Embed Size (px)
Citation preview

w w w.smeits . rs
Nove tehnologije
3D projektovanje procesnih postrojenja
Inženjerska praksa
Optimizacija klipnih kompresora u procesnoj industriji
Pumpe - izbor i speci f ik aci ja
ISSN 2217-2319
Aktuelno
TEHNIKABROJ 1jun 2011.GODINA 23.
PROCESNA


PROCESNATEHNIKA
broj 1, jun 2011. godina 23.SADRŽAJ:
32 Sigurnosni diskovi – Osnovni pojmovi i primena
KOLUMNE
UVODNIK
PROCESING
INŽENjERSKA KNjIŽARA
EKONOMSKI INDIKATORI
PROCESNA TEHNIKA jun 2011. 3
INŽENjERSKA PRAKSA
14 Umeci za poboljšanje isticanja rastresitih materijala iz bunkera i silosa
36 3D projektovanje procesnih postrojenja pomoću specijalizovanih softverskih aplikacija najnovije generacije
18 Heuristička pravila za procesnu opremu
26 Optimizacija klipnih kompresora u procesnoj industriji
10
Izdavač:Savez mašinskih i elektrotehničkih inženjera Srbije (SMEITS)Kneza Miloša 7a/II, 11000 Beograd
FOND ING - fond za unapređenje procesnog i en-ergetskog inženjerstva i zaštite životne sredineRadoja Domanovića 16, 11000 Beograd
Glavni i odgovorni urednik:Srbislav Genić
Saradnici:Aleksandar PetrovićIlija KovačevićDejan Radić
Tehnički urednik:Ivan Radetić
Web tim:Stevan Šamšalović
Za izdavača:Miloš Galebović
Publikacija je besplatna.
Sadržaj publikacije je zaštićen.Korišćenje materijala je dozvoljeno isključivo uz saglas-nost autora.
Na osnovu mišljenja Ministarstva za nauku, tehnologije i razvoj Republike Srbije, broj 413-00-1468/2001-01 od 29. ok-tobra 2001, časopis “Procesna tehnika“ je oslobođen plaćanja poreza na promet roba na malo, kao publikacija od posebnog interesa za nauku. OGLAŠIVAČI
ALTIMCWG BALKANELEKTROVOJVODINAELMARKIMI INTERNATIONALLINDE GAS SRBIJAMESSERMIKRO KONTROLPANKLIMAPETROPROCESS
PROINGPROTENTRB KOLUBARASAGAXSGSTE NIKOLA TESLATERMOVENT KOMERCZAVOD ZA ZAVARIVANJEWILO
CIP -- Katologizacija u publikaciji Narodna biblioteke Srbije, Beograd62PROCESNA tehnika: naučno-stručni časopis / glavni i od-govorni urednik Srbislav Genić – God.1 br. 1 (septembar 1985) - . - Beograd (Kneza Miloša 7a/II) : Savez mašinskih i elektrotehničkih inženjera i tehničara Srbije, 1985 - (elektron-ska publikacija) – 27cmšestomesečno (jun i decembar)
ISSN 2217-2319 (Online) = Procesna tehnika(Online)COBISS.SR-ID 4208130
42 Pregled kriterijalnih relacija za određivanje koeficijenta prelaza toplote i koeficijenta trenja pri jednofaznom strujanju fluida kroz cevne zmije
46 Ekonomska analiza procesnih postrojenja – trend u 2010. godini
PROCESNE TEHNOLOGIJE I NOVI PROIZVODI
EKONOMSKI INDIKATORI
Pumpe - izbor i specifikacija

4 jun 2011. PROCESNA TEHNIKA
UvodnikPT
Uvodnik
Poštovane koleginice i kolege,
Način izražavanja u različitim oblastima tehnike je veoma jednostavan i prilično uprošćen u odnosu na govorni jezik ili jezik koji se koristi u drugim oblastima ljudske delatnosti. U kombinaciji sa brojevima, koji su neophodni prateći elemenat svih tehničkih tekstova, jezik tehnike na prilično
jednostavan i jednoznačan način treba da opisuje tehničke uređaje i sisteme, da iznosi zapažanja o njiho-vom radu, uočenim nedostacima, mogućnostima poboljšanja, itd.
U pravnom smislu tehnički termini imaju jedinstveno značenje propisano zakonima, pravilnicima i standardima, pa tako tehnička terminologija ima svoj specijalizovani rečnik, koji ne mora da važi u drugim oblastima života. Radi kvalitetne i sažete komunikacije precizni tehnički termini (i njihove formalno priznate i dokumentovane definicije) moraju biti podržani od strane najobrazovanijeg dela javnosti, a u tehnici su to inženjeri. Ostali pojmovi koji se u tehnici koriste, a pogotovo u terenskom radu ili u komunikaciji sa nedo-voljno tehnički obrazovanom populacijom, mogu imati i druga značenja i veoma često se direktno preuz-imaju iz drugih jezika. Npr. u oblasti mašinske tehnike postoji veliki broj termina koji se koristi u našoj zemlji, a da nemaju nikakve veze sa našim jezikom: prirubnica = flanša = flange (engleski), zaptivač = dihtung = dichtung (nemački).
Postoji nekoliko jednostavnih pravila koja se koriste u tehničkom izražavanju. Jedno od njih je korišćenje pasiva umesto aktiva. Na primer:
• aktiv:Izmerilismodebljinuzidaposude6mm.• pasiv:Izmerenadebljinazidaposudeiznosi6mm.U prvoj rečenici, subjekat mi, deluje na posudu koja predstavlja objekat, dok je merenje akcija (dejstvo).
U drugoj rečenici subjekat je posuda i nema akcije; pasivna konstrukcija podrazumeva akciju. U tehnici prva rečenica se smatra nepoželjnom, jer se odnosi na njenog autora (mi). Većina nastavnika i profesora od svo-jih slušalaca (učenika i studenata) traži da se koristiti drugi primer, jer je od veće važnosti šta je urađeno (u primeru šta je izmereno), nego ko je nešto uradio. Ako je neophodno da se pomene vršilac radnje, koristi se sledeća konstrukciju: Izmerena debljina zida posude, od strane ...., iznosi 6 mm.
Od važnosti je i ton kojim se autor teksta obraća čitaocu, jer pokazuje istovremeno i odnos autor - čitalac. Ton kojim se piše treba da bude profesionalan i jezgrovit, i ne sme ostavljati dilemu bilo kakve vrste. Čitanjem tuđih tekstova stiče se pojam kako treba koristiti ton obraćanja potencijalnom čitaocu. Na primer:
• kolokvijalni ton:Hemijska reakcija senemožeostvariti bezodgovarajuće temperature,pritiska iprisustva reaktanata.
• stručniton:Neophodanuslovzaodvijanjehemijskereakcijesuodgovarajućiradniuslovi:tempera-tura, pritisak i koncentracije reaktanata.
Postoji i problem u stilskom balansiranju raspoloženja, što je posebno važno za zaključke tekstova, kada je potrebno ukratko protumačiti glavne rezultate rada. Na primer:
• grandioznistil:Rezultatisprovedenih8merenjanasdovodedozaključkadajelokalniotporklapneu tesnoj vezi sa prečnikom klapne i brzinom strujanja.
• depresirajući stil: Na osnovu samo 8 izvršenih merenja nismo u mogućnosti da sa sigurnošćupovežemo lokalni otpor klapne sa prečnikom klapne i brzinom strujanja.
• balansiranistil:Naosnovu8izvršenihmerenja,aimajućiuviduiskustvadrugihistraživača,save-likom sigurnošću se pretpostavlja da ključni uticaj na lokalni otpor klapne imaju njen prečnik i brzina stru-
Srbislav Genić, glavni i odgovorni urednik

Uvodnik PT
PROCESNA TEHNIKA jun 2011. 5
janja fluida, ali je neophodno izvršiti dalja istraživanja radi uspostavljanja statistički čvrste veze pomenutih parametara.
Postoji i ceo niz drugih pravila o kojima treba voditi računa pri pisanju tehničkih tekstova, koja se tiču formiranja pasusa, navođenja literature, upotrebe mernih jedinica, itd. Takođe, postoji i niz grešaka koje se često ponavljaju u tehničkim tekstovima:
• umesto„brojnavrednost“trebapisati„brojčanavrednost“;• umesto„velikavećinapodataka“trebapisatisamo„većinapodataka“;• umesto„velikipritisak“trebapisati„visokpritisak“štovažiizadrugeveličinestanja;• umesto„konstruktivnekarakteristike“trebapisati„konstrukcionekarakteristike“. Ovakvih primera ima previše da bi bili navedeni u ovom uvodniku, ali se nadam da je jasno da se lica
koja se bave tehnikom, a pre svega inženjeri, moraju obrazovati i u ovom smislu, pre svega radi uspešnijeg obavljanja svog posla, a samim tim i zbog podizanja ugleda inženjerske struke.
Srbislav Genić, glavni i odgovorni urednik [email protected]
Pristupnica u članstvo Saveza mašinskih i elektrotehničkih inženjera i tehničara Srbije (SMEITS)
Pristupnica Društvu za procesnu tehniku

Procesna tehnikaPT
Br. Ime i prezime Preduzeće, adresa
1 Srbislav Genić Mašinski fakultet Beograd, Kraljice Marije 16, Beograd
2 Branislav Jaćimović Mašinski fakultet Beograd, Kraljice Marije 16, Beograd
3 Ioan Laza Universitatea “Politehnica” dinTimisoara, Facultatea de Mecanica, B-dul M. Viteazu 1, Timisoara
4 Radenko Rajić VIŠSS TEHNIKUM TAURUNUM, Nade Dimić 4, Zemun - Beograd
5 Ivan Radetić Pro-Ing, Zaplanjska 86, Beograd
Br. Ime i prezime Preduzeće, adresa
1 Aleksandar Dedić Šumarski fakultet Beograd, Kneza Višeslava 1, Beograd
2 Aleksandar Stanković SAGAX, Radoja Domanovića 16, Beograd
3 Blagoje Ćirković BET, Tadeuša Košćuška 55, Beograd
4 Bojan Nikolić JKP Beogradske elektrane, Savski nasip 11, Novi Beograd
5 Branko Živanović Naftna industrija Srbije, RN Pančevo, Spoljnostarčevačka 199, Pančevo
6 Vojislav Genić Siemens IT Solutions and Services
7 Goran Bogićević JKP Beogradske elektrane, Savski nasip 11, Novi Beograd
8 Goran Vujnović Aqua Interma Inženjering, Bulevar oslobođenja 337c, Beograd
9 Darko Jovanović SGS Beograd, Bože Janković 39, Beograd
10 Dejan Gazikalović FRIGOMEX, Mihaila Šolohova 66c, Beograd
11 Dejan Cvjetković CD System, Jovana Rajića 5b, Beograd
12 Dimitrije Đorđević Termoenergetika, V.J. 1/IV, Lučani
13 Dorin Lelea Universitatea “Politehnica” dinTimisoara, Facultatea de Mecanica, B-dul M. Viteazu 1, Timisoara
14 Dušan Elez ATM Control Beograd, Bulevar Mihajla Pupina 129, Novi Beograd
15 Zoran Bogdanović Pionir Beograd, Fabrika Subotica, Senćanski put 83, Subotica
16 Zoran Nikolić Messer Tehnogas, Banjički Put 62, Beograd
17 Ilija Kovačević Pro-Ing, Zaplanjska 86, Beograd
18 Ljubiša Vladić JKP Beogradske elektrane, Savski nasip 11, Novi Beograd
19 Marko Malović Messer Tehnogas, Banjički Put 62, Beograd
20 Miloš Banjac Mašinski fakultet Beograd, Kraljice Marije 16, Beograd
21 Miroslav Stanojević Mašinski fakultet Beograd, Kraljice Marije 16, Beograd
22 Mihajlo Milovanović NESTLÉ ICE CREAM SRBIJA Beograd, Banovački put bb, Stara Pazova
23 Nebojša Pantić Messer Tehnogas, Banjički Put 62, Beograd
24 Nenad Petrović LABELPRO, Carice Milice 11, Beograd
25 Nenad Ćuprić Šumarski fakultet Beograd, Kneza Višeslava 1, Beograd
26 Predrag Milanović Institut za hemiju, tehnologiju i metalurgiju, Njegoševa 12, Beograd
27 Rade Milenković Paul Scherrer Institut, WBBA 203, 5232 Villigen-PSI, Switzerland
28 Radoje Raković Pro-Ing, Zaplanjska 86, Beograd
29 Saša Jakimov TRACO, Ljube Davidovića 55/6, Beograd
30 Suzana Mladenović Vatrosprem proizvodnja, Kumodraška 240, Beograd
Redakcioni odbor
Izdavački savet
6 jun 2011. PROCESNA TEHNIKA


Društvo za procesnu tehnikuPT
Sreda , 1. jun 2011.
10.00–14.00 Prijavljivanje učesnika i uručivanje kongresnog materijala
12.00–14.00 Okrugli sto i odabrano tematsko predavanje– Oprema pod pritiskom– Direktive Evropske unije i nacrti nacionalnih PravilnikaModeratori: Zoran Bakić, Aleksandar Petrović,Bogdan Gnjatović, Ilija Kovačević
14.00–15.00 Otvaranje 24. kongresa – Procesinga 2011Uvodna reč, predsednika Organizacionog odboraPredstavljanje programa rada KongresaObraćanje počasnih gostiju, predstavnika pokrovitelja isponzoraZvanično otvaranje KongresaDodela povelja:1. najboljim studentima2. za doprinos u oblasti procesne tehnike
15.00–17.00 Koktel dobrodošlice
17.00–18.30 Okrugli sto Oprema pod pritiskom – pitanja i odgovori
Poštovane koleginice i kolege,
Dvadeset četvrti međunarodni kongres o procesnoj industriji – Procesing 2011, u organizaciji SMEITS-a, Društva za procesnu tehniku – održaće se u hotelu NORCEV***, u Nacionalnom parku Fruška gora, od 1. do 3. juna 2011. Težište rada Kongresa čine radovi sa tematikom inženjerske prakse vezane za prob-
lematiku, stanje i izglede u procesnoj industriji.
Naučno-stručni i Organizacioni odbori izabrali su tematske oblasti Procesinga 2011, koje pokrivaju praktično sve domene procesnog inženjerstva. Poželjno je da radovi koji se pripremaju za skup budu ve-zani za primenu inženjerskih znanja potrebnih pri rešavanju problema u oblastima: projektovanja i razvoja procesa i postrojenja procesne i drugih industrija; konstruisanja mašina, aparata i uređaja; pripreme i vođenja izgradnje i montaže industrijskih postrojenja; industrijskih i laboratorijskih merenja; ispitivanja i atestiranja materijala, proizvoda, mašina i aparata; istraživanja i razvoja nove opreme i industrijskih siste-ma; nastave u školama i na fakultetima; organizacije i upravljanja.
Pozivamo vas na saradnju u pripremama i održavanju Procesinga 2011, sa uverenjem da ovaj naš tradicionalni skup ima značajnu ulogu u razvoju procesne tehnike i industrije.
ORGANIZACIONI ODBOR Procesinga 2011
24. međunarodni kongres o procesnoj industriji Procesing ’11
8 jun 2011. PROCESNA TEHNIKA

Društvo za procesnu tehniku PT
Četvrtak , 2. jun 2011.
9.00–10.30 Izlaganje radova 3.1–3.10 III tematske grupe: PROJEKTOVANjE, IZGRADNjA, EKSPLOATACIJA I ODRŽAVANjE PROCESNIH POSTROJENjA
Sala I(velika sala)
9.00–10.30 Izlaganje radova 4.1–4.10 IV tematske grupe: KONSTRUISANjE, IZRADA, ISPITIVANjE I MONTAŽA PROCESNE OPREME
Sala II
10.30–10.45 Pauza
10.45–12.00 Predstavljanje sponzora
12.00–12.15 Pauza
12.15–14.00 Izlaganje radova 2.1–2.10 II tematske grupe: PROCESNE TEHNOLOGIJE Sala I(velika sala)
12.15–14.00 Izlaganje radova 3.11–3.14 III tematske grupe: PROJEKTOVANjE, IZGRADNjA, EKSPLOATACIJA I ODRŽAVANjE PROCESNIH POSTROJENjAIzlaganje radova 4.11–4.13 IV tematske grupe: KONSTRUISANjE, IZRADA, ISPITIVANjE I MONTAŽA PROCESNE OPREMEIzlaganje radova 5.1–5.4 V tematske grupe: INŽENjERSTVO ŽIVOTNE SREDINE I ODRŽIVI RAZVOJ, ZAŠTITA ŽIVOTNE SREDINE, ZAŠTITA RADNE SREDINE, RACIONALNO KORIŠĆENjE ENERGIJE, OB-NOVLjIVI IZVORI ENERGIJE
Sala II
14.00–15.00 Izlaganje radova 2.1–2.10 II tematske grupe: PROCESNE TEHNOLOGIJE Sala I(velika sala)
15.00–19.00 Izlet Sala I(velika sala)
15.00–19.00 Svečana večera
Petak , 3. jun 2011
9.00–10.30 Izlaganje radova 5.5–5.14 V tematske grupe: INŽENjERSTVO ŽIVOTNE SREDINE I ODRŽIVI RAZVOJ, ZAŠTITA ŽIVOTNE SREDINE, ZAŠTITA RADNE SREDINE, RACIONALNO KORIŠĆENjE ENERGIJE, OBNOV-LjIVI IZVORI ENERGIJE
Sala I(velika sala)
9.00–10.30 Izlaganje radova 6.1–6.7 VI tematske grupe: OSNOVNE OPERACIJE, APARATI I MAŠINE U PROCES-NOJ INDUSTRIJI
Izlaganje radova 1.1–1.3 I tematske grupe: TEHNIČKA REGULATIVA I SISTEMI KVALITETA
Sala II
10.30–10.45 Pauza
10.45–12.00 Predstavljanje sponzora Sala I(velika sala)
12.00–12.15 Pauza
12.15–13.15 Okrugli sto Sala I(velika sala)
13.15–13.45 Konferencija Društva za procesnu tehniku SMEITS-a Sala I(velika sala)
13.45–14.00 Zatvaranje Kongresa Sala I(velika sala)
14.00 Optoštajni ručak
PROCESNA TEHNIKA jun 2011. 9

