Embed Size (px)
Citation preview

ÍNDICE
Introducción
Objetivo general y objetivo especifico
Procedimiento de moldeo
Modelos
Diseño y conformación de moldeos
Equipo mecánico de moldeo
Fundición con moldes mecánicos
Fundición centrifuga
Fundición de presión o por revestimiento
Fundición de colado continuo
INTRODUCCION

La fundición es el procedimiento más antiguo para dar forma a los metales. Fundamentalmente radica en fundir y colar metal líquido en un molde de la forma y tamaño deseado para que allí solidifique. Generalmente este molde se hace en arena, consolidado por un apisonado manual o mecánico alrededor de un modelo, el cual se extrae antes de recibir el metal fundido. No hay limitaciones en el tamaño de las piezas que puedan colarse, variando desde pequeñas piezas de prótesis dental, con peso en gramos, hasta los grandes bastidores de máquinas de varias toneladas. Este método, es el más adaptable para dar forma a los metales y muchas piezas que son imposibles de fabricar por otros procesos convencionales como la forja, laminación, soldadura, etc.El primer acercamiento del hombre con metales en estado natural (oro, plata, cobre) se estima que ocurrió hace 4000—7000 años a.n.e. Su verdadera acción como fundidor el hombre la inicio posteriormente, cuando fue capaz de fundir el cobre a partir del mineral.El desarrollo en la obtención de productos fundidos se manifestó tanto en Europa como en Asia y África. Los romanos explotaron yacimientos de hierro en Estiria (Australia) de donde obtenían el metal para sus armas, instrumentos de trabajo y de uso doméstico. (A.Biedermann 1957)Hoy en día los países desarrollados, al calor de la revolución científico-técnica contemporánea, acometen las tareas de mecanización y automatización, la implantación de nuevas tecnologías y el perfeccionamiento de las existentes.
OBJETIVO GENERAL

Conocer la los tipos de moldeo y el procedimiento llevado a cabo para cada tipo de moldeo.
Conocer factores importantes que influyen en la sección de paramatres para los procesos de fundición y moldeo
OBJETIVOS ESPECIFO
Hacer un análisis profundo el los tipos de moldeo y su entorno en el cual se llevan a cabo asi como también los tipos de mecanismo utilizado en la producción de piezas para futuras practicas.
Conocer las características de las fundiciones que se conocen y comprender dichos procesos y elaboración
Desarrollar conocimientos en la aplicación e implemetnacion de las técnicas de manufacturas aprendidas.
PROCEDIMIENTO DE MOLDEO

PROCEDIMIENTO.
Se calienta primero el metal a una temperatura lo suficientemente alta para transformarlo completamente al estado líquido, después se vierte directamente en la cavidad del molde. En un molde abierto el metal líquido se vacía simplemente hasta llenar la cavidad abierta. En un molde cerrado existe una vía de paso llamada sistema de vaciado que permite el flujo del metal fundido desde afuera del molde hasta la cavidad, este es el más importante en operaciones de fundición.
Cuando el material fundido en el molde empieza a enfriarse hasta la temperatura suficiente para el punto de congelación de un metal puro, empieza la solidificación que involucra un cambio de fase del metal. Se requiere tiempo para completar este cambio de fase porque es necesario disipar una considerable cantidad de calor. El metal adopta la forma de cavidad del molde y se establecen muchas de las propiedades y características de la fundición. Al enfriarse la fundición se remueve del molde; para ello pueden necesitarse procesamientos posteriores dependiendo del método de fundición y del metal que se usa. Entre ellos tenemos:
El desbaste del metal excedente de la fundición. La limpieza de la superficie. Tratamiento térmico para mejorar sus propiedades. Pueden requerir maquinado para lograr tolerancias estrechas en ciertas
partes de la pieza y para remover la superficie fundida y la microestructura metalúrgica asociada.
Componentes de un molde Componentes del proceso de fundición

La fundición en arena requiere un patrón o modelo al tamaño de la parte, ligeramente agrandado, tomando en consideración MODELOS
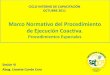
Hay varios tipos de modelos, como se ilustra en la figura 2.11. El más simple está hecho de una pieza, llamado modelo sólido, que tiene la misma forma de la fundición y los ajustes en tamaño por contracción y maquinado. Su manufactura es fácil, pero la complicación surge cuando se utiliza para hacer el molde de arena. Determinar la localización del plano de separación entre las dos mitades del molde e incorporar el sistema de vaciado y el vertedero de colada para un modelo sólido, puede ser un problema que se dejará al juicio y habilidad del operario del taller de fundición. Por tanto, los modelos sólidos se usan solamente en producciones de muy baja cantidad.
Los modelos divididos constan de dos piezas que separan la pieza a lo largo de un plano, éste coincide con el plano de separación del molde. Los modelos divididos son apropiados para partes de forma compleja y cantidades moderadas de producción. El plano de separación del molde queda predeterminado por las dos mitades del molde, más que por el juicio del operador. Para altos volúmenes de producción se emplean los modelos con placa de acoplamiento o los modelos de doble placa (superior e inferior).
En un modelo con placa de acoplamiento, las dos piezas del modelo dividido se adhieren a los lados opuestos de una placa de madera o metal. Los agujeros de la placa permiten una alineación precisa entre la parte superior y el fondo (cope y drag) del molde. Los modelos con doble placa de acoplamiento son similares a los patrones con una placa, excepto que mitades del patrón dividido se pegan a placas separadas, de manera que las secciones de la parte superior e inferior del molde se puedan fabricar independientemente, en lugar de usar la misma herramienta para ambas.

