Embed Size (px)
Citation preview

BOL. SOC. ESP. CERAM. VIDR. 31 (1992) i, 201-206
Procesamiento de un gel silicoaluminoso utilizando el prensado axial como método de conformado
J. AVENA* M. I. OSENDI, C BAUDIN, J. S. MO\A •Dirección permanente: Instituto de Pesquisas da Marinha, Río de Janeiro, Brasil.
Instituto de Cerámica y Vidrio, CSIC, Arganda del Rey, Madrid
RESUMEN.—Procesamiento de un gel silicoaluminoso utilizando el prensado axial como método de conformado.
Se ha demostrado la posibilidad de obtener materiales muUíticos de alta densidad, partiendo de un gel silicoaluminoso comercial con estequiometría 3:2, utilizando como método de conformado el prensado uniaxial. Se ha estudiado el efecto de distintas variables: granulo-metría, efecto del vibrado, presión de conformado y aglomerante en la densidad en verde y en la densidad y mi-croestructura de las muestras cocidas. Se han fijado los parámetros de procesado que conducen a la obtención de un material de muUita libre de efectos utilizando como aglomerante la carboximetilcelulosa.
ABSTRACT.—Processing of an aluminia-silica gel by using the axial pressing as method forming.
The possibility of obtaining high density muUite bodies starting from a commercial 3:2 alumina/silica gel and uniaxial pressing as a forming method has been investigated. The effect of different processing variables: gra-nulometry, mould vibration, forming pressure and agglomérant, on green and fired densities, as well as on the microstructures of the fired bodies has been studied. The parameters to obtain a free of defects muUite body using carboximetilcelulose as agglomérant have been determined.
1. INTRODUCCIÓN
El prensado axial —en seco o en semi-seco— es uno de los métodos de conformado más empleados en la industria cerámica. Este método permite automatizar el proceso de obtención de los compactos en verde y controlar las características dimensionales de las piezas (1). Paradójicamente, apenas existen trabajos en la literatura (2) sobre la conformación mediante prensado axial de materiales cerámicos avanzados. El estudio de esta operación de conformado en precursores obtenidos vía sol-gel entraña un interés tanto cienfífico como tecnológico, dada la importancia que está adquiriendo esta ruta de obtención de polvos de las nuevas tecnologías.
En los últimos años, los materiales de mullita han despertado un renovado interés debido a sus propiedades a alta temperatura: estabilidad química y térmica, bajo coeficiente de expansión y resistencia a la fluencia. Entre los procesos de obtención de precursores de mullita, los métodos del tipo sol-gel proporcionan polvos de alta pureza y muy reactivos, a partir de los cuales es posible fabricar cuerpos de mullita a temperaturas más bajas, si se compara con los procesos convencionales (3).
El objetivo de este trabajo es investigar la posibilidad de obtener materiales muUíticos de alta densidad, partiendo de un gel silicoaluminoso comercial con estequiometría 3:2, utilizando como método de conformado el prensado uniaxial.
2. PARTE EXPERIMENTAL
2.1. Polvos de partida
Se ha utilizado un gel silicoaluminoso comercial con estequiometría 3:2 (AI2O3: 71, 70970, SÍO2: 28, 04*70 en peso) y un contenido total de impurezas menor del 0,3*í o en peso.
Recibido el 10-8-91 y aceptado el 1-1-92
Los polvos fueron calcinados a 1000°C durante 3 h., temperatura que asegura la pérdida total del agua (absorbida y constitucional) y la máxima desgasificación del gel. El polvo tratado a esta temperatura es pseudoamorfo y posee una superficie específica de 306m^/g, por lo que la reactividad del gel no ha desaparecido con el tratamiento térmico (4).
A continuación, el polvo se sometió a una molienda de atrición con bolas de mullita para garantizar la rotura de los agregados formados durante el proceso de calentamiento. Después de 2 horas de molienda en medio acuoso, se añadió 0,5<í o en peso de carboximetilcelulosa como aglomerante, continuándose la molienda por un período de media hora. Posteriormente, el polvo fue secado a 120°C durante 24 h. La separación entre las distintas granulometrías se realizó por tamizado.
