Embed Size (px)
Citation preview
Groupe ISA Institut de l’élevage
48 Boulevard Vauban 23 Rue Jean Baldassini
59 046 LILLE Cedex 67 364 LYON Cedex 7
Projet Casdar ATOMIC
Période 2011-2013
Mémoire de fin d’études pour l’obtention du diplôme
d’ingénieur de l’Institut Supérieur d’Agriculture de Lille
Production de repères technico-économiques sur les
ateliers de transformation collectifs
Guillaume WAGNER Maître de stage : Christèle COUZY
Promotion 45 (2007-2012) Enseignant responsable : Joop LENSINK
Septembre 2012 PUB IE : 00 12 59 008
3 Mémoire de fin d’études – Guillaume WAGNER – 2012
Résumé :
Ce document présente les résultats issus de l’analyse comparée de 15 ateliers de transformation collectifs. Ces structures collectives présentent beaucoup d’avantages pour les producteurs souhaitant transformer leurs produits, mais n’ont été que rarement étudiées. Elles semblent pourtant être un levier pour favoriser l’essor des circuits courts au niveau national. Cette étude s’inscrit dans le cadre du projet ATOMIC, qui bénéficie de financements du CASDAR pour la période 2011-2013. La méthodologie employée se base sur des enquêtes semi-directives menées auprès d’agriculteurs ayant pris des responsabilités au sein d’ateliers collectifs. Le travail réalisé a permis de produire des premiers repères organisationnels (fonctionnement et organisation du travail), techniques (prix de facturation et temps de travail) et financiers (indicateurs économiques) sur les ateliers de transformation collectifs. L’échantillon est composé d’ateliers de transformation de volailles, d’animaux de boucherie et de fruits et légumes.
Mots clés :
ateliers de transformation collectifs – circuits courts – transformation fermière – repères technico-
économiques – agroalimentaire paysans
Abstract :
This document presents the results of a study on 15 collective processing workshops (slaughterhouse, cutting plants and transformation plants). These collective structures offer many benefits to producers who want to transform their own products but they have rarely been studied. They seem to be an effective lever to encourage the development of short supply chains. This study is part of the ATOMIC project (running from 2011 to 2013) which is financed by the CASDAR. The methodology used is based on semi-structured interviews carried out with farmers who have responsabilities in collective plants. This work has allowed to produce the first organizational, technical and economical references about collective processing workshops. The sample includes transformation workshops of poultry, slaughter animals and fruits and vegetables.
Keywords :
collective processing workshops – short supply chains – processing of farm products – technical and
economical references
4 Mémoire de fin d’études – Guillaume WAGNER – 2012
Remerciements
Je tiens à remercier tout particulièrement Christèle COUZY, ma maître de stage, et Fabien VALORGE, coordinateur du projet ATOMIC, pour leur encadrement, leur disponibilité et leur sympathie.
Je remercie l’ensemble des partenaires du projet ATOMIC pour leur accueil au sein du projet et leurs précieux conseils tout au long de ces 6 mois. Merci également à Françoise MORIZOT-BRAUD (CERD1) et Yves ARNAUD (ENILV2 Aurillac), pour m’avoir fait partager leur expérience en transformation fermière.
Mes remerciements vont également à Joop LENSINK, enseignant-chercheur à l’ISA-Lille et à Patrick MUNDLER, enseignant-chercheur à l’ISARA-Lyon, pour leur aide et leurs conseils dans la conception de ce mémoire.
Merci également à Marie POISSON, pour son aide lors de l’élaboration de mon guide d’entretien.
Je remercie les 15 agriculteurs qui ont accepté de me rencontrer, pour leur accueil chaleureux, la transmission de leur savoir et leur patience durant les nombreuses relances téléphoniques.
Merci à toute l’équipe de l’Institut de l’Elevage de Lyon pour leur accueil et merci à tous les stagiaires pour leur bonne humeur et leur convivialité.
1 Centre d’Etudes et de Ressources sur la Diversification. Structure à vocation régionale (Bourgogne), le CERD a pour
objectif d'aider les agriculteurs diversifiés ou à la recherche de diversification. Le CERD publie chaque année le document "Diversifier" et "Produits fermiers". 2 Ecole Nationale des Industries du Lait et des Viandes
5 Mémoire de fin d’études – Guillaume WAGNER – 2012
Liste des sigles et des abréviations
AMAP : Association pour le Maintien d’une Agriculture Paysanne
ATOMIC : Ateliers de TransfOrmation Modulaires Innovants et Collectifs
CASDAR : Compte d’Affectation Spéciale pour le Développement Agricole et Rural
CERD : Centre d’Etudes et de Ressources sur la Diversification
CFPPA : Centre de Formation Professionnelle et de Promotion Agricoles
CIVAM : Centre d’Initiative pour Valoriser l’Agriculture de Milieu rural
CNE : Confédération Nationale de l’Elevage
CNIEL : Centre National Interprofessionnel de l’Economie Laitière
CUMA : Coopérative d’Utilisation de Matériel Agricole
DDCSPP : Direction Départementale de la Cohésion Sociale et de la Protection des Populations
DGAL : Direction Générale de l’Alimentation
ENFA : Ecole Nationale de Formation Agronomique
ENILV : Ecole Nationale des Industries du Lait et des Viandes
EPLEFPA : Etablissement Public Local d’Enseignement et de Formation Professionnelle Agricole
ESB : Encéphalopathie Spongiforme Bovine
ETP : Equivalent Temps Plein
FGE : France Génétique Elevage
FN CUMA : Fédération National e des Coopératives d’Utilisation de Matériel Agricole
GBPH : Guide des Bonnes Pratiques d’Hygiène
GE : Groupement d’employeurs
GIE : Groupement d’Intérêt Economique
GMS : Grandes et Moyennes Surfaces
HACCP : Hazard Analysis Critical Control Point
ICPE : Installation Classée pour la Protection de l’Environnement
INTERBEV : Association Nationale Interprofessionnelle du Bétail et des Viandes
MNE : Maison Nationale des Eleveurs
OPA : Organisme Professionnels Agricole
PMS : Plan de Maîtrise Sanitaire
PNR : Parc Naturel Régional
PVC : Point de Vente Collectif
SARL : Société à Responsabilité Limitée
SICA : Société d’Intérêt Collectif Agricole
UMR : Unité Mixte de Recherche
6 Mémoire de fin d’études – Guillaume WAGNER – 2012
Abréviations utilisées dans les tableaux
AGA : Abattage de Gros Animaux
AV : Abattage de Volailles
C : Conserves
D : Découpe
JF : Jus de Fruits
NC : Non Connu
TC : Transformation Chaude
TF : Transformation Froide
7 Mémoire de fin d’études – Guillaume WAGNER – 2012
Sommaire
Introduction ................................................................................................................................................................. 9
Cadre de l’étude .......................................................................................................................................................... 10
I. Présentation du projet CASDAR ATOMIC ............................................................................................................... 10
II. Présentation de l’Institut de l’Elevage ................................................................................................................... 12
Contexte et problématique .......................................................................................................................................... 3
I. Formulation de la problématique ............................................................................................................................ 3
II. Valorisation de l’étude ............................................................................................................................................. 3
Synthèse bibliographique ............................................................................................................................................. 5
I. Les circuits courts ..................................................................................................................................................... 5 1. Définition ............................................................................................................................................................. 5 2. Les différents modes de commercialisation en circuits courts ........................................................................... 5 3. Importance des circuits courts en France ......................................................................................................... 10 4. Les motivations d’achat des consommateurs ................................................................................................... 10 5. La transformation des produits agricoles destinés aux circuits courts ............................................................. 11
II. Les ateliers de transformation collectifs ................................................................................................................ 12 1. Définition ........................................................................................................................................................... 12 2. Les atouts de la transformation collective ........................................................................................................ 12 3. Les temps du projet collectif ............................................................................................................................. 12 4. Les différentes règlementations applicables..................................................................................................... 13
4.1. Sécurité des aliments : le « Paquet Hygiène » .......................................................................................... 13 4.2. Le Plan de Maitrise Sanitaire .................................................................................................................... 13 4.3. L’agrément sanitaire ................................................................................................................................. 11 4.4. Le règlement ICPE ..................................................................................................................................... 11
Matériels et méthodes ................................................................................................................................................ 13
I. Recherche bibliographique .................................................................................................................................... 13
II. Méthodologie d’enquête ....................................................................................................................................... 13 1. Préparation de l’enquête .................................................................................................................................. 13
1.1. Echantillonnage ........................................................................................................................................ 13 1.2. Réalisation du guide d’entretien .............................................................................................................. 14 1.3. Organisation des enquêtes ....................................................................................................................... 14
2. Réalisation de l’enquête .................................................................................................................................... 14
III. Traitement des données ........................................................................................................................................ 14 1. Analyse des entretiens ...................................................................................................................................... 14 2. Analyse des documents recueillis ..................................................................................................................... 14 3. Réalisation des monographies .......................................................................................................................... 14
Présentation et analyse des résultats .......................................................................................................................... 16
I. Présentation de l’échantillon ................................................................................................................................. 16 1. Description générale ......................................................................................................................................... 16 2. Présentation synthétique des ateliers enquêtés............................................................................................... 17
2.1 Ateliers de transformation de fruits et légumes ...................................................................................... 17 2.2 Ateliers spécialisés dans l’abattage et la transformation de volailles ...................................................... 17 2.3 Ateliers de transformation multi-viandes ................................................................................................ 17
8 Mémoire de fin d’études – Guillaume WAGNER – 2012
II. Le fonctionnement des ateliers de transformation collectifs ................................................................................. 21 1. La transformation des produits agricoles au sein des ateliers collectifs ........................................................... 21 2. L’organisation du travail au sein des ateliers collectifs ..................................................................................... 22
2.1 Les ateliers sans salariés ........................................................................................................................... 22 2.2 Les ateliers avec salariés ........................................................................................................................... 23 2.3 Les ateliers de prestation de service ........................................................................................................ 23
3. La gestion d’un atelier collectif ......................................................................................................................... 24 3.1. Les tâches annexes à la transformation ................................................................................................... 24 3.2. Répartition des responsabilités ................................................................................................................ 27
Synthèse de la deuxième partie : le fonctionnement des ateliers de transformation collectifs ..................................... 28
III. Les prix de facturation au sein des ateliers de transformation collectifs ............................................................... 31 1. Les systèmes de facturation utilisés .................................................................................................................. 31 2. Délais et modes de paiement ............................................................................................................................ 32 3. Les prix de facturation par filière ..................................................................................................................... 32
3.1. Transformation de fruits et légumes ........................................................................................................ 32 3.2. Transformation de volailles ...................................................................................................................... 34 3.3. Transformation d’animaux de boucherie ................................................................................................. 35
Synthèse de la troisième partie : les prix de facturation au sein des ateliers de transformation collectifs .................... 38
IV. Les temps de travail au sein des ateliers de transformation collectifs .................................................................. 39 1. La transformation des fruits et légumes ........................................................................................................... 39
1.1. La fabrication des jus de fruits .................................................................................................................. 39 1.2. La fabrication des produits transformés................................................................................................... 39
2. L’abattage et la transformation des volailles .................................................................................................... 40 2.3 La découpe et la transformation des volailles .......................................................................................... 41
3. La découpe et la transformation des animaux de boucherie ............................................................................ 42 3.1. La découpe et la transformation de bovins .............................................................................................. 42 3.2. La découpe et la transformation de porcs ................................................................................................ 42
Erreur ! Référence de lien hypertexte non valide.
V. Données économiques et financières sur les ateliers de transformation collectifs ............................................... 44 1. Les résultats issus de l’exploitation des comptes de résultats .......................................................................... 44
1.1. Les produits d’un atelier de transformation collectif ............................................................................... 44 1.2. Les charges d’un atelier de transformation collectif ................................................................................ 45 1.3. Détermination des coûts de revient ......................................................................................................... 47
2. Les résultats issus de l’exploitation des bilans comptables .............................................................................. 50 2.1 Les investissements réalisés ..................................................................................................................... 50 2.2 Les amortissements .................................................................................................................................. 52 2.3 Le capital social et sa répartition .............................................................................................................. 53 2.4 Les indicateurs ramenés au nombre d’utilisateurs .................................................................................. 55
Synthèse de la cinquième partie : données économiques et financières ........................................................................ 56
Discussion .................................................................................................................................................................... 56
Conclusion ................................................................................................................................................................... 57
Références bibliographiques ....................................................................................................................................... 58
9 Mémoire de fin d’études – Guillaume WAGNER – 2012
Introduction
Face à une forte demande des consommateurs et à des prix souvent plus rémunérateurs, bon nombre
d’agriculteurs s’orientent vers les circuits courts pour commercialiser tout ou partie de leurs productions. Les chiffres issus du dernier recensement agricole (2010) indiquent qu’un producteur sur 5 est impliqué dans une démarche de circuits courts.
De nombreux agriculteurs (producteurs de viandes, de lait, de fruits et légumes etc.) ont besoin d’avoir accès à un atelier de transformation pour mettre en marché des produits élaborés. La transformation des produits agricoles peut se faire selon diverses modalités, via un prestataire de service, au sein d’un atelier individuel à la ferme ou au sein d’un atelier commun à plusieurs producteurs.
La création d’un atelier de transformation nécessite des investissements coûteux, parfois difficiles à supporter pour une seule exploitation. Certains agriculteurs décident alors de se regrouper afin de réduire les investissements et de mutualiser leurs moyens.
La création d’un atelier de transformation collectif est bénéfique aux producteurs mais aussi au territoire. La présence de telles structures dynamise l’agriculture locale en favorisant l’installation de jeunes agriculteurs. Les ateliers collectifs permettent de créer des emplois (qualiticiens, bouchers, gérants etc.) mais aussi de développer les circuits courts et de donner une nouvelle image à l’agriculture d’un territoire.
Les atouts du collectif sont nombreux et les ateliers de transformation collectifs semblent être de véritables leviers pour favoriser l’essor des circuits courts. Dans ce contexte, le projet ATOMIC3 cherche à capitaliser et diffuser des informations sur ces formes d’organisation encore peu connues.
De nombreux groupes d’agriculteurs se forment autour d’un projet de transformation collectif mais ces derniers manquent de références technico-économiques. Cette étude a pour ambition de leur apporter des premiers éléments de réponse grâce à une enquête auprès de plusieurs ateliers collectifs existants.
La première partie de ce mémoire est une recherche bibliographique sur les circuits courts et sur les ateliers de transformation collectifs. Elle permet de s’approprier le contexte et de préciser la problématique grâce à un bilan de connaissances sur le sujet. Une deuxième partie décrit la méthodologie mise en place pour la réalisation des enquêtes et le traitement des données. Enfin, la troisième partie présente les résultats issus de l’analyse de ces enquêtes. Il s’agit de présenter la diversité observée et de proposer des éléments d’analyse.
3 Ateliers de TransfOrmation Modulaires Innovants et Collectifs
10 Mémoire de fin d’études – Guillaume WAGNER – 2012
Cadre de l’étude
I. Présentation du projet CASDAR ATOMIC
Cette étude a été réalisée dans le cadre du projet ATOMIC. Ce projet est issu de l’appel à projets d’innovation et de partenariat 2010 du Ministère de l’Agriculture. Il bénéficie de financements du CASDAR4 et s’étend sur la période 2011 – 2013.
La finalité du projet ATOMIC est de favoriser le développement des ateliers de transformation collectifs pour faciliter l’essor des circuits courts. Pour atteindre cet objectif, le projet comporte 2 volets :
- un volet recherche qui vise à capitaliser et diffuser des méthodes, outils et références pouvant être
utiles aux porteurs de projet
- un volet action qui contribue à la mise en place de nouveaux ateliers de transformation collectifs
(suivi de 9 projets pilotes).
Au départ, le projet devait étudier l’intérêt du mode de construction modulaire pour les ateliers de
transformation collectifs. Mais lors des premiers échanges, les membres du projet se sont rendus compte
que le modulaire n’était pas la principale attente des agriculteurs. Il a donc été mis de côté et le projet a été
recentré autour des questions propres à la transformation fermière collective.
Le volet action a commencé en 2011 avec le suivi et l’étude de 4 sites pilotes. Les sites pilotes sont des groupes d’agriculteurs ayant pour projet de construire un atelier de transformation collectif à court terme. Les 4 premiers sites pilotes étaient des projets de transformation carnée (abattage de volailles et découpe-transformation multi-espèces). Une deuxième vague de projets portant sur des productions différentes (transformation de lait et de fruits et légumes) est étudiée depuis 2012.
La Fn CUMA5 coordonne ce projet aux côtés de 6 partenaires :
- l’Institut de l’Elevage (institut de recherche appliquée pour les filières herbivores)
- le réseau Trame (centre de ressources sur le développement agricole et rural)
- l’ISARA-Lyon (école d’ingénieurs en alimentation, agriculture, environnement et développement
rural)
- L’UMR6 dynamiques rurales (ENFA7-Toulouse)
- l’atelier agroalimentaire du CFPPA8 de Florac
- la plateforme technologique « viandes et salaisons » de l’EPLEFPA9 de La Roque-Rodez.
Les productions issues du projet seront diffusées le plus largement possible et des outils seront mis en place pour faciliter la mise en réseau autour de ces problématiques.
4 Compte d’Affectation Spéciale pour le Développement Agricole et Rural
5 Fédération Nationale des Coopératives d’Utilisation de Matériel Agricole
6 Unité Mixte de Recherche
7 Ecole Nationale de Formation Agronomique
8 Centre de Formation Professionnelle et de Promotion Agricoles
9 Etablissement Public Local d'Enseignement et de Formation Professionnelle Agricole
11 Mémoire de fin d’études – Guillaume WAGNER – 2012
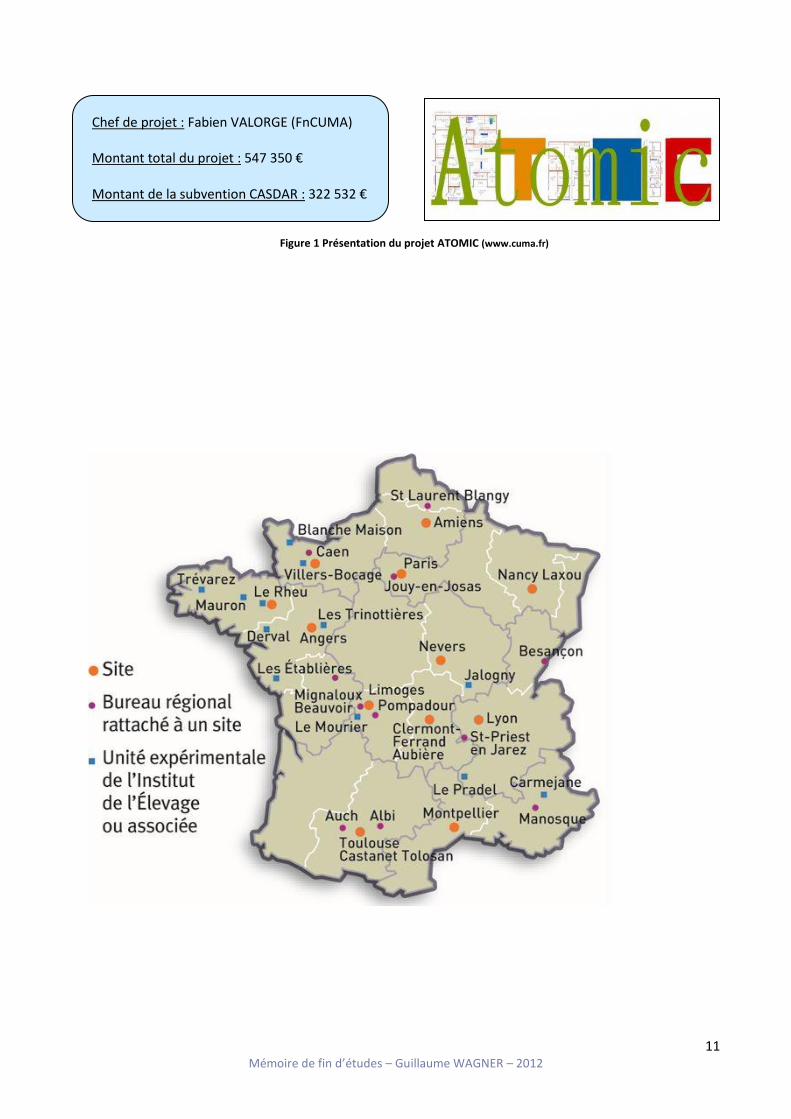
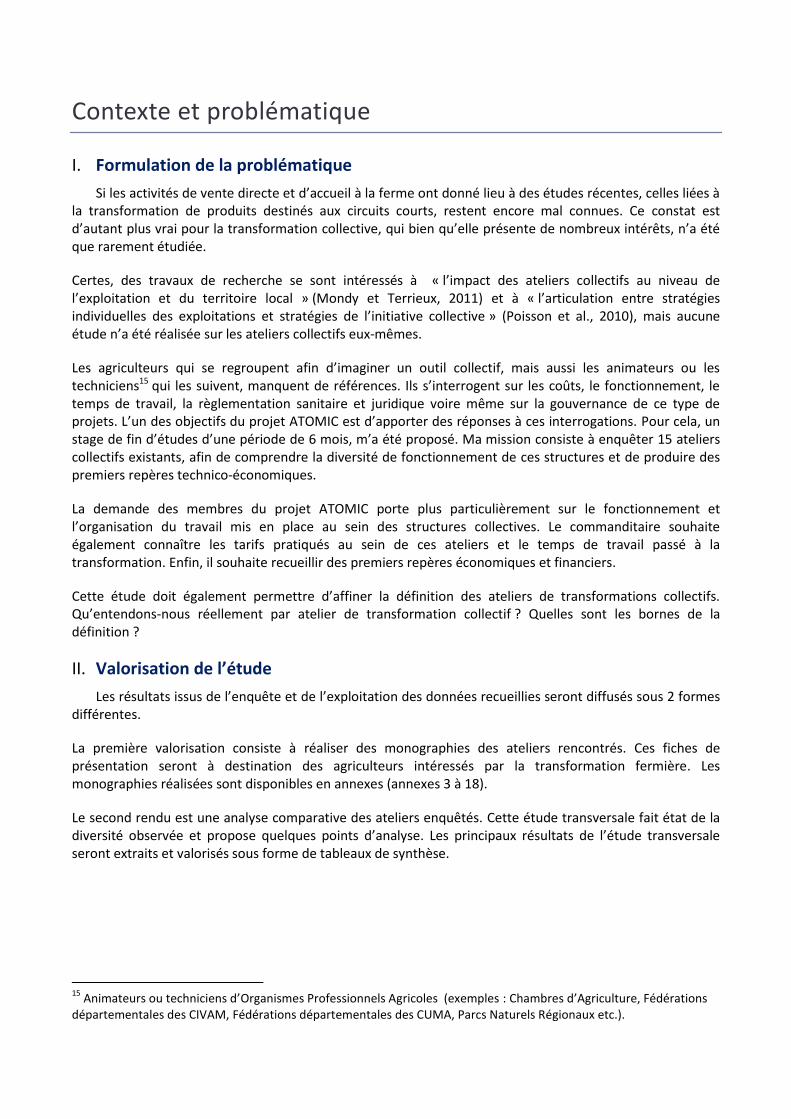
Figure 2 Implantations régionales de l'Institut de l'Elevage (www.inst-elevage.asso.fr)
Chef de projet : Fabien VALORGE (FnCUMA) Montant total du projet : 547 350 € Montant de la subvention CASDAR : 322 532 €
Figure 1 Présentation du projet ATOMIC (www.cuma.fr)
12 Mémoire de fin d’études – Guillaume WAGNER – 2012
II. Présentation de l’Institut de l’Elevage
L’Institut de l’Elevage est une association loi 1901, dirigée par les représentants de fédérations professionnelles de l’élevage français. Cet organisme peut être défini comme « un institut de recherche appliquée et de développement dédié à l’élevage des herbivores et à ses filières ». La structure associe études, expérimentations, ingénierie, expertise, conseil et formations au service d’un utilisateur final, l’éleveur bovin, ovin, caprin ou équin, par l’intermédiaire de structures d’encadrement.
L’Institut de l’Elevage est organisé en 4 départements opérationnels : génétique, techniques d’élevage et qualité des produits, économie et actions régionales. En 2011, l ’effectif était de 247 personnes dont 200 ingénieurs et techniciens. Outre l’organisation selon l’axe hiérarchique, il existe 2 autres axes d’organisation : l’axe géographique et l’axe thématique. Le personnel d’un même département est réparti parmi les 12 sites de l’Institut de l’Elevage (axe géographique). Plusieurs personnes de services ou de départements différents, peuvent travailler sur une même Unité de Programme (axe thématique).
Les travaux de l'Institut de l'Elevage bénéficient des financements du Ministère de l'Agriculture, du CASDAR, de FranceAgriMer, des interprofessions (CNIEL10, Interbev11, FGE12), de la CNE13, de l'Union Européenne et des Régions. En 2011, le budget s’élevait à 28,2 millions d’euros.
Le siège social est basé à Paris dans les locaux de la MNE14, mais 80 % des ingénieurs sont répartis au sein des 11 antennes régionales afin d’être au plus prés des éleveurs.
10
Centre National Interprofessionnel de l’Economie Laitière 11
Association Nationale Interprofessionnelle du Bétail et des Viandes 12
France Génétique Elevage 13
Confédération Nationale de l’Elevage 14
Maison Nationale des Eleveurs
Contexte et problématique
I. Formulation de la problématique
Si les activités de vente directe et d’accueil à la ferme ont donné lieu à des études récentes, celles liées à la transformation de produits destinés aux circuits courts, restent encore mal connues. Ce constat est d’autant plus vrai pour la transformation collective, qui bien qu’elle présente de nombreux intérêts, n’a été que rarement étudiée.
Certes, des travaux de recherche se sont intéressés à « l’impact des ateliers collectifs au niveau de l’exploitation et du territoire local » (Mondy et Terrieux, 2011) et à « l’articulation entre stratégies individuelles des exploitations et stratégies de l’initiative collective » (Poisson et al., 2010), mais aucune étude n’a été réalisée sur les ateliers collectifs eux-mêmes.
Les agriculteurs qui se regroupent afin d’imaginer un outil collectif, mais aussi les animateurs ou les techniciens15 qui les suivent, manquent de références. Ils s’interrogent sur les coûts, le fonctionnement, le temps de travail, la règlementation sanitaire et juridique voire même sur la gouvernance de ce type de projets. L’un des objectifs du projet ATOMIC est d’apporter des réponses à ces interrogations. Pour cela, un stage de fin d’études d’une période de 6 mois, m’a été proposé. Ma mission consiste à enquêter 15 ateliers collectifs existants, afin de comprendre la diversité de fonctionnement de ces structures et de produire des premiers repères technico-économiques.
La demande des membres du projet ATOMIC porte plus particulièrement sur le fonctionnement et l’organisation du travail mis en place au sein des structures collectives. Le commanditaire souhaite également connaître les tarifs pratiqués au sein de ces ateliers et le temps de travail passé à la transformation. Enfin, il souhaite recueillir des premiers repères économiques et financiers.
Cette étude doit également permettre d’affiner la définition des ateliers de transformations collectifs. Qu’entendons-nous réellement par atelier de transformation collectif ? Quelles sont les bornes de la définition ?
II. Valorisation de l’étude
Les résultats issus de l’enquête et de l’exploitation des données recueillies seront diffusés sous 2 formes différentes.
La première valorisation consiste à réaliser des monographies des ateliers rencontrés. Ces fiches de présentation seront à destination des agriculteurs intéressés par la transformation fermière. Les monographies réalisées sont disponibles en annexes (annexes 3 à 18).
Le second rendu est une analyse comparative des ateliers enquêtés. Cette étude transversale fait état de la diversité observée et propose quelques points d’analyse. Les principaux résultats de l’étude transversale seront extraits et valorisés sous forme de tableaux de synthèse.
15
Animateurs ou techniciens d’Organismes Professionnels Agricoles (exemples : Chambres d’Agriculture, Fédérations départementales des CIVAM, Fédérations départementales des CUMA, Parcs Naturels Régionaux etc.).
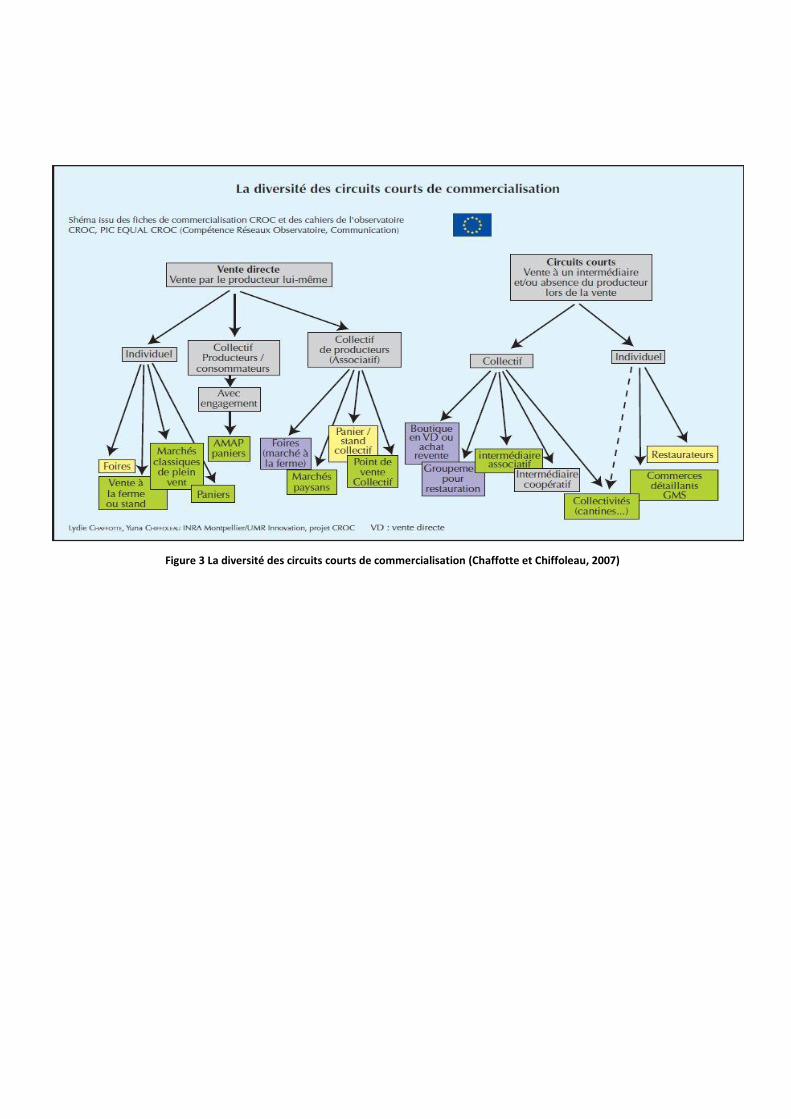
Figure 3 La diversité des circuits courts de commercialisation (Chaffotte et Chiffoleau, 2007)
5 Mémoire de fin d’études – Guillaume WAGNER – 2012
Synthèse bibliographique
I. Les circuits courts
1. Définition
Le terme « circuits courts » s’oppose à celui de « filières longues de distribution ». Au sein du plan Barnier (2009), on définit les circuits courts comme « un mode de commercialisation des produits agricoles qui s’exerce soit par la vente directe du producteur au consommateur, soit par la vente indirecte à condition qu’il n’y ait qu’un seul intermédiaire ».
Dans l’imaginaire collectif, l’expression « circuits courts » renvoie également à la distance géographique qui sépare producteurs et consommateurs. Or cette définition n’intègre pas une notion de proximité géographique. Ainsi, un échange commercial entre 2 personnes distantes de milliers de kilomètres peut être considéré comme un circuit court. Pour éviter la confusion, le terme de « circuits courts de proximité » est utilisé.
Les consommateurs font souvent l’amalgame entre vente directe et circuits courts. La vente directe est une forme de circuits courts mais ce n’est pas la seule. La note de service DGAL/SDHA/N95/ N°8311 du 18 Décembre 1995 définit la notion de vente directe. Les conditions à respecter sont les suivantes :
- la vente au consommateur est assurée par le producteur, un membre de sa famille ou un autre
adhérent de la structure collective (dans le cas d’un point de vente collectif)
- il y a absence d’intermédiaire
- le producteur doit rester propriétaire des produits jusqu’à leur cession
Bien que depuis une dizaine d’années, les circuits courts soient très en vogue, ce mode de commercialisation n’est pas nouveau. Les marchés à la ferme ou de plein vent existent depuis longtemps et les mouvements collectifs de consommateurs, développés au Japon et appelés Teikei (mouvements japonais qui ont inspiré les AMAP16), datent des années 1970 (Amemiya, 2007).
2. Les différents modes de commercialisation en circuits courts
Une typologie réalisée par Chaffotte & Chiffoleau en 2007 (Figure 3, ci-contre), permet de classer les différents modes de commercialisation en circuits courts. Pour arriver à cette typologie, les auteurs ont décidé de considérer la dimension collective ou individuelle du mode de vente, comme critère de différenciation.
Le mode de vente individuel regroupe la vente à la ferme, la distribution de paniers, la vente sur des marchés, la vente à domicile etc., alors que le mode de vente collectif rassemble les magasins collectifs, les marchés gérés par une association de producteurs, les paniers regroupant plusieurs producteurs etc.
16
Association pour le Maintien d’une Agriculture Paysanne : structure mettant en lien producteurs et consommateurs pour la distribution de paniers.
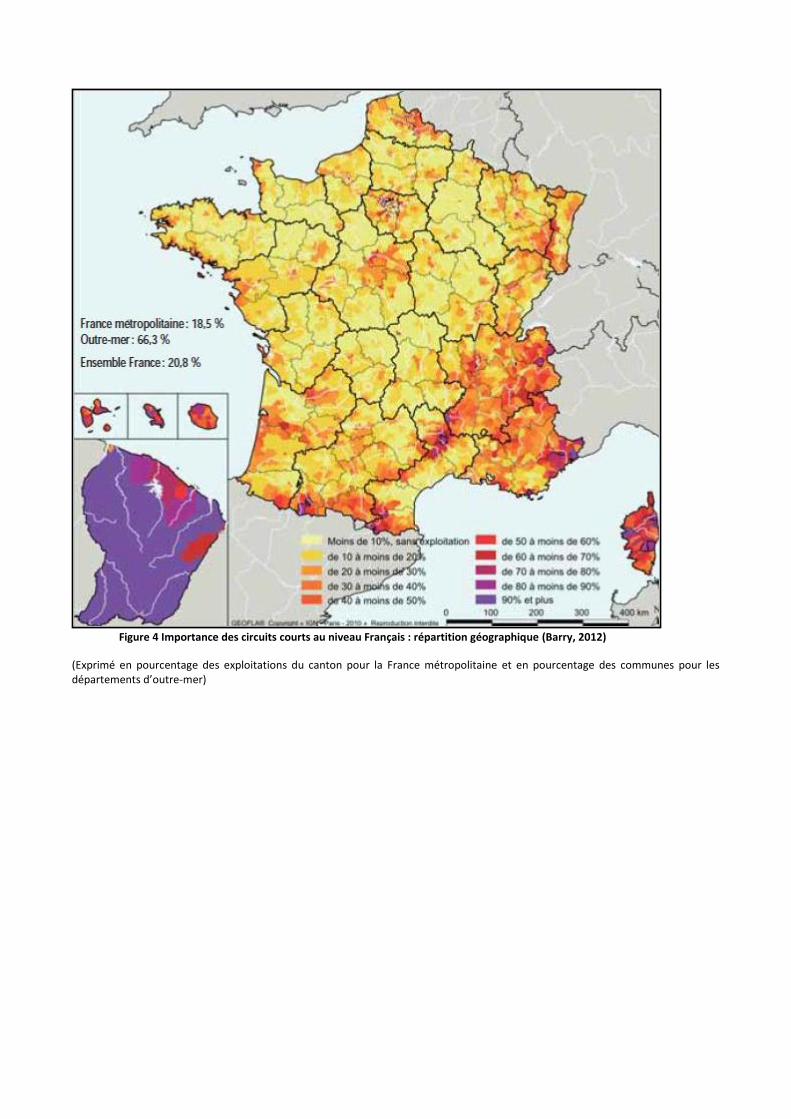
Figure 4 Importance des circuits courts au niveau Français : répartition géographique (Barry, 2012)
(Exprimé en pourcentage des exploitations du canton pour la France métropolitaine et en pourcentage des communes pour les départements d’outre-mer)
10 Mémoire de fin d’études – Guillaume WAGNER – 2012
Les auteurs considèrent les AMAP comme un mode de vente intermédiaire, puisqu’il requiert l’engagement des consommateurs. La dimension collective se développe dans ce cas entre producteurs et consommateurs (Chaffotte et Chiffoleau 2007).
Dans la majorité des cas, une exploitation écoule ses produits grâce à plusieurs filières de commercialisation. Par exemple, un exploitant peut associer la vente sur des marchés, la vente de paniers et l’approvisionnement d’un PVC17. Toutefois, la vente à la ferme représente le mode de commercialisation en circuits courts le plus développé en France. (Barry, 2012)
Depuis 2010, le recensement agricole intègre des questions sur la commercialisation en filières courtes. Cela permet d’évaluer l’importance des circuits courts au niveau français. Nous proposons de détailler, dès à présent, quelques chiffres issus de cette enquête.
3. Importance des circuits courts en France
Les données issues du dernier recensement agricole montrent que 21% des exploitants vendent en circuits courts. Cela représente 107 000 exploitants en 2010. Une augmentation significative est à souligner, puisqu’en 2005 une enquête évaluait ce nombre à 80 000 exploitants18 (France Agricole, 2012).
La part des exploitations ayant recours à ce mode de commercialisation varie en fonction des productions. Ainsi les producteurs de légumes et de miel sont très représentés, alors que les produits animaux sont moins présents (du fait des nombreuses contraintes qu’ils soulèvent).
La localisation géographique est également à prendre en compte. Comme le montre la Figure 4, les circuits courts sont ancrés dans les habitudes de consommation de certaines régions (2/3 des agriculteurs corses utilisent les circuits courts) alors que dans d’autres régions, ils sont quasi-absents. De nombreux critères tels que le contexte pédoclimatique, les bassins de population, l’importance du tourisme, l’historique, les habitudes des consommateurs ou encore l’importance des productions de masse, sont à considérer pour expliquer cette répartition géographique.
La vente en circuits courts représente plus des trois quarts du chiffre d’affaires total de 4 exploitations sur 10 et reste anecdotique pour d’autres (Barry, 2012).
Le développement des filières courtes et l’intérêt que leur portent les consommateurs soulèvent de nombreuses questions. On peut notamment s’interroger sur les motivations d’achats des consommateurs. Quels sont les avantages des filières courtes ? Et que recherchent les consommateurs au sein de ces filières ?
4. Les motivations d’achat des consommateurs
Les produits fermiers commercialisés en circuits courts répondent à une forte demande sociétale. Les consommateurs sont de plus en plus sensibles au respect de l’environnement, aux conditions sociales des travailleurs, au bien-être animal et au soutien à l’économie locale (Chiffoleau, 2008). Les circuits courts apparaissent alors comme une alternative au système habituel de distribution, soutenu par les GMS19.
Merle et al. (2009), classent les motivations d’achats en circuits courts en 6 catégories :
- motivations « fonctionnelles » qui renvoient au risque perçu quant à la performance de l’aliment.
Les consommateurs achètent leurs produits alimentaires au niveau local pour leur « bon » goût, leur
typicité et leur praticité 17
Point de Vente Collectif : magasin tenu par plusieurs producteurs 18
Il faut toutefois rester vigilent par rapport à cette donnée car les enquêtes ayant eu lieu avant 2010 comptabilisent uniquement les formes de vente directe (et pas de circuits courts avec un intermédiaire). 19
Grandes et Moyennes Surfaces
11 Mémoire de fin d’études – Guillaume WAGNER – 2012
- motivations « physiques » qui font référence à la volonté d’obtenir des « bons produits ». La notion
de qualité est ici évaluée aussi bien sous l’angle sanitaire, que sous l’angle nutritif. Les craintes par
rapport à l’aspect sanitaire sont apparues dans les années 2000, après les différentes crises
sanitaires, notamment celles de l’ESB20
- motivations « éthiques » qui correspondent d’avantage aux « consom’acteurs » : engagement
citoyen, politique et solidaire pour soutenir les paysans et le développement des espaces ruraux
- motivations « environnementales » qui concernent les consommateurs soucieux de la préservation
de l’environnement. Ainsi ils s’approvisionneront plutôt chez des producteurs pratiquant une
agriculture extensive que chez les producteurs ayant recours de manière excessive aux produits
phytosanitaires. Les circuits courts ont également un impact sur les gaz à effet de serre, de part la
distance parcourus par les aliments21
- motivations « financières » par souci de réduction du nombre d’intermédiaires et donc des marges
répercutées sur le prix des produits
- motivations « sociales » qui sont liées à la possibilité d’entrer en contact avec les producteurs et
d’autres consommateurs : les circuits courts deviennent des lieux d’échanges.
La distribution des produits alimentaires au sein des filières courtes présente de nombreux avantages économiques, sociaux et environnementaux. Le gouvernement met en place des mesures22 pour soutenir le développement de ces nouvelles formes de distribution. Un des leviers d’action est notamment d’aider les producteurs à transformer leurs produits. En effet, un producteur souhaitant commercialiser ses produits en circuits courts, peut soit commercialiser ses produits sans les transformer (dans le cas de produits primaires), soit effectuer une ou plusieurs étapes de transformation. Les contraintes et les exigences varient d’un produit à l’autre.
5. La transformation des produits agricoles destinés aux circuits courts
Les produits primaires sont des produits pouvant être commercialisés sans avoir été transformés. Cela concerne les fruits et légumes frais, le lait cru, les œufs, les produits de la pêche et de la chasse et le miel (Langhade 2010). Tous les autres produits doivent subir une ou plusieurs transformations avant de pouvoir être commercialisés (45 % des producteurs vendant en circuits courts transforment leurs produits)(Agreste 2010).
La transformation des produits agricoles soulève de nombreuses contraintes d’ordres :
- financier (investissement dans des locaux et du matériel)
- sanitaire (respect de la règlementation européenne)
- humain (nouvelles compétences et charge de travail supplémentaire).
20
Encéphalopathie Spongiforme Bovine 21
L’impact environnemental de la distribution en circuits courts est encore à l’étude. Il n’a donc pas été avéré que l’empreinte écologique des circuits courts était meilleure que celle des circuits longs. En effet, les filières longues ont beaucoup à apporter en termes d’organisation logistique de distribution. 22
En Avril 2009, l’ancien ministre de l’agriculture Michel BARNIER a lancé un plan pour favoriser le développement des circuits courts. En Juillet 2010, la loi de modernisation de l’agriculture prévoit de développer les circuits et courts et d’encourager la proximité géographique entre producteurs et consommateurs, notamment en favorisant l’utilisation de produits agricoles locaux dans la restauration collective publique comme privée.
