Embed Size (px)
DESCRIPTION
NESSE TRABALHO, FOI IDEALIZADO E DESENVOLVIDO UM PROJETO PARA INSTALAÇÃO DE UMAINDÚSTRIA DE POLPA DE FRUTA PROCESSADA PELO SISTEMA DE ALTA PRESSÃO HIDROSTÁTICA
Citation preview

UNIVERSIDADE FEDERAL RURAL DO RIO DE JANEIRO
INSTITUTO DE TECNOLOGIA
DEPARTAMENTO DE TECNOLOGIA DE ALIMENTOS
CURSO DE ENGENHARIA DE ALIMENTOS
PROJETO PARA INSTALAÇÃO DE UMA
INDÚSTRIA DE POLPA DE FRUTA PROCESSADA PELO
SISTEMA DE ALTA PRESSÃO
CINTHIA GOMES DA CUNHA
FLÁVIA MOTTA COELHO DE CASTRO
JOSIANE DE OLIVEIRA DA SILVA
LEANDRO PEREIRA CAPPATO
WILSON JOSÉ FERNANDES LEMOS JUNIOR
2011

i
Banca Examinadora
Professor Examinador
Professor Examinador
Professor Examinador

ii
Agradecimentos
Queremos deixar consignado nosso agradecimento aos professores da Universidade
Federal Rural do Rio de Janeiro. Em especial às professoras Cristiane Hess de
Azevedo Meleiro e Stella Regina Reis da Costa do Departamento de Tecnologia de
Alimentos da UFRuralRJ
À amiga Marcela, por ter nos acolhido, consolado, estimulado, divertido e ensinado.
Obrigado por estar sempre ao nosso lado!
Às nossas famílias, por entenderem nossas ansiedades, nosso cansaço, nossos
momentos de desânimo, nossas ausências, enfim pelo apoio que recebemos, mesmo
quando não pudemos retribuir à altura das suas expectativas.
Ao Marido Gilmar, ao filho Mateus e aos namorados, Guilherme, Luana e Davi
Guilherme, pela ajuda, apoio, compreensão, que viabilizaram esta conquista, nos dias
felizes e nos dias tristes de nossas vidas em comum.
À Universidade Federal Rural do Rio de Janeiro pela possibilidade de crescimento
profissional e pessoal.
A todos os amigos e companheiros da Graduação, foram tantas disciplinas,
seminários, provas, festas, trocas de experiências, apoio nas dificuldades, alegrias nas
conquistas, agradecemos a vocês por todas as recordações que levaremos para a vida.
Valeu a pena, obrigado!

iii
SUMÁRIO
CAPÍTULO I .................................................................................................................... 1
1. FICHA TÉCNICA DA EMPRESA ......................................................................... 2
1.1. Nome da Empresa ............................................................................................... 2
1.2. Logo da Empresa ................................................................................................ 2
1.3. Ramo de Atividade ............................................................................................. 2
1.4. Tipo de Negócio ................................................................................................. 2
1.5. Setor da economia .............................................................................................. 2
1.6. Produtos ............................................................................................................. 2
1.7. Missão ................................................................................................................ 2
1.8. Visão .................................................................................................................. 3
1.9. Localização da Empresa ..................................................................................... 3
1.9.1. Vantagens Estratégicas ................................................................................ 3
1.9.2. Caracterização do Município ....................................................................... 4
1.9.3. Condomínio Industrial ................................................................................. 5
CAPÍTULO II ................................................................................................................... 6
2. INTRODUÇÃO ....................................................................................................... 7
2.1. Revisão de Literatura .......................................................................................... 7
2.1.1. A Agroindústria ........................................................................................... 7
2.1.2. O Mercado de Polpa de Frutas ..................................................................... 9
2.1.3. As Frutas ...................................................................................................... 9
2.1.3.1 O Abacaxi ........................................................................................... 10
2.1.3.2 A Acerola ............................................................................................ 12
2.1.3.1 O Maracujá .......................................................................................... 14
2.1.3.2 O Morango .......................................................................................... 14
2.1.4. Tecnologia de Alta Pressão no Processamento de Alimentos ................... 15
2.1.4.1 Sistema de Alta Pressão ...................................................................... 17
2.1.5. Polpas de Fruta .......................................................................................... 18
CAPÍTULO III ............................................................................................................... 19
3. ANÁLISE DE MERCADO .................................................................................. 20
3.1. A Fruticultura no Brasil .................................................................................... 20
iv
3.2. O Mercado de Sucos e Polpa de Frutas no Brasil ............................................. 20
3.3. Perfil do Consumidor e Razão de Consumo ..................................................... 23
3.4. Análise dos Concorrentes no Mercado Brasileiro de Polpa de Fruta................ 24
3.5. Estudo dos Fornecedores .................................................................................. 26
3.6. Análise do Market Share ................................................................................... 26
CAPÍTULO IV ............................................................................................................... 28
4. PLANO DE MARKETING E DISTRIBUIÇÃO ................................................... 29
4.1. Plano de Marketing ........................................................................................... 29
4.1.1. Análise de ambientes ................................................................................. 29
4.1.2. Definição do público-alvo ......................................................................... 29
4.1.3. Definição da marca .................................................................................... 30
4.1.4. Estratégias de marketing ............................................................................ 30
4.1.4.1. Estratégias de produto ........................................................................ 31
4.1.4.2. Estratégias de preços .......................................................................... 32
4.1.4.3. Estratégias de praça ............................................................................ 32
4.1.4.4. Meios de divulgação .......................................................................... 32
4.1.4.5. Estratégias de pessoas ........................................................................ 33
4.2. Avaliação Estratégica. ...................................................................................... 33
4.2.1. Análise da matriz F.O.F.A. ........................................................................ 33
4.3. Estratégia de Distribuição ................................................................................. 34
4.3.1. Tipo do canal de distribuição ..................................................................... 34
4.3.2. Níveis do canal de distribuição .................................................................. 35
4.3.3. Amplitude do canal de distribuição ........................................................... 35
4.3.4. Veículo utilizado para distribuição ............................................................ 36
CAPÍTULO V ................................................................................................................ 37
5. POLÍTICA DE RECURSOS HUMANOS ............................................................ 38
5.1. Introdução ......................................................................................................... 38
5.1.1. Pesquisa de mercado de recursos humanos ............................................... 39
5.1.2. Recrutamento de pessoas ........................................................................... 39
5.1.3. Seleção de pessoas ..................................................................................... 39
5.2. Aplicação........................................................................................................... 40

v
5.2.1. Integração de pessoas ao trabalho .............................................................. 40
5.2.2. Desenho de cargos ..................................................................................... 41
5.2.3. Descrição e análise de cargos .................................................................... 41
5.2.4. Avaliação de desempenho ......................................................................... 41
5.3. Manutenção ....................................................................................................... 42
5.3.1. Remuneração e compensação .................................................................... 42
5.3.2. Benefícios e serviços sociais ..................................................................... 43
5.3.3. Condições de trabalho ................................................................................ 43
5.4. Desenvolvimento............................................................................................... 43
5.4.1. Treinamento ............................................................................................... 44
5.4.2. Desenvolvimento organizacional ............................................................... 44
5.5. Monitoração ...................................................................................................... 44
5.5.1. Banco de dados/sistemas de informação ................................................... 44
5.5.2. Demissão .................................................................................................... 44
5.5.3. Controles de freqüência e desempenho ..................................................... 44
5.6. Estrutura organizacional de pessoal .................................................................. 45
5.6.1. Quadro de colaboradores com a numeração referente ao organograma .... 45
5.6.2. Organograma ............................................................................................. 46
CAPÍTULO VI ............................................................................................................... 47
6. GESTÃO DA QUALIDADE ................................................................................ 48
6.1. Os conceitos da gestão pela qualidade total ...................................................... 48
6.1.1. Qualidade focada no cliente ....................................................................... 48
6.1.2. Respeito pelo ser humano .......................................................................... 49
6.1.3. Abordagem por processo e melhoria contínua .......................................... 49
6.1.4. Ética e responsabilidades sociais ............................................................... 49
6.1.5. Visão sistêmica .......................................................................................... 50
6.1.6. Inovação e pró-atividade ............................................................................ 50
6.1.7. Responsabilidade da direção ...................................................................... 50
6.2. Indicadores de qualidade ................................................................................... 50
6.3. Ferramentas da qualidade .................................................................................. 50
6.4. Documentação e controle de registros .............................................................. 51
6.5. Integridade de produtos, materiais e processos ................................................. 51

vi
6.6. Treinamento ...................................................................................................... 52
6.7. Auditorias Internas ............................................................................................ 52
6.8. Resposta aos Consumidores .............................................................................. 53
6.9. Gestão de Segurança dos Alimentos ................................................................. 53
6.9.1. Comunicação ............................................................................................. 53
6.9.2. Análise de perigos ...................................................................................... 53
6.9.3. Seleção, classificação e validação das medidas de controle ...................... 54
6.9.4. Tratamento de produtos potencialmente inseguros ................................... 54
6.9.5. Rastreabilidade .......................................................................................... 54
6.10. Sistema de gestão de segurança do trabalho ................................................... 54
6.11. Sistema de gestão ambiental ........................................................................... 55
6.12. Controle de qualidade ..................................................................................... 55
6.12.1. Assepsia ................................................................................................... 57
CAPÍTULO VII .............................................................................................................. 58
7. DESCRIÇÃO DO PROCESSO ............................................................................. 59
7.1. Estimativa de Produção ..................................................................................... 59
7.1.1. Produção de polpa de frutas hora/dia/mês ................................................. 59
7.1.2. Calendário de produção ............................................................................. 59
7.2. Matérias – Primas .............................................................................................. 59
7.3. Embalagens ....................................................................................................... 59
7.4. Processo ............................................................................................................ 60
7.4.1. Fluxograma ................................................................................................ 60
7.4.2. Descrição ................................................................................................... 61
7.5. Descrição dos Equipamentos ............................................................................ 64
7.6. Rotulagem ......................................................................................................... 67
7.7. Gerenciamento de Resíduos Industriais ............................................................ 69
7.8. Fornecimento de Água ...................................................................................... 70
7.9. Controle e Tratamento dos Efluentes Industriais .............................................. 71
7.10. Balanço de Massa ............................................................................................ 72
7.10.1. Balanço de massa em Kg/h do processo do abacaxi ................................ 73
7.10.2. Balanço de massa em Kg/h do processo da acerola ................................ 73
7.10.3. Balanço de massa em Kg/h do processo do Maracujá ............................. 73
7.10.4. Balanço de massa em Kg/h do processo do Morango ............................. 74
vii
7.11. Balanço de Energia ......................................................................................... 74
7.11.1. Câmara de resfriamento (3ºC) ................................................................. 74
7.11.2. Câmara de congelamento (-18ºC) ............................................................ 79
7.11.3. Consumo de energia pelos equipamentos ................................................ 84
CAPÍTULO VIII ............................................................................................................ 85
8. ANÁLISE FINANCEIRA .................................................................................... 86
8.1. Introdução ......................................................................................................... 86
8.2. Investimento Fixo ............................................................................................. 87
8.3. Custo Fixo ......................................................................................................... 88
8.4. Custo Variável ................................................................................................... 90
8.5. Preço de Venda Unitário das Polpas ................................................................. 91
8.6. Fluxo de Caixa .................................................................................................. 92
8.7. Conclusão da Viabilidade Econômica .............................................................. 95
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 96
ANEXOS ...................................................................................................................... 101
Anexo 1- Programa 5S ........................................................................................... 101
Anexo 2- Manual de Boas Práticas de Fabricação (BPF) ...................................... 101
Anexo 3- Plano de Análise de Perigos e Pontos Críticos de Controle (APPCC) .. 103
Anexo 4- Procedimentos Operacionais .................................................................. 104
Anexo 5- Planta Baixa da VITAL POLPA® ......................................................... 105
viii
ÍNDICE DE TABELAS
TABELA 1: Participação das categorias no Mercado brasileiro pelas vendas no canal
off-trade em milhões de reais ......................................................................................... 21
TABELA 2: Vendas das categorias no Mercado brasileiro por volume comercializado
off-trade em milhões de litros ......................................................................................... 22
TABELA 3: Histórico da Participação das Marcas no Mercado brasileiro de sucos pela
porcentagem de volume total comercializado pelo canal off-trade ................................ 25
TABELA 4: Fornecedores de frutas, suas respectivas localizações e preços ................ 26
TABELA 5: Quadro de colaboradores da Empresa ....................................................... 45
TABELA 6: Análise físico-química da Polpa de Acerola .............................................. 56
TABELA 7: Análise físico-química da Polpa de Maracujá ........................................... 56
TABELA 8: Análise físico-química da Polpa de Abacaxi .............................................. 56
TABELA 9: Análise físico-química da Polpa de Morango ............................................. 56
TABELA 10: Análises microbiológicas para Polpas de fruta ........................................ 56
TABELA 11: Calendário de produção da VITAL POLPA® ......................................... 59
TABELA 12: Quadro da descrição dos equipamentos da empresa e suas imagens ....... 64
TABELA 13: Destinos dos resíduos industriais ............................................................. 71
TABELA 14: Consumo mensal e anual de água ............................................................ 71
TABELA 15: Levantamento da geração de efluentes na fábrica ................................... 71
TABELA 16: Resultados obtidos para câmara de resfriamento ..................................... 75
TABELA 17: Perda de calor pelas embalagens no resfriamento ................................... 75
TABELA 18: Condutividades dos materiais e perdas de calor calculadas ..................... 77
TABELA 19: Parâmetros utilizados para os cálculos dos coeficientes de convecção
externo e interno no resfriamento, para paredes, teto e piso .......................................... 78
TABELA 20: Resultados dos coeficientes de convecção obtidos no resfriamento ....... 78
TABELA 21: Resultado da perda de calor pelas paredes, teto e piso ............................ 79
TABELA 22: Resultados da perda de calor na câmara de congelamento ....................... 79
TABELA 23: Resultados do calor das polpas durante a mudança de fase ..................... 80
TABELA 24: Resultados do calor das polpas após o congelamento ............................. 81
TABELA 25: Perda de calor pelas embalagens no congelamento ................................. 81
TABELA 26: Condutividades dos materiais e perdas de calor calculadas .................... 82
TABELA 27: Parâmetros utilizados para os cálculos dos coeficientes de convecção
externo e interno no congelamento, para paredes, teto e piso ......................................... 83

ix
TABELA 28: Resultados dos coeficientes convectivos obtidos no congelamento ......... 84
TABELA 29: Resultado da perda de calor pelas paredes, teto e piso ............................ 84
TABELA 30: Demanda de energia dos equipamentos ................................................... 84
TABELA 31: Produção da VITAL POLPA® ................................................................ 86
TABELA 32: Principais equipamentos utilizados no processo ...................................... 87
TABELA 33: Equipamentos secundários utilizados no processo .................................. 87
TABELA 34: Equipamentos e utensílios em geral utilizados no processo ..................... 87
TABELA 35: Frota da empresa ....................................................................................... 88
TABELA 36: Encargos com a construção civil ............................................................. 88
TABELA 37: Investimento fixo total .............................................................................. 88
TABELA 38: Custo fixo com mão-de-obra indireta ....................................................... 89
TABELA 39: Custo fixo com a depreciação dos equipamentos ..................................... 89
TABELA 40: Custo fixo com a depreciação do prédio .................................................. 90
TABELA 41: Custo fixo com a depreciação do veículo ................................................. 90
TABELA 42: Custo fixo total ........................................................................................ 90
TABELA 43: Custo com a mão-de-obra direta ............................................................... 90
TABELA 44: Custo com a matéria-prima ....................................................................... 91
TABELA 45: Custo por ano com embalagens (R$) ........................................................ 91
TABELA 46: Custo com água e energia elétrica ............................................................ 91
TABELA 47: Custo variável total ................................................................................... 91
TABELA 48: Custo unitário de produção ....................................................................... 92
TABELA 49: Taxas utilizadas no cálculo do preço de venda unitário das polpas ......... 92
TABELA 50: Preço de venda unitário das polpas ........................................................... 92
TABELA 51: Relação entre os preços de venda das polpas da Empresa, com os preços
médios de venda das polpas no mercado ......................................................................... 92
TABELA 52: Necessidade de capital de giro .................................................................. 93
TABELA 53: Valor atual acumulado da VITAL POLPA® ........................................... 93
TABELA 54: Ponto de equilíbrio de acordo com o volume de vendas .......................... 94

x
ÍNDICE DE FIGURAS
FIGURA 1: Localização do município de Rio Bonito no estado do Rio de Janeiro ........ 3
FIGURA 2: Mapa rodoviário do município de Rio Bonito ............................................... 5
FIGURA 3: Indicadores da produção industrial ................................................................ 8
FIGURA 4: Gráfico da distribuição Percentual na Produção da Indústria Processadora
de Frutas Tropicais por segmento .................................................................................... 21
FIGURA 5: Foto do caminhão da empresa .................................................................... 36
FIGURA 6: Rótulo da polpa de abacaxi de 100g ............................................................ 68
FIGURA 7: Rótulo da polpa de acerola de 100g ............................................................ 68
FIGURA 8: Rótulo da polpa de Maracujá de 100g ........................................................ 69
FIGURA 9: Rótulo da polpa de Morango de 100g ......................................................... 69
FIGURA 10: Gráfico do fluxo de caixa .......................................................................... 94
FIGURA 11: Gráfico do ponto de equilíbrio................................................................... 94
1
CAPÍTULO I FICHA TÉCNICA

2
1. FICHA TÉCNICA DA EMPRESA
1.1. Nome da Empresa
Fábrica de polpas de frutas congeladas VITAL POLPA®
1.2. Logo da Empresa
1.3. Ramo de Atividade
Indústria de Alimentos/Agroindústria.
1.4. Tipo de Negócio
Produção de polpas de frutas congeladas utilizando o processo de alta pressão
hidrostática como método alternativo de conservação.
1.5. Setor da economia
Secundário
1.6. Produtos
Polpas de: abacaxi; acerola; maracujá; e morango.
1.7. Missão
Nossa missão é produzir e fornecer as melhores polpas de frutas tendo o
processo de fabricação como diferencial, satisfazendo os desejos do consumidor com
respeito a produtos naturais e nutritivos e os atendendo de forma competitiva, com
qualidade e responsabilidade social, agregando valor para os parceiros e colaboradores.

3
1.8. Visão
Ser a preferência do consumidor oferecendo a melhor opção em polpas de frutas,
reconhecida pela qualidade, tecnologia e constante inovação de seus produtos.
1.9. Localização da Empresa
A empresa terá uma fábrica instalada no município de Rio Bonito no estado do
Rio de Janeiro, e terá uma área construída de 1489,69 m2. Na Figura 1 pode-se observar
um mapa do Estado do Rio de Janeiro, com destaque para o município de Rio Bonito.
Figura 1: Localização do município de Rio Bonito no estado do Rio de Janeiro
(Fonte: Google Maps).
1.9.1. Vantagens Estratégicas
Uma unidade industrial para produção de polpas depende do fornecimento de
frutas frescas, assim, deve se localizar próxima dos centros fornecedores, evitando a
deterioração das frutas causada pelo transporte. Quanto à localização, um aspecto
importante é o transporte do produto acabado, então, deve ser um local de fácil acesso.
A disponibilidade de energia elétrica, com fornecimento estável também é importante,
assim como o acesso à água, mão-de-obra qualificada e boa circulação de ar.
É inegável que a localização do empreendimento é uma escolha estratégica, que
diz respeito a todas as operações logísticas de ótimo funcionamento do negócio.

4
Portanto, a cidade é uma excelente opção para empresas que buscam localização
vantajosa. O Condomínio Industrial de Rio Bonito apresenta peculiaridades
importantes, como o privilégio de estar localizado às margens de várias Rodovias, como
a BR-101, por exemplo, e também pela proximidade da Capital do Estado e das Regiões
dos Lagos e Serranas; afastando qualquer prenúncio de insucesso. A região possui
muitos rios, florestas remanescentes de Mata Atlântica e é de fácil acesso.
Tanto o governo do Estado do Rio de Janeiro quanto a prefeitura do município
apostam em vários incentivos fiscais para atrair indústrias. O município concede isenção
de Imposto sobre Propriedade Territorial e Predial Urbana (IPTU) e de alvarás
municipais, além de reduzir o Imposto sobre Serviços (ISS) para 1%, mostrando-se
novamente um ponto de localização estratégico para instalação da indústria.
1.9.2. Caracterização do Município
O município de Rio Bonito localiza-se a uma latitude 22º42'31" sul e a uma
longitude 42º36'35" oeste, numa altitude de 62m em relação ao nível do mar. Rio
Bonito pertence à Região das Baixadas Litorâneas, que também abrange os municípios
de Araruama, Armação dos Búzios, Arraial do Cabo, Cabo Frio, Cachoeiras de Macacu,
Casimiro de Abreu, Iguaba Grande, Maricá, Rio das Ostras, São Pedro da Aldeia,
Saquarema e Silva Jardim (Figura 1). Possui uma área total de 462, 18 Km² e suas
principais atividades econômicas são: a agricultura, o comércio e a indústria.
De acordo com dados do Instituto Brasileiro de Geografia e Estatística (IBGE),
em 2007, a população era de 51.942 habitantes e a densidade demográfica era de 110
habitantes por quilômetro quadrado, contra 111 habitantes por quilômetro quadrado de
sua região. A faixa etária predominante encontra-se entre os 10 e 39 anos, e os idosos
representam 10% da população do município, contra 17% de crianças entre 0 e 9 anos.
O produto interno bruto (PIB) per capita do município em 2007 foi de R$1.055.200 [1].
O Município localiza-se a 80 km da capital do Estado, e é cortado pela Rodovia
BR-101, estrada federal que liga o Estado do Rio a quase todo o País. A rodovia BR-
101 é o principal acesso às cidades de Tanguá, a oeste e Silva Jardim, a nordeste. A Via
Lagos, RJ-124, alcança Araruama, a oeste e Saquarema, ao Sul. A RJ-120 segue em
leito natural rumo norte, até a RJ-116, próxima ao distrito de Papucaia, em Cachoeiras

5
de Macacu. O município conta ainda com uma estação ferroviária, que opera a linha
Rio-Vitória [2].
Na Figura 2 pode-se observar um mapa rodoviário de Rio Bonito.
Figura 2: Mapa rodoviário do município de Rio Bonito (Fonte: Google Maps).
1.9.3. Condomínio Industrial
O Condomínio Industrial é o grande portal para a entrada de múltiplos
benefícios que atingem direta ou indiretamente toda a população, pela importância
sócio-econômica que este empreendimento exerce na vida do município [3].
O Parque Industrial e de Serviços do Município de Rio Bonito é constituído por
uma área de terra situada na BR 101, Km 49, Rio dos Índios, zona rural do 1º Distrito
do município de Rio Bonito, delimitando uma área total de 378.900,00 m². Somando-se
a isso, o município conta com benefícios estaduais e municipais [3].
O Município oferece para implantação de empresas no Parque Industrial de Rio
Bonito, cessão de uso real da área por 20 (vinte) anos prorrogáveis e isenção de IPTU
por 10 (dez) anos também prorrogáveis. Um dos principais motivos do crescimento
empresarial no município é a redução do ISS a 1%, reduzindo significativamente a
carga tributária dos empresários [3].

6
CAPÍTULO II INTRODUÇÃO

7
2. INTRODUÇÃO
A VITAL POLPA® se encaixa no segmento da agroindústria como uma
pequena empresa brasileira, produzindo polpas de frutas de qualidade. As frutas em
questão são o abacaxi, da variedade havaiana, a acerola, o morango comum e o
maracujá azedo.
Essas frutas foram escolhidas de acordo com sua acidez e período de safra,
formando um calendário de produção de três meses para cada fruta.
Nossos fornecedores são extremamente confiáveis, pois a empresa exige alguns
cuidados indispensáveis no transporte e acondicionamento das frutas. O estado em que a
matéria-prima se encontra será de importância vital para o processamento do produto.
A empresa possui como diferencial, a tecnologia inovadora de conservação por
Alta Pressão Hidrostática, que quando comparada com outros tratamentos aplicados em
alimentos, inclusive em sucos de frutas, apresenta melhores resultados ao manter as
características nutricionais e sensoriais dos mesmos.
Nossa empresa está localizada no município de Rio Bonito, no estado do Rio de
Janeiro. A escolha do local se deu pelo fato do local ser de fácil acesso, cercado de
rodovias e do município conceder uma série de incentivos fiscais para indústrias.
2.1. Revisão de Literatura
2.1.1. A Agroindústria
Por sua participação na cadeia produtiva e pelas ligações que mantém com os
demais setores da economia, a agroindústria é um segmento de elevada importância
econômica para o País [4].
A produção da fruta para uso específico da agroindústria exige uma postura
diferente do produtor. A indústria tem interesse em estabelecer exigências de qualidade,
prazo de entrega, volume, variedade e preço para a matéria prima, e por isto, em certos
casos, ela trabalha integrada com produtores, estabelecendo contratos de garantia de
compra durante a safra. Embora não muito freqüentes no Brasil, contratos de integração

8
na fruticultura são uma opção bastante utilizada para coordenação em cadeias
produtivas frutícolas em outros países. Da mesma forma, produções agrícolas das
próprias indústrias ainda são muito pouco expressivas no Brasil [5].
As vendas de frutas processadas vêm aumentando no mercado brasileiro, em
virtude da melhoria da qualidade dos produtos ofertados, maior número de mulheres
trabalhando fora de casa, maior número de pessoas morando sozinhas, aumento da
renda e maior facilidade para adquirir produtos prontos para o consumo, às vezes até
importados. Então, sucos prontos para beber, frutas minimamente processadas, lavadas,
descascadas e fatiadas, e outros alimentos industrializados têm recebido a preferência do
consumidor. Principalmente no mercado internacional, a maior barreira ao consumo de
frutas é a dificuldade de preparo, pois na maioria das vezes é necessário descascar ou
fatiar, o que representa uma oportunidade para os processadores de alimentos [5].
Em 2010, a agroindústria brasileira cresceu 4,7%, revertendo a queda (-4,8%) de
2009. Esse é o maior resultado desde os 5,0% alcançados em 2007, mas ainda ficou
abaixo do obtido pela indústria geral (10,5%). Os setores associados à agricultura
(4,7%), de maior peso na agroindústria, mostraram melhor desempenho do que os
vinculados à pecuária (1,8%), resultado este que pode ser visto no gráfico da Figura 3.
Figura 3: Indicadores da produção industrial (Fonte: IBGE, Diretoria de
Pesquisas, Coordenação de Indústria).