2.2. Prensado
El prensado se realizó con un troquel de 13 mm. de diámetro, lubricado en las paredes con ácido oleico. Se trabajó siempre con niveles de humedad de aproximadamente 6% en peso. El intervalo de presiones máximas empleadas fue de 400 a 1200 kp/cm^
El programa de compactación fue el siguiente: — Primer ciclo: hasta alcanzar un 30 70 de la presión de
conformado. — Segundo ciclo: hasta alcanzar un óO ío de la presión
de conformado. — Tercer ciclo: hasta la presión máxima de conformado. — Extracción de la pieza. Entre los ciclos de prensado se dejó un período de desai
reación del compacto hasta la correspondiente estabilización de la carga apUcada.
Se han reaUzado dos tipos de ensayos, que se detallan a continuación:
MAYO-JUNIO, 1992 201

J. AVENA, M. I. OSENDI, C. BARDIN, J. S. MOYA
Ensayo I: Los polvos utilizados en este ensayo poseen una granulo-
metría comprendida entre 60 y 100 fim. El troquel se agitó vigorosamente después de su llenado, con lo que se alcanzaba una densidad más alta que la obtenida por caída libre del polvo.
Ensayo II: Para este ensayo se seleccionaron polvos de las siguientes
granulometrías: 200 a 300 fim, 100 a 200 /¿m, 60 a 100 fim e inferior a 60 fim. Existen dos diferencias fundamentales en este estudio con respecto al anterior:
a) Análisis de la fluencia del polvo. Uno de los parámetros más utilizados para caracterizar esta propiedad es el índice de Hausner, que se define como (5-6):
índice de Hausner _ Densidad aparente
Densidad vibrada
La densidad aparente se midió vertiendo una cantidad determinada de polvo en una probeta graduada. A continuación, la probeta se agitó vigorosamente con un vibrador y se determinó la densidad vibrada. Se calcularon los índices de Hausner para las cuatro granulometrías.
b) Ausencia de la etapa de agitado del troquel con el fin de llevar a cabo un proceso semejante al de prensado axial realizado en la industria.
2.3. Sínterización
El ciclo de sínterización fue calentamiento hasta 600°C a 2°C/min, en el intervalo de 600^C hasta 1650°C, a 4°C/min y un período isotermo de 2 horas a 1650°C en atmósfera de aire.
2.4. Caracterización
Las densidades de las muestras en verde y sinterizadas se midieron mediante las técnicas de inmersión en mercurio y agua, respectivamente. El análisis microestructural de las muestras sinterizadas se realizó mediante microscopía óptica de luz reflejada y electrónica de barrido, sobre secciones pulidas y atacadas, tanto térmica como químicamente.
50n a
S : ^ 40-
o : - :
^
20-
PRESIÓN UNIAXIAL (Kg/cm^)
^ looq b n J3
u : o - J 9 5 -
^^^ ny^
9 0 -2 J 4 I « 7 I « ' 2
PRESIÓN UNIAxß^ (Kg/cir?)
Fig. \.—Densidades relativas (% G/cmuluta, Qmuiiita=S,J6 g/cm^) en función de la presión máxima aplicada para las probetas obtenidas en el ensayo I:
a) densidad en verde; b) densidad de las muestras sinterizadas.
3. RESULTADOS Y DISCUSIÓN
Los resultados obtenidos en el ensayo I están expuestos en las fígs. 1-2. Los valores de las densidades en verde (fíg. la) en función de la presión varían entre Sl í o y 37% de la densidad teórica de la muUita. Los valores aparentemente bajos de este parámetros se deben a las características de los polvos: alta superficie específica, que dificulta el pren-
Fig. 2.—Aspecto general de las microestructuras de las muestras obtenidas en el ensayo I (presión 1.000 kp/cm^): a) microscopía óptica de luz reflejada, superficie pulida; b) microscopía electrónica de barrido, superficie pulida y atacada térmica y químicamente.
202 BOL. SOC. ESP. CERAM. VIDR. VOL. 31 - NUM. 3

Procesamiento de un gel silicoaluminoso utilizando el prensado axial como método de conformado
sado, baja densidad (2,89 g/cm^) y alta microporosidad"^. Las muestras sinterizadas presentan densidades que varían entre 94,6^o y 98,5 o respecto a la teórica de la mullita (fig. Ib). Las densidades mayores, tanto en muestras en verde como ya sinterizadas, se obtienen cuando se utiliza la presión más alta (1200 kp/cm^). En general, en todas las muestras cocidas se obtiene un alto grado de densificación y t;on pequeño tamaño de poro, como se aprecia en la fig. 2a. La microestructura es de tipo equiaxial, con tamaño medio de grano del orden de 1,5 ^m y porosidad inter e intragranular (fig. 2b).
