Embed Size (px)
Citation preview
SKRYPTY DLA SZKÓŁ WYŻSZYCHPOLITECHNIKA ŁÓDZKA
MIECZYSŁAW BORUCH, BOGUSŁAW KRÓL
PROCESYTECHNOLOGII ŻYWNOŚCI
ŁÓDŹ 1993NAKŁADEM POLITECHNIKI ŁÓDZKIEJ
Skrypt jest przeznaczony dla studentów III rokuWydziału Chemii Spożywczej PL
AGO6Recenzent: prof. dr hab. Jan Dobrzycki
Redaktor: Krzysztof JabłonowskJ
Redaktor techniczny: Krzysztof Świerzyński
WYDAWNICTWO POLITECHNIKI ŁÓDZKIEJ93005 Łódź, ul. Wólczańska 223
Ntkbd 260 + 40 Ark. wyl. 13.5. Art druk. 16.0. Papier oTTict. 60g 61 x B6.Mkiz)nopił \*pł>n«l do Redakcji 11 VIII 1990. Oddiiio do UtUdu 14 V 1992 r.
PcxJpiuuio do druku 7 IX 93 r. Druk ukończono we wrzriniu 1993 r.Zamówienie 70/93. Ccn« ii. 44 000,-
Wykon.no w C.G.M. SA. 93-005 Lódi, ul. Wóto-ańiki 223
SPIS TREŚCI
PRZEDMOWA 5
1. WPROWADZENIE DO TECHNOLOGII ŻYWNOŚCI.. . . . ." . . ' ."" ! . . 71.1. Podstawowe definicje oraz cechy technologii żywności 71.2. Baza surowcowa przemysłu spożywczego u
1.2.1. Charakterystyka podstawowych surowców węglowodanowych i ichprzemyłowe zagospodarowanie 13
1.3. Kryteria jakości produktów żywnościowych 17SA. Podstawowe zasady technologiczne 251.5. Procesy cieplne w technologii żywności 34
1.5.1. Wpływ temperatury na żywność 351.5.2. Rodzaje operacji cieplnych w technologii żywności 37
2. PODSTAWOWE PROCESY W TECHNOLOGII ŻYWNOŚCI 462.1. Procesy mechaniczne 46
2.1.1. Rozdrabnianie 462.1.2. Mieszanie 612.1.3. Rozdzielanie mieszanin 67
2.2. Procesy wymiany ciepła i masy 95"2.2.1. Ogrzewanie i chłodzenie materiałów 952.2.2. Zależanic roztworów. 1102.2.3. Suszenie materiałów 1182.2.4. Ekstrakcja 1292.2.5. Krystalizacja 1322.2.6. Procesy sorpcyjne 1382.2.7. Destylacja i rektyfikacja 1422.2.8. Jonitacja 145
2.3. Procesy chemiczne 1492.3.1. Procesy hydrolizy 1492.3.2. Procesy utleniania 1522.3.3. Procesy uwodorniania (redukcji) 154
3. METODY UTRWALANIA ŻYWNOŚCI 1563.1. Wiadomości wstępne 1563.2. Zahamowanie rozwoju drobnoustrojów 1573.3. Zniszczenie drobnoustrojów 1583.4. Usuwanie drobnoustrojów 1593.5. Utrwalanie żywności przez zamrażanie 1593.6. Termiczne (cieplne) utrwalanie żywności 166
3.6.!. Kryteria inaklywacji 1683.6.2. Technologia puszkowania (apertyzacji). 1743.6.3. Technologia sterylizacji przepływowej metodą UHT 176
3.7. Osmoaktywnc ulrwaJanie żywności 1794. WYBRANE DZIAŁY PRZEMYSŁU SPOŻYWCZEGO (PRZYKŁADY). 182
4.1. Cukrownictwo 1824.1.1. Skrócony opis procesów technologicznych otrzymywania cukru 182
z buraków4.1.2. Otrzymywanie preparatu błonnikowego „PecloccT z wysłodków
buraczanych 1884.2. Przemysł ziemniaczany 190
4.2.1. Skrócony opis procesów technologicznych produkcji skrobi ziem-niaczanej 190
4.2.2. Spożywcze susze ziemniaczane 1934.2.3. Hydrolizaty skrobi 195
4.3. Przemysł cukierniczy 2004.3.1. Otrzymywanie czekolady 2004.3.2. Otrzymywanie produktów karmclarskich 204
4.4. Chłodnictwo żywności 2064.4.1. Chłodnicze utrwalanie żywności 2074.4.2. Technologia produkcji mrożonej żywności 210
4.5. Biotechnologia żywności 2144.5.1. Pickarstwo 2144.5.2. Piwowarstwo 2164.5.3. Gorzelnictwo i drożdżowniclwo 2184.5.4. Mleczarstwo 220
5. WSPÓŁCZESNE KIERUNKI ROZWOJU TECHNOLOGII ŻYWNOŚCIPOCHODZENIA ROŚLINNEGO 2265.1. Zwiększenie i ulepszenie produkcji roślinnej 2265.2. Udoskonalanie i unowocześnianie procesów technologicznych 229
5.2.1. Procesy membranowe 2305.2.2. Procesy chromatograficzne 2365.2.3. Instantyzacja 2405.2.4. Mikrokapsułkowanic 2435.2.5. Teksturyzacja 2445.2.6. Niektóre kierunki rozwoju przemysłu spożywczego w krajach wy-
sokouprzemysłowionych 245LITERATURA 252
PRZEDMOWA
Skrypt pt. „Procesy Technologii Żywności11 zawiera elementarnewiadomości z zakresu technologii żywności, stanowiących podstawęzawodowej działalności inżyniera technologa w przemyśle spożywczym.Skrypt jest adresowany do studentów Wydziału Chemii SpożywczejPolitechniki Łódzkiej kierunku technologii chemicznej i biotechnologi-cznej, którzy po raz pierwszy stykają się z zagadnieniami przemys-łowego przetwarzania surowców w żywność.
Celem skryptu jest przybliżenie studentom ogólnej problematykidotyczącej technologii przetwórstwa i utrwalania żywności oraz zapoz-nanie z podstawowymi procesami technologicznymi występującymiw różnych odmianach wukierunkowanych technologiach specjalistycz-nych. Skrypt może być traktowany jako uzupełnienie wykładów i zajęćlaboratoryjnych z dziedziny technologii żywności i przedmiotów po-krewnych w początkowym etapie kształcenia technologów żywnościróżnych specjalizacji.
Skrypt podzielony jest na pięć rozdziałów. W rozdziale pierwszymprzedstawiono ogólne informacje o procesach technologicznych i głów-nych zadaniach przemysłu spożywczego. Drugi rozdział zawiera prze-gląd najważniejszych procesów jednostkowych występujących w róż-nych gałęziach przemysłu spożywczego. Szczególną uwagę w tej częścizwrócono na sposób prowadzenia licznych i różnorodnych procesówjednostkowych oraz na potrzebę ich usystematyzowania według od-powiednich kryteriów. W rozdziale trzecim przedstawiono przykładynajważniejszych metod utrwalania żywności z uwzględnieniem ich zaleti wad. Podkreślono ważną rolę skutecznego zabezpieczenia żywnościw efektywnym zagospodarowaniu nietrwałych środków żywności.Rozdział IV stanowi zbiór przykładowo wybranych technologii prze-mysłu spożywczego. Zaakcentowano praktyczne wykorzystanie po
5
szczególnych procesów jednostkowych skupionych w określonym pro-cesie technologicznym do osiągnięcia wyznaczonych celów produkcyj-nych. W rozdziale piątym zarysowano perspektywy i aktualne kierunkirozwoju technologii żywności pochodzenia roślinnego w Polsce.
Autorzy zdają sobie sprawę, że skrótowe i nazbyt encyklopedyczneprzedstawienie materiału jest poważnym uchybieniem, które jest trudnedo uniknięcia ze względu na rozległość tej dziedziny wiedzy. Autorzyżywią nadzieję, że skrypt, mimo uchybień i usterek, umożliwi studentomrozszerzenie wiedzy oraz przyczyni się do zwiększenia kręgu osóbzainteresowanych nowoczesnym przetwórstwem żywności.
Autorzy
1. WPROWADZENIEDO TECHNOLOGII ŻYWNOŚCI
1.1. Podstawowe definicjeoraz cechy technologii żywności
Technologia jest działem nauki o sposobach wytwarzania produk-tów z określonych surowców z zachowaniem podstawowych prawnatury. W związku z tym technologia żywności jest działem technologii0 sposobach wytwarzania żywności i przemianach chemicznych, bio-chemicznych, fizycznych i biologicznych jakie zachodzą w toku prze-twarzania surowców żywnościowych w gotowe produkty.
Żywnością nazywa się wszelkie produkty pochodzenia roślinnego1 zwierzęcego, które w stanie naturalnym lub po obróbce przemysłowejbądź kulinarnej stają się pożywieniem człowieka. Wśród surowcówroślinnych główną rolę odgrywają nasiona zbóż i roślin strączkowychoraz owoce, warzywa i okopowe. W zakresie surowców zwierzęcychpodstawowe znaczenie mają: tkanka mięśniowa, tkanka tłuszczowa,mleko i jajka.
Proces technologiczny jest to zespół celowych i ukierunkowanychtechnologicznie przekształceń surowców w produkty lub półprodukty.Znamienną cechą technologii żywności jest, jak dotychczas to, żedominują w niej procesy technologiczne o charakterze przetwórczym,które polegają na przekształcaniu nietrwałych surowców naturalnychw artykuły spożywcze, mające cechy bezpośredniej przydatności dospożycia lub wymagające jedynie prostego kulinarnego ich przygotowa-nia. Uzasadnione jest jednak oczekiwanie, że w niedalekiej przyszłości
wzrośnie znaczenie procesów wytwórczych, w których np. w drodzebiosyntezy powstaną nowe wartościowe produkty żywnościowe lubdodatki do żywności.
Innymi swoistymi cechami technologii żywności są jej różnorodnośći często sezonowość, które wynikają z dużej liczby surowców, ichzróżnicowanego składu i właściwości oraz możliwości wytwarzaniaproduktów końcowych o różnym stopniu przetworzenia. Z tychwzględów procesy technologiczne są znacznie zróżnicowane pod wzglę-dem jakościowym, tj. stopnia złożoności, oraz ilościowym, tj. ichliczebności. Ze względu na organizację produkcji, złożone procesytechnologiczne mogą być dzielone na odpowiednie procesy oddziałowe.Przykładowo w cukrownictwie złożony proces technologiczny otrzymy-wania cukru białego jest podzielony na dwa oddziały: oddział surownii oddział produktowni. Podobnie ze względów organizacyjnych możnawyodrębnić w jednym zakładzie produkcyjnym sezonowe procesytechnologiczne, dotyczy to zwłaszcza zakładów w przemyśle owoco-wo-warzywnym. W tym przypadku w tym samym oddziale zakładuprzetwarza się kolejno różne owoce i warzywa zgodnie z terminami ichpełnej przydatności technologicznej.
Ze względu na naturę zjawisk występujących w procesie techno-logicznym, proces ten daje się rozbić na szereg procesów jednostkowych.W procesach technologii żywności wyróżnia się następujące procesyjednostkowe:
a) mechaniczne, których podstawą jest mechaniczne oddziaływaniesiły na materiały: rozdrabnianie, prasowanie itp.,
b) hydrodynamiczne, których podstawą jest działanie ciśnienia napłyny: filtracje, sedymentacja, przepływ płynów,
c) cieplne, w których podstawowym zjawiskiem jest zmiana stanucieplnego substancji, a siłą napędową jest różnica temperatur: ogrzewa-nie, chłodzenie, odparowanie,
d) wymiany masy, w których podstawowym zjawiskiem jest ruchmasy między fazami, a siłą napędową różnica stężeń: adsorpcja,suszenie, ekstrakcja,
e) termodynamiczne, które są określane prawami termodynamiki,0 chemiczne, których podstawą są przemiany chemiczne: hydro-
liza, neutralizacja, utlenianie,
8
g) biochemiczne, których podstawą są procesy mikrobiologicznei enzymatyczne: fermentacja, enzymatyczne utlenianie,h) fizykochemiczne, których podstawą są procesy fizykochemiczne,powstawanie i rozpad emulsji, krystalizacja,i) utrwalające lub konserwujące, które są różne pod względem naturywystępujących zjawisk, a cechą wspólną jest utrzymanie żywnościw stanie możliwie nie zmienionym pod względem fizycznym, odżyw-czym i higienicznym.
W technologii żywności wymienione procesy jednostkowe występu-ją w różnym nasileniu w zależności od swoistych cech surowcówi stopnia ich przetworzenia w określony produkt gotowy.
Odpowiednio do stopnia przetworzenia surowców oraz ich opako-wania można wyróżnić następujące kategorie produktów spożywczych:— konserwy,— przetwory,— produkty czyste,— produkty pochodne,— wytwory.
Konserwy są to produkty najmniej zmienione w stosunku dosurowca, w których najistotniejszym procesem jednostkowym jestproces utrwalający osiągany różnymi metodami. Do konserw zalicza sięprodukty puszkowane, susze, mrożonki, kompoty.
Przetwory są to produkty, w których surowice zatracił zwykleswoiste cechy i wzbogacony został o nowe składniki, a całość w tokuprzetwarzania jest poddawana procesom mechanicznym i cieplnym. Doprzetworów należy większość artykułów spożywczych powszechnegoużytku: wyroby wędliniarskie, piekarskie, dżemy, sery.
Produkty czyste są to zwykle indywidualne związki chemiczne lubich mieszaniny, które zostały wyodrębnione z surowca na drodzelicznych procesów jednostkowych zwykle typu mechanicznego, ciepl-nego, chemicznego itp. Do produktów czystych można zaliczyć cukier,mączkę ziemniaczaną, olej, smalec, kazeinę.
Produkty pochodne są to produkty powstałe po dalszym prze-tworzeniu produktów czystych przez zastosowanie jednostkowychprocesów chemicznych, cieplnych lub biochemicznych. Przykładowo doproduktów pochodnych można zaliczyć: hydrolizaty białkowe, miódsztuczny, utwardzony tłuszcz, ocet.
Wytwory są to artykuły spożywcze lub dodatki do żywności, którezostały wytworzone na drodze biosyntezy w postaci biomasy np.drożdże piekarskie lub w postaci indywidualnych związków chemicz-nych takich, jak: kwas cytrynowy, glutaminowy, lizyna, aspartam.
Można zauważyć, że w przypadku wytwarzania większości produk-tów żywnościowych dominującymi procesami jednostkowymi są proce-sy cieplne i mechaniczne oraz utrwalające.
W procesach technologicznych wytwarzania żywności o różnymstopniu przetworzenia występują podobne czynności, które możnaokreślić mianem etapów technologicznych. Są to:
a) etap wstępny: mycie, czyszczenie lub segregacja surowców,b) etap pomocniczy: rozdrabnianie, dzielenie na porcje, ładowanie,c) etap główny: prowadzenie procesów technologicznych w należy-
tej kolejności przy określonych parametrach temperatury, czasu, pH,d) etap końcowy: pakowanie lub rozlew i etykietowanie.Dla zapewnienia niezakłóconego przebiegu procesu technologicz-
nego konieczny jest zespół czynności organizatorskich i technicznych,które są nazwane procesem produkcyjnym. Proces produkcyjny składasię z następujących procesów cząstkowych:
a) zaopatrzenia materiałowego, czyli rytmicznego dostarczaniasurowców, materiałów pomocniczych i energii,
b) procesu technologicznego wraz z zabezpieczeniem warunkówBHP,
c) transportu wewnętrznego związanego z przemieszczaniem suro-wców, półproduktów i wyrobów gotowych,
d) kontroli jakości surowców, półproduktów i oceny jakości goto-wego wyrobu,
e) utylizacji odpadów i oczyszczania ścieków oraz gospodarkiwodnej i energetycznej,
f) magazynowania i wysyłki gotowych wyrobów.W dobrze zorganizowanej działalności produkcyjnej konieczny jest
zatem udział sprawnych zespołów ludzi o różnym przygotowaniuzawodowym. Właściwie wybrany proces technologiczny oraz należytynadzór nad przebiegiem procesu przetwarzania surowców w określonyprodukt mają jednak znaczenie podstawowe. Są to zadania dla techno-logów.
Głównym celem technologii żywności jest wytwarzanie trwałychartykułów żywnościowych najwyższej jakości z wykorzystaniem nie-trwałych surowców roślinnych i zwierzęcych przy najmniejszych kosz-
10
tach produkcji. Konieczne jest zatem stosowanie energooszczędnychprocesów, ograniczenie odległości transportu surowców masowych,ograniczenie strat surowców, właściwe wykorzystanie odpadów użyte-cznych np. w hodowli oraz wytwarzania produktów dobrej jakościo atrakcyjnym, estetycznym wyglądzie.
1.2. Baza surowcowa przemysłu spożywczego
W ramach zorganizowanej działalności gospodarczej w państwie,technologia żywności wchodzi w skład tzw. kompleksu żywnościowegotj. skoordynowanych działań organizacyjno-produkcyjno-handlowychobejmujących zasięgiem rolnictwo, skup płodów rolnych, przemysłspożywczy, przechowalnictwo żywności, zakłady zbiorowego żywieniaoraz cześć przemysłu pracującego dla potrzeb rolnictwa i przemysłuspożywczego. Przemysłem spożywczym nazywa się łącznic wszystkie tegałęzie przemysłu, które wytwarzają żywność lub używki. Do używekzalicza się wyroby alkoholowe, herbatę, kawę i wyroby tytoniowe.
Znaczenie przemysłu spożywczego wzrasta w miarę postępu urbani-zacji i oddalania się rejonów spożycia od rejonów rolnych oraz w miaręzwiększania produkcji rolnej. Podstawową bazą surowcową dla prze-mysłu spożywczego w Polsce jest rolnictwo, rolę uzupełniającą spełniarybołówstwo morskie i śródlądowe oraz dziczyzna i runo leśne. Ponadtoniektóre gałęzie przemysłu spożywczego wykorzystują surowce wtórnenp. melasę i serwatkę.
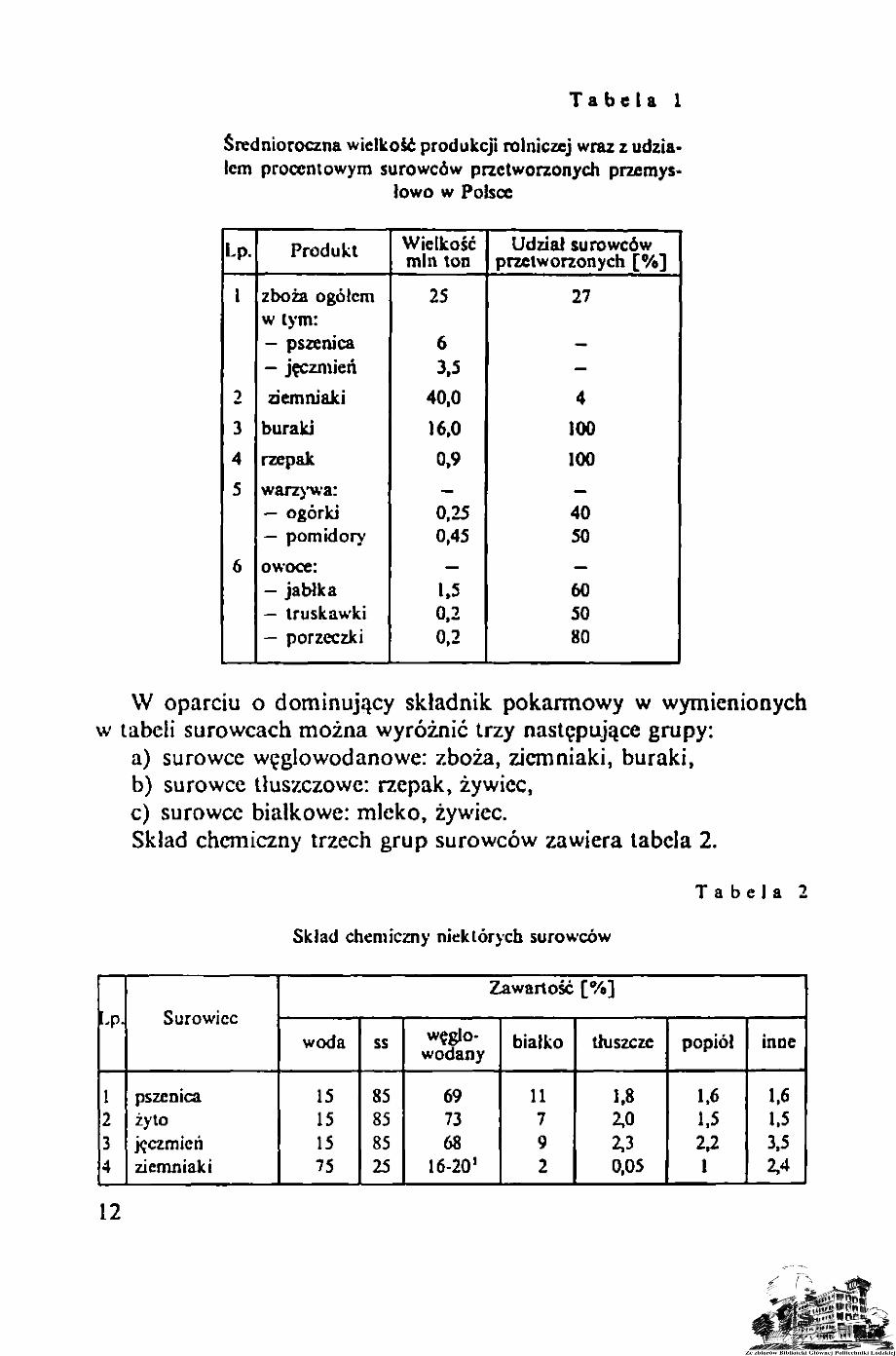
Około 2/3 roślinnych płodów rolnych ulega przetworzeniu zanimstaje się przedmiotem konsumpcji. Przetworzenie następuje w przemyślespożywczym oraz w toku hodowli zwierząt gospodarskich, które sąźródłem mięsa, mleka, jaj. Bardzo ważną cechą surowców dla przemysłuspożywczego jest ich odtwarzalność. Średnioroczną wielkość produkcjirolniczej wraz z procentowym udziałem surowców przetworzonychprzez przemysł spożywczy zawiera tabela 1.
Zdanych tabeli 1 widać, że niektóre płody rolne jak buraki, rzepak,tytoń są w całości wykorzystywane do przerobu w przemyśle spożyw-czym. Inne płody jak warzywa, owoce są częściowo spożywane w stanieświeżym, a część jest przeznaczona na przetwory. W tym zakresie jestcelowość zwiększenia produkcji przetworów ze względu na możliwośćkorzystnego eksportu.
11
T a b e l a 1
Średnioroczna wielkość produkcji rolniczej wraz z udzia-łem procentowym surowców przetworzonych przemys-
łowo w Polsce
I D
1
2
3
4
5
6
Produkt
zboża ogółemw tym:- pszenica- jęczmień
ziemniaki
buraki
rzepak
warzywa:— ogórki— pomidory
owoce:- jabłka— truskawki— porzeczki
Wielkośćmin ton
25
63,5
40,0
16,0
0,9
—0,250,45
—
1.30,20,2
Udział surowcówprzetworzonych [%]
27
——
4100100
—4050—605080
W oparciu o dominujący składnik pokannowy w wymienionychw tabeli surowcach można wyróżnić trzy następujące grupy:
a) surowce węglowodanowe: zboża, ziemniaki, buraki,b) surowce tłuszczowe: rzepak, żywiec,c) surowce białkowe: mleko, żywiec.Skład chemiczny trzech grup surowców zawiera tabela 2.
T a b e l a 2
Skład chemiczny niektórych surowców
Lp.
1234
Surowiec
pszenicażytojęczmieńziemniaki
woda
15151575
ss
85858525
Zawartość
węglo-wodany
697368
16-20'
białko
11792
[ % ]
tłuszcze
1,82,02,30,05
popiół
1,61,52.21
inne
1,61.53,52,4
12
5673
90
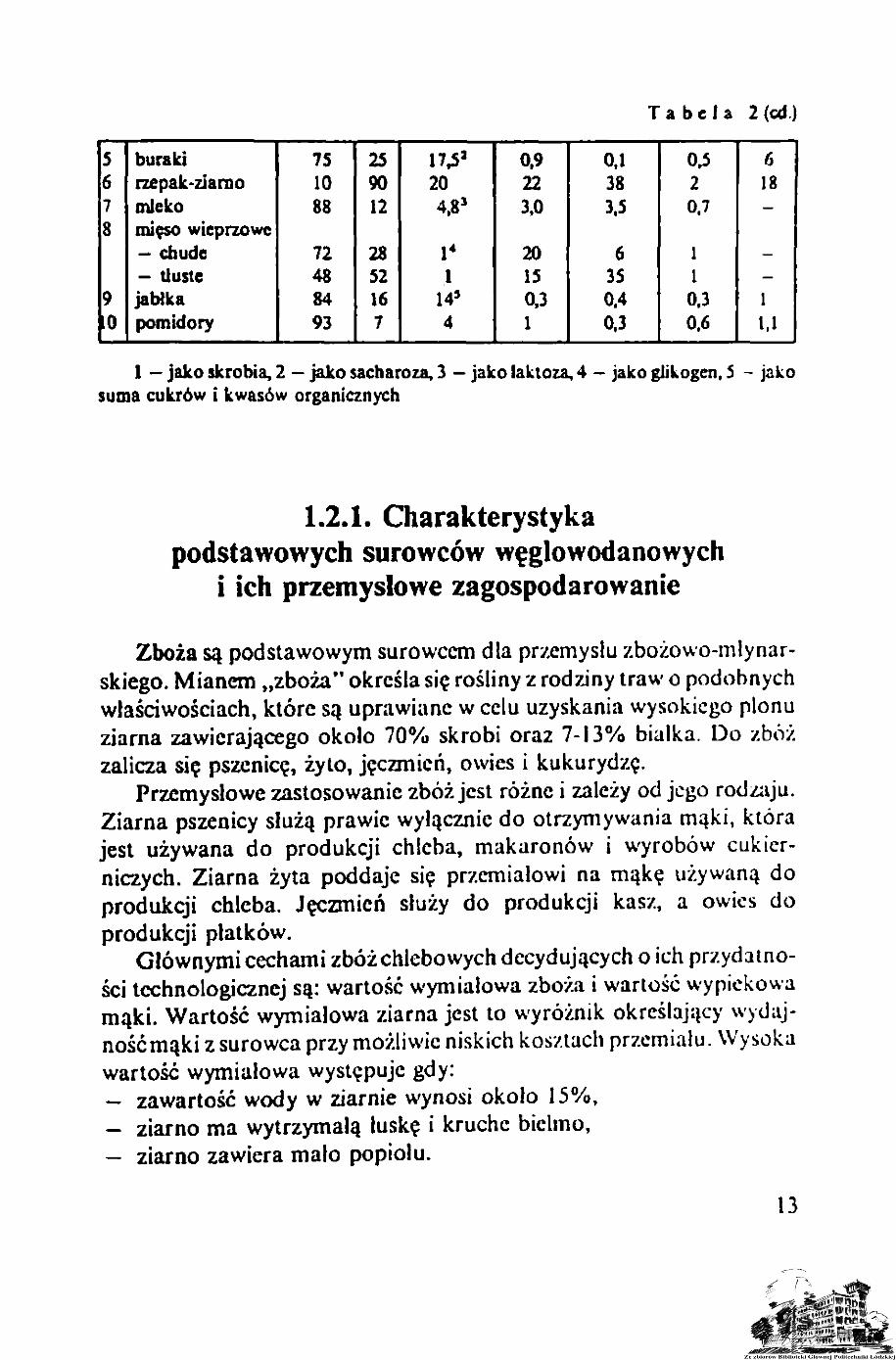
burakirzepak-ziarnomlekomięso wieprzowe— chude- tłustejabłkapomidory
751088
72488493
259012
2352167
17,5'204.8'
I4
114'4
0,9223,0
20150,31
T
0.1383.5
6350.40.3
a bc I a
0,520.7
11
0.30.6
2{cd.)
618—
——11,1
1 — jako skrobia, 2 - jako sacharoza, 3 - jako laktoza, 4 - jako glikogen, 5 - jakosuma cukrów i kwasów organicznych
1.2.1. Charakterystykapodstawowych surowców węglowodanowych
i ich przemysłowe zagospodarowanie
Zboża są podstawowym surowcem dla przemysłu zbożowo-mlynar-skiego. Mianem „zboża" określa się rośliny z rodziny traw o podobnychwłaściwościach, które są uprawiane w celu uzyskania wysokiego plonuziarna zawierającego około 70% skrobi oraz 7-13% białka. Do zbóżzalicza się pszenicę, żyto, jęczmień, owies i kukurydzę.
Przemysłowe zastosowanie zbóż jest różne i zależy od jego rodzaju.Ziarna pszenicy służą prawic wyłącznie do otrzymywania mąki, którajest używana do produkcji chleba, makaronów i wyrobów cukier-niczych. Ziarna żyta poddaje się przemiałowi na mąkę używaną doprodukcji chleba. Jęczmień służy do produkcji kasz, a owies doprodukcji płatków.
Głównymi cechami zbóż chlebowych decydujących o ich przydatno-ści technologicznej są: wartość wymiałowa zboża i wartość wypiekowamąki. Wartość wymiałowa ziarna jest to wyróżnik określający wydaj-nośćmąki z surowca przy możliwie niskich kosztach przemiału. Wysokawartość wymiałowa występuje gdy:- zawartość wody w ziarnie wynosi około 15%,- ziarno ma wytrzymałą łuskę i kruche bielmo,- ziarno zawiera mało popiołu.
13
Wartość wypiekowa mąki jest to zespół jej cech, które pozwalają nadobre wyrośnięcie ciasta i maksymalną wydajność gotowego pieczywa.O wartości wypiekowej mąki pszennej decyduje głównie ilość i jakośćglutenu oraz aktywność enzymów amylotitycznych. O jej wartościwypiekowej decyduje głównie zawartość białek i śluzów. Białka zbóżzawierają dostateczne ilości aminokwasów egzogennych za wyjątkiemlizyny, której dobrym źródłem są białka mleka.
W przypadku optymalnej zawartości wody w ziarnach na poziomie15%, mogą być one składowane w odpowiednich ilościach przezdostatecznie długi czas. Ziarna zbóż są więc dogodnym surowcem dootrzymywania podstawowych produktów spożywczych powszechnegospożycia.
Ziemniaki należą do rodziny psiankowatych, do której należąrównież pomidory. Wartość użytkową mają bulwy, które stosuje sięw żywieniu ludzi i zwierząt oraz są surowcem głównie dla przemysłuziemniaczanego, a częściowo także przemysłu spirytusowego. Ze wzglę-dów użytkowych rozróżnia się odmiany:
a) jadalne — smaczne, o średniej zawartości skrobi i miąższu, nieciemniejące,
b) przemysłowe — o maksymalnej zawartości skrobi i wysokimplonie,
c) paszowe — o dużej wartości pokarmowej i wysokim plonie.Ziemniaki odmian jadalnych są wykorzystywane do przemysłowej
produkcji suszów ziemniaczanych i frytek. Ziemniaki przemysłowe, zaśsłużą jako surowiec w przemyśle ziemniaczanym do produkcji mączkiziemniaczanej i jej przetworów, tj. dekstryn, syropu skrobiowego,glukozy itp. Ziemniaki przemysłowe są więc typowym surowcemskrobiowym, w którym zawartość skrobi stanowi około 80% s.s. bulw.Skrobia w ziemniakach występuje w postaci owalnych ziaren o średnicy2-110 /an, które są nierozpuszczalne w zimnej wodzie. Przy krochmal-niczym przerobie ziemniaków zjawiskiem niepożądanym jest pienieniesię soku ziemniaczanego oraz jego ciemnienie. Pierwsze zjawiskozwiązane jest z występowaniem rozpuszczalnych białek i solaninyw bulwach ziemniaków, drugie zaś wynika z powstawania melaninyz tyrozyny pod wpływem tyrozynazy.
Ze względu na dużą zawartość wody w ziemniakach rzędu 70-80%,są one surowcem dość nietrwałym. Ziemniaki w czasie przechowywaniawykazują takie czynności życiowe jak oddychanie, kiełkowanie oraz
14
parowanie, które powoduje ubytek suchej substancji i wody. Średnio-miesięczny ubytek masy ziemniaków w warunkach właściwego składo-wania wynosi 1%. Na oddychanie ziemniaków składają się dwabiochemiczne procesy: odwracalne przechodzenie skrobi w maltozęi glukozę oraz spalanie utworzonych cukrów do CO2 i H2O. Procesy tezachodzą pod wpływem enzymów, których aktywność zależy odtemperatury. Minimum oddychania przypada w temperaturze 3^"C.Jest to optymalna temperatura przechowywania ziemniaków. Ob-niżenie temperatury poniżej 0°C hamuje oddychanie lecz nie przerywascukrzenia skrobi, skutkiem tego ziemniaki stają się słodkie.
W toku kiełkowania ziemniaków straty skrobi są jeszcze wyższe.Przy kiełkach długości 3 cm straty skrobi wynoszą 5%, a przy długości5 cm około 9%. Proces kiełkowania może być spowolniony i opóźnionyprzez opryskanie bulw retardantami z grupy auksyn, np. kwasem/?-indoilooctowym lub przez radiacyjne napromieniowanie.
Buraki cukrowe należą do rodziny komosowatych. Jest to roślinałatwo adaptująca się do różnych warunków klimatycznych jeżeli pilgleby wynosi około 6,5. Skład buraków zmienia się w szerokichgranicach zależnie od linii genetycznej, warunków agrotechnicznych,przebiegu pogody, stopnia dojrzałości i warunków magazynowania.W dojrzałych wysokocukrowych korzeniach buraków zawartość sacha-rozy wynosi przeciętnie 87% w przeliczeniu na suchą substancję.Korzenie buraków stanowią więc typowy jednoskładnikowy surowiecroślinny do produkcji naturalnego produktu czystego jakim jest sacha-roza w postaci krystalicznej, a występująca w obrocie handlowym podnazwą cukru, cukru białego lub rafinady.
Sprzęt buraków powinien następować z chwilą osiągnięcia dojrzało-ści technologicznej, tj. wówczas gdy buraki wykazują maksymalną masęi zawartość sacharozy. W naszych warunkach klimatycznych przypadato zwykle na październik. Okres dojrzałości technologicznej nic po-krywa się jednak z optymalnym okresem trwania kampanii cukrow-niczej, który w Polsce wynosi 80-90 dni. Konieczny jest więc określonykompromis technologiczny. W myśl którego przerób buraków zaczynasię nieco wcześniej np. we wrześniu i kampanię kończy po zebraniuburaków i składowaniu w pryzmach na terenie cukrowni. W ten sposóbstraty cukru wynikjące ze zmniejszenia plonu i składowania są możliwienajniższe. Straty podczas składowania buraków można podzielić nastraty nieuniknione i straty na skutek nieodpowiedniego przechowywa-
15
nia. Nieuniknione straty powstają w wyniku oddychania buraków,który to proces analogicznie jak w przypadku ziemniaków jest intensyw-niejszy w miarę wzrostu temperatury składowania.
Przykładowo dobowe straty cukru wynoszą:
temperatura składwania
straty w % na masę buraków
0
0,006
3
0,007
5
0,008
10
0,013
12
0,020
Zatem przy średniej stracie 0,012%, w okresie 80 dni, suma stratcukru wynosi 1 %, tj. 6% masy cukru zawartej w burakach. Optymalnatemperatura składowania buraków wynosi +2°C. Najlepsze wynikiosiąga się w przypadku magazynowania buraków w regulowanejatmosferze o zawartości 6% tlenu i 5% dwutlenku węgla i stałejtemperaturze 2 ± 0,5°C.
W temperaturze około — 2°C buraki zaczynają obumierać i na-stępuje odwodnienie plazmy. Podwyższenie temperatury sprawia, żeprzemarznięte buraki są podatne na działanie drobnoustrojów i szybkoulegają zepsuciu. Przerób takich buraków jest znacznie trudniejszy niżburaków właściwie składowanych i łączy się z dużymi stratami cukru.
W aspekcie technologicznym wspólną cechą surowców węglowoda-nowych jest sezonowość ich zbioru i na ogół kampanijny charakterprocesów technologicznych, a także ścisła więź przemysłu z rolnictwem.Bowiem po przemysłowym wyodrębnieniu głównych składników z su-rowca ich wartościowe składniki uboczne w postaci np. otrąb, wysłod-ków i wycierki są zwracane do gospodarstw rolnych, gdzie są wykorzys-tywane do produkcji żywności pochodzenia zwierzęcego. Z tego wzglę-du np. opłacalność uprawy buraków cukrowych wpływa na stabilnąprodukcję mleka.
Przemysłowe zagospodarowanie roślinnych surowców tłuszczo-wych jest w charakterze ogólnym zbliżone do zagospodarowania zbóż.W naszych warunkach podstawowym surowcem jest ziarno rzepaku,z którego na drodze tłoczenia i ekstrakcji wydobywa się olej, zaśwartościowy odpad użytkowy w postaci kuchu lub śruty poekstrakcyj-nej jest wykorzystywany w hodowli zwierząt.
Zwierzęce surowce białkowe ze względu na ich na ogół rytmicz-ną podaż i podatność na psucie wymagają szczególnie dobrej orga-nizacji skupu i przemysłowego przerobu przy zachowaniu właściwejhigieny.
16
1.3. Kryteria jakości produktów żywnościowych
Produktom żywnościowym przypisuje się następujące cechy, warun-kujące ich jakość i wartość handlową:
a) wartość odżywczą, która wynika z ogólnego składu chemicz-nego,
b) smakowitość, która wynika z jakości i zestawu użytych surow-ców i obecności odpowiednich składników smakowo-zapachowych,
c) zdrowotność, która oznacza brak drobnoustrojów chorobotwór-czych i substancji szkodliwych oraz toksycznych,
d) trwałość, która oznacza możliwość długiego przechowywaniaproduktu bez zmiany składu i wyglądu,
e) atrakcyjność, która wyraża się w prawidłowej barwie, formie orazstarannym i estetycznym opakowaniu,
0 dyspozycyjność, która wynika z łatwości przekształcenia produk-tu w potrawę, łatwość otwierania, porcjowanie itp.
Wartość odżywcza jest podstawową cechą jakości produktów żyw-J nościowych. Substancje spożywane przez c/łowicka dla utrzymania się
przy życiu noszą nazwę składników pokarmowych i są składowąpożywienia. Wyróżnia się 6 grup związków chemicznych, które sąskładnikami pokarmowymi: białka, tłuszcze, węglowodany, związki
5 mineralne, witaminy oraz woda. Tłuszcze i węglowodany są głównym^ źródłem energii, białka zaś przede wszystkim składnikiem budulcowym.Jj Tłuszcze są dla ustroju człowieka najbardziej skoncentrowanym2 źródłem energii 1 g = 38 kJ i są również źródłem witaminy A, D,J2 E i K oraz niezbędnych nienasyconych kwasów tłuszcowych (NNKT)Qdo których zalicza się kwasy: linolowy, linolenowy i arachidonowy.
Tłuszcze spełniają rolę magazynu energii, a także tworzą tkankjoporowe i ochronne.
Z punktu widzenia technologicznego umożliwiają wykonanie proce-sów obróbki termicznej takich jak smażenie i pieczenie. Przyjmowanez pokarmem zwiększają uczucie sytości. Zapotrzebowanie na tłuszcze
g*jest proporcjonalne do zapotrzebowania energii, zależy zatem odrodzaju wydatkowanej pracy, wieku i płci. Przeciętne zalecane normy
% wynoszą 90-120 g/d, równocześnie postuluje się, aby 30-35% energiidziennej racji pokarmowej pochodziło z tłuszczów.
Węglowodany stanowią najbardziej ekonomiczne i najłatwiej przy-swajalne źródło energii, dostarczając w 1 g 16,8 kJ. Wiele tka-
17
nek wykorzystuje glukozę jako jedyne źródło energii. Również syntezabiałek organizmu w znacznej części przebiega przy udziale energiipochodzącej z węglowodanów.
W produktach żywnościowych węglowodany rozpuszczalne w wo-dzie pełnią rolę środków słodzących i osmoaktywnych. Średnie zaleca-ne zapotrzebowanie na węglowodany wynosi 400-600 g, co stanowiokoło 50-60% energii dostarczanej z pożywieniem. Równocześniezaleca się, aby dzienne spożycie sacharozy nie przekraczało około 90 g,a błonnika 7 g.
Białka są najważniejszym składnikiem pokarmowym. Stanowiązasadniczy element budowy wszystkich tkanek ustroju i związkówbiologicznie czynnych. Białka wprowadzone z żywnością są przedewszystkim źródłem aminokwasów niezbędnych do syntezy białekorganizmu. Białka pożywienia są również źródłem energii 1 g = 16,8 kJ.Energetyczne wykorzystanie białek ma miejsce przy braku dostate-cznej ilości tłuszczu i węglowodanów w pożywieniu. Białko, zwłaszczazwierzęce, dzięki zawartości m.in. glutaminianu sodowego odgrywajątakże rolę składników smakowo-zapachowych oraz mają zdol-ność pobudzenia łaknienia. W aspekcie technologii żywności białkapełnią rolę strukturotwórczą, decydując o konsystencji i jakości pieczy-wa oraz wielu artykułów powszechnego spożycia zwłaszcza wyrobówmięsnych.
Poszczególne białka wprowadzone z pożywieniem są w różnymstopniu wykorzystane przez ustrój do celów budulcowych. Tę cechęnazywa się wartością odżywczą białek lub jakością odżywczą białka.0 jakości białka decyduje głównie skład aminokwasowy. Blisko połowaaminokwasów występujących w białkach nie jest syntetyzowanaw ustroju człowieka i zwierząt. Muszą one być dostarczone z pożywie-niem. Aminokwasy te noszą nazwę egzogennych. Zalicza, się do nich:lizynę, tryptofan, metioninę, fenyloalaninę, treoninę, walinę, leucynę1 izoleucynę. Aminokwasy syntetyzowane w organizmie są nazywaneendogennymi. Jakość białka zależy głównie od udziału aminokwasówegzogennych w sumie składu aminokwasowego oraz proporcji amino-kwasów egzogennych. Ustrój człowieka najlepiej wykorzystuje białkolaktoalbuminy zawartej w mleku matki oraz białko jaja kurzego.Dlatego proporcje aminokwasów zawartych w tych dwóch rodzajachbiałek uważa się za pełnowartościowe i wzorcowe. Białko jaja kurzegosłuży jako wzorzec do porównania jakości biologicznej innych białek.
18
Wzorcowe białko zawiera w przybliżeniu równe ilości aminokwasówegzo- i endogennych. Zawartość poszczególnych aminokwasów wynosipo około 6% w przeliczeniu na sumę białek, tj. po 400 mg w przeliczeniuna 1 g azotu lub 6.25 g białka, za wyjątkiem tryptofanu, któregoodpowiednia zawartość wynosi 1,5%.
Ocenę jakości poszczególnych białek i białkowych produktówżywnościowych prowadzi się metodami biologicznymi lub chemicz-nymi. Metody biologiczne polegają na pomiarze wzrostu młodychzwierząt, zwłaszcza szczurów, lub na oznaczeniu zatrzymania azotuprzez ustrój zwierzęcia. Podstawowymi miernikami jakości białka przystosowaniu metod biologicznych są:— współczynnik wydajności wzrostowej PER (Protein Efficiency Ra-
tio),— współczynnik zatrzymania białka netoo NPR (Net Protein Reten-
tion),— współczynnik wartości biologicznej BV (BiologicaJ Valuc),— współczynnik wykorzystania białka netto NPU (Net Protein Utili-
zation).Chemiczne metody oznaczania jakości białka opierają się na chemi-
cznej analizie składu aminokwasowego białka po jego hydrolizie.Następnie skład aminokwasowy badanego białka porównuje się zeskładem aminokwasowym białka wzorcowego.
Przy określaniu jakości białka ze składu aminokwasowego uwzględ-nia się zawartość aminokwasu ograniczającego, tj. aminokwasu eg-zogennego występującego w najmniejszym stężeniu. Zgodnie z prawemminimum taki aminokwas egzogenny ogranicza wykorzystanie białkaprzez ustrój w takim stopniu, w jakim stanowi on udział procentowyw odniesieniu do zawartości tego samego aminokwasu w białkuwzorcowym. W ten sposób wyznacza się tzw. chemiczny miernik jakościbiałka CS (Chemical Score).
CS - — • 100,
ao _ zawartość aminokwasu ograniczającego w białku badanymw mg/g białka,
ao w — zawartość aminokwasu ograniczającego w białku wzorcowymw mg/g białka.
19
Stwierdzono, że CS = NPU, gdy aminokwasem ograniczającym jestmetionina tub walina, które są składnikami ograniczającymi wielubiałek.
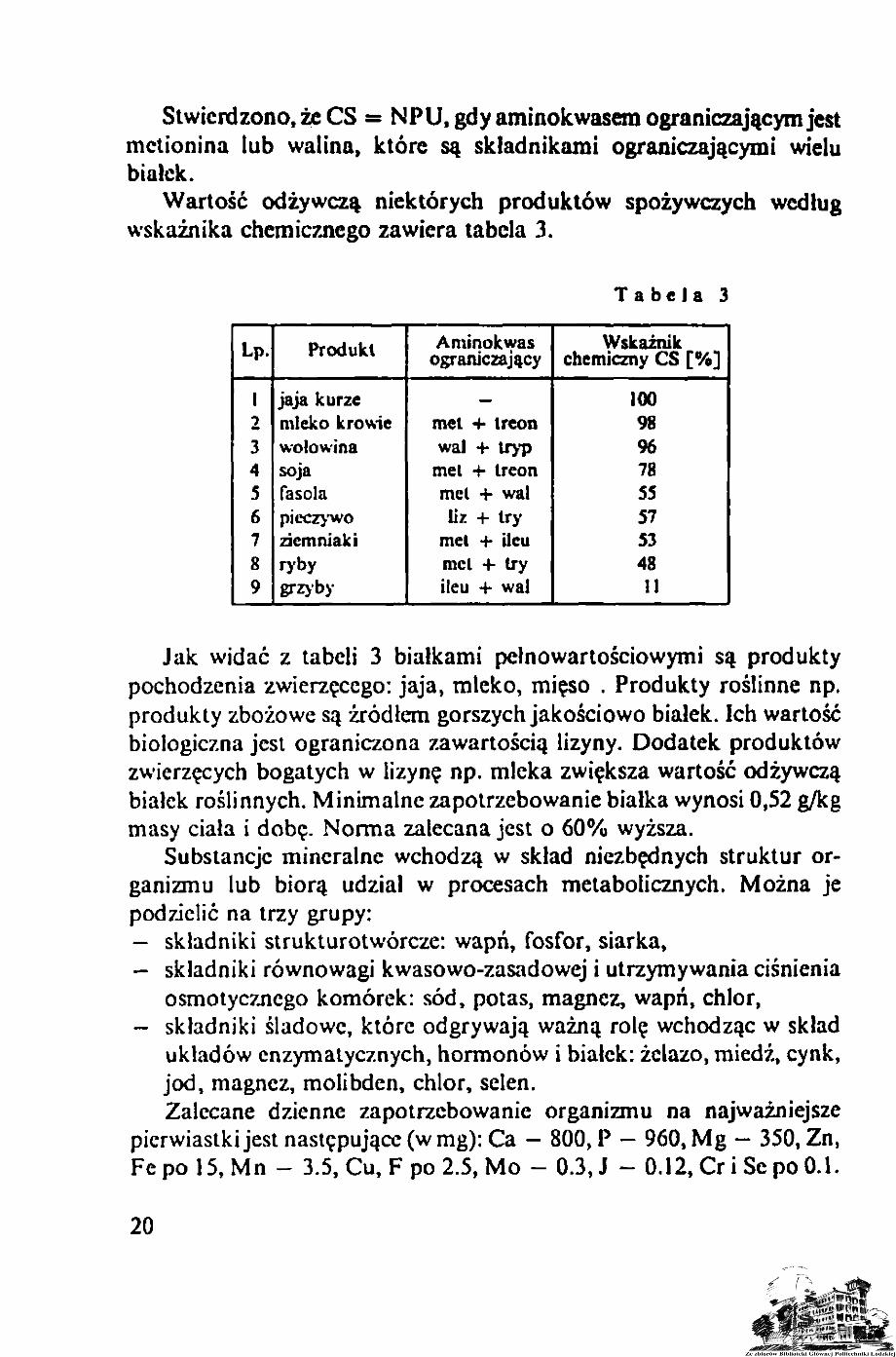
Wartość odżywczą niektórych produktów spożywczych wedługwskaźnika chemicznego zawiera tabela 3.
T a b e l a 3
Lp.
I23456789
Produkt
jaja kurzemleko krowiewołowinasojafasolapieczywoziemniakirybygrzyby
Aminokwasograniczający
_mei + ireonwal + tryp
met •+• treonmet + walliz + try
met -f ilcumet + tryileu + wal
Wskaźnikchemiczny CS [%]
1009896785557534811
Jak widać z tabeli 3 białkami pełnowartościowymi są produktypochodzenia zwierzęcego: jaja, mleko, mięso . Produkty roślinne np.produkty zbożowe są źródłem gorszych jakościowo białek. Ich wartośćbiologiczna jest ograniczona zawartością lizyny. Dodatek produktówzwierzęcych bogatych w lizynę np. mleka zwiększa wartość odżywcząbiałek roślinnych. Minimalne zapotrzebowanie białka wynosi 0,52 g/kgmasy ciała i dobę. Norma zalecana jest o 60% wyższa.
Substancje mineralne wchodzą w skład niezbędnych struktur or-ganizmu lub biorą udział w procesach metabolicznych. Można jepodzielić na trzy grupy:— składniki strukturotwórcze: wapń, fosfor, siarka,— składniki równowagi kwasowo-zasadowej i utrzymywania ciśnienia
osmotycznego komórek: sód, potas, magnez, wapń, chlor,— składniki śladowe, które odgrywają ważną rolę wchodząc w skład
układów enzymatycznych, hormonów i białek: żelazo, miedź, cynk,jod, magnez, molibden, chlor, selen.Zalecane dzienne zapotrzebowanie organizmu na najważniejsze
pierwiastki jest następujące (w mg): Ca - 800, P - 960, Mg - 350, Zn,Fepo 15, Mn - 3.5, Cu, F po 2.5, Mo - 0.3, J - 0.12, Cr i Se po 0.1.
20
Zagadnienie wartości odżywczej produktów żywnościowych jest jakwidać bardzo złożone. Jest to głównie domena technologii żywieniai dietetyki, lecz o podstawowych kategoriach powinien pamiętać każdytechnolog żywności i każdy konsument.
Smakowitość jest cechą towaroznawczą odnoszącą się do złożonychśrodków żywnościowych oraz gotowych potraw. Jest to cecha, któraujmuje całość wrażeń smakowo-zapachowo-czuciowo-wizualnych od-noszących się do danego wyrobu. W przypadku produktów gotowychotrzymanych z surowców naturalnych cecha ta może w procesietechnologicznym być utrzymana bez zmian, lecz częściej smakowitośćwyrobów jest zwiększona przez dodanie przypraw, barwników i dodat-ków smakowych. Smakowitość jest istotną cechą wyrobów mięsnych,mlecznych, pieczywa, wyrobów cukierniczych itp. Smakowitość produ-któw żywnościowych jest cechą wykształconą przez przyzwyczajeniażywnościowe określonych środowisk i narodów w dostosowaniu dodostępnych środków żywieniowych i klimatu, który często warunkujeokreśloną trwałość żywności. Zatem smakowitość wynika często z za-biegów utrwalających żywność lub maskujących niepożądane cechy.Stąd też najstarszą i najbardziej rozpowszechnioną przyprawą smakowąjest sól kuchenna. Długie tradycje ma także dodanie do żywnościi potraw takich środków smakowych jak ocet, kwas mlekowy i natural-ne przyprawy korzenne (np. pieprz, cynamon, wanilia) oraz stosowaniewarzyw smakowych.
Rozpowszechnienie środków słodzących, (z wyjątkiem miodu) orazsyntetycznych kwasów ograniczonych jak cytrynowy i winowy orazśrodków zapachowych typu waniliny czy dwuacetylu, jest związanez rozwojem przemysłu spożywczego. Na podkreślenie zasługuje takt, żesmakowitość wielu produktów przemysłu spożywczego osiąga sięgłównie w toku właściwie prowadzonych procesów technologicznych.Dzięki odpowiednim surowcom, fermentacji i dojrzewaniu produkujesię np. smakowite sery i wina, a dzięki właściwym zabiegom techno-logicznym w odpowiednich urządzeniach otrzymuje się przykładowodoskonałą czekoladę, masło lub szynkę. Odpowiednia i właściwasmakowitość może być nadana substytutom wytwarzanym w przemyślespożywczym. Margaryna, jak wiadomo, jest substytutem masła. Dziękidobraniu określonych składników i zastosowaniu procesu technologicz-nego można uzyskać produkt, który pod względem użytkowym i żywie-niowym przewyższa produkt naturalny.
21
Barwienie i dobarwianie wyrobów żywnościowych jest zagadnie-niem złożonym. Barwienie przez dodanie środków barwiących stosujesię doraźnie dla zwiększenia atrakcyjności i wyglądu wyrobu, dobar-wianie zaś dla uzupełnienia intensywności barwy lub ujednoliceniabarwy. Do barwienia używa się barwników naturalnych i syntetycz-nych. Stosowanie barwników syntetycznych obwarowane jest licznymiprzepisami. Lista tego typu barwników dozwolonych do stosowania naterenie różnych państw jest często zmieniana. Spośród barwnikównaturalnych stosuje się substancje wyodrębnione z różnych części roślin.Czerwone antycyjanowe barwniki otrzymuje się z korzeni burakówćwikłowych lub wytłoków z czarnej porzeczki lub ar o ni i. Pomarań-czowe barwniki karotenowe uzyskuje się z korzeni marchwi. Żółtybarwnik można otrzymać z owocni dyni, zaś chlorofil z zielonych częściroślin. W przemyśle spożywczym do dobarwiania napojów alkoholo-wych i syropów stosuje się także tzw. karmel tj. mieszaninę barwnikówpowstających z sacharozy w trakcie prażenia w temperaturze 150-180°Cbez udziału wody.
Zdrowotność jest to cecha żywności, która oznacza, że w jej składzieoprócz składników pokarmowych nie ma substancji innych, a zwłaszczaskładników szkodliwych, toksycznych i chorobotwórczych. Mianemskładników lub substancji szkodliwych dla zdrowia określa się związkichemiczne, które są zdolne do uszkadzania prawidłowych czynnościustroju na skutek interakcji tych związków z białkami ustrojowymi,DNA lub enzymami. Substancje toksyczne zaś powodują niepożądanedziałanie chemiczne, które ze strony ustroju wyrażają się ostrymi i częstogwałtownymi objawami, wymagającymi natychmiastowej pomocy le-karskiej i często długotrwałego leczenia.
Znajomość toksycznego działania substancji, które mogą występo-wać w żywności jako zanieczyszczenia jest niezbędna. Dla określeniadziałania toksycznego przyjęto określenie „toksyczność ostra" ozna-czona symbolem LD5 0, która wyraża liczbowo jednorazową dawkędanej substancji w mg, powodującą śmierć 50% zwierząt doświadczal-nych w badanej grupie podczas 14-dniowej obserwacji.
Innym kryterium oceny szkodliwości substancji wyznaczonej napodstawie wielostronnych badań na zwierzętach jest dopuszczalnedzienne spożycie dla człowieka — ADI (Acceptable Daily lntake), którejest wyrażane w mg/kg ciężaru ciała. Jest to ilość danej substancji, któramoże wniknąć do ustroju z pożywieniem i ze wszystkich innych źródeł
22
np. przez skórę i nie spowoduje szkody dla zdrowia. Na podstawiewielkości ADI wyznacza się podział związków na trucizny, związkiszkodliwe i praktycznie nieszkodliwe.
T a b e l a 4
1. środowisko:wodaglebapowietrze
1. pierwiastkiszkodliwe
2. azotanyi azotyny
3. tlenki azo-tu i tlenkisiarki
4. insektycydyfungicydyherbicydy
5. -
Źródła zanieczyszczeń żywności
2, pozostałościz działal-ności rolni-czej:nawozy,środki och-rony roślin
3. pozostałościz działal-ności hodow-lanej:pasze, leki
4. pozostałościprocesutechnolo-gicznego
Rodzaje zanieczyszceń
pierwiastkiszkodliwe
azotanyi azotyny
—
insektycydyfungicydyherbicydy
_
regulatorywzrosturoślin
pierwiastkiszkodliwe
azotanyi azotyny
—
insektycydyfungicydyherbicydy
nitrozoaminy,hormony,antybiotyki,środki prze-ciw pasoży-
pierwiastkiszkodliwe
azotanyi azotyny
—
——
nitrozoaminy——
środki przeciwpasożytom,środki po-wierzchnio-ni owo czynne.
środki dezyn-fekcyjne,rozpuszczal-niki,
katalizatory
5. opakowania
pierwiastkiszkodliwe
——
• •
—
—
—
—
—
—
rozpuszczal-niki,
katalizatory.monomery,plastyfikatory
23
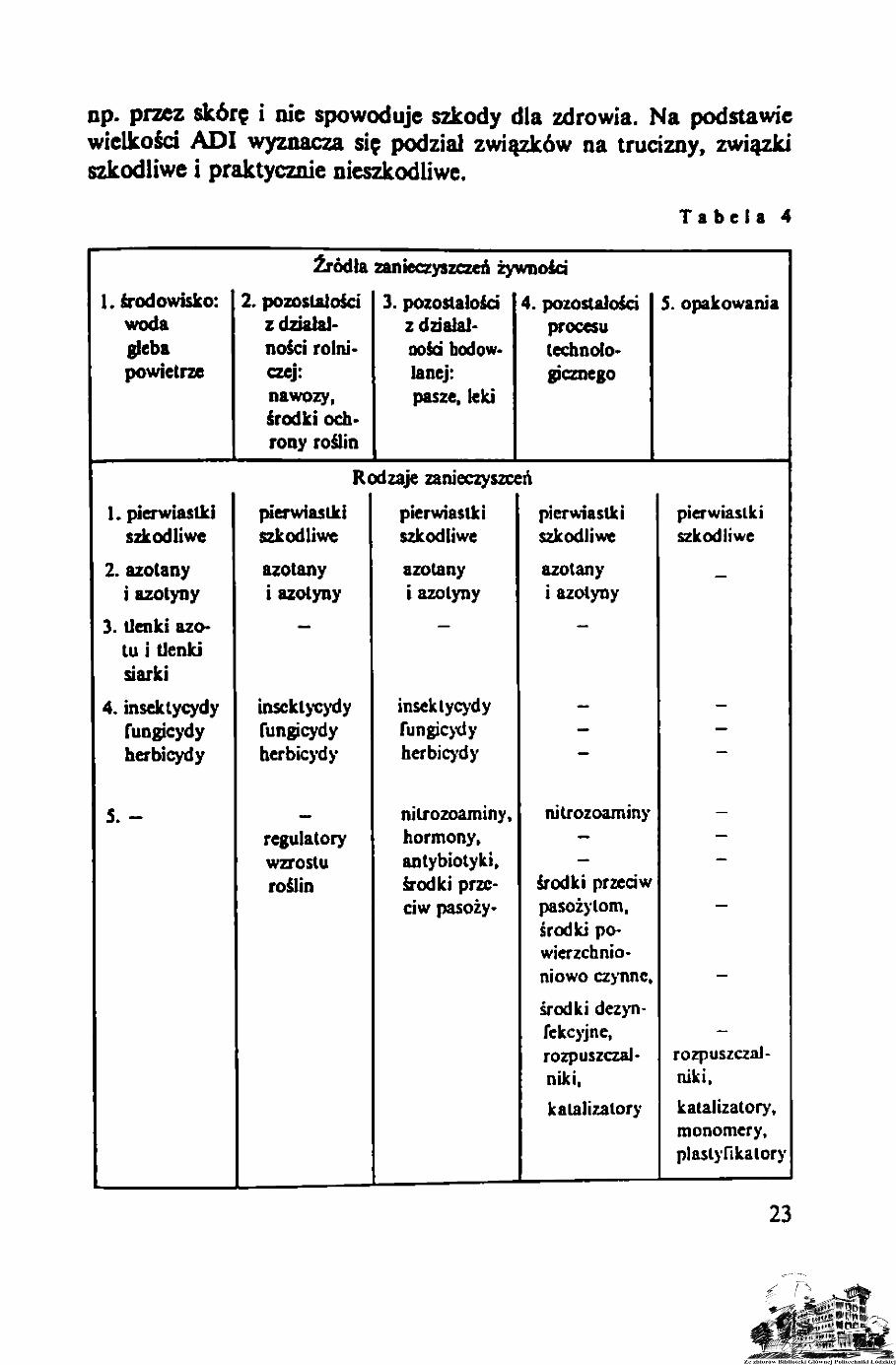
Zdrowotność żywności zależy w znacznym stopniu od jakościsurowca, przebiegu procesu technologicznego, tworzywa z któregozbudowana jest aparatura i opakowania żywności oraz stopnia zanie-czyszczenia powietrza i wody.
Źródła i rodzaje zanieczyszczeń żywności zawiera tabela 4. W przy-padku surowców roślinnych związki toksyczne i szkodliwe mogą sięznaleźć w produktach gotowych w wyniku użycia nadmiernej ilości lubw wyniku nieprzestrzegania okresu karencji stosowanych nawozów,zwłaszcza azotowych, oraz środków ochrony roślin (pestycydów i her-bicydów). Innym źródłem skażenia tych surowców jest uprawianiei pozyskiwanie płodów rolnych z terenów skażonych przez zynicczysz-czcnie przemysłowe. Szczególnie częste jest skażenie gleby ołowiemi kadmem w pobliżu drogowych szlaków komunikacyjnych i w pobliżudużych ośrodków przemysłowych.
W przypadku surowców zwierzęcych składnikami obniżającymizdrowotność mogą być związki pobudzające wydajność wzrostu zwie-rząt, jak hormony i antybiotyki. W toku przerobu surowców tj.w procesie produkcyjnym, może nastąpić zanieczyszczenie następujący-mi substancjami:— metalami ciężkimi, głównie Pb, Zn, Ni, Cu z urządzeń i aparatów,— aminami i estrami z opakowań z tworzyw sztucznych,- detergentami z pozostałości po myciu urządzeń i aparatów,- związkami szkodliwymi, powstałymi z ich nieszkodliwych pochod-
nych na skutek niedotrzymania optymalnych warunków procesunp. powstawanie akrolciny w toku przegrzewania tłuszczów.Działanie szkodliwe mogą wykazywać składniki dodane do żywno-
ści w celu zwiększenia jej trwałości lub ukierunkowania odpowiednichprzemian w toku procesu technologicznego. Są to:— środki konserwujące: benzoesan sodowy (ADI = 5 mg/kg), kwas
sorbowy (ADI = 25 mg/kg), KNO 3, SO2,- przeciwutlcniaczc: kwas sorbowy, 3-butylo-4-hydroksyanizolt
- środki spulchniające: np. mieszanina NaIICO3 i kwasu adypinowe-go (ADI = 5 mg/kg),
— syntetyczne środki słodzące: np. sacharyna (ADI = 5-15 mg/kg).Wyżej wymienione substancje są dodawane w ilościach rzędu 0,1%,
co w znacznym stopniu wyklucza możliwość szkodliwego działania.Wydane są przy tym obowiązujące rozporządzenia, które szczegółowookreślają rodzaje i ilości dodatkóąw do żywności dozwolonych dostosowania w określonych artykułach żywności.
24
Ze względu na znaczne prawdopodobieństwo zanieczyszczenia żywno-ści różnymi substancjami rozpowszechniło się określenie „zdroważywność" dla podkreślenia, że dane artykuły żywnościowe są po-zbawione substancji szkodliwych i toksycznych.
Atrakcyjność i dyspozycyjność są to dwie cechy żywności, wzajemniesię uzupełniające, które są istotne głównie w warunkach funkcjonowa-nia rynku z dominacją podaży nad popytem. Ważną rolę w podniesieniuwartości tych cech odgrywają takie elementy, które stymulują popyti sprzedaż. Ważna jest więc postać wyrobu, jego kształt, barwa,konsystencja, połysk, jakość, forma i materiał opakowania, sposóbotwierania i zamykania, łatwość transportu i składowania, formaplastyczna opakowań, staranne i estetyczne umocnienie etykiet itp.Ocenia się, że dobre opakowanie zwiększa wartość handlową towarówod 10-20%.
1.4. Podstawowe zasady technologiczne
Z definicji technologii żywności wynika, że jest to dział naukistosowanej o sprawnych sposobach wytwarzania produktów w oparciuo podstawowe prawa fizyki, chemii, biologii, ekonomii itd. Zatemw procesach technologicznych działają podstawowe obiektywne prawanatury:— prawo zachowania masy i energii,— prawa rządzące przenoszeniem masy i ciepła.
Z przedstawionych praw można wyróżnić pewne uogólnienia,zasady, który ułatwiają zrozumienie przebiegu procesów technologicz-nych oraz warunkujących ich prawidłowe prowadzenie.
Z prawa zachowania masy i energii wynikają następujące zasady:— zasady najmniejszego zużycia energii (oszczędności energii),— zasada kołowego obiegu energii i masy,— zasada ciągłości produkcji.
Z praw rządzących przenoszeniem masy i energii wynikają kolejnezasady:— zasada prądów naturalnych,— zasada przeciwprądu materiałowego i cieplnego,— zasada optymalnego rozwinięcia powierzchni.
25
Z obydwu praw równocześnie wynika ponadto: zasada optymal-nego prowadzenia procesu (zasada kompromisu technologicznego).
Spełnienie powyższych zasad może być zilustrowane licznymi przy-kładami konkretnych procesów jednostkowych lub technologicznychprowadzonych w urządzeniach i aparatach skonstruowanych zgodniez wymaganiami określonymi przez jedną lub kilka zasad równocześnie.
Dobrym przykładem zasad wynikających z prawa zachowania masyi energii jest zatężanie roztworów w jedno- i wielodziałowych aparatachwyparnych, pracujących w różnych warunkach temperatury i ciśnienia.Z prawa zachowania masy i energii wiadomo, że ilość masy i energiiwprowadzona z surowcem oraz ilość energii dostarczona do uzyskaniaokreślonej postaci wyrobu gotowego jest równa ilości masy i energiiwyprowadzonych z produktem oraz sumie strat energii do otoczeniai strat masy w produktach odpadowych. W praktyce sporządza się dwarównoległe bilanse: energetyczny (cieplny) i masy (materiałowy).
Dla okresowego procesu zatężania roztworu w jednodzialowejwyparce ze skraplaczem od stężenia początkowego C p do stężeniakońcowego Ck można sporządzić następujące bilanse:
a) bilans masowy roztworu
Lr = Lk + W
b) bilans masowy suchej substancji (s.s)
stąd np.
W - Lr L, - Lr^l C J ,
lub
~ L. p " U - W
gdzie: Lr — masa początkowa roztworu;Lk — masa końcowa roztworu;W — masa wody.
26
W praktyce w przypadku określonej pracy aparatu występująilościowe straty s.s. na skutek przywierania koncentratu do ścianaparatury i przerzutów części roztworów z oparami. Straty te mogąwynosić od 1-5% w zależności od właściwości roztworu, konstrukcjiwyparki. Ponadto mogą następować straty o charakterze jakościowym,wynikające z nienależycie dobranej temperatury zatężania, która zależyod ciśnienia.
c) bilans cieplny:
Qr +
L rC rt r + G„(i" - i') =st,
gdzie: Q r l Q p - ciepło dostarczone z roztworem i parągrzejną,
Qski Qw» Qk» QST — ciepło odprowadzone odpowiednio zeskroplinami, wodą chłodzącą, roztwo-rem zatężonym i stratami do otoczenia.
Ciepło dostarczone z parą Q p zostaje zużyte na podgrzanie roztworu Lr
do temperatury wrzenia, odparowanie wody i straty cieplne z wtórnąparą wodną (Qsfc 4- Qw) i z produktem końcowym Qk oraz stratami dootoczenia. Bilans cieplny i masowy mogą mieć również postać graficznąjako tzw. wykres Sankeyfa,
Z powyższego bilansu cieplnego wynika, że odparowanie przebiegaz różnym zużyciem energii w zależności od wielkości strat cieplnychz parą odlotową i wielkości strat do otoczenia. Wykorzystanie oparówdo podgrzewania roztworu rozcieńczonego i właściwa izolacja aparatu-ry zmniejsza jednostkowe zużycie energii do odparowania wody.Z bilansem energetycznym łączy się zasada oszczędności energii.W aparatach jednodziałowych zużycie masy pary do odparowania 1 kgwody wynosi około 1 kg. Jednostkowe zużycie pary może być znacznieobniżone przez zastosowanie wyparek wielodziałowych. Jak wiadomo,ciepło parowania wody zmienia się z temperaturą wrzenia, a tem-peratura ta zależy od ciśnienia, pod którym ciecz wrze. W aparatachwielodziałowych dział pierwszy i każdy poprzedni odparowuje wodępod wyższym ciśnieniem i w wyższej temperaturze. Dział taki spełniarolę wytwornicy pary dla działu następnego, w którym woda od-
2 7
parowuje w niższej temperaturze. Opary działu pierwszego oddająciepło w dziale drugim z utworzeniem oparów drugiego działu, któreoddają ciepło w dziale następnym. Dzięki temu jednostkowe zużyciepary w kg pary/kg wody zmniejsza się wraz z liczbą działów na-stępująco:
wyparka jednodziałowa 1wyparka dwudziałowa 0,5wyparka trzydzialowa 0,33wyparkaczterod ziało wa 0,25wyparka pięciodziałowa 0,20
oszczędność [%]
50667276
2 3 4 5 6
liczba działów
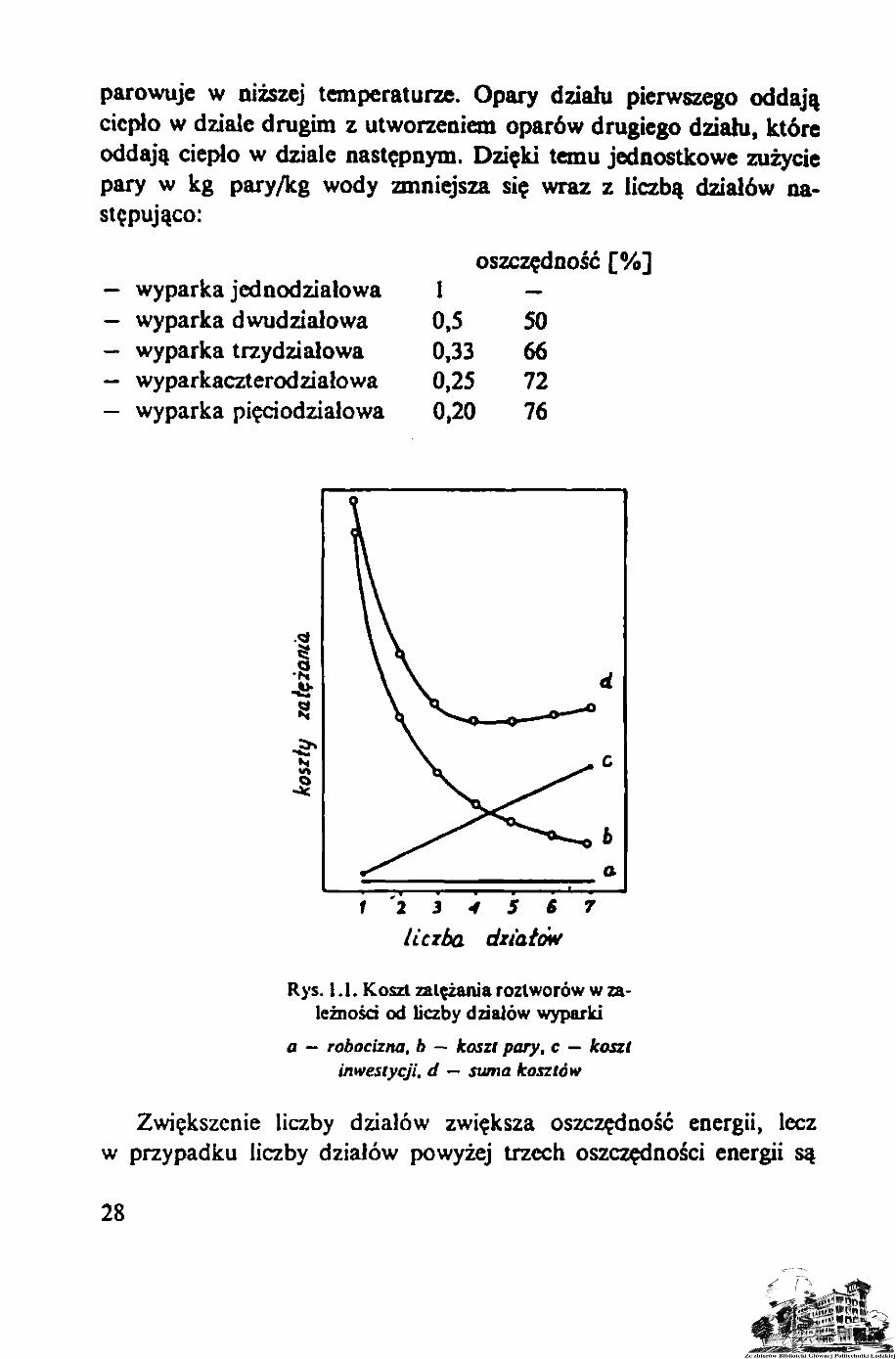
Rys. LI. Koszt zalężania roztworów w za-leżności od liczby działów wyparki
a — robocizna, b — koszt pary, c — kasztinwestycji, d — suma kosztów
Zwiększenie liczby działów zwiększa oszczędność energii, leczw przypadku liczby działów powyżej trzech oszczędności energii są
28
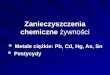
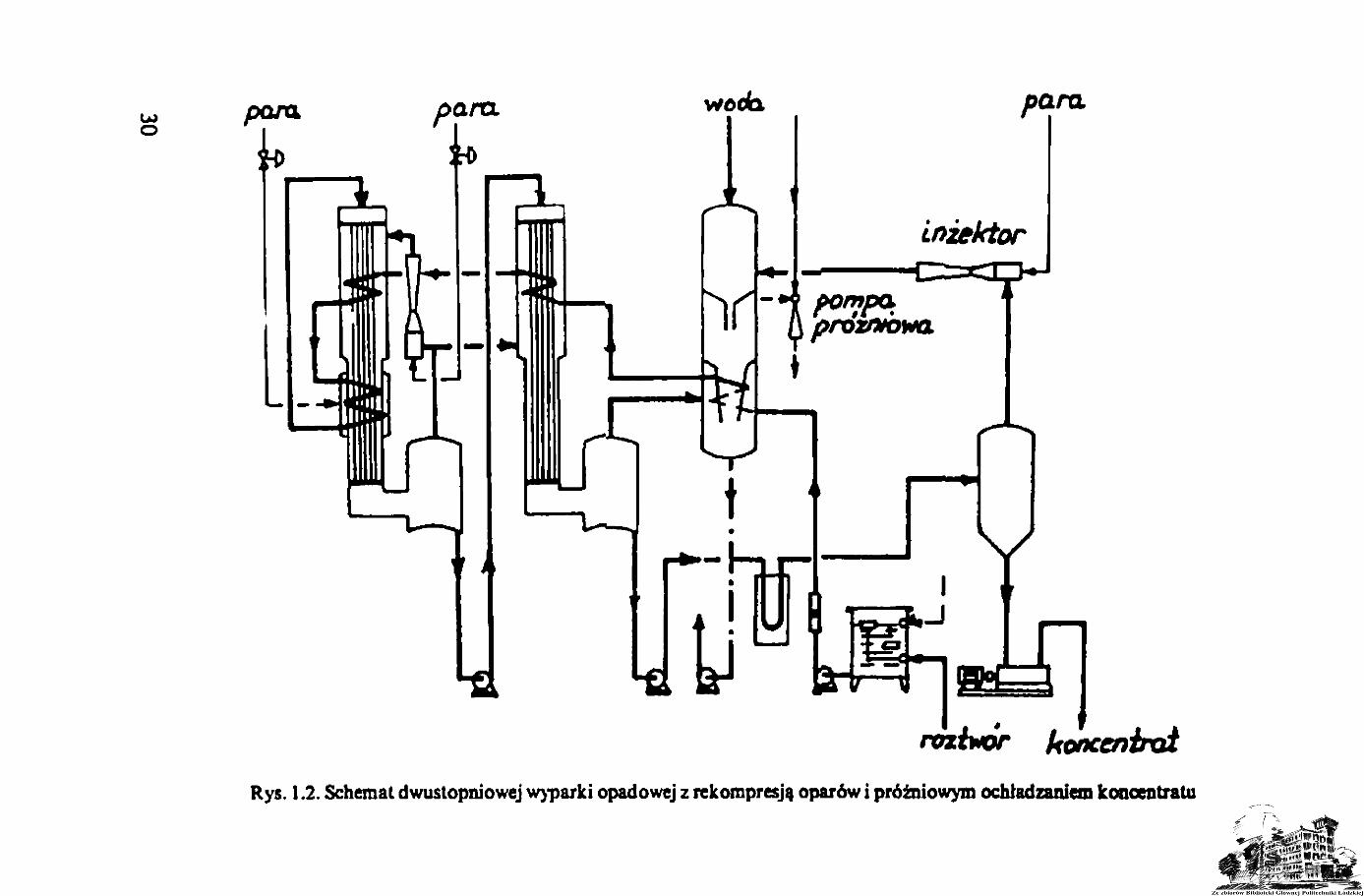
coraz mniejsze. Wraz ze wzrostem liczby działów w aparacie wyparnymzwiększa się koszt urządzeń i Haklady inwestycyjne. Koszt obsługiurządzenia jest stały, ponieważ ze wzrostem liczby działów nie mapotrzeby zwiększania liczby osób, które obsługują wyparkę. Z wykresurys. 1.1. widać, ze najmniejsza suma poniesionych kosztów zatężaniawystępuje, gdy urządzenie wyparne liczy 4 działy. Ze wzrostem liczbydziałów zwiększa się temperatura wrzenia roztworu w pierwszymi drugim dziale. W związku z tym zatężaniu w temperaturze znaczniepowyżej 100°C mogą być poddawane roztwory substancji odpornychna ogrzewanie w wysokich temperaturach. Do takich substancji należysacharoza w lekko zasadowych roztworach wodnych. Dzięki temuw przemyśle cukrowniczym 4-5-działowe wyparki są stosowane po-wszechnie. Z kolei przy zatężaniu roztworów termolabilnych jak mleko,soki owocowe, roztwory glukozy, temperatura roztworów w pierwszymdziale nie może przekraczać 10(M02*C a w ostatnim 70°C. Dlategoroztwory tego rodzaju zatęża się w cienkowarstwowych wyparkachopadowych 2-3 działowych. Działanie dwudziałowej wyparki typuWiegand zostało opisane na str. 144. Takie postępowanie możnaprzypisać działaniu zasady kompromisu technologicznego lub zasadyoptymalnego prowadzenia procesu. Jednakże w wyparkach dwu-i jednodzialowych jednostkowe zużycie energii może być zmniejszoneprzez zastosowanie zasady kołowego obiegu energii. Zasada ta jestspełniona dzięki temu, że znaczna część energii zawartej w oparachi skroplinach zostaje wprowadzona w obieg kołowy przy użyciustrumienicy i przez wykorzystanie ciepła do podgrzewania roztworurozcieńczonego. Para grzejna o ciśnieniu 0,8 MPa o temperaturze 70°Cumożliwia zatężanie roztworu w temperaturze 60°C. Schemat w tensposób zmodyfikowanej wyparki typu Wiegand jest przedstawiony narysunku 1.2. Innym przykładem stosowania zasady oszczędności energiijest tzw. grawitacyjny przepływ masy w procesach ciągłych i okreso-wych.
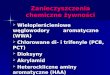
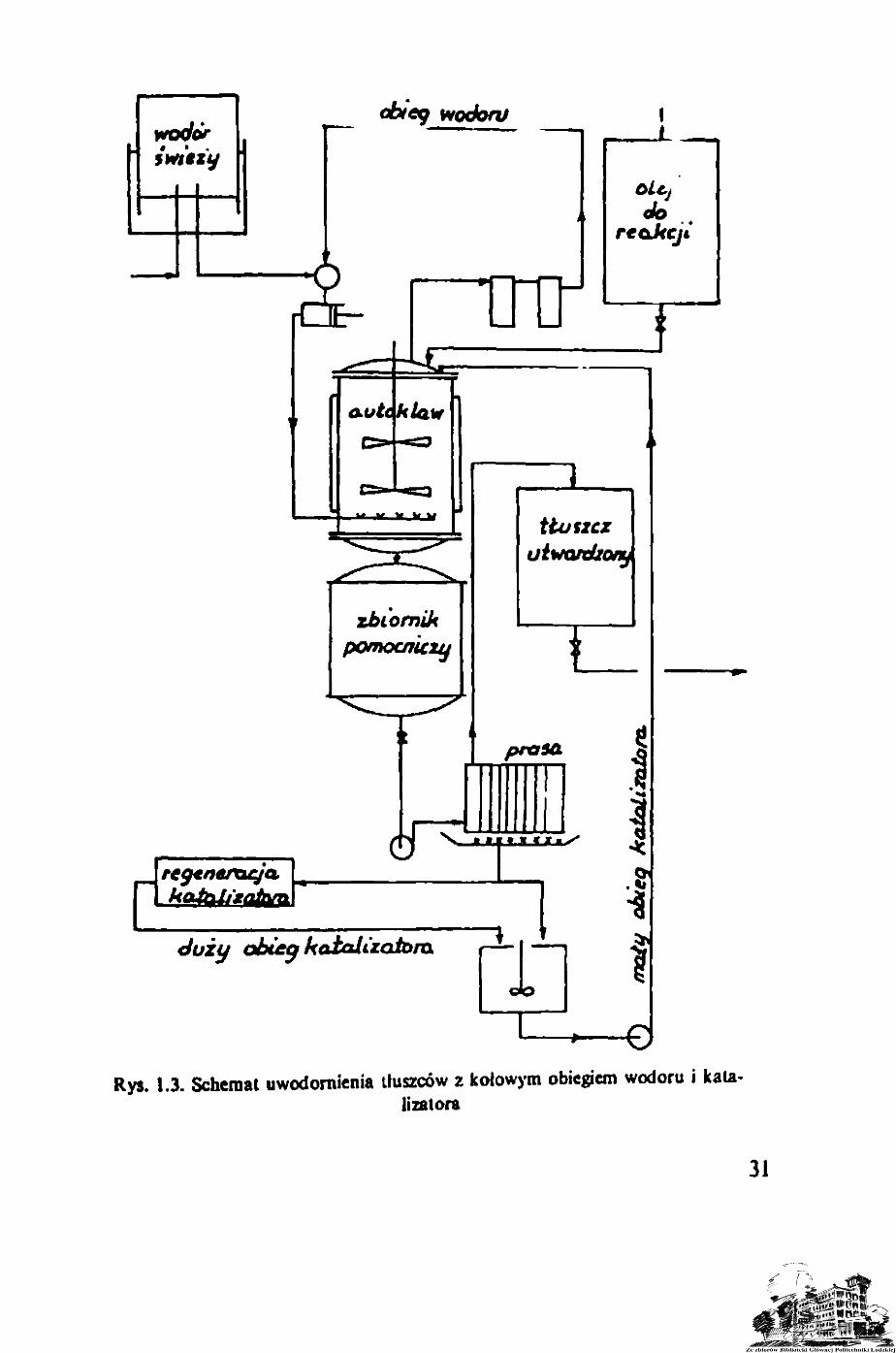
Zasada kołowego obiegu masy jest powszechnie stosowana w nowo-czesnym przemyśle spożywczym i chemicznym. Najpowszechnicj stosu-je się obieg wody technologicznej w cukrowniach. Innym ciekawymprzykładem stosowania obiegu kołowego masy jest jednostkowy proceschemiczny uwodornienia tłuszczów przedstawiony na rysunku 1.3.
29
UJ
opara wóda para
razłwor UonccnbrdRys. 1.2. Schemat dwustopniowej wyparki opadowej z rekompresją oparów i próżniowym ochładzaniem koncentratu
zbiornikpomocniczy
p
ttu siczutwordzont)
tprasa
duży obieg kcdaliiatom
cło
.8"
II .
Rys. 1.3. Schemat uwodornienia iłuszców z kołowym obiegiem wodoru i kata-lizatora
31
W procesie uwodornienia można wyróżnić trzy materiałowe obiegikołowe:
a) obieg wodoru, który ze zbiornika magazynowego wchodzi doreaktora, po czym z autoklawu przechodzi przez płuczki z roztworemwodorotlenku sodowego w celu usunięcia kwasów tłuszczowych i dwu-tlenku węgla, a następnie przechodzi do komory mieszania, do którejdoprowadza się wodór świeży i w końcu wymieszane strumienie wodorusą skierowane ponownie do reaktora,
b) mały obieg katalizatora, który po zakończeniu reakcji jestoddzielany w prasie filtracyjnej od oleju utwardzonego, a następniekatalizator jest mieszany z olejem rafinowanym i wprowadzany doreaktora,
c) duży obieg katalizatora, który polega na usunięciu nieaktywnegokatalizatora z procesu, poddaniu go regeneracji i uformowaniu świeże-go, aktywnego katalizatora.
Stosowanie zasady oszczędności energii i zasady obiegu kołowegow wielu przypadkach wymusza stosowanie zasady ciągłości produkcji.Przykładem takiego współoddziaływania w.w. zasad jest zatężanieroztworów zawierających składniki termolabilne. W przypadku zain-stalowania wysokosprawnej wyparki opadowej o działaniu ciągłymw miejsce wyparki okresowej wymaga zainstalowania urządzeń o dzia-łaniu ciągłym lub półciągłym do przygotowania roztworu rozcień-czonego i ewentualnie dalszej obróbki technologicznej koncentratu.W przeciwnym razie należałoby stosować niefunkcjonalne duże zbior-niki magazynowe. W liniach o działaniu ciągłym instalowane są jednakna wypadek awarii oraz postoju niewielkie zbiorniki retencyjne.
Procesom ciągłym przypisuje się następujące zalety:— intensyfikację rozmiarów produkcji,— obniżenie kosztów jednostkowych,— ujednolicenie jakości produkcji na dobrym lub średnim poziomie,— stymulowanie lub konieczność automatyzacji.
Do wad zalicza się:— duży koszt inwestycyjny,— znaczne rozmiary strat w przypadku awarii lub niedotrzymania
pożądanych warunków przebiegu procesu.Z prawa przenoszenia masy i energii oraz charakteru siły napędowej
zjawiska, wynikają wspomniane wcześniej trzy zasady technologiczne,które wzajemnie się przenikają i uzupełniają.
32
Zasada prądów naturalnych oznacza, że kierunek przepływu pły-nów o różnej gęstości odbywa się zgodnie z kierunkiem siły grawitacji.W przypadku, gdy dwie ciecze o różnej gęstości będą w ruchu, wówczasciecz o większej gęstości będzie przepływać ku dołowi, a ciecz o mniejszejgęstości możne utrzymywać się długo w oddzielnej warstwie nad cieczą0 większej gęstości. Najprostszym przykładem stosowania się do zasadyprądów naturalnych jest laboratoryjna praktyka rozcieńczania kwasusiarkowego. Duży egzotermiczny efekt rozcieńczania i duża różnicagęstości powodują szybkie wyrównanie stężenia i temperatury roz-tworu, gdy kwas wlewany jest do wody. Przy niedozwolonym odwrot-nym postępowaniu silny efekt termiczny powoduje ogrzanie wody i jejwypryskiwanie wraz z kwasem. Zasadę prądów naturalnych stosuje siępowszechnie we wszelkiego rodzaju wymiennikach ciepła i skrap-laczach. Opary lub ciecz gorąca wprowadzana jest u góry urządzenia1 ochładzając się zwiększa swoją gęstość, a przez to spływa w dół, zaściecz chłodząca wprowadzana od dołu ogrzewa się, zmniejsza się jejgęstość i wypływa ku górze. Także zmiany gęstości roztworów spowo-dowane przez procesy ekstrakcji muszą przebiegać zgodnie z zasadąprądów naturalnych, aby można osiągnąć optymalne wyniki procesu.Tylko bowiem przy zachowaniu tej zasady silą napędowa ekstrakcji,jaką jest różnica stężeń, ma wartość najwyższą. Ekstrakcja jest procesemjednostkowym opartym na zjawisku wymiany masy i ciepła. Proces tenma zastosowanie przemysłowe m.in. do wydobywania cukru i burakówi tłuszczu z nasion oleistych. Obecnie w skali przemysłowej stosuje sięprawie wyłącznie urządzenia (ekstraktory) o działaniu ciągłym, którychopis budowy i działania zamieszczony jest w p. 2.2.4.1. Analiza ciągłychprocesów ekstrakcji wykazuje, że najkorzystniejszy jest proces przeciw-prądowy, w którym siła napędowa ma stalą wartość i zapotrzebowaniecieczy jest możliwie najmniejsze, względnie może być łatwo regulowanei optymalizowane. Szybkość przenikania cukrów z krajanki buraczanejdo wody, która jest ekstrahentem, wyraża się wzorem:
d s ^ A d c A - n k T
— = D A • — g d z i c D = ~dr dx ^
Z podanego wzoru widać, że szybkość dyfuzji ds/dr rośnie wrazz różnicą stężeń dc i zmniejszeniem sie drogi dyfuzji dx, a także jestproporcjonalna do temperatury ekstrakcji i odwrotnie proporcjonalnado lepkości.
33
Przy ustalonym przepływie przcciwprądowym ekstraktom (wody)w stosunku do krajanki o szybkości dyfuzji decyduje kształt i grubośćkrajanki oraz temperatura ekstrakcji. Z wzoru wynika, że teoretycznienajkorzystniejsze jest maksymalne skrócenie drogi dyfuzji, czyli mak-symalne rozwinięcie powierzchni. Ze względu jednak na mechanicznewłaściwości krajanki, tj. jej łamliwość, jędrność, niejednorodność,najkorzystniejsze jest stosowanie krajanki o ściśle określonym paramet-rze (liczba Silina). Takiej krajance odpowiada optymalne rozwinieciepowierzchni. Jest to w zgodzie z zasadą optymalnego rozwinięciapowierzchni.
Z podobnych względów temperatura ekstrakcji nie powinna byćmożliwie najwyższa, lecz optymalna, której wielkość w praktycetechnologicznej wyznaczają takie zjawiska, jak: denaturacja białekkomórkowych, termiczna odporność ścian komórkowych, przebiegokreślonych reakcji enzymatycznych i chemicznych, możliwość zakażeńmikrobiologicznych itp. W praktyce optymalna temperatura ekstrakcjicukru wynosi około 70°C, lecz ważny jest także jej rozkład wzdłużekstr aktora.
Skrócony tok rozumowania w dochodzeniu do optymalizacji roz-winięcia powierzchni i temperatury wskazuje, że dochodzenie do zasadyoptymalizacji procesu jest poszukiwaniem dróg do znalezienia dogod-nego kompromisu między poszczególnymi parametrami wpływającymina proces w sposób przeciwstawny. Spośród wielu kryteriów op-tymalizacji w technologii żywności wybiera się kryterium minimum strati minimum czasu na wytworzenie produktów.
1.5. Procesy cieplne w technologii żywności
Oddziaływanie cieplne na surowce i półprodukty żywnościowe orazgotowe wyroby jest jedną z podstawowych cech procesów technologicz-nych prowadzonych w większości gałęzi przemysłu spożywczego.
Procesy cieplne, zarówno dostarczanie jak i doprowadzanie i od-prowadzanie ciepła, są stosowane w technologii żywności w następują-cych etapach technologicznych i celach:
a) przy wstępnej obróbce i czyszczeniu surowców roślinnych orazzwierzęcych,
34
b) przy właściwym przetwarzaniu surowców w określone półprodu-kty i produkty,
c) przy termicznym utrwalaniu żywności,d) w pracach pomocniczych związanych z czyszczeniem i wyjała-
wianiem urządzeń i aparatury.Procesy cieplne towarzyszą lub umożliwiają wykonanie procesów
jednostkowych.
1.5.1. Wpływ temperatury na żywność
Wpływ temperatury i czasu jej utrzymywania można rozpatrywaćw odniesieniu do określonych wyrobów żywnościowych lub związkówchemicznych. W pierwszym przypadku można mieć na uwadze surowcei wyroby żywnościowe potraktowane obróbką cieplną w warunkachtzw. dobrej praktyki przemysłowej. To jest w warunkach ustalonychdoświadczeniem wielu pokoleń technologów i rzemieślników, zwłaszczaw aspekcie zmian jakości żywności. W drugim przypadku należy miećna uwadze charakter i kierunek zmian chemicznych i fizycznych, jakienastępują w określonych warunkach w odniesieniu do indywidualnychzwiązków chemicznych lub ich mieszanin.
Umiarkowane ogrzewanie surowców żywnościowych w temperatu-rze < 100°C we wspomnianych warunkach dobrej praktyki przemys-łowej lub kulinarnej nie zmniejsza na ogół wartości odżywczej leczznacznie polepsza jej strawność i trwałość. Termiczna denaturacjabiałek nie obniża ich wartości biologicznych (wartości odżywczej) leczułatwia ich trawienie. Tłuszcze w tych warunkach są termostabilne.Cukry proste w naturalnych roztworach o odczynie kwasowym niculegają zmianie, jedynie sacharoza może ulec częściowej hydrolizie, zaśskrobia ulega skiełkowaniu, dzięki temu wzrasta jej strawność. Względ-nie największe straty występują w przypadku witaminy C i B,.
Ogrzewanie w temperaturach powyżej 100dC, np. w wyniku smaże-nia i pieczenia, podnosi wartość kulinarno-smakową lecz obniżawartość biologiczną białek na skutek zmian w aminokwasach i cukrach,które ulegają reakcji Maillarda. Ponadto część cukrów ulega odwod-nieniu, diametryzacji i karmelizacji. Skrobia zaś ulega dekstrynizacji.Tłuszcze po przekroczeniu temperatury około \50°C ulegają częściowejhydrolizie z utworzeniem akrolciny. Witaminy C i część z grupyB ulegają w znacznym stopniu rozkładowi.
35
Widomym znakiem zachodzących zmian chemicznych jest zmianabarwy, najczęściej zbrunatnienie zwłaszcza powierzchniowych częściżywności. Powstałe substancje barwne pochodzą z rozkładu cukrów lubpowstają przy ich udziale. Wyróżnia się następujące grupy związkówbarwnych: melaniny, melanoidyny, substancje karmelowe, w przypad-ku roztworów zasadowych występują także barwne produkty rozkładucukrów prostych.
Mclaninami nazywa się mieszaninę wielkocząsteczkowych związ-ków o barwie brunatnej i czarnej, które powstają wskutek enzymatycz-nego utleniania pochodnych fenolowych. Typowym substratem jesttyrozyna, która w obecności tlenu pod wpływem enzymu oksydazyo-dwufenolowej tworzy związki typu chinonów z pierścieniem in-dolowym, które następnie ulegają polimeryzacji z utworzeniem związ-ków barwnych. Związki te tworzą niekiedy kompleksy z jonami żelazai miedzi. Szybkie ciemnienie niektórych naturalnych roztworów techno-logicznych, jak soku z buraków i miazgi z roztartych ziemniaków jestpowodowane powstawaniem melanin. Zapobieganie tworzenia sięmelanin polega na działaniu SO2. Optymalna dawka wynosi około80 mg S02/kg soku.
Melanoidyny są to barwne produkty reakcji Mai Harda, któraprzebiega między aminokwasami i związkami karbonylowymi, zwłasz-cza cukrami redukującymi w roztworach o różnym odczynie i tem-peraturze. Spośród aminokwasów najaktywniejszymi substratami reak-cji Maillarda są lizyna, kwas glutaminowy i kwas asparaginowy. Zewzględu na reaktywność związki karbonylowe można uszeregowaćw następującej kolejności: aldehyd glicerynowy > kwas galakturonowy> ketozy > aldozy.
Skomplikowany mechanizm reakcji Maillarda jest mało zbadany.W temperaturach niższych powstają grupy związków labilnych o chara-kterze prekursorów, które po ogrzaniu ulegają szybko polimerazacjiz utworzeniem produktów o barwie od jasnożółtej do brunatnej.Charakterystyczna barwa różnego rodzaju wyrobów poddanych smaże-niu i pieczeniu jest spowodowana powstaniem produktów reakcjiMaillarda. Produkty reakcji Maillarda mają zazwyczaj smak gorzki.
Karmelem nazywa się brunatną mieszaninę związków chemicznycho charakterze kwasowym, które powstają podczas prażenia węglowoda-nów lub ogrzewaniu ich roztworów w podwyższonej temperaturze.W produktach naturalnych poddanych obróbce cieplnej produktykarmelizacji powstają równocześnie z produktami reakcji Maillarda.
36
Ich wzajemne proporcje wynikają z udziału masowego aminokwasówi cukrów oraz zależą od reaktywności poszczególnych składnikówmieszaniny.
W procesach technologicznych związanych z wyodrębnianiem cuk-rów krystalicznych z roztworów technologicznych obecność związkówbarwnych jest niepożądana. Dlatego są one usuwane najczęściej w opar-ciu o zjawisko adsorpcji na powierzchni węglanu wapniowego, węglaaktywnego oraz żywic jonowymiennych.
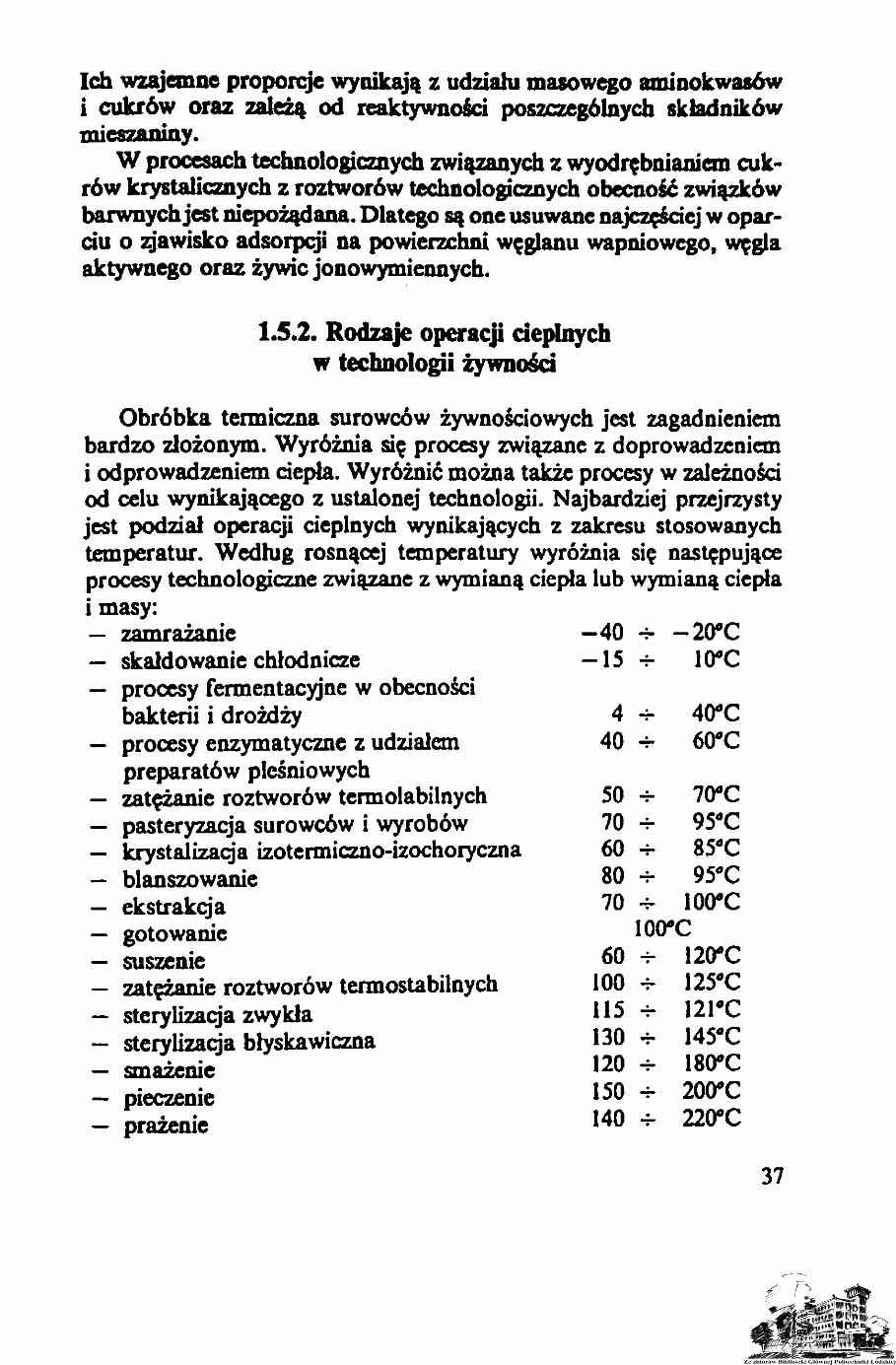
1.5.2. Rodzaje operacji cieplnychw technologii żywności
Obróbka termiczna surowców żywnościowych jest zagadnieniembardzo złożonym. Wyróżnia się procesy związane z doprowadzeniemi odprowadzeniem ciepła. Wyróżnić można także procesy w zależnościod celu wynikającego z ustalonej technologii. Najbardziej przejrzystyjest podział operacji cieplnych wynikających z zakresu stosowanychtemperatur. Według rosnącej temperatury wyróżnia się następująceprocesy technologiczne związane z wymianą ciepła lub wymianą ciepłai masy:— zamrażanie— skałdowanie chłodnicze— procesy fermentacyjne w obecności
bakterii i drożdży— procesy enzymatyczne z udziałem
preparatów pleśniowych— zatężanie roztworów termolabilnych— pasteryzacja surowców i wyrobów— krystalizacja izotenniczno-izochoryczna— blanszowanie— ekstrakcja— gotowanie— suszenie— zatężanie roztworów termostabilnych— sterylizacja zwykła— sterylizacja błyskawiczna— smażenie— pieczenie— prażenie
- 4 0 ~ -20°C- 1 5 -i- 10°C
4 +40 -r
50 -r70 -r60 -f-80 -r70 +
40*060°C
70"C95'C85«C95*C
100*C100*C
60100115130120150140
12(TC125*C121°C145aC180*0200°C220°C
37
Z wyjątkiem zamrażania, składowania chłodniczego do prowadze-nia wyżej wymienionych procesów technologicznych niezbędne sąprocesy cieplne związane z dostarczaniem ciepła. Są to: ogrzewaniebezciśnieniowe cieczy, zawiesin i układów dwuskładnikowych, auto-klawowanie, tj. ogrzewanie pod zwiększonym ciśnieniem oraz od-parowanie w różnych warunkach temperatury i ciśnienia.
Ruch ciepła w aparatach technologicznych przemysłu spożywczegojest opisany ogólnymi równaniami i prawidłami znanymi z wykładówinżynierii chemicznej, lecz ma wiele cech charakterystycznych wynikają-cych z nieustalonych warunków procesów. Przykłady podano wp. 2.2.2.
Z technologicznego punktu widzenia jest istotna także celowośćoddziaływania cieplnego na materiał i zmiany jakie wywołuje w materia-le działanie energii cieplnej w określonych warunkach. Dlatego celowejest podanie bliższej charakterystyki niektórych specyficznych procesówcieplnych w ich aspekcie technologicznym. Dotyczy to tych procesów,które zostały pominięte w p. 2.2.2 i nie dotyczą procesów biotech-nologicznych.
1. ogrzewanie ma na celu podwyższenie temperatury materiału dotakiego poziomu, przy którym określone procesy technologiczne prze-biegają w warunkach optymalnych. Jest to operacja pomocnicza lubpełni rolę procesu towarzyszącego. W operacjach cieplnych wymianęciepła między ośrodkami o różnych temperaturach w większościprzypadków prowadzi się sposobem przeponowym, za pośrednictwemprzegrody metalowej a niekiedy i szklanej oraz sposobem bezprzepono-wym, tj. przez umieszczenie surowców lub produktów spożywczychw czynniku grzejnym. Ma to miejsce w toku gotowania wyrobóww wodzie, smażeniu w tłuszczu, pieczeniu i prażeniu. W przypadkuprzeponowego ogrzewania za pośrednictwem pary grzejnej lub gorącejwody, wymianę cieplną prowadzi się zazwyczaj w przeciwprądzie zewzględu na większą efektywność ogrzewania przeciwprądowego niżwspólprądowego. Bezprzeponowe współprądowe ogrzewanie prowadzisię w procesach suszenia, zwłaszcza typu dyspersyjnego, w celu unik-nięcia nadmiernego podwyższenia temperatury produktu końcowego.
Źródłem ciepła w technologii żywności są paliwa stałe, ciekłe,gazowe oraz energia elektryczna, a nawet słoneczna (suszenie owoców).
Przy wyborze źródeł ciepła bierze się pod uwagę względy ekonomicz-ne oraz czynniki pozaekonomiczne, z których najważniejszymi są:— wyeliminowanie zanieczyszczenia żywności opałem i produktami
spalania,
38
- uniknięcie możliwości wybuchu,- uzyskanie możliwości płynnej regulacji dopływu energii
Te trzy warunki spełnia energia elektryczna, a częściowo takżeogrzewanie gazowe i ogrzewanie za pomocą pary technologicznej.
2. pasteryzacja jest to proces, którego nazwa pochodzi od nazwiskasławnego chemika i biologa Ludwika Pasteura, który pierwszy wykazał,że szybkie ogrzewanie surowców żywnościowych w naczyniu zamknię-tym i następnie szybkie schłodzenie zwiększa ich trwałość na skutekzabicia wegetatywnej mikroflory.
W przetwórstwie produktów spożywczych, a zwłaszcza w mleczarst-wie rozróżnia się następujące rodzaje pasteryzacji:- długotrwałą, w której temperaturę 62-65°C utrzymuje się przez
30 min,— krótkotrwałą, w której temperaturę 72-75°C utrzymuje się przez
12-20 s,— błaskawiczną, w której temperaturę 85-90"C utrzymuje się przez 2-5 s,— wysoką, w której temperaturę 90°C utrzymuje się przez 2 min.
W przetwórstwie owoców i warzyw utrzymuje się zwykle tem-peratura 85-100°C przez 20-30 minut.
Liczne badania i wieloletnia praktyka pozwoliły ustalić warunkipasteryzacji poszczególnych surowców i przetworów, w których produ-kty pasteryzowane są wolne od szkodliwej mikroflory wegetatywnej,a równocześnie niepożądane zmiany jakościowe produktów na skutekogrzewania są momżliwie minimalne.
