Embed Size (px)
Citation preview

P r o d u k t i o n s -p l a n u n g
1. Ausgabe / 31.3.2008
Seite 3
Inhalt 0 Zielsetzung dieses Handbuches............................................................................................ 15
0.1 Überblick .................................................................................................................. 15 0.2 Verbindungen zu Lehrfächern ..................................................................................... 15 0.3 Lernziele und Hinweise............................................................................................... 15
0.3.1 ACME – Überblick .................................................................................................. 15 0.3.2 Materialstamm....................................................................................................... 16 0.3.3 Stücklisten ............................................................................................................ 18 0.3.4 Arbeitsplätze ......................................................................................................... 18 0.3.5 Arbeitspläne .......................................................................................................... 19 0.3.6 Bedarfsplanung ..................................................................................................... 19 0.3.7 Planauftrag ........................................................................................................... 21 0.3.8 Fertigungsaufträge ................................................................................................ 22 0.3.9 Prozesskette.......................................................................................................... 22
1 Überblick SAP – PPS............................................................................................................ 23 1.1 Ziele der Produktionsplanung und -steuerung............................................................... 24 1.2 PPS-Planungsgrößen.................................................................................................. 24
1.2.1 Ressourcen ........................................................................................................... 24 1.2.2 Zeiten................................................................................................................... 24
1.3 Produktionstypen....................................................................................................... 25 1.3.1 Diskrete Fertigung ................................................................................................. 25 1.3.2 Serienfertigung...................................................................................................... 26 1.3.3 Prozessfertigung.................................................................................................... 26 1.3.4 Produktionsversorgung mit KANBAN........................................................................ 26
1.4 Überblick ACME ......................................................................................................... 27 1.5 Firmenorganisation .................................................................................................... 28 1.6 Produkt..................................................................................................................... 28 1.7 Stammdaten ............................................................................................................. 29
1.7.1 Materialstammdaten .............................................................................................. 29 1.7.2 Stückliste .............................................................................................................. 30 1.7.3 Arbeitsplätze ......................................................................................................... 30 1.7.4 Arbeitspläne .......................................................................................................... 33
2 Materialstammdaten ........................................................................................................... 34 2.1 Grundbegriffe............................................................................................................ 34
2.1.1 Sichten ................................................................................................................. 34 2.1.2 Materialarten......................................................................................................... 35 2.1.3 Branchen .............................................................................................................. 36
2.2 Prozesse Materialstamm............................................................................................. 37 2.2.1 Materialstamm anlegen .......................................................................................... 37 2.2.2 Organisationsebenen ............................................................................................. 39 2.2.3 Anzeigen von Materialstammsätzen ......................................................................... 53 2.2.4 Zusätzliche Informationen zum Materialstamm ......................................................... 57 2.2.5 Auswertungen zum Materialstamm.......................................................................... 58 2.2.6 Materialverzeichnis ................................................................................................ 59 2.2.7 Materialstamm ändern ........................................................................................... 60 2.2.8 Materialstamm löschen........................................................................................... 60
Seite 4
3 Stücklisten ......................................................................................................................... 61 3.1 Definition .................................................................................................................. 61
3.1.1 Stücklistenarten..................................................................................................... 62 3.1.2 Technische Typen von Stücklisten ........................................................................... 62 3.1.3 Stücklistentypen im SAP ......................................................................................... 63 3.1.4 Stücklistenverwendung........................................................................................... 64 3.1.5 Gültigkeit der Stückliste.......................................................................................... 65 3.1.6 Stücklistenaufbau .................................................................................................. 66 3.1.7 Positionstypen ....................................................................................................... 67
3.2 Prozesse Stücklisten................................................................................................... 67 3.2.1 Was Sie vor dem Anlegen beachten sollten .............................................................. 67 3.2.2 Stückliste anlegen.................................................................................................. 68 3.2.3 Positionstypen ....................................................................................................... 70 3.2.4 Weitere Funktionen zum Anlegen ............................................................................ 73 3.2.5 Stückliste anzeigen ................................................................................................ 74 3.2.6 Stücklistenauswertungen........................................................................................ 77 3.2.7 Ausdrucken der Stücklisten..................................................................................... 80 3.2.8 Stückliste ändern ................................................................................................... 81 3.2.9 Löschen von Positionen .......................................................................................... 81 3.2.10 Löschen von Materialstücklisten .......................................................................... 81
4 Arbeitsplätze ...................................................................................................................... 82 4.1 Arbeitsplatz Definition ................................................................................................ 82
4.1.1 Kostenstelle .......................................................................................................... 82 4.2 Arbeitsplatzhierarchie................................................................................................. 84 4.3 Arbeitsplätze Prozesse................................................................................................ 85
4.3.1 Arbeitsplätze anlegen............................................................................................. 85 4.3.2 Arbeitsplätze anzeigen ........................................................................................... 96 4.3.3 Arbeitsplatzhierarchie............................................................................................. 96 4.3.4 Auswertungen zu den Arbeitsplätzen ....................................................................... 98
4.4 Ändern, Löschen und Sperren von Arbeitsplätzen ......................................................... 99 5 Arbeitspläne ..................................................................................................................... 100
5.1 Arbeitspläne............................................................................................................ 103 5.1.1 Normalarbeitspläne anlegen ................................................................................. 103 5.1.2 Standardarbeitspläne anlegen............................................................................... 108 5.1.3 Einbinden eines Standardarbeitsplanes in einen Normalarbeitsplan........................... 110
5.2 Materialkomponenten im Arbeitsplan......................................................................... 111 5.3 Terminieren eines Arbeitsplanes................................................................................ 113
5.3.1 Reduzierungsmaßnahmen .................................................................................... 116 5.3.2 Materialstamm mit Terminierungsdaten aktualisieren .............................................. 120
5.4 Parallele und Alternative Folgen ................................................................................ 120 5.5 Arbeitspläne anzeigen .............................................................................................. 123 5.6 Auswertungen zu den Arbeitsplänen.......................................................................... 123 5.7 Ändern und Löschen von Arbeitsplänen ..................................................................... 124 5.8 Produktkalkulation ................................................................................................... 124
6 Bedarfsplanung ................................................................................................................ 129 6.1 Überblick: Bedarfsplanung in der logistischen Kette .................................................... 129 6.2 Dispositionsverfahren............................................................................................... 130
Seite 5
6.2.1 Verbrauchsgesteuerte Disposition.......................................................................... 131 6.2.2 Plangesteuerte Disposition.................................................................................... 132 6.2.3 Übersicht über die Losgrößenverfahren.................................................................. 133
6.3 Durchführung des Bedarfsplanungslaufes .................................................................. 134 6.3.1 Stücklistenauflösung ............................................................................................ 135 6.3.2 Nettobedarfsrechnung.......................................................................................... 135 6.3.3 Terminierung....................................................................................................... 135 6.3.4 Listen ................................................................................................................. 136
6.4 Planungsstrategien .................................................................................................. 138 6.4.1 Strategien für Lagerfertigung................................................................................ 138 6.4.2 Strategien für Kundeneinzelfertigung..................................................................... 139
6.5 Bedarfsplanung Prozesse.......................................................................................... 140 6.5.1 Bestellpunktverfahren .......................................................................................... 140 6.5.2 Stochastische Verfahren ....................................................................................... 142 6.5.3 Plangesteuerte Disposition.................................................................................... 146 6.5.4 Auswertungen des Planergebnisses ....................................................................... 151 6.5.5 Drucken der Dispositionslisten .............................................................................. 156 6.5.6 Aktuelle Bedarfs- Bestandsliste ............................................................................. 156 6.5.7 Planungssituation für ein Material.......................................................................... 159 6.5.8 Planungsergebnis ................................................................................................ 161 6.5.9 Sonstige Auswertungen........................................................................................ 162
7 Planauftragsverwaltung..................................................................................................... 165 7.1 Allgemeines zum Planauftrag .................................................................................... 165 7.2 Planauftragsverwaltung............................................................................................ 166
7.2.1 Planauftrag anlegen / ändern................................................................................ 166 7.2.2 Planaufträge Folgefunktionen ............................................................................... 168
7.3 Planaufträge umsetzen............................................................................................. 171 7.3.1 Umsetzen in Bestellanforderung............................................................................ 171 7.3.2 Umsetzen in Fertigungsaufträge............................................................................ 173 7.3.3 Sammelumsetzung von Planaufträgen ................................................................... 174
7.4 Prozesskette Fremdbeschaffung................................................................................ 174 7.4.1 Vorbereitende Aktivitäten ..................................................................................... 174 7.4.2 Bestellung anlegen .............................................................................................. 178 7.4.3 Wareneingang zur Bestellung................................................................................ 180 7.4.4 Rechnungseingang zur Bestellung ......................................................................... 183 7.4.5 Zahlungsausgang buchen ..................................................................................... 184
8 Fertigungsaufträge............................................................................................................ 186 8.1 Allgemeines zum Fertigungsauftrag........................................................................... 186
8.1.1 Beziehungen des Fertigungsauftrages.................................................................... 186 8.1.2 Elemente des Fertigungsauftrages......................................................................... 187 8.1.3 Ablauf eines Fertigungsauftrages .......................................................................... 187 8.1.4 Eröffnung des Fertigungsauftrages........................................................................ 188 8.1.5 Freigabe des Fertigungsauftrages.......................................................................... 189 8.1.6 Warenbewegung zum Fertigungsauftrag................................................................ 190 8.1.7 Warenausgang zum Fertigungsauftrag................................................................... 190 8.1.8 Rückmeldung des Fertigungsauftrages................................................................... 191 8.1.9 Wareneingang zum Fertigungsauftrag ................................................................... 192
Seite 6
8.1.10 Kosten des Fertigungsauftrages ........................................................................ 192 8.2 Fertigungsaufträge .................................................................................................. 193
8.2.1 Fertigungsaufträge anlegen .................................................................................. 193 8.2.2 Kopfdaten des Fertigungsauftrages ....................................................................... 194 8.2.3 Vorgänge im Fertigungsauftrag............................................................................. 195 8.2.4 Arbeitsplan- und Stücklistenselektion..................................................................... 196 8.2.5 Terminierung....................................................................................................... 197 8.2.6 Komponenten...................................................................................................... 197 8.2.7 Kapazitätsprüfung................................................................................................ 200 8.2.8 Kapazität einplanen und abgleichen....................................................................... 200 8.2.9 Vorkalkulation ..................................................................................................... 202 8.2.10 Auftragsfreigabe .............................................................................................. 203 8.2.11 Fehlteile.......................................................................................................... 203 8.2.12 Listendruck ..................................................................................................... 204 8.2.13 Warenbewegung ............................................................................................. 204 8.2.14 Rückmeldungen............................................................................................... 206
9 Kundenauftragsverwaltung ................................................................................................ 209 9.1 Kundenauftrag anlegen ............................................................................................ 209 9.2 Lieferung anlegen.................................................................................................... 212 9.3 Faktura anlegen ...................................................................................................... 213 9.4 FI-Beleg ausziffern................................................................................................... 214
Seite 7
Abbildungsverzeichnis
Abbildung 1: Periodenverschieber: Einstiegsmaske ............................................................................. 17 Abbildung 2: Sonstige Wareneingänge: Einstieg .................................................................................. 20 Abbildung 3: Sonstige Wareneingänge: Menge eingeben.................................................................... 21 Abbildung 4: Module im R3 ................................................................................................................... 23 Abbildung 5: Unter-Module der Logistik aus SAP-Hauptmenü ............................................................. 23 Abbildung 6: Zielkonflikt des PPS ......................................................................................................... 24 Abbildung 7: Ressourcen ...................................................................................................................... 24 Abbildung 8: Varianten der diskreten Fertigung.................................................................................... 25 Abbildung 9: Varianten in der Prozessfertigung.................................................................................... 26 Abbildung 10: Unternehmensstruktur.................................................................................................... 27 Abbildung 11: Unternehmensstruktur Definition.................................................................................... 27 Abbildung 12: Unternehmensstruktur ACME ........................................................................................ 28 Abbildung 13: Vertriebsbereich ACME.................................................................................................. 28 Abbildung 14: Der Hammer................................................................................................................... 29 Abbildung 15: Selektionsbild für Materialverzeichnis MM60................................................................. 29 Abbildung 16: Schneller Überblick über Materialien ............................................................................. 30 Abbildung 17: Stückliste ........................................................................................................................ 30 Abbildung 18: Arbeitsplätze................................................................................................................... 30 Abbildung 19: Arbeitsplatzhierarchien................................................................................................... 31 Abbildung 20: Arbeitsplatzkapazitäten .................................................................................................. 31 Abbildung 21: Kostenstellen.................................................................................................................. 31 Abbildung 22: Kostenstellenzuordnung................................................................................................. 32 Abbildung 23: Leistungsarten................................................................................................................ 32 Abbildung 24: Normalarbeitspläne Matchcodeanzeige......................................................................... 33 Abbildung 25: Primäre Sichten.............................................................................................................. 34 Abbildung 26: Materialarten Steuerung................................................................................................. 35 Abbildung 27: Materialarten Steuerung................................................................................................. 37 Abbildung 28: Material anlegen: Einstiegsmaske ................................................................................. 38 Abbildung 29: Material anlegen: Stammdaten Sichtenauswahl ............................................................ 39 Abbildung 30: Material anlegen: Organisationsebenen ........................................................................ 40 Abbildung 31: Material anlegen: Grunddaten1...................................................................................... 40 Abbildung 32: Material anlegen: Navigation in den Sichten.................................................................. 41 Abbildung 33: Klassen anlegen und verknüpfen mit Transaktion CLHP .............................................. 42 Abbildung 34: Merkmalverzeichnis CT10.............................................................................................. 42 Abbildung 35: Merkmalverwendung CT12 ............................................................................................ 43 Abbildung 36: MM02 Sicht Klassifizierung ............................................................................................ 43 Abbildung 37: Suche in Klassen über Merkmalswerte.......................................................................... 44 Abbildung 38: Material anlegen: Sicht Vertrieb ..................................................................................... 44 Abbildung 39: Material anlegen: Vertrieb: VerkOrg 1............................................................................ 45 Abbildung 40: Material anlegen: Vertrieb: Konditionen ......................................................................... 45 Abbildung 41: Material anlegen: Einkauf............................................................................................... 46 Abbildung 42: Material anlegen: Mengeneinheiten ............................................................................... 46 Abbildung 43: Material anlegen: Einkaufsbestelltext............................................................................. 47 Abbildung 44: Material anlegen: Disposition 1 ...................................................................................... 47 Abbildung 45: Material anlegen: Disposition 2 ...................................................................................... 48 Abbildung 46: Material anlegen: Disposition 3 ...................................................................................... 49 Abbildung 47: Material anlegen: Disposition 3 Strategiegruppen ......................................................... 49
Seite 8
Abbildung 48: Material anlegen: Arbeitsvorbereitung ........................................................................... 50 Abbildung 49: Material anlegen: Buchhaltung1..................................................................................... 50 Abbildung 50: Definition der Bewertungsklasse im Customizing .......................................................... 51 Abbildung 51: Zuordnung Kontoklassenreferenz zu Materialart ........................................................... 52 Abbildung 52: Material anlegen: Kalkulation1 ....................................................................................... 52 Abbildung 53: Material anlegen: Kalkulation2 ....................................................................................... 53 Abbildung 54: Material anzeigen: Einstiegsmaske................................................................................ 53 Abbildung 55: Material anzeigen: Matchkode ....................................................................................... 54 Abbildung 56: Material anzeigen: Ergebnisliste .................................................................................... 54 Abbildung 57: Material anzeigen: verfügbare Matchcodes ................................................................... 55 Abbildung 58: Material anzeigen: Materialstammbild............................................................................ 55 Abbildung 59: Verbrauchswerte anzeigen............................................................................................. 56 Abbildung 60: Werksbestandsanzeige .................................................................................................. 56 Abbildung 61: Lagerortbestand ............................................................................................................. 57 Abbildung 62: Menü Umfeld .................................................................................................................. 57 Abbildung 63: Liste der Änderungen ..................................................................................................... 57 Abbildung 64: Änderungsbelege ........................................................................................................... 58 Abbildung 65: Bestandsübersicht.......................................................................................................... 58 Abbildung 66: Suche nach Materialien mit fehlender Sicht................................................................... 58 Abbildung 67: Ergebnisliste der Materialien mit fehlender Sicht ........................................................... 59 Abbildung 68: Pflegestatus Materialstammsatz .................................................................................... 59 Abbildung 69: Selektionsbild für Materialverzeichnis ............................................................................ 59 Abbildung 70: Ergebnis Materialverzeichnis ......................................................................................... 59 Abbildung 71: Stücklisten - Gegenstände ............................................................................................. 61 Abbildung 72: Baukastenstückliste........................................................................................................ 62 Abbildung 73: Strukturstückliste ............................................................................................................ 62 Abbildung 74: Variantenstücklisten ....................................................................................................... 63 Abbildung 75: Mehrfachstückliste.......................................................................................................... 63 Abbildung 76: Stücklisten im SAP ......................................................................................................... 64 Abbildung 77: Stücklisten im SAP - Unternehmensbereiche ................................................................ 65 Abbildung 78: Zeitliche Gültigkeit .......................................................................................................... 66 Abbildung 79: Stücklistenaufbau ........................................................................................................... 66 Abbildung 80: Positionstypen ................................................................................................................ 67 Abbildung 81: Stückliste anlegen: Einstiegsmaske............................................................................... 68 Abbildung 82: Stückliste anlegen: Positionsübersicht........................................................................... 69 Abbildung 83: Stückliste anlegen: Kopfdetail ........................................................................................ 69 Abbildung 84: Stückliste anlegen: Kopfdetail Status............................................................................. 69 Abbildung 85: Positionstypen ................................................................................................................ 70 Abbildung 86: Stückliste anlegen: Positionsdetail Grunddaten............................................................. 70 Abbildung 87: Stückliste anlegen: Positionsdetail Status/Langtext....................................................... 71 Abbildung 88: Stückliste anlegen: Positionsdetail ................................................................................. 71 Abbildung 89: Stückliste anlegen: Positionsdetail ................................................................................. 72 Abbildung 90: Stückliste anlegen: Positionsübersicht Rohmaßposition ............................................... 72 Abbildung 91: Stückliste anlegen: Positionsübersicht Rohteil............................................................... 72 Abbildung 92: Menüleiste ...................................................................................................................... 73 Abbildung 93: Materialstückliste............................................................................................................ 73 Abbildung 94: Bearbeiten ...................................................................................................................... 73 Abbildung 95: Springen ......................................................................................................................... 74 Abbildung 96: Zusätze........................................................................................................................... 74
Seite 9
Abbildung 97: Umfeld ............................................................................................................................ 74 Abbildung 98: Stückliste anzeigen: Einstieg.......................................................................................... 75 Abbildung 99: Stückliste anzeigen: Positionsübersicht ......................................................................... 75 Abbildung 100: Positionsübersicht untergeordnete Baugruppe............................................................ 76 Abbildung 101: Anzeigen von Änderungsbelegen: Selektion ............................................................... 76 Abbildung 102: Anzeigen von Änderungsbelegen ................................................................................ 76 Abbildung 103: Anzeigen von Änderungsbelegen: Ursprungsbeleg..................................................... 76 Abbildung 104: Baukasten mehrstufig: Einstieg.................................................................................... 77 Abbildung 105: Baukasten mehrstufig: Listausgabe ............................................................................. 78 Abbildung 106: Strukturstückliste mehrstufig: Listausgabe................................................................... 78 Abbildung 107: Mengenübersicht mehrstufig: Listausgabe .................................................................. 79 Abbildung 108: Sicht zur Steuerung der Stücklistenauflösung ............................................................. 79 Abbildung 109: Grafische Darstellung der Strukturstückliste ................................................................ 80 Abbildung 110: Ausdruck Stückliste: Einstieg ....................................................................................... 80 Abbildung 111: Druckparameter für lokalen Druck ............................................................................... 81 Abbildung 112: Stammdatenarten......................................................................................................... 82 Abbildung 113: Zusammenhänge Arbeitsplatz Kalkulation................................................................... 83 Abbildung 114: Kapazitätsbedarf .......................................................................................................... 83 Abbildung 115: Kalkulation.................................................................................................................... 84 Abbildung 116: Arbeitsplatzhierarchie................................................................................................... 84 Abbildung 117: Arbeitsplatz anlegen: Einstiegsmaske ......................................................................... 85 Abbildung 118: Arbeitsplatz anlegen: Vorlage kopieren ....................................................................... 86 Abbildung 119: Arbeitsplatz anlegen: Grunddaten................................................................................ 86 Abbildung 120: Arbeitsplatz anlegen: Vorschlagswerte ........................................................................ 87 Abbildung 121: Arbeitsplatz anlegen: Steuerschlüssel ......................................................................... 88 Abbildung 122: Arbeitsplatz anlegen: Vorlagenschlüssel ..................................................................... 88 Abbildung 123: Arbeitsplatz anlegen: Kapazitäten................................................................................ 89 Abbildung 124: Arbeitsplatz anlegen: Kapazitätsformeln anzeigen ...................................................... 89 Abbildung 125: Arbeitsplatz anlegen: Kapazitätsformeln testen........................................................... 90 Abbildung 126: Arbeitsplatz anlegen: Kapazitätskopfdaten .................................................................. 90 Abbildung 127: Arbeitsplatz anlegen: Kapazitätsprofil .......................................................................... 91 Abbildung 128: Arbeitsplatz anlegen: Kapazitätsprofil angelegt mittels Schichtprogramm .................. 91 Abbildung 129: Arbeitsplatz anlegen: Kapazitätsraster......................................................................... 92 Abbildung 130: Arbeitsplatz : Kapazitätsprofil grafisch ......................................................................... 92 Abbildung 131: Arbeitsplatz anlegen: Terminierung ............................................................................. 92 Abbildung 132: Arbeitsplatz anlegen: Kalkulation ................................................................................. 93 Abbildung 133: Leistungsarten.............................................................................................................. 93 Abbildung 134: Arbeitsplatz: Technologie ............................................................................................. 93 Abbildung 135: Kostenstellen pflegen ................................................................................................... 94 Abbildung 136: Leistungsarten pflegen ................................................................................................. 95 Abbildung 137: Tarife pflegen ............................................................................................................... 95 Abbildung 138: Arbeitsplatz Anzeigen Matchcode................................................................................ 96 Abbildung 139: Arbeitsplatz: Einstiegsbild ............................................................................................ 96 Abbildung 140: Hierarchie: anlegen ...................................................................................................... 97 Abbildung 141: Hierarchie: anlegen ...................................................................................................... 97 Abbildung 142: Auswertungen: CR60 Arbeitsplatzinformationssystem ................................................ 98 Abbildung 143: Sperren eines Arbeitsplatzes ....................................................................................... 99 Abbildung 144: Arbeitspläne ............................................................................................................... 100 Abbildung 145: Plangruppe ................................................................................................................. 101
Seite 10
Abbildung 146: Vorgang...................................................................................................................... 102 Abbildung 147: Zuordnung Stücklistenkomponenten.......................................................................... 103 Abbildung 148: Arbeitsplan anlegen: Einstiegsmaske ........................................................................ 104 Abbildung 149: Arbeitsplan anlegen: Kopfdetail ................................................................................. 104 Abbildung 150: Arbeitsplan anlegen: Kopfdetail ................................................................................. 104 Abbildung 151: Arbeitsplan anlegen: Verwaltungsdaten..................................................................... 105 Abbildung 152: Arbeitsplan anlegen: Vorgangsübersicht ................................................................... 105 Abbildung 153: Navigation über die Menüleiste.................................................................................. 106 Abbildung 154: Eingabemöglichkeiten mit Shortcuts .......................................................................... 106 Abbildung 155: Arbeitsplan anlegen: Vorgangsdetail 1 ...................................................................... 107 Abbildung 156: Arbeitsplan anlegen: Vorgangsdetail 2 ...................................................................... 107 Abbildung 157: Arbeitsplan anlegen: Vorgangsdetail 3 ...................................................................... 107 Abbildung 158: Arbeitsplan anlegen: Vorgangsdetail 4 ...................................................................... 108 Abbildung 159: Arbeitsplan anlegen :Vorgangsdetail 5 ...................................................................... 108 Abbildung 160: Standardarbeitsplan anlegen ..................................................................................... 109 Abbildung 161: Standardarbeitsplan anlegen: Kopfdaten................................................................... 109 Abbildung 162: Standardarbeitsplan anlegen: Vorgangsdaten........................................................... 110 Abbildung 163: Normalarbeitsplan ändern 1 ....................................................................................... 110 Abbildung 164: Normalarbeitsplan ändern 2 ....................................................................................... 110 Abbildung 165: Normalarbeitsplan ändern 3 ....................................................................................... 111 Abbildung 166: Normalarbeitsplan ändern 4 ....................................................................................... 111 Abbildung 167: Normalarbeitsplan ändern 5 ....................................................................................... 111 Abbildung 168: Normalarbeitsplan Ändern: Vorgangsübersicht ......................................................... 112 Abbildung 169: Normalarbeitsplan Ändern: Planübersicht.................................................................. 112 Abbildung 170: Normalarbeitsplan Ändern: Komponenten zuordnen................................................. 112 Abbildung 171: Normalarbeitsplan Ändern: Komponenten umhängen............................................... 112 Abbildung 172: Fristenplan.................................................................................................................. 113 Abbildung 173: Durchlaufzeit Arbeitsvorgang ..................................................................................... 114 Abbildung 174: Zeitanteile eines Vorganges....................................................................................... 114 Abbildung 175: Terminieren Arbeitsplan 1 .......................................................................................... 115 Abbildung 176: Terminieren Arbeitsplan 2 .......................................................................................... 115 Abbildung 177: Terminieren Arbeitsplan 3 .......................................................................................... 115 Abbildung 178: Terminieren Arbeitsplan 4 .......................................................................................... 116 Abbildung 179: Terminieren Arbeitsplan 5 .......................................................................................... 116 Abbildung 180: Definition der Reduzierungsstrategie ......................................................................... 117 Abbildung 181: Terminieren Arbeitsplan 6 .......................................................................................... 117 Abbildung 182: Terminieren Arbeitsplan 7 .......................................................................................... 118 Abbildung 183: Terminieren Arbeitsplan 8 .......................................................................................... 118 Abbildung 184: Terminieren Arbeitsplan 9 .......................................................................................... 119 Abbildung 185: Terminieren Arbeitsplan 10 ........................................................................................ 119 Abbildung 186: Vergleich der Terminierungsergebnisse .................................................................... 119 Abbildung 187: Aktualisierung Materialstamm mit Terminierungsdaten ............................................. 120 Abbildung 188: Parallele Folge im Arbeitsplan.................................................................................... 121 Abbildung 189: Alternative Folge im Arbeitsplan ................................................................................ 121 Abbildung 190: Arbeitsplan KOPF-00: Stammfolge 0 ......................................................................... 121 Abbildung 191: Alternative Folge anlegen 1: Selektion....................................................................... 122 Abbildung 192: Alternative Folge anlegen 2: Folgenübersicht............................................................ 122 Abbildung 193: Alternative Folge anlegen 3: Folgendetail.................................................................. 122 Abbildung 194: Alternative Folge anlegen 4: Vorgangsübersicht ....................................................... 123
Seite 11
Abbildung 195: Alternative Folge anlegen 4: Grafische Darstellung................................................... 123 Abbildung 196: Selektionsbild CA80 ................................................................................................... 124 Abbildung 197: Ergebnisliste CA80..................................................................................................... 124 Abbildung 198: Kalkulation mit Mengengerüst anlegen 1 ................................................................... 125 Abbildung 199: Kalkulation mit Mengengerüst anlegen 2 ................................................................... 125 Abbildung 200: Kalkulation mit Mengengerüst anlegen 3 ................................................................... 125 Abbildung 201: Kalkulation mit Mengengerüst anlegen 4 ................................................................... 126 Abbildung 202: Kalkulation mit Mengengerüst anlegen: Protokoll ...................................................... 126 Abbildung 203: Kalkulation anlegen: Erklärungskomponenten........................................................... 126 Abbildung 204: Kalkulation mit Mengengerüst anlegen: Produktstruktur ........................................... 127 Abbildung 205: Kalkulation mit Mengengerüst anlegen: Materialübersicht ........................................ 127 Abbildung 206: Kalkulation mit Mengengerüst anlegen: Kalkulationsstruktur .................................... 127 Abbildung 207: Kalkulation mit Mengengerüst anlegen: Elementanzeige .......................................... 128 Abbildung 208: Bedarfsplanung .......................................................................................................... 130 Abbildung 209: Dispositionsverfahren................................................................................................. 130 Abbildung 210: XYZ-Analyse .............................................................................................................. 131 Abbildung 211: Bestellpunktdisposition............................................................................................... 131 Abbildung 212: Prognosemodelle ....................................................................................................... 132 Abbildung 213: Losgrößenverfahren ................................................................................................... 133 Abbildung 214: Einzelplanung............................................................................................................. 134 Abbildung 215: Stücklistenauflösung .................................................................................................. 135 Abbildung 216: Nettobedarfsrechnung................................................................................................ 135 Abbildung 217: Terminierung .............................................................................................................. 135 Abbildung 218: Dispositions-Bedarfs/Bestands-Liste 1 ...................................................................... 136 Abbildung 219: Dispositions-Bedarfs/Bestands-Liste 2 ...................................................................... 136 Abbildung 220: Dispositionsliste.......................................................................................................... 137 Abbildung 221: Bedarfs- / Bestandsliste ............................................................................................. 137 Abbildung 222: Dispositionselemente ................................................................................................. 138 Abbildung 223: Planungsstrategien..................................................................................................... 138 Abbildung 224: Vorplanung mit Endmontage – Strategie 20 .............................................................. 139 Abbildung 225: Kundeneinzelfertigung – Strategie 20 ........................................................................ 140 Abbildung 226: Bestellpunktverfahren: Dispo-Daten pflegen.............................................................. 141 Abbildung 227: Disposition: Planungslauf ........................................................................................... 141 Abbildung 228: Disposition: Planungslauf Ergebnis............................................................................ 142 Abbildung 229: Disposition: Planungslauf Detail Dispo-Element........................................................ 142 Abbildung 230: Disposition: Planungslauf Mindestlosgröße ............................................................... 142 Abbildung 231: Disposition: Planungslauf Feste Losgröße................................................................. 142 Abbildung 232: Stochastische Verfahren: Prognoseparameter pflegen ............................................. 143 Abbildung 233: Stochastische Verfahren: Verbrauchswerte pflegen.................................................. 143 Abbildung 234: Stochastische Verfahren: Prognoseverfahren einstellen ........................................... 144 Abbildung 235: Prognoseparameter.................................................................................................... 144 Abbildung 236: Stochastische Verfahren: Ergebnis der Prognose ..................................................... 145 Abbildung 237: Stochastische Verfahren: grafische Anzeige ............................................................. 145 Abbildung 238: Prognosemodelle ....................................................................................................... 146 Abbildung 239: Materialbedarf auf Grund der Prognose..................................................................... 146 Abbildung 240: Planprimärbedarf erstellen: Verwendetes Halbfabrikat.............................................. 147 Abbildung 241: Planprimärbedarf erstellen: Parameter pflegen ......................................................... 147 Abbildung 242: Planprimärbedarf erstellen: Planungstableau ............................................................ 147 Abbildung 243: Planprimärbedarf erstellen: Zusatzdaten ................................................................... 148
Seite 12
Abbildung 244: Planprimärbedarf erstellen: Planungslauf .................................................................. 148 Abbildung 245: Planprimärbedarf erstellen: Ergebnis Planung Übersicht .......................................... 149 Abbildung 246: Planprimärbedarf erstellen: Ergebnis Planung Einzelzeile ........................................ 149 Abbildung 247: Planprimärbedarf erstellen: Ergebnis Planung Detail ................................................ 149 Abbildung 248: Planprimärbedarf erstellen: Ergebnis Planung Einzelzeile ........................................ 150 Abbildung 249: Informationen zu Dispoelementen ............................................................................. 150 Abbildung 250: Bedarfsverursacher .................................................................................................... 150 Abbildung 251: Bedarfsverursacher grafische Darstellung ................................................................. 151 Abbildung 252: Dispoliste Einzelanzeige ............................................................................................ 151 Abbildung 253: Dispoliste Materialliste................................................................................................ 152 Abbildung 254: Dispoliste Ampeltechnik ............................................................................................. 152 Abbildung 255: Dispoliste Ausnahmegruppen .................................................................................... 153 Abbildung 256: Übersicht der Ausnahmegruppen .............................................................................. 153 Abbildung 257: Dispoliste Materialliste Grafik der Reichweite ............................................................ 154 Abbildung 258: Dispoliste Grafik der Zu- und Abgänge ...................................................................... 154 Abbildung 259: Dispoliste Einstellungen Periodensummenanzeige ................................................... 154 Abbildung 260: Dispoliste Produktstruktur .......................................................................................... 155 Abbildung 261: Dispoliste Sammelanzeige Einstieg ........................................................................... 155 Abbildung 262: Dispoliste Sammelanzeige Ergebnis.......................................................................... 156 Abbildung 263: Drucken Dispoliste: Ergebnis ..................................................................................... 156 Abbildung 264: Bedarfs-/Bestandsliste ............................................................................................... 157 Abbildung 265: Bedarfs-/Bestandsliste: Kundenauftragsabschnitt ..................................................... 157 Abbildung 266: Bedarfs-/Bestandsliste: Folgefunktionen 1................................................................. 158 Abbildung 267: Bedarfs-/Bestandsliste: Folgefunktionen 2................................................................. 158 Abbildung 268: Bedarfs-/Bestandsliste: Kopfdetails ........................................................................... 158 Abbildung 269: Bedarfs-/Bestandsliste: Periodensummen................................................................. 159 Abbildung 270: Bedarfs-/Bestandsliste: Auftragsstruktur.................................................................... 159 Abbildung 271: Bedarfs-/Bestandsliste: Layout-Icons......................................................................... 159 Abbildung 272: Planungssituation Material: Einstieg .......................................................................... 160 Abbildung 273: Planungssituation Material: Auswertung .................................................................... 160 Abbildung 274: Planungssituation Material: Aggregationsstufen........................................................ 160 Abbildung 275: Planungssituation Material: Dispoelemente............................................................... 161 Abbildung 276: Planungssituation Material: Auswertung – andere Darstellung ................................. 161 Abbildung 277: Planungsergebnis: Einstieg........................................................................................ 162 Abbildung 278: Planungsergebnis: Materialliste ................................................................................. 162 Abbildung 279: Verursachende Bedarfe: Einstieg .............................................................................. 163 Abbildung 280: Verursachende Bedarfe: Weg zum Verursacher ....................................................... 163 Abbildung 281: Verursachende Bedarfe: grafische Darstellung ......................................................... 163 Abbildung 282: Auftragsbericht: Einstieg ............................................................................................ 164 Abbildung 283: Auftragsbericht: Ergebnis ........................................................................................... 164 Abbildung 284: Informationen im Planauftrag ..................................................................................... 165 Abbildung 285: Umsetzung von Planaufträgen................................................................................... 166 Abbildung 286: Planauftrag anlegen ................................................................................................... 167 Abbildung 287: Planauftrag Anzeigen: Bedarfs-/Bestandsliste........................................................... 167 Abbildung 288: Planauftrag anlegen: Details zum Dispositionselement............................................. 167 Abbildung 289: Bedarfs-/Bestandsliste ............................................................................................... 168 Abbildung 290: Bedarfs-/Bestandsliste: Selektion eines Planauftrages ............................................. 168 Abbildung 291: Änderung eines Planauftrages................................................................................... 168 Abbildung 292: Terminierung eines Planauftrages ............................................................................. 169
Seite 13
Abbildung 293: Komponenten eines Planauftrages ............................................................................ 169 Abbildung 294: Änderung eines Planauftrages und Terminierung ..................................................... 169 Abbildung 295: Terminierungsprotokoll anzeigen ............................................................................... 170 Abbildung 296: Einstellungen für Kapazitäts-Planung ........................................................................ 170 Abbildung 297: Kapazitäten ................................................................................................................ 170 Abbildung 298: Kapazitäten mit Überlast ............................................................................................ 170 Abbildung 299: Kapazitäten mit Überlast Detail .................................................................................. 171 Abbildung 300: Verfügbarkeitsprüfung................................................................................................ 171 Abbildung 301: Umsetzung in Banf ..................................................................................................... 172 Abbildung 302: Umsetzung in Banf ..................................................................................................... 172 Abbildung 303: Umsetzung in Fertigungsauftrag 1 ............................................................................. 173 Abbildung 304: Umsetzung in Fertigungsauftrag 2 ............................................................................. 173 Abbildung 305: Umsetzung in Fertigungsauftrag 3 ............................................................................. 173 Abbildung 306: Einkaufsinfosätze ....................................................................................................... 174 Abbildung 307: Infosatz anlegen ......................................................................................................... 175 Abbildung 308: Infosatz: Allgemeine Daten ........................................................................................ 175 Abbildung 309: Infosatz: Einkaufsorganisationsdaten ........................................................................ 176 Abbildung 310: Infosatz: Zusatzkonditionen........................................................................................ 176 Abbildung 311: Infosatz: Staffelpreise................................................................................................. 177 Abbildung 312: Infosatz: Listeanzeigen............................................................................................... 177 Abbildung 313: Infosatz: Listanzeigen Infosatz ME1M ....................................................................... 177 Abbildung 314: Umsetzung in Bestellung............................................................................................ 178 Abbildung 315: Umsetzung in Bestellung: Details zum Dispoelement ............................................... 178 Abbildung 316: Umsetzung in Bestellung: Belegübersicht.................................................................. 178 Abbildung 317: Bestellung anlegen..................................................................................................... 179 Abbildung 318: Bestellung anlegen: Meldungen................................................................................. 179 Abbildung 319: Bestellung: Druckanzeige........................................................................................... 180 Abbildung 320: Wareneingang zur Bestellung: Belegübersicht .......................................................... 181 Abbildung 321: Wareneingang zur Bestellung: Kopfdaten.................................................................. 181 Abbildung 322: Wareneingang zur Bestellung: Detaildaten................................................................ 181 Abbildung 323: Wareneingang zur Bestellung: Prüfprotokoll.............................................................. 182 Abbildung 324: Materialbeleg anzeigen: Übersicht............................................................................. 182 Abbildung 325: Materialbeleg anzeigen: Rechnungswesen Belege ................................................... 183 Abbildung 326: Eingangsrechnung hinzufügen................................................................................... 183 Abbildung 327: Belegsimulation: Eingangsrechnung.......................................................................... 183 Abbildung 328: Kreditoren Offene Posten........................................................................................... 184 Abbildung 329: Zahlungsausgang buchen.......................................................................................... 184 Abbildung 330: Zahlungsausgang buchen.......................................................................................... 185 Abbildung 331: Fertigungsauftrag ....................................................................................................... 186 Abbildung 332: Elemente des Fertigungsauftrages ............................................................................ 187 Abbildung 333: Ablauf eines Fertigungsauftrages .............................................................................. 187 Abbildung 334: Eröffnung des Fertigungsauftrages............................................................................ 188 Abbildung 335: Freigabe des Fertigungsauftrages ............................................................................. 189 Abbildung 336: Warenbewegung zum Fertigungsauftrag ................................................................... 190 Abbildung 337: Warenausgang zum Fertigungsauftrag...................................................................... 190 Abbildung 338: Rückmeldung des Fertigungsauftrages ..................................................................... 191 Abbildung 339: Wareneingang zum Fertigungsauftrag....................................................................... 192 Abbildung 340: Kosten des Fertigungsauftrages ................................................................................ 192 Abbildung 341: Fertigungsauftrag anlegen ......................................................................................... 193
Seite 14
Abbildung 342: Fertigungsauftrag anlegen ......................................................................................... 194 Abbildung 343: Fertigungsauftrag anlegen: Statusinformationen ....................................................... 194 Abbildung 344: Fertigungsauftrag anlegen: Statusinformationen ....................................................... 195 Abbildung 345: Fertigungsauftrag: Vorgangsübersicht ....................................................................... 195 Abbildung 346: Fertigungsauftrag: Vorgangsdetail ............................................................................. 196 Abbildung 347: Fertigungsauftrag: Arbeitsplanselektion..................................................................... 196 Abbildung 348: Fertigungsauftrag: Komponentenübersicht ................................................................ 197 Abbildung 349: Fertigungsauftrag: Komponentenübersicht Detail...................................................... 198 Abbildung 350: Fertigungsauftrag: Verfügbarkeitsprüfung.................................................................. 198 Abbildung 351: Protokoll...................................................................................................................... 198 Abbildung 352: Fehlteilliste.................................................................................................................. 199 Abbildung 353: Fertigungsauftrag: Fehlteileübersicht......................................................................... 199 Abbildung 354: Fertigungsauftrag: Status FMAT ................................................................................ 199 Abbildung 355: Fertigungsauftrag: Kapazitätsverfügbarkeit ............................................................... 200 Abbildung 356: Kapazitätsabgleich: Arbeitsplatzsicht......................................................................... 200 Abbildung 357: Kapazitätsabgleich: Planungstabelle ......................................................................... 201 Abbildung 358: Kapazitätsabgleich: Grafische Plantafel..................................................................... 201 Abbildung 359: Fertigungsauftrag: Kalkulation Einzelnachweis.......................................................... 202 Abbildung 360: Fertigungsauftrag: Kalkulation Schichtung................................................................. 202 Abbildung 361: Fehlteileinfosystem: Selektionsbild ............................................................................ 203 Abbildung 362: Fehlteileinfosystem: Ergebnis .................................................................................... 204 Abbildung 363: MB25 Reserviersliste ................................................................................................. 204 Abbildung 364: Warenausgang Fertigungsauftrag: Selektion............................................................. 205 Abbildung 365: Warenausgang Fertigungsauftrag: Reservierungen .................................................. 205 Abbildung 366: Warenausgang Fertigungsauftrag: Reservierungen .................................................. 206 Abbildung 367: Rückmeldung Fertigungsauftrag ................................................................................ 207 Abbildung 368: Wareneingang zum Auftrag........................................................................................ 208 Abbildung 369: Wareneingang zum Auftrag........................................................................................ 208 Abbildung 370: Kundenauftrag anlegen.............................................................................................. 209 Abbildung 371: Kundenauftrag anlegen.............................................................................................. 209 Abbildung 372: Kundenauftrag anlegen: Verfügbarkeitsprüfung ........................................................ 210 Abbildung 373: Kundenauftrag anlegen: Verfügbarkeitsübersicht...................................................... 210 Abbildung 374: Kundenauftrag anlegen: Kopfdaten ........................................................................... 211 Abbildung 375: Kundenauftrag anlegen: Einteilungen – Versand - Bereitstellungsdatum ................. 211 Abbildung 376: Kundenauftrag anlegen: Auftragskalkulation ............................................................. 212 Abbildung 377: Auslieferung anlegen.................................................................................................. 212 Abbildung 378: Auslieferung anlegen.................................................................................................. 213 Abbildung 379: Auslieferung anlegen.................................................................................................. 213 Abbildung 380: Faktura anlegen ......................................................................................................... 213 Abbildung 381: Faktura anlegen ......................................................................................................... 214 Abbildung 382: Belegfluss................................................................................................................... 214 Abbildung 383: Buchhaltungsbeleg..................................................................................................... 214 Abbildung 384: Buchhaltungsbeleg..................................................................................................... 215 Abbildung 385: Zahlungseingang buchen........................................................................................... 215 Abbildung 386: Zahlungseingang buchen........................................................................................... 216 Abbildung 387: Belegfluss des Kundenauftrages. .............................................................................. 216
Seite 15
0 Zielsetzung dieses Handbuches
Dieses “Drehbuch” soll mithelfen, Schülern Grundzüge der Logistik im SAP-System zu vermitteln.
Es dient außerdem zur Vorbereitung für die Zertifizierung zum „SAP-Application-Professional“ Bereich Logistik, welche die SchülerInnen ab 2004 ablegen können.
Dies sollte auch Motivation genug sein, die „Mühe“ des Lernens von SAP auf sich zu nehmen, da die SAP-Zertifizierten sicher einen großen Bonus beim Einstieg in den Beruf haben.
0.1 Überblick Beginnend mit einer Übersicht über SAP und den Grundbegriffen der Benutzerführung wird versucht, die Schüler rasch an SAP heranzuführen.
• Danach wird kurz das organisatorische Umfeld und das verwendete Produkt vorgestellt
• In der Folge werden die für die Logistik wichtigen Stammdaten behandelt.
• Als Abschluss werden einige durchgängige Prozessketten gezeigt.
Es ist unmöglich, das komplexe SAP-System in seiner ganzen Breite vorzuzeigen. An Hand eines kon-kreten Produktes soll aber der Versuch gewagt werden. Es ist daher klar, dass nur einfache Prozesse gezeigt werden können; es steht aber jedem frei, seine Schwerpunkte zu setzen und sich weiter vor-zuwagen.
0.2 Verbindungen zu Lehrfächern Für Wirtschafts-HTLs bietet sich naturgemäß das Fach Betriebstechnik als SAP-Schwerpunktsfach an, da prinzipiell alle Lehrinhalte des Gegenstandes sich im SAP widerspiegeln. So macht es durchaus Sinn, bereits im dritten Jahrgang die SchülerInnen mit der Terminologie bzw. Philosophie eines integ-rierten Systems vertraut zu machen und gewisse Prozesse am SAP-System oder mittels Folien zu prä-sentieren. Ab dem vierten Jahrgang sollte dann gezielt mit der SAP Logistik Schulung begonnen wer-den, wenn die Zertifizierung angestrebt wird. Aber auch jene, die keine Zertifizierung anstreben, kön-nen am SAP-System das theoretische Wissen durch Übungen am SAP-System vertiefen.
Darüber hinaus gibt es andere Gegenstände, in denen der Lehrstoff durch Beispiele oder SAP-Übungen vertieft werden kann, so z.B. Labors, Betriebsinformatik, Wirtschaft und Recht, Freigegens-tände wie REFA und Qualitätssicherung
0.3 Lernziele und Hinweise
0.3.1 ACME – Überblick
Lernziele:
• SAP-PPS einige grundlegende Darstellungen
• Vorstellung der Firma ACME
• Das Umfeld, die Organisation und das Produkt der Firma kennen lernen
• Den Umgang mit den Referenzstammdaten verstehen
• Einige Transaktionen ausprobieren und das Navigieren im System ver-tiefen
Seite 16
Zeitplanung
Zeitdauer in h Inhalt
1 Beschreibung SAP/PP und der Firma ACME
1 Stammdaten mittels vorgestellter Transaktionen „erforschen“
2 Summe
Hinweise für den Lehrer
Die im Folgenden vorgestellten Referenzstammdaten sind meist sprechend aufgebaut. Sie beginnen mit einigen Buchstaben und enden mit zwei Nullen, getrennt durch einen Bindestrich. z.B. Hammer-00
Diese Referenzdaten sollen stets als Vorlage verwendet werden, und nicht von den Schülern direkt verwendet und geändert werden. Beim Kopieren soll dann jeder Schüler neue Stammdaten erzeugen, indem er statt der zwei Nullen seine Katalognummer verwendet. z.B. Hammer = Hammer des Schü-lers 14. Dies soll gerade am Anfang das Wiederfinden eigener Daten erleichtern. Bei geübteren Schü-lern können durchaus andere Nummerungssysteme verwendet werden.
Zusätzlich sind im ACME-System 30 Disponenten von 000 bis 030 angelegt. Damit können die Teile für jeden Schüler leichter gefunden und ausgewertet werden, sofern er seine entsprechende Disponen-tennummer einträgt.
0.3.2 Materialstamm
Lernziele:
• Die Organisationsstrukturen aus SAP-Sicht verstehen.
• Das integrative Prinzip von SAP soll an Hand des Materialstammes ge-zeigt und verstanden werden.
• Wichtige Begriffe wie Sichten, Materialart und Branche sollen erlerntund in ihren Auswirkungen verstanden werden.
• Die grundlegenden Materialstammtransaktionen kennen und verwen-den.
• Die wichtigsten Felder des Materialstammes kennen lernen.
• Die Navigationsmöglichkeiten im SAP können hier vertieft werden.
Zeitplanung
Zeitdauer in h Inhalt
0,5 Organisationsstruktur, Sichten, Materialart
1,5 Transaktionen, Reports
2 Übungen
4 Summe
Hinweise für den Lehrer: Periodenverschieber
Verschiedene Daten eines Materials werden sowohl in laufenden Perioden als auch in Vorperioden geführt. Dazu gehören die verschiedenen Bestände und bestimmte Bewertungsdaten, wie Gesamt-wert, Gesamtbestand, Bewertungsklasse, Preissteuerungskennzeichen, Preiseinheit.
Seite 17
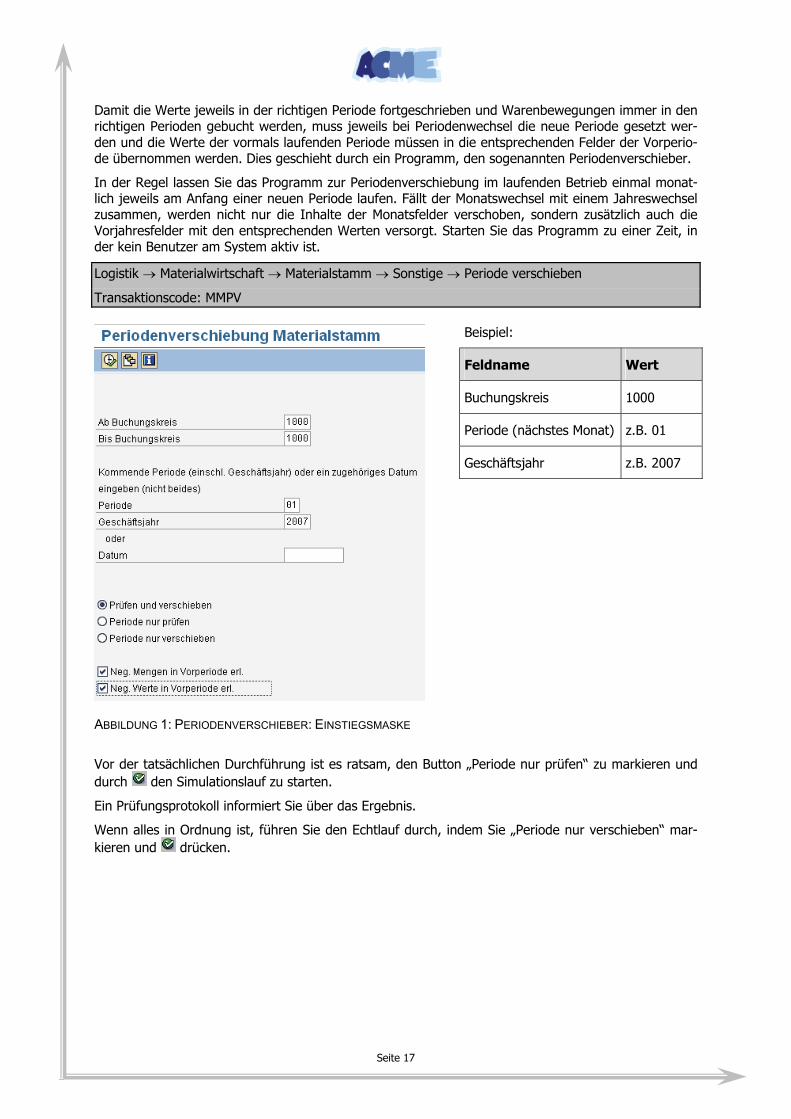
Damit die Werte jeweils in der richtigen Periode fortgeschrieben und Warenbewegungen immer in den richtigen Perioden gebucht werden, muss jeweils bei Periodenwechsel die neue Periode gesetzt wer-den und die Werte der vormals laufenden Periode müssen in die entsprechenden Felder der Vorperio-de übernommen werden. Dies geschieht durch ein Programm, den sogenannten Periodenverschieber.
In der Regel lassen Sie das Programm zur Periodenverschiebung im laufenden Betrieb einmal monat-lich jeweils am Anfang einer neuen Periode laufen. Fällt der Monatswechsel mit einem Jahreswechsel zusammen, werden nicht nur die Inhalte der Monatsfelder verschoben, sondern zusätzlich auch die Vorjahresfelder mit den entsprechenden Werten versorgt. Starten Sie das Programm zu einer Zeit, in der kein Benutzer am System aktiv ist.
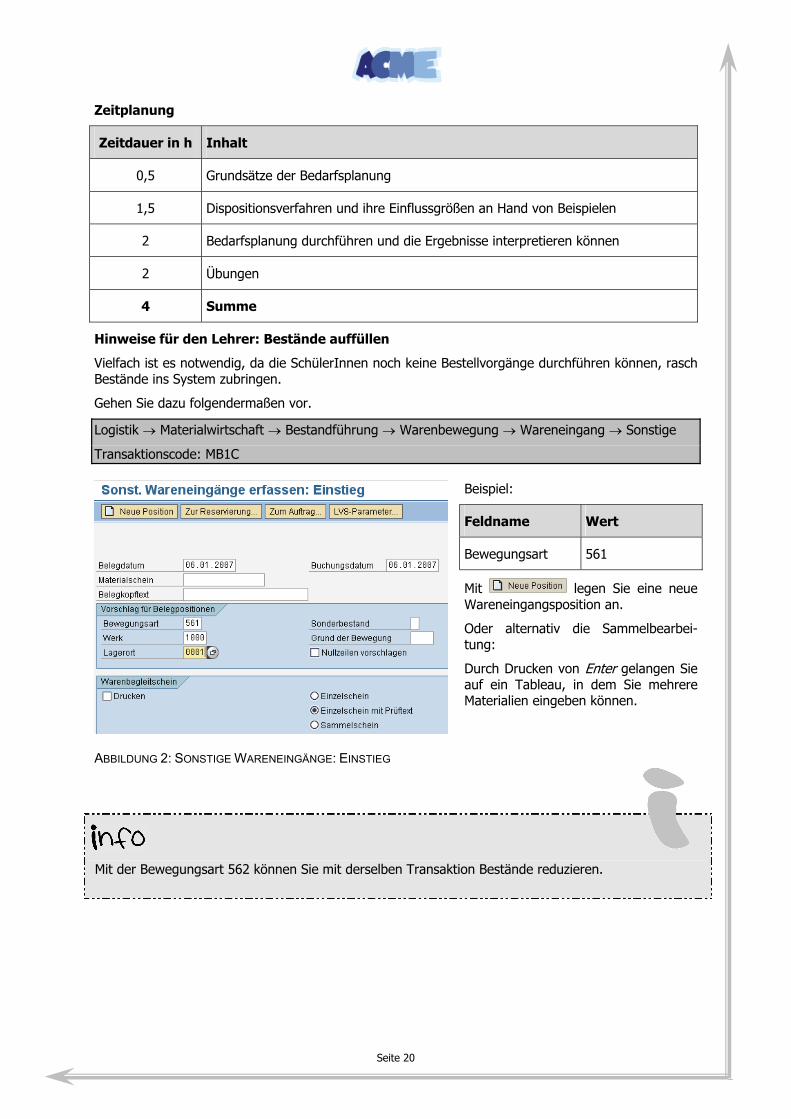
Logistik → Materialwirtschaft → Materialstamm → Sonstige → Periode verschieben
Transaktionscode: MMPV
Beispiel:
Feldname Wert
Buchungskreis 1000
Periode (nächstes Monat) z.B. 01
Geschäftsjahr z.B. 2007
ABBILDUNG 1: PERIODENVERSCHIEBER: EINSTIEGSMASKE
Vor der tatsächlichen Durchführung ist es ratsam, den Button „Periode nur prüfen“ zu markieren und durch den Simulationslauf zu starten.
Ein Prüfungsprotokoll informiert Sie über das Ergebnis.
Wenn alles in Ordnung ist, führen Sie den Echtlauf durch, indem Sie „Periode nur verschieben“ mar-kieren und drücken.
Seite 18
0.3.3 Stücklisten
Lernziele:
• Bedeutung der Stückliste als zentrales Stammdatum der Logistik be-greifen.
• Aufbau, Typen und Verwendung von Stücklisten aus SAP-Sicht verste-hen.
• Die grundlegenden Stücklistentransaktionen kennen lernen und ver-wenden.
• Die wichtigsten Felder der Materialstückliste kennen lernen.
• Aufbau einer eigenen Stückliste.
Zeitplanung
Zeitdauer in h Inhalt
0,5 Grundlegende Begriffe der Stückliste
1,5 Transaktionen, Auswertungen
2 Übungen
4 Summe
0.3.4 Arbeitsplätze
Lernziele:
• Bedeutung der Arbeitsplätze als wichtiges Stammdatum der Logistikbegreifen.
• Aufbau, Typen und Verwendung von Arbeitsplätzen aus SAP-Sicht ver-stehen.
• Die grundlegenden Arbeitsplatztransaktionen kennen lernen und ver-wenden.
• Verbindung Arbeitsplatz, Kostenstelle und Leistungsart.
• Die wichtigsten Felder der Arbeitsplätze kennen lernen.
• Aufbau und Pflege von eigenen Arbeitsplätzen.
Zeitplanung
Zeitdauer in h Inhalt
0,25 Grundlegende Begriffe des Arbeitsplatzes
1,0 Transaktionen, Auswertungen
1,25 Übungen
2 Summe
Seite 19
0.3.5 Arbeitspläne
Lernziele:
• Die Arten und den Aufbau von Arbeitsplänen im SAP kennen lernen.
• Gestaltungsmöglichkeiten beim Aufbau eines Arbeitsplanes erlernen.
• Den Zusammenhang mit den anderen Stammdaten verstehen.
• Pflege und Aufbau einfacher Arbeitspläne.
• Wichtigste Auswertungen zum Arbeitsplan durchführen können.
• Terminieren eines Arbeitsplanes und Erkennen der Zusammenhänge.
Um den zeitlichen Rahmen einzuhalten und den Lehrinhalt einfach zu halten, werden nur einfache Nor-malarbeitspläne – ohne alternative bzw. parallele Folgen vorgestellt.
Zeitplanung
Zeitdauer in h Inhalt
0,5 Arten, Aufbau, Folgen, Vorgänge von Arbeitsplänen
1,5 Pflege-Transaktionen, Reports
2 Übungen
4 Summe
0.3.6 Bedarfsplanung
Lernziele:
• Planungsdurchführung im SAP
• Die verbrauchs- und bedarfsgesteuerte Disposition im SAP kennen ler-nen.
• Mögliche Losgrößenverfahren im SAP
• Die für die Disposition relevanten Felder und ihre Bedeutung verste-hen.
• Prozessketten der Dispositionsarten durchführen.
• Dispositionslisten interpretieren lernen.
Seite 20
Zeitplanung
Zeitdauer in h Inhalt
0,5 Grundsätze der Bedarfsplanung
1,5 Dispositionsverfahren und ihre Einflussgrößen an Hand von Beispielen
2 Bedarfsplanung durchführen und die Ergebnisse interpretieren können
2 Übungen
4 Summe
Hinweise für den Lehrer: Bestände auffüllen
Vielfach ist es notwendig, da die SchülerInnen noch keine Bestellvorgänge durchführen können, rasch Bestände ins System zubringen.
Gehen Sie dazu folgendermaßen vor.
Logistik → Materialwirtschaft → Bestandführung → Warenbewegung → Wareneingang → Sonstige
Transaktionscode: MB1C
Beispiel:
Feldname Wert
Bewegungsart 561
Mit legen Sie eine neue Wareneingangsposition an.
Oder alternativ die Sammelbearbei-tung:
Durch Drucken von Enter gelangen Sie auf ein Tableau, in dem Sie mehrere Materialien eingeben können.
ABBILDUNG 2: SONSTIGE WARENEINGÄNGE: EINSTIEG
Mit der Bewegungsart 562 können Sie mit derselben Transaktion Bestände reduzieren.
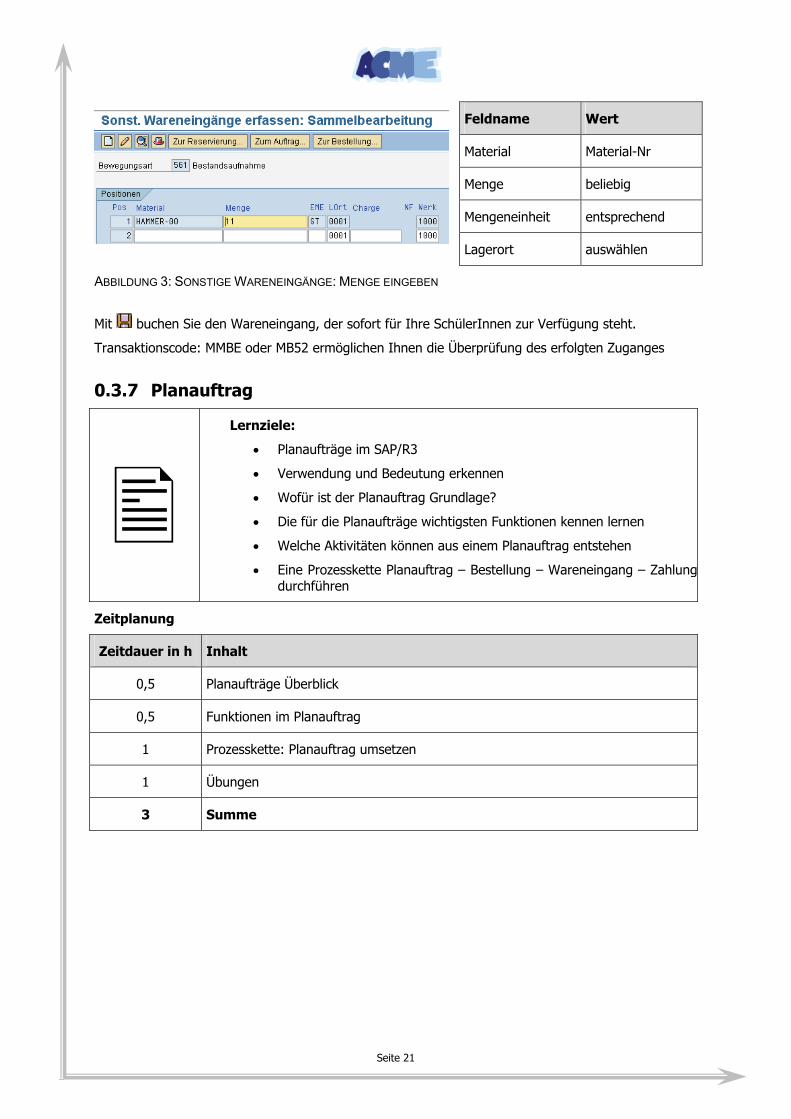
Seite 21
Feldname Wert
Material Material-Nr
Menge beliebig
Mengeneinheit entsprechend
Lagerort auswählen
ABBILDUNG 3: SONSTIGE WARENEINGÄNGE: MENGE EINGEBEN
Mit buchen Sie den Wareneingang, der sofort für Ihre SchülerInnen zur Verfügung steht.
Transaktionscode: MMBE oder MB52 ermöglichen Ihnen die Überprüfung des erfolgten Zuganges
0.3.7 Planauftrag
Lernziele:
• Planaufträge im SAP/R3
• Verwendung und Bedeutung erkennen
• Wofür ist der Planauftrag Grundlage?
• Die für die Planaufträge wichtigsten Funktionen kennen lernen
• Welche Aktivitäten können aus einem Planauftrag entstehen
• Eine Prozesskette Planauftrag – Bestellung – Wareneingang – Zahlungdurchführen
Zeitplanung
Zeitdauer in h Inhalt
0,5 Planaufträge Überblick
0,5 Funktionen im Planauftrag
1 Prozesskette: Planauftrag umsetzen
1 Übungen
3 Summe
Seite 22
0.3.8 Fertigungsaufträge
Lernziele:
• Fertigungsaufträge im SAP/R3
• Verwendung und Bedeutung erkennen
• Die für die Fertigungsaufträge wichtigsten Funktionen kennen lernen
• Welche Aktivitäten können beim Fertigungsauftrag durchgeführt wer-den
• Eine Prozesskette Planauftrag – Fertigungsauftrag – Wareneingangdurchführen
Zeitplanung
Zeitdauer in h Inhalt
0,5 Fertigungsaufträge Überblick
1,5 Funktionen im Fertigungsauftrag
1,5 Prozesskette: Fertigungsauftrag
2 Übungen
5,5 Summe
0.3.9 Prozesskette
Lernziele:
• Einen kompletten Verkaufsauftrag im SAP abwickeln
• Eingabe eines Kundenauftrages bis Zahlungseingang des Debitors
• Die in den vorigen Kapiteln erlernten Prozesse anwenden
Zeitplanung
Zeitdauer in h Inhalt
0,5 Kundenauftrag anlegen
1,5 Folgeaktivitäten ausführen
1 Übungen
3 Summe
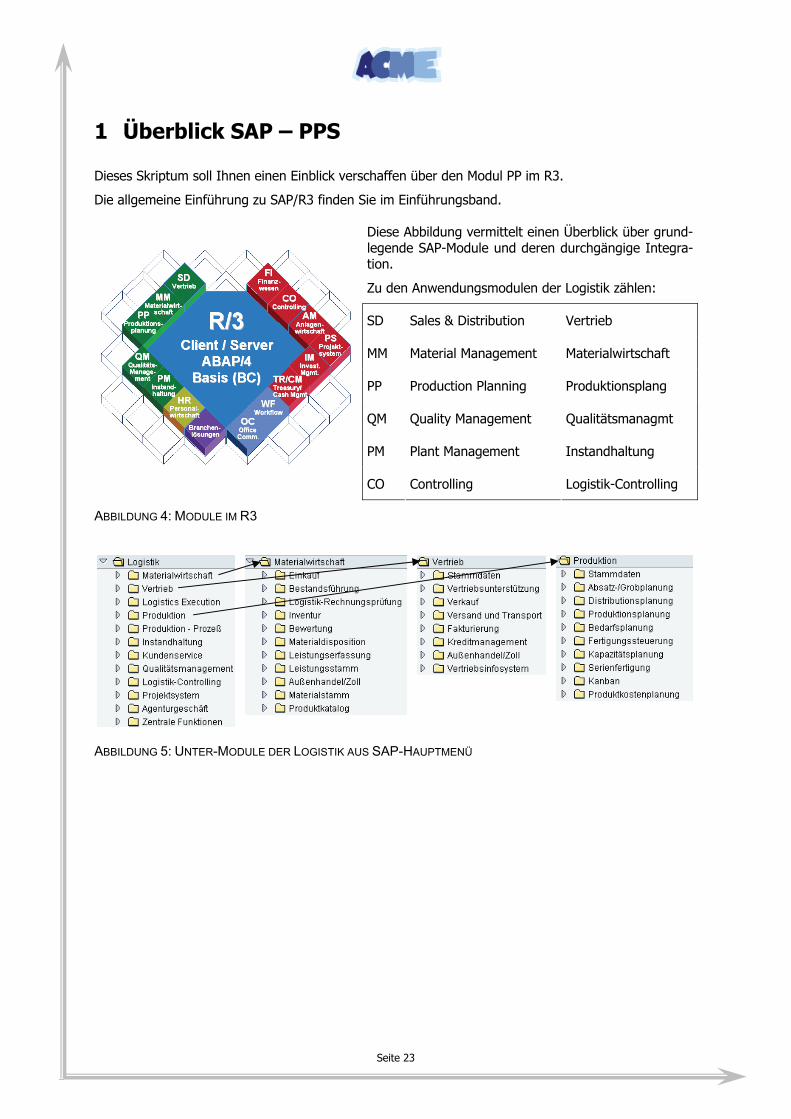
Seite 23
1 Überblick SAP – PPS
Dieses Skriptum soll Ihnen einen Einblick verschaffen über den Modul PP im R3.
Die allgemeine Einführung zu SAP/R3 finden Sie im Einführungsband.
Diese Abbildung vermittelt einen Überblick über grund-legende SAP-Module und deren durchgängige Integra-tion.
Zu den Anwendungsmodulen der Logistik zählen:
SD Sales & Distribution Vertrieb
MM Material Management Materialwirtschaft
PP Production Planning Produktionsplang
QM Quality Management Qualitätsmanagmt
PM Plant Management Instandhaltung
CO Controlling Logistik-Controlling
ABBILDUNG 4: MODULE IM R3
ABBILDUNG 5: UNTER-MODULE DER LOGISTIK AUS SAP-HAUPTMENÜ
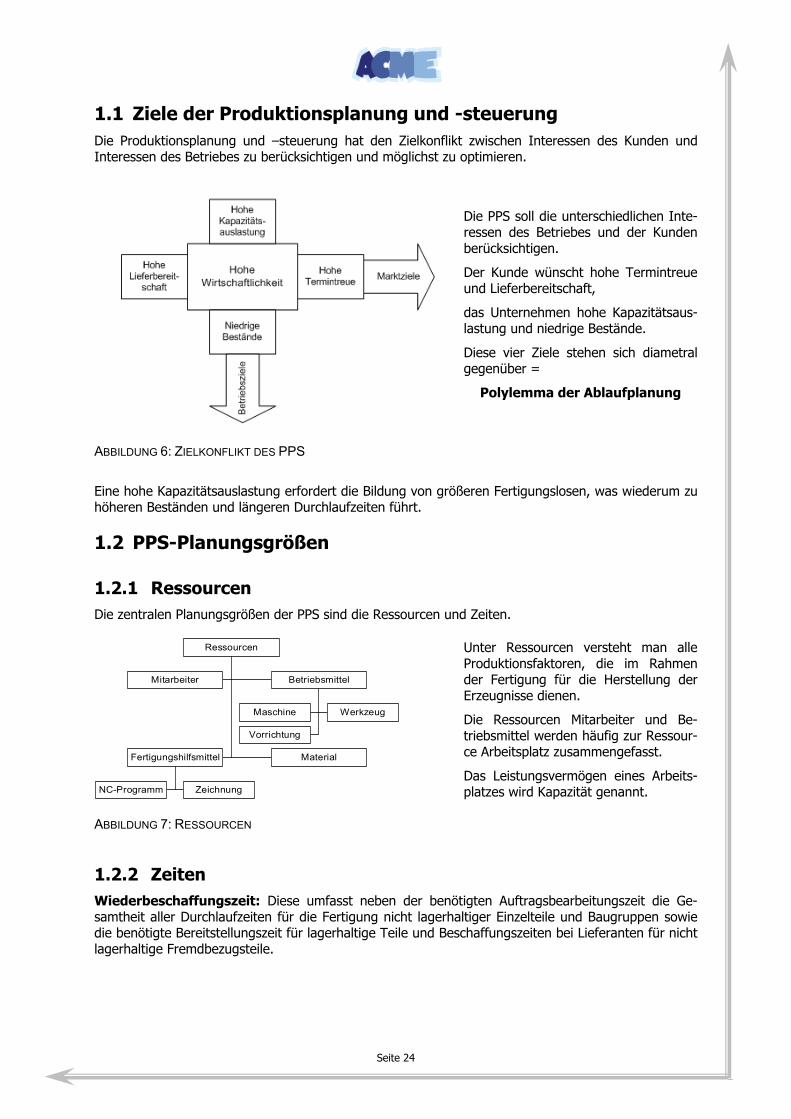
Seite 24
1.1 Ziele der Produktionsplanung und -steuerung Die Produktionsplanung und –steuerung hat den Zielkonflikt zwischen Interessen des Kunden und Interessen des Betriebes zu berücksichtigen und möglichst zu optimieren.
Die PPS soll die unterschiedlichen Inte-ressen des Betriebes und der Kunden berücksichtigen.
Der Kunde wünscht hohe Termintreue und Lieferbereitschaft,
das Unternehmen hohe Kapazitätsaus-lastung und niedrige Bestände.
Diese vier Ziele stehen sich diametral gegenüber =
Polylemma der Ablaufplanung
ABBILDUNG 6: ZIELKONFLIKT DES PPS
Eine hohe Kapazitätsauslastung erfordert die Bildung von größeren Fertigungslosen, was wiederum zu höheren Beständen und längeren Durchlaufzeiten führt.
1.2 PPS-Planungsgrößen
1.2.1 Ressourcen Die zentralen Planungsgrößen der PPS sind die Ressourcen und Zeiten.
Mitarbeiter
Maschine Werkzeug
Vorrichtung
Betriebsmittel
NC-Programm Zeichnung
Fertigungshilfsmittel Material
Ressourcen
Unter Ressourcen versteht man alle Produktionsfaktoren, die im Rahmen der Fertigung für die Herstellung der Erzeugnisse dienen.
Die Ressourcen Mitarbeiter und Be-triebsmittel werden häufig zur Ressour-ce Arbeitsplatz zusammengefasst.
Das Leistungsvermögen eines Arbeits-platzes wird Kapazität genannt.
ABBILDUNG 7: RESSOURCEN
1.2.2 Zeiten Wiederbeschaffungszeit: Diese umfasst neben der benötigten Auftragsbearbeitungszeit die Ge-samtheit aller Durchlaufzeiten für die Fertigung nicht lagerhaltiger Einzelteile und Baugruppen sowie die benötigte Bereitstellungszeit für lagerhaltige Teile und Beschaffungszeiten bei Lieferanten für nicht lagerhaltige Fremdbezugsteile.
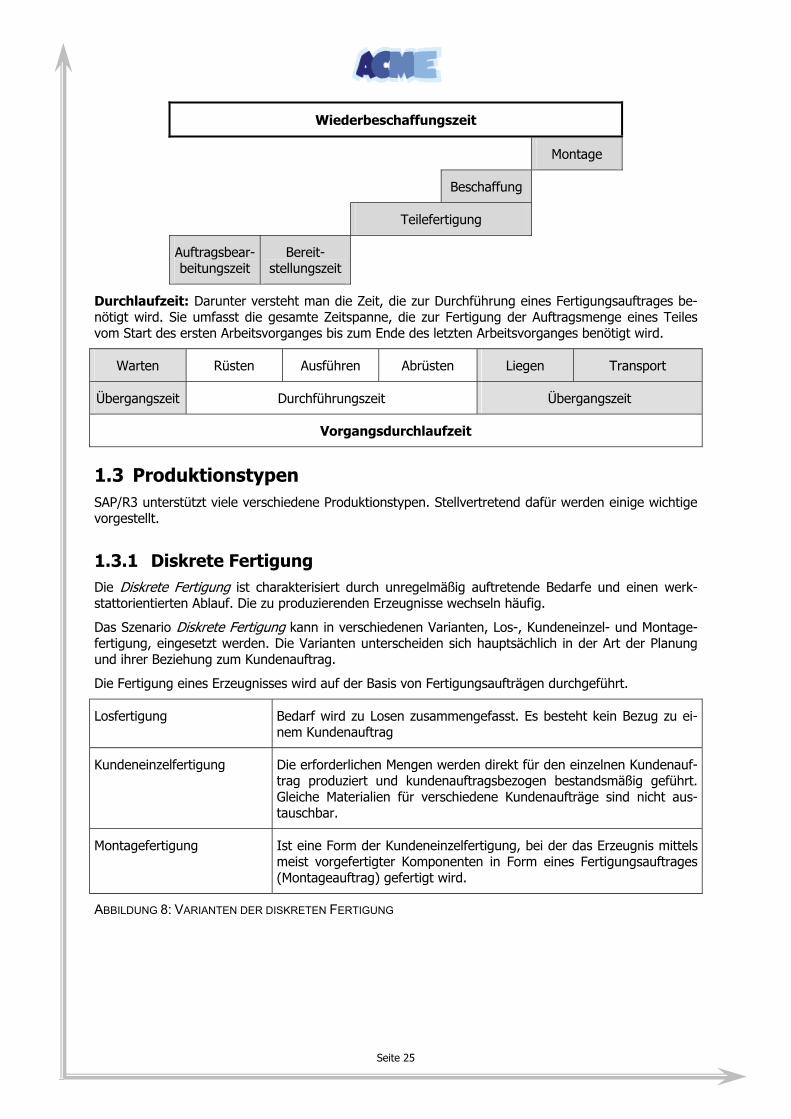
Seite 25
Wiederbeschaffungszeit
Montage
Beschaffung
Teilefertigung
Auftragsbear-beitungszeit
Bereit-stellungszeit
Durchlaufzeit: Darunter versteht man die Zeit, die zur Durchführung eines Fertigungsauftrages be-nötigt wird. Sie umfasst die gesamte Zeitspanne, die zur Fertigung der Auftragsmenge eines Teiles vom Start des ersten Arbeitsvorganges bis zum Ende des letzten Arbeitsvorganges benötigt wird.
Warten Rüsten Ausführen Abrüsten Liegen Transport
Übergangszeit Durchführungszeit Übergangszeit
Vorgangsdurchlaufzeit
1.3 Produktionstypen SAP/R3 unterstützt viele verschiedene Produktionstypen. Stellvertretend dafür werden einige wichtige vorgestellt.
1.3.1 Diskrete Fertigung Die Diskrete Fertigung ist charakterisiert durch unregelmäßig auftretende Bedarfe und einen werk-stattorientierten Ablauf. Die zu produzierenden Erzeugnisse wechseln häufig.
Das Szenario Diskrete Fertigung kann in verschiedenen Varianten, Los-, Kundeneinzel- und Montage-fertigung, eingesetzt werden. Die Varianten unterscheiden sich hauptsächlich in der Art der Planung und ihrer Beziehung zum Kundenauftrag.
Die Fertigung eines Erzeugnisses wird auf der Basis von Fertigungsaufträgen durchgeführt.
Losfertigung Bedarf wird zu Losen zusammengefasst. Es besteht kein Bezug zu ei-nem Kundenauftrag
Kundeneinzelfertigung Die erforderlichen Mengen werden direkt für den einzelnen Kundenauf-trag produziert und kundenauftragsbezogen bestandsmäßig geführt. Gleiche Materialien für verschiedene Kundenaufträge sind nicht aus-tauschbar.
Montagefertigung Ist eine Form der Kundeneinzelfertigung, bei der das Erzeugnis mittels meist vorgefertigter Komponenten in Form eines Fertigungsauftrages (Montageauftrag) gefertigt wird.
ABBILDUNG 8: VARIANTEN DER DISKRETEN FERTIGUNG
Seite 26
In diesem Skriptum wird vor allem die diskrete Fertigung beschrieben. Als Stammdaten werden Materi-alstämme, Stücklisten und Arbeitspläne verwendet; als Bewegungsdaten für die Produktion werden Fer-tigungsaufträge verwendet.
1.3.2 Serienfertigung Über einen bestimmten Zeitraum wird eine Menge eines gleichbleibenden Erzeugnisses gefertigt.
Die Serienfertigung ist charakterisiert durch eine zeitraum- und mengenbezogene Erstellung und Be-arbeitung von Produktionsplänen (weniger einzellos- und auftragsbezogene Bearbeitung). Die Serien-fertigung bietet sich für verschiedene Industrien an, wie z.B. Markenartikel, Elektronik, Halbleiter, Verpackungen usw.
Die in der Bedarfsplanung ermittelten Planaufträge für dieses Material werden in einem Pla-nungstableau (= Produktionseinteilung) verwaltetet. Die Produktion wird nun aufgrund der Produkti-onseinteilungen gesteuert.
1.3.3 Prozessfertigung Dieses Szenario beschreibt die chargen- und rezeptorientierte Herstellung von Produkten bzw. Kup-pelprodukten in der Prozessindustrie. Haupteinsatzgebiete der Prozessfertigung sind die chemische, pharmazeutische, Nahrungs- und Genussmittelindustrie sowie die prozessorientierte Elektronikindust-rie
Man Unterscheidet zwischen folgenden Varianten
Kontinuierlichen Produktion Produkte werden in einem kontinuierlichem Verfahren produziert
Diskontinuierlichen Produktion Produkte werden in mehreren Verfahrensschritten hergestellt
Regulierten Produktion Hier werden spezielle, gesetzliche Anforderungen an die Produktion gestellt. (Pharmazeutische Produkte, Lebensmittel,..)
Prozessorientierte Abfüllung Abwicklung einer Abfüllung, die von dem eigentlichen Herstellprozess entkoppelt und zeitlich nachgelagert ist (Abfüllung von Getränken)
ABBILDUNG 9: VARIANTEN IN DER PROZESSFERTIGUNG
1.3.4 Produktionsversorgung mit KANBAN Verbrauchsorientierte Steuerung der Produktion ohne aufwendige Planung der Bedarfsmengen.
Dieses Szenario beschreibt die Versorgung der Produktion durch das Kanban-Verfahren. Beim Einsatz von Kanban wird das Material nicht mittels einer übergeordneten Planung durch die Produktion ge-schoben, sondern durch eine Fertigungsstufe (Verbraucher) von der vorhergehenden Fertigungsstufe (Quelle) abgerufen, wenn es gebraucht wird.
Sie verwenden dieses Verfahren der Produktions- und Materialflußsteuerung, wenn
• die Produktion den Fertigungsprozeß selbst steuern soll. Hierdurch können Sie die Durchlauf-zeit und die Bestände reduzieren.
• Sie den manuellen Buchungsaufwand möglichst reduziert möchten.
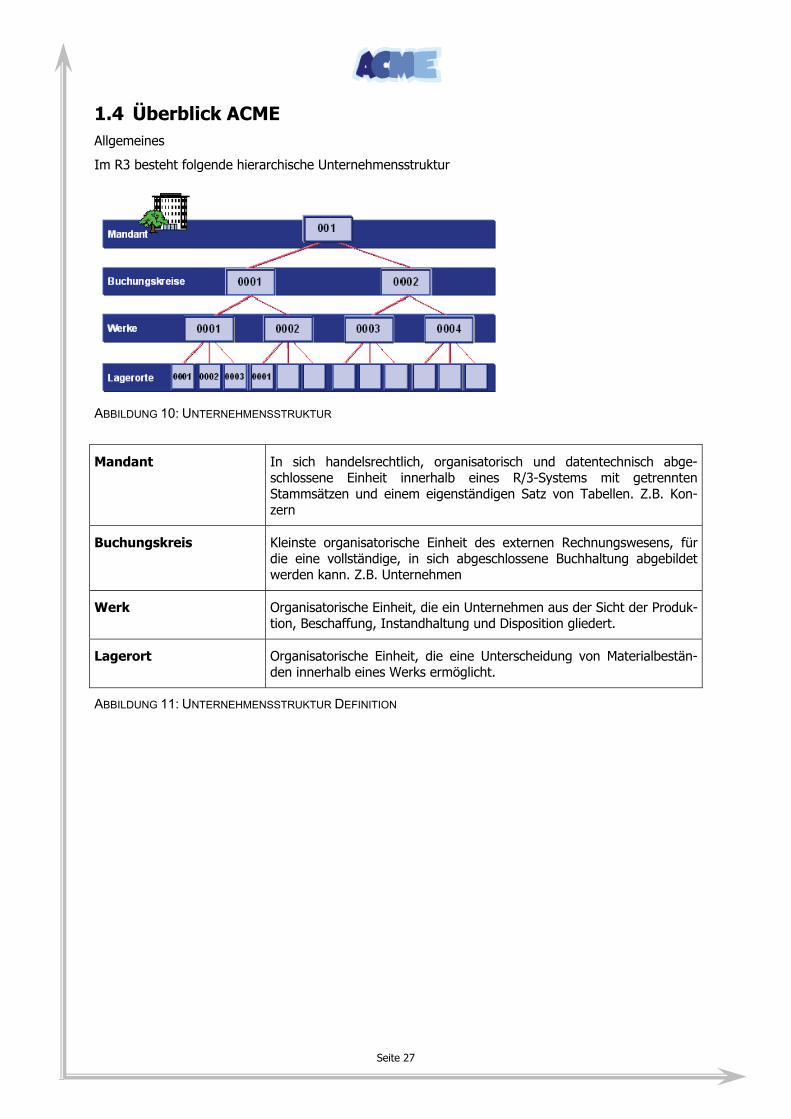
Seite 27
1.4 Überblick ACME Allgemeines
Im R3 besteht folgende hierarchische Unternehmensstruktur
ABBILDUNG 10: UNTERNEHMENSSTRUKTUR
Mandant In sich handelsrechtlich, organisatorisch und datentechnisch abge-schlossene Einheit innerhalb eines R/3-Systems mit getrennten Stammsätzen und einem eigenständigen Satz von Tabellen. Z.B. Kon-zern
Buchungskreis Kleinste organisatorische Einheit des externen Rechnungswesens, für die eine vollständige, in sich abgeschlossene Buchhaltung abgebildet werden kann. Z.B. Unternehmen
Werk Organisatorische Einheit, die ein Unternehmen aus der Sicht der Produk-tion, Beschaffung, Instandhaltung und Disposition gliedert.
Lagerort Organisatorische Einheit, die eine Unterscheidung von Materialbestän-den innerhalb eines Werks ermöglicht.
ABBILDUNG 11: UNTERNEHMENSSTRUKTUR DEFINITION
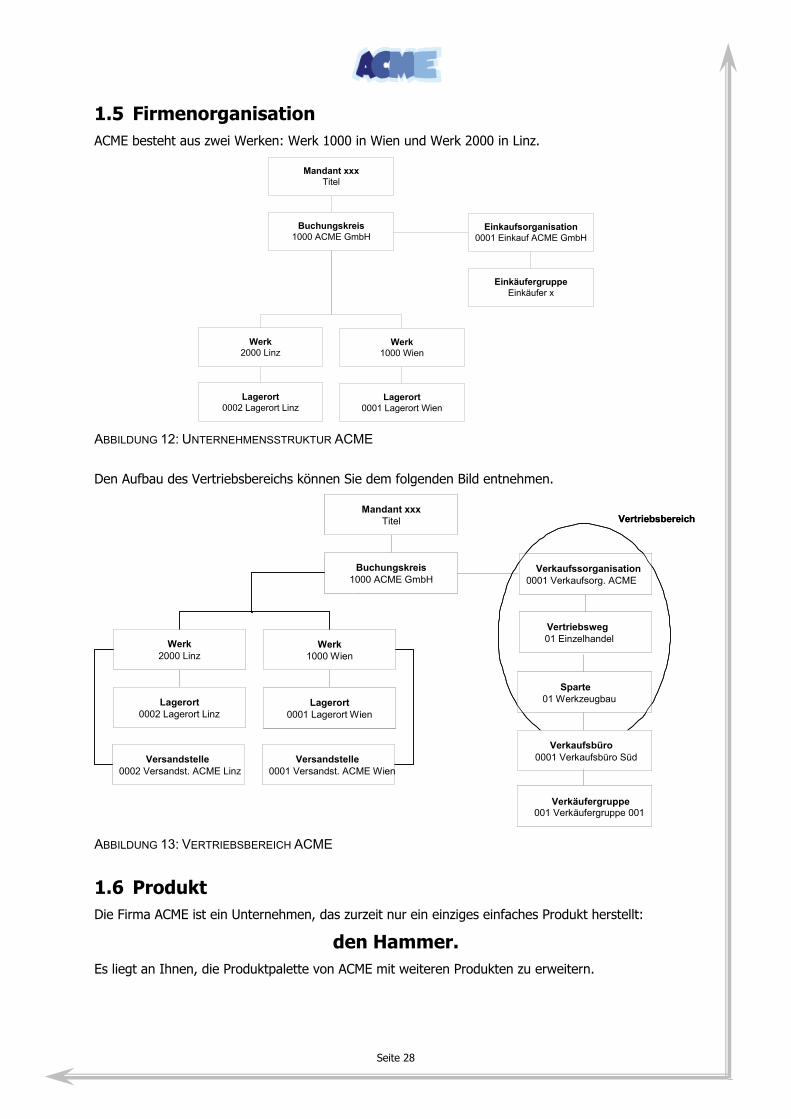
Seite 28
1.5 Firmenorganisation ACME besteht aus zwei Werken: Werk 1000 in Wien und Werk 2000 in Linz.
Mandant xxxTitel
Buchungskreis1000 ACME GmbH
Werk1000 Wien
Lagerort0001 Lagerort Wien
Einkaufsorganisation0001 Einkauf ACME GmbH
EinkäufergruppeEinkäufer x
Werk2000 Linz
Lagerort0002 Lagerort Linz
ABBILDUNG 12: UNTERNEHMENSSTRUKTUR ACME
Den Aufbau des Vertriebsbereichs können Sie dem folgenden Bild entnehmen.
Mandant xxxTitel
Buchungskreis1000 ACME GmbH
Werk1000 Wien
Verkaufssorganisation0001 Verkaufsorg. ACME
Vertriebsweg01 EinzelhandelWerk
2000 Linz
Lagerort0002 Lagerort Linz
Sparte01 Werkzeugbau
Vertriebsbereich
Verkaufsbüro0001 Verkaufsbüro Süd
Verkäufergruppe001 Verkäufergruppe 001
Versandstelle0001 Versandst. ACME Wien
Lagerort0001 Lagerort Wien
Versandstelle0002 Versandst. ACME Linz
Mandant xxxTitel
Buchungskreis1000 ACME GmbH
Werk1000 Wien
Verkaufssorganisation0001 Verkaufsorg. ACME
Vertriebsweg01 EinzelhandelWerk
2000 Linz
Lagerort0002 Lagerort Linz
Sparte01 Werkzeugbau
Vertriebsbereich
Verkaufsbüro0001 Verkaufsbüro Süd
Verkäufergruppe001 Verkäufergruppe 001
Versandstelle0001 Versandst. ACME Wien
Lagerort0001 Lagerort Wien
Lagerort0001 Lagerort Wien
Versandstelle0002 Versandst. ACME Linz
ABBILDUNG 13: VERTRIEBSBEREICH ACME
1.6 Produkt Die Firma ACME ist ein Unternehmen, das zurzeit nur ein einziges einfaches Produkt herstellt:
den Hammer. Es liegt an Ihnen, die Produktpalette von ACME mit weiteren Produkten zu erweitern.
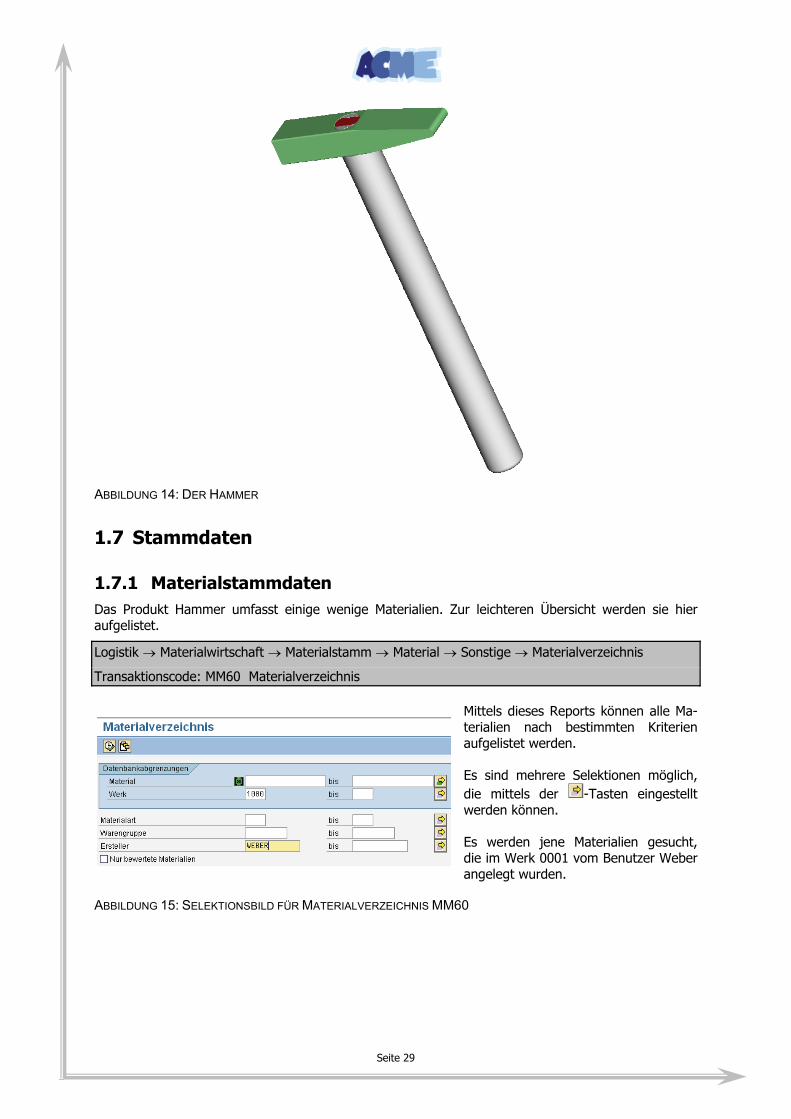
Seite 29
ABBILDUNG 14: DER HAMMER
1.7 Stammdaten
1.7.1 Materialstammdaten Das Produkt Hammer umfasst einige wenige Materialien. Zur leichteren Übersicht werden sie hier aufgelistet.
Logistik → Materialwirtschaft → Materialstamm → Material → Sonstige → Materialverzeichnis
Transaktionscode: MM60 Materialverzeichnis
Mittels dieses Reports können alle Ma-terialien nach bestimmten Kriterien aufgelistet werden.
Es sind mehrere Selektionen möglich, die mittels der -Tasten eingestellt werden können.
Es werden jene Materialien gesucht, die im Werk 0001 vom Benutzer Weber angelegt wurden.
ABBILDUNG 15: SELEKTIONSBILD FÜR MATERIALVERZEICHNIS MM60
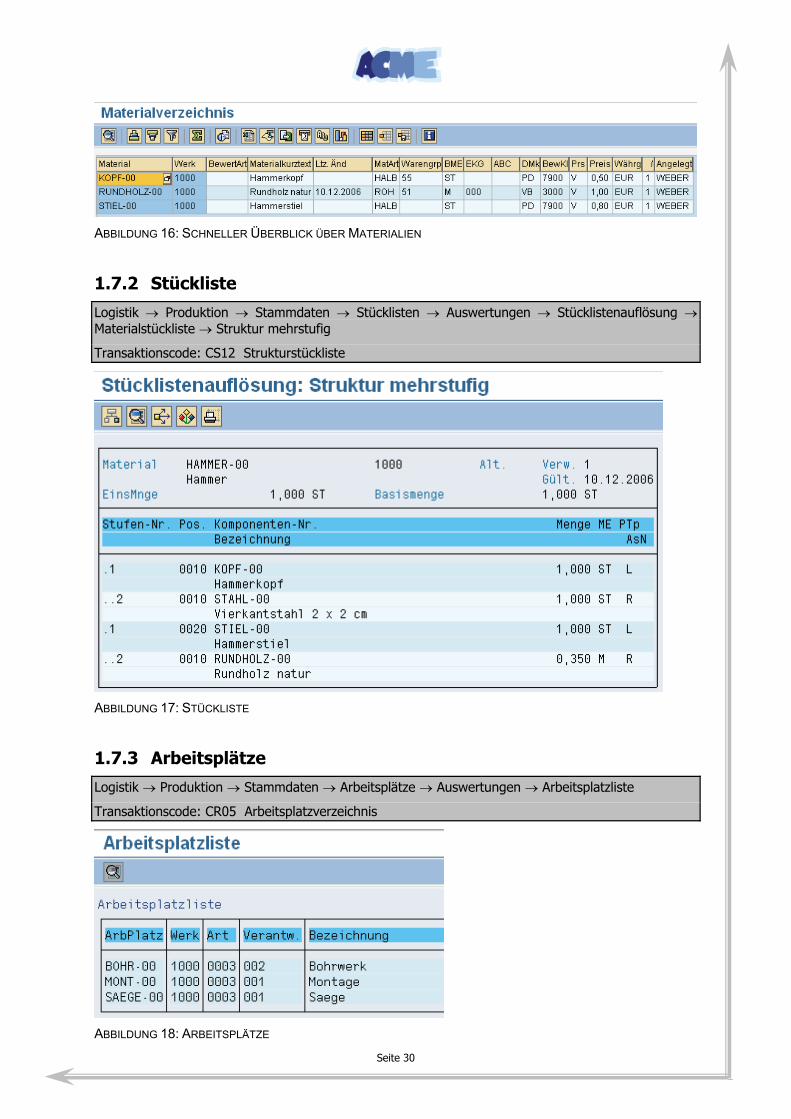
Seite 30
ABBILDUNG 16: SCHNELLER ÜBERBLICK ÜBER MATERIALIEN
1.7.2 Stückliste
Logistik → Produktion → Stammdaten → Stücklisten → Auswertungen → Stücklistenauflösung → Materialstückliste → Struktur mehrstufig
Transaktionscode: CS12 Strukturstückliste
ABBILDUNG 17: STÜCKLISTE
1.7.3 Arbeitsplätze
Logistik → Produktion → Stammdaten → Arbeitsplätze → Auswertungen → Arbeitsplatzliste
Transaktionscode: CR05 Arbeitsplatzverzeichnis
ABBILDUNG 18: ARBEITSPLÄTZE
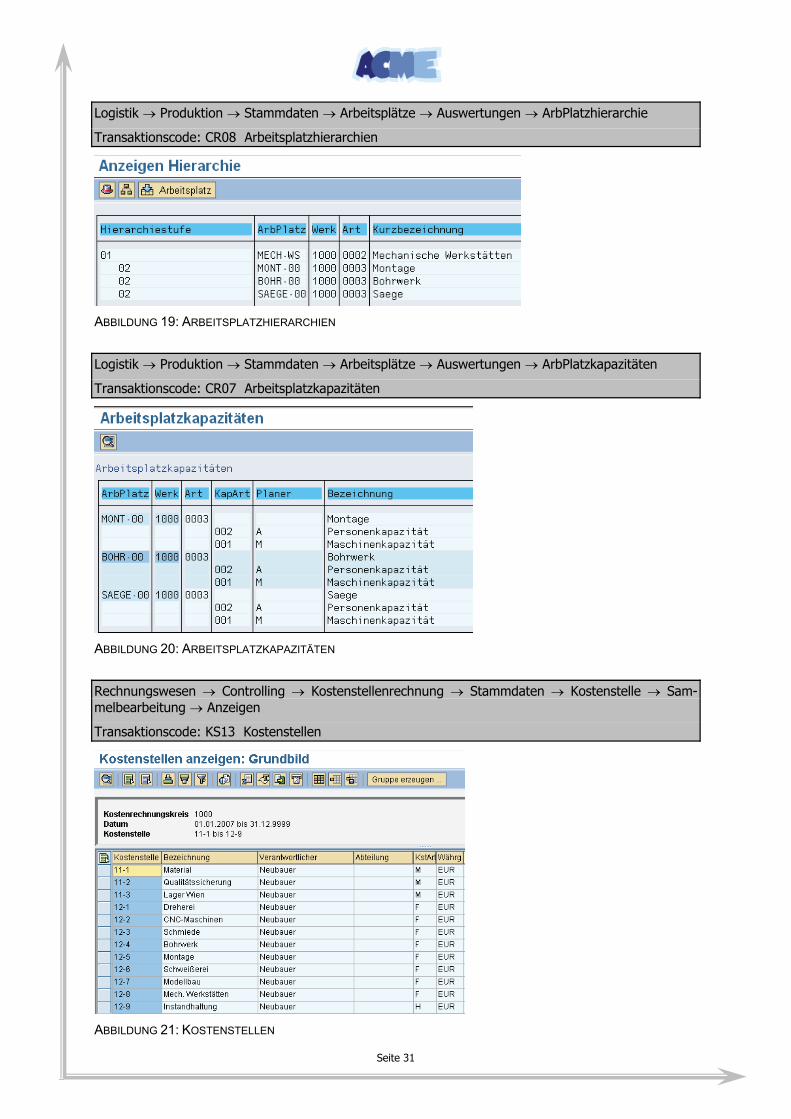
Seite 31
Logistik → Produktion → Stammdaten → Arbeitsplätze → Auswertungen → ArbPlatzhierarchie
Transaktionscode: CR08 Arbeitsplatzhierarchien
ABBILDUNG 19: ARBEITSPLATZHIERARCHIEN
Logistik → Produktion → Stammdaten → Arbeitsplätze → Auswertungen → ArbPlatzkapazitäten
Transaktionscode: CR07 Arbeitsplatzkapazitäten
ABBILDUNG 20: ARBEITSPLATZKAPAZITÄTEN
Rechnungswesen → Controlling → Kostenstellenrechnung → Stammdaten → Kostenstelle → Sam-melbearbeitung → Anzeigen
Transaktionscode: KS13 Kostenstellen
ABBILDUNG 21: KOSTENSTELLEN
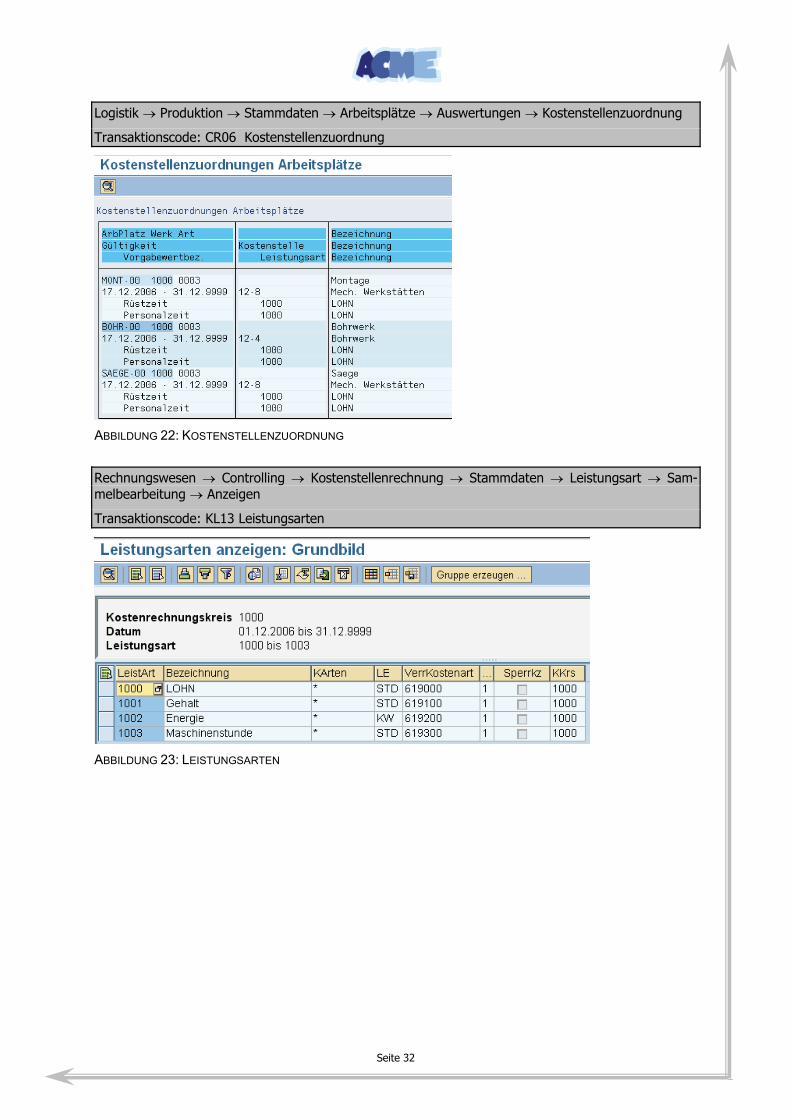
Seite 32
Logistik → Produktion → Stammdaten → Arbeitsplätze → Auswertungen → Kostenstellenzuordnung
Transaktionscode: CR06 Kostenstellenzuordnung
ABBILDUNG 22: KOSTENSTELLENZUORDNUNG
Rechnungswesen → Controlling → Kostenstellenrechnung → Stammdaten → Leistungsart → Sam-melbearbeitung → Anzeigen
Transaktionscode: KL13 Leistungsarten
ABBILDUNG 23: LEISTUNGSARTEN
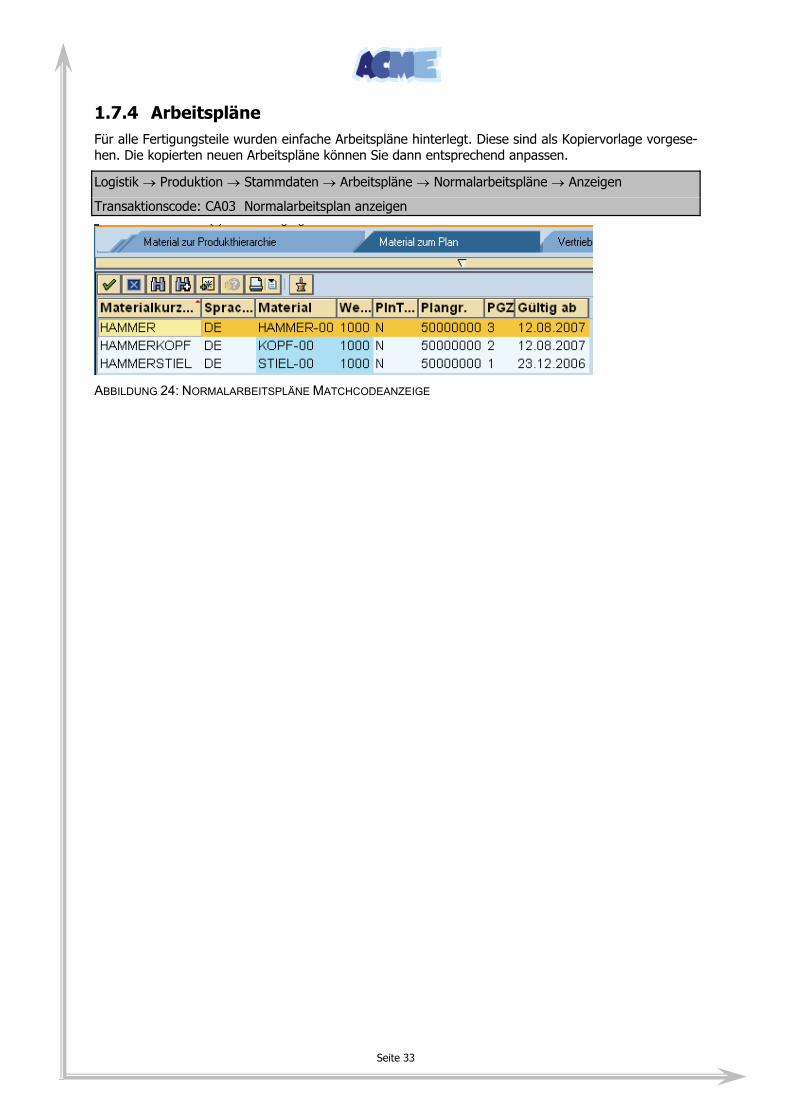
Seite 33
1.7.4 Arbeitspläne Für alle Fertigungsteile wurden einfache Arbeitspläne hinterlegt. Diese sind als Kopiervorlage vorgese-hen. Die kopierten neuen Arbeitspläne können Sie dann entsprechend anpassen.