Pumpe - izbor i specifikacija
Inženjerska praksaPT
Pri izboru pumpe, ključno je da karakteristike pumpe od-govaraju sistemskim zahtevima i termo-fizičkim svojst-vima tečnosti za koju se koristi. Ovi faktori obuhvataju
ulazne uslove, potreban protok, razliku pritisaka, viskoznost itd. Kvalitet tečnosti treba da ostane nepromenjen posle pro-laza kroz pumpu. Takođe, odgovarajući materijal, viskoznost, osetljivost na smicanje i prisustvo čestica u tečnosti, su važni prilikom razmatranja izbora pumpe. Inženjerske primene se uglavnom svode na dve glavne kategorije, centrifugalne ili pumpe koje rade na principu potiskivanja određene zapremine fluida (zapreminske). Rad ovih pumpi je veoma različit, stoga izbor pumpe treba da se zasniva na jedinstvenim parametrima procesa.
Centrifugalne pumpe - CFPCentrifugalne pumpe se češće od drugih tipova koriste
u procesnoj industriji, termotehnici, termoenergetici i hi-droenergetici. Imaju široki dijapazon primene, a dostupne su u velikom opsegu dimenzija i kapaciteta. Prednosti CFP su: kontinualan protok, relativno jednostavna konstrukcija, niska nabavna cena, male dimenzije, niski troškovi održavanja i mi-ran rad.
Zapreminske pumpe - ZPIako se inženjeri uglavnom opredeljuju za centrifugalne
pumpe, neke specifične potrebe nalažu upotrebu zapreminskih pumpi. Zbog svojih konstrukcionih osobenosti i mogućnosti da upravljaju protokom u zavisnosti od ulaznog pritiska, ZP obezbeđuju visoku efikasnost u većini slučajeva, čime se smanjuju troškovi energije i troškovi održavanja.
Uporedne karakteristike CFP i ZP CFP i ZP imaju različit odziv na promene parametara u
sistemu, pa je važno proceniti sistemske zahteve pre nego što se izvrši izbor pumpe. U tabeli 1 su prikazane konstruktivne razlike između ovih pumpi, kao i radni pritisak, viskoznost, ulazni uslovi strujanja tečnosti i efikasnost.
Opseg rada Opseg radnih režima pumpi je kompleksniji nego sama
podela na CFP i ZP i zavisi od više parametara. ZP obuh-vataju različite tipove pumpi, a to su: klipne, zupčaste, za-vojne i pumpe sa dijafragmom (membranom), itd. Sa druge strane, centrifugalne pumpe, kod kojih se kinetička energija rotirajućih elemenata prenosi na tečnost, mogu biti (u odnosu na smer strujanja) radijalne, dijagonalne (radiaksijalne) i ak-sijalne. Da bi se pristupilo izboru tipa pumpe, neophodno je
Igor Martić, Goran Mandić
Tabela 1. Uporedne karakteristike CFP i ZPCFP ZP
Mehaničkiprincip rada
Pumpa prenosi energiju na tečnost, što dovodi do povišenja pritiska na potisu. Rezultat je strujanje tečnosti
Pumpa zahvata određenu količinu tečnosti i potiskuje od usisnog ka potisnom otvoru. Prvo se ostvaruje strujanje, a zatim dolazi do povišenja pritiska na izlazu.
Karakteristike Protok varira sa promenom pritiska
Protok ostaje stalan nezavisno od promena pritiska
Viskoznost Sa povećanjem vis-koznosti smanjuje se efikasnost
Efikasnost raste sa povećanjem viskoziteta tečnosti
Efikasnost Maksimalna efikasnost je ostvariva samo u jednoj tački i opada sa udaljavanjem od te tačke.
Efikasnost se povećava sa povišenjem pritiska
Radni uslovi na usisu
Tečnost mora biti u pumpi pre startovanja. Suva pumpa ne može da radi.
Podpritisak se stvara na usisnom ventilu. Nije potrebno da je pumpa nalivena tečnošću pri startovanju.
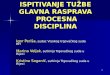
Karakteristični radni opseg različitih tipova pumpiSlika 1.
10 jun 2011. PROCESNA TEHNIKA

Inženjerska praksa PT
definisanje najmanje dva podatka: protoka i napora (visine dizanja). Ostali parametri od značaja, kao što su kavitacijska rezerva, radna temperatura i pritisak, prisustvo čvrste faze, itd., su od značaja prilikom naručivanja pumpe. Ove podatke zahtevaju proizvođači radi preciznijeg izbora. Na slici 1 pri-kazan je karakteristični radni opseg nekoliko tipova pumpi [1].
Tehnički zahtevi
Na osnovu uslova sistema u kome se koristi pumpa, tipa pumpe, eksploatacionih i pogonskih uslova, definišu se tehnički zahtevi za odabir pumpe, navedeni u tabeli 2.
HEURISTIČKA PRAVILA ZA PUMPEKavitacijska rezerva
U opsegu V=1÷5000 m3/h, n=725÷12000 o/min i NPSH=1,2÷22 m može se koristiti jednačina
36000 51000
NPSHn V0,75
0,5
'$=
Uobičajena vrednost za kavitacijsku rezervu iznosi
NPSH=1,2÷8 m.
Efikasnost pumpeEfikasnost pumpi (h) se može proceniti na osnovu izraza 80 0.937 0.00546 0.0000151
0.0058 . .
H H V H V
H H V H V0 0000303 0 0000000835
2
2 2 2 2 2
$ $ $ $ $
$ $ $ $ $
h = - + -
+ - +
gde je efikasnost u %, H je napor pumpe u m, a V je protok u m3/h . Područje primene jednačine je H=15÷90 m, V=22÷230 m3/h.
Efikasnost se kreće od 50% za manje pumpe do 90% za velike.
Centrifugalne pumpe – opseg radnih parametaraJednostepene pumpe za protok V=3÷1200 m3/h i napor do
H=150 mVišestepene pumpe za protok V=4÷2500 m3/h i napor do
H=1700 m
Aksijalne pumpe – opseg radnih parametaraOpseg protoka V=4,5÷22500 m3/hNapor do H=12 m Efiksnost h=65÷85%
Rotacione pumpe – opseg radnih parametaraOpseg protoka V=0,2÷1150 m3/hNapor do H=15 km Efiksnost h=50÷80%
Klipne pumpe – opseg radnih parametaraOpseg protoka V=2÷22500 m3/hNapor do H=300 km
Električni motori i turbineEfikasnost motora je u opsegu 85÷95% za električne mo-
tore, 42÷78% za parne turbine, 28-38% za gasne motore i tur-bine.
Za snage do 75 kW uvek se koriste električni motori. Maksimalna snaga elektromotora je do 15 MW. Sinhroni mo-tori imaju minimalni broj obrtaja 150 o/min.
Parne turbine se retko koriste za snage manje od 75 kW.
Literatura[1] Perry’s Chemical Engineers’ Handbook, McGraw Hill, New York, 1997.[2] GPSA Engineering Data Book, Natural Gas Processors and Suppliers Association, 1972.[3] Evans, E L., Equipment Design Handbook for Refin-eries and Chemical Plants, Gulf Publishing Co., Houston, 1979.[4] Branan C. R., Rules of Thumb for Chemical Engineers, Gulf Professional Publishing, Houston, 1998.
Tabela 2. Tehnički zahtevi za izbor pumpeKućište Livena kućišta pumpe omogućavaju efikasno pret-
varanje energije, preko radnog kola pumpe, u ener-giju pritiska. Kućišta sa difuzorom smanjuju gubitke i povećavaju efikasnost u širokom opsegu kapaciteta, pri čemu najveću efikasnost imaju visoko pritisne pumpe sa više potrošača.
Radno kolo pumpe
Radna kola zatvorenog tipa su mnogo efikasnija. Pumpe sa otvorenim radnim kolom se koriste za viskozne tečnosti, tečnosti koje sadrže čvrste materije i za opštu upotrebu.
Zaptivanje Zaptivanje rotirajućih delova mora biti adekvatno izvršeno u cilju sprečavanja isticanja da ne bi to uti-calo negativno na efikasnost transporta tečnosti. Zap-tivni prstenovi su iz kategorije bezkontaktnih zaptivki i mehaničkih čeonih zaptivki. Bezkontaktne zaptivke se vrlo često koriste kod mašina sa brzorotirajućim elementima pokretanih strujanjem gasa. Mehanički čeoni zaptivači omogućavaju odličnu zaštitu od većih propuštanja.
Ležajevi Faktori koje treba uzeti u razmatranje prilikom izbora tipa ležaja su broj obrtaja vratila, maksimalno dozvoljena asimetričnost vratila, analiza kritičnih brzina, opterećenje radnog kola, itd.
Materijali Nerđajući čelici se koriste veoma često. Materijal treba da bude tako izabran da smanji troškove održavanja, a da se pri tome izbegne materijal koji hemijski reaguje sa rad-nim fluidom, odnosno da nema koroziju ili erozije materi-jala ili kontaminacije tečnosti.
Tabela 3.
Protok, m³/h 22,5 50 100 200 1000 2000
Efikasnost, % 45 62 70 75 78 80
Tabela 4.
Snaga, kW 5 7,5 15 30 100 350
Efikasnost, % 62 70 80 85 88 90
PROCESNA TEHNIKA jun 2011. 11

[5] Pope J. E., Rules of Thumb for Mechanical Engineers, Gulf Professional Publishing, Houston, 1996.[6] Cheremisinoff, N. P., Fluid Flow Pocket Handbook, Gulf Publishing Co., Houston, 1984.[7] McAllister E. W., Pipe Line Rules of Thumb Handbook,
Gulf Publishing Co., Houston, 1993.[8] Ludwig, E. E., Applied Process Design for Chemical and Petrochemical Plants, Gulf Publishing Co., Houston, 1977.
Inženjerska praksaPT
Igor Martić, Mašinski fakultet Univer-ziteta u Beogradu, Kraljice Marije 16, 11000 Beogradtel. 069/300-9909 e-mail: [email protected]
Diplomirao je na Mašinskom fakultetu u Beogradu jula 2010, na odseku za Pro-cesnu tehniku i zaštitu životne sredine. Student doktorskih studija Mašinskog fakulteta Univerziteta u Beogradu od
Autori
Goran Mandić, Mašinski fakultet Univerziteta u Beogradu, Kraljice Marije 16, 11000 Beogradtel. 064/888 36 20 e-mail: [email protected]
2003 - Završena Viša tehnička mašinska škola – Zemun.
2011 – trenutno u fazi izrade završnog MSc rada na Mašinskom fakultetu
novembra 2010. Učestvovao na nekoliko projekata iz oblasti centralnog grejanja.
Univerziteta u Beogradu, smer: Procesna tehnika i zaštita životne sredine
Od 2004 radi u JP Srbijagas na poslovima vodećeg ispitivača u Laboratoriji za gasnu tehniku, a od početka 2011. godine na poslovima Tehniče kontrole unutrašnjih gasnih instalacija kod industrijskih potrošača.


Skladištenje rastresitih (sipkastih) materijala u bunkerima i silosima u velikoj meri je zastupljeno u procesnoj indus-triji. Skladište se materijali različitog porekla i fizičkih i
hemijskih svojstava, od finih prahova kao što su brašno i kakao prah, do zrnastih i granularnih. Pri njihovom skladištenju javl-jaju se sledeći problemi:
• Pojava svodova (lukova) - materijal formira svod iznad otvora za pražnjenje što dovodi do prekida toka. Mogu se formirati dva osnovna tipa svoda. Prvi tip nastaje kao po-sledica koehezionih sila dovoljnog intenziteta da premoste dimenzije otvora za pražnjenje, a drugi kao posledica formi-ranja čvrste strukture iznad otvora uklapanjem i međusobnim oslanjanjem grumenova materijala.
• Pojava levka u materijalu - materijal koji se nalazi direktno iznad otvora za pražnjenje ističe, dok ostatak miruje i ostaje u silosu i kada se ceo centralni deo materijala isprazni.
• Pojava nepravilnog intenziteta toka materijala - protok materijala znatno varira ili osciluje oko zadatog, tj. zahtevanog.
• Naglo isicanje - prisustvo vazduha ili gasova unutar šupljina materijala znatno smanjuje trenje materijala o zi-dove posude, što dovodi do naglog, nekontrolisanog isicanja.
• Mrtve zone - mesta na kojima se materijal dugo zadržava uzrokuje pogoršavanje isticanja i kvaliteta materi-jala usled neočekivano dugog skladištenja.
• Taloženje - pojava materijala koji se ne može is-prazniti gravitacionim tokom.
• Segregacija - razdvajanje čestica i pojava nehomo-genosti materijala koje dovodi do otežanog protoka ili gu-bitka kvaliteta materijala.
• Abrazija česica materijala - dovodi do problema pri pražnjenju, gubitka kvaliteta materijala i može dovesti do teških mehaničkih oštećenja.
Navedene pojave izazivaju smanjenje protoka, dovode do pojave zastoja, povećavaju troškove održavanja, što sve za-jedno dovodi do porasta ukupnih troškova proizvodnje.
U cilju rešavanja navedenih problema, tokom proteklih nekoliko decenija vršena su mnoga ispitivanja, što je rezul-tovalo definisanjem određenih smernica i standarda za pro-jektovanje bunkera i silosa. Dosadašnja praksa je kao po-laznu osnovu za konstruisanje bunkera i silosa uzimala ugao nasipanja (angle of repose). Pokazalo se da daleko važniji uticaj ima ugao trenja između materijala i zidova silosa, kao i karakteristike tečenja materijala. Ipak, glavni uticaj na kon-strukciju ima izbor oblika silosa i bunkera.
Veliki broj različitih dodatnih uređaja za silose i bunkere konstruisan je radi poboljšanja toka sipkih materijala. Najšira
klasifikacija dodatnih uređaja za poboljšanje pražnjenja obuhvata dve kategorije:
1. Aktivne uređaje, gde spadaju pneumatski uređaji, vibratori i mehanički uređaji;
2. Pasivne uređaje, gde spadaju razne modifikacije konstrukcije, antifrikcione obloge za zidove i postavljanje umetaka.
Jedno od rešenja, koje se pokazalo kao uspešno, je postav-ljanjem umetaka koji se mogu definisati kao statički deo op-reme, montirani u unutrašnjost posude. Dimenzije i položaj umetka zavise od različitih faktora kao što su geometrija rezervoara, fizička svojstava zrnastog materijala, spoljni i radni uslovi, itd. Iz navedenih razloga dimenzije i položaj umetaka se najčešće određuju eksperimentalnim putem za svaki konkretan slučaj.
Režimi isticanjaPostoje dva osnovna režima gravitacionog isticanja čvrstih
materijala kroz posude sa konusnim delom i otvorom na dnu, prikazana šematski na slici 1.
Hidrauličko isticanje je predstavljeno na slici 1A i karakteristično je po tome da se ceo sadržaj posude ravno-merno prazni, obezbeđujući princip FIFO (First In First Out). Naziva se još i maseno isticanje (mass flow). Sa druge strane, pri levkastom isticanju samo deo sadržaja u centralnom delu posude ističe, dok ostatak materijala u blizini zida posude priv-idno miruje (slika 1B). Ovakav režim se naziva i jezgrasto is-
Umeci za poboljšanje isticanja rastresitih materi-jala iz bunkera i silosa
Nenad Ćuprić, Predrag Milanović, Mihailo Milanović
Inženjerska praksaPT
Režimi gravitacionog tečenja – maseni (A) i jezgrasti (B) Slika 1.
14 jun 2011. PROCESNA TEHNIKA

ticanje (funnel flow), čija je osnovna karakteristika LIFO (Last In First Out).
U okviru evropskog standarda za proračun silosa i rezer-voara EN1991-4 iz 2006. Godine u aneksu F definisani su navedeni tipovi protoka i dati su dijagrami na osnovu kojih se može odrediti tip protoka za silos sa konusnim ili linijskim levkom. Tačno određivanje tipa protoka nije obuhvaćeno ovim standardom. Takođe, ovaj standard ne obuhvata silose sa umecima za poboljšanje protoka. Pod pojmom silosa su obuhvaćeni i bunkeri i koševi.
U zavisnosti od tehničkih zahteva i radnih uslova ova dva radna režima imaju svoje prednosti i nedostatke. U tabeli 1 prikazane glavne karakteristike ova dva režima.
Kontinualan protok rastresitih materijala se u mnogim slučajevima postiže posudama sa glatkim i strmim zidovima. Međutim, u praksi nije uvek izvodljivo projektovanje i in-stalacija posuda sa odgovarajućom geometrijom jer mnogi rastresiti materijali imaju nedovoljno poznata i promenljiva svojstva tečenja. Pored toga, postoje i ograničenja u pogledu prostora, tako da se zbog neophodnih strmih zidova gubi zna-tan deo kapaciteta silosa i bunkera.
Iako na prvi pogled deluje nelogično, ubacivanjem odgovarajućih umetaka u silose i bunkere može da se poboljša kontinualno i pouzdano isticanje materijala, kao i znatno smanjiti nagib zidova što rezultuje povećanjem kapa-citeta silosa i bunkera.
Efekti ugradnje umetka
Pri gravitacionom isticanju rastresitih materijala dolazi do pojave trenja klizanja između materijala i zidova posude, kao i trenja između čestica materijala. Materijal neće isticati sve dok gravitacione sile koje deluje na čestice materijala ne bude veća od sila trenja. Umeci imaju ulogu da omoguće kontinualno is-ticanje materijala kao i da:
• Smanje segregaciju (raslojavanje) i abraziju čestica; • Razbijaju grudvice materijala i utiču na smanjenje
nastajanja prašine;• Omogućuju gravitaciono isticanje materijala iz po-
sude; • Osiguravaju kontinualan protok i kroz manje izlazne
otvore; • Povećavaju protok materijala;• Osiguravaju protok kod posuda sa manje strmim zi-
dovima; • Omogućuju mešanje materijala na izlazu; • Smanjuju napone u materijalu i ubrzavaju deaeraciju.
Pored navedenog, umeci za korekciju toka u silosima služe kao razdvajači – spliteri prilikom odvajanja nemag-netnih od magnetnih čestica kod suvih zrnastih materijala, a koriste se i za mešanje i homogenizaciju materijala u si-losima.
Na slici 2, prikazani su rezultati ispitivanja pri isti-canju zrnastog materijala iz rezervoara bez umetka (2A) i sa umetkom (2B). Sa slike se vidi da se postavljanjem umetka sa obrnutim konusom obezbeđuje ravnomernije, brže i pouzdanije isticanje materijala nego što je to slučaj bez umetka.
Inženjerska praksa PT
Tabela 1. Poređenje masenog i jezgrastog režima isti-canja rastresitih materijala
Maseni režim Jezgrasti režim
Karakteristike
Nema mrtvih zona.Koristi se cela zapremina posude za tečenje materijala, tzv. “First In First Out” protok.
Postoje mrtve zone.Protok se javlja samo u centralnom delu (jezgru) posude, tzv. “Last In First Out” protok.
Prednosti
Manje je raslojavanje i zgrud-njavanje materijala prilikom pražnjenja.
Mali pritisci na zidove posude pri-likom tečenja materijala. Mala brzina klizanja čestica uz zi-dove rezervoara što smanjuje abra-ziju čestica i habanje zidova.
Nedostaci
Veliko opterećenje na posudu pri-likom tečenja materijalaAbrazija i erozija čestica, habanje zidova posude, usled velikih brzina čestica.Mali odnos zapremine posude po visini
Pojava rasipanja materijala, zgrud-njavanje.Brzina pražnjenja rezervoara varira sa vremenom, pa se ne može tačno predvideti vreme pražnjenja rezer-voara.
Vreme pražnjenja rezervoara (u sekun-dama) bez (A), i sa umetkom (B)Slika 2.
Karakteristične zone unutar materijala koje se javljaju prilikom pražnjenja silosa i bunkera bez umetka (A) i sa nejednokrakim obrnutim konusnim umetkom (B)
Slika 3.
PROCESNA TEHNIKA jun 2011. 15