Los resultados obtenidos en el ensayo II se resumen en la tabla I y en las figuras 3-8. El índice de Hausner (tabla I) disminuye al aumentar la granulometría, lo que corres-
TABLA I
INDICE DE HAUSNER DE LOS POLVOS UTILIZADOS EN EL ENSAYO II
GRANULOMETRÍA ( m) INDICE DE HAUSNER
200-300 1.18
100-200 1.28
60-100 1.43
< 60 2.07
50 n
40 H
^
g30J
20-
10'
PRESIÓN UNIAXIAL (Kg/cm^)
.^.
o
100n b
95 H
90-1
(b)
L PRESIÓN UNIAXIAL (Kg/cm^)
Fig. 3.—Densidades relativas (% e/emullita» Qmuliita = 3,16 g/çm^), en función de la presión máxima aplicada, de las probetas obtenidas en el ensayo II a partir de polvos de granulometría entre 60 y 100 um: a) densidad en
verde; b) densidad de las muestras sinterizadas.
50n 1 a
40-y * - ^ .^c^ \k - ^ X ^ J
^y^^
^ •
^ ^
S^ i -^ :
a : \ -^ ^
1 20^ t I 4 S « 7 1 t ' 1
10' 1 PRESIÓN UNIAXIAL (Kg/cm^)
^ 100: 1 ^ " :
Ù : i ß^"'^^^'^ o ^y^ CD : ^^
•^ 95- ^ ^ a
\ : <^
90-1 1 1 1 1 1 1 i 1 1 a S 4 S I 7 S « ' a
10* 1 PRESIÓN UNIAXIAL (Kg/cm^)
Fig. 4.—Densidades relativas (% e/emullita, Qm\xm.di=S,16 g/cm^), en función de la presión máxima aplicada, de las probetas obtenidas en el ensayo II à partir de polvos de granulometría entre 100 y 200 m: a) densidad en
verde; b) densidad de las muestras sinterizadas.
ponde a una mejora de la fuencia del polvo. Es interesante resaltar que el valor de este índice para la granulometría ^ 60/im es muy elevado ( « 2), por lo que la razón de com-pactación es muy alta, y puede conducir a una serie de defectos de prensado. De hecho, no fue posible obtener compactos en verde con esta granulometría debido al alto grado de laminación que presentaban las probetas.
Las densidades relativas en verde de las muestras obtenidas en el ensayo II varían entre 31*Ío y 39^o y las de las muestras sinterizadas varían entre 94,4^o y 98,59 (figs. 3-5). Es interesante remarcar que, en el caso de la granulometría entre 60 y lOO/ m y para todas las presiones mayores que 400 kp/cm^, las densidades en verde de los compactos obtenidos con vibración (fig. la) son menores que las obtenidas con el simple llenado del molde (fig. 3a). La mala fluencia de este polvo (índice de Hausner 1.43, tabla I) puede dar lugar a la creación de defectos durante el vibrado. De hecho, una vez vibrado el molde, el valor de la presión de com-pactación tiene una influencia mucho menor en la densidad en verde obtenida que en el caso del simple llenado (figs, la y 3a).