Logistik → Produktion → Stammdaten → Arbeitspläne → Normalarbeitspläne → Anzeigen
Transaktionscode: CA03 Normalarbeitsplan anzeigen
ABBILDUNG 24: NORMALARBEITSPLÄNE MATCHCODEANZEIGE
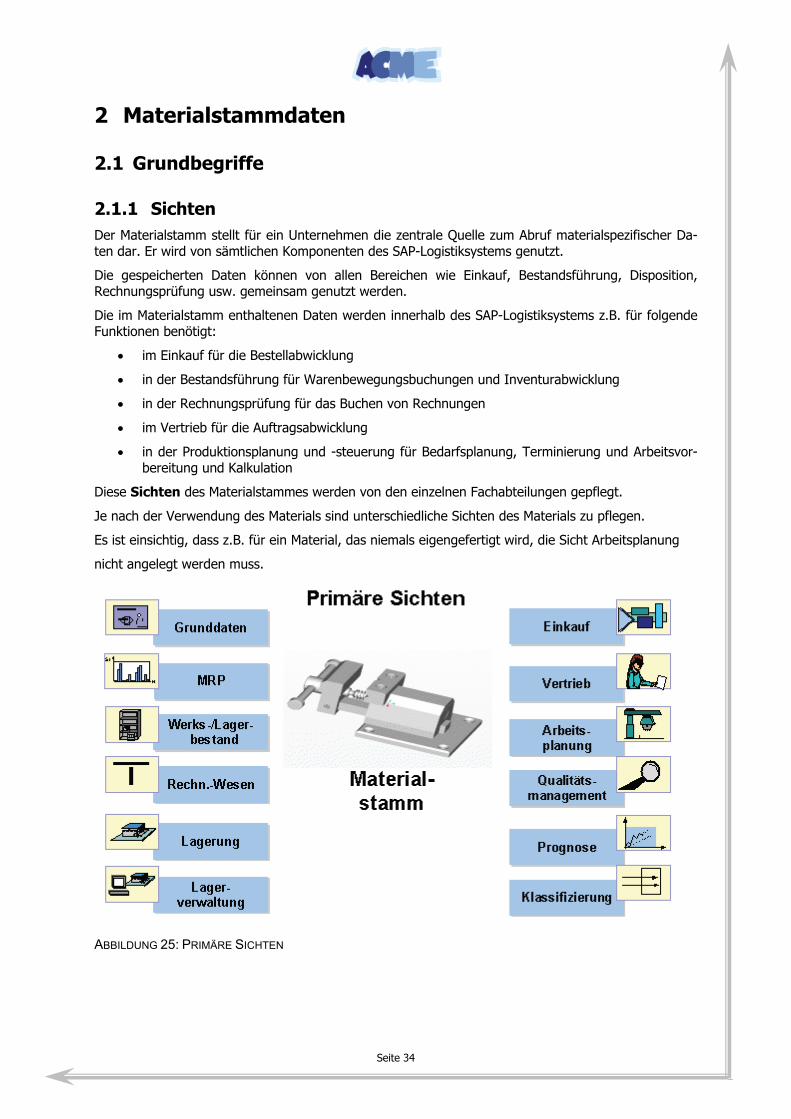
Seite 34
2 Materialstammdaten
2.1 Grundbegriffe
2.1.1 Sichten Der Materialstamm stellt für ein Unternehmen die zentrale Quelle zum Abruf materialspezifischer Da-ten dar. Er wird von sämtlichen Komponenten des SAP-Logistiksystems genutzt.
Die gespeicherten Daten können von allen Bereichen wie Einkauf, Bestandsführung, Disposition, Rechnungsprüfung usw. gemeinsam genutzt werden.
Die im Materialstamm enthaltenen Daten werden innerhalb des SAP-Logistiksystems z.B. für folgende Funktionen benötigt:
• im Einkauf für die Bestellabwicklung
• in der Bestandsführung für Warenbewegungsbuchungen und Inventurabwicklung
• in der Rechnungsprüfung für das Buchen von Rechnungen
• im Vertrieb für die Auftragsabwicklung
• in der Produktionsplanung und -steuerung für Bedarfsplanung, Terminierung und Arbeitsvor-bereitung und Kalkulation
Diese Sichten des Materialstammes werden von den einzelnen Fachabteilungen gepflegt.
Je nach der Verwendung des Materials sind unterschiedliche Sichten des Materials zu pflegen.
Es ist einsichtig, dass z.B. für ein Material, das niemals eigengefertigt wird, die Sicht Arbeitsplanung
nicht angelegt werden muss.
ABBILDUNG 25: PRIMÄRE SICHTEN
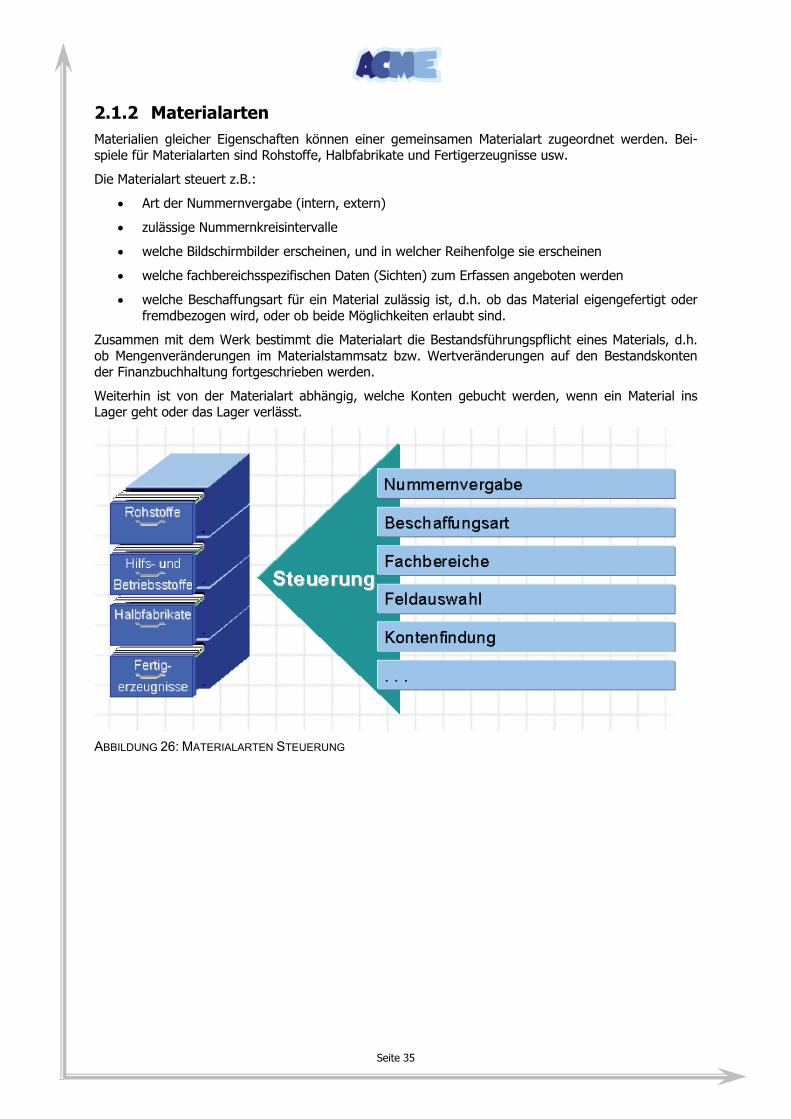
Seite 35
2.1.2 Materialarten Materialien gleicher Eigenschaften können einer gemeinsamen Materialart zugeordnet werden. Bei-spiele für Materialarten sind Rohstoffe, Halbfabrikate und Fertigerzeugnisse usw.
Die Materialart steuert z.B.:
• Art der Nummernvergabe (intern, extern)
• zulässige Nummernkreisintervalle
• welche Bildschirmbilder erscheinen, und in welcher Reihenfolge sie erscheinen
• welche fachbereichsspezifischen Daten (Sichten) zum Erfassen angeboten werden
• welche Beschaffungsart für ein Material zulässig ist, d.h. ob das Material eigengefertigt oder fremdbezogen wird, oder ob beide Möglichkeiten erlaubt sind.
Zusammen mit dem Werk bestimmt die Materialart die Bestandsführungspflicht eines Materials, d.h. ob Mengenveränderungen im Materialstammsatz bzw. Wertveränderungen auf den Bestandskonten der Finanzbuchhaltung fortgeschrieben werden.
Weiterhin ist von der Materialart abhängig, welche Konten gebucht werden, wenn ein Material ins Lager geht oder das Lager verlässt.
ABBILDUNG 26: MATERIALARTEN STEUERUNG
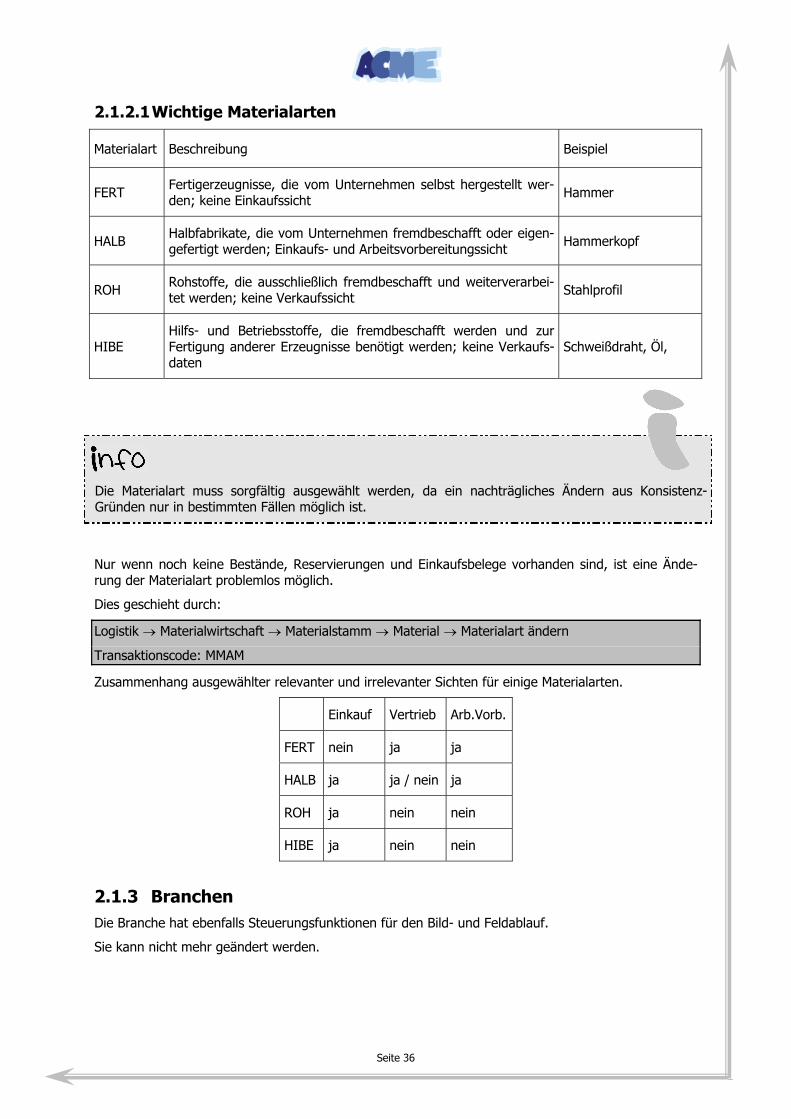
Seite 36
2.1.2.1 Wichtige Materialarten
Materialart Beschreibung Beispiel
FERT Fertigerzeugnisse, die vom Unternehmen selbst hergestellt wer-den; keine Einkaufssicht Hammer
HALB Halbfabrikate, die vom Unternehmen fremdbeschafft oder eigen-gefertigt werden; Einkaufs- und Arbeitsvorbereitungssicht Hammerkopf
ROH Rohstoffe, die ausschließlich fremdbeschafft und weiterverarbei-tet werden; keine Verkaufssicht Stahlprofil
HIBE Hilfs- und Betriebsstoffe, die fremdbeschafft werden und zur Fertigung anderer Erzeugnisse benötigt werden; keine Verkaufs-daten
Schweißdraht, Öl,
Die Materialart muss sorgfältig ausgewählt werden, da ein nachträgliches Ändern aus Konsistenz-Gründen nur in bestimmten Fällen möglich ist.
Nur wenn noch keine Bestände, Reservierungen und Einkaufsbelege vorhanden sind, ist eine Ände-rung der Materialart problemlos möglich.
Dies geschieht durch:
Logistik → Materialwirtschaft → Materialstamm → Material → Materialart ändern
Transaktionscode: MMAM
Zusammenhang ausgewählter relevanter und irrelevanter Sichten für einige Materialarten.
Einkauf Vertrieb Arb.Vorb.
FERT nein ja ja
HALB ja ja / nein ja
ROH ja nein nein
HIBE ja nein nein
2.1.3 Branchen Die Branche hat ebenfalls Steuerungsfunktionen für den Bild- und Feldablauf.
Sie kann nicht mehr geändert werden.
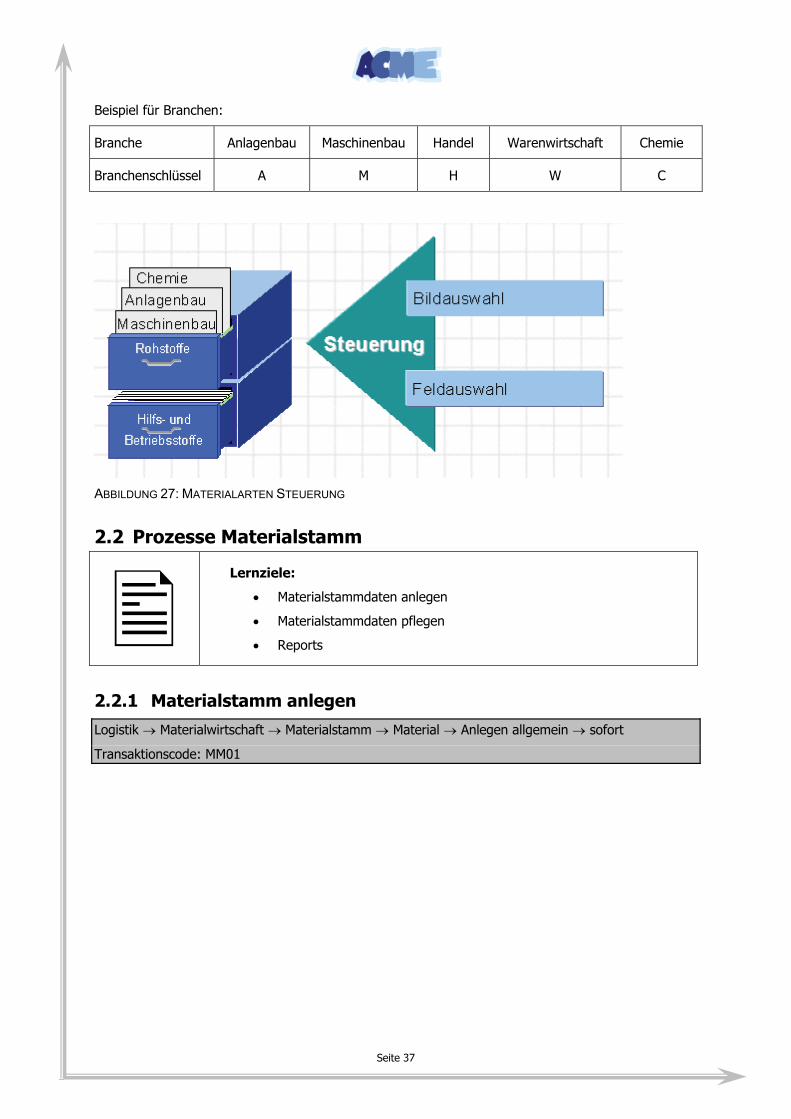
Seite 37
Beispiel für Branchen:
Branche Anlagenbau Maschinenbau Handel Warenwirtschaft Chemie
Branchenschlüssel A M H W C
ABBILDUNG 27: MATERIALARTEN STEUERUNG
2.2 Prozesse Materialstamm
Lernziele:
• Materialstammdaten anlegen
• Materialstammdaten pflegen
• Reports
2.2.1 Materialstamm anlegen
Logistik → Materialwirtschaft → Materialstamm → Material → Anlegen allgemein → sofort
Transaktionscode: MM01
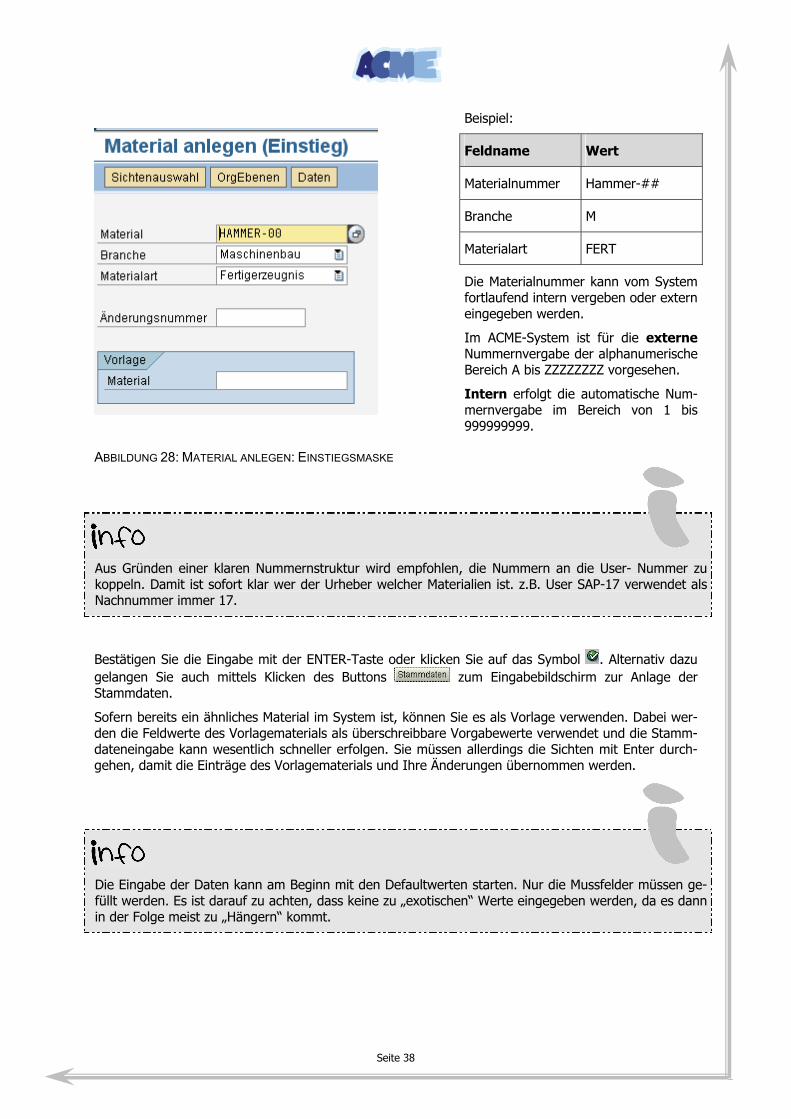
Seite 38
Beispiel:
Feldname Wert
Materialnummer Hammer-##
Branche M
Materialart FERT
Die Materialnummer kann vom System fortlaufend intern vergeben oder extern eingegeben werden.
Im ACME-System ist für die externe Nummernvergabe der alphanumerische Bereich A bis ZZZZZZZZ vorgesehen.
Intern erfolgt die automatische Num-mernvergabe im Bereich von 1 bis 999999999.
ABBILDUNG 28: MATERIAL ANLEGEN: EINSTIEGSMASKE
Aus Gründen einer klaren Nummernstruktur wird empfohlen, die Nummern an die User- Nummer zu koppeln. Damit ist sofort klar wer der Urheber welcher Materialien ist. z.B. User SAP-17 verwendet als Nachnummer immer 17.
Bestätigen Sie die Eingabe mit der ENTER-Taste oder klicken Sie auf das Symbol . Alternativ dazu gelangen Sie auch mittels Klicken des Buttons zum Eingabebildschirm zur Anlage der Stammdaten.
Sofern bereits ein ähnliches Material im System ist, können Sie es als Vorlage verwenden. Dabei wer-den die Feldwerte des Vorlagematerials als überschreibbare Vorgabewerte verwendet und die Stamm-dateneingabe kann wesentlich schneller erfolgen. Sie müssen allerdings die Sichten mit Enter durch-gehen, damit die Einträge des Vorlagematerials und Ihre Änderungen übernommen werden.
Die Eingabe der Daten kann am Beginn mit den Defaultwerten starten. Nur die Mussfelder müssen ge-füllt werden. Es ist darauf zu achten, dass keine zu „exotischen“ Werte eingegeben werden, da es dann in der Folge meist zu „Hängern“ kommt.
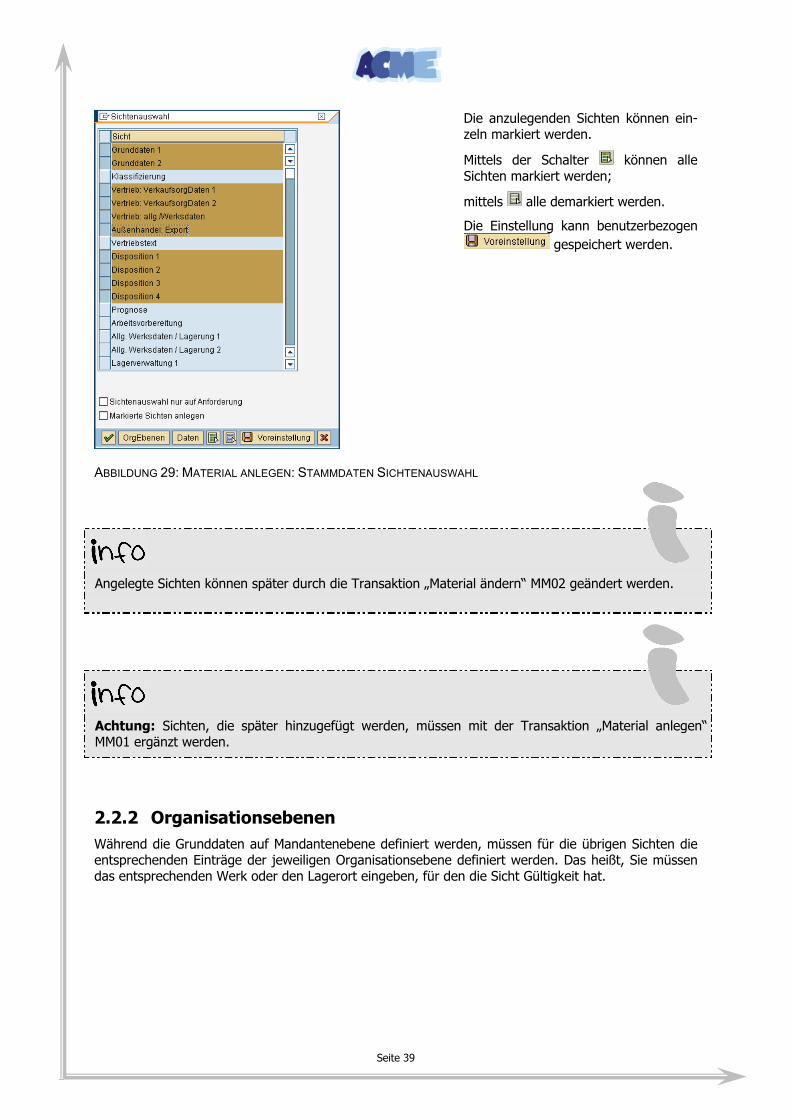
Seite 39
Die anzulegenden Sichten können ein-zeln markiert werden.
Mittels der Schalter können alle Sichten markiert werden;
mittels alle demarkiert werden.
Die Einstellung kann benutzerbezogen gespeichert werden.
ABBILDUNG 29: MATERIAL ANLEGEN: STAMMDATEN SICHTENAUSWAHL
Angelegte Sichten können später durch die Transaktion „Material ändern“ MM02 geändert werden.
Achtung: Sichten, die später hinzugefügt werden, müssen mit der Transaktion „Material anlegen“ MM01 ergänzt werden.
2.2.2 Organisationsebenen Während die Grunddaten auf Mandantenebene definiert werden, müssen für die übrigen Sichten die entsprechenden Einträge der jeweiligen Organisationsebene definiert werden. Das heißt, Sie müssen das entsprechenden Werk oder den Lagerort eingeben, für den die Sicht Gültigkeit hat.
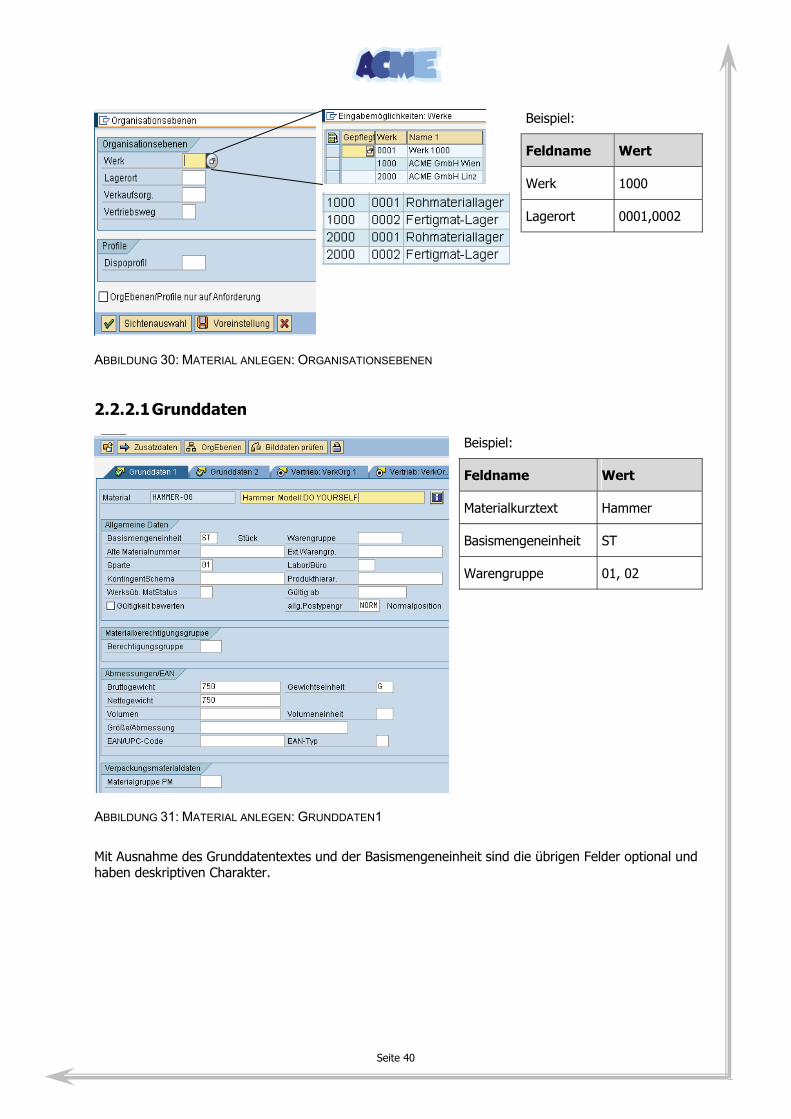
Seite 40
Beispiel:
Feldname Wert
Werk 1000
Lagerort 0001,0002
ABBILDUNG 30: MATERIAL ANLEGEN: ORGANISATIONSEBENEN
2.2.2.1 Grunddaten
Beispiel:
Feldname Wert
Materialkurztext Hammer
Basismengeneinheit ST
Warengruppe 01, 02
ABBILDUNG 31: MATERIAL ANLEGEN: GRUNDDATEN1
Mit Ausnahme des Grunddatentextes und der Basismengeneinheit sind die übrigen Felder optional und haben deskriptiven Charakter.
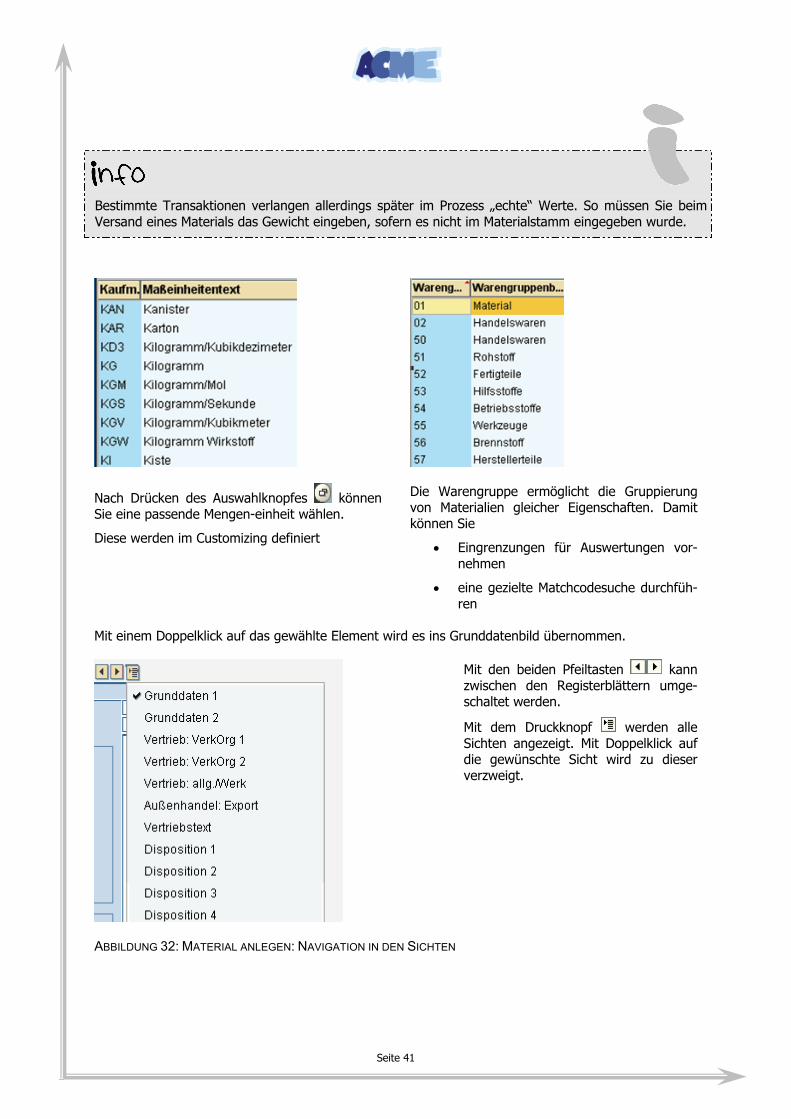
Seite 41
Bestimmte Transaktionen verlangen allerdings später im Prozess „echte“ Werte. So müssen Sie beim Versand eines Materials das Gewicht eingeben, sofern es nicht im Materialstamm eingegeben wurde.
Nach Drücken des Auswahlknopfes können Sie eine passende Mengen-einheit wählen.
Diese werden im Customizing definiert
Die Warengruppe ermöglicht die Gruppierung von Materialien gleicher Eigenschaften. Damit können Sie
• Eingrenzungen für Auswertungen vor-nehmen
• eine gezielte Matchcodesuche durchfüh-ren
Mit einem Doppelklick auf das gewählte Element wird es ins Grunddatenbild übernommen.
Mit den beiden Pfeiltasten kann zwischen den Registerblättern umge-schaltet werden.
Mit dem Druckknopf werden alle Sichten angezeigt. Mit Doppelklick auf die gewünschte Sicht wird zu dieser verzweigt.
ABBILDUNG 32: MATERIAL ANLEGEN: NAVIGATION IN DEN SICHTEN
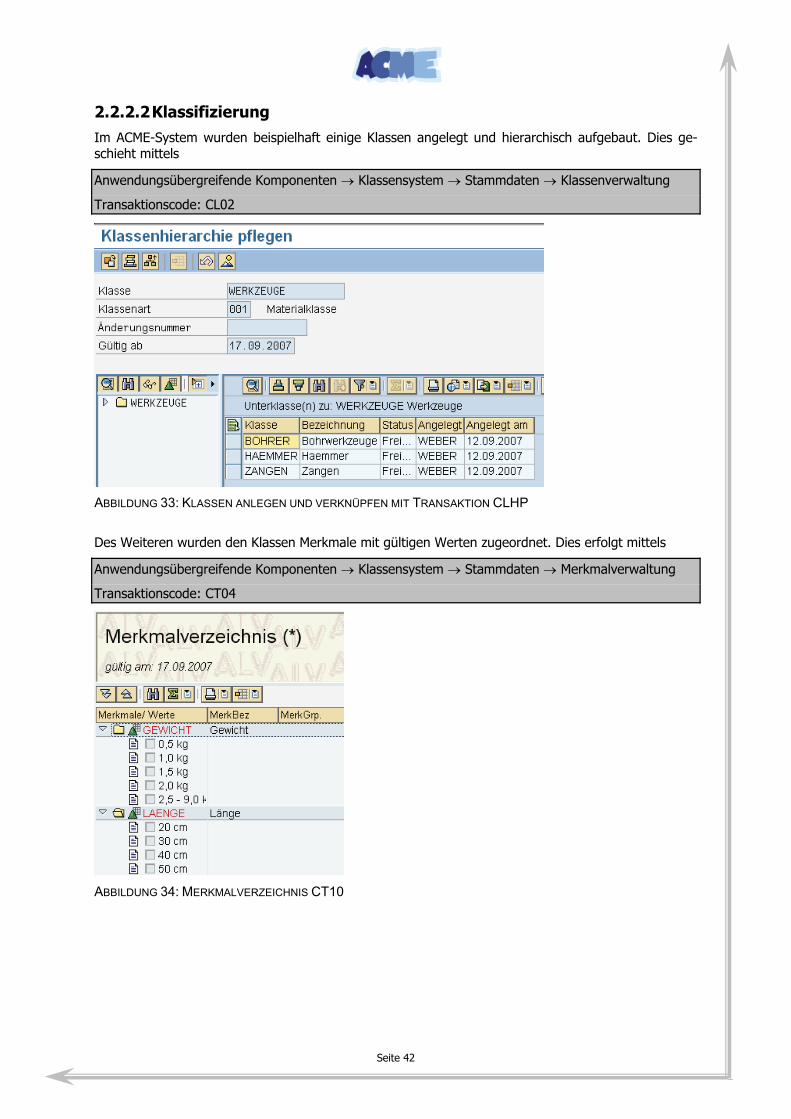
Seite 42
2.2.2.2 Klassifizierung Im ACME-System wurden beispielhaft einige Klassen angelegt und hierarchisch aufgebaut. Dies ge-schieht mittels
Anwendungsübergreifende Komponenten → Klassensystem → Stammdaten → Klassenverwaltung
Transaktionscode: CL02
ABBILDUNG 33: KLASSEN ANLEGEN UND VERKNÜPFEN MIT TRANSAKTION CLHP
Des Weiteren wurden den Klassen Merkmale mit gültigen Werten zugeordnet. Dies erfolgt mittels
Anwendungsübergreifende Komponenten → Klassensystem → Stammdaten → Merkmalverwaltung
Transaktionscode: CT04
ABBILDUNG 34: MERKMALVERZEICHNIS CT10
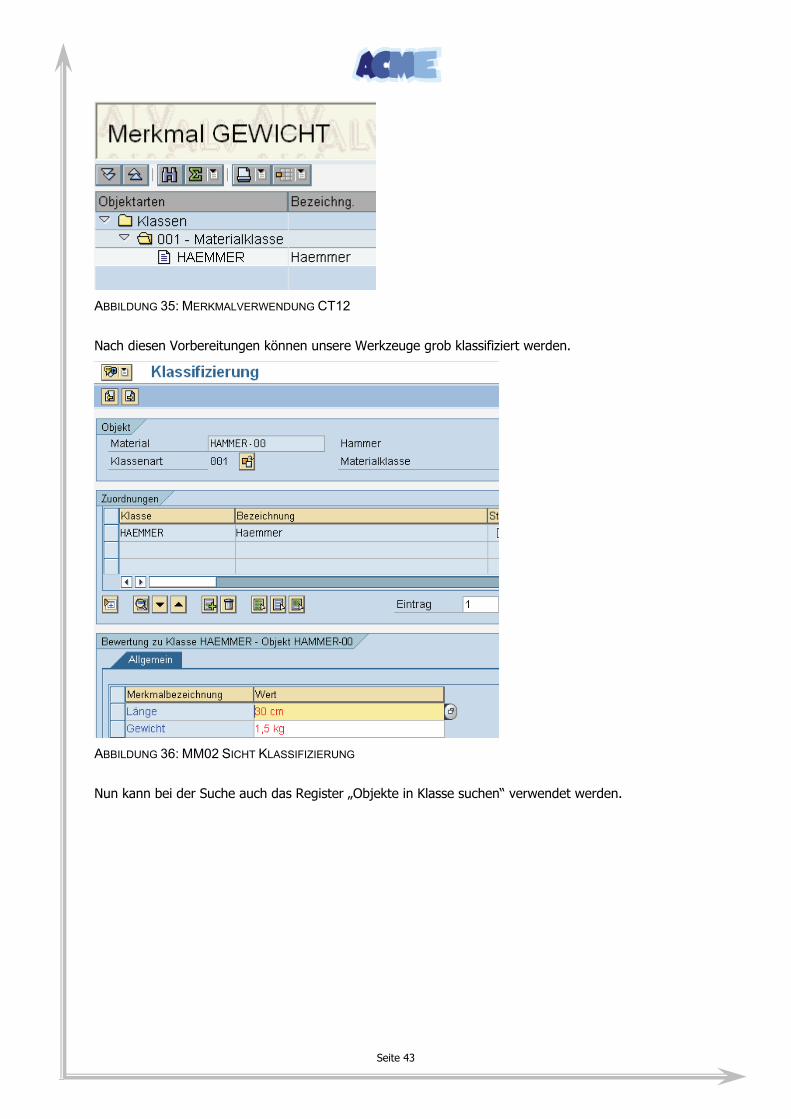
Seite 43
ABBILDUNG 35: MERKMALVERWENDUNG CT12
Nach diesen Vorbereitungen können unsere Werkzeuge grob klassifiziert werden.
ABBILDUNG 36: MM02 SICHT KLASSIFIZIERUNG
Nun kann bei der Suche auch das Register „Objekte in Klasse suchen“ verwendet werden.
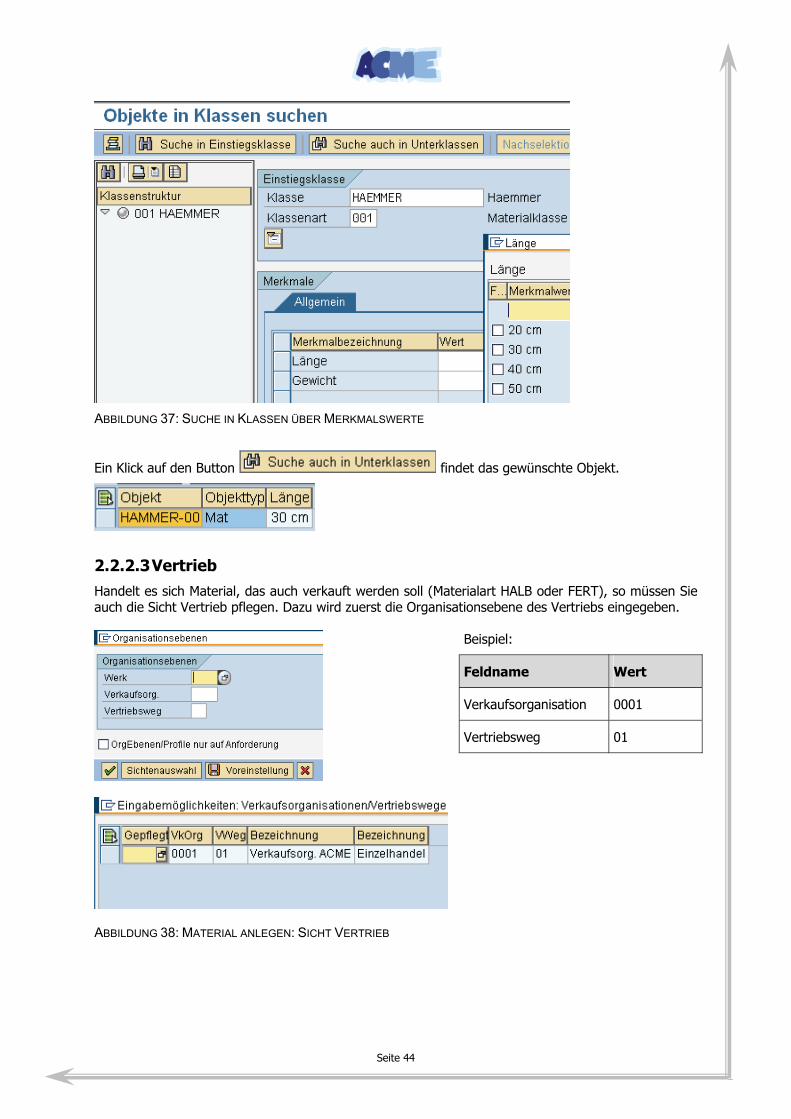
Seite 44
ABBILDUNG 37: SUCHE IN KLASSEN ÜBER MERKMALSWERTE
Ein Klick auf den Button findet das gewünschte Objekt.
2.2.2.3 Vertrieb Handelt es sich Material, das auch verkauft werden soll (Materialart HALB oder FERT), so müssen Sie auch die Sicht Vertrieb pflegen. Dazu wird zuerst die Organisationsebene des Vertriebs eingegeben.
Beispiel:
Feldname Wert
Verkaufsorganisation 0001
Vertriebsweg 01
ABBILDUNG 38: MATERIAL ANLEGEN: SICHT VERTRIEB
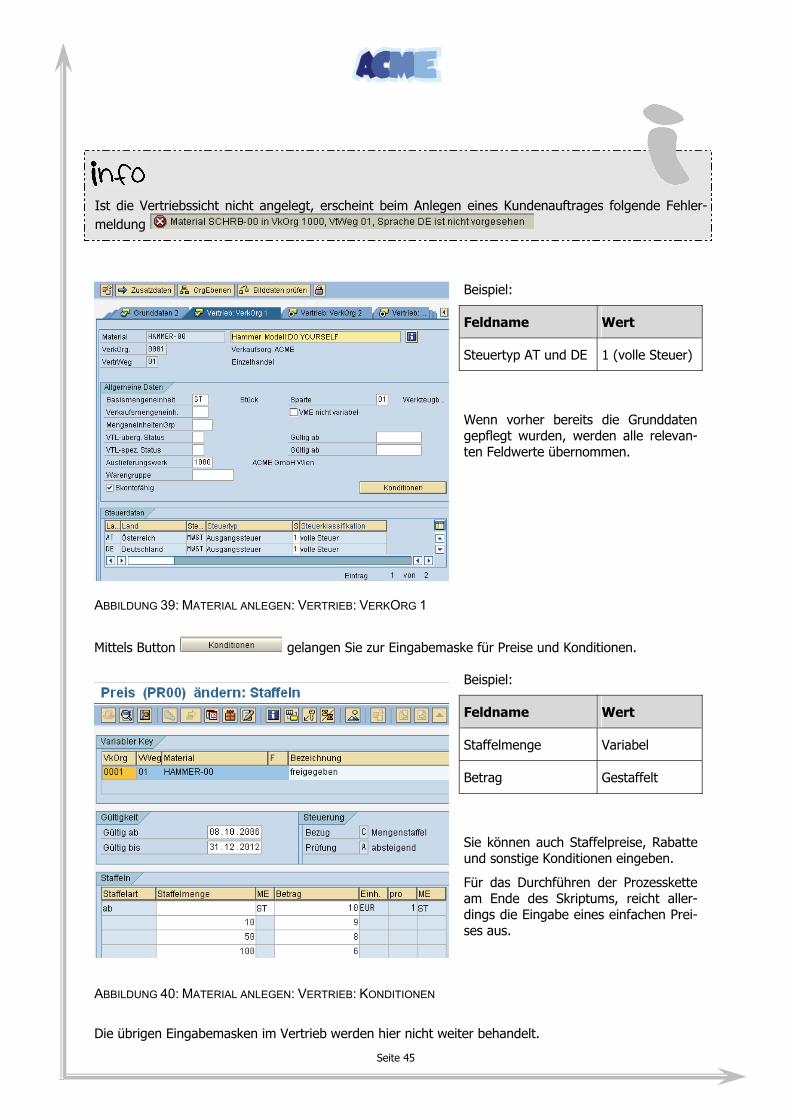
Seite 45
Ist die Vertriebssicht nicht angelegt, erscheint beim Anlegen eines Kundenauftrages folgende Fehler-meldung
Beispiel:
Feldname Wert
Steuertyp AT und DE 1 (volle Steuer)
Wenn vorher bereits die Grunddaten gepflegt wurden, werden alle relevan-ten Feldwerte übernommen.
ABBILDUNG 39: MATERIAL ANLEGEN: VERTRIEB: VERKORG 1
Mittels Button gelangen Sie zur Eingabemaske für Preise und Konditionen.
Beispiel:
Feldname Wert
Staffelmenge Variabel
Betrag Gestaffelt
Sie können auch Staffelpreise, Rabatte und sonstige Konditionen eingeben.
Für das Durchführen der Prozesskette am Ende des Skriptums, reicht aller-dings die Eingabe eines einfachen Prei-ses aus.
ABBILDUNG 40: MATERIAL ANLEGEN: VERTRIEB: KONDITIONEN
Die übrigen Eingabemasken im Vertrieb werden hier nicht weiter behandelt.
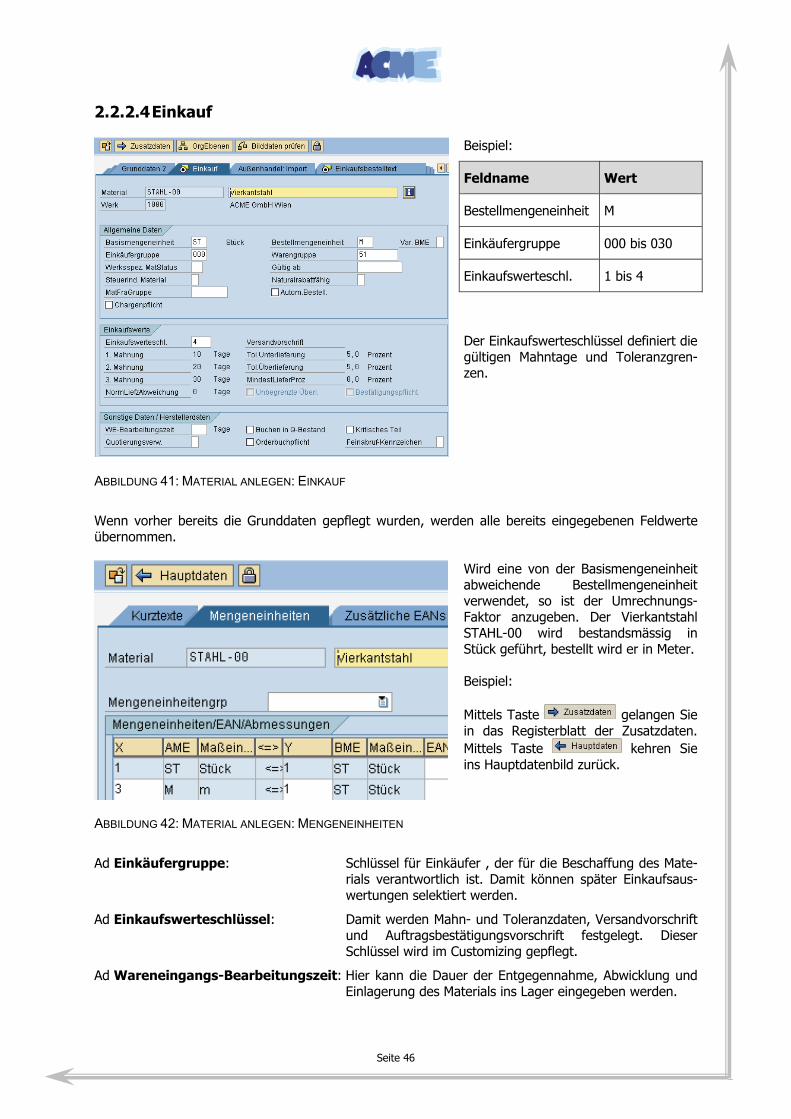
Seite 46
2.2.2.4 Einkauf
Beispiel:
Feldname Wert
Bestellmengeneinheit M
Einkäufergruppe 000 bis 030
Einkaufswerteschl. 1 bis 4
Der Einkaufswerteschlüssel definiert die gültigen Mahntage und Toleranzgren-zen.
ABBILDUNG 41: MATERIAL ANLEGEN: EINKAUF
Wenn vorher bereits die Grunddaten gepflegt wurden, werden alle bereits eingegebenen Feldwerte übernommen.
Wird eine von der Basismengeneinheit abweichende Bestellmengeneinheit verwendet, so ist der Umrechnungs-Faktor anzugeben. Der Vierkantstahl STAHL-00 wird bestandsmässig in Stück geführt, bestellt wird er in Meter.
Beispiel:
Mittels Taste gelangen Sie in das Registerblatt der Zusatzdaten. Mittels Taste kehren Sie ins Hauptdatenbild zurück.
ABBILDUNG 42: MATERIAL ANLEGEN: MENGENEINHEITEN
Ad Einkäufergruppe: Schlüssel für Einkäufer , der für die Beschaffung des Mate-rials verantwortlich ist. Damit können später Einkaufsaus-wertungen selektiert werden.
Ad Einkaufswerteschlüssel: Damit werden Mahn- und Toleranzdaten, Versandvorschrift und Auftragsbestätigungsvorschrift festgelegt. Dieser Schlüssel wird im Customizing gepflegt.
Ad Wareneingangs-Bearbeitungszeit: Hier kann die Dauer der Entgegennahme, Abwicklung und Einlagerung des Materials ins Lager eingegeben werden.
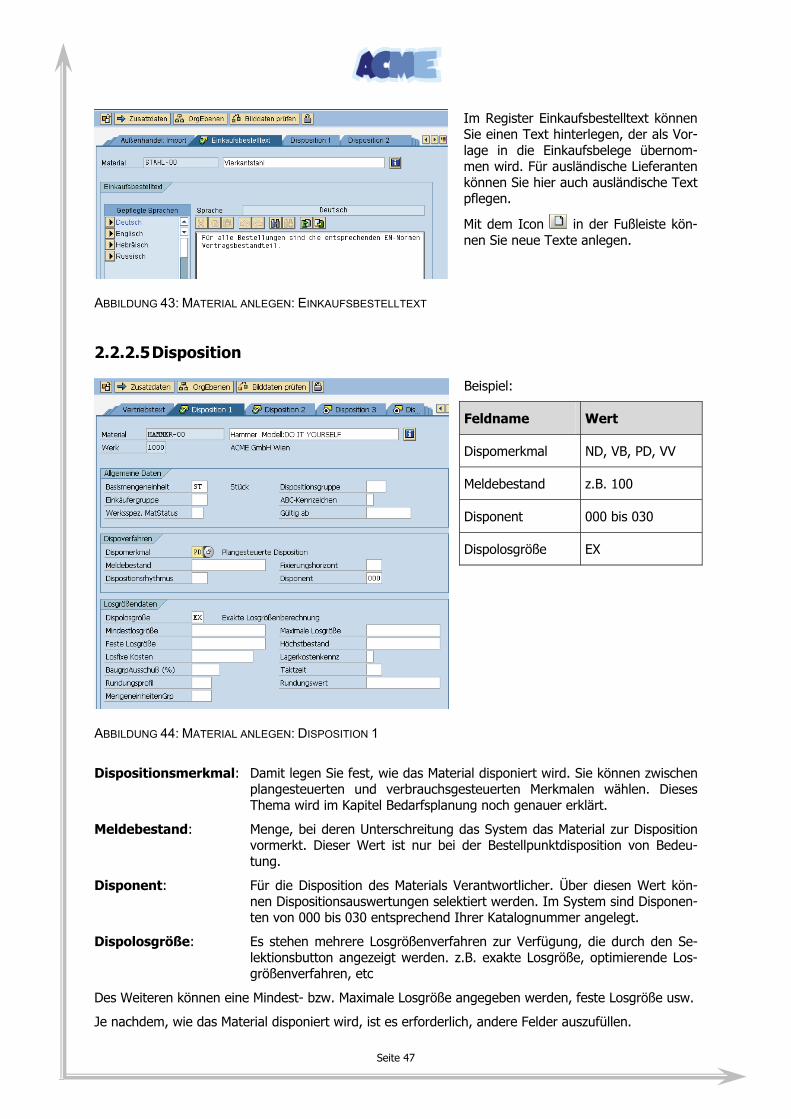
Seite 47
Im Register Einkaufsbestelltext können Sie einen Text hinterlegen, der als Vor-lage in die Einkaufsbelege übernom-men wird. Für ausländische Lieferanten können Sie hier auch ausländische Text pflegen.
Mit dem Icon in der Fußleiste kön-nen Sie neue Texte anlegen.
ABBILDUNG 43: MATERIAL ANLEGEN: EINKAUFSBESTELLTEXT
2.2.2.5 Disposition
Beispiel:
Feldname Wert
Dispomerkmal ND, VB, PD, VV
Meldebestand z.B. 100
Disponent 000 bis 030
Dispolosgröße EX
ABBILDUNG 44: MATERIAL ANLEGEN: DISPOSITION 1
Dispositionsmerkmal: Damit legen Sie fest, wie das Material disponiert wird. Sie können zwischen plangesteuerten und verbrauchsgesteuerten Merkmalen wählen. Dieses Thema wird im Kapitel Bedarfsplanung noch genauer erklärt.
Meldebestand: Menge, bei deren Unterschreitung das System das Material zur Disposition vormerkt. Dieser Wert ist nur bei der Bestellpunktdisposition von Bedeu-tung.
Disponent: Für die Disposition des Materials Verantwortlicher. Über diesen Wert kön-nen Dispositionsauswertungen selektiert werden. Im System sind Disponen-ten von 000 bis 030 entsprechend Ihrer Katalognummer angelegt.
Dispolosgröße: Es stehen mehrere Losgrößenverfahren zur Verfügung, die durch den Se-lektionsbutton angezeigt werden. z.B. exakte Losgröße, optimierende Los-größenverfahren, etc
Des Weiteren können eine Mindest- bzw. Maximale Losgröße angegeben werden, feste Losgröße usw.
Je nachdem, wie das Material disponiert wird, ist es erforderlich, andere Felder auszufüllen.
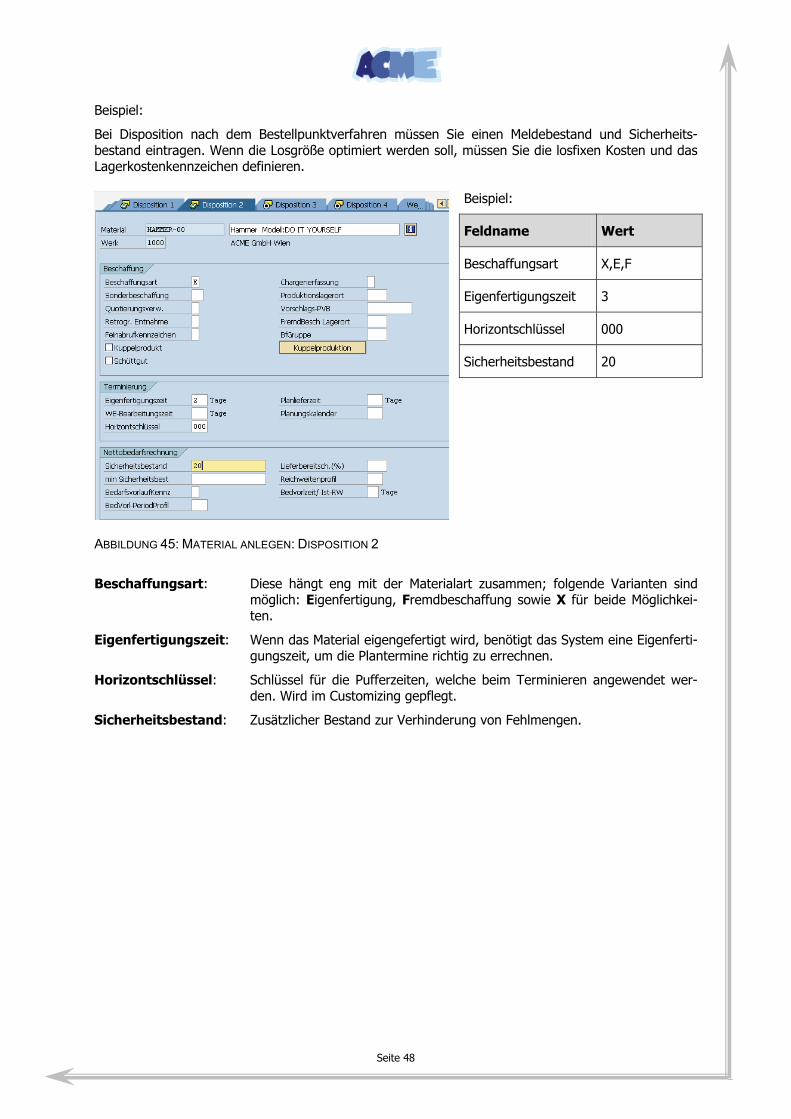
Seite 48
Beispiel:
Bei Disposition nach dem Bestellpunktverfahren müssen Sie einen Meldebestand und Sicherheits-bestand eintragen. Wenn die Losgröße optimiert werden soll, müssen Sie die losfixen Kosten und das Lagerkostenkennzeichen definieren.
Beispiel:
Feldname Wert
Beschaffungsart X,E,F
Eigenfertigungszeit 3
Horizontschlüssel 000
Sicherheitsbestand 20
ABBILDUNG 45: MATERIAL ANLEGEN: DISPOSITION 2
Beschaffungsart: Diese hängt eng mit der Materialart zusammen; folgende Varianten sind möglich: Eigenfertigung, Fremdbeschaffung sowie X für beide Möglichkei-ten.
Eigenfertigungszeit: Wenn das Material eigengefertigt wird, benötigt das System eine Eigenferti-gungszeit, um die Plantermine richtig zu errechnen.
Horizontschlüssel: Schlüssel für die Pufferzeiten, welche beim Terminieren angewendet wer-den. Wird im Customizing gepflegt.
Sicherheitsbestand: Zusätzlicher Bestand zur Verhinderung von Fehlmengen.
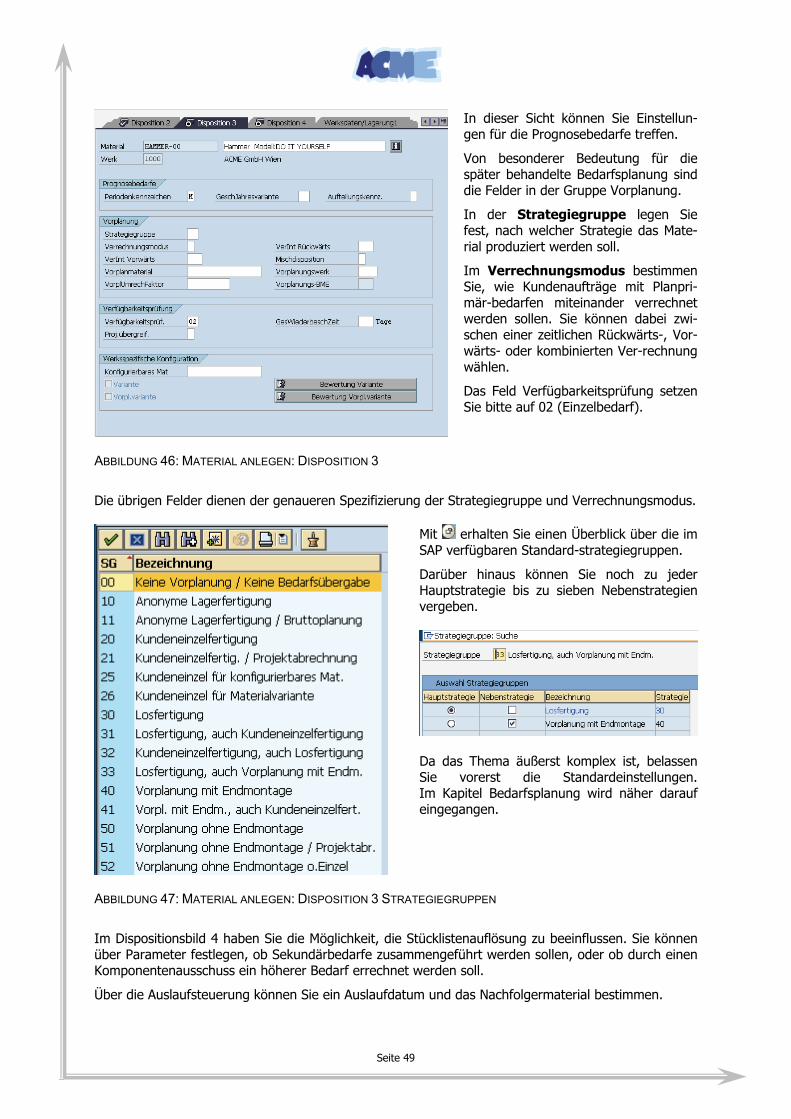
Seite 49
In dieser Sicht können Sie Einstellun-gen für die Prognosebedarfe treffen.
Von besonderer Bedeutung für die später behandelte Bedarfsplanung sind die Felder in der Gruppe Vorplanung.
In der Strategiegruppe legen Sie fest, nach welcher Strategie das Mate-rial produziert werden soll.
Im Verrechnungsmodus bestimmen Sie, wie Kundenaufträge mit Planpri-mär-bedarfen miteinander verrechnet werden sollen. Sie können dabei zwi-schen einer zeitlichen Rückwärts-, Vor-wärts- oder kombinierten Ver-rechnung wählen.
Das Feld Verfügbarkeitsprüfung setzen Sie bitte auf 02 (Einzelbedarf).
ABBILDUNG 46: MATERIAL ANLEGEN: DISPOSITION 3
Die übrigen Felder dienen der genaueren Spezifizierung der Strategiegruppe und Verrechnungsmodus.
Mit erhalten Sie einen Überblick über die im SAP verfügbaren Standard-strategiegruppen.
Darüber hinaus können Sie noch zu jeder Hauptstrategie bis zu sieben Nebenstrategien vergeben.
Da das Thema äußerst komplex ist, belassen Sie vorerst die Standardeinstellungen. Im Kapitel Bedarfsplanung wird näher darauf eingegangen.
ABBILDUNG 47: MATERIAL ANLEGEN: DISPOSITION 3 STRATEGIEGRUPPEN
Im Dispositionsbild 4 haben Sie die Möglichkeit, die Stücklistenauflösung zu beeinflussen. Sie können über Parameter festlegen, ob Sekundärbedarfe zusammengeführt werden sollen, oder ob durch einen Komponentenausschuss ein höherer Bedarf errechnet werden soll.
Über die Auslaufsteuerung können Sie ein Auslaufdatum und das Nachfolgermaterial bestimmen.
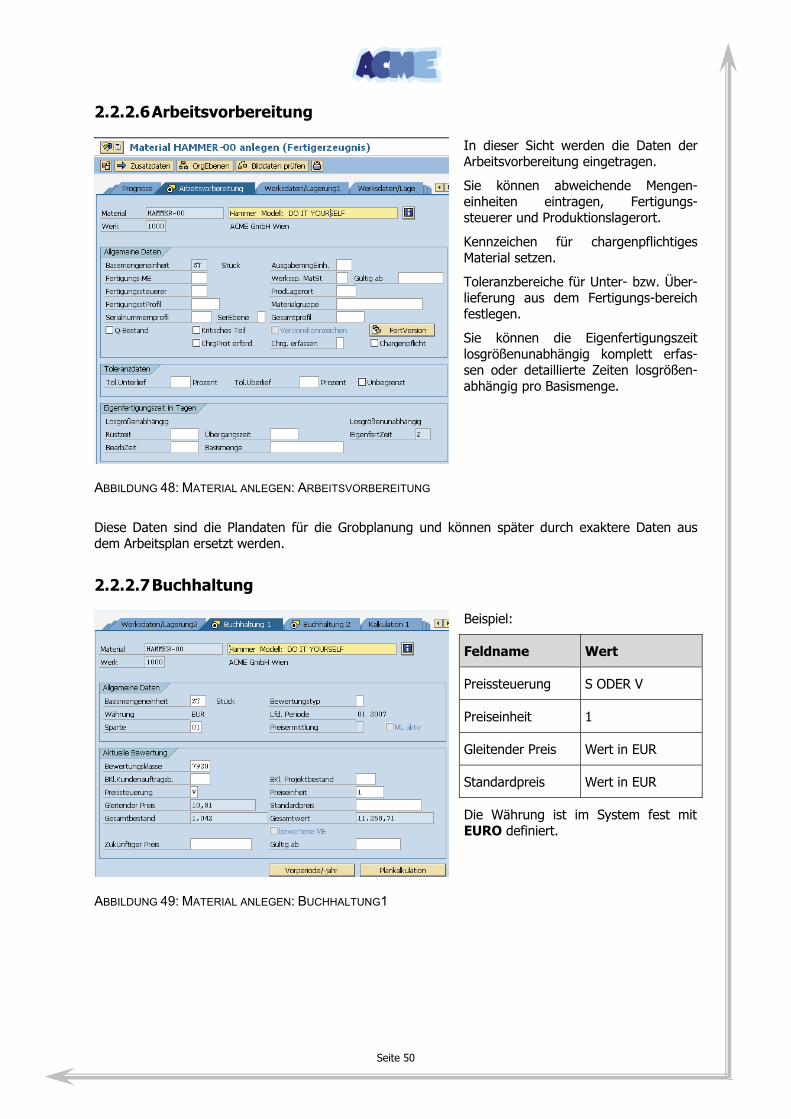
Seite 50
2.2.2.6 Arbeitsvorbereitung
In dieser Sicht werden die Daten der Arbeitsvorbereitung eingetragen.
Sie können abweichende Mengen-einheiten eintragen, Fertigungs-steuerer und Produktionslagerort.
Kennzeichen für chargenpflichtiges Material setzen.
Toleranzbereiche für Unter- bzw. Über-lieferung aus dem Fertigungs-bereich festlegen.
Sie können die Eigenfertigungszeit losgrößenunabhängig komplett erfas-sen oder detaillierte Zeiten losgrößen-abhängig pro Basismenge.
ABBILDUNG 48: MATERIAL ANLEGEN: ARBEITSVORBEREITUNG
Diese Daten sind die Plandaten für die Grobplanung und können später durch exaktere Daten aus dem Arbeitsplan ersetzt werden.
2.2.2.7 Buchhaltung
Beispiel:
Feldname Wert
Preissteuerung S ODER V
Preiseinheit 1
Gleitender Preis Wert in EUR
Standardpreis Wert in EUR
Die Währung ist im System fest mit EURO definiert.
ABBILDUNG 49: MATERIAL ANLEGEN: BUCHHALTUNG1
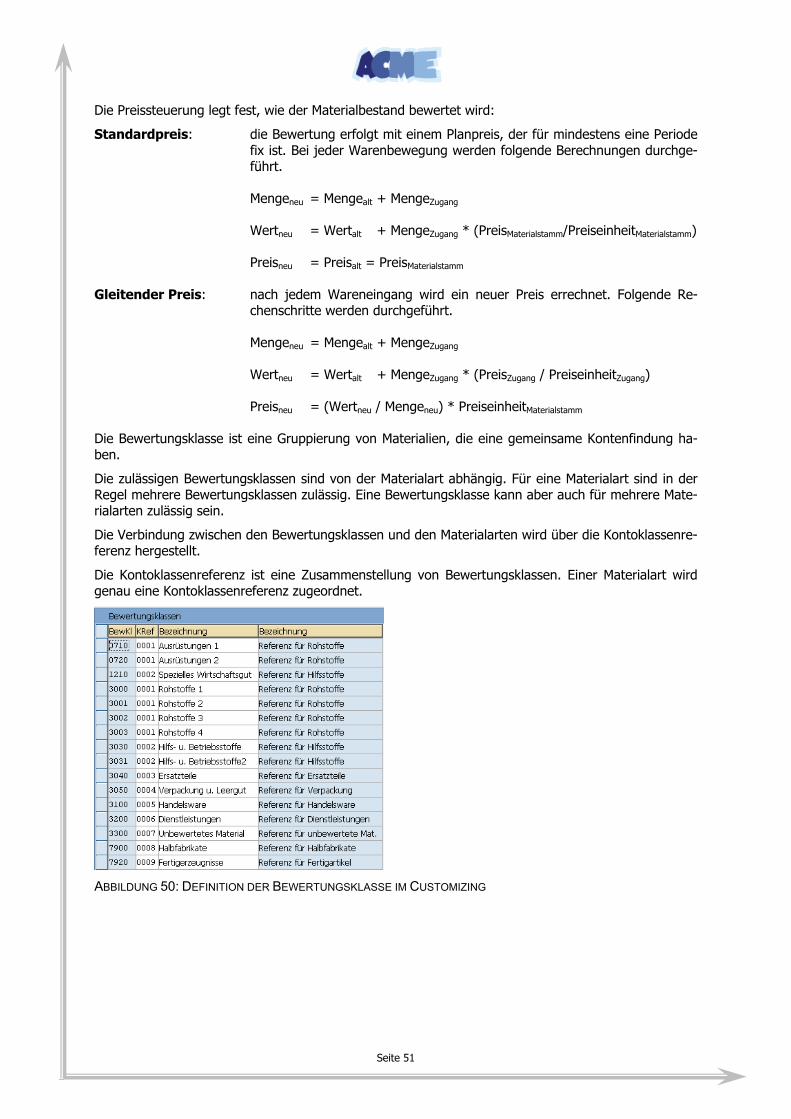
Seite 51
Die Preissteuerung legt fest, wie der Materialbestand bewertet wird:
Standardpreis: die Bewertung erfolgt mit einem Planpreis, der für mindestens eine Periode fix ist. Bei jeder Warenbewegung werden folgende Berechnungen durchge-führt.
Mengeneu = Mengealt + MengeZugang
Wertneu = Wertalt + MengeZugang * (PreisMaterialstamm/PreiseinheitMaterialstamm)
Preisneu = Preisalt = PreisMaterialstamm
Gleitender Preis: nach jedem Wareneingang wird ein neuer Preis errechnet. Folgende Re-chenschritte werden durchgeführt.
Mengeneu = Mengealt + MengeZugang
Wertneu = Wertalt + MengeZugang * (PreisZugang / PreiseinheitZugang)
Preisneu = (Wertneu / Mengeneu) * PreiseinheitMaterialstamm
Die Bewertungsklasse ist eine Gruppierung von Materialien, die eine gemeinsame Kontenfindung ha-ben.
Die zulässigen Bewertungsklassen sind von der Materialart abhängig. Für eine Materialart sind in der Regel mehrere Bewertungsklassen zulässig. Eine Bewertungsklasse kann aber auch für mehrere Mate-rialarten zulässig sein.
Die Verbindung zwischen den Bewertungsklassen und den Materialarten wird über die Kontoklassenre-ferenz hergestellt.
Die Kontoklassenreferenz ist eine Zusammenstellung von Bewertungsklassen. Einer Materialart wird genau eine Kontoklassenreferenz zugeordnet.
ABBILDUNG 50: DEFINITION DER BEWERTUNGSKLASSE IM CUSTOMIZING
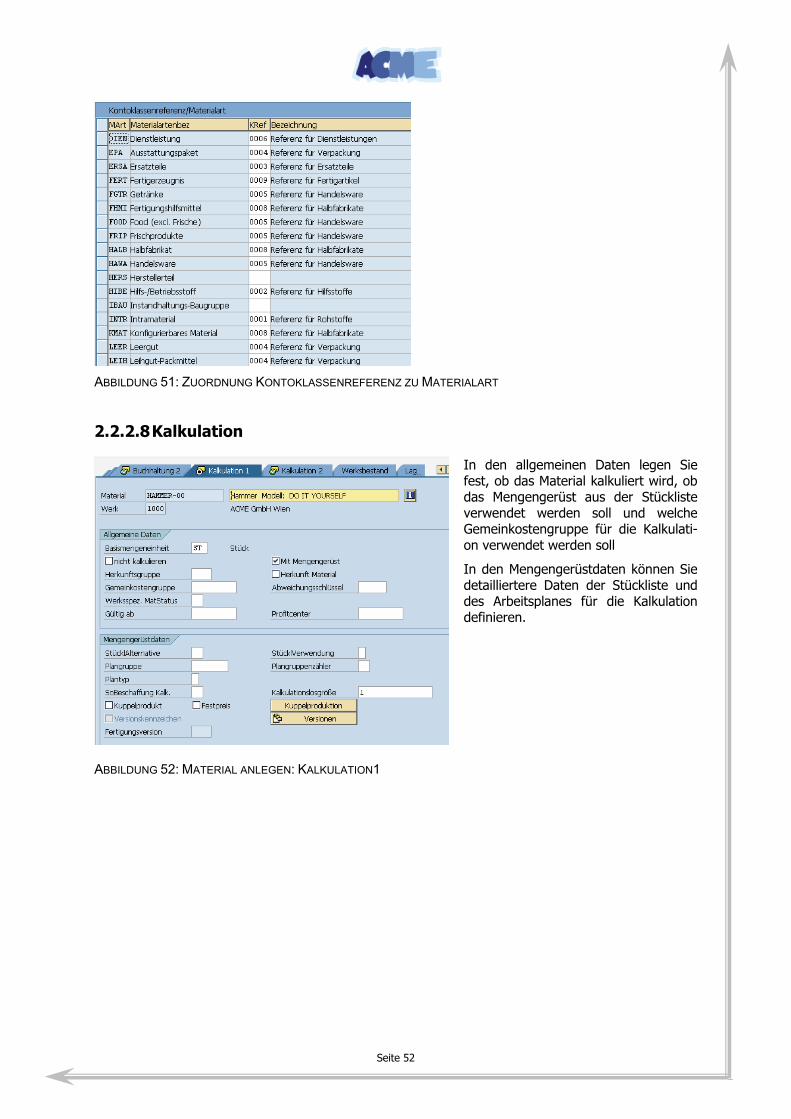
Seite 52
ABBILDUNG 51: ZUORDNUNG KONTOKLASSENREFERENZ ZU MATERIALART
2.2.2.8 Kalkulation
In den allgemeinen Daten legen Sie fest, ob das Material kalkuliert wird, ob das Mengengerüst aus der Stückliste verwendet werden soll und welche Gemeinkostengruppe für die Kalkulati-on verwendet werden soll
In den Mengengerüstdaten können Sie detailliertere Daten der Stückliste und des Arbeitsplanes für die Kalkulation definieren.
ABBILDUNG 52: MATERIAL ANLEGEN: KALKULATION1
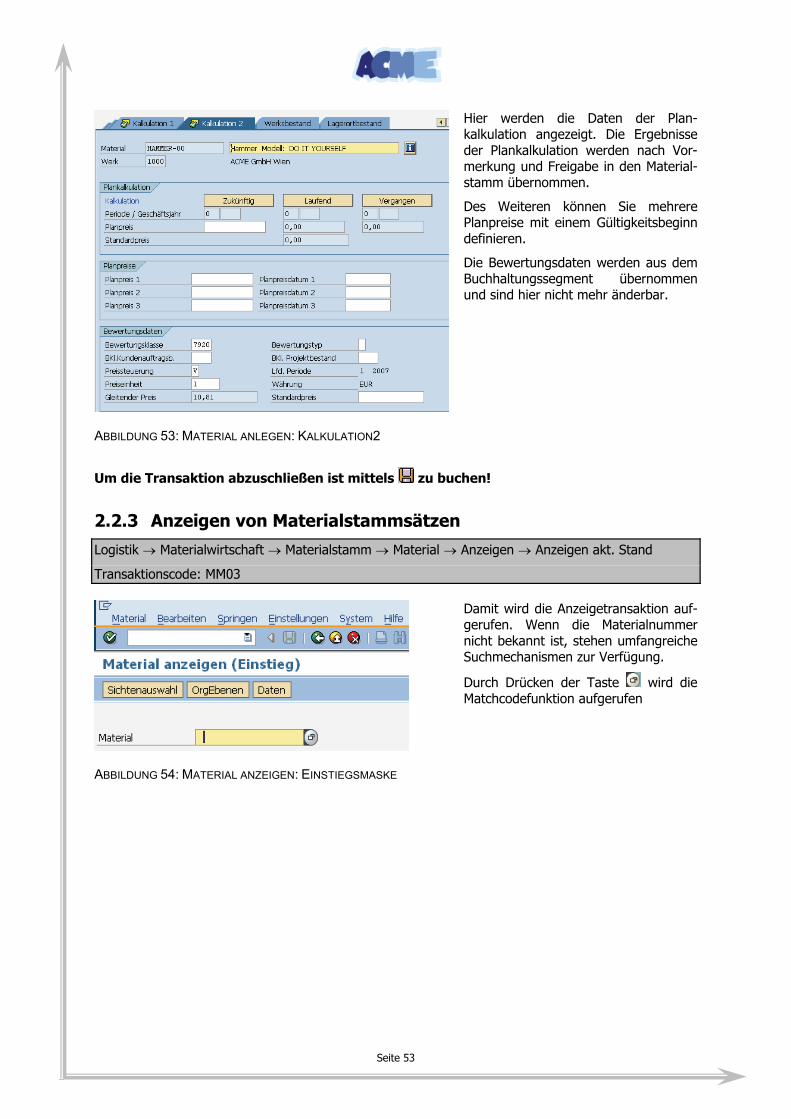
Seite 53
Hier werden die Daten der Plan-kalkulation angezeigt. Die Ergebnisse der Plankalkulation werden nach Vor-merkung und Freigabe in den Material-stamm übernommen.
Des Weiteren können Sie mehrere Planpreise mit einem Gültigkeitsbeginn definieren.
Die Bewertungsdaten werden aus dem Buchhaltungssegment übernommen und sind hier nicht mehr änderbar.
ABBILDUNG 53: MATERIAL ANLEGEN: KALKULATION2
Um die Transaktion abzuschließen ist mittels zu buchen!
2.2.3 Anzeigen von Materialstammsätzen
Logistik → Materialwirtschaft → Materialstamm → Material → Anzeigen → Anzeigen akt. Stand
Transaktionscode: MM03
Damit wird die Anzeigetransaktion auf-gerufen. Wenn die Materialnummer nicht bekannt ist, stehen umfangreiche Suchmechanismen zur Verfügung.
Durch Drücken der Taste wird die Matchcodefunktion aufgerufen
ABBILDUNG 54: MATERIAL ANZEIGEN: EINSTIEGSMASKE
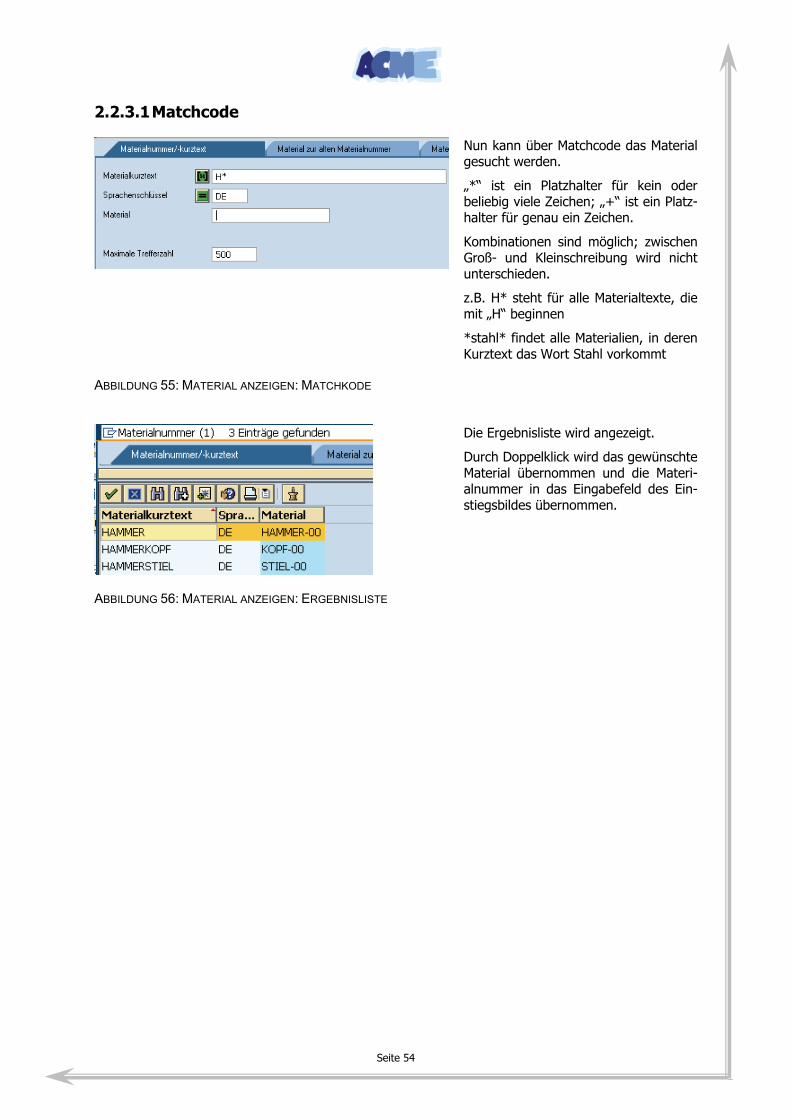
Seite 54
2.2.3.1 Matchcode
Nun kann über Matchcode das Material gesucht werden.
„*“ ist ein Platzhalter für kein oder beliebig viele Zeichen; „+“ ist ein Platz-halter für genau ein Zeichen.
Kombinationen sind möglich; zwischen Groß- und Kleinschreibung wird nicht unterschieden.
z.B. H* steht für alle Materialtexte, die mit „H“ beginnen
*stahl* findet alle Materialien, in deren Kurztext das Wort Stahl vorkommt
ABBILDUNG 55: MATERIAL ANZEIGEN: MATCHKODE
Die Ergebnisliste wird angezeigt.
Durch Doppelklick wird das gewünschte Material übernommen und die Materi-alnummer in das Eingabefeld des Ein-stiegsbildes übernommen.
ABBILDUNG 56: MATERIAL ANZEIGEN: ERGEBNISLISTE
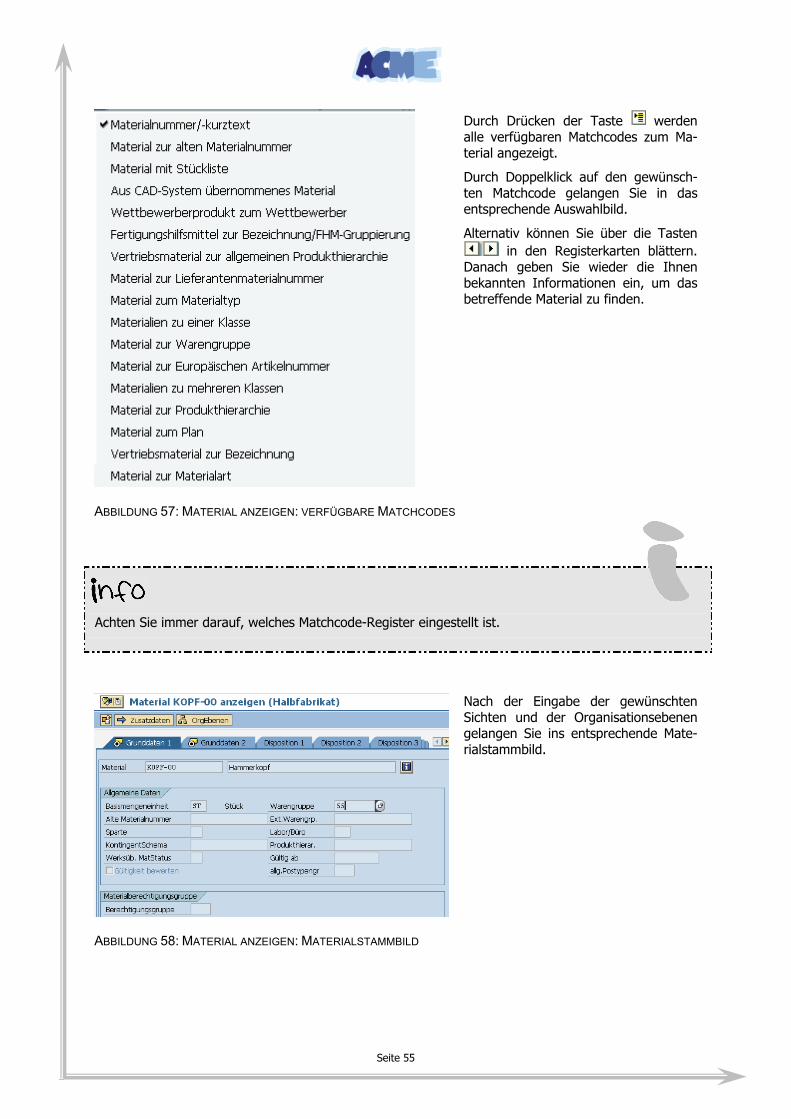
Seite 55
Durch Drücken der Taste werden alle verfügbaren Matchcodes zum Ma-terial angezeigt.
Durch Doppelklick auf den gewünsch-ten Matchcode gelangen Sie in das entsprechende Auswahlbild.
Alternativ können Sie über die Tasten in den Registerkarten blättern.
Danach geben Sie wieder die Ihnen bekannten Informationen ein, um das betreffende Material zu finden.
ABBILDUNG 57: MATERIAL ANZEIGEN: VERFÜGBARE MATCHCODES
Achten Sie immer darauf, welches Matchcode-Register eingestellt ist.
Nach der Eingabe der gewünschten Sichten und der Organisationsebenen gelangen Sie ins entsprechende Mate-rialstammbild.
ABBILDUNG 58: MATERIAL ANZEIGEN: MATERIALSTAMMBILD
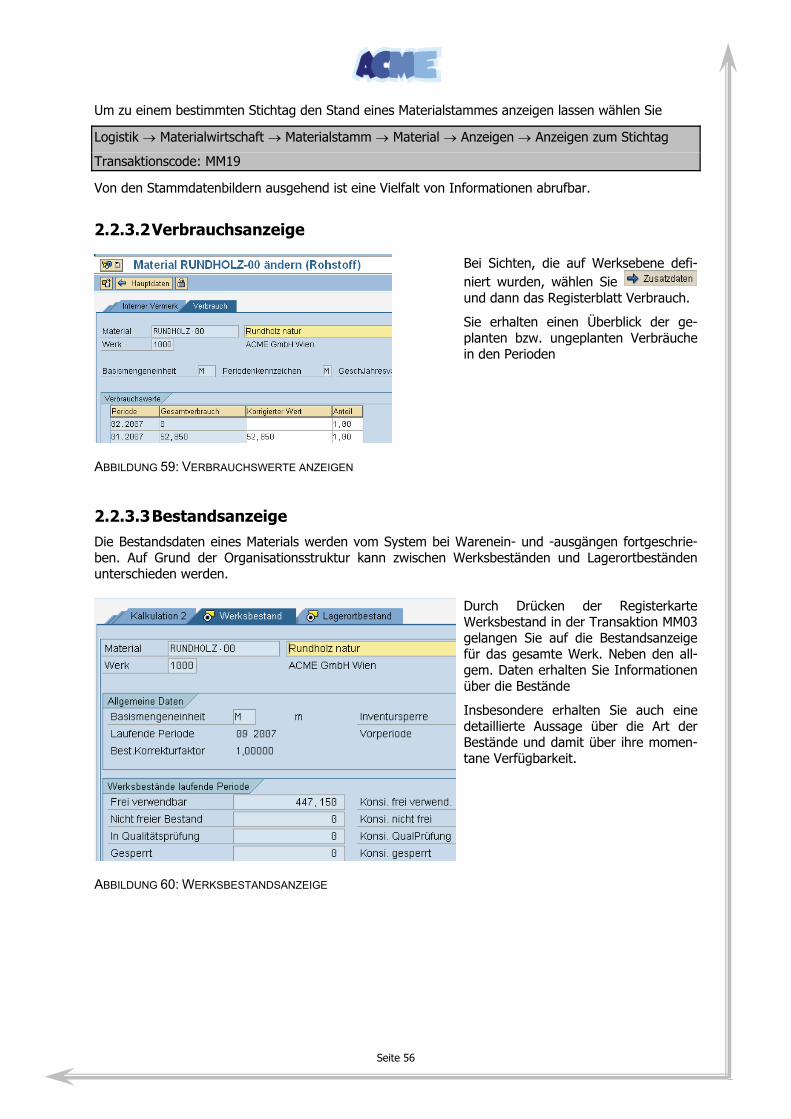
Seite 56
Um zu einem bestimmten Stichtag den Stand eines Materialstammes anzeigen lassen wählen Sie
Logistik → Materialwirtschaft → Materialstamm → Material → Anzeigen → Anzeigen zum Stichtag
Transaktionscode: MM19
Von den Stammdatenbildern ausgehend ist eine Vielfalt von Informationen abrufbar.
2.2.3.2 Verbrauchsanzeige
Bei Sichten, die auf Werksebene defi-niert wurden, wählen Sie und dann das Registerblatt Verbrauch.
Sie erhalten einen Überblick der ge-planten bzw. ungeplanten Verbräuche in den Perioden
ABBILDUNG 59: VERBRAUCHSWERTE ANZEIGEN
2.2.3.3 Bestandsanzeige Die Bestandsdaten eines Materials werden vom System bei Warenein- und -ausgängen fortgeschrie-ben. Auf Grund der Organisationsstruktur kann zwischen Werksbeständen und Lagerortbeständen unterschieden werden.
Durch Drücken der Registerkarte Werksbestand in der Transaktion MM03 gelangen Sie auf die Bestandsanzeige für das gesamte Werk. Neben den all-gem. Daten erhalten Sie Informationen über die Bestände
Insbesondere erhalten Sie auch eine detaillierte Aussage über die Art der Bestände und damit über ihre momen-tane Verfügbarkeit.
ABBILDUNG 60: WERKSBESTANDSANZEIGE
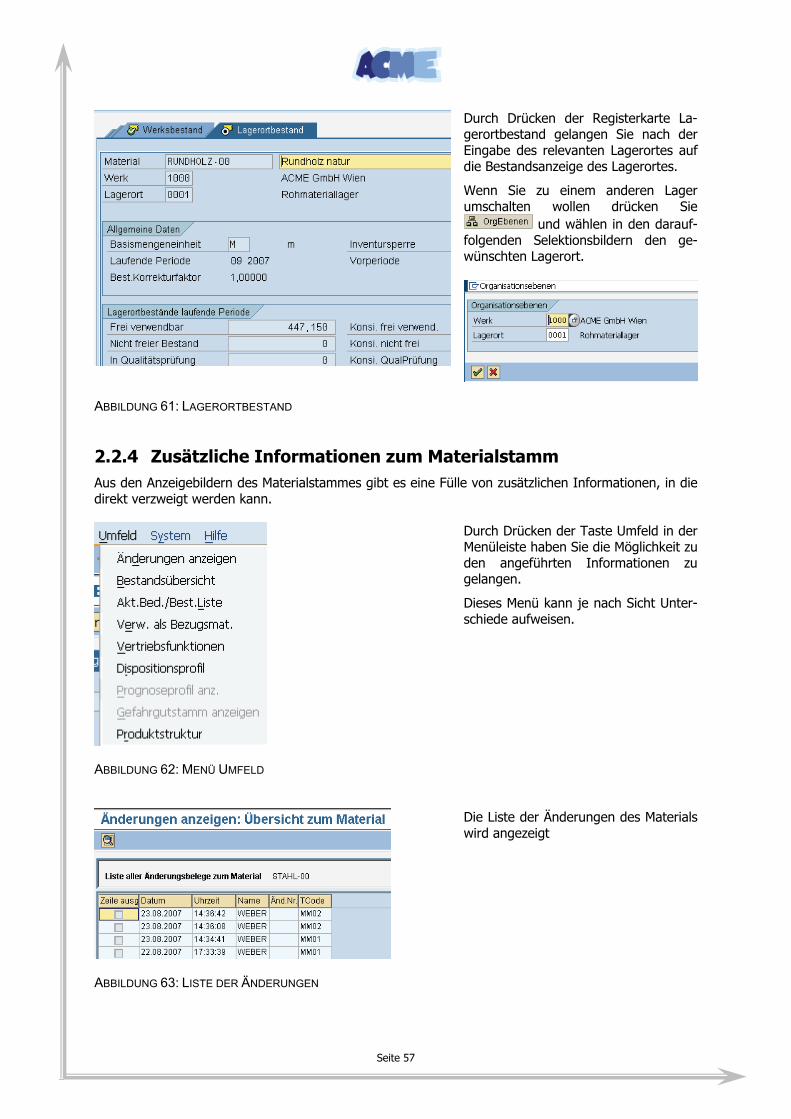
Seite 57
Durch Drücken der Registerkarte La-gerortbestand gelangen Sie nach der Eingabe des relevanten Lagerortes auf die Bestandsanzeige des Lagerortes.
Wenn Sie zu einem anderen Lager umschalten wollen drücken Sie
und wählen in den darauf-folgenden Selektionsbildern den ge-wünschten Lagerort.
ABBILDUNG 61: LAGERORTBESTAND
2.2.4 Zusätzliche Informationen zum Materialstamm Aus den Anzeigebildern des Materialstammes gibt es eine Fülle von zusätzlichen Informationen, in die direkt verzweigt werden kann.
Durch Drücken der Taste Umfeld in der Menüleiste haben Sie die Möglichkeit zu den angeführten Informationen zu gelangen.
Dieses Menü kann je nach Sicht Unter-schiede aufweisen.
ABBILDUNG 62: MENÜ UMFELD
Die Liste der Änderungen des Materials wird angezeigt
ABBILDUNG 63: LISTE DER ÄNDERUNGEN
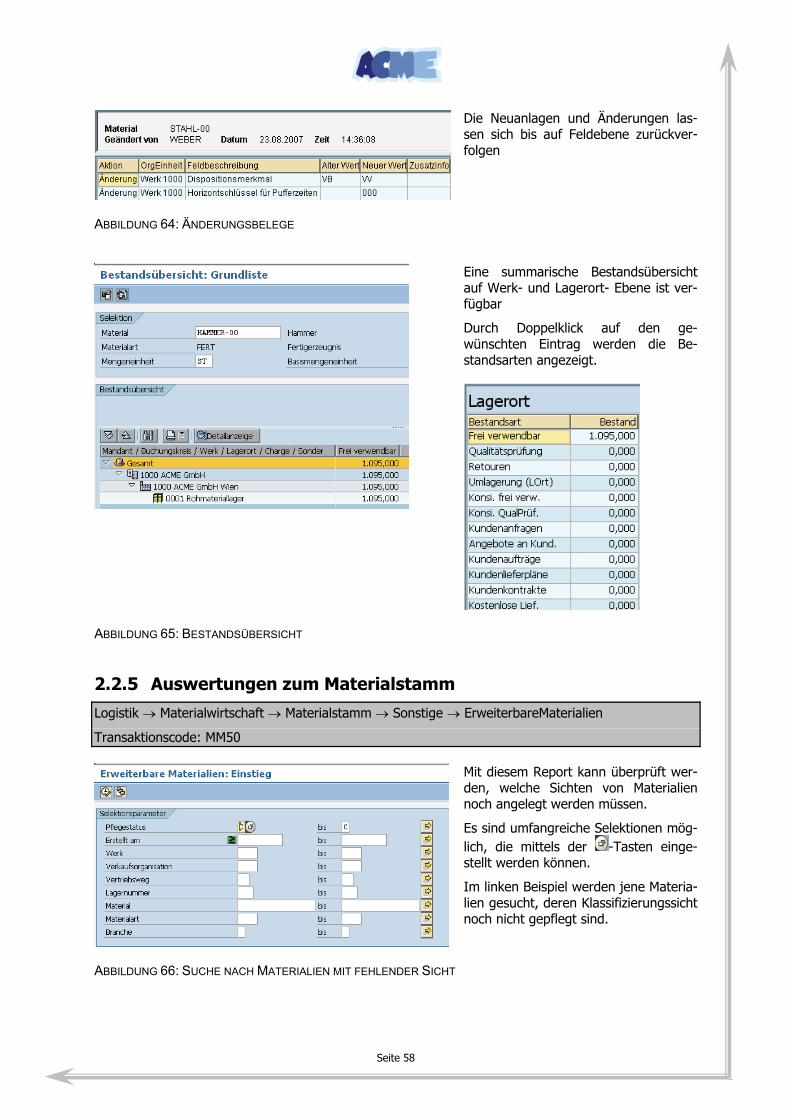
Seite 58
Die Neuanlagen und Änderungen las-sen sich bis auf Feldebene zurückver-folgen
ABBILDUNG 64: ÄNDERUNGSBELEGE
Eine summarische Bestandsübersicht auf Werk- und Lagerort- Ebene ist ver-fügbar
Durch Doppelklick auf den ge-wünschten Eintrag werden die Be-standsarten angezeigt.
ABBILDUNG 65: BESTANDSÜBERSICHT
2.2.5 Auswertungen zum Materialstamm
Logistik → Materialwirtschaft → Materialstamm → Sonstige → ErweiterbareMaterialien
Transaktionscode: MM50
Mit diesem Report kann überprüft wer-den, welche Sichten von Materialien noch angelegt werden müssen.
Es sind umfangreiche Selektionen mög-lich, die mittels der -Tasten einge-stellt werden können.
Im linken Beispiel werden jene Materia-lien gesucht, deren Klassifizierungssicht noch nicht gepflegt sind.
ABBILDUNG 66: SUCHE NACH MATERIALIEN MIT FEHLENDER SICHT
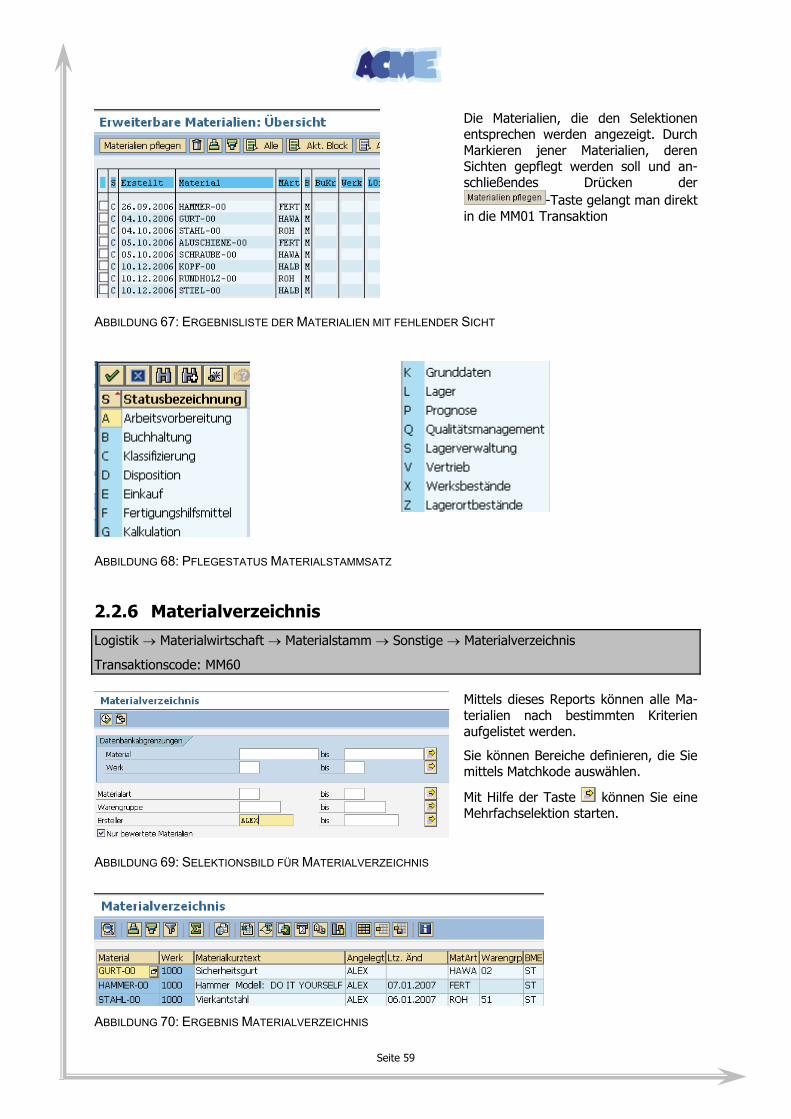
Seite 59
Die Materialien, die den Selektionen entsprechen werden angezeigt. Durch Markieren jener Materialien, deren Sichten gepflegt werden soll und an-schließendes Drücken der
-Taste gelangt man direkt in die MM01 Transaktion
ABBILDUNG 67: ERGEBNISLISTE DER MATERIALIEN MIT FEHLENDER SICHT
ABBILDUNG 68: PFLEGESTATUS MATERIALSTAMMSATZ
2.2.6 Materialverzeichnis
Logistik → Materialwirtschaft → Materialstamm → Sonstige → Materialverzeichnis
Transaktionscode: MM60
Mittels dieses Reports können alle Ma-terialien nach bestimmten Kriterien aufgelistet werden.
Sie können Bereiche definieren, die Sie mittels Matchkode auswählen.
Mit Hilfe der Taste können Sie eine Mehrfachselektion starten.
ABBILDUNG 69: SELEKTIONSBILD FÜR MATERIALVERZEICHNIS
ABBILDUNG 70: ERGEBNIS MATERIALVERZEICHNIS
Seite 60
2.2.7 Materialstamm ändern
Logistik → Materialwirtschaft → Materialstamm → Material → Ändern sofort
Transaktionscode: MM02
Ein Material kann nur dann geändert werden, wenn der Materialstamm bzw. die entsprechende Sicht bereits angelegt wurde.
Alle Änderungen werden in einem Änderungsbeleg protokolliert und sind damit nachvollziehbar.
Das Ändern selbst geschieht analog zum Anlegen des Materials.
Nach der durchgeführten Änderung ist mittels zu buchen.
2.2.8 Materialstamm löschen
Logistik → Materialwirtschaft → Materialstamm → Material → zum Löschen vormerken → sofort
Transaktionscode: MM06
Um ein Material zu löschen muss vorher eine Löschvormerkung gesetzt werden.
Das physische Löschen von Materialsätzen ist nur mittels eines Reorganisationsprogrammes möglich, das von der Systemverwaltung gestartet wird.
Die entsprechenden Materialstämme werden erst dann gelöscht, wenn keine abhängigen Daten mehr vorliegen. So kann ein Material, für das ein noch nicht abgeschlossener Fertigungsauftrag vorliegt nicht gelöscht werden.
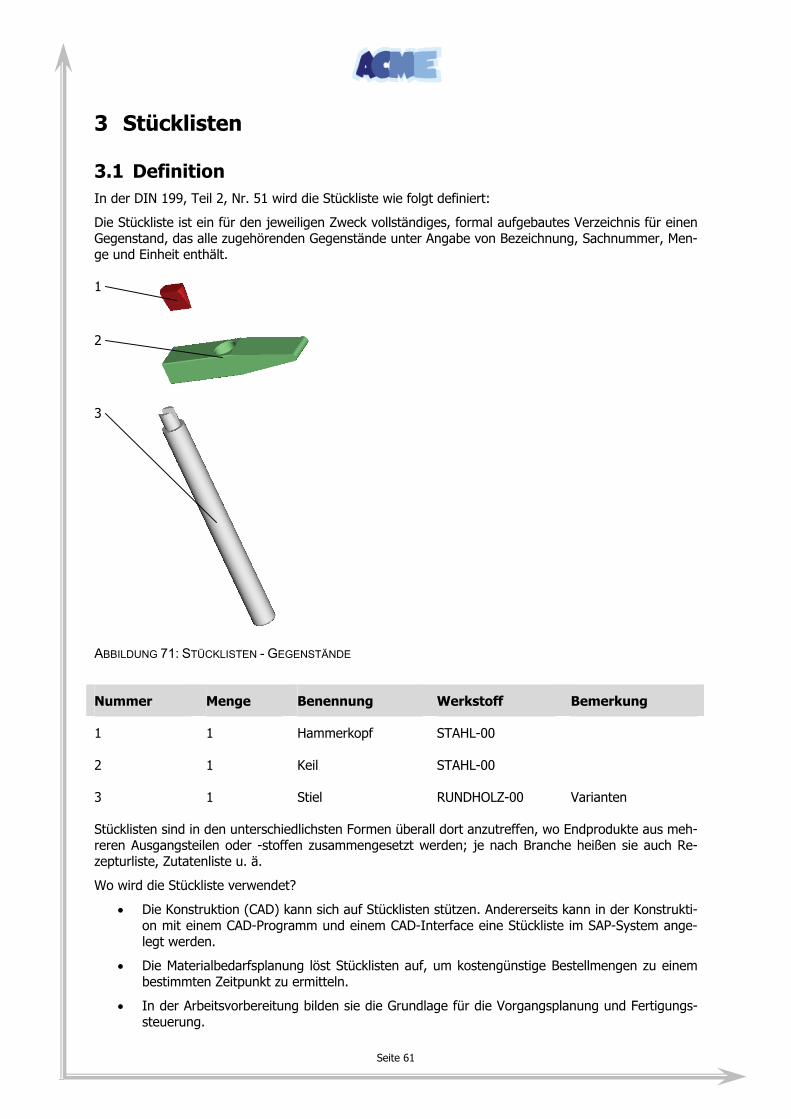
Seite 61
3 Stücklisten
3.1 Definition In der DIN 199, Teil 2, Nr. 51 wird die Stückliste wie folgt definiert:
Die Stückliste ist ein für den jeweiligen Zweck vollständiges, formal aufgebautes Verzeichnis für einen Gegenstand, das alle zugehörenden Gegenstände unter Angabe von Bezeichnung, Sachnummer, Men-ge und Einheit enthält.
1
2
3
ABBILDUNG 71: STÜCKLISTEN - GEGENSTÄNDE
Nummer Menge Benennung Werkstoff Bemerkung
1 1 Hammerkopf STAHL-00
2 1 Keil STAHL-00
3 1 Stiel RUNDHOLZ-00 Varianten
Stücklisten sind in den unterschiedlichsten Formen überall dort anzutreffen, wo Endprodukte aus meh-reren Ausgangsteilen oder -stoffen zusammengesetzt werden; je nach Branche heißen sie auch Re-zepturliste, Zutatenliste u. ä.
Wo wird die Stückliste verwendet?
• Die Konstruktion (CAD) kann sich auf Stücklisten stützen. Andererseits kann in der Konstrukti-on mit einem CAD-Programm und einem CAD-Interface eine Stückliste im SAP-System ange-legt werden.
• Die Materialbedarfsplanung löst Stücklisten auf, um kostengünstige Bestellmengen zu einem bestimmten Zeitpunkt zu ermitteln.
• In der Arbeitsvorbereitung bilden sie die Grundlage für die Vorgangsplanung und Fertigungs-steuerung.