12 Mémoire de fin d’études – Guillaume WAGNER – 2012
La sous-traitance permet de réduire ces contraintes, puisque la transformation est déléguée à un prestataire de service. En revanche, le producteur ne maîtrise pas l’ensemble des étapes nécessaires à l’élaboration du produit. De plus, la valeur ajoutée du produit est impactée.
Grâce à la mutualisation des moyens, la pratique collective, permet également de diminuer ces contraintes. La transformation collective apparaît alors comme une véritable opportunité à saisir pour accélerer le processus de valorisation des produits, des exploitations et plus largement de la dynamique sociale agricole. (Poisson, 2010). Les contraintes liées à la transformation et à la commercialisation sont des freins avancés par les producteurs. Autant de limites qui ne permettent pas à tous les producteurs de débuter une activité en circuits courts. Le regroupement entre producteurs semble être une solution pour lever ces freins. Les initiatives collectives peuvent concerner la transformation et/ou la commercialisation, voire même la production. La deuxième partie de cette synthèse bibliographique traitera de la transformation collective.
II. Les ateliers de transformation collectifs
1. Définition
Un atelier collectif de transformation agroalimentaire est un outil commun à plusieurs producteurs qui leur permet de transformer leurs produits agricoles.
Les ateliers de transformation collectifs regroupent des producteurs impliqués dans une démarche de circuits courts. Ils portent un impératif fort d’ancrage local. La production, la transformation et la commercialisation sont rattachées au territoire local (Poisson et Saleilles, 2012).
L’atelier est le fruit d’un projet collectif, issu d’une rencontre entre les intérêts individuels différents mais néanmoins complémentaires de chacun des producteurs.
2. Les atouts de la transformation collective
Les intérêts de la transformation collective sont nombreux :
- diminution des coûts de transformation grâce à un investissement limité et répartition du risque financier
- allègement des charges de travail et création d’emplois (qualiticiens, bouchers, etc.) (Mondy et
Terrieux, 2011)
- mise en place de partenariats permettant d’avoir un poids plus important dans les négociations (aussi bien avec les collectivités locales pour des demandes de financement, qu’avec les fournisseurs, mais aussi avec les clients pour proposer des gros volumes ou une gamme plus importante) (Poisson, 2010).
Un certain nombre de projets collectifs n’ont pas abouti car la cohésion au sein du groupe n’était pas assez forte pour franchir toutes les étapes jusqu’à la construction. La création d’un atelier de transformation collectif nécessite du temps et un fort investissement de la part des membres du groupe. Entre l’émergence de l’idée et l’ouverture de l’atelier, de 3 à 5 ans se sont généralement écoulés. Pendant cette durée, le groupe passe par différentes étapes, que nous allons détailler.
3. Les temps du projet collectif
Des prémisses du projet à la construction des bâtiments, le collectif de producteurs devra franchir de nombreuses étapes. Maugis et Manceau (2009), définissent les 6 étapes d’un projet collectif :
13 Mémoire de fin d’études – Guillaume WAGNER – 2012
Emergence de l’idée L’idée d’un atelier de transformation collectif est émise par un acteur ou un groupe d’acteurs. Répondant à un besoin partagé, l’idée rassemble les premiers membres du groupe.
Etape exploratoire Les membres du groupe confrontent leurs visions et définissent des objectifs communs. Cette phase renforce la cohésion du groupe puisque les producteurs apprennent à se connaître.
Etape d’étude et de formalisation Une étude permet de formaliser le projet et d’en apprécier la faisabilité (technique et économique). L’implication de l’ensemble des producteurs est requise pour une bonne cohésion.
Etape d’apprentissage ou de développement des compétences Chronologiquement liée aux 2 précédents temps, cette étape permet d’identifier les besoins et de développer les compétences nécessaires à la concrétisation du projet (formation des agriculteurs, visite d’autres ateliers collectifs).
Etape de réalisation Elle correspond à la mise en œuvre matérielle du projet (achat du foncier, construction des bâtiments, achat de matériel etc.).
Etape de suivi et d’adaptation La réalité de l’activité peut s’avérer différente des prévisions. Evaluer cet écart permettra d’apporter des réponses plus adaptées pour améliorer le fonctionnement et la pérennité de l’atelier.
Poisson et al. (2010) indiquent que la trajectoire collective ne s’arrête pas une fois l’outil créé. Au contraire, une fois l’objectif commun atteint, une nouvelle stratégie collective doit se mettre en place pour faire vivre le projet. Cette étape passe par la redéfinition des objectifs du groupe.
Nous l’avons souligné, la transformation des produits agricoles est soumise à une réglementation sanitaire stricte. Quelques spécificités existent mais les exigences pour la transformation fermière sont souvent les mêmes que pour les industries agroalimentaires. Au sein du paragraphe suivant, nous détaillerons l’ensemble des règlementations s’appliquant à la transformation fermière et plus particulièrement aux structures collectives.
4. Les différentes règlementations applicables
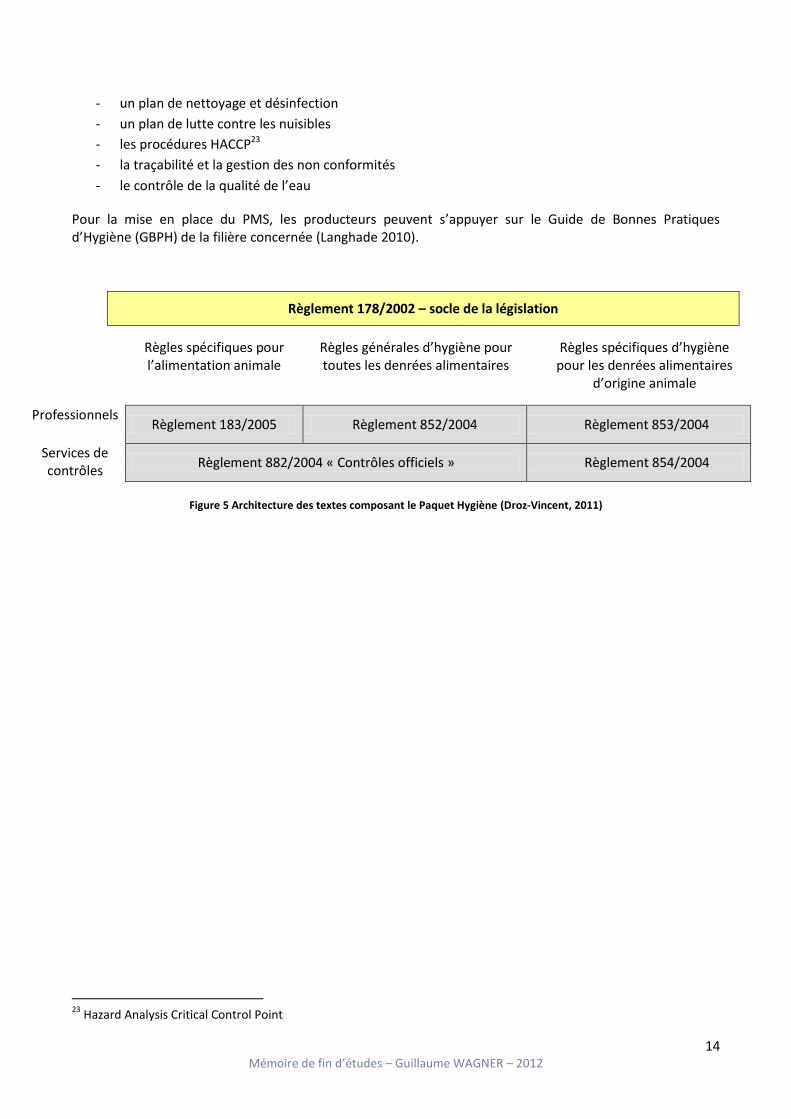
4.1. Sécurité des aliments : le « Paquet Hygiène » Le Paquet Hygiène est un ensemble de textes datant de 2006, ayant pour but d’harmoniser les exigences sanitaires des Etats européens. Les opérateurs des filières de production sont responsables de leur produit. On raisonne par une approche intégrée de toute la filière depuis la production primaire jusqu'au consommateur, « de la fourche à la fourchette ». La Figure 5 détaille la structure du Paquet Hygiène.
4.2. Le Plan de Maitrise Sanitaire Le règlement (CE) n° 852/2004 indique que les exploitants du secteur alimentaire ont une obligation de résultats mais disposent d’une certaine latitude sur le choix des moyens. Il précise que les exploitants du secteur alimentaire doivent disposer d’un plan de maîtrise sanitaire (PMS) (Projet ATOMIC, Ateliers de transformation collectifs : quelle réglementation sanitaire ?, 2011).
Les producteurs d’un atelier collectif sont donc obligés de mettre en place un PMS afin de maîtriser la qualité sanitaire de leurs produits. Le PMS comprend au minimum :
- un plan de formation du personnel à l’hygiène et le suivi médical du personnel
14 Mémoire de fin d’études – Guillaume WAGNER – 2012
- un plan de nettoyage et désinfection
- un plan de lutte contre les nuisibles
- les procédures HACCP23
- la traçabilité et la gestion des non conformités
- le contrôle de la qualité de l’eau
Pour la mise en place du PMS, les producteurs peuvent s’appuyer sur le Guide de Bonnes Pratiques d’Hygiène (GBPH) de la filière concernée (Langhade 2010).
Règles spécifiques pour l’alimentation animale
Règles générales d’hygiène pour toutes les denrées alimentaires
Règles spécifiques d’hygiène pour les denrées alimentaires
d’origine animale
Professionnels Règlement 183/2005 Règlement 852/2004 Règlement 853/2004
Services de contrôles
Règlement 882/2004 « Contrôles officiels » Règlement 854/2004
Figure 5 Architecture des textes composant le Paquet Hygiène (Droz-Vincent, 2011)
23
Hazard Analysis Critical Control Point
Règlement 178/2002 – socle de la législation
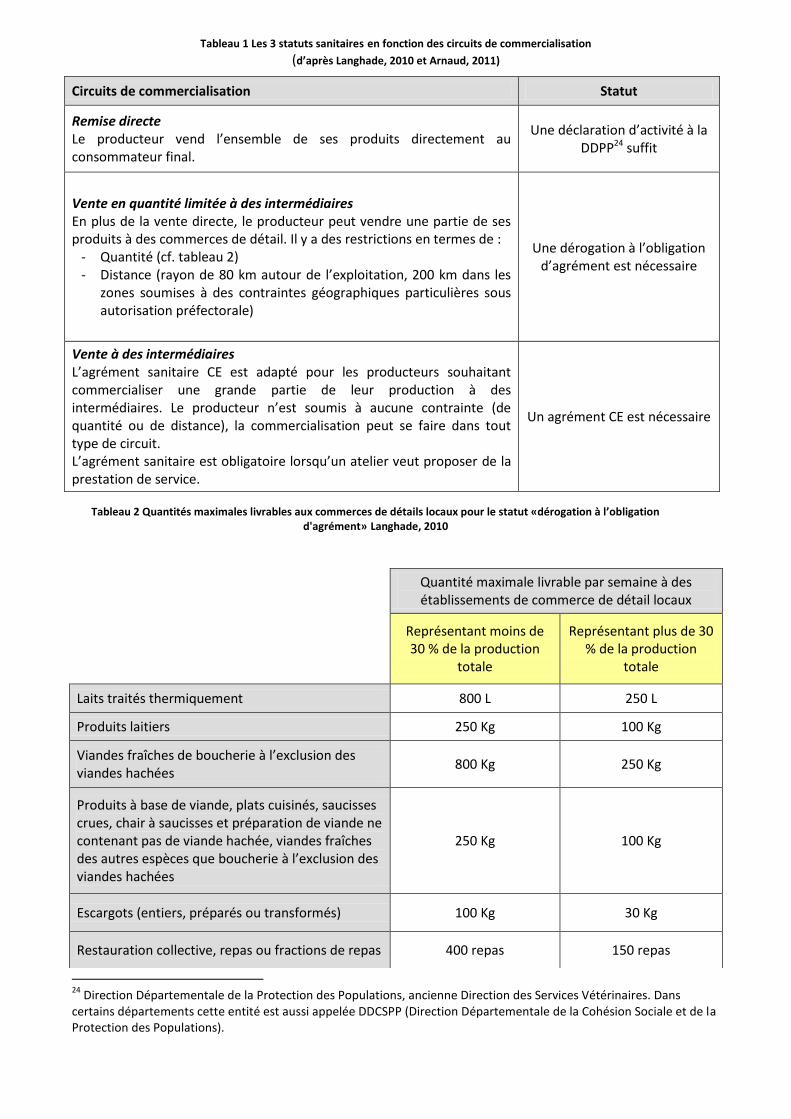
Tableau 1 Les 3 statuts sanitaires en fonction des circuits de commercialisation (d’après Langhade, 2010 et Arnaud, 2011)
24
Direction Départementale de la Protection des Populations, ancienne Direction des Services Vétérinaires. Dans certains départements cette entité est aussi appelée DDCSPP (Direction Départementale de la Cohésion Sociale et de la Protection des Populations).
Circuits de commercialisation Statut
Remise directe Le producteur vend l’ensemble de ses produits directement au consommateur final.
Une déclaration d’activité à la DDPP24 suffit
Vente en quantité limitée à des intermédiaires En plus de la vente directe, le producteur peut vendre une partie de ses produits à des commerces de détail. Il y a des restrictions en termes de :
- Quantité (cf. tableau 2) - Distance (rayon de 80 km autour de l’exploitation, 200 km dans les
zones soumises à des contraintes géographiques particulières sous autorisation préfectorale)
Une dérogation à l’obligation d’agrément est nécessaire
Vente à des intermédiaires L’agrément sanitaire CE est adapté pour les producteurs souhaitant commercialiser une grande partie de leur production à des intermédiaires. Le producteur n’est soumis à aucune contrainte (de quantité ou de distance), la commercialisation peut se faire dans tout type de circuit. L’agrément sanitaire est obligatoire lorsqu’un atelier veut proposer de la prestation de service.
Un agrément CE est nécessaire
Quantité maximale livrable par semaine à des établissements de commerce de détail locaux
Représentant moins de 30 % de la production
totale
Représentant plus de 30 % de la production
totale
Laits traités thermiquement 800 L 250 L
Produits laitiers 250 Kg 100 Kg
Viandes fraîches de boucherie à l’exclusion des viandes hachées
800 Kg 250 Kg
Produits à base de viande, plats cuisinés, saucisses crues, chair à saucisses et préparation de viande ne contenant pas de viande hachée, viandes fraîches des autres espèces que boucherie à l’exclusion des viandes hachées
250 Kg 100 Kg
Escargots (entiers, préparés ou transformés) 100 Kg 30 Kg
Restauration collective, repas ou fractions de repas 400 repas 150 repas
Tableau 2 Quantités maximales livrables aux commerces de détails locaux pour le statut «dérogation à l’obligation d'agrément» Langhade, 2010
11 Mémoire de fin d’études – Guillaume WAGNER – 2012
4.3. L’agrément sanitaire L’agrément sanitaire est un document obligatoire pour toute structure d’abatage, de transformation ou de stockage de produits d’origine animale. Ce document permet de commercialiser les denrées alimentaires d’origine animale dans tout type de circuit et sur l’ensemble du territoire européen. Néanmoins, des dispositions spécifiques existent pour les structures qui transforment des produits destinés à la vente directe ou à la vente aux commerces de détail locaux (dans des quantités limitées)(Langhade 2010).
Le choix du statut sanitaire se fera en fonction des circuits commerciaux que les produits transformés utiliseront comme l’explique le Tableau 1, ci-contre.
L’agrément sanitaire ne concerne pas les ateliers transformant des produits végétaux, pour lesquels il suffit de faire une déclaration d’activité et de respecter les dispositions du règlement CE 852/2004.L’agrément n’est pas à renouveler chaque année, en revanche la dérogation à l’agrément fait l’objet de contrôles annuels.
En transformation collective, chaque producteur peut disposer d’un agrément sanitaire individuel ou il peut y avoir un agrément collectif pour l’ensemble des utilisateurs de l’atelier. Il y a actuellement un vide réglementaire concernant l’agrément des ateliers collectifs. Ceci entraîne des différences d’interprétations entre certaines DDPP qui imposent un agrément collectif et d’autres qui préfèrent des agréments individuels. La DGAL25 s’est saisie de cette question et travaille à une note de service qui préciserait le cadre réglementaire. Un groupe de travail a également été mis en place à l’initiative des partenaires du projet ATOMIC pour approfondir ces questions et contribuer aux réflexions de la DGAL. (Projet ATOMIC, Ateliers de transformation collectifs : quelle réglementation sanitaire ?, 2011)
L’abattage des animaux de boucherie (espèces bovines, porcines, ovines et caprines) et du gibier d’élevage, doit se faire dans un abattoir agréé CE. En revanche les volailles et les lagomorphes peuvent être abattus dans une tuerie ou un abattoir non agréé, à raison d’une quantité maximale inférieure à 25 000 équivalents poulet/an ou 500 équivalents poulet/ semaine. A cela, s’ajoute l’obligation de commercialiser dans un rayon de 80 km auprès du consommateur final ou d’un commerce de détail local. (Langhade 2010)
4.4. Le règlement ICPE La réglementation ICPE26 peut s’appliquer dans le cas d’un atelier de transformation collectif traitant d’importants volumes. L’atelier pourra être soumis à Déclaration ou à Autorisation et devra respecter des normes environnementales (charge polluante, gestion des effluents etc.) (Droz-Vincent, 2011). La prochaine partie présente la méthodologie employée pour répondre à la problématique.
25
Direction Générale de l’Alimentation 26
Installations Classées pour la Protection de l’Environnement
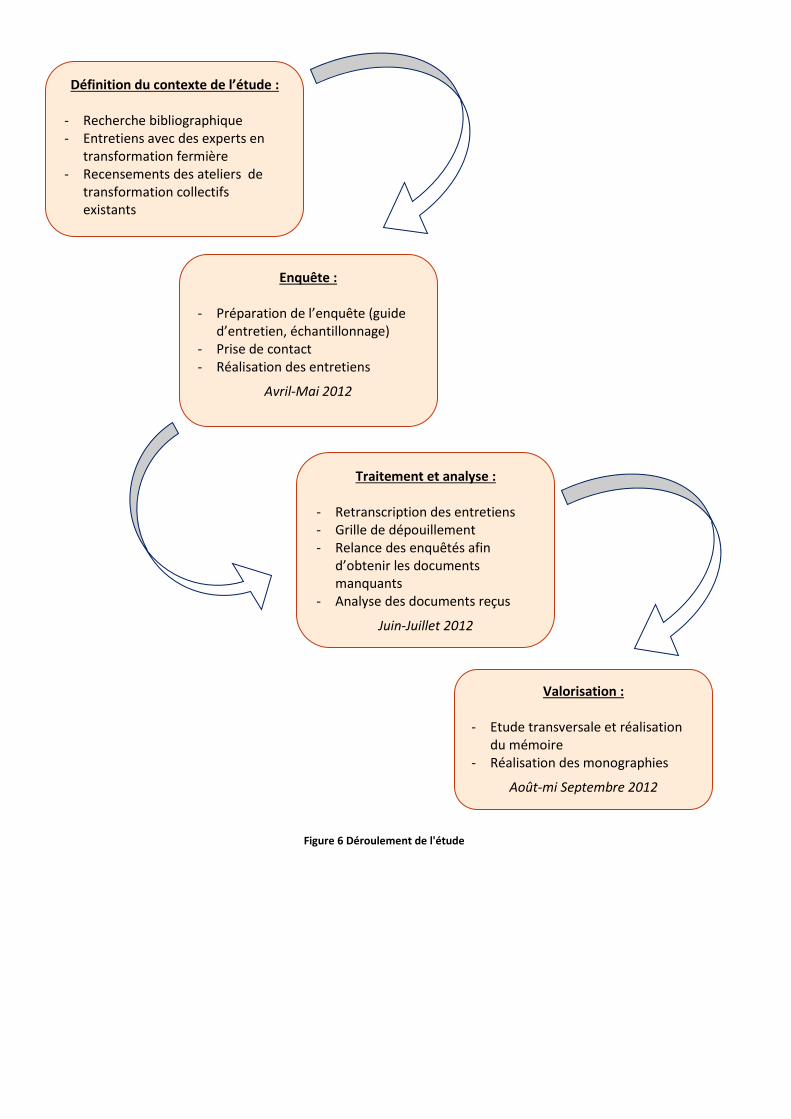
Figure 6 Déroulement de l'étude
Définition du contexte de l’étude :
- Recherche bibliographique - Entretiens avec des experts en
transformation fermière - Recensements des ateliers de
transformation collectifs existants
Mars 2012
Enquête : - Préparation de l’enquête (guide
d’entretien, échantillonnage) - Prise de contact - Réalisation des entretiens
Avril-Mai 2012
Traitement et analyse : - Retranscription des entretiens - Grille de dépouillement - Relance des enquêtés afin
d’obtenir les documents manquants
- Analyse des documents reçus
Juin-Juillet 2012
Valorisation : - Etude transversale et réalisation
du mémoire - Réalisation des monographies
Août-mi Septembre 2012
13 Mémoire de fin d’études – Guillaume WAGNER – 2012
Matériels et méthodes
I. Recherche bibliographique
La première étape de cette étude a consisté en une recherche bibliographique sur les circuits courts et sur les ateliers de transformation collectifs.
Cette recherche bibliographique associée à des échanges avec les professionnels de la transformation fermière ont permis l’appropriation du contexte et la définition précise de la problématique.
La recherche bibliographique a permis de faire un état des lieux des connaissances sur le sujet et ainsi d’identifier les manques.
II. Méthodologie d’enquête
L’enquête terrain constitue la base de l’information. Les données que nous souhaitons récolter sont des données qualitatives (fonctionnement des structures, trajectoire du groupe, perspectives d’évolution etc.) et des données quantitatives (prix de facturation, temps de travail, données économiques et financière etc.). L’entretien semi-directif semble alors être l’outil le plus adapté pour recueillir toutes ces informations.
La méthodologie employée se base sur une formation intitulée « Conduire des études qualitatives auprès des agriculteurs et de leurs partenaires » réalisée par Florence KLING et Brigitte FRAPPAT à l’Institut de l’Elevage en Mars 2012.
L’entretien semi-directif est à mi-chemin entre un entretien non directif, dans lequel l’enquêteur annonce seulement le thème de départ puis relance l’enquêté au besoin, et le questionnaire, dans lequel l’ordre des questions et leur formulation sont fixés. C’est un entretien qui est directif dans son contenu, les thèmes de discussion sont définis, mais il reste non directif dans sa forme c’est-à-dire que l’expression de l’enquêté reste libre grâce à des questions ouvertes.
1. Préparation de l’enquête
1.1. Echantillonnage Une base de données des ateliers de transformation collectifs existants a été élaborée grâce aux coordonnées communiquées par les partenaires du projet ATOMIC. Une recherche approfondie sur internet a permis de compléter cette base de données en identifiant de nouveaux ateliers de transformation collectifs. Le document réalisé contient les coordonnées d’une cinquantaine d’initiatives collectives.
Les partenaires du projet ont fixé à 15 le nombre d’enquêtes à réaliser. L’échantillonnage doit permettre de sélectionner des ateliers représentatifs de la diversité existante. Le choix des 15 ateliers ne s’est donc pas fait au hasard, il s’est fait en tenant compte :
- des produits transformés au sein des ateliers
- de la taille des ateliers (volumes transformés et nombre d’utilisateurs)
- du fonctionnement mis en place au sein des ateliers (présence de salariés, prestation de service).
14 Mémoire de fin d’études – Guillaume WAGNER – 2012
L’enquête devait concerner 4 grandes familles de produits (fruits et légumes, volailles, animaux de boucherie et produits laitiers) mais aucune initiative collective en transformation laitière n’a été trouvée. Plusieurs collectifs de producteurs ont essayé de créer de telles structures mais cela n’a pas fonctionné27. Des structures collectives de transformation laitière existent mais la commercialisation des produits est également collective. Les éleveurs ne sont pas en charge de la commercialisation de leurs produits. Le fonctionnement de ces petites coopératives s’apparente aux fruitières pour la fabrication de Comté. Ce genre de structure s’éloigne de la définition d’un atelier de transformation collectif, c’est pourquoi elles n’ont pas été retenues au sein de l’échantillon.
Certains ateliers de transformation collectifs ont déjà été sollicités dans le cadre du projet ATOMIC, nous avons donc favorisé des structures n’ayant jamais été étudiées.
1.2. Réalisation du guide d’entretien Le guide d’entretien est un support utilisé par l’enquêteur. Il indique à l’enquêteur le cheminement à suivre et, dans notre cas, les données précises à récolter pour chaque thème.
Un guide d’entretien structuré « en entonnoir » offre la possibilité d’entamer la conversation avec un thème général (ex : présentation de l’atelier) afin d’instaurer une réelle dynamique de discussion.
La première étape de la construction du guide d’entretien a été de définir les thèmes à aborder durant l’entretien. Ensuite, il a fallu hiérarchiser ces thèmes et formuler des questions favorisant la discussion (utilisation de question ouvertes et de questions de relance).
Le guide d’entretien utilisé dans le cadre de cette étude est disponible en annexe 1. Il a été élaboré puis testé lors d’un premier entretien afin d’y apporter quelques modifications. Il est construit autour de 4 grands thèmes : la présentation de l’enquêté et de l’atelier, l’organisation du travail et le fonctionnement quotidien, la répartition des responsabilités et le bilan et les perspectives futures.
1.3. Organisation des enquêtes Un courrier d’introduction et de présentation du projet ATOMIC a été envoyé aux 15 ateliers sélectionnés. Nous avons ensuite contacté les ateliers afin de savoir s’ils acceptaient de participer à l’étude.
Les rendez-vous pour les entretiens ont été fixés en essayant de regrouper les ateliers d’une même région afin d’optimiser les déplacements (la répartition géographique des enquêtes est disponible en annexe 2). Un second courrier a été envoyé afin de confirmer la date d’entretien et de préciser la liste des documents à préparer.
2. Réalisation de l’enquête
Les 15 entretiens ont duré entre 1h15 et 2h20. Pour 14 ateliers, l’entretien a été suivi d’une visite des locaux, composée d’échanges avec les producteurs et le personnel présents. Une seule structure n’a pu être visitée car l’enquêté n’habitait pas à proximité de l’atelier.
Tous les entretiens ont été enregistrés afin de permettre à l’enquêteur d’être dans une réelle situation de discussion. Les éléments de réponse les plus importants ont été pris en notes.
Des photos ont été prises lors des visites des ateliers, elles serviront à la conception des monographies. A la fin de chaque entretien, une série de documents était demandée à l’enquêté (grille tarifaire, plans de l’atelier, règlement intérieur, documents comptables, bilan d’activité).
27
Exemples de la laiterie paysanne Terre et Ciel (2004-2006) et de la laiterie des Fermiers du Trégor (2004-2005). Deux initiatives regroupant des éleveurs voulant valoriser leur lait grâce à la transformation et à la vente directe. Les difficultés financières et la non rentabilité de l’activité sont les principales raisons de l’échec de ces 2 groupes.
Mémoire de fin d’études – Guillaume WAGNER – 2012 14
III. Traitement des données
1. Analyse des entretiens
L’écoute des enregistrements a permis de retranscrire intégralement chaque entretien. Ce travail gourmand en temps, est nécessaire pour ne pas perdre d’information. Il est préférable de prévoir un moment pour la retranscription juste après chaque entretien, car certaines informations sont délivrées durant la visite ou une fois l’enregistrement terminé.
Après avoir réalisé quelques entretiens, une grille de dépouillement a été élaborée. Elle comporte les réponses synthétisées de chaque enquêté. Elle permet une analyse «inter-cas » des ateliers rencontrés et facilite la recherche d’informations.
2. Analyse des documents recueillis
Certains documents ont été collectés à la fin des entretiens, mais la moitié des enquêtés n’avaient pas préparé ces documents. Les enquêtés ont donc été relancés afin d’obtenir les documents manquants. Ces contacts téléphoniques étaient aussi l’occasion de préciser quelques informations.
Les données économiques et financières ont été saisies à l’intérieur de la grille d’analyse pour permettre la comparaison entre ateliers. Des indicateurs ont ensuite été calculés à partir des documents recueillis.
3. Réalisation des monographies Une monographie a été réalisée pour chacun des ateliers enquêtés. Toutes les monographies suivent une
trame commune afin de faciliter la lecture.
Tous les plans d’atelier recueillis ont été redessinés à l’aide du logiciel Sketchup afin de les intégrer au sein des monographies.
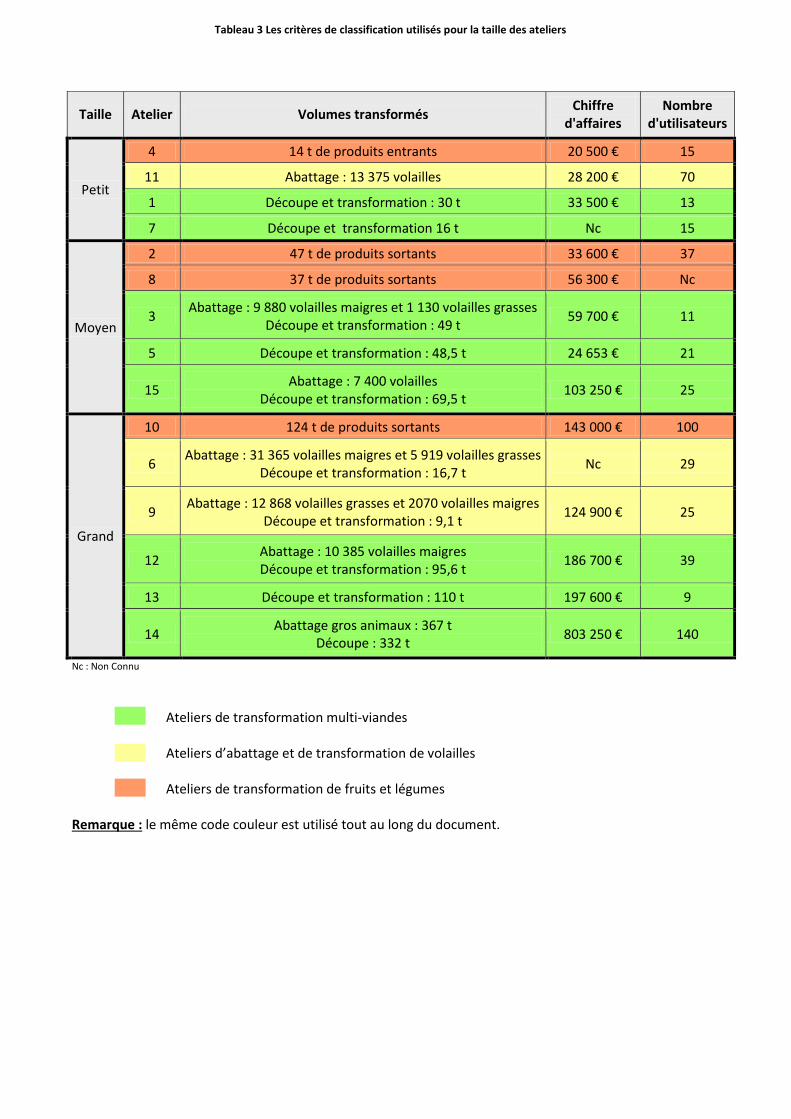
Ateliers de transformation multi-viandes Ateliers d’abattage et de transformation de volailles Ateliers de transformation de fruits et légumes Remarque : le même code couleur est utilisé tout au long du document.
Taille Atelier Volumes transformés Chiffre
d'affaires Nombre
d'utilisateurs
Petit
4 14 t de produits entrants 20 500 € 15
11 Abattage : 13 375 volailles 28 200 € 70
1 Découpe et transformation : 30 t 33 500 € 13
7 Découpe et transformation 16 t Nc 15
Moyen
2 47 t de produits sortants 33 600 € 37
8 37 t de produits sortants 56 300 € Nc
3 Abattage : 9 880 volailles maigres et 1 130 volailles grasses
Découpe et transformation : 49 t 59 700 € 11
5 Découpe et transformation : 48,5 t 24 653 € 21
15 Abattage : 7 400 volailles
Découpe et transformation : 69,5 t 103 250 € 25
Grand
10 124 t de produits sortants 143 000 € 100
6 Abattage : 31 365 volailles maigres et 5 919 volailles grasses
Découpe et transformation : 16,7 t Nc 29
9 Abattage : 12 868 volailles grasses et 2070 volailles maigres
Découpe et transformation : 9,1 t 124 900 € 25
12 Abattage : 10 385 volailles maigres Découpe et transformation : 95,6 t
186 700 € 39
13 Découpe et transformation : 110 t 197 600 € 9
14 Abattage gros animaux : 367 t
Découpe : 332 t 803 250 € 140
Nc : Non Connu
Tableau 3 Les critères de classification utilisés pour la taille des ateliers
Présentation et analyse des résultats
I. Présentation de l’échantillon
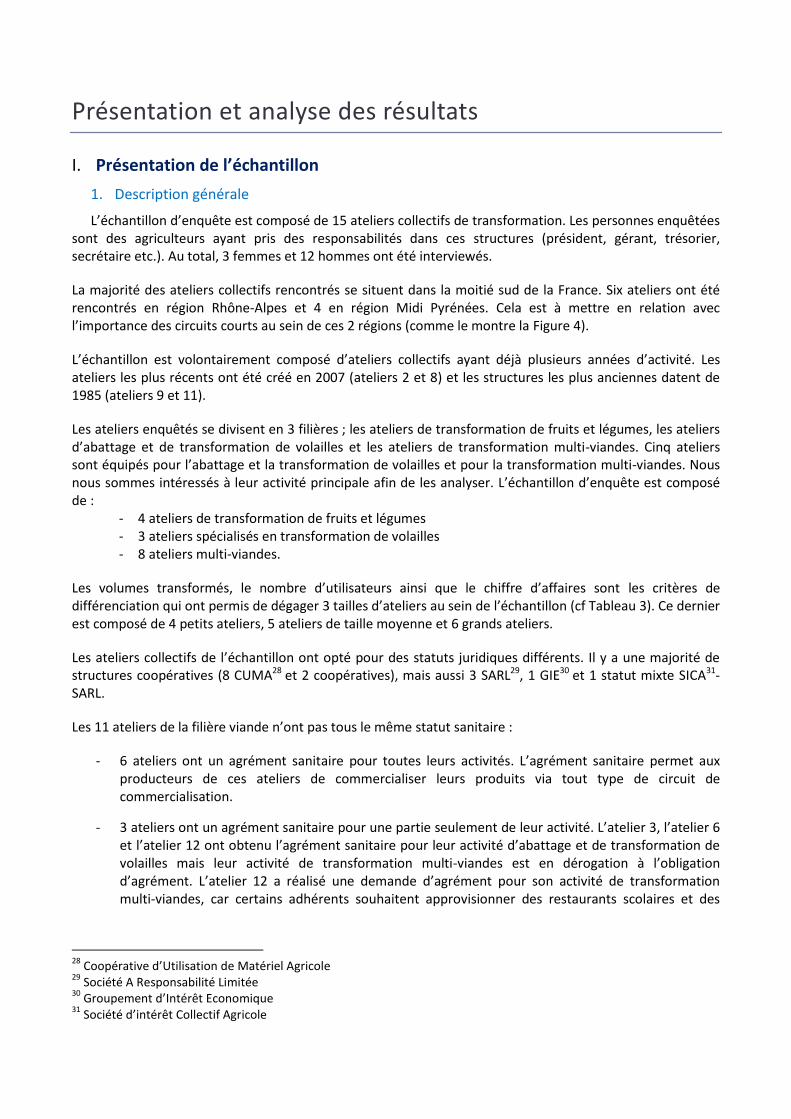
1. Description générale
L’échantillon d’enquête est composé de 15 ateliers collectifs de transformation. Les personnes enquêtées sont des agriculteurs ayant pris des responsabilités dans ces structures (président, gérant, trésorier, secrétaire etc.). Au total, 3 femmes et 12 hommes ont été interviewés.
La majorité des ateliers collectifs rencontrés se situent dans la moitié sud de la France. Six ateliers ont été rencontrés en région Rhône-Alpes et 4 en région Midi Pyrénées. Cela est à mettre en relation avec l’importance des circuits courts au sein de ces 2 régions (comme le montre la Figure 4).
L’échantillon est volontairement composé d’ateliers collectifs ayant déjà plusieurs années d’activité. Les ateliers les plus récents ont été créé en 2007 (ateliers 2 et 8) et les structures les plus anciennes datent de 1985 (ateliers 9 et 11).
Les ateliers enquêtés se divisent en 3 filières ; les ateliers de transformation de fruits et légumes, les ateliers d’abattage et de transformation de volailles et les ateliers de transformation multi-viandes. Cinq ateliers sont équipés pour l’abattage et la transformation de volailles et pour la transformation multi-viandes. Nous nous sommes intéressés à leur activité principale afin de les analyser. L’échantillon d’enquête est composé de :
- 4 ateliers de transformation de fruits et légumes - 3 ateliers spécialisés en transformation de volailles - 8 ateliers multi-viandes.
Les volumes transformés, le nombre d’utilisateurs ainsi que le chiffre d’affaires sont les critères de différenciation qui ont permis de dégager 3 tailles d’ateliers au sein de l’échantillon (cf Tableau 3). Ce dernier est composé de 4 petits ateliers, 5 ateliers de taille moyenne et 6 grands ateliers.
Les ateliers collectifs de l’échantillon ont opté pour des statuts juridiques différents. Il y a une majorité de structures coopératives (8 CUMA28 et 2 coopératives), mais aussi 3 SARL29, 1 GIE30 et 1 statut mixte SICA31-SARL.
Les 11 ateliers de la filière viande n’ont pas tous le même statut sanitaire :
- 6 ateliers ont un agrément sanitaire pour toutes leurs activités. L’agrément sanitaire permet aux producteurs de ces ateliers de commercialiser leurs produits via tout type de circuit de commercialisation.
- 3 ateliers ont un agrément sanitaire pour une partie seulement de leur activité. L’atelier 3, l’atelier 6 et l’atelier 12 ont obtenu l’agrément sanitaire pour leur activité d’abattage et de transformation de volailles mais leur activité de transformation multi-viandes est en dérogation à l’obligation d’agrément. L’atelier 12 a réalisé une demande d’agrément pour son activité de transformation multi-viandes, car certains adhérents souhaitent approvisionner des restaurants scolaires et des
28
Coopérative d’Utilisation de Matériel Agricole 29
Société A Responsabilité Limitée 30
Groupement d’Intérêt Economique 31
Société d’intérêt Collectif Agricole
cantines centrales. Des aménagements sont nécessaires au sein de l’atelier 3 et de l’atelier 6 avant de pouvoir obtenir l’agrément sanitaire pour la partie transformation multi-viandes.
- 2 ateliers (l’atelier 1 et l’atelier 5) bénéficient d’une dérogation à l’obligation d’agrément pour toutes leurs activités. Ce statut dérogatoire convient à ces 2 groupes d’agriculteurs qui écoulent la quasi-totalité de leurs produits via la vente directe. Pour l’instant, les producteurs de ces 2 ateliers n’envisagent pas de faire les démarches pour obtenir l’agrément sanitaire européen.
2. Présentation synthétique des ateliers enquêtés
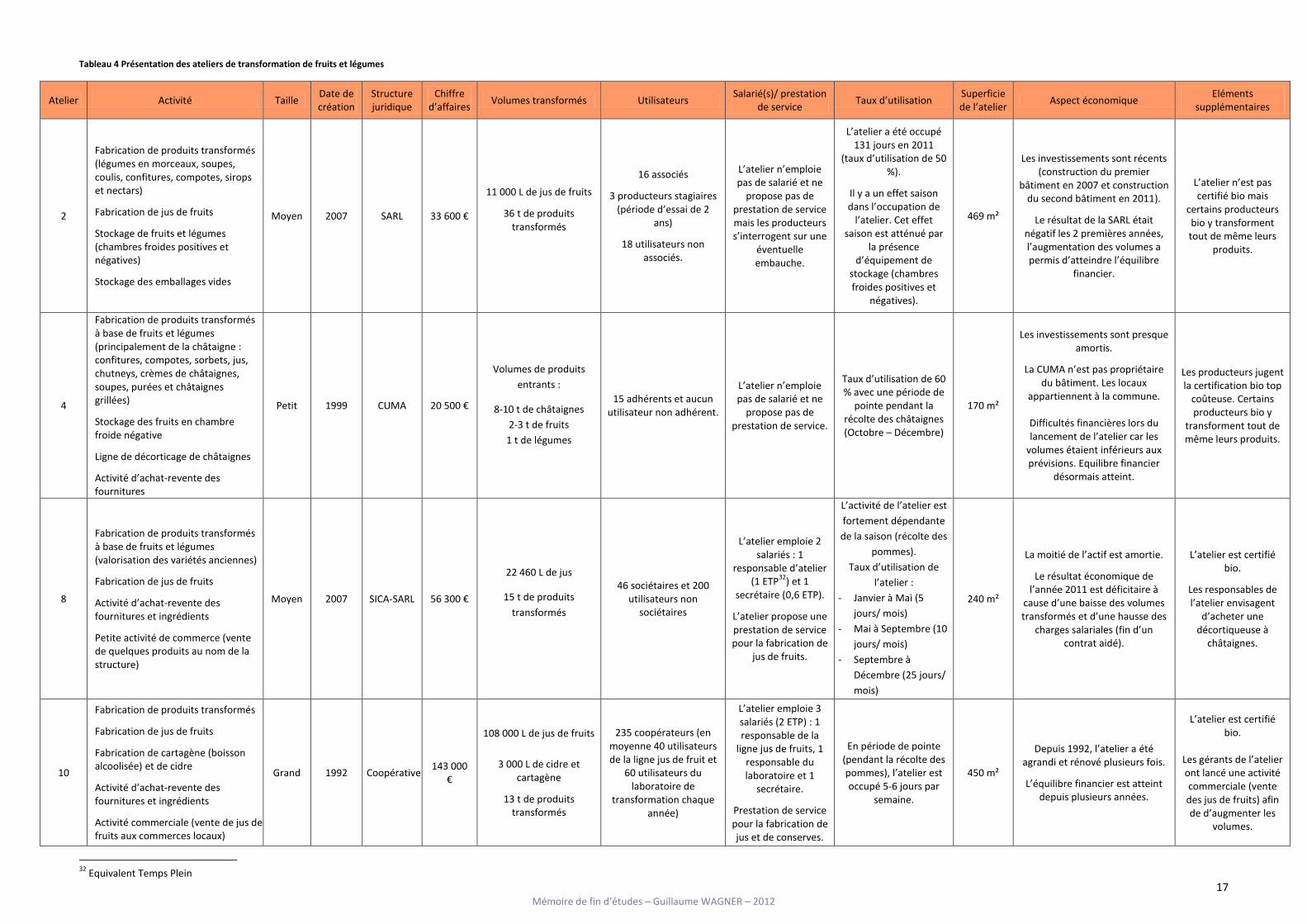
2.1 Ateliers de transformation de fruits et légumes Les ateliers de transformation de fruits et légumes sont présentés au sein du Tableau 4 (page 17).
