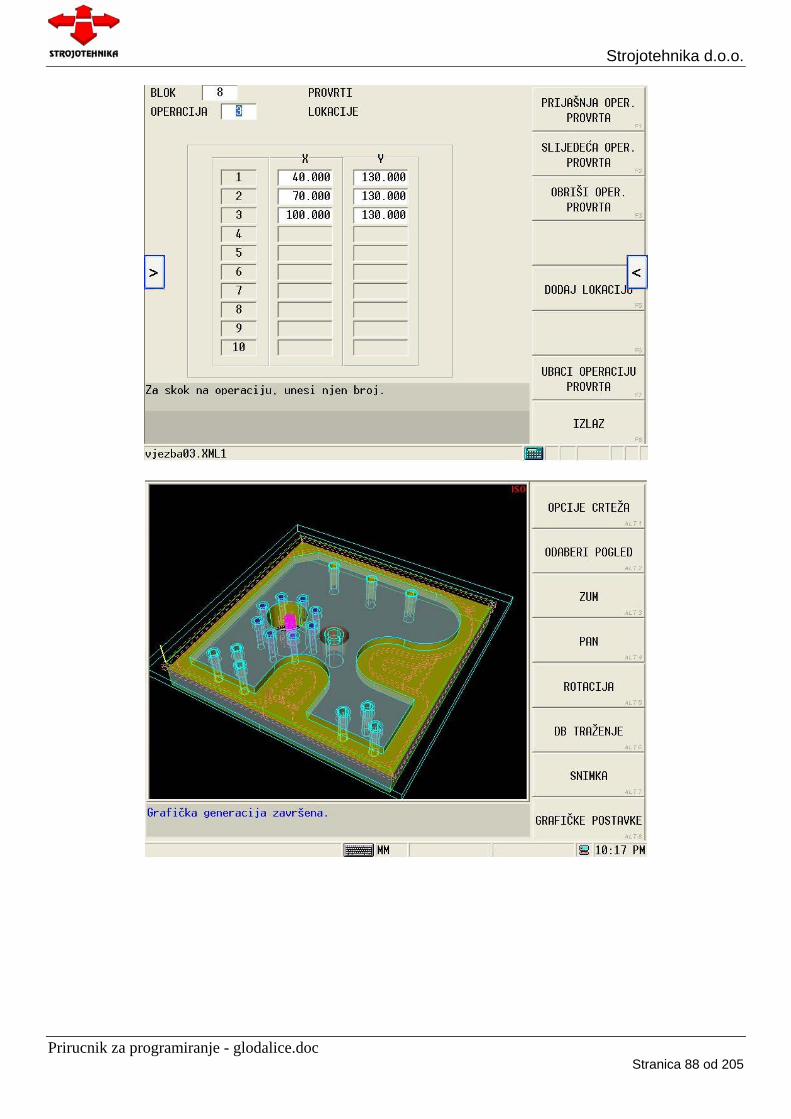
Strojotehnika d.o.o. 8. Blok
Prirucnik za programiranje - glodalice.doc Stranica 87 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 88 od 205
PRESJEK H
15
5010
5
Naziv:
Napomena:
Mjerilo:
vjezba04Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa:
Kovačević Antun
M 1:2Materijal:
15.10.2008Alloy SteelDatum:
1283.420 8
80
55
R
R41R
150
15R
120
40R
R
15R
100
130
55
20
90
100 33R 12
45
H H
Strojotehnika d.o.o.
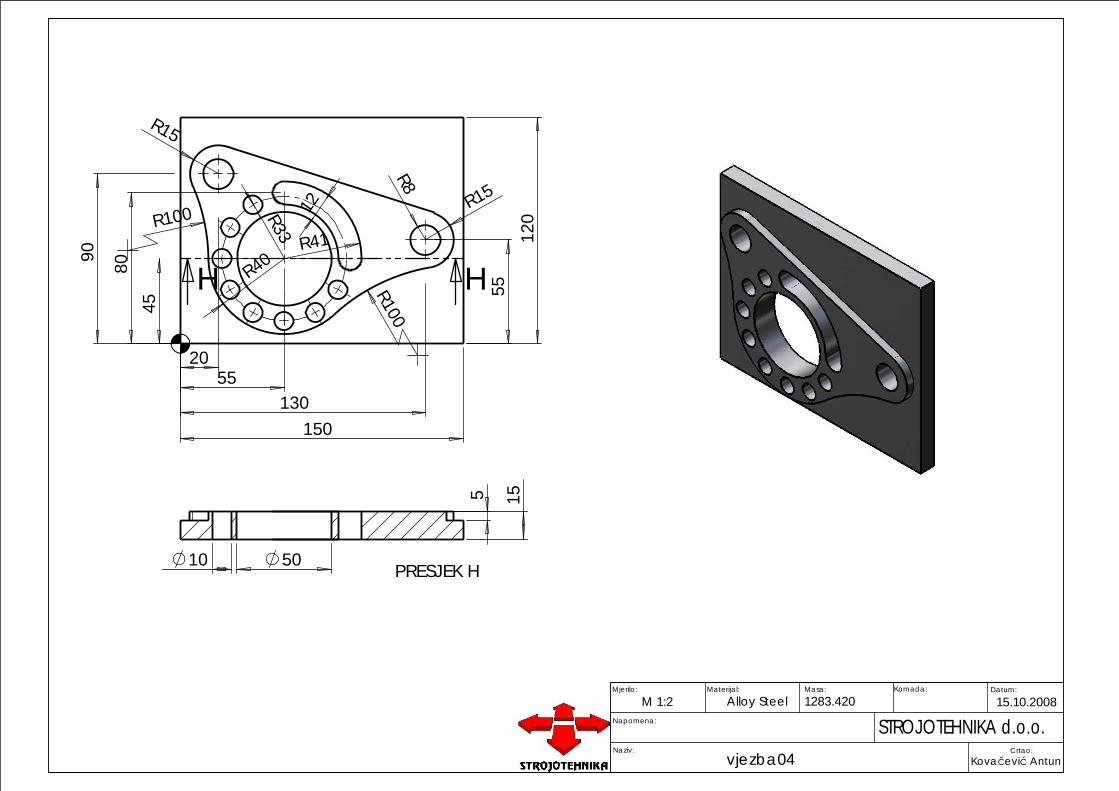
V J E Ž B A 4
GEOMETRIJA PRIPREMKA
Prirucnik za programiranje - glodalice.doc Stranica 89 od 205
Strojotehnika d.o.o.
ALATI
T1 – Prstasto glodalo Ø10
Prirucnik za programiranje - glodalice.doc Stranica 90 od 205
Strojotehnika d.o.o.
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 91 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 92 od 205
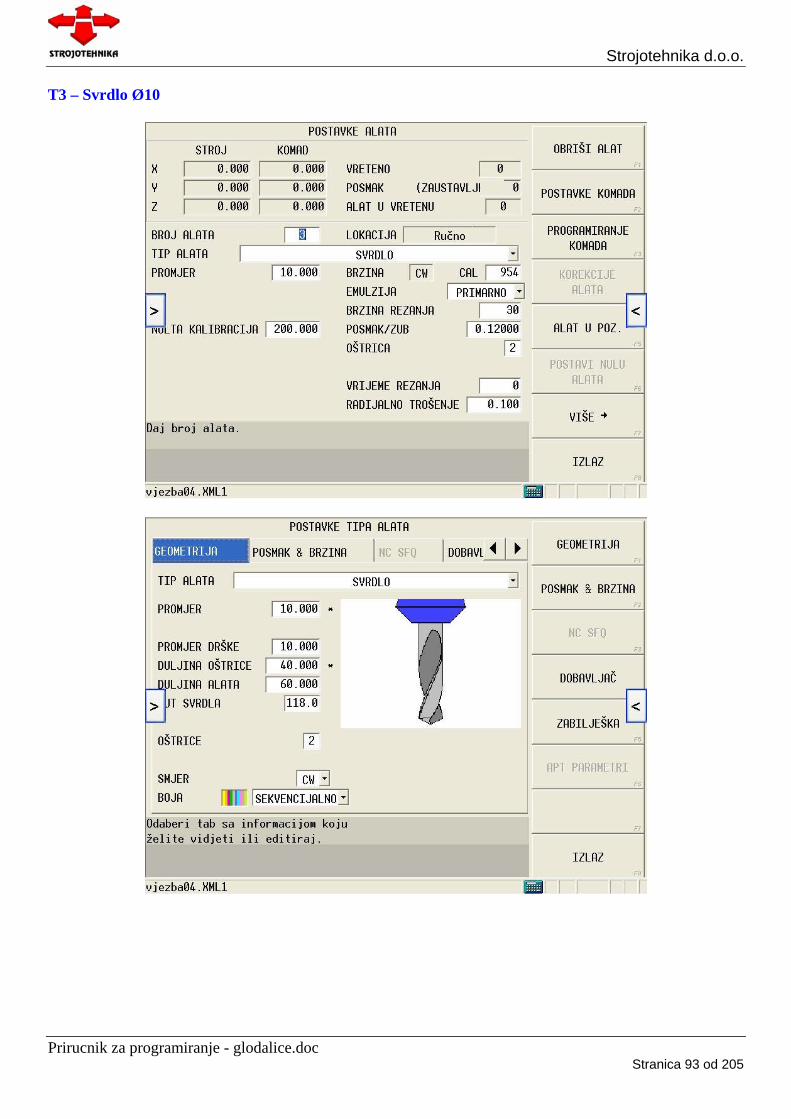
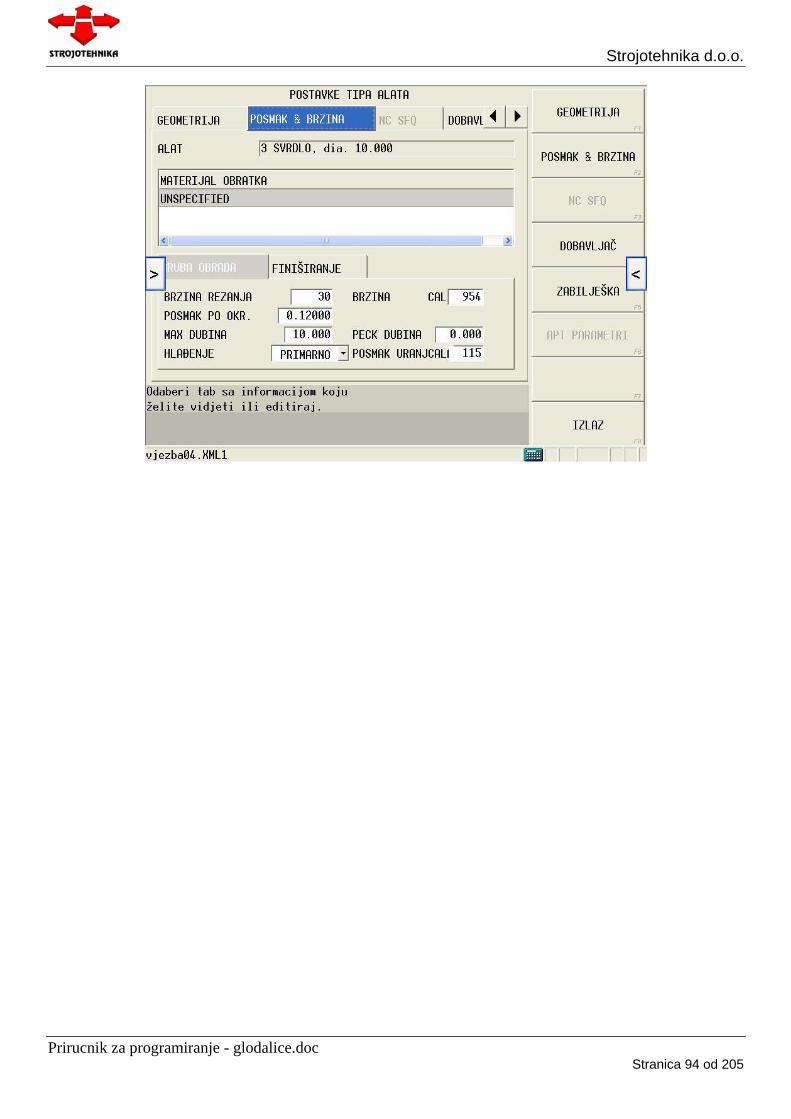
Strojotehnika d.o.o. T3 – Svrdlo Ø10
Prirucnik za programiranje - glodalice.doc Stranica 93 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 94 od 205
Strojotehnika d.o.o.
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 95 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 96 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 97 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 98 od 205
Strojotehnika d.o.o.
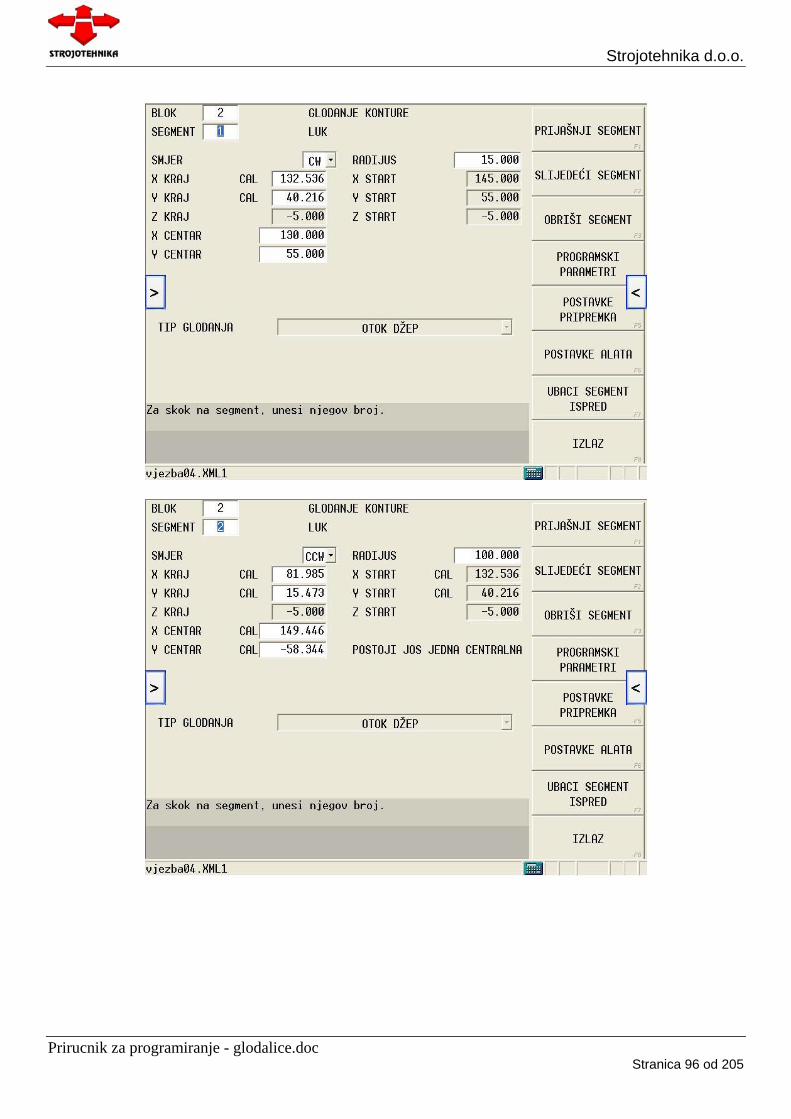
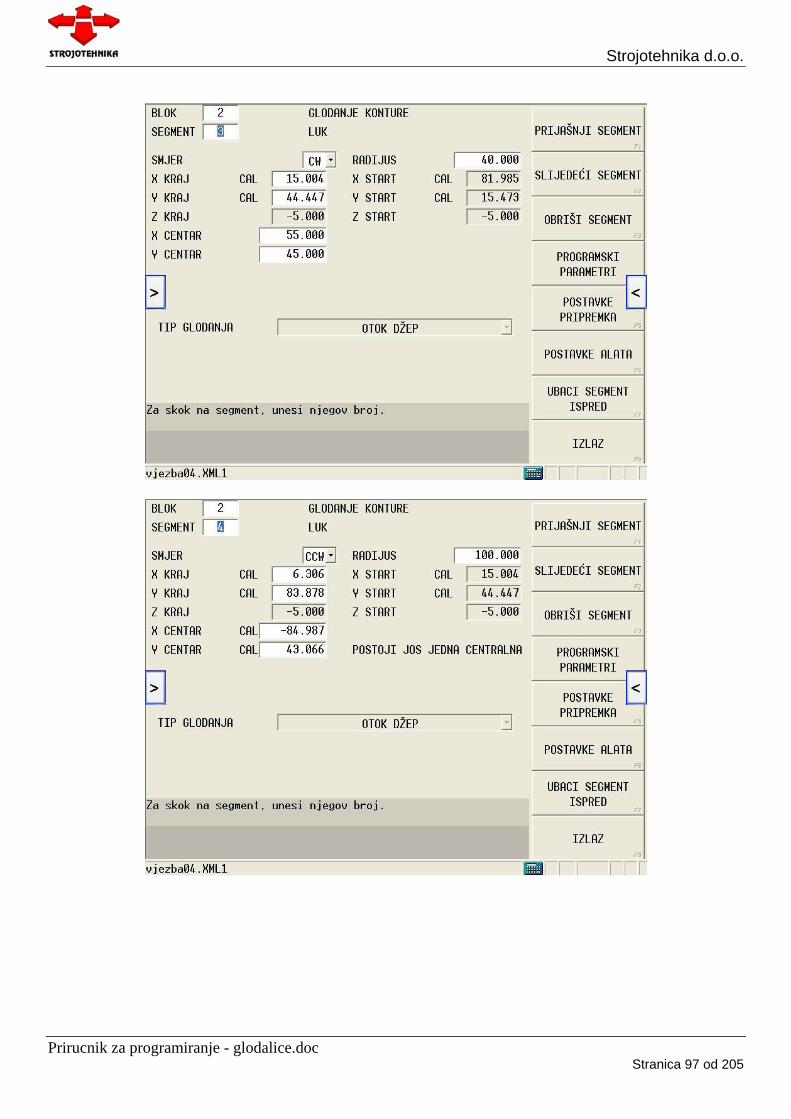
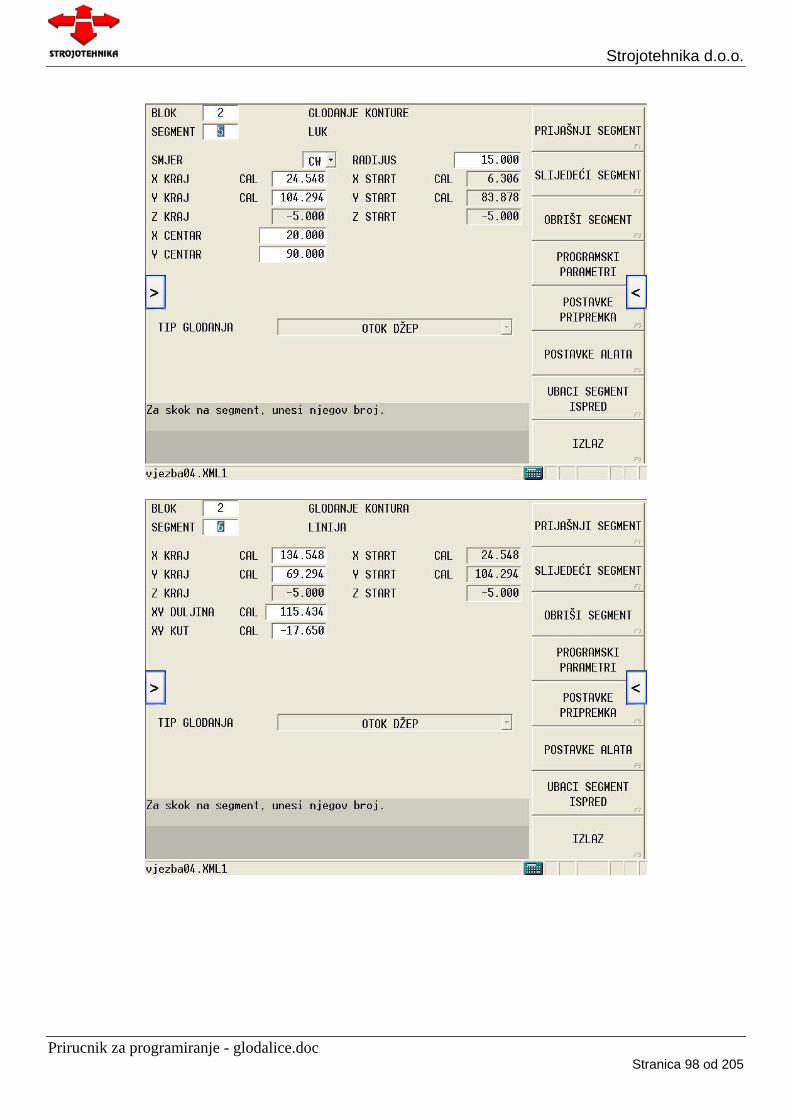
3. Blok
Prirucnik za programiranje - glodalice.doc Stranica 99 od 205
Strojotehnika d.o.o. 4. Blok
5. Blok
Prirucnik za programiranje - glodalice.doc Stranica 100 od 205
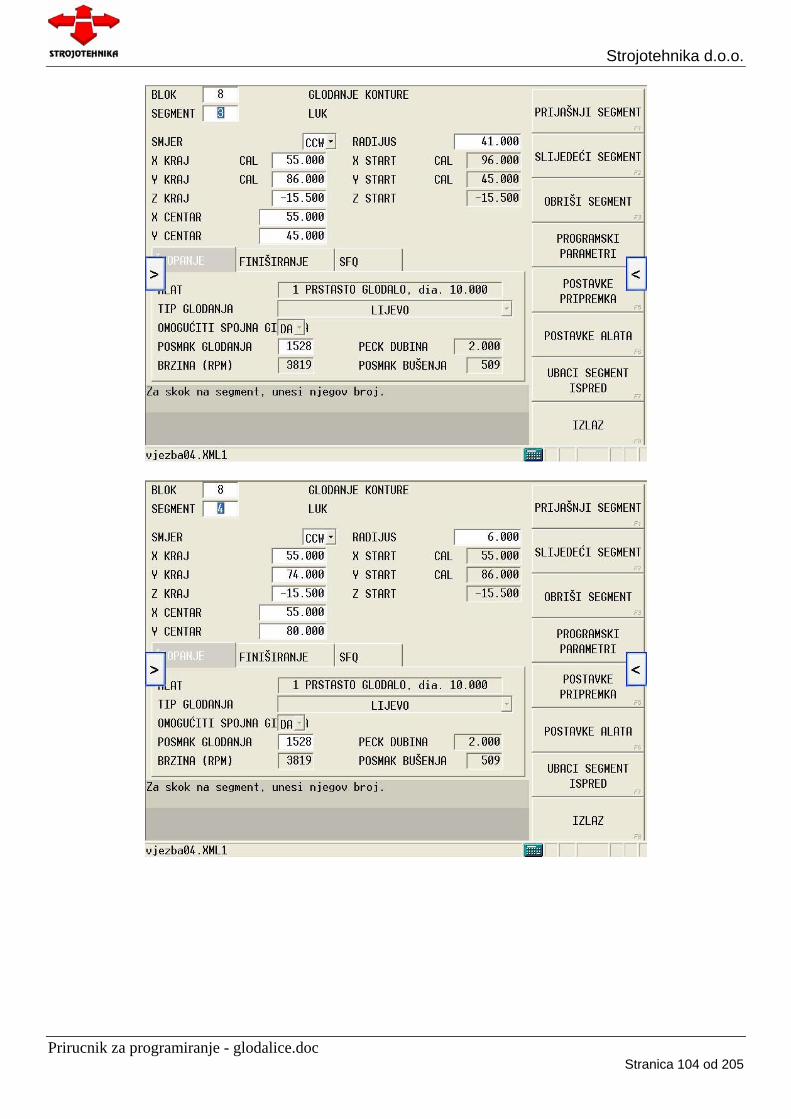
Strojotehnika d.o.o. 6. Blok
Prirucnik za programiranje - glodalice.doc Stranica 101 od 205
Strojotehnika d.o.o. 7. Blok
8. Blok
Prirucnik za programiranje - glodalice.doc Stranica 102 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 103 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 104 od 205
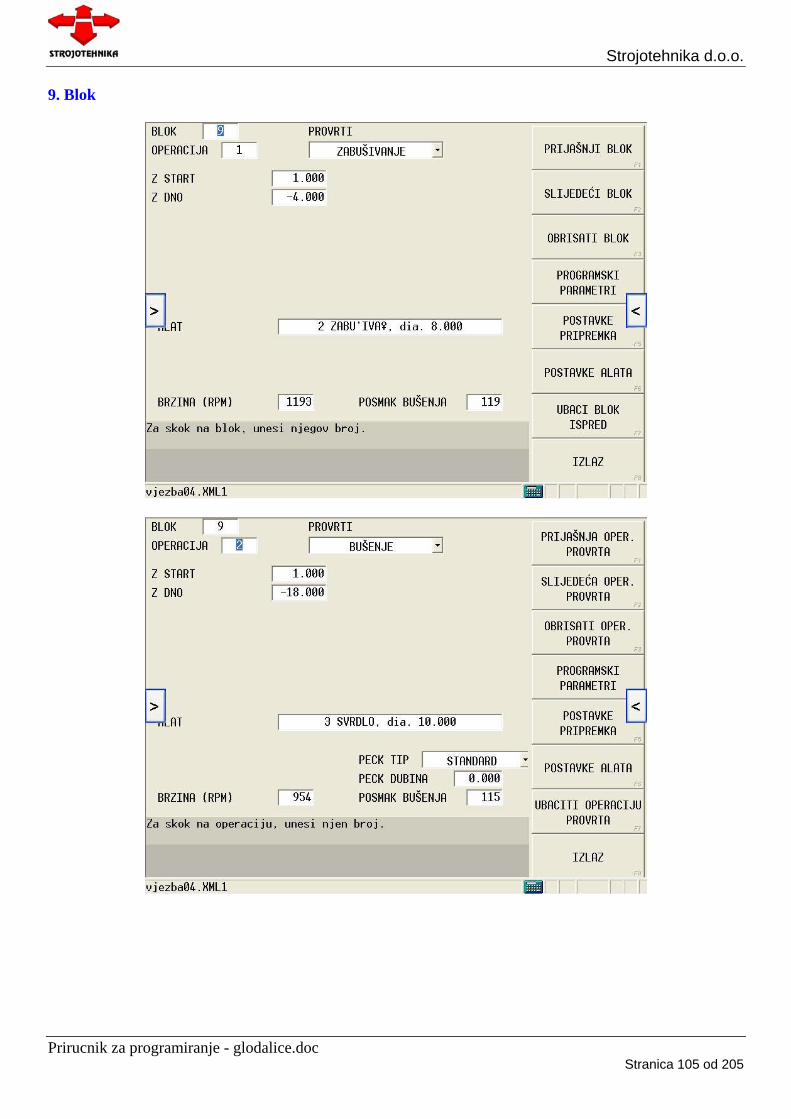
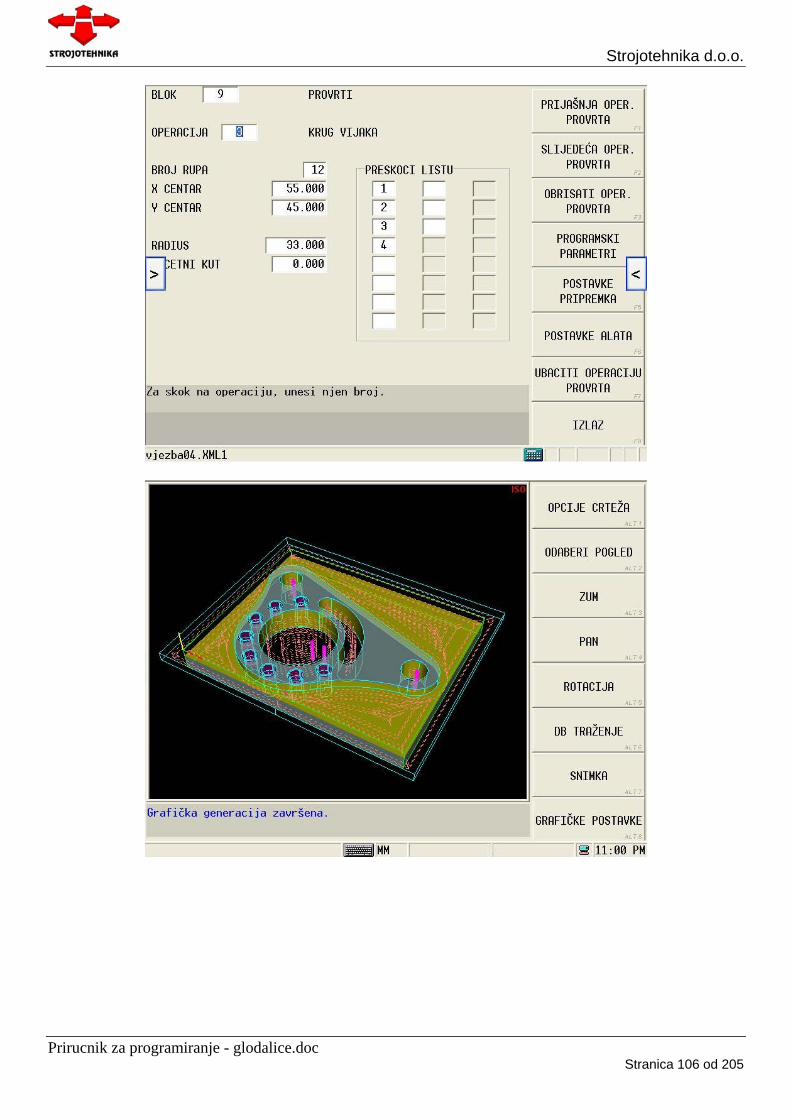
Strojotehnika d.o.o. 9. Blok
Prirucnik za programiranje - glodalice.doc Stranica 105 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 106 od 205
PRESJEK A
11015
63,5
10
12X10
10
R
R55
200
200
15190
R75
63R
6R
6R
7R42,5 32
A A
Datum:
Napomena:
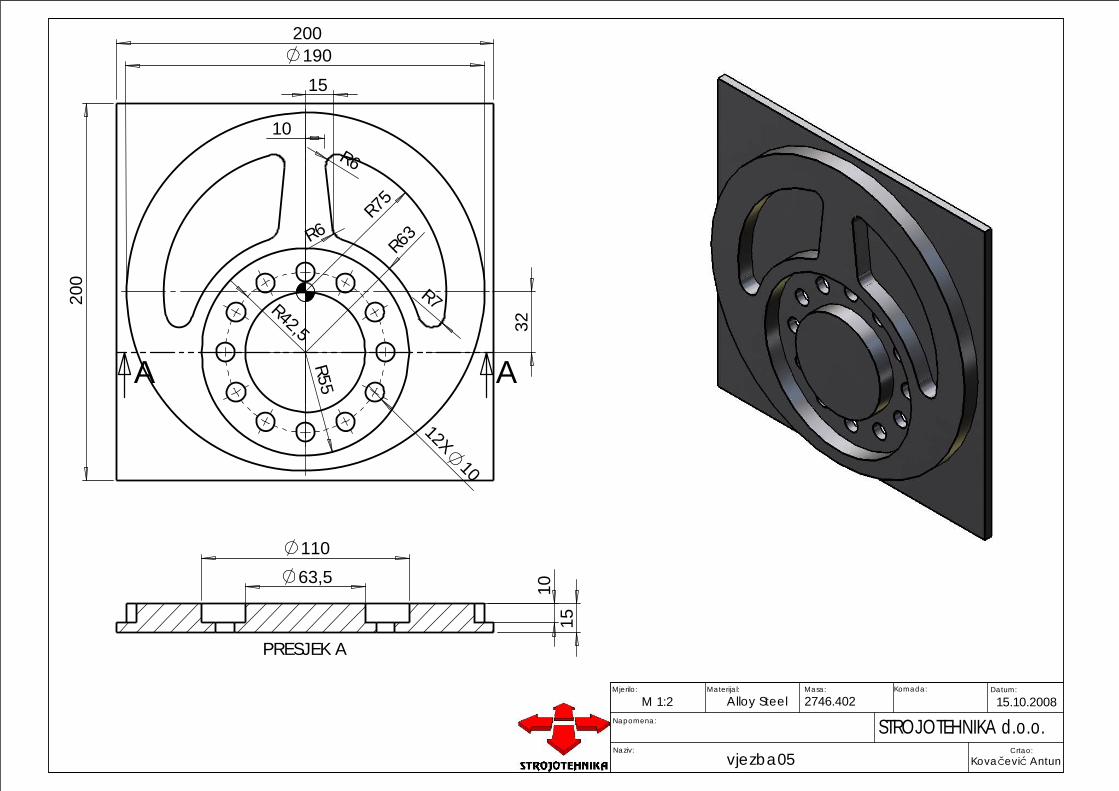
Kovačević Antunvjezba05Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa:
Naziv:
M 1:2Materijal:Mjerilo:
Alloy Steel 15.10.20082746.402
Strojotehnika d.o.o.