MAYO-JUNIO, 1992 203
J. AVENA, M. I. OSENDI, C. BARDIN, J. S. MOYA
50-1 a
4 0 -/ ' • " •s ^ y ^
^ - ^X'-D
^ ^
ù - ^ ^
S^o: "* -
^ l \ ^ 1 20H
—r •" 1 I 1 1 1 1 1 1 1 2 J 4 C « 7 t » ' 2
m ' 1 PRESIÓN UNIAXIAL (Kg/cm^)
^ 100n b
o CD
95-
90H
PRESIÓN UNIAXIAL (Kg/cm^)
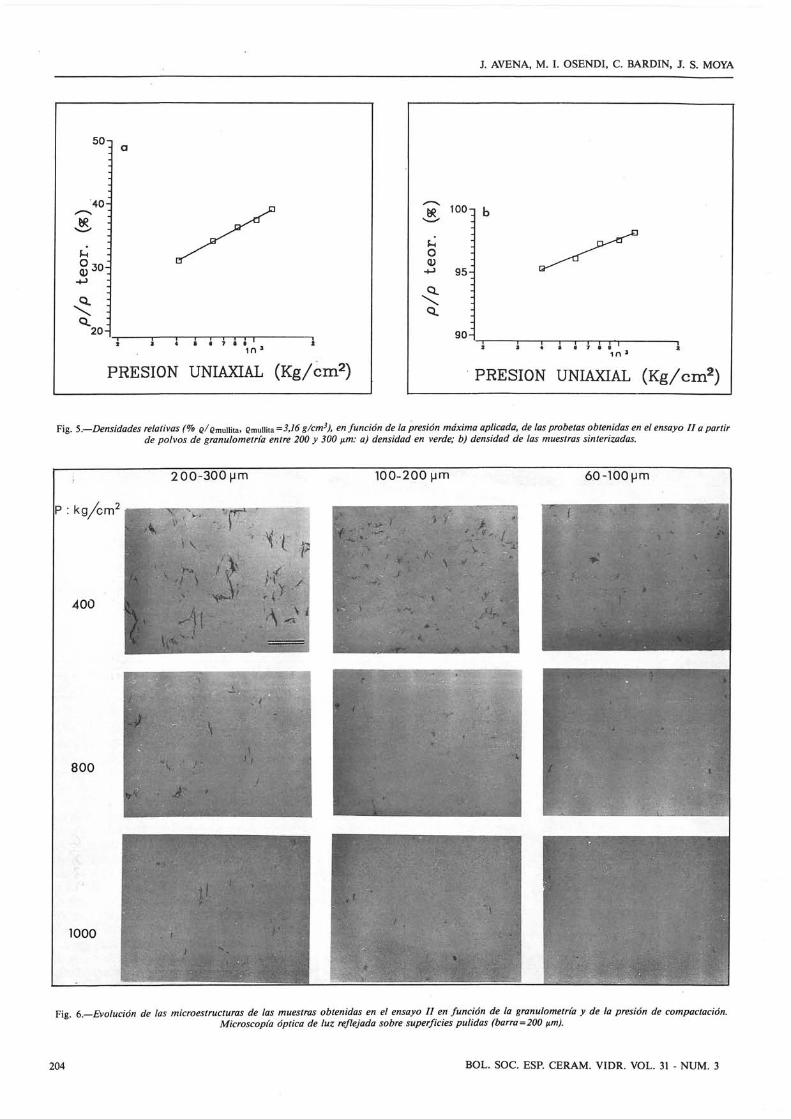
Fig. 5.—Densidades relativas (% e/Cmuiiita, Qmu\iitai=3,16 g/cm^), en función de la presión máxima aplicada, de las probetas obtenidas en el ensayo II a partir de polvos de granulometría entre 200 y 300 ¡im: a) densidad en verde; b) densidad de las muestras sinterizadas.
2 00-300 |jm 100-200 | jm óO-lOOprn
|P : kg /cm^
400
800
1000
•^Jh':^».%.'z^-x3írJs!ií) " „¿Ja^ jÁ^a ;^ 'jagsS!»gAtá_j-¿s"-a¿^a^^%Ji
Fig. 6.—Evolución de las microestructuras de las muestras obtenidas en el ensayo II en función de la granulometría y de la presión de compactación. Microscopía óptica de luz reflejada sobre superficies pulidas (barra=200 iim).
204 BOL. SOC. ESP. CERAM. VIDR. VOL. 31 - NUM. 3

Procesamiento de un gel silicoaluminoso utilizando el prensado axial como método de conformado
Fig. 7.—Microestructuras de probetas preparadas a partir de polvos con granulometría entre 200 y 300 fim. Microscopía electrónica de barrido sobre superficies pulidas y atacadas química y térmicamente: a) presión de com-
pactación 400 kp/cm^; b) presión de compactación 1.000 kp/cm^.
Fig. ^.—Aspecto general de las microestructuras de las probetas obtenidas en el ensayo II. Microscopía electrónica de barrido sobre superficies pulidas y atacadas química y térmicamente: a) granulometría entre 60 y 100 fim, presión de compactación=400 kp/cm^; b) granulometría entre 200 y 300
lim, presión de compactación = 1000 kp/cm^.
