Embed Size (px)
Citation preview
Engenharia Mecatrônica
Conformação Mecânica
Disciplina: Processo de Fabricação
Professor: Odilon Caldeira Filho
Fabrício Marqui Sanches...... ................................................................ 191528
Luiz Otacilio Ferreira de Andrade ........................................................ 190673
Rafael Massaroto de Castilho ............................................................... 190617
Zabdiel Rodrigues de Moura....................................................................190627
Valter Aparecido de Souza...................................................................... 190703
Agosto 2010
2
Lista de Ilustrações
Figura 01 – Recristalização no TQ (há crescimento dos grãos pós-recristalização).................12
Figura 02 – Encruamento de um material na laminação...........................................................13
Figura 03 – Ilustração de um processo de laminação...............................................................15
Figura 04 – forjamento por prensagem.....................................................................................16
Figura 05 – Processo de trefilação............................................................................................16
Figura 06 – Processo de extrusão..............................................................................................16
Figura 07 – Processo de estampagem (profunda).....................................................................17
Figura 08 – Conformação por dobramento...............................................................................17
Figura 09 – Conformação com calandra de 4 rolos..................................................................18
Figura 10 – Processo de conformação por corte.......................................................................18
Figura 11 – Chapas...................................................................................................................20
Figura 12 – Tarugo....................................................................................................................20
Figura 13 – Componentes de um cilindro.................................................................................21
Figura 14 – Com cilindro regulável durante a operação...........................................................21
Figura 15 – Vista lateral de quadros fechados e abertos...........................................................22
Figura 16 – Imagem a (Laminador Duo), e b (Laminador Duo Reversível)............................22
Figura 17 – Imagem c (Laminador Trio), e d (Laminador Quádruo).......................................23
Figura 18 – Imagem d (esquema de um laminador quádruo)...................................................23
Figura 19 – Imagem Sendzimer................................................................................................24
Figura 20 – Imagem f(Laminador Universal)...........................................................................24
Figura 21 – Laminador ranhurados para perfis.........................................................................24
Figura 22 – Laminador tipo Gray para perfis estruturais tipo H...............................................25
Figura 23 – Puncionador...........................................................................................................26
Figura 24 – Forma excêntrica de um laminador passo de peregrino........................................26
Figura 25 – Seqüência da laminação com o passo de peregrino...............................................26
Figura 26 – Processo Mannesmann para tubos sem costura.....................................................27
Figura 27 – Trem continuo de laminação.................................................................................28
Figura 28 – Trem contínuo de laminação de perfis H (esquerda) e chapas (direita)................28
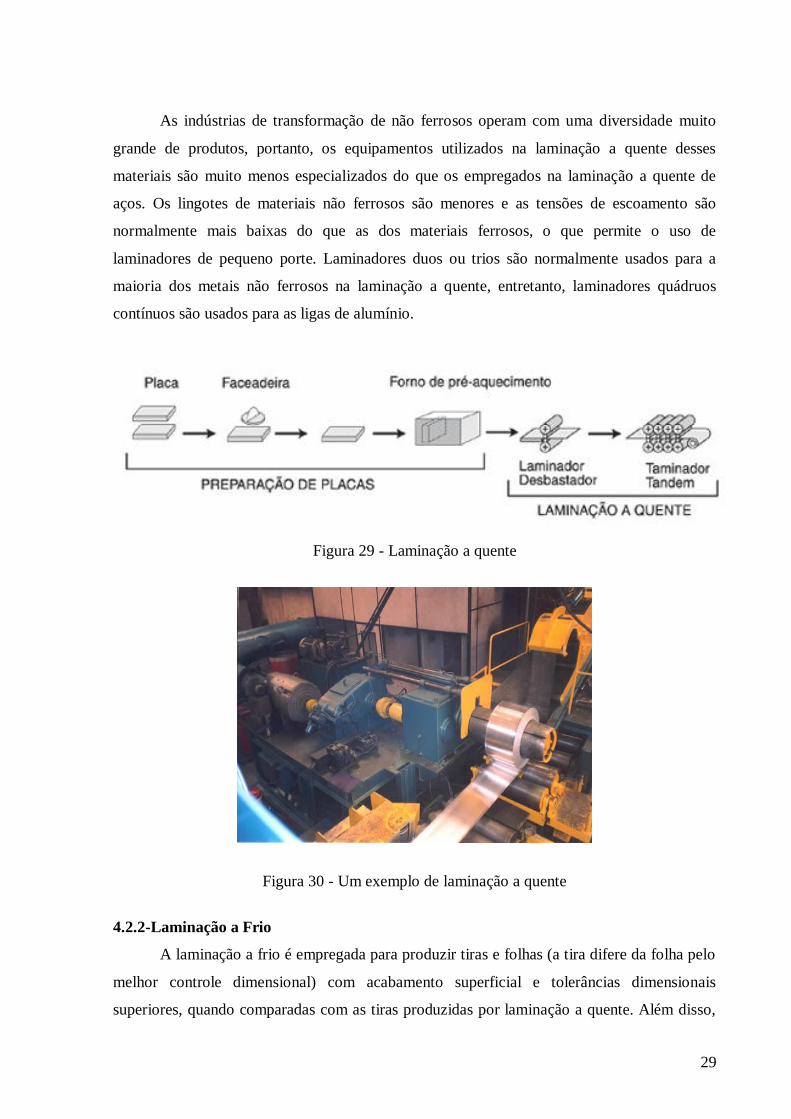
Figura 29 – Laminação a quente...............................................................................................29
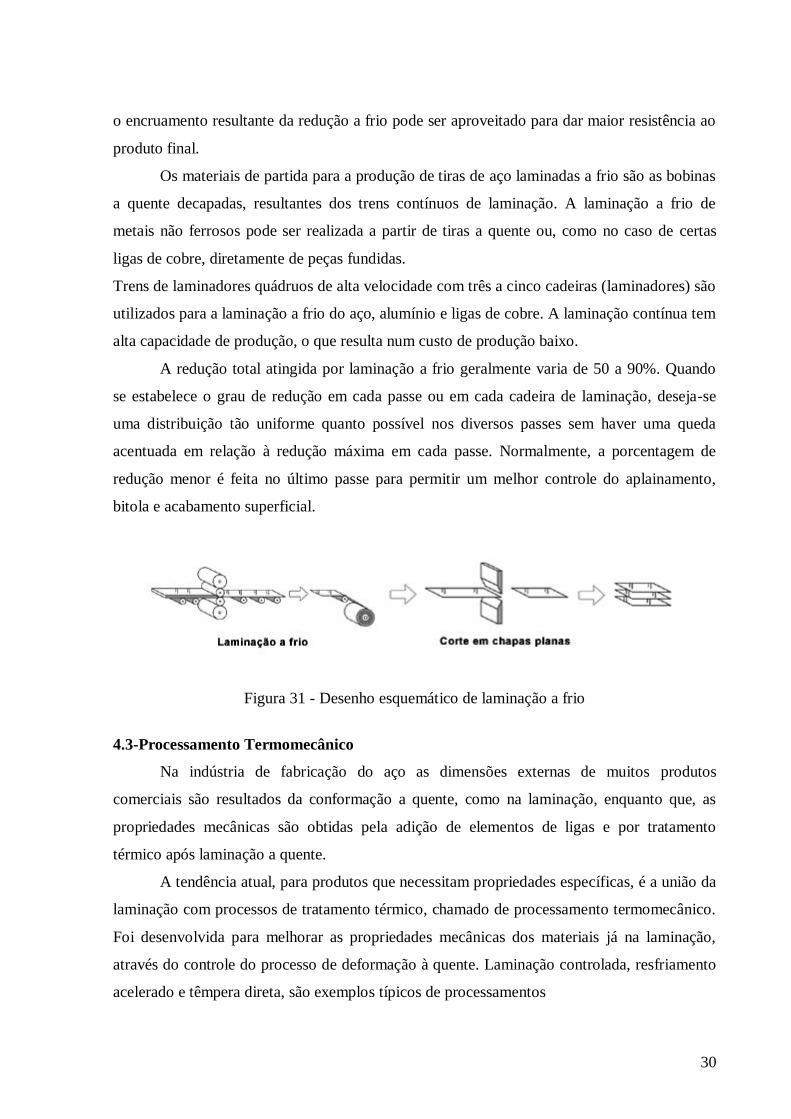
Figura 30 – Um exemplo de laminação a quente......................................................................29
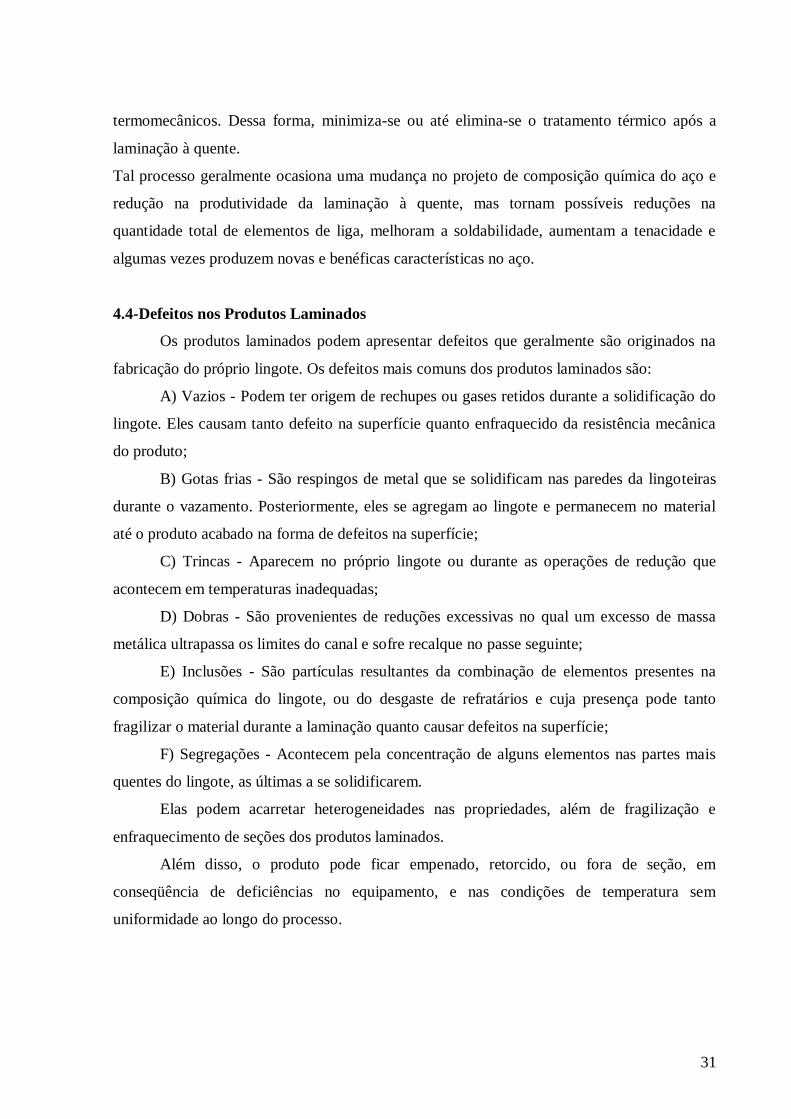
Figura 31 – Desenho esquemático de laminação a frio............................................................30
3
Figura 32 – Zonas de divisão da fieira......................................................................................33
Figura 33 – Detalhe construtivo de uma fieira com núcleo de metal duro...............................34
Figura 34 – Bancada de trefilação.............................................................................................34
Figura 35 – Maquina simples de trefilação com tambor vertical..............................................35
Figura 36 – Maquina dupla de trefilar......................................................................................35
Figura 37 – Maquina de trefilar continua do tipo acumulativo.................................................35
Figura 38 – Métodos de trefilação de tubos: Sem suporte interno (rebaixamento) (a); com
mandril passante (b); com bucha (plug) fixo (c); com bucha flutuante (d)..............................36
Figura 39 – Maquina de trefilar tubos.......................................................................................36
Figura 40 – Exemplo de tubo trefilado.....................................................................................36
Figura 41 – etapas do processo da produção de arames de aço................................................37
Figura 42 – Exemplos de maquias de trefilar para produção de arames de aço.......................37
Figura 43 – Exemplo de arame trefilado...................................................................................38
Figura 44 – Esquema de formação de trincas centrais..............................................................39
Figura 45 – Calandras de 3 rolos: Médio porte (a); pequeno porte (b).....................................41
Figura 46 – Calandra de 4 rolos................................................................................................41
Figura 47 – Exemplos de produtos obtidos através do processo de Extrusão..........................43
Figura 48 – Ilustração da Extrusão Direta................................................................................44
Figura 49 – Ilustração da Extrusão Inversa...............................................................................44
Figura 50 – Ilustração da Extrusão Hidrostática.......................................................................45
Figura 51 – Ilustração da Extrusão Lateral...............................................................................45
Figura 52 - Ilustração dos Parâmetros Geométricos.................................................................46
Figura 53 – Tipos de Fluxo de Metal na Extrusão com Matrizes Quadradas...........................48
Figura 54 – Exemplos de Configurações Típicas de Matrizes..................................................48
Figura 55 – Seção Transversal para Extrusão - Características a Observar para um bom
Projeto............................................................................................................................. ..........48
Figura 56 – Ilustração da Extrusão a Frio.................................................................................50
Figura 57 – Ilustração da Extrusão por Impacto.......................................................................51
Figura 58 – Exemplos de peças Fabricadas por Extrusão de Impacto......................................51
Figura 59 – Fraturas Centrais – Chevrons................................................................................53
Figura 60 – Exemplo de Prensa de Extrusão Vertical..............................................................53
Figura 61 – Peças Fabricadas por Extrusão a Frio....................................................................54
Figura 62 – Extrusora de Borracha...........................................................................................54
Figura 63– Peças Fabricada por Extrusão a Quente.................................................................55
4
Figura 64 – Extrusora de Tubos................................................................................................55
Figura 65 – Peças Fabricadas por Extrusão por Impacto..........................................................56
Figura 66 – Extrusora de alumínio...........................................................................................56
Figura 67 - Prensa mecânica e moldes utilizados na prensa.....................................................58
Figura 68 - Prensa mecânica cidade do Porto, Portugal 500 toneladas....................................58
Figura 69 - Prensa hidráulica com capacidade de 1000 toneladas...........................................59
Figura 70 - Prensa hidráulica com capacidade de 750 toneladas..............................................59
Figura 71 - Esquema da operação de corte/cisalhamento.........................................................60
Figura 72 - Corte simples e puncionamento.............................................................................62
Figura 73 - Corte parcial e recorte............................................................................................62
Figura 74 - Matriz para corte....................................................................................................62
Figura 75 - Rebarbação e corte com punção de ângulo vivo....................................................63
Figura 76 - Dobramento de chapas...........................................................................................64
Figura 77 - Exemplo de operações para dobramento de uma peça...........................................64
Figura 78 - Esforços e linha neutra em peça submetida a dobramento.....................................65
Figura 79 - Representação da estampagem...............................................................................66
Figura 80 - Diagrama tensão x deformação.............................................................................66
Figura 81 - Diagrama tensão x deformação..............................................................................67
Figura 82 - Máquina de estampagem (a) mecânica e (b) hidráulica.........................................68
Figura 83 - Fases de fabricação de um lubrificador..................................................................68
Figura 84 - Fases de fabricação de um lubrificador..................................................................68
Figura 85 - Fases de fabricação por embutimento de um cartucho..........................................69
Figura 86 - Esriramento de chapa.............................................................................................70
Figura 87 – Estiramento............................................................................................................71
5
Lista de Tabelas
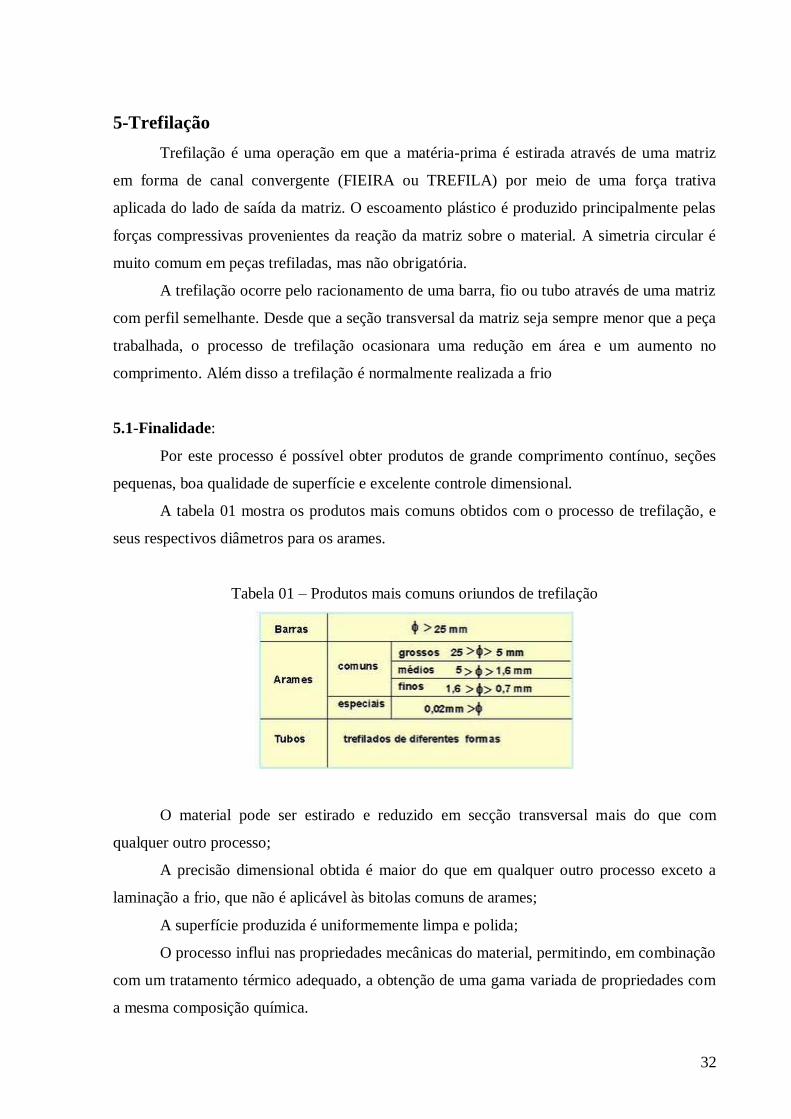
Tabela 01 – Produtos mais comuns oriundos de trefilação.......................................................32
Tabela 02 – Principais tratamentos utilizados nos arames........................................................38
Tabela 03 – Temperaturas de Extrusão para Vários Metais.....................................................50
Tabela 04 – Vantagens e Desvantagens da Extrusão a Frio.....................................................51
Tabela 05 - Vantagens e desvantagens na estampagem............................................................70
6
Lista de Gráficos
Gráfico 01 – Constante de Extrusão para metais em Relação a Temperatura..........................47
Gráfico 02 - Espessura X folga para metais..............................................................................63
7
Índice
1-Introdução..............................................................................................................................10
2-Características relacionadas nas conformações mecânicas...................................................11
2.1-Temperatura na Conformação.................................................................................11
2.1.1-Trabalho a Quente....................................................................................11
2.1.2-Trabalho a Frio.........................................................................................12
2.1.3-Trabalho a Morno.....................................................................................13
2.2-Classificação quanto aos esforços predominantes..................................................13
3-Descrição dos Principais Processos de Conformação Mecânica...........................................15
3.1-Laminação...............................................................................................................15
3.2-Forjamento..............................................................................................................15
3.3-Trefilação................................................................................................................16
3.4-Extrusão..................................................................................................................16
3.5-Estampagem (Profunda)..........................................................................................17
3.6-Dobramento.............................................................................................................17
3.7-Calandragem...........................................................................................................17
3.8-Corte........................................................................................................................18
4-Laminação..............................................................................................................................19
4.1-Laminadores............................................................................................................20
4.2-Processos de Laminação.........................................................................................22
4.2.1-Laminação a Quente.................................................................................27
4.2.2-Laminação a Frio......................................................................................22
4.3-Processamento Termomecânico..............................................................................30
4.4-Defeitos nos Produtos Laminados..........................................................................31
5-Trefilação............................................................................................................................. ..32
5.1-Finalidade................................................................................................................32
5.2-Fieira.......................................................................................................................33
5.2.1-Material....................................................................................................33
8
5.3-Equipamentos..........................................................................................................34
5.3.1-Bancadas de Trefilação...........................................................................34
5.3.2-Trefiladoras de Tambor............................................................................34
5.4-Modos de trefilação para tubos...............................................................................35
5.5-Trefilação dos arames de aço..................................................................................36
5.5.1-Etapas do processo...................................................................................36
5.5.2-Tratamentos térmicos dos arames............................................................38
5.6-Defeitos em trefilados.............................................................................................38
6-Calandragem..........................................................................................................................40
6.1-Descrição do processo.............................................................................................40
6.2-Tipos de Calandras..................................................................................................40
6.2.1-Calandras de três rolos.............................................................................40
6.2.2-Calandras de quatro rolos.........................................................................41
6.3-Tipos de calandragem.............................................................................................42
6.3.1-Calandragem a frio e a quente..................................................................42
6.4-Defeitos...................................................................................................................42
7-Introdução de Extrusão..........................................................................................................43
7.1-Tipos de Extrusão...................................................................................................44
7.1.1-Direta........................................................................................................44
7.1.2-Indireta.....................................................................................................44
7.1.3-Hidrostática..............................................................................................45
7.1.4-Extrusão Lateral.......................................................................................45
7.2-Parâmetros de Extrusão...........................................................................................46
7.3-Fluxo do metal........................................................................................................48
7.4-Tipos de Extrusão com Relação a Ductilidade do material....................................49
7.4.1-Extrusão a Quente....................................................................................49
7.4.1.1-Características...........................................................................49
7.4.2-Extrusão a Frio.........................................................................................50
7.4.3-Extrusão por Impacto...............................................................................51
7.5-Defeitos na Extrusão...............................................................................................53
7.6-Equipamentos utilizados na Extrusão.....................................................................54
7.7-Aplicações dos Processos de Extrusão no Dia- a- Dia...........................................55
9
7.7.1-Extrusão a Frio.........................................................................................55
7.7.2-Extrusão a Quente....................................................................................56
7.7.3-Extrusão por Impacto...............................................................................56
8 - Conformação de chapas.......................................................................................................57
8.1 - Classificação dos Processos..................................................................................57
8.2 - Ferramentas utilizadas em prensas .......................................................................60
8.3 - Corte .....................................................................................................................60
8.3.1 - Tipos de Corte .......................................................................................61
8.3.2 - Matriz para Corte...................................................................................62
8.4 - Dobramento .........................................................................................................64
8.4.1 - Raio de Dobramento .............................................................................65
8.4.2 - Efeito mola ........................................................................................................65
8.5 - Estampagem profunda ou embutimento ..............................................................66
8.5.1 - Operações de estampagem.....................................................................68
8.5.2 – Aplicações.............................................................................................68
8.5.3 – Defeitos..................................................................................................69
8.6 - Estiramento ..........................................................................................................70
8.6.1 - A Estricção no Estiramento....................................................................71
9 – Conclusão............................................................................................................................72
10 – Agradecimentos................................................................................................................73
11 – Bibliografia.......................................................................................................................74
10
1-Introdução
Os processos de conformação mecânica são aqueles que alteram a geometria do
material (forma) por deformação plástica, através de forças aplicadas por ferramentas
adequadas, que podem variar desde pequenas matrizes até grandes cilindros.
As vantagens com este processo são muitas: bom aproveitamento da matéria; rapidez
na execução; possibilidade de controle das propriedades mecânicas; e possibilidade de grande
precisão e tolerância dimensional. É importante observar, entretanto, que o ferramental e os
equipamentos possuem um custo muito elevado, exigindo grandes produções para justificar o
processo economicamente.
Existem algumas centenas de processos unitários de conformação mecânica,
desenvolvidos para aplicações específicas. Mas é possível classificá-los num pequeno número
de categorias, com base em critérios tais como: o tipo de esforço, deformação do material,
variação relativa da espessura da peça, o regime da operação de conformação e o propósito da
deformação.
11
2-Características relacionadas nas conformações mecânicas
2.1-Temperatura na Conformação
Em função da temperatura e do material utilizado, a conformação mecânica pode ser
classificada como trabalho a frio, a morno e a quente. O trabalho a quente (TQ) é usado para
reduzir os esforços de conformação e/ou permitir a recristalização.
Geralmente, a temperatura mais elevada de trabalho a quente é limitada bem abaixo do
ponto de fusão, devido à possibilidade de fragilização à quente (existência de compostos
dentro do material com menor ponto de fusão). Basta uma pequena quantidade de constituinte
com baixo ponto de fusão nos contornos de grão para fazer um material desagregar-se quando
deformado.
De outra forma, o trabalho a frio (TF) é a deformação realizada sob condições em que
não ocorre a recristalização do material. Já no trabalho a morno, ocorre uma recuperação do
material, sem recristalização.
É importante entender que a distinção básica entre TQ e TF não está na temperatura em
si, mas na temperatura de recristalização do material. Porque, dependendo da liga, podemos
ter TQ com conformações à temperatura ambiente, como no caso de Pb e Sn. Por outro lado, a
conformação a 1100°C é TF para o tungstênio, cuja temperatura de recristalização é superior,
embora tal temperatura seja TQ para o aço.
2.1.1-Trabalho a Quente
Etapa inicial na maioria dos metais e ligas. Este trabalho não só requer menos energia
para deformar o metal, como proporciona o surgimento de menos discordâncias micro
estruturais e também ajuda a diminuir as heterogeneidades da estrutura dos lingotes fundidos
devido às rápidas taxas de difusão presentes às temperaturas de trabalho a quente. Além disso,
variações micro estruturais proporcionam um aumento na ductilidade e na tenacidade,
comparado ao estado fundido.
Como desvantagem, geralmente, a estrutura e propriedades dos metais trabalhados a
quente não são tão uniformes ao longo da seção reta como nos metais trabalhados a frio e
recozidos, já que a deformação é sempre maior nas camadas superficiais. O metal possuirá
grãos recristalizados de menor tamanho nesta região.
Como o interior do produto estará submetido a temperaturas mais elevadas por um
período de tempo maior durante o resfriamento do que as superfícies externas, pode ocorrer
12
crescimento de grão no interior de peças de grandes dimensões, que resfriam vagarosamente a
partir da temperatura de trabalho.
