Embed Size (px)
Citation preview

Organizan
Programa, comunicaciones y conclusiones de FLUCOMP-2011
UBU


3
Tabla de contenidos
Objetivo de la reunión ................................................................................................ 5
Organizacíon............................................................................................................... 7
Apoyo económico ..................................................................................................... 11
Expositores y patrocinadores .................................................................................... 13
Programa................................................................................................................... 15
Comunicaciones orales ............................................................................................. 19
Pósters....................................................................................................................... 27
Resúmenes de las comunicaciones orales ................................................................ 37
Resúmenes de las comunicaciones en forma de poster ............................................ 87
Lista de participantes .............................................................................................. 151
Acceso a Internet .................................................................................................... 167
Conclusiones de la reunión ..................................................................................... 171
UBU


Objetivo de la reunión
El objetivo de la V Reunión de Expertos en Tecnologías de Fluidos Comprimidos
es constituir un foro de discusión sobre el estado actual de las tecnologías de fluidos
comprimidos en España y poner en común los avances que se llevan a cabo en este
campo en nuestro país, tanto en investigación como en desarrollos industriales.
El éxito de las cuatro ediciones anteriores avala la firme apuesta de FLUCOMP, ya
constituida como Asociación, para organizar esta reunión.
Como suele ser habitual, proponemos una reunión de dos jornadas. La primera de
ellas constará de varias sesiones en las que, mediante comunicaciones orales y
pósters, los grupos participantes expondrán los resultados más relevantes de su
investigación actual. En la segunda pretendemos hacer énfasis especial en el
desarrollo actual de las tecnologías de fluidos comprimidos a escala industrial,
centrándonos fundamentalmente en la Industria Alimentaria.
UBU
5


Organización Secretaría de la Reunión
María Teresa Sanz Correo electrónico: [email protected] Tel.: 947258805, 947258809 y 947258810 Comité Organizador
PRESIDENTA: Sagrario Beltrán SECRETARÍA: María Teresa Sanz Diez y Jaume Capell Martínez VOCALES: Isabel Jaime Moreno
Nuria Rubio Rodríguez Sara Rebolleda Alonso María Luisa González San José Rodrigo Martínez Velasco José Luis Cabezas Juan Jordi Rovira Carballido
Colaboradores en la Organización
Beatriz Blanco Alcalde Ángela García Solaesa Virginia Delgado Palacios María Santos Mayoral
UBU
7

Comité Científico
Nora Ventosa (ICMAB-CSIC. Barcelona) Elena Ibáñez Ezequiel (CIAL-CSIC. Madrid) María José Cocero (Universidad de Valladolid) Jaume Veciana (ICMAB-CSIC. Barcelona) Guillermo Reglero (Universidad Autónoma de Madrid) Lourdes F. Vega (MATGAS Research Center. Barcelona) Lourdes Calvo (Universidad Complutense de Madrid) Concepción Pando García-Pumarino (Universidad Complutense de Madrid) Francesc Recasens Baixerías (Universidad Politécnica de Barcelona) Concepción Domingo Pascual (ICMAB-CSIC. Barcelona) Enrique Martínez de la Ossa (Universidad de Cádiz) Ignacio Gracia Fernández (Universidad de Castilla La Mancha. Ciudad Real) Pedro Lozano Rodríguez (Universidad de Murcia) José S. Urieta Navarro (Universidad de Zaragoza) Francisco Salvador Palacios (Universidad de Salamanca) María Teresa Sanz Diez (Universidad de Burgos) Sagrario Beltrán (Universidad de Burgos) Página web
Dirección de la página web de FLUCOMP-2011: http://flucomp2011.ubu.es
Responsables de la página web: Roberto Martín Puente y Benjamín Pérez Casado Lugar de Celebración
Aula de Romeros del Hospital del Rey Universidad de Burgos Hospital del Rey. 09001 Burgos
8
Agradecimientos
Son muchas las personas e instituciones que han apoyado la organización de esta reunión y a todas ellas queremos agradecer su colaboración:
A la Universidad de Burgos que ha apoyado la organización de esta reunión implicando a muchas personas y cediendo sus infraestructuras. Gracias a todos por haber hecho vuestras muchas de las iniciativas surgidas a l o largo de la organización.
A la Junta de Castilla y León, por su apoyo económico a través del proyecto con referencia BU01-2011 presentado en la convocatoria de subvenciones destinadas a financiar la realización de congresos y reuniones científicas, en el ámbito territorial de Castilla y León durante el año 2011.
Al Ministerio de Ciencia e Innovación, por su apoyo económico a través del proyecto con referencia CTQ2010-12189-E presentado en el programa de Acciones Complementarias, en el subprograma de acciones complementarias a proyectos de investigación fundamental no orientada, convocatoria 2010.
Al Ayuntamiento de Burgos, por su hospitalidad y por ofrecernos su bienvenida en el Salón Rojo del Teatro Principal.
A Roberto y a Benja, del equipo web de la UBU, por su creatividad en el diseño de la página web de la Reunión y su excelente disposición para actualizarla en todo momento.
A Marisa Corcuera, de la Unidad de Protocolo de la UBU, por ocuparse de la multitud de detalles que han surgido a lo largo de la organización y por sus siempre acertados consejos.
A los becarios y colaboradores del grupo de investigación de la UBU “Ingeniería Química y Alimentaria” (IQUAL) por todo el trabajo realizado y la ilusión añadida a la organización.
A María José, Nora y Elena, del equipo directivo de la Asociación FLUCOMP, que han apoyado al Comité Organizador en todo momento.
A todos vosotros que habéis enviado vuestras comunicaciones a esta reunión. Vuestra colaboración es la que ha dado sentido a todo el trabajo realizado.
9


Apoyo económico
Entidades que han apoyado económicamente la V Reunión de Expertos en Tecnologías de Fluidos Comprimidos
UBU
Universidad de Burgos
11


Expositores y Patrocinadores
de la V Reunión de Expertos en Tecnologías de Fluidos Comprimidos (FLUCOMP 2011)
UBU
13



Miércoles 15 de junio
16:00 – 18:00 Acreditación de participantes, entrega de documentación para la reunión, colocación de pósters y bienvenida
18:00 – 19:30 Visita guiada a la Catedral de Burgos
20:00 Recepción por parte del Ayuntamiento de Burgos en el Salón Rojo del Teatro Principal
Jueves 16 de junio
09:00 – 09:10 Presentación de la jornada 09:10 – 10:10 Conferencia Inaugural (CI)
BIPHASIC MIXTURES OF IONIC LIQUIDS + SUPER-CRITICAL CO2 IN REACTION/SEPARATION PROCESSES
Prof. Manuel Nunes da Ponte Departamento de Quimica, Faculdade de Ciencias e T ecnologia. Universidade Nova de Lisboa. Portugal
10:10 – 11:10 Sesión 1. Comunicaciones Orales (O.1 – O.4)
11:10 – 11:40 Pausa. Café
11:40 – 13:25 Sesión 2. Comunicaciones Orales (O.5 – O.11)
13:30 – 15:30 Comida
15:30 – 16:30 Sesión de Pósters. Se premiarán los mejores pósters de FLUCOMP 2011
16:30 – 17:00 Pausa. Café 17:00 – 18:30 Sesión 3. Comunicaciones Orales (O.12 – O.17)
19:00 Reunión de la Asociación FLUCOMP. Coordinador: Jaume Veciana (Instituto de Ciencia de los Materiales. CSIC. Barcelona)
21:45 Cena y entrega de premios a los mejores pósters de FLUCOMP-2011
UBU
17

Viernes 17 de junio
09:00 – 09:40 Conferencia invitada (AP.CI)
SUPERCRITICAL FLUID TECHNOLOGY FOR THE FOOD INDUSTRY: CURRENT STATUS, CHALLENGES AND OPPORTUNITIES
Prof. Feral Temelli Food Process Engineering. Department of Agricultural, Food and Nutritional Science. University of Alberta. Edmonton, Alberta, Canadá
09:40 – 10:30 Aplicaciones de los fluidos comprimidos en la Industria Alimentaria (AP.1 y AP.2)
10:30 – 11:00 Pausa Café
11:00 – 11:50 Aplicaciones de los fluidos comprimidos en la Industria Alimentaria (continuación). (AP.3 y AP.4)
11:50 – 12:50 Mesa redonda: Aplicaciones de los fluidos comprimidos en la Industria Alimentaria. Moderadora: María José Cocero. Participantes: Feral Temelli, Elvira Casas, Rudolf Zobel, Manfred Gehrig y Carole Tonello
12:50 – 13:00 Conclusiones de la Reunión 13:00 – 14:00 Visita a NC Hyperbaric 14:00 – 16:00 Comida
16:00 Visita guiada a los Yacimientos de Atapuerca y al Museo de la Evolución Humana
18


Sesión 1
Moderadora: Tiziana Fornari O.1 ELIMINACIÓN DE ACEITES MINERALES DE LA SUPERFICIE DE
CONTACTOS METÁLICOS DE Ag Y C u MEDIANTE CO2 SUPER-CRÍTICO M. VigueraFacultad CC Químicas, Universidad Complutense de Madrid, Av Complutense s/n (Madrid)
, J. M. Gómez-Salazar, I. Barrena y L. Calvo
O.2 SIMULACIÓN Y OPTIMIZACIÓN DEL FRACCIONAMIENTO SUPER-CRÍTICO DE ACEITE DEL GENÉRO CAPSICUM M. P. Fernández-Ronco
Departamento de Ingeniería Química, Universidad de Castilla-La Mancha. Avda. Camilo José Cela 12, 13071 Ciudad Real
, I. Gracia, C. Martínez, A. de Lucas y J. F. Rodríguez
O.3 PROCEDIMIENTO PARA LA EXTRACCIÓN EN CONTINUO DE COMPUESTOS ORGÁNICOS (HALOANISOLES Y HALOFENOLES) DE CORCHO GRANULADO G. Sanjuan Gestión Integral de la Tecnología (GIT, S.L.)
O.4 COMPARISON OF COMPENDIA NORMAL PHASE LC METHODS RUN UNDER SUPERCRITICAL FLUID CHROMATOGRAPHY CONDITIONS I. Durieux Trosset Waters S.A.S. France
UBU
21

Sesión 2
Moderador: Juan Francisco Rodríguez Romero O.5 ADSORCIÓN DE Pd(HFAC)2 SOBRE SOPORTES MESOPOROSOS EN
SC-CO2 Y SU APLICACIÓN EN LA SÍNTESIS DE MATERIALES COMPUESTOS M. J. Tenorioa
Laboratorio de Equilibrio de Fases y Fluidos Supercríticos
J. Morérea, M. J. Torralvob, C. Pandoa, J. A. R. Renuncioa y A. Cabañasa
a Dpto. Química Física I b Dpto. Química Inorgánica I, Universidad Complutense de Madrid, 28040 Madrid
O.6 IMPREGNACIÓN DE QUITOSANO CON LACTULOSA MEDIANTE FLUIDOS SUPERCRÍTICOS: ESTUDIO EN SCAFFOLDS Y MICRO-ESFERAS M. Díez-MunicioInstituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). Nicolás Cabrera 9, Campus Cantoblanco UAM. 28049 Madrid
, A. Montilla, M. Herrero, A. Olano y E. Ibáñez
O.7 CRYSTALLIZATION OF FINELY DIVIDED POWDERS OF PHARMACEUTICAL COMPOUNDS WITH HIGH POLYMORPHIC PURITY FROM CO2-EXPANDED SOLVENTS S. Sala,a,b, A. Córdoba,a,b E. Moreno-Calvo,b,a E. Elizondo,b,a M. Muntó,b,a P. E. Rojas b,a M. A. Larrayoz,c N. Ventosa b,a y J. Veciana b,a a Biomedical Research Networking center in Bioengineering, Biomaterials and Nanomedicine (CIBERBBN); NANOMOL-CSIC. Campus UAB s/n; E-08193 Cerdanyola del Vallès b Institut de Ciència de Materials de Barcelona (ICMAB-CSIC), Esfera UAB; Campus UAB s/n; E- 08193 Cerdanyola del Vallès c Universitat Politècnica de Catalunya, Chemical Engineering Department. ETSEIB. Avda. Diagonal 647, 08028 Barcelona
O.8 FORMULACIÓN DE BIOCIDAS NATURALES MEDIANTE PROCESOS CON FLUIDOS SUPERCRÍTICOS Á. MartínGrupo de Procesos a Alta Presión, Universidad de Valladolid, Doctor Mergelina s/n 47011 Valladolid
, S. Varona y M. J. Cocero
22

O.9 ENCAPSULADO DE BIOPESTICIDAS MEDIANTE FLUIDOS SUPER-CRÍTICOS L. Martín
aGrupo de Termodinámica Aplicada y Superficies (GATHERS); I3A (Instituto de Investigación en Ingeniería de Aragón), Universidad de Zaragoza, C/ Pedro Cerbuna 12, 50009 Zaragoza
a, S. Liparotib, R. Adamib, A. M. Mainara, J. S. Urietaa, E. Reverchonb y G. Della Portab
bDepartamento de Ingeniería Industrial, Università degli Studi di Salerno, Via Ponte Don Melillo, 84084 Fisciano (SA), Italia
O.10 ENCAPSULACIÓN DE ACEITE DE PESCADO MEDIANTE PGSS-DRYING N. Rubio Rodrígueza, K. Scholleb, M. Petermannb, S. Beltrána y M.T. Sanza
a Dpto. de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael Bañuelos s/n, 09001 Burgos b Lehrstuhl für Feststoffverfahrenstechnik - Fakultät für Maschinenbau - Ruhr Universität - Bochum (Alemania)
O.11 ESTUDIO PRELIMINAR DEL RECICLADO DE RESIDUOS DE
POLIESTIRENO MEDIANTE TECNOLOGÍA DE ALTA PRESIÓN C. Gutiérreza, M. T. Garcíaa, A. de Lucasa, I. GraciaUniversidad de Castilla-La Mancha. Facultad de C. C. Químicas. Avda. Camilo José Cela 12, 13071. Ciudad Real, España
a y J. F. Rodríguezb*
a Departamento de Ingeniería Química b Instituto de Tecnología Química y del Medioambiente (ITQUIMA)
Sesión 3
Moderadora: María Ángeles Larrayoz
O.12 PROCESO DE LAVADO DE LANA DE OVEJA USANDO LA TECNOLOGIA DE FLUIDOS SUPERCRITICOS I. Garaya GAIKER-IK4, Parque Tecnológico, Edificio 202. 48170 Zamudio (Bizkaia), España
a, A. Pochevillea, I. Hernandoa, J. Sánchezb y A. Bolunburub
b HAIZELAN Besaide, S.Coop, Bº La Herrera Ijalde 7-Bajo1, 48860 Zalla (Bizkaia), España
23

O.13 SINTESIS DIRECTA DE H2O2 A PARTIR DE H2 + O2 Y DESARROLLO DE UN M ÉTODO DE MEDICIÓN ONLINE MEDIANTE ESPECTROSCOPÍA RAMAN T. Moreno, J. García Serna y M. J. Cocero Escuela de Ingenierías Industriales, Departamento de Ingeniería Química y TMA. Sede Mergelina. Valladolid
O.14 MATERIALES PARA CAPTURA DE CO2 PREPARADOS UTILIZANDO CO2 SUPERCRÍTICO A. M. López Periagoa, P. López-Arangurena, R. Pacciani b,c, L. F. Vegab,c y C. Domingoa Instituto de Ciencia de Materiales de Barcelona (ICMAB-CSIC), Campus de la UAB, Bellaterra
a
b MATGAS 2000 A.I.E., Campus de la UAB, Bellaterra c Carburos Metálicos, Air Products Group, C/Aragón 300, Barcelona
O.15 SIMULACIÓN DEL ARRANQUE TRANSITORIO EN UN R EACTOR
DE OXIDACIÓN EN AGUA SUPERCRÍTICA J. M. Benjumea
a Departamento de Ingeniería Química y Tecnología de Alimentos, Facultad de Ciencias, Universidad de Cádiz, 11510 Puerto Real (Cádiz)
a, J. Sánchez-Onetoa, J. R. Portelaa, F. Jiménez-Espadaforb y E. J. Martínez de la Ossaa
b Departamento de Ingeniería Energética, Escuela Superior de Ingenieros, Universidad de Sevilla, Camino de los Descubrimientos, S/N, 41092, Sevilla
O.16 SÍNTESIS ENZIMÁTICA DE BIODIESEL EN SISTEMAS MULTI-
FÁSICOS BASADOS EN LÍQUIDOS IÓNICOS Y SC-CO2 J. M. Bernala
a Departamento de Bioquímica y Biología Molecular B e Inmunología, Facultad de Química, Universidad de Murcia, E-30100 Murcia, Spain
, P. Lozanoa, E. García – Verdugob, M. I. Burgueteb, S. V. Luisb y M. Vaultierc
b Universidad Jaume I. Departmento de Química Inorgánica y Orgánica. UAMOA, Campus del Riu Sec, Avenida Sos Baynant,s/n, E-12071 Castellón, Spain c UMR CNRS 6510, Université de Rennes-1, F-35042 Rennes, France
O.17 NUEVAS CONTRIBUCIONES EN EL DISEÑO DE PROCESOS
SOSTENIBLES UTILIZANDO FLUIDOS SUPERCRITICOS M. J. CoceroIngeniería de procesos a presión. Dpto Ingeniería Química y Tecnología del Medio Ambiente. Universidad de Valladolid. Doctor Mergelina.47011 Valladolid
, M. D. Bermejo y D. Cantero
24

Aplicaciones de los Fluidos Comprimidos en la Industria Alimentaria
Moderadora: Maria José Cocero Alonso AP.1 TRATAMIENTO DE CORCHO CON CO2 SUPERCRÍTICO
Rudolf Zobel
Diamant Techoenologie S.A. San Vicente de Alcántara. Badajoz
AP.2 APLICACIÓN DE LA EXTRACCIÓN SUPERCRÍTICA A LA INDUSTRIA AGROALIMENTARIA Y AFINES Elvira Casas ALTEX S. A. (Alta Tecnología Extractiva, S.A). Valencia
AP.3 APLICATIONS OF SCF IN THE FOOD INDUSTRY Manfred Gehrig NATECO2 GmbH & Co. Wolnzach. Alemania
AP.4 APLICACIONES DE LAS ALTAS PRESIONES HIDROSTATICAS EN LA INDUSTRIA ALIMENTARIA Carole Tonello NC Hyperbaric, S.A. Burgos
UBU
25



P.1 ESTUDIO DEL EQUILIBRIO DE FASES DEL SISTEMA BINARIO 5-FLUOROURACILO – DIÓXIDO DE CARBONO F. J. Ramosa, R. Mazarrob, A. de Lucas Martíneza y J. F. Rodrígueza
Departamento de Ingeniería Química. Universidad de Castilla-La Mancha a Facultad de Ciencias Químicas. Avenida Camilo José Cela, 12. 13071 Ciudad Real b Escuela de Ingenieros Industriales. Campus Universitario s/n. 02071 Albacete
P.2 ESTUDIO DE LA SOLUBILIDAD DE PRECURSORES DE Ru EN CO2 SUPERCRÍTICO J. Morère, C. Pando. A. R. Renuncio y A. Cabañas Laboratorio de Equilibrio de Fases y Fluidos Supercríticos, Dpto. de Química-Física I, Universidad Complutense de Madrid, 28040, Madrid
P.3 ENTALPÍAS DE EXCESO DE CO2 + ACETATO DE ETILO EN LAS
CONDICIONES DE P Y T DE LAS MICRONIZACIONES SAS C. Pando, F. Zahran, A. Cabañas y J. A. R. Renuncio Laboratorio de Equilibrio de Fases y Fluidos Supercríticos. Departamento de Química Física I. Universidad Complutense de Madrid
P.4 EXTRACCIÓN DE HOJAS DE ROMERO (ROSMARINUS OFFICINALIS)
UTILIZANDO SOLVENTES LÍQUIDOS PRESURIZADOS G. Vicente, D. Villanueva, M. R. García-Risco, T. Fornari y G. Reglero Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). Nicolás Cabrera 9, Campus Cantoblanco UAM. 28049 Madrid
P.5 COMPARACIÓN DE LA CINÉTICA DE EXTRACCIÓN SUPER-
CRITICA DE PLANTAS LABIADAS E. Vázquez, G. Vicente, A. Ruiz, M. R. García-Risco, T. Fornari y G. Reglero Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). Nicolás Cabrera 9, Campus Cantoblanco UAM. 28049 Madrid
UBU
29

P.6 SUPERCRITICAL CO2 EXTRACTION OF ESSENTIAL OIL FROM MIMOSA (ACACIA DEALBATA) B. Díaz-Reinosoa, A. Mourea, E. Falqué b, H. Domíngueza y J. C. Parajóa a Dpto. Enxeñería Química. Universidade de Vigo (Facultade de Ciencias) As lagoas s/n, 32004, Ourense. Spain b Dpto. Química Analítica. Universidade de Vigo (Facultade de Ciencias) As lagoas s/n, 32004, Ourense. Spain c CITI-Universidade de Vigo, Parque Tecnolóxico de Galicia, Rúa Galicia n 2, 32900 San Ciprián de Viñas, Ourense, Spain
P.7 EXTRACCION SUPERCRÍTICA DE COMPUESTOS FENÓLICOS
ANTIOXIDANTES A P ARTIR DE HOJAS DE MANGO (MANGIFERA INDICA L.) M. T. Fernández, C. Mantell, M. Rodríguez, L. Casas y E. Martínez de la Ossa Departamento de Ingeniería Química y Tecnología de Alimentos, Facultad de Ciencias, Universidad de Cádiz
P.8 EXTRACCIÓN Y S EPARACIÓN DE ANTIOXIDANTES PROCEDEN-
TES DE RESIDUOS DE LA INDUSTRIA VITIVINÍCOLA S. M. García-Abarrioa, J. L. Marquésb, M. R. Scognamiglioc, G. Della Portac, A. M. Mainara y J. S. Urietaa a Grupo de Termodinámica Aplicada y Superficies (GATHERS), Instituto de Investigación en Ingeniería de Aragón (I3A). Universidad de Zaragoza, Facultad de Ciencias, c/. Pedro Cerbuna, 12, 50009-Zaragoza b Departamento de Química Física I, Facultad de Ciencias Químicas, Universidad Complutense de Madrid, Ciudad Universitaria, 28040 Madrid cDepartamento de Ingeniería Industrial. Università degli Studi di Salerno, Via Ponte Don Melillo, 84084 Fisciano (SA), Italia
P.9 EXTRACCIÓN DE ALQUILRESORCINOLES DE SALVADO DE
TRIGO CON CO2 EN CONDICIONES SUPERCRÍTICAS S. Rebolleda, S. Beltrán, M. L. González-San José, N. Rubio, y M. T. Sanz Departamento de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos, Plaza Misael Bañuelos s/n, 09001 Burgos
P.10 OPTIMIZACIÓN DE LA EXTRACCIÓN DE ÁCIDO γ-LINOLENICO DE
SPIRULINA MEDIANTE NUEVOS DISOLVENTES VERDES M. T. Golmakania, J. A. Mendiolab, K. Rezaeia y E. Ibáñezb a Department of Food Science and Technology, University of Tehran b Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). Nicolás Cabrera 9, Campus Cantoblanco UAM. 28049 Madrid
30

P.11 EXTRACCIÓN DE LÍPIDOS DE MICROALGAS MEDIANTE CO2 SUPERCRÍTICO Y n-HEXANO PARA SÍNTESIS DE BIODIESEL E. Mateus, M. Ladero y L. Calvo Departamento de Ingeniería Química, Facultad de Ciencias Químicas, Universidad Complutense, 28040 Madrid
P.12 EXTRACCIÓN DE ACEITE DE GERMEN DE MAÍZ CON CO2 SUPER-CRÍTICO. EVALUACIÓN DEL CONTENIDO EN TOCOFEROLES S. Rebolleda, N. Rubio-Rodríguez, S. Beltrán, M. T. Sanz y M. L. González San José
Dpto. de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael Bañuelos s/n, 09001 Burgos
P.13 FORMACIÓN DE 5-(HYDROXYMETHYL) FURFURAL DURANTE LA EXTRACCIÓN DE MATRICES NATURALES MEDIANTE SWE M. Herreroa, M. Castro-Puyanaa, L. Rocamorab, J. A. Ferragutb, A. Cifuentesa y E. Ibañeza a Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). Nicolás Cabrera 9, Campus Cantoblanco UAM. 28049 Madrid b Instituto de Biología Molecular y Celular, Universidad Miguel Hernández, Avda. Universidad s/n, 03202 Elche
P.14 EFECTO DE LA PRESIÓN, TEMPERATURA Y PESO MOLECULAR
EN LA SOLUBILIDAD DE BETA-GLUCANOS DE CEBADA EN AGUA Ó. Benito, A. Martín-Cortés, E. Alonso y M. J. Cocero Departamento de Ingeniería Química y Tecnología del Medio Ambiente – Escuela de Ingenierías Industriales - Universidad de Valladolid. Prado de la Magdalena s/n – 47011 – Valladolid
P.15 CONSTRUCCIÓN Y VALIDACIÓN DE UN PRECIPITADOR SAS A ESCALA DE LABORATORIO F. Zahran, C. Pando, A. Cabañas y J. A. R. Renuncio Laboratorio de Equilibrio de Fases y Fluidos Supercríticos. Dpto. de Química Física I, Universidad Complutense, 28040, Madrid
P.16 SUPERCRITICAL ANTISOLVENT (SAS) CO-PRECIPITATION OF ETHYL CELLULOSE AND NATURAL EXTRACTS IN SC-CO2 A. Pochevillea, I. Garaya, I. Hernandoa, Z. Cruzb, I. Olabarrietab, A. Barandab, B. Iñarrac, X. Carriónc e I. Aramburuc a GAIKER-IK4, Parque Tecnológico Edif. 202, 48170, Zamudio, Spain b AZTI-Tecnalia, Parque Tecnológico, Edif. 609, 48160, Derio, Spain c IDOKI SCF TECHNOLOGIES, Parque Tecnológico, Edif. 502, 48160, Derio
31
P.17 NANOPORTADORES PARA COMPUESTOS FARMACÉUTICOS
MEDIANTE EXTRACCIÓN DE EMULSIONES CON FLUIDOS SUPERCRITICOS M. Fraile, A. Martín y M. J. Cocero Universidad de Valladolid (Spain), Prado de la Magdalena s/n, 47011 Valladolid
P.18 DEPOSICIÓN QUÍMICA EN CO2 SUPERCRÍTICO DE NANO-PARTÍCULAS DE COBALTO SOBRE SOPORTES MESOPOROSOS A. Sastrea, S. Aspromonteb, M. J. Coceroa y E. Alonsoa a Grupo de procesos a alta presión, Departamento de Ingeniería Química y Tecnología del Medioambiente, Escuela de Ingenierías Industriales, Universidad de Valladolid b Instituto de Investigaciones en Catálisis y Petroquímica, INCAPE (FIQ-UNL-CONICET), Santa Fe, Argentina
P.19 ESTUDIO COMPARATIVO DE DISPOSITIVOS BIODEGRADABLES PARA LA LIBERACIÓN SOSTENIDA DE INDOMETACINA L. I. Cabezas, R. Mazarro, I. Gracia, A. de Lucas y J. F. Rodríguez Departamento de Ingeniería Química, Facultad de Ciencias Químicas, Universidad de Castilla-La Mancha. Avda. Camilo José Cela, 12, C.P. 13071, Ciudad Real
P.20 ESTUDIO DE LOS PERFILES DE LIBERACIÓN DE CO-PRECIPITADOS DE AMOXICILINA Y ETILCELULOSA OBTENIDOS MEDIANTE LA TÉCNICA SAS A. Montes, M. D. Gordillo, C. Pereyra y E. J. Martínez de la Ossa Dpto. Ingeniería Química y Tecnología de los alimentos. Facultad de Ciencias. Universidad de Cádiz. Campus Río San Pedro s/n 11510 Puesrto real (Cádiz)
P.21 ESTUDIO PRELIMINAR DE LA INFLUENCIA DEL CO2 EN LA SÍNTESIS DE MONO- Y DIGLICÉRIDOS MEDIANTE GLICEROLISIS ENZIMÁTICA DE UN ACEITE DE VEGETAL N. Rubio-Rodríguez, D. Palacios, S. Beltrán, M. T. Sanz, N. Ortega y M.D. Núñez Dpto. de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael Bañuelos s/n, 09001 Burgos
32
P.22 INACTIVACIÓN Y DAÑO SUBLETAL DE MICROORGANISMOS DE INTERÉS EN LA INDUSTRIA ALIMENTARIA MEDIANTE ALTAS PRESIONES HIDROSTÁTICAS D. Wilches a, A.M. Diez a, C. Tonello b, J. Rovira a e I. Jaime a a Dpto. de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael Bañuelos s/n, 09001 Burgos b NC Hyperbaric, S.A. Burgos
P.23 PREPARATION OF POROUS BIODEGRADABLE POLYMERIC MATRICES FOR TISSUE ENGINEERING USING COMPRESSED FLUIDS. EQUIPMENT AND METHODOLOGY A. Córdoba, M. Parera, Q. Tobarra, E. Elizondo, D. Villanueva, S. Sala, N. Ventosa y J. Veciana CIBER-BBN. Networking Centre on Bioengineering, Biomaterials and Nanomedicine, Spain Dep. of Molecular Nanoscience and Organic Materials. Institut de Ciència de Materials de Barcelona - Consejo Superior de Investigaciones Científicas (ICMAB-CSIC), Campus UAB s/n. E-08193 – Bellaterra
P.24 OBTENCIÓN DE BIODIESEL CON METANOL COMPRIMIDO Y DIOXIDO DE CARBONO COMO COSOLVENTE UTILIZANDO UNA RESINA ÁCIDA A. Santana, J. Maçaira, B. Saez, S. Mekala, A. Guardo, F. Recasens y M. A. Larrayoz Departamento de Ingeniería Química. Universitat Politècnica de Catalunya Av. Diagonal 647, 08028. Barcelona
P.25 OXIDACIÓN EN AGUA SUPERCRÍTICA DE COMPUESTO NITROGENADO EN REACTOR CON MULTI-INYECCIÓN M. B. García-Jaranaa, I. Kingsb, J. Sánchez-Onetoa, J. R. Portelaa y B. Al-Durib a Departamento de Ingeniería Química y Tecnología de Alimentos, Facultad de Ciencias, Universidad de Cádiz, 11510 Puerto Real (Cádiz) b Departamento de Ingeniería Química, Escuela de Ingeniería Química, Universidad de Birmingham, Edgbaston, Birmingham B15 2TT, United Kingdom
33

P.26 DESTRUCCIÓN DE DIFERENTES AGUAS RESIDUALES POR OXIDACIÓN EN AGUA SUPERCRÍTICA USANDO UN REACTOR DE TANQUE CON LLAMA HIDROTERMAL P. Cabezaa, C. Jiméneza, M. D. Bermejoa*, S. Arcab, A. Gutierreza y M. J. Coceroa a Grupo de Procesos de Alta Presión, Departamento Ingeniería Química y TMA, Universidad de Valladolid, Prado de la Magdalena s/n, 47011 Valladolid b BioTest b-SERECO Estudios Ambientales y SNC Investigaciones, Perugia - Italia
P.27 PAUTAS DE DISEÑO DE UN REACTOR “SLURRY BUBBLE COLUMN” PARA LA SÍNTESIS DIRECTA DE H2O2 EN CONTINUO I. Huerta, J. García Serna y M. J. Cocero Escuela de Ingenierías Industriales, Departamento de Ingeniería Química y TMA. Sede Mergelina. Valladolid
P.28 EFECTO DE LA PRESIÓN EN LA REACCIÓN DE GAS DE SÍNTESIS HASTA CONDICIONES ULTRASUPERCRÍTICAS F. Salvadora, N. Martína, M. J. Sánchez-Monteroa, J. Monteroa, C. Izquierdoa y M. A. de la Casab a Grupo de Fluidos Supercríticos y Carbones Activados. Departamento de Química Física. Facultad de Química. Universidad de Salamanca b U. Miguel Hernández de Elche, Instituto de Bioingeniería, Dpto. Ciencia de Materiales, Óptica y Tecnología Electrónica, Avda. Universidad, s/n. 03002 Elche
P.29 EL AGUA ULTRASUPERCRÍTICA EN LA ACTIVACIÓN DE FIBRAS DE CARBÓN M. J. Sánchez-Monteroa, J. Monteroa, N. Martína, C. Izquierdoa, M. A. de la Casab y F. Salvadora
a Grupo de Fluidos Supercríticos y Carbones Activados. Departamento de Química Física. Facultad de Química. Universidad de Salamanca b U. Miguel Hernández de Elche, Instituto de Bioingeniería, Dpto. Ciencia de Materiales, Óptica y Tecnología Electrónica, Avda. Universidad, s/n. 03002 Elche
P.30 SINTESIS DE MACROCICLOS DE BASE DE SCHIFF UTILIZANDO CO2 SUPERCRÍTICO A. Lopez-Periago y C. Domingo Instituto de Ciencia de Materiales Barcelona, Campus UAB s/n 08193 Bellaterra. España
34

P.31 SÍNTESIS SUPERCRÍTICA DE FOTOCATALIZADORES PARA LA REDUCCIÓN FOTOCATALÍTICA DE CO2 S. Tostón, F. Martínez, R. Camarillo, I. Asencio y J. Rincón Dpto. Ingeniería Química. Facultad de Ciencias Ambientales y Bioquímica de Toledo. Universidad de Castilla-La Mancha
35



UBU CI
BIPHASIC MIXTURES OF IONIC LIQUIDS + SUPERCRITICAL CO2 IN REACTION / SEPARATION PROCESSES.
M. Nunes da Ponte, A. Serbanovic, V. Najdanovic-Visak, M. Zakrzewska, E. Bogel-Lukasik, R. Bogel-Lukasik
REQUIMTE, Departamento de Química, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa, 2829-516 Caparica, Portugal, [email protected]
Key words: ionic liquids, high pressure carbon dioxide, biphasic mixtures
1 Introduction Supercritical carbon dioxide and ionic liquids are alternative solvents with many actual and potential uses. The combination of both has first been suggested by Brennecke and collaborators [1]. This combination leads to biphasic mixtures where it is possible to carry out integrated reaction + separation processes. Tuning their properties to the problem to be addressed is typical of both supercritical solvents, by pressure or temperature changes, and ionic liquids, due to the multiple available choices of cations and anions. When mixtures of the two types of solvents are used, phase equilibria play an additional role, allowing further adjustments to solve the targeted problems.
Ionic liquids are composed of polar regions, where the charged parts of cations and anions alternate, and of non-polar regions. The sizes of these non-polar regions depend on the number of carbons of the substituents (alkyl ot other) that are usually attached to the charged cores of the cations. When high pressure carbon dioxide is mixed with most ionic liquids, it dissolves in “large” quantities in the liquid. Cabaço et al. [2] have shown that CO2 dissolves mainly in these non-polar regions, and that the interaction between the ions is scarcely affected by the CO2 presence. On the other hand, the ions that form the ionic liquid are practically insoluble in carbon dioxide. Therefore, even at high pressures, the mixtures will be biphasic.
This type of phase equilibrium has important consequences. Examples will be given in this communication.
2 Melting point depression and formation of new ionic liquids
An intriguing aspect of the phase behaviour of ionic salts and carbon dioxide was recently discovered – that dissolution of CO2 into a few ionic liquid-like salts, solid at room temperature, may dramatically decrease their melting temperatures. [3,4] This happens only for salts with ammonium-based cations. Small changes in the ammonium substituent, or in the accompanying anion, lead to huge differences in melting point depressions (MPD) The MPD phenomenon is well known for normal solvents and its intensity is related to the quantities of solute in the liquid solvent. Could this apply in the case of ionic liquids? We started a program of measurement of CO2 solubilities in ammonium-based ionic liquids, but definite answers are still not out.
39

3 Reaction-separation in biocatalytic resolution of enantiomers The resolution of the substrate model (R,S)-2- octanol, using succinic anhydride as an acylating agent and catalysed by Novozym 435, was attempted in a large number of ionic liquids [5]. The best results were obtained in the ionic liquids [omim][PF6] and [omim][N(CN)2]. A successful separation of the unreacted ( S)-octanol and the (R)-esters was reported by Bogel-Lukasik et al.[6]
4 Anti-solvent behaviour of CO2 added to homogeneous aqueous mixtures of an ionic liquid and its application to reaction-separation
The ionic liqud [bmim][PF6] is immiscible with water and with ethanol at room temperature. However, [bmim][PF6] + ethanol + water mixtures are homogeneous in a wide range of compositions. When high pressure carbon dioxide is added, it induces separation, forming an intermediate third phase, rich in water and ethanol. Najdanovic-Visak et al. [7] took advantage of this behaviour to enhance the kinetics of an oxidation reaction previously carried out in a heterogeneous mixture of water + [bmim][PF6]. Using a homogeneous ionic liquid + water+ ethanol solvent, the reaction ran much faster. Carbon dioxide was then used to completely separate the product, water and ethanol from the ionic liquid.
5 Selectivity enhancement in hydrogenation reactions using ionic liquid-coated heterogeneous catalysts
Bogel-Lukasik et al. [8] used a ruthenium over alumina catalyst to hydrogenate limonene to p-menthene and further to p-menthane, in high pressure carbon dioxide. When the catalyst was coated with the ionic liquid [C10mim]NTf2, mono-hydrogenation was selectively obtained, with p-menthene as the only product.
Bibliography
[1] L. A. Blanchard, D. Hancu, E. J. Beckman and J. F. Brennecke (1999), Nature, 399, 28
[2] M. Isabel Cabaço; M. Besnard; Y. Danten; J. A. P. Coutinho (2011) J. Phys. Chem. B 115, 3538-3550.
[3] A. Serbanovic, Z. Petrovski, M. Manic, C. S. Marques, G.V.S.M. Carrera, L.C. Branco, C.A.M. Afonso, M. Nunes da Ponte (2010) Fluid Phase Equilibria 294, 121–130
[4] A.M. Scurto, W. Leitner (2006) Chem. Commun. 3681–3683
[5] R. Bogel-Łukasik, N.M.T. Lourenco, P. Vidinha, M.D.R. Gomes da Silva, C.A. M. Afonso, M.Nunes da Pontea and S.Barreiros (2008) Green Chem 10, 243-248
[6] R.Bogel-Łukasik, V.Najdanovic-Visak, S.Barreiros, M. Nunes da Ponte (2008) Ind. Eng. Chem. Res. 47, 4473–4480
[7] V.Najdanovic-Visak, A.Serbanovic, J.M.S.S. Esperança, H.J.R. Guedes, L.P.N. Rebelo, M.Nunes da Ponte (2003) Chem Phys Chem 4, 520-522
[8] E.Bogel-Łukasik, S.Santos, R.Bogel-Łukasik, M.Nunes da Ponte (2010) J. of Supercritical Fluids 54, 210–217
40

