Embed Size (px)
Citation preview

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
EJERCICIOS:
1.1 Introducción
1. ¿Cuáles son los principales propósitos y entregables de la fase de medición?
a.
b.
c.
d.
e.
f .
2. ¿Cómo se realiza un mapa detallado del proceso? Dar un ejemplo
3. ¿Cómo se realiza un mapa de la cadena de valor? Dar un ejemplo
4. ¿Cómo se establece un plan de colección de datos o los pasos para lograrla?
5. ¿Cuáles son las variables clave de entrada (KPIV) y salida (KPOV) de un proceso?
Página 1 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
1.2 PROBABILIDAD Y ESTADISTICA
1. ¿Cuál es la diferencia entre la estadística descriptiva y la inferencial?
2. ¿Cuál es la diferencia entre un estadístico y un parámetro?
3. ¿A qué se refiere el Teorema del Límite Central?
4. ¿Cómo se aplica el teorema del límite central en la evaluación de intervalos y cartas de control?
5. ¿Qué es probabilidad?
6. ¿Qué es independencia, mutuamente exclusivos, reglas de multiplicación?
Eventos independientes:
Eventos mutuamente exclusivos:
Regla de la adición:
Regla de multiplicación:
1.3 TIPOS DE DATOS Y RESUMEN DE DATOS
1. ¿Cuáles son los datos discretos y variables?
Datos discretos:
Datos variables:
2. Dar un ejemplo de los datos y escalas de medición siguientes:
a. Nominales:
b. Ordinales:
Página 2 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
c. De intervalo:
d. De razón:
3. ¿Para que sirven las hojas de registro?
4. ¿Cómo se codifican los datos? Dar ejemplos:
a. Multiplicación o división por una constante
b. Suma o resta de una constante
5. Describir el muestreo:
a. Aleatorio
b. Estratificado
c. Sistemático
6. ¿Cómo se asegura la integridad de los datos?
a.
b.
c.
1.4 Estadística descriptiva
1. ¿Cómo se calculan las medidas de tendencia central?
Media:
Moda:
Mediana:
Página 3 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
2. ¿Cómo se calculan las medidas de dispersión?
Rango:
Varianza:
Desviación estándar:
Coeficiente de variación:
3. ¿Cuál es el propósito del Diagrama de Pareto?
4. ¿Cuál es el propósito del Histograma / Cartas de tendencias?
Histograma:
Carta de tendencias:
5. ¿Para que sirve un diagrama de dispersión?
6. ¿Qué significa el coeficiente de correlación y el coeficiente de determinación
7. Al analizar la relación lineal entre dos variables ¿Qué valores puede tomar el coeficiente de correlación y gráficamente que significa?
8. ¿Qué características tiene la distribución normal estándar?
a.
b.
c.
9. ¿Qué representa la desviación estándar dentro de la distribución normal?
Página 4 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
10. ¿Cómo se puede transformar o estandarizar una distribución normal de datos reales a la normal estándar?
Z = (X – Media) / Desv. Estándar
10. ¿Qué características tiene un proceso normal?
a.
b.
c.
11. Los costos de producción mensual tienen una media de $410, y s = 87, ¿Cuál es la probabilidad de que los costos se mantengan por debajo de $300?.
16. ¿Qué características y cual es la aplicación de la distribución normal de las medias muestrales?
1.5 Capacidad de procesos
1. ¿Qué es capacidad de un proceso?
2. ¿Cómo se determina la fracción defectiva y el rendimiento de un proceso?
3. ¿Qué significa la capacidad potencial de un proceso Cp y cómo se determina?
4. ¿Qué significa la capacidad real Cpk de un proceso y cómo se determina?
Página 5 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
5. ¿Cómo se determina el nivel sigma (corto plazo) de un proceso en base al rendimiento?
6. ¿Cómo se determinan los índices de desempeño del proceso Pp y Ppk?
7. ¿Cómo se verifica la normalidad de un proceso?
8. ¿Cuál es la diferencia entre un índice de capacidad del proceso y un índice de desempeño del proceso?
Página 6 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
PROBLEMAS: (Utilizar Minitab para las soluciones)
DISTRIBUCIONES DE PROBABILIDAD DISCRETAS
1. El 20% de los choferes son mujeres, si se seleccionan 20 al azar para una encuesta:Usando la distribución binomial y la distribución de Poissona) ¿Cuál es la probabilidad de que dos choferes sean mujeres ?b) ¿Cuál es la probabilidad de que al menos cuatro sean mujeres?
Excel: Fx Estadísticas =distr.binom o Poisson
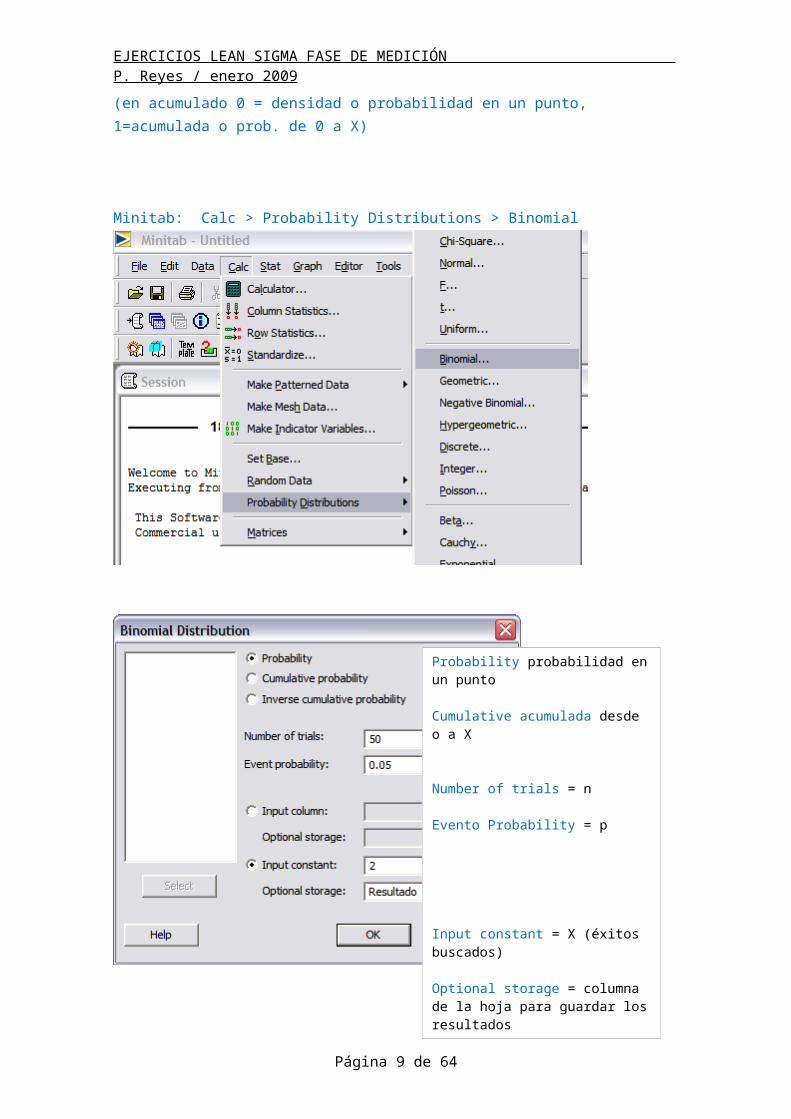
(en acumulado 0 = densidad o probabilidad en un punto, 1=acumulada o prob. de 0 a X)
Página 7 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Minitab: Calc > Probability Distributions > Binomial
2. Se tienen 60 ejecutivos de cuenta en un call center, están ocupados en promedio el 30% del tiempo, si 3 clientes llaman ¿la probabilidad de que estén ocupadas es mayor al 50%? Usar Poisson o binomial
3. De 9 empleados diurnos sólo 6 están calificados para hacer su trabajo, si se seleccionan aleatoriamente 5 de los 9 empleados, Cuál es la probabilidad hipergeométrica de que:a) Los 5 estén calificados
Página 8 de 54
Probability probabilidad en un punto
Cumulative acumulada desde o a X
Number of trials = n
Evento Probability = p
Input constant = X (éxitos buscados)
Optional storage = columna de la hoja para guardar los resultados
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
b) 4 estén calificadosc) Por lo menos 3 estén calificadosExcel: Fx Estadísticas =distr.hypergeom
DISTRIBUCIONES DE PROBABILIDAD CONTINUAS4. Sea X el tiempo entre dos solicitudes de servicio sucesivas a un departamento, si X tiene una distribución exponencial con media = 10, calcular:a) El tiempo esperado entre dos solicitudes sucesivas.b) P(X<=15)c) P(8<=X<=14)Excel: Fx Estadísticas =distr.exp
5 Las falla de los ventiladores de un equipo tiene un tiempo promedio de 25,000 Horas, con desviación estándar de 3,000 horas ¿cuál es la probabilidad de quea) Un ventilador seleccionado al azar dure por lo menos 20,000 horas?
b) A lo sumo 30,000 horas?
c) Entre 20,000 y 30,000 horas?
