Embed Size (px)
Citation preview

PRODUKTPROGRAMM

2
Seit mehr als einem Jahrhundert ist CARBORUNDUM-
DILUMIT auf dem Gebiet der Schleifmitteltechnik tätig.
Mit der Erfi ndung des ersten synthetischen Schleifmittels
durch den Ingenieur E. G. Acheson um 1890 war der
Grundstein für die weitere Entwicklung der Schleifmit-
teltechnik gelegt. Das aus Siliziumcarbid (SiC) bestehen-
de Schleifmittel nannte er „Carborundum“. Einige
Jahre später wurde ein weiteres künstlich hergestelltes
Schleifkorn entwickelt, Aluminiumoxid (Al2O3). Beide
Produkte sind heute weltweit im Einsatz und haben
die Bearbeitung von Oberfl ächen nach Präzisionsge-
sichtspunkten erst möglich gemacht. Der Einsatz vieler
neuer Kornarten ist heute selbstverständlich bei der
Herstellung unserer Schleifmittelprodukte. CARBORUN-
DUM-DILUMIT zählt weltweit zu den größten Anbietern
hochwertiger Schleifwerkzeuge. Unsere Produkte sind
„Made in Germany“ mit mehreren Fertigungsstätten in
Deutschland. Alle unsere Bemühungen sind darauf aus-
gerichtet, diesem Qualitäts prädikat gerecht zu werden.
Wir vertreiben unsere um fangreiche Produktpalette
direkt oder durch exklusive Partner in über 150 Ländern
dieser Erde.
CARBORUNDUM-DILUMIT ist Ihr kompetenter Partner
für Schleifkörper in allen Schleifmitteln in Korund,
Sinter korund, Siliziumcarbid, Diamant und CBN. Unsere
Pro dukte werden in Kunstharz-, Keramik- und Gummi-
Bindungen in den verschiedensten Zusammensetzun-
gen und Abmessungen gefertigt. Wir fertigen Schleif-
scheiben bis zu einem Durchmesser von 1350 mm und
Schleifkörper für alle vorkommenden Maschinen und
Verwendungszwecke zum Präzisionsschleifen, Feinst-
schleifen, Formschleifen, Werk zeugschleifen und Grob-
schleifen. Die Arbeitshöchstgeschwindigkeit geht bis zu
125 m/s bei den konventionellen und bis zu 140 m/s
bei den CBN-Schleifscheiben.
Fertigungstechnologie als Erfolgsfaktor
Unser Weg ist die kontinuierliche Optimierung von Ferti-
gungsprozessen. Partnerschaft ist ein aktiver Prozess.
Wir verstehen unter Partnerschaft die Weitergabe von
Know-how und Beratung vor Ort durch unseren tech-
nischen Außendienst und unsere Anwendungstechniker.
Ebenso selbstverständlich sind der Service und die Ein-
haltung der Liefertermine. Unsere langjährigen Erfahr-
ungen bei den verschiedensten Schleifprozessen und die
enge Zusammenarbeit mit verschiedenen technischen
Universitäten und Schleifmaschinen-Herstellern ermög-
lichen uns, auf den Kunden abgestimmte Schleiferzeug-
nisse zu entwickeln. Hierdurch sind wir in der Lage, den
zunehmenden Leistungs- und Qualitätsanforderungen
sowie Kostensenkungen gerecht zu werden.
CARBORUNDUM-DILUMITUnsere Welt ist eine Scheibe.

Als technisch kompetenter Partner der Industrie ist
es unser Ziel, den ständig steigenden Anforderungen
unserer Kunden stets gerecht zu werden. Regelmäßige
interne Audits in allen Bereichen gewährleisten die hohe
Qua lität und Präzision unserer Produkte.
Unsere hoch qualifi zierten Mitarbeiter sichern durch
ihren engagierten Einsatz und ständige Weiterbildung
eine stets gleich bleibende hohe Qualität. Alle Produkte
unterliegen einer ständigen Qualitätskontrolle – von der
Wareneingangsprüfung über die Kontrolle der Pro-
duktionsabläufe bis hin zur Unwucht- und Festigkeits-
kontrolle.