UBU O.1
ELIMINACIÓN DE ACEITES MINERALES DE LA SUPERFICIE DE CONTACTOS METÁLICOS DE Ag Y Cu MEDIANTE CO2
SUPERCRÍTICO M. Viguera, J.M. Gómez-Salazar, I. Barrena, L. Calvo*
Facultad CC Químicas, Universidad Complutense de Madrid, Av Complutense s/n (Madrid). [email protected]
Palabras claves: extracción supercrítica, aceites minerales, superficie metálica
1 Introducción
Los contactos metálicos son elementos empleados en la industria electrónica como materia prima. Pueden estar compuestos de un solo metal o ser aleaciones o estampaciones de varios de ellos.
En la producción de los contactos estos quedan manchados de un aceite lubricante y dado que son piezas de precisión, deben tener su superficie completamente limpia.
Actualmente se están utilizando disolventes orgánicos con la problemática asociada. Este trabajo propone la utilización de CO2 en condiciones supercríticas debido a su s propiedades como disolvente y su bajo impacto ambiental. Hoy existe poca investigación en este campo y lo que hay está fundamentalmente en patentes [1,2].
2 Materiales y métodos
Se han utilizado contactos metálicos de Ag y Ag-Cu suministrado por la empresa Ami Doduco, CO2 de alta pureza (Carburos Metálicos) y aceite lubricante SAE 30.
Se disponen en un lecho fijo 30 g de contactos impregnados con 1 g de aceite. El CO2 en condiciones supercríticas entra por fondo y mediante una BPR se descomprime recogiéndose el extracto en un vial para ser posteriormente pesado. El CO2 consumido se mide mediante un caudalímetro.
3 Resultados y discusión
La solubilidad (que corresponde a la pendiente de la curva de extracción en los momentos iniciales del proceso) aumenta, al aumentar la presión como consecuencia del aumento de la densidad del fluido supercrítico como explica la Tabla 1. En lo relativo al efecto de la temperatura se observa que también aumenta la solubilidad con la variable y además el rendimiento en la extracción es mayor (Figura 1). Este hecho no se justifica mediante la densidad, porque ésta baja si aumenta la temperatura, sino por el incremento de la volatilidad del aceite y/o la posibilidad de que se forme una monocapa de aceite lubricante fuertemente quimiadsorbida a la superficie metálica y cuya desorción se vea favorecida a altas temperaturas.
De la Figura 2 se extrae que a bajos caudales, manteniendo condiciones isobáricas e isotermas, el CO2 está saturado y la pendiente es máxima. Pero el rendimiento en la extracción es bajo, luego la turbulencia favorece la limpieza de los contactos.
41
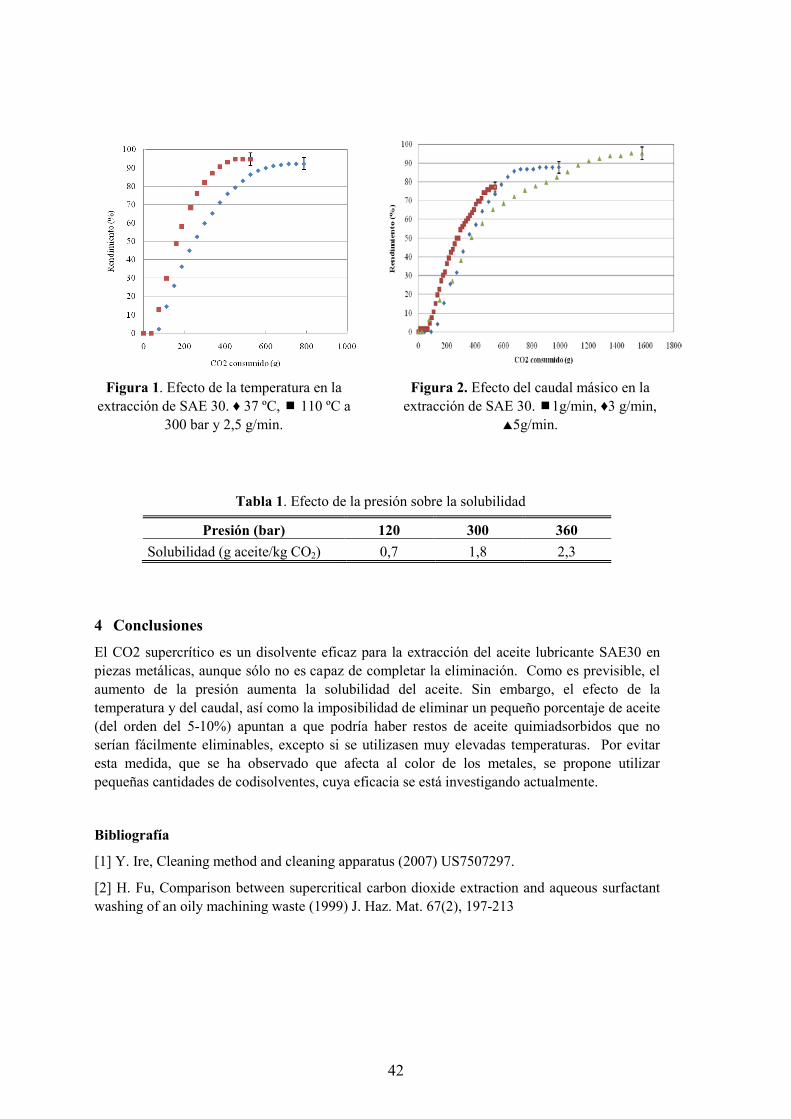
Figura 1. Efecto de la temperatura en la extracción de SAE 30. ♦ 37 ºC, 110 ºC a
300 bar y 2,5 g/min.
Figura 2. Efecto del caudal másico en la
extracción de SAE 30. 1g/min, ♦3 g/min, 5g/min.
Tabla 1. Efecto de la presión sobre la solubilidad
Presión (bar) 120 300 360 Solubilidad (g aceite/kg CO2) 0,7 1,8 2,3
4 Conclusiones El CO2 supercrítico es un disolvente eficaz para la extracción del aceite lubricante SAE30 en piezas metálicas, aunque sólo no es capaz de completar la eliminación. Como es previsible, el aumento de la presión aumenta la solubilidad del aceite. Sin embargo, el efecto de la temperatura y del caudal, así como la imposibilidad de eliminar un pequeño porcentaje de aceite (del orden del 5-10%) apuntan a que podría haber restos de aceite quimiadsorbidos que no serían fácilmente eliminables, excepto si se utilizasen muy elevadas temperaturas. Por evitar esta medida, que se ha observado que afecta al color de los metales, se propone utilizar pequeñas cantidades de codisolventes, cuya eficacia se está investigando actualmente.
Bibliografía
[1] Y. Ire, Cleaning method and cleaning apparatus (2007) US7507297.
[2] H. Fu, Comparison between supercritical carbon dioxide extraction and aqueous surfactant washing of an oily machining waste (1999) J. Haz. Mat. 67(2), 197-213
42
UBU O.2
SIMULACIÓN Y OPTIMIZACIÓN DEL FRACCIONAMIENTO SUPERCRÍTICO DE ACEITE DEL GENÉRO CAPSICUM. M. P. Fernández-Ronco, I. Gracia, C. Martínez, A. de Lucas, J. F. Rodríguez
Departamento de Ingeniería Química, Universidad de Castilla-La Mancha. Avda. Camilo José Cela 12, 13071 Ciudad Real
Palabras claves: ASPEN Plus, Carotenoides, Capsaicinoides, Equilibrio, oleorresina.
1 Resumen
El género Capsicum en sus diferentes variedades, annuum L. y frutescens L., es fuente de compuestos bioactivos con aplicación tanto farmacéutica como alimentaria [1-2]. Teniendo en cuenta la cada vez más creciente demanda de compuestos naturales que ayuden a mejorar la calidad de vida de los usuarios finales, el fraccionamiento de aceites vegetales en diferentes fracciones que incorporen productos de alto valor añadido se ha convertido en una realidad. Así, son numerosos los estudios relativos al fraccionamiento de aceite de palma mediante el empleo de la tecnología supercrítica [3-4].
Pese a que la tecnología supercrítica puede mejorar los convencionales procesos de separación al no incorporar disolventes al producto final, y al conseguir mejores propiedades de transporte que se t raducen en mayores solubilidades y mejores selectividades, el conocimiento del equilibrio de fases a alta presión es aún reducido y por tanto, la simulación de los procesos globales resulta compleja. En este trabajo, la extracción supercrítica en contracorriente de Oleorresina Capsicum (ORCap) fue modelada satisfactoriamente mediante el empleo de un simulador comercial ASPEN Plus (Aspen Technolgy Inc., Cambridge, MA) usando la ecuación de estado de Redlich-Kwong-Aspen (RKA). El procedimiento de modelado involucró la estimación de las presiones de vapor de los compuestos puros según el procedimiento descrito por Riedel [5], y la obtención de las constantes críticas a través del método propuesto por Constantinou y Gani [6]. Los parámetros de interacción para la ecuación RKA fueron correlacionados a partir de datos experimentales de los sistemas binarios puros entre los compuestos constituyentes de la ORCap y el CO2. Los coeficientes de distribución y los factores de separación así obtenidos, fueron comparados con los resultados experimentales alcanzados a 206 bar y 337,8 K comprobándose el ajuste del modelo y la estrategia de cálculo seguida.
Bibliografía
[1] M. P. Fernández-Ronco, C. Ortega-Noblejas, I. Gracia, A. De Lucas, M.T. García, J.F. Rodríguez, Supercritical fluid fractionation of liquid oleoresin capsicum: Statistical analysis and solubility parameters (2010) J. Supercrit. Fluid 54, 22-29.
[2] D. Hornero-Méndez, J. Costa-García, M. I. Minguez-Mosquera, Characterization of carotenoid high-producing capsicum annuum cultivars selected for paprika production (2002) J. Agric. Food Chem. 50, 5711-5716.
43

[3] E. Bannwart de Moraes, M. E. Torres Alvarez, M. R. Wolf Maciel, R. Maciel Filho, Simulation and optimization of a supercritical extraction process for recovering Provitamin A (2006) Appl. Biochem. Biotech. 129-132, 1041-1050.
[4] C. S. Lim, Z. A. Manan, M. R. Sarmidi, Simulation modeling of the phase behavior of palm-oil-supercritical carbon dioxide (2003) JAOCS 80-11, 1147-1156.
[5] A. Vetere, The Riedel equation (1991) Ind. Eng. Chem. Res. 30-11, 2487-2492.
[6] L. Constantinou, R. Gani, New group contribution method for estimating properties of pure compounds (1991) AIChE Journal 40-10, 1697-1710.
44
UBU O.3
PROCEDIMIENTO PARA LA EXTRACCIÓN EN CONTINUO DE COMPUESTOS ORGÁNICOS (HALOANISOLES Y
HALOFENOLES) DE CORCHO GRANULADO Germán Sanjuan
Gestión Integral de la Tecnología ( GIT, S.L.). [email protected]
Procedimiento combinado Vapor-SuperCríticos
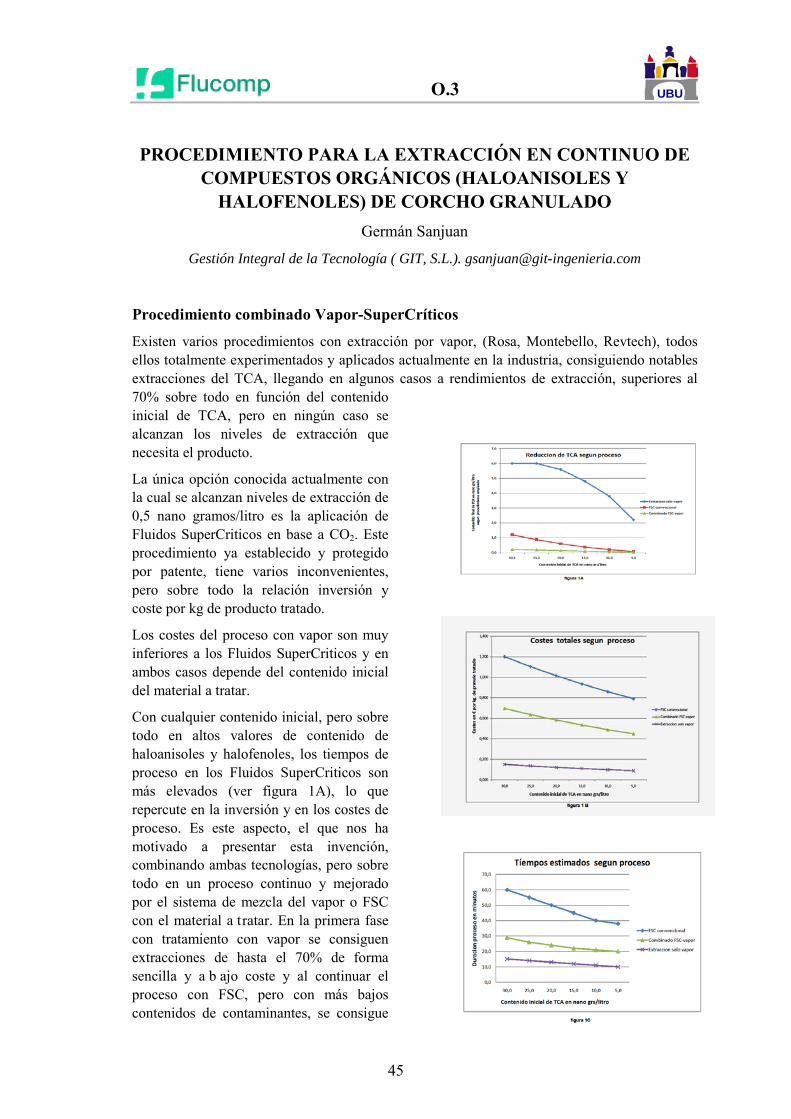
Existen varios procedimientos con extracción por vapor, (Rosa, Montebello, Revtech), todos ellos totalmente experimentados y aplicados actualmente en la industria, consiguiendo notables extracciones del TCA, llegando en algunos casos a rendimientos de extracción, superiores al 70% sobre todo en función del contenido inicial de TCA, pero en ningún caso se alcanzan los niveles de extracción que necesita el producto.
La única opción conocida actualmente con la cual se alcanzan niveles de extracción de 0,5 nano gramos/litro es la aplicación de Fluidos SuperCriticos en base a CO2. Este procedimiento ya establecido y protegido por patente, tiene varios inconvenientes, pero sobre todo la relación inversión y coste por kg de producto tratado.
Los costes del proceso con vapor son muy inferiores a los Fluidos SuperCriticos y en ambos casos depende del contenido inicial del material a tratar.
Con cualquier contenido inicial, pero sobre todo en altos valores de contenido de haloanisoles y halofenoles, los tiempos de proceso en los Fluidos SuperCriticos son más elevados (ver figura 1A), lo que repercute en la inversión y en los costes de proceso. Es este aspecto, el que nos ha motivado a presentar esta invención, combinando ambas tecnologías, pero sobre todo en un proceso continuo y mejorado por el sistema de mezcla del vapor o FSC con el material a tratar. En la primera fase con tratamiento con vapor se consiguen extracciones de hasta el 70% de forma sencilla y a b ajo coste y al continuar el proceso con FSC, pero con más bajos contenidos de contaminantes, se consigue
45

reducir el proceso a niveles de coste inferiores de lo que significaría sin este tratamiento previo.
Esta combinación nos permite unos costes notablemente inferiores a los FSC convencionales (ver figura 1B), y además tiempos más cortos (ver figura 1C).
A estos aspectos debemos añadir las características de la mezcla de gases que aun mejora el rendimiento y sobre todo la calidad del material tratado. Estos aspectos son ampliados en los puntos descritos a continuación.
a) Proceso continuo de carga y descarga, para lo que se pretende solo tratar granulo de corcho de diferentes tamaños entre 0,5 y 10 m.m. y contenidos de humedad y contaminación.
b)-Tratamiento combinado de vapor y fluidos SuperCriticos, que mejora sustancialmente el proceso, cualitativamente y cuantitativamente. Este sistema combinado, aprovecha las ventajas del tratamiento previo con vapor, con un i ncremento notable de la eficacia, reduciendo notablemente los costes de Fluidos SuperCriticos por separado.
c) Diseño de los extractores con alimentación continua y co n un sistema de v ibración, consiguiendo que el granulo avance a t ravés del extractor, estando además sometido a u na agitación completa y continua.
d) sistema de alimentación a los extractores compuesto por una combinación de obturadores, que aprovechando las presiones del proceso, producen el cierre y separación estanca, entre cada fase del proceso.
e) Presiones en el vapor entre 1 y 10 bares y temperaturas superiores a 80º C, con vapor saturado y en ambiente con temperatura totalmente controlada para evitar condensaciones.
f) Presiones de entre 75 y 150 ba res y t emperaturas entre 60º y 90º C en el proceso de supercrítico.
g) Empleo como Fluido Supercrítico o fluido denso, de una mezcla compuesta por dos o más gases licuados que mejoran notablemente el proceso de extracción y que no precisan de ningún tipo de cosolvente.
h) Descarga en continuo del corcho ya tratado en una tolva, sin contacto con la atmosfera para mantener el producto totalmente inerte hasta su utilización.
46

UBU O.4
COMPARISON OF COMPENDIA NORMAL PHASE LC METHODS RUN UNDER SUPERCRITICAL FLUID
CHROMATOGRAPHY CONDITIONS. Isabelle Durieux Trosseta, Andrew Aubin b, Michael Jones b
aWaters sas, BP 608, 78256 Saint Quentin en Yvelines cedex, France. bWaters Corporation, 34 Maple Street, Milford, MA 01757, USA
Keywords: Supercritical fluid chromatography (SFC), Green Chromatography
Introduction Supercritical fluid chromatography (SFC) is a normal phase chromatography technique that uses carbon dioxide, in its supercritical state, to replace conventional organic solvents.
The low viscosity and high diffusivity of supercritical CO2 provide fast analysis times, while consuming significantly smaller amounts of solvent. These attributes make SFC an attractive alternative to normal phase (NPLC) chromatographic methods in use today within the pharmaceutical industry.
Although SFC is generally considered a cost-effective, sustainable and green technology, widespread adoption of analytical SFC has been hampered by instrumentation which does not perform to the standards established by modern HPLC systems.
Using a newly designed analytical supercritical fluid chromatography system, a series of normal phase separations taken from the United States Pharmacopeia (USP) are compared directly to a SFC developed method for the same compounds.
Results In 2004, Waters introduce UPLC. Advantages obtained by decreasing particule size of HPLC chemistries, are well know and today , U PLC completly replace HPLC. Question was : Do smaller particle column chemistries (< 2 µm) have the same benefits in SFC as t hey do in traditional reverse phase LC? The same trend is observed with SFC and smaller particles.
47

Our application work is currently to look into NP-LC methods and convert them in SFC methods. We want to evaluate if SFC can provide at least the same quality of results, if not better. We will present in this communication, the 1st examples on which we have worked, including chiral separations (which are performed in normal phase conditions in most cases)
Normal phase separations taken from the United States Pharmacopeia (USP) are compared directly to a SFC developed method for the same compounds. While keeping the USP method sample preparation steps identical, results from both NPLC and SFC compared favourably based on the suitability criteria contained within the USP method. These results show the SFC has the potential to replace NPLC methods in use today.
Conclusion UPSFC methods were almost three time faster than the current normal phase methods from the USP. In addition to speed, these methods reduced the cost per analysis by more than 100 times, primarily by r educing the need for aliphatic hydrocarbons and chlorinated solvents. Required sensitivity levels were achieved in UPSFC methods. The AQUITY UPSFC system is an ideal choice for laboratories looking for an alternative to conventional normal phase HPLC. Waters is a r egistered trademark of Waters Corporation. The Science of What’s possible, ACQUITY UPSFC, UPSFCare trademark s o f Waters Corporation. All other trademarks are properties of their respective owners.
ACQUITY UPSFC is the first holistically designed and built system that leverages advances in LC technology bringing usability, ruggedness and reliability features previously unavailable to analytical SFC in a single uncompromising package
48

UBU O.5
ADSORCIÓN DE Pd(hfac)2 SOBRE SOPORTES MESOPOROSOS EN scCO2 Y SU APLICACIÓN EN LA SÍNTESIS DE MATERIALES
COMPUESTOS. M.J. Tenorioa* J. Morérea, M.J. Torralvob, C. Pandoa, J.A.R. Renuncioa y A. Cabañasa*
Laboratorio de Equilibrio de Fases y Fluidos Supercríticos aDpto. Química Física I, bDpto. Química Inorgánica I, Universidad Complutense de Madrid,
28040 Madrid. [email protected], [email protected]
Palabras claves: CO2 Supercrítico, Adsorción, Paladio, Materiales Mesoporosos, Metalización.
1 Introducción La deposición de metales sobre diferentes soportes es un tema de gran interés en la actualidad debido a sus aplicaciones en catálisis, microelectrónica, membranas de separación de gases, recubrimientos... En nuestro laboratorio hemos depositado Pd en materiales mesoporosos nanoestructurados de sílice (SBA-15) [1]. Para ello hemos impregnado SBA-15 con un precursor organometálico, hexafluoroacetilacetonato de paladio [Pd(hfac)2], en CO2 supercrítico (CO2 sc) a 40 ºC y 85 bar. A estas condiciones, la solubilidad del Pd(hfac)2 en CO2 sc es mayor de 3.60 % en peso [2]. Luego llevamos a cabo la reducción del Pd(hfac)2 impregnado o a dsorbido sobre SBA-15 por dos procedimientos distintos: (1) reducción en una mezcla CO2/H2 a 40 ºC y 100 bar y (2) reducción en H2 puro a 40 ºC y 60 bar. Los mejores resultados se han obtenido por reducción en H2 puro (Figura 1). Además hemos demostrado la actividad catalítica de estos materiales compuestos Pd – SiO2. La etapa de adsorción del precursor metálico sobre el soporte en CO2 sc es un aspecto muy importante a tener en cuenta en el diseño y en el desarrollo de experimentos de impregnación y deposición de metales. Es necesario conocer el equilibrio de adsorción en el sistema Pd(hfac)2 – SBA-15 – CO2 sc y la influencia que ejerce en éste un cambio de temperatura, de presión y de densidad del fluido [3]. La falta de datos en la literatura sobre la adsorción de diferentes compuestos organometálicos sobre soportes nos ha llevado al estudio que presentamos en esta comunicación.
2 Resultados Los experimentos de adsorción se llevaron a c abo en un reactor agitado de alta presión (Autoclave Eng. Inc.). Se introduce una cantidad conocida de SBA-15 y de Pd(hfac)2, se calienta el reactor a la T de trabajo y se introduce el CO2 lentamente impulsado por una bomba ISCO modelo 260D termostatizada a la misma T hasta alcanzar la P de trabajo. El sistema se mantiene constante a e stas condiciones durante 8 hor as y después se despresuriza isotérmicamente. Estudios previos de impregnación de Pd(hfac)2 sobre SiO2 – SBA-15 a 40 ºC y 85 bar a distintos tiempos han demostrado que en 8 ho ras se alcanza el equilibrio
Figura 1. Imagen TEM de Pd/SBA-15
50 nm
49

termodinámico [1]. Tiempos más largos de impregnación (16 horas) producen la descomposición parcial del precursor. El Pd(hfac)2 sublima a T ≈ 146 ºC por lo que la cantidad adsorbida sobre el soporte se determina fácilmente a partir de datos de ATG.
En la Figura 2 se muestran los datos de la cantidad de Pd(hfac)2 adsorbido sobre SBA-15, q (mol/kg), frente a la concentración de Pd(hfac)2 disuelto en CO2 sc, C (mol/m3), a diferentes T, P y densidad de CO2. Los datos obtenidos a 40 ºC y 85 bar se ajustaron a un modelo de Langmuir modificado descrito por la siguiente ecuación:
CC1C q
10 1 kK
QK ++
= (1)
Donde K1 es la constante de adsorción de Langmuir, Q0 es la capacidad de adsorción de modo que K1Q0 representa la afinidad del compuesto organometálico hacia el soporte, y k es un parámetro extra que introduce la heterogeneidad de la superficie del soporte.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00C (mol Pd(hfac)2 /m
3CO2 sc)
q (m
ol P
d(hf
ac) 2
/Kg
SBA-
15)
Figura 2. Adsorción del Pd(hfac)2 sobre SBA-15.
A 40 ºC y 85 bar al aumentar C aumenta q hasta saturación a valores próximos a 0.5 mol/Kg. A T constante, 40 y 60 ºC, al aumentar la P y la densidad del CO2 la adsorción sobre el soporte disminuye. Manteniendo P constante a 85 bar, un aumento en la T desde 40 a 80 ºC, disminuye la densidad de CO2 y aumenta la adsorción del Pd(hfac)2 sobre el soporte.
A densidad constante de CO2 (0.35 g/mL) una variación en la T y P no produce un c ambio grande en la adsorción. De entre las condiciones ensayadas, las óptimas para la impregnación de Pd(hfac)2 sobre SBA-15 son 80 ºC, 85 bar y densidad de CO2 baja ya que el Pd(hfac)2 es un compuesto muy soluble en la fase fluida y de esta forma se favorece la afinidad del precursor por el soporte.
Bibliografía
[1] J. Morère, M. J. Tenorio, M. J. Torralvo, C. Pando, J. A. R. Renuncio and A. Cabanas, (2011) J. Supercrit. Fluids, 56, 213-222.
[2] M. J. Tenorio, C. Pando, J. A. R. Renuncio and A. Cabanas, 8th Green Chemistry Conference. (Zaragoza - Spain) 2009.
[3] Y. Zhang, B. Cangul, Y. Garrabos and C. Erkey, (2008) J. Supercrit. Fluids, 44, 71-77.
40 ºC, 140 bar, 0.7633 g/mL
40 ºC, 85 bar, 0.3539 g/mL
60 ºC, 110 bar, 0.3578 g/mL 60 ºC, 85 bar, 0.2124 g/mL
80 ºC, 85 bar, 0.1745 g/mL
50

UBU O.6
IMPREGNACIÓN DE QUITOSANO CON LACTULOSA MEDIANTE FLUIDOS SUPERCRÍTICOS:
ESTUDIO EN SCAFFOLDS Y MICROESFERAS. M. Díez-Municio, A. Montilla, M. Herrero, A. Olano, E. Ibáñez
Instituto de Investigación en Ciencias de la Alimentación (CIAL, CSIC-UAM), Nicolás Cabrera 9, Campus Cantoblanco UAM, 28049 Madrid.
e-mail: [email protected]
Palabras claves: Impregnación con fluidos supercríticos, Quitosano, Lactulosa
1 Introducción Hoy en día, la utilización de la tecnología de fluidos supercríticos para la impregnación de polímeros naturales está recibiendo una atención cada vez mayor. El interés por la tecnología de impregnación supercrítica en matrices poliméricas se deriva de la oportunidad de utilizar las propiedades de los fluidos supercríticos para la preparación de nuevos materiales poliméricos con propiedades y beneficios adicionales. La ausencia de tensión superficial permite a l os fluidos supercríticos la rápida penetración dentro de los poros de matrices heterogéneas. La alta difusividad del dióxido de carbono, permite que se produzca una transferencia de materia mucho más favorable, así como una distribución homogénea del aditivo en el núcleo de la matriz polimérica, siendo ésta una de las principales ventajas del proceso. Además, los fluidos supercríticos pueden difundir fácilmente fuera del polímero, una vez que la presión se reduce a valores ambientales, por lo que no dejan residuos de disolventes en la muestra de polímero impregnado.
De este modo se han desarrollado un amplio número de trabajos que emplean la tecnología de fluidos supercríticos utilizando CO2 (SC-CO2) en la obtención de derivados de quitosano (un biopolímero derivado de la quitina procedente de los caparazones de crustáceos) [1,2]. En el caso de la industria alimentaria, puede resultar de especial interés la impregnación de quitosano con carbohidratos prebióticos, con el objetivo fundamental de mejorar la solubilidad de sus derivados glicosilados (tras la incorporación de residuos de monosacáridos o disacáridos en un pequeño porcentaje), promoviendo su utilización como aditivo o en la encapsulación de nutraceúticos (aplicación no consolidada todavía, fundamentalmente por las limitaciones de solubilidad del quitosano en medios neutros y básicos).
Por ello, en el presente trabajo, se ha llevado a cabo un estudio de la impregnación (en medio supercrítico) de quitosano con lactulosa (un carbohidratos prebiótico), con el fin de estudiar la potencialidad de su uso en la industria alimentaria como técnica medioambientalmente limpia de impregnación. La continuación de esta investigación, podría dar lugar al desarrollo de un procedimiento óptimo de formación de complejos glicosilados de quitosano de manera que este biopolisacárido procedente de los caparazones de crustáceos, pueda ser empleado con éxito como ingrediente alimentario con propiedades funcionales específicas (actividad antimicrobiana, antioxidante, antihipercolesterolémica, inmunológica…).
Para su estudio, es necesario tener en cuenta que la eficacia de la impregnación resulta de un complejo mecanismo que implica interacciones entre el soluto (aditivo), el portador (fluido supercrítico y modificador) y la matriz polimérica.
51

La fuerza relativa de todas las interacciones binarias (aditivo – SC-CO2, polímetro – SC-CO2, y aditivo – polímero) contribuirá a la distribución definitiva del soluto entre la fase móvil y el sólido [1]. Por tanto, considerando la complejidad asociada al proceso de impregnación, será necesario optimizar las condiciones del mismo en función del soluto a impregnar, el fluido supercrítico (y cosolvente) empleado y la matriz polimérica.
2 Resultados Los experimentos realizados en el presente trabajo han permitido evaluar los parámetros que afectan al proceso de impregnación, tales como modo de impregnación (estático o dinámico), condiciones de operación (P y Tª), tiempo de contacto y flujo de despresurización, así como la impregnación de quitosano procesado de dos formas diferentes: “scaffolds” con una estructura porosa obtenida mediante la liofilización de una solución en forma de gel y “microesferas” con una gran superficie de contacto obtenidas por secado mediante CO2 supercrítico.
Tras el estudio del grado de impregnación por cromatografía de gases (GC-FID), y e l análisis de las interacciones quitosano - lactulosa por el método de ninhidrina, la impregnación en medio supercrítico ha demostrado ser factible para ambas formas de quitosano. Para el caso concreto estudiado, el mayor rendimiento de impregnación (8,6%) se obtuvo en el quitosano procesado en forma de scaffolds utilizando los siguientes parámetros de impregnación: proceso continuo, tiempo de contacto de 60 minutos, 14% (v/v) de etanol:agua (95:5) como co-solvente, flujo de despresurización de 3,3 bar/min, 100 bar de presión y 100 ° C de temperatura. En estas condiciones, se constata el desarrollo de la reacción de Maillard. En el caso de la impregnación de microesferas, el mayor rendimiento de impregnación (3,9%) se obtuvo utilizando las mismas condiciones de operación, pero con un 6% de co-solvente.
Así, los resultados obtenidos en este trabajo, apoyan la potencialidad de la impregnación de quitosano con mono o disacáridos empleando fluidos supercríticos y su posible uso en la industria alimentaria.
Figura 1. Esquema del sistema de impregnación supercrítica empleado.
Bibliografía
[1] A.R.C. Duarte, J.F. Mano, R.L. Reis, Preparation of chitosan scaffolds loaded with dexamethasone for tissue engineering applications using supercritical fluid technology (2009) Eur. Polym. J. 45, 141-148.
[2] M.E.M. Braga, M.T.V. Pato, H. Silva, E.I. Ferreira, M.H. Gil, C.M.M. Duarte, H.C. de Sousa, Supercritical solvent impregnation of ophthalmic drugs on chitosan derivatives (2008) J. Superc. Fluids 44, 245-257.
52

UBU O.7
CRYSTALLIZATION OF FINELY DIVIDED POWDERS OF PHARMACEUTICAL COMPOUNDS WITH HIGH
POLYMORPHIC PURITY FROM CO2-EXPANDED SOLVENTS.
S. Sala,a,b, A. Córdoba,a,b E. Moreno-Calvo,b,a E. Elizondo,b,a M. Muntó,b,a P.E. Rojas b,a
M. A. Larrayoz,c N. Ventosa b,a * and J. Veciana b,a *
a Biomedical Research Networking center in Bioengineering, Biomaterials and Nanomedicine (CIBERBBN); NANOMOL-CSIC. Campus UAB s/n; E-08193 Cerdanyola del Vallès (Spain)
b Institut de Ciència de Materials de Barcelona (ICMAB-CSIC), Esfera UAB; Campus UAB s/n; E- 08193 Cerdanyola del Vallès (Spain)
c Universitat Politècnica de Catalunya, Chemical Engineering Department. ETSEIB. Avda. Diagonal 647, 08028 Barcelona (Spain)
[email protected], [email protected]
Palabras claves: APIs, pure polymorphs, drugs, microparticles, crystallization. The feasibility of the DELOS method (Depressurization of an Expanded Liquid Organic Solution), based on t he utilization of compressed fluids, to process different active pharmaceutical ingredients (APIs) as micron sized solids with narrow particle size distribution, high crystallinity degree, high polymorphic purity and free of residual solvent has been demonstrated. The driving force of this crystallization process is the fast, large and extremely homogeneous temperature decrease experienced by the solution of the compound to crystallize in an organic solvent expanded with a CF (compressed fluid), when it is depressurized from a given working pressure to atmospheric pressure. 1 This method avoids most of the drawbacks of traditional industrial crystallizations from liquid solvents, such as the poor control over the final particle size and particle size distribution, complex scale-up or the difficulty in eliminating residual solvent occluded in voids. Model drugs such as c holesterol, acetylsalicylic acid (aspirin), naproxen, acetaminophen and ibuprofen were chosen due to their difference in the degree of lipophilicity and water solubility, being therefore representative of different types of pharmaceutical active compounds. The influence of process variables, initial supersaturation and CO2 content, on the characteristics of the prepared powders has been studied. It has been demonstrated that the maximum supersaturation value attained during crystallization from CO2-expanded solvents and the associated nucleation rate can be modulated through appropriate variations of the above mentioned operating parameters.
53

Figure 1: SEM image of acetaminophen crystals prepared by the DELOS method.
54

UBU O.8
FORMULACIÓN DE BIOCIDAS NATURALES MEDIANTE PROCESOS CON FLUIDOS SUPERCRÍTICOS
Á. Martína, S. Varonaa, M. J. Coceroa
aGrupo de Procesos a Alta Presión, Universidad de Valladolid, Doctor Mergelina s/n 47011 Valladoli
Correo-e: [email protected] (Á. Martín)
Palabras claves: aceite esencial de lavandín, almidón, lecitina, biocida, secado por spray, Particles from Gas Saturated Solutions PGSS
1 Introducción
La preocupación pública por el uso de productos químicos en agricultura y ganadería ha aumentado y hay una mayor presión social para la utilización de productos naturales. En el caso de la agricultura esto se debe al uso extensivo de pesticidas y herbicidas (carbamatos y órganofosfatos) que generan contaminación ambiental y residuos que pueden pasar al organismo. Otro problema es e l aumento del uso de antibióticos en ganadería y su posible contribución en la aparición de bacterias resistentes y su trasmisión a l os humanos. En este contexto, una posible solución sería el uso aceites esenciales extraídos de plantas aromáticas con propiedades biocidas (bacterias, hongos, insectos y nematópodos) [1] que, además, pueden actuar como promotores del crecimiento en el ganado [2]. Este trabajo se ha centrado en el aceite de lavandín (Lavandula hybrida), debido al interés de su cultivo en Castilla y León.
Los aceites esenciales presentan una serie de limitaciones para poder ser utilizados como biocidas, siendo las principales su alta volatilidad, baja solubilidad en agua, sensibilidad al calor, a la oxidación y a la luz ultravioleta. La actividad biocida de los aceites esenciales se puede mejorar mediante una formulación adecuada. Esta formulación debe ser físicamente estable y permitir la protección y liberación controlada de los compuestos activos de los aceites esenciales. En este trabajo se han desarrollado varias formulaciones de aceites esenciales para su uso como biocidas, como emulsiones y microcápsulas, empleado polímeros biodegradables: almidones modificados con el grupo n-(octenil) anhídrido succínico (OSA), polietilenglicol (PEG) y lecitina de soja. La encapsulación de aceites esenciales ha sido objeto de investigación durante años. Realizando una revisión en la literatura, se puede concluir que la técnica más empleada es el secado en espray de emulsiones de aceites esenciales [3]. Otras técnicas como coacervación, liofilización, co-cristalización e inclusión en liposomas han sido también empleadas pero en menor proporción. Los procesos de formulación desarrollados en este trabajo fueron, a p arte del secado en espray, otros que emplean CO2 en estado supercrítico (scCO2): PGSS (partículas a partir de disoluciones saturadas de gas), PGSS-drying e impregnación supercrítica.
2 Resultados
El uso del aceite de lavandín como antibiótico por vía oral requiere una formulación especial. Diversos autores han empleado con éxito liposomas (vesículas formadas por fosfolípidos), para la administración oral de medicamentos como insulina y ciclosporina. Los liposomas tienen la capacidad de proteger el aceite encapsulado de la digestión, permitiendo su adsorción en el intestino y su liberación a través de la membrana citoplasmática de las células, debido a la
55

similitud de la estructura de los liposomas con la membrana celular. En este trabajo se han obtenido liposomas mediante el método convencional de Bangham y a partir de partículas de lecitina de soja formuladas mediante PGSS (partículas a partir de disoluciones saturadas de gas) [4]. Los liposomas obtenidos por el método de Bahgham presentaron morfología multivesicular o uni/multilamelar y un di ámetro medio de 0.4- 1.3 μm. La eficiencia de encapsulación del aceite esencial de lavandín para este método fue del 66%. En el proceso de PGSS-drying las partículas se o btuvieron tras el secado con dióxido de carbono supercrítico (scCO2) de emulsiones de aceite de lavandín/agua estabilizadas con lecitina de soja y colesterol. Las partículas de lecitina de soja obtenidas presentaron un tamaño entre 1.4 μm y 24.8 μm y tendencia a aglomerase. La eficacia de encapsulación fue baja, encapsulándose entre el 3- 15% del aceite inicial.
También se estudió la encapsulación de aceite esencial en partículas de polietilenglicol y almidón producidas mediante técnica PGSS y PGSS-drying, respectivamente [5]. El aceite de lavandín se encapsulo más eficientemente en PEG, obteniéndose una eficacia de encapsulación entre 14% y 66%. Las partículas de PEG obtenidas presentaron una morfología esférica (figura 6a) y distribución de tamaños estrecha y unimodal, características favorables para una liberación controlada del aceite. Mediante PGSS-drying, se obtuvieron partículas de almidón con dos tipos de morfologías: partículas esféricas y agujas y una distribución de tamaño de partícula ancha y bimodal, así como eficacias de encapsulación algo más bajas, en el rango 5% - 50%.
La actividad antibacteriana del aceite esencial de lavandín y de las formulaciones desarrolladas se evaluó para tres tipos de bacterias implicadas en enfermedades atribuidas a l a comida. La concentración mínima de inhibición del aceite de lavandin fue de 7.1 mg/mL para E.coli, 7.1 mg/mL para S.aureus y 3.6 mg/mL para B.cereus. La encapsulación en todos los casos mejoró el efecto del aceite como inhibidor del crecimiento de las bacterias. La eficacia de esta acción fue función principalmente de la concentración de aceite y del agente encapsulante. La lecitina de soja resultó ser el encapsulante más eficaz debido a su capacidad de formar liposomas. El proceso empleado para la formación de las partículas también resultó ser un pa rámetro importante, siendo las partículas obtenidas mediante PGSS-drying las que mostraron mayor actividad antimicrobiana para la misma cantidad de aceite encapsulado. E.coli (Gram-) resultó ser la cepa más sensible, mientras que B.cereus y S.aureus (Gram+) fueron las más resistentes.
Bibliografía
[1] Burt, S. Essential oils: Their antibacterial properties and potential applications in foods;A review (2004). Int. J. Food Microbiol. 94, 223.
[2] Benchaar, C.; Calsamiglia, S.; Chaves, A. V.; Fraser, G. R.; Colombatto, D.; McAllister, T. A.; Beauchemin, K. A. A review of plant-derived essential oils in ruminant nutrition and production (2008). Anim. Feed Sci. Technol. 145, 209.
[3] Martín, Á., Varona, S., Navarrete, A., Cocero, M. J. Encapsulation and co-precipitation processes with supercritical fluids: applications with essential oils (2010). Open Chem. Eng. J. 4, 31
[4] Varona, S., Martín, Á., Cocero, M. J. Liposomal incorporation of lavandin essential oil by a thin-film hydration method and by particles from gas-saturated solutions (2011) Ind. Eng. Chem. Res. 50, 2088
[5] Varona, S., Kareth, S., Martín, Á, Cocero, M. J. Formulation of lavandin essential oil with biopolymers by PGSS for application as biocide in ecological agriculture (2010) J. Supercrit. Fluids 369-377
56

UBU O.9
ENCAPSULADO DE BIOPESTICIDAS MEDIANTE FLUIDOS SUPERCRÍTICOS
L. Martína, S. Liparotib, R. Adamib, A. M. Mainara, J. S. Urietaa, E. Reverchonb, G. Della Portab
aGrupo de Termodinámica Aplicada y Superficies (GATHERS); I3A (Instituto de Investigación en Ingeniería de Aragón), Universidad de Zaragoza, C/ Pedro Cerbuna 12, 50009 Zaragoza bDepartamento de Ingeniería Industrial, Università degli Studi di
Salerno, Via Ponte Don Melillo, 84084 Fisciano (SA), Italia. [email protected]
Keywords: supercritical assisted atomization (SAA), bioinsecticidas, encapsulado, biopolímeros
1 Introducción El objetivo de este estudio es el encapsulado de la rotenona, compuesto bioinsecticida, con diferentes biopolímeros mediante la atomización asistida con fluidos supercríticos (SAA, Supercritical Assisted Atomization).
La obtención y procesado de bioinsecticidas con tecnologías supercríticas están siendo desarrollados actualmente [1,2], si bien la aplicación de la SAA todavía no se ha introducido en este campo.
La técnica SAA es una técnica novedosa en la que el dióxido de carbono supercrítico (scCO2) actúa tanto de co-soluto como de agente neumático responsable de la atomización. Este proceso se basa en la utilización de un saturador empaquetado, en el que mediante el uso de relleno se consiguen altos tiempos de residencia del CO2 y de la disolución a atomizar. En dicho mezclador se alcanzan condiciones de pseudo-equilibrio entre el scCO2 y la disolución. Dicha mezcla se inyecta posteriormente en una cámara de precipitación, lográndose una atomización en dos pasos. El inicial sería una atomización primaria, denominada neumática, debida al descenso brusco de presión, y el siguiente una atomización secundaria, debida a la liberación del CO2. Las dimensiones de las gotas formadas en la atomización primaria dependen de la presión del saturador, del diámetro y geometría del inyector, y de algunos parámetros como el flujo, la viscosidad y la tensión superficial de la mezcla que va a s er atomizada. En la atomización secundaria, la veloz despresurización (del saturador a altas presiones a la cámara de precipitación a presión atmosférica), hace que el CO2 pase de la disolución líquida en la cual se encuentra disuelto, a fase gas, provocando que las gotas formadas en la atomización primaria exploten. Estas nuevas gotas creadas en la atomización secundaria se secan por la acción de una corriente de nitrógeno y de la temperatura en la cámara.
El proceso SAA ha sido utilizado eficazmente en la atomización de fármacos y sustancias de varios tipos. La obtención de microesferas de ampicilina recubiertas de HPMC (hidroxipropilmetilcelulosa) ha sido descrita por Reverchon y Antonacci [3]. En dicho trabajo, las partículas esféricas obtenidas presentaron una granulometría entre 0.2 µm y 6 µm.
El encapsulado de la rotenona puede representar una ventaja a l a hora de aumentar su estabilidad (aumento de la shelf-life), o incluso una mejora de su dispersión en agua (la rotenona es insoluble en este medio).
57

2 Resultados
Se realizaron varios experimentos con la técnica SAA para la obtención de microesferas de biopolímero cargadas con rotenona. Los biopolímeros ensayados fueron: polietilenglicol (PEG), polivinilpirrolidona (PVP) y alginato de sodio. La carga de la rotenona en las microesferas fue evaluada mediante análisis HPLC (High Performance Liquid Chromatography) y las diferentes morfologías de las microesferas obtenidas fueron observadas mediante un microscopio FESEM (Field Emission Scanning Electron Microscope). En la Figura 1 aparecen las morfologías de las microesferas de rotenona encapsuladas en PVP y alginato de sodio.
Figura 1.a, microesferas de PVP/Rotenona b, coacervados de alginato/rotenona
Las condiciones experimentales, así como las cargas efectivas de rotenona de las microesferas obtenidas aparecen detalladas en la Tabla 1.
Tabla 1. Condiciones experimentales y carga efectiva de las microesferas
Polímero Conc. solución (mg/mL) Ratio Polímero /Insecticida Carga efectiva (%)
PEG 20 8/1 98 %
PVP 20 25/1 51 %
Alginato 20 50/1 110 % Agradecimientos: Los autores agradecen el apoyo económico del proyecto MICINN-FEDER (CTQ2009-14629-C02-02) y de l Gobierno de Aragón (GA-LC-042/2010 La Caixa, y grupo E52). L. Martín agradece al MICINN la concesión de una beca FPU (AP2006-02054).
Bibliografía
[1] S. Varona et al. Formulation of lavandin essential oil with biopolymers by P GSS for application as biocide in ecological agriculture, (2010) J. Supercrit. Fluids 54, 369-377.
[2] L. Martín et al. Supercritical CO2 extraction of Persea indica: Effect of extraction parameters, modeling and bioactivity of its extracts, (2011) J. Supercrit. Fluids, doi 10.1016/j.supflu.2011.03.004
[3] E. Reverchon, A. Antonacci, Drug–polymer microparticles produced by supercritical assisted atomization, (2007) Biotechnol. Bioeng, 97 1626-1637.
58