V J E Ž B A 5
GEOMETRIJA PRIPREMKA
PROGRAMSKI PARAMETRI
Prirucnik za programiranje - glodalice.doc Stranica 107 od 205
Strojotehnika d.o.o.
ALATI
T1 – Prstasto glodalo Ø10
Prirucnik za programiranje - glodalice.doc Stranica 108 od 205
Strojotehnika d.o.o.
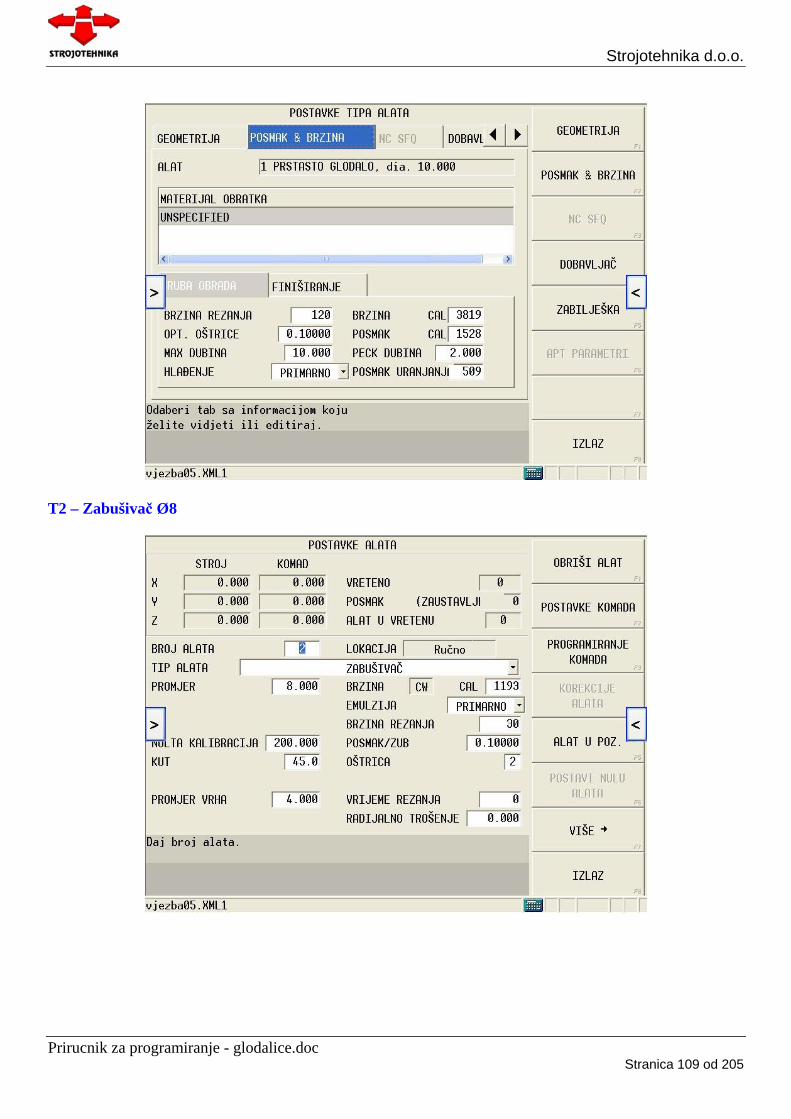
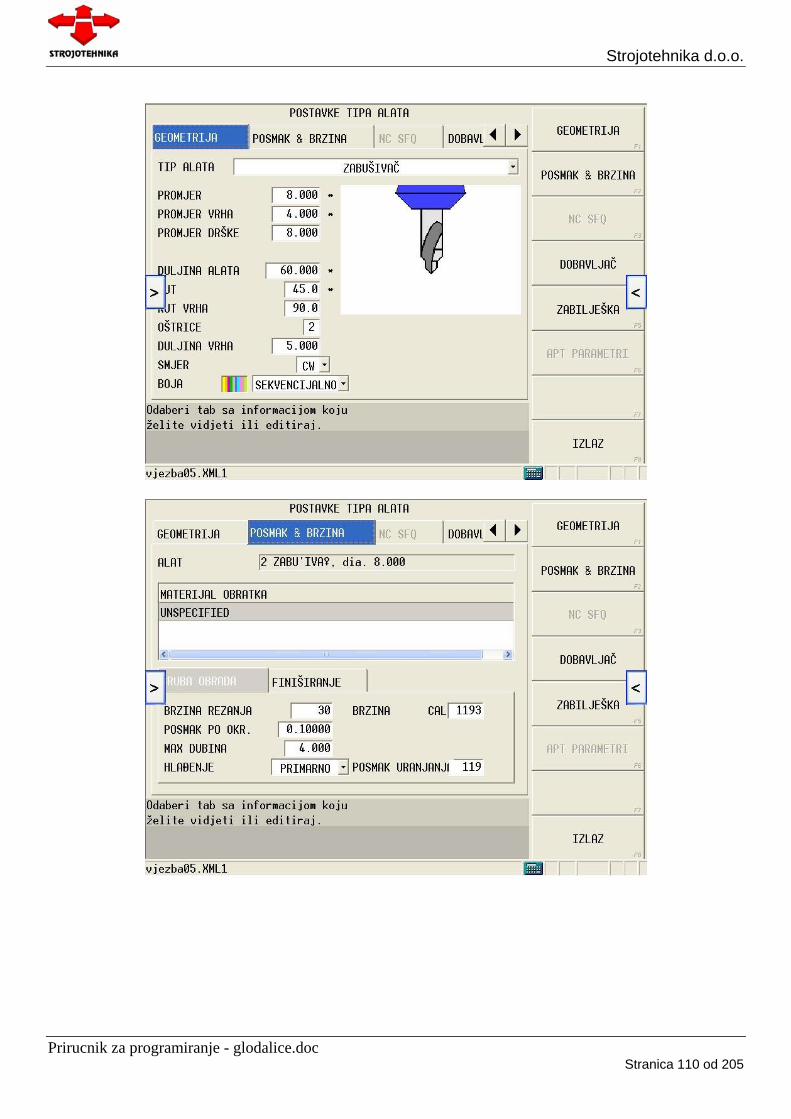
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 109 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 110 od 205
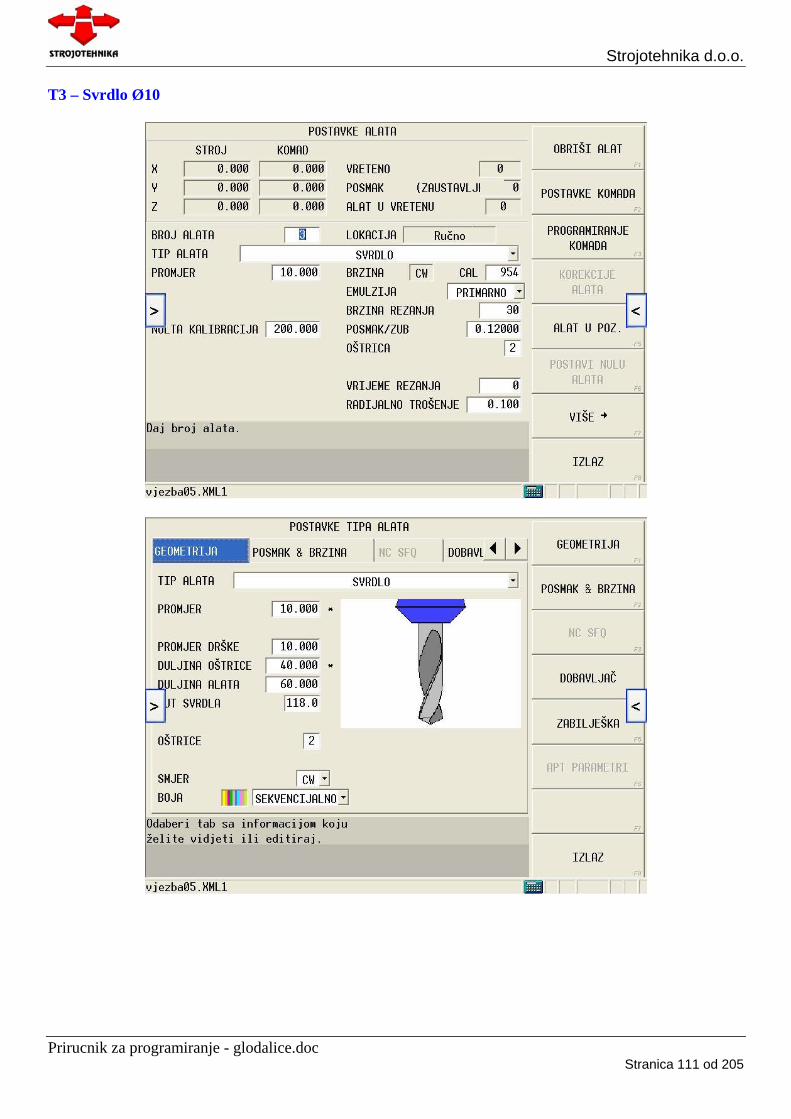
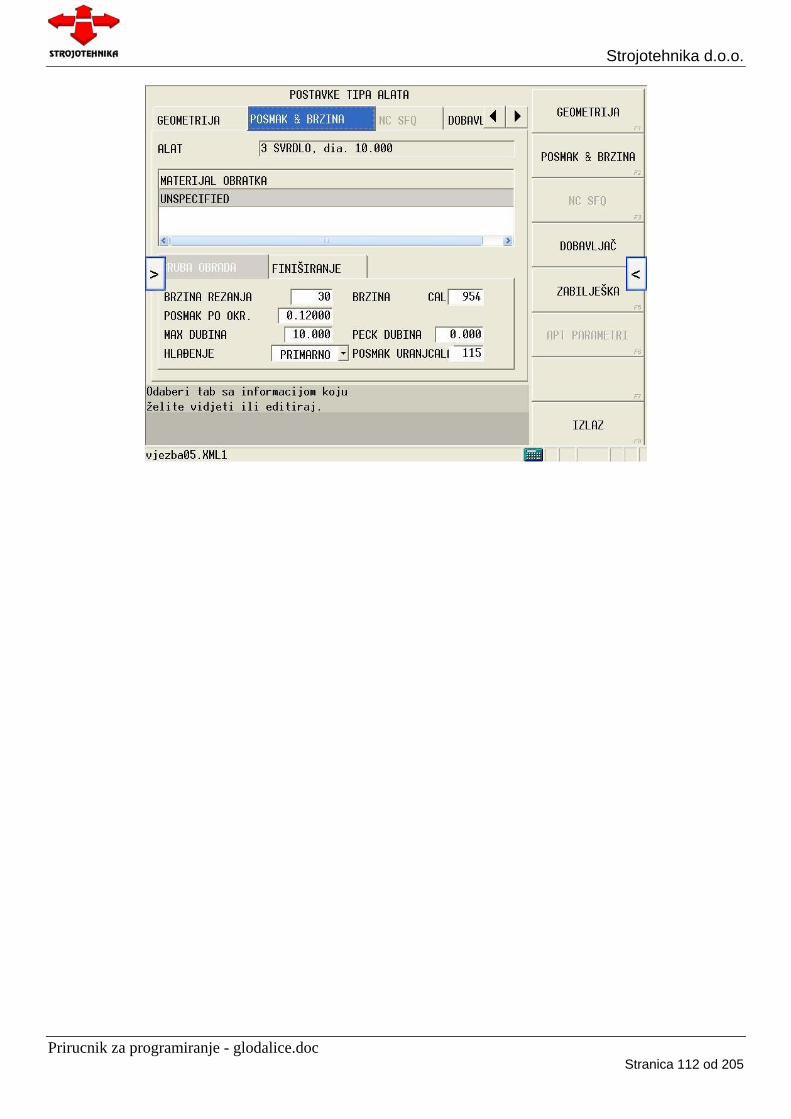
Strojotehnika d.o.o. T3 – Svrdlo Ø10
Prirucnik za programiranje - glodalice.doc Stranica 111 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 112 od 205
Strojotehnika d.o.o.
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 113 od 205
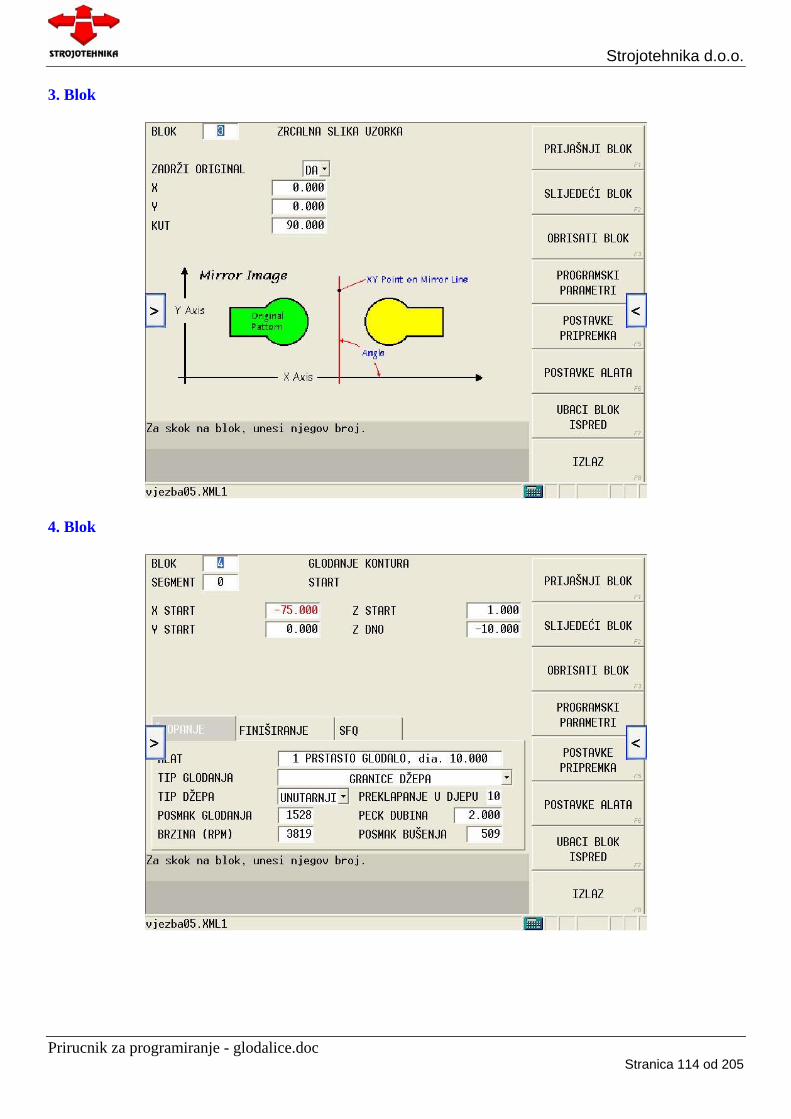
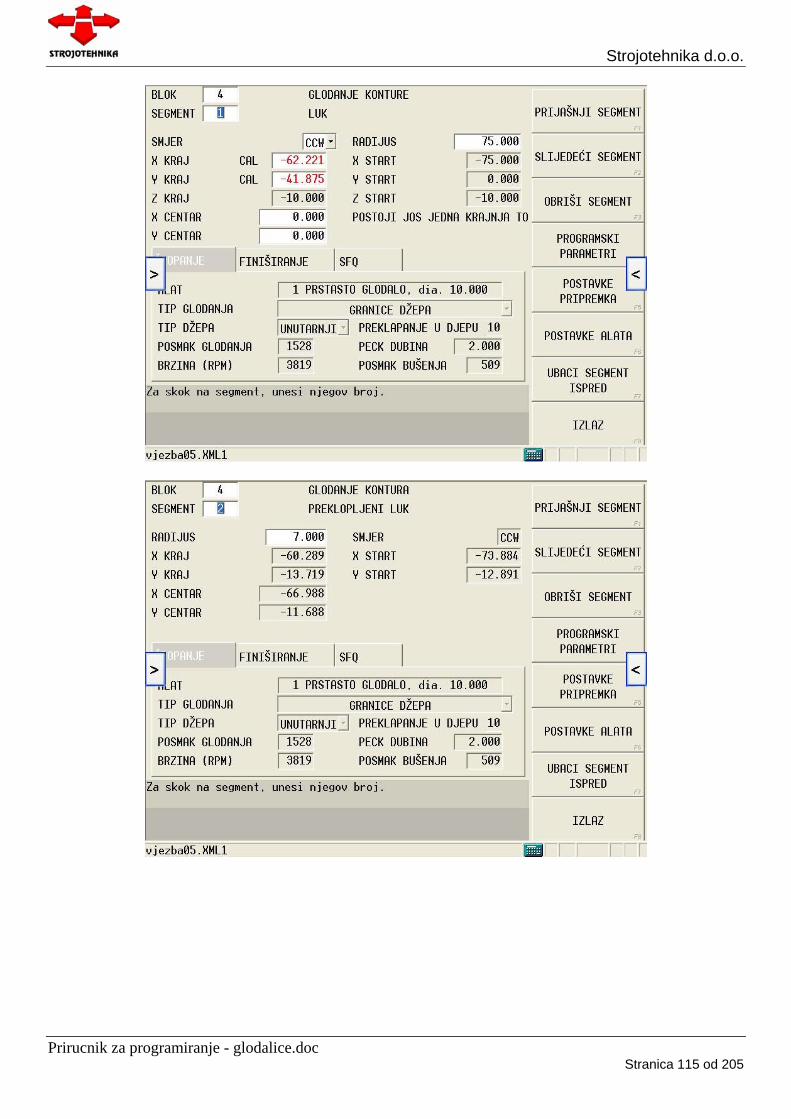
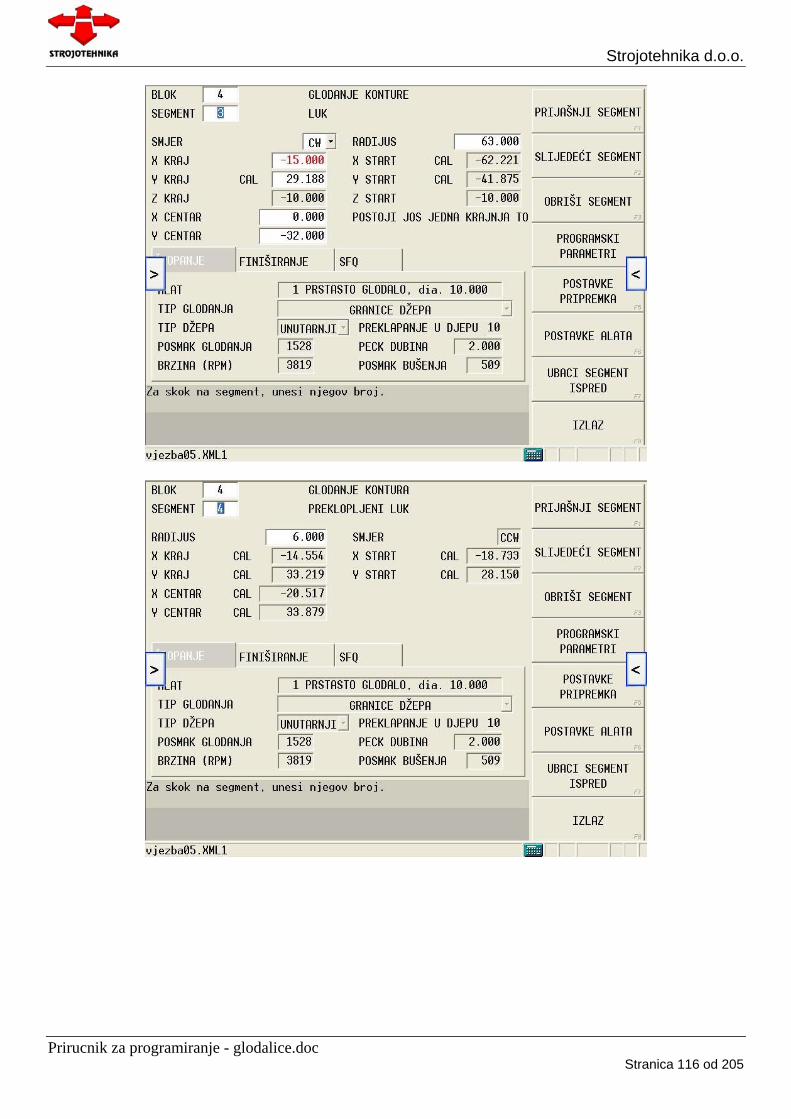
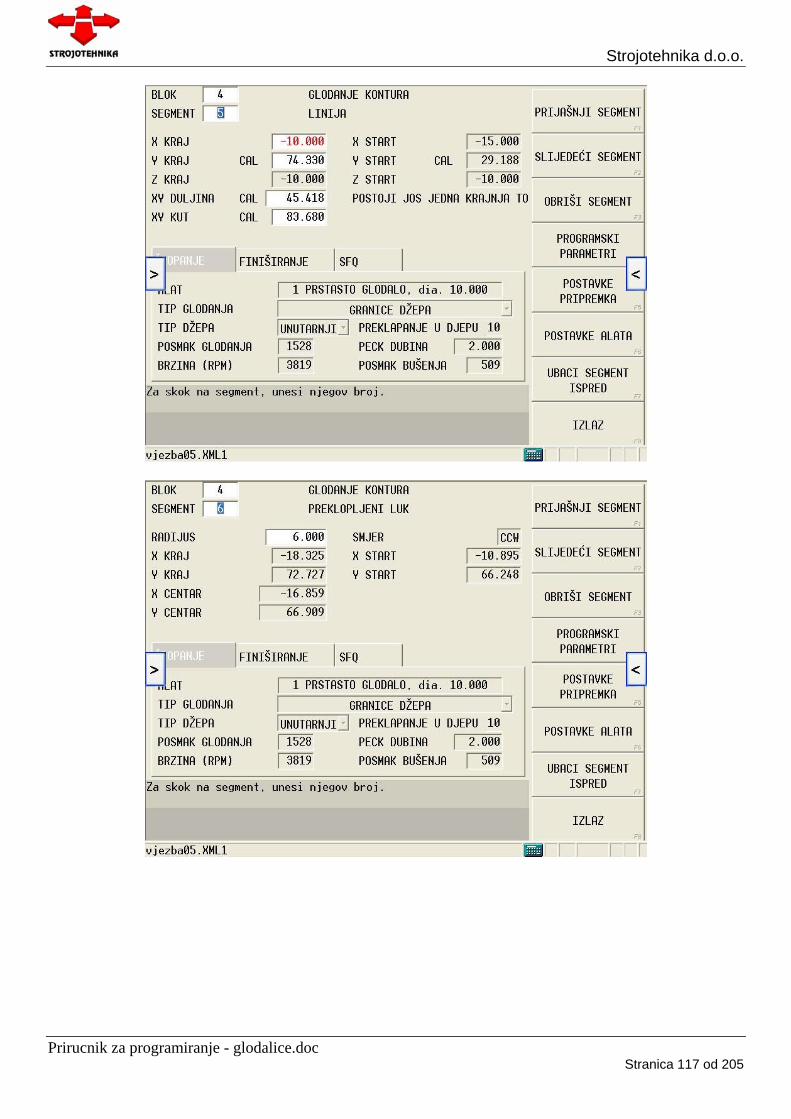
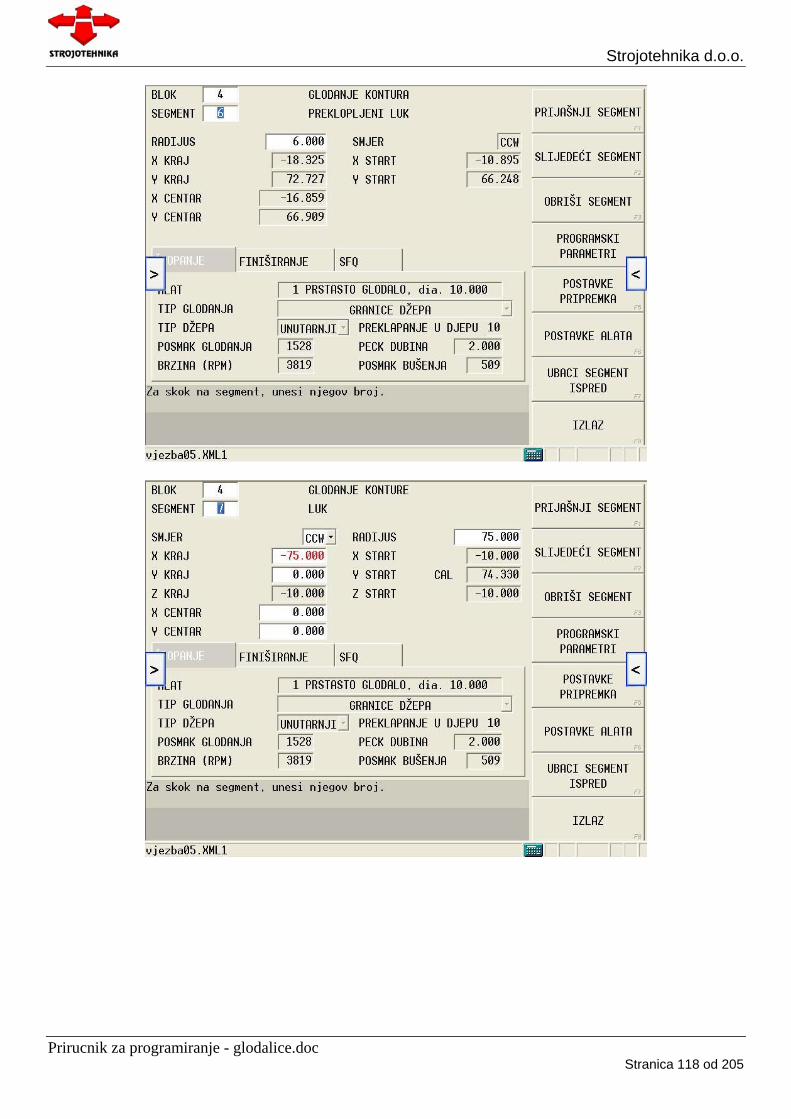
Strojotehnika d.o.o. 3. Blok
4. Blok
Prirucnik za programiranje - glodalice.doc Stranica 114 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 115 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 116 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 117 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 118 od 205
Strojotehnika d.o.o. 5. Blok
6. Blok
Prirucnik za programiranje - glodalice.doc Stranica 119 od 205
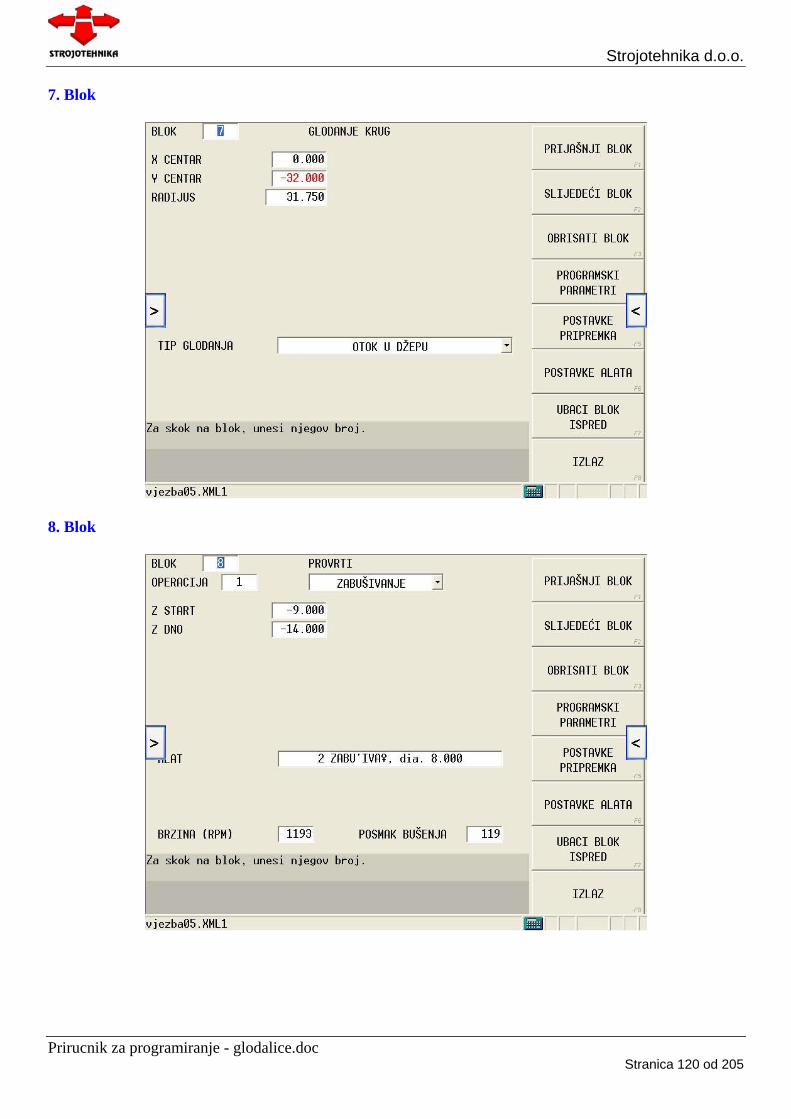
Strojotehnika d.o.o. 7. Blok
8. Blok
Prirucnik za programiranje - glodalice.doc Stranica 120 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 121 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 122 od 205
1
x0y-242
Z 10
18
50°
1490
°
10
9
23
90
10
100 100
154
2583
2080
40°
23 55
60
R7
90
R
720
20
Datum:
15.10.2008
Naziv:
Napomena:
Mjerilo: Materijal: Komada:
STROJOTEHNIKA d.o.o.Crtao:
vjezba06 Kovačević Antun
Masa:M 1:2 Alloy Steel 1828.593
Strojotehnika d.o.o.