TIPOS DE MODELOS
Existen dos tipos de modelos:
removibles desechables
REMOVIBLES
La realización de un modelo removible primero se analizan la construcción de una caja de modelo Una caja de modelo consta de dos partes. Una parte superior que se le llama tapa y una parte Inferior se llama base. Si la caja la forman tres partes a la del centro se le llama parte central. Las partes de la caja se mantienen en una posición definida unas con respecto a las otras por medio de unos pernos colocados en dos lados opuestos do la base que encajan en agujeros de unos ángulos sujetos a los lados de las tapas. El primer paso en la elaboración de un molde es el de colocar el modelo en el tablero de moldear, que coincide con la caja de moldeo. Enseguida se coloca la tapa sobre el tablero con los pernos dirigidos hacia abajo. Luego se criba la arena sobre el modelo para que lo vaya cubriendo la arena deberá compactarse con los dedos en torno al modelo, terminado de llenar completamente la tapa. Para moldes pequeños, la arena se compacta firmemente con apisonadores manuales. El apisonado mecánico se usa para moldes muy grandes y para moldeo de gran producción. El grado de apisonado necesario solo se determina por la experiencia. Si el molde. Si el molde no ha sido lo suficiente apisonado no se mantendrá en su posición al moverlo o cuando el metal fundido choque, con el. Por otra parte, si el apisonado as muy duro no permitirá que escape el vapor y el gas cuando penetre el metal fundido al molde.
Se voltea la mitad inferior del molde de, tal forma, que la tapa se puede colocar en su posición y se termina el moldeo. Antes de voltearlo so esparce una poca de arena sobre el molde y se, coloca en la parte superior un tablero inferior de moldeo este tablero deberá moverse hacia atrás y hacia adelante varias veces para asegurar un apoyo uniforme sobre el molde. Entonces la caja inferior se voltea y se retira la tabla de moldeo quedando expuesto el modelo la superficie de la arena es alisada con una cuchara de moldeador y se cubre con una capa fina seca de arena de separación. La arena de separación es una arena de sílice de grano, fino, seca y sin consistencia. Con ella se evita que se pegue la arena de la tapa sobre la de la base.Enseguida so coloca la tapa sobre la base, los pernos mantienen la posición correcta en ambos lados. Para proporcionar un conducto por donde entre el metal fundido al molde, se coloca un mango aguzado conocido como clavija de colada y es colocado a 25mm de un lado del modelo. Las operaciones de llenado, apisonado y agujerado para escape de gases, se llevan a cabo en la misma forma que en la base.
Antes de cerrar el molde, debe cortarse un pequeño conducto conocido como alimentador entre la cavidad del molde hecha por el modelo y la abertura de la

colada. Este conducto se estrecha en el molde de tal forma que después que el metal ha sido vertido, el metal en el alimentador se puede romper muy cerca de la pieza. Para prever la contracción del metal, algunas veces se hace un agujero en la tapa, el cual provee un suministro de metal caliente a medida que la pieza fundida se va enfriando, esta abertura es llamada rebosadero. La superficie del molde se debe rociar, untar o espolvorear con un material preparado para recubrimiento, dichos recubrimientos contienen Por lo general polvo de sílice y grafito, pero su composición varía considerablemente dependiendo de la clase de material que se va a vaciar. La capa de recubrimiento del molde mejora el acabado de las superficies de colado y reduce los posibles defectos en las superficies. Antes de que el metal sea vaciado en el molde, deberá colocarse un peso sobre la tapa para evitar que el metal líquido salga fuera del molde en la línea de partición.TIPOS DE MODELOS REMOVILBLES
1.- Modelo Só1ido 2.- Modelo partido 3.- Modelo con piezas sueltas 4.- Modelo con entradas y derivaciones 5.- Modelo placa de coincidencia6.- Tablero de moldeo para modelo de volante7.- Modelo terraja: para perfilar curvas y para formar corazones muy grandes de arena verde, y terraja para superficies planas.
Materiales para modelos removibles.La mayoría de los modelos son hechos de madera, la cual es barata y puede trabajarse fácilmente. Por lo cual sólo un pequeño porcentaje de modelos se hacen en cantidad para trabajos de producción, la mayoría no necesita estar hecha de un material que pueda tener un uso duro en la fundición.Los plásticos se adaptan especialmente bien como materiales para modelos porque no absorben humedad, son fuertes y dimensionalmente estables y tienen superficies perfectamente tersas. Se pueden producir económicamente por vaciado en forma similar al metal vaciado.
DESECHABLES
En la fabricación de moldes con modelos desechables, el modelo, que es usualmente de una pieza, es colocado en el tablero y la base de la caja se moldea en la forma convencional. Se agregan unos agujeros para ventilación y la base se voltea completamente para el moldeo de la tapa. Casi siempre la arena en verde es el material común más usado, aunque pueden usarse arenas especiales para otros propósitos, como arena de cara que se utiliza de inmediato alrededor del modelo. La arena en la línea de partición no se aplica en la tapa de la caja y la base no puede ser separada hasta que la fundición es removida. En cambio, la tapa es llenada con arena y se apisona. En cualquiera de los casos la colada es cortada en el sistema de alimentación o ambas, como usualmente sucede, esta es una parte del modelo desechable. Se hacen los agujeros para ventilación y se coloca algo de peso para oprimir la tapa. Los modelos de poliestireno, incluyen la alimentación y el sistema de colado. La colada es vaciada rápidamente en la pieza moldeada; el poliestireno se