UBU O.10
ENCAPSULACIÓN DE ACEITE DE PESCADO MEDIANTE PGSS-DRYING.
N. Rubio Rodrígueza, K. Scholleb, M. Petermannb, S. Beltrána, M.T. Sanza a Dpto. de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael
Bañuelos s/n, 09001 Burgos b Lehrstuhl für Feststoffverfahrenstechnik - Fakultät für Maschinenbau - Ruhr Universität -
Bochum (Alemania)
Palabras claves: aceite de pescado, AGPI-ω3, microencapsulación, PGSS-drying,
Dado su alto contenido en ácidos grasos poli-insaturados omega-3 (AGPI-ω3) beneficiosos para la salud, el aceite de pescado ha adquirido en los últimos una gran importancia como ingrediente de alto valor añadido en la industria alimentaria. No obstante, dadas sus características organolépticas y su alta tendencia a la oxidación, el uso de aceite de pescado como ingrediente en el diseño de alimentos funcionales requiere en muchos casos de una etapa previa de formulación capaz de minimizar al máximo tanto su degradación como su impacto negativo sobre la calidad sensorial del producto final.
La microencapsulación de aceite de pescado en una matriz sólida de carbohidrato / quitosano ha sido propuesta recientemente como una estrategia atractiva tanto para prevenir su oxidación, gracias al efecto antioxidante del quitosano, como para enmascarar el olor a pescado. Este proceso, se ha llevado a cabo a partir de emulsiones aceite / agua mediante distintas técnicas de pulverización y secado [1]
PI
TCCO2
TC
FI
TC
FI PITC
CO2
Powder
CO2
Emulsion vessel
Spray tower
Mixer
Nozzle
Emulsion pump
CO2 pump
Cyclone
Heat exchanger
Heat exchanger
PI
TCCO2
TC
FI
TC
FI PITC
CO2
Powder
CO2
Emulsion vessel
Spray tower
Mixer
Nozzle
Emulsion pump
CO2 pump
Cyclone
Heat exchanger
Heat exchanger
PIPI
TCCO2
TCTC
FI
TCTC
FI PITC
CO2
Powder
CO2
Powder
CO2
Emulsion vessel
Spray tower
Mixer
Nozzle
Emulsion pump
CO2 pump
Cyclone
Heat exchanger
Heat exchanger
Figura 1. Planta piloto de PGSS-drying
Como alternativa, en este trabajo se p ropone la microencapsulación de aceite de pescado mediante la tecnología PGSS-drying basada en el uso del dióxido de carbono a altas presiones. Dicha técnica ha sido aplicada con éxito en la encapsulación de otros tipos de aceite en matrices sólidas de almidón modificado [2] y, en este caso, tiene un especial interés ya que, frente a los métodos convencionales, permite trabajar en una atmósfera no oxidante y, por lo tanto, prevenir la degradación de los AGPI-ω3 durante el proceso.
59
Los experimentos se llevaron a cabo en la planta piloto de PGSS-drying del departamento de termo- y fluidodinámica de la Universidad Ruhr de Bochum (Alemania) cuyo P&I se muestra en la Figura 1.
Las emulsiones aceite / agua (o/w) estudiadas se prepararon mezclando distintas cantidades de aceite de anchoa (Denomega Nutritional Oils AS, Norway) y una disolución acuosa de maltodextrina (40 % wt.). Como estabilizante, se utilizaron distintas mezclas de emulgentes: no-iónico / catiónico (Tween 80 / quitosano) y aniónico / c atiónico (lecitina / quitosano). Así mismo, se estudió el efecto de distintos parámetros de operación (presión de pre-expansión, Ppre-exp, relación entre el caudal de CO2 y el caudal de la emulsión, GPR, tipo de boquilla y temperatura en la torre de secado) tanto en la eficacia de la encapsulación como en las propiedades físicas del producto final (densidad, tamaño de partícula, morfología).
Se observó que, en el caso de emulsiones o/w estabilizadas con un mismo emulgente (Tween 80), tanto la efectividad de la encapsulación como la carga de aceite en el producto final, variaban notablemente al variar la relación aceite / sólidos y las condiciones de operación en la cámara de mezcla (Ppre-exp y GPR), siendo más alta en el caso de emulsiones o/w con una baja relación aceite / sólidos, una baja Ppre-exp y un bajo GPR. Este efecto puede atribuirse a la mayor estabilidad de la emulsión o/w saturada con CO2 cuando se trabaja en estas condiciones, lo cual favorece que en la etapa posterior de pulverización y secado la formación de la corteza sólida de maltodextrina se produzca más rápidamente que la separación de fases y, por lo tanto, el producto final esté formado mayoritariamente por microcápsulas esféricas de aceite. Por el contrario, el uso de emulsiones o/w con una alta relación aceite / sólidos, así como valores de Ppre-exp y GPR elevados favorece la desestabilización de la emulsión saturada con CO2, y, por lo tanto, la formación de partículas amorfas o esferas huecas con una carga de aceite despreciable.
Así mismo, se observó una cierta relación entre el tipo boquilla y el tamaño de partícula, y entre la temperatura de secado y la humedad del sólido final.
Respecto a la naturaleza del emulgente, se observó que, en las mismas condiciones de operación (Ppre-exp ~ 12 MPa, GPR ~ 30) y con una misma relación aceite / sólidos (~ 0.2), las emulsiones estabilizadas con Tween 80 generaban mayoritariamente partículas con una morfología esférica, mientras que aquellas estabilizadas con lecitina generaban mayoritariamente partículas porosas. Dicho fenómeno puede explicarse teniendo en cuenta que el Tween 80, al ser un emulgente no-iónico, hace que el balance hidrofílico / CO2-fílico (1/HCB) en la emulsión saturada con CO2 sea < 1 y que, por lo tanto, sea más favorable la dispersión de la emulsión o/w en el CO2. Por el contrario, con la lecitina, al ser un emulgente aniónico, el balance 1/HCB pasa a ser > 1, lo cual favorece la dispersión del CO2 (en forma de burbujas) en la emulsión o/w.
Finalmente, cabe destacar que, aunque la tecnología de PGSS-drying parece ser un pr oceso interesante para la microencapsulación de aceite de pescado, un estudio más detallado sobre la estabilidad de la emulsión o/w saturada en CO2 es clave para la optimización de las variables de operación y, por lo tanto, para mejorar la eficacia del proceso.
Bibliografía
[1] Z. Shen, M.A. Augustin, L. Sanguansri, L.J. Cheng. Oxidative Stability of Microencapsulated Fish Oil Powders Stabilized by Blends of Chitosan, Modified Starch, and Glucose. (2010). J. Agric. Food. Chem. 58:4487.
[2] S. Varona, S. Kareth, Á. Martín, M.J. Cocero. Formulation of lavandin essential oil with biopolymers by PGSS for application as biocide in ecological agriculture. (2010). J. Supercrit. Fluids 54:369.
60

UBU O.11
ESTUDIO PRELIMINAR DEL RECICLADO DE RESIDUOS DE POLIESTIRENO MEDIANTE TECNOLOGÍA DE ALTA PRESIÓN
C. Gutiérreza, M.T. Garcíaa, A. de Lucasa, I. Graciaa, J.F. Rodríguezb*
a Departamento de Ingeniería Química. b Instituto de Tecnología Química y del Medioambiente (ITQUIMA). Universidad de Castilla-La Mancha. Facultad de C. C.
Químicas. Avda. Camilo José Cela 12, 13071. Ciudad Real, España. *e-mail:[email protected]
Palabras claves: reciclaje, Poliestireno, tecnología supercrítica.
1 Introducción
El Poliestireno (PS) es un polímero con numerosas aplicaciones en distintos sectores, que tras su uso, se convierte en un residuo que hay que gestionar adecuadamente, para evitar el deterioro del polímero y del medioambiente. Actualmente, las posibilidades de gestión que se llevan a cabo son la incineración, que cuenta con una fuerte oposición social, además de causar la pérdida de materias primas, y la deposición en vertederos, de la que se espera que sea tan sólo una medida transitoria, ya que la legislación nacional y europea marca como alternativa prioritaria la regeneración.
Los procesos de regeneración que se están llevando a cabo actualmente, cuentan con la desventaja de necesitar un residuo limpio y de buena calidad, lo que encarece el proceso y por lo tanto, el valor final del polímero regenerado. Para evitar estos inconvenientes, se está desarrollando una metodología barata, que permite la recuperación del polímero mediante la aplicación de una tecnología respetuosa con el medioambiente [1].
En este trabajo se p lantea el estudio de regeneración de residuos de poliestireno mediante disolventes naturales, aplicando los principios de la “Green Chemistry” para a continuación, proceder a la eliminación y recuperación de los mismos, a través del uso de la tecnología supercrítica.
2 Resultados Para desarrollar un proceso global de reciclaje de residuos de Poliestireno mediante disolución y posterior eliminación del disolvente, a través del uso de CO2 a alta presión, se ha dividido el estudio del proceso en dos etapas. La primera de ellas, consiste en la selección del disolvente, pues a pesar de que son muchos los disolventes potenciales que pueden usarse, sólo algunos de ellos cumplen con los requisitos de elevada solubilidad, coste moderado y baja toxicidad. De acuerdo con estas características se han seleccionado los hidrocarburos terpénicos para llevar a cabo el proceso, atendiendo por una parte, a las distintas familias existentes, y por otra, a su disponibilidad comercial. Siguiendo estos criterios, se h a evaluado experimentalmente la solubilidad de los mismos [2], observando que los disolventes más favorables para llevar a cabo la disolución del PS, son aquellos que presentan baja polaridad, como el D-limoneno, γ-terpineno, p-cimeno o α-felandreno, al igual que los hidrocarburos terpénicos que presentan ciclos en su estructura, como el α-pineno y el eucaliptol. Por el contrario, aquellos que muestran grupos polares, no presentan una buena solubilidad en el PS, como es el caso del geraniol, linalool y α-terpineol. De entre los disolventes citados, el p-cimeno es el que presenta mayor solubilidad, por lo que se selecciona éste para llevar a cabo el proceso de reciclaje de PS.
61

En la segunda etapa del proceso, se ha estudiado la influencia de la presión, la temperatura y la concentración del PS en la disolución, con el fin de obtener un polímero que mantenga intactas sus propiedades iniciales y recuperar la mayor parte del disolvente usado en la primera etapa del proceso. Para seleccionar las condiciones de operación a las que llevar a cabo el proceso, se ha estudiado el equilibrio de los sistemas p-cimeno/CO2 [3] y PS/CO2 [4-7], delimitando las condiciones que se muestran en la Tabla 1.
Tabla 1. Diseño factorial para la recuperación del PS
Exp. P (bar) T (ºC) Conc. (g/ml) 1 150 30 0,10 2 200 40 0,05 3 100 40 0,05 4 200 20 0,20 5 100 20 0,20 6 200 40 0,20 7 100 40 0,20 8 100 20 0,05 9 200 20 0,05
600650
700750
800850
900950
10
20
30
40
50
60
70
80
90
100
0.00
0.050.10
0.150.20
0.25
% P
S re
cupe
rado
Concentr
ación (g
/ml)Densidad (g/l)
Figura 1. Resultados experimentales de la recuperación de PS.
De acuerdo con la Figura 1, se observa que el efecto más relevante tiene lugar cuando se combinan altas presiones y bajas temperaturas, que corresponden con los valores más altos de densidad[8]. Por otro lado, un aumento en la concentración del polímero alimentado, genera un mayor tamaño de las partículas recogidas, que adoptan la forma de fibras, dificultando que el CO2 entre en su interior, y por tanto, dando lugar a un PS con mayor contenido de disolvente [9].
Bibliografía 1. García, M.T., Duque, G., Gracia, I., de Lucas, A., Rodríguez, J.F. Recycling extruded polystyrene by
dissolution with suitable solvents. Journal of Material Cycles and Waste Management, 2009. 11 (1): p. 2-5.
2. García, M.T., Duque, G., Gracia, I., de Lucas, A., Rodríguez, J.F. Study of the solubility and stability of polystyrene wastes in a dissolution recycling process. Waste Management, 2009. 29(6): p. 1814-1818.
3. Wagner, Z., Pavlíček, J., Vapour-liquid equilibrium in the carbon dioxide- p-cymene system at high pressure. Fluid Phase Equilibria, 1993. 90: p. 135-141.
4. O'Neill, M.L., Cao, Q., Fang, M., Johnston, K. P., Wilkinson, S. P., Smith, C. D., Kerschner, J. L., Jureller, S. H., Solubility of homopolymers and copolymers in carbon dioxide. Industrial and Engineering Chemistry Research, 1998. 37(8): p. 3067-3079.
5. Rindfleisch, F., T.P. DiNoia, and M.A. McHugh, Solubility of polymers and copolymers in supercritical CO2. Journal of Physical Chemistry, 1996. 100(38): p. 15581-15587.
6. Kirby, C.F. and M.A. McHugh, Phase Behavior of Polymers in Supercritical Fluid Solvents. Chemical Reviews, 1999. 99(2-3): p. 565-602.
7. Xu, D., C.B. Park, and R.G. Fenton. Strategies for the manufacture of low-density, fine-celled PBS sheet foams blown with CO2 using an annular die. 2005. Boston, MA.
8. Reverchon, E., Adami, R., Caputo, G., De Marco, I., Spherical microparticles production by supercritical antisolvent precipitation: Interpretation of results. Journal of Supercritical Fluids, 2008. 47(1): p. 70-84.
9. Jeong, H.H., K.P. Yoo, and J.S. Lim, Preparation of Polystyrene submicron particles using ASES process in supercritical carbon dioxide. Journal of Industrial and Engineering Chemistry, 2008. 14(1): p. 77-83.
62

UBU O.12
PROCESO DE LAVADO DE LANA DE OVEJA USANDO LA TECNOLOGIA DE FLUIDOS SUPERCRITICOS.
I. Garaya, A. Pochevillea, I. Hernandoa, J. Sánchezb, A. Bolunburub
aGAIKER-IK4, Parque Tecnológico, Edificio 202. 48170 Zamudio (Bizkaia), España. bHAIZELAN Besaide, S.Coop, Bº La Herrera Ijalde 7-Bajo1, 48860 Zalla (Bizkaia), España .
Palabras claves: CO2 supercrítico, lavado lana, lanolina, ceramida
1 Introducción Como en todo sector industrial, la cada vez mayor competencia entre las distintas empresas y la búsqueda de máximos beneficios, ha originado dentro de las empresas del sector lanero un interés tanto por la mejora del procesado industrial de la lana, como por el máximo aprovechamiento de los sub-productos obtenidos en el mismo.
Desde muchos sectores que emplean la lana como materia prima, tanto a nivel industrial como artesanal, precisan de lana que cumpla con criterios de sostenibilidad. Esta lana no se ofrece hoy en día, y el principal escollo para proveer al mercado de una lana medioambientalmente correcta, reside en su proceso de lavado.
El proceso actual de lavado de lana se realiza en lavaderos que requieren de un flujo continuo de agua a una temperatura óptima que permita eliminar tanto la suciedad “gruesa” (restos de tierra, paja, excrementos….) como grasa. El resultado de este lavado es un gran volumen de agua con una alta carga de contaminación orgánica que debe gestionarse como residuo tóxico, lo que encarece muchísimo este proceso.
En este trabajo, se presenta un n uevo método de lavado de lana basado en la tecnología de fluidos supercríticos, y en concreto CO2 supercrítico (CO2-SC). Este método permite, además de obtener una lana limpia medioambientalmente correcta, un mejor aprovechamiento de la misma, obteniendo por extracción productos de alta calidad y valor añadido (ceramidas, lanolinas y complejos lípidos), con aplicación en otros sectores como pueden ser el cosmético o el farmacéutico como elementos hidratantes o regeneradores de la piel.
El nuevo proceso, será patentado en breve por los responsables del mismo.
2 Resultados
El proceso de lavado con CO2-SC fue desarrollado por el Centro Tecnológico GAIKER-IK4, que tiene patentado, junto con el Instituto de Química Avanzada de Cataluña (IQAC-CSIC), un método para extraer los lípidos internos de la lana de oveja limpia, usando esta misma tecnología [1].
La optimización del proceso de lavado se llevó a cabo en el equipo analítico R100Systm (Thar Technologies, Inc) equipado con una celda de extracción de 25ml de capacidad. Una vez optimizadas las variables del proceso (presión, temperatura, caudal de CO2, volumen de CO2 por gramo de lana, densidad de la lana en la celda de extracción, necesidad de secado de la lana previo a su lavado con CO2 y, naturaleza y caudal de cosolvente), se hizo el escalado del
63

mismo. Los ensayos de escalado se llevaron a cabo en la planta piloto de GAIKER-IK4, empleando una celda de extracción de 375ml.
A escala piloto, en las mismas condiciones de operación que las optimizadas a escala analítica, se obtuvieron los mismos rendimientos de lavado que los obtenidos en equipo analítico. Es decir, se verificó la reproducibilidad de los resultados obtenidos en equipo analítico a mayor escala.
Para la validación del proceso de limpieza de lana desarrollado, se hizo tanto la evaluación de la lana lavada, como de los extractos obtenidos durante el proceso.
2.1 Evaluación de la lana
La empresa Recuperación de Materiales Textiles, S.A. (RMT), dedicada al comercio y manufactura de lana, evaluó las lanas obtenidas tras el proceso de limpieza con fluidos supercríticos. Los aspectos evaluados fueron: % de grasa residual tras lavado supercrítico, tacto, color, y resistencia de la lana lavada.
Las lanas lavadas con CO2-SC mostraron buena calidad al tacto y resistencia, pero mostraron un cierto amarillamiento que no las hacía aptas para un uso textil directo, Figura 1.
Figura 1. a) Lana lavado en proceso convencional. b) lana lavada con CO2-SC.
Se está evaluando el efecto de la humedad de la lana en este amarillamiento. Los resultados definitivos serán presentados en la Reunión de Expertos en Tecnologías de Fluidos Comprimidos, Flucomp 2011.
2.2 Evaluación de los extractos lipídicos
Todos los extractos obtenidos durante el proceso de lavado fueron analizados por cromatografía en capa fina acoplada a un detector de ionización de llama (TLC-FID) con el objeto de analizar su contenido lipídico.
Los resultados de estos análsis indicaron una riqueza media de los extractos en compuestos lipídicos extraídos del 50-60%. Un fraccionamiento basado en la despresurización en distintas etapas del proceso, lleva a la obtención de extractos con distintas riquezas en los compuestos de mayor interés, lanolina y ceramidas.
Bibliografía
[1] L. Coderch, R. Ramírez, M. Martí, J. L. Parra, I. Garay, O. Salas, J. Álvarez. Procedimiento para la extracción de los lípidos internos de la lana con fluidos supercríticos Nº Pat ES 2304213 (2007) CSIC y GAIKER PCT/ES2008/070033, WO 2008104630.
Este proyecto ha sido cofinanciado por el programa de I+D+i de Apoyo al Sector Empresarial de Euskadi, INTEK-BERRI 2009 del Gobierno Vasco-Eusko Jaurlaritza y por el programa de Plan Integral de Innovación Empresarial Area 2. de la Diputación Foral de Bizkaia.
(a) (b)
64

UBU O.13
SINTESIS DIRECTA DE H2O2 A PARTIR DE H2 + O2 Y DESARROLLO DE UN MÉTODO DE MEDICIÓN ONLINE
MEDIANTE ESPECTROSCOPÍA RAMAN T. Morenoa, J. García-Sernaa*, M. J. Coceroa
Escuela de Ingenierías Industriales, Sede Mergelina. Valladolid. *[email protected]
Palabras claves: H2O2, síntesis directa, scCO2, Raman
1 Introducción
El peróxido de hidrógeno o agua oxigenada (H2O2) es un fuerte agente oxidante con múltiples aplicaciones tan variadas como síntesis química, blanqueo en industrias textil y papelera, o tratamiento de aguas residuales. Se considera “verde” debido a su baja toxicidad y alta degradabilidad, y también porque su único subproducto en reacciones de oxidación es agua. La producción industrial actual de H2O2 se basa en la llamada ruta de la antraquinona [1], en la cual la antraquinona es secuencialmente hidrogenada y oxidada para obtener el producto, de forma que el hidrógeno y el oxígeno nunca entran en contacto entre sí. Sin embargo, este proceso presenta claros inconvenientes, como son la formación de subproductos y la contaminación orgánica del peróxido obtenido, que conlleva un alto gasto energético para su purificación.
Se han estudiado diversas alternativas a es te proceso [2], siendo la síntesis directa la más prometedora. En teoría, la reacción directa entre H2 y O2 sería la forma más sencilla de producir H2O2, pero en la práctica el esquema de reacciones es considerablemente complejo debido a la existencia de reacciones simultáneas (formación de agua y descomposición e hidrogenación del peróxido formado), las cuales son exotérmicas y termodinámicamente favorables [3]. Uno de los aspectos más importantes en la síntesis directa es el papel que juega el catalizador. Todos los catalizadores descritos en literatura están basados en metales nobles, principalmente Pd y Au, soportados en carbón, zeolitas, alúmina o s ílica [4, 5]. Sin embargo, el principal problema de estos catalizadores es que son activos no sólo para la síntesis de H2O2, sino también para su descomposición/hidrogenación. La adición de promotores, tanto ácidos minerales (H2SO4, H3PO4) como haluros (Cl-, Br-) minimiza este efecto [6, 7]. Por lo tanto, el proceso tiene un alto grado de dificultad debido a la existencia de tres fases: gases (H2 y O2), líquido (disolvente) y sólido (catalizador), lo cual suele conllevar problemas de transferencia de materia. Otro de los problemas asociados a la síntesis directa es la naturaleza explosiva de las mezclas H2/O2, de forma que es necesario operar por encima o por debajo de los límites de inflamabilidad (4-96% H2). Los disolventes utilizados en síntesis directa suelen ser orgánicos (principalmente metanol [8]), ya que mejoran la solubilidad de los gases respecto al agua. Como alternativa a los disolventes orgánicos se h a estudiado el uso del CO2 supercrítico [9], que presenta total miscibilidad con los gases reaccionantes y por tanto elimina las limitaciones a la transferencia de materia, pero la medida de H2O2 en un s istema sin disolvente líquido es compleja [10]. Tradicionalmente, la determinación cuantitativa de H2O2 se suele realizar por valoración con yoduro, permanganato o s ulfato [11]. Sin embargo, esta técnica supone la extracción de un determinado volumen de muestra del reactor con la consiguiente alteración del medio, así como el uso de reactivos y un tiempo de análisis relativamente largo.
65

2 Resultados A lo largo de esta tesis se ha estudiado el proceso de síntesis directa de H2O2 en diversas condiciones de operación, tanto en sistema batch como semicontinuo, utilizando diferentes disolventes. Se ha podido comparar el uso de nitrógeno frente a CO2 como diluyentes. Adicionalmente, se ha desarrollado un sistema de medición en continuo mediante Raman, una técnica rápida, precisa, fiable, no contaminante, no intrusiva y fácilmente automatizable. Se han obtenido resultados especialmente notables en un sistema en semicontinuo operando con agua y scCO2, lo cual presenta numerosas ventajas desde el punto de vista de la química verde. Más concretamente, en un sistema en semicontinuo con medio bifásico agua-scCO2 se han obtenido selectividades de hasta 74% y rendimientos en torno a 20%, llegando a una concentración máxima de H2O2 de 4.3 wt/v% tras 8 hor as de reacción. Hasta ahora no ha habido apenas información en la bibliografía sobre síntesis directa combinando agua y scCO2. El uso de agua conlleva ciertas ventajas debido a su naturaleza no tóxica, y el CO2 mejora significativamente la transferencia de materia en el proceso, compensando la baja solubilidad de los gases reaccionantes en agua. Dado que el catalizado utilizado fue Pd sobre carbón activo, fue necesario añadir promotores (H3PO4 y Brˉ). Hemos establecido la concentración óptima de ácido como aquella que proporciona una pH 2, independientemente de la cantidad de catalizador utilizada. Sin embargo, el haluro está íntimamente relacionado con el Pd presente en el catalizador y por tanto la variable a optimizar es el ratio Brˉ/Pd, cuyo valor óptimo ha sido fijado en 8, coincidiendo con resultados anteriores para este mismo catalizador. En este sistema hemos observado importantes limitaciones de transferencia de materia al utilizar grandes cantidades de catalizador (≥ 100 mg), pero para cantidades pequeñas el sistema está controlado por la reacción química y se h a podido estudiar el efecto de la temperatura, observando que valores elevados (60 ºC) favorecen la producción de peróxido. El efecto favorable del CO2 también ha sido comprobado al comparar los resultados con los obtenidos con aire. La productividad máxima obtenida en aire fue 4 v eces menor de la obtenida en scCO2 para las mismas condiciones de reacción (0.2 vs 0.8 mmol H2O2/min), posiblemente debido al incremento en la densidad y la reducción de la viscosidad de la fase acuosa producidas por el CO2, que en consecuencia aumentan el valor del coeficiente de transferencia de materia.
Bibliografía
[1] H.-J. Riedl and G. Pfleiderer, Production of hydrogen peroxide (1939). US Patent 2158525.
[2] J. M. Campos-Martin et al., Angew. Chem. Int. Ed., 2006, 45, 6962-6984.
[3] C. Samanta, Appl. Catal., A, 2008, 350, 133-149.
[4] C. Samanta and V. R. Choudhary, Appl. Catal., A, 2007, 330, 23-32.
[5] G. Li et al., Catal. Today, 2006, 114, 369-371.
[6] Y.-F. Han and J. H. Lunsford, J. Catal., 2005, 230, 313-316.
[7] V. R. Choudhary et al., Ind. Eng. Chem. Res., 2007, 46, 3237-3242.
[8] F. Menegazzo et al., J. Catal., 2008, 257, 369-381.
[9] Q. Chen and E. J. Beckman, Green Chem., 2007, 9, 802-808.
[10] E. J. Beckman, J. Supercrit. Fluids, 2004, 28, 121-191.
[11] J. S. Reichert et al., Ind. Eng. Chem. Anal. Ed., 2002, 11, 194-197.
66

UBU O.14
MATERIALES PARA CAPTURA DE CO2 PREPARADOS UTILIZANDO CO2 SUPERCRÍTICO
A.M. López Periagoa, P. López-Arangurena, R. Pacciani b,c, L.F. Vegab,c, C. Domingoa
aInstituto de Ciencia de Materiales de Barcelona (ICMAB-CSIC), Campus de la UAB, Bellaterra, España. E-mail: [email protected]
bMATGAS 2000 A.I.E., Campus de la UAB, Bellaterra, España. cCarburos Metálicos, Air Products Group, C/Aragón 300, Barcelona, España.
Palabras claves: carbonatación, silinización, ultrasonidos, captura de CO2
La industria química requiere actualmente una drástica intensificación en la eficiencia de sus procesos para hacer frente a r etos tales como el aumento de los precios de la energía y la creciente conciencia en cuestiones ambientales desarrollada por la sociedad, incluyendo la necesidad de adoptar medidas para reducir las emisiones de CO2. Específicamente, en industrias generadoras de CO2 por la quema de combustibles fósiles, la separación del CO2 de otros gases ligeros producidos se debe llevar a cabo mediante la captura. Para ello, se ha propuesto el uso de diversos adsorbentes sólidos, como son las zeolitas, el carbón activado, el óxido de calcio, las hydrotalcitas y las aminas soportadas. Nuestro trabajo examina el uso concurrente de tecnología basada en CO2 supercrítico para la intensificación de diferentes procesos de captura mediante la mejora de los materiales de partida. Principalmente, se han estudiado los procesos de carbonatación de óxidos de calcio y la deposición de aminas en adsorbentes porosas. A/ Procesos de carbonatación: el objetivo es aumentar la eficiencia y la cinética del proceso de carbonatación mediante el uso conjunto de ultrasonidos y CO2 supercrítico. La carbonatación de minerales de base calcio o magnesio (lima, portlandita, olivino, etc), es uno de los principales procesos naturales en el ciclo del carbono global a largo plazo y es ampliamente investigado en el marco del secuestro de carbono industrial. Además, el carbonato de calcio precipitado (CCP) que se obtiene por el proceso de carbonatación, se u tiliza en muy diversos campos que van desde la industria del papel o la pintura hasta los biomateriales. La demanda general de CCP fue aprox. 107 toneladas en 2010. El CCP se produce convencionalmente a través de la ruta de carbonatación gas(CO2)-sólido(Ca(OH)2)-líquido(H2O), aunque este proceso es lento y con bajo rendimiento. El método desarrollado en nuestro grupo utilizando ultrasonidos y fluidos supercríticos para formación de CCP puede utilizarse para diseñar procesos continuos, ya que la cinética de carbonatación se acelera considerablemente con respecto al proceso industrial actual (de horas a minutos) [1]. El estudio de la tecnología también contribuye a comprender los procesos de secuestro acelerado de CO2 por minerales llevados a cabo ex situ (carbonatación de rocas naturales o residuos industriales alcalinos controlada en reactores industriales). B/ Este trabajo tiene también como objetivo desarrollar un m étodo genérico de silanización supercrítica en sustratos porosos utilizando CO2 supercrítico como disolvente [2]. Para ello, primero se han estudiado diferentes compuestos porosos de base silicio, tanto micro como mesoporoso. En primer lugar, se ha llevado a cabo el proceso de hidrofobización con silanos de cadena alquílica, que se impregnan en la superficie interna de los sustratos elegidos, para obtener adsorbentes de aceite de alta capacidad por un lado, y para conocer el comportamiento de estos substratos con respecto tanto a los silanos como a la técnica de impregnación
67

supercrítica utilizada por otro. Los resultados han demostrado la eficacia del método supercrítico para cargar una gran cantidad de compuestos de silano en los poros del sustrato sin bloquear la estructura porosa interconectada a la vez que se hidrofobiza el substrato (Fig. 1). Posteriormente, se h a analizado el proceso de impregnación en los mismos substratos con aminosilanos, considerados actualmente como los mejores materiales en el mercado para la captura de CO2. El control de la formación de carbamatos en el proceso supercrítico es la clave para una eficiente impregnación con aminas. Referencias [1] A. López-Periago, R. Paccini, C.A. García-González, L.F. Vega, C. Domingo, A breakthrough technique for the preparation of high-yield precipitated calcium carbonate (2010) J. Supercrit Fluids 52, 298-305 [2] C. García-González, J. Saurina, J.A. Ayllón, C. Domingo, Preparation and characterization of surface silanized TiO2 nanoparticles under compressed CO2: reaction kinetics (2009) J. Phy Chem C 113, 13780-13786 Agradecimientos Se agradece el soporte financiero del Govierno Español mediante los proyectos Ingenio 2010 CEN-20081027 (CDTI) y CTQ2008-05370/PPQ. Se ha obtenido soporte financiero adicional de la Generalitat of Catalunya mediante el proyecto 2009SGR-666.
Figura 1. Comportamiento de la sílica blue con indicador de Co: cambio de color observado en los substratos original y silanizado durante 0 min (muestra seca de la estufa) y 60 m in expuestas a la humedad ambiental (humedad relativa 65 % a 21 ºC).
68
UBU O.15
SIMULACIÓN DEL ARRANQUE TRANSITORIO EN UN REACTOR DE OXIDACIÓN EN AGUA SUPERCRÍTICA.
J.M. Benjumeaa, J. Sánchez-Onetoa, J.R. Portelaa, F. Jiménez-Espadaforb, E. J. Martínez de la Ossaa
aDepartamento de Ingeniería Química y Tecnología de Alimentos, Facultad de Ciencias, Universidad de Cádiz, 11510 Puerto Real (Cádiz). bDepartamento de Ingeniería Energética, Escuela Superior de Ingenieros, Universidad de Sevilla, Camino de los Descubrimientos, S/N, 41092, Sevilla.
Palabras claves: simulación, estado transitorio, oxidación en agua supercrítica.
1 Introducción El grupo “Análisis y Diseño de Procesos con Fluidos Supercríticos” de la Universidad de Cádiz ha diseñado y puesto en marcha una planta piloto de oxidación en agua supercrítica con un caudal nominal de 25 l/h. El reactor es de tipo tubular, construido con tubería AISI 316 L de ¾”, un volumen final de 1230 cm3 y está diseñado para trabajar a 250 bar de presión de operación y a temperaturas entre 380 y 550ºC [1]. Con objeto de predecir las condiciones que se darán en el reactor durante el arranque de dicha planta y reducir el gasto energético inicial necesario, se trabaja en la construcción de un modelo que permita la simulación del periodo transitorio que transcurre desde que se pone en marcha la reacción hasta que se alcanzan condiciones estables de temperaturas (régimen permanente o estacionario).
Para la construcción del modelo se ha empleado el EES (Engineering Equation Solver) [2] en combinación con Matlab (Matrix Laboratory) [3]. El EES es un software que permite resolver de forma simultánea sistemas de ecuaciones, ecuaciones diferenciales, optimizar etc. Sin embargo, en este caso ha sido utilizado como base de datos para la obtención de las propiedades de las sustancias presentes. La programación del modelo se ha hecho en Matlab [3], que es un software matemático con un lenguaje de programación propio y que permite manipular matrices, implementar algoritmos, representar datos y funciones, etc.
2 Resultados
Las expresiones matemáticas y las ecuaciones que rigen la dinámica de fluidos durante el régimen transitorio en las condiciones de operación son muy complejas, lo que supone una gran dificultad a la hora de desarrollar el modelo objeto de estudio. Por ello, para solventar estos inconvenientes se han llevado a cabo algunas simplificaciones que nos permitan obtener una solución satisfactoria cercana a la realidad.
El modelo es unidimensional, por lo que solo contempla la variación de las variables a lo largo de la longitud del reactor y el tiempo. Puesto que la presión de operación de la planta es constante e igual a 250 bar se ha despreciado la variación de presión a lo largo del reactor. En el primer modelo no se tienen en cuenta las pérdidas de calor al exterior, considerando por tanto un comportamiento adiabático del reactor. Además no se ha incluido la energía cinética en la ecuación de conservación de la energía pues se ha demostrado que su contribución es despreciable en este caso.
69

Las propiedades de la mezcla se han evaluado a partir de las propiedades de los compuestos puros y la fracción másica de éstos en la mezcla resultante tal y como se muestra en la siguiente ecuación:
( )( )
∑∑=
j
jiji
m
TpBmTpB
,, (1)
Dónde la Bi es la propiedad i de la sustancia j evaluada a presión p y temperatura T y jm es el
caudal másico de j.
La sustancia utilizada para el arranque de la planta es isopropanol disuelto en agua con una concentración al 3% que se oxida en condiciones supercríticas.
2.1 Ecuaciones de gobierno
A continuación se muestran las ecuaciones que gobiernan el proceso en régimen transitorio. Dichas ecuaciones establecen la conservación de masa, Ecuación (1) y la energía, Ecuación (2), tomando como volumen de control el reactor.
0=∂∂
+∂∂
xv
tρρ
(2)
irxvh
tu
−=∂∂
+∂⋅∂ ρρ )(
(3)
dónde ρ es la densidad, u la energía interna, h la entalpía, v la velocidad y ri el calor de reacción.
Con el modelo se estudia como varía el perfil de temperaturas del reactor con el tiempo durante el régimen transitorio hasta que se alcance una temperatura estable. Se estudia el proceso de arranque desde diferentes condiciones de temperatura y caudal de alimentación para encontrar el procedimiento con mínimo gasto energético y se comparan con los datos experimentales.
Agradecimientos: Los autores agradecen a la Junta de Andalucía la financiación económica prestada al proyecto P07-RNM-03276.
Bibliografía
[1] M. B. García-Jarana, J. Sanchez-Oneto, J.R. Portela, E. Nebot, E. Martínez de la Ossa, Simulation of supercritical water oxidation with air at pilot plant scale (2010) Int. J. Chem. Reactor Eng., 8, A58.
[2] Engineering Equation Solver. http://www.fchart.com/ees/ees.shtml
[3] Matlab. http://www.mathworks.es/
70

UBU O.16
TITULO: SÍNTESIS ENZIMÁTICA DE BIODIESEL EN SISTEMAS MULTIFÁSICOS BASADOS EN LÍQUIDOS IÓNICOS Y SCCO2.
Juana M. Bernala, Pedro Lozanoa, Eduardo García –Verdugob, Maria I. Burgueteb,
Santiago V. Luisb, and Michel Vaultierc
Departamento de Bioquímica y Biología Molecular B e Inmunología, Facultad de Química, Universidad de Murcia, E-30100 Murcia, Spain.
b Universidad Jaume I. Departmento de Química Inorgánica y Orgánica. UAMOA, Campus del Riu Sec, Avenida Sos Baynant,s/n, E-12071 Castellón, Spain.
c UMR CNRS 6510, Université de Rennes-1, F-35042 Rennes, France. [email protected]
1 Introducción
Aunque la síntesis enzimática de biodiesel por metanólisis de aceites vegetales ha sido ampliamente descrita, existen varios inconvenientes que han limitado su explotación a e scala industrial. Entre dichos problemas, cabe destacar la inmiscibilidad entre ambos sustratos (aceites/grasas y metanol) que se traduce en la formación de sistemas bifásicos, la pérdida de actividad de las enzimas inducida por el metanol, así como la baja eficiencia operacional de este tipo de sistemas por el “envenenamiento” de los biocatalizadores por el subproducto glicerol. [1]
Diversas aproximaciones experimentales han sido ensayadas para mejorar la actividad y la estabilidad de las lipasas en la síntesis de biodiesel, tales como la incorporación de cosolventes (i.e. t-BuOH) en el medio de reacción para generar sistemas monofásicos, la adición de metanol en varias etapas para reducir su efecto desactivador, la protección de las enzimas mediante técnicas de inmovilización sol-gel, o por la adición de líquidos iónicos (ILs) basados en cationes imidazolio y sustituyentes alquilo de cadena corta.[2]
2 Resultados En este trabajo se estudia por primera vez la adecuación de diferentes ILs basados en
cationes imidazolio con sustituyentes alquilo de cadena larga (C12 a C18) para la síntesis enzimática de biodiesel.
2.1 Estudio del comportamiento de las fases de los ILs/sustratos y ILs/productos
Se estudió en detalle el comportamiento de las fases tanto, de las mezclas de los sustratos de reacción (trioleína: metanol: ILs), como el comportamiento de los productos (oleato de metilo: glicerol: ILs), obteniéndose sistemas monofásicos tanto para sustratos (a partir de C14) como productos (exceptuando el glicerol).
71

2.2 Síntesis enzimática de biodiesel en medio IL
Posteriormente se evaluó la influencia de dichos ILs en la síntesis enzimática de biodiesel mediante el empleo de lipasa inmovilizada (Novozym 435), obteniéndose rendimientos cercanos al 100 % en tan sólo 8 h de operación. [3], [4]
2.3 Síntesis enzimática de biodiesel en sistemas multifásicos IL/scCO2
La síntesis continua de biodiesel empleando Novozym 435 recubierta con estos líquidos iónicos en condiciones supercríticas (180 bares, 45-60 º C), también ha sido estudiada, observándose una alta actividad catalítica con rendimientos próximos al 98 % en operación continua, aunque con pérdidas de actividad como consecuencia de la eliminación de la capa protectora proporcionada por el líquido iónico.
2.4 Síntesis enzimática de biodiesel en sistemas multifásicos SILLPs /scCO2
El empleo de CALB (Novozym 525L) inmovilizada en diferentes soportes con los líquidos iónicos acoplados covalentemente a la matriz sólida (SILLPs), ha permitido mejorar los niveles de estabilidad operacional tras más de 50 días de operación continua.
Figura 1. Esquema del reactor enzimático continuo utilizado en la síntesis de biodiesel en condiciones supercríticas.
Bibliografía
[1] A. P. Vyas, J. L. Verma, N. Subrahmanyam, Fuel, 2010, 89, 1-9.
[2 J. Dupont, P. A. Z. Suarez, M. R. Meneghetti, S. M. P. Meneghettic, Energy Environ. Sci., 2009, 2, 1258–1265.
[3] P. Lozano, T. de Diego, J. L. Iborra, M. Vaultier, Patent nº PTC/EP 2009/065586.
[4] P. Lozano, J. M. Bernal, R. Piamtongkam, D. Fetzer and M. Vaultier. ChemSusChem, 2010, 3, 1359-1363
[5] G. Brunner, Supercritical fluids: technology and application to food processing (2005) J. Food Eng. 1-2, 21-33.
Filter
OVEN
Temperature
PressureMeOH
Triolein
Novozymcoated with IL
Liqu
id C
OTa
nk2 Syringe
Pump
HeatedRestrictor
BIODIESEL
HPLC Pumps
72
UBU O.17
NUEVAS CONTRIBUCIONES EN EL DISEÑO DE PROCESOS SOSTENIBLES UTILIZANDO FLUIDOS SUPERCRITICOS
M J. Cocero, M D Bermejo, D Cantero
Ingeniería de procesos a presión. Dpto.de Ingeniería Química y Tecnología del Medio Ambiente. Universidad de Valladolid. Doctor Mergelina.47011 Valladolid
Palabras claves: agua supercrítica, biomasa, compuestos clave, energía.
La producción de compuestos químicos ha estado basada en la disponibilidad de grandes cantidades de petróleo a un precio bajo, desarrollándose procesos de fabricación basados en grandes plantas, que permiten reducir el coste del producto para satisfacer la demanda de la sociedad centrada en el consumo. Esta producción ha permitido reducir el coste del producto y ha sido uno de los motores del rápido desarrollo económico del siglo XX. Actualmente la situación ha cambiado y se busca alternativas para remplazar los productos obtenidos del petróleo por materias primas renovables. El uso descontrolado de productos químicos de síntesis está generando graves problemas en la salud y en el medioambiente, y a l a vez supone una fuerte dependencia de las materias primas y fuentes primarias de energía para su fabricación. Por encima de las cada vez mayores restricciones medioambientales, se ha extendido una nueva demanda social hacia la utilización de productos naturales, el fomento del uso de energías renovables, y un uso racional de las materias primas dentro de una nueva filosofía de sostenibilidad, que abarca a todos los aspectos sociales. Esta nueva filosofía marca cambios sustanciales en la producción, desde la fabricación centralizada basada en grandes plantas hasta una producción descentralizada que genere “sólo lo suficiente”. El diseño bajo esta nueva concepción va a r equerir desarrollar procesos basados en materias primas diferentes a las convencionales, y el uso de energías renovables [1,2,3].
El residuo de la obtención de alimentos no apto para el consumo puede utilizarse como fuente para la obtención de celulosa, lignina y hemicelulosa. La celulosa puede disolverse para producir nuevos compuestos o pue de hidrolizarse para producir glucosa y oligosacaridos [4]. Estos compuestos mediante reacciones químicas pueden producir compuestos químicos de interés industrial. La lignina y la hemicelulosa mediante reacciones de conversión pueden producir compuestos químicos [5]. La producción de bioetanol y otros combustibles líquidos es la más estudiada [6].
La utilización de fluidos supercríticos ha permitido el desarrollo de nuevos procesos para obtener compuestos naturales para alimentación, farmacia, y otras aplicaciones en química fina. La utilización de estos procesos podría abrir nuevas posibilidades de producción de compuestos químicos a partir de biomasa. Las propiedades físicas que presentan los fluidos en condiciones supercríticas, hace que participen de las ventajas de la elevada velocidad que tienen las reacciones radicalarias que ocurren en fase gas, y la alta selectividad que se puede conseguir con reacciones de tipo iónico en fase liquida. Procesos que se p ueden desarrollar a temperaturas moderadas, con una elevada selectividad, con cinéticas muy rápidas, en equipos compactos. El poder disolvente se puede controlar con la presión, se reducen el número de etapas sobre los procesos convencionales [7]. Los disolventes más estudiados CO2 y H2O, son totalmente compatibles con la materia prima y con el medio ambiente. Los procesos que pueden
73

transformar biomasa en compuestos químicos utilizando fluidos presurizados que puede dar lugar a p rocesos compactos a pequeña y mediana escala son: separación, disolución, gasificación, hidrólisis y reacción.
El agua en condiciones de presión y temperatura por encima del punto crítico, presenta unas propiedades físicas características que le convierten en un buen disolvente para compuestos orgánicos. Su constante dieléctrica varía desde 80, en condiciones ambientales, a 7 e n condiciones supercríticas, pasa a s er desde un disolvente polar a u n disolvente no polar con propiedades disolventes equivalentes a las del propano. La constante de disociación cambia desde 10-14 a 10-10, el agua puede aportar H+ y realizar reacciones de hidrólisis acida sin adicción de ácidos [8]. Además presenta total miscibilidad con gases como O2, H2, CO2, lo que significa que reacciones gas líquido limitadas por la trasferencia de materia o la solubilidad pueden ser reacciones homogéneas cuando se realizan en agua supercrítica. En estas condiciones los procesos tienen una elevada cinética pudiendo desarrollarse en pequeñas unidades compactas [8]. La limitación en su aplicación esta en las duras condiciones de temperatura que requiere 374ºC, pero el agua en condiciones subcríticas participa de estas propiedades y puede ser un medio de reacción en las reacciones de transformación de biomasa. Así el agua a temperaturas entre 327 y 387 ºC, se ha utilizado para separar celulosa de lignina [9]. En estas condiciones productos secundarios líquidos se degradan y se obtiene celulosa de pureza entre el 89,5 y el 100%, con tiempos de residencia entre 0,35 y 0,5s. A temperaturas inferiores al punto crítico disminuye la solubilidad, a t emperaturas superiores aumenta la degradación. La presión juega un pa pel importante ya que la solubilidad es función de la densidad. La hidrólisis de la celulosa ha sido objeto de investigación en agua supercrítica obteniendo conversiones del 100% a 400ºC, 25MPa y con 0,5s de tiempo de residencia [4]. A partir de glucosa se pueden obtener una gran cantidad de productos mediante reacciones catalíticas en agua. Por ejemplo, el glicol aldehído se puede obtener a partir de la D-glucosa en agua supercrítica a temperaturas entre 400y 450ºC, en un solo paso, cuando se obtiene a partir de etileno requiere de varios pasos [7] El interés despertado en la comunidad científica ante estas posibilidades está abriendo nuevas rutas de obtención de compuestos químicos como formal aldehído, eritrosa, aldehído glicérico, pirúvico etc [9].
Bibliografía [1] García-Serna J, Pérez-Barrigón L, Cocero M J . New trends for design towards sustainability in chemical engineering: Green engineering. Chem. Eng. J. 2007;133, 7-30 [2] Chemical Industry Vision 2020 Alternative, renewable, and novel feedstocks for producting chemicals. Septiembre 2007. www.chemicalindustryvision2020.org. [3] FEDIT-LEIA La industria química basada en biomasa implicaciones tecnológicas. MITYC Febrero 2007 [4] Sasaki M, Adschiri T, Arai K. Kinetics of cellulose conversion at 25 MPa in sub- and supercritical water, AIChE Journal 2004, 50, (1), 192-202. [5] Okuda K, Ohara S , Umetsu M, Takami S, Adschiri T. Disassembly of lignin and chemical recovery in supercritical water and p-cresol mixture. Studies on lignin model compounds, Bioresource Technol. 2008, 99, 1846-1852. [6] Schacht C, Zetzl C, Brunner G. From plant materials to ethanol by means of supercritical fluid technology. Journal of Supercritical Fluids 2008; 46, (3), 299-321. [7] K Arai, R L Smith, T M. Aida Descentralized chemical Processes with supercritical fluids technology for sustainable society. J. Supercritical Fluids, 2009, 47, (3), 628-636. [8] Bermejo MD, Cocero MJ. Supercritical water oxidation: A technical review. AIChE Journal 2006, 52(11), 3933-3945 [9] Matsumura Y, Sasaki M, Okuda K, Takami S, Ohara S, Umetsu M, Adschiri T. Supercritical water treatment of biomass for energy and material recovery. Combustion Science and Technology 2006;178 (1-3), 509-36.
74