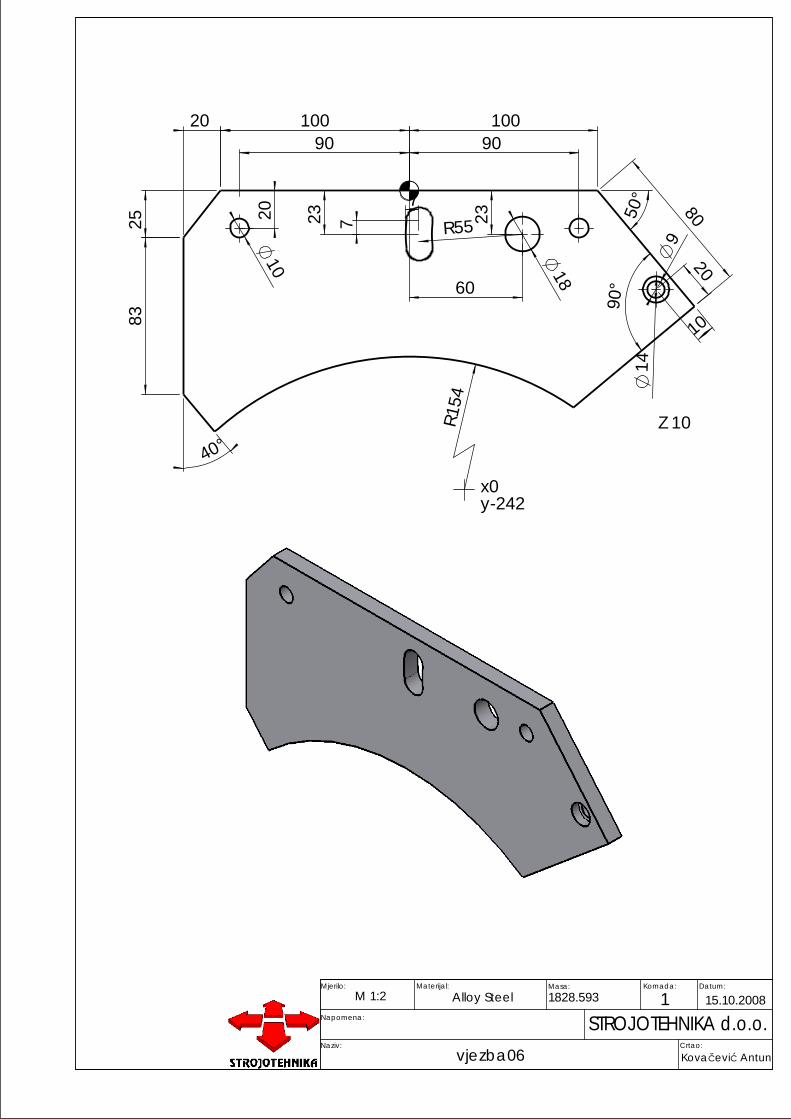
V J E Ž B A 6
GEOMETRIJA PRIPREMKA
PREGLED ALATA
Prirucnik za programiranje - glodalice.doc Stranica 123 od 205
Strojotehnika d.o.o.
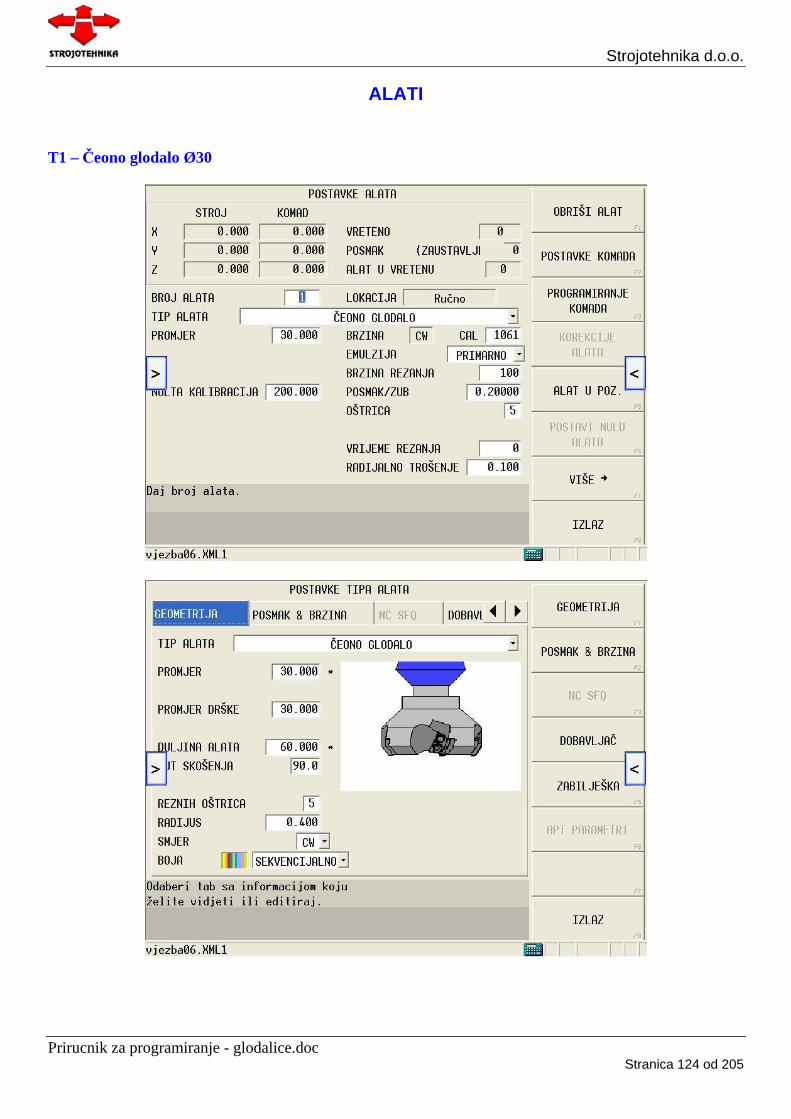
ALATI
T1 – Čeono glodalo Ø30
Prirucnik za programiranje - glodalice.doc Stranica 124 od 205
Strojotehnika d.o.o.
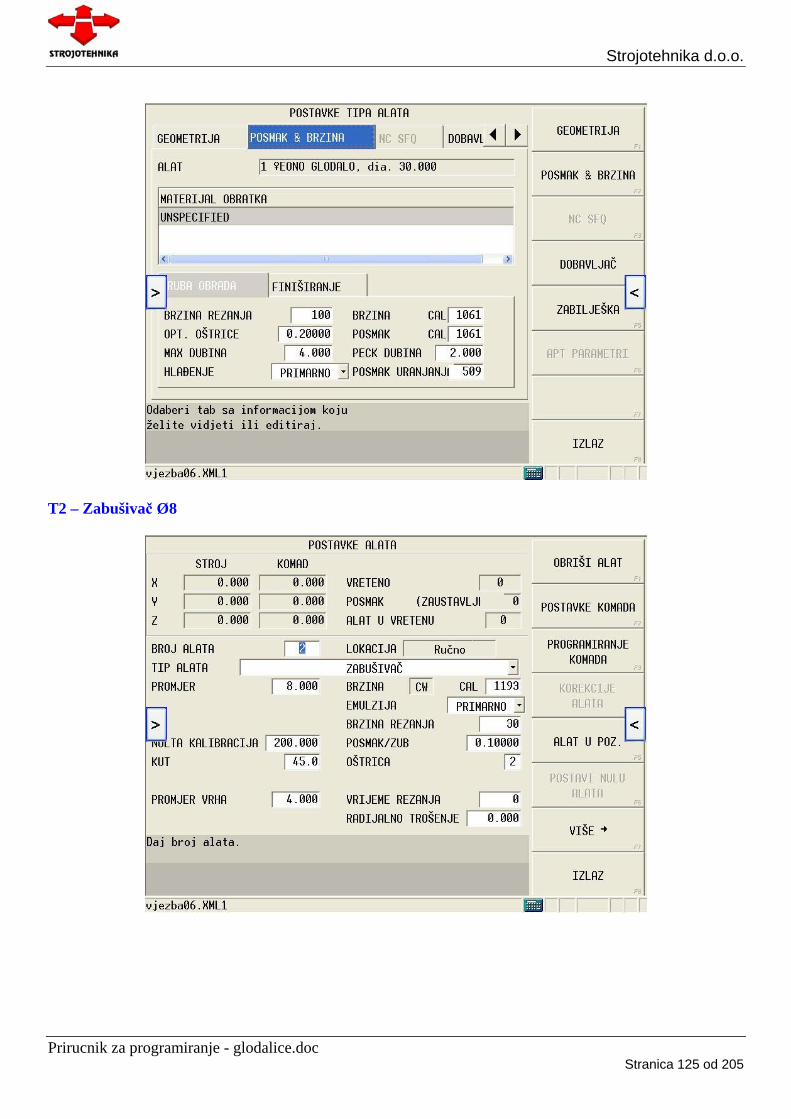
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 125 od 205
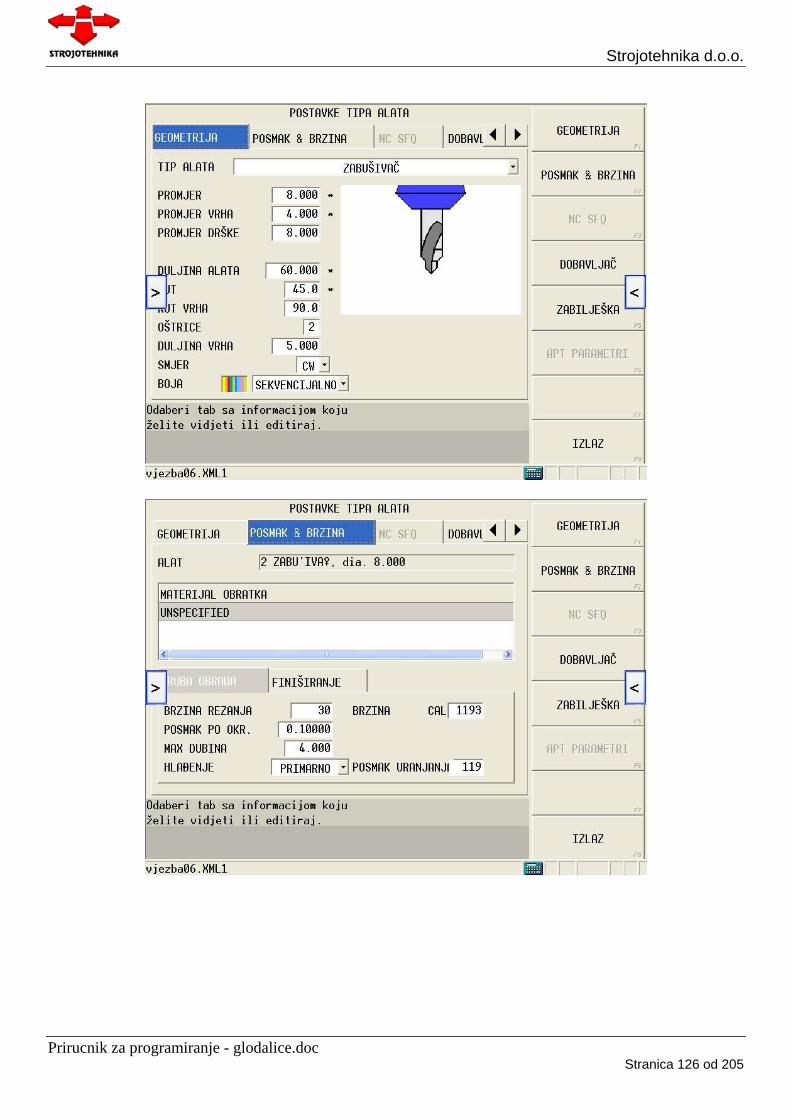
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 126 od 205
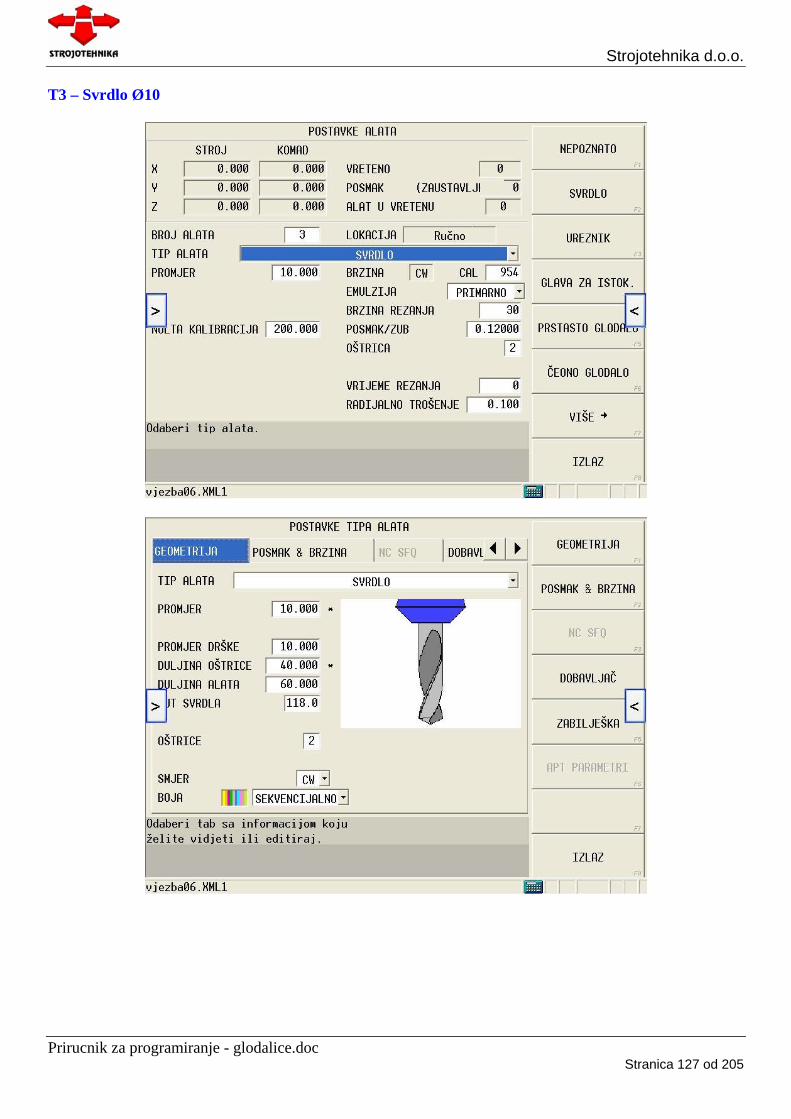
Strojotehnika d.o.o. T3 – Svrdlo Ø10
Prirucnik za programiranje - glodalice.doc Stranica 127 od 205
Strojotehnika d.o.o.
T4 – Svrdlo Ø9
Prirucnik za programiranje - glodalice.doc Stranica 128 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 129 od 205
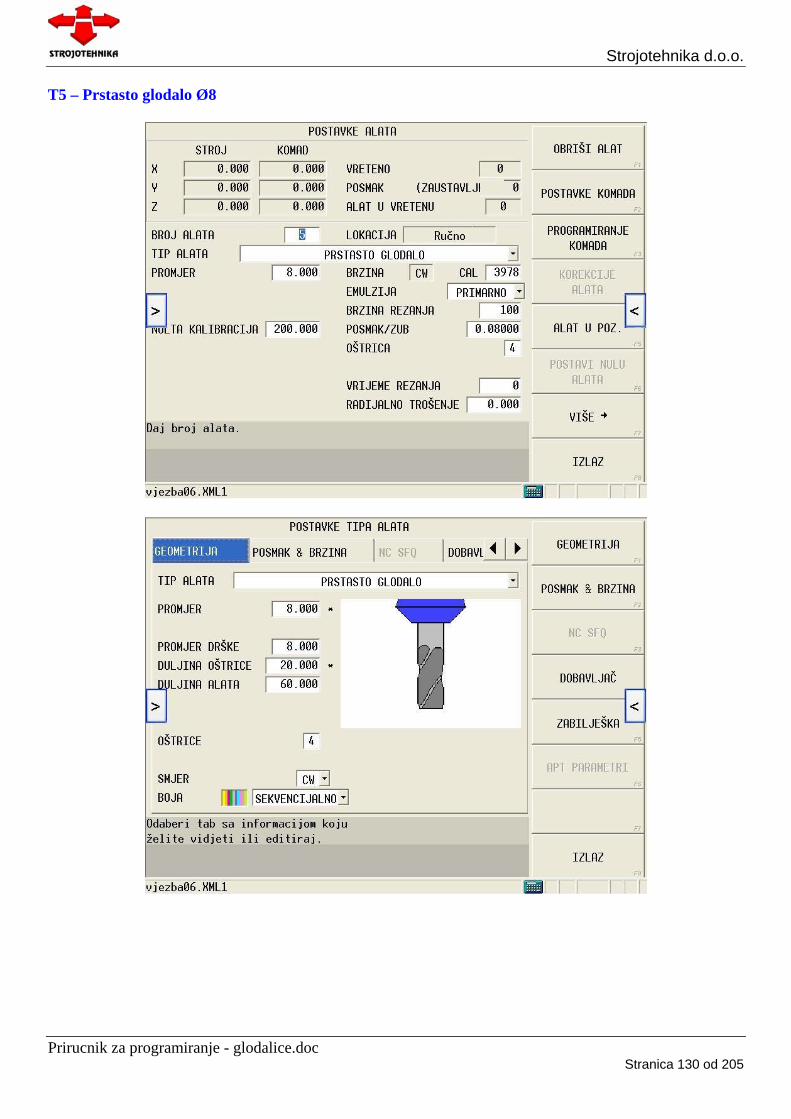
Strojotehnika d.o.o. T5 – Prstasto glodalo Ø8
Prirucnik za programiranje - glodalice.doc Stranica 130 od 205
Strojotehnika d.o.o.
T6 – Prstasto glodalo Ø14
Prirucnik za programiranje - glodalice.doc Stranica 131 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 132 od 205
Strojotehnika d.o.o.
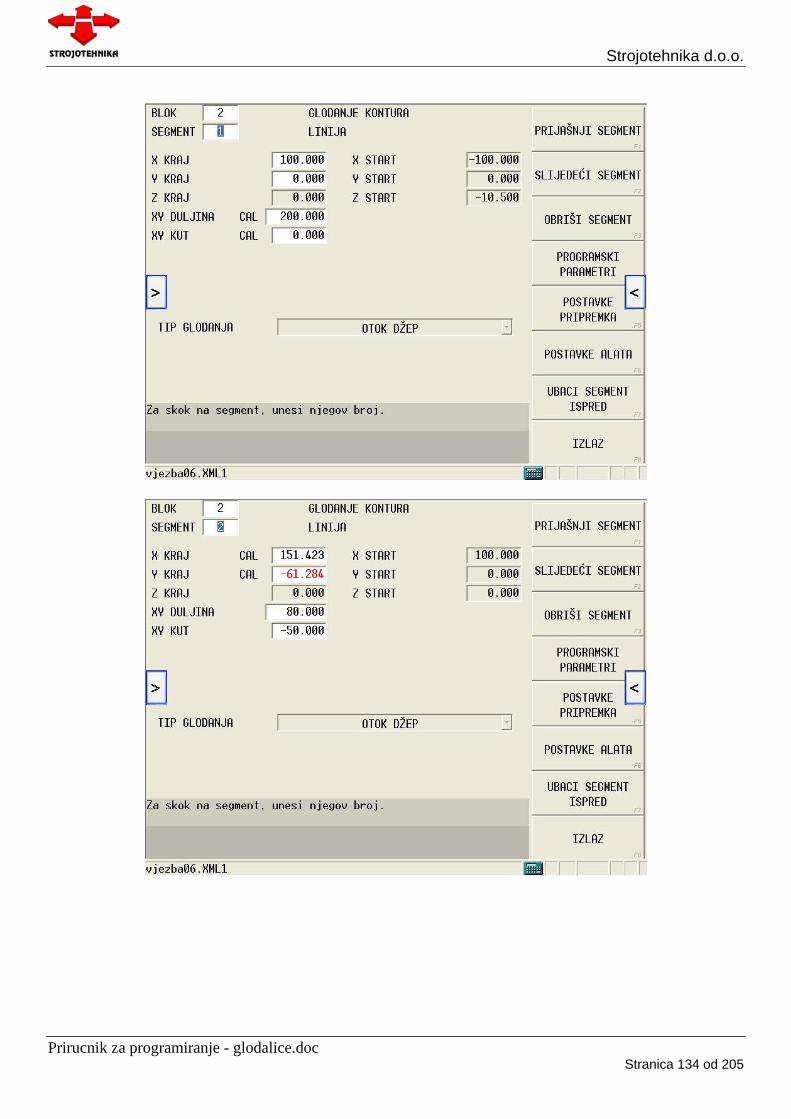
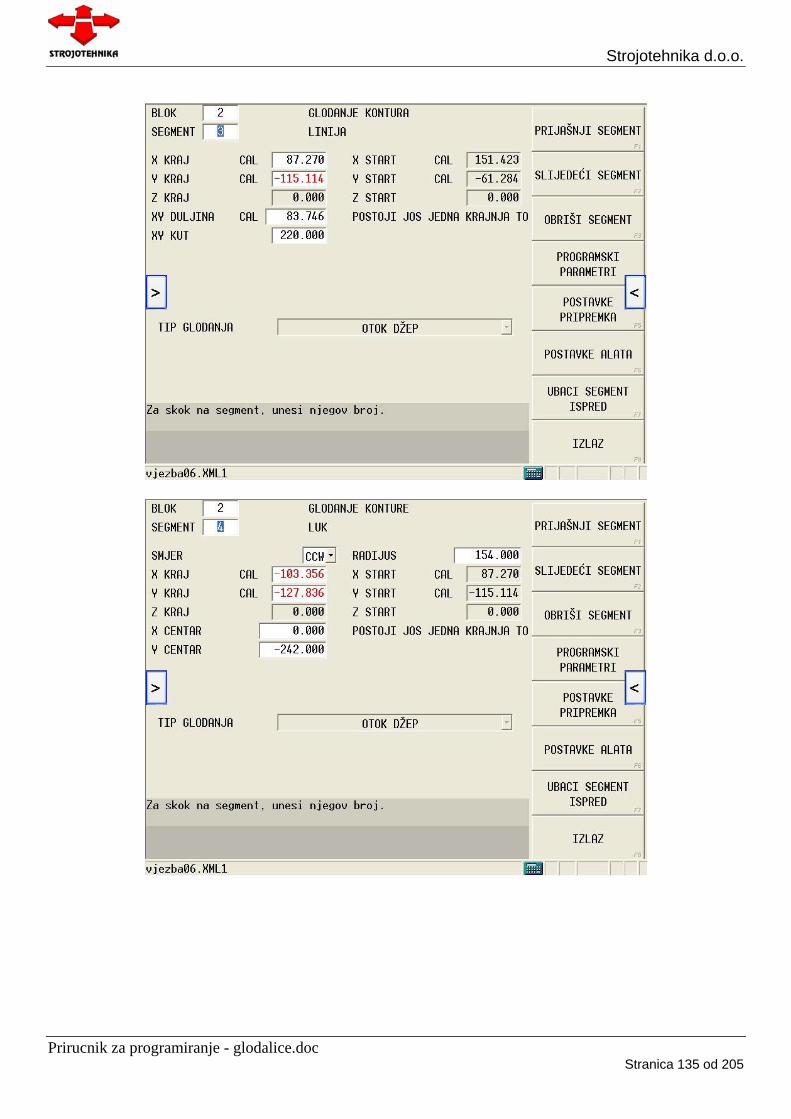
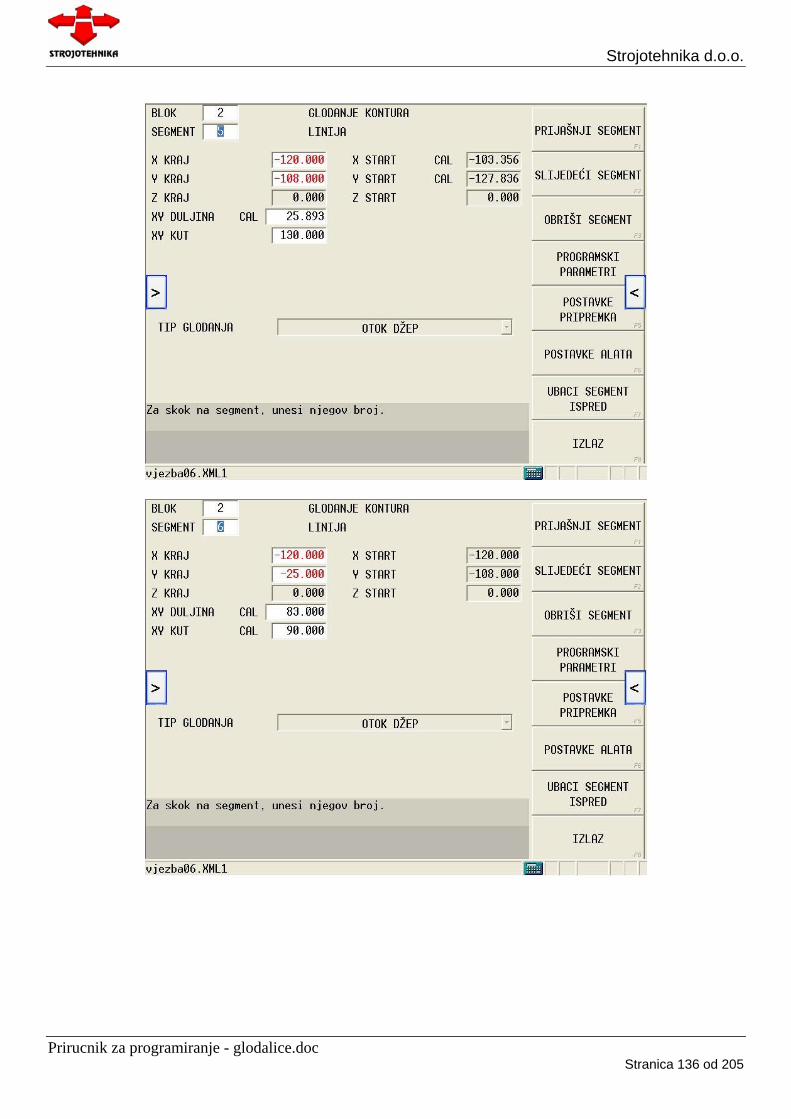
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 133 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 134 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 135 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 136 od 205
Strojotehnika d.o.o.
