Embed Size (px)
Citation preview

LASERTEC
www.dmgmori.com
Combinazione intelligente: deposito laser e fresatura
Produzione generativa di qualità di
componenti finitiLASERTEC 65 3D
Additive Manufacturing
Deposito laser e fresatura
Integrazione LASERTEC nelle macchine DMG MORI

02
L'inimitabile connubio della tecnologia di deposito laser con iniettore di polveri e della tecnologia di fresatura della LASERTEC 65 3D apre le porte ad un innovativo processo produttivo generativo, che consente una produzione più rapida di geometrie complesse e di componenti personalizzati. Questa soluzione ibrida permette, in particolar modo, una produzione a costi ridotti di pezzi grandi con diametro massimo di 500 mm. La flessibilità di passare dalla lavorazione laser alla fresatura consente, inoltre, di operare in modo diretto su segmenti successivamente non più raggiungibili a pezzo finito. Questa tecnologia utilizza il processo di riporto di materiale applicato mediante un iniettore di polveri metalliche, che vanta velocità fino a 10 volte superiori alla produzione mediante il sistema a strati. Grazie alla produzione additiva a 5 assi non sono più necessari materiali di sostegno. DMG MORI offre la catena di processo completa, a iniziare dalla program-mazione CN ibrida in CAD / CAM mediante parametri di lavorazione provenienti da una banca dati di materiali, fino all'esecuzione della lavorazione, il monitoraggio di processo e la sua documentazione.
LASERTEC 65 3D: produzione generativa di elevata qualità
Deposito laser con fresatura integrata.
LASERTEC 65 3D
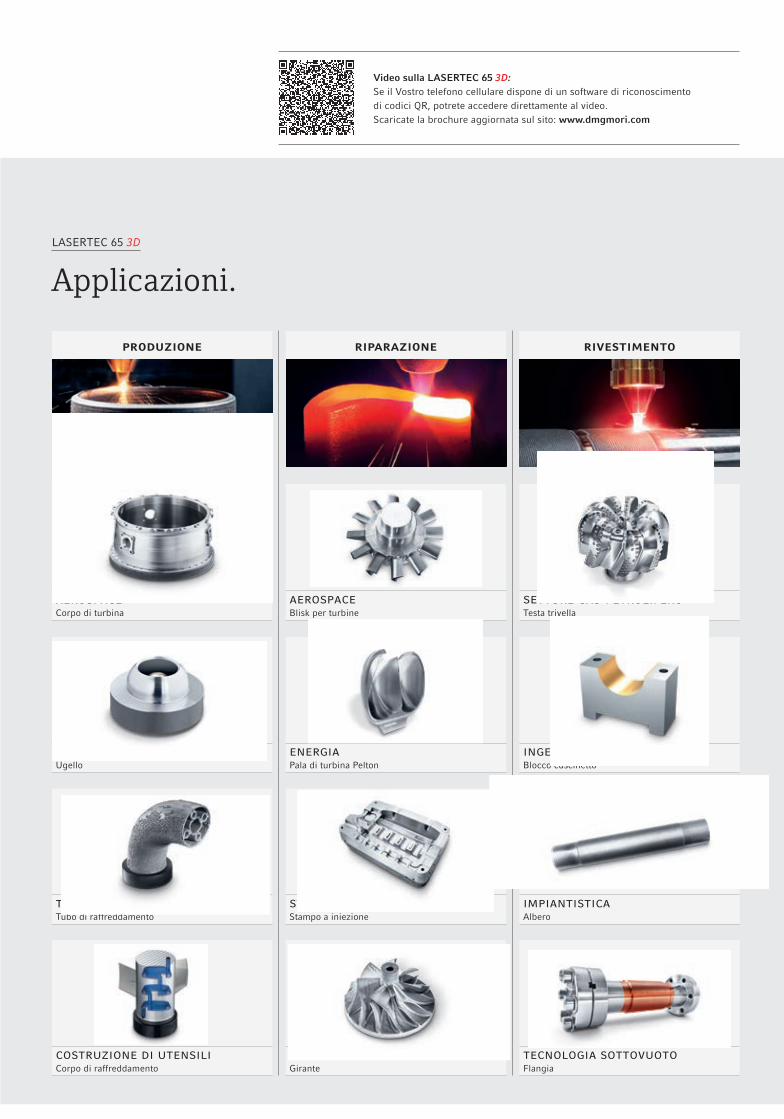
Applicazioni.