UBU AP.CI
SUPERCRITICAL FLUID TECHNOLOGY FOR THE FOOD INDUSTRY: CURRENT STATUS, CHALLENGES AND
OPPORTUNITIES F. Temelli
Department of Agricultural, Food and Nutritional Science, University of Alberta, Edmonton, Alberta, Canada T6G 2P5
e-mail: [email protected]
Key words: Extraction, fractionation, lipids, nutraceuticals, phenolics, supercritical CO2
1. Introduction
Significant achievements in the area of supercritical fluid technology over the past three decades have pushed the extraction of natural plant materials using supercritical carbon dioxide (SC-CO2) to become a main stream unit operation. The growing consumer demand for "natural" ingredients/products as well as the increased safety and environmental concerns and stricter government regulations over the use of petroleum-based organic solvents have been the main driving force for this development. Even though the use of SC-CO2 was not openly disclosed in product packaging back in the 1980s for fear of consumer reaction, today a product/ingredient being extracted by SC-CO2 and not by organic solvents is promoted as a marketing advantage.
A major advantage of using SC-CO2 is the ease of CO2 separation from the final product upon depressurization, eliminating concerns over solvent residues. On the other hand, separation of organic solvents from the extract involves heat treatment, which is in general detrimental to extract quality. "Natural" extracts are generally quite sensitive to heat, light and oxygen. Carrying out an extraction in CO2 environment also minimizes potential degradation. There is mounting evidence linking various "natural" extracts to biological activity and health benefits, which has resulted in the tremendous growth of the functional food and nutraceutical industry with products providing health benefits beyond basic nutrition function. For continued success of such products, it is essential to maintain the physiological functionality of the extracts with minimal degradation during processing, which is possible with SC-CO2 extraction.
2. Current status
Based on the above advantages, there has been an incredible amount of research and commercialization activity to generate "natural" extracts for use as ingredients in functional foods and nutraceuticals. Thousands of studies have reported the extraction, fractionation and characterization of various plant materials from around the globe, mostly focusing on essential oils and lipid-based components (commodity and specialty oils, carotenoids, tocopherols, phytosterols etc) using neat SC-CO2 and phenolic type components with antioxidant activity using ethanol as a co-solvent to enhance the recovery of such polar compounds. In such cases, ethanol removal from the extracts should also be taken into account.
Numerous plants have been built around the world since the pioneers of early 1980s for coffee and tea decaffeination and hop extraction. Significant developments have been made in Japan, China and Korea, with Chinese traditional medicine extracts leading the way as well as plants built for extraction of specialty oils and separation of unsaturated fatty acids from plant oils and
75

tocopherols from methyl esterified deodorizer distillate. On the other hand, India has focused its research and commercialization efforts on the extraction of various spices.
There is a growing trend towards the use of higher pressures for the extraction of plant materials, ranging from 20 to 30 MPa in the earlier industrial plants up to 75 MPa in some of the more recent plants. The reason for this trend is the substantial increase in solute solubility in SC-CO2 with pressure. Thus, higher yields can be achieved in a shorter period of time using lower solvent-to-feed ratios. Such major gains lead to reduced operating costs despite the higher initial capital investment.
The majority of the industrial extraction plants operate in a semi-continuous mode equipped with several extraction vessels, where a vessel is taken off-line at any given time for loading and unloading of the solid material and the SC-CO2 flow is continuous. It is also possible for these plants to have more than one separation vessel where the pressure is dropped in a sequential manner to collect different fractions. For example, volatile essential oil and heavy oleoresin fractions can be obtained from spices due to the solubility differences between these fractions.
3. Challenges
From the fundamentals perspective, there is lack of data for solubility and phase behavior as well as transport properties of various ingredient components in SC-CO2. As well, properties of the liquid phase saturated with CO2 are also needed to take advantage of the unique properties that can be tuned easily just by changing temperature and pressure. For example, CO2 solubilization in canola and fish oils with pressure leads to a substantial volume expansion but also an increase in density and decrease in viscosity. Another major challenge is understanding the interactions in the multicomponent mixtures of natural extracts. The cellular structure of natural matrices add to the complexity. The apparent solubility of β-carotene during extraction from carrots was substantially lower than the solubility of pure β-carotene in SC-CO2. Engineering models to describe the above behavior are needed for optimal process design.
Despite the significant developments at industrial scale, processing of large volumes of oilseeds is still a challenge, requiring a continuous extraction system. As well, use of SC-CO2 extracts as food ingredients may require some reformulation of the final product since the flavor or aroma profile of the extract may be different compared to that of conventional solvent extracts.
4. Opportunities
SC-CO2 technology provides solutions for problems such as product purity, process efficiency, and health and environmental impact that traditional technologies fail or are unable to solve. Further developments in the areas of fractionation and particle formation offer innovative approaches into the future for food and beverage processing, satisfying the current market demand. The ability to inactivate microorganisms under SC-CO2 processing conditions is another major advantage boosting the microbial safety of the products. SC-CO2 processing in the food industry is expanding beyond extraction. More recent studies focusing on particle formation, reactions and membrane processing using SC-CO2 technologies explore new opportunities as consumer and industry demand pushes for novel products, improved delivery of nutraceuticals and a reduction on the reliance on organic solvents. With the flexibility offered by the supercritical fluid technology in terms of combining various unit operations of extraction, fractionation, particle formation etc. and the know-how developed over the past three decades, the future holds promise for the development of integrated novel processes and products based on value-added processing of agricultural materials for the food, beverage and nutraceutical industries.
76

UBU AP.1
TRATAMIENTO DE CORCHO CON CO2 SUPERCRITICO R. Zobel, D. Tourneix
Diamant Techoenologie s.a., Ctra. de la Estación km. 1, 06500 San Vicente de Alcántara (Badajoz). [email protected]
Palabras clave: Corcho, CO2 supercritico, Trichloroanisol
1 Introducción Desde hace siglos las botellas de vino se sellan con tapones de corcho, un pr oducto natural hecho de la corteza del alcornoque (Quercus suber). El corcho es un polímero natural que está compuesto en gran medida de suberina. Su excelente elasticidad y una permeabilidad necesaria para la maduración de los vinos hacen del tapón de corcho un cierre ideal para botellas de vino.
Además de sus excelentes propiedades mecánicas para sellar botellas de vino, el tapón de corcho puede afectar al sabor del vino negativamente (gusto de corcho). Responsables de este sabor son los Halo-Anisoles, en particular 2,4,6-Tricloro-Anisol (2,4,6-TCA), que se generan como productos metabolizados por microorganismos de compuestos orgánicos clorados (p. e. pentaclorofenol). El más conocido es el 2,4,6-TCA como responsable del gusto de corcho en vino. Enólogos pueden detectar concentraciones de TCA en vino de solo 2 ng/l.
La industria del corcho ha respondido a este creciente problema desarrollando procesos para la reducción de la concentración de TCA, frecuentemente utilizando vapor de agua (p.e. Revtech). Con estos procesos, se consigue una reducción en los niveles de TCA de hasta un 80 %, lo que en muchos casos no es suficiente.
Uno de los principales productores de tapones de corcho, la empresa Sabaté, ahora Oeneo bouchage s.a., en colaboración con la francesa C.E.A. (Comissariat à l’Energie Atomique), ha desarrollado un proceso de tratamiento de granulado de corcho a finales de los años 90, que se basa en la extracción con CO2 supercrítico. El uso de este proceso consigue una reducción en el contenido de TCA de más de 99 %, por debajo de los límites de cuantificación. Este proceso está patentado con el número de patente europeo EP 1 216 123.
Figura 1. Diamant Techoenologie. Panorama
77

Según este proceso y su scale-up se ha construido en cooperación con la empresa de ingeniería austriaca Natex Prozesstechnologie GesmbH, una planta de producción in San Vicente de Alcantára (Badajoz), Extremadura, que se ha puesto en marcha al final del 2005.
A finales del 2010 se puso en funcionamiento una ampliación de las instalaciones de producción existentes con una duplicación de la capacidad. A día de hoy, las instalaciones se componen de seis líneas de producción independientes, con una capacidad anual de más de 5.500 toneladas de granulado de corcho. Esta cantidad corresponde a aproximadamente 1.100 millones de tapones de corcho.
2 Proceso
Los procesos industriales de extracción con CO2 supercrítico por lo general se realizan con bombas. En nuestro caso se m uestra un proceso con compresor, que nos aporta ventajas económicas con respecto al proceso con bombas.
Figura 2. Esquema de un proceso de tratamiento de corcho
Con el compresor se comprime CO2 gas de condiciones de temperatura y presión del separador a la presión de extracción. En intercambiadores de calor en el compresor y en la salida del compresor se compensa el aumento de temperatura producido por la compresión del gas regulando al mismo tiempo la temperatura de extracción en el autoclave. Este intercambiador de calor está diseñado como calentador/enfriador para tener también la posibilidad de calentar el CO2 durante la fase de presurización de un ciclo. En su camino a través del lecho fijo de granulado de corcho, el CO2 supercrítico se carga, no solo con sustancias volátiles, principalmente TCA, sino también con otros compuestos orgánicos, ceras y agua. A la salida del autoclave, el CO2 supercrítico se despresuriza a través de una válvula de expansión a condiciones subcriticas, que causa la precipitación de un extracto liquido. El CO2 gas y liquido, junto con el extracto liquido, pasan un intercambiador de calor, evaporizando todo el CO2. En el separador siguiente se separa el CO2 gas del extracto líquido. Este extracto se co mpone principalmente de agua, ceras y componentes volátiles del corcho y se debe llevar a una planta de tratamiento de aguas residuales para ser eliminados. El CO2 gas, después de una limpieza adecuada, entra en el lado succión del compresor para ser comprimido de nuevo.
Compresor
Extracción por CO2 SC
P ≥ 100 bar ; T ≥ 40 °C separador
Válvula de expansión
Corcho
extracto Autoclave Cosolvente
Bomba Cosolvente
tanqueCO2
Intercambiador de calor
Evaporador
Gas
78

3 Resultados
Figura 3. Resultado de la extracción de corcho
El granulado de corcho producido por este proceso y los tapones producidos a partir de el, son absolutamente neutros desde el punto de visto organoléptico. El tapón DIAM es objeto de procedimientos de control de calidad que permiten un compromiso de un limite máximo de 2,4,6-TCA relargable inferior al limite de cuantificación (0,5 ng/l), valido tapón a tapón.
Bibliografía
[1] K. Felsvang, S. Iversen, T. Larsen, V. Luethje, J.M. Aracil, H. Seidlitz, F. Lang, E. Lack, The world’s first supercritical plant for cork cleaning, 7th International symposium on supercritical fluids, may 2005, Orlando (USA).
[2] E. Lack, H. Seidlitz, Industrial cleaning of cork with supercritical CO2, 3rd International meeting on high pressure chemical engineering, may 2006, Erlangen (Germany)
[3] E. Lack, H. Seidlitz, D. Tourneix, R. Zobel, M. Bakali, Cork treatment – a new industrial application of supercritical fluids, 9th International symposium on s upercritical fluids, may 2009, Arcachon (France)
[4] A. Bobé, C. Loisel, Impact de procédé Diamant sur le charactérisiques organoleptiques de la farine de liège, juillet 2006, Revues des oenologues no. 120
[5] G. Lumia, C. Perre, J.M. Aracil, EP 1 2 16 123, Procédé de traitement et d’extraction de composés organiques du liège, par un fluide dense sous pression, novembre 2003
0
2
4
6
8
10
12
14
16
18
20
TCA (ng/l)
Sin tratar Grano tratado
79
UBU AP.2
APLICACIÓN DE LA EXTRACCIÓN SUPERCRÍTICA A LA INDUSTRIA AGROALIMENTARIA Y AFINES
E. Casas, M. García, D. Rivera, J. Montañés, A. Tornero.
ainia, centro tecnológico. Parque Tecnológico de Valencia. Benjamín Franklín 5-11, 46980 Paterna (Valencia). [email protected]
Palabras claves: industria alimentaria, extracción supercrítica, dióxido de carbono, aplicación industrial.
1 Introducción: industria alimentaria e innovación
La industria de alimentos y bebidas constituye uno de los sectores más relevantes de la industria española, como lo atestigua la segunda posición en contribución al PIB (7,6%) sólo por debajo del papel del sector turismo (alrededor del 10%) y una cuota de un 16% de las ventas. Ello motiva que haya sido considerado como sector estratégico en el Plan Integral de Política Industrial (PIN) 2020, que está orientado a mejorar la competitividad de la industria, apoyar la internacionalización y fomentar la innovación [1].
El proceso de innovación se considera clave para el crecimiento económico en los países de economía avanzada. De este modo, es posible transformar nuevas ideas y nuevos conocimientos en bienes o servicios avanzados y de alta calidad, que alcanzan altas cuotas de mercado como consecuencia de reforzar las capacidades para satisfacer los requisitos crecientes de los consumidores y como consecuencia, crear valor y reforzar su posición en los mercados mejorando su elasticidad frente a los movimientos de la demanda [1]. En este marco, las empresas pueden aprovechar las oportunidades que les ofrecen tecnologías sólidas y ventajosas, como la extracción supercrítica.
2 Extracción supercrítica al servicio de la industria agroalimentaria
2.1 Ejes de la aplicación de la extracción supercrítica en el ámbito agroalimentario
Son numerosas las aplicaciones reconocidas de la extracción con dióxido de carbono supercrítico en el ámbito alimentario: descafeinado de granos de café, extracción de lúpulo, extracción de aceite de sésamo, eliminación de plaguicidas de arroz, la eliminación de TCA de corcho para tapones, etc. [2, 3].
El interés por estos procesos así como otros que se encuentran en desarrollo, pueden ser impulsados al alinearse con las tendencias de futuro en la industria agroalimentaria apuntadas hacia el año 2015, que pueden resumirse en tres: salud (“health”), simplicidad (“convenience”) y recompensa (“indulgence”) [4]. Además, las posibilidades de la extracción supercrítica encajan con las estrategias tecnológicas que se e stán planteando las empresas de carácter innovador con objetivos como: reemplazar productos suprimidos; extender la gama de productos; mantener la cuota de mercado; abrir nuevos mercados; mejorar la flexibilidad de producción; rebajar los costes de producción; mejorar las condiciones de trabajo; o reducir los impactos negativos sobre el medio ambiente [1].
80

Estas tendencias se reflejan en las inquietudes de las empresas que se interesan por la posibilidad de explorar las oportunidades de la extracción supercrítica para generar productos nuevos o mejorar las características de los productos actuales.
2.2 Salto tecnológico: posibilidades actuales y retos futuros
La aplicación de la extracción supercrítica supone en muchos casos un salto tecnológico en las empresas por los recursos que requiere: instalaciones, recursos humanos y know-how. Como alternativa al desembolso económico asociado a la implantación directa del proceso a nivel industrial, se puede minimizar el riesgo y el coste inicial para disponer de los primeros lotes demostrativos de producto utilizando instalaciones ya disponibles en entidades que ofrecen servicios a terceros. Se localizan instalaciones de este tipo en distintos países y recientemente también en España, concretamente en el parque tecnológico de Valencia, donde ainia cuenta con Altex, un equipo con cuatro extractores de 1000 L de capacidad cada uno, que pueden operar a presiones de hasta 350 bar y con flujos de CO2 de hasta 5000 kg/h.
En general, las demandas orientadas a la extracción supercrítica con fines industriales se pueden agrupar como: obtención de extractos lipofílicos a partir de matrices naturales; purificación o modificación del perfil lipofílico de materias primas alimentarias; y eliminación de sustancias indeseadas (aromas, plaguicidas, metabolitos secundarios, etc.). La viabilidad técnico-económica de cada proceso de extracción supercrítica específico depende no sólo de los factores de mercado, sino también de aspectos ligados a las características de la materia prima y a las condiciones de procesado. La posibilidad de estudiar los procesos a escala laboratorio y piloto además de aplicarlo en condiciones a gran escala resulta ofrece sinergias muy positivas de cara a optimizar las condiciones operativas.
Entre las barreras más comunes para la viabilidad del proceso se pueden indicar algunas como la estructura de la materia prima, que puede introducir dificultades fluidodinámicas; o las cinéticas de extracción, que pueden requerir intensificación de alguno de los parámetros de extracción o recuperación para aumentar la productividad y la reducción de costes. Por ello, en la actualidad se está trabajando en la superación de algunas estas limitaciones con actividades de investigación, que normalmente se llevan a cabo en escalas de tamaño inferiores antes de ensayarlas a gran escala. Por ejemplo, se est á llevando a cabo el proyecto USTRAMAS con financiación del MICIN en colaboración con grupos de investigación del CSIC, de la UIB y de la UPVA y en el que se está abordando el escalado de un sistema de generación de ultrasonidos previamente desarrollado para intensificar el proceso de extracción a una escala inferior, como un paso más que podrá dar paso a la instalación industrial.
Bibliografía
[1] C. Muñoz y S. Sosvilla, Informe Económico 2010 FIAB (2010) Federación Española de Industrial de la Alimentación y Bebidas. Ministerio de Medio
[2] G. Brunner, Supercritical fluids: technology and application to food processing (2005) J. Food Eng. 1-2, 21-33.
[3] G. Brunner, Applications of Supercritical Fluids (2010). Annu. Rev. Chem. Biomol. Eng. 2010. 1:321–42.
[4] Report. Future Innovations in Food and Drinks to 2015: NPD, trend convergence and emerging growth opportunities (2009). Business Insights.
81

UBU AP.3
APLICATIONS OF SUPERCRITICAL FLUIDS IN THE FOOD INDUSTRY.
M. Gehrig
NATECO2 GmbH & Co.KG D-85283 Wolnzach; www.nateco2.de [email protected]
Palabras claves: fluidos comprimidos, aplicaciones industriales.
1 Introduction
Extraction signifies the separation of substances from mixture of materials by solvents. For this purpose liquid and supercritical carbon dioxide are used in processing of natural products since the end of the 1970ies although first patent applications had already been granted in the beginning of the past century [1].
The starting point for the application of the extraction with supercritical fluids in the field of natural substances was a research program in the Max-Plank-Institute for Coal Research in Mülheim at the beginning of the 1970ies.
With a basic and very expansive application, it was tried to have the extraction by means of supercritical gases being patented [2]. A large number of individual patents for procedures and equipment for the extraction of natural substances as e.g. cocoa, spices, hops, coffee, tea, to-bacco has subsequently joined the basic patent. Even if partly other solvents are listed besides carbon dioxide, up to now only carbon dioxide has been used in the industrial field. Since that time numerous suggestions for applications have been given in conferences, individual papers, patents and text books
2 State of the art
It is remarkable that up t o now the main impulse for the application of Carbon Dioxide as solvent was the mere replacement of conventional solvents that have become suspicious because of several reasons. Most often one has to compete with alternative products or processes. Applications where dense gases can exhibit their real advantages like in fractionating extraction or separation or in continuous fluid/liquid counter current extraction are somewhat rare up to now. Economics together with legal (environmental) injunctions will determine the future of the applications of dense gases in foodstuff and similar industries. Up to now, liquefied carbon dioxide has only been successfully used for the extraction of hops. Because of higher efficiency (better diffusion at higher temperatures effecting shorter extraction times and higher throughput at given plant size) extraction with supercritical Carbon Dioxide is dominating in the recovery of extracts from hops and of oils from high quality seeds as well as in the decaffeination of coffee and tea.
3 Trends: Pressure is rising
Besides for the decaffeination of coffee several other big sized plants (volume of one vessel >2 m3, several extraction vessels) for applications mentioned above have been installed throughout the world. Also innumerous small sized plants for multipurpose use are under operation. Unfortunately at the moment there is an over-capacity in extraction volume for the big sized plants. The need for the extraction of commodities is decreasing and/or the revenues for these products are getting worse and worse. Unambiguously there is a downtrend for such 'elephant' plants. The future will be open for small, multipurpose and easy to operate plants designed for higher pressures. With these plants high prized, small quantity products will be processed.
82

Most of the larger production facilities work with pressures below 300 bars. The design pressures are limited to approx. 500 bars as the plant costs rise super proportionally with increasing pressure. NATECO2 as a sp ecialist for the extraction with CO2 has designed a process unit up to 1000 bars in order to be able to examine new extraction areas, requirements specific to the plant, special chemical engineering features and economic effects. Because of the rather big volume of the extraction vessel (50 l) sizeable quantities can be treated and even with small yields a considerable amount of extract can be recovered for e. g. product evaluation. The plant is operating commercially to recover Polyphenols (Xanthohumol) from hops, antioxidants like Carotenoids from different sources and to remove Xanthines (Caffeine, Theobromine) from cocoa.
4 Improvements of the safety performance of high pressure extraction devices
CO2 - extraction (still) is a b atch process. Therefore devices like quick-closure-systems or cartridges for shortening the downtimes of the plants between two extraction cycles are implemented. By accelerating the process all components must meet the appropriate safety requirements.
Especially in smaller units cartridges are inserted that contain the material to be processed. The cartridges can be filled and unloaded outside of the pressure vessel thus saving time. Prior to the opening of the quick closure the internal pressure must have been released completely.
4.1 Potential malfunction
Fine powders together with gluing constituents may block the mesh of the filter elements at both sides of the cartridge. Under these circumstances the real pressure in the cartridge may no longer be on par with the pressure in the pressure vessel. The standard opening procedure will not detect any abnormalities and will start the operation. The lid can be opened and removed. Two cases can be expected as extremes:
• The cartridge is stable enough to manage the internal pressure. The pressure escapes e. g. when the lid of the cartridge is opened (preferably under controlled conditions).
• At the weakest point the cartridge will break. In the worst case the bottom sieve is rupturing. The cartridge will be ejected like a bullet.
4.2 Answers to the problem
Bursting discs or safety relieve valves at the cartridge would be first choice to prevent pressure built up. Devices like mentioned can be blocked. The burst pressure is depending on temperature, shocks and pulsation of the pressure. The rating must be adjusted to the design pressure of the cartridge that means rather low. Then pulsations at the operation will already cause bursting. Therefore such devices may be applicable in the controlled situation of a laboratory but are not practicable. Most effective way will be to measure both the pressure in the volume of the vessel and the pressure in the cartridge.
A direct connection from outside of the vessel into the cartridge is to be provided. For this purpose the lid of the cartridge is directly mounted to the lid of the pressure vessel. Consequently the pipe cannot be damaged during the closing procedure. This pipe can be used to measure directly the pressure in the cartridge and to vent the cartridge in case of blocking.
Bibliografía
[1] Sachs, Albert (Kopenhagen), Kaiserliches Patentamt Nr. 163057 (28. Oktober 1904)
[2] Zosel, K. DE-PS 14 93 190 (1964)
83

UBU AP.4
APLICACIONES DE LAS ALTAS PRESIONES HIDROSTÁTICAS EN L INDUSTRIA ALIMENTARIA.
C. Tonello Samson
NC HYPERBARIC - Calle Condado de Treviño, 6 - 09001 Burgos – España. Phone: +34 947 473 874 - [email protected] –www.hiperbaric.com
Palabras claves: Altas presiones hidrostáticas, aplicaciones industriales, equipos
La principal aplicación del procesado por altas presiones hidrostáticas (AP), high pressure processing (HPP) en inglés, o pa steurización hiperbárica, es mejorar la seguridad alimentaria (destrucción de floras contaminantes y patógenos como Listeria, Vibrio, E. coli, Salmonella...), y preservar la calidad sensorial de productos alimenticios frescos, cocidos, curados o desalados.
El desarrollo industrial de la tecnología, que consiste en someter alimentos, en general envasados en su envase comercial, a presiones hidrostáticas entre 200 MPa y 600 MPa (o 2000 bar y 6000 bar), es relativamente reciente. Los primeros productos presurizados fueron lanzados en 1990 en el mercado japonés y, al final de 2010, alrededor de 150 equipos industriales estaban siendo utilizados por unas 100 compañías en todo el mundo. Los primeros productos españoles procesados por AP fueron el jamón cocido loncheado de Espuña en 1998 y sus tapas en 2002 [1]. Desde el inicio de este milenio se observa un significativo incremento del interés de la industria alimentaria por esta tecnología: más del 80% de los equipos industriales se instalaron a partir del 2001. En España, empresas como Campofrío, IAN (Carretilla), Rodilla, Martiko y MRM ponen en el mercado productos procesados por AP.
La cantidad total de productos alimentarios procesados por presión hidrostática en 2010 puede estar estimada a unas 300.000 toneladas. Los equipos se encuentran localizados principalmente (55 %) en América del Norte (Estados Unidos, México y Canadá), en Europa (25%), mayoritariamente en el Sur (España, Italia, Grecia, Portugal, y Francia), en Asía (15%) en Japón, Corea y China así que en Australia y Nueva Zelanda (5%).
En función del sector alimentario la distribución es la siguiente: el 44% de los equipos procesan productos vegetales (guacamole, zumos, salsas, purés de frutas,...), el 27% se encuentran instalados en empresas cárnicas (jamón cocido o curado, platos precocinados, productos de pollo y pavo, salchichas, etc), el 16% se dedican a presurizar productos pesqueros (bogavantes, ostras, otros mariscos frescos y productos de pescados preparados) y finalmente el 13% de los equipos para varios productos (principalmente maquila: el negocio de procesado para otros). El procesado permite multiplicar por 2 ó 3 la vida útil de esos productos sin los efectos negativos que conlleva generalmente una elevación de temperatura.
La mayoría de los productos se procesan por AP para reducir la carga microbiana una vez el producto envasado, lo que permite asegurar la calidad microbiológica y alargar la vida útil de los productos, o bien conseguir una vida comercial correcta para productos sin sal o sin aditivos químicos [2]. En el caso de mariscos, presiones entre 200 MPa y 300 MPa permiten la apertura de conchas y la separación de la carne de la cáscara asociadas a una mejora del rendimiento de extracción de la carne.
84

En general, los productos procesados por AP están envasados a vacío. Pero botellas con espacio de cabeza normal se p ueden presurizar sin dificultades. Y algunos productos cárnicos procesados por AP en un envase con atmósfera modificada están ya en el mercado en Europa y Estados Unidos.
Los productos presurizados necesitan un almacenamiento en frío, porque el procesado es mínimo: no inactiva las esporas microbianas ni todas las enzimas. La esterilización asistida por presión (necesitando la combinación de temperaturas superiores a 100ºC bajo AP de 600 MPa o más), que podría conducir a productos estables a temperatura ambiente, está todavía al nivel de investigación.
Los equipos industriales disponibles en el mercado permiten producciones entre 250 y más de 2000 kg/hora a 600 M Pa (fig. 1). El coste de procesado, incluyendo la amortización de la máquina, las piezas consumibles y la energía eléctrica, varía desde 0,06 hasta 0,23 € /kg según el tamaño del equipo, la presión y el tiempo de procesado [3].
Figura 1. Equipo industrial de altas presiones (modelo i420 de NC Hyperbaric – Presión
máxima de trabajo : 600 MPa – Volumen : 420 l – Producción / h > 2000 Kg)
Bibliografía:
[1] - Case Studies on High-Pressure Processing of Foods. (2011) - C. Tonello - In: Nonthermal Processing Technologies for Food edited by Zhang, Barbosa-Cánovas, Balasubramaniam, Dunne, Farkas and Yuan - IFT Press/ Wiley-Blackwell 2011. Chapter 4, 36-50.
[2] - High Hydrostatic Pressure Food Processing. (2011) . S. Jung, C. Tonello and M. de Lamballerie. In: Alternatives to Conventional Food Processing edited by A. Proctor - Royal Society of Chemistry - Chapter 6, 254 - 306.
[3] - Advances in design for successful commercial high pressure food processing. (2008) - A. Hernando Sáiz, S. Tárrago Mingo, F. Purroy Balda and C. Tonello Samson - Food Australia. vol. 60 - 4, 154 -156.
85



UBU P.1
ESTUDIO DEL EQUILIBRIO DE FASES DEL SISTEMA BINARIO 5- FLUOROURACILO – DIÓXIDO DE CARBONO F.J. Ramosa, R. Mazarrob, A. de Lucas Martíneza, J.F. Rodrígueza
Departamento de Ingeniería Química. Universidad de Castilla-La Mancha a Facultad de Ciencias Químicas. Avenida Camilo José Cela, 12. 13071 Ciudad Real
b Escuela de Ingenieros Industriales. Campus Universitario s/n. 02071 Albacete [email protected]
Palabras claves: 5-fluorouracilo, CO2 supercrítico, equilibrio.
1 Resumen
La elaboración de nuevos biocomposites con aplicaciones farmacológicas es un campo que suscita un interés creciente en la actualidad. Muchos de dichos materiales constan de un principio activo, que es el fármaco en cuestión y de un soporte polimérico [1]. La mayoría de los métodos tradicionales de obtención de dichos materiales (“emulsion solvent evaporation technique”, “spray-drying methods”, etc.) requieren el uso de disolventes orgánicos, que suelen ser tóxicos, lo que lleva asociado una etapa adicional de secado, para evitar los consecuentes efectos nocivos que conlleva producir un m edicamento con efectos secundarios perjudiciales para la salud. El uso de tecnología supercrítica en la obtención de los mencionados biocomposites presenta varias ventajas; entre ellas, la fácil y eficiente separación del disolvente y el medicamento, así como la pureza del medicamento sintetizado que apenas contiene trazas de disolvente.
El trabajo aquí presentado constituye la primera etapa de un proyecto general cuyo objetivo es la obtención de biocomposites de 5-fluorouracilo (5-FU) y ácido poliláctico (PLA) mediante tecnología supercrítica utilizando disolventes poco tóxicos. El principio activo a estudiar en el presente trabajo es u n fármaco anticancerígeno que en su actual formulación se p resenta en forma de micropartículas. Mientras que el fluido supercrítico elegido es el dióxido de carbono (“supercritical carbon dioxide”, scCO2).
El estudio del equilibrio de fases del sistema binario fármaco-CO2 se considera una etapa previa imprescindible para la correcta elección de la tecnología a em plear y de las condiciones de operación de cualquier técnica de formación de partículas en CO2. Sin embargo, la literatura encontrada sobre el equilibrio de fases de este sistema en concreto es bastante escasa. Considerando la literatura previa [2] parece que el sistema más adecuado para la producción de biocomposites de 5-FU + PLA es mediante procesos en los que el CO2 actúe como antisolvente (“Supercritical Antisolvent”, SAS).
Además, en la literatura se dispone de dos estudios que analizan la solubilidad del 5-FU en scCO2: el primero de ellos de Guney y Akgerman (2000) [3] realiza estudios a 35 y 55ºC, mientras que el segundo de Suleiman y col. (2005) [4] estudia el sistema a 35, 45 y 55ºC. El problema radica en que unos datos difieren notablemente de los otros, como se puede observar en la Figura 1. Por lo que se considera necesario, estudiar experimentalmente el equilibrio de fases de dicho sistema en determinadas condiciones de presión y temperatura para comprobar la fiabilidad de los datos experimentales ya publicados. Y, posteriormente, utilizar dichos datos experimentales en combinación con ecuaciones de estado para obtener los parámetros de
89

interacción binaria, de manera que las ecuaciones de estado puedan describir el sistema en un amplio intervalo de condiciones.
0,0E+00
5,0E-06
1,0E-05
1,5E-05
2,0E-05
2,5E-05
0,7 0,8 0,9 1
w1
ρ2 (g·cm-3)
T=35ºC
w1(Guney y Akgerman)
w1(Suleiman)0,0E+00
1,0E-05
2,0E-05
3,0E-05
4,0E-05
5,0E-05
0,3 0,4 0,5 0,6 0,7 0,8 0,9
w1
ρ2 (g·cm-3)
T=55ºC
w1(Guney y Akgerman)
w1(Suleiman)
Figura 1. Datos de equilibrio en fracción másica (w1) para el sistema 5-FU(1)-scCO2(2) a 35 y
55ºC. ■Guney y Akgerman. ▲Suleiman y col.
Simultáneamente, se están realizando estudios prospectivos para encontrar disolventes comunes del fármaco y del polímero con una baja toxicidad, y que a la vez presenten unas características adecuadas para su aplicación en SAS. Entre ellos, y atendiendo a ciertos parámetros de solubilidad, como la constante de Hildebrand, y al equilibrio de fases disolvente-CO2, la acetona parece ser un posible candidato.
Bibliografía
[1] A. Bozkir y O.M. Saka, Formulation and investigation of 5-FU nanoparticles with factorial design-based studies (2005) Il Farmaco, 60, 840–846.
[2] A.Z. Chen y col., Preparation of 5-Fluorouracil-Poly(L-lactide) Microparticles Using Solution-Enhanced Dispersion by Supercritical CO2 (2006) Macromol. Rapid Commun., 27, 1254–1259.
[3] O. Guney y A. Akgerman, Solubilities of 5-Fluorouracil and β-Estradiol in supercritical carbon dioxide (2000) J. Chem. Eng. Data, 45, 1049-1052.
[4] D. Suleiman y col., Solubility of Anti-Inflammatory, Anti-Cancer, and Anti-HIV Drugs in supercritical carbon dioxide (2005) J. Chem. Eng. Data, 50, 1234-124.
90

UBU P.2
ESTUDIO DE LA SOLUBILIDAD DE PRECURSORES DE Ru EN CO2 SUPERCRÍTICO.
J. Morèrea,†, C. Pandoa, J.A.R. Renuncioa, A. Cabañasa,‡ aLaboratorio de Equilibrio de Fases y Fluidos Supercríticos,
Dpto. de Química-Física I, Universidad Complutense de Madrid, 28040, Madrid. † [email protected], ‡[email protected]
Palabras claves: CO2 supercrítico, solubilidad, rutenio, metalización, materiales.
El rutenio tiene un gran interés en microelectrónica para la fabricación de electrodos y potencialmente como barreras conductoras en estructuras interconectadas de Cu para circuitos integrados [1-2]. Otras aplicaciones destacables son la catálisis de muchas reacciones de interés (síntesis y descomposición de amoniaco, hidrogenación de monóxido de carbono y dióxido de carbono o hidrodesulfuración de fracciones del petróleo) [3] o la fabricación de electrodos de PtRu para células de combustible de metanol [4].
En nuestro laboratorio tenemos experiencia en la deposición de nanopartículas de metales tales como Pd en soportes mesoporosos tipo SBA-15 [5]. Nuestro objetivo es depositar nanopartículas de Ru en distintos soportes de interés.
Para ello es necesario seleccionar adecuadamente el precursor organometálico de Ru. Es fundamental conocer la solubilidad de los compuestos comerciales disponibles en CO2 supercrítico para poder elegir las mejores condiciones en las que realizar la impregnación de los soportes.
Los precursores de Ru que se encuentran comercialmente disponibles incluyen acetilacetonato de Ru(III), Ru(acac)3 , bis(2,2,6,6-tetrametil-3,5-heptanodionato)(1,5-ciclooctadieno) de Ru(II), Ru(tmhd)2(cod), tris(2,2,6,6-tetrametil-3,5-heptanodionato) de Ru(III), Ru(tmhd)3 y bis(ciclopentadienilo) de Ru(II), Ru(cp)2. Aschenbrenner et al. [6] han comparado la solubilidad de Ru(tmhd)2 (cod), Ru(tmhd)3 y Ru(cp)2 a 60 ºC, entre 10 y 17 MPa con un método dinámico. Por otro lado, Caputo et al. [7] han publicado recientemente la solubilidad de Ru(acac)3 a 40 y 80 ºC. El método utilizado en este caso resulta poco preciso. Es por ello que nos proponemos completar estos datos de solubilidad a distintas condiciones de P y T por un método directo, la observación visual.
Las medidas de solubilidad se han llevado a cabo en una celda de alta presión de volumen variable diseñada y fabricada en nuestro laboratorio (Figura 1), siguiendo el procedimiento previamente descrito [8]. La celda consiste en una cámara cilíndrica de acero inoxidable con una ventana de zafiro en cuyo interior se aloja un pistón móvil que permite variar el volumen interno de la celda. El contenido de la celda se ilumina y puede verse el interior a través de la ventana utilizando un boroscopio y una cámara digital conectada a un ordenador. La celda se puede calentar hasta 100 ºC con una cinta calefactora de silicona. La temperatura en el interior de la celda se controla mediante un termopar tipo J alojado en el interior y con un controlador que la mantiene constante. La muestra se puede comprimir (hasta 30 MPa) y descomprimir desplazando el pistón mediante un generador de presión manual que utiliza agua como fluido hidrostático.
91