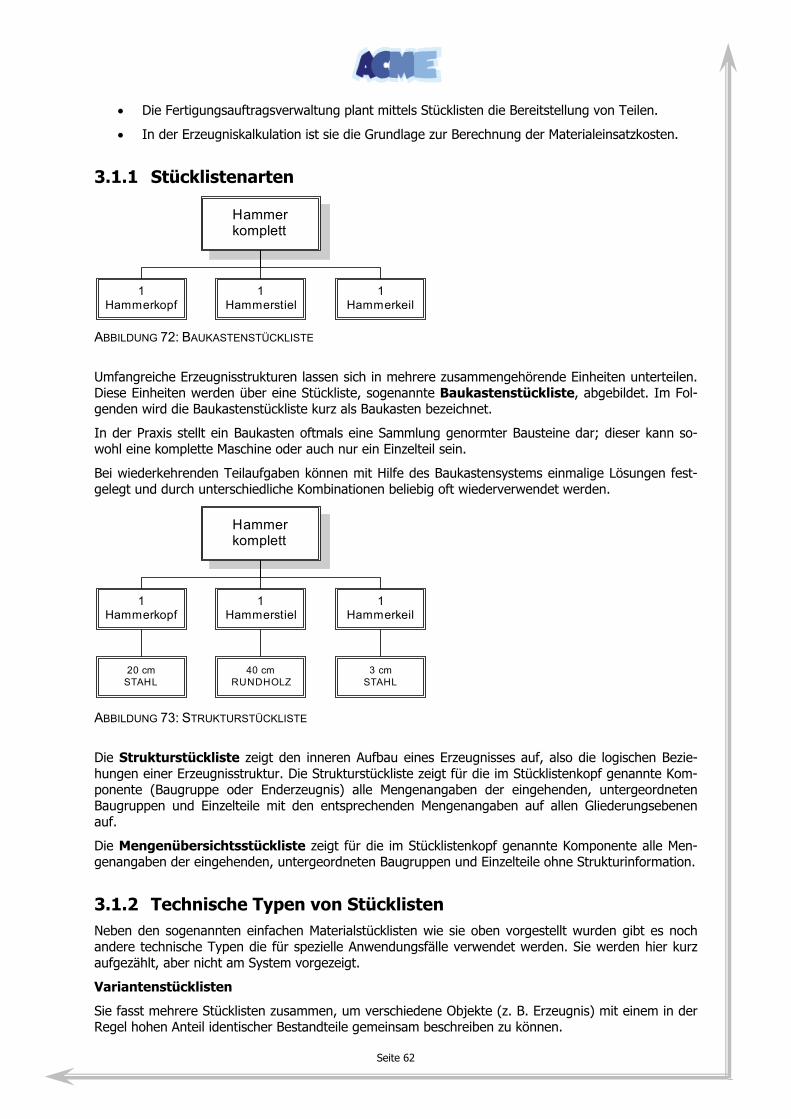
Seite 62
• Die Fertigungsauftragsverwaltung plant mittels Stücklisten die Bereitstellung von Teilen.
• In der Erzeugniskalkulation ist sie die Grundlage zur Berechnung der Materialeinsatzkosten.
3.1.1 Stücklistenarten
Hammerkomplett
1Hammerstiel
1Hammerkeil
1Hammerkopf
ABBILDUNG 72: BAUKASTENSTÜCKLISTE
Umfangreiche Erzeugnisstrukturen lassen sich in mehrere zusammengehörende Einheiten unterteilen. Diese Einheiten werden über eine Stückliste, sogenannte Baukastenstückliste, abgebildet. Im Fol-genden wird die Baukastenstückliste kurz als Baukasten bezeichnet.
In der Praxis stellt ein Baukasten oftmals eine Sammlung genormter Bausteine dar; dieser kann so-wohl eine komplette Maschine oder auch nur ein Einzelteil sein.
Bei wiederkehrenden Teilaufgaben können mit Hilfe des Baukastensystems einmalige Lösungen fest-gelegt und durch unterschiedliche Kombinationen beliebig oft wiederverwendet werden.
Hammerkomplett
1Hammerstiel
1Hammerkeil
1Hammerkopf
20 cmSTAHL
40 cmRUNDHOLZ
3 cmSTAHL
ABBILDUNG 73: STRUKTURSTÜCKLISTE
Die Strukturstückliste zeigt den inneren Aufbau eines Erzeugnisses auf, also die logischen Bezie-hungen einer Erzeugnisstruktur. Die Strukturstückliste zeigt für die im Stücklistenkopf genannte Kom-ponente (Baugruppe oder Enderzeugnis) alle Mengenangaben der eingehenden, untergeordneten Baugruppen und Einzelteile mit den entsprechenden Mengenangaben auf allen Gliederungsebenen auf.
Die Mengenübersichtsstückliste zeigt für die im Stücklistenkopf genannte Komponente alle Men-genangaben der eingehenden, untergeordneten Baugruppen und Einzelteile ohne Strukturinformation.
3.1.2 Technische Typen von Stücklisten Neben den sogenannten einfachen Materialstücklisten wie sie oben vorgestellt wurden gibt es noch andere technische Typen die für spezielle Anwendungsfälle verwendet werden. Sie werden hier kurz aufgezählt, aber nicht am System vorgezeigt.
Variantenstücklisten
Sie fasst mehrere Stücklisten zusammen, um verschiedene Objekte (z. B. Erzeugnis) mit einem in der Regel hohen Anteil identischer Bestandteile gemeinsam beschreiben zu können.
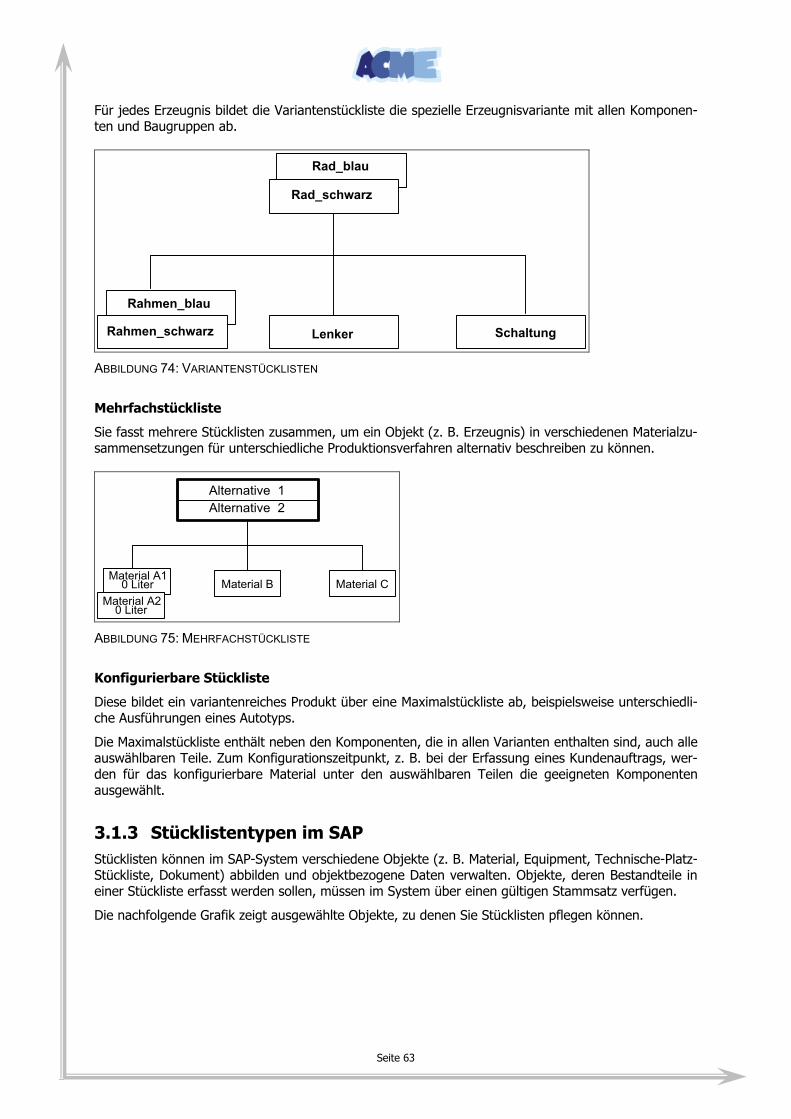
Seite 63
Für jedes Erzeugnis bildet die Variantenstückliste die spezielle Erzeugnisvariante mit allen Komponen-ten und Baugruppen ab.
Rad_blau
Rad_schwarz
Rahmen_schwarz Lenker Schaltung
Rahmen_blau
ABBILDUNG 74: VARIANTENSTÜCKLISTEN
Mehrfachstückliste
Sie fasst mehrere Stücklisten zusammen, um ein Objekt (z. B. Erzeugnis) in verschiedenen Materialzu-sammensetzungen für unterschiedliche Produktionsverfahren alternativ beschreiben zu können.
Material A10 Liter
Alternative 1Alternative 2
Material B Material CMaterial A2
0 Liter
ABBILDUNG 75: MEHRFACHSTÜCKLISTE
Konfigurierbare Stückliste
Diese bildet ein variantenreiches Produkt über eine Maximalstückliste ab, beispielsweise unterschiedli-che Ausführungen eines Autotyps.
Die Maximalstückliste enthält neben den Komponenten, die in allen Varianten enthalten sind, auch alle auswählbaren Teile. Zum Konfigurationszeitpunkt, z. B. bei der Erfassung eines Kundenauftrags, wer-den für das konfigurierbare Material unter den auswählbaren Teilen die geeigneten Komponenten ausgewählt.
3.1.3 Stücklistentypen im SAP Stücklisten können im SAP-System verschiedene Objekte (z. B. Material, Equipment, Technische-Platz-Stückliste, Dokument) abbilden und objektbezogene Daten verwalten. Objekte, deren Bestandteile in einer Stückliste erfasst werden sollen, müssen im System über einen gültigen Stammsatz verfügen.
Die nachfolgende Grafik zeigt ausgewählte Objekte, zu denen Sie Stücklisten pflegen können.
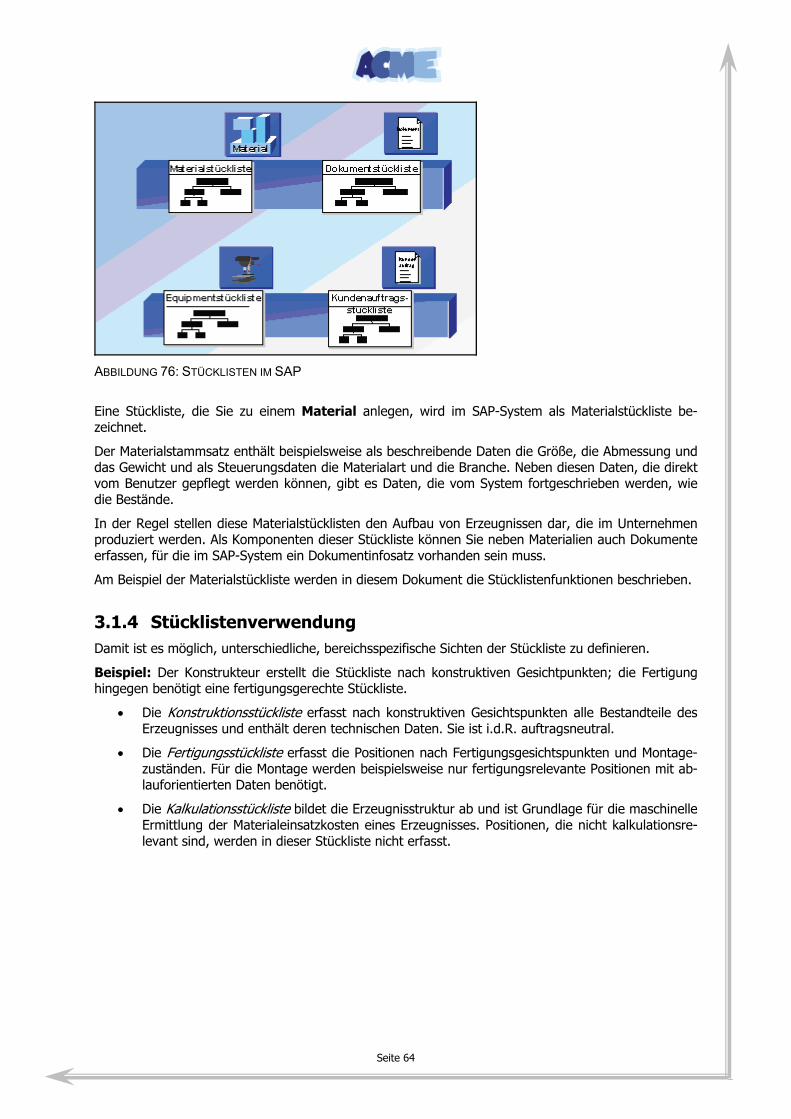
Seite 64
ABBILDUNG 76: STÜCKLISTEN IM SAP
Eine Stückliste, die Sie zu einem Material anlegen, wird im SAP-System als Materialstückliste be-zeichnet.
Der Materialstammsatz enthält beispielsweise als beschreibende Daten die Größe, die Abmessung und das Gewicht und als Steuerungsdaten die Materialart und die Branche. Neben diesen Daten, die direkt vom Benutzer gepflegt werden können, gibt es Daten, die vom System fortgeschrieben werden, wie die Bestände.
In der Regel stellen diese Materialstücklisten den Aufbau von Erzeugnissen dar, die im Unternehmen produziert werden. Als Komponenten dieser Stückliste können Sie neben Materialien auch Dokumente erfassen, für die im SAP-System ein Dokumentinfosatz vorhanden sein muss.
Am Beispiel der Materialstückliste werden in diesem Dokument die Stücklistenfunktionen beschrieben.
3.1.4 Stücklistenverwendung Damit ist es möglich, unterschiedliche, bereichsspezifische Sichten der Stückliste zu definieren.
Beispiel: Der Konstrukteur erstellt die Stückliste nach konstruktiven Gesichtpunkten; die Fertigung hingegen benötigt eine fertigungsgerechte Stückliste.
• Die Konstruktionsstückliste erfasst nach konstruktiven Gesichtspunkten alle Bestandteile des Erzeugnisses und enthält deren technischen Daten. Sie ist i.d.R. auftragsneutral.
• Die Fertigungsstückliste erfasst die Positionen nach Fertigungsgesichtspunkten und Montage-zuständen. Für die Montage werden beispielsweise nur fertigungsrelevante Positionen mit ab-lauforientierten Daten benötigt.
• Die Kalkulationsstückliste bildet die Erzeugnisstruktur ab und ist Grundlage für die maschinelle Ermittlung der Materialeinsatzkosten eines Erzeugnisses. Positionen, die nicht kalkulationsre-levant sind, werden in dieser Stückliste nicht erfasst.
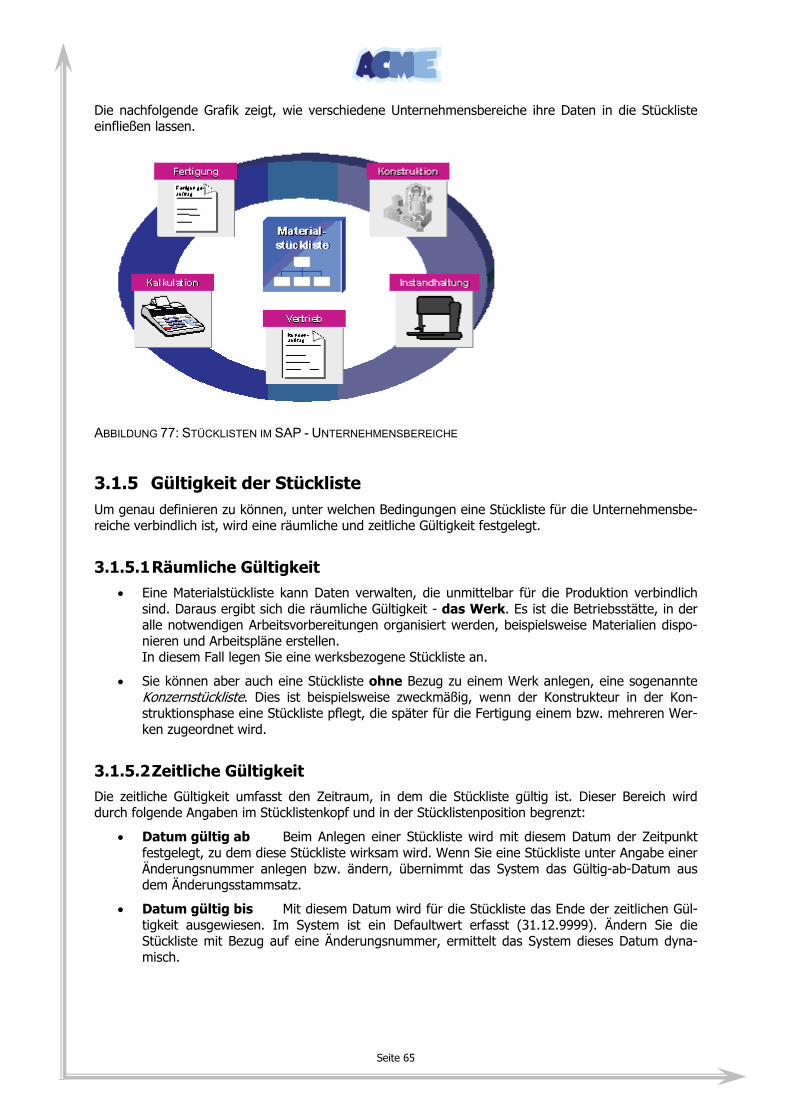
Seite 65
Die nachfolgende Grafik zeigt, wie verschiedene Unternehmensbereiche ihre Daten in die Stückliste einfließen lassen.
ABBILDUNG 77: STÜCKLISTEN IM SAP - UNTERNEHMENSBEREICHE
3.1.5 Gültigkeit der Stückliste Um genau definieren zu können, unter welchen Bedingungen eine Stückliste für die Unternehmensbe-reiche verbindlich ist, wird eine räumliche und zeitliche Gültigkeit festgelegt.
3.1.5.1 Räumliche Gültigkeit • Eine Materialstückliste kann Daten verwalten, die unmittelbar für die Produktion verbindlich
sind. Daraus ergibt sich die räumliche Gültigkeit - das Werk. Es ist die Betriebsstätte, in der alle notwendigen Arbeitsvorbereitungen organisiert werden, beispielsweise Materialien dispo-nieren und Arbeitspläne erstellen. In diesem Fall legen Sie eine werksbezogene Stückliste an.
• Sie können aber auch eine Stückliste ohne Bezug zu einem Werk anlegen, eine sogenannte Konzernstückliste. Dies ist beispielsweise zweckmäßig, wenn der Konstrukteur in der Kon-struktionsphase eine Stückliste pflegt, die später für die Fertigung einem bzw. mehreren Wer-ken zugeordnet wird.
3.1.5.2 Zeitliche Gültigkeit Die zeitliche Gültigkeit umfasst den Zeitraum, in dem die Stückliste gültig ist. Dieser Bereich wird durch folgende Angaben im Stücklistenkopf und in der Stücklistenposition begrenzt:
• Datum gültig ab Beim Anlegen einer Stückliste wird mit diesem Datum der Zeitpunkt festgelegt, zu dem diese Stückliste wirksam wird. Wenn Sie eine Stückliste unter Angabe einer Änderungsnummer anlegen bzw. ändern, übernimmt das System das Gültig-ab-Datum aus dem Änderungsstammsatz.
• Datum gültig bis Mit diesem Datum wird für die Stückliste das Ende der zeitlichen Gül-tigkeit ausgewiesen. Im System ist ein Defaultwert erfasst (31.12.9999). Ändern Sie die Stückliste mit Bezug auf eine Änderungsnummer, ermittelt das System dieses Datum dyna-misch.
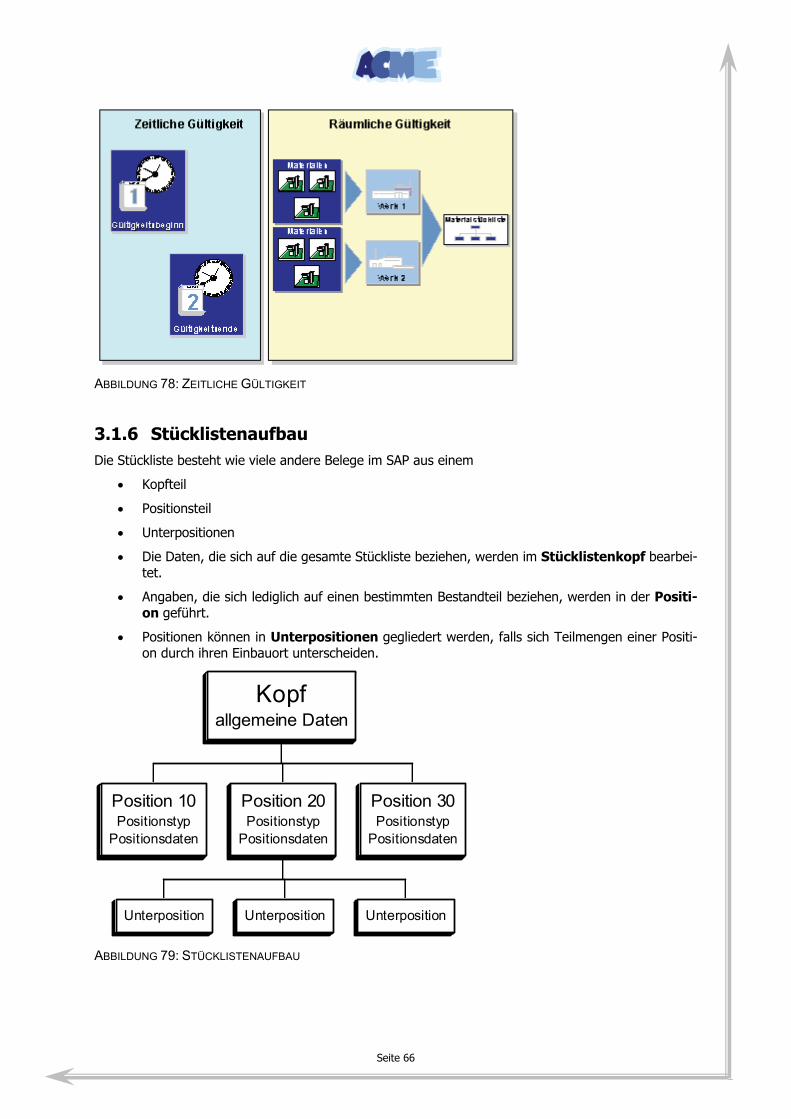
Seite 66
ABBILDUNG 78: ZEITLICHE GÜLTIGKEIT
3.1.6 Stücklistenaufbau Die Stückliste besteht wie viele andere Belege im SAP aus einem
• Kopfteil
• Positionsteil
• Unterpositionen
• Die Daten, die sich auf die gesamte Stückliste beziehen, werden im Stücklistenkopf bearbei-tet.
• Angaben, die sich lediglich auf einen bestimmten Bestandteil beziehen, werden in der Positi-on geführt.
• Positionen können in Unterpositionen gegliedert werden, falls sich Teilmengen einer Positi-on durch ihren Einbauort unterscheiden.
Position 10Positionstyp
Positionsdaten
Unterposition Unterposition Unterposition
Position 20Positionstyp
Positionsdaten
Position 30Positionstyp
Positionsdaten
Kopfallgemeine Daten
ABBILDUNG 79: STÜCKLISTENAUFBAU
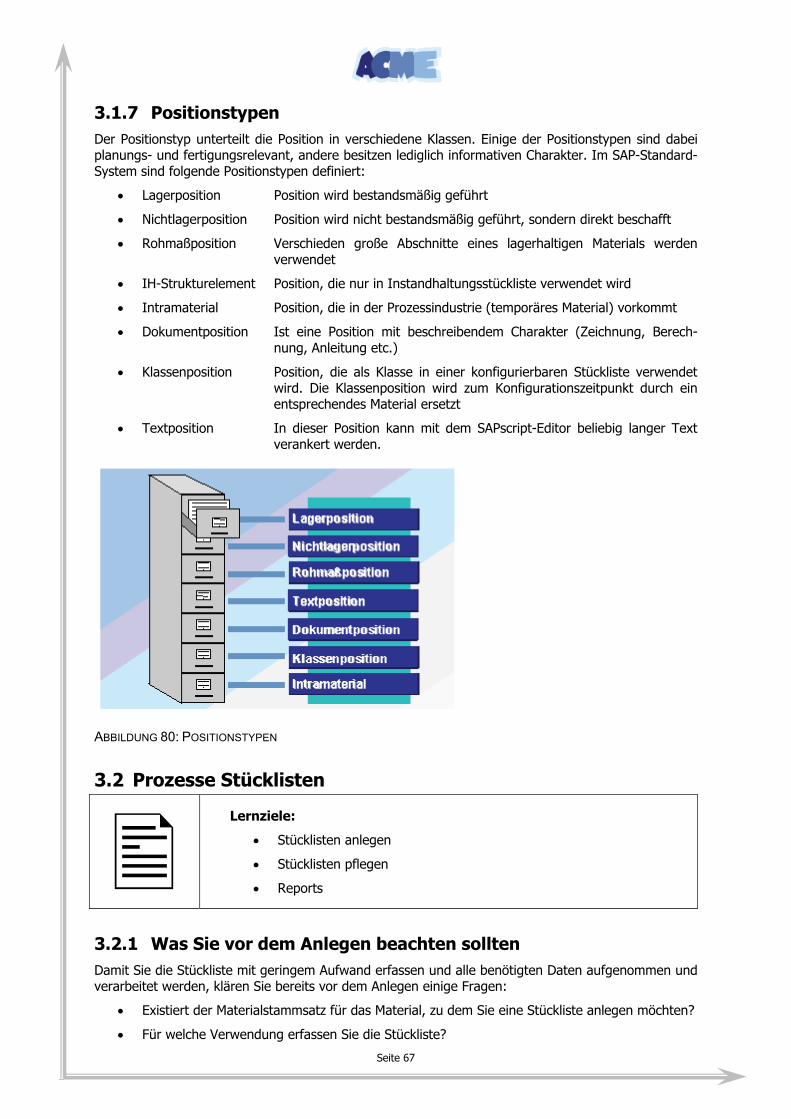
Seite 67
3.1.7 Positionstypen Der Positionstyp unterteilt die Position in verschiedene Klassen. Einige der Positionstypen sind dabei planungs- und fertigungsrelevant, andere besitzen lediglich informativen Charakter. Im SAP-Standard-System sind folgende Positionstypen definiert:
• Lagerposition Position wird bestandsmäßig geführt
• Nichtlagerposition Position wird nicht bestandsmäßig geführt, sondern direkt beschafft
• Rohmaßposition Verschieden große Abschnitte eines lagerhaltigen Materials werden verwendet
• IH-Strukturelement Position, die nur in Instandhaltungsstückliste verwendet wird
• Intramaterial Position, die in der Prozessindustrie (temporäres Material) vorkommt
• Dokumentposition Ist eine Position mit beschreibendem Charakter (Zeichnung, Berech-nung, Anleitung etc.)
• Klassenposition Position, die als Klasse in einer konfigurierbaren Stückliste verwendet wird. Die Klassenposition wird zum Konfigurationszeitpunkt durch ein entsprechendes Material ersetzt
• Textposition In dieser Position kann mit dem SAPscript-Editor beliebig langer Text verankert werden.
ABBILDUNG 80: POSITIONSTYPEN
3.2 Prozesse Stücklisten
Lernziele:
• Stücklisten anlegen
• Stücklisten pflegen
• Reports
3.2.1 Was Sie vor dem Anlegen beachten sollten Damit Sie die Stückliste mit geringem Aufwand erfassen und alle benötigten Daten aufgenommen und verarbeitet werden, klären Sie bereits vor dem Anlegen einige Fragen:
• Existiert der Materialstammsatz für das Material, zu dem Sie eine Stückliste anlegen möchten?
• Für welche Verwendung erfassen Sie die Stückliste?
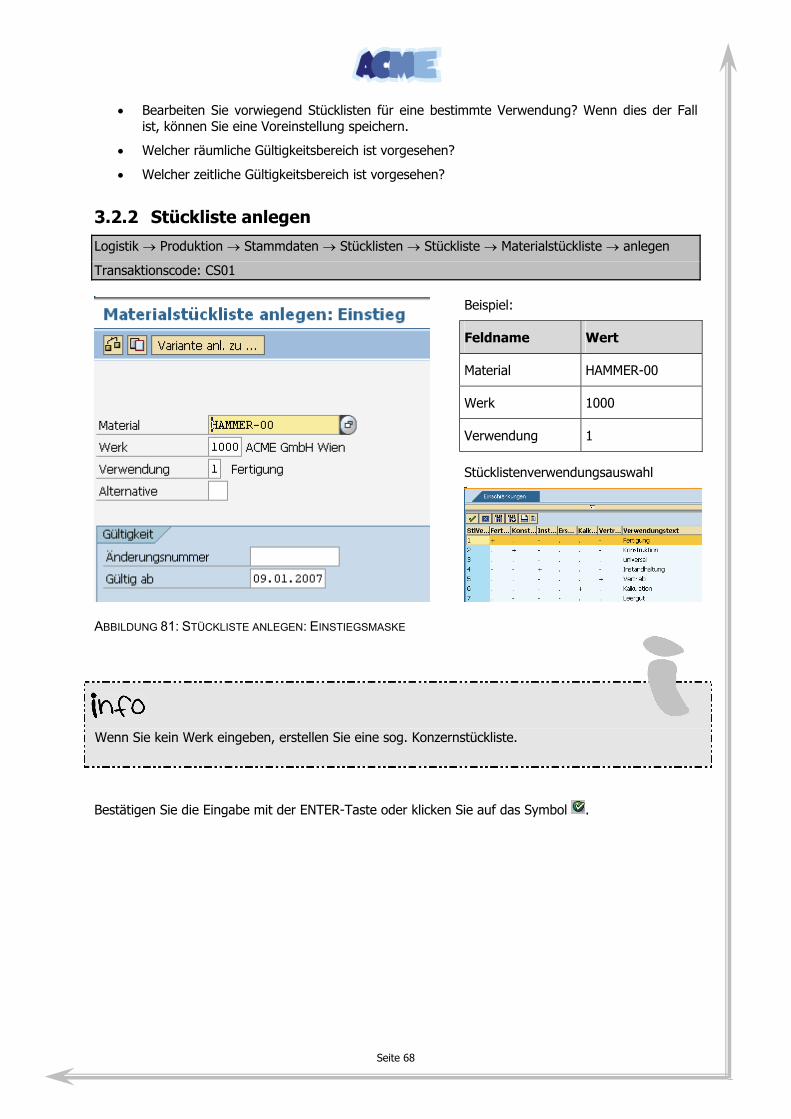
Seite 68
• Bearbeiten Sie vorwiegend Stücklisten für eine bestimmte Verwendung? Wenn dies der Fall ist, können Sie eine Voreinstellung speichern.
• Welcher räumliche Gültigkeitsbereich ist vorgesehen?
• Welcher zeitliche Gültigkeitsbereich ist vorgesehen?
3.2.2 Stückliste anlegen
Logistik → Produktion → Stammdaten → Stücklisten → Stückliste → Materialstückliste → anlegen
Transaktionscode: CS01
Beispiel:
Feldname Wert
Material HAMMER-00
Werk 1000
Verwendung 1
Stücklistenverwendungsauswahl
ABBILDUNG 81: STÜCKLISTE ANLEGEN: EINSTIEGSMASKE
Wenn Sie kein Werk eingeben, erstellen Sie eine sog. Konzernstückliste.
Bestätigen Sie die Eingabe mit der ENTER-Taste oder klicken Sie auf das Symbol .
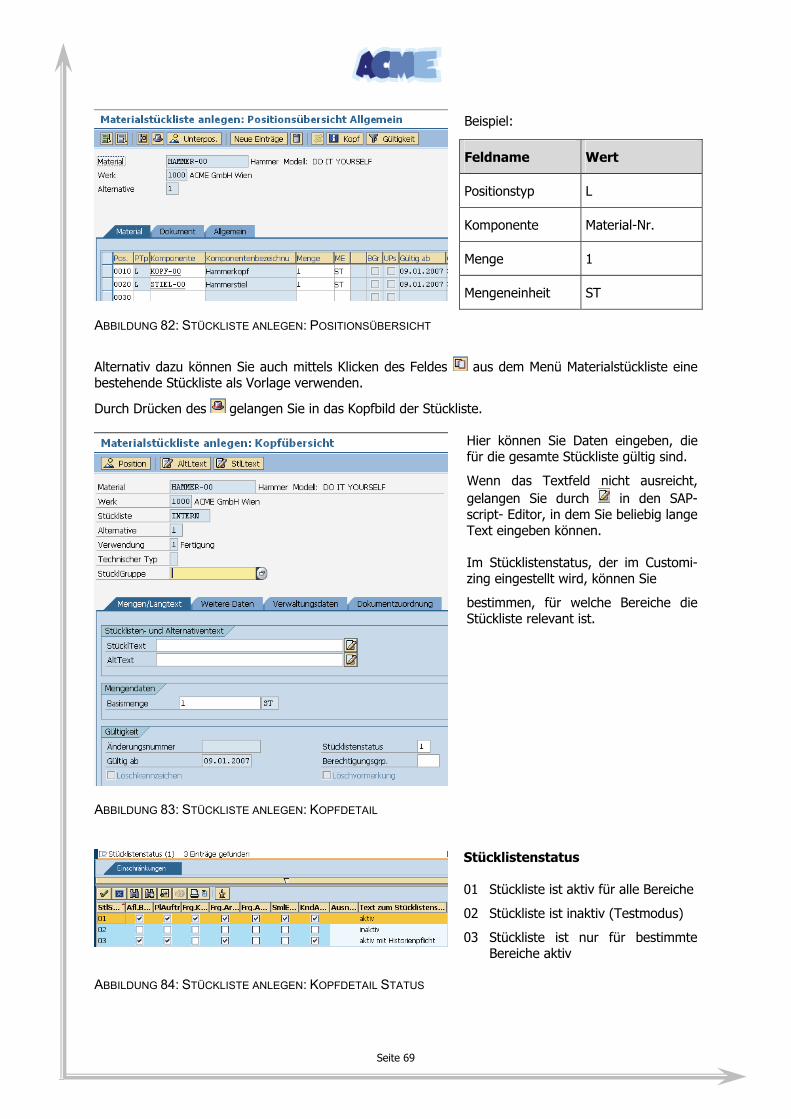
Seite 69
Beispiel:
Feldname Wert
Positionstyp L
Komponente Material-Nr.
Menge 1
Mengeneinheit ST
ABBILDUNG 82: STÜCKLISTE ANLEGEN: POSITIONSÜBERSICHT
Alternativ dazu können Sie auch mittels Klicken des Feldes aus dem Menü Materialstückliste eine bestehende Stückliste als Vorlage verwenden.
Durch Drücken des gelangen Sie in das Kopfbild der Stückliste.
Hier können Sie Daten eingeben, die für die gesamte Stückliste gültig sind.
Wenn das Textfeld nicht ausreicht, gelangen Sie durch in den SAP-script- Editor, in dem Sie beliebig lange Text eingeben können.
Im Stücklistenstatus, der im Customi-zing eingestellt wird, können Sie
bestimmen, für welche Bereiche die Stückliste relevant ist.
ABBILDUNG 83: STÜCKLISTE ANLEGEN: KOPFDETAIL
Stücklistenstatus
01 Stückliste ist aktiv für alle Bereiche
02 Stückliste ist inaktiv (Testmodus)
03 Stückliste ist nur für bestimmte Bereiche aktiv
ABBILDUNG 84: STÜCKLISTE ANLEGEN: KOPFDETAIL STATUS
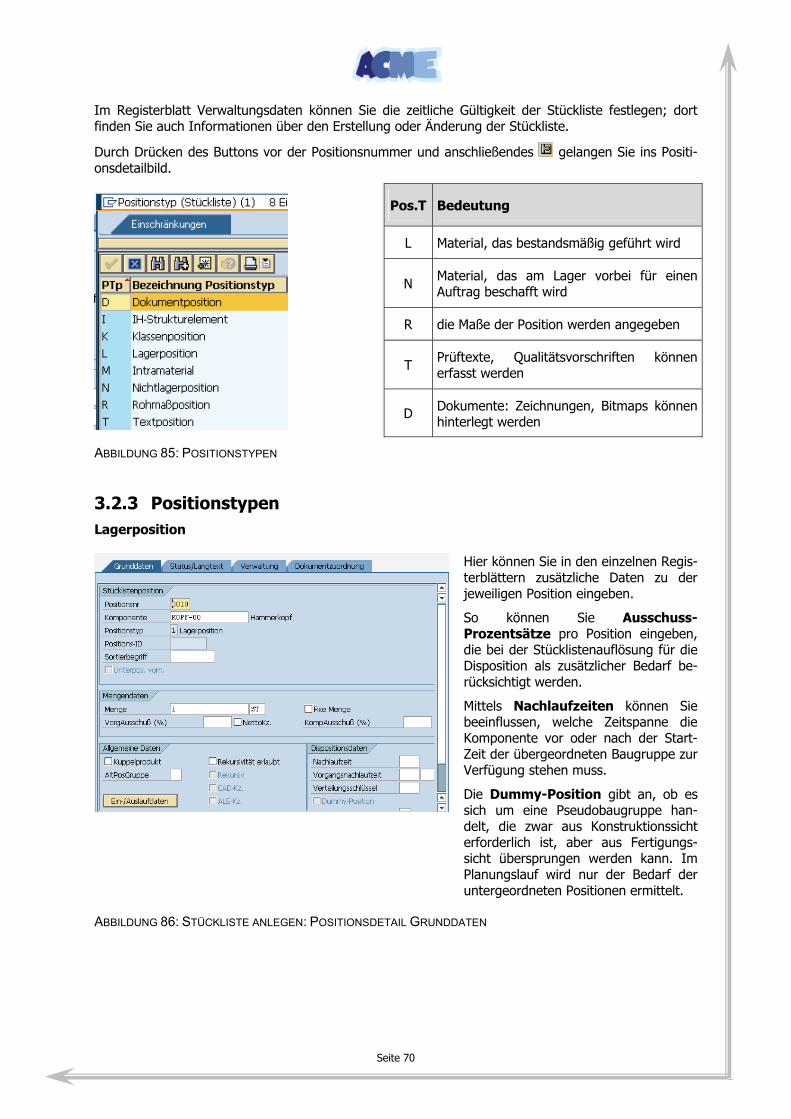
Seite 70
Im Registerblatt Verwaltungsdaten können Sie die zeitliche Gültigkeit der Stückliste festlegen; dort finden Sie auch Informationen über den Erstellung oder Änderung der Stückliste.
Durch Drücken des Buttons vor der Positionsnummer und anschließendes gelangen Sie ins Positi-onsdetailbild.
Pos.T Bedeutung
L Material, das bestandsmäßig geführt wird
N Material, das am Lager vorbei für einen Auftrag beschafft wird
R die Maße der Position werden angegeben
T Prüftexte, Qualitätsvorschriften können erfasst werden
D Dokumente: Zeichnungen, Bitmaps können
hinterlegt werden
ABBILDUNG 85: POSITIONSTYPEN
3.2.3 Positionstypen Lagerposition
Hier können Sie in den einzelnen Regis-terblättern zusätzliche Daten zu der jeweiligen Position eingeben.
So können Sie Ausschuss-Prozentsätze pro Position eingeben, die bei der Stücklistenauflösung für die Disposition als zusätzlicher Bedarf be-rücksichtigt werden.
Mittels Nachlaufzeiten können Sie beeinflussen, welche Zeitspanne die Komponente vor oder nach der Start-Zeit der übergeordneten Baugruppe zur Verfügung stehen muss.
Die Dummy-Position gibt an, ob es sich um eine Pseudobaugruppe han-delt, die zwar aus Konstruktionssicht erforderlich ist, aber aus Fertigungs-sicht übersprungen werden kann. Im Planungslauf wird nur der Bedarf der untergeordneten Positionen ermittelt.
ABBILDUNG 86: STÜCKLISTE ANLEGEN: POSITIONSDETAIL GRUNDDATEN
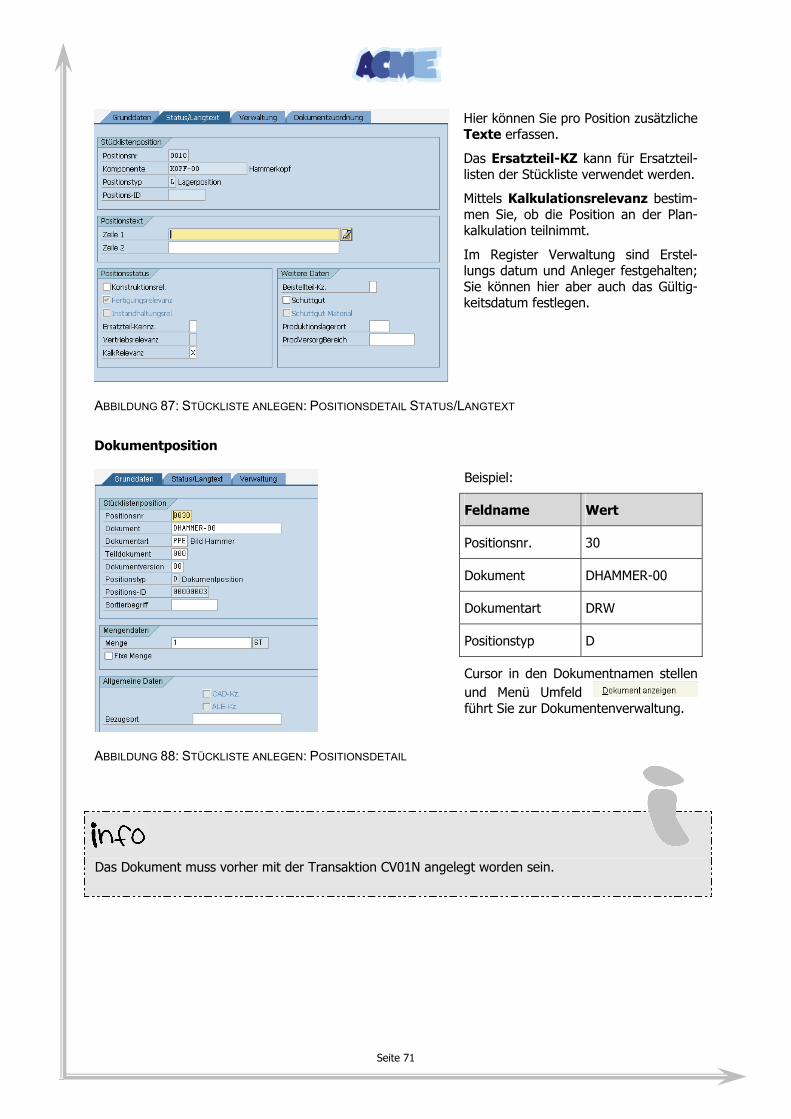
Seite 71
Hier können Sie pro Position zusätzliche Texte erfassen.
Das Ersatzteil-KZ kann für Ersatzteil-listen der Stückliste verwendet werden.
Mittels Kalkulationsrelevanz bestim-men Sie, ob die Position an der Plan-kalkulation teilnimmt.
Im Register Verwaltung sind Erstel-lungs datum und Anleger festgehalten; Sie können hier aber auch das Gültig-keitsdatum festlegen.
ABBILDUNG 87: STÜCKLISTE ANLEGEN: POSITIONSDETAIL STATUS/LANGTEXT
Dokumentposition
Beispiel:
Feldname Wert
Positionsnr. 30
Dokument DHAMMER-00
Dokumentart DRW
Positionstyp D
Cursor in den Dokumentnamen stellen und Menü Umfeld führt Sie zur Dokumentenverwaltung.
ABBILDUNG 88: STÜCKLISTE ANLEGEN: POSITIONSDETAIL
Das Dokument muss vorher mit der Transaktion CV01N angelegt worden sein.
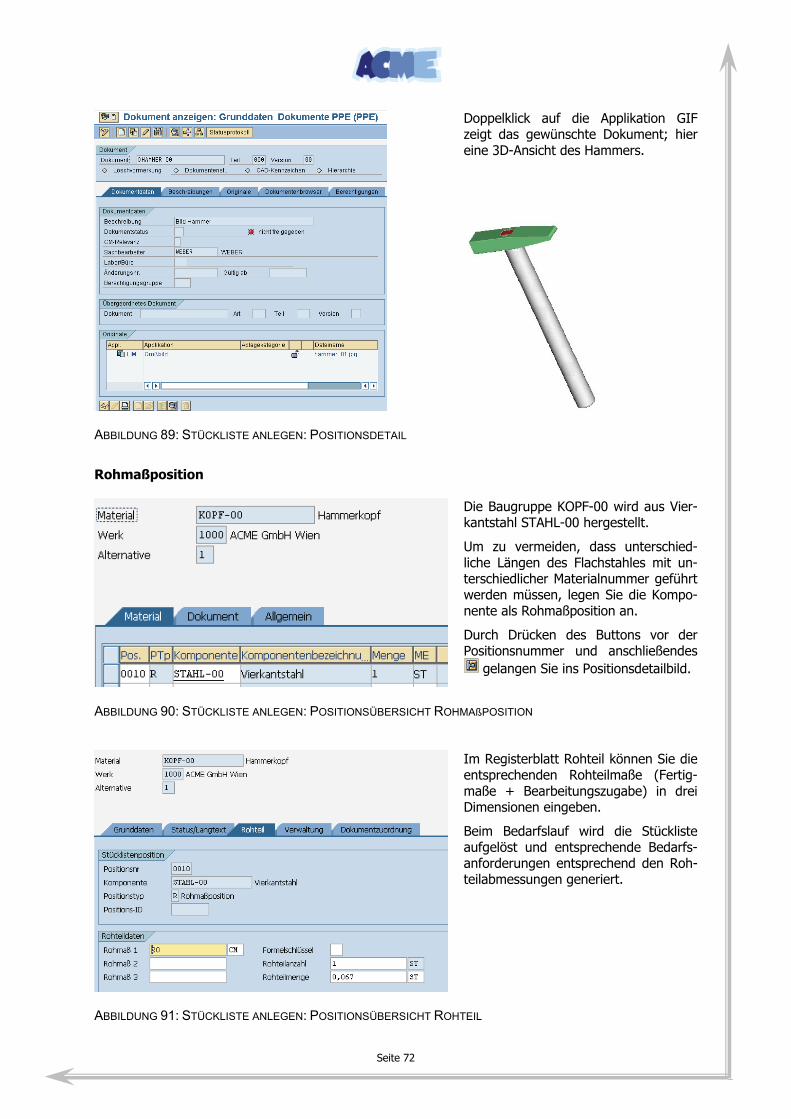
Seite 72
Doppelklick auf die Applikation GIF zeigt das gewünschte Dokument; hier eine 3D-Ansicht des Hammers.
ABBILDUNG 89: STÜCKLISTE ANLEGEN: POSITIONSDETAIL
Rohmaßposition
Die Baugruppe KOPF-00 wird aus Vier-kantstahl STAHL-00 hergestellt.
Um zu vermeiden, dass unterschied-liche Längen des Flachstahles mit un-terschiedlicher Materialnummer geführt werden müssen, legen Sie die Kompo-nente als Rohmaßposition an.
Durch Drücken des Buttons vor der Positionsnummer und anschließendes
gelangen Sie ins Positionsdetailbild.
ABBILDUNG 90: STÜCKLISTE ANLEGEN: POSITIONSÜBERSICHT ROHMAßPOSITION
Im Registerblatt Rohteil können Sie die entsprechenden Rohteilmaße (Fertig-maße + Bearbeitungszugabe) in drei Dimensionen eingeben.
Beim Bedarfslauf wird die Stückliste aufgelöst und entsprechende Bedarfs-anforderungen entsprechend den Roh-teilabmessungen generiert.
ABBILDUNG 91: STÜCKLISTE ANLEGEN: POSITIONSÜBERSICHT ROHTEIL
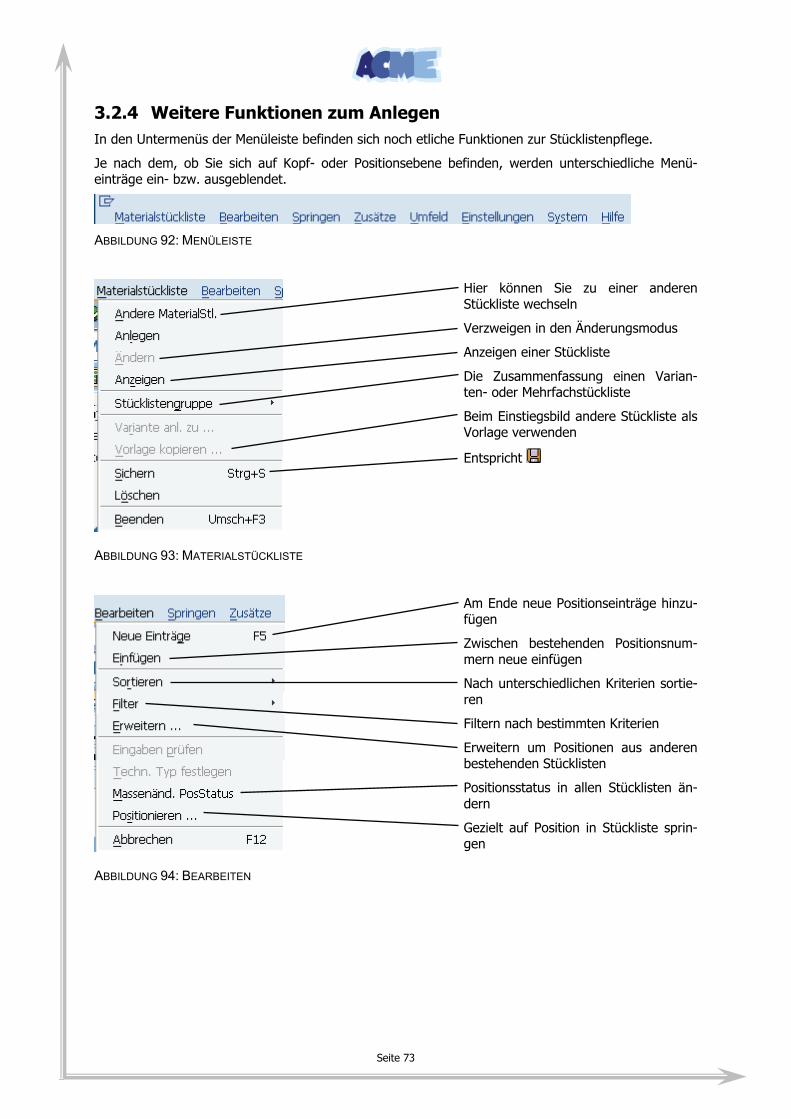
Seite 73
3.2.4 Weitere Funktionen zum Anlegen In den Untermenüs der Menüleiste befinden sich noch etliche Funktionen zur Stücklistenpflege.
Je nach dem, ob Sie sich auf Kopf- oder Positionsebene befinden, werden unterschiedliche Menü-einträge ein- bzw. ausgeblendet.
ABBILDUNG 92: MENÜLEISTE
Hier können Sie zu einer anderen Stückliste wechseln
Verzweigen in den Änderungsmodus
Anzeigen einer Stückliste
Die Zusammenfassung einen Varian-ten- oder Mehrfachstückliste
Beim Einstiegsbild andere Stückliste als Vorlage verwenden
Entspricht
ABBILDUNG 93: MATERIALSTÜCKLISTE
Am Ende neue Positionseinträge hinzu-fügen
Zwischen bestehenden Positionsnum-mern neue einfügen
Nach unterschiedlichen Kriterien sortie-ren
Filtern nach bestimmten Kriterien
Erweitern um Positionen aus anderen bestehenden Stücklisten
Positionsstatus in allen Stücklisten än-dern
Gezielt auf Position in Stückliste sprin-gen
ABBILDUNG 94: BEARBEITEN
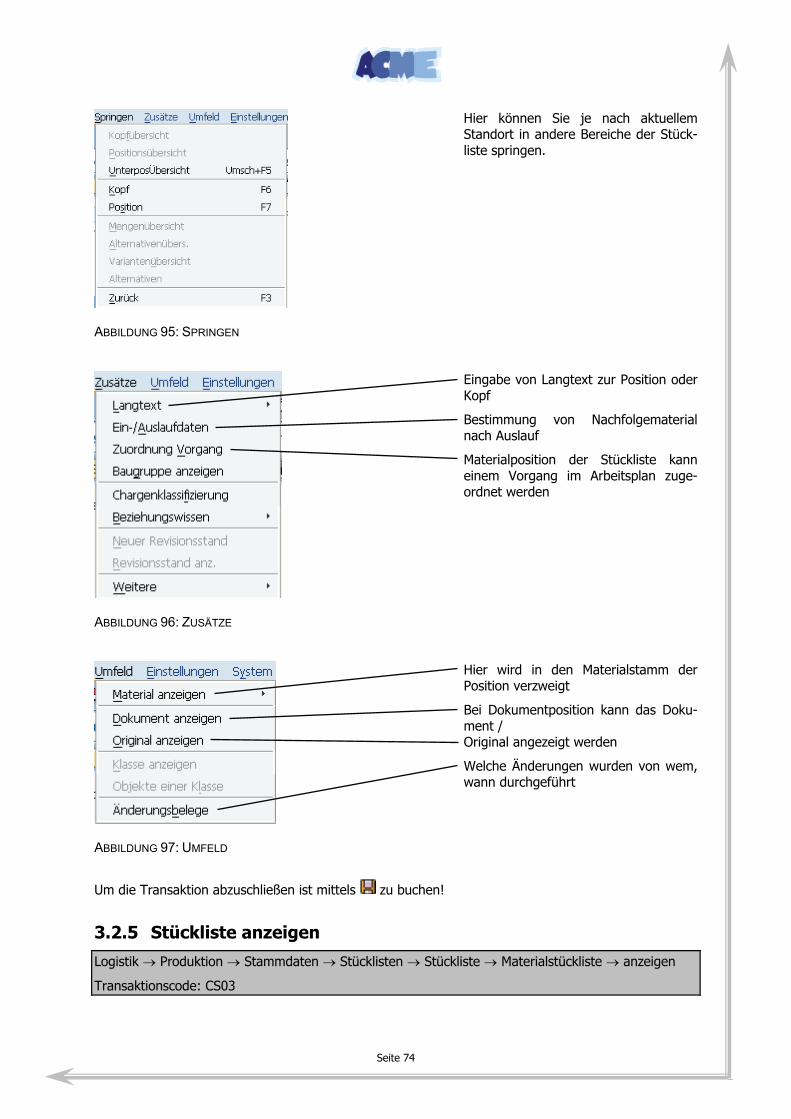
Seite 74
Hier können Sie je nach aktuellem Standort in andere Bereiche der Stück-liste springen.
ABBILDUNG 95: SPRINGEN
Eingabe von Langtext zur Position oder Kopf
Bestimmung von Nachfolgematerial nach Auslauf
Materialposition der Stückliste kann einem Vorgang im Arbeitsplan zuge-ordnet werden
ABBILDUNG 96: ZUSÄTZE
Hier wird in den Materialstamm der Position verzweigt
Bei Dokumentposition kann das Doku-ment / Original angezeigt werden
Welche Änderungen wurden von wem, wann durchgeführt
ABBILDUNG 97: UMFELD
Um die Transaktion abzuschließen ist mittels zu buchen!
3.2.5 Stückliste anzeigen
Logistik → Produktion → Stammdaten → Stücklisten → Stückliste → Materialstückliste → anzeigen
Transaktionscode: CS03
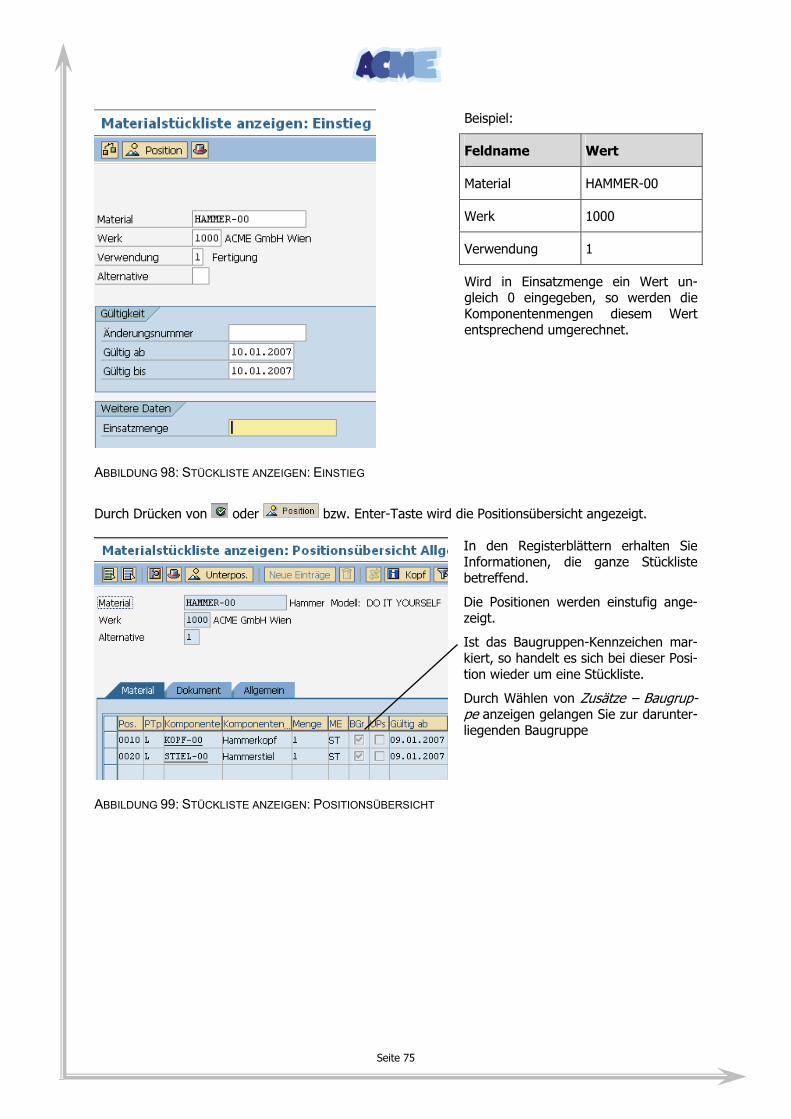
Seite 75
Beispiel:
Feldname Wert
Material HAMMER-00
Werk 1000
Verwendung 1
Wird in Einsatzmenge ein Wert un-gleich 0 eingegeben, so werden die Komponentenmengen diesem Wert entsprechend umgerechnet.
ABBILDUNG 98: STÜCKLISTE ANZEIGEN: EINSTIEG
Durch Drücken von oder bzw. Enter-Taste wird die Positionsübersicht angezeigt.
In den Registerblättern erhalten Sie Informationen, die ganze Stückliste betreffend.
Die Positionen werden einstufig ange-zeigt.
Ist das Baugruppen-Kennzeichen mar-kiert, so handelt es sich bei dieser Posi-tion wieder um eine Stückliste.
Durch Wählen von Zusätze – Baugrup-pe anzeigen gelangen Sie zur darunter-liegenden Baugruppe
ABBILDUNG 99: STÜCKLISTE ANZEIGEN: POSITIONSÜBERSICHT
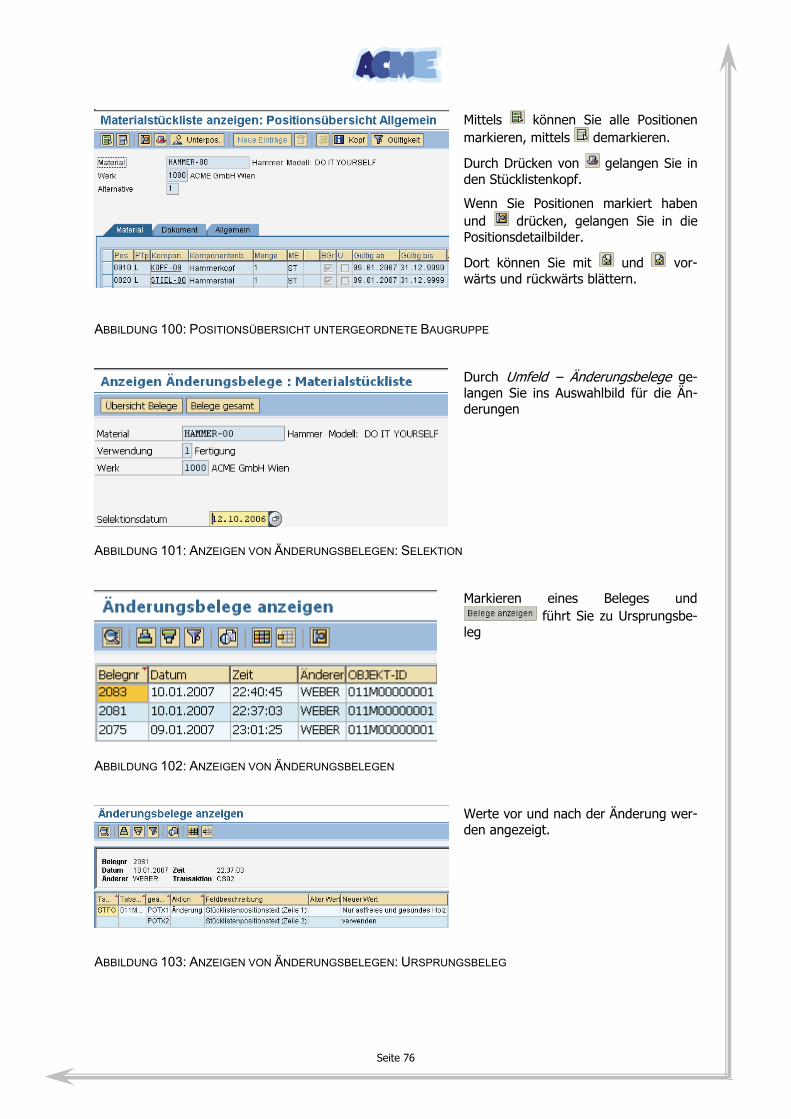
Seite 76
Mittels können Sie alle Positionen markieren, mittels demarkieren.
Durch Drücken von gelangen Sie in den Stücklistenkopf.
Wenn Sie Positionen markiert haben und drücken, gelangen Sie in die Positionsdetailbilder.
Dort können Sie mit und vor-wärts und rückwärts blättern.
ABBILDUNG 100: POSITIONSÜBERSICHT UNTERGEORDNETE BAUGRUPPE
Durch Umfeld – Änderungsbelege ge-langen Sie ins Auswahlbild für die Än-derungen
ABBILDUNG 101: ANZEIGEN VON ÄNDERUNGSBELEGEN: SELEKTION
Markieren eines Beleges und führt Sie zu Ursprungsbe-
leg
ABBILDUNG 102: ANZEIGEN VON ÄNDERUNGSBELEGEN
Werte vor und nach der Änderung wer-den angezeigt.
ABBILDUNG 103: ANZEIGEN VON ÄNDERUNGSBELEGEN: URSPRUNGSBELEG
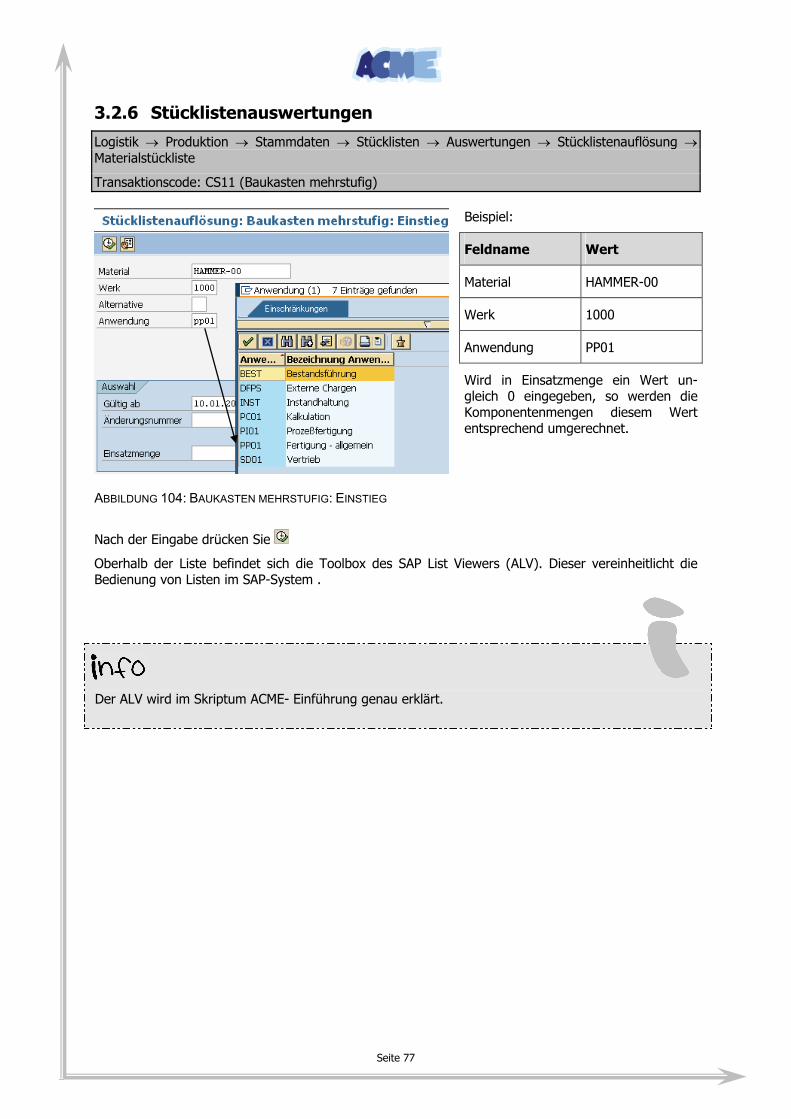
Seite 77
3.2.6 Stücklistenauswertungen
Logistik → Produktion → Stammdaten → Stücklisten → Auswertungen → Stücklistenauflösung → Materialstückliste
Transaktionscode: CS11 (Baukasten mehrstufig)
Beispiel:
Feldname Wert
Material HAMMER-00
Werk 1000
Anwendung PP01
Wird in Einsatzmenge ein Wert un-gleich 0 eingegeben, so werden die Komponentenmengen diesem Wert entsprechend umgerechnet.
ABBILDUNG 104: BAUKASTEN MEHRSTUFIG: EINSTIEG
Nach der Eingabe drücken Sie
Oberhalb der Liste befindet sich die Toolbox des SAP List Viewers (ALV). Dieser vereinheitlicht die Bedienung von Listen im SAP-System .
Der ALV wird im Skriptum ACME- Einführung genau erklärt.
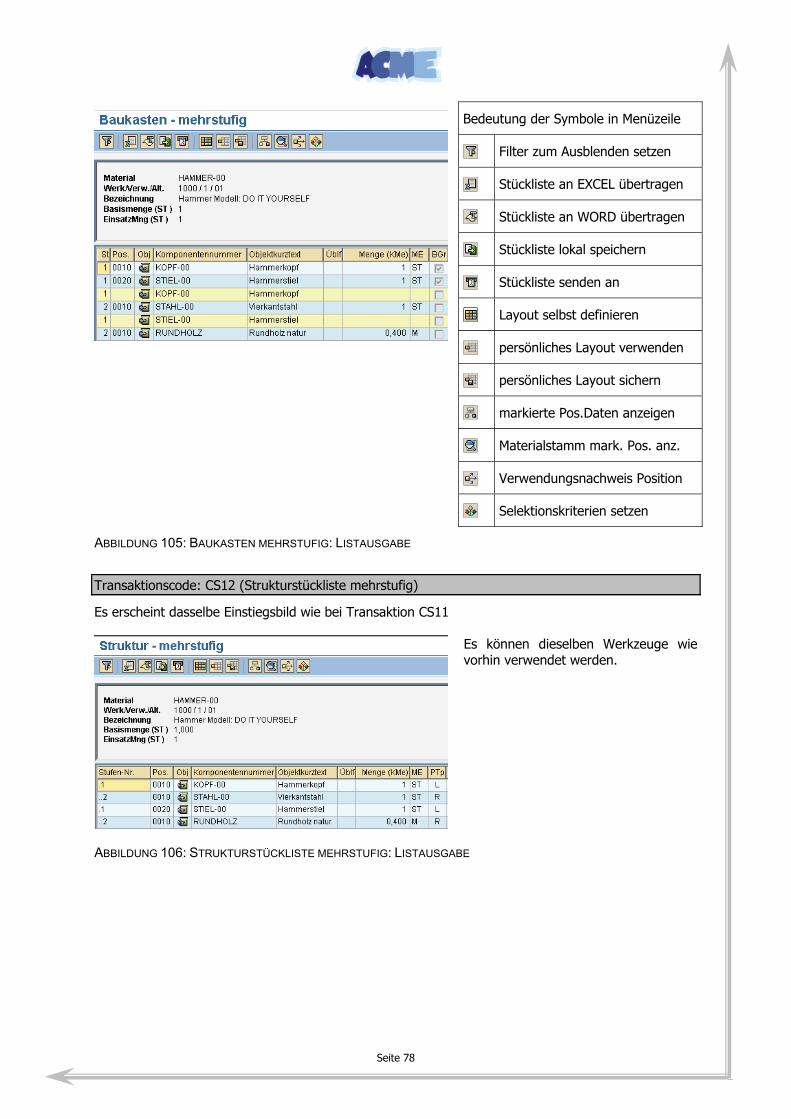
Seite 78
Bedeutung der Symbole in Menüzeile
Filter zum Ausblenden setzen
Stückliste an EXCEL übertragen
Stückliste an WORD übertragen
Stückliste lokal speichern
Stückliste senden an
Layout selbst definieren
persönliches Layout verwenden
persönliches Layout sichern
markierte Pos.Daten anzeigen
Materialstamm mark. Pos. anz.
Verwendungsnachweis Position
Selektionskriterien setzen
ABBILDUNG 105: BAUKASTEN MEHRSTUFIG: LISTAUSGABE
Transaktionscode: CS12 (Strukturstückliste mehrstufig)
Es erscheint dasselbe Einstiegsbild wie bei Transaktion CS11
Es können dieselben Werkzeuge wie vorhin verwendet werden.
ABBILDUNG 106: STRUKTURSTÜCKLISTE MEHRSTUFIG: LISTAUSGABE
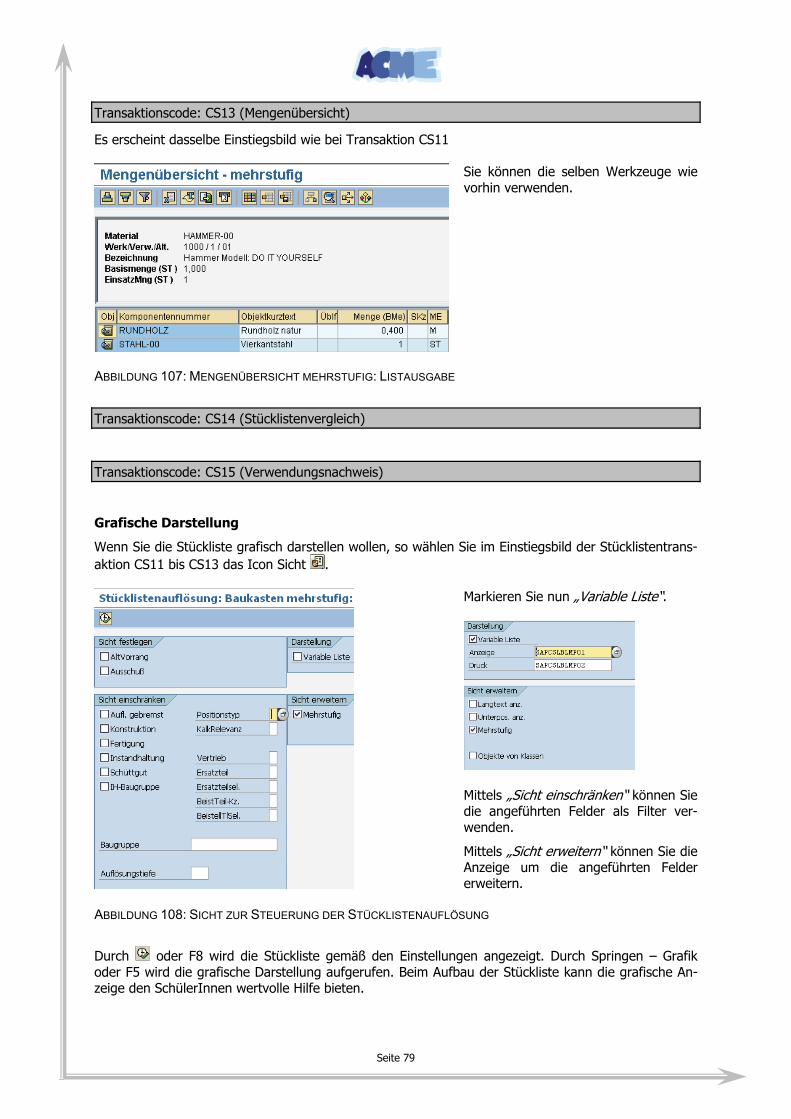
Seite 79
Transaktionscode: CS13 (Mengenübersicht)
Es erscheint dasselbe Einstiegsbild wie bei Transaktion CS11
Sie können die selben Werkzeuge wie vorhin verwenden.
ABBILDUNG 107: MENGENÜBERSICHT MEHRSTUFIG: LISTAUSGABE
Transaktionscode: CS14 (Stücklistenvergleich)
Transaktionscode: CS15 (Verwendungsnachweis)
Grafische Darstellung
Wenn Sie die Stückliste grafisch darstellen wollen, so wählen Sie im Einstiegsbild der Stücklistentrans-aktion CS11 bis CS13 das Icon Sicht .
Markieren Sie nun „Variable Liste“.
Mittels „Sicht einschränken“ können Sie die angeführten Felder als Filter ver-wenden.
Mittels „Sicht erweitern“ können Sie die Anzeige um die angeführten Felder erweitern.
ABBILDUNG 108: SICHT ZUR STEUERUNG DER STÜCKLISTENAUFLÖSUNG
Durch oder F8 wird die Stückliste gemäß den Einstellungen angezeigt. Durch Springen – Grafik oder F5 wird die grafische Darstellung aufgerufen. Beim Aufbau der Stückliste kann die grafische An-zeige den SchülerInnen wertvolle Hilfe bieten.
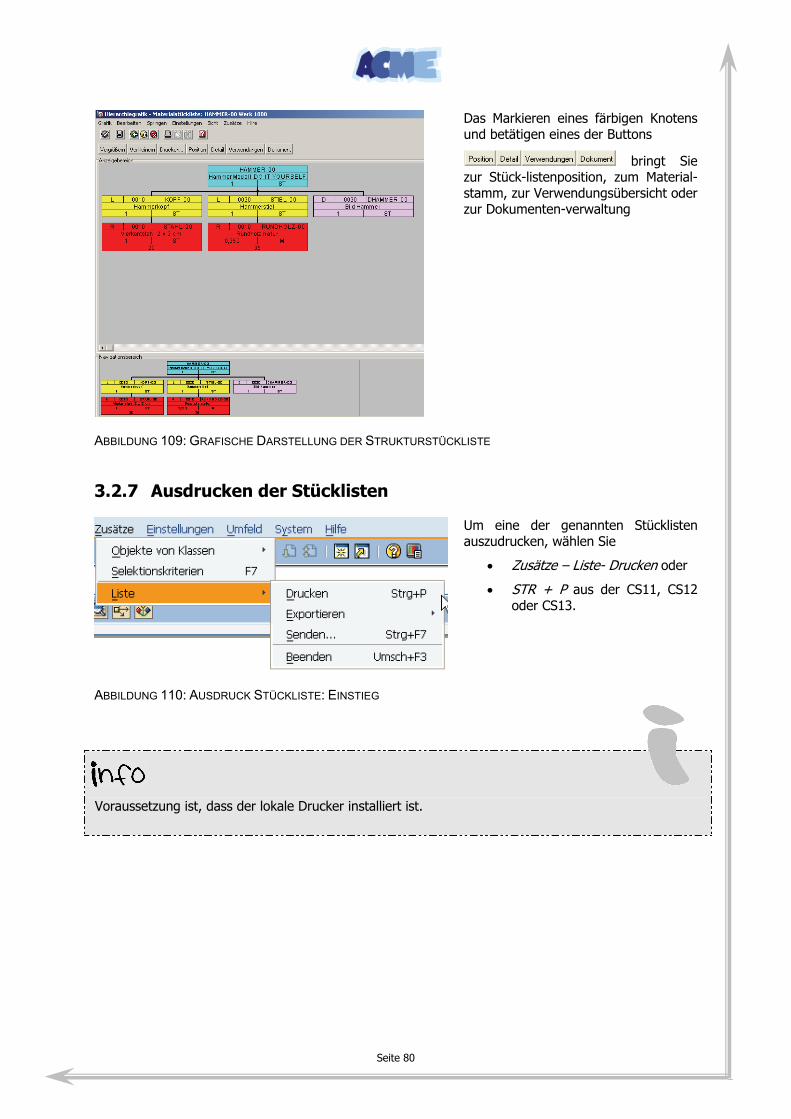
Seite 80
Das Markieren eines färbigen Knotens und betätigen eines der Buttons
bringt Sie zur Stück-listenposition, zum Material-stamm, zur Verwendungsübersicht oder zur Dokumenten-verwaltung
ABBILDUNG 109: GRAFISCHE DARSTELLUNG DER STRUKTURSTÜCKLISTE
3.2.7 Ausdrucken der Stücklisten
Um eine der genannten Stücklisten auszudrucken, wählen Sie
• Zusätze – Liste- Drucken oder
• STR + P aus der CS11, CS12 oder CS13.
ABBILDUNG 110: AUSDRUCK STÜCKLISTE: EINSTIEG
Voraussetzung ist, dass der lokale Drucker installiert ist.
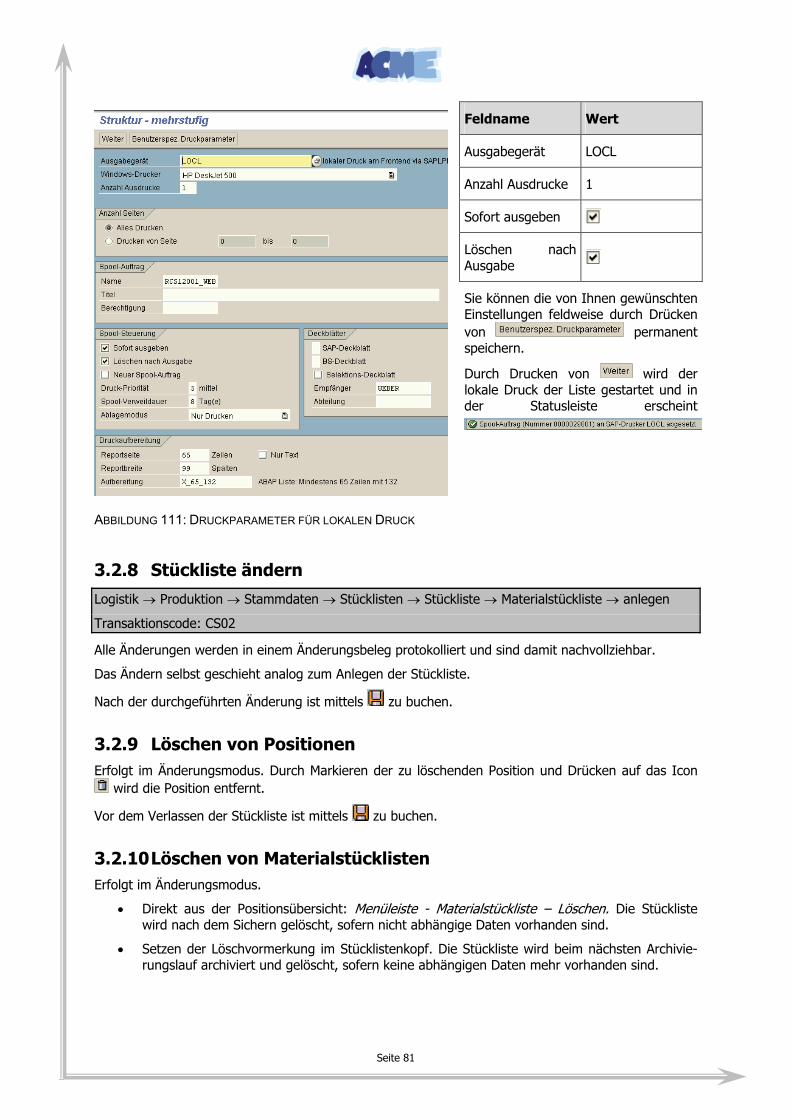
Seite 81
Feldname Wert
Ausgabegerät LOCL
Anzahl Ausdrucke 1
Sofort ausgeben
Löschen nach Ausgabe
Sie können die von Ihnen gewünschten Einstellungen feldweise durch Drücken von permanent speichern.
Durch Drucken von wird der lokale Druck der Liste gestartet und in der Statusleiste erscheint
ABBILDUNG 111: DRUCKPARAMETER FÜR LOKALEN DRUCK
3.2.8 Stückliste ändern
Logistik → Produktion → Stammdaten → Stücklisten → Stückliste → Materialstückliste → anlegen
Transaktionscode: CS02
Alle Änderungen werden in einem Änderungsbeleg protokolliert und sind damit nachvollziehbar.
Das Ändern selbst geschieht analog zum Anlegen der Stückliste.
Nach der durchgeführten Änderung ist mittels zu buchen.
3.2.9 Löschen von Positionen Erfolgt im Änderungsmodus. Durch Markieren der zu löschenden Position und Drücken auf das Icon
wird die Position entfernt.
Vor dem Verlassen der Stückliste ist mittels zu buchen.
3.2.10 Löschen von Materialstücklisten Erfolgt im Änderungsmodus.
• Direkt aus der Positionsübersicht: Menüleiste - Materialstückliste – Löschen. Die Stückliste wird nach dem Sichern gelöscht, sofern nicht abhängige Daten vorhanden sind.
• Setzen der Löschvormerkung im Stücklistenkopf. Die Stückliste wird beim nächsten Archivie-rungslauf archiviert und gelöscht, sofern keine abhängigen Daten mehr vorhanden sind.
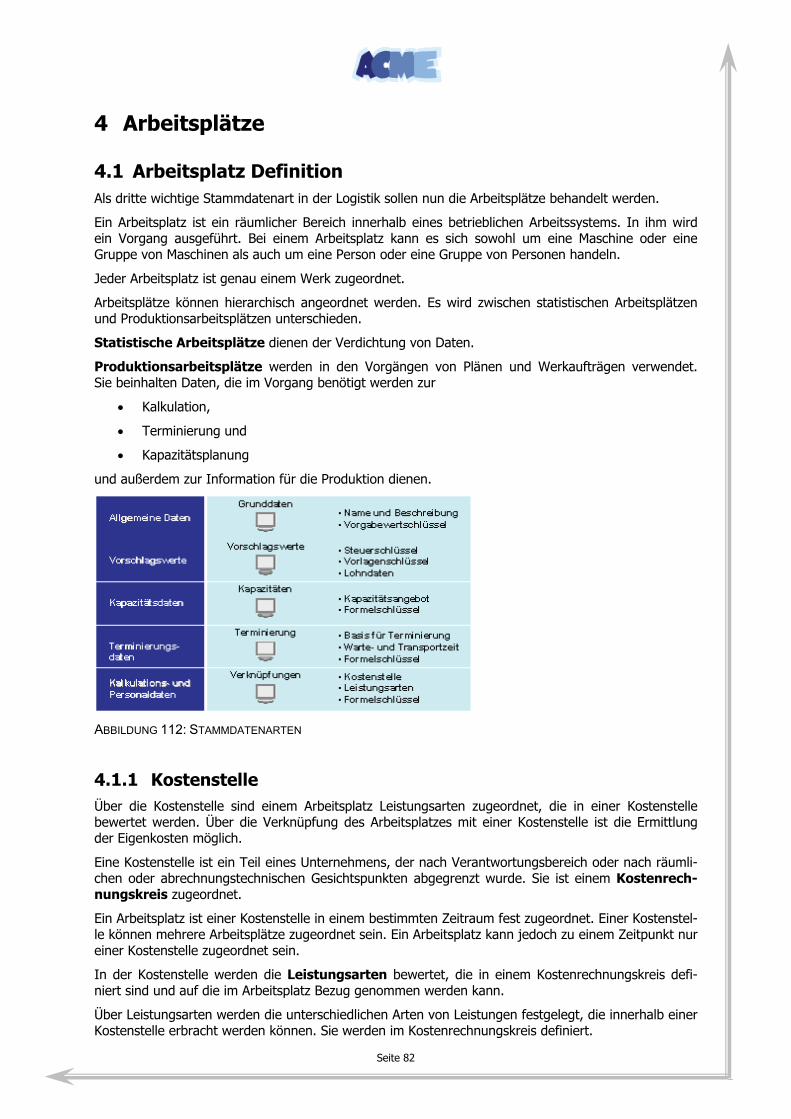
Seite 82
4 Arbeitsplätze
4.1 Arbeitsplatz Definition Als dritte wichtige Stammdatenart in der Logistik sollen nun die Arbeitsplätze behandelt werden.
Ein Arbeitsplatz ist ein räumlicher Bereich innerhalb eines betrieblichen Arbeitssystems. In ihm wird ein Vorgang ausgeführt. Bei einem Arbeitsplatz kann es sich sowohl um eine Maschine oder eine Gruppe von Maschinen als auch um eine Person oder eine Gruppe von Personen handeln.
Jeder Arbeitsplatz ist genau einem Werk zugeordnet.
Arbeitsplätze können hierarchisch angeordnet werden. Es wird zwischen statistischen Arbeitsplätzen und Produktionsarbeitsplätzen unterschieden.
Statistische Arbeitsplätze dienen der Verdichtung von Daten.
Produktionsarbeitsplätze werden in den Vorgängen von Plänen und Werkaufträgen verwendet. Sie beinhalten Daten, die im Vorgang benötigt werden zur
• Kalkulation,
• Terminierung und
• Kapazitätsplanung
und außerdem zur Information für die Produktion dienen.
ABBILDUNG 112: STAMMDATENARTEN
4.1.1 Kostenstelle Über die Kostenstelle sind einem Arbeitsplatz Leistungsarten zugeordnet, die in einer Kostenstelle bewertet werden. Über die Verknüpfung des Arbeitsplatzes mit einer Kostenstelle ist die Ermittlung der Eigenkosten möglich.
Eine Kostenstelle ist ein Teil eines Unternehmens, der nach Verantwortungsbereich oder nach räumli-chen oder abrechnungstechnischen Gesichtspunkten abgegrenzt wurde. Sie ist einem Kostenrech-nungskreis zugeordnet.
Ein Arbeitsplatz ist einer Kostenstelle in einem bestimmten Zeitraum fest zugeordnet. Einer Kostenstel-le können mehrere Arbeitsplätze zugeordnet sein. Ein Arbeitsplatz kann jedoch zu einem Zeitpunkt nur einer Kostenstelle zugeordnet sein.
In der Kostenstelle werden die Leistungsarten bewertet, die in einem Kostenrechnungskreis defi-niert sind und auf die im Arbeitsplatz Bezug genommen werden kann.
Über Leistungsarten werden die unterschiedlichen Arten von Leistungen festgelegt, die innerhalb einer Kostenstelle erbracht werden können. Sie werden im Kostenrechnungskreis definiert.
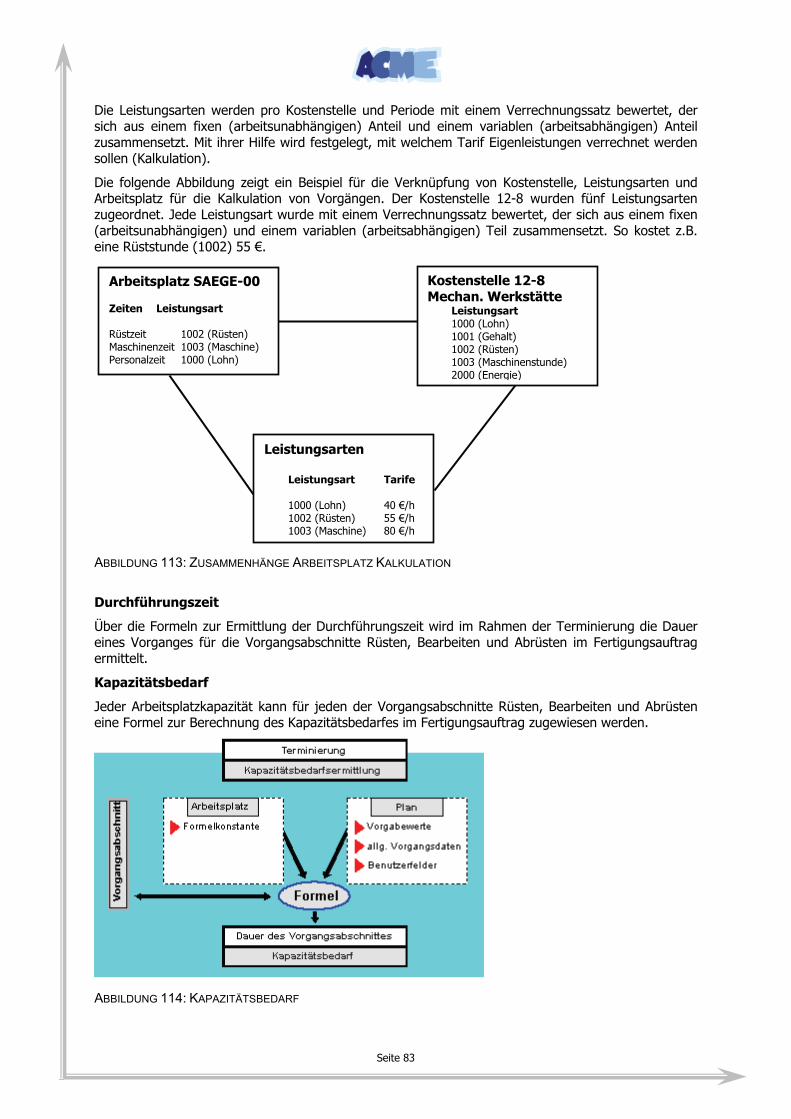
Seite 83
Die Leistungsarten werden pro Kostenstelle und Periode mit einem Verrechnungssatz bewertet, der sich aus einem fixen (arbeitsunabhängigen) Anteil und einem variablen (arbeitsabhängigen) Anteil zusammensetzt. Mit ihrer Hilfe wird festgelegt, mit welchem Tarif Eigenleistungen verrechnet werden sollen (Kalkulation).
Die folgende Abbildung zeigt ein Beispiel für die Verknüpfung von Kostenstelle, Leistungsarten und Arbeitsplatz für die Kalkulation von Vorgängen. Der Kostenstelle 12-8 wurden fünf Leistungsarten zugeordnet. Jede Leistungsart wurde mit einem Verrechnungssatz bewertet, der sich aus einem fixen (arbeitsunabhängigen) und einem variablen (arbeitsabhängigen) Teil zusammensetzt. So kostet z.B. eine Rüststunde (1002) 55 €.
Leistungsarten
Leistungsart Tarife 1000 (Lohn) 40 €/h 1002 (Rüsten) 55 €/h 1003 (Maschine) 80 €/h
Kostenstelle 12-8 Mechan. Werkstätte
Leistungsart 1000 (Lohn) 1001 (Gehalt) 1002 (Rüsten) 1003 (Maschinenstunde) 2000 (Energie)
Arbeitsplatz SAEGE-00 Zeiten Leistungsart Rüstzeit 1002 (Rüsten) Maschinenzeit 1003 (Maschine) Personalzeit 1000 (Lohn)
ABBILDUNG 113: ZUSAMMENHÄNGE ARBEITSPLATZ KALKULATION
Durchführungszeit
Über die Formeln zur Ermittlung der Durchführungszeit wird im Rahmen der Terminierung die Dauer eines Vorganges für die Vorgangsabschnitte Rüsten, Bearbeiten und Abrüsten im Fertigungsauftrag ermittelt.
Kapazitätsbedarf
Jeder Arbeitsplatzkapazität kann für jeden der Vorgangsabschnitte Rüsten, Bearbeiten und Abrüsten eine Formel zur Berechnung des Kapazitätsbedarfes im Fertigungsauftrag zugewiesen werden.
ABBILDUNG 114: KAPAZITÄTSBEDARF
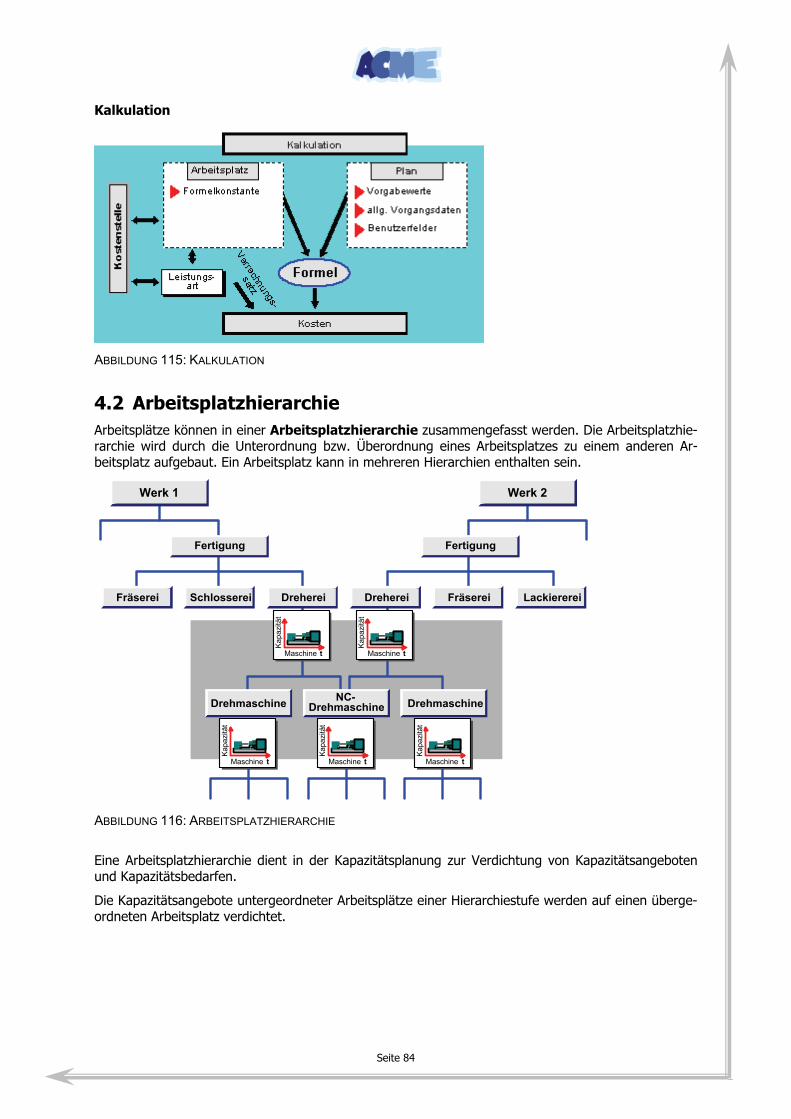
Seite 84
Kalkulation
ABBILDUNG 115: KALKULATION
4.2 Arbeitsplatzhierarchie Arbeitsplätze können in einer Arbeitsplatzhierarchie zusammengefasst werden. Die Arbeitsplatzhie-rarchie wird durch die Unterordnung bzw. Überordnung eines Arbeitsplatzes zu einem anderen Ar-beitsplatz aufgebaut. Ein Arbeitsplatz kann in mehreren Hierarchien enthalten sein.
Werk 1 Werk 2
Fertigung Fertigung
Fräserei Fräserei LackierereiSchlosserei Dreherei
NC-DrehmaschineDrehmaschine Drehmaschine
Dreherei
tMaschine
Kap
azitä
t
tMaschine
Kap
azitä
t
tMaschine
Kapa
zitä
t
tMaschine
Kapa
zitä
t
tMaschine
Kapa
zitä
t
ABBILDUNG 116: ARBEITSPLATZHIERARCHIE
Eine Arbeitsplatzhierarchie dient in der Kapazitätsplanung zur Verdichtung von Kapazitätsangeboten und Kapazitätsbedarfen.
Die Kapazitätsangebote untergeordneter Arbeitsplätze einer Hierarchiestufe werden auf einen überge-ordneten Arbeitsplatz verdichtet.
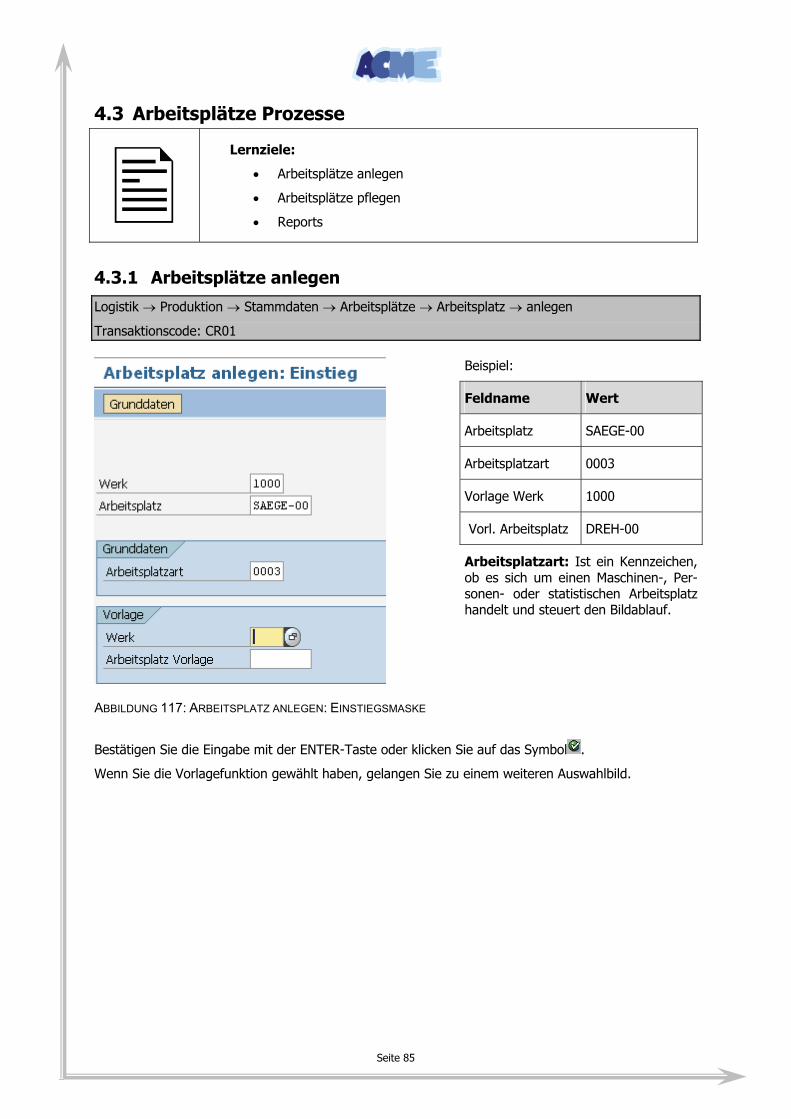
Seite 85
4.3 Arbeitsplätze Prozesse
Lernziele:
• Arbeitsplätze anlegen
• Arbeitsplätze pflegen
• Reports
4.3.1 Arbeitsplätze anlegen
Logistik → Produktion → Stammdaten → Arbeitsplätze → Arbeitsplatz → anlegen
Transaktionscode: CR01
Beispiel:
Feldname Wert
Arbeitsplatz SAEGE-00
Arbeitsplatzart 0003
Vorlage Werk 1000
Vorl. Arbeitsplatz DREH-00
Arbeitsplatzart: Ist ein Kennzeichen, ob es sich um einen Maschinen-, Per-sonen- oder statistischen Arbeitsplatz handelt und steuert den Bildablauf.
ABBILDUNG 117: ARBEITSPLATZ ANLEGEN: EINSTIEGSMASKE
Bestätigen Sie die Eingabe mit der ENTER-Taste oder klicken Sie auf das Symbol .
Wenn Sie die Vorlagefunktion gewählt haben, gelangen Sie zu einem weiteren Auswahlbild.
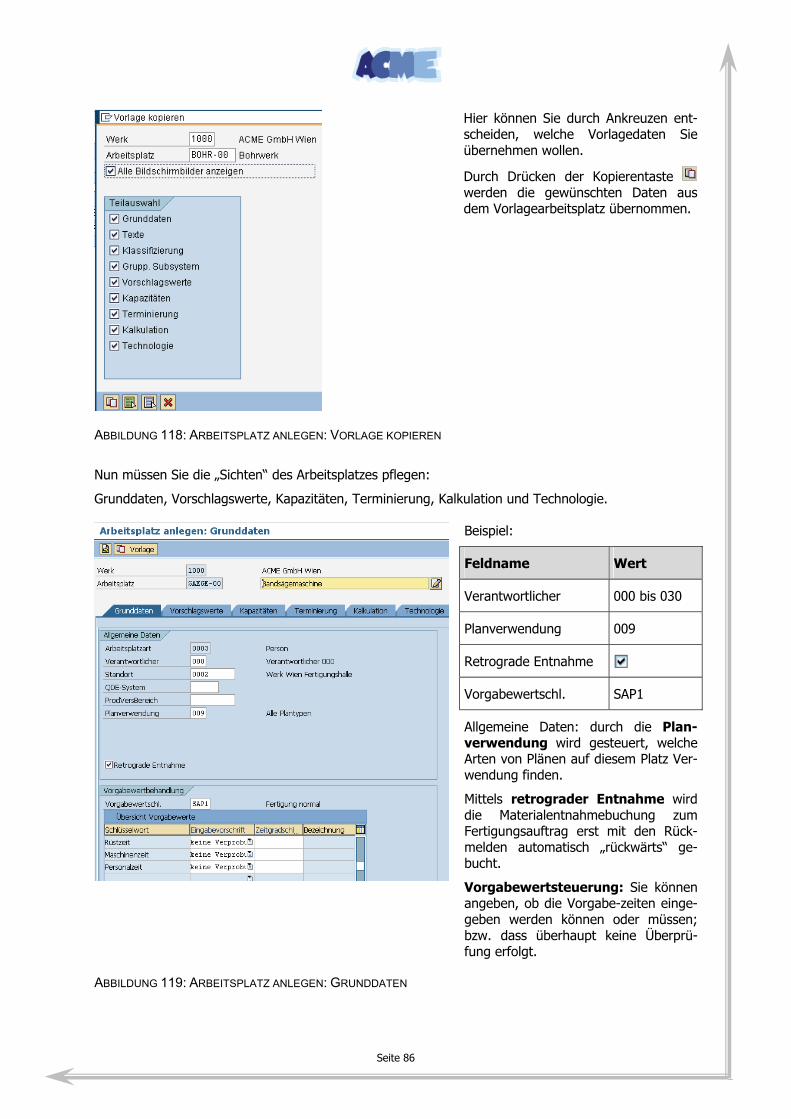
Seite 86
Hier können Sie durch Ankreuzen ent-scheiden, welche Vorlagedaten Sie übernehmen wollen.
Durch Drücken der Kopierentaste werden die gewünschten Daten aus dem Vorlagearbeitsplatz übernommen.
ABBILDUNG 118: ARBEITSPLATZ ANLEGEN: VORLAGE KOPIEREN
Nun müssen Sie die „Sichten“ des Arbeitsplatzes pflegen:
Grunddaten, Vorschlagswerte, Kapazitäten, Terminierung, Kalkulation und Technologie.
Beispiel:
Feldname Wert
Verantwortlicher 000 bis 030
Planverwendung 009
Retrograde Entnahme
Vorgabewertschl. SAP1
Allgemeine Daten: durch die Plan-verwendung wird gesteuert, welche Arten von Plänen auf diesem Platz Ver-wendung finden.
Mittels retrograder Entnahme wird die Materialentnahmebuchung zum Fertigungsauftrag erst mit den Rück-melden automatisch „rückwärts“ ge-bucht.
Vorgabewertsteuerung: Sie können angeben, ob die Vorgabe-zeiten einge-geben werden können oder müssen; bzw. dass überhaupt keine Überprü-fung erfolgt.
ABBILDUNG 119: ARBEITSPLATZ ANLEGEN: GRUNDDATEN
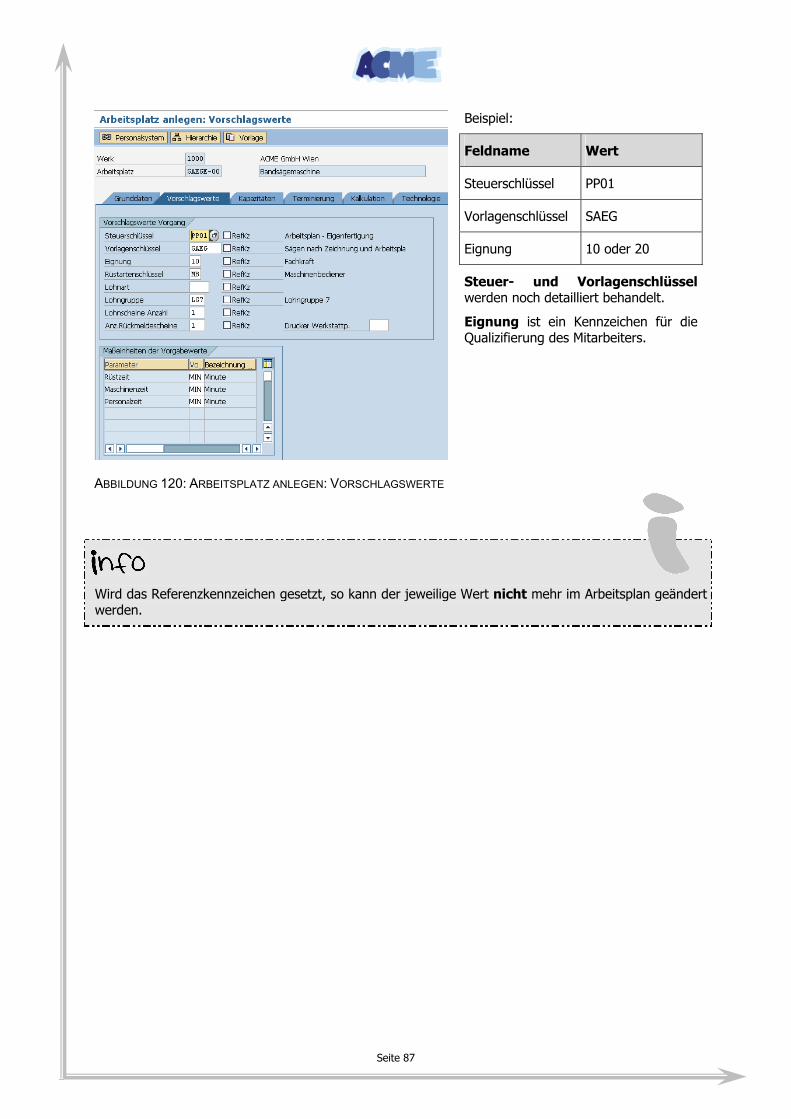
Seite 87
Beispiel:
Feldname Wert
Steuerschlüssel PP01
Vorlagenschlüssel SAEG
Eignung 10 oder 20
Steuer- und Vorlagenschlüssel werden noch detailliert behandelt.
Eignung ist ein Kennzeichen für die Qualizifierung des Mitarbeiters.