A maioria das operações de TQ é executada em múltiplos passes; geralmente, nos
passes intermediários a temperatura é mantida bem acima do limite inferior de recristalização
do metal para se tirar vantagem da redução na tensão de escoamento, embora com o risco de
um crescimento de grão.
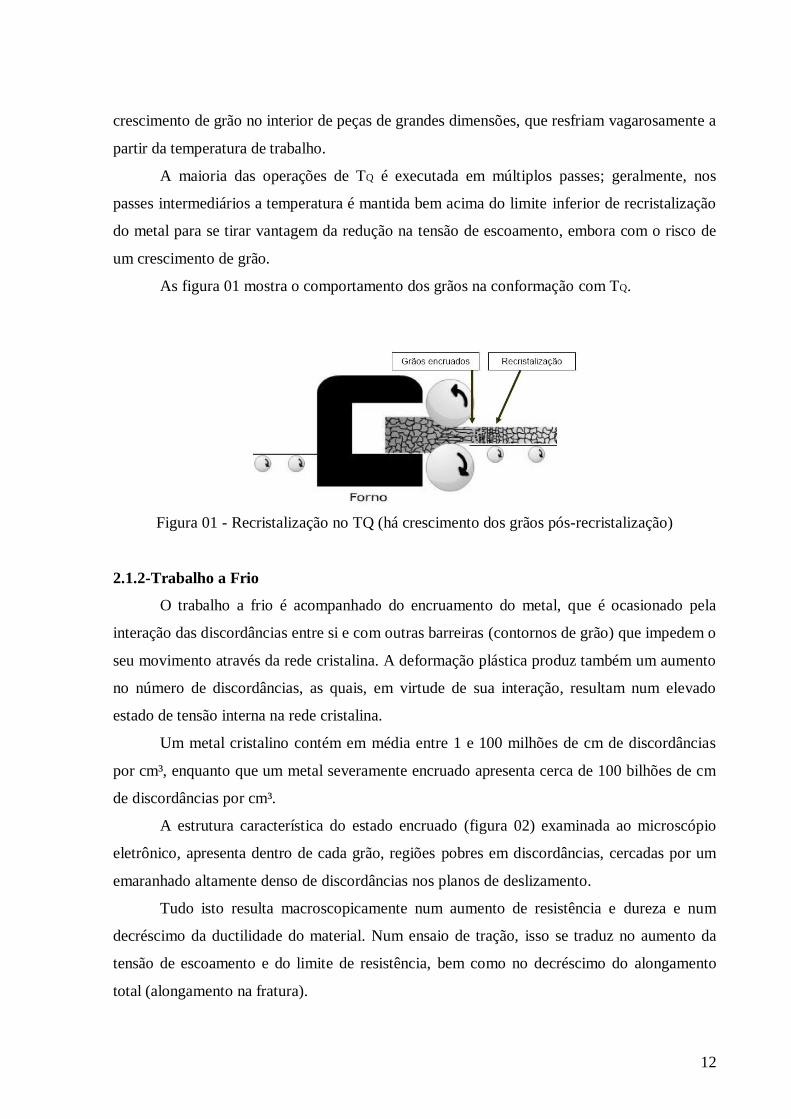
As figura 01 mostra o comportamento dos grãos na conformação com TQ.
Figura 01 - Recristalização no TQ (há crescimento dos grãos pós-recristalização)
2.1.2-Trabalho a Frio
O trabalho a frio é acompanhado do encruamento do metal, que é ocasionado pela
interação das discordâncias entre si e com outras barreiras (contornos de grão) que impedem o
seu movimento através da rede cristalina. A deformação plástica produz também um aumento
no número de discordâncias, as quais, em virtude de sua interação, resultam num elevado
estado de tensão interna na rede cristalina.
Um metal cristalino contém em média entre 1 e 100 milhões de cm de discordâncias
por cm³, enquanto que um metal severamente encruado apresenta cerca de 100 bilhões de cm
de discordâncias por cm³.
A estrutura característica do estado encruado (figura 02) examinada ao microscópio
eletrônico, apresenta dentro de cada grão, regiões pobres em discordâncias, cercadas por um
emaranhado altamente denso de discordâncias nos planos de deslizamento.
Tudo isto resulta macroscopicamente num aumento de resistência e dureza e num
decréscimo da ductilidade do material. Num ensaio de tração, isso se traduz no aumento da
tensão de escoamento e do limite de resistência, bem como no decréscimo do alongamento
total (alongamento na fratura).
13
Figura 02 - Encruamento de um material na laminação
2.1.3-Trabalho a Morno
Os processos de deformação a morno objetivam aliar as vantagens das conformações a
quente e a frio. Dos processos de conformação a morno um dos mais difundidos e com
maiores aplicações industriais é o forjamento.
O trabalho a morno consiste na conformação de peças numa faixa de temperatura onde
ocorre o processo de recuperação do material, não ocorrendo entre tanto, a recristalização.
Com relação ao trabalho a quente, o processo morno apresenta melhor acabamento
superficial e precisão dimensional devido à diminuição da oxidação e da dilatação. Assim,
podem-se ter menores ângulos de saída e maior carga para a retirada da peça das matrizes sem
deformar o produto. A maior desvantagem é o aumento do limite de escoamento, sendo
necessário o emprego de prensas mais potentes e ferramentas mais resistentes.
Em relação ao trabalho a frio, o processo a morno apresenta redução dos esforços de
deformação, o que permite a conformação mais fácil de peças com formas complexas,
principalmente em materiais com alta resistência. A conformação a morno melhora ainda a
ductilidade do material e elimina a necessidade de recozimentos intermediários que
consomem muita energia e tempo.
Existe alguma controvérsia sobre a faixa de temperatura empregada na conformação a
morno dos aços, mas, certamente se torna importante entre 500 e 800°C.
A temperatura inferior de conformação é limitada em aproximadamente 500°C devido
à possibilidade de ocorrência da "fragilidade azul" em temperaturas mais baixas.
2.2-Classificação quanto aos esforços predominantes
Os processos de conformação mecânica podem ser classificados segundo o tipo de
esforço em que são submetidos para se realizar o processo que se deseja.
Dividem-se basicamente em:
14
Compressão direta: predomina a solicitação externa por compressão sobre a peça de
trabalho. Nesse grupo podem ser classificados os processos de forjamento (livre e em matriz)
e laminação (plana e de perfis).
Compressão indireta: as forças externas aplicadas sobre a peça podem ser tanto de
tração quanto de compressão, mas as que efetivamente provocam a conformação plástica do
metal são de compressão indireta, desenvolvidas pela reação da matriz sobre a peça.
Exemplos: (trefílação e extrusão de tubos e fios, e a estampagem profunda embutimento) de
chapas.
Estiramento: onde a peça toma a forma da matriz através da aplicação de forças de
tração em suas extremidades, é o principal exemplo é o estiramento de chapas finas.
Cisalhamento: onde ocorrem forças cisalhantes suficientes ou não para romper o metal
no seu plano de cisalhamento. Os melhores exemplos deste tipo de processo são a torção de
barras e o corte de chapas.
Flexão: as modificações de forma são obtidas mediante a aplicação de um momento
fletor. Esse princípio é utilizado para dobrar chapas, barras e outros produtos. Por exemplo,
processos de dobramento livre, dobramento de borda, dobramento de matriz e calandragem.
15
3-Descrição dos Principais Processos de Conformação Mecânica
Existem algumas centenas de processos unitários de conformação mecânica,
desenvolvidos para aplicações específicas.
Mas é possível classificá-los num pequeno número de categorias, com base em
critérios tais como: o tipo de esforço, deformação do material, variação relativa da espessura
da peça, o regime da operação de conformação e o propósito da deformação. Basicamente, se
dividem em:
3.1-Laminação
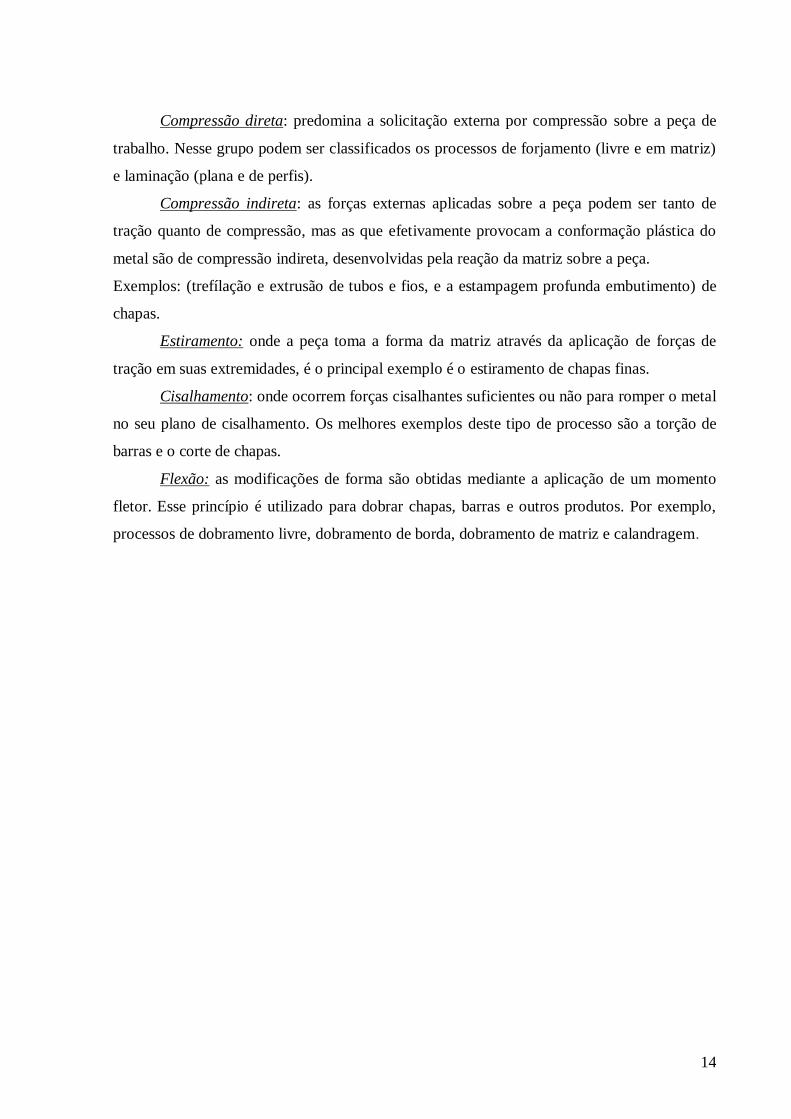
Conjunto de processos em que se faz o material passar através da abertura entre
cilindros que giram (tipo massa de pastel) (figura 03), reduzindo a seção transversal; os
produtos podem ser placas, chapas, barras de diferentes seções, trilhos, perfis diversos, anéis e
tubos.
Figura 03 – Ilustração de um processo de laminação
3.2-Forjamento
Conformação por esforços compressivos fazendo o material assumir o contorno da
ferramenta conformadora, chamada matriz ou estampo.
Moedas, parafusos, âncoras e virabrequins estão entre os produtos do forjamento.
Pode ser:
Por martela mento (usados martelos de forja que aplicam golpes rápidos e sucessivos
ao metal por meio de uma massa que varia conforme a necessidade).
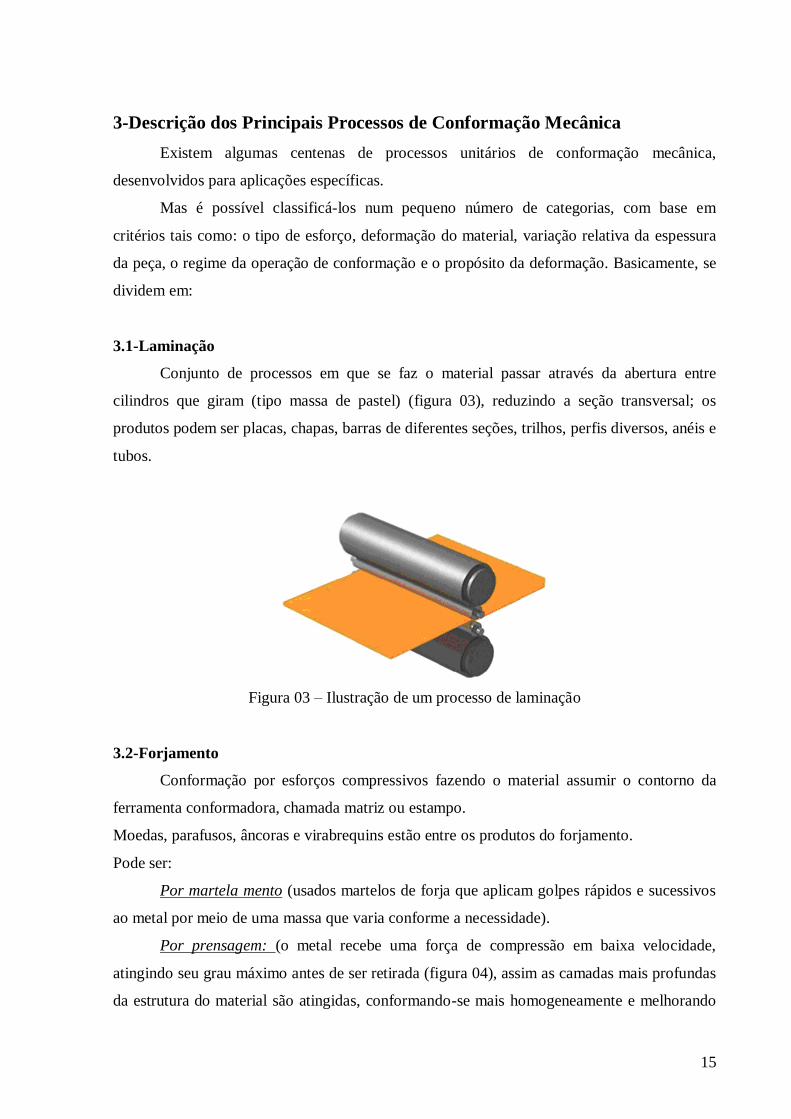
Por prensagem: (o metal recebe uma força de compressão em baixa velocidade,
atingindo seu grau máximo antes de ser retirada (figura 04), assim as camadas mais profundas
da estrutura do material são atingidas, conformando-se mais homogeneamente e melhorando
16
ainda as características metalúrgicas. São usadas prensas hidráulicas para realizar esta
função, onde as forças aplicadas podem ser absurdamente elevadas).
Figura 04 – forjamento por prensagem
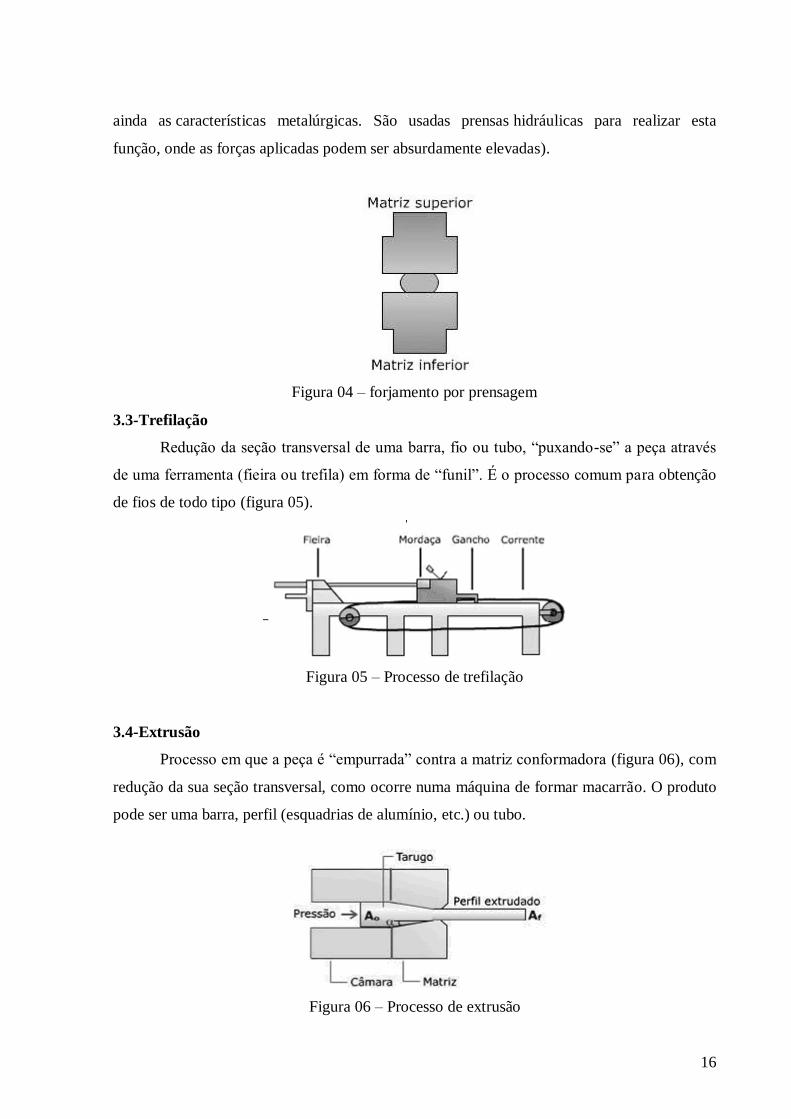
3.3-Trefilação
Redução da seção transversal de uma barra, fio ou tubo, “puxando-se” a peça através
de uma ferramenta (fieira ou trefila) em forma de “funil”. É o processo comum para obtenção
de fios de todo tipo (figura 05).
Figura 05 – Processo de trefilação
3.4-Extrusão
Processo em que a peça é “empurrada” contra a matriz conformadora (figura 06), com
redução da sua seção transversal, como ocorre numa máquina de formar macarrão. O produto
pode ser uma barra, perfil (esquadrias de alumínio, etc.) ou tubo.
Figura 06 – Processo de extrusão
17
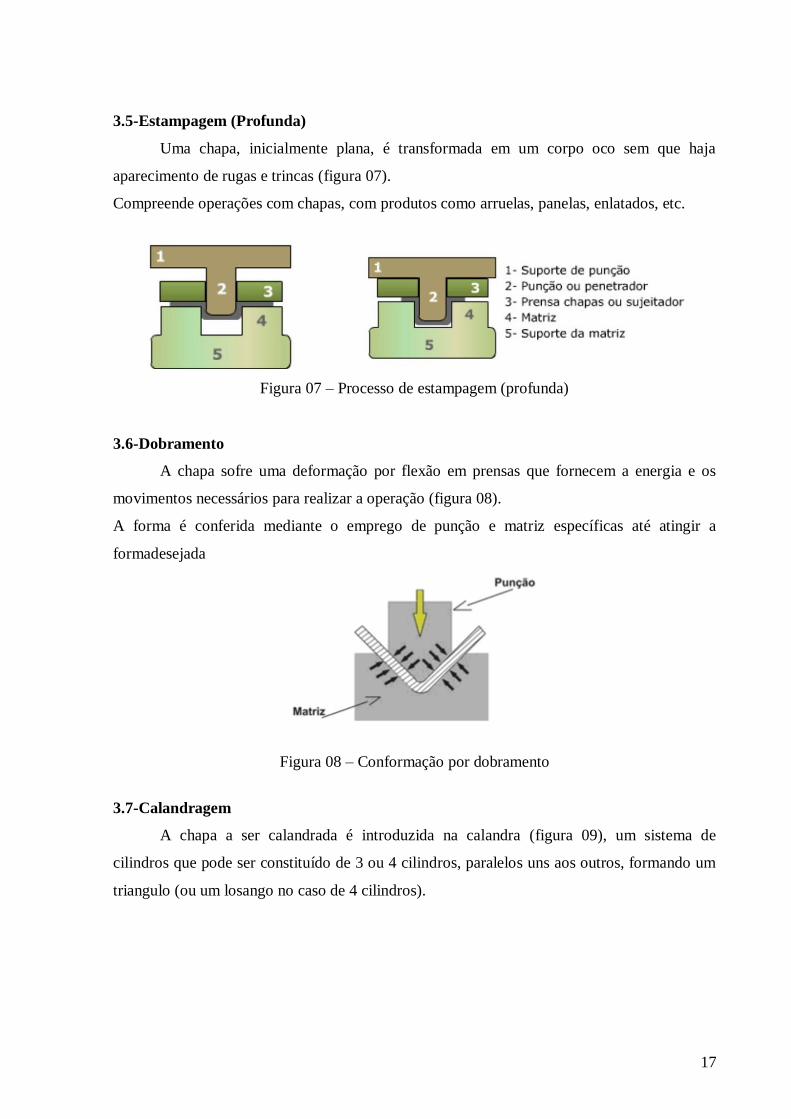
3.5-Estampagem (Profunda)
Uma chapa, inicialmente plana, é transformada em um corpo oco sem que haja
aparecimento de rugas e trincas (figura 07).
Compreende operações com chapas, com produtos como arruelas, panelas, enlatados, etc.
Figura 07 – Processo de estampagem (profunda)
3.6-Dobramento
A chapa sofre uma deformação por flexão em prensas que fornecem a energia e os
movimentos necessários para realizar a operação (figura 08).
A forma é conferida mediante o emprego de punção e matriz específicas até atingir a
formadesejada
Figura 08 – Conformação por dobramento
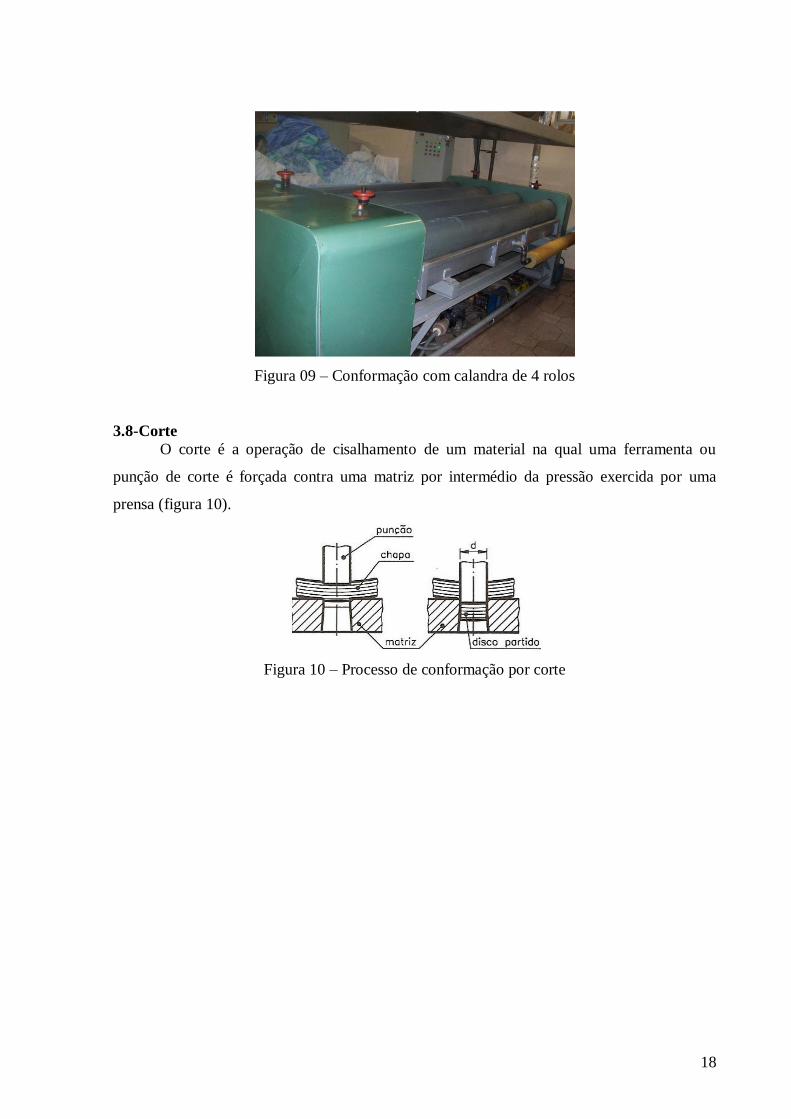
3.7-Calandragem
A chapa a ser calandrada é introduzida na calandra (figura 09), um sistema de
cilindros que pode ser constituído de 3 ou 4 cilindros, paralelos uns aos outros, formando um
triangulo (ou um losango no caso de 4 cilindros).
18
Figura 09 – Conformação com calandra de 4 rolos
3.8-Corte
O corte é a operação de cisalhamento de um material na qual uma ferramenta ou
punção de corte é forçada contra uma matriz por intermédio da pressão exercida por uma
prensa (figura 10).
Figura 10 – Processo de conformação por corte
19
4-Laminação
Laminação é o processo de conformação mecânica que consiste em modificar a seção
transversal de um material passando-o entre dois cilindros que giram em sentido contrário. Os
produtos podem ser planos (chapas) ou não planos (perfis mais ou menos complexos).
Na laminação o material é submetido a tensões compressivas elevadas, resultantes da ação de
prensagem dos rolos e a tensões cisalhantes superficiais, resultantes do atrito entre os rolos e o
material. As forças de atrito são também responsáveis pelo ato de "puxar" o metal para dentro
dos cilindros.
É o processo de transformação mecânico mais utilizado na fabricação de chapas e
perfis, pois apresenta alta produtividade e um controle dimensional do produto acabado que
pode ser bastante preciso, além de uma grande variedade de produtos.