Karakteristične zone unutar materijala koje se javljaju pri-likom pražnjenja silosa i bunkera bez umetka i sa nejednokra-kim obrnutim konusnim umetkom prikazane su na slici 3 (A) i (B). To su: zona ravnomernog toka, sloj unutrašnjeg terenja, zona kvazi mirovanja, zona ubrzanog toka, sloj trenja na zi-dovima, donja zona kvazi mirovanja.
Vrste umetaka Konusni umetak (slika 4A) stvara dva toka – central-
ni, gde strme ivice konusa poboljšavaju maseni protok, i spoljašnji tok koji je prstenast. Obrnuti konusni umetak (Slika 4 B i 4 V -”Kineski šešir”) stvara prstenasti tok, dok klinasti umetak (Slika 4G) formira dva strujna toka istog ob-lika, čime se ubrzava isticanje materijala.
Postavljanjem dva obrnuta V profila u obilku krsta na prelazu cilindričnog u konusni deo posude (slika 5 A - krstasti V profil) smanjuje se pritisak na zidove posude i tako sprečavaju deformacije. U velikim rezervoarima gde se skladište materijali osetljivi na pritisak, postavljaju se ni-zovi V ploča koje su pričvršćene za gornji deo rezervoara ili plafon prostorije. Ploče se mogu slobodno pomerati u struji materijala, što doprinosi smanjenju mrtvih zona tečenja.
Još jedan od načina na koji se mogu smanjiti naponi na zi-dove posude je postavljanje kružnih prstenova na unutrašnji zid na različitim visinama (slika 5 B - Prestenasti umeci).
Za neke materijale kod kojih lako može doći do zgrud-njavanja, kao što su meki, elastični ili vlaknasti materijali, postavljaju se rešetke (slika 5 V - Rešetkasti umeci). Pravil-nim izborom rešetke sa dovoljno velikim otvorima postiže se da je pritisak na umetak zanemarljiv.
Cevni umetak koji se postavlja pod uglom (slika 6) smanjuje tangencijalne napone na zidovima ko-nusnih posuda tako što preusmerava materijal ka izlaznom otvoru.
Ulazni razdelnik deli ulazni mlaz, čime se postiže ravnomernije nasipanje ma-terijala u posudu, i sprečava zgrudnjavanje (slika 5 G - Ulazni razdelnik).
ZaključakPrilikom određivanja parametara silosa i bunkera u većini
slučajeva osnovni cilj je da se postigne maseno (hidrauličko) isticanje materijala i obezbedi FIFO princip. Poslednjih de-cenija su obavljena brojna istraživanja i definisane su smer-nice i standardi što, kao i uvek, ima za cilj olakšavanje kon-struisanja i projektovanja bunkera i silosa, kao i smanjenje verovatnoće pojave greški prilikom izbora parametara.
Dosadašnja iskustva su pokazala da je postavljanje odgovarajućih umetaka iznad izlaznog otvora silosa i bun-kera efikasan i jednostavan način za poboljšanje protoka u slučaju masenog pražnjenja bunkera. Ujedno je to na-jprihvatljiviji način poboljšanja pražnjenja, sa stanovišta održavanja i utroška energije kao i ostalih signifikantnih faktora.
Literatura[1] Jenkins S., Facts at your fingerprints - Hopper inserts for improved solids flow, Chemical engineering, vol. 118, no.4, pp. 26, 2011.[2] Seville J., Tüzün U., Clift R., Processing of particulate solids, Springer, Berlin, 1997.[3] Chou C. S., Yang T. L., The effect of a flow corrective insert upon flow patterns and wall stresses in a two-dimen-sional bin-hopper,VSP and Society of Powder Technology, Japan 2004.[4] Johanson J. R., Preventing solids flow problems in feeders, bins, hoppers and stockpiles [5] D’Arco A., Effects of aeration on the time uniformity of the solids flow from silos loaded with radially segregated solids, PhD Course in Chemical Engineering; University of Salerno Department of Chemical and Food Engineering [6] JUS ISO 11697:1996. Osnove projektovanja građevinskih konstrukcija, Opterećenja rastesitim materi-jalima[7] Vukićević, S., Skladišta, Preving, Beograd ,1995.[8] EN 1991-4: “Eurocode 1 –Action on structure - Part 4: Silos and tanks”, English Version, May 2006, CEN, 107. pp
Inženjerska praksaPT
Konusni umeciSlika 4.
Različite izvedbe umetakaSlika 5.
Cevni umetakSlika 6.
16 jun 2011. PROCESNA TEHNIKA

Inženjerska praksa PT
Mihailo Milanović, Mašinski fakultet Univerziteta u Beogradu, Kraljice Marije 16, 11000 Beogradtel. 064/287-41-79e-mail: [email protected] prve godine Master studija, Mašinskog fakulteta u Beogradu, smer Procesna tehnika i zaštita životne sredine. Osnovne akademske studije upisao 2007. godine. 2010. godine stekao zvanje - Inženjer mašinstva (B.Sc.). Tema B.Sc. završnog rada je : Pregled obnovljivih izvora energije. Korišćenje gasifi-kacije biomase za postrojenje za kombinovanu proizvodnju toplotne i električne energije ulazne snage do 500 kW. Stipendista ministarstva prosvete republike Srbije.
Autori
Predrag Milanović, IHTM – Institut za hemiju, tehnologiju i metalurgiju u Beogradu, Njegoševa 12, 11000 Beogradtel. 011/3640229e-mail: [email protected]
Zaposlen kao viši naučni saradnik. Bavi se poslovima iz oblasti procesne tehnike, energetike, poseb-no racionalnim korišćenjem energije, primeni obnovljivih izvora energije i zaštitom životne sred-ine. Učestvovao je kao autor ili koautor u izradi više od 90 radova objavljenih u domaćim ili stranim časopisima, simpozijumima i izložbma. Takođe učestvovao je u izradi više naučno-istraživačkih pro-jekata kao istraživač ili rukovodilac. Od 2000. je predsednik URKE – Udruženja za racionalno korišćenje obnovljivih izvora energije iz Beograda.
Nenad Lj. Ćuprić, Univerzitet u Beogradu, Šumarski fakultet, Kneza Višeslava 1, tel: 011/3053830, faks: 011/2545485, e-pošta: [email protected]
Od 1989 do 2004. je bio asistent na Mašinskom fakultetu Univerziteta u Beogradu. Od 2004. zaposlen je na Šumarskom fakultetu Univerziteta u Beogradu gde je docent na predmetu Mehanizacija u šumarstvu na Katedri iskorišćavanja šuma. Pored nastave, angažovan je na poslovima projektovanja transportnih i skladišnih sistema, kao i na izradi studija, ekspertiza, veštačenja itd. Objavio je preko 50 naučnih i stručnih radova i redovni je učesnik projekata i studija finansiranih od strane nadležnih Ministarstava.

Heuristička pravila za procesnu opremu
Inženjerska praksaPT
Heuristika (st. grč. heurisko nađem, pronađem) je veština i nauka o metodima u pronalaženju novih, naročito naučnih činjenica i saznanja. Često se po-
jam heuristike koristi za opis strategija za donošenje odluka, baziranih na lako dostupnim informacijama radi rešavanja problema u različitim oblastima ljudskog ponašanja. Opšte je poznat Arhimedov uzvik heureka (st. grč. našao sam) kada je pri pri kupanju otkrio osnovni zakon hidrostatike. Heure-ka je radostan uzvik kada se reši neko teško pitanje, napravi otkriće, itd.
U tehnici heuristika predstavlja metod rešavanja prob-lema na osnovu iskustva. U osnovi heuristike je pronalaženje dovoljno dobrog rešenja za kratko vreme i uz korišćenje ograničenih resursa. U inženjerskoj praksi primena ovog metoda uključuje korišćenje „preporuka“, „orijentacionih vrednosti“ i publikovanih iskustava, uz donošenje intu-itivnih odluka, baziranih na „zdravom razumu“.
Nedostatak ovog pristupa je da ne uključuje detaljni prilaz problemu, već se uglavnom bavi proučavanjem po-sledica rešenih sličnih problema. Npr. ako je na više primera uočeno da je pad pritiska u cevovodu zavistan od kvadrata brzine strujanja tečnosti (što je tačno samo za hidraulički glatke cevi), usvaja se ova konstatacija kao važeća i za bilo koji problem koji treba da se reši, bez uključivanja param-etara kao što su Rejnoldsov broj, hrapavost cevovoda, itd.
U ovom radu su predstavljene osnovne smernice i pre-poruke koje se odnose na rešavanje inženjerskih problema u okviru procesne industrije. One su grupisane prema oblasti i mogućnosti primene.
Strujanje fluida• Ventilatori su strujne mašine koje se koriste za umereno
povišenje pritiska gasa (do 3%). Ukoliko je potrebno po-visiti pritisak radnog fluida za 0,03÷2,75 bar upotreblja-vaju se duvaljke, a za još veće povišenje pritiska koriste se kompresori.
• Politropske efikasnosti kompresora u zavisnosti od tipa su: • 76÷78% - za centrifugalne kompresore,• ≈70% - za rotacione kompresore, i • ≈50% - za kompresore sa tečnim prstenom.
• „Jack’s cube rule“ prikazan u [1] se odnosi na strujanje tečnosti u procesnim i energetskim sistemima i formu-lisan je pomoću dve jednačine koje glase
• za cevovode prečnika DN 65 i veće
4,62 0,0508V d3
$= +o ^ h (1)
• za cevovode prečnika DN 50 i manje
75,8 0,0508V d d3
$ $= +o ^ h (2)
• Simpson [2] je dao vrednosti za maksimalne brzine stru-janja (w, m/s) na osnovu gustine fluida (ρ, kg/m³). Na osnovu tih podataka može se formirati interpolaciona jednačina:
, , expw 17 11 11 64 ,0 09$ t=- + -^ h (3)
• Stvarna brzina mora biti manja od vrednosti dobijenih jednačinom (3), jer pri većim brzinama može doći do pojave erozije na cevovodu ili na drugim elemetima op-reme. Za gasove i pare brzina ne sme prelaziti brzinu zvuka i obično je ograničena na 30% od vrednosti kritične brzine.
• U [3] i [4] date su slične jednačine za procenu brzine stru-janja fluida, a u [4] i prihvatljive vrednosti jediničnog pada pritiska, kako je prikazano u tabeli 1.
• Regulacioni ventili u sistemu automatskog upravljanja funkcionišu najbolje ako pad pritiska pri strujanju fluida kroz njih iznosi najmanje 0,7bar.
• Jednostepenim centrifugalnim pumpama se mogu ost-variti protoci fluida do 1150 m³/h, dok se višestepenim mogu ostvariti protoci do 2500 m³/h.
Transport čvrstih materijalaZavojni transporteri (prenosni puževi)
• Primenjuju se za transport sitnozrnastih materijala, a izuzetno (uređaji specijalnih konstrukcija) i za prenos komadastog materijala. Materijal koji se transportuje može da bude i testast pod uslovom da se ne lepi o zi-dove transportera i po površini zavojnice. Pored toga, ovi uređaji se primenjuju i kao uređaji koji obavljaju pojedine tehnološke operacije (mešanje, ekstrudovanje).
• Uobičajeni ugao nagiba transportera iznosi 20º÷30º.• Koristi se za transport materijala najčešće na udaljen-
osti 5÷10 m (maksimalno do 45 m).• Kod transportera prečnika 0,3m moguće je transpo-
rovati do 85 m³/h materijala pri uobičajenom broju
Nikola Stojković, Nikola Budimir, Marko Jarić, Branislav Jaćimović, Srbislav Genić
Tabela 1.
Literatura [3] [4]
Radni medijum i tip transporta w, m/s Δp/L, Pa/m
Potisni cevovod iza pumpe 6 ∙du+1,2 4 ∙du+1,5 450
Usisni cevovod ispred pumpe 2 ∙du+0,4 2 ∙du+0,4 90
Vodena para i gasovi 200 ∙du 60 110
18 jun 2011. PROCESNA TEHNIKA

Inženjerska praksa PT
obrtaja od 60 o/min.• Potrošnja energije potrebne za transport materijala je
relativno mala.• Specifična snaga se kreće u granicama
1/75 1/200 ( / )/( / )N kW m t hspec '=
Kofičasti elevatori• Pogodni su za transport sitnozrnastog i komadastog materi-
jala u vertikalnom ili kosom pravcu (pod uglom 60º÷70º).• Kofice za sitan materijal imaju zapreminu od 1÷3 dm3, a za
krupan materijal 15÷100 dm3.• Uobičajena brzina transporta iznosi 0,5÷1,5 m/s, visina
transporta do 50m (ponekad i više).• Specifična snaga se kreće u granicama
1/75 1/ ( / )/( / )N kW m t h150spec '= .
• Maksimalni kapacitet transporta koji se može ostvariti upotrebom kofa dimenzija 500x500 mm iznosi 28,3 m3/h.
Trakasti transporteri• Ugao nagiba pod kojim se vrši transport materijala treba
da je za 10° manji od ugla unutrašnjeg trenja (klizanja) materijala koji se transportuje, u protivnom bi dolazilo do proklizavanja materijala.
• Širina trake treba da je 2÷2,4 puta veća od dimenzija najvećih komada i da je 4÷5 puta veća od srednje di-menzije komada.
• Kapaciteti trakastih transportere za rasipne materi-jale mogu iznositi i nekoliko stotina tona na čas, a u specijalnim slučajevima i do 1000t/h. Dužina trakastog transportera može biti i veća od 500m, a ograničena je jačinom transportne trake.
• Povećanjem ugla nagiba bočnih valjaka, koji daju olučast profil traci, povećava se kapacitet transportera i do 25%.
• Normalni eksploatacioni uslovi za transportne trake su -15÷60°C, a izrađuju se i specijalne trake za ekstremno niske (-45°C) i visoke (100°C) temperature.
• Potrošnja energije potrebne za transport materijala je relativno velika.
• Brzina trake je obično 1÷2 m/s, a kod nekih transportera i do 5 m/s. Brzine trake manje od 0,75 m/s u načelu se ne preporučuju, izuzev za transport komadastog materi-jala.
• Specifična snaga se kreće u granicama
1/220 1/360 ( / )/( / )N kW m t hspec '=
Ugradnja kugličnih ležajeva na valjke i doboše dopri-nosi uštedi energije i do 40%. Ako traka obavlja trans-port pod određenim nagibom, tada se obično računa sa povećanjem snage od 0,003kW za svaku metar-tonu po času.
Pneumatski transporteri
• Omogućavaju velike kapacitete transporta (do 300 t/h).• Dužina voda kroz koji se materijal transportuje na ovaj
način može da bude i do jednog kilometra (najčešće do 400m), a visina dizanja 25÷50m. Pri ovome je moguća kombinacija i horizontalnog i vertikalnog transporta. Prečnici transportnih cevi iznose 40÷300mm.
• Omogućuju transport materijala na više mesta istovre-meno.
• Mogućnost rada u vakumu ili pri niskim pritiscima.• Brzina transporta materijala iznosi 10÷30m/s.• Količina vazduha potrebna za prenos materijala zavisi
od njegove gustine, dužine puta prenošenja, visine di-zanja itd., a kreće se od 3÷6 m³ vazduha po kilogramu materijala.
• Pneumatski transporteri zahtevaju 5÷10 puta veću snagu od ranije navedenih; specifična snaga iznosi
1/10 1/12 ( / )/( / )N kW m t hspec '= .
Kule za hlađenje• Maksimalno zasićenje vazduha na izlazu može biti veće
od 90%.• Najčešće se protok vode kroz kulu (gustina orošavanja,
protok vode sveden na puni poprečni presek aparata) kreće u granicama od 0,7÷3,5 kg/(m²∙s), a masena brzina vazduha (takođe svedena na puni poprečni presek apara-ta) 1,6÷2,8 kg/(m²∙s).
• Voda se može ohladiti do temperature koja je za 2,5÷5°C viša od temperature okolnog vazduha po vlažnom ter-mometru.
Posude pod pritiskom• Posuda pod pritiskom je zatvorena posuda namenjena
zadržavanju gasova ili tečnosti na pritisku različitom od atmosferskog.
• Ako su u pitanju posude pod pritiskom proračunski pri-tisak i temperatura se biraju na sledeći način:• proračunska temperatura se usvaja prema tabeli 2. • proračunski pritisak se usvaja prema jednačini (u
pitanju su nadpritisci)
3,5 70 1 2,5
0,9 1,05 70 2,5 p
bar p bar
p p barpror
rad
rad rad
'
$ 2=
= -
+)
• Koeficijent valjanosti zavarenog spoja iznosi:
Tabela 2.
Maksimalna temperatura, °C Minimalna temperatura, °C
Radna Proračunska Radna Proračunska
ambijentalna ÷ 100 120 –10 ÷ ambijentalna radna – 5
100 ÷ 200 radna +20 –10 ÷ –25 radna –10
200 ÷ 300 radna +25 –25 ÷ –60 radna – 5
viša od 300 radna +30 niža od –60 radna
PROCESNA TEHNIKA jun 2011. 19

• 1 ako se svi spojevi ispituju,• 0,85 ako se ispituju delimično,• 0,7 ako se spojevi ne ispituju.
• Dodatak na koroziju se usvaja:• 0 mm za slučaj kada se bira potpuno rezistentan
materijal,• 1 ÷ 2 mm kada se zna da ima korozije, ali kada nije
znatna,• 3 ÷ 4 mm kada se korozija razvija ali posuda neće
biti čišćena,• do 10 mm za veoma izraženu koroziju.
• Minimalne debljine zida posude u zavisnosti od njenog prečnika date su u tabeli 3.
•
Razmenjivači toplote, hladnjaci• Kod dobošastih razmenjivača toplote uobičajeno je da
kroz cevi struji prljaviji, agresivniji fluid, fluid višeg pritiska, dok se kroz međucevni prostor preporučuje da struji fluid koji se kondenzuje ili fluid koji ima ve-liku viskoznost.
• Površina za razmenu toplote se kreće i do 5000m² (dužina aparata do 12m, a prečnik do 3m), a zahvaljujući čvrstoći konstrukcije mogu se koristiti kako za rad pri visokim pritiscima, tako i za rad pod vakumom.
• Uobičajeni dijapazon prečnika cevi koje se koriste za izradu cevnog snopa se kreće u granicama Ø6÷50mm, mada ima slučajeva kada prečnik cevi može biti i 2,5mm, ali i do 100mm.
• Ukoliko nema drugih ograničenja najčešće se ko-riste cevi Ø18÷25mm, jer primena ovih cevi u većini slučajeva obezbeđuje dovoljnu kompaktnu konstruk-ciju i mogućnost mehaničkog čišćenja cevnog snopa, a samim tim i jeftiniji razmenjivač toplote.
• Dužina cevnog snopa treba da bude prilagođena stan-dardnim dužinama cevi koje isporučuju proizvođači cevi (6m, 12m, itd.) da bi se snizila cena aparata.
• Pri hlađenju fluida na temperature ispod -60°C preporučljivo je da se hlađenje odvija u više etapa.
Skladišni rezervoari• Tankovi za tečnost imaju određen gasni prostor iznad
maksimalnog nivoa (obično 35% za zapremine do 2m³ i 10% za veće zapremine).
• Uobičajena praksa za skladišne rezervoare za tečnost je sledeća:• za zapremine manje od 4 m³ koristi se vertkalni
tank sa nogama,
• za zapremine u grabnicama 4÷40 m³ koristi se horizontalni tank postavljen na betonsku podlogu,
• za zapremine veće od 40 m³ koristi se vertkalni tank postavljen na betonsku podlogu.
• Tečnosti sklone isparavanju skladište se u rezervoarima sa pokretnim (plivajućim) krovom u cilju sprečavanja njihog gubitka.
• Rezervoari sirovina se obično dimenzionišu tako da mogu da prime 30-odnevnu zalihu.
• Rezervoari u koje se istače fluid iz mobilnog sredstva (auto-cisterna, vagon-cisterna) treba da imaju zapr-eminu veću za 50% u odnosu na cisternu iz koje se uliva.
• Veliki atmosferski čelični tankovi se mogu postavljati na osnovu od oko 1,5 m peska, šljunka ili usitnjenog kamena, ako zemljište ispod tanka može da podnese pritisak bez uleganja. Porozna osnova omogućava drenažu u slučaju curenja. Podaci o nosivosti zemljišta dati su u tabeli 4.
Separatori• Razdvajanje tečnih faza najčešće se vrši u horizontalnim
separatorima.• Razdvajanje mešavina gasa i tečnosti se vrši u vertikal-
nim separatorima. • Iako se odnos dužine i prečnika L/D=3 smatraju op-
timalnim, u praksi ovaj odnos varira u granicama 2,5÷5.
• za sprečavanje pojave uznošenja kapljica iz sepa-ratora koriste se odvajači kapi čija visina iznosi 100÷300mm, a oni postižu efikasnost izdvajanja od 99%. Najčešće se koriste odvajači kapi debljine 150mm.
Reaktori• Uobičajeno je da visina tečnosti u reaktoru sa
mešalicom bude približno jednaka njegovom prečniku.
• Glavne karakteristike reakcija šaržnog tipa su:• dnevna stopa proizvodnje je relativno mala,• vremena odvijanja reakcija su relativno duga,• procesni parametri (npr. protoci ili temperature )
najčešće se menjaju s vremenom, tj. u zavisnosti od načina odvijanja hemijske reakcije.
Inženjerska praksaPT
Tabela 3. Prečnik posude, mm Minimalna debljina zida, mm
do 1000 5 ÷ 9
1000 ÷ 1800 7 ÷ 11
1800 ÷ 3300 8 ÷ 12Tabela 4. Tip zemljišta Pritisak, kPa
Meka glina (usitnjava se rukama) 100
Suvi sitni pesak 200
Suvi sitni pesak pomešan sa glinom 300
Krupni pesak 300
Suva i tvrda glina 350
Šljunak 400
Kamen 1000÷4000
20 jun 2011. PROCESNA TEHNIKA