ABBILDUNG 120: ARBEITSPLATZ ANLEGEN: VORSCHLAGSWERTE
Wird das Referenzkennzeichen gesetzt, so kann der jeweilige Wert nicht mehr im Arbeitsplan geändert werden.
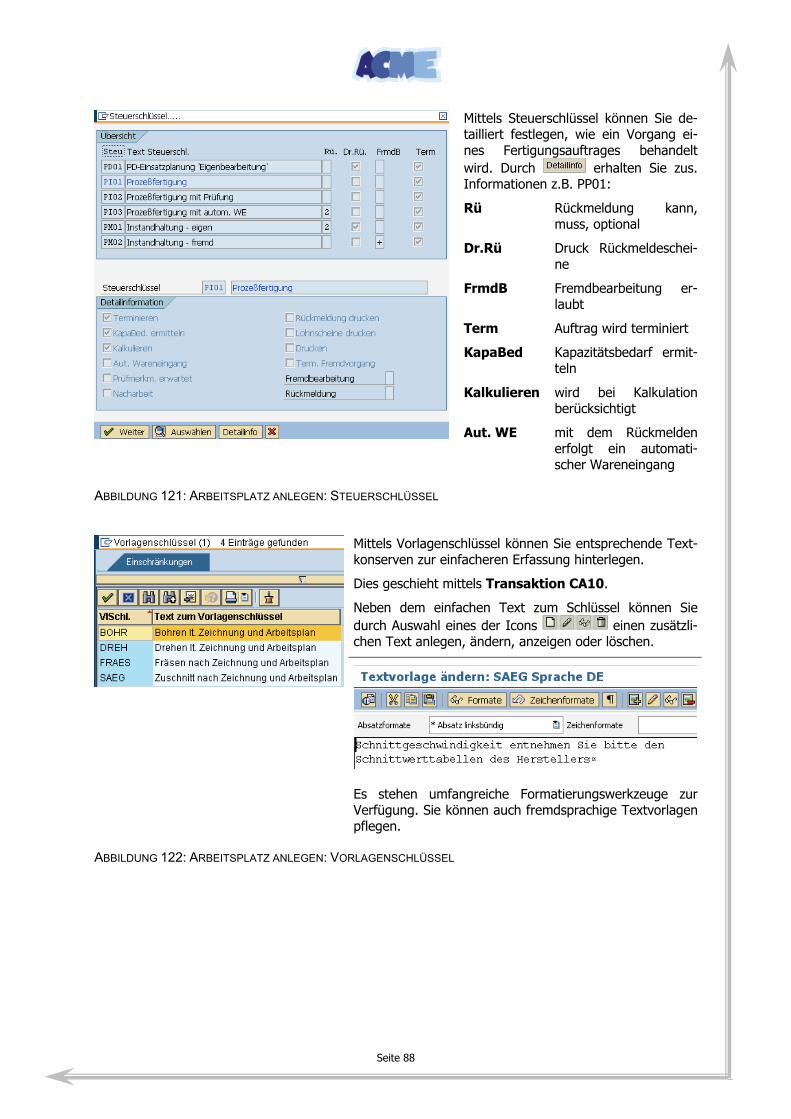
Seite 88
Mittels Steuerschlüssel können Sie de-tailliert festlegen, wie ein Vorgang ei-nes Fertigungsauftrages behandelt wird. Durch erhalten Sie zus. Informationen z.B. PP01:
Rü Rückmeldung kann, muss, optional
Dr.Rü Druck Rückmeldeschei-ne
FrmdB Fremdbearbeitung er-laubt
Term Auftrag wird terminiert
KapaBed Kapazitätsbedarf ermit-teln
Kalkulieren wird bei Kalkulation berücksichtigt
Aut. WE mit dem Rückmelden erfolgt ein automati-scher Wareneingang
ABBILDUNG 121: ARBEITSPLATZ ANLEGEN: STEUERSCHLÜSSEL
Mittels Vorlagenschlüssel können Sie entsprechende Text-konserven zur einfacheren Erfassung hinterlegen.
Dies geschieht mittels Transaktion CA10.
Neben dem einfachen Text zum Schlüssel können Sie durch Auswahl eines der Icons einen zusätzli-chen Text anlegen, ändern, anzeigen oder löschen.
Es stehen umfangreiche Formatierungswerkzeuge zur Verfügung. Sie können auch fremdsprachige Textvorlagen pflegen.
ABBILDUNG 122: ARBEITSPLATZ ANLEGEN: VORLAGENSCHLÜSSEL
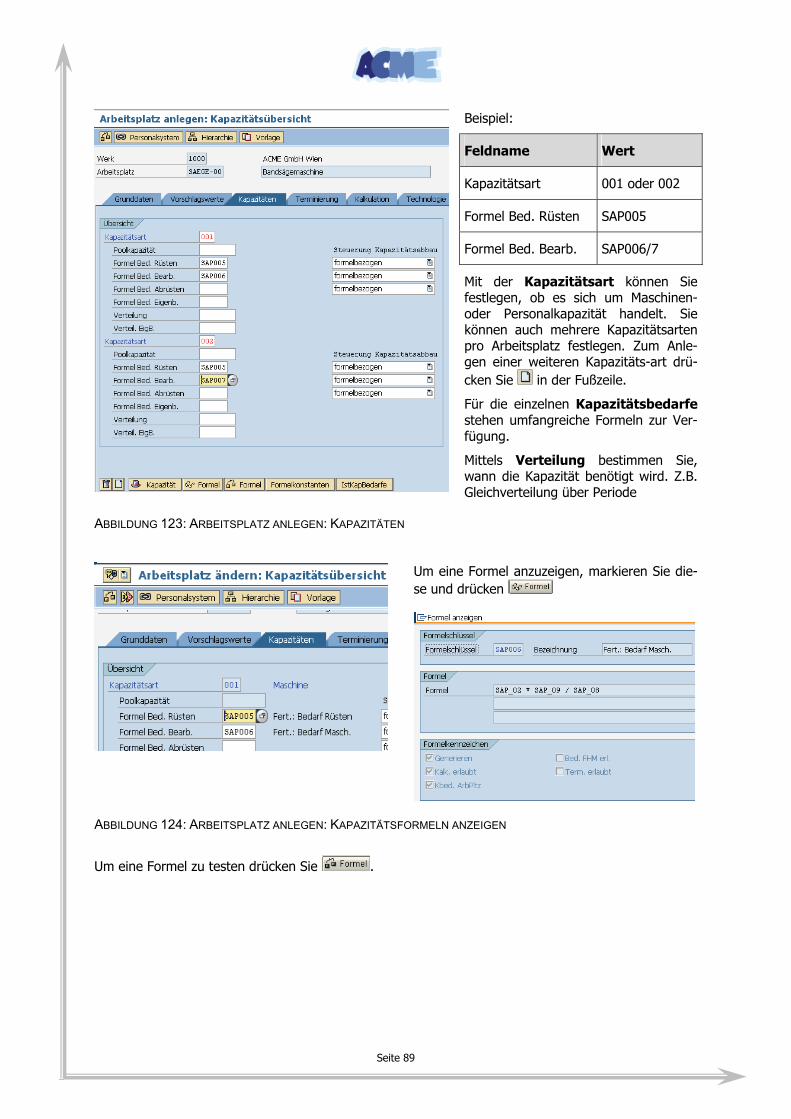
Seite 89
Beispiel:
Feldname Wert
Kapazitätsart 001 oder 002
Formel Bed. Rüsten SAP005
Formel Bed. Bearb. SAP006/7
Mit der Kapazitätsart können Sie festlegen, ob es sich um Maschinen- oder Personalkapazität handelt. Sie können auch mehrere Kapazitätsarten pro Arbeitsplatz festlegen. Zum Anle-gen einer weiteren Kapazitäts-art drü-cken Sie in der Fußzeile.
Für die einzelnen Kapazitätsbedarfe stehen umfangreiche Formeln zur Ver-fügung.
Mittels Verteilung bestimmen Sie, wann die Kapazität benötigt wird. Z.B. Gleichverteilung über Periode
ABBILDUNG 123: ARBEITSPLATZ ANLEGEN: KAPAZITÄTEN
Um eine Formel anzuzeigen, markieren Sie die-se und drücken
ABBILDUNG 124: ARBEITSPLATZ ANLEGEN: KAPAZITÄTSFORMELN ANZEIGEN
Um eine Formel zu testen drücken Sie .
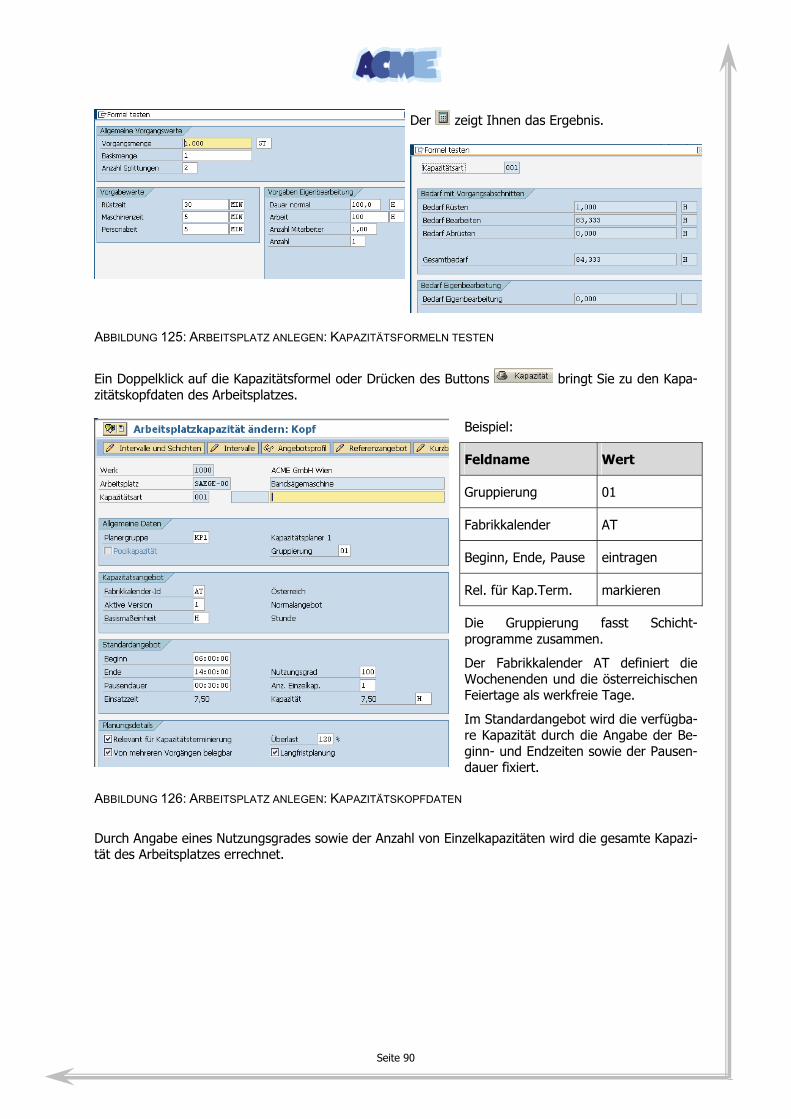
Seite 90
Der zeigt Ihnen das Ergebnis.
ABBILDUNG 125: ARBEITSPLATZ ANLEGEN: KAPAZITÄTSFORMELN TESTEN
Ein Doppelklick auf die Kapazitätsformel oder Drücken des Buttons bringt Sie zu den Kapa-zitätskopfdaten des Arbeitsplatzes.
Beispiel:
Feldname Wert
Gruppierung 01
Fabrikkalender AT
Beginn, Ende, Pause eintragen
Rel. für Kap.Term. markieren
Die Gruppierung fasst Schicht-programme zusammen.
Der Fabrikkalender AT definiert die Wochenenden und die österreichischen Feiertage als werkfreie Tage.
Im Standardangebot wird die verfügba-re Kapazität durch die Angabe der Be-ginn- und Endzeiten sowie der Pausen-dauer fixiert.
ABBILDUNG 126: ARBEITSPLATZ ANLEGEN: KAPAZITÄTSKOPFDATEN
Durch Angabe eines Nutzungsgrades sowie der Anzahl von Einzelkapazitäten wird die gesamte Kapazi-tät des Arbeitsplatzes errechnet.
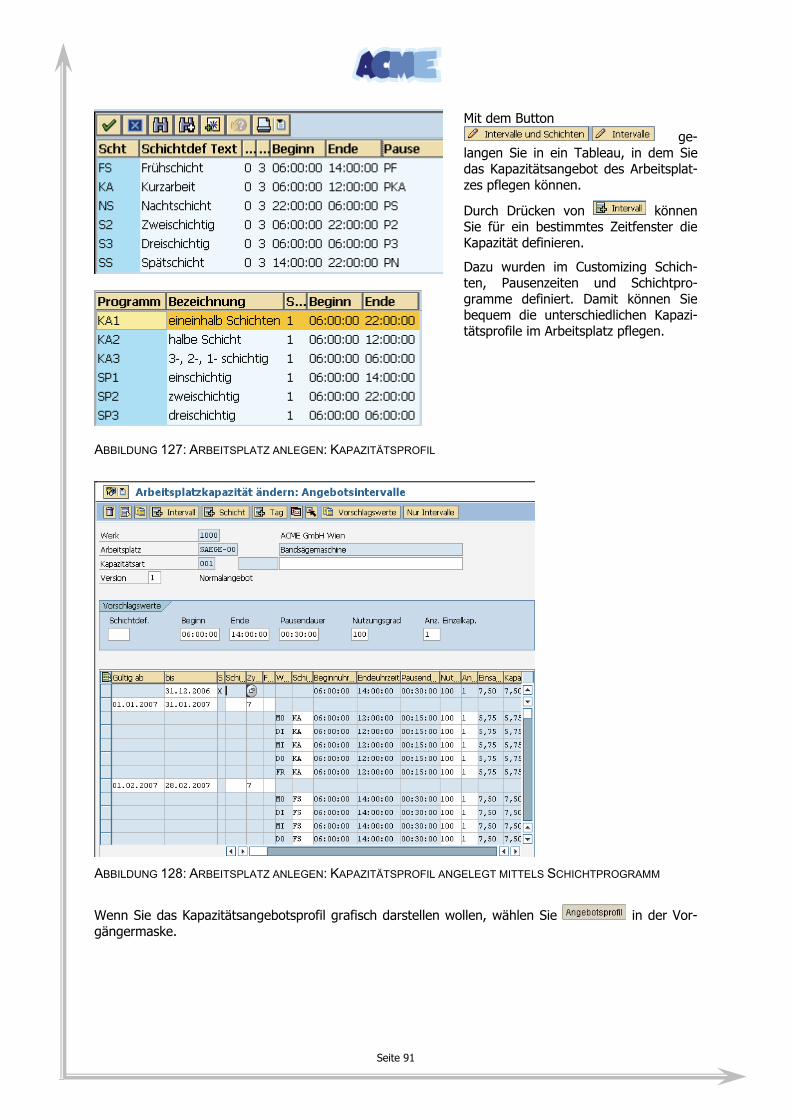
Seite 91
Mit dem Button ge-
langen Sie in ein Tableau, in dem Sie das Kapazitätsangebot des Arbeitsplat-zes pflegen können.
Durch Drücken von können Sie für ein bestimmtes Zeitfenster die Kapazität definieren.
Dazu wurden im Customizing Schich-ten, Pausenzeiten und Schichtpro-gramme definiert. Damit können Sie bequem die unterschiedlichen Kapazi-tätsprofile im Arbeitsplatz pflegen.
ABBILDUNG 127: ARBEITSPLATZ ANLEGEN: KAPAZITÄTSPROFIL
ABBILDUNG 128: ARBEITSPLATZ ANLEGEN: KAPAZITÄTSPROFIL ANGELEGT MITTELS SCHICHTPROGRAMM
Wenn Sie das Kapazitätsangebotsprofil grafisch darstellen wollen, wählen Sie in der Vor-gängermaske.
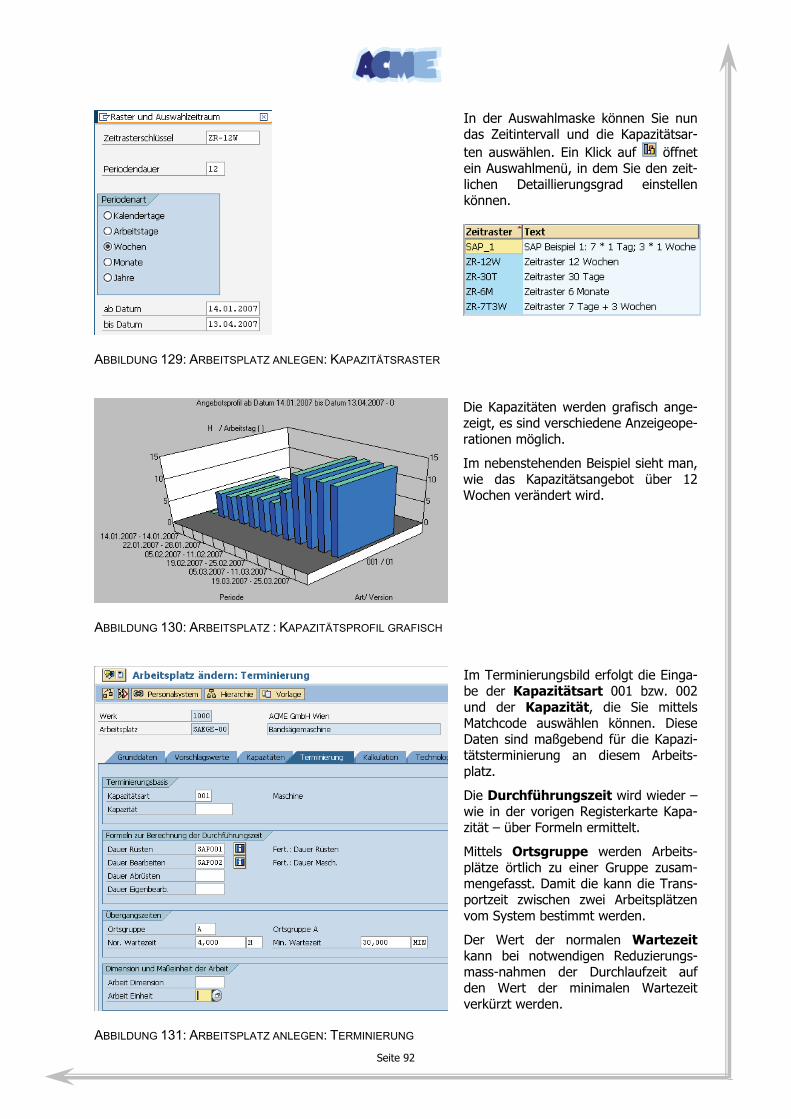
Seite 92
In der Auswahlmaske können Sie nun das Zeitintervall und die Kapazitätsar-ten auswählen. Ein Klick auf öffnet ein Auswahlmenü, in dem Sie den zeit-lichen Detaillierungsgrad einstellen können.
ABBILDUNG 129: ARBEITSPLATZ ANLEGEN: KAPAZITÄTSRASTER
Die Kapazitäten werden grafisch ange-zeigt, es sind verschiedene Anzeigeope-rationen möglich.
Im nebenstehenden Beispiel sieht man, wie das Kapazitätsangebot über 12 Wochen verändert wird.
ABBILDUNG 130: ARBEITSPLATZ : KAPAZITÄTSPROFIL GRAFISCH
Im Terminierungsbild erfolgt die Einga-be der Kapazitätsart 001 bzw. 002 und der Kapazität, die Sie mittels Matchcode auswählen können. Diese Daten sind maßgebend für die Kapazi-tätsterminierung an diesem Arbeits-platz.
Die Durchführungszeit wird wieder – wie in der vorigen Registerkarte Kapa-zität – über Formeln ermittelt.
Mittels Ortsgruppe werden Arbeits-plätze örtlich zu einer Gruppe zusam-mengefasst. Damit die kann die Trans-portzeit zwischen zwei Arbeitsplätzen vom System bestimmt werden.
Der Wert der normalen Wartezeit kann bei notwendigen Reduzierungs-mass-nahmen der Durchlaufzeit auf den Wert der minimalen Wartezeit verkürzt werden.
ABBILDUNG 131: ARBEITSPLATZ ANLEGEN: TERMINIERUNG
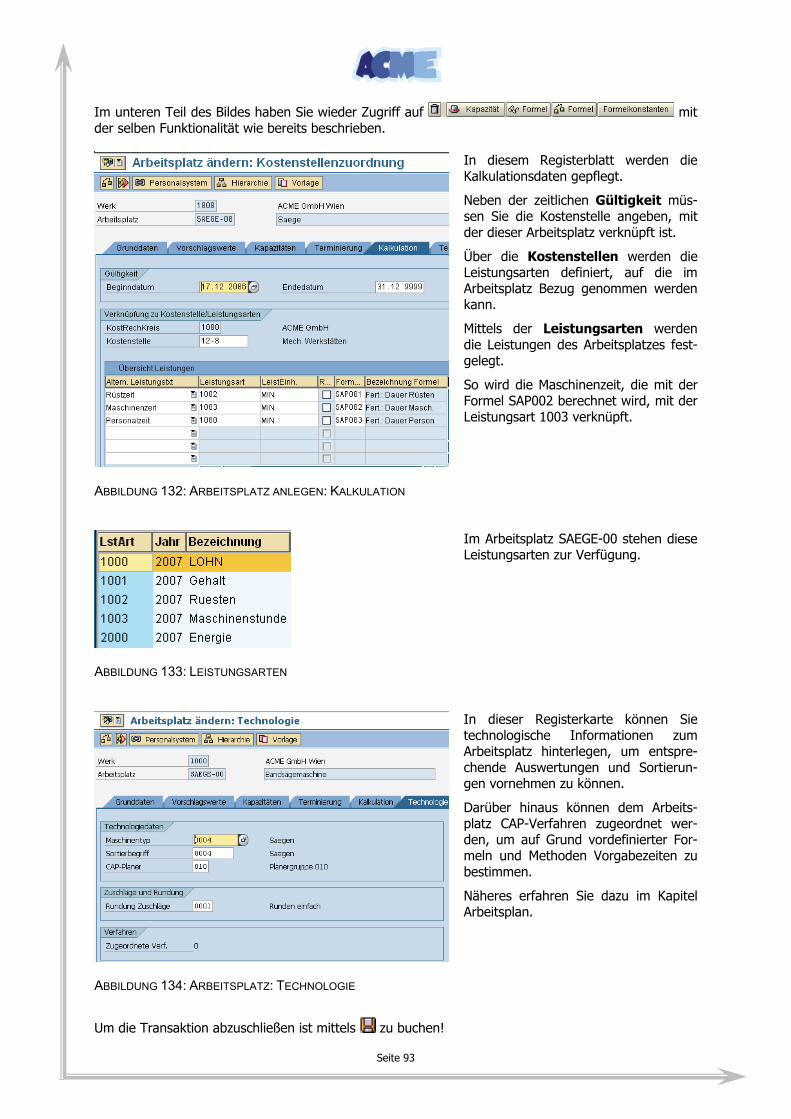
Seite 93
Im unteren Teil des Bildes haben Sie wieder Zugriff auf mit der selben Funktionalität wie bereits beschrieben.
In diesem Registerblatt werden die Kalkulationsdaten gepflegt.
Neben der zeitlichen Gültigkeit müs-sen Sie die Kostenstelle angeben, mit der dieser Arbeitsplatz verknüpft ist.
Über die Kostenstellen werden die Leistungsarten definiert, auf die im Arbeitsplatz Bezug genommen werden kann.
Mittels der Leistungsarten werden die Leistungen des Arbeitsplatzes fest-gelegt.
So wird die Maschinenzeit, die mit der Formel SAP002 berechnet wird, mit der Leistungsart 1003 verknüpft.
ABBILDUNG 132: ARBEITSPLATZ ANLEGEN: KALKULATION
Im Arbeitsplatz SAEGE-00 stehen diese Leistungsarten zur Verfügung.
ABBILDUNG 133: LEISTUNGSARTEN
In dieser Registerkarte können Sie technologische Informationen zum Arbeitsplatz hinterlegen, um entspre-chende Auswertungen und Sortierun-gen vornehmen zu können.
Darüber hinaus können dem Arbeits-platz CAP-Verfahren zugeordnet wer-den, um auf Grund vordefinierter For-meln und Methoden Vorgabezeiten zu bestimmen.
Näheres erfahren Sie dazu im Kapitel Arbeitsplan.
ABBILDUNG 134: ARBEITSPLATZ: TECHNOLOGIE
Um die Transaktion abzuschließen ist mittels zu buchen!
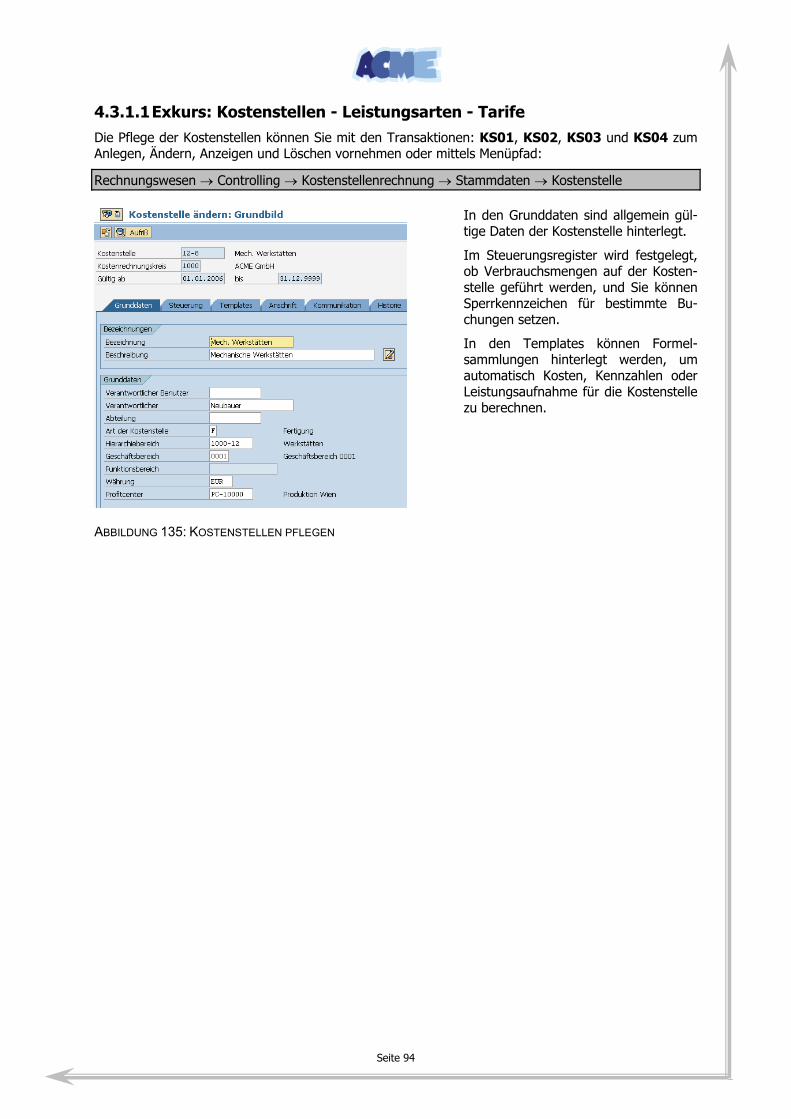
Seite 94
4.3.1.1 Exkurs: Kostenstellen - Leistungsarten - Tarife Die Pflege der Kostenstellen können Sie mit den Transaktionen: KS01, KS02, KS03 und KS04 zum Anlegen, Ändern, Anzeigen und Löschen vornehmen oder mittels Menüpfad:
Rechnungswesen → Controlling → Kostenstellenrechnung → Stammdaten → Kostenstelle
In den Grunddaten sind allgemein gül-tige Daten der Kostenstelle hinterlegt.
Im Steuerungsregister wird festgelegt, ob Verbrauchsmengen auf der Kosten-stelle geführt werden, und Sie können Sperrkennzeichen für bestimmte Bu-chungen setzen.
In den Templates können Formel-sammlungen hinterlegt werden, um automatisch Kosten, Kennzahlen oder Leistungsaufnahme für die Kostenstelle zu berechnen.
ABBILDUNG 135: KOSTENSTELLEN PFLEGEN
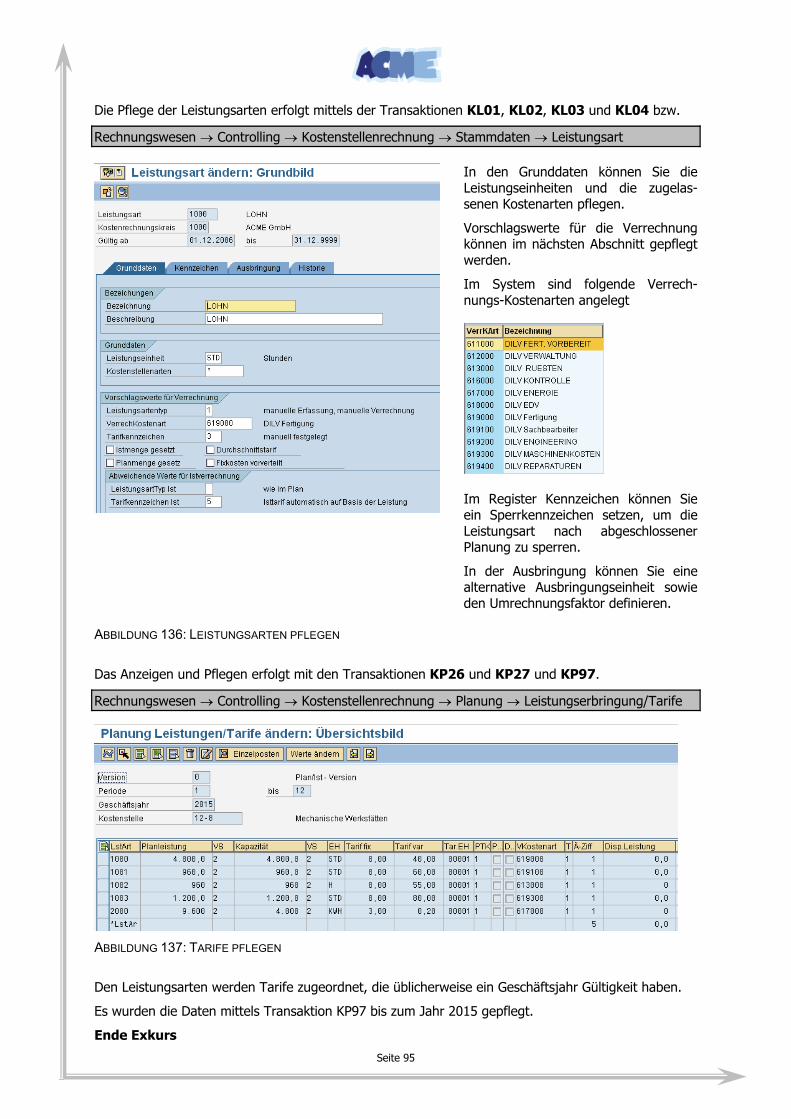
Seite 95
Die Pflege der Leistungsarten erfolgt mittels der Transaktionen KL01, KL02, KL03 und KL04 bzw.
Rechnungswesen → Controlling → Kostenstellenrechnung → Stammdaten → Leistungsart
In den Grunddaten können Sie die Leistungseinheiten und die zugelas-senen Kostenarten pflegen.
Vorschlagswerte für die Verrechnung können im nächsten Abschnitt gepflegt werden.
Im System sind folgende Verrech-nungs-Kostenarten angelegt
Im Register Kennzeichen können Sie ein Sperrkennzeichen setzen, um die Leistungsart nach abgeschlossener Planung zu sperren.
In der Ausbringung können Sie eine alternative Ausbringungseinheit sowie den Umrechnungsfaktor definieren.
ABBILDUNG 136: LEISTUNGSARTEN PFLEGEN
Das Anzeigen und Pflegen erfolgt mit den Transaktionen KP26 und KP27 und KP97.
Rechnungswesen → Controlling → Kostenstellenrechnung → Planung → Leistungserbringung/Tarife
ABBILDUNG 137: TARIFE PFLEGEN
Den Leistungsarten werden Tarife zugeordnet, die üblicherweise ein Geschäftsjahr Gültigkeit haben.
Es wurden die Daten mittels Transaktion KP97 bis zum Jahr 2015 gepflegt.
Ende Exkurs
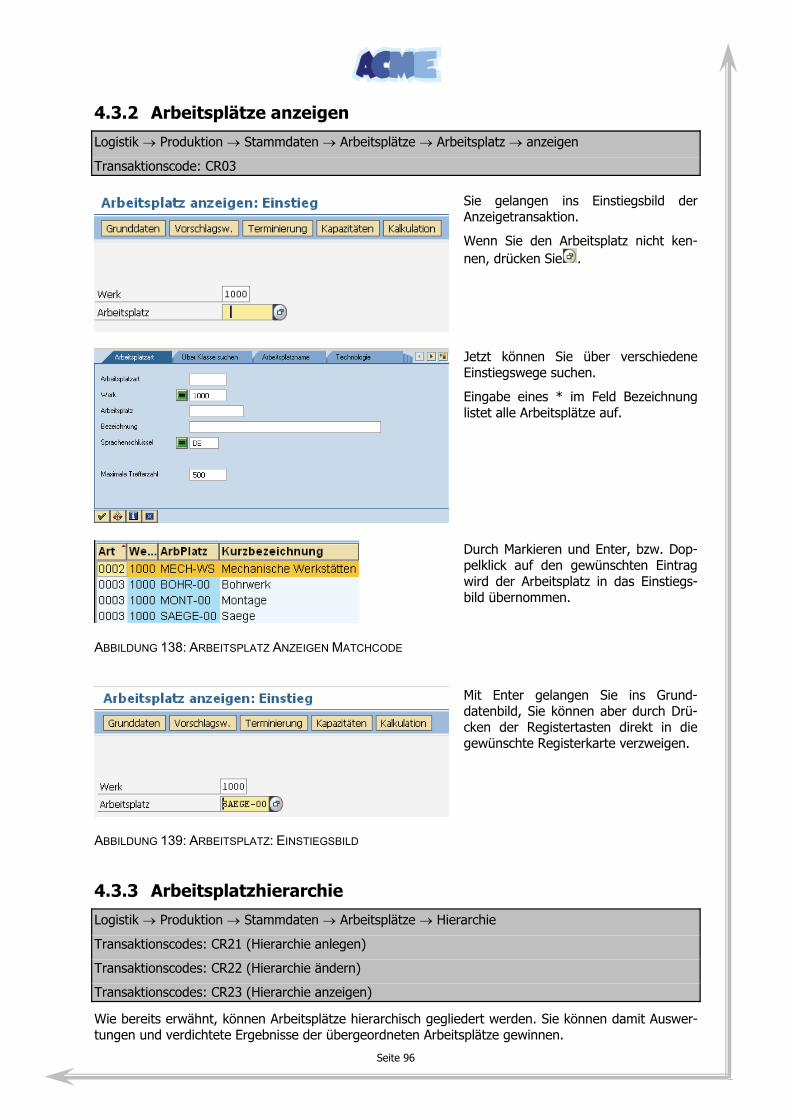
Seite 96
4.3.2 Arbeitsplätze anzeigen
Logistik → Produktion → Stammdaten → Arbeitsplätze → Arbeitsplatz → anzeigen
Transaktionscode: CR03
Sie gelangen ins Einstiegsbild der Anzeigetransaktion.
Wenn Sie den Arbeitsplatz nicht ken-nen, drücken Sie .
Jetzt können Sie über verschiedene Einstiegswege suchen.
Eingabe eines * im Feld Bezeichnung listet alle Arbeitsplätze auf.
Durch Markieren und Enter, bzw. Dop-pelklick auf den gewünschten Eintrag wird der Arbeitsplatz in das Einstiegs-bild übernommen.
ABBILDUNG 138: ARBEITSPLATZ ANZEIGEN MATCHCODE
Mit Enter gelangen Sie ins Grund-datenbild, Sie können aber durch Drü-cken der Registertasten direkt in die gewünschte Registerkarte verzweigen.
ABBILDUNG 139: ARBEITSPLATZ: EINSTIEGSBILD
4.3.3 Arbeitsplatzhierarchie
Logistik → Produktion → Stammdaten → Arbeitsplätze → Hierarchie
Transaktionscodes: CR21 (Hierarchie anlegen)
Transaktionscodes: CR22 (Hierarchie ändern)
Transaktionscodes: CR23 (Hierarchie anzeigen)
Wie bereits erwähnt, können Arbeitsplätze hierarchisch gegliedert werden. Sie können damit Auswer-tungen und verdichtete Ergebnisse der übergeordneten Arbeitsplätze gewinnen.
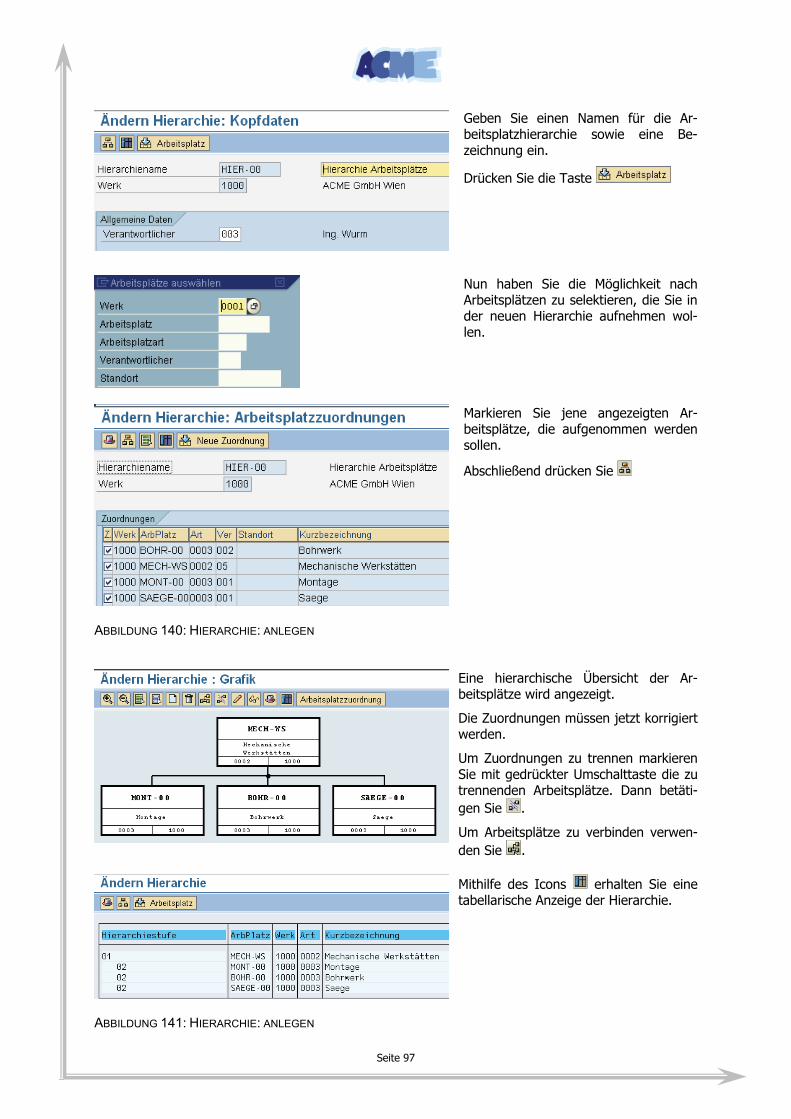
Seite 97
Geben Sie einen Namen für die Ar-beitsplatzhierarchie sowie eine Be-zeichnung ein.
Drücken Sie die Taste
Nun haben Sie die Möglichkeit nach Arbeitsplätzen zu selektieren, die Sie in der neuen Hierarchie aufnehmen wol-len.
Markieren Sie jene angezeigten Ar-beitsplätze, die aufgenommen werden sollen.
Abschließend drücken Sie
ABBILDUNG 140: HIERARCHIE: ANLEGEN
Eine hierarchische Übersicht der Ar-beitsplätze wird angezeigt.
Die Zuordnungen müssen jetzt korrigiert werden.
Um Zuordnungen zu trennen markieren Sie mit gedrückter Umschalttaste die zu trennenden Arbeitsplätze. Dann betäti-gen Sie .
Um Arbeitsplätze zu verbinden verwen-den Sie .
Mithilfe des Icons erhalten Sie eine tabellarische Anzeige der Hierarchie.
ABBILDUNG 141: HIERARCHIE: ANLEGEN
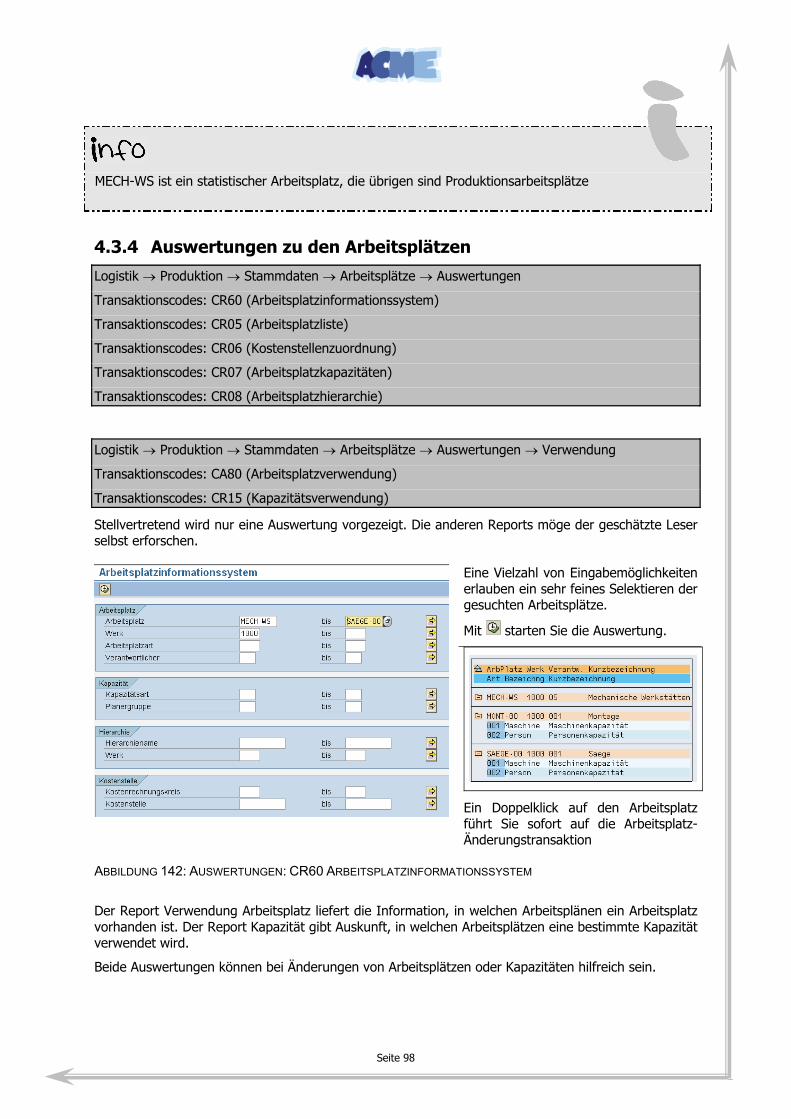
Seite 98
MECH-WS ist ein statistischer Arbeitsplatz, die übrigen sind Produktionsarbeitsplätze
4.3.4 Auswertungen zu den Arbeitsplätzen
Logistik → Produktion → Stammdaten → Arbeitsplätze → Auswertungen
Transaktionscodes: CR60 (Arbeitsplatzinformationssystem)
Transaktionscodes: CR05 (Arbeitsplatzliste)
Transaktionscodes: CR06 (Kostenstellenzuordnung)
Transaktionscodes: CR07 (Arbeitsplatzkapazitäten)
Transaktionscodes: CR08 (Arbeitsplatzhierarchie)
Logistik → Produktion → Stammdaten → Arbeitsplätze → Auswertungen → Verwendung
Transaktionscodes: CA80 (Arbeitsplatzverwendung)
Transaktionscodes: CR15 (Kapazitätsverwendung)
Stellvertretend wird nur eine Auswertung vorgezeigt. Die anderen Reports möge der geschätzte Leser selbst erforschen.
Eine Vielzahl von Eingabemöglichkeiten erlauben ein sehr feines Selektieren der gesuchten Arbeitsplätze.
Mit starten Sie die Auswertung.
Ein Doppelklick auf den Arbeitsplatz führt Sie sofort auf die Arbeitsplatz-Änderungstransaktion
ABBILDUNG 142: AUSWERTUNGEN: CR60 ARBEITSPLATZINFORMATIONSSYSTEM
Der Report Verwendung Arbeitsplatz liefert die Information, in welchen Arbeitsplänen ein Arbeitsplatz vorhanden ist. Der Report Kapazität gibt Auskunft, in welchen Arbeitsplätzen eine bestimmte Kapazität verwendet wird.
Beide Auswertungen können bei Änderungen von Arbeitsplätzen oder Kapazitäten hilfreich sein.
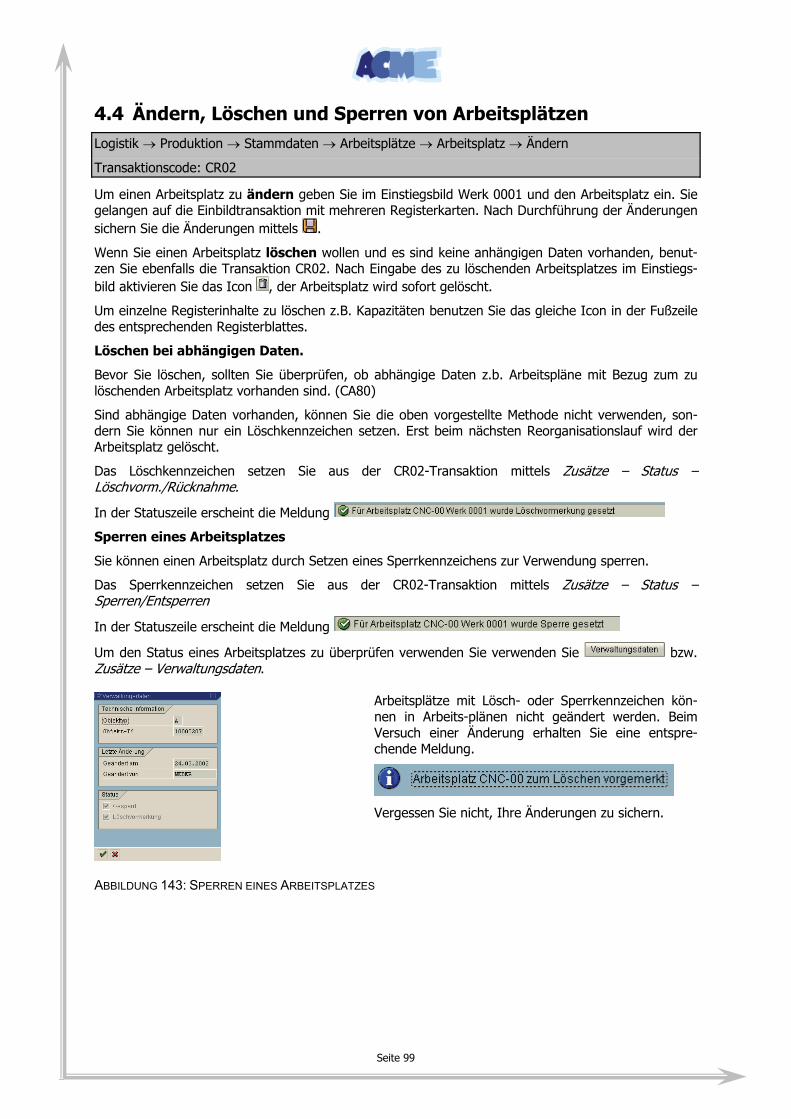
Seite 99
4.4 Ändern, Löschen und Sperren von Arbeitsplätzen Logistik → Produktion → Stammdaten → Arbeitsplätze → Arbeitsplatz → Ändern
Transaktionscode: CR02
Um einen Arbeitsplatz zu ändern geben Sie im Einstiegsbild Werk 0001 und den Arbeitsplatz ein. Sie gelangen auf die Einbildtransaktion mit mehreren Registerkarten. Nach Durchführung der Änderungen sichern Sie die Änderungen mittels .
Wenn Sie einen Arbeitsplatz löschen wollen und es sind keine anhängigen Daten vorhanden, benut-zen Sie ebenfalls die Transaktion CR02. Nach Eingabe des zu löschenden Arbeitsplatzes im Einstiegs-bild aktivieren Sie das Icon , der Arbeitsplatz wird sofort gelöscht.
Um einzelne Registerinhalte zu löschen z.B. Kapazitäten benutzen Sie das gleiche Icon in der Fußzeile des entsprechenden Registerblattes.
Löschen bei abhängigen Daten.
Bevor Sie löschen, sollten Sie überprüfen, ob abhängige Daten z.b. Arbeitspläne mit Bezug zum zu löschenden Arbeitsplatz vorhanden sind. (CA80)
Sind abhängige Daten vorhanden, können Sie die oben vorgestellte Methode nicht verwenden, son-dern Sie können nur ein Löschkennzeichen setzen. Erst beim nächsten Reorganisationslauf wird der Arbeitsplatz gelöscht.
Das Löschkennzeichen setzen Sie aus der CR02-Transaktion mittels Zusätze – Status –Löschvorm./Rücknahme.
In der Statuszeile erscheint die Meldung
Sperren eines Arbeitsplatzes
Sie können einen Arbeitsplatz durch Setzen eines Sperrkennzeichens zur Verwendung sperren.
Das Sperrkennzeichen setzen Sie aus der CR02-Transaktion mittels Zusätze – Status –Sperren/Entsperren
In der Statuszeile erscheint die Meldung
Um den Status eines Arbeitsplatzes zu überprüfen verwenden Sie verwenden Sie bzw. Zusätze – Verwaltungsdaten.
Arbeitsplätze mit Lösch- oder Sperrkennzeichen kön-nen in Arbeits-plänen nicht geändert werden. Beim Versuch einer Änderung erhalten Sie eine entspre-chende Meldung.
Vergessen Sie nicht, Ihre Änderungen zu sichern.
ABBILDUNG 143: SPERREN EINES ARBEITSPLATZES
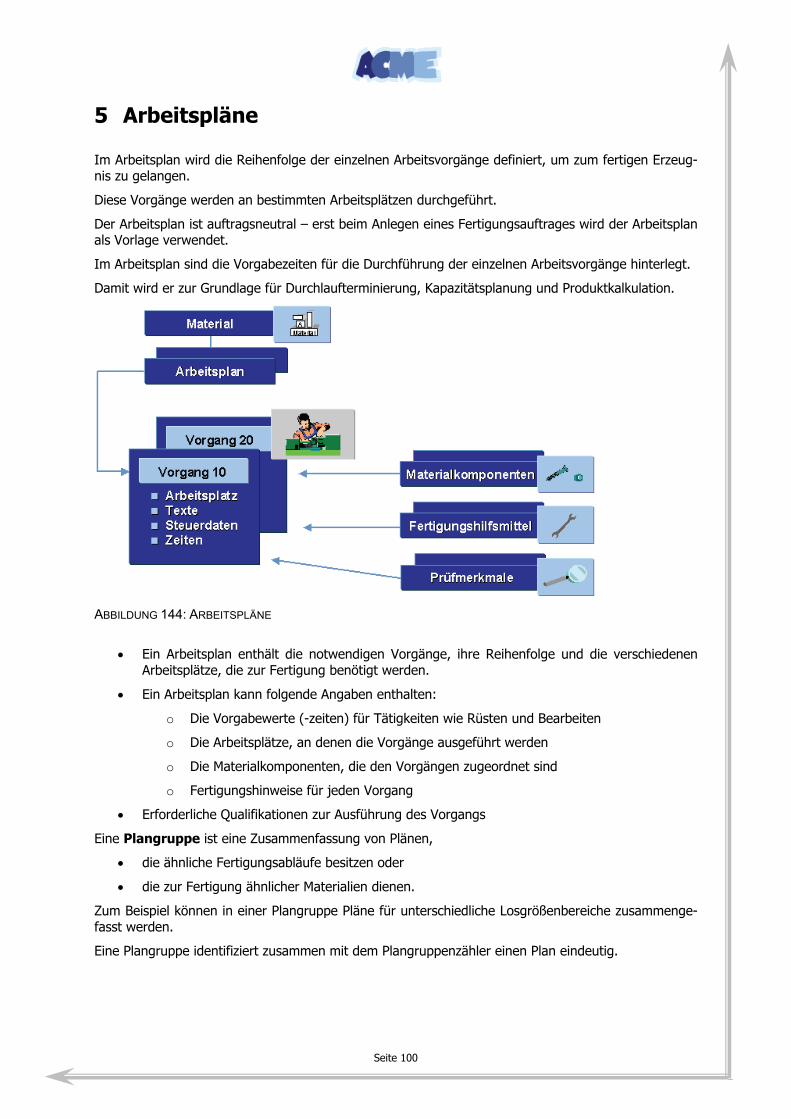
Seite 100
5 Arbeitspläne
Im Arbeitsplan wird die Reihenfolge der einzelnen Arbeitsvorgänge definiert, um zum fertigen Erzeug-nis zu gelangen.
Diese Vorgänge werden an bestimmten Arbeitsplätzen durchgeführt.
Der Arbeitsplan ist auftragsneutral – erst beim Anlegen eines Fertigungsauftrages wird der Arbeitsplan als Vorlage verwendet.
Im Arbeitsplan sind die Vorgabezeiten für die Durchführung der einzelnen Arbeitsvorgänge hinterlegt.
Damit wird er zur Grundlage für Durchlaufterminierung, Kapazitätsplanung und Produktkalkulation.
ABBILDUNG 144: ARBEITSPLÄNE
• Ein Arbeitsplan enthält die notwendigen Vorgänge, ihre Reihenfolge und die verschiedenen Arbeitsplätze, die zur Fertigung benötigt werden.
• Ein Arbeitsplan kann folgende Angaben enthalten:
o Die Vorgabewerte (-zeiten) für Tätigkeiten wie Rüsten und Bearbeiten
o Die Arbeitsplätze, an denen die Vorgänge ausgeführt werden
o Die Materialkomponenten, die den Vorgängen zugeordnet sind
o Fertigungshinweise für jeden Vorgang
• Erforderliche Qualifikationen zur Ausführung des Vorgangs
Eine Plangruppe ist eine Zusammenfassung von Plänen,
• die ähnliche Fertigungsabläufe besitzen oder
• die zur Fertigung ähnlicher Materialien dienen.
Zum Beispiel können in einer Plangruppe Pläne für unterschiedliche Losgrößenbereiche zusammenge-fasst werden.
Eine Plangruppe identifiziert zusammen mit dem Plangruppenzähler einen Plan eindeutig.
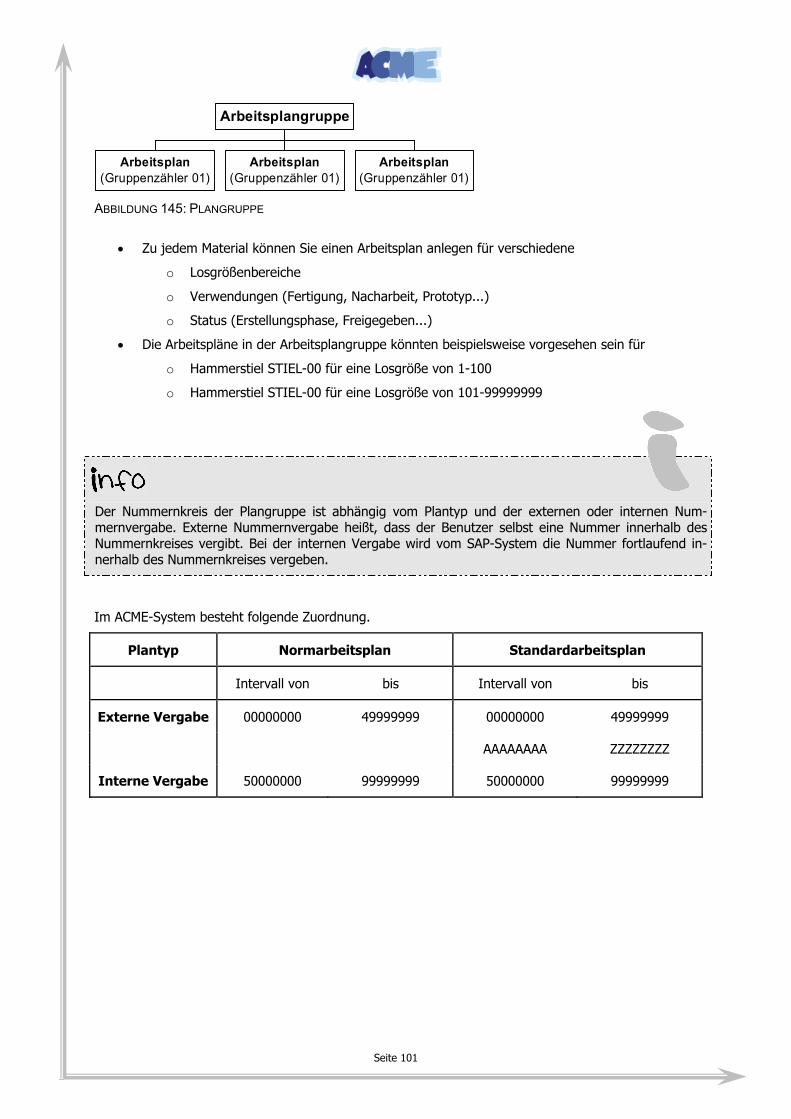
Seite 101
Arbeitsplan(Gruppenzähler 01)
Arbeitsplan(Gruppenzähler 01)
Arbeitsplan(Gruppenzähler 01)
Arbeitsplangruppe
ABBILDUNG 145: PLANGRUPPE
• Zu jedem Material können Sie einen Arbeitsplan anlegen für verschiedene
o Losgrößenbereiche
o Verwendungen (Fertigung, Nacharbeit, Prototyp...)
o Status (Erstellungsphase, Freigegeben...)
• Die Arbeitspläne in der Arbeitsplangruppe könnten beispielsweise vorgesehen sein für
o Hammerstiel STIEL-00 für eine Losgröße von 1-100
o Hammerstiel STIEL-00 für eine Losgröße von 101-99999999
Der Nummernkreis der Plangruppe ist abhängig vom Plantyp und der externen oder internen Num-mernvergabe. Externe Nummernvergabe heißt, dass der Benutzer selbst eine Nummer innerhalb des Nummernkreises vergibt. Bei der internen Vergabe wird vom SAP-System die Nummer fortlaufend in-nerhalb des Nummernkreises vergeben.
Im ACME-System besteht folgende Zuordnung.
Plantyp Normarbeitsplan Standardarbeitsplan
Intervall von bis Intervall von bis
Externe Vergabe 00000000 49999999 00000000 49999999
AAAAAAAA ZZZZZZZZ
Interne Vergabe 50000000 99999999 50000000 99999999
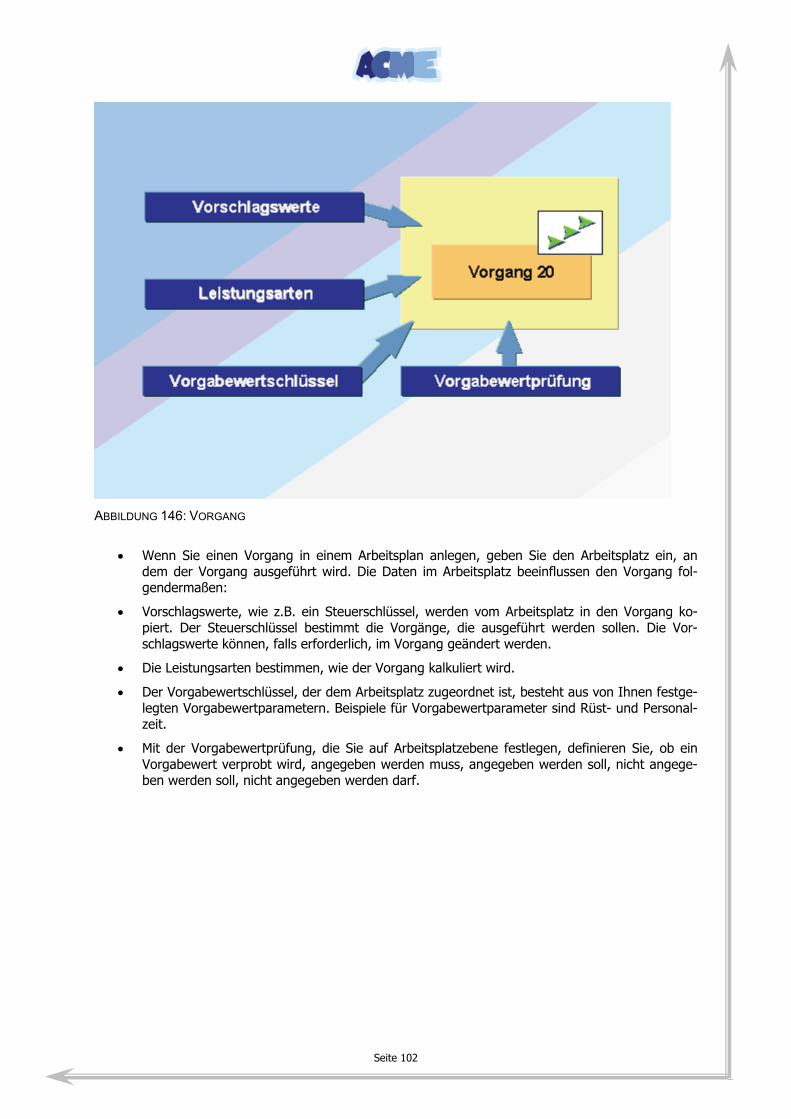
Seite 102
ABBILDUNG 146: VORGANG
• Wenn Sie einen Vorgang in einem Arbeitsplan anlegen, geben Sie den Arbeitsplatz ein, an dem der Vorgang ausgeführt wird. Die Daten im Arbeitsplatz beeinflussen den Vorgang fol-gendermaßen:
• Vorschlagswerte, wie z.B. ein Steuerschlüssel, werden vom Arbeitsplatz in den Vorgang ko-piert. Der Steuerschlüssel bestimmt die Vorgänge, die ausgeführt werden sollen. Die Vor-schlagswerte können, falls erforderlich, im Vorgang geändert werden.
• Die Leistungsarten bestimmen, wie der Vorgang kalkuliert wird.
• Der Vorgabewertschlüssel, der dem Arbeitsplatz zugeordnet ist, besteht aus von Ihnen festge-legten Vorgabewertparametern. Beispiele für Vorgabewertparameter sind Rüst- und Personal-zeit.
• Mit der Vorgabewertprüfung, die Sie auf Arbeitsplatzebene festlegen, definieren Sie, ob ein Vorgabewert verprobt wird, angegeben werden muss, angegeben werden soll, nicht angege-ben werden soll, nicht angegeben werden darf.
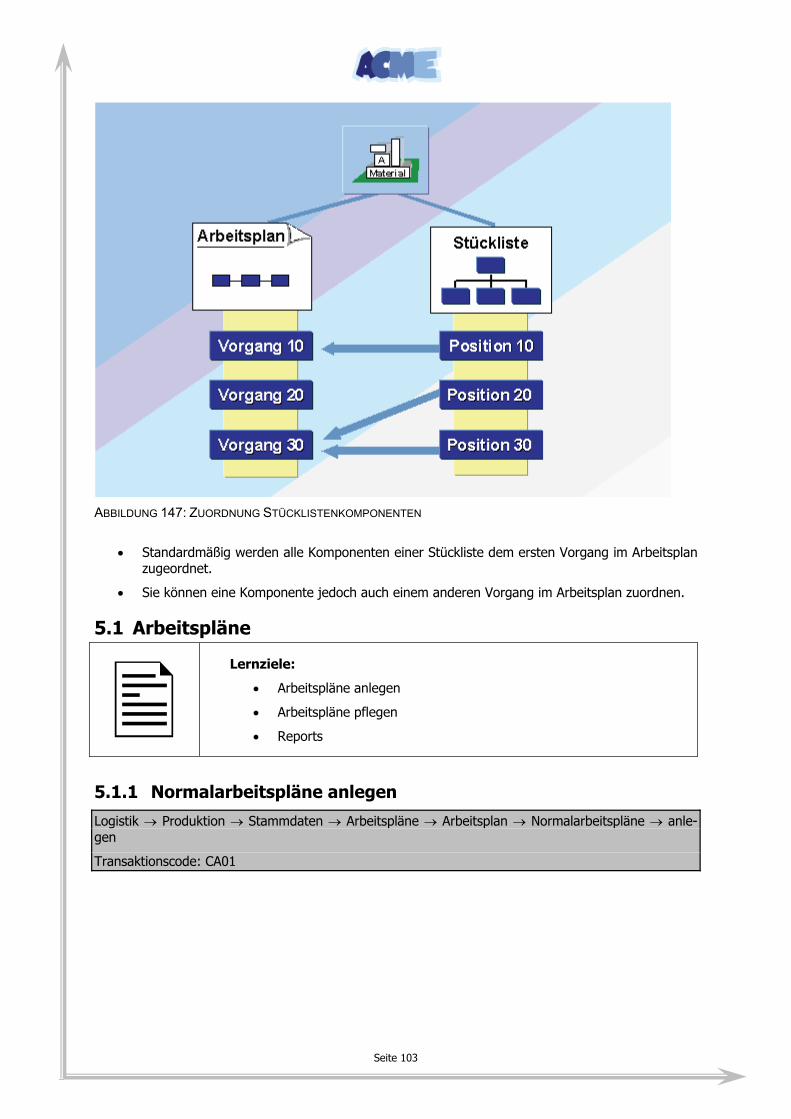
Seite 103
ABBILDUNG 147: ZUORDNUNG STÜCKLISTENKOMPONENTEN
• Standardmäßig werden alle Komponenten einer Stückliste dem ersten Vorgang im Arbeitsplan zugeordnet.
• Sie können eine Komponente jedoch auch einem anderen Vorgang im Arbeitsplan zuordnen.
5.1 Arbeitspläne
Lernziele:
• Arbeitspläne anlegen
• Arbeitspläne pflegen
• Reports
5.1.1 Normalarbeitspläne anlegen
Logistik → Produktion → Stammdaten → Arbeitspläne → Arbeitsplan → Normalarbeitspläne → anle-gen
Transaktionscode: CA01
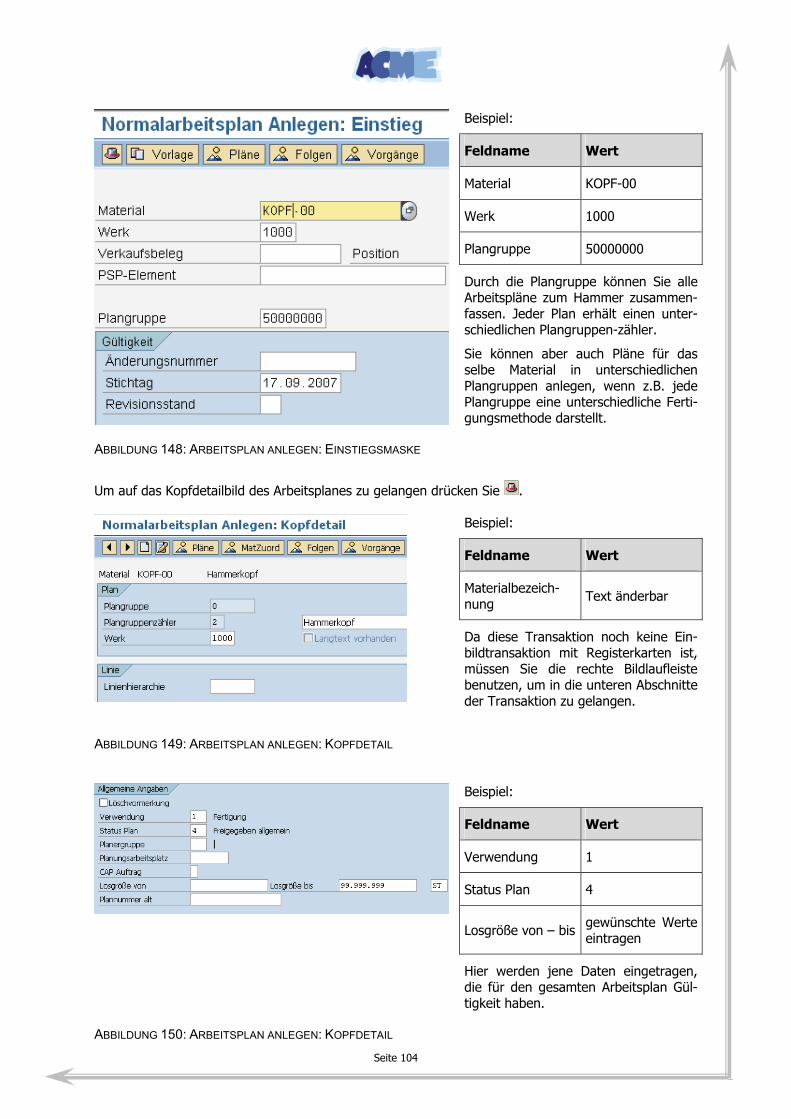
Seite 104
Beispiel:
Feldname Wert
Material KOPF-00
Werk 1000
Plangruppe 50000000
Durch die Plangruppe können Sie alle Arbeitspläne zum Hammer zusammen-fassen. Jeder Plan erhält einen unter-schiedlichen Plangruppen-zähler.
Sie können aber auch Pläne für das selbe Material in unterschiedlichen Plangruppen anlegen, wenn z.B. jede Plangruppe eine unterschiedliche Ferti-gungsmethode darstellt.
ABBILDUNG 148: ARBEITSPLAN ANLEGEN: EINSTIEGSMASKE
Um auf das Kopfdetailbild des Arbeitsplanes zu gelangen drücken Sie .
Beispiel:
Feldname Wert
Materialbezeich-nung Text änderbar
Da diese Transaktion noch keine Ein-bildtransaktion mit Registerkarten ist, müssen Sie die rechte Bildlaufleiste benutzen, um in die unteren Abschnitte der Transaktion zu gelangen.
ABBILDUNG 149: ARBEITSPLAN ANLEGEN: KOPFDETAIL
Beispiel:
Feldname Wert
Verwendung 1
Status Plan 4
Losgröße von – bis gewünschte Werte eintragen
Hier werden jene Daten eingetragen, die für den gesamten Arbeitsplan Gül-tigkeit haben.
ABBILDUNG 150: ARBEITSPLAN ANLEGEN: KOPFDETAIL
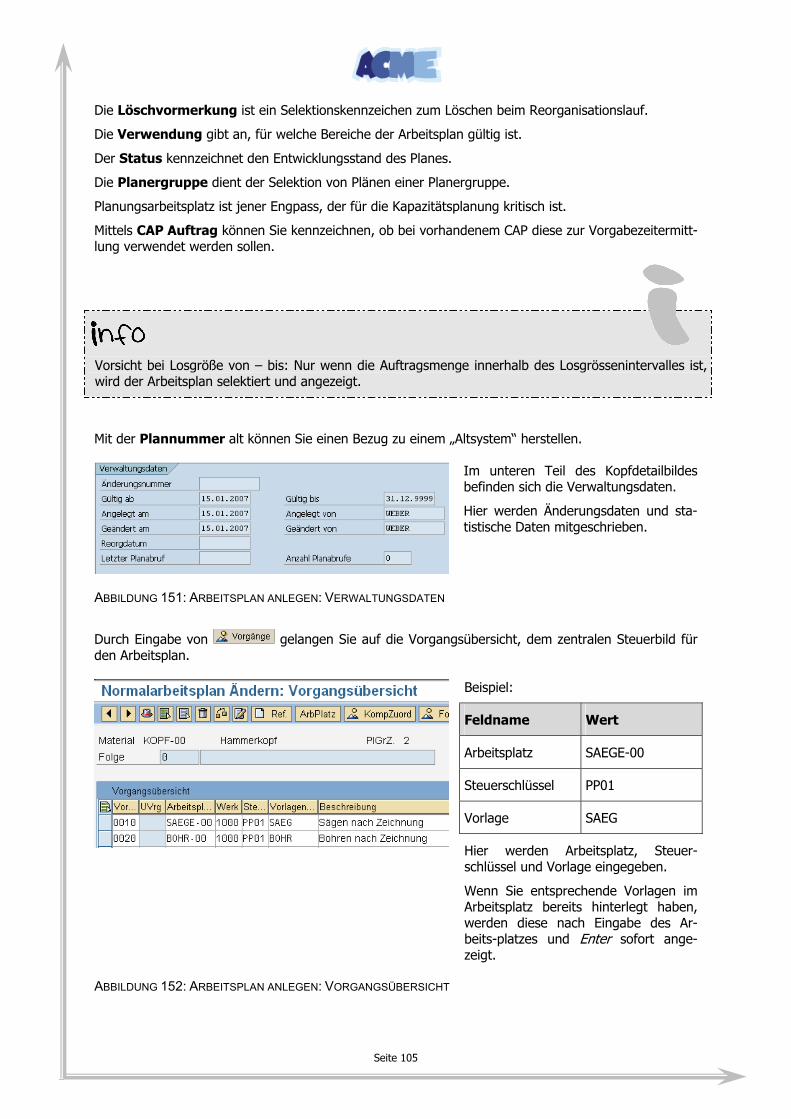
Seite 105
Die Löschvormerkung ist ein Selektionskennzeichen zum Löschen beim Reorganisationslauf.
Die Verwendung gibt an, für welche Bereiche der Arbeitsplan gültig ist.
Der Status kennzeichnet den Entwicklungsstand des Planes.
Die Planergruppe dient der Selektion von Plänen einer Planergruppe.
Planungsarbeitsplatz ist jener Engpass, der für die Kapazitätsplanung kritisch ist.
Mittels CAP Auftrag können Sie kennzeichnen, ob bei vorhandenem CAP diese zur Vorgabezeitermitt-lung verwendet werden sollen.
Vorsicht bei Losgröße von – bis: Nur wenn die Auftragsmenge innerhalb des Losgrössenintervalles ist, wird der Arbeitsplan selektiert und angezeigt.
Mit der Plannummer alt können Sie einen Bezug zu einem „Altsystem“ herstellen.
Im unteren Teil des Kopfdetailbildes befinden sich die Verwaltungsdaten.
Hier werden Änderungsdaten und sta-tistische Daten mitgeschrieben.
ABBILDUNG 151: ARBEITSPLAN ANLEGEN: VERWALTUNGSDATEN
Durch Eingabe von gelangen Sie auf die Vorgangsübersicht, dem zentralen Steuerbild für den Arbeitsplan.
Beispiel:
Feldname Wert
Arbeitsplatz SAEGE-00
Steuerschlüssel PP01
Vorlage SAEG
Hier werden Arbeitsplatz, Steuer-schlüssel und Vorlage eingegeben.
Wenn Sie entsprechende Vorlagen im Arbeitsplatz bereits hinterlegt haben, werden diese nach Eingabe des Ar-beits-platzes und Enter sofort ange-zeigt.
ABBILDUNG 152: ARBEITSPLAN ANLEGEN: VORGANGSÜBERSICHT
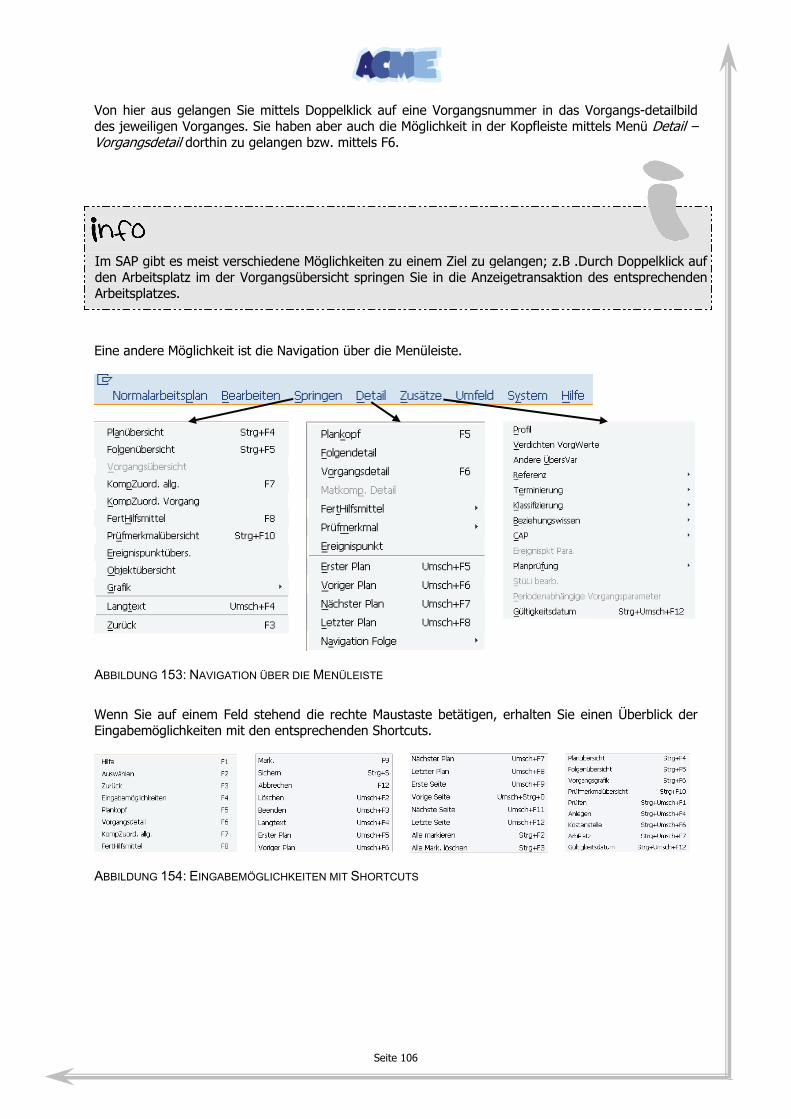
Seite 106
Von hier aus gelangen Sie mittels Doppelklick auf eine Vorgangsnummer in das Vorgangs-detailbild des jeweiligen Vorganges. Sie haben aber auch die Möglichkeit in der Kopfleiste mittels Menü Detail – Vorgangsdetail dorthin zu gelangen bzw. mittels F6.
Im SAP gibt es meist verschiedene Möglichkeiten zu einem Ziel zu gelangen; z.B .Durch Doppelklick auf den Arbeitsplatz im der Vorgangsübersicht springen Sie in die Anzeigetransaktion des entsprechenden Arbeitsplatzes.
Eine andere Möglichkeit ist die Navigation über die Menüleiste.
ABBILDUNG 153: NAVIGATION ÜBER DIE MENÜLEISTE
Wenn Sie auf einem Feld stehend die rechte Maustaste betätigen, erhalten Sie einen Überblick der Eingabemöglichkeiten mit den entsprechenden Shortcuts.
ABBILDUNG 154: EINGABEMÖGLICHKEITEN MIT SHORTCUTS
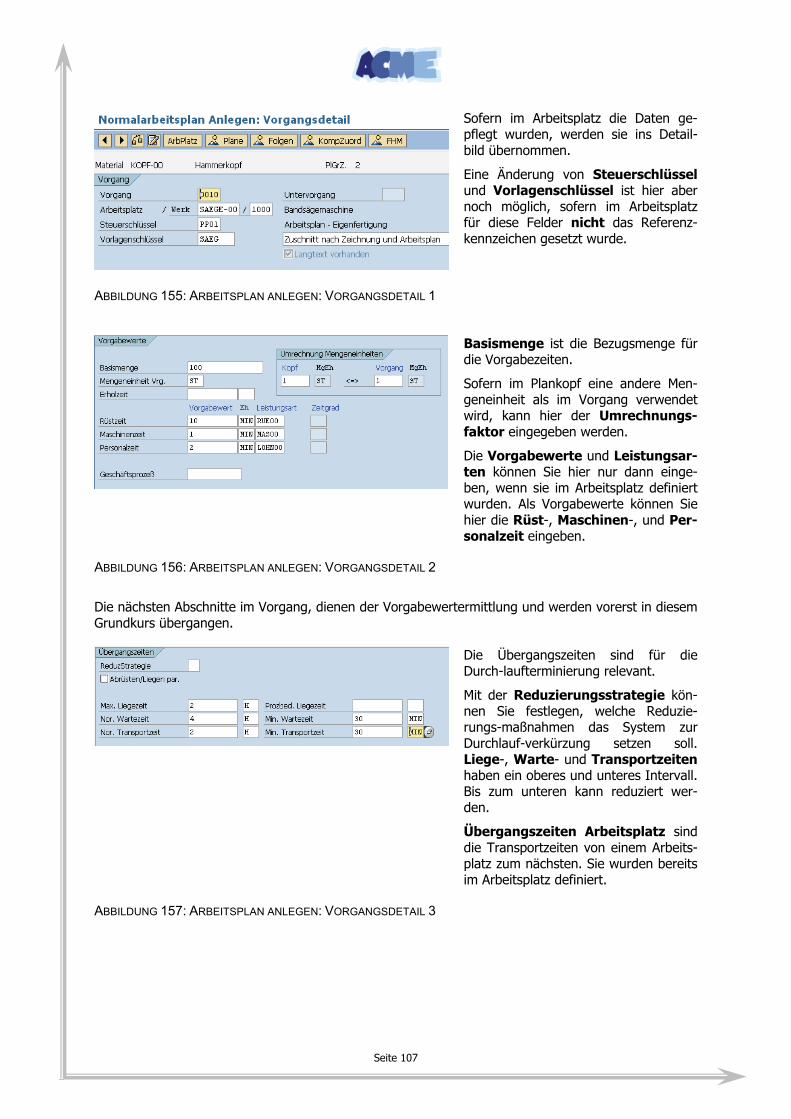
Seite 107
Sofern im Arbeitsplatz die Daten ge-pflegt wurden, werden sie ins Detail-bild übernommen.
Eine Änderung von Steuerschlüssel und Vorlagenschlüssel ist hier aber noch möglich, sofern im Arbeitsplatz für diese Felder nicht das Referenz-kennzeichen gesetzt wurde.
ABBILDUNG 155: ARBEITSPLAN ANLEGEN: VORGANGSDETAIL 1
Basismenge ist die Bezugsmenge für die Vorgabezeiten.
Sofern im Plankopf eine andere Men-geneinheit als im Vorgang verwendet wird, kann hier der Umrechnungs-faktor eingegeben werden.
Die Vorgabewerte und Leistungsar-ten können Sie hier nur dann einge-ben, wenn sie im Arbeitsplatz definiert wurden. Als Vorgabewerte können Sie hier die Rüst-, Maschinen-, und Per-sonalzeit eingeben.
ABBILDUNG 156: ARBEITSPLAN ANLEGEN: VORGANGSDETAIL 2
Die nächsten Abschnitte im Vorgang, dienen der Vorgabewertermittlung und werden vorerst in diesem Grundkurs übergangen.
Die Übergangszeiten sind für die Durch-laufterminierung relevant.
Mit der Reduzierungsstrategie kön-nen Sie festlegen, welche Reduzie-rungs-maßnahmen das System zur Durchlauf-verkürzung setzen soll.Liege-, Warte- und Transportzeiten haben ein oberes und unteres Intervall. Bis zum unteren kann reduziert wer-den.
Übergangszeiten Arbeitsplatz sind die Transportzeiten von einem Arbeits-platz zum nächsten. Sie wurden bereits im Arbeitsplatz definiert.
ABBILDUNG 157: ARBEITSPLAN ANLEGEN: VORGANGSDETAIL 3
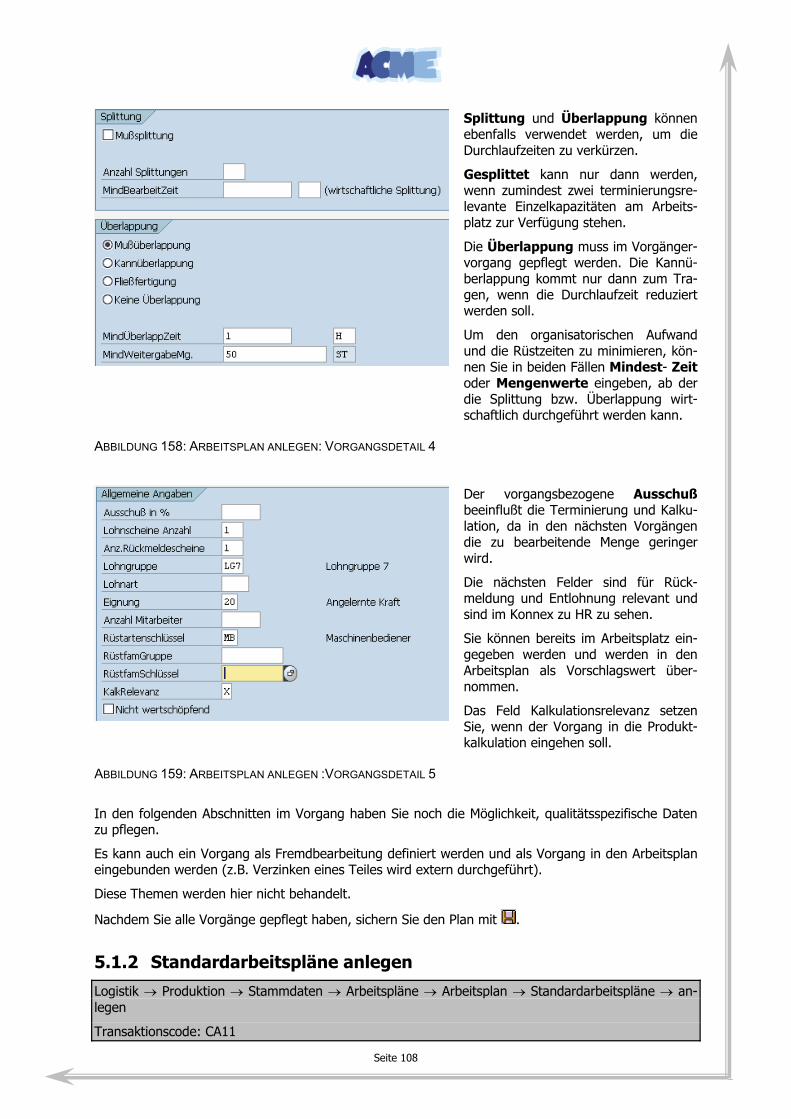
Seite 108
Splittung und Überlappung können ebenfalls verwendet werden, um die Durchlaufzeiten zu verkürzen.
Gesplittet kann nur dann werden, wenn zumindest zwei terminierungsre-levante Einzelkapazitäten am Arbeits-platz zur Verfügung stehen.
Die Überlappung muss im Vorgänger-vorgang gepflegt werden. Die Kannü-berlappung kommt nur dann zum Tra-gen, wenn die Durchlaufzeit reduziert werden soll.
Um den organisatorischen Aufwand und die Rüstzeiten zu minimieren, kön-nen Sie in beiden Fällen Mindest- Zeit oder Mengenwerte eingeben, ab der die Splittung bzw. Überlappung wirt-schaftlich durchgeführt werden kann.
ABBILDUNG 158: ARBEITSPLAN ANLEGEN: VORGANGSDETAIL 4
Der vorgangsbezogene Ausschuß beeinflußt die Terminierung und Kalku-lation, da in den nächsten Vorgängen die zu bearbeitende Menge geringer wird.
Die nächsten Felder sind für Rück-meldung und Entlohnung relevant und sind im Konnex zu HR zu sehen.
Sie können bereits im Arbeitsplatz ein-gegeben werden und werden in den Arbeitsplan als Vorschlagswert über-nommen.
Das Feld Kalkulationsrelevanz setzen Sie, wenn der Vorgang in die Produkt-kalkulation eingehen soll.
ABBILDUNG 159: ARBEITSPLAN ANLEGEN :VORGANGSDETAIL 5
In den folgenden Abschnitten im Vorgang haben Sie noch die Möglichkeit, qualitätsspezifische Daten zu pflegen.
Es kann auch ein Vorgang als Fremdbearbeitung definiert werden und als Vorgang in den Arbeitsplan eingebunden werden (z.B. Verzinken eines Teiles wird extern durchgeführt).
Diese Themen werden hier nicht behandelt.
Nachdem Sie alle Vorgänge gepflegt haben, sichern Sie den Plan mit .
5.1.2 Standardarbeitspläne anlegen
Logistik → Produktion → Stammdaten → Arbeitspläne → Arbeitsplan → Standardarbeitspläne → an-legen
Transaktionscode: CA11
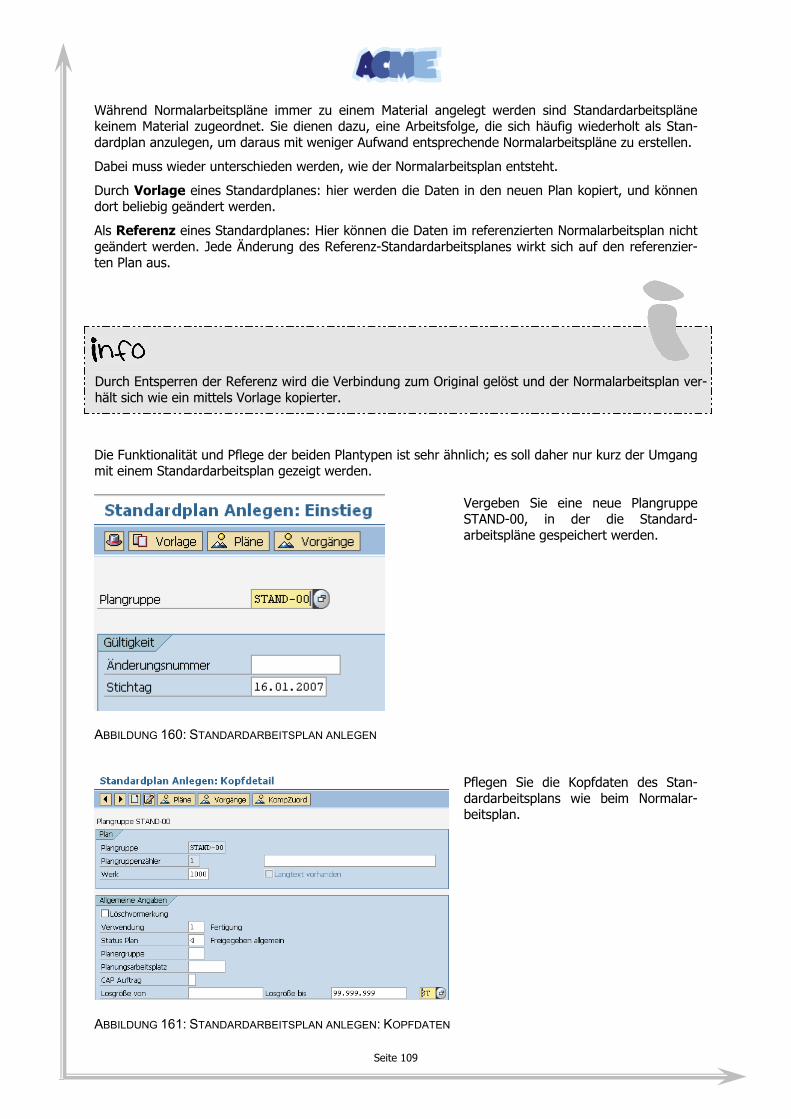
Seite 109
Während Normalarbeitspläne immer zu einem Material angelegt werden sind Standardarbeitspläne keinem Material zugeordnet. Sie dienen dazu, eine Arbeitsfolge, die sich häufig wiederholt als Stan-dardplan anzulegen, um daraus mit weniger Aufwand entsprechende Normalarbeitspläne zu erstellen.
Dabei muss wieder unterschieden werden, wie der Normalarbeitsplan entsteht.
Durch Vorlage eines Standardplanes: hier werden die Daten in den neuen Plan kopiert, und können dort beliebig geändert werden.
Als Referenz eines Standardplanes: Hier können die Daten im referenzierten Normalarbeitsplan nicht geändert werden. Jede Änderung des Referenz-Standardarbeitsplanes wirkt sich auf den referenzier-ten Plan aus.
Durch Entsperren der Referenz wird die Verbindung zum Original gelöst und der Normalarbeitsplan ver-hält sich wie ein mittels Vorlage kopierter.
Die Funktionalität und Pflege der beiden Plantypen ist sehr ähnlich; es soll daher nur kurz der Umgang mit einem Standardarbeitsplan gezeigt werden.
Vergeben Sie eine neue Plangruppe STAND-00, in der die Standard-arbeitspläne gespeichert werden.
ABBILDUNG 160: STANDARDARBEITSPLAN ANLEGEN
Pflegen Sie die Kopfdaten des Stan-dardarbeitsplans wie beim Normalar-beitsplan.
ABBILDUNG 161: STANDARDARBEITSPLAN ANLEGEN: KOPFDATEN
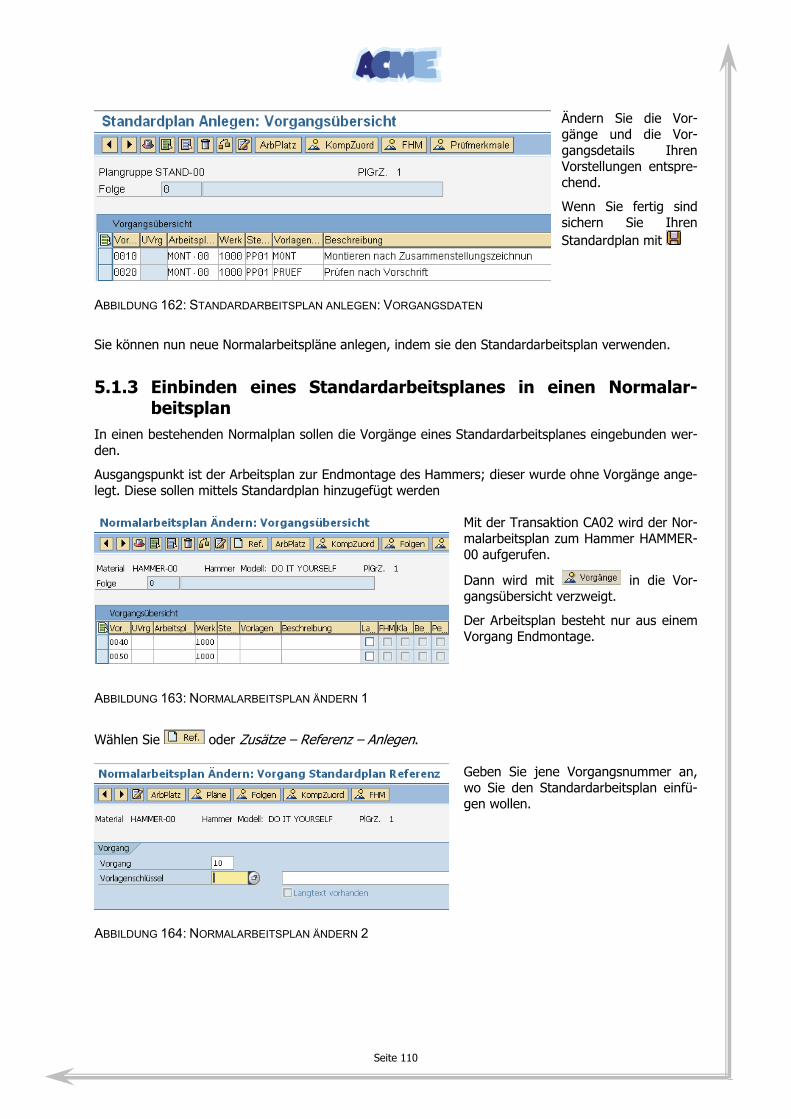
Seite 110
Ändern Sie die Vor-gänge und die Vor-gangsdetails Ihren Vorstellungen entspre-chend.
Wenn Sie fertig sind sichern Sie Ihren Standardplan mit
ABBILDUNG 162: STANDARDARBEITSPLAN ANLEGEN: VORGANGSDATEN
Sie können nun neue Normalarbeitspläne anlegen, indem sie den Standardarbeitsplan verwenden.
5.1.3 Einbinden eines Standardarbeitsplanes in einen Normalar-beitsplan
In einen bestehenden Normalplan sollen die Vorgänge eines Standardarbeitsplanes eingebunden wer-den.
Ausgangspunkt ist der Arbeitsplan zur Endmontage des Hammers; dieser wurde ohne Vorgänge ange-legt. Diese sollen mittels Standardplan hinzugefügt werden
Mit der Transaktion CA02 wird der Nor-malarbeitsplan zum Hammer HAMMER-00 aufgerufen.
Dann wird mit in die Vor-gangsübersicht verzweigt.
Der Arbeitsplan besteht nur aus einem Vorgang Endmontage.
ABBILDUNG 163: NORMALARBEITSPLAN ÄNDERN 1
Wählen Sie oder Zusätze – Referenz – Anlegen.
Geben Sie jene Vorgangsnummer an, wo Sie den Standardarbeitsplan einfü-gen wollen.
ABBILDUNG 164: NORMALARBEITSPLAN ÄNDERN 2
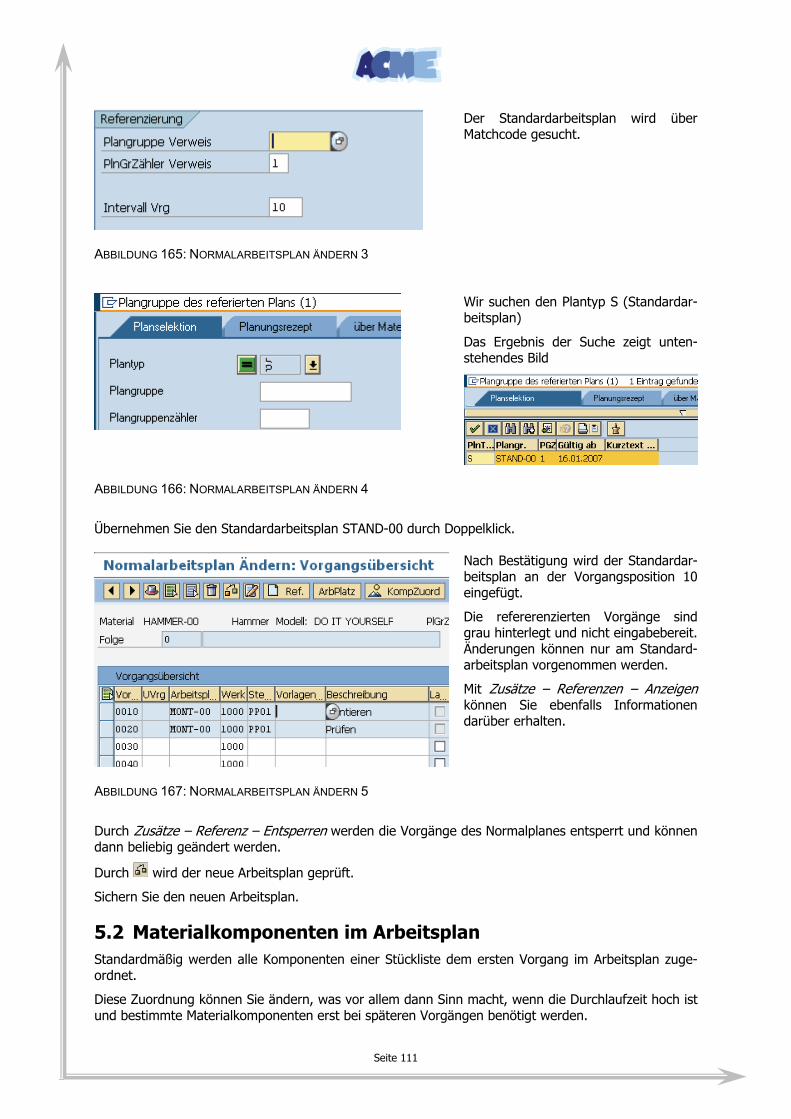
Seite 111
Der Standardarbeitsplan wird über Matchcode gesucht.
ABBILDUNG 165: NORMALARBEITSPLAN ÄNDERN 3
Wir suchen den Plantyp S (Standardar-beitsplan)
Das Ergebnis der Suche zeigt unten-stehendes Bild
ABBILDUNG 166: NORMALARBEITSPLAN ÄNDERN 4
Übernehmen Sie den Standardarbeitsplan STAND-00 durch Doppelklick.
Nach Bestätigung wird der Standardar-beitsplan an der Vorgangsposition 10 eingefügt.
Die refererenzierten Vorgänge sind grau hinterlegt und nicht eingabebereit. Änderungen können nur am Standard-arbeitsplan vorgenommen werden.
Mit Zusätze – Referenzen – Anzeigen können Sie ebenfalls Informationen darüber erhalten.
ABBILDUNG 167: NORMALARBEITSPLAN ÄNDERN 5
Durch Zusätze – Referenz – Entsperren werden die Vorgänge des Normalplanes entsperrt und können dann beliebig geändert werden.
Durch wird der neue Arbeitsplan geprüft.
Sichern Sie den neuen Arbeitsplan.
5.2 Materialkomponenten im Arbeitsplan Standardmäßig werden alle Komponenten einer Stückliste dem ersten Vorgang im Arbeitsplan zuge-ordnet.
Diese Zuordnung können Sie ändern, was vor allem dann Sinn macht, wenn die Durchlaufzeit hoch ist und bestimmte Materialkomponenten erst bei späteren Vorgängen benötigt werden.
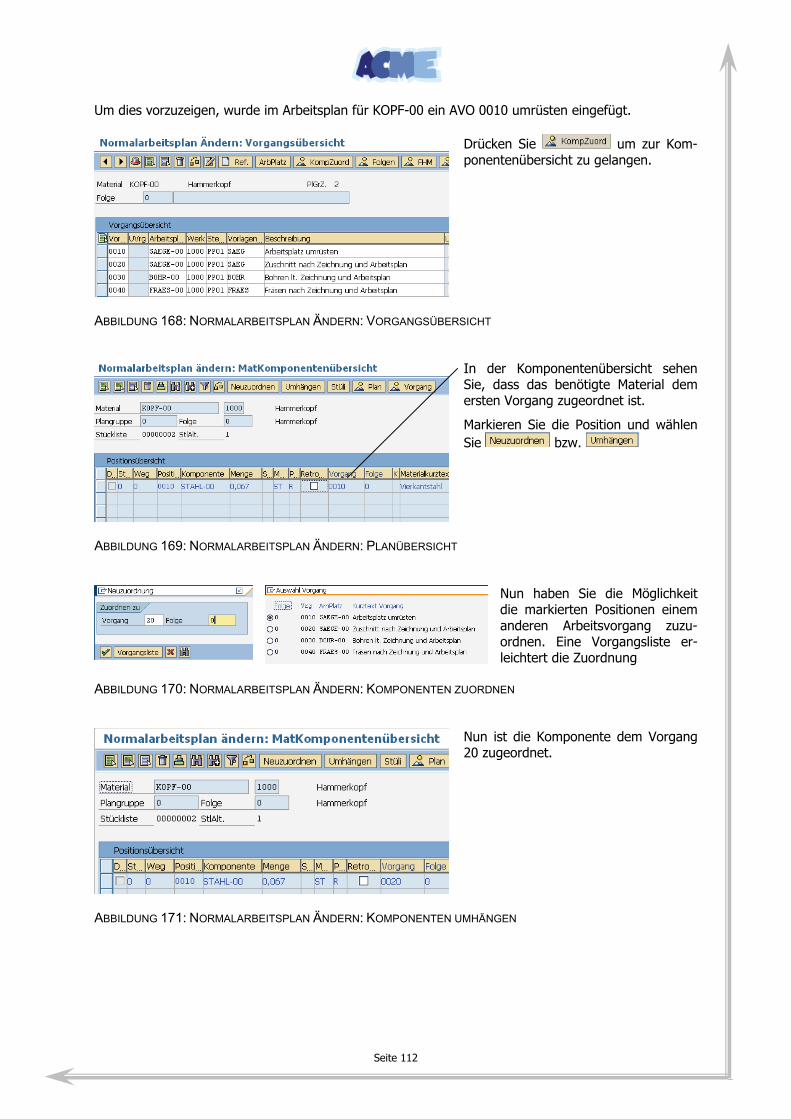
Seite 112
Um dies vorzuzeigen, wurde im Arbeitsplan für KOPF-00 ein AVO 0010 umrüsten eingefügt.
Drücken Sie um zur Kom-ponentenübersicht zu gelangen.
ABBILDUNG 168: NORMALARBEITSPLAN ÄNDERN: VORGANGSÜBERSICHT
In der Komponentenübersicht sehen Sie, dass das benötigte Material dem ersten Vorgang zugeordnet ist.
Markieren Sie die Position und wählen Sie bzw.
ABBILDUNG 169: NORMALARBEITSPLAN ÄNDERN: PLANÜBERSICHT
Nun haben Sie die Möglichkeit die markierten Positionen einem anderen Arbeitsvorgang zuzu-ordnen. Eine Vorgangsliste er-leichtert die Zuordnung
ABBILDUNG 170: NORMALARBEITSPLAN ÄNDERN: KOMPONENTEN ZUORDNEN
Nun ist die Komponente dem Vorgang 20 zugeordnet.
ABBILDUNG 171: NORMALARBEITSPLAN ÄNDERN: KOMPONENTEN UMHÄNGEN
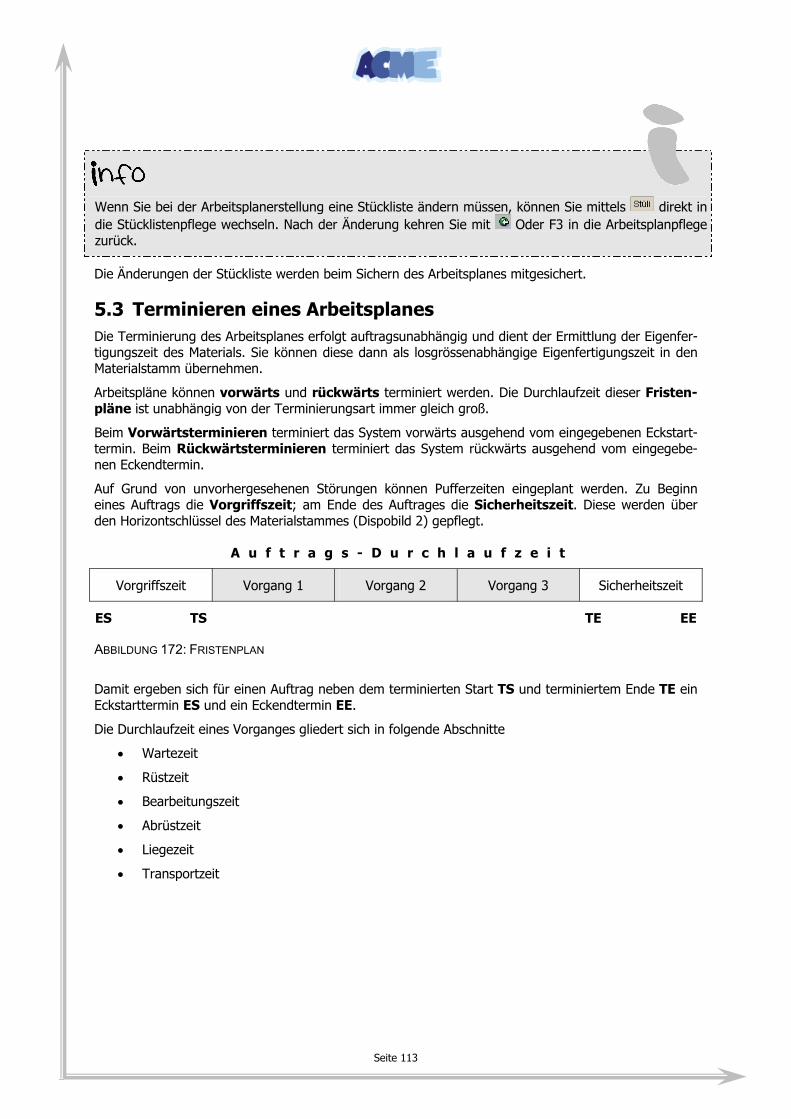
Seite 113
Wenn Sie bei der Arbeitsplanerstellung eine Stückliste ändern müssen, können Sie mittels direkt in die Stücklistenpflege wechseln. Nach der Änderung kehren Sie mit Oder F3 in die Arbeitsplanpflege zurück.