Wir sind uns der Verantwortung für unsere Umwelt
bewusst und praktizieren aktiven Umweltschutz. Von
der Ressourcen schonenden Produktion der Schleif-
körper bis hin zur Sammlung und Weiterverarbeitung
aller Produktionsrückstände sichern wir einen wichtigen
Beitrag zur Erhaltung und Verbesserung unserer Umwelt.
Um die Gesundheit unserer Kunden nicht zu gefährden,
verzichten wir bei unseren Produkten auf umweltbelas-
tende und medizinisch nicht zu verantwortende Zusatz-
stoffe. Auf Wunsch erhalten Sie zu unseren Produkten
Sicherheitsdatenblätter mit Angabe der Inhaltsstoffe.
INHALT
2 CARBORUNDUM-DILUMIT
3 Qualität und Umweltschutz
4 Schleifkorn und Bindung
7 Produktprogramm
8 Übersicht der Hauptschleifverfahren
10 Kriterien der Schnittwertoptimierung
3
QUALITÄT UND UMWELTSCHUTZ

4
DIE BINDUNGSSYSTEME
Die Bindung hält – vereinfacht ausgedrückt – die einzel-
nen Schleifkörner zusammen. Mit der Wahl des Bin-
dungstyps und dem prozentualen Bindungsanteil wird
die Härte des Schleifmittels festgelegt. Optimal aus-
gelegt soll die Bindung im Schleifprozess die einzelnen
Körner genau so lange festhalten, wie sie scharf sind.
Bevor sie abstumpfen, müssen die Schleifkörner aus der
Bindung ausbrechen. CARBORUNDUM-DILUMIT fertigt
Schleifkörper in keramischer Bindung, Kunstharz- und
Gummibindung.
Die keramische Bindung
Bei Betrachtung der chemischen Analyse einer kerami-
schen Bindung ähnelt die Zusammensetzung der von
Glas- und Feuerfestprodukten. Sie besteht aus Ton und
Feldspat. Tone sind als bildsame Rohstoffe ein Hauptbe-
standteil der keramischen Bindungen. Sie geben durch
diese Eigenschaft die nötige Rohbruchfestigkeit. Feld-
spate sind Tonerdesilikate. Sie wirken in keramischen
Bindungen als Flussmittel und führen so zur Verglasung
der Bindung. Die Bindung wird während des Brenn-
vorgangs der Schleifkörper aufgeschmolzen. Hierdurch
entsteht die endgültige Struktur und Eigenschaft.
Die Brenntemperaturen für Schleifkörper liegen je nach
Produkt und Bindung zwischen 900 und 1300 °C. Die
Brände dauern je nach Produkt zwischen fünf und zwölf
Tage. Während des Abkühlens über mehrere Tage er-
starrt die Bindung zu Glas. Sie umhüllt die Schleifkörner
und sorgt für den Zusammenhalt der Schleifkörner über
Bindungsstege.
Keramische Schleifkörper sind chemisch widerstands-
fähig gegen Schleifeinfl üsse und haben eine hohe Tem-
peraturbeständigkeit. Sie sind wasser- und öl beständig,
jedoch spröde und stoßempfi ndlich.
konventionelle Schleifmittel
heiß-gepresste Schleifscheiben
bez. Porenvolumen V
P
Konz
entra
tion
bez.
Kor
nvol
umen
VK
bez. Bindungsvolumen VB
Zusammensetzung von Schleifkörpern
50
100
200
0
12100
40
50
68
100
55
40
0
100502550
SCHLEIFKORN UND BINDUNG

5
In vielen Fällen ist der Kornverschleiß die unmittelbare
Ursache für den Bindungsverschleiß, denn eine Abfl a-
chung der Kornschneide führt aufgrund der vergrößer-
ten Reibfl äche zu einem hohen Anstieg der Schnittkräfte
am einzelnen Korn und damit zu einer mechanischen
Überlastung der Bindung. Ganze Körner oder Korn-
gruppen können dann aus der Bindung herausbrechen.
Diese und andere Verschleißursachen sind bei der Pro-
zessauslegung und insbesondere bei der Auswahl der
Schleifscheibenspezifi kation von Bedeutung und werden
von CARBORUNDUM-DILUMIT besonders beachtet und
für die jeweilige Anwendung optimiert.
Die Kunstharzbindung
Bei den Kunstharzbindungen handelt es sich um kon-
densierte Phenolharze. Diese auf organischer Basis
bestehenden Bindungen werden mit verschiedenen Zu-
satzstoffen modifi ziert, um spezielle Eigenschaften
für eine Vielzahl von Schleifanwendungen zu erzielen.