La presión se mide directamente en la parte de la celda que contiene la muestra mediante un transductor de presión. Cada componente se introduce en la celda de forma separada y las cantidades se determinan por diferencia de pesada. El error en la composición de la mezcla se estima en un 0.1 %. El contenido de la celda es presurizado de manera isoterma hasta conseguir una sola fase. Entonces la presión se disminuye lentamente hasta que aparece la fase condensada. El soluto puede ser solubilizado y precipitado alternativamente para obtener un valor más preciso de la presión.
Bibliografía
[1] E. Kondoh, Deposition of Ru Thin Films from Supercritical Carbon Dioxide Fluids (2005) Jpn. J. Appl. Phys., 44, 5799-5802.
[2] A. O’Neil and James J. Watkins, Reactive Deposition of Conformational Ruthenium Films from Supercritical Carbon Dioxide (2006) Chem. Mater., 18, 5652-5658.
[3] Y. Zhang, D. Kang, M. Aindow and C.Erkey, Preparation and Characterization of Ruthenium/Carbon Aerogel Nanocomposites via a Supercritical Fluid Route (2005) J. Phys. Chem. B, 19, 2617-2624.
[4] Y. Lin, X. Cui, C.H. Yen and C. M. Wai, PtRu/Carbon Nanotubes Nanocomposite Synthesized in Supercritical Fluid: A Novel Electrocatalyst for Direct Methanol Fuel Cells (2005) Langmuir, 21, 11474-11479.
[5] J. Morère, M.J. Tenorio, M.J: Torralvo, C. Pando, J.A.R. Renuncio and A. Cabañas, Deposition of Pd into mesoporous silica SBA-15 using supercritical carbon dioxide (2011) J. Supercrit. Fluids, 56, 213-222.
[6] O. Aschenbrenner, S. Kemper, N. Dahmen, K. Schaber and E. Dinjus, Solubility of β-diketonates, cyclopendienyls and cyclooctadiene complexes with various metals in supercritical carbon dioxide (2007) J. Supercrit. Fluids, 41, 179-186.
[7] G. Caputo, I. De Marco and E. Reverchon, Silica aerogel-metal composites produced by supercritical adsorption (2010) J. Supercrit. Fluids, 54, 243-249.
[8] E. Pérez, A. Cabañas, Y. Sánchez-Vicente, J.A.R. Renuncio and C. Pando, High-pressure phase equilibria for the binary system carbon dioxide + dibenzofuran (2008) J. Supercrit. Fluids, 46, 238-244.
P
C á mara
Fuente de luz
Ordenador
Agitador magn é tico
Generador manual de presi ó n H 2 O
V1 V2 Termopar Cinta calefactora
Celda auxiliar
Transductor de presi ó n
Man ó metro Controlador
de temperatura
P
C á mara
Fuente de luz
Ordenador
Agitador magn é tico
Generador manual de presi ó n H 2 O
V1 V2 Termopar Cinta calefactora
Celda auxiliar
Transductor de presi ó n
Man ó metro
P P
C á mara
Fuente de luz
Ordenador
Agitador magn é tico
Generador manual de presi ó n H 2 O H 2 O
V1 V2 Termopar Cinta calefactora
Celda auxiliar
Transductor de presi ó n
Man ó metro Controlador
de temperatura
Figura 1. Esquema general de la celda de observación de volumen variable.
92
UBU P.3
ENTALPÍAS DE EXCESO DE CO2 + ACETATO DE ETILO EN LAS CONDICIONES DE P Y T DE LAS MICRONIZACIONES SAS
C. Pando, F. Zahran, A. Cabañas, J.A.R. Renuncio
Laboratorio de Equilibrio de Fases y Fluidos Supercríticos Departamento de Química Física I. Universidad Complutense de Madrid.
Palabras claves: dióxido de carbono supercrítico, acetato de etilo, entalpías de exceso, equilibrio de fases
1 Introducción
El acetato de etilo (EA) es un disolvente polar frecuentemente utilizado en la micronización por agente antidisolvente supercrítico o micronización SAS (Supercritical Anti-Solvent precipitation) [1]. Esta técnica se basa en la precipitación controlada de solutos a partir de sus disoluciones orgánicas utilizando CO2 supercrítico como agente antidisolvente. Cuando el CO2 entra en contacto con la disolución orgánica y se d isuelve en el disolvente polar, el líquido experimenta una expansión volumétrica y se convierte en un m al disolvente del soluto que precipita en forma de micro y nanopartículas. La morfología de las partículas depende del equilibrio de fases de los sistemas CO2 + disolvente orgánico; el diseño de estos procesos requiere conocer las propiedades termodinámicas de estos sistemas. En este trabajo se presentan valores experimentales de las entalpías molares de exceso ( E
mH ) del sistema CO2 + EA en las condiciones de presión y temperatura habitualmente utilizadas en los procesos SAS y se examina la relación existente entre esta magnitud y el equilibrio de fases.
2 Resultados
Para la medida de EmH se ha utilizado un c alorímetro de flujo isotermo capaz de operar a
presiones entre 2 y 30 MPa y a temperaturas entre 0 y 200 ° C. Los valores obtenidos a las temperaturas de 313,15, 323,15 y 333,15 K y presiones comprendidas entre 9,00 y 18,00 MPa se muestran en la Figura 1, junto con valores de E
mH calculados utilizando la ecuación de estado de Peng-Robinson. Las entalpías molares de exceso presentan mínimos para las mezclas ricas en CO2. Para una composición y presión dadas las mezclas son mucho más exotérmicas al aumentar la temperatura. Una disminución de la presión a temperatura constante también conduce a un mayor calor liberado en el proceso de mezcla. Estas mismas tendencias se han observado para otras mezclas CO2 + disolvente polar previamente estudiadas en nuestro laboratorio [2]. Además a 9,00 MPa y 323,15 y 333,15 K aparecen en la Figura 1 secciones lineales debidas a l a existencia de una mezcla líquida y otra mezcla en fase de vapor, con composiciones constantes, en equilibrio para esas condiciones de P y T. Los valores de x del comienzo y final de cada sección lineal proporcionan las composiciones de las mezclas en equilibrio. Estos valores están de acuerdo con los datos de equilibrio líquido-vapor disponibles en la bibliografía.
Cuando se introduce el CO2 en la cámara de precipitación en los experimentos SAS, el flujo del agente antidisolvente es muy superior al de la disolución formándose mezclas CO2 + EA muy ricas en CO2, x ≥ 0,95. Además la concentración del soluto a micronizar en la disolución es
93

pequeña y por ello se puede despreciar la contribución al calor de mezcla debida a las interacciones del soluto. Los efectos térmicos en la cámara de precipitación se pueden analizar teniendo en cuenta los datos de E
mH obtenidos en este trabajo. El control de temperatura no es muy preciso y puede esperarse un incremento de T en la cámara debido a la gran exotermicidad del proceso de mezcla. Como el CO2 es el componente predominante en las mezclas, estos ∆T pueden estimarse suponiendo un proceso de mezcla adiabático e utilizando la capacidad calorífica isobara del CO2. Los valores obtenidos para x = 0,95 se muestran en la Tabla 1.
Figura 1. Entalpías molares de exceso de CO2(x) + EA(1-x). , 9 MPa; , 12 MPa; , 15 MPa; , 18 MPa; —, correlación ecuación Padé; ···, calculado con ecuación de estado de Peng-
Robinson.
Tabla 1. Incrementos de temperatura, ∆T (K) para CO2(x) + EA(1-x), x = 0,95
T (K) 9 MPa 12 MPa 15 MPa 18 MPa
313,15 7,1 3,4 3,2 3,1
323,15 8,3 6,7 4,3 3,4
333,15 13,5 - 5,0 -
Los incrementos de temperatura más grandes se obtienen en las condiciones de P y T en que existe separación de fases: 9,00 MPa y 323,15 o 3 33,15 K. Si a esta presión se inicia la precipitación a 313,15 K la miscibilidad completa del sistema CO2 + EA evolucionará hacia una separación de fases debido al incremento de 7,1 K y la morfología de las partículas no corresponderá a l a esperada para una sola fase. La interacción entre calores de mezcla y equilibrio de fases en experimentos SAS ya ha sido mostrada para la precipitación de acetato de ytrio disuelto en dimetilsulfóxido en experimentos SAS descritos en la bibliografía [2-3]. En otra de las comunicaciones se describe el equipo SAS que está siendo puesto a punto en nuestro laboratorio con el fin de corroborar esta interacción para otros disolventes como el EA.
Bibliografía
[1] A. Shariati, C.J. Peters, Recent developments in particle design using supercritical fluids (2003) Current Opinion in Solid State and Materials Science 7, 371–383.
[2] F. Zahran, C. Pando, A. Cabañas, J.A.R. Renuncio, Role of excess molar enthalpies in supercritical antisolvent micronizations using dimethylsulfoxide as the polar solvent (2011) J. Supercritical Fluids, doi: 10.1016/j.supflu.2011.02.015.
[3] E. Reverchon, G. Caputo, I. De Marco, Role of Phase Behavior and Atomization in the Supercritical Antisolvent Precipitation (2003) Industrial and Engineering Chemistry Research 42, 6406–6414.
0.0 0.2 0.4 0.6 0.8 1.0-5000
-4000
-3000
-2000
-1000
0
X
HE m(J
mol
-1)
0.2 0.4 0.6 0.8 1.0
X
0.2 0.4 0.6 0.8 1.0X
(a) 313 K (b) 323 K (c) 333 K
94

UBU P.4
EXTRACCIÓN DE HOJAS DE ROMERO (Rosmarinus Officinalis) UTILIZANDO SOLVENTES LÍQUIDOS PRESURIZADOS
G. Vicente, D. Villanueva, M. R. García-Risco, T. Fornari, G. Reglero
Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). C/Nicolás Cabrera 9, Universidad Autónoma de Madrid, 28049 Madrid, España.
Palabras claves: extracción ASE, romero, antioxidantes.
1 Introducción
La extracción con dióxido de carbono supercrítico (CO2-SFE) y la extracción con solventes líquidos presurizados (PLE) son dos tecnologías ampliamente estudiadas con el objeto de obtener ingredientes bioactivos a partir de diversas fuentes de origen natural. Las ventajas que presentan los procesos, así como la diversidad y calidad de los extractos que se obtienen, hacen que sean aplicadas a una gran variedad de materias primas de origen vegetal [1].
El romero (Rosmarinus officinalis) es una planta labiada muy reconocida por contener compuestos fitoquímicos con alta actividad antioxidante. Entre estos compuestos, los más reconocidos son los diterpenos fenólicos, tales como ácido carnósico, carnosol, rosmarol, y algunos ácidos fenólicos, como el ácido rosmarínico [2, 3].
En este trabajo se ha llevado a cabo la extracción de romero en un equipo ASE (Dionex modelo ASE 350) utilizando distintos solventes líquidos (etanol, agua y lactato de etilo) a 100 bar y temperaturas de 50, 100 y 150°C. El objetivo del trabajo ha sido comparar los resultados de la extracción con diferentes solventes y diferentes temperaturas de hojas de romero (RO) y de la misma materia prima vegetal previamente sometida a un p roceso de extracción con CO2 supercrítico. Se estudiaron especialmente las diferencias obtenidas en lo que se refiere a la recuperación de los compuestos antioxidantes del romero de la familia de los diterpenos fenólicos.
En primer lugar, las hojas de romero (procedentes de Murcia, España) fueron molidas y tamizadas a un tamaño de partícula de 200-500 µm. Una parte de este material fue sometido a CO2-SFE durante 6 horas en un extractor (Thar Technology, Pittsburgh, PA, USA, modelo SF2000) a 300 bar y 40°C. El romero extraído (RE), remanente en la celda de extracción, fue utilizado como materia prima de las extracciones PLE y comparado con las extracciones PLE de la materia prima original (RO).
2 Resultados
La Tabla 1 muestra los rendimientos de extracción obtenidos, a las diferentes condiciones de temperatura experimentadas y para los tres solventes empleados.
De acuerdo a lo esperado, puede verse en la Tabla 1 que, para todos los solventes estudiados, el rendimiento aumenta cuando aumenta la temperatura de extracción. Asimismo, el etanol en todas las condiciones aplicadas, es el solvente con mayor rendimiento, mientras que agua y lactato de etilo presentan rendimientos similares. Por otro lado, puede decirse que no existe una diferencia significativa entre los rendimientos de la extracción de RO y de RE, para ninguno de los tres solventes estudiados. Más aún, en muchos casos el rendimiento de las extracciones de
95

RE es mayor que el de las extracciones de RO. Esto implica que con la tecnología PLE se extraen compuestos diferentes a los de la extracción con CO2 supercrítico.
Tabla 1. Rendimientos (% en peso) de la extracción PLE de hojas de romero.
etanol agua lactato de etilo
RO RE RO RE RO RE
50°C 31.0 36.6 23.5 25.1 24.3 21.5
100°C 46.6 57.6 26.6 31.3 33.5 36.4
150°C 63.6 62.8 40.2 39.8 36.9 40.6
En cuanto a l a extracción de los compuestos objetivo, sólo el etanol fue capaz de extraer compuestos antioxidantes, como ácido carnósico y carnosol, en el rango de temperaturas estudiadas. En los extractos obtenidos con agua no se detectó la presencia de ácido carnósico o carnosol. En cambio, en el caso utilizar lactato de etilo como solvente sólo se determinó la presencia de un 1-2 % en peso de carnosol.
La Tabla 2 muestra el contenido de ácido carnósico y carnosol en los diferentes extractos etanólicos. De acuerdo a estos resultados, la concentración de estos compuestos en las muestras disminuye conforme aumenta la temperatura de extracción. Además, el contenido en peso obtenido a partir de RO y de RE es similar, lo que significa que en la matriz vegetal extraída (durante 6 horas, a 300 bar, 40°C y con una relación CO2/romero de 40) aún quedan cantidades significativas de compuestos antioxidantes, como el ácido carnósico o el carnosol.
Tabla 2. Contenido de antioxidantes (% en peso) en los extractos etanólicos de romero.
ácido carnósico carnosol
RO RE RO RE 50°C 4.23 4.40 0.44 0.41
100°C 4.07 3.07 0.42 0.23
150°C 3.37 2.81 0.21 0.13
Agradecimientos
Los autores agradecen la financiación otorgada por el Ministerio de Ciencia e Innovación de España a través de los proyectos 25506 FUN-C-FOOD (CONSOLIDER-INGENIO 2010) e INNSAMED IPT-300000-2010-34 (subprograma INNPACTO).
Bibliografía
[1] M. Herrero, M. Plaza, A. Cifuentes, E. Ibáñez (2010) J. Chromatography A 1217, 2512 -2520.
[2] P. Terpinc, M. Bezjak, H. Abramovic (2009) Food Chemistry 115, 740-744.
[3] M. R. García-Risco, E. J. Hernández, G. Vicente, T. Fornari, F. J. Señoráns, G. Reglero (2011) J. of Supercrit. Fluids, 55, 971-976.
96
UBU P.5
COMPARACIÓN DE LA CINÉTICA DE EXTRACCIÓN SUPERCRITICA DE PLANTAS LABIADAS
E. Vázquez, G. Vicente, A. Ruiz, M. R. García-Risco, T. Fornari, G. Reglero
Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM). C/Nicolás Cabrera 9, Universidad Autónoma de Madrid, 28049 Madrid, España.
Palabras claves: extracción supercrítica, romero, salvia, orégano.
1 Introducción
En el mercado europeo existe una gran cantidad de productos derivados de plantas naturales, cotidianamente reconocidas con propiedades biológicas (antioxidantes, antisépticas, diuréticas, estimuladoras del sistema nervioso central, cicatrizantes, sedantes, expectorantes, digestivas, etc.). Algunas de estas plantas han sido utilizadas en medicina tradicional desde tiempos remotos, y se toman en forma de infusiones, comprimidos o extractos hidroalcohólicos.
La producción de extractos supercríticos a partir de estas plantas ha recibido creciente interés en las últimas décadas y ha llevado al mercado una serie de extractos que se comercializan, como aditivos alimentarios (saborizantes, aromatizantes, antioxidantes, etc.). Entre las numerosas plantas labiadas investigadas, destacan, entre otras, las variedades de salvia (Salvia officinalis), orégano (Origanum vulgare L.) y romero (Rosmarinus officinalis).
La extracción de estas matrices vegetales utilizando CO2 supercrítico (CO2-SFE) puro o con co-solventes ha sido ampliamente documentada en la literatura, como se ex plica en revisiones recientes [1, 2]. Las distintas condiciones de extracción utilizadas en los diversos trabajos, así como la diversidad de equipos, escala del proceso, pre-tratamiento de la matriz vegetal, etc., hacen que la comparación entre las diversas plantas no sea una tarea fácil.
En este trabajo se llevó a cab o la extracción de tres variedades de plantas labiadas, salvia, orégano y romero, cultivadas en la región de Murcia (España) utilizando el mismo protocolo de preparación de la materia prima así como el mismo equipo y procedimiento de extracción. Se comparó el comportamiento cinético de la extracción, estudiando tanto el rendimiento como la composición de las fracciones obtenidas.
2 Resultados Las Figuras 1 y 2 muestran los resultados obtenidos para el rendimiento de extracciones llevadas a cabo a 40°C y utilizando el mismo flujo de CO2 (40 g/min). En todos los casos, la materia prima utilizada (hojas de la correspondiente planta) se sometió a una molienda criogénica y posteriormente a un tamizado. La fracción con tamaños de partícula comprendidos entre 500 y 1000 µm fue la que se empleó para llevar a cabo la extracción. El equipo utilizado (Thar Technology, Pittsburgh, PA, USA, modelo SF2000) está provisto de una celda de extracción de 2 litros que permite una carga de 0.55 kg del material vegetal molido y tamizado, manteniéndose una porosidad en el lecho de extracción aproximadamente constante (0.7).
La Figura 1 corresponde a extracciones llevadas a c abo a u na presión constante de 30 MPa (extracción a presión constante, EPC, mientras que en la Figura 2 se muestran los resultados obtenidos de ensayos realizados aumentando la presión con el tiempo de extracción (extracción
97

a presión variable, EPV). Para EPC la presión de extracción fue 30 MPa, mientras que en EPV el procedimiento de extracción se llevó a cabo a 1 2 MPa durante los primeros 90 m inutos, aumentando la presión hasta 18 MPa durante los siguientes 90 min, y a 32 MPa en los últimos 90 min de extracción.
Como puede observarse comparando los resultados de las Figuras 1 y 2, los rendimientos de extracción son siempre más altos en EPC, como resultado de aplicar mayores presiones durante mayor tiempo de extracción. Asimismo, a presión constante de 30 MPa, el material vegetal extraído se encuentra prácticamente agotado a las 4.5 horas de extracción (CO2/planta = 20 kg/kg) en el caso de salvia y orégano, mientras que en la extracción de romero la materia prima vegetal aún no está agotada. Los resultados de las extracciones con presiones variables (EPV) muestran, además de menores rendimientos de extracción, que ninguna de las tres plantas estudiadas esta agotada en el tiempo de extracción empleado en el estudio.
0
1
2
3
4
5
6
0 1.5 3 4.5tiempo / h
mas
s ext
raíd
a (g
)
0
1
2
3
4
5
6
0 1.5 3 4.5tiempo / h
mas
a ex
traíd
a (g
)
Figura 1. CO2-SFE a presión constante (EPC) de
hojas de salvia (), orégano () y romero (). Figura 2. CO2-SFE a presión variable (EPV) de hojas de salvia (), orégano () y romero ().
Los extractos obtenidos fueron analizados por GC-MS y HPLC. Se determinó la variación del contenido de ciertas sustancias claves, identificadas en cada uno de los extractos, en función del tiempo de extracción. En general, la concentración de los compuestos característicos del aceite esencial, con potencial propiedad antimicrobiana (monoterpenos como el canfor en la salvia, carvacrol en el orégano, o eucaliptol en el romero) disminuye conforme avanza la extracción, mientras que la concentración de los compuestos con propiedades antioxidantes (compuestos fenólicos) es mayor en las últimas fracciones recogidas. Por lo tanto, un fraccionamiento adecuado del extracto en función del tiempo de extracción permitiría obtener una fracción concentrada en compuestos con una deseada actividad funcional.
Agradecimientos
Los autores agradecen la financiación otorgada por el Ministerio de Ciencia e Innovación de España a través del proyecto 25506 FUN-C-FOOD (CONSOLIDER-INGENIO 2010).
Bibliografía
[1] E. Reverchon, I. De Marco (2006) J. of Supercritical Fluids 38, 146-166.
[2] S.M. Pourmortazavi, S. Hajimirsadeghi (2007) J. of Chromatography A (2007) 1163, 2-24.
98

UBU P.6
SUPERCRITICAL CO2 EXTRACTION OF ESSENTIAL OIL FROM MIMOSA (Acacia dealbata)
B. Díaz-Reinosoa,b, A. Mourea, E. Falqué b, H. Domíngueza, J. C. Parajóa,c
aDpto. Enxeñería Química. Universidade de Vigo (Facultade de Ciencias) As lagoas s/n, 32004, Ourense. Spain.
bDpto. Química Analítica. Universidade de Vigo (Facultade de Ciencias) As lagoas s/n, 32004, Ourense. Spain.
cCITI-Universidade de Vigo, Parque Tecnolóxico de Galicia, Rúa Galicia n 2, 32900 San Ciprián de Viñas, Ourense, Spain.
Acacia dealbata, absolute oil, flavor, frangance, antioxidant activity
1 Introdution
Acacia dealbata is commonly known as mimosa. This is an invasive, leguminous, fast-growing woody species with a high potential as a raw materials for the production of compounds suitable for the chemical, food, and pharmaceutical industries [1].
Mimosa oil is used by the cosmetic and pharmaceutical industries as a source of flavor and fragrance. Its odor is described as sweet, honey-like, and floral. It is typically used to round off the harsh notes of synthetic compounds, and thus confers a natural note to a composition [2]. Traditionally the bark is used in tanning of leather, and an extract is used for diarrhea and astringent gargle owing to flavonoid and tannin composition [3, 4]. Compounds identified in this leguminous specie have been documented as having anti-inflammatory and diuretic properties [4]. Extracts of Acacia dealbata are used in soaps and high class perfume and in cases of anxiety, nervous tension and stress disorders.
Steam-distillation of Acacia dealbata flowers provides low yields or no essential oil at all, a more effective extraction could be carried out using a nonpolar solvent. Supercritical carbon dioxide extraction (SC-CO2) is an interesting process for production of essential oils and flavour production because it is a clean process which it can be carried out at relatively low temperature and moderate pressures. Attempts to extract aroma products from fruits and plant materials with supercritical CO2 have been reported [5].
The main aim of this work was to study the possibilities of using SC-CO2 to produce mimosa essential oil and to compare the effect of different process parameters on the extract composition.
2 Materials and methods Mimosa flowers were harvested in the forests of the Ribeira Sacra (Ourense). Leaves and flowers were manually separated, air-dried and comminuted until an approximate size of 0.5 mm was obtained. The essential oil content determined by steam distillation was used as control level for yield determination on SC-CO2 extraction.
Supercritical extraction apparatus is constituted by a 1 L stainless steel made extractor and two separators operated in series with a v olume of 500 mL each. A thermostated jacket allows
99

regulating the temperature in extractor and separators by using of an electronic device with Pt thermometer control.
About 100 g of comminuted mimosa was submitted to extraction in each run. A CO2 flow rate of 1.0 kg/h and an extraction period of 120 min were used. The yield of extract was measured by weight with respect to the dried material charged in the extractor. The extracts were separated and identified by gas chromatography-mass spectrometry (GC-MS), and their relative contents were determined by normalization method of area. The chemical constituents of oil from SFE and those from traditional steam distillation extraction were compared. Antioxidant activity was assessed using the coupled reaction of β-carotene and linoleic acid and radical scavenging assays.
3 Results
Extracts yields at 40-60º C were determined for pressures of 100, 150, 200, 250 and 300 bar. In the extracts different compounds were identified mainly hydrocarbons, alcohols, aldehydes and corresponding diethyl acetals, ketones, fatty acids and various related esters.
The yield of mimosa oil at the optimum SFE conditions was lower than the yield found by solvent extraction and the oil composition was strongly dependent of the processing conditions.
References
[1] R. Yáñez, A. Romaní, G. Garrote, J. L. Alonso, J. C. Parajó. Processing of Acacia dealbata in aqueous media: first step of a wood biorefinery. (2009) Ind. Eng. Chem. Res., 48, 6618-6626.
[2] R. Perriot, K. Breme, G. Garrote, U.J. Meierhenrich, E. Carenini, G. Ferrando, N. Baldovini. Chemical composition of French mimosa absolute oil. (2010) J. Agric. Food Chem., 58, 1844-1849.
[3] M. R. Pansera, G. A. Iob, A. C. Atti-Santos, M. Rossato, L. Atti-Serafini, E. Cassel. Extraction of tannin by Acacia mearnsii with supercritical fluids. (2004) Braz. Arch. Biol. Technol. 47, 995-998.
[4] A. K. Ekensair, L. Duan, D. J. Carrier, D. I. Bransby, E. C. Clausen. Extraction of hyperoside and quercitrin from mimosa (Albizia julibrissin) foliage. (2006). App. Biochem. Biotechnol., 130, 382-391.
[5] S. M. Pourmortazavi, S.S. Hajimirsadeghi. Supercritical fluid extraction in plant essential and volatile oil analysis. (2007). J. Chromatogr. A., 1163, 2-24.
100

UBU P.7
EXTRACCION SUPERCRÍTICA DE COMPUESTOS FENÓLICOS ANTIOXIDANTES A PARTIR DE HOJAS DE MANGO
(MANGIFERA INDICA L.) M. T. Fernández, C. Mantell, M. Rodríguez, L. Casas, E. Martínez de la Ossa
Departamento de Ingeniería Química y Tecnología de Alimentos, Facultad de Ciencias, Universidad de Cádiz, España. [email protected]
Palabras claves: Extracción supercrítica, co-disolvente, mangiferina, quercetina,
Introducción El mango (Mangifera indica L.), miembro de la familia Anacardiaceae, es una fruta originaria del sureste de Asia, que se cultiva principalmente en regiones tropicales y subtropicales. Aunque desde épocas remotas esta planta ha sido utilizada por diferentes culturas para tratar enfermedades como disentería, diarrea, inflamación del tracto urinario, reumatismo y difteria. En año recientes, ha aumentado su interés ya que se han demostrado las diferentes propiedades farmacológicas que posee, las cuales incluyen: propiedades antiinflamatorias, antimicrobianas, antifúngicas, antidiabéticas, antiescleróticas, antimutagénicas, inmunomoduladoras, analgésicas, antioxidantes y antidiarreicas [1].
Dichas propiedades se atribuyen a su alto contenido en compuestos fenólicos antioxidantes, principalmente en mangiferina y quercetina. La mangiferina es una xantona que se considera un “superantioxidante” debido a que posee potentes propiedades antioxidantes, además de otras propiedades farmacológicas implicadas con enfermedades como la diabetes y disfunciones cardiovasculares. La quercetina, es un flavonoide que ha despertado gran interés en las últimas décadas por sus propiedades antioxidantes y anticancerígenas. Por lo tanto, se considera que estos compuestos pueden actuar como agentes terapéuticos en el tratamiento de enfermedades como el cáncer, diabetes, Alzheimer, así como de otras enfermedades degenerativas [1].
Estos compuestos fenólicos han sido extraídos e identificados en diferentes partes de la planta de mango, encontrándose en mayor concentración en la corteza y las hojas [2]. Para su extracción se emplean principalmente técnicas de extracción convencional con solventes. Sin embargo, en la actualidad se busca el desarrollo de tecnologías más respetuosas con el medio ambiente, más eficientes y que permitan la obtención de productos de mayor pureza y calidad. Una de estas tecnologías es la extracción supercrítica, que debido a las propiedades del disolvente permite procesos más rápidos y eficientes, así como el uso de solventes verdes como el dióxido de carbono supercrítico.
El trabajo presentado analiza la aplicación de la extracción con fluidos supercríticos a la obtención de compuestos fenólicos antioxidantes a partir de hojas de mango. Como materia prima se ha utilizado hojas de mango de la variedad Osteen, suministradas por la Estación Experimental La Mayora del Consejo Superior de Investigaciones CSIC ubicada en Málaga, zona que debido a su clima subtropical ha resultado idónea para el cultivo de esta planta.
Las pruebas de extracción se h an llevado a cab o con dióxido de carbono supercrítico y una mezcla de dióxido de carbono y 20% (w/w) de metanol, a las siguientes condiciones de operación: presiones de 100 y 400 bar, temperaturas de 35 y 55 º C, una tasa de flujo fija de 20
101

g/min y u n tiempo de extracción fijo de 3 h. Para la realización de las pruebas se u tilizó un equipo de alta presión de la firma Thar Tech (Pittsburg, USA), modelo SF500. El efecto de las condiciones de operación sobre el proceso de extracción se ha analizado teniendo en cuenta el rendimiento de extracción global, el rendimiento de mangiferina y quercetina, y la actividad antioxidante de los extractos.
Resultados y Discusión
El análisis de la influencia de las variables de operación en el proceso de extracción indica que la adición de codisolvente (metanol) al dióxido de carbono aumenta el rendimiento de extracción global. Cuando se trabaja con esta mezcla de disolventes a alta presión, se observa que el efeto de la presión y la temperatura sobre el rendimiento de extracción es diferente al efecto que ejercen estas variables en el proceso de extracción cuando se utiliza dióxido de carbono supercrítico. La temperatura ejerce un efecto positivo sobre el rendimiento de extracción. Sin embargo, el efecto de la presión es más complejo. Se observa que a bajas temperaturas (35 ºC), la presión tiene un efecto positivo sobre el rendimiento de extracción global; mientras que, a altas temperaturas (55 ºC) el efecto de la presión es contrario. Por tanto, al trabajar con la mezcla de dióxido de carbono y metanol, se obtienen los mayores rendimientos de extracción a 100 bar de presión y 55 º C.
Con respecto a la actividad antioxidante, dicha propiedad se analizó por medio del ensayo con el radical libre 2, 2 difenil-1-picril-hidracina (DPPH*) [3]. Los extractos obtenidos con dióxido de carbono supercrítico no han presentado practicamente actividad antioxidante. Sin embargo, la adición de metanol al dióxido de carbono en un 20 % (w/w) ha conducido a la obtención de extractos con una mayor actividad antioxidante. Dicha actividad antioxidante está correlacionada con el contenido de los compuestos fenólicos mangiferina y quercetina en los extractos que fue determinado por cromatografía de alta resolución (HPLC) [2]. De los resultados obtenidos se deduce que el dióxido de carbono supercrítico no es adecuado para la extracción de este tipo de compuestos fenólicos altamente polares. En este sentido, la adición de metanol como codisolvente contribuye a aumentar la polaridad del sistema disolvente permitiendo mejorar el rendimiento de extracción de dichos compuestos. De esta manera, los extractos con mayor contenido de compuestos fenólicos y mayor actividad antioxidante se han obtenido con la mezcla de dióxido de carbono y metanol al 20 % (w/w) operando a 100 bar de presión y 55 ºC de temperatura.
Bibliografía
[1] M. Masibo, Q. He, Major Mango Polyphenols and Their Potential Significance to Human Health (2008) Comprehensive Reviews in Food Science and Food Safety. 7, 309-319
[2] W. Brand-Williams, M.E. Cuvelier, C. Berset, Use of a f ree radical method to evaluate antioxidant activity (1995) LWT - Food Science and Technology. 28, 25-30
[3] J.C. Barreto; M.T.S. Trevisan; W.E. Hull, G. Erben, E.S. de Brito, B. Pfundstein, G. Würtele, B. Spiegelhalder, R.W. Owen, Characterization and Quantitation of Polyphenolic Compounds in Bark, Kernel, Leaves, and Peel of Mango (Mangifera indica L.) (2008) J. Agric. Food Chem. 56, 5599-5610
102

UBU P.8
EXTRACCIÓN Y SEPARACIÓN DE ANTIOXIDANTES PROCEDENTES DE RESIDUOS DE LA INDUSTRIA
VITIVINÍCOLA S.M. García-Abarrioa, J.L. Marquésb, M.R. Scognamiglioc, Giovanna Della Portac,
A.M. Mainara, J.S. Urietaa a Grupo de Termodinámica Aplicada y Superficies (GATHERS), Instituto de Investigación en
Ingeniería de Aragón (I3A). Universidad de Zaragoza, Facultad de Ciencias, c/. Pedro Cerbuna, 12, 50009-Zaragoza. bDepartamento de Química Física I, Facultad de Ciencias
Químicas, Universidad Complutense de Madrid, Ciudad Universitaria, 28040 Madrid. cDepartamento de Ingeniería Industrial. Università degli Studi di Salerno, Via Ponte Don
Melillo, 84084 Fisciano (SA), Italia e-mail: [email protected]
Palabras claves: antioxidantes naturales, Fraccionamiento Supercrítico Antidisolvente, SAF, residuos vitivinícolas
1 Introducción
Los antioxidantes son compuestos que inhiben o retrasan la oxidación de otras moléculas dificultando la iniciación o pr opagación de reacciones de oxidación encadenados. Los antioxidantes naturales están constituidos por una amplia gama de compuestos entre los que destacan los polifenólicos y las vitaminas [1]; y su utilidad se extiende no sólo a las aplicaciones farmacológicas (incluyendo nutracéuticos) y alimentarias (incluyendo los llamados alimentos funcionales) sino también a la industria de la cosmética, del caucho, de aceites y grasas y de plásticos.
El objetivo principal de esta investigación es estimar la viabilidad de explotación de residuos de la industria vitivinícola para la producción de concentrados de sustancias antioxidantes, en nuestro caso de ácido gálico, catequina, epicatequina y resveratrol. Para ello se va a emplear una técnica de fraccionamiento y precipitación con CO2 supercrítico denominada Fraccionamiento Supercrítico Antidisolvente (Supercritical Antisolvent Fractionation o SAF) [2,3]. Esta técnica permite concentrar los principios activos de interés para su aplicación directa, proporcionando a la vez un tamaño uniforme y adecuado del producto.
2 Materiales y Métodos
2.1 Pretratamiento del residuo sólido Las semillas de la uva, fueron trituradas en un molino eléctrico durante 5 minutos, realizando diversas paradas a lo largo del proceso. Posteriormente, el material tamizado se tamizó para seleccionar un diámetro medio de partícula de 500 µm.
2.2 Maceración Una vez tratado, el material se macera en hexano para eliminar la materia grasa. A continuación se filtra y se deja secar en condiciones ambientales. Posteriormente se macera en etanol para obtener la disolución que será utilizada en los experimentos SAF. Se reserva una parte alícuota para determinar su contenido inicial en los distintos antioxidantes de interés.
103
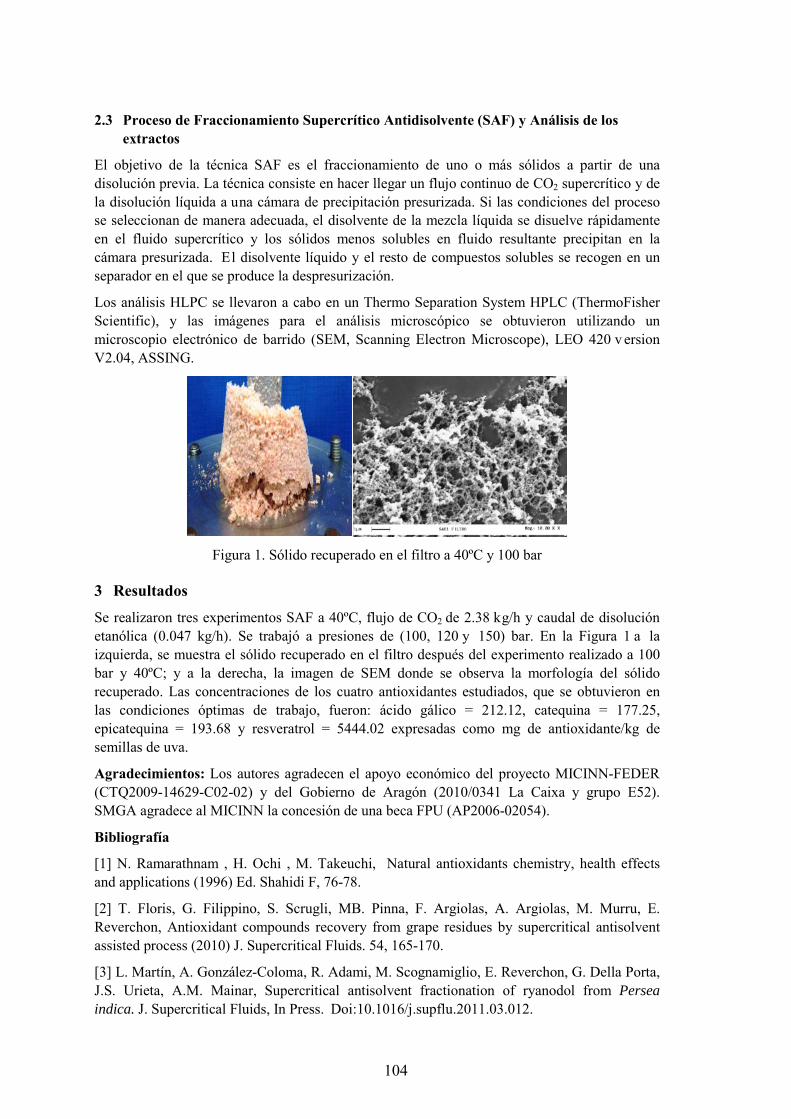
2.3 Proceso de Fraccionamiento Supercrítico Antidisolvente (SAF) y Análisis de los extractos
El objetivo de la técnica SAF es el fraccionamiento de uno o más sólidos a partir de una disolución previa. La técnica consiste en hacer llegar un flujo continuo de CO2 supercrítico y de la disolución líquida a una cámara de precipitación presurizada. Si las condiciones del proceso se seleccionan de manera adecuada, el disolvente de la mezcla líquida se disuelve rápidamente en el fluido supercrítico y los sólidos menos solubles en fluido resultante precipitan en la cámara presurizada. El disolvente líquido y el resto de compuestos solubles se recogen en un separador en el que se produce la despresurización.
Los análisis HLPC se llevaron a cabo en un Thermo Separation System HPLC (ThermoFisher Scientific), y las imágenes para el análisis microscópico se obtuvieron utilizando un microscopio electrónico de barrido (SEM, Scanning Electron Microscope), LEO 420 v ersion V2.04, ASSING.
Figura 1. Sólido recuperado en el filtro a 40ºC y 100 bar
3 Resultados Se realizaron tres experimentos SAF a 40ºC, flujo de CO2 de 2.38 kg/h y caudal de disolución etanólica (0.047 kg/h). Se trabajó a presiones de (100, 120 y 150) bar. En la Figura 1 a la izquierda, se muestra el sólido recuperado en el filtro después del experimento realizado a 100 bar y 40ºC; y a la derecha, la imagen de SEM donde se observa la morfología del sólido recuperado. Las concentraciones de los cuatro antioxidantes estudiados, que se obtuvieron en las condiciones óptimas de trabajo, fueron: ácido gálico = 212.12, catequina = 177.25, epicatequina = 193.68 y resveratrol = 5444.02 expresadas como mg de antioxidante/kg de semillas de uva.
Agradecimientos: Los autores agradecen el apoyo económico del proyecto MICINN-FEDER (CTQ2009-14629-C02-02) y del Gobierno de Aragón (2010/0341 La Caixa y grupo E52). SMGA agradece al MICINN la concesión de una beca FPU (AP2006-02054).
Bibliografía
[1] N. Ramarathnam , H. Ochi , M. Takeuchi, Natural antioxidants chemistry, health effects and applications (1996) Ed. Shahidi F, 76-78.
[2] T. Floris, G. Filippino, S. Scrugli, MB. Pinna, F. Argiolas, A. Argiolas, M. Murru, E. Reverchon, Antioxidant compounds recovery from grape residues by supercritical antisolvent assisted process (2010) J. Supercritical Fluids. 54, 165-170.
[3] L. Martín, A. González-Coloma, R. Adami, M. Scognamiglio, E. Reverchon, G. Della Porta, J.S. Urieta, A.M. Mainar, Supercritical antisolvent fractionation of ryanodol from Persea indica. J. Supercritical Fluids, In Press. Doi:10.1016/j.supflu.2011.03.012.
104

UBU P.9
EXTRACCIÓN DE ALQUILRESORCINOLES DE SALVADO DE TRIGO CON CO2 EN CONDICIONES SUPERCRÍTICAS S. Rebolleda, N. Rubio, S. Beltrán, M.L. González-San José y M. T. Sanz
Departamento de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos, Plaza Misael Bañuelos s/n, 09001 Burgos. [email protected]
Palabras claves: alquilresorcinoles, salvado de trigo, antioxidantes, extracción con CO2-SC
1 Introducción
La actividad biológica atribuida a los alquilresorcinoles (AR) debido a sus propiedades antioxidantes o como inhibidores enzimáticos, ha hecho que, en los últimos años, se incremente la investigación que tiene por objeto optimizar su extracción. Asimismo, el interés de los AR también reside en que son indicadores de la ingesta dietética de cereales mediante análisis de estos compuestos en el plasma sanguíneo [1].
Tradicionalmente, la extracción de AR se ha llevado a c abo poniendo en contacto distintos cereales, o partes de ellos, con disolventes orgánicos, y manteniéndolos en agitación durante periodos de tiempo de 24 a 48 h. En la mayor parte de los trabajos, el objetivo es la optimización de diferentes métodos de análisis de AR en cereales y la evaluación de la eficacia de los distintos disolventes utilizados en la extracción [2, 3], sin embargo, en ninguno de estos casos se plantea la extracción para la producción de extractos que puedan ser utilizados en la industria alimentaria para aprovechar su actividad antioxidante.
En los últimos años, el creciente interés por la obtención de antioxidantes naturales para su utilización en la industria alimentaria ha hecho que se planteen alternativas a la extracción con disolventes orgánicos con el fin de producir extractos de alto valor añadido.
El objetivo del presente trabajo es el estudio de los principales parámetros que influyen en la extracción de AR de salvado de trigo con CO2 en condiciones supercríticas (SC-CO2) y la evaluación de la actividad antioxidante de los extractos.
2 Resultados La extracción de salvado de trigo con CO2-SC da lugar a un extracto lipofílico con un contenido en AR y una capacidad antioxidante que varían en función de las condiciones del proceso. Operando en determinadas condiciones, se han conseguido rendimientos superiores mediante extracción con SC-CO2 que mediante extracción con disolventes convencionales.
Se ha estudiado la influencia de varios parámetros en el rendimiento de la extracción con SC-CO2: tiempo de maceración (entre 30 y 135 minutos), diámetro de partícula (salvado sin tamizar y 3 fracciones obtenidas con tamices de 0,5 y 2 mm de luz de malla), temperatura de extracción (entre 40 y 80 º C) y presión de extracción (entre 300 y 600 ba r). Los resultados obtenidos indican que un tiempo de maceración del cereal en SC-CO2 favorece la extracción debido al hinchamiento del sustrato que proporciona mejor accesibilidad del disolvente hacia el soluto. Asimismo, una reducción del tamaño de partícula aumenta la velocidad de extracción lo que puede ser debido a que se mejora la accesibilidad del disolvente al soluto y a que el lecho se puede expandir con mayor facilidad. La temperatura resultó ser uno de los parámetros que más
105

influyen en el rendimiento de la extracción, obteniéndose mayores cantidades de extracto con mayor contenido en AR y mayor actividad antioxidante, cuando se trabaja a 80 ºC (ver Figura 1a). Por otro lado, tal y como se observa en la Figura 1b, los extractos obtenidos a 400 y 500 bar muestran mayor contenido en AR que aquellos que se obtienen a presiones mayores (600 bar). De forma general, se puede concluir que la extracción de salvado de trigo con SC-CO2 podría realizarse de forma óptima utilizando SC-CO2 puro, a una presión de 400 bar y temperatura de 80 ºC. Con un caudal de SC-CO2 ligeramente superior a 5 kg/h, el tiempo óptimo de extracción son aproximadamente 3 h. Este tiempo de extracción puede reducirse si el salvado se somete a maceración con SC-CO2 durante un tiempo de 60 minutos.
40 50 60 70 800
2
4
6
20
40
60
80
100
T (ºC)
300 400 500 6000
2
4
6
20
40
60
80
100
mg extracto / g salvado seco mg AR / g salvado seco (colorimetría) mg AR / g salvado seco (HPLC) mg ácidos grasos / g salvado seco
P (bar)
Figura 1. Influencia de la presión en la obtención de extractos de salvado de trigo con CO2 supercrítico
Además de por su contenido en AR, el extracto que se o btiene se caracteriza por tener un contenido importante de ácidos grasos. El ácido linoleico (C18:2) es el ácido mayoritario seguido del ácido oleico (C18:1) y el ácido palmítico (C16:0). En menor cantidad aparecen el ácido α-linolénico (C18:3) y el ácido esteárico (C18:0).
La actividad antioxidante de los extractos sufre una mayor disminución a lo largo del tiempo (58 días) cuando se conservan a t emperatura ambiente y en presencia de luz que cuando se conservan a ̶10 ºC y en oscuridad. Esta disminución se debe principalmente a la pérdida de la capacidad de transferencia de electrones (método FRAP), manteniéndose más o m enos constante la capacidad “scavenger” (método DPPH) así como el contenido en AR, por lo que puede concluirse que existen otros compuestos además de los AR que contribuyen a l a capacidad antioxidante y que son susceptibles de degradarse bajo condiciones de T ambiente y en presencia de luz. El estudio realizado sobre extractos obtenidos a 40 ºC y 60 ºC muestra que no existe influencia de la T de extracción en la evolución de los mismos con el tiempo.
3 Bibliografía
[1]. Aubertin-Leheudre, M., A. Koskela, A. Samaletdin, and H. Adlercreutz, Plasma alkylresorcinol metabolites as potential biomarkers of whole-grain wheat and rye cereal fibre intakes in women. British Journal of Nutrition, 2010. 103: p. 339-343.
[2]. Ross, A.B., M.J. Shepherd, M. Schpphaus, V. Sinclair, B. Alfaro, A. Kamal-Eldin, and P. man, Alkylresorcinols in Cereals and Cereal Products. J. Agric. Food Chem., 2003. 51(14): p. 4111-4118.
[3]. Kulawinek, M., A. Jaromin, A. Kozubek, and R. Zarnowski, Alkylresorcinols in Selected Polish Rye and Wheat Cereals and Whole-Grain Cereal Products. J. Agric. Food Chem., 2008. 56(16): p. 7236-7242
106