9
2.1.2. O Mercado de Polpa de Frutas
O Brasil é terceiro maior produtor de frutas do mundo. E a indústria, cada vez
mais consciente desse potencial brasileiro, está se beneficiando da tecnologia para
investir num mercado crescentemente em expansão: o da agroindústria [6].
Segundo o IBRAF (Instituto Brasileiro de Frutas), hoje apesar de o Brasil ser o
terceiro maior produtor mundial de frutas, destina apenas 5% da sua área cultivada à
produção de polpas de frutas [7].
O processamento de frutas também precisa ser fomentado, pois isto evitaria, em
parte, as perdas que temos hoje, que podem chegar até 25 a 30% da produção [8].
A industrialização permite que a maioria das fábricas de frutas opere o ano todo,
minimizando o problema da sazonalidade. Como a matéria prima é sazonal e perecível,
a indústria, normalmente, as transforma em polpas ou purês congelados para uso futuro.
Alternativamente, são congeladas frutas inteiras ou em pedaços, ou ainda desidratadas,
para que possam ser utilizadas durante o ano em suas linhas de processamento [5].
A agroindústria de sucos e polpas de frutas é bastante relevante no cenário
mundial, mas ainda há um grande potencial a ser explorado neste setor. A sazonalidade
é a principal característica das matérias-primas que serão utilizadas, assim surge a
necessidade do desenvolvimento tecnológico para sua conservação [9].
A crescente demanda do consumidor por alimentos minimamente processados,
livres de aditivos e estáveis no armazenamento sugere a exploração de outros
tratamentos físicos, como alternativa potencial aos tradicionais tratamentos térmicos. E
um dos métodos de conservação que está em desenvolvimento é a tecnologia de alta
pressão para a indústria de sucos e néctares tropicais. Esta tecnologia consiste na
utilização de pressão ao invés de calor para destruição dos agentes que podem deteriorar
alimentos e/ou causar riscos à saúde do consumidor [10].
2.1.3. As Frutas
A escolha de produtos naturais e nutritivos vem se caracterizando como uma
tendência de mercado. Frutas tropicais representam uma possibilidade de consumo de

10
aromas e sabores diversos, com grande potencial nutritivo. O consumo de produtos
alternativos está ganhando espaço e cada vez mais se consolida a opção por alimentos
que apresentem benefícios nutricionais. Além da chamada “geração saúde”, que prioriza
o esporte e o consumo de produtos saudáveis, como estilo de vida, há o aumento da
idade da população, que deve buscar uma melhor qualidade de vida através da atividade
física e da alimentação adequada [11].
Frutas são ricas em vitaminas e têm como funções: auxiliar o organismo na
resistência às infecções, contribuir para a formação dos ossos e dentes, cicatrizar feridas
e queimaduras, dar vitalidade às gengivas, evitar hemorragias e conservar a mocidade,
enfim, reforçar as defesas do organismo contra todas as agressões. Contém, também,
quantidades consideráveis de minerais indispensáveis à saúde humana [7].
Recomenda-se a ingestão diária de frutas pelo alto valor vitamínico e mineral
que apresentam e por serem excelentes fontes de fibras. Entre os nutrientes fornecidos
sobressaem-se os carotenóides e a vitamina C [12].
2.1.3.1. O Abacaxi
O abacaxizeiro constitui uma das fruteiras tropicais mais cultivadas no país [13].
O abacaxi ou ananás, nomes utilizados tanto para a fruta como para a planta,
pertence à família Bromeliaceae e gênero Ananas Mill. Esse gênero é bem distribuído
nas regiões tropicais por intermédio da espécie Ananas comosus (L.) Merr., a qual
abrange todas as cultivares plantadas de abacaxi. O fruto, normalmente cilíndrico ou
ligeiramente cônico, é constituído por 100 a 200 pequenas bagas ou frutilhos fundidos
entre si sobre o eixo central. A polpa apresenta cor branca, amarela ou laranja-
avermelhada. O peso médio dos frutos é de um quilo, dos quais 25% correspondem à
coroa. Mas, pode haver significativa variação de peso, dependendo da cultivar [14].
A produção nacional de suco de abacaxi cresceu mais de 55% no período de
1993 a 1997 atingindo 30.142 toneladas, conforme dados da Associação das Indústrias
Processadoras de Frutos Tropicais (ASTN), e o mercado interno absorve mais de 90%
da produção. Os principais importadores de suco são os Países Baixos e países da
América Latina [5].

11
O Brasil, em 2002, ocupou a terceira posição como produtor mundial de abacaxi,
produzindo 2,8 milhões de toneladas em 60.000 hectares plantados [15].
O comércio mundial de abacaxi e seus derivados está em crescimento. Enquanto
o comércio de fruta fresca atinge mais de 700 mil toneladas anuais, o de suco ou
conserva equivale a quatro milhões de toneladas de frutas frescas [9].
O abacaxi é uma fruta cujo valor nutritivo se resume, praticamente, ao seu valor
energético, devido a sua composição de açúcares, e valor nutritivo pela presença de sais
minerais (cálcio, fósforo, magnésio, potássio, sódio, cobre e iodo) e de vitaminas (C, A,
B1, B2 e Niacina). No entanto, apresenta teor protéico e de gordura inferiores a 0,5%.
Merece destaque, todavia, o fato de que o abacaxi, pela sua atividade proteolítica, se
constitui em coadjuvante da digestão dos alimentos. Quanto à composição química,
apresenta sólidos solúveis totais variando de 10,8 a 17,5°Brix e acidez total titulável de
0,6 a 1,62 % (expressa em ácido cítrico) [16].
De perfume forte e sabor variado, ora dulcíssimo, ora bastante ácido, esse
conjunto de frutos do abacaxi possui uma polpa refrescante e cheia de caldo. Tais
virtudes o recomendam à produção de polpas, compotas, doces cristalizados, geléias,
sucos, sorvetes, cremes, gelatinas e pudins [17].
Dá origem a vários subprodutos. Pode ser produzida uma bebida chamada Aluá,
bastante apreciada no Nordeste, feita a partir da fermentação das cascas imersas em
água. Outra utilização para a casca e as extremidades do fruto após a retirada da polpa,
seria para produção de álcool. Dos resíduos do abacaxi pode-se produzir a
compostagem e ração animal. R dos restos do abacaxizeiro pode-se extrair a bromelina,
uma enzima nobre que ajuda a decompor proteínas [17].
Apesar de manter uma área de cultivo muito maior do que outros países, o Brasil
ainda não detém completamente as técnicas que permitem a alta produtividade dos
abacaxizais asiáticos. Basicamente, no país, cultivam-se as variedades Pérola, preferida
pelo mercado in natura, e Havaí ou Smooth Cayenne, que produz um fruto maior, com
maior teor de sólidos solúveis, mais ácido e resistente e que, por isso, é normalmente
destinado à exportação e às indústrias de compotas, polpas e sucos [17].

12
O abacaxí Havaí é a cultivar mais plantada no mundo, correspondendo a 70% da
produção mundial. É uma planta robusta, de porte semi-ereto e folhas praticamente sem
espinhos. Possui formato cilíndrico; peso entre 1,5 e 2 quilos; coroa relativamente
pequena; casca de cor amarelo-alaranjada e polpa amarela, firme, rica em açúcares, e de
acidez elevada. Essas características o tornam adequado para industrialização [18].
O abacaxi da variedade Havaiana é o grande destaque das lavouras do município
de Canápolis, em Minas Gerais. A cidade fica no Triângulo Mineiro e tem cerca de 11
mil habitantes. A fruta, importante fonte de renda do município, começa a ganhar
mercados no exterior. O abacaxi é responsável por cerca de 30% das riquezas geradas
pelo município. Na região são cultivados 1.500 hectares que produzem anualmente 45
mil toneladas, 21% da produção do Estado [19].
2.1.3.2. A Acerola
De cor vermelha bem forte quando madura, variando entre os tons alaranjados e
o púrpura, com um perfume semelhante ao da maçã, de sabor levemente ácido, polpa
macia e cheia de suco, a acerola já era usada há muitos séculos pelos nativos da região
das Antilhas, da América Central e do norte da América do Sul [14]. A acerola ou cereja
das Antilhas (Malpighia glabra L.) é originária da América Tropical, sendo amplamente
cultivada nas regiões nordeste e sudeste do Brasil. A forte demanda nutricional, aliada
às condições climáticas favoráveis do Brasil, tem gerado oportunidades importantes
para o cultivo, processamento e comercialização desta fruta [20].
Os frutos são uma drupa de superfície lisa ou dividida em três gomos, com
tamanhos variados de 3 a 6 cm de diâmetro. Possui polpa carnosa e suculenta [21].
No mercado, encontram-se vários produtos alimentícios de acerola, sendo as
formas mais comuns de comercialização, a acerola in natura, a polpa congelada e suco
engarrafado [24]. Seu principal atrativo é o alto teor de vitamina C, sendo também rica
em outros nutrientes como carotenóides, tiamina, riboflavina e niacina [23].
O interesse pela acerola e os estudos sobre suas potencialidades econômicas, só
foram despertados a partir dos anos 40, quando cientistas encontraram na porção
comestível da fruta altos teores de ácido ascórbico, ou seja, vitamina C. Descobriu-se
que na mesma quantidade de polpa de fruta, a acerola concentra, aproximadamente, até

13
100 vezes mais vitamina C que a laranja e o limão, 20 vezes mais que a goiaba e 10
vezes mais que o caju e a amora. Assim, bastariam quatro unidades da fruta por dia para
suprir todas as necessidades de vitamina C de uma pessoa adulta saudável [17].
Foram os grandes grupos agroindustriais que se apropriaram rapidamente da
cultura da fruta no Brasil, objetivando a exportação da polpa congelada e de seus
derivados, levando o Brasil a ocupar a posição de maior produtor, consumidor e
exportador mundial de acerola [17].
Na indústria alimentícia, sua polpa tem sido utilizada para enriquecimento
vitamínico de sucos e néctares de outras frutas, como antioxidante e para preservar
conservas de frutos enlatados, secos ou frigorificados, atuando como conservador
natural. É oportuna a realização de pesquisas para obtenção de produtos derivados da
acerola, tais como geléias, sorvetes, doces e misturas com outros produtos [24].
Os frutos da aceroleira apresentam rendimento de suco entre 59 e 75% do seu
peso, sólidos solúveis 16,60%; acidez titulável 1,36% e pH 3,30. Em 100 g de polpa, é
encontrada a seguinte composição: Vitamina C 1.200-2500mg; proteína 0,68g; tiamina
24ug; riboflavina 73ug; niacina 480ug; ácido pantotênico 205ug; cálcio 11,70mg;
fósforo 10,90mg; ferro 0,24mg; sódio 10ug [25].
O ºBrix é utilizado na agroindústria, para intensificar o controle da qualidade do
produto final, controle de processos, ingredientes e outros, tais como: doces, sucos,
néctar, polpas, leite condensado, álcool, açúcar, licores e bebidas em geral, sorvetes,
entre outros. Os sólidos solúveis totais (ºBrix) são usados como índice de maturidade
para alguns frutos, e indicam a quantidade de substâncias que se encontram dissolvidos
no suco, sendo constituído na sua maioria por açúcares. Na polpa de acerola, pode ser
encontrado um valor mínimo de 5,5 ºBrix [26].
Os açúcares solúveis presentes nos frutos na forma combinada são responsáveis
pela doçura, sabor e cor atrativas como derivado das antocianinas e pela textura, quando
combinados adequadamente polissacarídeos estruturais. O teor de açúcares aumenta
com a maturação dos frutos [21].
O desenvolvimento de novos produtos à base de acerola poderá favorecer a
necessária ampliação de seu mercado, estabilizado depois de um rápido crescimento.

14
Esse avanço também depende de avanços tecnológicos no cultivo e na
agroindustrialização da fruta [27].
2.1.3.3. O Maracujá
O maracujá é uma trepadeira originária da América Tropical; pode atingir 10m
de comprimento e exige sistemas de condução, suportes parecidos com cercas [28].
O Brasil possui cerca de 150 espécies, e aproximadamente 60 delas são
comestíveis. Mas apenas duas, no momento, são aproveitadas comercialmente no país: o
amarelo ou azedo (Passiflora edulis f. flavicarpa) e o doce (Passiflora alata) [29].
O Brasil é o maior produtor mundial com uma produção de 330 mil toneladas, e
uma área de aproximadamente 33 mil hectares, onde se cultiva o maracujá amarelo com
cerca de 95% dos plantios e o maracujá doce apenas 0,5%. O Estado da Bahia é o
principal produtor, em seguida, os Estados de São Paulo, Sergipe e Minas Gerais [29].
O maracujá é uma fruta rica em vitamina C e niacina (vitamina do complexo B).
Contém também boas quantidades de ferro, cálcio, fósforo e fibras [30].
Os principais produtos do maracujá são o suco concentrado e a polpa que são
base para fabricação de vários outros, como [5]:
Bebidas – principalmente sucos, néctares, licores, aperitivos e coquetéis de frutas;
Laticínios – utilizados em iogurtes, misturas de leite e sorvetes;
Confeitaria – utilizados em bolos, doces e recheios para bombons;
Geléias e geleiados;
Alimentos enlatados – utilizados em saladas de frutas tropicais, onde os pedaços de
frutas são colocados em xarope de maracujá.
2.1.3.4. O Morango
O morangueiro é um híbrido originado de um cruzamento acidental ocorrido na
Europa em 1750 entre o morango-chileno e o morango-americano; seu cultivo no Brasil
iniciou-se em escala comercial em 1960 com o lançamento da cultivar ‘Campinas” [29].

15
É uma espécie olerícola, enquadrada popularmente no rol das pequenas frutas,
que se destaca pelo aspecto atraente e sabor diferenciado, quando consumida "in natura"
ou através de múltiplas maneiras de processamento [29].
No aspecto econômico tem mercado garantido nas principais economias
mundiais, especialmente nos Estados Unidos, o maior produtor mundial da fruta fresca,
com cerca de 900 mil toneladas anuais e na produção congelada, com aproximadamente
205 mil toneladas. Completam o elenco dos maiores países produtores da fruta fresca a
Espanha com 350 mil toneladas, o Japão com 180 mil toneladas, a Polônia com 150 mil
toneladas e o México com 141 mil toneladas [32].
O Brasil não figura entre os maiores países produtores. A produção nacional está
em torno de 100 mil toneladas, concentrada principalmente, nas Regiões Sudeste e Sul.
O maior Estado produtor é Minas Gerais com oferta superior a 30 mil toneladas, depois
São Paulo com 29 mil toneladas e o Rio Grande do Sul com 11 mil toneladas [32].
O Estado de Minas Gerais tem na região de Pouso Alegre, situada no Sul do
estado, o principal Pólo de produção de morangos do país. Na região, aproximadamente
3.000 produtores cultivam mais de 1.000 hectares e geram uma produção anual de cerca
de 30 mil toneladas, equivalente a mais de R$ 23 milhões por safra [35].
O morango contém grande quantidade de vitamina C, que evita a fragilidade
dos ossos, má formação dos dentes, dá resistência aos tecidos, age contra infecções,
ajuda a cicatrizar ferimentos e evita hemorragias. Ele possui também, em menor
quantidade, vitamina B5 (Niacina) e Ferro. A Niacina tem como função evitar
problemas de pele, aparelho digestivo, sistema nervoso e reumatismo; e o Ferro é
importante, pois faz parte da formação do sangue [33].
Natural ou em sucos, o morango é recomendado como auxiliar do tratamento da
gota e reumatismo. É eficiente contra infecções do fígado, garganta e vias urinárias [33].
2.1.4. Tecnologia de Alta Pressão no Processamento de Alimentos
Com a globalização, indústrias de alimentos a nível mundial têm buscado
mudanças, visando aumento da produtividade e qualidade dos seus produtos, de forma a
fazer frente a mercados cada vez mais competitivos e conquistar nichos de mercado

16
específicos. Nesse sentido, a pesquisa e desenvolvimento (P&D) de tecnologias
alternativas de conservação, que propiciem a obtenção de produtos com melhores
características comparativamente aos processos envolvendo tratamento térmico, vêm
sendo realizada em vários países, em empresas, universidades e institutos de pesquisa.
Dentre essas tecnologias, destacam-se o tratamento ôhmico, o processamento por
campos eletromagnéticos, as tecnologias de ultrassom e membranas, a irradiação
ionizante, e, em especial, a tecnologia de Alta Pressão Hidrostática (APH) [34].
Há ainda quem duvide da utilidade de incluir na dieta produtos industrializados,
pois em seu processamento pode ocorrer a destruição, mesmo que em pequenas
proporções, de alguns nutrientes. Porém, nos últimos tempos tem-se conseguido reduzir
consideravelmente essas perdas pelo uso de técnicas aperfeiçoadas [35].
Para polpas e sucos de frutas, por serem produtos cujas características de sabor e
frescor são degradadas quando submetidos a tratamento térmico, a conservação através
do tratamento de APH passa a ser vantajosa. O produto tratado através de Alta Pressão
tende a apresentar características nutritivas, funcionais e sensoriais mais próximas às do
produto natural, quando comparado ao produto tratado termicamente [10].
No processo de APH, como o próprio nome sugere, os alimentos são submetidos
a pressões acima de 100 MPa (1 MPa = 145,038 psi = 10 bar). Em sistemas comerciais,
as pressões utilizadas estão na faixa de 400 a 700 MPa. Na pressurização, realizada em
espaço confinado, emprega-se um fluido (que no caso da APH é a água) que atua como
meio de transferência da pressão. A pressão é aplicada igualmente em todas as direções,
o que permite aos sólidos a retenção de seu formato original. Uma das vantagens desse
processo sobre os convencionais é que a compressão isostática independe do tamanho e
geometria do produto. A pressão aplicada e o tempo de aplicação dependem do tipo do
produto a ser tratado e do produto final desejado. Normalmente, a inativação enzimática
requer o uso de pressões mais elevadas do que a inativação microbiana [36].
Este método baseia-se em dois princípios gerais:
Princípio de Le Chatelier: Qualquer fenômeno (transição de fase, mudança de
conformação molecular ou reação química) acompanhado por redução de volume é

17
favorecido pelo aumento de pressão (e vice-versa). No caso de uma reação, a pressão
alterará o equilíbrio na direção do sistema de menor volume [10];
Princípio isostático: A pressão é transmitida de forma uniforme e quase instantânea
através de uma amostra. O processo de pressurização é, portanto, independente do
volume e da forma da amostra, diferente do processo térmico. Na alta pressão usa-se
um líquido de baixa compressibilidade, como a água [10].
Em geral, o processamento de alimentos sob pressões entre 200 e 600 MPa
(método hidrostático) inativa leveduras, fungos e a maioria das células vegetativas de
bactérias incluindo a maioria dos patógenos infecciosos presentes nos alimentos;
esporos de bactérias e fungos não são inativados por pressões de até 1000 MPa [10].
O princípio de destruição e/ou inativação de microorganismos deteriorantes
baseia-se no rompimento de membranas e organelas celulares e desnaturação de
proteínas componentes das membranas lipoprotéicas, bem como das enzimas
microbianas. A desnaturação protéica é também responsável pela inativação de enzimas
deteriorantes originárias do próprio alimento [37].
Essa tecnologia permite a conservação das vitaminas e mantêm o sabor
praticamente igual ao da fruta in natura. Obtém a destruição ou inativação de
microrganismos e enzimas deteriorantes, sem destruir vitaminas e compostos
responsáveis pelo aroma e sabor, já que não afeta as ligações covalentes responsáveis
pela estabilização destes compostos. Com esta tecnologia mais de 95% das vitaminas
serão preservadas e o sabor não será modificado [38].
Além de propiciar a conservação dos alimentos, a tecnologia de alta pressão
apresenta grande potencial de utilização industrial nas seguintes áreas [34].
Alteração de textura de alimentos, como a capacidade de originar a formação de géis;
Controle de formação de cristais a temperaturas abaixo de 0°C;
Extração de componentes orgânicos;
2.1.4.1. Sistema de Alta Pressão
Os principais componentes de um sistema de alta pressão são [39]:

18
Um tanque de pressão e seu revestimento;
Um sistema de geração de pressão;
Um dispositivo de controle de temperatura;
Um sistema de manuseio de matérias.
Grande parte dos tanques é feita de monoblocos de uma liga de aço altamente
elástica que pode suportar pressões de 400 a 600 MPa. Para pressões mais altas, são
usados tanques pré-estressados multicamadas ou enrolados de fio. Os tanques são
fechados hermeticamente por uma tampa de aço tramado, uma tampa que possui rosca
com fendas, ou por uma moldura lacrada posicionada sobre o tubo [39].
2.1.5. Polpas de Fruta
Polpa de fruta é o produto não-fermentado, não-concentrado, não-diluído, obtido
por esmagamento das partes comestíveis de frutas carnosas por processos tecnológicos
adequados. As frutas devem estar sãs, limpas, isentas de parasitas e de detritos animais
ou vegetais. Não deve conter fragmentos das partes não comestíveis da fruta, nem
substâncias estranhas à sua composição normal, exceto as previstas pela legislação [7].
Os grandes centros urbanos demandam produtos de maior conveniência, como a
polpa congelada, porém com a cor, o sabor, os componentes nutricionais e funcionais
das frutas “In natura”. A utilização de alimentos prontos e semi-prontos, ganha espaço
em países onde a mulher tem maior participação no mercado de trabalho, devotando
menos tempo às atividades domésticas. Além disso, alimentos diversificados e de fácil
preparo são importantes na alimentação coletiva, em aviões, tropas militares etc. [40].
A polpa congelada, por apresentar características de praticidade, vem ganhando
popularidade, entre donas de casa, restaurantes, hotéis, lanchonetes, hospitais, e outros,
onde é utilizada, principalmente, no preparo de sucos [41]. E elas atendem ao hábito que
a maioria das pessoas tem, de consumir sucos de frutas naturais em qualquer época do
ano sem depender da sazonalidade [40].
As polpas de frutas têm como características gerais, alta atividade de água (>
0,95), potencial de óxido redução elevado e pH baixo, sendo a acidez um fator de
inibição da microbiota deteriorante [7].

19
CAPÍTULO III ANÁLISE DE MERCADO

20
3. ANÁLISE DE MERCADO
3.1. A Fruticultura no Brasil
A agroindústria é um dos principais segmentos da economia brasileira, com
importância tanto no abastecimento interno como no desempenho exportador do Brasil.
Estima-se que sua participação no Produto Interno Bruto (PIB) seja de 12%, tendo
assim uma posição de destaque entre os setores da economia [42].
O agronegócio brasileiro de frutas ganhou bastante dinamismo nos últimos anos,
impulsionado pelo crescimento do mercado interno e das exportações. Dispersa por todo
o território nacional, a fruticultura destaca-se economicamente nas regiões Sul
(temperadas), Sudeste e Nordeste (tropicais) [43].
O mercado de frutas tem crescido de forma acentuada, apresentando uma grande
demanda no consumo de frutas frescas e processadas, tornando-se cada vez mais
exigente em qualidade, pressionando a busca por novas tecnologias de produção,
colheita, pós-colheita, armazenamento, transporte e comercialização [9].
Em 2010, a produção brasileira de frutas cresceu consideravelmente em relação
ao ano anterior. Segundo números do Instituto Brasileiro de Geografia e Estatística
(IBGE), a safra foi de 43,164 milhões de toneladas, cerca de 5,17% a mais do que em
2009. Agora, a expectativa do Instituto Brasileiro de Frutas (IBRAF) é de que o
resultado se repita em 2011, com um incremento entre 4% e 5% [46].
3.2. O Mercado de Sucos e Polpa de Frutas no Brasil
O Brasil é o terceiro maior produtor mundial de frutas, com cerca de 43 milhões
de toneladas/ano, conforme já mencionado, ocupando uma área de mais de 2 milhões de
hectares. Paralelamente a esse segmento, a produção de polpas de frutas naturais vem se
notabilizando pelo forte crescimento do consumo [46]. Segundo o Instituto Brasileiro de
Frutas (IBRAF), apenas 5% da sua área cultivada são destinadas ao setor de polpas [7].
O setor de sucos de frutas ocupa um papel de destaque no agronegócio sendo um
dos maiores negócios do mundo, com especial parcela reservada aos países em
desenvolvimento, hoje responsáveis por metade das exportações mundiais [46].

21
Pode-se definir dois tipos de canais de comércio para esse mercado de néctares,
sucos, água de coco, polpa de fruta e demais bebidas a base de frutas, sendo eles os
canais off-trade e on-trade. O canal off-trade diz respeito aos produtos comercializados
em estabelecimentos, onde não ocorre o consumo imediato, como por exemplo, em
supermercados, hipermercados, distribuidores e mercearias. Já o on-trade, diz respeito
aos produtos comercializados e consumidos dentro dos estabelecimentos comerciais,
como por exemplo, em lanchonetes, bares, restaurantes, casas de suco e hotéis. De
acordo com essa classificação, a VITAL POLPA® se encaixa no canal off-trade.
A categoria 100% suco comercializou em 2010 R$ 882,8 milhões de reais pelo
canal off-trade, o que é equivalente a 21,7% do total das vendas nesse canal. Apenas as
vendas de polpa de frutas, atingiram nesse mesmo ano, R$ 99,3 milhões de reais. A
Tabela 1 mostra o histórico das participações das categorias no mercado de bebidas de
frutas em termos de valor movimentado. A análise engloba os anos de 2005 a 2010 [47].
Categorias 2005 2006 2007 2008 2009 2010
100% suco (Polpa de Fruta/ Água de Coco) 413,7 442,1 526,8 627,4 747,5 882,8
Bebidas a Base de Suco (até 24% Suco) 656,6 718,5 835,6 893,8 991,1 1.089,6
Néctar e Sucos (25-99% Fruta) 1.168,7 1.315,5 1.368,5 1.533,9 1.686,5 2.090,8
Total 2.239,0 2.476,1 2.731,0 3.055,0 3.425,0 4.063,3
Tabela 1: Participação das categorias no Mercado brasileiro pelas vendas no
canal off-trade em milhões de reais.
O Brasil conta com 150 indústrias processadoras de frutas tropicais, distribuídas
em Sucos, Polpas e água de Coco. Essas frutas processadas geram o equivalente a 227,8
mil toneladas/ano de sucos, polpas e água de coco. Deste volume, 68,6% é do segmento
de sucos; 18,3% de polpas e 13,1% de água de coco, como observado na Figura 4 [29].
Figura 4: Gráfico da distribuição Percentual na Produção da Indústria
Processadora de Frutas Tropicais por segmento (Fonte: ASTN / APEX).