Die Herstellung der Schleifkörper erfolgt durch Kaltver-
pressen und anschließendes Härten in elektrischen Öfen.
Die endgültige Härtung mit maximaler Vernetzung
entsteht bei 170 bis 190 °C. Die genaue Wahl der End-
temperatur verändert den Charakter der Bindung in zäh
oder spröde. Über den prozentualen Anteil des Harzes
wird die Härte der Bindung gesteuert.
Zusätzliche Varianten der kunstharzgebundenen Pro-
dukte sind füllstofffreie Bindungen. Manche Produkte
werden heiß verpresst, wodurch ein nahezu porenfreies
Schleifwerkzeug entsteht. Eine weitere Variante der
organischen Bindungen bildet die Gummibindung aus
Synthesekautschuk.
Zur Festigkeitsverbesserung von dicken und harten
Schleifscheiben mit hohen Schnittgeschwindigkeiten
(63 und 80 m/s) werden diese mit Eisenringen armiert.
Papier- oder Faserstoffvliese werden bei Kunstharz-
produkten mit hoher Arbeitsgeschwindigkeit (80 und
100 m/s) eingesetzt (Trennscheiben und Kompakt-
scheiben).
Organische Bindungen sind nur wenig temperatur-
beständig. Kunstharzbindungen sind elastischer als
keramische Bindungen. Sie haben jedoch eine nicht so
große Elastizität wie Gummibindungen. Weitere positive
Aspekte der kunstharzgebundenen Schleifkörper sind
die Unempfi ndlichkeit gegen Schlag, Stoß und seitlichen
Druck.
Korn- und Bindungsverschleiß
(Quelle: Fertigungsverfahren, König/Klocke)

6
GEFÜGE DER SCHLEIFSCHEIBEN
Die Struktur ist durch das Verhältnis von Kornvolumen
VK, Bindungsvolumen VB und Porenvolumen VP gekenn-
zeichnet. Die Bezeichnung der Gefüge reicht von 0 bis
über 20, wobei 0 ein geschlossenes Gefüge und 20 ein
sehr offenes Gefüge (hochporös) bedeutet. Auch hier ist
noch keine Norm festgelegt worden.
Ab Struktur 10 sprechen wir von porösen Scheiben. Bei
der Herstellung dieser Scheiben werden Ausbrennstoffe
verwendet. Die durch die volumetrische Veränderung zu
bestimmende Größe wird je nach Verwendungszweck
vorgenommen.
Kleinere Porenräume bewirken im Allgemeinen höhere
Härte sowie einen besseren Kantenstand und geringere
Rautiefen. Gleichzeitig vermindert sich jedoch ihre
Aufnahmefähigkeit für die abzutragenden Späne. Die
Gefahr von thermischen Schäden nimmt zu.
EINFLÜSSE DER BINDUNG
Die Bindungen haben die Aufgabe, das Schleifkorn so
lange festzuhalten, bis es durch den Schneidprozess
abgestumpft ist. Sobald dies geschehen ist, müssen sie
das Korn freigeben, so dass die nachfolgenden scharfen
Körnungen zum Eingriff kommen. Die Variationsbreite
der eingesetzten Bindungen ist sehr groß.
Sehr häufi g wird der so genannte Selbstschärfeffekt
angestrebt. Als Bindemittel stehen anorganische und
organische Bindungen zur Verfügung. Die überwiegen-
de Zahl der Schleifscheiben verfügt über keramische
Bindungen. Sie werden bevorzugt beim Präzisionsschlei-
fen verwendet.
Es gibt unterschiedliche Charakteristika bei keramischen
Bindungen, wie Porzellan oder glasartige Strukturen.
Die Eigenschaften der Bindungen wurden in den letzten
Jahren deutlich verbessert. Hierdurch wurden sowohl
eine größere Verschleißfestigkeit als auch eine höhere
Umfangsgeschwindigkeit der Schleifscheibe erreicht.
Auch in Bezug auf die Reproduzierbarkeit wurden die
Bindungen weiterentwickelt. Sie bezwecken sehr enge
Fertigungstoleranzen und geringere Ausschussquoten.