Página 9 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
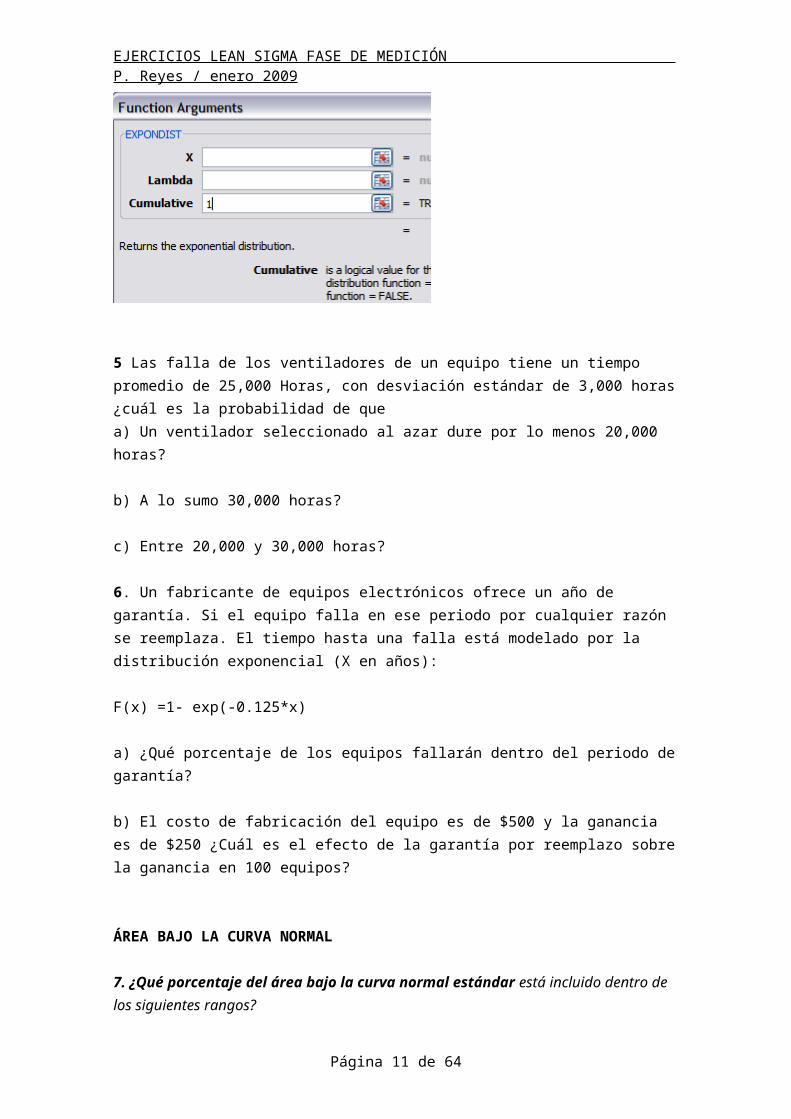
6. Un fabricante de equipos electrónicos ofrece un año de garantía. Si el equipo falla en ese periodo por cualquier razón se reemplaza. El tiempo hasta una falla está modelado por la distribución exponencial (X en años):
F(x) =1- exp(-0.125*x)
a) ¿Qué porcentaje de los equipos fallarán dentro del periodo de garantía?
b) El costo de fabricación del equipo es de $500 y la ganancia es de $250 ¿Cuál es el efecto de la garantía por reemplazo sobre la ganancia en 100 equipos?
ÁREA BAJO LA CURVA NORMAL
7. ¿Qué porcentaje del área bajo la curva normal estándar está incluido dentro de los siguientes rangos?
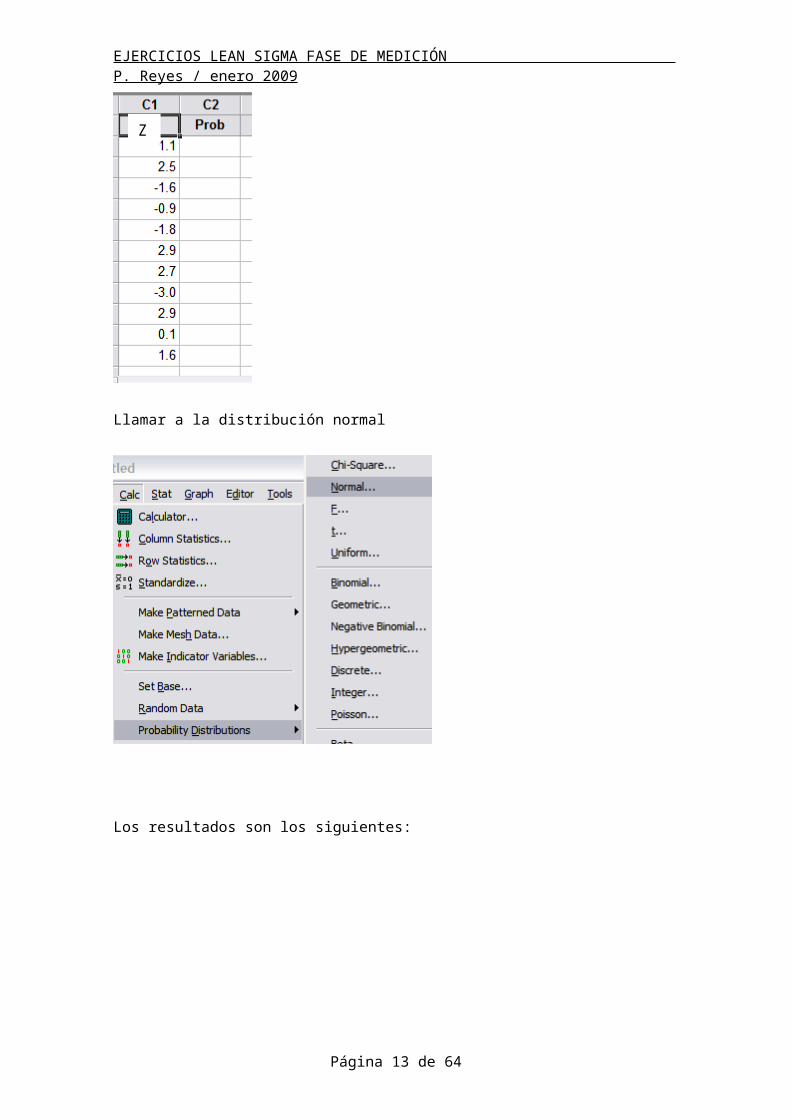
En Minitab, cargar en C1 los valores de Z siguientes:1.1, 2.5, -1.6, -0.9, -1.8, 2.9, -2.7, -3, -2.9, 0.1, 2.6
Calc > Probability distributions > Normal > Cumulative probabilityMean 0.0 Standar deviation 1Input column C1OK Con Excel utilizar =DISTR.NORM.ESTAND(Z)
a) P(1.1 <= Z <= 2.5) = Hacer una resta de P(Z<2.5) menos P(Z<1.1)
b) P(-1.6 <= Z <= -0.9) = Hacer una resta
c) P( -1.8 <= Z <= 2.9) =Hacer una resta
d) P( Z >= 2.7) =Directa con P(Z< - 2.7) o restar a 1 la P(Z<=2.7)
e) P( Z<-3) + P(Z>2.9) =Sumar P(Z<-3) y P(Z< - 2.9) o [1 – P(Z<2.9]
f) P(0.1 <= Z <= 2.9) =Hacer una resta
Página 10 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
g) P(Z>= 1.6) = Directa con P(Z< - 1.6) o restar a uno la P(Z<=1.6)
Otra opción en Minitab: Cargar los datos en Minitab de todas las X a utilizar:
Llamar a la distribución normal
Los resultados son los siguientes:
Página 11 de 54
Z

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Con estos resultados realizar las operaciones indicadas en cada inciso
Opción gráfica (dependiendo de cada valor solicitado):
Seleccionar View Probability
Página 12 de 54
Z
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Seleccionar Shaded Area y después seleccionar Cola izquierda, cola derecha, o ambas colas dependiendo del problema específico.