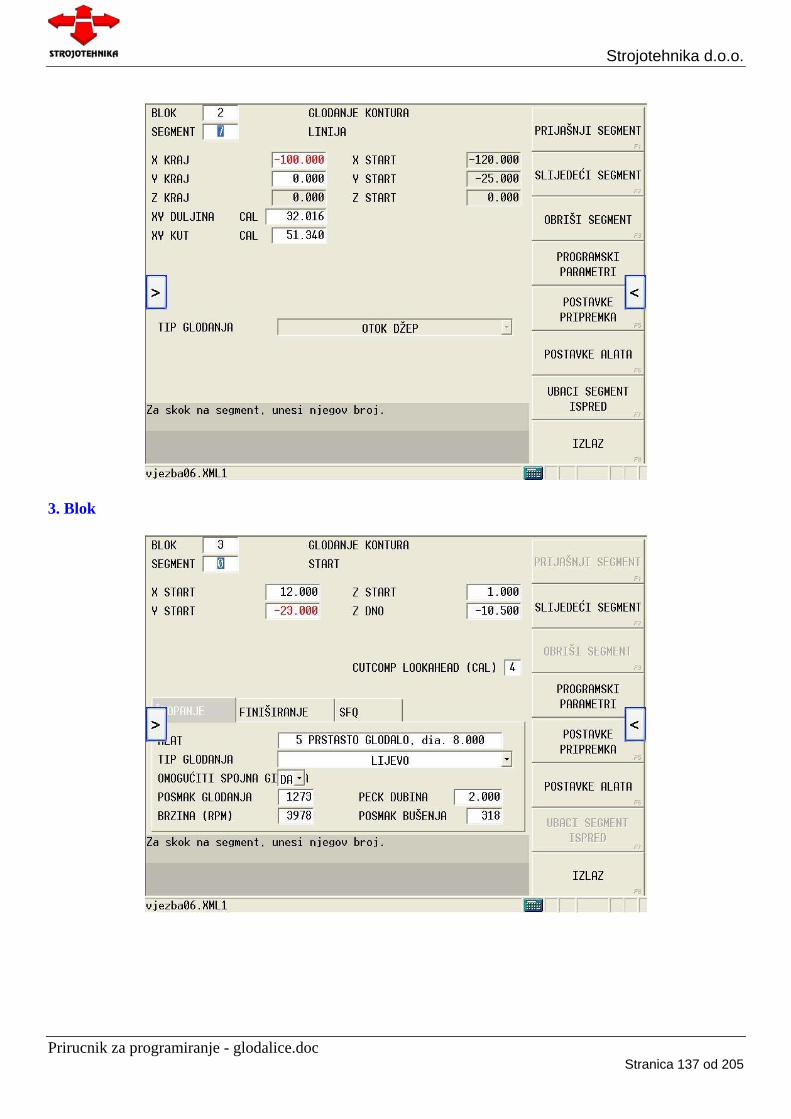
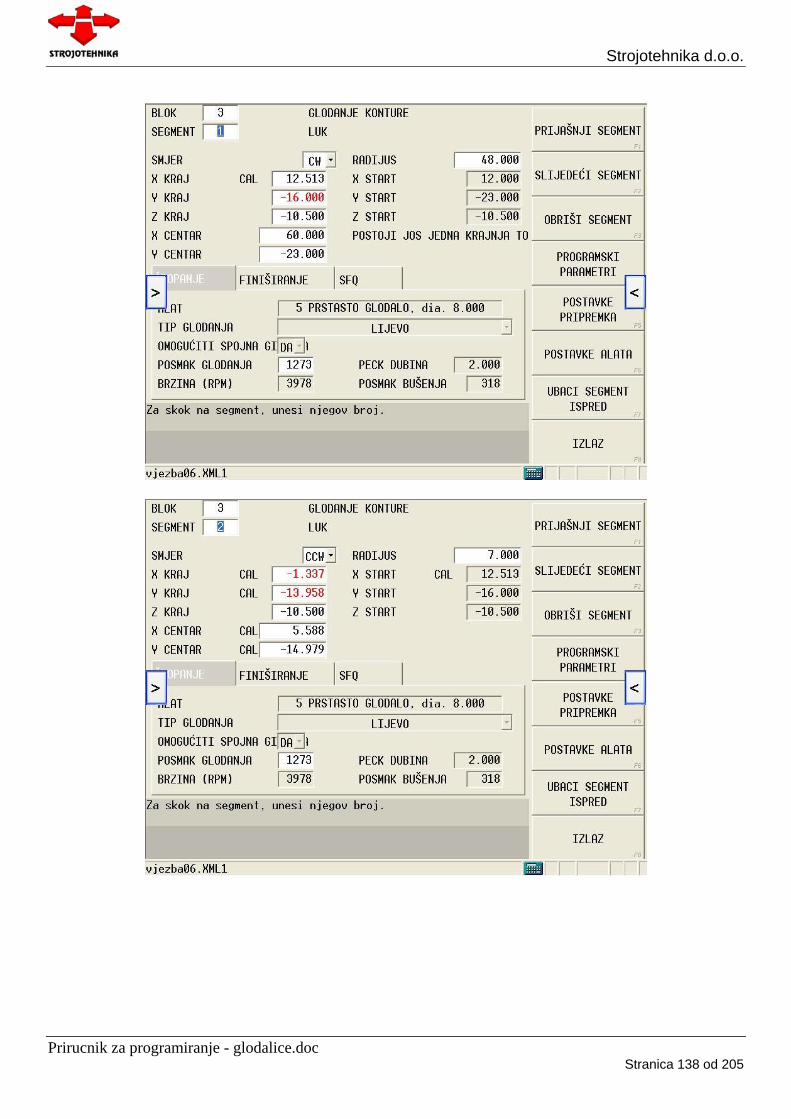
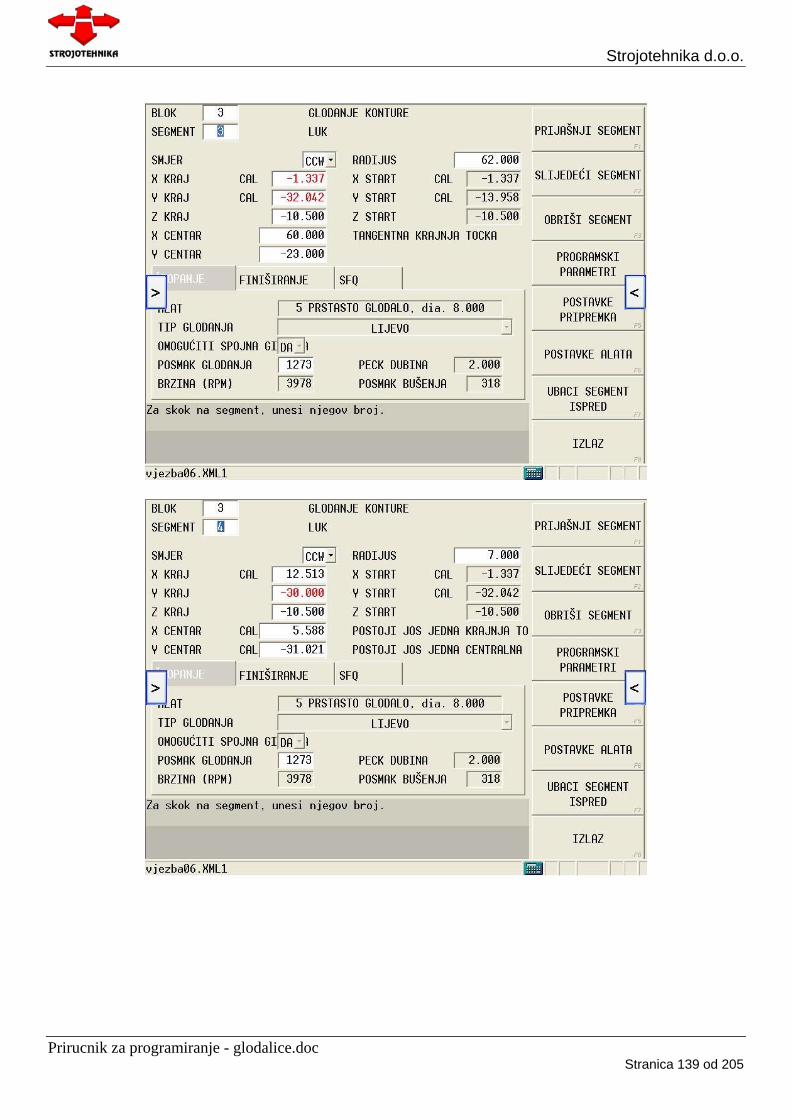
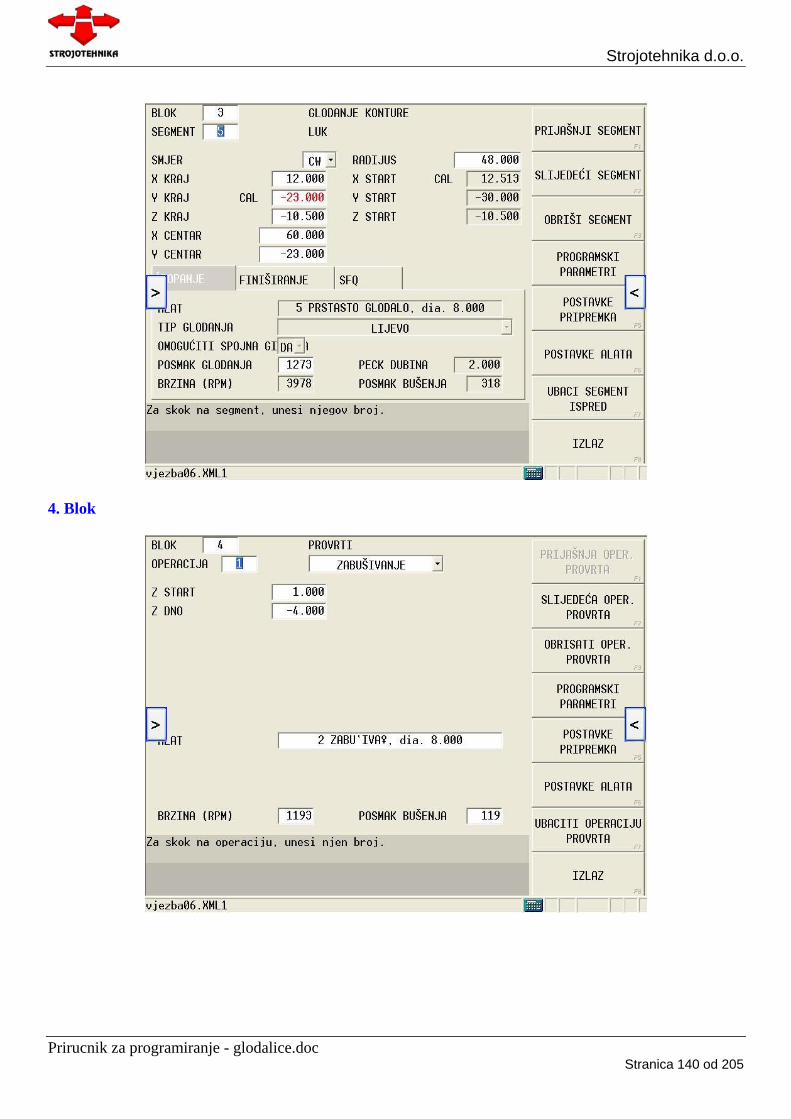
3. Blok
Prirucnik za programiranje - glodalice.doc Stranica 137 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 138 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 139 od 205
Strojotehnika d.o.o.
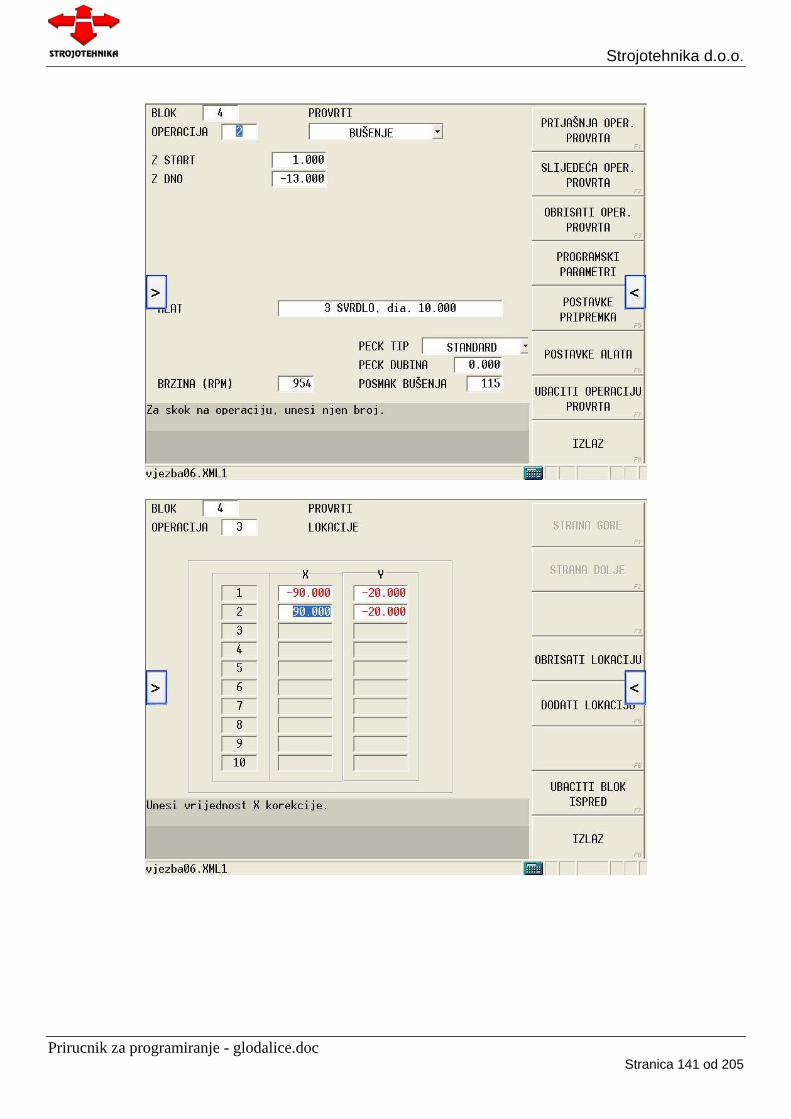
4. Blok
Prirucnik za programiranje - glodalice.doc Stranica 140 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 141 od 205
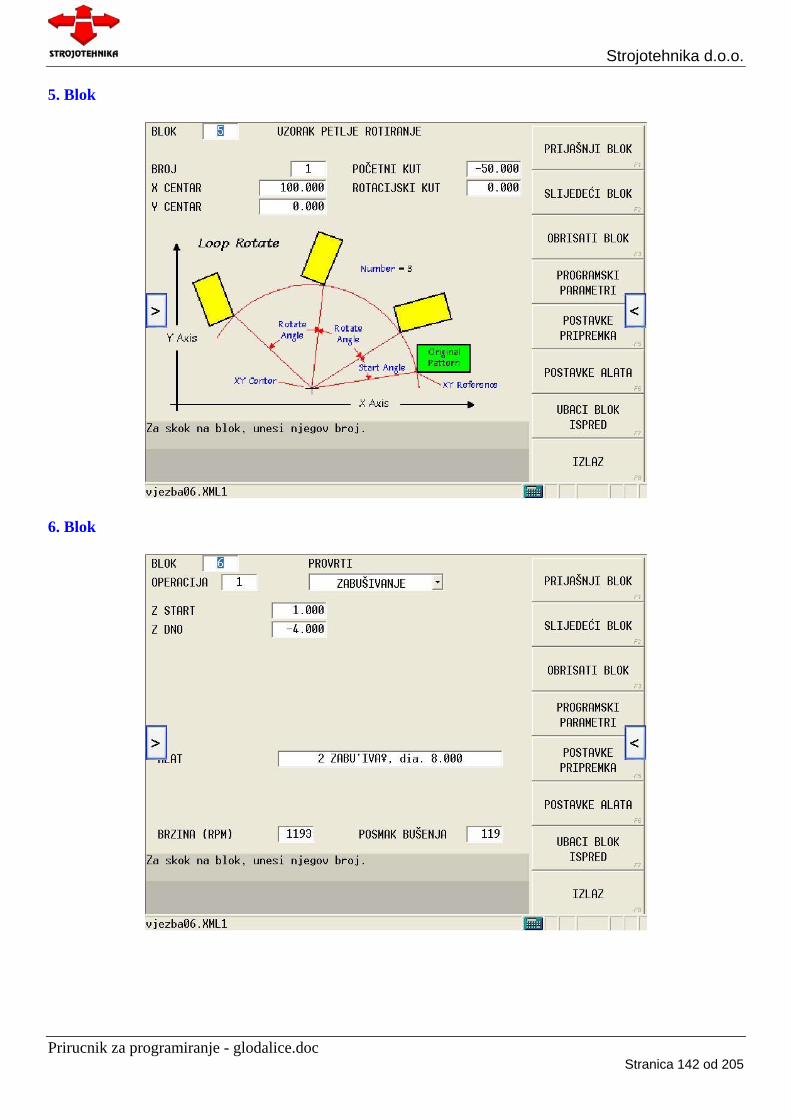
Strojotehnika d.o.o. 5. Blok
6. Blok
Prirucnik za programiranje - glodalice.doc Stranica 142 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 143 od 205
Strojotehnika d.o.o.
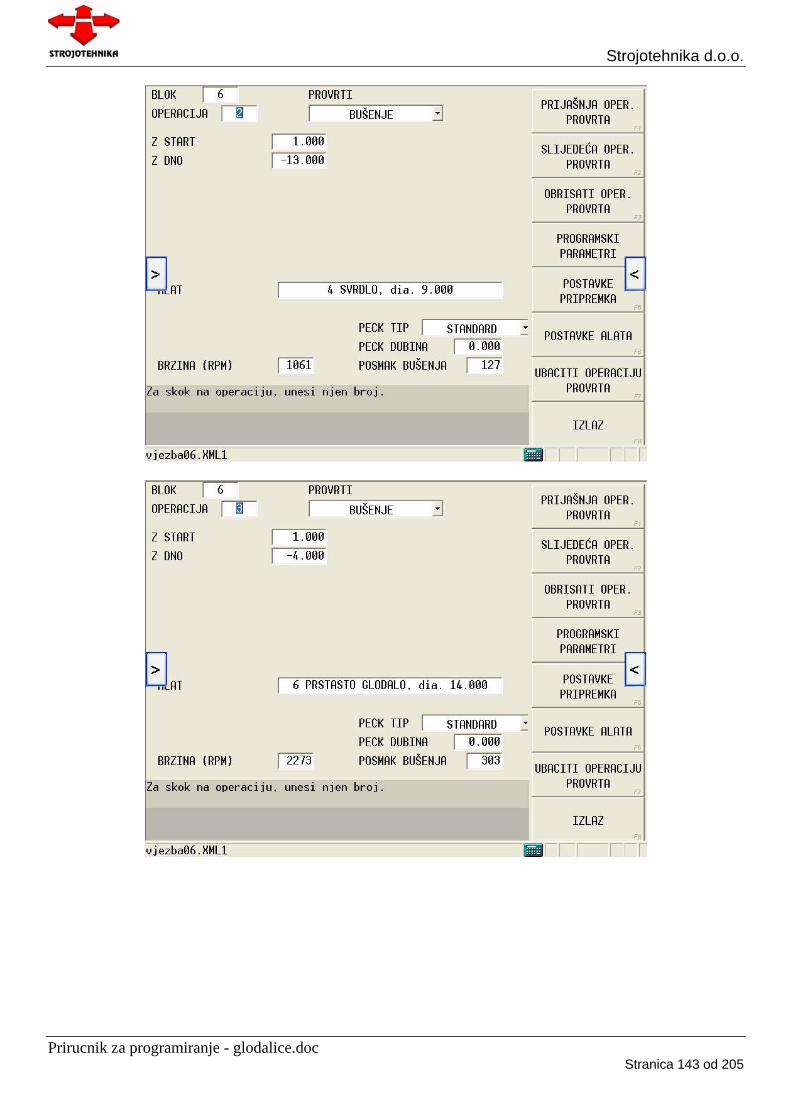
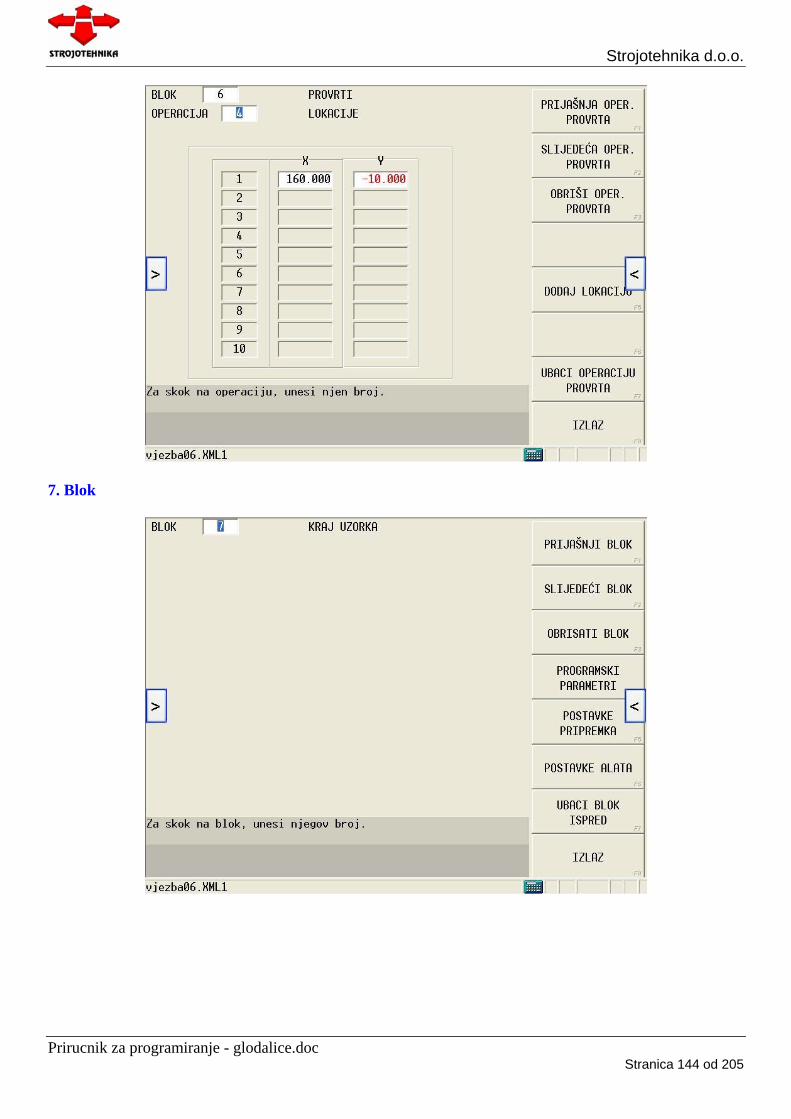
7. Blok
Prirucnik za programiranje - glodalice.doc Stranica 144 od 205
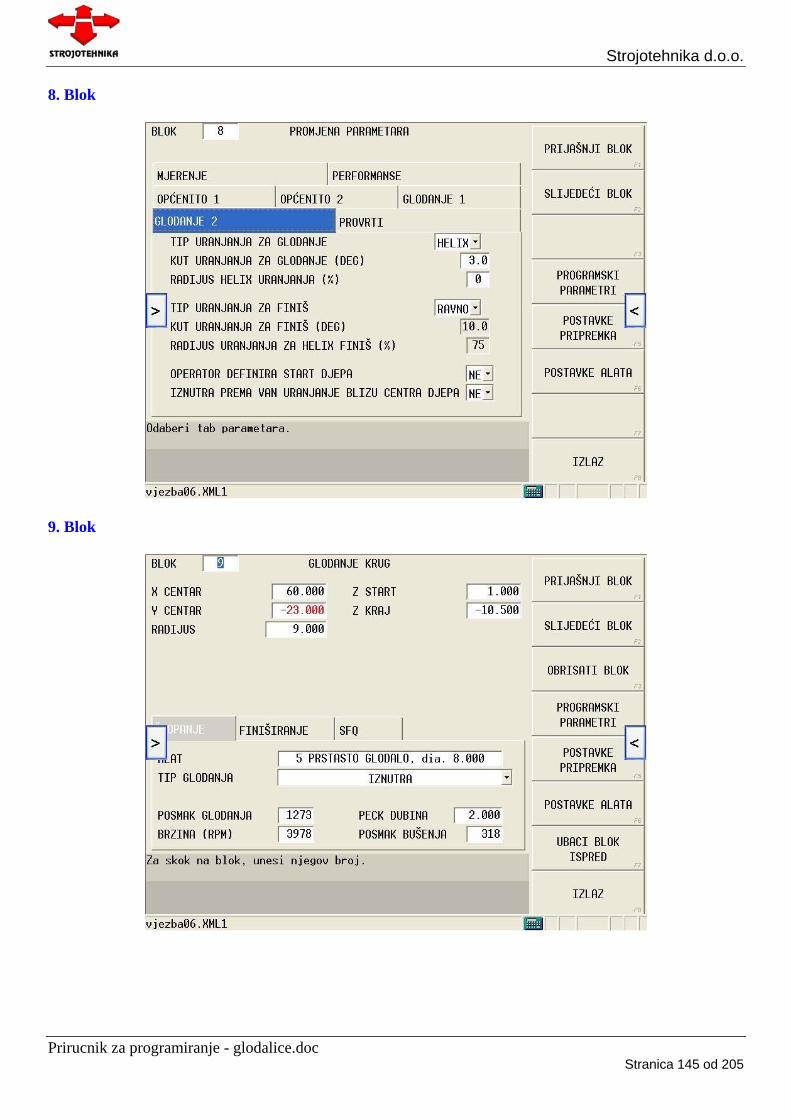
Strojotehnika d.o.o. 8. Blok
9. Blok
Prirucnik za programiranje - glodalice.doc Stranica 145 od 205

Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 146 od 205
15.10.2008Napomena:
Kovačević Antunvjezba07Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa: Datum:
M 1:5
Naziv:
Materijal:
Alloy SteelMjerilo:
12340.512
PRESJEK A
7
8012
1815
540
24R
200
R
78
R75
80
R6 36°
A A
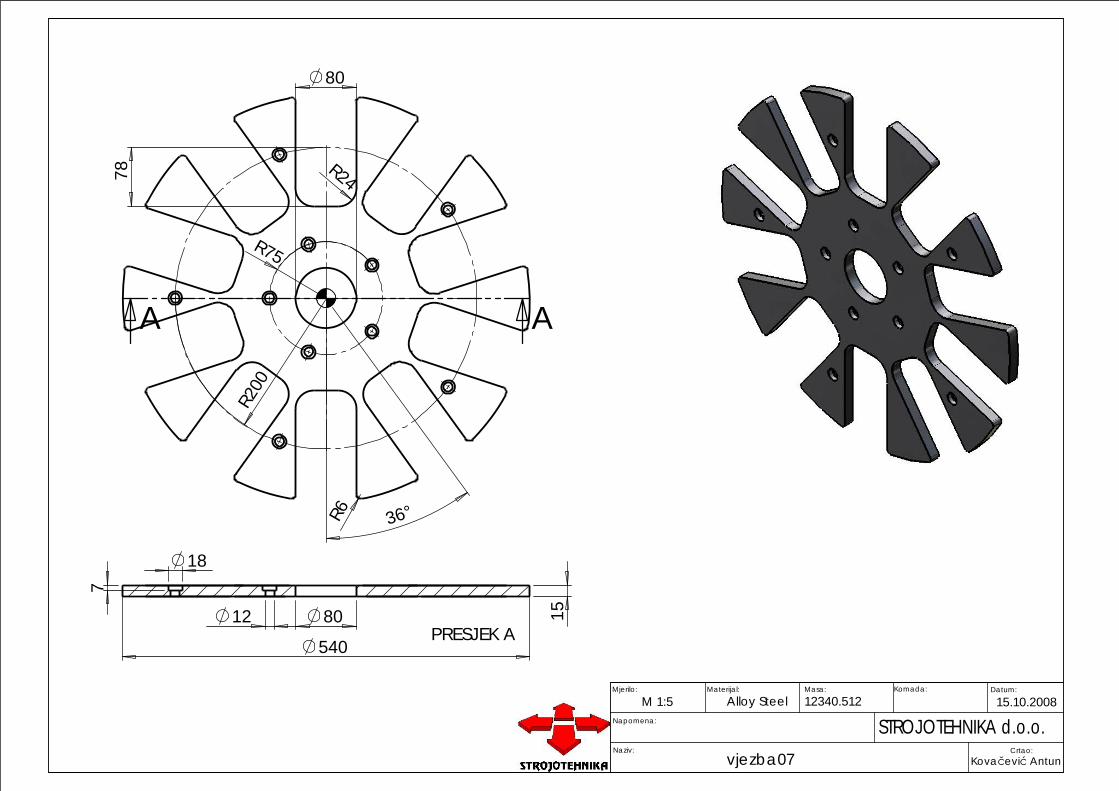
Strojotehnika d.o.o.