En todas las microestructuras, salvo en las correspondientes a las muestras obtenidas con los polvos con granulometría entre 60 y 100/¿m y aplicando presiones superiores a 600 kp/cm^ (fig. 6), se observan grietas. Tanto al aumentar la presión como al disminuir la granulometría de partida el número y tamaño de estas grietas disminuyen. Dichas grietas corresponden a la sinterización diferencial de aglomerados, que da lugar a la formación de grietas a lo largo de la interfase matriz-aglomerado, como muestran las micro-grafías de la fig. 7. Este hecho puede atribuirse al tipo de aglomerante utilizado, la carboximetilcelulosa, que posee una temperatura de transición vitrea superior a la ambiente (Tg«200°C) (6). Por lo tanto, durante el prensado se produce la fractura de los aglomerados por Matsumoto (2) en aglomerados de alúmina. Cuando se utihzan presiones más altas, los aglomerados se rompen con más facihdad. Debido a esto, los valores de densidad de las muestras preparadas con los polvos de granulometría entre 200 y 300 jitm, son inferiores a los esperados a pesar de la mayor fluidez
de estos polvos (fig. 5). La utilización de aglomerantes con Tg próximas a temperatura ambiente mejoraría el prensado y en consecuencia la microestructura final.
Las texturas de las muestras obtenidas en el ensayo II (fig. 8) son similares a las de las muestras del ensayo I (fig. 2), con granos de tamaño del orden de l/ m y pequeños poros (^5/xm) que confirman la alta densidad obtenida en el ensayo.
4. CONCLUSIONES
El trabajo realizado permite llegar a las siguientes conclusiones:
a) Es posible obtener materiales de mullita, con densidades superiores al 98% de la teórica, a partir de un gel de pequeño tamaño de grano y alta superficie específica, utilizando como método de conformado en verde el prensado uniaxial sin vibración.
MAYO-JUNIO, 1992 205

J. AVENA, M. I. OSENDI, C. BARDIN, J. S. MOYA
b) Cuando se utiliza un aglomerante con Tg superior a la temperatura de prensado, la buena fluidez de los polvos con granulometrías mayores no asegura mejores resultados. La microestructura final del material presenta defectos asociados con la sinterización diferencial de las fracciones de los aglomerados originales que no se han roto durante el prensado.
c) El uso de la carboxilmetilcelulosa como aglomerante, si no se utilizan plastificantes, obliga a seleccionar cuidadosamente la granulometría de los polvos y la presión de conformado. En este caso, es posible obtener materiales de mullita con densidad igual a 98,5% de la teórica utiHzando granulometrías entre 60 y 100 fim y una presión de conformado de 1200 kg/cm^.
d) En las condiciones experimentales de este trabajo, no se ha observado que el vibrado previo de los moldes mejore los niveles de densidad de los compactos.
AGRADECIMIENTOS
Esta investigación ha sido financiada por la CICYT dentro del proyecto ref. MAT88-0182.
6. BIBLIOGRAFÍA
1. DE AZA, S.: «Defectos de prensado». Bol. Soc. Esp, Ce-rám. Vidr. 3 (1964), 4, 395-416.
2. MATSUMOTO, R. L. K.: «Analysis of powder compac-tation using a compactation rate diagram», J. Am. Ce-ram. Soc, 73 (1990), 2, 465-468.
3. SACKS, M. D.; LEE, H . W. and PASK, J. A.: «A review of powder preparation methods and densification procedures for fabricating high density muUite», en: «Mu-llite and Mullite Matrix Composites», Ceramic transactions vol. 6, The Am. Ceram. Soc. Inc. (1990), 167-207.
4. OsENDi, M. 1.; BAUDIN, C ; DE AZA, S.; MOYA, J. S.: «Processing and sintering of a 3:2 alumina silica gel», J. Europ. Ceram. Soc. (en prensa).
5. AMORÓS ALBORO, J. L.; BLASCO FUENTES, A.; ENRIQUE NAVARRO, J. E.; NEGRE MEDALL, E : «Características de Polvos Cerámicos para prensado». Bol. Soc. Esp. Ce-rám. Vidr. 26 (1987), 1, 31-37.
6. HAUSNER, H . H. ; ROLL, K. H.; JOHNSON, P. K.: «New methods for the consoUdation of metal powders». Edit. Plenum Press, New York, 1967.
7. BRANDRUP, J. and IMMERGUT, E . H.: «Polymer Handbook», 3. edición. Edit. John Wiley and Sons, EEUU (1990).
206 BOL. SOC. ESP. C E R A M . VIDR. VOL. 31 - NUM. 3





