El resultado es el siguiente (copiar gráfica como imagen Meta archivo mejorado):
0.4
0.3
0.2
0.1
0.0X
Dens
ity
-1.6
0.0548
0
Distribution PlotNormal, Mean=0, StDev=1
Página 13 de 54
Z

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
8. Porcentaje del área bajo la curva normal:
Una máquina envasadora de refresco se ajusta para servir 10 onzas de líquido por vaso, si la desviación estándar es de 0.12 onzas. ¿Cuál es la probabilidad o porcentaje de las veces de que la máquina sirva:
Con Excel utilizar =DISTR.NORM(X, 10, 0.12, 1)
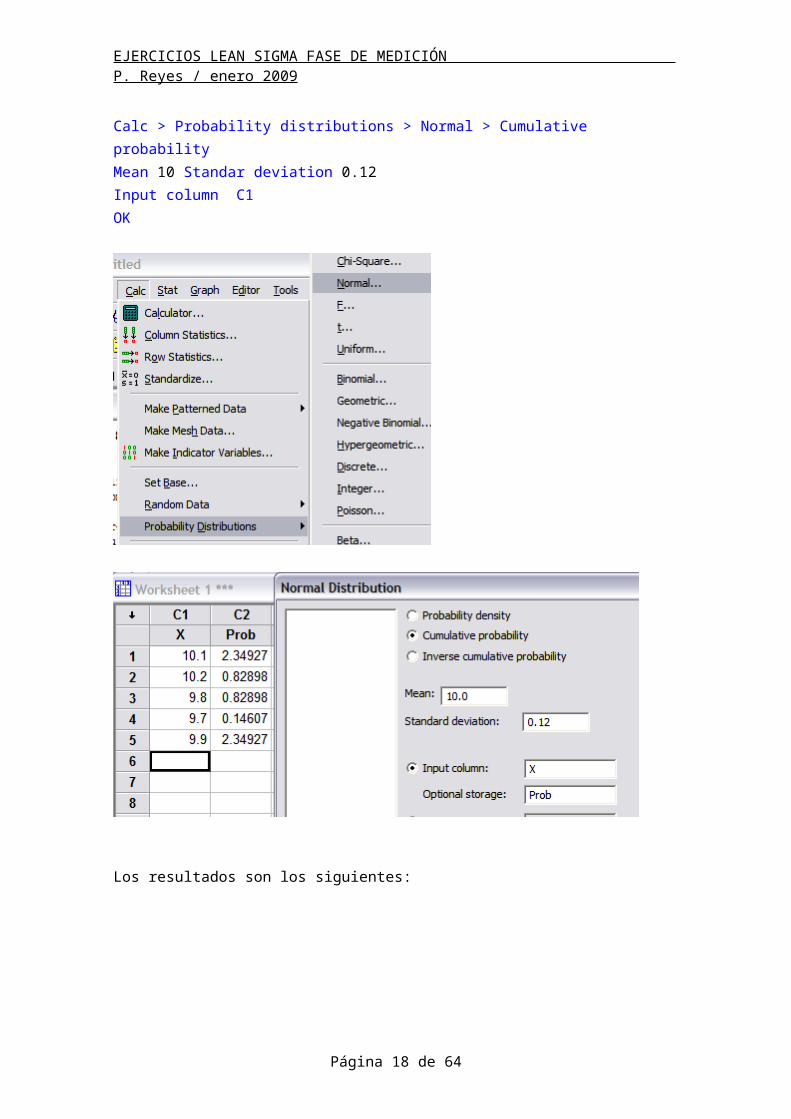
En Minitab, cargar en C1 los valores de X siguientes:10.1, 10.2, 9.8, 9.7, 9.9
Calc > Probability distributions > Normal > Cumulative probabilityMean 10 Standar deviation 0.12
Página 14 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Input column C1OK
Los resultados son los siguientes:
Calcular lo que se pide en cada caso con estos resultados
Página 15 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
a. 10.1 onzas o más? P = Restar a uno la P(X<=10.1)
b. Entre 10.1 y 10.2 onzas? P =Hacer una resta
c. Entre 9.8 y 10.2 onzas? P =Hacer una resta
d. Menos de 9.8 onzas? P =Directa
e. Entre 9.7 y 9.9 onzas? P =Hacer una resta
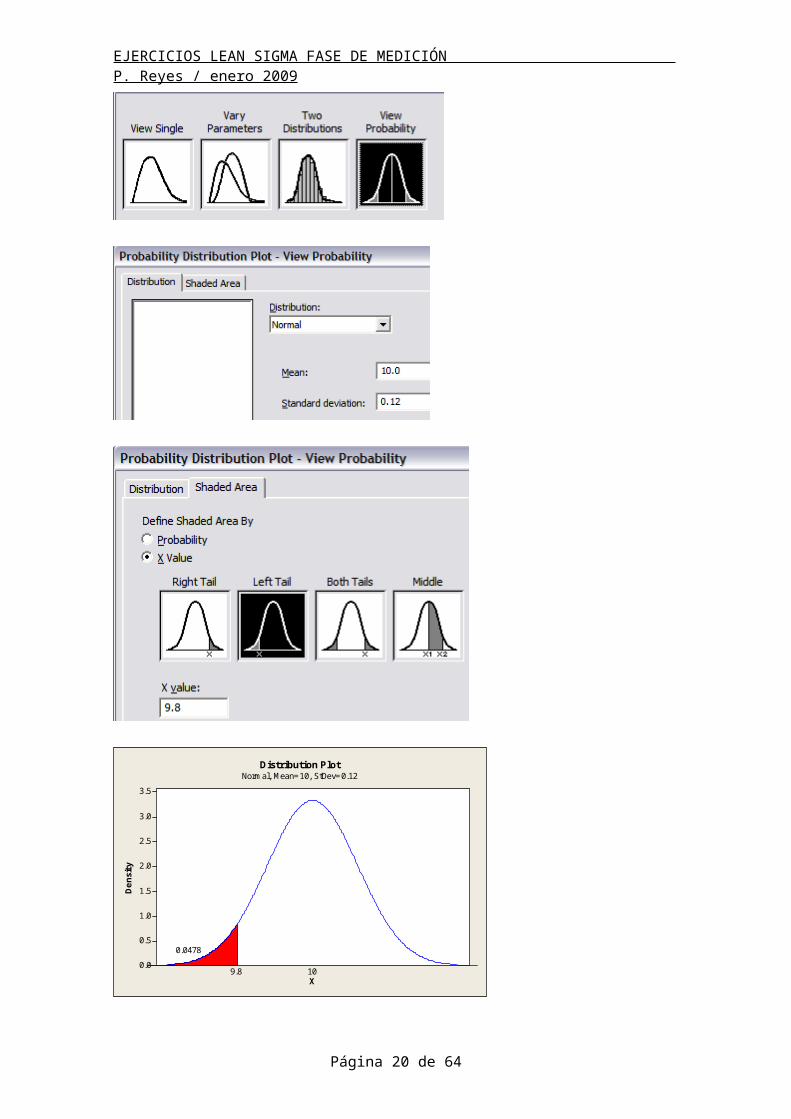
Con la opción gráfica se tiene:
Página 16 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0X
Dens
ity
9.8
0.0478
10
Distribution PlotNormal, Mean=10, StDev=0.12
9. Media muestral dentro de la distribución normal La distancia recorridas en kilómetros por camioneros tiene una media de 8,500 y desv. Estándar de 1,950. Si se toma una muestra de n = 40 conductores, ¿Cuál es la probabilidad de que la media de la muestra tomada sea:?
En Minitab, cargar en C1 los valores de X siguientes:8 900, 8 000, 8 200, 8 870, 8 100, 8 400Calc > Probability distributions > Normal > Cumulative probabilityMean 8500 Standar deviation 308.32 ( = 1950/raiz(40)Input column C1OK
Con Excel utilizar =DISTR.NORM(X, 8500, 1950 / raiz(40), 1)
a) > 8,900;
b) < 8,000
Página 17 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
c) entre 8,200 y 8,870
d) entre 8,100 y 8,400
10. Determinar las siguientes estadísticas básicas con los siguientes datos:
La cantidad de ingrediente en una bebida carbonatada llenada por dos máquinas diferentes 1 y 2 se muestran a continuación:
La primera tabla muestra las dos máquinas combinadas, la segunda tabla muestra la cantidad de ingrediente de la máquina 1 y la tercera tabla muestra la cantidad de ingrediente de la máquina 2.
No.
Cant_ingrediente
Maquina
No.
Cant_ingr_M1 No.