2.2 Ateliers spécialisés dans l’abattage et la transformation de volailles Les ateliers d’abattage et de transformation de volailles sont présentés au sein du Tableau 5 (page 18).
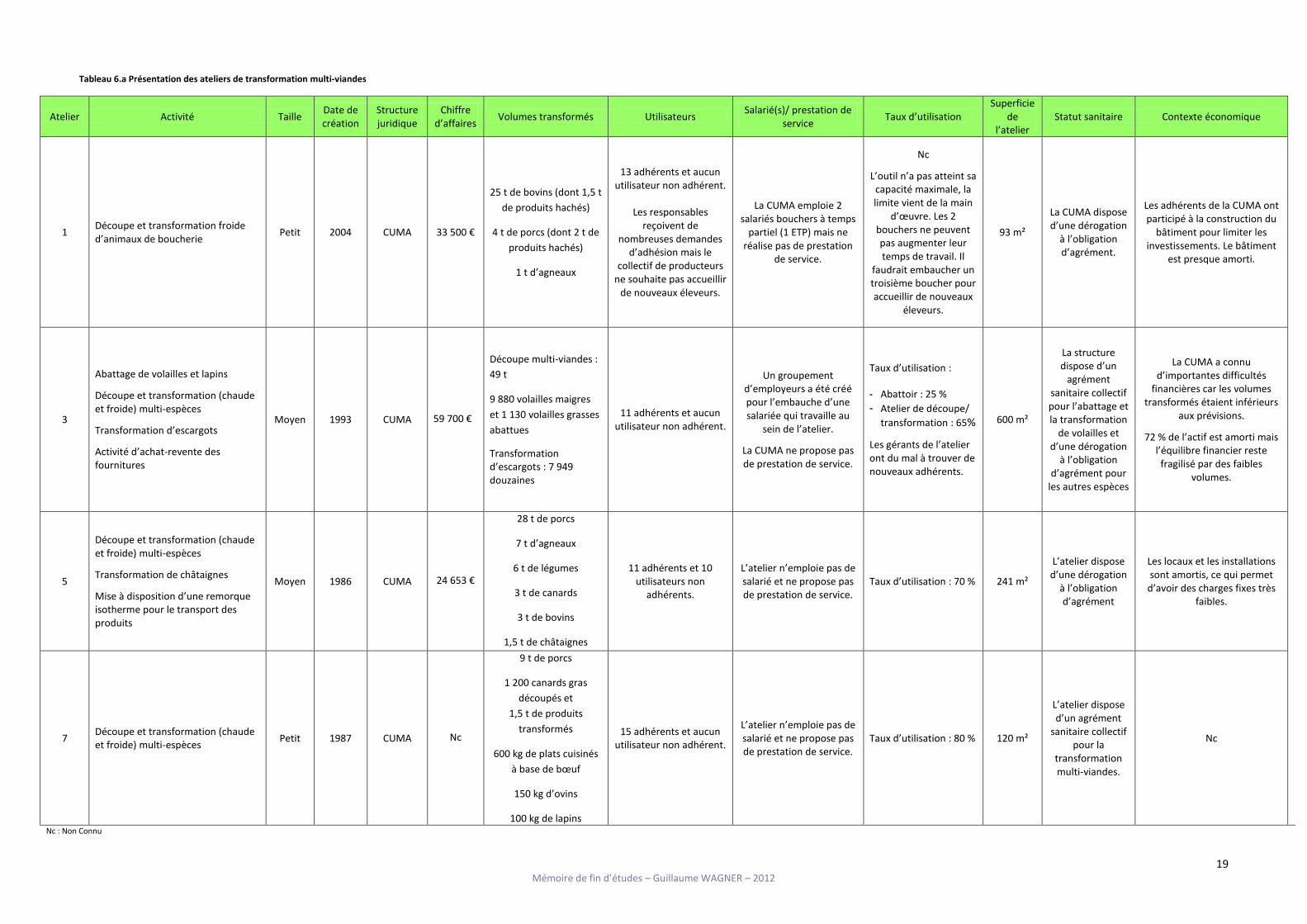
2.3 Ateliers de transformation multi-viandes Les ateliers de transformation multi-viandes sont présentés au sein du Tableau 6.a et du Tableau 6.b (pages 19 et 20).
17 Mémoire de fin d’études – Guillaume WAGNER – 2012
Tableau 4 Présentation des ateliers de transformation de fruits et légumes
Atelier Activité Taille Date de création
Structure juridique
Chiffre d’affaires
Volumes transformés Utilisateurs Salarié(s)/ prestation
de service Taux d’utilisation
Superficie de l’atelier
Aspect économique Eléments
supplémentaires
2
Fabrication de produits transformés (légumes en morceaux, soupes, coulis, confitures, compotes, sirops et nectars)
Fabrication de jus de fruits
Stockage de fruits et légumes (chambres froides positives et négatives)
Stockage des emballages vides
Moyen 2007 SARL 33 600 €
11 000 L de jus de fruits
36 t de produits transformés
16 associés
3 producteurs stagiaires (période d’essai de 2
ans)
18 utilisateurs non associés.
L’atelier n’emploie pas de salarié et ne
propose pas de prestation de service mais les producteurs s’interrogent sur une
éventuelle embauche.
L’atelier a été occupé 131 jours en 2011
(taux d’utilisation de 50 %).
Il y a un effet saison dans l’occupation de
l’atelier. Cet effet saison est atténué par
la présence d’équipement de
stockage (chambres froides positives et
négatives).
469 m²
Les investissements sont récents (construction du premier
bâtiment en 2007 et construction du second bâtiment en 2011).
Le résultat de la SARL était négatif les 2 premières années, l’augmentation des volumes a permis d’atteindre l’équilibre
financier.
L’atelier n’est pas certifié bio mais
certains producteurs bio y transforment tout de même leurs
produits.
4
Fabrication de produits transformés à base de fruits et légumes (principalement de la châtaigne : confitures, compotes, sorbets, jus, chutneys, crèmes de châtaignes, soupes, purées et châtaignes grillées)
Stockage des fruits en chambre froide négative
Ligne de décorticage de châtaignes
Activité d’achat-revente des fournitures
Petit 1999 CUMA 20 500 €
Volumes de produits
entrants :
8-10 t de châtaignes
2-3 t de fruits
1 t de légumes
15 adhérents et aucun utilisateur non adhérent.
L’atelier n’emploie pas de salarié et ne
propose pas de prestation de service.
Taux d’utilisation de 60 % avec une période de
pointe pendant la récolte des châtaignes (Octobre – Décembre)
170 m²
Les investissements sont presque amortis.
La CUMA n’est pas propriétaire du bâtiment. Les locaux
appartiennent à la commune.
Difficultés financières lors du lancement de l’atelier car les
volumes étaient inférieurs aux prévisions. Equilibre financier
désormais atteint.
Les producteurs jugent la certification bio top
coûteuse. Certains producteurs bio y
transforment tout de même leurs produits.
8
Fabrication de produits transformés à base de fruits et légumes (valorisation des variétés anciennes)
Fabrication de jus de fruits
Activité d’achat-revente des fournitures et ingrédients
Petite activité de commerce (vente de quelques produits au nom de la structure)
Moyen 2007 SICA-SARL 56 300 €
22 460 L de jus
15 t de produits
transformés
46 sociétaires et 200 utilisateurs non
sociétaires
L’atelier emploie 2 salariés : 1
responsable d’atelier (1 ETP
32) et 1
secrétaire (0,6 ETP).
L’atelier propose une prestation de service pour la fabrication de
jus de fruits.
L’activité de l’atelier est
fortement dépendante
de la saison (récolte des
pommes).
Taux d’utilisation de
l’atelier :
- Janvier à Mai (5
jours/ mois)
- Mai à Septembre (10
jours/ mois)
- Septembre à
Décembre (25 jours/
mois)
240 m²
La moitié de l’actif est amortie.
Le résultat économique de l’année 2011 est déficitaire à
cause d’une baisse des volumes transformés et d’une hausse des
charges salariales (fin d’un contrat aidé).
L’atelier est certifié bio.
Les responsables de l’atelier envisagent
d’acheter une décortiqueuse à
châtaignes.
10
Fabrication de produits transformés
Fabrication de jus de fruits
Fabrication de cartagène (boisson alcoolisée) et de cidre
Activité d’achat-revente des fournitures et ingrédients
Activité commerciale (vente de jus de fruits aux commerces locaux)
Grand 1992 Coopérative 143 000
€
108 000 L de jus de fruits
3 000 L de cidre et cartagène
13 t de produits transformés
235 coopérateurs (en moyenne 40 utilisateurs de la ligne jus de fruit et
60 utilisateurs du laboratoire de
transformation chaque année)
L’atelier emploie 3 salariés (2 ETP) : 1 responsable de la
ligne jus de fruits, 1 responsable du laboratoire et 1
secrétaire.
Prestation de service pour la fabrication de jus et de conserves.
En période de pointe (pendant la récolte des pommes), l’atelier est occupé 5-6 jours par
semaine.
450 m²
Depuis 1992, l’atelier a été agrandi et rénové plusieurs fois.
L’équilibre financier est atteint depuis plusieurs années.
L’atelier est certifié bio.
Les gérants de l’atelier ont lancé une activité commerciale (vente des jus de fruits) afin de d’augmenter les
volumes.
32
Equivalent Temps Plein
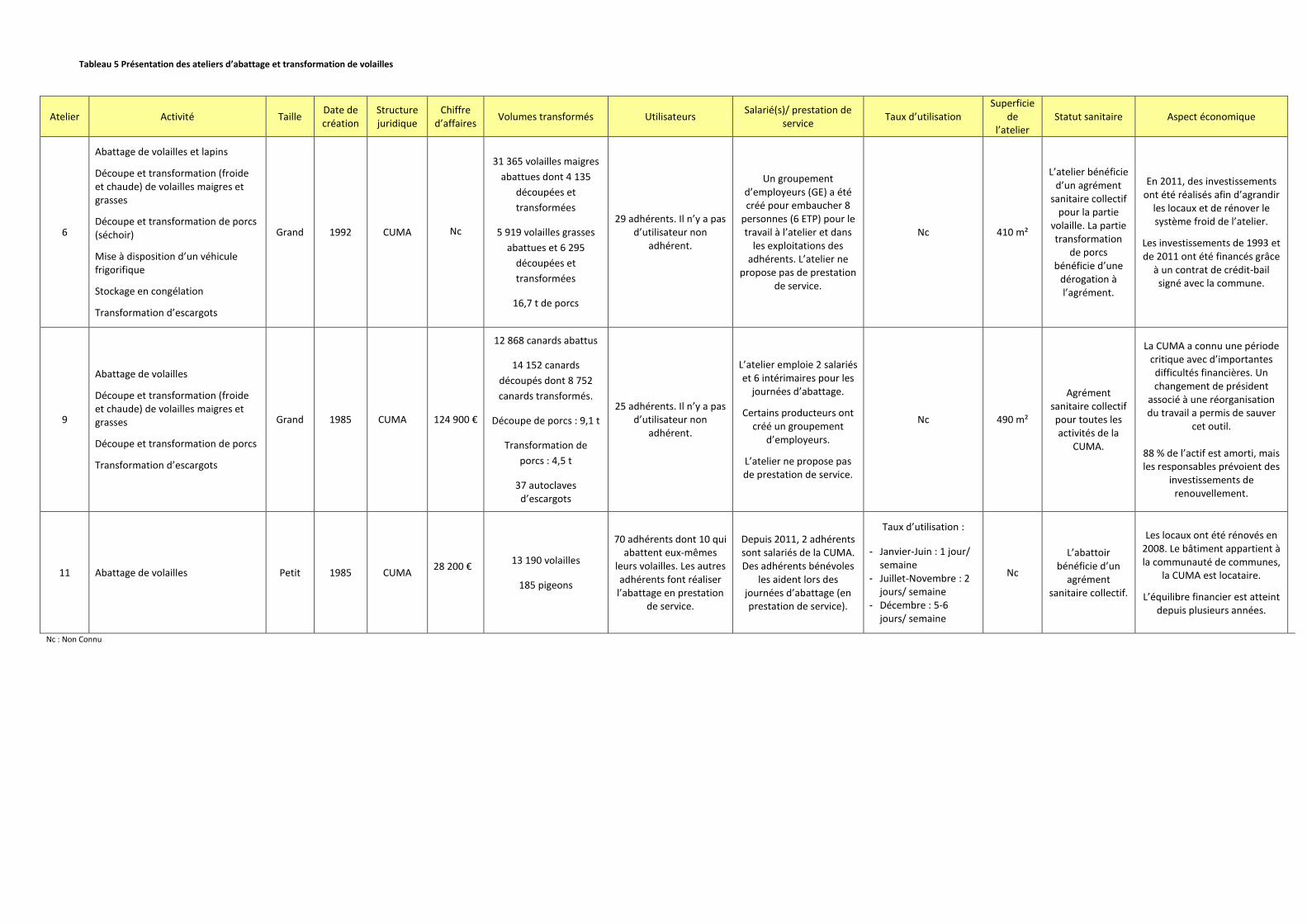
Tableau 5 Présentation des ateliers d’abattage et transformation de volailles
Atelier Activité Taille Date de création
Structure juridique
Chiffre d’affaires
Volumes transformés Utilisateurs Salarié(s)/ prestation de
service Taux d’utilisation
Superficie de
l’atelier Statut sanitaire Aspect économique
6
Abattage de volailles et lapins
Découpe et transformation (froide et chaude) de volailles maigres et grasses
Découpe et transformation de porcs (séchoir)
Mise à disposition d’un véhicule frigorifique
Stockage en congélation
Transformation d’escargots
Grand 1992 CUMA Nc
31 365 volailles maigres
abattues dont 4 135
découpées et
transformées
5 919 volailles grasses
abattues et 6 295
découpées et
transformées
16,7 t de porcs
29 adhérents. Il n’y a pas d’utilisateur non
adhérent.
Un groupement d’employeurs (GE) a été créé pour embaucher 8
personnes (6 ETP) pour le travail à l’atelier et dans
les exploitations des adhérents. L’atelier ne
propose pas de prestation de service.
Nc 410 m²
L’atelier bénéficie d’un agrément
sanitaire collectif pour la partie
volaille. La partie transformation
de porcs bénéficie d’une
dérogation à l’agrément.
En 2011, des investissements ont été réalisés afin d’agrandir
les locaux et de rénover le système froid de l’atelier.
Les investissements de 1993 et de 2011 ont été financés grâce
à un contrat de crédit-bail signé avec la commune.
9
Abattage de volailles
Découpe et transformation (froide et chaude) de volailles maigres et grasses
Découpe et transformation de porcs
Transformation d’escargots
Grand 1985 CUMA 124 900 €
12 868 canards abattus
14 152 canards
découpés dont 8 752
canards transformés.
Découpe de porcs : 9,1 t
Transformation de
porcs : 4,5 t
37 autoclaves d’escargots
25 adhérents. Il n’y a pas d’utilisateur non
adhérent.
L’atelier emploie 2 salariés et 6 intérimaires pour les
journées d’abattage.
Certains producteurs ont créé un groupement
d’employeurs.
L’atelier ne propose pas de prestation de service.
Nc 490 m²
Agrément sanitaire collectif pour toutes les activités de la
CUMA.
La CUMA a connu une période critique avec d’importantes difficultés financières. Un changement de président
associé à une réorganisation du travail a permis de sauver
cet outil.
88 % de l’actif est amorti, mais les responsables prévoient des
investissements de renouvellement.
11 Abattage de volailles Petit 1985 CUMA 28 200 €
13 190 volailles
185 pigeons
70 adhérents dont 10 qui abattent eux-mêmes
leurs volailles. Les autres adhérents font réaliser
l’abattage en prestation de service.
Depuis 2011, 2 adhérents sont salariés de la CUMA. Des adhérents bénévoles
les aident lors des journées d’abattage (en prestation de service).
Taux d’utilisation :
- Janvier-Juin : 1 jour/ semaine
- Juillet-Novembre : 2 jours/ semaine
- Décembre : 5-6 jours/ semaine
Nc
L’abattoir bénéficie d’un
agrément sanitaire collectif.
Les locaux ont été rénovés en 2008. Le bâtiment appartient à la communauté de communes,
la CUMA est locataire.
L’équilibre financier est atteint depuis plusieurs années.
Nc : Non Connu
19 Mémoire de fin d’études – Guillaume WAGNER – 2012
Tableau 6.a Présentation des ateliers de transformation multi-viandes
Atelier Activité Taille Date de création
Structure juridique
Chiffre d’affaires
Volumes transformés Utilisateurs Salarié(s)/ prestation de
service Taux d’utilisation
Superficie de
l’atelier Statut sanitaire Contexte économique
1 Découpe et transformation froide d’animaux de boucherie
Petit 2004 CUMA 33 500 €
25 t de bovins (dont 1,5 t
de produits hachés)
4 t de porcs (dont 2 t de
produits hachés)
1 t d’agneaux
13 adhérents et aucun utilisateur non adhérent.
Les responsables
reçoivent de nombreuses demandes
d’adhésion mais le collectif de producteurs
ne souhaite pas accueillir de nouveaux éleveurs.
La CUMA emploie 2 salariés bouchers à temps
partiel (1 ETP) mais ne réalise pas de prestation
de service.
Nc
L’outil n’a pas atteint sa capacité maximale, la limite vient de la main
d’œuvre. Les 2 bouchers ne peuvent pas augmenter leur temps de travail. Il
faudrait embaucher un troisième boucher pour accueillir de nouveaux
éleveurs.
93 m²
La CUMA dispose d’une dérogation
à l’obligation d’agrément.
Les adhérents de la CUMA ont participé à la construction du
bâtiment pour limiter les investissements. Le bâtiment
est presque amorti.
3
Abattage de volailles et lapins
Découpe et transformation (chaude et froide) multi-espèces
Transformation d’escargots
Activité d’achat-revente des fournitures
Moyen 1993 CUMA 59 700 €
Découpe multi-viandes :
49 t
9 880 volailles maigres
et 1 130 volailles grasses
abattues
Transformation d’escargots : 7 949 douzaines
11 adhérents et aucun utilisateur non adhérent.
Un groupement d’employeurs a été créé pour l’embauche d’une salariée qui travaille au
sein de l’atelier.
La CUMA ne propose pas de prestation de service.
Taux d’utilisation :
- Abattoir : 25 %
- Atelier de découpe/
transformation : 65%
Les gérants de l’atelier ont du mal à trouver de nouveaux adhérents.
600 m²
La structure dispose d’un
agrément sanitaire collectif pour l’abattage et la transformation
de volailles et d’une dérogation
à l’obligation d’agrément pour
les autres espèces
La CUMA a connu d’importantes difficultés
financières car les volumes transformés étaient inférieurs
aux prévisions.
72 % de l’actif est amorti mais l’équilibre financier reste fragilisé par des faibles
volumes.
5
Découpe et transformation (chaude et froide) multi-espèces
Transformation de châtaignes
Mise à disposition d’une remorque isotherme pour le transport des produits
Moyen 1986 CUMA 24 653 €
28 t de porcs
7 t d’agneaux
6 t de légumes
3 t de canards
3 t de bovins
1,5 t de châtaignes
11 adhérents et 10 utilisateurs non
adhérents.
L’atelier n’emploie pas de salarié et ne propose pas de prestation de service.
Taux d’utilisation : 70 % 241 m²
L’atelier dispose d’une dérogation
à l’obligation d’agrément
Les locaux et les installations sont amortis, ce qui permet
d’avoir des charges fixes très faibles.
7 Découpe et transformation (chaude et froide) multi-espèces
Petit 1987 CUMA Nc
9 t de porcs
1 200 canards gras
découpés et
1,5 t de produits
transformés
600 kg de plats cuisinés
à base de bœuf
150 kg d’ovins
100 kg de lapins
15 adhérents et aucun utilisateur non adhérent.
L’atelier n’emploie pas de salarié et ne propose pas de prestation de service.
Taux d’utilisation : 80 % 120 m²
L’atelier dispose d’un agrément
sanitaire collectif pour la
transformation multi-viandes.
Nc
Nc : Non Connu
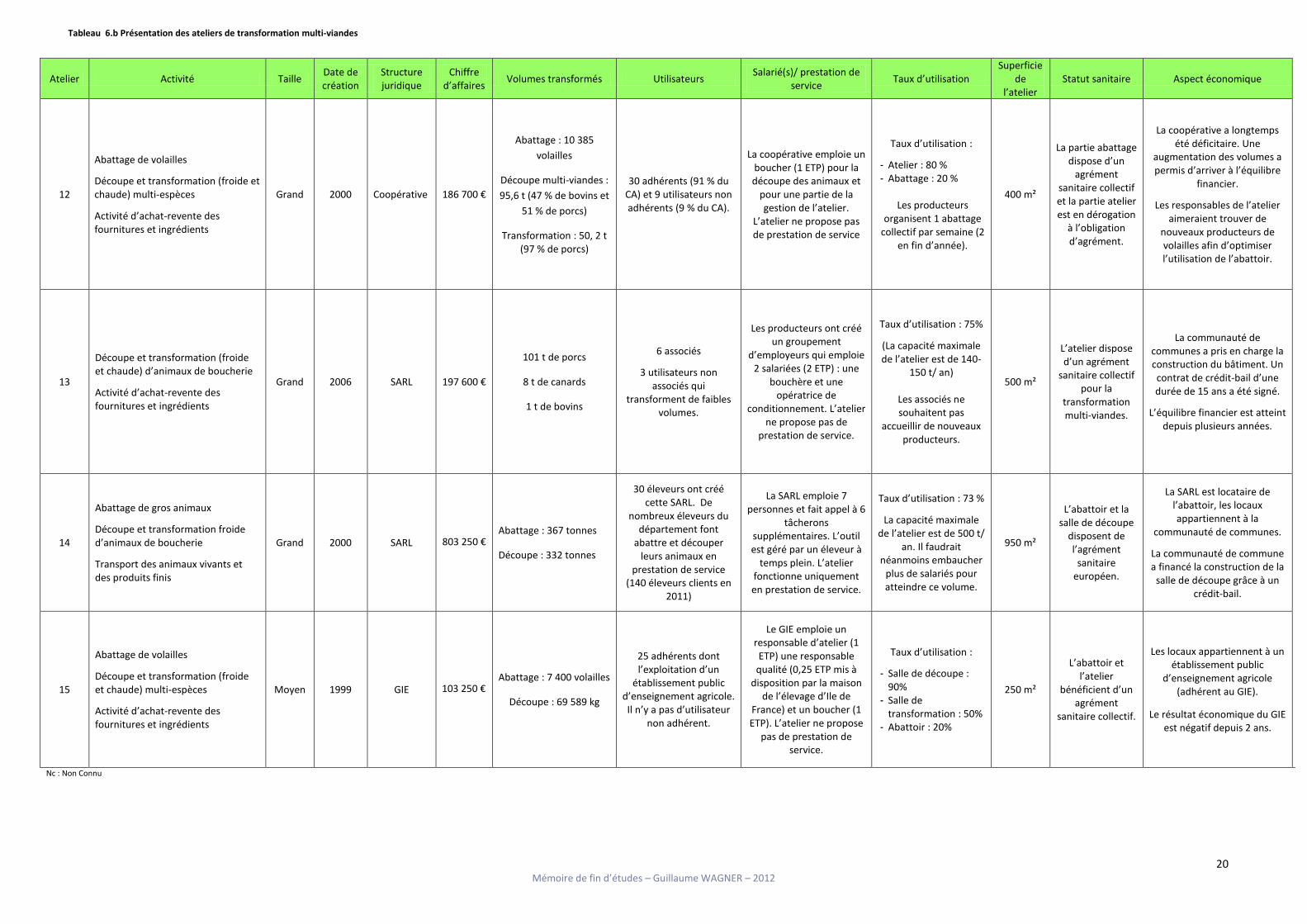
20 Mémoire de fin d’études – Guillaume WAGNER – 2012
Atelier Activité Taille Date de création
Structure juridique
Chiffre d’affaires
Volumes transformés Utilisateurs Salarié(s)/ prestation de
service Taux d’utilisation
Superficie de
l’atelier Statut sanitaire Aspect économique
12
Abattage de volailles
Découpe et transformation (froide et chaude) multi-espèces
Activité d’achat-revente des fournitures et ingrédients
Grand 2000 Coopérative 186 700 €
Abattage : 10 385
volailles
Découpe multi-viandes :
95,6 t (47 % de bovins et
51 % de porcs)
Transformation : 50, 2 t (97 % de porcs)
30 adhérents (91 % du CA) et 9 utilisateurs non adhérents (9 % du CA).
La coopérative emploie un boucher (1 ETP) pour la découpe des animaux et
pour une partie de la gestion de l’atelier.
L’atelier ne propose pas de prestation de service
Taux d’utilisation :
- Atelier : 80 % - Abattage : 20 %
Les producteurs
organisent 1 abattage collectif par semaine (2
en fin d’année).
400 m²
La partie abattage dispose d’un
agrément sanitaire collectif et la partie atelier est en dérogation
à l’obligation d’agrément.
La coopérative a longtemps été déficitaire. Une
augmentation des volumes a permis d’arriver à l’équilibre
financier.
Les responsables de l’atelier aimeraient trouver de
nouveaux producteurs de volailles afin d’optimiser l’utilisation de l’abattoir.
13
Découpe et transformation (froide et chaude) d’animaux de boucherie
Activité d’achat-revente des fournitures et ingrédients
Grand 2006 SARL 197 600 €
101 t de porcs
8 t de canards
1 t de bovins
6 associés
3 utilisateurs non associés qui
transforment de faibles volumes.
Les producteurs ont créé un groupement
d’employeurs qui emploie 2 salariées (2 ETP) : une
bouchère et une opératrice de
conditionnement. L’atelier ne propose pas de
prestation de service.
Taux d’utilisation : 75%
(La capacité maximale de l’atelier est de 140-
150 t/ an)
Les associés ne souhaitent pas
accueillir de nouveaux producteurs.
500 m²
L’atelier dispose d’un agrément
sanitaire collectif pour la
transformation multi-viandes.
La communauté de communes a pris en charge la construction du bâtiment. Un contrat de crédit-bail d’une durée de 15 ans a été signé.
L’équilibre financier est atteint depuis plusieurs années.
14
Abattage de gros animaux
Découpe et transformation froide d’animaux de boucherie
Transport des animaux vivants et des produits finis
Grand 2000 SARL 803 250 € Abattage : 367 tonnes
Découpe : 332 tonnes
30 éleveurs ont créé cette SARL. De
nombreux éleveurs du département font
abattre et découper leurs animaux en
prestation de service (140 éleveurs clients en
2011)
La SARL emploie 7 personnes et fait appel à 6
tâcherons supplémentaires. L’outil est géré par un éleveur à
temps plein. L’atelier fonctionne uniquement en prestation de service.
Taux d’utilisation : 73 %
La capacité maximale de l’atelier est de 500 t/
an. Il faudrait néanmoins embaucher
plus de salariés pour atteindre ce volume.
950 m²
L’abattoir et la salle de découpe
disposent de l’agrément
sanitaire européen.
La SARL est locataire de l’abattoir, les locaux appartiennent à la
communauté de communes.
La communauté de commune a financé la construction de la
salle de découpe grâce à un crédit-bail.
15
Abattage de volailles
Découpe et transformation (froide et chaude) multi-espèces
Activité d’achat-revente des fournitures et ingrédients
Moyen 1999 GIE 103 250 € Abattage : 7 400 volailles
Découpe : 69 589 kg
25 adhérents dont l’exploitation d’un
établissement public d’enseignement agricole. Il n’y a pas d’utilisateur
non adhérent.
Le GIE emploie un responsable d’atelier (1 ETP) une responsable
qualité (0,25 ETP mis à disposition par la maison
de l’élevage d’Ile de France) et un boucher (1 ETP). L’atelier ne propose
pas de prestation de service.
Taux d’utilisation :
- Salle de découpe : 90%
- Salle de transformation : 50%
- Abattoir : 20%
250 m²
L’abattoir et l’atelier
bénéficient d’un agrément
sanitaire collectif.
Les locaux appartiennent à un établissement public
d’enseignement agricole (adhérent au GIE).
Le résultat économique du GIE est négatif depuis 2 ans.
Nc : Non Connu
Tableau 6.b Présentation des ateliers de transformation multi-viandes
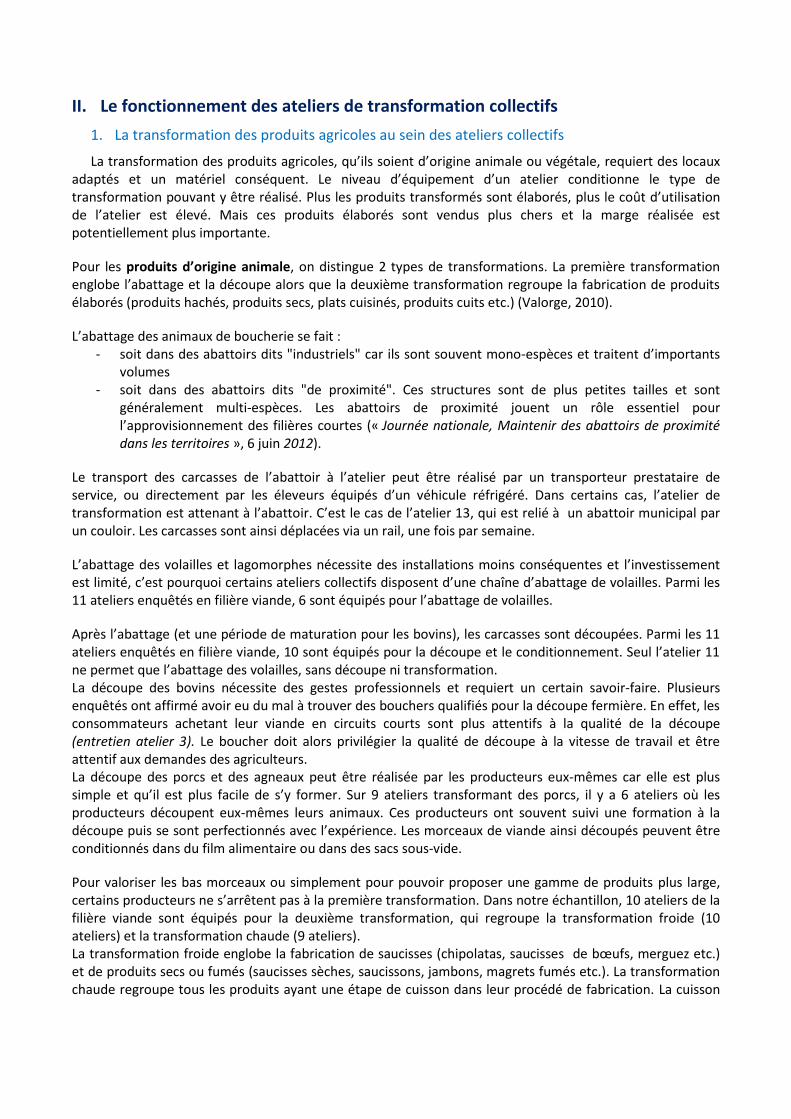
II. Le fonctionnement des ateliers de transformation collectifs
1. La transformation des produits agricoles au sein des ateliers collectifs
La transformation des produits agricoles, qu’ils soient d’origine animale ou végétale, requiert des locaux adaptés et un matériel conséquent. Le niveau d’équipement d’un atelier conditionne le type de transformation pouvant y être réalisé. Plus les produits transformés sont élaborés, plus le coût d’utilisation de l’atelier est élevé. Mais ces produits élaborés sont vendus plus chers et la marge réalisée est potentiellement plus importante.
Pour les produits d’origine animale, on distingue 2 types de transformations. La première transformation englobe l’abattage et la découpe alors que la deuxième transformation regroupe la fabrication de produits élaborés (produits hachés, produits secs, plats cuisinés, produits cuits etc.) (Valorge, 2010).
L’abattage des animaux de boucherie se fait : - soit dans des abattoirs dits "industriels" car ils sont souvent mono-espèces et traitent d’importants
volumes - soit dans des abattoirs dits "de proximité". Ces structures sont de plus petites tailles et sont
généralement multi-espèces. Les abattoirs de proximité jouent un rôle essentiel pour l’approvisionnement des filières courtes (« Journée nationale, Maintenir des abattoirs de proximité dans les territoires », 6 juin 2012).
Le transport des carcasses de l’abattoir à l’atelier peut être réalisé par un transporteur prestataire de service, ou directement par les éleveurs équipés d’un véhicule réfrigéré. Dans certains cas, l’atelier de transformation est attenant à l’abattoir. C’est le cas de l’atelier 13, qui est relié à un abattoir municipal par un couloir. Les carcasses sont ainsi déplacées via un rail, une fois par semaine.
L’abattage des volailles et lagomorphes nécessite des installations moins conséquentes et l’investissement est limité, c’est pourquoi certains ateliers collectifs disposent d’une chaîne d’abattage de volailles. Parmi les 11 ateliers enquêtés en filière viande, 6 sont équipés pour l’abattage de volailles.
Après l’abattage (et une période de maturation pour les bovins), les carcasses sont découpées. Parmi les 11 ateliers enquêtés en filière viande, 10 sont équipés pour la découpe et le conditionnement. Seul l’atelier 11 ne permet que l’abattage des volailles, sans découpe ni transformation. La découpe des bovins nécessite des gestes professionnels et requiert un certain savoir-faire. Plusieurs enquêtés ont affirmé avoir eu du mal à trouver des bouchers qualifiés pour la découpe fermière. En effet, les consommateurs achetant leur viande en circuits courts sont plus attentifs à la qualité de la découpe (entretien atelier 3). Le boucher doit alors privilégier la qualité de découpe à la vitesse de travail et être attentif aux demandes des agriculteurs. La découpe des porcs et des agneaux peut être réalisée par les producteurs eux-mêmes car elle est plus simple et qu’il est plus facile de s’y former. Sur 9 ateliers transformant des porcs, il y a 6 ateliers où les producteurs découpent eux-mêmes leurs animaux. Ces producteurs ont souvent suivi une formation à la découpe puis se sont perfectionnés avec l’expérience. Les morceaux de viande ainsi découpés peuvent être conditionnés dans du film alimentaire ou dans des sacs sous-vide.
Pour valoriser les bas morceaux ou simplement pour pouvoir proposer une gamme de produits plus large, certains producteurs ne s’arrêtent pas à la première transformation. Dans notre échantillon, 10 ateliers de la filière viande sont équipés pour la deuxième transformation, qui regroupe la transformation froide (10 ateliers) et la transformation chaude (9 ateliers). La transformation froide englobe la fabrication de saucisses (chipolatas, saucisses de bœufs, merguez etc.) et de produits secs ou fumés (saucisses sèches, saucissons, jambons, magrets fumés etc.). La transformation chaude regroupe tous les produits ayant une étape de cuisson dans leur procédé de fabrication. La cuisson
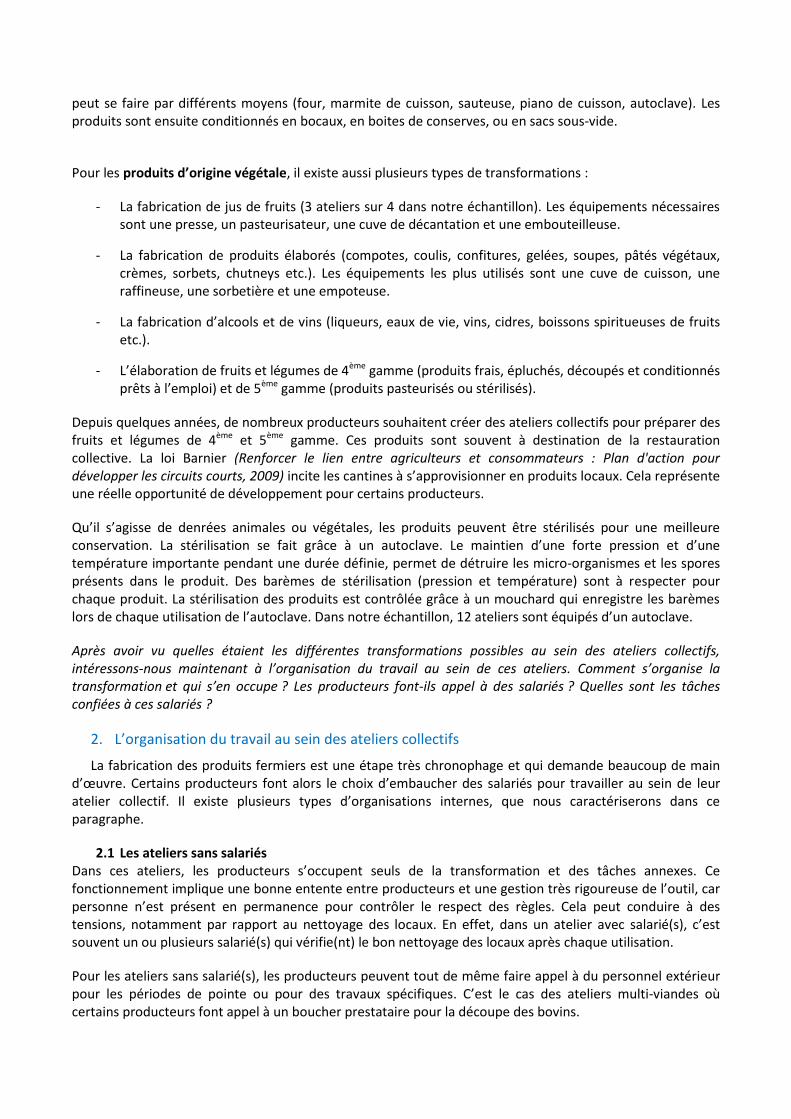
peut se faire par différents moyens (four, marmite de cuisson, sauteuse, piano de cuisson, autoclave). Les produits sont ensuite conditionnés en bocaux, en boites de conserves, ou en sacs sous-vide.
Pour les produits d’origine végétale, il existe aussi plusieurs types de transformations :
- La fabrication de jus de fruits (3 ateliers sur 4 dans notre échantillon). Les équipements nécessaires sont une presse, un pasteurisateur, une cuve de décantation et une embouteilleuse.
- La fabrication de produits élaborés (compotes, coulis, confitures, gelées, soupes, pâtés végétaux, crèmes, sorbets, chutneys etc.). Les équipements les plus utilisés sont une cuve de cuisson, une raffineuse, une sorbetière et une empoteuse.
- La fabrication d’alcools et de vins (liqueurs, eaux de vie, vins, cidres, boissons spiritueuses de fruits etc.).
- L’élaboration de fruits et légumes de 4ème gamme (produits frais, épluchés, découpés et conditionnés prêts à l’emploi) et de 5ème gamme (produits pasteurisés ou stérilisés).
Depuis quelques années, de nombreux producteurs souhaitent créer des ateliers collectifs pour préparer des fruits et légumes de 4ème et 5ème gamme. Ces produits sont souvent à destination de la restauration collective. La loi Barnier (Renforcer le lien entre agriculteurs et consommateurs : Plan d'action pour développer les circuits courts, 2009) incite les cantines à s’approvisionner en produits locaux. Cela représente une réelle opportunité de développement pour certains producteurs.
Qu’il s’agisse de denrées animales ou végétales, les produits peuvent être stérilisés pour une meilleure conservation. La stérilisation se fait grâce à un autoclave. Le maintien d’une forte pression et d’une température importante pendant une durée définie, permet de détruire les micro-organismes et les spores présents dans le produit. Des barèmes de stérilisation (pression et température) sont à respecter pour chaque produit. La stérilisation des produits est contrôlée grâce à un mouchard qui enregistre les barèmes lors de chaque utilisation de l’autoclave. Dans notre échantillon, 12 ateliers sont équipés d’un autoclave.
Après avoir vu quelles étaient les différentes transformations possibles au sein des ateliers collectifs, intéressons-nous maintenant à l’organisation du travail au sein de ces ateliers. Comment s’organise la transformation et qui s’en occupe ? Les producteurs font-ils appel à des salariés ? Quelles sont les tâches confiées à ces salariés ?
2. L’organisation du travail au sein des ateliers collectifs
La fabrication des produits fermiers est une étape très chronophage et qui demande beaucoup de main d’œuvre. Certains producteurs font alors le choix d’embaucher des salariés pour travailler au sein de leur atelier collectif. Il existe plusieurs types d’organisations internes, que nous caractériserons dans ce paragraphe.
2.1 Les ateliers sans salariés Dans ces ateliers, les producteurs s’occupent seuls de la transformation et des tâches annexes. Ce fonctionnement implique une bonne entente entre producteurs et une gestion très rigoureuse de l’outil, car personne n’est présent en permanence pour contrôler le respect des règles. Cela peut conduire à des tensions, notamment par rapport au nettoyage des locaux. En effet, dans un atelier avec salarié(s), c’est souvent un ou plusieurs salarié(s) qui vérifie(nt) le bon nettoyage des locaux après chaque utilisation.
Pour les ateliers sans salarié(s), les producteurs peuvent tout de même faire appel à du personnel extérieur pour les périodes de pointe ou pour des travaux spécifiques. C’est le cas des ateliers multi-viandes où certains producteurs font appel à un boucher prestataire pour la découpe des bovins.
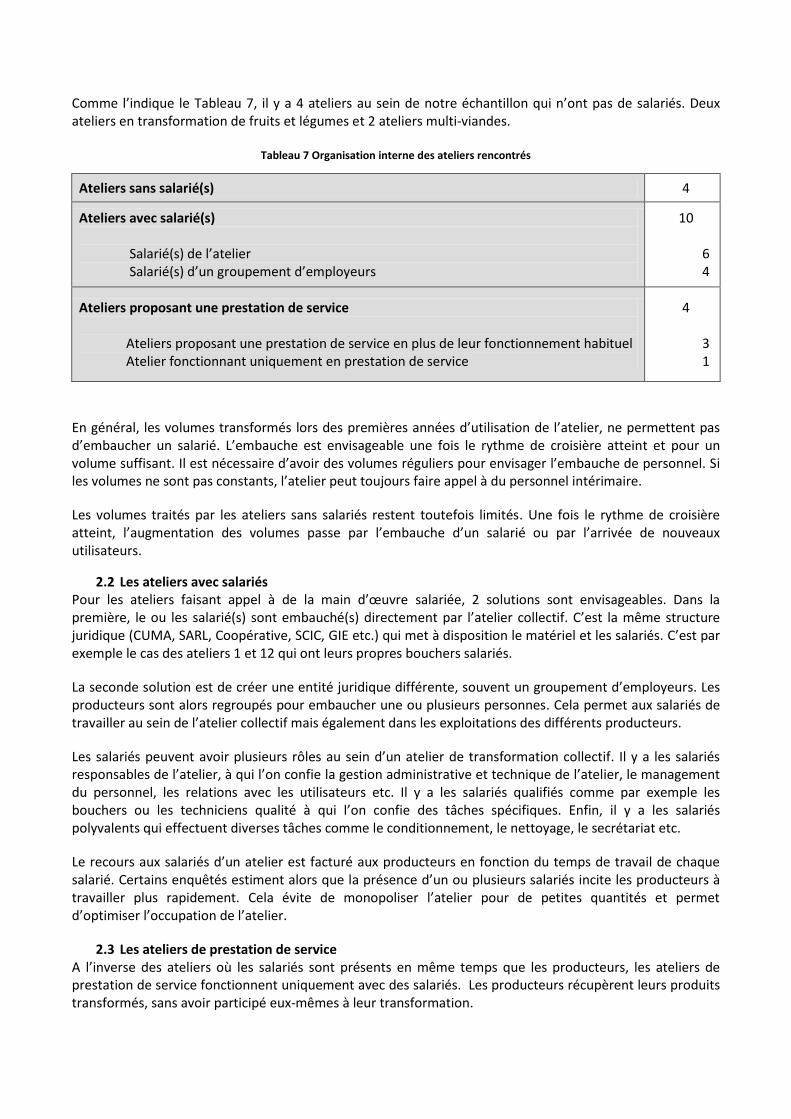
Comme l’indique le Tableau 7, il y a 4 ateliers au sein de notre échantillon qui n’ont pas de salariés. Deux ateliers en transformation de fruits et légumes et 2 ateliers multi-viandes.