V J E Ž B A 7
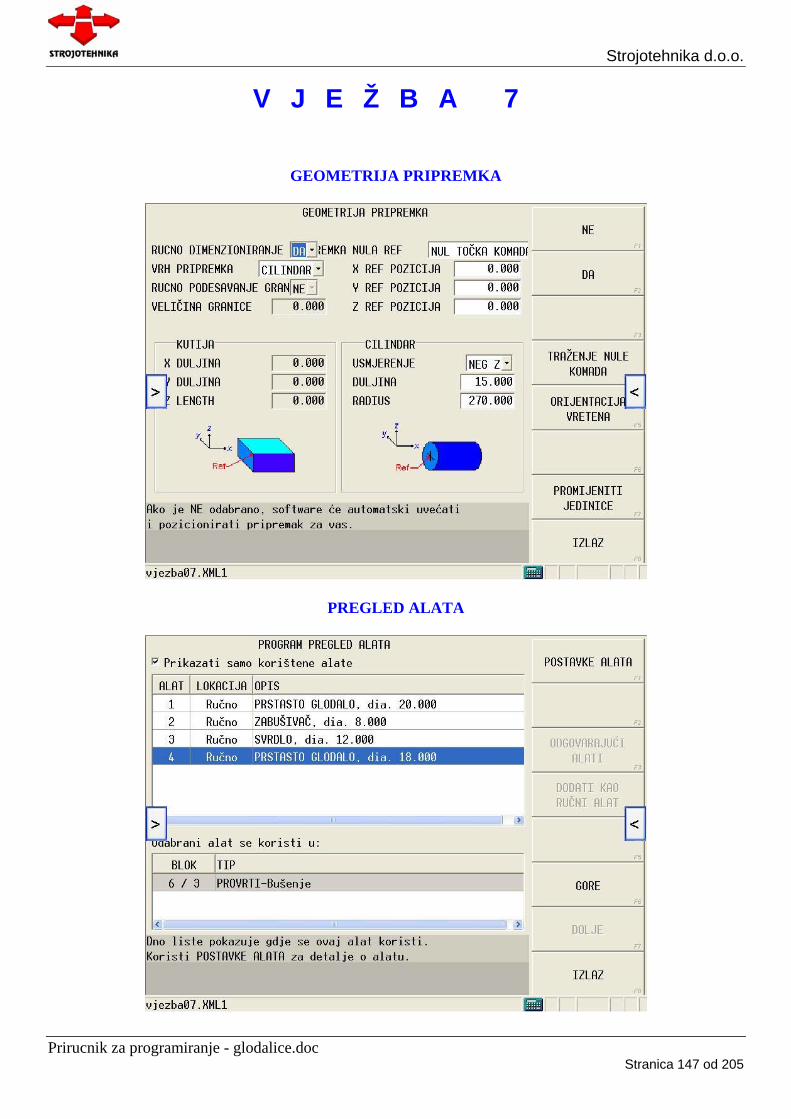
GEOMETRIJA PRIPREMKA
PREGLED ALATA
Prirucnik za programiranje - glodalice.doc Stranica 147 od 205
Strojotehnika d.o.o.
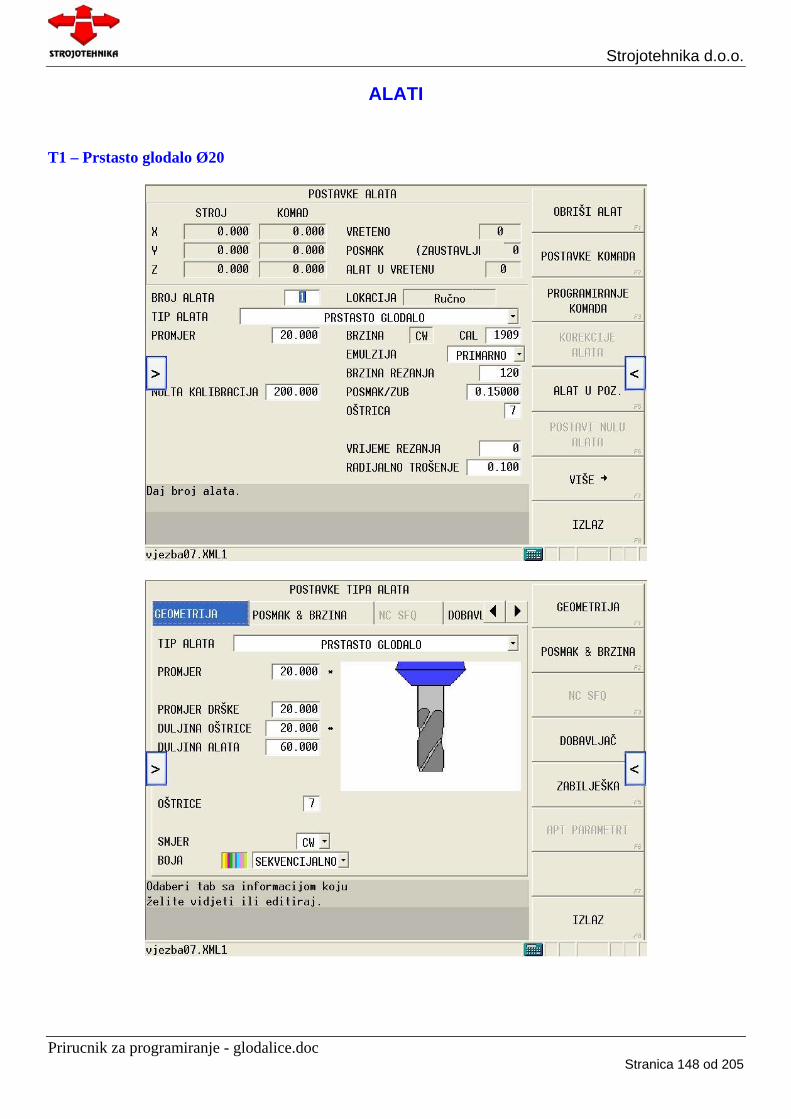
ALATI
T1 – Prstasto glodalo Ø20
Prirucnik za programiranje - glodalice.doc Stranica 148 od 205
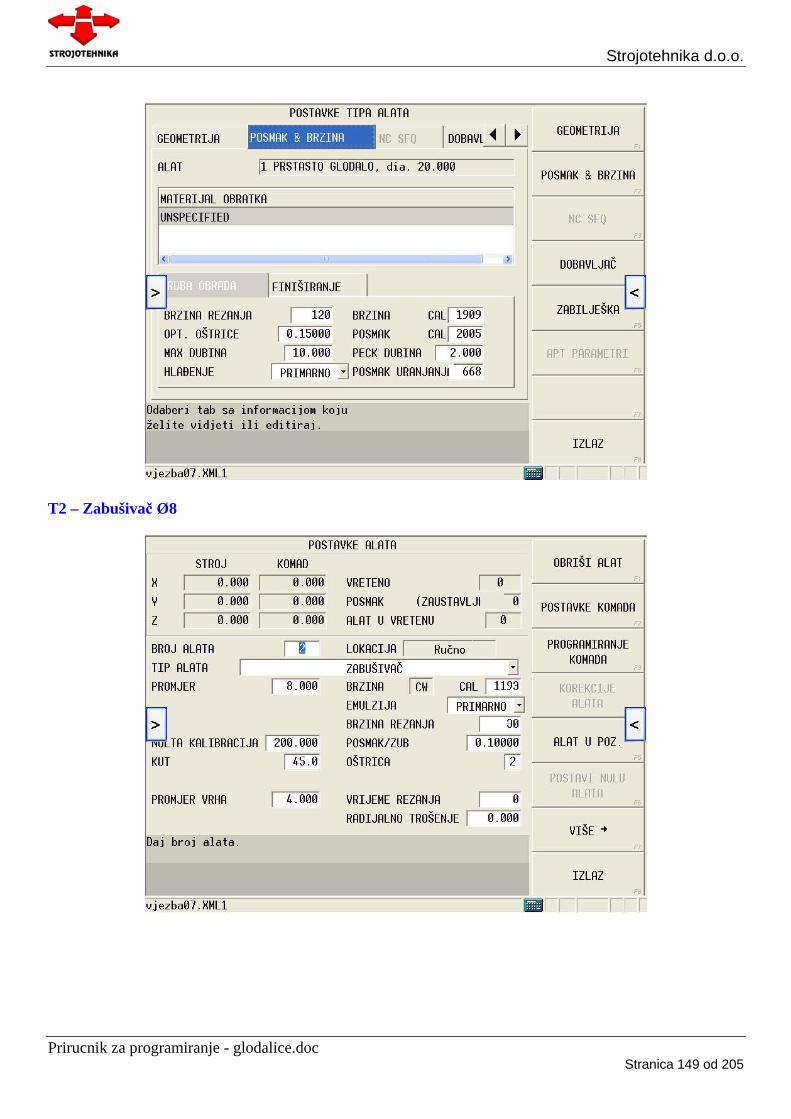
Strojotehnika d.o.o.
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 149 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 150 od 205
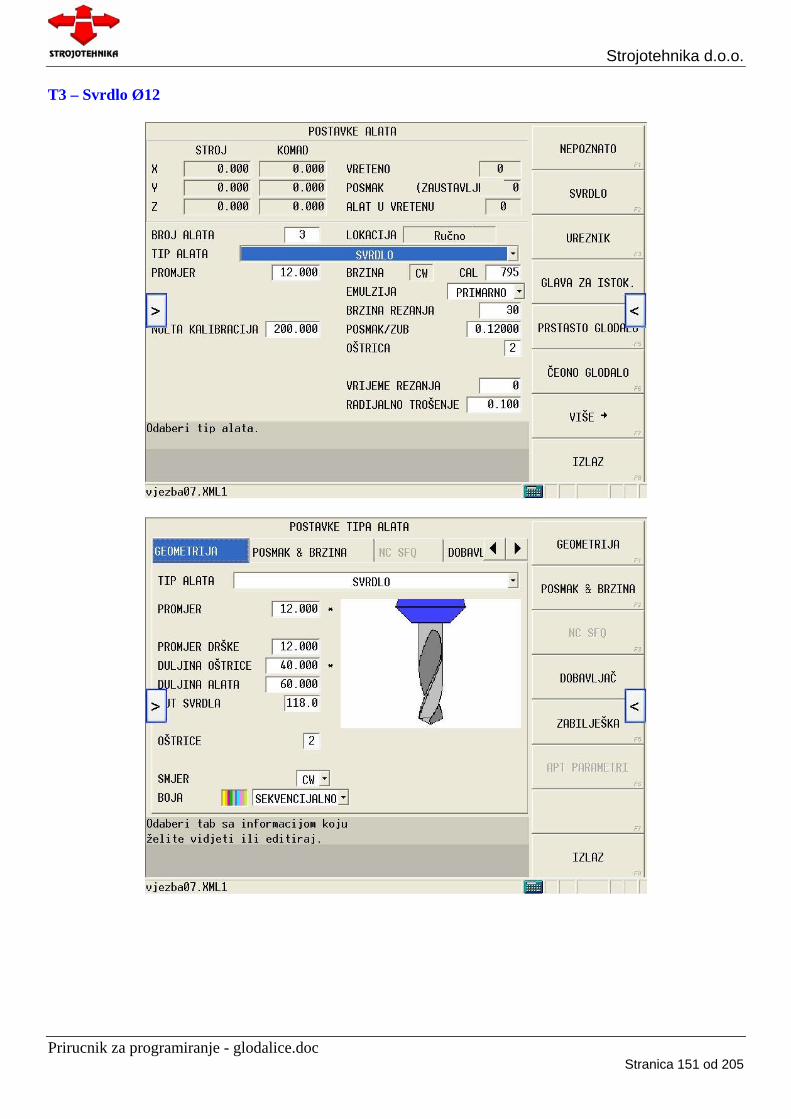
Strojotehnika d.o.o. T3 – Svrdlo Ø12
Prirucnik za programiranje - glodalice.doc Stranica 151 od 205
Strojotehnika d.o.o.
T4 – Prstasto glodalo Ø18
Prirucnik za programiranje - glodalice.doc Stranica 152 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 153 od 205
Strojotehnika d.o.o.
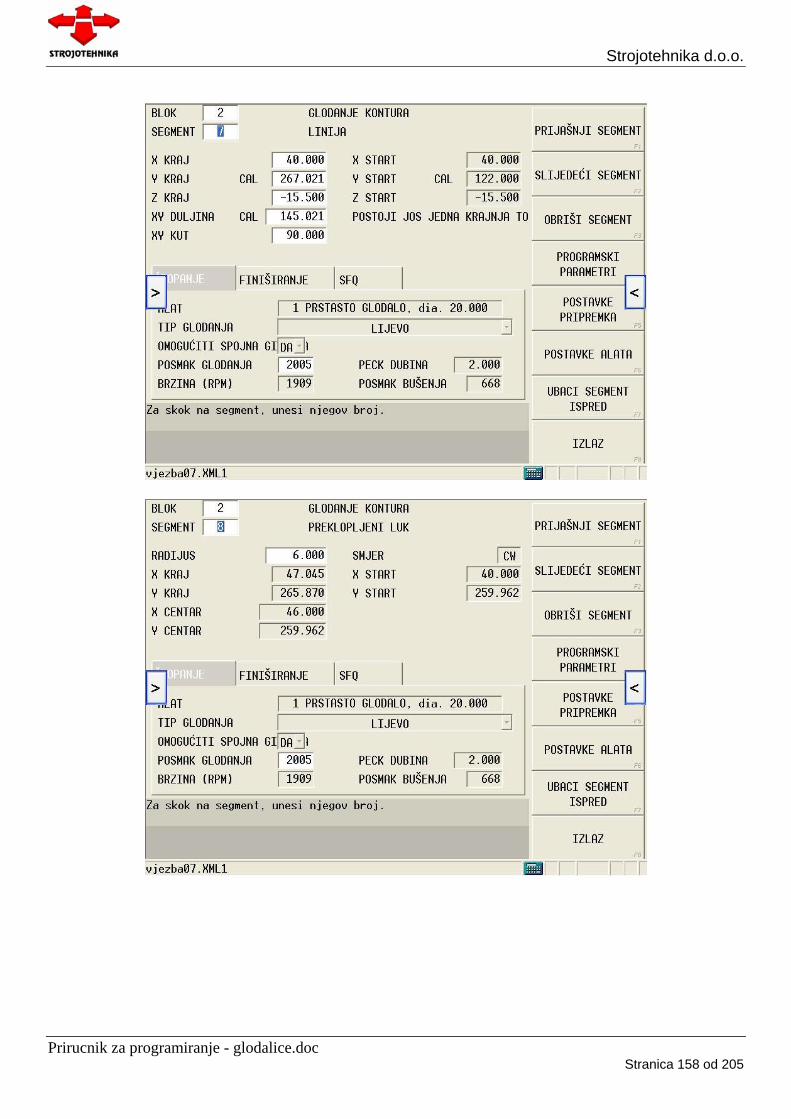
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 154 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 155 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 156 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 157 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 158 od 205
Strojotehnika d.o.o.
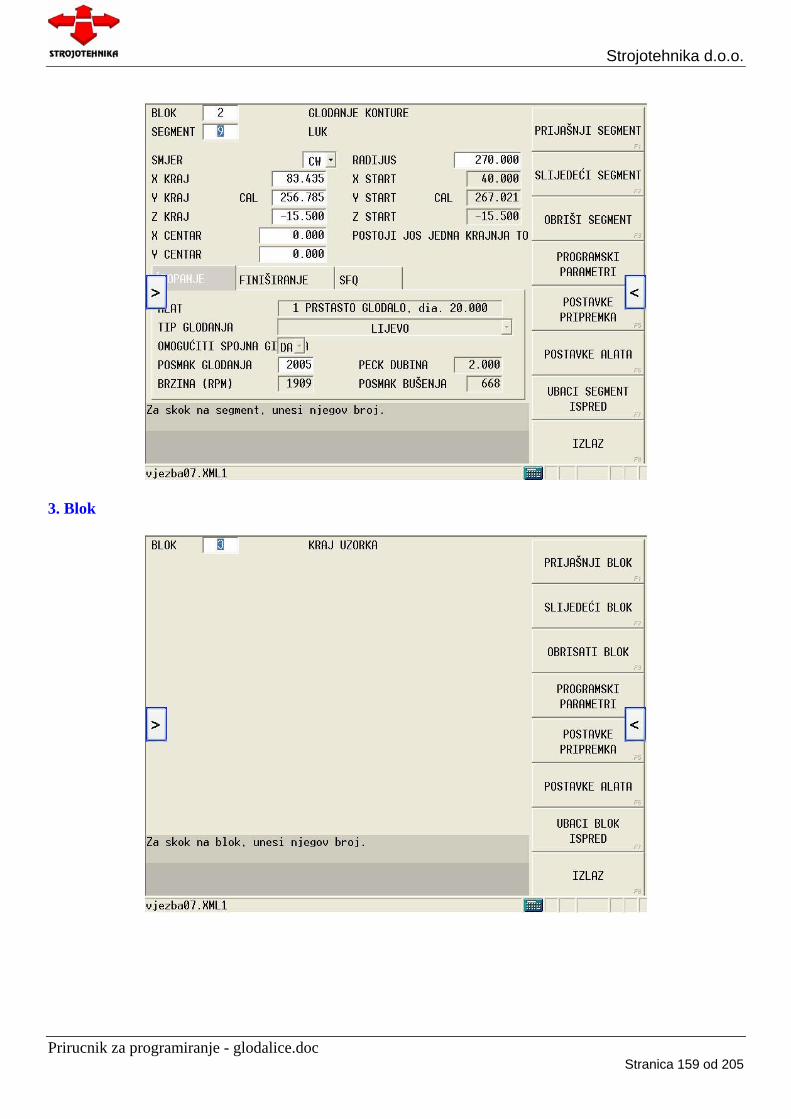
3. Blok
Prirucnik za programiranje - glodalice.doc Stranica 159 od 205
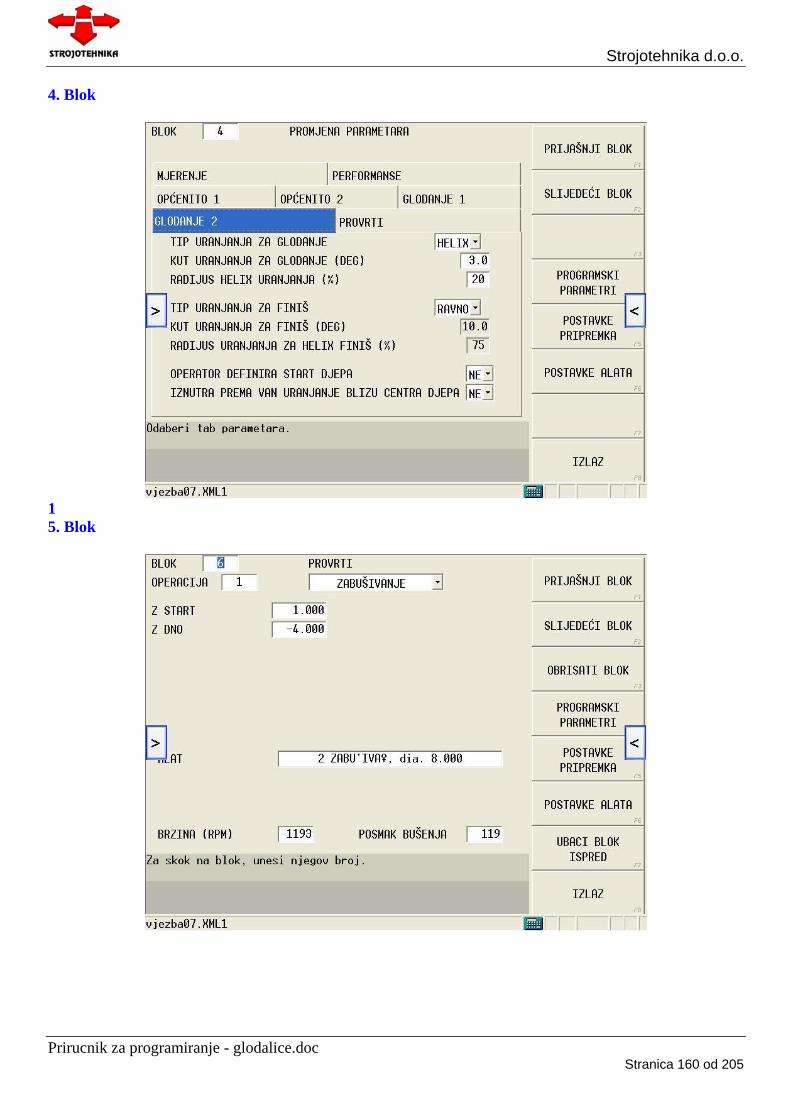
Strojotehnika d.o.o. 4. Blok
1 5. Blok
Prirucnik za programiranje - glodalice.doc Stranica 160 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 161 od 205
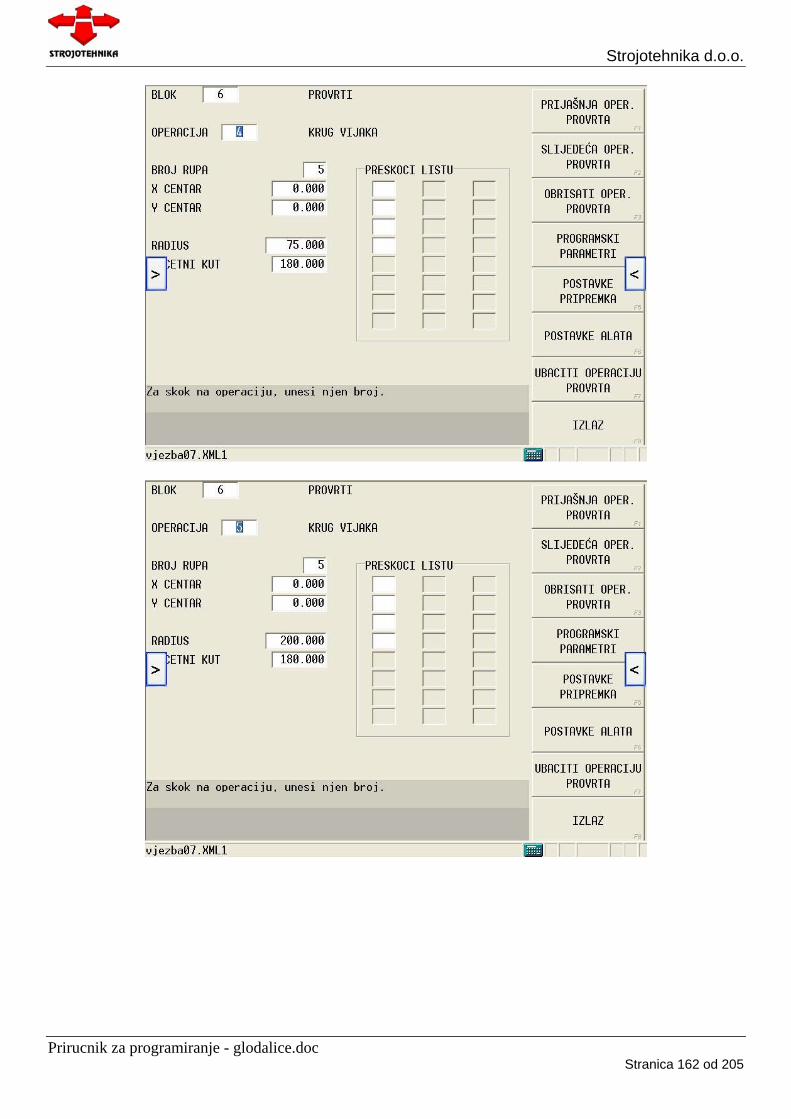
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 162 od 205
Strojotehnika d.o.o.
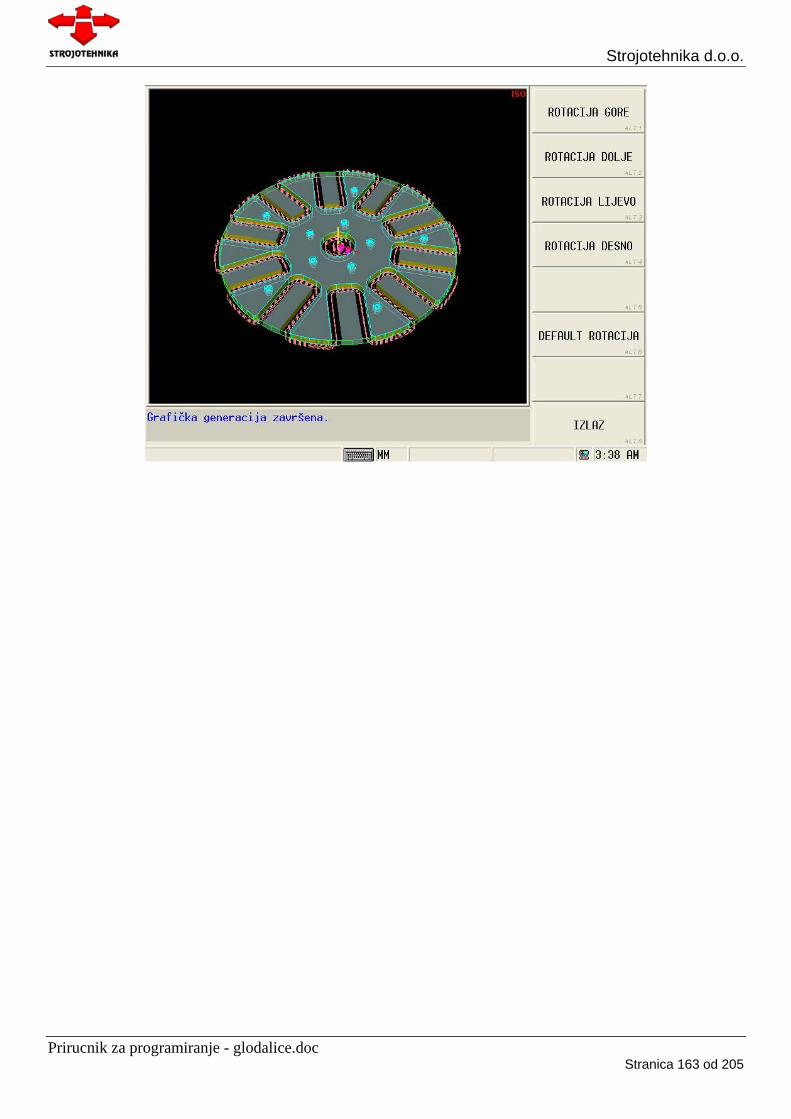
Prirucnik za programiranje - glodalice.doc Stranica 163 od 205
30° 13
0
60°
60°
15
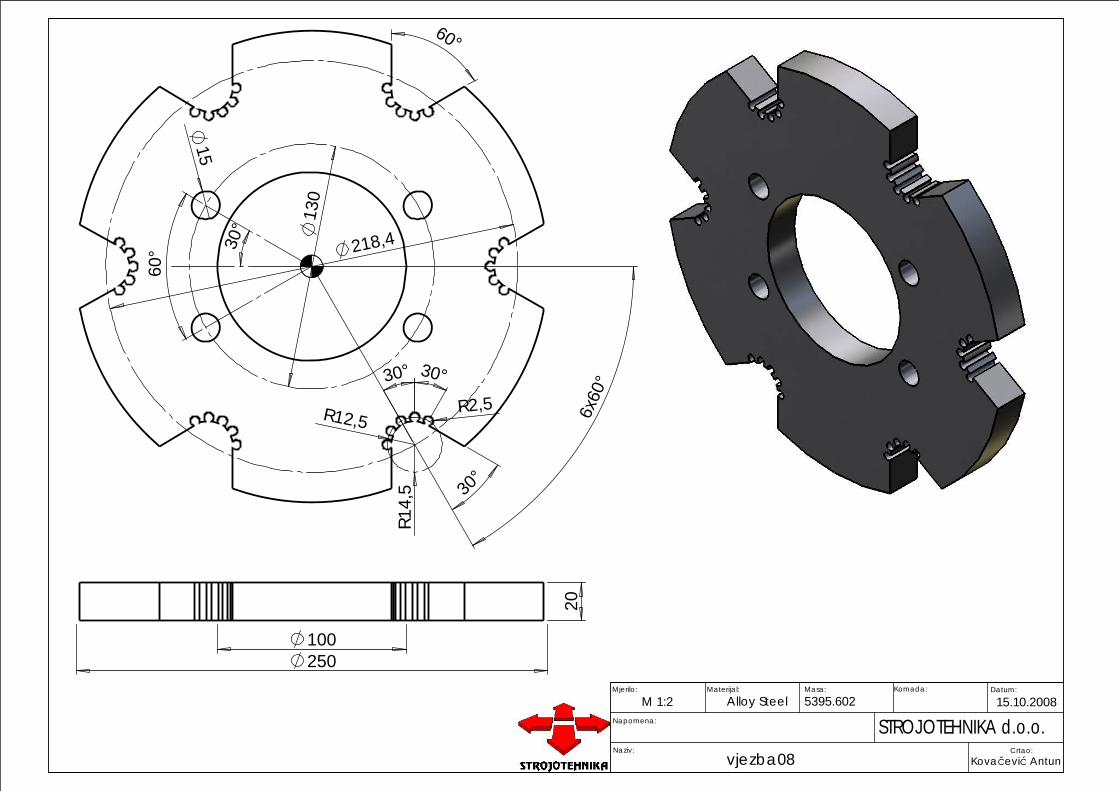
2,5RR12,5
60°
14,5
R
218,4
30°
6x
30°
30°
Materijal:
Napomena:
Naziv:vjezba08
Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa: Datum:
M 1:2
Kovačević Antun
15.10.2008Alloy SteelMjerilo:
5395.602
20
250100
Strojotehnika d.o.o.