Wichtig ist, dass die Bindung auf die jeweiligen Bear-
beitungsbedingungen und das verwendete Schleifmittel-
korn abgestimmt ist. Die Eigenschaften der keramischen
Bindungen lassen sich folgendermaßen zusammen-
fassen:
– spröde und daher sehr stoßempfi ndlich
– großer Elastizitätsmodul
– temperaturbeständig
– chemisch widerstandsfähig gegenüber Kühlmittel
Kunstharzbindungen nehmen in ihrer Bedeutung den
zweiten Platz nach der keramischen Bindung ein.
Haupteinsatzgebiete für kunstharzgebundene Schleif-
scheiben sind Grobschleifen, Putzen, Trennen, Walzen-
schleifen und Spitzenlos-Schleifen. Die spezifi schen
Eigenschaften der Kunstharzbindungen liegen vor allem
in der relativ problemlosen Verwendung bei hohen
Um fangsgeschwindigkeiten und dort, wo besondere
Anforderungen in Bezug auf Schlag- und Stoßunemp-
fi ndlichkeit verlangt werden. Auch der so genannte
Selbstschärfeffekt lässt sich leichter realisieren.
SCHLEIFKORN UND BINDUNG

7
CBN & Diamant Außenrundschleifscheiben
Trennscheiben
CBN & Diamant Planseitenschleifscheiben
Abrichtwerkzeuge
Konventionelle Außenrundschleifscheiben
Schleiftöpfe
Konventionelle Planseitenschleifscheiben
Centerless-Schleifscheiben
Lose Schleifmittel
Schleifsegmente
Schleifsegmente
Regel- und Transportscheiben
Zahnflankenschleifscheiben
Kurbelwellenschleifscheiben
HP-Schleifscheiben
Rasierklingenschleifscheiben
Innen- & Außenrundschleifscheiben
Sonderprodukte
Planseitenschleifscheiben
Zubehör
PRODUKTPROGRAMM

8
RUNDSCHLEIFEN
Rundschleifen ist das häufi gste Schleifverfahren, das zur
Erzeugung präziser zylindrischer Werkstückkonturen
und zur Erzielung hoher Oberfl ächengüten eingesetzt
wird. Es untergliedert sich nach der Art der Werkstück-
lagerungen und den Hauptvorschubrichtungen wie
Längs-, Quer- und Einstechschleifen.
Grundsätzlich unterscheidet man Außen- und Innen-
rundschleifen sowie als Varianten das Einstechschleifen,
das Schleifen zwischen Spitzen und als spezielle Ver-
fahrensvariante das Spitzenlosschleifen (Centerless), das
hinsichtlich des speziellen Anwendungsbereiches eine
Sonderstellung einnimmt. Wegen der guten Wirtschaft-
lichkeit und aufgrund der optimalen Automatisierungs-
möglichkeiten liegt der Haupteinsatz des spitzenlosen
Schleifens in der Großserienfertigung.
CARBORUNDUM-DILUMIT fertigt Schleifscheiben zum
Rundschleifen in keramischen Bindungen und Kunst-
harzbindungen sowie in Gummibindungen.
FLACHSCHLEIFEN
Flachschleifen dient in der Regel zur Erzeugung voll-
ständig ebener Flächen an Werkstücken. Mehrere
Verfahrensvarianten kennzeichnen das Flachschleifen.
Hauptsächlich werden Umfangsschleifscheiben, Topf-
schleifscheiben und Schleifsegmente eingesetzt.
Mit Umfangsschleifscheiben werden bevorzugt Nuten
und Profi le erzeugt. Üblicherweise wird hier sowohl
im Pendelschliff als auch im Tiefschliff mit speziell sehr
offenporigen Schleifscheiben gearbeitet.
Topfschleifscheiben werden meist universell eingesetzt
und sind für die Bearbeitung kleiner Flächen üblich.
Schleifsegmente bilden eine Alternative zu Topfschleif-
scheiben oder Umfangsschleifscheiben, die infolge
ihrer begrenzten Durchmesser nicht eingesetzt werden
können. Aber auch bei kleineren Durchmessern kom-
men sie aufgrund ihres kühlen Schliffes zum Einsatz. Ein
Vorteil gegenüber Schleiftöpfen und Schleifscheiben ist
vor allem die hohe Abtragsleistung.
CARBORUNDUM-DILUMIT stellt Schleifsegmente in
kera mischen Bindungen und Kunstharzbindungen her.