22
De acordo com estudos realizados pelo Ministério da Agricultura e pela
Organização das Nações Unidas para Agricultura e Alimentação (FAO), o consumo de
frutas frescas previsto para os próximos 15 anos será duplicado e o de congelados e
sucos crescerá 25% [7]. E segundo o IBRAF, o consumo mundial de sucos de frutas e
néctares é de cerca de 80 bilhões de litros. A expectativa de crescimento e consumo nas
nações desenvolvidas, nos próximos anos, é marginal, mas os analistas apostam que nas
nações menos desenvolvidas o consumo deverá dobrar até 2020 [48].
O volume da categoria 100% suco comercializado no canal off-trade no Brasil
em 2010 foi igual a 123400000 L. Desse total, 22,3 milhões são equivalentes apenas à
polpa de fruta (18,1%). Na Tabela 2, pode-se observar o histórico da participação das
categorias nesse mercado por volume comercializado em milhões de litros [47].
Categorias 2005 2006 2007 2008 2009 2010
100% suco (Polpa de Fruta/ Água de Coco) 86,80 88,90 99,50 109,00 118,30 123,40
Bebidas a Base de Suco (até 24% Suco) 188,70 217,70 253,20 268,40 283,20 294,50
Néctar e Sucos (25-99% Fruta) 226,90 302,50 344,70 382,60 411,30 454,50
Total 542,40 609,20 697,40 760,00 812,80 872,40
Tabela 2: Vendas das categorias no Mercado brasileiro por volume
comercializado off-trade em milhões de litros.
Alguns dados do mercado de sucos prontos demonstram as excelentes
perspectivas para o setor. Enquanto no Brasil o consumo anual é de dois litros de sucos
por pessoa, na Argentina é de cinco litros, no México é de nove litros, nos Estados
Unidos é de 40 litros e na Alemanha é de 47 litros. Há muito espaço para o crescimento
deste mercado. Acredita-se numa demanda brasileira imediata de 10 litros por pessoa,
somente de suco de laranja natural, sem contar os produtos industrializados [49].
Outros dados reforçam esta tendência. Enquanto o crescimento do setor de
refrigerantes foi de 1,3%, entre 2005 e 2006, o de sucos prontos foi de 12%, sem incluir
o suco natural. O consumo passou de 197 para 221 milhões de litros. Há mais de cinco
anos que o mercado cresce, percentualmente, a patamares superiores a dois dígitos [50].
Verifica-se uma tendência de substituição do suco de frutas pronto pela polpa
industrializada, tendo em vista as suas vantagens (não utilização de aditivos e
conservantes químicos, menor preço da polpa em razão dos custos de embalagem), além
da manutenção do sabor natural da fruta [49].

23
A polpa industrializada destina-se principalmente à produção de sucos
concentrados, para o abastecimento do mercado interno e de exportação. Os negócios de
sucos de frutas nos mercados internos e externo são de extremo interesse num contexto
de desenvolvimento da agroindústria brasileira e mundial, devido ao grande crescimento
do mercado internacional destes produtos nos últimos trinta anos [7].
O mercado de polpas de frutas não possui dados consolidados sobre o setor em
função da grande quantidade de pequenos produtores e, principalmente, devido ao
mercado informal. As polpas de frutas estão presentes em todo o varejo nacional, desde
as grandes redes de supermercados até as pequenas lojas de bairro [9].
3.3. Perfil do Consumidor e Razão de Consumo
A conscientização do consumidor quanto à importância de uma dieta à base de
frutas, seu valor nutricional, imensa riqueza de aromas e sabores e a tendência cada vez
maior de se consumir alimentos processados com as mesmas características do alimento
in natura, têm contribuído para o aumento do consumo de polpas de frutas e seus
derivados. As polpas são utilizadas para consumo direto ou matéria-prima em indústrias
de sucos, geléias, néctares, sorvetes, iogurtes, produtos de confeitaria, entre outros [51].
Soma-se a essa conscientização, uma maior necessidade de administração do
tempo, que é uma marca da atualidade; as pessoas passam o dia no trabalho e, quando
estão em casa ou têm tempo livre, preferem dedicar-se ao lazer. As polpas de frutas
congeladas são uma alternativa aos sucos prontos ou concentrados, e às frutas in natura;
e, são mais um exemplo de como agregar praticidade à preocupação com a saúde [9].
Congelar a polpa é um método de conservação que preserva as características da
fruta e permite seu consumo nos períodos de entressafra. Além disso, esse processo
consiste numa alternativa para a utilização de frutas que não atendam ao padrão de
comercialização do produto na forma natural, cujo preço não seja compensador [51].
Cada vez mais os consumidores demandam produtos de qualidade comprovada.
Por isso, o fator qualidade é o principal valor que se deve agregar ao produto ofertado,
principalmente quando se trata de alimentos. Essa preocupação vem se refletindo nas
políticas de algumas indústrias de polpas, que estão buscando se adequar a padrões de
qualidade, realizando análises físico-químicas e bacteriológicas, e utilizando
24
embalagens seguras e que forneçam informações corretas em relação ao valor
nutricional [7].
Em relação ao perfil do consumidor de polpas, sabemos que se trata de um grupo
de pessoas bem heterogêneo, amplo e diversificado, abrangendo todas as faixas etárias,
sexo, classes sociais e concentram-se em cidades de portes maiores [52]. Assim, nossas
vendas vão ser voltadas para o comércio off-trade, composto por distribuidores,
supermercados e mercearias, que por sua vez vão repassar nossos produtos para um
mercado consumidor composto por restaurantes, hotéis, bares, fast-foods, lanchonetes e
casas de sucos localizados no estado do Rio de Janeiro, com população de 15.993.583
de habitantes, de acordo com o último senso realizado pelo IBGE [55].
O Estado do Rio de Janeiro está situado na Região Sudeste, que responde por
mais de 2/3 do PIB brasileiro, faz limite com os Estados de São Paulo, Minas Gerais e
Espírito Santo. Possui uma área de 43.910 km², sendo o Estado de maior densidade
demográfica do Brasil: 349,7 habitantes/km². Ocupa a posição de segundo pólo
econômico do país, com participação de 14,5% no PIB nacional [56].
No Estado do Rio de Janeiro existem 7.400 padarias [57]; de acordo com a
ASSERJ (Associação de Supermercados do Estado do Rio de Janeiro), há 1035
supermercados espalhados por todo o estado [58]; e de acordo com o SindRio (
Sindicato de Hotéis, Bares e Restaurantes, entidade que representa a categoria), existe
um universo com cerca de 15.000 estabelecimentos no município do Rio de Janeiro,
gerador de 120.000 empregos diretos no setor de hospedagem e alimentação [59].
3.4. Análise dos Concorrentes no Mercado Brasileiro de Polpa de Fruta
O Brasil possui um mercado consumidor de polpa congelada bem heterogêneo,
amplo e diversificado. Assim, pode-se dizer que praticamente todos os estabelecimentos
que trabalham com alimentos, além das indústrias que produzem sucos, doces, iogurtes
e sorvetes, comercializam polpas de fruta congelada. E esse tipo de negócio encontra-se
em crescente expansão no Brasil e nos países vizinhos, favorecendo tanto o produtor
rural, quanto o empreendedor que deseja montar o seu próprio negócio. Logo, pode-se
concluir que existe uma forte concorrência no mercado, onde a distinção é obtida pela
qualidade e variedade dos produtos oferecidos aos Clientes.

25
Para elaboração dessa análise dos concorrentes, a VITAL POLPA® considerou
as grandes empresas de polpas de frutas, néctares e sucos, que comercializam seus
produtos também no Estado do Rio de Janeiro e com qualidade, podendo fornecer à
empresa um perigo em termos de concorrência.
Assim, o histórico da participação das marcas no Mercado brasileiro de sucos
pelo seu volume total comercializado off-trade pode ser conferido na Tabela 3 [47].
Marca Nome da Companhia (GBO) 2007 2008 2009 2010
Del Valle Jugos del Valle SAPI de CV 12,6 13,5 24,5 25,6
Su Fresh Wow Indústria e Comércio Ltda 6,7 7,2 8,4 8,7
Tampico Tampico Beverages Inc 8,0 7,9 7,0 6,6
Kero-coco Amacoco Água de Côco da Amazônia Ltda 5,7 5,8 6,0 6,0
Skinka Primo Schincariol Indústria de Cervejas e Refrigerantes Ltda 3,5 3,8 3,7 3,7
Maguary Empresa Brasileira de Bebidas e Alimentos Ltda - - 2,8 3,0
Top Fruit General Brands do Brasil Indústria e Comércio Ltda 1,2 1,2 1,9 1,9
Tial Tropical Indústria de Alimentos Ltda 2,1 2,0 2,0 1,9
Guaravita Viton 44 Indústria, Comércio e Exportação de Alimentos Ltda 1,6 1,6 1,6 1,6
Jandaia Industrial e Comercial Jandaia Ltda 1,2 1,2 1,3 1,2
Camp General Brands do Brasil Indústria e Comércio Ltda 0,6 0,8 0,9 0,9
Jussy Sun-Home Indústria de Alimentos Ltda 0,7 0,7 0,7 0,7
Maisa Icefruit Comércio de Alimentos Ltda 0,7 0,7 0,7 0,7
Izzy Pomar SA Industrial e Comercial 0,7 0,7 0,7 0,6
Dafruta Empresa Brasileira de Bebidas e Alimentos Ltda - - 0,5 0,5
Fruthos Primo Schincariol Indústria de Cervejas e Refrigerantes Ltda - 0,3 0,4 0,5
Doce Mel Frutos da Bahia Ltda 0,4 0,3 0,3 0,3
Fast Fruit Usina Nova América SA 0,3 0,3 0,3 0,3
Top
Orange
General Brands do Brasil Indústria e Comércio Ltda 0,2 0,2 0,2 0,2
Native Usina São Francisco SA 0,1 0,1 0,1 0,1
Nestlé Nestlé Brasil Ltda 0,3 0,3 0,2 -
Maraú Milani AS 0,2 0,2 0,1 -
Minute
Maid
Coca-Cola Indústrias Ltda - 8,5 - -
Kapo Coca-Cola Indústrias Ltda 5,3 5,8 - -
Maguary Kraft Foods Brasil AS 2,9 2,8 - -
Parmalat Parmalat Brasil AS 1,1 0,8 - -
Dafruta Dafruta Indústria e Comércio SA 0,6 0,5 - -
Danone Danone Ltda 0,4 0,4 - -
Minute
Maid
Mais Indústria de Alimentos SA 8,7 - - -
Tampico TBW Alimentos Ltda 0,6 - - -
Private
label
Private Label 0,7 0,8 0,8 0,8
Outras Outras 32,9 31,6 34,9 34,2
Total Total 100,0 100,0 100,0 100,0
Tabela 3: Histórico da Participação das Marcas no Mercado brasileiro de sucos
pela porcentagem de volume total comercializado pelo canal off-trade.

26
Especificamente no comércio de polpa de frutas, pode-se perceber analisando a
Tabela 3, que uma forte concorrente é a marca Maisa, da empresa Icefruit, porém, na
categoria de outras marcas existem ainda as empresas De Marchi, que possui clientes
como Unilever, Kibon, Nestlé, Danone, Sucos Del Valle, Parmalat, Yakult, Predilecta,
Casa do Pão de Queijo, Habib's e outras, a PULP FRUIT, que é uma empresa pioneira
no sistema de pasteurização de polpa de fruta natural e integral e a Niagro-Nichirei do
Brasil Agrícola Ltda, fundada com o objetivo de desenvolver um projeto de Acerola
com elevado padrão de qualidade e produtividade.
3.5. Estudo dos Fornecedores
A VITAL POLPA® possui quatro fornecedores principais e por questões de
segurança possuímos mais alguns secundários. Assim como a empresa, todos estão
localizados no sudeste brasileiro, podendo nos fornecer as frutas com maior rapidez.
Na Tabela 4 pode-se observar os fornecedores de frutas da VITAL POLPA®,
sua localização e preços. Os fornecedores grifados são os principais e os demais visam
suprir eventuais necessidades.
Frutas Fornecedores Localização Preço Médio (R$/kg)
Itamar Ferreira Canápolis (MG) 0,55
Abacaxi Ceasa Contagem (MG) 0,95 a 1,3
Ceasa Grande Rio (RJ) 1,3
Ceagesp Vila Leopoldina (SP) 1,12 a 1,24
Sítio Bela Vista Indaiatuba (SP) 0,95
Acerola Ceasa Grande Rio (RJ) 3,4
Ceagesp Vila Leopoldina (SP) 7,14
José Onofre da Silva Formiga (MG) 0,7
Maracujá Ceasa Grande Rio (RJ) 1
Ceasa Paty do Alferes (RJ) 1
Ceagesp Vila Leopoldina (SP) 1,79
André Paulo de Oliveira Pouso Alegre (MG) 3,3
Morango Ceasa Grande Rio (RJ) 2
Ceagesp Vila Leopoldina (SP) 7,78
Tabela 4 – Fornecedores de frutas, suas respectivas localizações e preços.
3.6. Análise do Market Share
O mercado de polpas de fruta possui excelente perspectiva, pois o
processamento de frutas traz praticidade para o consumidor e conserva as características

27
químicas e organolépticas da fruta in natura. O desenvolvimento de novas tecnologias
promove a manutenção das características sensoriais e nutricionais das frutas, atraindo o
consumidor sempre exigente. Portanto, a VITAL POLPA® traça seu market share
objetivando atingir 0,6 % do mercado nacional de polpas de frutas.
Usamos como base de cálculo que o volume de Sucos, Polpas e água de Coco
produzidos no Brasil é equivalente a 227,8 mil toneladas/ano e que deste volume, 18,3%
é a produção do segmento de polpas, que equivale a uma produção de 41.687,4
toneladas/ano. Vamos produzir 264 toneladas/ano, que corresponde a 1,0 tonelada/ dia.
Já em relação ao nosso canal específico de comercialização (off-trade), vamos
atingir aproximadamente 1,09%. Tendo como base de cálculo que o volume da
categoria 100% suco comercializado nesse canal em 2010 foi igual a 123,4 milhões de
litros e que desse total, 22,3 milhões são equivalentes apenas à polpa de fruta (18,1%).
As densidades das nossas polpas são: Abacaxi= 1,04g/mL, Acerola = 1,15g/mL,
Maracujá = 1,053g/mL e Morango = 1,1g/mL. Vamos produzir 66 toneladas/ano de
cada uma das frutas. Então nossa produção corresponde a 243.531,0 litros de polpa/ano.
28
CAPÍTULO IV PLANO DE MARKETING E DISTRIBUIÇÃO

29
4. PLANO DE MARKETING E DISTRIBUIÇÃO
4.1. Plano de Marketing
4.1.1. Análise de ambientes
Fatores Econômicos: Conforme os dados apresentados anteriormente, o segmento
da agroindústria cresceu consideravelmente no ultimo ano (4,7%). O Brasil é o
terceiro maior produtor de frutas do mundo e destina apenas 5% da sua área cultivada
à produção de polpa de frutas, mostrando que há bastante espaço e necessidade de
crescimento no setor. O consumidor cada vez mais preocupado em consumir produtos
saudáveis, nutritivos e com qualidade, mostra-se disposto a pagar por isso.
Fatores Sócio-Culturais: Devido à preocupação das pessoas com a saúde, existe
uma crescente busca por hábitos de vida mais saudáveis. Além disso, com o estilo de
vida atual, extremamente corrido, o consumidor procura cada vez mais alimentos
minimamente processados, de fácil preparo, livres de aditivos e estáveis no
armazenamento. Polpas de frutas submetidas ao processo de alta pressão hidrostática
são uma aposta inovadora, atendendo ao desejo desses consumidores.
Fatores tecnológicos: A tecnologia de alta pressão no processamento de alimentos é
uma alternativa aos processos convencionais. Permite a obtenção de produtos de alta
qualidade, com melhores características sensoriais e nutricionais quando comparados
aos processos envolvendo tratamento térmico; tal tecnologia possibilita que o cliente
opte por um produto saudável, diferenciado e que ainda não existe no mercado.
4.1.2. Definição do público-alvo
Segmentação Geográfica: A VITAL POLPA® localiza-se no município de Rio
Bonito no Estado do Rio de Janeiro e está situada às margens da BR101, permitindo
a abrangência da distribuição para demais cidades e regiões. Além disso, Rio Bonito
é servido por outras rodovias e possui uma estação ferroviária da linha Rio-Vitória.
Segmentação Psicográfica: Consumidores que buscam hábitos de vida mais
saudáveis através de produtos que apresentam maior conveniência, mantendo a cor e
sabor das frutas “in natura”, assim como seus componentes nutricionais e funcionais.

30
Segmentação Demográfica: Consumidores das Classes “A” e “B”, sem limite de
idade.
Segmentação Comportamental: A VITAL POLPA® investe em pessoas dispostas
a experimentar e pagar por produtos inovadores, diferenciados, mais saudáveis e
nutritivos. Um público que busca novas opções de alimentos, produtos de fácil
consumo e que se preocupa com a qualidade dos mesmos.
4.1.3. Definição da marca
Nome: VITAL POLPA®, pois o produto é uma polpa de frutas repleta de vitaminas,
associado à capacidade de manter as características nutritivas, funcionais e sensoriais
mais próximas às do produto natural. Vital traz uma idéia de essencial à vida.
Símbolo:
Nosso símbolo representa um momento do dia para se dedicar à saúde, nutrição
e bem estar, e lembra a natureza, trazendo novamente a idéia de um produto natural.
Slogan:
Slogan que faz alusão à busca por uma vida saudável, associada às propriedades
naturais das frutas. Além disso, o produto final não conta com adição de conservadores,
sendo a conservação garantida apenas pelo processo de alta pressão e pelo
congelamento, ratificando a idéia de um produto natural.
4.1.4. Estratégias de marketing
Estratégia é a produção de planos para atingir objetivos. Os planos desenhados
para atingir objetivos do marketing compõem as Estratégias de Marketing. Uma

31
estratégia de marketing e vendas especifica como o mercado será segmentado e como o
produto será posicionado, divulgado e que preço terá.
Nossa Estratégia de Marketing busca a conquista de vantagens sobre a
concorrência, para isso cinco fatores serão considerados essenciais: produto, preço,
praça (ponto de venda), pessoas e promoção/divulgação. Isso permitirá a VITAL
POLPA®, atingir e gerenciar seus objetivos de mercado. Nosso objetivo é colocar a
organização numa posição de cumprir eficazmente e eficientemente a sua missão.
4.1.4.1. Estratégias de produto
Na estratégia de produtos, a VITAL POLPA® tem como responsabilidade,
decidir sobre a lista de atributos e benefícios integrantes do produto, a marca, a
embalagem e a imagem criada para o mesmo. Os componentes da nossa estratégia são:
Objetivos de mercado, como vendas, participação de mercado e lucros;
Público-alvo selecionado, suas características e expectativas;
Benefícios e atributos do produto que o diferencie dos da concorrência e representem
valor para os clientes.
Patentes do produto;
Marca;
Embalagem;
Posicionamento e imagem desejados para a marca.
Visando atender as expectativas do consumidor e suprir a tendência mundial por
produtos saudáveis, oferecemos produtos com as seguintes características:
Praticidade - Pode ser consumido a qualquer hora do dia.
Saudável - Conservação das propriedades nutritivas das frutas, manutenção de suas
características originais e formulação balanceada.
Natural - Sem conservadores.
Visível - A embalagem será transparente para que o consumidor tenha certeza de que
está levando pra casa um produto com a qualidade VITAL POLPA®.
Qualidade - Tecnologia alternativa às tecnologias convencionais.

32
4.1.4.2. Estratégias de preços
Possuímos uma estratégia de preços baseada na penetração do produto no
mercado, com preços compatíveis com os do mercado e relativamente baixos quando
comparados com sua qualidade. Nosso objetivo é ganhar fatias do mercado e conquistar
consumidores. A margem de lucro aumentará gradualmente, conforme a consolidação
da marca e sua identidade, de forma que com o tempo conquistaremos uma maior fatia
do mercado. Uma negociação eficiente com nossos fornecedores permitirá a aquisição
de matérias primas com um preço justo, que será refletido em nosso preço de venda.
4.1.4.3. Estratégias de praça
Nossos produtos serão colocados à disposição dos nossos clientes nas épocas de
safra. Vamos produzir polpas de quatro sabores distintos, dedicando três meses
exclusivamente a uma única fruta. Assim, daremos oportunidade ao consumidor de
experimentar nossos produtos em sua melhor época, com suas melhores características.
O processo de alta pressão, combinado com o congelamento, permite que o
produto fique estocado por um longo período de tempo, mantendo suas características e
possibilitando que o distribuidor e o consumidor comprem a quantidade que quiserem,
estocando ou armazenando sob condições adequadas até quando desejarem consumir.
Localização – As polpas serão distribuídas na região sudeste, no Estado do Rio de
Janeiro. Os distribuidores vão comercializá-las em lanchonetes, restaurantes,
academias, quiosques, casas de sucos, hotéis, e lojas de produtos naturais.
Canal de Distribuição – Os produtos serão vendidos no canal vertical e no
segmento off-trade, a distribuidores, supermercados, hipermercados e mercearias.
4.1.4.4. Meios de divulgação
Internet - Possuímos um site para promover e aproximar nossos clientes da nossa
empresa e nossos produtos. Em nosso site, são veiculadas informações sobre nossos
produtos, nossa empresa, dicas de saúde e uma possibilidade de contato. Há um link
no site onde o consumidor pode dar suas opiniões sobre o produto, sugestões e
reclamações para cada vez melhor atendê-los, representando assim um dos canais do
SAC de nossa empresa. O endereço do site é: www.vitalpolpa.webnode.com.br

33
Amostra Grátis (Sampling) - Disponibilizaremos em locais freqüentados pelo nosso
público alvo e em diversos pontos de venda, para o consumidor ter conhecimento do
novo produto que chega ao mercado.
4.1.4.5. Estratégias de pessoas
As pessoas são as principais responsáveis pela geração e manutenção da
qualidade de nossos produtos e o bom andamento dos negócios. As diretrizes de nossa
gestão de pessoas estão descritas em nossa política de recursos humanos.
4.2. Avaliação Estratégica
4.2.1. Análise da matriz F.O.F.A.
A VITAL POLPA® baseia seu posicionamento estratégico na matriz F.O.F.A.,
que é um instrumento de análise simples e valioso, cujo objetivo é visualizar as forças e
fraquezas da empresa (ambiente interno) e oportunidades e Ameaças (ambiente externo)
de forma a tornar sua estratégia mais eficiente, corrigindo suas deficiências.
Forças
Características internas que representam
vantagens competitivas sobre concorrentes
ou uma facilidade para atingir os objetivos
propostos.
Produto prático, Natural e Saudável.
Tecnologia alternativa aos processos
convencionais.
Localização estratégica da empresa.
Calendário de produção baseado nas
safras. Agregando valor sensorial.
Fraquezas
Fatores internos que colocam a empresa em
situação de desvantagem frente à
concorrência ou prejudicam sua atuação no
ramo escolhido.
Pouca diversidade de sabores/ portfólio
limitado.
Tecnologia empregada demanda alto
custo inicial.
Marca ainda não consolidada no
mercado.
Ameaças
Situações externas nas quais se têm pouco
controle e que colocam a empresa diante de
dificuldades, ocasionando a perda de
mercado ou a redução de sua lucratividade
Grandes Concorrentes no mercado.
Concorrentes com marcas já
consolidadas no mercado.
Público alvo restrito.
Oportunidades
Situações positivas do ambiente externo
que permitem à empresa alcançar objetivos
e melhorar sua posição no mercado
Mercado possibilitando expansão.
Demanda por produtos saudáveis e
práticos.
Maior poder de compra do consumidor.
Nosso país ser o terceiro maior produtor
de frutas do mundo.
34
4.3. Estratégia de Distribuição
A Distribuição Física é o ramo da Logística Empresarial que trata da
movimentação, estocagem e processamento de pedidos dos produtos finais de uma
empresa. E o seu planejamento visa garantir a disponibilidade dos produtos requeridos
pelo cliente a um custo razoável, com qualidade, informação e dentro do prazo [49].
Para alcançar tal objetivo, deve-se conhecer a natureza do produto, o padrão de
sua demanda, as exigências de nível de serviço e os diversos custos de sua distribuição.
4.3.1. Tipo do canal de distribuição
Os canais de distribuição desempenham quatro funções básicas: indução e
satisfação da demanda, serviço de pós-venda e troca de informações.
A estratégia de distribuição da VITAL POLPA®, nos permitirá alcançar altos
padrões de competitividade. O sistema incluirá processos de logística que abrangem
desde a entrada de pedidos de clientes e distribuidores, até a entrega do produto no seu
destino final, envolvendo aí o relacionamento entre documentos, matérias-primas,
equipamentos, informações, insumos, pessoas, transportes, organizações e tempo.
Nos primeiros anos de produção, a VITAL POLPA® vai adotar o Canal Vertical
como estratégia de distribuição, pois como se trata de uma empresa nova e não
consolidada no mercado, os consumidores ainda não têm conhecimento dos produtos e
de suas vantagens. Dessa forma, conta-se com o auxílio de distribuidores ou atacadistas,
que possuam bastante contato com varejistas e diversos estabelecimentos comerciais.
Esse canal tem como desvantagem, não proporcionar um contato direto entre a
indústria e os consumidores, então, visando um estreitamento desse relacionamento,
criamos um site. Além disso, periodicamente vamos encaminhar um colaborador aos
locais de venda para inspecionar condições de armazenagem, comercialização dos
produtos, fazer pesquisas com clientes, varejistas e apresentar nossos produtos. A partir
das pesquisas e dos contatos pelo site, faremos o dimensionamento real da demanda,
gerando também padrões de consumo para modelar tendências.
Em uma abordagem simples e prática, nossa distribuição terá o seguinte fluxo:

35
Enviaremos um caminhão carregado com produtos a alguns distribuidores, e a
supermercados e hipermercados que possuam seus próprios centros de distribuição. O
distribuidor vende o produto a grandes empresas, hotéis, restaurantes e demais
varejistas, que por sua vez, estocam as mercadorias e as vendem para os consumidores.
Com o tempo, já teremos nos consolidado no mercado; assim, estudaremos a
possibilidade de distribuição dos produtos através de um Canal Múltiplo, otimizando o
desempenho da cadeia de suprimentos, utilizando mais de um canal de distribuição.
Essa diversidade de canais ofertados aos clientes vai nos permitir atingir diversos tipos
de consumidores, ampliando a atuação da nossa empresa no mercado.
Em ambos os casos, a VITAL POLPA® será responsável pelos serviços de pós-
venda, atendendo diretamente o consumidor através do SAC da empresa.
4.3.2. Níveis do canal de distribuição
A extensão de um canal de distribuição está ligada ao número de níveis
intermediários na cadeia de suprimento, desde a manufatura até o consumidor final.
Cada patamar de intermediação na cadeia de suprimento forma um nível do canal [50].
Serão adotados dois tipos de níveis de canais verticais:
1) Canal Vertical de Um Nível: canal utilizado para atender grandes varejistas, como
por exemplo, hipermercados. A distribuição será feita diretamente para o varejista.
2) Canal Vertical de Dois Níveis: canal utilizado para atender pequenos varejistas,
mercearias, academias, restaurantes, hotéis, lanchonetes e quiosques. Por esse canal há o
intermédio de um distribuidor ou atacadista.
4.3.3. Amplitude do canal de distribuição
A amplitude, definida para cada segmento intermediário da cadeia de
suprimento, é representada pelo número de empresas que nela atuam. Três tipos de
amplitude são normalmente observados na prática: distribuição exclusiva, distribuição
seletiva e distribuição intensiva [59].