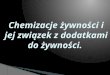
Na rysunku 1.4. przedstawiono zależność pomiędzy temperaturąpasteryzacji a czasem ogrzewania w sekundach. Dla każdego rodzajudrobnoustrojów, enzymów i substancji występuje w skali póllogaryt-micznej zależność liniowa pomiędzy całkowitym zniszczeniem wegeta-tywnym form drobnoustrojów i enzymów lub stopniem denaturacjibiałek a temperaturą i czasem jej utrzymywania. Skuteczność w.w.rodzajów pasteryzacji mleka zaznaczono na rysunku 1.4. punktami 1-4.Z wykresu widać, że skutek działania pasteryzacji długotrwałej, krótko-trwałej i błyskawicznej jest podobny. W wyniku jej wykonania zostajązniszczone bakterie coli i bakterie gruźlicy oraz enzym fosfatazakwaśna, denaturacja zaś białek jest minimalna. Ze względu na skutek, tetrzy rodzaje pasteryzacji określa się mianem pasteryzacji niskiej. Prostysposób wyznaczania jej skuteczności polega na oznaczeniu aktywnościenzymu fosfatazy kwaśnej. Z wykresu 1.4. widać, że ogrzewanie mleka
39
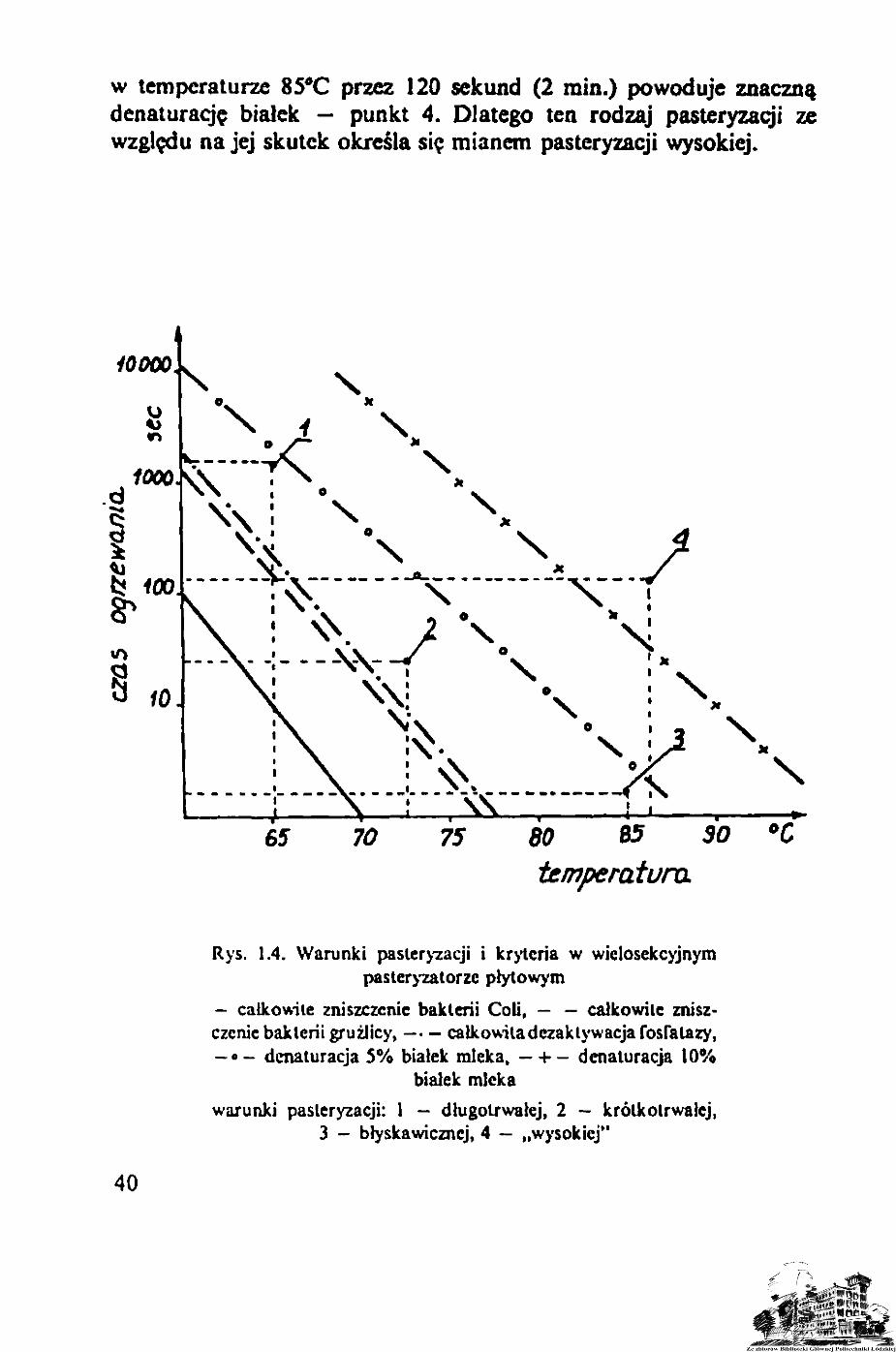
w temperaturze 85*C przez 120 sekund (2 min.) powoduje znacznądenaturację białek — punkt 4. Dlatego ten rodzaj pasteryzacji zewzględu na jej skutek określa się mianem pasteryzacji wysokiej.
iOOOO
65 70 75 80 B5 30 °Ctemperatura
Rys. 1.4. Warunki pasteryzacji i kryteria w wiclosekcyjnympasteryzatorze płytowym
— całkowite zniszczenie bakterii Coli, — — całkowite znisz-czenie bakterii gruźlicy, całkowita dezaktywacja fosfatazy,- o _ denaturacja 5% białek mleka, — + - denaturacja 10%
białek mleka
warunki pasteryzacji: 1 — długotrwałej, 2 - krótkotrwałej,3 - błyskawicznej, 4 — „wysokiej"
40
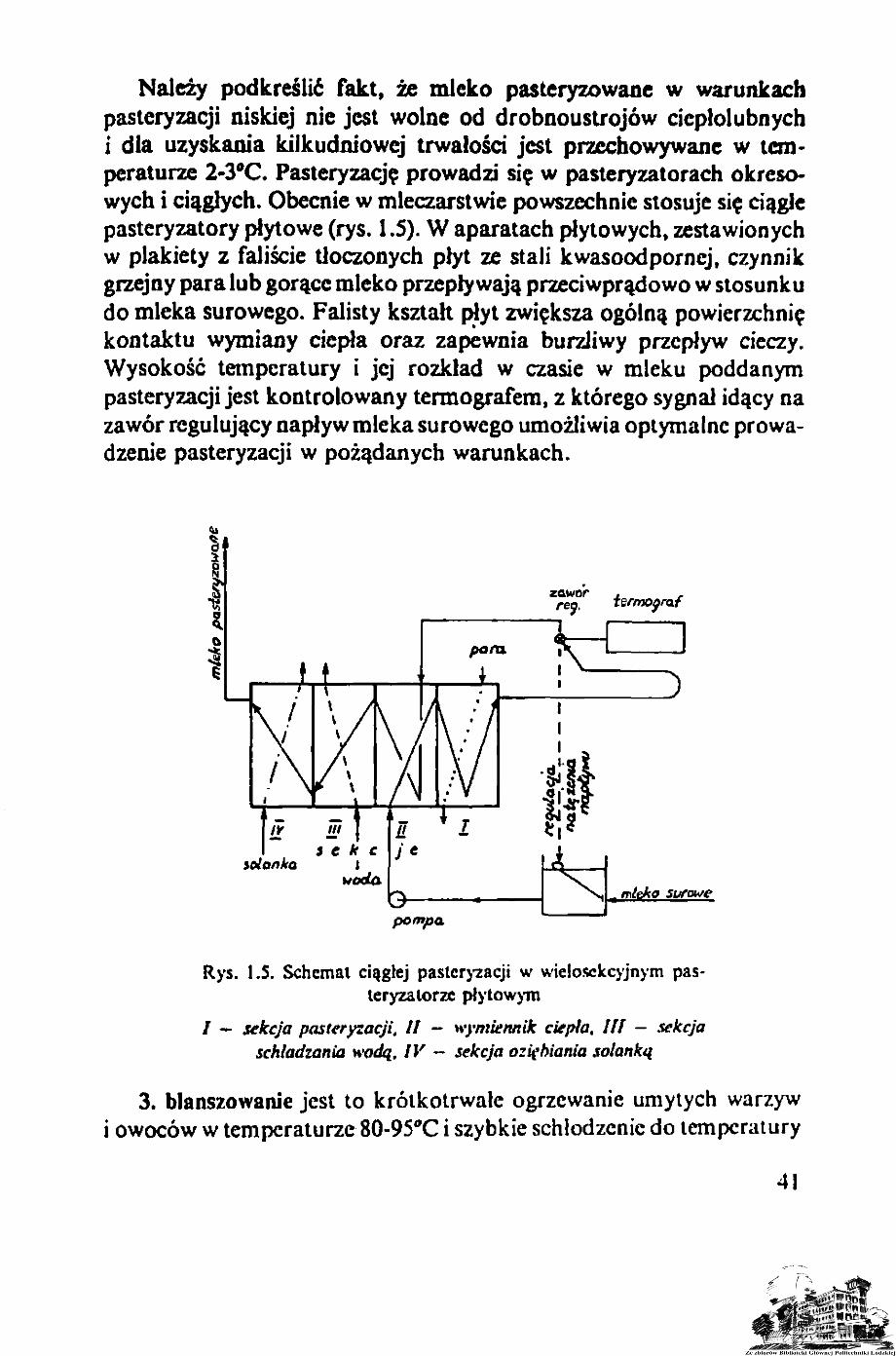
Należy podkreślić fakt, że mleko pasteryzowane w warunkachpasteryzacji niskiej nie jest wolne od drobnoustrojów ciepłolubnychi dla uzyskania kilkudniowej trwałości jest przechowywane w tem-peraturze 2-3tfC. Pasteryzację prowadzi się w pasteryzatorach okreso-wych i ciągłych. Obecnie w mleczarstwie powszechnie stosuje się ciągłepasteryzatory płytowe (rys. 1.5). W aparatach płytowych, zestawionychw plakiety z faliście tłoczonych płyt ze stali kwasoodporncj, czynnikgrzejny para lub gorące mleko przepływają przeciwprądowo w stosunkudo mleka surowego. Falisty kształt płyt zwiększa ogólną powierzchniękontaktu wymiany ciepła oraz zapewnia burzliwy przepływ cieczy.Wysokość temperatury i jej rozkład w czasie w mleku poddanympasteryzacji jest kontrolowany tennografem, z którego sygnał idący nazawór regulujący napływ mleka surowego umożliwia optymalne prowa-dzenie pasteryzacji w pożądanych warunkach.
II zawór
re9.
I
s e k esolanka i
woda
para
pompa
mttko surowe
Rys. 1.5. Schemat ciągłej pasteryzacji w wielosckcyjnym pas-teryzatorze płytowym
/ - sekcja pasteryzacji. II - wymiennik ciepła, III - sekcjaschładzania wodą, IV — sekcja oziębiania solanką
3. blanszowanie jest to krótkotrwałe ogrzewanie umytych warzywi owoców w temperaturze 80-95°C i szybkie schłodzenie do temperatury
41
20"C. Celem blanszowania jest inaktywacja oksydaz, zwłaszcza tyrozy-nazy, która powoduje ciemnicaie surowców o jasnym miąższu, takichjak: jabłka, gruszki, groszek. W toku blanszowania następuje takżedenaturaeja białek w warstwie powierzchniowej owoców i warzyw,dzięki temu ograniczony jest wyciek soku komórkowego z surowcóww toku ich dalszej obróbki. Blanszowanic może być prowadzone przezkrótkotrwałe bezprzeponowe działanie pary na surowiec lub przezzanurzenie surowców w gorącej wodzie. Ten ostatnio wymienionyproces nosi nazwę blanszowania immersyjnego i jest cztęslo prowadzo-ny sposobem ciągłym w urządzeniach ze ślimakowym transportemsurowców (blanszowanic typu Rietza).
4. gotowanie jest to termiczna operacja technologiczna, która polegana utrzymywaniu medium technologicznego w stanie wrzenia lubw temperaturze nieco niższej niż 100°C w czasie od około 30 minut dokilku godzin. Proces len jest specyficzny dla różnych gałęzi przemysłuspożywczego.
W przemyśle mięsnym pod terminem gotowania rozumie się działa-nie wody, pary wodnej lub wilgotnego gorącego powietrza w tem-peraturze około 100°C. Celem tego procesu w zależności od czasudziałania jest częściowa lub całkowita denaluracja białek w surowcu.W zależności od rodzaju czynnika grzejnego rozróżnia się następująceprocesy:- obgotowanie, tj. działanie wody lub pary w temperaturze 80-1OCTC
przez kilka minut w celu powierzchniowego ścięcia białek, jest tozabieg podohny do blanszowania,
- gotowanie wędzonek w wodzie o temperaturze 100°C przez 1-4godzin w celu denaiuracji białka w całej masie,
- parzenie, tj. działanie wody lub pary wodnej w temperaturze 80-95uCprzez kilka godzin.W przemyśle owocowo-warzywnym proces gotowania występuje
w tzw. operacji gotowania kompotów w słojach w celu ich spas-teryzowania. Proces prowadzi się w wannach pasteryzacyjnych, tj.zbiornikach z rusztowym dnem, na którym ustawione są słoje z kom-potem. Słoje są zanurzone w wodzie, którą ogrzewa się bczprzeponowoparą do temepartury 90-96°C.
Typowy proces gotowania zachodzi w toku chmielenia brzeczkipiwnej, który polega na utrzymaniu przefiltrowanej brzeczki piwnejz dodatkiem chmielu w stanie łagodnego wrzenia w czasie około dwóch
42
godzin. W toku procesu następuje ekstrakcja żywic chmielowychi koagulacja białek, przez co uzyskuje się odpowiednią klarownośći gorycz brzeczki chmielowej. Tradycyjnie proces ten w browarnictwicnazywa się warzeniem brzeczki piwnej, ponieważ gotowanie prowadzisię w stanie wrzenia.
Z kolei w przemyśle cukrowniczym termin gotowanie cukrzycy jestokreśleniem tradycyjnym dla procesu krystalizacji cukru prowadzonegow temperaturze około 75°C w stanie wrzenia roztworu pod zmniej-szonym ciśnieniem z równoczesnym oddestylowaniem wody i z do-prowadzeniem świeżych porcji soku gęstego (dociągów). W aspekciepoznawczym proces ten jest lepiej rozpatrywać jako proces krystalizacjiprowadzonej metodą izotermiczno-izochoryczną. Proces cieplnyw tym przypadku towarzyszy złożonym przemianom natury fizyko-chcmiczncj.
5. autoklawowanie jest to nazwa procesu cieplnego prowadzonegopod zwiększonym ciśnieniem w temperaturze powyżej 100"C w celuuzyskania pełnej jałowości produktów żywnościowych lub uzyskaniapożądanych efektów technologicznych, a zwłaszcza wykonania reakcjinp. hydrolizy niektórych węglowodanów i białek. Autoklawowanie jestprocesem cieplnym umożliwiającym wykonanie procesów chemicznychw okresowych i ciągłych reaktorach zwanych także konwertorami.Zastosowanie autoklawowania do procesów chemicznych w technologiiżywności zawiera p. 2.3., zaś do procesów utrwalania żywnościp. 3.2. i p. 3.3.
6. odparowanie jest metodą oddzielania nadmiaru rozpuszczal-nika od innych składników roztworu w temperaturze wrzenia. Od-parowanie jest więc jedną z metod zatężanki roztworów, do którychzalicza się jeszcze odwróconą osmozę i kriokoncentracje (p. 2.2.2.).
W przemyśle spożywczym bardzo często odparowanie prowadzi siępod zmniejszonym ciśnieniem, dzięki temu wrzenie następuje w niższychtemperaturach, a to z kolei chroni wiele składników roztworu przedniepożądanymi zmianami.
Większość roztworów zatężanych w przemyśle spożywczym charak-teryzuje się małym stężeniem. Zawartość suchej substancji waha sięw granicach 5-20%; serwatka - 5%; soki owocowe - 10%; mle-ko — 12%; sok buraczany — 17%. Dlatego konieczne jest usunięciedużej ilości wody, a zgodnie z zasadą minimalnego zużycia energiiniezbędne jest stosowanie wiclodziałowych aparatów wyparnych, do-
43
stosowanych pod względem temperatury roztworów w odpowiednichdziałach do specyficznych cech tych roztworów (1.4). Uwzględniającoptymalne warunki pracy urządzeń oraz ekonomiczną stronę procesu,do odparowania w poszczególnych przemysłach stosuje się różne typywyparek. Warto podkreślić, że w przemyśle cukrowniczym zadaniemwyparki jest nic tylko odparowanie roztworu, ale także dostarczaniepary niskociśnieniowej do określonych celów technologicznych.
7. smażenie polega na ogrzewaniu surowców roślinnych i zwierzę-cych w ciekłym ośrodku, zwykle tłuszczu o temperaturze 150-190°C,a niekiedy w syropie cukrowym w temperaturze około 150°C. Smażeniew tłuszczu takich surowców jak mięso, ryby, plastry ziemniaczaneprowadzi do utworzenia na powierzchni smażonych materiałów kruchejbrunatnej skórki o charakterystycznym aromacie. Jest to wynik przebie-gu procesu dekstrynizacji, karmelizacji oraz przebiegu reakcji Maillar-da. Wewnątrz naturalnych surowców temperatura nic przekracza1OCC, a zatem materiał ulega ugotowaniu. Smażone produkty w zależ-ności od ich struktury, porowatości, wchłaniają od 10-40% tłuszczu.
Smażenie jest rozpowszechnionym zabiegiem kulinarnym oraz jeststosowane w przemyśle spożywczym głównie w następujących dziedzi-nach:— przy produkcji konserw rybnych,— przy produkcji frytek ziemniaczanych,— przy wypieku pączków,— przy sporządzaniu konfitur, tj. w toku wysycania owoców syropem
cukrowym z jednoczesnym usunięciem wody.Do przemysłowego smażenia stosuje się odpowiednie panwie i wan-
ny ogrzewane elektrycznie lub parowo.8. pieczenie jest typowym procesem cieplnym przemysłu piekars-
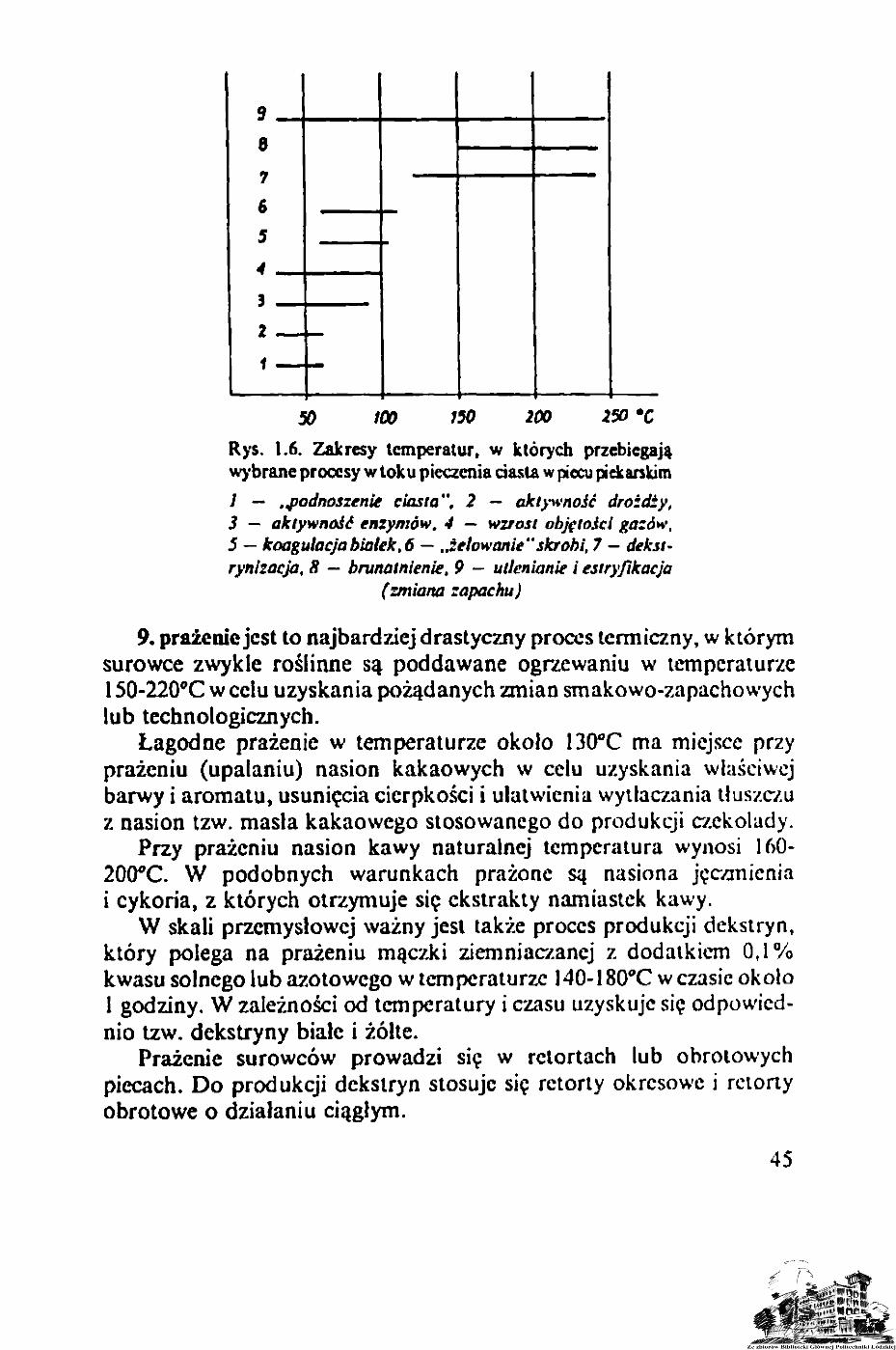
kiego i ciastkarskiego i polega na utrzymywaniu uformowanego cia-sta w piecu piekarskim o temperaturze 180-250^0 w czasie okołojednej godziny. Pieczywo jedynie na powierzchni ogrzewa się do170°C z utworzeniem pożądanej skórki w pieczywie. Temperatu-ra zaś miąższu powoli wzrasta od temperatury około 30°C do100°C. W czasie stopniowego nagrzewania się ciasta występują ko-lejno następujące procesy fizyczne, enzymatyczne i chemicz-ne (rys. 1.6.).
44
s87
6
5
^ , ,,
1
2 —
1
100 150 200 250 mC
Rys. 1.6. Zakresy temperatur, w których przebiegająwybrane procesy w toku pieczenia ci as La w piecu piekarskim
1 — podnoszenie ciasta", 2 — aktywność drożdży,3 — aktywność enzymów. 4 — wzrost objętości gazów,5 — koagulacja białek, 6 — .celowanie" skrobi, 7 - dekst-rynizacja, 8 — brunatnienie, 9 — utlenianie i estryfikacja
(zmiana zapachu)
9. prażenie jest to najbardziej drastyczny proces termiczny, w którymsurowce zwykle roślinne są poddawane ogrzewaniu w temperaturze150-220°C w celu uzyskania pożądanych zmian smakowo-zapachowychlub technologicznych.
Łagodne prażenie w temperaturze około 130°C ma miejsce przyprażeniu (upalaniu) nasion kakaowych w celu uzyskania właściwejbarwy i aromatu, usunięcia cierpkości i ułatwienia wytłaczania tłuszczuz nasion tzw. masła kakaowego stosowanego do produkcji czekolady.
Przy prażeniu nasion kawy naturalnej temperatura wynosi 160-200°C. W podobnych warunkach prażone są nasiona jęczmieniai cykoria, z których otrzymuje się ekstrakty namiastek kawy.
W skali przemysłowej ważny jest także proces produkcji dekstryn,który polega na prażeniu mączki ziemniaczanej z dodatkiem 0,1%kwasu solnego lub azotowego w temperaturze 140-180°C w czasie około1 godziny. W zależności od temperatury i czasu uzyskuje się odpowied-nio tzw. dekstryny białe i żółte.
Prażenie surowców prowadzi się w retortach lub obrotowychpiecach. Do produkcji dekstryn stosuje się retorty okresowe i retortyobrotowe o działaniu ciągłym.
45
2. PODSTAWOWE PROCESYW TECHNOLOGII ŻYWNOŚCI
2.1. Procesy mechaniczne
2.1.1. Rozdrabnianie
Rozdrabnianie jest takim rodzajem oddziaływania na materiały,które prowadzi do zmniejszenia cz.iistck tego materiału. Polega ono nawywołaniu w materiale naprężeń przekraczających jego wytrzymałośći spójność, dzięki czemu materiał rozpada się na cząstki mniejsze odwyjściowych.
Przez rozdrabnianie uzyskuje się zwiększenie powierzchni właściwejmateriału, co sprzyja intensyfikacji wielu procesów fizykochemicznych.Ze względu na intensywność i stopień zaawansowania procesu, rozdrab-nianie materiałów roślinnych i zwierzęcych można podzielić na rozdrab-nianie tkankowe i rozdrabnianie komórkowe. Rozdrabnianie tkankowepolega na rozczłonkowaniu dużych fragmentów materiału z maksymal-nym zachowaniem struktury komórkowej. Prowadzone jest główniew celu przygotowania materiału do dalszej obróbki przez ujednoliceniewielkości cząstek, zapewnienie właściwego przebiegu procesów dyfuzyj-nych wymiany masy i ciepła. W zakresie tego typu rozdrabnianiawyróżniamy takie procesy jak:
a) łamanie,b) krajanie,c) szarpanie.W odróżnieniu od tego rodzaju procesów, rozdrabnianie komór-
kowe jest bardziej intensywnym oraz precyzyjnym oddziaływaniemmechanicznym na materiał. Celem tego procesu jest całkowita dezinteg-
46
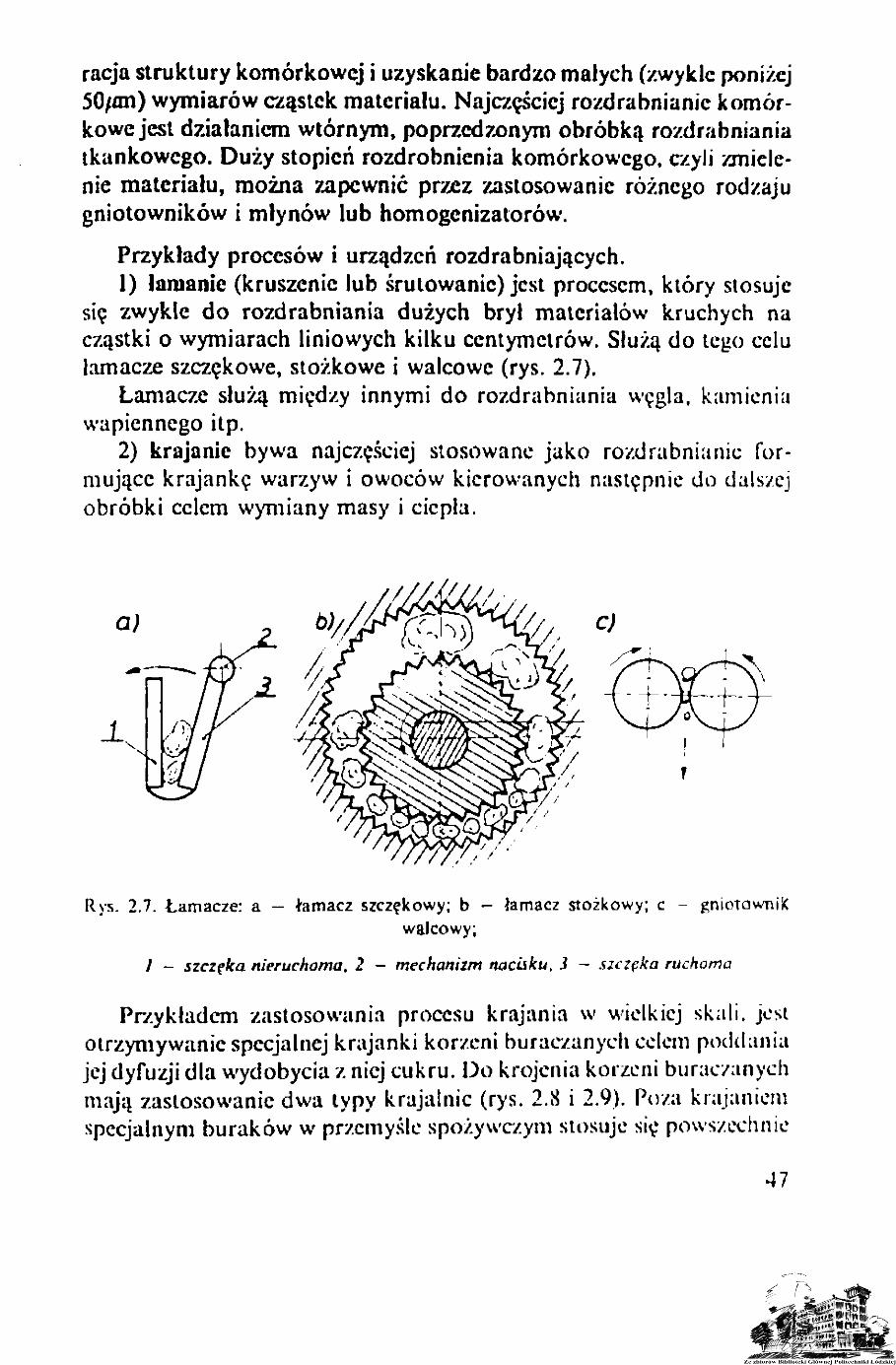
racja struktury komórkowej i uzyskanie bardzo małych (zwykle poniżej50/an) wymiarów cząstek materiału. Najczęściej rozdrabnianie komór-kowe jest działaniem wtórnym, poprzedzonym obróbką rozdrabnianiatkankowego. Duży stopień rozdrobnienia komórkowego, czyli zmiele-nie materiału, można zapewnić przez zastosowanie różnego rodzajugniotowników i młynów lub homogenizatorów.
Przykłady procesów i urządzeń rozdrabniających.1) łamanie (kruszenie lub śrutowanie) jest procesem, który stosuje
się zwykle do rozdrabniania dużych brył materiałów kruchych nacząstki o wymiarach liniowych kilku centymetrów. Służą do lego celulamacze szczękowe, stożkowe i walcowe (rys. 2.7).
Lamacze służą między innymi do rozdrabniania węgla, kamieniawapiennego itp.
2) krajanie bywa najczęściej stosowane jako rozdrabnianie for-mujące krajankę warzyw i owoców kierowanych następnie do dalszejobróbki celem wymiany masy i ciepła.
Rys. 2.7. Lamacze: a — łamacz szczękowy; b - łamacz stożkowy; c - gniotownikwalcowy;
/ - szczęka nieruchoma, 2 - mechanizm nacisku, 3 - szczęka ruchoma
Przykładem zastosowania procesu krajania w wielkiej skali, jestotrzymywanie specjalnej krajanki korzeni buraczanych celem poddaniajej dyfuzji dla wydobycia z niej cukru. Do krojenia korzeni buraczanychmają zastosowanie dwa typy krajalnic (rys. 2.8 i 2.9). Poza krajaniemspecjalnym buraków w przemyśle spożywczym stosuje się powszechnie
47
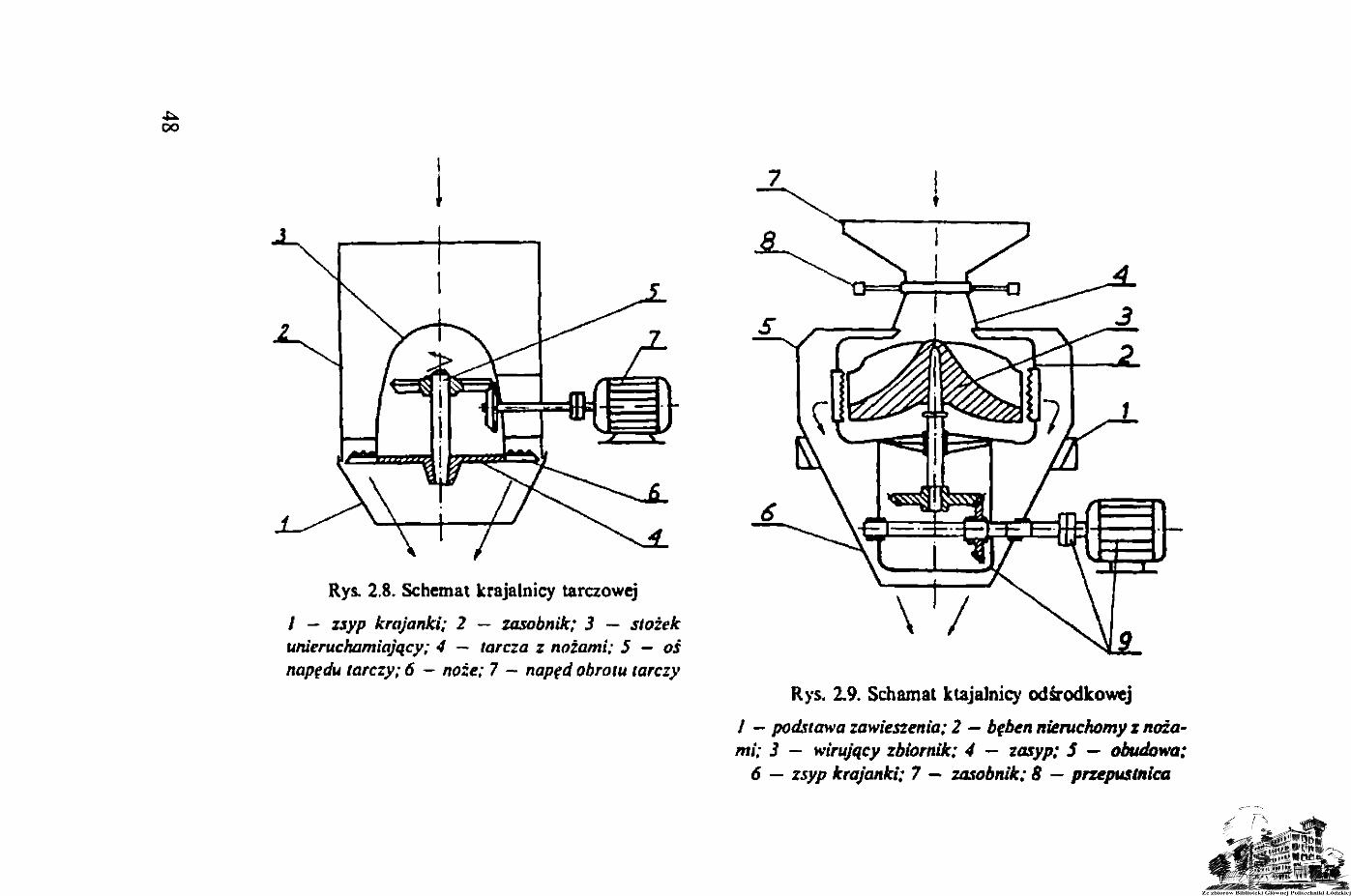
OO
Rys. 2.8. Schemat krajalnicy tarczowej
V — zsyp krajanki; 2 — zasobnik; 3 — stożekunieruchamiający; 4 — tarcza z nożami; 5 — ośnapędu tarczy; 6 - noże; 7 — napęd obrotu tarczy
Rys. 19. Schamat ktajalnicy odśrodkowej
1 — podstawa zawieszenia; 2 — bęben nieruchomy z noża-mi; 3 — wirujący zbiornik; 4 — zasyp; 5 — obudowa;
6 — zsyp krajanki; 7 — zasobnik; 8 — przepustnica
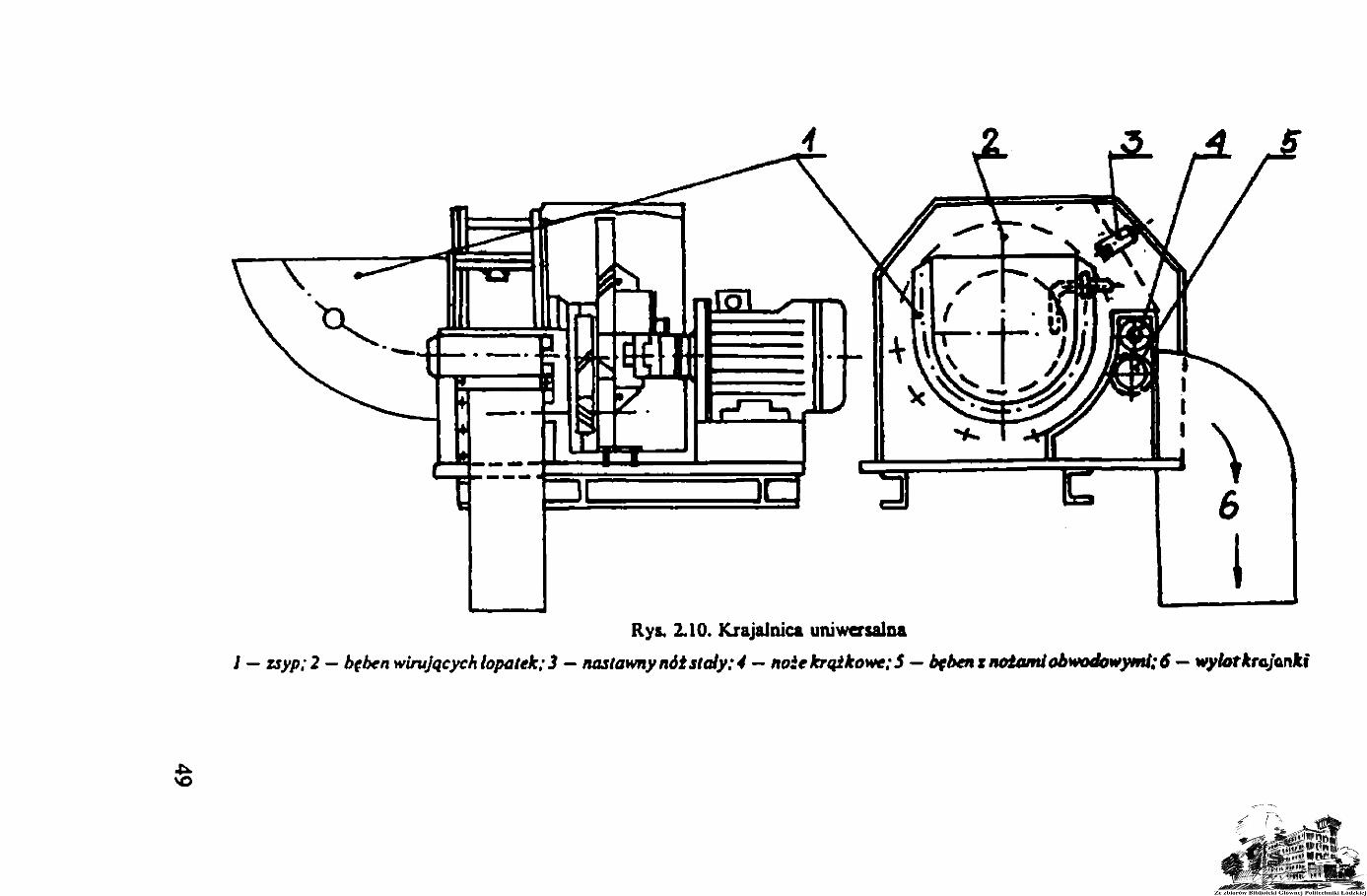
Rys. 2.10. Krajalnica uniwersalna
7 — zsyp; 2 — bęben wirujących łopatek; 3 — nastawny nóż staiy: 4 — noże krążkowe; 5 — bęben z nożami obwodowymi; 5— wylotkrajanki
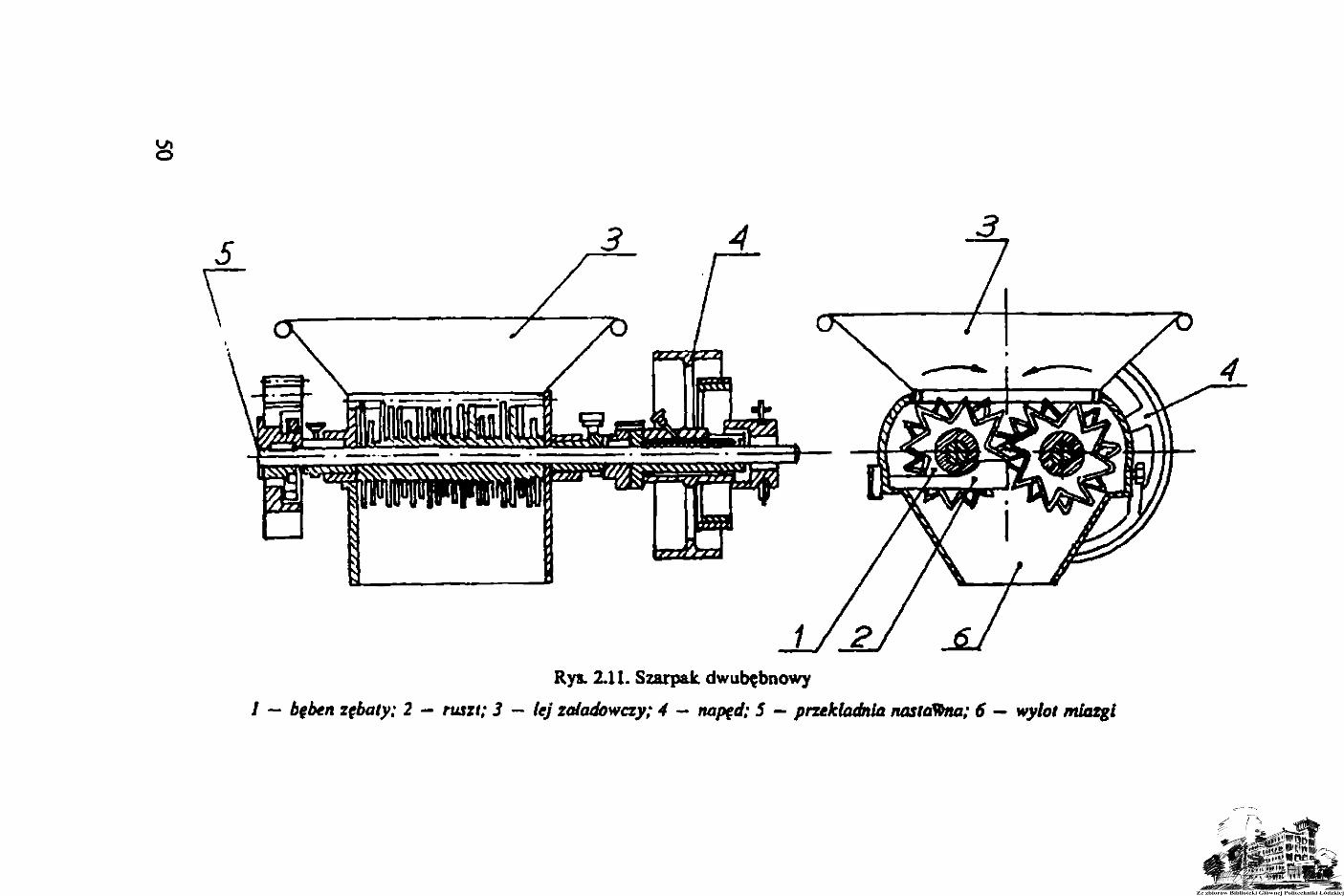
5
Rys. 2.11. Szarpak dwubębnowy
1 — bęben zębaty; 2 — ruszt; 3 — tej załadowczy; 4 — napęd; 5 — przekładnia nastawna; 6 — wylot miazgi
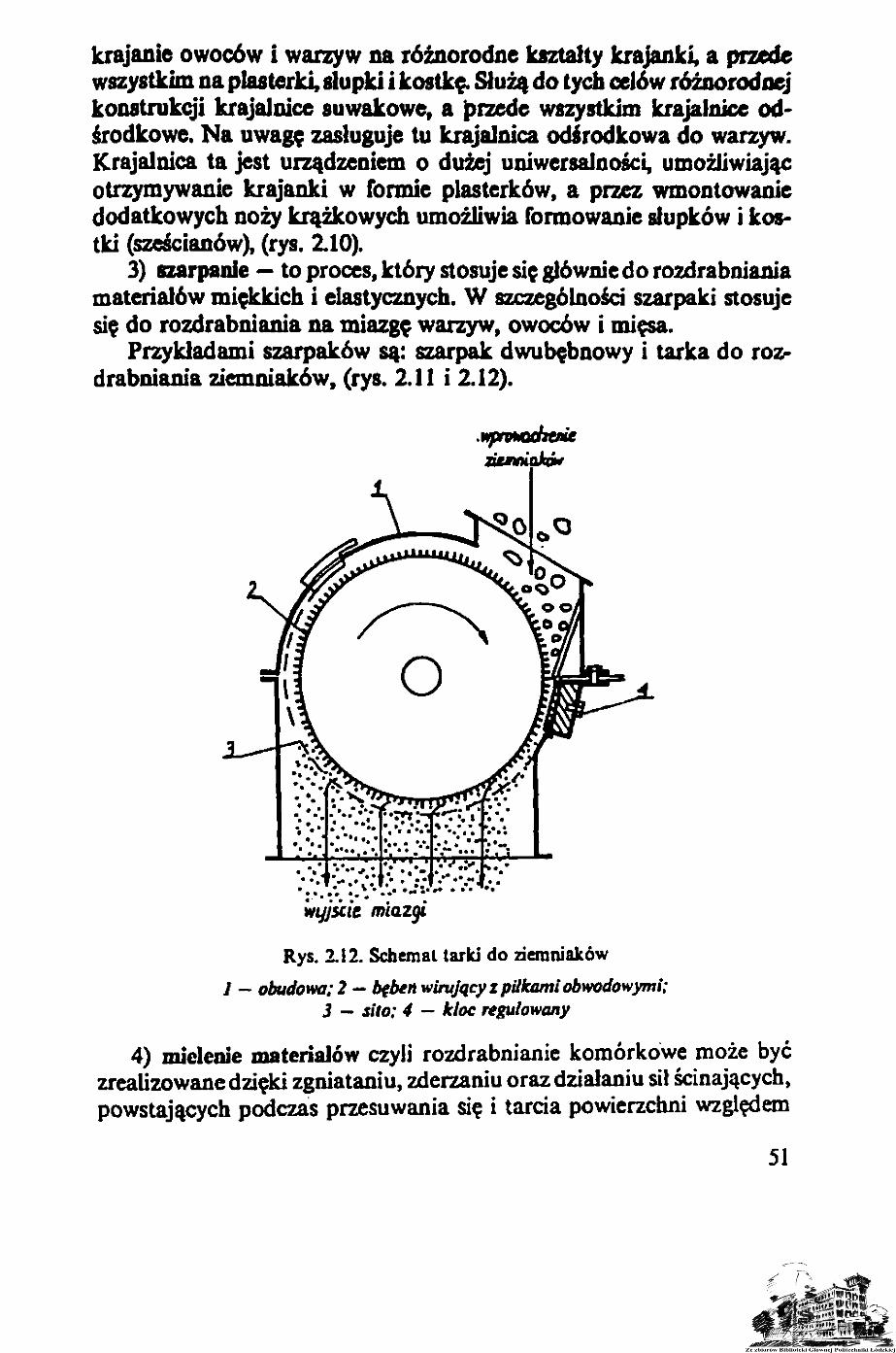
krajanie owoców i warzyw na różnorodne kształty krajanki, a przedewszystkim na plasterki, słupki i kostkę. Służą do tych celów różnorodnejkonstrukcji krajalnice suwakowe, a przede wszystkim krajalnice od-środkowe. Na uwagę zasługuje tu krajalnica odśrodkowa do warzyw.Krajalnica ta jest urządzeniem o dużej uniwersalności, umożliwiającotrzymywanie krajanki w formie plasterków, a przez wmontowaniedodatkowych noży krążkowych umożliwia formowanie słupków i kos-tki (sześcianów), (rys. 2.10).
3) szarpanie — to proces, który stosuje się głównie do rozdrabnianiamateriałów miękkich i elastycznych. W szczególności szarpaki stosujesię do rozdrabniania na miazgę warzyw, owoców i mięsa.
Przykładami szarpaków są: szarpak dwubębnowy i tarka do roz-drabniania ziemniaków, (rys. 2.11 i 2.12).
••"Jrr*• *-i
*• *". .•. • •». • • • • • • •
. * • • ^ •
n
•
•
w• ł * *• *
* • *
* •
wyjście miazgi
Rys. 2.12. Schemat tarki do ziemniaków
/ — obudowa; 2 — bęben wirujący z piłkami obwodowymi;3 — sito; 4 — kloc regulowany
4) mielenie materiałów czyli rozdrabnianie komórkowe może byćzrealizowane dzięki zgniataniu, zderzaniu oraz działaniu sił ścinających,powstających podczas przesuwania się i tarcia powierzchni względem
51
materiału rozdrabnianego. Mielenie może być zastosowane w od-niesieniu do materiału sypkiego względnie do płynnych zawiesin cząstekciała stałego w środowisku ciekłym. Wśród urządzeń służących domielenia materiałów wyróżniamy:— gniotowniki walcowe i obiegowe,— młyny żarnowe, tarczowe i walcowe,— młyny kulowe,— młyny udarowe,— młyny pneumatyczne.
Gniotowniki walcowe są urządzeniami służącymi do mielenia wyłącz-nie w wyniku działania sił ściskających pomiędzy powierzchniamidwóch przeciwbieżnych walców, obracających się z jednakową prędkoś-cią. W gniotownikach rozróżniamy powierzchnie robocze, gładkie,rowkowane i zębate.
Ze względu na występujące tu wyłącznie siły ściskające, skutecznośćrozdrabniająca tych gniotowników jest niewielka dlatego znajdujązastosowanie głównie przy produkcji płatków zbożowych. Znaczniewiększą skuteczność rozdrabniania uzyskuje się w gniotownikachobiegowych, które dzięki występowaniu sił ściskających i ścinających(rozcierania) dysponują wszystkimi cechami młynów.
Gniotowniki obiegowe rozdrabniają materiał przez zgniatanie i roz-cieranie między powierzchnią toczących się walców po płaskim dniezbiornika. Siły ścinające pojawiają się w gniotowniku obiegowym dziękitemu, że przy kołowym obiegu walców po dnie naczynia, krawędzieobwodu walców bliżej osi obrotu pokonują znacznie krótszą drogę niżzewnętrzne krawędzie. Stąd wynika konieczność ciągłych przesunięćpowierzchni toczącego się walca względem powierzchni podłoża. Ilust-ruje to gniotownik obiegowy stosowany do rozdrabniania masy czeko-ladowej, (rys. 2.13).
Młyny żarnowe. Historycznie młyny żarnowe stanowią najstarszyrodzaj urządzenia rozdrabniającego. Zawdzięczają to prostocie kon-strukcji oraz bardzo dużej skuteczności mielącej. Rozdrabnianie mate-riałów następuje tu dzięki zgniataniu, a przede wszystkim dziękiintensywnemu tarciu występującemu między ostro porowatymi powie-rzchniami specjalnych kamieni.
Młyny żarnowe mimo ustąpienia miejsca bardziej nowoczesnymurządzeniom współczesnym, stanowią obecnie bardzo pożądane urzą-dzenie do przemiału wielu materiałów specjalnych zwłaszcza takich,które z różnych względów nie mogą się kontaktować z metalowymipowierzchniami rozdrabniającymi.
52
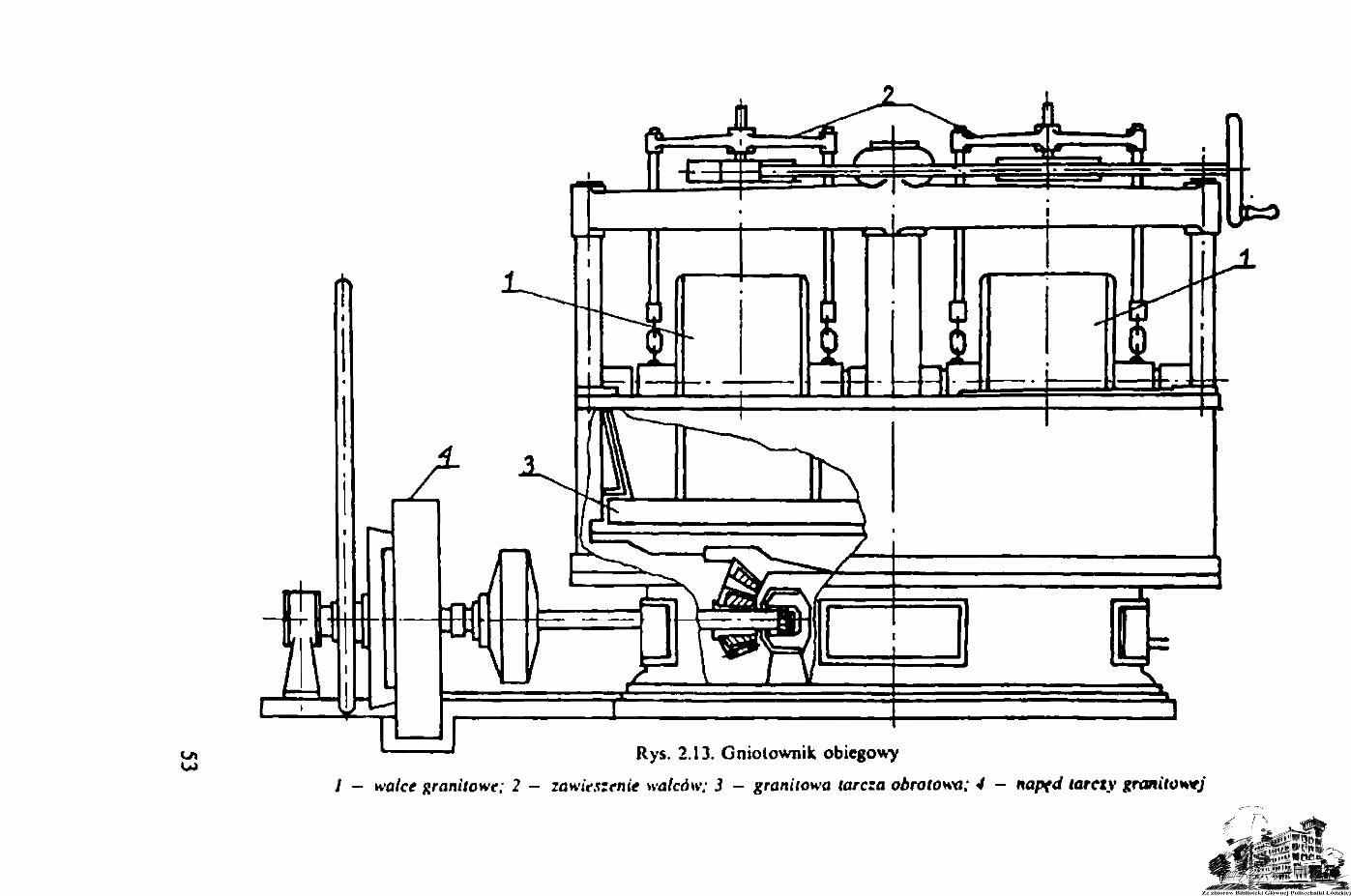
U)Rys. 2.13. Gniotownik obiegowy
I - walce granitowe; 2 - zawieszenie walców; 3 - granitowa tarcza obrotowa; 4 - napęd tarczy grxmito**j
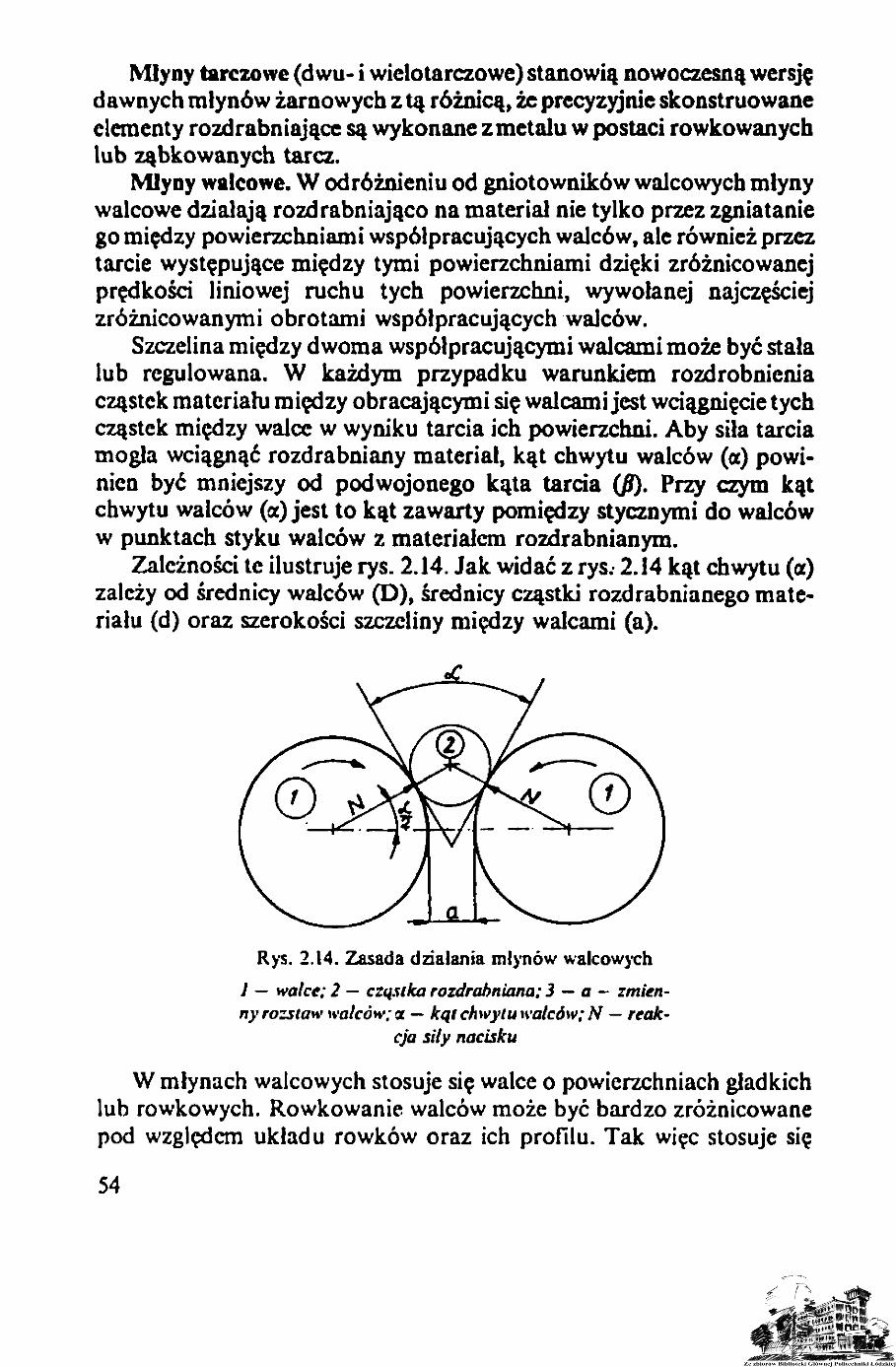
Młyny tarczowe (dwu- i wielotarczowe) stanowią nowoczesną wersjędawnych młynów żarnowych z tą różnicą, że precyzyjnie skonstruowaneelementy rozdrabniające są wykonane z metalu w postaci rowkowanychlub ząbkowanych tarcz.
Młyny walcowe. W odróżnieniu od gniotowników walcowych młynywalcowe działają rozdrabniająco na materiał nie tylko przez zgniataniego między powierzchniami współpracujących walców, ale również przeztarcie występujące między tymi powierzchniami dzięki zróżnicowanejprędkości liniowej ruchu tych powierzchni, wywołanej najczęściejzróżnicowanymi obrotami współpracujących walców.
Szczelina między dwoma współpracującymi walcami może być stałalub regulowana. W każdym przypadku warunkiem rozdrobnieniacząstek materiału między obracającymi się walcami jest wciągnięcie tychcząstek między walce w wyniku tarcia ich powierzchni. Aby siła tarciamogła wciągnąć rozdrabniany materiał, kąt chwytu walców (a) powi-nien być mniejszy od podwojonego kąta tarcia (/?). Przy czym kątchwytu walców (a) jest to kąt zawarty pomiędzy stycznymi do walcóww punktach styku walców z materiałem rozdrabnianym.
Zależności te ilustruje rys. 2.14. Jak widać z rys.- 2.14 kąt chwytu (a)zależy od średnicy walców (D), średnicy cząstki rozdrabnianego mate-riału (d) oraz szerokości szczeliny miedzy walcami (a).
Rys. 2.14. Zasada działania młynów walcowych
I — walce; 2 — cząstka rozdrabniana; 3 — a - zmien-ny rozstaw walców; a — kąt chwytu walców; N — reak-
cja siły nacisku
W młynach walcowych stosuje się walce o powierzchniach gładkichlub rowkowych. Rowkowanie walców może być bardzo zróżnicowanepod względem układu rowków oraz ich profilu. Tak więc stosuje się
54
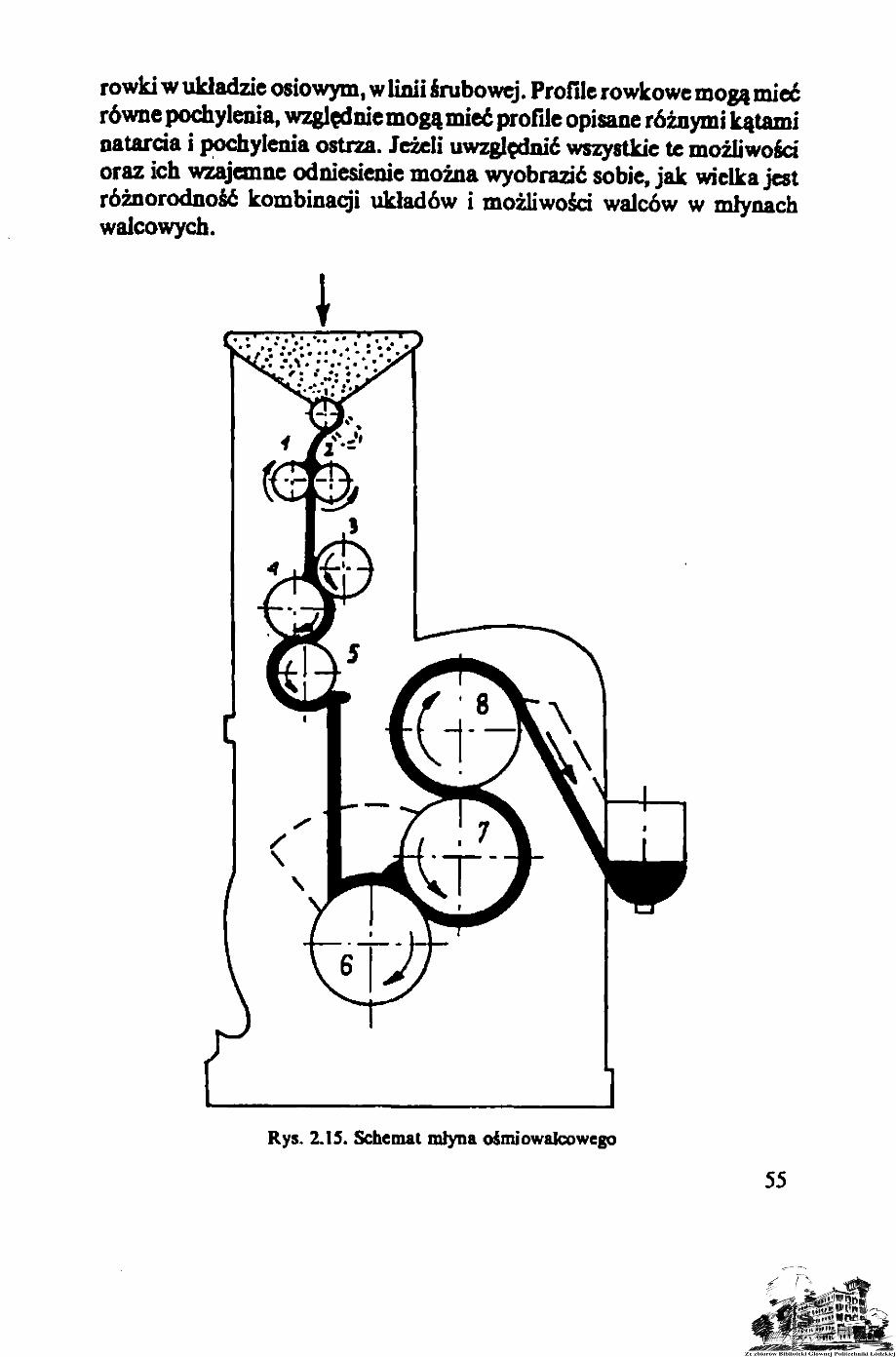
rowki w układzie osiowym, w linii śrubowej. Profile rowkowe mogą miećrówne pochylenia, względnie mogą mieć profile opisane różnymi kątaminatarcia i pochylenia ostrza. Jeżeli uwzględnić wszystkie te możliwościoraz ich wzajemne odniesienie można wyobrazić sobie, jak wielka jestróżnorodność kombinacji układów i możliwości walców w młynachwalcowych.
\•» • • • • • * . * *•• • • .* " 1 • J
Rys. 2.15. Schemat młyna ośmiowakowego
55
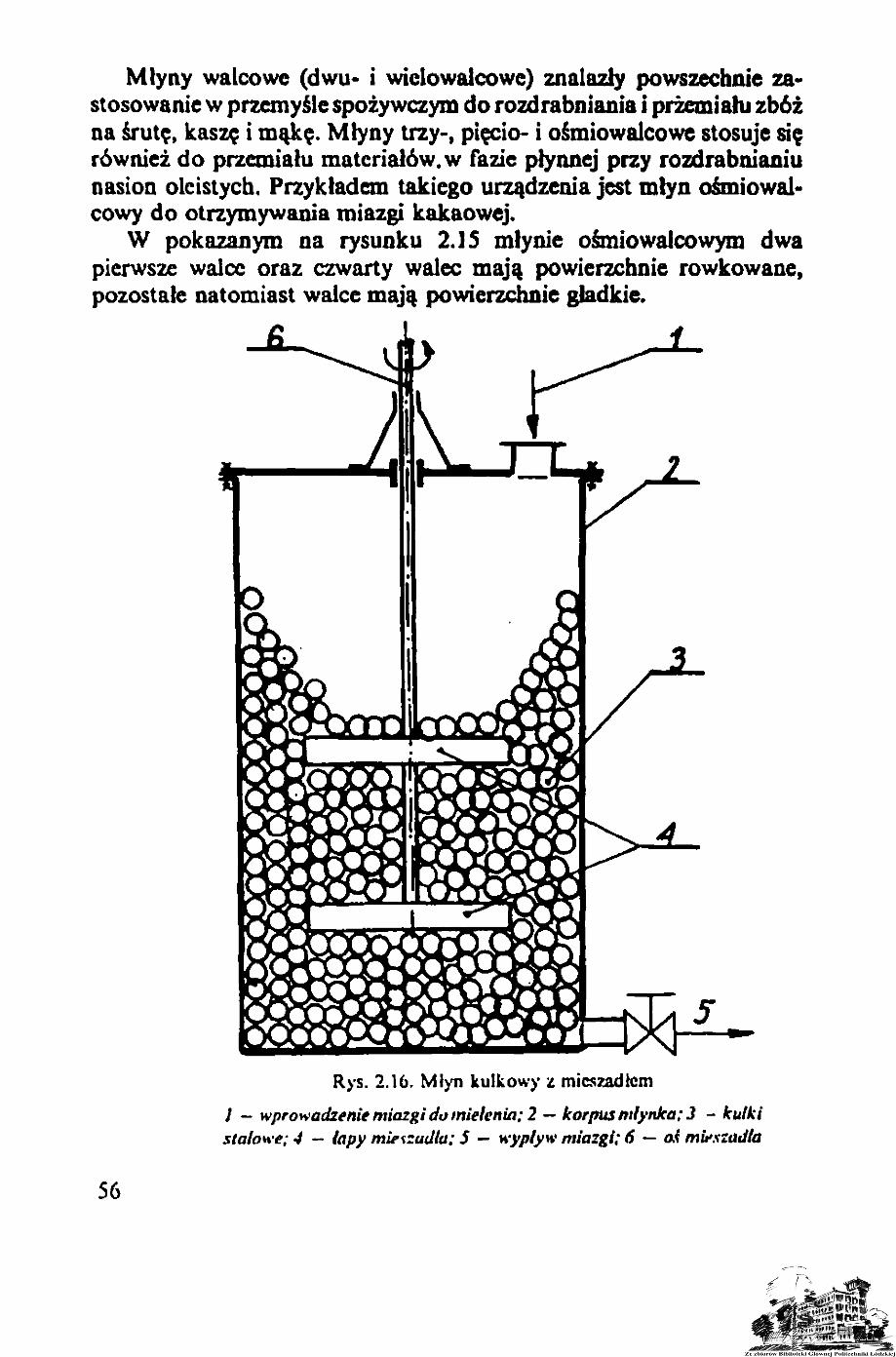
Młyny walcowe (dwu- i wiclowalcowe) znalazły powszechnie za-stosowanie w przemyśle spożywczym do rozdrabniania i przemiału zbóżna śrutę, kaszę i mąkę. Młyny trzy-, pięcio- i ośmiowalcowe stosuje sięrównież do przemiału materiałów, w fazie płynnej przy rozdrabnianiunasion oleistych. Przykładem takiego urządzenia jest młyn ośmiowal-cowy do otrzymywania miazgi kakaowej.
W pokazanym na rysunku 2.15 młynie ośitiiowalcowym dwapierwsze walce oraz czwarty walec mają powierzchnie rowkowane,pozostałe natomiast walce mają powierzchnie gładkie.
Rys. 2.16. Młyn kulkowy z mieszadłem
/ - wprowadzenie miazgi do mielenia; 2 — korpus młynka; 3 - kulkistalowe; 4 — łapy mieszadła; 5 — wypływ miazgi; 6 — oś misszadła
56
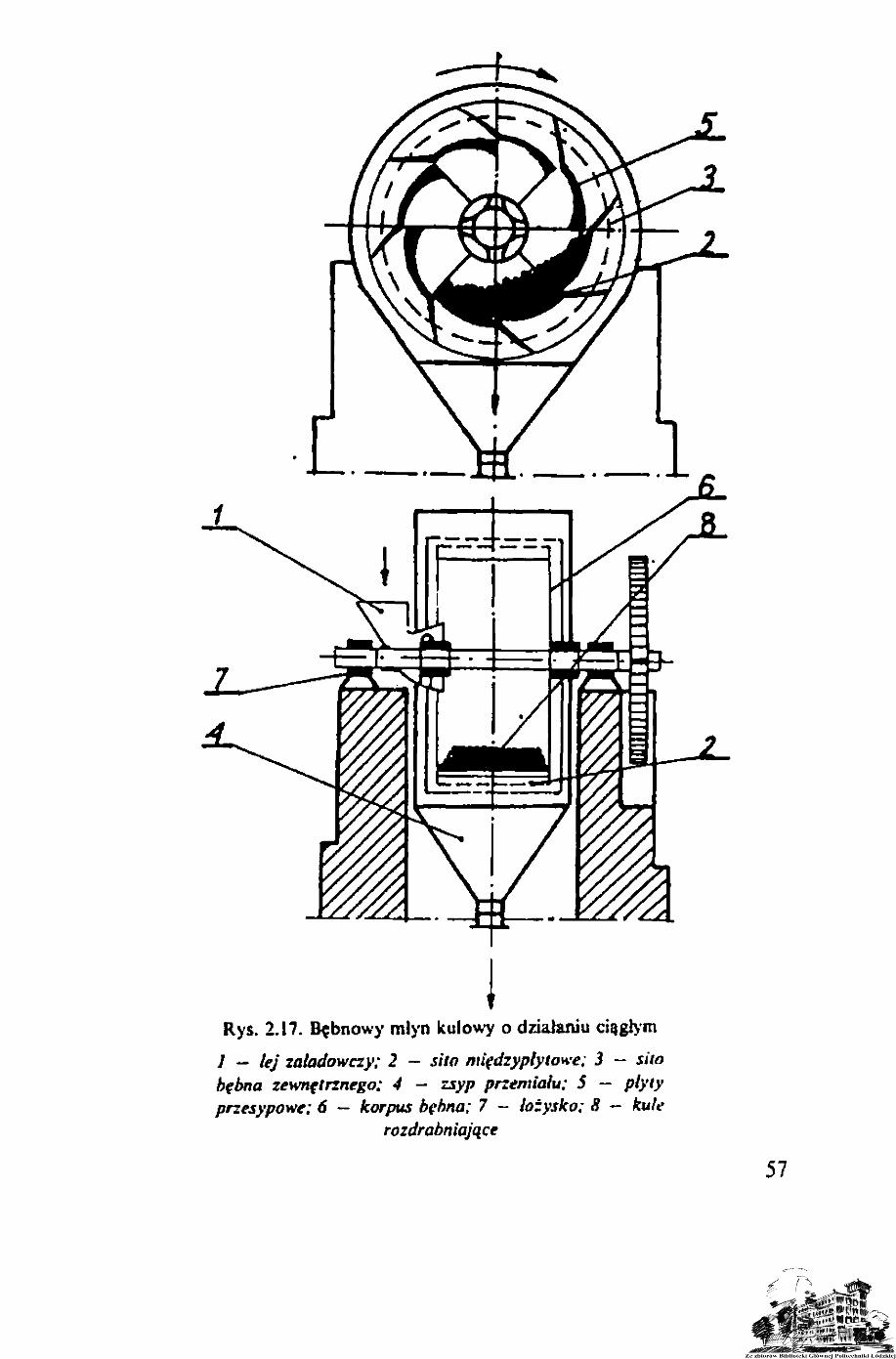
1Rys. 2.17. Bębnowy młyn kulowy o działaniu ciągłym
7 — lej załadowczy; 2 — sito miedzy płytowe; 3 — sitobębna zewnętrznego; 4 - zsyp przemiału; S — płytyprzesypowe; 6 — korpus bębna; 7 — łożysko; 8 — kule
rozdrabniające
57
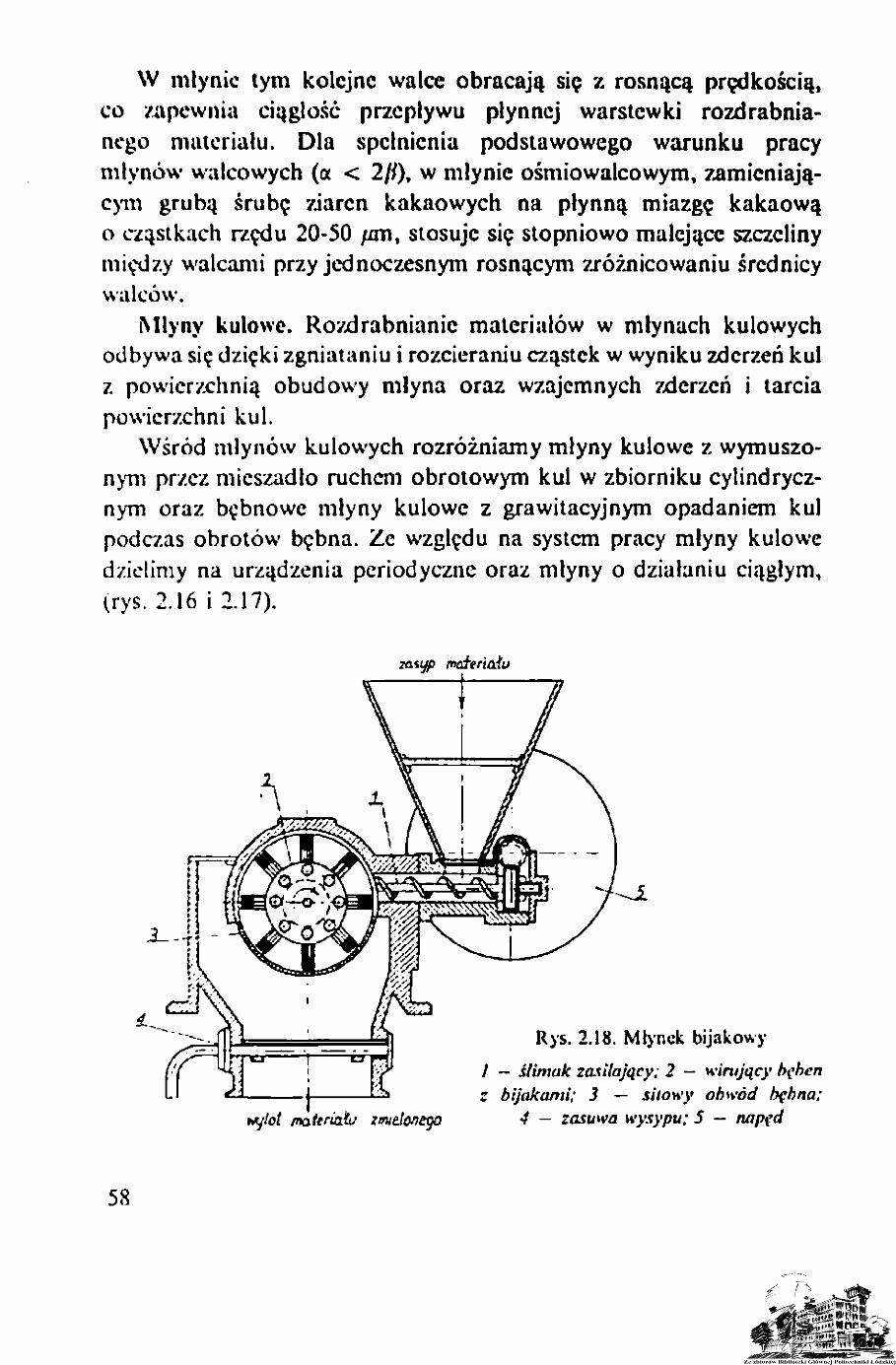
W młynie tym kolejne walce obracają się z rosnącą prędkością,co zapewnia ciągłość przepływu płynnej warstewki rozdrabnia-nego materiału. Dla spełnienia podstawowego warunku pracymłynów walcowych (a < 2//)t w młynie ośmiowalcowym, zamieniają-cym grubą śrubę ziaren kakaowych na płynną miazgę kakaowąo cząstkach rzędu 20-50 /im, stosuje się stopniowo malejące szczelinymiędzy walcami przy jednoczesnym rosnącym zróżnicowaniu średnicywalców.
Młyny kulowe. Rozdrabnianie materiałów w młynach kulowychodbywa się dzięki zgniataniu i rozcieraniu cząstek w wyniku zderzeń kulz powierzchnią obudowy młyna oraz wzajemnych zderzeń i tarciapowierzchni kul.
Wśród młynów kulowych rozróżniamy młyny kulowe z wymuszo-nym przez mieszadło ruchem obrotowym kul w zbiorniku cylindrycz-nym oraz bębnowe młyny kulowe z grawitacyjnym opadaniem kulpodczas obrotów bębna. Ze względu na system pracy młyny kulowedzielimy na urządzenia periodyczne oraz młyny o działaniu ciągłym,(rys. 2.16 i 2.17).
Rys. 2.18. Młynek bijakowy
I — ślimak zasilający; 2 — wirujący bębenz bijakami; 3 — sitowy obwód bębna;
4 — zasuwa wysypu; 5 — ruipfd
58
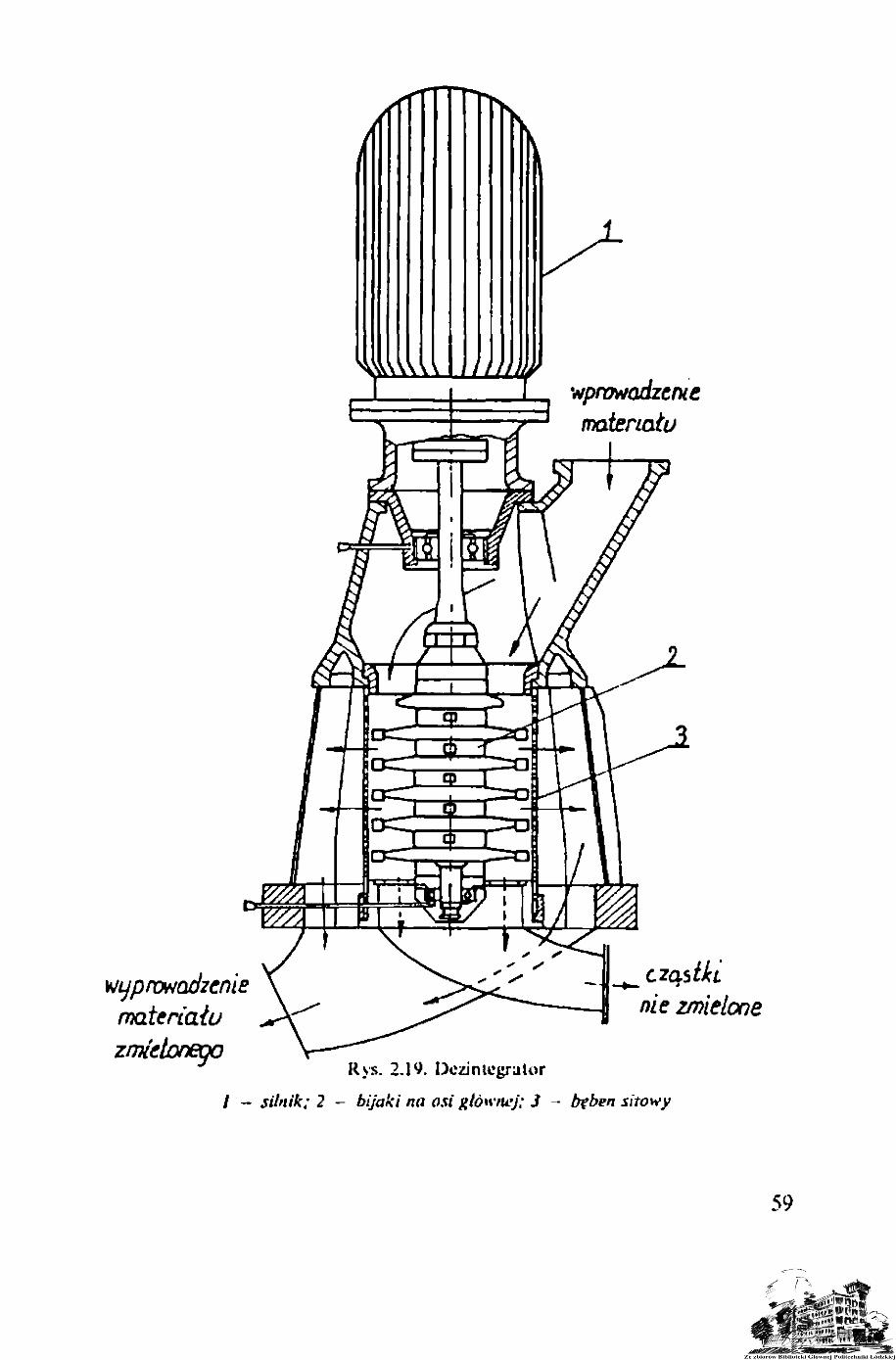
\
}\\\\\\
i
/ f/hwprowadzenie
•* maienatu
materiaiuzmielonego
cząstkinie zmielone
i -
Rys. 2.19. Dczinicgrulor
silnik; 2 - bijaki na osi głównej; 3 - bęben sitowy
59
Młyny udarowe. Do tego rodzaju młynów zaliczamy urządzenia,w których elementy rozdrabniające wprawione są w bardzo szybki ruchwirowy, dzięki czemu zderzają się z cząstkami materiału, przenosząc nanie wielkie porcje energii. Dodatkowym elementem rozdrabniającymi kalibrującym jest sito.
Do tej grupy młynów zaliczyć można jako typowych przedstawicieli:młynek bijakowy i dezintegrator, (rys. 2.18 i 2.19).
Tego rodzaju młyny najlepiej spełniają swoje zadanie w przypadkurozdrabniania materiałów kruchych, np. cukier krystaliczny. Ich za-stosowanie jest również bardzo pożądane w przypadku, gdy materiałprzy rozdrabnianiu musi być intensywnie chłodzony. Spełnia tę rolęw młynach udarowych silny strumień powietrza wytwarzany przezelementy szybko wirujące.
Jeszcze sprawniejsze chłodzenie rozdrabnianego materiału zapewniasię podczas rozdrabniania w strumieniu powietrza wytworzonymw młynach pneumatycznych.
Młyn pneumatyczny jest zbudowany w postaci kanału o kształcieelipsoidalnym. W kanale tym, który wyłożony jest bardzo twardymmateriałem, wytwarza się bardzo szybki strumień gazów unoszącycząstki rozdrabnianego materiału. W wyniku gwałtownych zmiankierunku przepływu strumienia zawiesiny, cząstki tej zawiesiny rzucanesą na zewnętrzną ściankę kanału i są przez to rozbijane. Sito kalibrująceodbiera materiał rozdrobniony, a większe cząstki kierują się do obiegukołowego (rys. 2.20).
Homogenizacja. Przez homogenizację rozumiemy rozdrobnieniei ujednolicenie cząstek fazy rozproszonej jednego płynu w fazie roz-praszającej (ciągłej) innego płynu nicmieszającego się z fazą roz-proszoną. Przykładem homogenizacji może być rozdrobnienie kropel-kowe tłuszczu w wodzie lub odwrotnie, względnie rozproszenie dowol-nego gazu w cieczy. Homogenizacja jest zatem procesem będącym napograniczu rozdrabniania i mieszania.
Ilomogcnizatory stosowane w przemyśle spożywczym można po-dzielić na trzy grupy:— homogenizatory ciśnieniowe lub dyszowe,— homogenizatory ultradźwiękowe,— młynki koloidowe.
60
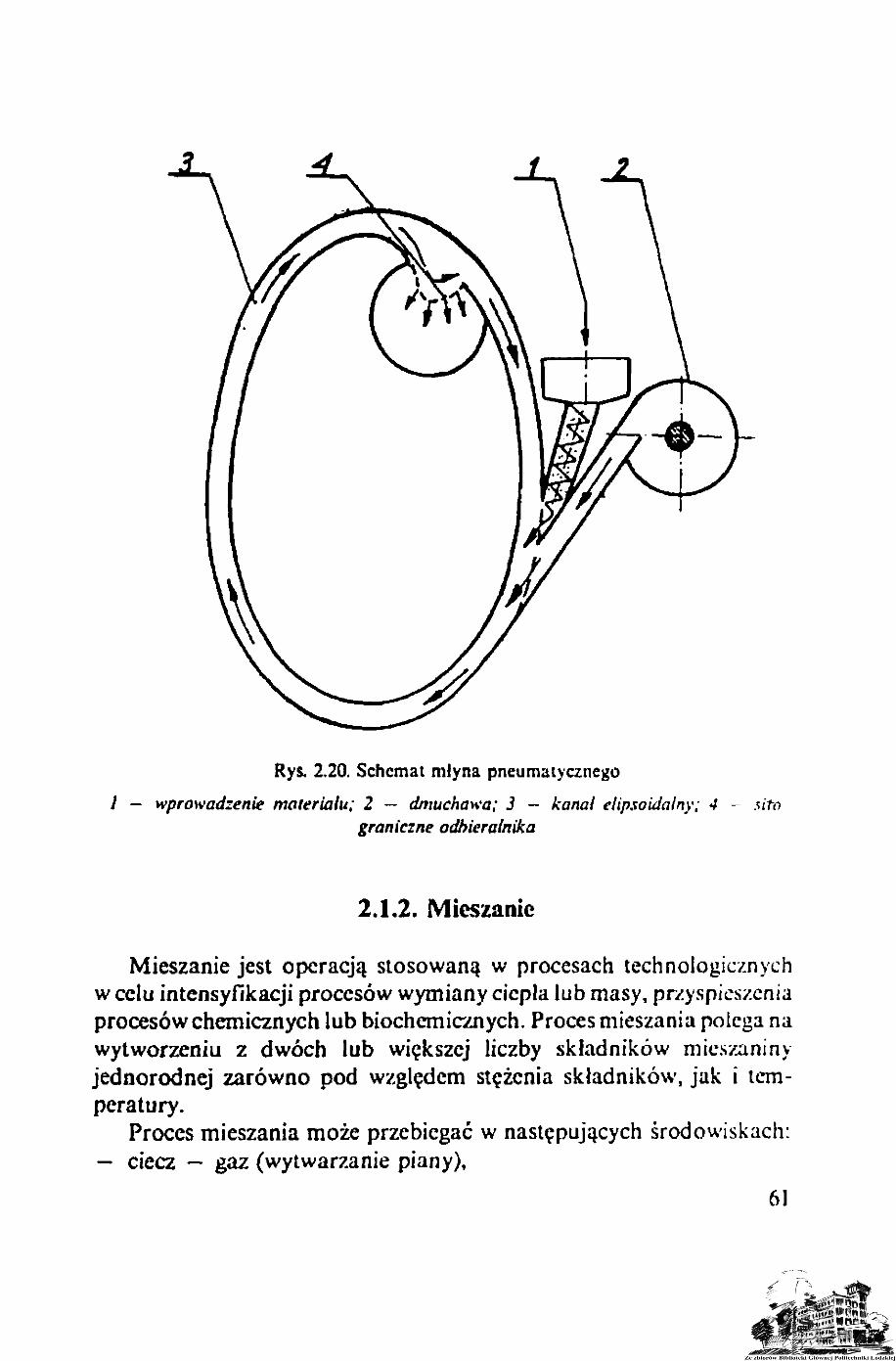
Rys. 2.20. Schemat młyna pneumatycznego
i — wprowadzenie materiału; 2 — dmuchawa; 3 — kanał elipsoidalny; 4 - sitograniczne odbieralnika
2.1.2. Mieszanie
Mieszanie jest operacją stosowaną w procesach technologicznychw celu intensyfikacji procesów wymiany ciepła lub masy, przyspieszeniaprocesów chemicznych lub biochemicznych. Proces mieszania polega nawytworzeniu z dwóch lub większej liczby składników mieszaninyjednorodnej zarówno pod względem stężenia składników, jak i tem-peratury.
Proces mieszania może przebiegać w następujących środowiskach:— ciecz — gaz (wytwarzanie piany),
61
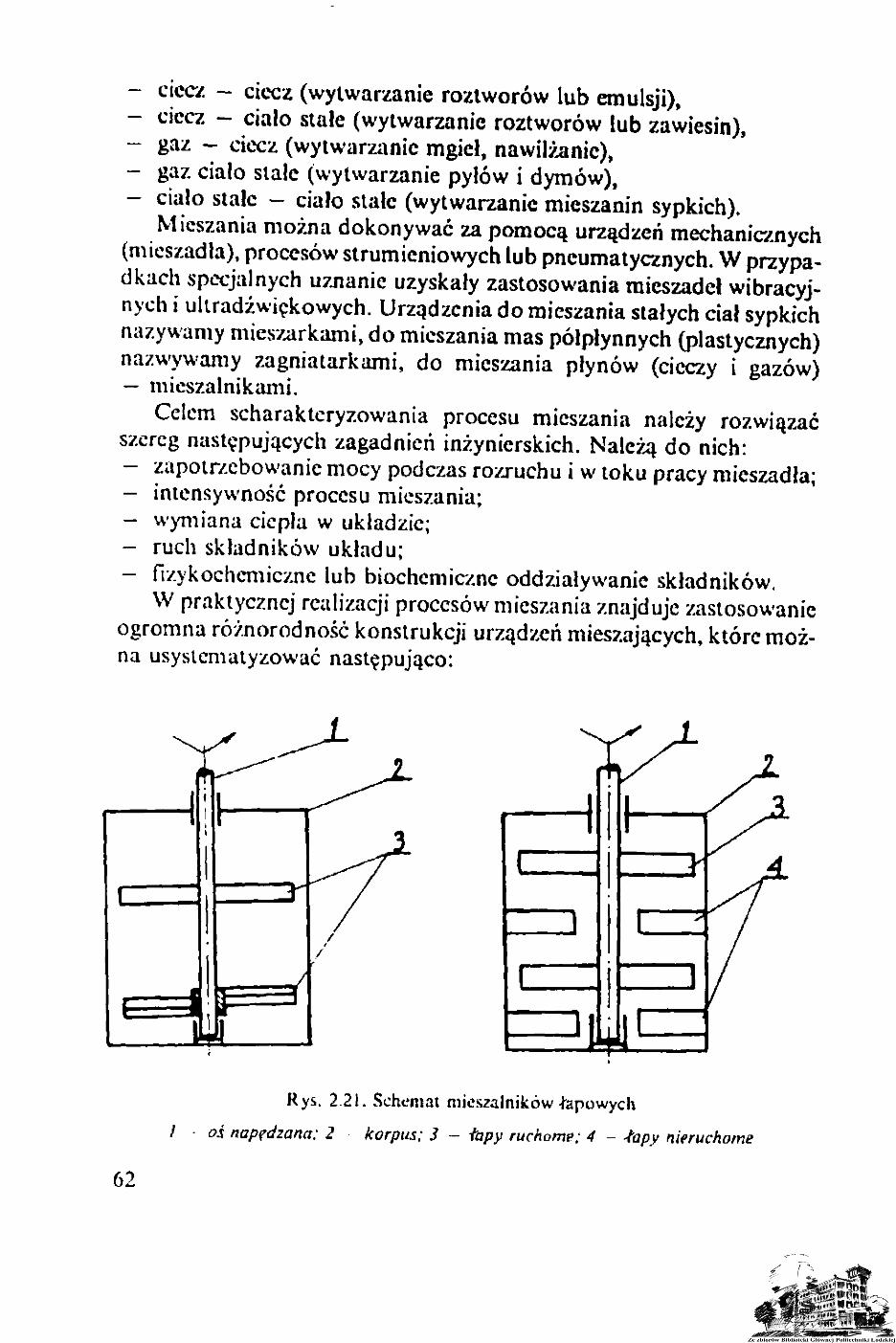
- ciec/ - ciecz (wytwarzanie roztworów lub emulsji),- ciecz - ciało stałe (wytwarzanie roztworów lub zawiesin),- gaz ~ ciecz (wytwarzanie mgieł, nawilżanie),- gaz ciało stałe (wytwarzanie pyłów i dymów),- ciało stałe - ciało stałe (wytwarzanie mieszanin sypkich).
Mieszania można dokonywać za pomocą urządzeń mechanicznych(mieszadła), procesów strumieniowych lub pneumatycznych. W przypa-dkach specjalnych uznanie uzyskały zastosowania mieszadeł wibracyj-nych i ultradźwiękowych. Urządzenia do mieszania stałych ciał sypkichnazywamy mieszarkami, do mieszania mas półpłynnych (plastycznych)nazwywaniy zagniatarkami, do mieszania płynów (cieczy i gazów)- mieszalnikami.
Celem scharakteryzowania procesu mieszania należy rozwiązaćszereg następujących zagadnień inżynierskich. Należą do nich:- zapotrzebowanie mocy podczas rozruchu i w toku pracy mieszadła;- intensywność procesu mieszania;- wymiana ciepła w układzie;- ruch składników układu;- fizykochemiczne lub biochemiczne oddziaływanie składników.
W praktycznej realizacji procesów mieszania znajduje zastosowanieogromna różnorodność konstrukcji urządzeń mieszających, które moż-na usystematyzować następująco:
Rys. 2.21. Schemat mieszalników łapowych
/ oś napędzana; 2 korpus; 3 - łapy ruchome; 4 - Japy nieruchome
62
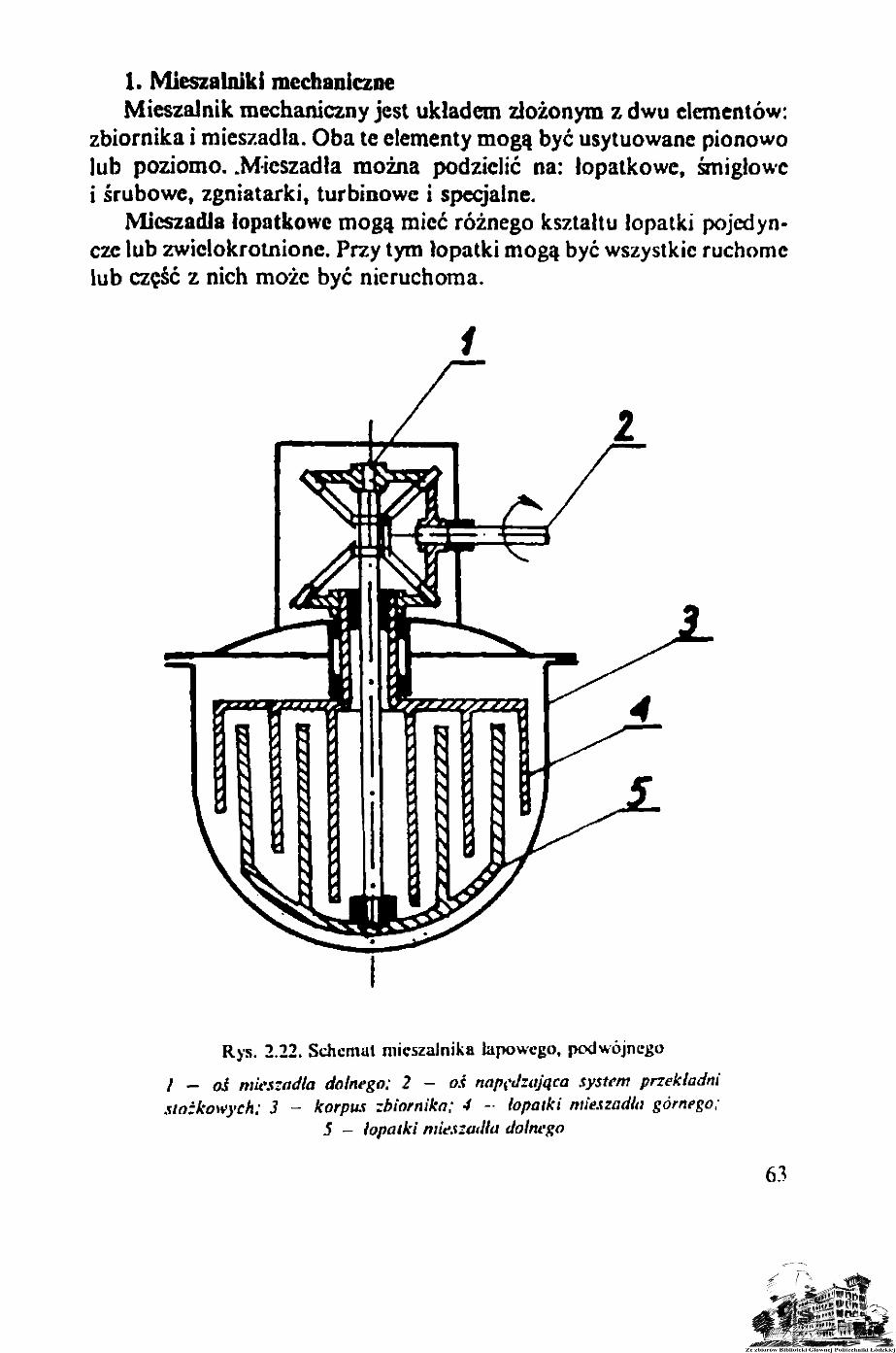
1. Mieszalniki mechaniczneMieszalnik mechaniczny jest układem złożonym z dwu elementów:
zbiornika i mieszadła. Oba te elementy mogą być usytuowane pionowolub poziomo. .Mieszadła można podzielić na: łopatkowe, śmigłowei śrubowe, zgniatarki, turbinowe i specjalne.
Mieszadła łopatkowe mogą mieć różnego kształtu łopatki pojedyn-cze lub zwielokrotnione. Przy tym łopatki mogą być wszystkie ruchomelub część z nich może być nieruchoma.
Rys. 2.22. Schemat mieszalnika łapowego, podwójnego
/ - oś mieszadła dolnego; 2 - oś napędzająca system przekładnistożkowych; 3 - korpus zbiornika; 4 - łopatki mieszadła górnego;
5 - łopatki mieszadła dolnego
63
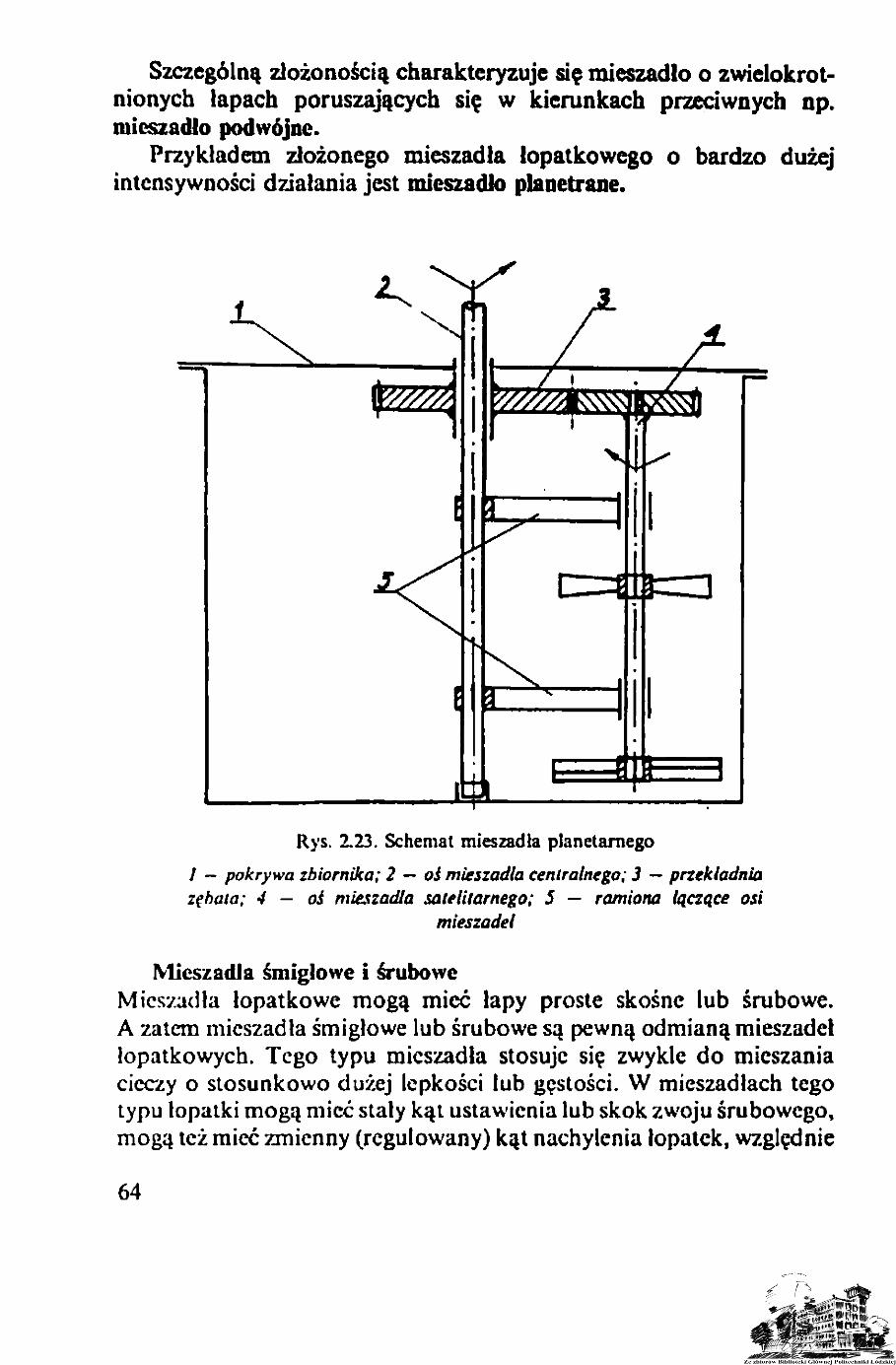
Szczególną złożonością charakteryzuje się mieszadło o zwielokrot-nionych łapach poruszających się w kierunkach przeciwnych np.mieszadło podwójne.
Przykładem złożonego mieszadła łopatkowego o bardzo dużejintensywności działania jest mieszadło planetrane.
I
Rys. 2.23. Schemat mieszadła planetarnego
7 — pokrywa zbiornika; 2 — oś mieszadła centralnego; 3 — przekładniazębata; 4 — oś mieszadła satelitarnego; 5 — ramiona łączące osi
mieszadeł
Mieszadła śmigłowe i śruboweMieszadła łopatkowe mogą mieć łapy proste skośne lub śrubowe.A zatem mieszadła śmigłowe lub śrubowe są pewną odmianą mieszadełłopatkowych. Tego typu mieszadła stosuje się zwykle do mieszaniacieczy o stosunkowo dużej lepkości lub gęstości. W mieszadłach tegotypu łopatki mogą mieć stały kąt ustawienia lub skok zwoju śrubowego,mogą też mieć zmienny (regulowany) kąt nachylenia łopatek, względnie
64
zmienny skok śruby i łopatek. Szczególnym przypadkiem mieszadłaśrubowego jest mieszadło ślimakowe, które obok procesu mieszaniamoże spełniać kilka innych funkcji, między innymi transportera,dozownika, selektywnego zamknięcia itp.
Zagnlatarki są to urządzenia z grupy mieszalników mechanicznychsłużących do mieszania mas półpłynnych lub plastycznych (w rodzajupasty). Używa się powszechnie zagniatarek w przemyśle piekarskimi cukierniczym do wytwarzania ciast lub komponowania składnikówmas czekoladowych. Zagniatarki, ze względu na konieczność zmiesza-nia składników tworzących masę o bardzo wielkich lepkościach i pas-towatej konsystencji, wyposażone są w bardzo różnorodne układyelementów roboczych. Bardzo często, poza mieszaniem masy plastycz-nej przez specjalnie ukształtowane łapy, stosuje się ruch obrotowyzbiornika mieszalnika.
Mieszadła turbinowe stanowią grupę mieszadeł działających nazasadzie wytwarzania złożonych wirów pod działaniem siły odśrod-kowej. Szczególnym przypadkiem mieszadła turbinowego jest mieszadłoFurowicza (rys. 2.24).
Mieszalniki strumieniowe i pneumatyczneMieszalniki strumieniowe i pneumatyczne działają na zasadzie
wprowadzenia płynów w stan silnego i często bardzo skomplikowanegostrumienia, który powoduje intensywne mieszanie tych płynów. Z tegopunktu widzenia już mieszadła turbinowe podobnie spełniają swojezadanie. Należą one jednak do grupy mieszalników mechanicznych. Jesttak dlatego, iż strumienie cieczy wytworzone w mieszadłach tur-binowych wywołane są przez siłę odśrodkową działającą dzięki mecha-nicznemu (wirującemu) ruchowi elementu roboczego. W praktyceprzemysłowej zdarzają się jednak sytuacje tego rodzaju, że istniejąz różnych powodów trudności zainstalowania mechanicznego elementumieszającego wewnątrz reaktora. Wówczas siłami zewnętrznymi wpra-wiamy mieszany płyn w ruch strumieniowy wytworzony za pomocąpompy lub innymi środkami technicznymi. Istnieje zatem możliwośćintensywnego mieszania cieczy w reaktorze przez cyrkulację wewnętrz-ną lub zewnętrzną strumieniem obiegowym cieczy. Bez udziału mecha-nicznie napędzanych elementów mieszających tą ciecz. Mieszal-niki pneumatyczne są odmianą mieszalników strumieniowych i ma-ją zastosowanie do mieszania płynów za pomocą strumienia ga-zów. Mieszanie strumieniem gazów dokonuje się zwykle przez wtła-czanie do zbiornika z cieczą od dołu strumienia gazów za pośred-nictwem złożonych dysz rozpraszających czyli tzw. barboterów.
65
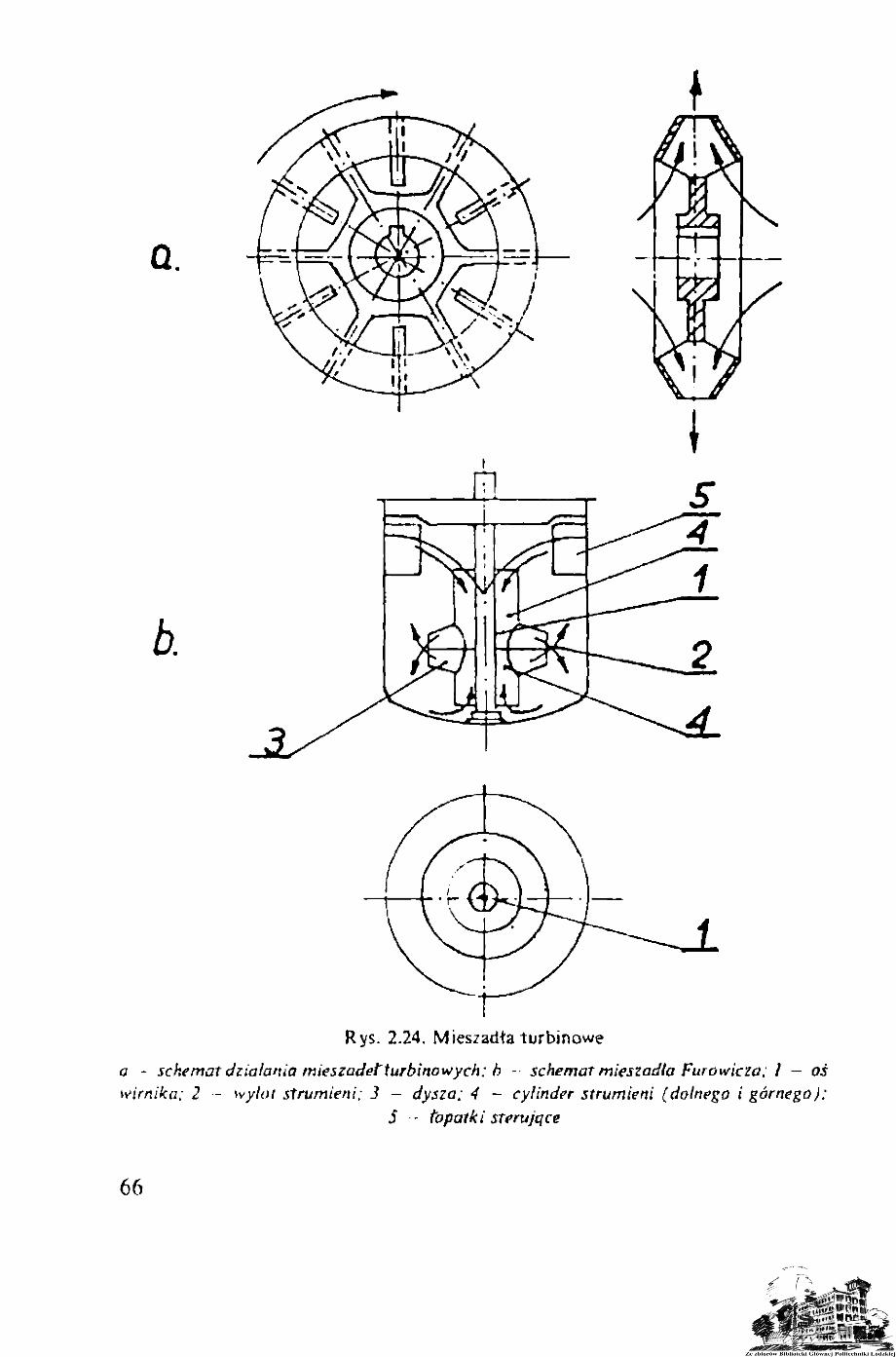
b.