Tableau 7 Organisation interne des ateliers rencontrés
En général, les volumes transformés lors des premières années d’utilisation de l’atelier, ne permettent pas d’embaucher un salarié. L’embauche est envisageable une fois le rythme de croisière atteint et pour un volume suffisant. Il est nécessaire d’avoir des volumes réguliers pour envisager l’embauche de personnel. Si les volumes ne sont pas constants, l’atelier peut toujours faire appel à du personnel intérimaire.
Les volumes traités par les ateliers sans salariés restent toutefois limités. Une fois le rythme de croisière atteint, l’augmentation des volumes passe par l’embauche d’un salarié ou par l’arrivée de nouveaux utilisateurs.
2.2 Les ateliers avec salariés Pour les ateliers faisant appel à de la main d’œuvre salariée, 2 solutions sont envisageables. Dans la première, le ou les salarié(s) sont embauché(s) directement par l’atelier collectif. C’est la même structure juridique (CUMA, SARL, Coopérative, SCIC, GIE etc.) qui met à disposition le matériel et les salariés. C’est par exemple le cas des ateliers 1 et 12 qui ont leurs propres bouchers salariés.
La seconde solution est de créer une entité juridique différente, souvent un groupement d’employeurs. Les producteurs sont alors regroupés pour embaucher une ou plusieurs personnes. Cela permet aux salariés de travailler au sein de l’atelier collectif mais également dans les exploitations des différents producteurs.
Les salariés peuvent avoir plusieurs rôles au sein d’un atelier de transformation collectif. Il y a les salariés responsables de l’atelier, à qui l’on confie la gestion administrative et technique de l’atelier, le management du personnel, les relations avec les utilisateurs etc. Il y a les salariés qualifiés comme par exemple les bouchers ou les techniciens qualité à qui l’on confie des tâches spécifiques. Enfin, il y a les salariés polyvalents qui effectuent diverses tâches comme le conditionnement, le nettoyage, le secrétariat etc.
Le recours aux salariés d’un atelier est facturé aux producteurs en fonction du temps de travail de chaque salarié. Certains enquêtés estiment alors que la présence d’un ou plusieurs salariés incite les producteurs à travailler plus rapidement. Cela évite de monopoliser l’atelier pour de petites quantités et permet d’optimiser l’occupation de l’atelier.
2.3 Les ateliers de prestation de service A l’inverse des ateliers où les salariés sont présents en même temps que les producteurs, les ateliers de prestation de service fonctionnent uniquement avec des salariés. Les producteurs récupèrent leurs produits transformés, sans avoir participé eux-mêmes à leur transformation.
Ateliers sans salarié(s) 4
Ateliers avec salarié(s) Salarié(s) de l’atelier Salarié(s) d’un groupement d’employeurs
10
6 4
Ateliers proposant une prestation de service Ateliers proposant une prestation de service en plus de leur fonctionnement habituel Atelier fonctionnant uniquement en prestation de service
4
3 1
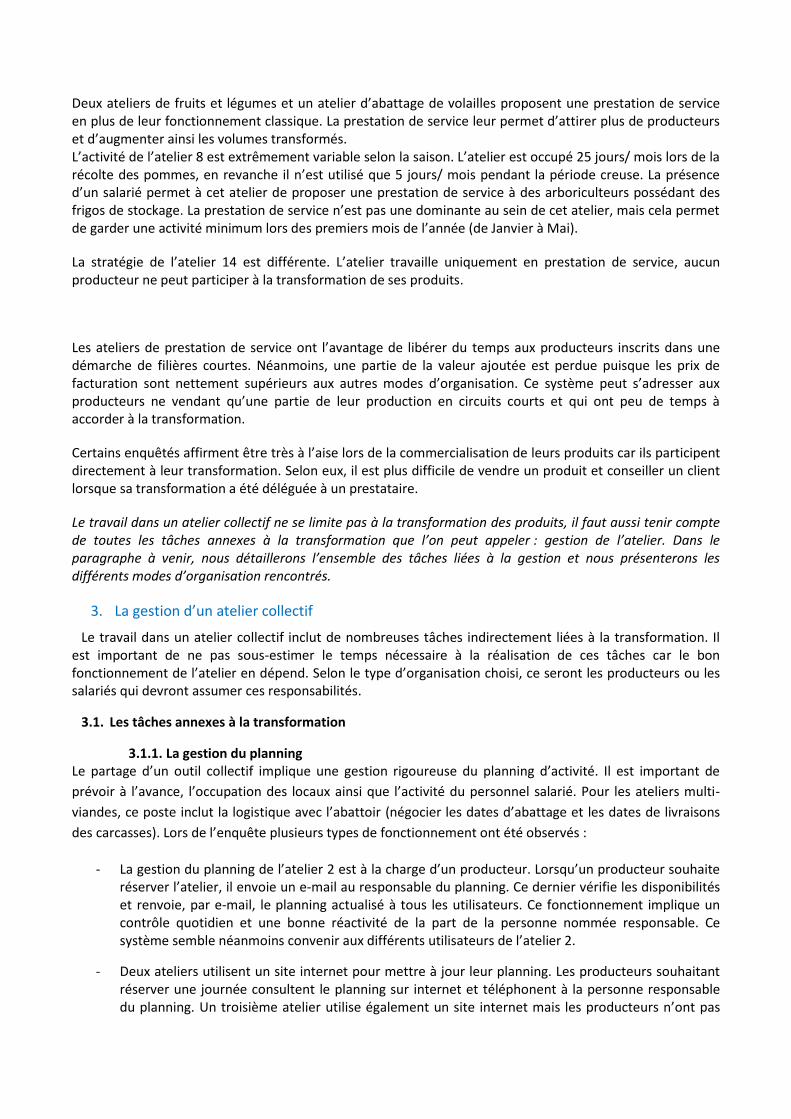
Deux ateliers de fruits et légumes et un atelier d’abattage de volailles proposent une prestation de service en plus de leur fonctionnement classique. La prestation de service leur permet d’attirer plus de producteurs et d’augmenter ainsi les volumes transformés. L’activité de l’atelier 8 est extrêmement variable selon la saison. L’atelier est occupé 25 jours/ mois lors de la récolte des pommes, en revanche il n’est utilisé que 5 jours/ mois pendant la période creuse. La présence d’un salarié permet à cet atelier de proposer une prestation de service à des arboriculteurs possédant des frigos de stockage. La prestation de service n’est pas une dominante au sein de cet atelier, mais cela permet de garder une activité minimum lors des premiers mois de l’année (de Janvier à Mai).
La stratégie de l’atelier 14 est différente. L’atelier travaille uniquement en prestation de service, aucun producteur ne peut participer à la transformation de ses produits.
Les ateliers de prestation de service ont l’avantage de libérer du temps aux producteurs inscrits dans une démarche de filières courtes. Néanmoins, une partie de la valeur ajoutée est perdue puisque les prix de facturation sont nettement supérieurs aux autres modes d’organisation. Ce système peut s’adresser aux producteurs ne vendant qu’une partie de leur production en circuits courts et qui ont peu de temps à accorder à la transformation.
Certains enquêtés affirment être très à l’aise lors de la commercialisation de leurs produits car ils participent directement à leur transformation. Selon eux, il est plus difficile de vendre un produit et conseiller un client lorsque sa transformation a été déléguée à un prestataire.
Le travail dans un atelier collectif ne se limite pas à la transformation des produits, il faut aussi tenir compte de toutes les tâches annexes à la transformation que l’on peut appeler : gestion de l’atelier. Dans le paragraphe à venir, nous détaillerons l’ensemble des tâches liées à la gestion et nous présenterons les différents modes d’organisation rencontrés.
3. La gestion d’un atelier collectif
Le travail dans un atelier collectif inclut de nombreuses tâches indirectement liées à la transformation. Il est important de ne pas sous-estimer le temps nécessaire à la réalisation de ces tâches car le bon fonctionnement de l’atelier en dépend. Selon le type d’organisation choisi, ce seront les producteurs ou les salariés qui devront assumer ces responsabilités.
3.1. Les tâches annexes à la transformation
3.1.1. La gestion du planning Le partage d’un outil collectif implique une gestion rigoureuse du planning d’activité. Il est important de
prévoir à l’avance, l’occupation des locaux ainsi que l’activité du personnel salarié. Pour les ateliers multi-
viandes, ce poste inclut la logistique avec l’abattoir (négocier les dates d’abattage et les dates de livraisons
des carcasses). Lors de l’enquête plusieurs types de fonctionnement ont été observés :
- La gestion du planning de l’atelier 2 est à la charge d’un producteur. Lorsqu’un producteur souhaite réserver l’atelier, il envoie un e-mail au responsable du planning. Ce dernier vérifie les disponibilités et renvoie, par e-mail, le planning actualisé à tous les utilisateurs. Ce fonctionnement implique un contrôle quotidien et une bonne réactivité de la part de la personne nommée responsable. Ce système semble néanmoins convenir aux différents utilisateurs de l’atelier 2.
- Deux ateliers utilisent un site internet pour mettre à jour leur planning. Les producteurs souhaitant réserver une journée consultent le planning sur internet et téléphonent à la personne responsable du planning. Un troisième atelier utilise également un site internet mais les producteurs n’ont pas
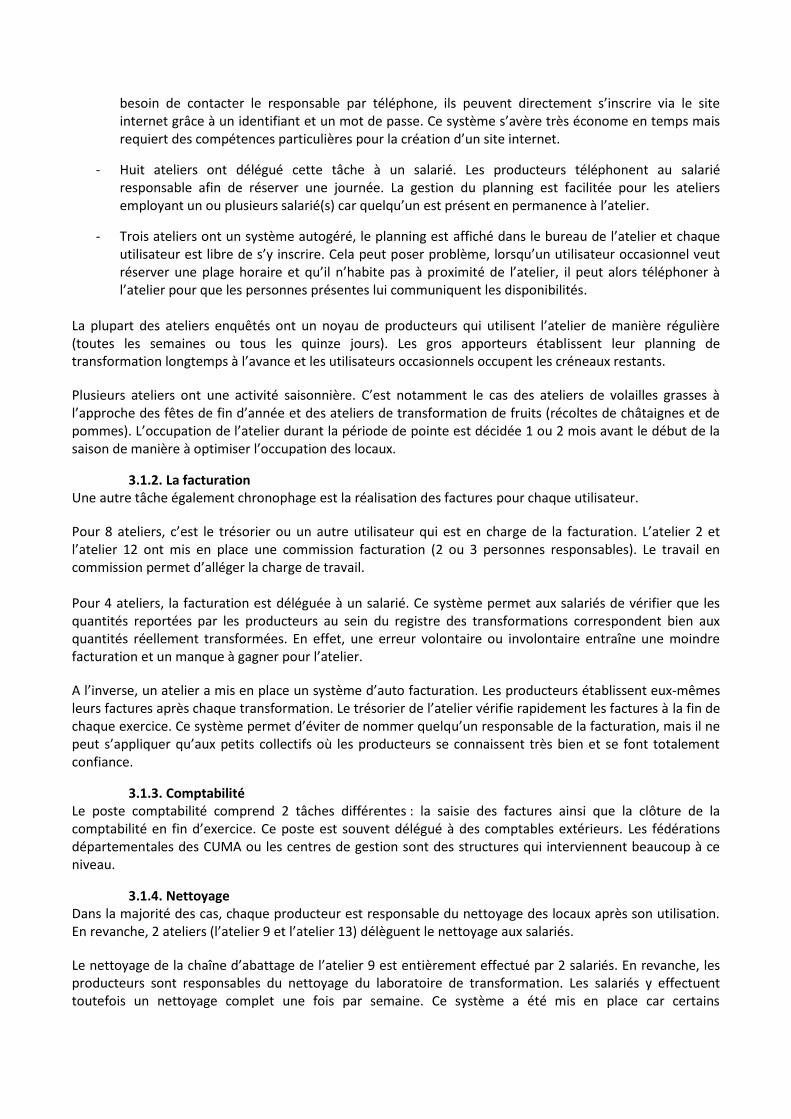
besoin de contacter le responsable par téléphone, ils peuvent directement s’inscrire via le site internet grâce à un identifiant et un mot de passe. Ce système s’avère très économe en temps mais requiert des compétences particulières pour la création d’un site internet.
- Huit ateliers ont délégué cette tâche à un salarié. Les producteurs téléphonent au salarié responsable afin de réserver une journée. La gestion du planning est facilitée pour les ateliers employant un ou plusieurs salarié(s) car quelqu’un est présent en permanence à l’atelier.
- Trois ateliers ont un système autogéré, le planning est affiché dans le bureau de l’atelier et chaque utilisateur est libre de s’y inscrire. Cela peut poser problème, lorsqu’un utilisateur occasionnel veut réserver une plage horaire et qu’il n’habite pas à proximité de l’atelier, il peut alors téléphoner à l’atelier pour que les personnes présentes lui communiquent les disponibilités.
La plupart des ateliers enquêtés ont un noyau de producteurs qui utilisent l’atelier de manière régulière (toutes les semaines ou tous les quinze jours). Les gros apporteurs établissent leur planning de transformation longtemps à l’avance et les utilisateurs occasionnels occupent les créneaux restants.
Plusieurs ateliers ont une activité saisonnière. C’est notamment le cas des ateliers de volailles grasses à l’approche des fêtes de fin d’année et des ateliers de transformation de fruits (récoltes de châtaignes et de pommes). L’occupation de l’atelier durant la période de pointe est décidée 1 ou 2 mois avant le début de la saison de manière à optimiser l’occupation des locaux.
3.1.2. La facturation Une autre tâche également chronophage est la réalisation des factures pour chaque utilisateur.
Pour 8 ateliers, c’est le trésorier ou un autre utilisateur qui est en charge de la facturation. L’atelier 2 et l’atelier 12 ont mis en place une commission facturation (2 ou 3 personnes responsables). Le travail en commission permet d’alléger la charge de travail. Pour 4 ateliers, la facturation est déléguée à un salarié. Ce système permet aux salariés de vérifier que les quantités reportées par les producteurs au sein du registre des transformations correspondent bien aux quantités réellement transformées. En effet, une erreur volontaire ou involontaire entraîne une moindre facturation et un manque à gagner pour l’atelier.
A l’inverse, un atelier a mis en place un système d’auto facturation. Les producteurs établissent eux-mêmes leurs factures après chaque transformation. Le trésorier de l’atelier vérifie rapidement les factures à la fin de chaque exercice. Ce système permet d’éviter de nommer quelqu’un responsable de la facturation, mais il ne peut s’appliquer qu’aux petits collectifs où les producteurs se connaissent très bien et se font totalement confiance.
3.1.3. Comptabilité Le poste comptabilité comprend 2 tâches différentes : la saisie des factures ainsi que la clôture de la comptabilité en fin d’exercice. Ce poste est souvent délégué à des comptables extérieurs. Les fédérations départementales des CUMA ou les centres de gestion sont des structures qui interviennent beaucoup à ce niveau.
3.1.4. Nettoyage Dans la majorité des cas, chaque producteur est responsable du nettoyage des locaux après son utilisation. En revanche, 2 ateliers (l’atelier 9 et l’atelier 13) délèguent le nettoyage aux salariés.
Le nettoyage de la chaîne d’abattage de l’atelier 9 est entièrement effectué par 2 salariés. En revanche, les producteurs sont responsables du nettoyage du laboratoire de transformation. Les salariés y effectuent toutefois un nettoyage complet une fois par semaine. Ce système a été mis en place car certains
producteurs n’étaient pas très consciencieux dans le nettoyage qu’ils effectuaient. La délégation du nettoyage aux salariés permet de conserver un outil propre mais représente un coût supplémentaire pour les utilisateurs (10 € par lot de canards transformés).
Quatre ateliers organisent 1 à 2 nettoyage(s) collectif(s) par an. Tous les utilisateurs sont présents afin de nettoyer l’atelier de fond en comble. Ces journées collectives33 permettent de faire l’entretien de certains matériels, de s’occuper de l’entretien des abords et extérieurs et de nettoyer et désinfecter toutes les pièces de l’atelier.
33
Les journées collectives de nettoyage jouent un rôle important sur la dynamique du groupe. Ces journées sont souvent organisées dans un cadre convivial, où tous les adhérents se côtoient et échangent sur leurs métiers.
Figure 7 Stockage des fournitures (bocaux, bouteilles, couvercles, capsules etc.) au sein de l'atelier 2 et de l'atelier 8
Figure 8 Mise à l'étuve de bocaux pour contrôle bactériologique
Mémoire de fin d’études – Guillaume WAGNER – 2012 26
3.1.5. Entretien du matériel La personne en charge de la gestion et de l’entretien du matériel gère les relations avec les fournisseurs (demande de devis en cas de réparation ou d’achat), prévient l’ensemble des utilisateurs en cas de panne d’un équipement et organise les contrôles obligatoires34.
Les producteurs confient généralement l’entretien de l’ensemble du matériel à un producteur ou à un salarié. Deux ateliers ont désigné un responsable par matériel afin d’impliquer tous les producteurs.
3.1.6. Gestion des stocks La gestion des stocks de produits (chambres froides, séchoir, fumoirs) est un poste lourd. Il est préférable de nommer une personne responsable afin d’avoir un suivi rigoureux des produits (brut, en cours de fabrication ou produits finis) présents à l’atelier.
Il faut aussi tenir compte des stocks collectifs : combustibles, tenues visiteurs, gants, produits de nettoyage, fournitures de bureau.
Enfin certains ateliers ont une activité d’achat-revente pour les ingrédients (sel, épices, boyaux, pectine, sucre etc.) et les fournitures (bocaux, cartons, poches sous vide, etc.)(Figure 7). Le responsable doit gérer ces stocks et effectuer les commandes auprès des fournisseurs.
3.1.7. Mise en place et suivi des procédures d’hygiène et de sécurité Les activités liées à la maîtrise de l’hygiène sont très importantes, en termes de temps mais surtout en termes d’enjeux pour l’atelier : mise en place d’un plan de maîtrise sanitaire, revue hebdomadaire de la bonne tenue des documents d’enregistrement (Figure 8), relation avec le laboratoire pour interpréter les analyses, contrôle de surface et planning de nettoyage/désinfection etc.
L’atelier 15 emploie un ingénieur qualité à temps partiel (0,25 ETP) afin de s’occuper des aspects liés à l’hygiène et à la qualité. Cette personne est mise à disposition par la maison de l’élevage d’Ile de France. L’atelier 6 a embauché un apprenti pour le suivi qualité de l’atelier. Les autres ateliers ont fait appel à une personne extérieure (cabinets spécialisés, stagiaires, conseillers agricoles etc.) pour la mise en place des procédures d’hygiène. Le suivi de l’application des règles et le contrôle de la bonne tenue des documents d’enregistrement sont ensuite effectués par un ou plusieurs producteur(s) responsable(s).
3.1.8. Gestion des salariés Lorsque l’atelier emploie un ou plusieurs salarié(s), le collectif nomme un producteur responsable du personnel. Cette personne est l’interlocuteur entre les salariés et le groupe de producteurs. C’est elle qui s’occupe des questions de droits du travail, de rémunération, de congés etc. L’établissement de fiche de paie est souvent délégué à l’organisme qui s’occupe de la comptabilité.
3.1.9. Calcul des coûts de revient Afin d’avoir une gestion optimisée, il est important de calculer les coûts de revient à la fin de chaque année. Ces coûts de revient serviront à établir les prix de facturation de l’année suivante.
Il y a 3 ateliers où les producteurs se réunissent annuellement pour discuter des coûts de revient. Les charges de l’année passée sont analysées et les producteurs discutent d’un éventuel changement des prix de facturation. Pour les 12 autres ateliers, le calcul des coûts de revient n’est pas fait de manière régulière.
34
Un organisme habilité procède au contrôle de l’autoclave tous les 2 ans. Après 10 ans d’utilisation, l’autoclave doit subir un nouvel étalonnage.
3.2. Répartition des responsabilités
La répartition des différentes tâches que nous venons de lister est souvent un facteur problématique au sein des ateliers collectifs. Certains producteurs sont déjà débordés par leurs activités de production, transformation et commercialisation et ne souhaitent pas s’investir dans la gestion de l’atelier. Cela pose problème car les responsabilités sont alors portées par quelques producteurs seulement.
Ces producteurs acceptent cette charge de travail supplémentaire pendant quelques années mais petit à petit des tensions apparaissent. Dès le départ, il est donc important de bien répartir ces responsabilités afin que tous les utilisateurs soient impliqués.
L’atelier 12 a mis en place un système de banque d’heures, une initiative novatrice qu’il parait intéressant de souligner. Les membres du bureau de cet atelier ont estimé à 400h/an la durée nécessaire pour accomplir toutes les tâches annexes à la transformation. Ces 400 h de travail sont réparties entre les utilisateurs en fonction du chiffre d’affaires qu’ils réalisent à l’atelier. Ainsi les plus gros utilisateurs assurent les fonctions les plus importantes et les petits apporteurs s’occupent des tâches moins prenantes (nettoyage des parties communes, entretien des extérieurs etc.). Ce système a été mis en place depuis 3 ans au sein de cette coopérative. Il permet de formaliser la répartition des responsabilités et incite les 39 utilisateurs à s’impliquer dans la gestion de l’atelier. Seuls 2 agriculteurs (le président et le trésorier) dépassent le quota d’heures qu’ils devraient normalement réaliser. Les responsables de cet atelier s’estiment satisfaits de ce système mais précisent tout de même qu’il nécessite un suivi rigoureux car il faut reporter le temps de travail de chacun pour éviter les dérives. Ce fonctionnement a pu être adopté car le salarié boucher est présent quotidiennement à l’atelier, c’est lui qui répartit les tâches entre les 39 utilisateurs.
Les producteurs de l’atelier 2 ont mis en place un autre système afin de se répartir les tâches annexes. Des groupes de travail (appelés commissions) ont été créés pour chacune des tâches annexes. La composition de ces commissions est décrite dans le règlement intérieur de l’atelier. Ainsi en signant le règlement intérieur, chaque utilisateur s’engage à réaliser le travail de la commission dont il fait partie. Il y a une commission pour la facturation, une pour la surveillance de l’atelier (entretien et gestion des stocks) et une pour le fonctionnement de l’atelier (planning d’utilisation, rédaction des comptes rendus de réunions, suivi du nettoyage).
Face au manque d’implication des producteurs, certains ateliers décident de déléguer l’ensemble des tâches annexes aux salariés. L’atelier 6 se trouve dans cette situation. A la création de cet atelier, en 1992, toutes les responsabilités étaient assurées par les producteurs et il n’y avait aucun salarié. Puis l’atelier a eu de plus en plus de mal à trouver des producteurs souhaitant s’investir dans la gestion de la structure, ce qui a conduit à l’embauche de plusieurs salariés. Désormais la quasi-totalité des tâches annexes sont confiées aux salariés.
Synthèse de la deuxième partie : le fonctionnement des ateliers de transformation collectifs
Des choix d’organisation différents …
En plus de leurs différences d’équipement, les ateliers de transformation collectifs se différencient par leur fonctionnement et leur organisation.
Les ateliers sans salariés ont l’avantage d’avoir des charges moins importantes mais nécessitent un gros investissement en temps de la part des producteurs car aucune tâche ne peut être déléguée. De nombreux ateliers font alors appel à des salariés pour soulager les producteurs. Les tâches confiées aux salariés sont en lien avec la transformation (aider les producteurs pour l’abattage, la transformation, le conditionnement, le nettoyage etc.) et/ou avec la gestion de l’atelier (organisation du planning, facturation, gestion des stocks). Contrairement aux producteurs, les salariés sont présents en permanence à l’atelier, il semble alors important de les impliquer dans les prises de décisions et de tenir compte de leur avis extérieur.
Le recours au salariat est un élément important auquel les producteurs réfléchissent avant la création de l’atelier. La présence ou non de salariés dépend du fonctionnement voulu par les producteurs (temps qu’ils peuvent accorder à la transformation, compétences techniques), des équipements présents (exemple : chaîne d’abattage nécessitant beaucoup de main d’œuvre), du niveau d’activité de l’atelier (volumes et occupation de l’atelier). Le fonctionnement choisi lors de la création de l’atelier peut être amené à changer. Après quelques années de fonctionnement sans salarié, certains ateliers décident d’embaucher une ou plusieurs personne(s) afin de pouvoir proposer une prestation de service aux producteurs du secteur. La prestation de service permet d’attirer de nouveaux producteurs ainsi d’augmenter les volumes transformés et de mieux rentabiliser les investissements réalisés.
Une gestion collective difficile à mettre en place mais nécessaire au bon fonctionnement de l’atelier…
Le partage des tâches annexes et la répartition des responsabilités sont extrêmement importants au sein des structures collectives. Pourtant, lors de la création d’un atelier collectif, les producteurs ne sont pas forcément avertis de cette nécessité. Dès lors, un ou plusieurs adhérent(s) accepte(nt) d’assumer la plupart des responsabilités mais ce fonctionnement entraîne de nombreux risques (tensions à cause d’une charge de travail trop importante, fonctionnement dépendant d’une seule personne, détournement de fonds etc.).
L’expérience des 15 ateliers enquêtés, montre qu’il est préférable d’impliquer chaque utilisateur et d’avoir des responsabilités tournantes (les responsabilités les plus importantes sont redistribuées tous les 3-4 ans), afin de garantir un bon fonctionnement des structures collectives de transformation.
Cette étude montre qu’en pratique cela s’avère beaucoup plus compliqué. Pour éviter que la gestion de l’atelier ne repose que sur un petit noyau de producteurs, il est intéressant de formaliser la répartition des responsabilités au sein du règlement intérieur de l’atelier. Bien souvent, les ateliers collectifs ouvrent leurs portes sans que les agriculteurs se soient répartis les responsabilités. Un conseiller extérieur peut aider le groupe à définir les responsabilités de chacun, lors des réunions d’avant projet.
Lorsque l’atelier a atteint un rythme de croisière et que l’organisation convient à tous les utilisateurs, il est important de conserver une dynamique de groupe et d’impliquer tout nouvel utilisateur.
Dans certains cas les responsables en place ont du mal à trouver des producteurs motivés pour les remplacer. En plus de la charge de travail importante, la prise de responsabilités (juridiques et financières) est un frein avancé par les adhérents ou sociétaires. Afin de ne pas « effrayer » les futurs responsables, il semble important de prévoir au maximum (dans les statuts et dans le règlement intérieur) de déresponsabiliser les gérants (président, vice-président, trésorier etc.) en cas de problème sanitaire ou financier. L’indemnisation des responsables peut être un moyen pour « dédommager » l’implication de certains utilisateurs.
A l’inverse, certains responsables sont conscients du rôle important qu’ils jouent dans le fonctionnement de l’atelier mais ne veulent pas céder leur place ou déléguer certaines tâches.
Même si tous les utilisateurs de l’atelier ne sont pas impliqués dans la gestion, il parait judicieux de prendre des décisions de manière collective et d’informer les autres utilisateurs des raisons de ces choix.
Bien que le travail au sein d’un atelier collectif nécessite une certaine organisation, le regroupement apporte beaucoup. Les ateliers de transformation collectifs sont le lieu d’échanges et de conseils entre les producteurs. Les nouveaux utilisateurs bénéficient des conseils des utilisateurs expérimentés. Certains échangent même leurs recettes. Les intérêts du collectif sont nombreux, notamment en termes de coûts d’utilisation. La mutualisation permet d’avoir des locaux et du matériel performant pour un coût d’utilisation intéressant. Au sein de la prochaine partie, nous détaillerons les prix de facturation des 15 ateliers enquêtés ainsi que les différents modes de facturation existants.
31 Mémoire de fin d’études – Guillaume WAGNER – 2012
III. Les prix de facturation au sein des ateliers de transformation collectifs
1. Les systèmes de facturation utilisés
Il existe 2 systèmes de facturation différents :
- La plupart des ateliers enquêtés se basent sur des quantités (entrantes ou sortantes) afin de facturer l’utilisation de l’atelier. Les unités utilisées sont différentes d’une transformation à l’autre. En transformation carnée, on se base sur le poids carcasse, le poids de produits finis ou sur le nombre de volailles. Pour la transformation de fruits et légumes, les unités les plus utilisées sont le nombre de litres de jus, le poids des produits finis, le poids de fruits ou légumes entrants ou le nombre de bocaux élaborés.
- Le deuxième système de facturation tient compte de l’usage des installations et du matériel. Certaines structures facturent l’utilisation de l’atelier en fonction de la durée (facturation à la journée ou demi-journée). L’atelier 15 utilisait ce système de facturation jusqu’en 2011 mais les responsables de cet atelier ont changé ce système par souci d’équité entre les adhérents. Les producteurs qui venaient travailler avec beaucoup de main d’œuvre transformaient d’importantes quantités en une journée. A l’inverse, les adhérents ne pouvant pas fournir de main d’œuvre, transformaient de plus faibles quantités mais payaient le même prix pour l’utilisation de l’atelier. Selon les responsables de cet atelier, une facturation basée sur les quantités produites est plus juste qu’une facturation à la journée. Enfin d’autres ateliers utilisent une facturation à la machine utilisée. Il y a un prix fixe par matériel quels que soient la quantité et le type de produit. Cinq ateliers utilisent ce système pour facturer l’utilisation de l’autoclave. Les producteurs payent un prix fixe pour chaque stérilisation. Ce système permet d’éviter, que des producteurs utilisent l’autoclave pour de trop petites quantités. L’autoclave est un matériel générant des charges importantes (consommation importante d’énergie et entretien coûteux). Une partie du système de facturation de l’atelier 6 est également basée sur le matériel utilisé. Ainsi, pour la transformation chaude, les adhérents payeront 25 € par utilisation de la marmite de cuisson et 15 € à chaque utilisation du piano de cuisson.
Les systèmes de facturation utilisés par les ateliers de notre échantillon n’ont pas tous le même niveau de détail. Certains ateliers utilisent des prix globaux, communs à plusieurs transformations, pour faciliter la réalisation des factures. A l’inverse, d’autres ateliers ont établi des prix de facturation spécifiques à chaque transformation afin d’être le plus juste possible lors de la facturation.
Cinq ateliers accueillent des utilisateurs extérieurs, c'est-à-dire des utilisateurs occasionnels qui ne sont pas adhérents ou associés. Ces agriculteurs ne bénéficient pas des même prix de facturation que les adhérents ou les associés. Une majoration comprise entre + 20% (atelier 8) et + 55 % (atelier 5) est appliquée.
Trois ateliers accueillent également des stagiaires. Les stagiaires sont des producteurs souhaitant intégrer l’atelier collectif. Ces producteurs ont un statut de stagiaire pendant une période test de 1 à 2 ans. A la fin de la période d’essai, les stagiaires peuvent décider de devenir adhérent ou associé ou de ne pas s’engager dans la structure. L’atelier 2 et l’atelier 12 appliquent une majoration des tarifs pour les stagiaires. Les prix de facturation sont majorés de 25 % pour les stagiaires de l’atelier 12. Si à la fin de la période d’essai, un producteur stagiaire décide d’acheter des parts sociales, la somme équivalente aux 25 % de majoration est automatiquement transformée en parts sociales. En revanche, si le producteur ne veut pas devenir adhérent à la coopérative, cette somme ne lui est pas remboursée. Cinq ateliers ont fait le choix de mutualiser l’achat des fournitures. Quatre ateliers ont également fait ce choix pour l’achat des ingrédients. Les fournitures et ingrédients sont commandés chez des grossistes, puis sont refacturés individuellement à chaque producteur. Le regroupement permet d’abaisser les prix d’achat et d’éviter à chaque producteur de devoir ramener ses propres emballages ou ingrédients à chaque
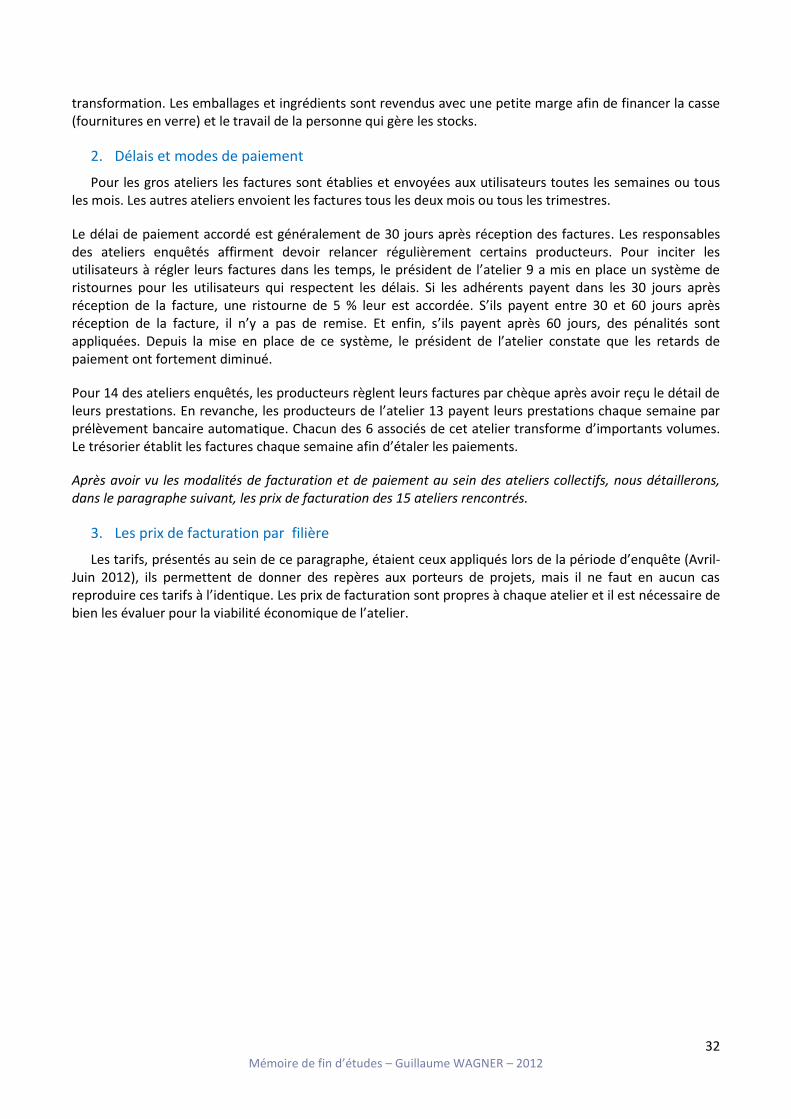
32 Mémoire de fin d’études – Guillaume WAGNER – 2012
transformation. Les emballages et ingrédients sont revendus avec une petite marge afin de financer la casse (fournitures en verre) et le travail de la personne qui gère les stocks.
2. Délais et modes de paiement
Pour les gros ateliers les factures sont établies et envoyées aux utilisateurs toutes les semaines ou tous les mois. Les autres ateliers envoient les factures tous les deux mois ou tous les trimestres.
Le délai de paiement accordé est généralement de 30 jours après réception des factures. Les responsables des ateliers enquêtés affirment devoir relancer régulièrement certains producteurs. Pour inciter les utilisateurs à régler leurs factures dans les temps, le président de l’atelier 9 a mis en place un système de ristournes pour les utilisateurs qui respectent les délais. Si les adhérents payent dans les 30 jours après réception de la facture, une ristourne de 5 % leur est accordée. S’ils payent entre 30 et 60 jours après réception de la facture, il n’y a pas de remise. Et enfin, s’ils payent après 60 jours, des pénalités sont appliquées. Depuis la mise en place de ce système, le président de l’atelier constate que les retards de paiement ont fortement diminué.
Pour 14 des ateliers enquêtés, les producteurs règlent leurs factures par chèque après avoir reçu le détail de leurs prestations. En revanche, les producteurs de l’atelier 13 payent leurs prestations chaque semaine par prélèvement bancaire automatique. Chacun des 6 associés de cet atelier transforme d’importants volumes. Le trésorier établit les factures chaque semaine afin d’étaler les paiements.
Après avoir vu les modalités de facturation et de paiement au sein des ateliers collectifs, nous détaillerons, dans le paragraphe suivant, les prix de facturation des 15 ateliers rencontrés.
3. Les prix de facturation par filière
Les tarifs, présentés au sein de ce paragraphe, étaient ceux appliqués lors de la période d’enquête (Avril-Juin 2012), ils permettent de donner des repères aux porteurs de projets, mais il ne faut en aucun cas reproduire ces tarifs à l’identique. Les prix de facturation sont propres à chaque atelier et il est nécessaire de bien les évaluer pour la viabilité économique de l’atelier.
Tableau 8 Prix de facturation pour la transformation de fruits et légumes (prix HT)
Atelier 2 Atelier 4 Atelier 8 Atelier 10
Rappel sur les volumes et l’organisation de l’atelier
JF : 11 000 L / C : 36 t Pas de salarié, uniquement les
producteurs.
JF : nc / C : nc Volumes entrants : 12 t
Pas de salarié, uniquement les producteurs
JF : 22 000 L / C : 15 t 2 salariés + producteurs + prestation
de service
JF : 111 000 L / C : 13 t 3 salariés + producteurs + prestation de
service
Fabrication de jus de fruits (€ HT/ L) Les fournitures (bouteilles et capsules) ne sont pas incluses dans ces prix
Utilisation de ligne jus de fruits (pressage, pasteurisation et mise en bouteille)
0,41 0,50 0,42
Supplément si fabrication inférieure à 1t de fruits : 0,10
0,44
Prestation de service (utilisation de l’atelier + main d’œuvre)
- - 0,67 0,68
A partir de 2,5 t de fruits
Fabrication de produits transformés (€ HT/ bocal) Les fournitures (bocaux et couvercles) ne sont pas incluses dans ces prix
Utilisation du
laboratoire (tamisage,
cuisson, mise en
pot)
Bocal de 250 ml légumes : 0,17 / fruits : 0,10 - - 0,32
Bocal de 318 ml - 0,31 - -
Bocal de 370 ml légumes : 0,25 / fruits : 0,15 - 0,42 0,44
Bocal de 750 ml - - 0,70 0,81
Bocal de 1 L légumes : 0,67 / fruits : 0,41 - 0,76 1,10
Autoclave inclus dans ces prix En supplément :
grand (100 4/4): 54 €/autoclave petit (60 4/4): 37 €/autoclave
inclus dans ces prix inclus dans ces prix
Prestation de service (utilisation de l’atelier + main d’œuvre)
- - - Forfait :
moins de 80 kg : 150 € entre 80 et 150 kg : 230 €
Eléments permettant d’expliquer les différences de prix
- Les quantités de produits transformés sont plus
importantes dans cet atelier (36 t de produits sortants). Les charges
fixes sont donc réparties sur de plus gros volumes, ce qui permet d’avoir des tarifs plus avantageux.
- L’atelier n’emploie pas de salarié,
ce qui limite les charges par rapport à l’atelier 8 et l’atelier 10.
Les tarifs pour la fabrication de jus de fruits sont assez compétitifs mais l’atelier 4 a les tarifs les plus élevés
pour la fabrication de produits transformés. Les faibles volumes traités au sein de cet atelier ne
permettent pas de faire d’économies d’échelle. Les transformations sont concentrées sur une courte période
(récolte des châtaignes) et cela limite l’évolution des volumes.
L’atelier 8 et l’atelier 10 se situent dans des départements voisins. Lors de la création de l’atelier 8 (2007), les gérants ont pris contact avec les producteurs
de l’atelier 10 afin de bénéficier de leurs conseils expérimentés (création de l’atelier 10 en 1993). Les 2 ateliers ont des tarifs assez semblables et ont un
fonctionnement très proche. Les volumes traités à l’atelier 8 restent néanmoins bien moins importants que ceux de l’atelier 10. Les volumes actuels de l’atelier 8 ne permettent pas d’atteindre l’équilibre financier. Les gérants de
cet atelier souhaitent accueillir de nouveaux producteurs afin de pouvoir conserver les emplois de l’atelier.
Nc : Non Connu – JF : Fabrication de Jus de Fruits – C : Fabrication de conserves
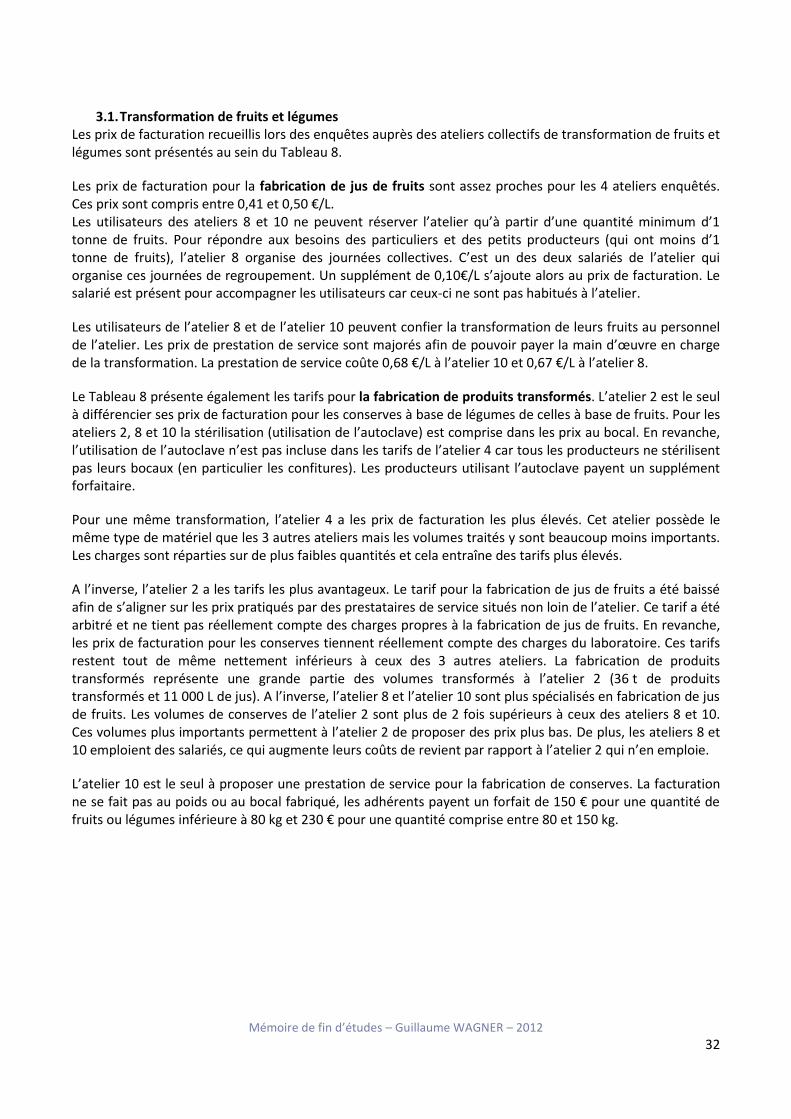
Mémoire de fin d’études – Guillaume WAGNER – 2012 32
3.1. Transformation de fruits et légumes Les prix de facturation recueillis lors des enquêtes auprès des ateliers collectifs de transformation de fruits et légumes sont présentés au sein du Tableau 8.