Die Änderungen der Stückliste werden beim Sichern des Arbeitsplanes mitgesichert.
5.3 Terminieren eines Arbeitsplanes Die Terminierung des Arbeitsplanes erfolgt auftragsunabhängig und dient der Ermittlung der Eigenfer-tigungszeit des Materials. Sie können diese dann als losgrössenabhängige Eigenfertigungszeit in den Materialstamm übernehmen.
Arbeitspläne können vorwärts und rückwärts terminiert werden. Die Durchlaufzeit dieser Fristen-pläne ist unabhängig von der Terminierungsart immer gleich groß.
Beim Vorwärtsterminieren terminiert das System vorwärts ausgehend vom eingegebenen Eckstart-termin. Beim Rückwärtsterminieren terminiert das System rückwärts ausgehend vom eingegebe-nen Eckendtermin.
Auf Grund von unvorhergesehenen Störungen können Pufferzeiten eingeplant werden. Zu Beginn eines Auftrags die Vorgriffszeit; am Ende des Auftrages die Sicherheitszeit. Diese werden über den Horizontschlüssel des Materialstammes (Dispobild 2) gepflegt.
A u f t r a g s - D u r c h l a u f z e i t
Vorgriffszeit Vorgang 1 Vorgang 2 Vorgang 3 Sicherheitszeit
ES TS TE EE
ABBILDUNG 172: FRISTENPLAN
Damit ergeben sich für einen Auftrag neben dem terminierten Start TS und terminiertem Ende TE ein Eckstarttermin ES und ein Eckendtermin EE.
Die Durchlaufzeit eines Vorganges gliedert sich in folgende Abschnitte
• Wartezeit
• Rüstzeit
• Bearbeitungszeit
• Abrüstzeit
• Liegezeit
• Transportzeit
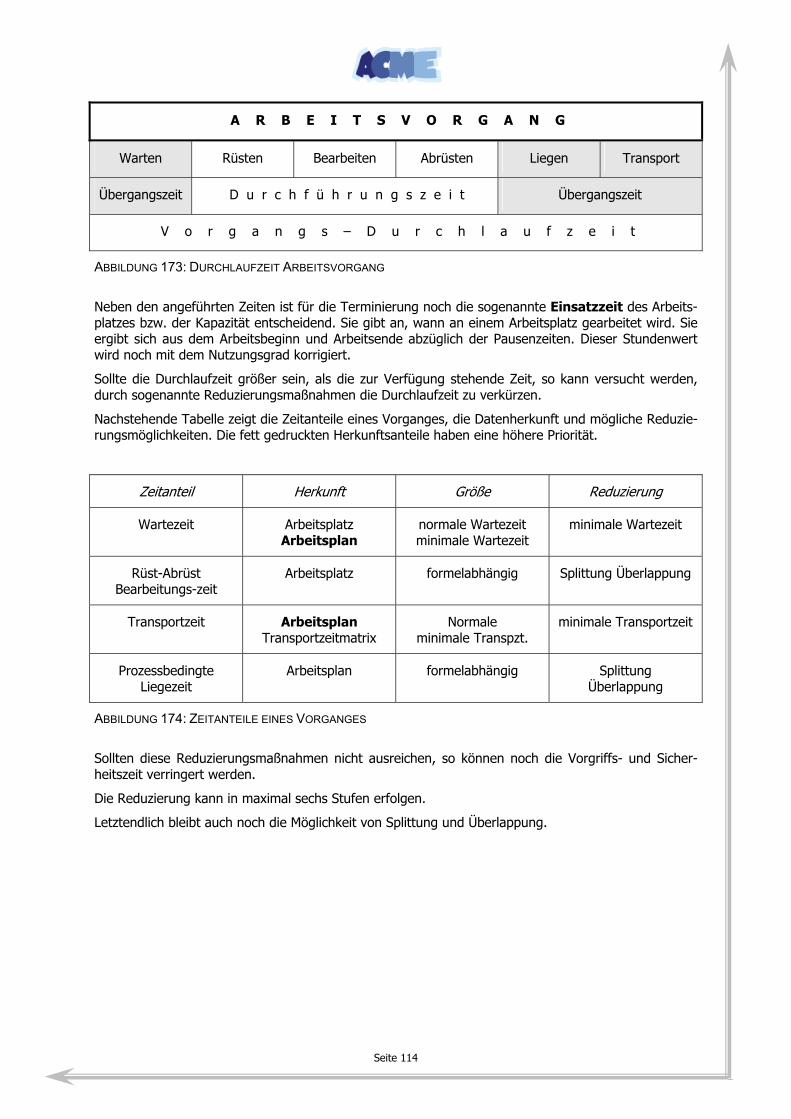
Seite 114
A R B E I T S V O R G A N G
Warten Rüsten Bearbeiten Abrüsten Liegen Transport
Übergangszeit D u r c h f ü h r u n g s z e i t Übergangszeit
V o r g a n g s – D u r c h l a u f z e i t
ABBILDUNG 173: DURCHLAUFZEIT ARBEITSVORGANG
Neben den angeführten Zeiten ist für die Terminierung noch die sogenannte Einsatzzeit des Arbeits-platzes bzw. der Kapazität entscheidend. Sie gibt an, wann an einem Arbeitsplatz gearbeitet wird. Sie ergibt sich aus dem Arbeitsbeginn und Arbeitsende abzüglich der Pausenzeiten. Dieser Stundenwert wird noch mit dem Nutzungsgrad korrigiert.
Sollte die Durchlaufzeit größer sein, als die zur Verfügung stehende Zeit, so kann versucht werden, durch sogenannte Reduzierungsmaßnahmen die Durchlaufzeit zu verkürzen.
Nachstehende Tabelle zeigt die Zeitanteile eines Vorganges, die Datenherkunft und mögliche Reduzie-rungsmöglichkeiten. Die fett gedruckten Herkunftsanteile haben eine höhere Priorität.
Zeitanteil Herkunft Größe Reduzierung
Wartezeit Arbeitsplatz Arbeitsplan
normale Wartezeit minimale Wartezeit
minimale Wartezeit
Rüst-Abrüst Bearbeitungs-zeit
Arbeitsplatz formelabhängig Splittung Überlappung
Transportzeit Arbeitsplan Transportzeitmatrix
Normale minimale Transpzt.
minimale Transportzeit
Prozessbedingte Liegezeit
Arbeitsplan formelabhängig Splittung Überlappung
ABBILDUNG 174: ZEITANTEILE EINES VORGANGES
Sollten diese Reduzierungsmaßnahmen nicht ausreichen, so können noch die Vorgriffs- und Sicher-heitszeit verringert werden.
Die Reduzierung kann in maximal sechs Stufen erfolgen.
Letztendlich bleibt auch noch die Möglichkeit von Splittung und Überlappung.
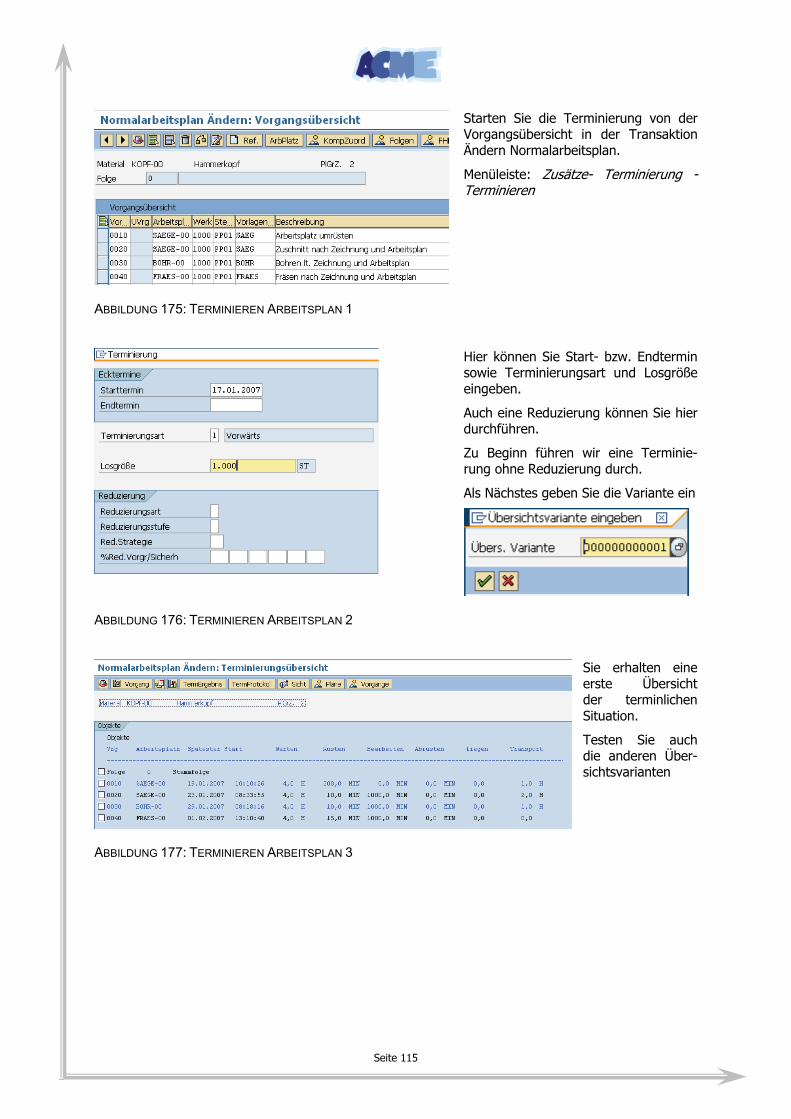
Seite 115
Starten Sie die Terminierung von der Vorgangsübersicht in der Transaktion Ändern Normalarbeitsplan.
Menüleiste: Zusätze- Terminierung - Terminieren
ABBILDUNG 175: TERMINIEREN ARBEITSPLAN 1
Hier können Sie Start- bzw. Endtermin sowie Terminierungsart und Losgröße eingeben.
Auch eine Reduzierung können Sie hier durchführen.
Zu Beginn führen wir eine Terminie-rung ohne Reduzierung durch.
Als Nächstes geben Sie die Variante ein
ABBILDUNG 176: TERMINIEREN ARBEITSPLAN 2
Sie erhalten eine erste Übersicht der terminlichen Situation.
Testen Sie auch die anderen Über-sichtsvarianten
ABBILDUNG 177: TERMINIEREN ARBEITSPLAN 3
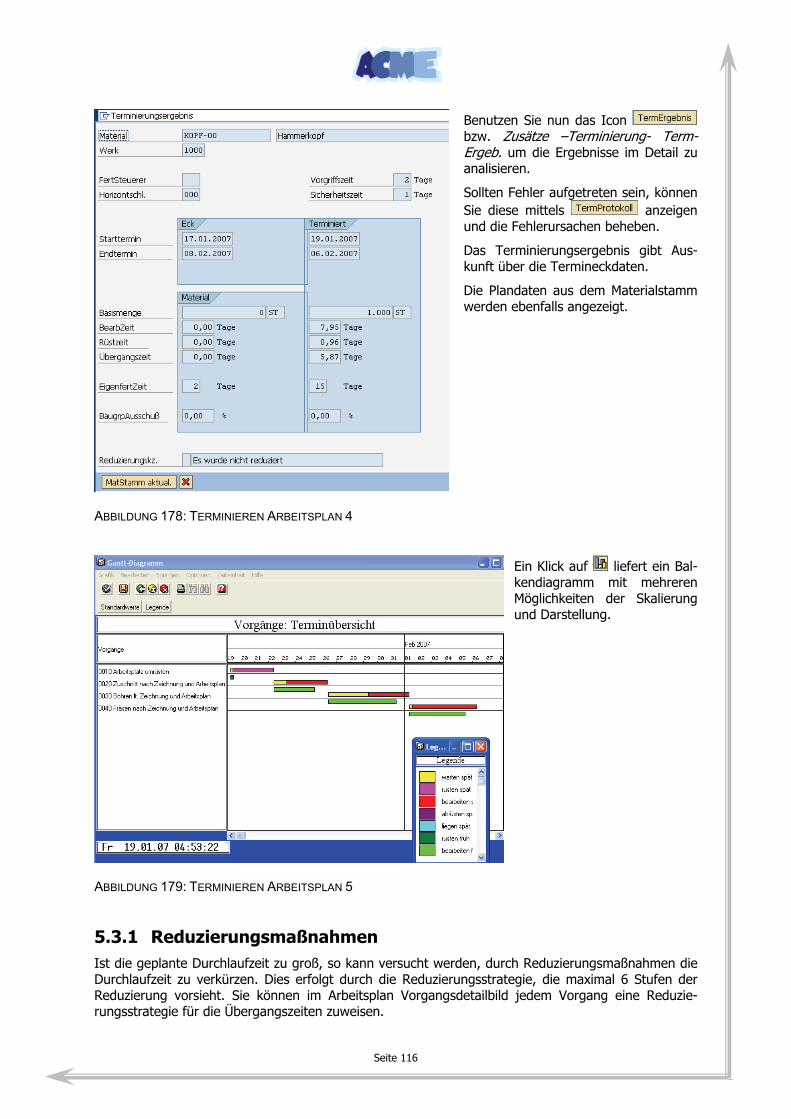
Seite 116
Benutzen Sie nun das Icon bzw. Zusätze –Terminierung- Term-Ergeb. um die Ergebnisse im Detail zu analisieren.
Sollten Fehler aufgetreten sein, können Sie diese mittels anzeigen und die Fehlerursachen beheben.
Das Terminierungsergebnis gibt Aus-kunft über die Termineckdaten.
Die Plandaten aus dem Materialstamm werden ebenfalls angezeigt.
ABBILDUNG 178: TERMINIEREN ARBEITSPLAN 4
Ein Klick auf liefert ein Bal-kendiagramm mit mehreren Möglichkeiten der Skalierung und Darstellung.
ABBILDUNG 179: TERMINIEREN ARBEITSPLAN 5
5.3.1 Reduzierungsmaßnahmen Ist die geplante Durchlaufzeit zu groß, so kann versucht werden, durch Reduzierungsmaßnahmen die Durchlaufzeit zu verkürzen. Dies erfolgt durch die Reduzierungsstrategie, die maximal 6 Stufen der Reduzierung vorsieht. Sie können im Arbeitsplan Vorgangsdetailbild jedem Vorgang eine Reduzie-rungsstrategie für die Übergangszeiten zuweisen.
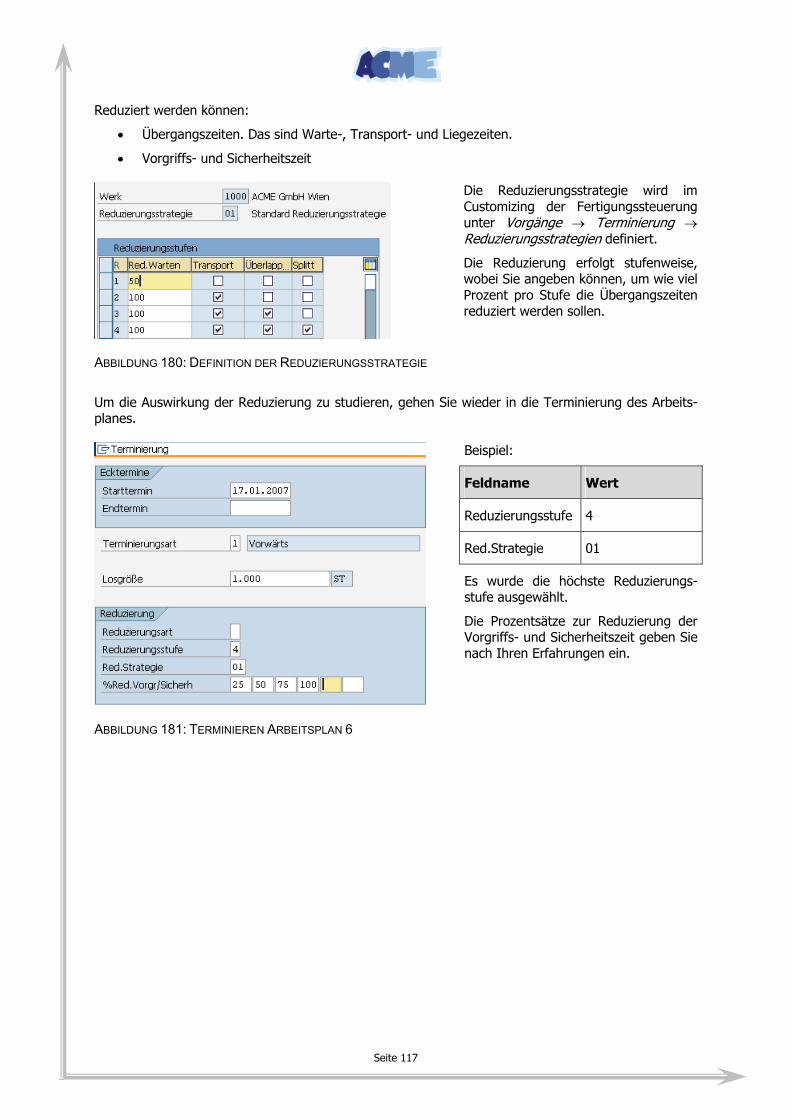
Seite 117
Reduziert werden können:
• Übergangszeiten. Das sind Warte-, Transport- und Liegezeiten.
• Vorgriffs- und Sicherheitszeit
Die Reduzierungsstrategie wird im Customizing der Fertigungssteuerung unter Vorgänge → Terminierung → Reduzierungsstrategien definiert.
Die Reduzierung erfolgt stufenweise, wobei Sie angeben können, um wie viel Prozent pro Stufe die Übergangszeiten reduziert werden sollen.
ABBILDUNG 180: DEFINITION DER REDUZIERUNGSSTRATEGIE
Um die Auswirkung der Reduzierung zu studieren, gehen Sie wieder in die Terminierung des Arbeits-planes.
Beispiel:
Feldname Wert
Reduzierungsstufe 4
Red.Strategie 01
Es wurde die höchste Reduzierungs-stufe ausgewählt.
Die Prozentsätze zur Reduzierung der Vorgriffs- und Sicherheitszeit geben Sie nach Ihren Erfahrungen ein.
ABBILDUNG 181: TERMINIEREN ARBEITSPLAN 6
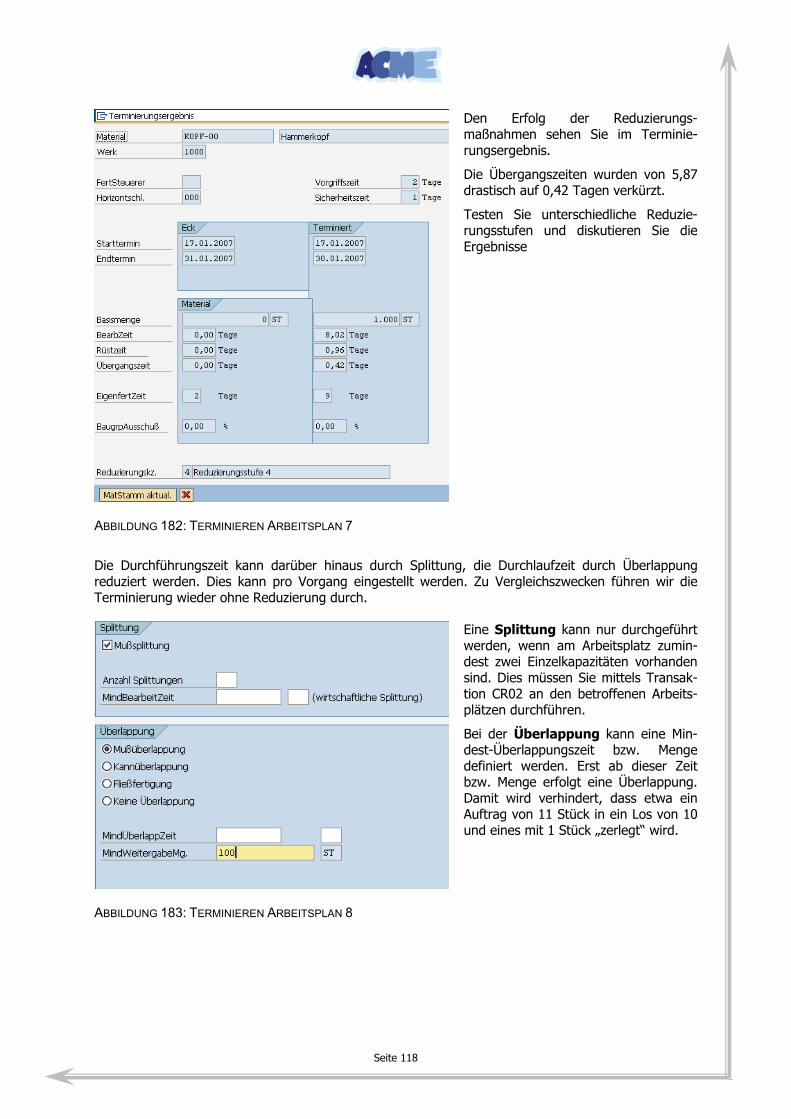
Seite 118
Den Erfolg der Reduzierungs-maßnahmen sehen Sie im Terminie-rungsergebnis.
Die Übergangszeiten wurden von 5,87 drastisch auf 0,42 Tagen verkürzt.
Testen Sie unterschiedliche Reduzie-rungsstufen und diskutieren Sie die Ergebnisse
ABBILDUNG 182: TERMINIEREN ARBEITSPLAN 7
Die Durchführungszeit kann darüber hinaus durch Splittung, die Durchlaufzeit durch Überlappung reduziert werden. Dies kann pro Vorgang eingestellt werden. Zu Vergleichszwecken führen wir die Terminierung wieder ohne Reduzierung durch.
Eine Splittung kann nur durchgeführt werden, wenn am Arbeitsplatz zumin-dest zwei Einzelkapazitäten vorhanden sind. Dies müssen Sie mittels Transak-tion CR02 an den betroffenen Arbeits-plätzen durchführen.
Bei der Überlappung kann eine Min-dest-Überlappungszeit bzw. Menge definiert werden. Erst ab dieser Zeit bzw. Menge erfolgt eine Überlappung. Damit wird verhindert, dass etwa ein Auftrag von 11 Stück in ein Los von 10 und eines mit 1 Stück „zerlegt“ wird.
ABBILDUNG 183: TERMINIEREN ARBEITSPLAN 8
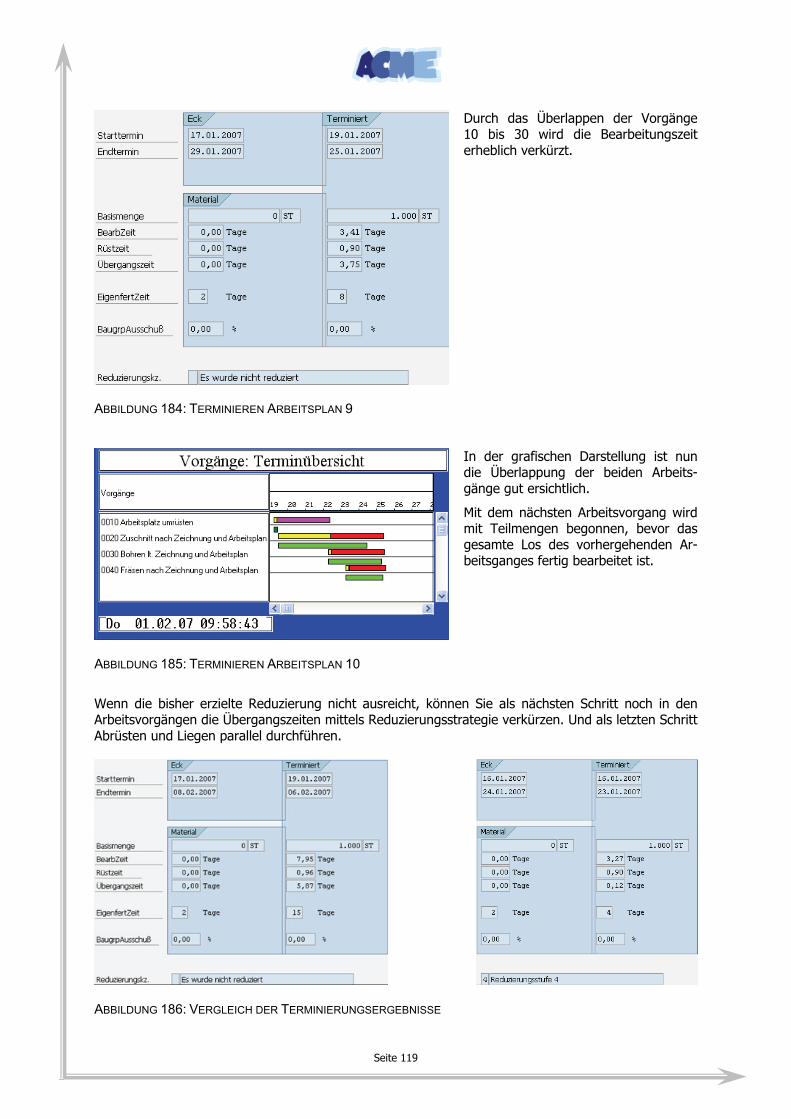
Seite 119
Durch das Überlappen der Vorgänge 10 bis 30 wird die Bearbeitungszeit erheblich verkürzt.
ABBILDUNG 184: TERMINIEREN ARBEITSPLAN 9
In der grafischen Darstellung ist nun die Überlappung der beiden Arbeits-gänge gut ersichtlich.
Mit dem nächsten Arbeitsvorgang wird mit Teilmengen begonnen, bevor das gesamte Los des vorhergehenden Ar-beitsganges fertig bearbeitet ist.
ABBILDUNG 185: TERMINIEREN ARBEITSPLAN 10
Wenn die bisher erzielte Reduzierung nicht ausreicht, können Sie als nächsten Schritt noch in den Arbeitsvorgängen die Übergangszeiten mittels Reduzierungsstrategie verkürzen. Und als letzten Schritt Abrüsten und Liegen parallel durchführen.
ABBILDUNG 186: VERGLEICH DER TERMINIERUNGSERGEBNISSE
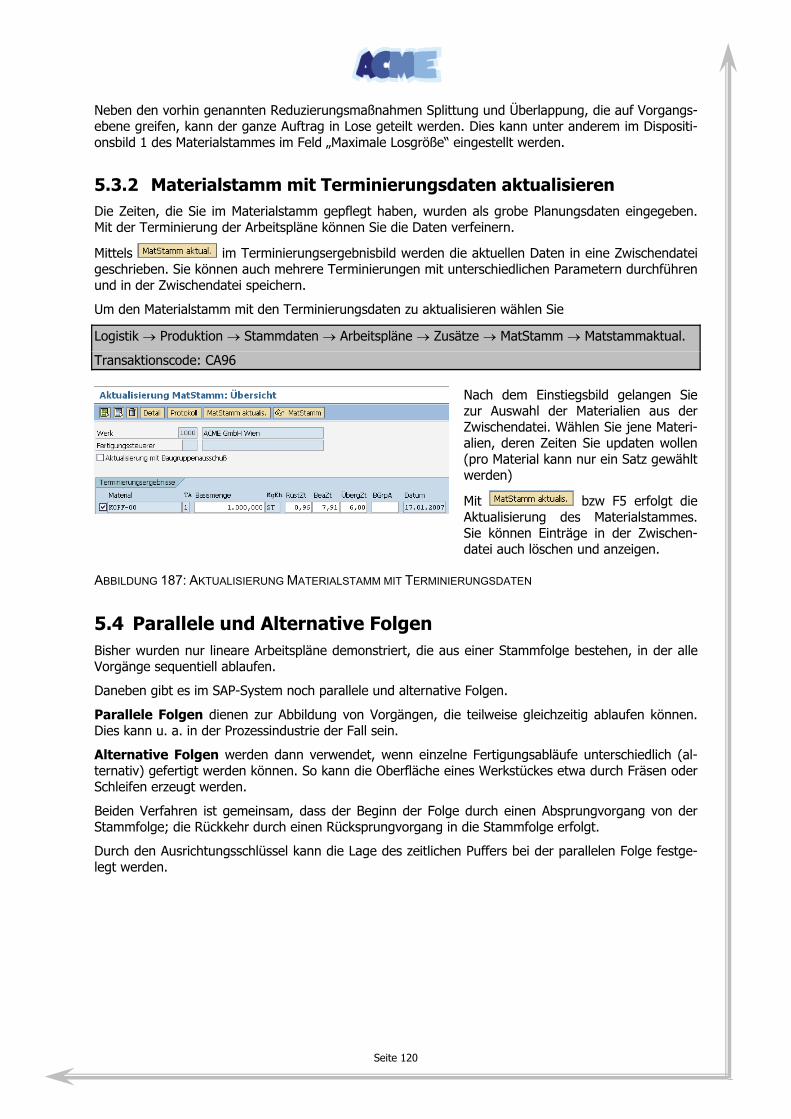
Seite 120
Neben den vorhin genannten Reduzierungsmaßnahmen Splittung und Überlappung, die auf Vorgangs-ebene greifen, kann der ganze Auftrag in Lose geteilt werden. Dies kann unter anderem im Dispositi-onsbild 1 des Materialstammes im Feld „Maximale Losgröße“ eingestellt werden.
5.3.2 Materialstamm mit Terminierungsdaten aktualisieren Die Zeiten, die Sie im Materialstamm gepflegt haben, wurden als grobe Planungsdaten eingegeben. Mit der Terminierung der Arbeitspläne können Sie die Daten verfeinern.
Mittels im Terminierungsergebnisbild werden die aktuellen Daten in eine Zwischendatei geschrieben. Sie können auch mehrere Terminierungen mit unterschiedlichen Parametern durchführen und in der Zwischendatei speichern.
Um den Materialstamm mit den Terminierungsdaten zu aktualisieren wählen Sie
Logistik → Produktion → Stammdaten → Arbeitspläne → Zusätze → MatStamm → Matstammaktual.
Transaktionscode: CA96
Nach dem Einstiegsbild gelangen Sie zur Auswahl der Materialien aus der Zwischendatei. Wählen Sie jene Materi-alien, deren Zeiten Sie updaten wollen (pro Material kann nur ein Satz gewählt werden)
Mit bzw F5 erfolgt die Aktualisierung des Materialstammes. Sie können Einträge in der Zwischen-datei auch löschen und anzeigen.
ABBILDUNG 187: AKTUALISIERUNG MATERIALSTAMM MIT TERMINIERUNGSDATEN
5.4 Parallele und Alternative Folgen Bisher wurden nur lineare Arbeitspläne demonstriert, die aus einer Stammfolge bestehen, in der alle Vorgänge sequentiell ablaufen.
Daneben gibt es im SAP-System noch parallele und alternative Folgen.
Parallele Folgen dienen zur Abbildung von Vorgängen, die teilweise gleichzeitig ablaufen können. Dies kann u. a. in der Prozessindustrie der Fall sein.
Alternative Folgen werden dann verwendet, wenn einzelne Fertigungsabläufe unterschiedlich (al-ternativ) gefertigt werden können. So kann die Oberfläche eines Werkstückes etwa durch Fräsen oder Schleifen erzeugt werden.
Beiden Verfahren ist gemeinsam, dass der Beginn der Folge durch einen Absprungvorgang von der Stammfolge; die Rückkehr durch einen Rücksprungvorgang in die Stammfolge erfolgt.
Durch den Ausrichtungsschlüssel kann die Lage des zeitlichen Puffers bei der parallelen Folge festge-legt werden.
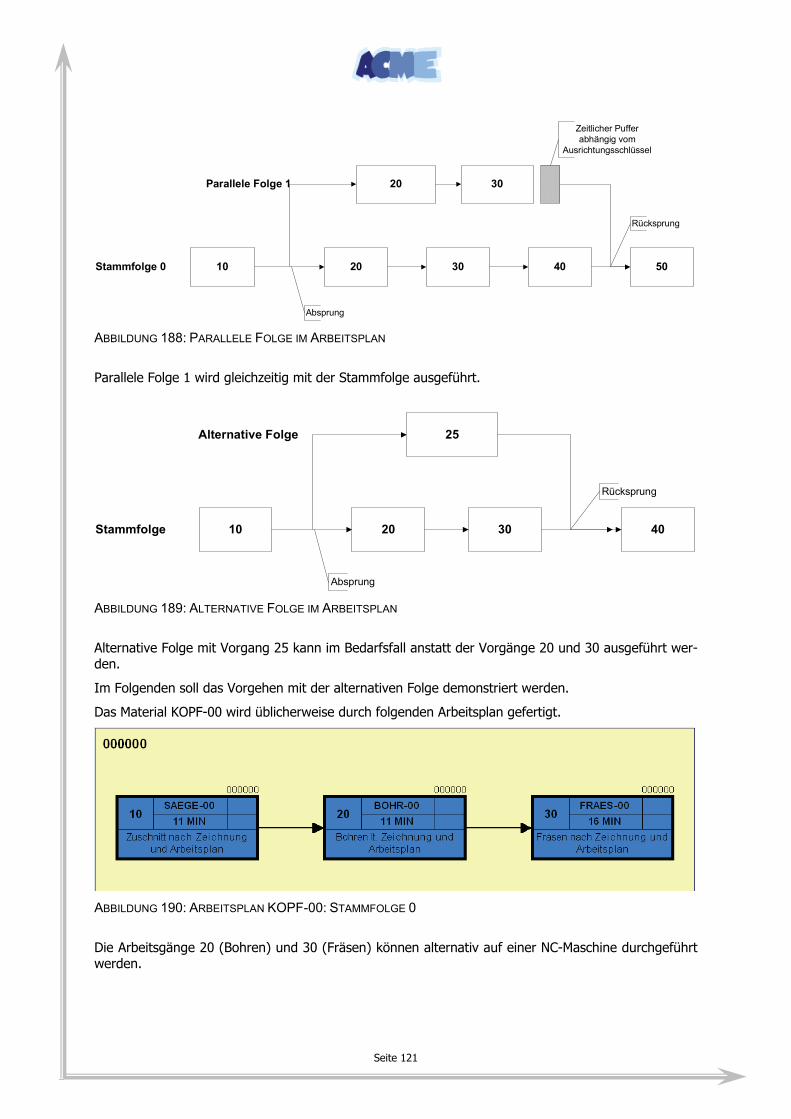
Seite 121
10 20 30 40
20 30
50
Parallele Folge 1
Stammfolge 0
Absprung
Rücksprung
Zeitlicher Pufferabhängig vom
Ausrichtungsschlüssel
ABBILDUNG 188: PARALLELE FOLGE IM ARBEITSPLAN
Parallele Folge 1 wird gleichzeitig mit der Stammfolge ausgeführt.
10 20 30
25
40
Alternative Folge
Stammfolge
Absprung
Rücksprung
ABBILDUNG 189: ALTERNATIVE FOLGE IM ARBEITSPLAN
Alternative Folge mit Vorgang 25 kann im Bedarfsfall anstatt der Vorgänge 20 und 30 ausgeführt wer-den.
Im Folgenden soll das Vorgehen mit der alternativen Folge demonstriert werden.
Das Material KOPF-00 wird üblicherweise durch folgenden Arbeitsplan gefertigt.
ABBILDUNG 190: ARBEITSPLAN KOPF-00: STAMMFOLGE 0
Die Arbeitsgänge 20 (Bohren) und 30 (Fräsen) können alternativ auf einer NC-Maschine durchgeführt werden.
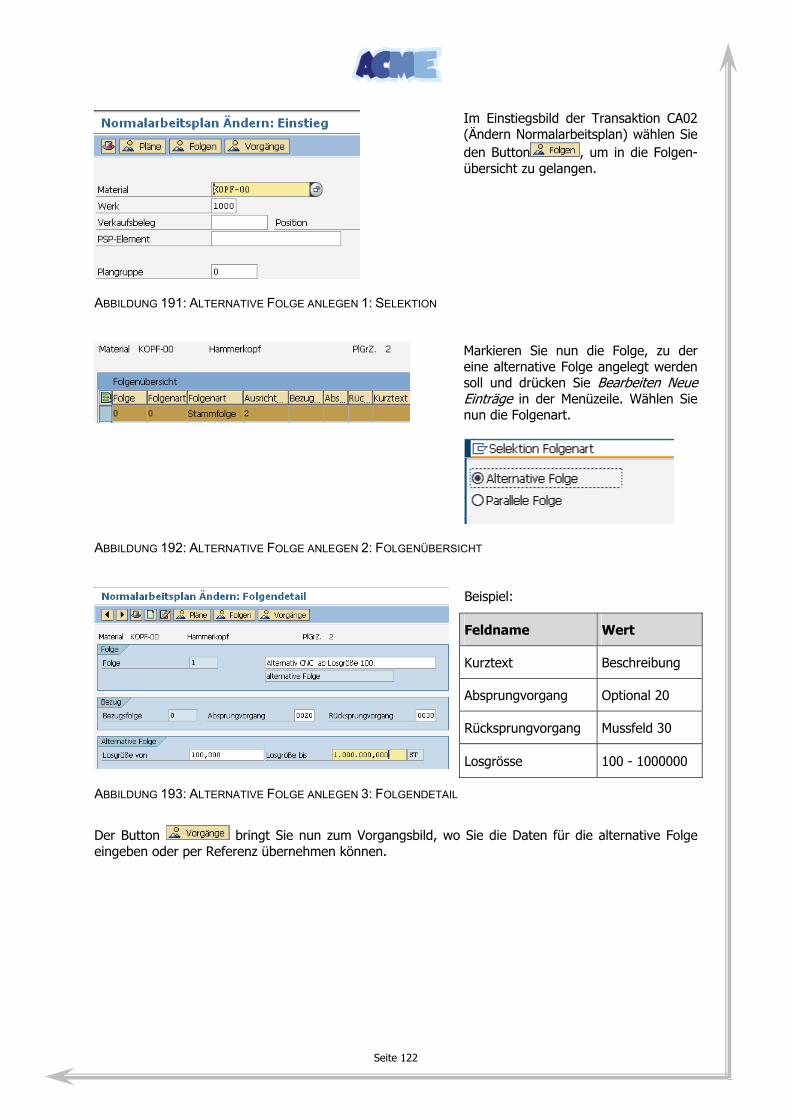
Seite 122
Im Einstiegsbild der Transaktion CA02 (Ändern Normalarbeitsplan) wählen Sie den Button , um in die Folgen-übersicht zu gelangen.
ABBILDUNG 191: ALTERNATIVE FOLGE ANLEGEN 1: SELEKTION
Markieren Sie nun die Folge, zu der eine alternative Folge angelegt werden soll und drücken Sie Bearbeiten Neue Einträge in der Menüzeile. Wählen Sie nun die Folgenart.
ABBILDUNG 192: ALTERNATIVE FOLGE ANLEGEN 2: FOLGENÜBERSICHT
Beispiel:
Feldname Wert
Kurztext Beschreibung
Absprungvorgang Optional 20
Rücksprungvorgang Mussfeld 30
Losgrösse 100 - 1000000
ABBILDUNG 193: ALTERNATIVE FOLGE ANLEGEN 3: FOLGENDETAIL
Der Button bringt Sie nun zum Vorgangsbild, wo Sie die Daten für die alternative Folge eingeben oder per Referenz übernehmen können.
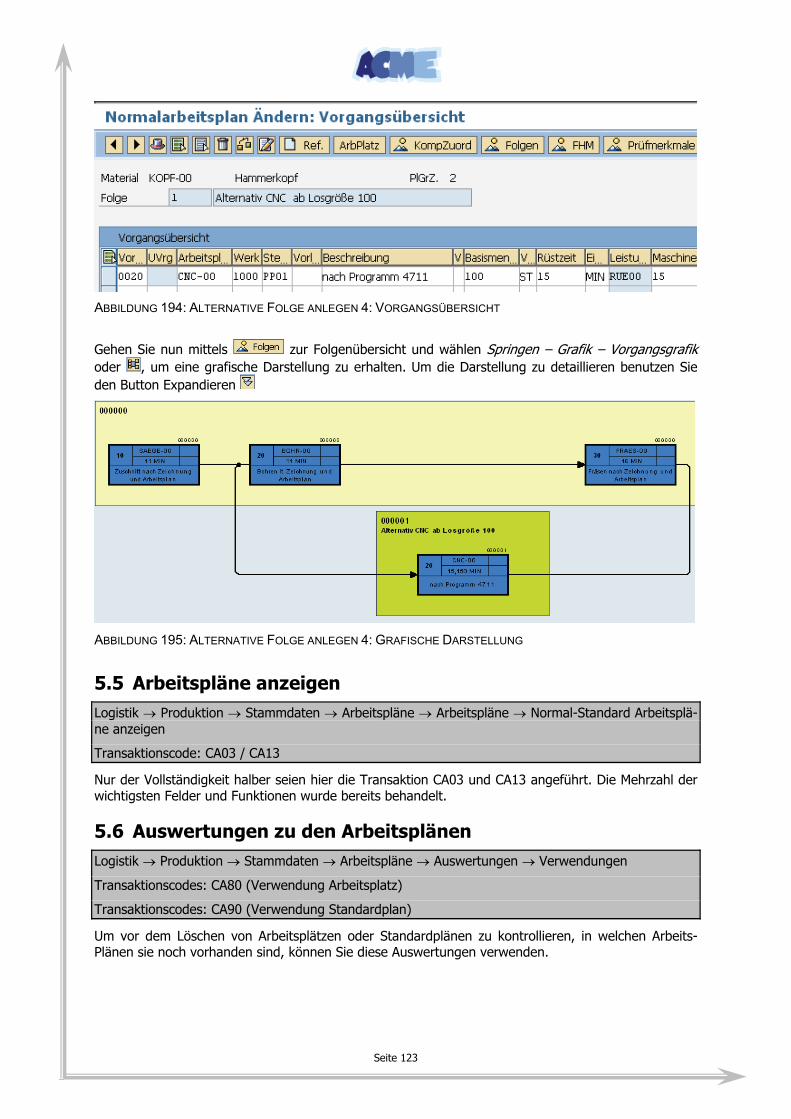
Seite 123
ABBILDUNG 194: ALTERNATIVE FOLGE ANLEGEN 4: VORGANGSÜBERSICHT
Gehen Sie nun mittels zur Folgenübersicht und wählen Springen – Grafik – Vorgangsgrafik oder , um eine grafische Darstellung zu erhalten. Um die Darstellung zu detaillieren benutzen Sie den Button Expandieren
ABBILDUNG 195: ALTERNATIVE FOLGE ANLEGEN 4: GRAFISCHE DARSTELLUNG
5.5 Arbeitspläne anzeigen Logistik → Produktion → Stammdaten → Arbeitspläne → Arbeitspläne → Normal-Standard Arbeitsplä-ne anzeigen
Transaktionscode: CA03 / CA13
Nur der Vollständigkeit halber seien hier die Transaktion CA03 und CA13 angeführt. Die Mehrzahl der wichtigsten Felder und Funktionen wurde bereits behandelt.
5.6 Auswertungen zu den Arbeitsplänen Logistik → Produktion → Stammdaten → Arbeitspläne → Auswertungen → Verwendungen
Transaktionscodes: CA80 (Verwendung Arbeitsplatz)
Transaktionscodes: CA90 (Verwendung Standardplan)
Um vor dem Löschen von Arbeitsplätzen oder Standardplänen zu kontrollieren, in welchen Arbeits-Plänen sie noch vorhanden sind, können Sie diese Auswertungen verwenden.
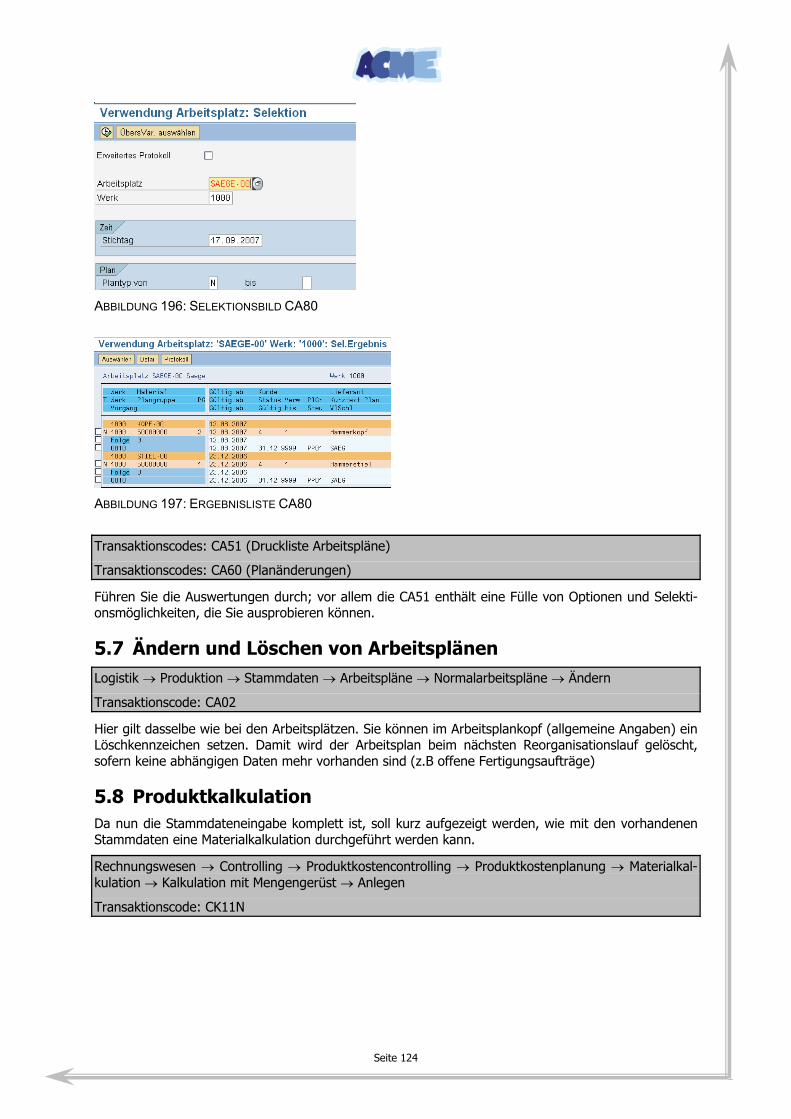
Seite 124
ABBILDUNG 196: SELEKTIONSBILD CA80
ABBILDUNG 197: ERGEBNISLISTE CA80
Transaktionscodes: CA51 (Druckliste Arbeitspläne)
Transaktionscodes: CA60 (Planänderungen)
Führen Sie die Auswertungen durch; vor allem die CA51 enthält eine Fülle von Optionen und Selekti-onsmöglichkeiten, die Sie ausprobieren können.
5.7 Ändern und Löschen von Arbeitsplänen Logistik → Produktion → Stammdaten → Arbeitspläne → Normalarbeitspläne → Ändern
Transaktionscode: CA02
Hier gilt dasselbe wie bei den Arbeitsplätzen. Sie können im Arbeitsplankopf (allgemeine Angaben) ein Löschkennzeichen setzen. Damit wird der Arbeitsplan beim nächsten Reorganisationslauf gelöscht, sofern keine abhängigen Daten mehr vorhanden sind (z.B offene Fertigungsaufträge)
5.8 Produktkalkulation Da nun die Stammdateneingabe komplett ist, soll kurz aufgezeigt werden, wie mit den vorhandenen Stammdaten eine Materialkalkulation durchgeführt werden kann.
Rechnungswesen → Controlling → Produktkostencontrolling → Produktkostenplanung → Materialkal-kulation → Kalkulation mit Mengengerüst → Anlegen
Transaktionscode: CK11N
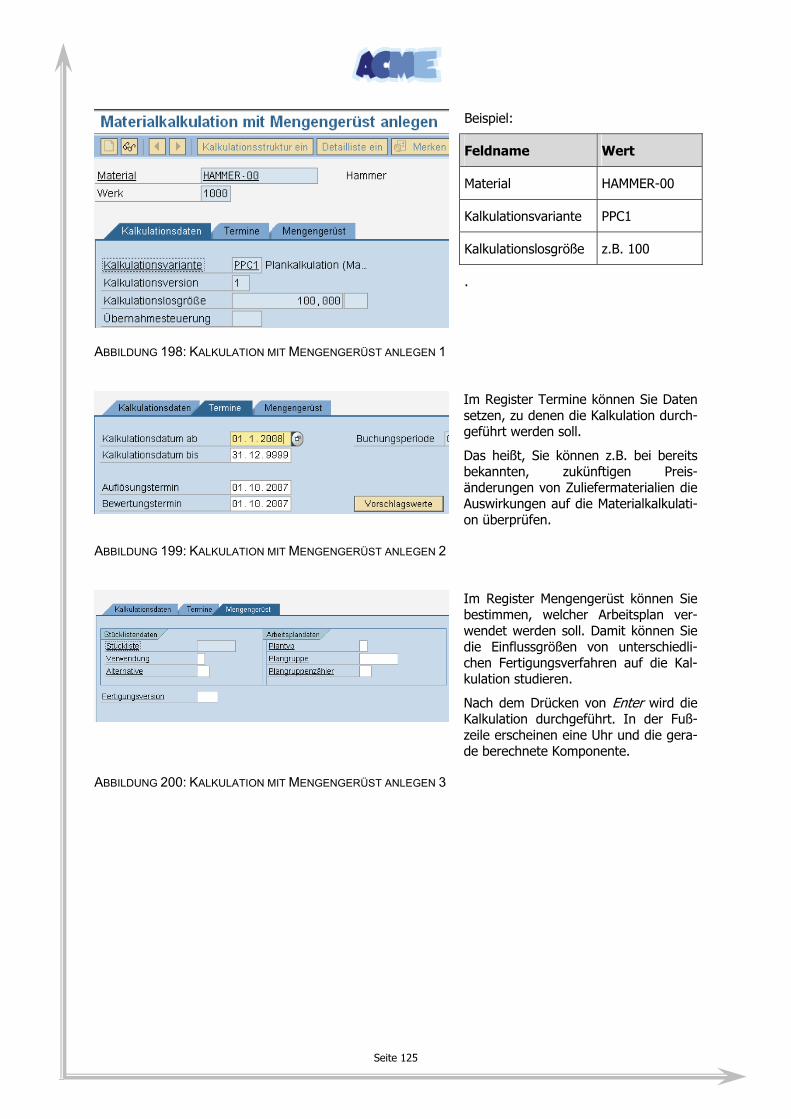
Seite 125
Beispiel:
Feldname Wert
Material HAMMER-00
Kalkulationsvariante PPC1
Kalkulationslosgröße z.B. 100
.
ABBILDUNG 198: KALKULATION MIT MENGENGERÜST ANLEGEN 1
Im Register Termine können Sie Daten setzen, zu denen die Kalkulation durch-geführt werden soll.
Das heißt, Sie können z.B. bei bereits bekannten, zukünftigen Preis-änderungen von Zuliefermaterialien die Auswirkungen auf die Materialkalkulati-on überprüfen.
ABBILDUNG 199: KALKULATION MIT MENGENGERÜST ANLEGEN 2
Im Register Mengengerüst können Sie bestimmen, welcher Arbeitsplan ver-wendet werden soll. Damit können Sie die Einflussgrößen von unterschiedli-chen Fertigungsverfahren auf die Kal-kulation studieren.
Nach dem Drücken von Enter wird die Kalkulation durchgeführt. In der Fuß-zeile erscheinen eine Uhr und die gera-de berechnete Komponente.
ABBILDUNG 200: KALKULATION MIT MENGENGERÜST ANLEGEN 3
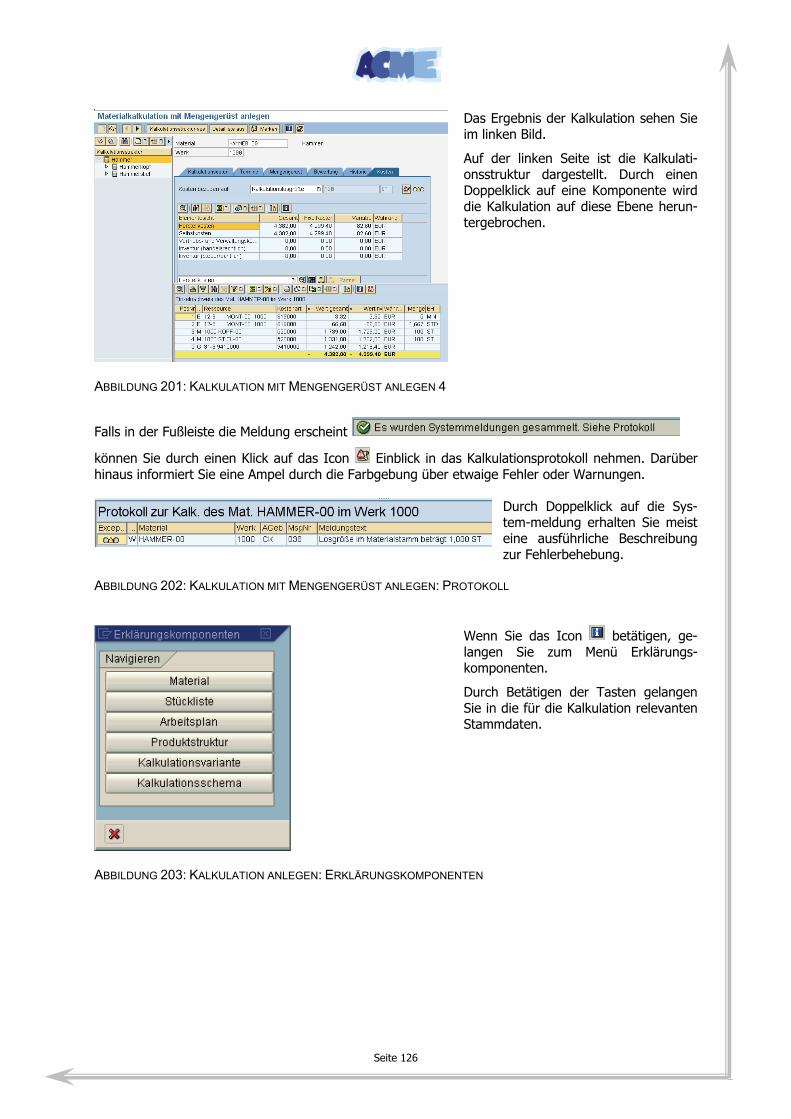
Seite 126
Das Ergebnis der Kalkulation sehen Sie im linken Bild.
Auf der linken Seite ist die Kalkulati-onsstruktur dargestellt. Durch einen Doppelklick auf eine Komponente wird die Kalkulation auf diese Ebene herun-tergebrochen.
ABBILDUNG 201: KALKULATION MIT MENGENGERÜST ANLEGEN 4
Falls in der Fußleiste die Meldung erscheint
können Sie durch einen Klick auf das Icon Einblick in das Kalkulationsprotokoll nehmen. Darüber hinaus informiert Sie eine Ampel durch die Farbgebung über etwaige Fehler oder Warnungen.
Durch Doppelklick auf die Sys-tem-meldung erhalten Sie meist eine ausführliche Beschreibung zur Fehlerbehebung.
ABBILDUNG 202: KALKULATION MIT MENGENGERÜST ANLEGEN: PROTOKOLL
Wenn Sie das Icon betätigen, ge-langen Sie zum Menü Erklärungs-komponenten.
Durch Betätigen der Tasten gelangen Sie in die für die Kalkulation relevanten Stammdaten.
ABBILDUNG 203: KALKULATION ANLEGEN: ERKLÄRUNGSKOMPONENTEN
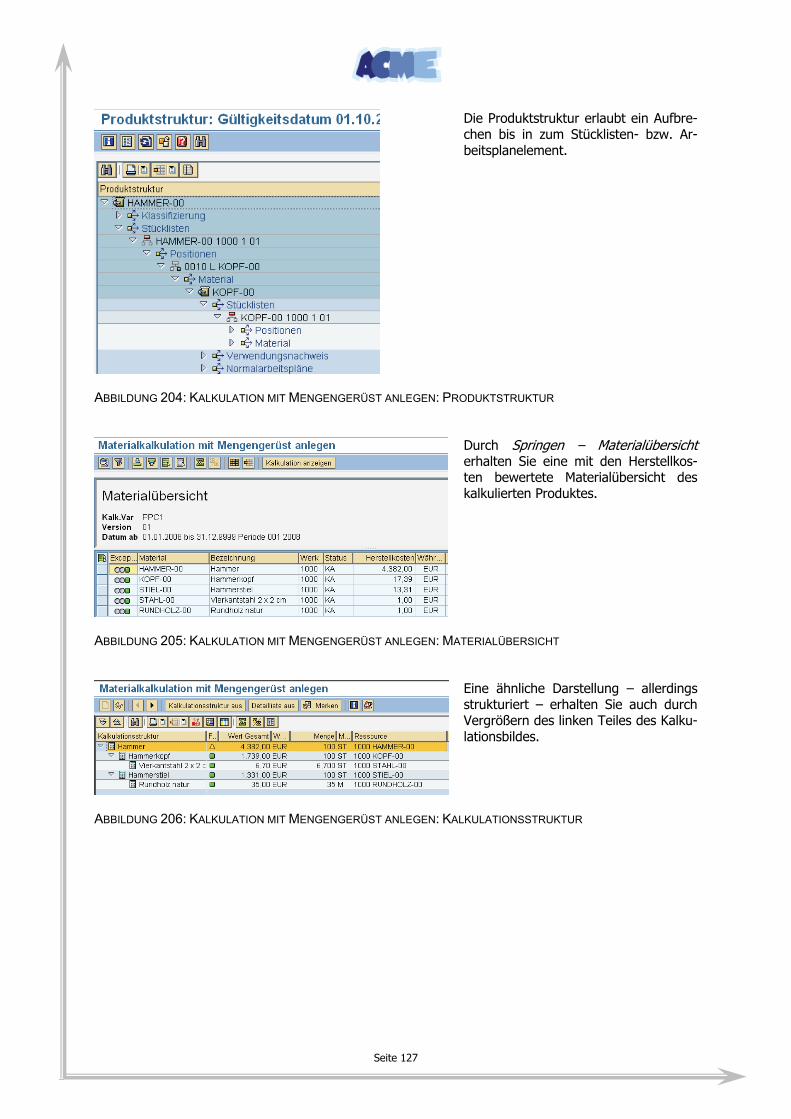
Seite 127
Die Produktstruktur erlaubt ein Aufbre-chen bis in zum Stücklisten- bzw. Ar-beitsplanelement.
ABBILDUNG 204: KALKULATION MIT MENGENGERÜST ANLEGEN: PRODUKTSTRUKTUR
Durch Springen – Materialübersicht erhalten Sie eine mit den Herstellkos-ten bewertete Materialübersicht des kalkulierten Produktes.
ABBILDUNG 205: KALKULATION MIT MENGENGERÜST ANLEGEN: MATERIALÜBERSICHT
Eine ähnliche Darstellung – allerdings strukturiert – erhalten Sie auch durch Vergrößern des linken Teiles des Kalku-lationsbildes.
ABBILDUNG 206: KALKULATION MIT MENGENGERÜST ANLEGEN: KALKULATIONSSTRUKTUR
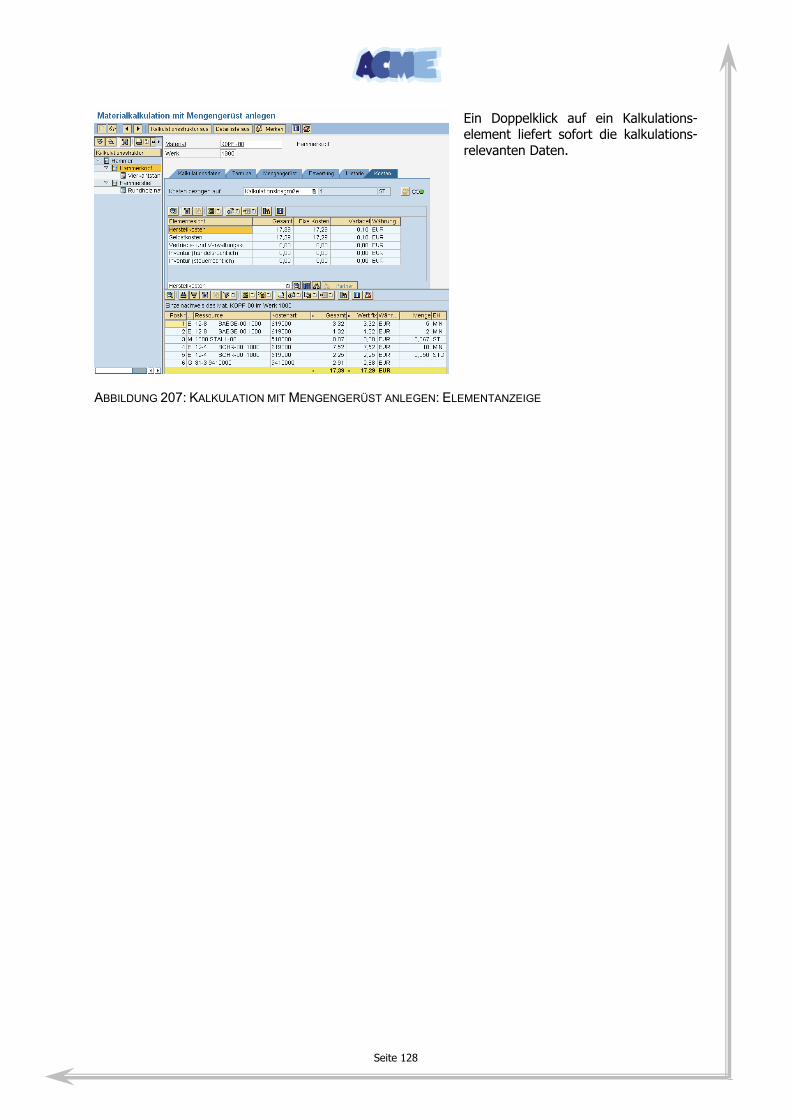
Seite 128
Ein Doppelklick auf ein Kalkulations-element liefert sofort die kalkulations-relevanten Daten.
ABBILDUNG 207: KALKULATION MIT MENGENGERÜST ANLEGEN: ELEMENTANZEIGE
Seite 129
6 Bedarfsplanung
Im Rahmen der Bedarfsplanung wird der benötigte Bedarf an Baugruppen, Einzelteilen und Rohstoffen bestimmt. Dabei wird sowohl die erforderliche Menge als auch der Termin festgelegt. Die geplanten Bedarfe werden gegen das im Lager vorhandene Material aufgerechnet. Darüber hinaus sind auch noch geplante, zukünftige Materialbewegungen wie Wareneingänge und Ausgänge zu berücksichtigen
Bedarf, der fremd beschafft wird, wird in der Folge dem Einkauf (Beschaffungslogistik) eigengefertig-ter Bedarf wird der Produktion (Produktionslogistik) zur Bedarfsdeckung übergeben.
Die zentrale Aufgabe der Materialbedarfsplanung ist es, die Materialverfügbarkeit sicher-zustellen, d.h. innerbetrieblich und für den Verkauf die erforderlichen Bedarfsmengen termingerecht zu beschaffen!
Dies beinhaltet die Überwachung der Bestände und insbesondere die Erstellung von Beschaffungs-vorschlägen für den Einkauf und die Fertigung.
6.1 Überblick: Bedarfsplanung in der logistischen Kette • Der Vertrieb nimmt den Bedarf als konkreten Kundenbedarf vom Markt entgegen.
• Die Produktionsprogrammplanung plant den Absatz über eine Absatzprognose vor.
• Das Ergebnis ist der Primärbedarf, d.h. der Bedarf an Fertigerzeugnissen, verkaufsfähigen Baugruppen, Handelswaren und Ersatzteilen. Dieser gibt den Anstoß für die Bedarfsplanung.
• Zur Bedarfsdeckung werden von der Bedarfsplanung die Beschaffungsmengen und Ter-mine ermittelt sowie entsprechende Beschaffungselemente eingeplant. Das Beschaffungs-element der Bedarfsplanung ist der Planauftrag bzw. für Fremdbeschaffung die Bestellan-forderung. Beide Beschaffungselemente sind interne planerische Elemente, die jederzeit ver-ändert, umterminiert oder gelöscht werden können.
• Für eigengefertigte Materialien wird zusätzlich über die Stücklistenauflösung der Sekundär-bedarf, d.h. die Menge von Komponenten ermittelt, die zur Herstellung des Enderzeugnisses oder der Baugruppe notwendig sind. Auf jeder Stücklistenstufe werden Planaufträge zur Be-darfsdeckung erzeugt, wenn eine Unterdeckung vorliegt.
• Diese planerischen Beschaffungselemente werden anschließend umgesetzt in exakte Beschaf-fungselemente: für die Produktion ist das der Fertigungsauftrag, für die Fremdbeschaffung die Bestellung.
• Für eigengefertigte Materialien wird der Auftragsfortschritt mit Hilfe des Fertigungsauf-trags gesteuert. Der Fertigungsauftrag beinhaltet eine eigene Terminierung, Kapazitätspla-nung und Statusverwaltung. Ebenso erfolgt die Kostenrechnung pro Fertigungsauftrag.
• Für fremdbeschaffte Materialien wird der Bestellvorgang eingeleitet. Hier müssen geeignete Lieferanten ausgewählt bzw. Rahmenverträge geschlossen werden.
• Die von der Produktion oder durch externe Beschaffung bereitgestellten Mengen werden auf Lager gelegt und durch die Bestandsführung verwaltet.
Sämtliche Funktionen werden im SAP-System bereichsübergreifend geplant, gesteuert und koordiniert.
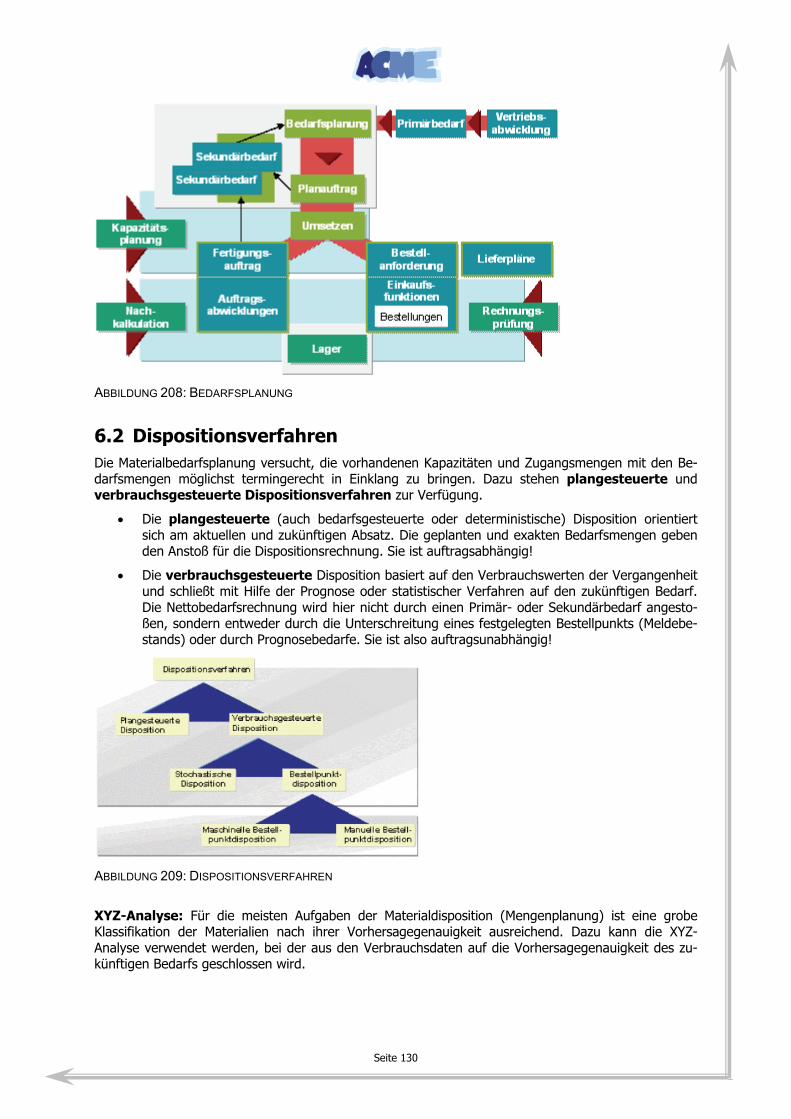
Seite 130
ABBILDUNG 208: BEDARFSPLANUNG
6.2 Dispositionsverfahren Die Materialbedarfsplanung versucht, die vorhandenen Kapazitäten und Zugangsmengen mit den Be-darfsmengen möglichst termingerecht in Einklang zu bringen. Dazu stehen plangesteuerte und verbrauchsgesteuerte Dispositionsverfahren zur Verfügung.
• Die plangesteuerte (auch bedarfsgesteuerte oder deterministische) Disposition orientiert sich am aktuellen und zukünftigen Absatz. Die geplanten und exakten Bedarfsmengen geben den Anstoß für die Dispositionsrechnung. Sie ist auftragsabhängig!
• Die verbrauchsgesteuerte Disposition basiert auf den Verbrauchswerten der Vergangenheit und schließt mit Hilfe der Prognose oder statistischer Verfahren auf den zukünftigen Bedarf. Die Nettobedarfsrechnung wird hier nicht durch einen Primär- oder Sekundärbedarf angesto-ßen, sondern entweder durch die Unterschreitung eines festgelegten Bestellpunkts (Meldebe-stands) oder durch Prognosebedarfe. Sie ist also auftragsunabhängig!
ABBILDUNG 209: DISPOSITIONSVERFAHREN
XYZ-Analyse: Für die meisten Aufgaben der Materialdisposition (Mengenplanung) ist eine grobe Klassifikation der Materialien nach ihrer Vorhersagegenauigkeit ausreichend. Dazu kann die XYZ-Analyse verwendet werden, bei der aus den Verbrauchsdaten auf die Vorhersagegenauigkeit des zu-künftigen Bedarfs geschlossen wird.
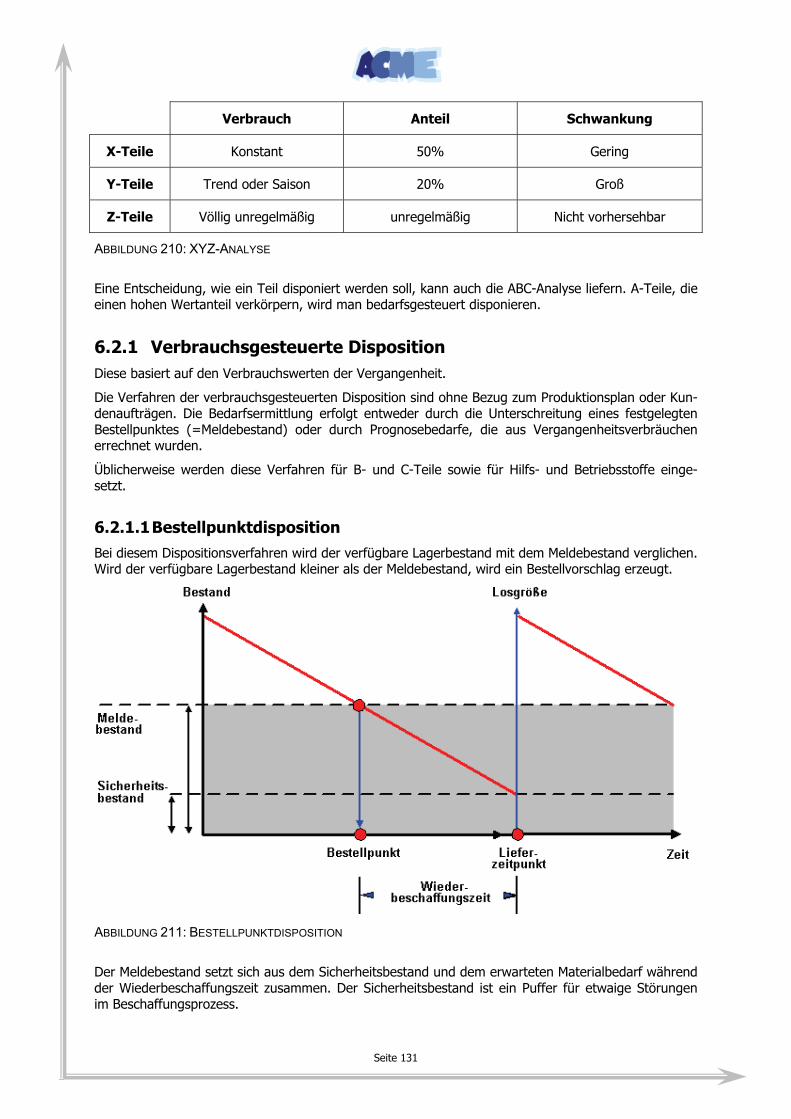
Seite 131
Verbrauch Anteil Schwankung
X-Teile Konstant 50% Gering
Y-Teile Trend oder Saison 20% Groß
Z-Teile Völlig unregelmäßig unregelmäßig Nicht vorhersehbar
ABBILDUNG 210: XYZ-ANALYSE
Eine Entscheidung, wie ein Teil disponiert werden soll, kann auch die ABC-Analyse liefern. A-Teile, die einen hohen Wertanteil verkörpern, wird man bedarfsgesteuert disponieren.
6.2.1 Verbrauchsgesteuerte Disposition Diese basiert auf den Verbrauchswerten der Vergangenheit.
Die Verfahren der verbrauchsgesteuerten Disposition sind ohne Bezug zum Produktionsplan oder Kun-denaufträgen. Die Bedarfsermittlung erfolgt entweder durch die Unterschreitung eines festgelegten Bestellpunktes (=Meldebestand) oder durch Prognosebedarfe, die aus Vergangenheitsverbräuchen errechnet wurden.
Üblicherweise werden diese Verfahren für B- und C-Teile sowie für Hilfs- und Betriebsstoffe einge-setzt.
6.2.1.1 Bestellpunktdisposition Bei diesem Dispositionsverfahren wird der verfügbare Lagerbestand mit dem Meldebestand verglichen. Wird der verfügbare Lagerbestand kleiner als der Meldebestand, wird ein Bestellvorschlag erzeugt.
ABBILDUNG 211: BESTELLPUNKTDISPOSITION
Der Meldebestand setzt sich aus dem Sicherheitsbestand und dem erwarteten Materialbedarf während der Wiederbeschaffungszeit zusammen. Der Sicherheitsbestand ist ein Puffer für etwaige Störungen im Beschaffungsprozess.
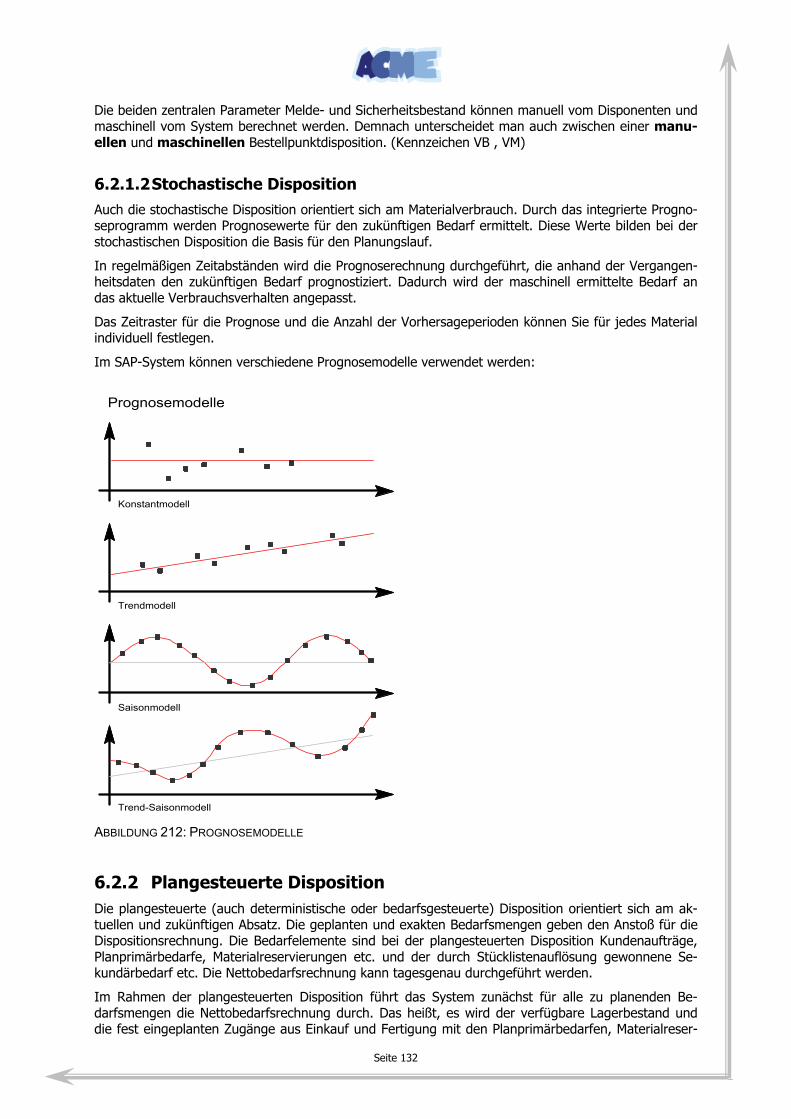
Seite 132
Die beiden zentralen Parameter Melde- und Sicherheitsbestand können manuell vom Disponenten und maschinell vom System berechnet werden. Demnach unterscheidet man auch zwischen einer manu-ellen und maschinellen Bestellpunktdisposition. (Kennzeichen VB , VM)
6.2.1.2 Stochastische Disposition Auch die stochastische Disposition orientiert sich am Materialverbrauch. Durch das integrierte Progno-seprogramm werden Prognosewerte für den zukünftigen Bedarf ermittelt. Diese Werte bilden bei der stochastischen Disposition die Basis für den Planungslauf.
In regelmäßigen Zeitabständen wird die Prognoserechnung durchgeführt, die anhand der Vergangen-heitsdaten den zukünftigen Bedarf prognostiziert. Dadurch wird der maschinell ermittelte Bedarf an das aktuelle Verbrauchsverhalten angepasst.
Das Zeitraster für die Prognose und die Anzahl der Vorhersageperioden können Sie für jedes Material individuell festlegen.
Im SAP-System können verschiedene Prognosemodelle verwendet werden:
Konstantmodell
Trendmodell
Saisonmodell
Trend-Saisonmodell
Prognosemodelle
ABBILDUNG 212: PROGNOSEMODELLE
6.2.2 Plangesteuerte Disposition Die plangesteuerte (auch deterministische oder bedarfsgesteuerte) Disposition orientiert sich am ak-tuellen und zukünftigen Absatz. Die geplanten und exakten Bedarfsmengen geben den Anstoß für die Dispositionsrechnung. Die Bedarfelemente sind bei der plangesteuerten Disposition Kundenaufträge, Planprimärbedarfe, Materialreservierungen etc. und der durch Stücklistenauflösung gewonnene Se-kundärbedarf etc. Die Nettobedarfsrechnung kann tagesgenau durchgeführt werden.
Im Rahmen der plangesteuerten Disposition führt das System zunächst für alle zu planenden Be-darfsmengen die Nettobedarfsrechnung durch. Das heißt, es wird der verfügbare Lagerbestand und die fest eingeplanten Zugänge aus Einkauf und Fertigung mit den Planprimärbedarfen, Materialreser-
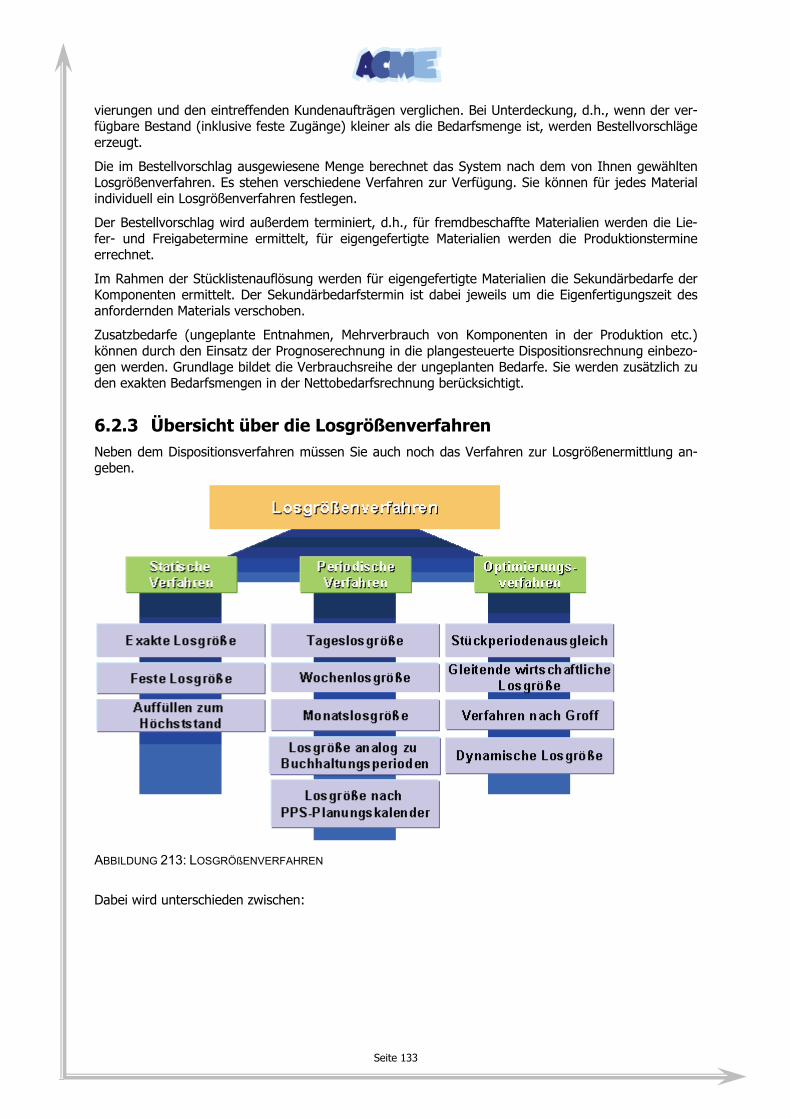
Seite 133
vierungen und den eintreffenden Kundenaufträgen verglichen. Bei Unterdeckung, d.h., wenn der ver-fügbare Bestand (inklusive feste Zugänge) kleiner als die Bedarfsmenge ist, werden Bestellvorschläge erzeugt.
Die im Bestellvorschlag ausgewiesene Menge berechnet das System nach dem von Ihnen gewählten Losgrößenverfahren. Es stehen verschiedene Verfahren zur Verfügung. Sie können für jedes Material individuell ein Losgrößenverfahren festlegen.
Der Bestellvorschlag wird außerdem terminiert, d.h., für fremdbeschaffte Materialien werden die Lie-fer- und Freigabetermine ermittelt, für eigengefertigte Materialien werden die Produktionstermine errechnet.
Im Rahmen der Stücklistenauflösung werden für eigengefertigte Materialien die Sekundärbedarfe der Komponenten ermittelt. Der Sekundärbedarfstermin ist dabei jeweils um die Eigenfertigungszeit des anfordernden Materials verschoben.
Zusatzbedarfe (ungeplante Entnahmen, Mehrverbrauch von Komponenten in der Produktion etc.) können durch den Einsatz der Prognoserechnung in die plangesteuerte Dispositionsrechnung einbezo-gen werden. Grundlage bildet die Verbrauchsreihe der ungeplanten Bedarfe. Sie werden zusätzlich zu den exakten Bedarfsmengen in der Nettobedarfsrechnung berücksichtigt.
6.2.3 Übersicht über die Losgrößenverfahren Neben dem Dispositionsverfahren müssen Sie auch noch das Verfahren zur Losgrößenermittlung an-geben.
ABBILDUNG 213: LOSGRÖßENVERFAHREN
Dabei wird unterschieden zwischen:
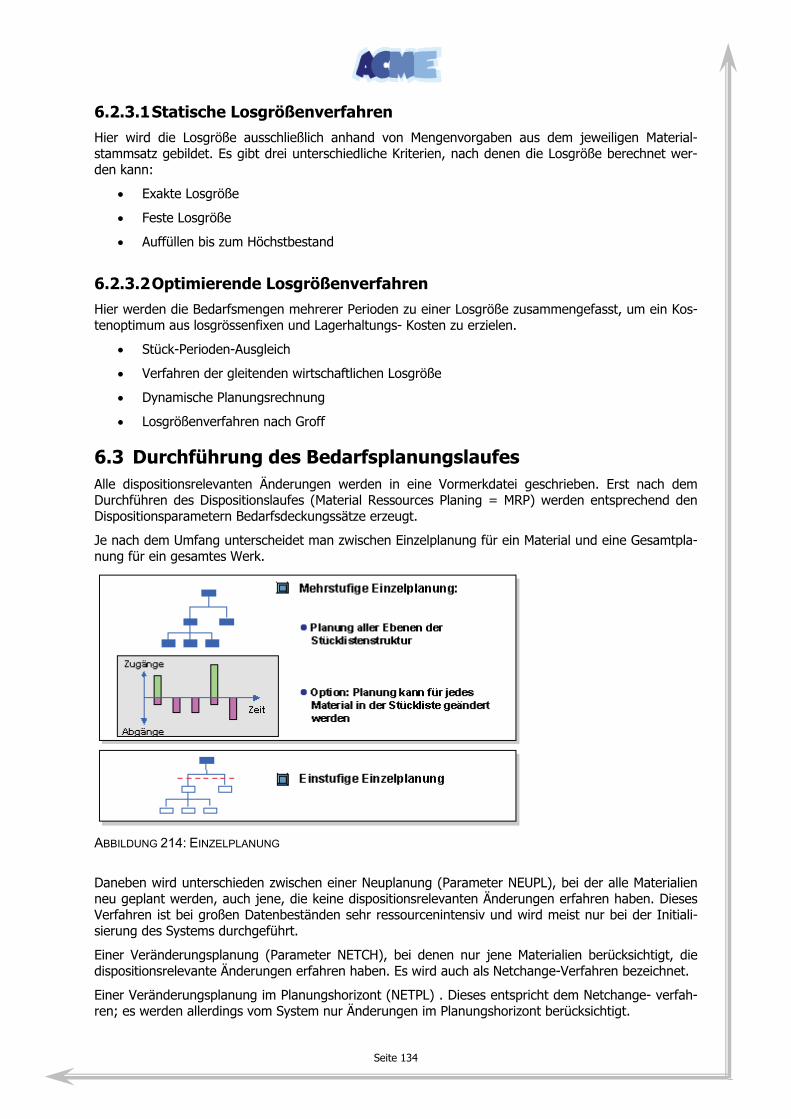
Seite 134
6.2.3.1 Statische Losgrößenverfahren Hier wird die Losgröße ausschließlich anhand von Mengenvorgaben aus dem jeweiligen Material-stammsatz gebildet. Es gibt drei unterschiedliche Kriterien, nach denen die Losgröße berechnet wer-den kann:
• Exakte Losgröße
• Feste Losgröße
• Auffüllen bis zum Höchstbestand
6.2.3.2 Optimierende Losgrößenverfahren Hier werden die Bedarfsmengen mehrerer Perioden zu einer Losgröße zusammengefasst, um ein Kos-tenoptimum aus losgrössenfixen und Lagerhaltungs- Kosten zu erzielen.
• Stück-Perioden-Ausgleich
• Verfahren der gleitenden wirtschaftlichen Losgröße
• Dynamische Planungsrechnung
• Losgrößenverfahren nach Groff
6.3 Durchführung des Bedarfsplanungslaufes Alle dispositionsrelevanten Änderungen werden in eine Vormerkdatei geschrieben. Erst nach dem Durchführen des Dispositionslaufes (Material Ressources Planing = MRP) werden entsprechend den Dispositionsparametern Bedarfsdeckungssätze erzeugt.
Je nach dem Umfang unterscheidet man zwischen Einzelplanung für ein Material und eine Gesamtpla-nung für ein gesamtes Werk.
ABBILDUNG 214: EINZELPLANUNG
Daneben wird unterschieden zwischen einer Neuplanung (Parameter NEUPL), bei der alle Materialien neu geplant werden, auch jene, die keine dispositionsrelevanten Änderungen erfahren haben. Dieses Verfahren ist bei großen Datenbeständen sehr ressourcenintensiv und wird meist nur bei der Initiali-sierung des Systems durchgeführt.
Einer Veränderungsplanung (Parameter NETCH), bei denen nur jene Materialien berücksichtigt, die dispositionsrelevante Änderungen erfahren haben. Es wird auch als Netchange-Verfahren bezeichnet.
Einer Veränderungsplanung im Planungshorizont (NETPL) . Dieses entspricht dem Netchange- verfah-ren; es werden allerdings vom System nur Änderungen im Planungshorizont berücksichtigt.
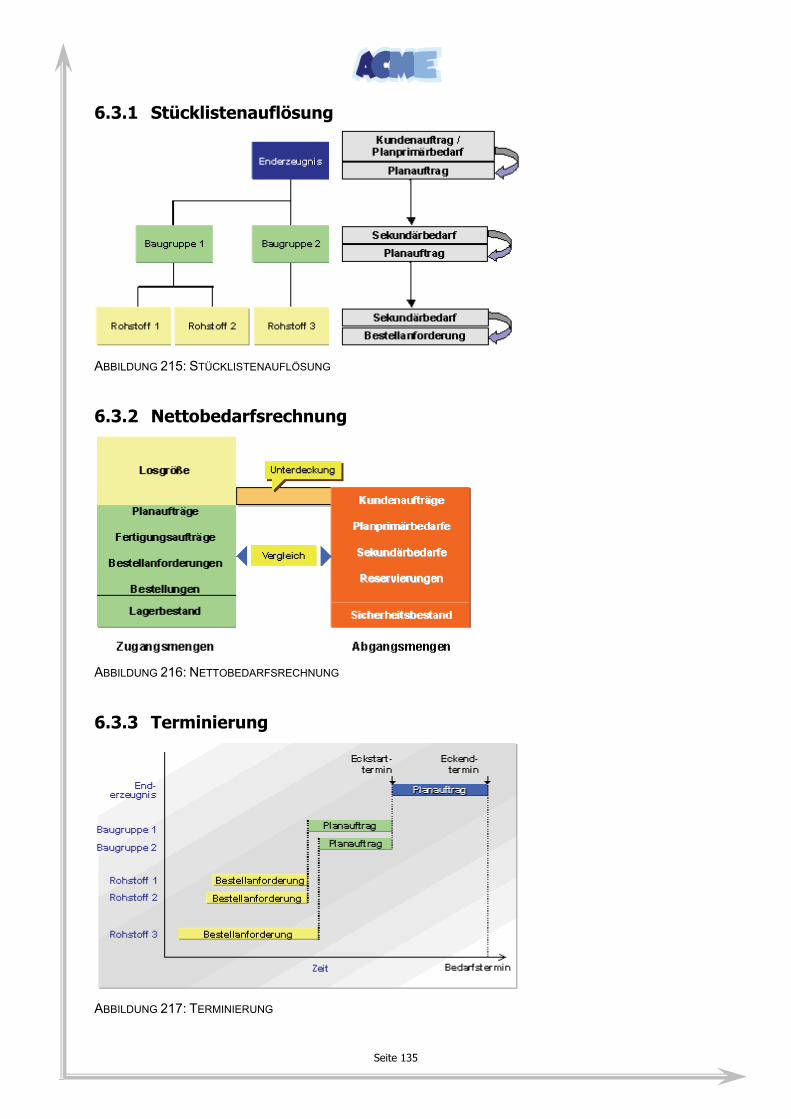
Seite 135
6.3.1 Stücklistenauflösung
ABBILDUNG 215: STÜCKLISTENAUFLÖSUNG
6.3.2 Nettobedarfsrechnung
ABBILDUNG 216: NETTOBEDARFSRECHNUNG
6.3.3 Terminierung
ABBILDUNG 217: TERMINIERUNG
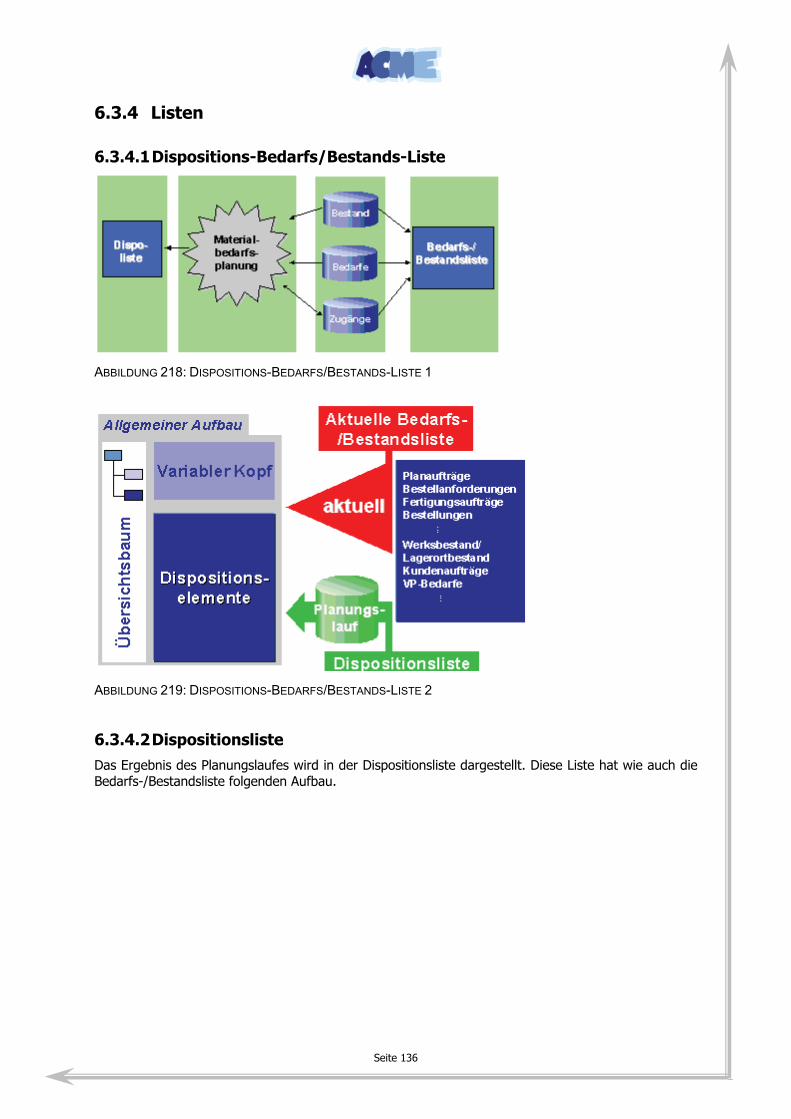
Seite 136
6.3.4 Listen
6.3.4.1 Dispositions-Bedarfs/Bestands-Liste
ABBILDUNG 218: DISPOSITIONS-BEDARFS/BESTANDS-LISTE 1
ABBILDUNG 219: DISPOSITIONS-BEDARFS/BESTANDS-LISTE 2
6.3.4.2 Dispositionsliste Das Ergebnis des Planungslaufes wird in der Dispositionsliste dargestellt. Diese Liste hat wie auch die Bedarfs-/Bestandsliste folgenden Aufbau.
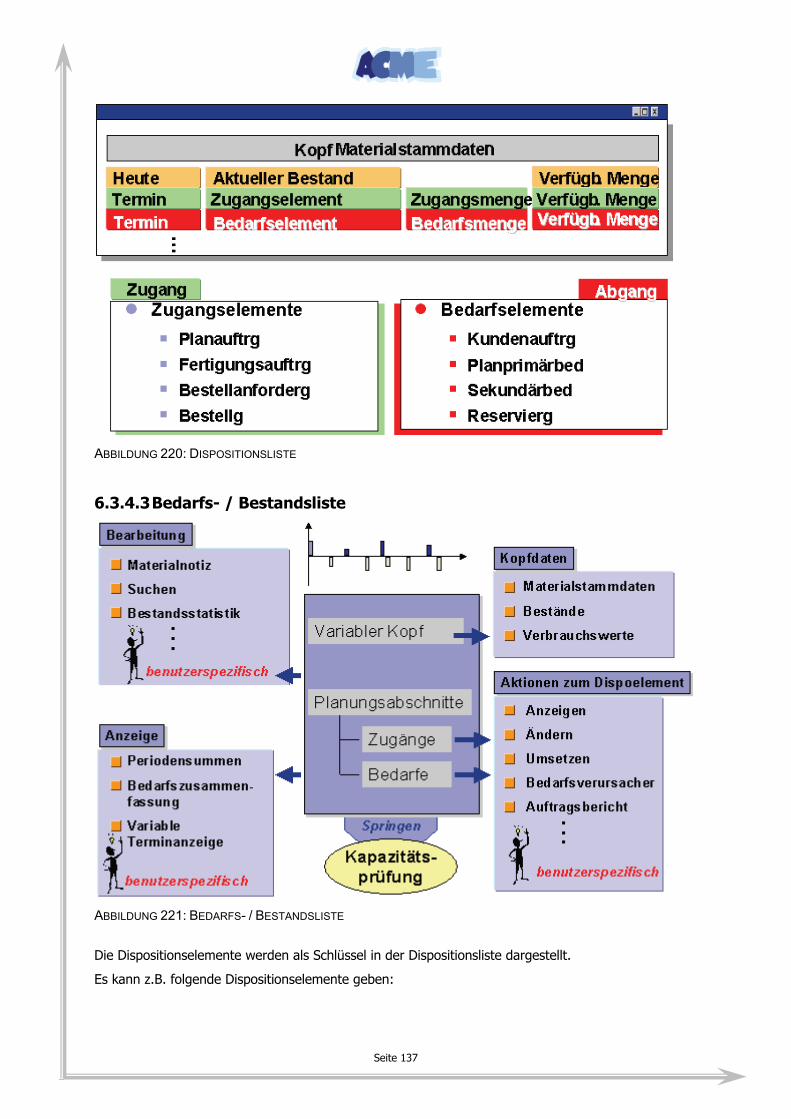
Seite 137
ABBILDUNG 220: DISPOSITIONSLISTE
6.3.4.3 Bedarfs- / Bestandsliste
ABBILDUNG 221: BEDARFS- / BESTANDSLISTE
Die Dispositionselemente werden als Schlüssel in der Dispositionsliste dargestellt.
Es kann z.B. folgende Dispositionselemente geben:
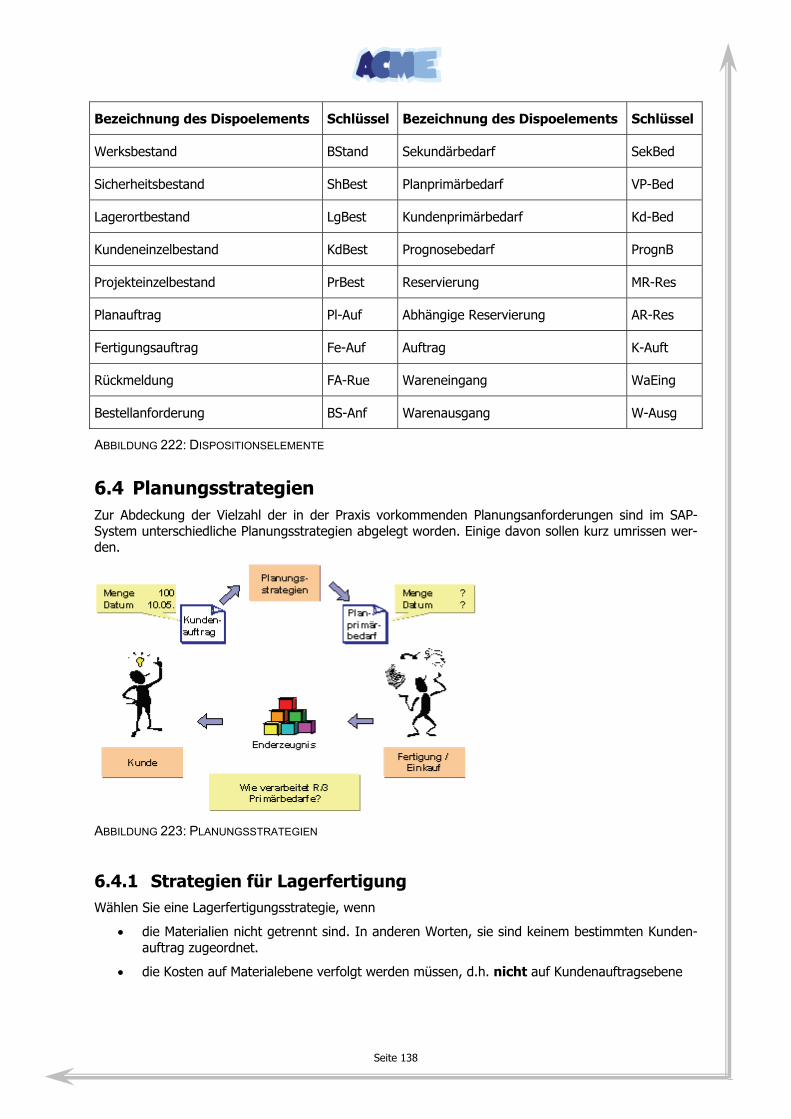
Seite 138
Bezeichnung des Dispoelements Schlüssel Bezeichnung des Dispoelements Schlüssel
Werksbestand BStand Sekundärbedarf SekBed
Sicherheitsbestand ShBest Planprimärbedarf VP-Bed
Lagerortbestand LgBest Kundenprimärbedarf Kd-Bed
Kundeneinzelbestand KdBest Prognosebedarf PrognB
Projekteinzelbestand PrBest Reservierung MR-Res
Planauftrag Pl-Auf Abhängige Reservierung AR-Res
Fertigungsauftrag Fe-Auf Auftrag K-Auft
Rückmeldung FA-Rue Wareneingang WaEing
Bestellanforderung BS-Anf Warenausgang W-Ausg
ABBILDUNG 222: DISPOSITIONSELEMENTE
6.4 Planungsstrategien Zur Abdeckung der Vielzahl der in der Praxis vorkommenden Planungsanforderungen sind im SAP-System unterschiedliche Planungsstrategien abgelegt worden. Einige davon sollen kurz umrissen wer-den.
ABBILDUNG 223: PLANUNGSSTRATEGIEN
6.4.1 Strategien für Lagerfertigung Wählen Sie eine Lagerfertigungsstrategie, wenn
• die Materialien nicht getrennt sind. In anderen Worten, sie sind keinem bestimmten Kunden-auftrag zugeordnet.
• die Kosten auf Materialebene verfolgt werden müssen, d.h. nicht auf Kundenauftragsebene
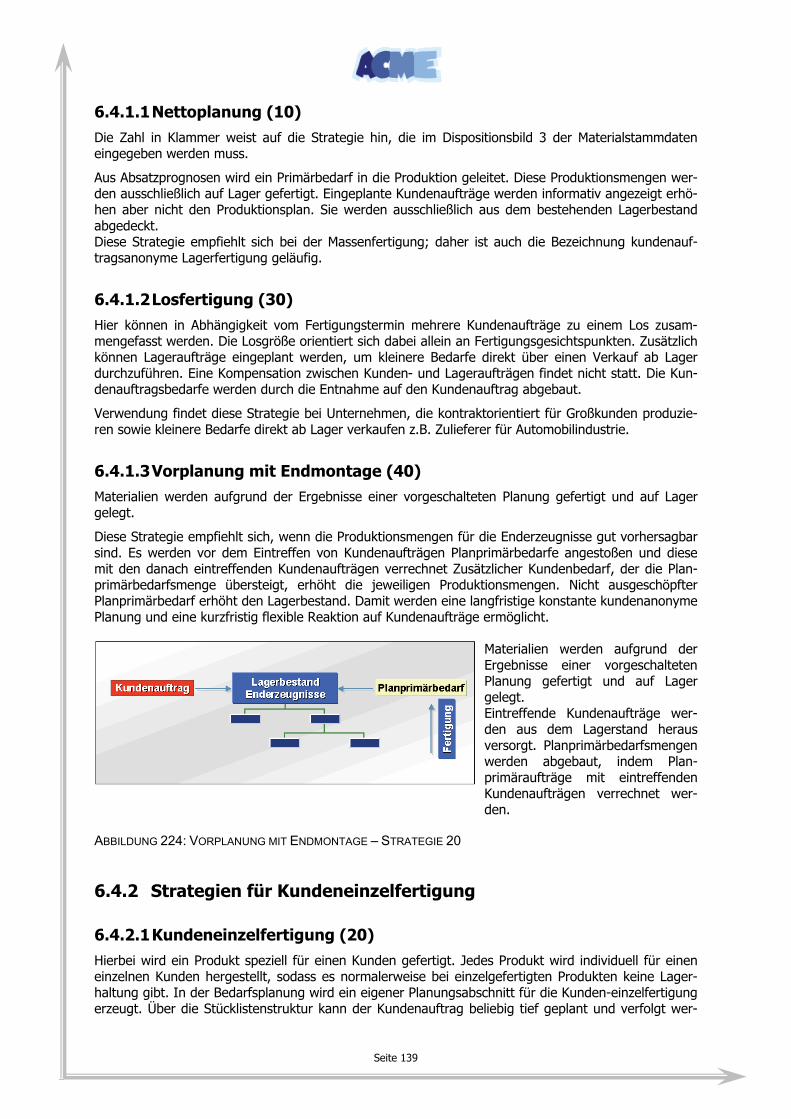
Seite 139
6.4.1.1 Nettoplanung (10) Die Zahl in Klammer weist auf die Strategie hin, die im Dispositionsbild 3 der Materialstammdaten eingegeben werden muss.
Aus Absatzprognosen wird ein Primärbedarf in die Produktion geleitet. Diese Produktionsmengen wer-den ausschließlich auf Lager gefertigt. Eingeplante Kundenaufträge werden informativ angezeigt erhö-hen aber nicht den Produktionsplan. Sie werden ausschließlich aus dem bestehenden Lagerbestand abgedeckt. Diese Strategie empfiehlt sich bei der Massenfertigung; daher ist auch die Bezeichnung kundenauf-tragsanonyme Lagerfertigung geläufig.