Cant_ingr_M2
1 24 2 2 14 1 242 14 1 3 18 4 273 18 1 10 27 5 174 27 2 11 24 6 325 17 2 13 24 7 316 32 2 17 28 8 277 31 2 21 17 9 218 27 2 23 22 12 219 21 2 26 21 14 26
10 27 1 27 16 15 3111 24 1 28 17 16 3412 21 2 29 22 18 3213 24 1 33 16 19 2414 26 2 34 16 20 1615 31 2 35 18 24 3716 34 2 36 30 25 3617 28 1 38 16 30 3418 32 2 39 14 31 2019 24 2 40 15 32 1920 16 2 43 17 37 2121 17 1 44 20 41 1423 22 1 45 20 42 1424 37 2 46 25 50 1925 36 2 47 15
Página 18 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
26 21 1 48 1627 16 1 49 1528 17 129 22 130 34 231 20 232 19 233 16 134 16 135 18 136 30 137 21 238 16 139 14 140 15 141 14 242 14 243 17 144 20 145 20 146 25 147 15 148 16 149 15 150 19 2
Tomando los datos de cantidad de ingrediente en general y tomándolos para cada una de las máquinas por separado, determinar lo siguiente:
a) Determinar la media, moda, mediana, varianza, desv. Estándar, Q1, Q2, Q3 y Coeficiente de variación para las dos máquinas en conjunto:
En Minitab:Stat > Basic Statistics > Display Descriptive statistics Variables Cant_ingrediente Graphs Histogram of data y Box Plot OK
Resultados =
CV = Desviación estándar / Media =
Página 19 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
b) Determinar la media, moda, mediana, varianza, desv. Estándar, Q1, Q2, Q3 y Coeficiente de variación para cada una de las máquinas por separado:
En Minitab:Stat > Basic Statistics > Display Descriptive statistics Variables Cant_ingrediente By Variable MaquinaGraphs Histogram of data Box Plot OK
c) Hacer una prueba de normalidad para los datos de ambas máquinas y para una por separado, observar el P value (si es mayor a 0.05 los datos son normales) y concluir
Para los datos totales:En Minitab:Stat > Basic Statistics > Normality TestVariables Cantidad_ingredienteAnderson Darling OK
Página 20 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
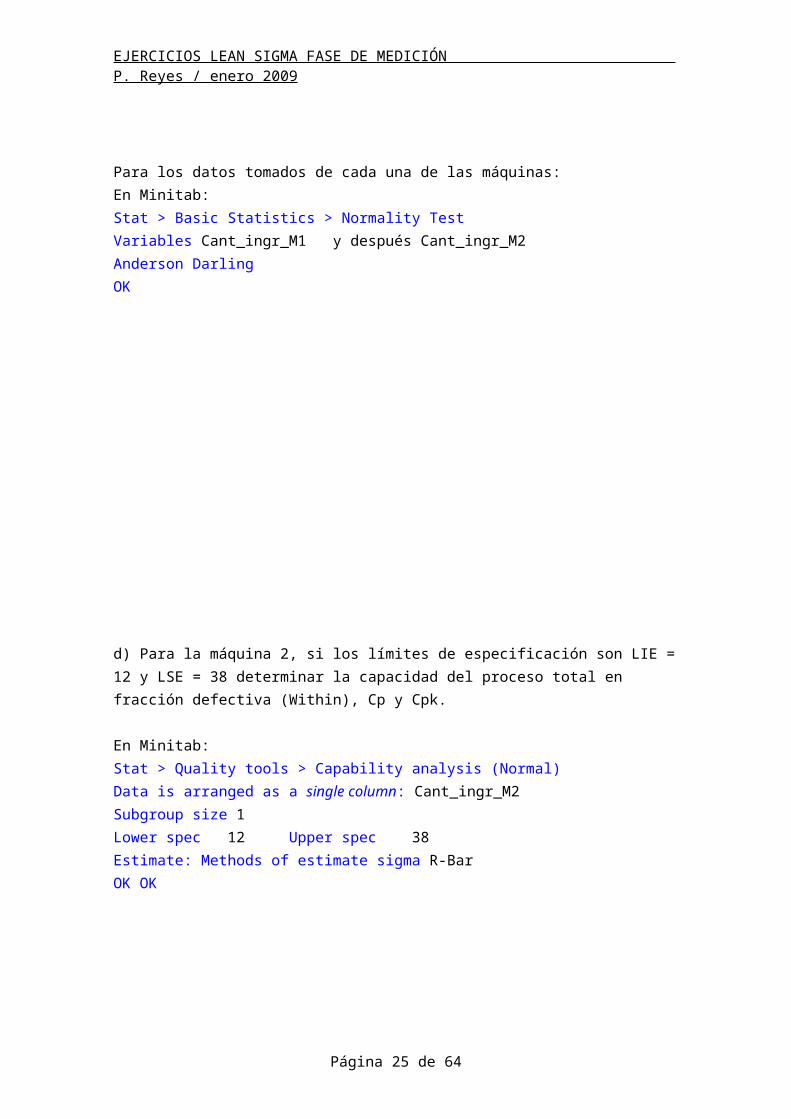
Para los datos tomados de cada una de las máquinas:En Minitab:Stat > Basic Statistics > Normality TestVariables Cant_ingr_M1 y después Cant_ingr_M2 Anderson Darling OK
d) Para la máquina 2, si los límites de especificación son LIE = 12 y LSE = 38 determinar la capacidad del proceso total en fracción defectiva (Within), Cp y Cpk.
En Minitab:Stat > Quality tools > Capability analysis (Normal) Data is arranged as a single column: Cant_ingr_M2 Subgroup size 1Lower spec 12 Upper spec 38Estimate: Methods of estimate sigma R-BarOK OK
Página 21 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Capacidad en sigmas
11. Si un proceso genera un 1% de cable defectivo que se convierte en desperdicio, con una oportunidad para defecto ¿Qué valores tendrían los términos siguientes Yrt, sigmas del proceso y ppm?
Yrt = Sigmas = ppm =
12. ¿Cuantas sigmas de capacidad tiene un proceso que en cada lote de 10,000 metros produce 40 m defectuosos?
Yrt = Sigmas = ppm =
13. ¿De cuántas a cuantas sigmas mejora la capacidad de un proceso que tiene un rendimiento inicial de 84% y un rendimiento final del 95%?
Sigmas al 84% = Sigmas al 95% =
14. Para un cierto tipo de productos se tiene una capacidad de proceso de 3.4 sigmas, quiere decir que por cada 1,000 productos habrá X productos defectuosos, determinar el valor de X( =1000 * (1 - distr.norm.estand(3.4 - 1.5)):
a. 140b. 280c. 48d. 29
15. ¿De cuantas a cuantas Sigmas cambia un proceso que antes de la mejora tiene un rendimiento de 93.3% a un rendimiento de 99.38% después de un proyecto de mejora? ( =distr.norm.estand.inv(0.9330) + 1.5) a ( =distr.norm.estand.inv(0.9938) + 1.5)
a. 2 a 2.8b. 3 a 4c. 3 a 3.4d. 4 a 4.8
Página 22 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Página 23 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
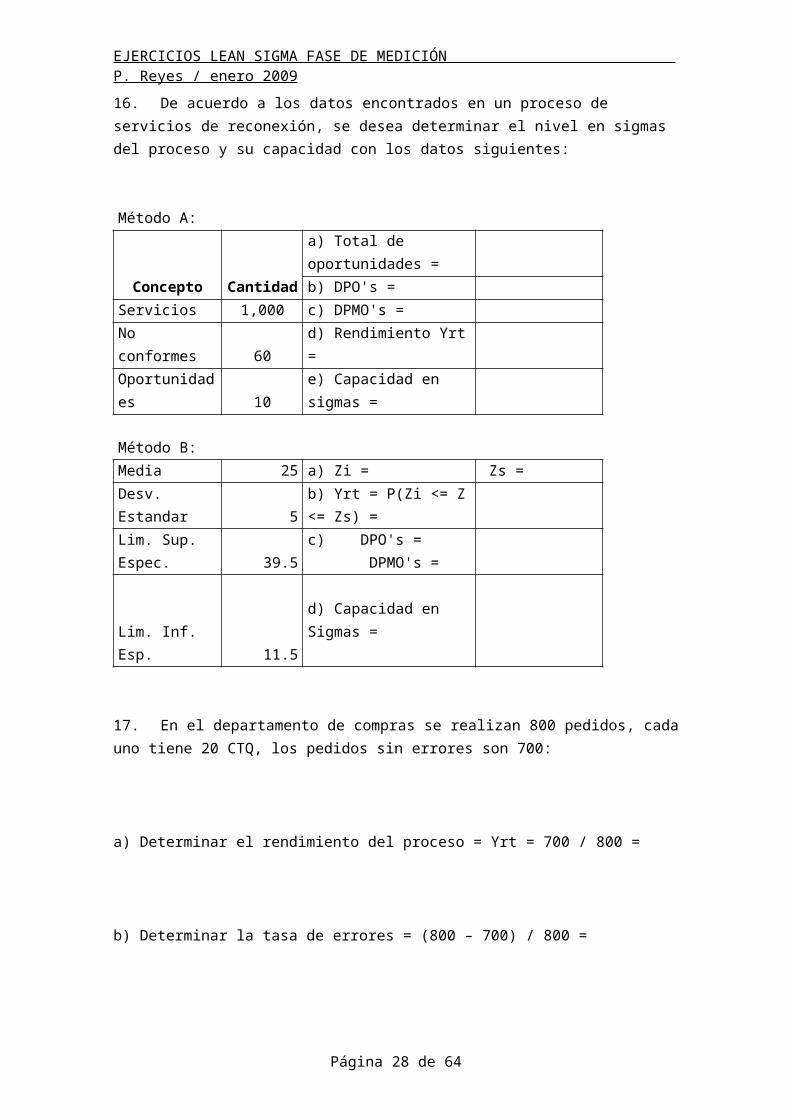
16. De acuerdo a los datos encontrados en un proceso de servicios de reconexión, se desea determinar el nivel en sigmas del proceso y su capacidad con los datos siguientes:
Método A:
Concepto Cantidad
a) Total de oportunidades = b) DPO's =
Servicios 1,000 c) DPMO's = No conformes 60 d) Rendimiento Yrt = Oportunidades 10 e) Capacidad en sigmas =
Método B:Media 25 a) Zi = Zs = Desv. Estandar 5 b) Yrt = P(Zi <= Z <= Zs) =
Lim. Sup. Espec. 39.5c) DPO's = DPMO's =
Lim. Inf. Esp. 11.5d) Capacidad en Sigmas =
17. En el departamento de compras se realizan 800 pedidos, cada uno tiene 20 CTQ, los pedidos sin errores son 700:
a) Determinar el rendimiento del proceso = Yrt = 700 / 800 =
b) Determinar la tasa de errores = (800 – 700) / 800 =
c) Determinar la tasa de defectos por cada CTQ = DPO = (b) / 20 =
d) Determinar los Defectos por Millón de Oportunidades = DPO x 1000,000 =
e) Determinar la capacidad del proceso en Z sigmas = distr.norm.estand(Yrt) + 1.7 =
Página 24 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
18. Condiciones para hacer un estudio R&R:
a. El equipo debe
b. El operador debe
c. Las partes a medir deben
d. La resolución del equipo debe ser al menos de la tolerancia
19. ¿Cómo se definen los errores de Sesgo o Exactitud, Reproducibilidad, Precisión o Repetibilidad, R&R?