vaporiza; y el metal llena el resto de la cabida. Después de enfriado la fundición es eliminada del molde y limpiada. El metal es vaciado lo suficientemente rápido para prevenir la combustión del poliestireno, con el resultado de residuos carbonosos. En cambio, los gases, debido a la vaporización del material, son manejados hacia fuera a través de la arena permeable y los agujeros de ventilación. Un recubrimiento refractario se aplica comúnmente al modelo para asegurar un mejor acabado superficial para la fundición y le agrega resistencia al modelo. Es obligatorio a veces que los pesos para oprimir los moldes sean parejos en todos los lados para combatir la alta presión relativa en el interior del molde.
VENTAJAS Para una pieza no moldeada en máquina, el proceso requiere menos
tiempo. No requieren que hagan tolerancias especiales para ayudar a extraer el
modelo de la arena y se requiere menor cantidad de metal. El acabado es uniforme y razonablemente liso. No se requiere de modelos complejos de madera con partes sueltas. No se requiere caja de corazón y corazones. El modelo se simplifica grandemente.
DESVENTAJAS El modelo es destruido en el proceso. Los modelos son más delicados de manejar. El proceso no puede ser usado con equipos de moldeo mecánico. No puede ser revisado oportunamente el modelo de la cavidad
MODELOS SUELTOS
Cuando se utilizan este tipo de modelos la línea de partición del molde debe hacerse a mano, así como el sistema de coladas y alimentación también se hace a mano, finalizando con la separación del modelo y molde, aflojándolo previamente.
MODELOS SUELTOS CON SISTEMA DE COLADA INCORPORADA.
Son una mejora de los modelos simples, ya que siendo el sistema de colada parte del modelo elimina la necesidad del trabajo a mano. Con este tipo de modelos se obtiene una más rápida elaboración de moldes para pequeñas cantidades de piezas.

MODELOS PLACA MODELO.
La producción de grandes cantidades de piezas pequeñas, requiere el uso de este tipo de modelos. Las placas modelo se hacen en una sola pieza. La placa modelo generalmente se utiliza en maquinas de moldeo para obtener máxima velocidad de fabricación.·
MODELOS ESPECIALES.
a) Para piezas muy grandes se utilizan los modelos esqueleto o linternas. Se utiliza para moldes grandes hechos manualmente en su mayoría.
b) Otro tipo especial de moldes son las tarrajas las cuales se utilizan para fabricar moldes de piezas simétricas.
c) Modelos maestros. Modelos generalmente de madera utilizados para hacer modelos de alta producción. Se debe incorporar a cierta tolerancia como la conocida doble tracción.
MODELO CON CAJA DE CORAZONES.
Aunque comúnmente no son clasificados como modelos, las cajas de corazón son una parte esencial del equipo de modelos para elaborar una pieza que requiera corazones. Generalmente se construyen de madera o metal.
DISEÑO Y CONFORMACION DE MOLDES
El molde es una cavidad que tiene la forma geométrica de la pieza que se va fundir. La arena de fundición es sílice (Si02) o sílice mezclada con otros minerales. Esta arena debe tener buenas propiedades refractarias, expresadas como la capacidad de resistir altas temperaturas sin fundirse o degradarse.

Otras características importantes son:el tamaño del grano, la distribución de tamaños del grano en la mezcla y la forma de los granos. Los granos pequeños proporcionan mejor acabado superficial en la fundición, pero los granos grandes son más permeables, para que los gases escapen durante el vaciado. Los moldes hechos de granos irregulares tienden a ser más fuertes que los moldes de granos redondos debido al entrelazado de los granos, pero esto tiende a restringir la permeabilidad.
En la fabricación del molde, los granos de arena se aglutinan por medio de una mezcla de agua y arcilla. La proporción típica (en volumen) es 90% de arena, 3% de agua y 7% de arcilla. Se pueden usar otros agentes aglutinantes en lugar de la arcilla, como resinas orgánicas (por ejemplo resinas fenólicas) y aglutinantes inorgánicos (por ejemplo, silicato y fosfato de sodio). Algunas veces se añaden a la mezcla de arena y aglutinante ciertos aditivos para mejorar las propiedades del molde como la resistencia y permeabilidad. En el método tradicional para formar la cavidad del molde se compacta la arena alrededor del modelo en la parte superior e inferior de un recipiente llamado caja de moldeo. El proceso de empaque se realiza por varios métodos. El más simple es el apisonado a mano realizado manualmente por un operario. Además, se han desarrollado varias máquinas para mecanizar el procedimiento de empacado, las cuales operan por medio de los siguientes mecanismos: 1) compactación de la arena alrededor del patrón o modelo mediante presión neumática; 2) acción de sacudimiento, dejando caer repetidamente la arena contenida en la caja junto al modelo, a fin de compactarla en su lugar; y3) lanzamiento, haciendo que los granos de arena se impacten contra el patrón a alta velocidad. Una alternativa a las cajas tradicionales para moldes de arena es el moldeo sin caja, que consiste en el uso de una caja maestra en un sistema mecanizado de producción de moldes. Cada molde de arena se produce usando la misma caja maestra. Se estima que la producción por este método automatizado puede ascender hasta seiscientos moldes por hora.
Se usan varios indicadores para determinar la calidad de la arena para el molde:
1) resistencia, capacidad del molde para mantener su forma y soportar la erosión causada por el flujo del metal líquido, depende del tamaño del grano, las cualidades adhesivas del aglutinante y otros factores;
2) permeabilidad, capacidad del molde para permitir que el aire caliente y los gases de fundición pasen a través de los poros de la arena;