6.4.1.2 Losfertigung (30) Hier können in Abhängigkeit vom Fertigungstermin mehrere Kundenaufträge zu einem Los zusam-mengefasst werden. Die Losgröße orientiert sich dabei allein an Fertigungsgesichtspunkten. Zusätzlich können Lageraufträge eingeplant werden, um kleinere Bedarfe direkt über einen Verkauf ab Lager durchzuführen. Eine Kompensation zwischen Kunden- und Lageraufträgen findet nicht statt. Die Kun-denauftragsbedarfe werden durch die Entnahme auf den Kundenauftrag abgebaut.
Verwendung findet diese Strategie bei Unternehmen, die kontraktorientiert für Großkunden produzie-ren sowie kleinere Bedarfe direkt ab Lager verkaufen z.B. Zulieferer für Automobilindustrie.
6.4.1.3 Vorplanung mit Endmontage (40) Materialien werden aufgrund der Ergebnisse einer vorgeschalteten Planung gefertigt und auf Lager gelegt.
Diese Strategie empfiehlt sich, wenn die Produktionsmengen für die Enderzeugnisse gut vorhersagbar sind. Es werden vor dem Eintreffen von Kundenaufträgen Planprimärbedarfe angestoßen und diese mit den danach eintreffenden Kundenaufträgen verrechnet Zusätzlicher Kundenbedarf, der die Plan-primärbedarfsmenge übersteigt, erhöht die jeweiligen Produktionsmengen. Nicht ausgeschöpfter Planprimärbedarf erhöht den Lagerbestand. Damit werden eine langfristige konstante kundenanonyme Planung und eine kurzfristig flexible Reaktion auf Kundenaufträge ermöglicht.
Materialien werden aufgrund der Ergebnisse einer vorgeschalteten Planung gefertigt und auf Lager gelegt. Eintreffende Kundenaufträge wer-den aus dem Lagerstand heraus versorgt. Planprimärbedarfsmengen werden abgebaut, indem Plan-primäraufträge mit eintreffenden Kundenaufträgen verrechnet wer-den.
ABBILDUNG 224: VORPLANUNG MIT ENDMONTAGE – STRATEGIE 20
6.4.2 Strategien für Kundeneinzelfertigung
6.4.2.1 Kundeneinzelfertigung (20) Hierbei wird ein Produkt speziell für einen Kunden gefertigt. Jedes Produkt wird individuell für einen einzelnen Kunden hergestellt, sodass es normalerweise bei einzelgefertigten Produkten keine Lager-haltung gibt. In der Bedarfsplanung wird ein eigener Planungsabschnitt für die Kunden-einzelfertigung erzeugt. Über die Stücklistenstruktur kann der Kundenauftrag beliebig tief geplant und verfolgt wer-
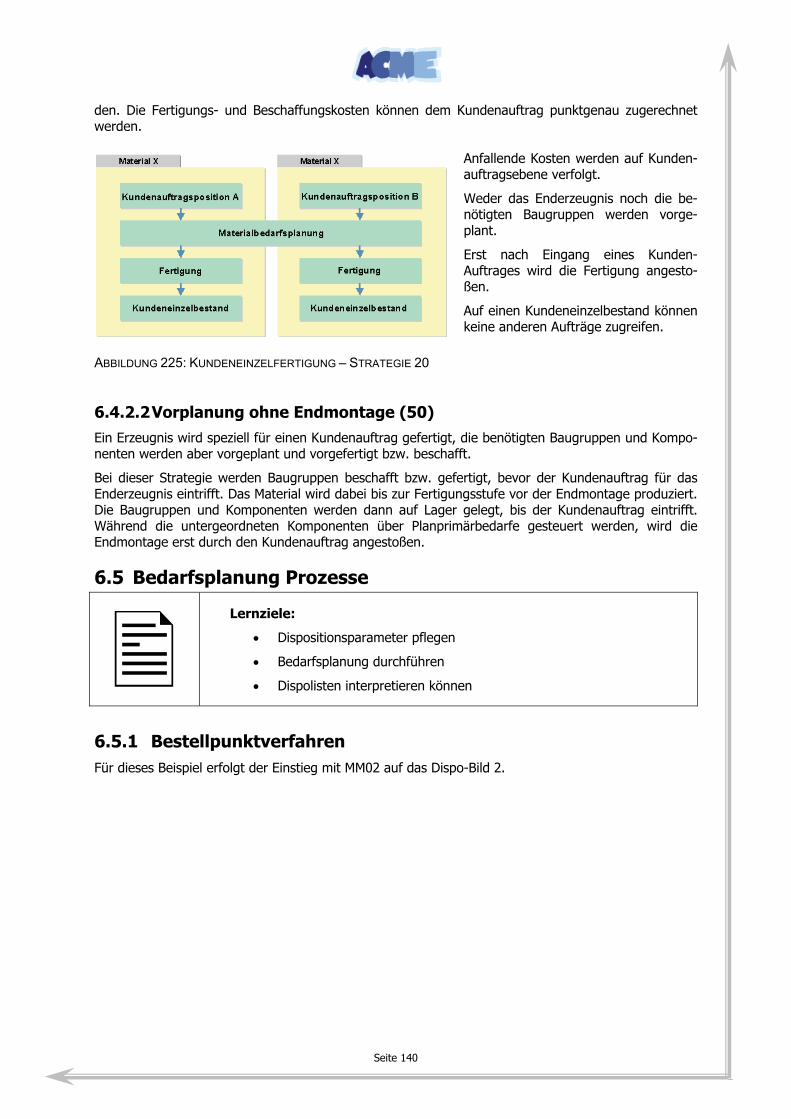
Seite 140
den. Die Fertigungs- und Beschaffungskosten können dem Kundenauftrag punktgenau zugerechnet werden.
Anfallende Kosten werden auf Kunden-auftragsebene verfolgt.
Weder das Enderzeugnis noch die be-nötigten Baugruppen werden vorge-plant.
Erst nach Eingang eines Kunden-Auftrages wird die Fertigung angesto-ßen.
Auf einen Kundeneinzelbestand können keine anderen Aufträge zugreifen.
ABBILDUNG 225: KUNDENEINZELFERTIGUNG – STRATEGIE 20
6.4.2.2 Vorplanung ohne Endmontage (50) Ein Erzeugnis wird speziell für einen Kundenauftrag gefertigt, die benötigten Baugruppen und Kompo-nenten werden aber vorgeplant und vorgefertigt bzw. beschafft.
Bei dieser Strategie werden Baugruppen beschafft bzw. gefertigt, bevor der Kundenauftrag für das Enderzeugnis eintrifft. Das Material wird dabei bis zur Fertigungsstufe vor der Endmontage produziert. Die Baugruppen und Komponenten werden dann auf Lager gelegt, bis der Kundenauftrag eintrifft. Während die untergeordneten Komponenten über Planprimärbedarfe gesteuert werden, wird die Endmontage erst durch den Kundenauftrag angestoßen.
6.5 Bedarfsplanung Prozesse
Lernziele:
• Dispositionsparameter pflegen
• Bedarfsplanung durchführen
• Dispolisten interpretieren können
6.5.1 Bestellpunktverfahren Für dieses Beispiel erfolgt der Einstieg mit MM02 auf das Dispo-Bild 2.
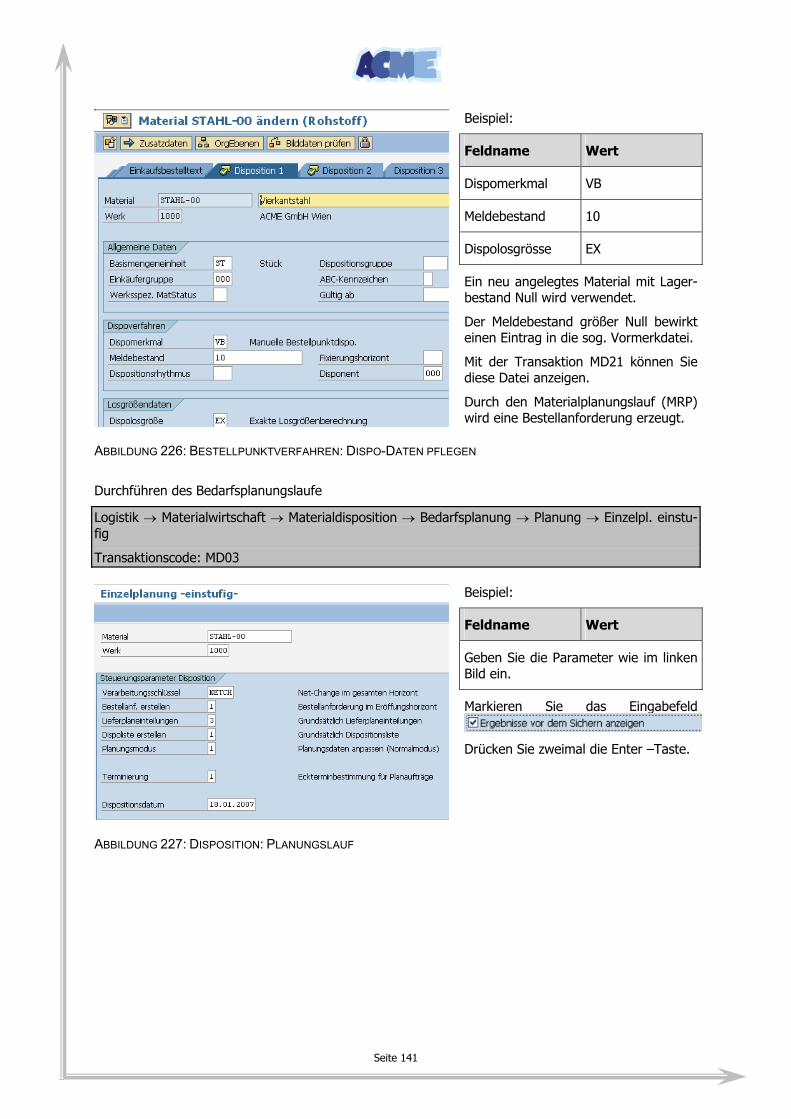
Seite 141
Beispiel:
Feldname Wert
Dispomerkmal VB
Meldebestand 10
Dispolosgrösse EX
Ein neu angelegtes Material mit Lager-bestand Null wird verwendet.
Der Meldebestand größer Null bewirkt einen Eintrag in die sog. Vormerkdatei.
Mit der Transaktion MD21 können Sie diese Datei anzeigen.
Durch den Materialplanungslauf (MRP) wird eine Bestellanforderung erzeugt.
ABBILDUNG 226: BESTELLPUNKTVERFAHREN: DISPO-DATEN PFLEGEN
Durchführen des Bedarfsplanungslaufe
Logistik → Materialwirtschaft → Materialdisposition → Bedarfsplanung → Planung → Einzelpl. einstu-fig
Transaktionscode: MD03
Beispiel:
Feldname Wert
Geben Sie die Parameter wie im linken Bild ein.
Markieren Sie das Eingabefeld
Drücken Sie zweimal die Enter –Taste.
ABBILDUNG 227: DISPOSITION: PLANUNGSLAUF
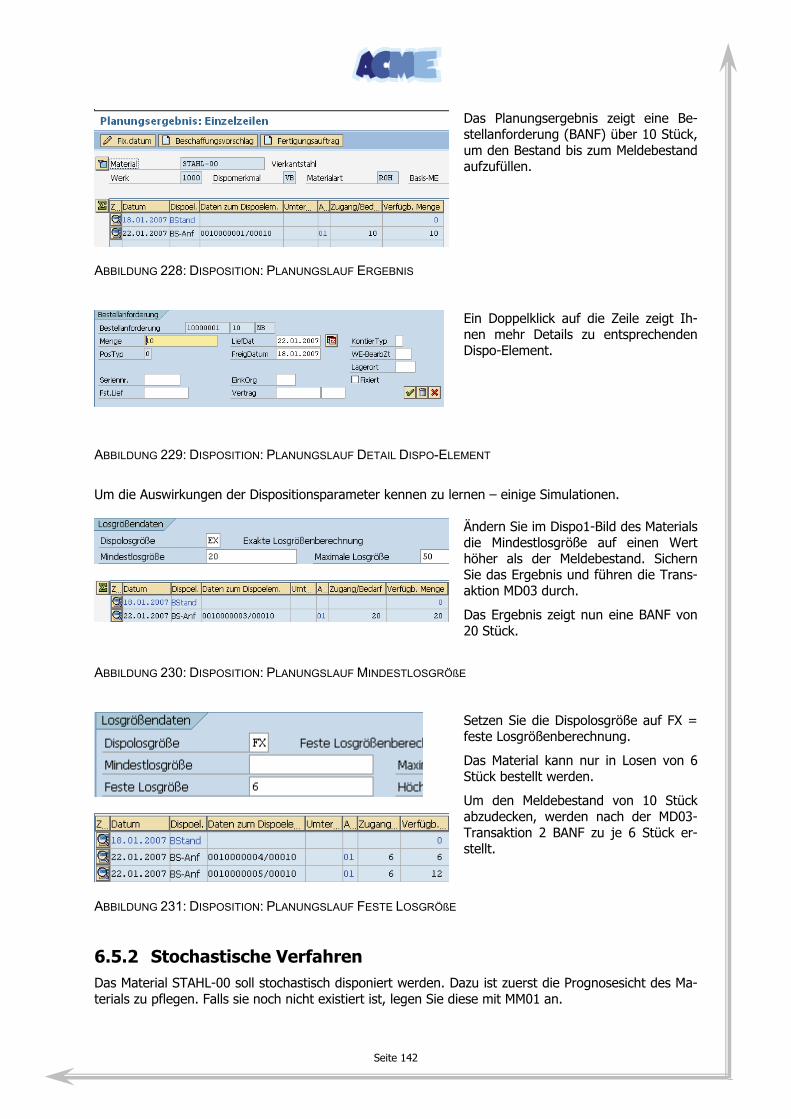
Seite 142
Das Planungsergebnis zeigt eine Be-stellanforderung (BANF) über 10 Stück, um den Bestand bis zum Meldebestand aufzufüllen.
ABBILDUNG 228: DISPOSITION: PLANUNGSLAUF ERGEBNIS
Ein Doppelklick auf die Zeile zeigt Ih-nen mehr Details zu entsprechenden Dispo-Element.
ABBILDUNG 229: DISPOSITION: PLANUNGSLAUF DETAIL DISPO-ELEMENT
Um die Auswirkungen der Dispositionsparameter kennen zu lernen – einige Simulationen.
Ändern Sie im Dispo1-Bild des Materials die Mindestlosgröße auf einen Wert höher als der Meldebestand. Sichern Sie das Ergebnis und führen die Trans-aktion MD03 durch.
Das Ergebnis zeigt nun eine BANF von 20 Stück.
ABBILDUNG 230: DISPOSITION: PLANUNGSLAUF MINDESTLOSGRÖßE
Setzen Sie die Dispolosgröße auf FX = feste Losgrößenberechnung.
Das Material kann nur in Losen von 6 Stück bestellt werden.
Um den Meldebestand von 10 Stück abzudecken, werden nach der MD03-Transaktion 2 BANF zu je 6 Stück er-stellt.
ABBILDUNG 231: DISPOSITION: PLANUNGSLAUF FESTE LOSGRÖßE
6.5.2 Stochastische Verfahren Das Material STAHL-00 soll stochastisch disponiert werden. Dazu ist zuerst die Prognosesicht des Ma-terials zu pflegen. Falls sie noch nicht existiert ist, legen Sie diese mit MM01 an.
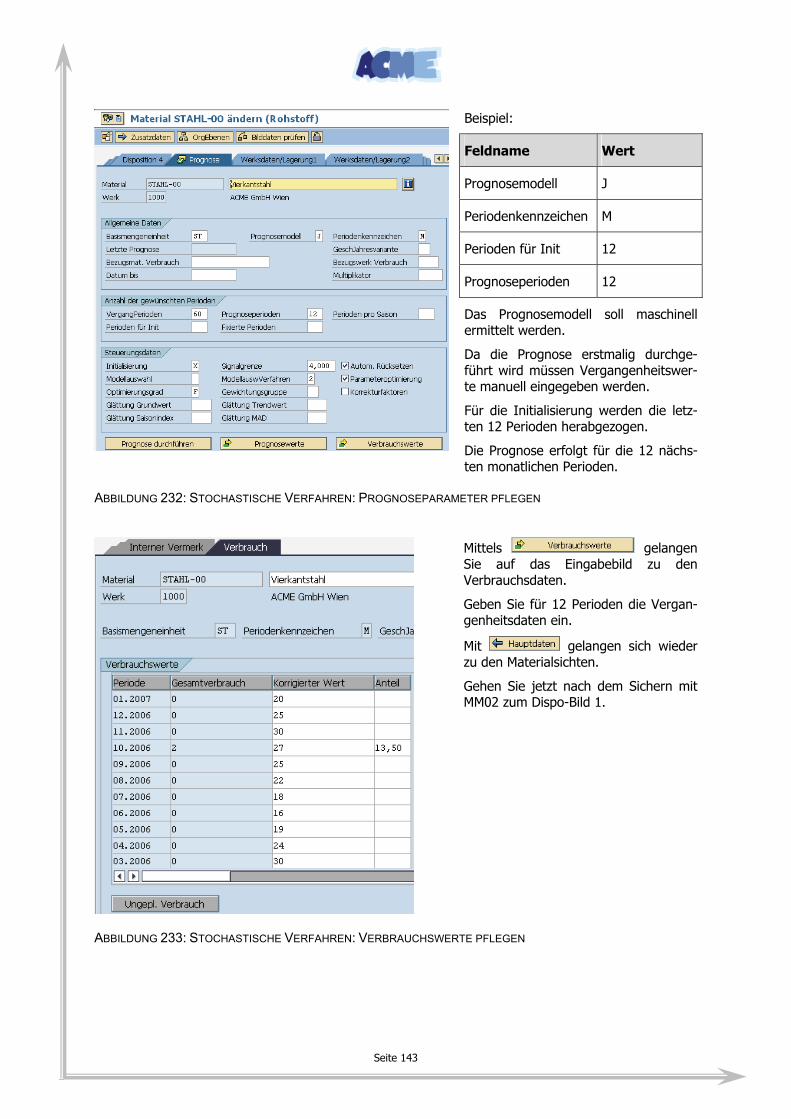
Seite 143
Beispiel:
Feldname Wert
Prognosemodell J
Periodenkennzeichen M
Perioden für Init 12
Prognoseperioden 12
Das Prognosemodell soll maschinell ermittelt werden.
Da die Prognose erstmalig durchge-führt wird müssen Vergangenheitswer-te manuell eingegeben werden.
Für die Initialisierung werden die letz-ten 12 Perioden herabgezogen.
Die Prognose erfolgt für die 12 nächs-ten monatlichen Perioden.
ABBILDUNG 232: STOCHASTISCHE VERFAHREN: PROGNOSEPARAMETER PFLEGEN
Mittels gelangen Sie auf das Eingabebild zu den Verbrauchsdaten.
Geben Sie für 12 Perioden die Vergan-genheitsdaten ein.
Mit gelangen sich wieder zu den Materialsichten.
Gehen Sie jetzt nach dem Sichern mit MM02 zum Dispo-Bild 1.
ABBILDUNG 233: STOCHASTISCHE VERFAHREN: VERBRAUCHSWERTE PFLEGEN
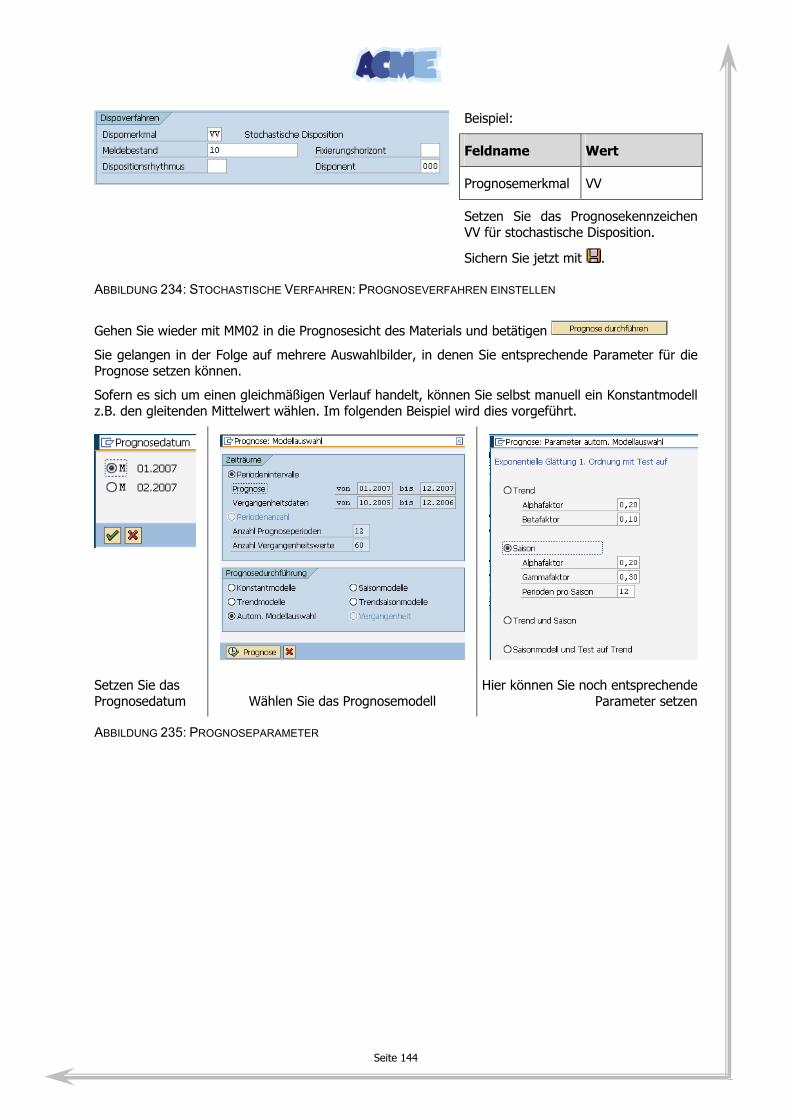
Seite 144
Beispiel:
Feldname Wert
Prognosemerkmal VV
Setzen Sie das Prognosekennzeichen VV für stochastische Disposition.
Sichern Sie jetzt mit .
ABBILDUNG 234: STOCHASTISCHE VERFAHREN: PROGNOSEVERFAHREN EINSTELLEN
Gehen Sie wieder mit MM02 in die Prognosesicht des Materials und betätigen
Sie gelangen in der Folge auf mehrere Auswahlbilder, in denen Sie entsprechende Parameter für die Prognose setzen können.
Sofern es sich um einen gleichmäßigen Verlauf handelt, können Sie selbst manuell ein Konstantmodell z.B. den gleitenden Mittelwert wählen. Im folgenden Beispiel wird dies vorgeführt.
Setzen Sie das Prognosedatum Wählen Sie das Prognosemodell
Hier können Sie noch entsprechende Parameter setzen
ABBILDUNG 235: PROGNOSEPARAMETER
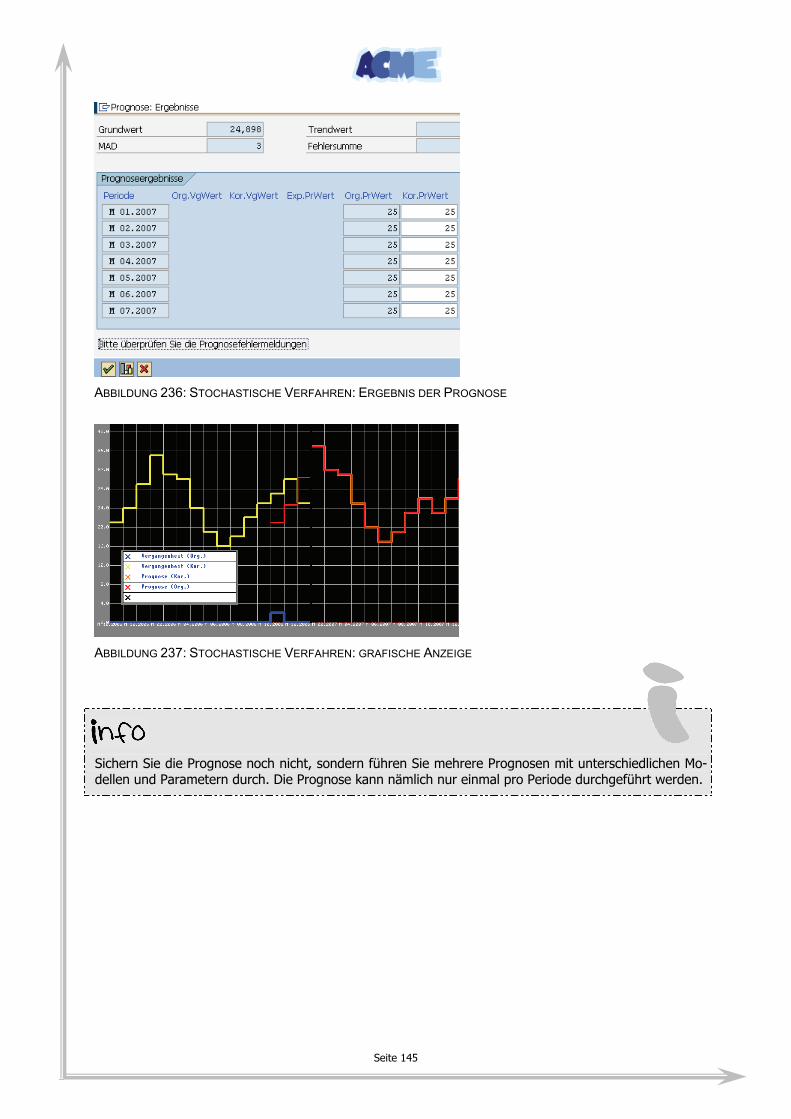
Seite 145
ABBILDUNG 236: STOCHASTISCHE VERFAHREN: ERGEBNIS DER PROGNOSE
ABBILDUNG 237: STOCHASTISCHE VERFAHREN: GRAFISCHE ANZEIGE
Sichern Sie die Prognose noch nicht, sondern führen Sie mehrere Prognosen mit unterschiedlichen Mo-dellen und Parametern durch. Die Prognose kann nämlich nur einmal pro Periode durchgeführt werden.
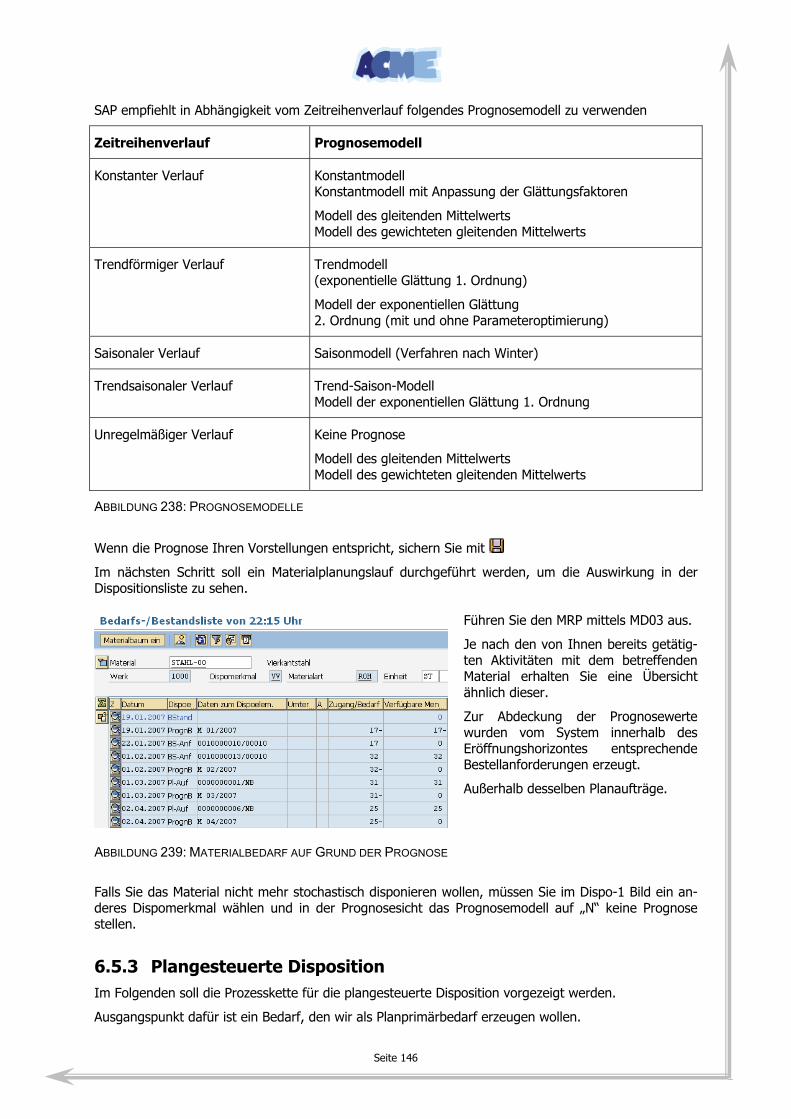
Seite 146
SAP empfiehlt in Abhängigkeit vom Zeitreihenverlauf folgendes Prognosemodell zu verwenden
Zeitreihenverlauf Prognosemodell
Konstanter Verlauf Konstantmodell Konstantmodell mit Anpassung der Glättungsfaktoren
Modell des gleitenden Mittelwerts Modell des gewichteten gleitenden Mittelwerts
Trendförmiger Verlauf Trendmodell (exponentielle Glättung 1. Ordnung)
Modell der exponentiellen Glättung 2. Ordnung (mit und ohne Parameteroptimierung)
Saisonaler Verlauf Saisonmodell (Verfahren nach Winter)
Trendsaisonaler Verlauf Trend-Saison-Modell Modell der exponentiellen Glättung 1. Ordnung
Unregelmäßiger Verlauf Keine Prognose
Modell des gleitenden Mittelwerts Modell des gewichteten gleitenden Mittelwerts
ABBILDUNG 238: PROGNOSEMODELLE
Wenn die Prognose Ihren Vorstellungen entspricht, sichern Sie mit
Im nächsten Schritt soll ein Materialplanungslauf durchgeführt werden, um die Auswirkung in der Dispositionsliste zu sehen.
Führen Sie den MRP mittels MD03 aus.
Je nach den von Ihnen bereits getätig-ten Aktivitäten mit dem betreffenden Material erhalten Sie eine Übersicht ähnlich dieser.
Zur Abdeckung der Prognosewerte wurden vom System innerhalb des Eröffnungshorizontes entsprechende Bestellanforderungen erzeugt.
Außerhalb desselben Planaufträge.
ABBILDUNG 239: MATERIALBEDARF AUF GRUND DER PROGNOSE
Falls Sie das Material nicht mehr stochastisch disponieren wollen, müssen Sie im Dispo-1 Bild ein an-deres Dispomerkmal wählen und in der Prognosesicht das Prognosemodell auf „N“ keine Prognose stellen.
6.5.3 Plangesteuerte Disposition Im Folgenden soll die Prozesskette für die plangesteuerte Disposition vorgezeigt werden.
Ausgangspunkt dafür ist ein Bedarf, den wir als Planprimärbedarf erzeugen wollen.
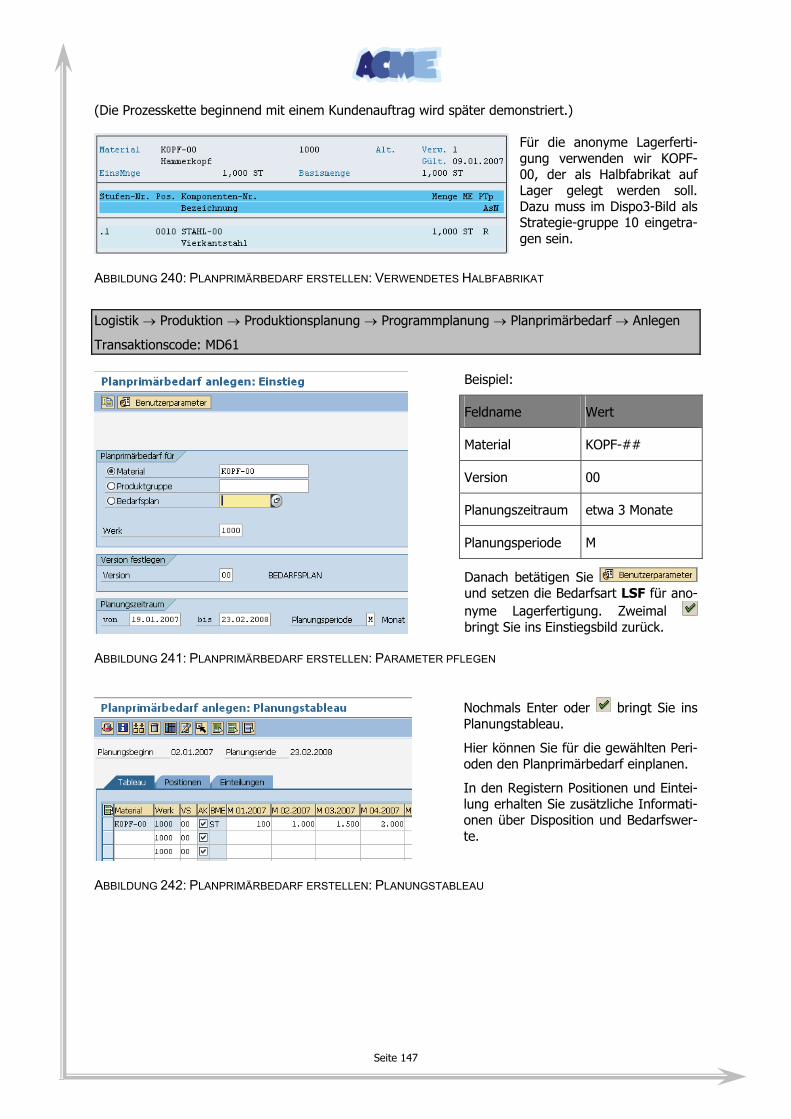
Seite 147
(Die Prozesskette beginnend mit einem Kundenauftrag wird später demonstriert.)
Für die anonyme Lagerferti-gung verwenden wir KOPF-00, der als Halbfabrikat auf Lager gelegt werden soll. Dazu muss im Dispo3-Bild als Strategie-gruppe 10 eingetra-gen sein.
ABBILDUNG 240: PLANPRIMÄRBEDARF ERSTELLEN: VERWENDETES HALBFABRIKAT
Logistik → Produktion → Produktionsplanung → Programmplanung → Planprimärbedarf → Anlegen
Transaktionscode: MD61
Beispiel:
Feldname Wert
Material KOPF-##
Version 00
Planungszeitraum etwa 3 Monate
Planungsperiode M
Danach betätigen Sie und setzen die Bedarfsart LSF für ano-nyme Lagerfertigung. Zweimal bringt Sie ins Einstiegsbild zurück.
ABBILDUNG 241: PLANPRIMÄRBEDARF ERSTELLEN: PARAMETER PFLEGEN
Nochmals Enter oder bringt Sie ins Planungstableau.
Hier können Sie für die gewählten Peri-oden den Planprimärbedarf einplanen.
In den Registern Positionen und Eintei-lung erhalten Sie zusätzliche Informati-onen über Disposition und Bedarfswer-te.
ABBILDUNG 242: PLANPRIMÄRBEDARF ERSTELLEN: PLANUNGSTABLEAU
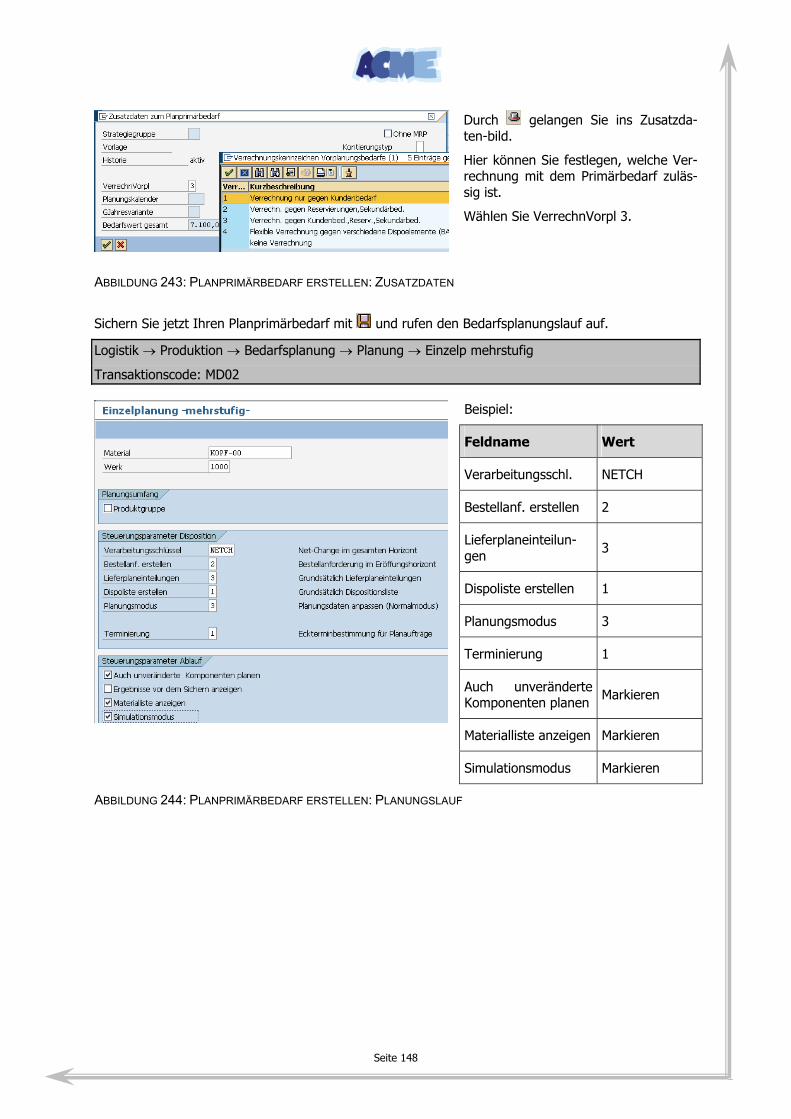
Seite 148
Durch gelangen Sie ins Zusatzda-ten-bild.
Hier können Sie festlegen, welche Ver-rechnung mit dem Primärbedarf zuläs-sig ist.
Wählen Sie VerrechnVorpl 3.
ABBILDUNG 243: PLANPRIMÄRBEDARF ERSTELLEN: ZUSATZDATEN
Sichern Sie jetzt Ihren Planprimärbedarf mit und rufen den Bedarfsplanungslauf auf.
Logistik → Produktion → Bedarfsplanung → Planung → Einzelp mehrstufig
Transaktionscode: MD02
Beispiel:
Feldname Wert
Verarbeitungsschl. NETCH
Bestellanf. erstellen 2
Lieferplaneinteilun-gen 3
Dispoliste erstellen 1
Planungsmodus 3
Terminierung 1
Auch unveränderte Komponenten planen Markieren
Materialliste anzeigen Markieren
Simulationsmodus Markieren
ABBILDUNG 244: PLANPRIMÄRBEDARF ERSTELLEN: PLANUNGSLAUF
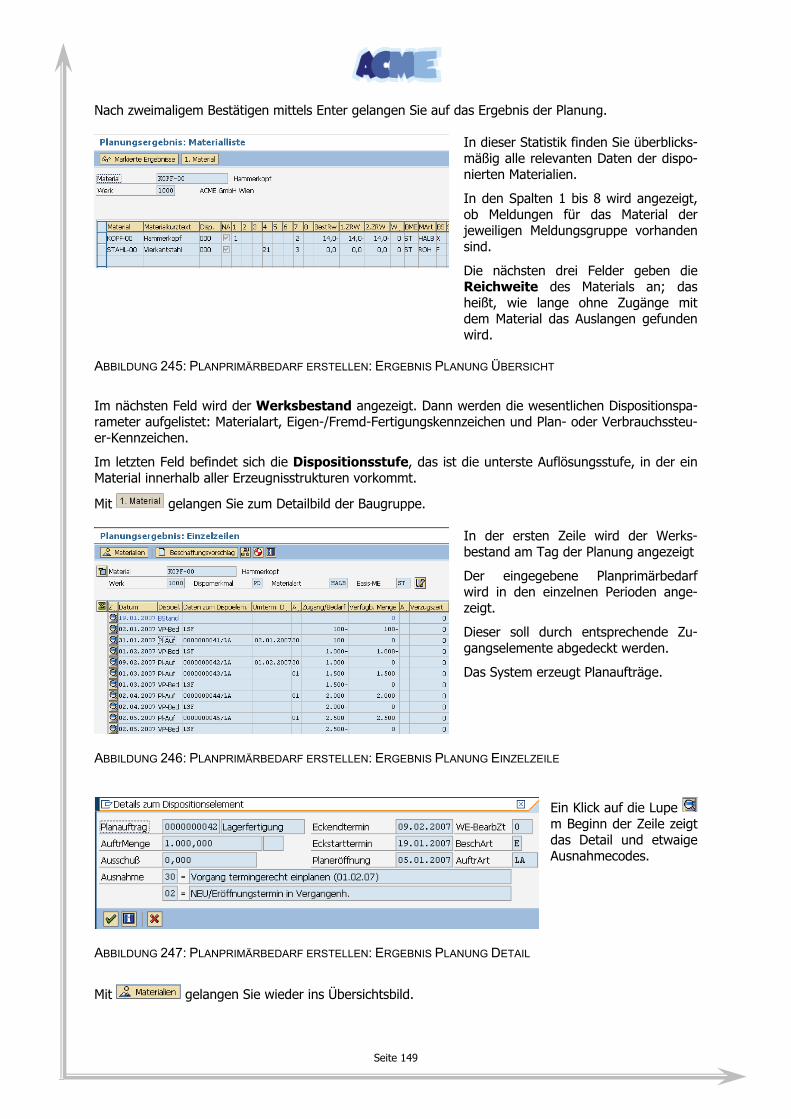
Seite 149
Nach zweimaligem Bestätigen mittels Enter gelangen Sie auf das Ergebnis der Planung.
In dieser Statistik finden Sie überblicks-mäßig alle relevanten Daten der dispo-nierten Materialien.
In den Spalten 1 bis 8 wird angezeigt, ob Meldungen für das Material der jeweiligen Meldungsgruppe vorhanden sind.
Die nächsten drei Felder geben die Reichweite des Materials an; das heißt, wie lange ohne Zugänge mit dem Material das Auslangen gefunden wird.
ABBILDUNG 245: PLANPRIMÄRBEDARF ERSTELLEN: ERGEBNIS PLANUNG ÜBERSICHT
Im nächsten Feld wird der Werksbestand angezeigt. Dann werden die wesentlichen Dispositionspa-rameter aufgelistet: Materialart, Eigen-/Fremd-Fertigungskennzeichen und Plan- oder Verbrauchssteu-er-Kennzeichen.
Im letzten Feld befindet sich die Dispositionsstufe, das ist die unterste Auflösungsstufe, in der ein Material innerhalb aller Erzeugnisstrukturen vorkommt.
Mit gelangen Sie zum Detailbild der Baugruppe.
In der ersten Zeile wird der Werks-bestand am Tag der Planung angezeigt
Der eingegebene Planprimärbedarf wird in den einzelnen Perioden ange-zeigt.
Dieser soll durch entsprechende Zu-gangselemente abgedeckt werden.
Das System erzeugt Planaufträge.
ABBILDUNG 246: PLANPRIMÄRBEDARF ERSTELLEN: ERGEBNIS PLANUNG EINZELZEILE
Ein Klick auf die Lupe m Beginn der Zeile zeigt das Detail und etwaige Ausnahmecodes.
ABBILDUNG 247: PLANPRIMÄRBEDARF ERSTELLEN: ERGEBNIS PLANUNG DETAIL
Mit gelangen Sie wieder ins Übersichtsbild.
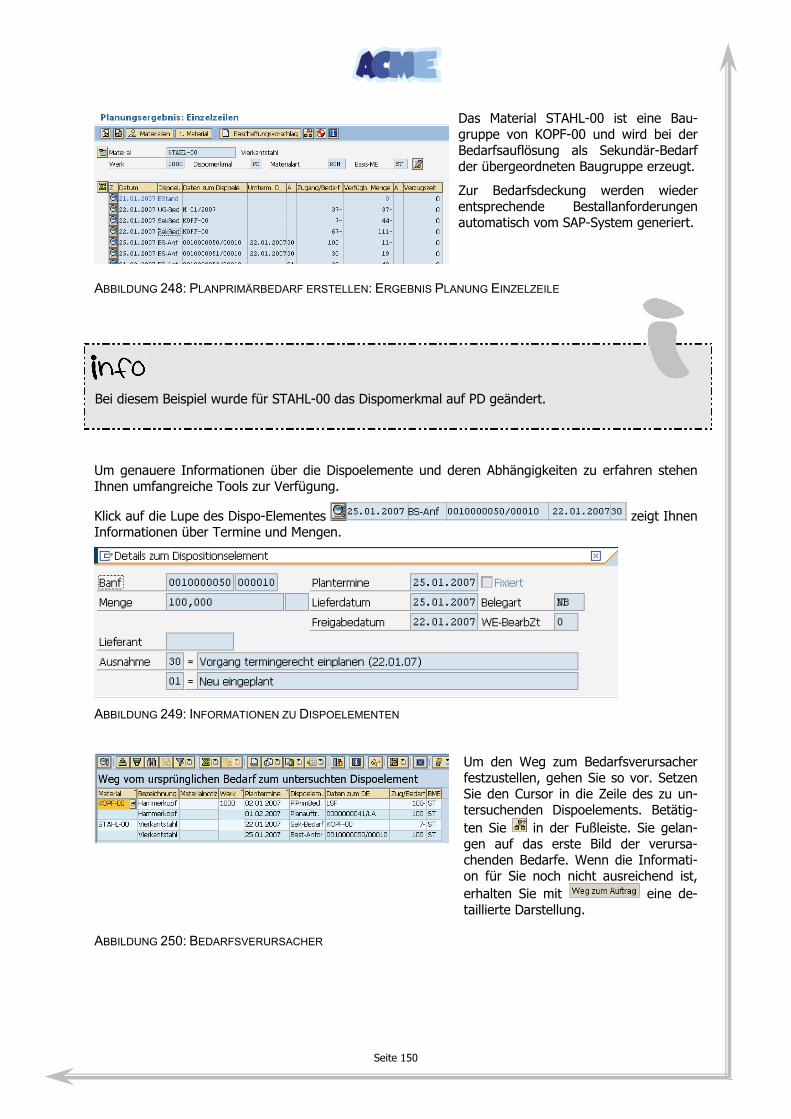
Seite 150
Das Material STAHL-00 ist eine Bau-gruppe von KOPF-00 und wird bei der Bedarfsauflösung als Sekundär-Bedarf der übergeordneten Baugruppe erzeugt.
Zur Bedarfsdeckung werden wieder entsprechende Bestallanforderungen automatisch vom SAP-System generiert.
ABBILDUNG 248: PLANPRIMÄRBEDARF ERSTELLEN: ERGEBNIS PLANUNG EINZELZEILE
Bei diesem Beispiel wurde für STAHL-00 das Dispomerkmal auf PD geändert.
Um genauere Informationen über die Dispoelemente und deren Abhängigkeiten zu erfahren stehen Ihnen umfangreiche Tools zur Verfügung.
Klick auf die Lupe des Dispo-Elementes zeigt Ihnen Informationen über Termine und Mengen.
ABBILDUNG 249: INFORMATIONEN ZU DISPOELEMENTEN
Um den Weg zum Bedarfsverursacher festzustellen, gehen Sie so vor. Setzen Sie den Cursor in die Zeile des zu un-tersuchenden Dispoelements. Betätig-ten Sie in der Fußleiste. Sie gelan-gen auf das erste Bild der verursa-chenden Bedarfe. Wenn die Informati-on für Sie noch nicht ausreichend ist, erhalten Sie mit eine de-taillierte Darstellung.
ABBILDUNG 250: BEDARFSVERURSACHER
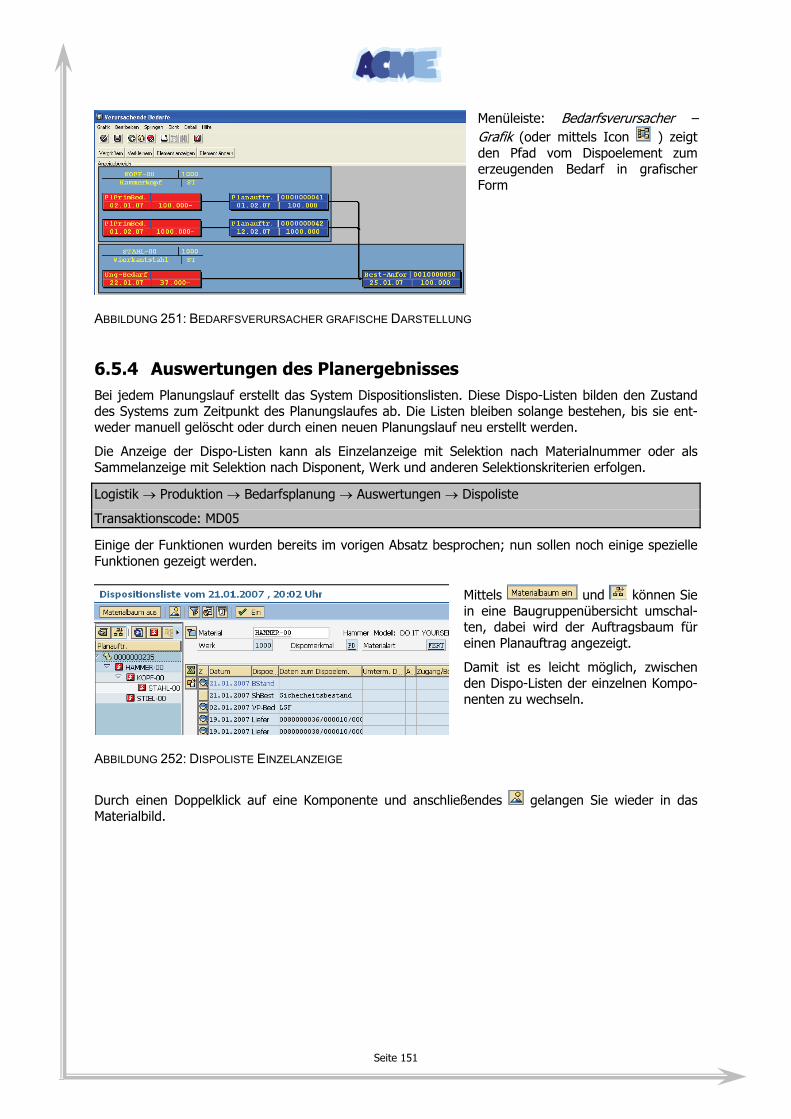
Seite 151
Menüleiste: Bedarfsverursacher – Grafik (oder mittels Icon ) zeigt den Pfad vom Dispoelement zum erzeugenden Bedarf in grafischer Form
ABBILDUNG 251: BEDARFSVERURSACHER GRAFISCHE DARSTELLUNG
6.5.4 Auswertungen des Planergebnisses Bei jedem Planungslauf erstellt das System Dispositionslisten. Diese Dispo-Listen bilden den Zustand des Systems zum Zeitpunkt des Planungslaufes ab. Die Listen bleiben solange bestehen, bis sie ent-weder manuell gelöscht oder durch einen neuen Planungslauf neu erstellt werden.
Die Anzeige der Dispo-Listen kann als Einzelanzeige mit Selektion nach Materialnummer oder als Sammelanzeige mit Selektion nach Disponent, Werk und anderen Selektionskriterien erfolgen.
Logistik → Produktion → Bedarfsplanung → Auswertungen → Dispoliste
Transaktionscode: MD05
Einige der Funktionen wurden bereits im vorigen Absatz besprochen; nun sollen noch einige spezielle Funktionen gezeigt werden.
Mittels und können Sie in eine Baugruppenübersicht umschal-ten, dabei wird der Auftragsbaum für einen Planauftrag angezeigt.
Damit ist es leicht möglich, zwischen den Dispo-Listen der einzelnen Kompo-nenten zu wechseln.
ABBILDUNG 252: DISPOLISTE EINZELANZEIGE
Durch einen Doppelklick auf eine Komponente und anschließendes gelangen Sie wieder in das Materialbild.
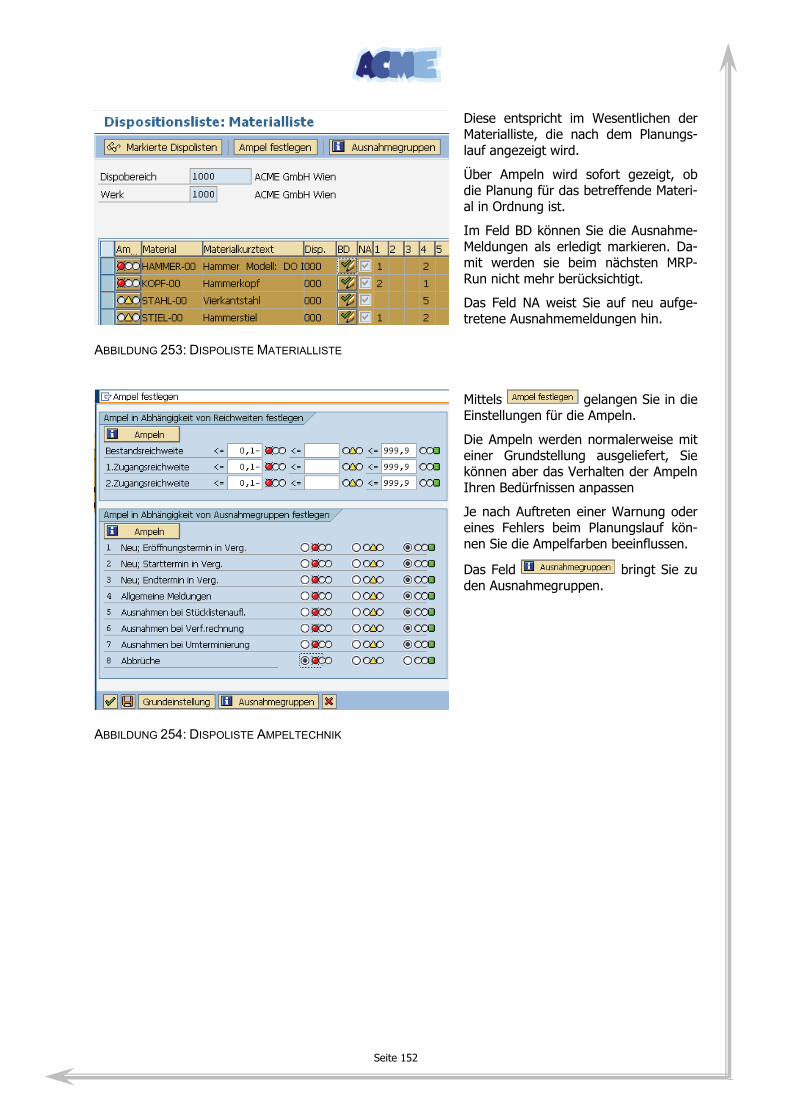
Seite 152
Diese entspricht im Wesentlichen der Materialliste, die nach dem Planungs-lauf angezeigt wird.
Über Ampeln wird sofort gezeigt, ob die Planung für das betreffende Materi-al in Ordnung ist.
Im Feld BD können Sie die Ausnahme-Meldungen als erledigt markieren. Da-mit werden sie beim nächsten MRP-Run nicht mehr berücksichtigt.
Das Feld NA weist Sie auf neu aufge-tretene Ausnahmemeldungen hin.
ABBILDUNG 253: DISPOLISTE MATERIALLISTE
Mittels gelangen Sie in die Einstellungen für die Ampeln.
Die Ampeln werden normalerweise mit einer Grundstellung ausgeliefert, Sie können aber das Verhalten der Ampeln Ihren Bedürfnissen anpassen
Je nach Auftreten einer Warnung oder eines Fehlers beim Planungslauf kön-nen Sie die Ampelfarben beeinflussen.
Das Feld bringt Sie zu den Ausnahmegruppen.
ABBILDUNG 254: DISPOLISTE AMPELTECHNIK
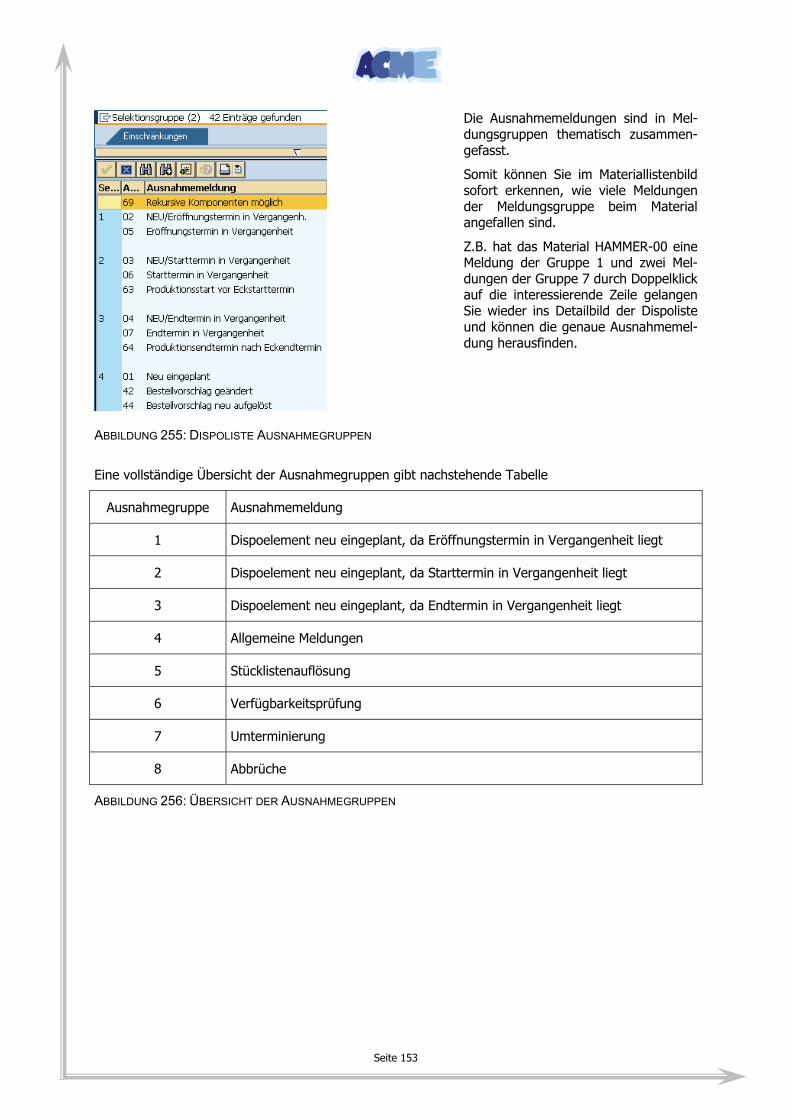
Seite 153
Die Ausnahmemeldungen sind in Mel-dungsgruppen thematisch zusammen-gefasst.
Somit können Sie im Materiallistenbild sofort erkennen, wie viele Meldungen der Meldungsgruppe beim Material angefallen sind.
Z.B. hat das Material HAMMER-00 eine Meldung der Gruppe 1 und zwei Mel-dungen der Gruppe 7 durch Doppelklick auf die interessierende Zeile gelangen Sie wieder ins Detailbild der Dispoliste und können die genaue Ausnahmemel-dung herausfinden.
ABBILDUNG 255: DISPOLISTE AUSNAHMEGRUPPEN
Eine vollständige Übersicht der Ausnahmegruppen gibt nachstehende Tabelle
Ausnahmegruppe Ausnahmemeldung
1 Dispoelement neu eingeplant, da Eröffnungstermin in Vergangenheit liegt
2 Dispoelement neu eingeplant, da Starttermin in Vergangenheit liegt
3 Dispoelement neu eingeplant, da Endtermin in Vergangenheit liegt
4 Allgemeine Meldungen
5 Stücklistenauflösung
6 Verfügbarkeitsprüfung
7 Umterminierung
8 Abbrüche
ABBILDUNG 256: ÜBERSICHT DER AUSNAHMEGRUPPEN
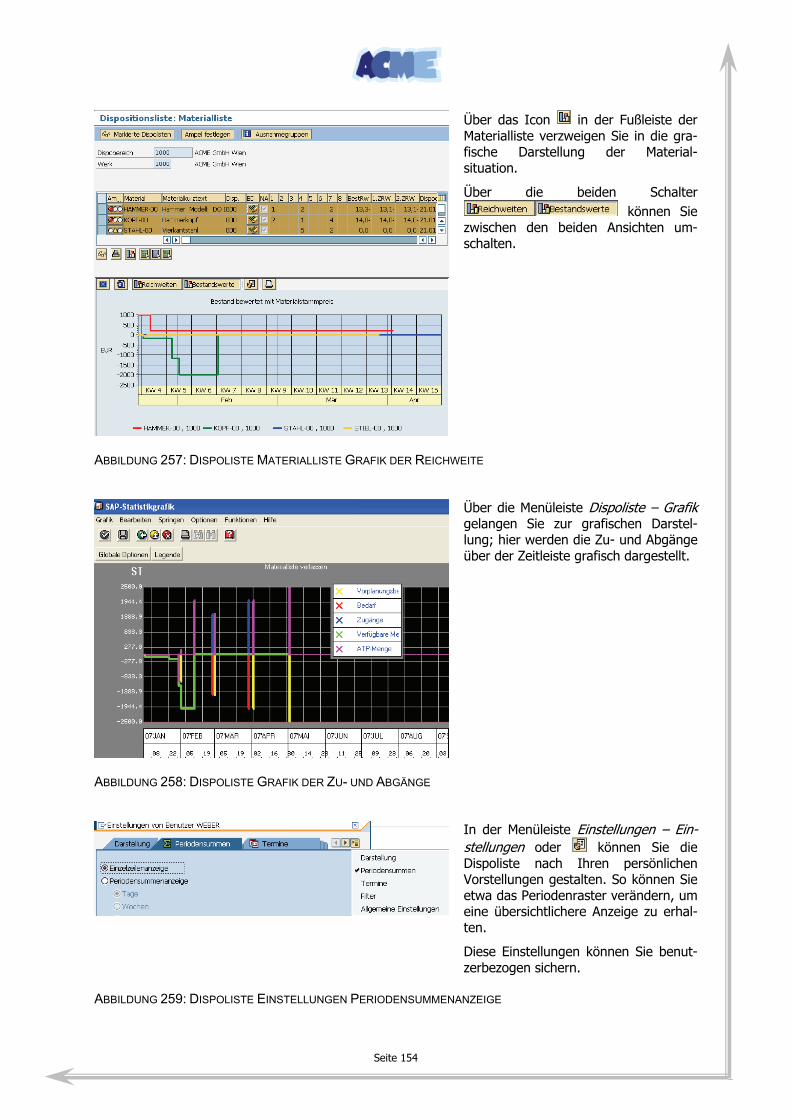
Seite 154
Über das Icon in der Fußleiste der Materialliste verzweigen Sie in die gra-fische Darstellung der Material-situation.
Über die beiden Schalter können Sie
zwischen den beiden Ansichten um-schalten.
ABBILDUNG 257: DISPOLISTE MATERIALLISTE GRAFIK DER REICHWEITE
Über die Menüleiste Dispoliste – Grafik gelangen Sie zur grafischen Darstel-lung; hier werden die Zu- und Abgänge über der Zeitleiste grafisch dargestellt.
ABBILDUNG 258: DISPOLISTE GRAFIK DER ZU- UND ABGÄNGE
In der Menüleiste Einstellungen – Ein-stellungen oder können Sie die Dispoliste nach Ihren persönlichen Vorstellungen gestalten. So können Sie etwa das Periodenraster verändern, um eine übersichtlichere Anzeige zu erhal-ten.
Diese Einstellungen können Sie benut-zerbezogen sichern.
ABBILDUNG 259: DISPOLISTE EINSTELLUNGEN PERIODENSUMMENANZEIGE
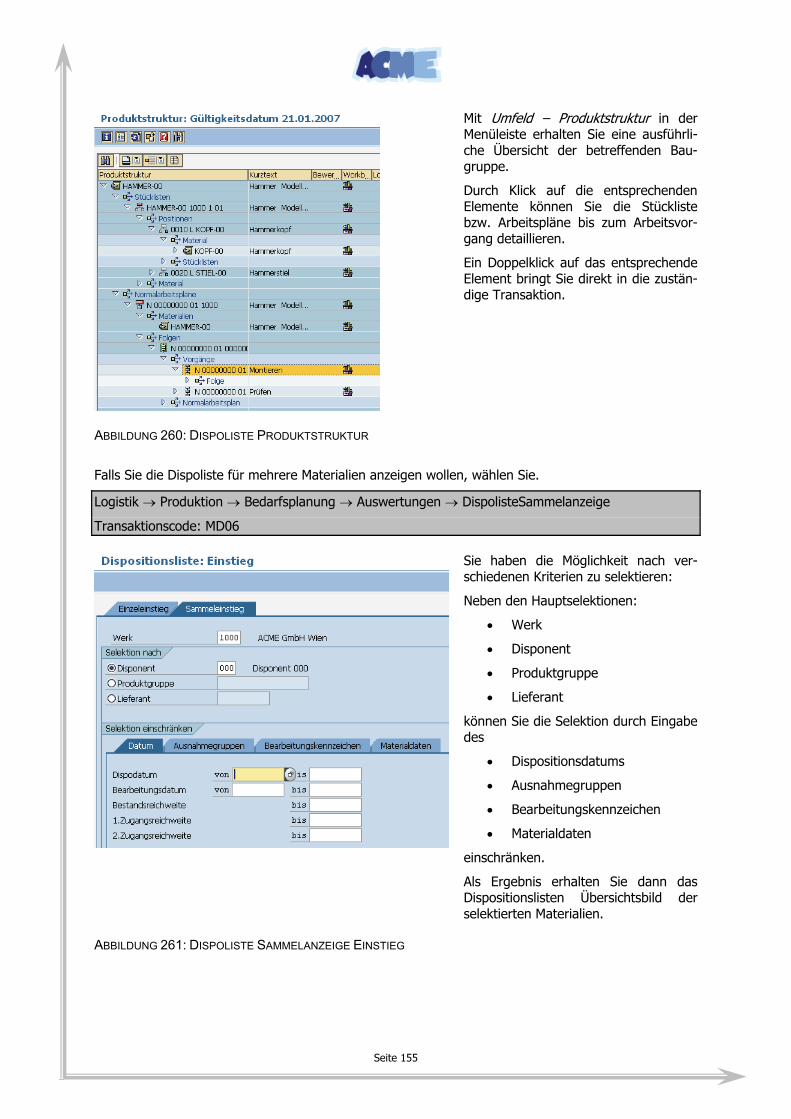
Seite 155
Mit Umfeld – Produktstruktur in der Menüleiste erhalten Sie eine ausführli-che Übersicht der betreffenden Bau-gruppe.
Durch Klick auf die entsprechenden Elemente können Sie die Stückliste bzw. Arbeitspläne bis zum Arbeitsvor-gang detaillieren.
Ein Doppelklick auf das entsprechende Element bringt Sie direkt in die zustän-dige Transaktion.
ABBILDUNG 260: DISPOLISTE PRODUKTSTRUKTUR
Falls Sie die Dispoliste für mehrere Materialien anzeigen wollen, wählen Sie.
Logistik → Produktion → Bedarfsplanung → Auswertungen → DispolisteSammelanzeige
Transaktionscode: MD06
Sie haben die Möglichkeit nach ver-schiedenen Kriterien zu selektieren:
Neben den Hauptselektionen:
• Werk
• Disponent
• Produktgruppe
• Lieferant
können Sie die Selektion durch Eingabe des
• Dispositionsdatums
• Ausnahmegruppen
• Bearbeitungskennzeichen
• Materialdaten
einschränken.
Als Ergebnis erhalten Sie dann das Dispositionslisten Übersichtsbild der selektierten Materialien.
ABBILDUNG 261: DISPOLISTE SAMMELANZEIGE EINSTIEG
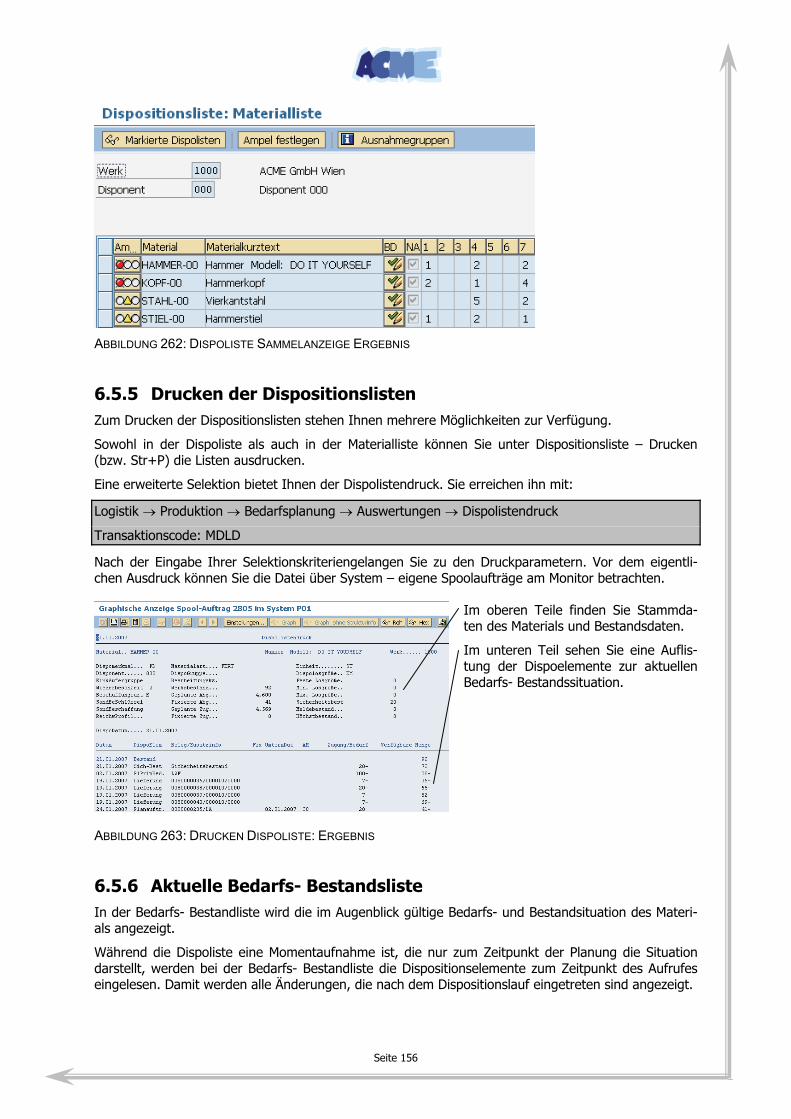
Seite 156
ABBILDUNG 262: DISPOLISTE SAMMELANZEIGE ERGEBNIS
6.5.5 Drucken der Dispositionslisten Zum Drucken der Dispositionslisten stehen Ihnen mehrere Möglichkeiten zur Verfügung.
Sowohl in der Dispoliste als auch in der Materialliste können Sie unter Dispositionsliste – Drucken (bzw. Str+P) die Listen ausdrucken.
Eine erweiterte Selektion bietet Ihnen der Dispolistendruck. Sie erreichen ihn mit:
Logistik → Produktion → Bedarfsplanung → Auswertungen → Dispolistendruck
Transaktionscode: MDLD
Nach der Eingabe Ihrer Selektionskriteriengelangen Sie zu den Druckparametern. Vor dem eigentli-chen Ausdruck können Sie die Datei über System – eigene Spoolaufträge am Monitor betrachten.
Im oberen Teile finden Sie Stammda-ten des Materials und Bestandsdaten.
Im unteren Teil sehen Sie eine Auflis-tung der Dispoelemente zur aktuellen Bedarfs- Bestandssituation.
ABBILDUNG 263: DRUCKEN DISPOLISTE: ERGEBNIS
6.5.6 Aktuelle Bedarfs- Bestandsliste In der Bedarfs- Bestandliste wird die im Augenblick gültige Bedarfs- und Bestandsituation des Materi-als angezeigt.
Während die Dispoliste eine Momentaufnahme ist, die nur zum Zeitpunkt der Planung die Situation darstellt, werden bei der Bedarfs- Bestandliste die Dispositionselemente zum Zeitpunkt des Aufrufes eingelesen. Damit werden alle Änderungen, die nach dem Dispositionslauf eingetreten sind angezeigt.
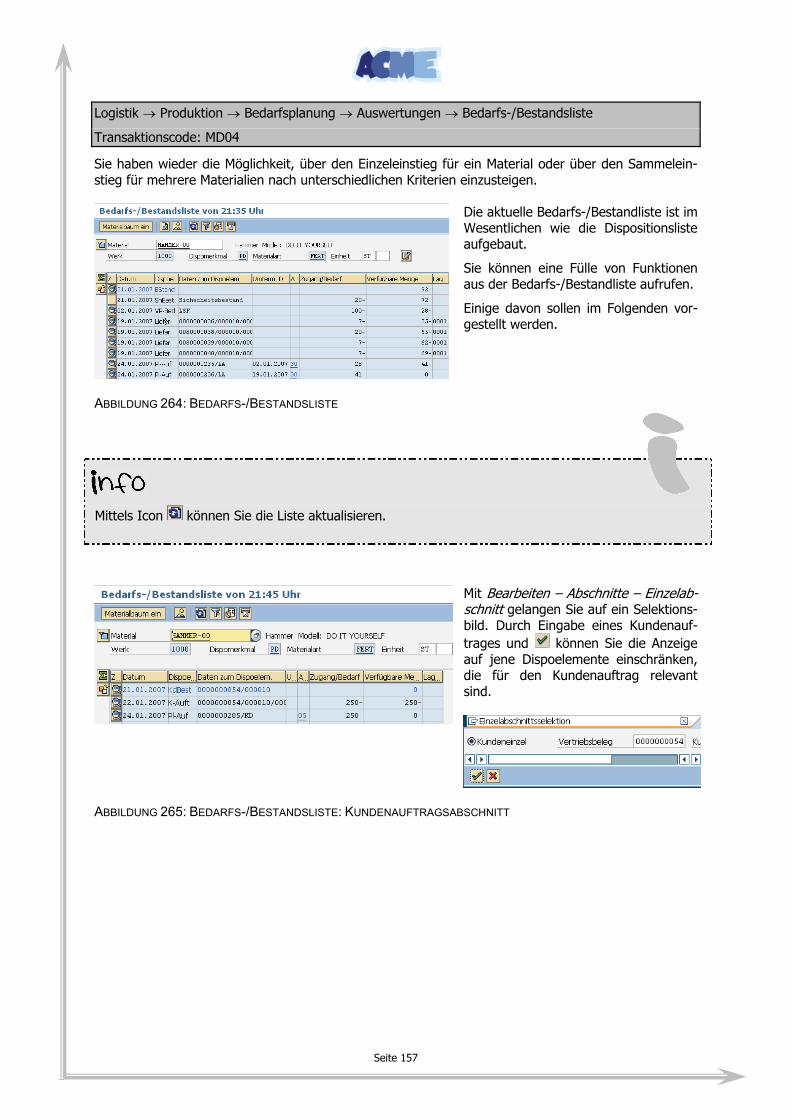
Seite 157
Logistik → Produktion → Bedarfsplanung → Auswertungen → Bedarfs-/Bestandsliste
Transaktionscode: MD04
Sie haben wieder die Möglichkeit, über den Einzeleinstieg für ein Material oder über den Sammelein-stieg für mehrere Materialien nach unterschiedlichen Kriterien einzusteigen.
Die aktuelle Bedarfs-/Bestandliste ist im Wesentlichen wie die Dispositionsliste aufgebaut.
Sie können eine Fülle von Funktionen aus der Bedarfs-/Bestandliste aufrufen.
Einige davon sollen im Folgenden vor-gestellt werden.
ABBILDUNG 264: BEDARFS-/BESTANDSLISTE
Mittels Icon können Sie die Liste aktualisieren.
Mit Bearbeiten – Abschnitte – Einzelab-schnitt gelangen Sie auf ein Selektions-bild. Durch Eingabe eines Kundenauf-trages und können Sie die Anzeige auf jene Dispoelemente einschränken, die für den Kundenauftrag relevant sind.
ABBILDUNG 265: BEDARFS-/BESTANDSLISTE: KUNDENAUFTRAGSABSCHNITT
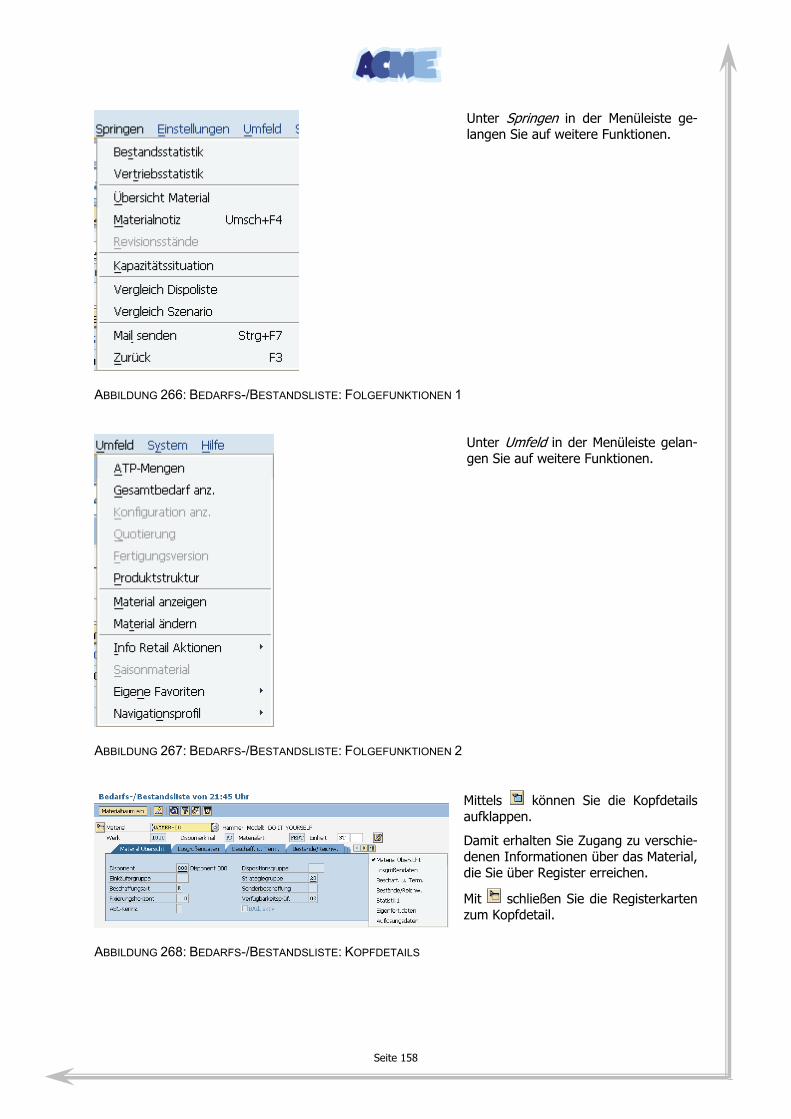
Seite 158
Unter Springen in der Menüleiste ge-langen Sie auf weitere Funktionen.
ABBILDUNG 266: BEDARFS-/BESTANDSLISTE: FOLGEFUNKTIONEN 1
Unter Umfeld in der Menüleiste gelan-gen Sie auf weitere Funktionen.
ABBILDUNG 267: BEDARFS-/BESTANDSLISTE: FOLGEFUNKTIONEN 2
Mittels können Sie die Kopfdetails aufklappen.
Damit erhalten Sie Zugang zu verschie-denen Informationen über das Material, die Sie über Register erreichen.
Mit schließen Sie die Registerkarten zum Kopfdetail.
ABBILDUNG 268: BEDARFS-/BESTANDSLISTE: KOPFDETAILS
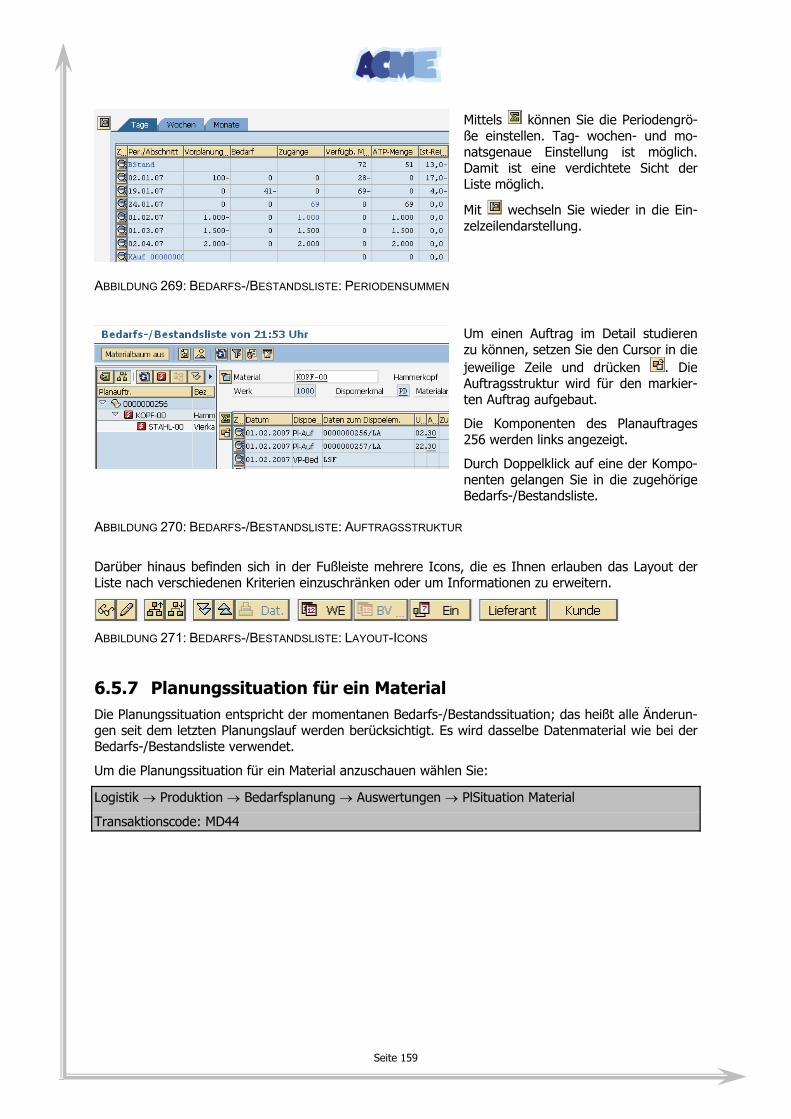
Seite 159
Mittels können Sie die Periodengrö-ße einstellen. Tag- wochen- und mo-natsgenaue Einstellung ist möglich. Damit ist eine verdichtete Sicht der Liste möglich.
Mit wechseln Sie wieder in die Ein-zelzeilendarstellung.
ABBILDUNG 269: BEDARFS-/BESTANDSLISTE: PERIODENSUMMEN
Um einen Auftrag im Detail studieren zu können, setzen Sie den Cursor in die jeweilige Zeile und drücken . Die Auftragsstruktur wird für den markier-ten Auftrag aufgebaut.
Die Komponenten des Planauftrages 256 werden links angezeigt.
Durch Doppelklick auf eine der Kompo-nenten gelangen Sie in die zugehörige Bedarfs-/Bestandsliste.
ABBILDUNG 270: BEDARFS-/BESTANDSLISTE: AUFTRAGSSTRUKTUR
Darüber hinaus befinden sich in der Fußleiste mehrere Icons, die es Ihnen erlauben das Layout der Liste nach verschiedenen Kriterien einzuschränken oder um Informationen zu erweitern.
ABBILDUNG 271: BEDARFS-/BESTANDSLISTE: LAYOUT-ICONS
6.5.7 Planungssituation für ein Material Die Planungssituation entspricht der momentanen Bedarfs-/Bestandssituation; das heißt alle Änderun-gen seit dem letzten Planungslauf werden berücksichtigt. Es wird dasselbe Datenmaterial wie bei der Bedarfs-/Bestandsliste verwendet.
Um die Planungssituation für ein Material anzuschauen wählen Sie:
Logistik → Produktion → Bedarfsplanung → Auswertungen → PlSituation Material
Transaktionscode: MD44
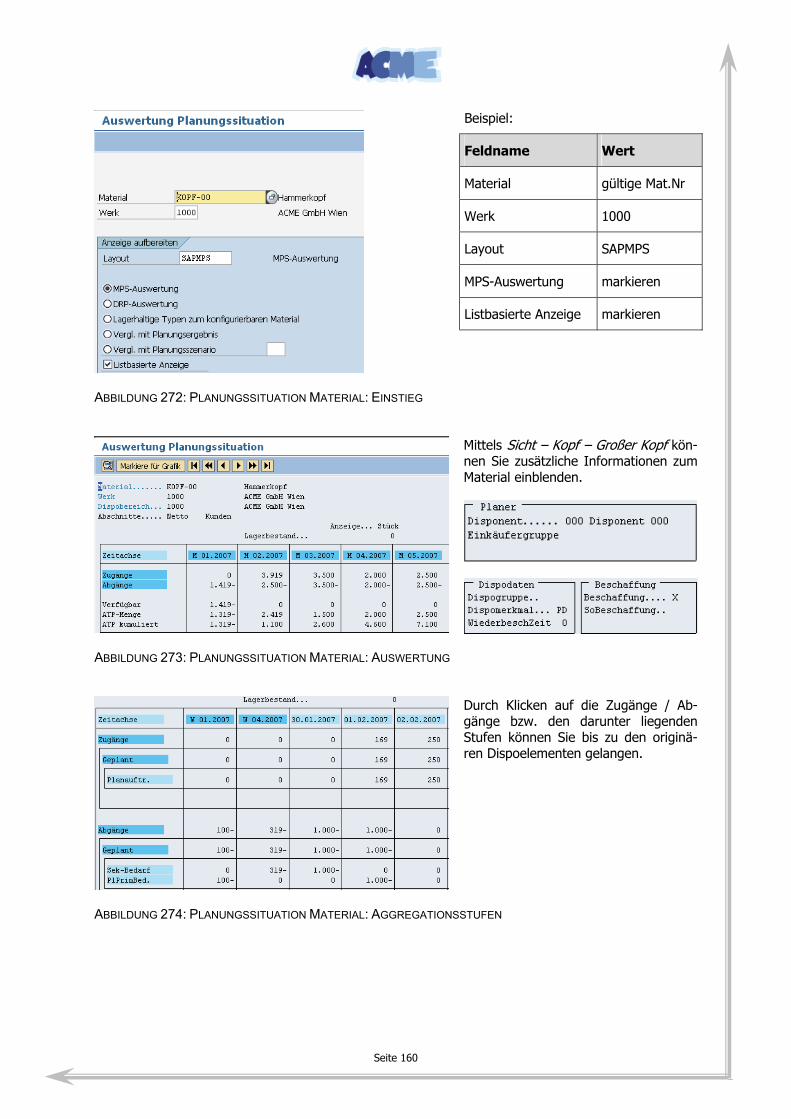
Seite 160
Beispiel:
Feldname Wert
Material gültige Mat.Nr
Werk 1000
Layout SAPMPS
MPS-Auswertung markieren
Listbasierte Anzeige markieren
ABBILDUNG 272: PLANUNGSSITUATION MATERIAL: EINSTIEG
Mittels Sicht – Kopf – Großer Kopf kön-nen Sie zusätzliche Informationen zum Material einblenden.
ABBILDUNG 273: PLANUNGSSITUATION MATERIAL: AUSWERTUNG
Durch Klicken auf die Zugänge / Ab-gänge bzw. den darunter liegenden Stufen können Sie bis zu den originä-ren Dispoelementen gelangen.
ABBILDUNG 274: PLANUNGSSITUATION MATERIAL: AGGREGATIONSSTUFEN
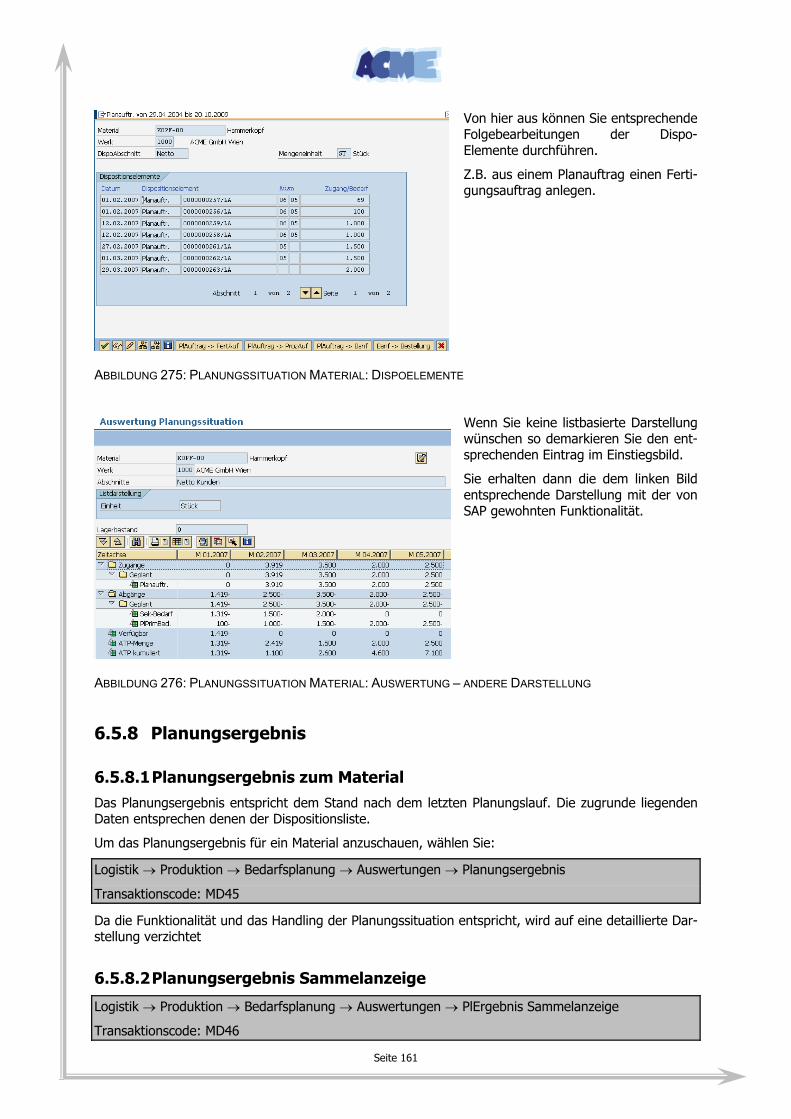
Seite 161
Von hier aus können Sie entsprechende Folgebearbeitungen der Dispo-Elemente durchführen.
Z.B. aus einem Planauftrag einen Ferti-gungsauftrag anlegen.
ABBILDUNG 275: PLANUNGSSITUATION MATERIAL: DISPOELEMENTE
Wenn Sie keine listbasierte Darstellung wünschen so demarkieren Sie den ent-sprechenden Eintrag im Einstiegsbild.
Sie erhalten dann die dem linken Bild entsprechende Darstellung mit der von SAP gewohnten Funktionalität.
ABBILDUNG 276: PLANUNGSSITUATION MATERIAL: AUSWERTUNG – ANDERE DARSTELLUNG
6.5.8 Planungsergebnis
6.5.8.1 Planungsergebnis zum Material Das Planungsergebnis entspricht dem Stand nach dem letzten Planungslauf. Die zugrunde liegenden Daten entsprechen denen der Dispositionsliste.
Um das Planungsergebnis für ein Material anzuschauen, wählen Sie:
Logistik → Produktion → Bedarfsplanung → Auswertungen → Planungsergebnis
Transaktionscode: MD45
Da die Funktionalität und das Handling der Planungssituation entspricht, wird auf eine detaillierte Dar-stellung verzichtet
6.5.8.2 Planungsergebnis Sammelanzeige
Logistik → Produktion → Bedarfsplanung → Auswertungen → PlErgebnis Sammelanzeige
Transaktionscode: MD46
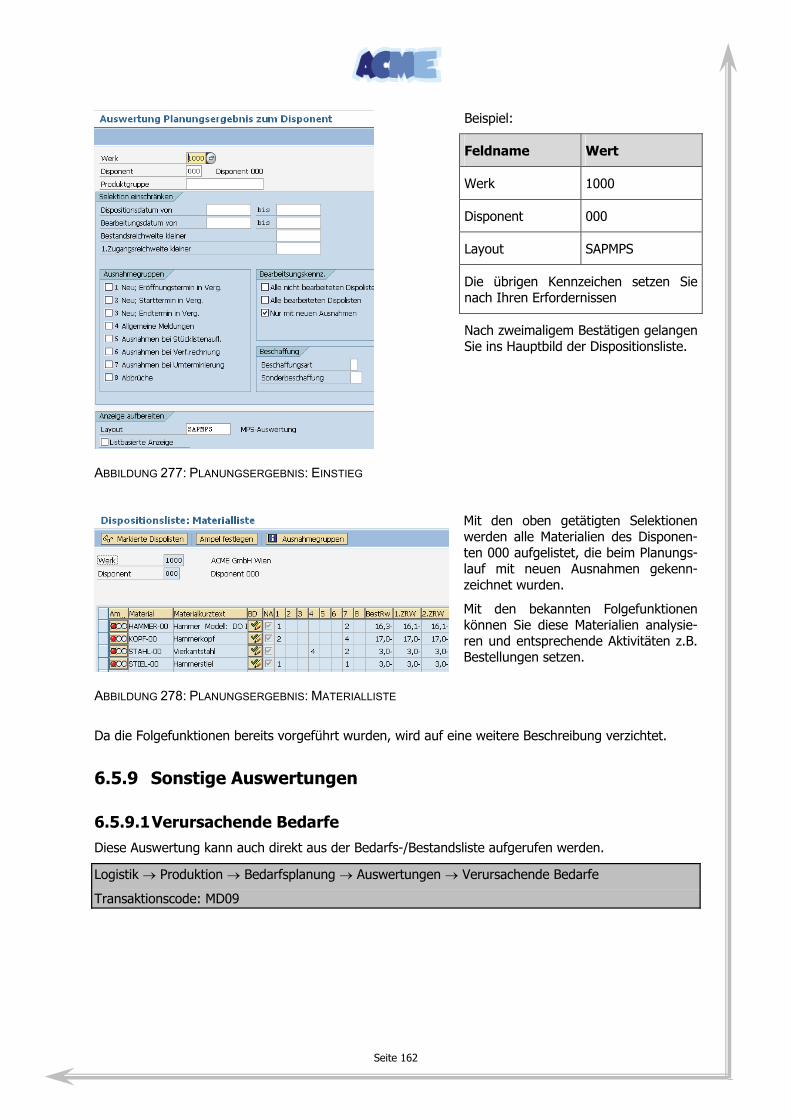
Seite 162
Beispiel:
Feldname Wert
Werk 1000
Disponent 000
Layout SAPMPS
Die übrigen Kennzeichen setzen Sie nach Ihren Erfordernissen
Nach zweimaligem Bestätigen gelangen Sie ins Hauptbild der Dispositionsliste.
ABBILDUNG 277: PLANUNGSERGEBNIS: EINSTIEG
Mit den oben getätigten Selektionen werden alle Materialien des Disponen-ten 000 aufgelistet, die beim Planungs-lauf mit neuen Ausnahmen gekenn-zeichnet wurden.
Mit den bekannten Folgefunktionen können Sie diese Materialien analysie-ren und entsprechende Aktivitäten z.B. Bestellungen setzen.
ABBILDUNG 278: PLANUNGSERGEBNIS: MATERIALLISTE
Da die Folgefunktionen bereits vorgeführt wurden, wird auf eine weitere Beschreibung verzichtet.
6.5.9 Sonstige Auswertungen
6.5.9.1 Verursachende Bedarfe Diese Auswertung kann auch direkt aus der Bedarfs-/Bestandsliste aufgerufen werden.
Logistik → Produktion → Bedarfsplanung → Auswertungen → Verursachende Bedarfe
Transaktionscode: MD09
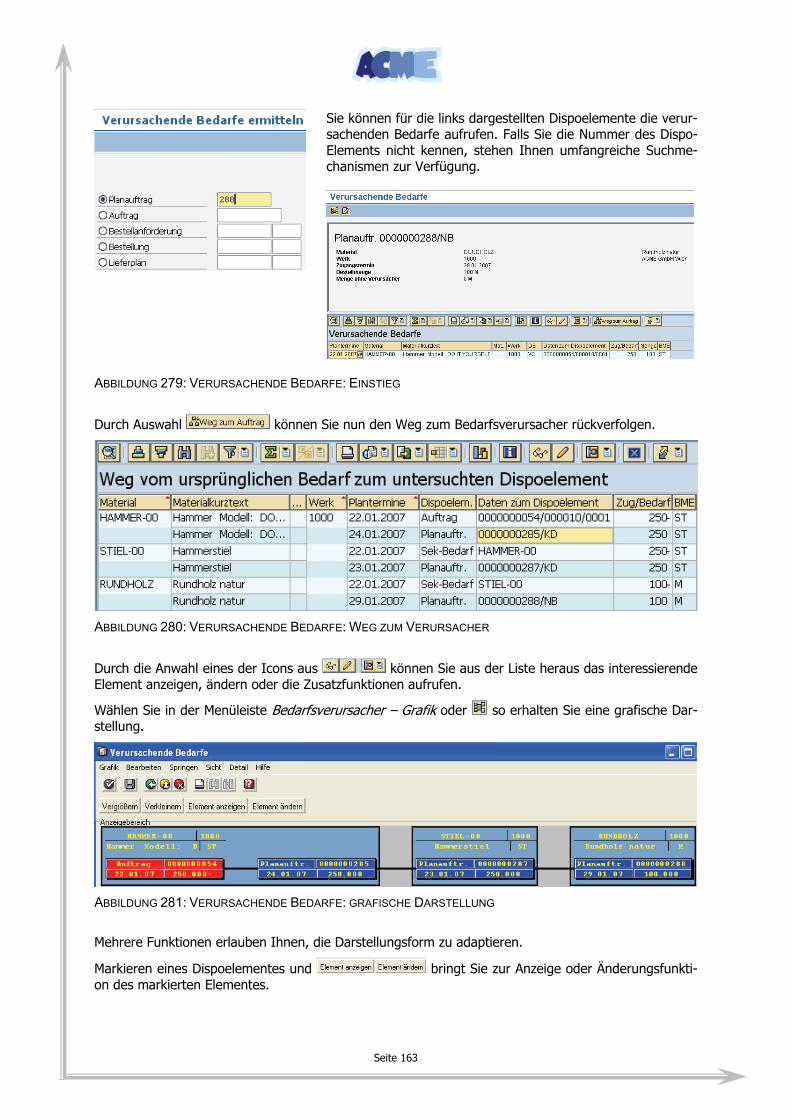
Seite 163
Sie können für die links dargestellten Dispoelemente die verur-sachenden Bedarfe aufrufen. Falls Sie die Nummer des Dispo-Elements nicht kennen, stehen Ihnen umfangreiche Suchme-chanismen zur Verfügung.
ABBILDUNG 279: VERURSACHENDE BEDARFE: EINSTIEG
Durch Auswahl können Sie nun den Weg zum Bedarfsverursacher rückverfolgen.
ABBILDUNG 280: VERURSACHENDE BEDARFE: WEG ZUM VERURSACHER
Durch die Anwahl eines der Icons aus können Sie aus der Liste heraus das interessierende Element anzeigen, ändern oder die Zusatzfunktionen aufrufen.
Wählen Sie in der Menüleiste Bedarfsverursacher – Grafik oder so erhalten Sie eine grafische Dar-stellung.
ABBILDUNG 281: VERURSACHENDE BEDARFE: GRAFISCHE DARSTELLUNG
Mehrere Funktionen erlauben Ihnen, die Darstellungsform zu adaptieren.
Markieren eines Dispoelementes und bringt Sie zur Anzeige oder Änderungsfunkti-on des markierten Elementes.
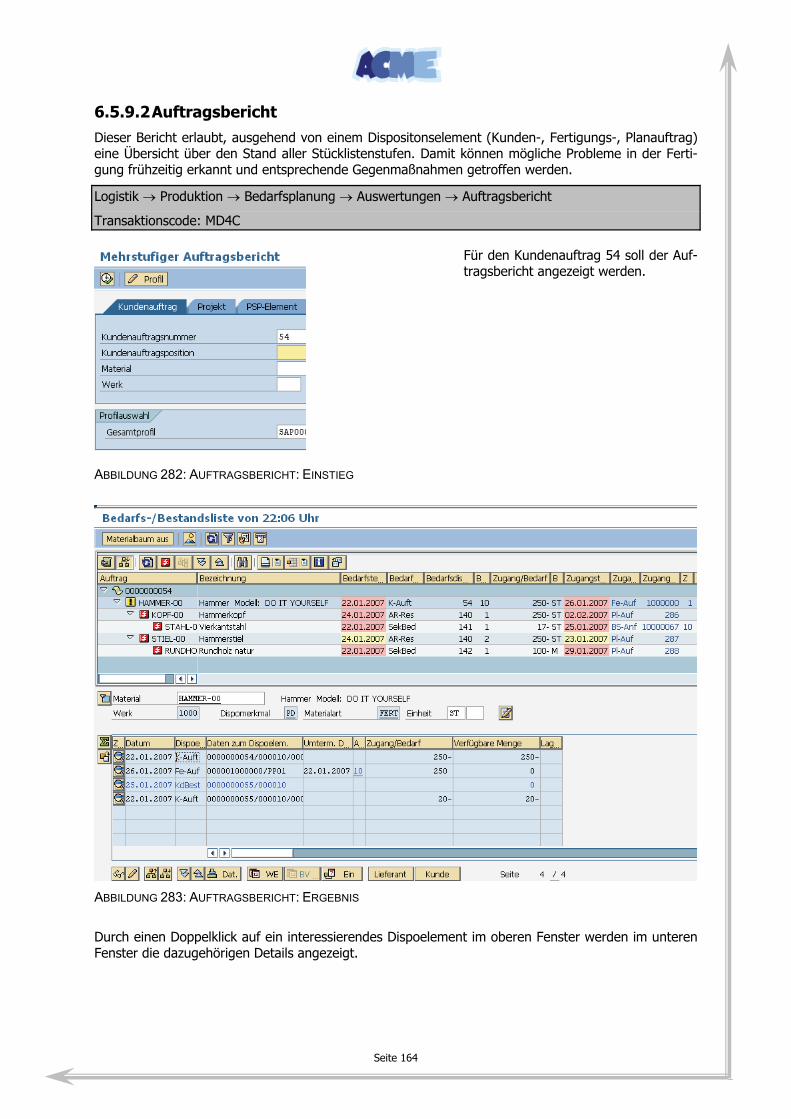
Seite 164
6.5.9.2 Auftragsbericht Dieser Bericht erlaubt, ausgehend von einem Dispositonselement (Kunden-, Fertigungs-, Planauftrag) eine Übersicht über den Stand aller Stücklistenstufen. Damit können mögliche Probleme in der Ferti-gung frühzeitig erkannt und entsprechende Gegenmaßnahmen getroffen werden.
Logistik → Produktion → Bedarfsplanung → Auswertungen → Auftragsbericht
Transaktionscode: MD4C
Für den Kundenauftrag 54 soll der Auf-tragsbericht angezeigt werden.
ABBILDUNG 282: AUFTRAGSBERICHT: EINSTIEG
ABBILDUNG 283: AUFTRAGSBERICHT: ERGEBNIS
Durch einen Doppelklick auf ein interessierendes Dispoelement im oberen Fenster werden im unteren Fenster die dazugehörigen Details angezeigt.
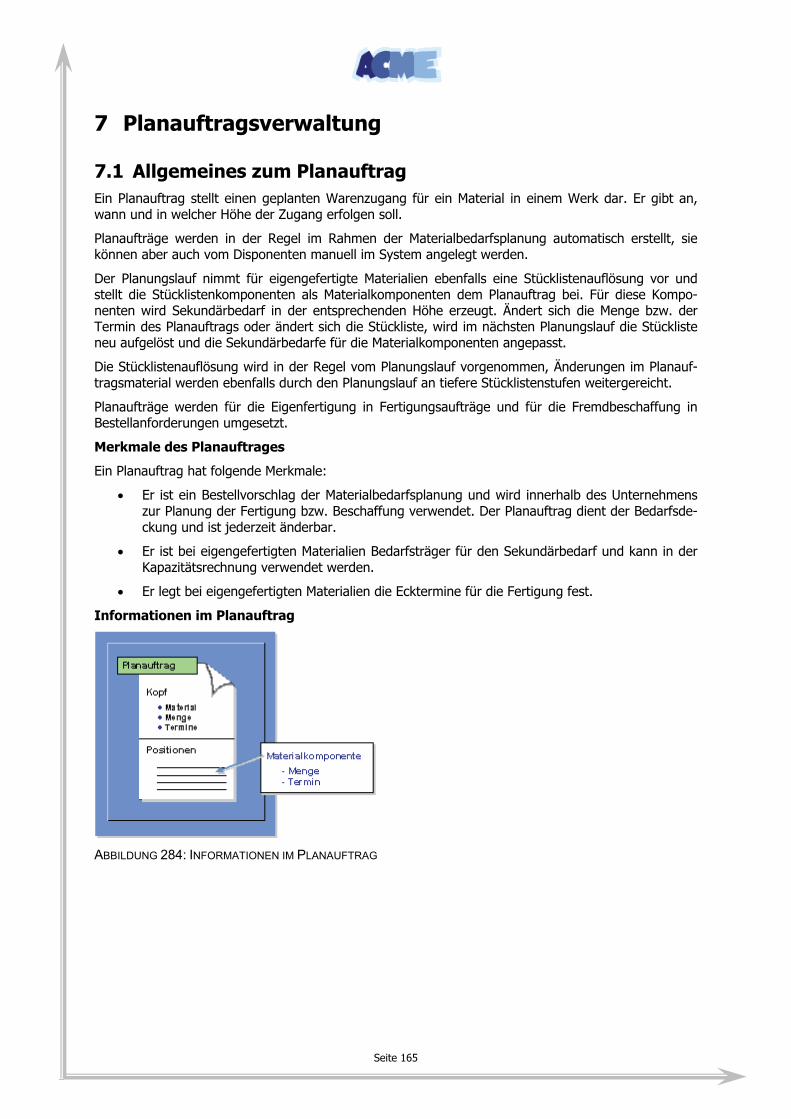
Seite 165
7 Planauftragsverwaltung
7.1 Allgemeines zum Planauftrag Ein Planauftrag stellt einen geplanten Warenzugang für ein Material in einem Werk dar. Er gibt an, wann und in welcher Höhe der Zugang erfolgen soll.