• Cevni reaktori se koriste za reakcije koje se brzo odvi-jaju (čije je vreme trajanja izraženo u sekundama ili minutima), za reakcije gde se moraju ostvariti veliki protoci radnih medijuma i za reakcije koje zahtevaju dovođenje ili odvođenje velikih količina toplote. Ovi reaktori se najčešće primenjuju za procese krekovanja ugljovodonika, prevođenje vazduha u NO jedinjenja i oksidaciju NO u NO2...
Destilacija• Uopšteno, destilacija je jedan od najekonomičnijih
metoda za separaciju tečnih faza (npr. isplativija je od kristalizacije ili tečne ekstrakcije).
• Opšte poznata definicija relativne isparljivosti (rela-tivna isparljivost je odnos pritiska zasićenja para čistih komponenti mešavine za zadatu temperaturu α=po
A/poB) može se koristiti samo u slučaju mešavina
koje se ponašaju kao idealne mešavine.• Ako se za posmatrani sistem može pretpostaviti da je
dvokomponentan, tada je određivanje broja teorijskih stepeni kontakta najpogodnije izvršiti metodom Mek-Kejba i Tila (McCabe-Thiele).
• Za većinu destilacionih procesa optimalna vrednost refluksnog odnosa je za 20% veća od minimalne vrednosti refluksnog odnosa (R=1,2∙Rmin).
• Broj stvarnih stepeni kontakta u destilacionoj koloni najčešće je dva puta veći od minimalnog broja stepeni kontakta (EK ≈50%).
• Pumpe za refluks bi trebalo da budu predimenzioni-sane za 25%.
• Sa stanovišta održavanja, poželjno je da rastojanje između podova bude 500÷600mm.
• Pad pritiska po jednom podu najčešće iznosi oko 600÷800Pa.
• Pri separaciji lakih ugljovodonika i vodenih rastvora, efikasnosti podova po Marfriju (Murphree efficiency) su obično od 60÷90% u koloni za jačanje i 10÷20% u koloni za iscrpljivanje.
• Prečnici otvora sitastih podova su najčešće dimen-zija 4÷12mm, a ukupna površina svih otvora čini oko 5÷15% aktivne površine poda.
• Prečnici otvora ventilskih podova su dimenzija oko 40 mm. Svaki je opremljen podiznom kapom kojih ima između 130÷150 po 1m² aktivne površine poda.
• Visina prelivnika nejčešće iznosi oko 50 mm, pri čemu je njena dužina oko 75% prečnika kolone. Maksimalano opterećenje poda po tečnosti iznosi oko 20 l/(s∙m).
• Za kolone prečnika manjeg od 0,9m pogodnije je ko-ristiti ispunu umesto podova.
• Većina rezervoara za refluks je postavljeno horizon-talno, ispunjeni su do pola i zadržavaju tečnost u proseku 5min.
• Odnos visine i prečnika kolone bi trebalo da bude
manji od 30. Pored toga, visina kolone ne bi trebalo da bude veća od 50m zbog uticaja vetra, seizmičkih poremećaja i drugih konstruktivnih zahteva.
Tečna ekstrakcija• Za proces separacije koji zahteva relativno mali broj ste-
peni kontakta (5÷10) pogodnije je koristiti ekstraktore sa ispunom, osim ako površinski napon tečnosti ne prelazi 0,01N/m.
• Sitasti podovi obično imaju otvore prečnika 3÷8mm. Da bi se izbeglo formiranje prekomerno malih kapi, brzine strujanja kroz otvore bi trebalo da budu ispod 0,25m/s. Uobičajena rastojanja između podova su od 150÷600 mm, a efikasnosti podova su u rasponu 20÷30%.
Kristalizacija• Da bi se dobili kristali dobrog kvaliteta sam proces
kristalizacije je potrebno ostvarivati pri malom ste-penu presićenja rastvora, pri čemu vreme rasta krista-la obično varira u dijapazonu 1÷3 h pri kontrolisanoj nukleaciji.
• Način ostvarivanja procesa kristalizacije zavisi od promene rastvorljivosti sa temperaturom. Ukoliko se rastvorljivost znatno menja sa temperaturom potreb-no je ostvarivati kristalizaciju sa hlađenjem dvofazne mešavine, a ukoliko se ona neznatno menja sa tem-peraturom, onda se uglavnom koristi evaporativna kristalizacija.
• Za većinu proizvoda hemijske industrije smatra se da se zadovoljavajući kvalitet kristala postiže pri veličini zrna u granicama 0,15÷1,5 mm.
• Kontinualna kristalizacija se ostvaruje u aparatima protočnog tipa. Smatra se da minimalna produkcija kristalne supstancije u ovom slučaju ne treba da bude manja od 40÷200kg/h.
• Radi obezbeđivanja kontrolisane nukleacije preporučuje se čišćenje postrojenja posle neprekid-nog radnog perioda od 200÷2000h, u zavisnosti od vrste postrojenja i rastvora koji se u njemu tretira.
Filtracija• Brzina filtracije se definiše kao debljina formiranog talo-
ga na laboratorijskom filteru u jedinici vremena. U za-visnosti od brzine kojom se ostvaruju, procesi filtracije se dele na:• filtracija koja se brzo odvija (1÷100 mm/s),• filtracija koja se odvija umerenom brzinom
(1÷100mm/min),• filtracija koja se sporo odvija (1÷100mm/h).
• Izbor metode filtracije zavisi od toga šta je potrebno izdvojiti kao krajnji proizvod (čvrstu ili tečnu fazu). Ako je potrebno izdvojiti prečišćenu tečnu fazu ko-riste se filter-prese, peščani filteri itd., a ako je potreb-no izdvojiti čvrstu fazu primenjuju se rotacioni vakum filteri.
Inženjerska praksa PT
PROCESNA TEHNIKA jun 2011. 21

Sušenje čvrstog materijala• U kontinualnim sušarama u kojima se suše granule
dimenzija 3÷15 mm proces može da se odvija u vre-menskom opsegu od 10÷200min.
• Kod dobošastih sušara koje obrađuju paste i kašaste materijale vreme kontakta materijala i agensa sušenja najčešće iznosi 3÷12s. Intenzitet isparavanja iznosi 15÷30 kg/(m²∙h). Prečnici doboša se kreću u rasponu od 0,45÷1,5m. Brzina rotacije sušare (doboša) iznosi 2÷10o/min. Realno ostvarljivi kapaciteti za sušenje iznose 1300kg/h.
• Sušenje materijala u fluidizovanom sloju najbolje je primenjivati pri sušenju čestica malih dimenzija (0,1÷1 mm), mada se u poslednje vreme koriste i za sušenje čestica čije dimenzije ne prelaze 4 mm. Poželjna brzina strujanja gasa je dvostruko veća od prve kritične brzine fluidizacije. Vreme sušenja izno-si 1÷2min, mada neki prizvodi (npr. farmaceutski proizvodi) zahtevaju mnogo duže vreme sušenje.
• Kod sušara sa raspršivanjem materijala (Spray dry-ers) sušenje se obavi za menje od jednog minuta, s tim da se površinska vlaga uklanja iz materijala u prvih 5s. Vlažna sirovina i agens sušenja najčešće struje istosmerno. Raspršivanje materijala se vrši na pritisku od 20÷27 bar. Veličine čestica mogu da iz-nose 0,3÷4 mm.
Sitnjenje materijala• U zavisnosti od stepena redukcije, sitnjenje se deli na
5 grupa, kao što je navedeno u tabeli 5.• Mlinovi sa kuglama i valjčaste drobilice po pravilu
funkcionišu u zatvorenom ciklusu, tj. nakon klasifi-kacije usitnjenog materijala, krupnije čestice se pono-vo vraćaju na dodatno usitnjavanje.
• Valjčaste drobilice mogu da se izrađuju tako da im površina za sitnjenje bude glatka ili zupčasta. Kod drobilica sa zupčastim valjcima veličine zuba može da iznosi do 600 mm, a u njima mogu da se usitnja-vaju komadi prečnika do 180 mm. Kod drobilica sa glatkim valjcima može se ostvariti stepen sitnjenja 4. Brzine rotacija su obično 50÷900 o/min.
• Drobilice sa čekićima se koriste za formiranje poseb-no malih čestica. Materijal se drobi usled udara čekića čija obimna brzina iznosi (30÷55m/s). Pri tome kod većih drobilica ostvaruju se brojevi obrataja rotora do 900 o/min, dok se kod manjih može ostvariti do 16000o/min.
• U dobošastim mlinovima materijal može da se melje pod dejstvom meljućih tela ili samomlevenjem. U ovim mlinovima komadi materijala dimenzija 2÷50 mm se usitnjavaju do čestica dimenzija 0,075÷2 mm. Stepen sitnjenja iznosi 8÷65, mada se može ostvariti i stepen sitnjenja 300.
• Za fino mlevenje koriste se mlinovi sa kuglama ili šljunkom. Oni su posebno zastupljeni u hemijskoj i keramičkoj industriji. Ukoliko je potrebno da samlev-eni materijal ne sadrži metalne primese koje nastaju usled habanja kugli, umesto kugli koristi se kvarcni šljunak.
• Kod čeljusnih drobilica ulazni materijal je prečnika manjeg od 100mm, pri čemu čeljust na materijal koji se sitni najčešće deluje 8÷10 puta dok se on dovoljno ne usitni i odstrani iz drobilice.
Mešanje tečnosti • Propelerske mešalice se koriste za rada sa tečnostima
umerene viskoznosti (uobičajeni opseg 0,001÷10 Pa∙s). One se ugrađuju u aparate prečnika Du<1800 mm, pri čemu je uobičajeno da odnos prečnika apara-ta i prečnika mešalice (dm, m) iznosi Du/dm=2 ÷ 10, a najčešće je Du/dm<5. Broj obrtaja mešalice se kreće u granicama n=1150 ÷1750 o/min, u slučaju kada se ostvaruje direktna veza između elektromotora i vra-tila mešalice pomoću krute spojnice, a kada se veza ostvaruje preko reduktora broj obrtaja je n=350 ÷420 o/min.
• Turbinske mešalice sa pravim ili zakrivljenim lopaticama na disku i sa zakošenim pravim lopati-cama se obično koriste za tečnosti manje viskoznos-ti (uobičajeni opseg 0,001÷10 Pa∙s), a turbinske mešalice sa perajama za tečnosti veće viskoznosti (uobičajeni opseg 0,1÷20 Pa∙s). Mešalice sa pera-jama najčešće imaju 2, 3, 4 ili 6 peraja. Odnos prečnika aparata i mešalice obično iznosi Du/dm=1,4 ÷ 2,5. Opseg broja obrtaja iznosi n=50 ÷150 o/min. Za ostale tipove turbinskih mešalica odnos prečnika aparata i prečnika mešalice se kreće u granicama Du/dm=1,7÷5, a najčešće je Du/dm=3. Broj lopatica se kreće u granicama 3÷12, a najčešće je 4 ili 6. Opseg broja obrtaja je sličan kao kod propelerskih.
• Ramske i helikoidne mešalice se koriste za rad sa vrlo viskoznim tečnostima i mešavinama tečnosti i čvrste materije i to uglavnom za intenzifikaciju pro-cesa prenosa toplote. Broj obrtaja ovih mešalica je u opsegu n=15÷80 o/min, a uobičajen odnos prečnika aparata i mešalice Du/dm=1,02÷1,15. Ramske
Inženjerska praksaPT
Tabela 5.
Naziv sitnjenjaPrečnik komada
pre sitnjenja (mm)
Prečnik komada posle sitnjenja
(mm)Stepen redukcije
Krupno dro-bljenje
1500÷300 300÷100 2÷6
Srednje dro-bljenje 300÷100 50÷100 5÷10
Fino drobljenje 50÷10 10÷2 10÷50
Mlevenje 10÷2 2÷0,075 100
Fino mlevenje 2÷0,075 0,075÷0,0001 -
22 jun 2011. PROCESNA TEHNIKA


Inženjerska praksaPT
mešalice se koriste za tačnosti čija je viskoznost 1÷100 Pa∙s, dok se helikoidne mešalice koriste za veoma viskozne tečnosti čija je viskoznost 10÷1000 Pa∙s.
Aglomeracija
• Najčešće korišćene metode za ukrupnjavanje čestica su kompresija u kalupima, istiskivanje kroz kalup sa odsecanjem ili lomljenjem na određenu veličinu, očvršćavanjem materijala nastalog topljenjem kuglica manjih dimenzija, i aglomeracija valjanjem ili drugim oblicima ukrupnjavanja bez vezivnih agenasa.
• Odnos dužine i prečnika za rotirajuće dobošaste gran-ulatore obično iznosi 2÷3, sa brojem obrta od 10÷20 o/min. Veličina proizvedenih granula zavisi delimično od brzine rotiranja, vremena zadržavanja materijala, i količine vezivnog sredstva. Prečnik dobijenih granula je obično 2÷5 mm.
• Ukoliko je homogenost proizvoda bitna, preporučuje se upotreba granulatora sa rotacionim diskom.
• Aglomeracija u fluidizovanom sloju se odvija u sloju debljine 0,3÷0,6 m, pri čemu su uobičajene brzine vazduha tri do deset puta veća od prve kritične brzine fluidizacije i iznose 0,1÷2,5 m/s.
Literatura
[1] Adams J. N., Quickly estimate pipe sizing with “Jack’s Cube”, Chemical Engineering Progress, vol. 93, no. 12, pp. 55-59, 1997.[2] Simpson L. L., Sizing piping for process plants, Chem. Eng. Albany, vol. 75, June 17th, pp. 192-193, 1968.[3] Piping Engineering, Tube Turns Inc., Louisvile, 1986.[4] Walas S. M., Chemical Progress Equipment – Selection and Design, Butterworth-Heinemann, Boston, 1990.[5] Jaćimović B., Genić S., Toplotne operacije i aparati – deo 1, Mašinski fakultet, Beograd, 2004. [6] Genić S., Optimizacija prečnika cevovoda, Inženjerska komora Srbije, 2010. [7] Durand A. A., Heuristics Rules for Process Equipe-ment, Chemical Engineering, October 2006. [8] Durand A. A., Heuristics Rules and Criteria for Equip-ment Process Design, Revista Instituto Mexicano de ingenie-ros Quimicos, 1993.[9] Brenan R. C., Rules Of A Thumb For Chemical Engi-neers, third edition, Elsevier 2002.[10] Pope J. E., Rules Of A Thumb For Mechanical Engi-neers, Gulf Publishing Company, 1997.[11] Perry R. H., Green D., Perry’s Chemical Engineers’ Handbook, McGraw-Hill, New York, 2008.
Autori
Nikola Budimir, Inovacioni centar Mašinskog fakulteta Univerziteta u Beogradu, Kraljice Marije 16, Beo-grad email:[email protected] tel: 064/22-33-727Diplomirao je na Mašinskom fakultetu Univerziteta u Beogradu 2005. na katedri za procesnu tehniku. Od juna 2006. zapo-slen je u Inovacionom centru Mašinskog fakulteta u Beogradu, u svojstvu istraživača
saradnika. Auditorne vežbe održavao je iz predmata: Mehanički i hidromehanički aparati i mašine, Toplotni i difuzioni aparati, Toplotne operacije i aparati. Učestvovao je u izradi više tehničkih dokumentacija, i projekata koje je finansiralo Ministarstvo za nauku. Do sada je objavio 12 radova. (časopisi sa SCI liste, međunarodni časopisi i kongresi, domaći časopisi i kongresi).
Marko Jarić, Inovacioni centar Mašinskog fakulteta Univerziteta u Beogradu d.o.o., Kraljice Marije 16, 11000 Beograd email: [email protected] tel: 063/435-779Diplomirao je na Mašinskom fakultetu Univerziteta u Beogradu 2005. na kat-edri za procesnu tehniku. Od jula 2006.
zaposlen je u Inovacionom centru Mašinskog fakulteta Univer-ziteta u Beogradu, u svojstvu istraživača saradnika. Auditorne vežbe održavao je iz predmata: Oprema procesnih instalacija, Cevovodi i armatura, Konstruisanje procesne opreme, Aparati i mašine u procesnoj industriji. Učestvovao je na izradi više tehničkih dokumentacija, i projekata koje je finansiralo Minis-tarstvo za nauku i zaštitu životne sredine. Do sada je objavio 12 radova (časopisi sa SCI liste, međunarodni časopisi i kongresi, domaći časopisi i kongresi).
Nikola Stojković, PROJMETAL a. d., Cvijićeva 127, Beograd email: [email protected]
Diplomirao je na Mašinskom fakultetu Univerziteta u Beogradu 2003. na katedri za procesnu tehniku. Stručni ispit položio je 2008., a licence odgovornog projektanta i odgovornog izvođača radova stekao je 2009. godine. Kao zaposlen u preduzeću
«Aeroakva Inženjering» učestvovao je u reviziji i tehničkoj kon-troli idejnog projekta «Makiš 2», u nadzoru i izgradnji postrojen-ja za prečišćavanje otpadnih voda i proizvodnju bakarnog praha «Akva Bor». U okviru firme «TRACO» učestvuje u organizaciji i rukovođenju izvođenja radova na termotehničkim instalacijama, kao i na proizvodnji i montaži procesne opreme i uređaja. Trenutno je zaposlen u preduzeću “PROJMETAL” na projektovanju pro-cesnih instalacija i opreme.
24 jun 2011. PROCESNA TEHNIKA