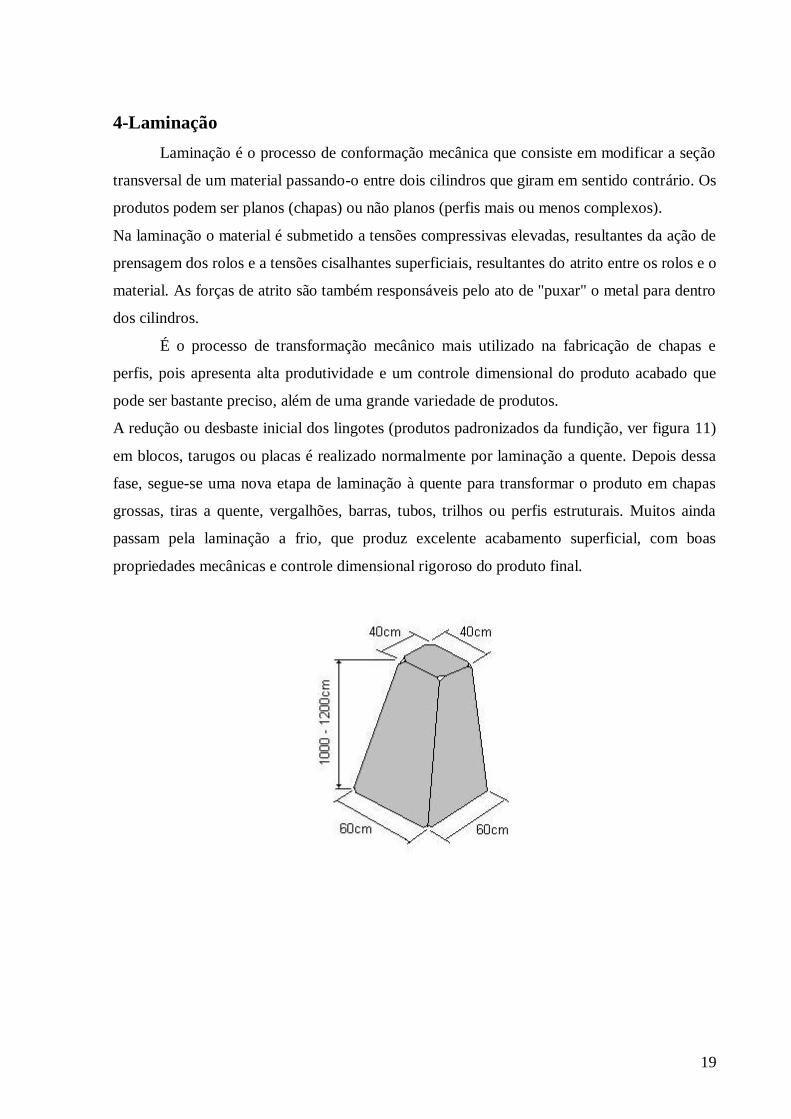
A redução ou desbaste inicial dos lingotes (produtos padronizados da fundição, ver figura 11)
em blocos, tarugos ou placas é realizado normalmente por laminação a quente. Depois dessa
fase, segue-se uma nova etapa de laminação à quente para transformar o produto em chapas
grossas, tiras a quente, vergalhões, barras, tubos, trilhos ou perfis estruturais. Muitos ainda
passam pela laminação a frio, que produz excelente acabamento superficial, com boas
propriedades mecânicas e controle dimensional rigoroso do produto final.
20
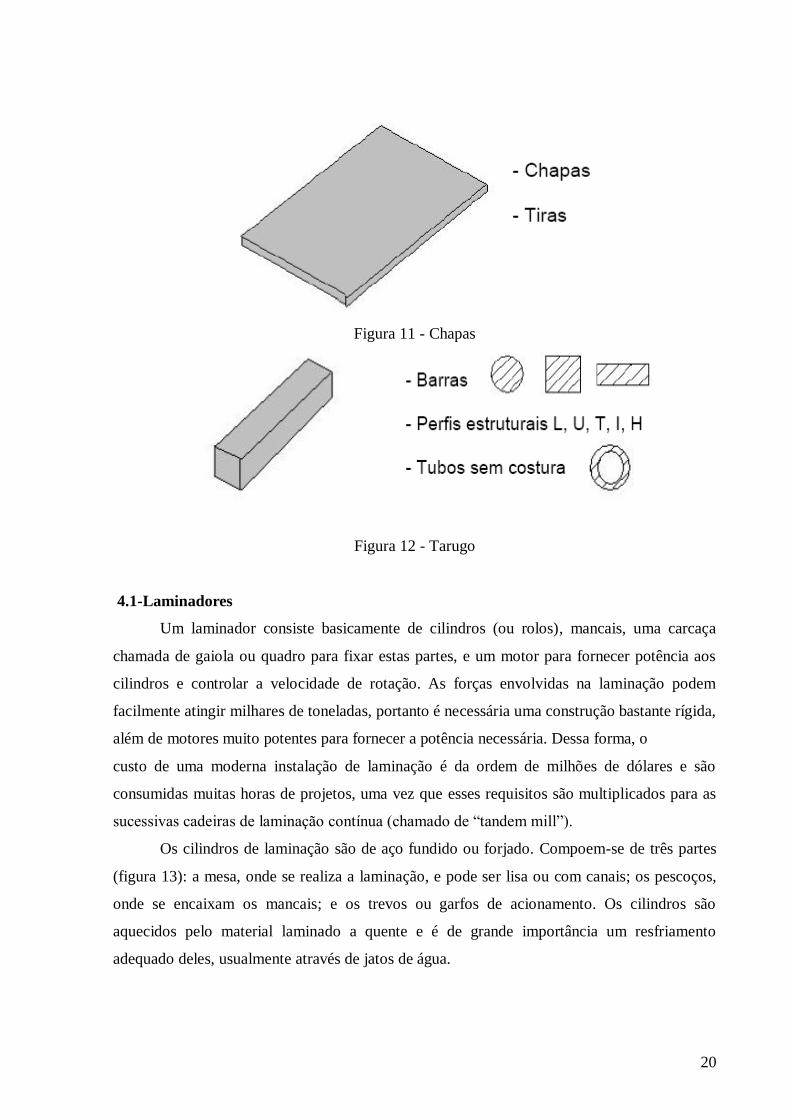
Figura 11 - Chapas
Figura 12 - Tarugo
4.1-Laminadores
Um laminador consiste basicamente de cilindros (ou rolos), mancais, uma carcaça
chamada de gaiola ou quadro para fixar estas partes, e um motor para fornecer potência aos
cilindros e controlar a velocidade de rotação. As forças envolvidas na laminação podem
facilmente atingir milhares de toneladas, portanto é necessária uma construção bastante rígida,
além de motores muito potentes para fornecer a potência necessária. Dessa forma, o
custo de uma moderna instalação de laminação é da ordem de milhões de dólares e são
consumidas muitas horas de projetos, uma vez que esses requisitos são multiplicados para as
sucessivas cadeiras de laminação contínua (chamado de “tandem mill”).
Os cilindros de laminação são de aço fundido ou forjado. Compoem-se de três partes
(figura 13): a mesa, onde se realiza a laminação, e pode ser lisa ou com canais; os pescoços,
onde se encaixam os mancais; e os trevos ou garfos de acionamento. Os cilindros são
aquecidos pelo material laminado a quente e é de grande importância um resfriamento
adequado deles, usualmente através de jatos de água.
21
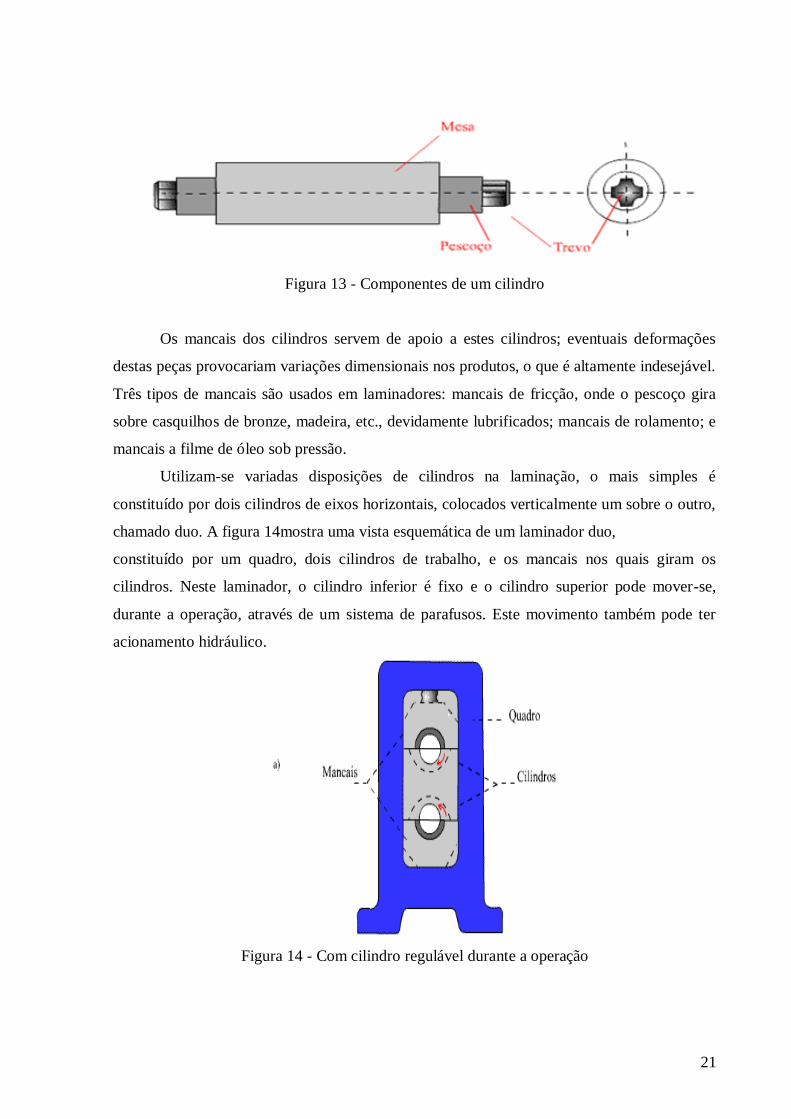
Figura 13 - Componentes de um cilindro
Os mancais dos cilindros servem de apoio a estes cilindros; eventuais deformações
destas peças provocariam variações dimensionais nos produtos, o que é altamente indesejável.
Três tipos de mancais são usados em laminadores: mancais de fricção, onde o pescoço gira
sobre casquilhos de bronze, madeira, etc., devidamente lubrificados; mancais de rolamento; e
mancais a filme de óleo sob pressão.
Utilizam-se variadas disposições de cilindros na laminação, o mais simples é
constituído por dois cilindros de eixos horizontais, colocados verticalmente um sobre o outro,
chamado duo. A figura 14mostra uma vista esquemática de um laminador duo,
constituído por um quadro, dois cilindros de trabalho, e os mancais nos quais giram os
cilindros. Neste laminador, o cilindro inferior é fixo e o cilindro superior pode mover-se,
durante a operação, através de um sistema de parafusos. Este movimento também pode ter
acionamento hidráulico.
Figura 14 - Com cilindro regulável durante a operação
22
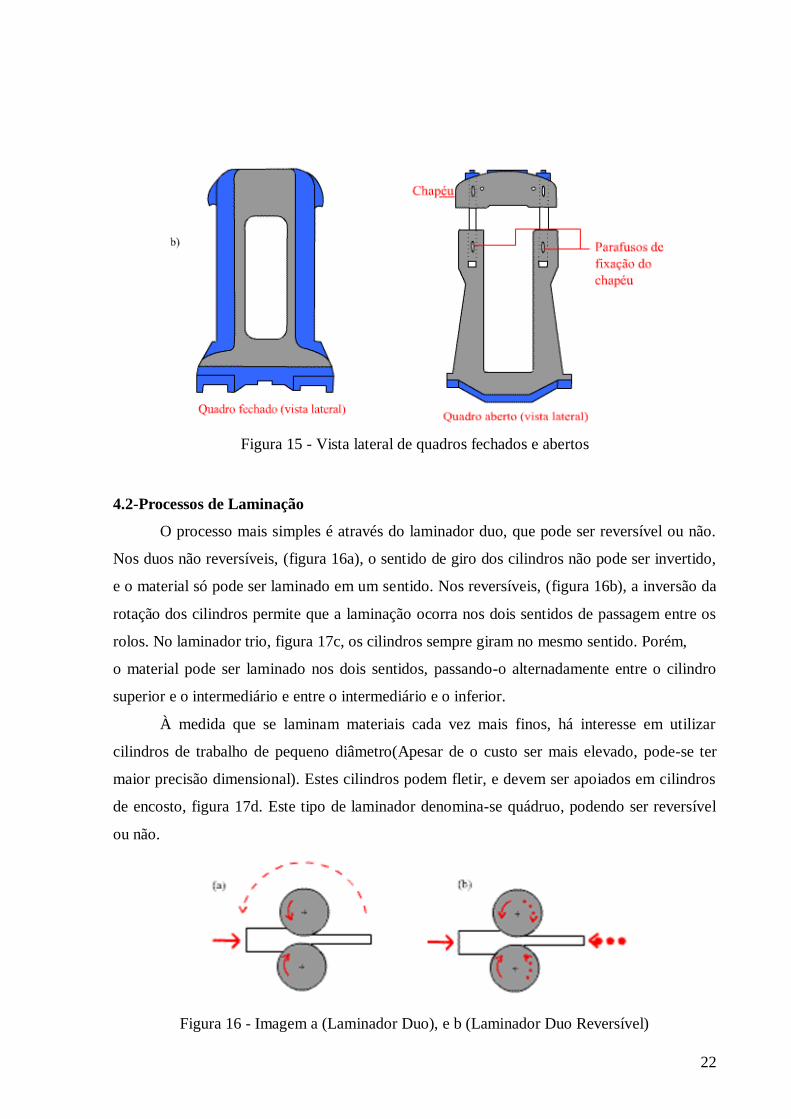
Figura 15 - Vista lateral de quadros fechados e abertos
4.2-Processos de Laminação
O processo mais simples é através do laminador duo, que pode ser reversível ou não.
Nos duos não reversíveis, (figura 16a), o sentido de giro dos cilindros não pode ser invertido,
e o material só pode ser laminado em um sentido. Nos reversíveis, (figura 16b), a inversão da
rotação dos cilindros permite que a laminação ocorra nos dois sentidos de passagem entre os
rolos. No laminador trio, figura 17c, os cilindros sempre giram no mesmo sentido. Porém,
o material pode ser laminado nos dois sentidos, passando-o alternadamente entre o cilindro
superior e o intermediário e entre o intermediário e o inferior.
À medida que se laminam materiais cada vez mais finos, há interesse em utilizar
cilindros de trabalho de pequeno diâmetro(Apesar de o custo ser mais elevado, pode-se ter
maior precisão dimensional). Estes cilindros podem fletir, e devem ser apoiados em cilindros
de encosto, figura 17d. Este tipo de laminador denomina-se quádruo, podendo ser reversível
ou não.
Figura 16 - Imagem a (Laminador Duo), e b (Laminador Duo Reversível)
23
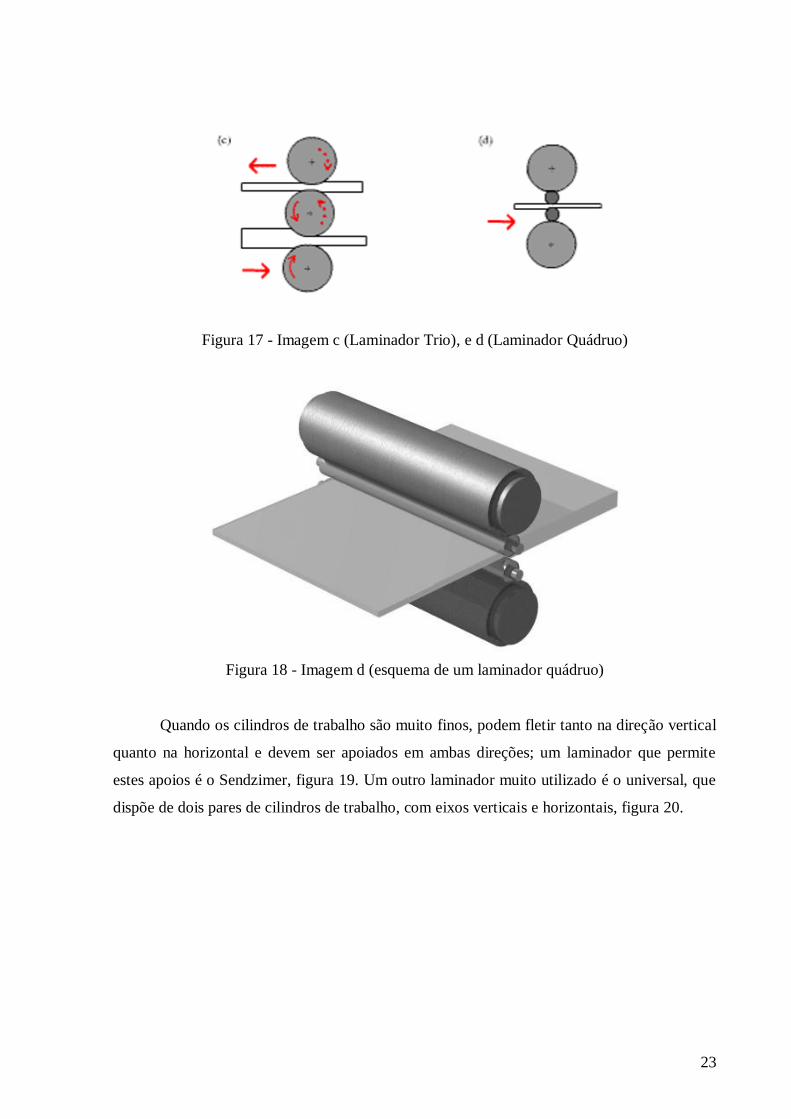
Figura 17 - Imagem c (Laminador Trio), e d (Laminador Quádruo)
Figura 18 - Imagem d (esquema de um laminador quádruo)
Quando os cilindros de trabalho são muito finos, podem fletir tanto na direção vertical
quanto na horizontal e devem ser apoiados em ambas direções; um laminador que permite
estes apoios é o Sendzimer, figura 19. Um outro laminador muito utilizado é o universal, que
dispõe de dois pares de cilindros de trabalho, com eixos verticais e horizontais, figura 20.
24
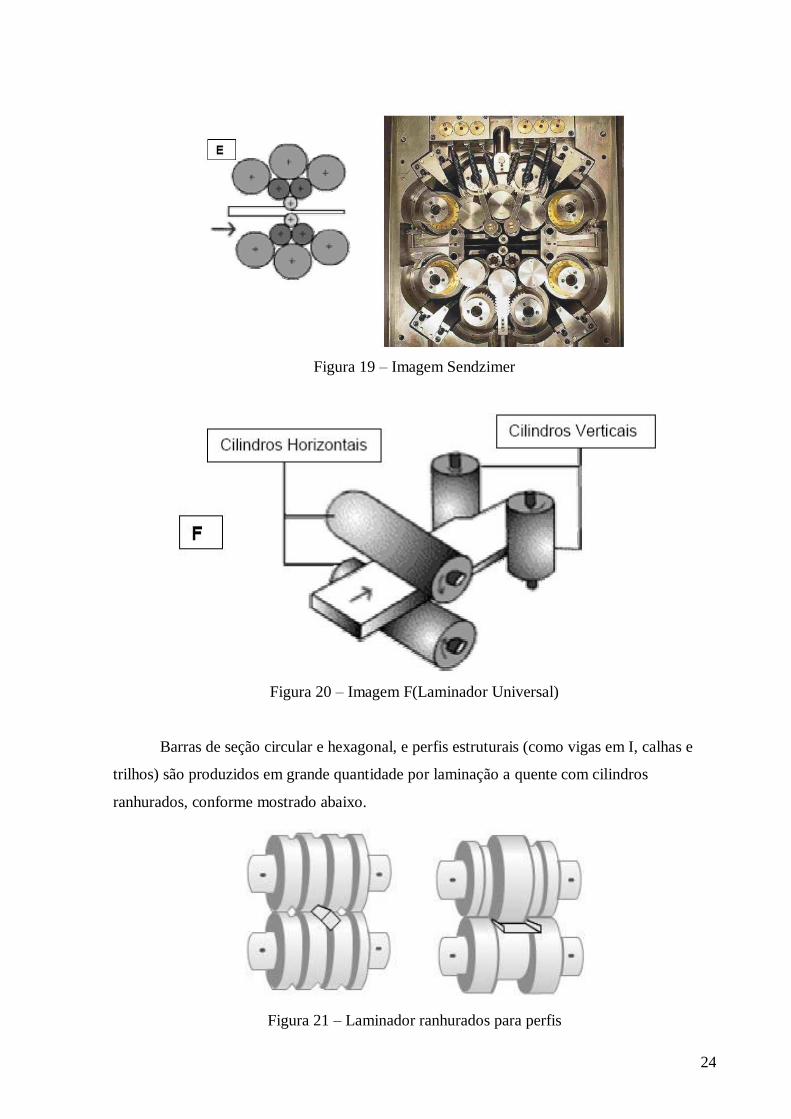
Figura 19 – Imagem Sendzimer
Figura 20 – Imagem F(Laminador Universal)
Barras de seção circular e hexagonal, e perfis estruturais (como vigas em I, calhas e
trilhos) são produzidos em grande quantidade por laminação a quente com cilindros
ranhurados, conforme mostrado abaixo.
Figura 21 – Laminador ranhurados para perfis
25
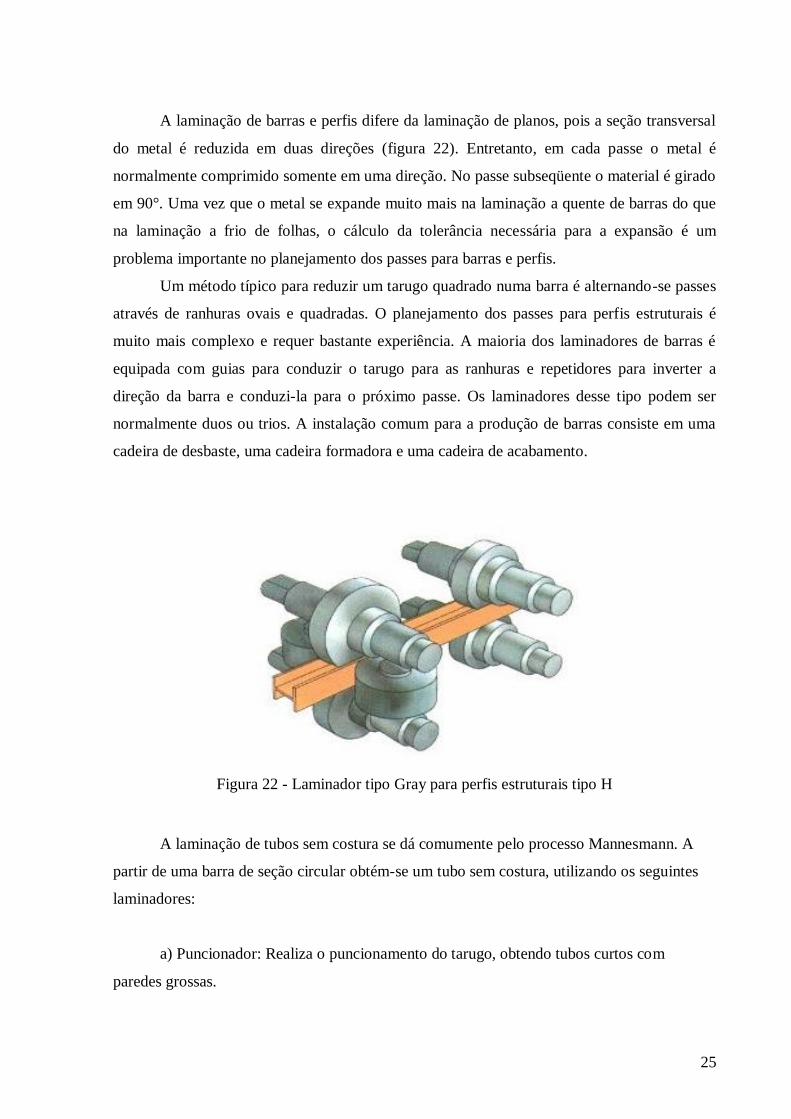
A laminação de barras e perfis difere da laminação de planos, pois a seção transversal
do metal é reduzida em duas direções (figura 22). Entretanto, em cada passe o metal é
normalmente comprimido somente em uma direção. No passe subseqüente o material é girado
em 90°. Uma vez que o metal se expande muito mais na laminação a quente de barras do que
na laminação a frio de folhas, o cálculo da tolerância necessária para a expansão é um
problema importante no planejamento dos passes para barras e perfis.
Um método típico para reduzir um tarugo quadrado numa barra é alternando-se passes
através de ranhuras ovais e quadradas. O planejamento dos passes para perfis estruturais é
muito mais complexo e requer bastante experiência. A maioria dos laminadores de barras é
equipada com guias para conduzir o tarugo para as ranhuras e repetidores para inverter a
direção da barra e conduzi-la para o próximo passe. Os laminadores desse tipo podem ser
normalmente duos ou trios. A instalação comum para a produção de barras consiste em uma
cadeira de desbaste, uma cadeira formadora e uma cadeira de acabamento.
Figura 22 - Laminador tipo Gray para perfis estruturais tipo H
A laminação de tubos sem costura se dá comumente pelo processo Mannesmann. A
partir de uma barra de seção circular obtém-se um tubo sem costura, utilizando os seguintes
laminadores:
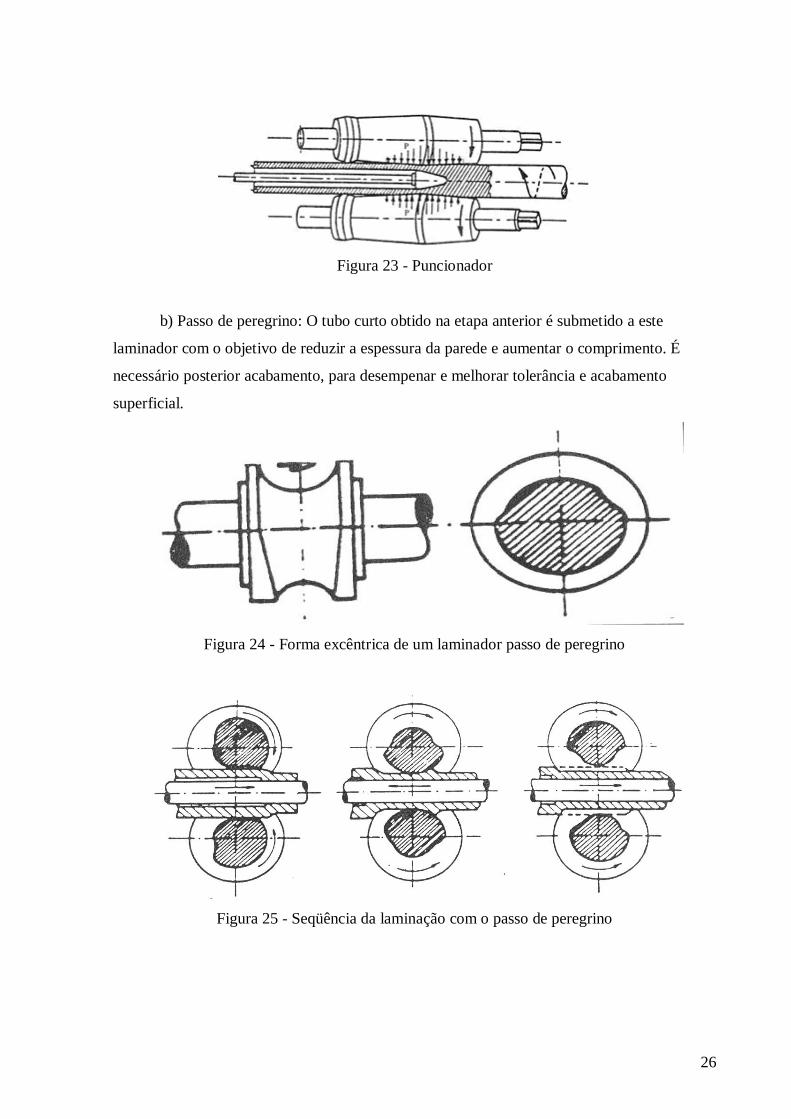
a) Puncionador: Realiza o puncionamento do tarugo, obtendo tubos curtos com
paredes grossas.