36
A distribuição será Intensiva se o produto for de longo consumo, será Seletiva se
houver mais de um distribuidor, exigindo cobertura de mercado mais controlada e
menos dispendiosa, e será Exclusiva se o serviço requerido na distribuição for altamente
especializado, requerendo serviços de pré-venda, assistência técnica, crédito, etc [59].
A VITAL POLPA® adotará a distribuição seletiva como forma de atingir a
maior abrangência possível nos pontos de vendas, expandindo a distribuição em toda a
região de comercialização do produto.
4.3.4. Veículo utilizado para distribuição
A VITAL POLPA® contará com dois caminhões Ford Cargo modelo 815 para
transporte das polpas. Suas dimensões são: Eixo de 4,3m e comprimento total de 7m.
Possui capacidade de carga total de 5150kg. Cada caminhão será equipado com uma
carroceria frigorífica da marca Thermovita, com as seguintes especificações:
Comprimento externo de 4,8m, largura externa de 4,25m, altura interna de 2,2m e
capacidade de carga de 2500kg. Pode-se observar o caminhão da empresa, já equipado
com a carroceria frigorífica, na Figura 5.
Figura 5 – Foto do caminhão da empresa.
A frota própria de caminhões, equipados para transporte de produtos
refrigerados e congelados, garante a adequada manutenção da cadeia de frio até o
momento da entrega. As polpas serão transportadas a -25ºC para suprir as perdas de
temperatura e garantir que a temperatura do produto se mantenha a -18ºC.

37
CAPÍTULO V POLÍTICA DE RECURSOS HUMANOS

38
5. POLÍTICA DE RECURSOS HUMANOS
5.1. Introdução
Nossa Política de Recursos Humanos (RH) foi orientada de acordo com o
horizonte estratégico da organização.
A política de Recursos Humanos da VITAL POLPA® tem a missão de prover a
organização com as melhores práticas em gestão de pessoas, contratar obedecendo as
competências necessárias, manter nível adequado de capacitação, remunerar de acordo
com o mercado, reter e atrair talentos, estimular o crescimento pessoal e profissional,
visando melhorar os resultados para a empresa. Em um futuro próximo, temos a visão
da busca permanente pela excelência nessa área.
A tarefa de recrutar pessoas para a organização cabe ao psicólogo juntamente
com o Supervisor da área que necessita da contratação. É desejável que todos estejam
atentos a pessoas que contribuam para a missão da VITAL POLPA®.
A organização valoriza ética, honestidade, integridade, comprometimento,
sociabilidade, empenho, responsabilidade e respeito nas pessoas que irão integrar seus
quadros. As habilidades, aptidões e conhecimentos devem ser diferentes dependendo da
área em que cada um irá atuar, já as atitudes devem ser comuns a todos, de acordo com
as normas da empresa e haverá treinamento para todos os iniciantes.
Valorizamos as diferenças individuais, objetivando o desenvolvimento das
habilidades de cada profissional; nenhuma importância será dada à origem,
nacionalidade, raça, religião, sexo ou idade.
A política de Recursos Humanos da VITAL POLPA® está direcionada para a
modernização dos processos de gestão de pessoas, por meio do desenvolvimento e
motivação de um quadro de funcionários devidamente qualificado e focado no alcance
dos objetivos estratégicos que se deseja.
Buscamos por meio da humanização do ambiente de trabalho, da promoção de
um processo transformador e da adoção de uma política dinâmica de RH promover

39
ações que propiciem o desenvolvimento das potencialidades humanas, considerando-as
como agentes no alcance dos objetivos
5.1.1. Pesquisa de mercado de recursos humanos
Anualmente, a organização deve realizar pesquisas de mercado na área de
recursos humanos para manter-se atualizada quanto a patamares de remuneração,
benefícios e necessidades de atualização profissional.
Quanto à remuneração e aos benefícios, essa pesquisa englobará todas as
categorias profissionais, mas em relação à necessidade de atualização profissional, ela
atingirá as categorias de interesse para a empresa.
5.1.2. Recrutamento de pessoas
Usamos o recrutamento como a etapa inicial na busca e atração de colaboradores
para a empresa, fornecendo o número suficiente de candidatos para as vagas em aberto.
Os procedimentos de recrutamento que a organização adota são análise de
currículo; etapas de dinâmica de grupo; testes psicológicos e lógicos e entrevista.
Deverá ser anunciada pela organização uma descrição do cargo vago; um perfil
desejado do profissional; a disponibilidade de horário desejada e experiência necessária
para o preenchimento de cargos.
5.1.3. Seleção de pessoas
Visamos selecionar candidatos potencias para cumprir com nossas exigências de
mão-de-obra.
A seleção de pessoas será baseada nas necessidades contidas nas descrições de
cargo e no desempenho que elas tiveram ao longo das etapas de recrutamento. Será
levada em consideração para a seleção, uma carta de apresentação; a apresentação de
CV; as entrevistas com o responsável direto pelo cargo a ser ocupado; avaliação do
psicólogo; referências fornecidas por antigos empregadores; experiência anterior;
resultados da dinâmica de grupo e dos testes realizados.

40
5.2. Aplicação
A aplicação é orientada pela ênfase no desempenho eficaz das pessoas e na
contribuição que realizam para a missão. Prevê mudanças ao longo do tempo, de forma
que a organização possa atuar sempre de acordo com as exigências de seu tempo.
Um dos mecanismos que a organização adota para incentivar a eficácia de
desempenho das pessoas são as bonificações.
Trabalharmos com as principais fontes de recrutamento, ou seja, a interna e a
externa, onde os candidatos são recrutados dentro do próprio quadro de pessoal da
empresa ou via mercado de trabalho.
A alocação interna dos recursos humanos se dará por promoções, mudanças de
setores, efetivação de temporários e contratações de estagiários em trabalho conjunto
com as universidades de Rio Bonito, para estreitar os laços com o município, tendo em
vista as adaptações da Organização ao seu ambiente de atuação. Tem por objetivo a
valorização e o reconhecimento dos colaboradores e o aproveitamento de potenciais
desenvolvidos dentro da cultura da empresa.
O recrutamento externo se dará pelo preenchimento das vagas por meio de
proposta de emprego, banco de “curriculum vitae”, intercâmbio com outras
organizações, anúncios em classificados de jornais (aberto ou fechado) e/ou entidades
de ensino, placas na portaria, agências de emprego e internet através do nosso site.
5.2.1. Integração de pessoas ao trabalho
Os responsáveis pela tarefa de integração de novos profissionais à Organização
serão os supervisores de cada setor contratante juntamente com o psicólogo.
Esta integração se dará de forma contínua e natural, além de haver um período
de treinamento logo na primeira semana de trabalho, após a contratação.
Encaminhamos o candidato para exame médico admissional, garantindo o
cumprimento dos parâmetros e diretrizes gerais relativas à norma regulamentadora
específica.
41
Providenciamos junto ao candidato aprovado, toda documentação pertinente à
contratação, para composição do prontuário do recém-admitido.
As expectativas da Organização e dos profissionais devem ser discutidas e
negociadas sempre que uma das partes achar necessário, de forma que o desempenho
das pessoas na equipe esteja baseado em metas e especificações estabelecidas a cada
período proposto.
5.2.2. Desenho de cargos
Os critérios utilizados para o desenho de cargos serão: Nível educacional,
atividades a serem exercidas no cargo, pretensão salarial, responsabilidades e
experiência necessária.
A criação de cargos está subordinada às necessidades estratégicas, táticas e
operacionais da organização. Assim, a aprovação e a criação de cargos e do
organograma da Organização são de competência do Diretor.
5.2.3. Descrição e análise de cargos
Antes de contratar profissionais, a organização apresentará uma descrição do
cargo em aberto. Constará nessa descrição do cargo, as principais atividades do cargo,
sua natureza e amplitude de responsabilidades, formação e habilidades necessárias e os
resultados finais esperados do cargo.
Os cargos estarão sujeitos a modificações ou adaptações, de forma a acompanhar
as mudanças que estejam ocorrendo na empresa ou em seu ambiente de atuação, e os
profissionais receberão o treinamento necessário para realização de suas atividades.
5.2.4. Avaliação de desempenho
O desempenho dos profissionais durante sua permanência na equipe será
acompanhado por uma avaliação feita pelo supervisor e pelos próprios colegas de
equipe e através de um relatório das atividades realizadas. Além disso, uma avaliação
formal será feita a cada três meses.

42
Os critérios que serão utilizados na avaliação de desempenho são: cumprimento
de objetivos, satisfação dos públicos usuários e beneficiários, contribuição do
profissional aos resultados da organização ao longo do período.
O instrumento que será utilizado na avaliação de desempenho dos profissionais
será a análise de seus relatórios e sua comparação com os resultados obtidos pela
empresa no período. A responsabilidade de sua aplicação caberá aos cargos mais altos
de cada setor. Mas os procedimentos de avaliação também permitirão a avaliação dos
Superiores por sua equipe e a auto-avaliação de cada funcionário.
5.3. Manutenção
A manutenção deve ser orientada pelo respeito às diferenças individuais para o
melhor desenvolvimento das pessoas e do trabalho da organização. A convivência com
a diversidade exige flexibilidade. E essa atenção às diferenças será colocada em prática
pela proximidade entre os cargos e a preocupação da empresa com os funcionários.
Serão aproveitadas as qualificações e talentos dos profissionais para o bom
desempenho de suas funções. De forma que cada um será posto no cargo que mais se
adéqua a suas características pessoais e profissionais e serão livres para dar sugestões.
Além disso, serão feitas pesquisas de satisfação periódicas com os funcionários.
Alguns critérios básicos, como qualidade de vida no trabalho, administração por
objetivos participativa e democrática, adesão a objetivos organizacionais e outros serão
utilizados para contemplar diferenças individuais.
5.3.1. Remuneração e compensação
A remuneração dos profissionais será feita através de um plano de cargos e
salários compatíveis com os do mercado, haverá uma tabela de remuneração, hora-extra
e eventuais bonificações.
A título de estímulo diferenciado individual, a organização concederá, ao final
de cada avaliação, uma bonificação. Servirão de base para este cálculo, indicadores de
desempenho, competências individuais, resultados alcançados, avaliação dos colegas de
equipe e dos supervisores.

43
5.3.2. Benefícios e serviços sociais
Os benefícios a que têm direito os profissionais da organização são auxílio
alimentação e auxílio transporte.
5.3.3. Condições de trabalho
As condições de trabalho dos profissionais são: jornada de trabalho de 8 horas,
compensação por horas além do expediente, pagamento de diárias e ajudas de custo por
viagens a trabalho e outras a serem detalhadas em norma específica. Também
cumprimos e fazemos cumprir as normas de legislação em segurança e medicina do
trabalho, adotando medidas determinadas por órgãos competentes.
Além da atenção com os custos dos acidentes e a melhoria das condições de
trabalho visando maior produtividade, a VITAL POLPA® se preocupa com sua imagem
perante seu público-alvo, preocupação esta que não combina com condições precárias
de trabalho e um número elevado de acidentes. Assim, buscamos maneiras mais
eficientes de gerenciamento da segurança e saúde do trabalhador, utilizando-se uma
ferramenta essencial para as organizações que visa eliminar os riscos, através da
implantação de um sistema de melhoria contínua dos aspectos prevencionistas.
Identificamos e analisamos os riscos inerentes às atividades desenvolvidas por
nossos colaboradores, visando a preservação da saúde e da integridade dos
colaboradores pela antecipação, reconhecimento, avaliação e controle da ocorrência de
riscos ambientais existentes ou que venham a existir no ambiente de trabalho,
considerando a proteção do meio ambiente e dos recursos naturais.
A aplicação do Ciclo de Deming (Planejar, Executar, Verificar e Agir) e a
realização de auditorias, garantem uma constante revisão do sistema, analisando sua
eficácia e corrigindo não-conformidades que afetam a saúde e segurança do empregado.
5.4. Desenvolvimento
O desenvolvimento das pessoas na empresa será planejado, antecipando-se
acontecimentos e necessidades futuras, garantindo que as pessoas possuam as
habilidades e conhecimentos necessários às atividades propostas.

44
5.4.1. Treinamento
As necessidades de treinamento detectadas através de avaliações de desempenho
dos profissionais se articulam com os planos de desenvolvimento da organização. Fora
casos especiais, a maioria dos profissionais será encaminhada aos treinamentos pelos
seus supervisores, de acordo com as necessidades que os mesmos observarem. O diretor
deve participar das decisões sobre prioridades de treinamento.
5.4.2. Desenvolvimento organizacional
Quem determina os investimentos necessários ao desenvolvimento da Empresa
para que o desempenho planejado seja atingido é o Diretor, após recomendações feitas
pelos engenheiros. Também serão levadas em consideração, as sugestões feitas pelos
demais colaboradores, mas haverá uma séria avaliação quanto a custos e prioridades.
5.5. Monitoração
A monitoração se caracteriza cada vez mais por desenvolver e estimular
autocontrole e flexibilidade, tendo em vista que os profissionais devem manter com a
organização e seus públicos uma atitude de cooperação e engajamento na missão.
5.5.1. Banco de dados/sistemas de informação
Serão registradas logicamente em um banco de dados, as informações sobre cada
um de seus funcionários, colaboradores e seu desenvolvimento profissional.
5.5.2. Demissão
A demissão de um profissional deverá estar respaldada em critérios como
desempenho, relacionamento interpessoal, confiança e responsabilidade. Em nos
procedimentos de demissão deverão estar incluídos: entrevista de desligamento,
encaminhamento a novo empregador e acompanhamento com o psicólogo da empresa.
5.5.3. Controles de freqüência e desempenho
Serão estabelecidos controles com relação à freqüência, ao cumprimento de
objetivos e tarefas.

45
A freqüência dos empregados será observada através de folha de ponto. A
comunicação para soluções relativas a ausências, afastamentos e férias deverá ser feita
entre os Supervisores e seus subordinados. Caso isso não seja possível, deverá ser feita
junto ao setor de Recursos Humanos.
Haverá o incentivo ao crescimento profissional dentro da Empresa. E um
possível remanejamento de pessoas se baseará em critérios de desempenho apresentado,
aptidões para realizar novas tarefas, conhecimento demonstrado e outros. A
contribuição individual à empresa será calculada a partir dos indicadores de
desempenho, competências e resultados alcançados.
5.6. Estrutura organizacional de pessoal
5.6.1. Quadro de colaboradores com a numeração referente ao organograma
Na Tabela 5, pode-se observar o quadro de colaboradores da Empresa.
Mão de Obra Indireta Mão de Obra Direta
Colaborador Função Colaborador Função
1 Diretor 24 e 25 Operador de Máquinas
2 e 3 Engenheiro de Alimentos 26 Operador de pallet
4 Administrador 27, 28, 29, 30, 31 Operário
5 Médico
6 Advogado
7 Psicóloga
8 Analista de qualidade
9 Analista de produção
10 Técnico de Segurança do trabalho
11 Supervisor de transportes
12 Técnico em elétrica
13 Técnico em mecânica
14 Vigia Noturno
15 e 16 Porteiro
17 Recepcionista
18 e 19 Motorista
20 Estagiário
21, 22, 23 Funcionário de limpeza
Tabela 5: Quadro de colaboradores da empresa

46
5.6.2. Organograma

47
CAPÍTULO VI GESTÃO DA QUALIDADE
48
6. GESTÃO DA QUALIDADE
A área de Gestão da Qualidade da VITAL POLPA® tem como objetivo
planejar, executar e controlar os trabalhos, assegurando o atendimento aos requisitos e
buscando a melhoria contínua do Sistema de Gestão da Qualidade da Empresa, de forma
a conseguir a fidelidade dos clientes conquistados. A Gestão da Qualidade Total da
VITAL POLPA® está calcada nos seguintes fundamentos:
A qualidade dos produtos depende da qualificação do pessoal envolvido na sua
produção;
Os métodos e processos estabelecidos adequadamente contribuem para melhoria de
qualidade e preço dos produtos;
A sobrevivência da empresa depende da satisfação, e decorrente fidelidade dos
clientes.
Dessa forma, este sistema de Gestão necessita da participação de todos os
colaboradores da empresa na conquista da melhoria contínua. E será um Sistema
permanente, voltado ao alcance e satisfação dos clientes e consumidores, através do
processo de melhoria contínua dos nossos produtos.
6.1. Os conceitos da gestão pela qualidade total
6.1.1. Qualidade focada no cliente
A VITAL POLPA® julga fundamental atender e, preferencialmente, exceder às
expectativas dos consumidores e acredita que para obtenção da qualidade total precisa-
se ouvir e entender o que o cliente realmente deseja e necessita. Assim, para que nossos
produtos sejam concebidos com excelência, utilizamos os seguintes critérios:
Conhecimento dos clientes;
Atendimento aos clientes - SAC;
Avaliação sistemática dos clientes;
Parceria com os clientes;
Superação de expectativa;
Comparação de desempenho com outras organizações;

49
Estratégias voltadas para atender a demanda do mercado e dos clientes;
Minimização de falha de processo e perda de produto;
Gerenciamento da cadeia de fornecimento e melhoria do produto;
6.1.2. Respeito pelo ser humano
A VITAL POLPA® possui um sistema em que oportunidades iguais são
concedidas a todos os colaboradores, independentemente de sexo, idade ou religião,
mostrando que a empresa é contra qualquer forma de preconceito. A ascensão
profissional segue o sistema de meritocracia e empresa incentiva a contratação de
portadores de deficiência, além da porcentagem determinada pela legislação.
Além disso, a empresa se dispõe a ouvir os colaboradores, conhecendo suas
necessidades e procurando prestar assistência aos mesmos.
6.1.3. Abordagem por processo e melhoria contínua
A VITAL POLPA® deve melhorar continuamente a efetividade do seu sistema
de Gestão da Qualidade, usando ferramentas da qualidade que possibilitem a análise
crítica dos seus resultados. A melhoria contínua do desempenho de todas as áreas, e a
eficiência e eficácia verificada nos processos da empresa, demonstram a assertividade
de seu sistema de Gestão da Qualidade.
6.1.4. Ética e responsabilidades sociais
A VITAL POLPA® contribuirá com a sociedade, criando oportunidades de
empregos, tendo um papel ativo nas comunidades locais e recrutando pessoal baseado
na competência, sempre considerando seu princípio de respeito para com o indivíduo.
A empresa buscará minimizar a poluição e o desperdício em sua unidade
produtora, investindo na conscientização dos colaboradores e em inovações
tecnológicas, assim como provendo soluções competitivas para o produto, acreditando
nos benefícios de gerenciar suas operações de uma maneira sustentável.
Assim, serão enfatizados valores éticos e sociais dentro da empresa, sabendo que
há uma forte conexão entre ética nos negócios, compromisso social e marca.

50
6.1.5. Visão sistêmica
A visão sistêmica permitirá enxergar o conjunto de elementos dos nossos
processos funcionando ao mesmo tempo, permitindo o conhecimento da interrelação
entre todos os componentes existentes no sistema e as pessoas que nele trabalham.
6.1.6. Inovação e pró-atividade
A VITAL POLPA® incentiva seus colaboradores na geração de idéias que se
incorporem aos processos e produtos, através de estímulos externos e internos, visando
obter resultados favoráveis na busca pela excelência do desempenho e competitividade.
O enfoque pró-ativo nas operações da empresa traz rapidez e agilidade ao
atendimento das necessidades emergentes, antecipando demandas, melhorando o
planejamento estratégico e eliminando ou minimizando impactos em nossos processos.
6.1.7. Responsabilidade da direção
A Direção da VITAL POLPA® compromete-se em disponibilizar os meios e
recursos necessários à implantação do Sistema de Gestão pela Qualidade Total,
incluindo pessoal capacitado e treinado, e responsabilizando-se pelo cumprimento da
documentação que efetiva sua implementação. Mantendo a empresa sempre atualizada.
6.2. Indicadores de qualidade
Os indicadores de qualidade facilitarão a avaliação e a decisão quanto à
implantação de melhorias na empresa. Esta postura determinará oportunidades de
trabalho com foco em resultados e alcançará maior racionalidade e qualidade no uso de
recursos humanos, materiais e financeiros. Com isso, as atividades de planejamento na
empresa serão facilitadas. E para que esses indicadores tenham uma função operacional
concreta, objetivos e metas bem definidas serão estipulados.
6.3. Ferramentas da qualidade
Utilizamos recursos que identificam e melhoram a qualidade de nossos produtos,
aplicamos as ferramentas da qualidade como parte do processo de planejamento para
alcançarmos nossos objetivos e para solucionar problemas.

51
Fazemos uso das ferramentas de qualidade com os seguintes objetivos: Facilitar
a visualização e entendimento dos problemas, sintetizar o conhecimento e as
conclusões, desenvolver a criatividade, permitir o conhecimento do processo, fornecer
elementos para o monitoramento dos processos, etc.
Utilizamos como ferramentas de qualidade:
Programa 5S;
Folha de Verificação;
Gráfico de Pareto;
Diagrama de Causa e efeito;
Brainstorming;
5W2H.
Para solucionar os problemas decorrentes na fábrica, será utilizado o PDCA para
que o controle da qualidade possa ser exercido, de modo a planejar, executar, checar e
tomar ações corretivas, estabelecendo padrões e criando novos padrões.
6.4. Documentação e controle de registros
Os sistemas de qualidade serão documentados e controlados quanto à sua
identificação, armazenamento, proteção, recuperação, tempo de retenção e descarte,
visando fornecer evidências da conformidade com os requisitos especificados, e da
eficácia das operações. Existirá também uma estratégia de comunicação que assegurará
o acesso aos requisitos, especificações, programas e procedimentos em vigor pelas
pessoas que compõem a força de trabalho.
As alterações e as modificações da documentação serão registradas e os
documentos vigentes serão disponibilizados através de cópias controladas.
6.5. Integridade de produtos, materiais e processos
Os materiais de produção serão identificados, existindo, portanto, uma trilha de
auditoria desde o material que entra até a entrega ao cliente ou até seu destino final.
Serão desenvolvidos procedimentos para embalagem e demais materiais quanto ao
recebimento, o manuseio, armazenamento e utilização.

52
Vamos nos basear em normas e objetivos do sistema de gestão da qualidade,
para planejar, implementar, monitorar, controlar, analisar, documentar e rever nossos
processos através da determinação, coleta e análises dos dados apropriados. A infra-
estrutura é importante e será mantida para garantir a conformidade dos produtos.
A VITAL POLPA® vai estipular responsabilidades e autoridades aos
colaboradores a fim de envolvê-los com a empresa, obtendo a melhor produtividade.
6.6. Treinamento
Os colaboradores serão treinados para executar as tarefas de forma adequada e
que satisfaçam os clientes. Os requisitos das tarefas serão detalhados para a realização
do trabalho requerido.
Os trabalhos de treinamento em Qualidade serão avaliados e atualizados
periodicamente. Os elementos críticos abordados nesse treinamento serão: importância
da satisfação dos clientes externos e internos; satisfação dos clientes por meio da Gestão
da Qualidade Total; prevenção e melhoria contínua, necessárias para estar à altura das
mudanças das expectativas dos clientes; estabelecimento dos pontos de referência do
processo; importância dos fornecedores como parceiros no processo, dentre outros.
O programa de qualidade será pautado nas seguintes diretrizes:
Registros: Para todos os treinamentos serão mantidos os respectivos registros.
Responsabilidades: os Engenheiros de Alimentos, responsáveis pela qualidade e pela
produção, irão garantir que sejam alcançados os objetivos do treinamento e do
desenvolvimento.
Programas de Treinamento: o treinamento em qualidade envolverá os elementos
específicos da indústria, da companhia, dos processos e dos produtos.
6.7. Auditorias Internas
O Diretor será responsável por realizar semestralmente uma auditoria interna
para monitorar a conformidade do Sistema de Gestão da Qualidade e outros requisitos
relevantes e avaliar o status da implementação e efetividade do sistema da qualidade.