UBU P.10
OPTIMIZACIÓN DE LA EXTRACCIÓN DE ÁCIDO γ-LINOLENICO DE SPIRULINA MEDIANTE NUEVOS
DISOLVENTES VERDES M. T. Golmakania, J.A. Mendiolab, K. Rezaeia, E. Ibáñezb
aDepartment of Food Science and Technology, University of Tehran. bInstituto de Investigación en Ciencias de la Alimentacion (CIAL). [email protected]
Palabras claves: Extracción con líquidos presurizados, Spirulina, ácidos grasos poliinsaturados, diseño experimental
1 Resumen
En el presente trabajo se ha optimizado, a través métodos quimiométricos, la obtención de ácidos grasos de alto valor añadido empleando técnicas de extracción con disolventes presurizados y/o subcríticos.
Progresivamente se va extendiendo el interés por la obtención de ingredientes alimentarios funcionales a partir de fuentes naturales. Asimismo se valora en mayor medida que su obtención se realice mediante técnicas cada vez más limpias desde el punto de vista medioambiental y de toxicidad. Durante mucho tiempo, la extracción con CO2 supercrítico ha demostrado ser una técnica eficaz, aunque posee ciertas limitaciones asociadas fundamentalmente a su baja polaridad. Por ello es necesario el estudio del empleo de nuevos disolventes de extracción que permitan mejorar la selectividad del proceso de una forma limpia y eficaz. En el presente trabajo se han elegido como disolventes el lactato de etilo y el etanol. Es destacable en ambos compuestos su origen natural, estando presentes ambos en alimentos tradicionalmente consumidos como el vino, donde el lactato de etilo contribuye a amortiguar las aristas amargas y ácidas en el gusto. Por ello ambos solventes se consideran limpios y aptos para su uso alimentario, además de ser biodegradables [1].
El ácido gamma linolénico (GLA) es un ácido graso esencial. El organismo humano lo emplea en la producción de prostaglandinas. La fuente más habitual para la obtención de este ácido graso es el aceite de onagra, sin embargo, diversas algas y microgalgas han evidenciado poseer cantidades importantes de este compuesto, si bien su obtención no siempre es fácil. Entre ellas es de destacar la cianobacteria Spirulina, que además de ser relativamente fácil de cultivar posee cantidades importantes de GLA [2].
El método de optimización empleado ha sido un diseño experimental central compuesto de 4 factores a tres niveles (43), siendo los factores de estudio la temperatura, la presión, el tiempo de extracción y la relación lactato de etilo:etanol. Es de destacar que este tipo de diseños permiten amplios intervalos de estudio con relativamente pocos experimentos, concretamente 30 extracciones.
107
Tabla 1. Diseño experimental central compuesto empleado
Temperatura (°C) Presion (psi) Tiempo (min) Lactato de etilo (%) 60 500 5 0 120 1750 10 50 180 3000 15 100
Los parámetros de respuesta estudiados han sido rendimiento total, rendimiento de ácidos grasos y contenido de GLA en los extractos. Para la cuantificación de los ácidos grasos presentes se empleó GC-MS, previa derivatización mediante etilación.
Bibliografía
[1] D.T. Vu, C.T. Lira, N.S. Asthana, A.K. Kolah, D.J. Miller (2006) Vapor-Liquid Equilibria in the Systems Ethyl Lactate –Ethanol and Ethyl Lactate - Water. J Chem Eng Data 51:1220–1225
[2] Z. Cohen and Y.M. Heimer, Production of polyunsaturated fatty Acids (EPA, ARA and GLA) by the microalgae Porphyridium and Spirulina. In: D.J. Kyle and C. Ratledge, Editors, Industrial applications of single cell oils, AOCS, Champaign (1992), pp. 243–273.
108
UBU P.11
EXTRACCIÓN DE LÍPIDOS DE MICROALGAS MEDIANTE CO2 SUPER CRÍTICO Y n-HEXANO PARA SÍNTESIS DE BIODIESEL.
E. Mateus, M. Ladero, L. Calvo*
Departamento de Ingeniería Química, Facultad de Ciencias Químicas, Universidad Complutense, 28040 Madrid, España. * e-mail: [email protected].
Palabras claves: extracción, CO2 supercrítico (CO2SC), lípidos, C. protothecoides, biodiesel.
1 Introducción
El uso de biocombustibles se h a venido consolidando como una estrategia para mitigar el impacto que se genera en el ambiente por el uso de combustibles fósiles. S in embargo, su producción presenta una serie de inconvenientes que son objeto de estudio y que aún no lo hacen competitivo frente a las fuentes energéticas tradicionales.
En el caso del biodiésel, el aceite que se requiere para su producción proviene del cultivo de plantas oleaginosas como la soja o la palma de aceite, quienes requieren bastas zonas de cultivo puesto que su productividad es baja. Alternativamente, en este trabajo se u sa una microalga: Chlorella protothecoides [1]. L a obtención de lípidos mediante esta microalga es un proceso innovador que supera la productividad en varios órdenes de magnitud a la de la planta oleaginosa más eficiente, dando como consecuencia favorable para el futuro del biodiesel, la no necesidad de utilización de tierras de cultivo o de alimentos como materias primas.
Además, este microorganismo presenta la capacidad de crecimiento mediante metabolismo autótrofo o heterótrofo. De la segunda forma sintetiza mayor cantidad de lípidos y es capaz de asimilar diferentes fuentes de carbono como glucosa, glicerina, aceites residuales o paja de trigo.
Debido a que los lípidos que sintetiza la microalga se encuentran dentro de una matriz sólida compuesta principalmente por proteínas y carbohidratos que pueden ser de interés como suplemento alimenticio [2] [3], se hace necesario utilizar un proceso de extracción que permita obtener los lípidos de forma selectiva y que el refinado resultante no se contamine con el disolvente utilizado. Por éso, el objetivo de este trabajo es determinar el comportamiento del CO2 SC al actuar como disolvente para extraer los elementos solubles y compararlo frente a la extracción usando n-hexano como disolvente.
2 Resultados La microalga C.protothecoides para estos ensayos fue obtenida a razón de 31g/L después de 13 días de fermentación en un medio adecuado. D espués se p reparó mediante centrifugación, secado y molienda para someterla a continuación a los dos procesos de extracción con n-hexano y con CO2 SC.
El proceso mediante el uso de n-hexano en un equipo soxhlet permitió determinar que el 46% del peso seco de la biomasa correspondía a elementos solubles en este disolvente. La extracción mediante el uso del CO2SC se realizó a la temperatura de 40ºC y la presión del disolvente se modificó entre 350-250 bar, obteniéndose un rendimiento máximo de 35%.
109

En los dos procesos estudiados, se obtuvieron sustancias con apariencia propia de un aceite, sin embargo, el logrado mediante el disolvente orgánico presentaba mayor pigmentación propia de una extracción poco selectiva que permite justificar el mayor rendimiento obtenido mediante el uso de esta técnica de extracción.
El efecto de la presión en la extracción supercrítica, permitió comprobar que la solubilidad del aceite en el CO2SC aumenta con la presión del sistema, debido principalmente a que la densidad del gas también aumentaba con la presión de trabajo, tal y como se muestra en la Figura 1.
0.00
0.50
1.00
1.50
2.00
2.50
Solu
bilid
ad (g
Ace
ite /
Kg
CO
2)
200 bar 250 bar 300 bar
ρ = 840 kg/m3
ρ = 879 kg/m3
ρ = 879 kg/m3
Figura 1. Solubilidad de aceite en CO2SC a diferentes presiones.
Figura 2. Cromatograma del aceite de biomasa extraido mediante CO2SC [4].
El producto de la extracción supercrítica, se analizó mediante cromatografía de líquidos, en donde se pudo determinar que los lípidos producidos por la microalga se sitúan en torno a triglicéridos con cadenas del orden de 18 carbonos, que corresponden a estructuras similares a las que presentan los aceites de olivas, girasol y linaza, tal como se muestra en la Figura 2.
3 Conclusiones Es posible extraer aceite útil para la síntesis de biodiésel a partir del cultivo heterótrofo de la microalga Chlorella protothecoides utilizando CO2 SC. E ste aceite tiene características similares al producido por fuentes vegetales y debido a las bondades del disolvente supercrítico, presenta mayor pureza que el que se obtiene mediante el uso de un disolvente orgánico tradicional como el n-hexano. La solubilidad del aceite en el disolvente supercrítico es mayor al aumentar la presión de trabajo sin perderse la selectividad de la extracción.
Esta investigación fue galardonada con El Premio Joven de la UCM a la Sostenibilidad y Medio Ambiente del año 2010.
Bibliografía
[1] Yusuf C. (2007). Research review paper Biodiesel from microalgae. Biotechnology Advances 25: 294–306.
[2] Mata, TM., et al. (2010). Microalgae for biodiesel production and other applications: A review. Renewable and Sustainable Energy Reviews 14: 217–232.
[3] Wei X., et al. (2009). Method for producing biodiesel using High-cell-density cultivation of microalga C.protothecoides in bioreactor. US, patent. US2009/0211150A1
[4] Holcˇapek M., et al. (1999). Analytical monitoring of the production of biodiesel by high performance liquid chromatography with various detection methods. Journal of Chromatography A, 858: 13–31.
110

UBU P.12
EXTRACCIÓN DE ACEITE DE GERMEN DE MAÍZ CON CO2 SUPERCRÍTICO. EVALUACIÓN DEL CONTENIDO EN
TOCOFEROLES. S. Rebolleda, N. Rubio, S. Beltrán, M.L. González-San José y M. T. Sanz
Departamento de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos, Plaza Misael Bañuelos s/n, 09001 Burgos. [email protected]
Palabras claves: maíz, germen, aceite, calidad, tocoferoles, extracción con CO2-SC
1 Introducción Los estudios de extracción de aceite de germen de maíz mediante CO2 supercrítico se han centrado habitualmente en la obtención de proteína de alta calidad y de harina desengrasada alegando que la cantidad de lípidos residuales y la actividad peroxidasa se reduce de forma considerable [1,2].
La optimización del proceso apenas ha sido estudiada al igual que la comparación de las características de los aceites obtenidos frente aquellos aceites de germen de maíz que se comercializan en el mercado [1,3].
El objetivo de este estudio es la optimización de la extracción de aceites de germen de maíz con CO2 supercrítico y la determinación de la calidad de los aceites obtenidos.
2 Resultados
2.1 Estudio de las curvas de extracción y fraccionamiento de aceite de germen de maíz En la Figura 1 se recogen las curvas de extracción del aceite de germen de maíz bajo diferentes condiciones de presión y temperatura. Los mayores rendimientos en la extracción se obtienen a 450 bar y 86 ºC.
Figura 1. Influencia de la presión (1), temperatura (2) y caudal (3) en el rendimiento de la EFSC de germen de maíz. Condiciones medias de extracción: 1: 80ºC, 9.7 kg/h. 2: 450 bar, 8.5 kg/h.
3: 450 bar, 77ºC
111
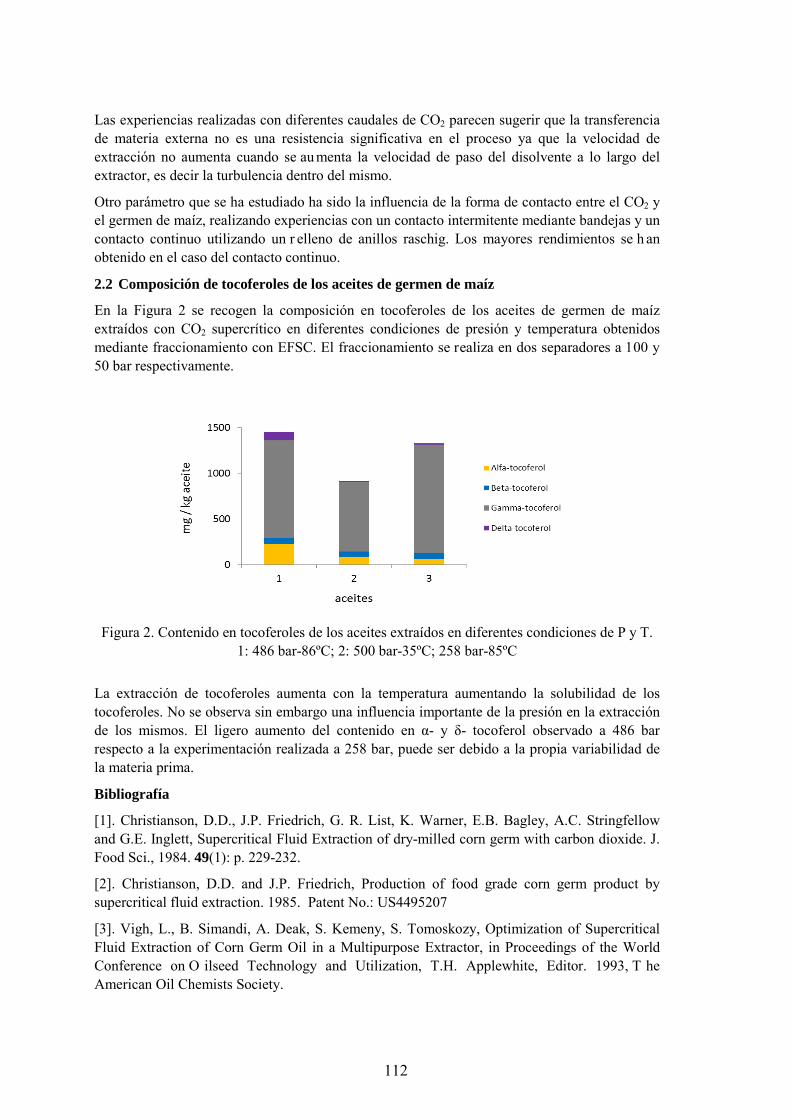
Las experiencias realizadas con diferentes caudales de CO2 parecen sugerir que la transferencia de materia externa no es una resistencia significativa en el proceso ya que la velocidad de extracción no aumenta cuando se au menta la velocidad de paso del disolvente a lo largo del extractor, es decir la turbulencia dentro del mismo.
Otro parámetro que se ha estudiado ha sido la influencia de la forma de contacto entre el CO2 y el germen de maíz, realizando experiencias con un contacto intermitente mediante bandejas y un contacto continuo utilizando un r elleno de anillos raschig. Los mayores rendimientos se h an obtenido en el caso del contacto continuo.
2.2 Composición de tocoferoles de los aceites de germen de maíz
En la Figura 2 se recogen la composición en tocoferoles de los aceites de germen de maíz extraídos con CO2 supercrítico en diferentes condiciones de presión y temperatura obtenidos mediante fraccionamiento con EFSC. El fraccionamiento se realiza en dos separadores a 100 y 50 bar respectivamente.
Figura 2. Contenido en tocoferoles de los aceites extraídos en diferentes condiciones de P y T.
1: 486 bar-86ºC; 2: 500 bar-35ºC; 258 bar-85ºC
La extracción de tocoferoles aumenta con la temperatura aumentando la solubilidad de los tocoferoles. No se observa sin embargo una influencia importante de la presión en la extracción de los mismos. El ligero aumento del contenido en α- y δ- tocoferol observado a 486 bar respecto a la experimentación realizada a 258 bar, puede ser debido a la propia variabilidad de la materia prima.
Bibliografía
[1]. Christianson, D.D., J.P. Friedrich, G. R. List, K. Warner, E.B. Bagley, A.C. Stringfellow and G.E. Inglett, Supercritical Fluid Extraction of dry-milled corn germ with carbon dioxide. J. Food Sci., 1984. 49(1): p. 229-232.
[2]. Christianson, D.D. and J.P. Friedrich, Production of food grade corn germ product by supercritical fluid extraction. 1985. Patent No.: US4495207
[3]. Vigh, L., B. Simandi, A. Deak, S. Kemeny, S. Tomoskozy, Optimization of Supercritical Fluid Extraction of Corn Germ Oil in a Multipurpose Extractor, in Proceedings of the World Conference on O ilseed Technology and Utilization, T.H. Applewhite, Editor. 1993, T he American Oil Chemists Society.
112

UBU P.13
FORMACIÓN DE 5-(HYDROXYMETHYL)FURFURAL DURANTE LA EXTRACCIÓN DE MATRICES NATURALES MEDIANTE
SWE. M. Herreroa, M. Castro-Puyanaa, L. Rocamorab, J.A. Ferragutb, A. Cifuentesa, E. Ibañeza
aInstituto de Investigación en Ciencias de la Alimentación (CIAL-CSIC), Nicolás Cabrera 9, Campus Cantoblanco UAM, 28049 - Madrid.
bInstituto de Biología Molecular y Celular, Universidad Miguel Hernández, Avda. Universidad s/n, 03202 Elche.
Palabras claves: SWE, Extracción presurizada, neoantioxidantes
1 Introducción. El empleo de agua líquida a altas temperaturas (Extracción con Agua Subcrítica, SWE) se ha constatado como una herramienta válida para la extracción de determinados compuestos de interés a partir de fuentes naturales. El uso de estas condiciones permite obtener rendimientos de extracción más altos que los alcanzables utilizando técnicas de extracción convencionales. Además, gracias al descenso producido en la constante dieléctrica del agua cuando se somete a altas temperaturas y presiones, es posible extraer, empleando esta técnica, compuestos que no son solubles en agua a temperatura ambiente; por tanto, es posible modificar la selectividad de la extracción simplemente ajustando la temperatura de extracción.
Del mismo modo se ha podido comprobar cómo el uso de SWE no afecta negativamente la capacidad antioxidante total resultante de los extractos, pudiendo ser, por tanto, una herramienta válida para la extracción de compuestos bioactivos presentes en multitud de matrices naturales, tales como algas o plantas, entre otras.
Recientemente, hemos demostrado cómo durante los procesos de extracción de algunas matrices naturales mediante SWE podrían tener lugar diferentes reacciones no enzimáticas entre los componentes de dichas matrices, tales como reacción de Maillard, caramelización o termo-oxidación, que podrían dar lugar a la formación de neoantioxidantes, es decir, compuestos con actividad antioxidante que no se encuentran originariamente en la muestra y que pueden influir positivamente en la capacidad antioxidante total de los extractos obtenidos [1,2].
Por otro lado, recientemente se h a comprobado como el empleo de agua a m uy altas temperaturas de extracción (200ºC) permitía la obtención de extractos de hoja de olivo con elevada capacidad antioxidante, ricos en polifenoles [3], que además presentan actividad anticancerígena in-vitro. No obstante, en dichos extractos se pudo detectar, no sólo la presencia de los citados polifenoles sino también la existencia de 5-(hidroximetil)furfural (HMF). Este compuesto furánico se forma naturalmente como compuesto intermedio de la reacción de Maillard. De hecho, se ha empleado en numerosas ocasiones como marcador de procesos de fabricación de alimentos, principalmente para revelar excesivos tratamientos térmicos. Aunque el consumo de HMF en alimentos procesados y cocinados es elevado, su posible toxicidad o la de sus derivados metabólicos está siendo objeto de múltiples estudios, si bien los resultados obtenidos son frecuentemente contradictorios.
113

Por ello, una vez confirmada la presencia de HMF en los extractos obtenidos por SWE a partir de hoja de olivo y en línea con las investigaciones previas desarrolladas en nuestro laboratorio sobre la neoformación de compuestos durante procesos de extracción mediante SWE, en el presente trabajo se ha llevado a cabo un e studio exhaustivo para corroborar la formación de dicho compuesto en función de las condiciones de extracción, así como su posible influencia tanto en la capacidad antioxidante como en la actividad anticancerígena presentada por los extractos. Para ello, se emplearon diferentes temperaturas de extracción (50, 75, 100, 125, 150, 175 y 200ºC) y se determinó la actividad antioxidante de los extractos resultantes mediante el empleo de dos ensayos in-vitro, ensayo de actividad de equivalentes de trolox (TEAC) y ensayo de captación de radicales DPPH. Además, se cuantificaron los fenoles totales (mediante el método Folin), así como la cantidad de HMF presente en los extractos mediante la aplicación de un método de HPLC-DAD. Adicionalmente, se ha estudiado la influencia de la presencia de HMF en los extractos para valorar su posible contribución a la actividad anticancerígena in-vitro mostrada por los extractos de hoja de olivo obtenidos por SWE a altas temperaturas.
Bibliografía [1] M. Plaza, M. Amigo-Benavent, M. D. del Castillo, E. Ibáñez, M. Herrero, Neoformation of antioxidants in glycation model systems treated under subcritical water extraction conditions (2010) Food Res. Int. 43, 1123-1129.
[2] M. Plaza, M. Amigo-Benavent, M. D. del Castillo, E. Ibáñez, M. Herrero, Facts about the formation of new antioxidants in natural samples after subcritical water extraction (2010) Food Res. Int. 43, 2341-2348.
[3] M. Herrero, T. N. Termirzoda, A. Segura-Carretero, R. Quirantes, M. Plaza, E. Ibáñez, New possibilities for the valorization of olive oil by-products (2011) J. Chromatogr. A, enviado.
114

UBU P.14
EFECTO DE LA PRESIÓN, TEMPERATURA Y PESO MOLECULAR EN LA SOLUBILIDAD DE BETA-GLUCANOS DE
CEBADA EN AGUA Ó. Benitoa*, A. Martín-Cortésa, E. Alonsoa, M.J. Coceroa
Departamento de Ingeniería Química y Tecnología del Medio Ambiente – Escuela de Ingenierías Industriales - Universidad de
Valladolid. Prado de la Magdalena s/n – 47011 – Valladolid (Spain)
Tfno. +34 983 42 31 66 Fax: +34 983 42 30 13 *e-mail: [email protected]
Palabras clave: agua caliente presurizada, β-glucanos, solubilidad
1 Introducción
Los β-glucanos son polisacáridos compuestos por unidades de D-glucosa unidas con enlaces O-glucosídicos alternados (1→3), (1→4). Se encuentran principalmente en la aleurona de diferentes granos de cereal, especialmente en avenas y cebadas [1] si bien pueden encontrarse en algunas algas, hongos y levaduras. Los β-glucanos son biopolímeros hidrosolubles y constituyen uno de los principales componentes de la denominada fibra dietética. Su interés deriva de sus propiedades en disolución, donde en función de su peso molecular y su concentración dan lugar a disoluciones de elevada viscosidad, lo cual les hace ser potentes hidrocoloides. E ntre las propiedades beneficiosas de estos polímeros destacan el control del colesterol y los niveles de glucosa en sangre [2]. Recientemente tanto la FDA (Food and Drug Administration, Estados Unidos) como la EFSA (European Food Safety Authority) han incluido a los β-glucanos en la lista de productos que contribuyen a la disminución del colesterol en sangre y así como la dosificación necesaria para obtener este efecto terapéutico.
Los procesos convencionales de extracción de β-glucanos a partir de cebada están limitados por la transferencia de materia [3]. Por tanto se ha de disponer de mecanismos que permitan incrementar los rendimientos de extracción así como acortar los tiempos de extracción. Como alternativa se p ropone el empleo de agua caliente presurizada, de forma que se p ueda incrementar la temperatura de extracción por encima de 100ºC. Existe un precedente del empleo de agua caliente presurizada en la extracción de β-glucanos de origen natural [4] a partir del hongo Ganodema lucidum. Operando a temperaturas de 200ºC y presión de ∼10 MPa, estos investigadores han conseguido rendimientos del 78,1%, con concentraciones de 0,44mg/100g de matriz seca, y tiempos de extracción inferiores a 60min. Como etapa previa a la realización de la extracción de β-glucanos a partir de cebada empleando agua caliente presurizada se v a a estudiar la solubilidad de estos polisacáridos en agua en un intervalo de temperaturas entre 100 y 200ºC y c on presiones entre 2 y 20MPa. Por tanto, el objetivo del presente trabajo es la evaluación del efecto de la presión, temperatura y peso molecular en la solubilidad de β-glucanos en agua caliente presurizada.
2 Materiales y métodos
Se emplearon β-glucanos de 3 pe sos moleculares diferentes (40, 350 y 700kDa) extraídos a partir de diferentes fracciones de molienda de cebada. El procedimiento de extracción, así como
115

las técnicas de análisis (determinación de la concentración de β-glucanos y peso molecular de los mismos) queda descrito en [3].
Los ensayos de solubilidad se llevaron a cabo en una celda presurizada de 30ml (Eurotechnica GmbH, Alemania), dispositivo que permite la operación con temperaturas de hasta 500ºC y 30MPa de presión. El dispositivo experimental puede verse en la figura 1. En cada ensayo se partió de una pastilla de β-glucanos (peso aproximado 0.35g) que se introduce en la celda presurizada (view chamber) previamente acondicionada en presión y temperatura. La cantidad de β-glucano disuelto se determinó mediante el kit de análisis de β-glucanos de Megazyme (Irlanda). En el extracto líquido obtenido tras el ensayo de solubilidad también se determinó la presencia de celobiosa, glucosa, fructosa e hidroximetil furfural, como productos de degradación del β-glucano, a fin de determinar la posible degradación del mismo por efecto de la presión y la temperatura.
Figura 1. Esquema de la celda de extracción presurizada.
3 Resultados preliminares Los resultados preliminares indican un importante efecto de la temperatura en la solubilidad de β-glucanos, siendo el efecto de la presión casi inapreciable. El empleo de elevadas temperaturas también ha permitido determinar una degradación del β-glucano disuelto, lo cual desaconseja realizar las extracciones a temperaturas superiores a 150ºC.
4 Bibliografía
[1] M. Irakli, C.G. Biliaderis, M.S. Izydorczyk, I.N. Papadoyannis. Isolation, structural features and rheological properties of water-extractable β-glucans from different Greek barley cultivars (2004) J. Sci. Food Agric. 84, 1170-1178.
[2] R.K. Newman, C.W. Newman, H. Graham. The hypocholesterolomic function of barley β-glucans (1989) Cereal Foods World 34, 883-886.
[3] O. Benito-Román, E. Alonso, S. Lucas. Optimization of the β-glucan extraction conditions from different waxy barley cultivars (2011) Journal of Cereal Science (in press, doi:10.1016/j.jcs.2011.01.003).
[4] R. Askin, M. Sasaki, M. Goto. Recovery of water soluble compounds from Ganoderma lucidum by hydrothermal treatment (2010) Food and Bioproducts Processing 88 (2-3), 291-297.
116

UBU P.15
CONSTRUCCIÓN Y VALIDACIÓN DE UN PRECIPITADOR SAS A
ESCALA DE LABORATORIO F. Zahran, C. Pando, A. Cabañas, J. A. R. Renuncio
Laboratorio de Equilibrio de Fases y Fluidos Supercríticos Dpto. de Química Física I, Universidad Complutense, 28040, Madrid, Spain
Palabras claves: Precipitador SAS a Escala de Laboratorio, SAS, fluido supercrítico
Resumen La precipitación con CO2 como agente supercrítico antidisolvente (SAS) es una de las técnicas más utilizadas para producir partículas ultra finas de fármacos, proteínas, polímeros, colorantes, explosivos, etc… con una estrecha distribución de tamaño de partícula [1-3]. También es posible la coprecipitación y encapsulación de estas sustancias [4].
En nuestro laboratorio llevamos algún tiempo estudiando los efectos energéticos del proceso de mezcla del CO2 supercrítico con el disolvente orgánico que tiene lugar en la cámara de precipitación SAS [5-8]. Las datos para el sistema CO2 + acetato de etilo se presentan en otra comunicación. En las condiciones a las que se lleva a cabo la precipitación el calor generado al mezclarse el disolvente orgánico con el CO2 supercrítico es muy grande y puede provocar un aumento local de la temperatura en la cámara de precipitación que normalmente no e s considerado, que podría explicar la separación de fases y la coalescencia de las partículas observada en determinadas condiciones para las que se esperaba miscibilidad completa de CO2 y el disolvente.
Figura 1. Diagrama esquemático del precipitador SAS a escala de laboratorio
117
El proceso SAS incluye las etapas de inyección del fluido supercrítico y l a disolución conteniendo el componente a precipitar, la expansión de dicha mezcla y la precipitación, así como la recolección de partículas. Los factores que pueden afectar al rendimiento del proceso de SAS son la concentración inicial de la solución, la temperatura, la presión, los caudales de CO2 supercrítico y disolución líquida, el tiempo de lavado, y el diámetro de la boquilla [3, 9]. Como sistema modelo para validar el equipo estamos probando y optimizando la precipitación del disoluciones de acetato de ytrio en dimetil sulfóxido con CO2 supercrítico.
Bibliografía
[1] H. Krober, U. Tiepel and H. Krause, Organic materials formed by precipitation with a compressed fluid antisolvent (2001) Proc. 6th Conf. on S upercritical Fluids and Their Applications, Maiori, Italy, pp. 307–312.
[2] E. Reverchon, E. Torino, S. Dowy, A. Braeuer and A. Leipertz, Interactions of phase equilibria, jet fluid dynamics and mass transfer during supercritical antisolvent micronization (2010) Chem. Eng. J. 156, 446-458.
[3] A. Montes A. Tenorio, M. D. Gordillo, C. Pereyra and E. J. Martínez de la Ossa, Screening design of experiment applied to supercritical antisolvent precipitation of amoxicillin: Exploring new miscible conditions (2010), J.Supercrit. Fluids 51, 399–403.
[4] M. J. Cocero, A. Martín, F. Mattea and S. Verona, Encapsulation and co precipitation processes with supercritical fluids: Fundamentals and applications (2009) J. Supercrit. Fluids 47, 546-555.
[5] M. J. Dávila, A. Cabañas and C. Pando, Excess molar enthalpies for binary mixtures related to supercritical antisolvent precipitation: Carbon dioxide + N-methyl-2-pyrrolidone (2007) J. Supercrit. Fluids 42, 172-179.
[6] F. Zahran, C. Pando, J.A.R. Renuncio and A. Cabañas, Excess Molar Enthalpies of CO2 + Acetone at Pressures from (9.00 to 18.00) MPa and Temperatures from (313.15 to 333.15) K (2010) J. Chem. Eng. Data 55, 3649–3654.
[7] F. Zahran, C. Pando, J.A.R. Renuncio and A. Cabañas, Measurements and modeling of high-pressure excess molar enthalpies and isothermal vapor-liquid equilibria of the carbon dioxide + N,N-dimethylformamide system (2010) J.Supercrit. Fluids 55, 566-572.
[8] F. Zahran, J. Morère, A. Cabañas, J.A.R. Renuncio and C. Pando, Role of excess molar enthalpies in supercritical antisolvent micronizations using dimethylsulfoxide as the polar solvent (2011) J. Supercrit Fluids, DOI 10.1016/j.supflu.2011.02.015.
[9] P. Subra and P. Jestin , Screening design of experiment (DOE) applied to supercritical antisolvent process (2000) Ind. Eng. Chem. Res. 39, 4178-4184.
118

UBU P.16
SUPERCRITICAL ANTISOLVENT (SAS) CO-PRECIPITATION OF ETHYL CELLULOSE AND NATURAL EXTRACTS IN SC-CO2 Pocheville, A.a*, Garay, I.a, Hernando, I.a ; Cruz, Z.b, Olabarrieta, I.b, Baranda, A.b;
Iñarra, B.c, Carrión, X.c, Aramburu, I.c aGAIKER-IK4, Parque Tecnológico Edif. 202, 48170, Zamudio, Spain. bAZTI-Tecnalia, Parque Tecnológico, Edif. 609, 48160, Derio, Spain.
cIDOKI SCF TECHNOLOGIES, Parque Tecnológico, Edif. 502, 48160, Derio, Spain *[email protected]
Keywords: SAS, ethylcellulose, natural extracts, microparticles, food packaging.
1 Introduction
The food industry is considering consumers claim for substitution of chemical additives with natural extracts in food products and packaging coatings [1]. A great research effort is being made for improving the thermal and chemical stability of interesting natural compounds and for facilitating their handling when processing. Different ways of microencapsulation have been described [2], but the impregnation in polymeric matrices is another way of incorporating these active compounds in packaging devices.
The aim of this work has been the co-precipitation of the coating material Ethyl Cellulose (EC) and two natural extracts provided by IDOKI SCF TECHNOLOGIES, R1 and P1, using the Supercritical Antisolvent (SAS) precipitation technique with supercritical carbon dioxide (SC-CO2), in order to obtain active microparticles. EC is a hydrophobic material widely used for controlled delivery systems, sustained release, drug packaging material, long-acting formulations, taste masking or coatings [3]. R1 and P1 extracts are characterized for their antioxidant/antimicrobial properties.
2 Results
A Thar SAS-50 vessel connected to a Thar R100 supercritical fluids system has been used for studying different precipitation parameters: pressure, EC:extract, flow rate (QCO2:Qsolution) or solution concentration. According to the results, the flow rate (QCO2:Qsolution) is essential for microparticles formation, and particle size increases when a higher Qsolution is used. No noticeable changes in particle size have been observed when increasing operation pressure.
The morphology and size of the obtained microparticles have been analyzed by scanning electron microscopy (SEM) and the impregnation rate has been quantified by S-L extraction and further GC-FID/GC-MS analysis. As the result, EC agglomerated active microparticles with a mean size of 1-4µm have been precipitated and impregnated with both extracts R1 and P1 using this method. Regarding to microparticles validation, AZTI-Tecnalia has evaluated their antimicrobial properties and GAIKER-IK4 has checked their antioxidant activity.
119

References
[1] European Patent Application EP 1 657 181 A1: Antimicrobial packaging based on the use of natural extracts and the process to obtain this packaging (2006).
[2] B. Voncina, et al., Encapsulation of Rosemary Oil in Ethylcellulose Microcapsules, Textile and Polymer Journal, Vol. 1, No. 1 (2009) 13-19.
[3] Ana Rita C. Duarte, et al., Preparation of controlled release microspheres using supercritical fluid technology for delivery of anti-inflammatory drugs. Int. J. of Pharmaceutics, 308 (2006) 168-174.
This project has been supported by DFB-Diputación Foral de Bizkaia (Plan Integral de Innovación Empresarial 2009. Área 5-Tecnología).
120

UBU P.17
NANOPORTADORES PARA COMPUESTOS FARMACÉUTICOS MEDIANTE EXTRACCIÓN DE EMULSIONES CON FLUIDOS
SUPERCRITICOS M. Frailea, A. Martína, M.J. Coceroa
aUniversidad de Valladolid (Spain), Prado de la Magdalena s/n, 47011 Valladolid, Spain .
Palabras claves: SFEE, micelas, CO2 supercrítico, encapsulación, emulsión.
1 Introducción
En este resumen se presenta un nuevo método de extracción supercrítica de emulsiones (SFEE) en forma de micelas estabilizadas en una solución acuosa que permita la encapsulación de compuestos activos, tales como fármacos anticancerígenos insolubles en medio acuoso. De esta manera se mejora la preservación, distribución y el control de las propiedades del producto.
Las micelas son un tipo de nanoportador de fármacos altamente innovador y versátil, que posee ciertas ventajas: las micro partículas se absorben mejor y el organismo las aprovecha en su totalidad. En la actualidad, las micelas se producen principalmente por diálisis o película fina, técnicas con importantes limitaciones respecto de la capacidad de producción y del tiempo necesario para formar las micelas, además de bajas eficacias de encapsulación. La extracción supercrítica de emulsiones es un método alternativo para producir micelas que presenta buenas perspectivas para la producción a gran escala y el desarrollo de nuevas formulaciones basadas en micelas o en liposomas además de porcentajes de encapsulación más elevados.
La combinación de la tecnología de emulsiones con fluidos supercríticos fue presentada por Perrut et al [1] y otros autores también han desarrollado este proceso como Chattopadhyay et al [2].
La base del proceso se muestra esquemáticamente en la figura1. Como puede observarse en la figura, el proceso consiste en extraer el disolvente orgánico de las gotas de la fase dispersa de una emulsión con dióxido de carbono supercrítico, de forma que el principio activo quede encapsulado en el interior de micelas en fase acuosa. El dióxido de carbono comprimido o supercrítico es un disolvente especialmente adecuado para procesar sustancias farmacéuticas o naturales, ya que permite trabajar en un ambiente inerte y a temperaturas moderadas (40-60ºC), con lo que se reducen las posibilidades de degradación y contaminación del producto.
Figura 1. Descripción del proceso
121

2 Dispositivo experimental. El equipo utilizado para el proceso consta de un recipiente en el que se carga la emulsión, que cuenta con un sistema de control de temperatura (como un sistema de calentamiento eléctrico, un encamisado o un horno). A través de este recipiente se hace fluir CO2 en condiciones supercríticas, durante un periodo de tiempo suficiente para que se produzca la extracción del disolvente orgánico y la formación de las micelas. En la figura 2 que se muestra a continuación se puede ver el diagrama de flujo del proceso.
Figura 2. Diagrama de flujo
2.1 Materiales
Como disolventes orgánicos se han utilizado diclorometano y acetato de etilo para preparar las emulsiones como la fase dispersa.
Los surfactantes con los que se h a trabajado son diferentes tipos del copolímero de bloque conocido como Pluronic® y como modelo de principio activo se ha utilizado ibuprofeno.
2.2 Métodos
El tamaño de gota de la emulsión inicial y la distribución de tamaños de la partícula son medidos con un instrumento de dynamic light scattering (DLS).
La determinación de disolvente orgánico en la emulsión final se ha realizado mediante cromatografía de gases y la eficiencia de encapsulación se ha determinado midiendo la absorbancia con un espectrofotómetro.
3 Resultados
Resultados preliminares muestran una eliminación de disolvente orgánico de la emulsión reduciendo su concentración final a menos de 5ppm en un tiempo de operación de menos de una hora y media, tiempo de operación muy inferior al requerido por métodos alternativos como la diálisis.
En las experiencias de encapsulación, utilizando Pluronic como material surfactante e ibuprofeno como principio activo modelo, solubilizado en la fase dispersa de una emulsión de acetato de etilo en agua. Se están obteniendo resultados de encapsulación de ibuprofeno de entre un 60 y un 70% variando las concentraciones de Pluronic y las condiciones de operación (tiempo y presión).
Bibliografía
[1] M. Perrut, J. Jung, F. Leboeuf. Method for obtaining particles from at least a water soluble product. US2004110871 (2004).
[2] P.Chattopadhyay, B.Shekunov, J.Seitzinger, RW. Huff. Nanoparticles of poorly mater-soluble drugs prepared by supercritical fluid extraction of emulsions. Pharm Res.(2006).
122

UBU P.18
DEPOSICIÓN QUÍMICA EN CO2 SUPERCRÍTICO DE NANOPARTÍCULAS DE COBALTO SOBRE SOPORTES
MESOPOROSOS A. Sastrea, S. Aspromonteb, M.J. Coceroa, E. Alonsoa
aGrupo de procesos a alta presión, Departamento de Ingeniería Química y Tecnología del Medioambiente, Escuela de Ingenierías Industriales, Universidad de Valladolid.
bInstituto de Investigaciones en Catálisis y Petroquímica, INCAPE (FIQ-UNL-CONICET), Santa Fe, Argentina.
Palabras claves: deposición metálica, cobalto, mesoporosos MCM41
1 Introducción Se han depositado nanopartículas de Co sobre soportes ordenados mesoporosos utilizando CO2 supercrítico como medio de reacción. Estos materiales nanocomposites serán utilizados como catalizadores para la eliminación de contaminantes en efluentes gaseosos. Los soportes utilizados han sido partículas de MCM41 y Al-MCM41, y las nanopartículas de Co se han depositado por descomposición térmica de cobaltoceno (CoCp2). La facilidad que presentan los fluidos supercríticos (FSC) para modular sus propiedades físicas con la presión y la temperatura los convierten en una interesante alternativa como medio de reacción para llevar a c abo la deposición de nanopartículas y nanopelículas metálicas sobre diferentes materiales [1,2]. La utilización de CO2 supercrítico permite un elevado grado de penetración en el soporte y una total eliminación del disolvente tras una descompresión controlada, obteniendo un catalizador libre de ningún residuo. Por lo tanto, la deposición reactiva con FSC representa una técnica útil y viable para la síntesis de nanopartículas metálicas sobre soportes porosos, reduciendo los tiempos de operación y obteniendo un proceso que se lleva a cabo íntegramente en un único recipiente (one-pot process).
1.1 Materias primas
El soporte mesoporoso MCM41 fue sintetizado en forma esférica según Szègedi [3]; como precursor organometálico se utilizó bis(ciclopentadienil) de Co (II), (cobaltoceno: CoCp2) de Sigma Aldrich; y como disolvente CO2 (99,99%) de Carburos Metálicos.
1.2 Descripción del proceso
El soporte y el precursor son introducidos en diferentes viales cerrados con malla metálica en el interior de un reactor de volumen 100 mL. En una primera etapa, el reactor se presuriza con CO2 y calienta hasta la temperatura de operación (110 bar y 70ºC). A continuación, se eleva la temperatura hasta 200ºC con el propósito de descomponer térmicamente el CoCp2. Se variaron los tiempos de operación de ambas etapas a 1 , 2 y 3 horas. Finalmente, el sistema se en fría isocóricamente y descomprime de forma controlada. Se obtuvieron catalizadores con distinto porcentaje de Co, Co(x)MCM41-a-b, donde x representa el contenido en peso de Co, y a y b los tiempos en horas de cada etapa.
123

2 Resultados y discusión El contenido en Co de las muestras preparadas oscila entre el 1 y el 5% en peso, determinado mediante ICP. En el caso de sólidos amorfos como el MCM41 y el Al-MCM41, la ordenación de los poros provoca reflexiones a bajos ángulos de difracción. Los análisis mediante SAXS (Figura 1a) confirman una estructura de poro ordenada con la aparición de un pico de difracción a 2,4º característico del plano (100) de los soportes, que se mantiene tras la deposición del 1 y el 5% de Co. Si bien es v erdad, que la intensidad de este pico se ve disminuida a medida que aumenta la cantidad de Co, indicando la presencia del metal en el interior de los poros. La figura 1b recoge una imagen de TEM del material con un 1% en Co, en la que se aprecia que el ordenamiento de los poros se mantiene tras la inclusión del metal. El tamaño medio de poro determinado por adsorción con N2 es de35,6 Å.
Figura 1.a) Resultados SASX; b) Imágenes TEM a 100000X de las muestras Co(x)MCM41-3-3.
La distribución del Co en el interior del soporte resultó ser muy homogénea (Figura 2), observándose partículas de Co de diámetros comprendidos entre 10 y 15 nm sobre la superficie de los soportes a mayor concentración (5%) y tiempos de operación totales de 6 horas.
Figura 2. Mapeado de Co en muestras Co(x)MCM41-3-3 por TEM/EDX.
Bibliografía
[1] C. Erkey, Supercritical fluids 47 (2009) 517.
[2] E. T. Hunde, J.J. Watkins, Chem. Mater. 16 (2004) 498.
[3] A. Szègedi, et al. Appl. Catal. A: General, 272 (2004) 257.
1,5 3,0 4,5 6,0
(200)
5% Co
1% Co
Inte
nsity
(a.u
.)
2θ (degree)
0% Co
(100)
(110)
Co(x)MCM-41
1000
1,5 3,0 4,5 6,0
5% Co
1% Co
2θ (degree)
(100)
(110)(200)
0% Co
Co(x)AlMCM-41
1000
∆2θ=0.2°
CoKα Electron image
5wt.%
1wt.%
1wt.%
a b
124