Les prix de facturation pour la fabrication de jus de fruits sont assez proches pour les 4 ateliers enquêtés. Ces prix sont compris entre 0,41 et 0,50 €/L. Les utilisateurs des ateliers 8 et 10 ne peuvent réserver l’atelier qu’à partir d’une quantité minimum d’1 tonne de fruits. Pour répondre aux besoins des particuliers et des petits producteurs (qui ont moins d’1 tonne de fruits), l’atelier 8 organise des journées collectives. C’est un des deux salariés de l’atelier qui organise ces journées de regroupement. Un supplément de 0,10€/L s’ajoute alors au prix de facturation. Le salarié est présent pour accompagner les utilisateurs car ceux-ci ne sont pas habitués à l’atelier.
Les utilisateurs de l’atelier 8 et de l’atelier 10 peuvent confier la transformation de leurs fruits au personnel de l’atelier. Les prix de prestation de service sont majorés afin de pouvoir payer la main d’œuvre en charge de la transformation. La prestation de service coûte 0,68 €/L à l’atelier 10 et 0,67 €/L à l’atelier 8.
Le Tableau 8 présente également les tarifs pour la fabrication de produits transformés. L’atelier 2 est le seul à différencier ses prix de facturation pour les conserves à base de légumes de celles à base de fruits. Pour les ateliers 2, 8 et 10 la stérilisation (utilisation de l’autoclave) est comprise dans les prix au bocal. En revanche, l’utilisation de l’autoclave n’est pas incluse dans les tarifs de l’atelier 4 car tous les producteurs ne stérilisent pas leurs bocaux (en particulier les confitures). Les producteurs utilisant l’autoclave payent un supplément forfaitaire.
Pour une même transformation, l’atelier 4 a les prix de facturation les plus élevés. Cet atelier possède le même type de matériel que les 3 autres ateliers mais les volumes traités y sont beaucoup moins importants. Les charges sont réparties sur de plus faibles quantités et cela entraîne des tarifs plus élevés.
A l’inverse, l’atelier 2 a les tarifs les plus avantageux. Le tarif pour la fabrication de jus de fruits a été baissé afin de s’aligner sur les prix pratiqués par des prestataires de service situés non loin de l’atelier. Ce tarif a été arbitré et ne tient pas réellement compte des charges propres à la fabrication de jus de fruits. En revanche, les prix de facturation pour les conserves tiennent réellement compte des charges du laboratoire. Ces tarifs restent tout de même nettement inférieurs à ceux des 3 autres ateliers. La fabrication de produits transformés représente une grande partie des volumes transformés à l’atelier 2 (36 t de produits transformés et 11 000 L de jus). A l’inverse, l’atelier 8 et l’atelier 10 sont plus spécialisés en fabrication de jus de fruits. Les volumes de conserves de l’atelier 2 sont plus de 2 fois supérieurs à ceux des ateliers 8 et 10. Ces volumes plus importants permettent à l’atelier 2 de proposer des prix plus bas. De plus, les ateliers 8 et 10 emploient des salariés, ce qui augmente leurs coûts de revient par rapport à l’atelier 2 qui n’en emploie.
L’atelier 10 est le seul à proposer une prestation de service pour la fabrication de conserves. La facturation ne se fait pas au poids ou au bocal fabriqué, les adhérents payent un forfait de 150 € pour une quantité de fruits ou légumes inférieure à 80 kg et 230 € pour une quantité comprise entre 80 et 150 kg.
Atelier 6 Atelier 9 Atelier 11 Atelier 3 Atelier 12 Atelier 15
Rappel sur les volumes et l’organisation de l’atelier
AV : 37 284 volailles D : 16,7 t / TF : 1t / TC : 218
autoclaves 8 salariés GE + producteurs
AV : 14 942 volailles D : 9,1 t / TF : nc / TC : nc
8 intérimaires + salariés GE + producteurs
AV : 13 375 volailles 2 salariés + producteurs +
bénévoles
AV : 11 017 volailles D : 49 t / TF : 5 t / TC : 2,6 t +
92 autoclaves. Tâcheron + salarié GE + producteurs
AV : 10 385 volailles D : 96 t / TF + TC : 50 t
Boucher salarié + tâcheron + producteurs
AV : 7 400 volailles D : 70 t / TF : 5t / TC : 10t
Boucher salarié + tâcheron + producteurs
Abattage (€ HT/ unité)
Volailles maigres (poulets, poules et pintades)
0,76 2,12 personnel inclus
0,90 1 1,79 2,25*
Volailles grasses (canards gras et dindes)
1,37 3,43 personnel inclus
1,20 1,50 2,53 -
Autres 1€/ canard maigre
0,76 €/ lapin -
2 €/ oie 0,50€/ pigeon
1,20€/ coq
1 €/ canard maigre 0,54 €/ lapin
2,53 €/ oie -
Supplément Participation aux frais de la
méthode HACCP 10 €/ lot de canards pour le
nettoyage - 0,19 €/ kg de déchet - -
Prestation de service (utilisation de l’atelier + main d’œuvre)
- - 2,40 €/ volaille maigre 3,75€/ volaille grasse
- - 2,50 €/ volaille maigre
Découpe (HT)
Volailles maigres 0,53 €/ volaille - -
0,24 €/ kg carcasse + 0,19 €/ kg de déchet
1,66 €/ volaille 0,3 €/ kg carcasse
Volailles grasses 0,91 €/ volaille 1,18 €/ volaille - -
Transformation (HT)
Préparation froide (sans cuisson)
Séchoir : 1€ / kg de produit - - 0,29 €/ kg de produit
1,15 €/ kg produit
-
Préparation chaude sans autoclave
Marmite : 25 € Piano de cuisson : 15€
- - 0,40 €/ kg de produit Cuisson :
0,5 €/ kg de produit
Préparation chaude avec autoclave
Facturation à l’autoclave : grand (120 4/4) : 79 €
petit (60 4/4) : 53 €
5,03 € / kg de foie gras 2€/ canard (pour la transformation des
carcasses vides) Tarification à l’autoclave pour les
plats cuisinés
- Facturation à l’autoclave :
(100 4/4) : 63 € Demi-autoclave : 31 €
Conserves : 1,5 €/ kg de produit
Eléments permettant d’expliquer les différences de prix
L’atelier 6 a les prix les plus avantageux pour l’abattage et
la découpe de volailles. Les volumes permettent
d’expliquer ces tarifs. Cet atelier a les plus gros volumes
d’abattage de l’échantillon (31 365 volailles maigres +
5 919 volailles grasses).
La chaîne d’abattage de l’atelier nécessite 10 à 11
personnes. L’atelier emploie 2 salariés et 6 intérimaires, le producteur
doit être présent avec 2 personnes supplémentaires.
Les tarifs proposés par l’atelier 11 sont relativement
bas, notamment pour la prestation de service.
Les 2 salariés sont accompagnés d’adhérents
bénévoles lors des journées d’abattage.
-
L’atelier 12 a les tarifs les plus élevés pour l’abattage et la
découpe de volailles. L’abattoir bénéficie
d’équipements performants mais les responsables ont du mal à trouver de nouveaux
adhérents pour la partie abattoir (10 385 volailles
abattues)
-
Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
Tableau 9 Prix de facturation pour l’abattage, la découpe et la transformation de volailles
Mémoire de fin d’études – Guillaume WAGNER – 2012 34
3.2. Transformation de volailles Le Tableau 9 présente les prix de facturation pour l’abattage, la découpe et la transformation de volailles. Les ateliers 6, 9 et 11 sont des ateliers spécialisés en volailles alors que les ateliers 3, 12 et 15 sont des ateliers ayant une chaîne d’abattage de volailles et une activité de transformation multi-viandes.
L’abattage de volailles est facturé à l’unité abattue. L’équipement est quelque peu différent entre l’abattage de volailles maigres (poulet, poules et pintades) et l’abattage de volailles grasses (canards et dindes). Les charges liées à l’abattage des volailles grasses sont plus élevées que celles liées à l’abattage des volailles maigres, cela se répercute donc sur les prix de facturation.
Pour ces 6 ateliers, les prix d’abattage des volailles maigres varient entre 0,76 € et 2,25 €/ unité.
L’atelier 15 a le tarif le plus élevé (2,25 €/ volaille) mais une réduction s’applique si l’adhérent vient accompagné d’une ou plusieurs personnes (associé, salarié ou membre de la famille) pour travailler sur la chaîne d’abattage. Les gérants de cet atelier ont choisi ce système pour éviter d’embaucher des intérimaires pour les journées d’abattage. *La réduction est de 0,25 €/ volaille/ personne. Par exemple, si un adhérent vient avec une personne pour abattre 200 volailles (100 à lui et 100 à un autre adhérent), il paiera l’abattage de ses 100 volailles : 100 x 2,25 € - 200 x 0,25 € x 1 = 225 - 50 = 175 €, soit 1,75 €/ volaille.
L’atelier 12 dispose d’un très bon équipement mais n’abat que 10 400 volailles par an. L’abattoir est utilisé à 20 % de ses capacités. Une augmentation du nombre de volailles abattues permettrait de diminuer les tarifs (relativement élevés).
A l’inverse, l’atelier 6 a le prix de facturation le plus faible (0,76 €/volaille). Le nombre important de volailles maigres abattues dans cet atelier (31 365 volailles) permet de répartir les charges sur de plus gros volumes et de proposer des tarifs inférieurs aux autres ateliers.
Ces différences de prix s’observent également pour l’abattage des volailles grasses. Les prix sont compris entre 1,10 € et 3,43 €/ unité. Tout comme pour l’abattage des volailles maigres, les ateliers 6 et 11 ont les prix de facturation les plus bas.
L’atelier 9 a les prix les plus élevés (3,43 €/ canard) mais cela inclut l’utilisation de l’abattoir et la présence de 2 salariées et 8 intérimaires. Les installations de cet atelier permettent d’atteindre des cadences rapides (110 canards/h) mais nécessitent 10 à 11 personnes pour travailler sur la chaîne d’abattage. Le producteur est présent avec 1 ou 2 personne(s) supplémentaire(s). Le recours à du personnel intérimaire explique la différence de tarif.
Seuls les ateliers 11 et 15 proposent une prestation de service pour l’abatage des volailles.
La découpe des volailles est ensuite facturée à la volaille (3 ateliers) ou au poids carcasse (2 ateliers). Les ateliers 3 et 15 appliquent les mêmes prix de facturation pour la découpe de volailles et pour la découpe d’animaux de boucherie.
Les adhérents de l’atelier 3 payent un supplément en fonction du poids de déchets générés par la découpe des volailles. Prenons l’exemple d’un producteur de canard gras. Pour la découpe de ses canards, il devra payer : 0,24 €/kg carcasse x 4 kg carcasse + 0,19 €/ kg de déchets x 0,5 kg de déchets = 1,055 €/canard. Bien que ce tarif soit intéressant, il reste plus élevé que celui de l’atelier 6 (0,91 € pour la découpe d’un canard).
L’atelier 12 a le tarif le plus élevé avec 1,66 € pour la découpe d’une volaille maigre.
Mémoire de fin d’études – Guillaume WAGNER – 2012 35
La transformation froide de volailles est quasi-inexistante (uniquement des saucisses de volailles ou des magrets de canards fumés). Les prix de facturation sont fonction du poids des produits transformés.
En revanche, la transformation chaude est beaucoup plus répandue en particulier pour les volailles grasses. Le mode de facturation utilisé pour la transformation de volailles varie d’un atelier à l’autre. Trois ateliers ont des prix différents pour la transformation chaude avec ou sans stérilisation (ateliers 3, 6 et 15).
Pour la transformation chaude avec stérilisation, les 5 ateliers utilisent 3 systèmes de facturation différents :
- Les ateliers 3 et 6 ont un prix fixe à l’autoclave, quelles que soient la quantité et la nature des produits.
- Les ateliers 12 et 15 ont un prix au kilogramme de produits transformés.
- L’atelier 9 a un prix à la volaille transformée (2€/ canard vide).
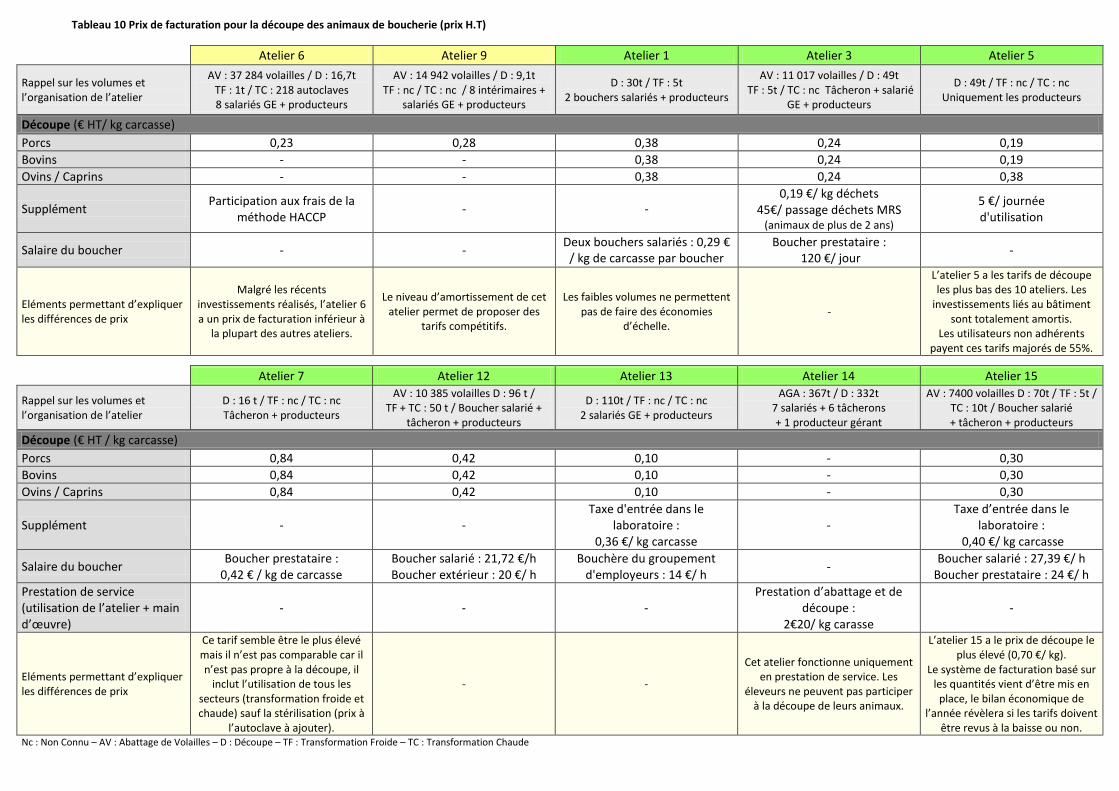
Tableau 10 Prix de facturation pour la découpe des animaux de boucherie (prix H.T)
Atelier 6 Atelier 9 Atelier 1 Atelier 3 Atelier 5
Rappel sur les volumes et l’organisation de l’atelier
AV : 37 284 volailles / D : 16,7t TF : 1t / TC : 218 autoclaves 8 salariés GE + producteurs
AV : 14 942 volailles / D : 9,1t TF : nc / TC : nc / 8 intérimaires +
salariés GE + producteurs
D : 30t / TF : 5t 2 bouchers salariés + producteurs
AV : 11 017 volailles / D : 49t TF : 5t / TC : nc Tâcheron + salarié
GE + producteurs
D : 49t / TF : nc / TC : nc Uniquement les producteurs
Découpe (€ HT/ kg carcasse)
Porcs 0,23 0,28 0,38 0,24 0,19
Bovins - - 0,38 0,24 0,19
Ovins / Caprins - - 0,38 0,24 0,38
Supplément Participation aux frais de la
méthode HACCP - -
0,19 €/ kg déchets 45€/ passage déchets MRS
(animaux de plus de 2 ans)
5 €/ journée d'utilisation
Salaire du boucher - - Deux bouchers salariés : 0,29 €
/ kg de carcasse par boucher Boucher prestataire :
120 €/ jour -
Eléments permettant d’expliquer les différences de prix
Malgré les récents investissements réalisés, l’atelier 6 a un prix de facturation inférieur à
la plupart des autres ateliers.
Le niveau d’amortissement de cet atelier permet de proposer des
tarifs compétitifs.
Les faibles volumes ne permettent pas de faire des économies
d’échelle. -
L’atelier 5 a les tarifs de découpe les plus bas des 10 ateliers. Les
investissements liés au bâtiment sont totalement amortis.
Les utilisateurs non adhérents payent ces tarifs majorés de 55%.
Atelier 7 Atelier 12 Atelier 13 Atelier 14 Atelier 15
Rappel sur les volumes et l’organisation de l’atelier
D : 16 t / TF : nc / TC : nc Tâcheron + producteurs
AV : 10 385 volailles D : 96 t / TF + TC : 50 t / Boucher salarié +
tâcheron + producteurs
D : 110t / TF : nc / TC : nc 2 salariés GE + producteurs
AGA : 367t / D : 332t 7 salariés + 6 tâcherons + 1 producteur gérant
AV : 7400 volailles D : 70t / TF : 5t / TC : 10t / Boucher salarié + tâcheron + producteurs
Découpe (€ HT / kg carcasse)
Porcs 0,84 0,42 0,10 - 0,30
Bovins 0,84 0,42 0,10 - 0,30
Ovins / Caprins 0,84 0,42 0,10 - 0,30
Supplément - - Taxe d'entrée dans le
laboratoire : 0,36 €/ kg carcasse
- Taxe d’entrée dans le
laboratoire : 0,40 €/ kg carcasse
Salaire du boucher Boucher prestataire :
0,42 € / kg de carcasse Boucher salarié : 21,72 €/h Boucher extérieur : 20 €/ h
Bouchère du groupement d'employeurs : 14 €/ h
- Boucher salarié : 27,39 €/ h
Boucher prestataire : 24 €/ h
Prestation de service (utilisation de l’atelier + main d’œuvre)
- - - Prestation d’abattage et de
découpe : 2€20/ kg carasse
-
Eléments permettant d’expliquer les différences de prix
Ce tarif semble être le plus élevé mais il n’est pas comparable car il n’est pas propre à la découpe, il
inclut l’utilisation de tous les secteurs (transformation froide et chaude) sauf la stérilisation (prix à
l’autoclave à ajouter).
- -
Cet atelier fonctionne uniquement en prestation de service. Les
éleveurs ne peuvent pas participer à la découpe de leurs animaux.
L’atelier 15 a le prix de découpe le plus élevé (0,70 €/ kg).
Le système de facturation basé sur les quantités vient d’être mis en
place, le bilan économique de l’année révèlera si les tarifs doivent
être revus à la baisse ou non. Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
35 Mémoire de fin d’études – Guillaume WAGNER – 2012
3.3. Transformation d’animaux de boucherie Le Tableau 10 présente les prix de facturation des 10 ateliers équipés pour la découpe d’animaux de boucherie. Pour ces 10 ateliers, la découpe des gros animaux est facturée au poids carcasse. Le ticket d’abattage indique la valeur de la pesée fiscale. C’est ce poids qui fait foi lors de la facturation.
Pour 5 ateliers, il faut ajouter un supplément au prix qui figure dans la première ligne de ce tableau :
- Les utilisateurs de l’atelier 5 payent un supplément de 5€ par journée d’utilisation. Ce système a été mis en place afin d’éviter que certains producteurs monopolisent l’atelier pour des petites quantités.
- Les adhérents de l’atelier 6 payent une participation aux frais de la méthode HACCP. Cette participation est fonction du chiffre d’affaires qu’ils réalisent à l’atelier.
- Les ateliers 13 et 15 ont instauré une taxe d’entrée dans l’atelier (respectivement de 0,36 et 0,4 €/ kg carcasse). Cette taxe s’applique à toutes les viandes reçues (carcasses, viande acheté, gras de procs etc.).
- Les adhérents de l’atelier 3 payent un supplément pour l’enlèvement des déchets. Les frais liés à l’enlèvement des déchets sont payés par chaque producteur à hauteur de 0,19€/ kg de déchets et 45 €/ passage déchets MRS35 pour les animaux de plus de 2 ans.
Les prix de facturation varient de 0,19 à 0,84 €/ kg mais 6 ateliers ont des tarifs assez semblables (entre 0,23 et 0,46 €/ kg carcasse). Le tarif de l’atelier 7 semble être le plus élevé (0,84 €/kg carcasse) mais cet atelier n’a pas un prix spécifique pour la découpe. Ce tarif inclut l’utilisation de tout le matériel de l’atelier (transformation froide et chaude) excepté l’autoclave (supplément à l’autoclave pour les adhérents qui stérilisent leurs produits). Cet atelier a un système de facturation global, ses prix de facturation sont donc difficilement comparables.
L’atelier 15 a également un tarif assez élevé (0,70 €/ kg carcasse). Après 11 ans d’activité avec un système de facturation à la journée, les gérants de cet atelier ont opté pour une facturation basée sur des quantités. Pour l’instant, les gérants de l’atelier n’ont pas le recul nécessaire pour évaluer ce nouveau système. Le bilan économique de l’année révèlera si les tarifs doivent être revus à la baisse ou non. Les importantes charges salariales de l’atelier peuvent également expliquer ce tarif supérieur. L’atelier emploie un responsable d’atelier (1 ETP), une chargée de qualité (0,25 ETP) et un boucher (1 ETP). Les charges liées à l’emploi du boucher sont répercutées sur les adhérents car chaque producteur qui fait appel au boucher paye un prix à l’heure travaillée. En revanche, les charges liées aux 2 autres salariés sont couvertes par les prix d’utilisation de l’atelier. Ce fonctionnement permet d’expliquer, en partie, la différence de prix.
A l’inverse, l’atelier 5 a le prix de découpe le plus bas (0,19 €/ kg carcasse). Ce faible prix de facturation s’explique par le fait que l’ensemble des locaux est amorti. Il n’y a pas eu beaucoup d’investissements de renouvellement pour le matériel et les installations, les charges de l’atelier sont ainsi diminuées. Seuls les adhérents peuvent bénéficier de ces tarifs intéressants, les 10 utilisateurs non adhérents payent des prix majorés de 55 %.
L’atelier 5 est le seul à faire la distinction entre la découpe de bovins/porcs et celle d’ovins/caprins. Les 8 autres ateliers pratiquent les mêmes tarifs.
35
Matériaux à Risques Spécifiés. Les MRS sont des tissus qui, en cas de contamination par l'ESB, sont susceptibles d'être infectieux même en l’absence de symptômes.
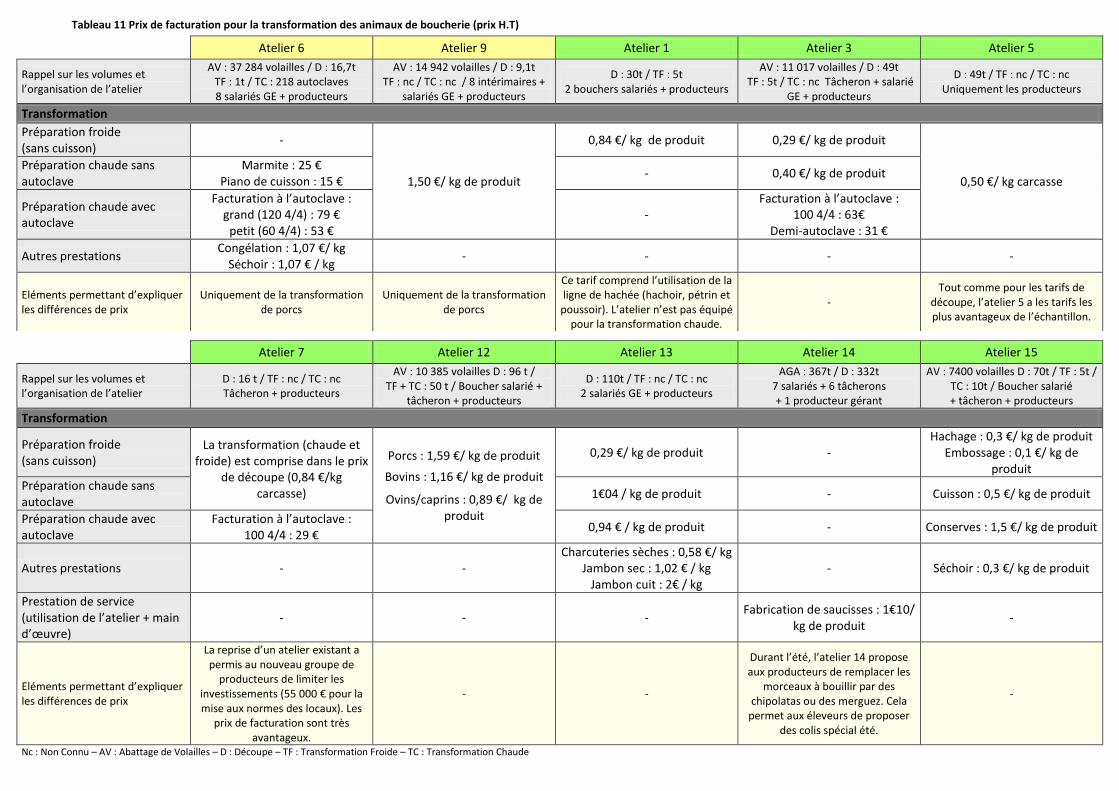
Tableau 11 Prix de facturation pour la transformation des animaux de boucherie (prix H.T)
Atelier 6 Atelier 9 Atelier 1 Atelier 3 Atelier 5
Rappel sur les volumes et l’organisation de l’atelier
AV : 37 284 volailles / D : 16,7t TF : 1t / TC : 218 autoclaves 8 salariés GE + producteurs
AV : 14 942 volailles / D : 9,1t TF : nc / TC : nc / 8 intérimaires +
salariés GE + producteurs
D : 30t / TF : 5t 2 bouchers salariés + producteurs
AV : 11 017 volailles / D : 49t TF : 5t / TC : nc Tâcheron + salarié
GE + producteurs
D : 49t / TF : nc / TC : nc Uniquement les producteurs
Transformation
Préparation froide (sans cuisson)
-
1,50 €/ kg de produit
0,84 €/ kg de produit 0,29 €/ kg de produit
0,50 €/ kg carcasse Préparation chaude sans autoclave
Marmite : 25 € Piano de cuisson : 15 €
- 0,40 €/ kg de produit
Préparation chaude avec autoclave
Facturation à l’autoclave : grand (120 4/4) : 79 €
petit (60 4/4) : 53 € -
Facturation à l’autoclave : 100 4/4 : 63€
Demi-autoclave : 31 €
Autres prestations Congélation : 1,07 €/ kg
Séchoir : 1,07 € / kg - - - -
Eléments permettant d’expliquer les différences de prix
Uniquement de la transformation de porcs
Uniquement de la transformation de porcs
Ce tarif comprend l’utilisation de la ligne de hachée (hachoir, pétrin et
poussoir). L’atelier n’est pas équipé pour la transformation chaude.
- Tout comme pour les tarifs de
découpe, l’atelier 5 a les tarifs les plus avantageux de l’échantillon.
Atelier 7 Atelier 12 Atelier 13 Atelier 14 Atelier 15
Rappel sur les volumes et l’organisation de l’atelier
D : 16 t / TF : nc / TC : nc Tâcheron + producteurs
AV : 10 385 volailles D : 96 t / TF + TC : 50 t / Boucher salarié +
tâcheron + producteurs
D : 110t / TF : nc / TC : nc 2 salariés GE + producteurs
AGA : 367t / D : 332t 7 salariés + 6 tâcherons + 1 producteur gérant
AV : 7400 volailles D : 70t / TF : 5t / TC : 10t / Boucher salarié + tâcheron + producteurs
Transformation
Préparation froide (sans cuisson)
La transformation (chaude et froide) est comprise dans le prix
de découpe (0,84 €/kg carcasse)
Porcs : 1,59 €/ kg de produit
Bovins : 1,16 €/ kg de produit
Ovins/caprins : 0,89 €/ kg de produit
0,29 €/ kg de produit - Hachage : 0,3 €/ kg de produit
Embossage : 0,1 €/ kg de produit
Préparation chaude sans autoclave
1€04 / kg de produit - Cuisson : 0,5 €/ kg de produit
Préparation chaude avec autoclave
Facturation à l’autoclave : 100 4/4 : 29 €
0,94 € / kg de produit - Conserves : 1,5 €/ kg de produit
Autres prestations - - Charcuteries sèches : 0,58 €/ kg
Jambon sec : 1,02 € / kg Jambon cuit : 2€ / kg
- Séchoir : 0,3 €/ kg de produit
Prestation de service (utilisation de l’atelier + main d’œuvre)
- - - Fabrication de saucisses : 1€10/
kg de produit -
Eléments permettant d’expliquer les différences de prix
La reprise d’un atelier existant a permis au nouveau groupe de
producteurs de limiter les investissements (55 000 € pour la mise aux normes des locaux). Les
prix de facturation sont très avantageux.
- -
Durant l’été, l’atelier 14 propose aux producteurs de remplacer les
morceaux à bouillir par des chipolatas ou des merguez. Cela
permet aux éleveurs de proposer des colis spécial été.
-
Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
Ces tarifs comprennent uniquement l’utilisation des locaux et du matériel. Lorsque les producteurs ne découpent pas eux-mêmes leurs animaux, il faut ajouter le prix du boucher. La dernière ligne du Tableau , détaille les prix facturés par les bouchers, qu’ils soient salariés de l’atelier ou bouchers prestataires.
La plupart des bouchers sont rémunérés à l’heure travaillée, en revanche, 2 ateliers rémunèrent leurs bouchers en fonction du poids découpé.
L’atelier 14 est le seul à proposer une prestation de service pour l’abattage et la découpe des gros animaux. Cette prestation est facturée aux éleveurs 2,20 €/ kg carcasse (la viande est conditionnée sous-vide). Aucun autre atelier de l’échantillon ne propose de prestation de service pour la découpe des animaux.
Les prix de facturation pour la transformation des animaux de boucherie sont présentés au sein du Tableau 12. Le système de facturation utilisé varie d’un atelier à l’autre :
- 3 ateliers font la distinction entre transformation froide, transformation chaude sans autoclave et transformation chaude avec autoclave, il y a un prix différent pour chacune de ces 3 transformations.
- 3 ateliers ont un prix global quelles que soient les transformations effectuées.
- L’atelier 7 a un prix global pour la découpe et la transformation (0,84 €/ kg carcasse) mais il y a un prix à l’autoclave pour les producteurs qui fabriquent des conserves.
- Les adhérents de l’atelier 6 payent la transformation en fonction du matériel qu’ils ont utilisé (facturation de la marmite, du piano de cuisson et de l’autoclave).
L’atelier 12 est le seul à avoir établi des prix différents en fonction du type d’animal transformé (porcs, ovins-caprins ou bovins).
Il est difficile de comparer les prix de facturation pour ces 10 ateliers car les unités utilisées sont différentes (poids de produits transformés, machine utilisée ou poids carcasse). Néanmoins, l’atelier 5 semble avoir les prix de facturation les plus bas. Les adhérents payent 0,50 €/kg carcasse pour avoir accès à tout le matériel de transformation de l’atelier.
Mémoire de fin d’études – Guillaume WAGNER – 2012 38
Synthèse de la troisième partie : les prix de facturation au sein des ateliers de transformation collectifs
Des systèmes de facturation différents…
La mise en place du système de facturation est une étape importante pour un atelier de transformation collectif. Cette étude montre que plusieurs systèmes de facturation sont utilisés. Les systèmes de facturation se différencient par les unités utilisées et par leurs niveaux de détail.
1. Les différentes unités : - La plupart des ateliers se basent sur des quantités (poids carcasse, poids de produits
sortants, nombre de bocaux élaborés, volume de jus pressé, etc.).
- Certains ateliers ont un prix fixe par machine utilisée (principalement pour la stérilisation). La facturation ne tient alors pas compte de la nature des produits transformés ni de la quantité transformée.
- Enfin, d’autres ateliers tiennent compte du temps d’occupation de l’atelier (facturation à la journée ou à la demi-journée) pour la facturation.
Chacun de ces 3 systèmes présente des avantages et inconvénients, c’est pourquoi certains ateliers utilisent un système de facturation intégrant plusieurs unités. C’est le cas de l’atelier 5 qui a des tarifs au poids, auxquels s’ajoute un supplément à la journée utilisée. L’atelier 6 utilise aussi un système mixte. La plupart des tarifs de cet atelier sont basés sur des quantités mais la facturation, de certaines transformations, tient compte du matériel utilisé (facturation à l’usage quelle que soit la quantité).
2. Les niveaux de détail
Certains ateliers utilisent un système de facturation très détaillé (un prix pour chaque type de transformation) et d’autres préfèrent utiliser des tarifs globaux s’appliquant à plusieurs transformations.
Un système de facturation peu détaillé a l’avantage de faciliter la réalisation des factures, mais il ne convient pas à tous les groupes de producteurs. Si le groupe est composé d’agriculteurs n’ayant pas tous les mêmes productions, chacun utilisera le matériel et les installations différemment. Dès lors, un système de facturation peu détaillé peut avantager certains utilisateurs et en pénaliser d’autres et risque de créer des tensions au sein du groupe. A l’inverse, un système de facturation très détaillé rend la réalisation des factures plus fastidieuse mais permet d’avoir des tarifs plus justes. Le choix du système de facturation revient à chaque groupe, il dépend fortement de la composition du groupe de producteurs (diversité des volumes d’apport et diversité des transformations).
Mémoire de fin d’études – Guillaume WAGNER – 2012 39
Des prix de facturation différents
On observe des différences entre les prix de facturation présentés au sein de cette troisième partie. Plusieurs éléments permettent d’expliquer ces différences, il faut tenir compte :
- du contexte propre à chaque atelier (équipements et matériels utilisés, concurrence au sein du territoire36, ancienneté de la structure, pourcentage de subvention pour les investissements réalisés, etc.).
- de l’activité de l’atelier (volumes traités, taux d’occupation, niveau de spécialisation de l’atelier, etc.).
- du fonctionnement de l’atelier (recours au travail salarié ou non, prestation de service, rémunération des responsables, etc.).
- de la situation économique de la structure (investissements amortis ou non, résultats économiques des années précédentes, etc.).
- de l’efficacité technico-économique de chaque atelier (optimisation des dépenses).
Les prix de facturation d’un atelier sont amenés à changer au cours du temps (évolution des charges et donc des coûts de revient).
A ce titre, il semble intéressant de souligner le système de facturation utilisé par les adhérents de l’atelier 5. La facturation est basée sur un système de parts. Une part est équivalente à une certaine quantité de produits transformés. Le prix de la part est évalué en fonction du coût de fonctionnement de l’année en cours. En 2011, le prix de la part s’élevait à 15 € HT, ce prix était de 14 € HT en 2010 et 16 € HT en 2009. Ce système de parts n’est utilisé que pour les adhérents, les utilisateurs extérieurs payent un prix au poids transformé.
La charge de travail est l’un des principaux freins avancé par les agriculteurs impliqués dans une démarche de transformation. Avant de se lancer dans une activité de transformation, les producteurs aimeraient savoir combien de temps il est nécessaire d’y consacrer. Quelles quantités peut-on transformer en une journée de travail ? Quelles sont les cadences atteintes ? Nous répondrons à ces questions au sein de la prochaine partie, en présentant les temps de travail communiqués par les agriculteurs enquêtés.
36
Tarifs proposés par les prestataires de service ou les autres ateliers collectifs du territoire.
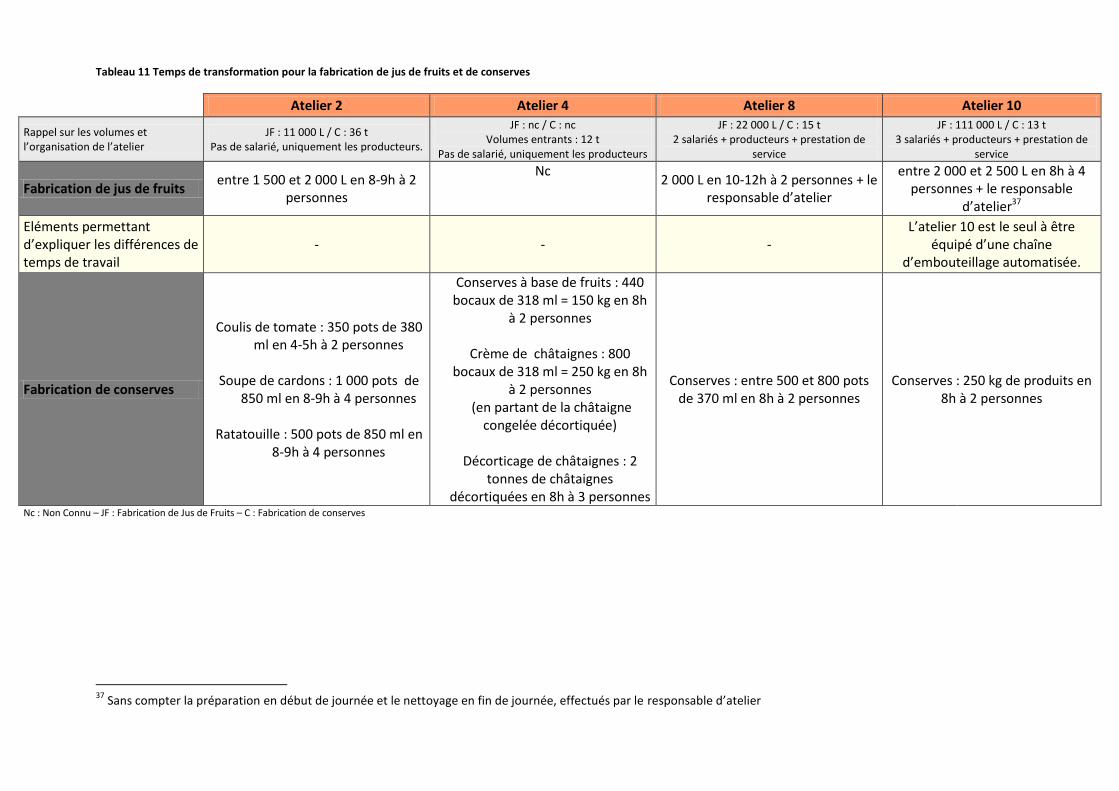
Tableau 11 Temps de transformation pour la fabrication de jus de fruits et de conserves
37
Sans compter la préparation en début de journée et le nettoyage en fin de journée, effectués par le responsable d’atelier
Atelier 2 Atelier 4 Atelier 8 Atelier 10
Rappel sur les volumes et l’organisation de l’atelier
JF : 11 000 L / C : 36 t Pas de salarié, uniquement les producteurs.
JF : nc / C : nc Volumes entrants : 12 t
Pas de salarié, uniquement les producteurs
JF : 22 000 L / C : 15 t 2 salariés + producteurs + prestation de
service
JF : 111 000 L / C : 13 t 3 salariés + producteurs + prestation de
service
Fabrication de jus de fruits entre 1 500 et 2 000 L en 8-9h à 2
personnes
Nc 2 000 L en 10-12h à 2 personnes + le
responsable d’atelier
entre 2 000 et 2 500 L en 8h à 4 personnes + le responsable
d’atelier37
Eléments permettant d’expliquer les différences de temps de travail
- - - L’atelier 10 est le seul à être
équipé d’une chaîne d’embouteillage automatisée.
Fabrication de conserves
Coulis de tomate : 350 pots de 380 ml en 4-5h à 2 personnes
Soupe de cardons : 1 000 pots de
850 ml en 8-9h à 4 personnes
Ratatouille : 500 pots de 850 ml en 8-9h à 4 personnes
Conserves à base de fruits : 440 bocaux de 318 ml = 150 kg en 8h
à 2 personnes
Crème de châtaignes : 800 bocaux de 318 ml = 250 kg en 8h
à 2 personnes (en partant de la châtaigne
congelée décortiquée)
Décorticage de châtaignes : 2 tonnes de châtaignes
décortiquées en 8h à 3 personnes
Conserves : entre 500 et 800 pots de 370 ml en 8h à 2 personnes
Conserves : 250 kg de produits en 8h à 2 personnes
Nc : Non Connu – JF : Fabrication de Jus de Fruits – C : Fabrication de conserves
ormation pour la fabrication de jus de fruits
39 Mémoire de fin d’études – Guillaume WAGNER – 2012
IV. Les temps de travail au sein des ateliers de transformation collectifs
1. La transformation des fruits et légumes
1.1. La fabrication des jus de fruits Les ateliers 2, 8 et 10 possèdent une ligne de fabrication de jus de fruits permettant de réaliser d’importants volumes. Quelques bouteilles de jus de fruits sont fabriquées au sein de l’atelier 4 mais il ne dispose pas d’équipements spécialisés, les volumes fabriqués sont donc très faibles.
Une ligne de fabrication de jus de fruits est composée, d’un broyeur, d’une presse, d’un pasteurisateur et d’une embouteilleuse. C’est le niveau d’automatisation de ces machines qui conditionne la cadence et les quantités journalières pouvant être fabriquées. L’atelier 10 possède le matériel le plus automatisé et permet de fabriquer jusqu’à 2 500 L de jus par jour à 4 personnes. Le réapprovisionnement du broyeur se fait par un système automatique. Les palox38 de fruits sont déversés à l’aide d’un chariot élévateur, les fruits passent ensuite dans un bac de lavage et sont amenés jusqu’au broyeur grâce à une vis sans fin. Pour les 2 autres ateliers, l’approvisionnement du broyeur se fait manuellement.
Les presses utilisées dans ces 3 ateliers nécessitent un gros travail de manutention, car il faut constamment réapprovisionner la presse en pulpes broyées. Après avoir été broyé, les fruits sont déposés sur des toiles en polyester. Les opérateurs superposent plusieurs couches de broyas (appelées couches de marcs) en alternance avec des clayons39 pour une meilleure extraction du jus. Un vérin hydraulique permet ensuite de comprimer les couches de marcs, le jus de fruits est ainsi extrait. Cette étape nécessite 1 à 2 personnes selon le type de presse utilisé.
Le jus recueilli est ensuite stocké dans des cuves de décantation puis pasteurisé. Cette étape est automatisée, le jus circule grâce à une pompe.
La dernière étape est la mise en bouteille et le capsulage. L’atelier 10 dispose d’une chaîne d’embouteillage, les bouteilles y sont remplies une à une puis capsulées de façon automatique. En revanche, la mise en bouteille et le capsulage se font manuellement dans les ateliers 2 et 8.