3) estabilidad térmica, capacidad de la arena en la superficie de la cavidad del molde para resistir el agrietamiento y encorvamiento en contacto con el metal fundido;
4) retractibilidad, capacidad del molde para dejar que la fundición se contraiga sin agrietarse; también se refiere a la capacidad de remover la arena de la fundición durante su limpieza; y
5) reutilización, ¿puede reciclarse la arena del molde roto para hacer otros moldes?. Estas medidas son algunas veces incompatibles, por ejemplo, un molde con una gran resistencia tiene menos capacidad de contracción. Los moldes de arena se clasifican frecuentemente como arena verde, arena seca o de capa seca
Moldes de arena en verde
Es el método más común que consiste en la formación del molde con arena húmeda, usada en ambos procedimientos. La llamada arena verde es simplemente arena que no se ha curado, es decir, que no se ha endurecido por horneado. El color natural de la arena va desde el blanco hasta el canela claro, pero con el uso se va ennegreciendo. La arena no tiene suficiente resistencia para conservar su forma, por ello se mezcla con un aglutinante para darle resistencia; luego se agrega un poco de agua para que se adhiera. Esta arena se puede volver a emplear solo añadiendo una cantidad determinada de aglutinante cuando se considere necesario.
Moldes con capa seca.
Dos métodos son generalmente usados en la preparación de moldes con capa seca. En uno la arena alrededor del modelo a una profundidad aproximada de 10 mm se mezcla con un compuesto de tal manera que se seca y se obtiene una superficie dura en el molde. El otro método es hacer el molde entero de arena verde y luego cubrir su superficie con un rociador de tal manera que se endurezca la arena cuando el calor es aplicado. Los rociadores usados para este propósito contienen aceite de linaza, agua de melaza, almidón gelatinizado y soluciones liquidas similares. En ambos métodos el molde debe secarse de dos maneras: por aire o por una antorcha para endurecer la superficie y eliminar el exceso de humedad.
Moldes con arena seca.
Estos moldes son hechos enteramente de arena común de moldeo mezclada con un material aditivo similar al que se emplea en el método anterior. Los moldes deben ser cocados totalmente antes de usarse, siendo las cajas de metal. Los moldes de arena seca mantienen esta forma cuando son vaciados y están libres de turbulencias de gas debidas a la humedad.

Moldes de arcilla.
Los moldes de arcilla se usan para trabajos grandes. Primero se construye el molde con ladrillo o grandes partes de hierro. Luego, todas estas partes se emplastecen con una capa de mortero de arcilla, la forma del molde se empieza a obtener con una terraja o esqueleto del modelo. Luego se permite que el molde se seque completamente de tal manera que pueda resistir la presión completa del metal vaciado. Estos moldes requieren de mucho tiempo para hacerse y su uso no es muy extenso.
Moldes furánico.
El proceso es bueno para la fabricación de moldes usando modelos y corazones desechables. La arena seca de grano agudo se mezcla con ácido fosfórico el cual actúa como un acelerador. La resina furánica es agregada y se mezcla de forma continua el tiempo suficiente para distribuir la resina. El material de arena empieza a endurecerse casi de inmediato al aire, pero el tiempo demora lo suficiente para permitir el moldeo. El material usualmente se endurece de una a dos horas, tiempo suficiente para permitir alojar los corazones y que puedan ser removidos en el molde. En uso con modelos desechables la arena de resina furánica puede ser empleada como una pared o cáscara alrededor del modelo que estará soportado con arena de grano agudo o en verde o puede ser usada como el material completo del molde.
Moldes de CO2.
En este proceso la arena limpia se mezcla con silicato de sodio y es apisonada alrededor del modelo. Cuando el gas de CO2 es alimentado a presión en el molde, la arena mezclada se endurece. Piezas de fundición lisas y de forma intrincada se pueden obtener por este método, aunque el proceso fue desarrollado originalmente para la fabricación de corazones.
Moldes de metal.
Los moldes de metal se usan principalmente en fundición en matriz de aleaciones de bajo punto de fusión. Las piezas de fundición se obtienen de formas exactas con una superficie fina, esto elimina mucho trabajo de maquinado.
Moldes especiales.
Plástico, cemento, papel, yeso, madera y hule todos estos son materiales usados en moldes para aplicaciones particulares. El molde debe poseer las siguientes características:
Debe ser lo suficientemente fuerte para sostener el peso del metal. Debe resistir la acción de la erosión del metal que fluye con rapidez
durante la colada.