26
Figura 23 - Puncionador
b) Passo de peregrino: O tubo curto obtido na etapa anterior é submetido a este
laminador com o objetivo de reduzir a espessura da parede e aumentar o comprimento. É
necessário posterior acabamento, para desempenar e melhorar tolerância e acabamento
superficial.
Figura 24 - Forma excêntrica de um laminador passo de peregrino
Figura 25 - Seqüência da laminação com o passo de peregrino
27
Figura 26 - Processo Mannesmann para tubos sem costura
Existem ainda outros tipos de processos de laminação mais especializados, como o
planetário, de bolas, etc.
4.2.1-Laminação a Quente
Quando a matéria prima é o lingote ( Produto bruto resultante da fundição em molde
metálico, geralmente destinado a posterior conformação plástica.), a primeira operação de
laminação ocorre em um laminador desbastador, que é usualmente um duo reversível cuja
distância entre os rolos pode ser variada durante a operação. Na operação de desbaste
utilizam-se também laminadores universais, o que permite um melhor esquadrinha mento do
produto. Os produtos desta etapa são blocos (“Tarugo quadrado com seção geralmente
superior a 6x6”, normalmente usado para a fabricação de vigas.) (“blooms”, seção quadrada)
ou placas(material com mais de 4,775 mm de espessura e largura superior a 304,8 mm.)
(“slab”, seção retangular). As placas são laminadas até chapas (espessura inferior a 4,775
mm) ou tiras a quente (espessura inferior a 0,3 mm). Na laminação de chapas, utilizam se
laminadores duos ou quádruos reversíveis, sendo este último o mais utilizado. Na laminação
de tiras, comumente utilizam laminadores duos ou quádruos reversíveis numa etapa
preparadora, e posteriormente um trem contínuo de laminadores quádruos.
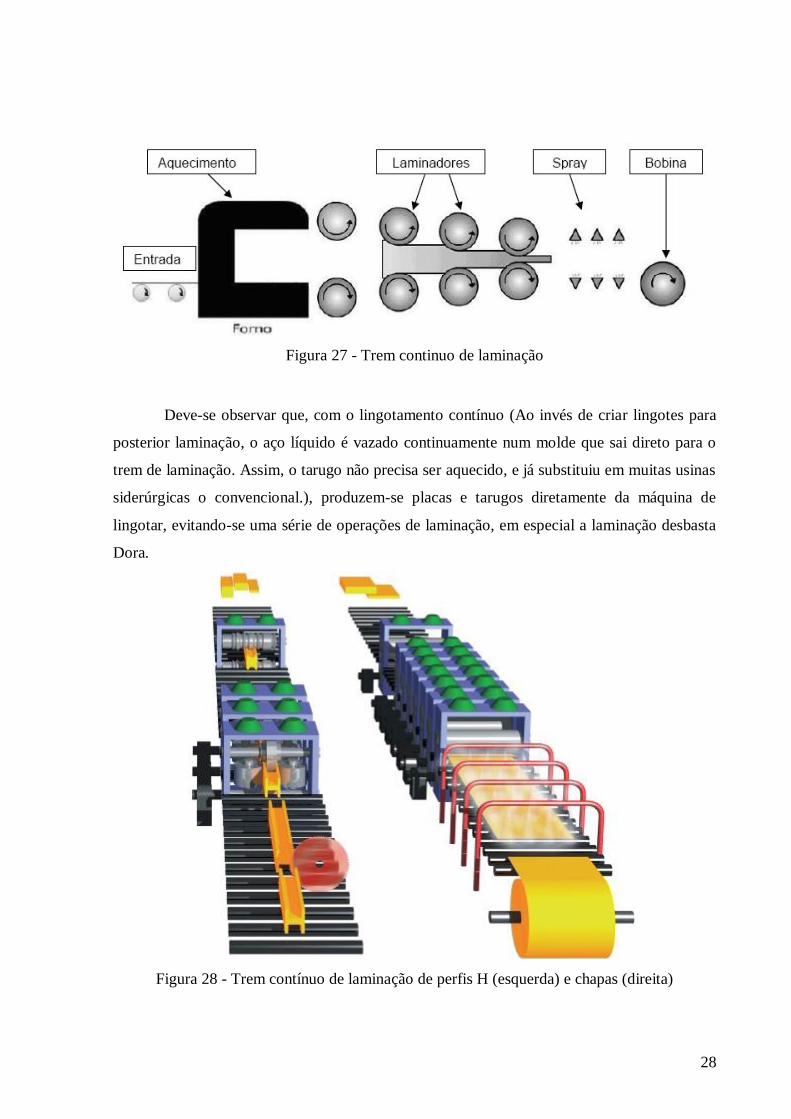
A figura 27 mostra esquematicamente um trem contínuo de laminação. O material,
após a laminação, é decapado (Carepa: Película de óxido de ferro que se forma na superfície
do aço laminado a quente, é removida com sprays de água em alta pressão ou outros
métodos.), recebe spray de óleo (forma um fino filme no material decapado, evitando nova
formação de óxido.), e é bobinado à quente, indo a seguir para o mercado ou para a laminação
a frio.
28
Figura 27 - Trem continuo de laminação
Deve-se observar que, com o lingotamento contínuo (Ao invés de criar lingotes para
posterior laminação, o aço líquido é vazado continuamente num molde que sai direto para o
trem de laminação. Assim, o tarugo não precisa ser aquecido, e já substituiu em muitas usinas
siderúrgicas o convencional.), produzem-se placas e tarugos diretamente da máquina de
lingotar, evitando-se uma série de operações de laminação, em especial a laminação desbasta
Dora.
Figura 28 - Trem contínuo de laminação de perfis H (esquerda) e chapas (direita)
29
As indústrias de transformação de não ferrosos operam com uma diversidade muito
grande de produtos, portanto, os equipamentos utilizados na laminação a quente desses
materiais são muito menos especializados do que os empregados na laminação a quente de
aços. Os lingotes de materiais não ferrosos são menores e as tensões de escoamento são
normalmente mais baixas do que as dos materiais ferrosos, o que permite o uso de
laminadores de pequeno porte. Laminadores duos ou trios são normalmente usados para a
maioria dos metais não ferrosos na laminação a quente, entretanto, laminadores quádruos
contínuos são usados para as ligas de alumínio.
Figura 29 - Laminação a quente
Figura 30 - Um exemplo de laminação a quente
4.2.2-Laminação a Frio
A laminação a frio é empregada para produzir tiras e folhas (a tira difere da folha pelo
melhor controle dimensional) com acabamento superficial e tolerâncias dimensionais
superiores, quando comparadas com as tiras produzidas por laminação a quente. Além disso,
30
o encruamento resultante da redução a frio pode ser aproveitado para dar maior resistência ao
produto final.
Os materiais de partida para a produção de tiras de aço laminadas a frio são as bobinas
a quente decapadas, resultantes dos trens contínuos de laminação. A laminação a frio de
metais não ferrosos pode ser realizada a partir de tiras a quente ou, como no caso de certas
ligas de cobre, diretamente de peças fundidas.
Trens de laminadores quádruos de alta velocidade com três a cinco cadeiras (laminadores) são
utilizados para a laminação a frio do aço, alumínio e ligas de cobre. A laminação contínua tem
alta capacidade de produção, o que resulta num custo de produção baixo.
A redução total atingida por laminação a frio geralmente varia de 50 a 90%. Quando
se estabelece o grau de redução em cada passe ou em cada cadeira de laminação, deseja-se
uma distribuição tão uniforme quanto possível nos diversos passes sem haver uma queda
acentuada em relação à redução máxima em cada passe. Normalmente, a porcentagem de
redução menor é feita no último passe para permitir um melhor controle do aplainamento,
bitola e acabamento superficial.
Figura 31 - Desenho esquemático de laminação a frio
4.3-Processamento Termomecânico
Na indústria de fabricação do aço as dimensões externas de muitos produtos
comerciais são resultados da conformação a quente, como na laminação, enquanto que, as
propriedades mecânicas são obtidas pela adição de elementos de ligas e por tratamento
térmico após laminação a quente.
A tendência atual, para produtos que necessitam propriedades específicas, é a união da
laminação com processos de tratamento térmico, chamado de processamento termomecânico.
Foi desenvolvida para melhorar as propriedades mecânicas dos materiais já na laminação,
através do controle do processo de deformação à quente. Laminação controlada, resfriamento
acelerado e têmpera direta, são exemplos típicos de processamentos
31
termomecânicos. Dessa forma, minimiza-se ou até elimina-se o tratamento térmico após a
laminação à quente.
Tal processo geralmente ocasiona uma mudança no projeto de composição química do aço e
redução na produtividade da laminação à quente, mas tornam possíveis reduções na
quantidade total de elementos de liga, melhoram a soldabilidade, aumentam a tenacidade e
algumas vezes produzem novas e benéficas características no aço.
4.4-Defeitos nos Produtos Laminados
Os produtos laminados podem apresentar defeitos que geralmente são originados na
fabricação do próprio lingote. Os defeitos mais comuns dos produtos laminados são:
A) Vazios - Podem ter origem de rechupes ou gases retidos durante a solidificação do
lingote. Eles causam tanto defeito na superfície quanto enfraquecido da resistência mecânica
do produto;
B) Gotas frias - São respingos de metal que se solidificam nas paredes da lingoteiras
durante o vazamento. Posteriormente, eles se agregam ao lingote e permanecem no material
até o produto acabado na forma de defeitos na superfície;
C) Trincas - Aparecem no próprio lingote ou durante as operações de redução que
acontecem em temperaturas inadequadas;
D) Dobras - São provenientes de reduções excessivas no qual um excesso de massa
metálica ultrapassa os limites do canal e sofre recalque no passe seguinte;
E) Inclusões - São partículas resultantes da combinação de elementos presentes na
composição química do lingote, ou do desgaste de refratários e cuja presença pode tanto
fragilizar o material durante a laminação quanto causar defeitos na superfície;
F) Segregações - Acontecem pela concentração de alguns elementos nas partes mais
quentes do lingote, as últimas a se solidificarem.
Elas podem acarretar heterogeneidades nas propriedades, além de fragilização e
enfraquecimento de seções dos produtos laminados.
Além disso, o produto pode ficar empenado, retorcido, ou fora de seção, em
conseqüência de deficiências no equipamento, e nas condições de temperatura sem
uniformidade ao longo do processo.
32
5-Trefilação
Trefilação é uma operação em que a matéria-prima é estirada através de uma matriz
em forma de canal convergente (FIEIRA ou TREFILA) por meio de uma força trativa
aplicada do lado de saída da matriz. O escoamento plástico é produzido principalmente pelas
forças compressivas provenientes da reação da matriz sobre o material. A simetria circular é
muito comum em peças trefiladas, mas não obrigatória.
A trefilação ocorre pelo racionamento de uma barra, fio ou tubo através de uma matriz
com perfil semelhante. Desde que a seção transversal da matriz seja sempre menor que a peça
trabalhada, o processo de trefilação ocasionara uma redução em área e um aumento no
comprimento. Além disso a trefilação é normalmente realizada a frio
5.1-Finalidade:
Por este processo é possível obter produtos de grande comprimento contínuo, seções
pequenas, boa qualidade de superfície e excelente controle dimensional.
A tabela 01 mostra os produtos mais comuns obtidos com o processo de trefilação, e
seus respectivos diâmetros para os arames.
Tabela 01 – Produtos mais comuns oriundos de trefilação
O material pode ser estirado e reduzido em secção transversal mais do que com
qualquer outro processo;
A precisão dimensional obtida é maior do que em qualquer outro processo exceto a
laminação a frio, que não é aplicável às bitolas comuns de arames;
A superfície produzida é uniformemente limpa e polida;
O processo influi nas propriedades mecânicas do material, permitindo, em combinação
com um tratamento térmico adequado, a obtenção de uma gama variada de propriedades com
a mesma composição química.
33
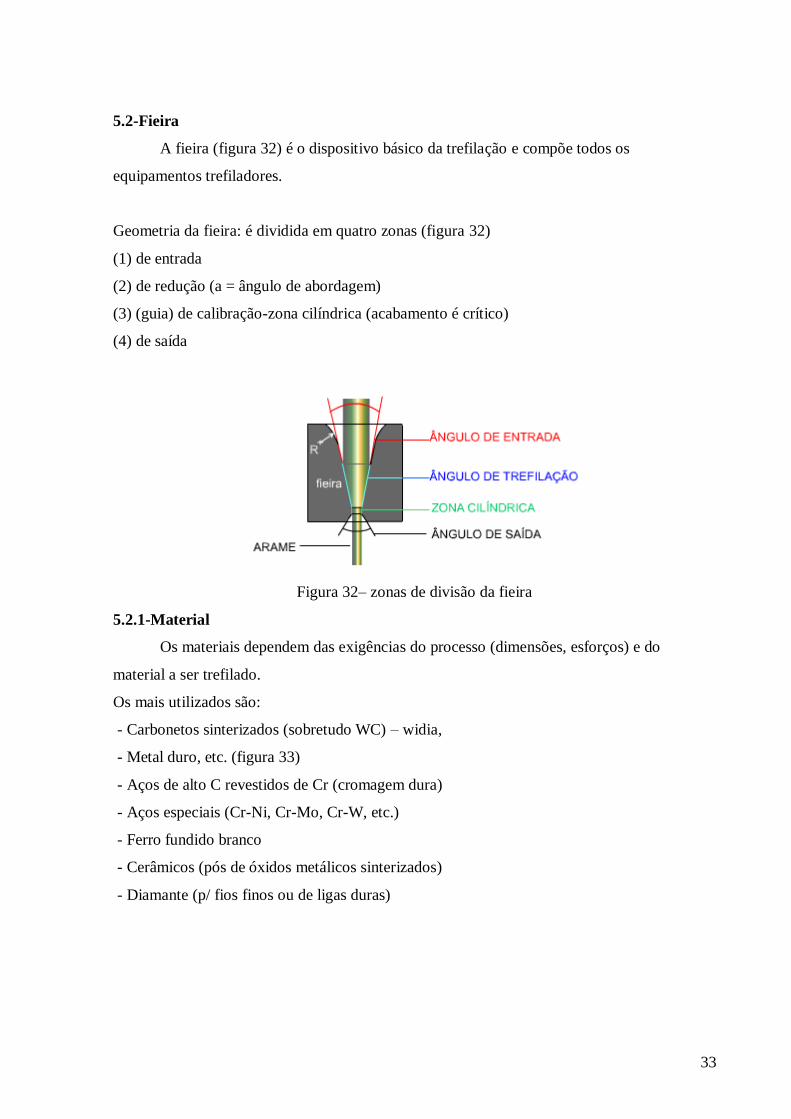
5.2-Fieira
A fieira (figura 32) é o dispositivo básico da trefilação e compõe todos os
equipamentos trefiladores.
Geometria da fieira: é dividida em quatro zonas (figura 32)
(1) de entrada
(2) de redução (a = ângulo de abordagem)
(3) (guia) de calibração-zona cilíndrica (acabamento é crítico)
(4) de saída
Figura 32– zonas de divisão da fieira
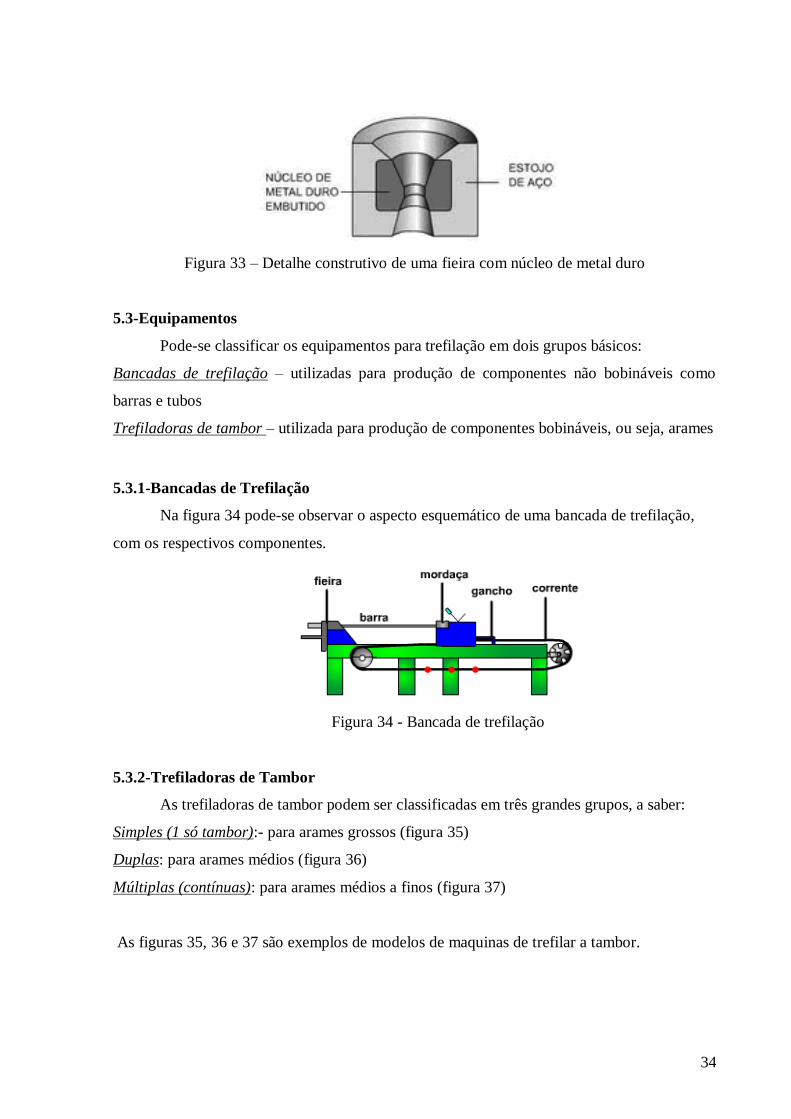
5.2.1-Material
Os materiais dependem das exigências do processo (dimensões, esforços) e do
material a ser trefilado.
Os mais utilizados são:
- Carbonetos sinterizados (sobretudo WC) – widia,
- Metal duro, etc. (figura 33)
- Aços de alto C revestidos de Cr (cromagem dura)
- Aços especiais (Cr-Ni, Cr-Mo, Cr-W, etc.)
- Ferro fundido branco
- Cerâmicos (pós de óxidos metálicos sinterizados)
- Diamante (p/ fios finos ou de ligas duras)
34
Figura 33 – Detalhe construtivo de uma fieira com núcleo de metal duro
5.3-Equipamentos
Pode-se classificar os equipamentos para trefilação em dois grupos básicos:
Bancadas de trefilação – utilizadas para produção de componentes não bobináveis como
barras e tubos
Trefiladoras de tambor – utilizada para produção de componentes bobináveis, ou seja, arames
5.3.1-Bancadas de Trefilação
Na figura 34 pode-se observar o aspecto esquemático de uma bancada de trefilação,
com os respectivos componentes.
Figura 34 - Bancada de trefilação
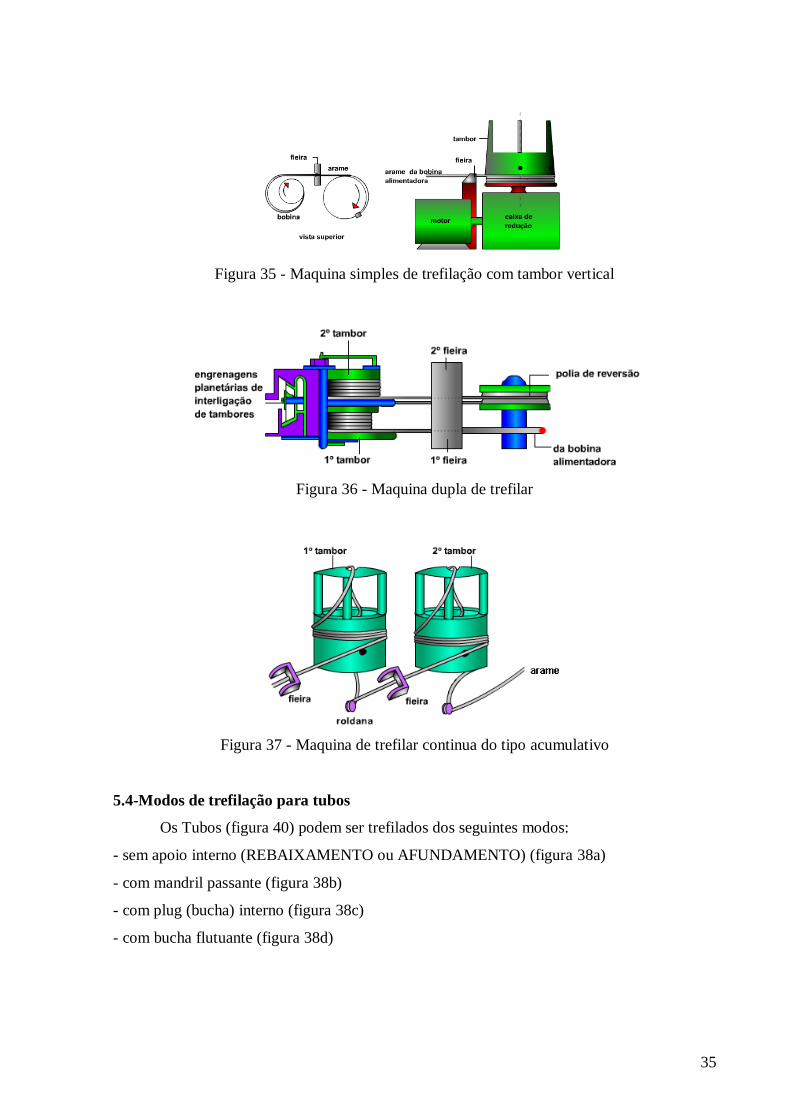
5.3.2-Trefiladoras de Tambor
As trefiladoras de tambor podem ser classificadas em três grandes grupos, a saber:
Simples (1 só tambor):- para arames grossos (figura 35)
Duplas: para arames médios (figura 36)
Múltiplas (contínuas): para arames médios a finos (figura 37)
As figuras 35, 36 e 37 são exemplos de modelos de maquinas de trefilar a tambor.
35
Figura 35 - Maquina simples de trefilação com tambor vertical
Figura 36 - Maquina dupla de trefilar
Figura 37 - Maquina de trefilar continua do tipo acumulativo
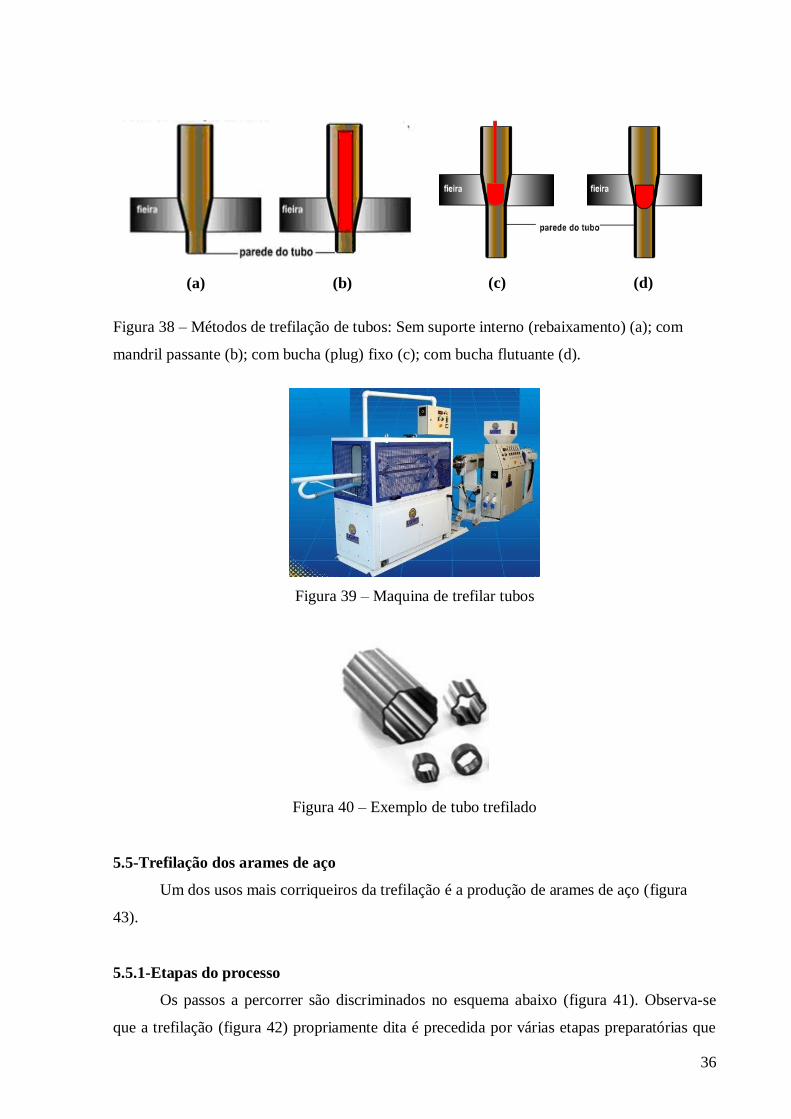
5.4-Modos de trefilação para tubos
Os Tubos (figura 40) podem ser trefilados dos seguintes modos:
- sem apoio interno (REBAIXAMENTO ou AFUNDAMENTO) (figura 38a)
- com mandril passante (figura 38b)
- com plug (bucha) interno (figura 38c)
- com bucha flutuante (figura 38d)
36
(a) (b)
(c) (d)
Figura 38 – Métodos de trefilação de tubos: Sem suporte interno (rebaixamento) (a); com
mandril passante (b); com bucha (plug) fixo (c); com bucha flutuante (d).