1.2. La fabrication des produits transformés Les temps de transformation communiqués au sein du Tableau 11 sont donnés à titre indicatif. En effet, les temps de transformation sont fonction du type de produits fabriqués et peuvent être très différents selon le process. Il faut tenir compte des transformations effectuées (lavage, épluchage, décorticage, tamisage, cuisson, conditionnement). Certains produits sont plus faciles à élaborer que d’autres, par exemple la fabrication de compotes demandera moins de temps que la fabrication de confitures ou de crèmes de châtaignes.
La stérilisation des produits est souvent le facteur limitant. Lorsque le process de stérilisation est terminé, il faut attendre que les bocaux refroidissent avant de pouvoir les manipuler à mains nues. Les bocaux sont stockés à l’intérieur de l’autoclave grâce à un panier métallique. Les producteurs utilisent souvent plusieurs paniers afin de remplir un nouveau panier pendant le process de stérilisation. Le panier contenant les bocaux chauds est sorti de l’autoclave grâce à un palan et le nouveau panier est introduit dans l’autoclave pour une nouvelle stérilisation. Ce roulement permet de gagner du temps.
38
Caisses en bois ou en plastique utilisées pour le stockage des fruits. 39
Lamelles en bois permettant de compresser les couches de marcs
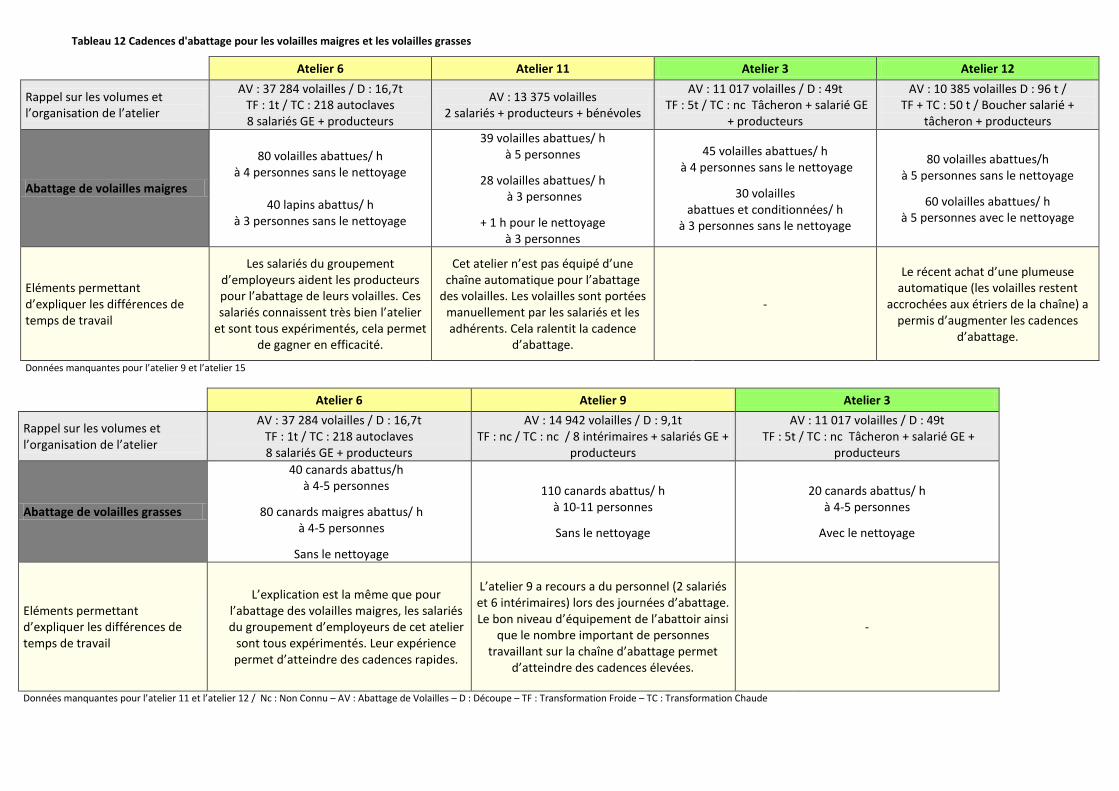
Tableau 12 Cadences d'abattage pour les volailles maigres et les volailles grasses
Atelier 6 Atelier 9 Atelier 3
Rappel sur les volumes et l’organisation de l’atelier
AV : 37 284 volailles / D : 16,7t TF : 1t / TC : 218 autoclaves 8 salariés GE + producteurs
AV : 14 942 volailles / D : 9,1t TF : nc / TC : nc / 8 intérimaires + salariés GE +
producteurs
AV : 11 017 volailles / D : 49t TF : 5t / TC : nc Tâcheron + salarié GE +
producteurs
Abattage de volailles grasses
40 canards abattus/h à 4-5 personnes
80 canards maigres abattus/ h à 4-5 personnes
Sans le nettoyage
110 canards abattus/ h à 10-11 personnes
Sans le nettoyage
20 canards abattus/ h à 4-5 personnes
Avec le nettoyage
Eléments permettant d’expliquer les différences de temps de travail
L’explication est la même que pour l’abattage des volailles maigres, les salariés du groupement d’employeurs de cet atelier
sont tous expérimentés. Leur expérience permet d’atteindre des cadences rapides.
L’atelier 9 a recours a du personnel (2 salariés et 6 intérimaires) lors des journées d’abattage. Le bon niveau d’équipement de l’abattoir ainsi
que le nombre important de personnes travaillant sur la chaîne d’abattage permet
d’atteindre des cadences élevées.
-
Données manquantes pour l’atelier 11 et l’atelier 12 / Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
Atelier 6 Atelier 11 Atelier 3 Atelier 12
Rappel sur les volumes et l’organisation de l’atelier
AV : 37 284 volailles / D : 16,7t TF : 1t / TC : 218 autoclaves 8 salariés GE + producteurs
AV : 13 375 volailles 2 salariés + producteurs + bénévoles
AV : 11 017 volailles / D : 49t TF : 5t / TC : nc Tâcheron + salarié GE
+ producteurs
AV : 10 385 volailles D : 96 t / TF + TC : 50 t / Boucher salarié +
tâcheron + producteurs
Abattage de volailles maigres
80 volailles abattues/ h à 4 personnes sans le nettoyage
40 lapins abattus/ h
à 3 personnes sans le nettoyage
39 volailles abattues/ h à 5 personnes
28 volailles abattues/ h à 3 personnes
+ 1 h pour le nettoyage à 3 personnes
45 volailles abattues/ h à 4 personnes sans le nettoyage
30 volailles abattues et conditionnées/ h
à 3 personnes sans le nettoyage
80 volailles abattues/h à 5 personnes sans le nettoyage
60 volailles abattues/ h à 5 personnes avec le nettoyage
Eléments permettant d’expliquer les différences de temps de travail
Les salariés du groupement d’employeurs aident les producteurs pour l’abattage de leurs volailles. Ces salariés connaissent très bien l’atelier
et sont tous expérimentés, cela permet de gagner en efficacité.
Cet atelier n’est pas équipé d’une chaîne automatique pour l’abattage
des volailles. Les volailles sont portées manuellement par les salariés et les adhérents. Cela ralentit la cadence
d’abattage.
-
Le récent achat d’une plumeuse automatique (les volailles restent
accrochées aux étriers de la chaîne) a permis d’augmenter les cadences
d’abattage.
Données manquantes pour l’atelier 9 et l’atelier 15
Mémoire de fin d’études – Guillaume WAGNER – 2012 40
2. L’abattage et la transformation des volailles
Le nombre de personnes nécessaires pour travailler sur la chaîne d’abattage n’est pas le même pour tous les ateliers de notre échantillon. Trois personnes travaillent au sein l’abattoir de l’atelier 11, alors que 10 à 11 personnes sont nécessaires lors des journées d’abattage de l’atelier 9. Cela implique des cadences très différentes.
Les cadences d’abattage de volailles grasses sont inférieures à celles des volailles maigres car les animaux sont plus lourds et plus difficiles à plumer.
Cinq ateliers disposent d’une chaîne automatique. Les volailles sont accrochées à des étriers qui avancent automatiquement. Ce fonctionnement permet d’individualiser les tâches à réaliser, chaque opérateur est présent à un poste et réalise la même opération sur toutes les volailles. Les cadences d’abattage de l’atelier 11 sont réduites car les volailles ne sont pas suspendues à une chaîne automatique, chaque opérateur porte les carcasses de volailles.
Qu’il s’agisse de volailles grasses ou maigres, les différents postes sont quasi identiques. Une personne s’occupe de sortir les volailles des cages, de les passer à l’électronarcose puis de les accrocher aux étriers de la chaîne. Cette même personne est en charge de saigner les volailles juste après l’électronarcose. Les volailles sont ensuite plongées dans un bac d’ébouillantement. La durée d’ébouillantement et la température de l’eau sont variables en fonction des espèces abattues. Une seconde personne détache les volailles de la chaîne et les passe dans une plumeuse. Les ateliers 9, 12 et 15 utilisent une plumeuse automatique, cela permet de réduire le nombre de personnes nécessaires puisque les volailles restent accrochées aux étriers. Ensuite, une à deux personnes s’occupent de l’éviscération des volailles. Les volailles sont généralement suspendues aux étriers puis ouvertes afin d’en extraire les viscères qui tombent dans un bac situé sous la chaîne. Au sein de l’atelier 15, l’éviscération est réalisée à l’aide d’un aspirateur qui évacue directement les viscères vers une cuve située à l’extérieur de l’atelier. Enfin une dernière personne est responsable de la finition (épilation des dernières plumes, nettoyage des traces éventuelles, mise en chambre froide de ressuage). Ces effectifs sont doublés au sein de l’atelier 9 afin d’atteindre une cadence plus importante.
Le temps passé au nettoyage de la chaîne d’abattage est également à prendre en compte. Par exemple, le nettoyage complet de l’abattoir de l’atelier 11 requiert une heure de travail à 3 personnes.
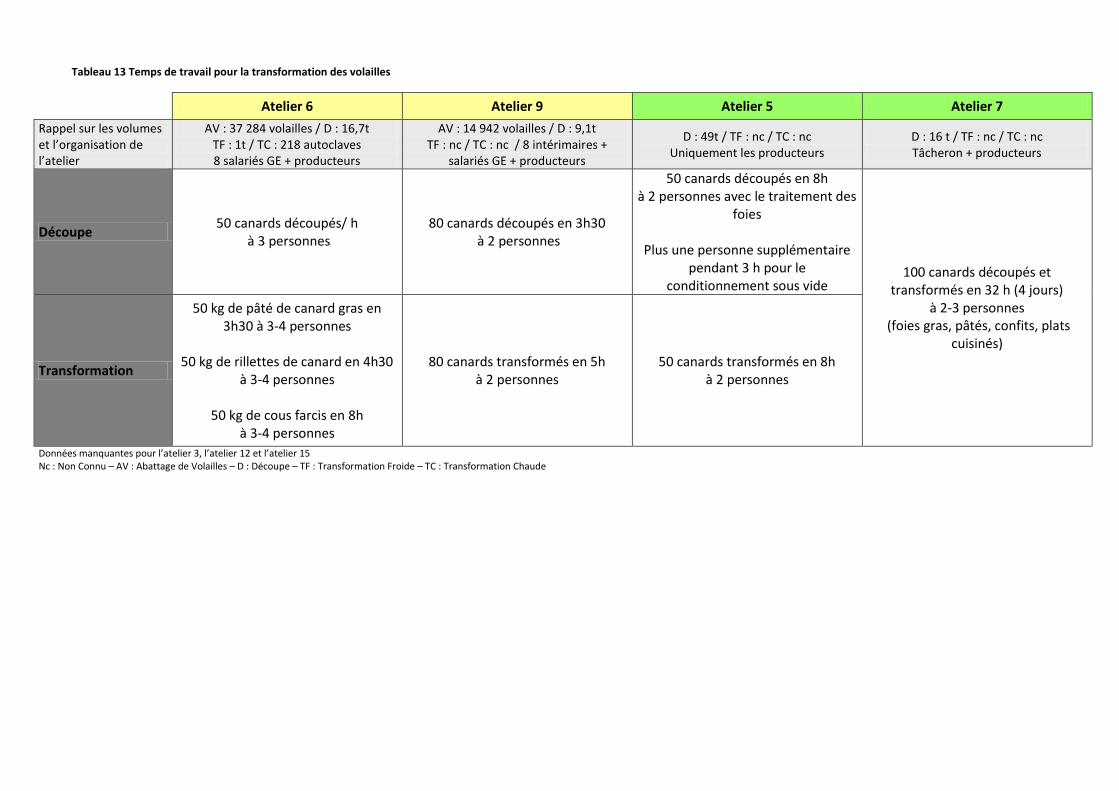
Tableau 13 Temps de travail pour la transformation des volailles
Atelier 6 Atelier 9 Atelier 5 Atelier 7
Rappel sur les volumes et l’organisation de l’atelier
AV : 37 284 volailles / D : 16,7t TF : 1t / TC : 218 autoclaves 8 salariés GE + producteurs
AV : 14 942 volailles / D : 9,1t TF : nc / TC : nc / 8 intérimaires +
salariés GE + producteurs
D : 49t / TF : nc / TC : nc Uniquement les producteurs
D : 16 t / TF : nc / TC : nc Tâcheron + producteurs
Découpe 50 canards découpés/ h
à 3 personnes 80 canards découpés en 3h30
à 2 personnes
50 canards découpés en 8h à 2 personnes avec le traitement des
foies
Plus une personne supplémentaire pendant 3 h pour le
conditionnement sous vide 100 canards découpés et
transformés en 32 h (4 jours) à 2-3 personnes
(foies gras, pâtés, confits, plats cuisinés)
Transformation
50 kg de pâté de canard gras en 3h30 à 3-4 personnes
50 kg de rillettes de canard en 4h30
à 3-4 personnes
50 kg de cous farcis en 8h à 3-4 personnes
80 canards transformés en 5h à 2 personnes
50 canards transformés en 8h à 2 personnes
Données manquantes pour l’atelier 3, l’atelier 12 et l’atelier 15 Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
41 Mémoire de fin d’études – Guillaume WAGNER – 2012
2.3 La découpe et la transformation des volailles Les données concernant la découpe et la transformation des volailles sont présentées au sein du Tableau 13. Quelques producteurs de volailles font appel à un boucher pour les aider dans la découpe de leurs animaux, mais dans la plupart des ateliers enquêtés les producteurs découpent eux-mêmes les volailles ou font appel aux salariés (atelier 6).
Très peu de producteurs transforment des volailles maigres. Les volailles maigres sont découpées et vendues en piécé ou en carcasse entières prêtes à rôtir.
La transformation des volailles grasses soulève une contrainte technique supplémentaire, les foies gras doivent être traités (déveinés et emballés) dans les heures suivant l’abattage afin de ne pas perdre en qualité. Certains producteurs stockent les foies gras en chambres froides et les transforment le lendemain mais les produits perdent en qualité car il y a un taux de fonte important.
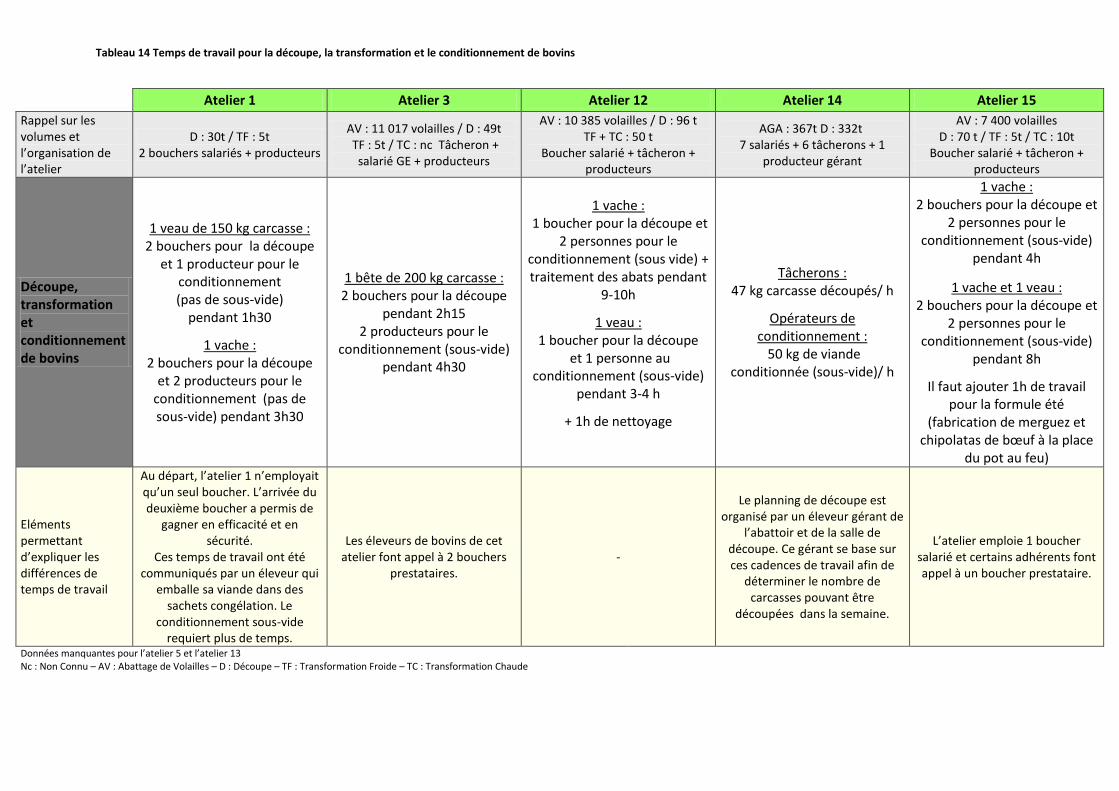
Tableau 14 Temps de travail pour la découpe, la transformation et le conditionnement de bovins
Atelier 1 Atelier 3 Atelier 12 Atelier 14 Atelier 15
Rappel sur les volumes et l’organisation de l’atelier
D : 30t / TF : 5t 2 bouchers salariés + producteurs
AV : 11 017 volailles / D : 49t TF : 5t / TC : nc Tâcheron +
salarié GE + producteurs
AV : 10 385 volailles / D : 96 t TF + TC : 50 t
Boucher salarié + tâcheron + producteurs
AGA : 367t D : 332t 7 salariés + 6 tâcherons + 1
producteur gérant
AV : 7 400 volailles D : 70 t / TF : 5t / TC : 10t
Boucher salarié + tâcheron + producteurs
Découpe, transformation et conditionnement de bovins
1 veau de 150 kg carcasse : 2 bouchers pour la découpe
et 1 producteur pour le conditionnement (pas de sous-vide)
pendant 1h30
1 vache : 2 bouchers pour la découpe
et 2 producteurs pour le conditionnement (pas de sous-vide) pendant 3h30
1 bête de 200 kg carcasse : 2 bouchers pour la découpe
pendant 2h15 2 producteurs pour le
conditionnement (sous-vide) pendant 4h30
1 vache : 1 boucher pour la découpe et
2 personnes pour le conditionnement (sous vide) + traitement des abats pendant
9-10h
1 veau : 1 boucher pour la découpe
et 1 personne au conditionnement (sous-vide)
pendant 3-4 h
+ 1h de nettoyage
Tâcherons : 47 kg carcasse découpés/ h
Opérateurs de conditionnement :
50 kg de viande conditionnée (sous-vide)/ h
1 vache : 2 bouchers pour la découpe et
2 personnes pour le conditionnement (sous-vide)
pendant 4h
1 vache et 1 veau : 2 bouchers pour la découpe et
2 personnes pour le conditionnement (sous-vide)
pendant 8h
Il faut ajouter 1h de travail pour la formule été
(fabrication de merguez et chipolatas de bœuf à la place
du pot au feu)
Eléments permettant d’expliquer les différences de temps de travail
Au départ, l’atelier 1 n’employait qu’un seul boucher. L’arrivée du deuxième boucher a permis de
gagner en efficacité et en sécurité.
Ces temps de travail ont été communiqués par un éleveur qui
emballe sa viande dans des sachets congélation. Le
conditionnement sous-vide requiert plus de temps.
Les éleveurs de bovins de cet atelier font appel à 2 bouchers
prestataires. -
Le planning de découpe est organisé par un éleveur gérant de
l’abattoir et de la salle de découpe. Ce gérant se base sur ces cadences de travail afin de
déterminer le nombre de carcasses pouvant être
découpées dans la semaine.
L’atelier emploie 1 boucher salarié et certains adhérents font appel à un boucher prestataire.
Données manquantes pour l’atelier 5 et l’atelier 13 Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
Mémoire de fin d’études – Guillaume WAGNER – 2012 42
3. La découpe et la transformation des animaux de boucherie
3.1. La découpe et la transformation de bovins Les temps de travail communiqués par les agriculteurs pour la découpe et le conditionnement de bovins sont assez similaires. Au sein des 7 ateliers équipés pour la découpe de bovins, il n’y a aucun éleveur qui découpe lui-même ses animaux. La découpe est confiée au boucher salarié de l’atelier ou à un boucher prestataire (tâcheron, auto-entrepreneur etc.).
Un boucher professionnel mettra, en moyenne, entre 7h30 et 9h pour découper une carcasse de gros bovins. Le temps passé à la découpe est d’environ 3h pour un veau. De nombreux paramètres ont une incidence sur le temps de découpe : l’efficacité du boucher, le poids carcasse, le type d’animal (âge, race, état d’engraissement, etc.). Certains producteurs font appel à 2 bouchers afin d’optimiser l’utilisation de l’atelier. Un boucher est en charge de la première découpe et le deuxième boucher s’occupe de la découpe plus fine.
Dans la plupart des cas, le producteur est présent et s’occupe du conditionnement. Le conditionnement inclut la mise sous-vide, l’étiquetage et le colisage. La quasi-totalité des producteurs conditionnent leur viande dans des poches sous-vide pour une meilleure conservation. Généralement, les producteurs font appel à une deuxième personne pour les aider lors du conditionnement. Cela permet de réduire le temps entre la découpe et le conditionnement et donc de limiter le risque de contamination.
3.2. La découpe et la transformation de porcs Les temps de travail communiqués pour la découpe, la transformation et le conditionnement de porcs sont plus hétérogènes. Contrairement aux bovins, certains éleveurs de porcs découpent eux-mêmes leurs animaux. Il faudra environ 3h à une personne expérimentée pour découper une carcasse de porcs.
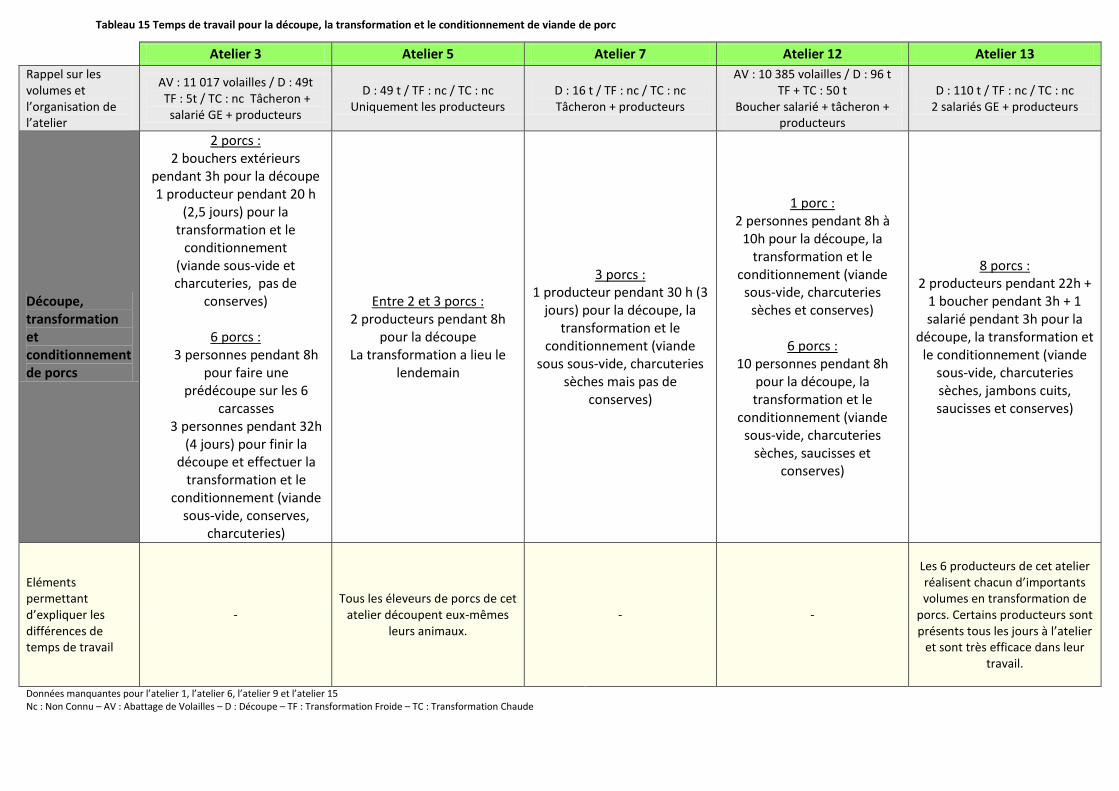
Tableau 15 Temps de travail pour la découpe, la transformation et le conditionnement de viande de porc
Atelier 3 Atelier 5 Atelier 7 Atelier 12 Atelier 13
Rappel sur les volumes et l’organisation de l’atelier
AV : 11 017 volailles / D : 49t TF : 5t / TC : nc Tâcheron +
salarié GE + producteurs
D : 49 t / TF : nc / TC : nc Uniquement les producteurs
D : 16 t / TF : nc / TC : nc Tâcheron + producteurs
AV : 10 385 volailles / D : 96 t TF + TC : 50 t
Boucher salarié + tâcheron + producteurs
D : 110 t / TF : nc / TC : nc 2 salariés GE + producteurs
Découpe, transformation et conditionnement de porcs
2 porcs : 2 bouchers extérieurs
pendant 3h pour la découpe 1 producteur pendant 20 h
(2,5 jours) pour la transformation et le
conditionnement (viande sous-vide et charcuteries, pas de
conserves)
6 porcs : 3 personnes pendant 8h
pour faire une prédécoupe sur les 6
carcasses 3 personnes pendant 32h
(4 jours) pour finir la découpe et effectuer la
transformation et le conditionnement (viande
sous-vide, conserves, charcuteries)
Entre 2 et 3 porcs : 2 producteurs pendant 8h
pour la découpe La transformation a lieu le
lendemain
3 porcs : 1 producteur pendant 30 h (3
jours) pour la découpe, la transformation et le
conditionnement (viande sous sous-vide, charcuteries
sèches mais pas de conserves)
1 porc : 2 personnes pendant 8h à
10h pour la découpe, la transformation et le
conditionnement (viande sous-vide, charcuteries
sèches et conserves)
6 porcs : 10 personnes pendant 8h
pour la découpe, la transformation et le
conditionnement (viande sous-vide, charcuteries
sèches, saucisses et conserves)
8 porcs : 2 producteurs pendant 22h +
1 boucher pendant 3h + 1 salarié pendant 3h pour la
découpe, la transformation et le conditionnement (viande
sous-vide, charcuteries sèches, jambons cuits, saucisses et conserves)
Eléments permettant d’expliquer les différences de temps de travail
- Tous les éleveurs de porcs de cet
atelier découpent eux-mêmes leurs animaux.
- -
Les 6 producteurs de cet atelier réalisent chacun d’importants volumes en transformation de
porcs. Certains producteurs sont présents tous les jours à l’atelier
et sont très efficace dans leur travail.
Données manquantes pour l’atelier 1, l’atelier 6, l’atelier 9 et l’atelier 15 Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude
43 Mémoire de fin d’études – Guillaume WAGNER – 2012
Après avoir abordé l’organisation du travail, les prix de facturation et les temps de transformation intéressons-nous maintenant aux données économiques et financières des ateliers de transformation collectifs.
Synthèse de la quatrième partie : les temps de travail au sein des ateliers de transformation collectifs
Les équipements professionnels utilisés au sein des ateliers de transformation collectifs permettent de gagner en efficacité.
Les temps de travail présentés au sein de cette troisième partie sont hétérogènes. Plusieurs éléments peuvent expliquer les différences observées entre ateliers :
- Le niveau d’équipement des ateliers est variable (en particulier pour la transformation de fruits et légumes et pour l’abattage de volailles). Certains ateliers ont des installations automatisées et dimensionnées pour d’importantes quantités, cela augmente l’efficacité du travail.
- Le niveau de spécialisation et l’expérience des producteurs, des salariés ou des bouchers influent sur les temps de travail. L’expérience de l’atelier 7 en témoigne. Depuis 3 ans, le nombre de jours d’utilisation de l’atelier a diminué alors que les volumes transformés sont restés stables. Les adhérents étaient pour la plupart des néo ruraux qui n’avaient pas d’expérience en transformation fermière. Ils ont désormais gagné en efficacité et consacrent moins de temps à la transformation de leurs produits.
- L’organisation choisie par les producteurs va également fortement influer les cadences de travail. Certains producteurs font le choix de transformer seul leurs produits, cela induit des temps de travail plus long mais des coûts de production plus faibles car ils ne font pas appel à des salariés. A l’inverse, d’autres producteurs emploient des salariés pour diminuer leur temps de travail.
La transformation des produits agricole requiert une grande implication et une importante charge de travail de la part des producteurs. En plus du temps passé à la transformation, il faut aussi considérer le temps de nettoyage et le temps de transport. Lors de la construction d’un atelier de transformation collectif, le choix de l’emplacement est délicat. Il semble important de choisir un terrain qui ne soit pas trop éloigné des exploitations des différents utilisateurs afin de réduire au maximum les temps de transport.
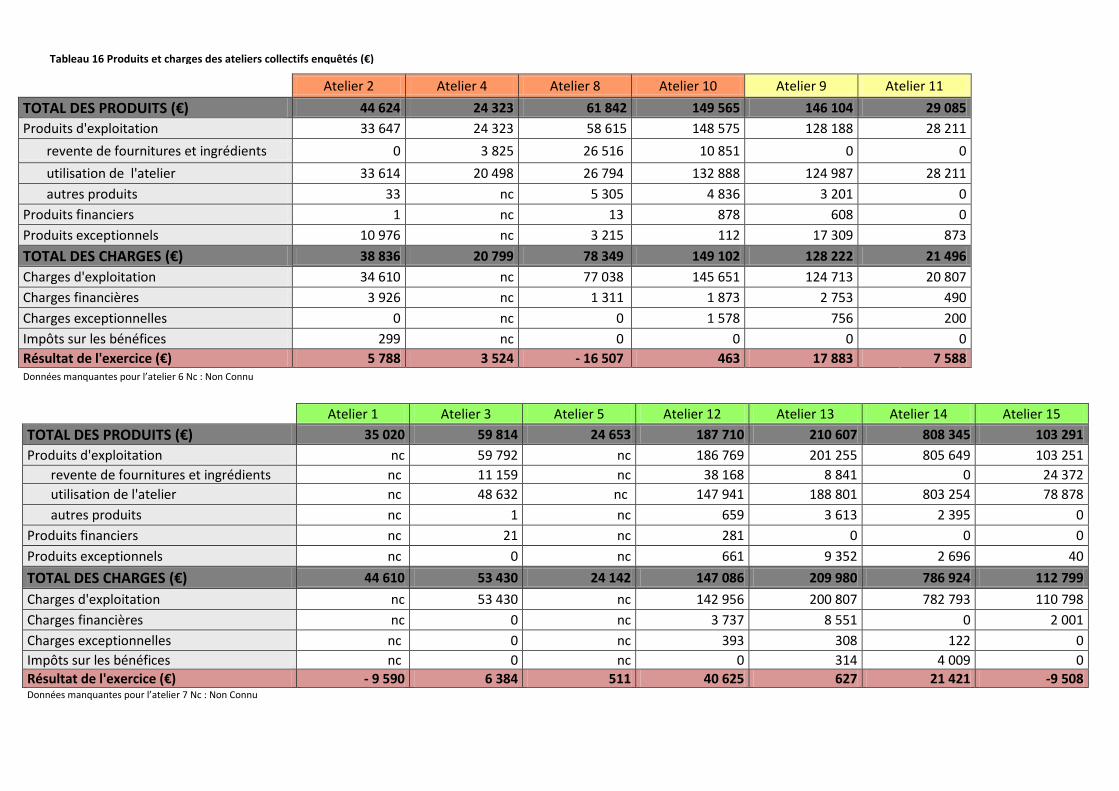
Atelier 2 Atelier 4 Atelier 8 Atelier 10 Atelier 9 Atelier 11
TOTAL DES PRODUITS (€) 44 624 24 323 61 842 149 565 146 104 29 085
Produits d'exploitation 33 647 24 323 58 615 148 575 128 188 28 211
revente de fournitures et ingrédients 0 3 825 26 516 10 851 0 0
utilisation de l'atelier 33 614 20 498 26 794 132 888 124 987 28 211
autres produits 33 nc 5 305 4 836 3 201 0
Produits financiers 1 nc 13 878 608 0
Produits exceptionnels 10 976 nc 3 215 112 17 309 873
TOTAL DES CHARGES (€) 38 836 20 799 78 349 149 102 128 222 21 496
Charges d'exploitation 34 610 nc 77 038 145 651 124 713 20 807
Charges financières 3 926 nc 1 311 1 873 2 753 490
Charges exceptionnelles 0 nc 0 1 578 756 200
Impôts sur les bénéfices 299 nc 0 0 0 0
Résultat de l'exercice (€) 5 788 3 524 - 16 507 463 17 883 7 588 Données manquantes pour l’atelier 6 Nc : Non Connu
Atelier 1 Atelier 3 Atelier 5 Atelier 12 Atelier 13 Atelier 14 Atelier 15
TOTAL DES PRODUITS (€) 35 020 59 814 24 653 187 710 210 607 808 345 103 291
Produits d'exploitation nc 59 792 nc 186 769 201 255 805 649 103 251
revente de fournitures et ingrédients nc 11 159 nc 38 168 8 841 0 24 372
utilisation de l'atelier nc 48 632 nc 147 941 188 801 803 254 78 878
autres produits nc 1 nc 659 3 613 2 395 0
Produits financiers nc 21 nc 281 0 0 0
Produits exceptionnels nc 0 nc 661 9 352 2 696 40
TOTAL DES CHARGES (€) 44 610 53 430 24 142 147 086 209 980 786 924 112 799
Charges d'exploitation nc 53 430 nc 142 956 200 807 782 793 110 798
Charges financières nc 0 nc 3 737 8 551 0 2 001
Charges exceptionnelles nc 0 nc 393 308 122 0
Impôts sur les bénéfices nc 0 nc 0 314 4 009 0
Résultat de l'exercice (€) - 9 590 6 384 511 40 625 627 21 421 -9 508 Données manquantes pour l’atelier 7 Nc : Non Connu
Tableau 16 Produits et charges des ateliers collectifs enquêtés (€)
Mémoire de fin d’études – Guillaume WAGNER – 2012 44
V. Données économiques et financières sur les ateliers de transformation collectifs
Les résultats présentés dans cette cinquième partie sont issus de l’exploitation des documents comptables (comptes de résultats, bilans et études économiques) récoltés lors de l’enquête. Le but est d’apporter des repères économiques et financiers pouvant servir lors d’études de faisabilité de futurs projets collectifs.
Au sein de l’échantillon, 2 ateliers n’ont pas souhaité communiquer leurs données économiques. Parmi les documents comptables recueillis, il y a une grande hétérogénéité en termes de présentation et de niveau de détail. Les comptes de résultats simplifiés ne permettent pas une analyse complète car les produits et charges sont répartis au sein de grands postes, sans en connaître le détail.
Après la période d’enquête, un long travail de relance téléphonique a été effectué pour obtenir les documents non récoltés lors des entretiens. Au final, il manque 5 bilans comptables et 2 comptes de résultats. Tous les bilans comptables recueillis sont exploitables mais parmi les 13 comptes de résultats, 6 ne sont que partiellement exploitables car très peu détaillés.
1. Les résultats issus de l’exploitation des comptes de résultats
1.1. Les produits d’un atelier de transformation collectif Le Tableau 16 présente le compte de résultat simplifié de chaque atelier enquêté. Le haut du tableau détaille les différents produits alors que la partie inférieure du tableau, présente les différentes charges. La différence entre le total des produits et le total des charges nous donne le résultat économique pour l’année 2011. Le résultat de l’exercice est composé du résultat d’exploitation, du résultat financier et du résultat exceptionnel.
On peut observer que les produits d’exploitation représentent la quasi-totalité des produits des ateliers collectifs enquêtés. Les produits d’exploitation se divisent en 3 grandes catégories :
- les produits liés l’activité d’achat-revente (fournitures et ingrédients)
- les produits liés à l’utilisation de l’atelier (location, prestation de service, mise à disposition des salariés)
- les autres produits (subventions d’exploitation, produits divers de gestion courante, vente des produits transformés à l’atelier etc.).
Le résultat financier est la différence entre les produits et les charges financières. Le résultat financier des ateliers de transformation collectifs est souvent négatif car les charges financières sont élevées à cause des intérêts des emprunts contractés.
Enfin, le résultat exceptionnel des ateliers de transformation collectif est très variable d’une année à l’autre. Les produits et charges exceptionnels sont liés à des opérations en capital ou des opérations de gestion. Prenons l’exemple de l’atelier 2, dont les produits exceptionnels s’élèvent à 10 976 €. Cette somme correspond à la quotepart des subventions d’investissement. Cette SARL a perçu une subvention d’investissement pour la construction de son nouveau bâtiment. Le montant de la subvention est réparti sur plusieurs années, il apparait sous forme de quotepart des subventions d’investissements au sein du compte de résultat.
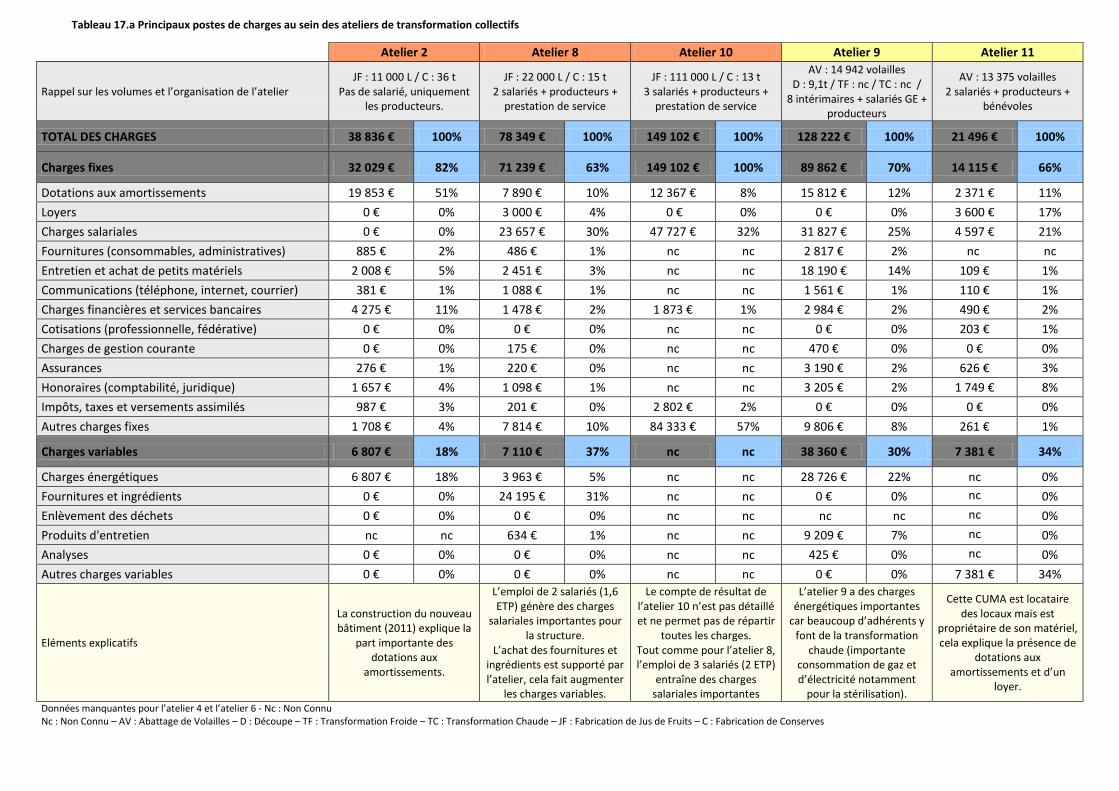
Tableau 17.a Principaux postes de charges au sein des ateliers de transformation collectifs
Atelier 2 Atelier 8 Atelier 10 Atelier 9 Atelier 11
Rappel sur les volumes et l’organisation de l’atelier JF : 11 000 L / C : 36 t
Pas de salarié, uniquement les producteurs.
JF : 22 000 L / C : 15 t 2 salariés + producteurs +
prestation de service
JF : 111 000 L / C : 13 t 3 salariés + producteurs +
prestation de service
AV : 14 942 volailles D : 9,1t / TF : nc / TC : nc /
8 intérimaires + salariés GE + producteurs
AV : 13 375 volailles 2 salariés + producteurs +
bénévoles
TOTAL DES CHARGES 38 836 € 100% 78 349 € 100% 149 102 € 100% 128 222 € 100% 21 496 € 100%
Charges fixes 32 029 € 82% 71 239 € 63% 149 102 € 100% 89 862 € 70% 14 115 € 66%
Dotations aux amortissements 19 853 € 51% 7 890 € 10% 12 367 € 8% 15 812 € 12% 2 371 € 11%
Loyers 0 € 0% 3 000 € 4% 0 € 0% 0 € 0% 3 600 € 17%
Charges salariales 0 € 0% 23 657 € 30% 47 727 € 32% 31 827 € 25% 4 597 € 21%
Fournitures (consommables, administratives) 885 € 2% 486 € 1% nc nc 2 817 € 2% nc nc
Entretien et achat de petits matériels 2 008 € 5% 2 451 € 3% nc nc 18 190 € 14% 109 € 1%
Communications (téléphone, internet, courrier) 381 € 1% 1 088 € 1% nc nc 1 561 € 1% 110 € 1%
Charges financières et services bancaires 4 275 € 11% 1 478 € 2% 1 873 € 1% 2 984 € 2% 490 € 2%
Cotisations (professionnelle, fédérative) 0 € 0% 0 € 0% nc nc 0 € 0% 203 € 1%
Charges de gestion courante 0 € 0% 175 € 0% nc nc 470 € 0% 0 € 0%
Assurances 276 € 1% 220 € 0% nc nc 3 190 € 2% 626 € 3%
Honoraires (comptabilité, juridique) 1 657 € 4% 1 098 € 1% nc nc 3 205 € 2% 1 749 € 8%
Impôts, taxes et versements assimilés 987 € 3% 201 € 0% 2 802 € 2% 0 € 0% 0 € 0%
Autres charges fixes 1 708 € 4% 7 814 € 10% 84 333 € 57% 9 806 € 8% 261 € 1%
Charges variables 6 807 € 18% 7 110 € 37% nc nc 38 360 € 30% 7 381 € 34%
Charges énergétiques 6 807 € 18% 3 963 € 5% nc nc 28 726 € 22% nc 0%
Fournitures et ingrédients 0 € 0% 24 195 € 31% nc nc 0 € 0% nc 0%
Enlèvement des déchets 0 € 0% 0 € 0% nc nc nc nc nc 0%
Produits d'entretien nc nc 634 € 1% nc nc 9 209 € 7% nc 0%
Analyses 0 € 0% 0 € 0% nc nc 425 € 0% nc 0%
Autres charges variables 0 € 0% 0 € 0% nc nc 0 € 0% 7 381 € 34%
Eléments explicatifs
La construction du nouveau bâtiment (2011) explique la
part importante des dotations aux
amortissements.