53
6.8. Resposta aos Consumidores
A VITAL POLPA® terá um procedimento para estreitar seu relacionamento
com os consumidores. Este procedimento facilitará as seguintes situações:
Consumidores terão fácil acesso às informações sobre produtos, poderão enviar
reclamações, questionamentos e receberão o feedback. Existirá um Serviço de
Atendimento ao Consumidor (SAC) através de um site na Internet, E-mail e telefone;
Treinamento de um atendente do SAC quanto à forma de se expressar, quanta
informação disponibilizar, a identificar reclamações sérias e casos de acionamento do
procedimento de Gerenciamento de Incidentes e Resolução de Crises;
Manutenção de registros dos contatos de consumidores.
6.9. Gestão de Segurança dos Alimentos
A política da Empresa seguirá normas de qualidade para produção, garantindo
um alimento seguro, através de indicadores e ferramentas como as Boas Práticas de
Fabricação (BPF) e Análises de Perigos e Pontos Críticos de Controle (APPCC).
Os produtos cujos pontos críticos de controle forem excedidos ou houver perda
de controle serão identificados, seus lotes serão mantidos em observação, e havendo a
não conformidade será disparada uma notificação à direção para rastreamento do lote e
posterior retenção dos produtos, ou retirada do mercado.
6.9.1. Comunicação
A VITAL POLPA® possui rastreabilidade dos seus produtos, fundamentada na
distribuição de seus lotes. De forma que, se houver qualquer problema, será identificado
o local onde foi realizada a distribuição e o lote será recolhido.
6.9.2. Análise de perigos
A análise de perigos será conduzida pelo Engenheiro de Alimentos responsável
pela qualidade, com o objetivo de identificar os perigos que necessitam ser controlados
e quais as ações de contingência a serem tomadas.

54
Identificado o perigo, será determinado seu nível aceitável para produto final. Na
ausência de informações relevantes, será levado em consideração o histórico de dados e,
em alguns casos, será adotado o nível aceitável do perigo estabelecido para o insumo.
6.9.3. Seleção, classificação e validação das medidas de controle
As medidas de controle e suas combinações serão validadas de forma a eliminar
ou reduzir a níveis aceitáveis os perigos para o qual elas foram designadas. Ela será
semestralmente revalidada pelo Engenheiro de Alimentos responsável pela qualidade.
6.9.4. Tratamento de produtos potencialmente inseguros
Quando limites críticos para os pontos críticos de controle (PCCs) forem
excedidos, os produtos serão identificados e controlados quanto a seu uso e liberação.
Então, lotes não conformes serão mantidos sob controle até que sejam avaliados e caso
os produtos não estiverem mais sob controle da organização, o Diretor será comunicado
para avaliar a necessidade de se recolher os produtos.
6.9.5. Rastreabilidade
O Recall (recolhimento de produtos) é considerado um incidente na Gestão
Integrada de Perigos. O procedimento específico de recolhimento inclui: notificação de
partes interessadas, tratamento de produtos recolhidos e de lotes afetados ainda em
estoque, seqüência de ações a serem tomadas e responsabilidades. Nesse contexto, a
rastreabilidade surgirá como um processo de recuperação do histórico e da localização
do lote por meio de registros, assegurando assim, a qualidade do alimento para o
consumidor, seguindo a legislação vigente para o produto em questão.
6.10. Sistema de gestão de segurança do trabalho
A VITAL POLPA® conta com meios de proteção individual e coletiva de um ou
mais riscos. A proteção individual se aplica ao trabalhador, e a coletiva, a um conjunto
de trabalhadores, afastando-os do risco ou interpondo barreiras entre eles e o risco.
Os princípios gerais de proteção serão:
Evitar os riscos e avaliar os que não podem ser evitados, combatendo-os na origem;
55
Formar e informar os trabalhadores.
Adaptar o trabalho ao Homem (ergonomia), agindo sobre a concepção, a organização
e os métodos de trabalho e de produção;
Adotar prioritariamente as medidas de proteção coletiva, recorrendo às medidas de
proteção individual unicamente no caso da situação impossibilitar outra alternativa;
O Engenheiro de Alimentos responsável pela produção e o Técnico de
Segurança do Trabalho deverão identificar, organizar, desenvolver, coordenar e
controlar as atividades de prevenção e de proteção contra perigos e riscos profissionais.
6.11. Sistema de gestão ambiental
A Gestão ambiental da empresa será mais do que um conjunto de sistemáticas;
será a consciência e o esforço da organização para uma vida melhor no futuro, pois
acreditamos na compatibilidade entre o progresso tecnológico e a preservação
ambiental, então temos a preocupação de identificar e evitar possíveis impactos
ambientais, ocasionados pelo processo produtivo, desde a pesquisa e desenvolvimento
até o descarte, após o ciclo de vida útil e embalagens.
6.12. Controle de qualidade
A fim de obter um produto com qualidade, é necessário o uso de matéria-prima,
ingredientes e embalagens confiáveis e de boa qualidade. Isso será cobrado dos
fornecedores, que deverão a emitir laudos comprovando a qualidade.
Na recepção, será realizada a verificação visual, da integridade e conformidade
das frutas em relação à padronização e classificação estabelecidas na especificação
entregue ao fornecedor. Além da análise da matéria-prima; no caso das frutas, análises
de ºBrix, pH, avaliação sensorial. Depois, será feita a seleção, evitando a utilização de
matéria-prima danificada, que poderá causar problemas sensoriais no produto acabado.
No caso das embalagens, no recebimento, serão checadas pelo analista de
qualidade, a rotulagem e suas dimensões. Se não estiverem conforme, serão devolvidas.
Também serão realizadas análises microbiológicas, físico-químicas e sensoriais
no produto acabado para liberação do mesmo, sendo a microbiológica encaminhada a

56
um laboratório externo a físico-química e a sensorial realizadas na empresa. O produto
será liberado para consumo após essas análises, se estiver de acordo com a legislação.
De acordo com a Instrução Normativa nº 01, de 7 de janeiro de 2000, os critérios
para análise físico-química das polpas de acerola e maracujá estão descritos nas Tabelas
6 e 7, respectivamente:
Parâmetros Mínimo Máximo
Sólidos solúveis em oBrix,
a 20o C
5,5 -
pH 2,8 -
Tabela 6 - Análise físico-química da Polpa de Acerola.
Análise físico-química Mínimo Máximo
Sólidos solúveis em oBrix,
a 20o C
11,0 -
pH 2,7 3,8
Tabela 7 - Análise físico-química da Polpa de Maracujá.
A Instrução Normativa nº 01, de 7 de janeiro de 2000 não apresenta parâmetros
para as polpas de abacaxi e morango, logo para essa polpas serão utilizados valores
determinados na literatura [60], que constam nas Tabelas 8 e 9, respectivamente.
Análise físico-química Mínimo Máximo
Sólidos solúveis em oBrix,
a 20o C
12,0 17,5
pH 3,5 4,5
Tabela 8 - Análise físico-química da Polpa de Abacaxi
Análise físico-química Mínimo Máximo
Sólidos solúveis em oBrix,
a 20o C
6,0 8,5
pH 3,0 3,4
Tabela 9 - Análise físico-química da Polpa de Morango
A Tabela 10 mostra os valores referentes aos padrões de análises
microbiológicas. Os itens a e b estão de acordo com a Resolução - RDC nº 12, de 2 de
janeiro de 2001 e o item c está de acordo com a Instrução Normativa nº 01, de 7 de
janeiro de 2000.
Análises microbiológicas Tolerância para Amostra
Indicativa
Tolerância para Amostra
Representativa n C M M
a- Coliformes a 45oC/g 10
2
5 2 10 102
b- Salmonella sp/25g Ausência 5 0 Ausência -
c- Soma de bolores e leveduras < 2X103
- - - -
Tabela 10 - Análises microbiológicas para Polpas de fruta
57
6.12.1 Assepsia
A contaminação do produto se dá quando existe meio propício. Algumas
técnicas de higiene são usadas para impedir ou minimizar o crescimento dos
microrganismos e garantir um produto com qualidade. Nossa política de qualidade será
rigorosa quanto à assepsia.
A higienização acontece em duas fases, a primeira é a limpeza, em que é feita a
remoção de sujidades e a segunda, é a sanificação, onde ocorre a eliminação ou redução
de microorganismos a níveis aceitáveis de acordo com a legislação. Garantimos a
limpeza pela freqüência de conservação em todas as áreas. A limpeza será realizada ao
início e final de produção diariamente.
Serão utilizados produtos homologados pela ANVISA, assim como os
procedimentos de desinfecção. Os produtos e materiais de limpeza deverão possuir
locais apropriados de armazenamento, de acordo com as boas práticas.

58
CAPÍTULO VII
PLANO OPERACIONAL

59
7. DESCRIÇÃO DO PROCESSO
7.1. Estimativa de Produção
7.1.1. Produção de polpa de frutas hora/dia/mês
A VITAL POLPA® terá uma produção de aproximadamente 143 Kg/h de polpa
de frutas, funcionando cinco dias por semana.
7.1.2. Calendário de produção
Na Tabela 11, pode-se conferir o calendário de produção da Empresa.
MESES 01 02 03 04 05 06 07 08 09 10 11 12
FRUTAS Abacaxi
Abacaxi
Abacaxi
Maracujá
Maracujá
Maracujá
Morango Acerola
Tabela 11 – Calendário de produção da VITAL POLPA®.
7.2. Matérias – Primas
As Frutas utilizadas para a fabricação das polpas são: abacaxi, acerola, maracujá
e morango. Essas frutas foram escolhidas de acordo com seu período de safra, formando
um calendário de produção de três meses para cada fruta, e sua acidez, que necessita ser
baixa devido ao processo de alta pressão hidrostática, fornecendo condições
desfavoráveis ao desenvolvimento microbiano. A alta pressão é uma tecnologia
alternativa de conservação, não térmica, capaz de inativar microrganismos e enzimas.
A matéria-prima será selecionada de acordo com sua variedade, maturação,
estado fitossanitário, cor, sabor e aroma agradáveis. Caso seja necessário fazer
maturação ou uniformização da maturação, o processo deve ser conduzido em local
fresco e ventilado, ao abrigo de insetos e roedores.
Seu transporte até o processamento será em caixas adequadas, rasas, evitando o
esmagamento das frutas das camadas baixas, e processadas o mais rápido possível.
7.3. Embalagens
Embalagem primária: Saco plástico, tipo flexível PEBD (Polietileno de Baixa
Densidade), de 100g.
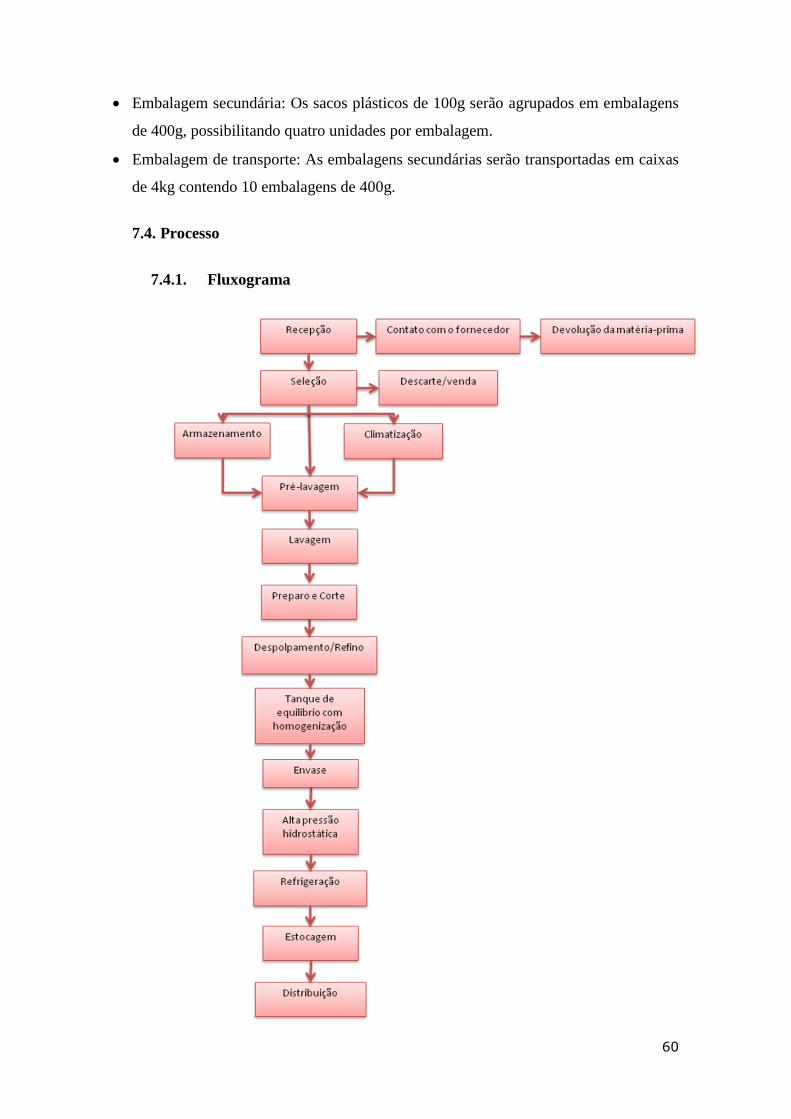
60
Embalagem secundária: Os sacos plásticos de 100g serão agrupados em embalagens
de 400g, possibilitando quatro unidades por embalagem.
Embalagem de transporte: As embalagens secundárias serão transportadas em caixas
de 4kg contendo 10 embalagens de 400g.
7.4. Processo
7.4.1. Fluxograma

61
7.4.2. Descrição
Recepção das Frutas
Nesta etapa, será feita uma inspeção do transporte em que as frutas estão
chegando e preenchido um check-list avaliando as condições do mesmo.
Para verificar a qualidade da matéria-prima, retira-se uma amostra representativa
da carga para realização das análises iniciais de ºBrix, pH, e uma avaliação sensorial por
técnicos treinados para este fim. Estando a frutas de acordo com a especificação estas
são liberadas e pesadas nas caixas em que vieram. Depois se desconta o peso das caixas.
As frutas, após pesadas, são retiradas das caixas e seguem para pré-lavagem e
seleção, enquanto as caixas plásticas passam por um processo de higienização para
limpeza e remoção de sujidades.
Limpeza e Seleção
Após a recepção, é feita uma limpeza utilizando jateamento de água, que visa
retirar as sujidades mais grosseiras, como por exemplo, areia, folhas, cabos, defensivos
agrícolas e pedras, e realiza-se uma seleção manual, onde são separados os frutos
machucados, em estado fitossanitário precário (ataque de fungos, roedores e insetos) ou
que tenham qualquer outro tipo de defeito que venham a comprometer a qualidade do
produto. Nesta etapa as frutas também são avaliadas quanto à maturação, separando as
verdes, as em estágio de maturação avançado e as com maturação apropriada.
As frutas em estágio de maturação adequado para o processamento são enviadas
diretamente para a linha de produção, mas se por qualquer motivo, seu processamento
não for possível no momento, elas serão armazenadas até a sua utilização. As frutas em
amadurecimento (verdes) são colocadas em caixas e vão para o armazenamento. A
maturação ou sua uniformização deve ser conduzida em local fresco e ventilado, ao
abrigo de insetos e roedores. E as frutas que estão fora dos padrões, devem ser
descartadas ou direcionadas para venda a indústrias voltadas para compostagem ou
ração animal.
Pré-Lavagem e Lavagem

62
A lavagem tem como objetivo, reduzir o número de microrganismos iniciais a
um mínimo aceitável e ainda permitir melhor visualização das frutas durante a seleção.
As frutas passam por uma pré-lavagem em um tanque de imersão que possui
água com elevadas concentrações de cloro, com teor de cloro livre na ordem de 20ppm
a 50ppm por cerca de 20 a 30 minutos. Visa a desinfecção do material a ser processado.
Após a pré-lavagem as frutas são lavadas em uma mesa de aspersão e jateamento
com água clorada de 10 a 20 ppm, e se necessário aquecimento até 40ºC, com o objetivo
de remover impurezas remanescentes e o excesso de cloro da lavagem por imersão.
Descascamento e Corte
Nesta etapa, são retiradas cascas, machucados, são eliminadas partes
deterioradas por injúrias mecânicas, brocas, fungos, as frutas muito grandes devem ser
cortadas em partes para facilitar o processamento etc. A mesa onde esse preparo é feito,
deve ser de aço inoxidável, assim como as ferramentas utilizadas (facas). Os resíduos
devem ser recolhidos em latões, mantidos fechados e posteriormente esvaziados na sala
de resíduos, de forma contínua, para evitar a presença de insetos e contaminações.
O abacaxi, e o maracujá precisam ser descascados e cortados em pedaços,
manualmente, e no caso do abacaxi, ainda deve ser feita a retirada da coroa. Porém, em
relação à acerola e o morango, não ocorre o descascamento das frutas e sim a retirada de
pontos pretos, restos florais, talos etc, assim, elas seguem direto para o despolpamento.
Despolpamento/ Refino
As despolpadeiras são projetadas para despolpar rapidamente frutas mantendo
suas características de cor, sabor e aroma. Com velocidade adequada extrai totalmente a
polpa das frutas.
Após o preparo, as frutas são postas na despolpadeira que separa a polpa das
sementes e materiais mais grossos e resistentes, através do esmagamento de suas partes
comestíveis, além de se reduzir o tamanho das partículas. As sementes devem ser
retiradas inteiras, pois a sua desintegração pode conferir sabor estranho ao produto. Essa
despolpadeira possui um segundo estágio, que é o refino.

63
No estágio de refinamento, a polpa passa por peneiras com furos de diâmetros
diferenciados e específicos para cada caso que retira o material fibroso, dando origem a
uma polpa mais clara, pura e com aparência mais limpa.
Tanque de Equilíbrio
Essa etapa tem por objetivo equalizar as polpas a serem processadas. O tanque
possui sistema de homogeneização, cuja finalidade é uniformizar as partículas, tendo
em vista principalmente a estabilidade física do produto final.
Para se obter um produto de qualidade elevada, uniforme e constante, nesta fase
do processamento, podem ser feitas algumas correções nas polpas, visando atingir um
padrão pré-estabelecido em função de cada matéria-prima. Os padrões são estabelecidos
pelo controle de qualidade, a partir de análises sensoriais e físico-químicas pertinentes,
pautadas na legislação. A correção das polpas de fruta ocorre quando as mesmas não
estiverem com o ºBrix adequado para cada uma e então se faz a sua correção através da
adição de sacarose. A leitura do ºBrix é feita através de refratômetro.
Envase
O envasamento é feito em sistema automático. Do tanque de equilíbrio, as
polpas seguem para o tanque dosador e regula-se a máquina para a medida desejada, de
forma que sejam disponibilizadas até 2.000 embalagens/hora. O dosador enche a
embalagem, ela é selada e cai em uma bandeja. O acondicionamento da polpa é feito em
sacos de polietileno de 100g cada, enquanto que o do retido será em bombonas de 20kg.
Alta Pressão Hidrostática
Após o envase, as referidas embalagens são inseridas no vaso de alta pressão e
submetidas a pressão de 600MPa, em uma temperatura de 25°C e por um tempo de 3
minutos. A temperatura e a pressão são controladas pelo bombeamento de água filtrada
na temperatura programada. Depois segurando a pressão por um período de tempo
determinado, o navio é descompactado, aberto e a carga removida. Os parâmetros do
processo (pressão, temperatura e tempo de espera) são controlados e registrados.

64
As polpas retiradas do vaso de pressão, são agrupadas em embalagens de 400g,
em seguida são colocadas em caixas de 4kg e seguem para a câmara de refrigeração.
Refrigeração
As caixas permanecem nas câmaras de resfriamento até atingirem a temperatura
de 3ºC. A câmara visa reduzir o gasto de energia da câmara de congelamento.
Estocagem
As caixas são levadas para a câmara de congelamento onde atingem a
temperatura de -18ºC e lá permanecem até o momento da distribuição.
Distribuição
As polpas são transportadas em caminhões refrigerados, evitando qualquer falha
na cadeia de frio. A distribuição é feita de acordo com o plano já descrito.
7.5. Descrição dos Equipamentos
No Tabela 12, pode-se observar um quadro com a descrição dos equipamentos
da Empresa.
Equipamentos Descrição Imagem
Mesa para
limpeza e
lavagem por
aspersão
Material: aço inoxidável
Dimensões: 0,92 x 2,4 x 1,46 m
Estrutura: tubular, chapas com furos de 8,0
mm para retenção dos frutos.
Sistema de funcionamento: pulverização
da água para lavagem, contendo 8 saídas de
jatos.
Alimentação: tubulação de PVC, registro e
bomba de reciclagem de 1 CV 110 ou 220V.
Fornecedor: Empresa Tortugan
Tanque de pré-
lavagem por
imersão
Material: aço inoxidável
Dimensões: 0,5 X 0,5 m
Estrutura: Conjunto de tanque e cesto com
Capacidade: 100 litros
Peso: 17Kg
Fornecedor: Empresa Tortugan

65
Mesa para
seleção e
preparo
Material: aço inoxidável AISI 304
Dimensões: 1,87 x 1,0 x 0,9 m
Estrutura: bordas e tampo liso
Fornecedor: Empresa Tortugan
Despolpadeira
com Refino
Material: aço inoxidável AISI 304
Dimensões:
Estrutura: Motor elétrico de 5 CV de
potência, batedores em borracha sanitária e
peneiras para despolpar e refinar
Capacidade: 1000Kg de fruta por hora.
Limpeza: Simples operação. Limpeza pré e
pós despolpamento facilitada pela remoção
total do coletor de polpa e peneira.
Fornecedor: Empresa Tortugan
Tanque de
equilíbrio
Material do Tanque: aço inoxidável AISI
304
Material do Homogenizador: aço carbono
com revestimento em aço Inox
Capacidade: 250 L
Estrutura: Tanque com homogenizador,
pés, tampa e sistema automático para
controle de nível, saída para registro e
tubulações para limpeza C.I.P.
Bomba de
Transferência
Material: aço inoxidável.
Estrutura: Motor elétrico protegido por
carenagem de aço inox. Modelo MMBC1/2
Capacidade: 3600L/h
Dimensões: 220 X 220 X 480 mm.
Fornecedor: Empresa MecTec
Envasadora
Funcionamento: Forma, envasa e fecha
automaticamente embalagens flexíveis
termosoldáveis de filmes de polietileno e
nylon poli, laminados nas larguras de
180mm a 300mm..
Capacidade: 2000 embalagens/hora.
Volume da embalagem de 30g a 5000g.
Tratamento do filme: com lâmpada UV.
Empresa: Máquinas Dom
Sistema de
Processamento
a Alta Pressão
Capacidade: 150 kg por ciclo
Tempo máximo do ciclo: 4.5 minutos
Pressão máxima: 600 MPa (87.000 psi)
Temperatura máxima do navio: 50°C
Dimensões: 6,4 X 9,5 X 6,4 m
Fornecedor: Avure Technologies

66
Seladora
Manual
Estrutura: Mesa de apoio
regulável. Controle de temperatura
termostático
Material: Barra superior e inferior em metal
latão
Câmara de
Refrigeração e
Congelamento
Para o resfriamento:
Capacidade: 2100 kg
Dimensões: 1,75 X 2,3 X 2,5 m
Temperatura final: 3ºC
Para o Congelamento:
Capacidade: 16000 Kg
Dimensões: 4,6 X 4,6 X 2,5 m
Temperatura final: -18ºC
Fornecedor: Empresa Tectermica
Refratômetro
Estrutura: Equipamento manual, portátil.
Escala: 0 a 32% de ºBRIX divisão de 0,2%.
Definição: Medidor do conteúdo de açúcar,
utilizado para o controle de maturação.
Fornecedor: Azakyi
pHmetro
Estrutura: Aparelho de bancada provido de
eletrodo, suporte e soluções de aferição.
Fornecedor: Quimis
Caixas
plásticas
Material: polietileno de alta densidade
Estrutura: contém superfície vazada para
melhor eficiência de frigorificação e
facilitando a higienização.
Dimensões: 56 X 36 X 30 cm
Fornecedor: Gecal
Pallets
Plásticos
Material: polietileno de alta densidade
Estrutura: contém quatro entradas,
utilizável em câmaras frias.
Dimensões: 1,0 x 1,2 x 1,35 m
Capacidade: carga estática de 2600 kg e
carga dinâmica de 1400 kg
Fornecedor: Gecal

67
Empilhadeira
Estrutura: Empilhadeira de tração,
elevação hidráulica e freio manual.
Dimensões: 1,59 x 0,7 x 1,37 m
Fornecedor: Paletrans
Balança
Estrutura: Balança de plataforma com
coluna e plataforma monocélula.
Material: aço inoxidável ou aço carbono
pintado, Estrutura: 0,45 x 0,60 m
Fornecedor: Urano
Balança
comercial
Estrutura: Balança eletrônica de bancada,
dotada de uma única célula de carga
devidamente dimensionada para a
capacidade requerida
Capacidade: de 5g a15 Kg
Dimensões: 0,35 x 0,25 m
Fornecedor: Balmak
Tabela 12: Quadro da descrição dos equipamentos da empresa e suas imagens.
7.6. Rotulagem
Rótulos são elementos essenciais de comunicação entre produtos e
consumidores.
De acordo com a Resolução RDC nº360, do Ministério da Saúde, de 2003,
rotulagem nutricional é toda descrição destinada a informar o consumidor sobre as
propriedades nutricionais de um alimento. Ela compreende: as informações do valor
energético e dos nutrientes e a declaração de propriedades nutricionais (informação
nutricional complementar).
Na rotulagem devem constar as seguintes informações: Denominação de venda
do alimento; Lista de ingredientes (composto, água, misturas, aditivos); Conteúdos
líquidos; Identificação da origem; Nome ou razão social e endereço do importador, para
alimentos importados; Identificação do lote; Prazo de validade.

68
As embalagens de 100g e de 400g apresentam a mesma arte, mudando apenas a
informação do peso líquido. As Figuras 6, 7, 8 e 9, mostram os rótulos das embalagens
de 100g, nos sabores de abacaxi, acerola, maracujá e morando, respectivamente.
Figura 6: Rótulo da polpa de abacaxi de 100g.
Figura 7: Rótulo da polpa de acerola de 100g.