a. Sesgo o exactitud:
b. Reproducibilidad:
c. Repetibilidad:
d. Repetibilidad y reproducibilidad
e. Máximo error de R&R permisible
20. Para el caso de R&R por atributos con pruebas comparativas, de apreciación de varios operadores, el error máximo aceptable como porcentaje de coincidencias contra un experto es de:
21. Estudios de R&R: Utilizando las mediciones siguientes resultados de un estudio de Repetibilidad y reproducibilidad en un equipo de medición con tres operadores haciendo dos mediciones cada uno en 10 partes diferentes realizar un estudio R&R:
Parte Operador Medición1 1 157.51 1 150.02 1 180.02 1 172.53 1 150.03 1 157.54 1 202.54 1 202.55 1 142.55 1 135.06 1 172.56 1 157.5
Página 25 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
7 1 165.07 1 157.58 1 142.58 1 127.59 1 180.09 1 172.5
10 1 187.510 1 172.51 2 150.01 2 150.02 2 180.02 2 180.03 2 142.53 2 157.54 2 210.04 2 195.05 2 142.55 2 135.06 2 180.06 2 157.57 2 165.07 2 180.08 2 135.08 2 150.09 2 187.59 2 172.5
10 2 195.010 2 187.51 3 142.51 3 157.52 3 172.52 3 180.03 3 150.03 3 165.04 3 202.54 3 210.05 3 135.05 3 157.56 3 172.56 3 165.07 3 165.07 3 150.08 3 142.5
Página 26 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
8 3 135.09 3 180.09 3 180.0
10 3 180.010 3 187.5
a) ¿Cuáles son las condiciones previas para hacer un estudio R&R? 1. 2.
3.
b) Obtener una gráfica de mediciones individuales por cada operador y parte.
En Minitab:Stat > Quality tools > Gage Study > Gage Run ChartSeleccionar columnas de Parte Operador Medición OK
Hacer comentarios:
b) Obtener e Interpretar los resultados del estudio R&R siguientes:
Con Minitab:Stat > Quality tools > Gage R&R Study (Crossed)Seleccionar columnas de Parte Operador Medición Seleccionar Method of Analysis ANOVA Options: Study variation 5.15 Process tolerance 450 (de LSE = 487.5 LIE = 37.5) OK
Página 27 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
c) ¿Es adecuada la Carta R?: Debido a que:
d) ¿Es adecuada la Carta X es?: Debido a que:
e) ¿Hay interacción significativa entre operador y partes Pvalue de Parte*Operador = ¿es menor a alfa de 0.05? Por tanto:
f) % de Repetibilidad vs Tolerancia = (Columna de %Tolerance / SV Toler)
g) % de Reproducibilidad vs Tolerancia= (Columna de %Tolerance / SV Toler)
h) % R&R vs Tolerancia = (Columna de %Tolerance SV/Toler)
i) Sacar conclusiones sobre la capacidad del sistema de medición si es para liberación del producto y en donde se deben tomar acciones de mejora de capacidad del sistema de medición: Observar porcentajes vs tolerancia:
j) ¿Es adecuado el número de categorías que identifica el sistema de medición? Categories (debe ser mayor a 4)
Página 28 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
22. Interpretar los resultados del siguiente estudio R&R:
Study Var %Study Var %ToleranceSource StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)
Total Gage R&R 0.045650 0.235099 25.16 19.59
Repeatability 0.033983 0.175015 18.73 14.58
Reproducibility 0.030481 0.156975 16.80 13.08
Part-To-Part 0.175577 0.904219 96.78 75.35
Total Variation 0.181414 0.934282 100.00 77.86
a) ¿Es adecuada la Carta R?: Debido a que:
b) ¿Es adecuada la Carta X es?: Debido a que:
c) ¿Hay interacción significativa entre operador y partes
Página 29 de 54
Perc
ent
Part-to-PartReprodRepeatGage R&R
100
50
0
% Contribution% Study Var% Tolerance
Sam
ple
Rang
e 0.10
0.05
0.00
_R=0.0383
UCL=0.1252
LCL=0
1 2 3
Sam
ple
Mea
n
1.00
0.75
0.50
__X=0.8075UCL=0.8796LCL=0.7354
1 2 3
Part10987654321
1.00
0.75
0.50
Operator321
1.00
0.75
0.50
Part
Aver
age
10 9 8 7 6 5 4 3 2 1
1.00
0.75
0.50
Operator123
Gage name:Date of study:
Reported by:Tolerance:Misc:
Components of Variation
R Chart by Operator
Xbar Chart by Operator
Response by Part
Response by Operator
Operator * Part Interaction
Gage R&R (Xbar/ R) for Response

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Pvalue de Parte*Operador = ¿es menor a alfa de 0.05? Por tanto:
d) % de Repetibilidad vs Tolerancia = (Columna de %Tolerance / SV Toler)
e) % de Reproducibilidad vs Tolerancia= (Columna de %Tolerance / SV Toler)
f) % R&R vs Tolerancia = (Columna de %Tolerance SV/Toler)
g) Sacar conclusiones sobre la capacidad del sistema de medición si es para liberación del producto y en donde se deben tomar acciones de mejora de capacidad del sistema de medición: Observar porcentajes vs tolerancia:
h) ¿Es adecuado el número de categorías que identifica el sistema de medición? Categories (debe ser mayor a 4)
Página 30 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
23. Carta de lecturas individuales I-MR y capacidad del proceso: considerar los siguientes datos de y analizar la carta I-MR y una EWMA:
%_CO29.457.99
17.0011.6612.1610.188.04
11.469.2
10.349.03
11.4710.51
9.410.089.37
10.6210.318.52
10.8410.99.33
12.2911.510.6
11.0810.3811.6211.3110.52
a) Construir una carta I-MR Stat > Control Charts > Variable Chart for Individuals > I – MR Variable %_CO2OK
Página 31 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
¿Está el proceso en control estadístico? ___ Si ___ No
b) Si no está en control, asumir que se pueden identificar las causas asignables, Asumir que se pueden identificar las causas especiales y que se toman acciones para prevenir su recurrencia, eliminar los puntos que salen de control y recalcular los límites de control y obtener otra vez la carta I-MR.
c) Determinar los límites de tolerancia natural del proceso con:
Desviación estándar = Sigma = Rmedio / d2 con d2 = 1.128
LTNI = Media - 3*sigma =
LTNS = Media + 3*sigma =
d) Con límites de especificación de LIE = 8 y LSE = 16 para la característica seleccionada determinar la capacidad del proceso y contestar las preguntas siguientes:
En Minitab:Stat > Quality tools > Capability analysis > Normal Data is arranged as a single column: %_CO2Subgroup size 1Lower spec 8 Upper spec 16Estimate: Methods of estimate sigma R-BarOptions: Display Percents o Parts per million / Capability Stat Cp, Cpk o Benchmark Z’s OK OK
Página 32 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
e) ¿Cuál es el valor de la fracción defectiva total fuera de especificaciones (Exp. Within performance - % Total )?
f) ¿Cuál es el valor del Cp? ¿Es potencialmente hábil el proceso?
g) ¿Cuál es el valor del Cpk? ¿Es realmente hábil el proceso?
h) ¿Qué recomendaría para mejora capacidad del proceso?.