Debe generar una cantidad mínima de gas cuando se llena con el metal fundido. Los gases contaminan el metal y pueden alterar el molde.
Debe construirse de modo que cualquier gas que se forme pueda pasar a través del cuerpo del molde mismo, más bien que penetrar el metal.
Debe ser suficientemente refractario para soportar la alta temperatura del metal y poderse desprender con limpieza del colado después del enfriamiento.
El corazón debe ceder lo suficiente para permitir la contracción del colado después de la solidificación.
EQUIPOS MECANICOS DE MOLDEO
Máquinas de moldeo por sacudida y compresión
Consta básicamente de una mesa accionada por dos pistones en cilindros de aire, uno dentro del otro. El molde en la mesa se sacude por la acción del pistón inferior que eleva la mesa en forma repetida y la deja caer bruscamente en un colchón de rebote. Las sacudidas empacan la arena en las partes inferiores de la caja de moldeo pero no en la parte superior. El cilindro más grande empuja hacia arriba la mesa para comprimir la arena en el molde contra el cabezal de compresión en la parte superior. La opresión comprime las capas superiores de la arena en el molde pero algunas veces no penetra en forma efectiva todas las áreas del modelo.
Máquinas de sacudida y vuelco con retiro del modelo
En esta máquina una caja de modelo se coloca sobre un modelo en una mesa, se llena con arena y se sacude. El exceso de arena se enrasa y se engrapa un tablero inferior a la caja de moldeo. La máquina eleva el molde y lo desliza en una mesa o transportador. La caja se libera de la máquina, el modelo se vibra, se saca del molde y se regresa a la posición de carga. Máquinas similares comprimen y también sacuden.
Máquina lanzadora de arena
esta máquina logra un empaque consistente y un efecto de apisonado lanzando arena con alta velocidad al modelo. La arena de una tolva se alimenta mediante una banda a un impulsor de alta velocidad en el cabezal. Una disposición común es suspender la lanzadora con contrapesos y moverla para dirigir la corriente de arena con ventaja dentro de un molde. La dureza del molde se puede controlar mediante el operador cambiando la velocidad del impulsor y moviendo la cabeza impulsora. Su principal utilidad es para apisonar grandes moldes y su única función es

empacar la arena en los moldes. Generalmente trabaja con el equipo de retiro del modelo. Los procesos de moldes en fundición comercialmente ordinaria pueden ser clasificados como:
Moldeo en banco
Este tipo de moldeo es para trabajos pequeños, y se hace en un banco de una altura conveniente para el moldeador. En estos tipos de moldeo se producen grandes cantidades, también se utilizan placas correlativas que son modelos especiales metálicos de una sola pieza al igual que las cajas de tableros de soporte que permiten sacar con facilidad el modelo del molde de arena, el cual se puede volver a utilizar.
Moldeo en piso
Cuando las piezas de fundición aumentan de tamaño, resulta difícil su manejo, por consiguiente, el trabajo es hecho en el piso. Este tipo de moldeo se usa prácticamente todas las piezas medianas y de gran tamaño. Suelen ser muy costosos, tienen el mismo procedimiento que el moldeo en banco salvo las características ya mencionadas.
Moldeo en fosa
Las piezas de fundición extremadamente grandes son moldeadas en una fosa en vez de moldear en cajas. La fosa actúa como la base de la caja, y se usa una capa separadora encima de él. Los lados de la fosa son una línea de ladrillos y en el fondo hay una capa gruesa de carbón con tubos de ventilación conectados a nivel del piso. Entonces los moldes de fosa pueden resistir las presiones que se desarrollan por el calor de los gases, esta práctica ahorra mucho en moldes costosos.

Molde en máquina
Las maquinas han sido construidas para hacer un número de operaciones que el moldeador hace ordinariamente a mano, tales como apisonar la arena, voltear el molde completo, formar la alimentación y sacar el modelo; todas estas operaciones pueden hacerse con la maquina mucho mejor y más eficiente que a mano.
FUNDICION CON MOLDES METALICOS
Cuando se quiere fabricar una gran cantidad de piezas de tamaño pequeño o mediano se debe utilizar modelos metal. Para hacer los modelos metálicos se utilizan un primer modelo de madera, llamándose a esta modelo de doble contracción.
METALES MAS USADOS EN LA CONFECCIONa.- Fierro fundido: su costo es relativamente bajo, y es el más utilizado dentro de los metales, se, maquina con facilidad, es resistente a la abrasidad de la arena, pero tiene como desventajas su peso excesivo de alrededor de 7.1 a 7.4 Kgf /dm3.b.- Latón: se utiliza cuando se quiere obtener gran precisión en el dimensionamiento, se fabrican por soldadura los moldes metálicos, se utilizan generalmente para pequeñas piezas y para el moldeo en racimo .c.- Aluminio y sus aleaciones: se utilizan para fabricar piezas de pequeño y mediano tamaño, como desventaja su peso específico es bajo alrededor de 2 a 2.45 Kgf /dm3, tiene buena resistencia a la acción abrasiva de la arena.