69
Figura 8: Rótulo da polpa de Maracujá de 100g.
Figura 9: Rótulo da polpa de Morango de 100g.
7.7. Gerenciamento de Resíduos Industriais
A VITAL POLPA® será responsável por gerar muitos resíduos por ano,
comercializáveis ou não. Os principais resíduos da empresa serão os oriundos do
processo de fabricação, da limpeza dos equipamentos, dos banheiros, da área
administrativa, das manutenções de equipamento e instalações.
No gerenciamento dos resíduos, a empresa trabalhará com base nos 3”R”:
Reduzir, Reaproveitar e Reciclar. Essa ferramenta permite uma menor geração de
resíduos (utilizando menos recursos naturais e diminuindo custos desnecessários);
incentiva o reaproveitamento de materiais em condições de serem reutilizados; e investe

70
na reciclagem que é a atividade mais inteligente para não impactar o meio ambiente e
gerar uma receita adicional para a empresa.
O Gerenciamento de Resíduos envolve o monitoramento e destinação da coleta
seletiva (plásticos, vidros, papéis, alumínios). A fim de facilitar e padronizar a
segregação dos resíduos, a empresa seguirá a Resolução CONAMA 275/01 que orienta
as cores que podem ser utilizadas para a identificação dos diferentes tipos de resíduos.
A VITAL POLPA® também seguirá a Diretriz da FEEMA DZ-131 que Estabelece a
metodologia do Sistema de Manifesto de Resíduos Industriais, implantado pela FEEMA
- Fundação Estadual de Engenharia do Meio Ambiente, para o controle dos resíduos
/industriais gerados no ERJ, desde sua origem até a destinação final, como parte
integrante do Sistema de licenciamento de Atividades Poluidoras.
Os resíduos gerados na produção, como cascas e talos, sementes e pontas de
frutas serão comercializados para pequenos agricultores com o intuito de utilizar esses
resíduos como adubo orgânico e complemento alimentar na ração de animais.
Para o preparo de compostagem são utilizados resíduos provenientes das frutas,
sendo utilizados como fertilizantes de solo e como adubos de cobertura nos cultivos das
lavouras. O adubo orgânico é formado através da transformação dos restos orgânicos
pelos microorganismos do solo. Após o processo de compostagem temos então o
chamado húmus. Este composto pode ser utilizado como fertilizante orgânico em
substituição a produtos químicos. A Tabela 13 apresenta os principais resíduos gerados
na fábrica e o possível retorno monetário de cada resíduo.
Resíduos Destino Preço Quantidade/mês
Retido de Abacaxi Compostagem R$ 25/ton 182 ton/mês
Retido de Acerola Compostagem R$25/ton 123 ton/mês
Retido de Maracujá Compostagem R$25/ton 1007 ton/mês
Retido de Morango Compostagem R$25/ton 24 ton/mês
Tabela 13: Destinos dos resíduos industriais (Fonte: www.comlurb-rj.gov.br).
7.8. Fornecimento de Água
A água utilizada na produção e no consumo das partes comuns da fábrica será
proveniente da concessionária CEDAE - Companhia Estadual de Águas e Esgotos, a
qual fechou contrato com a VITAL POLPA® de fornecimento de 85m3/dia, volume

71
este que atende a toda demanda de água da empresa. A Tabela 14 mostra os valores de
água utilizados nos equipamentos de produção.
Consumo Geração (m3/mês)
Limpeza dos frutos, equipamentos com limpeza COP, ambiente de processo 1451,55
Limpezas em geral (banheiros, refeitório) 18,48
Funcionário 58,52
Equipamentos que utilizam água no processo e na limpeza CIP 183,00
Total (m3/dia) 84,16
Total (m3/mês) 1851,44
Total (m3/Ano) 20538,60
Tabela 14: Consumo mensal e anual de água.
Vale registrar, que o consumo de água na fábrica será monitorado para que sua
utilização seja consciente e que não onere a empresa mais do que o planejado, assim
como os demais recursos naturais que estão envolvidos nas atividades da fábrica.
7.9. Controle e Tratamento dos Efluentes Industriais
Para garantir que os efluentes líquidos da VITAL POLPA® sejam lançados no
corpo receptor de acordo com os parâmetros e limites de emissão pré-estabelecidos pela
FEEMA- Fundação Estadual de Engenharia do Meio Ambiente, instalamos um sistema
de tratamento de efluentes da água fornecido pela Alfamec Soluções Ambientais, para
garantir o despejo correto no corpo receptor.
O sistema projetado, de tratamento de efluentes líquidos capaz de tratar os
efluentes gerados pela fábrica, possui capacidade de tratamento é de até 15000L/h.
Pode-se verificar na Tabela 15, as fontes geradoras de efluentes (consumo) e
quanto geram por em litros, para os meses de alta produção.
Consumo Geração (m3/mês)
Limpeza dos frutos, equipamentos com limpeza COP, ambiente de processo 1451,55
Limpezas em geral (banheiros, refeitório) 18,48
Funcionário 58,52
Equipamentos que utilizam água no processo e na limpeza CIP 183,00
Total (m3/dia) 1851,44
Vazão aproximada necessária (L/h) 10519,54
Tabela 15: Levantamento da geração de efluentes na fábrica.
72
O funcionamento da estação de tratamento de água se dá pela passagem do
efluente em um misturador hidráulico, onde ele receberá uma dosagem de produtos
químicos necessários para a floculação. Após a adição dos produtos químicos, o
efluente ingressará na câmara de floculação onde o floculador terá a função de provocar
uma agitação e com isso, formar flocos (resíduos /sólidos). Depois da formação dos
flocos, o efluente será encaminhado por gravidade para o decantador, onde acorrerá o
desprendimento dos flocos, com isso a água já sem flocos passará por um filtro, cujo
objetivo é dar um polimento na água, ou seja, reter os resíduos ainda existentes. Após
estes processos de limpeza a água estará pronta para ser lançada ao corpo receptor.
Algumas análises serão realizadas antes do seu lançamento no corpo receptor.
Serão realizadas análises físicas, como cor, turbidez, odor e temperatura; análises
químicas, como pH, dureza, metais (ferro e manganês), cloretos, nitrogênio (nutriente),
fósforo (nutriente), oxigênio dissolvido (OD), demanda química de oxigênio (DQO),
matéria orgânica, micropoluentes orgânicos e micropoluentes inorgânicos como os
metais pesados (zinco, cromo, cádmio, etc); e análises biológicas sob o ponto de vista
de organismos indicadores, como algas e bactérias.
Vale ressaltar que, além do controle dos parâmetros legais do efluente que será
lançado no rio, faz-se também um monitoramento do corpo receptor antes e após o
lançamento do efluente industrial. Isto tem como objetivo, garantir que o despejo
industrial não esteja alterando a qualidade da água do rio e conseqüentemente
prejudicando as espécies que dele dependem.
7.10. Balanço de Massa
O balanço de massa (BM) foi calculado a partir da determinação do market
share (0,6 %). Sabendo que o funcionamento da fábrica será de 22 dias/mês e o tempo
de produção será de 7h/dia. A nossa produção anual de polpa de fruta para
comercialização, somando os quatro sabores, será de 264 toneladas/ano, que
corresponde a 1,0 tonelada/ dia, ou seja, 25% da produção para cada fruta, que
corresponde a 66 toneladas/ ano de cada sabor em um processo de 142,85 Kg/ hora.
Como segurança, a fábrica compra 20% a mais de matéria-prima do que o
necessário para produção de 1000 kg diários. Essa margem de segurança visa suprir as

73
necessidades de se retirar amostras para realização das análises microbiológicas, físico-
químicas e sensoriais, no caso de imprevistos e fornecimento de amostras grátis, como
citado em nossa estratégia de marketing. Assim, a produtividade será um pouco maior,
correspondendo a 317,856 toneladas/ano, com cerca de 44 embalagens de 100g por mês
a mais e isso pode ser observado nos esquemas dos balanços de massa para cada fruta.
7.10.1. Balanço de massa em Kg/h do processo do abacaxi.
7.10.2. Balanço de massa em Kg/h do processo da acerola.
7.10.3. Balanço de massa em Kg/h do processo do Maracujá.

74
7.10.4. Balanço de massa em Kg/h do processo do Morango.
7.11. Balanço de Energia
As polpas possuem uma embalagem primária, plástica de 100g, uma embalagem
secundária, plástica, agrupando 4 embalagens de 100g e uma embalagem de transporte,
caixas de papelão com capacidade de 4kg, contendo 10 embalagens de polpas de 400g.
7.11.1. Câmara de resfriamento (3ºC)
Perda de Calor no Resfriamento
As caixas preparadas são transportadas em paletts com capacidade para 26
caixas, até a câmara de resfriamento, aonde chegarão com uma temperatura de 25°C e lá
permanecerão até atingirem a temperatura de 3°C. Para o cálculo da energia necessária
para armazenar as polpas, a seguinte equação do calor de refrigeração foi utilizada.
Q polpa de fruta = m * Cp *ΔT
Onde:
Q polpa abacaxi = calor sensível do produto [W].
m = massa de produto a ser refrigerada [kg].
ΔT = Diferença de temperatura sofrida pelo produto [ºC].
Cp= capacidade calorífica [kJ/Kg °C].
As caixas ficam de um dia para o outro nessa câmara e só são transferidas para
câmara de congelamento no outro dia, assim, as portas não são abertas constantemente,
evitando aumento da temperatura e como conseqüência um maior gasto de energia.

75
Então, consideramos um tempo de 24h e foi necessário dividir o valor encontrado (Q)
pelo tempo (t), para obter a taxa de refrigeração necessária, usando a seguinte equação:
q polpa fruta (KW) = Q polpa fruta
Tempo
Na Tabela 16, estão detalhados os resultados obtidos a partir dos cálculos.
Parâmetros Polpa de Abacaxi Polpa de Acerola Polpa de Maracujá Polpa de Morango
cp (kJ/Kg °C) 3,68 3,83 3,68 3,89
m (kg) 1204 1204 1204 1204
ΔT (°C) 22,0 22,0 22,0 22,0
Q (kJ) 97476 101449 97476 103038
t (s) 86400 86400 86400 86400
q (kW) 1,13 1,17 1,13 1,19 (q1)
Tabela 16: Resultados obtidos para câmara de resfriamento.
Perda de Calor pelas Embalagens
Considerando que serão usadas por dia, embalagens de polietileno, com massa
de 0,01kg (12040 de 100g e 3010 de 400g) e 301 caixas, com massa de 0,1 Kg temos:
Para embalagens de 100g Para embalagens de 400g Para caixa de papelão
Massa das embalagens: 120,4 kg
Cp = 0,6 kJ/kg°C
Q = 120,4 * 0,6 * 22
Massa das embalagens: 30,1 kg
Cp = 0,6 kJ/kg°C
Q = 30,1 * 0,6 * 22
Massa das embalagens: 30,1 kg
Cp = 0,19 kJ/kg°C
Q = 30,1 * 0,19 * 22
Q= 1589,23 kJ Q = 397,32 kJ Q = 125,82 kJ
Considerado o tempo de 24 horas, obteve-se a taxa de perda de calor das
embalagens, que pode ser analisada na Tabela 17 e sua soma é igual ao q2 = 0,0245
kW.
Embalagens 100g 400g Caixas
q (kW) 0,0184 0,0046 0,0015
Tabela 17: Perda de calor pelas embalagens no resfriamento.
Perda de Calor provocada por Operadores e Lâmpadas
Considerando que 2 operadores passam 40 minutos por dia trabalhando dentro
da câmara; que a perda provocada por cada um deles é de 240 W e que a câmara possui
1 lâmpada de 100 W, foi calculada a perda de calor, utilizando a seguinte equação:

76
q3 = (q operador + q lâmpadas) * t
Onde:
q operador = número de operadores x calor perdido por cada operador [W]
q lâmpada = número de lâmpadas x potência de cada lâmpada [W]
t = tempo de operação na câmara [s]
q3 = [(240*2) + (1*100)] * 2400s = (1392000J / 86400s) /1000 = 0,0161kW.
Perdas de Calor Pelas Paredes, Teto e Pisos
A câmara é formada por quatro paredes de dimensões 2,3m comprimento x 2,5m
altura; o piso é constituído de uma camada de concreto de 0,45m de espessura e sua área
é de 4,025 m2. Sabendo que as paredes e o teto possuem duas camadas de tijolo de
0,15m de espessura e uma para isolamento, colocada entre as camadas, de 0,20m de
espessura, calculou-se a perda de calor destas superfícies usando a seguinte equação:
q 4 = [k * A * (θ - θh)]
e
Onde:
q = perda de calor [W]
k = condutividade térmica do material [W/m*K]
A = área total de perda de calor [m2]
θ = temperatura do produto [°C]
θh = temperatura da câmara fria [°C]
e = espessura do material [m]
Sendo:
A = Área do teto + área das paredes = área total = 27,025 m².
A = Área do piso = 4,025 m2
Temperatura inicial da polpa (θi) = 25°C
Temperatura da câmara (θh) = 3°C
As perdas de calor calculadas estão dispostas na Tabela 18.

77
Materiais/ Superfícies Isolamento Tijolo Concreto (Piso)
Condutividade K
(W/m.K)
0,026 1,1 0,87
Perda de Calor q (kW) 0,0773 2,18 17,12
Tabela 18: Condutividades dos materiais e perdas de calor calculadas.
Logo: q 4 = [q isolamento + q piso + (2*q tijolo)] = 4,6085 kW
Perda de Calor Pela Abertura da Porta
A porta da câmara é aberta e fechada 2 vezes ao dia, permanecendo aberta por 3
minutos a cada abertura. Sua perda de calor foi calculada por meio da seguinte equação:
q p = 2126 * L * e0,0484.Δt
* h1,71
Onde:
Largura da porta (L) = 1,50m
Altura da porta (h) = 2,00m
T = 22ºC
Temos:
q p = 30258,86 kJ
q 5 = (30258,86* 180 *2) /2592000s = 4,2026 kW
Perda de Calor por Convecção
Os coeficientes de convecção, interno (hi) e externo (he), foram determinados a
partir de correlações empíricas desenvolvidas para geometrias pré-determinadas e
adequadas para cálculos de engenharia, na forma de equações. Essas equações são (Incr):
he = (k * Nu) / L
Nu = [(0,825 + 0,387*Ra1/6
)2)] / {[1 + (0,492/Pr)
9/16]8/27
}2
Ra = [g*β*(Tar externo – Tambiente)*L3] / α*ע
Onde:
k = Condutividade Térmica [W/m*K]
Nu = Nusselt
L = Dimensão Característica (espessura) [m]

78
Pr = Prandtl
g = Gravidade [m/s2]
β= 1/ Tf [1/K]
α = Difusividade Térmica [m2/s]
ע = Viscosidade Cinemática [m
2/s]
A Tabela 19 apresenta os parâmetros utilizados para os cálculos dos coeficientes
de convecção externo e interno e na Tabela 20, estão dispostos os resultados obtidos.
Parâmetros Utilizados para os Cálculos
dos Coeficientes
Coeficiente Externo (he)
Paredes e Teto
Coeficiente Interno (hi)
Paredes, Teto e Piso
Temperatura do Ar externo 28ºC -
Temperatura do Ar interno - 3ºC
Temperatura da Superfície 25ºC 5ºC
Temperatura média entre superfície e ar (Tm) 26,5ºC 4ºC
Propriedades do ar utilizando Tf = 299,65
Tf = 277,15 k
Β 0,003310 K-1
0,003904 K-1
Α 2,25 x 10-5
m2/s 1,43 x 10
-5 m
2/s
x 10 1,70 ע-3
m2/s 1,04 x 10
-3 m
2/s
Pr 0,708 0,720
K 2,64 x 10-2
W/m*K 0,02276W/m*K
Tabela 19: Parâmetros utilizados para os cálculos dos coeficientes de convecção
externo e interno no resfriamento, para paredes, teto e piso.
Sendo:
Área da Parede (A) = 27,025 m2
Espessura do tijolo (L) = 0,15 m
Área do piso (A) = 4,025m2
Espessura do Piso (L) = 0,45m
g = 9,81 m/s2
Resultados Coeficiente Externo (he)
Paredes e Teto
Coeficiente Interno (hi)
Paredes e Teto
Coeficiente Interno (hi)
Piso
Ra 320962,69 5,97 x 105 3,11 x 10
8
Nu 11,39 13,49 83,00
h 0,6015W / m2*K 0,61387W / m
2*K 0,4731W / m
2*K
Tabela 20: Resultados dos coeficientes de convecção obtidos no resfriamento.
Os resultados da perda de calor por convecção podem ser analisados na Tabela
21. Esses resultados foram obtidos com a aplicação das seguintes equações:

79
Para Paredes e Teto: 1/U= [1/ke) + (Le/he )+( Li/hi)+(1/ki)]
Para o Piso: 1/Upiso = (1/kpiso)+(Lconcreto/hpiso)
q=UA ΔT
Resultados Paredes e Teto Piso
1/U 11,256 44,250
U 0,089 W/m² K 0,0226 W/m² K
Q 0,05281 kW 0,002 kW
q6 0,05481kW
Tabela 21: Resultado da perda de calor pelas paredes, teto e piso.
A perda de calor total é calculada através da soma das demais perdas de calor
(q1, q2, q3, q4, q5 e q6). Logo: q Total = 10,10 kW
7.11.2. Câmara de congelamento (-18ºC)
Perda de Calor no Congelamento
A partir das temperaturas de entrada (3°C) e saída (-18°C) das polpas na câmara
de congelamento, pôde-se calcular a energia necessária para estocar as polpas
congeladas. Para isto, utilizou-se a mesma equação utilizada para o resfriamento:
Q polpa de fruta = m * Cp *ΔT (antes do ponto de congelamento)
Sendo este trabalho realizado em um tempo de 4h (14400 segundos), foi
necessário dividir o valor encontrado (Q) pelo tempo (t), para obter a taxa de calor
necessária, da mesma forma que foi feita para câmara de resfriamento:
q polpa fruta (KW) = Q polpa fruta
Tempo
Na Tabela 22, estão detalhados os resultados obtidos a partir dos cálculos.
Parâmetros Polpa de Abacaxi Polpa de Acerola Polpa de Maracujá Polpa de Morango
cp (kJ/Kg °C) 3,68 3,83 3,68 3,89
Massa (kg) 1204 1204 1204 1204
ΔT (°C) (-1,4-3) x (-1) = 4,4 (-2,2-3) x (-1) = 5,2 (-2,2-3) x (-1) = 5,2 (-1,2-3) x (-1) = 4,2
Q (kJ) 19495,000 23978,864 23039,744 19670,952
t (s) 14400 14400 14400 14400
q (kW) 1,35 1,67 (q1) 1,60 1,37
Tabela 22: Resultados da perda de calor na câmara de congelamento.
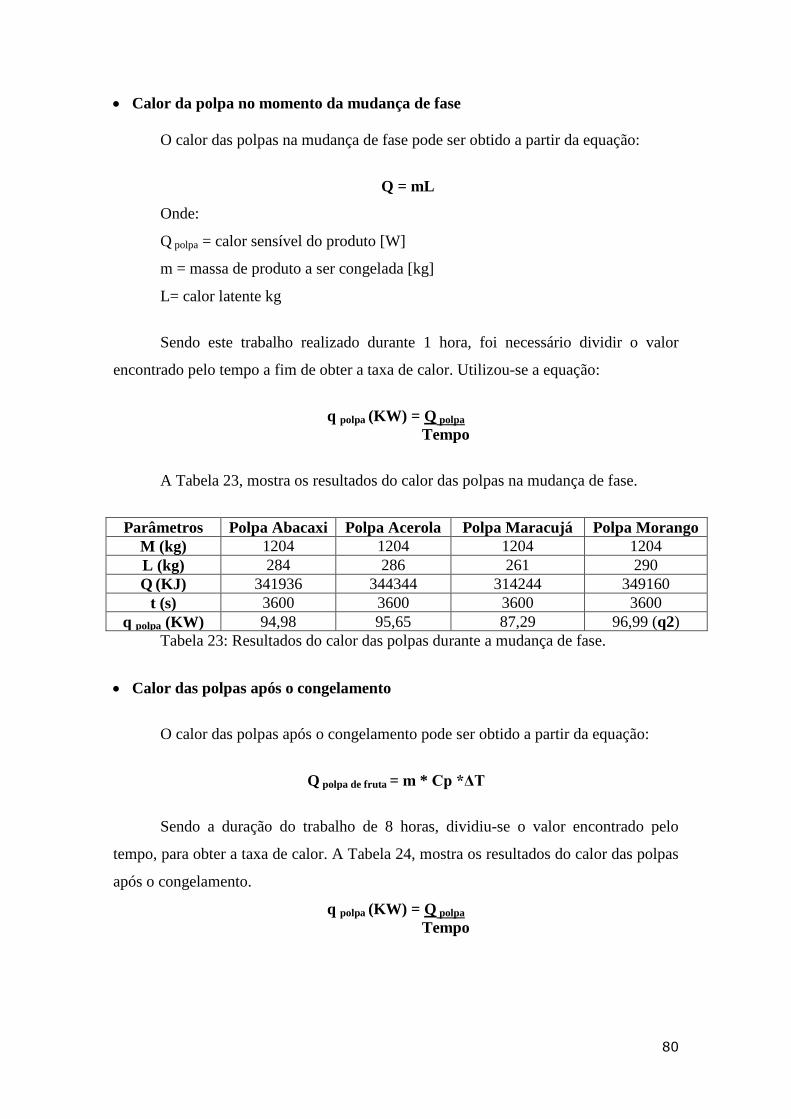
80
Calor da polpa no momento da mudança de fase
O calor das polpas na mudança de fase pode ser obtido a partir da equação:
Q = mL
Onde:
Q polpa = calor sensível do produto [W]
m = massa de produto a ser congelada [kg]
L= calor latente kg
Sendo este trabalho realizado durante 1 hora, foi necessário dividir o valor
encontrado pelo tempo a fim de obter a taxa de calor. Utilizou-se a equação:
q polpa (KW) = Q polpa
Tempo
A Tabela 23, mostra os resultados do calor das polpas na mudança de fase.
Parâmetros Polpa Abacaxi Polpa Acerola Polpa Maracujá Polpa Morango
M (kg) 1204 1204 1204 1204
L (kg) 284 286 261 290
Q (KJ) 341936 344344 314244 349160
t (s) 3600 3600 3600 3600
q polpa (KW) 94,98 95,65 87,29 96,99 (q2)
Tabela 23: Resultados do calor das polpas durante a mudança de fase.
Calor das polpas após o congelamento
O calor das polpas após o congelamento pode ser obtido a partir da equação:
Q polpa de fruta = m * Cp *ΔT
Sendo a duração do trabalho de 8 horas, dividiu-se o valor encontrado pelo
tempo, para obter a taxa de calor. A Tabela 24, mostra os resultados do calor das polpas
após o congelamento.
q polpa (KW) = Q polpa
Tempo

81
Parâmetros Polpa Abacaxi Polpa Acerola Polpa Maracujá Polpa Morango
M (kg) 1204 1204 1204 1204
cp (kJ/Kg °C) 1,88 1,61 1,06 1,30
ΔT °C (-18+1,4) x -1 = 16,6 (-18+2,2) x -1 =15,8 (-18+2,2) x -1 =15,8 (-18+1,2) x -1 =16,8
Q (KJ) 37574,000 30627,352 38236,632 30340,800
t (s) 28800 28800 28800 28800
q polpa (KW) 1,30 1,06 1,33 (q3) 1,05
Tabela 24: Resultados do calor das polpas após o congelamento.
Perda de Calor pelas Embalagens
Serão necessárias 150000 embalagens de polietileno de 100g, 37500 de 400g e
3750 caixas de papelão por aproximadamente 12 dias, assim temos:
Para embalagens de 100g Para embalagens de 400g Para caixa de papelão
Massa das embalagens: 1500kg
Cp = 0,6 kJ/kg°C
ΔT=(-18-3)* -1 =21°C
Q = 1500 * 0,6 * 21
Massa das embalagens: 375 kg
Cp = 0,6 kJ/kg°C
ΔT=(-18-3)* -1 =21°C
Q = 375 * 0,6 * 21
Massa das embalagens: 375 kg
Cp = 0,19 kJ/kg°C
ΔT=(-18-3)* -1 =21°C
Q = 375 * 0,19 * 21
Q= 46800 kJ Q = 4725 kJ
Q = 1496,25 kJ
Considerado o tempo de 288 horas, obteve-se a taxa de perda de calor das
embalagens, que pode ser analisada na Tabela 25 e sua soma é igual ao q4 = 0,0511
kW.
Embalagens 100g 400g Caixas
q (kW) 0,0451 0,0046 0,0014
Tabela 25: Perda de calor pelas embalagens no congelamento.
Perda de Calor provocada por Operadores e Lâmpadas
Considerando os mesmos dados do resfriamento, porém essa câmara possui 3
lâmpadas de 100 W, a perda de calor provocada, foi calculada a partir da equação:
q5 = (qoperador + qlâmpadas) * t
Onde:
qoperador = número de operadores x calor perdido por cada operador [W]
qlâmpada = número de lâmpadas x potência de cada lâmpada [W]
t = tempo de operação na câmara [s]
q5 = [(240*2) + (3*100)] * 2400s = (1872000 / 86400s) /1000 = 0,0217 kW.