Video sulla LASERTEC 65 3D: Se il Vostro telefono cellulare dispone di un software di riconoscimento di codici QR, potrete accedere direttamente al video. Scaricate la brochure aggiornata sul sito: www.dmgmori.com
produzione riparazione rivestimento
#
aerospaceCorpo di turbina
aerospaceBlisk per turbine
settore gas-petroliferoTesta trivella
ingegneria meccanicaUgello
energiaPala di turbina Pelton
ingegneria meccanicaBlocco cuscinetto
tecnologia sottovuotoTubo di raffreddamento
stampi e utensiliStampo a iniezione
impiantisticaAlbero
costruzione di utensiliCorpo di raffreddamento
energiaGirante
tecnologia sottovuotoFlangia

LASERTEC 65 3D
I vantaggi distintivi dell'Additive Manufacturing.
Highlights + Connubio fra la flessibilità della produzione generativa e la precisione della lavorazione
ad asportazione di truciolo
+ Possibilità di eseguire contemporaneamente il deposito laser del pezzo e operazioni di fresatura
+ Alta velocità costruttiva grazie all'iniettore di polveri coassiale
+ Ampia zona lavoro per pezzi di diametro fino a 500 mm e altezza di 400 mm
+ Impiego di materiale ridotto
MaterialiMateriali comprovati:
+ Acciaio inox
+ Leghe di nickel (Inconel 625, 718)
+ Matrice carburo di tungsteno-nickel
+ Leghe di bronzo e ottone
+ Leghe di lega cromo cobalto molibdeno
+ Stellite
+ Acciaio per utensili (saldabile)
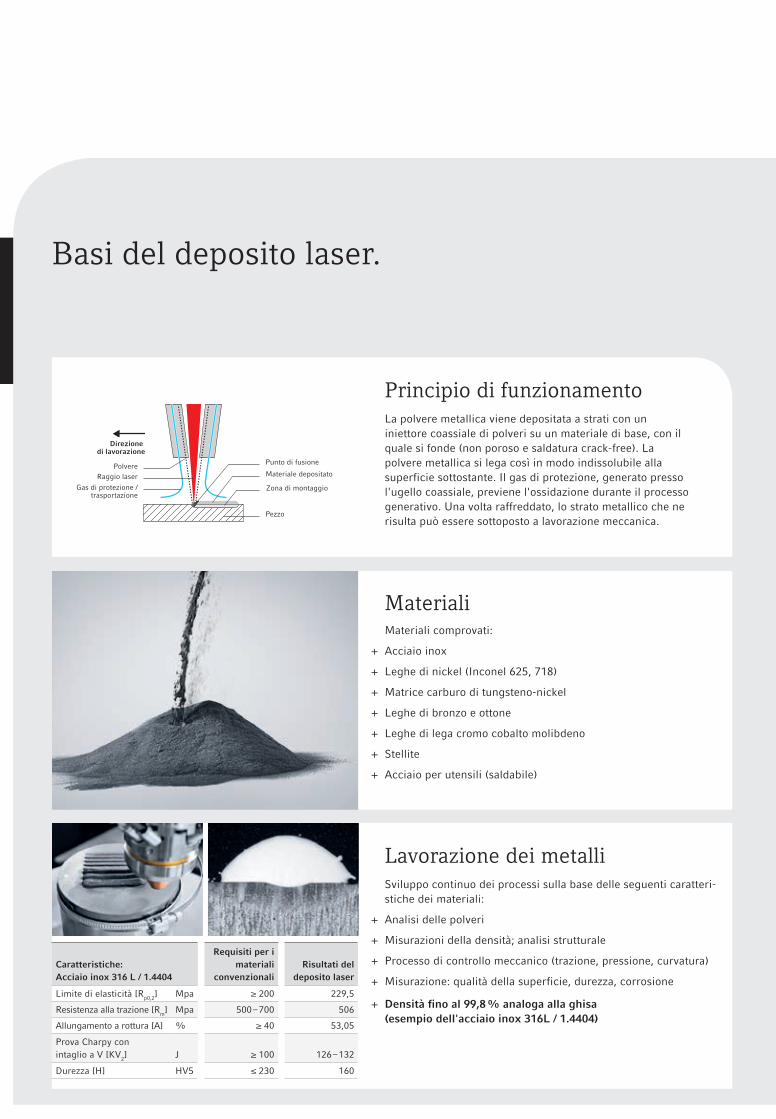
Polvere
Direzione di lavorazione
Raggio laser
Gas di protezione /trasportazione
Zona di montaggio
Pezzo
Materiale depositato
Punto di fusione
Principio di funzionamentoLa polvere metallica viene depositata a strati con un iniettore coassiale di polveri su un materiale di base, con il quale si fonde (non poroso e saldatura crack-free). La polvere metallica si lega così in modo indissolubile alla superficie sottostante. Il gas di protezione, generato presso l'ugello coassiale, previene l'ossidazione durante il processo generativo. Una volta raffreddato, lo strato metallico che ne risulta può essere sottoposto a lavorazione meccanica.