V J E Ž B A 8
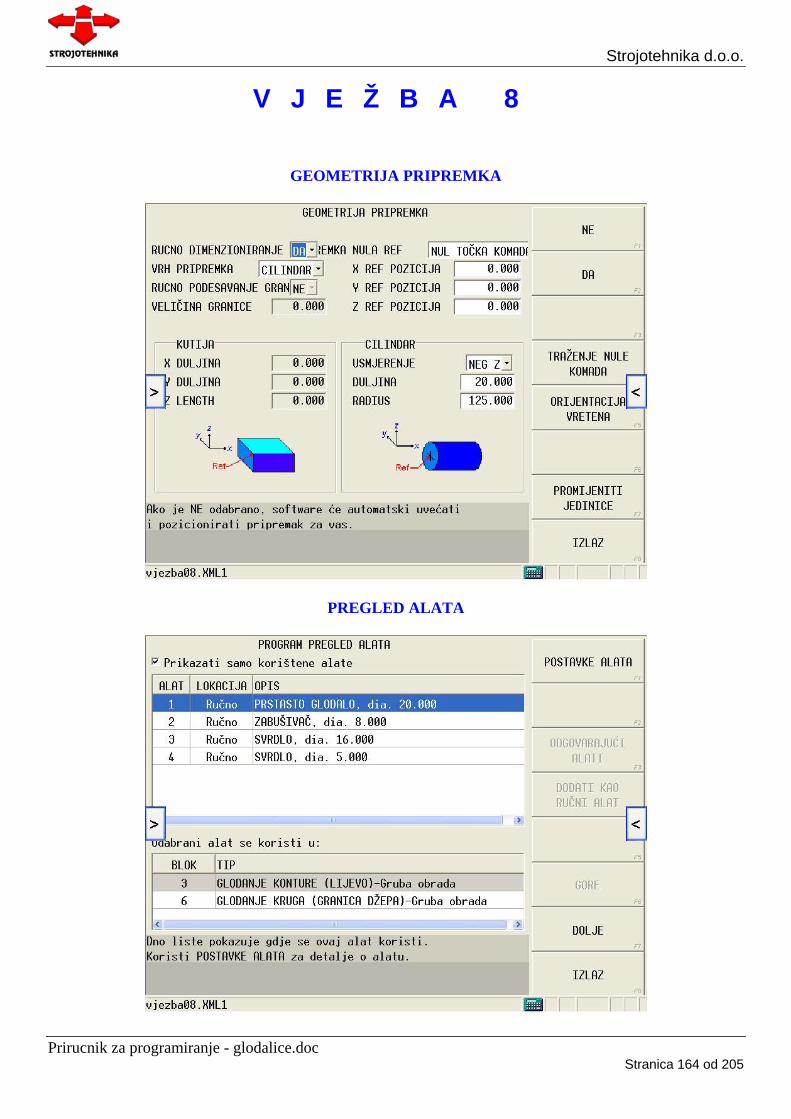
GEOMETRIJA PRIPREMKA
PREGLED ALATA
Prirucnik za programiranje - glodalice.doc Stranica 164 od 205
Strojotehnika d.o.o.
ALATI
T1 – Prstasto glodalo Ø20
Prirucnik za programiranje - glodalice.doc Stranica 165 od 205
Strojotehnika d.o.o.
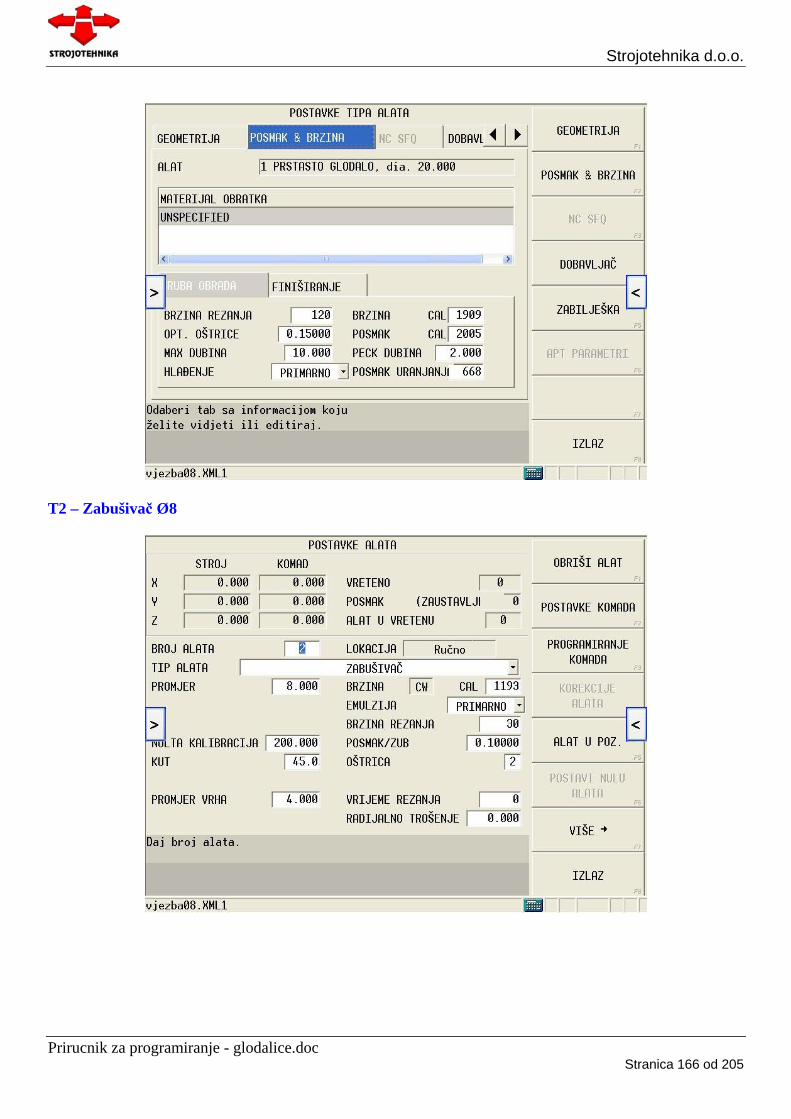
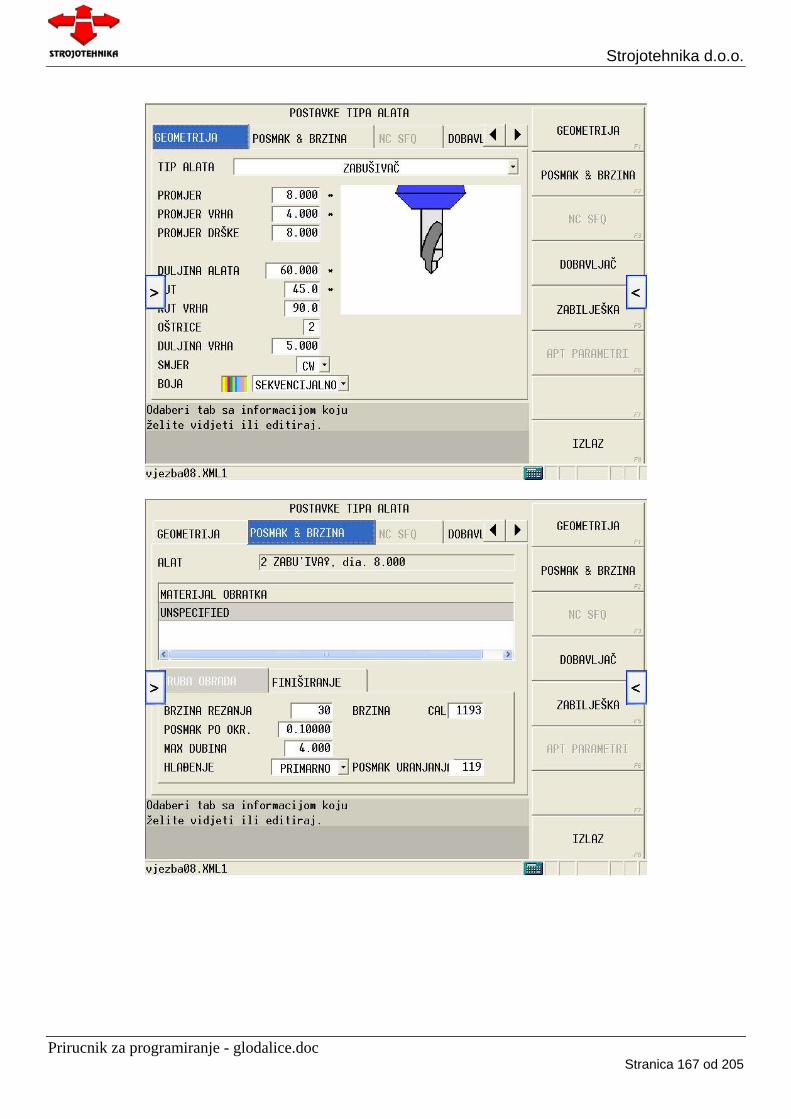
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 166 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 167 od 205
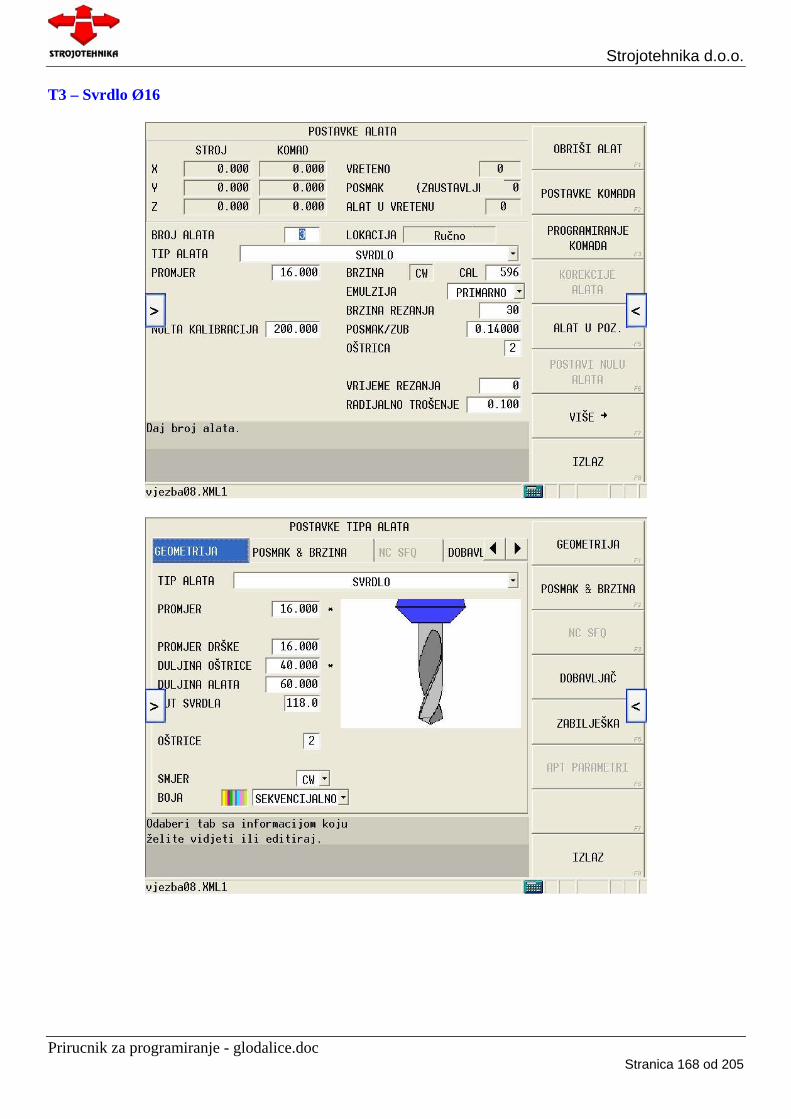
Strojotehnika d.o.o. T3 – Svrdlo Ø16
Prirucnik za programiranje - glodalice.doc Stranica 168 od 205
Strojotehnika d.o.o.
T4 – Svrdlo Ø5
Prirucnik za programiranje - glodalice.doc Stranica 169 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 170 od 205
Strojotehnika d.o.o.
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 171 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 172 od 205
Strojotehnika d.o.o. 3. Blok
Prirucnik za programiranje - glodalice.doc Stranica 173 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 174 od 205
Strojotehnika d.o.o.
4. Blok
Prirucnik za programiranje - glodalice.doc Stranica 175 od 205
Strojotehnika d.o.o. 5. Blok
6. Blok
Prirucnik za programiranje - glodalice.doc Stranica 176 od 205
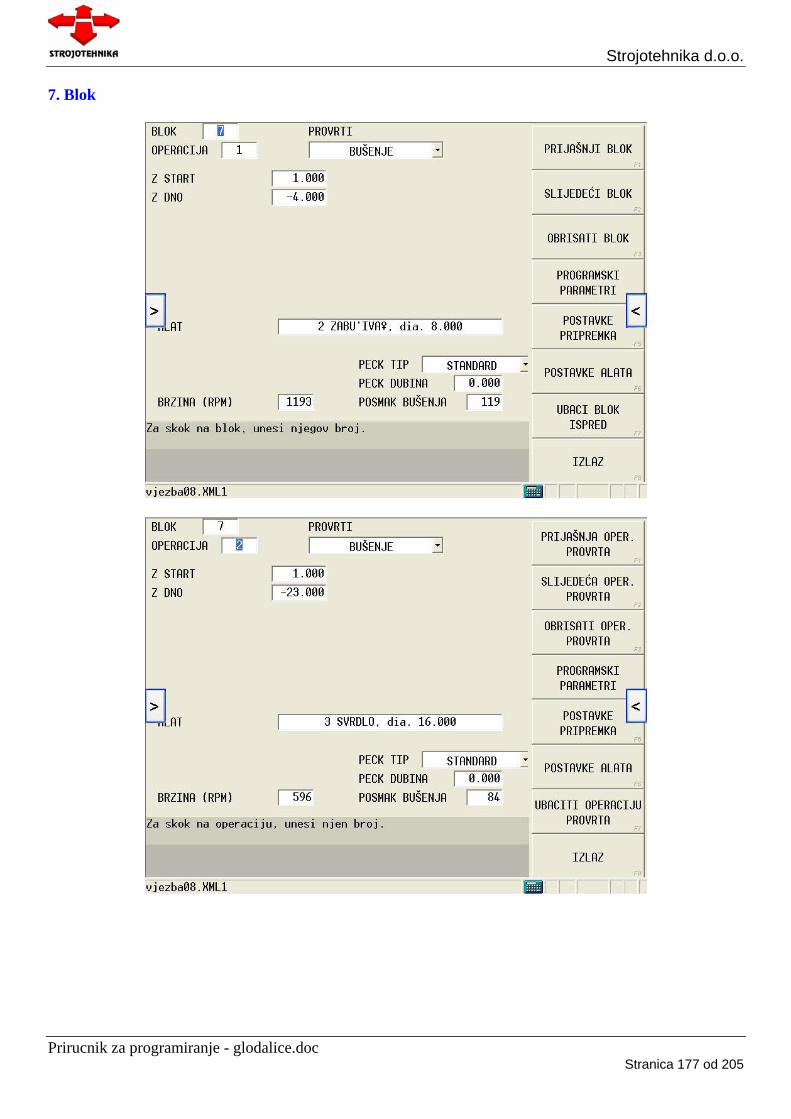
Strojotehnika d.o.o. 7. Blok
Prirucnik za programiranje - glodalice.doc Stranica 177 od 205
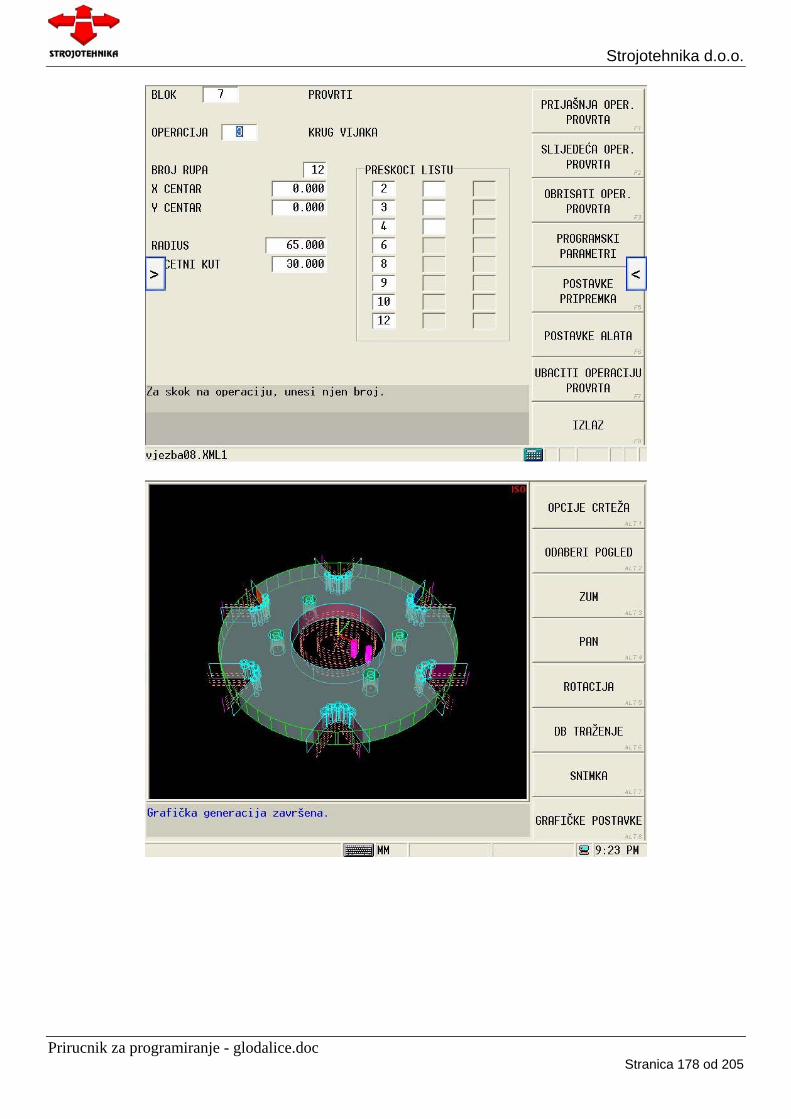
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 178 od 205
90°
120
4X
30POGLED A
28
11
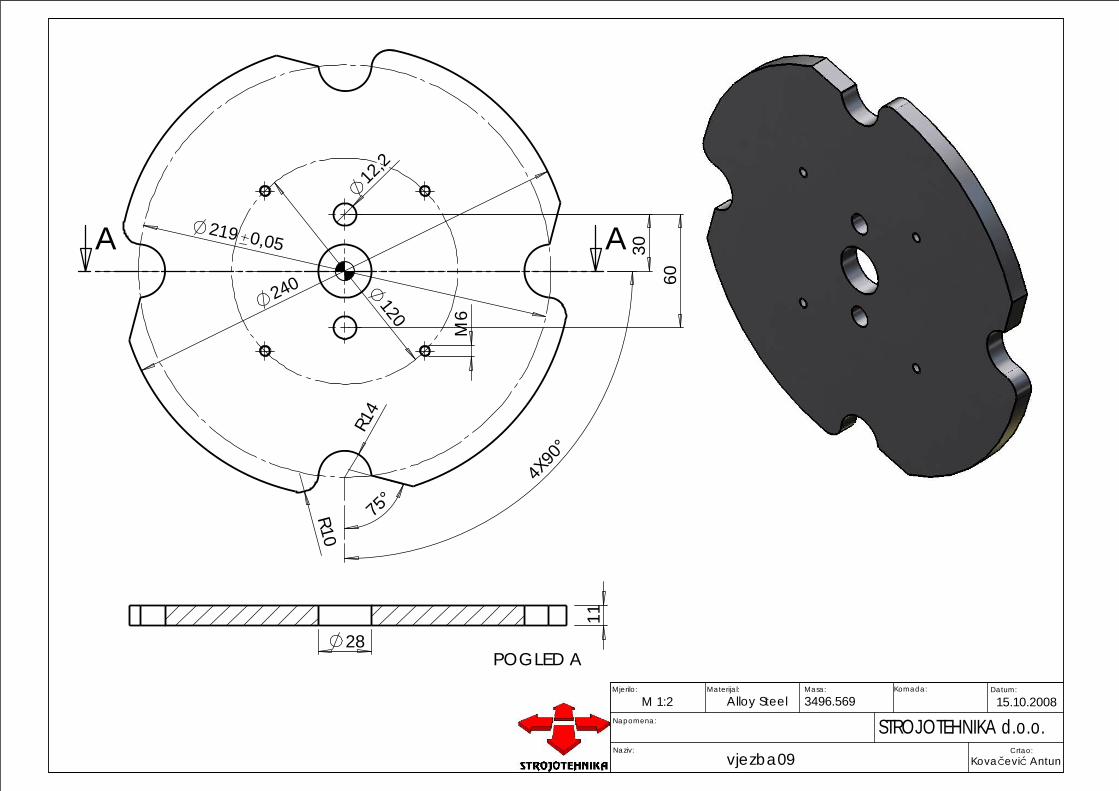
12,2
60
219
75°
240
14R
10R
0,05
M6
A A
15.10.2008Napomena:
Datum:
vjezba09Crtao:
STROJOTEHNIKA d.o.o.
Komada:Masa:
Kovačević Antun
M 1:2Materijal:
Naziv:
Alloy SteelMjerilo:
3496.569
Strojotehnika d.o.o.
V J E Ž B A 9
GEOMETRIJA PRIPREMKA
PREGLED ALATA
Prirucnik za programiranje - glodalice.doc Stranica 179 od 205
Strojotehnika d.o.o.
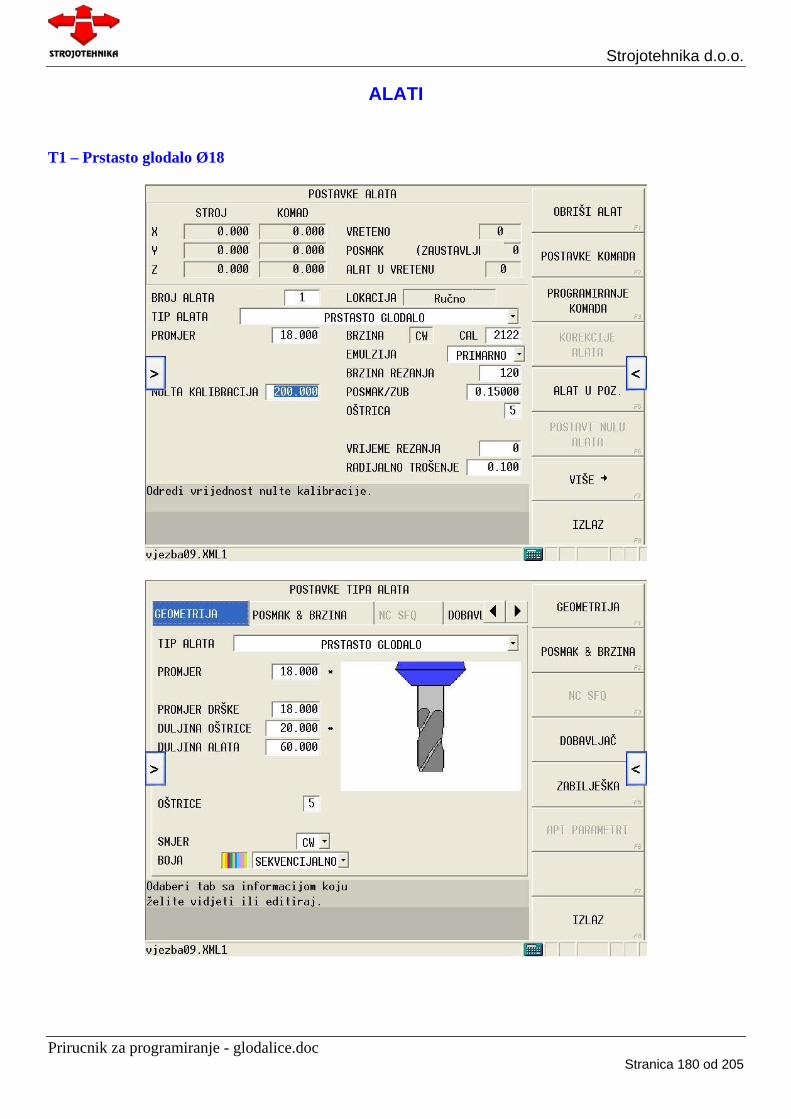
ALATI
T1 – Prstasto glodalo Ø18
Prirucnik za programiranje - glodalice.doc Stranica 180 od 205
Strojotehnika d.o.o.