24. Ejercicio: Un proceso con los datos mostrados abajo tiene un LSE = 8, determinar lo siguiente (utilizando Minitab):
Datos1.601030.843263.006791.299232.242372.635790.340936.965343.466451.41079
a) Prueba de normalidad En Minitab:File > Open worksheet > Data > Tiles.mtwStat > Basic Statistics > Normality TestVariables DatosAnderson Darling OK
Página 33 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
25. Se representa la humedad de 20 paquetes de un producto tomado durante varios días a la semana:
lunes martes mierc jueves viernes8.2 8.61 9.43 8.97 8.46
8.36 9.14 8.85 9.02 88.37 8.52 8.66 9.61 8.328.52 9.2 8.89 9.15 8.918.05 9.3 9.28 9.21 8.178.76 9.58 9.14 9.53 8.68.51 8.81 9.41 9.28 8.488.18 8.68 9.34 9.28 8.658.52 8.59 9.59 8.86 8.978.64 8.66 9.15 8.75 8.28.83 8.7 9.75 9.64 8.338.35 9.08 9.18 9.05 8.268.48 8.32 8.86 8.76 8.648.34 8.33 9.28 9.21 8.818.51 8.41 8.5 8.76 8.738.08 9.07 9.19 9.4 8.738.15 9.08 9.19 9.55 8.48.15 9.13 9.12 9.5 8.68.68 8.69 9.2 9.48 8.478.79 8.46 8.8 9.58 8.1
a) Apilar todas las columnas agregando una columna de índicesData > Stack > ColumnsStack the following columns lunes-viernesColumn of current worksheet semanaStore subscripts in Diaseleccionar Use variable names in subscript columnOK
b) Hacer un diagrama de datos de la semana ver si el proceso es estableGraph > Time Series Plot: SimpleSeries semanaOK
c) Distinguir el día de la semana en que ocurrieron los resultados Graph > Time Series plot: With GroupsSeries SemanaCategorical variables for grouping Dia
Página 34 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
OK
¿Qué conclusiones se obtienen?
26. Obtener las estadísticas básicas de Weight para dos máquinas de llenado:
Página 35 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Página 36 de 54
Weight Llenadora905 2930 1865 2895 1905 1885 2890 1930 2915 2910 1920 1915 1925 2860 2905 2925 2925 2905 2915 1930 1890 1940 1860 2875 1985 2970 1940 1975 1
1000 21035 21020 2985 2960 2945 1965 1940 2900 2920 2980 2950 2955 2970 2970 1
1035 1
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
a. Estadísticas básicasMediana Moda MediaDesviación estándarVarianzaCoeficiente de variaciónRango Primer cuartilTercer cuartilRango intercuartílicoEsquematiza el diagrama de caja
b) Hacer una prueba de normalidad en los datos. Con los datos completos y considerando cada llenadora:
c) Obtener un histograma para la llenadora 2
d) Obtener un diagrama de caja para la llenadora 2
e) Obtener un diagrama de tallo y hojas para ambas
Con los datos completos
f) Encontrar la proporción de pesos que se encuentran entre 900 y 1000 grs.
g) Encontrar la proporción de pesos menores a 850 grs.
h) Encontrar la proporción de pesos mayores a 1,050 grs.
i) Encontrar la proporción de pesos menores a 880 grs. Y mayores a 1020 grs.
Página 37 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
j) Con Excel, si los límites de especificación son LIE = 850 y LSE = 1,050 determinar la capacidad del proceso total y para cada una de las máquinas: determinar la fracción defectiva, Cp y Cpk utilizando la desviación estándar estimada de corto plazo (Within) cuando no hay cambios y el proceso en control.
Fracción defectiva =
Página 38 de 54
stp
LIELSEC6
ZLIE=LIE− X̄
σ stZLSE=
LSE−X̄σst
σ st=σWithin=R̄d2
Φ (Z LIE)+Φ ( −Z LSE)
C pk=Menor|Z LIE , Z LSE|
3
C pm=LSE−LIE
√σ ST+( X̄−M )2CR= 1C p
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
ÍNDICES DE DESEMPEÑOk) Determinar la fracción defectiva, Pp y Ppk utilizando la fórmula de la desviación estándar de largo plazo (Overall) siguiente para datos históricos, cuando ya ocurrieron todos los cambios, no importa que el proceso no esté en control:
Fracción defectiva =
4CS
Overalllt 1)( 2
nXXiS 34
)1(44
nnC
ltLIE
XLIEZ
ltLSE
XLSEZ
)()( LSELIE ZZ
LTp
LIELSEP6
3, LSELIE
pk
ZZMenorP
Fracción defectiva =
27. ¿Qué recomendaciones proporciona la norma ISO 10012 en relación con los equipos de medición?
Página 39 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
SERIES DE TIEMPO
28. Se colectan datos de empleo en un sector de negocios durante 60 meses y se desea predecir la tasa de empleo para los siguientes 12 meses, EMPLOY.MTW.
Las instrucciones de Minitab son las siguientes:
Modelos de tendencias lineal y cuadráticoa) Para un modelo lineal:
1 Open Worksheet EMPLOY.MTW.2 Ejecutar Stat > Time Series > Trend Analysis.3 En Variable, poner Trade.4 En Model Type, seleccionar Linear5 Seleccionar Generate forecasts y poner 12 en Number of forecasts.6 Seleccionar Storage .7 Seleccionar Fits (Trend Line), Residuals (detrended data), y Forecasts. Seleccionar OK en cada diálogo.
b) Para un modelo cuadrático
1 Open Worksheet EMPLOY.MTW.2 Ejecutar Stat > Time Series > Trend Analysis.3 En Variable, poner Trade.4 En Model Type, seleccionar Quadratic.5 Seleccionar Generate forecasts y poner 12 en Number of forecasts.6 Seleccionar Storage .7 Seleccionar Fits (Trend Line) , Residuals (detrended data), y Forecasts. Seleccionar OK en cada diálogo.
Interpretar los resultados (ver página 11 de series de tiempo)
Predecir con un modelo de media móvil
29. Se desea predecir el empleo durante los próximos 6 meses en el segmento de metales con los datos de los últimos 60 meses. Se usa el método de promedio móvil si no se tienen patrones bien definidos de tendencia o estacionalidad en los datos.
1 File > Open worksheet EMPLOY.MTW.2 Seleccionar Stat > Time Series > Moving Average.3 En Variable, seleccionar Metals. En MA length, poner 3. 4 Seleccionar Center the moving averages. 5 Seleccionar Generate forecasts, y poner 6 en Number of forecasts. Click OK.
Interpretar los resultados
Página 40 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
MÉTODOS DE SUAVIZACIÓN EXPONENCIAL
Suavizamiento exponencial simple
30. Se desea predecir el empleo durante los próximos 6 meses en el segmento de metales con los datos de los últimos 60 meses. Se usa el método de promedio móvil si no se tienen patrones bien definidos de tendencia o estacionalidad en los datos.
1 File > Open worksheet EMPLOY.MTW.2 Seleccionar Stat > Time Series > Single Exp Smoothing.3 En Variable, poner Metals.4 Seleccionar Generate forecasts, y 6 en Number of forecasts. Click OK.Interpretar los resultados:
Suavizamiento exponencial doble
31. El suavizamiento exponencial doble emplea un componente de nivel y un componente de tendencia en cada uno de los periodos. Usa dos pesos, o parámetros de suavización, actualiza los componentes cada periodo.
1 File > Open worksheet EMPLOY.MTW.2 Seleccionar Stat > Time Series > Double Exp Smoothing.3 En Variable, poner Metals.4 Seleccionar Generate forecasts, y 6 en Number of forecasts. Click OK.
Interpretar los resultados :Promedio móvil 0.2553 Es mejorExponencial simple 0.4296Exponencial doble 0.4679
Método de Winters32. Se desea predecir el empleo para los siguientes seis meses en la industria alimenticia usando datos colectados sobre los últimos 60 meses, usando el método de Winters con el modelo multiplicativo, dado que hay componente estacional y de tendencia aparente en los datos.
Instrucciones de Minitab
1 Open Worksheet EMPLOY.MTW.2 Ejecutar Stat > Time Series > Winters' Method.3 En Variable, poner Food. In Seasonal length, 12 .4 En Model Type, seleccionar Multiplicative.5 Seleccionar Generate forecasts poner 6 en Number of forecasts. Seleccionar OK.