Rys. 2.24. Mieszadła turbinowe
a - schemat działania mieszadeł turbinowych: b - schemat mieszadła Furowicza; i - oświrnika; 2 - wylot strumieni; 3 — dysza; 4 — cylinder strumieni (dolnego i górnego):
5 -- topatki sterujące
66
Wydostające się z barbotera pęcherzyki gazów unosząc się ku górzew słupie cieczy powodując jej mieszanie. Mieszalniki pneumatycznestosuje się najczęściej w takich przypadkach, gdy przez wprowadzeniestrumienia gazu do cieczy chcemy wykonać jeszcze inne (poza miesza-niem) zadanie. Zadanie to bywa często znacznie ważniejsze od samegomieszania. Przykładami mieszania pneumatycznego w przemyśle spoży-wczym mogą być:- karbonatacja soków cukrowniczych czyli nasycanie soków dwuilcn-
kicm węgla w procesie wytrącania koloidów absorhowanych nawytwarzającym się osadzie węglanu wapniowego,
- ogrzewanie bezpośrednie cieczy w reaktorach za pomocą parywodnej, np. ogrzewanie hydrolizatów skrobi w konwertorze podczashydrolizy skrobi,
- nasycanie tlenem lub powietrzem cieczy poddawanej procesombiosyntezy lub chemicznym procesom utleniania. Dobrym przy-kładem może tu być biosynteza drożdży w brzeczce napowietrzanej,gdzie obok konieczności dostarczenia tlenu strumień powietrzawtłaczanego do brzeczki spełnia właśnie rolę bardzo skutecznegomieszadła.
2.1.3. Rozdzielanie mieszanin
Rozdzielanie mieszanin jest pojęciem złożonym dającym się interp-retować niejednoznacznie, zwłaszcza w odniesieniu do mieszanin wielo-fazowych. Niejednoznaczność pojęcia „rozdzielanie mieszanin" u od-niesieniu do takich mieszanin wielofazowych (dwufazowych), jak:- zawiesiny cząstek ciała stałego w cieczy,- zawiesiny cząstek ciała stałego w gazie,- zawiesiny kropelek cieczy w cieczy lub w gazie,polega na tym, że można je rozumieć jako rozdzielanie fazy roz-proszonej od fazy ciągłej, względnie jako rozdzielanie różnych cząstekfazy rozproszonej. Aby uniknąć nieporozumień proponuje się wprowa-dzenie następującego sprecyzowania pojęcia rozdzielania mieszanin:- oddzielanie od siebie dwu faz w mieszaninach dwufazowych
(w zawiesinach) będziemy traktowali jako zntężanie zawiesin. Jest tobowiem typowa zmiana proporcji ilościowych w mieszaninie c/ąstekciała zawieszonego w cieczy lub w gazie jako ciągłej fazie roz-
67
praszającej, na korzyść (zwiększenie stężenia) cząstek ciaia zawie-szonego,
— natomiast pod pojęciem rozdzielania zawiesin będziemy rozumieliwyłącznie rozdzielanie zróżnicowanych cząstek fazy rozproszonej(zawiesin).
2.1.3.1. Zatężanie zawiesin
W rozumieniu oddzielania cząstek fazy rozproszonej od nadmiaru fazyrozpraszającej cieczy lub gazu zatężanie zawiesin można zrealizowaćnastępującymi dwiema metodami: sedymentacja, filtracja.
1. Sedymentacja. Jest to proces wydzielania cząstek fazy stałejz płynnej zawiesiny (cieczy i gazu) na zasadzie różnicy gęstości materiałuzawieszonego i gęstością cieczy rozpraszającej lub gazu.
Sedymentacja może być procesem swobodnym, polegającym naopadaniu cząstek zawiesiny na dno naczynia dzięki działaniu siłgrawitacji. Proces ten ze względu na swą powolność ma ograniczonezastosowanie i jest wykorzystywany w przemyśle, raczej w ubocznych(pomocniczych) procesach technologicznych w postaci różnego rodzajuodstojników (dekantatorów) względnie komór odpylających. Znacznieczęściej stosuje się w procesach przemysłowych sedymentację wymuszo-ną przez oddziaływanie siły odśrodkowej. Sedymentację wymuszonąmożna z dobrym skutkiem przeprowadzić posługując się siłą odśrod-kową wytworzoną za pomocą pełnoplaszczowych wirówek sedymen-tacyjnych lub separatorów. Innym sposobem zrealizowania sedymen-tacji wymuszonej jest sedymentacja w cyklonach lub hydrocyklonach,zależnie od tego czy mamy do czynienia z zawiesiną cząstek ciała stałegow gazie czy w cieczy.
Wytwarzanie siły odśrodkowej w wirówkach różni się od jejwytwarzania w cyklonach miejscem przyłożenia siły wywołującej wiro-wanie.
W wirówkach wiruje bęben aparatu unoszący ze sobą w ruch wirowymasę zawiesiny gdy w cyklonach lub hydrocyklonach do odpowiednioukształtowanego stałego korpusu cyklonu wtłacza się strumień zawiesi-ny i przez to wywołuje się jego wirowanie. W jednym i drugimurządzeniu cząstki zawiesiny o większej gęstości w porównaniu z gęstoś-cią płynnej fazy rozpraszającej pod wpływem siły odśrodkowej kierująsię po promieniu na zewnątrz do ścian korpusu aparatu, podczas gdy
68
lżejsze cząsteczki cieczy lub gazu gromadzą się w pobliżu osi wirowania,dzięki czemu można je oddzielić od warstwy cząstek fazy stałej.
Intensyfikację procesu sedymentacji można osiągnąć przez zwięk-szenie wytwarzanej siły odśrodkowej. Dokonuje się tego przez zwięk-szenie liniowej prędkości wirowania czyli w wirówkach przez zwięk-szenie liczby obrotów bębna wirówki oraz przez zwiększenie średnicybębna.
W cyklonach i hydrocyklonach liniową prędkość wirowania stru-mienia zawiesiny powiększa się przez zwiększenie ciśnienia nadawy lubprzez zmniejszenie wymiarów, a zwłaszcza średnicy cyklonu.
Zależności te określają wzory:a) dla wirówek
900 '
b) dla cyklonów
c) dla hydrocyklonów
D = ^M Z
gdzie: Dh = siła odśrodkowa [N],G = ciężar wirowanej cząstki [N],r — promień bębna wirówki [m],n — liczba obrotów na min.,
D — zewnętrzna średnica cyklonu [m],V — objętościowa prędkość gazów £m3/s],
W — prędkość wlotowa gazów do cyklonu [m/s].Dh — zewnętrzna średnica hydrocyklonów [m],
d — średnica usuwanej cząstki [m],y — gęstość cząstek zawiesiny [kN/m 3],
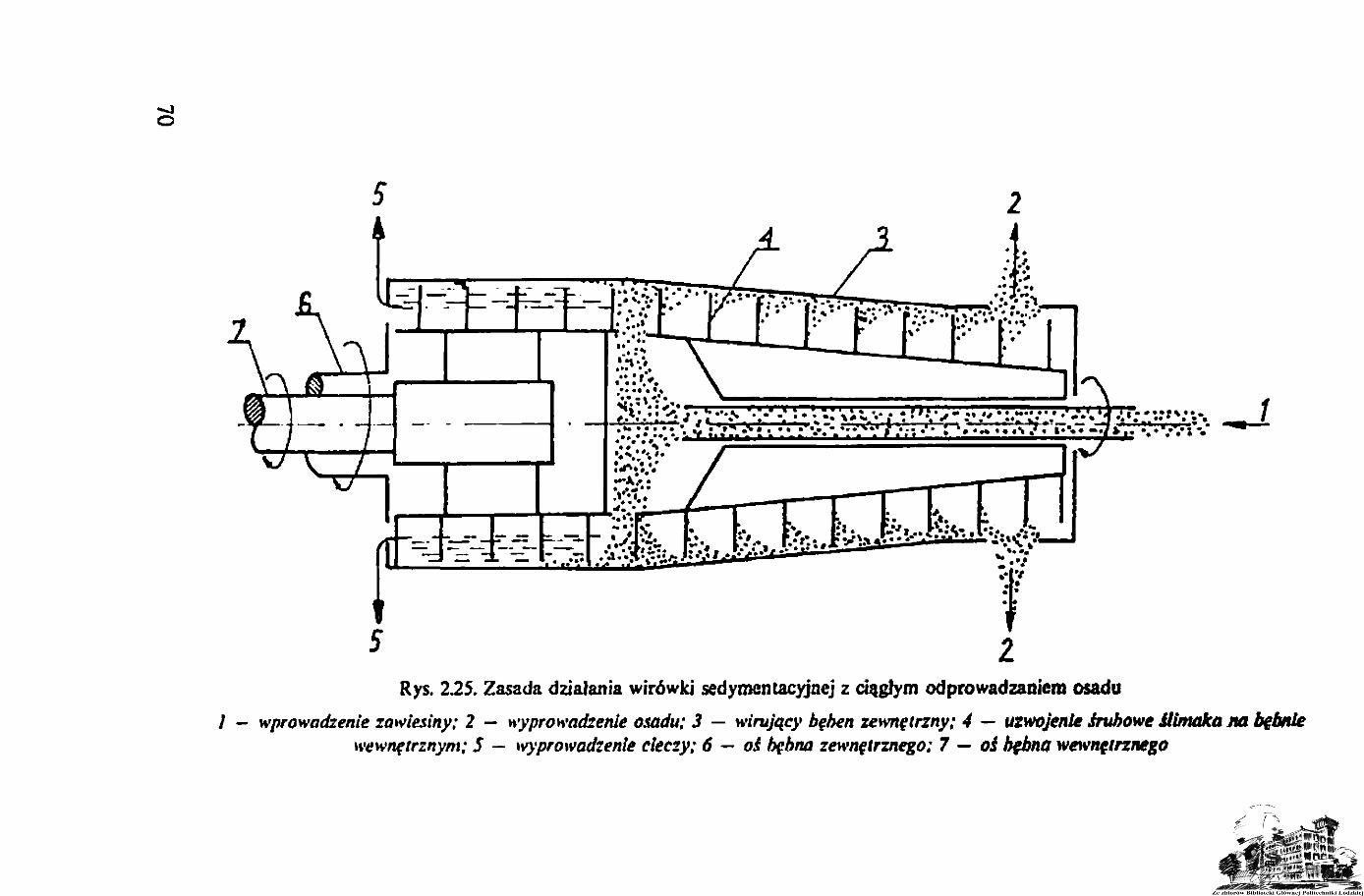
ł_ • ^.Ll^^J^^^^^L^^A^^^^^^^^^^^^^^^^^B^adA^^^^^^KH^^^^BBB^HiBaMHBAHgJB • *
* 2Rys. 2.25. Zasada działania wirówki sedymentacyjnej z ciągłym odprowadzaniem osadu
wprowadzenie zawiesiny; 2 — wyprowadzenie osadu; 3 — wirujący bęben zewnętrzny; 4 — uzwojenie śrubowe Ślimaka na bębniewewnętrznym; 5 — wyprowadzenie cieczy; 6 — oś bębna zewnętrznego; 7 — oś bębna wewnętrznego
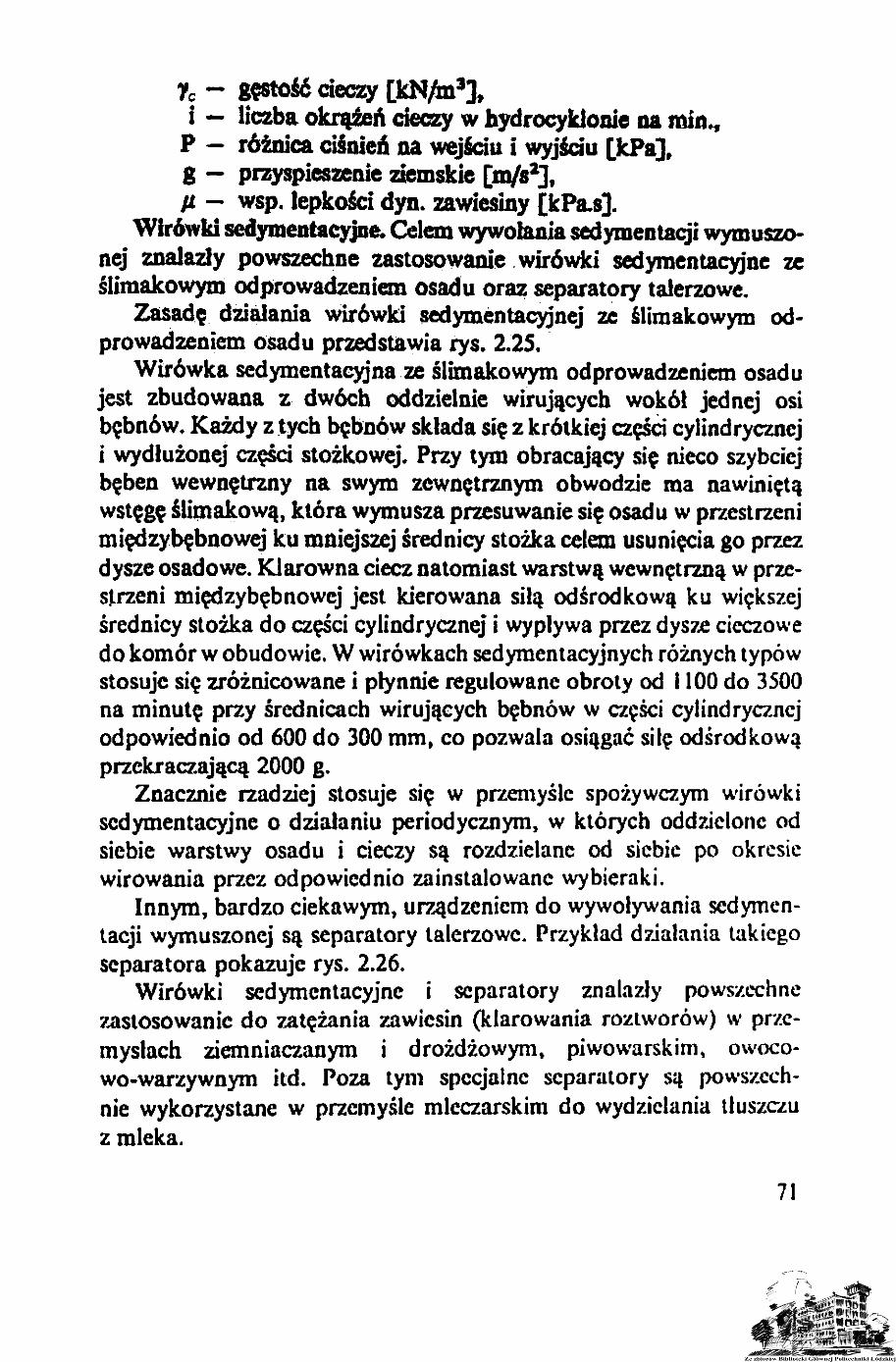
yc - gęstość cieczyi — liczba okrążeń cieczy w hydrocyklonie na min.,
P - różnica ciśnień na wejściu i wyjściu [kPa],g - przyspieszenie ziemskie [m/s2],fi - wsp. lepkości dyn. zawiesiny [kPa.s].
Wirówki sedymentacyjne. Celem wywołania sedymentacji wymuszo-nej znalazły powszechne zastosowanie wirówki sedymentacyjne ześlimakowym odprowadzeniem osadu oraz separatory talerzowe.
Zasadę działania wirówki sedymentacyjnej ze ślimakowym od-prowadzeniem osadu przedstawia rys. 2.25.
Wirówka sedymentacyjna ze ślimakowym odprowadzeniem osadujest zbudowana z dwóch oddzielnie wirujących wokół jednej osibębnów. Każdy z tych bębnów składa się z krótkiej części cylindryczneji wydłużonej części stożkowej. Przy tym obracający się nieco szybciejbęben wewnętrzny na swym zewnętrznym obwodzie ma nawiniętąwstęgę ślimakową, która wymusza przesuwanie się osadu w przestrzenimiędzybębnowej ku mniejszej średnicy stożka celem usunięcia go przezdysze osadowe. Klarowna ciecz natomiast warstwą wewnętrzną w prze-strzeni międzybębnowej jest kierowana siłą odśrodkową ku większejśrednicy stożka do części cylindrycznej i wypływa przez dysze cieczowedo komór w obudowie. W wirówkach sedymentacyjnych różnych typówstosuje się zróżnicowane i płynnie regulowane obroty od i 100 do 3500na minutę przy średnicach wirujących bębnów w części cylindrycznejodpowiednio od 600 do 300 mm, co pozwala osiągać silę odśrodkowąprzekraczającą 2000 g.
Znacznie rzadziej stosuje się w przemyśle spożywczym wirówkisedymentacyjne o działaniu periodycznym, w których oddzielone odsiebie warstwy osadu i cieczy są rozdzielane od siebie po okresiewirowania przez odpowiednio zainstalowane wybieraki.
Innym, bardzo ciekawym, urządzeniem do wywoływania sedymen-tacji wymuszonej są separatory talerzowe. Przykład działania takiegoseparatora pokazuje rys. 2.26.
Wirówki sedymentacyjne i separatory znalazły powszechnezastosowanie do zatężania zawiesin (klarowania roztworów) w prze-mysłach ziemniaczanym i drożdżowym, piwowarskim, owoco-wo-warzywnym itd. Poza tym specjalne separatory są powszech-nie wykorzystane w przemyśle mleczarskim do wydzielania tłuszczuz mleka.
71
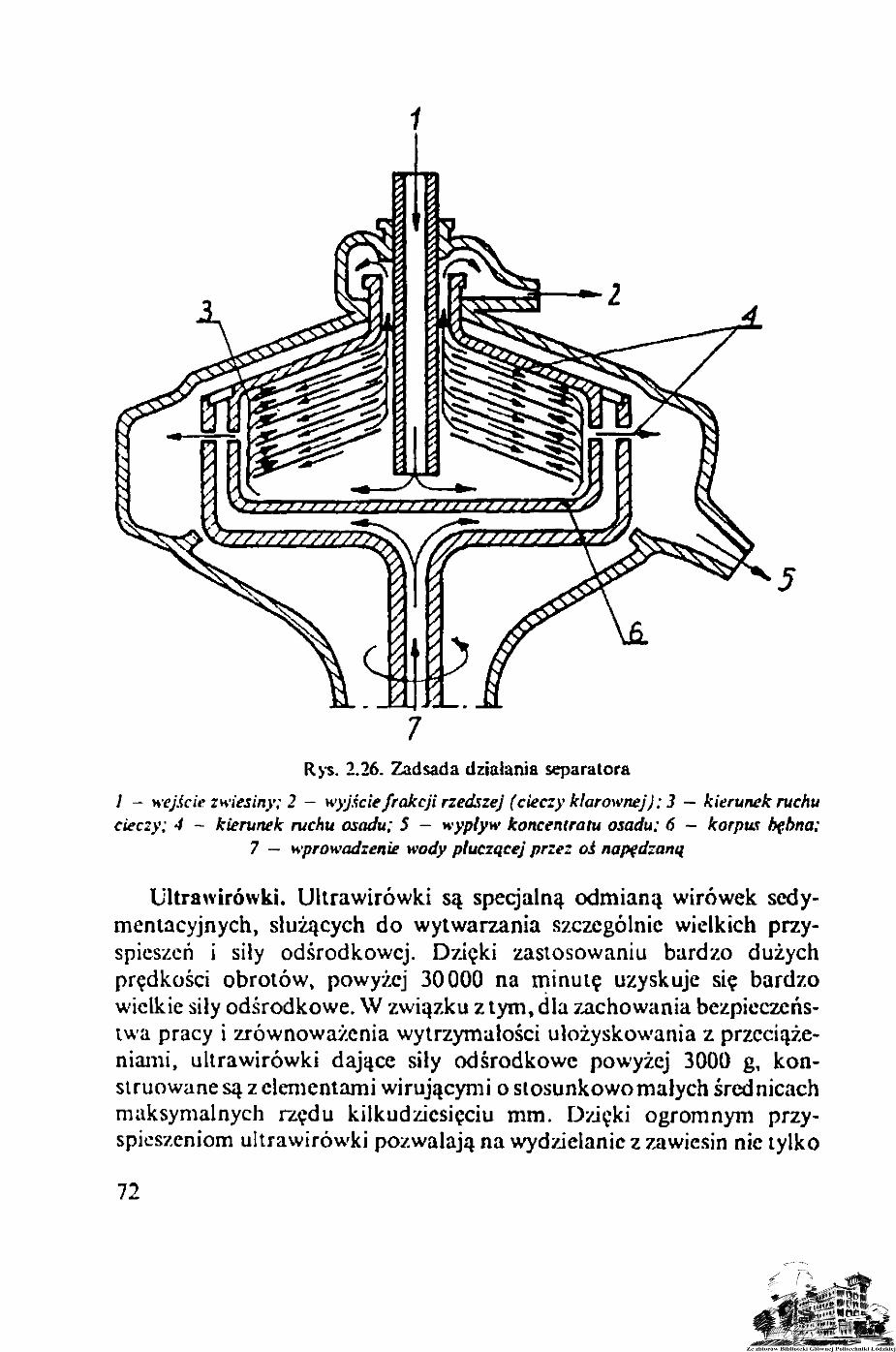
Rys. 2.26. Zad sad a działania separatora
/ - wejście zwiesiny; 2 — wyjście frakcji rzedszej (cieczy klarownej): 3 — kierunek ruchucieczy: 4 - kierunek ruchu osadu: 5 - wypływ koncentratu osadu: 6 — korpus bębna;
7 — wprowadzenie wody płuczącej przez oś napędzaną
Ultrawirówki. Ultrawirówki są specjalną odmianą wirówek sedy-mentacyjnych, służących do wytwarzania szczególnie wielkich przy-spieszeń i siły odśrodkowej. Dzięki zastosowaniu bardzo dużychprędkości obrotów, powyżej 30000 na minutę uzyskuje się bardzowielkie siły odśrodkowe, W związku z tym, dla zachowania bezpieczeńs-twa pracy i zrównoważenia wytrzymałości ułożyskowania z przeciąże-niami, ultrawirówki dające siły odśrodkowe powyżej 3000 g, kon-struowane są z elementami wirującymi o stosunkowo małych średnicachmaksymalnych rzędu kilkudziesięciu mm. Dzięki ogromnym przy-spieszeniom ultrawirówki pozwalają na wydzielanie z zawiesin nie tylko
72
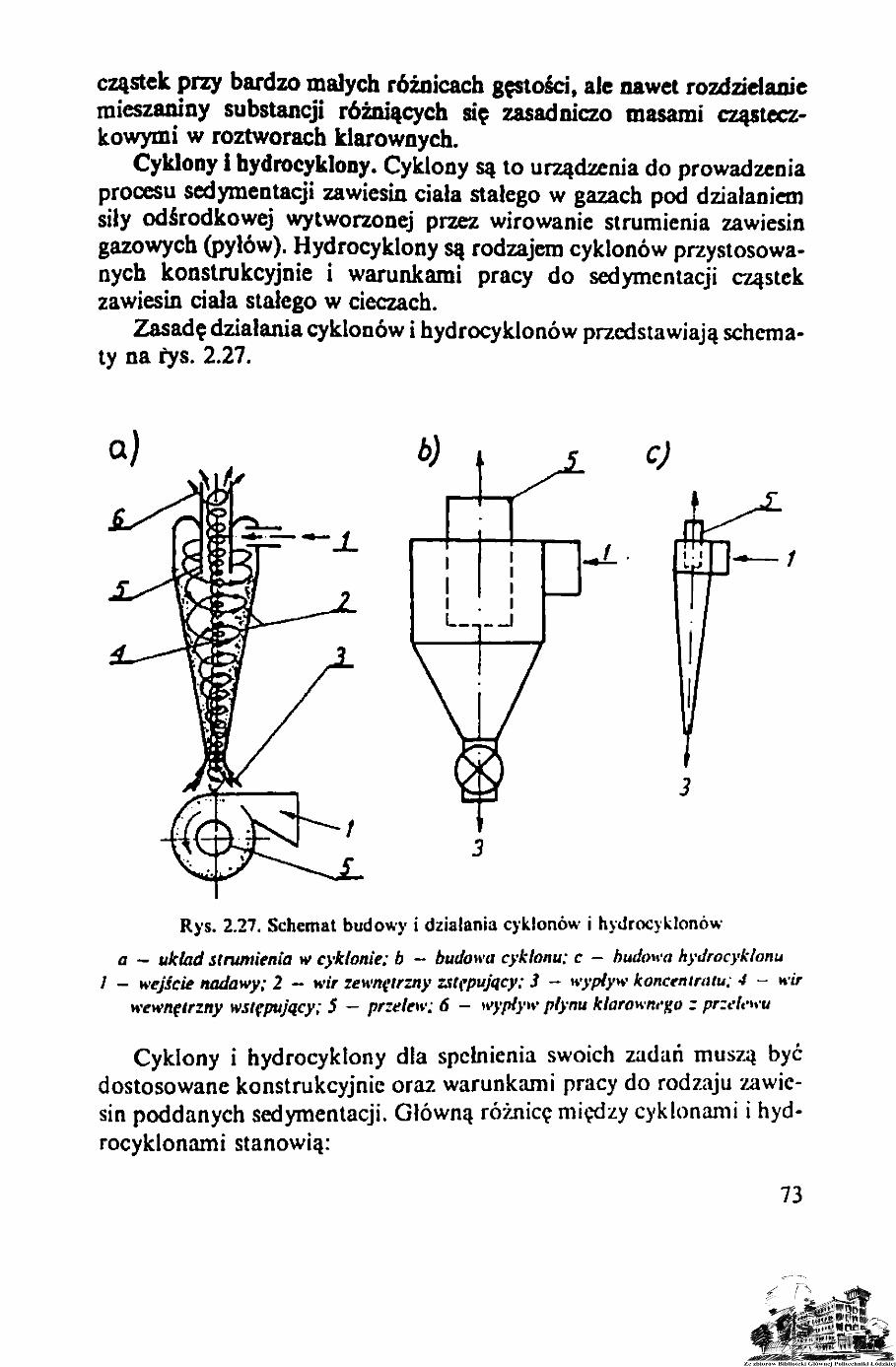
cząstek przy bardzo małych różnicach gęstości, ale nawet rozdzielaniemieszaniny substancji różniących się zasadniczo masami cząstecz-kowymi w roztworach klarownych.
Cyklony i hydrocyklony. Cyklony są to urządzenia do prowadzeniaprocesu sedymentacji zawiesin ciała stałego w gazach pod działaniemsiły odśrodkowej wytworzonej przez wirowanie strumienia zawiesingazowych (pyłów). Hydrocyklony są rodzajem cyklonów przystosowa-nych konstrukcyjnie i warunkami pracy do sedymentacji cząstekzawiesin ciała stałego w cieczach.
Zasadę działania cyklonów i hydrocyklonów przedstawiają schema-ty na rys. 2.27.
S=—JL
C)
Rys. 2.27. Schemat budowy i działania cyklonów i hydrocyklonów
a - układ strumienia w cyklonie; b - budowa cyklonu: c - budowa hydrocyklonu1 - wejście nadawy; 2 — wir zewnętrzny zstępujący; 3 - wypływ koncentratu; 4 ~ wir
wewnętrzny wstępujący; 5 - przelew; 6 - wypływ płynu klarownego z przelewu
Cyklony i hydrocykiony dla spełnienia swoich zadań muszą byćdostosowane konstrukcyjnie oraz warunkami pracy do rodzaju zawie-sin poddanych sedymentacji. Główną różnicę miedzy cyklonami i hyd-rocyklonami stanowią:
73
- wielkość aparatu,- proporcje części cylindrycznej i stożkowej,- sposób wprowadzenia zagęszczonej zawiesiny,- różnica ciśnień nadawy oraz wyprowadzanego płynu.
Tak więc ze względu na stosunkowo dużą różnicę gęstości i wielkościcząstek fazy stałej zawiesiny (pyłu) i powietrza (gazu) w cyklonach niejest potrzebna zbyt wielka siła odśrodkowa dla dokonania skutecznejsedymentacji. Stąd więc cyklony są aparatami'stosunkowo dużymi,o średnicy rzędu kilkuset min. Ponadto posiadają proporcje wysokościczęści cylindrycznej do części stożkowej najczęściej jak 1:1. Cyklonydhi zapewnienia skutecznego odpylania gazów muszą mieć selektywnezamknięcie wylotu dolnego, zwykle za pomocą turnikietu, którywyprowadza sypki materiał natomiast całkowicie zatrzymuje stru-mień gazu. W cyklonach ze względu na wymagane małe siły odśrod-kowe, nadawa zawiesiny (pyłu) wprowadzana jest pod niewielkimciśnieniem, niezbędnym jedynie po to aby z nadmiarem pokonać oporyprzepływu.
W odróżnieniu od cyklonów, hydrocyklony służą do wydzielaniacząstek fazy stałej zawieszonych w cieczy (najczęściej w wodzie), a zatemróżnica gęstości cząstek fazy stałej i cieczy jest stosunkowo mała,a czasem bardzo mała. Stąd więc występuje tu zapotrzebowanie nabardzo duże siły odśrodkowe, które uzyskuje się przez konstruowaniehydrocyklonów o bardzo małych wymiarach i o bardzo długiej częścistożkowej w porównaniu z krótką częścią cylindryczną (4:1). Wymiarynajczęściej stosowanych hydrocyklonów są rzędu: średnica 10-30 mm,wysokość około 150-250 mm. W hydrocyklonach oba wyloty, a więcgórny (przelew cieczy klarownej) i dolny (dysza wyprowadzająca gęstwęosadu) są zawsze otwarte.
W hydrocyklonach celem wywołania bardzo szybkiego wiru stosujesię wprowadzanie nadawy pod stosunkowo dużym ciśnieniem(03-1 MPa) zależnie od rodzaju zawiesiny.
Wydajność procesu sedymentacji za pomocą cyklonów i hydrocyk-lonów powiększa się wyłącznie przez równoległe łączenie wielu apara-tów w zespoły. Jest to szczególnie konieczne w przypadku hydrocyk-lonów, które w praktyce prawie zawsze pracują w obudowanychzespołach w postaci tzw. multihydrocyklonów zawierających od kilkudo kilkudziesięciu równolegle pracujących pojedynczych aparatów.Zależnie od potrzeb hydrocyklony mogą leż pracować w zespołach
74
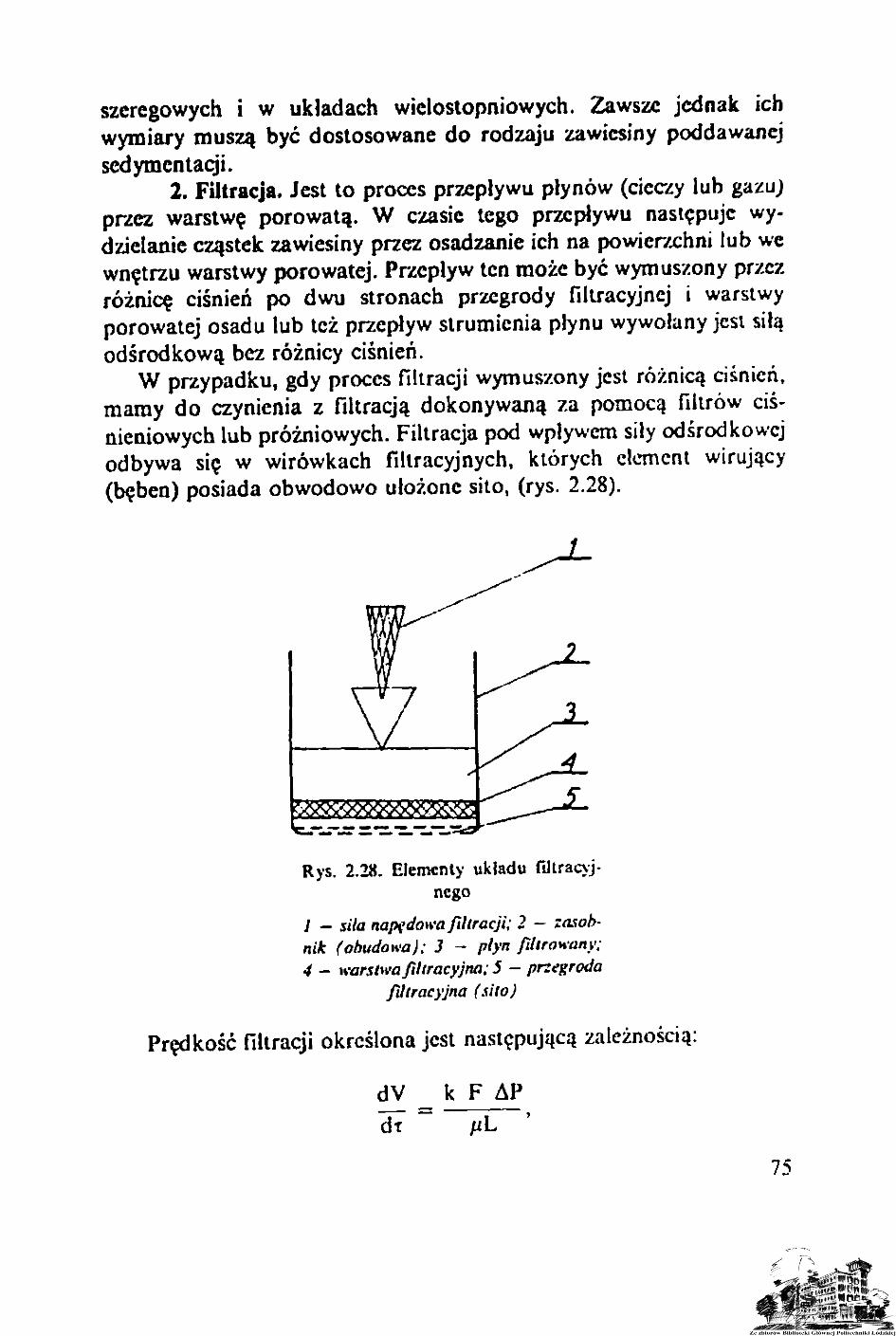
szeregowych i w układach wielostopniowych. Zawsze jednak ichwymiary muszą być dostosowane do rodzaju zawiesiny poddawanejsedymentacji.
2. Filtracja. Jest to proces przepływu płynów (cieczy lub gazujprzez warstwę porowatą. W czasie tego przepływu następuje wy-dzielanie cząstek zawiesiny przez osadzanie ich na powierzchni lub wewnętrzu warstwy porowatej. Przepływ ten może być wymuszony przezróżnicę ciśnień po dwu stronach przegrody filtracyjnej i warstwyporowatej osadu lub też przepływ strumienia płynu wywołany jest siłąodśrodkową bez różnicy ciśnień.
W przypadku, gdy proces filtracji wymuszony jest różnicą ciśnień,mamy do czynienia z filtracją dokonywaną za pomocą filtrów ciś-nieniowych lub próżniowych. Filtracja pod wpływem siły odśrodkowejodbywa się w wirówkach filtracyjnych, których element wirujący(bęben) posiada obwodowo ułożone sito, (rys. 2.28).
Rys. 2.28. Elementy układu filtracyj-nego
1 - siła napędowa filtracji; 2 - zasob-nik (obudowa); 3 - płyn filtrowany;4 - warstwa filtracyjna; 5 - przegroda
filtracyjna (sito)
Prędkość filtracji określona jest następującą zależnością:
dV k F AP
75
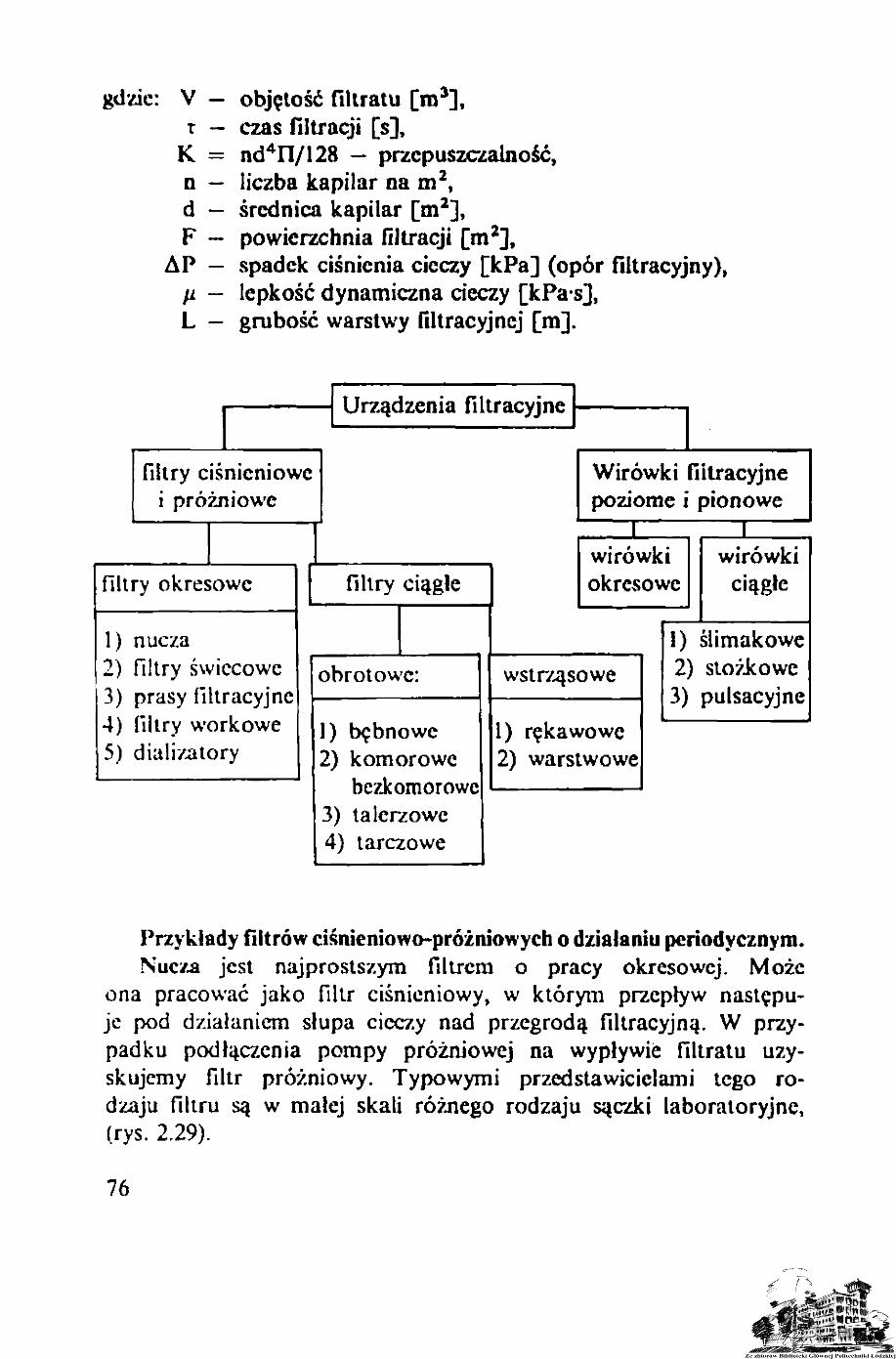
gdzie: VT
KndF
AP
L -
objętość filtratu [ra 3 ],czas filtracji [s],nd4n/128 — przepuszczalność,liczba kapilar na m 2 ,średnica kapilar [m 2 ] ,powierzchnia filtracji [m 2 ] ,spadek ciśnienia cieczy [kPa] (opór filtracyjny),lepkość dynamiczna cieczy [kPa-s],grubość warstwy filtracyjnej [m].
Urządzenia filtracyjne
filtry ciśnieniowei próżniowe
filtry okresowe
1) nuc/a2) filtry świecowe3) prasy filtracyjne4) filtry workowe5) dializatory
filtry ciągłe
obrotowe:
1) bębnowe2) komorowe
bezkomorowe3) talerzowe4) tarczowe
Wirówki filtracyjnepoziome i pionowe
Iwirówkiokresowe
wstrząsowe
1) rękawowe2) warstwowe
Iwirówki
ciągłe
1) ślimakowe2) stożkowe3) pulsacyjne
Przykłady filtrów ciśnieniowo-próżniowych o działaniu periodycznym.Nucza jest najprostszym filtrem o pracy okresowej. Może
ona pracować jako filtr ciśnieniowy, w którym przepływ następu-je pod działaniem słupa cieczy nad przegrodą filtracyjną. W przy-padku podłączenia pompy próżniowej na wypływie filtratu uzy-skujemy filtr próżniowy. Typowymi przedstawicielami tego ro-dzaju filtru są w małej skali różnego rodzaju sączki laboratoryjne,(rys. 2.29).
76
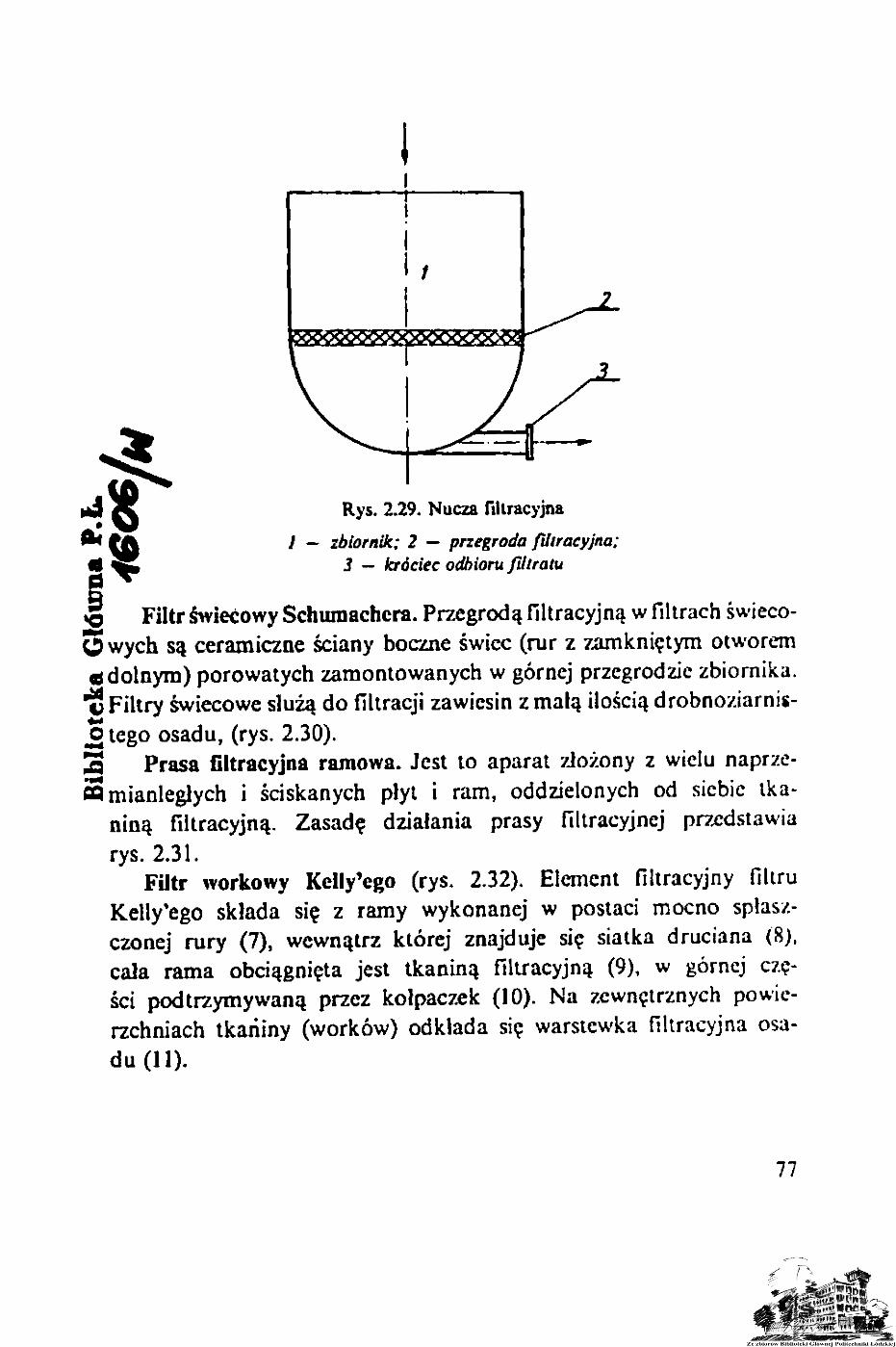
Rys. 2.29. Nucza filtracyjna
; — zbiornik; 2 — przegroda filtracyjna;3 — króciec odbioru filtratu
*O Filtr świecowy Schumachcra. Przegrodą filtracyjną w filtrach świeco-Owych są ceramiczne ściany boczne świec (rur z zamkniętym otworem0dolnym) porowatych zamontowanych w górnej przegrodzie zbiornika.
i3 Filtry świecowe służą do filtracji zawiesin z małą ilością drobnoziarnis-£ tego osadu, (rys. 2.30).S Prasa filtracyjna ramowa. Jest to aparat złożony z wielu naprze-fiQmianległych i ściskanych płyt i ram, oddzielonych od siebie tka-
niną filtracyjną. Zasadę działania prasy filtracyjnej przedstawiarys. 2.31.
FiJtr workowy Kelly'ego (rys. 2.32). Element filtracyjny filtruKelly'ego składa się z ramy wykonanej w postaci mocno spłasz-czonej rury (7), wewnątrz której znajduje się siatka druciana (8),cala rama obciągnięta jest tkaniną filtracyjną (9), w górnej czę-ści podtrzymywaną przez kołpaczek (10). Na zewnętrznych powie-rzchniach tkaniny (worków) odkłada się warstewka filtracyjna osa-du (11).
77
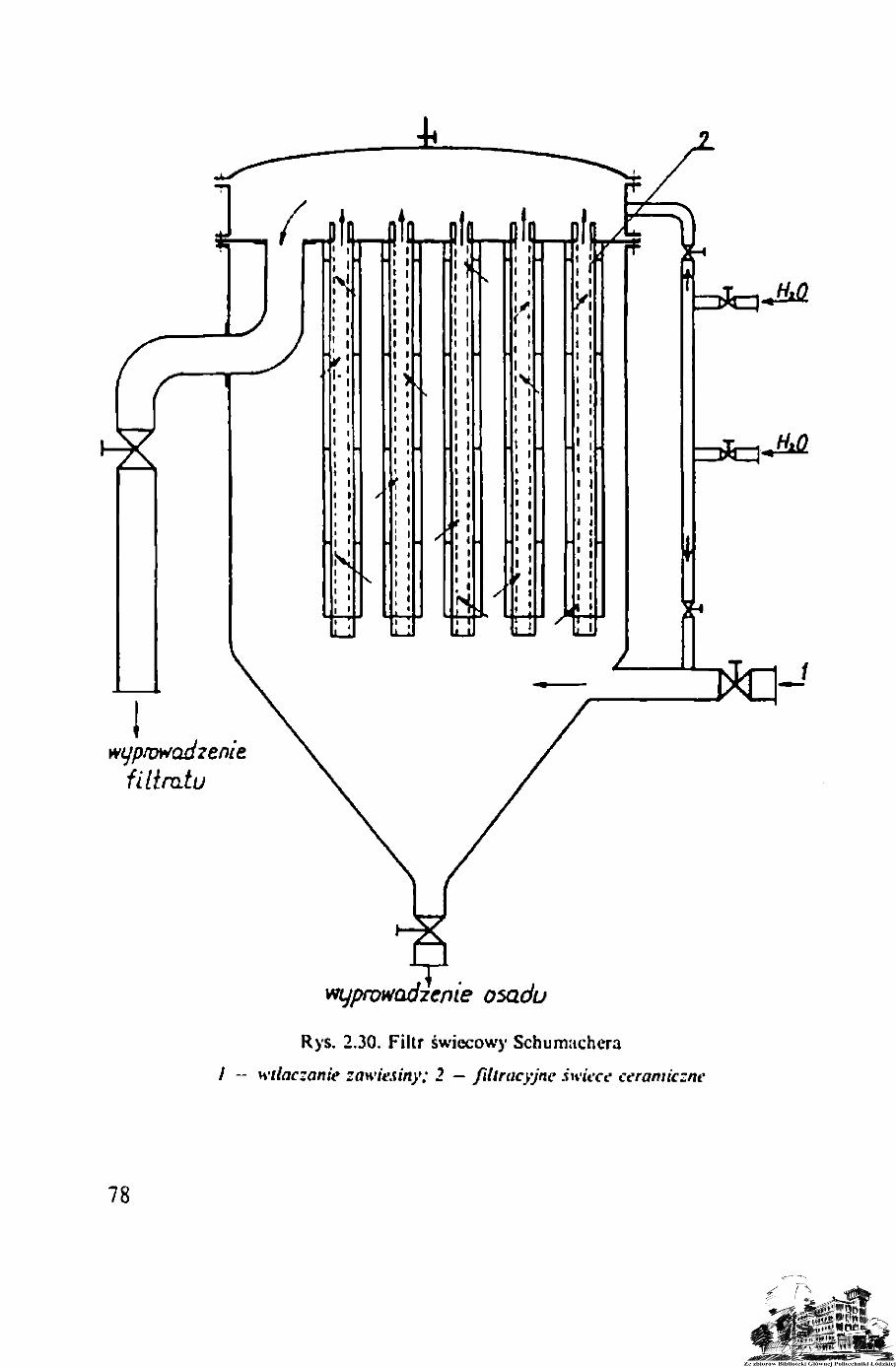
wyprowadzeniefiltratu
K \
wyprowadzenie osadu
Rys. 2.30. Filtr świecowy Schumiichera
/ - wtłaczanie zawiesiny; 2 — filtracyjne świece ceramiczne
78
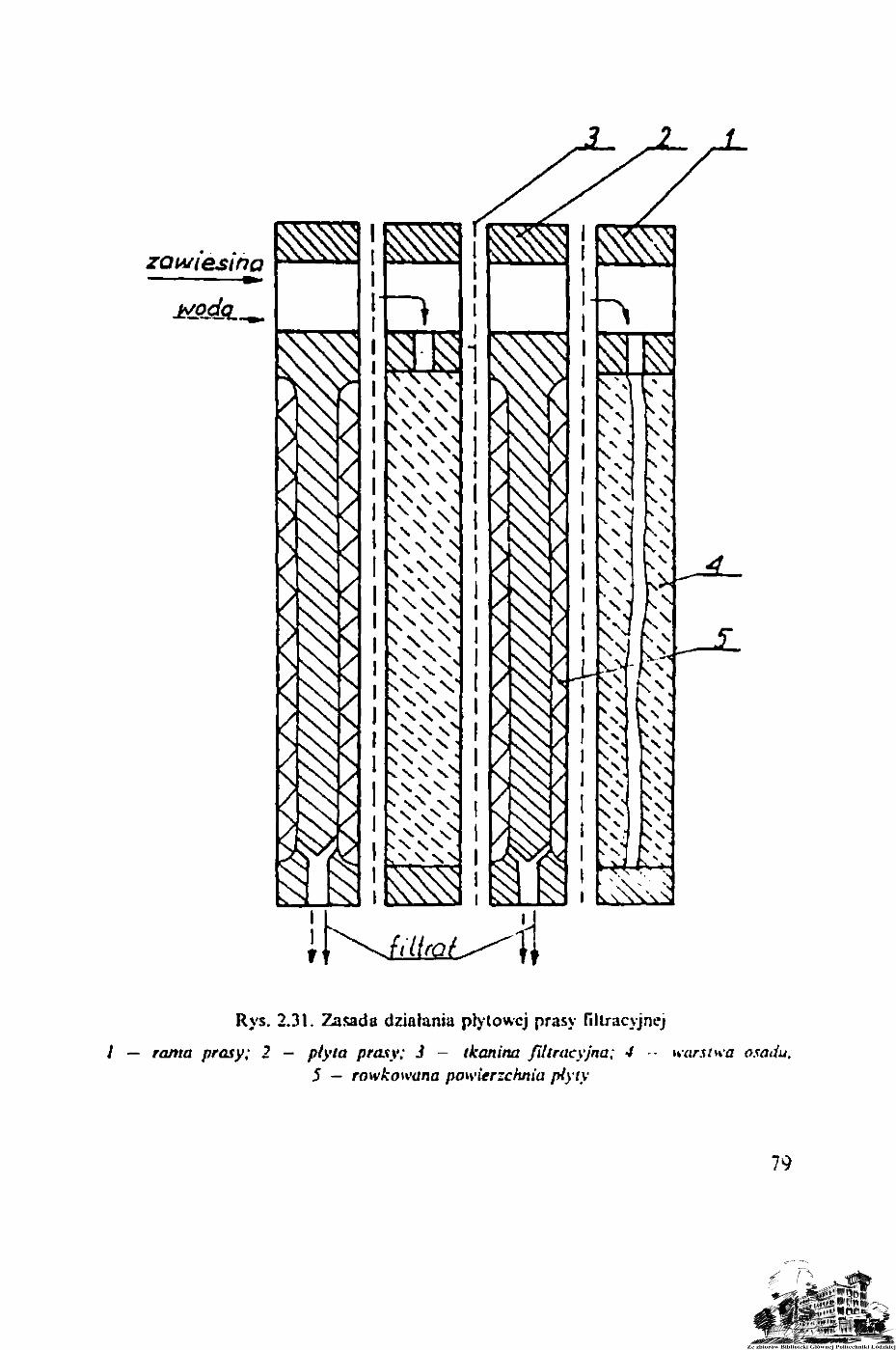
zawiesino
\ V
S. x
Wv \
V S
^ \N
v \
v \ >
Rys. 2.31. Za wda działania płytowej prasy filtracyjnej
rama prasy; 2 — płyta prasy; 3 - tkanina filtracyjna; 4 warstwa osadu.5 — rowkowana powierzchnia płyty
79
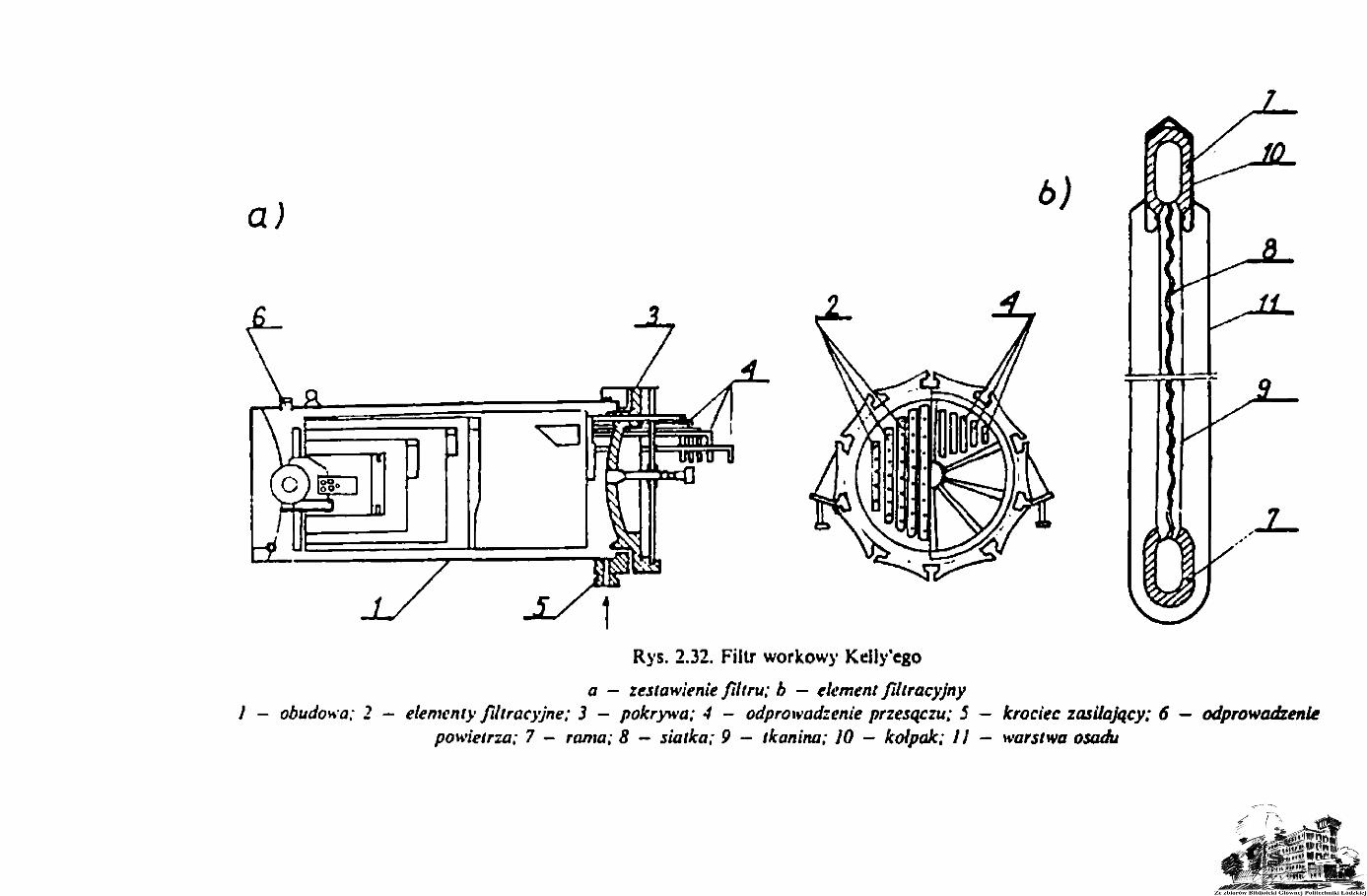
a)
rC
\n
] J
Rys. 2.32. Filtr workowy Kelly^cgo
a — zestawienie filtru; b — element filtracyjny) - obudowa; 2 — elementy filtracyjne; 3 - pokrywa; 4 - odprowadzenie przesączu; 5
powietrza; 7 - rama; 8 — siatka; 9 — tkanina; 10 - kołpak; Ukrociec zasilający; 6 — odprowadzeniewarstwa osadu
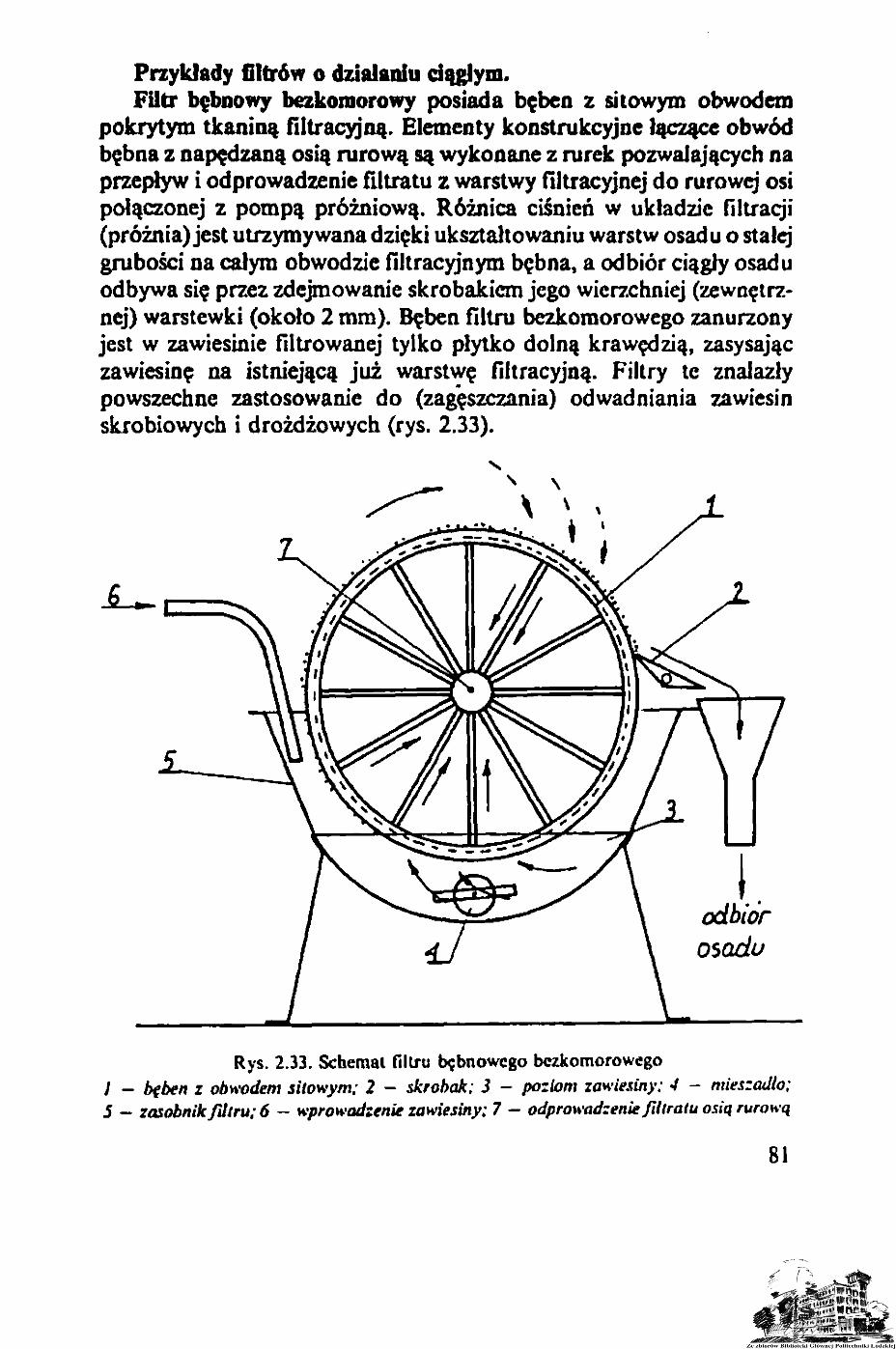
Przykłady filtrów o działaniu ciągłym.Filtr bębnowy bezkomorowy posiada bęben z sitowym obwodem
pokrytym tkaniną filtracyjną. Elementy konstrukcyjne łączące obwódbębna z napędzaną osią rurową są wykonane z rurek pozwalających naprzepływ i odprowadzenie filtratu z warstwy filtracyjnej do rurowej osipołączonej z pompą próżniową. Różnica ciśnień w układzie filtracji(próżnia) jest utrzymywana dzięki ukształtowaniu warstw osadu o stałejgrubości na całym obwodzie filtracyjnym bębna, a odbiór ciągły osaduodbywa się przez zdejmowanie skro bakiem jego wierzchniej (zewnętrz-nej) warstewki (około 2 mm). Bęben filtru bezkomorowego zanurzonyjest w zawiesinie filtrowanej tylko płytko dolną krawędzią, zasysajączawiesinę na istniejącą już warstwę filtracyjną. Filtry te znalazłypowszechne zastosowanie do (zagęszczania) odwadniania zawiesinskrobiowych i drożdżowych (rys. 2.33).
odbiórosadu
Rys. 2.33. Schemal filtru bębnowego bezkomorowego7 - bęben z obwodem sitowym; 2 - skrobak; 3 - poziom zawiesiny; 4 - mieszadło;5 - zasobnik filtru; 6 - wprowadzenie zawiesiny; 7 - odprowadzenie filtratu osią rurową
81
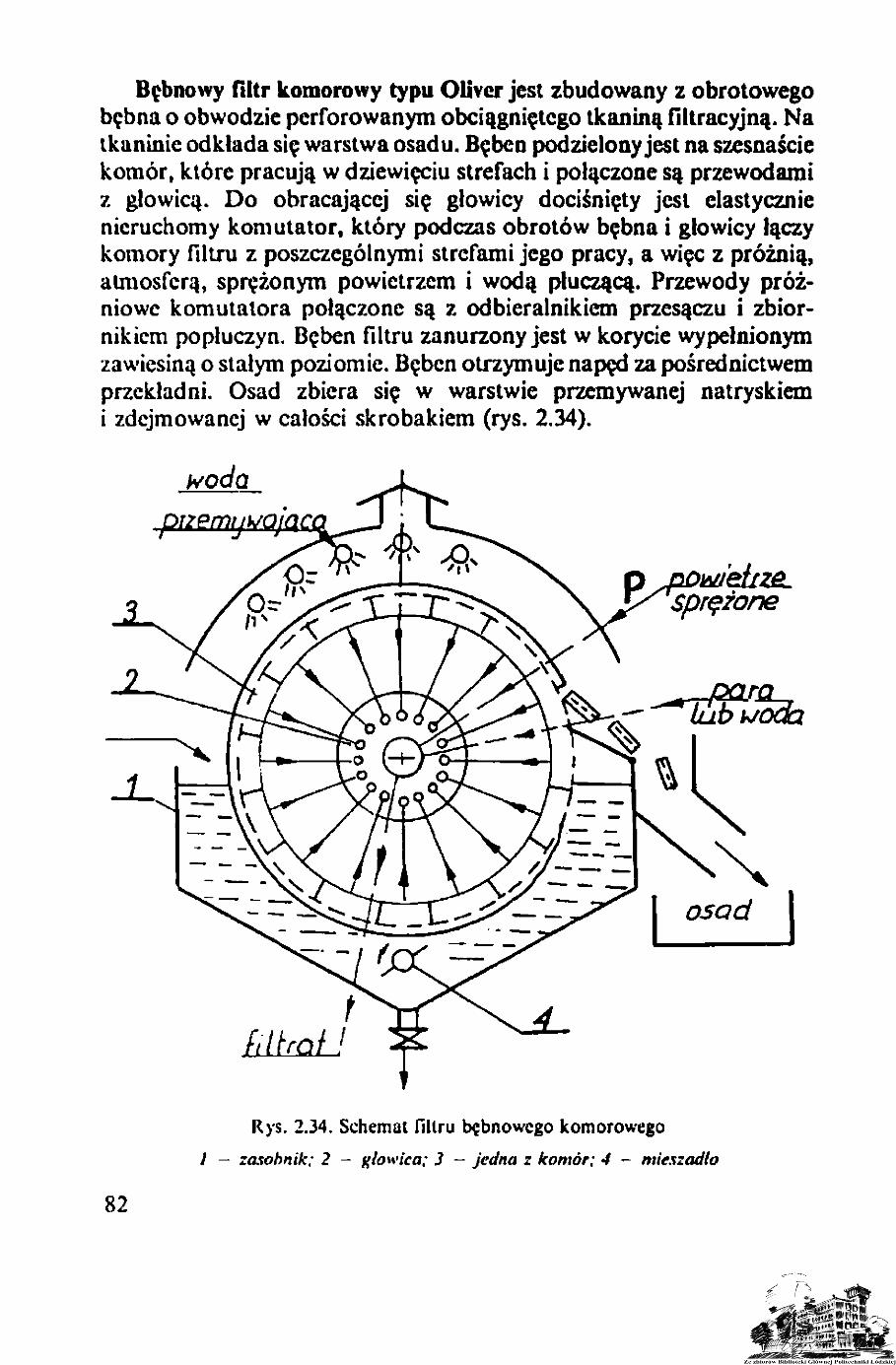
Bębnowy filtr komorowy typu Oliver jest zbudowany z obrotowegobębna o obwodzie perforowanym obciągniętego tkaniną filtracyjną. Natkaninie odkłada się warstwa osadu. Bęben podzielony jest na szesnaściekomór, które pracują w dziewięciu strefach i połączone są przewodamiz głowicą. Do obracającej się głowicy dociśnięty jest elastycznienieruchomy komutator, który podczas obrotów bębna i głowicy łączykomory filtru z poszczególnymi strefami jego pracy, a więc z próżnią,atmosferą, sprężonym powietrzem i wodą płuczącą. Przewody próż-niowe komutatora połączone są z odbieralnikiem przesączu i zbior-nikiem popłuczyn. Bęben filtru zanurzony jest w korycie wypełnionymzawiesiną o stałym poziomic. Bęben otrzymuje napęd za pośrednictwemprzekładni. Osad zbiera się w warstwie przemywanej natryskiemi zdejmowanej w całości skrobakiem (rys. 2.34).
wodaprzemywając
ęSprężone
ftltrat !
Rys. 2.34. Schemat filtru bębnowego komorowego
1 - zasobnik; 2 - głowica; 3 — jedna z komór; 4 - mieszadło
82
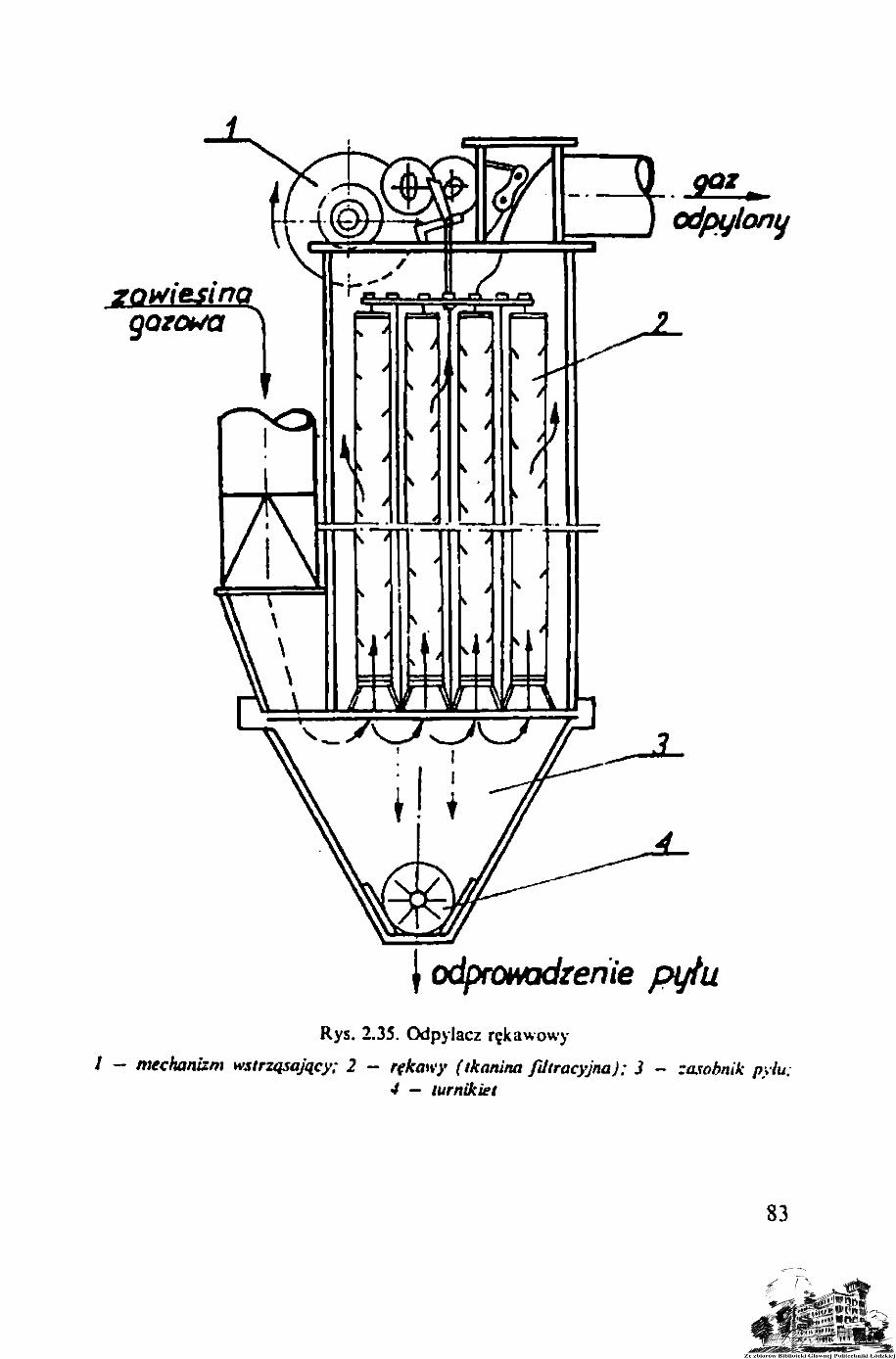
zawiesinągazowa
| odprowadzenie pyłuRys. 2.35. Odpylacz rękawowy
/ - mechanizm wstrząsający; 2 - rękawy (tkanina filtracyjna); 3 - zasobnik pyłu;4 - turnikiet
83
Filtry talerzowe i tarczowe stanowią przykłady filtrów obrotowycho działaniu ciągłym. Różnią się one od filtrów bębnowych głównie tym,że powierzchnia filtracyjna usytuowana jest w nich na powierzchnibocznej elementów obrotowych a nie na obwodzie, jak to ma miejscew filtrach bębnowych.
Filtry wstrząsane rękawowe są urządzeniami o działaniu ciągłymsłużącymi do filtracji zawiesin gazowych. Przykładem budowy i działa-nia wstrząsanego filtru rękawowego jest odpylacz rękawowy (rys. 2.35).
Filtracja pod działaniem siły odśrodkowej prowadzona jest za pomo-cą wirówek filtracyjnych o działaniu periodycznym lub ciągłym. Są toaparaty, w których bęben wirujący posiada sitowy obwód, częstopokryty tkaniną filtracyjną.
Wirówki filtracyjne o działaniu periodycznym pracują w trzechzasadniczych fazach:— w pierwszej fazie przy zwolnionych obrotach następuje załadowanie
zawiesiny do bębna wirówki i uformowanie warstwy filtracyjnej,— w drugiej fazie następuje filtracyjne oddzielenie fazy rozproszonej
zawiesiny od ciekłej fazy ciągłej,— w trzeciej fazie zwykle przy zmniejszonych obrotach bębna na-
stępuje usunięcie osadu i przygotowanie wirówki do kolejnej fazypoczątkowej.Bardzo często do tak zarysowanej zasadniczej pracy wirówki
filtracyjnej wprowadza się dodatkowo operacje mające na celu np.oczyszczanie osadu jak przemywanie lub osuszanie warstw osadu.
Przykładem periodycznej wirówki filtracyjnej jest autoamtycznawirówka do glukozy (rys. 2.36).
Wirówki filtracyjne o działaniu ciągłym różnią się tym od wirówekperiodycznych, że wyposażone są w urządzenia zdolne do ciągłegoodprowadzenia osadu podczas filtracji. Dokonuje się tego z wykorzys-taniem siły odśrodkowej dzięki stożkowej konstrukcji bębna. Stożkowa
powierzchnia filtracyjna bębna wirówki zapewnia filtrację czyliprzepływ cieczy przez warstwę osadu dzięki działaniu prostopadłejczęści składowej siły odśrodkowej, natomiast równoległa do powierz-chni sita część składowa tej siły umożliwia ciągłe odprowadzaniewarstwy osadu.
84
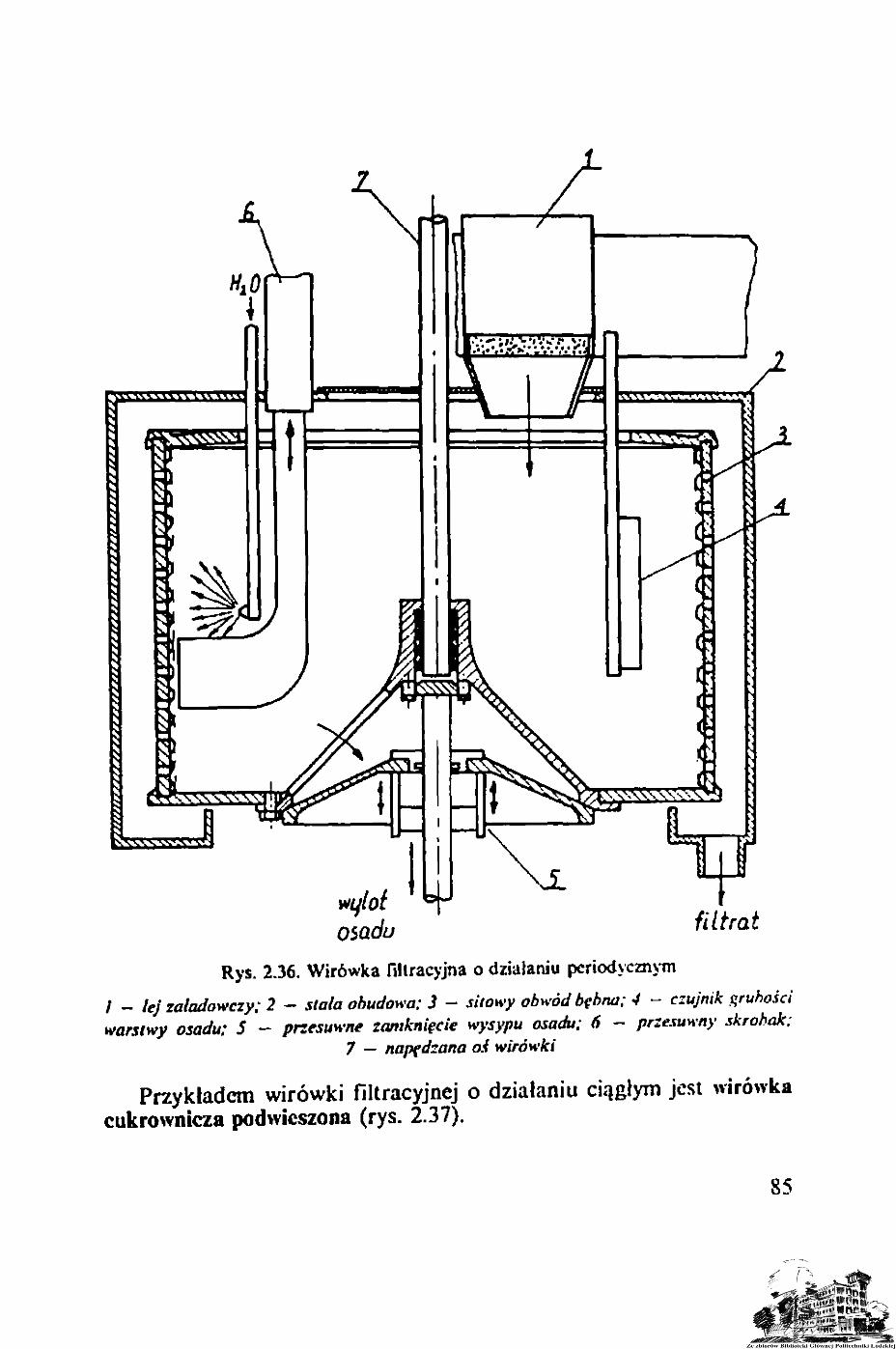
filtrat
Rys. 2.36. Wirówka filtracyjna o działaniu periodycznym
/ - lej załadowczy; 2 - stała obudowa; 3 - sitowy obwód bębna; 4 - czujnik grubościwarstwy osadu; 5 - przesuwne zamknięcie wysypu osadu; 6 - przesuwny skrobak;
7 — napędzana oś wirówki
Przykładem wirówki filtracyjnej o działaniu ciągłym jest wirówkacukrownicza podwieszona (rys. 2.37).
85
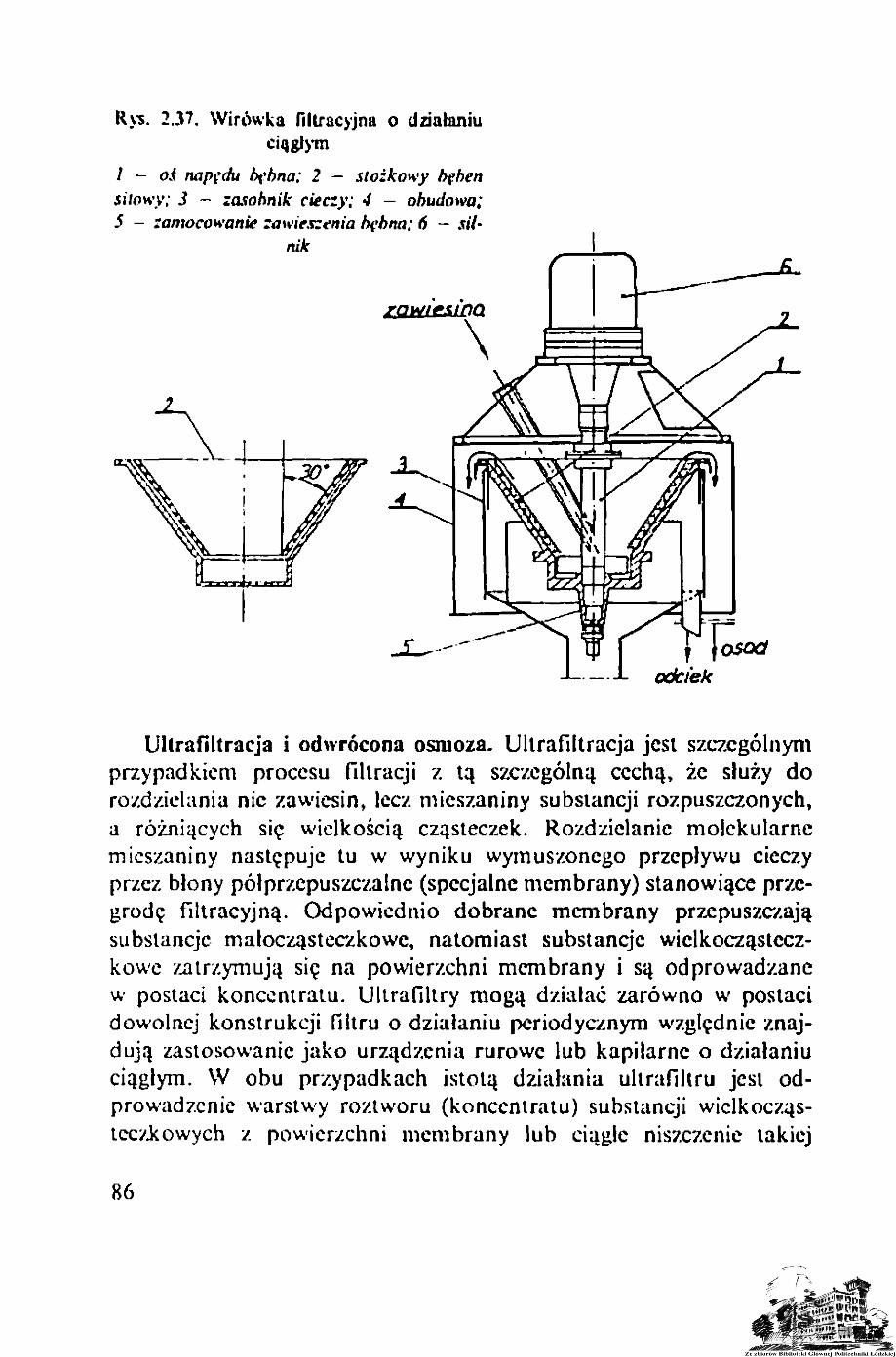
Rys. 2.37. Wirówka filtracyjna o działaniuciągłym
/ - oJi napędu bębna; 2 - stożkowy bębensiłowy; 3 - zasobnik cieczy; 4 - obudowa;5 - zamocowanie zawieszenia bębna; 6 — sil-
nik
TOMJLC&WO.
Ultrafiltracja i odwrócona osmoza. Ultrafiltracja jest szczególnymprzypadkiem procesu filtracji z tą szczególną cechą, że służy dorozdzielania nie zawiesin, lecz mieszaniny substancji rozpuszczonych,a różniących się wielkością cząsteczek. Rozdzielanie molekularnemieszaniny następuje tu w wyniku wymuszonego przepływu cieczyprzez błony półprzcpuszczalne (specjalne membrany) stanowiące prze-grodę filtracyjną. Odpowiednio dobrane membrany przepuszczająsubstancje malocząsteczkowe, natomiast substancje wielkocząstecz-kowe zatrzymują się na powierzchni membrany i są odprowadzanew postaci koncentratu. Ultrafiltry mogą działać zarówno w postacidowolnej konstrukcji filtru o działaniu periodycznym względnie znaj-dują zastosowanie jako urządzenia rurowe lub kapilarne o działaniuciągłym. W obu przypadkach istotą działania ultrafiltru jest od-prowadzenie warstwy roztworu (koncentratu) substancji wielkocząs-teczkowych z powierzchni membrany lub ciągle niszczenie takiej
86
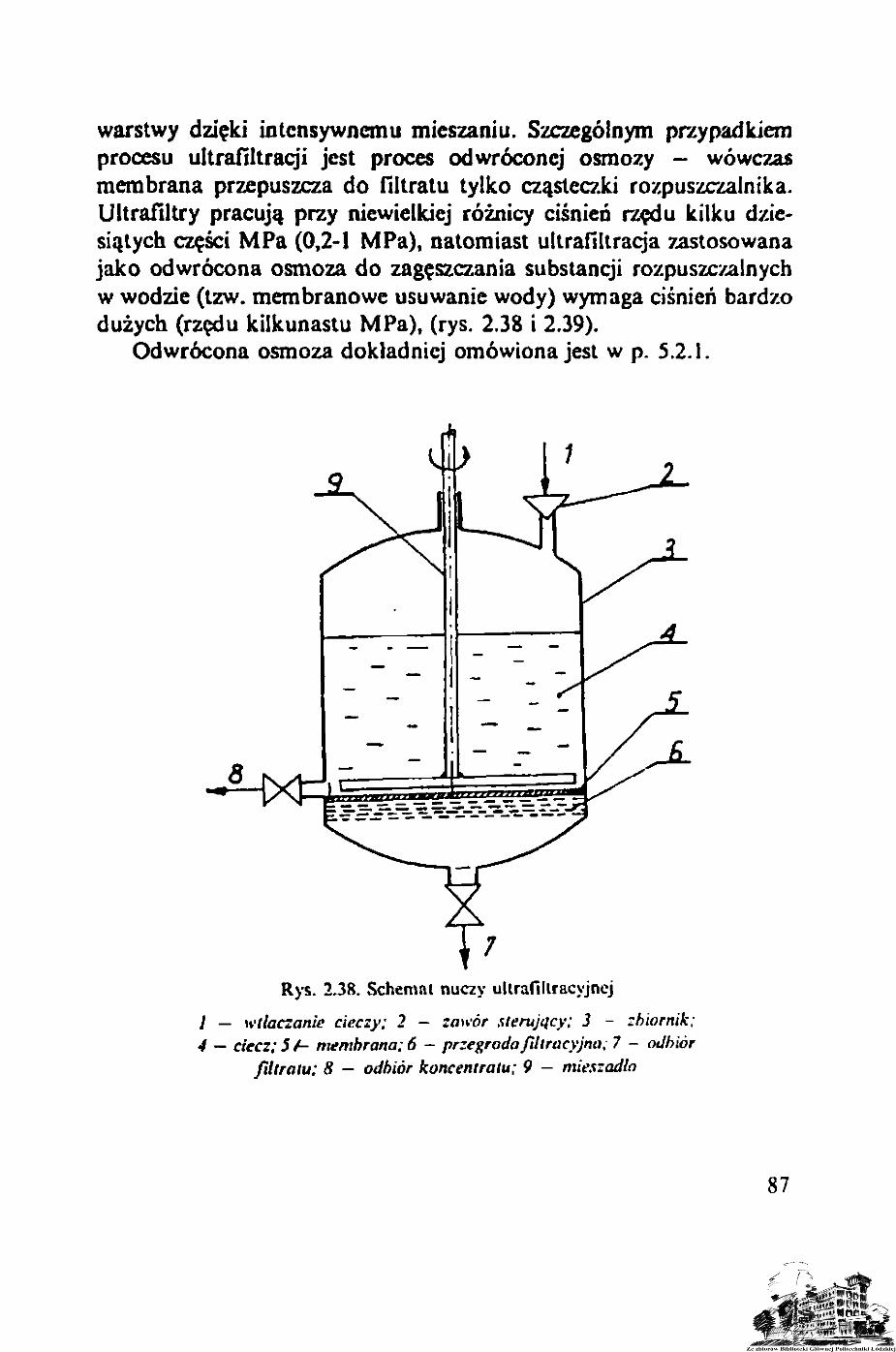
warstwy dzięki intensywnemu mieszaniu. Szczególnym przypadkiemprocesu ultrafiltracji jest proces odwróconej osmozy - wówczasmembrana przepuszcza do filtratu tylko cząsteczki rozpuszczalnika.Ultrafiltry pracują przy niewielkiej różnicy ciśnień rzędu kilku dzie-siątych części MPa (0,2-1 MPa), natomiast ultrafikraqa zastosowanajako odwrócona osmoza do zagęszczania substancji rozpuszczalnychw wodzie (tzw. membranowe usuwanie wody) wymaga ciśnień bardzodużych (rzędu kilkunastu MPa), (rys. 2.38 i 2.39).
Odwrócona osmoza dokładniej omówiona jest w p. 5.2.1.
Rys. 2.38. Schemat nuczy ullrafillracyjnej
i — wtłaczanie cieczy: 2 - zawór sterujący; 3 - zbiornik;4 — ciecz; 5 f- membrana; 6 - przegroda filtracyjna; 7 - odbiór
filtratu; 8 - odbiór koncentratu; 9 - mieszadło
87
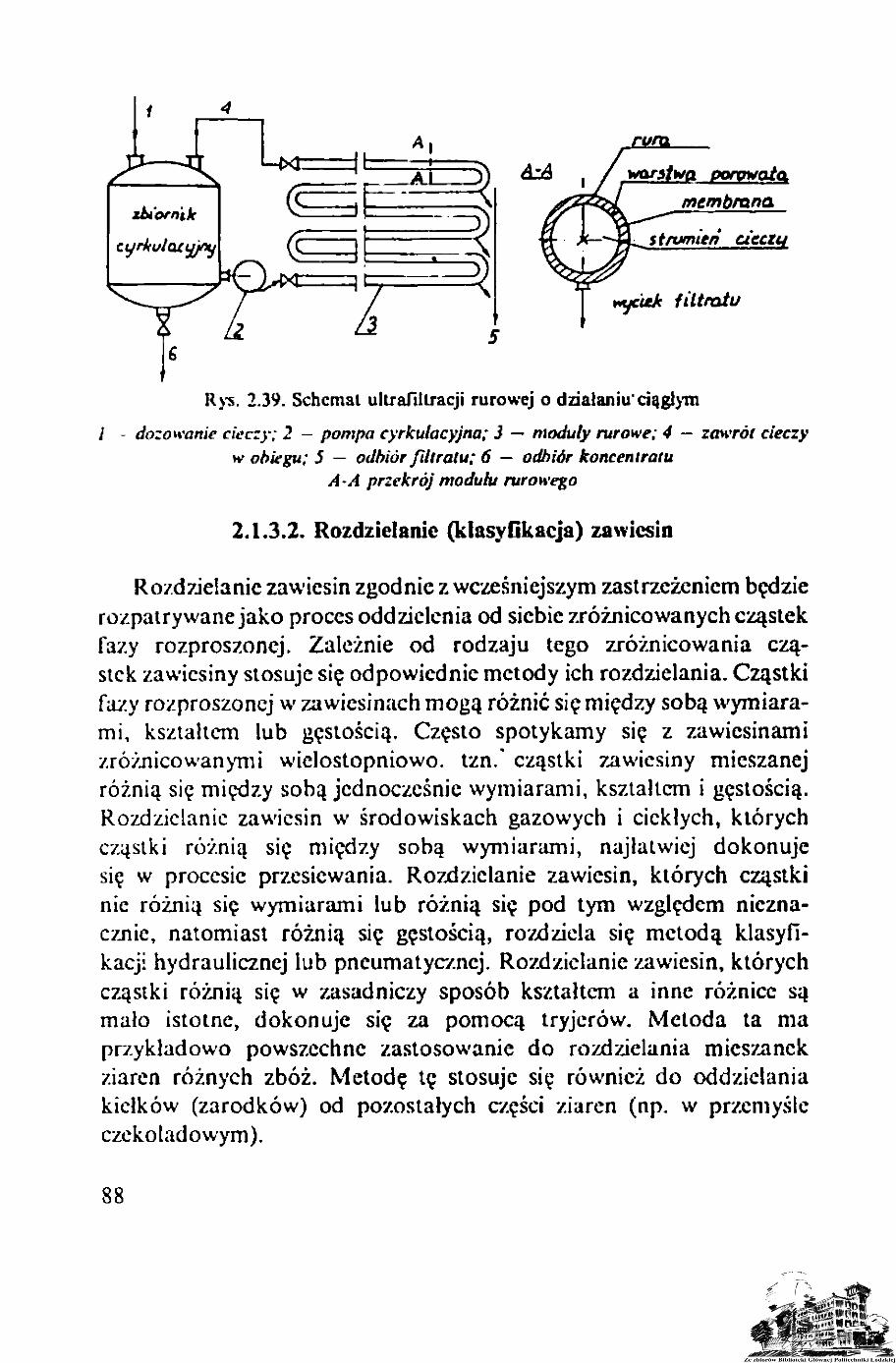
db4
runi
warstwą porywałamembrana
strumień
filtratu
Rys. 2.39. Schemat ultraTiIlracji rurowej o działaniu"ciągłym
i - dozowanie cieczy; 2 - pompa cyrkulacyjna; 3 — moduły rurowe; 4 — zawrót cieczyw obiegu; 5 — odbiór filtratu; 6 — odbiór koncentratu
A-A przekrój modułu rurowego
2.1.3.2. Rozdzielanie (klasyfikacja) zawiesin
Rozdzielanie zawiesin zgodnie z wcześniejszym zastrzeżeniem będzierozpatrywane jako proces oddzielenia od siebie zróżnicowanych cząstekfazy rozproszonej. Zależnie od rodzaju tego zróżnicowania czą-stek zawiesiny stosuje się odpowiednie metody ich rozdzielania. Cząstkifazy rozproszonej w zawiesinach mogą różnić się między sobą wymiara-mi, kształtem lub gęstością. Często spotykamy się z zawiesinamizróżnicowanymi wielostopniowo, tzn. cząstki zawiesiny mieszanejróżnią się między sobą jednocześnie wymiarami, kształtem i gęstością.Rozdzielanie zawiesin w środowiskach gazowych i ciekłych, którychcząstki różnią się między sobą wymiarami, najłatwiej dokonujesię w procesie przesiewania. Rozdzielanie zawiesin, których cząstkinie różnią się wymiarami lub różnią się pod tym względem niezna-cznie, natomiast różnią się gęstością, rozdziela się metodą klasyfi-kacji hydraulicznej lub pneumatycznej. Rozdzielanie zawiesin, którychcząstki różnią się w zasadniczy sposób kształtem a inne różnice sąmało istotne, dokonuje się za pomocą tryjerów. Metoda ta maprzykładowo powszechne zastosowanie do rozdzielania mieszanekziaren różnych zbóż. Metodę tę stosuje się również do oddzielaniakiełków (zarodków) od pozostałych części ziaren (np. w przemyśleczekoladowym).
88
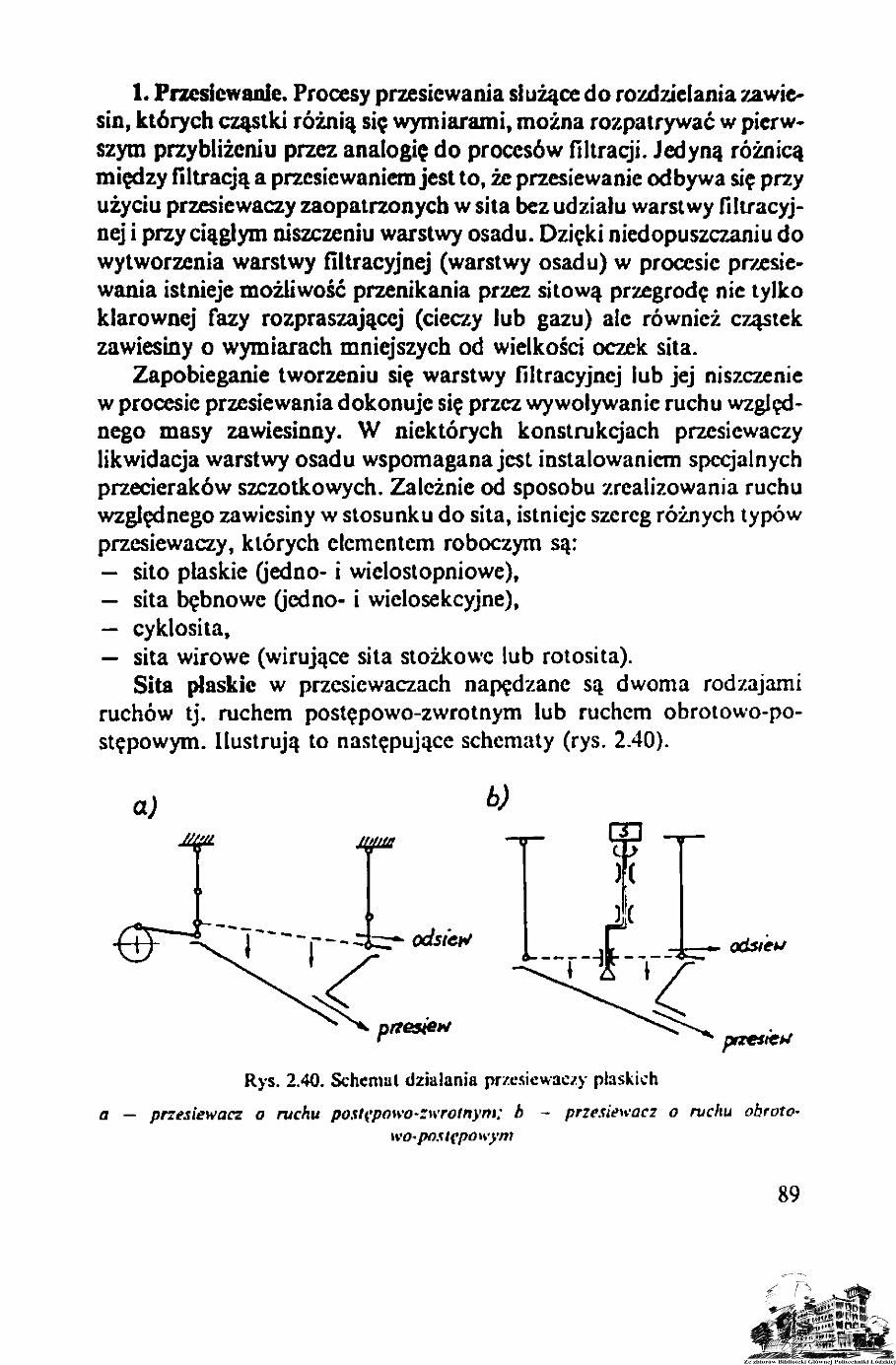
1. Przesiewanie. Procesy przesiewania służące do rozdzielania zawie-sin, których cząstki różnią się wymiarami, można rozpatrywać w pierw*szym przybliżeniu przez analogię do procesów filtracji. Jedyną różnicąmiędzy filtracją a przesiewaniem jest to, że przesiewanie odbywa się przyużyciu przesiewaczy zaopatrzonych w sita bez udziału warstwy filtracyj-nej i przy ciągłym niszczeniu warstwy osadu. Dzięki niedopuszczaniu dowytworzenia warstwy filtracyjnej (warstwy osadu) w procesie przesie-wania istnieje możliwość przenikania przez sitową przegrodę nie tylkoklarownej fazy rozpraszającej (cieczy lub gazu) ale również cząstekzawiesiny o wymiarach mniejszych od wielkości oczek sita.
Zapobieganie tworzeniu się warstwy filtracyjnej lub jej niszczeniew procesie przesiewania dokonuje się przez wywoływanie ruchu względ-nego masy zawiesinny. W niektórych konstrukcjach przesiewaczylikwidacja warstwy osadu wspomagana jest instalowaniem specjalnychprzecieraków szczotkowych. Zależnie od sposobu zrealizowania ruchuwzględnego zawiesiny w stosunku do sita, istnieje szereg różnych typówprzesiewaczy, których elementem roboczym są:— sito płaskie (jedno- i wielostopniowe),— sita bębnowe (jedno- i wielosekcyjne),— cyklosita,— sita wirowe (wirujące sita stożkowe lub rotosita).
Sita płaskie w przesiewaczach napędzane są dwoma rodzajamiruchów tj. ruchem postępowo-zwrotnym lub ruchem obroiowo-po-stępowym. Ilustrują to następujące schematy (rys. 2.40).
b)/M//ff
odsiew
prreste*/ pnresfe^f
a —
Rys. 2.40. Schemat działania przesiewac/y płaskich
pnesiewacz o ruchu postępowo-zwrotnym; b - przesiewać! o ruchu ohroto-wo-postępo wy ni
89
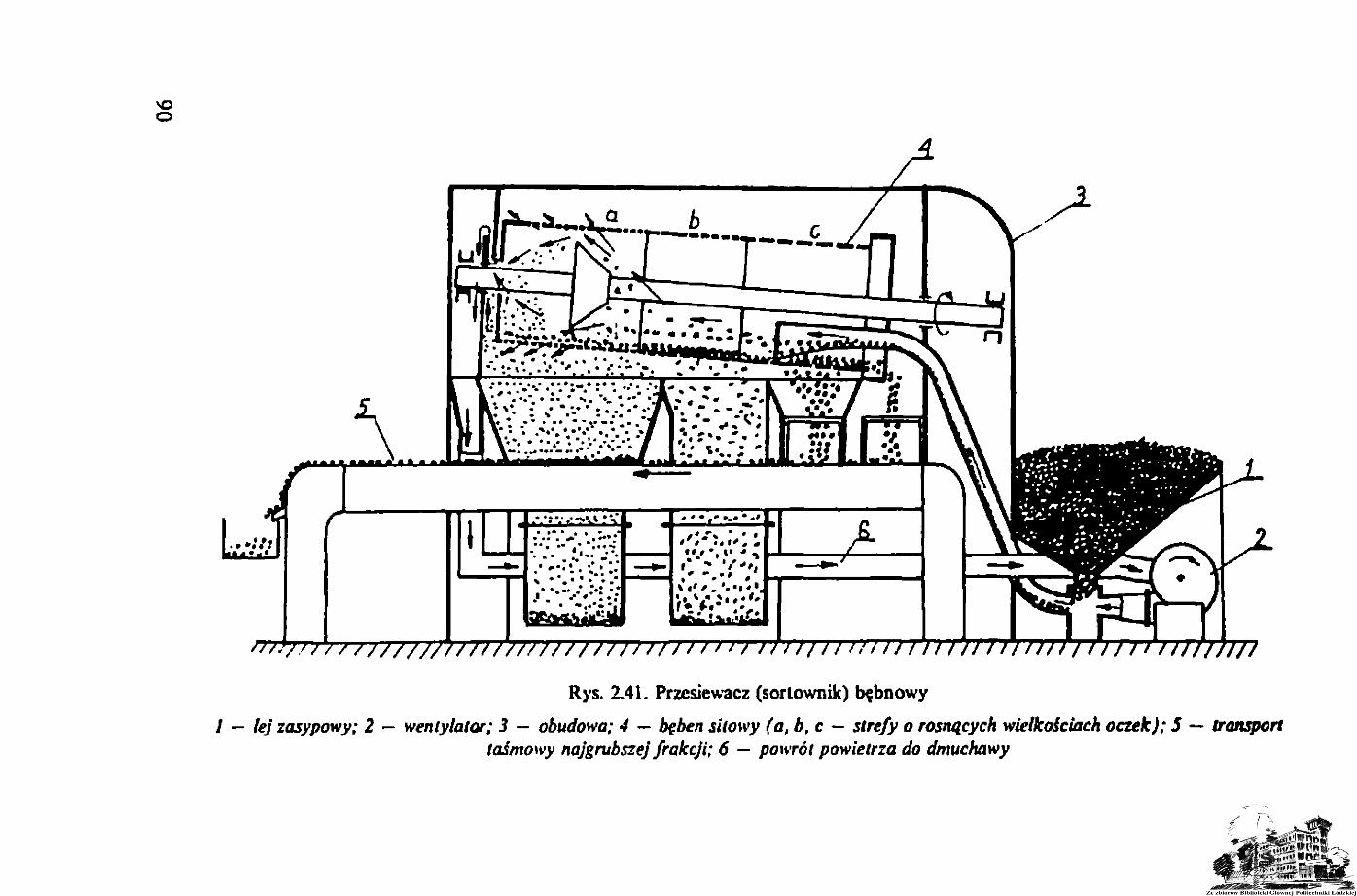
////////////*/ u** mu/tn*****/***/1***u**//////
Rys. 2.41. Przesiewacz (sorlownik) bębnowy
/ - lej zasypowy; 2 - wentylator; 3 - obudowa; 4 - bęben sitowy (a, b, c - strefy o rosnących wielkościach oczek); 5 - transporttaśmowy najgrubszej frakcji; 6 - powrót powietrza do dmuchawy
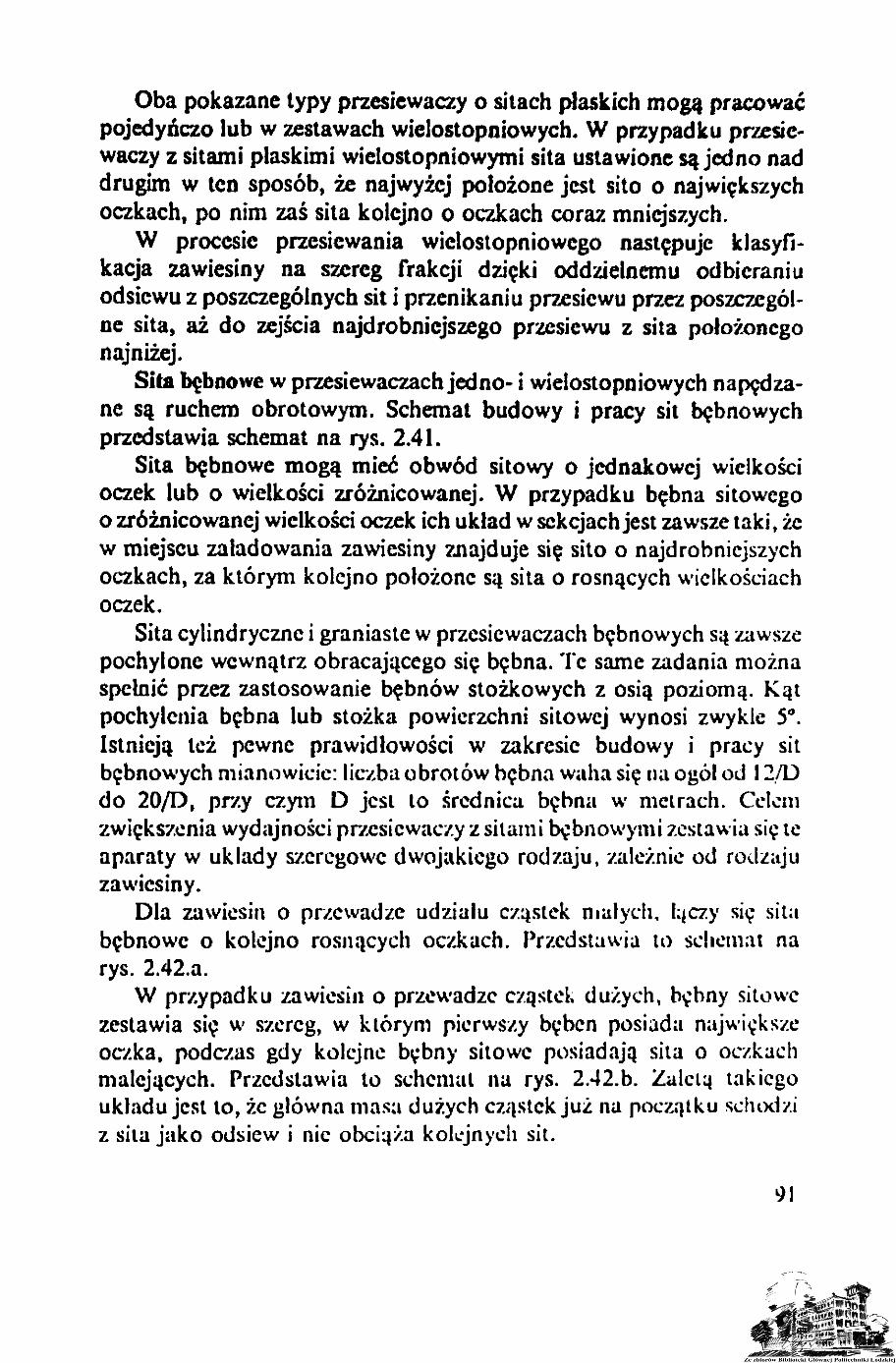
Oba pokazane typy przesiewaczy o sitach płaskich mogą pracowaćpojedynczo lub w zestawach wielostopniowych. W przypadku przesie-waczy z sitami płaskimi wielostopniowymi sita ustawione są jedno naddrugim w ten sposób, że najwyżej położone jest sito o największychoczkach, po nim zaś sita kolejno o oczkach coraz mniejszych.