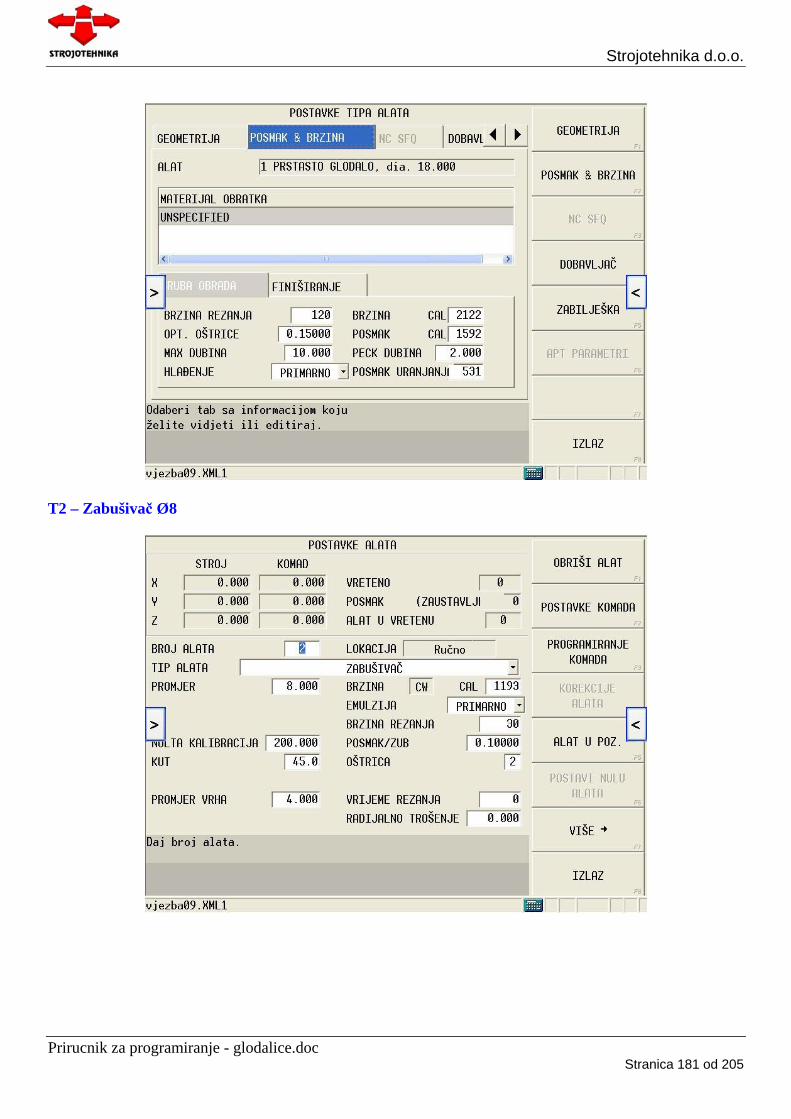
T2 – Zabušivač Ø8
Prirucnik za programiranje - glodalice.doc Stranica 181 od 205
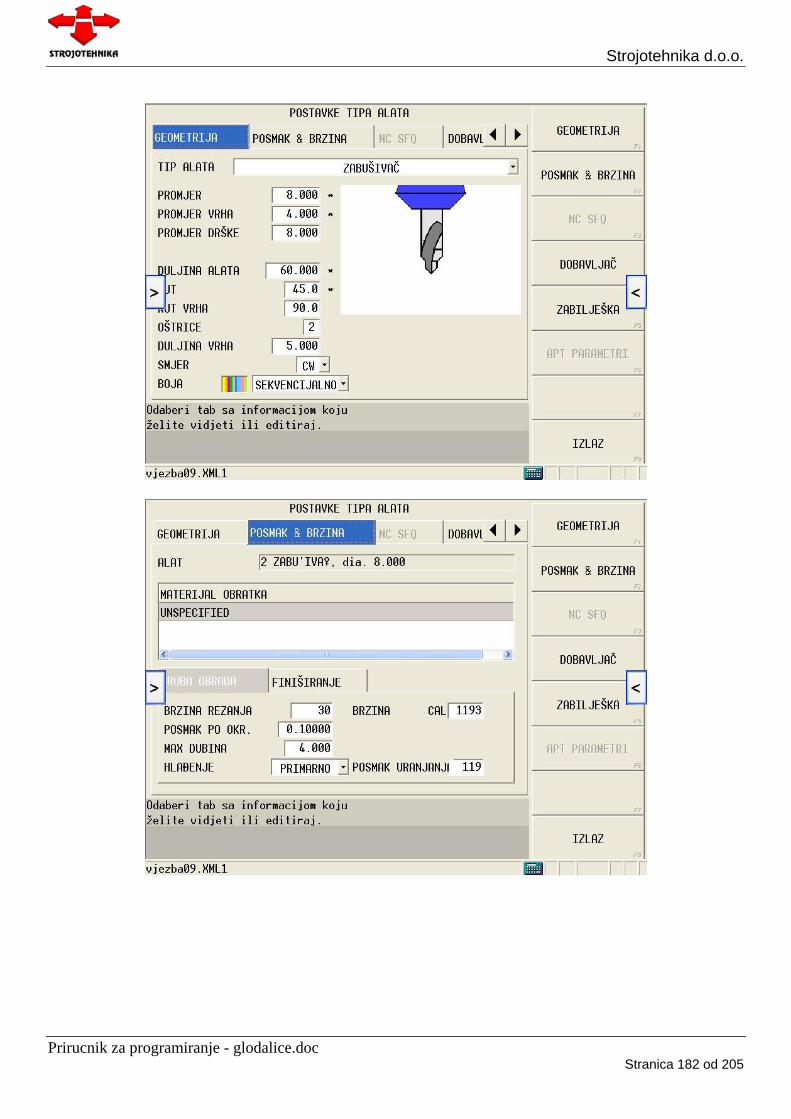
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 182 od 205
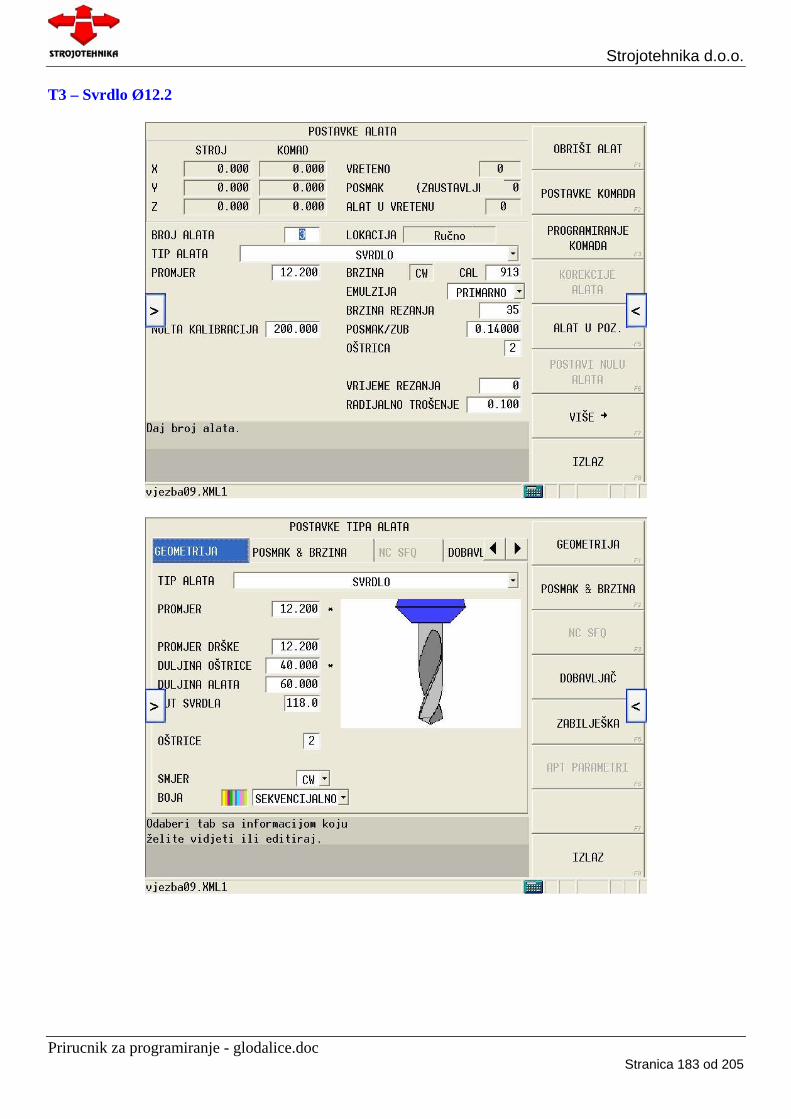
Strojotehnika d.o.o. T3 – Svrdlo Ø12.2
Prirucnik za programiranje - glodalice.doc Stranica 183 od 205
Strojotehnika d.o.o.
T4 – Svrdlo Ø5
Prirucnik za programiranje - glodalice.doc Stranica 184 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 185 od 205
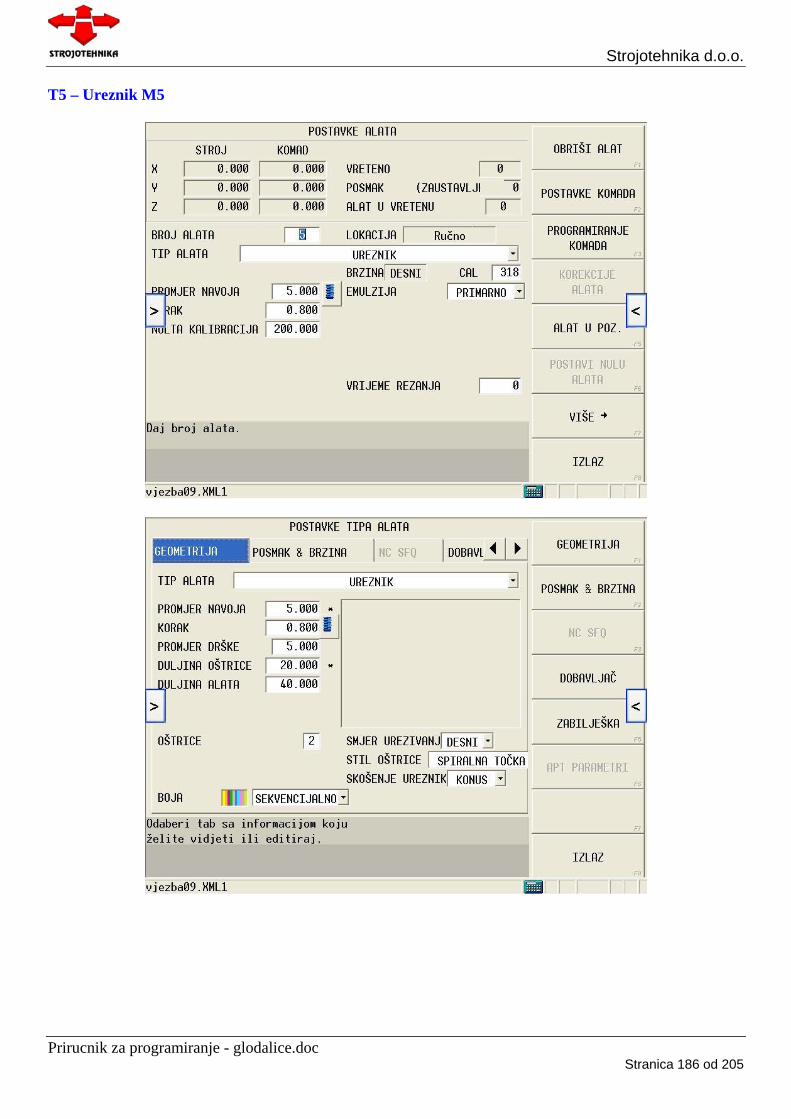
Strojotehnika d.o.o. T5 – Ureznik M5
Prirucnik za programiranje - glodalice.doc Stranica 186 od 205
Strojotehnika d.o.o.
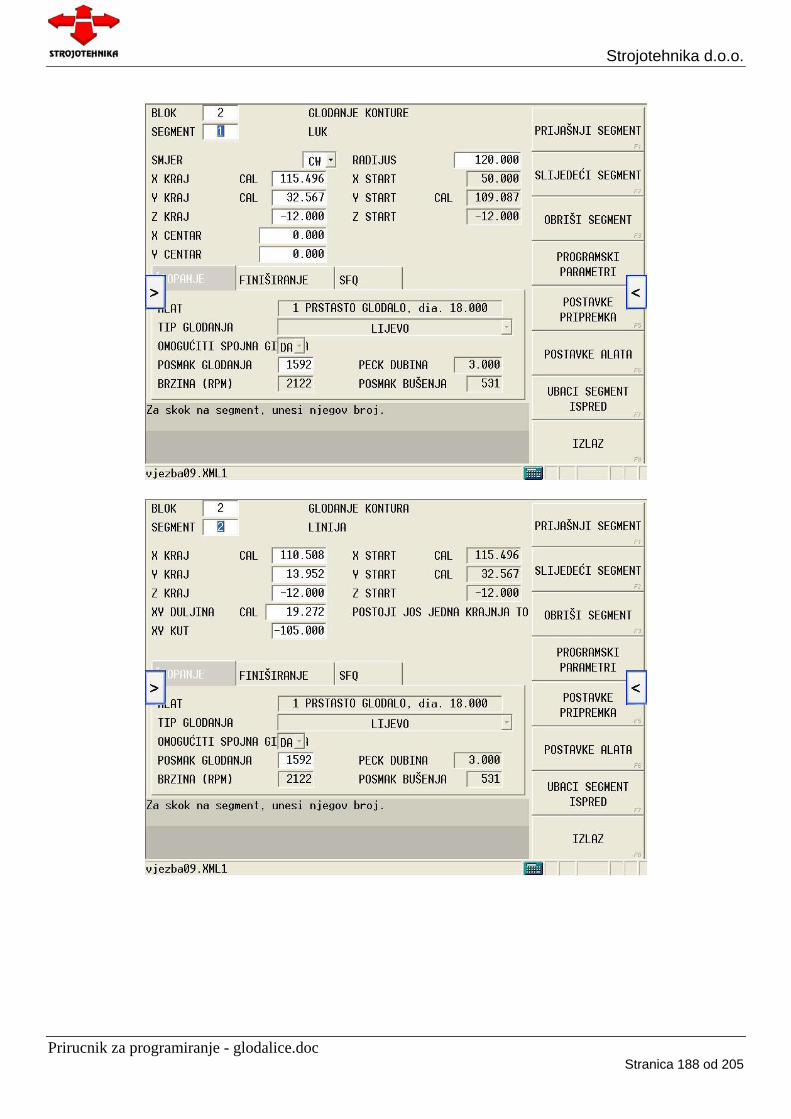
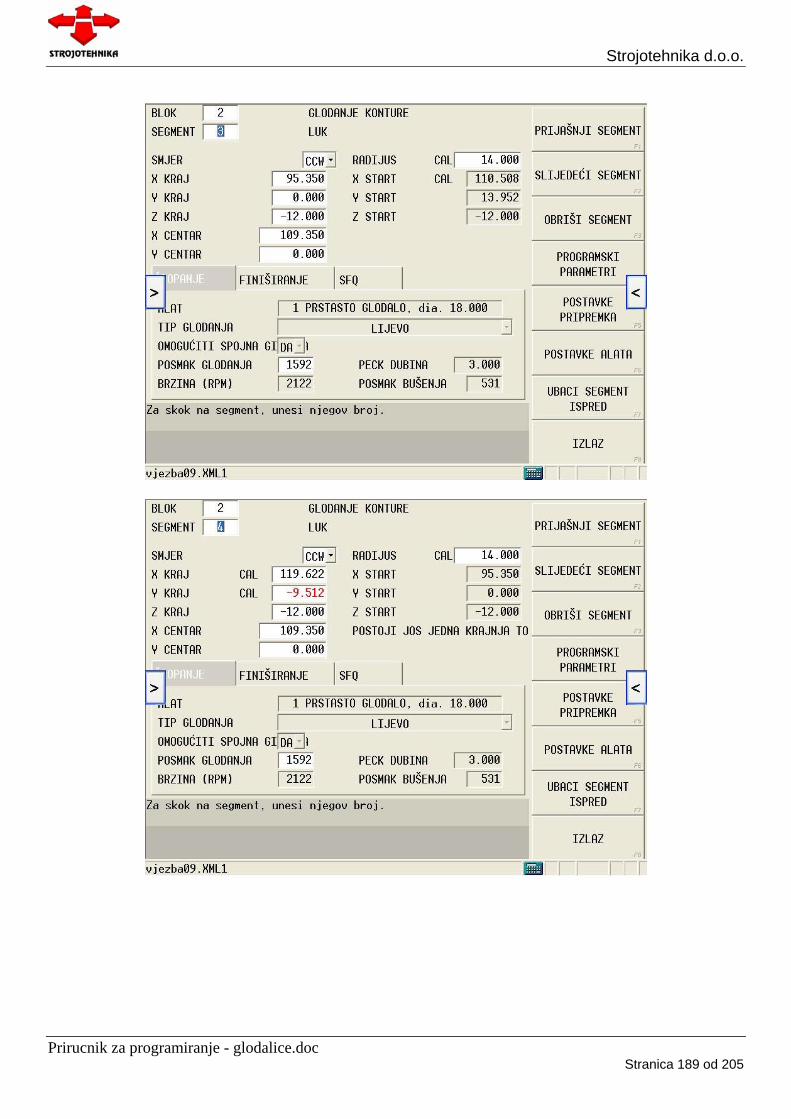
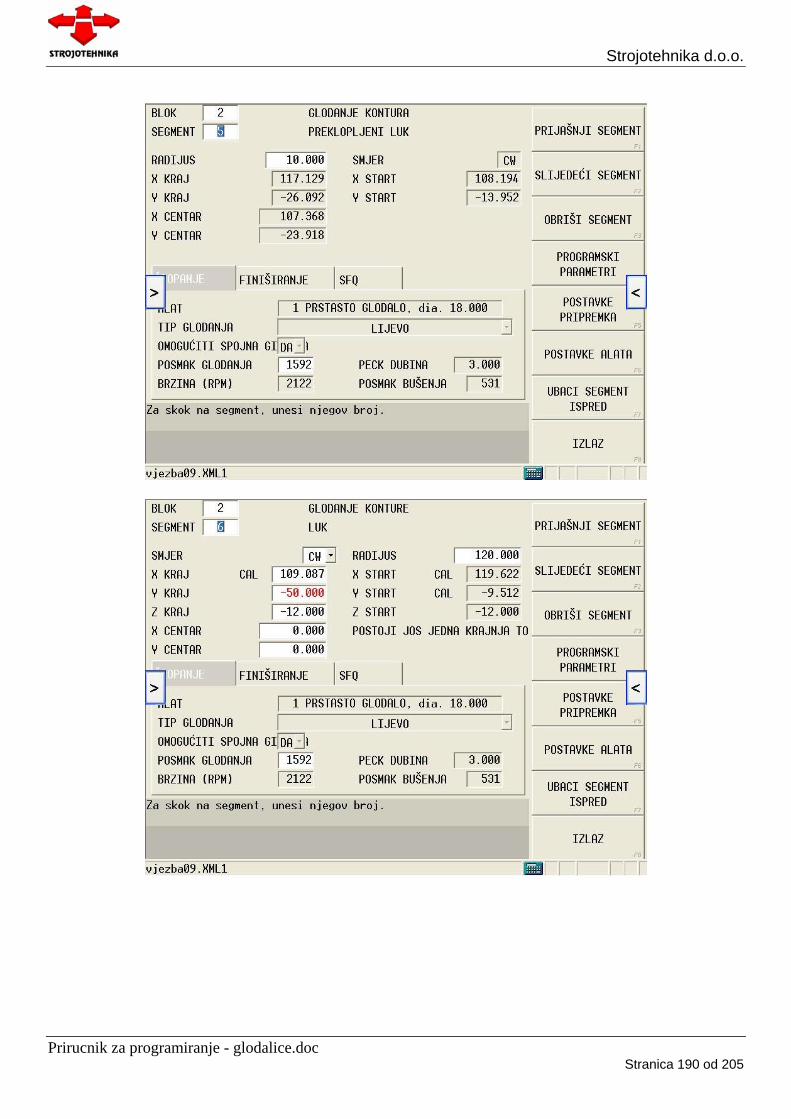
PROGRAMIRANJE
1. Blok
2. Blok
Prirucnik za programiranje - glodalice.doc Stranica 187 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 188 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 189 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 190 od 205
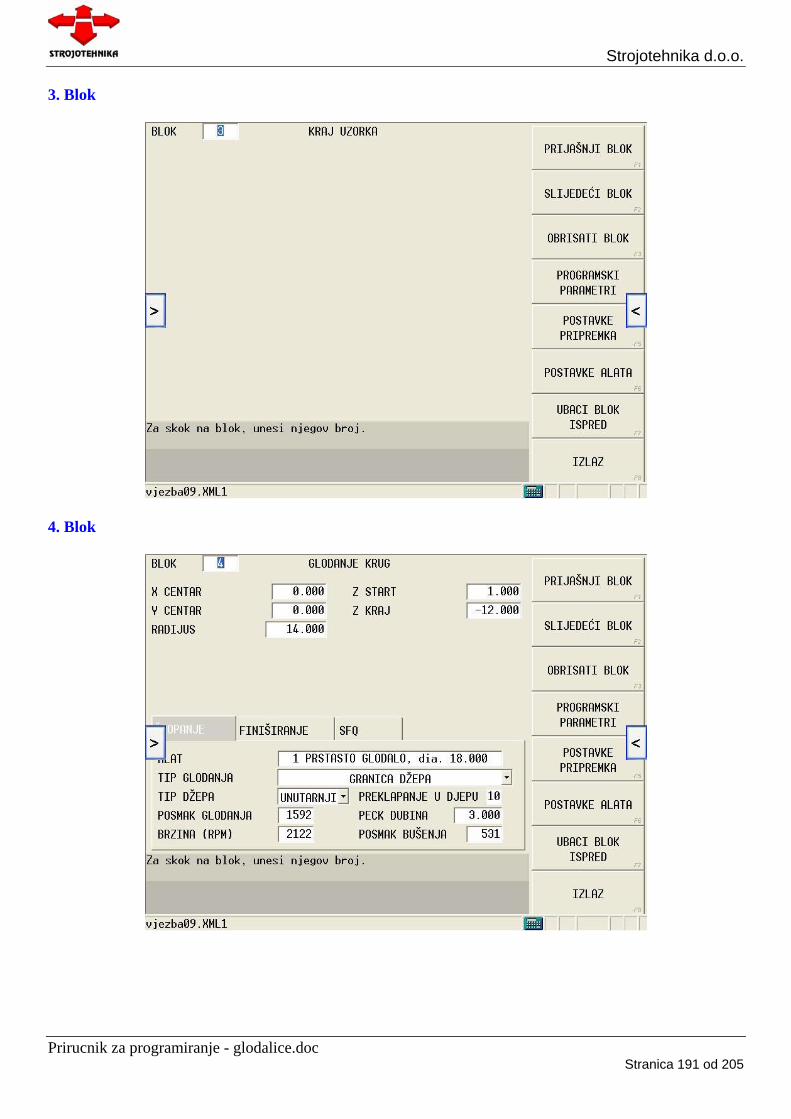
Strojotehnika d.o.o. 3. Blok
4. Blok
Prirucnik za programiranje - glodalice.doc Stranica 191 od 205
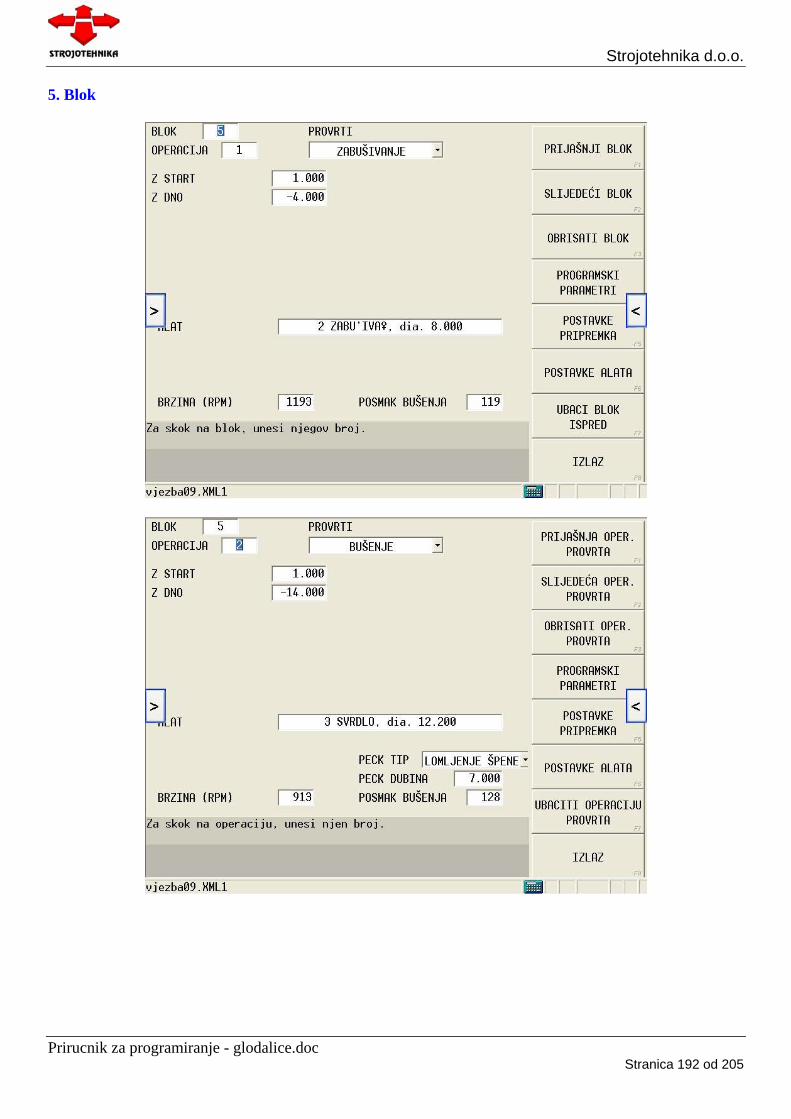
Strojotehnika d.o.o. 5. Blok
Prirucnik za programiranje - glodalice.doc Stranica 192 od 205
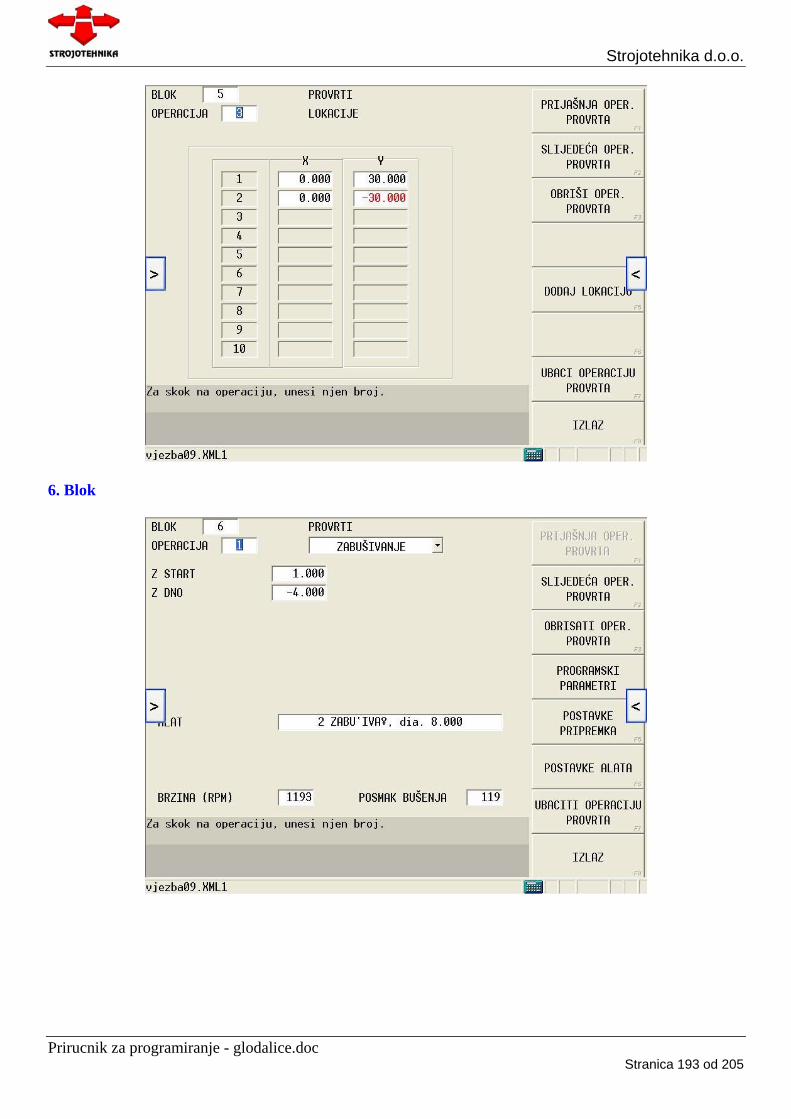
Strojotehnika d.o.o.