La fundición en moldes permanentes hechos de metal es utilizada para la producción masiva de piezas de pequeño o regular tamaño, de alta calidad y con metales de baja temperatura de fusión. Sus ventajas son que tienen gran precisión y son muy económicos, cuando se producen grandes cantidades. Existen varios tipos de moldes metálicos utilizados para la fabricación de piezas por lo regular de metales no ferrosos, a continuación se mencionan algunos de las más utilizados.
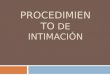
CAMARA CALIENTE El procedimiento de fusión en cámara caliente se realiza cuandoun cilindro es sumergido en el metal derretido y con un pistón se empuja el metal hacia una salida la que descarga a la matriz. Las aleaciones más utilizadas en este método son las de bajo punto de fusión como las de zinc, estaño y plomo. Las piezas que se producen son de 20 a 40 kg y se llegan a manejar presiones superiores a los 35 Mpa. Es un proceso rápido que se puede fácilmente mecanizar.
CAMARA FRIA El proceso con cámara fría se lleva metal fundido por medio de un cucharón hasta un cilindro por el cual corre un pistón que empuja al metal a la matriz de fundición, las piezas obtenidas son de unos cuantos gramos a 10 kg y sólo es recomendable en trabajos de poca producción.
1. Fundición en cámara fría
Fundición con molde permanente por gravedadEste tipo de fundición es utilizado para piezas en las que la calidad de terminado y dimensional no está sujeto a restricciones de calidad, debido a que la única fuente de energía que obliga al metal a llenar la cavidad del molde es la fuerza de la gravedad, un ejemplo de la utilización de este método el la fabricación de lingotes de metal.
2.-La fusión de moldes de baja presión
Es un sistema de fusión que consiste en la colocación de un tallo sobre un crisol sellado, al inyectar presión al centro del crisol la única salida del metal fundido será el tallo por lo que se genera el flujo del metal por el tallo hasta que se llena la matriz y se forma la pieza.Con este procedimiento se pueden fabricar piezas hasta de 30 kg y es rentable para grandes cantidades de piezas sin grandes requerimientos de calidad.
3. Fundición huecaEs un sistema de producción de piezas metálicas huecas sin corazones fijos. Consiste en vaciar metal fundido en un molde que es volteado cuando se empieza a solidificar el metal. El metal que no se ha solidificado sale del molde para ser utilizado en otra pieza y el metal solidificado forma las paredes de la pieza.

4. Fundición prensada o de CorthiasEs un proceso para producir piezas huecas pero de mayor calidad que la fundición hueca. Se vacía una cantidad específica de metal fundido en el interior de un molde con un extremo abierto por el que se introduce un corazón que obliga al metal fundido a distribuirse uniformemente en todo el molde, una vez que empieza a solidificarse el metal del molde, se extrae el corazón.
FUNDICION CENTRIFUGA
El proceso de fundición centrifugada o centrífuga, consiste en depositar una capa de fundición líquida en un molde de revolución girando a gran velocidad y solidificar rápidamente el metal mediante un enfriamiento continuo del molde o coquilla. Las aplicaciones de este tipo de fundición son muy variadas, yendo desde la fabricación de telescopios o partes de joyería hasta las tuberías, este procedimiento frecuentemente utilizado para la fabricación de tubos sin costura, camisas y demás objetos simétricos.
El metal se vierte caliente y fluido en una espiral que se transforma inmediatamente en una capa regular y continua del metal líquido, mantenida en forma cilíndrica por las fuerzas de inercia centrifugas creadas por la rotación de la coquilla. Esta fuerza centrífuga que se desarrolla lanza el metal líquido contra las paredes del molde y aumenta su presión, facilitando el llenado de los huecos y la solidificación en este estado. Simultáneamente se refrigera la coquilla por su exterior para absorber el calor y bajar la temperatura de la fundición hasta la temperatura de solidificación.
En el curso de su enfriamiento, el metal líquido sufre una contracción térmica progresiva. El enfriamiento que sigue tiene como efecto una contracción térmica suplementaria del elemento sólido, que se despega de la coquilla y puede entonces extraerse. Tiene una mayor fiabilidad que piezas de fundición estática. Son relativamente libre de la porosidad del gas y la contracción. Muchas veces, los tratamientos de superficie, como carburación, temple y nitruración tiene que ser utilizado cuando un desgaste superficie resistente debe combinarse con una superficie dura y resistente exterior. Una de estas aplicaciones es la tubería bimetálica compuesta por dos concéntricos separados, capas de diferentes aleaciones y metales unidos entre sí. Estos tubos pueden ser económicamente

utilizados en muchas aplicaciones y puede ser producido por el proceso de fundición centrífuga.
Las características de la fundición dependen de varios parámetros que deben controlarse para tener una producción uniforme. Estos factores son, principalmente:
La temperatura de colada La composición del material a utilizar
Las instalaciones suelen ser muy costosas y sólo se amortizan fabricando grandes series. Este método de conformación por moldeo tiene su génesis en el desarrollo de las tuberías para saneamiento.
La colada centrifuga es adecuada para la fabricación de cuerpos de revolución huecos, por ejemplo tubos, cilindros, y también casquillos de cojinete. El proceso es adecuado para la producción de estructuras de gran diámetro - tubos de petróleo, instalaciones de la industria química y suministro de agua, etc. Existen distintos moldes o matrices para trabajar en la fundición centrífuga uno de los mas utilizados y con mayor rendimiento es el de caucho vulcanizado, mediante estas matrices de secciones circulares y diámetro rabiados dependiendo del tipo de centrífuga, se pueden obtener mucha cantidad de piezas en una sola colada. Para trabajar con este material es esencial el uso de metales de bajo punto de fusión como lo es el zamak, utilizado para joyería y bijouterie.
VENTAJAS Y DESVENTAJAS
Ventajas
Uniformidad con las propiedades del metal a utilizar. Se utiliza menos material que con otros procesos. No hay necesidad de montante. Se logran las dimensiones requeridas en el exterior de la fundición. Se producen menos desechos.
Desventajas
Es necesaria la utilización de un equipo extra para lograr la rotación del molde.
El interior de las piezas suele contener impurezas.
FUNDICIÓN DE PRECISIÓN