Sie sind in einer Vielzahl von Formen und Varianten
verfügbar.
ÜBERSICHT DER HAUPTSCHLEIFVERFAHREN

9
WALZENSCHLEIFEN
Walzenschleifen trifft man hauptsächlich in der Stahl-,
Aluminiumfolien- und Papierindustrie an. Es richtet sich
nach dem Maschinenhersteller und den Antriebsleistun-
gen der jeweiligen Maschinen. Im Allgemeinen werden
Schleifscheibendurchmesser von 600 bis 1050 mm mit
einer Breite von 65 bis zu 150 mm eingesetzt.
Kennzeichnend für das Walzenschleifen sind die teil-
weise extrem hohen Zerspanungswerte beim Schrupp-
schleifen von Walzen, vor allem in der Stahlindustrie.
In der Aluminiumindustrie wie auch in der Papierindus-
trie werden höchste Anforderungen an die Qualität
der Walzen bezüglich Rundlauf, Parallelität und Ober-
fl ächen güte gestellt. Typische Fehler wie Kommas,
Vorschubmarkierungen und Rattermarken sind auszu-
schließen.
CARBORUNDUM-DILUMIT bietet die hier zumeist ein-
gesetzten Schleifscheiben in Kunstharzbindung sowie
Schleifscheiben in keramischer Bindung an.
ZAHNFLANKENSCHLEIFEN
Ein Spezialgebiet des Schleifens ist die Feinbearbeitung
von Zahnfl anken. Es ist je nach Verfahrenskinematik
in Wälz- und Profi lschleifen unterteilt. Dabei muss die
Form der Evolvente durch eine genau profi lierte Schleif-
scheibe oder eine Relativbewegung zwischen Werkstück
und Werkzeug erzeugt werden. Hierzu fertigen wir
Präzisionsschleifscheiben in keramischer Bindung an, die
ohne Gefügebeeinfl ussung der Zahnfl anken gute Ab-
tragsraten leisten.
Geschliffene Zahnräder werden hauptsächlich im
Automobil- und Fahrzeugbau, Industrie- und Schiffs-
getriebebau sowie Windkraftgetriebebau eingesetzt. Bei
der Herstellung von Getriebekomponenten sind meist
Rundschleifvorgänge erforderlich, wie z. B. Schrägein-
stich- und Nutenschliff.
10
In Zukunft geht der Trend in der Schleiftechnik zu
höheren Anforderungen an die Qualität des Werkstückes
in Verbindung mit höherem Zeitspanvolumen bei der
Schleifbearbeitung. Um diese Entwicklung gezielt zu
fördern, ist es unentbehrlich, die Zerspandaten sowie
Maschinen und Werkstoffe in Verbindung mit der
Schleifscheibe eng aufeinander abzustimmen.
Zudem werden in der Industrie die vorhandenen Leis-
tungsmöglichkeiten der Schleifmaschinen nicht oder
nur zum Teil in Anspruch genommen. Die Wirtschaft-
lichkeit des Schleifprozesses wie auch die Werkstück-
qualität können häufi g wesentlich verbessert werden.
Für die optimale Wahl der Schleifscheibe in Abhängig-
keit von der Bearbeitungsaufgabe ist es unbedingt
notwendig, die genauen Zusammenhänge zu erkennen
und zu berücksichtigen.
Diese Leistungs- und Grenzkriterien für den Schleif-
prozess müssen alle auf die jeweilige Schleifaufgabe
abgestimmt sein. Sie beinhalten u. a. Schnittkräfte,
Oberfl ächengüte, Randzonenbeeinfl ussungen und Zeit-
spanungsvolumen sowie den Verschleißfaktor.
Hier sind einige nützliche Hinweise für Anwender zur
Optimierung der Schnittwerte bei Schleifprozessen.