Inženjerska praksa PT
AutoriBranislav M. Jaćimović, Mašinski fakultet Univerziteta u Beogradu, Kraljice Marije 16, tel: 011/330 23 60 e-mail: [email protected]
Zaposlen na Mašinskom fakultetu Univer-ziteta u Beogradu od 1979., na Katedri za procesnu tehniku u zvanju redovnog pro-
fesora. Predaje više predmeta na svim nivoima studija. Pored nastave angažovan je na poslovima projektovanja procesnih i termotehničkih postrojenja, dimenzionisanju, konstruisanju i ispitivanju aparata i postrojenja, na izradi studija, ekspertiza, veštačenja, itd. Objavio je preko 130 naučnih i stručnih rado-va i bio učesnik u više desetina projekata i studija finansiranih od strane nadležnih Ministarstava.
Srbislav B. Genić, Mašinski fakultet Uni-verziteta u Beogradu, Kraljice Marije 16, tel: 011330 23 60, faks: 011/337 03 64 e-mail: [email protected]
Zaposlen na Mašinskom fakultetu Uni-verziteta u Beogradu od 1989., na Katedri za procesnu tehniku. Trenutno u zvanju vanrednog profesora predaje na svim
nivoima studija. Pored nastave angažovan je na poslovima projektovanja procesnih i termotehničkih postrojenja, dimen-zionisanju, konstruisanju i ispitivanju aparata i postrojenja, na izradi studija, ekspertiza, veštačenja, itd. Objavio je preko 100 naučnih i stručnih radova i bio učesnik u više desetina pro-jekata i studija finansiranih od strane nadležnih Ministarstava.
PROCESNA TEHNIKA jun 2011. 25

Klipni kompresori su najčešće korišćeni tip kompresora u procesnoj industriji. Veoma su fleksibilni i efikasni, i obezbeđuju širok spektar radnih pritisaka (od nekoliko
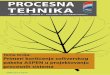
bara, do nekoliko hiljada bara) nezavisno od gustine gasa. Ukupna instalisana snaga klipnih kompresora u svetu je oko dva puta veća od instalisane snage centrifugalnih kompresora [1]. Na slici 1 je prikazan opseg primene klipnih kompresora u procesnoj industriji.
Međutim, troškovi za održavanje klipnih kompresora su u proseku tri puta veći od onih za centrifugalne (zbog potreba za održavanjem većeg broja pokretnih delova).
Na slici 2. su predstavljeni osnovni delovi klipnog kom-presora. Klipni kompresor sabija vazduh i druge gasove pomoću klipa koga pogoni radilica [1]
Konstrukcija kompresora
Na slici 2 je prikazan klipni kompresor sa osnovnim delovima. Pažljivim izborom kućišta kompresora mogu se značajno poboljšati njegove performanse. Klipnjača koja je smeštena u kućištu često utiče na probleme u vezi sa pouzdanošću klipnih kompresora, a kućište klipnjače često može biti i mesto curenja potencijalno opasnih procesnih gasova. Iskustvo pokazuje da vek trajanja kućišta klipnjače može biti produžen i do tri puta, dodatkom odgovarajućeg premaza-obloge (volfram-karbid se često koristi kao materi-jal za oblaganje klipnjače).
Kod višestepenih klipnih kompresora obavezno je hlađenje komprimovanog gasa u međuhladnjacima zbog toga što je temperatura komprimovanog gasa ograničena bezbed-nosnim propisima. Prilikom hlađenja gasa iz njega se izdvaja vlaga a gas se zatim šalje na sledeći stepen sabijanja. U sva-kom stepenu sabijanja učestvuju jedan ili više cilindara kom-presora. Optimizacijom pritiska gasa nakon svakog stepena sabijanja mogu se smanjiti ukupni eksploatacioni troškovi kompresora i prateće opreme. Optimizacija se može izvršiti procenom investicionih i eksploatacionih troškova kompre-sora i prateće opreme za različite međustepene pritiske.
Međustepeni pritisci se povećavaju tokom rada pri delimičnom opterećenju (tj. pri radu sa smanjenim proto-kom kada je u funkciji uređaj za rasterećenje) dok je pritisak gasa na usisnoj grani kompresora promenljiv. Kod tipičnih konstrukcija klipnih kompresora, prvi stepen sabijanja se odvija u jedanom ili više cilindara sa štetnim prostorom. Dodatna posuda sa ventilom koji ima on/off regulaciju, može biti postavljena nakon svakog cilindra. Da bi se izbe-gao neželjeni međustepeni porast pritiska, treba razmotriti mogućnost postavljanja dodatnih štetnih prostora na cilin-drima u prvom stepenu i rad pri delimičnom opterećenju korišćenjem upravljačkog sistema kopresora.
Pravilnim projektovanjem međustepenih pritiska, može se osigurati ispravan rad uprkos delimičnom opterećenju i varijacijama pritiska na usisu. Projektovani međustepeni pri-tisci bi trebalo da budu oko 15% viši od međustepenih priti-saka koji su prvobitno projektovani za primene sa uobičajnim delimičnim opterećenjem (kao što su 25%, 50%, 75% i 100% od nominalnog kapaciteta) i kod kojih se očekuje da rade pri promeni pritiska na usisu od +/- 7%.
Za određene primene, klipni kompresori moraju biti pro-jektovani na taj način da rade pouzdano i pored značajnih varijacija usisnog pritiska, pri čemu moraju da obezbede nominalni projektovani protok pri zahtevanom izlaznom pri-tisku. Ovi radni zahtevi imaju direktan uticaj na dimenzioni-sanje kompresora, a naročito na postolje i ram kompresora i potrebnu snagu motora (na primer, smanjenje pritiska na
Optimizacija klipnih kompresora u procesnoj industriji
Zoran Stajić, Nikola Tanasić, Nikola Karličić
Inženjerska praksaPT
Primena klipnih i centrifugalnih kompre-sora [2]Slika 1.
Osnovni delovi klipnog kompresoraSlika 2.
26 jun 2011. PROCESNA TEHNIKA

usisu za 20% od normalnog zahteva povećanje snage pogon-skog elektro motora za 35% [3]).
Na slici 3 su prikazane krive opterećenja za kolenasto vratilo klipnog kompresora u industriji prerade nafte. Vari-jacije usisnog pritiska (u ovom slučaju, smanjenje usisnog pritiska je oko 7%) uzrokuju veće opterećenje kolenastog vratila. Kao opšte pravilo, kompresor treba da bude projek-tovan tako da maksimalno očekivano opterećenje kolenastog vratila ne pređe 80% od dozvoljenog [1].
Na slici je prikazana promena opterećenje kolenas-tog vratila u odnosu na jedan obrtaj radilice kompresora (0÷360°). Pojedinačne krive pokazuju opterećenje kolenas-tog vratila pri različitim radnim uslovima, 50%, 75% i 100% od nominalnog kapaciteta kompresora, kao i nominalni pro-tok sa redukcijom pritiska na usisu od 7%, tj. rad pri 93% od nominalnog usisnog pritiska.
Kao što je prikazano na slici 3, opterećenje kolenastog vratila, tokom jednog obrtaja radilice, menja znak iz nega-tivnog u pozitivan, a zatim ponovo u negativan, da bi se obezbedilo pravilno podmazivanje mehanizma (naročito osovinice ukrsne glave). Period promene znaka opterećenja ne bi trebalo da bude manji od 15 stepeni od ugla radilice. Najveće opterećenje kolenastog vratila sa suprotnim znakom ne bi trebalo da bude manje od 3% od stvarnog kombinova-nog opterećenja sa suprotnim znakom. Ovo je minimum zahteva koji bi trebalo da budu zadovoljeni u svim mogućim radnim uslovima.
U mnogim slučajevima, veće vrednosti perioda promene znaka i maksimum opterećenja se uzimaju u obzir tokom projektovanja kompresora da bi se povećala pouzdanost. Na slici 3, minimalno trajanje promene znaka opterećenja za kolenasto vratilo odogovara kapacitetu od 50%, dok period promene znaka traje duže od 70 stepeni.
U principu, optimalna brzina za pouzdan rad klipnih kompresora je oko 350 o/min. Za kompresore snage ispod 400 kW, brzina reda 450 o/min je odgovarajuća. Međutim, za
kompresore snage ispod 100 kW, prihvatljive su i veće brzine (čak i do 700 o/min).
Podmazivanje cilindara i kućišta klipnjače je neophodno da bi se produžio radni vek kompresora. Međutim, u nekim slučajevima koriste se kompresori bez podmazivanja. Na primer u slučajevima kada postoji opasnost od kontaminacije komprimovanog gasa uljem što nije prihvatljivo kod nekih tehnoloških operacija.
Za optimalan rad klipnih kompresora, neophodna je dovoljna inercija, koju obezbeđuje zamajac, da bi se regu-lisao moment klipa. Na slici 4 je prikazan obrtni moment u odnosu na ugao obrtanja radilice za jedan tipični klipni kom-presor u naftnoj industriji. Crvena kriva predstavljaja mo-ment kompresora za uobičajan rad pri nominalnom kapac-itetu a plava pri kapacitetu 50 % od nominalnog.
Slika 4. Na slici je prikazana promena obrtnog momenta kompresora predstavljena odnosom obrtni moment kompre-sora /obrtni moment motora, u toku jednog obrtaja radilice kompresora (0÷360°). Krive pokazuju obrtni moment kom-presora u dva radna režima — 50% i 100% od nominalnog kapaciteta [1].
Sistem za kontinualnu regulaciju kapaciteta koristi hidraulički pogonjeni, prstenasti uređaj za rasterećenje. Ovaj uređaj otvara usisni ventil u toku dela ciklusa kompre-sije pri čemu se postiže željeni kapacitet.
Ovaj uređaj za rasterećenje dejstvuje na usisne ventile cilindra i drži ih otvorenim u određenom periodu tokom kompresionog ciklusa. Korisnici bi trebalo da obrate pažnju na to da ovakvi uređaji za rasterećenje mogu uzrokovati oštećenje zaptivnih elementa ventila i u tom pogledu su zahtevniji za održavanje.
Sistem za kontinualnu regulaciju kapaciteta se preporučuje za veće kompresore (preko 2 MW, kada se očekuju velike varijacije u radu). U ovim slučajevima se, usled prirode procesa, intenzivno koristi kontinualna regu-lacija (rad u opsegu 20–100% kapaciteta).
Ventili i uređaji za rasterećenje su uzrok blizu polovine (oko 45%) nepredviđenih zastoja u radu kod klipnih kom-presora, tako da izbor ventila i uređaja za rasterećenje može
Inženjerska praksa PT
Krive opterećenja kolenastog vratila za jedan tipični klipni kompresor u proces-noj industriji [1]
Slika 3.
Slika 4.
PROCESNA TEHNIKA jun 2011. 27

imati znatan uticaj na pouzdanost rada kompresora. Mnogi smatraju da su automatski ventili cilindra najkritičniji de-lovi ovih mašina, jer su glavni uzrok mnogih neplanira-nih zastoja u radu. Za velike kompresore (oni koji rade pri relativno malim brzinama sa velikim stepenom sabijanja), treba najpre razmotriti primenu prstenastih ventila relativno velikih prečnika (preko 100 mm) u kombinaciji sa ravnim zapornim rasteretnim ventilima, da bi se izbegli problemi sa prstenastim uređajima za rasterećenje. S obzirom da prstenasti ventili i ravni zaporni ventili za rasterećenje nisu dostupni za kompresore manjih kapaciteta (oni koji rade pri većim brzinama), kod takvih jedinica se obično koriste pločasti zasuni.
Tokom rada, obrtni delovi kompresora, pogon i preno-snik se ponašaju kao opruge vezane u red. Ovaj torzioni dinamički sistem može stvoriti rezonancu (gde se prirodna frekvencija poklapa sa frekvencijom pobude obrtnog mo-menta). U redno vezanim jedinicama klipnih kompresora, uvek postoji rizik od torzione rezonance i havarije usled zamora (oštećenje delova usled prekomernih cikličnih opterećenja).
Spojnice koje povezuju pogonski uređaj sa kompreso-rom mogu biti podešene na taj način da se izbegne torziona rezonancija. Dostupno je nekoliko mogućih varijanti:
1. Direktno, kruta veza pomoću kovanih prirubnica (bez spojnice) između pogona i kompresora,
2. Spojnica visoke torzione krutosti, ali uz prethod-nu torzionu analizu. S obzirom da su verijante sa spojni-cama ograničene, postoji mogućnost da se ne pronađe odgovarajuća spojnica sa neophodnim torzionim karakter-istikama i faktorom eksploatacije, naročito za velike kom-presore (preko 3 MW),
3. Elastična spojnica (obezbeđuje veću elastičnost i prigušenje, ali može zahtevati češći remont zbog elastičnih delova kojima je potrebna češća zamena).
Problemi sa torzionim vibracijama najčešće nastaju usled nedostataka opsežnih torziono-vibracionih analiza (vibro dijagnostika), neodgovarajuće primene i remonta spojnica (naročito elastičnih) i nedostataka prikladnog nad-zora. Kao opšte pravilo, prečnik osovine elektromotora bi trebalo a bude jednak ili veći od prečnika klipne radilice (jer je kućište radilice uglavnom iskovano od čelika veće čvrstoće u odnosu na rotor motora).
Kontrola stanjaKontrola stanja, kada se izvodi pravilno, može se isplatiti
u tom smislu da pruža pomoć rukovaocu da uoči moguće neis-pravnosti u radu sistema u ranoj fazi. Detaljana kontrola stanja bi trebalo da obuhvati proveru sledećih parametara:
Vibracije (uključujući kontinualno praćenje vibracija kom-presora i kućišta motora, sa mogućnošću alarmiranja i prekida rada):
• U opštem slučaju, senzori brzine su povoljniji od sen-
zora ubrzanja (zbog toga što merene frekvencije više odgovaraju senzorima za merenje brzine). Najpogod-nija konfiguracija za postavljanje senzora brzine kako za kompresor tako i za motor je da se postavi po je-dan senzor na svaki kraj kućišta radilice, na polovini udaljenosti od osnove u liniji sa glavnim ležajem.
• Merenje ubrzanja ukrsne glave (vođice) sa mogućnošću alarmiranja
Merenje temperature:• Visoka temperatura komprimovanog gasa na izlazu iz
svakog cilindara (alarmiranje i prekid rada)• Temperatura klipnjače (alarm)• Visoka temperatura osovinice ukrsne glave (alarm),
samo za relativno velike kompresore (3MW i veće)• Visoke temperatire glavnog ležaja i ležaja motora
(alarm)• Temperatura ventila (kontrola)• Temperatura ulja izvan sklopa kompresora (alarm)• Visoka temperatura vode u rashladnom omotaču svakog
cilindra (alarm)
Osim toga, merni senzori koji su obično smešteni ispod klipnjače, omogućuju alarmiranje, ali ne i prekid rada. Koriste se za merenje položaja klipnjače i za određivanje stepena ha-banja ili nepravilnosti u radu. Takvi senzori mogu veoma brzo detektovati probleme, kao što su izvijanje klipnjače, pukotine na klipnjači, prelom ukrsne glave ili čak prodor tečnosti u cil-indar.
Poboljšanje održavanjaDa bi se omogućilo redovno održavanje, montaža svakog
klipnog kompresora mora biti takva da obezdbedi prikladan pristup celokupnom kompresorskom sistemu, naročito cilin-drima. Konkretno, mora se obezbediti dovoljno mesta i adek-vatan prostor za rad da bi se omogućlo kompletno povlačenje klipa, demontaža hladnjaka, kao i prostor za odlaganje (zbog samog remonta, demontaže delova i popravke).
Slično tome, potrebno je pravilno izabrati tri karakteris-tike kranske dizalice: Ukupan kapacitet dizalice (za podiza-nje delova radi rutinskog pregleda), ukupna radna nosivost dizalice (da bi se obezbedilo da se mogu podići najteži de-lovi, obično motor, tokom generalnog pregleda), i najveća instalisana nosivost dizalice (kompresor sa nosećom kon-strukcijom -postoljem).
Za tipični redno spregnuti kompresor snage 7 MW prema standardu API 618 koji se koristi u sistemima za preradu nafte, kapaciteti spomenutih kranova bi trebalo da budu oko 11t, 55t i 100t a potrebna visina krana bi trebalo da bude oko 12m.
Svaki put kada je kompresor potrebno zaustaviti na duži vremenski period, trebalo bi ga jednom nedeljno pokrenu-ti za četvrtinu hoda klipa, koristeći uređaj koji postepeno pokreće kompresor da bi se izbeglo blokiranje i drugi prob-lemi koji se često javljaju tokom dužih prekida u radu klipnih kompresora. Ručni pokretački mehanizam se može koristiti
Inženjerska praksaPT
28 jun 2011. PROCESNA TEHNIKA