Basi del deposito laser.
Lavorazione dei metalliSviluppo continuo dei processi sulla base delle seguenti caratteri-stiche dei materiali:
+ Analisi delle polveri
+ Misurazioni della densità; analisi strutturale
+ Processo di controllo meccanico (trazione, pressione, curvatura)
+ Misurazione: qualità della superficie, durezza, corrosione
+ Densità fino al 99,8 % analoga alla ghisa (esempio dell'acciaio inox 316L / 1.4404)
Caratteristiche: Acciaio inox 316 L / 1.4404
Requisiti per i materiali
convenzionaliRisultati del
deposito laser
Limite di elasticità [Rp0,2] Mpa ≥ 200 229,5
Resistenza alla trazione [Rm] Mpa 500 – 700 506
Allungamento a rottura [A] % ≥ 40 53,05
Prova Charpy con intaglio a V [KV2]
J
≥ 100
126 – 132
Durezza [H] HV5 ≤ 230 160

Programmazione ibrida in CAD / CAM – Modulo per processi additivi e sottrattivi.
Highlights + Un pacchetto software per l'intera catena di processo (costru-
zione, produzione additiva, asportazione di truciolo / finitura)
+ Strategie costruttive uniche SAUER LASERTEC, completa-mente integrate nel software CAD / CAM
+ Il pezzo può essere prodotto in diversi step, alternando fasi di deposito laser a fasi di fresatura; ciò implica un passaggio flessibile fra una lavorazione e l'altra, senza ristaffare il pezzo e mantenendo invariate le origini
1: Dati CAD / CAM del cliente; suddivi-
sione del modello CAD in processi
additivi e sottrattivi; slicing delle singole
sezioni pezzo
2: Generazione dei programmi CN per la
lavorazione laser e la fresatura; output
tramite postprocessore; definizione della
sequenza programma
3: Simulazione 3D per il controllo delle
collisioni grazie alla testa portalaser
integrata
4: Connubio di deposito laser e
fresatura sulla LASERTEC 65 3D
(rapida intercambiabilità)
5: Controllo di qualità sul pezzo
finito

Produzione generativa – Esempi applicativi.
3: Fresatura del piano e perimetro 3: Fresatura
5: Costruzione del bocchettone rotante
5: Deposito laser delle pale
4: Realizzazione dell’imbuto conico
4: Finitura del profilo esterno
6: Finitura del profilo interno / esterno
6: Finitura delle pale
1: Costruzione del cilindro 2: Finitura dell’imbuto conico1: Costruzione del cilindro 2: Orientamento a 90°: Realizzazione di una lega
Ruota a paleMateriale: Acciaio inoxDeposito laser: 312 min. Operazioni di fresatura: 240 min.Dimensioni: Ø 160 mm x 160 mm
Corpo di turbinaMateriale: Acciaio inoxDeposito laser: 230 min. Operazioni di fresatura: 76 min.Dimensioni: Ø 180 mm × 150 mm
Deposito laser Deposito laserFresatura Fresatura

Additive Manufacturing SAUER LASERTEC – Strategie costruttive.