En la fundición de precisión de busca principalmente, buena precisión dimensional, excelente acabado superficial, apariencia, copiado de fines detalles, eliminar al máximo los procesos de mecanizado y minimizar al máximo el desperdicio de metal.
Los modelos utilizados pueden ser:
1. Modelos perdidos, tales como cera, poliestireno espandible, mercurio y parafina mezclado con cera de abejas.
2. Modelos reutilizables: plástico, aluminio, yeso y siliconas. Los cuales se moldean con pasta cerámica de granulometría extremadamente fina, (150 a 200 Mesh).
La escogencia del material para el modelo; tipo y finura del recubrimiento, dependen fundamentalmente de los detalles que se deseen copiar, de lo intrincado que sea la forma de la pieza y de las tolerancias dimensionales permitidas en el diseño. El proceso es aplicable para obtener piezas cuyo peso oscila entre 0.010 Kg. Y hasta incluso 50 Kg. o más.
VENTAJAS DEL PROCESO
1. Se adapta principalmente a la producción de formas extremadamente complejas; por lo tanto, ofrece la máxima libertad en el diseño y configuración de las piezas.
2. Permite reproducir los más finos detalles de las piezas quedando las superficies lisas, y uniformes.
3. Mediantes estos procesos se puede controlar estrictamente las propiedades metalúrgicas de las aleaciones obtenidas, tales como: Tamaño y orientación de los granos, solidificación direccional, control de la segregación y del contenido de inclusiones, eliminar las microcavidades etc, lo cual resulta en un estrecho control de las propiedades mecánicas.
4. Excelente precisión dimensional, lo cual minimiza el mecanizado, y en algunos casos lo elimina; operación esta que es muy común en los procesos convencionales de fundición. lo cual lo hace adaptable para la fabricación de matrices y para la producción de aleaciones de difícil mecanizado.
Los procesos de fundición de precisión producen los mejores resultados en cuanto a propiedades mecánicas se refiere, cuando se utilizan sistemas de fusión que incluyen Horno de Inducción al vacío, por las siguientes razones metalúrgicas:
1. Se reduce considerablemente la cantidad de gases disueltos.
2. Se obtienen aleaciones de adecuada pureza al ser eliminadas las impurezas (Pb, Si, Sn y Zn) por volatilización.
3. Reduce la contaminación del metal, debido a que el sistema de vacío hace que las presiones parciales del nitrógeno y del oxígeno (elementos comúnes en la

atmósfera) sean demasiado bajas, con lo cual se inhibe la formación de oxides y Nitruros de aluminio, titanio, boro y otros metales reactivos.
4. En el proceso de afino, puede utilizarse el bióxido de carbono (C02), eliminando así la práctica convencional de utilizar escorias para la refinación del metal, con lo cual se consigue disminuir considerablemente el contenido de inclusiones en las piezas.
FUNDICION EVAPORATIVA
Es quizas el proceso de fundición de presición más avanzado. En este proceso, tanto el modelo como el sistema de alimentación son fabricados en Poliestireno expandible; al que se le aplica un revestimiento refractario permeable el cual se deja endurecer y secar al aire; el conjunto así formado se lleva a la caja de moldeo, donde se rellena con arena seca (suelta) de alta permeabilidad; luego el metal fundido (caliente) es vertido, con lo cual se produce la evaporación del poliestireno. El vaciado del metal debe hacerse lo suficientemente rápido para evitar la combustión del poliestireno y así prevenir la presencia de inclusiones debido a productos de combustión. A medida que el metal avanza en el molde, el poliestireno se va evaporando y los gases son impulsados a salir por el mismo empuje del metal.
Los gases producidos por la evaporación del poliestireno son evacuados a través del material de moldeo y de los respiradores o vientos hechos para tal propósito Este proceso presenta las siguientes ventajas frente a los procesos convencionales de fundición y con relación a otros procesos de fundición de presición:
1. Se obtienen las mejores propiedades a más bajo costo que en cualquier otro proceso de fundición de presición. '
2. El proceso requiere menos tiempo
3. No hacen falta ángulos de salida en el modelo.