UBU P.19
ESTUDIO COMPARATIVO DE DISPOSITIVOS BIODEGRADABLES PARA LA LIBERACIÓN SOSTENIDA DE
INDOMETACINA. L. I. Cabezas, R. Mazarro, I. Gracia, A. de Lucas, J. F. Rodríguez
Departamento de Ingeniería Química, Facultad de Ciencias Químicas, Universidad de Castilla-La Mancha.
Avda. Camilo José Cela, 12, C.P. 13071, Ciudad Real, España. [email protected]
Palabras claves: partículas, proceso SAS, PLGA, indometacina, liberación controlada.
1 Resumen
En los últimos años, se ha constatado una creciente utilización de diferentes dispositivos biodegradables tanto para el tratamiento de dolencias y enfermedades diversas [1,2] como en el ámbito de la regeneración tisular [3,4], por lo que se está llevando a cabo una importante labor investigadora tanto en los procesos productivos como en el estudio de su comportamiento difusional.
La tecnología de fluidos supercríticos ha revelado un enorme potencial en la síntesis de partículas impregnadas con principios activos así como en la formación e impregnación de composites biodegradables porosos ya que su carácter no tóxico, no inflamable, relativamente barato y reciclable del CO2 en estado supercrítico (scCO2) lo hace una tecnología interesante por la aplicación biomédica posterior y los requerimientos de máxima pureza de los dispositivos sintetizados.
Polímeros como la poli(lactica-co-glicolida) (PLGA) están siendo ampliamente utilizados en aplicaciones para la liberación sostenida de fármacos debido a su biodegradabilidad, biocompatibilidad y la capacidad de regulación de la velocidad de degradación variando el ratio lactica/glicolida en la molécula [5-7]. El fármaco seleccionado para impregnar los dispositivos fue la indometacina (IDMC), un antinflamatorio no esteroideo (NSAID) empleado en el tratamiento de tendinitis, bursitis, artritis, así como dolor muscular, dismenorrea, dolor de cabeza y por sus efectos antipiréticos.
En este estudio se describe el proceso de síntesis de dos dispositivos biodegradables distintos: micropartículas y composites porosos, ambos sintetizados a partir de PLGA e impregnados con IDMC. Se comparan las diferentes técnicas de síntesis en medio supercrítico, la morfología y propiedades de los dispositivos, así como los procesos de liberación controlada in Vitro derivados.
Bibliografía
[1] A. K. Dash, G. C. Cudworth II, Therapeutic applications of implantable drug delivery systems (1998) J. Pharmacol. Toxicol. Methods 40 (1), 1-12.
[2] O. Guney, A. Akgerman, Synthesis of controlled-release products in supercritical medium (2002) Materials, Interfaces and Electrochemical Phenomena 48(4), 856-866.
125
[3] M. H. Sheridan, L. D. Shea, M. C. Peters, D. J. Mooney, Bioabsorbable polymer scaffolds for tissue engineering capable of sustained growth factor delivery (2000) J. Control. Release 64, 91-102.
[4] J. S. Temenoff, A. G. Mikos, Review: tissue engineering for regeneration of articular cartilage (2000) Biomaterials 21, 431-440.
[5] C. E. Holy, S. M. Dang, J. E. Davies, M. S. Shoichet, In vitro degradation of a novel poly(lactide-co-glycolide) 75/25 foam (1991) Biomaterials 20, 1177-1185.
[6] L. Lu, S. J. Peter, M. D. Lyman, H. L. Lai, S. M. Leite, J. A. Tamada, S. Uyama, J. P. Vacanti, R. Langer, A. G. Mikos, In vitro and in vivo degradation of porous poly(DL-lactic-co-glycolic acid) foams (2001) Biomaterials 21, 1837-1845.
[7] R. A. Miller, J. M. Brady, D. E. Cutright, Degradation rates of oral resorbable implants (polylactates and polyglycolates): Rate modification with changes in PLA/PGA copolymer ratios (1977) J. Biomed. Mater. Res. 11(5), 711-719.
126
UBU P.20
ESTUDIO DE LOS PERFILES DE LIBERACIÓN DE CO-PRECIPITADOS DE AMOXICILINA Y ETILCELULOSA
OBTENIDOS MEDIANTE LA TÉCNICA SAS Montes, M. D. Gordillo, C. Pereyra, E. J. Martínez de la Ossa
Dpto. Ingeniería Química y Tecnología de los alimentos. Facultad de Ciencias. Universidad de Cádiz
Campus Río San Pedro s/n 11510 Puesrto real (Cádiz) [email protected]
Palabras claves: fluidos supercríticos, liberación, co-precipitación, proceso SAS, antisolvente
1 Introducción La encapsulación de sustancias de alto valor añadido es y ha sido un amplio campo de investigación en sectores como la cosmética, alimentación, electrónica, sensores, farmacéutico, agroquímica, textil, biomedicina,..etc desde hace décadas. La utilización de fluidos supercríticos es una alternativa idónea a los procesos convencionales de obtención de estos sistemas, donde se eliminan los principales inconvenientes de los mismos. La liberación controlada de estas sustancias bioactivas desde los sistemas preparados evita la degradación prematura de las mismas, y permite la liberación localizada y prolongada en el tiempo de dichas sustancias [1].
En particular, en este trabajo se ha utilizado la técnica Supercritical Antisolvent (SAS) para obtener micropartículas de amoxicilina y etilcelulosa utilizando CO2 supercrítico. En este proceso se produce una rápida expansión volumétrica del disolvente orgánico en el que se han disuelto previamente ambos compuestos y la consecuente precipitación de micropartículas de polímero y principio activo.
La etilcelulosa se utiliza en una gran variedad de aplicaciones, entre ellas la liberación controlada de fármacos. Entre ellos, la amoxicilina es uno de los antibióticos más ampliamente prescritos. En trabajos anteriores [2,3] se o btuvieron n anopartículas esféricas de amoxicilina mediante el proceso SAS usando N-metil-pirrolidona como disolvente y CO2 como antisolvente y micropartículas de etilcelulosa usando diclorometano como disolvente [4]. Todos los experimentos se han llevado a cabo en una planta SAS200 desarrollada por Thar Tecnologies.
Estos sistemas co-precipitados presentan diferencias de distribución de las partículas de amoxicilina y etilcelulosa según los análisis de espectroscopía fotolectrónica de rayos X (XPS) realizados. En este trabajo se pretende correlacionar estas diferencias de composición en superficie de los sistemas co-precipitados con los perfiles de liberación obtenidos en fluidos que simulan el tracto gastro-intestinal. Se pretende evaluar si los sistemas obtenidos poseen una liberación más prolongada en el tiempo que el propio principio activo.
2 Resultados En todos los experimentos llevados a cab o en este trabajo se han obtenido micropartículas precipitadas como se observa en la Figura 1. Estas micropartículas se han analizado mediante XPS para determinar si la amoxicilina presente en los co-precipitados está en superficie o si se encuentra rodeada de polímero.
127

Figura 1. Micropartículas de amoxicilina y etilcelulosa.
Posteriormente se han obtenido los perfiles de liberación de estos co-precipitados en fluidos intestinal y gástrico simulados. Como puede observarse en la Figura 2 los sistemas co-precipitados poseen una liberación más lenta que la amoxicilina comercial. Además puede observarse también que los sistemas donde existe amoxicilina en superficie (run 1 y run 7 en la Figura 2) presentan una liberación más brusca al principio. Sin embargo en los sistemas donde no se observaba amoxicilina en la superficie de los sistemas, presentaba una liberación más gradual.
Figura 2. Perfiles de liberación de sistemas de amoxicilina y etilcelulosa en fluidos gástricos e
intestinales simulados, respectivamente. Run 1 y 7: co-precipitados con amoxicilina en superficie; run 2 y 6: co-precipitados sin amoxicilina en superficie.
Agradecimientos: Los autores agradecen al Ministerio de Educación y Ciencia la financiación económica prestada a través del proyecto CTQ2007-67622.
Bibliografía
[1] Y. Wang, R. N. Dave, R. Pfeffer. Polymer coating/encapsulation of nanoparticles using
a supercritical anti-solvent process (2004) J. Supercritical Fluids 28, 85–99
[2] A. Tenorio, M. D. Gordillo, C. M. Pereyra, E. J. Martínez de la Ossa. Screening design of experiment applied to supercritical antisolvent precipitation of amoxicillin (2008) J. Supercritical Fluids, 44, 230-237.
[3] A. Montes, A. Tenorio, M.D. Gordillo, C. Pereyra, E.J. Martínez de la Ossa. Screening design of experiment applied to supercritical antisolvent precipitation of amoxicillin: Exploring new miscible conditions (2010) J. Supercritical. Fluids 51, 399-403
[4] Gordillo, M. D., Di Giacomo, G., Schindhelm, S., Pereyra, C. M., Martínez de la Ossa, E. J. (2008) 11th Mediterranean Congress of Chemical Engeenering, Barcelona.
RUN 1
RUN 2
RUN 6 RUN 7
128

UBU P.21
ESTUDIO PRELIMINAR DE LA INFLUENCIA DEL CO2 EN LA SÍNTESIS DE MONO- Y DIGLICÉRIDOS MEDIANTE
GLICEROLISIS ENZIMÁTICA DE UN ACEITE DE VEGETAL N. Rubio Rodríguez, D. Palacios, S. Beltrán, M. T. Sanz, N. Ortega y M.D. Busto
Dpto. de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael Bañuelos s/n, 09001 Burgos
Palabras claves: aceite de pescado, glicerolisis, lipozyme
Dadas sus excelentes propiedades emulsionantes y texturizantes, los glicerolípidos (mono- y diacilglicéridos, MAG y DAG) se han convertido en ingredientes esenciales en la fabricación de productos alimenticios y farmacéuticos.
A nivel industrial, su producción se realiza mediante glicerolisis química de aceites ricos en triacilglicéridos (TAG), la cual requiere el uso de catalizadores inorgánicos y de altas temperaturas (220 – 260 ºC). Como alternativa, la glicerolisis enzimática catalizada por lipasas 1,3-específicas y en medio “free-solvent” permite llevar a cabo la misma reacción en ausencia de reactivos químicos y / o disolventes orgánicos y a una temperatura moderada (40 – 50 ºC), lo cual tiene un enorme interés cuando el aceite de partida posee un alto contenido en ácidos grasos poliinsaturados susceptibles de degradación térmica.
Estudios recientes han propuesto que el mecanismo general de glicerolisis enzimática de un aceite conlleva diversas etapas de equilibrio hidrólisis / re-esterificación (Figura 1) [1]. La reacción de hidrólisis está favorecida por la presencia de agua en el medio de reacción, lo cual, a su vez, favorece la formación de monoglicéridos. Así mismo, la eliminación de los monoglicéridos de la mezcla de reacción permite desplazar el equilibrio hacia la formación de más monoglicéridos y, por lo tanto, mejorar la eficiencia de la reacción. Por otro lado, dada la enorme viscosidad de los sustratos y la heterogeneidad del medio, la cinética global de la glicerolisis enzimática está fuertemente limitada por la transferencia de materia, especialmente cuando se trabaja con enzimas inmovilizadas. Para solventar este problema, estudios recientes han propuesto la adición de surfactantes como Tween 65 o Triton X-100 como vía para favorecer el contacto entre los sustratos y la enzima [2].
Hidrólisis y esterificación Glicerolisis
TAG + H2O 1,2 DAG + FFA TAG + G 1,2-DAG + MAG
1,2-DAG + H2O MAG + FFA 1,2-DAG + G + 2 MAG
MAG + H2O G + FFA
Figura 1.- Reacciones principales en la glicerolisis de aceite rico en TAG
129

En este trabajo, y como alternativa al empleo de emulgentes, se propone el uso de dióxido de carbono a presión como vía para reducir la viscosidad del medio, favorecer la transferencia de materia y mejorar la cinética de la reacción.
Las experiencias preliminares realizadas hasta el momento se han llevado a cabo partiendo de 10 g de aceite de maíz, 1.8 g de glicerol, previamente adsorbido en sílica gel según el método de Berger et al., [3] y 0.5 g de lipasa inmovilizada RM-IM (Lipozyme), cuya estabilidad en medio CO2 a presión ha sido previamente estudiada [4]. Una vez fijada la temperatura de reacción en 40 ºC y la agitación en 700 rpm, se trabajó tanto en ausencia de CO2 como añadiendo CO2 hasta la presión deseada (60 u 80 bar). Tras una hora de reacción, los productos se separaron de la enzima mediante centrifugación (5 min a 2500 rpm), y su contenido lipídico fue determinado por HPLC-ELSD.
Se observó que las cantidades de MAG y de 1,2-DAG encontradas en los productos de reacción en medio CO2 a 60 bar fueron ligeramente superiores a las encontradas en los productos de la misma reacción sin CO2. Este ligero aumento en la cinética de la reacción podría indicar que, efectivamente, el descenso de la viscosidad del medio favorece la transferencia de materia. Por el contrario, se observó que cuando la reacción tiene lugar en medio CO2 a 80 bar, sólo la cantidad de 1,2-DAG en los productos de la reacción fue ligeramente superior a la encontrada en los productos de reacción sin CO2, mientras que la cantidad de MAG se mantuvo prácticamente constante. Estos resultados, aunque deberán de ser contrastados, podrían explicarse teniendo en cuenta que al aumentar la presión del CO2 por encima del punto crítico (40 ºC / 80 bar), y por lo tanto su densidad, parte del agua inicial puede solubilizarse en el CO2 supercrítico y ser extraída del medio de reacción, lo cual podría desplazar el equilibrio de la reacción hacia la re-esterificación de los 1,2-DAG.
Bibliografía
[1] B. Cheirsilp, W. Kaewthong, A. H-Kittikun. Kinetic study of glycerolysis of palm olein for monoacylglycerol production by immobilized lipase. (2007). Biochem. Eng. Journal 35:71.
[2] A. Valerio, S. Rovani, H. Treichel, D. De Oliveira, J.V. Oliveira. Optimization of mono and diacylglycerols production from enzymatic glycerolysis in solvent-free systems. (2010). Bioprocess and Biosystems Engineering 33:805.
[3] M. Berger, M.P. Schneider. Enzymatic Esterification of Glycerol II. Lipase.Catalyzed Synthesis of Regioisomerically Pure l(3).rac.Monoacylglycerols. (1992). JAOCS, Journal of the American Oil Chemists' Society 69:961.
[4] Z. Knez. Enzymatic reactions in dense gases. (2009). Journal of Supercritical Fluids 47:357.
130

UBU P.22
INACTIVACIÓN Y DAÑO SUBLETAL DE MICROORGANISMOS DE INTERÉS EN LA INDUSTRIA ALIMENTARIA MEDIANTE
ALTAS PRESIONES HIDROSTÁTICAS. D. Wilchesa, A. M. Dieza, C. Tonellob, J. Roviraa, I. Jaimea
a Departamento de Biotecnología y Ciencia de los Alimentos. Universidad de Burgos. Plaza Misael Bañuelos s/n, 09001 Burgos. b NC Hyperbaric. Polígono industrial
Villalonquéjar. Calle Condado de Treviño 6, 09001, Burgos. [email protected]
Palabras claves: Altas presiones hidrostáticas, inactivación, daño subletal, Escherichia coli, morcilla de Burgos.
1 Introducción
En la actualidad, los consumidores prefieren los productos mínimamente procesados, libres de aditivos y con características sensoriales similares a los productos frescos, lo que ha llevado a la industria alimentaria a desarrollar nuevas tecnologías de conservación alternativas a las tecnologías convencionales [1]. Dentro de estas nuevas tecnologías, se encuentra el procesamiento con altas presiones hidrostáticas (HPP). La exposición a condiciones adversas, en este caso la alta presión, puede conllevar, además del efecto letal, a que los microorganismos sufran un daño reversible o subletal, factible de reparación, lo que conllevaría un peligro para la salud [2,3].
El objetivo de este trabajo fue estudiar el impacto de la velocidad de presurización (3,3, 10 y 30 MPa s-1) y el tiempo de exposición a 600 MPa (1, 15, 180 s) sobre la inhibición y el daño subletal de Escherichia coli O157 y Weissella viridescens. Ambos microorganismos presentan una elevada tolerancia a la presión [4,5] y son importantes en la industria alimentaria, por su carácter patogénico y alterante, respectivamente. El efecto de HPP fue estudiado en solución buffer para determinar la eficacia de las altas presiones sin considerar los efectos del cambio de pH inducidos por la alta presión, y en modelos de alimento (tipo morcilla y embutido fermentado), considerando el efecto antagonista/sinérgico de las características de los alimentos tratados con HPP.
2 Resultados Las condiciones del procesamiento por altas presiones, velocidad de presurización (VS) y tiempo a 600 MPa (t600 MPa), tuvieron un efecto significativo (p < 0,05) sobre la inactivación y daño subletal de los dos microorganismos estudiados.
Al reducir la velocidad de subida de la presión, la inactivación de E. coli O157, tanto en solución buffer como en el modelo de embutido fermentado, aumentó significativamente (p < 0.05) en comparación con la presurización a 10 y 30 MPa s-1. Hay indicios de que las bacterias Gram negativas como E. coli o Salmonella tiphymurium requieren subidas lentas de presión para alcanzar niveles considerables de inactivación [6]. Los tratamientos de presurización/despresurización, es decir a t600 MPa cortos (1 y 15 s), no fueron efectivos para inactivar a E. coli (< 3 log10 ciclos, en buffer; < 1,5 log10 ciclos, en el modelo). Estos resultados mostraron que el efecto letal de HPP dependió del t600 MPa (p < 0.05), ya que a tiempos prolongados, aumenta el efecto letal.
131

En el caso de Weisella viridescens, el efecto sinérgico entre las dos condiciones del proceso fue evidente cuando se evaluó la inactivación en la solución buffer. La rápida presurización (30 MPa s-1) tuvo un efecto letal importante (~ 7,0 log10 ciclos) únicamente cuando t600 MPa fue de 180 s, sin embargo a 3,3 MPa s-1 se alcanzaron niveles altos de inactivación para todos t600 MPa. Todos los tratamientos estudiados causaron un porcentaje de daño subletal considerable a E. coli O157 (>97%) en el buffer. En el modelo de alimento (embutido fermentado), a las condiciones más efectivas de inactivación (3,3 MPa s-1, 180 s), no hubo presencia de bacterias dañadas, es decir, que sólo se causó daño letal. Un efecto letal combinado entre la alta presión y las características físicoquímicas adversas del modelo (bajo pH y actividad de agua) explicarían la ausencia de bacterias dañadas.
El porcentaje de daño letal de Weisella viridescens dependió tanto de VS como de t600 MPa, así como del medio en el que se encontraban las bacterias. Dos velocidades de presurización (3,3 y 30 MPa s-1) a 600 MPa durante 180 s , presentaron los máximos niveles de inactivación (~5,5 log10 ciclos) en el modelo de morcilla de Burgos, sin embargo el tratamiento a 30 M Pa s-1 causó un 90% de daño subletal, 30% más que a 3,3 MPa s-1, por lo que sería recomendable una subida rápida de presión.
De acuerdo a l os resultados obtenidos en este estudio, es necesario tener en cuenta tanto los niveles de inactivación como el porcentaje de daño subletal, tanto para evaluar la eficacia de los tratamientos de conservación, como para tomar decisiones relacionadas con las etapas previas y posteriores al tratamiento con altas presiones más efectivas para evitar la recuperación de microorganismos dañados que puedan conllevar no solo la reducción de la vida útil de los alimentos sino peligro para la salud de los consumidores. Por otra parte, la selección de las mejores condiciones del procesamiento por altas presiones depende de considerar los diferentes factores que intervienen para cada caso en particular: cuál es el microorganismo objetivo y las características del alimento. Aunque se trata de un modelo, los resultados obtenidos permiten destacar que éste juega un papel fundamental en la eficacia de HPP sobre los microorganismos, ya sea por el efecto protector, como fue en el caso de Weisella viridescens en un modelo de la morcilla de Burgos, o un efecto sinérgico como en el caso de Escherichia coli O157.
Bibliografía [1] V. M. Balasubramaniam, E. Y. Ting, C. M. Stewart, J. A. Robbins, Recommended laboratory practices for conducting high-pressure microbial inactivation experiments (2004), Innovative Food Science & Emerging Technologies, Vol. 5, Issue 3, pp 299-306. [2] F. Bozoglu, H. Alpas, G. Kaletunc, Injury recovery of foodborne pathogens in high hydrostatic pressure treated milk during storage (2004), FEMS Immunology and Medical Microbiology, Vol. 40, Issue 3, pp 243-247. [3] V. Jasson, M. Uyttendaele, A. Rajkovic, J. Debevere, Establishment of procedures provoking sub-lethal injury of Listeria monocytogenes, Campylobacter jejuni and Escherichia coli O157 to serve method performance testing (2007), Intl. J. Food Microbiology, Volume 118, Issue 3, pp 241-249. [4] A. M. Diez, E. M. Santos, I. Jaime, J. Rovira, Application of organic acid salts and high-pressure treatments to improve the preservation of blood sausage (2008), Food Microbiology, Vol. 25, Issue 1, pp 154-161. [5] M. Linton, JM McClements, MF Patterson, Survival of Escherichia coli O157 : H7 during storage in pressure-treated orange juice (1999), J. Food Protection, Vol. 62, Number 9, pp. 1038-1040(3) [6] N. Chapleau, M. Ritz, S. Delepine, F. Jugiau, M. Federighi, M. de Lamballerie, Influence of kinetic parameters of high pressure processing on bacterial inactivation in a buffer system (2006), Intl. J. of Food Microbiology, Vol. 106, Issue 3, pp 324-330.
132

UBU P.23
PREPARATION OF POROUS BIODEGRADABLE POLYMERIC MATRICES FOR TISSUE ENGINEERING USING COMPRESSED
FLUIDS. EQUIPMENT AND METHODOLOGY. A. Córdoba,a,b M. Parera,b,a Q. Tobarra,a,b E. Elizondo,b,a D.Villanueva,b,a S. Sala,a,b N.
Ventosa,b,a * and J. Vecianab,a *
a CIBER-BBN. Networking Centre on Bioengineering, Biomaterials and Nanomedicine, Spain. b Dep. of Molecular Nanoscience and Organic Materials. Institut de Ciència de Materials de
Barcelona - Consejo Superior de Investigaciones Científicas (ICMAB-CSIC), Campus UAB s/n. E-08193 – Bellaterra, SPAIN.
[email protected], [email protected]
Palabras claves: scaffolds, tissue engineering, polylactic acid, compressed fluids.
Tissue engineering is an emerging discipline that offers new therapeutic strategies in
nanomedicine to reconstruct damaged tissues by means of using porous biomaterials implanted as a growing cell support (scaffold) for tissue regeneration. Consequently there is a n eed for developing scalable methods to produce biodegradable porous materials, which must have appropriate structural, mechanical and biological properties (e.g. pore size, pore size distribution, toughness and suitable biodegradable rate).[1] Technologies based on the use of compressed fluids (CF) for the preparation of porous polymeric materials with potential applications in tissue engineering are recently developed processes that can provide significant advantages since they are green, one-step procedures, easy to scale-up, and can be an alternative for conventional processes that use big amounts of organic solvents. [2]
Here, we present a suitable methodology to produce porous polymeric biodegradable matrices, based in CF’s, as well as describing the equipments and configurations that we set up in our laboratory for this purpose.
Briefly, our methodology consists of three steps. The first step consists of a polymer raw material characterization which will define -if necessary- the pre-treatment design. The second one is based on a phase analysis of the mixture polymer/CF, carried out in a variable volume view cell, which gives a range of appropriate operating parameters, such as pressure, temperature and depressurization rate, to get the desired scaffold characteristics. Last step consists of optimizing process parameters and producing samples at a 300 ml laboratory scale plant, which can produce up to ten reproducible samples of porous polymeric matrices in one batch. A scheme of the lab plant configuration is shown in Figure 1. Characterisation of processed polylactic acid, PLDLA, scaffolds by SEM, Helium picnometry and mercury porosimetry will also be shown. Figure 2 shows a SEM image and a pore size distribution of a PLDLA sample processed with compressed fluids at our lab.
133

Fig 1. Experimental set-up for the fabrication of polymeric scaffolds using compressed fluids
Fig 2. SEM image and pore size distribution of a PLDLA sample processed with compressed fluids at our lab. Inset macroscopic image of four samples of the processed porous PLDLA
scaffolds.
[1] Linbo Wu, et al. Biomaterials 25, 2004, 5821-5830 [2] Robin A.Quirk, et al. Current Opinion in Solid State and Materials Science 8, 2004, 313-321
10 µm
200-500 µm
1 µm
134

UBU P.24
OBTENCIÓN DE BIODIESEL CON METANOL COMPRIMIDO Y DIOXIDO DE CARBONO COMO COSOLVENTE UTILIZANDO
UNA RESINA ÁCIDA A.Santana, J. Maçaira, B. Saez, S. Mekala, A. Guardo, F. Recasens, M.A. Larrayoz
Departamento de Ingeniería Química
Universitat Politècnica de Catalunya Av. Diagonal 647, 08028. Barcelona Email: [email protected]
Palabras claves: biodiesel, transesterificación, fluidos comprimidos, resina ácida
Introducción
El biodiesel es un combustible que se obtiene por la reacción de transesterificación de una mezcla de triglicéridos de diferentes ácidos grasos y alcohol. Respecto al diesel obtenido del petroleo presenta la ventaja de que se obtiene a partir de aceites vegetales o grasas de cualquier origen, o sea materias renovobles siendo su impacto ambiental menor que el obtenido de recursos fosiles [1, 2].
Actualmente se utiliza en toda Europa y su producción se prevee que aumente en las decadas siguientes. En Europa, el biodiesel es producido a partir del aceite de colza; en los Estados Unidos y Argentina a partir del aceite de soja y recientemente en Malasia y África a partir del aceite de palma. En España, además de las variedades oleaginosas mencionadas, se cultiva el girasol y el algodón. Uno de los retos importantes en la producción de biodiesel es la elección de la materia prima, esta no puede competir con las grasas alimentarias. Para escoger la materia prima a utilizar se debe tener en cuenta la productividad de grasa por hectárea, la composición de esta, el precio y la disponibilidad [3].
La legislación en España viene regida por el Real Decreto 61/2006, el cual nos indica las directrices a seguir para la producción del biodiesel, y de su mezcla con el gasóleo. Éste a la vez cumple con directivas Europeas como la 2003/30/CE, relativa al fomento del uso de biocarburantes u otros combustibles renovables en el transporte [4], y mayor utilización para cumplir con el protocolo de Kyoto [5].
La obtención del biodiesel actualmente se realiza mayoritariamente poniendo en contacto una grasa con un alcohol, en Europa metanol, utilizando catalizadores homogeneos acidos o bases dando lugar a una mezcla de reactivos y de productos de dificil separación que tienen unos costes elevados haciéndolo poco rentable frente al diesel obtenido de recursos fosiles.
La utilización de gases densos o en condiciones supercriticas presenta la ventaja de reducir drasticamente los procesos de purificación del biodiesel pero quedan muchos desafíos por resolver para que esta alternativa sea realmente rentable. Nuestro grupo viene trabajando en la tecnologia supercritica con financiación de la CYCYT desde 1995 y en concreto en biodisel desde 2009.
135

Resultados La obtención de biodiesel por transesterificación supercrítica con metanol o etanol presenta el problema de la alta temperatura y presión necesarias para la reacción, que hace que sea poco viable a escala industrial. Por lo tanto, la investigación desarrollada se centra en como disminuir la severidad de las condiciones de operación. La utilización de una mezcla de alcohol y de dióxido de carbono como cosolvente permite disminuir las condiciones de operación y la cantidad de alcohol utilizada en la reacción de transesterificación que se realiza utilizando un catalizador ácido sólido.
Se ha realizado el montaje experimental a nivel laboratorio de un reactor continuo a alta presión para la obtencion de biodiesel. La alimentación al reactor es una mezcla de 1% en peso de aceite y un 99% en peso de una mezcla de (alcohol-CO2) con una relación del (25:75) en peso, respectivamente. El catalizador (9g) utilizado es el Nafion® SAC-13. Se ha realizado un diseño de experimentos para delimitar la combinación de variables que conduzca al máximo rendimiento determinandose la cinética de la reacción de transesterificación. En la figura 1 se representan las mejores condiciones determinadas obteniendose un rendimiento en ésteres metílicos del 89%. Paralelamente, se r ealiza el estudio del proceso de transesterificación de triglicéridos con la mezcla metanol-CO2 utilizando modelos de simulación por ordenador que contemplan el funcionamiento integrado de un proceso continuo.
Figura 1. Contenido de ésteres metílicos, triglicéridos, diglicéridos, monoglicéridos, glicerol y
metanol en los productos obtidos a 205 ºC, 250 bar, masa catalizador de 9 g y relación metanol/aceite de 25.
Bibliografía [1] H. Fukuda, A. Kondo, H. Noda, Biodiesel fuel production by transesterification of oils (2001) J. Biosci. Bioeng. 92, 405-416. [2] V. Pashova, A. López González, El biodiesel a partir de aceites vegetales: una fuente de nuevas bioindustrias (2004) TECNOLOGICAS 13, 9-23. [3] G. Fischer, S. Prieler, H.T. van Velthuizen, Biofuel production potentials in Europe: sustainable use of surplus cultivated land and pastures. Part I: biofuel feedstock potentials (2010) Biomass and Bioenergy 34,173-187. [4] European Commission, Directive 2003/30/EC of the European Parliament and of the Council on the promotion of the use of bio-fuels and other renewable fuels for transport, Commission of the European Communities, Brussels (17 May 2003) OJEU L123. [5] Protocolo de Kioto de la convención marco de las Naciones Unidas sobre el cambio climático, Naciones Unidas, 1998.
136

UBU P.25
OXIDACIÓN EN AGUA SUPERCRÍTICA DE COMPUESTO NITROGENADO EN REACTOR CON MULTI-INYECCIÓN. M. B. García-Jaranaa, I. Kingsb, J. Sánchez-Onetoa, J. R. Portelaa, B. Al-Durib
a Departamento de Ingeniería Química y Tecnología de Alimentos, Facultad de Ciencias, Universidad de Cádiz, 11510 Puerto Real (Cádiz).
b Departamento de Ingeniería Química, Escuela de Ingeniería Química, Universidad de Birmingham, Edgbaston, Birmingham B15 2TT, United Kingdom.
Palabras claves: Oxidación en Agua Supercrítica, compuestos nitrogenados, multi-inyección de oxidante.
1 Introducción
El proceso de Oxidación en Agua SuperCrítica (OASC) se ha llevado a cabo en un sistema que cuenta con multi-inyección de oxidante en distintos puntos del reactor. Esta configuración presenta como principal ventaja con respecto al sistema convencional, una mejora en el control térmico del proceso y en el control de la reacción mediante la distribución de la cantidad de oxígeno suministrado al sistema. De esta forma, se evita la formación de puntos calientes en el reactor y permite ajustar la cantidad de oxidante, empleando la estrictamente necesaria para llevar a cabo el proceso [1].
El presente trabajo de investigación, realizado en la Escuela de Ingeniería Química de la Universidad de Birmingham, pretende analizar el efecto de la multi-inyección de oxidante en la OASC de la N,N-Dimetilformamida (DMF), compuesto nitrogenado empleado en la síntesis de productos farmacéuticos. Debido a su carácter tóxico y a l a necesidad de su eliminación, el proceso OASC se p resenta como una alternativa de tratamiento muy viable que ha sido muy poco estudiada para compuestos nitrogenados [2]. Por ello, es necesario la realización de un estudio completo en el que se maximice la eficacia depurativa del proceso.
Mediante este estudio, se pretende optimizar el proceso OASC obteniendo la mejor ubicación de una segunda inyección de oxidante en el reactor y la proporción en la que se debe suministrar dicho oxidante en cada punto. Una vez establecida la mejor configuración, se analiza el efecto de diversas variables en el proceso OASC de DMF, entre ellas, la temperatura, la concentración inicial de DMF, el coeficiente de exceso y el tiempo de residencia.
2 Material y métodos Para analizar la configuración mediante la cual se obtiene los mejores resultados, se lleva a cabo una serie de experimentos a 400 ºC, 250 bar y una concentración inicial de DMF de 10 mM en condiciones supercríticas. Se utilizó un equipo continuo de laboratorio equipado con un reactor tubular de 12 m de longitud y 1/16” de diámetro. La primera inyección de oxidante tiene lugar a la entrada del reactor y se analiza si resulta más adecuado realizar la segunda inyección a 1/4, 1/2 ó 3/4 de la longitud total del reactor. Es decir, la segunda inyección de oxidante se realizará a los 3m, 6m ó 9m contados desde el inicio del reactor, respectivamente. En todos los experimentos, se adiciona la cantidad de oxidante estequiométrica para llevar a cabo la reacción de oxidación completa. Dicha cantidad se distribuye entre la primera y segunda inyección en las
137

proporciones recogidas en la Tabla 1. Cada uno de los experimentos se lleva a cabo a c inco tiempos de residencia distintos (2s, 4s, 6s, 8s y 10s).
Tabla 1. Proporción de la cantidad de oxidante total suministrada en cada inyección.
Experimentos Serie 1 Serie 2 Serie 3 Serie 4 Serie 5 1ª inyección 75% 67% 50% 33% 25% 2ª inyección 25% 33% 50% 67% 75%
3 Resultados Los mejores resultados obtenidos con respecto a la eliminación de materia orgánica, expresados en términos de Carbono Orgánico Total (COT), se obtienen en la Serie 1 de experimentos en los que se suministra en la primera inyección el 75% del oxidante total. En la Figura 1 se muestran los resultados obtenidos para esta serie de experimentos en función de la posición a la que se realiza la segunda inyección y para los distintos tiempos de residencia estudiados. Los valores presentados a 0 m se corresponden con los resultados obtenidos al adicionar el 100% del oxidante al inicio del reactor, es decir, sin realizar una segunda inyección.
2 4 6 8 100 m
3 m6 m
9 m
60%
65%
70%
75%
80%
85%
90%
95%
100%
% Eliminacion COT
Tiempo de residencia (s)
Longitud del reactor (m)
0 m
3 m
6 m
9 m
Figura 1. Comparación de la eliminación de COT obtenida en la Serie 1 de experimentos en la que se adiciona el 75% de oxidante al inicio del reactor.
Como puede observarse, a 400ºC, 250 bar y [DMF]0 = 10mM, suministrar al inicio del reactor el 75% del oxidante total y realizar la segunda inyección en la mitad del reactor, son las mejores condiciones entre las estudiadas pues se obtienen las mayores eficacias de eliminación de la materia orgánica presente en la alimentación; ello además se constata con elevados porcentajes de nitrógeno en el efluente gaseoso del proceso. A raíz de estos resultados, establecemos dicha configuración como la más adecuada para optimizar el proceso OASC de DMF, que implica el análisis del efecto de la temperatura (400-550ºC), del coeficiente de exceso de oxidante (0,5-3) y la concentración inicial de DMF (5-30mM). Agradecimientos: Los autores agradecen la financiación de la Junta de Andalucía a través del Proyecto de Excelencia P07-RNM-03276 y para la realización de la estancia mediante la convocatoria Estancia de Excelencia.
Bibliografía [1] J. Portela, D. Mateos, F. Mancini, C. Marraud, F. Cansell, Hydrothermal oxidation with multi-injection of oxygen: Simulation and experimental data (2007) J. Supercrit. Fluids 40, 258–262. [2] B. Al-Duri, L. Pinto, N. H. Ashraf-Ball, R. C. D. Santos, Thermal abatement of nitrogen-containing hydrocarbons by non-catalytic supercritical water oxidation (SCWO) (2008) J. Mater. Sci. 43, 1421–1428.
138

UBU P.26
DESTRUCCIÓN DE DIFERENTES AGUAS RESIDUALES POR OXIDACIÓN EN AGUA SUPERCRÍTICA USANDO UN REACTOR
DE TANQUE CON LLAMA HIDROTERMAL P. Cabezaa, C. Jiméneza, M. D. Bermejoa*,S. Arcab, A. Gutierreza, M. J. Coceroa
a Grupo de Procesos de Alta Presión, Departamento Ingeniería Química y TMA, Universidad de Valladolid, Prado de la Magdalena s / n, 47011 Valladolid,
b. BioTest b-SERECO Estudios Ambientales y SNC Investigaciones, Perugia - Italia [email protected]
Palabras claves: Llama hidrotermal, Oxidación en Agua Supercrítica, tratamiento de aguas residuales, reactor
1 Introducción La principal aplicación de la oxidación en agua supercrítica (OASC) es la destrucción de contaminantes recalcitrantes, xenobióticos o no biodegradables, representando una alternativa a procesos convencionales como la oxidación química o la incineración
Con concentraciones lo suficientemente elevadas de materia orgánica y oxígeno es p osible operar a temperaturas por encima de la de autoignición y formar llamas, denominadas llamas hidrotermales en agua supercrítica. Las llamas hidrotermales fueron descubiertas por Franck en 1988 [1] y presentan ventajas en el proceso OASC tales como:
• Reducir el tiempo de reacción a milisegundos, lo que permite reducir el tamaño de los equipos.
• Evitar el precalentamiento de los residuos al inyectarlos sobre la llama a t emperatura ambiente, reduce los problemas de corrosión, y deposición de sales.
• Mejorar el aprovechamiento energético del efluente.
A la hora de seleccionar el tipo de reactor adecuado para trabajar con llamas hidrotermales se ha observado que los reactores de cámara en comparación con los reactores tubulares presentan ciertas ventajas como la posibilidad de inyectar los reactivos a temperatura por debajo del punto crítico [2], o la producción de una llama más estable.
El objetivo de este trabajo es demostrar la viabilidad de la destrucción de diferentes residuos usando una llama hidrotermal en un reactor de tanque. Para ello en primer lugar se probará con alimentaciones con isopropanol, después se ensayarán alimentaciones con un elevado porcentaje de sales minerales, posteriormente se probarán alimentaciones con alto contenido en amonio, alimentaciones con sólidos como suspensiones de celulosa y alimentaciones conteniendo sustancias peligrosas de prioridad según la directiva 2008/105/CE del Parlamento Europeo y del Consejo de 16 de diciembre de 2008.
2. Dispositivo experimental El reactor utilizado es una modificación del reactor de pared enfriada. Este nuevo reactor combina las ventajas del reactor de pared enfriada que separa los efectos de presión y temperatura, e introduce mejoras para tratar de superar los inconvenientes de los diseños
139

anteriores. Consiste en un inyector tubular por donde se introduce la alimentación y el aire dentro de una cámara de reacción refrigerada vacía, de 2 L. La llama se forma a la salida del inyector. La cámara de reacción está contenida en un recipiente a presión refrigerado con agua limpia que circula entre la cámara de reacción y el recipiente a presión. Usando agua limpia para refrigerar en lugar de la alimentación, se evitan los taponamientos por sobrepresión al taponarse el inyector, siendo posible además la inyección de contaminantes a t emperatura ambiente para evitar la precipitación de sales en los equipos periféricos del reactor.
3. Resultados Destrucción de alimentaciones con isopropanol inyectándolas a temperatura ambiente Inyección de la alimentación a temperaturas bajas
Con concentraciones de isopropanol de entre 8% y 12%se es posible mantener dentro del reactor una llama estable a t emperaturas entre 600 – 700 ºC inyectando alimentaciones a temperatura ambiente. Se consigue una eliminación de carbono orgánico total (TOC) superior al 99.9% siendo la carga de carbono orgánico a la salida del reactor menor de 10 ppm de TOC.
Inyección de alimentación con sales
Para comprobar la posibilidad de eliminar posibles residuos que contengan sales se l levaron experiencias con alimentaciones de isopropanol a las que se adicionó Na2SO4 hasta un 2,5 %, lográndose eliminaciones de TOC superiores al 99.75%.Se observó que la llama se mantenía encendida a pesar de la presencia de sales las cuales solo afectan a l a misma retrasando su posición en el reactor así como provocando un aumento de la fracción de agua líquida presente en el reactor
Eliminación de compuestos. Amoniaco
Debido a la gran cantidad de residuos que contienen compuestos nitrogenados se estudió la eliminación del compuesto nitrogenando más complejo de oxidar, el amoniaco.
En este caso se estudió tanto el TOC eliminado como el nitrógeno total y los nitratos y nitritos presentes a l a salida, Los resultados muestran que el amoniaco se p uede eliminar totalmente (eliminaciones mayores del 99,90%) pero a su vez también se observó la formación de nitratos bien por exceso de aire en la mezcla o por altas temperaturas de reacción (superiores a 750ºC). Trabajando a temperaturas cercanas a los 600ºC y con un exceso de aire cercano a los estequiométrico se consiguen concentraciones de nitrato del orden de 20 ppm N.
Eliminación de suspensiones de sólidos (isopropanol+ amoniaco + celulosa)
Para el estudio de la eliminación de fangos mediante este reactor de cámara se r ealizaron pruebas previas con alimentaciones formadas con compuestos típicos de un fango tales como amoniaco y celulosa con unos porcentajes de entrada entre el 0,5 y 8 % de amoniaco y 5 y 6 % de celulosa logrando eliminaciones del 99,99 % de TOC (carbono orgánico total), 99,97 % de TN (nitrógeno total) y 99,99 % de amoniaco
Bibliografía
[1] W. Schilling, E.U. Franck, Combustion and diffusion flames at high-pressures to 2000 bar, (1988) Berichte Der Bunsen-Gesellschaft-Physical Chemistry Chemical Physics, 92 631-636.
[2] M.D. Bermejo, et al, Analysis of the scale up of a t ranspiring wall reactor with a hydrothermal flame as a heat source for the supercritical water oxidation, (2011) J Supercritical Fluids, 56 21-32.
140

UBU P.27
PAUTAS DE DISEÑO DE UN REACTOR “SLURRY BUBBLE COLUMN” PARA LA SÍNTESIS DIRECTA DE H2O2 EN
CONTINUO I. Huertaa, J. García Sernaa, M. J. Coceroa
aEscuela de Ingenierías Industriales, Departamento de Ingeniería Química y TMA Sede Mergelina. Valladolid
[email protected] Palabras claves: slurry bubble column, síntesis directa, H2O2, diseño La síntesis directa de H2O2 es una reacción catalítica que transcurre con diversas etapas en serie: disolución del gas en la fase líquida, transporte desde la interfase a la fase líquida, transporte desde la fase líquida a la superficie del catalizador, difusión interna en los poros del catalizador, adsorción, reacción y desorción, y transporte hasta la fase global [1]. El proceso convencional está limitado por la baja solubilidad del gas en la fase líquida y la transferencia de materia. La operación con gases densos, en condiciones supercríticas [2], o con suficiente concentración de gas en la fase líquida permite minimizar esta etapa controlante, ya que es p osible disponer en la fase de reacción de la concentración de reactivo necesaria, utilizando la presión adecuada. Los catalizadores activos en esta reacción son nanopartículas de metal [3] (p.e. Paladio) soportadas sobre carbón activo u otro material. En estas condiciones las etapas de difusión en el interior de los poros no son limitantes. Puesto que la reacción es trifásica, existen dos tipos de reactores posibles: los reactores de goteo (trickled bed) y los de lodos en columna de burbujeo (slurry bubble column). Dado que el proceso de síntesis de H2O2 es muy exotérmico la operación con “slurry bubble column” es más segura pues mejora la transferencia de calor y evita los puntos calientes dado que el catalizador está siempre completamente mojado. Dado que el sistema tiene una cantidad de catalizador suficiente como para que no exista control cinético, el control del proceso realizado está en la etapa de transferencia. Por tanto para incrementar la productividad se debe incrementar esta etapa limitante. La transferencia de materia viene definida como: r = k (c*-c). El incremento de la presión conlleva un incremento en la solubilidad del H2 (reactivo limitante) y O2 y por ello un incremento en la reacción observada global. Del estudio termodinámico se deduce que un incremento en presión a 9.0 MPa conlleva un incremento de la transferencia de materia entre 50 y 90 veces más y de la producción de H2O2, no necesariamente en la misma proporción.
141