Figura 39 – Maquina de trefilar tubos
Figura 40 – Exemplo de tubo trefilado
5.5-Trefilação dos arames de aço
Um dos usos mais corriqueiros da trefilação é a produção de arames de aço (figura
43).
5.5.1-Etapas do processo
Os passos a percorrer são discriminados no esquema abaixo (figura 41). Observa-se
que a trefilação (figura 42) propriamente dita é precedida por várias etapas preparatórias que
37
eliminam todas as impurezas superficiais, por meios físicos e químicos.
Figura 41 – etapas do processo da produção de arames de aço
Pode-se descrever o processo basicamente em:
Matéria-prima: fio-máquina (vergalhão laminado a quente)
Descarepação: - Mecânica (descascamento): dobramento e escovamento. Química
(decalagem): com HCl ou H2S04 diluídos.
Lavagem: em água corrente
Recobrimento: comumente por imersão em leite de cal Ca(OH)2 a 100°C a fim de neutralizar
resíduos de ácido, proteger a superfície do arame, e servir de suporte para o lubrificante de
trefilação.
Secagem (em estufa): Também remove H2 dissolvido na superfície do material.
Trefilação: Primeiros passes a seco.Eventualmente: recobrimento com Cu ou Sn e trefilação a
úmido.
Figura 42 – Exemplos de maquias de trefilar para produção de arames de aço
38
Figura 43 – Exemplo de arame trefilado
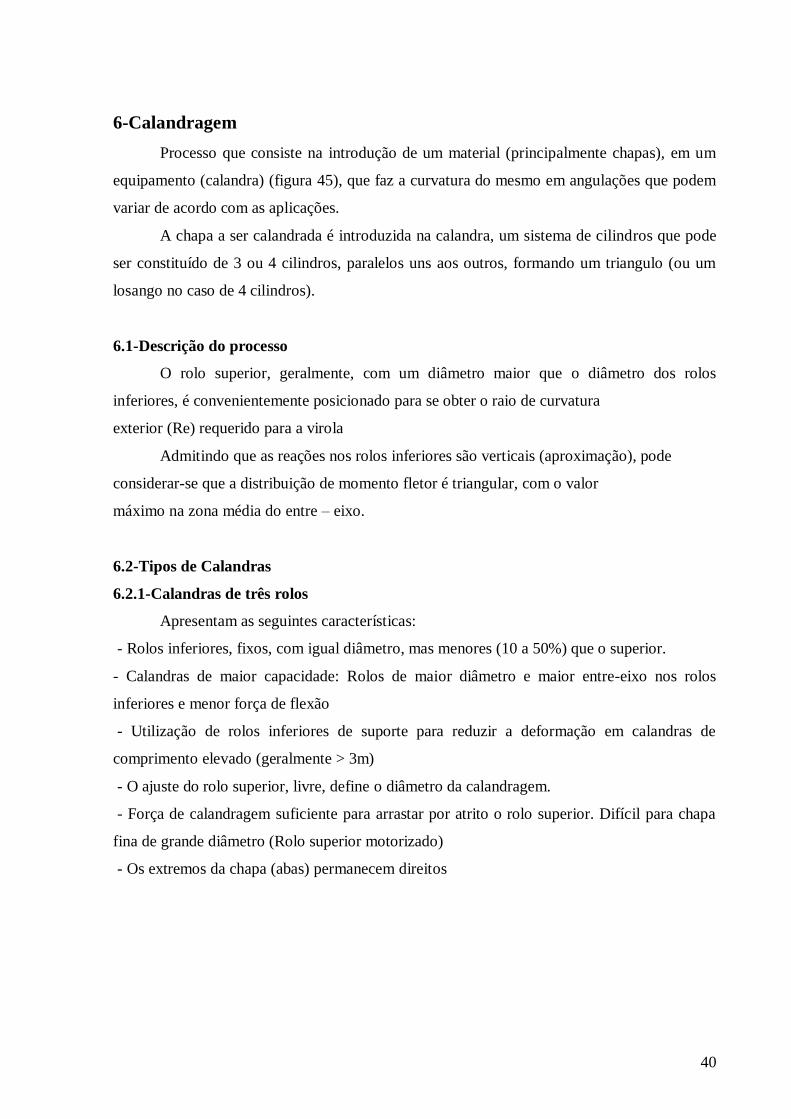
5.5.2-Tratamentos térmicos dos arames
Depois da trefilação os arames são submetidos a tratamentos térmicos para alívio de
tensões e/ou obtenção de propriedades mecânicas desejadas.
Os principais tratamentos utilizados estão representados na tabela 02.
Tabela 02 – Principais tratamentos utilizados nos arames
5.6-Defeitos em trefilados
Defeitos em trefilação podem resultar de.
Defeitos na matéria -prima (fissuras,lascas, vazios, inclusões);
Processo de deformação: Trincas internas em ponta de flecha ("chevrons"), figura 44.
Quando a redução é pequena e o ângulo de trefilação é relativamente grande
(tipicamente, quando D/L > 2) a ação compressiva da fieira não penetra até o centro da peça.
Durante a trefilação as camadas mais internas da peça não recebem compressão radial,
mas são arrastadas e forçadas a se estirar pelo material vizinho das camadas superficiais, que
sofrem a ação direta da fieira.
Tal situação (deformação heterogênea) gera tensões secundárias trativas no núcleo da
peça, que pode vir a sofrer um trincamento característico, em ponta de flecha.

39
A melhor solução é diminuir a relação D/L, o que pode ser feito empregando-se uma
fieira de menor ângulo, ou então se aumentando a redução no passe (em outra fieira com saída
mais estreita).
Figura 44 - Esquema de formação de trincas centrais
40
6-Calandragem
Processo que consiste na introdução de um material (principalmente chapas), em um
equipamento (calandra) (figura 45), que faz a curvatura do mesmo em angulações que podem
variar de acordo com as aplicações.
A chapa a ser calandrada é introduzida na calandra, um sistema de cilindros que pode
ser constituído de 3 ou 4 cilindros, paralelos uns aos outros, formando um triangulo (ou um
losango no caso de 4 cilindros).
6.1-Descrição do processo
O rolo superior, geralmente, com um diâmetro maior que o diâmetro dos rolos
inferiores, é convenientemente posicionado para se obter o raio de curvatura
exterior (Re) requerido para a virola
Admitindo que as reações nos rolos inferiores são verticais (aproximação), pode
considerar-se que a distribuição de momento fletor é triangular, com o valor
máximo na zona média do entre – eixo.
6.2-Tipos de Calandras
6.2.1-Calandras de três rolos
Apresentam as seguintes características:
- Rolos inferiores, fixos, com igual diâmetro, mas menores (10 a 50%) que o superior.
- Calandras de maior capacidade: Rolos de maior diâmetro e maior entre-eixo nos rolos
inferiores e menor força de flexão
- Utilização de rolos inferiores de suporte para reduzir a deformação em calandras de
comprimento elevado (geralmente > 3m)
- O ajuste do rolo superior, livre, define o diâmetro da calandragem.
- Força de calandragem suficiente para arrastar por atrito o rolo superior. Difícil para chapa
fina de grande diâmetro (Rolo superior motorizado)
- Os extremos da chapa (abas) permanecem direitos

41
(a)
(b)
Figura 45 – Calandras de 3 rolos: Médio porte (a); pequeno porte (b).
As calandras da figura 45 são constituídas de três rolos, usadas para conformar chapas,
sendo elas para chapas de médio porte (firura 45a), e pequeno porte (figura 45b)
6.2.2-Calandras de quatro rolos
As calandras de 4 rolos (figura 46) apresentam basicamente as seguintes vantagens nas
conformações de chapas:
- O posicionamento apertado da chapa entre os rolos motores facilita bastante a operação,
designadamente o manuseamento da chapa que, em muitos casos, pode ser feito por um único
operador.
- A dobragem das abas efetua-se sem necessidade de voltar a chapa.
- A calandragem das superfícies cônicas pode efetuar-se continuamente.
- A calibragem das virolas, por exemplo após soldadura das extremidades, é facilitada pela
existência dos dois rolos livres, os quais devem estar ambos atuados neste tipo de operações.
Figura 46 – Calandra de 4 rolos
42
6.3-Tipos de calandragem
6.3.1-Calandragem a frio e a quente
A calandragem a frio é preferível à calandragem a quente (menos dispendiosa e
problemática), para calandragens a frio, e em especial para passos múltiplos, deve ter-se em
atenção a deformação máxima que a chapa sofre.
É usual o tratamento a frio quando:
- emax > 5% para aços de baixa liga
- emax > 3% para aços ferríticos temperados e revenidos
A capacidade de calandragem da máquina for ultrapassada em resultado do
encruamento do material
A calandragem a quente deverá ser usada quando:
- A capacidade de calandragem for insuficiente para realizar o trabalho a frio
- Não se conseguir produzir peças com o diâmetro desejado sem que ocorra fissuração
- Os tratamentos térmicos necessários à calandragem a frio tornam a calandragem a quente
mais econômica.
6.4-Defeitos
Por ser um processo de conformação mecânica a peça é submetida a esforços, e esses
esforços podem causar trincas se a conformação não for aplicada, já que a calandragem faz
com que a peça sofra compressão em alguns pontos, e tensão em outros.
43
7-Introdução de Extrusão
Extrusão é um processo de conformação mecânica que consiste na compressão de um
cilindro sólido, por exemplo, de metal alumínio, chamado de Tarugo ou Billet, de encontro a
um orifício existente em uma matriz (molde ou ferramenta), com o intuito de fazer o material
fluir por esse orifício e formar um perfil extrusado, sob o efeito de altas pressões e elevadas
temperaturas de trabalho.Como a geometria da matriz permanece inalterada, os produtos
extrudados têm seção transversal constante.
Dependo da ductilidade do material a extrudar, o processo pode ser feito a frio ou a
quente. Cada tarugo é extrudado individualmente, caracterizando a extrusão como um
processo semicontínuo. O produto é essencialmente uma peça semi-acabada. A extrusão
pode ser combinada com operações de forjamento, sendo neste caso denominada extrusão
fria.
Os produtos mais comuns são: quadros de janelas e portas, trilhos para portas
deslizantes, tubos de várias seções transversais e formas arquitetônicas. Os produtos
extrudados podem ser cortados nos tamanhos desejados para gerarem peças, como
maçanetas, trancas e engrenagens, como mostrado na figura 47. Em operação combinada
com forjamento, pode-se gerar componentes para automóveis, bicicletas, motocicletas,
maquinário pesado e equipamento de transporte.
Os materiais mais usados na extrusão são: alumínio, cobre, aço de baixo
carbono, magnésio e chumbo.
Figura 47 – Exemplos de produtos obtidos através do processo de Extrusão
44
OBS: Tarugo é um bloco de metal (perfilado) obtido pela laminação de um lingote. O lingote
é um bloco de metal produzido por fundição.
7.1-Tipos de Extrusão
São basicamente dois tipos de extrusão, a direta e a indireta. Mas há ainda duas
variações: a lateral e a hidrostática.
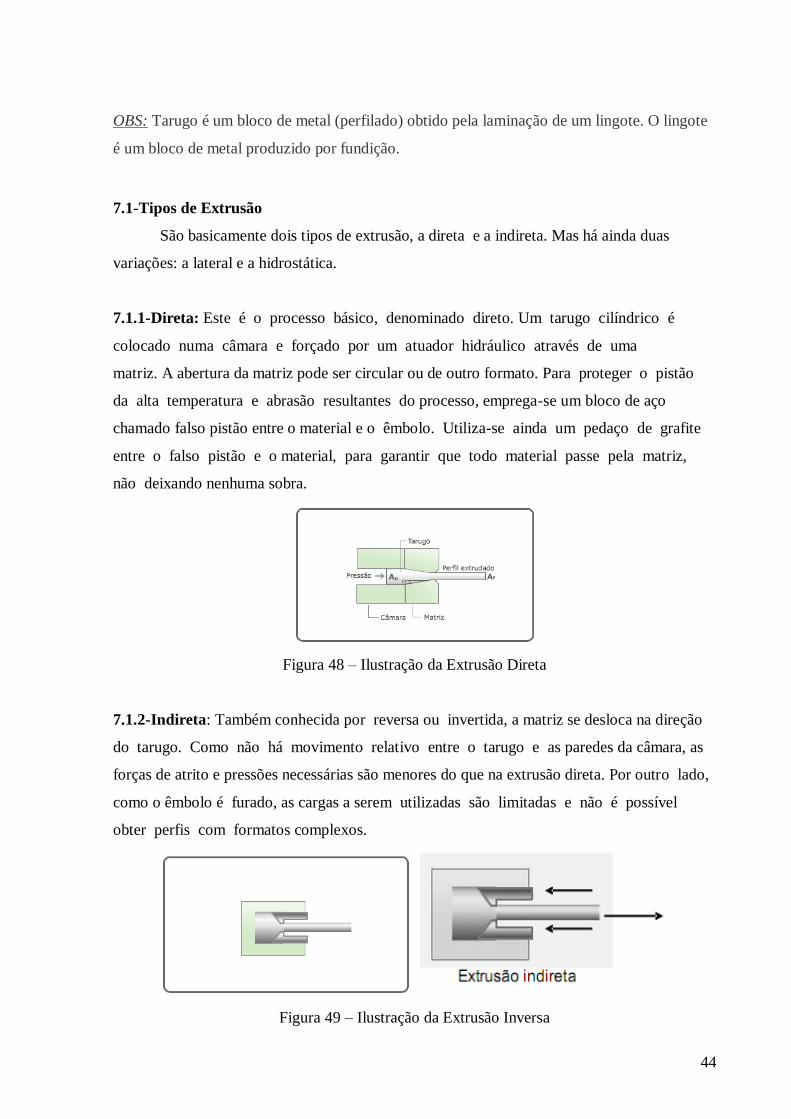
7.1.1-Direta: Este é o processo básico, denominado direto. Um tarugo cilíndrico é
colocado numa câmara e forçado por um atuador hidráulico através de uma
matriz. A abertura da matriz pode ser circular ou de outro formato. Para proteger o pistão
da alta temperatura e abrasão resultantes do processo, emprega-se um bloco de aço
chamado falso pistão entre o material e o êmbolo. Utiliza-se ainda um pedaço de grafite
entre o falso pistão e o material, para garantir que todo material passe pela matriz,
não deixando nenhuma sobra.
Figura 48 – Ilustração da Extrusão Direta
7.1.2-Indireta: Também conhecida por reversa ou invertida, a matriz se desloca na direção
do tarugo. Como não há movimento relativo entre o tarugo e as paredes da câmara, as
forças de atrito e pressões necessárias são menores do que na extrusão direta. Por outro lado,
como o êmbolo é furado, as cargas a serem utilizadas são limitadas e não é possível
obter perfis com formatos complexos.
Figura 49 – Ilustração da Extrusão Inversa
45
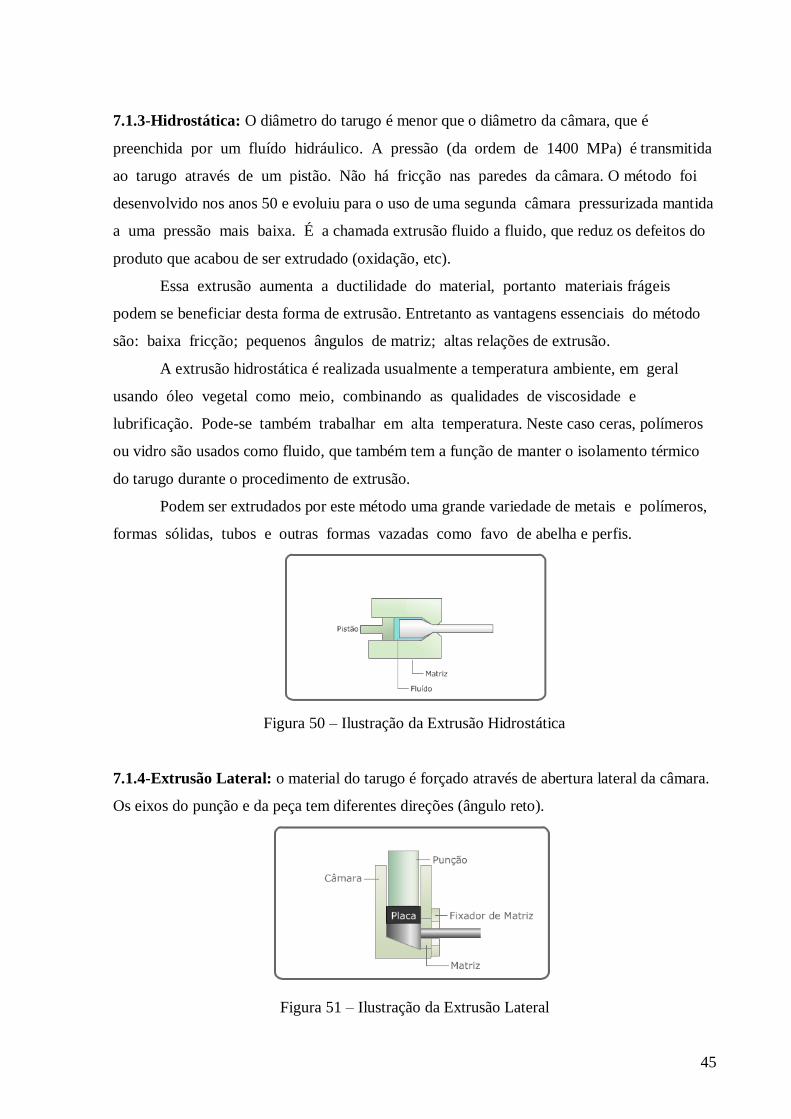
7.1.3-Hidrostática: O diâmetro do tarugo é menor que o diâmetro da câmara, que é
preenchida por um fluído hidráulico. A pressão (da ordem de 1400 MPa) é transmitida
ao tarugo através de um pistão. Não há fricção nas paredes da câmara. O método foi
desenvolvido nos anos 50 e evoluiu para o uso de uma segunda câmara pressurizada mantida
a uma pressão mais baixa. É a chamada extrusão fluido a fluido, que reduz os defeitos do
produto que acabou de ser extrudado (oxidação, etc).
Essa extrusão aumenta a ductilidade do material, portanto materiais frágeis
podem se beneficiar desta forma de extrusão. Entretanto as vantagens essenciais do método
são: baixa fricção; pequenos ângulos de matriz; altas relações de extrusão.
A extrusão hidrostática é realizada usualmente a temperatura ambiente, em geral
usando óleo vegetal como meio, combinando as qualidades de viscosidade e
lubrificação. Pode-se também trabalhar em alta temperatura. Neste caso ceras, polímeros
ou vidro são usados como fluido, que também tem a função de manter o isolamento térmico
do tarugo durante o procedimento de extrusão.
Podem ser extrudados por este método uma grande variedade de metais e polímeros,
formas sólidas, tubos e outras formas vazadas como favo de abelha e perfis.
Figura 50 – Ilustração da Extrusão Hidrostática
7.1.4-Extrusão Lateral: o material do tarugo é forçado através de abertura lateral da câmara.
Os eixos do punção e da peça tem diferentes direções (ângulo reto).
Figura 51 – Ilustração da Extrusão Lateral
46
7.2-Parâmetros de Extrusão
Os parâmetros de extrusão se dividem em geométricos e físicos.
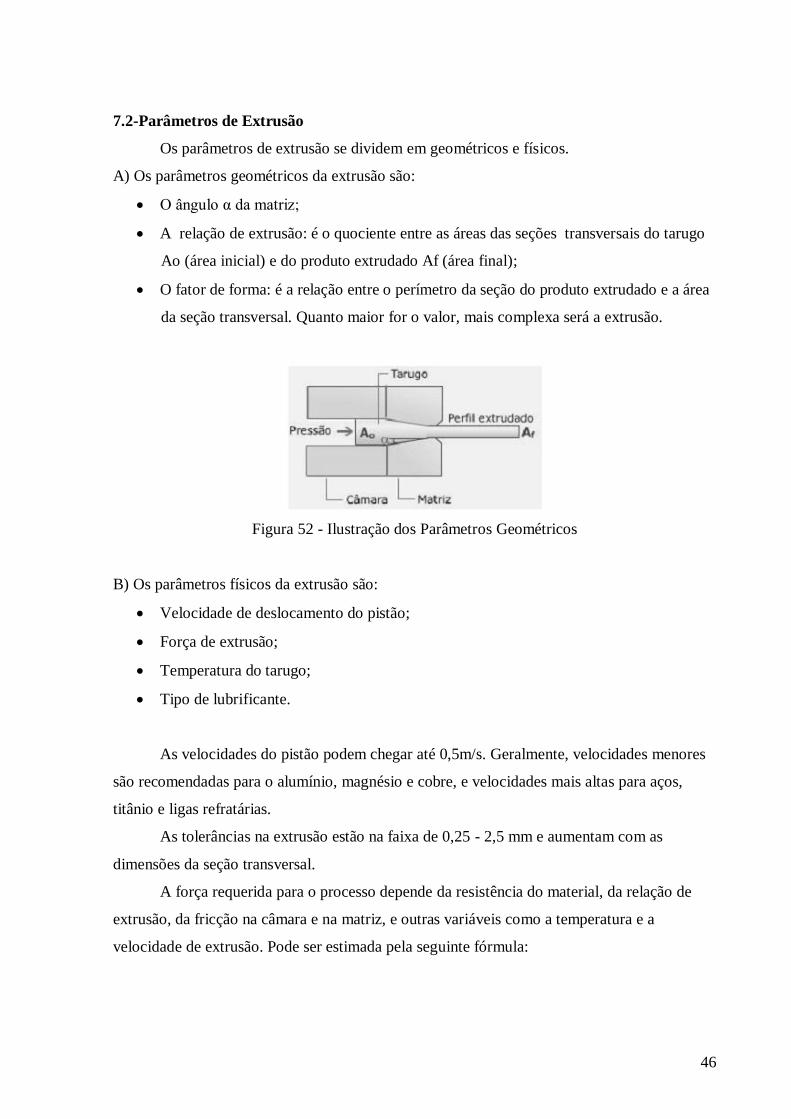
A) Os parâmetros geométricos da extrusão são:
O ângulo α da matriz;
A relação de extrusão: é o quociente entre as áreas das seções transversais do tarugo
Ao (área inicial) e do produto extrudado Af (área final);
O fator de forma: é a relação entre o perímetro da seção do produto extrudado e a área
da seção transversal. Quanto maior for o valor, mais complexa será a extrusão.
Figura 52 - Ilustração dos Parâmetros Geométricos
B) Os parâmetros físicos da extrusão são:
Velocidade de deslocamento do pistão;
Força de extrusão;
Temperatura do tarugo;
Tipo de lubrificante.
As velocidades do pistão podem chegar até 0,5m/s. Geralmente, velocidades menores
são recomendadas para o alumínio, magnésio e cobre, e velocidades mais altas para aços,
titânio e ligas refratárias.
As tolerâncias na extrusão estão na faixa de 0,25 - 2,5 mm e aumentam com as
dimensões da seção transversal.
A força requerida para o processo depende da resistência do material, da relação de
extrusão, da fricção na câmara e na matriz, e outras variáveis como a temperatura e a
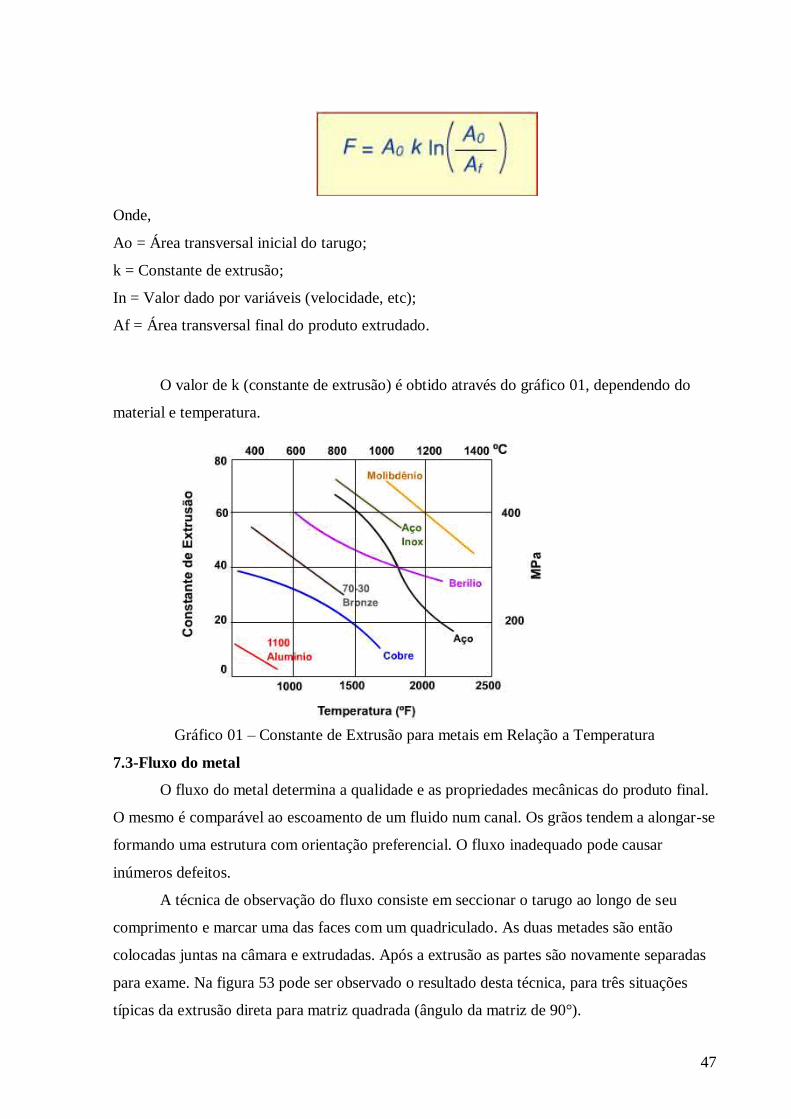
velocidade de extrusão. Pode ser estimada pela seguinte fórmula:
47
Onde,
Ao = Área transversal inicial do tarugo;
k = Constante de extrusão;
In = Valor dado por variáveis (velocidade, etc);
Af = Área transversal final do produto extrudado.
O valor de k (constante de extrusão) é obtido através do gráfico 01, dependendo do
material e temperatura.
Gráfico 01 – Constante de Extrusão para metais em Relação a Temperatura
7.3-Fluxo do metal
O fluxo do metal determina a qualidade e as propriedades mecânicas do produto final.