L’emploi de 2 salariés (1,6 ETP) génère des charges
salariales importantes pour la structure.
L’achat des fournitures et ingrédients est supporté par l’atelier, cela fait augmenter
les charges variables.
Le compte de résultat de l’atelier 10 n’est pas détaillé et ne permet pas de répartir
toutes les charges. Tout comme pour l’atelier 8, l’emploi de 3 salariés (2 ETP)
entraîne des charges salariales importantes
L’atelier 9 a des charges énergétiques importantes
car beaucoup d’adhérents y font de la transformation
chaude (importante consommation de gaz et d’électricité notamment
pour la stérilisation).
Cette CUMA est locataire des locaux mais est
propriétaire de son matériel, cela explique la présence de
dotations aux amortissements et d’un
loyer.
Données manquantes pour l’atelier 4 et l’atelier 6 - Nc : Non Connu Nc : Non Connu – AV : Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude – JF : Fabrication de Jus de Fruits – C : Fabrication de Conserves
45 Mémoire de fin d’études – Guillaume WAGNER – 2012
L’objectif des ateliers collectifs n’est pas de réaliser des bénéfices mais d’atteindre l’équilibre financier. Les prix de facturation doivent permettre de couvrir l’ensemble des charges de l’atelier. Les ateliers ayant un résultat positif utilisent cet argent pour autofinancer de nouveaux investissements (achat de matériels, extension du bâtiment) ou des investissements de renouvellement (entretien, rénovation, mise aux normes). Un résultat positif peut également servir à couvrir le déficit des années antérieures. C’est le cas des ateliers 3 et 9 qui étaient déficitaires l’année précédente, mais qui dégagent des bénéfices en 2011. A l’inverse, 3 ateliers de notre échantillon sont déficitaires pour l’exercice 2011.
Prenons l’exemple de l’atelier 8, qui a le déficit le plus important (- 16 507 €). Ce déficit s’explique par une baisse d’activité et par une augmentation des charges salariales. Cet atelier est fortement dépendant de la récolte de pommes. La plupart des pommes transformées sont des variétés anciennes. La production est aléatoire, généralement, les pommiers de variétés anciennes ne produisent des fruits qu’une année sur deux. L’augmentation des charges salariales est due à la fin d’un contrat aidé pour l’un des deux salariés de la structure. La combinaison de ces deux éléments entraîne un résultat négatif.
Les structures de type CUMA, coopérative ou GIE bénéficient de certains avantages fiscaux (exonération de l’impôt sur les sociétés notamment).
1.2. Les charges d’un atelier de transformation collectif Le Tableau 17 présente les principaux postes de charges retrouvés au sein des ateliers collectifs de transformation. On distingue 2 types de charges, les charges fixes et les charges variables.
1.2.1. Les charges fixes Les charges fixes sont des charges récurrentes, leur montant est indépendant du niveau d’activité de l’atelier. Elles regroupent les amortissements (mobiliers et immobiliers), le loyer (lorsque les producteurs ne sont pas propriétaires des locaux), les charges salariales, les différents honoraires etc. Ces charges sont incompressibles, il est donc nécessaire d’avoir une activité minimum afin de les couvrir. En transformation agroalimentaire, cela se traduit par un volume d’apport minimum.
Afin de garantir des volumes d’apports stables pour couvrir leurs charges fixes, 8 ateliers ont mis en place un système d’engagement sur les volumes. Lorsqu’un utilisateur ne respecte pas ses engagements des pénalités financières lui sont imposées :
- L’atelier 9 a mis en place une participation aux frais fixes pour les volumes non réalisés. Ainsi lorsqu’un adhérent ne respecte pas le nombre de volailles qu’il avait engagé, une participation aux frais fixes à hauteur de 0,50 €/ volaille lui est facturée pour toute volaille engagée mais non transformée.
- Sept ateliers facturent le montant équivalent aux volumes engagés même si la totalité des volumes n’a pas été transformée à l’atelier.
Pour la plupart des ateliers, ce système n’est utilisé qu’en cas de difficultés financières. En effet, il est possible qu’un utilisateur ne respecte pas ses volumes mais que d’autres utilisateurs compensent ce manque en transformant des quantités plus importantes que prévu. Ce système d’engagement sur les volumes permet d’assurer une activité minimum au sein de l’atelier, le risque financier est alors diminué. Généralement, les parts sociales sont fonction des volumes engagés. Ainsi lorsqu’un producteur dépasse pendant plusieurs années le volume de son engagement, il devra acheter de nouvelles parts sociales.
Les charges liées au bâtiment (dotations aux amortissements ou loyers) et les charges salariales sont les charges fixes les plus importantes.
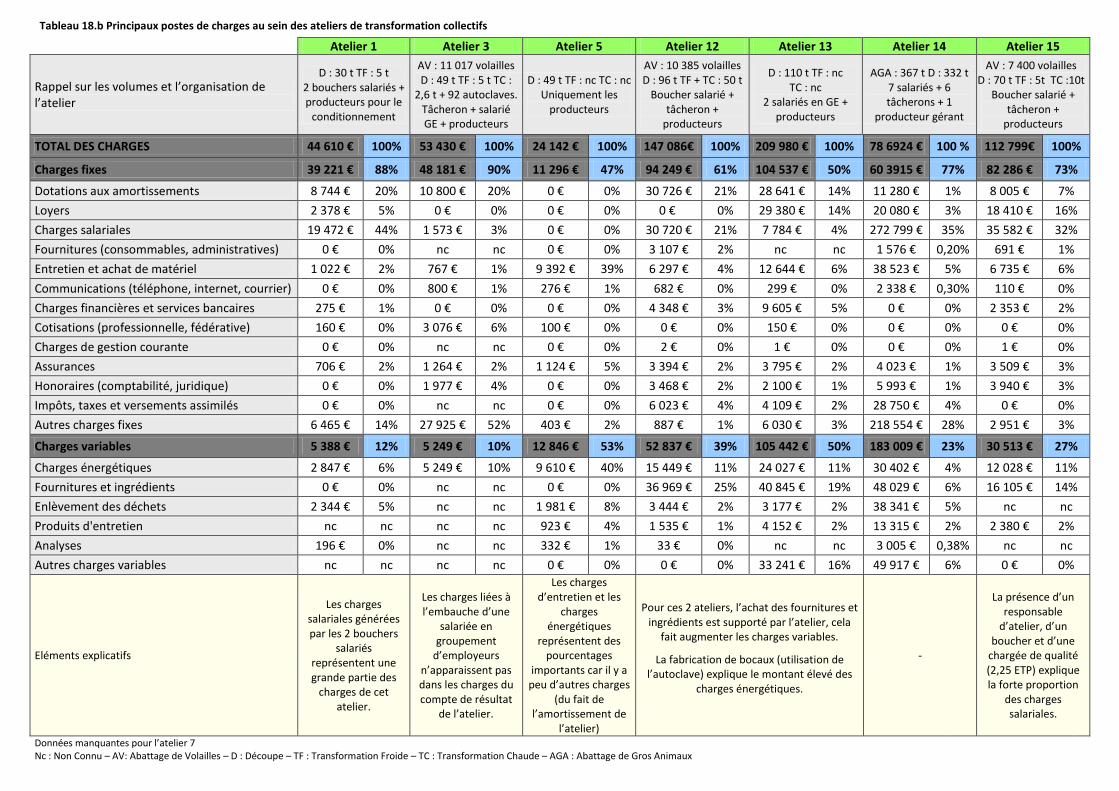
Atelier 1 Atelier 3 Atelier 5 Atelier 12 Atelier 13 Atelier 14 Atelier 15
Rappel sur les volumes et l’organisation de l’atelier
D : 30 t TF : 5 t 2 bouchers salariés + producteurs pour le
conditionnement
AV : 11 017 volailles D : 49 t TF : 5 t TC :
2,6 t + 92 autoclaves. Tâcheron + salarié GE + producteurs
D : 49 t TF : nc TC : nc Uniquement les
producteurs
AV : 10 385 volailles D : 96 t TF + TC : 50 t
Boucher salarié + tâcheron +
producteurs
D : 110 t TF : nc TC : nc
2 salariés en GE + producteurs
AGA : 367 t D : 332 t 7 salariés + 6 tâcherons + 1
producteur gérant
AV : 7 400 volailles D : 70 t TF : 5t TC :10t
Boucher salarié + tâcheron +
producteurs
TOTAL DES CHARGES 44 610 € 100% 53 430 € 100% 24 142 € 100% 147 086€ 100% 209 980 € 100% 78 6924 € 100 % 112 799€ 100%
Charges fixes 39 221 € 88% 48 181 € 90% 11 296 € 47% 94 249 € 61% 104 537 € 50% 60 3915 € 77% 82 286 € 73%
Dotations aux amortissements 8 744 € 20% 10 800 € 20% 0 € 0% 30 726 € 21% 28 641 € 14% 11 280 € 1% 8 005 € 7%
Loyers 2 378 € 5% 0 € 0% 0 € 0% 0 € 0% 29 380 € 14% 20 080 € 3% 18 410 € 16%
Charges salariales 19 472 € 44% 1 573 € 3% 0 € 0% 30 720 € 21% 7 784 € 4% 272 799 € 35% 35 582 € 32%
Fournitures (consommables, administratives) 0 € 0% nc nc 0 € 0% 3 107 € 2% nc nc 1 576 € 0,20% 691 € 1%
Entretien et achat de matériel 1 022 € 2% 767 € 1% 9 392 € 39% 6 297 € 4% 12 644 € 6% 38 523 € 5% 6 735 € 6%
Communications (téléphone, internet, courrier) 0 € 0% 800 € 1% 276 € 1% 682 € 0% 299 € 0% 2 338 € 0,30% 110 € 0%
Charges financières et services bancaires 275 € 1% 0 € 0% 0 € 0% 4 348 € 3% 9 605 € 5% 0 € 0% 2 353 € 2%
Cotisations (professionnelle, fédérative) 160 € 0% 3 076 € 6% 100 € 0% 0 € 0% 150 € 0% 0 € 0% 0 € 0%
Charges de gestion courante 0 € 0% nc nc 0 € 0% 2 € 0% 1 € 0% 0 € 0% 1 € 0%
Assurances 706 € 2% 1 264 € 2% 1 124 € 5% 3 394 € 2% 3 795 € 2% 4 023 € 1% 3 509 € 3%
Honoraires (comptabilité, juridique) 0 € 0% 1 977 € 4% 0 € 0% 3 468 € 2% 2 100 € 1% 5 993 € 1% 3 940 € 3%
Impôts, taxes et versements assimilés 0 € 0% nc nc 0 € 0% 6 023 € 4% 4 109 € 2% 28 750 € 4% 0 € 0%
Autres charges fixes 6 465 € 14% 27 925 € 52% 403 € 2% 887 € 1% 6 030 € 3% 218 554 € 28% 2 951 € 3%
Charges variables 5 388 € 12% 5 249 € 10% 12 846 € 53% 52 837 € 39% 105 442 € 50% 183 009 € 23% 30 513 € 27%
Charges énergétiques 2 847 € 6% 5 249 € 10% 9 610 € 40% 15 449 € 11% 24 027 € 11% 30 402 € 4% 12 028 € 11%
Fournitures et ingrédients 0 € 0% nc nc 0 € 0% 36 969 € 25% 40 845 € 19% 48 029 € 6% 16 105 € 14%
Enlèvement des déchets 2 344 € 5% nc nc 1 981 € 8% 3 444 € 2% 3 177 € 2% 38 341 € 5% nc nc
Produits d'entretien nc nc nc nc 923 € 4% 1 535 € 1% 4 152 € 2% 13 315 € 2% 2 380 € 2%
Analyses 196 € 0% nc nc 332 € 1% 33 € 0% nc nc 3 005 € 0,38% nc nc
Autres charges variables nc nc nc nc 0 € 0% 0 € 0% 33 241 € 16% 49 917 € 6% 0 € 0%
Eléments explicatifs
Les charges salariales générées par les 2 bouchers
salariés représentent une grande partie des
charges de cet atelier.
Les charges liées à l’embauche d’une
salariée en groupement
d’employeurs n’apparaissent pas dans les charges du compte de résultat
de l’atelier.
Les charges d’entretien et les
charges énergétiques
représentent des pourcentages
importants car il y a peu d’autres charges
(du fait de l’amortissement de
l’atelier)
Pour ces 2 ateliers, l’achat des fournitures et ingrédients est supporté par l’atelier, cela
fait augmenter les charges variables.
La fabrication de bocaux (utilisation de l’autoclave) explique le montant élevé des
charges énergétiques.
-
La présence d’un responsable
d’atelier, d’un boucher et d’une
chargée de qualité (2,25 ETP) explique la forte proportion
des charges salariales.
Données manquantes pour l’atelier 7 Nc : Non Connu – AV: Abattage de Volailles – D : Découpe – TF : Transformation Froide – TC : Transformation Chaude – AGA : Abattage de Gros Animaux
Tableau 18.b Principaux postes de charges au sein des ateliers de transformation collectifs
Mémoire de fin d’études – Guillaume WAGNER – 2012 46
Les charges fixes sont fortement réduites lorsque les investissements initiaux (bâtiment, installations et matériels) sont amortis. C’est le cas de l’atelier 5, qui a des charges fixes très faibles (11 296 €). Les utilisateurs de cet atelier ont limité le montant de l’investissement initial en faisant de l’auto-construction pour une partie du bâtiment. Désormais le bâtiment et les installations sont amortis, ce qui permet d’avoir des prix de facturation assez bas.
Lorsque les gros investissements sont amortis, les producteurs peuvent faire le choix de réinvestir (renouvellement du matériel, rénovation etc.), d’augmenter la trésorerie de l’atelier ou de diminuer les prix de facturation. Des investissements de renouvellement sont toutefois nécessaires et inévitables afin de conserver un outil de travail performant. 88 % des investissements réalisés pour l’atelier 9 sont déjà amortis, pourtant, plutôt que de baisser les tarifs, les producteurs de cette CUMA ont décidé de réinvestir. Les nouveaux investissements concernent l’achat de nouveaux matériels et la rénovation des locaux (nouvelles résines de sol pour les salles de transformation, nouvelle chambre froide de ressuage pour les canards, nouvelles tables de découpe etc.).
Pour les ateliers employant des salariés, les charges salariales représentent une part importante des charges fixes. On remarque au sein du Tableau 18.b que certains ateliers ont des charges salariales faibles alors qu’ils emploient un ou plusieurs salariés. Ces données sont à nuancer car certains ateliers ont créé un groupement d’employeurs. Les charges salariales n’apparaissent pas dans le compte de résultat de l’atelier car le groupement d’employeurs est une entité indépendante. C’est par exemple le cas de l’atelier 13 dont les charges salariales ne représentent que 4 % des charges totales alors que les utilisateurs de l’atelier ont recours à une salariée bouchère et à une opératrice de conditionnement. Ces deux salariées ne sont pas employées par l’atelier mais par un groupement d’employeurs. Les charges salariales générées par ces 2 salariés n’apparaissent donc pas dans le compte de résultat de l’atelier. L’atelier est également membre du groupement d’employeurs puisqu’une partie du nettoyage est confiée à une des deux salariés. Ainsi les 4 % de charges salariales représentent le nettoyage effectué par cette salariée pour le compte de l’atelier.
1.2.2. Les charges variables Les charges variables sont fonction de l’activité de l’atelier. Plus les volumes traités sont importants plus les charges variables seront élevées. Ces charges regroupent les dépenses liées à l’énergie (gaz, électricité et eau), l’achat des fournitures et ingrédients (pour les ateliers qui ont une activité d’achat-revente), le traitement des déchets, l’achat des produits d’entretien etc.
En transformation agroalimentaire, le poste de charge lié à la consommation d’énergie (électricité, gaz et eau) est très important. L’électricité est nécessaire au fonctionnement du matériel et des chambres froides, les appareils de cuisson et de stérilisation fonctionnent au gaz et l’eau est utilisée pour le nettoyage des locaux. Afin de réduire les charges d’électricité, les chambres froides de l’atelier 1 ne fonctionnement pas constamment. Les transformations sont regroupées en début de semaine afin d’optimiser l’utilisation de ces dernières.
Les charges liées à l’achat de matières consommables (fournitures et ingrédients) dépendent de l’organisation adoptée par l’atelier. Si l’achat n’est pas mutualisé et que chaque producteur utilise ses propres ingrédients et ses propres fournitures, ces charges seront fortement réduites. En revanche, certains ateliers achètent les ingrédients et les fournitures puis les refacture individuellement aux utilisateurs. L’atelier 12 a adopté ce fonctionnement, le boucher salarié s’occupe de passer les commandes et le trésorier tient compte des ingrédients et fournitures utilisés pour établir les factures. Pour cet atelier, l’achat des ingrédients et fournitures représente des charges d’un montant de 32 375 €.
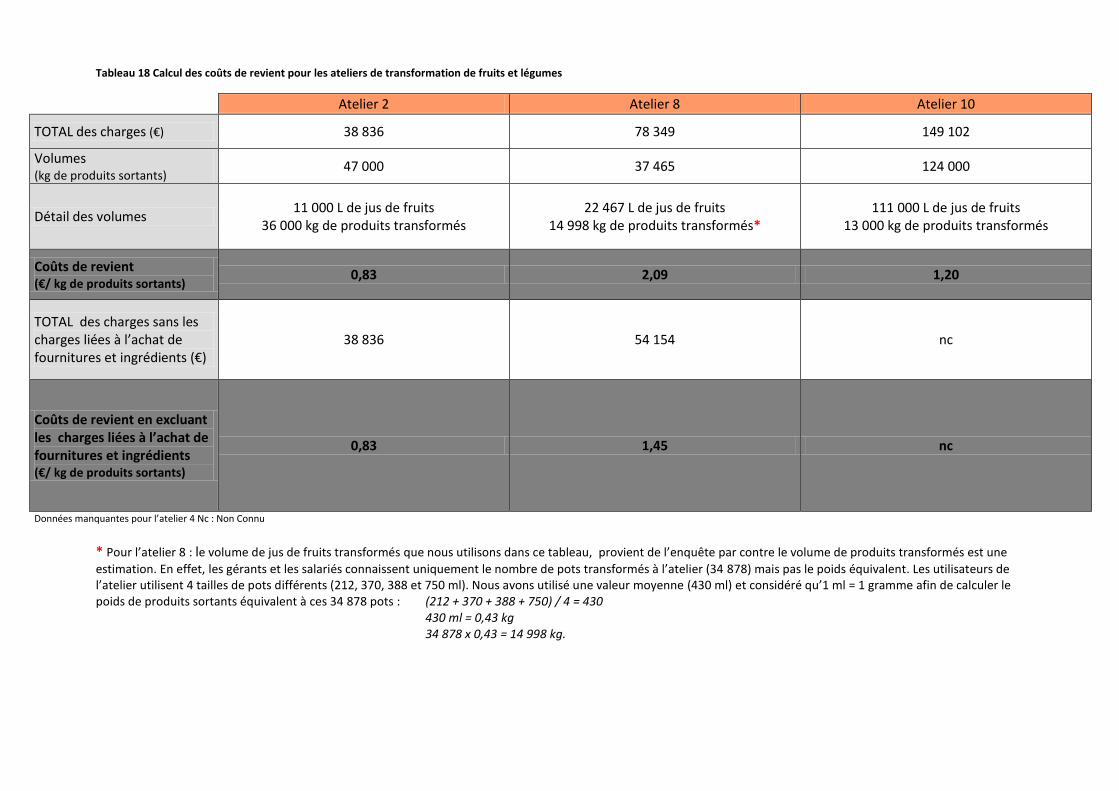
Tableau 18 Calcul des coûts de revient pour les ateliers de transformation de fruits et légumes
Atelier 2 Atelier 8 Atelier 10
TOTAL des charges (€) 38 836 78 349 149 102
Volumes (kg de produits sortants)
47 000 37 465 124 000
Détail des volumes 11 000 L de jus de fruits
36 000 kg de produits transformés 22 467 L de jus de fruits
14 998 kg de produits transformés* 111 000 L de jus de fruits
13 000 kg de produits transformés
Coûts de revient (€/ kg de produits sortants)
0,83 2,09 1,20
TOTAL des charges sans les charges liées à l’achat de fournitures et ingrédients (€)
38 836 54 154 nc
Coûts de revient en excluant les charges liées à l’achat de fournitures et ingrédients (€/ kg de produits sortants)
0,83 1,45 nc
Données manquantes pour l’atelier 4 Nc : Non Connu * Pour l’atelier 8 : le volume de jus de fruits transformés que nous utilisons dans ce tableau, provient de l’enquête par contre le volume de produits transformés est une
estimation. En effet, les gérants et les salariés connaissent uniquement le nombre de pots transformés à l’atelier (34 878) mais pas le poids équivalent. Les utilisateurs de l’atelier utilisent 4 tailles de pots différents (212, 370, 388 et 750 ml). Nous avons utilisé une valeur moyenne (430 ml) et considéré qu’1 ml = 1 gramme afin de calculer le poids de produits sortants équivalent à ces 34 878 pots : (212 + 370 + 388 + 750) / 4 = 430
430 ml = 0,43 kg 34 878 x 0,43 = 14 998 kg.
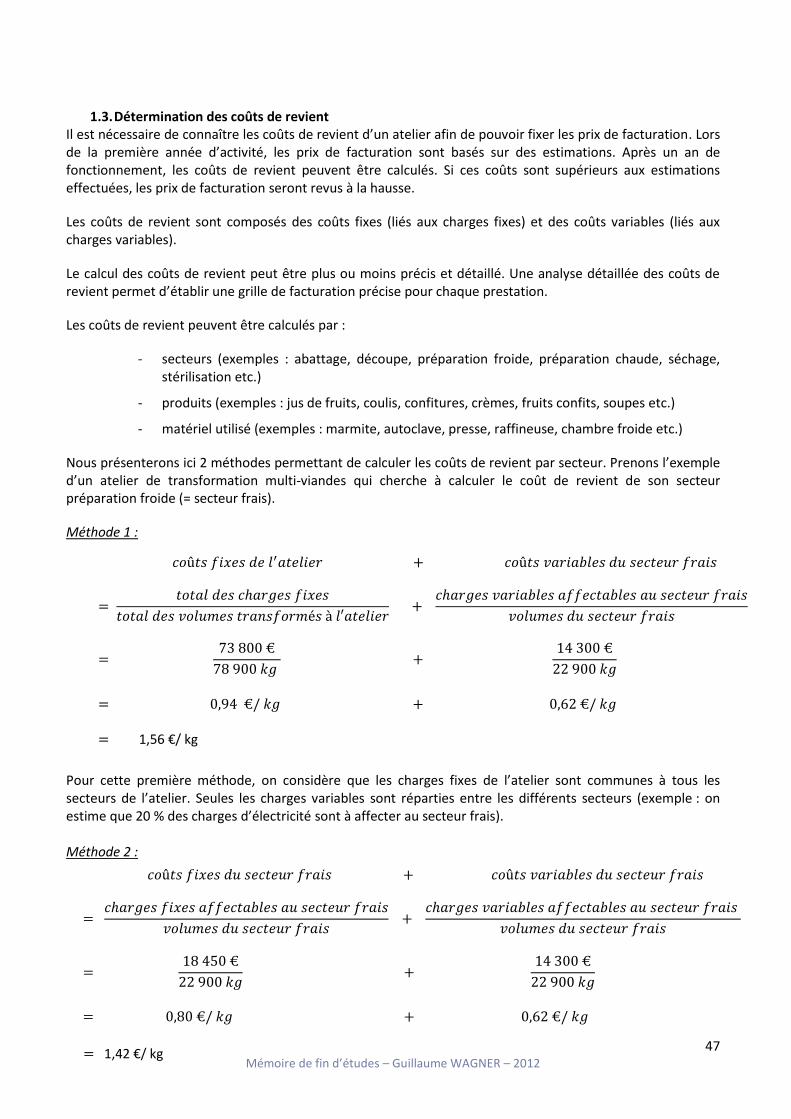
47 Mémoire de fin d’études – Guillaume WAGNER – 2012
1.3. Détermination des coûts de revient Il est nécessaire de connaître les coûts de revient d’un atelier afin de pouvoir fixer les prix de facturation. Lors de la première année d’activité, les prix de facturation sont basés sur des estimations. Après un an de fonctionnement, les coûts de revient peuvent être calculés. Si ces coûts sont supérieurs aux estimations effectuées, les prix de facturation seront revus à la hausse.
Les coûts de revient sont composés des coûts fixes (liés aux charges fixes) et des coûts variables (liés aux charges variables).
Le calcul des coûts de revient peut être plus ou moins précis et détaillé. Une analyse détaillée des coûts de revient permet d’établir une grille de facturation précise pour chaque prestation.
Les coûts de revient peuvent être calculés par :
- secteurs (exemples : abattage, découpe, préparation froide, préparation chaude, séchage, stérilisation etc.)
- produits (exemples : jus de fruits, coulis, confitures, crèmes, fruits confits, soupes etc.)
- matériel utilisé (exemples : marmite, autoclave, presse, raffineuse, chambre froide etc.)
Nous présenterons ici 2 méthodes permettant de calculer les coûts de revient par secteur. Prenons l’exemple d’un atelier de transformation multi-viandes qui cherche à calculer le coût de revient de son secteur préparation froide (= secteur frais).
Méthode 1 :
Pour cette première méthode, on considère que les charges fixes de l’atelier sont communes à tous les secteurs de l’atelier. Seules les charges variables sont réparties entre les différents secteurs (exemple : on estime que 20 % des charges d’électricité sont à affecter au secteur frais). Méthode 2 :
1,56 €/ kg
1,42 €/ kg
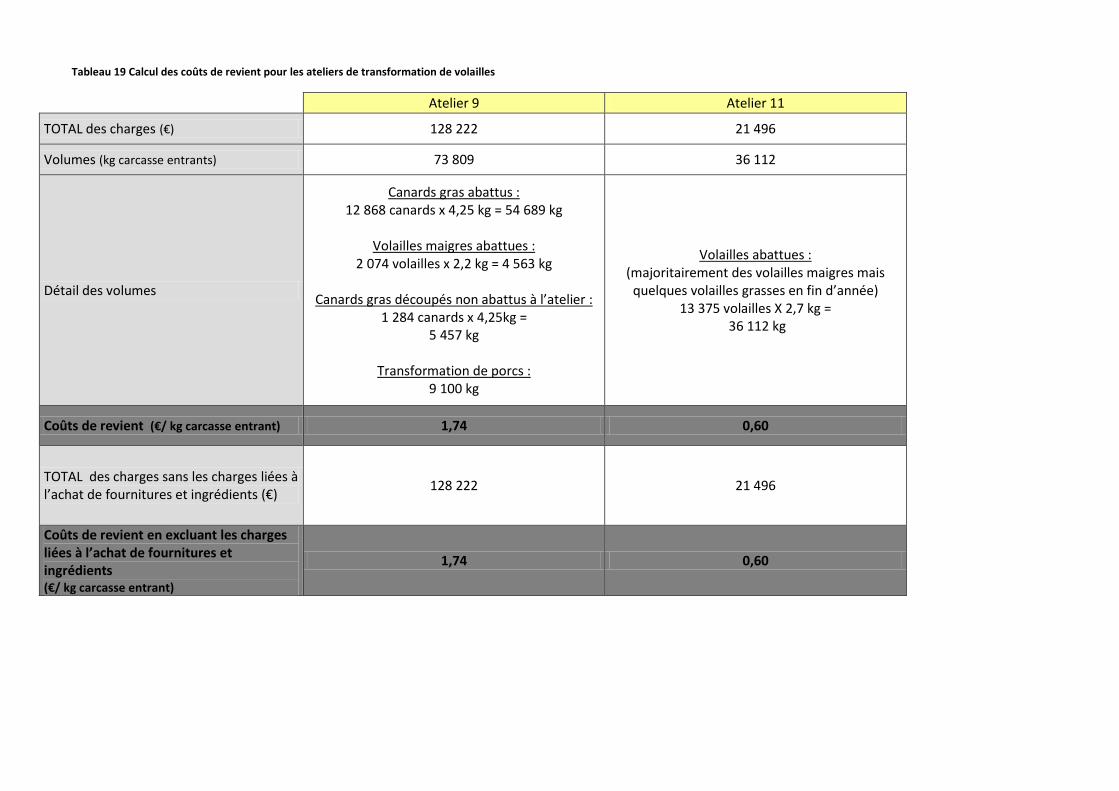
Tableau 19 Calcul des coûts de revient pour les ateliers de transformation de volailles
Atelier 9 Atelier 11
TOTAL des charges (€) 128 222 21 496
Volumes (kg carcasse entrants) 73 809 36 112
Détail des volumes
Canards gras abattus : 12 868 canards x 4,25 kg = 54 689 kg
Volailles maigres abattues :
2 074 volailles x 2,2 kg = 4 563 kg
Canards gras découpés non abattus à l’atelier : 1 284 canards x 4,25kg =
5 457 kg
Transformation de porcs : 9 100 kg
Volailles abattues : (majoritairement des volailles maigres mais
quelques volailles grasses en fin d’année) 13 375 volailles X 2,7 kg =
36 112 kg
Coûts de revient (€/ kg carcasse entrant) 1,74 0,60
TOTAL des charges sans les charges liées à l’achat de fournitures et ingrédients (€)
128 222 21 496
Coûts de revient en excluant les charges liées à l’achat de fournitures et ingrédients (€/ kg carcasse entrant)
1,74 0,60
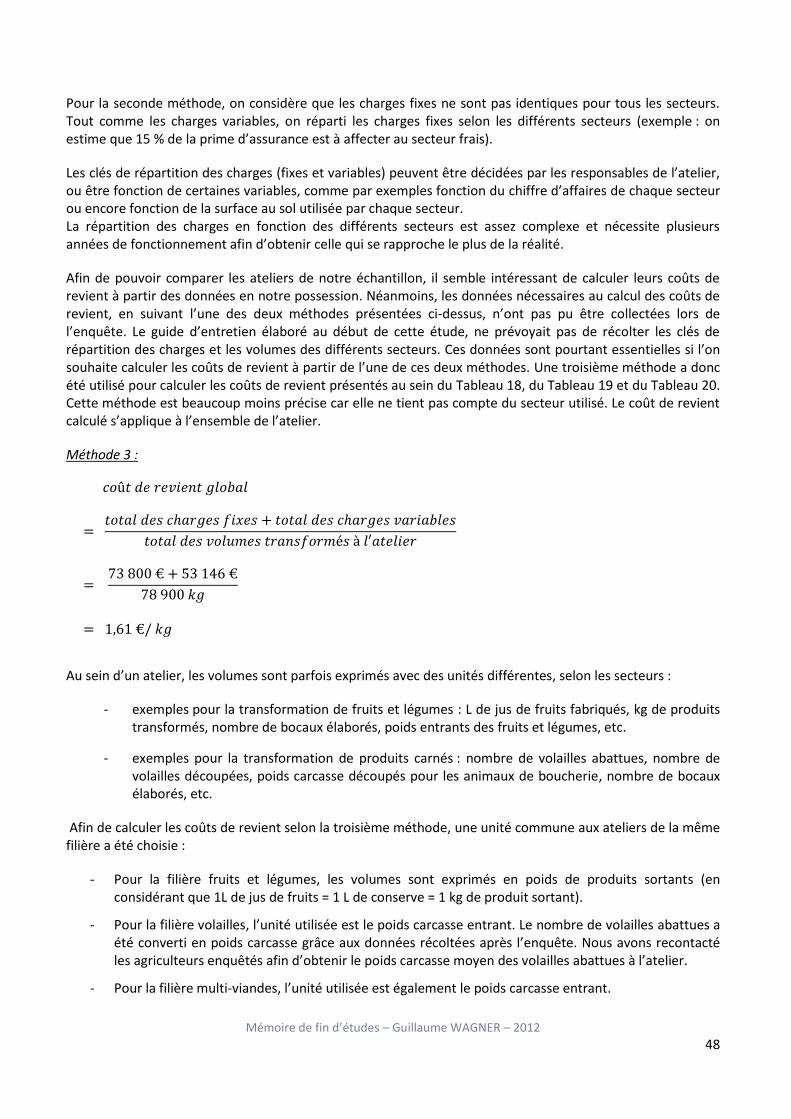
Mémoire de fin d’études – Guillaume WAGNER – 2012 48
Pour la seconde méthode, on considère que les charges fixes ne sont pas identiques pour tous les secteurs. Tout comme les charges variables, on réparti les charges fixes selon les différents secteurs (exemple : on estime que 15 % de la prime d’assurance est à affecter au secteur frais).
Les clés de répartition des charges (fixes et variables) peuvent être décidées par les responsables de l’atelier, ou être fonction de certaines variables, comme par exemples fonction du chiffre d’affaires de chaque secteur ou encore fonction de la surface au sol utilisée par chaque secteur. La répartition des charges en fonction des différents secteurs est assez complexe et nécessite plusieurs années de fonctionnement afin d’obtenir celle qui se rapproche le plus de la réalité.
Afin de pouvoir comparer les ateliers de notre échantillon, il semble intéressant de calculer leurs coûts de revient à partir des données en notre possession. Néanmoins, les données nécessaires au calcul des coûts de revient, en suivant l’une des deux méthodes présentées ci-dessus, n’ont pas pu être collectées lors de l’enquête. Le guide d’entretien élaboré au début de cette étude, ne prévoyait pas de récolter les clés de répartition des charges et les volumes des différents secteurs. Ces données sont pourtant essentielles si l’on souhaite calculer les coûts de revient à partir de l’une de ces deux méthodes. Une troisième méthode a donc été utilisé pour calculer les coûts de revient présentés au sein du Tableau 18, du Tableau 19 et du Tableau 20. Cette méthode est beaucoup moins précise car elle ne tient pas compte du secteur utilisé. Le coût de revient calculé s’applique à l’ensemble de l’atelier.
Méthode 3 :
Au sein d’un atelier, les volumes sont parfois exprimés avec des unités différentes, selon les secteurs :
- exemples pour la transformation de fruits et légumes : L de jus de fruits fabriqués, kg de produits transformés, nombre de bocaux élaborés, poids entrants des fruits et légumes, etc.
- exemples pour la transformation de produits carnés : nombre de volailles abattues, nombre de volailles découpées, poids carcasse découpés pour les animaux de boucherie, nombre de bocaux élaborés, etc.
Afin de calculer les coûts de revient selon la troisième méthode, une unité commune aux ateliers de la même filière a été choisie :
- Pour la filière fruits et légumes, les volumes sont exprimés en poids de produits sortants (en considérant que 1L de jus de fruits = 1 L de conserve = 1 kg de produit sortant).
- Pour la filière volailles, l’unité utilisée est le poids carcasse entrant. Le nombre de volailles abattues a été converti en poids carcasse grâce aux données récoltées après l’enquête. Nous avons recontacté les agriculteurs enquêtés afin d’obtenir le poids carcasse moyen des volailles abattues à l’atelier.
- Pour la filière multi-viandes, l’unité utilisée est également le poids carcasse entrant.
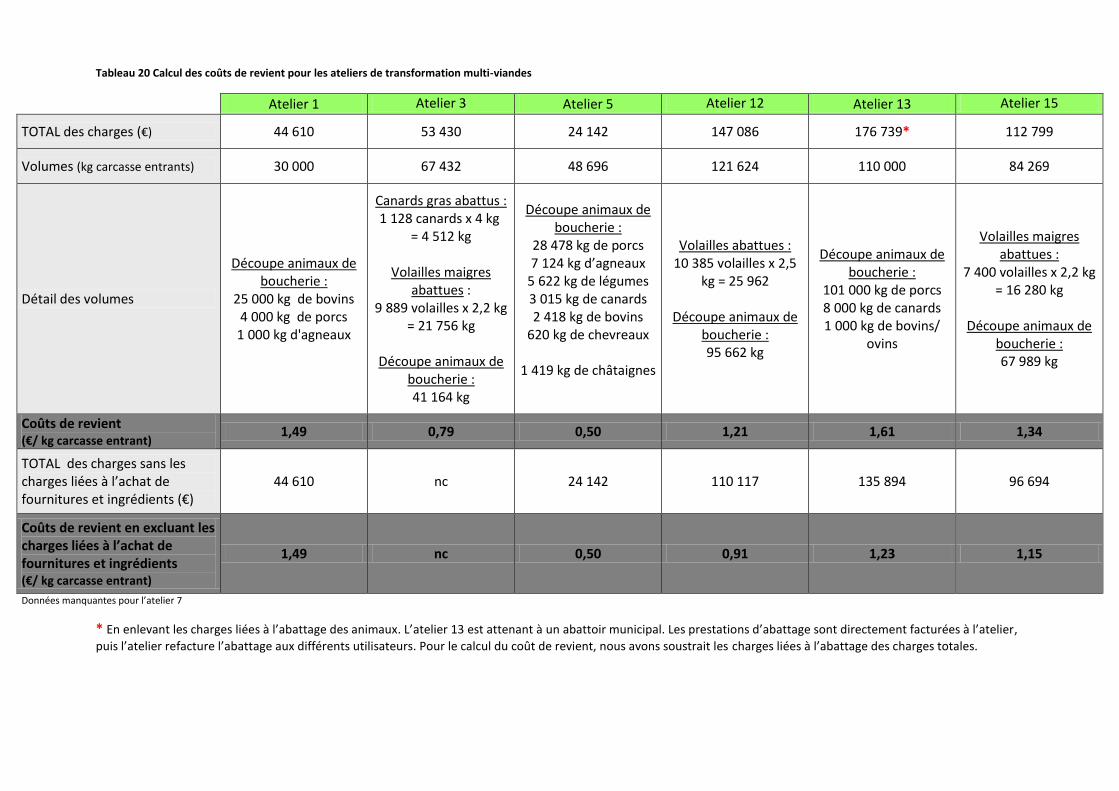
Tableau 20 Calcul des coûts de revient pour les ateliers de transformation multi-viandes
Atelier 1 Atelier 3 Atelier 5 Atelier 12 Atelier 13 Atelier 15
TOTAL des charges (€) 44 610 53 430 24 142 147 086 176 739* 112 799
Volumes (kg carcasse entrants) 30 000 67 432 48 696 121 624 110 000 84 269
Détail des volumes
Découpe animaux de boucherie :
25 000 kg de bovins 4 000 kg de porcs
1 000 kg d'agneaux
Canards gras abattus : 1 128 canards x 4 kg
= 4 512 kg
Volailles maigres abattues :
9 889 volailles x 2,2 kg = 21 756 kg
Découpe animaux de
boucherie : 41 164 kg
Découpe animaux de boucherie :
28 478 kg de porcs 7 124 kg d’agneaux
5 622 kg de légumes 3 015 kg de canards 2 418 kg de bovins
620 kg de chevreaux
1 419 kg de châtaignes
Volailles abattues : 10 385 volailles x 2,5
kg = 25 962
Découpe animaux de boucherie : 95 662 kg
Découpe animaux de boucherie :
101 000 kg de porcs 8 000 kg de canards 1 000 kg de bovins/
ovins
Volailles maigres abattues :
7 400 volailles x 2,2 kg = 16 280 kg
Découpe animaux de
boucherie : 67 989 kg
Coûts de revient (€/ kg carcasse entrant)
1,49 0,79 0,50 1,21 1,61 1,34
TOTAL des charges sans les charges liées à l’achat de fournitures et ingrédients (€)
44 610 nc 24 142 110 117 135 894 96 694
Coûts de revient en excluant les charges liées à l’achat de fournitures et ingrédients (€/ kg carcasse entrant)
1,49 nc 0,50 0,91 1,23 1,15
Données manquantes pour l’atelier 7
* En enlevant les charges liées à l’abattage des animaux. L’atelier 13 est attenant à un abattoir municipal. Les prestations d’abattage sont directement facturées à l’atelier,
puis l’atelier refacture l’abattage aux différents utilisateurs. Pour le calcul du coût de revient, nous avons soustrait les charges liées à l’abattage des charges totales.
49 Mémoire de fin d’études – Guillaume WAGNER – 2012
Afin de pouvoir comparer les ateliers au sein desquels les producteurs amènent leurs propres fournitures et ingrédients avec les ateliers où ces achats sont mutualisés, nous avons calculé les coûts de revient en excluant les charges liées à l’achat de fournitures et ingrédients.
On observe au sein du Tableau 18 que l’atelier 2 a le coût de revient le plus faible des 3 ateliers de transformation de fruits et légumes. C’est également l’atelier 2 qui avait les prix de facturation les plus faibles. On pourrait s’attendre à ce que l’atelier 8 et l’atelier 10 aient des coûts de revient assez proches car ils emploient tout les 2 des salariés (secrétaire et responsable d’atelier) et qu’ils ont des tarifs assez similaires, or l’atelier 8 a des coûts de revient nettement supérieurs. Les faibles volumes transformés au sein de cet atelier en 2011 font augmenter les coûts de revient.
Nous n’avons pas pu récolter les documents comptables de l’atelier 6. Par conséquent, la comparaison des coûts de revient ne peut se faire qu’entre 2 ateliers pour la filière volailles. L’atelier 9 a un coût de revient plus élevé (1,74 €/ kg carcasse entrant) que l‘atelier 11 (0,60 €/ kg carcasse entrant) car cet atelier a un meilleur niveau d’équipement. L’atelier 9 est équipé pour l’abattage, la découpe et la transformation (froide et chaude) contrairement à l’atelier 11 qui est uniquement équipé pour l’abattage des volailles.
Pour les ateliers de transformation multi-viandes (Tableau 20), c’est l’atelier 5 qui a les coûts de revient les plus bas (0,50 €/ kg carcasse). Cette observation était aussi vraie pour les prix de facturation de cet atelier (qui étaient nettement inférieurs à ceux des autres ateliers). L’atelier 1 a le coût de revient le plus élevé avec 1,49 €/ kg carcasse, la présence de 2 salariés bouchers et les faibles volumes permettent d’expliquer cette différence.
Bien que le calcul des coûts de revient soit très important pour fixer les prix de facturation, seuls 3 ateliers de notre échantillon les calculent chaque année. Les autres ateliers ne font pas ce calcul régulièrement ou pire ne l’ont jamais fait.