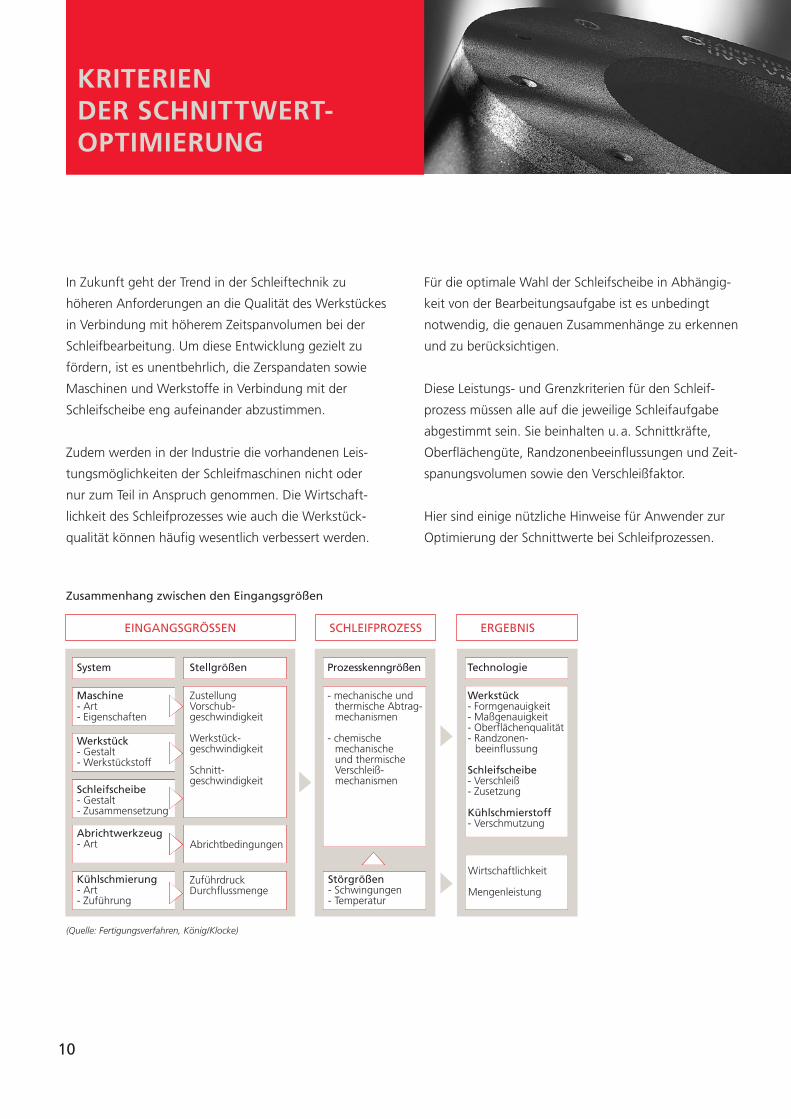
Zusammenhang zwischen den Eingangsgrößen
(Quelle: Fertigungsverfahren, König/Klocke)
System
Maschine- Art- Eigenschaften
Werkstück- Gestalt- Werkstückstoff
Schleifscheibe- Gestalt- Zusammensetzung
Abrichtwerkzeug- Art
Kühlschmierung- Art- Zuführung
Stellgrößen
ZustellungVorschub-geschwindigkeit
Werkstück-geschwindigkeit
Schnitt-geschwindigkeit
Abrichtbedingungen
ZuführdruckDurchflussmenge
- mechanische undthermische Abtrag-mechanismen
- chemischemechanischeund thermischeVerschleiß-mechanismen
Prozesskenngrößen
EINGANGSGRÖSSEN SCHLEIFPROZESS ERGEBNIS
Störgrößen- Schwingungen- Temperatur
Technologie
Werkstück- Formgenauigkeit- Maßgenauigkeit- Oberflächenqualität- Randzonen-
beeinflussung
Schleifscheibe- Verschleiß- Zusetzung
Kühlschmierstoff- Verschmutzung
Wirtschaftlichkeit
Mengenleistung
KRITERIEN DER SCHNITTWERT-OPTIMIERUNG

11
ZU BEARBEITENDER WERKSTOFF
Die optimale Wahl schleiftechnologischer Parameter
wird in hohem Maße von der Schleifbarkeit des vorge-
gebenen Werkstoffs beeinfl usst. Die chemische Zusam-
mensetzung des Stahls sowie die Eigenschaftsänderung
durch Wärmebehandlung sind maßgebend am Schleif-
prozess beteiligt. Danach richtet sich, welche Kornsorte
und welche Scheibenhärte gewählt werden muss.
Wissenschaftliche Untersuchungen über Zerspanbarkeit
beim Schleifen lieferten Erkenntnisse über Zersetzen,
Bindungsbruch, Kornbruch und Kornabrieb der Schleif-
scheibe, die unmittelbar auf den Werkstoff bzw. Werk-
stoffzustand zurückzuführen sind.