W procesie przesiewania wielostopniowego następuje klasyfi-kacja zawiesiny na szereg frakcji dzięki oddzielnemu odbieraniuodsiewu z poszczególnych sit i przenikaniu przesiewu przez poszczegól-ne sita, aż do zejścia najdrobniejszego przesiewu z sita położonegonajniżej.
Sita bębnowe w przesiewaczach jedno- i wielostopniowych napędza-ne są ruchem obrotowym. Schemat budowy i pracy sit bębnowychprzedstawia schemat na rys. 2.41.
Sita bębnowe mogą mieć obwód sitowy o jednakowej wielkościoczek lub o wielkości zróżnicowanej. W przypadku bębna sitowegoo zróżnicowanej wielkości oczek ich układ w sekcjach jest zawsze taki, żew miejscu załadowania zawiesiny znajduje się sito o najdrobniejszychoczkach, za którym kolejno położone są sita o rosnących wielkościachoczek.
Sita cylindryczne i graniaste w przesiewaczach bębnowych są zawszepochylone wewnątrz obracającego się bębna. Te same zadania możnaspełnić przez zastosowanie bębnów stożkowych z osią poziomą. Kątpochylenia bębna lub stożka powierzchni sitowej wynosi zwykle 5°.Istnieją też pewne prawidłowości w zakresie budowy i pracy sitbębnowych mianowicie: liczba obrotów bębna waha się na ogól od 12/Ddo 20/D, pr/y czym D jest to średnica bębna w metrach. Celemzwiększenia wydajności pr/esiewaczy z sitami bębnowymi zestawia się teaparaty w układy szeregowe dwojakiego rodzaju, zależnie od rodzajuzawiesiny.
Dla zawiesin o przewadze udziału cząstek małych, łączy się sitabębnowe o kolejno rosnących oczkach. Przedstawia to schemat narys. 2.42.a.
W przypadku zawiesin o przewadze cząstek dużych, bębny sitowezestawia się w szereg, w którym pierwszy bęben posiada największeoczka, podczas gdy kolejne bębny sitowe posiadają sita o oczkachmalejących. Przedstawia to schemat na rys. 2.42.b. Zalety takiegoukładu jest to, że główna masa dużych cząstek już na początku schodziz sita jako odsiew i nic obciąża kolejnych sit.
91
Qonu—
materiał
ffLif grnhij
rahny
Rys. 2.42. Schemat baterii przesiewaczy bębnowych
a — zcslwa sit o rosnącej wielkości oczekb — zestw o malejącej wielkości oczek
Cyklosita — są to przesiewaczc z sitem cylindrycznym lub stoż-kowym o konstrukcji stałej. Ruch zawiesiny względem powierzchni sitadla niszczenia warstwy osadu uzyskuje się w cyklositach dzięki wprowa-dzeniu do wnętrza cylindra sitowego silnego strumienia zawie-siny stycznie w stosunku do obwodu sita. Uzyskuje się w ten spo-sób szybki przepływ wirowy zawiesiny po wewnętrznej powierzchnisita i przenikanie przesiewu przez oczka sita dzięki oddziaływaniusiły odśrodkowej. Tego rodzaju przesiewaczc stosuje się jako bar-dzo efektywne urządzenie do przesiewania zawiesin w środowiskachciekłych.
W cyklositach przesiewanie następuje podczas wielokrotnego obie-gu strumienia zawiesiny po powierzchni obwodu sitowego. Istniejejednak możliwość przesiewania na lej samej zasadzie, tj. z udziałemsiły odśrodkowej lecz powierzchnia sitowa nie stanowi pełnego ob-wodu a jedynie część. Sita o takiej konstrukcji mają szerokie za-stosowanie do przesiewania zawiesin ciekłych i noszą nazwę sit łuko-wych, (rys. 2.43).
92
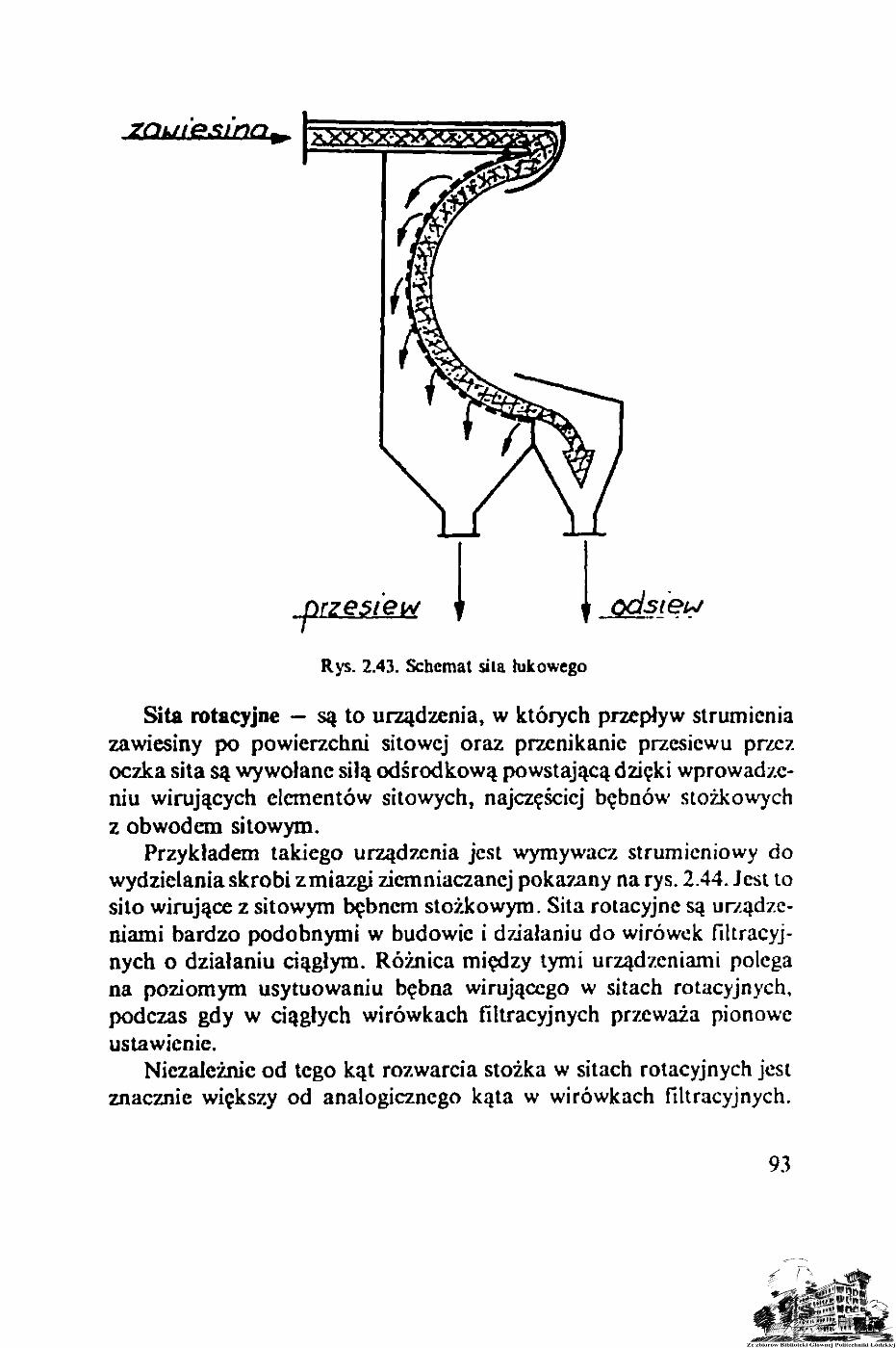
f odsiew
Rys. 2.43. Schemat silą łukowego
Sita rotacyjne — są to urządzenia, w których przepływ strumieniazawiesiny po powierzchni sitowej oraz przenikanie przesiewu przezoczka sita są wywołane siłą odśrodkową powstającą dzięki wprowadze-niu wirujących elementów sitowych, najczęściej bębnów stożkowychz obwodem sitowym.
Przykładem takiego urządzenia jest wymywacz strumieniowy dowydzielania skrobi zmiazgi ziemniaczanej pokazany na rys. 2.44. Jest tosito wirujące z sitowym bębnem stożkowym. Sita rotacyjne są urządze-niami bardzo podobnymi w budowie i działaniu do wirówek filtracyj-nych o działaniu ciągłym. Różnica między tymi urządzeniami polegana poziomym usytuowaniu bębna wirującego w sitach rotacyjnych,podczas gdy w ciągłych wirówkach filtracyjnych przeważa pionoweustawienie.
Niezależnie od tego kąt rozwarcia stożka w sitach rotacyjnych jestznacznie większy od analogicznego kąta w wirówkach filtracyjnych.
93
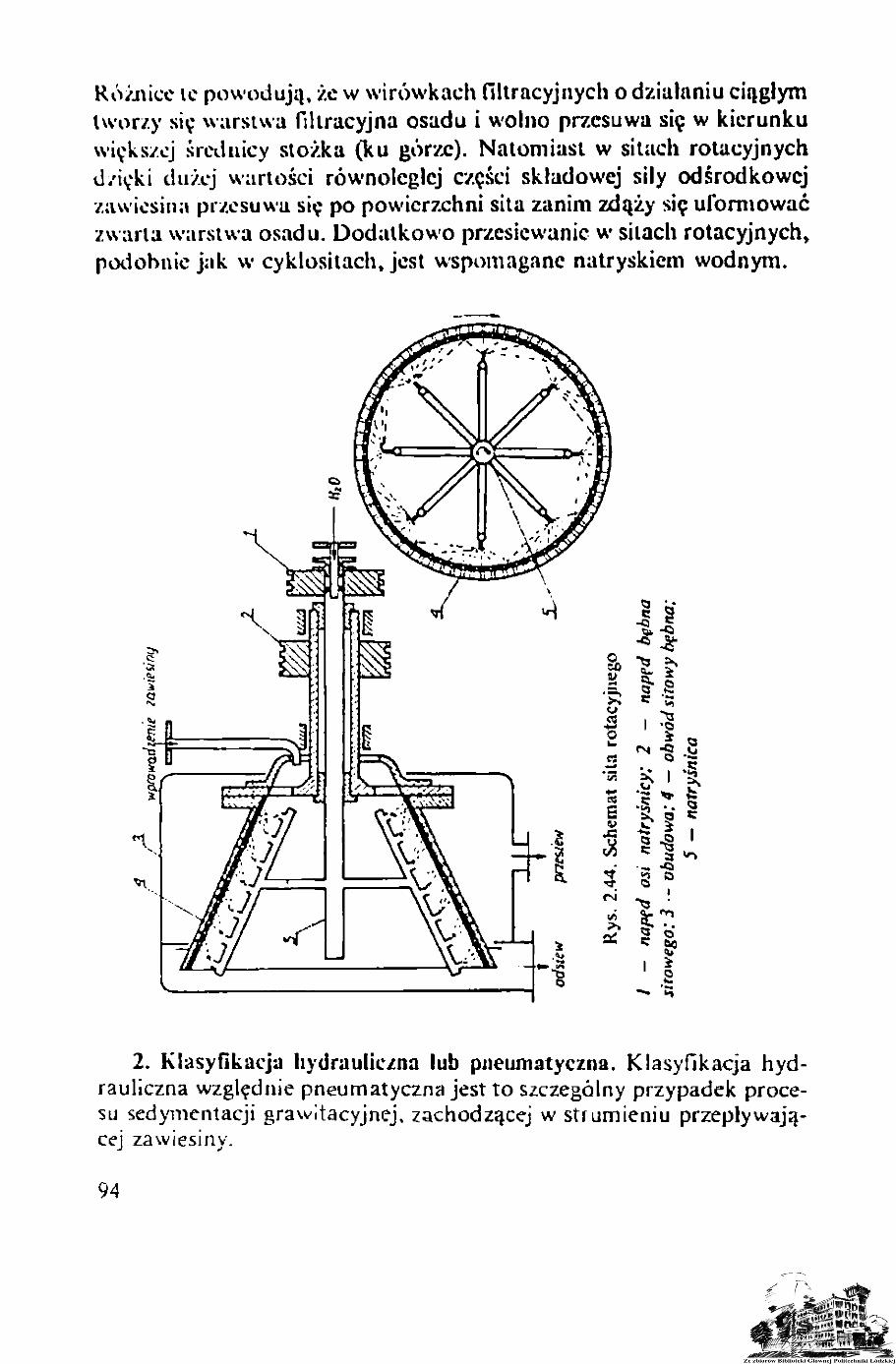
Różnice le powodują, że w wirówkach filtracyjnych o działaniu ciągłymtworzy się warstwa filtracyjna osadu i wolno przesuwa się w kierunkuwiększej średnicy stożka (ku górze). Natomiast w sitach rotacyjnychd/ięki dużej wartości równoległej części składowej siły odśrodkowejzawiesina przesuwa się po powierzchni sita zanim zdąży się uformowaćzwarta warstwa osadu. Dodatkowo przesiewanie w sitach rotacyjnych,podobnie jak w cyklositach, jest wspomagane natryskiem wodnym.
2. Klasyfikacja hydrauliczna lub pneumatyczna. Klasyfikacja hyd-rauliczna względnie pneumatyczna jest to szczególny przypadek proce-su sedymentacji grawitacyjnej, zachodzącej w strumieniu przepływają-cej zawiesiny.
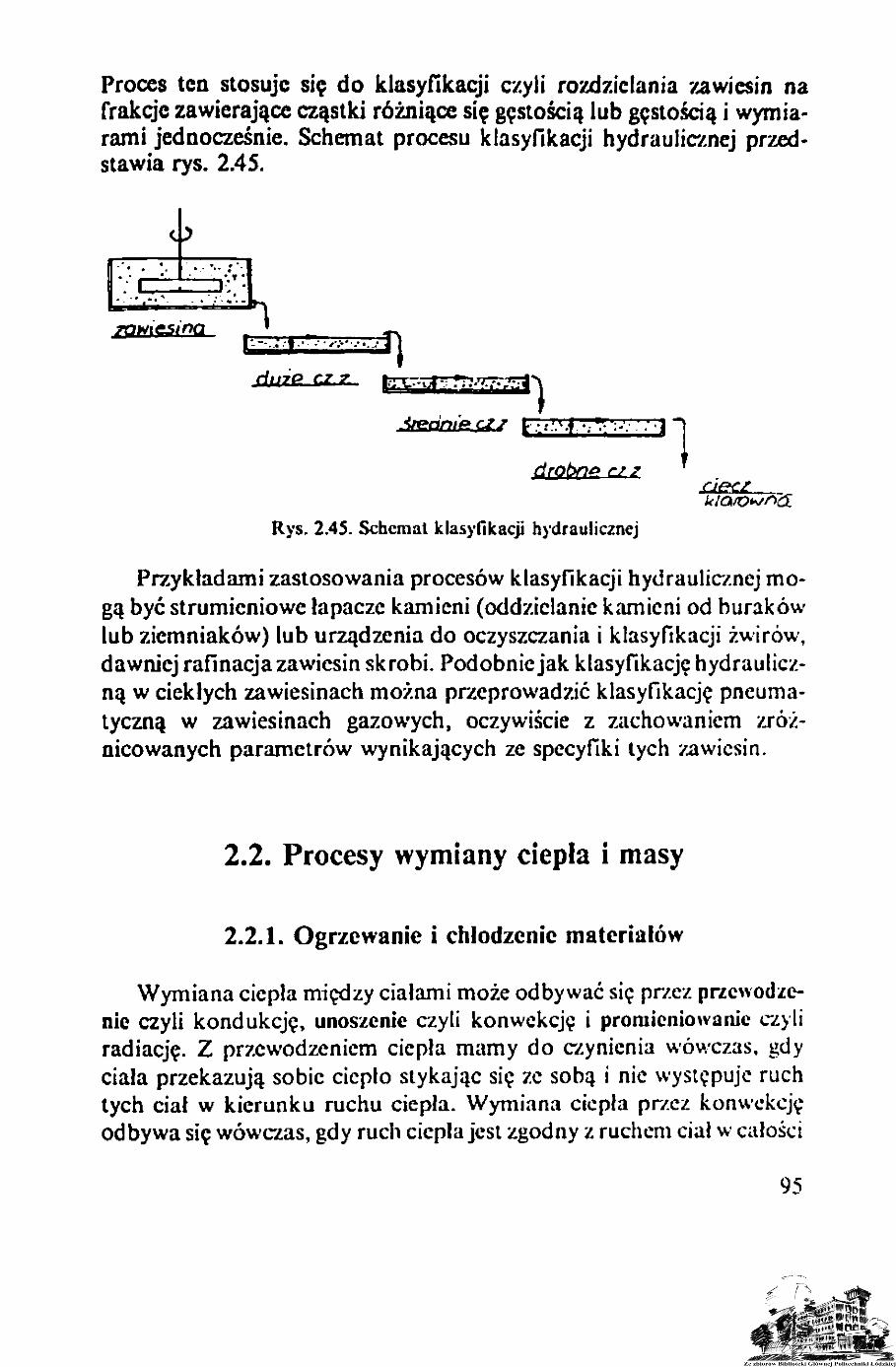
Proces ten stosuje się do klasyfikacji czyli rozdzielania zawiesin nafrakcje zawierające cząstki różniące się gęstością lub gęstością i wymia-rami jednocześnie. Schemat procesu klasyfikacji hydraulicznej przed-stawia rys. 2.45.
rahnesiną
•••••••••t ••• T : •:••••
drobne CA z
Rys. 2.45. Schemat klasyfikacji hydraulicznej
Przykładami zastosowania procesów klasyfikacji hydraulicznej mo-gą być strumieniowe łapacze kamieni (oddzielanie kamieni od burakówlub ziemniaków) lub urządzenia do oczyszczania i klasyfikacji żwirów,dawniej rafinacja zawiesin skrobi. Podobnie jak klasyfikację hydraulicz-ną w ciekłych zawiesinach można przeprowadzić klasyfikację pneuma-tyczną w zawiesinach gazowych, oczywiście z zachowaniem zróż-nicowanych parametrów wynikających ze specyfiki tych zawiesin.
2.2. Procesy wymiany ciepła i masy
2.2.1. Ogrzewanie i chłodzenie materiałów
Wymiana ciepła między ciałami może odbywać się przez przewodze-nie czyli kondukcję, unoszenie czyli konwekcję i promieniowanie czyliradiację. Z przewodzeniem ciepła mamy do czynienia wówczas, gdyciała przekazują sobie ciepło stykając się ze sobą i nie występuje ruchtych ciał w kierunku ruchu ciepła. Wymiana ciepła przez konwekcjęodbywa się wówczas, gdy ruch ciepła jest zgodny z ruchem ciał w całości
95
lub ich części. Wymiana ciepła przez promieniowanie odbywa się zapośrednictwem fal elektromagnetycznych emitowanych przez wszystkieciala w temperaturze powyżej zera bezwzględnego. Natężenie tegopromieniowania jest proporcjonalne do poziomu temperatury i powie-rzchni ciał.
W praktyce wymiana ciepła jest zjawiskiem złożonym i najczęściejprzejawia się występowaniem wszystkich wymienionych sposobówi nazywa się sumarycznie przejmowaniem lub przenikaniem ciepła.Rozróżniamy ustaloną i nie ustaloną wymianę ciepła. Przy ustalonejwymianie ciepła temperatura (T) rozpatrywanej substancji jest tylkofunkcją położenia punktu w jakim jest mierzona. Zbiór punktówo jednakowej temperaturze tworzą powierzchnie izotermiczne.
Ilość ciepła, która jest przekazywana przez jednostkę powierzchniw jednostce czasu nazywamy strumieniem cieplnym i określamy wzorem
<-£•gdzie: q — gęstość strumienia ciepła [W/m2],
F — powierzchnia przekazywania ciepła [m 2 ],T — czas przekazywania ciepła [s],
Q — całkowita ilość ciepła [J].
2.2.1.1. Przewodzenie ciepła
Ilość przewodzonego ciepła przez powierzchnię (F) prostopadłą dokierunku strumienia cieplnego przedstawia równanie Fouriera
dQ = -dx
gdzie: X — współczynnik przewodzenia ciepła [W/m • K],dT/dx — gradient temperatury [K/m],
T — czas [ s ] .Gradient temperatury i strumień cieplny są wektorami. Wektor
gradiendu temperatury ma kierunek prostopadły do powierzchniizotermicznych o zwrocie w kierunku wzrastających temperatur. Pod-czas wymiany ciepła kierunek wektora strumienia cieplnego (q) jest
96
odwrotny do kierunku gradientu temperatury (dT/dx). Współczynnikprzewodzenia ciał stałych (Xs) jest w przybliżeniu liniową funkcjątemperatury
Xs = Xo (1 + at),
gdzie: Xo — przewodnictwo cieplne w temperaturze 0°C,a — współczynnik charakteryzujący rodzaj ciała stałego,t — temperatura [*C].
W zależności od wartości liczbowej współczynnika przewodnictwacieplnego [Xs) wyróżniamy trzy grupy ciał stałych:
1) materiały izolacyjne; 0,0 H- 0,12 W/(mK),2) materiały budowlane; 0,5 + 3,5 W/(m-K),3) metal; 2,5 -~ 460 W/Z(m-K).Stały współczynnik (a) dla większości metali jest mniejszy od zera, co
oznacza, że ze wzrostem temperatury przewodnictwo metali nieznaczniemaleje. Wyjątek stanowi pod tym względem aluminium i jego stopy,których przewodnictwo rośnie wraz z temperaturą. Dla większościniemetali współczynnik (a) ma wartość większą od zera.
Przewodnictwo cieplne cieczy (Xo) niemetalicznych zawiera się w gra-mnicach 0,09—0,7 W/(m-K) i ze wzrosłem temperatury nieznaczniemaleje, za wyjątkiem wody i gliceryny.
Przewodnictwo cieplne gazów (Xg) zawiera się w granicach 0,006 — 0,6W/(nvK) i w granicach umiarkowanych ciśnień, stosowanych w prze-myśle spożywczym nie zależy od ciśnienia.
Wnikanie ciepła jest to wymiana ciepła między ścianką stałąa omywającym ją czynnikiem płynnym (ciecz lub gaz). Ilość ciepławnikająca od ścianki do płynnego czynnika określa się wzorem
Q - a F i ( t 2 - T , ) [J],
gdzie: a — współczynnik wnikania ciepła [W/(m2K)],t 2 — temperatura ścianki,tj — temperatura płynu [OC K].
2.2.1.2. Przenikanie ciepła
Jest to wymiana ciepła między dwoma czynnikami płynnymi,oddzielonymi od siebie przegrodą stalą (ścianką).
97
Ilość ciepła przenikającego na drodze konwekcji i przewodzeniaw czasie (T) przez ściankę o powierzchni (F) od czynnika o temperaturze
do czynnika o temperaturze (t2) wynosi
Q = kFtfr - t 2 ) [J],
przy czym: xl > t 2 .Współczynnik (k) nazywa się współczynnikiem przenikania ciepła
i ma wymiar: \V/(m2K). Odwrotność współczynnika (k) nazywa sięoporem cieplnym. Wartości liczbowe współczynników wnikania (a)i przenikania ciepła (k) zależą od bardzo wielu czynników dynamicz-nych, fizykochemicznych i geometrycznych.
Dzięki zastosowaniu analizy wymiarowej istnieje możliwość wyli-czenia tych wartości z funkcji kryterialnych, np.
Nu = (Re, Pr, Gr, Kg),
gdzie liczba Nusselta (Nu) jest nazywana kryterium podobieństwacieplnego (termodynamicznego), liczba Reynoldsa (Rc) i liczba Grashofasą to kryteria hydrodynamiczne, liczba Prandtla (Pr) jest kryteriumpodobieństwa fizykochemicznego i wreszcie liczba Kg jest czynni-kiem wymiarowym, określającym stosunek średnicy przewodu do jegodługości.
Dla celów praktycznych korzystamy z gotowych tabelarycznychwartości liczbowych współczynników wnikania i przenikania ciepła dlaściśle określonych warunków wymiany ciepła.
2.2.1.3. Promieniowanie ciepła
Jest to proces przenoszenia ciepła polegający na emisji i absorpcjienergii promienistej jaką jedno ciało przekazuje drugiemu przez warst-wy przepuszczalne lub próżnię. Promieniowanie cieplne pod względemfizycznym jest częścią promieniowania elektromagnetycznego w zakresipodczerwieni. Przyczyną promieniowania podczerwonego jest wzbu-dzenie termiczne atomów i cząstek ciała emitującego.Spośród fal elektromagnetycznych przenoszących energię cieplną zna-czenie mają promienie widzialne o długości fal 0,4 — 0,8 /nn, a zwłaszczapromienie podczerwone w zakresie długości fal 0,8 — 40 /im.
98
2.2.1.4. Wymienniki dcpla
Wymiennikami ciepła nazywa się aparaty służące do ogrzewania lubchłodzenia ciał stałych i płynów przy użyciu płynów o temperaturzeodpowiednio wyższej lub niższej. Wymienniki ciepła pod względemsposobu działania, przeznaczenia i konstrukcji dzielimy na:— wymienniki bezprzeponowe,— wymienniki przeponowe,— wymienniki regeneracyjne.
Zależnie od przeznaczenia wymienniki ciepła czyli ogrzewcze lubchłodnicze dzielimy na: kaloryfery, grzejniki, nagrzewnice, ckonomize-ry, chłodnice, skraplacze itd. Różnego rodzaju ogrzewacze służą, dopodwyższenia temperatury materiałów celem przyspieszenia w nichreakcji chemicznych, zmiany stanu skupienia lub wywołania wymianymasy w postaci odparowania, sublimacji lub ekstrakcji i dyfuzji.Chłodnice służą do odbierania i odprowadzania ciepła od materiałówpodlegających obróbce termicznej celem obniżenia temperatury środo-wiska, zmiany stanu skupienia ciał (skraplacze i zamrażalniki), zahamo-wanie lub zmniejszenie intensywności procesów chemicznych i bio-logicznych (chłodnicze utrwalanie żywności).
Ekonomizcry są to wymienniki ciepła pozwalające odzyskiwaćciepło (regenerować ciepło) z płynów odpadowych i wykorzystać jeponownie w procesach technologicznych. Stosowanie poszczególnychwymienników ciepła jest uzależnione również od zastosowanego czyn-nika przenoszenia ciepła. Jako czynnik ogrzewający najczęściej stosujesię w wymiennikach: parę wodną (ze względu na wielkie ciepłoparowania wody), gazy spalinowe, wodę, powietrze i elektryczność.W chłodnicach do odprowadzania ciepła stosuje się najczęściej: powiet-rze, solanki, dwutlenek węgla, azot, różnego rodzaju ciecze kriogeniczneitd. Wymienniki ciepła z zastosowaniem pary wodnej mają powierzch-nie ogrzewalne w postaci płaszczy ogrzewających , wężownic i układówrurkowych. Parę wodną stosuje się również do ogrzewania bczprzepo-nowego. Bezprzeponowe wymienniki ciepła stosowane są zarówno doogrzewania, jak i do ochładzania płynów.
a) bezprzeponowa wymiana ciepła jest to proces polegający nawprowadzeniu czynnika ogrzewającego lub chłodzącego do płynupoddawanego obróbce cieplnej. Typowymi bezprzeponowymi wymicn-
99
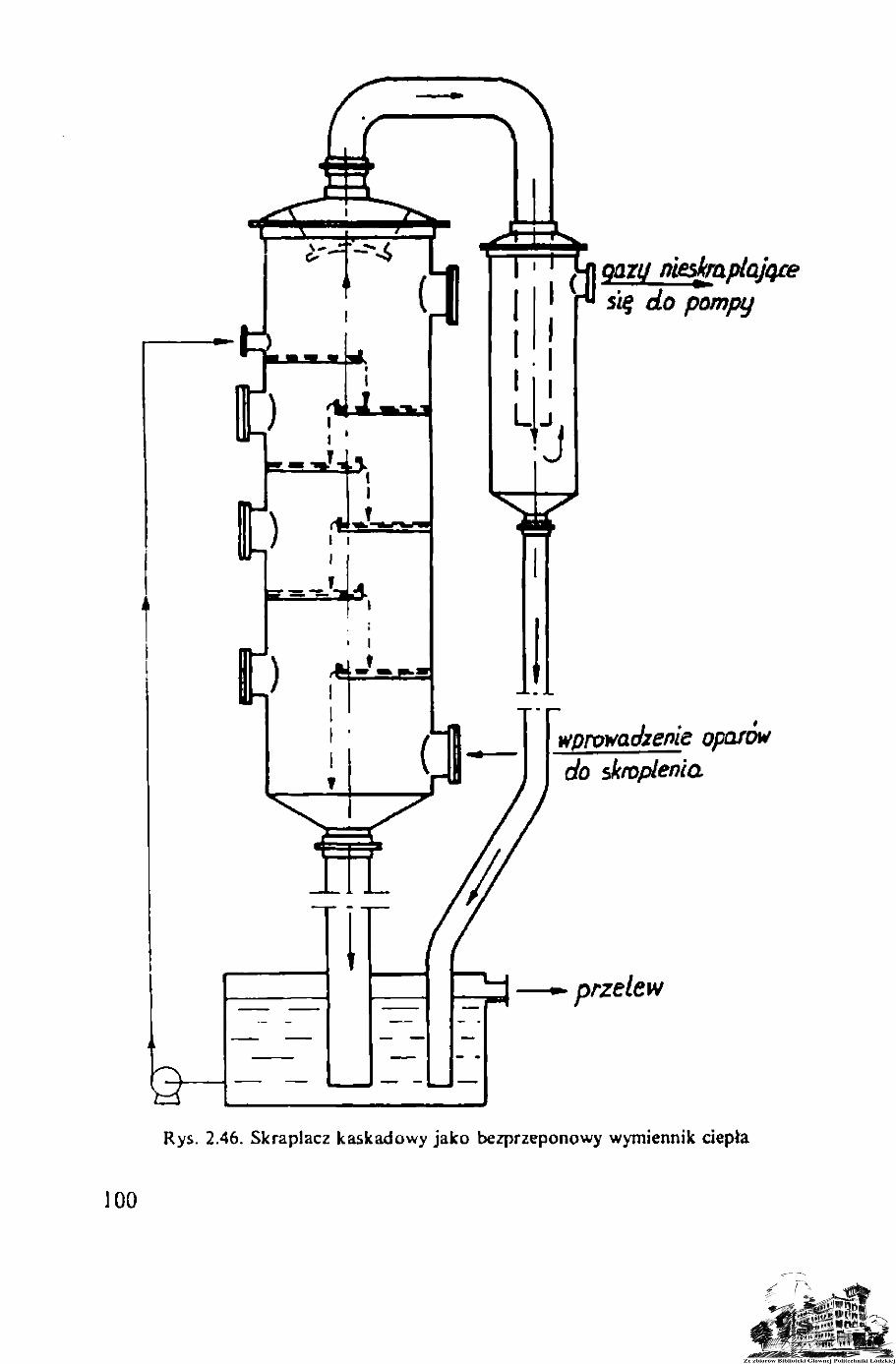
gazu nisskraplającesię do pompy
wprowadzenie oparówdo skroplenia
przelew
Rys. 2.46. Skraplacz kaskadowy jako bezprzeponowy wymiennik ciepła
100
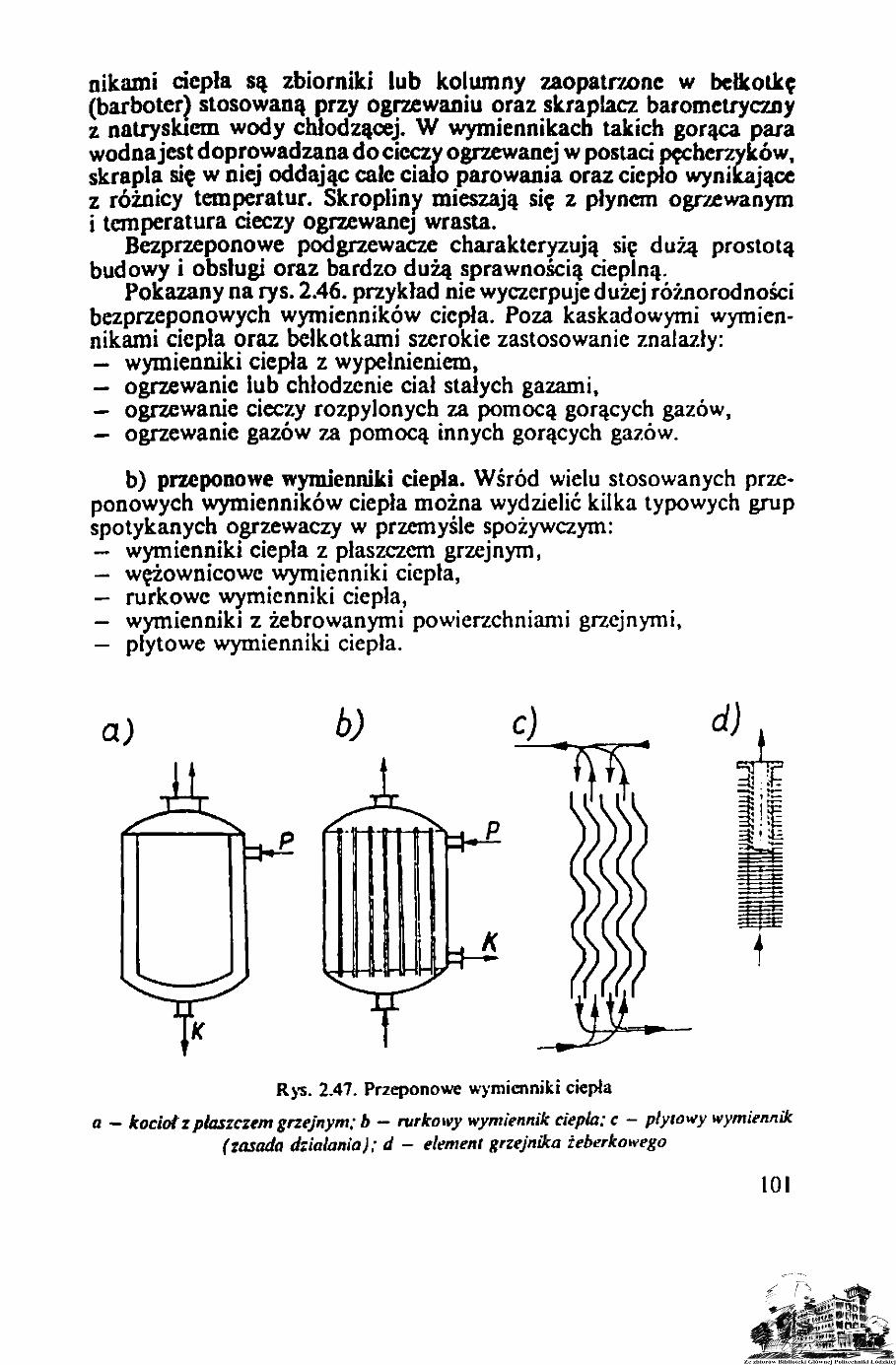
nikami ciepła są zbiorniki lub kolumny zaopatrzone w bcłkotkę(barboterj stosowaną przy ogrzewaniu oraz skraplacz barometrycznyz natryskiem wody chłodzącej. W wymiennikach takich gorąca parawodna jest doprowadzana do cieczy ogrzewanej w postaci pęcherzyków,skrapla się w niej oddając cale ciało parowania oraz ciepło wynikającez różnicy temperatur. Skropliny mieszają się z piynem ogrzewanymi temperatura cieczy ogrzewanej wrasta.
Bezprzeponowe podgrzewacze charakteryzują się dużą prostotąbudowy i obsługi oraz bardzo dużą sprawnością cieplną.
Pokazany na rys. 2.46. przykład nie wyczerpuje dużej różnorodnościbezprzeponowych wymienników ciepła. Poza kaskadowymi wymien-nikami ciepła oraz belkotkami szerokie zastosowanie znalazły:— wymienniki ciepła z wypełnieniem,— ogrzewanie lub chłodzenie ciał stałych gazami,— ogrzewanie cieczy rozpylonych za pomocą gorących gazów,— ogrzewanie gazów za pomocą innych gorących gazów.
b) przeponowe wymienniki ciepła. Wśród wielu stosowanych prze-ponowych wymienników ciepła można wydzielić kilka typowych grupspotykanych ogrzewaczy w przemyśle spożywczym:— wymienniki ciepła z płaszczem grzejnym,— wężownicowe wymienniki ciepła,— rurkowe wymienniki ciepła,— wymienniki z żebrowanymi powierzchniami grzejnymi,— płytowe wymienniki ciepła.
JL
a —
Rys. 2.47. Przeponowe wymienniki ciepła
kocioł z płaszczem grzejnym; b - rurkowy wymiennik ciepła; c - płytowy wymiennik(zasada działania); d - element grzejnika żeberkowego
101
2.2.1.5. Obróbka termiczna materiałów
1. blanszowunie, jest to łagodne oddziaływanie termiczne na surowcelub półprodukty spożywcze, prowadzone w celu wstępnego zabez-pieczenia tych materiałów przed niekorzystnymi zmianami. Polega onona krótkotrwałym (zwykle powierzchniowym) ogrzewaniu materiałówdo temperatury poniżej 90°C. Ogrzewanie to w praktyce jest realizowa-ne przez bezpośrednie lub rzadziej przeponowe skontaktowanie mate-riału z gorącą parą wodną lub gorącą wodą na okres od kilku sekund dokilku minut.
W wyniku procesu blanszowania następuje powierzchniowa inak-lywacja enzymów, wyparcie powietrza, zmiękczenie lub skurczeniepowierzchniowe tkanki, zniszczenie wegetatywnych form drobnoust-rojów. Dlanszowanic zwykle poprzedza różnorodne procesy przetwórst-wa żywności. Poza oddziaływaniem termicznym blanszowanic możebyć skojarzone z oddziaływaniem chemicznym, działanie SO2, CO,, itp.
Blanszowanie może być zrealizowane w sposób periodyczny lubw urządzeniu o działaniu ciągłym. Na rys. 2.48 przedstawiony jestprzykład blanszownika ślimakowego o działaniu ciągłym do blan-szowania krajanki ziemniaczanej w procesie produkcji suszów ziem-niaczanych.
2. pasteryzacja; jest procesem obróbki termicznej materiałów, którepodobnie jak blanszowanic prowadzi się dla wstępnego zabezpieczeniasurowców lub produktów spożywczych przed zepsuciem. Od blan-szowania różni się zwykle bardziej drastycznymi warunkami oddziały-wania cieplnego na materiały. Przez pasteryzację chcemy dokonaćpełnej inaktywacji enzymów i zabicia drobnoustrojów. Prowadzi siejąnajczęściej przy konserwowaniu produktów przez kilkuminutoweogrzewanie próbek do temperatury 100"C w naczyniach otwartych lubhermetycznie zamkniętych. Maieriały płynne są zwykle pasteryzowanew pasteryzatorach przepływowych o działaniu ciągłym. Pasteryzacjabywa czasami powtarzana parokrotnie dla zabicia uaktywnionych formprzetrwa! ni k owych.
3. sterylizacja; jest to proces bardzo intensywnego oddziaływaniatermicznego na maieriały. Przy czym procesowi sterylizacji poddaje sięnie tylko utrwalane (konserwowane) produkty spożywcze, ale równieżaparaturę i narzędzia w przemyśle spożywczym oraz w innych dziedzi-nach, np. w medycynie.
102
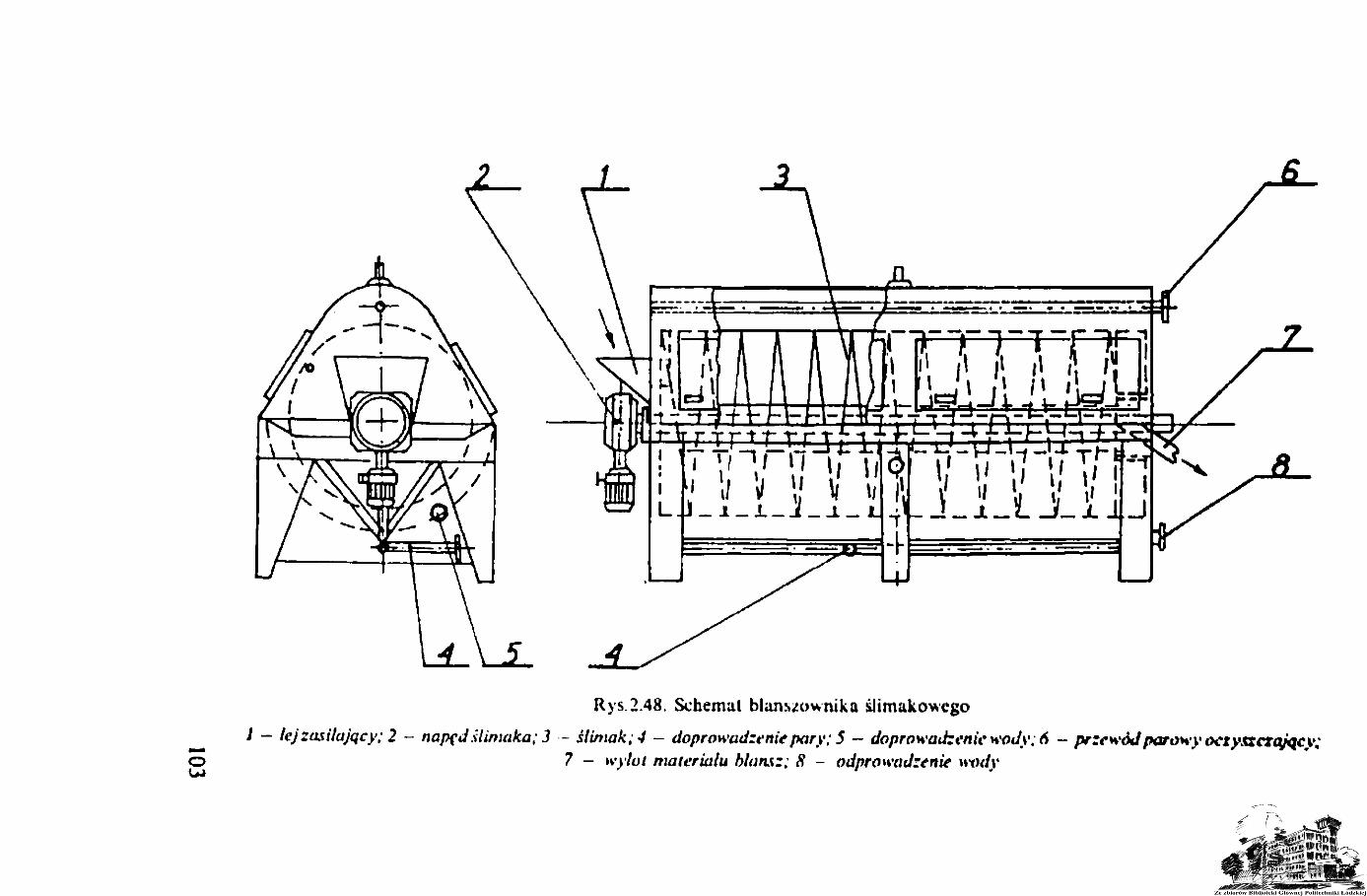
OUl
Rys.2.48. Schemat blans/ownika ślimakowego
I - lej zasilający; 2 - napęd ślimaka; 3 - ślimak; 4 - doprowadzenie pary; 5 - doprowadzenie wody; 6 - przewód parowy oczyszczający,7 — wylot materiału blansz; ft - odprowadzenie1 wtuiy
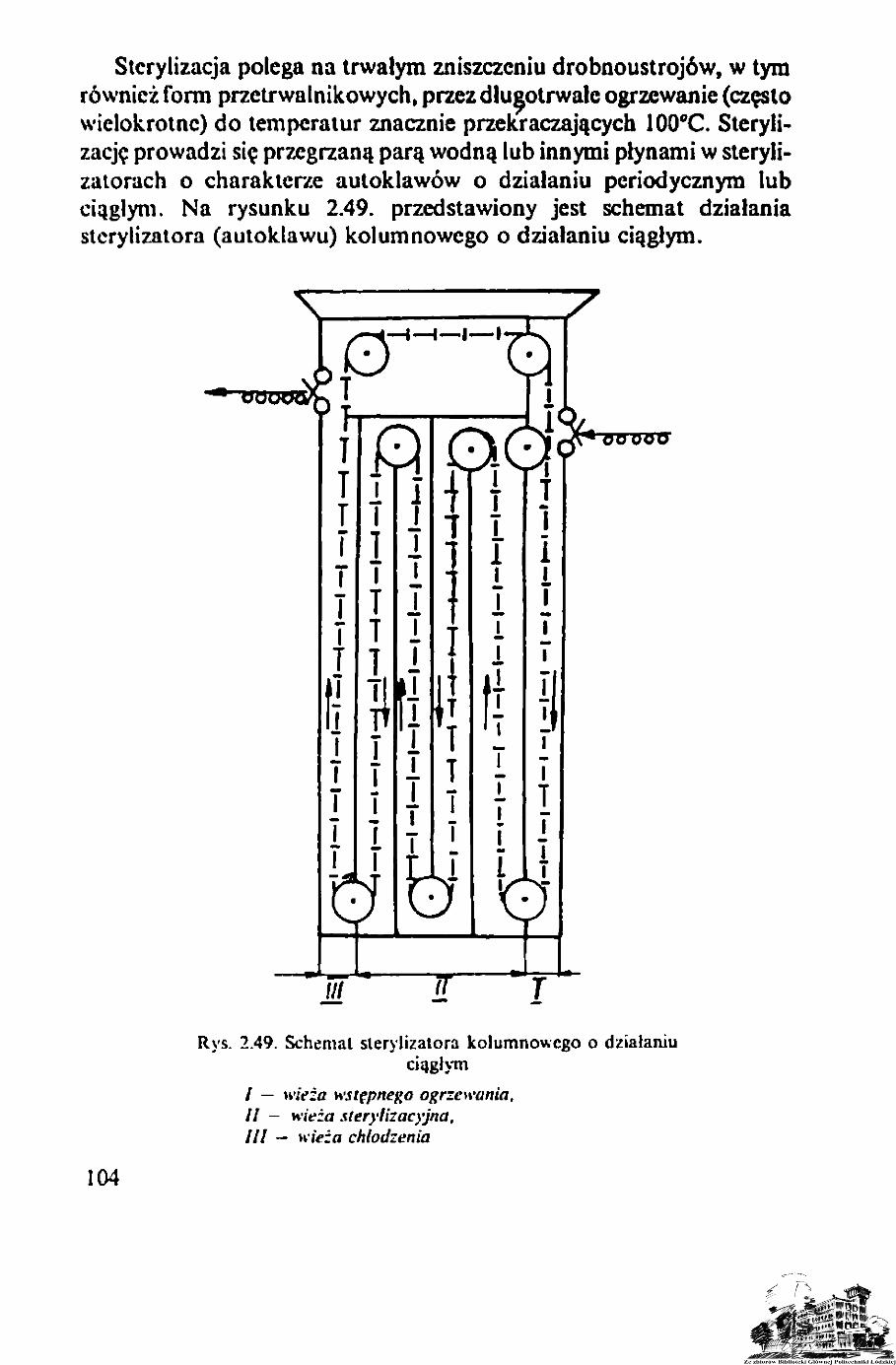
Sterylizacja polega na trwałym zniszczeniu drobnoustrojów, w tymrównież form przetrwalnikowych, przez długotrwałe ogrzewanie (częstowielokrotne) do temperatur znacznie przekraczających 100°C. Steryli-zację prowadzi się przegrzaną parą wodną lub innymi płynami w steryli-zatorach o charakterze autoklawów o działaniu periodycznym lubciągłym. Na rysunku 2.49. przedstawiony jest schemat działaniasterylizatora (autoklawu) kolumnowego o działaniu ciągłym.
Ul
Rys. 2.49. Schemat sterylizatora kolumnowego o działaniuciągłym
/ — wieża wstępnego ogrzewania,II - wieża sterylizacyjna,III — wieża chłodzenia
104
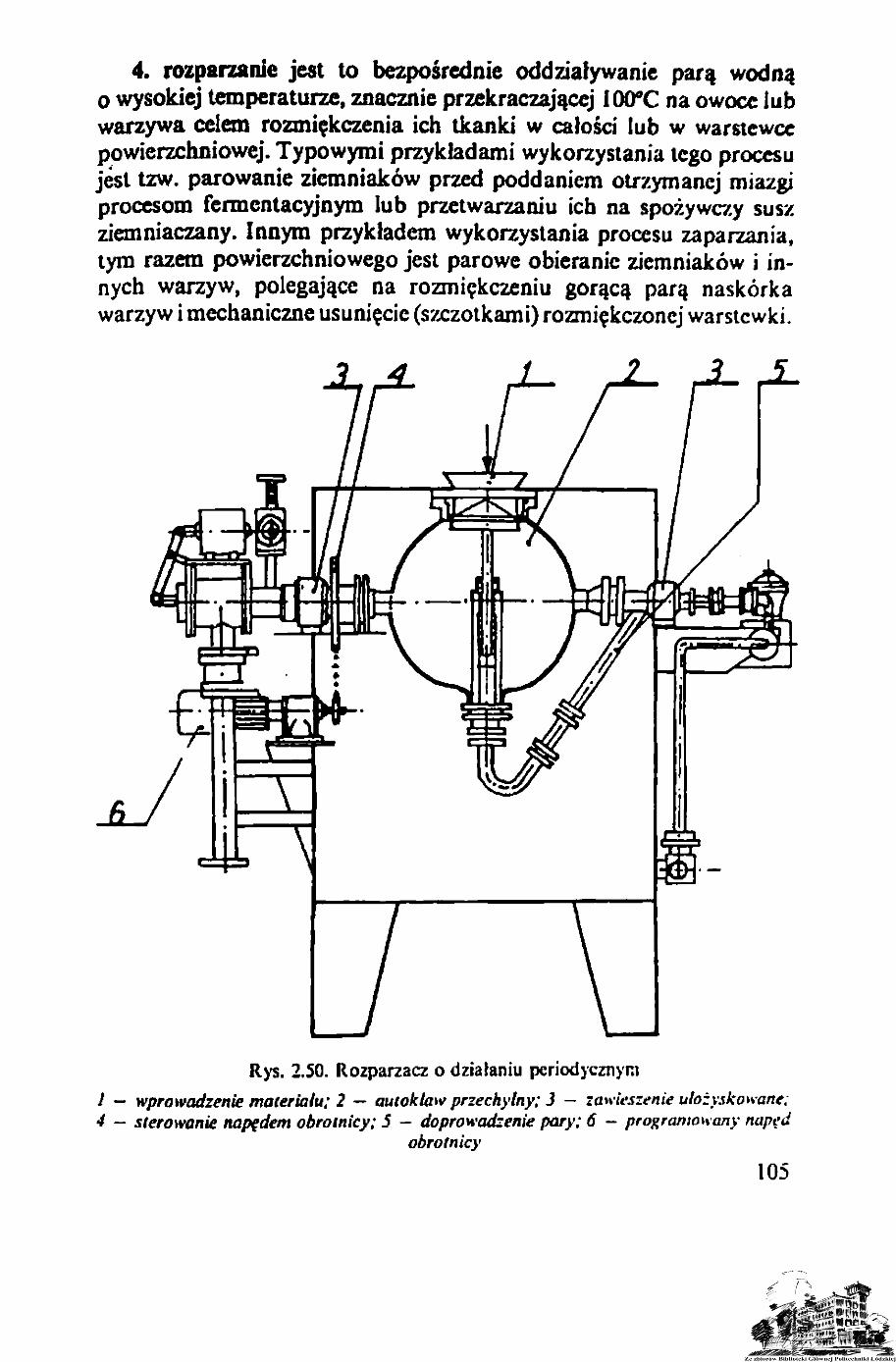
4. rozparzanie jest to bezpośrednie oddziaływanie parą wodnąo wysokiej temperaturze, znacznie przekraczającej 100°C na owoce lubwarzywa celem rozmiękczenia ich tkanki w całości lub w warstewcepowierzchniowej. Typowymi przykładami wykorzystania tego procesujest tzw. parowanie ziemniaków przed poddaniem otrzymanej miazgiprocesom fermentacyjnym lub przetwarzaniu ich na spożywczy suszziemniaczany. Innym przykładem wykorzystania procesu zaparzania,tym razem powierzchniowego jest parowe obieranie ziemniaków i in-nych warzyw, polegające na rozmiękczeniu gorącą parą naskórkawarzyw i mechaniczne usunięcie (szczotkami) rozmiękczonej warstewki.
Rys. 2.50. Rozparzacz o działaniu periodycznym
i - wprowadzenie materiału; 2 — autoklaw przechylny; 3 - zawieszenie utożyskowane;4 - sterowanie napędem obrotnicy; 5 - doprowadzenie pary; 6 - programowany napęd
obrotnicy
105
Ro/parzanic może być zrealizowane w aparatach o działaniuperiodycznym lub ciągłym. Rozparzacze periodyczne zbudowane są takjak zwykłe autoklawy, tzn. w postaci pojemnika wyposażonego w beł-kotkę do wprowadzania pary oraz artnaturę pomiarową. Rozparzaczeo działaniu ciągłym dzieli się na szybowe, ślimakowe i obrotowe.Urządzenia te zapewniają ciągły i regulowany przepływ materiału przezkomorę wypełnioną parą o podwyższonym ciśnieniu i temperaturzeponad 100°C. (rys. 2.50)
2.2.1.6. Chłodzenie i urządzenia chłodnicze
Zadaniem techniki i technologii chłodniczej jest obniżanie tem-peratury materiałów do poziomu niższego od'temperatury otoczenia.Chłodzenie polega na odprowadzaniu ciepła od materiałów , copowoduje obniżanie się ich temperatury, zmianę stanu skupieniamateriałów chłodzonych względnie kompensację przyrostu temperatu-ry wywołanego zachodzącymi w nich procesami. W praktyce najczęściejstosuje się chłodzenie materiałów dla zwolnienia lub zahamowaniaprocesów chemicznych lub biochemicznych.
Chłodnicze przechowywanie lub utrwalanie żywności odbywa sięw trzech zakresach temperatur:— chłodnictwo plusowe (od 0 do + 10°C),— chłodnictwo minusowe (od 0 do — 20°C),— chłodnictwo zamrażalnicze ( < — 20°C).
Przechowywanie chłodnicze materiałów lub ich chłodnicze utrwala-nie względnie przetwarzanie odbywa się w chłodniach. Przez chłodnierozumie się zespół urządzeń wyposażnych w pomieszczenia lub komoryotoczone izolacją termiczną oraz w agregaty zapewniające skuteczneodprowadzanie ciepła na zewnątrz. Chłodnic przemysłowe mogą praco-wać jako chłodnic składowe, zamrażalnie lub mroźnie. Do celówchłodniczych przewoźnych lub przenośnych służą chłodziarki lubzamrażarki czyli szafy chłodnicze termostatowane, wyposażone w agre-gaty chłodnicze względnie materiały oziębiające. Materiałami oziębiają-cymi mogą być: lód wodny (czysty lub z solanką), suchy lód (zestalonyCO*), ciekły i parujący azot.
Agregaty chłodnicze pracują jako chłodziarki absorpcyjne (jużwycofane z użycia) oraz chłodziarki sprężarkowe (mechaniczne) jak narysunku 2.51.
106
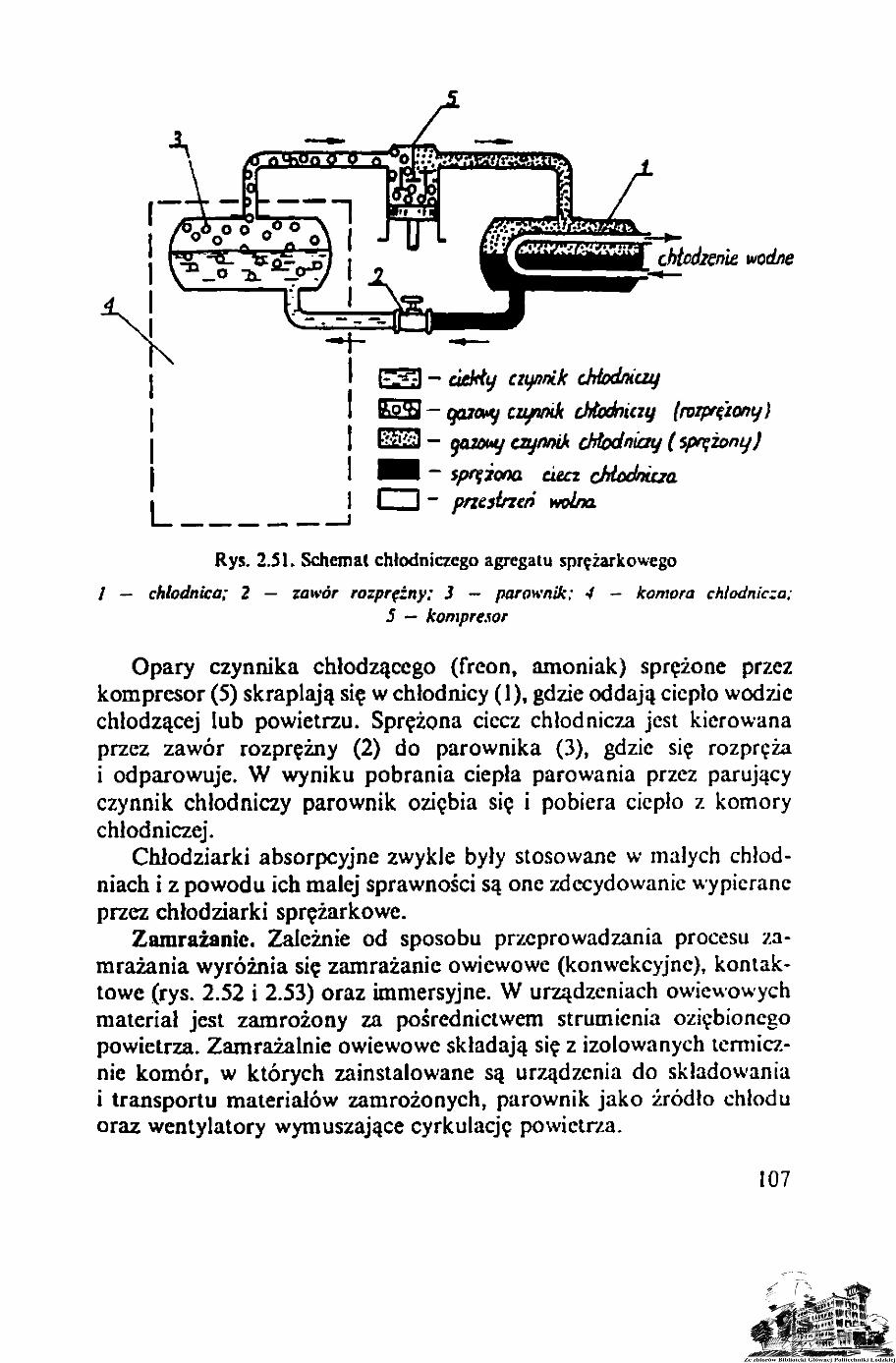
chłcdienie wodne
1 -
czynnik chłodniczyp czynnik chłodniczy (rozprężony)gazony czynnik chłodniczy ( sprężony)sprężona cieci cMochiciaprzestrzeń wolna
Rys. 2.51. Schemat chłodniczego agregatu sprężarkowego
chłodnica; 2 — zawór rozprężny; 3 - parownik; -i - komora chłodnicza;5 — kompresor
Opary czynnika chłodzącego (freon, amoniak) sprężone przezkomprcsor (5) skraplają się w chłodnicy (1), gdzie oddają ciepło wodziechłodzącej lub powietrzu. Sprężona ciecz chłodnicza jest kierowanaprzez zawór rozprężny (2) do parownika (3), gdzie się rozprężai odparowuje. W wyniku pobrania ciepła parowania przez parującyczynnik chłodniczy parownik oziębia się i pobiera ciepło z komorychłodniczej.
Chłodziarki absorpcyjne zwykle były stosowane w małych chłod-niach i z powodu ich małej sprawności są one zdecydowanie wypieraneprzez chłodziarki sprężarkowe.
Zamrażanie. Zależnie od sposobu przeprowadzania procesu za-mrażania wyróżnia się zamrażanie owiewowe (konwekcyjne), kontak-towe (rys. 2.52 i 2.53) oraz immersyjne. W urządzeniach owiewowychmateriał jest zamrożony za pośrednictwem strumienia oziębionegopowietrza. Zamrażatnie owiewowe składają się z izolowanych termicz-nie komór, w których zainstalowane są urządzenia do składowaniai transportu materiałów zamrożonych, parownik jako źródło chłoduoraz wentylatory wymuszające cyrkulację powietrza.
107
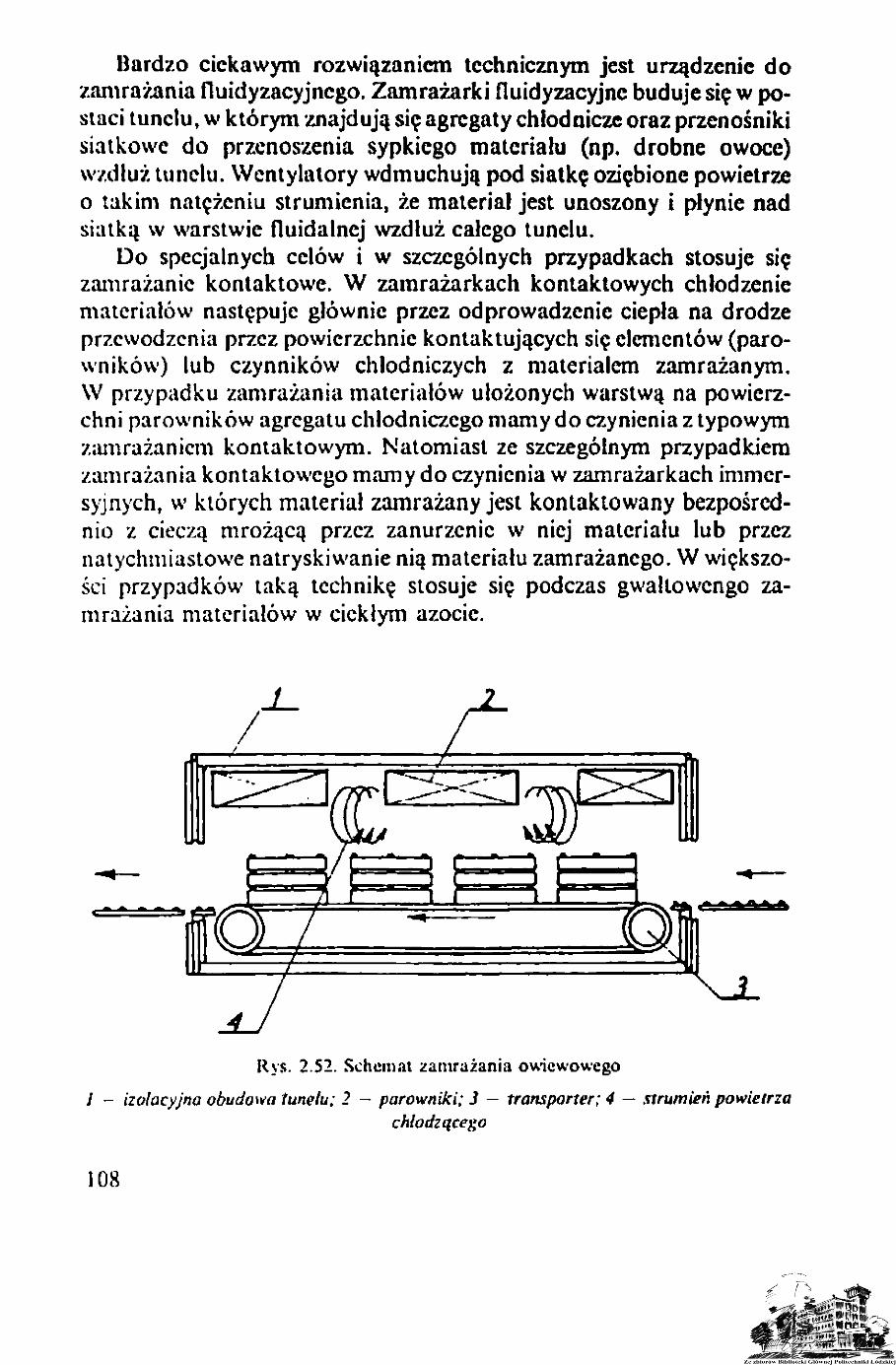
Bardzo ciekawym rozwiązaniem technicznym jest urządzenie dozamrażania fluidyzacyjnego. Zamrażarki fluidyzacyjne buduje się w po-staci tunelu, w którym znajdują się agregaty chłodnicze oraz przenośnikisiatkowe do przenoszenia sypkiego materiału (np. drobne owoce)wzdłuż tunelu. Wentylatory wdmuchują pod siatkę oziębione powietrzeo takim natężeniu strumienia, że materiał jest unoszony i płynie nadsiatką w warstwie fluidalnej wzdłuż całego tunelu.
Do specjalnych celów i w szczególnych przypadkach stosuje sięzamrażanie kontaktowe. W zamrażarkach kontaktowych chłodzeniemateriałów następuje głównie przez odprowadzenie ciepła na drodzeprzewodzenia przez powierzchnie kontaktujących się elementów (paro-wników) lub czynników chłodniczych z materiałem zamrażanym.W przypadku zamrażania materiałów ułożonych warstwą na powierz-chni parowników agregatu chłodniczego mamy do czynienia z typowymzamrażaniem kontaktowym. Natomiast ze szczególnym przypadkiemzamrażania kontaktowego mamy do czynienia w zamrażarkach immer-syjnych, w których materiał zamrażany jest kontaktowany bezpośred-nio z cieczą mrożącą przez zanurzenie w niej materiału lub przeznatychmiastowe natryskiwanie nią materiału zamrażanego. W większo-ści przypadków taką technikę stosuje się podczas gwałtowengo za-mrażania materiałów w ciekłym azocie.
Rys. 2.52. Schemat zamrażania owiewowego
1 - izolacyjna obudowa tunelu: 2 - parowniki: 3 - transporter: 4 — strumień powietrzachłodzącego
108
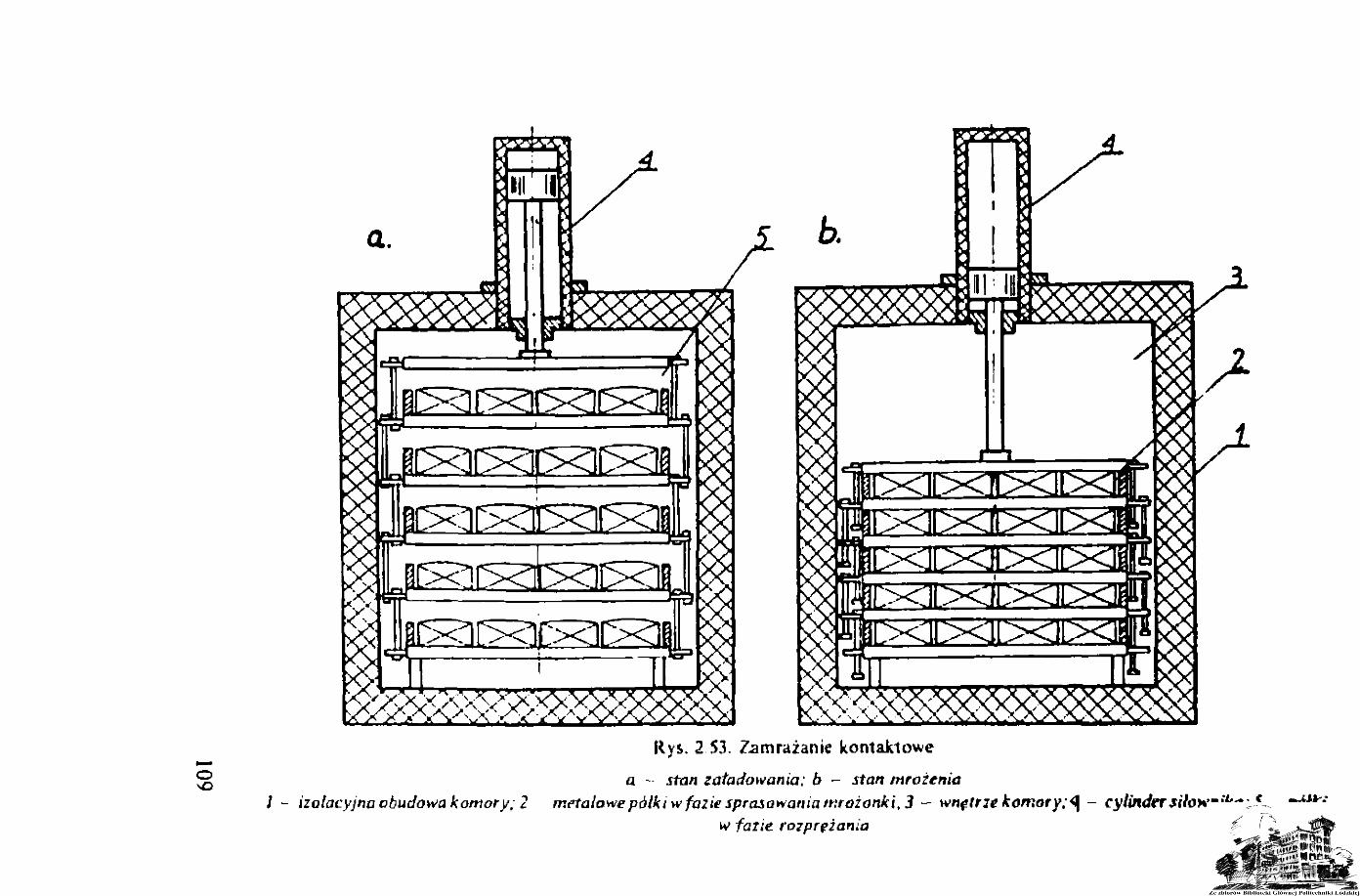
Rys. 2.53. Zamrażanie kontakiowe
a - stan załadowania: b - stan mrożeniaizolacyjna obudowa komory: 2 metalowe półki w fazie sprasowania mrożonki, 3 - wngtrie komory;<Ą - cylinder siłownika; 5
w fazie rozprężania
2.2.2. Zatężanic roztworów
Zatężanie roztworów jest procesem zmiany proporcji pomiędzyzawartością rozpuszczalnika i substancji rozpuszczonej na korzyśćzawartości substancji rozpuszczonej. Zatężanie roztworów można zrea-lizować przez dodanie (rozpuszczenie) określonej substancji do roz-tworu lub wydzielenie części rozpuszczalnika z roztworu metodamitermicznymi względnie membranowymi.
Do metod zatężania termicznego (odprowadzenia rozpuszczalnika)należą:— odparowanie rozpuszczalnika,— wymrażanie wody (kriokoncentracja).
Ostatnio w technologii żywności upowszechnienie znajdują memb-ranowe metody zatężania roztworów, a zwłaszcza odwrócona osmozai ultrafiltracja.
2.2.2.1. Zatężanie przez odparowanie rozpuszczalnika
Zatężanie roztworów przez odparowanie rozpuszczalnika możliwejest dzięki przeprowadzeniu części rozpuszczalnika w temperaturzewrzenia cieczy w stan pary i odprowadzenie tej pary ze środowiskazatężanego roztworu. Proces takiego odparowania odpowiedniej ilościrozpuszczalnika prowadzi do osiągnięcia stężenia roztworu równegostanowi nasycenia. Przy dalszym odparowaniu rozpuszczalnika z roz-tworu przesyconego powoduje wydzielenia substancji z roztworu zatę-żanego w postaci fazy stałej, tj. krystalicznej lub bezpostaciowej. Dalszezatężenie roztworu w stanie przesycenia odbywa się w układzie dwu-fazowym. Zatężanie roztworów przez odparowanie w stanie przesyce-nia, a często również w układzie dwufazowym odbywa się w warnikach.
Podczas projektowania i realizacji procesu zatężania roztworu przezodparowanie rozpuszczalnika (wody) należy zawsze pamiętać o na-stępujących podstawowych zależnościach:
a) temperatura wrzenia roztworu zależy od ciśnienia i rośnie wrazz ciśnieniem,
b) temperatura wrzenia roztworów zależy od stężenia i równieżwzrasta wraz z ich stężeniem,
c) intensywność odparowywania rozpuszczalnika czyli szybkośćzatężania roztworu zależy od różnicy temperatur czynnika grzejnego
110
i temperatury wrzenia, od wielkości powierzchni grzejnej wyparkii powierzchni parowania.
Celem zwiększenia efektywności zateżania roztworów w wyparkachprzez wykorzystanie dużej ilości ciepła unoszonego z oparami, w więk-szości przypadków stosuje się wyparki wielodzialowe. Mimo, iź od-parowywanie roztworów pod próżnią wymaga znacznie większegozużycia energii na jednostkę odparowanej wody (konieczność chłodze-nia skraplanych oparów i koszt wytworzenia próżni) w przemyślespożywczym bardzo często stosuje się wyparki i warniki próżniowe.Dzieje się tak ze względu na dużą wrażliwość większości składnikówroztworów spożywczych na wysokie temperatury. Obok uniknięciaprzegrzewania termolabilnych roztworów w wyparkach próżniowych,niższa temperatura wrzenia roztworów pod próżnią umożliwia utrzy-manie większej różnicy miedzy temperaturą pary grzejnej a temperaturąwrzenia roztworu, co skutecznie polepsza efektywność zatężania.
Bilans wyparki. Podstawowe obliczenia charakteryzujące pracęwyparek dotyczą bilansu materiałowego i cieplnego. Celem dokonaniatakich bilansów musimy dysponować następującymi danymi:
c — ciepło właściwe roztworu rozcieńczonego [kJ/(kg-K)],c w — ciepło właściwe wody [kJ/(kg-K.)].
i — entalpia oparów [kJ/kg],i" — entalpia pary grzejnej [kJ/kg],i' — entalpia skroplin [kJ/kg],
xo — stężenie początkowe roztworu rozcieńczonego [ % ] ,xk — stężenie końcowe roztworu stężonego B%/,t, - temp. wrzenia roztworu w wyparce [°C],t0 — temp. roztworu na wejściu do wyparki ["C],
D" — ilość 0ary grzejnej doprowadzonej do wyparki w jcdn.czasu [kg/s],
S — ilość roztworu rozcieńczonego zasilającego wyparkęw jedn. czasu [kg/s],
W — ilość odparowywanego rozpuszczalnika (wody), w jedn.czasu [kg/s].
Przy założeniu, że substancja rozpuszcona w roztworze zatężanymjest nielotna i przy pominięciu strat przypadkowych, bilans materiałowywyparki przedstawia się następująco:
Sxj = (S - W)xk
100 100
111

stąd ilość odparowanego rozpuszczalnika (wody) w czasie zatcżaniawynosi
W - <• - r;>Bilans cieplny wyparki przedstawia się następująco:
Scto + Di" = Wi + (Sc - WcJ tt + Di',
stąd zapotrzebowanie na parę grzejną do zatcżania wynosi
i - cwt,) + Sc(t, - t jD = O7 O
1 — 1
Jeżeli roztwór do zatcżania wprowadza się do wyparki w temperaturzewrzenia to wówczas
- cwt,)o* o1 — 1
Ilość pary potrzebnej do odparowania 1 kg wody w wyparce jednodzialowcj określone jest wzorem:
~ = l - ^ 4 [kg/kg].
w i —~ i
Powierzchnię wymiany ciepła w wyparce można wyliczyć z wzoru:
D(i" - i1) = kFAtr,gdzie: At - różnica temperatur pary grzejnej i roztworu wrzącego,
T — czas zatężania,
F = D (i" ~ 0kAti
112
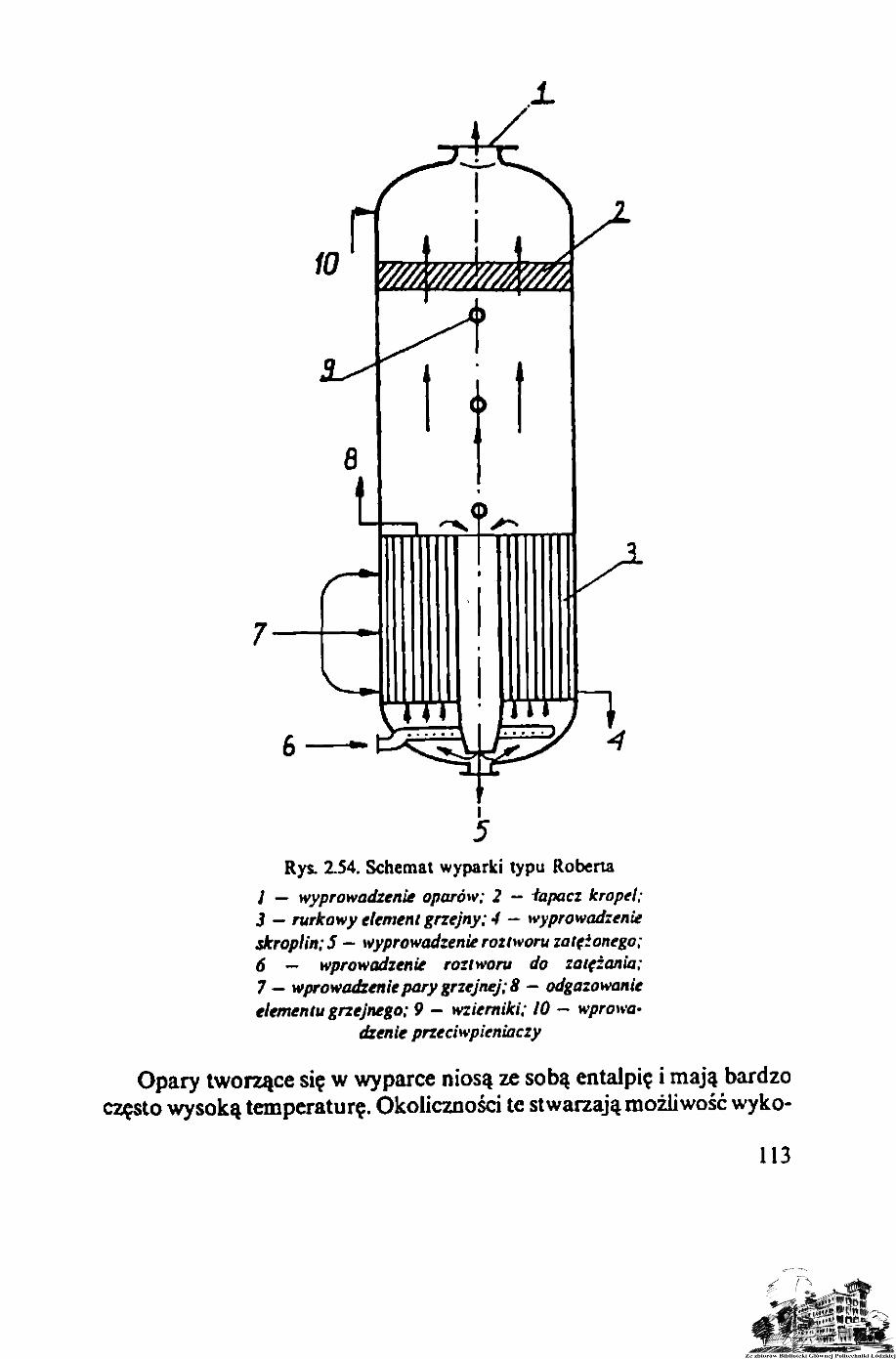
10
Rys. 2.54. Schemat wyparki typu Roberta
/ — wyprowadzenie oparów; 2 — iapacz kropel;3 - rurkowy element grzejny; 4 — wyprowadzenieskropHn;5 — wyprowadzenie roztworu zatęionego;6 — wprowadzenie roztworu do zaiężania;7 _ wprowadzenie pary grzejnej; 8 — odgazowanieelementu grzejnego; 9 - wzierniki; 10 - wprowa-
dzenie przeciwpieniaczy
Opary tworzące się w wyparce niosą ze sobą entalpię i mają bardzoczęsto wysoką temperaturę. Okoliczności te stwarzają możliwość wyko-
113
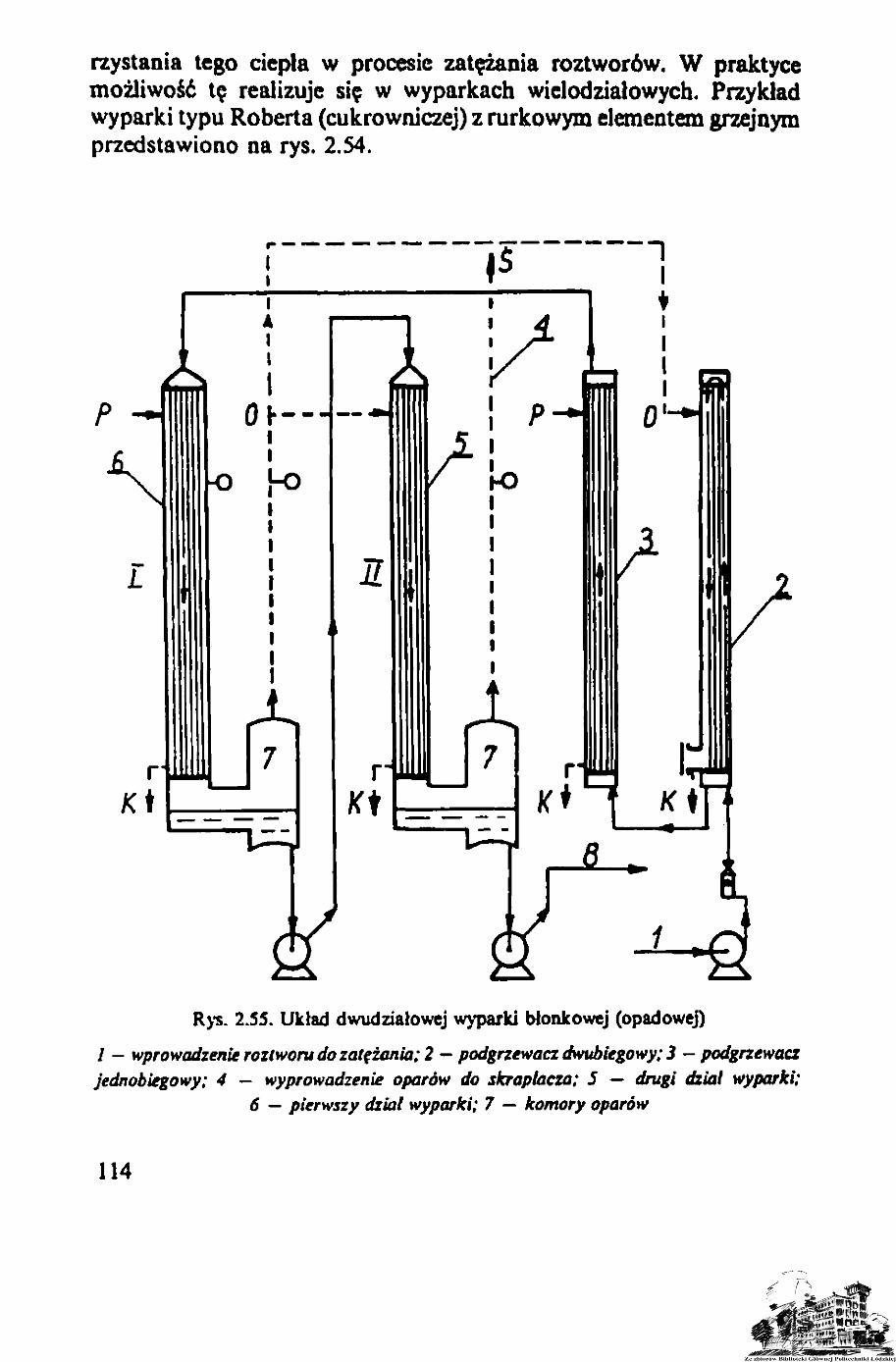
rzystanta tego ciepła w procesie zatężania roztworów. W praktycemożliwość tę realizuje się w wyparkach wielodziałowych. Przykładwyparki typu Roberta (cukrowniczej) z rurkowym elementem grzejnymprzedstawiono na rys. 2.54.
Rys. 2.55. Układ dwudziałowej wyparki błonkowej (opadowej)
/ — wprowadzenie roztworu do zatężania; 2 - podgrzewacz dwubiegowy; 3 — podgrzewaczjednobiegowy; 4 — wyprowadzenie oparów do skraplacza; 5 — drugi dział wyparki;
6 — pierwszy dział wyparki; 7 — komory oparów
114
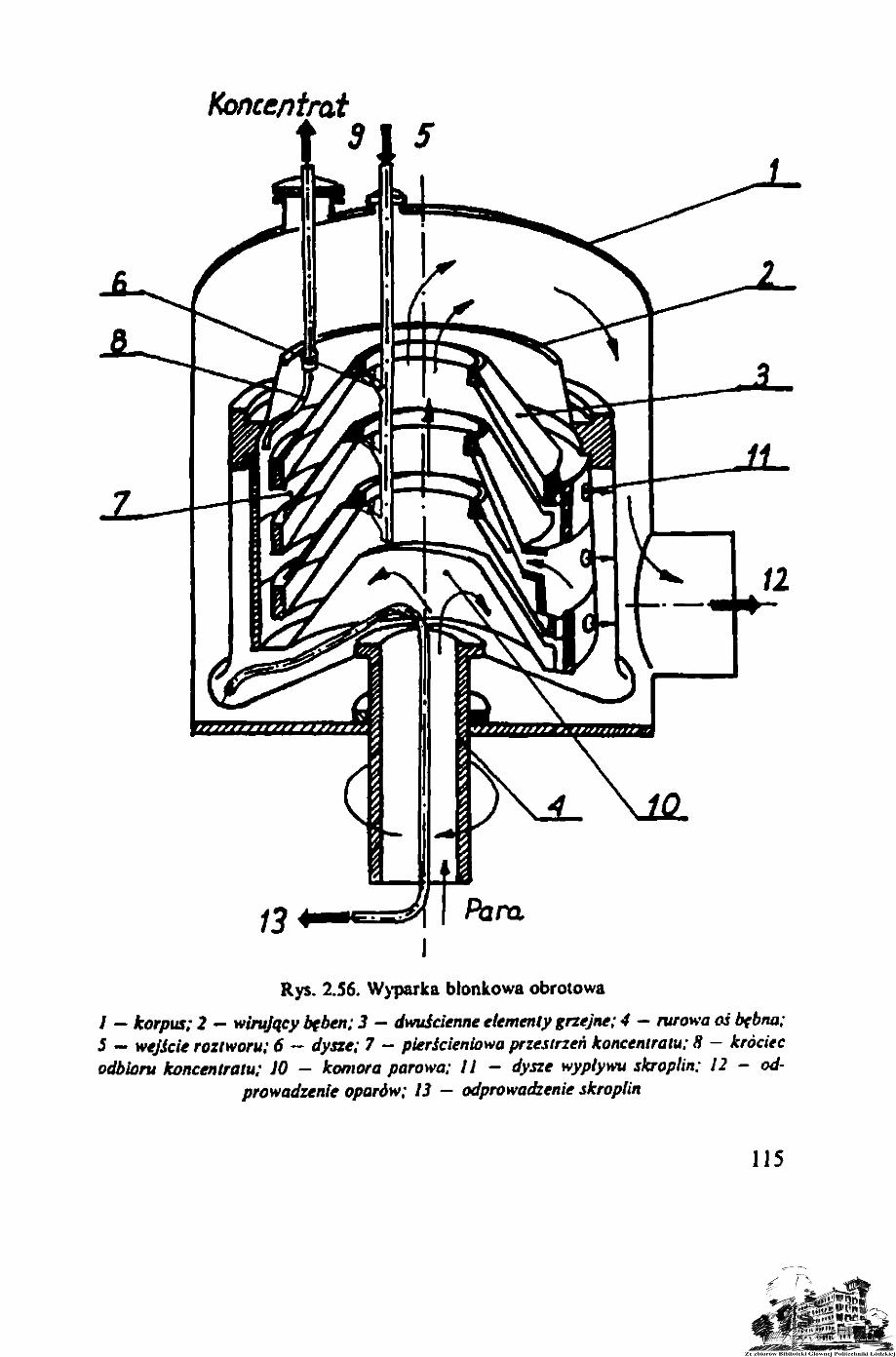
Koncentrat
Para
Rys. 2.56. Wyparka btonkowa obrotowa
J — korpus; 2 - wirujący bęben; 3 - dwuścienne elementy grzejne; 4 - rurowa oś bębna;5 _ wejście roztworu; 6 — dysze; 7 - pierścieniowa przestrzeń koncentratu; 8 - króciecodbioru koncentratu; 10 - komora parowa; U - dysze wypływu skroplin; 12 - od-
prowadzenie oparów; 13 — odprowadzenie skroplin
115
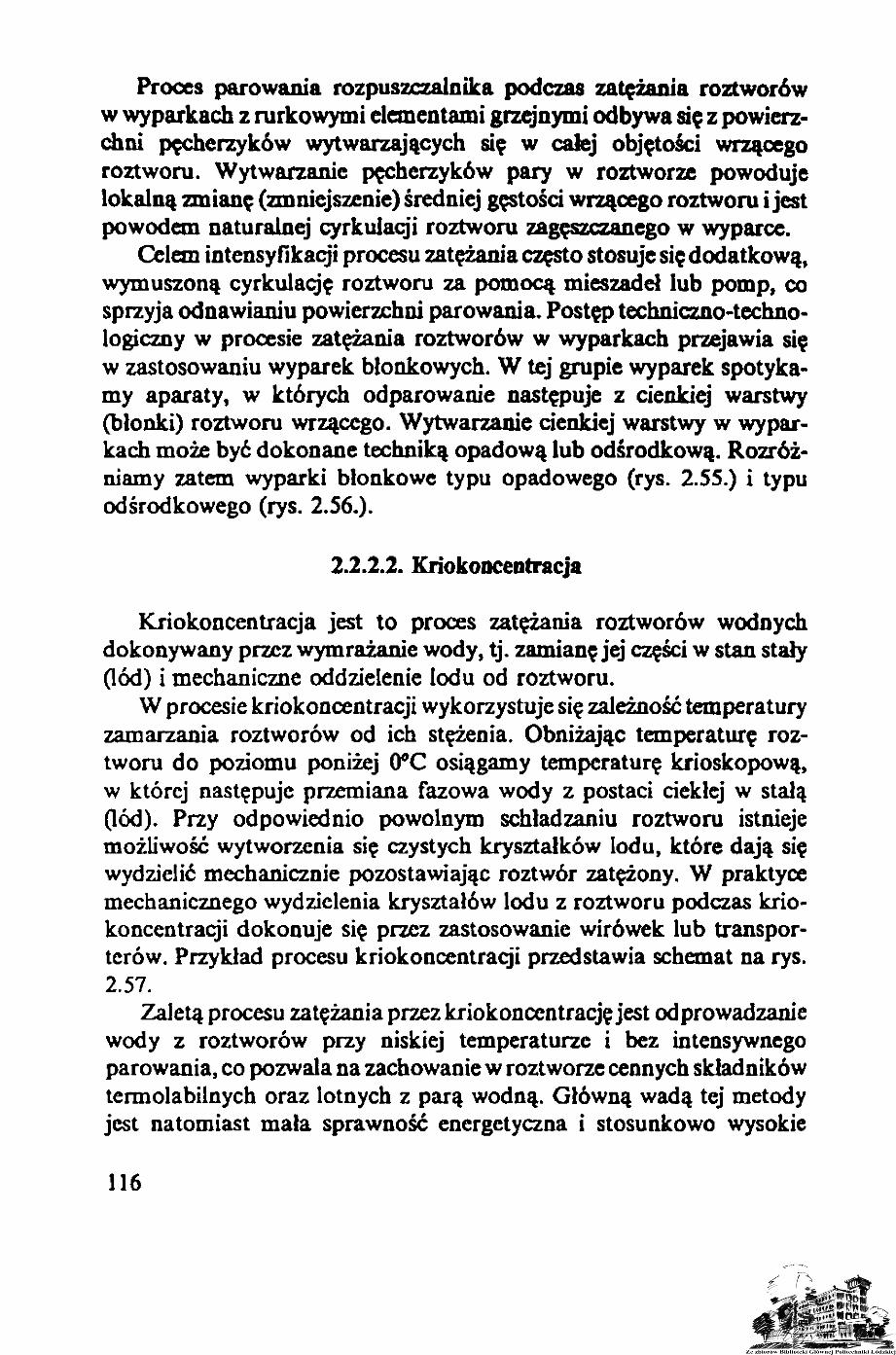
Proces parowania rozpuszczalnika podczas zatężania roztworóww wyparkach z rurkowymi elementami grzejnymi odbywa się z powierz-chni pęcherzyków wytwarzających się w całej objętości wrzącegoroztworu. Wytwarzanie pęcherzyków pary w roztworze powodujelokalną zmianę (zmniejszenie) średniej gęstości wrzącego roztworu i jestpowodem naturalnej cyrkulacji roztworu zagęszczanego w wyparce.
Celem intensyfikacji procesu zatężania często stosuje się dodatkową,wymuszoną cyrkulację roztworu za pomocą mieszadeł lub pomp, cosprzyja odnawianiu powierzchni parowania. Postęp techniczno-techno-logiczny w procesie zatężania roztworów w wyparkach przejawia sięw zastosowaniu wyparek błonicowych. W tej grupie wyparek spotyka-my aparaty, w których odparowanie następuje z cienkiej warstwy(błonki) roztworu wrzącego. Wytwarzanie cienkiej warstwy w wypar-kach może być dokonane techniką opadową lub odśrodkową. Rozróż-niamy zatem wyparki błonkowc typu opadowego (rys. 2.55.) i typuodśrodkowego (rys. 2.56.).
2.2.2.2. Kriokoncentracja
Kriokoncentracja jest to proces zatężania roztworów wodnychdokonywany przez wymrażanie wody, tj. zamianę jej części w stan stały(lód) i mechaniczne oddzielenie lodu od roztworu.
W procesie kriokoncentracji wykorzystuje się zależność temperaturyzamarzania roztworów od ich stężenia. Obniżając temperaturę roz-tworu do poziomu poniżej 0°C osiągamy temperaturę krioskopową,w której następuje przemiana fazowa wody z postaci ciekłej w stałą(lód). Przy odpowiednio powolnym schładzaniu roztworu istniejemożliwość wytworzenia się czystych kryształków lodu, które dają sięwydzielić mechanicznie pozostawiając roztwór zatężony. W praktycemechanicznego wydzielenia kryształów lodu z roztworu podczas krio-koncentracji dokonuje się przez zastosowanie wirówek lub transpor-terów. Przykład procesu kriokoncentracji przedstawia schemat na rys.2.57.
Zaletą procesu zatężania przez kriokoncentrację jest odprowadzaniewody z roztworów przy niskiej temperaturze i bez intensywnegoparowania, co pozwala na zachowanie w roztworze cennych składnikówtermolabilnych oraz lotnych z parą wodną. Główną wadą tej metodyjest natomiast mała sprawność energetyczna i stosunkowo wysokie
116
koszty procesu zatężania. Jednocześnie ma ona ograniczone zastosowa-nie, ponieważ przez kńokoncentrację można zatężać roztwory wodnemaksymalnie do stężenia około 30% s.s.
\ _ > , • >
Rys. 2.57. Schemat kriokoncentracji roztworów wodnych
/ — zasilanie cieczą świeżą; 2 — zawrót cieczy; 3 - bęben mrożący; 4 - rurowa ośz przepływem czynnika chłodniczego; 5 — skrobak warstwy lodu; 6 - transporter lodu;
7 — wirówka filtracyjna; 8 — odprowadzenie lodu; 9 — okresowy odbiór koncentratu
2.2.2.3. Membranowe zatężanie roztworów
Membranowe zatężanie jest możliwe dzięki wykorzystaniu procesuodwróconej osmozy z użyciem specjalnych błon półprzepuszczalnychi wielkiego ciśnienia zapewniającego przenikanie cząsteczek wody przezraikropory tych błon. Odwrócona osmoza jest szczególnym przypad-kiem ultrafiltracji przez membrany przepuszczające wyłącznie małecząsteczki rozpuszczalnika a zatrzymujące wszystkie substancje o cząs-teczkach większych. Technika ta z łatwością daje się zastosować dozatężania wodnych roztworów substancji wielkocząsteczkowych. Od-wrócona osmoza jest metodą bardzo energooszczędną, zachowującąw stanie niezmienionym substancje lotne i termolabilne. Wymaga onajednak stosowania często wymienialnych membran i specjalnych urzą-dzeń. Metody ultrafiltracji i odwróconej osmozy opisane sąw p. 2.1.3.1.2. traktującym o filtracji i w p. 5.2.1.
117
2.2.3. Suszenie materiałów
Suszeniem nazywamy usuwanie wody z materiałów wilgotnychw celu zwiększenia efektywności transportu, uzyskania odpowiednichwarunków przetwórstwa, zwiększenia trwałości produktów w czasie ichprzechowywania. Suszenie materiałów może być dokonane metodamimechanicznymi, termicznymi lub fizykochemicznymi.
Mechaniczne metody suszenia polegające na prasowaniu, wirowa-niu lub filtracji materiałów wilgotnych są metodami najmniej energo-chłonnymi. Są to jednak metody, które można stosować jedynie dozmniejszenia zawartości wody w materiałach o bardzo wielkich wilgot-nościach i odnoszą się do usuwania z materiałów wody nie związanej.Metody takie opisane zostały z okazji rozdzielania i zatężania miesza-nin. Daleko zaawansowane suszenie, prowadzące do osiągnięcia cał-kowitego usunięcia wilgoci, względnie osiągnięcia wilgotności równo-wagowej możliwe jest do uzyskania jedynie metodami termicznymi lubfizykochemicznymi.
Kinetyka takiego suszenia jest uwarunkowana głównie aktywnościąwodną materiałów czyli wartością liczbową stosunku prężności parywodnej na powierzchni danego materiału do prężności pary nasyconejw tych samych warunkach. Wartość tego współczynnika z kolei zależyod sposobu wiązania wody w materiale i od struktury materiału.Przyjmuje się, że w materiałch woda może występować częściowow stanic wolnym a częściowo jest związana chemicznie lub fizykochemi-cznie.
2.2.3.1. Suszenie termiczne
Suszenie termiczne może być zrealizowane przez odparowanie wodyz powierzchni materiału ogrzewanego, względnie przez wymrażaniewody i sublimację metodą liofilizacji. Termiczne suszenie materiałówprzez odparowanie wody związane jest ściśle ze sposobem doprowadza-nia ciepła do suszonych materiałów. Tak więc w przypadku ogrzewaniamateriałów przez przewodzenie mamy do czynienia z suszeniem kontak-towym, natomiast konwekcyjne metody suszenia dominują przy ogrze-waniu konwekcyjnym i radiacyjnym. Innym bardzo ważnym uwarun-kowaniem sposobu suszenia i rodzaju zastosowanej suszarki jest stanskupienia i postać materiału suszonego. W związku z tym, że termiczne
118
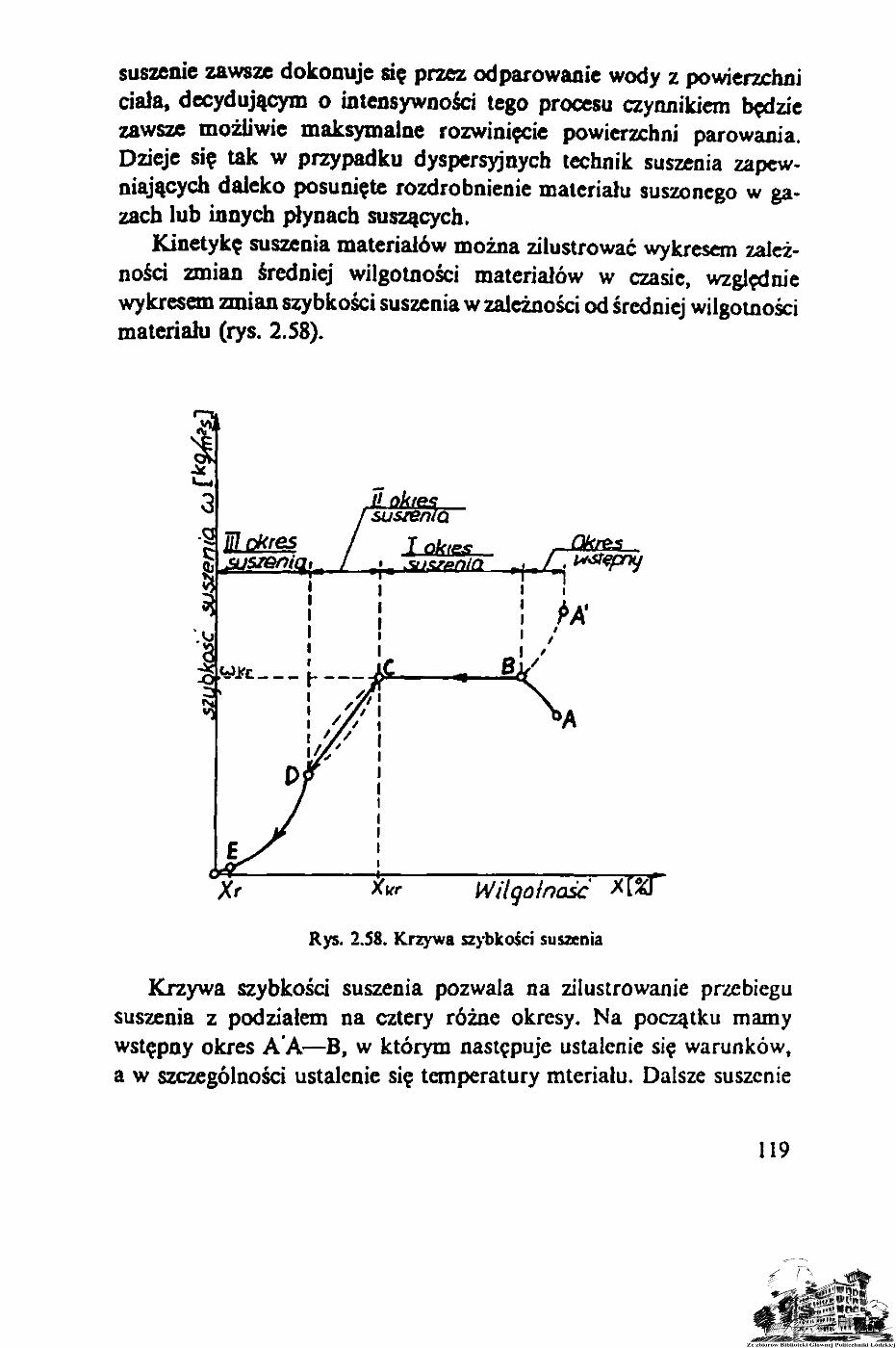
suszenie zawsze dokonuje się przez odparowanie wody z powierzchniciała, decydującym o intensywności tego procesu czynnikiem będziezawsze możliwie maksymalne rozwiniecie powierzchni parowania.Dzieje się tak w przypadku dyspersyjnych technik suszenia zapew-niających daleko posunięte rozdrobnienie materiału suszonego w ga-zach lub innych płynach suszących.
Kinetykę suszenia materiałów można zilustrować wykresem zależ-ności zmian średniej wilgotności materiałów w czasie, względniewykresem zmian szybkości suszenia w zależności od średniej wilgotnościmateriału (rys. 2.58).
&
•a
iKok/e:suszenia3-
W okres I okres Okres/
PA
\
Wilgołno&c
Rys. 2.58. Krzywa szybkości suszenia
Krzywa szybkości suszenia pozwala na zilustrowanie przebiegususzenia z podziałem na cztery różne okresy. Na początku mamywstępny okres AA—B, w którym następuje ustalenie się warunków,a w szczególności ustalenie się temperatury mteriału. Dalsze suszenie
119
w warunkach ustalonych, tj. w pierwszym okresie suszenia (B—C)charakteryzuje się stalą prędkością suszenia, uwarunkowaną od parowaniem wody z jednolitej warstewki zewnętrznej. Okres ten kończy sięwraz z osiągnięciem tzw. wilgotności krytycznej (X kr.). W drugimokresie suszenia (C—D) mamy do czynienia z początkiem malejącejprędkości suszenia spowodowanej zanikaniem ciągłej warstwy wodnejna powierzchni materiału i pojawieniem się na powierzchni tzw. plamsuchych. W tym okresie suszenia zaczyna oddziaływać na szybkośćsuszenia dyfuzyjny ruch wewnętrzny wilgoci, który może mieć różnycharakter (linie przerywane) zależy od struktury materiału i aktywnościwodnej. W trzecim okresie suszenia (D—E) mamy do czynieniaz szybkim spadkiem prędkości suszenia (wydłużania czasu suszenia)ponieważ suszenie w tym zakresie, aż do osiągnięcia wilgotnościrównowagowej (Xr) limitowane jest dyfuzją wilgoci z wnętrza materiałudo suchej powierzchni zgodnie z działaniem gradientu stężeniowegoi temperaturowego. Dalsze suszenie materiałów po przekroczeniupunktu (E), czyli po osiągnięciu wilgotności równowagowej jest szcze-gólnie powolne i może wiązać się z rozkładem materiału termolabilnego,gdyż następuje tu na ogół usuwanie szczątkowej wilgotności i wodyzwiązanej koloidalnie.
2.2.3.2. Dobór metody suszenia i typu suszarki
Uwarunkowania wyboru metody suszenia i rodzaju suszarki sąbardzo różnorodne. Najważniejsze z nich to:— stan fizyczny i postać (tekstura) materiału suszonego,— właściwości i wymagania fizykochemiczne oraz biologiczne mate-
riału,— poziom wilgotności i aktywności wodnej materiału,— warunki techniczno-ekonomiczne i wyposażenie zakładu.
Spełnienie tych warunków stwarza jedynie przesłankę wyborumetody i aparatury. Natomiast kryterium rozstrzygającym jest pozyty-wny wynik doświadczenia próbnego suszenia.
W praktyce przemysłowej wypracowano pewne uproszczone zasadywyboru, które przedstawiają się następująco:
120
— materiały ciekłe o dużej lepkości lub półpłynne (pasty) są zwyklesuszone kontaktowo w suszarkach*walcowych,
— ciecze o niewielkiej lepkości a zwłaszcza terraolabilnc najlepiejsuszyć w suszarkach rozpyłowych tub dyspersyjnie na nośnikusypkim,
— materiały stałe, które nie mogą być dowolnie rozdrabniane należysuszyć konwekcyjnie z owiewem gazami suszącymi, w suszarkachkomorowych, tunelowych, bębnowych, względnie taśmowych. Jestto zwykle suszenie długotrwałe i może się odbywać w różnychzakresach temperatur oraz wilgotności,
— materiały wilgotne o sypkiej konsystencji najwygodniej suszyćw stanie dyspersyjnym w suszarkach bębnowych, pneumatycznych,fluidyzacyjnych lub fontannowych,
— materiały wilgotne o szczególnie cennych a jednocześnie termola-bilnych składnikach, niezależnie od stanu fizycznego można skute-cznie i zachowawczo wysuszyć w suszarkach sublimacyjnych meto-dą liofilizacji. Trzeba się tu jednak liczyć z bardzo dużymi kosztamisuszenia i małą wydajnością procesu.