Página 41 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Probar con opción método aditivo:
Interpretar los resultados
Método de ARIMAPrueba de autocorrelación de los datos
33. Se desea predecir el empleo para los siguientes seis meses en la industria alimenticia usando datos colectados sobre los últimos 60 meses, se utiliza el modelo de autocorrelación para identificar el modelo ARIMA adecuado.
1 File > Open worksheet EMPLOY.MTW.2 Ejecutar Stat > Time Series > Differences.3 En Series, poner Food.4 En Store differences in, poner Food2.5 En Lag, poner 12 . OK.
6 Ejecutar Stat > Time Series > Autocorrelation.7 En Series, poner Food2. OK.
34. Se obtiene una función de autocorrelación parcial (PACF) de los datos de empleo anteriores, después de tomar una diferencia del valor anterior 12 para determinar el modelo ARIMA más adecuado.
Las instrucciones de Minitab son las siguientes:
1 Worksheet EMPLOY.MTW2 Ejecutar Stat > Time Series > Differences.3 En Series, poner Food.4 En Store differences in, poner Food2.5 En Lag, poner 12 . OK.6 Ejecutar Stat > Time Series > Partial Autocorrelation .7 En Series, poner Food2. OK.
Ejemplo de ARIMA35. Las gráficas de autocorrelación (ACF) y de autocorrelación parcial (PACF) sugieren un modelo de autoregresivo de orden 1 o AR(1), después de tomar una diferencia de 12.
Ahora se corre el modelo, analizando las gráficas y la bondad de ajuste.
Para tomar una diferencia estacional de orden 12, se especificó el periodo estacional de 12 y el orden de la diferencia 1, con esto se realiza el pronóstico.
Página 42 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Instrucciones de Minitab1 Worksheet EMPLOY.MTW.2 Stat > Time Series > ARIMA.3 En Series, poner Food.4 Seleccionar Fit seasonal model. En Period poner 12 en Nonseasonal, poner 1 en Autoregressive. En Seasonal, poner 1 en Difference .5 Seleccionar Graphs. Seleccionar ACF of residuals y PACF of residuals .6 OK en cada cuadro de diálogo.Corrida de pronósticosCorrer el modelo ARIMA sin gráficas de ACF y PACF de los residuos
Instrucciones de Minitab1 Worksheet EMPLOY.MTW.2 Stat > Time Series > ARIMA.3 En Series, poner Food.4 Seleccionar Fit seasonal model. En Period poner 12 en Nonseasonal, poner 1 en Autoregressive. En Seasonal, poner 1 en Difference .5 Graphs. Seleccionar Time series plot. OK.6 Seleccionar Forecast. en Lead, poner 12 . OK en cada cuadro de diálogo.
Página 43 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
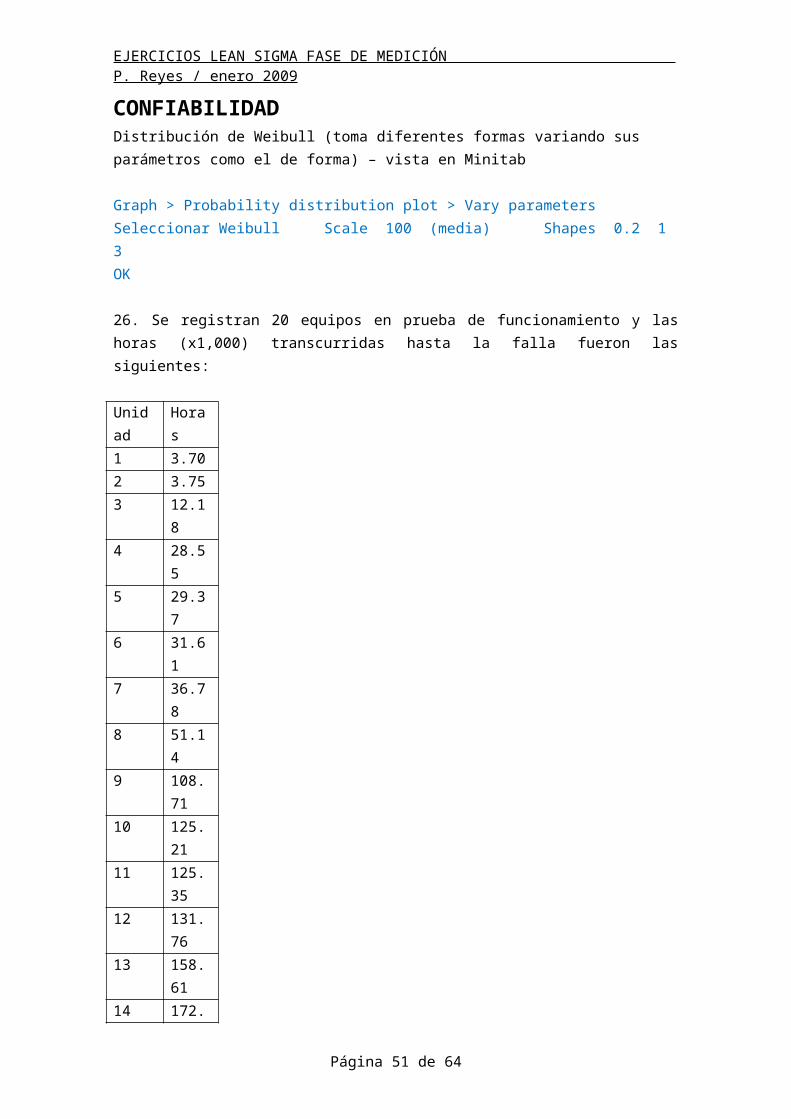
CONFIABILIDAD Distribución de Weibull (toma diferentes formas variando sus parámetros como el de forma) – vista en Minitab
Graph > Probability distribution plot > Vary parametersSeleccionar Weibull Scale 100 (media) Shapes 0.2 1 3OK
26. Se registran 20 equipos en prueba de funcionamiento y las horas (x1,000) transcurridas hasta la falla fueron las siguientes:
Unidad Horas1 3.702 3.753 12.184 28.555 29.376 31.617 36.788 51.149 108.7110 125.2111 125.3512 131.7613 158.6114 172.9615 177.1216 185.3717 212.9818 280.4019 351.2820 441.79
Si las horas de falla siguen la distribución exponencial, estimar las funciones de densidad de probabilidad, función de distribución acumulada, función de confiabilidad y función de riesgo.
La función de densidad es:
f ( t )= 1133 .43
e−
1133.43
t
La función de distribución acumulada es la siguiente:
Página 44 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
F ( t )=1−e−
1133.43
t
La probabilidad de que los componentes fallen antes de las 20 (x1,000) horas es:
F(20) = 0.139
La función de confiabilidad es la siguiente:
R( t )=e−
1133 .43
t
Y la función de riesgo es:
h( t )= 1133. 43
27. Se prueban seis unidades similares en un estudio de confiabilidad, las cuales presentaron fallas como sigue:
Tiempo de falla (Hrs.) t
Orden de fallas, i
16 134 253 375 493 5
120 6
Utilizando Minitab con las siguientes instrucciones:1. Stat > Reliability / Survival > Distribution analysis (Right sensoring) > Parametric distribution analysis2. Variables t; Assumed distribution Weibull 3. Graphs seleccionar Survival, Cumulative failure plot, hazard plotEstimate: estimate probabilities for this times 15 seleccionar Survival probabilitiesOK
a) Comprobar el ajuste de la distribución de Weibull
b) Determinar el MTBF
c) Determinar las funciones de sobrevivencia, de falla y de tasa de riesgo
Página 45 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
d) Determinar la probabilidad de supervivencia a las 15 horas
Caso de unidades censuradas (Método de Kaplan Meier)
28. Se prueban seis unidades similares en un estudio de confiabilidad, las cuales presentaron fallas con algunas unidades censuradas como sigue como sigue:
Tiempo de falla (Hrs.) t
Censurado
16 034 040 140 153 075 085 190 193 0
120 0
1. Stat > Reliability / Survival > Distribution analysis (Right sensoring) > Parametric distribution analysis 2. Variables Tiempo; Assumed distribution Weibull 3. Censor > Censoring columns Censurado Censoring value 14. Estimate: Seleccionar Maximum Likelihood y Estimate probabilities for this time 15 5. Graphs: Seleccionar Prob. Plot, Survival Plot, Cumulative failure plot, Hazard plot, Confidence intervals for above plots Show in separate panels on the same graphOK
Análisis no paramétrico29. Cuando no se conoce la forma de la distribución que ajusta los datos de vida de los equipos o componentes, se pueden utilizar pruebas no paramétricas como sigue:
1. Stat > Reliability / Survival > Distribution analysis (Right sensoring) > Nonparametric distribution analysis 2. Variables Tiempo; 3. Censor > Censoring columns Censurado Censoring value 14. Estimate: Seleccionar Estimation Method Kaplan Meier 15 5. Graphs: Seleccionar Survival Plot, Cumulative failure plot, OK
Página 46 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Varios tipos de falla30. Los datos de la tabla siguiente son esfuerzos de ruptura de 20 conexiones de cable, con un extremo sujeto sobre un borne y el otro al poste Terminal. Cada falla consiste en la ruptura del alambre (modo de falla 1 = A) o de la sujeción (modo de falla 2 = S). En este caso el esfuerzo hace las veces de tiempo de falla:
Esfuerzo Modo de falla
550 S750 A950 S950 A
1150 A1150 S1150 S1150 A1150 A1250 S1250 S1350 A1450 S1450 S1450 A1550 S1550 A1550 A1850 A2050 S
Interesa estudiar la distribución del esfuerzo de las conexiones, considerando que se requiere que menos del 1% debe tener un esfuerzo menor a 500 g. O sea que al menos el 99% de las conexiones resista un esfuerzo de mayor a 500 g. Se desea estimar el esfuerzo que resultaría de eliminar uno de los modos de falla.