Planaufträge werden in der Regel im Rahmen der Materialbedarfsplanung automatisch erstellt, sie können aber auch vom Disponenten manuell im System angelegt werden.
Der Planungslauf nimmt für eigengefertigte Materialien ebenfalls eine Stücklistenauflösung vor und stellt die Stücklistenkomponenten als Materialkomponenten dem Planauftrag bei. Für diese Kompo-nenten wird Sekundärbedarf in der entsprechenden Höhe erzeugt. Ändert sich die Menge bzw. der Termin des Planauftrags oder ändert sich die Stückliste, wird im nächsten Planungslauf die Stückliste neu aufgelöst und die Sekundärbedarfe für die Materialkomponenten angepasst.
Die Stücklistenauflösung wird in der Regel vom Planungslauf vorgenommen, Änderungen im Planauf-tragsmaterial werden ebenfalls durch den Planungslauf an tiefere Stücklistenstufen weitergereicht.
Planaufträge werden für die Eigenfertigung in Fertigungsaufträge und für die Fremdbeschaffung in Bestellanforderungen umgesetzt.
Merkmale des Planauftrages
Ein Planauftrag hat folgende Merkmale:
• Er ist ein Bestellvorschlag der Materialbedarfsplanung und wird innerhalb des Unternehmens zur Planung der Fertigung bzw. Beschaffung verwendet. Der Planauftrag dient der Bedarfsde-ckung und ist jederzeit änderbar.
• Er ist bei eigengefertigten Materialien Bedarfsträger für den Sekundärbedarf und kann in der Kapazitätsrechnung verwendet werden.
• Er legt bei eigengefertigten Materialien die Ecktermine für die Fertigung fest.
Informationen im Planauftrag
ABBILDUNG 284: INFORMATIONEN IM PLANAUFTRAG
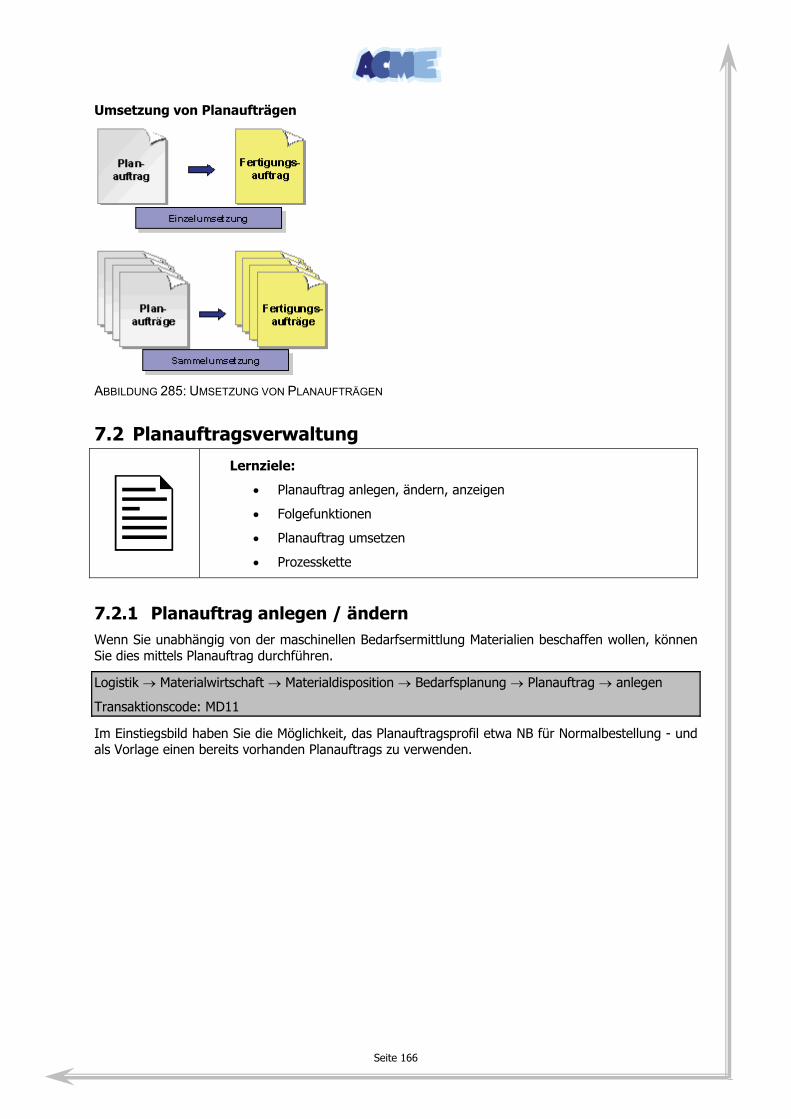
Seite 166
Umsetzung von Planaufträgen
ABBILDUNG 285: UMSETZUNG VON PLANAUFTRÄGEN
7.2 Planauftragsverwaltung
Lernziele:
• Planauftrag anlegen, ändern, anzeigen
• Folgefunktionen
• Planauftrag umsetzen
• Prozesskette
7.2.1 Planauftrag anlegen / ändern Wenn Sie unabhängig von der maschinellen Bedarfsermittlung Materialien beschaffen wollen, können Sie dies mittels Planauftrag durchführen.
Logistik → Materialwirtschaft → Materialdisposition → Bedarfsplanung → Planauftrag → anlegen
Transaktionscode: MD11
Im Einstiegsbild haben Sie die Möglichkeit, das Planauftragsprofil etwa NB für Normalbestellung - und als Vorlage einen bereits vorhanden Planauftrags zu verwenden.
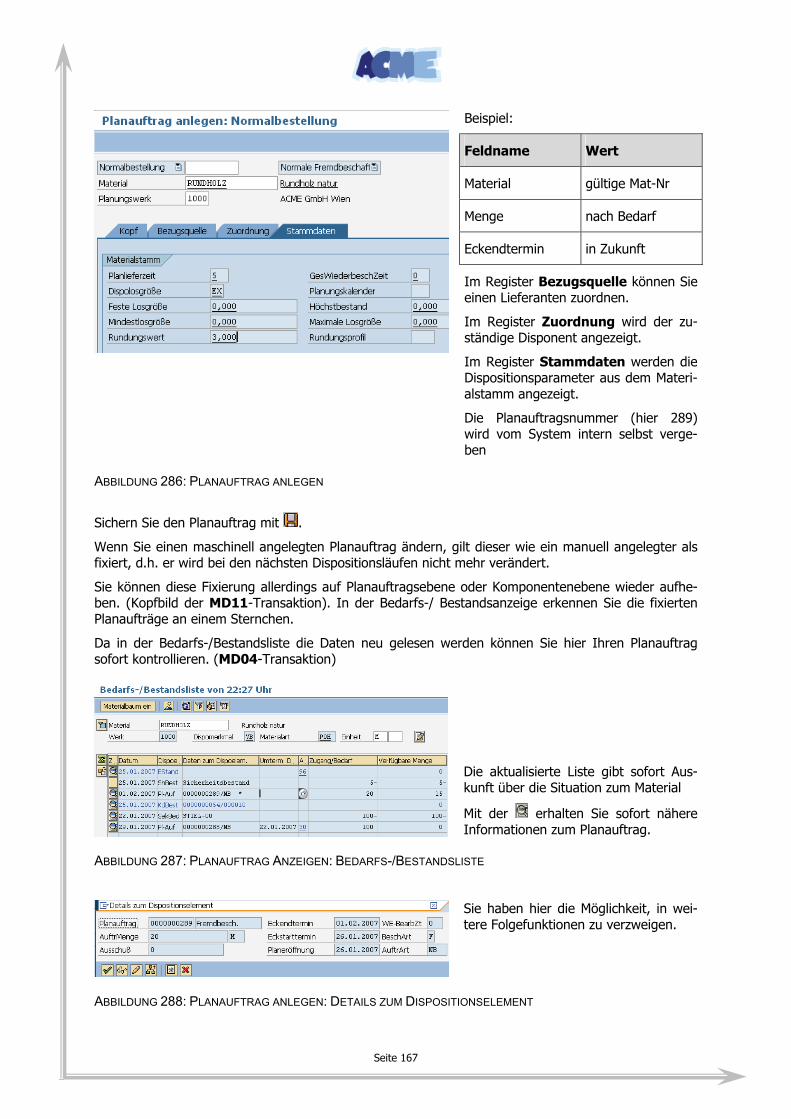
Seite 167
Beispiel:
Feldname Wert
Material gültige Mat-Nr
Menge nach Bedarf
Eckendtermin in Zukunft
Im Register Bezugsquelle können Sie einen Lieferanten zuordnen.
Im Register Zuordnung wird der zu-ständige Disponent angezeigt.
Im Register Stammdaten werden die Dispositionsparameter aus dem Materi-alstamm angezeigt.
Die Planauftragsnummer (hier 289) wird vom System intern selbst verge-ben
ABBILDUNG 286: PLANAUFTRAG ANLEGEN
Sichern Sie den Planauftrag mit .
Wenn Sie einen maschinell angelegten Planauftrag ändern, gilt dieser wie ein manuell angelegter als fixiert, d.h. er wird bei den nächsten Dispositionsläufen nicht mehr verändert.
Sie können diese Fixierung allerdings auf Planauftragsebene oder Komponentenebene wieder aufhe-ben. (Kopfbild der MD11-Transaktion). In der Bedarfs-/ Bestandsanzeige erkennen Sie die fixierten Planaufträge an einem Sternchen.
Da in der Bedarfs-/Bestandsliste die Daten neu gelesen werden können Sie hier Ihren Planauftrag sofort kontrollieren. (MD04-Transaktion)
Die aktualisierte Liste gibt sofort Aus-kunft über die Situation zum Material
Mit der erhalten Sie sofort nähere Informationen zum Planauftrag.
ABBILDUNG 287: PLANAUFTRAG ANZEIGEN: BEDARFS-/BESTANDSLISTE
Sie haben hier die Möglichkeit, in wei-tere Folgefunktionen zu verzweigen.
ABBILDUNG 288: PLANAUFTRAG ANLEGEN: DETAILS ZUM DISPOSITIONSELEMENT
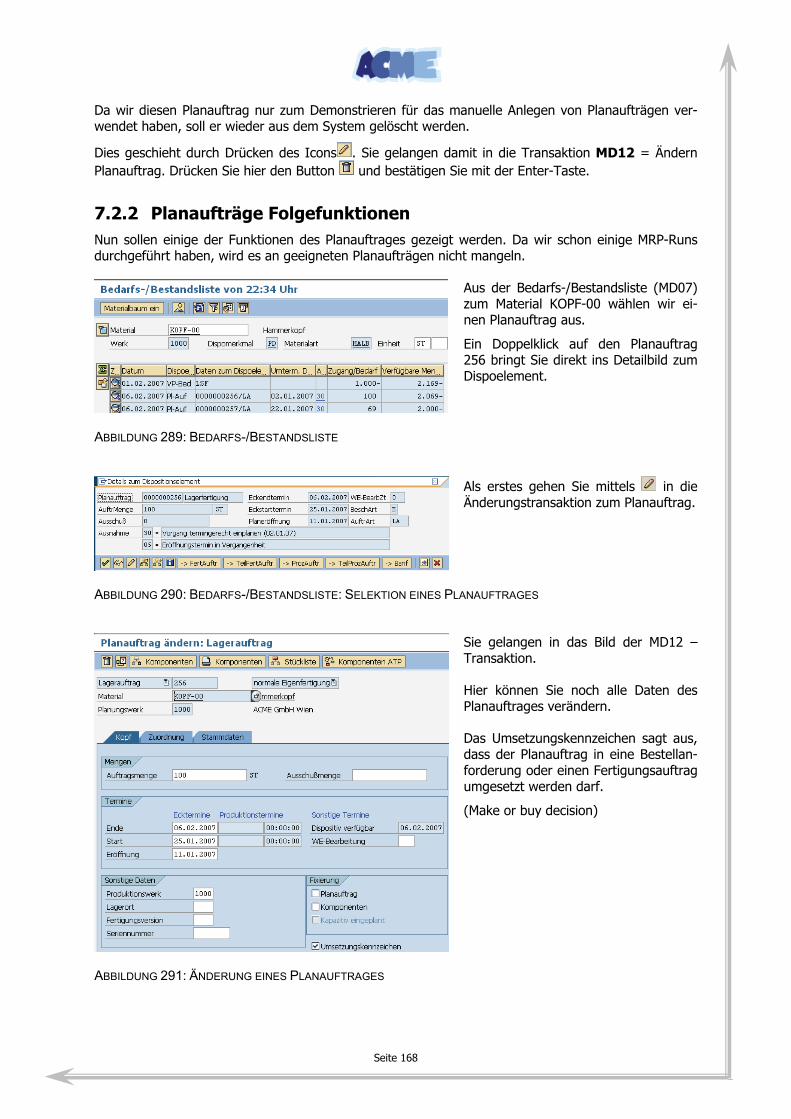
Seite 168
Da wir diesen Planauftrag nur zum Demonstrieren für das manuelle Anlegen von Planaufträgen ver-wendet haben, soll er wieder aus dem System gelöscht werden.
Dies geschieht durch Drücken des Icons . Sie gelangen damit in die Transaktion MD12 = Ändern Planauftrag. Drücken Sie hier den Button und bestätigen Sie mit der Enter-Taste.
7.2.2 Planaufträge Folgefunktionen Nun sollen einige der Funktionen des Planauftrages gezeigt werden. Da wir schon einige MRP-Runs durchgeführt haben, wird es an geeigneten Planaufträgen nicht mangeln.
Aus der Bedarfs-/Bestandsliste (MD07) zum Material KOPF-00 wählen wir ei-nen Planauftrag aus.
Ein Doppelklick auf den Planauftrag 256 bringt Sie direkt ins Detailbild zum Dispoelement.
ABBILDUNG 289: BEDARFS-/BESTANDSLISTE
Als erstes gehen Sie mittels in die Änderungstransaktion zum Planauftrag.
ABBILDUNG 290: BEDARFS-/BESTANDSLISTE: SELEKTION EINES PLANAUFTRAGES
Sie gelangen in das Bild der MD12 – Transaktion.
Hier können Sie noch alle Daten des Planauftrages verändern.
Das Umsetzungskennzeichen sagt aus, dass der Planauftrag in eine Bestellan-forderung oder einen Fertigungsauftrag umgesetzt werden darf.
(Make or buy decision)
ABBILDUNG 291: ÄNDERUNG EINES PLANAUFTRAGES
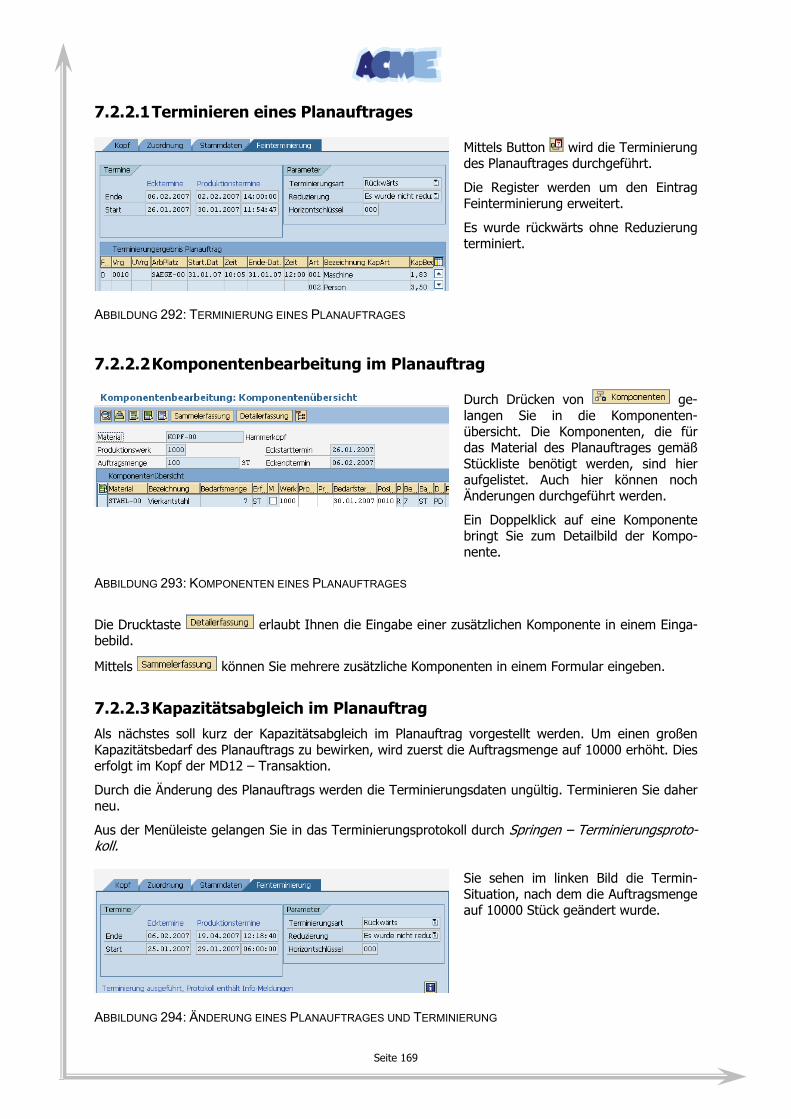
Seite 169
7.2.2.1 Terminieren eines Planauftrages
Mittels Button wird die Terminierung des Planauftrages durchgeführt.
Die Register werden um den Eintrag Feinterminierung erweitert.
Es wurde rückwärts ohne Reduzierung terminiert.
ABBILDUNG 292: TERMINIERUNG EINES PLANAUFTRAGES
7.2.2.2 Komponentenbearbeitung im Planauftrag
Durch Drücken von ge-langen Sie in die Komponenten-übersicht. Die Komponenten, die für das Material des Planauftrages gemäß Stückliste benötigt werden, sind hier aufgelistet. Auch hier können noch Änderungen durchgeführt werden.
Ein Doppelklick auf eine Komponente bringt Sie zum Detailbild der Kompo-nente.
ABBILDUNG 293: KOMPONENTEN EINES PLANAUFTRAGES
Die Drucktaste erlaubt Ihnen die Eingabe einer zusätzlichen Komponente in einem Einga-bebild.
Mittels können Sie mehrere zusätzliche Komponenten in einem Formular eingeben.
7.2.2.3 Kapazitätsabgleich im Planauftrag Als nächstes soll kurz der Kapazitätsabgleich im Planauftrag vorgestellt werden. Um einen großen Kapazitätsbedarf des Planauftrags zu bewirken, wird zuerst die Auftragsmenge auf 10000 erhöht. Dies erfolgt im Kopf der MD12 – Transaktion.
Durch die Änderung des Planauftrags werden die Terminierungsdaten ungültig. Terminieren Sie daher neu.
Aus der Menüleiste gelangen Sie in das Terminierungsprotokoll durch Springen – Terminierungsproto-koll.
Sie sehen im linken Bild die Termin-Situation, nach dem die Auftragsmenge auf 10000 Stück geändert wurde.
ABBILDUNG 294: ÄNDERUNG EINES PLANAUFTRAGES UND TERMINIERUNG
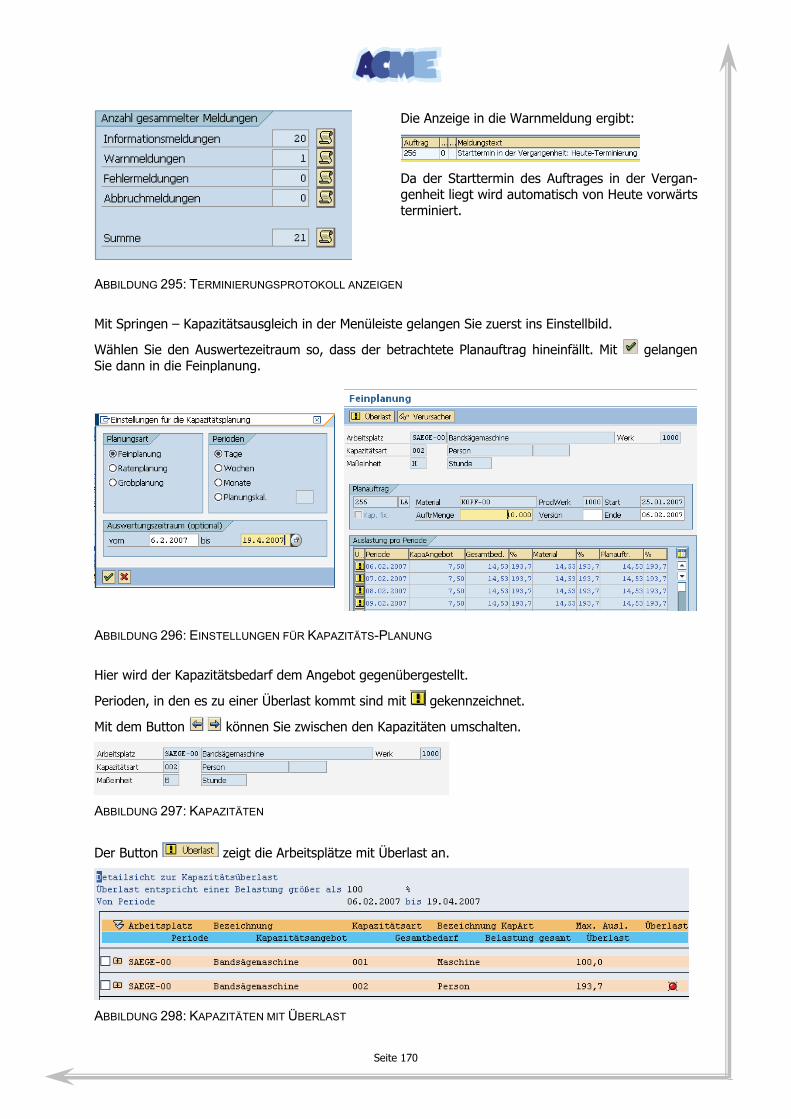
Seite 170
Die Anzeige in die Warnmeldung ergibt:
Da der Starttermin des Auftrages in der Vergan-genheit liegt wird automatisch von Heute vorwärts terminiert.
ABBILDUNG 295: TERMINIERUNGSPROTOKOLL ANZEIGEN
Mit Springen – Kapazitätsausgleich in der Menüleiste gelangen Sie zuerst ins Einstellbild.
Wählen Sie den Auswertezeitraum so, dass der betrachtete Planauftrag hineinfällt. Mit gelangen Sie dann in die Feinplanung.
ABBILDUNG 296: EINSTELLUNGEN FÜR KAPAZITÄTS-PLANUNG
Hier wird der Kapazitätsbedarf dem Angebot gegenübergestellt.
Perioden, in den es zu einer Überlast kommt sind mit gekennzeichnet.
Mit dem Button können Sie zwischen den Kapazitäten umschalten.
ABBILDUNG 297: KAPAZITÄTEN
Der Button zeigt die Arbeitsplätze mit Überlast an.
ABBILDUNG 298: KAPAZITÄTEN MIT ÜBERLAST
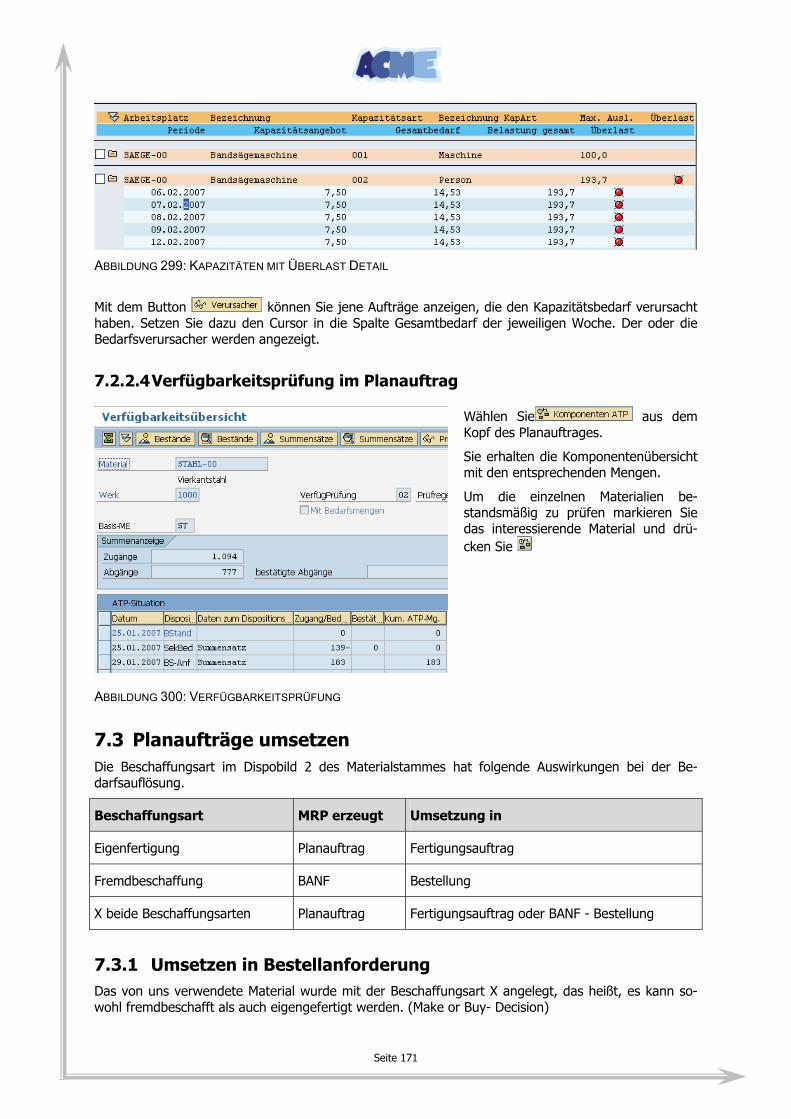
Seite 171
ABBILDUNG 299: KAPAZITÄTEN MIT ÜBERLAST DETAIL
Mit dem Button können Sie jene Aufträge anzeigen, die den Kapazitätsbedarf verursacht haben. Setzen Sie dazu den Cursor in die Spalte Gesamtbedarf der jeweiligen Woche. Der oder die Bedarfsverursacher werden angezeigt.
7.2.2.4 Verfügbarkeitsprüfung im Planauftrag
Wählen Sie aus dem Kopf des Planauftrages.
Sie erhalten die Komponentenübersicht mit den entsprechenden Mengen.
Um die einzelnen Materialien be-standsmäßig zu prüfen markieren Sie das interessierende Material und drü-cken Sie
ABBILDUNG 300: VERFÜGBARKEITSPRÜFUNG
7.3 Planaufträge umsetzen Die Beschaffungsart im Dispobild 2 des Materialstammes hat folgende Auswirkungen bei der Be-darfsauflösung.
Beschaffungsart MRP erzeugt Umsetzung in
Eigenfertigung Planauftrag Fertigungsauftrag
Fremdbeschaffung BANF Bestellung
X beide Beschaffungsarten Planauftrag Fertigungsauftrag oder BANF - Bestellung
7.3.1 Umsetzen in Bestellanforderung Das von uns verwendete Material wurde mit der Beschaffungsart X angelegt, das heißt, es kann so-wohl fremdbeschafft als auch eigengefertigt werden. (Make or Buy- Decision)
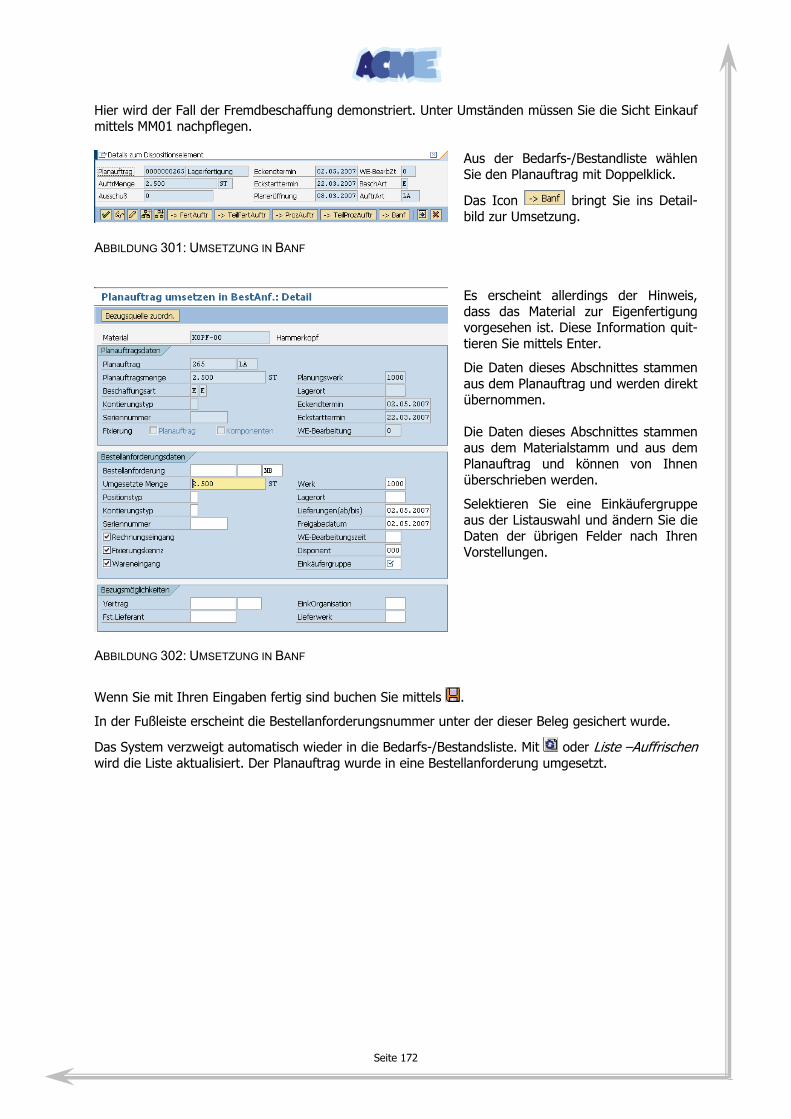
Seite 172
Hier wird der Fall der Fremdbeschaffung demonstriert. Unter Umständen müssen Sie die Sicht Einkauf mittels MM01 nachpflegen.
Aus der Bedarfs-/Bestandliste wählen Sie den Planauftrag mit Doppelklick.
Das Icon bringt Sie ins Detail-bild zur Umsetzung.
ABBILDUNG 301: UMSETZUNG IN BANF
Es erscheint allerdings der Hinweis, dass das Material zur Eigenfertigung vorgesehen ist. Diese Information quit-tieren Sie mittels Enter.
Die Daten dieses Abschnittes stammen aus dem Planauftrag und werden direkt übernommen.
Die Daten dieses Abschnittes stammen aus dem Materialstamm und aus dem Planauftrag und können von Ihnen überschrieben werden.
Selektieren Sie eine Einkäufergruppe aus der Listauswahl und ändern Sie die Daten der übrigen Felder nach Ihren Vorstellungen.
ABBILDUNG 302: UMSETZUNG IN BANF
Wenn Sie mit Ihren Eingaben fertig sind buchen Sie mittels .
In der Fußleiste erscheint die Bestellanforderungsnummer unter der dieser Beleg gesichert wurde.
Das System verzweigt automatisch wieder in die Bedarfs-/Bestandsliste. Mit oder Liste –Auffrischen wird die Liste aktualisiert. Der Planauftrag wurde in eine Bestellanforderung umgesetzt.
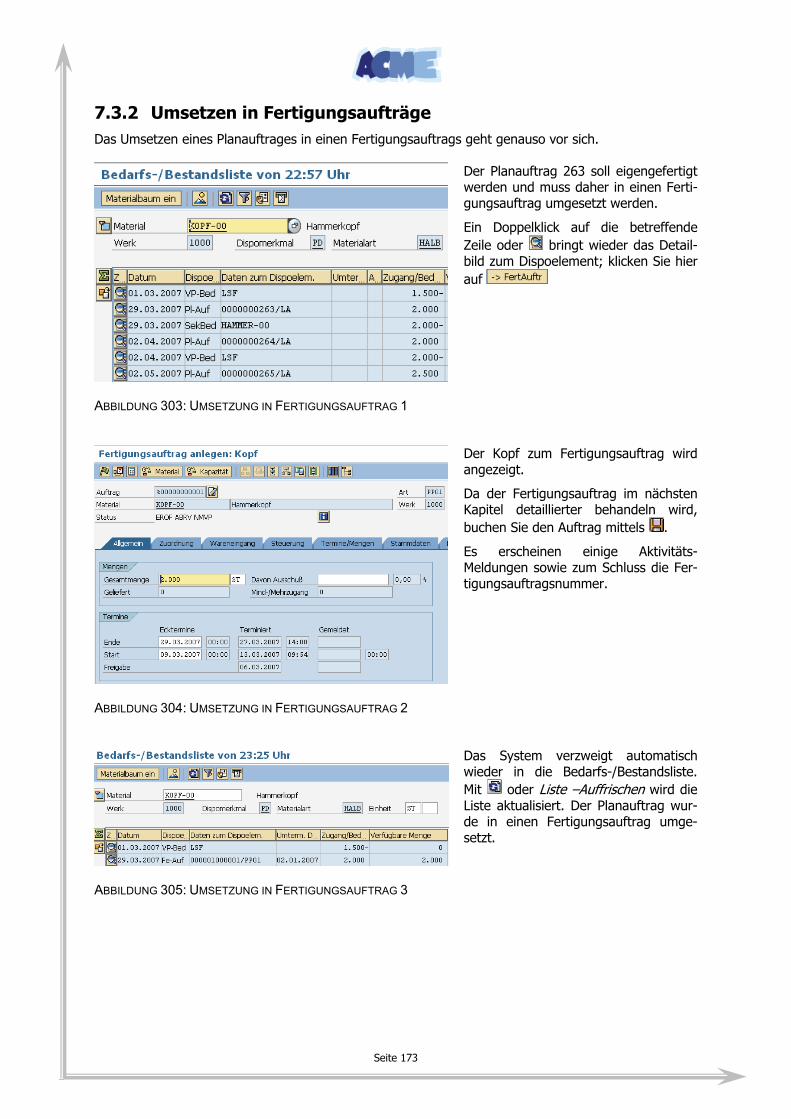
Seite 173
7.3.2 Umsetzen in Fertigungsaufträge Das Umsetzen eines Planauftrages in einen Fertigungsauftrags geht genauso vor sich.
Der Planauftrag 263 soll eigengefertigt werden und muss daher in einen Ferti-gungsauftrag umgesetzt werden.
Ein Doppelklick auf die betreffende Zeile oder bringt wieder das Detail-bild zum Dispoelement; klicken Sie hier auf
ABBILDUNG 303: UMSETZUNG IN FERTIGUNGSAUFTRAG 1
Der Kopf zum Fertigungsauftrag wird angezeigt.
Da der Fertigungsauftrag im nächsten Kapitel detaillierter behandeln wird, buchen Sie den Auftrag mittels .
Es erscheinen einige Aktivitäts-Meldungen sowie zum Schluss die Fer-tigungsauftragsnummer.
ABBILDUNG 304: UMSETZUNG IN FERTIGUNGSAUFTRAG 2
Das System verzweigt automatisch wieder in die Bedarfs-/Bestandsliste. Mit oder Liste –Auffrischen wird die Liste aktualisiert. Der Planauftrag wur-de in einen Fertigungsauftrag umge-setzt.
ABBILDUNG 305: UMSETZUNG IN FERTIGUNGSAUFTRAG 3
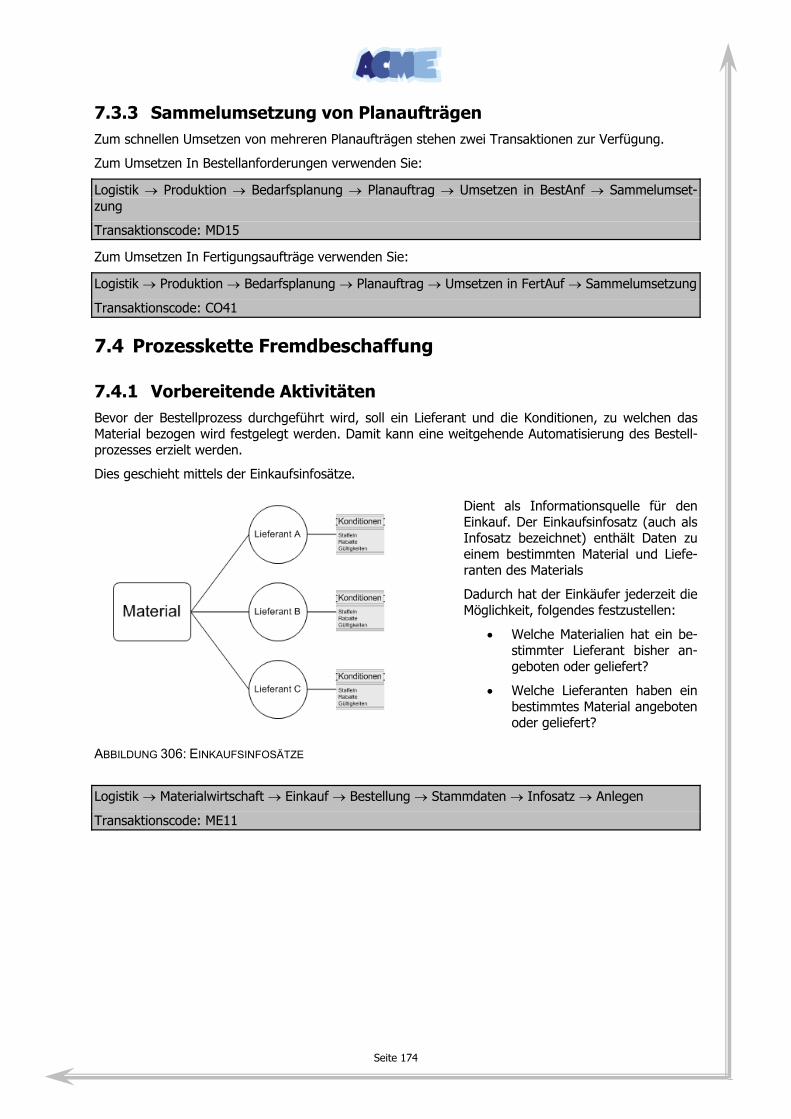
Seite 174
7.3.3 Sammelumsetzung von Planaufträgen Zum schnellen Umsetzen von mehreren Planaufträgen stehen zwei Transaktionen zur Verfügung.
Zum Umsetzen In Bestellanforderungen verwenden Sie:
Logistik → Produktion → Bedarfsplanung → Planauftrag → Umsetzen in BestAnf → Sammelumset-zung
Transaktionscode: MD15
Zum Umsetzen In Fertigungsaufträge verwenden Sie:
Logistik → Produktion → Bedarfsplanung → Planauftrag → Umsetzen in FertAuf → Sammelumsetzung
Transaktionscode: CO41
7.4 Prozesskette Fremdbeschaffung
7.4.1 Vorbereitende Aktivitäten Bevor der Bestellprozess durchgeführt wird, soll ein Lieferant und die Konditionen, zu welchen das Material bezogen wird festgelegt werden. Damit kann eine weitgehende Automatisierung des Bestell-prozesses erzielt werden.
Dies geschieht mittels der Einkaufsinfosätze.
Dient als Informationsquelle für den Einkauf. Der Einkaufsinfosatz (auch als Infosatz bezeichnet) enthält Daten zu einem bestimmten Material und Liefe-ranten des Materials
Dadurch hat der Einkäufer jederzeit die Möglichkeit, folgendes festzustellen:
• Welche Materialien hat ein be-stimmter Lieferant bisher an-geboten oder geliefert?
• Welche Lieferanten haben ein bestimmtes Material angeboten oder geliefert?
ABBILDUNG 306: EINKAUFSINFOSÄTZE
Logistik → Materialwirtschaft → Einkauf → Bestellung → Stammdaten → Infosatz → Anlegen
Transaktionscode: ME11
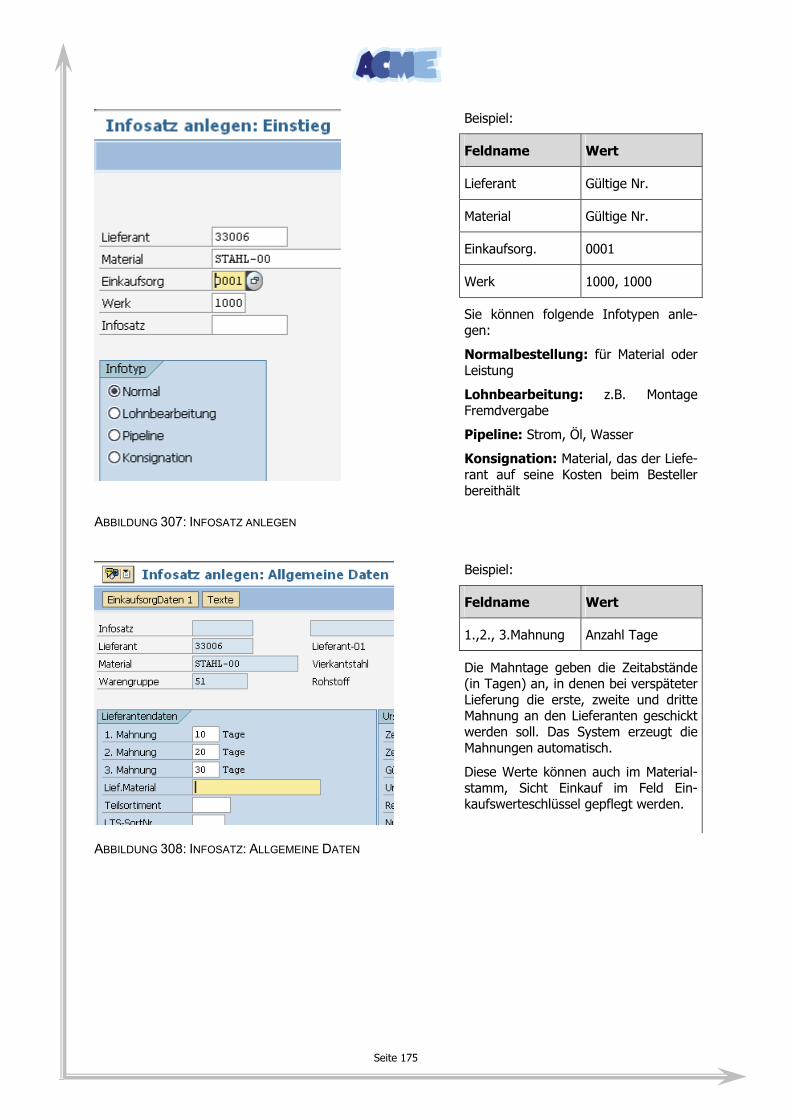
Seite 175
Beispiel:
Feldname Wert
Lieferant Gültige Nr.
Material Gültige Nr.
Einkaufsorg. 0001
Werk 1000, 1000
Sie können folgende Infotypen anle-gen:
Normalbestellung: für Material oder Leistung
Lohnbearbeitung: z.B. Montage Fremdvergabe
Pipeline: Strom, Öl, Wasser
Konsignation: Material, das der Liefe-rant auf seine Kosten beim Besteller bereithält
ABBILDUNG 307: INFOSATZ ANLEGEN
Beispiel:
Feldname Wert
1.,2., 3.Mahnung Anzahl Tage
Die Mahntage geben die Zeitabstände (in Tagen) an, in denen bei verspäteter Lieferung die erste, zweite und dritte Mahnung an den Lieferanten geschickt werden soll. Das System erzeugt die Mahnungen automatisch.
Diese Werte können auch im Material-stamm, Sicht Einkauf im Feld Ein-kaufswerteschlüssel gepflegt werden.
ABBILDUNG 308: INFOSATZ: ALLGEMEINE DATEN
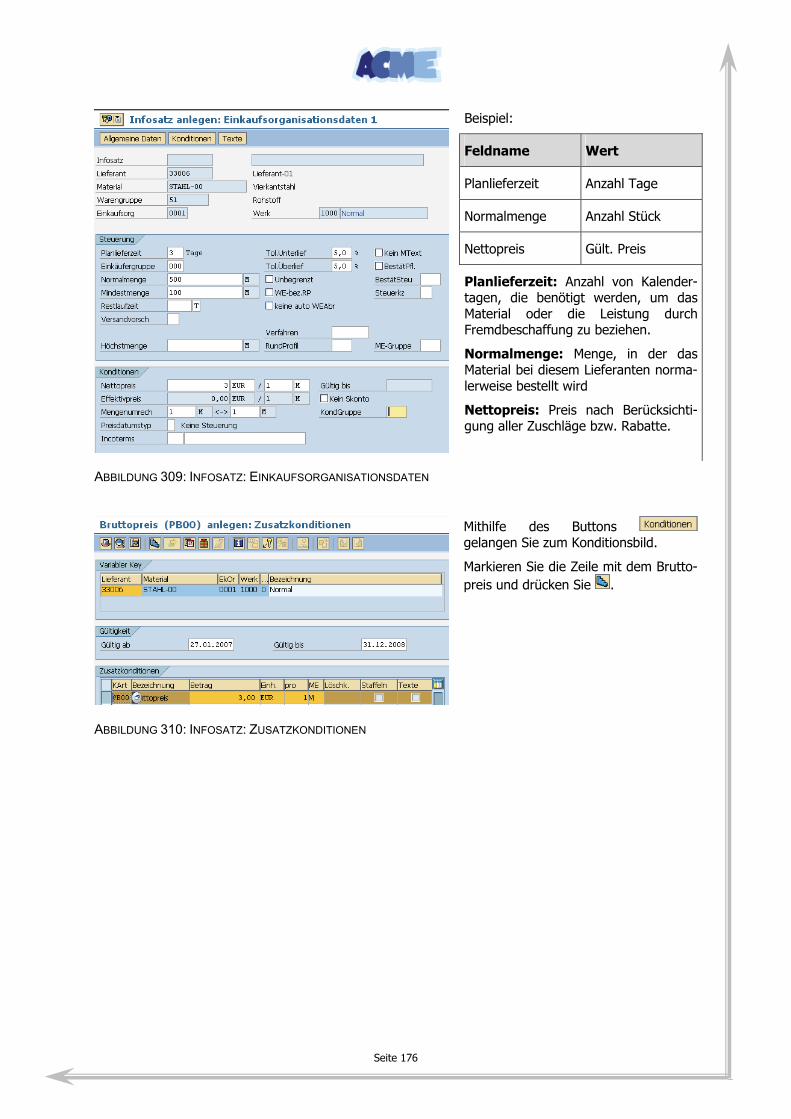
Seite 176
Beispiel:
Feldname Wert
Planlieferzeit Anzahl Tage
Normalmenge Anzahl Stück
Nettopreis Gült. Preis
Planlieferzeit: Anzahl von Kalender-tagen, die benötigt werden, um das Material oder die Leistung durch Fremdbeschaffung zu beziehen.
Normalmenge: Menge, in der das Material bei diesem Lieferanten norma-lerweise bestellt wird
Nettopreis: Preis nach Berücksichti-gung aller Zuschläge bzw. Rabatte.
ABBILDUNG 309: INFOSATZ: EINKAUFSORGANISATIONSDATEN
Mithilfe des Buttons gelangen Sie zum Konditionsbild.
Markieren Sie die Zeile mit dem Brutto-preis und drücken Sie .
ABBILDUNG 310: INFOSATZ: ZUSATZKONDITIONEN
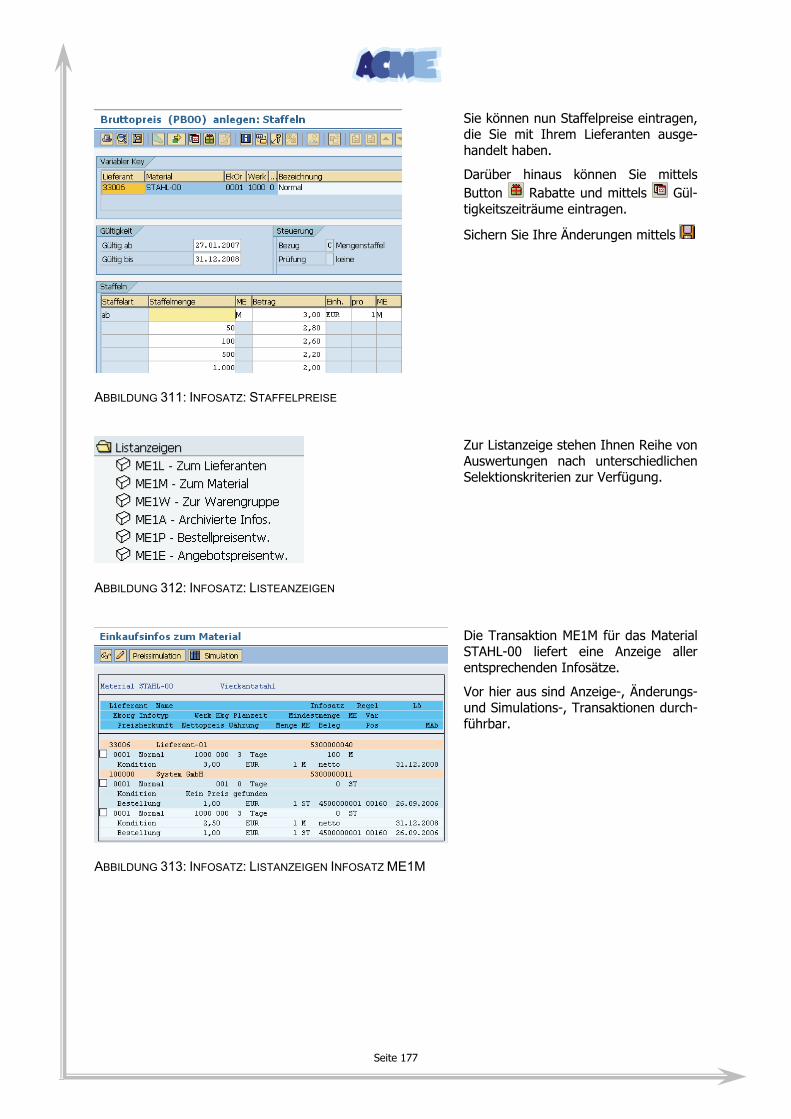
Seite 177
Sie können nun Staffelpreise eintragen, die Sie mit Ihrem Lieferanten ausge-handelt haben.
Darüber hinaus können Sie mittels Button Rabatte und mittels Gül-tigkeitszeiträume eintragen.
Sichern Sie Ihre Änderungen mittels
ABBILDUNG 311: INFOSATZ: STAFFELPREISE
Zur Listanzeige stehen Ihnen Reihe von Auswertungen nach unterschiedlichen Selektionskriterien zur Verfügung.
ABBILDUNG 312: INFOSATZ: LISTEANZEIGEN
Die Transaktion ME1M für das Material STAHL-00 liefert eine Anzeige aller entsprechenden Infosätze.
Vor hier aus sind Anzeige-, Änderungs- und Simulations-, Transaktionen durch-führbar.
ABBILDUNG 313: INFOSATZ: LISTANZEIGEN INFOSATZ ME1M
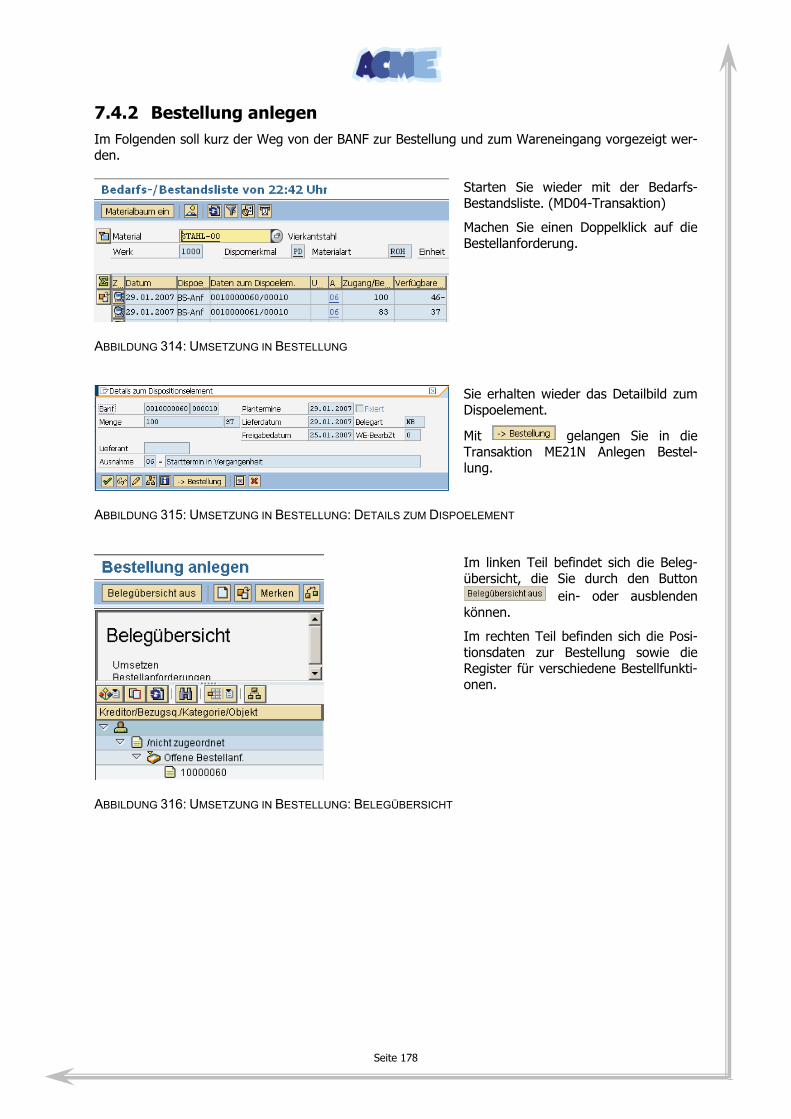
Seite 178
7.4.2 Bestellung anlegen Im Folgenden soll kurz der Weg von der BANF zur Bestellung und zum Wareneingang vorgezeigt wer-den.
Starten Sie wieder mit der Bedarfs-Bestandsliste. (MD04-Transaktion)
Machen Sie einen Doppelklick auf die Bestellanforderung.
ABBILDUNG 314: UMSETZUNG IN BESTELLUNG
Sie erhalten wieder das Detailbild zum Dispoelement.
Mit gelangen Sie in die Transaktion ME21N Anlegen Bestel-lung.
ABBILDUNG 315: UMSETZUNG IN BESTELLUNG: DETAILS ZUM DISPOELEMENT
Im linken Teil befindet sich die Beleg-übersicht, die Sie durch den Button
ein- oder ausblenden können.
Im rechten Teil befinden sich die Posi-tionsdaten zur Bestellung sowie die Register für verschiedene Bestellfunkti-onen.
ABBILDUNG 316: UMSETZUNG IN BESTELLUNG: BELEGÜBERSICHT
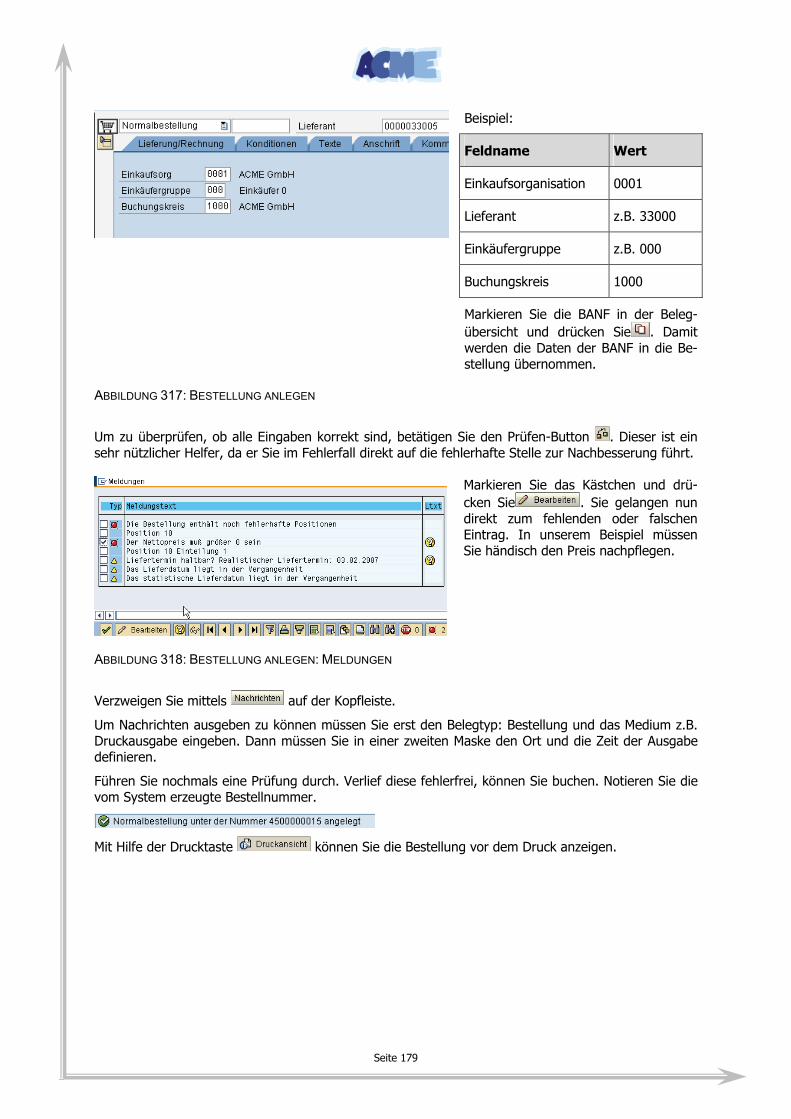
Seite 179
Beispiel:
Feldname Wert
Einkaufsorganisation 0001
Lieferant z.B. 33000
Einkäufergruppe z.B. 000
Buchungskreis 1000
Markieren Sie die BANF in der Beleg-übersicht und drücken Sie . Damit werden die Daten der BANF in die Be-stellung übernommen.
ABBILDUNG 317: BESTELLUNG ANLEGEN
Um zu überprüfen, ob alle Eingaben korrekt sind, betätigen Sie den Prüfen-Button . Dieser ist ein sehr nützlicher Helfer, da er Sie im Fehlerfall direkt auf die fehlerhafte Stelle zur Nachbesserung führt.
Markieren Sie das Kästchen und drü-cken Sie . Sie gelangen nun direkt zum fehlenden oder falschen Eintrag. In unserem Beispiel müssen Sie händisch den Preis nachpflegen.
ABBILDUNG 318: BESTELLUNG ANLEGEN: MELDUNGEN
Verzweigen Sie mittels auf der Kopfleiste.
Um Nachrichten ausgeben zu können müssen Sie erst den Belegtyp: Bestellung und das Medium z.B. Druckausgabe eingeben. Dann müssen Sie in einer zweiten Maske den Ort und die Zeit der Ausgabe definieren.
Führen Sie nochmals eine Prüfung durch. Verlief diese fehlerfrei, können Sie buchen. Notieren Sie die vom System erzeugte Bestellnummer.
Mit Hilfe der Drucktaste können Sie die Bestellung vor dem Druck anzeigen.
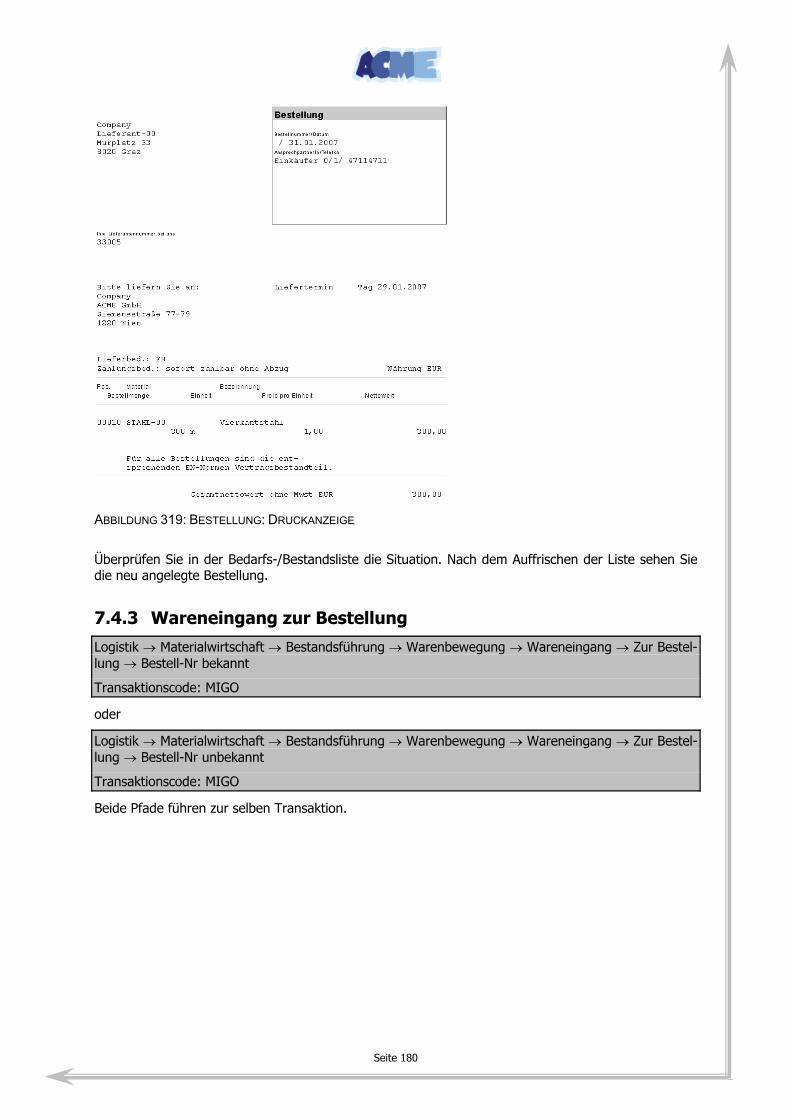
Seite 180
ABBILDUNG 319: BESTELLUNG: DRUCKANZEIGE
Überprüfen Sie in der Bedarfs-/Bestandsliste die Situation. Nach dem Auffrischen der Liste sehen Sie die neu angelegte Bestellung.
7.4.3 Wareneingang zur Bestellung
Logistik → Materialwirtschaft → Bestandsführung → Warenbewegung → Wareneingang → Zur Bestel-lung → Bestell-Nr bekannt
Transaktionscode: MIGO
oder
Logistik → Materialwirtschaft → Bestandsführung → Warenbewegung → Wareneingang → Zur Bestel-lung → Bestell-Nr unbekannt
Transaktionscode: MIGO
Beide Pfade führen zur selben Transaktion.
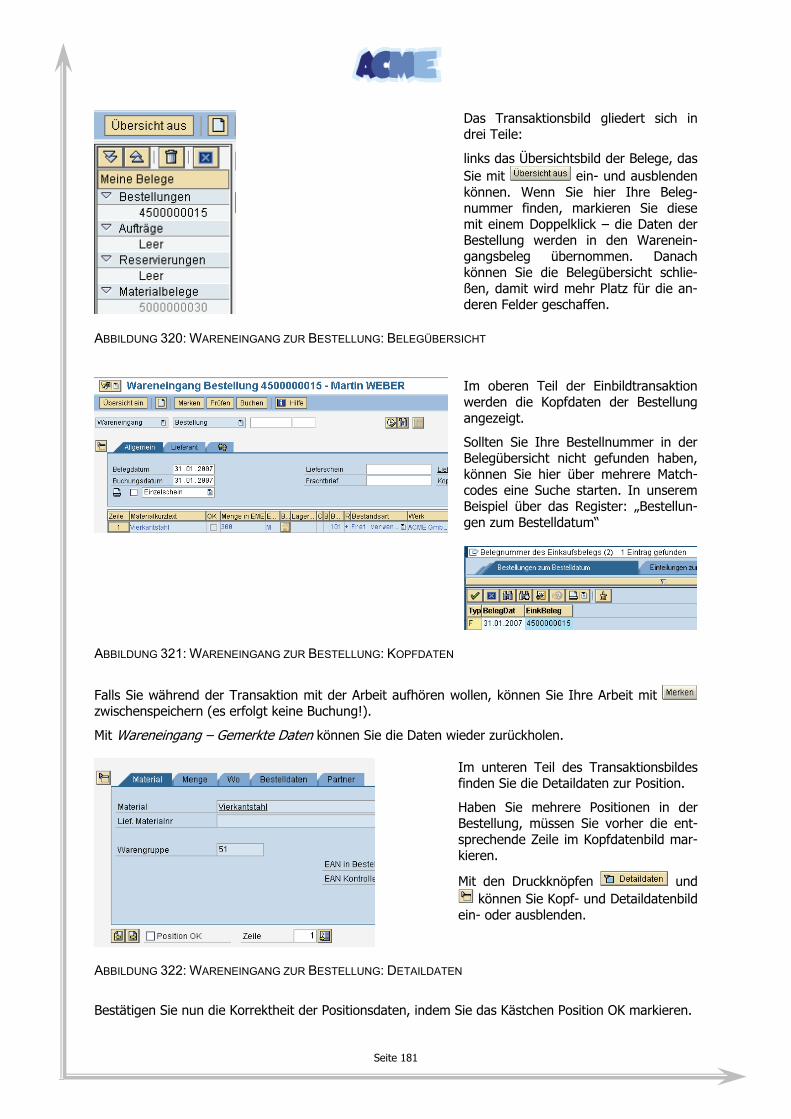
Seite 181
Das Transaktionsbild gliedert sich in drei Teile:
links das Übersichtsbild der Belege, das Sie mit ein- und ausblenden können. Wenn Sie hier Ihre Beleg-nummer finden, markieren Sie diese mit einem Doppelklick – die Daten der Bestellung werden in den Warenein-gangsbeleg übernommen. Danach können Sie die Belegübersicht schlie-ßen, damit wird mehr Platz für die an-deren Felder geschaffen.
ABBILDUNG 320: WARENEINGANG ZUR BESTELLUNG: BELEGÜBERSICHT
Im oberen Teil der Einbildtransaktion werden die Kopfdaten der Bestellung angezeigt.
Sollten Sie Ihre Bestellnummer in der Belegübersicht nicht gefunden haben, können Sie hier über mehrere Match-codes eine Suche starten. In unserem Beispiel über das Register: „Bestellun-gen zum Bestelldatum“
ABBILDUNG 321: WARENEINGANG ZUR BESTELLUNG: KOPFDATEN
Falls Sie während der Transaktion mit der Arbeit aufhören wollen, können Sie Ihre Arbeit mit zwischenspeichern (es erfolgt keine Buchung!).
Mit Wareneingang – Gemerkte Daten können Sie die Daten wieder zurückholen.
Im unteren Teil des Transaktionsbildes finden Sie die Detaildaten zur Position.
Haben Sie mehrere Positionen in der Bestellung, müssen Sie vorher die ent-sprechende Zeile im Kopfdatenbild mar-kieren.
Mit den Druckknöpfen und können Sie Kopf- und Detaildatenbild
ein- oder ausblenden.
ABBILDUNG 322: WARENEINGANG ZUR BESTELLUNG: DETAILDATEN
Bestätigen Sie nun die Korrektheit der Positionsdaten, indem Sie das Kästchen Position OK markieren.
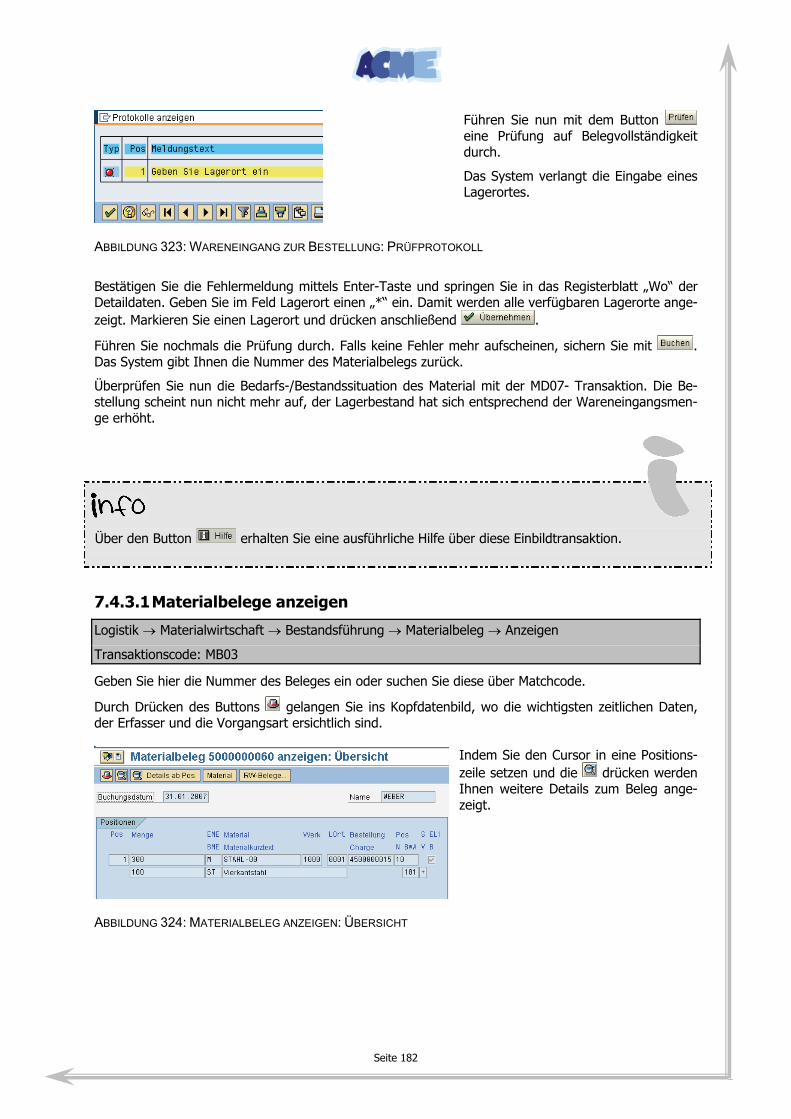
Seite 182
Führen Sie nun mit dem Button eine Prüfung auf Belegvollständigkeit durch.
Das System verlangt die Eingabe eines Lagerortes.
ABBILDUNG 323: WARENEINGANG ZUR BESTELLUNG: PRÜFPROTOKOLL
Bestätigen Sie die Fehlermeldung mittels Enter-Taste und springen Sie in das Registerblatt „Wo“ der Detaildaten. Geben Sie im Feld Lagerort einen „*“ ein. Damit werden alle verfügbaren Lagerorte ange-zeigt. Markieren Sie einen Lagerort und drücken anschließend .
Führen Sie nochmals die Prüfung durch. Falls keine Fehler mehr aufscheinen, sichern Sie mit . Das System gibt Ihnen die Nummer des Materialbelegs zurück.
Überprüfen Sie nun die Bedarfs-/Bestandssituation des Material mit der MD07- Transaktion. Die Be-stellung scheint nun nicht mehr auf, der Lagerbestand hat sich entsprechend der Wareneingangsmen-ge erhöht.
Über den Button erhalten Sie eine ausführliche Hilfe über diese Einbildtransaktion.
7.4.3.1 Materialbelege anzeigen
Logistik → Materialwirtschaft → Bestandsführung → Materialbeleg → Anzeigen
Transaktionscode: MB03
Geben Sie hier die Nummer des Beleges ein oder suchen Sie diese über Matchcode.
Durch Drücken des Buttons gelangen Sie ins Kopfdatenbild, wo die wichtigsten zeitlichen Daten, der Erfasser und die Vorgangsart ersichtlich sind.
Indem Sie den Cursor in eine Positions-zeile setzen und die drücken werden Ihnen weitere Details zum Beleg ange-zeigt.
ABBILDUNG 324: MATERIALBELEG ANZEIGEN: ÜBERSICHT
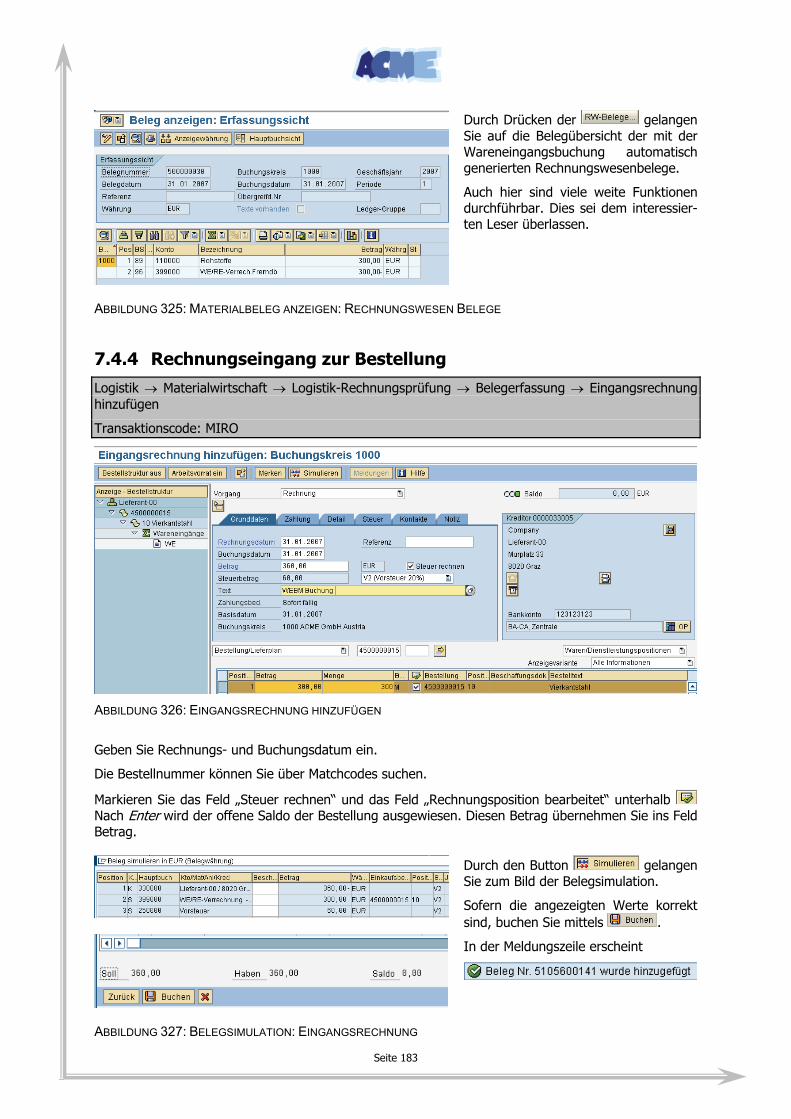
Seite 183
Durch Drücken der gelangen Sie auf die Belegübersicht der mit der Wareneingangsbuchung automatisch generierten Rechnungswesenbelege.
Auch hier sind viele weite Funktionen durchführbar. Dies sei dem interessier-ten Leser überlassen.
ABBILDUNG 325: MATERIALBELEG ANZEIGEN: RECHNUNGSWESEN BELEGE
7.4.4 Rechnungseingang zur Bestellung
Logistik → Materialwirtschaft → Logistik-Rechnungsprüfung → Belegerfassung → Eingangsrechnung hinzufügen
Transaktionscode: MIRO
ABBILDUNG 326: EINGANGSRECHNUNG HINZUFÜGEN
Geben Sie Rechnungs- und Buchungsdatum ein.
Die Bestellnummer können Sie über Matchcodes suchen.
Markieren Sie das Feld „Steuer rechnen“ und das Feld „Rechnungsposition bearbeitet“ unterhalb Nach Enter wird der offene Saldo der Bestellung ausgewiesen. Diesen Betrag übernehmen Sie ins Feld Betrag.
Durch den Button gelangen Sie zum Bild der Belegsimulation.
Sofern die angezeigten Werte korrekt sind, buchen Sie mittels .
In der Meldungszeile erscheint
ABBILDUNG 327: BELEGSIMULATION: EINGANGSRECHNUNG
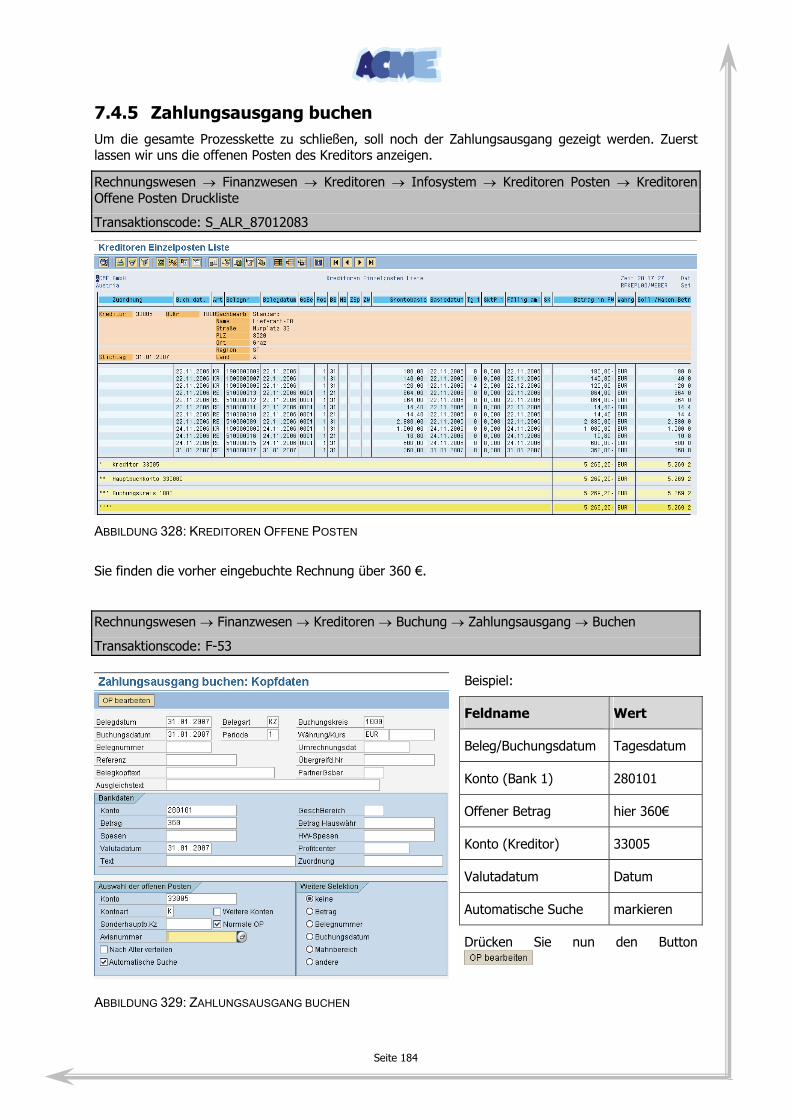
Seite 184
7.4.5 Zahlungsausgang buchen Um die gesamte Prozesskette zu schließen, soll noch der Zahlungsausgang gezeigt werden. Zuerst lassen wir uns die offenen Posten des Kreditors anzeigen.
Rechnungswesen → Finanzwesen → Kreditoren → Infosystem → Kreditoren Posten → Kreditoren Offene Posten Druckliste
Transaktionscode: S_ALR_87012083
ABBILDUNG 328: KREDITOREN OFFENE POSTEN
Sie finden die vorher eingebuchte Rechnung über 360 €.
Rechnungswesen → Finanzwesen → Kreditoren → Buchung → Zahlungsausgang → Buchen
Transaktionscode: F-53
Beispiel:
Feldname Wert
Beleg/Buchungsdatum Tagesdatum
Konto (Bank 1) 280101
Offener Betrag hier 360€
Konto (Kreditor) 33005
Valutadatum Datum
Automatische Suche markieren
Drücken Sie nun den Button
ABBILDUNG 329: ZAHLUNGSAUSGANG BUCHEN
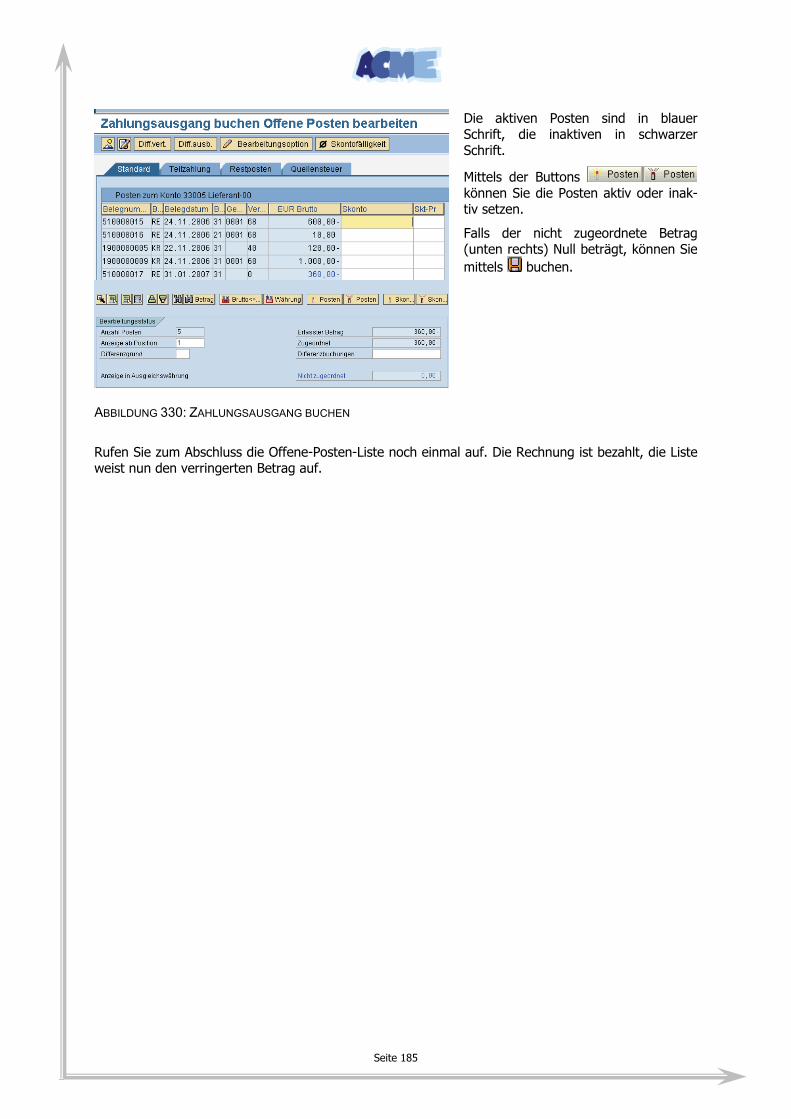
Seite 185
Die aktiven Posten sind in blauer Schrift, die inaktiven in schwarzer Schrift.
Mittels der Buttons können Sie die Posten aktiv oder inak-tiv setzen.
Falls der nicht zugeordnete Betrag (unten rechts) Null beträgt, können Sie mittels buchen.
ABBILDUNG 330: ZAHLUNGSAUSGANG BUCHEN
Rufen Sie zum Abschluss die Offene-Posten-Liste noch einmal auf. Die Rechnung ist bezahlt, die Liste weist nun den verringerten Betrag auf.
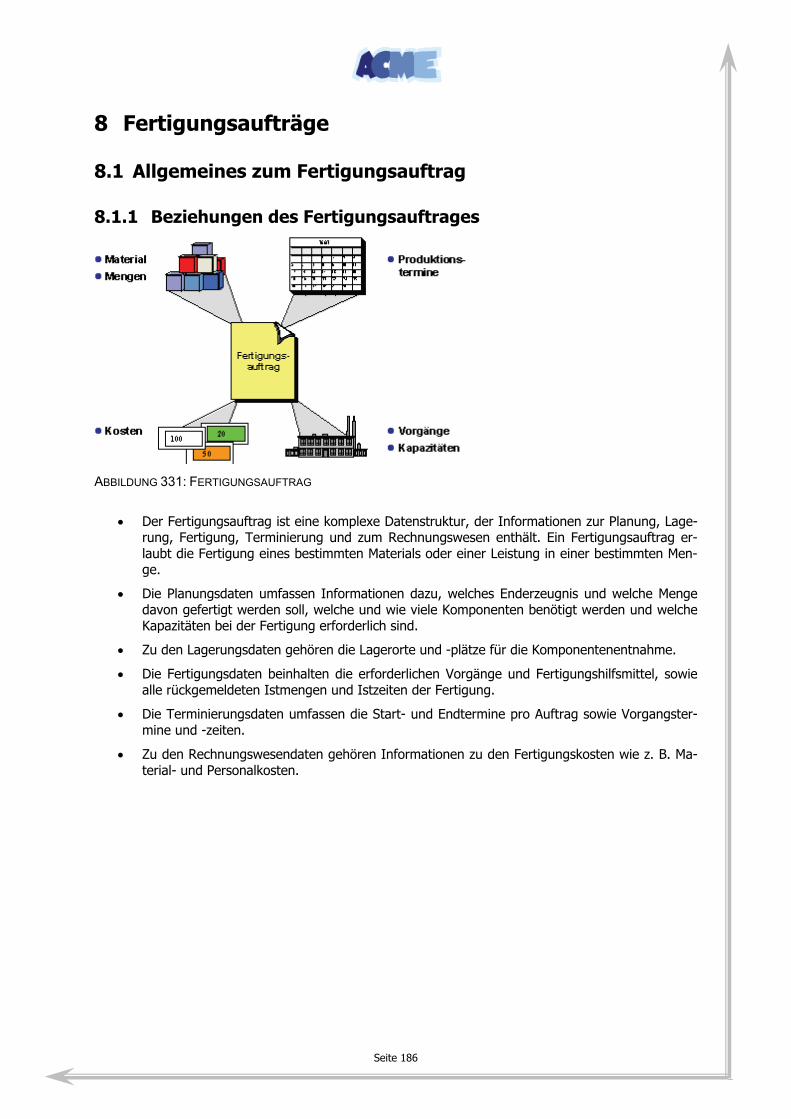
Seite 186
8 Fertigungsaufträge
8.1 Allgemeines zum Fertigungsauftrag
8.1.1 Beziehungen des Fertigungsauftrages
ABBILDUNG 331: FERTIGUNGSAUFTRAG
• Der Fertigungsauftrag ist eine komplexe Datenstruktur, der Informationen zur Planung, Lage-rung, Fertigung, Terminierung und zum Rechnungswesen enthält. Ein Fertigungsauftrag er-laubt die Fertigung eines bestimmten Materials oder einer Leistung in einer bestimmten Men-ge.
• Die Planungsdaten umfassen Informationen dazu, welches Enderzeugnis und welche Menge davon gefertigt werden soll, welche und wie viele Komponenten benötigt werden und welche Kapazitäten bei der Fertigung erforderlich sind.
• Zu den Lagerungsdaten gehören die Lagerorte und -plätze für die Komponentenentnahme.
• Die Fertigungsdaten beinhalten die erforderlichen Vorgänge und Fertigungshilfsmittel, sowie alle rückgemeldeten Istmengen und Istzeiten der Fertigung.
• Die Terminierungsdaten umfassen die Start- und Endtermine pro Auftrag sowie Vorgangster-mine und -zeiten.
• Zu den Rechnungswesendaten gehören Informationen zu den Fertigungskosten wie z. B. Ma-terial- und Personalkosten.
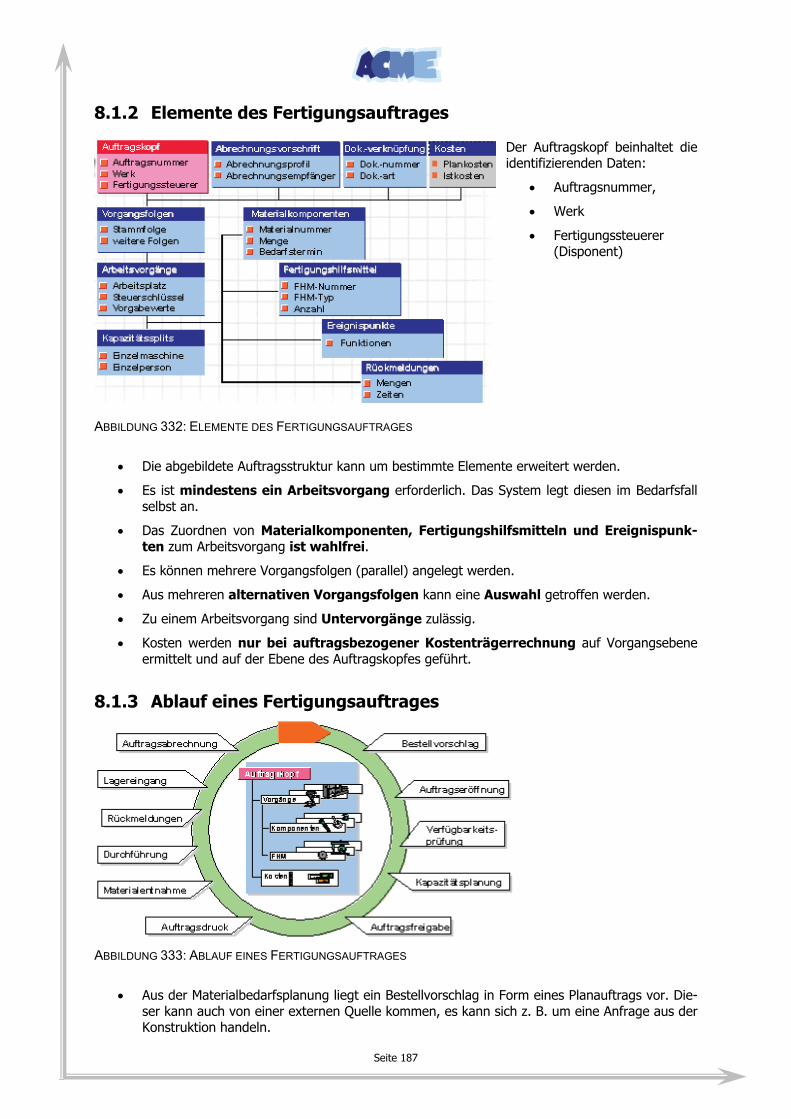
Seite 187
8.1.2 Elemente des Fertigungsauftrages
Der Auftragskopf beinhaltet die identifizierenden Daten:
• Auftragsnummer,
• Werk
• Fertigungssteuerer (Disponent)
ABBILDUNG 332: ELEMENTE DES FERTIGUNGSAUFTRAGES
• Die abgebildete Auftragsstruktur kann um bestimmte Elemente erweitert werden.
• Es ist mindestens ein Arbeitsvorgang erforderlich. Das System legt diesen im Bedarfsfall selbst an.
• Das Zuordnen von Materialkomponenten, Fertigungshilfsmitteln und Ereignispunk-ten zum Arbeitsvorgang ist wahlfrei.
• Es können mehrere Vorgangsfolgen (parallel) angelegt werden.
• Aus mehreren alternativen Vorgangsfolgen kann eine Auswahl getroffen werden.
• Zu einem Arbeitsvorgang sind Untervorgänge zulässig.
• Kosten werden nur bei auftragsbezogener Kostenträgerrechnung auf Vorgangsebene ermittelt und auf der Ebene des Auftragskopfes geführt.
8.1.3 Ablauf eines Fertigungsauftrages
ABBILDUNG 333: ABLAUF EINES FERTIGUNGSAUFTRAGES
• Aus der Materialbedarfsplanung liegt ein Bestellvorschlag in Form eines Planauftrags vor. Die-ser kann auch von einer externen Quelle kommen, es kann sich z. B. um eine Anfrage aus der Konstruktion handeln.
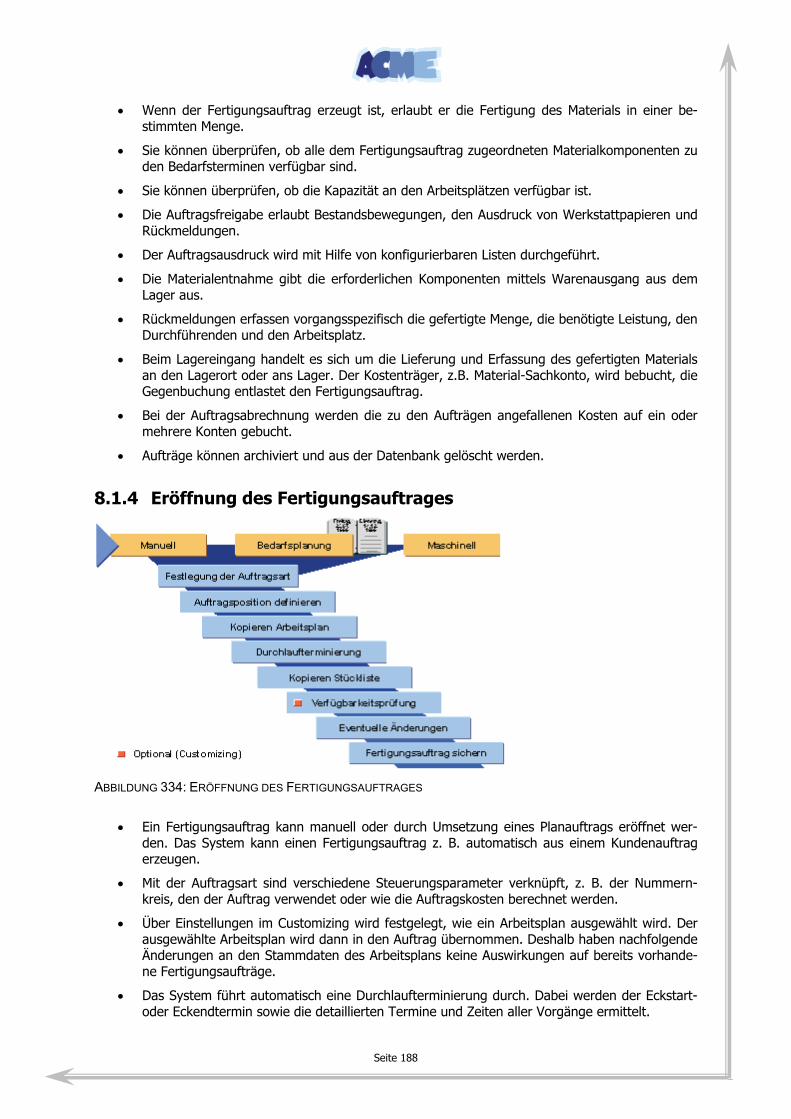
Seite 188
• Wenn der Fertigungsauftrag erzeugt ist, erlaubt er die Fertigung des Materials in einer be-stimmten Menge.
• Sie können überprüfen, ob alle dem Fertigungsauftrag zugeordneten Materialkomponenten zu den Bedarfsterminen verfügbar sind.
• Sie können überprüfen, ob die Kapazität an den Arbeitsplätzen verfügbar ist.
• Die Auftragsfreigabe erlaubt Bestandsbewegungen, den Ausdruck von Werkstattpapieren und Rückmeldungen.
• Der Auftragsausdruck wird mit Hilfe von konfigurierbaren Listen durchgeführt.
• Die Materialentnahme gibt die erforderlichen Komponenten mittels Warenausgang aus dem Lager aus.
• Rückmeldungen erfassen vorgangsspezifisch die gefertigte Menge, die benötigte Leistung, den Durchführenden und den Arbeitsplatz.
• Beim Lagereingang handelt es sich um die Lieferung und Erfassung des gefertigten Materials an den Lagerort oder ans Lager. Der Kostenträger, z.B. Material-Sachkonto, wird bebucht, die Gegenbuchung entlastet den Fertigungsauftrag.
• Bei der Auftragsabrechnung werden die zu den Aufträgen angefallenen Kosten auf ein oder mehrere Konten gebucht.
• Aufträge können archiviert und aus der Datenbank gelöscht werden.
8.1.4 Eröffnung des Fertigungsauftrages
ABBILDUNG 334: ERÖFFNUNG DES FERTIGUNGSAUFTRAGES
• Ein Fertigungsauftrag kann manuell oder durch Umsetzung eines Planauftrags eröffnet wer-den. Das System kann einen Fertigungsauftrag z. B. automatisch aus einem Kundenauftrag erzeugen.
• Mit der Auftragsart sind verschiedene Steuerungsparameter verknüpft, z. B. der Nummern-kreis, den der Auftrag verwendet oder wie die Auftragskosten berechnet werden.
• Über Einstellungen im Customizing wird festgelegt, wie ein Arbeitsplan ausgewählt wird. Der ausgewählte Arbeitsplan wird dann in den Auftrag übernommen. Deshalb haben nachfolgende Änderungen an den Stammdaten des Arbeitsplans keine Auswirkungen auf bereits vorhande-ne Fertigungsaufträge.
• Das System führt automatisch eine Durchlaufterminierung durch. Dabei werden der Eckstart- oder Eckendtermin sowie die detaillierten Termine und Zeiten aller Vorgänge ermittelt.
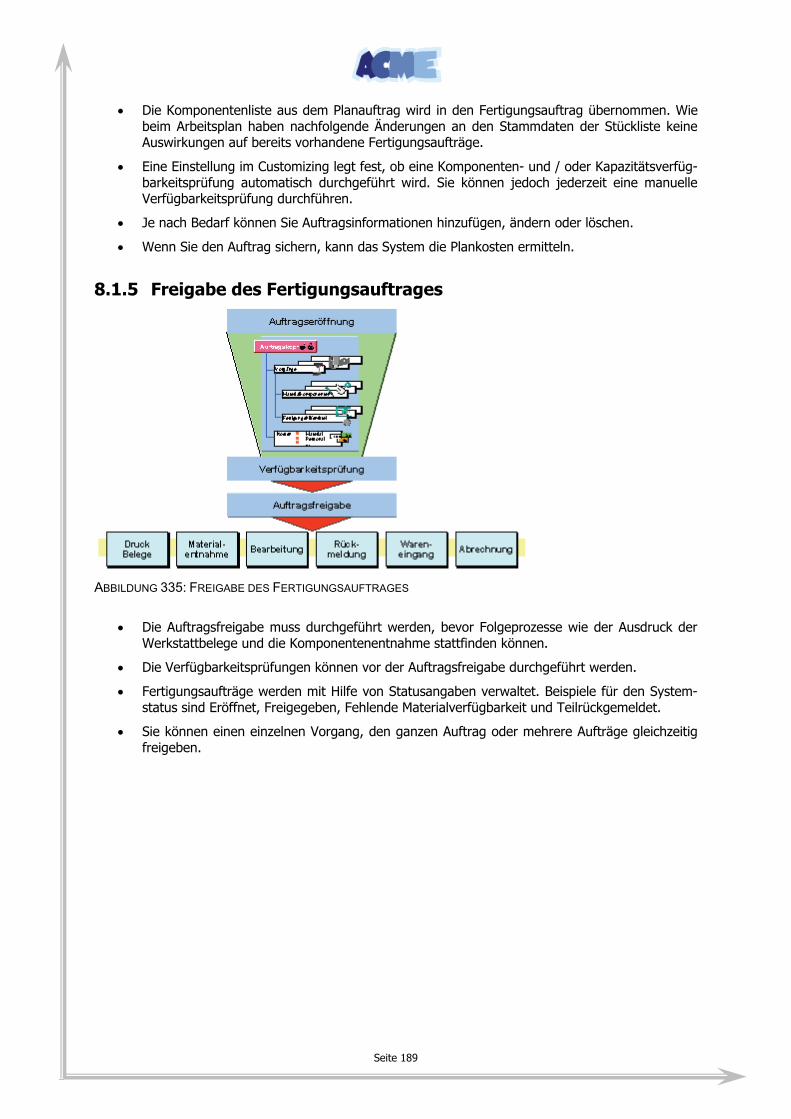
Seite 189
• Die Komponentenliste aus dem Planauftrag wird in den Fertigungsauftrag übernommen. Wie beim Arbeitsplan haben nachfolgende Änderungen an den Stammdaten der Stückliste keine Auswirkungen auf bereits vorhandene Fertigungsaufträge.
• Eine Einstellung im Customizing legt fest, ob eine Komponenten- und / oder Kapazitätsverfüg-barkeitsprüfung automatisch durchgeführt wird. Sie können jedoch jederzeit eine manuelle Verfügbarkeitsprüfung durchführen.
• Je nach Bedarf können Sie Auftragsinformationen hinzufügen, ändern oder löschen.
• Wenn Sie den Auftrag sichern, kann das System die Plankosten ermitteln.
8.1.5 Freigabe des Fertigungsauftrages
ABBILDUNG 335: FREIGABE DES FERTIGUNGSAUFTRAGES
• Die Auftragsfreigabe muss durchgeführt werden, bevor Folgeprozesse wie der Ausdruck der Werkstattbelege und die Komponentenentnahme stattfinden können.
• Die Verfügbarkeitsprüfungen können vor der Auftragsfreigabe durchgeführt werden.
• Fertigungsaufträge werden mit Hilfe von Statusangaben verwaltet. Beispiele für den System-status sind Eröffnet, Freigegeben, Fehlende Materialverfügbarkeit und Teilrückgemeldet.
• Sie können einen einzelnen Vorgang, den ganzen Auftrag oder mehrere Aufträge gleichzeitig freigeben.
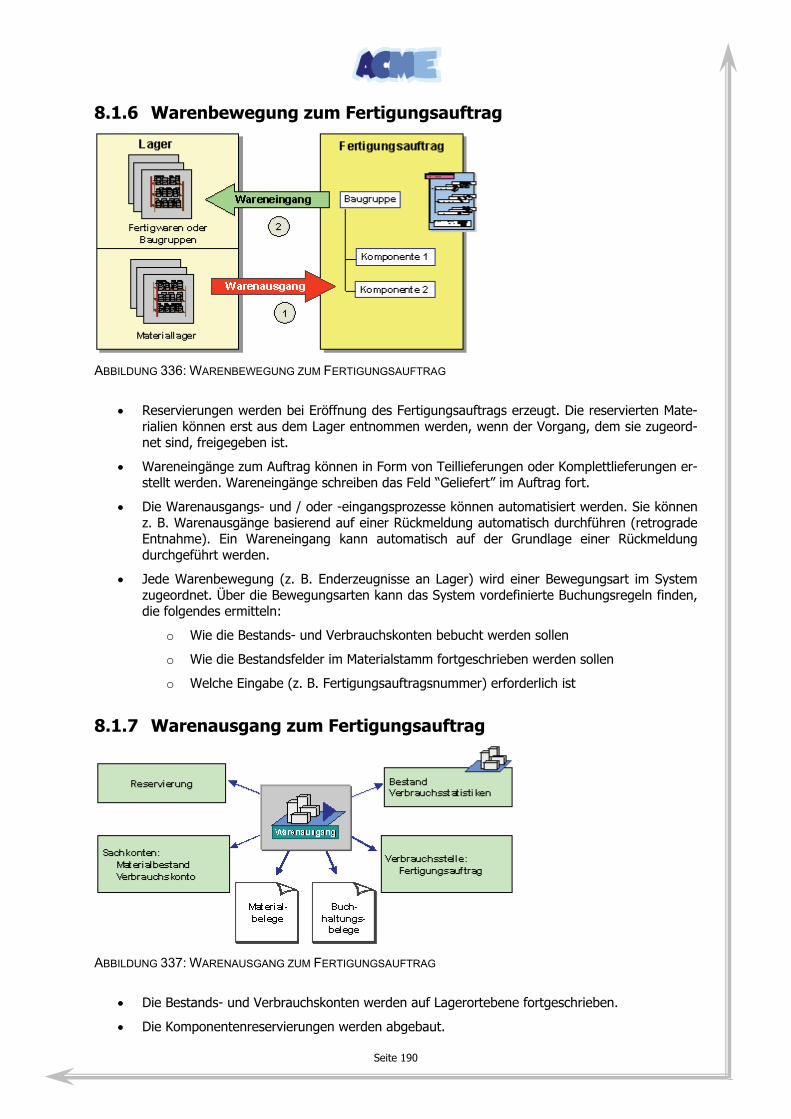
Seite 190
8.1.6 Warenbewegung zum Fertigungsauftrag
ABBILDUNG 336: WARENBEWEGUNG ZUM FERTIGUNGSAUFTRAG
• Reservierungen werden bei Eröffnung des Fertigungsauftrags erzeugt. Die reservierten Mate-rialien können erst aus dem Lager entnommen werden, wenn der Vorgang, dem sie zugeord-net sind, freigegeben ist.
• Wareneingänge zum Auftrag können in Form von Teillieferungen oder Komplettlieferungen er-stellt werden. Wareneingänge schreiben das Feld “Geliefert” im Auftrag fort.
• Die Warenausgangs- und / oder -eingangsprozesse können automatisiert werden. Sie können z. B. Warenausgänge basierend auf einer Rückmeldung automatisch durchführen (retrograde Entnahme). Ein Wareneingang kann automatisch auf der Grundlage einer Rückmeldung durchgeführt werden.
• Jede Warenbewegung (z. B. Enderzeugnisse an Lager) wird einer Bewegungsart im System zugeordnet. Über die Bewegungsarten kann das System vordefinierte Buchungsregeln finden, die folgendes ermitteln:
o Wie die Bestands- und Verbrauchskonten bebucht werden sollen
o Wie die Bestandsfelder im Materialstamm fortgeschrieben werden sollen
o Welche Eingabe (z. B. Fertigungsauftragsnummer) erforderlich ist
8.1.7 Warenausgang zum Fertigungsauftrag
ABBILDUNG 337: WARENAUSGANG ZUM FERTIGUNGSAUFTRAG
• Die Bestands- und Verbrauchskonten werden auf Lagerortebene fortgeschrieben.
• Die Komponentenreservierungen werden abgebaut.
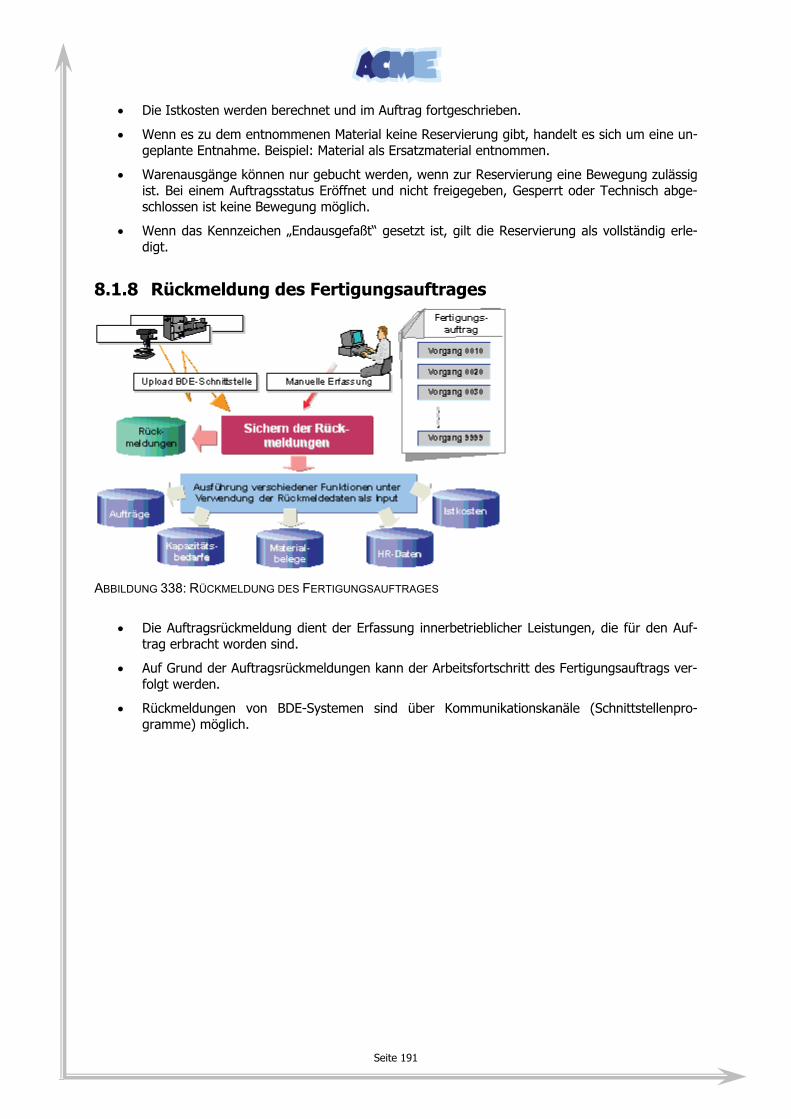
Seite 191
• Die Istkosten werden berechnet und im Auftrag fortgeschrieben.