“Internal Feature”Realizzazione di canali all'interno della struttura del pezzo, ad esempio canali di raffreddamento o simili strutture interne complesse dei corpi di raffreddamento, di altri componenti di raffreddamento o degli stampi a iniezione
“Multi Material”Combinazione di due materiali diversi in un unico componente. Due iniettori di polvere azionabili singolarmente consentono di combinare diversi materiali per creare strutture stratificate
“Build on curve”La base di partenza è un componente o un corpo già esistente (realizzato tramite processo additivo o con una lavorazione alternativa), sul quale “si flangia” un ulteriore profilo 3D
“3D-Coating”Realizzazione di coperture parziali e totali per la protezione dalla corrosione o dall'usura; “3D-Coating” del corpo 3D come rivestimento o riparazione
novità!
novità!
novità!
novità!
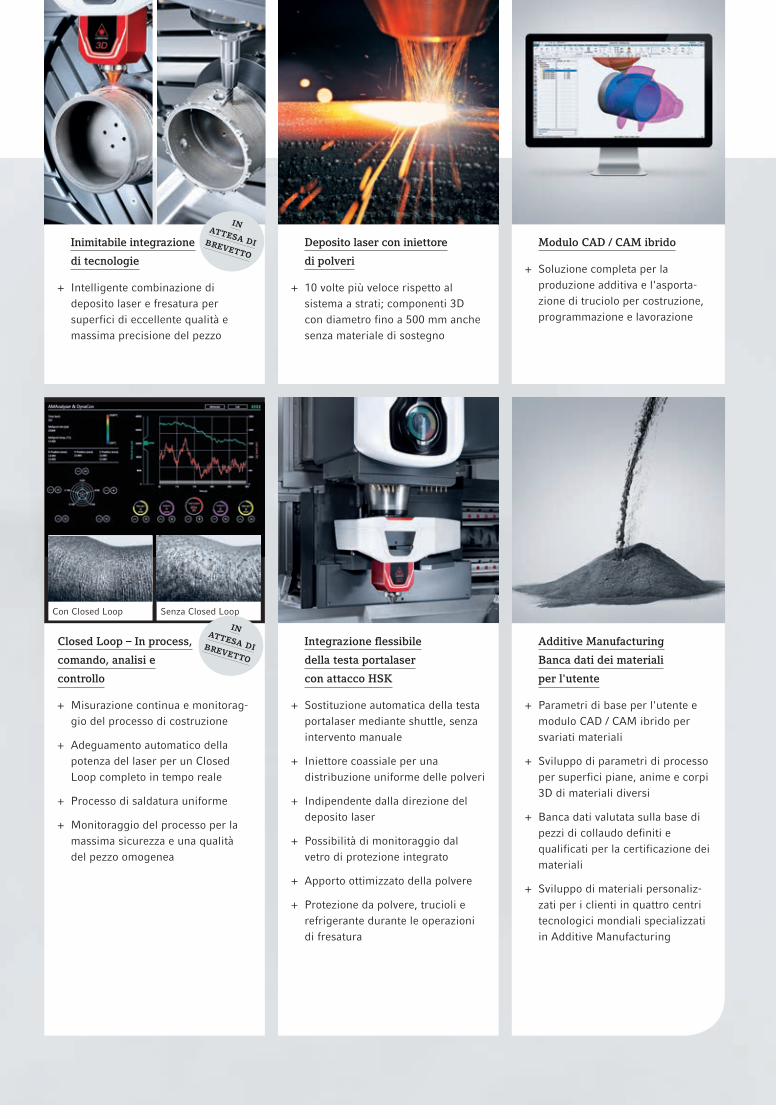
Inimitabile integrazione
di tecnologie
+ Intelligente combinazione di deposito laser e fresatura per superfici di eccellente qualità e massima precisione del pezzo
Deposito laser con iniettore
di polveri
+ 10 volte più veloce rispetto al sistema a strati; componenti 3D con diametro fino a 500 mm anche senza materiale di sostegno
Modulo CAD / CAM ibrido
+ Soluzione completa per la produzione additiva e l'asporta-zione di truciolo per costruzione, programmazione e lavorazione
Closed Loop – In process,
comando, analisi e
controllo
+ Misurazione continua e monitorag-gio del processo di costruzione
+ Adeguamento automatico della potenza del laser per un Closed Loop completo in tempo reale
+ Processo di saldatura uniforme
+ Monitoraggio del processo per la massima sicurezza e una qualità del pezzo omogenea
Integrazione flessibile
della testa portalaser
con attacco HSK
+ Sostituzione automatica della testa portalaser mediante shuttle, senza intervento manuale
+ Iniettore coassiale per una distribuzione uniforme delle polveri
+ Indipendente dalla direzione del deposito laser
+ Possibilità di monitoraggio dal vetro di protezione integrato
+ Apporto ottimizzato della polvere
+ Protezione da polvere, trucioli e refrigerante durante le operazioni di fresatura
Additive Manufacturing
Banca dati dei materiali
per l'utente
+ Parametri di base per l'utente e modulo CAD / CAM ibrido per svariati materiali