O mesmo é comparável ao escoamento de um fluido num canal. Os grãos tendem a alongar-se
formando uma estrutura com orientação preferencial. O fluxo inadequado pode causar
inúmeros defeitos.
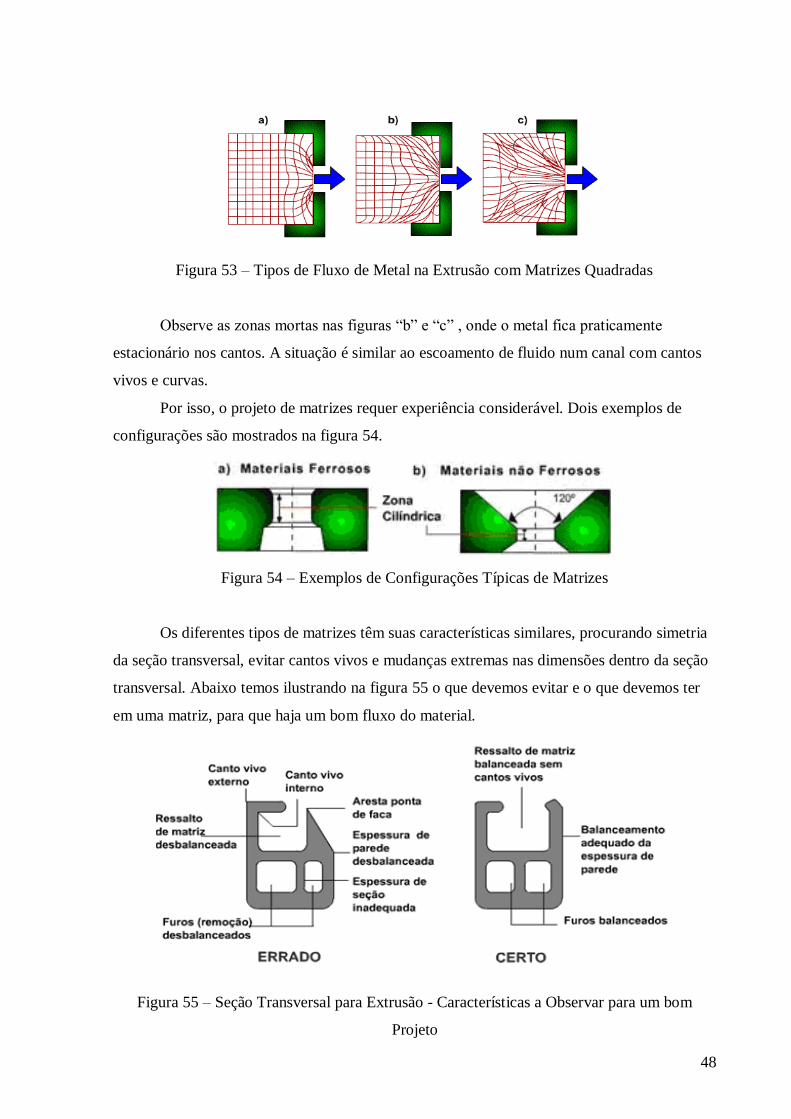
A técnica de observação do fluxo consiste em seccionar o tarugo ao longo de seu
comprimento e marcar uma das faces com um quadriculado. As duas metades são então
colocadas juntas na câmara e extrudadas. Após a extrusão as partes são novamente separadas
para exame. Na figura 53 pode ser observado o resultado desta técnica, para três situações
típicas da extrusão direta para matriz quadrada (ângulo da matriz de 90°).
48
Figura 53 – Tipos de Fluxo de Metal na Extrusão com Matrizes Quadradas
Observe as zonas mortas nas figuras “b” e “c” , onde o metal fica praticamente
estacionário nos cantos. A situação é similar ao escoamento de fluido num canal com cantos
vivos e curvas.
Por isso, o projeto de matrizes requer experiência considerável. Dois exemplos de
configurações são mostrados na figura 54.
Figura 54 – Exemplos de Configurações Típicas de Matrizes
Os diferentes tipos de matrizes têm suas características similares, procurando simetria
da seção transversal, evitar cantos vivos e mudanças extremas nas dimensões dentro da seção
transversal. Abaixo temos ilustrando na figura 55 o que devemos evitar e o que devemos ter
em uma matriz, para que haja um bom fluxo do material.
Figura 55 – Seção Transversal para Extrusão - Características a Observar para um bom
Projeto
49
Para metais com tendência a aderir à parede da matriz, pode-se usar um revestimento
fino de metal macio e de baixa resistência, como cobre ou aço doce. O procedimento é
denominado “jaquetamento” ou “enlatamento”. Além de formar uma superfície de baixa
fricção o tarugo fica protegido contra contaminação do ambiente, e vice-versa no caso de
material tóxico ou radioativo.
7.4-Tipos de Extrusão com Relação a Ductilidade do material
7.4.1-Extrusão a Quente
É feita em temperatura elevada para ligas que não tenham suficiente ductilidade a
temperatura ambiente, de forma a reduzir as forças necessárias.
7.4.1.1-Características
A extrusão a quente apresenta alguns problemas como todo o processo de alta
temperatura:
O desgaste da matriz é excessivo.
O esfriamento do tarugo na câmara pode gerar deformações não-uniformes.
O tarugo aquecido é coberto por filme de óxido (exceto quando aquecido em
atmosfera inerte) que afeta o comportamento do fluxo do metal por suas características
de fricção e pode gerar um produto de pobre acabamento superficial.
Algumas medidas preventivas podem sanar ou minorar o efeito dos problemas
mencionados acima:
1. Para reduzir o efeito de esfriamento e prolongar a vida da ferramenta, a matriz
pode ser pré-aquecida.
2. Para melhorar o acabamento superficial, a camada de óxido é removida através
do uso de uma placa, com diâmetro inferior ao da câmara, posicionada sobre o
pistão. Ao extrudar o tarugo, uma casca cilíndrica contendo a camada de óxido
permanece "colada" à parede da câmara. Com isto elimina-se a presença de
óxidos no produto. A casca é posteriormente removida da câmara.
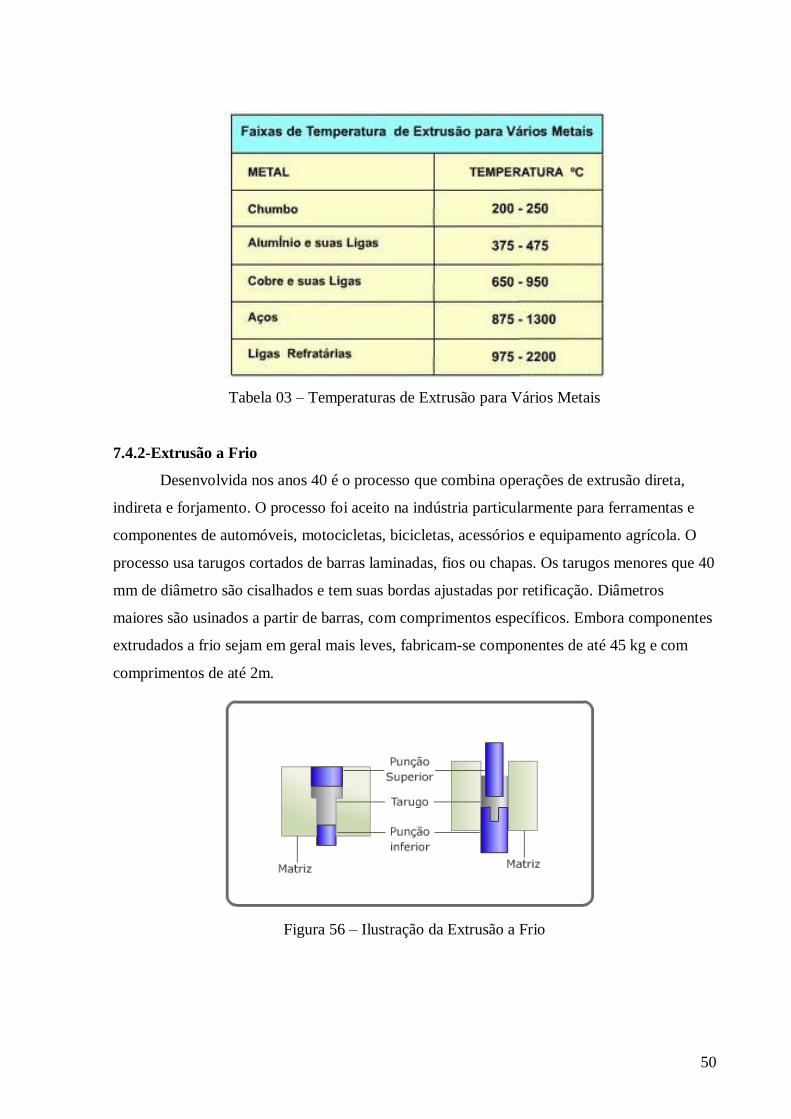
Veja o campo de temperaturas para extrusão de vários metais, na tabela 03 abaixo:
50
Tabela 03 – Temperaturas de Extrusão para Vários Metais
7.4.2-Extrusão a Frio
Desenvolvida nos anos 40 é o processo que combina operações de extrusão direta,
indireta e forjamento. O processo foi aceito na indústria particularmente para ferramentas e
componentes de automóveis, motocicletas, bicicletas, acessórios e equipamento agrícola. O
processo usa tarugos cortados de barras laminadas, fios ou chapas. Os tarugos menores que 40
mm de diâmetro são cisalhados e tem suas bordas ajustadas por retificação. Diâmetros
maiores são usinados a partir de barras, com comprimentos específicos. Embora componentes
extrudados a frio sejam em geral mais leves, fabricam-se componentes de até 45 kg e com
comprimentos de até 2m.
Figura 56 – Ilustração da Extrusão a Frio
51
Vantagens e desvantagens da extrusão a frio em relação à extrusão a quente
Tabela 04 – Vantagens e Desvantagens da Extrusão a Frio
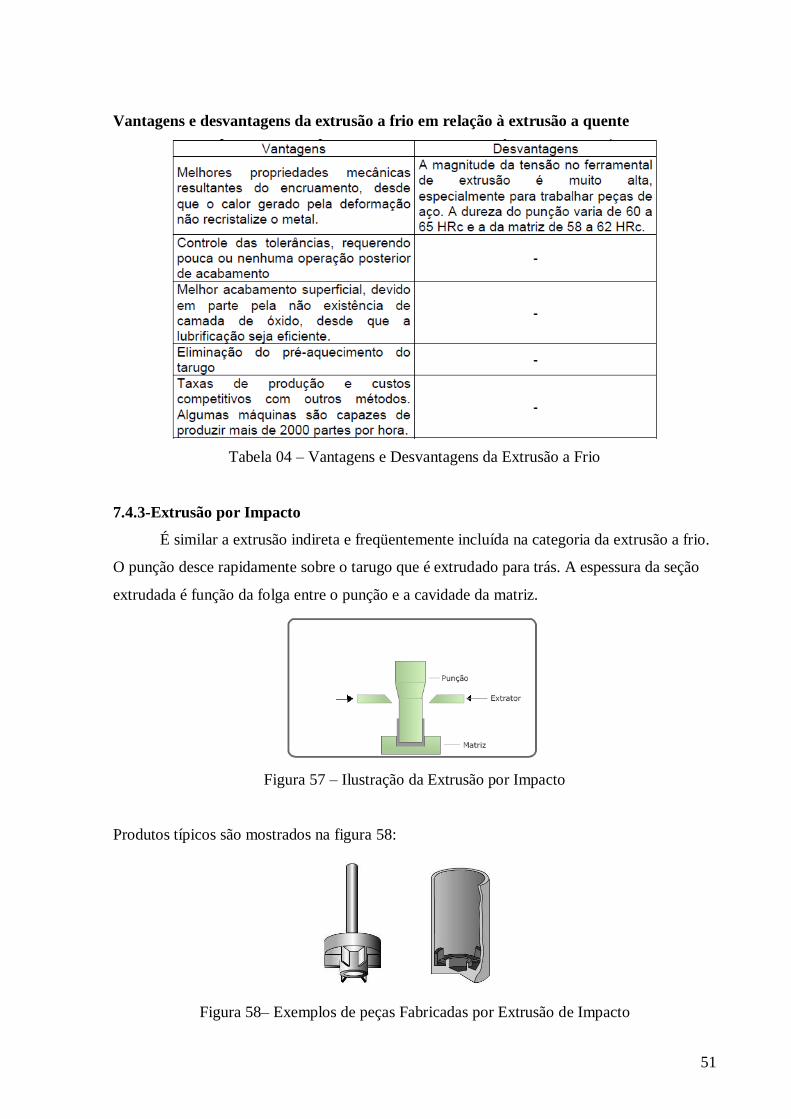
7.4.3-Extrusão por Impacto
É similar a extrusão indireta e freqüentemente incluída na categoria da extrusão a frio.
O punção desce rapidamente sobre o tarugo que é extrudado para trás. A espessura da seção
extrudada é função da folga entre o punção e a cavidade da matriz.
Figura 57 – Ilustração da Extrusão por Impacto
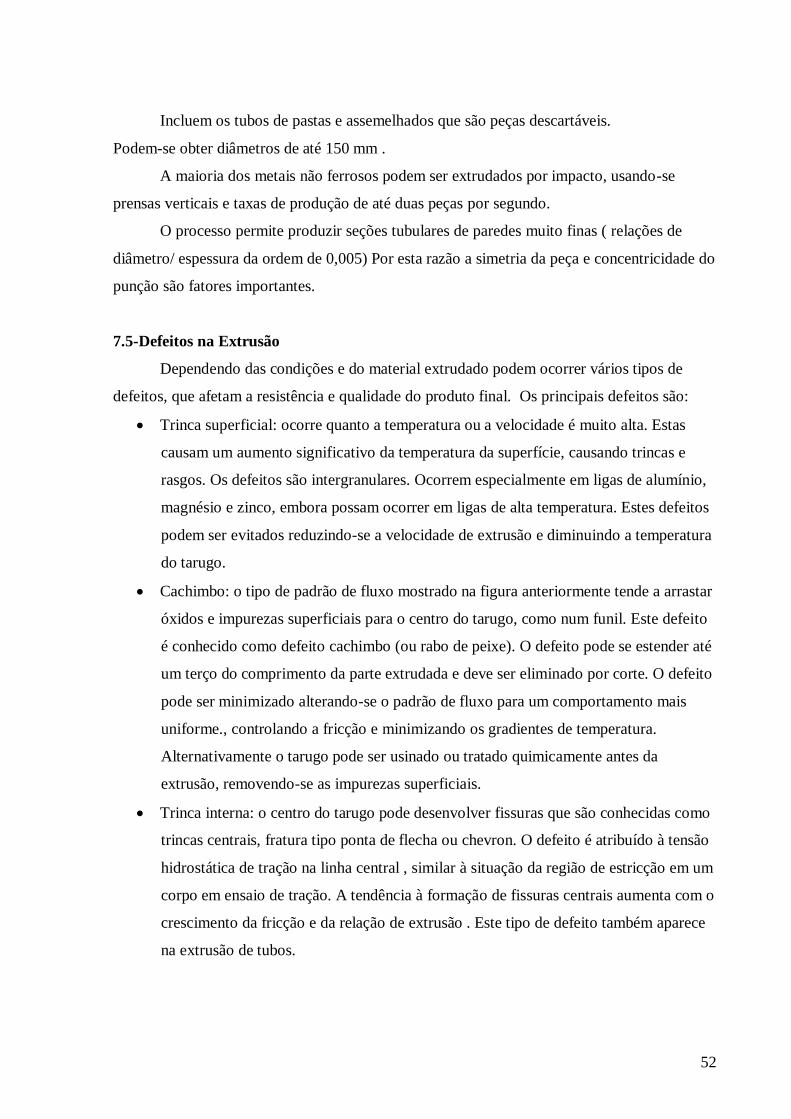
Produtos típicos são mostrados na figura 58:
Figura 58– Exemplos de peças Fabricadas por Extrusão de Impacto
52
Incluem os tubos de pastas e assemelhados que são peças descartáveis.
Podem-se obter diâmetros de até 150 mm .
A maioria dos metais não ferrosos podem ser extrudados por impacto, usando-se
prensas verticais e taxas de produção de até duas peças por segundo.
O processo permite produzir seções tubulares de paredes muito finas ( relações de
diâmetro/ espessura da ordem de 0,005) Por esta razão a simetria da peça e concentricidade do
punção são fatores importantes.
7.5-Defeitos na Extrusão
Dependendo das condições e do material extrudado podem ocorrer vários tipos de
defeitos, que afetam a resistência e qualidade do produto final. Os principais defeitos são:
Trinca superficial: ocorre quanto a temperatura ou a velocidade é muito alta. Estas
causam um aumento significativo da temperatura da superfície, causando trincas e
rasgos. Os defeitos são intergranulares. Ocorrem especialmente em ligas de alumínio,
magnésio e zinco, embora possam ocorrer em ligas de alta temperatura. Estes defeitos
podem ser evitados reduzindo-se a velocidade de extrusão e diminuindo a temperatura
do tarugo.
Cachimbo: o tipo de padrão de fluxo mostrado na figura anteriormente tende a arrastar
óxidos e impurezas superficiais para o centro do tarugo, como num funil. Este defeito
é conhecido como defeito cachimbo (ou rabo de peixe). O defeito pode se estender até
um terço do comprimento da parte extrudada e deve ser eliminado por corte. O defeito
pode ser minimizado alterando-se o padrão de fluxo para um comportamento mais
uniforme., controlando a fricção e minimizando os gradientes de temperatura.
Alternativamente o tarugo pode ser usinado ou tratado quimicamente antes da
extrusão, removendo-se as impurezas superficiais.
Trinca interna: o centro do tarugo pode desenvolver fissuras que são conhecidas como
trincas centrais, fratura tipo ponta de flecha ou chevron. O defeito é atribuído à tensão
hidrostática de tração na linha central , similar à situação da região de estricção em um
corpo em ensaio de tração. A tendência à formação de fissuras centrais aumenta com o
crescimento da fricção e da relação de extrusão . Este tipo de defeito também aparece
na extrusão de tubos.
53
Figura 59 – Fraturas Centrais - Chevrons
7.6-Equipamentos utilizados na Extrusão
O equipamento básico de extrusão é uma prensa hidráulica. É possível controlar a
velocidade de operação e o curso. A força pode ser mantida constante para um longo curso,
tornando possível a extrusão de peças longas, e aumentando a taxa de produção.
Figura 60 – Exemplo de Prensa de Extrusão Vertical
Prensas hidráulicas verticais são geralmente usadas para extrusão a frio. Elas tem
usualmente menor capacidade daquelas usadas para extrusão a quente, mas ocupam menos
espaço horizontal. Prensas excêntricas são também usadas para extrusão a frio e por impacto,
e são indicadas para produção em série de pequenos componentes. Operações de múltiplos
estágios, onde a área da seção transversal é progressivamente reduzida, são efetuadas em
prensas especiais.

54
7.7-Aplicações dos Processos de Extrusão no Dia- a- Dia
7.7.1-Extrusão a Frio
Figura 61 – Peças Fabricadas por Extrusão a Frio
Figura 62 - Extrusora de Borracha
Dados da Extrusora
Extrusora para borracha aloja rosca de ø 30 até 300 mm. Desenvolvida para
acompanhar a versatilidade das operações com borracha, ou seja, alimentação a frio ou a
quente, é robusta, compacta, de funcionamento silencioso e sem vibrações. Apresenta-se em
seis modelos MK/f, para alimentação a frio, que alojam rosca com diâmetro de 30 a 150 mm,
relação L/D de 12/14/16 e rotação de 60-80 a 32-40 (1/min), possibilitando a produção de 10-
15 a 800-1.200 kg/h. Para alimentação a quente, encontra-se também em seis modelos MK/q,
mas com rosca de 90 até 300 mm de diâmetro, relação L/D de 6/8 e rotação de 65-90 a 24-30
(1/min), viabilizando a produção de 450-600 a 4.200-6.000 kg/h. Possui estrutura de ferro
fundido nodular e aço, equipando-se com fusos e camisas de aço DIN 1.8550, nitretados com
dureza de 1.000 Vickers.
Empresa: Makintec Ind. e Com. de Máquinas Ltda.
Localização:São José do Rio Preto, SP

55
7.7.2-Extrusão a Quente
Figura 63 - Peças Fabricada por Extrusão a Quente
Figura 64 - Extrusora de Tubos
Dados da Extrusora:
Fabrica tubos técnicos de PP-R, PEAD e PEBD para água quente e fria. Apresentada
nos tamanhos 90 L/D32, 75 L/D 32 e 60 L/D 32, respectivamente com potências de 175, 90 e
70 kW, RED. 1:10, produz de 350 a 450, 300 a 350 e 200 a 250 kg/h. Dispõe de redutor
refrigerado a óleo, banheira a vácuo spray com sistema de dosagem de água na entrada do
calibrador, suportando tubos de ø 20 a 160 mm; e sistema de bucha com ranhuras na
alimentação com dissipador e câmara de refrigeração forçada.
Empresa: Perfilpolimer Ind. e Com. Ltda.
Localização: Joinville, SC
56
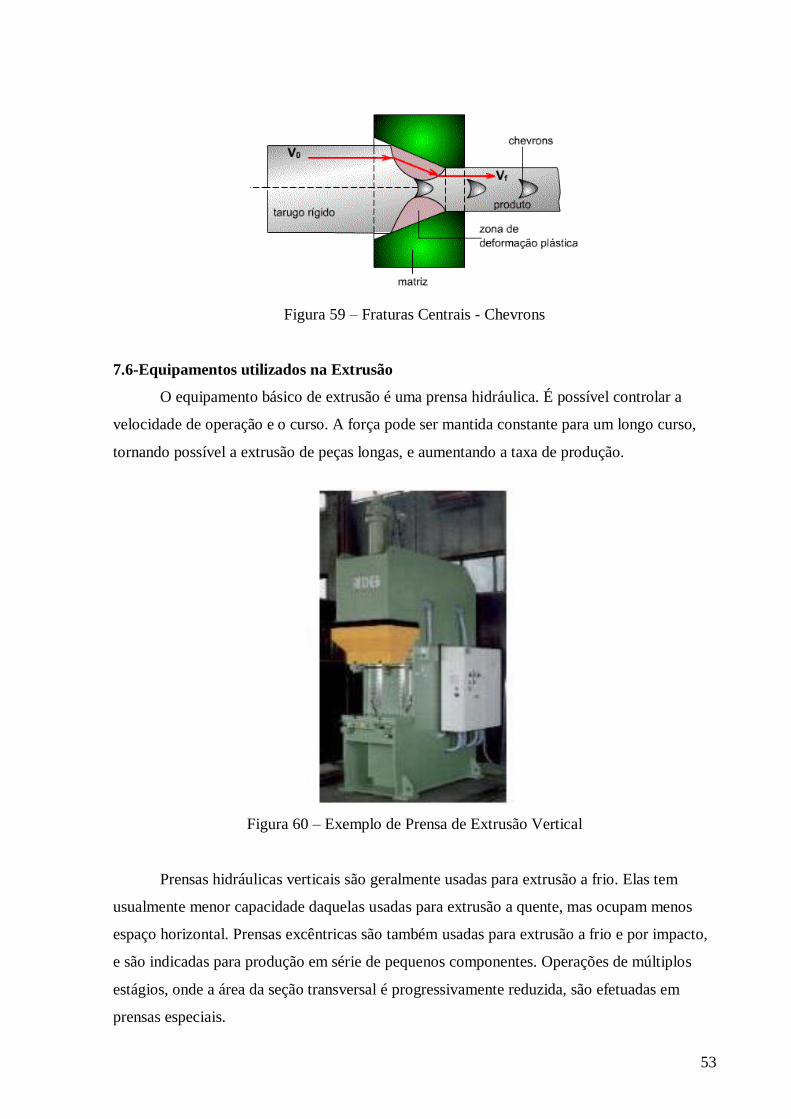
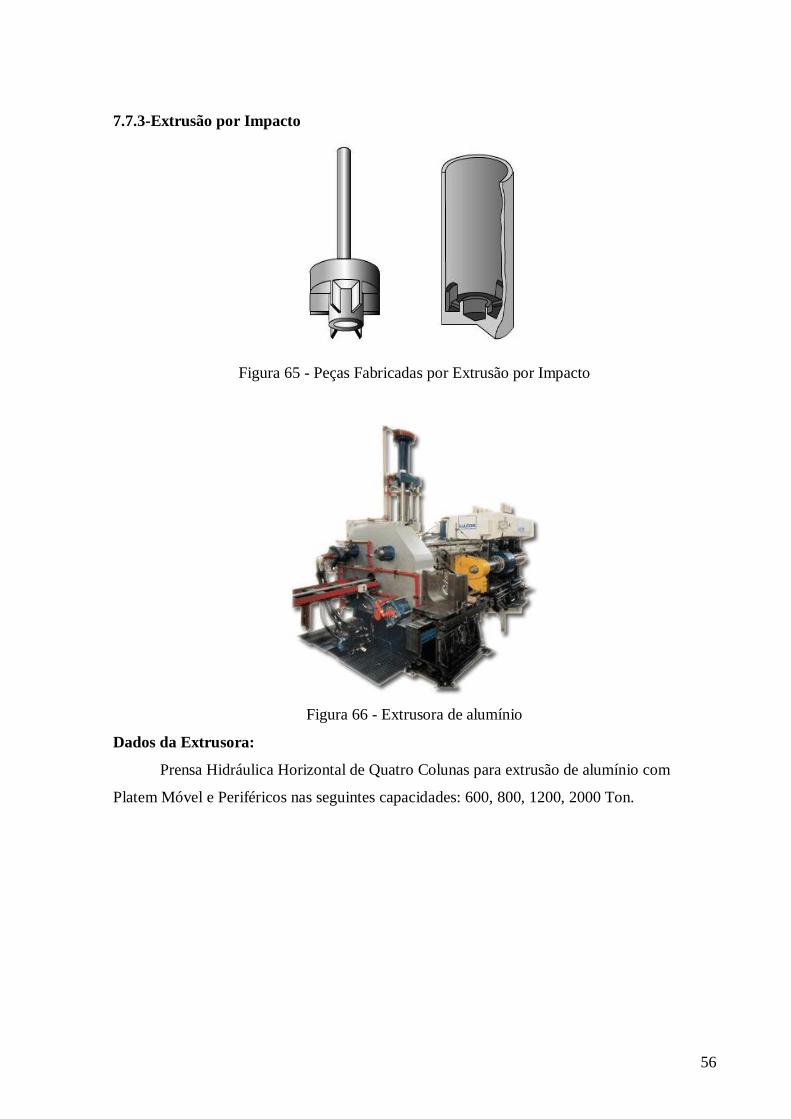
7.7.3-Extrusão por Impacto
Figura 65 - Peças Fabricadas por Extrusão por Impacto
Figura 66 - Extrusora de alumínio
Dados da Extrusora:
Prensa Hidráulica Horizontal de Quatro Colunas para extrusão de alumínio com
Platem Móvel e Periféricos nas seguintes capacidades: 600, 800, 1200, 2000 Ton.