2.2.3.3. Przykłady termicznych metod suszenia i suszarek
1) suszenie kontaktowe w suszarkach walcowych (rys. 2.59) i bęb-nowych oparte na doprowadzeniu ciepła do materiału przez przewodze-nie. Bębnową suszarkę kontaktową stosuje się w szczególnych przypad-kach do suszenia sypkich materiałów bardzo silnie pylących. Za-stosowanie bowiem takiej suszarki pozwala uniknąć zbyt intensywnegounoszenia pyłu suszonego w strumieniu gazów suszących w suszarkachbębnowych konwekcyjnych,
2) suszenie konwekcyjne mało rozdrobnionych materiałów w stru-mieniu gazów suszących prowadzi się w suszarkach taśmowych(rys. 2.60) i bębnowych,
3) suszenie dyspersyjne jest przykładem suszenia konwekcyjnegoprzy bardzo dużym rozwinięciu powierzchni materiału w strumieniugazów suszących.
121
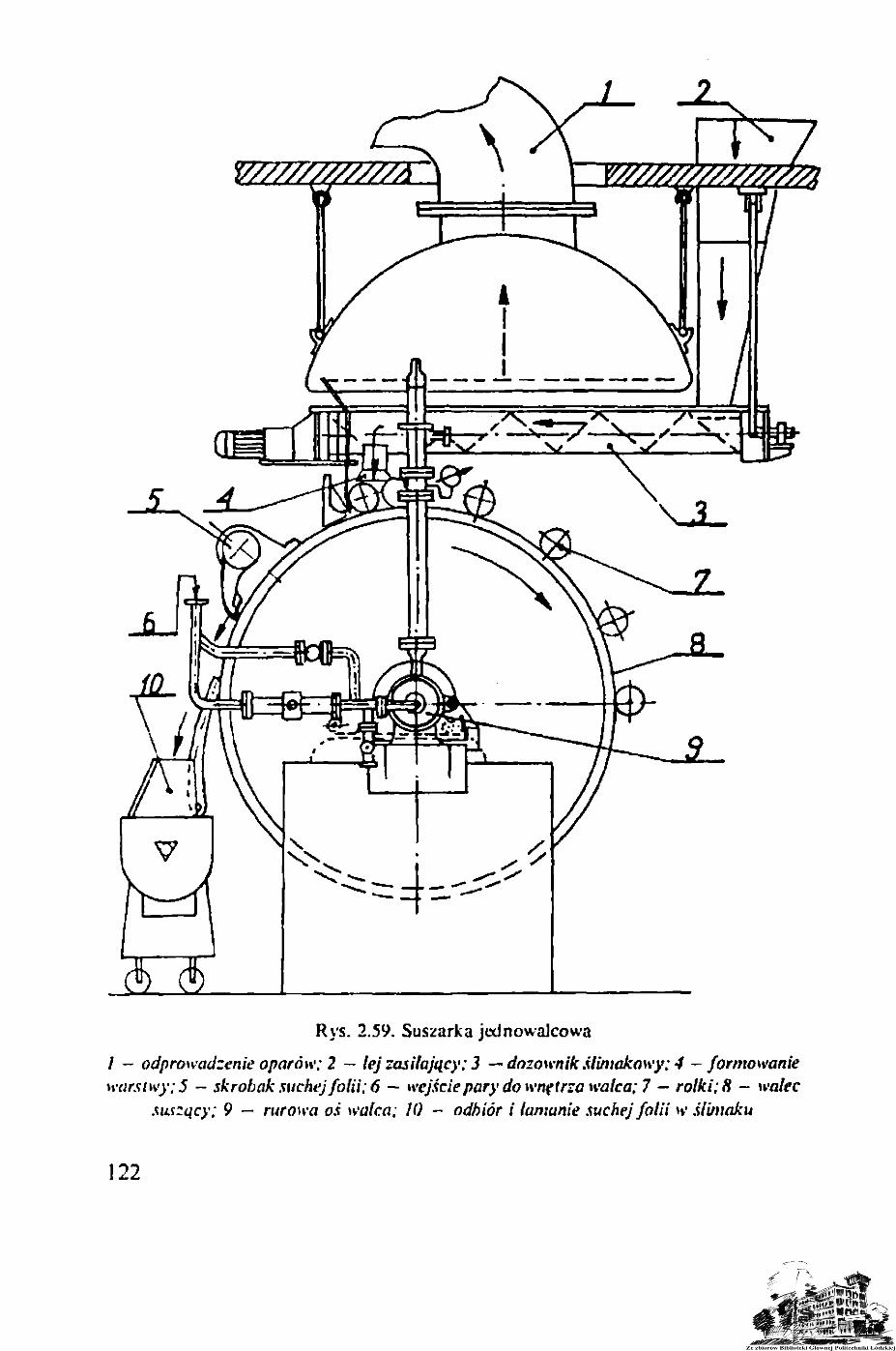
09 ©Rys. 2.59. Suszarka jednowalcowa
/ - odprowadzenie oparów; 2 - tej zasilający; 3 — dozownik ślimakowy; 4 -formowaniewarstwy; 5 - skrohak suchej folii; 6 — wejście pary do wnętrza walca; 7 — rolki; 8 - walec
suszący; 9 — rurowa oś walca; 10 - odbiór i łamanie suchej folii w ślimaku
122
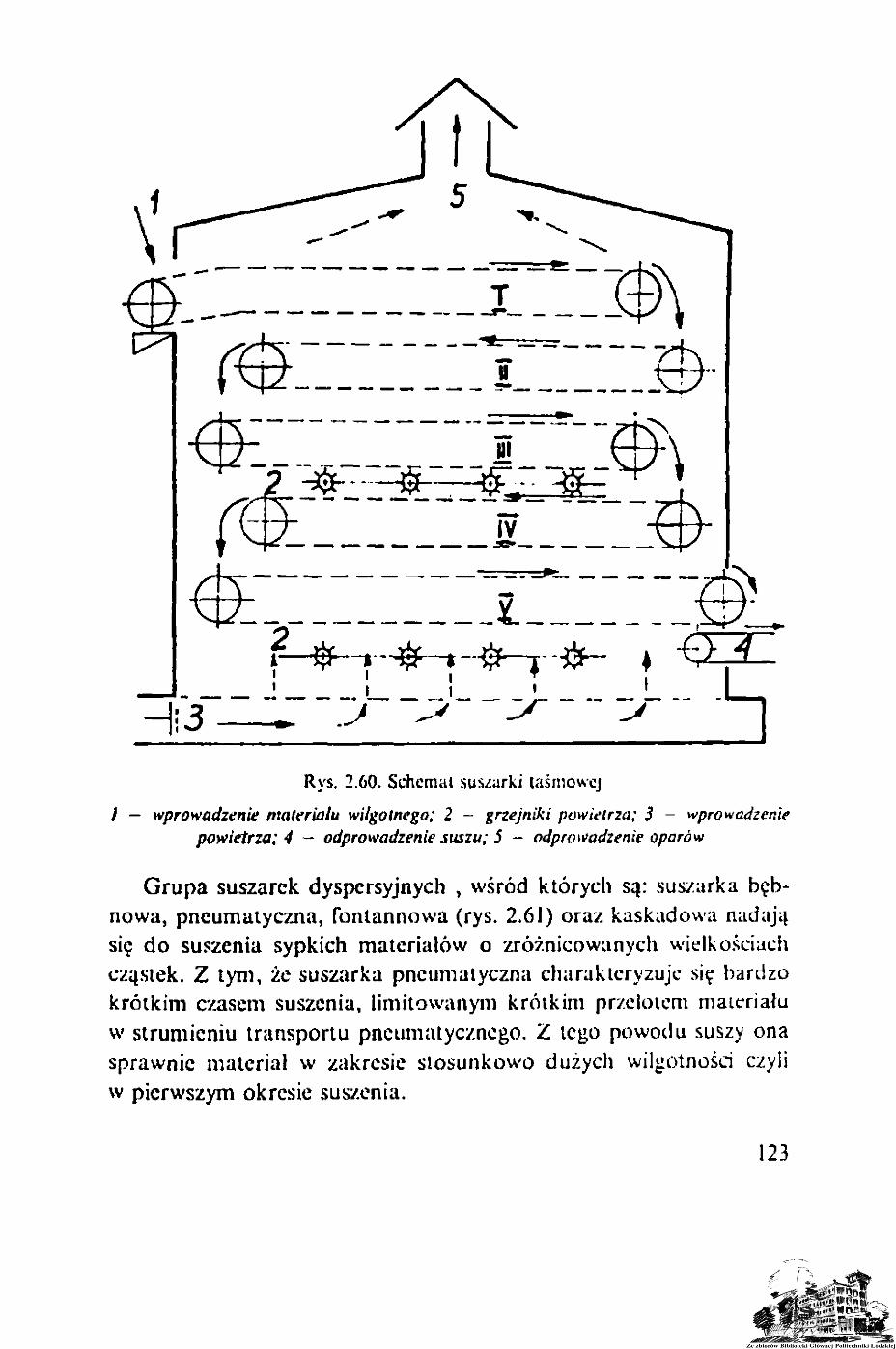
Rys. 2.60. Schemal suszarki taśmowej
I — wprowadzenie materiału wilgotnego; 2 - grzejniki powiema; 3 - wprowadzeni?powietrza: 4 — odprowadzenie suszu; 5 - odprowadzenie oparów
Grupa suszarek dyspersyjnych , wśród których są: suszarka bęb-nowa, pneumatyczna, fontannowa (rys. 2.61) oraz kaskadowa nadają,się do suszenia sypkich materiałów o zróżnicowanych wielkościachcząstek. Z tym, źe suszarka pneumatyczna charakteryzuje się bardzokrótkim czasem suszenia, limitowanym krótkim przelotem materiałuw strumieniu transportu pneumatycznego. Z tego powodu suszy onasprawnie materiał w zakresie stosunkowo dużych wilgotności czyliw pierwszym okresie suszenia.
123
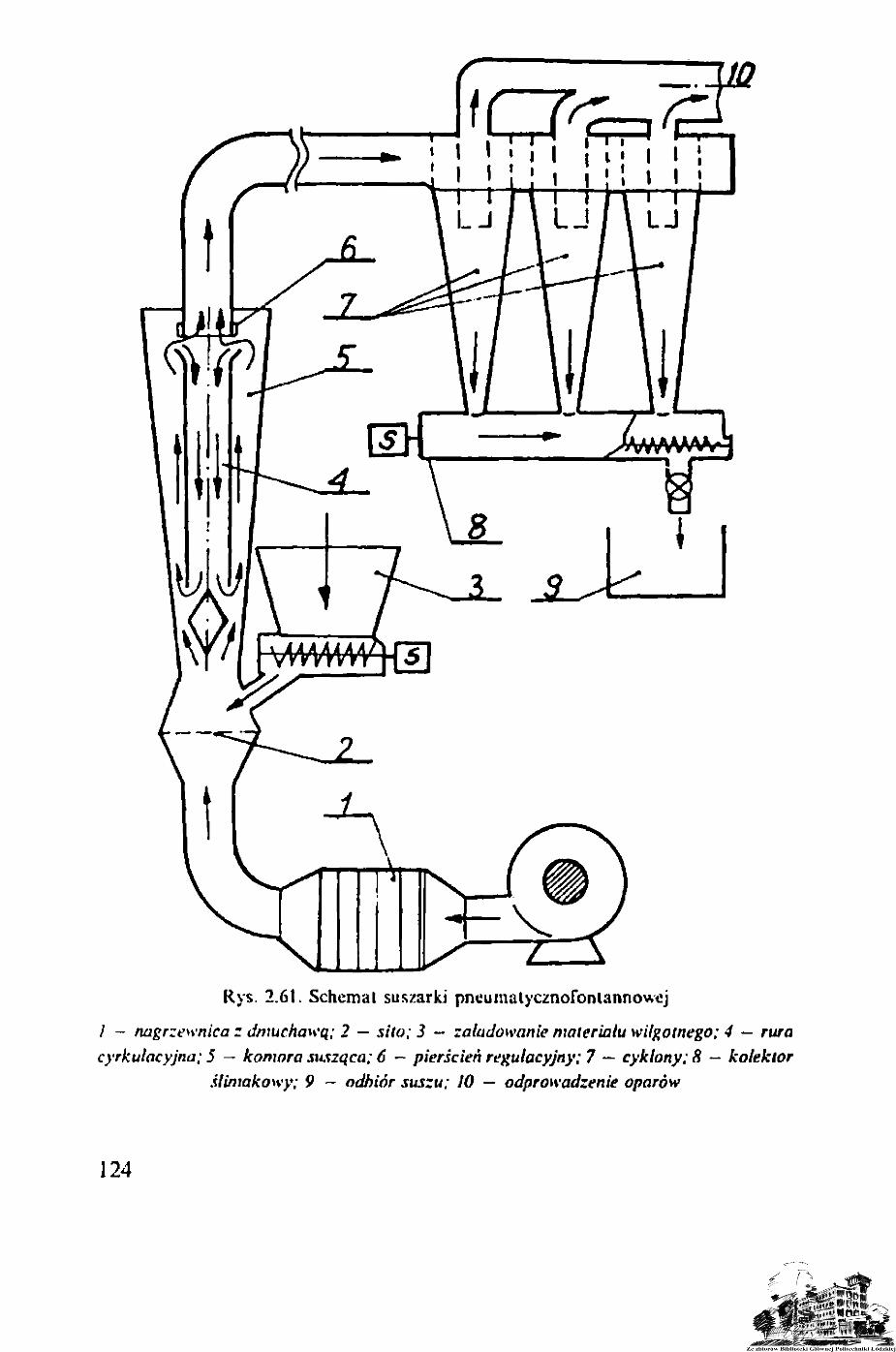
i I ! i I 1 !
Rys. 2.61. Schemat suszarki pneumatycznofonlannowej
I - nagrzewnica z dmuchawą; 2 — sito; 3 — załadowanie materiału wilgotnego; 4 — ruracyrkulacyjna; 5 — komora susząca; 6 — pierścień regulacyjny; 7 — cyklony; 8 — kolektor
ślimakowy; 9 - odbiór suszu; 10 — odprowadzenie oparów
124
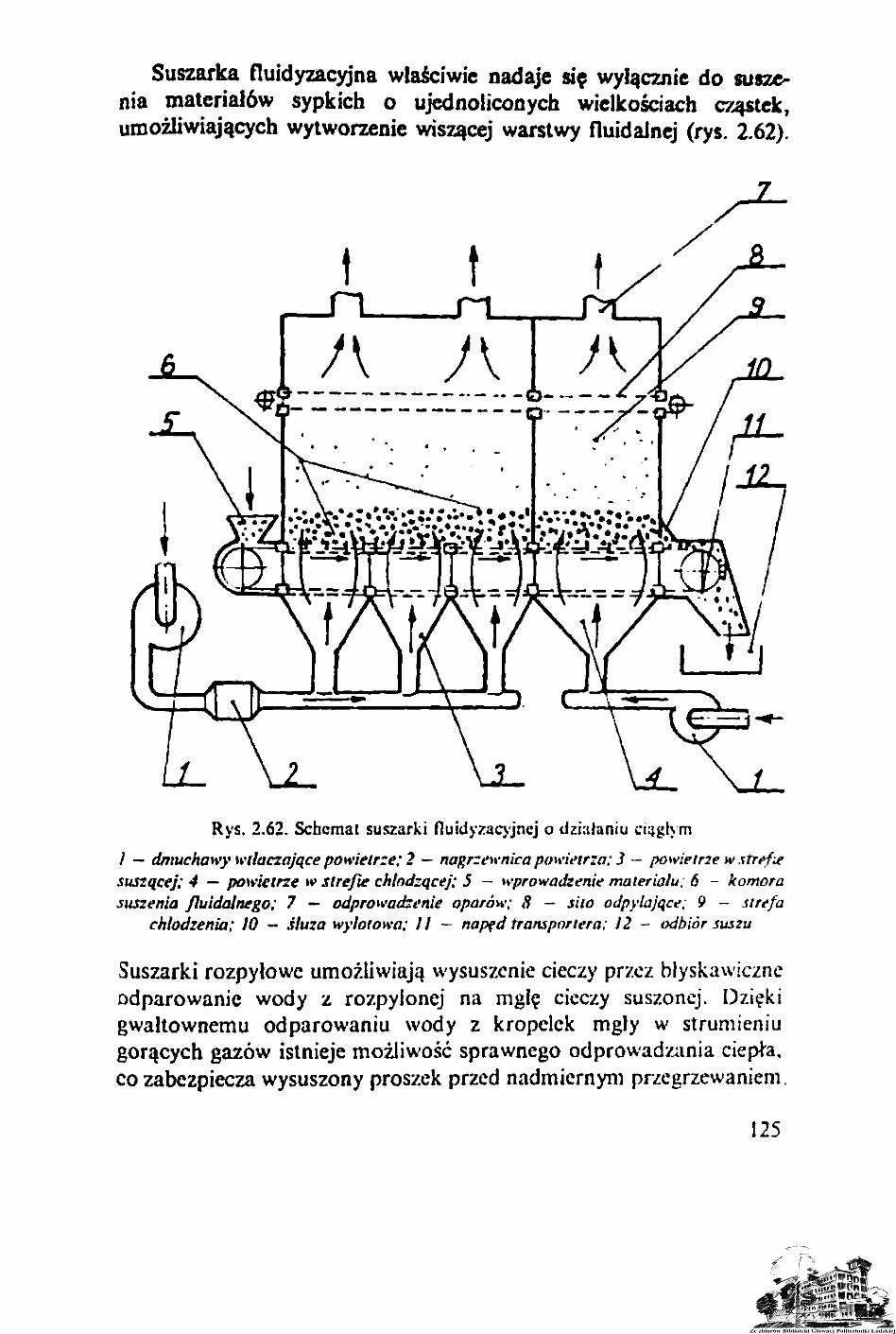
Suszarka fluidyzacyjna właściwie nadaje się wyłącznie do susze-nia materiałów sypkich o ujednoliconych wielkościach cząstek,umożliwiających wytworzenie wiszącej warstwy fluidalnej (rys. 2.62).
«**ft^* *•'***"**^i • •••• %%•*• *"•**•*•*•*•• !/•**
Rys. 2.62. Schemat suszarki fluidyzacyjnej o działaniu ciągłym
/ — dmuchawy wtłaczające powietrze; 2 — nagrzewnica powietrza; 3 — pawietne w strefasuszącej; 4 — powietrze w strefie chłodzącej; 5 — wprowadzenie materiału; 6 - komorasuszenia fluidalnego; 7 — odprowadzenie oparów; 8 — sito odpylające; 9 - strefa
chłodzenia; W — śluza wylotowa; // — napęd transportera; 12 - odbiór suszu
Suszarki rozpyłowe umożliwiają wysuszenie cieczy przez błyskawiczneodparowanie wody z rozpylonej na mgłę cieczy suszonej. Dziękigwałtownemu odparowaniu wody z kropelek mgły w strumieniugorących gazów istnieje możliwość sprawnego odprowadzania ciepła,co zabezpiecza wysuszony proszek przed nadmiernym przegrzewaniem
125
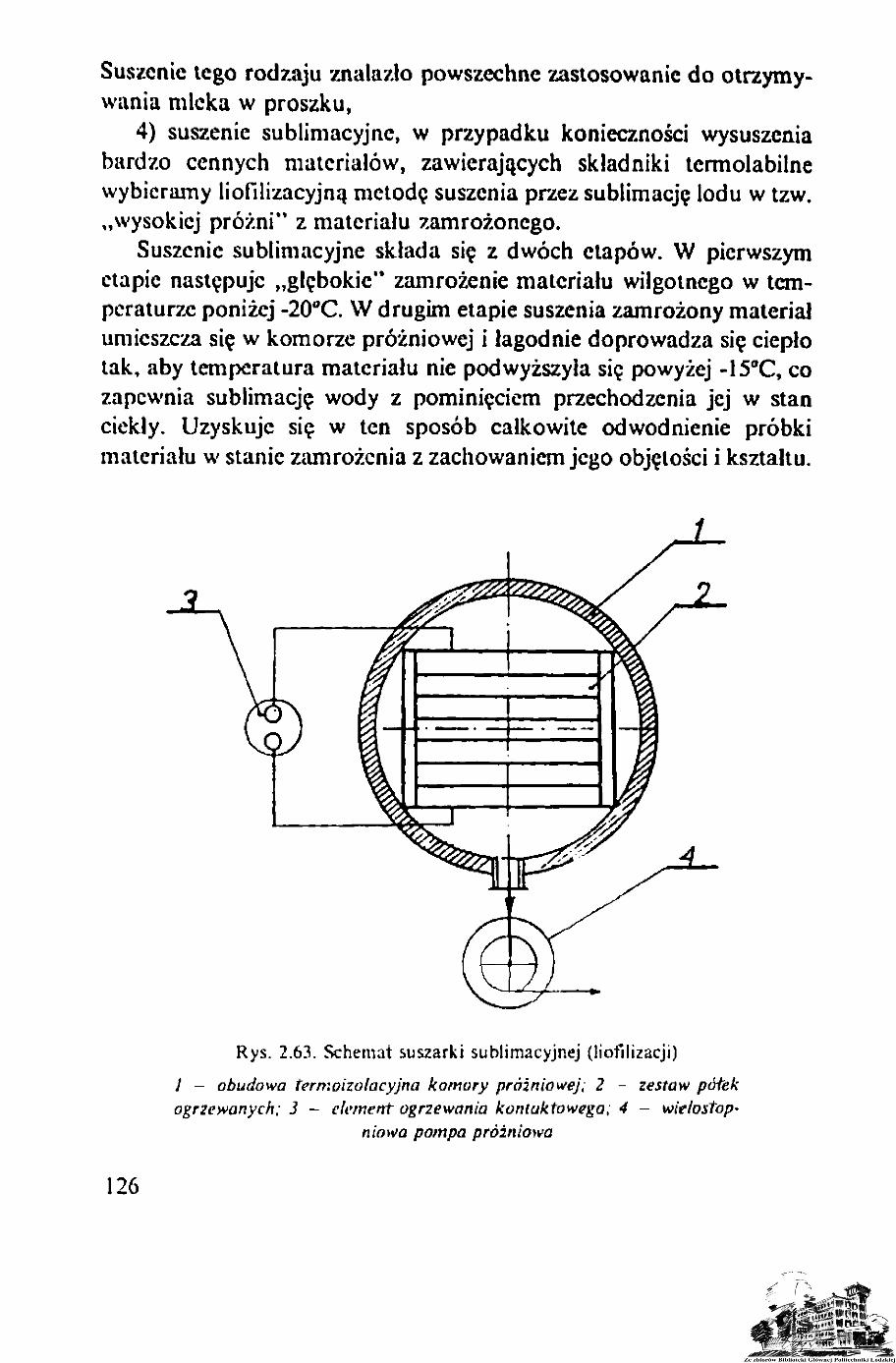
Suszenie tego rodzaju znalazło powszechne zastosowanie do otrzymy-wania mleka w proszku,
4) suszenie sublimacyjne, w przypadku konieczności wysuszeniabardzo cennych materiałów, zawierających składniki termolabilnewybieramy liofilizacyjną metodę suszenia przez sublimację lodu w tzw.„wysokiej próżni" z materiału zamrożonego.
Suszenie sublimacyjne składa się z dwóch etapów. W pierwszymetapie następuje „głębokie1* zamrożenie materiału wilgotnego w tem-peraturze poniżej -20°C. W drugim etapie suszenia zamrożony materia]umieszcza się w komorze próżniowej i łagodnie doprowadza się ciepłolak, aby temperatura materiału nie podwyższyła się powyżej -15°C, cozapewnia sublimację wody z pominięciem przechodzenia jej w stanciekły. Uzyskuje się w ten sposób całkowite odwodnienie próbkimateriału w stanic zamrożenia z zachowaniem jego objętości i kształtu.
Rys. 2.63. Schemat suszarki sublimacyjnej (liofilizacji)
1 - obudowa ternwizołacyjna komory próżniowej: 2 - zestaw półekogrzewanych; 3 ~ element ogrzewania kontaktowego, 4 - wielostop-
niowa pompa próżniowa
126
Ze względu na bardzo ograniczoną konwekcję w komorze próż-niowej liofiłizatora (rys. 2.63), doprowadzenie ciepła do materiałupoddanego sublimacji może odbywać się jedynie na drodze przewodze-nia lub promieniowania. Suszarki sublimacyjne wyposażone są zatemw takie źródła ogrzewania lub jedno z nich;
5) suszenie materiałów przez wymrożenie wody; taka metodasuszenia dotyczy głównie materiałów płynnych, w których fazą płynnąjest płyn nie mieszający się z wodą, a wilgoć stanowi w nim niewielkądomieszkę wody. Ze względu na lotny charakter składników płynnegomateriału poddanego suszeniu, proces suszenia nic może odbyć się przezodparowanie wody. Wówczas można przez zamrożenie próbki płynnejzamienić wilgoć w kryształy lodu i jako takie usunąć z materiałumechanicznie. Ten sposób suszenia nadaje się do usuwania wilgociz roztworów tłuszczowych lub roztworów w rozpuszczalnikach or-ganicznych. Metodę tą stosuje się samodzielnie, względnie w skojarze-niu z metodą suszenia chemicznego;
2.2.3.4. Bilans suszarki
Proces suszenia materiałów wilgotnych, a w szczególności processuzenia termicznego jest nierozłączną sumą procesów wymiany ciepłai masy. Z tego powodu dla pełnego zbilansowania pracy suszarki należysporządzić dwa bilanse: cieplny i materiałowy.
1 bilans materiałowyJeżeli pominąć straty, to można stwierdzić, że w procesie suszenia
masa sucha materiału (W) oraz masa suchego gazu (powietrza suszące-go) (Wp) są wartościami niezmiennymi. Zmienia się natomiast zawar-tość wilgoci w tych mediach, czyli X i Y.
Wilgoć doprowadzona do suszarki składa się z następującychpozycji:— woda wnoszona z materiałem wilgotnym = WŁ X^- woda wnoszona z gazem suszącym = WpY0.
Natomiast wilgoć odprowadzona z suszarki składa się z:— wody zawartej w materiale wysuszonym = W2X2;- wody zawartej w gazach odlotowyh = WpY2.
127
W warunkach ustalonych masa wody wprowadzonej do suszarkirówna się masie wody wyprowadzonej, czyli:
W,Y0 - W 2 X 2 + W,Y 2,
stąd masa odparowanej w suszarce wilgoci
W„ = W,X, - W2X2 = W,(Y2 - Y.) [kg/s]
Zużycie gazu (powietrza) w procesie suszenia:
WY, - YO
Zużycie właściwe gazu przypadające na jednostkę masy odparowanejw suszarce wilgoci wynosi:
W, _ 1„ Y 2 - Yo
i zależy wyłącznie od różnicy wilgotności gazów suszących.
2 bilans cieplny.Pozycje przychodu ciepła w suszarce składają się z elementów:
— ciepło wnoszone z gazem (powietrzem) zewnętrznym Qgg = Wpia;— ciepło dostarczane do gazu w podgrzewaczu zewnętrznym Q r;— ciepło wnoszone z materiałem wilgotnym Qm = WjC^t^copierając się na zależności (WŁ = W2 + W^) ciepło wnoszonez materiałem wilgotnym można określić jako
— ciepło wnoszone z urządzeniami transportowymi Qt1 = W tc tt t l;— ciepło dostarczone przez podgrzewacz wewnętrzny Qw.
Pozycje rozchodu ciepła są następujące:— ciepło odprowadzone z gazami odlotowymi Qo = Wp • i2;— ciepło odprowadzone z materiałem wysuszonym Qm2 = W2cmtff l2I
128
- ciepło odprowadzone z urządzeniami transportowymiQt2 = W t c t t t l ;
— sumaryczne straty cieplne Qs.W ustalonych warunkach suszenia pozycje przychodu ciepła rów-
nają się sumie pozycji rozchodu:
+ W tc tt t l + Qw =W 2 C | n t m 2 + W t c t t t 2 +
Ciepło zużywane na prowadzenie procesu suszenia można wyrazićnastępująco:
Q = Qz + Qw = w p ( i 2 - i0) + w 2 c m ( t w 2 - tml)
+ m tc t(t t 2 - t t l ) + Qs -
gdzie: Wp(i2 — io) = Qp — ciepło zużyte na zwiększenieentalpii gazów odlotowych,
W2cm(lm2 - tmi) = Qw - ciepło zużyte na podgrzaniemateriału,
rn tc t(t t2 — t t l ) = Qt — ciepło zużyte na podgrzanieurządzeń transportowych,
W^tm lC^ = Q^ — ciepło doprowadzone do susza-rki z wilgocią zawartą w mate-riale wilgotnym.
Zapotrzebowanie na ciepło do podgrzewania gazów suszącychw podgrzewaczu zewnętrznym równa się
= Qm
Bilans cieplny suszarek o działaniu ciągłym sporządza się przezokreślenie ilości ciepła w jednostce czasu [kJ/s], podczas gdy dlasuszarek pracujących periodycznie w ilości ciepła na całą szarżę lubpróbkę.
2.2.4. Ekstrakcja
Ekstrakcją nazywamy dyfuzyjny proces wydzielania składnikówz mieszaniny przez ich rozpuszczenie w rozpuszczalnikach. W przemyśle
129
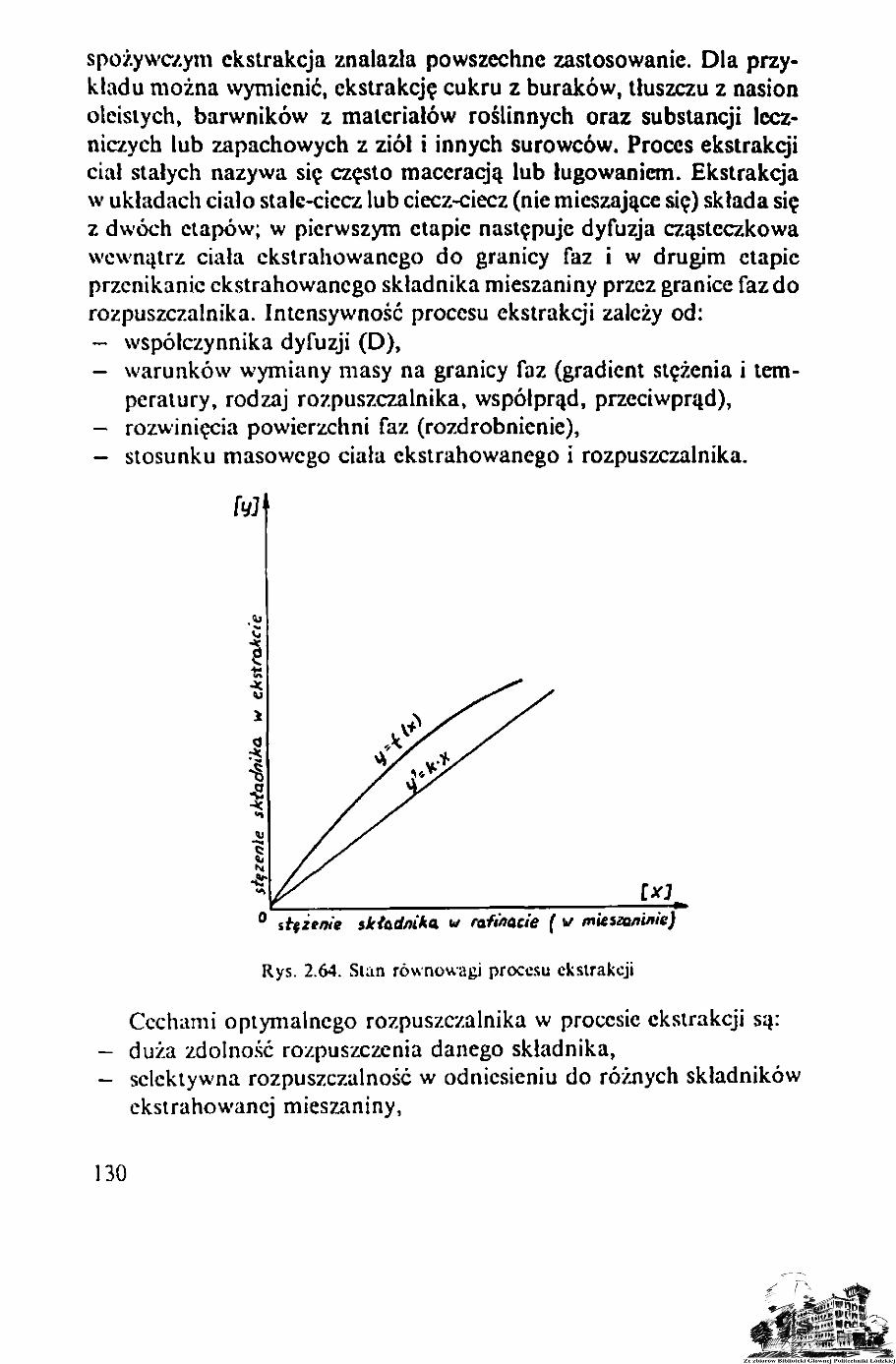
spożywczym ekstrakcja znalazła powszechne zastosowanie. Dla przy-kładu można wymienić, ekstrakcję cukru z buraków, tłuszczu z nasionoleistych, barwników z materiałów roślinnych oraz substancji lecz-niczych lub zapachowych z ziół i innych surowców. Proces ekstrakcjiciał stałych nazywa się często maceracją lub ługowaniem. Ekstrakcjaw układach ciało stalc-ciccz lub ciecz-ciecz (nie mieszające się) składa sięz dwóch etapów; w pierwszym etapie następuje dyfuzja cząsteczkowawewnątrz ciała ekstrahowanego do granicy faz i w drugim etapieprzenikanie ekstrahowanego składnika mieszaniny przez granice faz dorozpuszczalnika. Intensywność procesu ekstrakcji zależy od:— współczynnika dyfuzji (D),— warunków wymiany masy na granicy faz (gradient stężenia i tem-
peratury, rodzaj rozpuszczalnika, współprąd, przeciwprąd),— rozwinięcia powierzchni faz (rozdrobnienie),— stosunku masowego ciała ekstrahowanego i rozpuszczalnika.
0 ttęże/he składnika w raf i/tacie ( t/
Rys. 2.64. Stan równowagi procesu ekstrakcji
Cechami optymalnego rozpuszczalnika w procesie ekstrakcji są:duża zdolność rozpuszczenia danego składnika,selektywna rozpuszczalność w odniesieniu do różnych składnikówekstrahowanej mieszaniny,
130
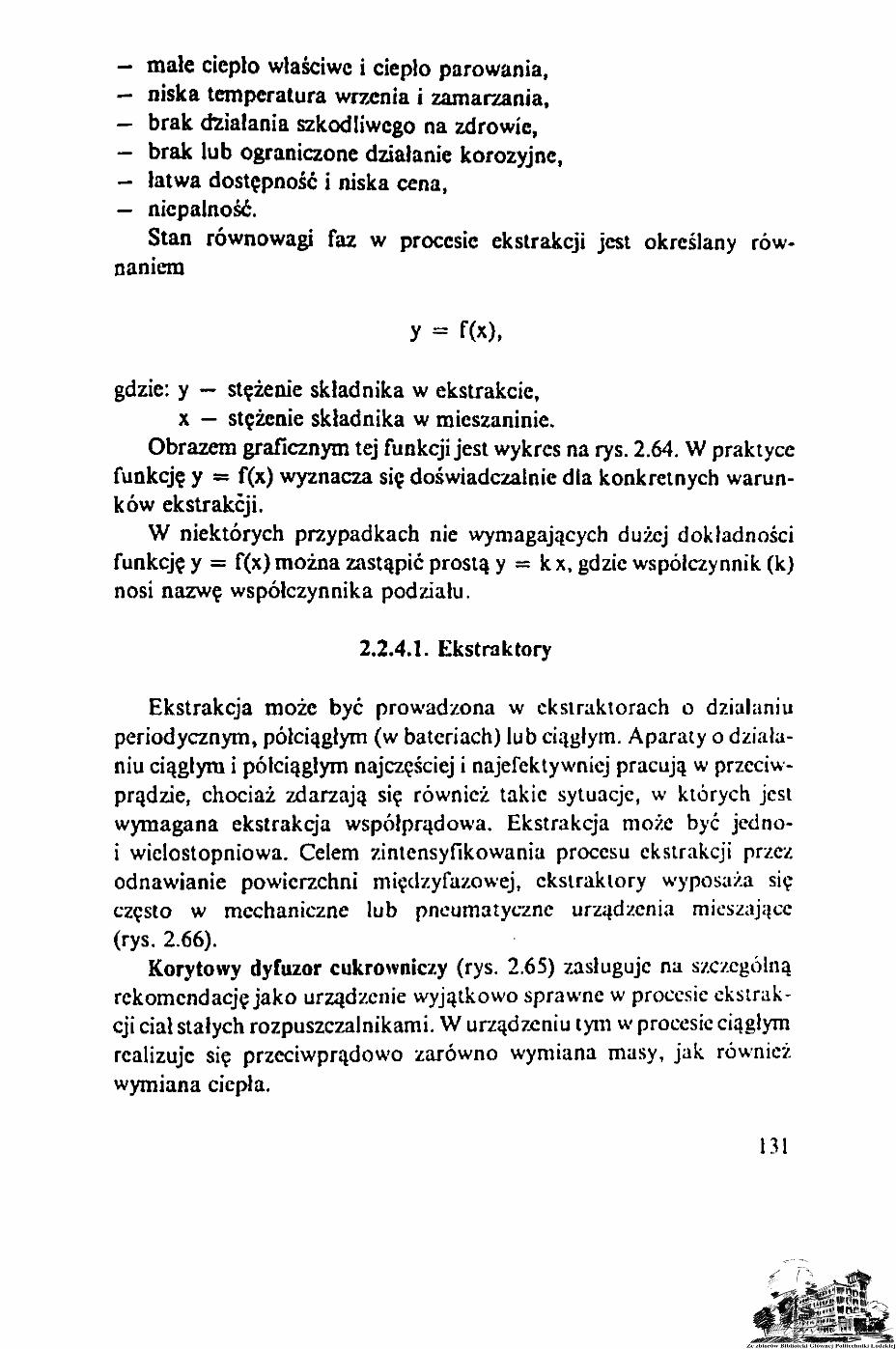
— małe ciepło właściwe i ciepło parowania,— niska temperatura wrzenia i zamarzania,— brak cteiałania szkodliwego na zdrowie,— brak lub ograniczone działanie korozyjne,— łatwa dostępność i niska cena,— nicpalność.
Stan równowagi faz w procesie ekstrakcji jest określany rów-naniem
y = f(x),
gdzie: y — stężenie składnika w ekstrakcie,x — stężenie składnika w mieszaninie.
Obrazem graficznym tej funkcji jest wykres na rys. 2.64. W praktycefunkcję y « f(x) wyznacza się doświadczalnie dla konkretnych warun-ków ekstrakcji.
W niektórych przypadkach nie wymagających dużej dokładnościfunkcję y = f(x) można zastąpić prostą y = k x, gdzie współczynnik (k)nosi nazwę współczynnika podziału.
2.2.4.1. Ekstra który
Ekstrakcja może być prowadzona w ekstraktorach o działaniuperiodycznym, półciągłym (w bateriach) lub ciągłym. Aparaty o działa-niu ciągłym i półciągłym najczęściej i najefektywniej pracują w przeciw-prądzie, chociaż zdarzają się również takie sytuacje, w których jestwymagana ekstrakcja współprądowa. Ekstrakcja może być jedno-i wielostopniowa. Celem zintensyfikowania procesu ekstrakcji przezodnawianie powierzchni między fazowej, ekstraktory wyposaża sięczęsto w mechaniczne lub pneumatyczne urządzenia mieszające(rys. 2.66).
Korytowy dyfuzor cukrowniczy (rys. 2.65) zasługuje na szczególnąrekomendację jako urządzenie wyjątkowo sprawne w procesie ekstrak-cji ciał stałych rozpuszczalnikami. W urządzeniu tym w procesie ciągłymrealizuje się przeciwprądowo zarówno wymiana masy, jak równieżwymiana ciepła.
131
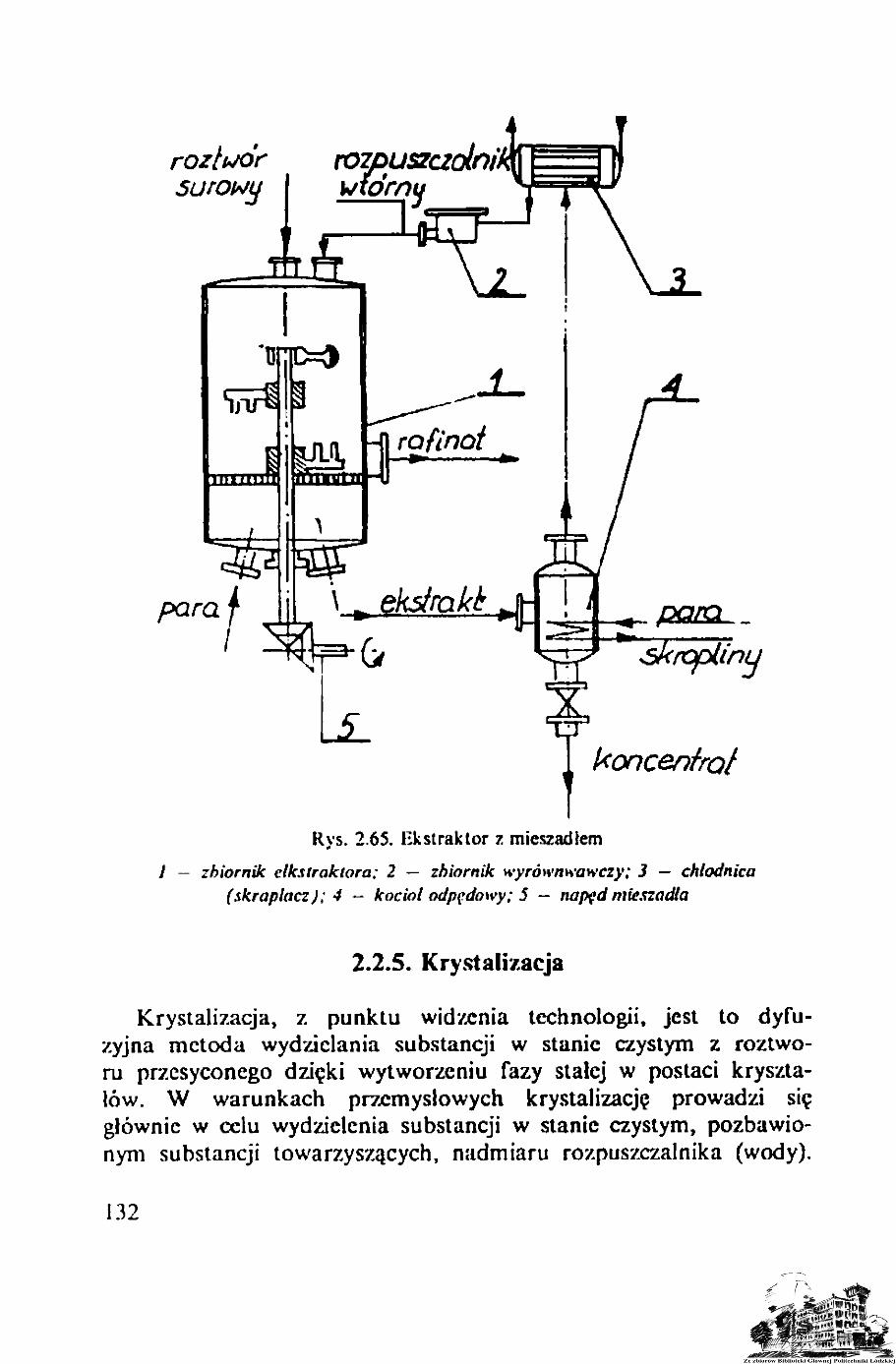
rozlujórsurowy
roipuszadnĄwidmu
\ ^ ekstraktparaf II ^ para
sSkrcpltnu
koncentrat
Rys. 2.65. Kkstraklor z mieszadłem
I - zbiornik elkstrak tara; 2 — zbiornik wyrównwawczy; 3 — chłodnica(skraplacz); 4 - kocioł odpędowy; 5 — napęd mieszadła
2.2.5. Krystalizacja
Krystalizacja, z punktu widzenia technologii, jest to dyfu-zyjna metoda wydzielania substancji w stanie czystym z roztwo-ru przesyconego dzięki wytworzeniu fazy stałej w postaci kryszta-łów. W warunkach przemysłowych krystalizację prowadzi sięgłównie w celu wydzielenia substancji w stanic czystym, pozbawio-nym substancji towarzyszących, nadmiaru rozpuszczalnika (wody).
132
krajankado ekstrakcji
z wyżymaczki
soksurowo(ekstrakt)
R>-s. 2.66. Schemat ekstraktom korytowego
/ - kołowy czerpak wyslodków (rafmatu); 2 - transporter dwuilimakowy; 3 - strefowy płaszcz grzejny; 4 - konstrukcja nośna;a - kierunek ruchu krajanki; b - kierunek ruchu cieczy ekstrakcyjnej
ca
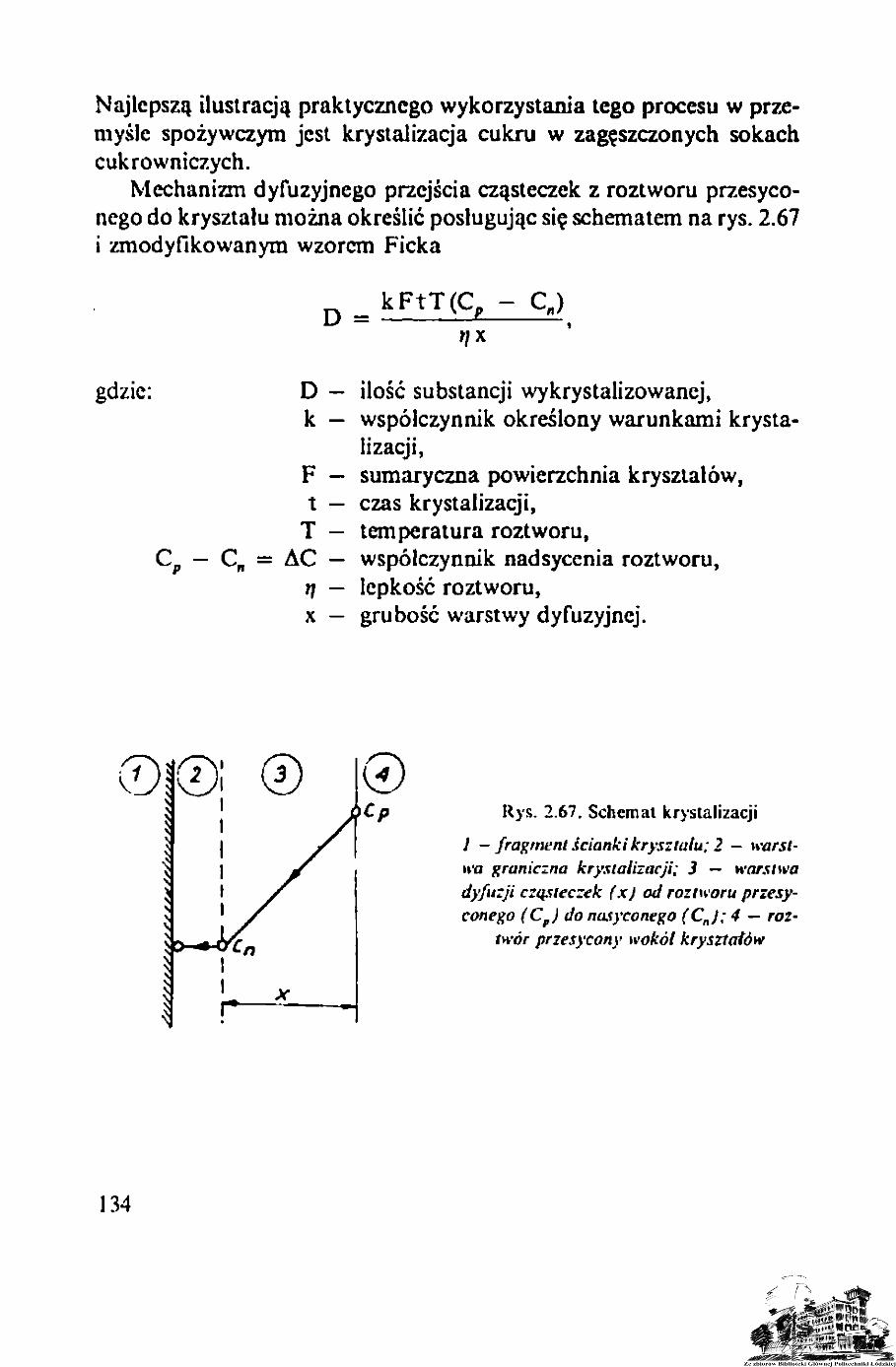
Najlepszą ilustracją praktycznego wykorzystania tego procesu w prze-myśle spożywczym jest krystalizacja cukru w zagęszczonych sokachcukrowniczych.
Mechanizm dyfuzyjnego przejścia cząsteczek z roztworu przesyco-nego do kryształu można określić posługując się schematem na rys. 2.67i zmodyfikowanym wzorem Ficka
gdzie:
- C =
D =k F t T ( C , -
D — ilość substancji wykrystalizowanej,k — współczynnik określony warunkami krysta-
lizacji,F — sumaryczna powierzchnia kryształów,t — czas krystalizacji,
T — temperatura roztworu,AC — współczynnik nadsycenia roztworu,
i] — lepkość roztworu,x — grubość warstwy dyfuzyjnej.
Rys. 2.67. Schcmal krystalizacji
J — fragment ścianki kryształu; 2 — warst-wa graniczna krystalizacji; 3 — warstwadyfuzji cząsteczek (x) od roztworu przesy-conego (CpJ do nasyconego (CnJ; 4 — roz-
twór przesycony wokół krysztatów
134
Jako sita napędowa procesu krystalizacji w praktyce bywa najczęś-ciej wyrażana w postaci tzw. współczynnika przesycenia:
Rola większości parametrów w funkcji określonej wzorem Ficka jestjednoznacznie wyrażona i zrozumiała. Dodatkowego objaśnienia wy-maga jedynie wpływ poziomu temperatury (T) na szybkość dyfuzji orazsposób regulacji grubości warstewki (x). Chodzi o to, że wpływtemperatury na szybkość krystalizacji jest wpływem złożonym. Miano-wicie podnoszenie temperatury roztworu zwiększa ruchliwość cząs-teczek dyfundujących, a przez to przyspiesza krystalizację zgodniez zapisem funkcji Ficka. Jednocześnie jednak podwyższanie tem-peratury powoduje wzrost stężenia roztworu nasyconego (C„), a przezto zmniejszanie siły napędowej krystalizacji (AC). Tak więc dodatniwpływ temperatury na szybkość krystalizacji zachowany zostaniejedynie przy niezmiennej wartości różnicy stężeń (Cp - C„) = AC. Czyliprzy podwyższaniu temperatury należy jednocześnie powiększać stęże-nie roztworu przesyconego (Cp) dla zachowania stałej różnicy stężeń(Cp — Cfl). Występująca we wzorze Ficka wartość (x) nic możeoczywiście być zmierzona eksperymentalnie, ale jej wielkość i wpływ naszybkość krystalizacji może być przez nas regulowana (minimalizowa-na). Zmniejszenie grubości (x) tej warstewki można dokonać przezintensyfikację mieszania zawiesiny kryształów w roztworze poddanymkrystalizacji.
Wzór Ficka określa wzajemne zależności parametrów określającychszybkość dyfuzji cząsteczek z roztworu do powierzchni kryształu.Szybkość dyfuzji z kolei determinuje intensywność przyrostu masykryształów. Zależności te zakładają z góry istnienie w roztworzekryształów. Pojawienie się kryształów w roztworze przesyconym jestzagadnieniem odrębnym. Teoretycznie rzecz biorąc, pojawienie siękryształu jest zdarzeniem wyjątkowym, zachodzącym wówczas gdynastąpi jednoczesne zderzenie się kilkudziesięciu cząsteczek w położeniuuporządkowanym według schematu charakterystycznego dla okreś-lonego układu krystalograficznego. Jak łatwo się domyśleć, jest tozdarzenie niezwykle rzadkie i wymaga dodatkowych bodźców zewnętrz-nych. Dlatego w praktyce przemysłowej krystalizację rozpoczyna się
135
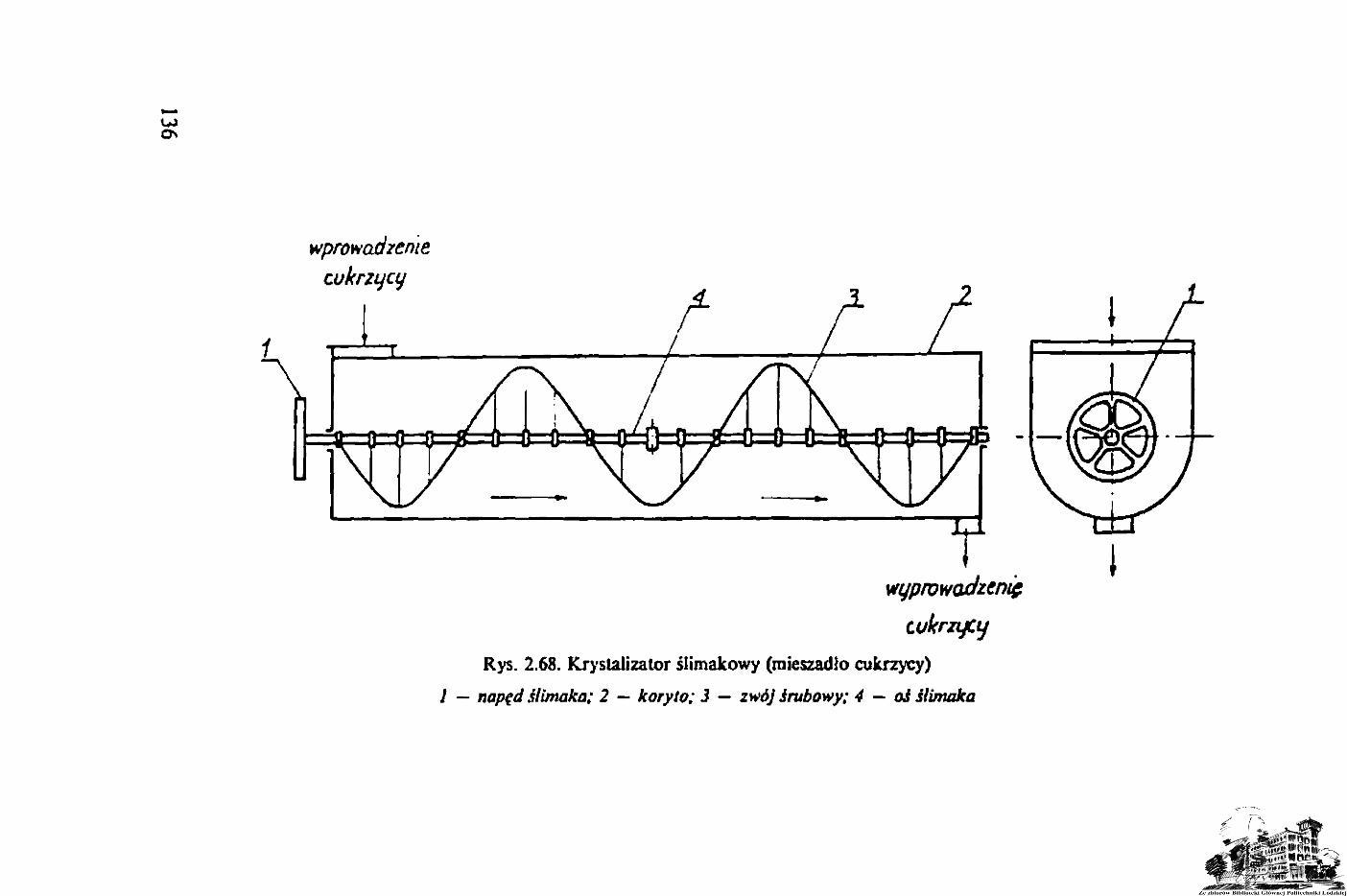
wprowadzeniecukrzycy
1
1 -
wyprowadzeniecukrzycy
Rys. 2.68. Krystalizalor ślimakowy (mieszadło cukrzycy)
napęd ślimaka; 2 — koryto; 3 — zwój śrubowy; 4 — oś ślimaka
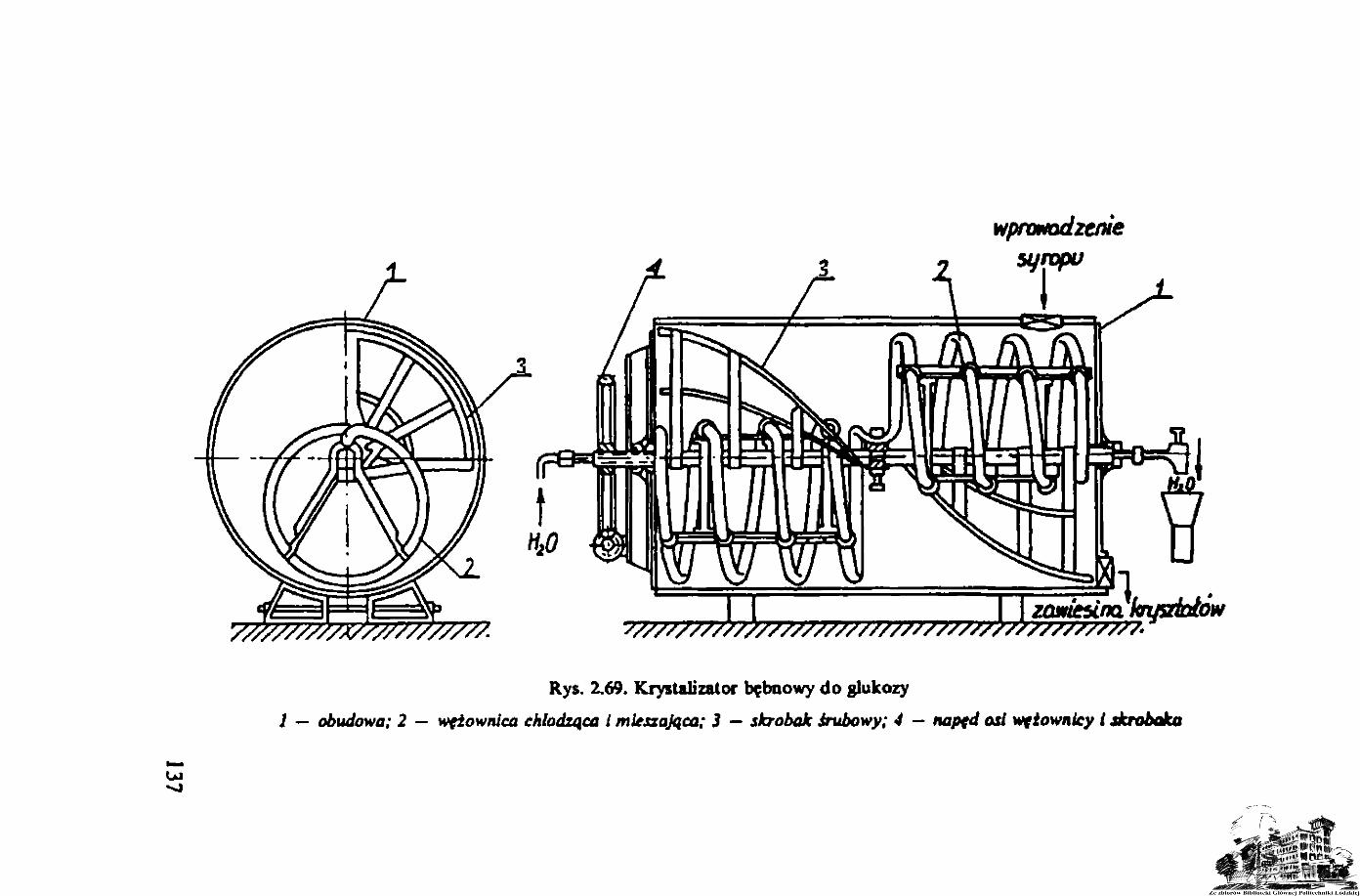
wprowadzenie
SS//////S//S*
Rys, 2.69. Kryslalizator bębnowy do glukozy
1 - obudowa; 2 - węiownica chłodząca I mieszająca; 3 - skrobak śrubowy; 4 - napęd osi wftowntcy i skrobaka
UJ
zwykle przez tzw. „zaszczepienie" roztworu przesyconego gotowymikryształami, które stanowią zarodki inicjujące krystalizację. Prowa-dzenie procesu wyczerpującej krystalizacji w warunkach prze-mysłowych nie da się zrealizować po jednorazowym i skończonymetapie zatężania roztworu, ponieważ w toku przyrostu kryształównastępuje szybkie zmniejszenie stężenia roztworu. Stężenie to, dlazachowania stałego współczynnika przesycenia, musi więc być w okresiekrystalizacji utrzymywane przez jednoczesne zatężanie roztworu.Możliwe jest również utrzymanie odpowiedniego poziomu przesyce-nia roztworu bez jego zatężania. Dzieje się to zwykle w końcowej faziekrystalizacji, w której przesycenie utrzymuje się przez obniżanietemperatury roztworu czyli zmniejszenie stężenia roztworu nasyco-nego (Cn).
Biorąc pod uwagę te uwarunkowania, krystalizację przemysło-wą prowadzi się w dwóch etapach. W pierwszym (głównym) etapiekrystalizację prowadzi się w warniku przy jednoczesnym zatę-żaniu roztworu utrzymującym stałą wartość współczynnika przesy-
cenia ( a = —E 1. Po zakończeniu tego etapu zawiesinę kryształów
przeprowadza się z warnika (rys. 2.68 i 2.69) do krystali-zatora (mieszadła), w którym dzięki programowemu obniżaniutemperatury następuje dalsza krystalizacja aż do wyczerpania mo-żliwości temperaturowego utrzymywania poziomu przesyceniaroztworu. Po zakończeniu krystalizacji następuje mechaniczne od-dzielenie kryształów od roztworu macierzystego, najczęściej przezwirowanie.
2.2.6. Procesy sorpcyjne
Przez sorpcję rozumiemy fizyczne pochłanianie określonej substan-cji (sorbatu) przez inne ciała zwane sorbentami. Pochłanianie substancjina powierzchni sorbentów nazywamy adsorpcją, natomiast pochłania-nie w całej objętości nazywa się absorpcją. Jeżeli procesy sorpcyjne łącząsicz reakcją chemiczną zachodzącą podczas tego pochłaniania wówczasmamy do czynienia z chemisorpcją.
138
W procesach przetwórczych ważną rolę odgrywa selcktywno&ćprocesów sorpcyjnych wynikająca ze zróżnicowanego powinowactwaróżnych ciał względem siebie. Selektywność procesów sorpcyjnychpozwala na wyodrębnienie z mieszaniny czystych składników, względ-nie tworzenie ciekawych kompozycji składników, łączących się na tejzasadzie.
Proces odwrotny do adsorpcji lub absorpcji czyli proces wydzielaniasubstancji związanej sorpcyjnie nazywamy procesem desorpcji. Desorp-cja jest intensyfikowana przez ogrzewanie sorbantów, ponieważ jest toproces endotenniczny odwrotnie do procesów sorpcyjnych, które sąprocesami egzotermicznymi. Typowymi przykładami procesów sorp-cyjnych w przemyśle spożywczym są najważniejsze elementy procesówoczyszcania soków cukrowniczych: karbonatacja czyli nasycanie sokówdwutlenkiem węgla (absorpcja i chemisorpcja) i wydzielanie koloidówz soków cukrowniczych przez ich adsorpcję na powierzchni tworzącychsię kryształów węglanu wapniowego.
Innymi przykładami procesów sorpcyjnych są: otrzymywanie napo-jów nasyconych dwutlenkiem węgla (wody gazowane, wina musujące),oczyszczanie i odbarwianie roztworów za pomocą węgla aktywnego lubinnych absorbentów, selektywne wydzielanie związków zapachowychitp. Z punktu widzenia technologii procesy sorpcyjne zachodzące nagranicy faz między sorbentem i sorbantem można rozpatrywać przezanalogię do procesów dyfuzyjnych. A zatem ilość substancji oddawanejz jednej fazy do drugiej w procesie absorpcji można określić wedługwzoru:
A = kFiAC,
gdzie: A — ilość substancji gazowej oddawanej do fazy stałej lubciekłej,
k — współczynnik absorpcji zależny od warunków procesu,T — czas procesu,F — powierzchnia kontaktu faz,
AC — sita napędowa procesu wyrażona jako różnica stężeń lubciśnień.
Traktując fazę gazową jako gaz doskonały oraz przyjmując, żepowstający w wyniku sorpcji roztwór jest również roztworem dosko-nałym, to wówczas do takiego układu można zastosować prawo
139
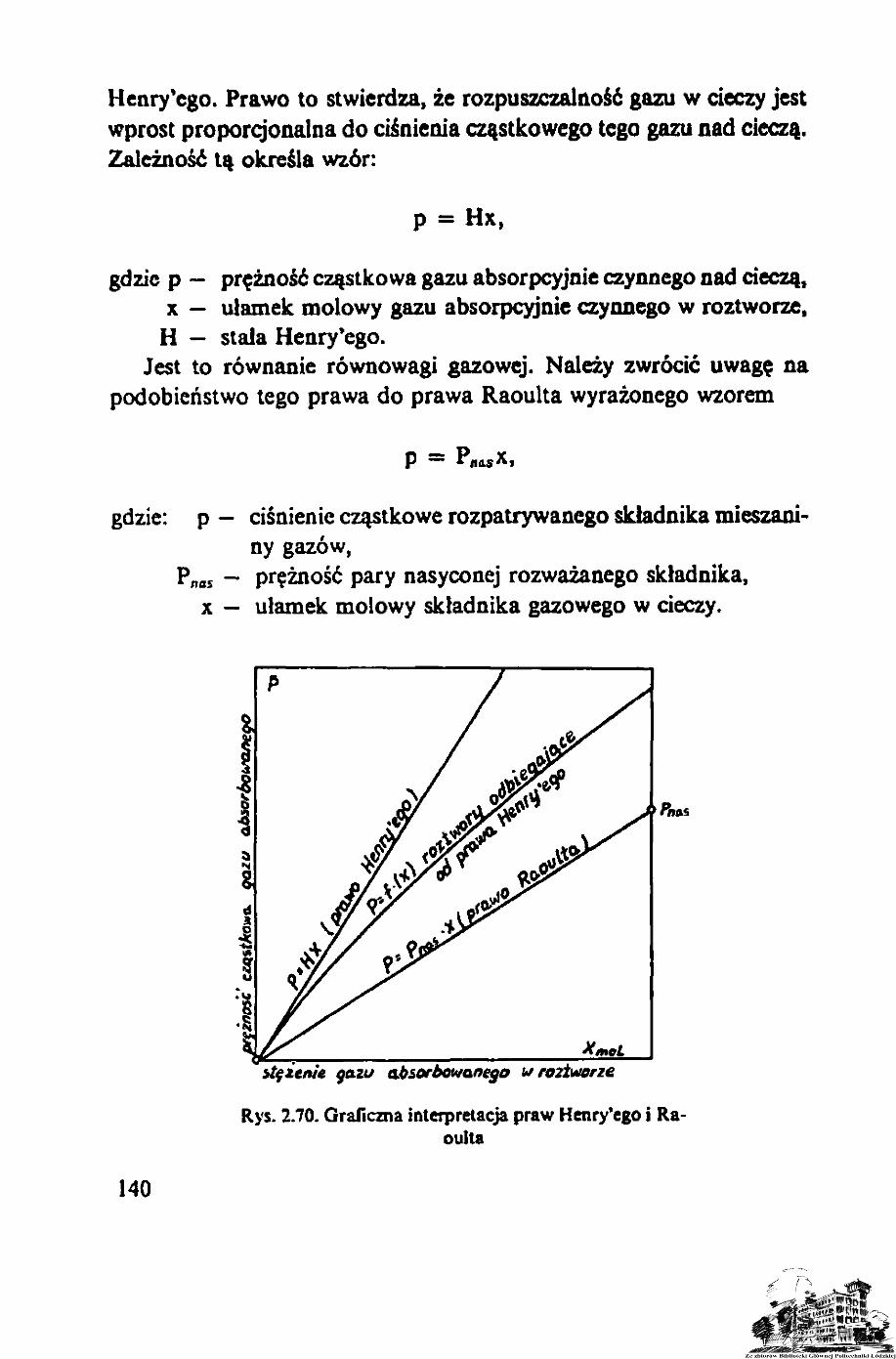
Henry'ego. Prawo to stwierdza, że rozpuszczalność gazu w cieczy jestwprost proporcjonalna do ciśnienia cząstkowego tego gazu nad cieczą.Zależność tą określa wzór:
P = Hx,
gdzie p — prężność cząstkowa gazu absorpcyjnie czynnego nad cieczą,x — ułamek molowy gazu absorpcyjnie czynnego w roztworze,
H — stalą Henryłego.Jest to równanie równowagi gazowej. Należy zwrócić uwagę na
podobieństwo tego prawa do prawa Raoulta wyrażonego wzorem
P =
gdzie: p — ciśnienie cząstkowe rozpatrywanego składnika mieszani-ny gazów,
Pnas — prężność pary nasyconej rozważanego składnika,x - ułamek molowy składnika gazowego w cieczy.
te gazu absorbowanego w roztworze
Rys. 2.70. Graficzna interpretacja praw Henry'cgo i Ra-oulta
140
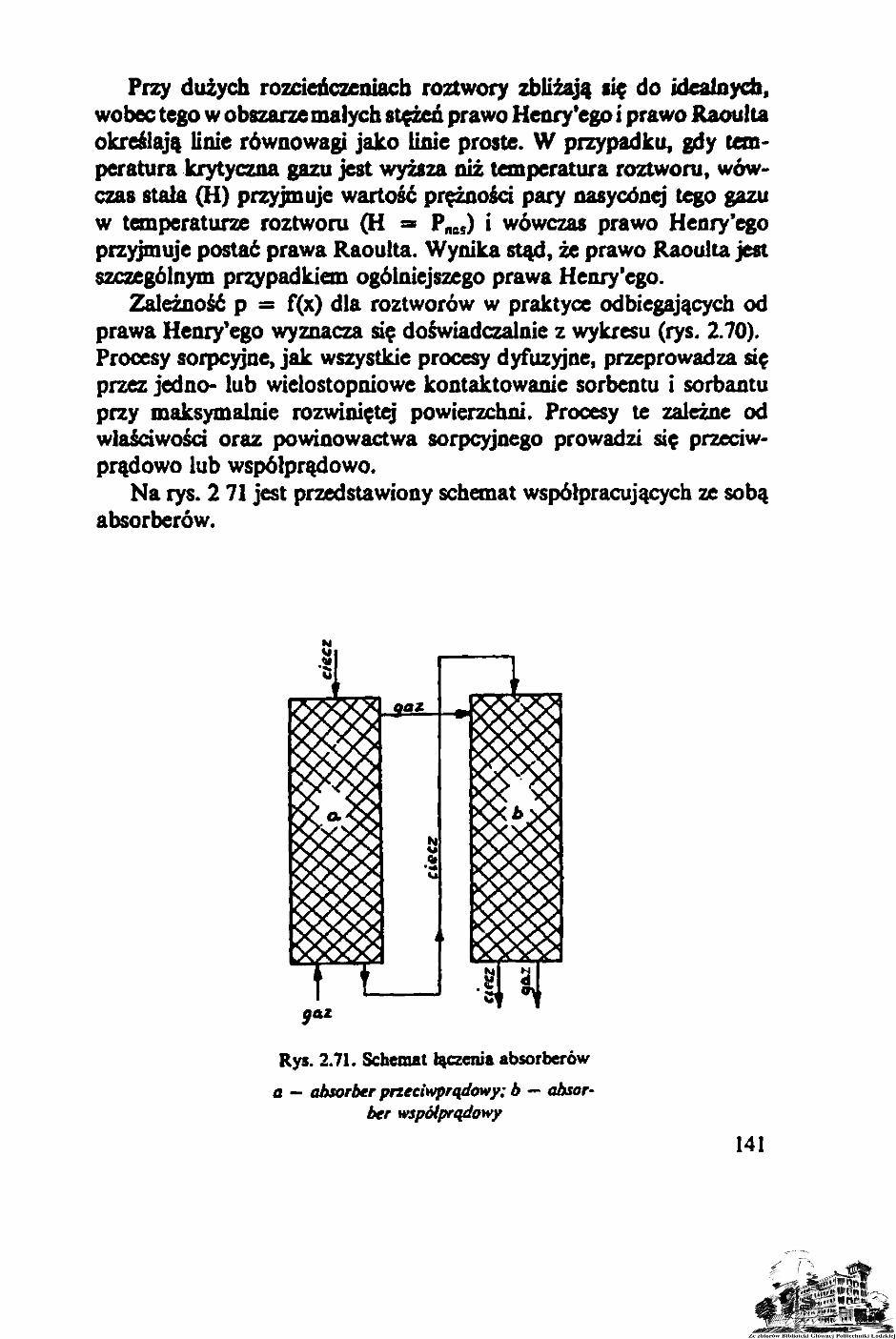
Przy dużych rozdeńczeniach roztwory zbliżają się do idealnych,wobec tego w obszarze małych stężeń prawo Henry9ego i prawo Raoultaokreślają Unie równowagi jako linie proste. W przypadku, gdy tem-peratura krytyczna gazu jest wyższa niż temperatura roztworu, wów-czas stała (H) przyjmuje wartość prężności pary nasyconej tego gazuw temperaturze roztworu (H = Pnas) i wówczas prawo Henry'egoprzyjmuje postać prawa Raoulta. Wynika stąd, że prawo Raoulta jestszczególnym przypadkiem ogólniejszego prawa Henry'ego.
Zależność p = f(x) dla roztworów w praktyce odbiegających odprawa Henry'ego wyznacza się doświadczalnie z wykresu (rys. 2.70).Procesy sorpcyjne, jak wszystkie procesy dyfuzyjne, przeprowadza sięprzez jedno- lub wielostopniowe kontaktowanie sorbentu i sorbantuprzy maksymalnie rozwiniętej powierzchni. Procesy te zależne odwłaściwości oraz powinowactwa sorpcyjnego prowadzi się przeciw-prądowo lub współprądowo.
Na rys. 2 71 jest przedstawiony schemat współpracujących ze sobąabsorberów.
m5o8S<
mf L
oaz
N
ta
i
8$
&
¥
w'><xS
gaz
Rys. 2.71. Schemat łączenia absorberów
a — absorber pneciwprądowy; b — absor-ber współprądowy
141
2.2.7. Destylacja i rektyfikacja
Destylacja jest to metoda wydzialania pojedynczego składnika lubgrupy składników z ciekłej mieszaniny przez odparowanie z wykorzys-taniem zróżnicowanej lotności składników. Rozróżnia się dwa zasad-nicze sposoby destylacji, mianowicie destylację prostą i frakcjonującączyli rektyfikację.
W destylacji prostej ciekłą mieszaninę wprowadza się w stanwrzenia. Opary znad wrzącej cieczy odprowadza się do chłodnicy, gdziepo oziębieniu zostają skroplone i w postaci destylatu wzbogaconegow składniki najbardziej lotne zbiera się w odbieralniku. W zbiorniku podestylacji pozostaje ciecz wyczerpana czyli zubożona o składnikinajbardziej lotne. Większą czystość destylatu z punktu widzenia zawar-tych w nim składników o zbliżonych temperaturach wrzenia uzyskujesię przez zastosowanie w układzie destylacji tzw. deflegmacji. Deflegma-cja polega na niewielkim ochłodzeniu oparów w deflagmatorze przedchłodnicą główną i zwróceniu skroplonej w nim części oparów skład-ników wrzących w nieco wyższej temperaturze. Rektyfikaqę przep-rowadza się w specjalnych aparatach kolumnowych wyposażonychzwykle w deflegmatory oraz urządzenia pozwalające na wielostopnioweskraplanie oparów zanim składnik najbardziej lotny trafi przez chłod-nicę do odbieralnika. Destylacyjne rozdzielanie ciekłych mieszaninroztworów musi uwzględniać fizykochemiczne uwarunkowania tychroztworów.
Mieszaniny mogą być dwu- lub wieloskładnikowe. Wśród roz-tworów dwuskładnikowych mogą być mieszaniny z wzajemnie nieroz-puszczalnymi składnikami (benzen-woda) i mieszaniny ze składnikamiwzajemnie rozpuszczalnymi (etanol-woda). W przypadku mieszanindwóch składników niemieszających się (nierozpuszczających się wzaje-mnie) do opisania stanu równowagi stosuje się prawo Daltona. Wedługprawa Daltona ciśnienie cząstkowe pary każdego składnika w mieszani-nie par jest równe ciśnieniu pary nasyconej czystego składnika w tem-peraturze wrzenia mieszaniny a ciśnienie mieszaniny par jest równesumie ciśnień cząstkowych poszczególnych składników. W przemyślespożywczym najczęściej spotykamy się z przypadkami roztworówdwuskładnikowych o wzajemnie rozpuszczalnych składnikach. Miesza-niny takie dzielimy na dwie grupy: mieszaniny doskonałe, mieszaninyz minimalnymi i maksymalnymi temperaturami wrzenia.
142
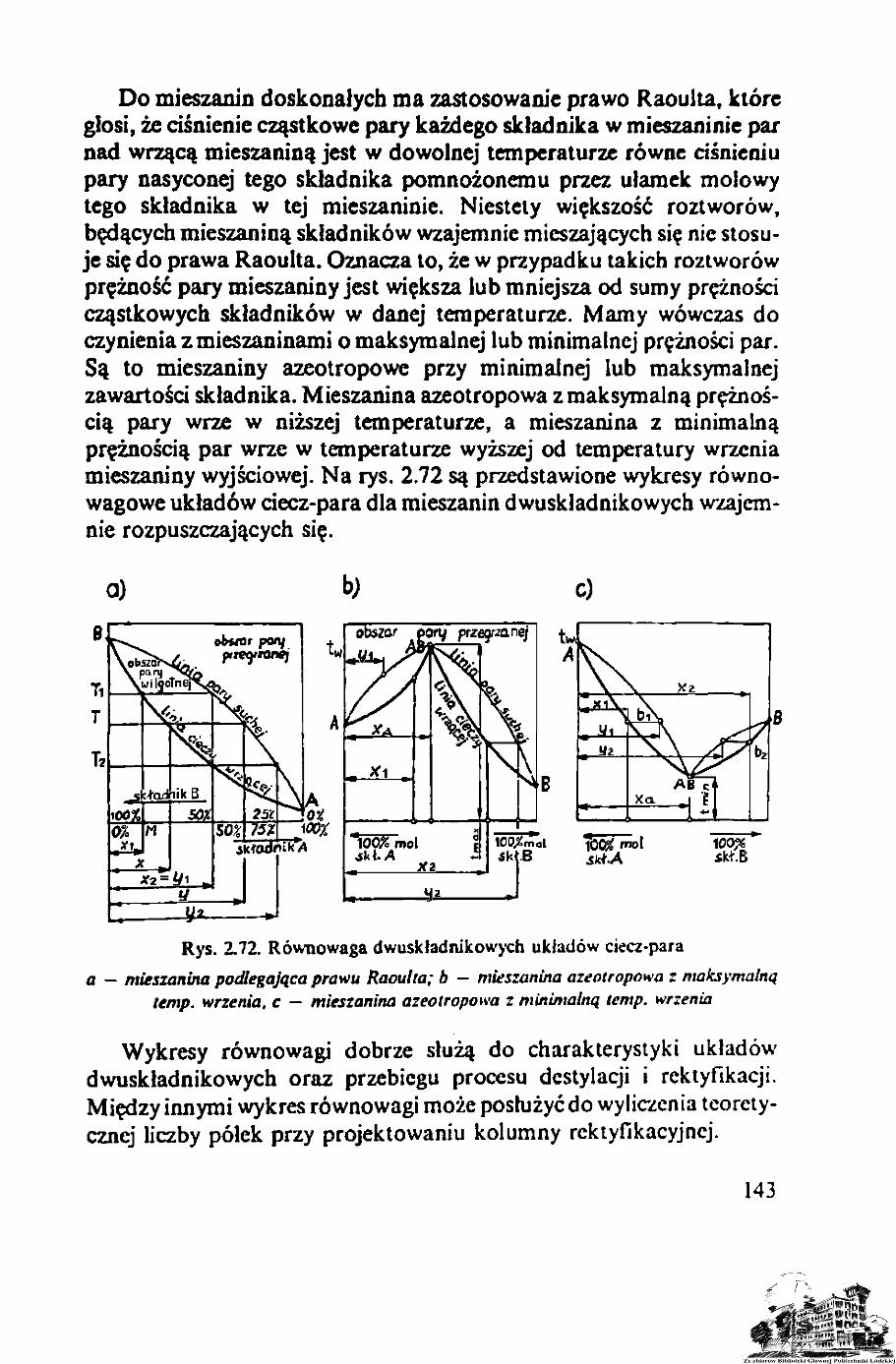
Do mieszanin doskonałych ma zastosowanie prawo Raoulta, któregłosi, że ciśnienie cząstkowe pary każdego składnika w mieszaninie parnad wrzącą mieszaniną jest w dowolnej temperaturze równe ciśnieniupary nasyconej tego składnika pomnożonemu przez ułamek molowytego składnika w tej mieszaninie. Niestety większość roztworów,będących mieszaniną składników wzajemnie mieszających się nic stosu-je się do prawa Raoulta. Oznacza to, że w przypadku takich roztworówprężność pary mieszaniny jest większa lub mniejsza od sumy prężnościcząstkowych składników w danej temperaturze. Mamy wówczas doczynienia z mieszaninami o maksymalnej lub minimalnej prężności par.Są to mieszaniny azeotropowe przy minimalnej lub maksymalnejzawartości składnika. Mieszanina azeotropowa z maksymalną prężnoś-cią pary wrze w niższej temperaturze, a mieszanina z minimalnąprężnością par wrze w temperaturze wyższej od temperatury wrzeniamieszaniny wyjściowej. Na rys. 2.72 są przedstawione wykresy równo-wagowe układów ciecz-para dla mieszanin dwuskładnikowych wzajem-nie rozpuszczających się.
a) c)8
sk+.B
Rys. 2.72. Równowaga dwuskładnikowych układów ciecz-para
a — mieszanina podlegająca prawu Raoulta; b — mieszanina azeotropowa z maksymalnątemp. wrzenia, c — mieszanina azeotropowa z minimalną temp. wrzenia
Wykresy równowagi dobrze służą do charakterystyki układówdwuskładnikowych oraz przebiegu procesu destylacji i rektyfikacji.Miedzy innymi wykres równowagi może posłużyć do wyliczenia teorety-cznej liczby pólek przy projektowaniu kolumny rektyfikacyjnej.
143
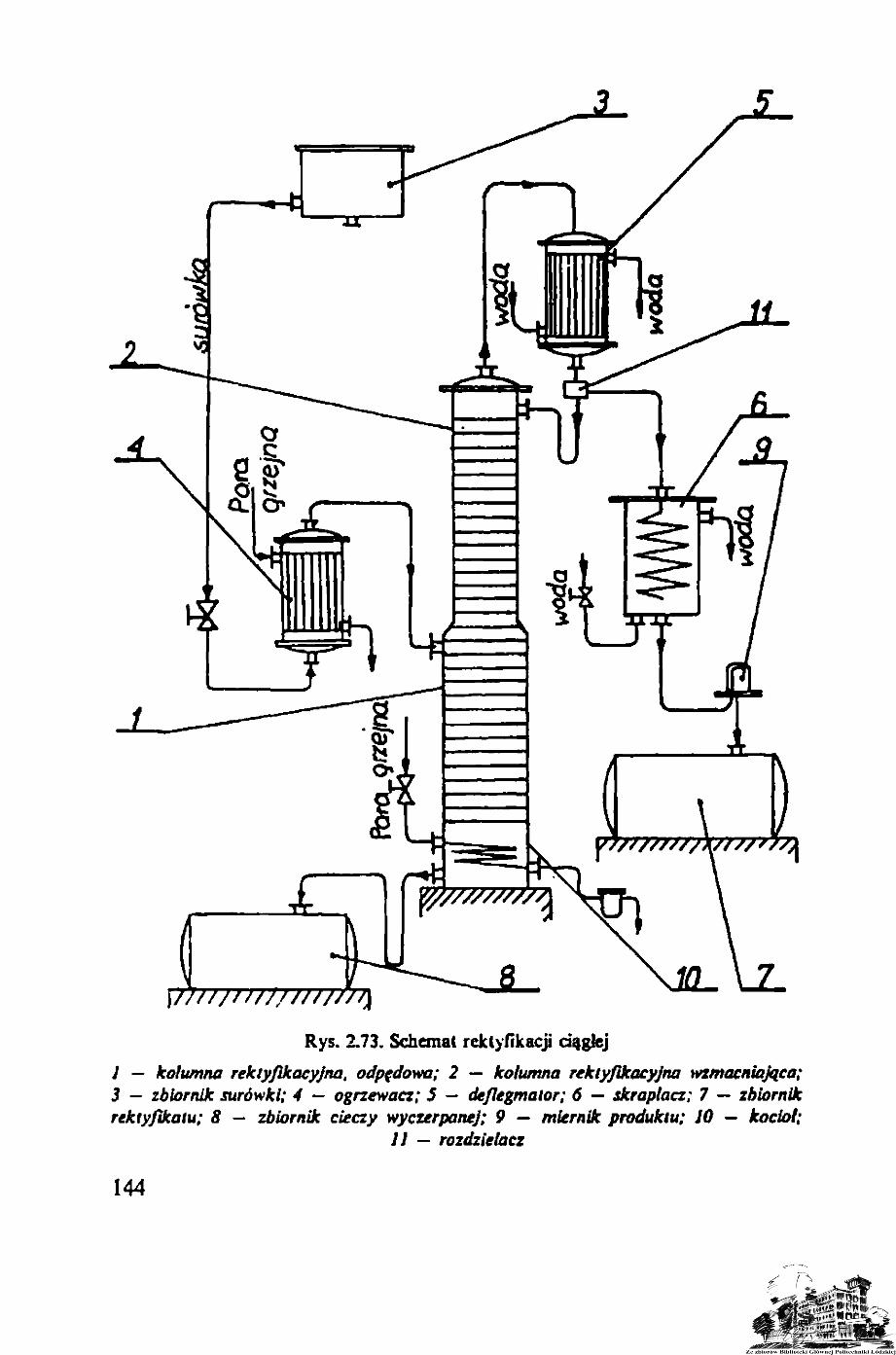
Rys. 2.73. Schemat rektyfikacji dągłej
I — kolumna rektyfikacyjna, od pędowa; 2 — kolumna rektyfikacyjna wzmacniająca;3 — zbiornik surówki; 4 — ogrzewacz; 5 — defiegmator; 6 — skraplacz; 7 — zbiornikrektyfikatu; 8 - zbiornik cieczy wyczerpanej; 9 — miernik produktu; 10 — kocioł;
U — rozdzielacz
144
Aparatura do rektyfikacji ciągłej (rys. 2.73) składa się z dwóchkolumn odpędowej (1) i wzmacniającej (2). Surówkę ze zbiornika (3)ogrzewa się w ogrzewaczu (4) i kieruje na górną półkę kolumnyodpędowej, gdzie spływając po półkach do kotła (10) zostaje dodat-kowo ogrzana w przeciwprądzie przez opary składnika niżej wrzącego.Wymianie ciepła między oparami i cieczą towarzyszy, zarówno w kolu-mnie odpędowej jak i wzmacniającej proces wymiany masy (skrapla-nie-odparowanie). Proces ten zachodzi na każdej półce, a jego siłąnapędową jest różnica ciśnień pod i nad półką. Ciecz spływa do kotła,a jako ciecz wyczerpana jest w sposób ciągły odprowadzana dozbiornika (8). Opary z najwyższej półki są kierowane do deflegmatora(5) i oddzielane od flegmy (ciecz) w rozdzielaczu (11). Flegma jestkierowana z powrotem na kolumnę, natomiast opary spirytusu sąskraplane w chłodnicy (6) i kierowane do zbiornika rektyfikatu (7) przezmiernik przepływu (9).
2.2.8. Jonitacja
Jonitacja jest to proces wymiany jonów pomiędzy roztworemsubstancji zdysocjowanych a jonitem czyli tworzywem zawierającymw swojej strukturze centra jonowo czynne. Jonitacja jest więc metodąrozdzielania lub oczyszczania w odniesieniu do elektrolitów.
Jonity czyli nierozpuszczalne tworzywa wielkocząsteczkowe (natu-ralne lub syntetyczne żywice), obdarzone dysocjującymi grupami funk-cyjnymi, posiadają strukturę porowatą (gąbczastą), dzięki której uzys-kuje się rozwiniętą powierzchnię kontaktu grup jonowo czynnychz roztworem.
Odpowiednio dla dwóch rodzajów jonów dysponujemy dwomarodzajami jonitów a mianowicie — kationitami zdolnymi do wymianykationów i anionitami wymieniającymi z otaczającym roztworemaniony. Kationity, jako tworzywa zawierające związane w swojejstrukturze aniony, są nierozpuszczalnymi kwasami, których jony wodo-rowe mogą być zastąpione przez dowolne kationy. Wysycenic nieroz-puszczalnych anionów kationitu jednym rodzajem kationów dajemożliwość, w kontakcie z roztworem, wymiany tych kationów na innezawarte w tym roztworze. Proces takiej wymiany jest głównym zada-niem jonitacji z udziałem kationitu. Najczęściej występującymi grupami
145
funkcyjnymi kationitów, uszeregowanymi w/g malejącej aktywnościjonowej zwanej również siłą kwaszącą, są grupy: sulfonowe (-SO3H),fosforanowe |-PO(OH)2|, fenolowe (-0H) i karboksylowe(-COOH). Anionity zaś są to tworzywa z wbudowanymi w strukturęwielkocząsteczkową kationami zdolnymi do dysocjacji grup (OH)i przyłączania anionów z roztworu. Kationami w anionitach sąnajczęściej grupy aminowe, od najsłabszych zasadowo amin pierwszo-rzęd owych (-NH2)do najbardziej zasad o wy h alifatycznych amin czwar-torzędowych. Proces wymiany jonów między roztworem a jonitemmożna prowadzić w warunkach stacjonarnych przez zmieszanie jonituz roztworem lub w warunkach dynamicznych czyli przepływu roztworuprzez warstwę złoża jonitowego w kolumnie. Jonitacja prowadzonaw warunkach dynamicznych jest procesem znacznie bardziej efektyw-nym. Są tu bowiem warunki do kontaktu reagentów przy stalezmieniającym się stanie równowagi jonowej. Równowaga jonowaw realizacji wymiany między jonitem a roztworem polega na tym, że poskontaktowaniu jonitu obsadzonego jonami (A) z roztworem zawierają-cym jony (B) następuje częściowa wymiana jonów, aż do ustalenia sięstężeń poszczególnych jonów w jonicie i w roztworze. Ten właśniepoziom, na którym stężenia ustalają się, nazywamy równowagą jonową.Dla ilustracji rozważamy ustalenie się stanu równowagi jonowej układu:kationit (K+) obsadzony jonami Me t w kontakcie z roztworemzawierającym jony metalu Me2. Po pewnym czasie, w którym zachodzireakcja wymiany jonów nastąpi ustalenie równowagi stężeń jonów obumetali w kationicie (kl k2) i w roztworze (c t c2).
Stan równowagi jonowej można przedstawić schematycznie:
Kt— (Me t) -f Mej ^ K t—(Me2) + Met+
przy czym równowaga stężeń da się przedstawić następująco:
lii _ a2ik2 c2
Zależnie od powinowactwa chemicznego poszczególnych jonów dojonitu, wartość współczynnika (a) może przyjmować wartości większelub mniejsze od jedności. Oznacza to, że zależnie od rodzaju wymienia-jących się jonów, stan równowagi jonowej, a w szczególności ich
146
równowagowe stężenia w roztworze i w jonicie mogą przyjmowaćbardzo różne wartości. Stąd wynika, że każdorazowo dia konkretnychwarunków wymiany i określonego rodzaju jonów należy dobieraćodpowiedni jonit.
Ustalanie się stanu równowagi jonowej w układzie jonit-roztwóroznacza, że proces wymiany jonów jest procesem odwracalnym. Możnawięc dokonać regeneracji jonitu, którego grupy czynne zablokowane sąokreślonymi jonami przez skontaktowanie go w warunkach dynamicz-nych z roztworem zawierającym inne jony. Np. regeneracja jonituobsadzonego kationami (Me) odbywa się przez przepuszczenie przezjego złoże strumienia roztworu kwasu, dzięki czemu nastąpi wyparciez kationitu kationów metalu i obsadzenie jego grup czynnych jonamiwodorowymi. Nadmiar wprowadzonego do złoża kwasu jest po tymwypierany wodą do reakcji obojętnej. Tak zregenerowany kationit jestponownie zdolny do wiązania kationów z roztworów przez ich wymianęz własnymi jonami wodorowymi (H + ).
Analogicznie dzieje się z amonitami z tym, że regeneracji anionitówdokonuje się najczęściej zasadami, wypierając z nich odpowiednieaniony zasadowymi jonami (OH~).
Opisana zasada regeneracji jonitów nie oznacza, że stan pierwotnyjonitów czyli stan przed jonitacją polega na wprowadzeniu do jego grupczynnych jonów wodorowych (H + ) lub wodorotlenowych (OH~).Bardzo często regeneracja jonitów polega na zastąpieniu w jonitachjednych jonów innymi jonami, które z punktu widzenia powinowactwachemicznego będą korzystne w procesie zamierzonej wymiany jonów.Np. w cukrownictwie, w procesie jonitacyjnego oczyszczania soków,podczas ich odwapniania, po zablokowaniu kationami wapnia, regene-racji kationitu dokonuje się nie roztworem kwasu lecz roztworemchlorku sodowego. Czyni się tak dlatego, aby nie zakwaszać odwap-nianych kationitem soków lecz zamienić w nich kationy wapnia nakationy sodu.
W związku z ustalaniem się stanu równowagi jonowej dla precyzyj-nego i daleko zaawansowanego usunięcia określonych jonów z roz-tworu za pomocą jonitu, istnieje często konieczność wielokrotnejjonitacji roztworu na świeżo zregenerowanych kolumnach. Uzyskuje sięwówczas niezbędne przesunięcie stanu równowagi na korzyść zamierzo-nej wymiany. Np. dla pełnego odmineralizowania roztworu czylimaksymalnego usunięcia z niego jonów należy ten roztwór poddać
147
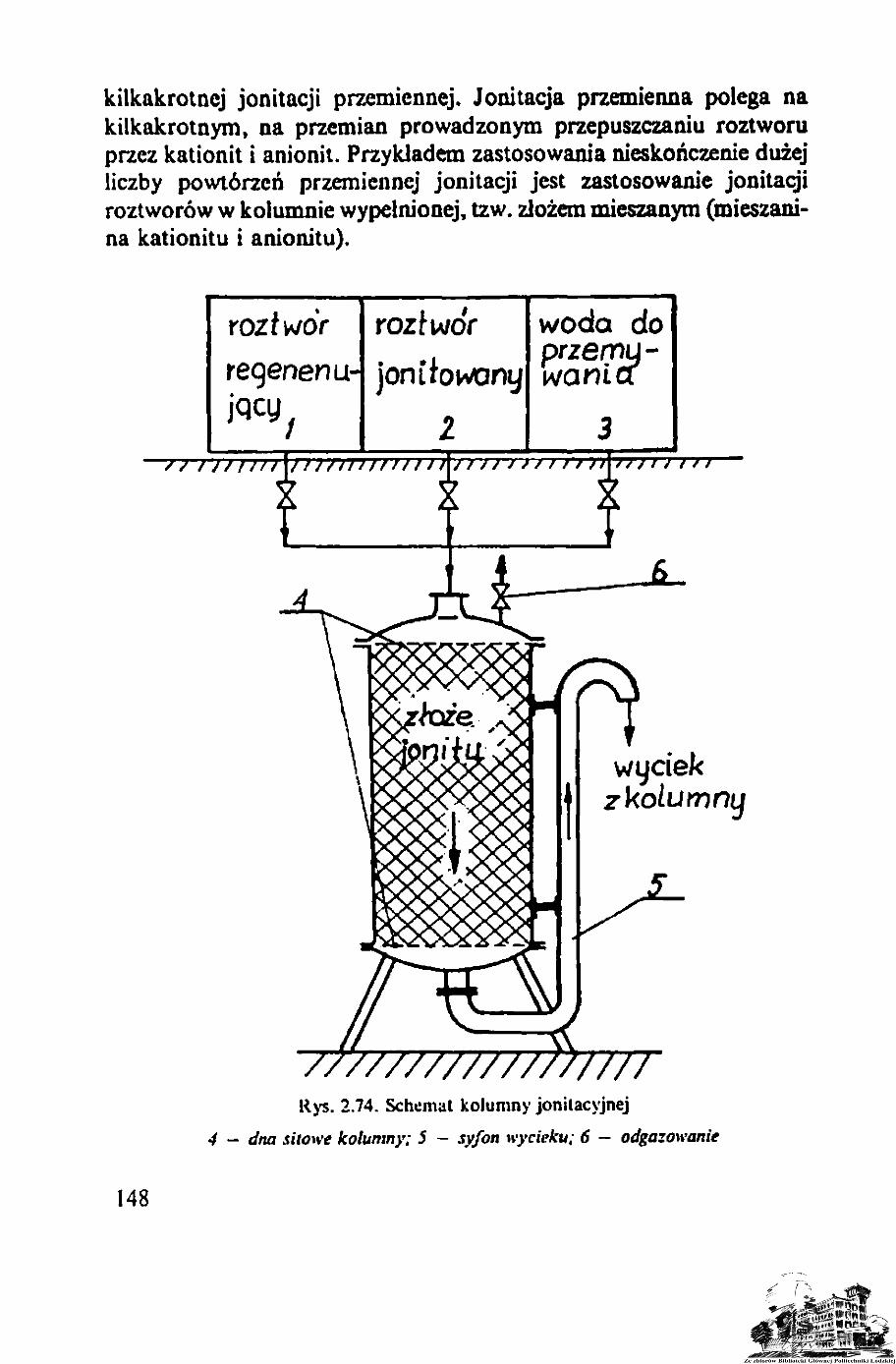
kilkakrotnej jonitacji przemiennej. Jonitacja przemienna polega nakilkakrotnym, na przemian prowadzonym przepuszczaniu roztworuprzez kationit i anionit. Przykładem zastosowania nieskończenie dużejliczby powtórzeń przemiennej jonitacji jest zastosowanie jonitacjiroztworów w kolumnie wypełnionej, tzw. złożem mieszanym (mieszani-na kationitu i amonitu).
roztwórregenenu-
roztwórjon i iowonij
woda doprzemu -wania
i i
wyciekzkolurnnu
///////7777/77T7T7Rys. 2.74. Schemat kolumny jonitacyjnej
4 - dna sitowe kolumny; 5 - syfon wycieku; 6 - odgazowanie
148
W procesie jonitacji można doszukać się znacznych analogii z proce-sem rektyfikacji. Tak więc, jak w procesie rektyfikacji, w kolumnie naposzczególnych pólkach mamy do czynienia z powtarzaniem cząst-kowych procesów destylacji, a kolumna rektyfikacyjna z wypełnieniemzastępuje układ o bardzo wielkiej liczbie pólek. Analogicznie do tego,powtarzanie jonitacji w układzie przemiennych kolumn (kationit-anio-nit) może być zwielokrotnione na kolumnie ze złożem jonitów miesza-nych.
W praktyce przemysłowej celem odmineralizowania wody orazinnych roztworów, względnie dokonania w nich wymiany jonów stosujesię proces jonitacji w kolumnach zapewniających odpowiednie warunkiwymiany jonów oraz warunki hydrodynamiczne. Układ takiej pojedyn-czej kolumny przedstawiony jest na rys. 2.74.
Proces jonitacji bardzo często łączy się nierozerwalnie z procesemadsorpcji prowadzącym w praktyce do zmniejszenia zabarwienia roz-tworów. Szczególnie znaczące w praktyce właściwości sorpcyjne (odbar-wiające) mają złoża anionitowe oraz niektóre słabo kwasowe (-COOH)kationity.
2,3. Procesy chemiczne
Reakcje chemiczne prowadzone celowo względnie przebiegającesamorzutnie w sposób nie zamierzony, towarzyszą praktycznie wszyst-kim procesom technologicznym. Stopień zaawansowania i ukierun-kowania tych reakcji nadają często właściwy charakter tym procesom,określając je mianem procesów i przemian fizykochemicznych.
Wśród bardzo wielu reakcji chemicznych, zachodzących podczaswytwarzania i zabezpieczania żywności, wyróżnić należy kilka proce-sów dominujących. Do takich dominujących i powszechnie stosowa-nych w technologii żywności procesów chemicznych należą procesy:hydrolizy, utleniania i redukcji, względnie uwodorniania.
2.3.1. Procesy hydrolizy
Proces hydrolizy jest procesem rozrywania wiązań chemicznychz przyłączeniem wody w obecności katalizatorów. W technologii
149
żywności znajduje on powszechne zastosowanie do uwalniania cukrówstanowiących element struktury cząsteczek polisacharydów względniedo modyfikacji tych polisacharydów. Najbardziej rozpowszechnionymw różnych dziedzinach produkcji żywności jest proces hydrolizy skrobi.
Skrobia jest polisacharydem zbudowanym z elementów glukozo-wych połączonych ze sobą wiązaniami glukozydowymi a—1,4 i a—1,6.Wiązania a-glukozydowe w skrobi należą do wiązań ulegających bardzołatwo rozerwaniu pod działaniem wody w warunkach stosunkowołagodnych. Skutecznymi katalizatorami w hydrolizie wiązań glukozy-dowych skrobi są rozcieńczone kwasy lub enzymy amyloli-tyczne.
Hydroliza kwasowa skrobi jest reakcją jednocząsteczkową, którąmożna wyrazić wzorem
- R),dt
gdzie: przyrost ilości glukozy w czasie,dt
k — stała reakcji (jeżeli pominąć reakcje uboczne towarzyszącehydrolizie jak rewersja, wówczas k = 0,64),
c — % zawartość kwasu,R — % stopień scukrzania skrobi.
Zgodnie z teorią Edwarda rozrywanie wiązania glukozydowego podwpływem wody w obecności protonów wodorowych (kwaśne środowis-ko) polega na przyłączeniu w pierwszym etapie protonu wodorowego dowolnej pary elektronowej tlenu stanowiącego mostek wiązania glukozy-dowego. W drugim etapie następuje rozerwanie wiązania pomiędzy tymtlenem a węglem anomerowym elementu glukozowego z jednoczesnymutworzeniem jonu karboniowego. W trzecim etapie następuje nuk-Icofilowe przyłączenie anionu hydroksylowego z wody do kationukarboniowego, a przez to wytworzenie wolnej grupy hydroksylowejprzy węglu anomerowym.
Prowadzona zgodnie ze schematem na rys. 2.75 reakcja hydrolizyskrobi w procesie wyczerpującym, pozwala teoretycznie w całościzamienić skrobię w glukozę. Proces taki był do niedawna podstawowymetapem produkcji glukozy w skali przemysłowej. Obecnie w produkcjiglukozy, proces hydrolizy kwasowej zatępuje się całkowicie procesem
150
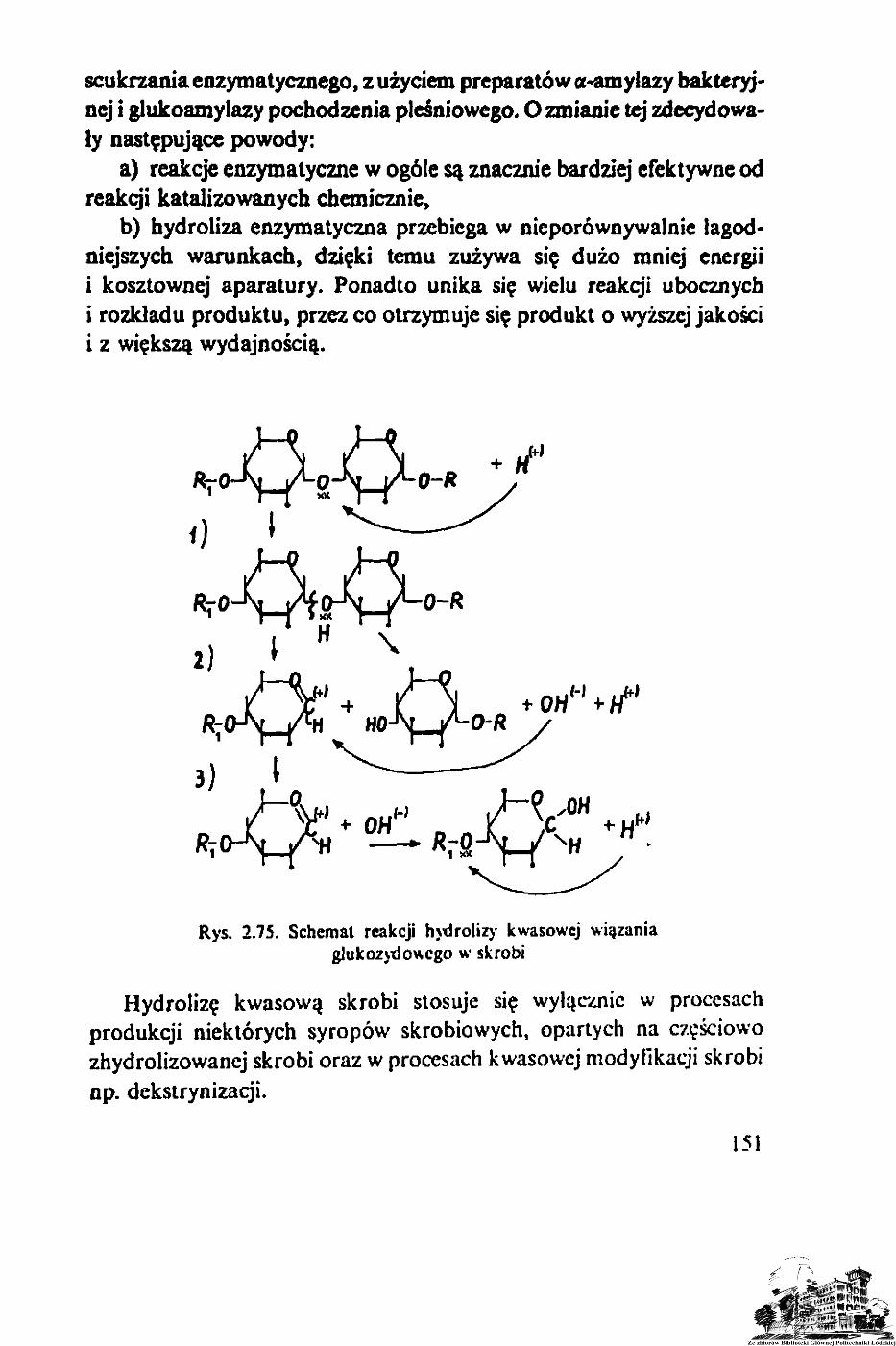
scukrzaniaenzymatycznego, zużyciem preparatów ct-amylazy bakteryj-nej i glukoamyiazy pochodzenia pleśniowego. O zmianie tej zdecydowa-ły następujące powody:
a) reakcje enzymatyczne w ogóle są znacznie bardziej efektywne odreakcji katalizowanych chemicznie,
b) hydroliza enzymatyczna przebiega w nieporównywalnie łagod-niejszych warunkach, dzięki temu zużywa się dużo mniej energiii kosztownej aparatury. Ponadto unika się wielu reakcji ubocznychi rozkładu produktu, przez co otrzymuje się produkt o wyższej jakościi z większą wydajnością.
Rys. 2.75. Schemat reakcji hydrolizy kwasowej wiązaniaglukozydowcgo w skrobi
Hydrolizę kwasową skrobi stosuje się wyłącznie w procesachprodukcji niektórych syropów skrobiowych, opartych na częściowozhydroiizowanej skrobi oraz w procesach kwasowej modyfikacji skrobinp. dekstrynizacji.