+ Sviluppo di parametri di processo per superfici piane, anime e corpi 3D di materiali diversi
+ Banca dati valutata sulla base di pezzi di collaudo definiti e qualificati per la certificazione dei materiali
+ Sviluppo di materiali personaliz-zati per i clienti in quattro centri tecnologici mondiali specializzati in Additive Manufacturing
Con Closed Loop Senza Closed Loop
in attesa di brevetto
in attesa di brevetto

LASERTEC 65 3D
Schema d'installazione
LASERTEC 65 3D
Vista frontale
LASERTEC 65 3D
Vista dall’alto
1.816
Impianto di trattamento liquido refrigerante
Refrigeratore mandrino
Fascio di gas
Impianto di aspirazione
3.218
1.560
3.487
1.050
1.200
800
600
512
4.749
5.32
1
4.02
5
1.58
5
1.20
0
1.42
4
1.75
7
523 84
8
1.58
0
700
2.00
0 2.37
0 2.66
4 2.87
7
11
LASERTEC 65 3D
Dati tecnici
SAUER LASERTEC Centro d'eccellenza di Pfronten
+ > 25 anni di esperienza nella lavorazione laser di precisione
+ > 600 macchine LASERTEC installate (in tutto il mondo)
+ Know-how nelle tecnologie applicative: corsi di formazione, supporto a cliente, soluzioni complete chiavi in mano
+ Seminari con cadenza periodica sulla tecnologia LASERTEC
LASERTEC 65 3D
Zona lavoro / Azionamenti
Corsa in X / Y / Z mm 735 / 650 / 560
Tavola di lavoro / Pezzi
Dimensioni (tavola rotobasculante CN) mm ø 650
Dimensioni pezzo max. (Additive Manufacturing) mm ø 500 × 400
Peso pezzo max. (tavola rotobasculante CN) kg 600
Asse circolare (asse C) gradi 360
Campo di brandeggio (asse A) gradi da -120 a +120
Pmax secondo VDI / DGQ 3441 (asse C / asse A) Ws 7 / 9
Mandrino portafresa
Numero giri max. (di serie / in opzione) giri/min 10.000 / 18.000
Potenza 40% ED / 100% ED (di serie) kW 13 / 9
Coppia Nm 83 / 57
Attacco utensile Tipo HSK-A63
Sorgente laser
Laser a diodi con fibra (di serie) Watt 2.500
Distanza focale (fissa) mm 200
Diametro luce laser 1 (di serie) mm 3
Diametro luce laser 2 (in opzione) mm 1,6
Assi lineari (X / Y / Z)
Velocità di rapido mm 40 / 40 / 40
Accelerazione max. in X / Y / Z m/sec² 6 / 6 / 6
Pmax secondo VDI / DGQ 3441 mm 0,008
Cambio utensile
Utensile (di serie / in opzione) Numero 30 / 60 / 90
Dati macchina
Larghezza × profondità x altezza (macchina base) mm 4.180 × 3.487 × 2.884
Peso macchina kg 11.300
Controllo
CELOS® di DMG MORI con ERGOline® Control da 21,5" e Operate 4.5 su SIEMENS 840D solutionline
FLY
_D66
85_0
815I
T
Con
ris
erva
di m
odif
iche
tec
nich
e.