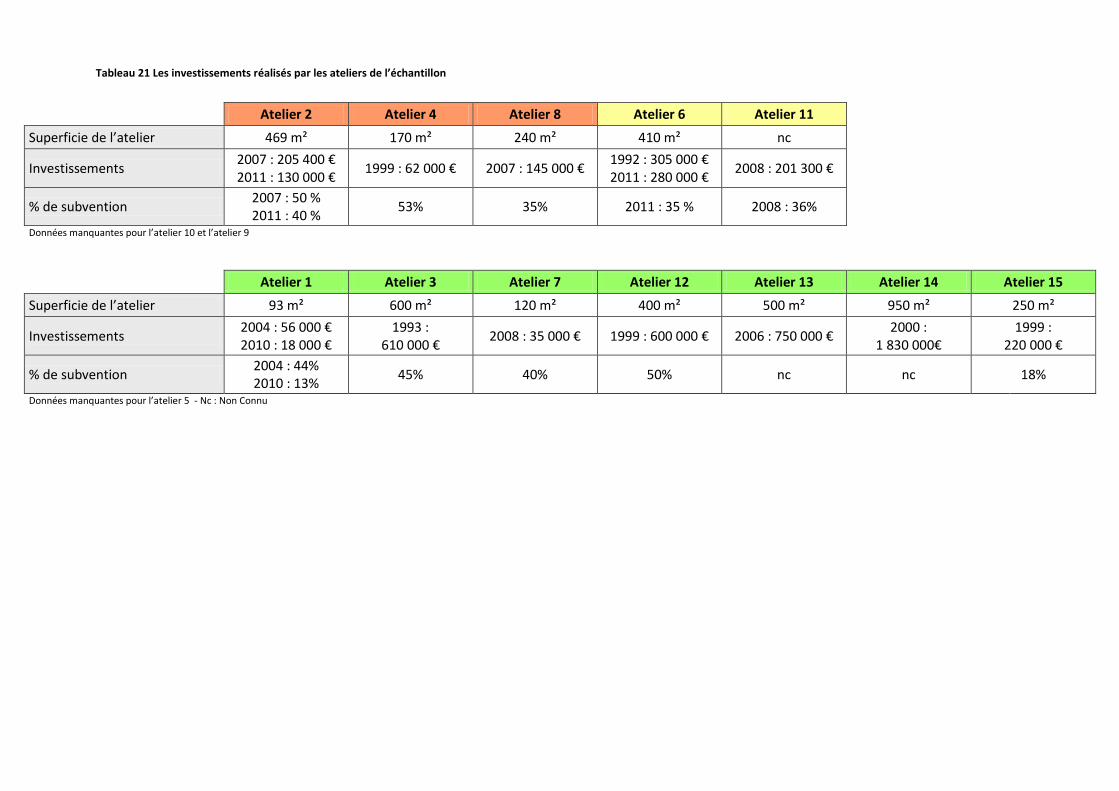
Tableau 21 Les investissements réalisés par les ateliers de l’échantillon
Atelier 2 Atelier 4 Atelier 8 Atelier 6 Atelier 11
Superficie de l’atelier 469 m² 170 m² 240 m² 410 m² nc
Investissements 2007 : 205 400 € 2011 : 130 000 €
1999 : 62 000 € 2007 : 145 000 € 1992 : 305 000 € 2011 : 280 000 €
2008 : 201 300 €
% de subvention 2007 : 50 % 2011 : 40 %
53% 35% 2011 : 35 % 2008 : 36%
Données manquantes pour l’atelier 10 et l’atelier 9
Atelier 1 Atelier 3 Atelier 7 Atelier 12 Atelier 13 Atelier 14 Atelier 15
Superficie de l’atelier 93 m² 600 m² 120 m² 400 m² 500 m² 950 m² 250 m²
Investissements 2004 : 56 000 € 2010 : 18 000 €
1993 : 610 000 €
2008 : 35 000 € 1999 : 600 000 € 2006 : 750 000 € 2000 :
1 830 000€
1999 : 220 000 €
% de subvention 2004 : 44% 2010 : 13%
45% 40% 50% nc nc 18%
Données manquantes pour l’atelier 5 - Nc : Non Connu
Mémoire de fin d’études – Guillaume WAGNER – 2012 50
2. Les résultats issus de l’exploitation des bilans comptables
2.1 Les investissements réalisés Les principaux investissements réalisés par les ateliers enquêtés sont présentés au sein du Tableau 21. L’atelier 14 est la structure la plus importante de notre échantillon, la reprise d’un abattoir de gros animaux et la construction d’une salle de découpe a nécessité un investissement de 1 830 000 €.
Plusieurs collectifs ont limité les investissements pour la création de leur atelier. C’est le cas des producteurs de l’atelier 1, qui ont réalisé une grande partie du bâtiment en auto-construction. Ils ont d’abord consulté les services vétérinaires afin de valider les plans qu’ils avaient élaborés. Après validation des plans, ils ont débuté les travaux collectivement. Les producteurs de l’atelier 4 ont également réduit l’investissement initial en participant aux travaux d’aménagement du local que la commune leur mettait à disposition. En 1999, les producteurs de cet atelier ont investi 62 000 €, dont la moitié était destinée à l’aménagement du local et l’autre moitié a servi à l’achat du matériel de transformation. Afin d’inciter les adhérents de la CUMA à participer aux travaux d’aménagement, les gérants ont mis en place une rémunération. Ainsi à la fin des travaux le nombre d’heures travaillées par chaque coopérateur a été comptabilisé et chacun a été rémunéré en fonction du temps qu’il y avait consacré.
Les ateliers 7 et 15 ont limité leurs investissements grâce à la reprise d’un ancien laboratoire de transformation. Les producteurs de l’atelier 7 ont repris une CUMA de transformation déjà existante qui était en perte d’activité. Il n’y a pas eu de rachat du matériel et des locaux. Un investissement de 35 000 € a été nécessaire pour la mise aux normes de l’atelier.
Les ateliers de transformation collectifs sollicitent généralement des subventions auprès des pouvoirs publics40. Les collectifs de producteurs font régulièrement appel à des personnes extérieures (chambres d’agriculture, CIVAM, Fd CUMA, Centres de gestion, Parcs Naturels Régionaux etc.) pour le montage des dossiers de demande de subventions. Les pouvoirs publics répondent souvent favorablement à ces demandes d’aide car ils considèrent que les ateliers collectifs contribuent au développement local. Le montant des subventions dépend du contexte dans lequel se trouve chaque atelier.
Au sein de notre échantillon, 8 structures ont supporté elles-mêmes l’investissement en souscrivant un emprunt auprès d’établissements de crédits.
Quatre ateliers ont signé un contrat de crédit-bail à la fin duquel le groupe de producteurs devient propriétaire des locaux. Dans le cas d’un contrat de crédit-bail, l’investissement est supporté par une collectivité (commune, communauté de communes, syndicat mixte d’industrialisation etc.) et les producteurs payent un loyer équivalent aux annuités de l’emprunt. Les collectivités se portent caution et les banques accordent plus facilement un emprunt. La durée du crédit-bail est généralement calquée sur la durée de remboursement de l’emprunt. Ce fonctionnement semble convenir aux adhérents de l’atelier 6. En 1992, les producteurs ont signé un contrat de crédit-bail d’une durée de 15 ans avec la commune pour la construction de l’atelier. En 2011, la commune a à nouveau accepté de se porter caution pour un nouvel emprunt afin de financer un projet d’agrandissement de l’atelier.
40
via le Fonds Européen Agricole pour le Développement Rural (FEADER) pour l’Europe, via le Conseil Régional pour la Région et via le Conseil Général pour le Département
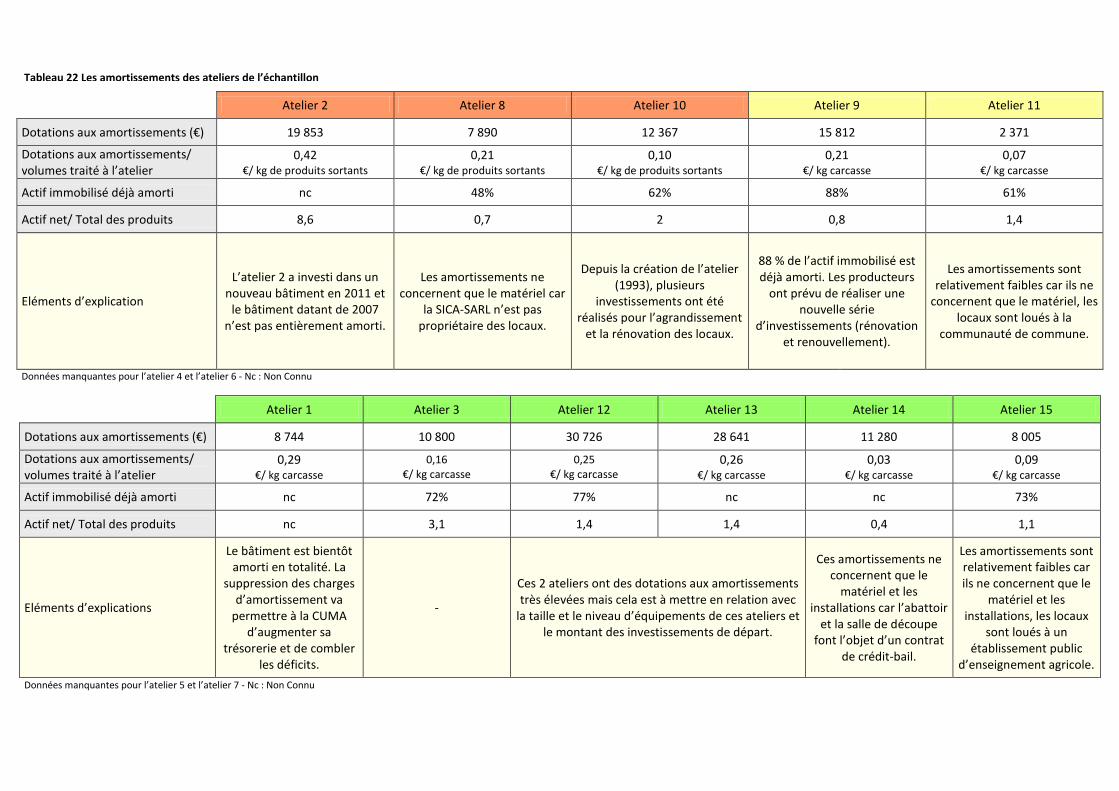
Atelier 1 Atelier 3 Atelier 12 Atelier 13 Atelier 14 Atelier 15
Dotations aux amortissements (€) 8 744 10 800 30 726 28 641 11 280 8 005
Dotations aux amortissements/ volumes traité à l’atelier
0,29 €/ kg carcasse
0,16 €/ kg carcasse
0,25 €/ kg carcasse
0,26 €/ kg carcasse
0,03 €/ kg carcasse
0,09 €/ kg carcasse
Actif immobilisé déjà amorti nc 72% 77% nc nc 73%
Actif net/ Total des produits nc 3,1 1,4 1,4 0,4 1,1
Eléments d’explications
Le bâtiment est bientôt amorti en totalité. La
suppression des charges d’amortissement va
permettre à la CUMA d’augmenter sa
trésorerie et de combler les déficits.
-
Ces 2 ateliers ont des dotations aux amortissements très élevées mais cela est à mettre en relation avec
la taille et le niveau d’équipements de ces ateliers et le montant des investissements de départ.
Ces amortissements ne concernent que le
matériel et les installations car l’abattoir
et la salle de découpe font l’objet d’un contrat
de crédit-bail.
Les amortissements sont relativement faibles car ils ne concernent que le
matériel et les installations, les locaux
sont loués à un établissement public
d’enseignement agricole.
Données manquantes pour l’atelier 5 et l’atelier 7 - Nc : Non Connu
Atelier 2 Atelier 8 Atelier 10 Atelier 9 Atelier 11
Dotations aux amortissements (€) 19 853 7 890 12 367 15 812 2 371
Dotations aux amortissements/ volumes traité à l’atelier
0,42 €/ kg de produits sortants
0,21 €/ kg de produits sortants
0,10 €/ kg de produits sortants
0,21 €/ kg carcasse
0,07 €/ kg carcasse
Actif immobilisé déjà amorti nc 48% 62% 88% 61%
Actif net/ Total des produits 8,6 0,7 2 0,8 1,4
Eléments d’explication
L’atelier 2 a investi dans un nouveau bâtiment en 2011 et
le bâtiment datant de 2007 n’est pas entièrement amorti.
Les amortissements ne concernent que le matériel car
la SICA-SARL n’est pas propriétaire des locaux.
Depuis la création de l’atelier (1993), plusieurs
investissements ont été réalisés pour l’agrandissement
et la rénovation des locaux.
88 % de l’actif immobilisé est déjà amorti. Les producteurs
ont prévu de réaliser une nouvelle série
d’investissements (rénovation et renouvellement).
Les amortissements sont relativement faibles car ils ne
concernent que le matériel, les locaux sont loués à la
communauté de commune.
Données manquantes pour l’atelier 4 et l’atelier 6 - Nc : Non Connu
Tableau 22 Les amortissements des ateliers de l’échantillon
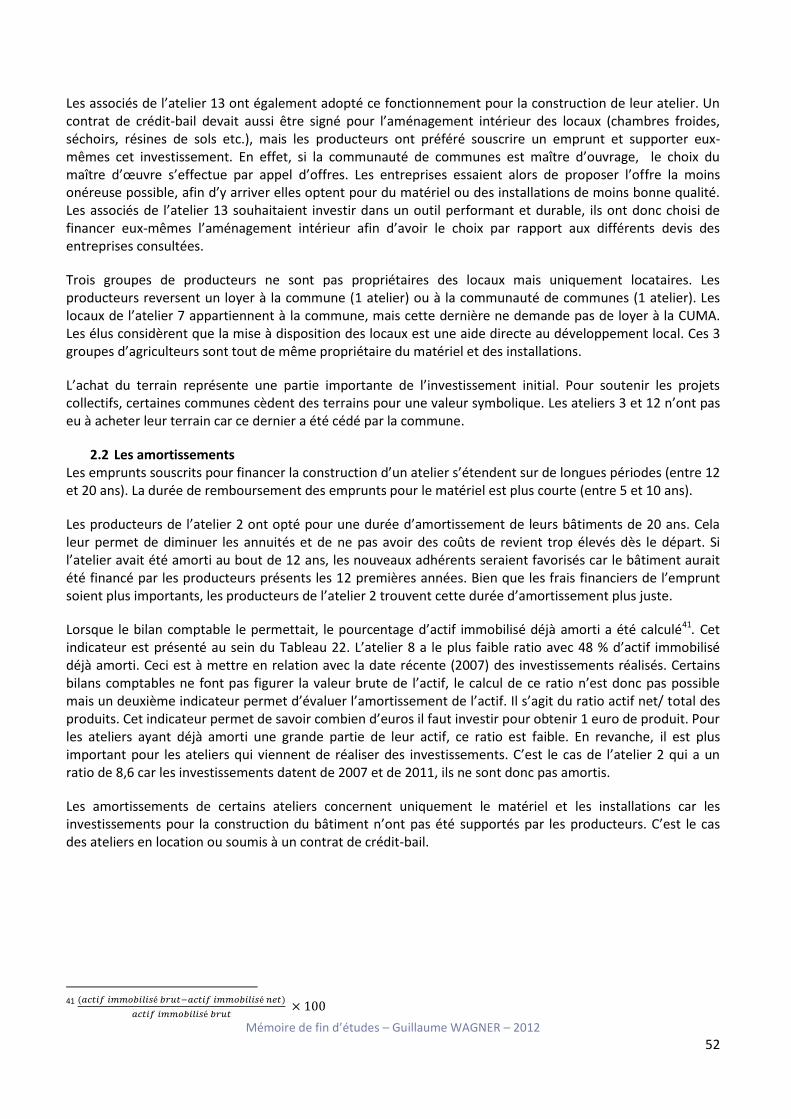
Mémoire de fin d’études – Guillaume WAGNER – 2012 52
Les associés de l’atelier 13 ont également adopté ce fonctionnement pour la construction de leur atelier. Un contrat de crédit-bail devait aussi être signé pour l’aménagement intérieur des locaux (chambres froides, séchoirs, résines de sols etc.), mais les producteurs ont préféré souscrire un emprunt et supporter eux-mêmes cet investissement. En effet, si la communauté de communes est maître d’ouvrage, le choix du maître d’œuvre s’effectue par appel d’offres. Les entreprises essaient alors de proposer l’offre la moins onéreuse possible, afin d’y arriver elles optent pour du matériel ou des installations de moins bonne qualité. Les associés de l’atelier 13 souhaitaient investir dans un outil performant et durable, ils ont donc choisi de financer eux-mêmes l’aménagement intérieur afin d’avoir le choix par rapport aux différents devis des entreprises consultées.
Trois groupes de producteurs ne sont pas propriétaires des locaux mais uniquement locataires. Les producteurs reversent un loyer à la commune (1 atelier) ou à la communauté de communes (1 atelier). Les locaux de l’atelier 7 appartiennent à la commune, mais cette dernière ne demande pas de loyer à la CUMA. Les élus considèrent que la mise à disposition des locaux est une aide directe au développement local. Ces 3 groupes d’agriculteurs sont tout de même propriétaire du matériel et des installations.
L’achat du terrain représente une partie importante de l’investissement initial. Pour soutenir les projets collectifs, certaines communes cèdent des terrains pour une valeur symbolique. Les ateliers 3 et 12 n’ont pas eu à acheter leur terrain car ce dernier a été cédé par la commune.
2.2 Les amortissements Les emprunts souscrits pour financer la construction d’un atelier s’étendent sur de longues périodes (entre 12 et 20 ans). La durée de remboursement des emprunts pour le matériel est plus courte (entre 5 et 10 ans).
Les producteurs de l’atelier 2 ont opté pour une durée d’amortissement de leurs bâtiments de 20 ans. Cela leur permet de diminuer les annuités et de ne pas avoir des coûts de revient trop élevés dès le départ. Si l’atelier avait été amorti au bout de 12 ans, les nouveaux adhérents seraient favorisés car le bâtiment aurait été financé par les producteurs présents les 12 premières années. Bien que les frais financiers de l’emprunt soient plus importants, les producteurs de l’atelier 2 trouvent cette durée d’amortissement plus juste.
Lorsque le bilan comptable le permettait, le pourcentage d’actif immobilisé déjà amorti a été calculé41. Cet indicateur est présenté au sein du Tableau 22. L’atelier 8 a le plus faible ratio avec 48 % d’actif immobilisé déjà amorti. Ceci est à mettre en relation avec la date récente (2007) des investissements réalisés. Certains bilans comptables ne font pas figurer la valeur brute de l’actif, le calcul de ce ratio n’est donc pas possible mais un deuxième indicateur permet d’évaluer l’amortissement de l’actif. Il s’agit du ratio actif net/ total des produits. Cet indicateur permet de savoir combien d’euros il faut investir pour obtenir 1 euro de produit. Pour les ateliers ayant déjà amorti une grande partie de leur actif, ce ratio est faible. En revanche, il est plus important pour les ateliers qui viennent de réaliser des investissements. C’est le cas de l’atelier 2 qui a un ratio de 8,6 car les investissements datent de 2007 et de 2011, ils ne sont donc pas amortis.
Les amortissements de certains ateliers concernent uniquement le matériel et les installations car les investissements pour la construction du bâtiment n’ont pas été supportés par les producteurs. C’est le cas des ateliers en location ou soumis à un contrat de crédit-bail.
41
Mémoire de fin d’études – Guillaume WAGNER – 2012 53
2.3 Le capital social et sa répartition On retrouve 4 grands types de répartition du capital social :
- Pour 4 ateliers, le capital social est réparti de façon égale entre tous les adhérents ou tous les associés de la structure.
- Pour 6 ateliers, le capital social est fonction des volumes réalisés par chaque adhérent ou chaque associé. Ainsi plus les volumes transformés par un producteur seront importants, plus il aura un capital social élevé.
- Pour 3 ateliers, le capital social est fonction du chiffre d’affaires réalisé par chaque adhérent au sein de la structure. Ainsi plus un adhérent aura un chiffre d’affaires important, plus son capital social sera élevé.
- Les producteurs des ateliers 11 et 15 n’ont pas de capital social. Ils payent uniquement un droit d’entrée à leur arrivée au sein du groupe.
Le capital social de l’atelier 13 est réparti de façon égale entre les 6 associés de l’atelier. Les associés envisagent une redistribution du capital social en fonction des volumes réalisés par chaque associé. Il y a une assez grande disparité dans les volumes d’apport, le plus petit apporteur réalise un volume de 8 t alors que le plus gros transforme 37 t par an. Les gérants de l’atelier considèrent qu’une répartition en fonction des volumes serait plus juste.
Contrairement à tous les autres ateliers, les producteurs de l’atelier 3 ne payent pas l’intégralité de leur capital social à leur arrivée dans la structure. Les parts sociales sont fonction des volumes et sont facturées mensuellement. Les producteurs reçoivent 2 factures, une correspondante à l’utilisation de l’atelier et l’autre correspondante aux parts sociales qu’ils doivent payer pour le mois passé. Ce système permet d’étaler l’achat des parts sociales et permet aux anciens adhérents d’avoir un capital social plus élevé que les nouveaux producteurs. Lorsque les producteurs ont atteint le plafond des parts sociales (6 000 €), ils ne payent plus de parts sociales sur les transformations qu’ils réalisent.
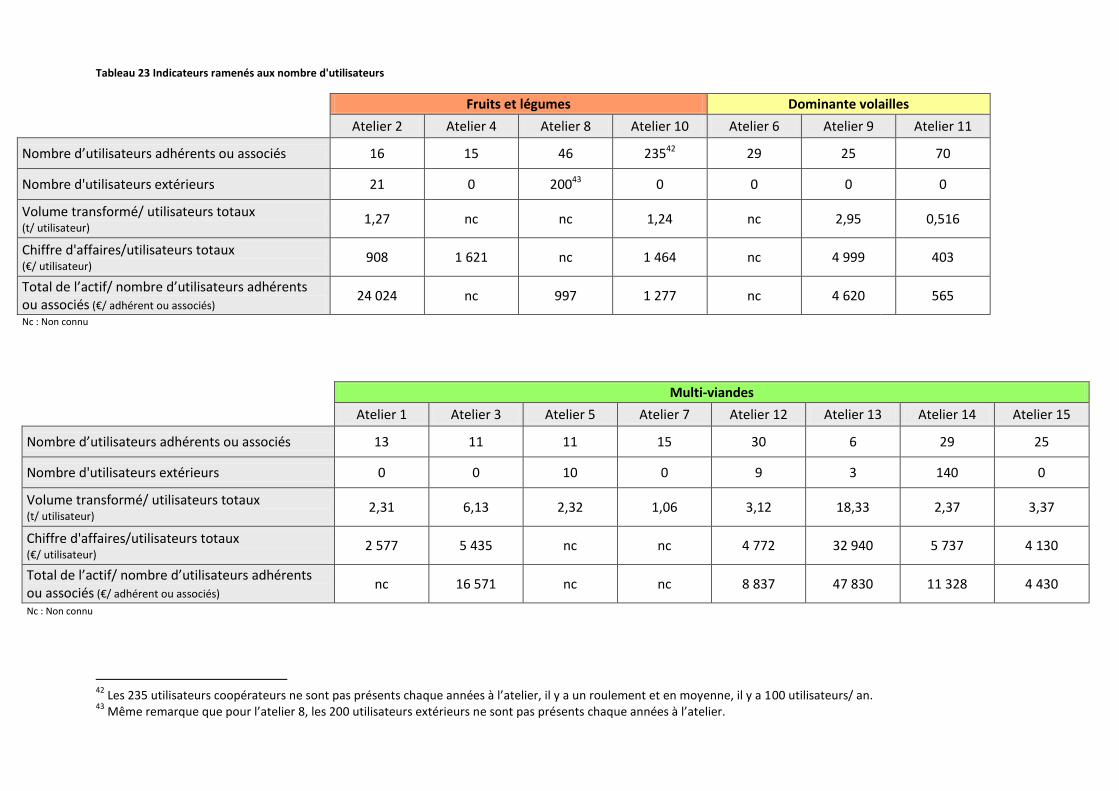
Tableau 23 Indicateurs ramenés aux nombre d'utilisateurs
Fruits et légumes Dominante volailles
Atelier 2 Atelier 4 Atelier 8 Atelier 10 Atelier 6 Atelier 9 Atelier 11
Nombre d’utilisateurs adhérents ou associés 16 15 46 23542 29 25 70
Nombre d'utilisateurs extérieurs 21 0 20043 0 0 0 0
Volume transformé/ utilisateurs totaux (t/ utilisateur)
1,27 nc nc 1,24 nc 2,95 0,516
Chiffre d'affaires/utilisateurs totaux (€/ utilisateur)
908 1 621 nc 1 464 nc 4 999 403
Total de l’actif/ nombre d’utilisateurs adhérents ou associés (€/ adhérent ou associés)
24 024 nc 997 1 277 nc 4 620 565
Nc : Non connu
Multi-viandes
Atelier 1 Atelier 3 Atelier 5 Atelier 7 Atelier 12 Atelier 13 Atelier 14 Atelier 15
Nombre d’utilisateurs adhérents ou associés 13 11 11 15 30 6 29 25
Nombre d'utilisateurs extérieurs 0 0 10 0 9 3 140 0
Volume transformé/ utilisateurs totaux (t/ utilisateur)
2,31 6,13 2,32 1,06 3,12 18,33 2,37 3,37
Chiffre d'affaires/utilisateurs totaux (€/ utilisateur)
2 577 5 435 nc nc 4 772 32 940 5 737 4 130
Total de l’actif/ nombre d’utilisateurs adhérents ou associés (€/ adhérent ou associés)
nc 16 571 nc nc 8 837 47 830 11 328 4 430
Nc : Non connu
42
Les 235 utilisateurs coopérateurs ne sont pas présents chaque années à l’atelier, il y a un roulement et en moyenne, il y a 100 utilisateurs/ an. 43
Même remarque que pour l’atelier 8, les 200 utilisateurs extérieurs ne sont pas présents chaque années à l’atelier.
2.4 Les indicateurs ramenés au nombre d’utilisateurs Le Tableau 23 présente le nombre d’adhérents ou d’associés et le nombre d’utilisateurs extérieurs pour chacun des ateliers de l’échantillon. Le chiffre d’affaires et le volume d’apport moyen de chaque utilisateur ont été calculés. Ces données font ressortir 3 types d’ateliers :
- Les ateliers avec des producteurs qui transforment chacun des volumes moyens. Il n’y a pas de grandes différences entre les volumes d’apport de chacun (6 ateliers : 2, 6, 9, 3, 7 et 15).
- Les ateliers avec un petit nombre d’utilisateurs qui transforment tous d’importants volumes (atelier 13).
- Les ateliers avec un petit noyau de gros apporteurs (utilisateurs réguliers) et de nombreux petits apporteurs qui utilisent l’atelier occasionnellement (8 ateliers : 4, 8, 10, 11, 1, 5, 12 et 14).
La plupart des ateliers ont une activité basée sur un groupe d’utilisateurs réguliers auquel se rajoutent quelques utilisateurs occasionnels qui transforment des petits volumes. Les utilisateurs occasionnels peuvent être adhérents ou associés mais ils peuvent aussi être des utilisateurs "extérieurs". Les utilisateurs extérieurs sont des producteurs qui ne veulent pas s’engager au sein de la structure en versant des parts sociales et en assumant des responsabilités. Ils préfèrent payer l’utilisation de l’atelier plus cher que les utilisateurs adhérents ou associés mais ne pas avoir d’engagements vis-à-vis de la structure. En général ces producteurs ne transforment que des petites quantités44. Dans notre échantillon, il y a 6 structures collectives qui offrent la possibilité à des producteurs non adhérents ou non sociétaires d’utiliser l’atelier.
La nature et la composition du groupe de producteurs aura une influence primordiale sur la gestion de l’atelier. Le partage des responsabilités est facilité dans un atelier comptant un petit noyau de gros producteurs (comme l’atelier 13). En revanche, l’atelier est fragilisé en cas de départ d’un des producteurs. L’atelier 13 se trouve dans cette situation, puisqu’un des 6 associés part à la retraite et il n’a aucun successeur. Cela représente une perte d’activité pour l’atelier puisque les volumes de cet associé ne seront pas remplacés.
44
Le statut CUMA permet d’accueillir des utilisateurs non adhérents dans la limite de 20% du chiffre d’affaires. Contrairement à l’activité réalisée par les adhérents, l’activité réalisée par les non adhérents est soumise à l’impôt sur les sociétés.
Synthèse de la cinquième partie : données économiques et financières
Une gestion technico-économique rigoureuse nécessaire pour la pérennité de l’atelier…
L’objectif des ateliers de transformation collectifs n’est pas de réaliser d’importants bénéfices. Le but annoncé par tous les enquêtés est d’avoir des prix de facturation qui permettent d’atteindre l’équilibre financier. Lorsque les ateliers de transformation collectifs réalisent des bénéfices, 3 solutions sont envisageables :
- L’atelier réinvestit (renouvellement du matériel, rénovation du bâtiment voire même agrandissement de l’atelier).
- L’atelier met de l’argent en réserve (pour assurer la pérennité de l’atelier en cas de difficultés financières).
- L’atelier redistribue les bénéfices à ses adhérents sous forme de ristournes proportionnelles à l'activité de chacun (cela permet de baisser les prix de facturation en cas de trop-perçus).
A l’inverse, le résultat déficitaire d’une année n devra être comblé par une augmentation des volumes, par une diminution des charges ou par une augmentation des prix de facturation, l’année n+1.
Afin d’être le plus proche possible de l’équilibre financier, il semble important de calculer régulièrement les coûts de revient d’un atelier et d’adapter les prix de facturation au besoin. Cela permet d’être réactif par rapport à d’éventuelles évolutions des charges (augmentation ou diminution).
Le résultat économique d’un atelier collectif est fortement dépendant des volumes transformés. Une année de faible activité peut conduire à un résultat déficitaire (exemple de l’atelier 8). Afin d’assurer des volumes d’apport réguliers, 8 ateliers demandent des engagements sur les volumes à leurs utilisateurs. Ce système permet notamment de couvrir les charges fixes lorsque les volumes transformés sont faibles.
La transformation agroalimentaire (et plus particulièrement celle des denrées d’origine animale) requiert des investissements importants. L’achat du terrain et la construction du bâtiment représentent une partie importante des investissements. Plusieurs solutions sont alors envisageables :
- 3 groupes de producteurs ne sont pas propriétaires de leur atelier. Ils louent les locaux à une collectivité (commune ou communauté de communes).
- 4 groupes de producteurs ont établi un contrat de crédit-bail afin de financer leurs locaux. Après remboursement de toutes les annuités, le collectif de producteur devient propriétaire du bâtiment.
- 8 groupes de producteurs ont souscrit directement un emprunt afin de financer eux-mêmes les investissements.
Les producteurs peuvent généralement compter sur des subventions publiques pour les aider à financer leurs investissements.
Mémoire de fin d’études – Guillaume WAGNER – 2012 56
Discussion
Bilan de l’étude
Ce travail rend compte d’une partie de la diversité existante au sein des ateliers de transformation collectifs. Le fonctionnement d’un atelier collectif dépend des produits qui y sont transformés, du contexte local, de l’historique de l’atelier, de la composition du groupe de producteurs et du niveau d’accompagnement et de suivi de l’atelier. A ce sens, chaque projet est unique.
Cette étude a permis de produire les premiers repères organisationnels (fonctionnement des structures collectives), techniques (prix de facturation, temps de travail) et financiers (indicateurs économiques) sur les ateliers de transformation collectifs. Ces résultats seront à diffuser auprès des groupes intéressés par la transformation collective. Ils pourront aussi servir de repères aux animateurs et techniciens en charge du suivi de ces groupes.
Limites du travail
Ce travail comporte quelques limites méthodologiques qu’il est important de préciser.
La limite principale vient de la collecte des données économiques et comptables. Bien que nous ayons envoyé la liste des documents à préparer à tous les enquêtés, la moitié d’entre eux n’avait pas ces documents le jour de l’entretien. Les enquêtés s’étaient alors engagés à nous les faire parvenir par mail ou par courrier, mais il a été nécessaire de relancer plusieurs fois certains d’entre eux.
Deux ateliers de l’échantillon n’ont pas accepté transmettre leurs documents comptables. Cela impacte directement la dernière partie de ce mémoire, puisqu’aucun indicateur économique n’a pu être calculé pour ces 2 structures. Cela constitue une limite pour l’analyse économique mais pas pour l’ensemble de l’étude car ces 2 ateliers ont des fonctionnements très intéressant.
Le niveau de détails des comptes de résultat recueillis est très variable. Certains comptes de résultat simplifiés comportent des grands postes de charge. Ces documents ne sont que partiellement exploitables car on ne connait pas la répartition des charges et des produits à l’intérieur de ces grands postes. Dès le départ, il aurait fallu demander le compte de résultat détaillé de chaque atelier.
Il y a aussi beaucoup de données manquantes pour la partie sur les temps de travail au sein des ateliers collectifs. Les enquêtés nous ont communiqué les temps de travail pour leur production mais ils n’étaient pas en mesure de nous les donner pour les autres productions transformées à l’atelier. Certains enquêtés nous ont donné les coordonnées d’autres adhérents et nous les avons contactés afin de connaître leurs temps de travail. Cette démarche aurait dû être systématique pour tous les ateliers.
Enfin, la dernière limite vient de l’échantillon. Notre échantillon ne contient pas d’atelier de transformation laitière et d’atelier de préparation de fruits et légumes de 4ème et 5ème gammes alors que les attentes sont nombreuses concernant ces ateliers.
Définition d’un atelier de transformation collectif
L’un des objectifs de cette étude était d’affiner la définition d’un atelier de transformation collectif. Qu’entend-t-on par atelier de transformation collectif ? Quelles structures peuvent être considérées comme des ateliers de transformation collectifs et quelles structures ne le peuvent pas ? Quels seraient les critères de classification ?
Mémoire de fin d’études – Guillaume WAGNER – 2012 57
Un atelier de transformation collectif est un outil commun à plusieurs producteurs, d’un même territoire, leur permettant de transformer leurs produits agricoles. Cet outil est composé de bâtiments, d'installations et de matériel de transformation agro-alimentaire qui respectent les normes sanitaires et environnementales. La transformation peut concerner les denrées d’origine animale (produits issus de l’élevage, de la chasse et de la pèche) et les produits végétaux.
Les produits ainsi transformés servent à approvisionner les filières courtes locales. Le producteur doit rester propriétaire de ses produits et s’occuper lui-même de la commercialisation (de manière individuelle ou collective). Certains statuts juridiques permettent aux producteurs d’un même atelier de se regrouper pour la commercialisation des produits.
Trois formes d’organisation sont envisageables. Soit le matériel et les installations sont mis à disposition des
producteurs et ils participent eux-mêmes à la transformation (accompagnés ou non de salariés de l’atelier).
Soit une prestation de service leur est proposée et ce sont les salariés de l’atelier qui réalisent la
transformation. Cette dernière forme d’organisation ne concerne que les très grands ateliers et s’avère bien
différente. Peut-on considérer un outil fonctionnant uniquement avec des salariés (les producteurs délèguent
toute la transformation) comme un atelier de transformation collectif ? Certes, l’atelier est géré par des
producteurs mais la logique est bien différente d’un atelier où les producteurs sont présents.
Enfin, on peut s’interroger sur le nombre de producteurs nécessaire afin de constituer un atelier de transformation collectif. L’atelier de notre échantillon rassemblant le moins d’utilisateurs est l’atelier 13 avec 6 associés. A titre d’exemple, les CUMA doivent réunir au minimum 4 agriculteurs à titre principal (FrCUMA Languedoc-Roussillon, 2010). D’autres statuts juridiques permettent à 2 producteurs de se regrouper. Dans le cas d’un groupe de 2 ou 3 producteurs, peut-on réellement parler d’atelier de transformation collectif ou simplement de regroupement d’exploitations ?
Perspectives de travail Le projet RCC45 est un projet CASDAR qui s’étend sur la même période que le projet ATOMIC (2011-2013). Son objectif est des produire des références sur les circuits courts de commercialisation. Le projet RCC exclu les initiatives collectives et ne s’intéresse qu’aux exploitations impliquées dans les circuits courts. Une partie des références du projet RCC portera sur l’activité de transformation de ces exploitations. Dès lors, il semble très intéressant d’établir des liens entre les résultats issus de cette étude et ceux du projet RCC, notamment pour comparer la transformation individuelle et la transformation collective.
Les enquêtes réalisées reflètent une grande diversité au niveau des statuts juridiques des ateliers de transformation. Même après plusieurs années d’activité, certains responsables d’ateliers s’interrogent sur un éventuel changement de statut. Il semblerait intéressant de réaliser une étude centrée sur le statut juridique des ateliers de transformation collectifs. Quels sont les avantages et inconvénients de chaque statut ? Au final, quel statut convient le mieux à tel ou tel type de groupe ?
45
Références Circuits Courts
57 Mémoire de fin d’études – Guillaume WAGNER – 2012
Conclusion
La réalisation d’enquêtes auprès de 15 responsables d’ateliers collectifs, a permis de récolter des éléments, sur l’émergence, le fonctionnement actuel et les perspectives de ces structures. La diversité de l’échantillon conduit à des données parfois, très différentes, néanmoins certains ateliers ont des points de ressemblance. Ce travail permet donc à la fois de présenter la diversité des structures existantes mais aussi de créer des premiers repères afin d’orienter les porteurs de projets.
Bien que la coopération et le partage soient des valeurs portées par le monde agricole, la gestion commune d’un outil de transformation agroalimentaire peut s’avérer difficile. On observe des différences d’implication entre les utilisateurs d’un même atelier. Ces différences d’implication peuvent mener à des tensions ou même à des ruptures au sein du groupe de producteurs. Plusieurs formes d’organisation ont été présentées au sein de ce mémoire, elles servent notamment à éviter les inégalités et à conserver une cohésion au sein du groupe.
Malgré tout, les enquêtés sont nombreux à souligner les avantages du collectif. Ces avantages sont, avant tout économiques (limitation des investissements individuels et du risque financier), mais aussi techniques (accès à du matériel performant, possibilité d’augmenter petit à petit ses volumes), et humains (entraide entre producteur, partage des connaissances).
L’implantation d’une structure de transformation collective est également bénéfique au territoire local. Elle peut contribuer à la création d’emplois, participer à la sauvegarde des petites exploitations, favoriser l’installation de jeunes agriculteurs, développer les liens entre producteurs et consommateurs et surtout dynamiser les circuits courts d’un territoire. Dans ce cadre, de nombreuses collectivités soutiennent et accompagnent la création d’ateliers collectifs. Ces collectivités sont parfois même à l’origine du projet. Ce phénomène est d’autant plus marqué depuis l’obligation, pour la restauration collective, de s’approvisionner en produits locaux.
Depuis quelques années, les circuits courts font beaucoup parler d’eux. Ce mode de commercialisation des a toujours existé mais, depuis peu, il provoque un regain d’intérêt de la part des consommateurs et des médias. Il est difficile de dire si les circuits courts sont en croissance. En effet, la question de la commercialisation des produits ne fait partie du recensement agricole que depuis l’année 2010. Avant cela, quelques études ont tenté d’évaluer le nombre de producteurs impliqués dans des démarches de circuits courts sans comptabiliser les formes de vente incluant un intermédiaire. Les données sont donc difficilement comparables. On peut alors s’interroger sur l’évolution de ce mode de vente. Est-ce que les circuits courts vont gagner des parts de marché sur la commercialisation en filière longue ? Les mesures gouvernementales vont-elles favoriser le développement des circuits courts au sein des régions avec d’importantes productions de masse ? L’écart entre agriculture conventionnelle et agriculture paysanne va t - il se creuser d’avantage dans les années à venir ?
Mémoire de fin d’études – Guillaume WAGNER – 2012 58
Références bibliographiques
Livres, ouvrages et Encyclopédie :
Amemiya H. « L’agriculture participative - dynamiques bretonnes de la vente-directe », Presses Universitaires
de Rennes, p. 21-60, 2007.
Arnaud Y. « Guide pour la mise en place d'ateliers de transformation carnée à la ferme » ENILV Aurillac,2011
Chiffoleau Y. « Les circuits courts de commercialisation en agriculture : diversité et enjeux pour le
développement durable » Les circuits courts alimentaires – bien manger dans les territoires, de Maréchal G.,
p. 19-30. Educagri, 2008.
Kling F. et al. « Les enquêtes qualitatives en agriculture : de la conception à l’analyse des résultats » Institut de l’Elevage, 2012.
Mondy, B. et Terrieux, A. «Vers une agriculture territorialisée, où s'alimentent les circuits courts ? : le rôle des
ateliers collectifs de transformation agroalimentaire.» Traversac JB, Circuits courts : contribution au
développement régional, p 89-101, 2011.
Poisson M. et Saleilles S. « Collectifs de producteurs en circuits courts ou l’art de doser chaque projet ». Des prés à l’assiette, développer structurer et pérenniser les circuits courts alimentaires de Progent-Simonin AH et al., 2012.
Articles, colloques et rencontres :
Chaffotte L. et Chiffoleau Y. «Vente directe et circuits courts : évaluations, définitions et typologie.» Les
cahiers de l'observatoire CROC , 2007.
Droz-Vincent C. «Quelle règlementation et comment gérer les aspects sanitaires dans un atelier collectif ?»
projet ATOMIC, 2011.
Langhade E. et al. «Circuits courts une relation de proximité - Des repères réglementaires pour la vente en
circuits courts.» Chambres d'agriculture, Mars 2010.
Maugis JL. et Manceau N., « Accompagner des démarches collectives en circuits courts - Les temps du projet
collectif ». CIVAM et Région Languedoc-Roussillon, 2009.
Merle A., Pitrowski M. et Prigent-Simonin A-H. « La consommation locale : pourquoi et comment ? ». Dijon:
13° Journées de Recherche en Marketing de Bourgogne, IAE, 2009.
Thèses et rapports de stage :
Poisson M. « Initiatives collectives de producteurs pour la valorisation en circuits-courts : quelles évolutions
pour un projet collectif a priori abouti, quels élements de pérennisation ?» Rapport de fin d’études de Master
2 Ingénierie du Développement Territorial, Grenoble: Institut de Géographie Alpine, 2010.
Revues et magasines :
Barry C. «Commercialisation des produits agricoles ; un producteur sur cinq vend en circuit court »,
Agreste Primeur n°275. Janvier 2012.
Dossier spécial « Circuits courts : le plein d’idées pour se lancer ». La France Agricole n°3424, Février 2012
FrCUMA Languedoc-Roussillon. « Cuma de transformation », 2010.
Valorge F. « En groupe, se lancer dans les circuits courts », Fn CUMA, 2010.
Sites internet :
Fn CUMA http://www.france.cuma.fr/dossiers/ateliers-de-transformation-circuits-courts. (Dernière consultation : 11.07. 2012)
Communications orales :
Kling F. et Frappat B. « Conduire des études qualitatives auprès des agriculteurs et de leurs partenaires » Formation Institut de l’Elevage, Paris, 16 Mars 2012. « Journée nationale, maintenir des abattoirs de proximité dans les territoires » Conférence APCA, Paris, 6 Juin 2012.





