151
W warunkach przemysłowych proces hydrolizy skrobi, zarównoz użyciem kwasów jak i enzymów prowadzony jest metodami periodycz-nymi jak też ciągłymi. Periodycznie, hydroliza kwasowa prowadzonajest w reaktorach (konwertorach) typu autoklawu przy bezpośrednimogrzewaniu reagentów parą wodną pod ciśnieniem. Ciągły proceshydrolizy natomiast prowadzony jest w reaktorach rurowych ogrzewa-nych przeponowo w strumieniu przepływającego hydrolizatu. Przy-kłady rozwiązań przemysłowych procesów technologicznych hydrolizyskrobi przytoczone są w rozdziale IV.
Innym przykładem wykorzystania procesu hydrolizy w technologiiżywności jest proces hydrolizy białek dla otrzymania koncentratówaminokwasów lub przypraw odżywczych i smakowych. Procesemdominującym w reakcji hydrolizy białek katalizowanej przez kwasy lubzasady jest hydroliza wiązań peptydowych z uwolnieniem poszczegól-nych aminokwasów stanowiących podstawowe elementy molekuł biał-kowych. Podobnie jak w przypadku hydrolizy skrobi zastosowaniekataliztatora kwasowego i niezbędnych przy tym bardzo drastycznychwarunków reakcji występują duże straty wynikające z reakcji ubocz-nych. Dlatego też, coraz częściej kwasową lub zasadową hydrolizębiałek w przemyśle zastępuje się procesem hydrolizy enzymatycznej.
Proces hydrolizy tłuszczów odgrywa w produkcji żywności ogromnąrolę. Podstawą tego procesu jest reakcja hydrolizy wiązań estrowychłączących w tłuszczu gliccrol z trzena kwasami tłuszczowymi. Najwięk-szym problemem w produkcji i dystrybucji żywności z udziałemtłuszczów jest skuteczne zabezpieczenie tłuszczu przed samorzutniei niekorzystnie przebiegającym procesem hydrolizy, która jest międzyinnymi przejawem psucia się tłuszczu. Istnieją jednak poważnie roz-winięte działy przemysłu, w których prowadzi się hydrolizę tłuszczówcelowo, dla otrzymania glicerolu, mydeł, środków powierzchniowoczynnych i spulchniających (mono i diglicerydy). Hydroliza wiązańestrowych w tłuszczach jest prowadzona z udziałem katalizatoraalkalicznego.
2.3.2. Procesy utleniania
Procesy utleniania są niewątpliwie procesami najbardziej rozpow-szechnionymi w technologii żywności. W większości bowiem procesów
152
technologicznych poddana obróbce żywność kontaktuje się z tlenemz powietrza a przez to ulega reakcji utleniania szczególnie inten-syfikowanej przez podwyższenie temperatury i rozwijanie powierzchniprzez rozdrabnianie i mieszanie.
W związku ze szkodliwym na ogół wpływem na żywność procesówutleniania jej składników, przy projektowaniu i prowadzeniu procesówtechnologicznych należy uwzględnić konieczność zabezpieczenia żyw-ności przed tym wpływem.
Procesy utleniania są również rozpowszechnione w technologiiżywności jako celowo i pozytwynie ukierunkowane przemiany skład-ników żywności. Przykładami takich procesów mogą być procesyutleniania cukrów prostych i polisacharydów dla otrzymywania kwa-sów lub polisacharydów zmodyfikowanych.
Utlenianie glukozy. Utlenianie glukozy prowadzi się w celu otrzymania kwasu glukonowcgo, bardzo dobrego, Łagodnie kwaszącego środkaspożywczego oraz glukonianiu, wykorzystywanego w lecznictwie.W procesie tym wykorzystuje się podatność grupy karbonylowejglukozy w środowisku alkalicznym do łatwego utleniania się do grupykarboksylowej z udziałem węgla anomerowego. Proces utlenianiaglukozy oraz ewentualnie innych monoz prowadzi się w reaktorachotwartych przy temperaturze pokojowej lub podwyższonej i użyciusłabo alkalicznych roztworów wodnych. Czynnikiem bezpośrednioutleniającym cukier jest najczęściej tleno-halogenkowy anion w postacipodchlorynu lub podbrominu. Halogenkowy atom w takim anioniebędący na stopniu utlenienia (+1) zamienia się spontanicznie w anionhalogenkowy z ładunkiem (—1) dostarczając obiektowi utlenieniaatomu tlenu instatu nascendi według równania:
Me+ (OX)~ -> Me+ X ' + 1/2 CĄ.
Alkaliczne środowisko reakcji należy utrzymywać po to, aby popierwsze przyspieszyć proces tautomeryczny glukozy, a przez to zwięk-szyć prawdopodobieństwo udziału w reakcji karbonylowych formcukru. Po drugie w alkalicznym środowisku rozkład anionu tle-no-halogenkowego na anion halogenkowy z wydzieleniem tlenu nie jestzbyt gwałtowny, a przez to efektywność wykorzystania utleniacza jestwiększa.
153
W procesach utleniania przemysłowego aktywny utleniacz w postacianionów tleno-halogenkowych lub w innych reakcjach utlenianiaspecjalne rodniki są wytwarzane bezpośrednio w środowisku reakcjimetodą elektrolityczną.
Zupełnie analogicznie jak utlenianie glukozy prowadzi się przemys-łowy proces utleniania skrobi dla otrzymania skrobi utlenionej znaj-dującej zastosowanie do produkcji deserów żelowych i wielu innychpreparatów spożywczych. W tym przypadku wodną zawiesinę ziarnistejskrobi (mleczko skrobiowe) poddaje się procesowi utleniania w słaboalkalicznym roztworze podchlorynu sodowego. Podczas utlenianiaskrobi podchlorynem charakter reakcji utleniania różni się znacznie odutleniania glukozy mimo podobieństwa w technicznym wykonaniu tychprocesów.
Różnica wynika stąd, że podczas utleniania się skrobi atak tlenu niemoże być skierowany na grupy karbonylowe węgli anomerowych Jak toma miejsce w glukozie, ponieważ węgle anomerowe elementów glukozo-wych są zaangażowane w wiązaniach glukozydowych polisacharydu.Pojedyncze w cząsteczkach grupy karbonylowe nie mogą mieć w masieskrobi żadnego praktycznego znaczenia. Podczas utleniania skrobizatem, wydzielany tlen atakuje wobec tego 3 wolne grupy hydroksylowereszt glukozowych. Zgodnie ze znaną ogólnie, dużo większą reaktyw-nością grup hydroksylowych przy węglach I-rzędowych, skuteczny ataktlenu skierowany jest na szósty atom węgla. W praktyce okazało się, żepodczas utleniania skrobi podchlorynem watwarzane są w skrobi grupykarboksylowe przy węglach szóstych elementów glukozowych czyliskrobia tak utleniona zawiera zawsze w cząstkach nieliczne elementykwasu glukuronowego. Nadaje to skrobi utlenionej wiele specyficznychcech i właściwości.
2.3.3. Procesy uwodorniania (redukcji)
Szczególnie ważnym i w wielkiej skali stosowanym procesemuwodorniania w przemyśle spożywczym jest proces uwodornianiaolejów roślinnych czyli proces utwardzania tłuszczów.
Tłuszcze roślinne w większości charakteryzują się dużym udziałemcząsteczek zawierających reszty kwasów tłuszczowych jedno- i wielo-nienasyconych. Odpowiada to obeności w tych kwasach jednego lub
154
wielu wiązań podwójnych czyli nienasyconych. Nienasycone kwasyw glicerydach inaczej układają się w przestrzeni niż kwasy nasycone,a przez to warunkują ciekły stan całej mieszaniny glicerydów. Dlautwardzenia oleju roślinnego prowadzi się proces uwodornienia czylinasycenia dużej części nienasyconych wiązań podwójnych. Dokonujesię tego gazowym wodorem wtłaczanym do autoklawu zawierającegopłynny i rozgrzany olej w obecności katalizatora niklowego. Uwodor-niony tłuszcz podlega następnie rafinacji i uszlachetnieniu oraz jestprzekształcany w różnorodne produkty o charakterze substytutu masłatj. margarynę lub tzw. masło roślinne.
Innym przykładem procesu uwodornienia (redukcji) jest stosowanyw dużej skali proces redukcji glukozy do sorbitolu (glucy tolu). Otrzymy-wanie sorbitolu z glukozy polega na uwodornieniu roztworu wodnegoglukozy gazowym wodorem, wtłaczanym pod ciśnieniem około 8 MPaw obecności katalizatora platynowego lub palladowego. Następu-je w tych warunkach zredukowanie odblokowanych grup karbonylo-wych glukozy do grup hydroksylowych bez naruszenia strukturycząsteczki.
Po zakończeniu procesu redukcji roztwór sorbitolu jest rafinowanywęglem, zatężany do stężenia 70% i poddawany krystalizacji lub jestużywany bezpośrednio do biokonwersji sorbitolu do L-sorbozy. W tymprzypadku redukcja sorbitolu stanowi pierwsze stadium produkcjikwasu L-aksorbinowego, tj. witaminy C. W niektórych krajach jestdozwolone stosowanie sorbitolu jako środka słodzącego do wyrobuproduktów dla diabetyków oraz do produkcji wyrobów dietetycznycho niskiej kaloryczności. Sorbitol w dawce około 1 % jest używany jakośrodek przeciwdziałający krystalizacji cukrów w syropach farmaceuty-cznych. Estry sorbitolu z kwasami tłuszczowymi są wykorzystanew przemyśle spożywczym jako emulgatory o nazwie handlowej Span.Przykładowo jednolaurynian sorbitolu nosi nazwę Span 20, a jedno-oleinian sorbitolu Span 80.
155
3. METODY UTRWALANIA ŻYWNOŚCI
3.1. Wiadomości wstępne
Utrwalanie (konserwowanie) żywności pochodzenia roślinnegoi zwierzęcego jest podstawowym zadaniem wielu gałęzi przemysłuspożywczego. Podstawowym celem utrwalania żywności jest utrzyma-nie żywności w stanie możliwie nie zmienionym pod względem cech:fizycznych (struktura, smak, zapach), biologicznych (zachowanie war-tości odżywczej) oraz higienicznych. W odniesieniu do nietrwałychsurowców pochodzenia roślinnego i zwierzęcego w/w cel może byćosiągnięty przez spełnienie następujących warunków1:
a) wstrzymane zostaną lub bardzo zwolnione procesy biochemicz-ne, zwłaszcza oddychanie,
b) wstrzymane lub bardzo ograniczone zostanie działanie drobno-ustrojów w obrębie danego środka żywnościowego, tj. nastąpizniszczenie lub usunięcie drobnoustrojów z zabezpieczeniemprzed infekcją,
c) wstrzymane lub bardzo zwolnione zostaną procesy chemiczne,a zwłaszcza utlenianie, autooksydacja, degradacja witamin itp.,
d) wyeliminuje się przypadkowe skażenie żywności drobnoustroja-mi chorobotwórczymi, szkodliwymi pasożytami itp.
O skutecznym utrwalaniu żywności decydują zatem trzy główneprocesy: biochemiczny, mikrobiologiczny i chemiczny. Wszystkie teprocesy zależą od temperatury i związane są z danym środowiskiemżywnościowym, w którym zawarte są określone składniki odżywczeoraz woda. W praktyce przemysłowej okazało się, że najistotniejszymczynnikiem powodującym istotne straty i warunkującym skuteczne
156
utrwalanie żywności jest czynnik mikrobiologiczny. Wyeliminowaniedziałalności drobnoustrojów przez stosowanie określonych metodutrwalania skutecznie hamuje procesy biochemiczne. Przebieg zaśreakcji chemicznych zależy od metod utrwalania żywniości oraz tem-peratury i warunków składowania utrwalonych produktów.
Zatem sposoby utrwalania żywności można rozpatrywać z punktuwidzenia udziału drobnoustrojów w niepożądanym kierunku oddziały-wania na żywność, która jest ich środowiskiem bytowania. Z tegowzględu metody utrwalania żywności można podzielić na trzy rodzaje:— metody związane z osłabieniem lub uniemożliwieoiem rozwoju
drobnoustrojów przez wpływ na ich środowisko bytowania,— metody związane ze zniszczeniem drobnoustrojów w środowisku,— metody związane z usunięciem drobnoustrojów ze środowiska.
3.2. Zahamowanie rozwoju drobnoustrojów
Do tej grupy zalicza się metody utrwalania żywności polegające nazahamowaniu rozwoju drobnosustrojów przez obniżenie temperaturynp. składowanie chłodnicze i zamrażalnictwo, przez zwiększenie ciś-nienia osmotycznego np. zatężanie, słodzenie, solenie oraz przezzwiększenie aktywności jonów wodorowych np. zakwaszanie, kiszenie,wysycanie dwutlenkiem węgla (gazowanie).
Zakwaszanie polega na utrwalaniu produktów za pomocą kwasuoctowego o stężeniu 1 —4% lub rzadziej kwasu cytrynowego, mlekowe-go, winowego. Kwas octowy stosuje się pod postacją octu spożywczego.Produkty utrwalane kwasem octowym są nazywane marynatami. Obokoctu do marynowania używa się cukru i przypraw korzennych. WartośćpH marynowanych roztworów wynosi około 2,5. Wobec takiej wartościpH zostaje wstrzymany rozwój drożdży i bakterii.
Kwaszenie polega na fermentacyjnym wytworzeniu kwasu mleko-wego w surowcach, zwłaszcza roślinnych głównie w warzywach jakkapusta i ogórki o udziale około 1,5%, co prowadzi do obniżenia pHśrodowiska do pH 3,5—4. Obok bakterii mlekowych w fermentacjibiorą udział drożdże i pleśnie, które bytują w warstwie powierzchniowej.Dodatek około 2% chlorku sodowego zwiększa efektywność
157
konserwowania kwasu mlekowego i korzystnie poprawia smak kiszo-nek. Dla ograniczenia rozwoju drożdży kożuchujących i pleśni stosujesię niekiedy kwas sorbowy w dawce około 0,05%.
3.3. Zniszczenie drobnoustrojów
Zabicie drobnoustrojów następuje, metodami termicznymi w rodzajupasteryzacji i sterylizacji, metodami chemicznymi przez stosowaniechemicznych środków konserwujących oraz metodami fizycznymi przezdziałanie promieniami jonizującymi.
Do chemicznych środków konserwujących zalicza się takie in-dywidualne substancje chemiczne, które wywołują efekt destrukcyjnyna drobnoustroje w dawkach mniejszych niż 0,2%, a niekiedy znacznieniższymi.
Ponadto każdy środek konserwujący nie może być szkodliwy dlazdrowia ludzi i nic powinien zmieniać wartości smakowo-zapachowejproduktów. W związku z tym do konserwowania żywności dozwolonejest stosowanie ściśle określonych związków chemicznych w odpowied-nio dopuszczalnych dawkach stosownie do rodzaju produktów konser-wowanych. Chemiczne metody konserwowania mają charakter pomoc-niczy lub uzupełniający. To znaczy zwiększają efekt konserwującywywołany innymi metodami. Środki konserwujące wywołują destruk-cyjne zmiany w ścianie i błonie komórkowej drobnoustrojów, powodu-jąc plazmolizę lub denaturację białek. W przypadku soków owocowych,moszczów i przetworów z owoców i warzyw najpowszechniej stosuje siędwutlenek siarki w dawce 0,1-0,3% i kwas sorbowy lub jego solew dawce 0,1-0,15%. Benzoesan sodowy stosuje się do konserwacjiprzetworów owocowych i margaryny w dawce 0,1%.
Mimo prowadzenia bardzo licznych prób konserwowania żywnościmetodą radiacyjną, polegającą głównie na napromieniowaniu żywnościpromieniami fi i y, wysyłanymi z reaktora kobaltowego Co 6 0 , dotych-czas metoda ta nie jest stosowana w szerszym zakresie. Badaniapodstawowe dotyczące wpływu promieniowania radiacyjnego na po-szczególne składniki żywnościowe i organizmy wskazują, że podwpływem nawet niewielkich dawek promieniowania przebiegają reakcjewolnorodnikowe, które stymulują przebieg procesów autooksydacjii kondensacji. Zmiany w składzie są zbliżone do następstw termicznego
158
utrwalania żywności, lecz mechanizm jest odmienny i nie do końcawyjaśniony. Istotny problem wynika z faktu, ze liczne enzymy sąodporne na oddziaływanie wysokich dawek promieniowania. Skutkiemtego w produktach po zniszczeniu drobnoustrojów, w toku dłuższegoskładowania, przebiegają reakcje enzymatyczne, wywołujące niepożą-dane zmiany konsystencji i smaku.
3.4. Usuwanie drobnoustrojów
Metody związane z usuwaniem drobnoustrojów z żywności polegająna ich mechanicznym oddzieleniu za pomocą filtrowania lub wirowaniaw ciekłych produktach żywnościowych. Skuteczne wyjaławianie cieczyza pomocą filtrów o ściśle określonych małych porach około 0,5 panwymaga wstępnego termicznego wyjałowienia filtru wraz z urządzenia-mi pomocniczymi oraz wyeliminowanie możliwości wtórnego zakaże-nia. Filtracja tzw. abakteryjna jest poprzedzana przez procesy klarowa-nia i prefiltrację, tj. filtrację wstępną zwykle w celu zmniejszeniaobciążenia filtru głównego. Metody ultrafiltracji stosuje się do wyjała-wiania moszczów oraz płynów infuzyjnych i w fermentacji.
W przemyśle mleczarskim stosuje się niekiedy metodę ultra wirowa-nia do oddzielenia drobnoustrojów z mleka przeznaczonego do wyrobuserów twardych. W ultrawirówkach o przyspieszeniu odśrodkowymokoło 40 000 g można usunąć ponad 99,5% drobnoustrojów zawartychw mleku.
Z omówionych w skrócie metod utrwalania żywności największezastosowanie do przemysłowego utrwalania żywności mają:— utrwalanie żywności przez zamrażanie,— termiczne utrwalanie żywności,— osmoaktywne utrwalanie żywności.
3.5, Utrwalanie żywności przez zamrażanie
Podstawą utrwalania żywności przez obniżenie temperatury żywno-ści jest fakt, że wraz ze zmniejszeniem temperatury o 10°C szybkość
159
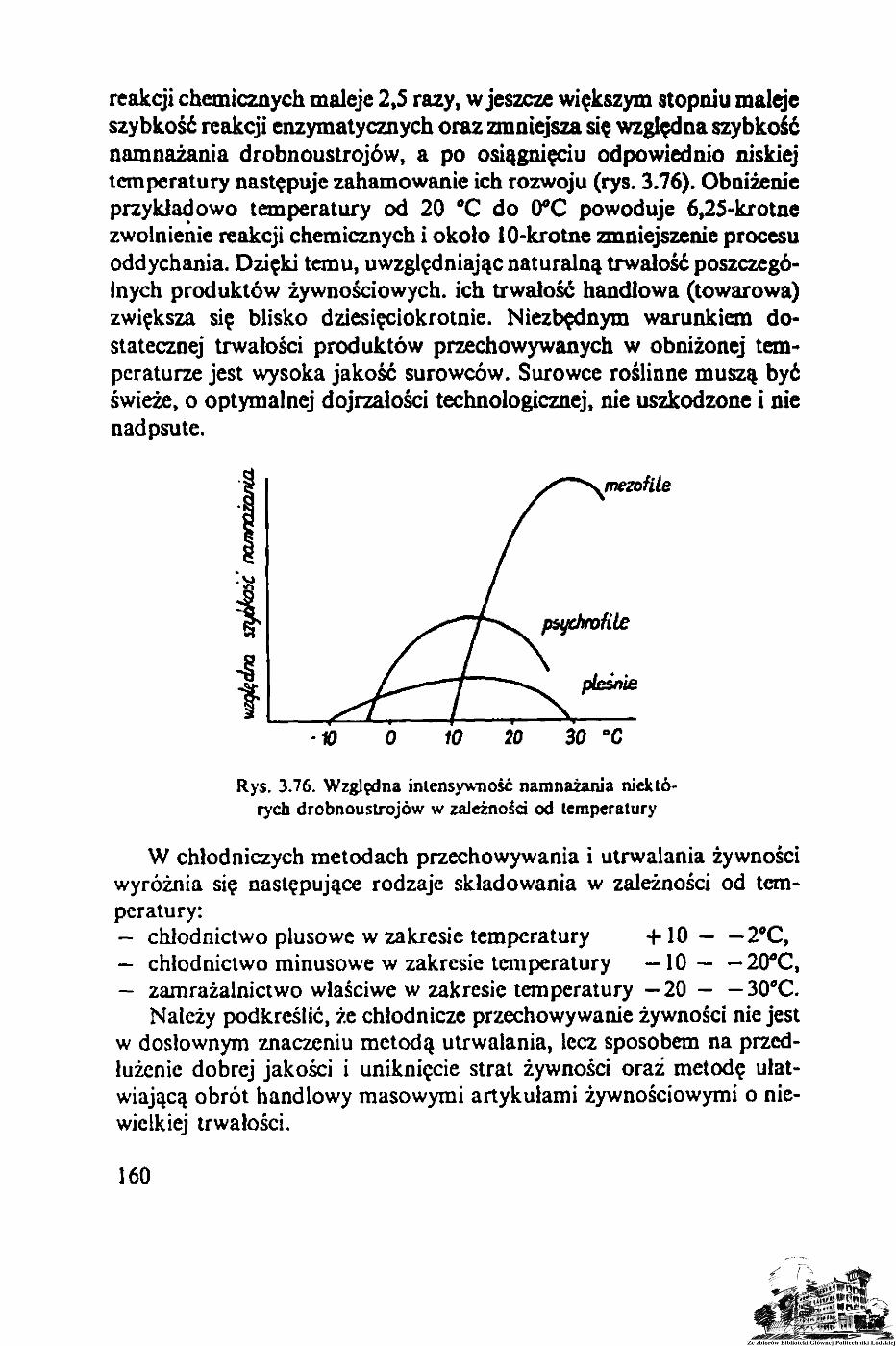
reakcji chemicznych maleje 2,5 razy, w jeszcze większym stopniu malejeszybkość reakcji enzymatycznych oraz zmniejsza się względna szybkośćnamnażania drobnoustrojów, a po osiągnięciu odpowiednio niskiejtemperatury następuje zahamowanie ich rozwoju (rys. 3.76). Obniżenieprzykładowo temperatury od 20 °C do 0°C powoduje 6,25-krotnezwolnienie reakcji chemicznych i około 10-krotne zmniejszenie procesuoddychania. Dzięki temu, uwzględniając naturalną trwałość poszczegó-lnych produktów żywnościowych, ich trwałość handlowa (towarowa)zwiększa się blisko dziesięciokrotnie. Niezbędnym warunkiem do-statecznej trwałości produktów przechowywanych w obniżonej tem-peraturze jest wysoka jakość surowców. Surowce roślinne muszą byćświeże, o optymalnej dojrzałości technologicznej, nie uszkodzone i nienad psute.
mezohle
-10 10 20 30 °C
Rys. 3.76. Względna intensywność namnażania niektó-rych drobnoustrojów w zależności od temperatury
W chłodniczych metodach przechowywania i utrwalania żywnościwyróżnia się następujące rodzaje składowania w zależności od tem-peratury:— chłodnictwo plusowe w zakresie temperatury +10 — — 2°C,— chłodnictwo minusowe w zakresie temperatury —10— —20°C,— zamrażalnictwo właściwe w zakresie temperatury —20 — — 30°C.
Należy podkreślić, że chłodnicze przechowywanie żywności nie jestw dosłownym znaczeniu metodą utrwalania, lecz sposobem na przed-łużenie dobrej jakości i uniknięcie strat żywności oraz metodę ułat-wiającą obrót handlowy masowymi artykułami żywnościowymi o nie-wielkiej trwałości.
160
Chłodnictwo plusowe ma zastosowanie w prawidłowym obrocietowarowym mleka, serów, masła, warzyw i owoców, wędlin orazniektórych konserw mięsnych.
Chłodnictwo minusowe odgrywa największą rolę w składowaniui obrocie handlowym mięsa i ryb oraz masła.
Zamrażalnictwo właściwe jest sposobem utrwalania żywności, którypolega na szybkim zamrożeniu żywności do - 20 -f- - 30°C i składowa-niu w tej temperaturze przez określony czas i odpowiednim rozmrożeniubezpośrednio przed obróbką kulinarną.
Zamrażanie żywności o budowie tkankowej jest zagadnieniembardzo złożonym, wynikającym ze zmiany intensywności odprowadza-nia ciepła z najgłębszych warstw zamrażanego materiału oraz tworzeniesię lodu z wody zawartej w soku komórkowym i roztworze między-komórkowym, których skład zmienia się w toku krystalizacji wody.
Temperatura zamarzania większości naturalnych surowców roślin-nych i zwierzęcych mieści się w granicach — 1 -i- —4°C. Obniżenietemperatury zamarzania wody w roztworach przebiega zgodnie z pra-wem Raoulta, tj. proporcjonalnie do molowego stężenie roztworu.W jednomolowym roztworze temperatura zamarzania wynosi— 1,87DC. W toku krystalizacji wody z roztworów następuje wzroststężenia substancji rozpuszczonej, co powoduje, że dalsze wymrażanicwody może przebiegać przy coraz niższych temperaturach. Zmianytemperatury zamarzania wody w zależności od stężenie sacharozypokazuje tabela:
Stężenie sacharozy w % wag. 10 20 30 40 50 60temperatura zamarzania -0,5 —1,5 -2,7 -4,5 -7,3 -12,0
Z tabeli widać, że w roztworze sacharozy o stężeniu 60% kryształylodu mogą pojawiać się w temperaturze —12*0. Podobnie tkankiroślinne i zwierzęce zamrożone do temperatury - 20*C zawierają jeszcze20% wody w stanie ciekłym, a całkowite zamrożenie soku komór-kowego następuje w temperaturze około — 60tfC, natomiast strefamaksymalnego powstawania kryształów lodu występuje w zakresietemperatury - 2 5°C. Zgodnie z teorią krystalizacji (2.2.5) szybkośćkrystalizacji i rozmiar kryształów zależą głównie od gradientu stężenia.
161
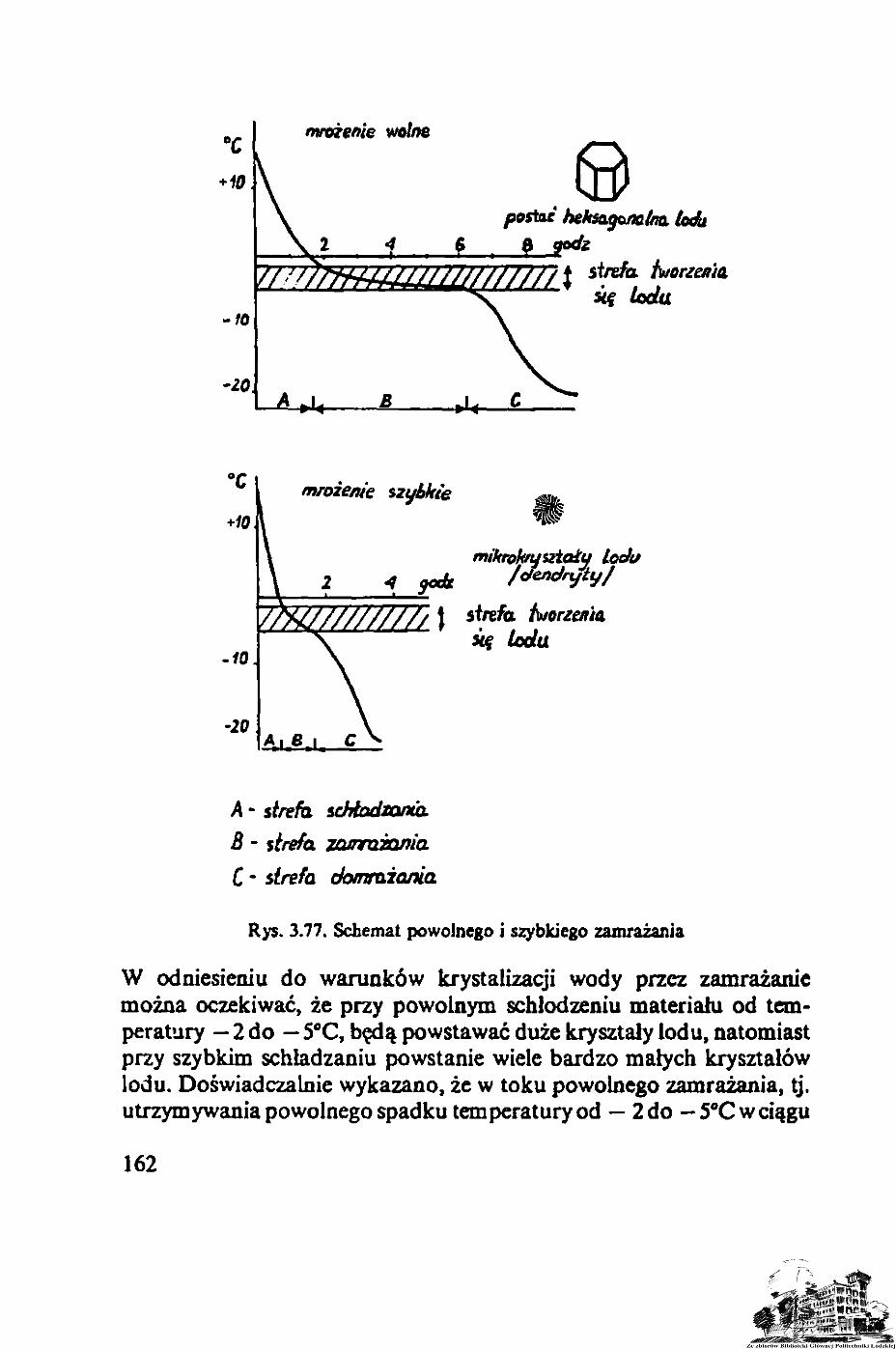
mrożenie wolne
~Z0
tworzeniaę Uda
mroiemt szybkie
locłu
tworzenia
A - strefa schładzaniaB • strefa zaorozamaC - strefa domnńanla
Rys. 3.77. Schemat powolnego i szybkiego zamrażania
W odniesieniu do warunków krystalizacji wody przez zamrażaniemożna oczekiwać, że przy powolnym schłodzeniu materiału od tem-peratury — 2 do — 5°C, będą powstawać duże kryształy lodu, natomiastprzy szybkim schładzaniu powstanie wiele bardzo małych kryształówlodu. Doświadczalnie wykazano, że w toku powolnego zamrażania, tj.utrzymywania powolnego spadku temperatury od — 2 do — 5°C w ciągu
162
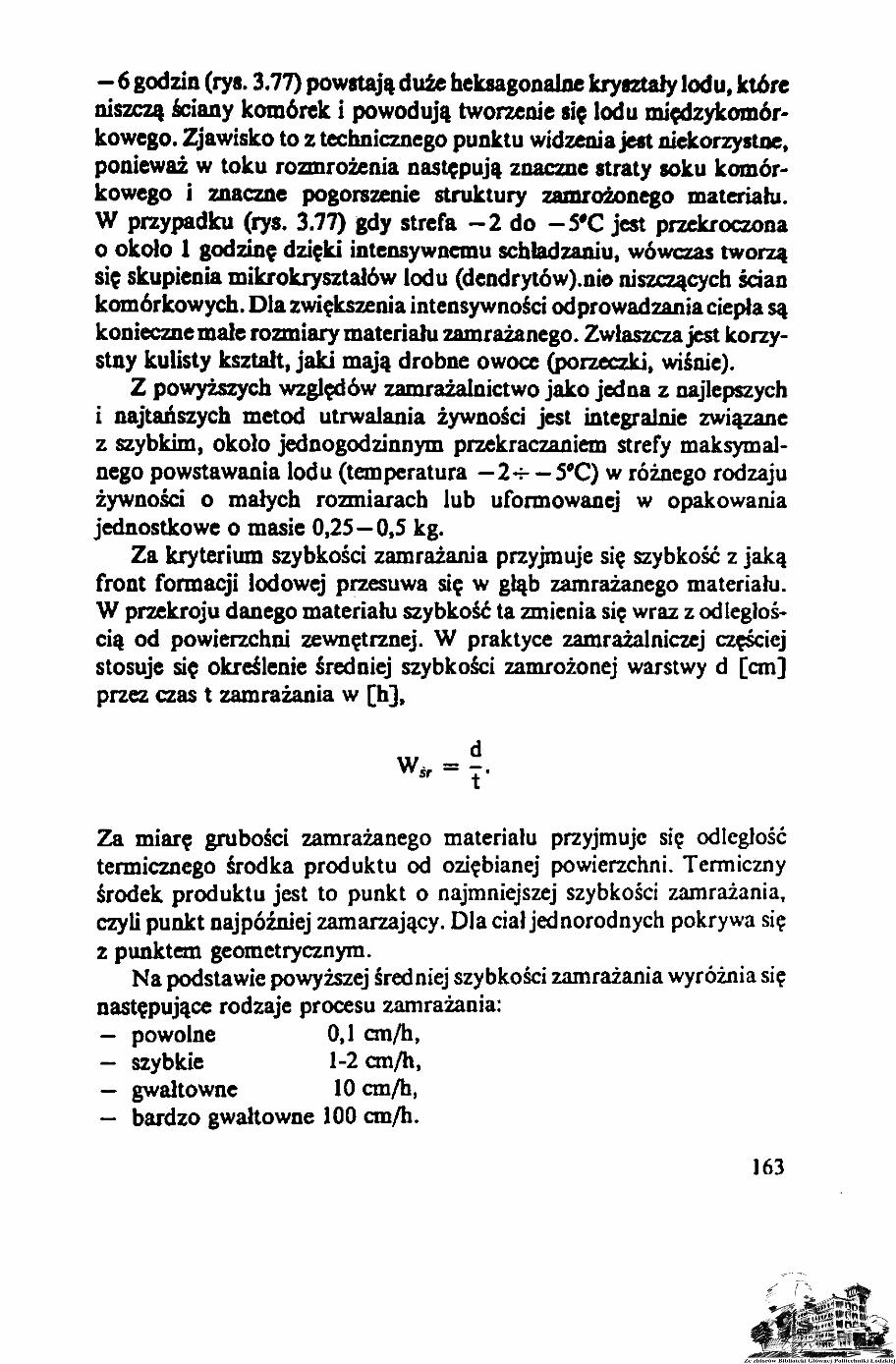
- 6 godzin (rys. 3.77) powstają duże heksagonalne kryształy lodu, któreniszczą ściany komórek i powodują tworzenie się lodu międzykomór-kowego. Zjawisko to z technicznego punktu widzenia jest niekorzystne,ponieważ w toku rozmrożenia następują znaczne straty soku komór-kowego i znaczne pogorszenie struktury zamrożonego materiału.W przypadku (rys. 3.77) gdy strefa - 2 do -5«C jest przekroczona0 około 1 godzinę dzięki intensywnemu schładzaniu, wówczas tworząsię skupienia mikrokryształów lodu (dendrytów).nie niszczących ściankomórkowych. Dla zwiększenia intensywności odprowadzania ciepła sąkonieczne małe rozmiary materiału zamrażanego. Zwłaszcza jest korzy-stny kulisty kształt, jaki mają drobne owoce (porzeczki, wiśnie).
Z powyższych względów zamrażalnictwo jako jedna z najlepszych1 najtańszych metod utrwalania żywności jest integralnie związanez szybkim, około jednogodzinnym przekraczaniem strefy maksymal-nego powstawania lodu (temperatura — 2+ — 5*C) w różnego rodzajużywności o małych rozmiarach lub uformowanej w opakowaniajednostkowe o masie 0,25—0,5 kg.
Za kryterium szybkości zamrażania przyjmuje się szybkość z jakąfront formacji lodowej przesuwa się w głąb zamrażanego materiału.W przekroju danego materiału szybkość ta zmienia się wraz z odległoś-cią od powierzchni zewnętrznej. W praktyce zamrażalniczej częściejstosuje się określenie średniej szybkości zamrożonej warstwy d [cm]przez czas t zamrażania w [h],
W = -
Za miarę grubości zamrażanego materiału przyjmuje się odległośćtermicznego środka produktu od oziębianej powierzchni. Termicznyśrodek produktu jest to punkt o najmniejszej szybkości zamrażania,czyli punkt najpóźniej zamarzający. Dla ciał jednorodnych pokrywa sięz punktem geometrycznym.
Na podstawie powyższej średniej szybkości zamrażania wyróżnia sięnastępujące rodzaje procesu zamrażania:— powolne 0,1 cm/h,— szybkie 1-2 cm/h,— gwałtowne 10 cm/h,— bardzo gwałtowne 100 cm/h.
163
Istnieje wiele metod zamrażania i jeszcze więcej technicznychsposobów jego wykonania. Wyróżnia się trzy rodzaje metod z technikiprowadzenia procesu:1) zamrażanie powietrzne,
a) owiewowe z zastosowaniem tuneli taśmowych;b) fluidyzacyjne z zastosowaniem tuneli rynnowych,
2) zamrażanie kontaktowe,a) płytowe,b) taśmowe,c) bębnowe;
3) zamrażanie immersyjne (zanurzeniowe),a) w cieczach niewrzących (ciekły azot, powietrze lub CO2),b) w cieczach wrzących (freony).Najpowszechniej stosuje się zamrażanie powietrzne. Powietrze jest
nic dość dobrym medium chłodniczym ze względu na mały współczyn-nik przewodzenia ciepła (X) i mały współczynnik wnikania ciepła (a).Poprawa współczynnika wnikania jest jednak możliwa przez inten-syfikację ruchu powietrza. Cechami decydującymi o powszechnościmetod zamrażania w powietrzu są:— uniwersalność aparatury,— prostota konstrukcji,— wysoki standard higieny,— niskie koszty eksploatacyjne.
Z uwagi na sposób kontaktu strumienia zimnego powietrza z mate-riałem zamrażanym, zamrażanie prowadzi się metodą owiewową lubfluidyzacyjną. Zamrażanie metodą owiewową prowadzi się w tunelachzamrażalniczych o działaniu okresowym lub ciągłym. Na rysunku 3.78przedstawiono schemat tunelu o działaniu ciągłym. Tunel składa sięz przenośnika taśmowego o zmiennym liniowym przesuwie taśmy,dwusekcyjnej obudowy oraz instalacji do wymuszonego przepływuzimnego powietrza o kierunku krzyżowo-wirowym w stosunku dokierunku przesuwu taśmy. Przed tunelem znajduje się pomieszczeniewraz z urządzeniami do technologicznej obróbki surowców w rodzajumycia, sortowania i ewentualnie pakowania. Następnie surowce sąwprowadzane na przenośnik taśmowy, za pomocą którego są przemie-szczane przez strefę chłodzenia o temperaturze około — 15°C i strefęmrożenia o temperaturze około — 40°C. Zamrożone produkty o tem-
164
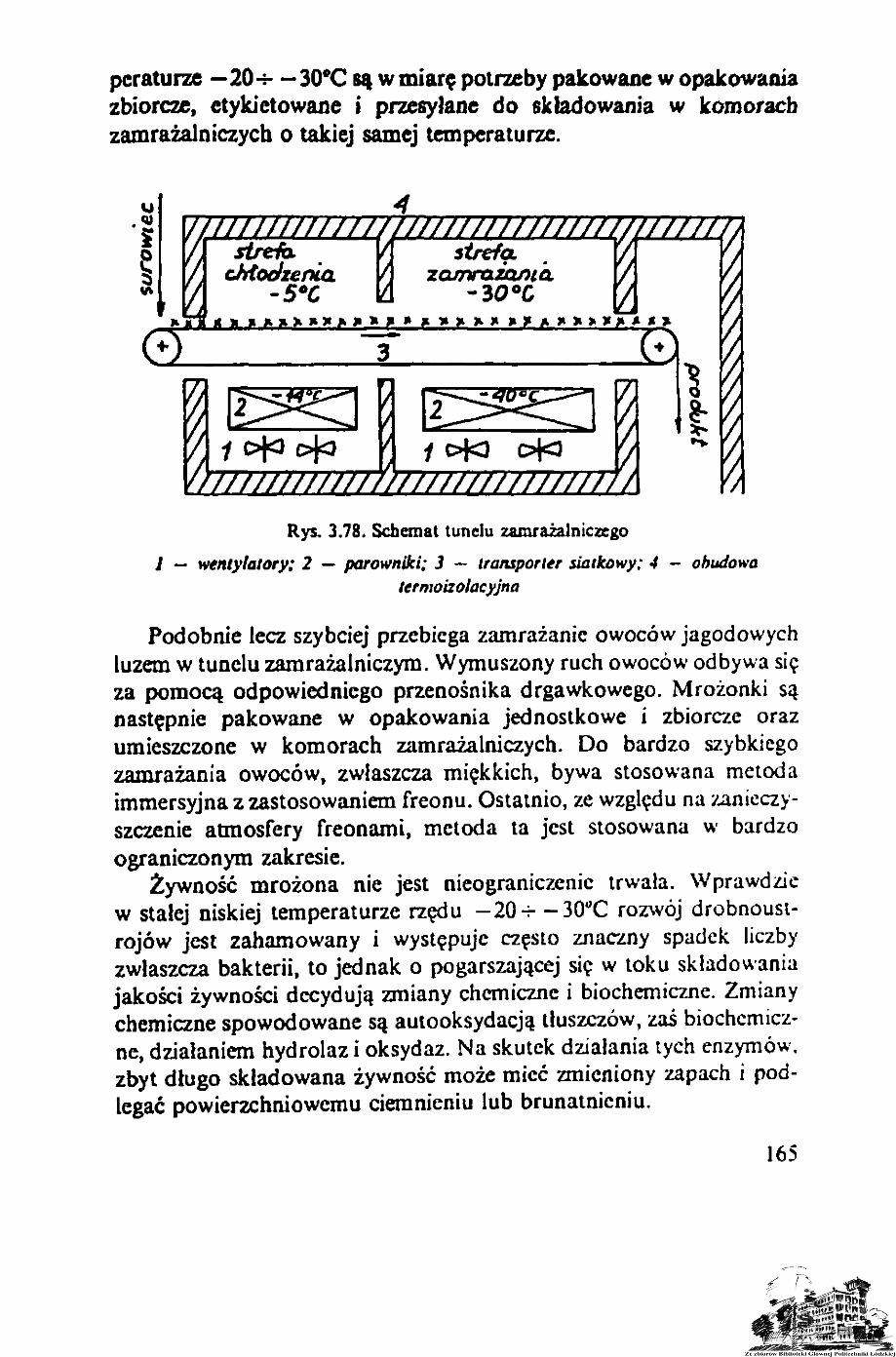
pcraturze — 20-r- - 30°C są w miarę potrzeby pakowane w opakowaniazbiorcze, etykietowane i przesyłane do składowania w komorachzamrażalniczych o takiej samej temperaturze.
<u
I strefachłodzenia /f//////////////////7//77
strefa.zamrażania
-3O°C
0
i1t
Rys. 3.78. Schemat tunelu zamrażali) iczego
1 — wentylatory; 2 — parowniki; 3 — transporter siatkowy; 4 - obudowatcrmoizolacyjna
Podobnie lecz szybciej przebiega zamrażanie owoców jagodowychluzem w tunelu zamraża I niczym. Wymuszony ruch owoców odbywa sięza pomocą odpowiedniego przenośnika drgawkowego. Mrożonki sąnastępnie pakowane w opakowania jednostkowe i zbiorcze orazumieszczone w komorach zamrażalniczych. Do bardzo szybkiegozamrażania owoców, zwłaszcza miękkich, bywa stosowana metodaimmersyjna z zastosowaniem freonu. Ostatnio, ze względu na zanieczy-szczenie atmosfery freonami, metoda ta jest stosowana w bardzoograniczonym zakresie.
Żywność mrożona nie jest nieograniczenie trwała. Wprawdziew stałej niskiej temperaturze rzędu - 2 0 + -WC rozwój drobnoust-rojów jest zahamowany i występuje często znaczny spadek liczbyzwłaszcza bakterii, to jednak o pogarszającej się w toku składowaniajakości żywności decydują zmiany chemiczne i biochemiczne. Zmianychemiczne spowodowane są autooksydacją tłuszczów, zaś biochemicz-ne, działaniem hydrolaz i oksydaz. Na skutek działania tych enzymów,zbyt długo składowana żywność może mieć zmieniony zapach i pod-legać powierzchniowemu ciemnieniu lub brunatnicniu.
165
W praktyce technologicznej mrożona żywność, w zależności od jejrodzaju, ulega systematycznej wymianie (rotacji). Po określonym czasieskładowania jest kierowana do obrotu handlowego, zaś na zwolnionemiejsce wprowadzana świeża.
Rozmrażanie mrożonek poprzedza zwykle ich obróbkę kulinarną tj,gotowanie lub smażenie. Proces rozmrażania powinien przebiegaćw sposób jak najszybszy w celu wyeliminowania strat soku komór*kowego w wycieku. Ze względu na częściowe zniszczenia budowytkankowej produkty rozmrożone są bardzo podatne na działaniedrobnoustrojów i są znacznie bardziej podatne na psucie niż takie sameprodukty nie mrożone. Dlatego jest niedopuszczalne, aby produktyrozmrożone były ponownie zamrażane i składowane.
Obrót żywnością mrożoną, mrożonkami odbywa się w systemie tzw.łańcucha chłodniczego, który uwzględnia możliwość przemieszczaniamrożonych towarów pomiędzy różnymi obiektami chłodniczymi z za-pewnieniem niezmienionej niskiej temperatury do czasu użycia produk-tu mrożonego do celów kulinarnych.
Łańcuch chłodniczy składa się z następujących elementów:— chłodnictwo technoiogiczno-produkcyjne (produkcja mrożonek),— chłodnictwo składowe (gromadzenie i składowanie mrożonek),— chłodnictwo w handlu i zakładach zbiorowego żywienia,— chłodnictwo w gospodarstwie domowym,— transport chłodniczy (urządzenia transportowe: wagony, samo-
chody przewożące mrożonki pomiędzy poszczególnymi obiektamichłodniczymi).Prognozy na najbliższe lata przewidują wzrost światowej produkcji
mrożonej żywności. Powodem tego jest konieczność uchronienia przedzepsuciem około 30% żywności z zastosowaniem energochłonnejmetody. Powszechnie uważa się, że składowanie chłodnicze jest najtań-szą metodą ograniczonego w czasie utrwalania żywności, a zamrażanienajtańszą i najlepszą metodą właściwego utrwalania żywności. Nato-miast zamrażałnictwo jest bardzo dobrą metodą zagospodarowanianietrwałej żywności.
3.6. Termiczne (cieplne) utrwalanie żywności
Termiczne utrwalanie żywności polega na doprowadzeniu do okreś-lonego rodzaju żywności takiej ilości energii cieplnej, która powoduje
166
technologicznie uzasadnione zniszczenia drobnoustrojów oraz uniemo-żliwia reinfekcję.
Zabieg termicznego utrwalania żywności może być wykonanydwoma sposobami:
a) przez umieszczenie żywności w zamkniętym naczyniu i steryliza-cję, tj. w procesie apertyzacji lub puszkowania,
b) przez sterylizację przepływową głównie żywności w postaciciekłej i aseptyczne pakowanie, tj. w procesie fasteryzacji lub upery-zacji.
Podstawowym zadaniem termicznych metod utrwalania żywnościjest zatem określenie warunków zniszczenia drobnoustrojów i ochronagotowego produktu przed zakażeniem wtórnym.
Należy zauważyć, że żywe tkanki roślinne i zwierzęce są niemalsterylne i dopiero w trakcie zbioru lub rozdrabniania surow-ców następuje zanieczyszczenie powierzchni i uszkodzenie komóreki tkanek.
Na ogół na określonym surowcu (materiale) rozwija się określonaflora bakteryjna, stosownie do składników żywnościowych, zawartościwody, pH, temperatury, dostępu tlenu itp.
Ze względu na przystosowanie drobnoustrojów do bytowaniai rozwoju w określonym środowisku (pH) dzieli się żywność na trzygrupy (w nawiasie podano typową florę szkodliwą):a) żywność mało kwaśna pH mikroflora
lub niekwaśna, np. mięso, 4 5 ( c l o s t r i d i u m bolulinum)mleko, warzywa białkowe
b) żywność kwaśna, np. 3,7-r 4,5 (bakterie kwasupomidory, gruszki masłowego)
c) żywność bardzo kwaśna, 3,7 (bakterie mlekowe,np. owoce kwaśne, kapusta pleśnie)kwaszonaNiezależnie od pH żywność jest botulinogenna, gdy jej aktywność
wodna wynosi a^ > 0,85. Ta granica zawiera bardzo dużą rezerwę,ponieważ Clostridium botulinum nie występuje już praktycznie, gdyaw < 0,94. Odpowiada to aktywności około 10% roztworu NaCl i 68%roztworu sacharozy.
Termiczna inaktywacja (niszczenie) drobnoustrojów następuje poprzekroczeniu maksymalnej temperatury rozwoju drobnoustrojów lubco jest równoważne przekroczeniu tzw. minimalnej temperatury letalncj
167
oraz doprowadzenie optymalnej dawki energii cieplnej wyznaczonejokreśloną temperaturą i czasem jej utrzymywania. Dawka energiicieplnej wymaga ścisłego określenia z następujących względów:
a) różne drobnoustroje giną przy różnej dawce energii i zniszczeniumuszą ulec najbardziej szkodliwe w danym środowisku,
b) zbyt mała dawka energii jest nieskuteczna,b) zbyt duża dawka energii jest zbędna i powoduje niepożą-
dane skutki uboczne w odniesieniu do niektórych składników żyw-ności.
3.6.1. Kryteria inaktywacji
Inaktywacja cieplna drobnoustrojów, enzymów ora2 rozkład związ-ków organicznych podlega równaniu kinetycznemu na szybkość reakcjiI rzędu
= k<a-x).
W przypadku inaktywacji cieplnej wartość (a) jest rozumiana jakopoczątkowa liczba drobnoustrojów w jednostce objętości, np. 1 cm3
i może być oznaczona symbolem (No), N — aktualna liczba drobnoust-rojów.
(a —x) — jest liczbą drobnoustrojów pozostałych przy życiu poczasie T, stąd:
r -
So i N o N
168
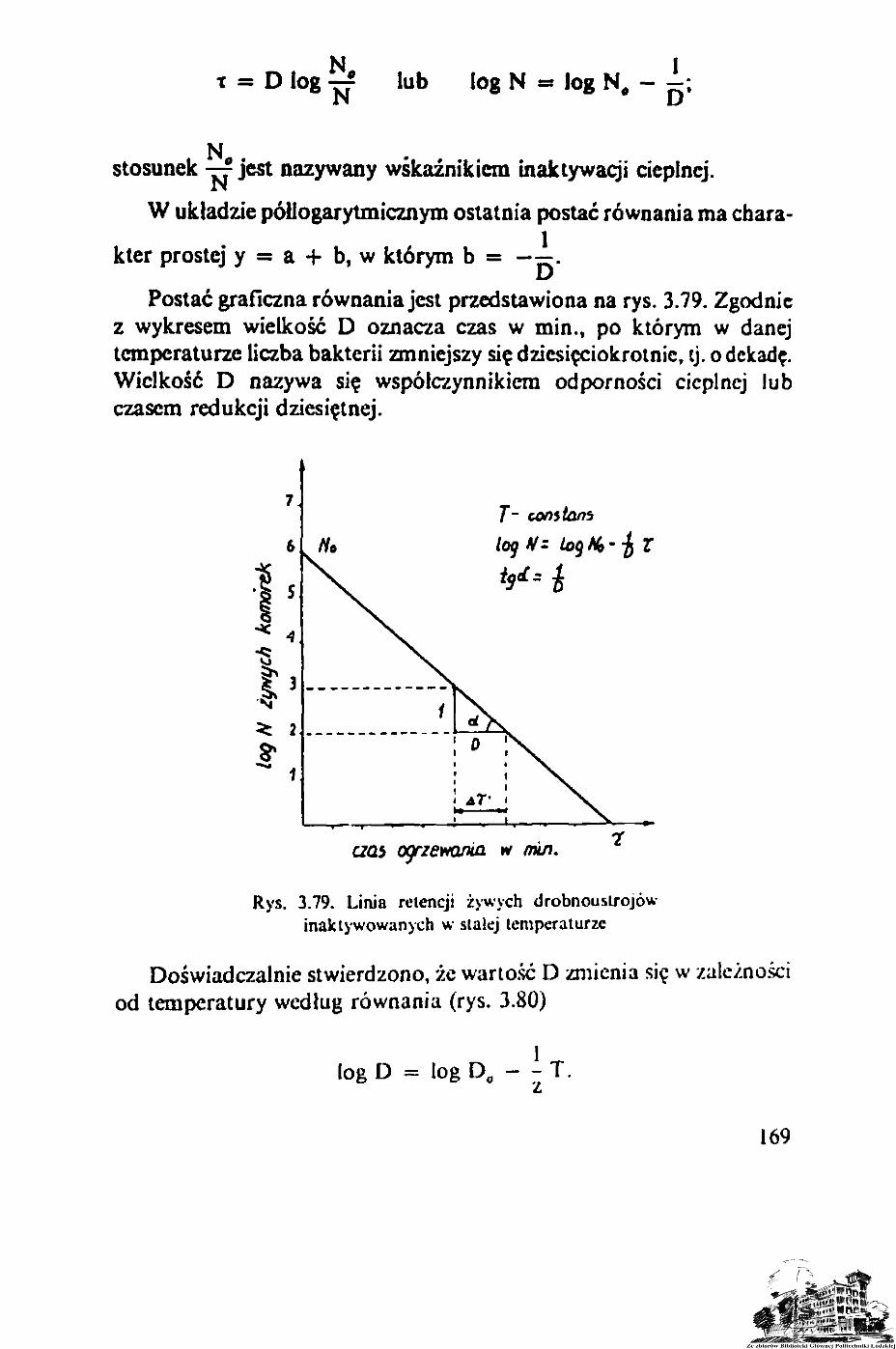
^ lub log N « log N, - - ;
Nstosunek -r~ jest nazywany wskaźnikiem inaktywacji cieplnej.
W układzie półlogarytmicznym ostatnia postać równania ma chara-
kter prostej y = a + b, w którym b = - — .
Postać graficzna równania jest przedstawiona na rys. 3.79. Zgodniez wykresem wielkość D oznacza czas w min., po którym w danejtemperaturze liczba bakterii zmniejszy się dziesięciokrotnie, tj. o dekadę.Wielkość D nazywa się współczynnikiem odporności cieplnej lubczasem redukcji dziesiętnej.
1
log
t
7,
6
5
Ą
2
No
N
T" tonttans
U
i
\1 «\
| 0•
AT-
ogrzewania w min.
Rys. 3.79. Linia retencji żywych drobnousLrojówinaktywowanych w siałej temperaturze
Doświadczalnie stwierdzono, ie wartość D zmienia się w zależnościod temperatury według równania (rys. 3.80)
logD = logDo - 7 T .
169
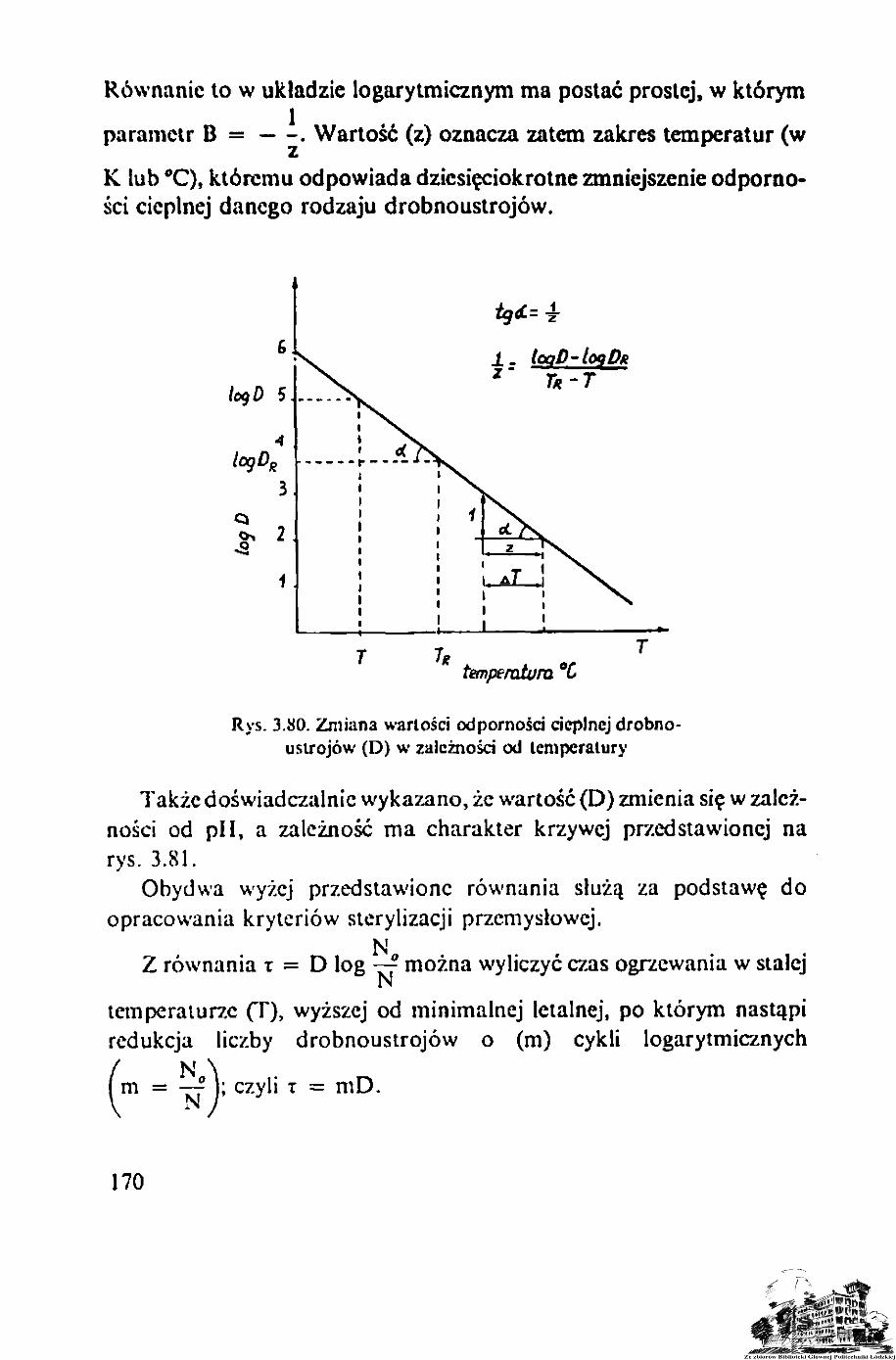
Równanie to w układzie logarytmicznym ma postać prostej, w którym
parametr B = . Wartość (z) oznacza zatem zakres temperatur (wz
K lub °C), któremu odpowiada dziesięciokrotne zmniejszenie odporno-ści cieplnej danego rodzaju drobnoustrojów.
= ±
logD 5 . .
logD,
3
!
1
1 . IOQD-IOQDR
[V
temperatura %
Rys. 3.80. Zmiana wartości odporności cieplnej drobno-ustrojów (D) w zależności od temperatury
Także doświadczalnie wykazano, że wartość (D) zmienia się w zależ-ności od pil, a zależność ma charakter krzywej przedstawionej narys. 3.81.
Obydwa wyżej przedstawione równania służą za podstawę doopracowania kryteriów sterylizacji przemysłowej.
NZ równania T = D log —j można wyliczyć czas ogrzewania w stałej
temperaturze (T), wyższej od minimalnej letalnej, po którym nastąpiredukcja liczby drobnoustrojów o (m) cykli logarytmicznych
Nm = -— ); czyli T = mD.
170
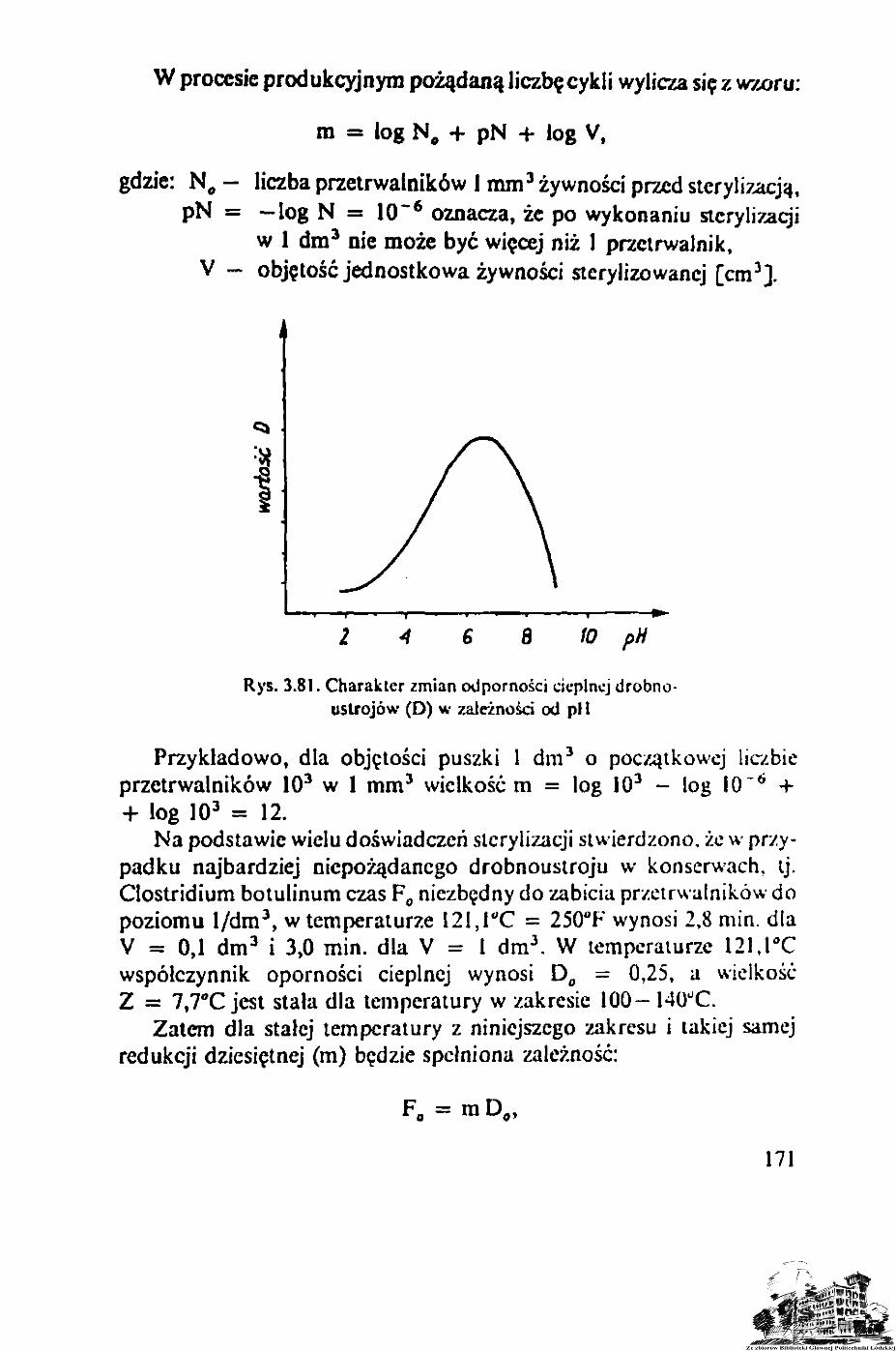
W procesie produkcyjnym pożądaną liczbę cykli wylicza się z wzoru:
m = log No + pN + log V,
zie: N. - liczba przetrwalników 1 mm3 żywności przed sterylizacją,-log N = 10" 6 oznacza, że po wykonaniu sterylizacjiw 1 dm3 nie może być więcej niż 1 przctrwalnik,objętość jednostkowa żywności sterylizowanej [cm3].
i
pN =
V —
8 W pH
Rys. 3.81. Charakter zmian odporności cieplnej drobno-ustrojów (D) w zależności od pl I
Przykładowo, dla objętości puszki 1 dm3 o początkowej liczbieprzetrwalników 103 w 1 mm3 wielkość m = log 103 - log 10"° ++ log 103 = 12.
Na podstawie wielu doświadczeń sterylizacji stwierdzono, że w przy-padku najbardziej niepożądanego drobnoustroju w konserwach, tj.Clostridium botulinum C2as Fo niezbędny do zabicia przetrwalników dopoziomu 1/dm3, w temperaturze 121,1"C = 250°F wynosi 2,8 min. dlaV = 0,1 dm3 i 3,0 min. dla V = I dm3. W temperaturze 121,TCwspółczynnik oporności cieplnej wynosi Do = 0,25, a wielkośćZ = 1J°C jest stalą dla temperatury w zakresie 100- 140°C
Zatem dla stałej temperatury z niniejszego zakresu i takiej samejredukcji dziesiętnej (m) będzie spełniona zależność:
F„ = m D„
171
T = mD,
stąd
F = —-0 D'
Liczba Fo wyrażana w minutach nosi nazwę liczby sterylizacji lubrównoważnika czasowcg*o sterylizacji.
W procesach wyjaławiania żywności utrzymanie stałej temperaturydotyczy tylko nielicznych procesów. Zwykle w czasie ogrzewaniatemperatura wzrasta, następnie utrzymuje się na stałym poziomiei w toku chłodzenia obniża się. Uzyskuje się więc określoną sumęcząstkowych efektów izoterm icznych, wynikających z oddziaływaniatemperatury w określonych odstępach czasu. Profil temperatury ogrze-wanego materiału musi być zatem dokładnie znany i wyznaczonyw środku termicznym (geometrycznym).
Oporność cieplna D zmienia się wraz z temperaturą zgodniez równaniem zilustrowanym na rys. 3.80..
1 log D - log D o
- ^ = 1 ^ lub - D ' - T - T °log D o z
oraz
D
T-
= 10 i L = 10
Wielkość Do/D = Li jest względnym współczynnikiem inaktywacjilub współczynnikiem ietalnym określającym ile razy oporność cieplnadanego drobnoustroju jest większa lub mniejsza niż w temperaturzeodniesienia. Dla Clostridium botulinum przyjmowana jest temperaturaodniesienia 121,rC.
Dla dynamicznej zmiany temperatury T = f (T), następuje równieżsumowanie cząstkowych izoterm icznych efektów sterylizacji:
172
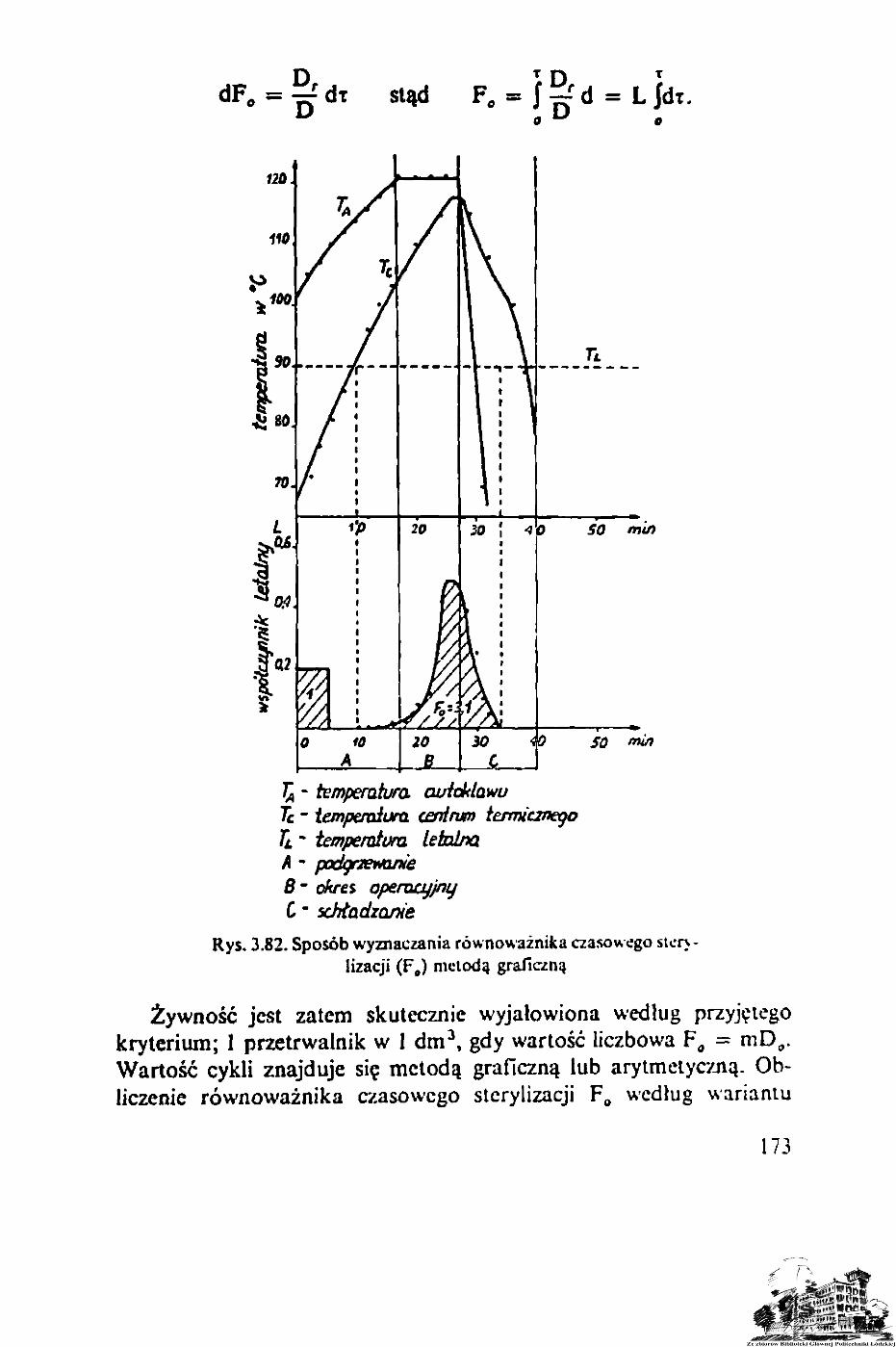
dF, = —r dt stąd
TA - temperatura cwtoktawuTe - tempemium asnłrum termicznegoTL • temperatura lełnfoaA - podgrzewanieB- okres opemajjnyC • schładzanie
Rys. 3.82. Sposób wyznaczania równoważnika czasowego stcr>-Hzacji (F.) mciodą graficzną
Żywność jest zatem skutecznie wyjałowiona według przyjętegokryterium; 1 przetrwalnik w 1 dm3, gdy wartość liczbowa F„ - mDa.Wartość cykli znajduje się metodą graficzną lub arytmetyczną. Ob-liczenie równoważnika czasowego sterylizacji Fo według wariantu
173
graficznego rys. 3.82 wykonuje się na podstawie:— zmiany temperatury centrum termicznego w czasie ogrzewania
i chłodzenia żywności puszkowanej,— wyznaczania wartości całki na podstawie pomiaru pola powierzchni
utworzonego przez iloczyn współczynnika letalnego (L) i czasusterylizacji w minutach.W odniesieniu do bakterii Closlridium botulinum zmiana współ-
czynnika letalnego (L) od temperatury jest następująca:
temp.pC] 90 100 110 115 120 121,1 125 130 140
L 0,0008 0,0077 0,077 0,24 0,77 1,0 2,44 7,7 77
Zalecana wartość czasowego równoważnika sterylizacji (F) w mindla wybranych warunków sterylizacji puszek o objętości 1 dm3 jestnastępująca:
temperatura sterylizacji110
5,75,5
115
4,65,1
122
3,94,7
127
3,64,4
wartość obliczona F o
wartość przeciętna Fh
(handlowa)wartość bardzo dużej F s g 6 73 1 2 6,8pewności sterylizacji
3.6.2. Technologia puszkowania (apertyzacji)
Proces technologiczny związany z produkcją wyrobów puszkowa-nych można podzielić na następujące etapy:- przygotowanie surowców,- przygotowanie opakowań,- napełnianie opakowań,- odpowietrzanie,- sygnowanie i przymykanie,- zamykanie naczyń,- sterylizacja i chłodzenie,
174
— termostatowanie,— etykietowanie,— magazynowanie.
Występują znaczne różnice w przydatności poszczególnych surow-ców zwłaszcza roślinnych, a nawet odmian, do produkcji wyrobówpuszkowanych. Z kolei rodzaj surowca, jego skład chemiczny, właś-ciwości smakowe i fizyczne determinują typ konserw i warunki prowa-dzenia sterylizacji. Podstawowymi surowcami do sporządzania różnegotypu wyrobów puszkowanych są: owoce, warzywa, ryby, mięso i mleko.Owoce służą do produkcji kompotów, warzywa do produkcji konserwciętych (sałatek),.przecierów i koncentratów. Mięso i ryby używane doprodukcji konserwowanych mas przecieranych, rozdrabnianych lubprasowanych. W związku z tym, operacje technologiczne związanez przygotowaniem surowców do puszkowania są zróżnicowane i niekie-dy złożone.
Wielkość opakowań oraz ilość napełnienia głównym składnikiemtzw. wsadu zalewy są ściśle określone odpowiednimi normami za-kładowymi lub branżowymi. Przykładowo do wyprodukowania 1 kgkompotu zużywa się około 0,6 kg owoców i 0,2 kg cukru w postaciroztworu sacharozy o stężeniu 30%—60%. Tak zwana zalewa jeststosowana do produkcji konserw, w których produkt główny, wsad, niewypełnia szczelnie naczyń. Celem stosowania zalewy jest usunięciepowietrza, unieruchomienie konserwy oraz podniesienie jej cech or-ganoleptycznych. W konserwach mięsnych zalewą może być osolonawoda, roztwór żelatyny oraz różne sosy.
Ważną operacją technologiczną jest odpowietrzanie konserw, tj.usunięcie powietrza z naczynia i jego zawartości. Mała ilość pozos-tawionego powietrza uniemożliwia przebieg procesów utleniania, ogra-nicza korozję puszek metalowych i /mniejsza możliwość rozwojupojedynczych przetrwalników bakteryjnych. Zamykanie puszek i sło-jów, odpowiednio oznakowanych, odbywa się maszynowo za pomocąurządzeń dostosowanych do rodzaju opakowań i wielkości.
Następnie zapuszkowana żywność jest poddawana sterylizacjiw okresowych lub ciągłych autoklawach, w warunkach dokładnieustalonych, które zapewniają tzw. sterylność handlową, rozumianąw ten sposób, że tylko nie więcej niż np. 0,1% puszek nic wykazujedostatecznej trwałości. W celu oceny skuteczności sterylizacji, z każdejpartii sterylizowanej żywności pobiera się rcprezeniatywnie wybrane
175
jednostkowe opakowanie i poddaje się próbie termostatowania w tem-peraturze 37—40°C w czasie 3 — 8 dni. Na podstawie pozytywnychwyników termostatowania, dana partia gotowego wyrobu jest dopusz-czana do obrotu handlowego.
3.6.3. Technologia sterylizacji przepływowej metodą UHT
Określenie sterylizacja UHT (ultra high temperaturę, Ultrahochhit-zung) oznacza, że sterylizowany homogenny materiał (zwykle ciecz) jestpoddawany ogrzewaniu w bardzo wysokiej temperaturze 135—140*Cprzez 2—4 sekundy, po czym zostaje schłodzona do temperatury 20°C,umieszczona w sterylnym zbiorniku i zapakowana aseptycznie dopojedynczych opakowań.
Atrakcyjność tego rodzaju sterylizacji wynika z dwóch następują-cych powodów:- zmiany destrukcyjne bardzo wysokiej temperatury, powyżej 130°C,
na drobnoustroje przebiegają względnie szybciej niż reakcje powo-dujące degradację składników żywności (rys. 3.83),
— w temperaturze około 140"C liczbową wartość czasowego równo-ważnika sterylizacji wynoszącą 3 minuty można uzyskać w 2,5 s.Doświadczenia dotyczące głównie sterylizacji mleka wykazały, że
w temperaturze 135—140°C uzyskuje się wysoki stopień sterylizacjiz minimalnym przebiegiem reakcji brunatnicnia. Równomierne ogrza-nie cieczy do jeszcze wyższej temperatury i utrzymanie krótszego czasusterylizacji jest technicznie trudne do wykonania. Sterylizacja metodą(UHT) w połączeniu zaseptycznym pakowaniem pozwala na uzyskanieproduktu o dużej trwałości i minimalnych zmianach koloru, smakui zapachu. Warunkiem niezbędnym skuteczności tego typu sterylizacjijest homogenność materiału. W przypadku sterylizacji zawiesiny ciałastałego o średnicy cząstek 2 cm w cieczy wykazano, że dla uzyskaniarównoważnika czasowego 3,5 min. ciało stałe musi być utrzymywaneprzez 30 sekund, w tym czasie zaś (Fo) dla cieczy osiąga wartośćd7Jcsięciokrotnic wyższą (35 min.), a to wyraźnie wpływa na zmianęwłaściwości organoleptycznych. Metodę (UHT) najpowszechniej stosu-je się w mleczarstwie do produkcji mleka o przedłużonej trwałości, tzw.mleko UHT. Jest to sterylizowane i homogenizowane
176
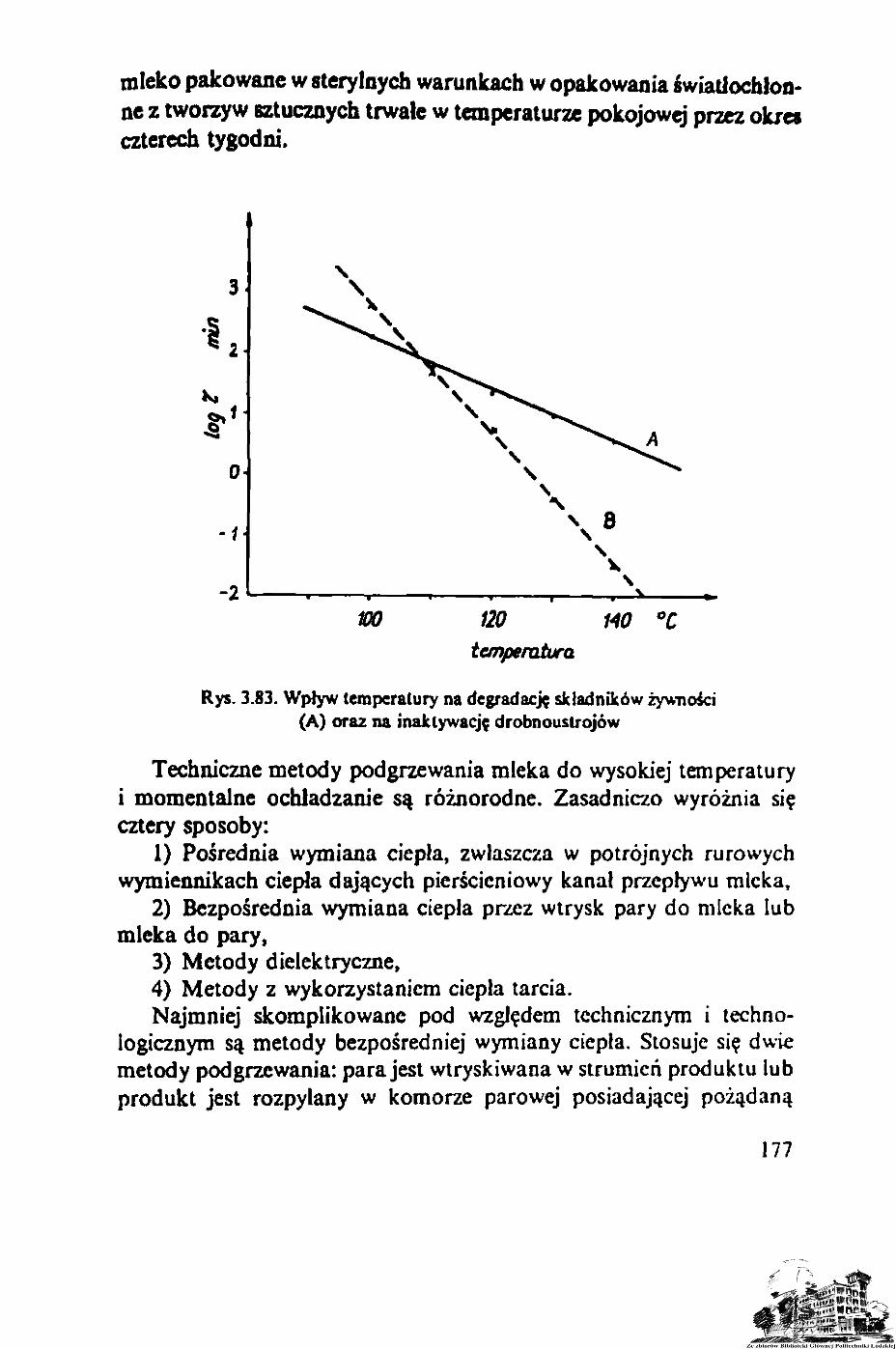
mleko pakowane w sterylnych warunkach w opakowania światłochlon-ne z tworzyw sztucznych trwałe w temperaturze pokojowej przez okresczterech tygodni.
2
•i
-2120 140 °C
temperatura
Rys. 3.83. Wpływ temperatury na degradację składników żywności(A) oraz na inaklywację drobnoustrojów
Techniczne metody podgrzewania mleka do wysokiej temperaturyi momentalne ochładzanie są różnorodne. Zasadniczo wyróżnia sięcztery sposoby:
1) Pośrednia wymiana ciepła, zwłaszcza w potrójnych rurowychwymiennikach ciepła dających pierścieniowy kanał przepływu mleka,
2) Bezpośrednia wymiana ciepła przez wtrysk pary do mleka lubmleka do pary,
3) Metody dielektryczne,4) Metody z wykorzystaniem ciepła tarcia.Najmniej skomplikowane pod względem technicznym i techno-
logicznym są metody bezpośredniej wymiany ciepła. Stosuje się dwismetody podgrzewania: para jest wtryskiwana w strumień produktu lubprodukt jest rozpylany w komorze parowej posiadającej pożądaną
177
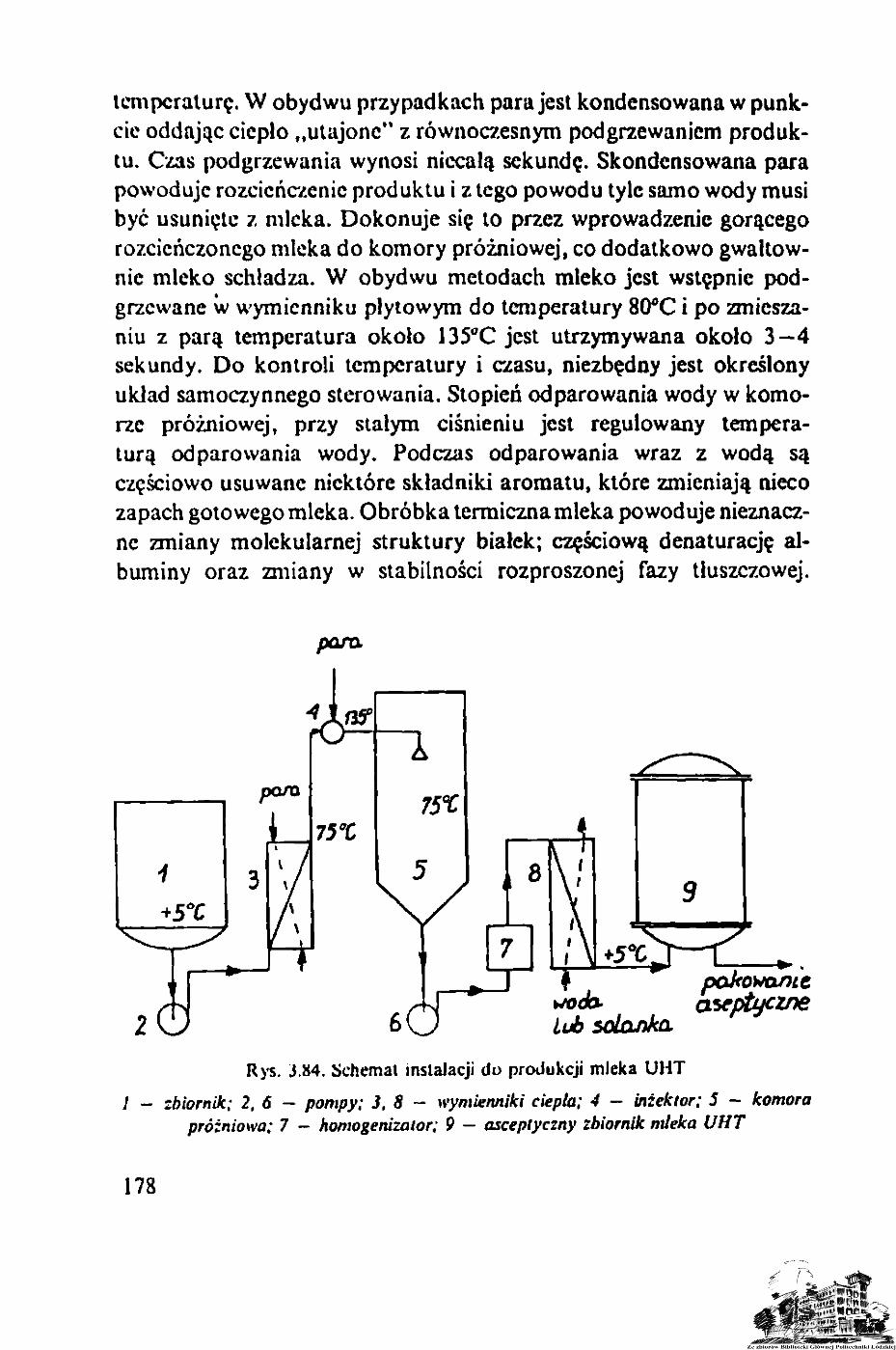
temperaturę. W obydwu przypadkach para jest kondensowana w punk-cie oddając ciepło „utajone" z równoczesnym podgrzewaniem produk-tu. Czas podgrzewania wynosi niecałą sekundę. Skondensowana parapowoduje rozcieńczenie produktu i z tego powodu tyle samo wody musibyć usunięte z mleka. Dokonuje się to przez wprowadzenie gorącegorozcieńczonego mleka do komory próżniowej, co dodatkowo gwałtow-nie mleko schładza. W obydwu metodach mleko jest wstępnie pod-grzewane w wymienniku płytowym do temperatury 80°C i po zmiesza-niu z parą temperatura około 135°C jest utrzymywana około 3—4sekundy. Do kontroli temperatury i czasu, niezbędny jest określonyukład samoczynnego sterowania. Stopień odparowania wody w komo-rze próżniowej, przy stałym ciśnieniu jest regulowany tempera-turą odparowania wody. Podczas odparowania wraz z wodą sączęściowo usuwane niektóre składniki aromatu, które zmieniają niecozapach gotowego mleka. Obróbka termiczna mleka powoduje nieznacz-ne zmiany molekularnej struktury białek; częściową denaturację al-buminy oraz zmiany w stabilności rozproszonej fazy tłuszczowej.
pana
pakowanietczne
i -
Lub solanka
Rys. 3.H4. Schemai instalacji do produkcji mleka UHT
zbiornik; 2, 6 — pompy; 3. 8 - wymienniki ciepła; 4 - inżektor; 5 - komorapróżniowa; 7 - homogenizator; 9 — asceptyczny zbiornik mleka UHT
178
Z powyższych względów mleko po opuszczeniu komory próżniowej jestpoddawane homogenizacji, końcowemu schładzaniu i jest magazyno-wane w sterylnym zbiorniku. Ze zbiornika w aseptycznych warunkachjest pakowane do opakowań jednostkowych. Schemat instalacji doprodukcji mleka UHT jest przedstawiony na rys. 3.84. Technikę UHTstosuje się także do produkcji wysokiej jakości ciekłych homogenizowa-nych preparatów odżywczych np. dla dzieci i preparatów dietetycznych.Sposób ten ma także zastosowanie do pasteryzacji ciekłych półproduk-tów, przecierów z owoców lub warzyw, które następnie są przechowy-wane w stanie zamrożonym w postaci niewielkich kostek, a następniew miarę potrzeby są pobierane do bieżącej produkcji wyrobów złożo-nych z poszczególnych półproduktów. Połączenie zatem dwóch nowo-czesnych metod utrwalania umożliwia produkcję żywności wysokiejjakości.
3.7, Osmoaktywne utrwalanie żywności
Osmoaktywnemetody utrwalania żywności polegają na zahamowa-niu rozwoju drobnoustrojów dzięki zwiększeniu ciśnienia osmotycz-nego fazy wodnej produktu przez zatężanie, dodanie cukru lub dodaniesoli kuchennej. W toku zatężania lub dosładzania następuje zwykleoddziaływanie ciepła, a także następuje wzrost aktywności jonówwodorowych.
Produkty utrwalane metodami osmoaktywnymi mają postać gęs-tych syropów, past i ciał półpłynnych lub mazistych. Są trwałe w sposóbograniczony i dla zwiększenia trwałości dodaje się niekiedy konserwan-tów, które zapobiegają zwłaszcza pleśnieniu warstw powierzchniowych.
Do metod osmoaktywnych nic zalicza się procesu suszenia, któregocelem jest uzyskanie zwykle produktu o konsystencji stałej, w którymkońcowa zawartość wody waha się w szerokich granicach od 20% np.w mące ziemniaczanej do 0,05% w cukrze białym. Zawartość wodyzależy bowiem od struktury materiału wysuszonego i jego właściwościadsorpcyjnych i higroskopijności. Zatem nieograniczenie trwały suszw postaci mączki ziemniaczanej zawiera więcej wody niż niecałkowicieodporny na pleśnienie koncentrat w postaci syropu skrobiowegoo zawartości wody 16%.
Większość bakterii i drożdży nie rozwija się przy stężeniu sacharozyokoło 65% wagowych, natomiast pleśnie z rodzaju Aspergillus i Penicil-lium mogą się rozwijać przy stężeniu s.s. ponad 80%, jeżeli wilgotnośćwzględna powietrza nad roztworem wynosi ponad 65%. Zjawisko takiemoże nastąpić przy skraplaniu się pary wodnej w naczyniach za-mkniętych przeniesionych z miejsca cieplejszego w chłodniejsze.
Osmoaktywne metody utrwalania żywności związane z zatężaniemmają zastosowanie w przemyśle owocowo-warzywnym do produkcjikoncentratów soków owocowych, powideł, past i koncentratów warzy-wnych. Są także stosowane w mleczarstwie do produkcji mlekazagęszczonego i w przemyśle ziemniaczanym do produkcji syropówskrobiowych. Proces zatężania cieczy i zawiesin prowadzi się w wypar-kach próżniowych okresowych i ciągłych.
Typowym przykładem zastosowania cukru jako wyłącznego środkakonserwującego jest produkcja syropów owocowych. Syropy owocoweotrzymuje się przez połączenie 40 części wagowych klarownych sokówz 60 częściami wagowymi krystalicznego cukru. Uzyskuje się syropo stężeniu około 68% s.s.
W przemyśle przetworów owocowych najpowszechniej stosuje sięmetodę osmoaktywnego utrwalania przez umiarkowane zatężaniew połączeniu z dodatkiem cukru krystalicznego lub syropu cukrowego.W ten sposób produkuje się konfitury i owoce w cukrze, dżemy,marmolady, galaretki owocowe. Stężenie s.s. wynosi zwykle 65 — 68%,a udział wagowy owoców wynosi 40 — 50%. Owoce o niedostatecznejzawartości pektyn w czasie wyrobów dżemu są wzbogacane w tenskładnik przez dodanie preparatu żelującego.
Osmoaktywne utrwalanie za pomocą chlorku sodowego dotyczyżywności, zwłaszcza pochodzenia zwierzęcego: mięso, słonina, ryby,białkowe przyprawy do zup oraz surowców warzywnych, szczególniewarzyw smakowych. Chlorek sodowy ma większą zdolność hamowaniarozwoju drobnoustrojów niż cukier. Roztwór NaCl o stężeniu 1% jestizotoniczny z 11% roztworem sacharozy. Rozwój bakterii gnilnychz rodzaju Proteus jest hamowany przy stężeniu około 1% NaCl.Bakterie mlekowe i drożdże mogą się jednak rozwijać przy stężeniuchlorku sodowego 12-15%. W praktyce dopiero przy stężeniu18-20% NaCi uzyskuje się pełny efekt konserwujący. Sól kuchennaw podanym wyżej stężeniu w zetknięciu z tkankami roślinnymi i zwierzę-cymi powoduje zjawisko egzoosmozy, tj. odciąganie wody z komórek
180
i utratę półprzepuszczalności błon komórkowych. Następuje mieszaniesię roztworu chlorku sodowego z sokiem komórkowym. Wiąże się to zeznacznym ubytkiem rozpuszczalnych w wodzie składników konser-wowanego produktu. Zatem konserwowanie żywności za pomocą NaCljest na ogól nieracjonalne i stosowane jest z konieczności. Sposób tenjest uzasadniony, gdy produkt solony w całości jest używany do celówspożywczych, jak np. solony bulion w kostkach, solone warzywa itp.
Właściwe jest także stosowanie soli kuchennej przy sporządzaniuwarzyw kiszonych. Sól kuchenna w tym przypadku umożliwia powolnyprzebieg fermentacji mlekowej, działa konserwująco przez ograniczenierozwoju bakterii proteolitycznych i jest substancją smakową.
4. WYBRANE DZIAŁYPRZEMYSŁU SPOŻYWCZEGO (PRZYKŁADY)
4.1. Cukrownictwo
Cukrownictwo jest działem przemysłu, w którym produkuje sięcukier z buraków lub trzciny cukrowej. W strefie klimatu umiar-kowanego, a w tym i w Polsce, surowcem cukrowniczym są wyłącznieburaki cukrowe.
Procesy technologiczne w cukrownictwie można usystematyzowaćprzez zgrupowanie ich w kilku oddziałach produkcyjnych, a mianowi-cie:— oddział wstępnego przygotowania buraków do przerobu,— oddział otrzymywania i oczyszczania soków cukrowniczych,— oddział zatężania soków,— oddział krystalizacji i wydzielania cukru,— oddział produkcji rafinady,— oddział przetwórstwa wysłodków,— oddział przygotowania wapna i gazu saturacyjnego.
4.1.1. Skrócony opis procesów technologicznychotrzymywania cukru z buraków
Korzenie buraczane kierowane bezpośrednio do przerobu są składo-wane w specjalnych składowiskach fabrycznych wyposażonych w spła-wiaki. Splawiaki są tak zbudowane (rys. 4.85), że zapewniają możliwość
182
wyładunku i transportu hydraulicznego buraków. Transportem wod-nym korzenie buraczane są kierowane do wstępnego oczyszczaniapolegającego na usunięciu kamieni i ziemi oraz zanieczyszczeń lekkichw postaci liści, słomy itp. Wstępnie oczyszczone korzenie buraczane (I)są kierowane przez spławiaki transportem wodnym do płuczki (2).Umyte w płuczce buraki i odsączone od wody są transportowane dorozdrabniania (3). Rozdrabnianie buraków polega na wytworzeniuz nich w specjalnej krajalnicy (4) krajanki zapewniającej optymalnyprzebieg dyfuzji i ekstrakcji cukru. Krajanka z krajalnicy jest kierowanado ekstraktora (5), w którym odbywa się przeciwprądowy procesekstrakcji cukru. Po drodze między krajalnicą a ekstraktorem krajankajest automatycznie ważona za pomocą wagi wmontowanej w transpor-ter taśmowy. Ekstraktor opuszczają wysłodki czyli wyekstrahowanakrajanka oraz sok surowy, który jest roztworem wodnym cukru(o stężeniu około 15%) i substancji stanowiących składniki sokukomórkowego (niecukry).
Sok surowy jest skierowany do nawapniania wstępnego (6)t gózicmiesza się z niewielką dawką wapna (^0,2% nb), niezbędną dlazalkalizowania środowiska (pH » 11). Zalkalizowany sok surowy jestpoddawany ogrzewaniu w podgrzewaczu (7) i dalszemu nawapnianiumlekiem wapiennym w dawce około 2,0% CaO. Ogrzewanie nawap-nionego soku w temperaturze 85 —90°C nazywa się nawapnianiemgłównym (8). W toku tego procesu następuje rozkład niecukrów orazstworzenie warunków wstępnych do późniejszego oczyszczania soku.
Nawapniony sok jest kierowany do karbotancji I (10), gdzie ponasyceniu soku gazem saturacyjnym, zawierającym CO2 następujeobniżenie poziomu pH do 11 i alkaliczności do ^ 0,1% oraz wy-tworzenie węglanu wapniowego. Tworzący się podczas karbonatan-cji osad węglanu wapniowego adsorbuje na swej powierzchni zanie-czyszczenia koloidalne i substancje barwne soku, umożliwiając usu-nięcie ich z soku. Usuwanie osadu z soku po I karbonatancji odbywasię w procersie sedymentacji w odstojnikach (11) oraz przez fil-trację części soku w filtrach obrotowych (13). Wstępnie sklarowanysok jest po podgrzaniu (15) skierowany do II karbonatancji, gdzieprzy optymalnej alkaliczności (0,015%/nb.) wydziela się resztawytworzonego węglanu wapniowego. Po II karbonatancji sok jestponownie poddany filtracji na gorąco (17,18). Na tym etapie produkcjiotrzymuje się klarowny roztwór (półprodukt) zwany sokiem rzadkim.
183
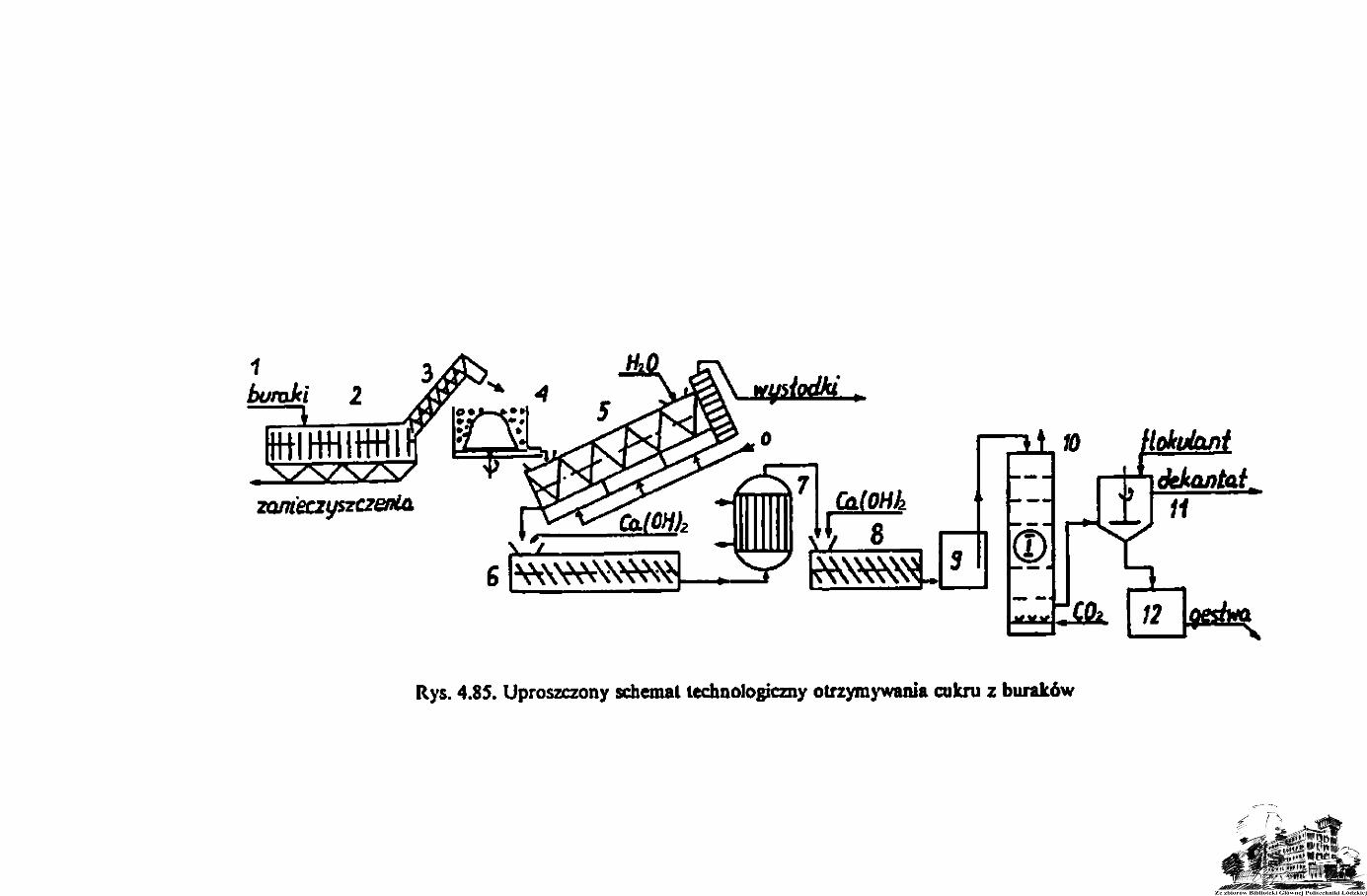
zanieczyszczeniaiiokulanł
<kkantai_\±) n
12
Rys. 4.85. Uproszczony schemat technologiczny otrzymywania cukru z buraków
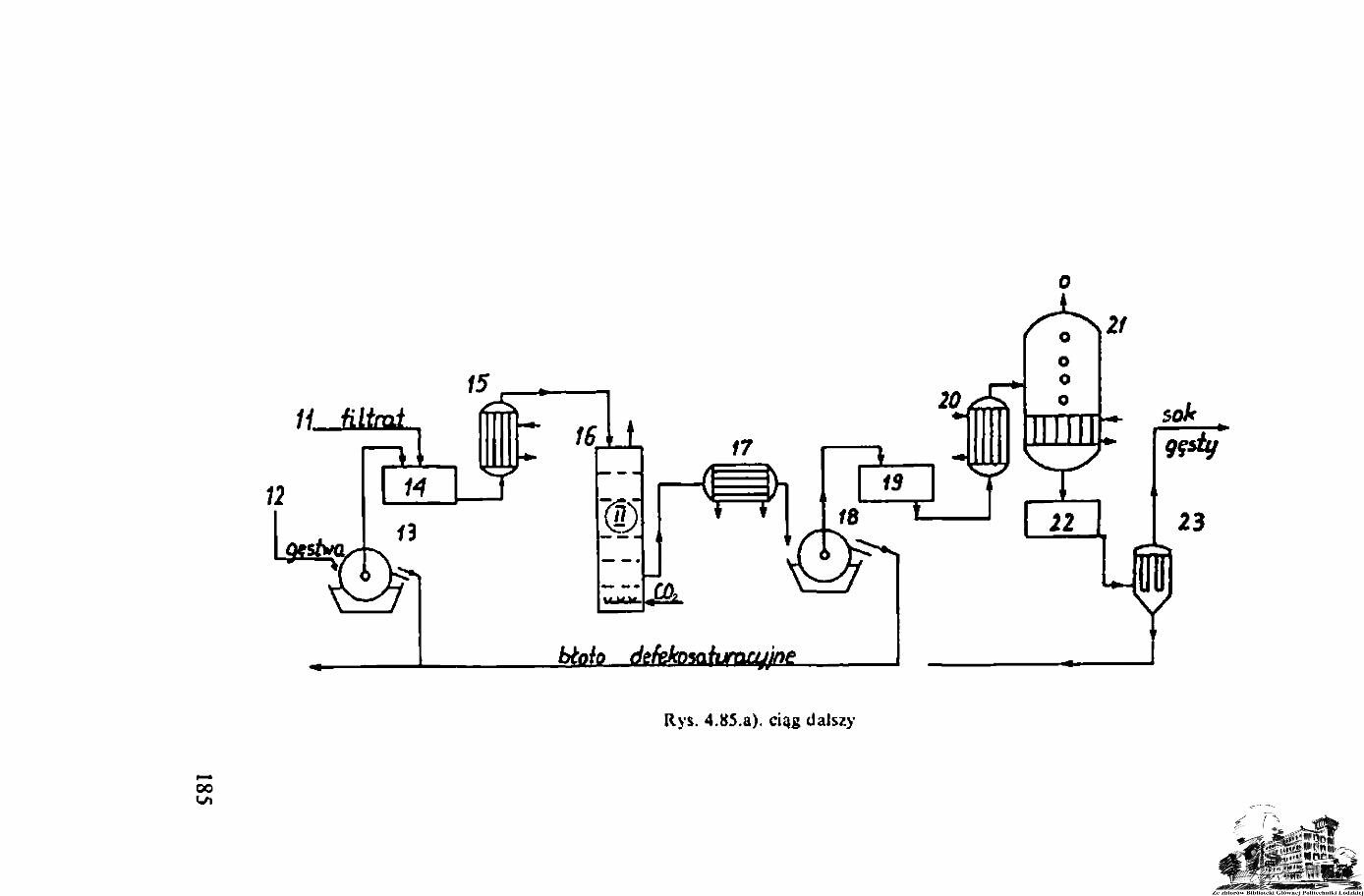
15U łilłmi
Rys. 4.85.a), ciąg dalszy
co
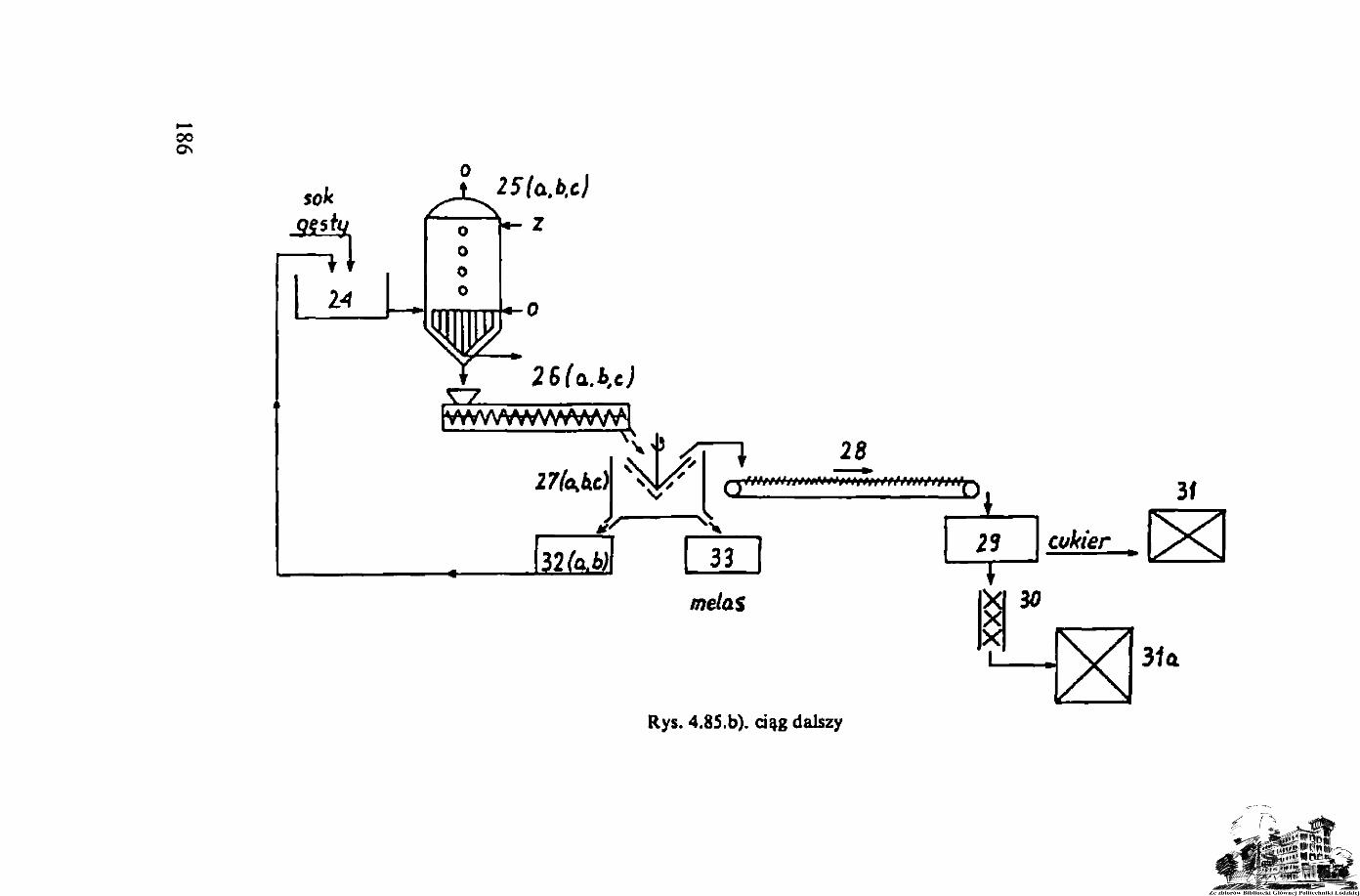
00Os
ok
24
2S(a.b,t)
|VWVWWVWNAW
a:
33
melas
28
Rys. 4.85.b). ciąg dalszy
ZD
cukier
3f
aX1 X
Sok rzadki za pośrednictwem podgrzewacza (20) kieruje się do stacjiwyparnej (21), którą najczęściej stanowi czterodziałowy układ wyparektypu Roberta. W stacji wyparnej następuje odparowanie wody z sokudo uzyskania roztworu o stężeniu około 65% s.s., który nazywa sięsokiem gęstym. Ponieważ w czasie zatęźania soku następuje ponownewytrącenie niewielkich ilości osadu, sok gęsty musi być poddanydodatkowej filtracji (23). Klarowny sok gęsty jest kierowany doproduktowni dla wytworzenia i wydzielania kryształów cukru. Krys-talizacja cukru odbywa się przy jednoczesnym zatężaniu w warnikach(25). Po uzyskaniu odpowiedniego stopnia przesycenia roztworu (^ 1,3)do warnika wprowadza się tzw. zaszczep kryształów i przy ciągłymodparowywaniu wody następuje wzrost kryształów. Po przejściu ponad50% cukru zawartego w cukrzycy w stan krystaliczny, utworzonącukrzycę z warnika wprowadza się do mieszadeł (czyli krystalizatorów)(26), gdzie w wyniku ochłodzenia cukrzycy następuje dodatkowy wzrostmasy kryształów. Cukrzycę z mieszadeł kieruje się do wirówek (27)celem oddzielenia i oczyszczenia kryształów cukru od roztworu macie-rzystego (odcieku). Wilgotne kryształy cukru są suszone i transpor-towane (28) do magazynowania luzem w silosach (31), względnie pozapakowaniu (30) do magazynu (31 a). Krystalizację cukru prowadzi sięzwykle w trzech rzutach. Niezależnie od przyjętego sposobu gospodarkiproduktowni, odcieki z wirówki (32) z pierwszych dwu rzutów krys-talizacji są zwykle zawracane do ponownej krystalizacji, natomiastodcick po krystalizacji 111 rzutu stanowi końcowy produkt ubocznycukrowni nazywany melasem (33)t którego stężenie wynosi około 80% s.s.