57
8 - Conformação de chapas
A Conformação de chapas é o processo de transformação mecânica que compreende
operações de:
Corte;
Dobramento;
Estampagem profunda ou Embutimento;
Estiramento;
O processo de conformação de chapas consiste em conformar um disco plano ("blank") à
forma de uma matriz, pela aplicação de esforços transmitidos através de um punção. Na
operação ocorrem alongamentos e contração das dimensões de todos os elementos de volume,
em três dimensões. A chapa originalmente plana, adquire uma nova forma geométrica.
8.1 - Classificação dos Processos
A conformação de chapas metálicas finas pode ser classificada através do tipo de
operação empregada . Assim pode-se ter : estampagem profunda, corte em prensa,
estiramento, etc.
A maior parte da produção seriada de partes conformadas a partir de chapas finas é
realizada em prensas mecânicas ou hidráulicas. Nas prensas mecânicas a energia é geralmente
armazenada em um volante e transferida para o cursor móvel no êmbolo da prensa. As
prensas mecânicas são quase sempre de ação rápida e aplicam golpes de curta duração,
enquanto que as prensas hidráulicas são de ação mais lenta, mas podem aplicar golpes mais
longos. As prensas podem ser de efeito simples ou de duplo efeito. Algumas vezes pode ser
utilizado o martelo de queda na conformação de chapas finas. O martelo não permite que a
força seja tão bem controlada como nas prensas, por isso não é adequado para operações mais
severas de conformação.
A seguir temos imagens de prensas mecânicas e hidráulicas.

58
Figura 67 - Prensa mecânica e moldes utilizados na prensa
Figura 68 - Prensa mecânica cidade do Porto, Portugal 500 toneladas

59
Figura 69 - Prensa hidráulica com capacidade de 1000 toneladas
A prensa hidráulica acima é do fabricante SHEYARS, tem capacidade para 1.000
toneladas, mesa de 2.000 mm x 3700 mm, área do martelo de 2.000 mm x 3.700 mm. A
distância máxima entre mesa e martelo 1.850 mm, mínima de 1.180 mm, distância entre os
furos da mesa 150 mm, área da almofada 750 mm x 1650 mm, pressão do martelo 5 a 210
kg/cm² - 725.000 kg, pressão da almofada 175kg/cm²- 231.000 kg, (0800842/04). A máquina
é usada e disponível ao preço de R$ 750.000,00
Figura 70 - Prensa hidráulica com capacidade de 750 toneladas
A prensa hidráulica da inagem acima é do fabricante LUXOR, modelo LPE-750/350,com
capacidade para 750 toneladas, tipo ''H'', mesa de 1.000 mm x 2000 mm, almofada de 350
toneladas, duplo efeito, curso do pistão de 700 mm (0701379/12). A máquina é usada e
encontra-se disponível em São Paulo ao preço de R$ 450.000,00
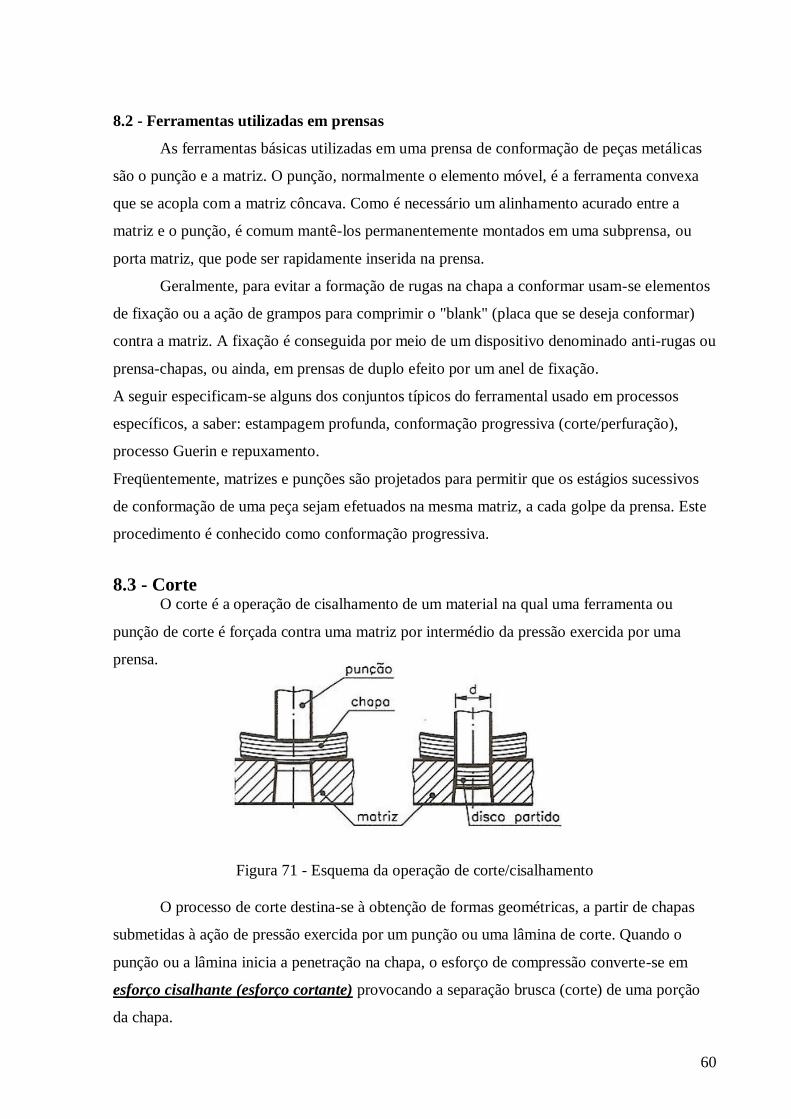
60
8.2 - Ferramentas utilizadas em prensas
As ferramentas básicas utilizadas em uma prensa de conformação de peças metálicas
são o punção e a matriz. O punção, normalmente o elemento móvel, é a ferramenta convexa
que se acopla com a matriz côncava. Como é necessário um alinhamento acurado entre a
matriz e o punção, é comum mantê-los permanentemente montados em uma subprensa, ou
porta matriz, que pode ser rapidamente inserida na prensa.
Geralmente, para evitar a formação de rugas na chapa a conformar usam-se elementos
de fixação ou a ação de grampos para comprimir o "blank" (placa que se deseja conformar)
contra a matriz. A fixação é conseguida por meio de um dispositivo denominado anti-rugas ou
prensa-chapas, ou ainda, em prensas de duplo efeito por um anel de fixação.
A seguir especificam-se alguns dos conjuntos típicos do ferramental usado em processos
específicos, a saber: estampagem profunda, conformação progressiva (corte/perfuração),
processo Guerin e repuxamento.
Freqüentemente, matrizes e punções são projetados para permitir que os estágios sucessivos
de conformação de uma peça sejam efetuados na mesma matriz, a cada golpe da prensa. Este
procedimento é conhecido como conformação progressiva.
8.3 - Corte O corte é a operação de cisalhamento de um material na qual uma ferramenta ou
punção de corte é forçada contra uma matriz por intermédio da pressão exercida por uma
prensa.
Figura 71 - Esquema da operação de corte/cisalhamento
O processo de corte destina-se à obtenção de formas geométricas, a partir de chapas
submetidas à ação de pressão exercida por um punção ou uma lâmina de corte. Quando o
punção ou a lâmina inicia a penetração na chapa, o esforço de compressão converte-se em
esforço cisalhante (esforço cortante) provocando a separação brusca (corte) de uma porção
da chapa.
61
No processo, a chapa é deformada plasticamente e levada até a ruptura nas
superfícies em contato com as lâminas. A aresta de corte apresenta em geral três regiões: uma
rugosa (correspondente à superfície da trinca da fratura), uma lisa (formada pelo atrito da peça
com as paredes da matriz) e uma região arredondada (formada pela deformação plástica
inicial). A qualidade das arestas cortadas não é a mesma das usinadas, entretanto quando as
lâminas são mantidas afiadas e ajustadas é possível obter arestas aceitáveis para uma grande
faixa de aplicações. A qualidade das bordas cortadas geralmente melhora com a redução da
espessura da chapa. As peças obtidas por corte, podem, eventualmente, ser submetidas a uma
operação posterior de estampagem profunda.
No corte por matriz e punção (“piercing” ou “blanking”) não existe uma regra geral
para selecionar o valor da folga entre os dois elementos, pois são vários os parâmetros de
influência. A folga pode ser estabelecida com base em atributos, como: aspecto superficial do
corte, imprecisões, operações posteriores e aspectos funcionais. Se não houver nenhum
atributo específico desejado para superfície do “blank”, a folga é selecionada em função da
força mínima de corte.
8.3.1 - Tipos de Corte
Dependendo do tipo de corte, são definidos diversos grupos de operações da
prensa,conforme listagem abaixo:
A operação de corte é usada para preparar o material para posterior estampagem ("blank"). A
parte desejada é cortada (removida) da chapa original.
A fabricação de furos em prensa (piercing ou punching) caracteriza uma operação de
corte em que o metal removido é descartado. A fabricação de entalhes (notching) nas bordas
de uma chapa pode ser feita em prensa através do puncionamento destas regiões. O corte por
guilhotina é uma operação que não retira material da chapa metálica. A rebarbação (trimming)
é uma operação que consiste em aparar o material em excesso (rebarbas) da borda de uma
peça conformada. A remoção de rebarbas de forjamento em matriz fechada é uma operação
deste tipo.
Existe um processo relativamente recente de corte fino de "blanks" (fine blanking),
que se caracteriza pelo emprego de folgas muito pequenas (0,0002 pol.), com prensas e jogo
de matrizes muito rígidos (para evitar dobramento da chapa). Com este equipamento é
possível produzir "blanks" com superfícies de corte quase isentas de defeitos. As peças
produzidas podem ser empregadas como engrenagens, cames, etc., sem que seja necessária a
usinagem das bordas cortadas.
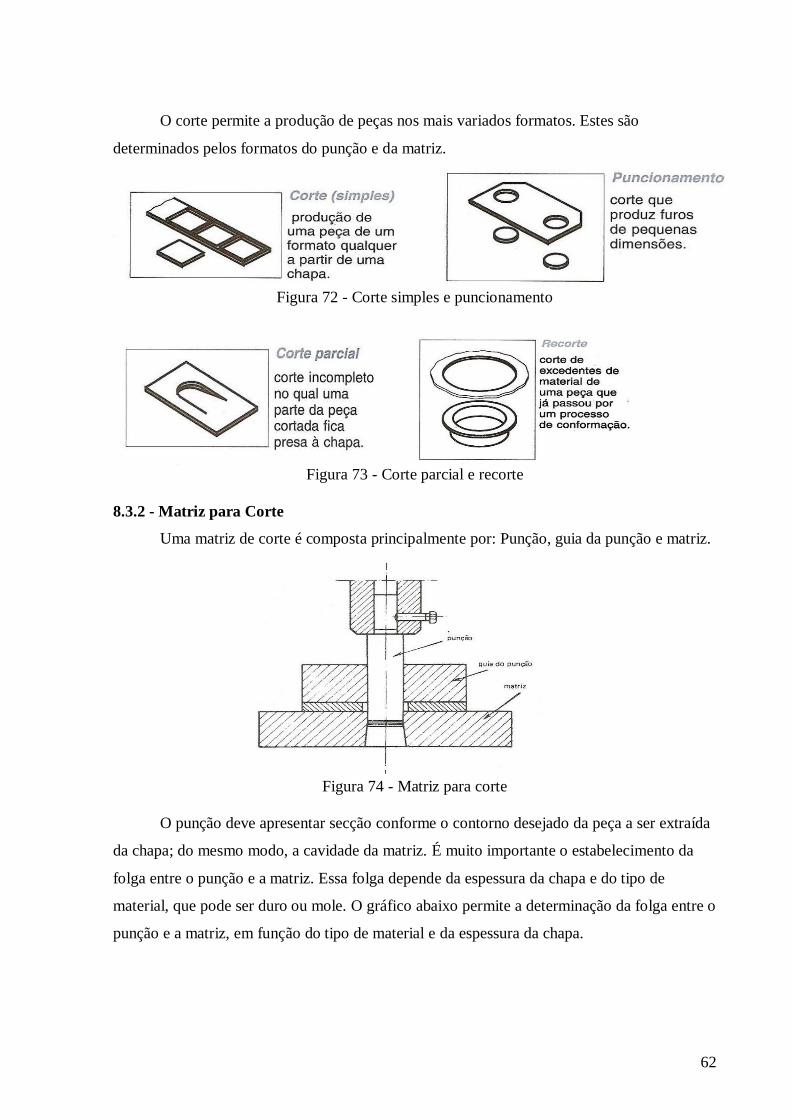
62
O corte permite a produção de peças nos mais variados formatos. Estes são
determinados pelos formatos do punção e da matriz.
Figura 72 - Corte simples e puncionamento
Figura 73 - Corte parcial e recorte
8.3.2 - Matriz para Corte
Uma matriz de corte é composta principalmente por: Punção, guia da punção e matriz.
Figura 74 - Matriz para corte
O punção deve apresentar secção conforme o contorno desejado da peça a ser extraída
da chapa; do mesmo modo, a cavidade da matriz. É muito importante o estabelecimento da
folga entre o punção e a matriz. Essa folga depende da espessura da chapa e do tipo de
material, que pode ser duro ou mole. O gráfico abaixo permite a determinação da folga entre o
punção e a matriz, em função do tipo de material e da espessura da chapa.
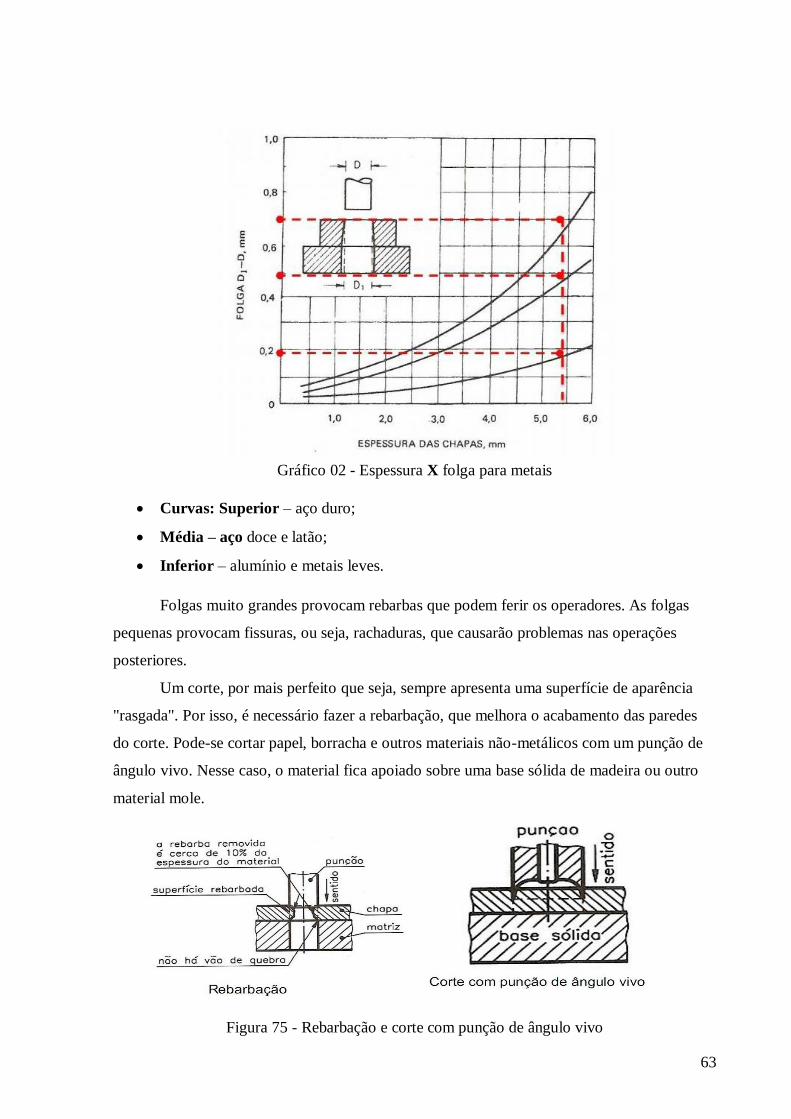
63
Gráfico 02 - Espessura X folga para metais
Curvas: Superior – aço duro;
Média – aço doce e latão;
Inferior – alumínio e metais leves.
Folgas muito grandes provocam rebarbas que podem ferir os operadores. As folgas
pequenas provocam fissuras, ou seja, rachaduras, que causarão problemas nas operações
posteriores.
Um corte, por mais perfeito que seja, sempre apresenta uma superfície de aparência
"rasgada". Por isso, é necessário fazer a rebarbação, que melhora o acabamento das paredes
do corte. Pode-se cortar papel, borracha e outros materiais não-metálicos com um punção de
ângulo vivo. Nesse caso, o material fica apoiado sobre uma base sólida de madeira ou outro
material mole.
Figura 75 - Rebarbação e corte com punção de ângulo vivo
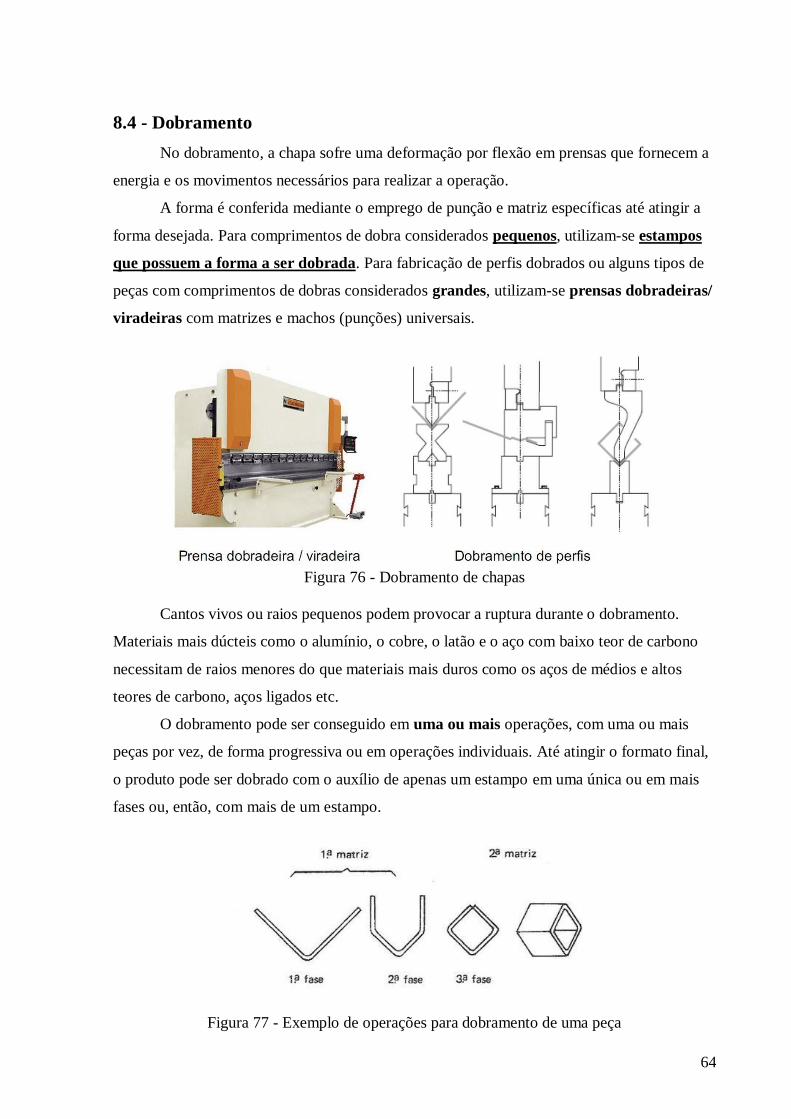
64
8.4 - Dobramento
No dobramento, a chapa sofre uma deformação por flexão em prensas que fornecem a
energia e os movimentos necessários para realizar a operação.
A forma é conferida mediante o emprego de punção e matriz específicas até atingir a
forma desejada. Para comprimentos de dobra considerados pequenos, utilizam-se estampos
que possuem a forma a ser dobrada. Para fabricação de perfis dobrados ou alguns tipos de
peças com comprimentos de dobras considerados grandes, utilizam-se prensas dobradeiras/
viradeiras com matrizes e machos (punções) universais.
Figura 76 - Dobramento de chapas
Cantos vivos ou raios pequenos podem provocar a ruptura durante o dobramento.
Materiais mais dúcteis como o alumínio, o cobre, o latão e o aço com baixo teor de carbono
necessitam de raios menores do que materiais mais duros como os aços de médios e altos
teores de carbono, aços ligados etc.
O dobramento pode ser conseguido em uma ou mais operações, com uma ou mais
peças por vez, de forma progressiva ou em operações individuais. Até atingir o formato final,
o produto pode ser dobrado com o auxílio de apenas um estampo em uma única ou em mais
fases ou, então, com mais de um estampo.
Figura 77 - Exemplo de operações para dobramento de uma peça
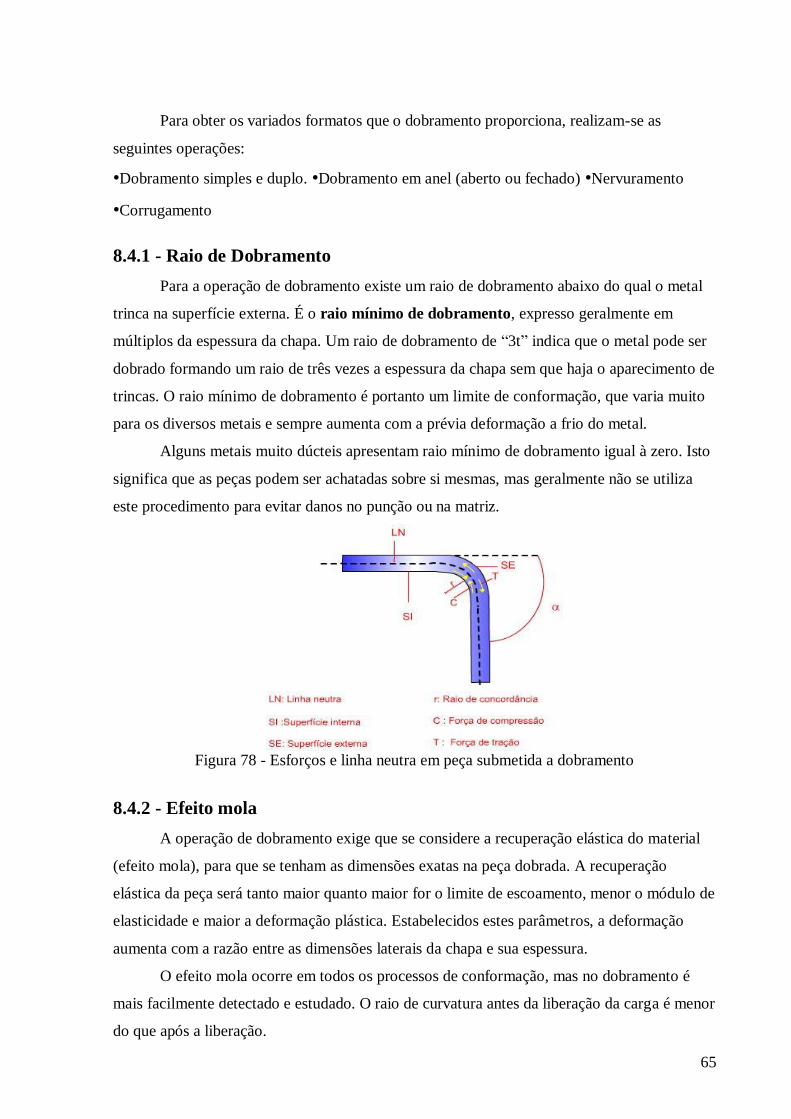
65
Para obter os variados formatos que o dobramento proporciona, realizam-se as
seguintes operações:
•Dobramento simples e duplo. •Dobramento em anel (aberto ou fechado) •Nervuramento
•Corrugamento
8.4.1 - Raio de Dobramento
Para a operação de dobramento existe um raio de dobramento abaixo do qual o metal
trinca na superfície externa. É o raio mínimo de dobramento, expresso geralmente em
múltiplos da espessura da chapa. Um raio de dobramento de “3t” indica que o metal pode ser
dobrado formando um raio de três vezes a espessura da chapa sem que haja o aparecimento de
trincas. O raio mínimo de dobramento é portanto um limite de conformação, que varia muito
para os diversos metais e sempre aumenta com a prévia deformação a frio do metal.
Alguns metais muito dúcteis apresentam raio mínimo de dobramento igual à zero. Isto
significa que as peças podem ser achatadas sobre si mesmas, mas geralmente não se utiliza
este procedimento para evitar danos no punção ou na matriz.
Figura 78 - Esforços e linha neutra em peça submetida a dobramento
8.4.2 - Efeito mola
A operação de dobramento exige que se considere a recuperação elástica do material
(efeito mola), para que se tenham as dimensões exatas na peça dobrada. A recuperação
elástica da peça será tanto maior quanto maior for o limite de escoamento, menor o módulo de
elasticidade e maior a deformação plástica. Estabelecidos estes parâmetros, a deformação
aumenta com a razão entre as dimensões laterais da chapa e sua espessura.
O efeito mola ocorre em todos os processos de conformação, mas no dobramento é
mais facilmente detectado e estudado. O raio de curvatura antes da liberação da carga é menor
do que após a liberação.