kod malih kompresora. Pneumatski pokretački mehanizam je neophodan kod kompresora snage preko 750 kW.
Za veće kompresore (2 MW i više), ovi uređaji su često neophodni da bi se izvelo rutinsko održavanje klipnih kom-presora. Ovaj alat se ne može jednostavno nabaviti; mora biti specijalno konstruisan i izrađen za određeni tip mašine:
• Alat za skidanje ležaja• Alat za izvlačenje klipa• Alat za skidanje ventila• Alat za podešavanje klipa• Hidraulični sistem za zaptivanje• Alat za sklapanje/montažu ukrsne glave (vođice)• Specijalni alati za podizanje• Alati za montažu pregradnih ploča • Alat za zaptivne prstenove (karike)
Pri održavanju mehaničkih delova kompresora, bitno je voditi računa o sledećim kriterijumima:
• Zazor cilindra sa spoljašnje strane bi trebalo da bude oko 4–6 mm, a sa unutrašnje oko 2–4 mm.
• Ležajevi, klipnjače, ležajevi kolenastog vratila i ukrsne glave bi trebalo da budu održavani na temperaturi od 85°C, a osovinica ukrsne glave, na oko 90°C
• Nivo vibracija kućišta radilice ne bi trebalo da pređe 100 mikona, a očekivani nivo vibracija za cilindar bi trebalo da bude oko 150 mikrona
• Takođe bi trebalo redovno kontrolisati ležajeve, zap-tivne prstenove (karike) i uležištenja na klipu.
Pomoćna sredstva i opremaŠto se tiče pomoćnih sredstva i opreme, optimalna kon-
figuracija podrazumeva postavljanje lokalnog upravljačkog panela u blizini postolja kompresora (oko 250 mm), na samostojećem ramu kao bi se umanjila mogućnost oštećenja usled vibracija.
Sistem za podmazivanje bi trebalo da ima najmanje dve pumpe, kapaciteta koji je za 20% veći od maksimalnog potrebnog protoka ulja za podmazivanje kompresora. Takođe je potrebano predvideti ili posudu za ulje postavljenu iznad kompresora (sud od nerđajućeg čelika koji omogućava da ulje prirodnom cirkulacijom podmazuje kompresor u slučaju da obe pumpe otkažu) ili pumpu za ulje koja se pokreće preko radilice kompresora. Takođe su neophodni dvostruki rastav-ljivi dobošasti hladnjaci ulja, dvostruki zamenjivi filteri ulja i cevovodi od nerđajućeg čelika za transport ulja.
Ne bi smelo da se dozvoli akumuliranje tečnosti unutar cilindra kompresora. Za svaku primenu potrebno je obez-bediti razdelnik gasa na usisu sa drenažnim vodom. On treba da bude dimenzionisan u zavisnosti od potrebnog vremena zadržavanja i brzine strujanja gasa, a ako je potrebno treba predvideti i hvatač nečistoća. Ovaj uređaj može da bude deo sistema za kontrolu pulzacija. Da bi se pulzacije kontrolisale, jedan vertikalni sud se ponekad koristi ujedno i kao razdelnik i kao sud za prigušenje pulzacija, ali se ovo ne preporučuje
zbog toga što se vertikalni sud za prigušenje pulzacija pov-ezuje sa kompresorom preko relativno dugih cevovoda što može uzrokovati dinamičke probleme. Slično tome, ponekad su zahtevi za prigušenjem pulzacija i separaciju tečnosti na usisu suprotstavljeni, pa ovakav pristup sprezanja nije poželjan. Ovakav sistem se može primeniti samo kod malih kompresora, ispod 250kW, pri radu sa gasovima manje gus-tine , npr. gustine manje od gustine azota.
Sistemi sa rashladnom vodom se obično koriste za hlađenje klipnih kompresora, da bi se izbeglo pregrevanje i poboljšala stabilnost i pouzdanost mašine. Prilikom projek-tovanja rashladnog sistema, ulazni podatak je oslobođena količina toplote. Zatim se mora odrediti očekivani porast temperature. Ulazna temperatura rashladne vode bi trebalo da bude između 6°C i 16°C iznad ulazne temperature gasa. Sledeće stavke se moraju uzeti u obzir pri odabiru pumpe za dovod rashladne vode do cilindara i kućišta kompresora:
• Uzimajući u obzir nagib radne krive pumpe, izabrana radna tačka ne bi trebalo da bude u ravnom delu radne krive, već u delu gde je nagib radne krive dovoljan za pravilan rad pumpe.
• Traba da postoji stalan porast od odabrane radne tačke do tačke gašenja.
• Takođe bi trebalo predvideti gašenje pumpe pri prekoračenju pritiska iznad zadate radne tačke (poželjno 10%, a minimalno 6%).
Prilikom projektovanja rashladnog sistema za svaki klipni kompresor potrebno je predvideti rezervu u protoku rashladnog fluida. Rezerva je neophodna da bi sistem mogao pravilno da radi u situacijama koje odstupaju od normalnog rada kada se može javiti potreba za dodatnim rashladnim ka-pacitetom radi uklanjanja viška toplote. Preporučena rezerva u kapacitetu pupme za rashladni fluid je 10÷25% (tj., predvi-deti kapacitet pumpe 10÷25% veći od potrebnog).
Korisnici bi trebalo da razmotre sudove za prigušenje pulzacija prikladne veličine zbog prigušenja eventualne re-zonance pulzacija nastale u cevovodima, umesto korišćenja prigušnih uređaja, kao što su, blende, prigušnice, itd. Akustična provera bi se trebala da se sprovede tokom pro-jektovanja kompresorskog sistema, kako bi se garantova-le sve očekivane kombinacije pritisaka, brzine i stepena opterećenja.
Preporučene granice pulzacija su u opsegu 85÷95% od granica preporučenih prema standardu API 618 da bi se obez-bedila rezerva (5–15% od graničnih vrednosti preporučenih prema API 618) a time smanjio rizik u toku izgradnje i montaže, i uspešno prevazišli svi nepredviđeni problemi i odstupanja. Slično tome, sudovi za prigušenje pulzacija se u glavnom proizvode pre izrade projekta povezivanja cevo-voda i prateće opreme tako da bi trebalo predvideti dovoljno rezerve da bi se eliminisali svi potencijalni problemi u radu.
Za skoro se primene, preporučuju se horizontalni sabir-nici i razdelnici za komprimovani vazduh. Velika udaljenost između vertikalnih sudova za prigušenje pulzacija i kompre-
Inženjerska praksa PT
PROCESNA TEHNIKA jun 2011. 29

sora povećava verovatnoću problema sa pulzacijama.
Poboljšanje performansi (radnih karakteristika)Najveća dozvoljena temperatura komprimovanog gasa
za sve klipne kompresore prema standardu API 618 za pri-menu u procesnoj industriji, ne sme preći 150°C, i 135°C kod gasova bogatih vodonikom. Generalno, pokazalo se da temperature komprimovanog gasa ispod 118°C produžavaju radni vek delovima koji se habaju.
Kada se radi o optimalnim vrednostima pada pritiska u prigušnicama pulzacija i uređajima za rasterećenje, najveći pad pritiska je 1% apsolutnog pritiska. Preporučeni pad pritiska za međuhladnjak je oko 0,7 bar ili 2% apsolutnog pritiska. Ukoliko se za prigušenje pulzacija koriste blende, trebalo bi voditi računa, naročito kada se radi o brzim, jed-nostepenim kompresorima da to može doprineti značajnom padu pritiska.
Da bi se bolje pratili radni parametri klipnih kompresora, trebalo bi razmotriti sledeće krive:
• Usisni pritisak – opterećenje• Usisni pritisak – protok• Pritisak komprimovanog vazduha – opterećenje• Pritisak komprimovanog vazduha – protok • Usisni pritisak – pritisak komprimovanog vazduha,
prema stepenu opterećenja (za svaki stepen smanjenja protoka koristeći uređaje za rasterećenje, uobičajeno je 50%, 75%, 100%; 25% se retko koristi zbog mogućih problema sa pouzdanošću i podmazivanjem kompre-sora)
Spomenute krive obično pokazuju minimalni ostvarivi protok u odnosu na maksimalni ostvarivi protok u određenim koracima povećanja protoka (npr, 10%). (Dijagram protok – pritisak komprimovanog vazduha za specifične usisne pri-tiske, može biti prihvatljiva alternativa kada su varijacije usis-nih pritisaka ograničene). Razmatranje nagiba predloženih krivi opterećenja može pomoći korisniku da brzo uoči koja kriva opterećenja (i gde) je previše strma. U ovakvim situaci-jama, veoma male promene pritiska, mogu izazvati značajne promene u opterećenju i protoku. Kompresore sa strmim kri-vama opterećenja je teško automatizovati i podesiti. Stoga, strme krive opterećenja obično ukazuju na nepravilo dimen-zionisanje cilindara.
Optimalni usloviKada se razmatra jedan kompresorski sistem sa klipnim
kompresorima, apsolutno je neophodno imati najmanje dve tehnički prihvaćene ponude kvalifikovanih dobavljača. Mali i srednji kompresori bi trebalo da se isporučuju potpuno sastav-ljeni kao baterija kompresora na jednom postolju (ramu). Veći kompresori se obično isporučuju kao sistem gotovih sklopova za montažu (uključujući kućište radilice, distantne delove, itd.) sa demontiranim cilindrima. Sklopljeni cilindri se obično isporučuju odvojeno i montiraju se naknadno. Uobičajno je da dobavljači obezbede nadzor za montažu cilindra u sklopu dogovorene cene.
Literatura[1] Almasi, A., Optimizing Reciprocating Compressors for CPI Plants, Chemical Engineering, vol. 117, no 13, pp 39-43, 2010.[2] Sinnott, R.K., Coulson&Richardson’s Chemical Engi-neering, Volume 6 – Chemical Engineering Design, Butter-worth-Heinemann, Oxford, 1999.[3] Almasi, A., Reciprocating Compressor Optimum Design and Manufacturing with respect to Performance Reliabil-ity and Cost, World Academy of Science, Engineering and Technology 52, 2009.
Inženjerska praksaPT
Autori
Nikola Karličić, e-mail: [email protected]: 065/6056067
Student završne godine Master studija, Mašinskog fakulteta u Beogradu, smer Pro-cesna tehnika i zaštita životne sredine. Os-novne akademske studije upisao 2006. go-dine. 2009. godine stekao zvanje - Inženjer
mašinstva (B.Sc.) Stručnu praksu obavljao u JKP “Beogradske ele-ktrane” i kompaniji “Soko Štark”. Trenutno radi na izradi završnog (Master) rada. Stipendista Fonda za mlade talente Republike Sr-bije.
Nikola Tanasić, e-mail: [email protected]: 011/3302310
Diplomirao 2006. godine na Mašinskom fakultetu Univerziteta u Beogradu na odseku za termotehniku. Od jula 2007. za-poslen kao saradnik na katedri za procesnu tehniku gde je angažovan u nastavi iz više
predmeta. Autor je većeg broja naučnih radova objavljenih na domaćim i međunarodnim skupovima i časopisima. Učestvovao je na izradi više tehničkih dokumentacija i projekata koje je finansir-alo Ministarstvo za nauku i tehnološki razvoj.
Zoran Stajić, Emerson Climate Tech-nologies GmbH, menadžer prodaje za Istočnu Evropu, Rusiju i Turskue-mail: [email protected]
Diplomirao i magistrirao na Katedri za termotehniku Mašinskog fakulteta u Beogradu, gde je i radio kao asistent na predmetu Rashladni uređaji do 2004. Od tada radi posao menadžera prodaje
u oblasti industrijskog hlađenja. Nosilac licenci za projektovanje i izvođenje termotehničkih instalacija. Član je nekoliko domaćih i in-ostranih strukovnih organizacija i njihovih tela i komisija. Autor ili koautor 5 knjiga i 33 naučno-stručna rada, elaborata ili ekspertize.
30 jun 2011. PROCESNA TEHNIKA

Broj naloga:
KLIPNI KOMPRESORSPECIFIKACIONI LIST
Crtež br.Strana od
Specifikacija opreme br: Jedinična cenaBroj kom.Artikal br.
Namena: Proizvođač Model
Tip: BHP (o/min) Vrsta fluida
Fluid zasićen sa: Srednja molekulsa masa Projektovana brzina (o/min) Opseg brzine (o/min)
KOMPRESOR (Radni uslovi)
Broj stupnjeva sabijanja/Broj cilindara po stupnju
Koeficijent stišljivosti fluida (1/Pa)
Klasa ili tip Eksponent kvazistatičke adijabate fluida κ=cp/cv
Prečnik cilindra (mm) Specifična zapremina fluida na usisu (m³/kg)
Hod klipa (mm) Zapreminska efikasnost na usisu (%)
Prečnik klipnjače (mm) Vrsta usisnog i potisnog ventila
Opterećenje klipnjače, radno/maksimalno (kN)
Dozvoljeni pad pritiska između dva stupnja sabijanja (bar)
Zapreminski protok pri jednom hodu klipa (l/s)
Radni zazor (%)
Dejstvo kompresora (jednostruko/dvostruko)
Ispitni pritisak cilindra (bar)
Protok fluida na usisu (m³/h) Dimenzija usisnog cevovoda i prirubnice (mm)
Protok suvog komprimovanog fluida na potisu (m³/h)
Dimenzija potisnog cevovoda i prirubnice (mm)
Pritisak fluida na usisu (bar) Materijal cilindra, klipnjače, glave i čaure kompresora
Temperatura na usisu (°C) Tip uljne pumpe
Pritisak komprimovanog fluida (bar) Tip uređaja za rasterećenje
Temperatura komprimovanog fluida (°C) Masa kompresora (kg)
Stepen sabijanja kompresora Neuravnotežene sile
POGON KOMPRESORA
Tip Proizvođač Snaga Broj obrtaja (o/min)Napon (V) Broj faza Frekventna regulacija brzine Ram/nosačVrsta spojnice/prenosa Koef. efikasnosti prenosa (V)Para Ulazni pritisak i temperatura
pare (bar) (°C)
Izlazni pritisak i temperatura pare (bar) (°C)
Protok pare (kg/h)
Gorivo Vrsta goriva Donja toplotna moć (kJ/kg) Potrošnja goriva pri nominal-nom opterećenju (kg/h)
RASHLADNI SISTEM
Tip Temperatura rashladne vode (°C) Pritisak rashladne vode (bar)
Hladnjak cilindara Snaga hladnjaka (kW)
Ulazna temp. (°C)
Izlazna temp. (°C)
Protok vode (kg/h)
Pad pritiska (bar)
Hladnjak ulja za podmazivanje Snaga hladnjaka (kW)
Ulazna temp. (°C)
Izlazna temp. (°C)
Protok vode (kg/h)
Pad pritiska (bar)
NAPOMENE
Overio Proverio Odobrio Revizija Revizija Revizija
Datum
PROCESNA TEHNIKA jun 2011. 31

Sigurnosni diskovi – Osnovni pojmovi i primena
Sigurnosni diskovi ili odomaćen naziv “Rapčer diskoi“ predstavljaju jedan od najznačajnih elemenata u proces-noj tehnici (slika 1). Koriste se kao sigurnosni elementi
na posudama pod pritiskom, cevovodima, uređajima i ostalim mestima gde postoji potreba sprečavanja pojave havarijskog pritiska ili vakuma. Najveća primena je u hemijskoj, farmaceu-tskoj i prehrambenoj industriji.
Prva primena rapčer diskova u procesnoj industriji zabeležena je 1931. godine, tokom razvoja dolazilo se do različitih konstruktivnih rešenja a neka od njih se i danas koriste.
Sigurnosni diksovi su najčešće izrađeni od metala ali i kombinacije metala, teflona, grafita i sl. Osnovne pred-nosti u odnosu na standardne sigurnosne ventile pred-stavljene su pre svega velikim izborom materijala, nižom cenom, malim troškovima održavanja (nije potrebno vršiti jednogodišnje atestiranje), brzinom reagovanja (otvaranja), manjim gabaritima, dostizanje velikih dimenzija (prečnika i do 1200mm), jednostavnom ugradnjom, primenom na sistemima sa veoma viskoznim fluidima itd. Jedan od najs-likovitijih primera gde sigurnosni diskovi nemaju alternati-vu su vazdušni jastuci u automobilima i drugim prevoznim sredstvima, zbog svoje brzine reagovanja i otvaranja celog poprečnog preseka omogućavaju brzo naduvavanje vazdušnog jastuka.
Postoje dva osnovna tipa sigurnosnih diskova koja se
razlikuju na osnovu dejstava sile pritiska, odnosno da li sila deluje na konveksnu ili konkavnu površinu (slika 2).
Odnos maksimalnog radnog pritiska i definisanog pritiska otvaranja diska naziva se radni odnos sigurnos-nog diska. Kod diskova sa konveksnom površinom radni odnos se kreće od 80-85% a kod diskova sa konkavnom provršinom do 95%. U početku razvoja i upotrebe sigurn-osnih diskova najširu primenu su imali doskovi sa konvek-snom površinom ali sa povećanjem potrebe širenja za nove aplikacije odnosno povećanja radnog odnosa proizvođači su bili prinuđeni da posvete posebnu pažnju doskovima sa konkavnom površinom. Važno je napomenuti da diskovi sa konveksnom površinom imaju manju preciznost ali zbog svog konstruktivnog rešenja nezamenljivi su na mestima ekstreno visokih pritisaka i temperatura (preko 6.000 bar-a).
Drugi kriterijum podele je na diskove koji fragmenti-raju i koji ne fragmentiraju. Svi diskovi sa konveksnom površinom su diskovi koji fragmentiraju i kao takvi nisu pogodni na mestima gde delovi diska mogu dospeti u cevo-vod, posudu, zaporne ventile, ventile sigurnosti i sl. Delovi diska mogu izazvati poremećaje u proizvodnji, dodatne
Nenad Žarkić
Sigurnosni diskoviSlika 1.
Dejstvo sile pritiska na konveksnu i kon-kavnu provršinu Slika 2.
Grafitni sigurnosni diskoviSlika 3.
Procesne tehnologije i novi proizvodiPT
32 jun 2011. PROCESNA TEHNIKA

otpore u cevovodu, blokiranje delova cevovoda, oštećenje nalegajućih površina ventila i blokiranje sigurnosnih ven-tila. Jedan od najboljih primera fragmentujućih diskova su grafitni diskovi, često se koriste na sistemima rashladne vode razmenjivača toplote (slika 3).
Pored sigurnosnih diskova ne treba zanemariti važnost držača (slika 4) čija je osnovna funkcija da obezbedi odgovarajuće zaptivanje na mestu spojeva sa sigurnos-nim diskom i prirubničkom vezom cevovoda. Za najjed-nostavnija tehnčka rešenja držača sila pritiska na mestu spoja držač-disk i držač-prirubnica, ostvaruje se preko zavrtnjeva na prirubnicama cevovoda. U novije vreme sve više su u upotrebi savremenija rešenja držača koji odgovarajuću silu pritiska na mestu spoja sa diskom ost-varuju preko nezavisnih zavrtnjeva. Prednost savremenijih rešenja je jednostavnija ugradnja, ostarivanje preciznih sila pritiska na mestu spojeva i ušteda u fazi vizulne kontrole sigunosne membrane jer prema preporuci proizvođača za “stara“ tehnička rešenja držača nakon vizuelne kontrole potrebno je ugaditi novi disk kako bi se izbegla moguća propuštanja na mestima spojeva.
Držači se proizvode u skladu sa svim važećim stan-dardima prirubničkih veza i nalegajućih površina, a prema važećim propisima sigurnosni disk i držač moraju biti od istog proizvođača, u suprotnom ukoliko dođe do havarije nije moguće utvrditi odgovornost.
Postoje tri načina ugradnje:• Disk bez držača,• Disk sa držačem,• Disk sa držačem i ventilom sigurnosti.
Disk bez držača – koristi se na sistemima relativno ma-
lih vrednosti nadpritiska ili podpritiska sa ciljem očuvanja membrana ili drugih osetljivih i preciznih elemenata koji se mogu oštetiti ukoliko se prekorači određena vrednost pritiska. Ovaj tip ugradnje takođe ima veliku primenu u farmaceutskoj industriji gde se ugrađuj u kombinaciji sa
standardnom “tri clamp“ prirubnicom (slika 5). Kao što je poznato u farmaceutskoj industriji posvećuje se velika pažnja na sterilizaciju posuda, cevovoda i drugih elemenata u proizvodnji. Cilj sterilizacije je izbegavanje kontaminaci-je, sigurnosi ventili naprotiv vrlo često predstavljaju veliki problem zbog opruga i drugih pokretnih i nepokretnih el-emenata koje je jako teško sterilisati. Ravna poršina, jed-nostavnost ugradnje i minimalni troškova održavanja pozi-cioniraju sigurnosne diskove na prvo mesto u ovoj grani industrije.
Disk sa držačem – predstavlja način ugradnje koji ima najširu primenu na mestima visokog pritisaka i tempera-ture. Funkcija držača je da obezbedi odgovarajuće zapti-vanje između rapčer diska i prirubničke veze cevovoda. Pored toga često služi kao nosač pomoćnih element za pro-bijanje diska a za grafitne diskove ima funkciju zaštitnog elementa u fazi montaže.
Disk sa držačem i ventilom sigurnosti – ovaj tip ugrad-nje koristi se isključivo na procesnim sistemima kod koji je radni fluid “agresivan“ i ima za cilj da izoluje ventil sig-urnosti od radnog fluida. U praksi se pokazalo da ukoliko na sistemu sa agresivnim fluidom postoji samo ventil sig-urnosti dolazi do nagrizanja nalegajućih površina odnosno procurivanja fluida. Jedan od najvažnijih uslova pored di-menzionisanja i izbora odgovarajućeg materijala kod ovog tipa ugradnje je da disk u fazi pucanja ne defragmentira odnosno ne dolazi do odvajanja delova materijala od koga je napravljen kako bi se izbegla mogućnost blokiranja sig-urnosnog ventila. Kako je poznato sigurnosni ventili na procesnim sistemima moraju se jednom godišnje atesti-rati što bi u podrazumevalo u većini slučajeva demontažu ventila, sa ovim tipom ugradnje ventil se može ispitati bez demontaže jer disk gledano sa strane ventila trpi nekoliko puta veći pritisak u odnosu na pritisak fluida u sistemu.
Dodatnu sigurnost na procesnim sistemima obezbeđuju
senzori koji se preporučuju za nepristupačne pozicije gde je teško izvršiti vizuelnu kontrolu (slika 6). Senzori se
Držači sigurnosnih membranaSlika 4.
Sigurnosni disk sa primenom u farma-ceutskoj industrijiSlika 5.
Procesne tehnologije i novi proizvodi PT
PROCESNA TEHNIKA jun 2011. 33