82
Perdas de Calor Pelas Paredes, Teto e Pisos
A câmara é formada por quatro paredes de dimensões 4,6m comprimento x 2,5m
altura; o piso é formado por uma camada de concreto de 0,45m de espessura e sua área é
de 21,16 m2. As paredes e o teto possuem duas camadas de tijolo de 0,15m de espessura
e uma para isolamento, colocada entre as camadas, de 0,20m de espessura, a perda de
calor destas superfícies foi calculada pela mesma equação utilizada no resfriamento e os
resultados podem ser analisados na Tabela 26.
q 6 = [k * A * (θ - θh)]
e
Sendo:
A = Área do teto + área das paredes = área total = 67,16 m².
A = Área do piso = 21,16 m2
Temperatura inicial da polpa (θi) = 3°C
Temperatura da câmara (θh) = -18°C
Materiais/ Superfícies Isolamento Tijolo Concreto (Piso)
Condutividade K
(W/m.K)
0,026 1,1 0,87
Perda de Calor q (kW) 0,3754 1,0835 0,1800
Tabela 26: Condutividades dos materiais e perdas de calor calculadas.
Logo: q 6 = [q isolamento + q piso + (2*q tijolo)] = 2,7225 kW
Perda de Calor Pela Abertura da Porta
Considerando que a porta da câmara, também é aberta e fechada 2 vezes ao dia,
e permanece aberta por 3 minutos a cada vez, sua taxa de perda de calor foi obtida pela
equação:
qp = 2126 * L * e0,0484.Δt
* h1,71
Sendo:
Largura da porta (L) = 1,50m
Altura da porta (h) = 2,00m
Temperatura de ambiente = 25ºC
Temperatura interna da câmara = -18ºC
Temos:

83
q p = 83612,169 kJ
q 7 = (83612,169* 300 *2) /2592000s = 19,3547 kW
Perda de Calor por Convecção para o Congelamento
Os coeficientes de convecção, interno (hi) e externo (he), foram obtidos a partir
das mesmas equações usadas nos cálculos desses coeficientes no resfriamento. São elas:
he = (k * Nu) / L
Nu = [(0,825 + 0,387*Ra1/6
)2)] / {[1 + (0,492/Pr)
9/16]8/27
}2
Ra = [g*β*(Tar externo – Tambiente)*L3] / α*ע
A Tabela 27 apresenta os parâmetros utilizados para os cálculos dos coeficientes
de convecção externo e interno e na Tabela 28, estão dispostos os resultados obtidos.
Sendo:
Área da Parede (A) = 46 m2
Espessura do tijolo (L) = 0,15 m
Área do piso (A) = 21,16 m2
Espessura do Piso (L) = 0,45m
g = 9,81 m/s2
Parâmetros Utilizados para os Cálculos
dos Coeficientes
Coeficiente Externo (he)
Paredes e Teto
Coeficiente Interno (hi)
Paredes, Teto e Piso
Temperatura do Ar externo 28ºC -
Temperatura do Ar interno - -18ºC
Temperatura da Superfície 25ºC -16ºC
Temperatura média entre superfície e ar (Tm) 26,5ºC -17ºC
Propriedades do ar utilizando Tf = 299,65
Tf = 256,15 k
Β 0,003310 K-1
0,003904 K-1
Α 2,25 x 10-5
m2/s 1,43 x 10
-5 m
2/s
x 10 1,70 ע-3
m2/s 1,04 x 10
-3 m
2/s
Pr 0,708 0,720
K 2,64 x 10-2
W/m*K 0,02276W/m*K
Tabela 27: Parâmetros utilizados para os cálculos dos coeficientes de convecção
externo e interno no congelamento, para paredes, teto e piso.
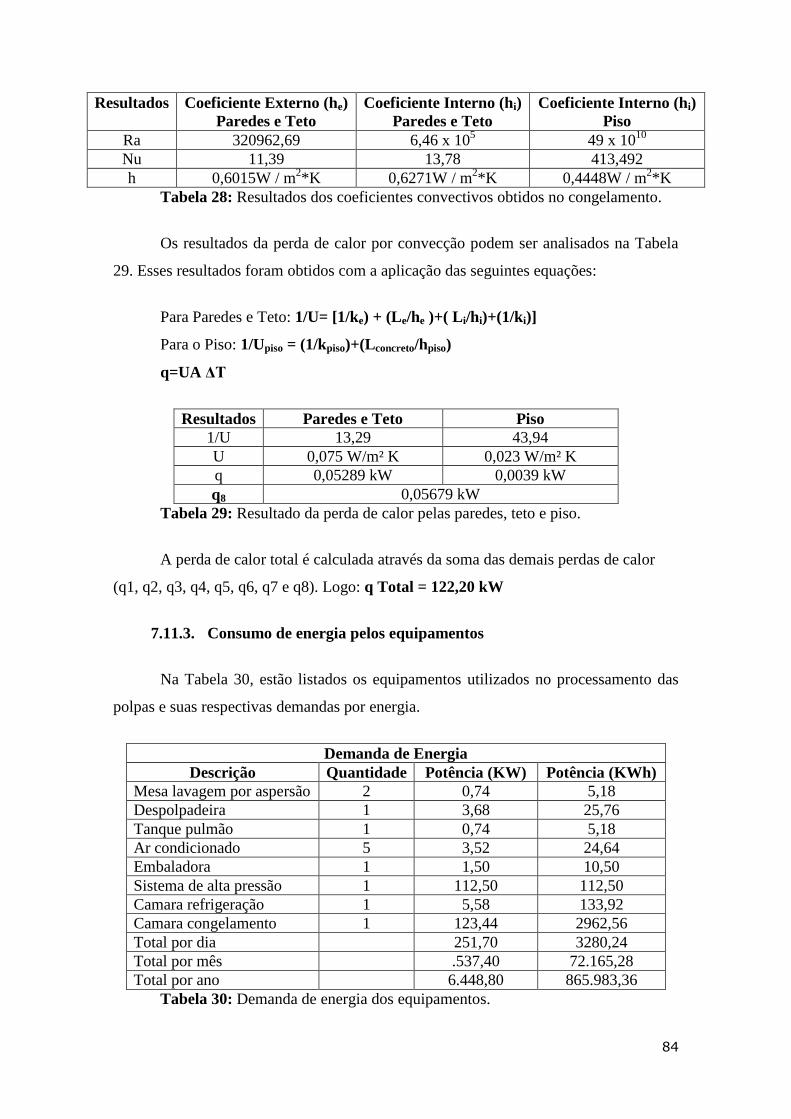
84
Resultados Coeficiente Externo (he)
Paredes e Teto
Coeficiente Interno (hi)
Paredes e Teto
Coeficiente Interno (hi)
Piso
Ra 320962,69 6,46 x 105 49 x 10
10
Nu 11,39 13,78 413,492
h 0,6015W / m2*K 0,6271W / m
2*K 0,4448W / m
2*K
Tabela 28: Resultados dos coeficientes convectivos obtidos no congelamento.
Os resultados da perda de calor por convecção podem ser analisados na Tabela
29. Esses resultados foram obtidos com a aplicação das seguintes equações:
Para Paredes e Teto: 1/U= [1/ke) + (Le/he )+( Li/hi)+(1/ki)]
Para o Piso: 1/Upiso = (1/kpiso)+(Lconcreto/hpiso)
q=UA ΔT
Resultados Paredes e Teto Piso
1/U 13,29 43,94
U 0,075 W/m² K 0,023 W/m² K
q 0,05289 kW 0,0039 kW
q8 0,05679 kW
Tabela 29: Resultado da perda de calor pelas paredes, teto e piso.
A perda de calor total é calculada através da soma das demais perdas de calor
(q1, q2, q3, q4, q5, q6, q7 e q8). Logo: q Total = 122,20 kW
7.11.3. Consumo de energia pelos equipamentos
Na Tabela 30, estão listados os equipamentos utilizados no processamento das
polpas e suas respectivas demandas por energia.
Demanda de Energia
Descrição Quantidade Potência (KW) Potência (KWh)
Mesa lavagem por aspersão 2 0,74 5,18
Despolpadeira 1 3,68 25,76
Tanque pulmão 1 0,74 5,18
Ar condicionado 5 3,52 24,64
Embaladora 1 1,50 10,50
Sistema de alta pressão 1 112,50 112,50
Camara refrigeração 1 5,58 133,92
Camara congelamento 1 123,44 2962,56
Total por dia 251,70 3280,24
Total por mês .537,40 72.165,28
Total por ano 6.448,80 865.983,36
Tabela 30: Demanda de energia dos equipamentos.

85
CAPÍTULO VIII ANÁLISE FINANCEIRA

86
8. ANÁLISE FINANCEIRA
8.1. Introdução
O estudo da viabilidade técnica e econômica visa antecipar, estimando, os
prováveis resultados a serem obtidos com a implantação de um projeto, determinando
sua viabilidade. Para tal, faz-se uma análise de investimentos, onde todos os custos de
implantação e produção da empresa devem ser levantados. Essa análise abrange desde a
definição do projeto até as tomadas de decisões. A rentabilidade é tão importante em um
empreendimento, quanto a liquidez e a confiabilidade, ou seja, o risco do negócio.
A avaliação econômica é feita, praticamente, baseando-se na taxa mínima de
atratividade (TMA) e no tempo de retorno do capital. A TMA é uma taxa de juros que
representa o mínimo que um investidor se propõe a ganhar ao investir, ou o máximo que
o tomador de dinheiro se propõe a pagar ao fazer um financiamento. Já o tempo de
retorno do capital é o tempo necessário para que as receitas recuperem o investimento,
ou seja, reflete o tempo em que o dinheiro da empresa aplicado no projeto está em risco.
Uma proposta também pode ser avaliada pela taxa interna de retorno (TIR), que
é a taxa necessária para igualar o valor do investimento com os retornos futuros ou
saldos de caixa. Em análise de investimentos, ela significa a taxa de retorno do projeto e
o critério de decisão para a avaliação de um investimento se baseia na comparação da
TIR com a TMA. Se a TIR for maior que a TMA, deve-se aceitar a proposta e se for
menor, deve-se rejeitar, mas se a TIR for igual à TMA, essa decisão é indiferente.
Na Tabela 31, pode-se verificar o balanço da produção da empresa.
Descrição Quantidade de
entrada (Kg/h)
Quantidade de
saída (Kg/h)
Kg/ano Embalagem/
ano de 100g
Caixa de
papelão/ano
Fita/ano
Abacaxi 354,00 172 79.464,00 794640 19866 1827672
Acerola 294,00 172 79.464,00 794640 19866 1827672
Maracujá 1.178,40 172 79.464,00 794640 19866 1827672
Morango 196,80 172 79.464,00 794640 19866 1827672
Total 2.023,2 688 317.856,00 3178560 79464 7.310.688
Tabela 31: Produção da VITAL POLPA®.

87
8.2. Investimento Fixo
O investimento fixo corresponde aos investimentos em infra-estrutura, como por
exemplo, o terreno e os equipamentos. Os principais equipamentos utilizados no
processo, os secundários, outros e utensílios gerais, estão listados nas Tabelas 32, 33 e
34 respectivamente, junto com seus custos e quantidades.
Tabela 32: Principais equipamentos utilizados no processo.
Equipamentos Secundários do Processo
Equipamentos Secundários do Processo Quantidade Descrição Valor total (R$)
1 Balança eletrônica 400,00
1 Carrinho transportador 3.600,00
1 Empilhadeira manual 2.980,00
40 Baldes 20Kg 216,00
Total ES 7.196,00
Tabela 33: Equipamentos secundários utilizados no processo.
Tabela 34: Equipamentos e utensílios em geral utilizados no processo.
Principais equipamentos de processo
Principais equipamentos de processo Quantidade Descrição Valor total (R$)
2 Lavador por imersão 2.829,00
2 Mesa para aspersão 8.542,00
2 Mesa de preparo 3.300,00
1 Despolpadeira 8.700,00
1 Tanque pulmão 4.500,00
1 Embaladora 19.580,00
1 Seladora de pedal 439,90
2 Mesa auxiliar 2.300,00
1 Bomba de transferência 1.400,00
1 Balança plataforma 1.004,00
110 Caixas plásticas 880,00
1 Sistema de alta pressão 2.840.000,00
1 Cãmara fria -18º 33.000,00
1 Câmara fria 3º 18.650,00
1 Compressor 10HP 25.000,00
Total EP 2.970.124,90
Outros Equipamentos e Utensílios em Geral
Descrição Valor (%) Valor Anual (R$)
Itens para escritório e recepção
1 % do valor dos
Equipamentos
29.773,21 Itens para vestiários e banheiros
Equipamentos de Proteção
Individual Uniformes

88
A Tabela 35 mostra o valor dos caminhões para o transporte das polpas.
Tabela 35: Frota da empresa.
Para a construção da fábrica, a área construída considerada foi de 1525,46 m2.
Na tabela 36, os encargos com a construção civil podem ser observados.
Tabela 36: Encargos com a construção civil.
O investimento fixo total, que pode ser observado na Tabela 37.
Cálculo do Investimento Fixo Total
Descrição Valor Anual (R$)
Principais equipamentos de processo (EP) 2.970.124,90
Serviços utilizados (5% EP) 59.402,50
Instrumentação dos principais equipamentos (25%
EP)
297.012,49
Equipamentos Secundários (ES) 7.196,00
Equipamentos e Utensílios em Geral 29.773,21
Frota (F) 140.000,00
Despesas durante construção (15% EP) 297.012,49
Construção Civil (CC) 1.035.158,84
Subtotal 4.835.680,43
Imprevistos (3% do subtotal) 145.070,41
Total IF 4.980.750,84
Tabela 37: Investimento fixo total.
8.3. Custo Fixo
Os Custos fixos são aqueles não sofrem alteração de valor em caso de aumento
ou diminuição da produção. Independem do nível de atividade. Nas Tabelas 38, 39, 40,
41 e 42 estão descritos os custos fixos da Empresa. Na Tabela 38, o custo com mão-de-
obra indireta, na Tabela 39, o custo com a depreciação dos equipamentos, na Tabela 40,
a depreciação do prédio, na Tabela 41o custo com a depreciação do veículo, o custo
com a, e na Tabela 42, o custo fixo total.
Frota
Descrição Quantidade Valor unitário (R$) Valor total (R$)
Caminhão 2 70.000,00 140.000,00
Total Frota 140.000,00
Construção Civil
Descrição Valor unitário (R$/m²) Área (m²) Valor Total (R$)
Terreno 50 4000 200000
Área construída 547,48 1.525,46 835.158,84
Total Construção Civil
1.035.158,84
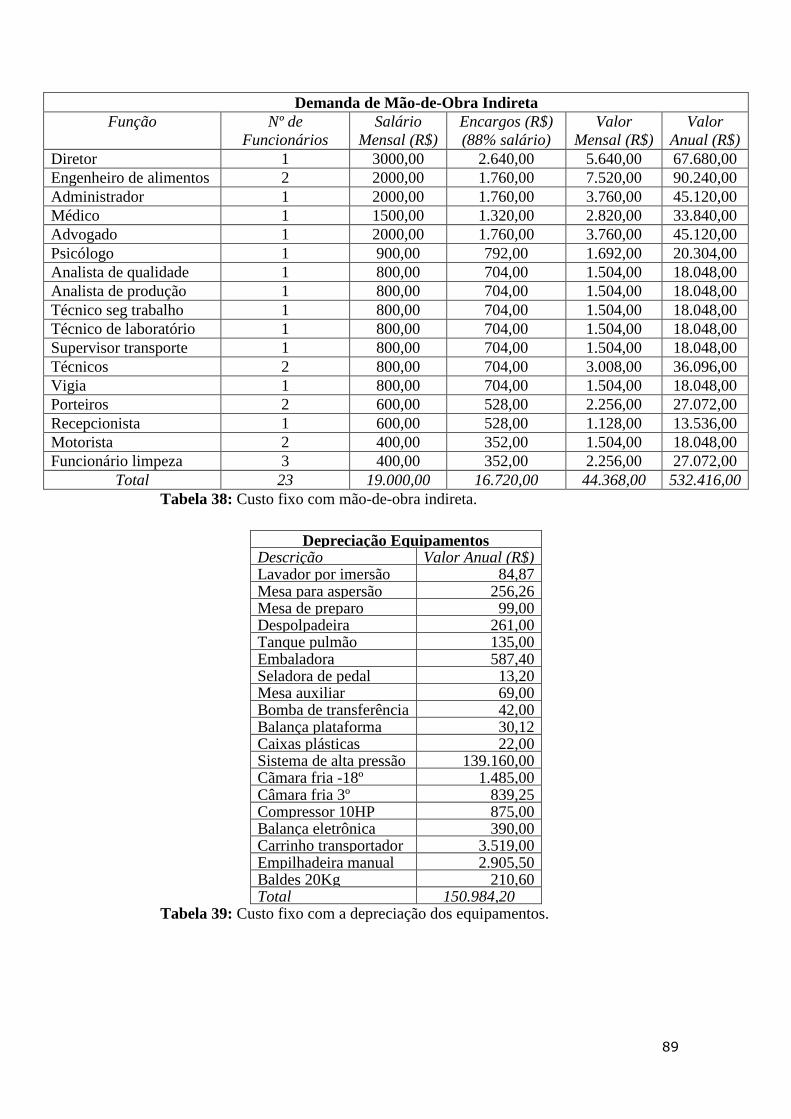
89
Demanda de Mão-de-Obra Indireta
Função Nº de
Funcionários
Salário
Mensal (R$)
Encargos (R$)
(88% salário)
Valor
Mensal (R$)
Valor
Anual (R$)
Diretor 1 3000,00 2.640,00 5.640,00 67.680,00
Engenheiro de alimentos 2 2000,00 1.760,00 7.520,00 90.240,00
Administrador 1 2000,00 1.760,00 3.760,00 45.120,00
Médico 1 1500,00 1.320,00 2.820,00 33.840,00
Advogado 1 2000,00 1.760,00 3.760,00 45.120,00
Psicólogo 1 900,00 792,00 1.692,00 20.304,00
Analista de qualidade 1 800,00 704,00 1.504,00 18.048,00
Analista de produção 1 800,00 704,00 1.504,00 18.048,00
Técnico seg trabalho 1 800,00 704,00 1.504,00 18.048,00
Técnico de laboratório 1 800,00 704,00 1.504,00 18.048,00
Supervisor transporte 1 800,00 704,00 1.504,00 18.048,00
Técnicos 2 800,00 704,00 3.008,00 36.096,00
Vigia 1 800,00 704,00 1.504,00 18.048,00
Porteiros 2 600,00 528,00 2.256,00 27.072,00
Recepcionista 1 600,00 528,00 1.128,00 13.536,00
Motorista 2 400,00 352,00 1.504,00 18.048,00
Funcionário limpeza 3 400,00 352,00 2.256,00 27.072,00
Total 23 19.000,00 16.720,00 44.368,00 532.416,00
Tabela 38: Custo fixo com mão-de-obra indireta.
Depreciação Equipamentos Descrição Valor Anual (R$) Lavador por imersão 84,87 Mesa para aspersão 256,26 Mesa de preparo 99,00 Despolpadeira 261,00 Tanque pulmão 135,00 Embaladora 587,40 Seladora de pedal 13,20 Mesa auxiliar 69,00 Bomba de transferência 42,00 Balança plataforma 30,12 Caixas plásticas 22,00 Sistema de alta pressão 139.160,00 Cãmara fria -18º 1.485,00 Câmara fria 3º 839,25 Compressor 10HP 875,00 Balança eletrônica 390,00 Carrinho transportador 3.519,00 Empilhadeira manual 2.905,50 Baldes 20Kg 210,60 Total 150.984,20
Tabela 39: Custo fixo com a depreciação dos equipamentos.

90
Depreciação Prédio
Descrição Valor Anual (R$)
Prédio 14.492,22377
Tabela 40: Custo fixo com a depreciação do prédio.
Depreciação Veículo
Descrição Valor Anual (R$)
Caminhão 69.300,00
Tabela 41: Custo fixo com a depreciação do veículo.
Cálculo Custo Fixo Total
Descrição Valor Mensal (R$) Valor Anual (R$)
Seguro contra incêndio 2.490,38 29.884,51
Manutenção 2.490,38 29.884,51
ETE 2.823,53 33.882,36
Mão-de-obra indireta 44.368,00 535.416,00
Depreciação de equipamentos (20 anos) 12.582,02 150.984,20
Depreciação de prédio (25 anos) 1.207,69 14.492,22
Depreciação de veículos (5 anos) 5.775,00 69.300,00
Subtotal 71.736,98 860.843,79
Imprevistos (3% subtotal) 2.152,11 25.825,31
Total Custo Fixo 73.889,09 886.669,10
Tabela 42: Custo fixo total.
8.4. Custo Variável
Custos variáveis são aqueles que variam proporcionalmente com o nível de
produção ou atividades. Seus valores dependem diretamente do volume produzido ou
volume de vendas efetivado num determinado período. Nas Tabelas 43, 44, 45, 46 e 47
estão detalhados os custos variáveis da empresa. Na Tabela 43, o custo com mão-de-
obra direta, na Tabela 44, o custo com a matéria-prima, na Tabela 45, o custo com
embalagens, na Tabela 46, o custo com água e energia elétrica e na Tabela 47, o custo
variável total.
Demanda de Mão-de-Obra Direta
Função Nº
Funcionários
Salário
Mensal (R$)
Encargos (R$)
(88% salário)
Valor
Mensal (R$)
Valor Anual
(R$)
Operador máquina 2 700,00 616,00 2.632,00 31.584,00
Operador pallet 1 500,00 440,00 940,00 11.280,00
Operário 5 400,00 352,00 3.760,00 45.120,00
Total 8 1.600,00 1.408,00 7.332,00 87.984,00
Tabela 43: Custo com a mão-de-obra direta.

91
Demanda de Matéria-prima
Descrição Quantidade
(Kg/h)
Preço
(R$/Kg)
Valor Diário
(R$)
Valor Mensal
(R$)
Valor Anual
(R$)
Abacaxi 354,00 0,55 1.362,90 29.983,80 89.951,40
Acerola 294,00 0,95 1.955,10 43.012,20 129.036,60
Maracujá 1.178,40 0,70 5.774,16 127.031,52 381.094,56
Morango 196,80 3,30 4.546,08 100.013,76 300.041,28
Sacarose 0,02 0,40 0,06 1,33 16,00
Total 13.638,30 300.042,61 900.139,84
Tabela 44: Custo com a matéria-prima.
Demanda de Embalagens
Descrição Abacaxi Acerola Maracujá Morango Valor Anual (R$)
Embalagem 100g 15.892,80 15.892,80 15.892,80 15.892,80 63.571,20
Embalagem 400g 49.665,00 49.665,00 49.665,00 49.665,00 198.660,00
Caixa Papelão 17.879,40 17.879,40 17.879,40 17.879,40 71.517,60
Fita embaladora 974,76 974,76 974,76 974,76 3.899,03
Total 84.411,96 84.411,96 84.411,96 84.411,96 337.647,83
Tabela 45: Custo por ano com embalagens (R$).
Demanda de Água e Energia Elétrica
Descrição m³ e KWh/ano Preço (R$ /m³ e KWh) Valor Anual (R$)
Água 20.538,60 8,50 174.578,10
Energia Elétrica 886.765,44 0,45 399.044,45
Tabela 46: Custo com água e energia elétrica.
Custo Variável Total
Descrição Valor Mensal (R$) Valor Anual (R$)
Energia Elétrica 33.253,70 399.044,45
Água 14.548,18 174.578,10
Suprimentos 1.666,67 20.000,00
Mão-de-Obra Direta 7.332,00 87.984,00
Despesas gerais da planta (50% MOD) 3.666,00 43.992,00
Sub total CV 60.466,55 725.598,55
Custos distribuição (3% st CVT) 1.814,600 36.279,93
Total CV 62.280,54 761.878,48
Tabela 47: Custo variável total.
8.5. Preço de Venda Unitário das Polpas
A partir dos dados levantados, os custos unitários de produção das polpas foram
calculados e listados na Tabela 48. Utilizando-se algumas taxas, que podem ser
conferidas na Tabela 49, foi definido o preço de venda unitário para cada polpa, que
pode ser observado na Tabela 50, de forma a superar o custo de produção das polpas.