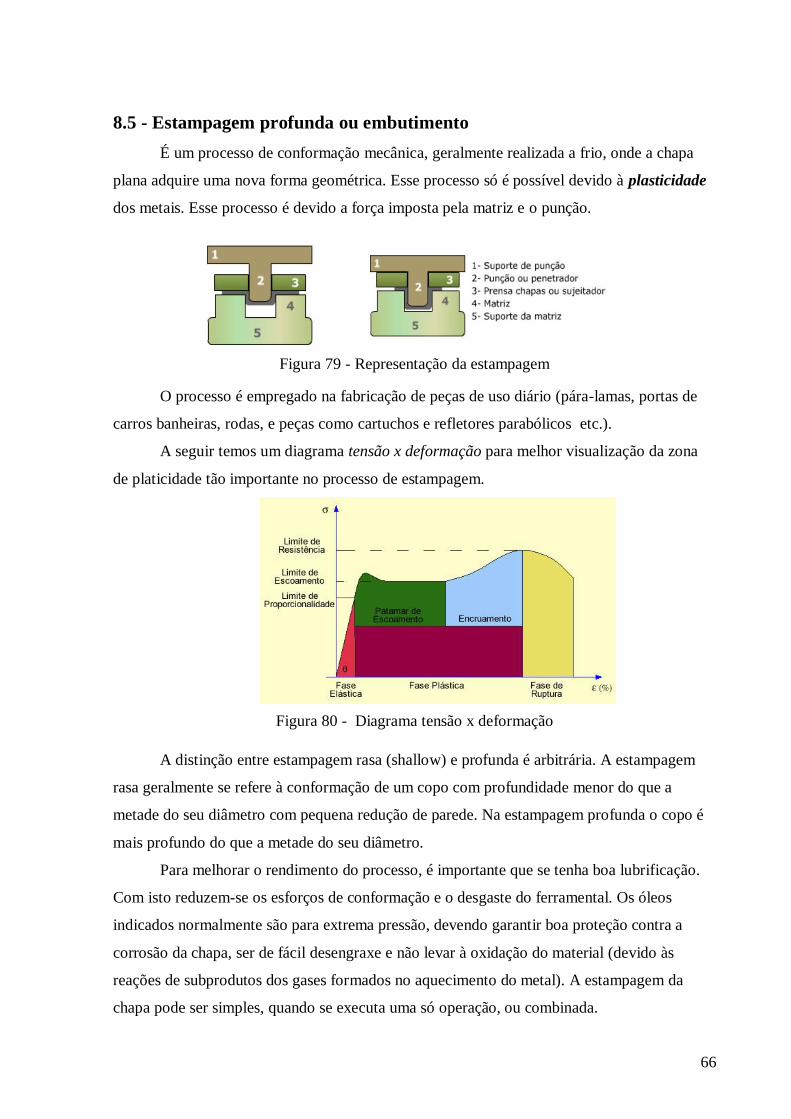
66
8.5 - Estampagem profunda ou embutimento
É um processo de conformação mecânica, geralmente realizada a frio, onde a chapa
plana adquire uma nova forma geométrica. Esse processo só é possível devido à plasticidade
dos metais. Esse processo é devido a força imposta pela matriz e o punção.
Figura 79 - Representação da estampagem
O processo é empregado na fabricação de peças de uso diário (pára-lamas, portas de
carros banheiras, rodas, e peças como cartuchos e refletores parabólicos etc.).
A seguir temos um diagrama tensão x deformação para melhor visualização da zona
de platicidade tão importante no processo de estampagem.
Figura 80 - Diagrama tensão x deformação
A distinção entre estampagem rasa (shallow) e profunda é arbitrária. A estampagem
rasa geralmente se refere à conformação de um copo com profundidade menor do que a
metade do seu diâmetro com pequena redução de parede. Na estampagem profunda o copo é
mais profundo do que a metade do seu diâmetro.
Para melhorar o rendimento do processo, é importante que se tenha boa lubrificação.
Com isto reduzem-se os esforços de conformação e o desgaste do ferramental. Os óleos
indicados normalmente são para extrema pressão, devendo garantir boa proteção contra a
corrosão da chapa, ser de fácil desengraxe e não levar à oxidação do material (devido às
reações de subprodutos dos gases formados no aquecimento do metal). A estampagem da
chapa pode ser simples, quando se executa uma só operação, ou combinada.
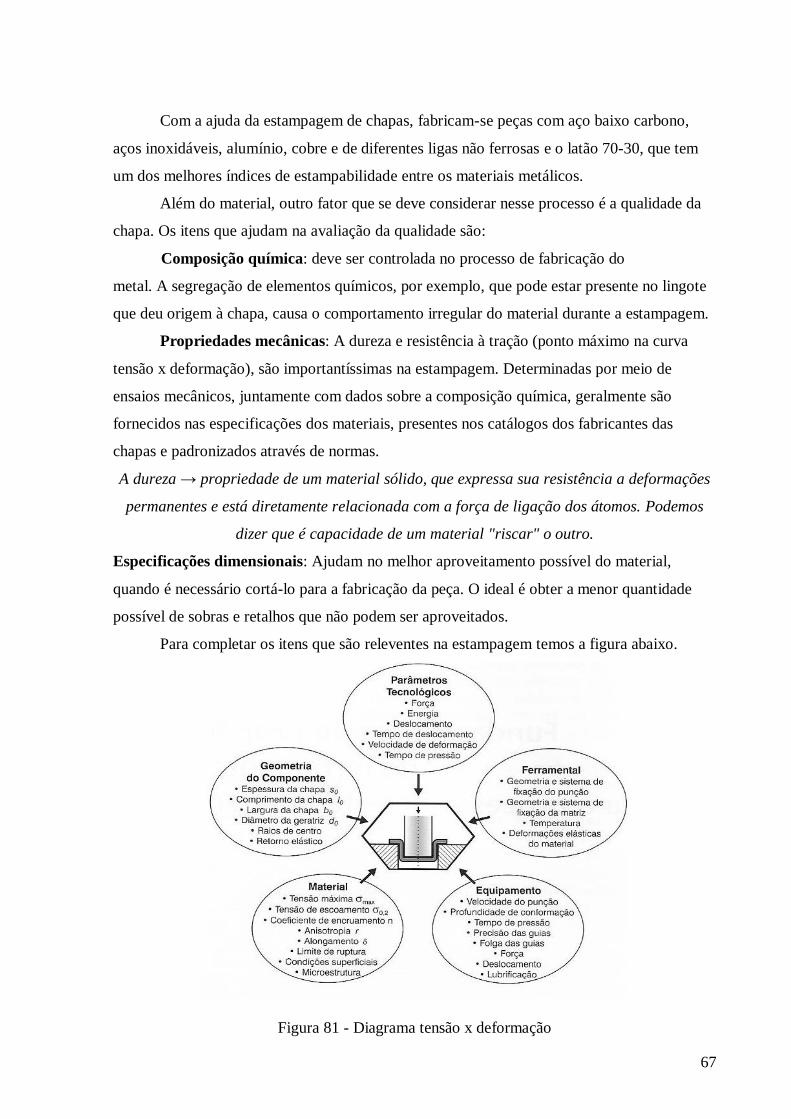
67
Com a ajuda da estampagem de chapas, fabricam-se peças com aço baixo carbono,
aços inoxidáveis, alumínio, cobre e de diferentes ligas não ferrosas e o latão 70-30, que tem
um dos melhores índices de estampabilidade entre os materiais metálicos.
Além do material, outro fator que se deve considerar nesse processo é a qualidade da
chapa. Os itens que ajudam na avaliação da qualidade são:
Composição química: deve ser controlada no processo de fabricação do
metal. A segregação de elementos químicos, por exemplo, que pode estar presente no lingote
que deu origem à chapa, causa o comportamento irregular do material durante a estampagem.
Propriedades mecânicas: A dureza e resistência à tração (ponto máximo na curva
tensão x deformação), são importantíssimas na estampagem. Determinadas por meio de
ensaios mecânicos, juntamente com dados sobre a composição química, geralmente são
fornecidos nas especificações dos materiais, presentes nos catálogos dos fabricantes das
chapas e padronizados através de normas.
A dureza → propriedade de um material sólido, que expressa sua resistência a deformações
permanentes e está diretamente relacionada com a força de ligação dos átomos. Podemos
dizer que é capacidade de um material "riscar" o outro.
Especificações dimensionais: Ajudam no melhor aproveitamento possível do material,
quando é necessário cortá-lo para a fabricação da peça. O ideal é obter a menor quantidade
possível de sobras e retalhos que não podem ser aproveitados.
Para completar os itens que são releventes na estampagem temos a figura abaixo.
Figura 81 - Diagrama tensão x deformação
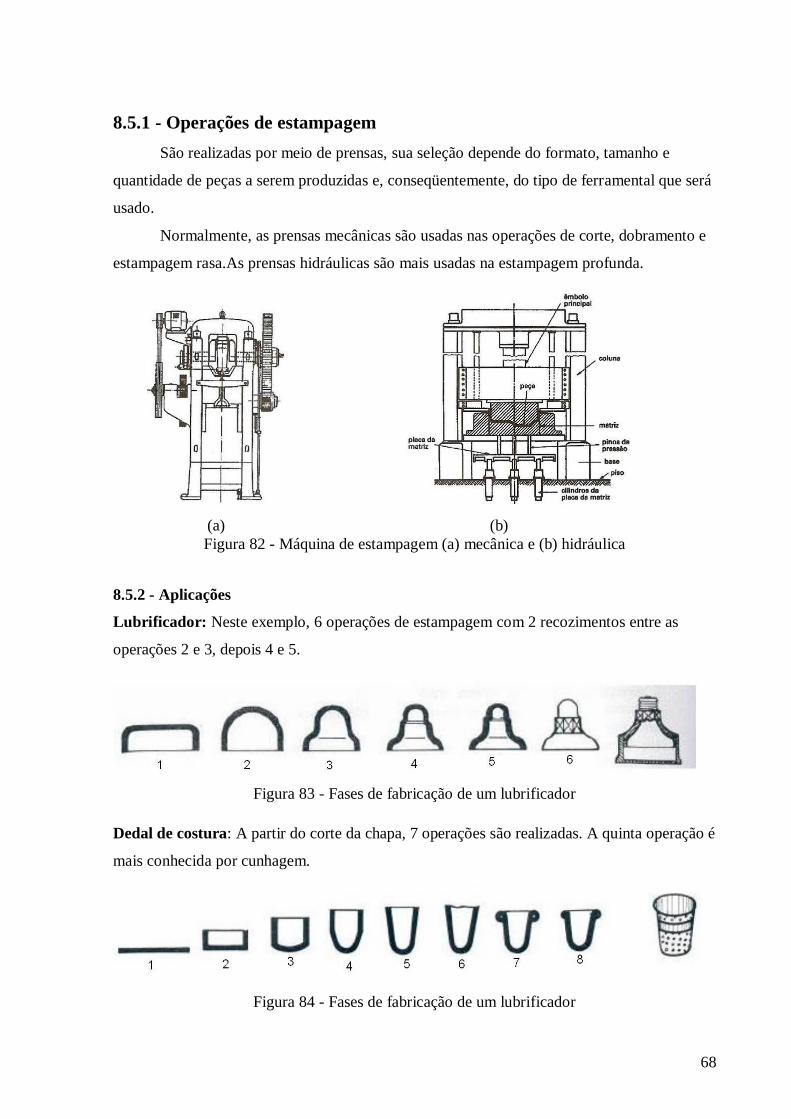
68
8.5.1 - Operações de estampagem
São realizadas por meio de prensas, sua seleção depende do formato, tamanho e
quantidade de peças a serem produzidas e, conseqüentemente, do tipo de ferramental que será
usado.
Normalmente, as prensas mecânicas são usadas nas operações de corte, dobramento e
estampagem rasa.As prensas hidráulicas são mais usadas na estampagem profunda.
(a) (b)
Figura 82 - Máquina de estampagem (a) mecânica e (b) hidráulica
8.5.2 - Aplicações
Lubrificador: Neste exemplo, 6 operações de estampagem com 2 recozimentos entre as
operações 2 e 3, depois 4 e 5.
Figura 83 - Fases de fabricação de um lubrificador
Dedal de costura: A partir do corte da chapa, 7 operações são realizadas. A quinta operação é
mais conhecida por cunhagem.
Figura 84 - Fases de fabricação de um lubrificador
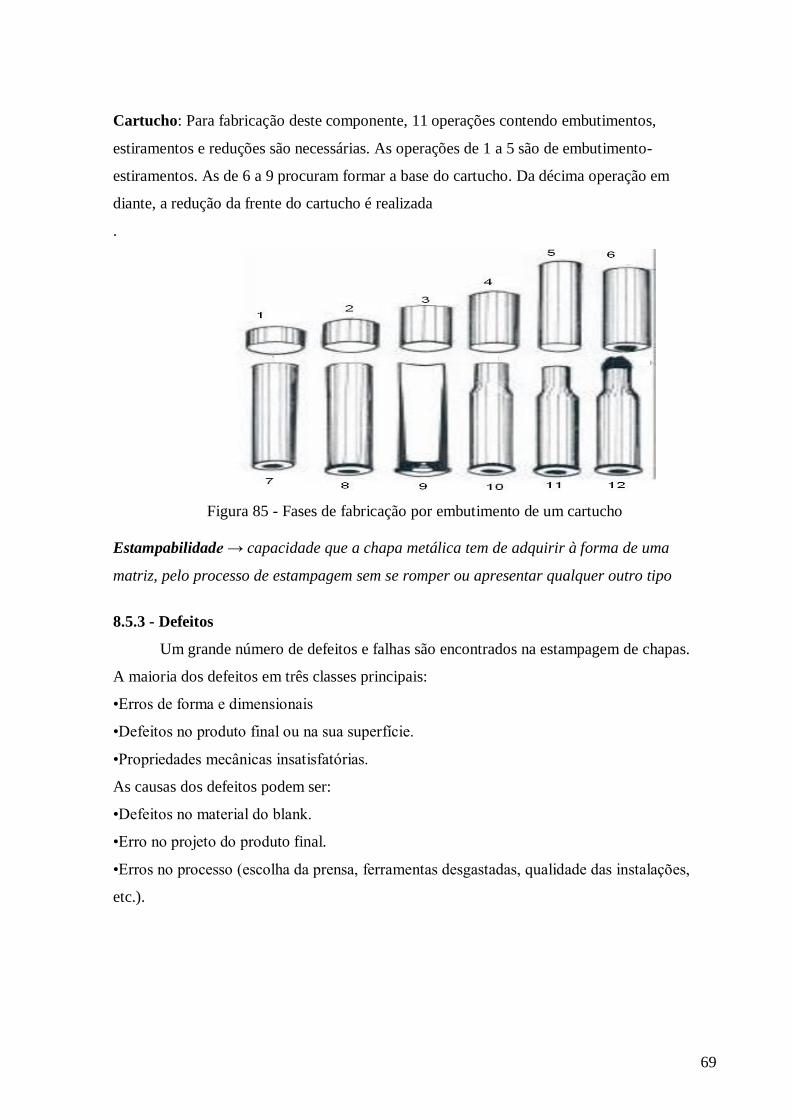
69
Cartucho: Para fabricação deste componente, 11 operações contendo embutimentos,
estiramentos e reduções são necessárias. As operações de 1 a 5 são de embutimento-
estiramentos. As de 6 a 9 procuram formar a base do cartucho. Da décima operação em
diante, a redução da frente do cartucho é realizada
.
Figura 85 - Fases de fabricação por embutimento de um cartucho
Estampabilidade → capacidade que a chapa metálica tem de adquirir à forma de uma
matriz, pelo processo de estampagem sem se romper ou apresentar qualquer outro tipo
8.5.3 - Defeitos
Um grande número de defeitos e falhas são encontrados na estampagem de chapas.
A maioria dos defeitos em três classes principais:
•Erros de forma e dimensionais
•Defeitos no produto final ou na sua superfície.
•Propriedades mecânicas insatisfatórias.
As causas dos defeitos podem ser:
•Defeitos no material do blank.
•Erro no projeto do produto final.
•Erros no processo (escolha da prensa, ferramentas desgastadas, qualidade das instalações,
etc.).
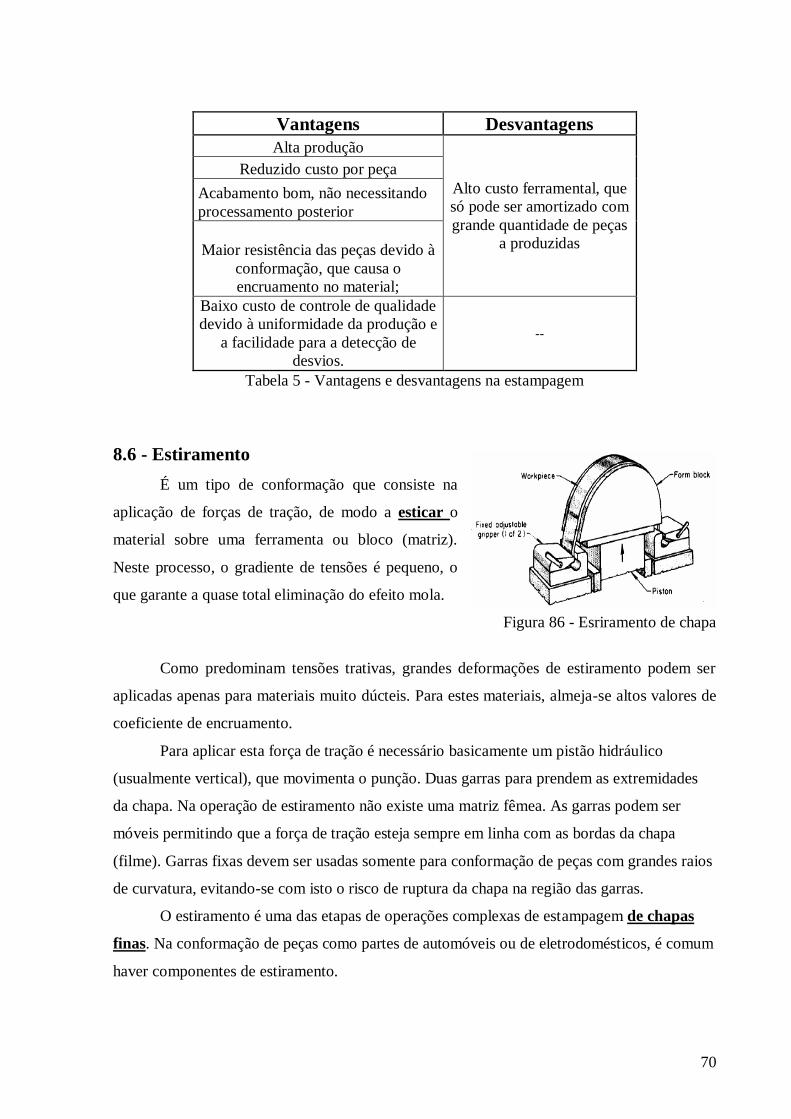
70
Vantagens Desvantagens
Alta produção
Alto custo ferramental, que
só pode ser amortizado com
grande quantidade de peças
a produzidas
Reduzido custo por peça
Acabamento bom, não necessitando
processamento posterior
Maior resistência das peças devido à
conformação, que causa o
encruamento no material;
Baixo custo de controle de qualidade
devido à uniformidade da produção e
a facilidade para a detecção de
desvios.
--
Tabela 5 - Vantagens e desvantagens na estampagem
8.6 - Estiramento
É um tipo de conformação que consiste na
aplicação de forças de tração, de modo a esticar o
material sobre uma ferramenta ou bloco (matriz).
Neste processo, o gradiente de tensões é pequeno, o
que garante a quase total eliminação do efeito mola.
Figura 86 - Esriramento de chapa
Como predominam tensões trativas, grandes deformações de estiramento podem ser
aplicadas apenas para materiais muito dúcteis. Para estes materiais, almeja-se altos valores de
coeficiente de encruamento.
Para aplicar esta força de tração é necessário basicamente um pistão hidráulico
(usualmente vertical), que movimenta o punção. Duas garras para prendem as extremidades
da chapa. Na operação de estiramento não existe uma matriz fêmea. As garras podem ser
móveis permitindo que a força de tração esteja sempre em linha com as bordas da chapa
(filme). Garras fixas devem ser usadas somente para conformação de peças com grandes raios
de curvatura, evitando-se com isto o risco de ruptura da chapa na região das garras.
O estiramento é uma das etapas de operações complexas de estampagem de chapas
finas. Na conformação de peças como partes de automóveis ou de eletrodomésticos, é comum
haver componentes de estiramento.
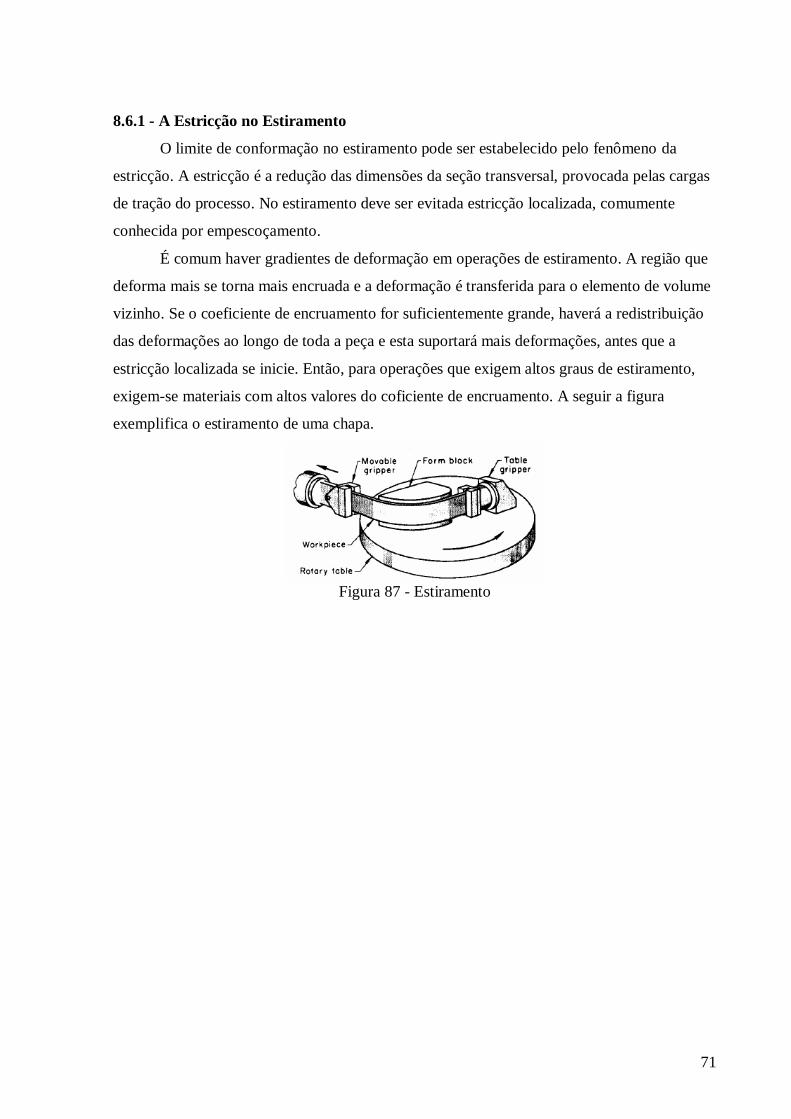
71
8.6.1 - A Estricção no Estiramento
O limite de conformação no estiramento pode ser estabelecido pelo fenômeno da
estricção. A estricção é a redução das dimensões da seção transversal, provocada pelas cargas
de tração do processo. No estiramento deve ser evitada estricção localizada, comumente
conhecida por empescoçamento.
É comum haver gradientes de deformação em operações de estiramento. A região que
deforma mais se torna mais encruada e a deformação é transferida para o elemento de volume
vizinho. Se o coeficiente de encruamento for suficientemente grande, haverá a redistribuição
das deformações ao longo de toda a peça e esta suportará mais deformações, antes que a
estricção localizada se inicie. Então, para operações que exigem altos graus de estiramento,
exigem-se materiais com altos valores do coficiente de encruamento. A seguir a figura
exemplifica o estiramento de uma chapa.
Figura 87 - Estiramento
72
9 - Conclusão
Ao final de mais esta pesquisa podemos observar a importância de processos de
fabricação mecânicas em variados segmentos de mercado como indústrias de bens de
consumo, automobilística, alimentos e plásticos em geral.
Tivemos oportunidade de conhecer muitos métodos de conformação mecânica
utilizando-se de princípios de fluido mecânicos como as prensas, além da energia térmica
presente em conformações a quentes e mornas. Conhecemos equipamentos utilizados nos
tipos de conformações, como e quando são utilizados.

73
10 - Agradecimentos
Ao professor Odilon Caldeira Filho, pelas orientações prestadas.
74
Bibliografia
Apostila Curso de Processos de Fabricação. PARANHOS, Raimundo Jorge Santos. CEFET-
BA.
Disponível em: http://www.metalmundi.com/si/site/1108?idioma=portugues (Acesso em
12/08/2010).
Disponível em: http://mmborges.com/processos/Conformacao/cont_html/Forjamento.htm
(Acesso em 12/08/2010).
Disponível em: www.professormarciogomes.files.wordpress.com/.../aulas-8-e-9-
estampagem.pdf (Acesso em 11/08/2010).
Disponível em: www.ufrgs.br/LDTM/publicacoes/06%2001.pdf (Acesso em 11/08/2010).
Disponível em: www.poli.usp.br/pmr/lefa/download/PMR2202-Estampagem.pdf (Acesso em
10/08/2010).
Disponível em: www.norbertocefetsc.pro.br/pfb_conformacaoi.pdf - dia 08/08-/2010 (Acesso
em 10/08/2010).
Disponível em: http://www.metalmundi.com/si/site/1107 (Acesso em 10/08/2010).
Centro de Informações Metal Mecânica (CIMM). Processos de Conformação.
Disponível em: www.cimm.com.br, (Acesso em 10/08/2010)
Processos de Fabricação. Volume I. Apostila do Curso Técnico em Mecânica.
Telecurso 2000.
CETLIN, P. R.; HELMAN, H. Fundamentos da Conformação. São Paulo:
Artliber Editora, 2005.
Handbook: Glossário. www.infomet.com.br, acessado em 21/01/2007.
MARTINS, Conceição G. Aspectos Gerais da Conformação Mecânica e
Forjamento. Florianópolis: Apostila de Processos de Fabricação da Escola
Técnica Federal de Santa Catarina, 1993.
http://www.guiausados.com.br/prensahidr.htm
http://www.cesec.ufpr.br/metalica/04/04.htm
http://pt.wikipedia.org/wiki/Dureza
www.ufrgs.br/LDTM/publicacoes/06%2001.pdf
http://www.dalmolim.com.br/EDUCACAO/MATERIAIS/Biblimat/siderurgia3.p
df





