Melas jest nasyconym roztworem cukru (ok. 52%) i wielu różnorod-nych substancji organicznych oraz mineralnych. Z tej racji stanowi onbardzo cenny surowiec w przemysłach fermentycyjnych jako bazowapożywka rozwoju drobnoustrojów wykorzystywanych przy produkcjidrożdży, kwasów organicznych i etanolu.
W procesie oczyszczania soków cukrowniczych na terenie cukrownizużywa się bardzo duże ilości świeżo wypalonego wapna oraz gazuzawierającego CO2, ważną działalnością produkcyjną cukrowni jestzatem wypalanie kamienia wapiennego, zapewniające pokrycie bieżące-go zapotrzebowania na wapno i CO2 (gaz saturacyjny).
Wśród produktów głównych i odpadowych cukrowni jest duża masaotrzymywanych po ekstrakcji wysłodków. Do lat 80-tych bieżącegostulecia wyslodki były wykorzystywane wyłącznie jako składnik paszydla zwierząt w stanie świeżym lub przetworzonym na susz lub kiszonki.
187
Obecnie rozwija się w cukrowniach przetwórstwo wysłodków na bardzocenne dietetyczne preparaty błonnika pokarmowego.
4.1.2. Otrzymywanie preparatu błonnikowego „Pectocel"z wysłodków buraczanych
Wysłodki buraczane w suchej masie zawierają:- 35 + 37% celulozy,- 2 0 - H 2 3 % pektyn,- 18 + 20% lignin,- 10+12% związków azotowych,- 4-r 5% związków mineralnych.
Ze względu ną dużą zawartość pektyn i celulozy wysłodki stały sięłatwo dostępnym i cennym surowcem do produkcji preparatów wzboga-cających dietę w błonnik pokarmowy. Produkt taki otrzymuje się pousunięciu przez ekstrakcję z wysłodków substancji zapachowych i sma»kowych, charakterystycznych dla tego materiału.
Schemat technologiczny tej produkcji jest skrótowo przedstawionyna rys. 4.86.
Skrócony opis procesów technologicznychotrzymywania preparatu błonnikowego
Świeże wysłodki o zawartości około 10% s.s. kieruje się doekstraktora przeciwprądowego (1) i poddaje się ekstrakcji roztworemkwasu siarkawego (pH = 4,5) o temp. 60°C. Odsączona krajankaz ekstraktora jest kierowana do dezintegratora lub szarpaka (2), gdziejest rozdrabniana na miazgę. Miazgę rozcieńcza się wodą gorącąw zbiorniku z mieszadłem i po wymieszaniu zawiesinę przepompowujesię do prasy ślimakowej lub filtru (3) celem maksymalnego oddzieleniaekstraktu. Wyciśniętą miazgę kieruje się z prasy ponownie do ekstrak-tora (4), po czym do drugiej prasy (6) celem oddzielenia drugiegoekstraktu. Ekstraktory są zasilane w gorącą i zakwaszoną wodęekstrakcyjną ze zbiornika (5). Mokra miazga spotyka się z zawrotemsuszu w mieszalniku (7) i w postaci wilgotnego proszku trafia dosuszarki fluidyzacyjnej, pneumatycznej lub bębnowej (8), gdzie suszy siędo zawartości wody około 10%. Wysuszony proszek poprzez silos (9)
188
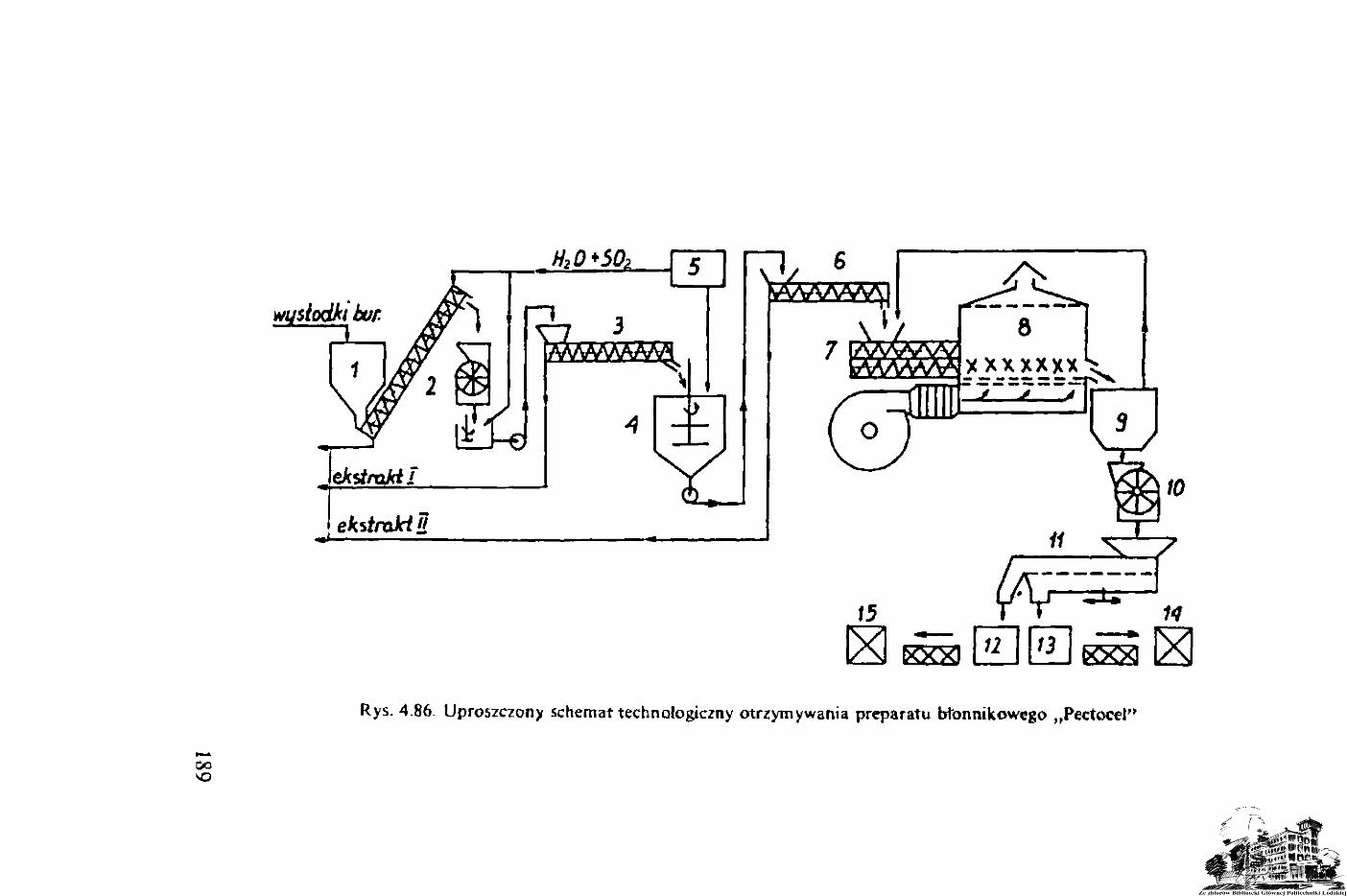
H2D+S0>
wgsłodki bur~~1
AAAAAAAiWI
ekstraktu
15
X t>cxxi XRys. 4.86. Uproszczony schemat technologiczny otrzymywania preparatu btonnikowego „Pectocel"
co
trafia do młynka bijakowcgo (10)* Zmielony proszek jest frakcjonowa-ny na odsiewaczu (11) na dwie frakcje (12) i (13), które są pakowaneoddzielnie i kierowane do magazynu (14) i (15).
4,2. Przemysł ziemniaczany
Spośród kilkunastu produktów przemysłu ziemniaczanego najważ-mniejszymi produktami są:— skrobia ziemniaczana,— susze ziemniaczane,— hydrolizaty skrobiowe, w tym syropy skrobiowe i glukoza krys-
taliczna.
4.2.1. Skrócony opis procesów technologicznychprodukcji skrobi ziemniaczanej
Ziemniaki zmagazynowane w splawiakach są pompowane dowstępnego oczyszczania (rys. 4.87) z kamieni oraz liści, słomy itp., poczym są kierowane do płukania w płuczce (1), skąd po zważeniu sąkierowane do rozdrabniania na miazgę w tarkach lub dezintegratorach(2). Zgodnie z dawniej ustalonym sposobem przerobu, który jest jeszczestosowany, miazgę ziemniaczaną kieruje się (bezpośrednio) i w całoścido procesu technologicznego wydzielania z niej skrobi. Metody unowo-cześnione, znajdujące się obecnie w stadium upowszechniania przewidu-ją, że miazga ziemniaczana zanim trafi do przerobu jest pozbawionadużej części soku ziemniaczanego za pomocą specjalnej wirówkisedymentacyjnej (WM), po czym jest rozcieńczana wodą z zawrotu, abyw tak zmodyfikowanej foniiie trafić do przerobu. Jak najwcześniejszeusunięcie soku z miazgi ułatwia rafinację skrobi oraz pozwala nawydatną oszczędność w zużyciu wody, jak też zmniejsza obciążenieścieków.
Jednocześnie wydzielony, nierozcieńczony sok ziemniaczany możebyć łatwo wykorzystany jako surowiec do produkcji białka ziem-niaczanego, podczas gdy bez jego wydzielenia sok jest rozcieńczonyw procesie technologicznym i trafia w całości do ścieków. Tak więc
190
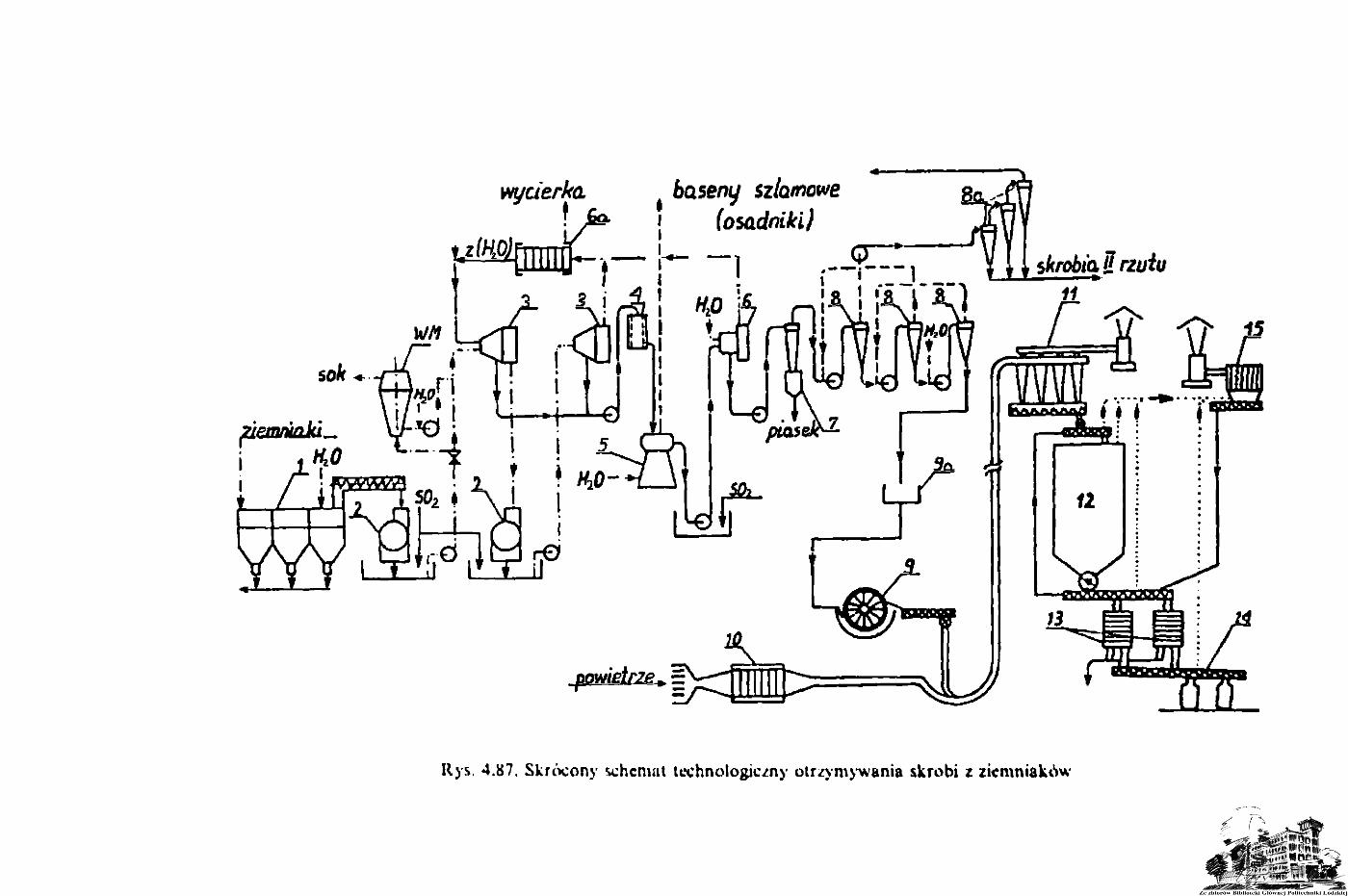
wycierka baseny szlomowe(osadniki)
sok •
skrobia U rzutu
ńmniaJki- W-*d j
1 Aifi?"!*
powietrze r =
Rys. 4.87. Skrócony schemat technologiczny otrzymywania skrobi z zicmniakiSw
zmodyfikowana miazga, zakwaszona SO2 jest kierowana do wymywa-cza strumieniowego (3), gdzie na zasadzie mokrego przesiewania jestwydzielana z niej zawiesina skrobi tzw. mleczko skrobiowe. Pozostałazawiesina grubszych cząstek jest kierowana do ponownego rozdrob-nienia i drugiego stopnia wydzielania mleczka skrobiowego. Z wymy-wacza II stopnia, poza mleczkiem skrobiowym wypływa zawiesinacząstek blonnikowo-skrobiowych z miazgi, która po oddzieleniu nad-miaru wody (zawrót wody) jest kierowana do magazynu produktówubocznych jako tzw. wycierka. Wycierka ziemniaczana, zawierającapoza błonnikiem około 30% skrobi jest wykorzystana na paszę dlazwierząt, podobnie jak wyslodki buraczane. Mleczko skrobiowe w dal-szym toku procesu technologicznego poddawane jest procesom rafinacjii odwodnienia. Rafinacja mleczka dokonuje się przez wielokrotniepowtarzane, przemienne zatężanie i rozcieńczanie. Po opuszczeniuwymywacza strumieniowego mleczko surowe za pośrednictwem od-pieniacza (4) jest zatężanc w wirówce sedymentacyjnej zwanej koncent-ratorem lub separatorem. Po wtórnym zakwaszeniu SO2 zagęszczonemleczko skrobiowe jest pozbawiane drobnych wlókienek na siciewirowym (6). Drugim sposobem usuwania zanieczyszczeń stałych jestwydzielenie z mleczka piasku za pomocą specjalnego hydrocyklonuodpiaszczającego (najczęściej bihydrocyklon) (7). Wstępnie oczysz-czone mleczko trafia na stację hydrocyklonów rafinujących (8), gdziew trzech stopniach przeciwprąd owego rozcieńczania i zatężania na-stępuje dokładne usunięcie z mleczka zanieczyszczeń rozpuszczonychw wodzie towarzyszącej skrobi. Wydzielona z hydrocyklonów rafinują-cych zawiesina drobnych ziarenek skrobi, niosąca główną masę zanie-czyszczeń jest kierowana do zestawu hydrocyklonów klarujących (8a),gdzie oddziela się skrobię drobną (II rzut) od zanieczyszczeń. Zanieczy-szczenia z resztkami skrobi kieruje się do basenów szlamowych(osadników). Skrobię drugiego rzutu powinno się przerabiać oddzielniei przeznaczać do celów specjalnych (hydrolizaty), a najczęściej w prak-tyce II rzut zawraca się do obiegu głównego produktu i po przejściustacji hydrocyklonów rafinujących trafia w postaci gęstego mleczka naodwadniacz próżniowy (9) (filtr próżniowy), skąd jako mokra skrobia(40% 1I2O) wprowadzana jest do przewodu pneumatycznego suszarni.W pneumatycznym transporcie skrobia suszona jest strumieniempowietrza, ogrzanym w nagrzewnicy (10) i po odparowaniu części wodyskrobia o zawartości (20% H2O) jest oddzielana od
192
wilgotnego powietrza suszącego w zestawie cyklonów (U), zakoń-czonym wentylatorem ssącym. Skrobia w postaci mąki jest zbieranaw silosie ujednolicającym (12), skąd trafia na odsiewacze (13), w którychz mączki usuwa się bryłki, zlepy itp.
Układ aspiracji silosu, urządzeń odsiewacza i transporterów (14) jestpodłączony do urządzeń odpylających, złożonych z odpylacza rekawo-wego (15) i wentylatora, który usuwa powietrze na zewnątrz budynku.Mączka ziemniaczana (skrobia) jako produkt główny jest pakowanaw worki papierowe i kierowana do magazynu lub transportem pneuma-tycznym jest kierowana do silosów magazynowych (zewnętrznych),gdzie jest składowana luzem.
4.2.2. Spożywcze susze ziemniaczane
W polskim przemyśle ziemniaczanym produkuje się susze z ziem-niaków surowych i u parowanych. Susze z ziemniaków surowychotrzymuje się w postaci krajanki uformowanej w kostkę lub plasterki.Przed wysuszeniem krajanka zawsze jest blanszowana dla uniknięcianiekorzystnych zmian powierzchniowych. Suszona krajanka ziemnia-czana znalazła zastosowanie do otrzymywania sałatek oraz innychproduktów garmażeryjnych. Część suszonych krajanek ziemniaczanychw ostatniej fazie produkcji ulega zmieleniu na drobną kaszkę i w postacitzw. grysu znajduje zastosowanie do produkcji mrożonek z ciastaziemniaczanego. Susze ziemniaczane z ziemniaków parowanychw dwóch postaciach, tj. płatków oraz granulatu stosuje się do wy-tworzenia puree ziemniaczanego oraz do sporządzania bardzo licznychproduktów odżywczych, pieczywa cukierniczego i deserów. Dla ilust-racji sposobu produkcji suszów ziemniaczanych na rys. 4.88 jestpokazany schemat technologiczny produkcji płatków ziemniaczanych.
Opis schematu technologicznego
Wstępnie oczyszczone ziemniaki są kierowane do płuczki (1),gdzie zostają dokładnie umyte. Po tym, porcjami wprowadza sięje do zaparzarki (2), gdzie pod wpływem gorącej pary nastę-puje rozparzenie (zmiękczenie) naskórka. Zaparzone bulwy trafiająnastępnie do obieraczki bębnowej (3), w której usuwa się rozmięk-czony parą naskórek i obmywa obrane bulwy zraszaniem wodnym.
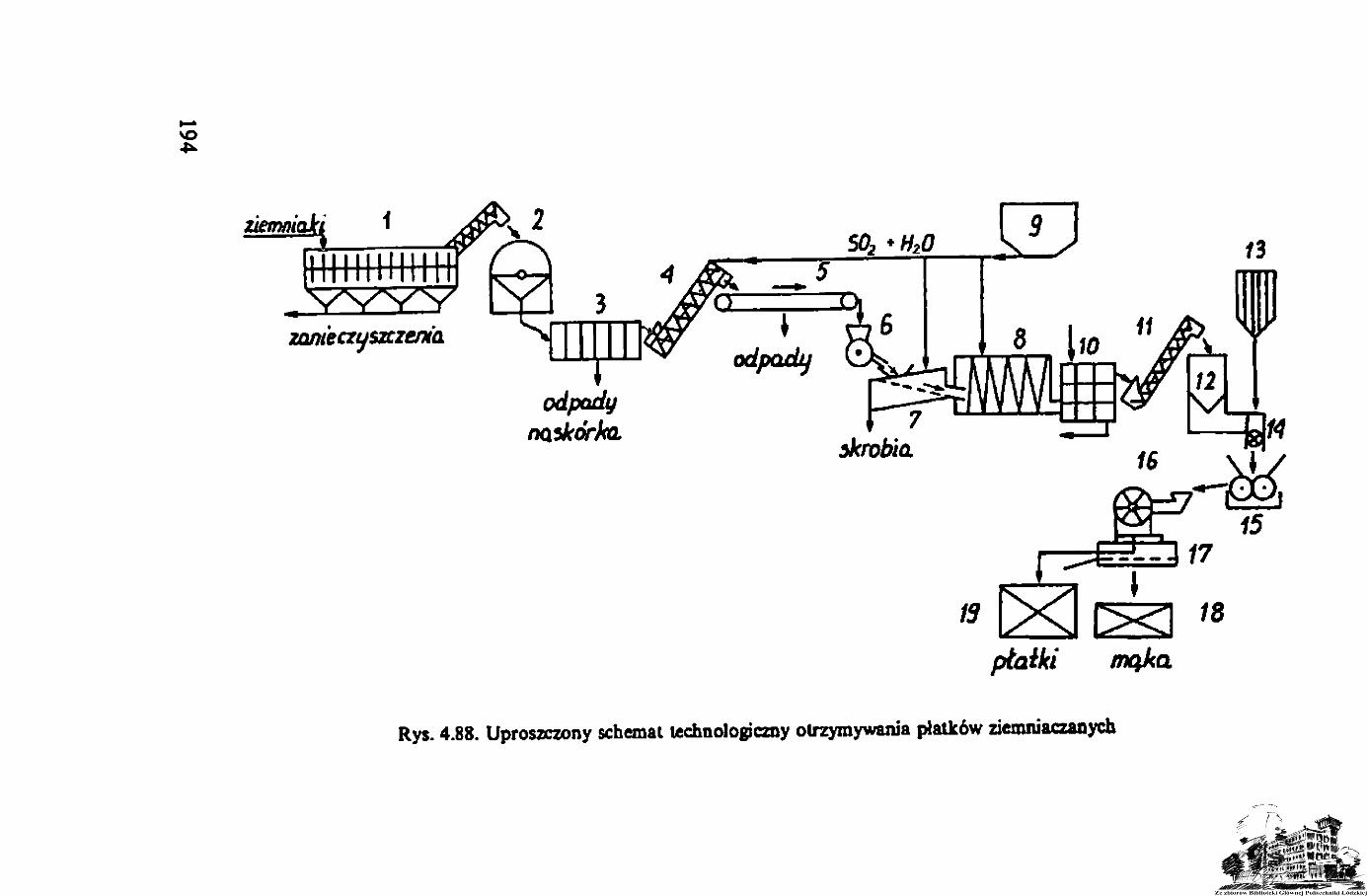
ziemniaki,
zanieczyszczenta
odpadynaskórka.
S02 * H20
odpady
f9 18
ptałki mąka
Rys. 4.88. Uproszczony schemat technologiczny otrzymywania płatków ziemniaczanych
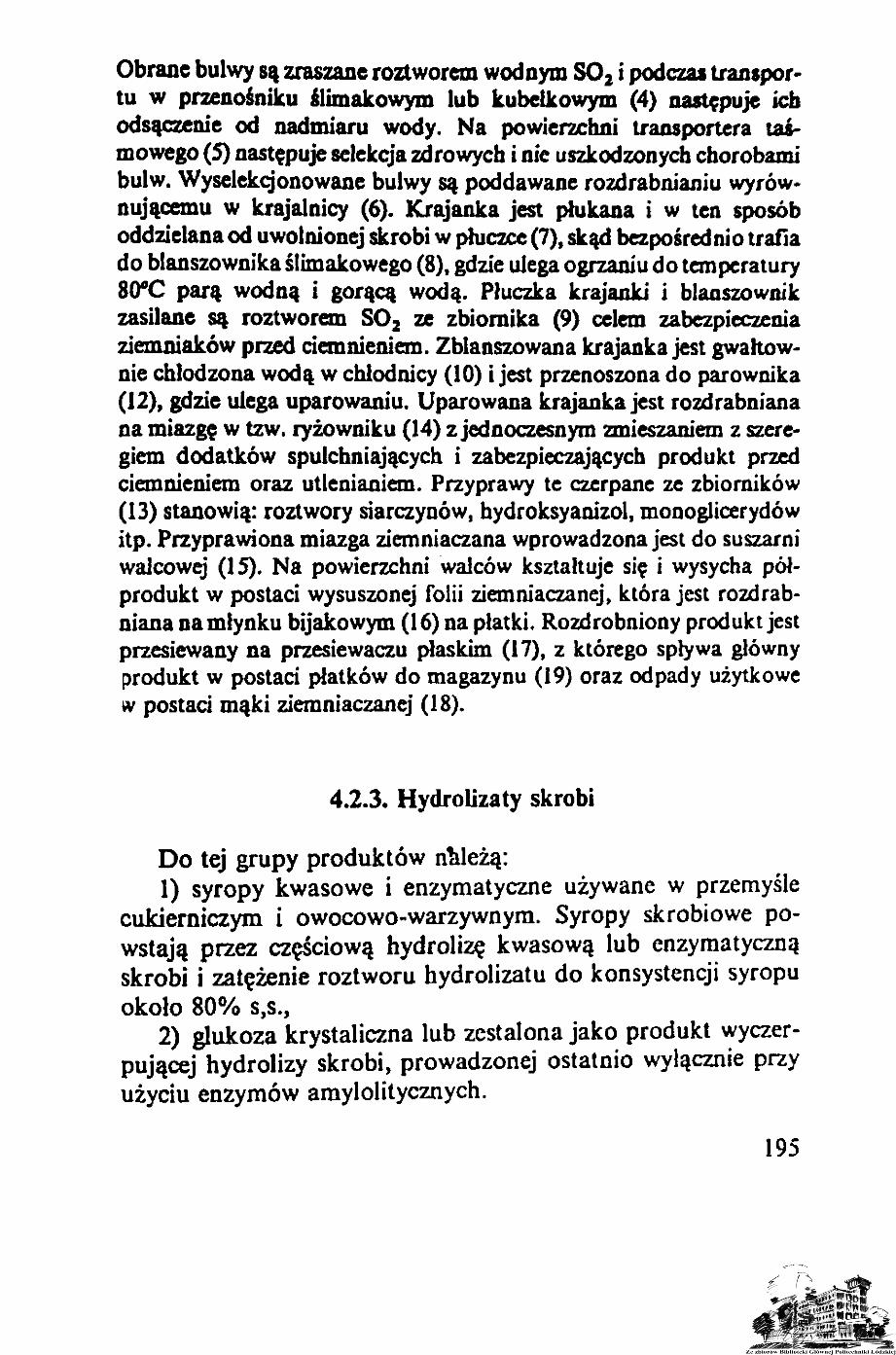
Obrane bulwy są zraszane roztworem wodnym SO2 i podczas transpor-tu w przenośniku ślimakowym lub kubełkowym (4) następuje icbodsączenie od nadmiaru wody. Na powierzchni transportera taś-mowego (5) następuje selekcja zdrowych i nie uszkodzonych chorobamibulw. Wyselekcjonowane bulwy są poddawane rozdrabnianiu wyrów-nującemu w krajalnicy (6). Krajanka jest płukana i w ten sposóboddzielana od uwolnionej skrobi w płuczce (7), skąd bezpośrednio trafiado blanszownika ślimakowego (8), gdzie ulega ogrzaniu do temperatury80°C parą wodną i gorącą wodą. Płuczka krajanki i bianszownikzasilane są roztworem SO2 ze zbiornika (9) celem zabezpieczeniaziemniaków przed ciemnieniem. Zblanszowana krajanka jest gwałtow-nie chłodzona wodą w chłodnicy (10) i jest przenoszona do parownika(12), gdzie ulega uparowaniu. Uparowana krajanka jest rozdrabnianana miazgę w tzw. ryżowniku (14) z jednoczesnym zmieszaniem z szere-giem dodatków spulchniających i zabezpieczających produkt przedciemnieniem oraz utlenianiem. Przyprawy te czerpane ze zbiorników(13) stanowią: roztwory siarczynów, hydroksyanizol, monoglicerydówitp. Przyprawiona miazga ziemniaczana wprowadzona jest do suszarniwalcowej (15). Na powierzchni walców kształtuje się i wysycha pół-produkt w postaci wysuszonej folii ziemniaczanej, która jest rozdrab-niana na młynku bijakowym (16) na płatki. Rozdrobniony produkt jestprzesiewany na przesiewaczu płaskim (17), z którego spływa głównyprodukt w postaci płatków do magazynu (19) oraz odpady użytkowew postaci mąki ziemniaczanej (18).
4.2.3. Hydrolizaty skrobi
Do tej grupy produktów należą:1) syropy kwasowe i enzymatyczne używane w przemyśle
cukierniczym i owocowo-warzywnym. Syropy skrobiowe po-wstają przez częściową hydrolizę kwasową lub enzymatycznąskrobi i zatężenie roztworu hydrolizatu do konsystencji syropuokoło 80% s,s.,
2) glukoza krystaliczna lub zestalona jako produkt wyczer-pującej hydrolizy skrobi, prowadzonej ostatnio wyłącznie przyużyciu enzymów amylolitycznych.
195
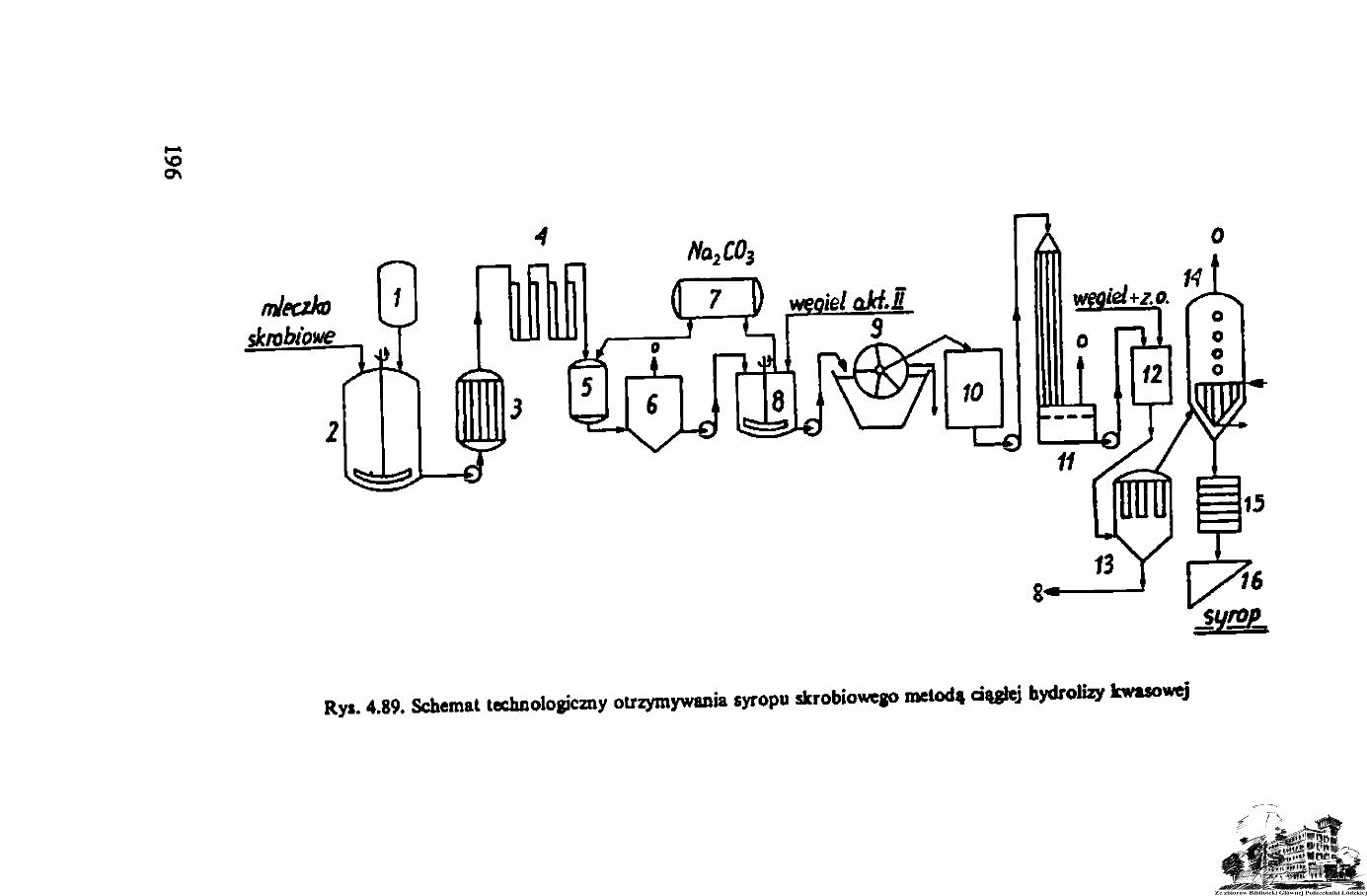
mleczkoskrobiowe
Rys. 4.89. Schemat technologiczny otrzymywania syropu skrobiowego metodą ciągłej hydrolizy kwasowej
4.2.3.1. Skrócony opis procesów technologicznych produkcjisyropu skrobiowego metodą ciągłej hydrolizy kwasowej
Mleczko skrobiowe (rys. 4.89) o stężeniu około 36% wprowadza siędo kadzi kwaszącej (2), do której wprowadza się odpowiednią ilośćroztworu kwasu solnego ze zbiornika (1) dla zakwaszenia mleczka dopH = 1,7. Zakwaszone mleczko pompa nurnikowa wtłacza przezogrzewacz przeponowy (3) do rurowego konwertora (4), w którymnastępuje kiełkowanie i hydroliza skrobi w temperaturze około 140"C,uzyskanej dzięki bezprzeponowemu ogrzewaniu roztworu parą wodnąpod ciśnieniem. Opuszczający konwertor rurowy kwaśny hydrolizat jestczęściowo neutralizowany w zbiorniku ciśnieniowym (5) roztworemNa 2CO 3 pompowanym ze zbiornika sody (7).
Częściowo zneutralizowany hydrolizat jest wprowadzany do zbior-nika rozprężającego (6), gdzie następuje redukcja ciśnienia, a przezto częściowe zatężenie i ochłodzenie hydrolizatu. Przy czym oparysą wykorzystywane do wstępnego ogrzewania hydrolizatu. Przyczym opary są wykorzystywane do wstępnego ogrzewania mleczka.Dalej hydrolizat jest pompowany do kadzi neutralizacyjnej (8),gdzie jest zobojętniany do pH = 5,2-r-5,6. Do kadzi neutralizacyj-nej wprowadza się też porcję węgla aktywnego, na którym absorbująsię koloidy i barwniki powstałe w procesie hydrolizy. Zawiesi-nę hydrolizatu z węglem aktywnym kieruje się do filtru bębnowego(9) w celu wstępnego oczyszczania roztworu rzadkiego. Oczysz-czony roztwór rzadki za pośrednictwem zbiornika (10) jest pompowa-ny do dwudziałowej wyparki błonkowej o działaniu opado-wym (11), w .której następuje zatężenie roztworu pod próżniądo stężenia 60% s.s. Zebrany w zbiorniku (12) roztwór gęsty mieszasię z węglem aktywnym i ziemią okrzemkową, po czym w staniezawiesiny jest wprowadzany do filtracji, zwykle prowadzonej za pomo-cą filtru świecowego (13). Oczyszczony roztwór gęsty hydrolizatu jestzatężany w warniku (14) do stężenia 80-82% s.s. w temp. 80°COtrzymany w warniku syrop wypływa z warnika przez urządzeniechłodzące (15) i jest kierowany do beczek lub do zbiornika magazyno-wania luzem (16).
197
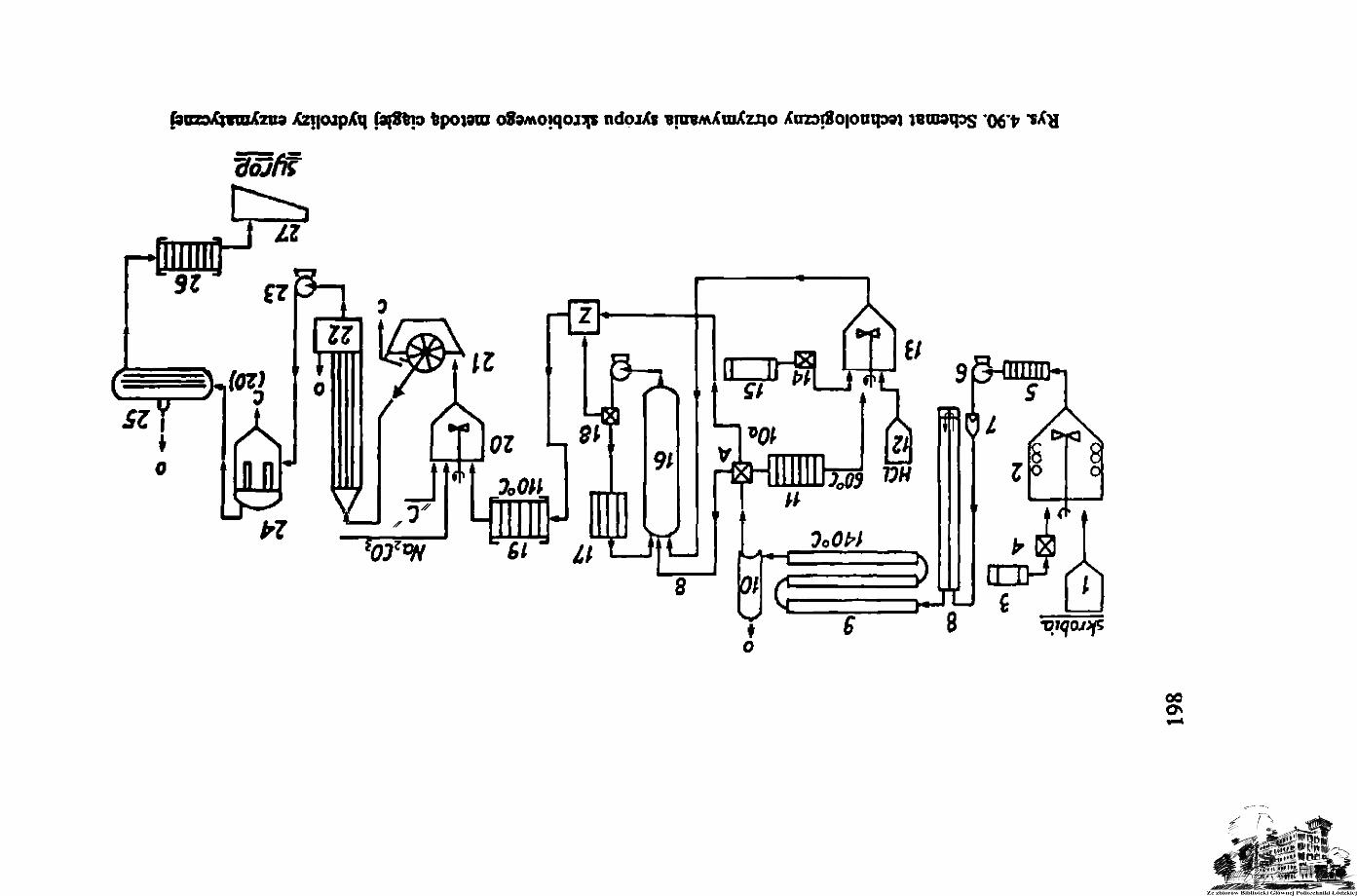
ndojXs
oo
4.23.2. Skrócony opis procesów technologicznychotrzymywania syropów skrobiowych metodą hydrolizy enzymatycznej
Mleczko skrobiowe (rys. 4.90) o stężeniu około 35% s.s. ze zbiornika(1) jest wprowadzane do reaktora (2) wyposażonego w nagrzewnicęi mieszadło. W reaktorze (2) mleczko spotyka się z preparatema-amylazy dozowanej regulatorem (4) ze zbiornika (3). W reaktorzemleczko ogrzewa się do temp. około 40*C i jest dozowane przezregulator (5) i pompę (6) do inżektora (7), gdzie kleikuje skrobiaw kontakcie ze strumieniem gorącej pary. Skleikowana skrobia wpływapod ciśnieniem do reaktora rurowego (8), w którym następuje upłyn-nienie skrobi przez enzym a-amylazę w temp. około 85°C. Roztwórupłynnionej skrobi przepływa dalej do rurowego wymiennika ciepła (9),gdzie przegrzewa się do temp. ponad 110*C celem inaktywacji enzymu.Gorący i będący pod ciśnieniem roztwór upłynnionej skrobi z pod-grzewacza trafia do zbiornika rozprężnego (10), w którym rozprężającsię ulega częściowemu ochłodzeniu i zatężeniu. Opary z rozprężacza sąwykorzystywane do podgrzewania mleczka. W zbiorniku rozdzielczym(lOa) następuje rozdzielanie roztworu upłynnionej skrobi na różne celei mieszanki. Główna masa roztworu (ok. 70%) z rozdzielacza (lOa)trafia przez chłodnicę (11) do kadzi kwaszącej (13), gdzie przy temp.60*C miesza się z roztworem HCl (12) oraz z enzymem glukoamylaządozowaną (14) ze zbiornika (15). Zakwaszony do pH = 4,5 rfcztwórskrobi wraz z glukoamylazą trafia do biokonwertora (16), gdzie skrobiaulega częściowemu scukrzeniu (DE = 50). Biokonwertor (16) jestwyposażony w zamknięty obieg chłodzenia roztworu (17, 18) orazw dopływ gorącego roztworu upłynnionej skrobi z rozdzielacza (lOa).Obiegi te pozwalają na niezbędną regulację temperatury i stopniascukrzenia. Po zakończeniu scukrzania roztwór hydrolizatu przezrozdzielacz (18) jest kierowany do zbiornika (z), w którym miesza sięw założonej proporcji z roztworem upłynnionej skrobi, dozowanejz rozdzielacza (lOa). W ten sposób uzyskuje się roztwór hydrolizatuo założonym stopniu scukrzenia i zawartości polisacharydów wielko-cząsteczkowych (dekstryn). Mieszany hydrolizat trafia do płytowegowymiennika ciepła (19), gdzie ogrzewa się do temp. 110oC, po czymtrafia do kadzi neutralizacyjnej (20). Tu hydrolizat jest zobojętnianyroztworem Na 2CO 3 i mieszany z węglem aktywnym. Zawiesina roz-tworu rzadkiego z węglem aktywnym trafia do filtru bębnowego (21),
199
a stąd do wyparki błonkowej (22). Roztwór gęsty hydrolizatu o stężeniu(60% s.s.) jest nitrowany na filtrach świecowych (24), zagęszczony nasyrop w warniku (25) i po schłodzeniu (26) magazynowany w beczkachlub zbiornikach luzem (27).
4.3. Przemyśl cukierniczy
W przemyśle cukierniczym występuje kilkaset różnych procesówi produktów cukierniczych.
Produkty te można usystematyzować w czterech zasadniczychgrupach:1) produkty karmelarskie i pomad owe,2) produkty czekoladowe,3) pieczywo cukiernicze i produkty żelowe,4) nietrwale produkty cukiernicze (ciasta kremowe, torty, desery).
4.3.1. Otrzymywanie czekolady
Ziarno kakaowe (rys. 4.91) w sortowniku sitowym (1) jestrozdzielane na frakcje według wielkości oraz pozbawiane jestczęści zanieczyszczeń. W zbiorniku-wannie ziarno kakaowe pod-lega procesom uszlachetnienia przez namakanie w gorącej wo-dzie, często z dodatkiem soli silnych zasad i słabych kwasów.Z roztworu wodnego ziarno jest przenoszone do zbiornikafermentacji (3), gdzie w stanie wilgotnym podlega przemianomfizykochemicznym w czasie kilku godzin. Wilgotne ziarno pofermentacji jest suszone w suszarni taśmowej (4), po czym trafiado przeciwprądowego prażalnika wieżowego (5) dla wyprażeniaw temp. 130°C do wilgotności poniżej 2%. Wyprażone ziarnokakaowe trafia do zespolonego agregatu śrutownika-łuszczarki(6). W agregacie tym następuje rozdrobnienie ziarna na śrutęi usunięcie łuski oraz kiełków. Śruta kakaowa kierowana jest domłyna ośmiowalcowego (7), w którym następuje upłynniającezmielenie śruty na miazgę kakaową, zbieraną jako półprodukt
200
w zbiorniku (8). Część miazgi kakowej przeznacza się na produk-cję tłuszczu kakaowego i proszku kako, przeznaczonego doprodukcji napojów. Tłuszcz i kuch kakowy otrzymuje się przezwyprasowanie miazgi w prasie (9). Tłuszcz kierowany jest dosporządzenia mas czekoladowych (11), natomiast kuch kakaowygromadzony jest w zbiorniku (10) i służy do produkcji proszkukakaowego. Otrzymywanie mas czekoladowych rozpoczyna sięod zmieszania miazgi kakaowej ze zbiornika (8) z cukrem pudremze zbiornika (15), otrzymanym przez zmielenie cukru krystalicz-nego w młynku bijakowym (14) i tłuszczu kakaowego ze zbior-nika (11). W przypadku produkcji czekolady mlecznej dodat-kowym składnikiem jest mleko w proszku ze zbiornika (13).Wszystkie te składniki mieszają się w zagniatarce (12) wy-twarzając swoisty rodzaj ciasta. Mieszanina masy czekoladowejjest poddawana kolejnym fazom obróbki termiczno-mechanicz-nej. Obróbka ta rozpoczyna się mieszaniem w gniotownikuobiegowym (16) i odbywa się w młynie pięciowalcowym (17) orazw procesie wielogodzinnego konszowania (emulgowania) w kon-szach rotacyjnych (18). Pod koniec procesu konszowania domasy czekoladowej dodaje się lecytyny jako środka upłyn-niającego (19) oraz przypraw smakowo-zapachowych (20) w ro-dzaju waniliny, olejków itp. Otrzymaną w ten sposób masęczekoladową poddaje się temperowaniu (21), czyli programowa-nemu chłodzeniu dla wykrystalizowania części tłuszczu.Tak przygotowana płynna masa czekoladowa jest formowa-na w agregacie o ciągłym obiegu kołowym form. W agre-gacie masa czekoladowa z rozlewaczki (22) trafia do będącychw ruchu form, tam jest zgarniana i wygładzana (23) orazodpowietrzana na klepaczce (24). Wypełnione masą formytrafiają następnie do tunelu chłodniczego (25), gdzie tabliczkiczekoladowe zestalają się. Formy po wyjściu z chłodni sąopróżniane w wywrotnicy (26) i wracają do obiegu kołowego (27),a tabliczki czekolady są automatycznie pakowane (28) i trafiajądo magazynu (29).
201
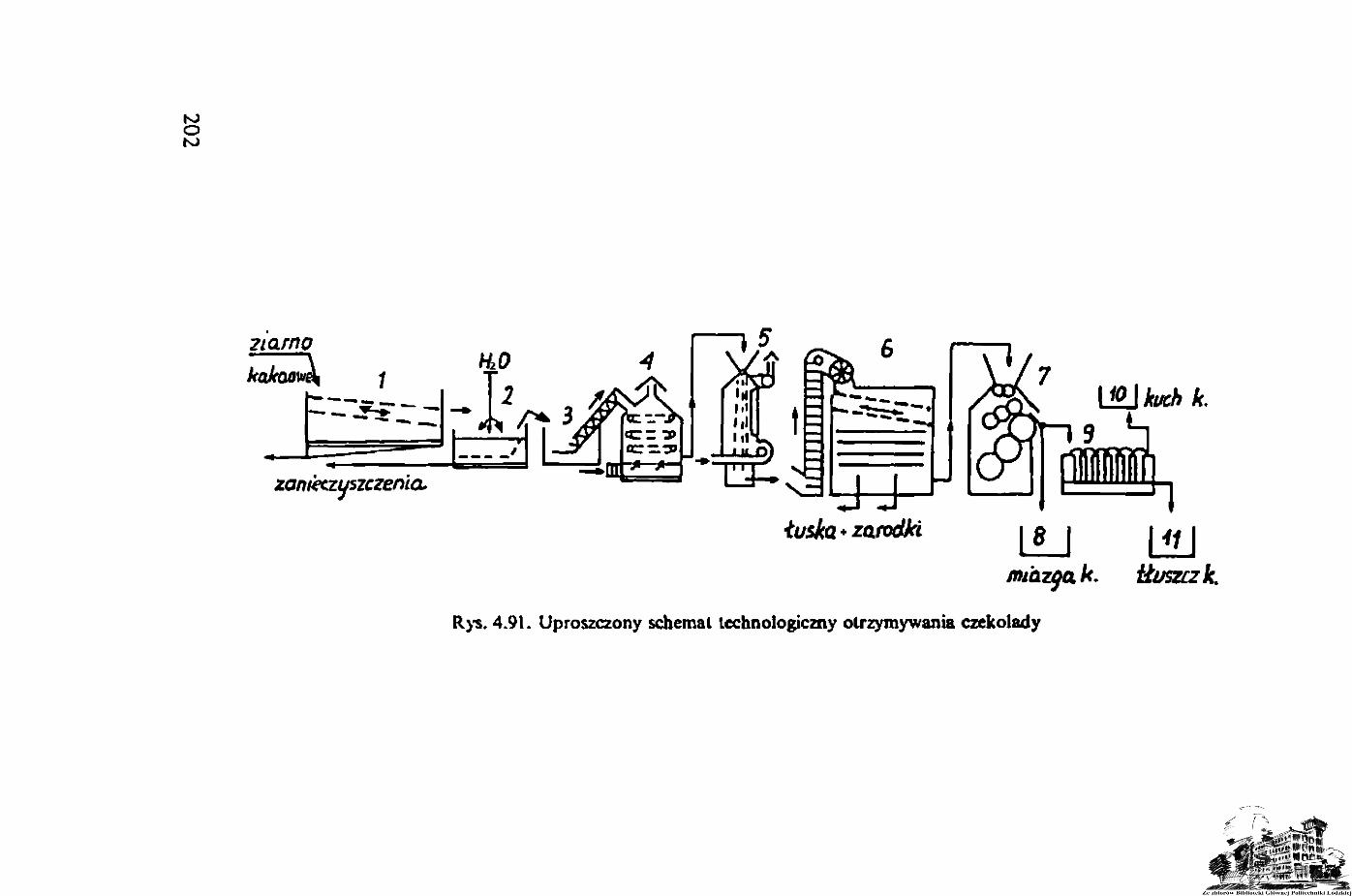
O
ziarno
zamęczusiczeri TT, Sij
łuska * zarodki
tłuszcz k.
Rys. 4.91. Uproszczony schemal technologiczny otrzymywania czekolady
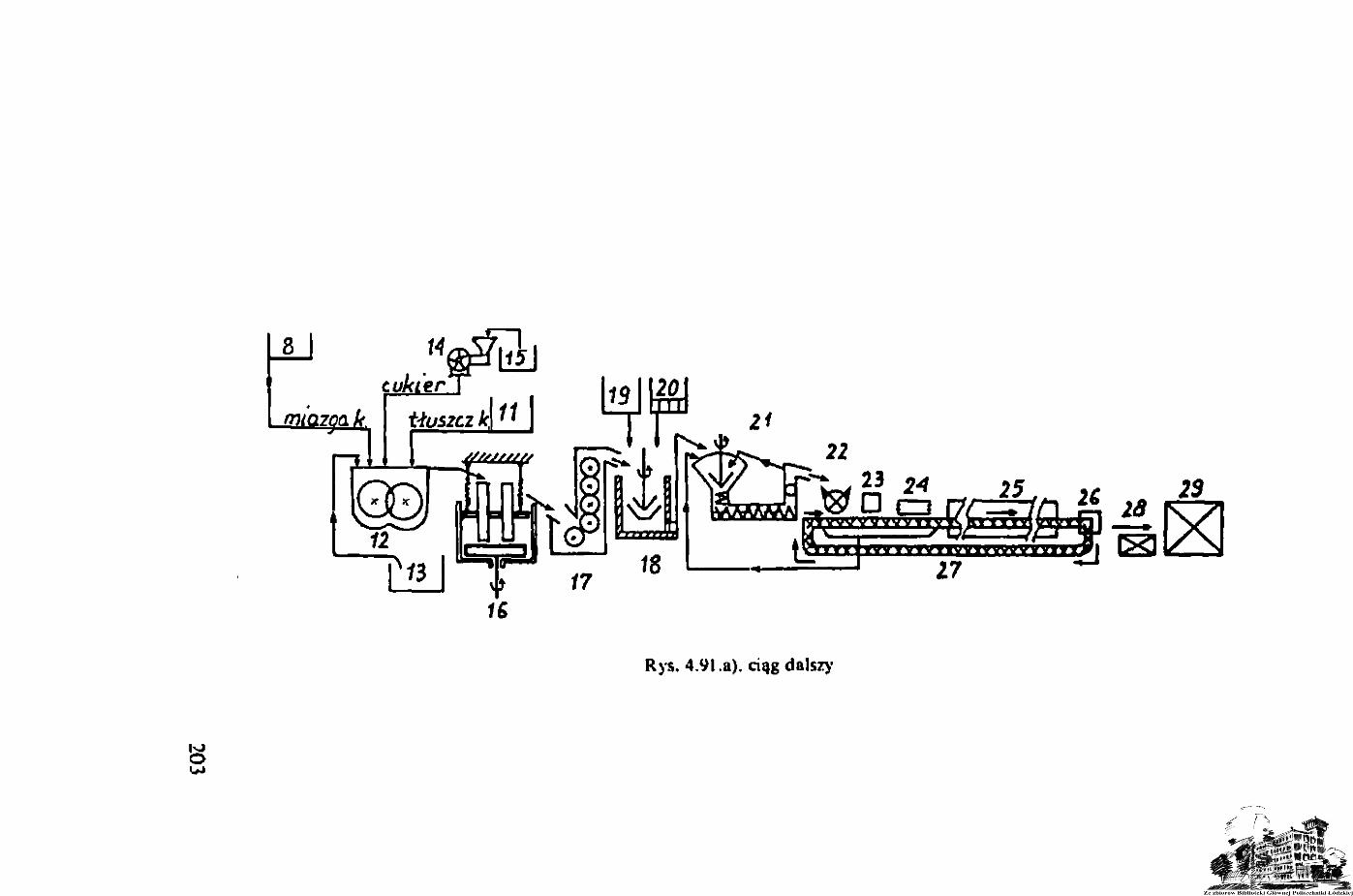
2C 1823
Rys. 4.91.a), ciąg dalsz)'
4.3.2, Otrzymywanie produktów kannelarskich
Podstawowymi surowcami produktów kannelarskich, nic licząclicznych przypraw i dodatków, są: cukier i syrop skrobiowy. W przypad-ku produkcji cukierków nadziewanych wnętrze karmelków stanowiąowoce lub ich przetwory, pomada lub likwory. Uproszczony schemattechnologiczny otrzymywania karmelków jest przedstawiony narys. 4.92.
Cukier krystaliczny rozpuszcza się z wodą w kotle karmelarskim (1),po czym do stężonego (80%) roztworu cukru wprowadza się syropskrobiowy. Otrzymany w kotle roztwór cukrowo-syropowy przez sitopompuje się (pompą zębatą lub tłokową) do wyparki karmelarskiej (2),gdzie pod próżnią następuje odwodnienie roztworu i wytworzeniepłynnej masy karmelowej (około 2% H2O). Płynna masa karmelowawylewana jest na stoły (4) chłodzona przeponowo wodą, na którychnastępuje, podczas chłodzenia od 150°C do 90°C mieszanie masyz dodatkami smakowo-aromaty żującym i oraz z kwasem cytrynowymi barwnikami ze zbiorników (3). W temp. 85-90°C masa karmelowaprzechodzi ze stanu płynnego w postać masy plastycznej i jest wprowa-dzona do agregatu formującego. Pierwsze stadium formowania odbywasię w rolowaczce (5) wyciągającej bryłę masy w beton, który dalej jestkształtowany przez rozciągarkę (6). Baton trafia do głowicy formującej(7), która wyciska w sposób ciągły założone kształty cukierków.Ukształtowane, ale jeszszcze elastyczne karmelki trafiają na transporterchłodzący (8), gdzie silnym strumieniem zimnego powietrza są chłodzo-ne i całkowicie zestalone. Uformowane i zestalone karmelki podlegająautomatycznemu opakowaniu na zawijarkach (9), po czym indywidual-nie opakowane trafiają do pakowania zbiorczego (10) i są składowanew magazynie (11). W przypadku produkcji karmelków nadziewanychprzetworami owocowymi (marmolady, dżemy), półpłynne nadzienieowocowe sporządza się w kotle (12) i pompą nurnikwą lub zębatą, zapośrednictwem temperówki (13) wprowadza się masę nadzieniową downętrza stożka masy karmelowej na rolowaczce (5). Dalsze operacjetechnologiczne są identyczne jak przy otrzymywaniu karmalków twar-dych.
204
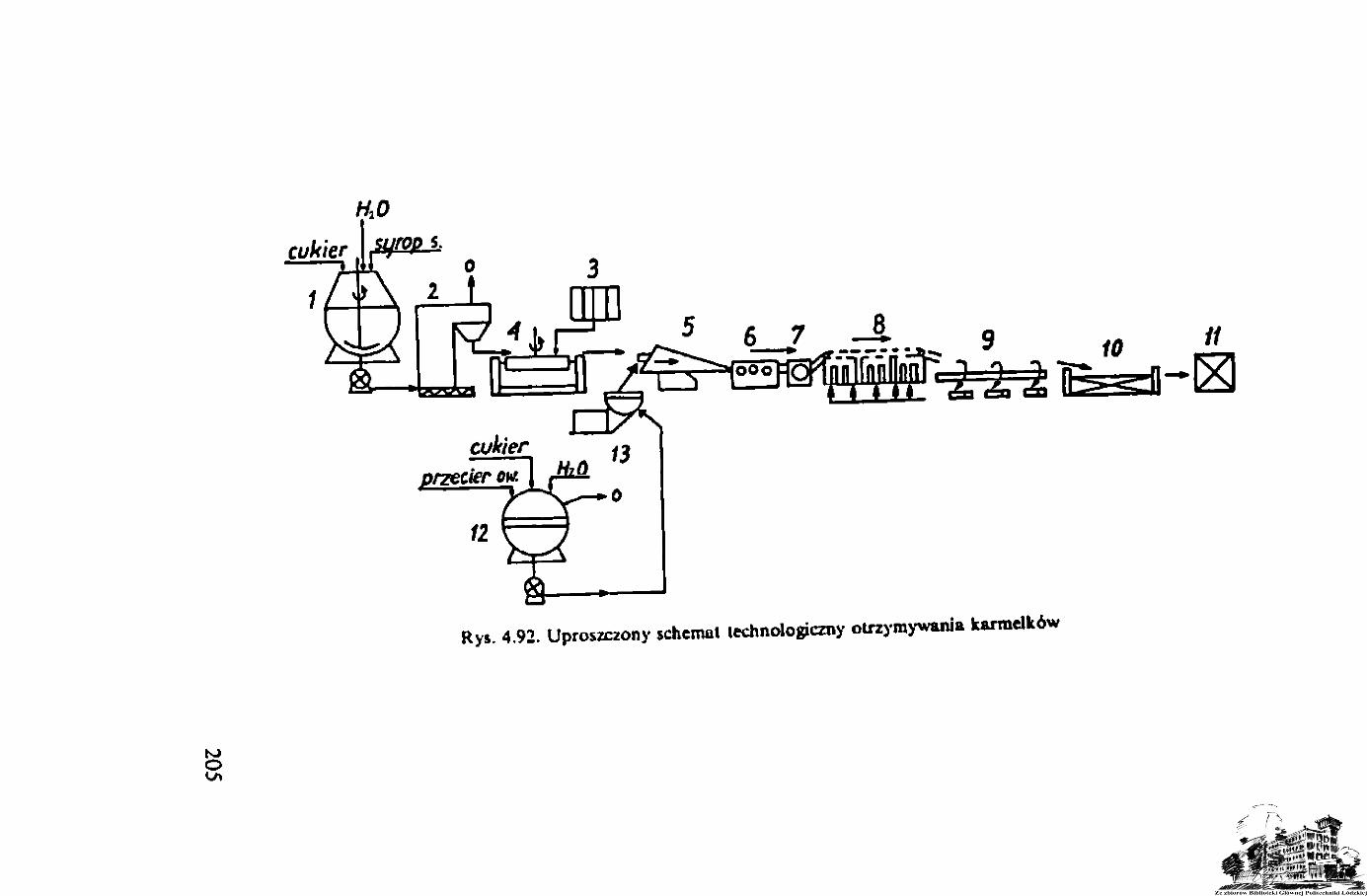
10 11
Rys. 4.92. Uproszczony schemat technologiczny olrzymywania karmelków
toO
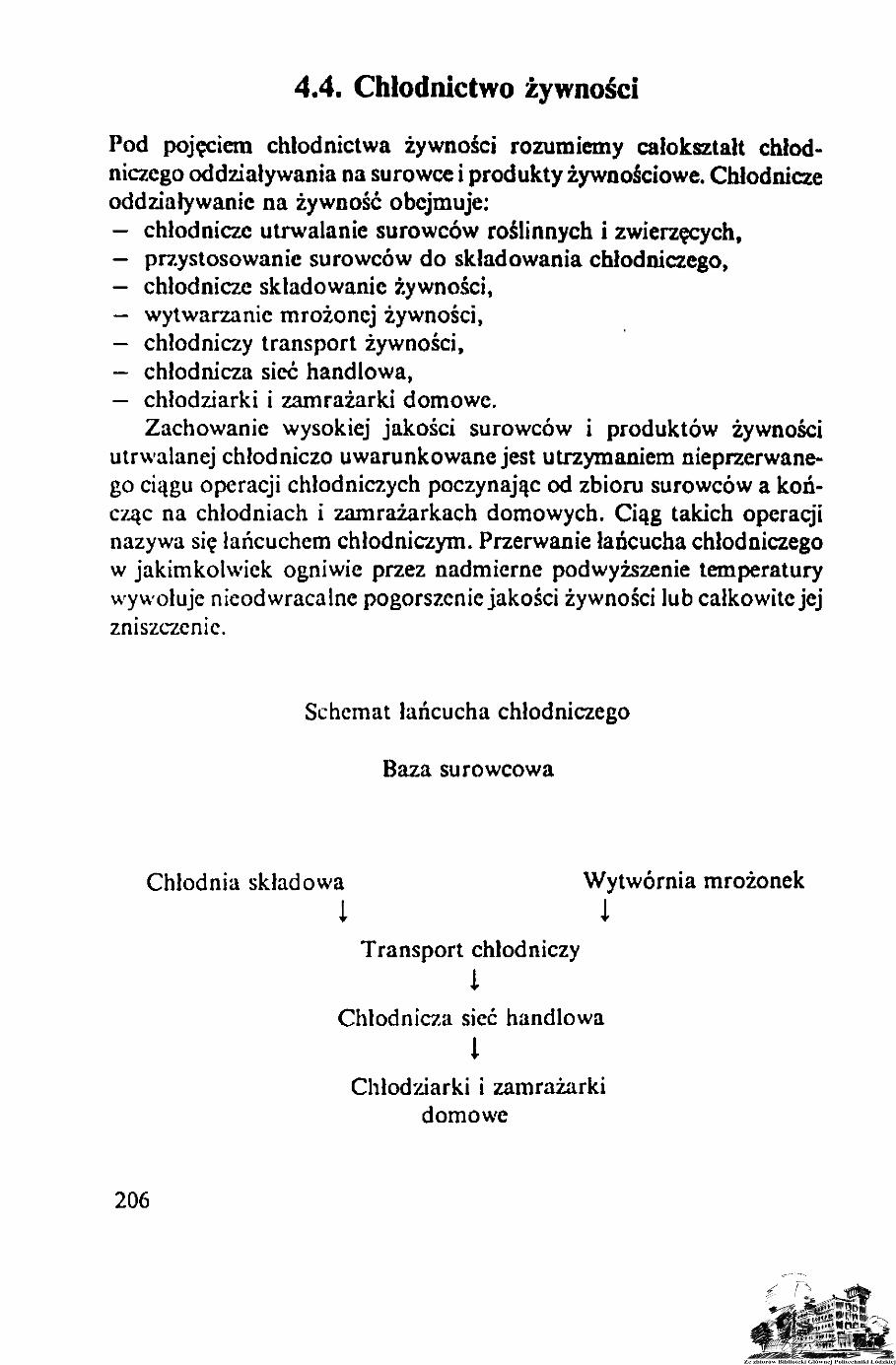
4.4. Chłodnictwo żywności
Pod pojęciem chłodnictwa żywności rozumiemy całokształt chłod-niczego oddziaływania na surowce i produkty żywnościowe. Chłodniczeoddziaływanie na żywność obejmuje:— chłodnicze utrwalanie surowców roślinnych i zwierzęcych,— przystosowanie surowców do składowania chłodniczego,— chłodnicze składowanie żywności,— wytwarzanie mrożonej żywności,— chłodniczy transport żywności,— chłodnicza sieć handlowa,— chłodziarki i zamrażarki domowe.
Zachowanie wysokiej jakości surowców i produktów żywnościutrwalanej chłodniczo uwarunkowane jest utrzymaniem nieprzerwane-go ciągu operacji chłodniczych poczynając od zbioru surowców a koń-cząc na chłodniach i zamrażarkach domowych. Ciąg takich operacjinazywa się łańcuchem chłodniczym. Przerwanie łańcucha chłodniczegow jakimkolwiek ogniwie przez nadmierne podwyższenie temperaturywywołuje nieodwracalne pogorszenie jakości żywności lub całkowite jejzniszczenie.
Schemat łańcucha chłodniczego
Baza surowcowa
Chłodnia składowa Wytwórnia mrożoneki i
Transport chłodniczyI
Chłodnicza sieć handlowaI
Chłodziarki i zamrażarkidomowe
206
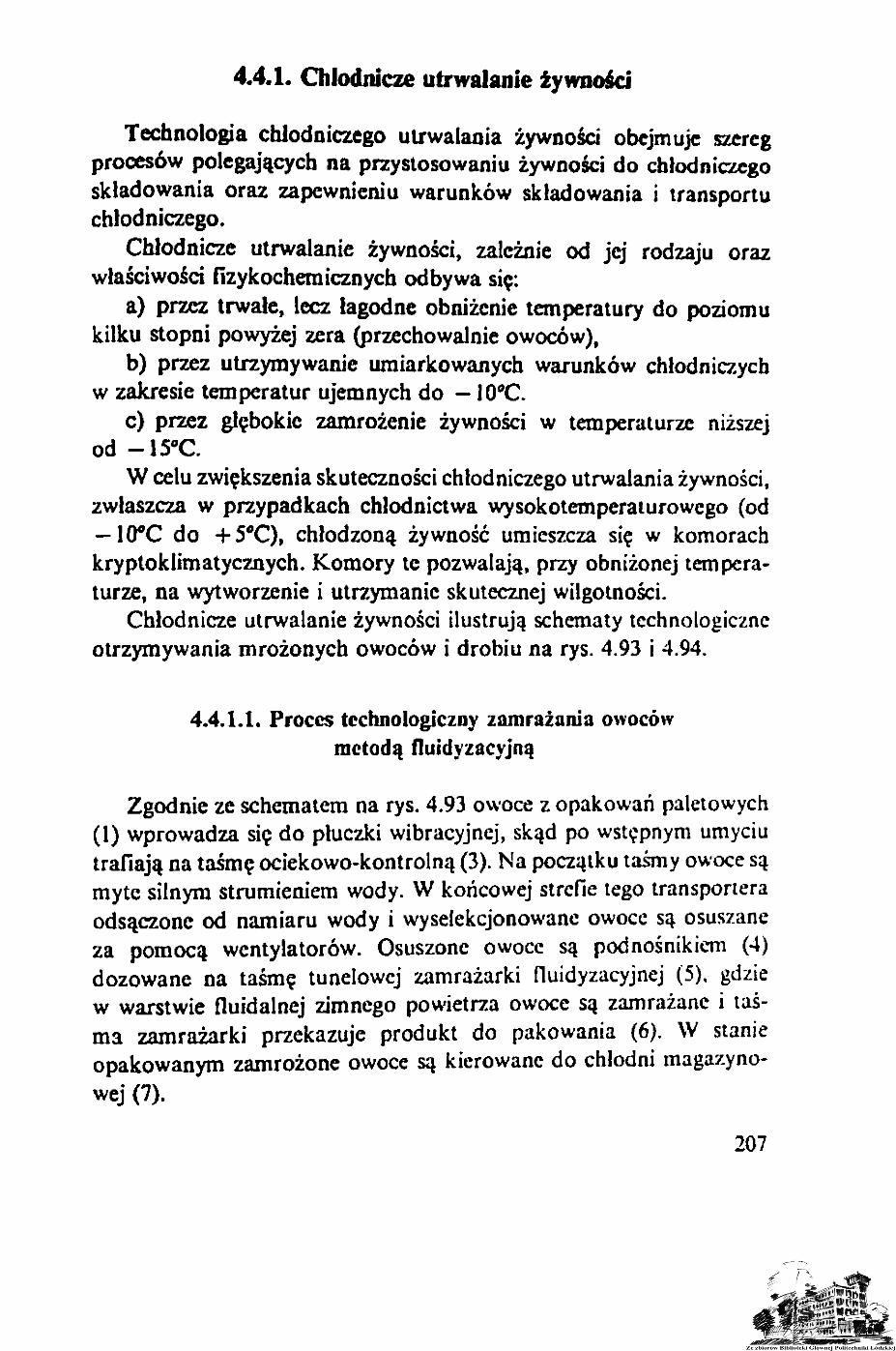
4.4.1. Chłodnicze utrwalanie żywności
Technologia chłodniczego utrwalania żywności obejmuje szeregprocesów polegających na przystosowaniu żywności do chłodniczegoskładowania oraz zapewnieniu warunków składowania i transportuchłodniczego.
Chłodnicze utrwalanie żywności, zależnie od jej rodzaju orazwłaściwości fizykochemicznych odbywa się:
a) przez trwałe, lecz łagodne obniżenie temperatury do poziomukilku stopni powyżej zera (przechowalnie owoców),
b) przez utrzymywanie umiarkowanych warunków chłodniczychw zakresie temperatur ujemnych do — 10°C.
c) przez głębokie zamrożenie żywności w temperaturze niższejod -15°C.
W celu zwiększenia skuteczności chłodniczego utrwalania żywności,zwłaszcza w przypadkach chłodnictwa wysokotemperaturowego (od— 10°C do +5°C), chłodzoną żywność umieszcza się w komorachkryptoklimatycznych. Komory te pozwalają, przy obniżonej tempera-turze, na wytworzenie i utrzymanie skutecznej wilgotności.
Chłodnicze utrwalanie żywności ilustrują schematy technologiczneotrzymywania mrożonych owoców i drobiu na rys. 4.93 i 4.94.
4.4.1.1. Proces technologiczny zamrażania owocówmetodą fluidyzacyjną
Zgodnie ze schematem na rys. 4.93 owoce z opakowań paletowych(1) wprowadza się do płuczki wibracyjnej, skąd po wstępnym umyciutrafiają na taśmę ociekowo-kontrolną (3). Na początku taśmy owoce sąmyte silnym strumieniem wody. W końcowej strefie tego transporteraodsączone od namiaru wody i wyselekcjonowane owoce są osuszaneza pomocą wentylatorów. Osuszone owoce są podnośnikiem (4)dozowane na taśmę tunelowej zamrażarki fluidyzacyjnej (5), gdziew warstwie fluidalnej zimnego powietrza owoce są zamrażane i taś-ma zamrażarki przekazuje produkt do pakowania (6). W stanieopakowanym zamrożone owoce są kierowane do chłodni magazyno-wej (7).
207
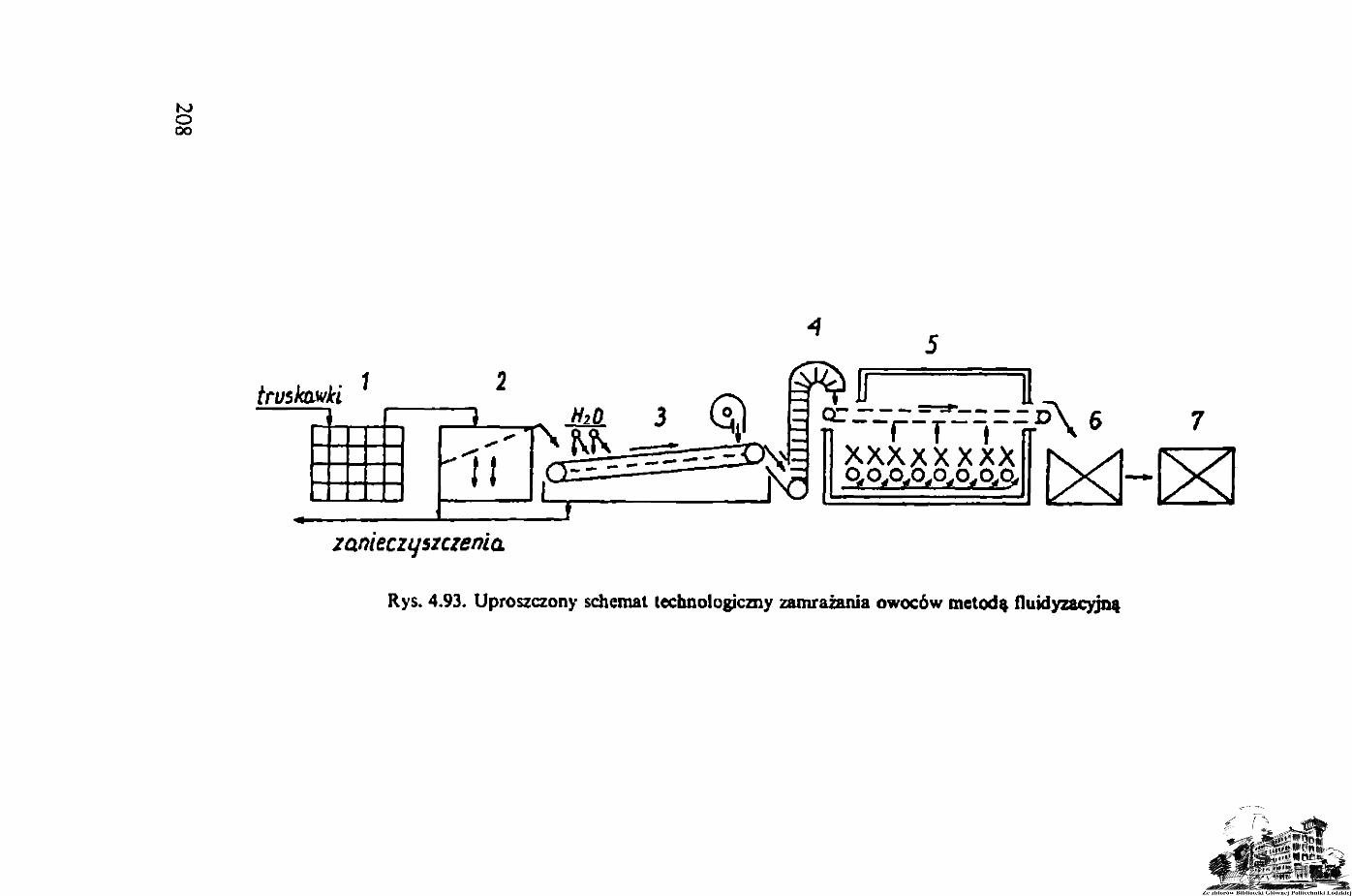
Ooo
11= xxxxxxxx
zanieczyszczenia
Rys. 4.93. Uproszczony schemat technologiczny zamrażania owoców metodą fluidyzacyjną
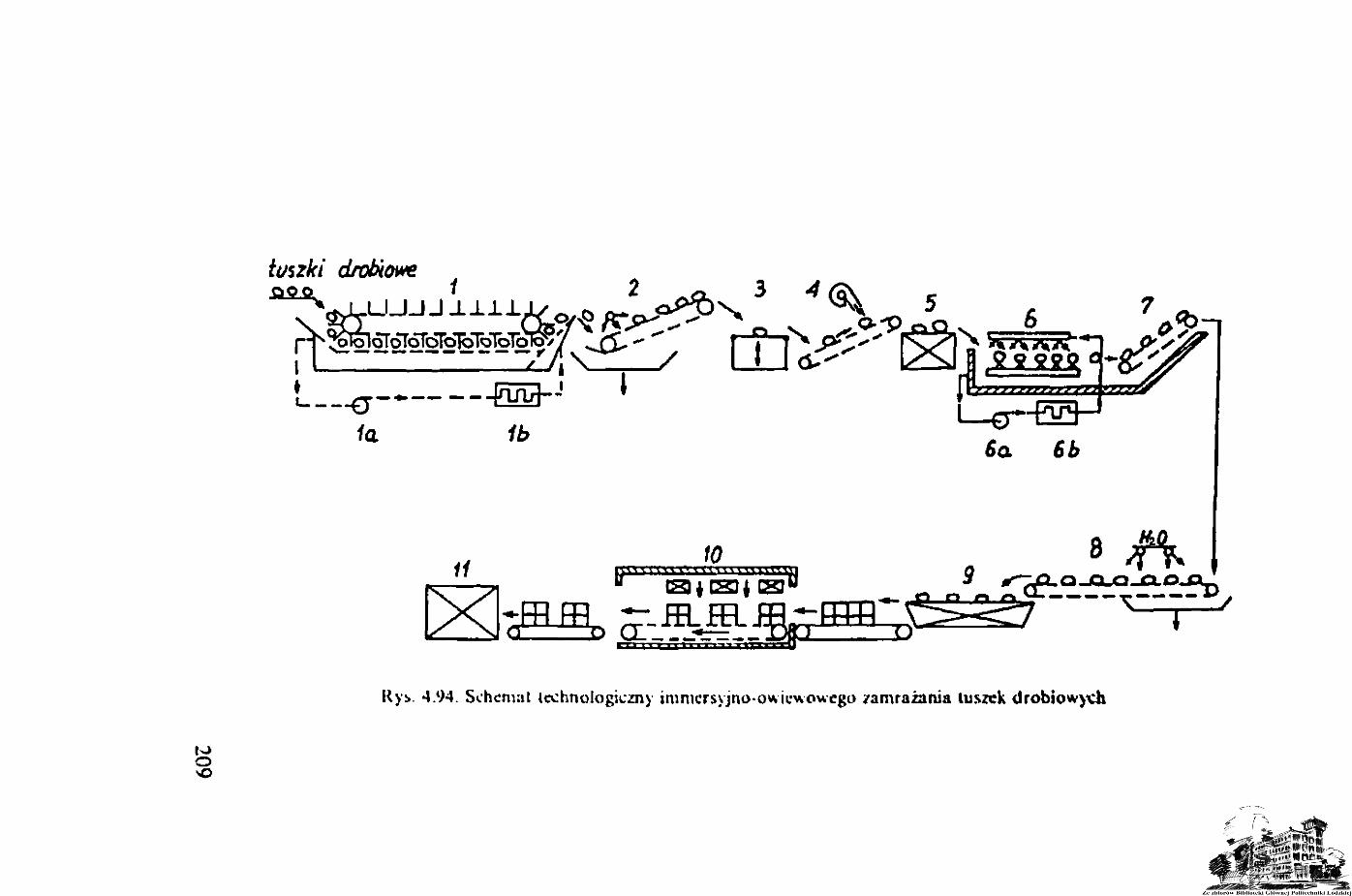
tuszki drobioweooo
Ba 6b
11
Rys. 4.94. Schemat icchnologic/ny immcrsyjno-owiowowcgo zamrażania luszck drobiowyich
toO
4.4.1.2. Proces technologiczny zamrażania tuszek drobiowychmetodą ininiorsyjno-owiewową
Zgodnie ze schematem na rys. 4.94. tuszki drobiowe są wprowadza-ne do wanny z wodą chłodzącą (1). Po wstępnym ochłodzeniu, natransporterze ociekowym (2) są obmywane natryskiem wodnym i od-sączane od nadmiaru wody. Dodatkowo tuszki tracą wodę na urządze-niu wibracyjnym (3) i na taśmie owiewowej z wentylatorem (4).Opakowane w folię tuszki trafiają do wanny immersyjnej (6), gdzienatryskiem chłodzonej solanki są zamrażane wstępnie. Na taśmieociekowej (7) tuszki są pozbawione nadmiaru solanki. Transporterociekowy (8) służy do obmycia mrożonych tuszek natryskiem wodnymi ociekowym usunięciem wody. Dalej tuszki są pakowane w pakietykartonowe (9) i w tej formie trafiają do owiewowego tunelu mroźnego(10), gdzie dokonuje się końcowa faza mrożenia. Zamrożone pakietytuszek drobiowych kierowane są do chłodni magazynowej (11). Wannachłodząca (1) posiada układ kołowego obiegu wody chłodzącej wywoła-ny pompą (la) przez chłodnicę lodową (lb). Analogicznie wannaimmersyjna posiada kołowy obieg solanki mrożącej wymuszany pompą(6a) poprzez parownik agregatu chłodniczego (6b).
4.4.2. Technologia produkcji mrożonej żywności
W zakres produkcji mrożonej żywności wchodzą procesy techno-logiczne z udziałem techniki chłodniczej, które prowadzą do wy-tworzenia produktów posiadających właściwości i cechy charakterys-tyczne dla żywności mrożonej. Przykładami takiej produkcji i produk-tów mrożonej żywności mogą być:— mrożone desery (lody, kremy itp.),— pierożki i knedle mrożone,— gotowe dania mrożone.
4.4.2.1. Otrzymywanie lodów
Składniki podstawowe (mleko, jaja, tłuszcze, cukier, owoce itp.) we-dług ustalonego programu są dostarczane (rys. 4.95) ze zbiorników dobo-wych (1) do mieszalnika (2), w którym sporządzona jest płynna mieszanka.
210
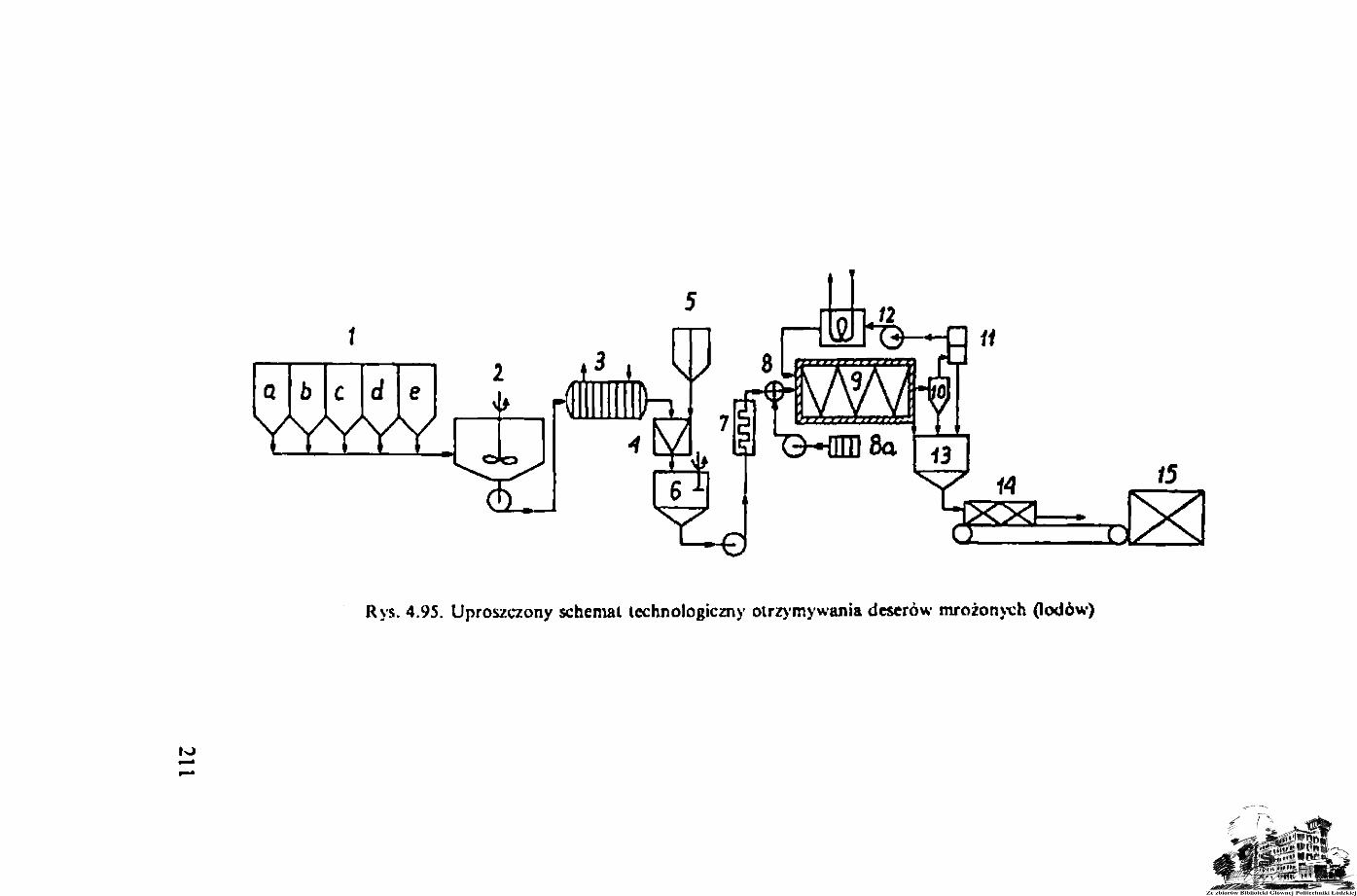
11
WYW
Rys. 4.95. Uproszczony schemat technologiczny otrzymywania deserów mrożonych (lodów)
Mieszanka jest pasteryzowana w pasteryzatorze płytowym (3) i trafiado miksera (4)t w którym następuje zmieszanie podstawowejmasy z przyprawami i barwnikami ze zbiorników (5), następujeprzy tym wstępna homogenizacja mieszanki emulsja w od no-tłusz-czowa). Emulsja kierowana jest do mieszadła (6) celem dojrzewaniabez rozwarstwiania. Płynną emulsję pompuje się do chłodnicy wstęp-nej (7). Po ochłodzeniu emulsja przepływa przez homogenizator (8),gdzie kontaktuje się z zimnym powietrzem wtłaczanym pod ciśnie-niem (8a). Wytworzona w homogenizatorze półpłynna masa jestwtłaczana do zamrażalnika (9) jednocześnie ze strumieniem zimnegopowietrza, będącego w obiegu zamkniętym i płynącym przez cyklon(10), oddzielacz kropel (11), chłodnicę (12) do zamrażalnika. Zhomoge-nizowana i zamrożona (półpłynna) masa lodowa po opuszczeniuzamrażarki trafia do zasobnika pakowaczki (13) i jest porcjowanaoraz pakowana indywidualnie w pakowaczce (14). Kartony zbiorczeproduktów z pakowaczki (14) są kierowane do chłodni magazyno-wej (15).
4.4.2.2. Otrzymywanie mrożonych pierożków
Zgodnie ze schematem na rys. 4.96 do zagniatarki (2) wprowadza sięsystemem zautomatyzowanym według założonego programu mąkęz silosów (1) oraz inne składniki ciasta jak woda, sól, masa jajowa itp. zezbiorników (3). W zagniatarcc wytwarza się ciasto, z którego w agrega-cie wieloczynnościowym (4) formuje się pierożki. Do urządzeń for-mujących jest dostarczony farsz mięsny wytworzony wcześniej i składo-wany w zasobniku (5). W odpowiednim stadium formowania sąwytworzone z ciasta i farszu pierożki, które układa się na wiclopół-kowych wieszakach. Załadowane wieszaki wędrują w tunelu zamrażają-cym (6). Zamrożone pierożki po rozładowaniu z wieszaków półkowychtrafiają na transporter kontrolny (7), gdzie następuje selekcja produktu.Zamrożone pierożki są pakowane w torebki foliowe i w opakowaniazbiorcze w pakowaczkach (8), po czym trafiają do chłodni magazyno-wej (9).
212
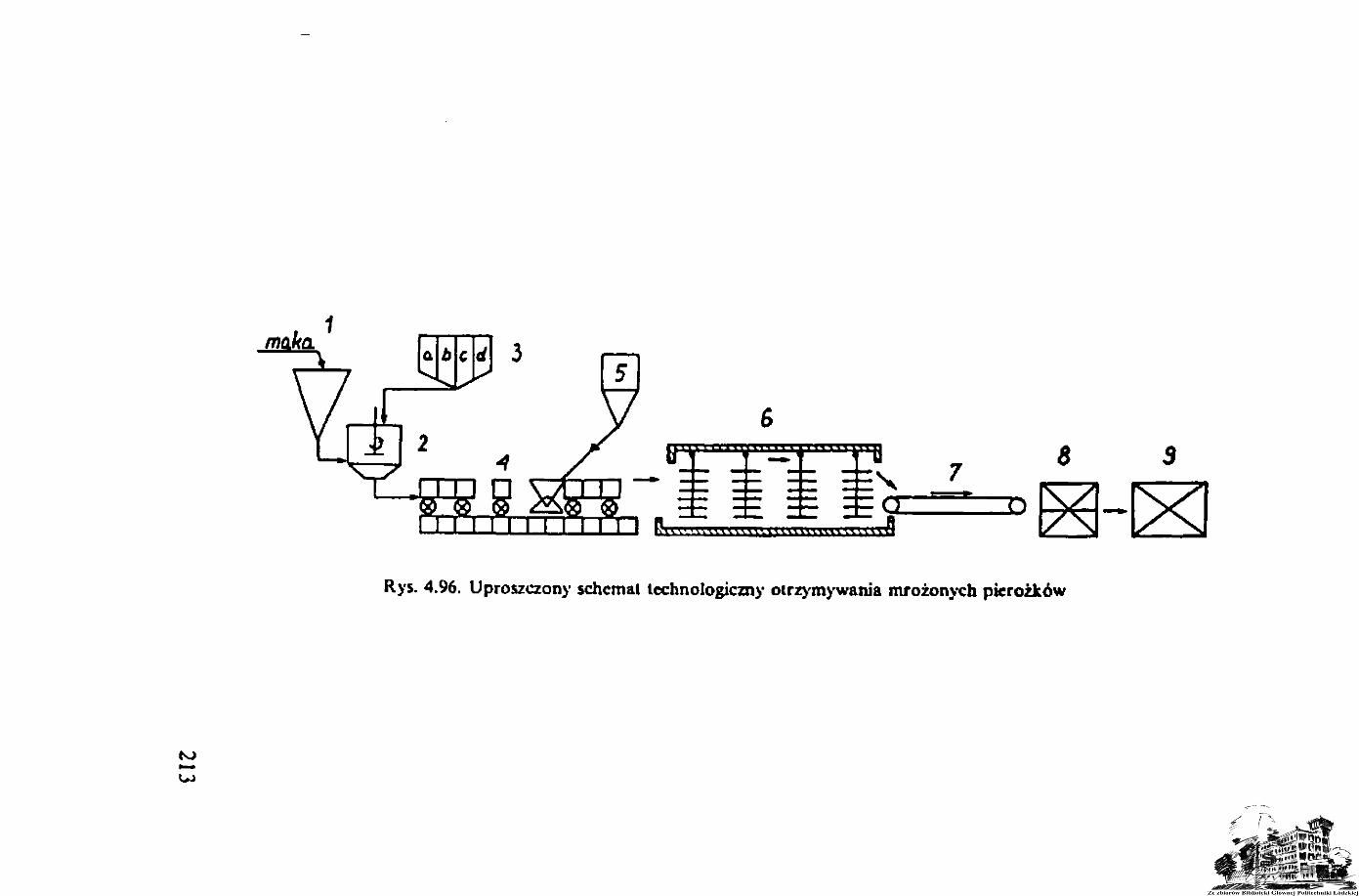
mąka.
M I I I I T T T 1 1 1 1
Rys. 4.96. Uproszczony schemat technologiczny otrzymywania mrożonych pierożków
ro
4.5. Biotechnologia żywności
„Biotechnologia jest to zintegrowane zastosowanie wiedzy i technikiw dziedzinach: biochemii, mikrobiologii i nauk inżynieryjnych w celutechnologicznego wykorzystania drobnoustrojów, kultur tkankowychlub części z nich".
W przemyśle spożywczym procesy biotechnologiczne mają bardzoszerokie zastosowanie, a w wielu działach przetwórstwa mają znaczeniedominujące. Ze względu na konieczność skrótowego potraktowaniamateriału, w tym rozdziale zasygnalizowane zostaną tylko niektóreprzykłady wytwarzania żywności powstałej z udziałem procesów bio-technologicznych.
4.5.1. Pickarstwo
Przemysł piekarski wytwarza pieczywo chlebowe z mąki pszennej,żytniej i mieszanej oraz niektóre gatunki pieczywa cukierniczego.
Zgodnie ze schematem technologicznym na rys. 4.97 pierwszymetapem procesów otrzymywania pieczywa jest proces wytworzeniaciasta. W tym celu, według wcześniej ustalonego programu, do miesza-rki (1) o działaniu ciągłym lub periodycznym (dzieża) wprowadza siętakie podstawowe surowce jak woda, mąka i sól oraz zależnie odrodzaju produkowanego pieczywa — świeżo rozwiniętą kulturę drożdży(la), względnie tzw. zakwas (Ib) czyli uaktywnioną na podłożu ciastapierwotnego, kulturę mieszaną drożdży i bakterii kwasu mlekowego.Odpowiednio wyrobione w mieszarce ciasto jest kierowane do dzielarki(2), gdzie jest odpowiednio porcjowane. Otrzymane w ten sposób kęsysą formowane na specjalnym transporterze dwutaśmowym zwanymzaokrąglarką (3). Wstępnie ufornmowane kęsy są wprowadzane dokomory wstępnej fermentacji (4) celem dokonania rozrostu wstępnego.Po zakończeniu wstępnej fermentacji kęsy są następnie rozwalcowywa-ne (5) oraz zwijane (6) z jednoczesnym ułożeniem uformowanych kęsówdo komory rozrostu końcowego (7). Proces rozrostu końcowego jestregulowany układem klimatyzacyjnym oraz cyklem obiegu półekw komorze. Kęsy po fermentacji końcowej w czasie transpor-tu (8) trafiają do nacinarki (9), po czym następuje smarowanie po-lewą powierzchni bochenków, względnie posypywanie przyprawa-wami na transporterze (10) z podsypką mączną lub otrębową.
214
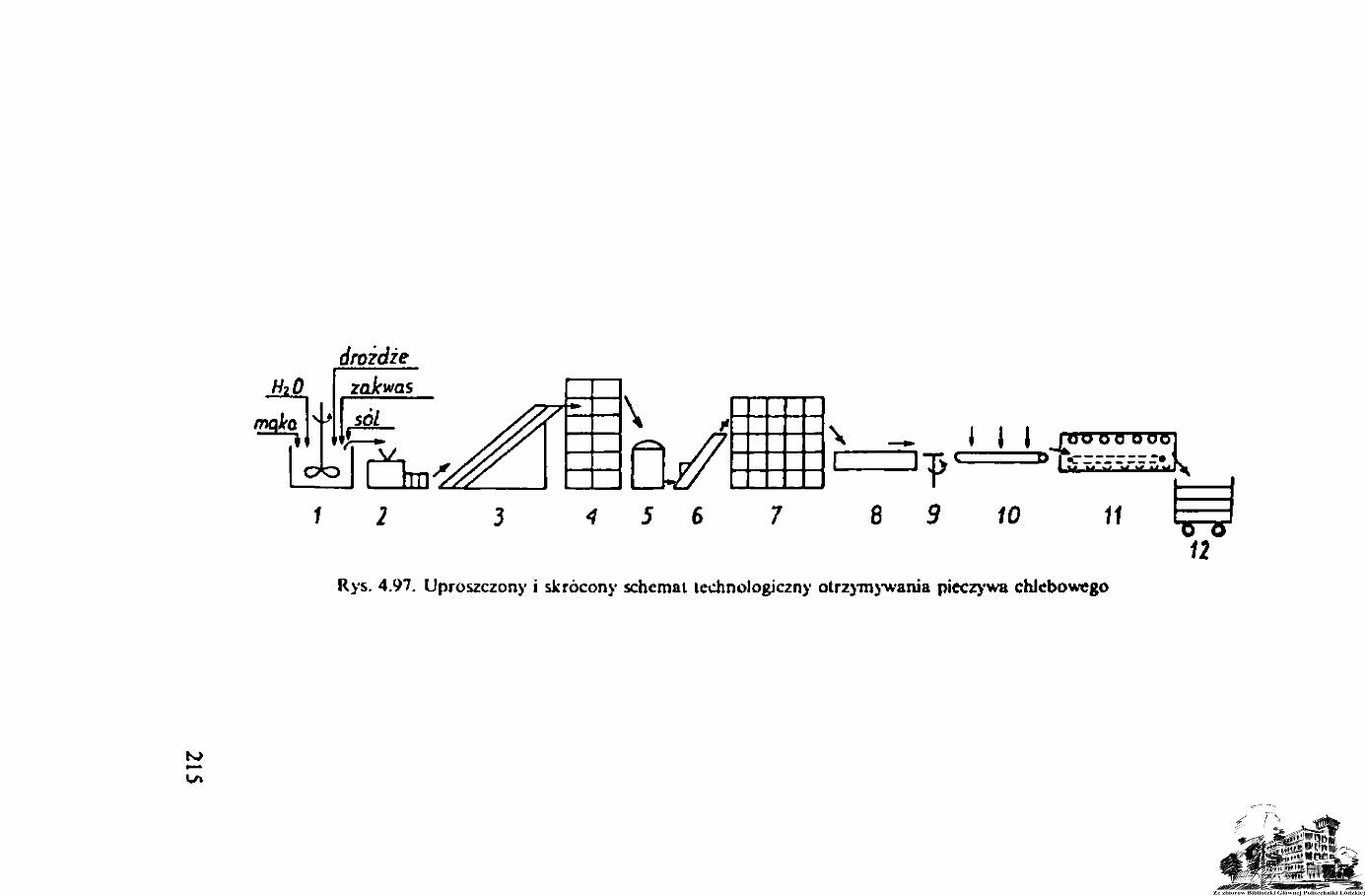
drożdże
1 11 I I —_ <
A 5 6 6 S /O
Rys. 4.97. Uproszczony i skrócony schemat technologiczny otrzymywania pieczywa chkbowego
L/ł
Z transportera (10) oznakowane bochenki trafiają do cyklotermicznegopieca taśmowego (11). Wypieczone bochenki są układane na półkachsiatkowych specjalnych stojaków (12), gdzie podlegają temperowaniuczyli programowemu chłodzeniu.
4.5.2. Piwowarstwo
Podstawowymi surowcami do produkcji piwa w browarachsą: woda, słód czyli skiełkowano ziarna jęczmienia, szyszki chmie-lowe oraz drożdże dolnej fermentacji. Zgodnie ze schematem narys. 4.98 wyprodukowany w słodowni słód, magazynowany w silo-sach browaru jest poddawany rozdrabnianiu na śrutowniku (2).Zmielony słód jest kierowany do warzelni, której głównym wyposa-żeniem są kotły warzelne (4). Do kotłów warzelnych celem ugoto-wania brzeczki, poza zmielonym słodem, wprowadza się wodęze zbiornika (3) oraz szyszki chmielowe lub ekstrakt chmielowyze zbiornika (5). Brzeczkę surową z kotłów warzelnych przetaczasię do kadzi osadowo-wirowej (6), w której następuje wydzielenietzw. gorących osadów brzeczki i zebranie tych osadów w zbiorni-ku (7). Wstępnie sklarowana brzeczka jest następnie chłodzona w pły-towych wymiennikach ciepła (8) i trafia do kadzi zarodowych (10),a następnie do tanko-fermentatorów (11). W kadziach zarodo-wych następuje zaszczepienie brzeczki drożdżami wprowadzony-mi ze stacji propagacji nowych kultur drożdżowych (9). Po dokona-nej fermentacji (8-10 dni) w tanko-fermentatorach, młode piwojest kierowane dla dojrzewania (ok. 30 dni) w leżakowni (12).Odicżakowane piwo jest filtrowane na filtrach ciśnieniowych (13)z udziałem ziemi okrzemkowej. Przcfiltrowane piwo jest zbieranew zbiornikach pośrednich (17) lub podlega rozlewaniu do beczek,względnie butelek na rozlewaczcc (14) zasilanej naczyniami z oddziałumyjni (16). Zapakowane w butelki lub beczki piwo jest kierowane domagazynu (15).
216
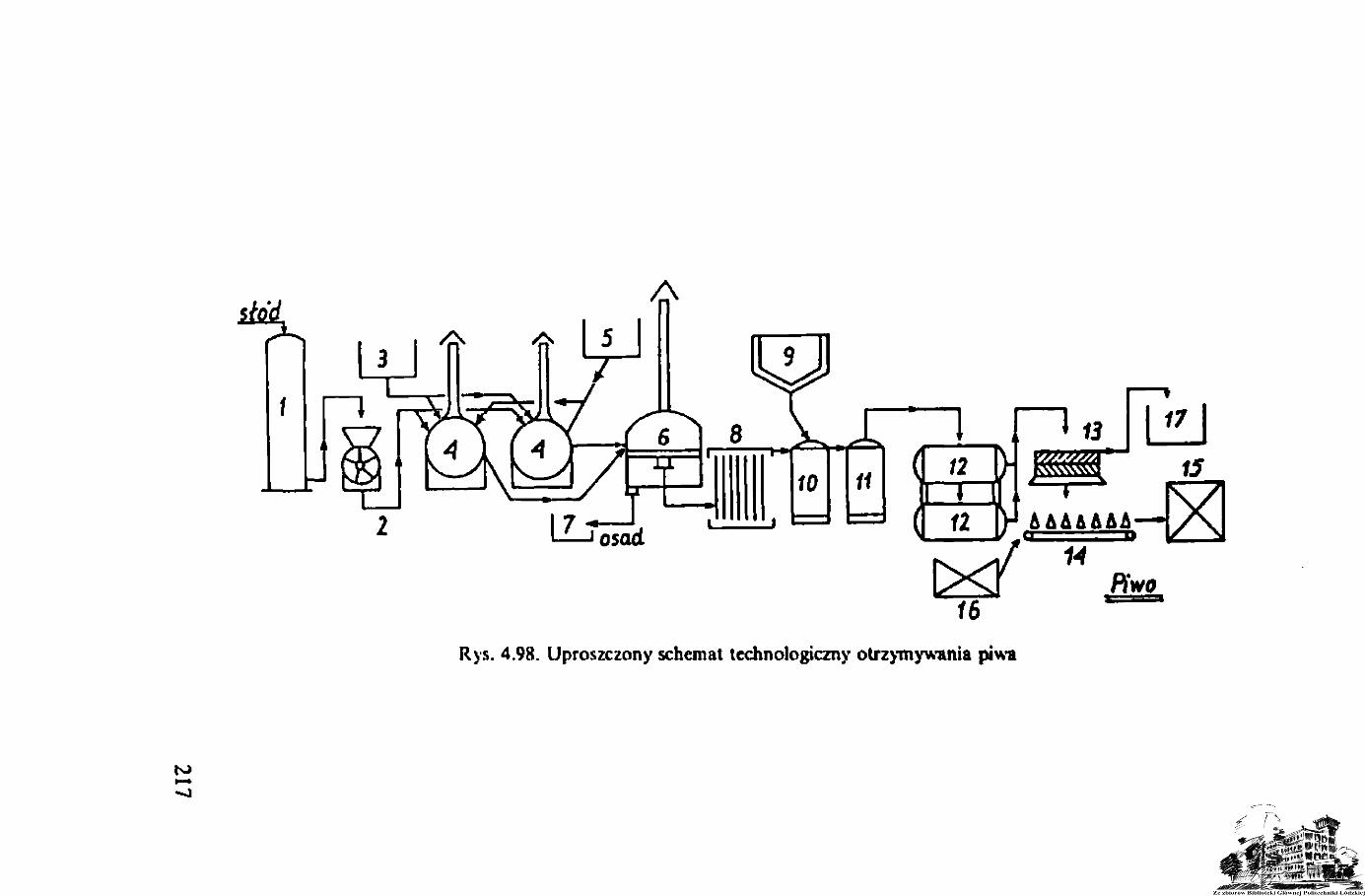
!M
osad
12 y13 17
15
11 y AAA&AAĄ^
f6Rys. 4.98. Uproszczony schemat technologiczny otrzymywania piwa
N>
4.5.3. Gorzclnictwo i drozdżownictwo
Produktami głównymi tych dwu pokrewnych gałęzi przemysłufermentacyjnego są: etanol w postaci spirytusu rektyfikowanegoi drożdże. W gorzelni i w drożdżowni procesem dominującym jest procesfermentacji alkoholowej surowców cukrowych. Różnica między gorzel-nictwem a drożdżownictwem polega na zróżnicowanych warunkachfermentacji ctanolowej, prowadzących do tego, że w gorzelni fermenta-cja jest prowadzona celowo przy mniejszym napowietrzaniu brzeczki poto, aby uzyskać maksymalną wydajność etanolu. Podczas gdy w droż-dżowni proces fermentacyjny w warunkach maksymalnego napowiet-rzenia prowadzi do intensywnego gromadzenia biomasy drożdżowejprzy niewielkiej wydajności etanolu. Produktami ubocznymi obu tychgałęzi przemysłu jest wytwarzany w dużych ilościach dwutlenek węglaoraz wywar, który — w przypadku wykorzystania do procesu surowcówskrobiowych — stanowi bardzo cenną paszę.
4.5.3.1. Otrzymywanie spirytusu rektyfikowanego
Przemysł gorzelniczy produkuje dwa rodzaje spirytusu, a mianowi-cie spirytus rektyfikowany do celów spożywczych i leczniczych orazspirytus bezwodny do celów przemysłowych. Surowcami głównymi dootrzymywania spirytusu rektyfikowanego są zwykle roślinne surowceskrobiowe (ziarna zbóż, ziemniak) lub owoce podczas, gdy najważniej-szym surowcem do produkcji spirytusu bezwodnego jest melas czyliodcick przy produkcji cukru krystalicznego. W praktyce gorzelniczejz różnych powodów stosuje się melas również do produkcji rektyfikatu,zwłaszcza w postaci jednego ze składników cukronośnycnh oboksurowców skrobiowych.