Como etapa previa al diseño del sistema a alta presión se realizó un estudio de transferencia de materia para de este modo obtener datos y correlaciones específicos, para la geometría y dimensiones escogidas, y necesarios en el diseño. El estudio transferencia de materia se llevó a cabo a presión (0.1 MPa) y temperatura (23ºC) ambiente y en el cual se estudiaron las variaciones en el número y diámetro de burbuja, hold-up y coeficiente de transferencia de materia (kL·a) en función del flujo de oxígeno (100-2000 NmL/min) y la altura de la columna de líquido (40-60 cm). Se han realizado experimentos a b aja presión (0.1 MPa) y temperatura (23ºC) con distintos tiempos de residencia de líquido (entre 15 y 60 m in) y obteniendo concentraciones de H2O2 entre 0.004 y 0.008 %w/w, operando en condiciones donde el control está en la transferencia de materia (100 mg de catalizador 5% Pd/C en 1 litro de reactor). Puesto que los experimentos previos se han realizado en una columna de dimensiones y geometría similares a las escogidas para el sistema a alta presión, el parámetro principal sobre el que se centra el escalado es la presión de operación.
Referencias: [1] Campos-Martin, J.M., G. Blanco-Brieva, and J.L.G. Fierro, Hydrogen Peroxide Synthesis: An Outlook beyond the Anthraquinone Process. Angewandte Chemie International Edition, 2006. 45(42): p. 6962-6984. [2 ] Moreno, T., J. García-Serna, and M.J. Cocero, Direct synthesis of hydrogen peroxide in methanol and water using scCO2 and N2 as diluents. Green Chemistry, 2010. 12: p. 282-289. [3] Moreno, T., et al., Direct synthesis of H2O2 in methanol at low pressures over Pd/C catalyst: Semi-continuous process. Applied Catalysis A: General, 2010. 386: p. 28-33.
142

UBU P.28
EFECTO DE LA PRESIÓN EN LA REACCIÓN DE GAS DE SÍNTESIS HASTA CONDICIONES ULTRASUPERCRÍTICAS
F. Salvadora, N. Martína, M.J. Sánchez-Monteroa, J. Monteroa, C. Izquierdoa, M.A. de la Casab
1. Grupo de Fluidos Supercríticos y Carbones Activados. Departamento de Química Física. Facultad de Química. Universidad de Salamanca. [email protected]
2. U. Miguel Hernández de Elche, Instituto de Bioingeniería, Dpto. Ciencia de Materiales, Óptica y Tecnología Electrónica, Avda. Universidad, s/n. 03002 Elche.
Palabras claves: Gasificación, Agua ultrasupercrítica
1 Introducción La reacción del carbono con el vapor de agua, para formar el gas de síntesis (CO + H2), es la base de numerosos procesos industriales y ha sido estudiada por numerosos autores [1]. La mayoría de estos estudios se h an realizado con vapor de agua a p resión atmosférica y solo algunos estudios se han hecho a presiones más elevadas (hasta 50 bar) [2,3]. Nuestro grupo, hace unos años, comenzó a investigar esta reacción con agua supercrítica a presiones entorno a 290 bar [4].
En este trabajo se muestra un estudio de esta reacción en un amplio rango de presiones que va desde presión atmosférica hasta condiciones ultrasupercríticas (1200 bar). Se analiza el efecto de las principales variables experimentales y los gases generados durante la gasificación.
2 Experimental Para la realización de estos estudios se ha usado una fibra carbonizada, de gran pureza, obtenida a partir de una fibra textil de origen fenólico. En los diferentes ensayos se ha partido de 2 g de fibra carbonizada que se introduce en la cámara del reactor. Inicialmente se hace circular una corriente de N2 hasta que el reactor alcanza la temperatura seleccionada. Llegado ese momento se sustituye la corriente de nitrógeno por la de agua y se tara la instalación a la presión de trabajo. El análisis de las corrientes líquida y gaseosa, así como la pérdida de masa experimentada por la fibra a lo largo del tiempo (grado de gasificación) proporcionan los datos necesarios para hacer este estudio.
3 Resultados
3.1 Efecto de la presión y del tiempo
En la figura 1 se muestra el efecto de la presión en la gasificación de la fibra a 650 ºC durante 180 min, en un a mplio rango de presiones, desde 55 ha sta 1000 bar. En la zona del agua subcrítica (presión inferior a 2 50 bar) la velocidad de gasificación experimenta un fuerte aumento con la presión. Por el contrario, cuando la gasificación se realiza en la región supercrítica el efecto de la presión es menos acusado.
Con objeto de contrastar los resultados anteriores se realizaron experimentos de gasificación a 250 y 1000 bar, durante distintos tiempos, obteniéndose diferentes grados de gasificación. En la figura 2 se puede ver como la evolución del grado de gasificación con el tiempo es prácticamente igual a 250 que a 1000 bar.
143

3.2 Productos de reacción En la figura 3 se muestra la evolución del caudal de los gases generados durante la gasificación, a 650 º C y diferentes presiones. Al aumentar la presión de gasificación también lo hace el caudal de gas generado. Este efecto es muy acusado a presiones bajas y tiende a desaparecer a presiones supercríticas y ultrasupercríticas.
La relación entre la cantidad de CO2 y CO producidos, figura 4, muestra como a presiones bajas, 55 bar, el CO es el componente mayoritario. Sin embargo, al aumentar la presión también aumenta la cantidad de CO2, de modo para presiones ultrasupercríticas el componente mayoritario es el CO2. Teniendo en cuenta que las principales reacciones implicadas son:
22 HCOOHC +→+ reacción de gas de síntesis 222 HCOOHCO +↔+ reacción de intercambio gas-agua
los resultados anteriores sugieren que la reacción de intercambio gas-agua no t iene protagonismo cuando la gasificación transcurre a presiones bajas, y sí para presiones ultrasupercríticas.
Bibliografía [1] Laurendeau, N. M. Prog. Energy Combust. Sci. 1978, 4, 221. [2] Blackwood, J. D.; McGrory, F. Aust. J. Chem. 1958, 11, 16. [3] Klaus, J. H.; Wolfgang, F. M. Carbon 1992, 30 (6), 883. [4] Salvador, F.; Sánchez-Montero, M.J.; Izquierdo, C. 2007, 111, 14011. Agradecimientos Los autores agradecen al Ministerio de Ciencia e Innovación (Proyecto Ref. CTQ2009-10188), la ayuda recibida.
Figura 1.- Efecto de la presión en el proceso de gasificación.
Figura 2.- Evolución del grado de gasificación con el tiempo.
Figura 3.- Caudal de gas generado durante la gasificación a diferentes presiones.
Figura 4.- Relación de CO y CO2 producidos durante la gasificación.
0
10
20
30
40
50
0 200 400 600Tiempo (min)
Gra
do d
e ga
sific
ació
n (%
)
1000 bar /650ºC250 bar/650ºC
650 ºC/180 min
0
5
10
15
20
25
30
0 250 500 750 1000 1250
Presión (bar)
Gra
do d
e ga
sific
ació
n (%
)
0
2
4
6
8
10
0 50 100 150Tiempo (min)
Cau
dal d
e ga
s ge
nera
do
(cm
3 g-1
min
-1)
1000 bar 250 bar190 bar 150 bar105 bar
0
20
40
60
80
100
0 250 500 750 1000 1250Presión (bar)
CO
2/(C
O +
CO
2) (%
)
650 ºC/180 min
144

UBU P.29
EL AGUA ULTRASUPERCRÍTICA EN LA ACTIVACIÓN DE FIBRAS DE CARBÓN
M.J. Sánchez-Monteroa, J. Monteroa, N. Martína, C. Izquierdoa, M.A. de la Casab, F. Salvadora
a. Grupo de Fluidos Supercríticos y Carbones Activados. Departamento de Química Física. Facultad de Química. Universidad de Salamanca. [email protected]
b. U. Miguel Hernández de Elche, Instituto de Bioingeniería, Dpto. Ciencia de Materiales, Óptica y Tecnología Electrónica, Avda. Universidad, s/n. 03002 Elche.
Palabras claves: Acitvación, Agua ultrasupercrítica, Fibras de carbón activadas
1.- Introducción
Las fibras de carbono activadas (ACFs) son materiales altamente microporosos, con escasa mesoporosidad y nada de microporosidad. Poseen una estrecha distribución de tamaño de microporo, con predominio de microporos muy pequeños. El método más habitual de preparación de estos materiales es la activación con agua o CO2 a presión atmosférica.
Los autores en estudios previos [1,2] han comprobado que el uso de fluidos supercríticos (agua y CO2) en el proceso de activación, además de modificar la velocidad del proceso, produce ACFs con diferentes características, tanto texturales como químicas.
En este trabajo se analiza el efecto de la presión, desde presión atmosférica hasta condiciones ultrasupercríticas (1200 bar), en el proceso activación y en las características texturales de las ACFs obtenidas.
2.- Experimental En estos ensayos 2 g de fibra carbonizada se han sometido a un proceso de activación con agua a 650 ºC y diferentes presiones. Muestras con diferente grado de activación se han obtenido manteniendo el proceso de gasificación durante diferentes tiempos. El criterio seguido para designar las diferentes ACFs ha sido el siguiente: un número que indica la presión del proceso, seguido de una, tres ó cuatro letras que se refieren al estado del agua (S: vapor; SCW: agua supercrítica y USCW: agua ultrasupercrítica) y finalmente un número que indica el grado de activación. Por ejemplo una fibra activada con agua ultrasupercrítica y con un g rado de activación del 16 % sería 1000USCW16.
3.- Resultados
3.1.- Efecto de la presión En la tabla 1 se puede observar como para un m ismo tiempo de tratamiento el grado de activación aumenta con la presión. Este aumento es más acusado cuando se trabaja con vapor de modo que para la presión más baja ensayada (55 bar) se obtiene un grado de activación muy inferior al conseguido con la presión de 190 bar. Sin embargo, cuando pasamos a la zona del agua supercrítica y ultrasupercríticas estas diferencias son mucho menos acusadas.
145

Tabla 1.- Condiciones experimentales utilizadas en la preparación de fibras de ACFs.
Nomenclatura Presión (bar) Tiempo (min) Grado de activación (%) 1000USCW18 1000 90 18 1000USCW23 1000 180 23
250SCW10 250 40 10 250SCW17 250 90 17 250SCW24 250 180 24 250SCW39 250 420 39
190S22 190 180 22 150S21 150 180 21 105S17 105 180 17 55S11 55 180 11
3.2.- Caracterización textural
La textura porosa de ACFs ha sido analizada a p artir de las isotermas de N2 y de CO2. La adsorción de estos dos gases proporciona información complementaria. Mientras que la adsorción de N2 a 77 K tiene lugar en microporos mayores de 0.7 nm, la adsorción de CO2 a 273 K ocurre en los microporos más pequeños (<0.7 nm). Estas isotermas fueron usadas para calcular: a) el área superficial específica, SBET, b) el volumen de microporos V0(N2) y V0(CO2) por aplicación de la ecuación de Dubinin-Radushkevich; c) el volumen de mesoporos Vmes, por diferencia entre el volumen total, Vt, que es el volumen correspondiente a la presión relativa de 0.95 y V0(N2) En la tabla 2 se recogen los resultados de caracterización textural obtenidos.
Tabla 2.- Caracteristicas texturales de la ACFs preparadas.
Nomenclatura SBET (m2/g)
V0(CO2) (cm3/g)
V0(N2) (cm3/g)
Vtotal (cm3/g)
Vmeso (cm3/g)
1000USCW18 1239 0.271 0.494 0.511 0.017 1000USCW23 1161 0.276 0.464 0.475 0.011
250SCW10 925 0.306 0.367 0.375 0.008 250SCW17 0.296 250SCW24 1239 0.283 0.495 0.508 0.013 250SCW39 1340 0.249 0.528 0.570 0.042
190S22 1207 0.298 0.486 0.494 0.008 150S21 1035 0.306 0.414 0.419 0.005 105S17 1065 0.323 0.425 0.430 0.005 55S11 907 0.330 0.360 0.366 0.006
Del análisis de estos parámetros se puede deducir que todas las fibras de carbono preparadas son microporosas, si bien en las preparadas con agua supercrítica y ultrasupercrítica se v a desarrollando algo de mesoporosidad al aumentar el grado de activación. En todos los casos el volumen de microporos de menor tamaño, V0(CO2) es menor que el de mayor tamaño, V0(N2), siendo esta diferencia mayor en las fibras preparadas con agua ultrasupercrítica.
Bibliografía [1] Sánchez-Montero, M.J.; Salvador, F.; Izquierdo, J. Phys. Chem. C. 2008, 112, 4999. [2] Salvador, F.; Sánchez-Montero, M.J.; Montero, J.; Izquierdo, J. Phys. Chem. C. 2008, 112, 20057. Agradecimientos: Los autores agradecen al Ministerio de Ciencia e I nnovación (Proyecto Ref. CTQ2009-10188), la ayuda recibida.
146

UBU P.30
SINTESIS DE MACROCICLOS DE BASE DE SCHIFF UTILIZANDO CO2 SUPERCRÍTICO
A. Lopez-Periago, C. Domingo
Instituto de Ciencia de Materiales Barcelona, Campus UAB s/n 08193 Bellaterra. España. [email protected]
Palabras claves: Base de Shiff, macrociclo, CO2 supercrítico.
1 Introducción La investigación sobre la síntesis de macrociclos con enlaces imina está adquiriendo un interés significativo ya que estas moléculas ofrecen un enorme potencial en química supramolecular [1]. En particular, la preparación de macrociclos simétricos de tipo Schiff se está convirtiendo en una nueva área de investigación. Un ejemplo llamativo es e l de la preparación de macrociclos tipo poli-imina, también llamados triangliminas (figura 1), que son hexaiminas macrocíclicas con la particularidad de tener forma triangular, y con un tamaño de anillo de entre 27 y 42 átomos [2]. La síntesis de estas moléculas se realiza mediante una ciclocondensación [3+3] de tres unidades de (1R, 2R)-diaminociclohexano con 3 unidades de un dialdehído aromático, en una concentración estándar de 0,4 M en diclorometano (DCM). Las triangliminas se caracterizan por contener grupos funcionales para una formación potencial (entre sí o con otras moléculas) de puentes de hidrógeno, además de contener una cavidad lipofílica apropiada para la formación de enlaces no covalentes con moléculas neutras.
Uno de los problemas que tiene la preparación de estos macrociclos es que requiere el uso de disolventes orgánicos en su síntesis (DCM) y, en muchos casos, también en la etapa de purificación, lo cual no permite un diseño de rutas sintéticas sostenibles.
En este trabajo, se propone la utilización de scCO2 como disolvente verde para la preparación de meta- y para-macrociclos base de Schiff. Además, el uso de scCO2 como disolvente de síntesis, presenta como ventaja excepcional su fácil eliminación, ya que en química tradicional suelen quedar restos de disolvente orgánicos atrapados dentro de la cavidad macrocíclica, lo que dificulta la entrada de huéspedes potenciales. El uso de la tecnología de scCO2 parece muy prometedor, ya que el CO2, se elimina después de la reacción por despresurización, dejando las cavidades de la molécula anfitriona vacías, evitándose así la competencia entre el disolvente residual y el huésped por los sitios activos de adsorción del macrociclo.
Figura 1: Estructura típica de una trianglimina.
147

2 Resultados y discusión [3] Los macrociclos A, B y C (figura 2) se prepararon a partir de sus correspondientes precursores en un equipo de alta presión [4]. Los reactivos de partida se sometieron a 20 MPa y 35.5 ºC y agitación durante 2 horas, obteniéndose los productos de reacción como polvos de color blanco secos. La posterior caracterización de los productos de reacción obtenidos confirmó la formación de las estructuras mostradas en la figura 2 (A, B y C) [3].
N N
N N
NN
N
N N
N
NH2
NH2
CHO
CHO
CHO
CHO
NN
N N
N N
NH2
NH2
scCO220 MPa35.5 ºC2h
scCO220 MPa35.5 ºC2h
A
B C
Figura 2: Esquema de reacción y productos obtenidos El problema más significativo de esta metodología sintética es que el CO2 puede reaccionar con bases fuertes (como las aminas) para dar lugar a la formación de carbamatos. Sin embargo, bajo las condiciones experimentales utilizadas, la reacción entre el grupo amino y el CO2 no se produjo con una alta conversión. El (1R, 2R)-diaminociclohexano es una amina estéricamente impedida, ya que el grupo amina primaria se une a un átomo de carbono terciario. La introducción de impedimento estérico de un sustituyente voluminoso adyacente al grupo amino disminuye la estabilidad del carbamato formado por CO2 con aminas. Además, el éxito en la obtención de estos macrociclos también se justifica con el hecho de que el scCO2 es un disolvente aprótico, por lo que no protona especies básicas, como las aminas. Por otra parte, el CO2 comprimido actúa como un ácido de Lewis lo que favorece la catálisis acida de formación de enlaces imina.
Bibliografía
[1] N. E. Borisova, et al, Metal-Free Methods in the Synthesis of Macrocyclic Schiff Bases (2007) Chem. Rev., 107, 46-79
[2] N. Kuhnert, et al, Synthesis of novel enantiomerically pure trianglimine macrocycles, (2002) Org. Biomol. Chem., 13, 123–128
[3] A. Lopez-Periago, et al, Towards the synthesis of Schiff base macrocycles under supercritical CO2 conditions (2010), Chem. Com., 46, 4315-4317
[4] C. Garcia, et al, Preparation and Characterization of Surface Silanized TiO2 Nanoparticles under Compressed CO2 (2009), J. Phys. Chem. C, 113, 13780-13780
148

UBU P.31
SÍNTESIS SUPERCRÍTICA DE FOTOCATALIZADORES PARA LA REDUCCIÓN FOTOCATALÍTICA DE CO2 S.Tostón, F. Martínez, R. Camarillo, I. Asencio, J. Rincón*
Dpto. Ingeniería Química. Facultad de Ciencias Ambientales y Bioquímica de Toledo. Universidad de Castilla-La Mancha
* e-mail: [email protected]
Palabras clave: fluidos supercríticos, síntesis, TiO2, fotocatálisis, CO2
1 Introducción
En este trabajo se estudia la aplicación de la tecnología supercrítica a la síntesis de catalizadores avanzados que permitan llevar a cabo de modo eficiente la conversión fotocatalítica de dióxido de carbono a combustibles líquidos, fáciles de transportar y almacenar.
Para llevar a cabo la síntesis de las partículas del fotocatalizador, se utiliza una instalación semicontinua en la que se opera en unas condiciones de presión y temperatura de 200 bar y 300 ºC [1]. Esta instalación experimental está constituida básicamente por tres subsistemas: el de impulsión del fluido, una cámara de síntesis y un sistema de separación. Como medio de reacción se emplea CO2 supercrítico.
Se ha demostrado que, entre los catalizadores más empleados en la actualidad en procesos de fotocatálisis, el semiconductor que combina un conjunto de propiedades más favorables para este tipo de reacciones es el dióxido de titanio (TiO2) [2]. Es por ello que en este estudio se analizan diversos fotocatalizadores basados en TiO2, con ciertas modificaciones dirigidas a mejorar el rendimiento del proceso, así como a conseguir un catalizador eficiente en la región del espectro del visible [3].
Tras la síntesis, se lleva a cab o una caracterización físico-química de los fotocatalizadores mediante las técnicas analíticas habituales (difracción de rayos X, espectroscopías FTIR y UV/visible por reflectancia difusa, distribución de tamaño de partícula, análisis BET).
Asimismo, la actividad fotocatalítica de los catalizadores se determina mediante análisis test en un sistema fotocatalítico de reacción, consistente en un reactor de vidrio que cuenta con una lámpara de luz UV como fuente de energía, un sistema de refrigeración y el catalizador en suspensión acuosa, en cuyo seno se burbujea la corriente gaseosa de CO2 [4]. Los productos de la conversión del CO2 se analizan en un cromatógrafo de gases (FID-GC).
2 Resultados
Síntesis de fotocatalizadores
Se han calculado los rendimientos de diversos experimentos de síntesis de TiO2, realizada a partir de dos precursores de titanio (tetraisopropóxido de titanio o TTIP, y bis(acetilacetonato) de diisopropoxititanio, o DIPBAT), y dos agentes de hidrólisis, 2-propanol y etanol [1, 5].
Los datos obtenidos indican que los rendimientos conseguidos en los experimentos que utilizan como precursor de titanio TTIP son generalmente superiores a los obtenidos cuando se emplea DIPBAT. No obstante, es preciso considerar que trabajos recientes han demostrado que el uso
149

de DIPBAT puede presentar ventajas de cara a su uso en fotocatálisis, como la obtención de un fotocatalizador con mayor área superficial [1].
Caracterización
Los resultados de los análisis de caracterización de los fotocatalizadores sintetizados han mostrado gran similitud en ciertas propiedades de los mismos con respecto al catalizador comercial (TiO2 AEROXIDE P25®), como es el caso de las fases anatasa/rutilo y la cristalinidad, a partir de los difractogramas de rayos X (Figura 1). El predominio de fase anatasa y una alta cristalinidad (relacionada con la altura y resolución de los picos) son parámetros que favorecen el proceso de fotocatálisis [6].
Reacción de fotocatálisis
Como resultados de los tests aplicados a l os fotocatalizadores sintetizados se han podido identificar en la fase líquida del reactor varios compuestos como productos de la reducción fotocatalítica de CO2. Éstos son acetona, acetaldehído, acetato de etilo y metanol [7] (Figura 2).
0
200
400
600
800
1000
1200
1400
10 20 30 40 50 60 70Ángulo (2 Theta)
Cue
ntas
-600
-400
-200
0
200
400
600
800
TiO2 sintetizado TiO2 Comercial
A
R
AA AA A
A: fase anatasa
R: fase rutilo
0
200
400
600
800
1000
1200
1400
10 20 30 40 50 60 70Ángulo (2 Theta)
Cue
ntas
-600
-400
-200
0
200
400
600
800
TiO2 sintetizado TiO2 Comercial
A
R
AA AA A
A
R
AA AA A
A: fase anatasa
R: fase rutilo
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
0 1 2 3 4 5Tiempo (h)
Con
cent
raci
ón (p
pm)
Acetona Acetaldehído Ac. Etilo Metanol Figura 1. Figura 2.
En definitiva, se ha demostrado que la reducción fotocatalítica de CO2 con catalizadores sintetizados en medio supercrítico puede utilizarse para disminuir las emisiones del gas y que es necesario seguir avanzando en el desarrollo de nuevos catalizadores que permitan mejorar su eficiencia. Sólo entonces esta tecnología de reciclaje de CO2 podrá convertirse en una opción de gestión del gas alternativa y/o complementaria a la de su captura y almacenamiento.
Bibliografía [1] E. Alonso, I. Montequi, S. Lucas y M.J. Cocero, Synthesis of titanium oxide particles in supercritical CO2: Effect of operational variables in the characteristics of the final product (2007) J. of Supercrit. Fluids 39, 453-461. [2] K. Kabra, R. Chaudhary y R.L. Sawhney, Treatment of hazardous organic and inorganic compounds through aqueous phase photocatalysis: a review (2004) Ind. Eng. Chem. Res. 43, 7683-7696. [3] M. Kitano, M. Matsuoka, M. Ueshima y M. Anpo, Recent developments in titanium oxide-based photocatalysts (2007) Appl. Catal. A: Gen. 325, 1-14. [4] N. Sasirekha, S.J.S. Basha y K. Shanthi, Photocatalytic performance of Ru doped anatase mounted on silica for reduction of carbon dioxide (2006) Appl. Catal. B: Environ. 62, 169-180. [5] K. Chhor, J.F. Bocquet y C. Pommier, Syntheses of submicron TiO2 powders in vapor, liquid and supercritical phases, a comparative study (1992) Mater. Chem. Phys. 32, 249-254. [6] P. Usubharatana, D. McMartin, A. Veawab y P. Tontiwachwuthikul, Photocatalytic process for CO2 emission reduction from industrial flue gas stream (2006) Ind. Eng. Chem. Res. 45, 2558-2568. [7] K. Kočí, L. Obalová y Z. Lacný, Photocatalytic reduction of CO2 over TiO2 based catalysts (2008) Chem. Pap. 62 (1), 1-9.
150
1. Beltrán Calvo, Sagrario Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
2. Benito, Oscar Grupo de Procesos de Alta Presión Dpto. Ingeniería Química y Tecnología del Medio Ambiente Universidad de Valladolid [email protected]
3. Benjumea Trigueros, José Manuel Dpto. Ingeniería Química y Tecnología de Alimentos Facultad de Ciencias Universidad de Cádiz [email protected]
4. Bernal Palazón, Juana María Dpto. Bioquímica y Biología Molecular B e Inmunología Facultad de Química Universidad de Murcia [email protected]
5. Blanco Alcalde, Beatriz Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
6. Cabeza Pérez, Pablo Grupo de Procesos de Alta Presión. Dpto. Ingeniería Química y Tecnología del Medio Ambiente Universidad de Valladolid [email protected]
UBU
153

7. Cabezas Bermejo, Leticia Isabel Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha
8. Cabezas Juan, José Luis Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
9. Calvo Garrido, Lourdes Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad Complutense de Madrid [email protected]
10. Capell Martínez, Jaume Institut de Ciència de Materials de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
11. Casas, Elvira ALTEX S. A. (Alta Tecnología Extractiva, S.A). Valencia [email protected]
12. Castellanos Cuadrillero, Juan Miguel Productos de Instrumentación S.A. Madrid [email protected]
13. Chicano, Javier Teknokroma [email protected]
14. Cocero Alonso, María Jose Grupo de Procesos de Alta Presión Dpto. Ingeniería Química y Tecnología del Medio Ambiente Universidad de Valladolid [email protected]
15. de la Cerda y L.-Baspino, Juanjo Pescanova S.A: [email protected]
154

16. de la Peña Torres, Mari Carmen Zean Consultores [email protected]
17. de Vicente Sandoval, Rubén ATP INSTRUMENTACIÓN S.L. [email protected]
18. del Álamo Fraile, Andrés MERVILAB S.A. 28019 Madrid [email protected]
19. Delgado Palacios, Virginia Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
20. Diez Municio, Marina Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
21. Domingo Pascual, Concepción Instituto de Ciencia de Materiales de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
22. Domínguez, Herminia Dpto. Enxeñería Química Facultad de Ciencias Universidad de Vigo [email protected]
23. Isabelle Durieux Trosset WATERS sas. France [email protected]
155
24. Fernández Lizarbe, Martín Pescanova S.A: [email protected]
25. Fernández Ponce, María Teresa Dpto. Ingeniería Química y Tecnología de los Alimentos Facultad de Ciencias Universidad de Cádiz [email protected]
26. Fernández Ronco, María Pilar Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha Marí[email protected]
27. Fornari, Tiziana Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
28. Fraile, Marta Grupo de Procesos de Alta Presión. Dpto. Ingeniería Química y Tecnología del Medio Ambiente Universidad de Valladolid
29. Garay Iratxe GAIKER Centro Tecnológico Parque Tecnológico, Edificio 202 48170 Zamudio. Bizkaia [email protected]
30. García González, María Teresa Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha [email protected]
31. García Jarana, Mª Belén Dpto. Ingeniería Química y Tecnología de Alimentos Facultad de Ciencias Universidad de Cádiz [email protected]
156

32. García Solaesa, Angela Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
33. Gehrig Manfred NATECO2 GmbH & Co. Wolnzach. Germany [email protected]
34. González SanJosé, Marisa Grupo de Tecnología de los Alimentos Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
35. Gracia Fernández, Ignacio Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha [email protected]
36. Gutiérrez Muñoz, Cristina Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha [email protected]
37. Herrera, Rafael Iberfluid instruments, S.A. [email protected]
38. Herrero Calleja, Miguel Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
157
39. Huerta Illera, Irene Escuela de Ingenierías Industriales Dpto. Ingeniería Química y TMA Universidad de Valladolid [email protected]
40. Ibáñez Ezequiel, Elena Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
41. Jaime Moreno, Isabel Grupo de Tecnología de los Alimentos Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
42. Larrayoz, María Angeles Departamento de Ingeniería Química Universitat Politècnica de Catalunya [email protected]
43. López Periago, Ana María Instituto de Ciencia de Materiales de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
44. Mainar Fernández, Ana María Grupo de Termodinámica Aplicada y Superficies (GATHERS) Instituto de de Investigación en Ingeniería de Aragón (I3A) Facultad de Ciencias Universidad de Zaragoza [email protected]
45. Martín Lozano, Alicia Productos de Instrumentación S.A. Madrid [email protected]
46. Martín Martínez, Ángel Grupo de Procesos de Alta Presión. Dpto. Ingeniería Química y Tecnología del Medio Ambiente Universidad de Valladolid [email protected]
158

47. Martín Navarro, Luis Martín Grupo de Termodinámica Aplicada y Superficies (GATHERS) Instituto de de Investigación en Ingeniería de Aragón (I3A) Facultad de Ciencias Universidad de Zaragoza [email protected]
48. Martín Sánchez, Nicolás Grupo de Fluidos Supercríticos y Carbones Activados Dpto. Química Física. Facultad de Química Universidad de Salamanca [email protected]
49. Martínez de la Ossa, Enrique Dpto. de Ingeniería Química Facultad de Ciencias. Universidad de Cádiz [email protected]
50. Martínez Velasco, Rodrigo Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
51. Mazarro Berdonces, Rosario Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha [email protected]
52. Mendiola León, Jose Antonio Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
53. Montero García, Jessica Grupo de Fluidos Supercríticos y Carbones Activados Dpto. Química Física Facultad de Química Universidad de Salamanca [email protected]
159

54. Montes Herrera, Antonio
Dpto. Ingeniería Química y Tecnología de los Alimentos Facultad de Ciencias. Universidad de Cádiz [email protected]
55. Moreno Rueda, Teresa Grupo de Procesos de Alta Presión. Dpto. Ingeniería Química y Tecnología del Medio Ambiente Universidad de Valladolid [email protected]
56. Morère Rodríguez, Jacobo Laboratorio de Equilibrio de Fases y Fluidos Supercríticos Dpto. Química Física I Universidad Complutense de Madrid [email protected]
57. Moure Varela, Andrés Dpto. Enxeñería Química Facultad de Ciencias Universidad de Vigo [email protected]
58. Municoy, Jordi Teknokroma [email protected]
59. Nunes da Ponte, Manuel Departamento de Quimica, Faculdade de Ciencias e Tecnologia Universidade Nova de Lisboa. Portugal [email protected]
60. Palacios Santamaría, David Grupo de Bioquímica y Biotecnología Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
160

61. Pando García-Pumarino, Concepción Laboratorio de Equilibrio de Fases y Fluidos Supercríticos. Dpto. Química Física I Universidad Complutense de Madrid [email protected]
62. Prieto López, Cristina Dpto. Ingeniería Química. Facultad de Ciencias Químicas Universidad Complutense de Madrid [email protected]
63. Ramos Mellado, Francisco Javier Dpto. Ingeniería Química. Facultad de Ciencias Químicas Universidad de Castilla la Mancha [email protected]
64. Rebolleda Alonso, Sara Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos. Universidad de Burgos [email protected]
65. Recasens Baxarias, Francesc Departamento de Ingeniería Química Universitat Politècnica de Catalunya [email protected]
66. Reglero, Guillermo Instituto de Investigación en Ciencias de la Alimentación UAM-CSIC [email protected]
67. Rincón Zamorano, Jesusa Dpto. Ingeniería Química. Facultad de Ciencias Ambientales y Bioquímica de Toledo Universidad de Castilla la Mancha [email protected]
68. Rodríguez García-Risco, Mónica Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
161

69. Rodríguez Renuncio, Juan Antonio
Laboratorio de Equilibrio de Fases y Fluidos Supercríticos Dpto. Química Física I Universidad Complutense de Madrid [email protected]
70. Rodríguez Romero, Juan Francisco Dpto. Ingeniería Química Facultad de Ciencias Químicas Universidad de Castilla la Mancha [email protected]
71. Rojas Labanda, Paula Elena Institut de Ciència de Materials de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
72. Rovira Carballido, Jordi Grupo de Tecnología de los Alimentos Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
73. Rubio Rodríguez, Nuria Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
74. Salvador Palacios, Francisco Grupo de Fluidos Supercríticos y Carbones Activados Dpto. Química Física Facultad de Química Universidad de Salamanca [email protected]
75. Sánchez Oneto, Jezabel Dpto. de Ingeniería Química y Tecnología de Alimentos Facultad de Ciencias. Universidad de Cádiz [email protected]
162

76. Sánchez Montero, María Jesús Grupo de Fluidos Supercríticos y Carbones Activados Dpto. Química Física Facultad de Química Universidad de Salamanca [email protected]
77. Sanjuán Blasco, Germán Gestión Integral de la Tecnología (GIT, S.L.) [email protected]
78. Santana, Aline Departamento de Ingeniería Química Universitat Politècnica de Catalunya [email protected]
79. Sanz Diez, María Teresa Grupo de Ingeniería Química y Alimentaria Dpto. Biotecnología y Ciencia de los Alimentos Universidad de Burgos [email protected]
80. Temelli, Feral Department of Agricultural, Food and Nutritional Science University of Alberta. Edmonton, Alberta, Canada [email protected]
81. Tenorio Serrano, María José Laboratorio de Equilibrio de Fases y Fluidos Supercríticos Dpto. Química Física I Universidad Complutense de Madrid [email protected]
82. Terrón Jiménez-Tuset, Alberto Grupo MIGASA (Miguel Gallego S.A.) Ctra. Madrid-Cádiz, km. 556 Dos Hermanas. Sevilla [email protected]
83. Tobarra, Queralt Institut de Ciència de Materials de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
163
84. Tonello Samson, Carole NC Hyperbaric, S.A. Burgos [email protected]
85. Urieta Navarro, José Grupo de Termodinámica Aplicada y Superficies (GATHERS) Instituto de de Investigación en Ingeniería de Aragón (I3A) Facultad de Ciencias Universidad de Zaragoza [email protected]
86. Vadillo Márquez, Violeta
Dpto. de Ingeniería Química y Tecnología de Alimentos Facultad de Ciencias Universidad de Cádiz [email protected]
87. Vázquez, Erika Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
88. Veciana Miró, Jaume Institut de Ciència de Materials de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
89. Ventosa Rull, Nora Institut de Ciència de Materials de Barcelona (ICMAB-CSIC) Campus de la UAB, Bellaterra [email protected]
90. Vicente Illera, Gonzalo Instituto de Investigación en Ciencias de la Alimentación CIAL (CSIC-UAM) Campus Cantoblanco (Universidad Autónoma de Madrid) [email protected]
164

91. Vigueras, Miguel Dpto. Ingeniería Química. Facultad de Ciencias Químicas Universidad Complutense de Madrid
92. Villanueva, David Instituto de Investigación en Ciencias de la Alimentación UAM-CSIC [email protected]
93. Zahran, Fouad Laboratorio de Equilibrio de Fases y Fluidos Supercríticos Dpto. Química Física I Universidad Complutense de Madrid [email protected]
94. Zobel, Rudolf Diamant Techoenologie S.A. San Vicente de Alcántara. Badajoz. [email protected]
165


Acceso a Internet
El aula de informática de la Facultad de Derecho, situada en el primer piso al lado
del aula de Romeros, con acceso por la escalera que se encuentra al lado del puesto
de información de la Facultad, estará disponible para los asistentes a FLUCOMP-
2011 durante los días en que se celebra la reunión.
Los usuarios de Instituciones participantes en el proyecto EDUROAM (espacio
único de movilidad entre organizaciones), pueden hacer uso de la red mediante el
usuario y la contraseña personales que les proporciona su institución de origen.
A continuación se adjunta la información necesaria para acceder a Internet vía
WIFIUBU. Asimismo se suministran las credenciales necesarias para dicho acceso.
UBU
167

Conexión a WIFIUBU con Windows XP.
FLUCOMP-2011La Universidad de Burgos dispone de tecnología inalámbrica en todos sus centros. Para hacer uso de la misma, el usuario debe de identificarse mediante unas credenciales.
WIFIUBU
Se trata de una red abierta y sin cifrar pero que re quiere de una autenticación. Para hacer uso de la misma deberá acreditarse mediante una cuenta de usuario proporcionada por la Universidad de Burgos.
Es idónea para los usuarios de la Universidad que no deseen hacer ningún tipo de configuración adicional en sus equipos, siempre teniendo en cuenta que la información entre el equipo y el punto de acceso no se cifra a no ser que se acceda a sitios web seguros (p.e.: si utiliza páginas como https://www.suweb.cm).
Apoyo a CONGRESOS y ACTOS OFICIALES
Con el fin de facilitar el acceso a la red a los participantes a congresos y otros actos oficiales organizados en la Universidad de Burgos podrán hacer uso de una la cuenta indicada en el siguiente apartado.
Por favor siga las instrucciones de este documento para establecer una conexión desde su ordenador si dispone de un adaptador WIFI.
Descripción del proceso de conexión a WIFIUBU.
NOTA
Si usted asiste a un evento o congreso a celebrar en la Universidad de Burgos, podrá utilizar la siguiente cuenta de usuario y su correspondiente contraseña. Tenga en cuenta que dicha cuenta únicamente será válida durante los días que dure el evento y que la contraseña se modifica para cada uno de los mismos.
USUARIO: [email protected]
CONTRASEÑA: 9n7b4o6y3
PROCESO DE CONEXIÓN.
1. Abrir el administrador de redes inalámbricas.
Podrá hacerlo mediante el icono localizado en la parte derecha de la barra de tareas.
Para ello muestre el menú contextual de la aplicación haciendo “Clic derecho” con el ratón sobre el icono.
Proceso:
Clic Derecho ( Icono redes ) | Opción ( Ver redes inalámbricas disponibles )
Este documento ha sido realizado por el Centro de Atención al Usuario
del Servicio de Informática y Comunicaciones de la Universidad de Burgos.
V-1.1 (Dic-2008)168
2. Selección de la red que desee utilizar para su conexión. (En este caso WIFIUBU)
Tenga en cuenta las apreciaciones realizadas en la introducción de este documento.
Proceso:
Clic ( Red deseada )
Botón ( Conectar )
3. Si ha seleccionado WIFIUBU confirme la advertencia de seguridad.
Como hemos indicado anteriormente WIFIUBU es una red sin seguridad habilitada por lo que es posible que se muestre una advertencia indicándoselo.
Proceso:
Botón ( Conectar de cualquier forma )
4. Procesos previos a la autenticación
Se le re-direccionará a un sitio WEB de autenticación para que indique su identificación. Dicho sitio utiliza un protocolo seguro para intercambiar sus credenciales. Esta es la razón por lo que es posible que le salgan alguna (o las dos) alertas de conexión. En tal caso deberá de confirmarlas de la forma siguiente.
Proceso:
Ventana ( Alerta de Seguridad ) | Botón ( Sí ).
Ventana ( Error de certificado … ) | Enlace ( Vaya a este sitio WEB, no recomendado ).
5. Autenticación.
Introduzca la identificación y contraseña que se le ha proporcionado.
Este documento ha sido realizado por el Centro de Atención al Usuario
del Servicio de Informática y Comunicaciones de la Universidad de Burgos.
V-1.1 (Dic-2008)169


171
Conclusiones de la reunión
La V Reunión de Expertos en Tecnologías de Fluidos Comprimidos (FLUCOMP-
2011) ha logrado su principal objetivo ya que, una vez más, ha constituido el foro
de discusión sobre el estado actual de las tecnologías de fluidos comprimidos en
España poniendo en común los avances que se llevan a cab o en este campo en
nuestro país, tanto en investigación como en desarrollos industriales.
Este objetivo se ha conseguido mediante la celebración de 3 sesiones de
comunicaciones orales en las que han participado la gran mayoría de los grupos de
investigación que trabajan en tecnologías de fluidos comprimidos en España. Se
han presentado un t otal de 17 c omunicaciones orales, todas ellas seguidas de
interesantes debates con la audiencia al final de la exposición por parte de los
investigadores ponentes. Asimismo, la sesión de posters ha incidido en este objetivo
de una forma más personalizada mediante el dialogo entre los participantes
directamente interesados en los diferentes temas presentados.
La visión de la investigación en tecnologías de fluidos supercríticos en España se ha
visto complementada con la visión fuera de nuestras fronteras proporcionada por el
Prof. Manuel Nunes da Ponte, del Departamento de Quimica de la Faculdade de
Ciencias e Tecnologia de la Universidade Nova de Lisboa (Portugal) que impartió
la conferencia inaugural de la reunión, y por la Prof. Feral Temelli del Food Process
Engineering. Department of Agricultural, Food and Nutritional Science de la
Universidad de Alberta (Edmonton, Alberta, Canadá) que inauguró la sesión sobre
aplicaciones de los fluidos comprimidos en la industria alimentaria con una
conferencia general sobre el estado actual del tema.
UBU

172
La sesión sobre aplicaciones de los fluidos comprimidos en la industria alimentaria
celebrada el día 17 de junio, cumplió con el objetivo de hacer énfasis en el
desarrollo actual de las tecnologías de fluidos comprimidos a escala industrial,
centrado fundamentalmente en la Industria Alimentaria. Para ello, tuvimos la
oportunidad de contar con la participación de ponentes de tres de las empresas más
importantes que utilizan fluidos comprimidos en la industria alimentaria española:
Diamant Techoenologie S.A. San Vicente de Alcántara (Badajoz); ALTEX S. A.
(Alta Tecnología Extractiva, S.A) (Valencia) y NC Hyperbaric, S.A. (Burgos) y de
una de las empresas alemanas más relevantes en la utilización de CO2 comprimido,
NATECO2 GmbH & Co. (Wolnzach). Estos ponentes añadieron la visión industrial
complementando el enfoque investigador de las primeras sesiones.
La reunión ha contado con la participación de 94 asistentes; 40 investigadores
senior, 37 estudiantes de doctorado y 17 profesionales de empresas interesadas en el
desarrollo de aplicaciones industriales de los fluidos comprimidos (ver Figura 1).
Figura 1. Perfiles profesionales de los participantes en la V Reunión de Expertos en
Tecnologías de Fluidos Comprimidos (FLUCOMP-2011)
Como es habitual en las reuniones de expertos en tecnologías de fluidos
comprimidos, FLUCOMP 2011 ha constituido un foro donde la participación de los
estudiantes de doctorado ha tenido una relevancia especial. El 78 % de las

173
comunicaciones orales realizadas por grupos de investigación con capacidad
formativa han sido presentadas por estudiantes de doctorado.
En la Figura 2 se detalla la participación en FLUCOMP 2011 según el número de
asistentes de las distintas universidades, centros del CSIC, centros tecnológicos y
empresas.
Figura 2. Representación por entidades en la V Reunión de Expertos en
Tecnologías de Fluidos Comprimidos (FLUCOMP-2011)

174
Entre las universidades se encuentran las de Burgos (13), Cádiz (7), Castilla la
Mancha (9), Murcia (1), Salamanca (4), Valladolid (7), Vigo (2), Zaragoza (3),
Complutense de Madrid (8) y Politécnica de Cataluña (3). Entre los centros del
CSIC, se encuentran el ICMAB (7), y el CIAL de UAM-CSIC (10) y entre los
centros Tecnológicos, Gaiker (1). Las empresas que han participado con asistencia
de aluno de sus miembros han sido P.I.S.A. (2), Teknokroma (2), Pescanova (2),
MERVILAB S.A. (1), Iberfluid instruments, S.A. (1), Waters (1), ATP
Instrumentación (1), ZEAN Consultores (1), Diamant Techoenologie S.A. (1),
ALTEX S. A. (1) NC Hyperbaric, S.A. (1), NATECO2 (1), Gestión Integral de la
Tecnología, S.L. (1) y Grupo MIGASA (1).

Este documento ha sido elaborado por el Comité Organizador de FLUCOMP-2011
Universidad de Burgos
Junio de 2011



