Werkstoffe wie Aluminium und Kupfer tendieren zum
frühzeitigen Zusetzen des Scheibenporenraums durch
Bildung von Schichtspänen. Sie sorgen somit für er-
hebliche Prozessstörungen. In Bezug auf den Scheiben-
verschleiß haben diese Werkstoffe, bedingt durch ihre
spezifi sche Härte, keine Bedeutung.
Werkzeugstähle wie auch rostfreie Stahlsorten mit
hohen Chrom- und Nickelanteilen sind als relativ schwer
zerspanbar einzustufen. Beim Schleifen von gehärteten
Schnellarbeitsstählen mit hohen Legierungsanteilen, wie
Vanadium, Wolfram und Molybdän, bilden sich harte
Sonderkarbide, die zum Teil härter sind als Edelkorund.
Hier muss mit hohem Makroverschleiß gerechnet wer-
den. Für diese Werkstoffe eignen sich nur Siliziumkarbid
und CBN als Schleifkorn.
KORNGRÖSSE
Nach der gewünschten Oberfl ächenqualität und dem
angestrebten Zeitspanungsvolumen richtet sich die Fest-
legung der Korngröße.
Bei zunehmender Korngröße sinkt die Anzahl der
Schneiden. Dies führt wiederum zu größeren Spanungs-
dicken. Die erreichte Oberfl ächenqualität wird damit
schlechter. Die mögliche Abtragsleistung wird jedoch
größer. Aus diesem Grund werden grobe Körnungen
zum Vorschleifen eingesetzt. Feinere Körnungen fi nden
hauptsächlich ihren Einsatz beim Fertigschleifen. Jeder
Korngröße ist somit ein bestimmter Arbeitsbereich zu-
geordnet. Bei groben Körnungen werden häufi g feinere
Körnungen zugemischt, um eine höhere Scheibenfestig-
keit zu bewirken.
Die Funktion der feineren Körnung bewirkt eine zusätz-
liche Stützwirkung, so dass auch der Kantenverschleiß
beim Profi lschleifen verbessert wird.
Die Auswahl der Korngröße sollte so ausgelegt werden,
dass die gewünschte Oberfl äche mit der größtmög-
lichen Körnung erzielt wird. So wird ein maximales Zeit-
spanungsvolumen erreicht. Wichtig für die Abstimmung
ist die Schnittgeschwindigkeit der Schleifscheibe und die
Kühlung. Auch der Abrichtprozess hat große Bedeutung
bei der Auslegung der Körnung.
Mit zunehmender Schleifscheibenumfangsgeschwindig-
keit können sowohl die Schnittkräfte als auch die er-
reichbare Oberfl ächenrauheit des Werkstückes und der
Verschleiß der Schleifscheibe gesenkt werden. Gleich-
zeitig lässt sich bei erhöhter Schleifscheibenumfangsge-
schwindigkeit die Standzeit der Schleifscheibe erhöhen.
HÄRTE DER SCHLEIFSCHEIBEN
Für die Härte gibt es zurzeit noch keine allgemein-
gültigen Normen, die einen Vergleich von Schleifschei-
ben unterschiedlicher Hersteller ermöglichen. Die Härte
eines Schleifkörpers wird mit den Kennbuchstaben
A bis Z bezeichnet. A entspricht dem weichsten, Z dem
härtesten Grad.
Die Härte der Scheibe bezieht sich auf den Wider-
stand gegen das Herausbrechen von abgestumpften
Körnungen aus dem Schleifkörper. Sie wird durch die
volumetrische Zusammensetzung von Korn, Bindung
und Porenraum und deren Aufteilung bestimmt. Durch
die verschiedensten Bindungsarten und die jeweiligen
charakteristischen Eigenschaften sind verschiedene
Wirkhärten zu erzielen.

Carborundum-Dilumit Schleiftechnik GmbH
Kappeler Straße 105 | 40597 Düsseldorf
Phone +49 (0) 211 . 74 93 - 235 | Fax +49 (0) 211 . 74 93 - 250
www.carborundum-dilumit.de
Mar
celli
ni M
edia
Gm
bH





