W gorzelni ziemniaczanej (rys. 4.99), ziemniaki są płukane w płuczce(1), po czym podawane są do parownika (2), gdzie ulegają uparowaniui zamianie na miazgę. Uparowana masa ziemniaczana jest wdmuchiwa-na do kadzi zaciernej (3) celem upłynnienia i scukrzenia skrobiza pomocą enzymów amylolitycznych dostarczanych do kadzi zezbiornika (3b) jednocześnie z wodą wprowadzaną ze zbiornika (3a).
218
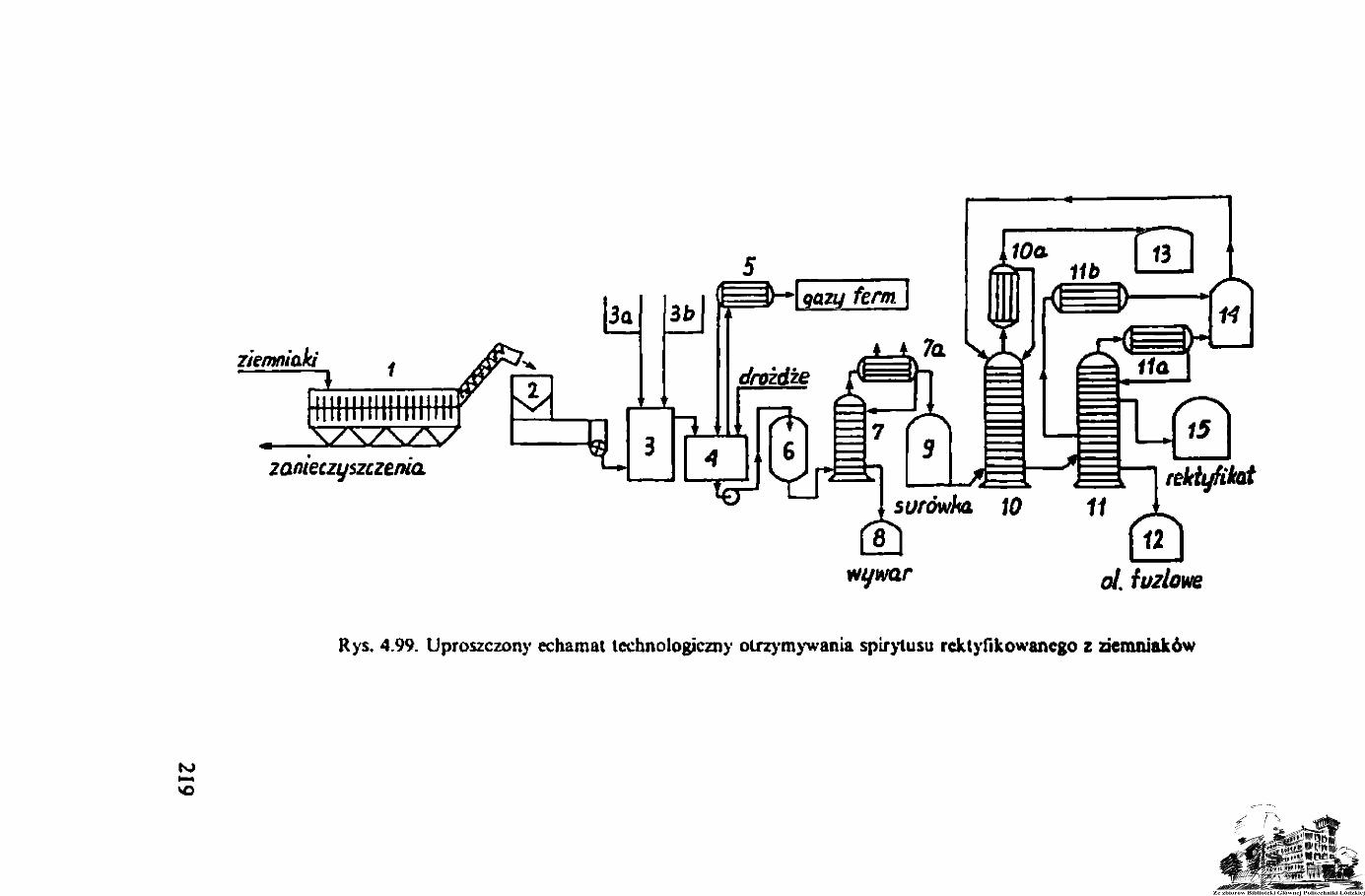
ziemniaki1
zanieczyszczenia
surówka Wrektyfikat
oL fuzlowe
Rys. 4.99. Uproszczony echamat technologiczny otrzymywania spirytusu rektyfikowanego z ziemniaków
N)
Preparaty enzymatyczne mogą być wprowadzane pod postacią roz-drobnionego słodu względnie w postaci preparatu pochodzenia bak*teryjnego i pleśniowego. Scukrzony w kadzi zaciernej zacier po ochło-dzeniu jest wprowadzany do kadzi fermentacyjnej (4). Do kadzifermentacyjnych wprowadza się również drożdże zarodowe rozmnożo-ne w oddzielnych kadziach drożdżowych. Z kadzi fermentacyjnychodprowadza się gazy fermentacyjne (CO2). Gazy te odprowadzaneprzez chłodnicę zwrotną lub płuczkę (5), pozwalającą na odzyskanieodparowanego etanolu. Po 2-3 dobach fermentacji zacier z baterii kadzifermentacyjnych jest pompowany do zbiornika pośredniego (6), zasila-jącego kolumnę od pęd ową (7). W kolumnie odpędowej, wyposażonejw deflcgmator i chłodnicę (7a) otrzymuje się spirytus surowy, groma-dzący się w zbiorniku (9). Cieczą wyczerpaną kolumny odpędowej jestwywar, gromadzony w zbiorniku (8). Surówką ze zbiornika (9) jestzasilana kolumna epiuracyjna (10) służąca do wydzielania frakcjisubstancji niskowrzących, która przechodząc przezdeflegmator i chłod-nicę (lOa) jest gromadzona w zbiorniku (13). Natomiast frakcja głównasubstancji wyżej wrzących z dołu kolumny epiuracyjnej zasila kolumnęrektyfikacyjną (11), Kolumna rektyfikacyjna wyposażona jest w czterymiejsca odbioru frakcji. Z górnych półek kolumny (11) odbiera sięfrakcję niskowrzącą, która przechodząc przez deflegmator i chłodnicę(1 la) gromadzi się w zbiorniku pośrednim (14). Ze środkowych półekodbiera się główny produkt, czyli rektyfikat gromadzony w zbiorniku(15). Poniżej odbioru rektyfikatu odbiera się frakcję średnią, którapoprzez chłodnicę (1 lb) zbiera się w zbiorniku pośrednim (14) i w cało-ści powraca na górne półki kolumny epiuracyjnej (10). Na samym dolekolumny rektyfikacyjnej (11) odbiera się frakcję wysokowrzącycholejów fuzlowych złożonych w większości z wyższych alkoholi, groma-dzących się w zbiorniku (12).
4.5.4. Mleczarstwo
Przedmiotem produkcji przemysłu mleczarskiego jest wytwarzaniez mleka surowego napojów mlecznych zwykłych i fermentowanych,mleka skondensowanego, mleka w proszku, śmietany i masła orazserów twarogowych i dojrzewanych.
220
W technologii większości tych przetworów i produktów dominująprocesy o charakterze fizykochemicznym z wyjątkiem napojów mlecz-nych fermentowanych i serów a zwłaszcza serów dojrzewanych. Otrzy-mywanie ostatnich dwóch grup produktów odbywa się dzięki dominują-cej roli procesów biotechnologicznych.
4.5.4.1. Otrzymywanie mlecznych napojów fermentowanych
Przemysłowa produkcja mlecznych napojów fermentowanych obej-muje następujące procesy technologiczne:— wybór surowca (mleka),— normalizacja składu (tłuszcz, białko, cukry),— homogenizacja,— pasteryzacja,— chłodzenie,— przygotowanie zakwasów i szczepów,— fermentacja i rozlew (lub odwrotnie).
Jak widać z powyższego zestawu pierwsze pięć procesów nosicharakter procesów fizykochemicznych lub fizycznych i może byćokreślone mianem przygotowania surowca do zasadniczych operacjibiotechnologicznych, wyrażonych skrótowo w ostatnich dwóch operac-jach. Właściwy i specyficzny charakter mlecznym napojom fermen-towanym nadaje się przez dobór odpowiednich szczepów drobnoust-rojów. Skomponowanie właściwych zestawów łych szczepów. Otrzyma-nie zakwasów lub szczepionek liofilizowanych, zaszczepienie nimiuprzednio przygotowanego miekat przeprowadzenie fermentacji i za-bezpieczenie produktu. Najbardziej rozpowszechnionymi napojamifermentowanymi z mleka są:
a) jogurt — jest to napój pochodzenia azjatyckiego (Indie, Turcja)oparty na mleku krowim, bawolim, owczym lub innym — zależnie odregionu. Fermentację mleka wywołuje się hodowlą kwaszących drobno-ustrojów ciepłolubnych, wśród których przeważają: Lb.bulgaricus,Str.thermophilus, Lb.jogurti.
b) kefir — napój wywodzący się z Kaukazu. Powstaje przezodfermentowanie mleka z udziałem ziarniaków (grzybków) kefirowych.Charakterystyczną cechą tego napoju jest to, że dzięki specjałnymuzdolnieniom ziarniaków kefirowych powstają w nim produkty fermen-tacji mlekowej i alkoholowej.
221
c) inne mleczne napoje fermentowane lo:— mleko ukwaszone (zsiadłe),— mleko acydofilne,— kumys z mleka klaczy lub z mleka krowiego,— maślanka.
4.5.4.2. Sery twarogowe i dojrzewające
Sery twarogowe są to produkty powstałe przez podpuszczkowe lubkwasowe wydzielenie skrzepu z mleka i fizyczną obróbkę tego skrzepu.
Sery dojrzewające są to trwałe produkty mleczne, powstałe w wynikubiotechnologicznej obróbki podpuszczkowego lub kwasowego skrzepumleka.
Ze względu na charakter skrzepu wyróżnia się sery podpuszczkowe,sery kwasowe i mieszane (podpuszekowo-kwasowe).
W produkcji serów dojrzewcających najbardziej uwidacznia siędominujący wpływ procesów biotechnologicznych w kształtowaniuwalorów odżywczych, smakowych i trwałości tych produktów. Szczegó-łowa klasyfikacja serów dojrzewających jest w znacznym stopniuzróżnicowana u różnych autorów. Na ogół jednak przeważają na-stępujące kryteria podziału:
a) zawartość wody (s. twarde i miękkie),b) charakter czynników biorących udział w dojrzewaniu.Sery dojrzewające możemy podzielić na:1. Sery twarde dojrzewające z udziałem bakterii
— bardzo twarde; do 34% wody (parmezan, osiago, romano, sbirinz),— twarde z oczkami; do 45% wody (ementalski, grojer),— twarde bez oczek; do 45% wody (cheddar, cheshir, leicester),— półtwardc z oczkami; do 50% wody (edamski, gouda).
2. Sery półmiękkie, dojrzewające powierzchniowo z udziałem bakterii— do 55% wody (tylżycki, limburski, brick).
3. Sery półtwarde, dojrzewające wewnątrz z udziałem pleśni (produktyo zaawansowanych przemianach proteolitycznych i lipolitycznych)— do 52% wody (rcąucfort, stilton, bluc itp.).
4. Sery miękkie, dojrzewające powierzchniowo z udziałem pleśni — do55% wody (camembert, neufchatclt bric itp.).
5. Sery miękkie, konserwowane, dojrzewające z udziałem bakterii.
222
Procesy technologiczne w produkcji serów dojrzewających obejmująnastępujące etapy:— fizykochemiczna obróbka i przygotowanie mleka,— wytworzenie i wydzielenie skrzepu,— zaszczepienie (zainicjowanie fermentacji),— uformowanie,— fermentacja czyli długotrwale dojrzewanie,— zabezpieczenie powierzchniowe (woskowanie, konserwowanie).
Procesy fermentacji i dojrzewania serów nadające właściwy charak-ter produktom, wywoływane są przez następujące drobnoustroje działa-jące indywidualnie lub synergicznie, przeważnie jednak działającezespołowo:
a) bakterie fermentacji mlekowej,b) bakterie fermentacji propionowej,c) bakterie dojrzewania powierzchniowego — (Brevibacterium
linens),d) pleśnie z rodzaju Penicillium — (P. roqueforti, P. candidum,
P. camemberti).Proces technologiczny dojrzewania serów najczęściej jest dokony-
wany w formie długotrwałego przetrzymywania zaszczepionego i ufor-mowanego sera w termostatowanych komorach. Wyjątek stanowiproces dojrzewania serów konserwowanych, których dojrzewanie pro-wadzi się przez zanurzenie i przetrzymywanie sera w specjalnej solancei zakonserwowanie uformowanych porcji przez zamknięcie w puszkachz udziałem zalewy solankowej. Jest to niewątpliwie specyficzny sposóbdojrzewania i zabezpieczenia serów i dlatego przytaczamy na rys. 4.100— schemat technologiczny otrzymywania sera konserwowanego„solan".
Zgodnie z układem schematu na rys. 4.100 świeże mleko z tanków(1) jest kierowane do separatora (2), gdzie następuje wydzielenieśmietany i skierowanie jej do zbiornika (3), a odwirowane mlekoprzechodzi do pasteryzatora płytowego (4). Spasteryzowanc mlekowprowadzane jest do baterii kotłów serowarskich (5), tam spotyka sięz zakwasem serwowarskim z matecznika (6). W kotłach serwowar-skich następuje tworzenie sernika. Po całkowitej koagulacji nastę-puje spuszczenie gęstwy serowej do skrzyni serwowarskich (7)z jednoczesnym odprowadzeniem serwatki do zbiornika (8).
223
W skrzyni serwowarskiej następuje formowanie zwartej masy serowej,gdzie po uformowaniu zwartej warstwy następuje jej prasowaniei krojenie na kostki. Uformowany i pocięty na porcje ser jest ładowanydo kontenerów (9) i wraz z nimi wprowadzany jest do basenusolankowego, gdzie ser dojrzewa. Basen solankowy jest zasilanykołowym obiegiem solanki poprzez zbiornik solanki (11) i chłodnicę(12). Po zakończeniu doojrzewania sera jest on wyładowywany z kon-tenerów solankowych i kierowany do agregatu pakującego porcjew puszki (13). Agregat pakujący jest zasilany w pasteryzowaną zalewęsolankową ze zbiornika (15) oraz w puszki blaszane z zasobnika (16).Puszki zamknięte z serem w zalewie są pakietowane i kierowane domagazynu (14).
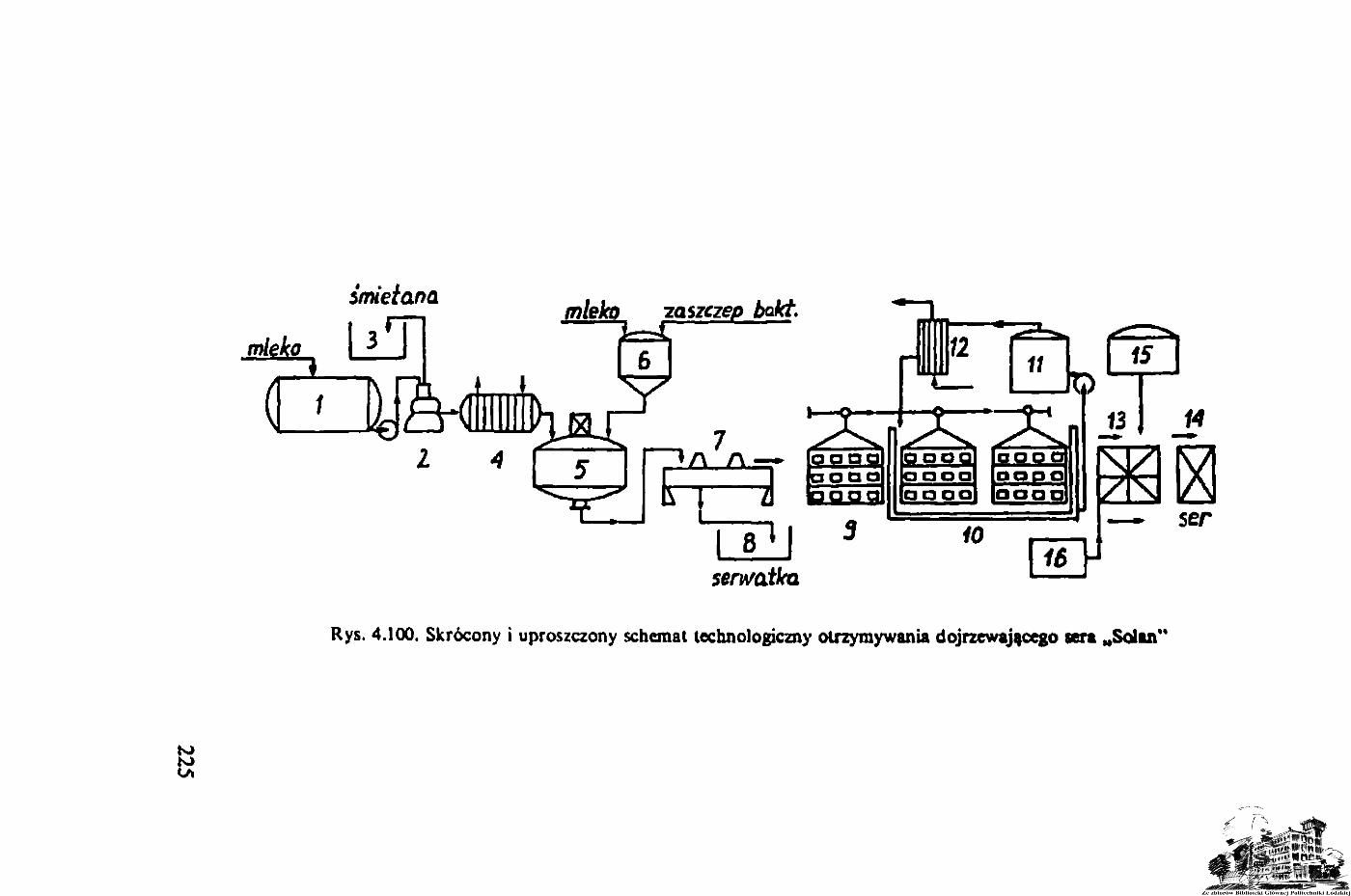
śmietana >leko -zaszczep
mleko
OOPOaoag
oaooaa aa
ser
serwatka
Rys. 4.100. Skrócony i uproszczony schemat technologiczny otrzymywania dojrzewającego ten. „Solan"
5. WSPÓŁCZESNE KIERUNKI ROZWOJUTECHNOLOGII ŻYWNOŚCI POCHODZENIA
ROŚLINNEGO
We współczesnych kierunkach rozwoju technologii żywności, naszczególne wyróżnienie zasługują zagadnienia związane ze zwiększe-niem bazy surowcowej i ulepszeniem składu oraz udoskonaleniemposzczególnych procesów technologicznych w oparciu o najnowszeosiągnięcia nauki i techniki.
5.1. Zwiększenie i ulepszenie produkcji roślinnej
W produkcji żywności i energii podstawową rolę odgrywa zjawiskofotosyntezy, tj. biologiczny proces wytwarzania węglowodanów z dwu-tlenku węgla oraz wody przy udziale promieniowania słonecznego.Bezpośrednimi produktami fotosyntezy są triozy i heksozy, którew procesach metabolicznych zmieniają się w polisacharydy, białka,tłuszcze, witaminy. Substancje te stanowią materiały budulcowe komó-rek oraz są substancjami zapasowymi. Równocześnie rośliny stanowiąpokarm dla zwierząt i człowieka. Stąd też produkty fotosyntezystanowią bezpośrednie lub pośrednie pożywienie człowieka oraz bazęsurowcową przemysłu spożywczego.
Analiza globalnych uwarunkowań zwiększenia produkcji roślinnej,a zwłaszcza produkcji rolnej wskazuje z jednej strony na określonerezerwy i wielki potencjał rozwojowy, oparty na biotechnologii, a z dru-giej striony na narastające trudności i ograniczenie związane z eksplozjądemograficzną i ekologiczną.
226
Większość zadań i celów, stawianych dla zwiększenia i polepszeniaprodukcji roślinnej można zgrupować następująco:
a) podwyższenie plonowania,b) zwiększenie wartości odżywczej i technologicznej roślin,c) obniżenie kosztów i energochłonności produkcji rolnej.Badania nad fotosyntezą t racjonalnym wykorzystaniem energii
słonecznej stanowią jeden z najważniejszych kierunków poprawy plono-wania i obniżenia kosztów produkcji rolnej. Badania te obejmują:— inżynierię genetyczną podstawowych enzymów dwutlenku węgla
i białek chloroplastowych celem zwiększenia ich poziomu w komór-ce i genetycznej modyfikacji aktywności biologicznej,
— poznanie mechanizmów regulujących wzrost i starzenie się,— optymalizację rozprowadzania asymilatów,— wprowadzanie nowych odmian roślin uprawnych o takich cechach
budowy anatomicznej, które zwiększają wykorzystanie energii sło-necznej.Wprowadzenie nowych odmian roślin uprawnych o zmodyfikowa-
nych właściwościach genotypowych opiera się na unikalnej właściwościroślin wyższych tzw. totipotencji, tj, zdolności do pełnej regeneracjiroślin z pojedynczej komórki przy zachowaniu określonych warunkówwzrostu.
Hodowla roślin uprawnych zależy w dużym stopniu od intensyw-nego i kosztownego nawożenia azotowego. Szacuje się, że nawożenieazotowe pochłania około 30% energii zużywanej w rolnictwie i stanowi30—40% całkowitej wartości plonów. Alternatywą dla nawożeniachemicznego jest biologicznie wiązanie wolnego azotu. Dlatego w ostat-nich latach rozwinęły się intensywne badania nad wykorzystaniemi rozszerzeniem biologicznego wiązania azotu. W przyrodzie istniejekilka typów układów wiązania wolnego azotu. Największe znaczeniemają układy symbiotyczne bakterii rodzaju Rhizobium z roślinamimotylkowymi. Podejmowane są intensywne badania nad ulepszeniemistniejącego układu symbiotycznego oraz rozszerzenie zakresu synvbiotycznego wiązania na inne rośliny. Tworzenie nowych układówsym biotycznych jest jednak bardzo skomplikowane.
W aspekcie technologii żywności najistotniejsze są zagadnieniazwiązane ze zwiększeniem wartości odżywczych i technologicznychroślin. Badane są możliwości zwiększenia zawartości aminokwasówegzogennych w głównych frakcjach białkowych zbóż i roślin strącz-
227
kowych. Do osiągnięcia tego celu podejmuje się próby wprowadzaniado genom u rośliny genów kodujących grupę żywieniowo korzystnychbiałek. Pośrednią metodą zwiększenia wartości odżywczej żywności jestjej wzbogacanie w aminokwasy egzogenne otrzymywane metodamibiotechnologicznymi, tj. w drodze fermentacji lub z zastosowaniemenzymów. Obecnie rozwijane są technologie produkcji lizyny, kwasuglutaminowego i innych aminokwasów z użyciem aktywnych mutantówodpowiednich szczepów bakterii lub wyizolowanych z nich i unierucho-mionych enzymów, Substratami są roztwory glukozy lub sacharozyoraz amoniak, mocznik lub sole amonowe.
Przykładem genetycznie ulepszonego surowca jest wyhodowanietzw. niskoerukowych odmian rzepaku. W nieulepszonych odmianachrzepaku w jego nasionach powstaje blisko 50% trójglicerydów zawiera-jących dwudziestodwuwęglowy kwas erukowy, który powstaje z kwasustearynowego i reszty kwasu octowego przy udziale enzymu elongazy.Przez blokadę enzymu lub jego genetyczne usunięcie następuje za-trzymanie dalszej syntezy kwasów tłuszczowych na osiemnastym węglui zwiększenie szybkości reakcji dehydrogenacji z utworzeniem pożąda-nych kwasów nienasyconych, tj. kwasu oleinowego i linolinowego.Dzięki temu olej z rzepaku odmian niskoerukowych jest zbliżony dooleju z oliwek.
Interesującym przykładem wyhodowania przez biologów nowegosurowca roślinnego i konieczności opracowania technologii jego prze-twarzania w żywność jest zagadnienie wykorzystania ziarna pszenżytaw przemyśle piekarskim.
W klimatycznych i glebowych warunkach naszego kraju pszenżytorokuje nadzieję na poprawę bilansu zbożowego. Wynika to z faktu, żeudało się wyhodować nową roślinę, która pod względem zawartościbiałka jest zbliżona do pszenicy, a pod względem wymagań glebowychpodobna do żyta, które jest dotychczas zbożem powszechnie uprawia-nym w Polsce i najlepiej dostosowanym do warunków glebo-wo-klimatycznych.
Przeciętna zawartość białka ogólnego z ziarna pszenicy, żytai pszenżyta wynosi odpowiednio: 12%, 10% i 13,5%. Zawartość zaśglutenu mokrego analogicznie: 30,7%, 0 i 18,6%. Ponadto ziarnopszenżyta ma najwyższą aktywność /7-amylazy w porównaniu z ziarnempozostałych zbóż.
228
O wlaściWbściach wypiekowych mąki pszennej decyduje dużazawartość glutenu i jego pożądane cechy fizyczne oraz wysoka aktyw-ność amyiolityczna. Mąka z pszenżyta pomimo dużej zawartości białkazawiera jednak znacznie mniej glutenu. Z tego względu ziarno pszenżytama lepsze właściwości jako zboże paszowe niż pszenica. Cechy jakoś-ciowe mąki z pszenżyta wykazują przeciętnie pośrednią wartość pomię-dzy mąką pszenną a żytnią. Struktura i właściwości ciasta z mąkipszenżyta są podobne do ciasta z mąki pszennej złej jakości. Właściwo-ści teologiczne ciasta pszenżytniego są specyficzne i odmienne od ciastapszennego i żytniego. Także pieczywo pod względem oragnoleptycznymma cechy pośrednie pomiędzy pieczywem pszennym i żytnim. Przyzastosowaniu drożdży z doddatkiem kwasu mlekowego i odpowiednieprowadzenie fermentacji ciasta, mąka z pszenżyta nadaje się do wypiekuchleba, którego cechy są podobne do chleba pszenno-żytniego.
Prace hodowlane nad ulepszeniem pożądanych cech pszenżyta sąkontynuowane i można oczekiwać poprawy jakości mąki jako surowcado wyrobów piekarskich. Równolegle trwają prace badawcze nadoptymalizacją procesu technologicznego.
W wielu krajach świata dąży do rozszerzenia bazy surowcowejo niekonwencjonalne źródła żywności. Najczęściej prowadzi się badanianad wykorzystaniem glonów z rodzaju Chlorella i Spirulina jakopokarmu dla zwierząt i ludzi. Obecnie mimo wysokiego dobowegoplonu biomasy rzędu 100 kg s.s. w przeliczeniu na hektar, nie prowadzisię hodowli glonów na dużą skalę. Powodem tego jest wysoki kosztwyodrębniania białek z komórek glonów. Ściany komórkowe glonów sąodporne na enzymy trawienne występujące w przewodzie pokarmowymwiększości zwierząt. Dlatego konieczne jest niszczenie ścian komór-kowych, wirowanie, koncentracja i inne procesy prowadzące do otrzy-mania odpowiednio dyspozycyjnych koncentratów białkowych.
5.2. Udoskonalanie i unowocześnianieprocesów technologicznych
Tradycyjne technologie wytwarzania produktów żywnościowychrozwinęły się na podstawach empirycznych i były doskonalone metodą
229
prób i błędów. Nowe zaś technologie oraz udoskonalenia tradycyjnychtechnologii w coraz większym stopniu opierają się na wynikach badańmechanizmów zjawisk zachodzących w produktach i surowcach, wa-runkujących wysoką jakość produktów oraz zapewniających minimalnezużycie energii i skuteczną ochronę środowiska. Postęp w technologiijako wynik badań podstawowych i stosowanych jest znakiem naszychczasów. Nowoczesne osiągnięcia fizyki, a zwłaszcza elektroniki są takżestosowane do automatyzacji i sterowania procesami przemysłu spożyw-czego.
W technologii żywności postęp technologiczny jest mniej efektowny.Jedną z przyczyn takiego stanu jest mniejsze zaawansowanie badańpodstawowych w tej dziedzinie. Niemniej jednak w oparciu o wynikibadań z wielu dziedzin nauk podstawowych rozwinęły się nowe procesyw technologii żywności takie, jak: procesy membranowe i chromato-graficzne, ekstruzja, aglomeryzacja, mikrokapsulkowanie, teksturowa-nie, procesy biotechnologiczne, grzejnictwo mikrofalowe.
Charakterystyczną cechą nowoczesnej technologii żywności jestcoraz wyraźniejsza integracja technologii z bazą surowcową. Dziękicoraz szerzej stosowanym w rolnictwie zdobyczom biotechnologiii inżynierii genetycznej następuje wspomniane wyżej udoskonalenieskładu surowców w pożądanym kierunku i w związku z tym techno-logiczny przerób surowców jest znacznie dogodniejszy.
Istotnym zadaniem nowoczesnej technologii żywności jest zapew-nienie wysokiej standaryzowanej jakości produktów oraz tworzenienowej jakości wychodząc z surowców o zupełnie odmiennych cechach.
5.2.1. Procesy membranowe
Procesy membranowe są związane ze zjawiskiem przemieszczania sięokreślonych składników roztworu przez półprzepuszczalne przegrody(membrany). W zależności od właściwości membrany, przez jej porymogą przenikać cząsteczki o różnej masie molowej. W przypadkuszczególnym przez półprzepuszczalną przegrodę może przenikać jedy-nie woda, która ma małą masę molową i jest najczęściej występującymrozpuszczalnikiem dla naturalnych roztworów, które są poddawaneobróbce technologicznej w przemyśle spożywczym. W tym przypadkuz zastosowaniem procesu membranowego może być prowadzone zatę-
230
żanic roztworów z uniknięciem odparowania. Siłą napędową procesówmembranowych może być różnica stężenia, różnica ciśnienia, różnicatemperatur oraz różnica potencjału elektrycznego. Największe znacze-nie praktyczne w przemyśle spożywczym ma zjawisko oparte na różnicyciśnienia jako sile napędowej procesu ultrafiltracji i odwróconej osmozy.
Osmoza jest zajwiskiem fizycznym związanym ze stanem równowagitermodynamicznej dwóch roztworów przedzielonych membraną prze-puszczalną wyłącznie dla rozpuszczalnika. Dążność układu do osiąg-nięcia stanu równowagi prowadzi do przepływu rozpuszczalnika w kie-runku roztworu o wyższym stężeniu. Ciśnienie równowagowe, zwaneciśnieniem osmotycznym, wyraża się wzorem
M '
gdzie: c — molarność roztworu jest wyrażona liczbą moli substancjirozpuszczonej w [m 3 ] roztworu,
R — stała gazowa,T - temperatura [K],
M — masa cząsteczkowa.W warunkach izotermicznych aktywność rozpuszczalnika zależy od
stężenia i ciśnienia. Zwiększenie stężenia i ciśnienia zwiększa aktywność.Podziałanie na roztwór ciśnieniem zewnętrznym większym od ciśnieniaosmotycznego, wytwarza różnicę aktywności rozpuszczalnika przeciw-nie skierowaną w stosunku do różnicy jaka występuje przy ciśnieniuniższym od ciśnienia równowagi, tj. ciśnienia osmotycznego. W tymprzypadku rozpuszczalnik z roztworu o wyższym stężeniu przechodziprzez membranę do roztworu o niższym stężeniu. Kierunek przepływurozpuszczalnika jest więc odwrotny do kierunku przepływu rozpusz-czalnika występującym przy zjawisku osmozy. Dlatego zjawisko tonazywa się odwróconą osmozą. Niezbędnym warunkiem przebieguzjawiska odwróconej osmozy w przypadku dwóch roztworów prze-dzielonych przegrodą przepuszczalną wyłącznie dla rozpuszczalnika jestspełnienie nierówności:
pi - n 4 > p 2 - n 2 ł
gdzie: p l — ciśnienie zewnętrzne nad roztworem pierwszym,II I — ciśnienie osmotyczne roztworu pierwszego,
231
p2 — ciśnienie zewnętrzne nad roztworem drugim,n 2 — ciśnienie osmotyczne roztworu drugiego.
W przypadku gdzy roztwór i czysty rozpuszczalnik przedzielone sąprzegrodą półprzepuszczalną i na roztwór działa ciśnienie zewnętrznewiększe od ciśnienia osmotycznego, zachodzące zjawisko odwróconejosmozy umożliwia usuwanie rozpuszczalnika z roztworu i dzięki temunastępuje zatężanie. Metodą odwróconej osmozy można w praktycezatężyć roztwory tcrmolabiine do stężenia około 35% z użyciem energiirównoważnej około 0,30 kg pary technologicznej w przeliczeniu na 1 kgusuniętej wody. Uzyskanie wyższego stężenia jest bardzo utrudnione zewzględu na tzw. polaryzację stężeniową. Zwiększenie stężenia roztworuprzy membranie zmniejsza silę napędową procesu, rośnie bowiemciśnienie osmotyczne i powstały gradient stężenia powoduje dyfuzjęwsteczną. W celu zmniejszenia polaryzacji stężeniowej należy stosowaćodpowiednio duże liniowe prędkości przepływu cieczy. Zwykle stosujesię liniową prędkość przepływu > 0,05 m/s. W przypadku odwróconejosmozy produktów żywnościowych np. mleka, serwatki, soków owoco-wych polaryzacja stężeniowa wywołuje dodatkowe niekorzystne zjawis-ka takie, jak: wytrącanie się osadów i żelowanie. Zjawiska te sąspowodowane przez zmianę rozpuszczalności białek i soli mineralnychw roztworach stężonych. Utworzona warstwa osadu stanowi zwykledodatkowy opór ruchu masy oraz zmniejsza szybkość przepływurozpuszczalnika.
Główne kierunki zastosowania odwróconej osmozy to: odsalaniewody i oczyszczanie ścieków, zatężanie soków owocowych, serwatkii wodnych roztworów białek, np. jaja kurzego. Jakość produktuzatężonego jest zwykle bardzo dobra i matę jest także zużycie energii.Mimo to metoda ta obecnie nic jest szeroko stosowana w technologii,główną przyczyną tego stanu jest trudność uzyskania wysokoselektyw-nych i sprawnych membran, tj. przegród pół przepuszczalnych z two-rzyw sztucznych zdolnych do wybiórczego przepuszczenia jedynie wodyz dostateczną prędkością oraz odpowiednio trwałych. Dotychczaswytwarza się membrany głównie z octanu celulozy, które zatrzymują do99% chlorku sodowego i do 100% sacharozy, stosowanych jakosubstancje wzorcowe. Dopuszczalne ciśnienie robocze wynosi zwykleokoło 5 MPa, a szybkość strumienia przesączu wynosi 15 -=-50 dm3/m2
godz. Zwiększenie gęstości strumienia przez zwiększenie porowatościmembran prowadzi do obniżenia selektywności membran.
232
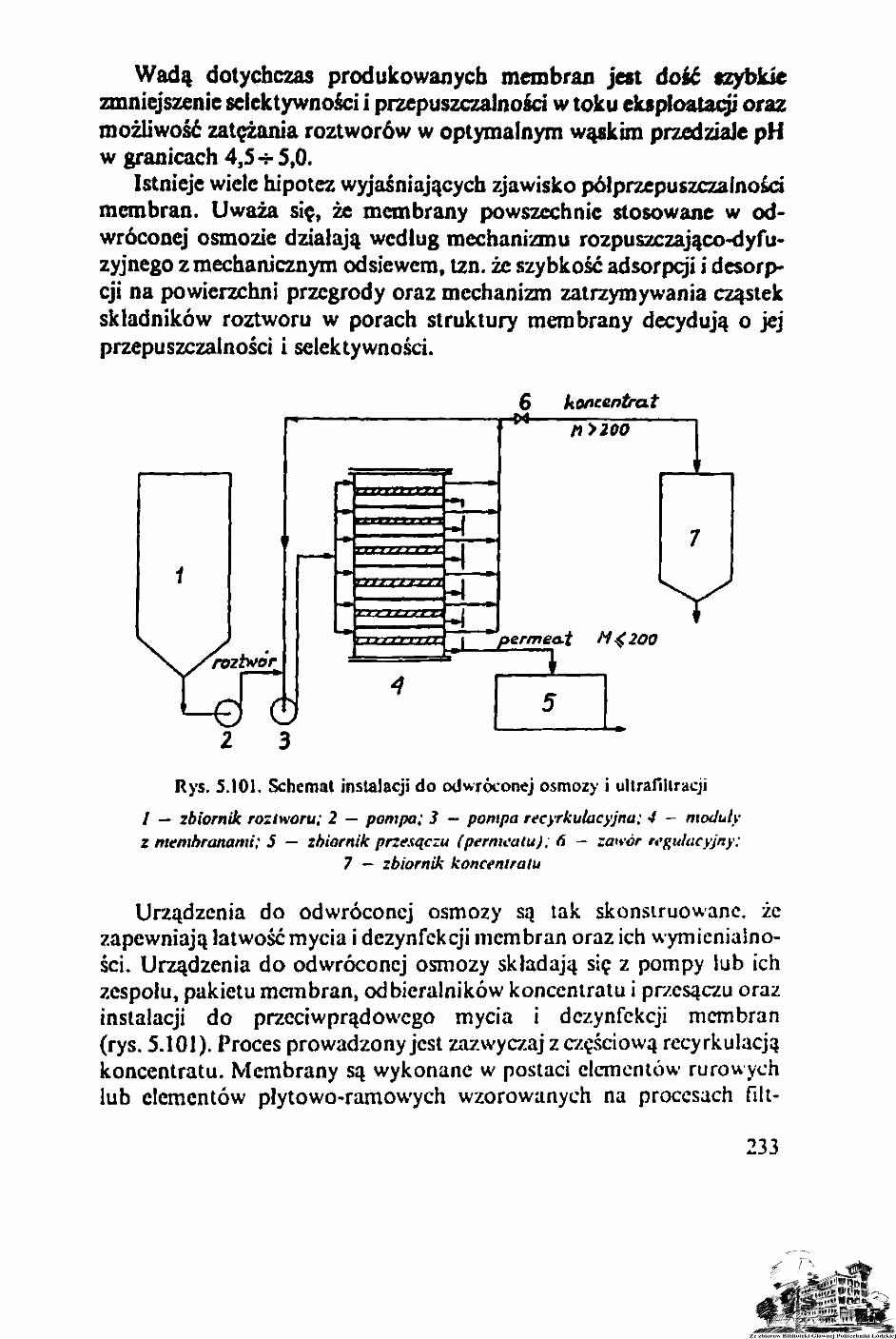
Wadą dotychczas produkowanych membran jest doić tzybkiezmniejszenie selektywności i przepuszczalności w toku eksploatacji orazmożliwość zatężania roztworów w optymalnym wąskim przedziale pHw granicach 4,5-5-5,0.
Istnieje wiele hipotez wyjaśniających zjawisko pólprzepu szcza Inoscimembran. Uważa się, że membrany powszechnie stosowane w od-wróconej osmozie działają według mechanizmu rozpuszczająco-dyfu-zyjnego z mechanicznym odsiewem, tzn. że szybkość adsorpcji i desorp-cji na powierzchni przegrody oraz mechanizm zatrzymywania cząstekskładników roztworu w porach struktury membrany decydują o }przepuszczalności i selektywności.
1 w * * i
^r* * * ' ' * rr
6 koncentrath>200
I permeat H42O0
Rys. 5.101. Schemat instalacji do odwróconej osmozy i ullrafiltracji
/ — zbiornik roztworu: 2 — pompa; 3 - pompa recyrkulacyjna; 4 - modułyz membranami; 5 — zbiornik pnesączu (permeatu); 6 — zawór regulacyjny;
7 — zbiornik koncentratu
Urządzenia do odwróconej osmozy są tak skonstruowane, żezapewniają łatwość mycia i dezynfekcji membran oraz ich wymienialno-ści. Urządzenia do odwróconej osmozy składają się z pompy lub ichzespołu, pakietu membran, odbieralników koncentratu i pr/esączu orazinstalacji do przeciwprądowego mycia i dezynfekcji membran(rys. 5.101). Proces prowadzony jest zazwyczaj z częściową recyrkulacjąkoncentratu. Membrany są wykonane w postaci elementów rurowychlub elementów plytowo-ramowych wzorowanych na procesach filt-
233
racyjnych. Częściej są stosowane elementy rurowe wykonane w tensposób, że wewnątrz porowatej rury z włókien sztucznych lub ze staliumieszona jest membrana. Rury są zestawione w pakiety (moduły)o wspólnym zasilaniu roztworem i wspólnym kolektorze koncentratuoraz przesączu (rys. 5.101). Gęstość upakowania membran wynosi od3 do 300 m2/m3.
Urządzenia w skali technicznej składają się z kolei z kilku lubkilkudziesięciu pakietów (modułów). Dzięki temu urządzenie nawet0 powierzchni filtracji około 100 m 2 zajmuje niewielką powierzchnię1 ma wydajność usuwania wody w granicach 2—5 m3/h w przypadkubardzo wysokiej selektywności filtracji i około 40 m3/h w przypadkuniecałkowitego zatrzymywania się soli.
Zajwisko nicsclektywnego przepuszczania rozpuszczalnika przezmembrany ma, jak się okazało, duże znaczenie praktyczne. Umożliwiabowiem modyfikację składu suchej substancji bezpośrednio w roz-tworze. Jest to zwłaszcza korzystne w przypadku składników termo-labilnych takich, jak np. białko. Proces rozdzielania suchej substancjiroztworu z użyciem pólpr/epuszczulnych membran, przepuszczalnychrównież dla niektórych składników suchej substancji o określonejgranicznej masie cząsteczkowej nazywa się ultrafiltracją.
Ultrafiltrację można traktować więc jako rodzaj odwróconej osmo-zy lub odwrotnie. Zasadnicza różnica między tymi procesami polega natym, że w ultrafiltracji używane są membrany, które przepuszczającząsteczki o małej masie molowej, a zatrzymują cząsteczki o dużej masiemolowej. Powszechnie przyjęto, że proces w którym zatrzymywane sącząsteczki o masie molowej < 500 jest nazywany odwróconą osmozą.Proces zaś, w którym, zatrzymywane są cząsteczki o masie powyżej 500nazywa się ultrafiltracją. Przepuszczanie przez membrany cząsteczeko musie < 500, a zatrzymywanie tylko cząsteczek o dużej masie,-zwłaszcza wielkocząsteczkowych białek i polisuharydów, korzystniewpływa na zwiększenie natężenia pr/epływu przesączu. Decyduje o tymgłównie niskie ciśnienie osmotyczne występujące po obydwu stronachmembrany. W przypadku równych stężeń wagowych ciśnienie osmoly-czne wywierane przez małe cząsteczki, występujące w roztworze jestwielokrotnie wyższe niż w roztworze cząsteczek o dużej masie molowej,ponieważ o wartości ciśnienia osmotyc/.ncgo decyduje molarnośćroztworu. Swobodne przechodzenie małych cząsteczek przez membranęsprawia, że w pobliżu membrany maki jest również polaryzacja
234
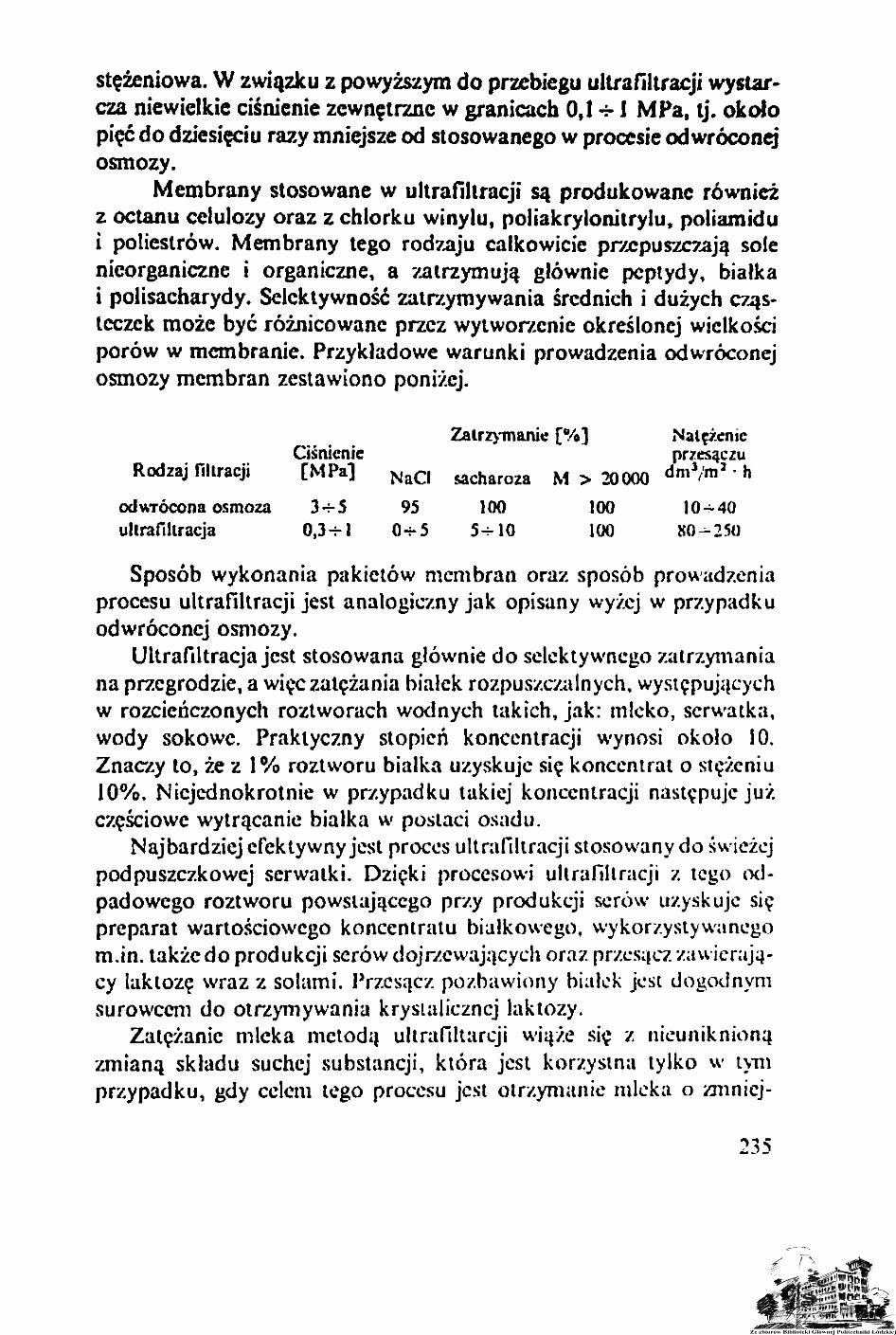
stężeniowa. W związku z powyższym do przebiegu ultrafiltracji wystar-cza niewielkie ciśnienie zewnętrzne w granicach 0,1 -̂ 1 MPa, tj. okołopięć do dziesięciu razy mniejsze od stosowanego w procesie odwróconejosmozy.
Membrany stosowane w ultrafiltracji są produkowane równieżz octanu celulozy oraz z chlorku winylu, połiakrylonitrylu, poliamidui poliestrów. Membrany tego rodzaju całkowicie przepuszczają solenieorganiczne i organiczne, a zatrzymują głównie peptydy, białkai polisacharydy. Selcktywność zatrzymywania średnich i dużych erąs-teczek może być różnicowane przez wytworzenie określonej wielkościporów w membranie. Przykładowe warunki prowadzenia odwróconejosmozy membran zestawiono poniżej.
Zatrzymanie [%] NatężenieCiśnienie przesączu
Rodzaj filtracji [MPa] N a C 1 M c h a r o 2 a M > ^ m d m > > • h
od wrócona osmoza 3-ł-5 95 100 100 10-40ullrafiltracja 0,3-rl 0-r5 5 -=-10 100 80-250
Sposób wykonania pakietów membran oraz sposób prowadzeniaprocesu ultrafiltracji jest analogiczny jak opisany wyżej w przypadkuodwróconej osmozy.
Ultrafiltracja jest stosowana głównie do selektywnego zatrzymaniana przegrodzie, a więczatężania białek rozpuszczalnych, występującychw rozcieńczonych roztworach wodnych takich, jak: mleko, serwatka,wody sokowe. Praktyczny stopień koncentracji wynosi około 10,Znaczy to, że z 1% roztworu białka uzyskuje się koncentrat o stężeniu10%. Niejednokrotnie w pr/ypadku takiej koncentracji następuje jużczęściowe wytrącanie białka w postaci osadu.
Najbardziej efektywny jest proces uKrafiltracji stosowany do świeżejpodpuszczkowej serwatki. Dzięki procesowi ullrafiltracji z tego od-padowego roztworu powstającego przy produkcji serów uzyskuje siępreparat wartościowego koncentratu białkowego, wykorzystywanegom.in. także do produkcji serów dojrzewających oraz przesącz zawierają-cy laktozę wraz z solami. Przesącz pozbawiony białek jest dogodnymsurowcem do otrzymywania krystalicznej laktozy.
Zatężanic mleka metodą ultrafiltarcji wiąże się z nieuniknionązmianą składu suchej substancji, która jest korzystna tylko w tymprzypadku, gdy celem tego procesu jest otrzymanie mleka o zmniej-
235
szonej zawartości soli, a zwłaszcza jonów sodowych. Mleko takie jestprodukowane dla otrzymania określonych produktów dietetycznych,które należą do kategorii żywności specjalnej. W toku ultrafiltracjiwiększość soli rozpuszczalnych przechodzi do odcieku, zaś sole związa-ne z białkiem, zwłaszcza sole wapniowe, zagęszczają się w takiej samejproporcji jak białko.
5.2.2. Procesy chromatograficzne
Związki chemiczne w produktach naturalnych występują zwyklew postaci mieszanin i jako mieszaniny są najczęściej otrzymywane nadrodze syntezy, biosyntezy lub w reakcjach hydrolizy. Rozdzielaniemieszanin na składniki lub wyodrębnianie tylko jednego składnikaz danego środowiska jest ważnym zabiegiem technologicznym. W pro-cesach przemysłowych tradycyjnie do rozdzielania mieszanin na skład-niki wykorzystuje się różne właściwości fizyczne składników, a zwłasz-cza ich lotność lub rozpuszczalność. Indywidualne związki chemiczne,substancje czyste, otrzymuje się w wyniku procesów np. rektyfikacji lubkrystalizacji.
Do metod rozdzielania mieszanin na składniki należy równieżchromatografia juko sposób rozdzielania mieszanin na składniki w opa-rciu o różną szybkość ich migracji w ośrodkach porowatych. Począt-kowo metoda ta miała znaczenie analityczne i preparatywne. Rozwóji udoskonalenie melod chromatograficznych doprowadziło jednak doich zastosowania w skali przemysłowej. Dotyczy to zwłaszcza m.in.wyodrębniania biologicznie czynnych substancji znajdujących się w du-żej objętości roztworu o małym stężeniu oraz rozdzielanie mieszaninnawet kilkuskładnikowych o zróżnicowanym powinowactwie do fazystacjonarnej układu chromatograficznego. Istotną zaletą metod chro-matograficznych w porównaniu z metodami dotychczas stosowanymido rozdzielania mieszanin jest ograniczenie liczby etapów technologicz-nych, obniżenie energochłonności oraz ograniczenie lub całkowitewyeliminowanie ścieków. Dzięki temu procesy chromatograficznenależą do praktycznie bczściekowych metod produkcji.
W większości dotychczas stosowanych metod chromatograficznegorozdzielania fazę stacjonarną stanowi jednorodne pod względem wiel-kości cząstek złoże adsorpcyjne z tworzyw sztucznych. Są to odpowie-
236
dniej wielkości ziarna, kuleczki, o średnicy około 0,2 mm uformowanez żywic polistyrenosulfonowych sieciowanych dwuwinylobenzenem.Żywice zawierają podobnie jak jonity odpowiednie grupy funkcyjne,które w sposób selektywny opóźniają migrację wybranych składnikówmieszaniny. Czynnikiem różnicującym szybkość migracji składnikówmieszaniny jest również efekt sita molekularnego, którego istotą jestróżna zdolność cząsteczek o zróżnicowanej masie molowej do wnikaniaw pory matrycy żywicowej. Cząsteczki o malej masie molowej wnikajągłębiej w pory żywicy i trudniej są wymywane przez rozpuszczalnik,i w związku z tym migrują wolniej w złożu chromatograficznym.W przypadku mieszaniny związków jonowych i niejonowych mecha-nizm rozdzielania takich mieszanin związany jest ze zjawiskiem eks-kluzji (wykluczania), które polega na tym, że związki chemiczne np. solezawierające ten sam kation, który znajduje się w mairycy złoża żywicy,nie wnikają do por matrycy jonitowej i dzięki temu migrują szybciejw złożu niż związki niejonowe.
Proces chromatograficznego rozdzielania prowadzony jest sposo-bem elucji. Polega on na tym, że do złoża adsorbentu umieszczonegow kolumnie wprowadza się porcję mieszaniny składników w ilości2-r-10% objętościowo w stosunku do objętości kolumnyt po czymskładniki z kolumny wymywa się rozpuszczalnikiem, odbierając w wy-cieku z kolumny frakcje zawierające indywidualne składniki mieszaninywyjściowej. Proces przebiega w sposób ciągły z przemiennym wprowa-dzaniem mieszaniny składników i rozpuszczalnika. Do prawidłowegoprowadzenia procesu niezbędne jest utrzymanie stałego natężeniaprzepływu oraz sprawnego detektora i układu rejestracyjnego składuwycieku z kolumny wraz z urządzeniem do technologicznego rozdys-ponowania uzyskanych frakcji.
Na rys. 5.102 przedstawiono schemat wyodrębniania steroidówz brzeczki fermentacyjnej.
Biotransformacjc zachodzą zwykle przy niewielkim stężeniu związ-ku organicznego rzędu 2-r 10 g/dm3 roztworu. W przypadku klasycznejmetody izolacji stosuje się ekstrakcję produktu z użyciem rozpuszczal-ników nie mieszających się z wodą w ilości współmiernej do objętościbrzeczki. W przypadku metody chromatograficznej zawartość fermen-tora poddaje się wirowaniu dla usunięcia wszystkich zawiesin, a następ-nie klarowny roztwór przepuszcza przez kolumnę zawierającą adsor-bent w postaci złoża jonitowego odpowiedniego typu np. z użyciem
237
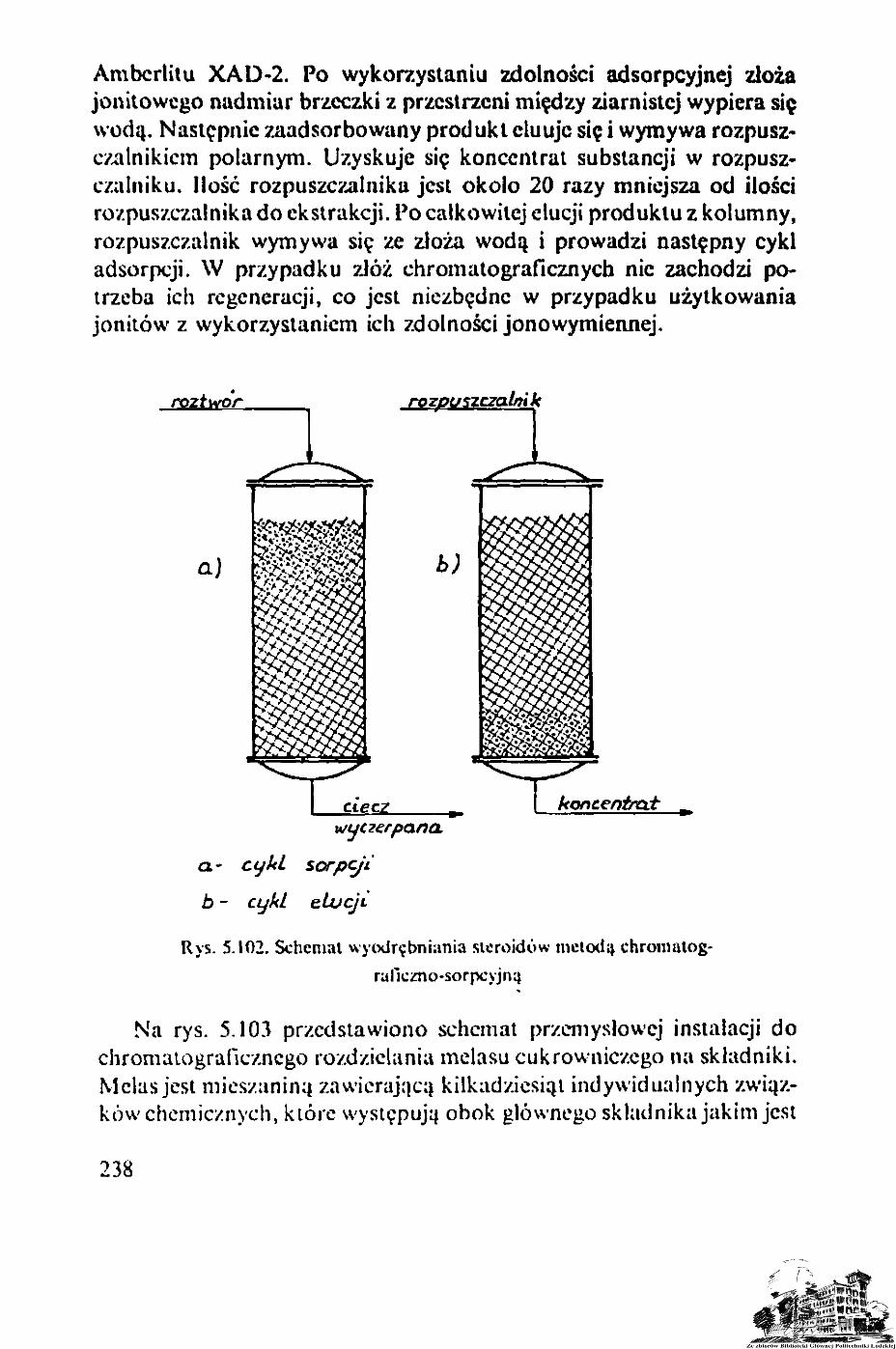
Ambcrlitu XAD-2. Po wykorzystaniu zdolności adsorpcyjnej złożajonitowego nadmiar brzeczki z przestrzeni między ziarnistej wypiera sięwodą. Następnie zaadsorbowany produkt cluujc siei wymywa rozpusz-czalnikiem polarnym. Uzyskuje się koncentrat substancji w rozpusz-czalniku. Ilość rozpuszczalnika jest około 20 razy mniejsza od ilościrozpuszczalnika do ekstrakcji. Po całkowitej elucji produktu z kolumny,rozpuszczalnik wymywa się ze złoża wodą i prowadzi następny cykladsorpcji. W przypadku złóż chromatograficznych nic zachodzi po-trzeba ich regeneracji, co jest niezbędne w przypadku użytkowaniajonitów z wykorzystaniem ich zdolności jonowymiennej.
roztwór rozpuszczalnik
a-
b-
cykL
cykl
wyczerpana.
sorpc/Ł
eLucjt.
Rys. 5.102. Schcmal wyodrębniania steroidów metodę chromatog-rallczno-sorpcyjn^
Na rys. 5.103 przedstawiono schemat przemysłowej instalacji dochromatograficznego rozdzielania melasu cukrowniczego na składniki.Melas jest mieszaniną zawierającą kilkadziesiąt indywidualnych związ-ków chemicznych, które występują obok głównego składnika jakim jest
238
sacharoza. Tradycyjną metodą krystalizacji sacharoza nic może być jużz tej mieszaniny wyodrębniona. Dzięki zastosowaniu procesu chroma-tograficznego z zastosowaniem kationitu w postaci soli sodowej lubpotasowej, sucha substancja mclasu może być rozfrakcjonowana na trzygłówne frakcje, w których kolejno w największej ilości występują: solenieorganiczne, sacharoza i związki azotowe. Trzy kolejne frakcje sąnastępnie odddzielnie wykorzystywane, odpowiednio do otrzymywaniakoncentratu soli mineralnych, produkcji krystalicznej sacharozy oprazotrzymywania azotowych koncentratów paszowych. Dzięki temu melasjest utylizowany z maksymalnym wyczerpaniem sacharozy z wyjściowe-go surowca jakim są buraki cukrowe lub trzcina cukrowa.
Proces rozdzielania prowadzony jest metodą elucji z użyciem wodyjako cluentu. Elucja jest prowadzona w temperaturze 60-8CTC. Dorozdzielania kieruje się melas rozcieńczony do stężenia około 40 - 50%w ilości 5% na objętość kolumny, która zawiera od 10 m3 do 30 m ł
jonitu umieszczonego w kolumnie o wysokości 6 - 10 m. W procesieodzyskuje się około 85% początkowej ilości sacharozy zawartej w mela-sie w postaci frakcji o stężeniu średnim około 12-H 15% s.s. i czystości90%. Skład tej frakcji jest więc zbliżony do składu soku rzadkiego.
Analogicznie metodą chromatograficzną rozdziela się nu składnikicukier inwertowany oraz izomeryzowany syrop glukozowy. Izomeryzo*wany syrop glukozowy otrzymuje się w wyniku biotechnologicznejtransformacji glukozy zawartej w około 40-procentowym roztworzeglukozy za pomocą enzymu izomerazy, która jest zwykle stosowanaw postaci immobilizowanej i jest umieszczona w reakiorzc prze-pływowym. Roztwór po izomeryzacji zawiera w suchej substancji około42% fruktozy, 50% glukozy i 8% oligosacharydów. W procesiechromalograficznym skutecznie oddziela się frakcję oligosacharydówod oddzielnie zbieranych frakcji glukozowej i fruklożowej, względnieuzyskuje się tzw. syrop wysokofrukiozowy o zawartości fruktozy do90% w suchej substancji, a frakcję glukozową zawraca się do izo-meryzacji. Godny podkreślenia jest fakt, że względnie mały kosziprodukcji syropów izomeryzowanych i dążność do podniesienia ichjakości, głównie przez zwiększenie udziału fruktozy w suchej substancjioraz zmniejszenie udziału oligosacharydów przyczyni! się do rozwojuprzemysłowego procesu chromatografii.
239
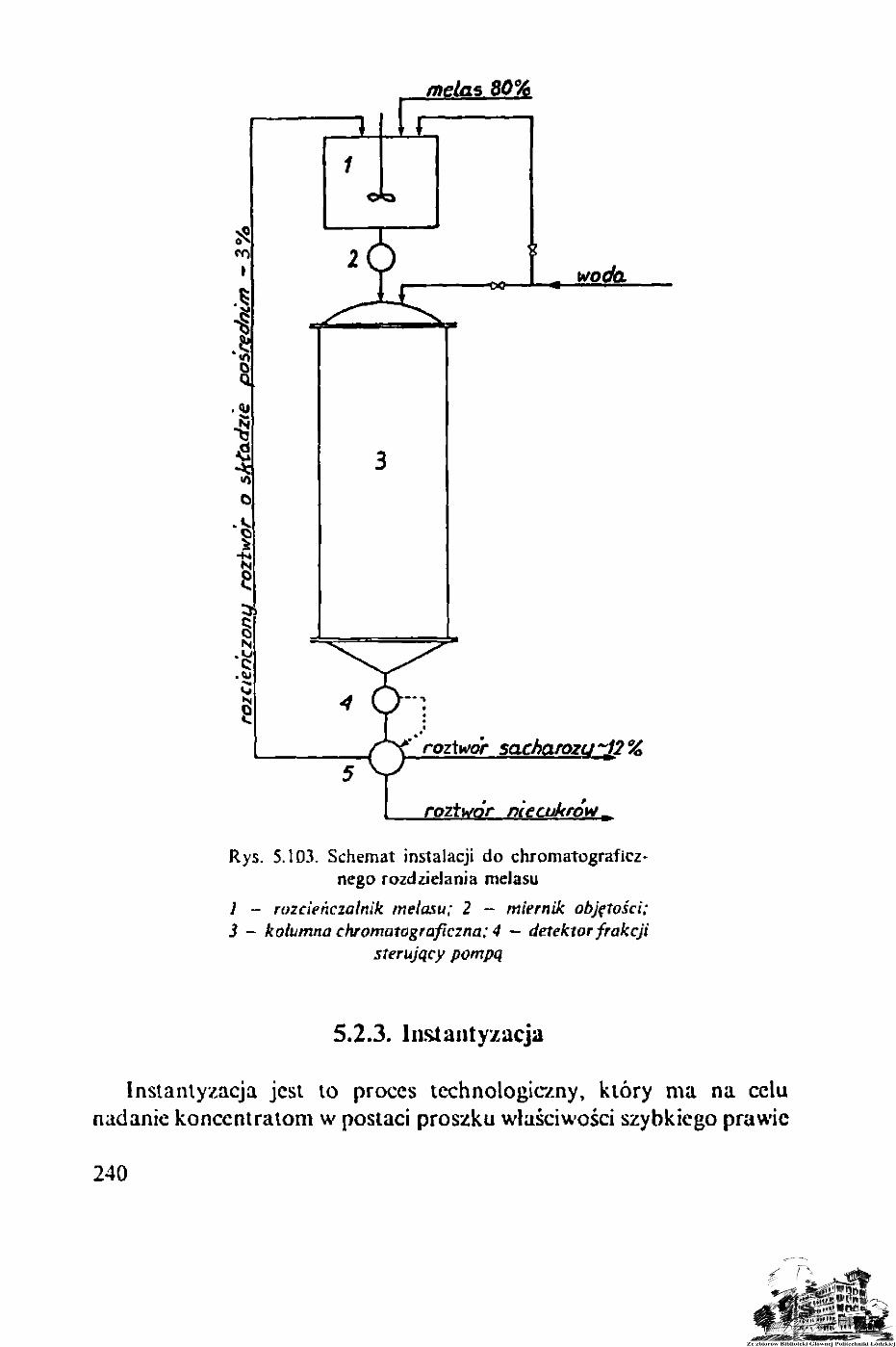
melas
roz\wor sacharoza ~12%
roztwór niecukrów^
Rys. 5.103. Schemat instalacji do chromatograficz*nego rozdzielania melasu
7 - rozcieńczalnik melasu; 2 - miernik objętości;3 - kolumna chromatograficzna; 4 — detektor frakcji
sterujący pompą
5.2.3. Instantyzacja
Instantyzacja jest to proces technologiczny, który ma na celunadanie koncentratom w postaci proszku właściwości szybkiego prawie
240
błyskawicznego rozpuszczenia. Za produkt typu instant przyjęto nazy-wać taki produkt, który w zimnej wodzie, przy umiarkowanymstandardowym mieszaniu, rozpuszcza się całkowicie w czasie krótszymniż 15 sekund. Instantyzacji poddaje się z reguły proszki otrzymanew wyniku suszenia rozpyłowego. Charakteryzują się one zwykle znacz-ną pylistością, małą zwilżalnością, znacznym rozdrobnieniem i małąporowatością. Wielkość pojedynczych cząstek mieści się w granicach20-r 240 /on. W skali przemysłowej produkuje się zazwyczaj proszkiz produktów bogatych w białko takie jak: mleko w proszku, kazeiniansodowy, białkowe preparaty sojowe, odżywki dietetyczne i odżywki dladzieci oraz barwniki i preparaty wieloskładnikowe suszone z użyciemmaltodekstryn jako nośników. Większość wymienionych proszkówrozpuszcza się powoli w wodzie. Wynika to z tej przyczyny, że powprowadzeniu porcji proszku do wody nawet w przypadku dobrejzwilżalności wytwarza się na granicy faz warstwa lepkiego syropu, któryotacza zgrupowanie cząstek z utworzeniem lepkich grudek. Dostęprozpuszczalnika do wszystkich cząstek proszku jest zatem ograniczonyi rozpuszczenie wymaga długiego czasu, mieszania i ewentualnierozdrabniania. Zwiększenie szybkości rozpuszczania można osiągnąćprzez zwiększenie porowatości proszku oraz zwiększenie jego zwilżalno-ści. Są to dwie drogi do instantyzacji. Zwiększenie porowatości proszku,a przez to zwiększenie dostępu wody do pojedynczych cząstek osiąga sięw procesie aglomeracji. Zwiększenie zaś zwilżalności uzyskuje się przezpowlekanie cząstek proszku substancją powierzchniowo-czynną. Naj-częściej do tego celu stosuje się lecytyny, a proces określa się mianemlecytynizacji. W najprostszy sposób lecytynizację wykonuje się przezmechaniczne zmieszanie w odpowiednich warunkach proszku roz-pyłowego o malej zwilżalności np. proszku z białka sojowego z pro-szkiem rozpylowym uzyskanym w toku suszenia roztworu maltodekst-ryny z dodatkiem lecytyny. Skuteczniejszym sposobem instantyzacjiproszków o malej zwilżalności jest połączenie procesu lecytynizacjiz aglomerowaniem. W przypadku zaś proszków o małej zawartościbiałka i pozbawionych tłuszczów, które wykazują zwykle dobrą zwilżal-ność, wystarcza jedynie proces aglomerowania do uzyskania produktutypu instant. Większość sposobów aglomerowania polega na łączeniusuchych cząstek proszku za pomocą wody lub roztworów cukrowychz ewentualnym dodatkiem środków powierzchniowo-czynnych przyzapewnieniu odpowiednich warunków nawilżania. Najczęściej proszek
241
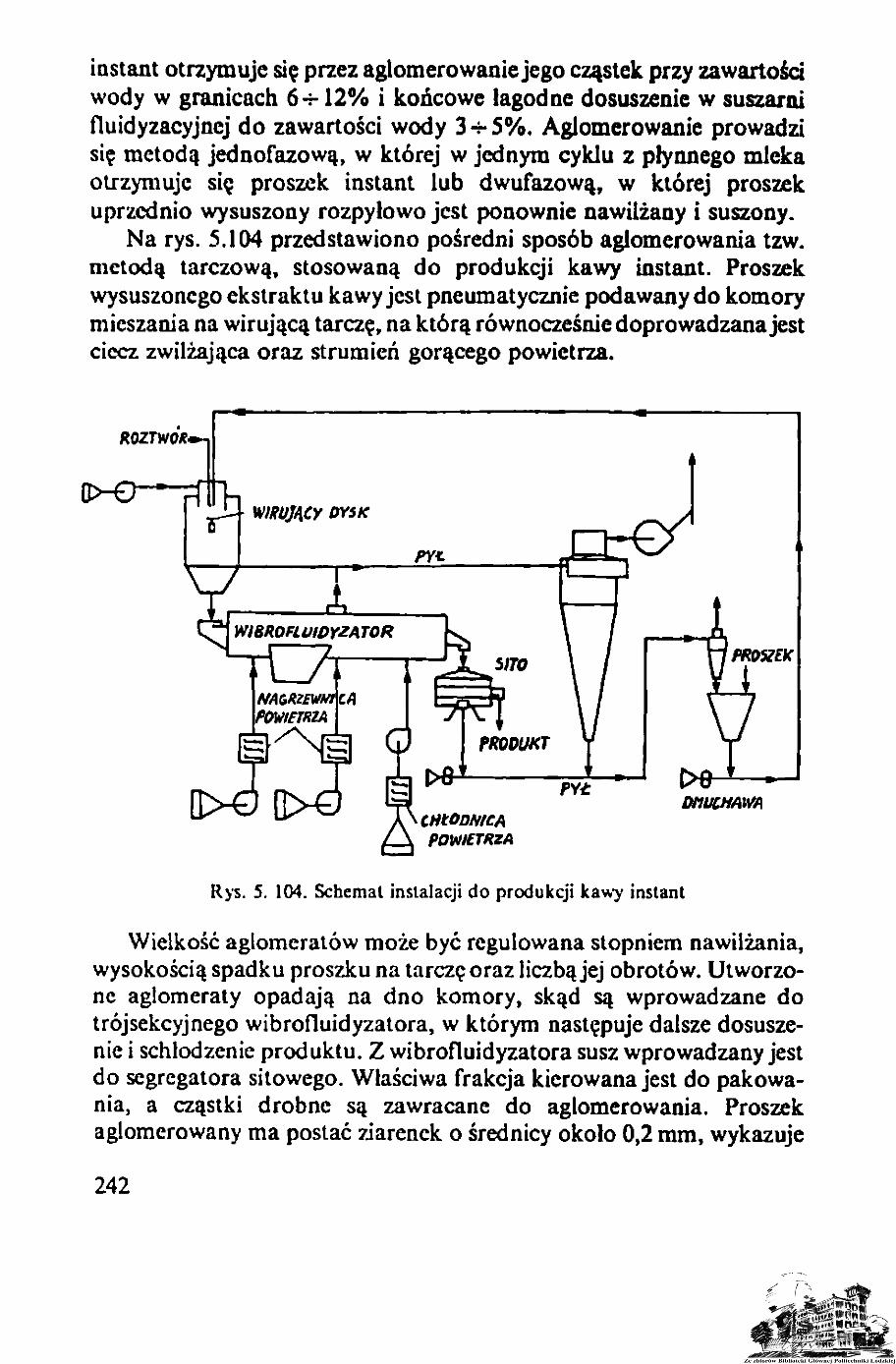
instant otrzymuje się przez aglomerowanie jego cząstek przy zawartościwody w granicach 6-ł-12% i końcowe łagodne dosuszenie w suszarnifluidyzacyjnej do zawartości wody 3-J-5%, Aglomerowanie prowadzisię metodą jednofazową, w której w jednym cyklu z płynnego mlekaotrzymuje się proszek instant lub dwufazową, w której proszekuprzednio wysuszony rozpyłowo jest ponownie nawilżany i suszony.
Na rys. 5.104 przedstawiono pośredni sposób aglomerowania tzw.metodą tarczową, stosowaną do produkcji kawy instant. Proszekwysuszonego ekstraktu kawy jest pneumatycznie podawany do komorymieszania na wirującą tarczę, na którą równocześnie doprowadzana jestciecz zwilżająca oraz strumień gorącego powietrza.
WIRUJĄCY DYSK
iWI8ROFLUI0Y2ATOR
NACRZEWJ CĄPOWIETRZA
pytCHŁODMCA
POWIETRZA
DMUCHAWĄ
Rys. 5. 104. Schemat instalacji do produkcji kawy instant
Wielkość aglomeratów może być regulowana stopniem nawilżania,wysokością spadku proszku na tarczę oraz liczbą jej obrotów. Utworzo-ne aglomeraty opadają na dno komory, skąd są wprowadzane dotrój sekcyjnego wibrofluidyzatora, w którym następuje dalsze dosusze-nie i schłodzenie produktu. Z wibrofluidyzatora susz wprowadzany jestdo segregatora sitowego. Właściwa frakcja kierowana jest do pakowa-nia, a cząstki drobne są zawracane do aglomerowania. Proszekaglomerowany ma postać ziarenek o średnicy około 0,2 mm, wykazuje
242
masę nasypową około 0,3 g/cm3 wobec około 0,6 g/cm3 w proszkuwyjściowym i ulega rozpuszczeniu w czasie kilku sekund. Mata gęstośćnasypowa jest wyróżnikiem dużej porowatości, tj. licznych kanalikóww czząstkach aglomeratu, które warunkują szybką rozpuszczalnośćproszku bez możliwości zbrylania.
Proces instantyzacji jest doskonalony w aspekcie technicznymi technologicznym. Występują tendencje do rozszerzenia asortymentuproszków aglomerowanych na produkty o złożonym składzie.
5.2.4. Mikrokapsulkowanie
Wśród ogromnej różnorodności produktów żywnościowych szcze-gólnie złożonym zadaniem jest zapewnienie niezmienionej i wyrównanejjakości produktów wieloskładnikowych typu koncentratów zup, dese-rów, gotowych mieszanek do wypieku ciast itp., które zawierająsubstancje aromatyzujące, barwniki, enzymy, tłuszcze oraz różnegorodzaju substancje higroskopijne i nietrwałe. Pomimo zastosowaniaspecjalnych opakowań i neutralnej atmosfery, zachowanie wysokieji niezmienionej jakości w toku dłuższego składowania jest praktycznieniemożliwe. Technologia mikrokapsułkowania reaktywnych składni-ków takich mieszanych produktów radykalnie poprawia jakość i trwa-łość produktów tego typu.
Proces mikrokapsułkowania polega na otoczeniu reaktywnych lublabilnych cząstek w postaci proszku o średnicy do 200 /im ochronnąpowłoką zwykle raaltodekstrynową lub żelatynową i wysuszeniu, poczym na powierzchni mikrokapsułki osadza się następny składnikmieszaniny, pokrywa powłokę, suszy i w miarę potrzeby procespowtarza, aż do uzyskania wieloskładnikowej mikrokapsułki stosowniedo przewidywanego jej składu. Proces prowadzi się w odpowiednioskonstruowanej granulosuszarce. Technologia ta pozwala na umiesz-czenie obok siebie bardzo reaktywnych i labilnych składników, dziękizastosowaniu odpowiednich powłok. Technologia ta została zapoży-czona z przemysłu farmaceutycznego, w którym jest stosowana dowytwarzania leków o sekwencyjnym utrwalaniu się składników stosow-nie do środowiska, w którym dany składnik leku jest skutecznyw działaniu. Jest bardzo duże prawdopodobieństwo, że w przyszłościniektóre rodzaje żywności dietetycznej będą produkowane z zastosowa-niem mikrokapsułkowania.
243
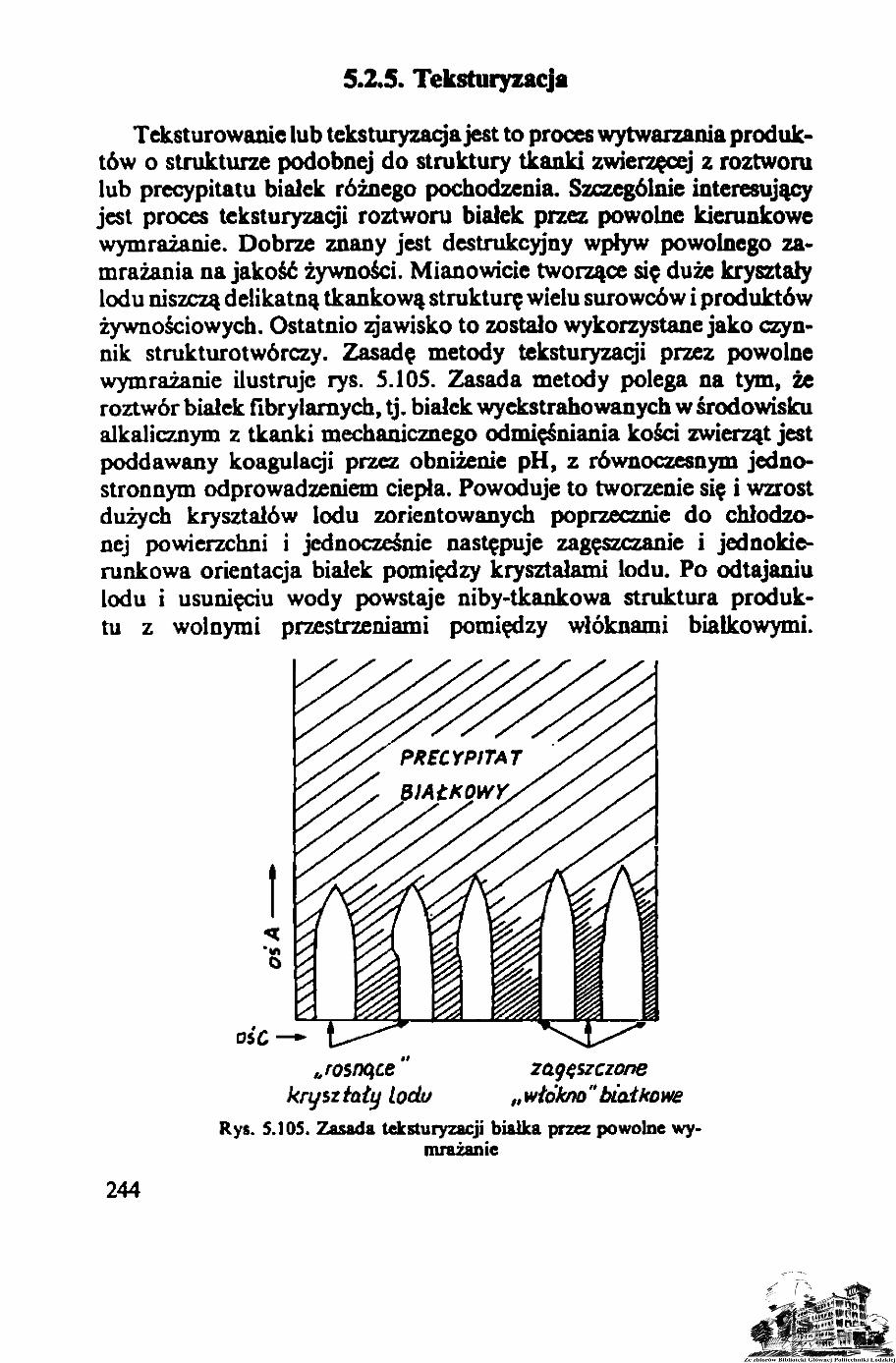
5.2.5. Teksturyzacja
Teksturowanie lub teksturyzacja jest to proces wytwarzania produk-tów o strukturze podobnej do struktury tkanki zwierzęcej z roztworulub precypitatu białek różnego pochodzenia. Szczególnie interesującyjest proces teksturyzacji roztworu białek przez powolne kierunkowewymrażanie. Dobrze znany jest destrukcyjny wpływ powolnego za-mrażania na jakość żywności. Mianowicie tworzące się duże kryształylodu niszczą delikatną tkankową strukturę wielu surowców i produktówżywnościowych. Ostatnio zjawisko to zostało wykorzystane jako czyn-nik strukturotwórczy. Zasadę metody teksturyzacji przez powolnewymrażanie ilustruje rys. 5.105. Zasada metody polega na tym, żeroztwór białek Fibrylarnych, tj. białek wyekstrahowanych w środowiskualkalicznym z tkanki mechanicznego odmięśniania kości zwierząt jestpoddawany koagulacji przez obniżenie pH, z równoczesnym jedno-stronnym odprowadzeniem ciepła. Powoduje to tworzenie się i wzrostdużych kryształów lodu zorientowanych poprzecznie do chłodzo-nej powierzchni i jednocześnie następuje zagęszczanie i jednokie-runkowa orientacja białek pomiędzy kryształami lodu. Po odtajaniulodu i usunięciu wody powstaje niby-tkankowa struktura produk-tu z wolnymi przestrzeniami pomiędzy włóknami białkowymi.
osC —•>„rosnące
kryształy LoduRys. 5.105. Zasada teksturyzacji białka przez powolne wy-
mrażanie
zagęszczone„ włókno " białkowe
244
Wielkość kryształów lodu może być regulowana przez zmianę szybkościodprowadzania ciepła oraz przez zmianę stopnia wstępnego przecb-łodzenia układu. Struktura nowego produktu jest negatywnym od-biciem struktury kryształów lodu w precypitacie białkowym.
5.2.6. Niektóre kierunki rozwoju przemysłu spożywczegow krajach wysokouprzemyslowionych
Stany Zjednoczone, które w latach trzydziestych zainicjowałyprodukcję żywności mrożonej, są nadal czołowym producentem i kon-sumentem. Wszystkie rozwinięte kraje świata wzorują się w tej dziedzi-nie na modelu amerykańskim, można więc przypuszczać, że perspek-tywa rozwoju tego przemysłu w USA będzie się w pewnym stopniusprawdzać takie w innych krajach tyle, że z pewnym opóźnieniem. Stanobecny i zarysowujące się tendencje w rozwoju form sprzedaży żywnościi nawyków żywieniowych wyznaczają perspektywy rozwoju poszczegól-nych dziedzin przetwórstwa rolno-spożywczego, w tym również per-spektywa produkcji żywności mrożonej.
Struktura produkcji zamrażałniczej przedstawiała się w USA w 1983 r.następująco (w tys. ton):— warzywa — 949,— produkty z ziemniaków — 1686,— owoce (łącznie z sokami) — 1957,— ryby i produkty morskie — 774,— mięso wraz z dziczyzną — 668,— produkty piekarskie — 418,— drób - 1406,— dania gotowe — 2110.
Łącznie zamrożono 9968 tys. ton produktów spożywczych. Wskaź-nik spożycia wynosił 45,7 kg tych produktów na 1 mieszkańca. W USAzamraża się bardzo niewielką ilość produkowanego mięsa - około3,7% w Polsce 20-25%). Również tylko 23% drobiu i około polowa rybi produktów morskich jest rozprowadzana w stanie zamrożonym.Świadczy to o bardzo sprawnie zorganizowanym systemie dystrybucjiproduktów świeżych, mimo ogromnych odległości, np. w obrocierybami.
245
Największy wzrost odnotowuje się w produkcji dań gotowych,których udział w ogólnej produkcji przekracza obecnie 20%. Nastąpiirównież duży wzrost produkcji mrożonek z ziemniaków oraz mrożo-nych warzyw, odpowiednio o 38% w ciągu 15 lat. Tendencję zniżkowąma natomiast produkcja owoców mrożonych (spadek o 11% w czasie15 lat). Rośnie znaczenie soków schładzanych, uzyskujących przewagęnad skokami odtwarzanymi z koncentratów. Świadczy to równieżo usprawnieniu dystrybucji i postępie w technice pakowania i rozlewu.Dla porównania, w Szwecji soki schłodzone stanowią 65%, pakowaneaseptycznie 25%, a koncentraty mrożone 10%. Przewiduje się, żepodobne proporcje ustalą się w niedalekiej przyszłości, także w innychkrajach rozwiniętych.
Na wybór techniki przerobu w przemyśle spożywczym, decydującywpływ wywiera kilka czynników.
Opakowania. Dla 1/4 produktów żywnościowych t napojów w USAkoszt opakowania przewyższa koszt samego produktu. Średnio opako-wanie stanowi 33% ceny produktów detalicznych. Aż do połowy XXwieku przemysł spożywczy stosował kilka zaledwie materiałów opako-waniowych (szkło, blacha stalowa i aluminiowa, papier, celofan,drewno). W latach pięćdziesiątych nastąpiła prawdziwa eksplozjanowych materiałów, zwłaszcza tworzyw sztucznych. Wypierają onegłównie stal i szkło. W produkcji tworzyw zużywa się o połowę mniejenergii (w przeliczeniu na tonę), w porównaniu ze stalą i szkłem. Przedewszystkim jednak, stosowanie tworzyw sztucznych ułatwia organizacjęprodukcji dzięki stosowaniu linii formującyh opakowanie, napełniają-cych je i zamykających (form-fillseal). Przemysł wyraźnie odchodzi odpojemników prefabrykowanych, dostarczanych przez fabryki opako-wań, są one bowiem kłopotliwe w transporcie, magazynowaniu,dostawie do punktu napełniania, a ponadto wymagają mycia lubsterylizacji. W 1984 r. już 50% pojemników produkowano na liniachzakładów spożywczych, a przewiduje się, że w 2000 r. udział ichwzrośnie do 66%. Zmiany te następują mimo oporu producentówopakowań, którzy zainwestowali znaczne kapitały w swoje urządzenia.W kategorii opakowań sztywnych dominują obecnie pojemniki papie-rowe, wielowarstwowe, laminowane różnego rodzaju foliami. Są oneo około 40% tańsze od pojemników metalowych lub szklanych.Przewiduje się intensywny rozwój tego rodzaju opakowań do 2000 r.zwłaszcza, że cena opakowań szklanych i metalowych może wzrosnąćdo tego czasu dwukrotnie (z uwagi na wzrost kosztów energii).
246
Ogromny postęp jest notowany w produkcji żywic i tworzywnadających opakowaniom doskonałe cechy paro- i gazoszczelne. Za-stosowanie mikroprocesorów w procesie laminowania papieru tymikosztownymi materiałami znacznie obniżyło ich zużycie (o 25 do 50%).W rezultacie możliwe stało się produkowanie materiałów opakowanio-wych z 3, 5 lub nawet 9-warstwowym natryskiem tworzywami. Podwzględem gazoszczelności takie materiały dorównują blasze stalowejlub aluminiowej, przy znacznie niższych kosztach. Należy zauważyć, żestal jest zdecydowanie eliminowana z produkcji opakowań. Zużyciealuminium na razie rośnie z uwagi na wzrost produkcji napojóww puszkach (coca, piwo, pepsi, itp.). Aluminium jest natomiast wycofy-wane z produkcji mrożonek, ponieważ nie nadaje się do podgrzewaniapotraw w kuchenkach mikrofalowych.
W produkcji mrożonek rośnie znaczenie wszelkiego rodzaju worecz-ków z tworzyw. Najpowszechniej stosowane są woreczki z folii poliety-lenu (stanowią ok. 80% folii ogółem). Woreczki z polietylenu wysoko-ciśnieniowego stosowane są w zakresie temperatury — 60°C-i- + 120*Ca niskociśnieniowego — 60*C + + 85°C.
Ostatnio zyskują na znaczeniu folie umożliwiające termiczną obrób-kę produktów. Na rynku amerykańskim dostępne są następującerodzaje opakowań z tych folii:— woreczki do sterylizacji (retort pouches) wytrzymujące warunki
sterylizacji pod ciśnieniem,"— woreczki żaroodporne (ovenable pouches) umożliwiające pieczenie
opakowanego w nie produktu w normalnych piecach gazowych lubelektrycznych w temp. 170-f-280°C,
— woreczki do gotowania (boil-in-bag pouches) wytrzymujące temp.do \4Q°Ct
— woreczki do rozmrażania (thaw-in-bag pouches) wytrzymującetemp. do 120°C.Stosowanie woreczków do sterylizacji ogranicza się na razie do
celów specjalnych (posiłki dla astronautów, porcje turystyczne, itp.),w których niemożliwe jest zastosowanie chłodnictwa. Nie przewiduje się(do 2000 r.) znaczniejszego rozszerzenia stosowania tych opakowań.Natomiast pozostałe rodzaje woreczków szybko rozpowszechniają się.Ułatwiają one bowiem znacznie wykorzystanie produktów mrożonychi zachowanie ich jakości (ograniczenie strat wagowych i utraty wartoścismakowych i odżywczych). W przypadku produktów o intensywnychzapachach, ułatwiają ich wspólne przechowywanie i przyrządzanie.
247
Sposób przyrządzania posiłków. Zarówno w gospodarstwach domo-wych jak i w zakładach zbiorowego żywienia upowszechnia się technikęmikrofalową. W połowic lat osiemdziesiątych blisko połowa gos-podarstw domowych w USA była wyposażona w kuchenki mikro-falowe. Cena kuchenki (najtańsza za ok. 80 USD) nie przekraczaśredniego dziennego zarobku. Jeszcze szybciej rośnie liczba kuchenekmikrofalowych w Japonii, gdzie już w 1980 r. połowa gospodarstwdomowych była w nie wyposażona. Ocenia się, że w 2000 r. 65%gospodarstw domowych w krajach wysokorozwiniętych będzie miałakucheniki mikrofalowe. Jest zrozumiałe, że będzie to miało decydującywpływ na produkcję żywności, zwłaszcza mrożonej, bowiem kuchenki teznacznie upraszczają (eliminacje długotrwałego rozmrażania) posługi-wanie się produktami mrożonymi. Technika mikrofalowa ogromieułatwia przygotowywanie posiłków w barach szybkiej obsługi w kan-tynach, samolotach i wagonach restauracyjnych. W przypadku potrawmrożonych ważne jest również to, że w kuchenkach następuje równo-mierne, szybkie podgrzanie produktu w całej jego masie. Jak wiadomo,współczynnik przewodzenia ciepła w warstwie rozmrożonej jest blisko4-krotnie niższy niż w zamrożonej. Dostarczenie dużej ilości ciepła poto, aby ogrzać „wnętrze" produktu w kuchenkach konwencjonalnychprowadzi zwykle do przegrzania i przypalenia powierzchni. Należyrównież pamiętać o tym, że kuchenka mikrofalowa zużywa na jednostkęproduktu o 70% mniej energii niż piec konwencjonalny. Upowszczech-nicnic się kuchenek mikrofalowych wpływa na rodzaj materiałówopakowaniowych. Obecnie pewne problemy wynikają z faktu, że rynekwymaga opakowań uniwersalnych (przystosowanych zarówno do ku-chenek mikrofalowych, jak i gazowych czy elektrycznych). Na razie niema materiałów, które spełniałyby tak wszechstronne wymagania.Problem próbuje się rozwiązywać przez zastosowanie różnych kom-binacji papieru ze specjalnymi tworzywami sztucznymi. Np. produko-wana jest tektura z dodatkiem materiałów dobrze przewodzącychciepło, a odpowiednie laminowanie jej tworzywami zapobiega przywie-raniu produktu. Dużo uwagi poświęca się też formie i estetyce tychopakowań tak, aby przygotowane potrawy mogły być bezpośrednioz piecyka podawane na stół.
Przewiduje się, że do 2000 r. potrawy mrożone, przystosowane dokuchenek mikrofalowych będą pakowane głównie w opakowaniapapierowe (w różnych kombinacjach z tworzywem).
248
Rozwój innych technologii przetwarzania żywnośd. Silną konkuren-cję dla zamraźalnictwa mogą stanowić inne technologie konserwowaniażywności, takie jak: pakowanie aseptyczne, napromieniowanie, pako-wanie w atmosferze kontrolowanej i modyfikowanej z chłodzeniem.System pakowania aseptycznego jest obecnie stosowany głównie w od-niesieniu do mleka. W Europie Zachodniej już około 30% mlekasprzedawane jest w opakowaniach aseptycznych. W USA w 1982 r.zużyto 750 min sztuk opakowań aseptycznych, ale przewiduje się, zew 2000 r. liczba ich wzrośnie do 35 mld. Obejmą one być możecałkowicie takie produkty jak jogurt, desery mleczne, śmietanę. Obokproduktów mleczarskich, rozpowszechnia się aseptyczne pakowaniesoków owocowych.
Przewiduje się, że technika pakowania aseptycznego zastąpi za-mrażanie takich produktów jak: zupy, sosy i w pewnym stopniukoncentraty soków. Obecnie trudno jeszcze przewidzieć wpływ technikiaseptycznego pakowania na produkcję innych produktów mrożonych,ale wpływ ten będzie się nasilał w miarę doskonalenia tej techniki(opanowanie techniki aseptycznego pakowania produktów gruboziar-nistych o średnicy przekraczającej 20 mm).
Należy tu podkreślić, że aseptyczne pakowanie w znacznie większymstopniu zagraża tradycyjnej produkcji konserw. Stosuje się tu bowiemtańsze materiały opakowaniowe (o 30—50% tańsze od metalowychi szklanych), a ponadto opakowania są znacznie Lżejsze, ich kształt(zwykle prostopadlościenny) pozwala na zaoszczędzenie do 50% powie-rzchni magazynowej. Wady tego systemu polegają na krótszym niż dlakonserw okresie przechowywania, ograniczonej wielkości pojemnikówi mniejszej wydajności linii napełniających. Te dwie ostatnie wady sąszybko i z powodzeniem eliminowane. Co zaś do krótszego przechowy-wania, stwierdzono statystycznie, że i tak 99% pakowanej żywnościspożywa się w okresie l-r6 miesięcy, a ten okres przechowywaniaopakowania aseptyczne zapewniają.
W 1984 r. opracowano w USA około 200 linii aseptycznegopakowania. Do 1990 r. liczba ta powinna wzrosnąć do 600-900.
Nadal metodą kontrowersyjną (ze względu na odczucia konsumen-tów) jest konserwowanie żywności przez jej napromieniowanie. W nie-których krajach stosowane jest napromieniowanie niskimi dawkami(5 — 16 KGy), jednak w przeważającej liczbie krajów (w tym równieżw USA) wszelkie formy napromieniowania żywności są zakazane.
249
Obawy społeczeństwa wydają się przesadne wobec niewątpliwych zalettej metody, która przede wszystkim daje możliwość taniego i prostegoograniczenia (lub zlikwidowania) ogromnych strat żywności, w skaliświata ocenianych na 30% jej produkcji.
Biorąc pod uwagę korzystny wpływ napromieniowania na jakośćniektórych produktów, należy się spodziewać, że napromieniowanieniskimi dawkami (tzw. pasteryzacja radiacyjna) będzie powoli znaj-dować zastosowanie w wielu dziedzinach konserwacji żywności. Jeżelichodzi o napromieniowanie średnimi dawkami (100 — 1000 kGy) tobędzie ono prawdopodobnie wprowadzane znacznie wolniej.
Obecnie za najbardziej obiecujące zastosowanie napromieniowaniauzyskuje się: napromieniowanie mięsa wieprzowego w celu zabiciatrychin (przewiduje się wprowadzenie tej metody po 1990 r.), na-promieniowanie drobiu w celu niszczenia salmonelli (spodziewanepowszechne zastosowanie tej metody ok. 2000 r.), napromieniowanieryb z połowów morskich w celu zahamowania rozwoju bakteriichorobotwórczych (wprowadzenie metody utrudnione jest brakiembezpiecznych urządzeń do napromieniowania, które można by in-stalować na statku). Napromieniowanie wysokimi dawkami(1000 — 5000 kGy), dające efekt sterylizacji, na pewno nie będziewprowadzone do przemysłu spożywczego przed 2000 r.
Konkurencja dla produkcji zamrażałniczej ze strony metod radia-cyjnych wydaje się na razie niewielka zwłaszcza, że konkurencjęmogłyby tu stanowić jedynie napromieniowanie wysokimi dawakami.Natomiast napromieniowanie niskimi i średnimi dawkami może byćtraktowane jako technika uzupełniająca zamrażanie, dzięki możliwościpoprawienia stanu surowców przed zamrożeniem.
Poważne ograniczenie ilości produktów obecnie zamrażanych możenatomiast być spowodowane przez rozpowszechnienie techniki pako-wania żywności w atmosferze modyfikowanej i kontrolowanej. Jużobecnie w eksporcie mięsa z Australii i Nowej Zelandii do Japoniipakowanie w atmosferze gazów obojętnych (N 2 , CO2) stosowane jestna dużą skalę. Elementy mięsa są schładzane do temperatury bliskiejzamarzaniu i pakowane w worki z folii gazos7xzclnej, z których usuwasię powietrze i wprowadza gaz obojętny. Tak pakowany produktprzesyłany jest do odbiorcy ekspresowym transportem morskim i roz-prowadzany na terenie całego kraju w temp. około 0°C w okresie 3-6tygodni.
250
W przybrzeżnym rybołówstwie morskim stosuje się coraz powszech-niej „suchy lód" (natrysk ciekłym CO2) zamiast lodu wodnego. Daje toznaczne (o ok. 25%) zmniejszenie masy ładunku jednostek transpor-towych, podniesienie poziomu higieny i ułatwienie pracy załóg.
Równolegle do pakowania w modyfikowanej lub kontrolowanejatmosferze rozwija się pakowanie próżniowe. Jest ono znacznie tańszeod pakowania w zmienionej atmosferze, a w zasadzie spełnia podobnąrolę (ewakuacja tlenu). Inną zaletą pakowania próżniowego jest wyższawydajność linii pakujących a ponadto zwiększenie trwałości zapakowa-nych porcji, co bardzo ułatwia składowanie i transport.
Udoskonalenie meody pakowania w atmosferze modyfikowaneji kontrolowanej wymaga prowadzenia wszechstronnych badań doty-czących ustalenia optymalnego, procentowego składu tej atmosfery dlaróżnych produktów. Wymaga również rozwoju produkcji opakowań0 odpowiednich właściwościach gazoszczelnych. Już obecnie najbar-dziej nowoczesne zakłady przemysłowe w USA wprowadzają na rynekmięso, drób, ryby i inne produkty morskie pakowane w kontrolowanejatmosferze.
Ocenia się, że ten rodzaj pakowania jest bardzo efektywny, zarównoz technologicznego (zachowanie wyglądu i jakości produktów orazprzedłużenie okresu ich przechowywania), jak i ekonomicznego(oszczędność energii) punktu widzenia. Pewną konkurencję dla za-mrażalnictwa stanowi również szybki rozwój produkcji żywności schła-dzanej. Dotyczy on zwłaszcza wyrobów garmażeryjnych (desery, sała-tki, dania typu pizza). Należy tu jednak podkreślić, że obrót produktamischłodzonymi wymaga znacznie sprawniejszej dystrybucji i ścisłejkontroli w toku przechowywania. Przekroczenie dopuszczalnego okre-su sprzedaży może być w przypadku tych produktów groźne dlazdrowia konsumentów. Z obserwacji rynku amerykańskiego wynika, żeprodukty schładzane nie wyprą zamrażanych, lecz że zamrażane1 schładzane będą rozwijać się równolegle.
251
LITERATURA
[1] Aksielrud G.A., Molczanow A.D.: Rozpuszczanie ciał stałych. WNT,Warszawa 1981.
[2] Blasiński H.» Boss J., Rzyski E.: Aparatura przemysłu spożywczego, cz.1 i II. WPŁ, Łódź 1977/78.
[3] Borucb M., Sikora M.: Postęp tcchniczno-tcchnologiczny w zakresiekonszowania mas czekoladowych. ZNPŁ, Technologia i Chemia Spoż.1987, 473, s. 73.
[4] Borach M., Nowakowska K.: Technologia spożywczych suszów ziem-niaczanych. WPŁ, Łódź 1986.
[5] Campbell J.R., Marsball R.T.: Podstawy produkcji mleka spożywczegoi jego przetworów. PWN, Warszawa 1982.
[6] Chwiej M.: Aparatura przemysłu spożywczego. PWN, Warszawa 1984.[7] Cicślak J., Lasik H.: Technologia wódek. WNT, Warszawa 1979.[8] DesrosierN.N.,Tressler D.K.: Fundamentalsof food freezing.AVI Publ.,
Westport, 1977.[9] Dobrzycki J.: Chemiczne podstawy technologii cukru. WNT, Warszawa
1984.[10] Dobrzycki J.: Poradnik inżyniera. Cukrownictwo. Wyd. II. WNT,
Warszawa 1988.[11] Dobrzycki J.: Automatyzacja w przemyśle cukrowniczym. Wyd. II. WNT,
Warszawa 1991.[12] Dylkowski W.: Browarnictwo. Wyd. II, WSz i P. Warszawa 1984.[13] Garbunowski J., Dobrowolski W.: Aparatura i urządzenia w przemyśle
mleczarskim. WSz i P. Warszawa 1985.[14] Grabka J.: Aparaty w przemyśle cukrowniczym. WPŁ, Łódź 1983.[15] Gulkowski K.: Chłodnictwo. Wybrane zagadnienia obliczeniowe. WNT,
Warszawa 1963.[16] Hoblcr T.: Ruch ciepła i wymienniki. Wyd. IV. WNT, Warszawa 1971.[17] Jarociński J., Jarosz K.: Gorzclnictwo i drożdżownictwo. WSz i P.
Warszawa 1980.[18] KoJ F.: Podstawy technologii potraw. Wyd. II, WNT, Warszawa 1980.
252
[19] Krówczynski L.: Zarys technologii postaci leku. WZWL, War-szawa 1974.
[20] Laffcrty R.M.: Fermcntation. Springer-VcrL, Wicn 1988.[21] Laskowskl H.: Zarys technologii octu spirytusowego. PWT,
Warszawa 1953.[22] Lendi S., Mantovani G.: Sugar Technology Rcv. 1975, t. 3.[23] Łe Magner M., Jeleń P.: Food engineering and process ap-
plications. vol. 2., Elsevier Applied S.P., LTD, 1986.[24] Mc Ginnis R.A,: Cukrownictwo. WNT, Warszawa 1976.[25] Mc Kenna B.: Engincering and food. Elsevier Applied S.P., LTD,
1984.[26] Obrusiewicz T.: Mleczarstwo. WSz i P. Warszawa 1984.[27] Olszewski J.: Maszynoznawstwo ogólne dla akademii rolniczych.
WNT, Warszawa 1979.[28] Planowski A.N., Ramm W.M., Kagan S.Z.: Inżynieria chemiczna
WNT, Warszawa 1974.[29] Pijano wski E.: Technologia produktów owocowych i warzyw-
nych. PWRiL, Warszawa 1973.[30] Pijanowski E.: Zarys chemii i technologii mleczarstwa. PWRiL,
Warszawa 1974.[31] Pijanowski E., Dlużewski M., Dlużewska A.: Ogólna technologia
żywności. WNT, Warszawa 1984.[32] Postolski J., Gruda Z.: Zamrażanie żywności. WNT, Warszawa
1985.[33] Praca zbiorowa: Maszyny i urządzenia do przetwórstwa płodów
rolnych. WPM-WEMA, Warszawa 1987,cz. A i B.[34] Praca zbiorowa: Linie i zestawy technologiczne. WPM-WEMA,
Warszawa 1987.[35] Praca zbiorowa: Technologia przetwórstwa ziemniaczanego.
WNT, Warszawa 1972.[36] Praca zbiorowa: Krachmal i krachmaloprodukty. Agropromizdat.
Moskwa 1985.[37] Praca zbiorowa: Die Zuckerherstellung. VEB, Fachbuchverl.
Berlin 1980.[38] Praca zbiorowa: łon Exchange Technology. Ac.Pr.lnc, N. York
1956.[39] Praca zbiorowa: Brodilnyje proizwodstwa. Piszczcpromizdat. Mo-
skwa 1959.[40] Praca zbiorowa: Postęp techniczny w przemyśle spirytusowym
i drożdżowniczym. WNT, Warszawa 1971.[41] Praca zbiorowa: Maszyny i urządzenia w przemyśle spirytusowym
i drożdżowniczym. WPLiSp, Warszawa 1961.
253
[42] Praca zbiorowa: Inżynieria procesowa i aparatura przemysłuspożywczego. WNT, Warszawa 1982.
[43] Praca zbiorowa: Procesy i aparaty w przemyśle spożywczym.WNTt Warszawa 1978.
[44] Praca zbiorowa: Problemy biotechnologii. Ossolineum, 1988.[45] Rubik ML: Chłodnictwo. PWN, Warszawa 1979.[46] Schobinger U.: Piodowo-jagodnyjc i owoszcznyje soki. Lekka
i piszczewaja prom., Moskwa 1982.[47] Serwinski M.: Inżynieria procesowa, cz. I i II. WPŁ, Łódź 1978.[48] Smit P.: lonenaustauschcr und Absorber bei der Herstellung von
Zuckern. Akad. VerlM Berlin 1969.[49] Spicer A.: Nowe metody zagęszczania i suszenia żywności. WNT,
Warszawa 1980.[50] Stanbury PJF. and Whitaker A.: Principles of fermentation techno-
logy. Pergamon Press, Oxford 1984.[51] StrumiUo Cz.: Podstawy teorii i techniki suszenia. Wyd. 2, WNT,
Warszawa 1983.[52] Szok T.: Chłodnictwo. WSz i P. Warszawa 1974.[53] Warsza H.: Aparatura i urządzenia techniczne w zakładach
cukierniczych. WSz i P. Katowice 1975.[54] Wesolowski A., Dworski F.: Automatyzacja urządzeń chłodni-
czych. WNT, Warszawa 1984.[55] Wyczański S.: Technologia cukiernictwa. WPLiSp. Warszawa
1964, cz. I, II i II.[56] Zagrodzki S.: Gospodarka cieplna cukrowni. WNT, Warszawa
1979.[57] Ziemba Z.: Podstawy cieplnego utrwalania żywności. WNT,
Warszawa 1980.[58] Ziołkowski Z.: Destylacja i rektyfikacja w przemyśle chemicznym.
Wyd. II, WNT, Warszawa 1978.[59] Żizikov W.A.: Filtracja. Teoria i praktyka rozdzielania zawiesin.
WNT, Warszawa 1985.
![TECHNIK TECHNOLOGII ŻYWNOŚCI 311[36]pliki.koweziu.edu.pl/programy/programy/technik.technologii... · Technologia przetwórstwa spo ... mięsa zwierząt rzeźnych, mleka, mięsa](https://img.pdfslide.tips/doc/110x75/5c78c9e309d3f268558c1d05/technik-technologii-zywnosci-31136pliki-technologia-przetworstwa-spo-.jpg)