najčešće koriste u kombinaciji sa sigurnosnim diskovima ali su takođe primenljivi i za sisteme sa ventilom sigurn-osti. Sastoje se od membrane u koju je utisnuto zatvoreno električno kolo. Kada dođe do pucanja sigurnosnog diska radni fulid vrši pritisak na membranu senzora koja se lomi i prekida električno kolo. Nakon prekidanja električnog kola signal se prenosi do mesta na kome se vrši nadzor siste-ma. Na ovaj način stvara se prilika za brzo reagovanje na rešavanju problema koji je uzrokovao poremećaje u siste-mu.
Na pristupačnim i lako vidljivim mestima mogu se koristiti i manometri koji detektuju povišenje pritiska u slučaju pucanja diska. Ograničavajući faktor su ugavnom hemijski agresivni radni fluidi, visoka temperatura i pri-tisci, baždarenje itd.
Za materijal mem-brane najčešće se koriste razne vrste polimera koje štite električno kolo i obezbeđuju elektroizo-laciju. Senzori su dostupni u standard-nim veličinama do 12“ (300mm), sa opsegom temperatura od -40°S do 260°S, u zavisnosti od uslova rada proiz-vode se i veći prečnici.
D i m e n z i o n i -sanje odnosno izbor odgovarajuće veličine diska vrši se pomoću metode otpora istican-ja ili metode koefici-jenta isticanja.
Metoda otpra is-ticanja podrazumeva
analizu vrednosti protoka kroz poprečni presek cevi na koju se postavlja sigurnosna membrana. Korišćenjem poznatih metoda vrši se proračun pada pritiska usled trenja u cevi, lokalnih gubitaka na krivine, račve, ventile itd. Ono što predstavlja novinu u odnosu na uobičajene proračune pada pritiska je uticaj sigurnosne membrane i držača. Ovom metodom sigurnosna membrana i držač razmatraju se na isti način kao i ostali elementi cevovoda, a izražava se preko koeficijenta otpora koji je dobijen eksperimental-no i definisan od strane proizvođača opreme. Najuticajniji faktori na vrednost koeficijenta otpora su fizička svojstva fluida, protok i tip sigurnosnog diska i držača.
Na slici 7 je dat šematski prikaz uslova za primenu Metode koeficijenta isticanja za dimenziju sigurnosnog diska 1“. Metodom koeficijenta isticanja sigurnosni disk se tretira kao ventil sigurnosti, za ovaj proračun koriste se pozante formule za dimenzionisanje ventila sigurnosti i konstantan koeficijent isticanja čija vrednost iznosi 0.62 (slika 7). Ova metoda ne uzima direktno razmatranje uticaj cevovoda pa se iz toga razloga može koristiti ako su ispun-jeni sledeći uslovi:
- dužina cevovoda ispred sigurnosnog diska ne sme biti duža od 8 prečnika cevovoda,
- dužina cevovoda iza sigurnosnog diska ne sme biti duža od 5 prečnika cevovoda,
- isticanje se vrši na atmosferski pritisak,- prečnik cevovoda ispred i iza sigurnosnog diska
može biti jednak ili veći od nominalnog prečnika sigurnos-nog diska.
Imajući u vidu sve navedene prednosti sigurnosnih diskova a naročito visok nivo pouzdanosti, jednostavno tehničko rešenje i minimalne troškove održavanja može se zaključiti da je sve veća upotreba u procesnim sistemima opravdana kako sa tehničkog tako i sa ekonomskog aspe-kta.
Na svetskom tržištu postoji veliki broj proizvođača a neki od lidera su:
• BS&B Safety Systems, www.bsbsystems.com• Fike, www.fike.com• ZOOK, www.zookeurope.cc
Senzori za sigurnosne membraneSlika 6.
Šematski prikazSlika 7.
AutorNenad Žarkić, Binemikom doo, Toše Jovanovića 11, Beograd, tel. 011/754 71 35, mob. 064/640 28 34,e-mail: [email protected]
ZDiplomirao je na Mašinskom fakultetu Univerziteta u Beogradu 2005. godine
na Odseku za procesnu tehniku. Zaposlen je kao konsul-tant i inženjer prodaje za renomirane proizvođače procesne opreme (BS&B Safety Systems, Armstrong International, CRANE Xomox valves, ITT Fluid Technology).
Procesne tehnologije i novi proizvodiPT
34 jun 2011. PROCESNA TEHNIKA


Danas se sve više u projektovanju postrojenja i analiza-ma pojedinih komponenti koriste ekspertske softverske aplikacije. Izrada projekata primenom 2D tehnologije
postaje prošlost, i sve više se prelazi na izradu 3D modela. Korišćenje 3D modeliranja u projektovanju znatno poboljšava kvalitet projekta, pre svega zato što je to kompletniji postupak od 2D projektovanja. Kao rezultat, mnoge ljudske greške koje mogu da se dogode tokom 2D projektovanja se izbegavaju. U prošlosti, mnogi problemi, kao što su sudari komponenti, netačne količine materijala i delovi koji ne odgovaraju, su se pojavljivali zbog toga što tokom 2D izrade projekta projektant mora da drži ogromnu količinu informacija u glavi. U ovom radu će se pokazati koje su ključne prednosti 3D izrade projek-ta, kao i upoznati čitaoce sa Intergraph CADWorx & Analysis Solutions ekspertskim softverima.
1. UvodDanas postoji mnoštvo softvera za 3D modeliranje
postrojenja i analize cevovoda i posuda pod pritiskom. Najznačajnije kompanije koje sa bave ovim softverima su pre svega INTERGRAPH (u čijem je vlasništvu od skoro i CO-ADE), AVEVA, BENTLEY i u skorije vreme i AUTODESK. Kompanija INTERGRAPH je sigurno jedna od najboljih i najvećih kompanija koje se bave ovim problemom. Softveri koji će biti predstavljeni su: CADWorx Plant Professional, CAESAR II, PV Elite i CADWorx fieldPipe. Ono što odvaja INTERGRAPH od konkurencije je pre svega odlična dvos-merna veza između projektovanja i analize o kojoj će takođe biti reči.
2. O CADWorx Plant ProfessionalCADWorx Plant Professional predstavlja moćan alat za 3D
modeliranje postrojenja. Trenutno je ovaj softver najkomplet-nije rešenje za efikasno projektovanje postrojenja zasnovano na platformi AutoCAD-a. Ceo postupak modeliranja u ovom softveru se zasniva na takozvanom parametarskom modeli-ranju, što znači da korisnik samo unosi potrebne podatke (npr. prečnike, dužine, materijale, specifikacije,...), dok softver au-tomatski prikazuje rezultujući 3D model na ekranu. Zbog ove funkcije, kao i činjenice da je softver baziran na AutoCAD-u, ovim softverom se ovladava veoma brzo i lako. Program se sastoji od tri osnovna modula:
1. CADWorx Plant (slika 1);2. CADWorx Equipment (slika 2);3. CADWorx Steel (slika 3).
CADWorx Plant služi za modeliranje cevovoda, CAD-
Worx Equipment za parametarsko modeliranje posuda pod pritiskom i pumpi, dok se CADWorx Steel koristi za modeli-ranje čeličnih konstrukcija. Osnovna razlika između CAD-Worx 3D modela i “običnih” AutoCAD 3D modela je u tome što su modeli iz CADWorx-a tzv. “inteligentni modeli”. To znači da oni u sebi sadrže sve potrebne informacije (npr. prečnik cevovoda, specifikacije, materijale, mase, itd.). Ovi podaci služe kako za kreiranje izometrija i sastavnica cevo-voda, tako i za komunikaciju i automatsko prebacivanje po-dataka iz CADWorx-a u druge softvere za analizu i proračun cevovoda, posuda pod pritiskom , razmenjivača toplote i
3D projektovanje procesnih postrojenja pomoću specijal-izovanih softverskih aplikacija najnovije generacije
Miša Jočić, Nikola Jaćimović
CADWorx PlantSlika 1.
CADWorx EquipmentSlika 2.
Procesne tehnologije i novi proizvodiPT
36 jun 2011. PROCESNA TEHNIKA

čeličnih konstrukcija. Ova veza koja postoji je dvosmerna, što znači da je ostvarena potpuna i sigurna komunikacija između projektanta i inženjera koji radi proračun.
Pored toga, softver ima i mogućnost automatske provere da li ima sudara u sistemu (tzv. clash detection - slika 4), čime se eliminiše mogućnost nastanka greške u projektu.
3. Softver za analizu cevovoda - CAESAR II i inte-gracija sa CADWorx Plant Professional
Završen model cevovoda može direktno da se pošalje u INTERGRAPH-ov softver za analizu naprezanja i krutosti cevovodnih sistema CAESAR II (slika 5). Naravno da post-oje i drugi softveri za analizu cevovoda (Bentley Autopipe i ROHR2), ali CAESAR II predstavlja najnapredniji i vodeći softver u svetu ove vrste. Proračun se vrši prema skoro svim važćim svetskim standardima. Alati iz softvera, kao što je au-tomatsko kreiranje krivina za samokompenzaciju, pomažu da se premosti jaz između znanja i iskustva unošenjem elemae-nata veštačke inteligencije. Pomoću ovih alata se eliminišu suvišne iteracije u cilju dobijanja optimalnog rešenja iz
tačne analize kao i iz predlaganja praktičnih promena u pro-jektovanju. Pored provere cevovodnih sistema u pogledu termičkih opterećenja, mase i opterećenja usled unutrašnjeg pritiska, CAESAR II vrši analize uticaja vetra, sleganja os-lonaca, seizmičkih opterećenja i talasa, kao i dinamičke anal-ize. Nelinerani efekti, kao što su podizanje oslonaca, zatvaran-je zazora i trenje su takođe uključeni u analizu.
CADWorx SteelSlika 3.
Clash detectionSlika 4.
CAESAR IISlika 5.
CAESAR II, tabelarni prikaz rezultata proračunaSlika 6.
CAESAR II, grafički prikaz rezultata proračunaSlika 7.
Procesne tehnologije i novi proizvodi PT
PROCESNA TEHNIKA jun 2011. 37

Rezultati dobijeni proračunom mogu da se pokažu ili tabe-larno (slika 6) ili grafički (slika 7).
Model koji je prošao analizu se zatim vraća u CADWorx Plant Professional. Primer ove veze i proces analize jedne grane cevovoda od početka do kraja prikazani su na slici
8. Na slici 8a je prikazan model jednog dela postrojenja u CADWorx Plant Professional. Prikazana grana cevovoda se iz tog modela izvozi u CAESAR II (slika 8b), u kome se posle izvršene analize vidi da model ne zadovoljava sve uslove prema odabranom standardu (slika 8v). Zatim se
Integracija CADWorx Plant Professional i CAESAR IISlika 8.
Procesne tehnologije i novi proizvodiPT
38 jun 2011. PROCESNA TEHNIKA

korišćenjem dodatka za automatsko kreiranje petlji doda-je P-krivina u model (slika 8g), čime grana dobija veću fleksibilnost i na taj način prolazi sve zahteve prema stan-dardu. Ovakav modifikovan model se sada vraća u model postrojenja u CADWorx Plant Professional (slika 8d), gde može da se proveri da li ima sudara i može dodatno da se menja.
4. Softver za analizu procesne opreme (posuda pod pritiskom, kolona i razmenjivača toplote) - PV Elite i integracija sa CADWorx Plant Professional
Pored već pomenute veze sa softverom CAESAR II, CADWorx Plant Professional poseduje i sličnu dvosmernu vezu sa u INTERGRAPH-ovim softverom za mehanički proračun procesne opreme - PV Elite (slika 9). Ovaj soft-ver prestavlja kompletno rešenje za dizajn, analizu i procenu procesne opreme. U softveru su podržani svetski standardi za proračun: ASME Section VIII Divisions 1 & 2, PD 5500 i EN 13445. Pored toga, softver poseduje i mogućnost pro-cene trenutnog stanja opreme i kao i preostalog radnog veka prema pravilima iz API 579 (Fitness for Service). PV Elite poseduje i mogućnost povezivanja sa drugim softverskim paketima za analizu metodom konačnih elemenata (FEA), dizajn temelja i izradu crteža.
5. Izrada modela postojećeg stanja cevovoda (IN-TERGRAPH CADWorx fieldPipe)
Pored naprednih softvera za projektovanje postrojenja i
analizu cevovoda i opreme, INTERGRAPH je u saradnji sa kompanijom ‘’Leica Geosystems AG’’ iz Švajcarske razvio i najnapredniji način snimanja postojećeg stanja cevovoda. U pitanju je potpuna povezanost opreme za lasersko sni-manje sa CADWorx Plant Professional. Ovime se ostvaruje laserska preciznost pri snimanju stanja na terenu, kakva do sada nije bila moguća.
Postoje dve osnovne opcije za CADWorx fieldPipe. Prva podrazumeva lasersko snimanje manjih cevovoda tačku po tačku (CADWorx fieldPipe for Leica fieldPro Edition – slika 10), pri čemu se samo modeliranje obavlja na licu mesta. Ovaj način snimanja podrazumeva brzo i precizno snimanje situacije na terenu i uglavnom se primenjuje za manja postrojenja. Druga opcija (CADWorx fieldPipe for Leica CloudWorx Edition – slika 11) predstavlja korišćenje tzv. ‘’skenera’’ koji za veoma kratko vreme snimaju na milione tačaka čime se dobija tzv. ‘’oblak tačaka’’ (Point cloud). Oblak tačaka za snimljeni deo postrojenja može da se uveze u CADWorx (slika 11a), gde se zatim veoma lako i brzo izoluje željena grana cevovoda (slika 11b), a zatim se preko ovog izolovanog oblaka tačaka izrađuje model postojećeg cevovoda (slika 11v). Treba napomenuti da softver automatski prepoznaje prečnike i dužine cevo-voda, kako bi se izrada modela olakšala i ubrzala. Prednost ovog postupka je što za veoma kratko vreme može da se snimi celo postrojenje, dok se model izrađuje na drugoj lo-kaciji. Glavna mana ovog načina snimanja je u tome što je sama oprema skupa (reda veličine 150,000.00÷200,000.00
PV EliteSlika 9.
Procesne tehnologije i novi proizvodi PT
PROCESNA TEHNIKA jun 2011. 39

USD), pa se zbog toga ovaj postupak koristi uglavnom za snimanje velikih postrojenja.
6. ZaključakSoftveri za projektovanje i analizu koji su danas dostupni
inženjerima mogu mnogo da olakšaju i ubrzaju izradu pro-jekata, a time i da uštede novac i vreme. Jedan od glavnih preduslova za efikasno korišćenje softvera je pre svega kvalitetna obuka korisnika, ali treba imati na umu da uvek treba biti obazriv pri korišćenju ovih programa. Ne sme se da zaboravimo da su svi softveri ipak samo alati koji pomažu inženjeru da brže i lakše stigne do cilja, odnosno da je soft-ver samo onoliko dobar koliko i inženjer koji radi u njemu.
CADWorx fieldPipe for Leica fieldPro EditionSlika 9.
CADWorx PlantSlika 11.
Autor
Nikola Jaćimović, tel: 063/888-50-68 e-mail: [email protected]
Diplomirao je na Mašinskom fakultetu Univerziteta u Beogradu 2010. godine na Katedri za procesnu tehniku. Od novembra 2009. godine radi kao stalni saradnik firme “PIPETECH Jocic”, Baden, Švajcarska,
u oblasti projektovanja cevovoda i posuda pod pritiskom pri-menom softvera firme COADE/INTERGRAPH. Asistirao u or-ganizaciji i održavanju stručnih kurseva “Analiza naprezanja i fleksibilnosti cevovoda primenom softvera CAESAR II”.
Procesne tehnologije i novi proizvodiPT
40 jun 2011. PROCESNA TEHNIKA

Autor
Miša Jočić ,PIPETECH Jocic u Badenu, Švajcarska, tel: +41 79 832 9223, e-mail: [email protected]
Profesionalni inženjer sa preko 29 godina iskustva u svim poljima projektovanja procecnih postrojenja u Evropi, Australiji, i na Bliskom Istoku. Radio na projektovanjy i analizi cevovodnih sistema, projektovanjy i izradi do-kumentacije posuda pod pritiskom, razmenjivača toplote i skladišnih rezervoara, pripreme inženjerskih specifi-kacija i nadzor na gradilištu. Koristi više kompjuterskih softvera za analizu naprezanja i fleksibilnosti cevovodnih
sistema, projektovanje procesnih postrojenja i analizu komponenti cevovoda i procesne opreme metodom konačnih elemenata. Kroz dygogodišnji rad stekao je veliko iskustvo sa odličnim poznavanjem standarda (ASME, ANSI i API) i postao priznati ekspert u oblasti analize naprezanja i fleksibilnosti cevovodnih sistema primenom softvera CAESAR II.
Procesne tehnologije i novi proizvodi PT