• Wenn es zu dem entnommenen Material keine Reservierung gibt, handelt es sich um eine un-geplante Entnahme. Beispiel: Material als Ersatzmaterial entnommen.
• Warenausgänge können nur gebucht werden, wenn zur Reservierung eine Bewegung zulässig ist. Bei einem Auftragsstatus Eröffnet und nicht freigegeben, Gesperrt oder Technisch abge-schlossen ist keine Bewegung möglich.
• Wenn das Kennzeichen „Endausgefaßt“ gesetzt ist, gilt die Reservierung als vollständig erle-digt.
8.1.8 Rückmeldung des Fertigungsauftrages
ABBILDUNG 338: RÜCKMELDUNG DES FERTIGUNGSAUFTRAGES
• Die Auftragsrückmeldung dient der Erfassung innerbetrieblicher Leistungen, die für den Auf-trag erbracht worden sind.
• Auf Grund der Auftragsrückmeldungen kann der Arbeitsfortschritt des Fertigungsauftrags ver-folgt werden.
• Rückmeldungen von BDE-Systemen sind über Kommunikationskanäle (Schnittstellenpro-gramme) möglich.
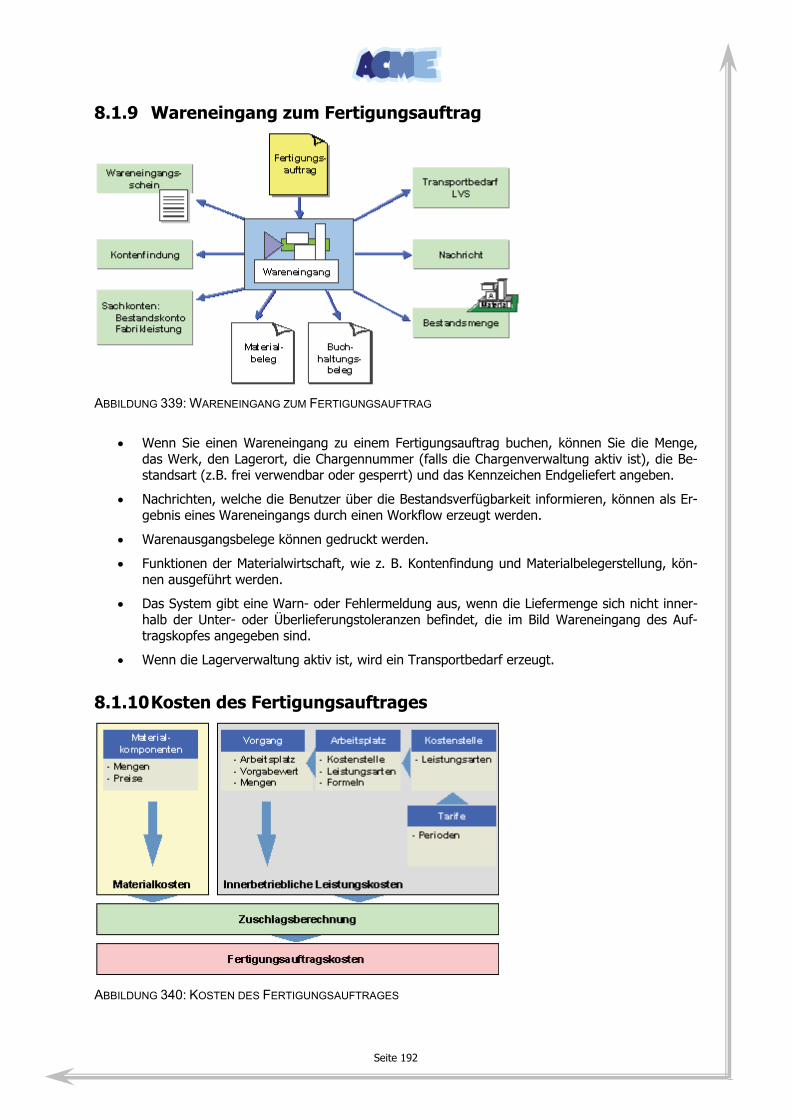
Seite 192
8.1.9 Wareneingang zum Fertigungsauftrag
ABBILDUNG 339: WARENEINGANG ZUM FERTIGUNGSAUFTRAG
• Wenn Sie einen Wareneingang zu einem Fertigungsauftrag buchen, können Sie die Menge, das Werk, den Lagerort, die Chargennummer (falls die Chargenverwaltung aktiv ist), die Be-standsart (z.B. frei verwendbar oder gesperrt) und das Kennzeichen Endgeliefert angeben.
• Nachrichten, welche die Benutzer über die Bestandsverfügbarkeit informieren, können als Er-gebnis eines Wareneingangs durch einen Workflow erzeugt werden.
• Warenausgangsbelege können gedruckt werden.
• Funktionen der Materialwirtschaft, wie z. B. Kontenfindung und Materialbelegerstellung, kön-nen ausgeführt werden.
• Das System gibt eine Warn- oder Fehlermeldung aus, wenn die Liefermenge sich nicht inner-halb der Unter- oder Überlieferungstoleranzen befindet, die im Bild Wareneingang des Auf-tragskopfes angegeben sind.
• Wenn die Lagerverwaltung aktiv ist, wird ein Transportbedarf erzeugt.
8.1.10 Kosten des Fertigungsauftrages
ABBILDUNG 340: KOSTEN DES FERTIGUNGSAUFTRAGES
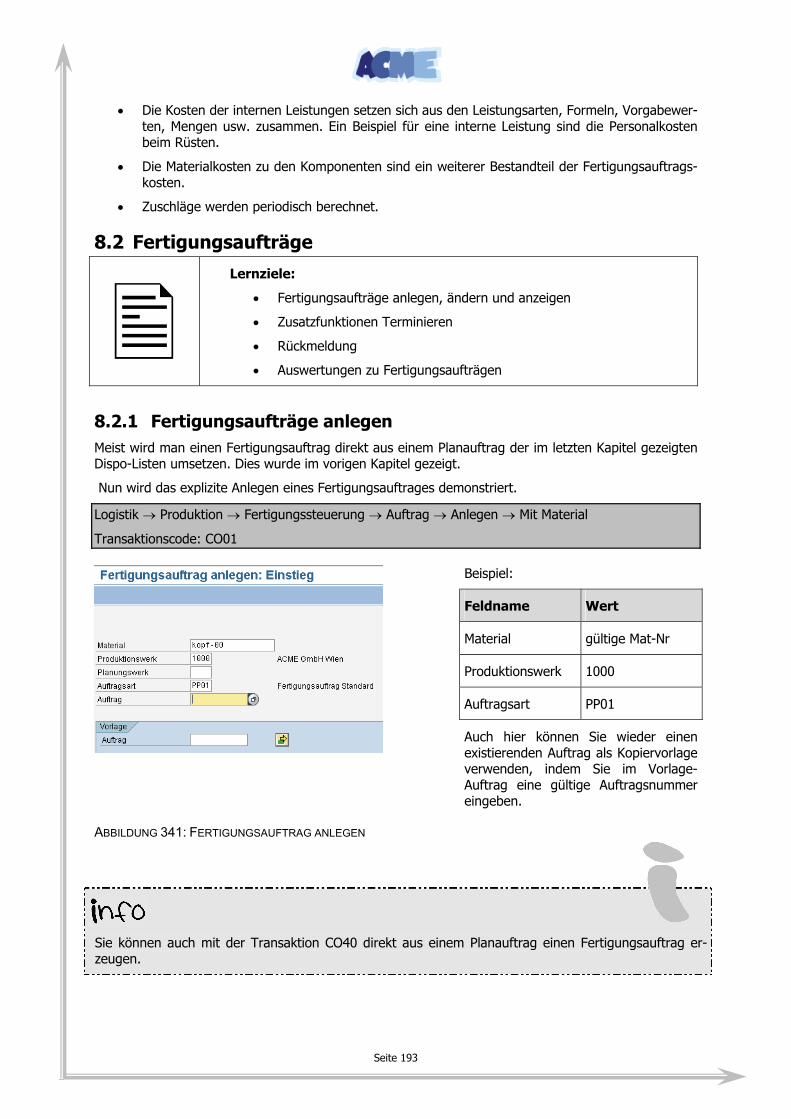
Seite 193
• Die Kosten der internen Leistungen setzen sich aus den Leistungsarten, Formeln, Vorgabewer-ten, Mengen usw. zusammen. Ein Beispiel für eine interne Leistung sind die Personalkosten beim Rüsten.
• Die Materialkosten zu den Komponenten sind ein weiterer Bestandteil der Fertigungsauftrags-kosten.
• Zuschläge werden periodisch berechnet.
8.2 Fertigungsaufträge
Lernziele:
• Fertigungsaufträge anlegen, ändern und anzeigen
• Zusatzfunktionen Terminieren
• Rückmeldung
• Auswertungen zu Fertigungsaufträgen
8.2.1 Fertigungsaufträge anlegen Meist wird man einen Fertigungsauftrag direkt aus einem Planauftrag der im letzten Kapitel gezeigten Dispo-Listen umsetzen. Dies wurde im vorigen Kapitel gezeigt.
Nun wird das explizite Anlegen eines Fertigungsauftrages demonstriert.
Logistik → Produktion → Fertigungssteuerung → Auftrag → Anlegen → Mit Material
Transaktionscode: CO01
Beispiel:
Feldname Wert
Material gültige Mat-Nr
Produktionswerk 1000
Auftragsart PP01
Auch hier können Sie wieder einen existierenden Auftrag als Kopiervorlage verwenden, indem Sie im Vorlage-Auftrag eine gültige Auftragsnummer eingeben.
ABBILDUNG 341: FERTIGUNGSAUFTRAG ANLEGEN
Sie können auch mit der Transaktion CO40 direkt aus einem Planauftrag einen Fertigungsauftrag er-zeugen.
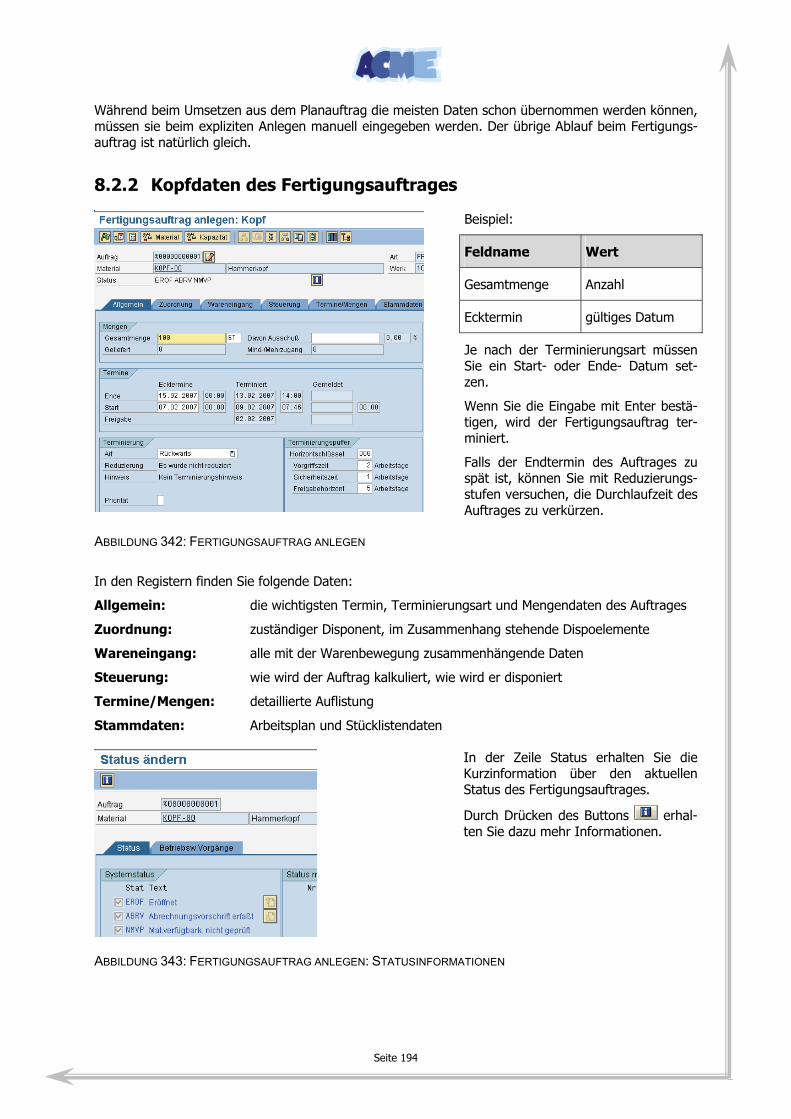
Seite 194
Während beim Umsetzen aus dem Planauftrag die meisten Daten schon übernommen werden können, müssen sie beim expliziten Anlegen manuell eingegeben werden. Der übrige Ablauf beim Fertigungs-auftrag ist natürlich gleich.
8.2.2 Kopfdaten des Fertigungsauftrages
Beispiel:
Feldname Wert
Gesamtmenge Anzahl
Ecktermin gültiges Datum
Je nach der Terminierungsart müssen Sie ein Start- oder Ende- Datum set-zen.
Wenn Sie die Eingabe mit Enter bestä-tigen, wird der Fertigungsauftrag ter-miniert.
Falls der Endtermin des Auftrages zu spät ist, können Sie mit Reduzierungs-stufen versuchen, die Durchlaufzeit des Auftrages zu verkürzen.
ABBILDUNG 342: FERTIGUNGSAUFTRAG ANLEGEN
In den Registern finden Sie folgende Daten:
Allgemein: die wichtigsten Termin, Terminierungsart und Mengendaten des Auftrages
Zuordnung: zuständiger Disponent, im Zusammenhang stehende Dispoelemente
Wareneingang: alle mit der Warenbewegung zusammenhängende Daten
Steuerung: wie wird der Auftrag kalkuliert, wie wird er disponiert
Termine/Mengen: detaillierte Auflistung
Stammdaten: Arbeitsplan und Stücklistendaten
In der Zeile Status erhalten Sie die Kurzinformation über den aktuellen Status des Fertigungsauftrages.
Durch Drücken des Buttons erhal-ten Sie dazu mehr Informationen.
ABBILDUNG 343: FERTIGUNGSAUFTRAG ANLEGEN: STATUSINFORMATIONEN
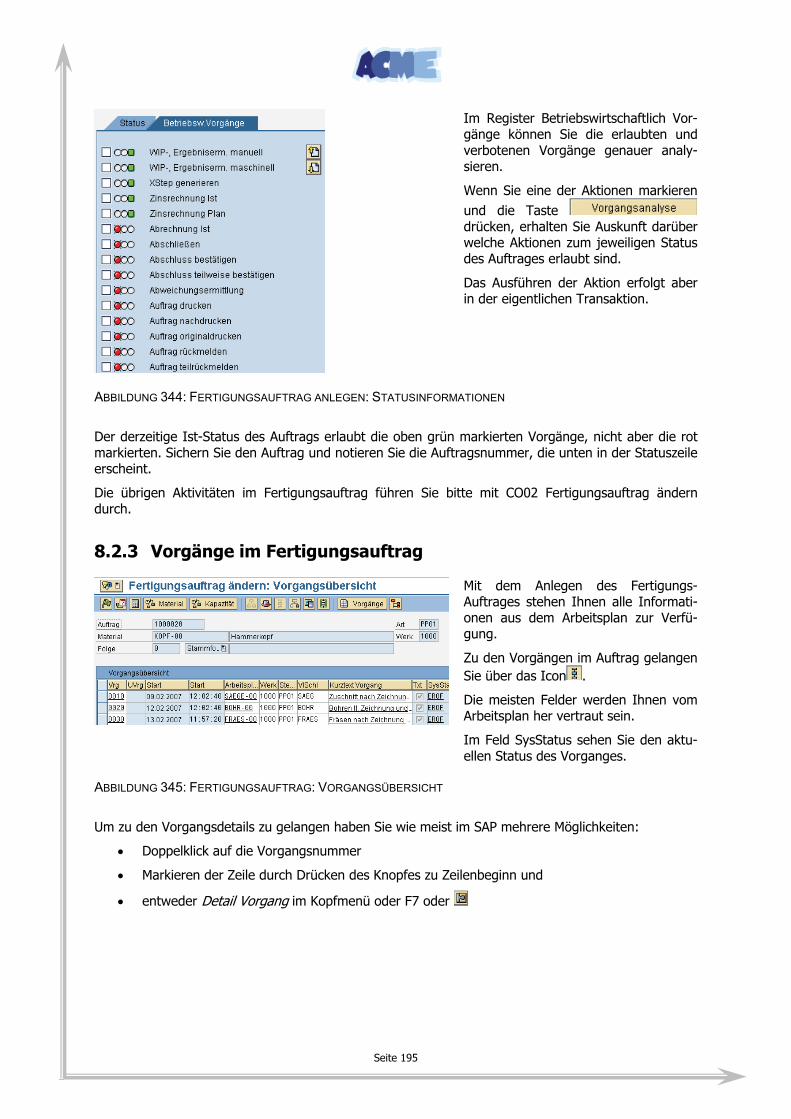
Seite 195
Im Register Betriebswirtschaftlich Vor-gänge können Sie die erlaubten und verbotenen Vorgänge genauer analy-sieren.
Wenn Sie eine der Aktionen markieren und die Taste drücken, erhalten Sie Auskunft darüber welche Aktionen zum jeweiligen Status des Auftrages erlaubt sind.
Das Ausführen der Aktion erfolgt aber in der eigentlichen Transaktion.
ABBILDUNG 344: FERTIGUNGSAUFTRAG ANLEGEN: STATUSINFORMATIONEN
Der derzeitige Ist-Status des Auftrags erlaubt die oben grün markierten Vorgänge, nicht aber die rot markierten. Sichern Sie den Auftrag und notieren Sie die Auftragsnummer, die unten in der Statuszeile erscheint.
Die übrigen Aktivitäten im Fertigungsauftrag führen Sie bitte mit CO02 Fertigungsauftrag ändern durch.
8.2.3 Vorgänge im Fertigungsauftrag
Mit dem Anlegen des Fertigungs-Auftrages stehen Ihnen alle Informati-onen aus dem Arbeitsplan zur Verfü-gung.
Zu den Vorgängen im Auftrag gelangen Sie über das Icon .
Die meisten Felder werden Ihnen vom Arbeitsplan her vertraut sein.
Im Feld SysStatus sehen Sie den aktu-ellen Status des Vorganges.
ABBILDUNG 345: FERTIGUNGSAUFTRAG: VORGANGSÜBERSICHT
Um zu den Vorgangsdetails zu gelangen haben Sie wie meist im SAP mehrere Möglichkeiten:
• Doppelklick auf die Vorgangsnummer
• Markieren der Zeile durch Drücken des Knopfes zu Zeilenbeginn und
• entweder Detail Vorgang im Kopfmenü oder F7 oder
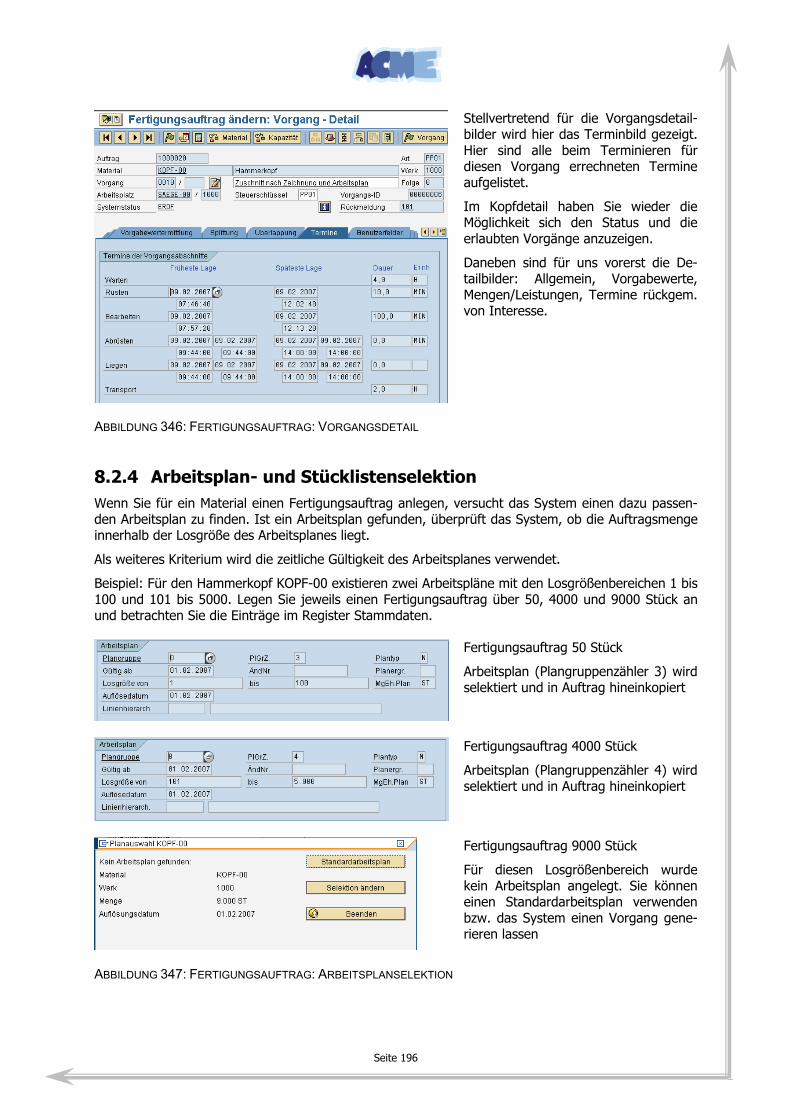
Seite 196
Stellvertretend für die Vorgangsdetail-bilder wird hier das Terminbild gezeigt. Hier sind alle beim Terminieren für diesen Vorgang errechneten Termine aufgelistet.
Im Kopfdetail haben Sie wieder die Möglichkeit sich den Status und die erlaubten Vorgänge anzuzeigen.
Daneben sind für uns vorerst die De-tailbilder: Allgemein, Vorgabewerte, Mengen/Leistungen, Termine rückgem. von Interesse.
ABBILDUNG 346: FERTIGUNGSAUFTRAG: VORGANGSDETAIL
8.2.4 Arbeitsplan- und Stücklistenselektion Wenn Sie für ein Material einen Fertigungsauftrag anlegen, versucht das System einen dazu passen-den Arbeitsplan zu finden. Ist ein Arbeitsplan gefunden, überprüft das System, ob die Auftragsmenge innerhalb der Losgröße des Arbeitsplanes liegt.
Als weiteres Kriterium wird die zeitliche Gültigkeit des Arbeitsplanes verwendet.
Beispiel: Für den Hammerkopf KOPF-00 existieren zwei Arbeitspläne mit den Losgrößenbereichen 1 bis 100 und 101 bis 5000. Legen Sie jeweils einen Fertigungsauftrag über 50, 4000 und 9000 Stück an und betrachten Sie die Einträge im Register Stammdaten.
Fertigungsauftrag 50 Stück
Arbeitsplan (Plangruppenzähler 3) wird selektiert und in Auftrag hineinkopiert
Fertigungsauftrag 4000 Stück
Arbeitsplan (Plangruppenzähler 4) wird selektiert und in Auftrag hineinkopiert
Fertigungsauftrag 9000 Stück
Für diesen Losgrößenbereich wurde kein Arbeitsplan angelegt. Sie können einen Standardarbeitsplan verwenden bzw. das System einen Vorgang gene-rieren lassen
ABBILDUNG 347: FERTIGUNGSAUFTRAG: ARBEITSPLANSELEKTION
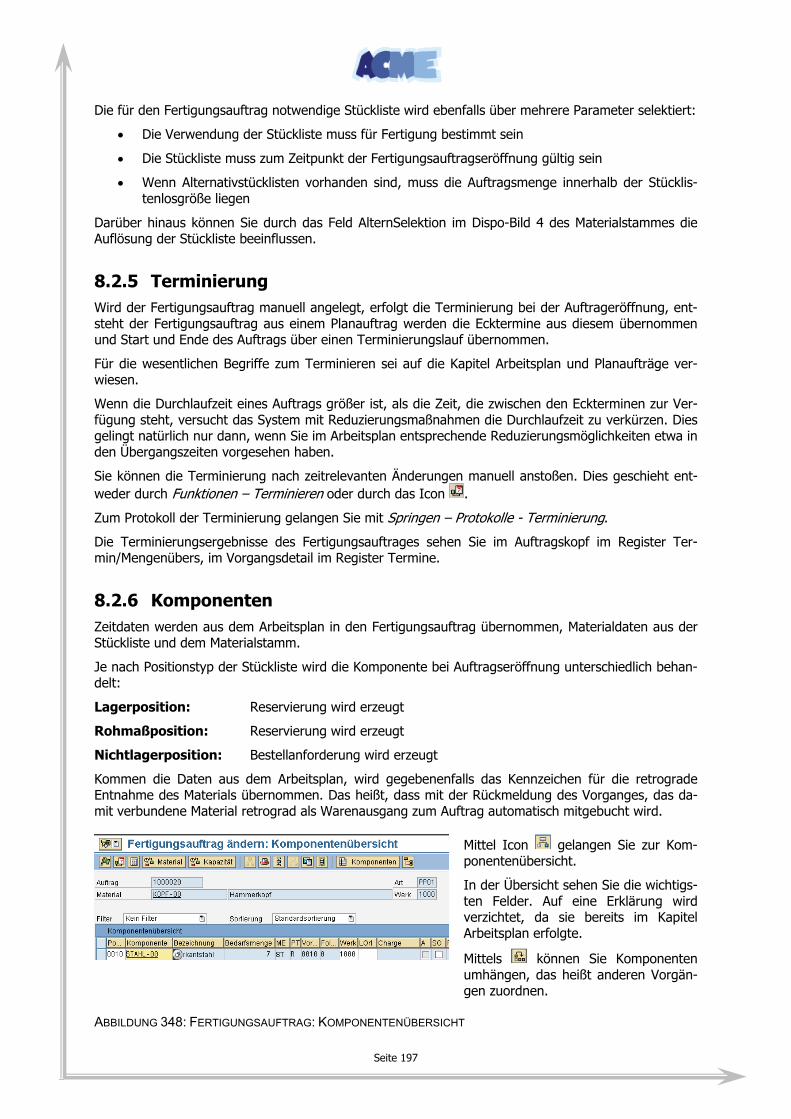
Seite 197
Die für den Fertigungsauftrag notwendige Stückliste wird ebenfalls über mehrere Parameter selektiert:
• Die Verwendung der Stückliste muss für Fertigung bestimmt sein
• Die Stückliste muss zum Zeitpunkt der Fertigungsauftragseröffnung gültig sein
• Wenn Alternativstücklisten vorhanden sind, muss die Auftragsmenge innerhalb der Stücklis-tenlosgröße liegen
Darüber hinaus können Sie durch das Feld AlternSelektion im Dispo-Bild 4 des Materialstammes die Auflösung der Stückliste beeinflussen.
8.2.5 Terminierung Wird der Fertigungsauftrag manuell angelegt, erfolgt die Terminierung bei der Auftrageröffnung, ent-steht der Fertigungsauftrag aus einem Planauftrag werden die Ecktermine aus diesem übernommen und Start und Ende des Auftrags über einen Terminierungslauf übernommen.
Für die wesentlichen Begriffe zum Terminieren sei auf die Kapitel Arbeitsplan und Planaufträge ver-wiesen.
Wenn die Durchlaufzeit eines Auftrags größer ist, als die Zeit, die zwischen den Eckterminen zur Ver-fügung steht, versucht das System mit Reduzierungsmaßnahmen die Durchlaufzeit zu verkürzen. Dies gelingt natürlich nur dann, wenn Sie im Arbeitsplan entsprechende Reduzierungsmöglichkeiten etwa in den Übergangszeiten vorgesehen haben.
Sie können die Terminierung nach zeitrelevanten Änderungen manuell anstoßen. Dies geschieht ent-weder durch Funktionen – Terminieren oder durch das Icon .
Zum Protokoll der Terminierung gelangen Sie mit Springen – Protokolle - Terminierung.
Die Terminierungsergebnisse des Fertigungsauftrages sehen Sie im Auftragskopf im Register Ter-min/Mengenübers, im Vorgangsdetail im Register Termine.
8.2.6 Komponenten Zeitdaten werden aus dem Arbeitsplan in den Fertigungsauftrag übernommen, Materialdaten aus der Stückliste und dem Materialstamm.
Je nach Positionstyp der Stückliste wird die Komponente bei Auftragseröffnung unterschiedlich behan-delt:
Lagerposition: Reservierung wird erzeugt
Rohmaßposition: Reservierung wird erzeugt
Nichtlagerposition: Bestellanforderung wird erzeugt
Kommen die Daten aus dem Arbeitsplan, wird gegebenenfalls das Kennzeichen für die retrograde Entnahme des Materials übernommen. Das heißt, dass mit der Rückmeldung des Vorganges, das da-mit verbundene Material retrograd als Warenausgang zum Auftrag automatisch mitgebucht wird.
Mittel Icon gelangen Sie zur Kom-ponentenübersicht.
In der Übersicht sehen Sie die wichtigs-ten Felder. Auf eine Erklärung wird verzichtet, da sie bereits im Kapitel Arbeitsplan erfolgte.
Mittels können Sie Komponenten umhängen, das heißt anderen Vorgän-gen zuordnen.
ABBILDUNG 348: FERTIGUNGSAUFTRAG: KOMPONENTENÜBERSICHT
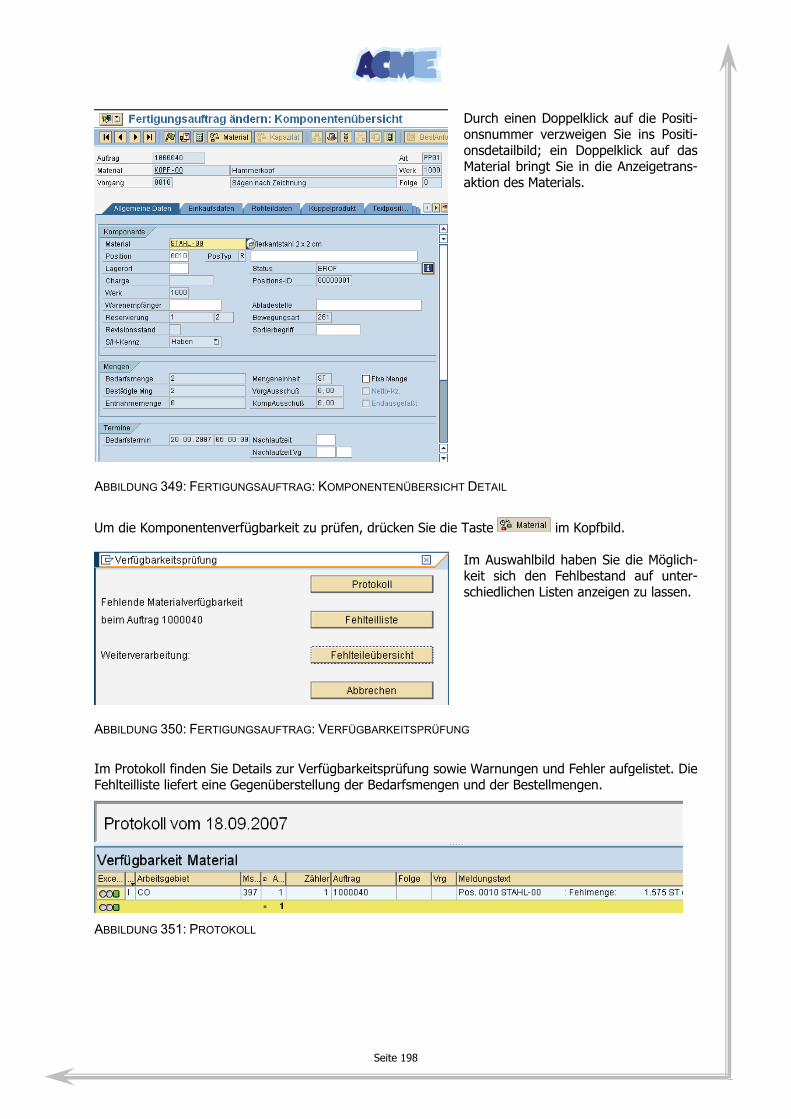
Seite 198
Durch einen Doppelklick auf die Positi-onsnummer verzweigen Sie ins Positi-onsdetailbild; ein Doppelklick auf das Material bringt Sie in die Anzeigetrans-aktion des Materials.
ABBILDUNG 349: FERTIGUNGSAUFTRAG: KOMPONENTENÜBERSICHT DETAIL
Um die Komponentenverfügbarkeit zu prüfen, drücken Sie die Taste im Kopfbild.
Im Auswahlbild haben Sie die Möglich-keit sich den Fehlbestand auf unter-schiedlichen Listen anzeigen zu lassen.
ABBILDUNG 350: FERTIGUNGSAUFTRAG: VERFÜGBARKEITSPRÜFUNG
Im Protokoll finden Sie Details zur Verfügbarkeitsprüfung sowie Warnungen und Fehler aufgelistet. Die Fehlteilliste liefert eine Gegenüberstellung der Bedarfsmengen und der Bestellmengen.
ABBILDUNG 351: PROTOKOLL
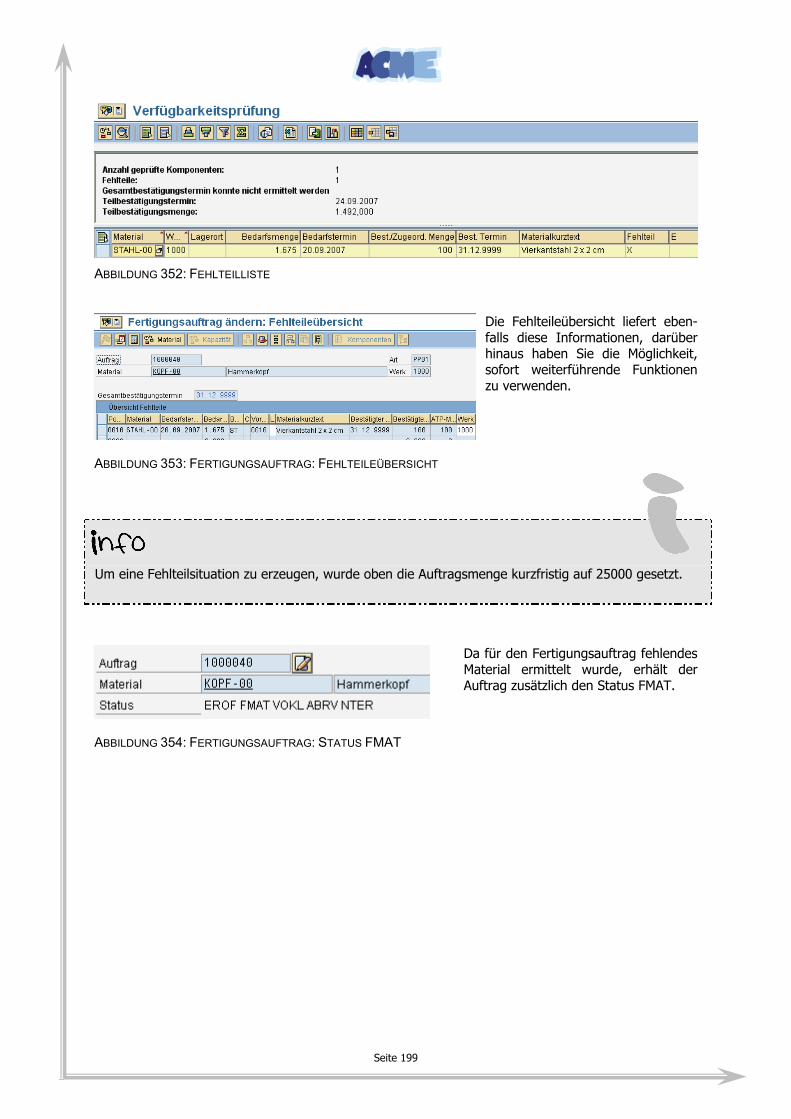
Seite 199
ABBILDUNG 352: FEHLTEILLISTE
Die Fehlteileübersicht liefert eben-falls diese Informationen, darüber hinaus haben Sie die Möglichkeit, sofort weiterführende Funktionen zu verwenden.
ABBILDUNG 353: FERTIGUNGSAUFTRAG: FEHLTEILEÜBERSICHT
Um eine Fehlteilsituation zu erzeugen, wurde oben die Auftragsmenge kurzfristig auf 25000 gesetzt.
Da für den Fertigungsauftrag fehlendes Material ermittelt wurde, erhält der Auftrag zusätzlich den Status FMAT.
ABBILDUNG 354: FERTIGUNGSAUFTRAG: STATUS FMAT
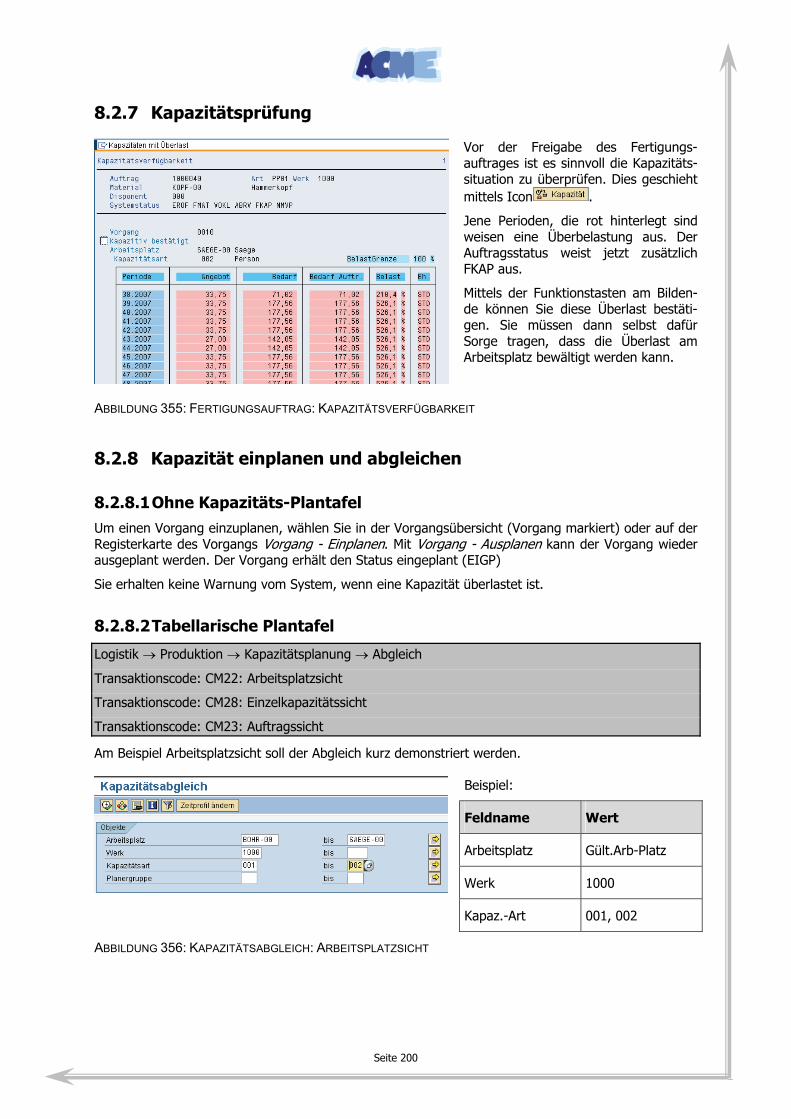
Seite 200
8.2.7 Kapazitätsprüfung
Vor der Freigabe des Fertigungs-auftrages ist es sinnvoll die Kapazitäts-situation zu überprüfen. Dies geschieht mittels Icon .
Jene Perioden, die rot hinterlegt sind weisen eine Überbelastung aus. Der Auftragsstatus weist jetzt zusätzlich FKAP aus.
Mittels der Funktionstasten am Bilden-de können Sie diese Überlast bestäti-gen. Sie müssen dann selbst dafür Sorge tragen, dass die Überlast am Arbeitsplatz bewältigt werden kann.
ABBILDUNG 355: FERTIGUNGSAUFTRAG: KAPAZITÄTSVERFÜGBARKEIT
8.2.8 Kapazität einplanen und abgleichen
8.2.8.1 Ohne Kapazitäts-Plantafel Um einen Vorgang einzuplanen, wählen Sie in der Vorgangsübersicht (Vorgang markiert) oder auf der Registerkarte des Vorgangs Vorgang - Einplanen. Mit Vorgang - Ausplanen kann der Vorgang wieder ausgeplant werden. Der Vorgang erhält den Status eingeplant (EIGP)
Sie erhalten keine Warnung vom System, wenn eine Kapazität überlastet ist.
8.2.8.2 Tabellarische Plantafel
Logistik → Produktion → Kapazitätsplanung → Abgleich
Transaktionscode: CM22: Arbeitsplatzsicht
Transaktionscode: CM28: Einzelkapazitätssicht
Transaktionscode: CM23: Auftragssicht
Am Beispiel Arbeitsplatzsicht soll der Abgleich kurz demonstriert werden.
Beispiel:
Feldname Wert
Arbeitsplatz Gült.Arb-Platz
Werk 1000
Kapaz.-Art 001, 002
ABBILDUNG 356: KAPAZITÄTSABGLEICH: ARBEITSPLATZSICHT
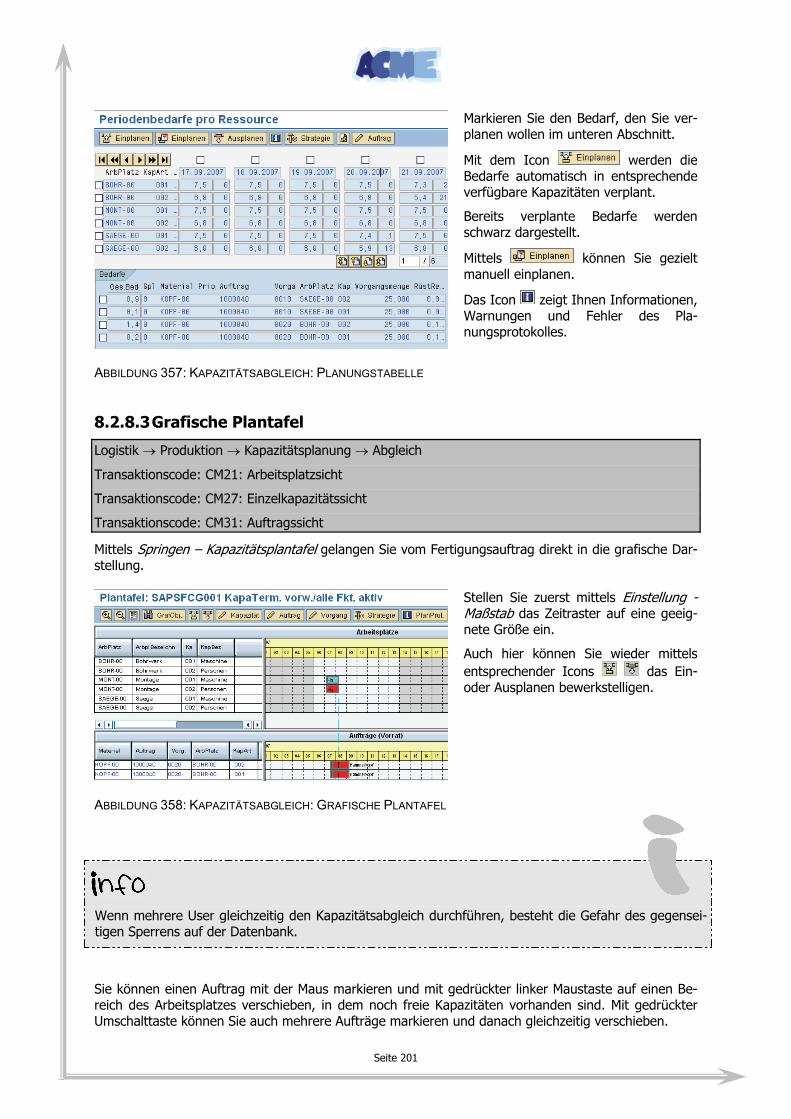
Seite 201
Markieren Sie den Bedarf, den Sie ver-planen wollen im unteren Abschnitt.
Mit dem Icon werden die Bedarfe automatisch in entsprechende verfügbare Kapazitäten verplant.
Bereits verplante Bedarfe werden schwarz dargestellt.
Mittels können Sie gezielt manuell einplanen.
Das Icon zeigt Ihnen Informationen, Warnungen und Fehler des Pla-nungsprotokolles.
ABBILDUNG 357: KAPAZITÄTSABGLEICH: PLANUNGSTABELLE
8.2.8.3 Grafische Plantafel
Logistik → Produktion → Kapazitätsplanung → Abgleich
Transaktionscode: CM21: Arbeitsplatzsicht
Transaktionscode: CM27: Einzelkapazitätssicht
Transaktionscode: CM31: Auftragssicht
Mittels Springen – Kapazitätsplantafel gelangen Sie vom Fertigungsauftrag direkt in die grafische Dar-stellung.
Stellen Sie zuerst mittels Einstellung - Maßstab das Zeitraster auf eine geeig-nete Größe ein.
Auch hier können Sie wieder mittels entsprechender Icons das Ein- oder Ausplanen bewerkstelligen.
ABBILDUNG 358: KAPAZITÄTSABGLEICH: GRAFISCHE PLANTAFEL
Wenn mehrere User gleichzeitig den Kapazitätsabgleich durchführen, besteht die Gefahr des gegensei-tigen Sperrens auf der Datenbank.
Sie können einen Auftrag mit der Maus markieren und mit gedrückter linker Maustaste auf einen Be-reich des Arbeitsplatzes verschieben, in dem noch freie Kapazitäten vorhanden sind. Mit gedrückter Umschalttaste können Sie auch mehrere Aufträge markieren und danach gleichzeitig verschieben.
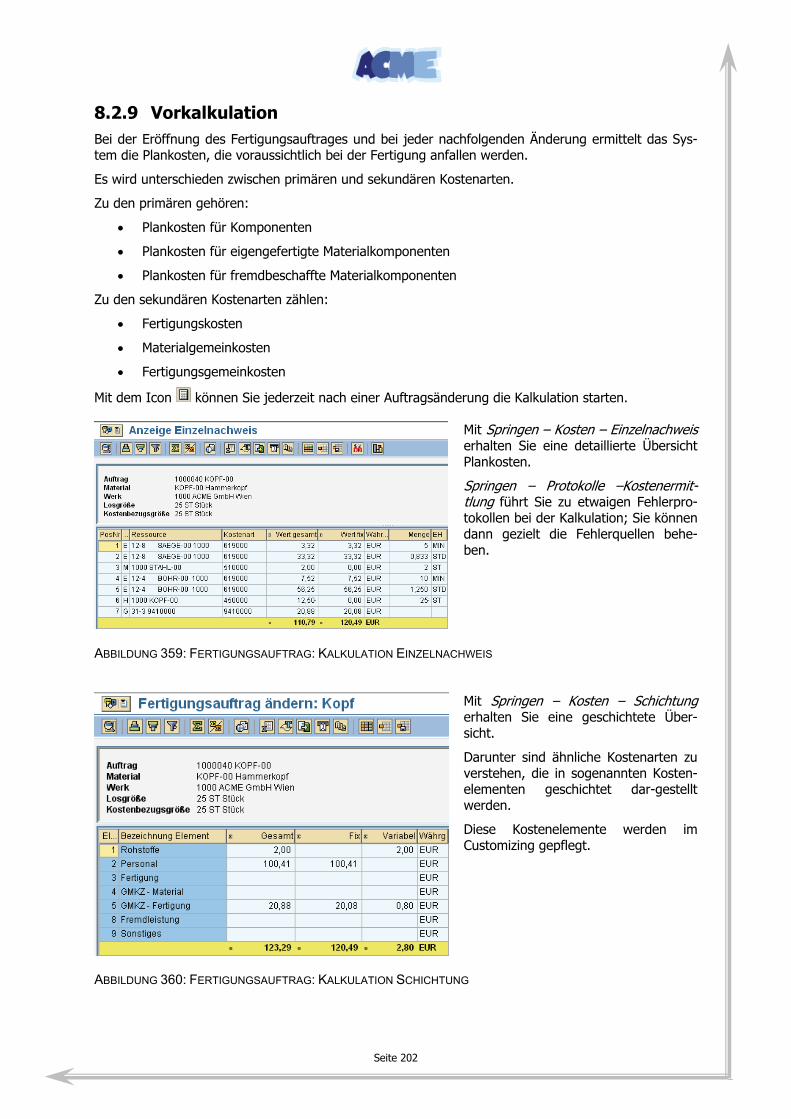
Seite 202
8.2.9 Vorkalkulation Bei der Eröffnung des Fertigungsauftrages und bei jeder nachfolgenden Änderung ermittelt das Sys-tem die Plankosten, die voraussichtlich bei der Fertigung anfallen werden.
Es wird unterschieden zwischen primären und sekundären Kostenarten.
Zu den primären gehören:
• Plankosten für Komponenten
• Plankosten für eigengefertigte Materialkomponenten
• Plankosten für fremdbeschaffte Materialkomponenten
Zu den sekundären Kostenarten zählen:
• Fertigungskosten
• Materialgemeinkosten
• Fertigungsgemeinkosten
Mit dem Icon können Sie jederzeit nach einer Auftragsänderung die Kalkulation starten.
Mit Springen – Kosten – Einzelnachweis erhalten Sie eine detaillierte Übersicht Plankosten.
Springen – Protokolle –Kostenermit-tlung führt Sie zu etwaigen Fehlerpro-tokollen bei der Kalkulation; Sie können dann gezielt die Fehlerquellen behe-ben.
ABBILDUNG 359: FERTIGUNGSAUFTRAG: KALKULATION EINZELNACHWEIS
Mit Springen – Kosten – Schichtung erhalten Sie eine geschichtete Über-sicht.
Darunter sind ähnliche Kostenarten zu verstehen, die in sogenannten Kosten-elementen geschichtet dar-gestellt werden.
Diese Kostenelemente werden im Customizing gepflegt.
ABBILDUNG 360: FERTIGUNGSAUFTRAG: KALKULATION SCHICHTUNG
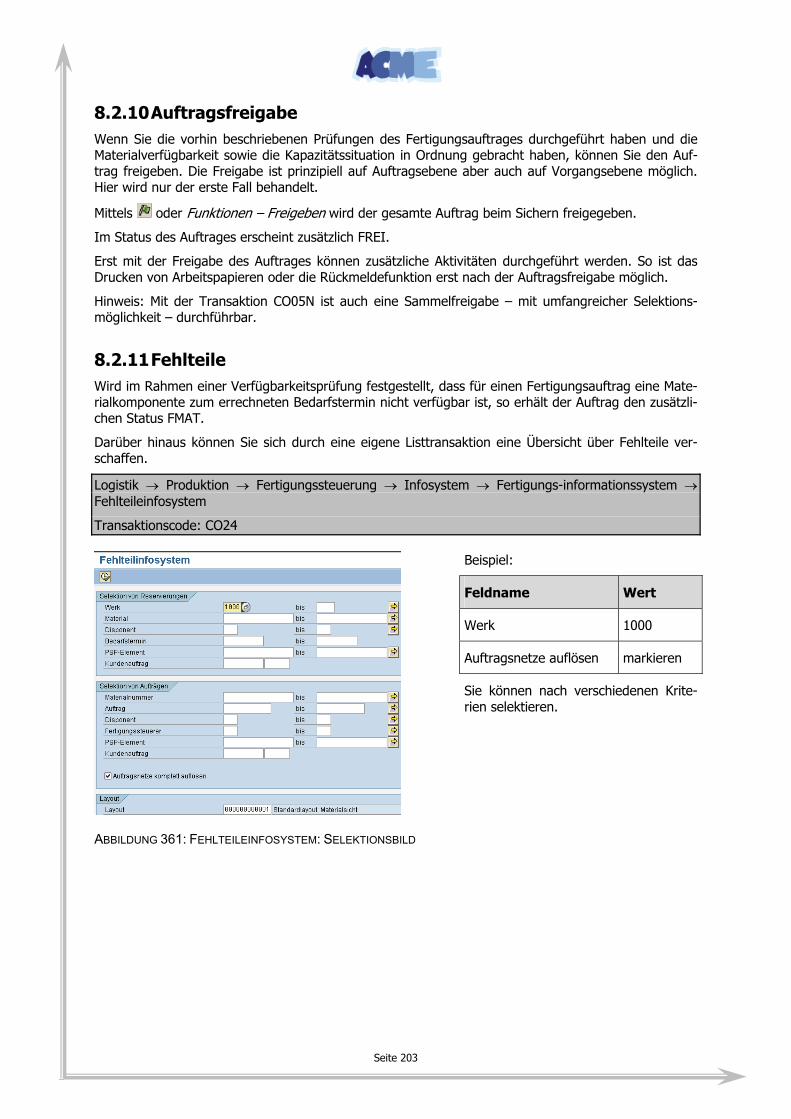
Seite 203
8.2.10 Auftragsfreigabe Wenn Sie die vorhin beschriebenen Prüfungen des Fertigungsauftrages durchgeführt haben und die Materialverfügbarkeit sowie die Kapazitätssituation in Ordnung gebracht haben, können Sie den Auf-trag freigeben. Die Freigabe ist prinzipiell auf Auftragsebene aber auch auf Vorgangsebene möglich. Hier wird nur der erste Fall behandelt.
Mittels oder Funktionen – Freigeben wird der gesamte Auftrag beim Sichern freigegeben.
Im Status des Auftrages erscheint zusätzlich FREI.
Erst mit der Freigabe des Auftrages können zusätzliche Aktivitäten durchgeführt werden. So ist das Drucken von Arbeitspapieren oder die Rückmeldefunktion erst nach der Auftragsfreigabe möglich.
Hinweis: Mit der Transaktion CO05N ist auch eine Sammelfreigabe – mit umfangreicher Selektions-möglichkeit – durchführbar.
8.2.11 Fehlteile Wird im Rahmen einer Verfügbarkeitsprüfung festgestellt, dass für einen Fertigungsauftrag eine Mate-rialkomponente zum errechneten Bedarfstermin nicht verfügbar ist, so erhält der Auftrag den zusätzli-chen Status FMAT.
Darüber hinaus können Sie sich durch eine eigene Listtransaktion eine Übersicht über Fehlteile ver-schaffen.
Logistik → Produktion → Fertigungssteuerung → Infosystem → Fertigungs-informationssystem → Fehlteileinfosystem
Transaktionscode: CO24
Beispiel:
Feldname Wert
Werk 1000
Auftragsnetze auflösen markieren
Sie können nach verschiedenen Krite-rien selektieren.
ABBILDUNG 361: FEHLTEILEINFOSYSTEM: SELEKTIONSBILD
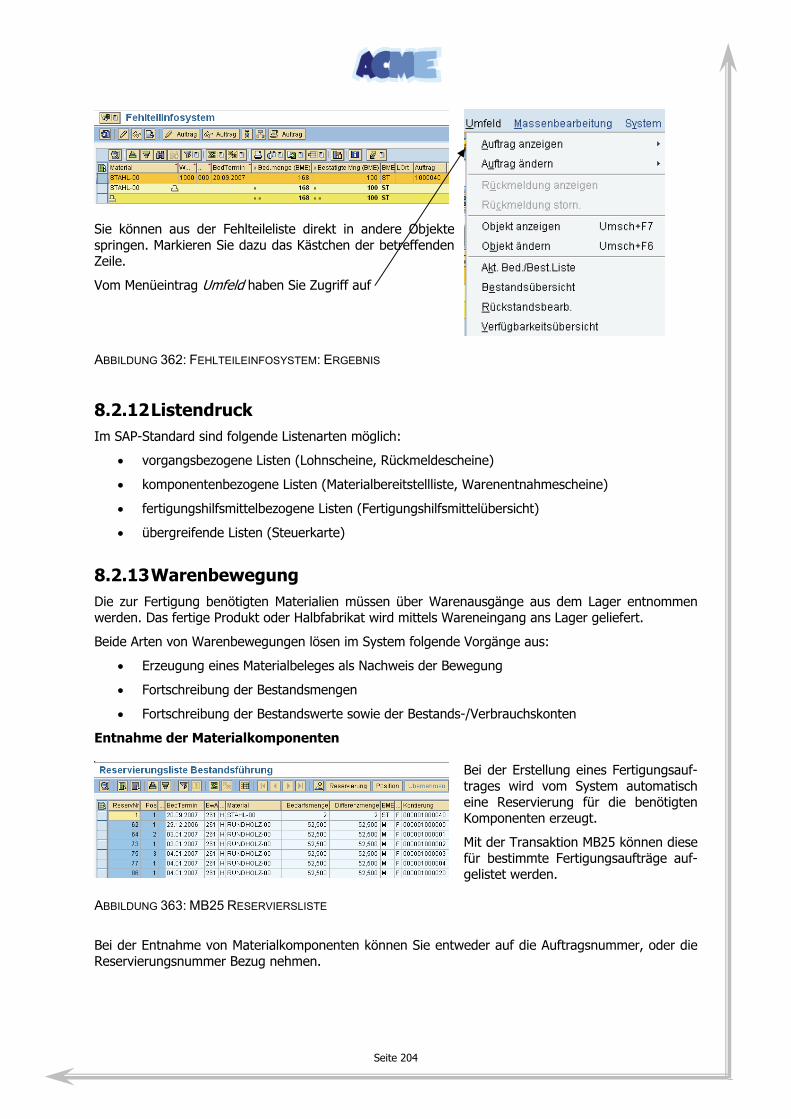
Seite 204
Sie können aus der Fehlteileliste direkt in andere Objekte springen. Markieren Sie dazu das Kästchen der betreffenden Zeile.
Vom Menüeintrag Umfeld haben Sie Zugriff auf
ABBILDUNG 362: FEHLTEILEINFOSYSTEM: ERGEBNIS
8.2.12 Listendruck Im SAP-Standard sind folgende Listenarten möglich:
• vorgangsbezogene Listen (Lohnscheine, Rückmeldescheine)
• komponentenbezogene Listen (Materialbereitstellliste, Warenentnahmescheine)
• fertigungshilfsmittelbezogene Listen (Fertigungshilfsmittelübersicht)
• übergreifende Listen (Steuerkarte)
8.2.13 Warenbewegung Die zur Fertigung benötigten Materialien müssen über Warenausgänge aus dem Lager entnommen werden. Das fertige Produkt oder Halbfabrikat wird mittels Wareneingang ans Lager geliefert.
Beide Arten von Warenbewegungen lösen im System folgende Vorgänge aus:
• Erzeugung eines Materialbeleges als Nachweis der Bewegung
• Fortschreibung der Bestandsmengen
• Fortschreibung der Bestandswerte sowie der Bestands-/Verbrauchskonten
Entnahme der Materialkomponenten
Bei der Erstellung eines Fertigungsauf-trages wird vom System automatisch eine Reservierung für die benötigten Komponenten erzeugt.
Mit der Transaktion MB25 können diese für bestimmte Fertigungsaufträge auf-gelistet werden.
ABBILDUNG 363: MB25 RESERVIERSLISTE
Bei der Entnahme von Materialkomponenten können Sie entweder auf die Auftragsnummer, oder die Reservierungsnummer Bezug nehmen.
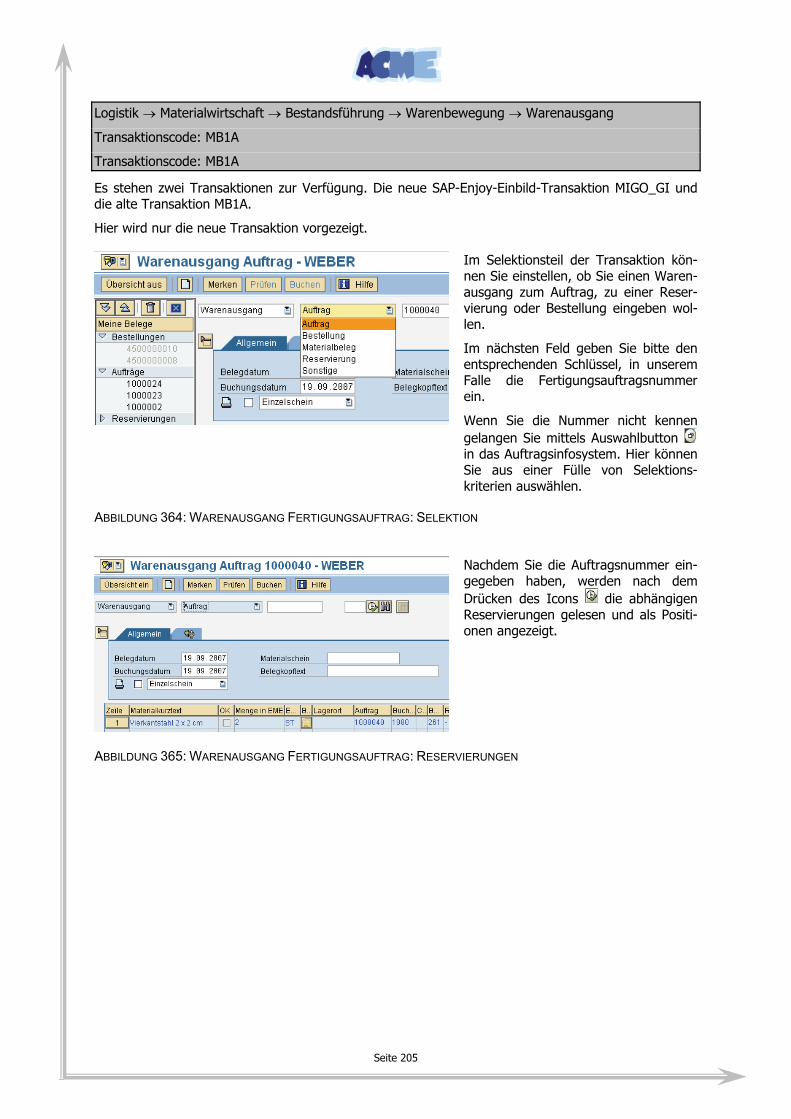
Seite 205
Logistik → Materialwirtschaft → Bestandsführung → Warenbewegung → Warenausgang
Transaktionscode: MB1A
Transaktionscode: MB1A
Es stehen zwei Transaktionen zur Verfügung. Die neue SAP-Enjoy-Einbild-Transaktion MIGO_GI und die alte Transaktion MB1A.
Hier wird nur die neue Transaktion vorgezeigt.
Im Selektionsteil der Transaktion kön-nen Sie einstellen, ob Sie einen Waren-ausgang zum Auftrag, zu einer Reser-vierung oder Bestellung eingeben wol-len.
Im nächsten Feld geben Sie bitte den entsprechenden Schlüssel, in unserem Falle die Fertigungsauftragsnummer ein.
Wenn Sie die Nummer nicht kennen gelangen Sie mittels Auswahlbutton in das Auftragsinfosystem. Hier können Sie aus einer Fülle von Selektions-kriterien auswählen.
ABBILDUNG 364: WARENAUSGANG FERTIGUNGSAUFTRAG: SELEKTION
Nachdem Sie die Auftragsnummer ein-gegeben haben, werden nach dem Drücken des Icons die abhängigen Reservierungen gelesen und als Positi-onen angezeigt.
ABBILDUNG 365: WARENAUSGANG FERTIGUNGSAUFTRAG: RESERVIERUNGEN
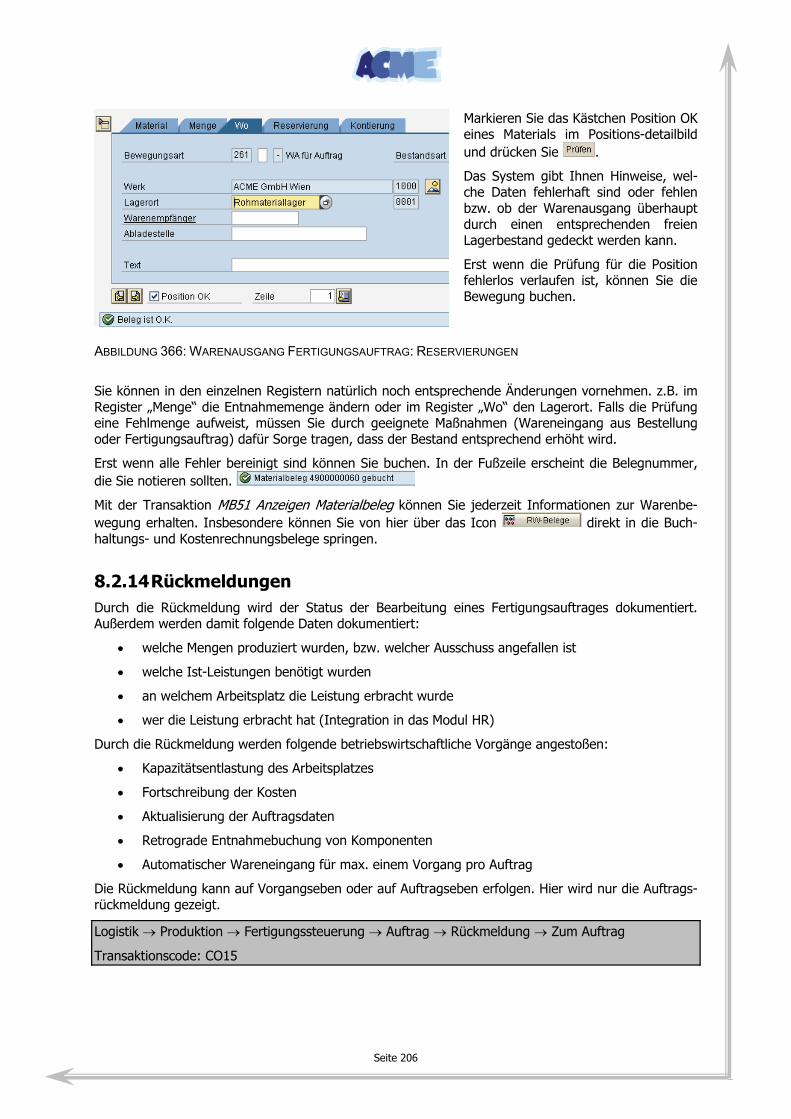
Seite 206
Markieren Sie das Kästchen Position OK eines Materials im Positions-detailbild und drücken Sie .
Das System gibt Ihnen Hinweise, wel-che Daten fehlerhaft sind oder fehlen bzw. ob der Warenausgang überhaupt durch einen entsprechenden freien Lagerbestand gedeckt werden kann.
Erst wenn die Prüfung für die Position fehlerlos verlaufen ist, können Sie die Bewegung buchen.
ABBILDUNG 366: WARENAUSGANG FERTIGUNGSAUFTRAG: RESERVIERUNGEN
Sie können in den einzelnen Registern natürlich noch entsprechende Änderungen vornehmen. z.B. im Register „Menge“ die Entnahmemenge ändern oder im Register „Wo“ den Lagerort. Falls die Prüfung eine Fehlmenge aufweist, müssen Sie durch geeignete Maßnahmen (Wareneingang aus Bestellung oder Fertigungsauftrag) dafür Sorge tragen, dass der Bestand entsprechend erhöht wird.
Erst wenn alle Fehler bereinigt sind können Sie buchen. In der Fußzeile erscheint die Belegnummer, die Sie notieren sollten.
Mit der Transaktion MB51 Anzeigen Materialbeleg können Sie jederzeit Informationen zur Warenbe-wegung erhalten. Insbesondere können Sie von hier über das Icon direkt in die Buch-haltungs- und Kostenrechnungsbelege springen.
8.2.14 Rückmeldungen Durch die Rückmeldung wird der Status der Bearbeitung eines Fertigungsauftrages dokumentiert. Außerdem werden damit folgende Daten dokumentiert:
• welche Mengen produziert wurden, bzw. welcher Ausschuss angefallen ist
• welche Ist-Leistungen benötigt wurden
• an welchem Arbeitsplatz die Leistung erbracht wurde
• wer die Leistung erbracht hat (Integration in das Modul HR)
Durch die Rückmeldung werden folgende betriebswirtschaftliche Vorgänge angestoßen:
• Kapazitätsentlastung des Arbeitsplatzes
• Fortschreibung der Kosten
• Aktualisierung der Auftragsdaten
• Retrograde Entnahmebuchung von Komponenten
• Automatischer Wareneingang für max. einem Vorgang pro Auftrag
Die Rückmeldung kann auf Vorgangseben oder auf Auftragseben erfolgen. Hier wird nur die Auftrags-rückmeldung gezeigt.
Logistik → Produktion → Fertigungssteuerung → Auftrag → Rückmeldung → Zum Auftrag
Transaktionscode: CO15
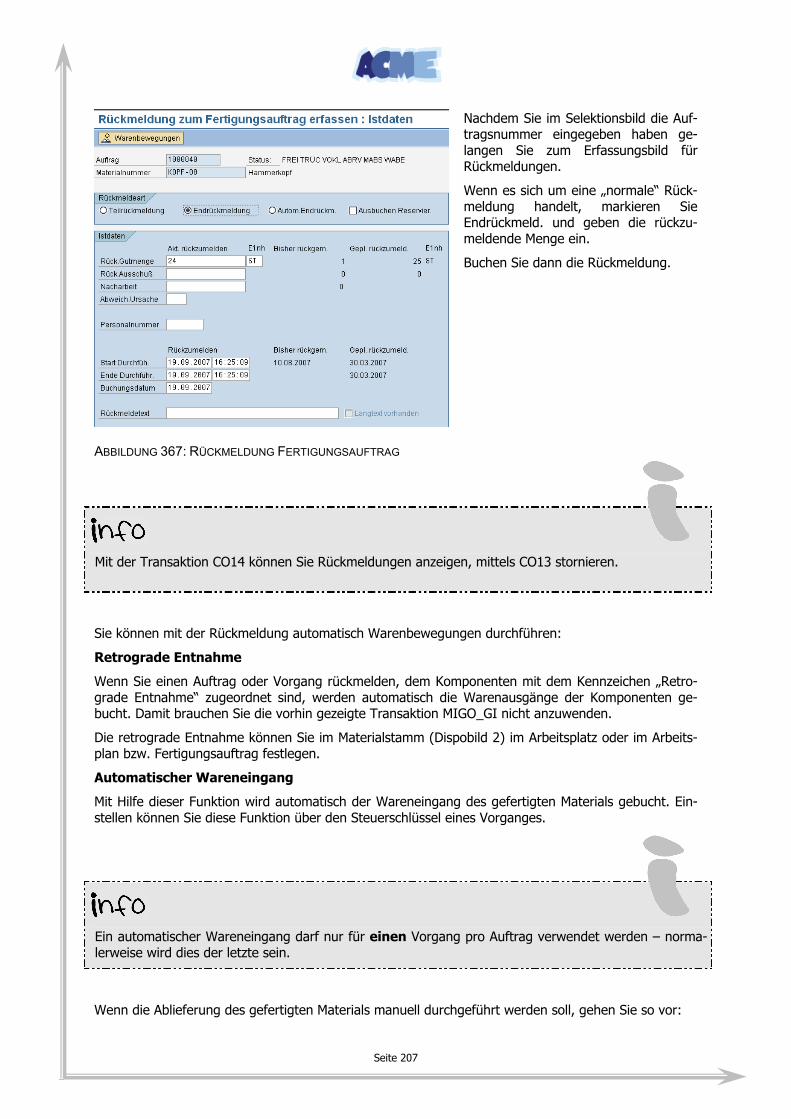
Seite 207
Nachdem Sie im Selektionsbild die Auf-tragsnummer eingegeben haben ge-langen Sie zum Erfassungsbild für Rückmeldungen.
Wenn es sich um eine „normale“ Rück-meldung handelt, markieren Sie Endrückmeld. und geben die rückzu-meldende Menge ein.
Buchen Sie dann die Rückmeldung.
ABBILDUNG 367: RÜCKMELDUNG FERTIGUNGSAUFTRAG
Mit der Transaktion CO14 können Sie Rückmeldungen anzeigen, mittels CO13 stornieren.
Sie können mit der Rückmeldung automatisch Warenbewegungen durchführen:
Retrograde Entnahme
Wenn Sie einen Auftrag oder Vorgang rückmelden, dem Komponenten mit dem Kennzeichen „Retro-grade Entnahme“ zugeordnet sind, werden automatisch die Warenausgänge der Komponenten ge-bucht. Damit brauchen Sie die vorhin gezeigte Transaktion MIGO_GI nicht anzuwenden.
Die retrograde Entnahme können Sie im Materialstamm (Dispobild 2) im Arbeitsplatz oder im Arbeits-plan bzw. Fertigungsauftrag festlegen.
Automatischer Wareneingang
Mit Hilfe dieser Funktion wird automatisch der Wareneingang des gefertigten Materials gebucht. Ein-stellen können Sie diese Funktion über den Steuerschlüssel eines Vorganges.
Ein automatischer Wareneingang darf nur für einen Vorgang pro Auftrag verwendet werden – norma-lerweise wird dies der letzte sein.
Wenn die Ablieferung des gefertigten Materials manuell durchgeführt werden soll, gehen Sie so vor:
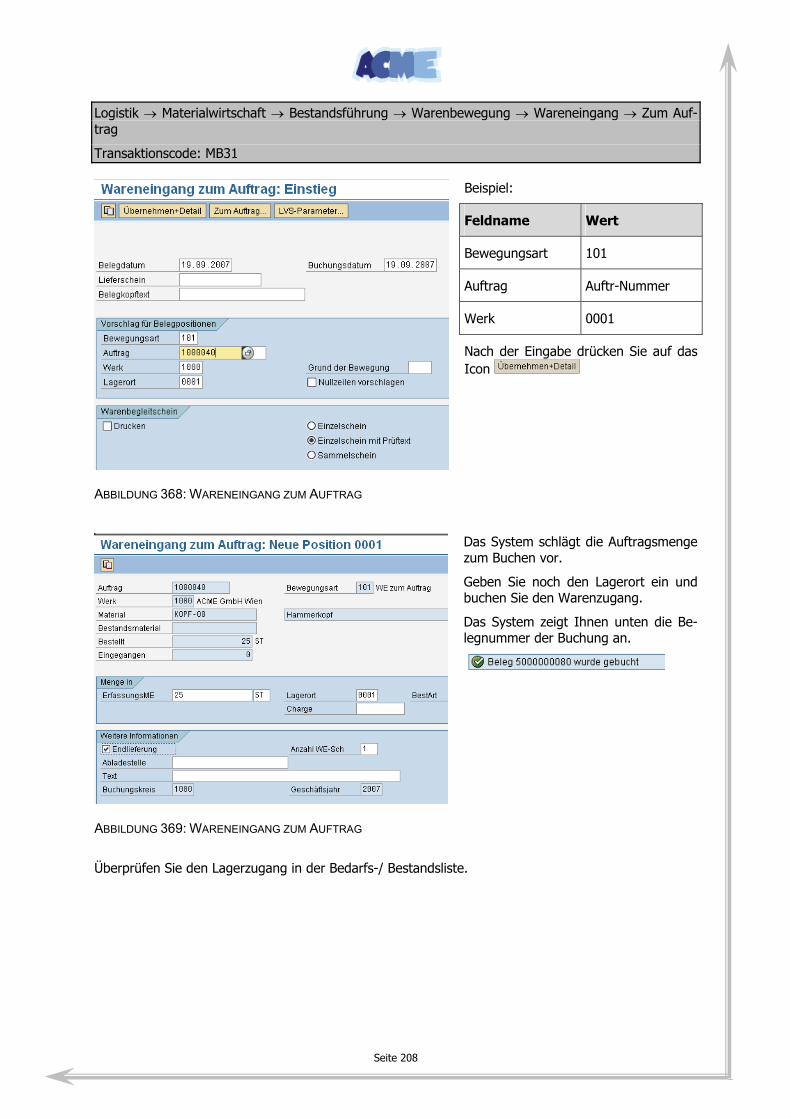
Seite 208
Logistik → Materialwirtschaft → Bestandsführung → Warenbewegung → Wareneingang → Zum Auf-trag
Transaktionscode: MB31
Beispiel:
Feldname Wert
Bewegungsart 101
Auftrag Auftr-Nummer
Werk 0001
Nach der Eingabe drücken Sie auf das Icon
ABBILDUNG 368: WARENEINGANG ZUM AUFTRAG
Das System schlägt die Auftragsmenge zum Buchen vor.
Geben Sie noch den Lagerort ein und buchen Sie den Warenzugang.
Das System zeigt Ihnen unten die Be-legnummer der Buchung an.
ABBILDUNG 369: WARENEINGANG ZUM AUFTRAG
Überprüfen Sie den Lagerzugang in der Bedarfs-/ Bestandsliste.
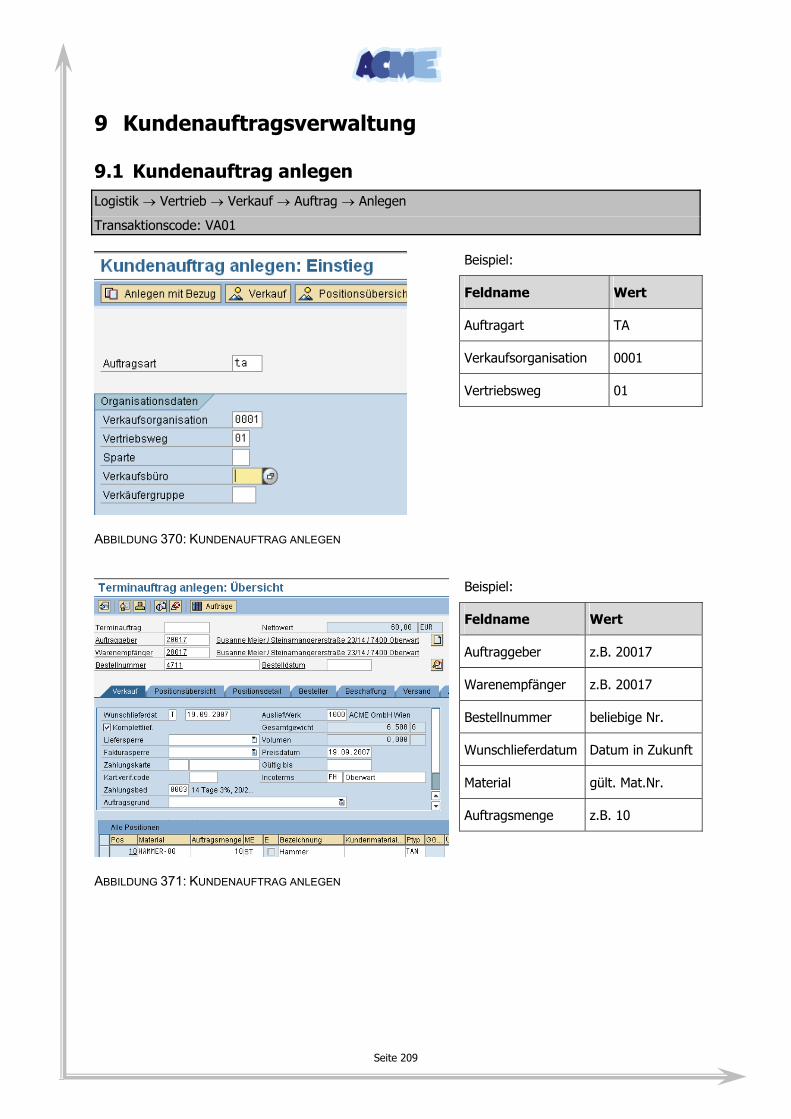
Seite 209
9 Kundenauftragsverwaltung
9.1 Kundenauftrag anlegen Logistik → Vertrieb → Verkauf → Auftrag → Anlegen
Transaktionscode: VA01
Beispiel:
Feldname Wert
Auftragart TA
Verkaufsorganisation 0001
Vertriebsweg 01
ABBILDUNG 370: KUNDENAUFTRAG ANLEGEN
Beispiel:
Feldname Wert
Auftraggeber z.B. 20017
Warenempfänger z.B. 20017
Bestellnummer beliebige Nr.
Wunschlieferdatum Datum in Zukunft
Material gült. Mat.Nr.
Auftragsmenge z.B. 10
ABBILDUNG 371: KUNDENAUFTRAG ANLEGEN
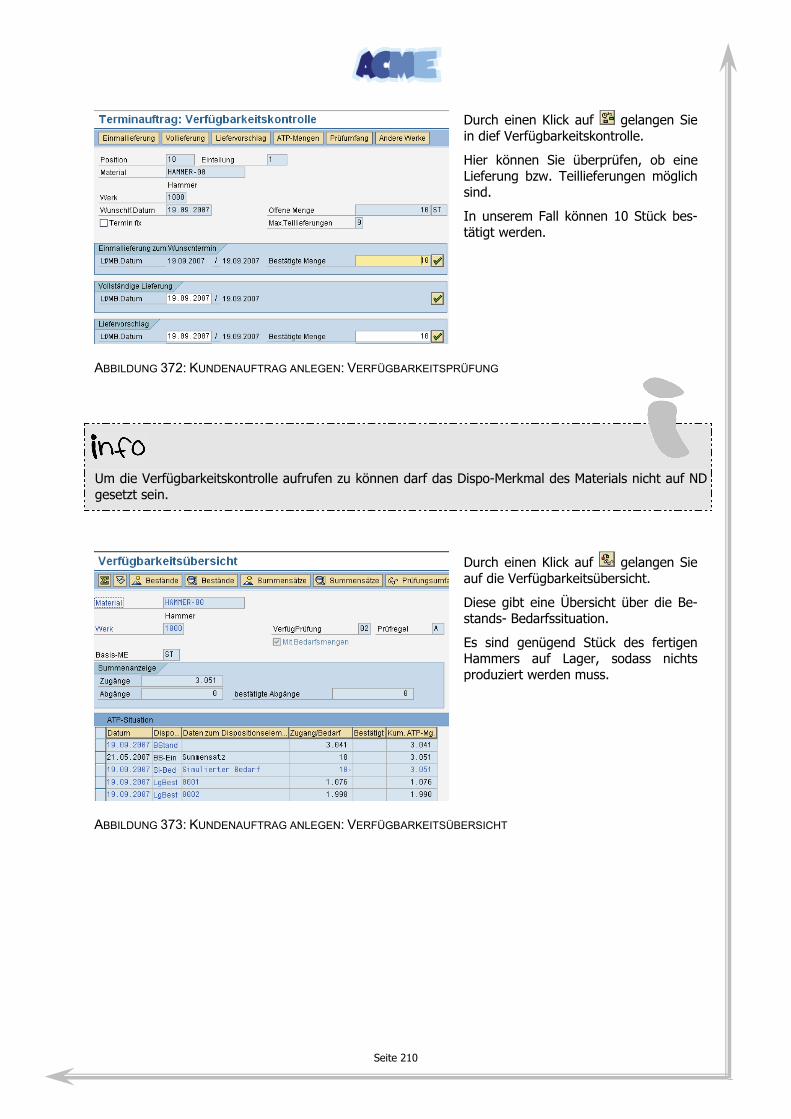
Seite 210
Durch einen Klick auf gelangen Sie in dief Verfügbarkeitskontrolle.
Hier können Sie überprüfen, ob eine Lieferung bzw. Teillieferungen möglich sind.
In unserem Fall können 10 Stück bes-tätigt werden.
ABBILDUNG 372: KUNDENAUFTRAG ANLEGEN: VERFÜGBARKEITSPRÜFUNG
Um die Verfügbarkeitskontrolle aufrufen zu können darf das Dispo-Merkmal des Materials nicht auf ND gesetzt sein.
Durch einen Klick auf gelangen Sie auf die Verfügbarkeitsübersicht.
Diese gibt eine Übersicht über die Be-stands- Bedarfssituation.
Es sind genügend Stück des fertigen Hammers auf Lager, sodass nichts produziert werden muss.
ABBILDUNG 373: KUNDENAUFTRAG ANLEGEN: VERFÜGBARKEITSÜBERSICHT
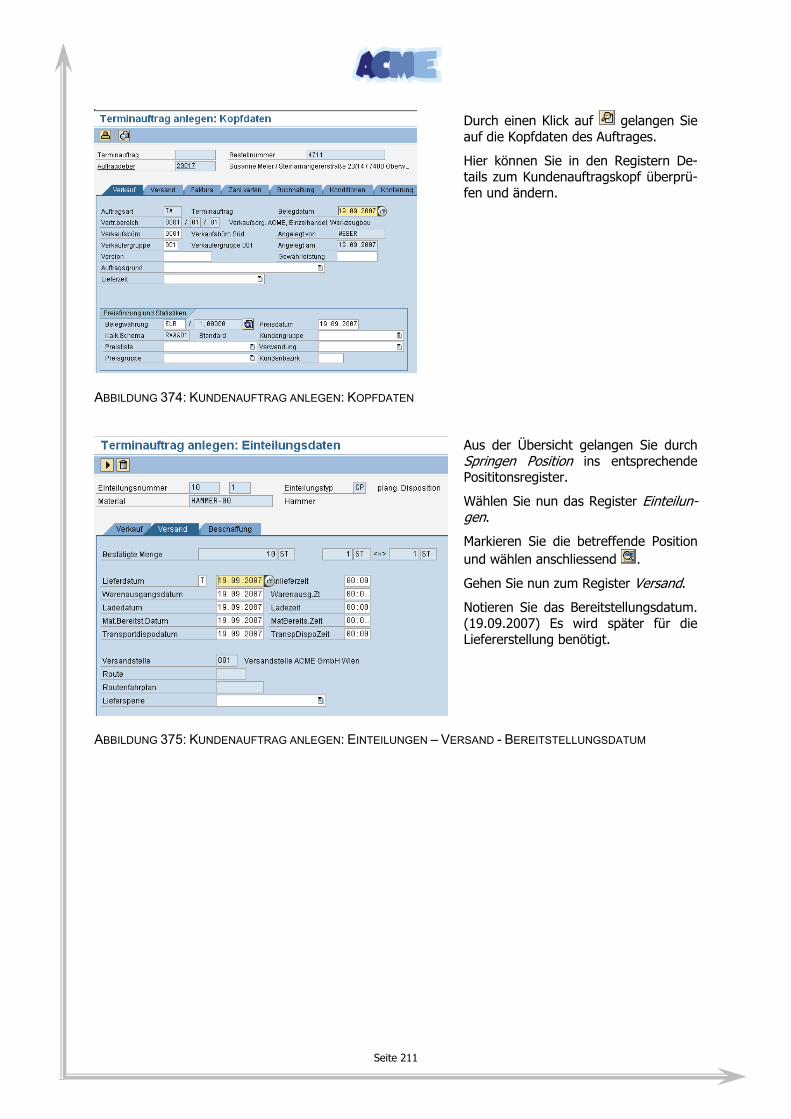
Seite 211
Durch einen Klick auf gelangen Sie auf die Kopfdaten des Auftrages.
Hier können Sie in den Registern De-tails zum Kundenauftragskopf überprü-fen und ändern.
ABBILDUNG 374: KUNDENAUFTRAG ANLEGEN: KOPFDATEN
Aus der Übersicht gelangen Sie durch Springen Position ins entsprechende Posititonsregister.
Wählen Sie nun das Register Einteilun-gen.
Markieren Sie die betreffende Position und wählen anschliessend .
Gehen Sie nun zum Register Versand.
Notieren Sie das Bereitstellungsdatum. (19.09.2007) Es wird später für die Liefererstellung benötigt.
ABBILDUNG 375: KUNDENAUFTRAG ANLEGEN: EINTEILUNGEN – VERSAND - BEREITSTELLUNGSDATUM
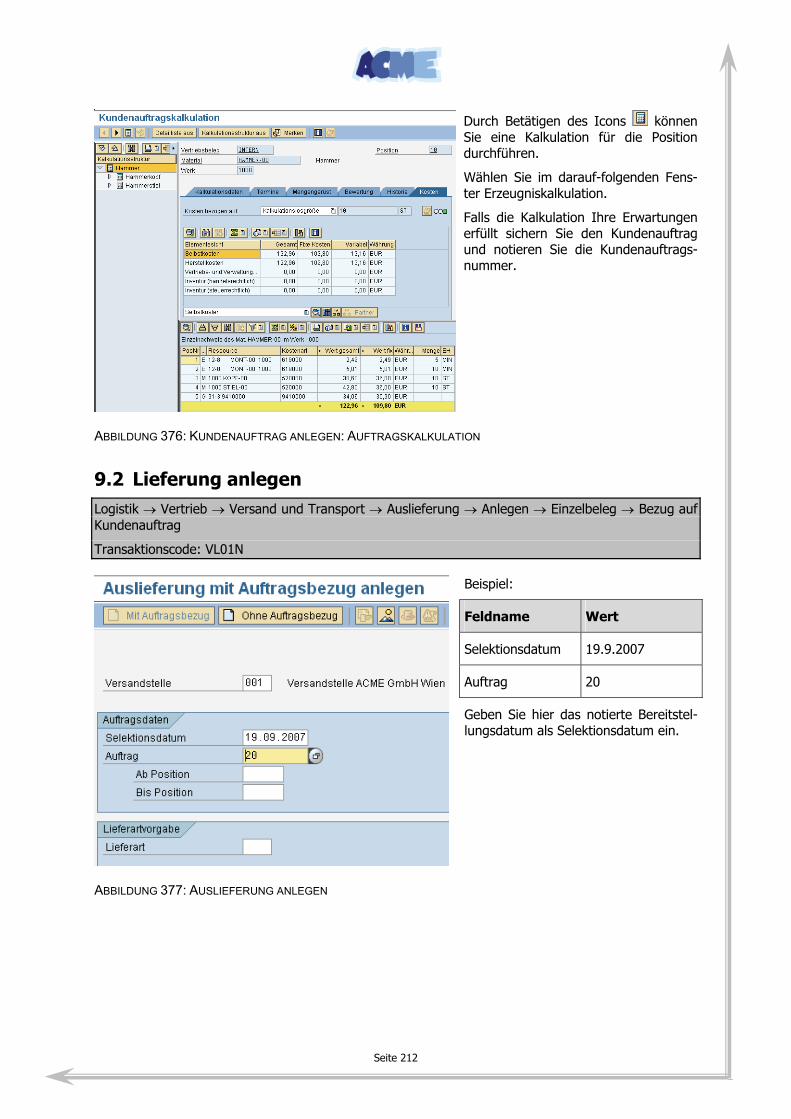
Seite 212
Durch Betätigen des Icons können Sie eine Kalkulation für die Position durchführen.
Wählen Sie im darauf-folgenden Fens-ter Erzeugniskalkulation.
Falls die Kalkulation Ihre Erwartungen erfüllt sichern Sie den Kundenauftrag und notieren Sie die Kundenauftrags-nummer.
ABBILDUNG 376: KUNDENAUFTRAG ANLEGEN: AUFTRAGSKALKULATION
9.2 Lieferung anlegen Logistik → Vertrieb → Versand und Transport → Auslieferung → Anlegen → Einzelbeleg → Bezug auf Kundenauftrag
Transaktionscode: VL01N
Beispiel:
Feldname Wert
Selektionsdatum 19.9.2007
Auftrag 20
Geben Sie hier das notierte Bereitstel-lungsdatum als Selektionsdatum ein.
ABBILDUNG 377: AUSLIEFERUNG ANLEGEN
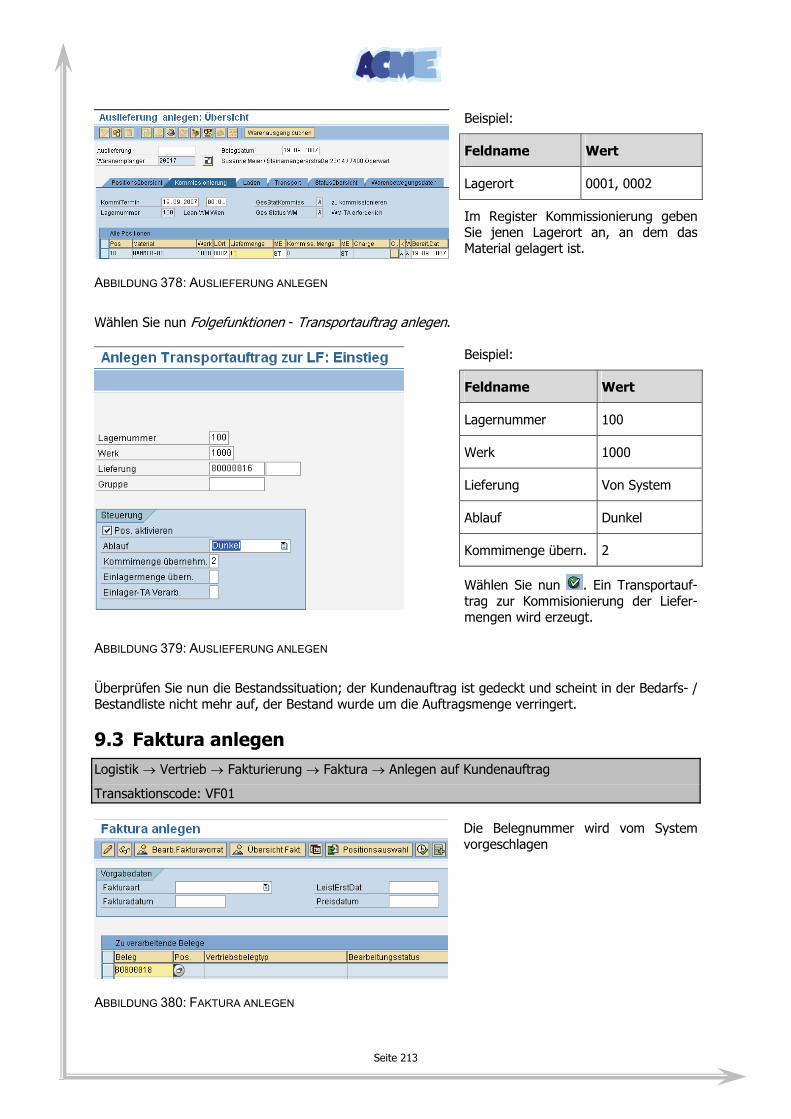
Seite 213
Beispiel:
Feldname Wert
Lagerort 0001, 0002
Im Register Kommissionierung geben Sie jenen Lagerort an, an dem das Material gelagert ist.
ABBILDUNG 378: AUSLIEFERUNG ANLEGEN
Wählen Sie nun Folgefunktionen - Transportauftrag anlegen.
Beispiel:
Feldname Wert
Lagernummer 100
Werk 1000
Lieferung Von System
Ablauf Dunkel
Kommimenge übern. 2
Wählen Sie nun . Ein Transportauf-trag zur Kommisionierung der Liefer-mengen wird erzeugt.
ABBILDUNG 379: AUSLIEFERUNG ANLEGEN
Überprüfen Sie nun die Bestandssituation; der Kundenauftrag ist gedeckt und scheint in der Bedarfs- / Bestandliste nicht mehr auf, der Bestand wurde um die Auftragsmenge verringert.
9.3 Faktura anlegen Logistik → Vertrieb → Fakturierung → Faktura → Anlegen auf Kundenauftrag
Transaktionscode: VF01
Die Belegnummer wird vom System vorgeschlagen
ABBILDUNG 380: FAKTURA ANLEGEN
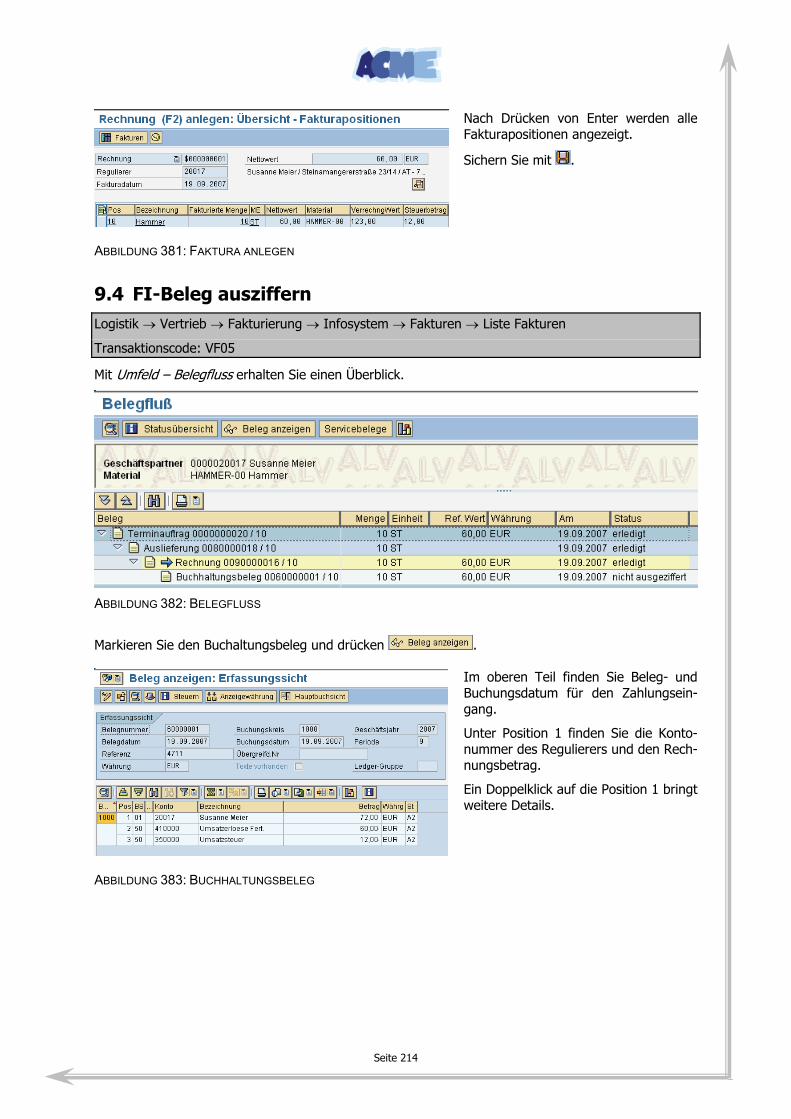
Seite 214
Nach Drücken von Enter werden alle Fakturapositionen angezeigt.
Sichern Sie mit .
ABBILDUNG 381: FAKTURA ANLEGEN
9.4 FI-Beleg ausziffern Logistik → Vertrieb → Fakturierung → Infosystem → Fakturen → Liste Fakturen
Transaktionscode: VF05
Mit Umfeld – Belegfluss erhalten Sie einen Überblick.
ABBILDUNG 382: BELEGFLUSS
Markieren Sie den Buchaltungsbeleg und drücken .
Im oberen Teil finden Sie Beleg- und Buchungsdatum für den Zahlungsein-gang.
Unter Position 1 finden Sie die Konto-nummer des Regulierers und den Rech-nungsbetrag.
Ein Doppelklick auf die Position 1 bringt weitere Details.
ABBILDUNG 383: BUCHHALTUNGSBELEG
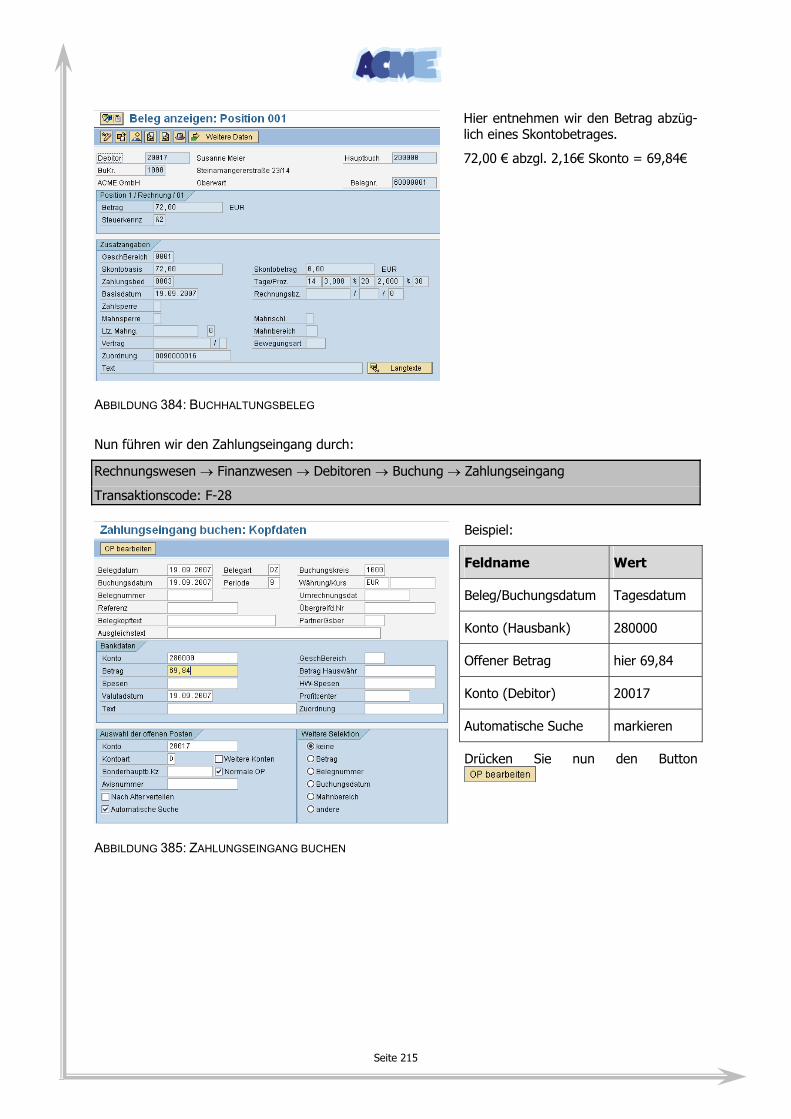
Seite 215
Hier entnehmen wir den Betrag abzüg-lich eines Skontobetrages.
72,00 € abzgl. 2,16€ Skonto = 69,84€
ABBILDUNG 384: BUCHHALTUNGSBELEG
Nun führen wir den Zahlungseingang durch:
Rechnungswesen → Finanzwesen → Debitoren → Buchung → Zahlungseingang
Transaktionscode: F-28
Beispiel:
Feldname Wert
Beleg/Buchungsdatum Tagesdatum
Konto (Hausbank) 280000
Offener Betrag hier 69,84
Konto (Debitor) 20017
Automatische Suche markieren
Drücken Sie nun den Button
ABBILDUNG 385: ZAHLUNGSEINGANG BUCHEN
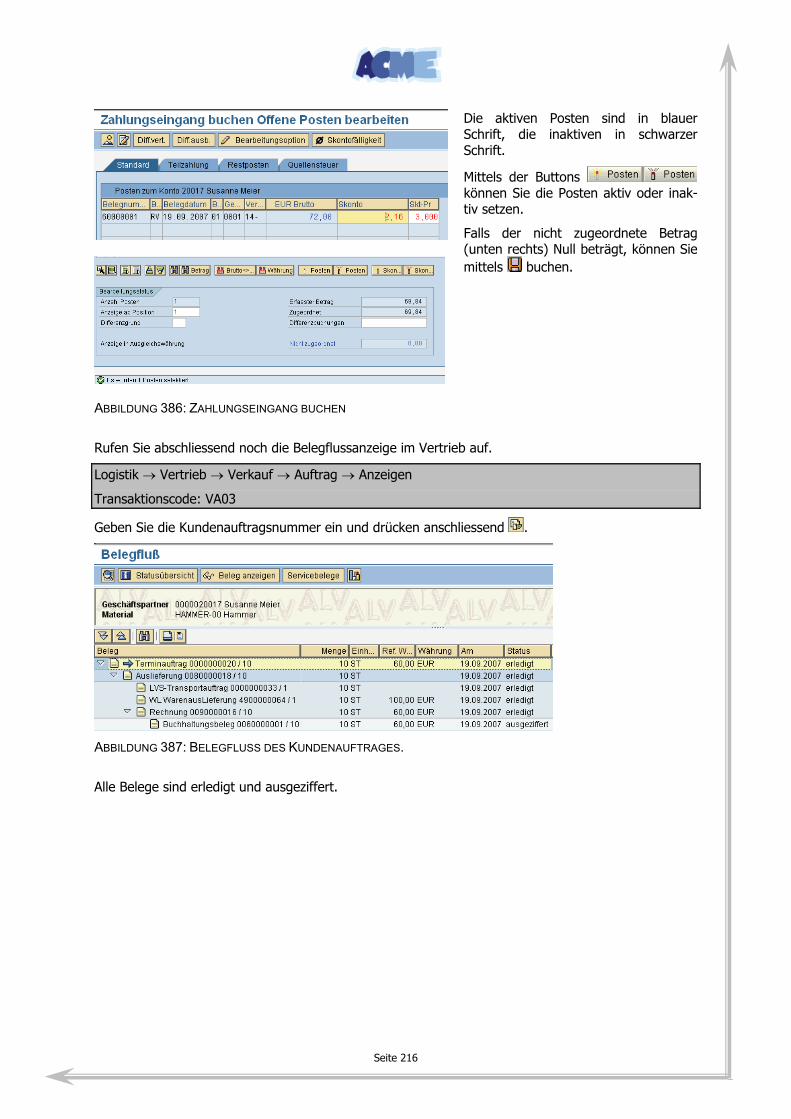
Seite 216
Die aktiven Posten sind in blauer Schrift, die inaktiven in schwarzer Schrift.
Mittels der Buttons können Sie die Posten aktiv oder inak-tiv setzen.
Falls der nicht zugeordnete Betrag (unten rechts) Null beträgt, können Sie mittels buchen.
ABBILDUNG 386: ZAHLUNGSEINGANG BUCHEN
Rufen Sie abschliessend noch die Belegflussanzeige im Vertrieb auf.
Logistik → Vertrieb → Verkauf → Auftrag → Anzeigen
Transaktionscode: VA03
Geben Sie die Kundenauftragsnummer ein und drücken anschliessend .
ABBILDUNG 387: BELEGFLUSS DES KUNDENAUFTRAGES.
Alle Belege sind erledigt und ausgeziffert.
Seite 217
Persönliche Notizen zum Thema
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................