a) Primero se hace un análisis sin distinguir los modos de falla, identificando la distribución que ajuste a los datos:
Con Minitab:1. Stat > Reliability / Survival > Distribution analysis (right censoring) > Distribution ID Plot2. En Variables Esfuerzo Use all distributions (Weibull, Lognormal, Exponential, Normal) 3. Options > Estimation Maximum likelihood
Página 47 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
4. OK
b) Determinación de la confiabilidadHaciendo un análisis de confiabilidad considerando los dos tipos de falla se tiene:Instrucciones de Minitab:;
1. Stat > Reliability / Survival > Distribution analysis (right censoring) > Parametric Distribution Analysis2. En Variables Esfuerzo Assumed distribution - Weibull 3. Estimate: Estimation Method Maximum Likelihood y Estimate probabilities for this values 5004. Graphs: Probability plot y Survival plotOK
c) Obteniendo el análisis separado por modo de falla se tiene:Instrucciones de Minitab:
1. Stat > Reliability / Survival > Distribution analysis (right censoring) > Parametric Distribution Analysis2. En Variables Esfuerzo By Variable Modo de falla Assumed distribution - Weibull 3. Estimate: Estimation Method Maximum Likelihood y Estimate probabilities for this values 5004. Graphs: Probability plot y Survival plotOK
Confiabilidad de sistemas
31. Un equipo tiene 40 componentes en serie. La confiabilidad de cada uno es de 0.999, por tanto la confiabilidad del equipo completo es de:
Si el producto se rediseñara para tener solo 20 componentes, la confiabilidad sería de Rs =
Sistema con componentes en serie
32. Considere 4 componentes A, B, C y D de un producto conectados en paralelo, con confiabilidades de 0.93, 0.88, 0.88 y 0.92 respectivamente, la confiabilidad total es:
Página 48 de 54
A B C Z
.
},X,...,min{)(
1
n1
n
iiX
XX
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Sistema con 4 componentes en paralelo
33. Se tienen los siguientes 7 componentes conectados en serie y en paralelo, sus confiabilidades son: RA=0.96; RB=0.92; RC=0.94; RD=0.89; RE=0.95; RF=0.88; RG=0.90.
Sistema con 7 componentes en serie y en paralelo
MantenIbilidad
34. ¿Cuál es la probabilidad de completar una acción en las siguientes 5 horas si el MTTR es de 7 horas?
Página 49 de 54
A
C
D
B
A
B
C DG
F
E
)Re(1 pairtoTimeMeanMTTR
φ ( X )=max {X1 ,. . .,Xn},
¿1−∏i=1
n
(1−X i ).
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
35. El número de fallas que no pueden ser reparadas dentro del tiempo permitido es:
T e−t /MTTR
Por ejemplo:
a) Hay 7 unidades que requieren reparación. La tasa de falla actual es de 0.03 / hora, el tiempo disponible es de 10 horas, con un MTTR de 18 horas. El tiempo de misión es de 200 horas. ¿Cuántas fallas no pueden ser reparadas dentro de las 200 horas?
b) Al contrario el número de fallas que pueden ser reparadas dentro de un espacio de tiempo son:
T (1−e−t /MTTR)
36. El MTTR de un sistema se determina con la ecuación:
MTTR=∑i=1
n
❑i t i
∑i=1
n
❑i
Donde: n = Número de subsistemasi = Tasa de falla del subsistema iTi = Tiempo para reparar el subsistema i
Por ejemplo:
En un equipo con 4 secciones de calentamiento reparables con las siguientes tasas de falla. Determinar el MTTR del sistema:
Sección de calor Tasa de falla / horas i
Tiempo de reparación en horas
ti
ti
1 0.06 4 0.24
2 0.04 8 0.32
3 0.12 12 1.44
4 0.18 20 3.6
Suma = 0.40 Suma = 5.60
MTTR = horas
37. Considerar la probabilidad de restauración si el tiempo de reparación del sistema sigue una distribución exponencial con una tasa de reparación Mu y MTTR = 1/ Mu.
Página 50 de 54
EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Si se tienen t = 10 horas para reparar el sistema:
M(t) = 1 – exp(-t/MTTR) =
38. Abajo se listan los datos de la bitácora de reparación de cierta máquina. Determinar si se apegan a una distribución lognormal:
Rep1.23.21.71.50.56
0.31.10.41.61.71.87.2
10.20.20.83.13.62.51.3
En Minitab:
1. Stat > Reliability / Survival > Distribution Analysis (Right sensoring)> Distribution ID Plot
2. Variables Rep
3. Seleccionar Use All distributions
4. Options seleccionar Maximum Likelihood
5. OK
ANALISIS DE CONFIABILIDAD1. Stat > Reliability / Survival > Distribution analysis (Right sensoring) > Parametric distribution analysis2. Variables Rep; Assumed distribution Lognormal3. Graphs seleccionar Survival, Cumulative failure plot, hazard plot
Página 51 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Estimate: Estimation Method seleccionar Maximum LikelihoodEstimate probabilities for this times 10 seleccionar Cumulative Failure probabilities
OK
O
1. Graph > Probability Plot > Single
2. Graph variable Rep
3. Distribution seleccionar Lognormal
4. OK
En la gráfica como el P value es a 0.05
El histograma de los MTTR es:
Con Minitab:
1. Graph > Histogram > Simple
2. Variable Rep
3. OK
DISPONIBILIDAD INHERENTE39. Esto es muy similar a la función de la confiabilidad en que da una probabilidad que un sistema funcione en el tiempo dado, t. es la disponibilidad en estado estático.
A I=μ
μ+¿= MTBFMTBF+MTTR
¿
1/MTBF = Tasa de falla1/MTTR = Tasa de reparación
Ejemplo:
Un sistema tiene un MTBF de 2080 horas y un MTTR de 10 horas. ¿Cuál es la disponibilidad inherente del sistema?
40. La disponibilidad lograble promedio es la proporción de tiempo durante una misión o un período de tiempo en que el sistema está disponible para el uso.
Página 52 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
Es más realista ya que toma en cuenta el mantenimiento preventivo y correctivo. Como en la anterior considera que la reparación inicia inmediatamente después de ocurrir la falla sin tiempos de espera.
AA=MTBMA
MTBMA+MMT
Donde: MTBMA es el tiempo promedio entre acciones de mantenimiento ya sean preventivos o correctivos
MMT es el tiempo promedio de acción de mantenimiento, compuesto por los efectos del mantenimiento preventivo y correctivo.
MMT =FcMct+FpMptFc+Fp
Donde: Fc es el número de acciones de mantenimiento correctivo por cada 1000 horasFp es el número de acciones de mantenimiento preventivo por cada 1000 horasMct es el tiempo activo promedio para mantenimiento correctivo (MTTR)Mpt es el tiempo activo promedio para mantenimiento preventivo
Por ejemplo:
Un sistema tiene un MTBMA de 110 horas, Fc de 0.5, Fp de 1, Mct de 2 horas y Mpt de 1 hora. ¿Cuál es el valor de Aa?
41. La disponibilidad operacional es una medida de la disponibilidad media durante el tiempo e incluye todas las fuentes experimentadas del tiempo muerto, tales como tiempo muerto administrativo, tiempo muerto logístico, etc.
AO= MTBMAMTBMA+MDT
Donde: MDT es el tiempo muerto promedio
Ejemplo:Un sistema tiene un MTBMA de 168 horas y un MDT de 4 horas. ¿Cuál es la Ao?
Página 53 de 54

EJERCICIOS LEAN SIGMA FASE DE MEDICIÓN P. Reyes / enero 2009
42.Mediciones para Seis Sigma
Página 54 de 54





