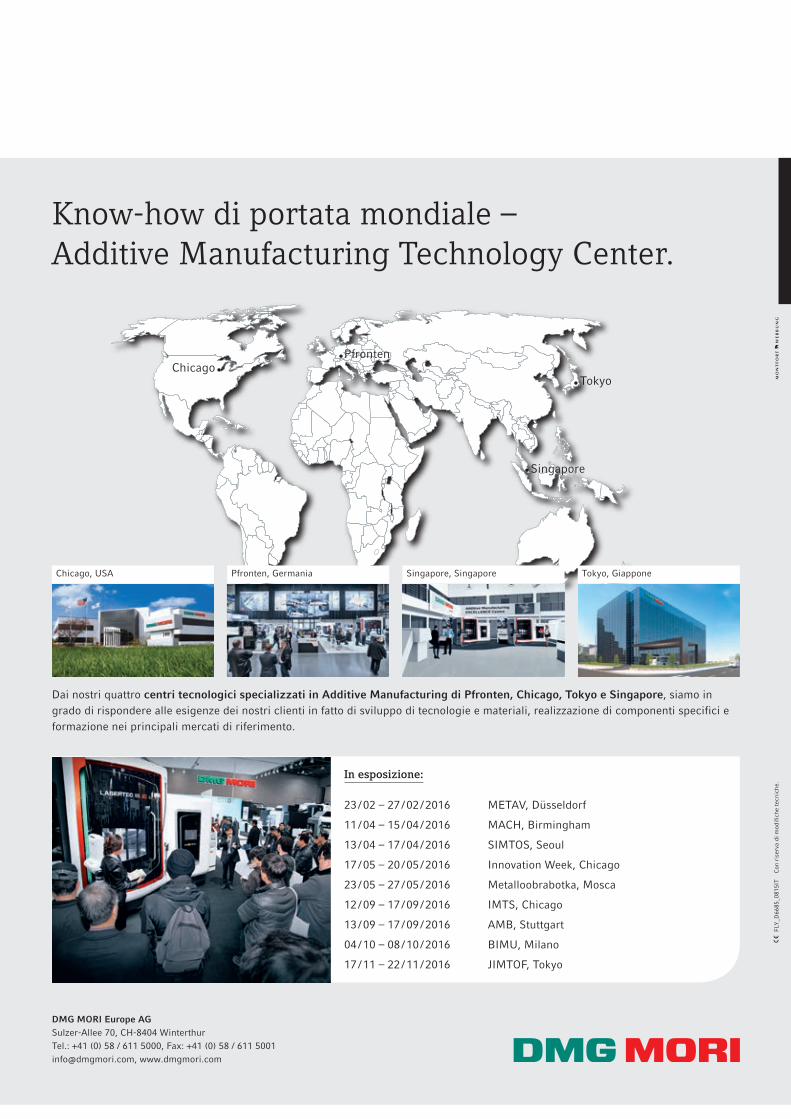
Know-how di portata mondiale – Additive Manufacturing Technology Center.
In esposizione:
23 / 02 – 27 / 02 / 2016 METAV, Düsseldorf
11 / 04 – 15 / 04 / 2016 MACH, Birmingham
13 / 04 – 17 / 04 / 2016 SIMTOS, Seoul
17 / 05 – 20 / 05 / 2016 Innovation Week, Chicago
23 / 05 – 27 / 05 / 2016 Metalloobrabotka, Mosca
12 / 09 – 17 / 09 / 2016 IMTS, Chicago
13 / 09 – 17 / 09 / 2016 AMB, Stuttgart
04 / 10 – 08 / 10 / 2016 BIMU, Milano
17 / 11 – 22 / 11 / 2016 JIMTOF, Tokyo
Dai nostri quattro centri tecnologici specializzati in Additive Manufacturing di Pfronten, Chicago, Tokyo e Singapore, siamo in grado di rispondere alle esigenze dei nostri clienti in fatto di sviluppo di tecnologie e materiali, realizzazione di componenti specifici e formazione nei principali mercati di riferimento.
Chicago, USA Pfronten, Germania Singapore, Singapore Tokyo, Giappone
ChicagoPfronten
Tokyo
Singapore
DMG MORI Europe AGSulzer-Allee 70, CH-8404 WinterthurTel.: +41 (0) 58 / 611 5000, Fax: +41 (0) 58 / 611 [email protected], www.dmgmori.com





