4. Consume menor cantidad de metal. 5. No se requieren machos. 6. El proceso es apto para producir piezas de espesores tan pequeñas como 0.10 pulgadas o menos.
Este proceso es ventajoso sólo para piezas cuyo peso sea inferior a 0.5 Kg aunque técnicamente se permite fundir piezas de mayor peso. La fundición evaporativa con modelo de poliestireno puede aplicarse con éxito desde una producción de unas pocas piezas (10 unidades) hasta incluso 10.000 o 15.000 piezas.
FUNDICIÓN DE COLADO CONTINÚO
El proceso CC se desarrolló en Europa en los años cincuenta para reducir secciones de acero directamente a partir de acero líquido este proceso Se basa en:
1. Llenado ininterrumpido de caldo en una lingotera abierta por sus extremos superior e inferior, construida en cobre y fuertemente refrigerada. Se genera una palanquilla o un llantón de acero que por contacto con las paredes de la lingotera da lugar a una superficie solidificada. Ésta es lo suficientemente resistente como para contener en su interior el metal líquido recién vertido. La sección recta del hueco de la lingotera tiene forma y dimensiones casi iguales que las que se desean
2. Descenso paulatino y controlado de esta barra así formada que al solidificar contrae yse separa de la lingotera, saliendo y continuando la solidificación en contacto con elaire. La solidificación se acelera sometiéndole a chorros de agua enérgicos.En forma breve, el proceso consiste en vaciar continuamente el metal fundido en elinterior de un molde, el cual tiene las facilidades para enfriar rápidamente el metal hastael punto de solidificación, y enseguida extraerlo del molde
El proceso de fundición de colado continuo se puede presentar en las siguientes formas:

Proceso de moldes alternativos-
Fundición extruida-
Moldes estacionarios-
undición de colado directo en laminas
Fundición de colado directo en láminas
Un ejemplo de este proceso es en el que se utiliza un molde de cobre alternativoenfriado por agua, la carrera hacia abajo se sincroniza con la velocidad de descarga de la plancha. El metal líquido es vaciado en el horno mantenedor, y se descarga en el moldedespués de haber sido medido a través de un orificio de 22 mm a la válvula de la aguja.El tubo de descarga es de 29 mm de diámetro y libera al metal a un promedio de 3.78Kg./s.
El metal fundido se distribuye transversalmente en el molde por medio de un pieza horizontal atravesada que queda sumergida. El nivel de metal se mantiene todo el tiempo constante. La velocidad de vaciado de metal líquido se controla mediante una válvula de aguja que sale por la parte superior del horno mantenedor. A medida que elmetal se enfría la parte inferior del molde, es descarga a velocidad constante, entrando en los rodillos separadores. Estos van sincronizados con el movimiento hacia abajo del molde y están montados justamente arriba de una sierra circular que corta los planchones en las longitudes requeridas.
Los planchones que produce la Colada Continua son sometidos a laminación en caliente, con lo cual se reduce el espesor y aumenta su longitud. El proceso inicia calentando el material en un horno con capacidad de 150 ton/hora. Una vez alcanzada la temperatura requerida, los planchones son reducidos en su espesor, primero en un laminador trío, el que mediante pases sucesivos entrega un semi laminado de 25 mm (plancha gruesa), para luego pasar al laminador continuo de seis marcos y obtener rollos de aproximadamente 8,5 toneladas de peso, cuyas dimensiones finales van de 725 a 1050 mm de ancho por 1.8 a 12.0 mm de espesor.
Una parte de los productos obtenidos en este laminador, va directamente al mercado, tanto en forma de rollos o placas, donde encuentra una gran aplicación en la industria, yla otra parte de rollos, continúa su proceso en el laminador de planos en frío.
La fundición de colado continuo en láminas es el proceso que sigue después de haber realizado el proceso de moldes alternativos o planchones.

Moldes estacionarios-Fundición extruida La máquina de colada de lingotes cuenta con varias líneas conformadas por tubos decobre de sección cuadrada, con refrigeración interna por agua, con sistema de enfriamiento controlado y un agitador electromagnético al final para prevenir segregación en aceros de alto carbono.Una vez que se ha formado una piel suficientemente gruesa dentro del molde, la hebra inicia su recorrido curvo dentro de la máquina, sometida a la acción de rociadores de agua controlados en función de la velocidad de la máquina.Al término de esta zona la hebra es enderezada mediante rodillos y cortada a la dimensión especificada por sopletes de oxígeno-propano para terminar estampada con un número identificador.La palanquilla terminada de 150 x 150 mm. De sección y 6,70 metros de largo, es trasladada mediante mesas de empuje, mesas de rodillos y una mesa galopante hasta la zona de despacho desde donde es cargada mediante una grúa dotada de electroimanes a carros de ferrocarril o camiones según su destino final.Las palanquillas se procesan en este laminador en el cual después de ser recalentadas enun horno se laminan en pases sucesivos y se transforman en barras redondas lisas o con resaltes para hormigón, todos ellos, productos terminados ampliamente utilizados como materiales de construcción y en la manufactura de alambres, clavos, tornillos, bolas para molinos, pernos, etc.

CONCLUSION
Se abordaron las etapas principales del proceso de fundición. Se dieron criterios sobre la elaboración de la tecnología de fundición y la plantilla y Se detalla en la preparación de las mezclas para moldes y machos, tantos en lo referido a sus composiciones, como en lo relacionado a su preparación; así como en el proceso de moldeo propiamente dicho. Describe el proceso de desmolde, limpieza y
acabado de las piezas.
Podemos decir que el proceso de fundición guarda en si métodos y tecnologías que ha ido mejorando a lo largo del tiempo y que hoy en día muchos de ellos persisten para la obtención de mételas y aleaciones más resistentes a las utilidades y exigencias necesarias.