Razmenjivači toplote sa cevnom zmijom se sastoje od cevne zmije smeštene u cilindrični omotač (rezer-voarski prostor) i koriste se kao protočni ili šaržni
aparati. Kod protočnih aparata je karakteristično da je pro-
tok tečnosti kroz cevnu zmiju značajno manji od protoka tečnosti koja struji oko zmije, kao što je slučaj kod hladn-jaka destilata u destilerijama za proizvodnju alkoholnih pića (topliji fluid je alkoholni destilat, a hladniji voda) ili hlad-njaka vode koja se radi odsoljavanja odvodi iz kotlova, pri čemu je hladniji fluid sveža voda koja se posle zagrevanja uvodi u degazator [1].
Šaržni aparati sa cevnom zmijom se veoma često koriste za izvođenje hemijskih i biohemijskih operacija, kada je potrebno održavati temperaturu u rezervoarskom prostoru.
Pri strujanju fluida kroz cevnu zmiju usled postojanja centrifugalne sile intezitet procesa razmene toplote i pad pri-tiska su veći u odnosu na strujanja fluida u pravim cevima [2]. Aparati sa cevnom zmijom se koriste umesto klasičnih dobošastih razmenjivača toplote u slučaju kada su protoci radnih medijuma kroz aparat mali i kada su razlike pritisaka velike (iznad 10bar).
Kriterijalne jednačine za određivanje koeficijenta trenja i koeficijenta prelaza toplote u cevnim zmijama se u opštem slučaju mogu podeliti prema sledećim kriterijumima:
• prema režimu strujanja, na laminarni i turbulentni režimi strujanja,
• prema tipu strujanja, na jednofazno strujanje i stru-janje fluida sa promenom faze.
U narednom poglavljima biće dat pregled najčešće korišćenih kriterijalnih relacija za određivanje ovih veličina pri jednofaznom strujanju fluida.
1 Relacije za proračun koeficijenta trenja u cevnim zmijama
U dostupnoj literaturi može se pronaći nekoliko empiri-jskih relacija za određivanje koeficijenta otpora trenja pri jed-nofaznom strujanju fluida u cevnim zmijama. Osnovna podela ovih relacija bazira se na tome da li se strujanje odvija u lami-narnom ili u turbulentnom režimu [4]. Na slici 1.1 prikazani su osnovni geometrijski parametri cevnih zmija, pri čemu su korišćene sledeće oznake:
• du, m unutrašnji prečnik cevi,• ds, m, spoljašnji prečnik cevi,• dz, m, prečnik zavojnice cevne zmije.
Laminarni režimUajt (1929) je jedan od prvih koji je predložio relaciju za
određivanje koeficijenta otpora trenja u cevnim zmijama
1 1 11,60,25
De
0,45 1/0,45c s $p p=- - c m; E' 1
(1.1)
gde su:• Re, Rejnoldsov broj,
Rew du$ $
nt
=
• ρ, kg/m³gustina fluida,• µ, Pa∙s, koeficijent dinamičke viskoznosti• w, m/s, brzina strujanja fluida kroz cevnu zmiju,• ξc koeficijent otpora trenja za cevne zmije,• ξs koeficijent otpora trenja za prave cevi.
Koeficijent otpora trenja za prave cevi se određuje prema sledećoj relaciji
64Resp = (1.2)
Osim ove u literaturi se može pronaći Itova i Šmitova re-
lacija za proračun koeficijenta trenja za strujanje u cevnim zmijama u laminarnom režimu. Itova relacija se daje u obliku
1,56
86logDeDe
5,7c s $$
p p=+^ h
(1.3)
Dinov broj se definiše na sledeći način
ReDedd 0,5
z
u$= c m (1.4)
Koeficijent otpora trenja izračunat pomoću Itove re-lacije daje manje vrednosti u odnosu na vrednosti dobi-jene korišćenjem Vajtove relacije [4]. Šmitova relacija za određivanje koeficijenta otpora trenja se daje u obliku
Pregled kriterijalnih relacija za određivanje koeficijenta prelaza toplote i koeficijenta trenja pri jednofaznom stru-janju fluida kroz cevne zmijeStevan Budimir, Marko Jarić
Inženjerska praksaPT
Geometrijske karakteristike cevne zmijeSlika 1.
42 jun 2011. PROCESNA TEHNIKA

1 0,14 Redd 0,97
c sz
ui
$ $ $p p= + c m; E (1.5)
pri čemu se veličina i izračunava na sledeći način
1 0,6664idd 0,312
z
u$= - c m (1.6)
Vrednosti koeficijenta trenja sračunate Šmitovom relaci-jom ne razlikuju se mnogo od vrednosti dobijene korišćenjem Vajtove relacije [5].
Turbulentni režimU poređenju sa relacijama za laminarni režim, za turbu-
lentni režim postoji veći broj predloženih relacija. Vajt je predložio prvu relaciju za određivanje koeficijenta otpora trenja za turbulentni režim i za glatke cevne zmije, koja se izražava u obliku [4]
0,317
0,04logRe
dd2 0,50
cz
u$ $p = +
-
` cj m; E (1.7)
Osim ove relacije u literaturi se mogu pronaći Itova rel-acija [6]
0,3040,029
Re dd
0,25
0,5
cz
u$p = + c m (1.8)
Srinivasanova relacija [7]
1,084 Redd 0,5 0,2
cz
u$ $p =
- -
c m; E (1.9)
i Rafelova relacija (dobijena je na osnovu istraživanja u hrapavim cevnim zmijama)[4]
0,06 0,12 Redd 0,275
0,4c
z
u$ $p = + -c m (1.10)
U dostupnoj literaturi mogu se pronaći istraživanja Akaga-ve, Morija, Vatanbe, Unala i Guoa, međutim njihovi rezultati u oblasti turbulentnog strujanja pokazuju neznatna odstupanja od Itove relacije [5].
Kriterijumi prelaza iz laminarnog u turbulentni režim stru-janja
Za određivanje kritičnog Rejnoldsovog broja, kojim se definiše prelaz iz laminarnog u turbulentni režim strujanja u cevnim zmijama najčešće se koriste relacija Ita [8]
20000Redd 0,32
crz
u$= c m (1.11)
relacija Srinivasana [4]
2100 1 12Redd 0,5
crz
u$ $= + c m; E (1.12)
relacija Šmita [5]
2300 1 8,6Redd 0,45
crz
u$ $= + c m; E (1.13)
Slaganje prethodnih relacija za kritični Rejnoldsov broj, sa podacima dobijenih eksperimentalnim istraživanjima uočena je njihova dobra pouzdanost u opsegu odnosa prečnika cevne zmije i prečnika zavojnice du/dz <0,05 [4].
2 Relacije za proračun nuseltovog broja pri jednofaznom strujanju fluida kroz cevne zmije
Za proračun Nuseltovog broja odnosno (koeficijenta prela-za toplote) pri jednofaznom strujanju fluida u cevnim zmijama se najčešće koriste Šmitove jednačine u zavisnosti od režima strujanja.
Za Re=100÷Recr može se koristiti sledeća izraz za Nuseltov broj
3,65 0,08 1 0,8 Pr RePrPr
Nudd 0,9
0,33 0,5 0,290,14
z
udd
z
0,194
z
u
$ $ $ $ $= + + $+c ccm mm; E' 1
(2.1)gde su:• Nu, Nuseltov broj,
Nu du$ma
= , (2.2)
• α, W/(m²∙K), koeficijent prelaza toplote,• λ, W/( m∙K), koeficijent toplotne provodnosti,• Pr, Prantlov broj,• Prz, Prantlov broj za temperaturu na zidu cevi. Pri Re>22000 jednačina glasi
1 12,7
81
81000
1
Pr
Re
PrPr
Nuld
2/3
2/3 0,14
c
c
cz
u
z
$ $
$$ $
p
p
=
+ -
-+
^
^c c
h
hm m; E
(2.3)gde je lcz dužina cevne zmije, a koeficijent trenja proračunava
pomoću jednačine (1.8).
U opsegu Re=Recr÷22000 vrši se linearna interpolacija korišćenjem izraza
( . )
( . )
Re
Re
Nu prema za
Nu prema za
2 1 1
2 3 22000
cr
$
h h= + -
=
^ h66
@@
(2.4)
gde je
2200022000
ReRe
cr
h =-- (2.5)
LITERATURA[1] Jaćimović, B., Genić, S., Toplotne operacije i apara-ti, drugo izdanje, Mašinski fakultet Beograd&Vedes, Beo-grad, 2004.[2] Cыgankov, P., Bragorektifikacionnыe ustanovki, Piщevaя promыšlennostъ, Moskva, 1970.[3] Ito, H., Friction factors for turbulent flows in curved pipes, Journal Engineering, 81, pages 123-134, 1959.[4] Guo, L., Feng, Z., Chen, X., An experimental inves-tigation of the frictional pressure drop of steam-water two phase flow in helical coils, International journal of heat
Inženjerska praksa PT
PROCESNA TEHNIKA jun 2011. 43

Inženjerska praksaPT
and mass transfer 44 (2001), pages 2601-2610[5] Schmidt, E. F., Warmeubergang und nicht isotherm-er Druckverlust bei erzwungener Stromung in schrauben-forming Gekrummten Rohren-Braunsch Weig 1967[6] Subhasish, D., Secondary boundary layer and wall
shear for fully developed flow in curved pipes, Proceed-ings of the royal society, pages 283-298, London 2002[7] Shaukat, A, Pressure drop correltaions for flow through regular helical coil tubes, Fluid dynamics re-search, pages 295-310, Japan, 2001.
Marko Jarić, Inovacioni centar Mašinskog fakulteta Univerziteta u Beogradu d.o.o., Kraljice Marije 16, 11000 Beograd email: [email protected] tel: 063/435-779Diplomirao je na Mašinskom fakultetu Uni-verziteta u Beogradu 2005. na katedri za procesnu tehniku. Od jula 2006. zaposlen je u Inovacionom centru Mašinskog fakulteta
Univerziteta u Beogradu, u svojstvu istraživača saradnika. Auditorne vežbe održavao je iz predmata: Oprema procesnih instalacija, Cevo-vodi i armatura, Konstruisanje procesne opreme, Aparati i mašine u procesnoj industriji. Učestvovao je na izradi više tehničkih do-kumentacija, i projekata koje je finansiralo Ministarstvo za nauku i zaštitu životne sredine. Do sada je objavio 12 radova (časopisi sa SCI liste, međunarodni časopisi i kongresi, domaći časopisi i kongresi).
AutorStevan Budimir, Institut Goša, Milana Rakića 35, Beograde-mail: [email protected]: 064/336-7552
Diplomirao je na Mašinskom fakultetu Univerziteta u Beogradu
2009. na katedri za Procesnu tehniku i zaštitu životne sre-dine. Od maja 2010. zaposlen je u Institutu Goša u svo-jstvu istraživača saradnika. Trenutno pohađa doktorske studije na Mašinskom fakultetu Univerziteta u Beogradu.


Krajem 2009. i početkom 2010. prvi put nakon početka globalne recesije iz 2008, svi najvažniji CPI indikatori su konačno prevazišli godišnji
deficit, što je značajna prekretnica ka ekonomskom rastu. Poslovni indikatori su se tokom 2010. dalje poboljšavali, pa se procenjuje da će se taj trend nastaviti i u 2011. i 2012. godini.
U isto vreme Chemical Engineering indeksi su takođe pokazali poboljšanje, što sve dovodi do zaključka da je globalna ekonomska kriza prošla. CEPCI (CHEMICAL ENGINEERING PLANT COST INDEX) indeksi za 2010. godinu su dati u tabeli 1, a M&S (MARSHALL & SWIFT EQUIPMENT COST INDEX) indeksi u tabeli 2. Godišnji CEPCI indeks za 2010. godinu je 550,8, dok je M&S indeks 1457,4. Promene CEPCI i M&S indeksa za poslednjih 8 godina su prikazane u tabeli 3.
Ekonomska analiza procesnih postrojenja – trend u 2010. godini
Vojislav Genić
Ekonomski indikatoriPT
Tabela 1. CHEMICAL ENGINEERING PLANT COST INDEX (CEPCI) - 2010.2010 Januar Februar Mart April Maj Jun Jul Avgust Septembar Oktobar Novembar Decembar
CEPCI 532,9 539,1 541,8 555,3 558,2 556,4 550,7 549,5 552,5 556,3 556,7 560,3
Oprema 631,8 641,1 645,5 666,0 670,2 668,1 659,2 657,3 662,3 667,5 669,0 674,6
Razmenjivači toplote i rezer-
voari571,9 587,3 592,5 622,6 629,9 628,7 611,1 605,8 611,8 617,8 618,3 627,1
Procesne mašine 601,9 610,3 614,0 625,4 631,8 632,1 626,0 621,7 625,1 627,0 627,0 627,6
Cevovodi, ven-tili i fitinzi 794,5 796,1 801,7 829,5 828,3 818,5 821,7 827,1 834,1 840,2 847,0 854,3
Procesni instru-menti 419,8 420,5 421,0 426,7 424,8 419,4 416,8 416,9 422,0 426,0 426,1 426,2
Pumpe, kompresori, ventilatori
903,0 903,4 903,4 902,4 903,1 898,4 902,4 902,5 902,9 902,5 904,0 903,6
Električna oprema 469,2 468,4 472,1 472,5 473,2 482,2 481,6 482,7 482,5 484,7 487,1 488,4
Noseće kon-strukcije i drugo 640,2 660,0 665,6 688,7 697,5 697,5 679,7 675,6 680,9 689,6 688,2 696,3
Radna snaga 331,0 330,2 328,2 327,3 327,8 326,7 328,7 330,0 328,9 331,0 328,8 328,1
Zgrade 494,8 500,5 504,3 508,9 513,9 509,4 506,7 503,0 502,4 503,3 501,4 503,3
Inženjering i nadzor 342,4 342,4 341,8 341,4 339,7 339,1 338,4 337,9 337,3 336,6 336,1 335,6
Tabela 2. MARSHALL & SWIFT EQUIPMENT COST INDEX - 20102010 – kvartalno 1 2 3 4
M&S INDEKS 1448,3 1461,3 1473,3 1476,7
Procesna industrija, prosek 1510,3 1522,1 1534,4 1537,0
Cement 1508,1 1519,2 1530,0 1532,5
Hemikalije 1481,8 1493,5 1505,2 1507,3
Proizvodi od gline 1496,0 1505,6 1518,3 1521,4
Staklo 1403,0 1416,4 1428,5 1432,7
Boja 1515,1 1527,6 1542,1 1545,8
Papir 1416,4 1430,1 1444,5 1447,6
Naftrni proizvodi 1615,6 1625,9 1637,0 1640,4
Guma 1551,0 1564,2 1579,3 1581,5
Druge industrijske grane
Elektroenergetika 1389,6 1414,0 1419,2 1434,9
Rudarstvo 1552,1 1569,1 1576,7 1579,4
Hlađenje 1772,2 1786,9 1804,8 1809,3
Termoenergetika 1475,0 1488,0 1502,3 1506,4
Tabela 3. Promena CEPCI za poslednjih 8 godinaGodina 2003–2004 2004–2005 2005–2006 2006–2007 2007–2008 2008–2009 2009–2010
CEPCI, % 10,5 5,4 6,7 5,2 9,5 -9,3 5,5
M&S INDEKS 4,9 5,6 4,6 5,5 5,5 0,0 0,6
46 jun 2011. PROCESNA TEHNIKA

AutorVojislav Genić, Siemens IT Solutions and Services, Pariske komune 22, 11070 BeogradTel. +381 65 2015757E-mail: [email protected]
Na Mašinskom fakultetu Univerzite-ta u Beogradu diplomirao 1992, na Odseku za procesnu tehniku. Nakon
3 godine provedene u Lola Inženjeringu, prelazi u TradeCom MN, a zatim u Spinnaker New Technologies gde je obavljao posao generalnog direktora, da bi 2008. postao podpredsednik i član uprave ComTrade Group, Predsednik uprave i direktor ComTrade IT Solutions and Services. Od 2010. zaposlen u Siemens IT Solutions and Services. Rukovodio je kompani-jama sa do 1000 zaposlenih, bavio se strateškim i finansijskim planiranjem i realizacijom planova, upravljanjem operacijama i prodajom, te organizacijom rada u preduzećima.

1. Monografije iz mašinstva
Milovan Živković i Taško Maneski TERMOMEHANIČKI NAPONI CEVOVODA I POSUDA Cena: 750 din.
Boris SlipčevićRAZMENjIVAČI TOPLOTE(II izdanje)
Cena: 900 din
Milan RikalovićDOBOŠASTI RAZMENjIVAČI TOPLOTE
Cena: 700 din
Dimitrije Voronjec i Đorđe KozićVLAŽAN VAZDUH – TERMODINAMIČKE OSOBINE I PRIMENA (IV izdanje)
Cena: 550 din
Miloš Kuburović i Miro-slav StanojevićBIOTEHNOLOGIJA
Cena: 600 din
Branislav Todorović i Milica Milinković-ĐapaRAZVOD VAZDUHA U KLIMATIZACIONIM SISTEMIMA (III izdanje)
Cena: 800 din
Srđan RaičkovićKOMPRESIBILNI I MEHANIČKI ZAPTIVAČI
Cena: 600 din
Rodoljub VučetićZDRAVLjE ŽIVOTNE SREDINE & PROMENA KLIME
Cena: 400 din
Stevan ŠamšalovićTOPLOTNA PUMPA - Tehnologija održive proizvodnje energije
Cena: 1350 din
2. Priručnici iz mašinstva
Branislav Živković i Zoran StajićMALI TERMOTEHNIČKI PRIRUČNIK
Cena: 500 din
Svetislav ZarićPRIRUČNIK IZ INDUS-TRIJSKE PNEUMATIKE
Cena: 450 din
Bogosav MilenkovićPRIRUČNIK ZA MEREN-jE PROTOKA FLUIDA (mernim blendama, mlaznicama, Venturi-jevim cevima i dr.)
Cena: 450 din
Rodoljub VučetićPRIRUČNIK O URAVNOTEŽAVANjU CEVNIH MREŽA U GREJANjU, HLAĐENjU I KLIMATIZACIJI
Cena: 600 din
Stevan ŠamšalovićTEHNOLOGIJA HLAĐENjA I SMRZA-VANjA HRANE
Cena: 450 din
Nebojša GrahovacPRIRUČNIK ZA VLAŽAN KOMPRIMOVANI VAZ-DUH
Cena: 450 din
Inženjerska bibliotekaPT
48 jun 2011. PROCESNA TEHNIKA

Živojin PerišićVENTILACIJA PORODIČNIH I KOMER-CIJALNIH KUHINjA
Cena: 450 din
3. Priručnici iz elektrotehnike
Dragan Vićović & Zoran HadžićELEKTRIČNE IN-STALACIJE NISKOG NAPONA
Cena: 1250 din
Dragan Vićović & Zoran HadžićZAŠTITA OBJEKATA OD ATMOSFERSKOG PRAŽNjENjA
Cena: 1200 din
Ljiljana Rašajski, Gojko Dotlić i Marija MrđanovMALI ELEKTROENER-GETSKI PRIRUČNIK (MEP) (IV izdanje, 2009)
Cena: 950 din
4. Tehnička regulativa iz mašinstva, elektrotehnike i dodirnih disciplina
PRAVILNICI IZ ELEK-TROENERGETIKEPostrojenja, nadzemni vodovi, zaštita od statičkog elektriciteta i od požaraPriredila Marija MrđanovCena: 700 din
KABLOVI, SAMONOSEĆI KABLO-VI, UŽAD I KRATKI SPOJIzvodi iz tehničkih standarda u elektroen-ergeticiPriredila Marija MrđanovCena: 700 din
Miodrag IsailovićTEHNIČKI PROPISI O ZAŠTITI ODPOŽARA I EKSPLOZIJA (IV izdanje, 2007)
Cena: 900 din
Miodrag Isailović i Mar-tin BognerTEHNIČKI PROPISI O POSUDAMA POD PRI-TISKOM
Cena: 800 din
Dragana & Stevan ŠamšalovićVODIČ KROZ STAN-DARDE I PROPISE O GREJANjU, HLAĐENjU I KLIMATIZACIJI
Cena: 850 din
5. Ostalo
Nadežda Mitrović-Žitko i Stevan VukotićPRIRUČNIK ZA PRI-PREMU OPŠTEG DELA STRUČNOG ISPITA ZA RADNIKE TEHNIČKIH STRUKA
Cena: 450 din
ZBIRKA ZAKONA I PRAVILNIKAo planiranju i građenju objekata i izradi tehničke dokument-acije (IV izdanje)Priredila Marija MrđanovCena: 750 din
NAUČNO-TEHNIČKI PETOJEZIČNI REČNIK (GREJANjE, HLAĐENjE, KLIMATIZACIJA)
Cena: 950 din
Inženjerska biblioteka PT
PROCESNA TEHNIKA jun 2011. 49