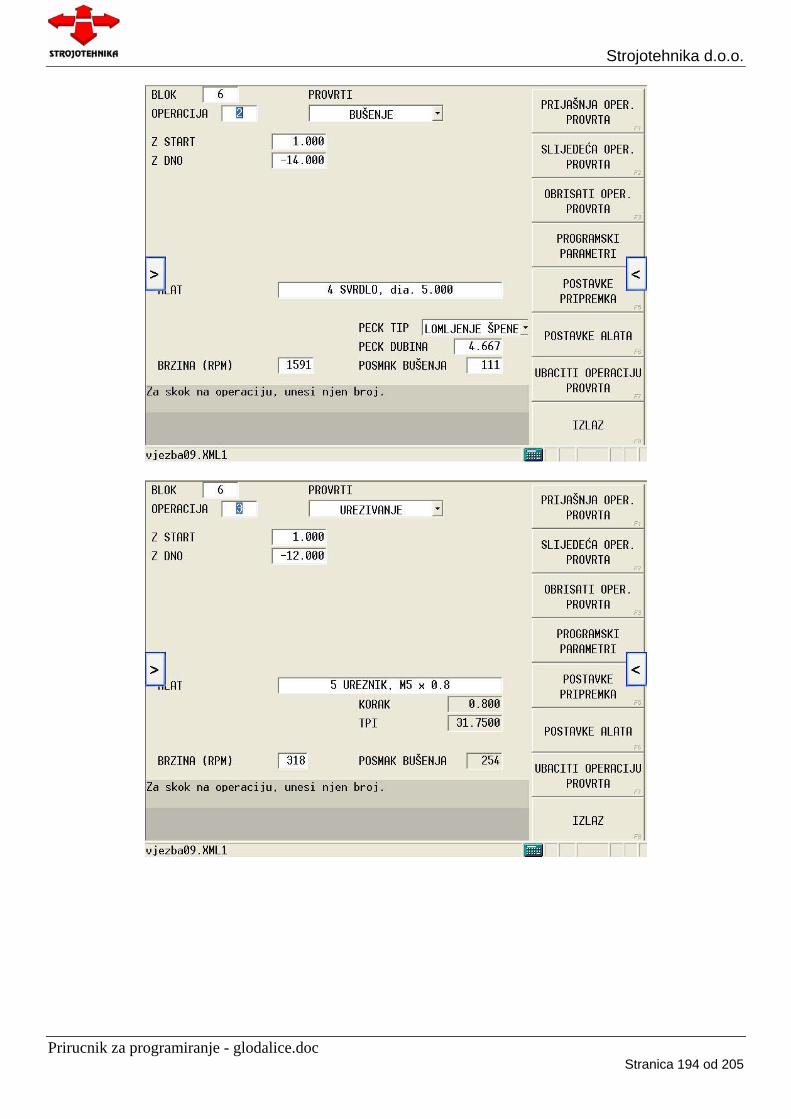
6. Blok
Prirucnik za programiranje - glodalice.doc Stranica 193 od 205
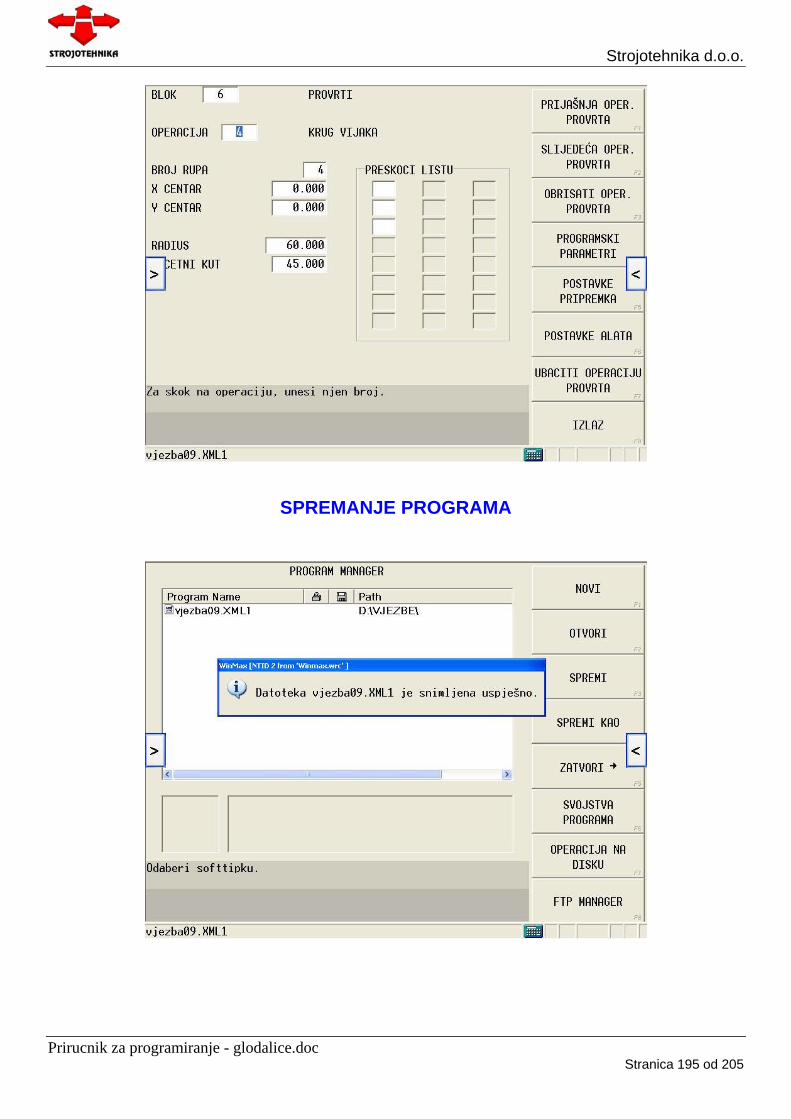
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 194 od 205
Strojotehnika d.o.o.
SPREMANJE PROGRAMA
Prirucnik za programiranje - glodalice.doc Stranica 195 od 205
Strojotehnika d.o.o.
Prirucnik za programiranje - glodalice.doc Stranica 196 od 205
Strojotehnika d.o.o.
R E Ž I M I O B R A D E
Prirucnik za programiranje - glodalice.doc Stranica 197 od 205
Strojotehnika d.o.o.
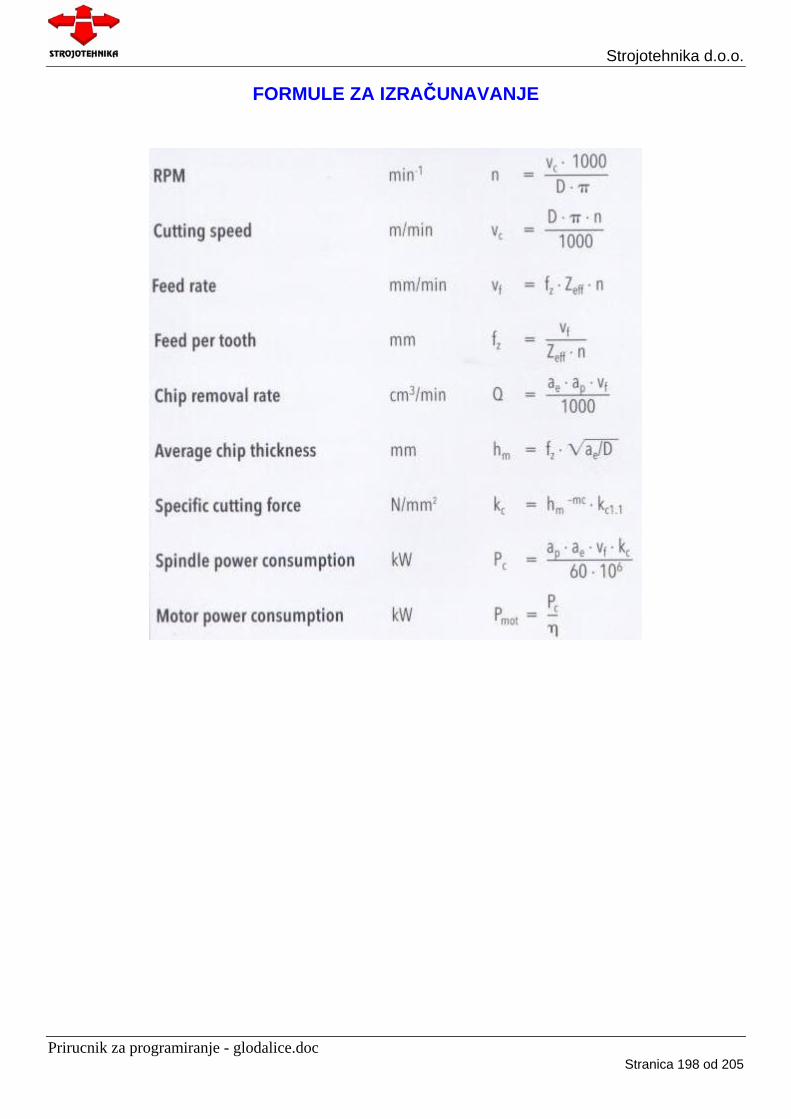
FORMULE ZA IZRAČUNAVANJE
Prirucnik za programiranje - glodalice.doc Stranica 198 od 205
Strojotehnika d.o.o.
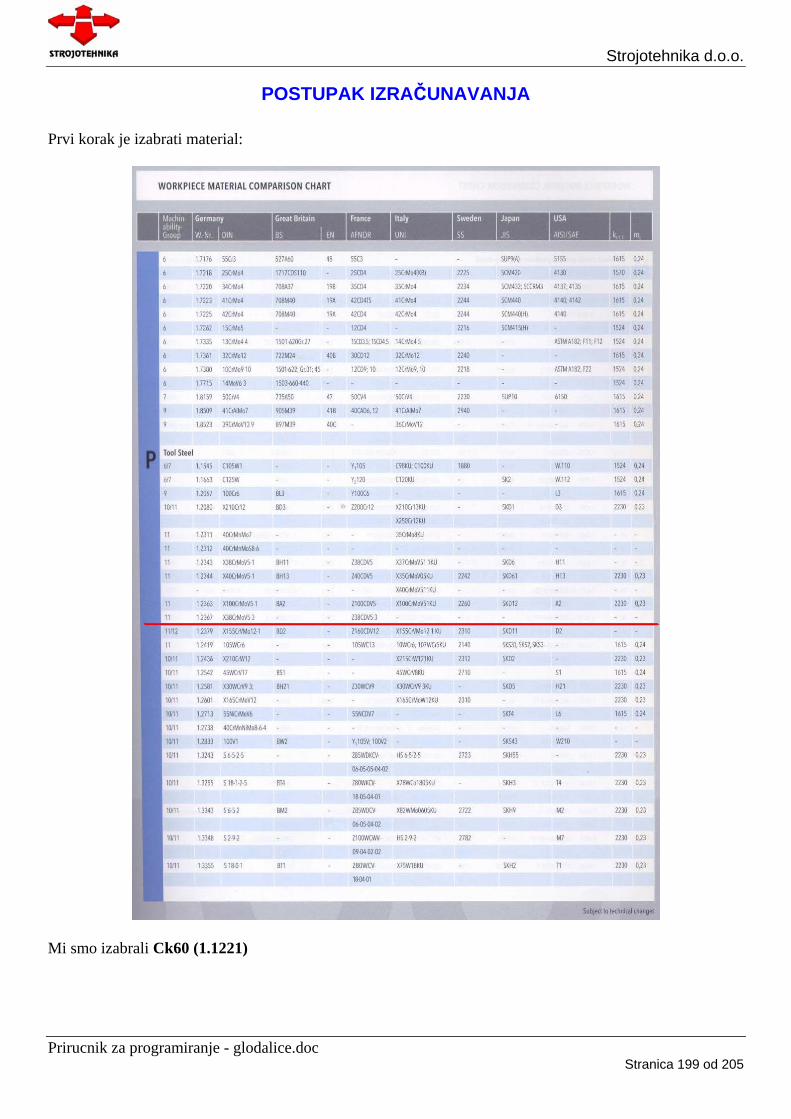
POSTUPAK IZRAČUNAVANJA
Prvi korak je izabrati material:
Mi smo izabrali Ck60 (1.1221)
Prirucnik za programiranje - glodalice.doc Stranica 199 od 205
Strojotehnika d.o.o.
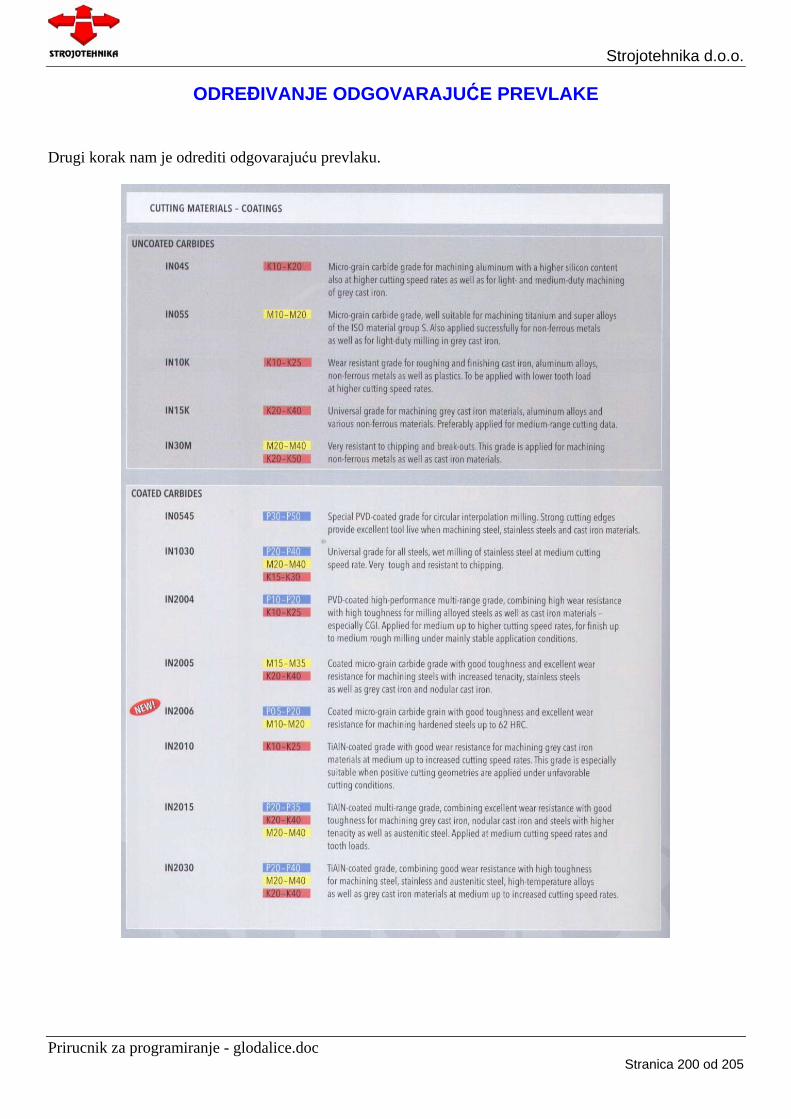
ODREĐIVANJE ODGOVARAJUĆE PREVLAKE
Drugi korak nam je odrediti odgovarajuću prevlaku.
Prirucnik za programiranje - glodalice.doc Stranica 200 od 205
Strojotehnika d.o.o.
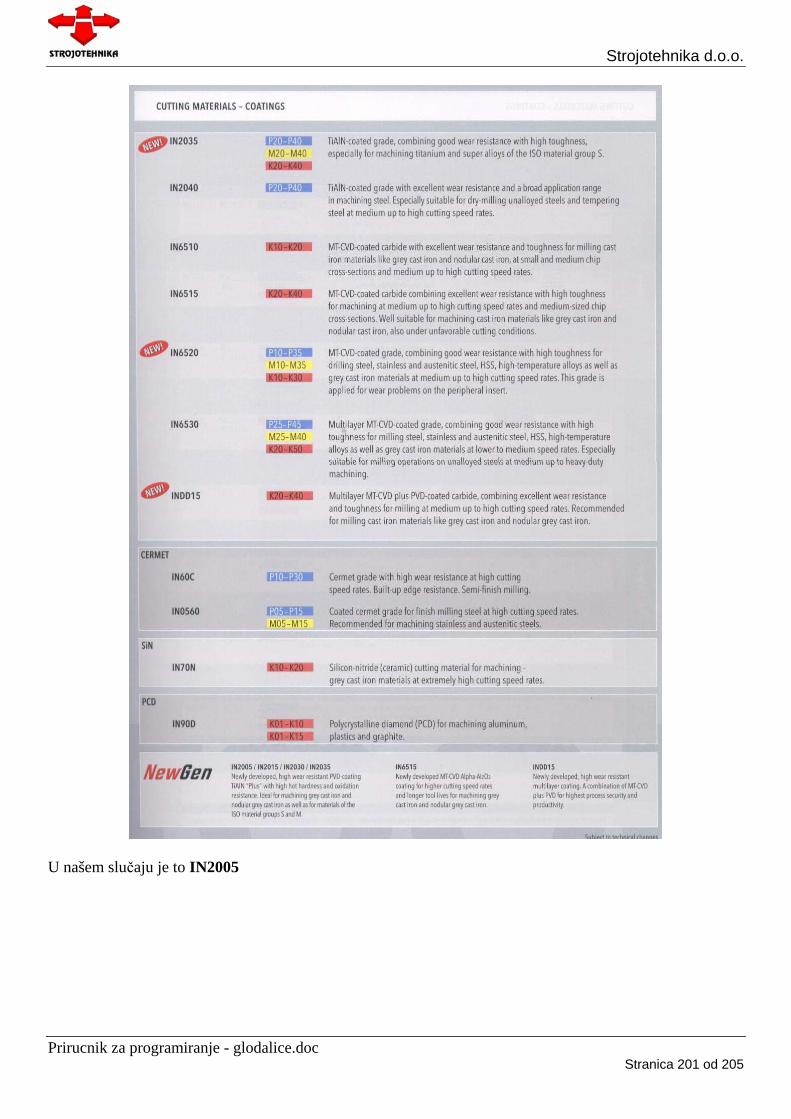
U našem slučaju je to IN2005
Prirucnik za programiranje - glodalice.doc Stranica 201 od 205
Strojotehnika d.o.o.
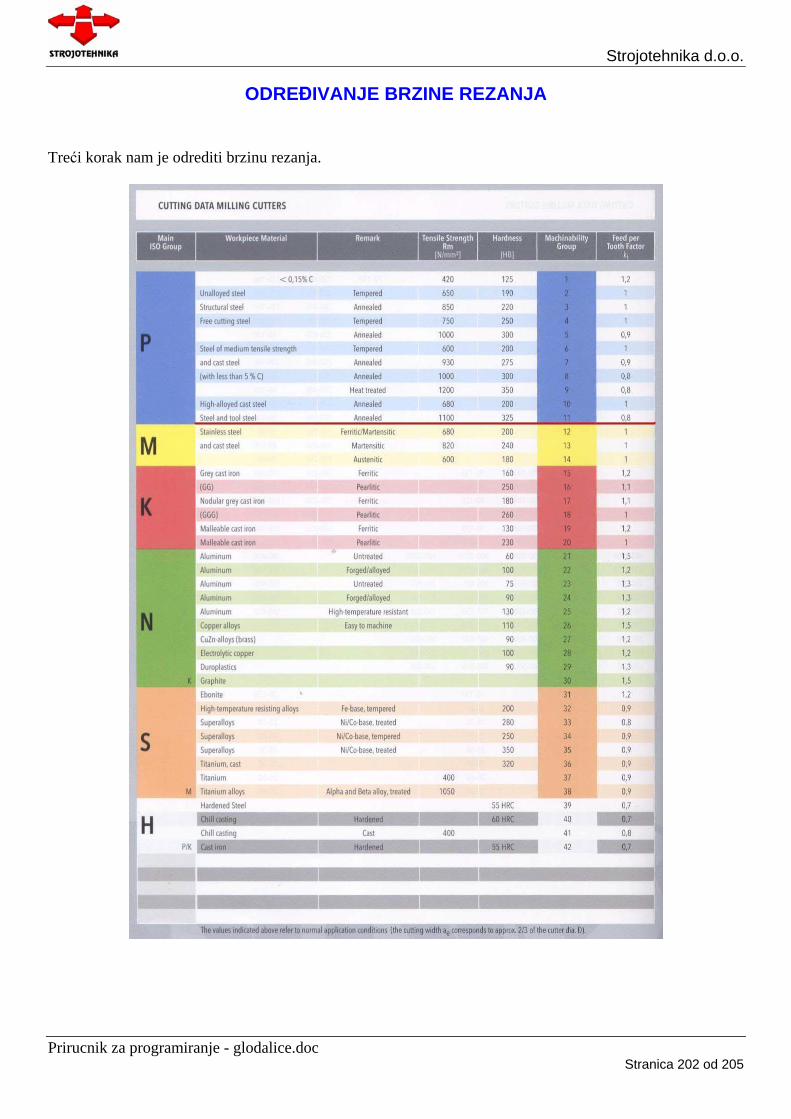
ODREĐIVANJE BRZINE REZANJA
Treći korak nam je odrediti brzinu rezanja.
Prirucnik za programiranje - glodalice.doc Stranica 202 od 205
Strojotehnika d.o.o.
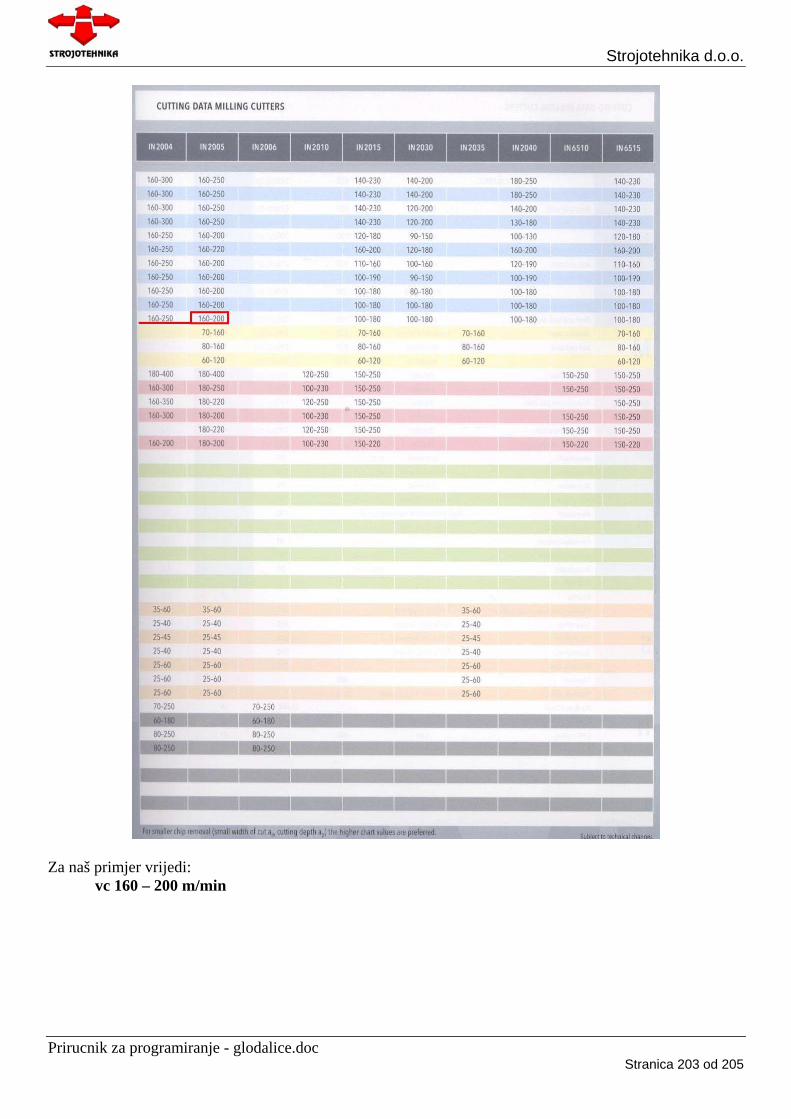
Za naš primjer vrijedi: vc 160 – 200 m/min
Prirucnik za programiranje - glodalice.doc Stranica 203 od 205
Strojotehnika d.o.o.
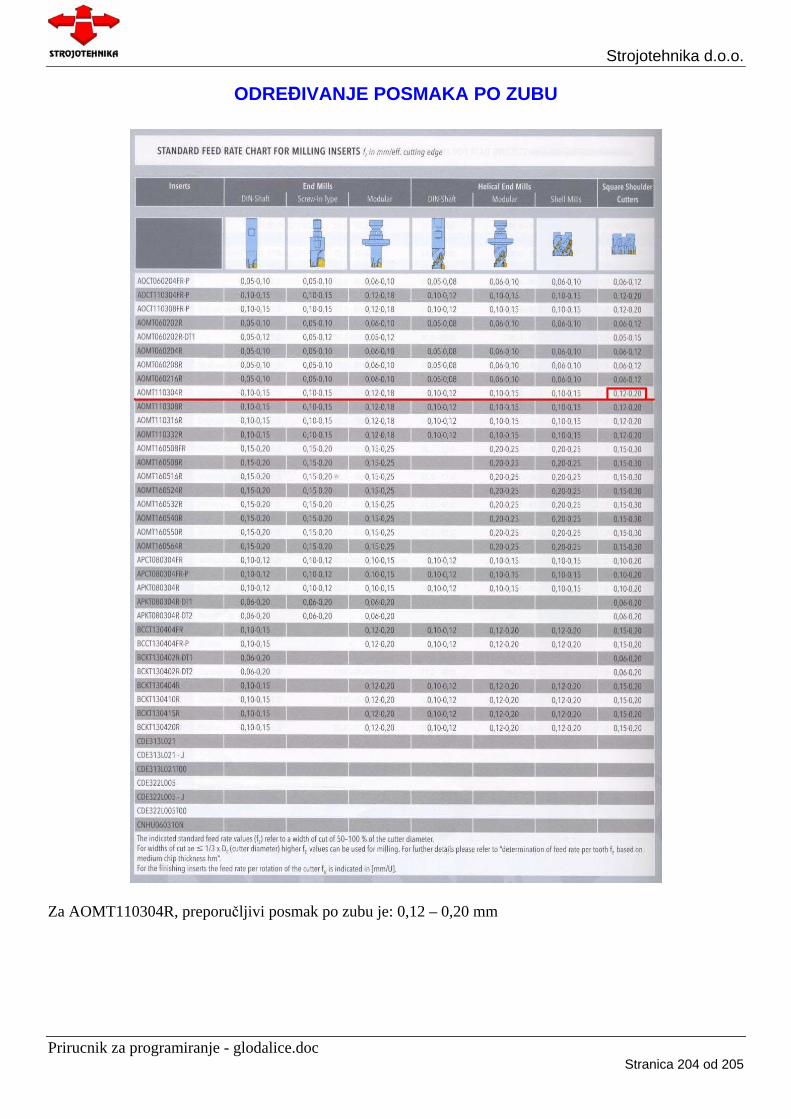
ODREĐIVANJE POSMAKA PO ZUBU
Za AOMT110304R, preporučljivi posmak po zubu je: 0,12 – 0,20 mm
Prirucnik za programiranje - glodalice.doc Stranica 204 od 205
Strojotehnika d.o.o.
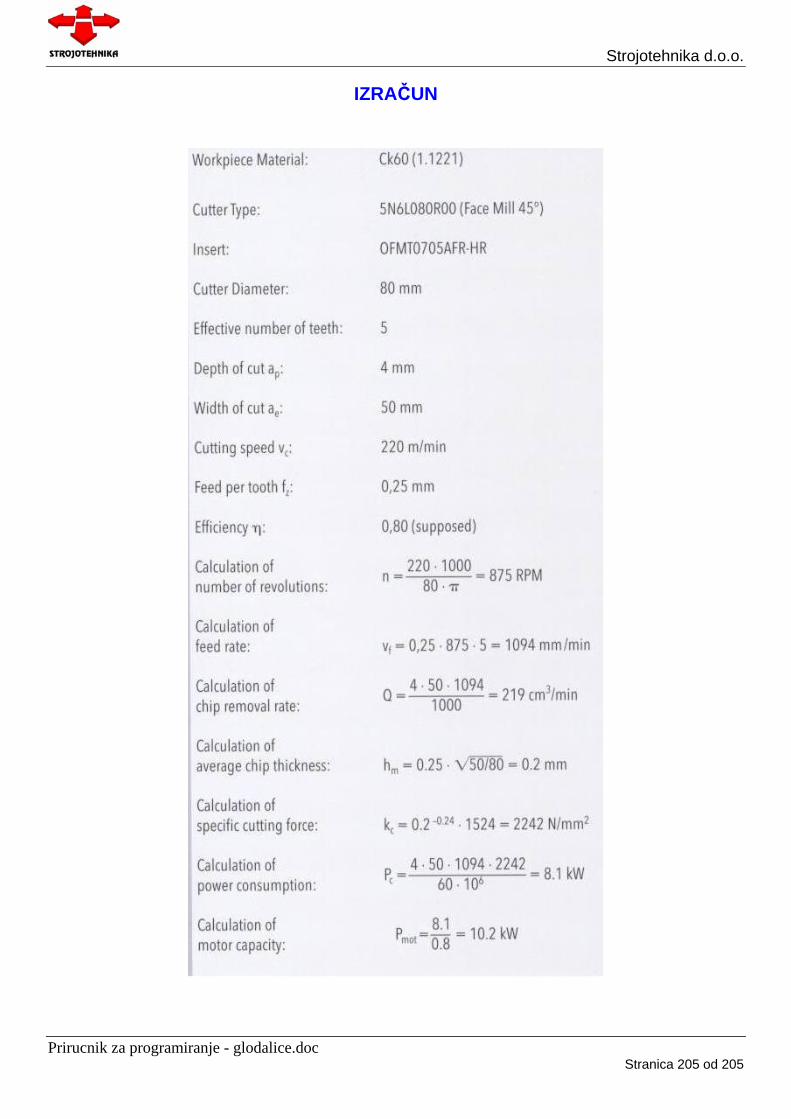
IZRAČUN
Prirucnik za programiranje - glodalice.doc Stranica 205 od 205





