92
Custo Unitário de Produção
Fruta R$/ Kg Polpa R$/ Embalagem
Abacaxi 7,34 2,93
Acerola 7,83 3,13
Maracujá 11,00 4,40
Morango 9,98 3,99
Tabela 48: Custo unitário de produção.
Mark up
Taxas Valor (%) Abacaxi e Acerola Valor (%) Maracujá e Morango
IPI 0 0
ICMS 18 18
PIS 1,65 1,65
COFINS 7,6 7,6
ISS 2 2
Comissão sobre vendas 2 2
Lucros 21 16
Mark up 52,25 47,25
Tabela 49: Taxas utilizadas no cálculo do preço de venda unitário das polpas.
Preço de Venda Unitário (PVU)
Fruta Valor
(R$/Kg)
Valor
(R$/embalagem)
Valor mensal de
venda (R$)
Valor Anual de
venda (R$)
Abacaxi 15,36 6,14 101.722,91 1.220.674,89
Acerola 16,39 6,56 108.544,06 1.302.528,71
Maracujá 20,85 8,34 138.075,11 1.656.901,27
Morango 18,92 7,57 125.270,48 1.503.245,64
Total 5.683.350,64
Tabela 50: Preço de venda unitário das polpas.
A partir dos custos unitários de venda das polpas, a Tabela 51 foi construída para
relacionar nossos preços de venda, com os preços médios observados no mercado.
Preço de venda/preço de mercado
Abacaxi Acerola Maracujá Morango
Media do mercado 3,8 4,05 5,57 5,67
Valor da empresa 6,14 6,56 8,34 7,57
Relação de preço 1,62 1,62 1,50 1,33
Tabela 51: Relação entre os preços de venda das polpas da Empresa, com os
preços médios de venda das polpas no mercado.
8.6. Fluxo de Caixa
Na Tabela 52, pode-se analisar as necessidades de capital de giro da indústria.
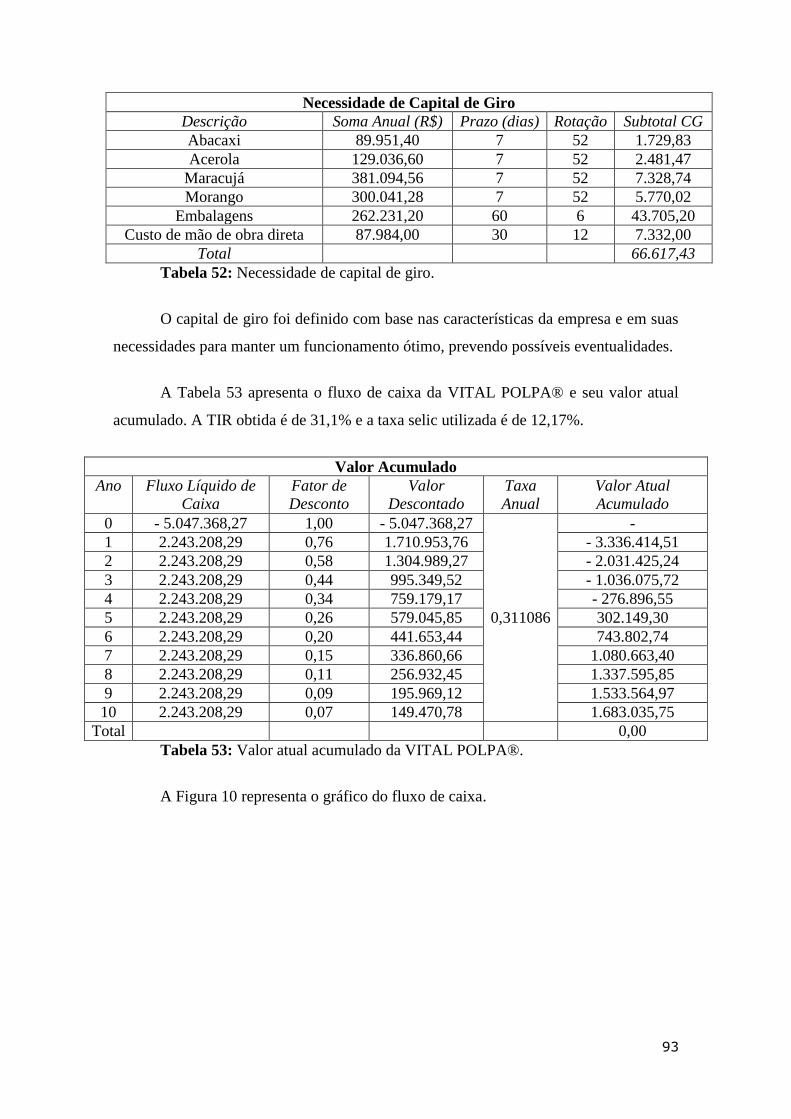
93
Necessidade de Capital de Giro
Descrição Soma Anual (R$) Prazo (dias) Rotação Subtotal CG
Abacaxi 89.951,40 7 52 1.729,83
Acerola 129.036,60 7 52 2.481,47
Maracujá 381.094,56 7 52 7.328,74
Morango 300.041,28 7 52 5.770,02
Embalagens 262.231,20 60 6 43.705,20
Custo de mão de obra direta 87.984,00 30 12 7.332,00
Total 66.617,43
Tabela 52: Necessidade de capital de giro.
O capital de giro foi definido com base nas características da empresa e em suas
necessidades para manter um funcionamento ótimo, prevendo possíveis eventualidades.
A Tabela 53 apresenta o fluxo de caixa da VITAL POLPA® e seu valor atual
acumulado. A TIR obtida é de 31,1% e a taxa selic utilizada é de 12,17%.
Valor Acumulado
Ano Fluxo Líquido de
Caixa
Fator de
Desconto
Valor
Descontado
Taxa
Anual
Valor Atual
Acumulado
0 - 5.047.368,27 1,00 - 5.047.368,27
0,311086
-
1 2.243.208,29 0,76 1.710.953,76 - 3.336.414,51
2 2.243.208,29 0,58 1.304.989,27 - 2.031.425,24
3 2.243.208,29 0,44 995.349,52 - 1.036.075,72
4 2.243.208,29 0,34 759.179,17 - 276.896,55
5 2.243.208,29 0,26 579.045,85 302.149,30
6 2.243.208,29 0,20 441.653,44 743.802,74
7 2.243.208,29 0,15 336.860,66 1.080.663,40
8 2.243.208,29 0,11 256.932,45 1.337.595,85
9 2.243.208,29 0,09 195.969,12 1.533.564,97
10 2.243.208,29 0,07 149.470,78 1.683.035,75
Total 0,00
Tabela 53: Valor atual acumulado da VITAL POLPA®.
A Figura 10 representa o gráfico do fluxo de caixa.

94
Figura 10: Gráfico do fluxo de caixa.
Por último, o ponto de equilíbrio foi determinado e pode ser observado na
Tabela 54 e seu gráfico construído pode ser analisado na Figura 11.
Ponto de equilíbrio
Volume de
vendas (%)
Receita (R$) Custo Fixo
(R$)
Custo
Variável (R$)
Custo Total
(R$)
0 0 886.669,10 0 886.669,10
25 1.278.753,89 886.669,10 499.916,54 1.386.585,64
50 2.557.507,79 886.669,10 999.833,07 1.886.502,18
75 3.836.261,68 886.669,10 1.499.749,61 2.386.418,72
100 5.115.015,58 886.669,10 1.999.666,15 2.886.335,25
Tabela 54: Ponto de equilíbrio de acordo com o volume de vendas.
Figura 11: Gráfico do ponto de equilíbrio.

95
8.7. Conclusão da Viabilidade Econômica
O investimento fixo, o custo variável anual e o custo fixo anual da VITAL
POLPA® serão iguais a R$ 4.980.750,84, R$ 761.878,48, R$ 866.669,10,
respectivamente.
O produto final, que será comercializado em embalagens de 400g, apresentará
custos de produção iguais a R$ 2,93 para a polpa de abacaxi, R$ 3,13 para a polpa de
acerola, R$ 4,40 para a polpa de maracujá e R$ 3,99 para a polpa de morango, com uma
margens de lucro de 21% para as polpas de abacaxi, e acerola e de 16% para as polpas
de maracujá e morango, assim os produtos serão disponibilizados no mercado com os
preço iguais a R$ 6,14, R$ 6,56, R$ 8,34 e R$ 7,57, respectivamente.
Tendo como base a taxa Selic de 12,17% definida pelo Copom em 17/06/2011 e
a TIR encontrada para a VITAL POLPA® de 31,1%, considerou-se 25%, a taxa anual
de investimento.
A partir do gráfico da Figura 11, pode-se observar que o ponto de equilíbrio é
igual a 28%.
Dessa maneira, considerando a depreciação dos equipamentos, o tempo de
retorno do investimento que a empresa terá é de aproximadamente 4 anos e 5 meses.
Considerando o tempo útil da empresa de 10 anos, verifica-se que o projeto apresentado
será viável, visto que se trata de uma empresa de pequeno porte.

96
Referências Bibliográficas
1. IBGE,2007. Contagem da População, 2007. Disponível em:
<http://www.ibge.gov.br/home/estatistica/populacao/contagem2007/default.shtm>.
Acesso em: 12 de março de 2011.
2. SEBRAERJ. Arranjos produtivos locais. Disponível em:
<http://www.sebraerj.com.br/main.asp?View={A9C63CBC-2340-4B09-94F1
5370FFB2FC30}&Team=¶ms=itemID={5F1CB734-9CA6-400C-AC12-
46ADAD7AF3EF};&ServiceUID={DC262CC9-23AD-4DBE-959D-
E7E978B861E1}>. Acesso em: 12 de março de 2011.
3. INCENTIVOS FISCAIS – Rio Bonito – RJ. Disponível em:
<http://iss1.wordpress.com/author/alexhudson/>. Acesso em: 12 de março de 2011.
4. PAIVA F. F. A.; LEITE L. A. S.; PESSOA P. F. A. P.; NETO R. M. S.;
Processamento de Castanha de Caju. Disponível em:
<http://livraria.sct.embrapa.br/liv_resumos/pdf/00078920.pdf>. Acesso em 15 de
março de 2011
5. MULLER D. R. Conservas vegetais. Disponível em:
<http://www.ebah.com.br/content/ABAAABFgAAA/apostila-tecnologia-produtos-
origem-vegetal-conservas-vegetais>. Acesso em 15 de março de 2011.
6. MONTEIRO, S. Fruta para beber – O caminho da industrialização é alternativa para
melhor aproveitamento da matéria-prima e oportunidade para fruticultores obterem
melhores ganhos financeiros. Revista Frutas e Derivados. Ano 1, 1 ed., p. 28-31,
abril 2006.
7. SEBRAE.Idéias de Negócios. Fábrica de polpa de frutas. Disponível em:
<http://www.sebrae.com.br/setor/fruticultura/ideias_negocio_pdf?id=B90CD4161FA
92E1E832573220042B6A7&uf=''&filename=fabrica-de-polpa-de-
frutas&titulo=fabrica-de-polpa-de-frutas>. Acessado em:7 de abril de 2011.
8. SIMARELI, M. Frutas do Brasil. Revista Frutas e Derivados. Ano 1, Ed. 1, p. 15-27.
Abril, 2006.
9. INTEC, Assessoria e Consultoria em Gestão Estratégica. Estudo de Viabilidade
Técnica e Econômica para Abertura de uma Agroindústria Processadora de Polpa
de Frutas no Município Aimorés-MG. 2005. Disponível em:
<http://www.institutoterra.org/doc/06_EVTE_IND_STRIA_DE_POLPAS_AI.PDF>
. Acessado em: 7 de abril de 2011.
10. CAMPOS, F. P.; DOSUALDO, G. L.; CRISTIANINI, M. Utilização da
Tecnologia de Alta Pressão no Processamento de Alimentos. Brazilian journal of
food techonology, v. 6,n. 2, p. 351-357, jul/dez., 2003
11. WOLKOFF, D.B. Estudo da estabilidade de repositor hidroeletrolítico
formulado à base de sucos clarificados de acerola e caju. UNICAMP,
Campinas/SP, 2004.
12. ARAÚJO, W. M. C.; MONTEBELLO, N. D. P.; BOTELHO, R. B. A.;
BORGO, L. A. Alquimia dos Alimentos. Senac-Brasília, 2007.

97
13. VAILLANT, F.; MILLA, A.; DORNIER, M.; DECLOUX, M.; REYNES, M.;
Strategy for economical optimization of the clarification of pulpy fruit juices using
crossflow microfiltration. Journal of Food Engineering, n.48, p.83–90, 2001.
14. GRANADA, G.G.; ZAMBIAZI, R. C.; MENDONÇA, C. R. Abacaxi:
Produção, Mercado e Subprodutos. Disponível em:
<http://ojs.c3sl.ufpr.br/ojs2/index.php/alimentos/article/viewFile/1203/1004>.
B.CEPPA, Curitiba, v. 22, n. 2, p. 405-422, jul./dez. 2004. Acessado em:. 11 de abril
de 2011.
15. IBGE. Dados de safra de abacaxi no Brasil. On-line. Disponível em:
<http://www.sidra.ibge.gov.br/bda/prevsaf/default.asp>. Acessado em: 11 de abril de
2011.
16. MATSUURA, F. C. A. U.; ROLIM, R. B. Disponível em:
<www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-29452002000100030>.
Rev. Bras. Frutic. vol.24 no.1 Jaboticabal Apr. 2002. Acessado em: 11 de abril de
2011.
17. SILVA, S.; TASSARA, H. Frutas no Brasil. São Paulo: Nobel, 2001
18. NASCENTE, A. S.; COSTA, R. S. C.; COSTA, J. N. M. Cultivo do Abacaxi em
Rondônia. Disponível em:
<http://sistemasdeproducao.cnptia.embrapa.br/FontesHTML/Abacaxi/CultivodoAbac
axiRO/autores.htm>. Acessado em: 11 de abril de 2011.
19. ABANORTE - Associação Central dos Fruticultores do Norte de Minas.2008.
Abacaxi Havaiano. Disponível em: <http://www.abanorte.com.br/noticias/abacaxi-
havaiano>. Acessado em: 11 de abril de 2011.
20. COSTA, T. A.; VIEIRA, R. F. Qualidade Nutricional da Acerola. 2008.
Disponível em: <http://www.farmacia.med.br/farmacia/artigos/408/qualidade-
nutricional-da-acerola>. Acessado em: 11 de abril de 2011.
21. FARAONI,A.S.2009. Acerola. Disponível em:
<http://www.tede.ufv.br/tedesimplificado/tde_arquivos/38/TDE-2010-07-
21T141710Z-2504/Publico/texto%20completo.pdf>. Acessado em: 15 de abril de
2011.
22. YAMASHITA, F.; BENASSI, M. T.; TONZAR, A. C.;MORIYA, S.;
FERNANDES, J. G. Produtos de Acerola: Estudo da Estabilidade de Vitamina C.
Ciênc. Tecnol. Aliment., Campinas, 23(1): 92-94, jan.-abr. 2003.
23. ASSIS, S.A.; LIMA, D.C.; OLIVEIRA, O.M.M.F. Activity of
pectinmethylesterase, pectin content and vitamin C in acerola fruit at various
stages of fruit development. Food Chemistry, v.74, p.133-137, 2001
24. SILVA, M.F.V. Efeito de diferentes tratamentos e embalagens nas
características da polpa e na determinação dos teores de ácido ascórbico e das
antocianinas durante o armazenamento. 1999. 224f. Tese (Doutorado) – Faculdade
de Engenharia de Alimentos, Universidade Estadual de Campinas, Campinas, 1999.
25. A Acerola. Disponível em:
<http://www.portalsaofrancisco.com.br/alfa/acerola/acerola-3.php>. Acesso em :11
de abril de 2011.
26. ALVES, R.E. Características das frutas para exportação. In: NETTO, A.G.;
ARDITO, E.F.G.; GARCIA, E.E.C.G.; BLEINROTH, E.W.; FREIRE, F.C.O.;
MENEZES, J.B.; BORDINI, M.R.; SOBRINHO, R.B.; ALVES, R.E. Acerola para

98
exportação: procedimentos de colheita e pós-colheita. MAARA/SDR – Brasília:
EMBRAPA – SPI, 1996, 30p. (EMBRAPA – SP, Publicações Técnicas Frupex, 21).
AWAD, M. Fisiologia pós-colheita de frutos. São Paulo: Nobel, 1993, 114p.
27. MATTA, V.M. Estudo da utilização dos processos de separação por
membranas para obtenção de suco de acerola clarificado e concentrado. 1999.
180f. Tese (Doutorado) – Faculdade de Engenharia de Alimentos, Universidade
Estadual de Campinas, Campinas, 1999.
28. 30-PEQUENO, P. L. L. Maracujá. 2010. Disponível em:
<http://www.cpafro.embrapa.br/embrapa/infotec/maracuja.PDF>. Acessado em: 20
de abril de 2011.
29. FRACARO, A. A. Produção de Suco e Polpa de Maracujá. 2004. Disponível
em: <http://www.todafruta.com.br/portal/icNoticiaAberta.asp?idNoticia=6300>.
Acessado em: 20 de abril de 2011.
30. 32- SEAGRI – Secretária da Agricultura e Pecuária. As Frutas na Alimentação.
2010. Disponível em: <http://www.seagri.ce.gov.br/siga/frutas_na_alimentacao.pdf>.
Acessado em: 20 de abril de 2011.
31. LORENZI, H.; BACHER, L.; LACERDA, M.; SARTORI, S. Frutas Brasileiras
e Exóticas Cultivadas (de consumo in natura). São Paulo: Instituto Plantarum de
Estudos da Flora, 2006.
32. MADAIL.J.C.M, REICHERT,L.J, MIGLIORINI,L.2005. Coeficientes técnicos
para a cultura do morangueiro. Disponível em:
<http://www.cpact.embrapa.br/publicacoes/catalogo/tipo/sistemas/morango/cap15.ht
m> .Acessado em: 20 de abril de 2011.
33. PORTAL SÃO FRANCISCO. Morango. Disponível em:
<http://www.portalsaofrancisco.com.br/alfa/morango/alimentos-morango-10.php>.
Acessado em: 20 de abril de 2011.
34. ROSENTHAL, A.; SILVA, J. L. Alimentos sob pressão. Disponível em:
<http://www.ufrgs.br/alimentus/ita02014/uhp/uhp_rosenthal.pdf>. Acessado em: 20
de abril de 2011
35. GAVA, A. J.; SILVA, C. A. B.; FRIAS, J. R. G. Tecnologia de Alimentos:
Princípios e Aplicações - São Paulo: Nobel, 2008.
36. TORRENZAN, R. Uso da Tecnologia de Alta Pressão para Inativação de
Microrganismos em Produtos Cárneos. Boletim do Centro de Pesquisa de
Processamento de Alimentos. Disponível em:
<http://cavalos.c3slufpr.br/alimentos/include/getdoc.php!id=63&article=60&mode=p
df>. 20 de abril de 2011.
37. FELLOWS, P.J. Tecnologia do Processamento de Alimentos – Princípios e
Prática. Editora Artmed S.A., 2006.
38. COSTA, M. C.; DELIZA, R.; ROSENTHAL, A. Revisão: tecnologias não
convencionais e o impacto no comportamento do consumidor. B.CEPPA, Curitiba,
v. 17, n. 2, jul./dez.1999. Disponível em:
<http://ojs.c3sl.ufpr.br/ojs2/index.php/alimentos/article/viewFile/13791/9276>.
Acessado em: 23 de abril de 2011.
39. FELLOWS, P.J. Tecnologia do Processamento de Alimentos – Princípios e
Prática. Editora Artmed S.A., 2006.

99
40. OLIVEIRA, M. E. B.; BASTOS, M. S. R.; FEITOSA, T.; BRANCO, M. A. A.
C.; SILVA, M. G. G. Avaliação de parâmetros de qualidade físico-químicos de
polpas congeladas de acerola, cajá e caju. Ciênc. Tecnol.
Aliment. vol.19 n.3 Campinas Sept./Dec. 1999.
41. ANVISA. Resolução - RDC nº 272, de 22 de setembro de 2005.
42. INDÚSTRIA ALIMENTAR DO BRASIL. Disponível em:
<http://www.brazil.ru/pt/business/economics/food_industry> Acessado em: 23 de
abril de 2011.
43. AVELLAR,S.O.C; CASTRO,C.W; VILELA,P.S___________Análise da Oferta
e da Demanda de Frutas Selecionadas no Brasil para o Decênio 2006/2015.
Disponível em: <www.faemg.org.br/Content.aspx?Code=4203&fileDownload>.
Acessado em 14 de abril de 2011.
44. EDITORA GAZETA. 2011. Anuário da Fruticultura está pronto. Disponível
em: <http://www.gaz.com.br/gazetadosul/noticia/271531-
anuario_da_fruticultura_esta_pronto.html>. Acessado em 14 de abril de 2011.
45. CPT-CENTRO DE PRODUÇÕES TÉCNICAS. 2011. Fábrica de polpa de
frutas propicia lucro ao produtor e praticidade ao consumidor. Disponível em:
<http://www.cpt.com.br/artigos/fabrica-polpa-frutas-propicia-lucro-produtor-
praticidade-consumidor>. Acessado em 14 de abril de 2011.
46. TSCHÁ,E.R; FAVERO,L.A. Estratégias de Crescimento: Um Estudo de Caso
na Agroindústria Bonsuco. Disponível em:
<http://www.sober.org.br/palestra/2/774.pdf>. Acessado em 20 de maio de 2011.
47. EUROBASE – Sistema de Banco de Dados, ESPM.
48. SEBRAE – Série Perfil de Projetos, Unidade Produtora de Polpa de Frutas
<http://www.biblioteca.sebrae.com.br/bds/BDS.nsf/94DD3C6A3B80922303256E5A
0067F78C/$File/NT0003D192.PDF>
49. EMBRAPA.2006.Alta Pressão para conservação de sucos de frutas tropicais.
Disponível em: <http://www.embrapa.br/imprensa/noticias/2006/foldernoticia.2006-
04-03.3722359657/noticia.2006-04-21.8447570502/>. Acessado em 20 de maio de
2011.
50. IDÉIAS DE NOVOS NEGÓCIOS. Casa de Sucos. Disponível em:
<http://www.sodinheiro.info/ideias-de-novos-negocios/ideias-de-novos-
negocios_casa-de-sucos.php>. Acessado em 20 de maio de 2011.
51. SEBRAE/SC.2003. Polpa de fruta é saída para pequena e média empresa.
Disponível em: <http://www.sebrae-sc.com.br/noticias/default.asp?materia=5268>.
Acessado em 20 de maio de 2011.
52. FAIR,T; KEPLER,R. Estudo da Competitividade da Indústria de Polpa de
Frutas Baiana. Disponível em:
<http://www.revistas.unifacs.br/index.php/sepa/article/viewPDFInterstitial/294/242>
. Acessado em 21 de maio de 2011.
53. Iniciando um Pequeno Grande Negócio Agroindustrial: Polpa e Sucos de
Fruta. Brasília, Embrapa Agroindústria de Alimentos; serviço brasileiro de apoio às
micro e pequenas empresas, 2003. 123 páginas.
54. DIÁRIO DA COSTA DO SUL.2011. Censo 2010 aponta quase 207 mil
habitantes em Macaé. Disponível em:

100
<http://www.diariodacostadosol.com/noticias.php?page=leitura&idNoticia=21397>
Acessado em 27 de junho de 2011.
55. CODIN. Estado do Rio de Janeiro. Disponível em:
<http://www.codin.rj.gov.br/riodejaneiro/index.html> Acessado em 27 de junho de
2011.
56. ABIP. 2009. Perfil do Setor de Panificação no Brasil. Disponível em:
<http://www.abip.org.br/perfil_internas.aspx?cod=35>. Acessado em 27 de junho de
2011.
57. ASSERJ. Associação de Supermercados do Estado do Rio de Janeiro-História.
Disponível em: <http://www.asserj.com.br/insthist.shtm> Acessado em 27 de junho
de 2011.
58. SINDRIO. Sindicato de Hotéis, Bares e Restaurantes- Quem somos.
Disponível em:
<http://www.sindrio.com.br/site/publicacao/publicacao.asp?cod_canal=1&cod_publi
cacao=919> Acessado em 27 de junho de 2011.
59. BALLOU, Ronald H. Logística Empresarial – transporte, administração de
materiais e distribuição física. São Paulo: Atlas, 1995.
60. NOVAES, A.G. Logística e Gerenciamento da Cadeia de Distribuição. 3ª
edição, ed. Campus, 400p., 2007.
61. DANTAS, R.L; ROCHA, A.P. T; ARAÚJO, A.S; RODRIGUES, M.S.A;
MARANHÃO,T.K.L. 2010. Perfil da Qualidade de Polpas de Fruta
Comercializadas na Cidade de Campina Grande/PB. Disponível em :
<http://www.gvaa.com.br/revista/index.php/RVADS/article/view/464/pdf_54>
Acessado em : 19 de junho de 2011.
62. PEREIRA, JMATK; OLIVEIRA, K.A. M; SOARES, N.F.F; GONÇALVES,
M.P.J.C ;PINTO, C.L.O; FONTES,E.A.F. Avaliação da Qualidade Físico Química,
Microbiológica e Microscópica de Polpas de Frutas Congeladas Comercializadas
na Cidade de Viçosa-MG.2006 . Disponível em: <http://serv-
bib.fcfar.unesp.br/seer/index.php/alimentos/article/viewFile/301/292> Acessado em:
19 de junho de 2011.
63. MAPA. Instrução Normativa Nº 1, DE 07 DE JANEIRO DE 2000.

101
Anexos Anexo 1 – Programa 5S
A VITAL POLPA® através do programa 5s tem como objetivo liberar áreas, evitar
desperdícios, melhorar relacionamentos, facilitar atividades e alocação de recursos.
Anexo 2 – Manual de Boas Práticas de Fabricação (BPF)
Introdução
Conjunto de práticas simples e eficazes de manipulação, armazenagem e transporte de insumos,
matérias primas, embalagens, utensílios, equipamentos e produtos acabados. O projeto das
instalações físicas das áreas de processamento e adjacências, bem como a adequação do vestuário e
trânsito de pessoal, também são considerado nas BPF. O escopo de atuação das BPF abrange
aspectos relativos a treinamento e capacitação de pessoal, adequação das instalações de
processamento e registros e documentação.
Objetivo
Estabelecer os requisitos gerais de higiene e boas práticas de fabricação para produção das polpas,
em consonância com as com a legislação em vigência.
Aspectos legais
Portaria Anvisa/MS 1.428, de 26 de novembro de 1993; Portaria Anvisa/MS 326, de 30 de julho de
1997,Resolução RDC Anvisa/MS 275, de 21 de outubro de 2002;Portaria SVS/MS 326, de 30 de
setembro de 1997; Resolução da Diretoria Colegiada – RDC 352, de 23 de dezembro de
2002;Resolução Anvisa/MS 386, de 5 de agosto de 1999.
Âmbito de Aplicação
O Manual destina-se a VITAL POLPA.
Localização
A fábrica de polpa deve ser localizada em áreas isentas de odores indesejáveis, fumaça, pó e outros
contaminantes que possam representar perigos potenciais ao processo destes produtos.
Vias de Acesso Interno
As vias e as áreas destinadas à circulação no estabelecimento devem ser pavimentadas e dispor de
um escoamento adequado, para o melhor controle das operações de limpeza e sanificação.
Instalações
As áreas de recepção da matéria-prima, de processo e de estoque de produtos acabados devem ser
isoladas. Uma área separada deve ser reservada para o armazenamento de produtos de limpeza e
higiene, além de outros agentes químicos estranhos aos alimentos.
Deve-se observar a ventilação e o conforto térmico, assim como a facilidade de sanitização e
limpeza. Os banheiros e vestiários devem estar afastados, no mínimo, 10 metros das áreas de
processo que, por sua vez, não devem ter ligação direta com áreas externas.

102
Nas áreas de processamento os pisos e paredes devem possuir acabamento o mais liso possível, de
cores claras, cerâmico, ou de tinta à base de resina epóxi. O acabamento deve ser arredondado em
quaisquer junções entre pisos, outras paredes ou lajes de teto. Os pisos devem ter declive mínimo
de 1% na área de processo, e sem inclinação nas áreas de estocagem. As janelas devem ser
estruturadas em esquadrias de alumínio, devendo possuir área total equivalente a 20% da área da
planta-baixa e devem ser munidas de telas finas e removíveis para lavagem e reparos.
Os tetos devem ser em superfície de laje, com acabamento com pintura epóxi, ou forro em PVC, de
modo a permitir a limpeza freqüente e evitar o acúmulo de fungos, particularmente em áreas
úmidas. A Iluminação deve fornecer um mínimo de 250 lux e um valor recomendado de 500 lux de
intensidade luminosa nas áreas de trabalho. Nas áreas de estocagem, 150 lux são suficientes. Todas
as lâmpadas devem possuir proteção plástica.
Pessoal
Todo o pessoal empregado direta ou indiretamente no processamento deve receber treinamento
periódico e constante sobre as práticas sanitárias de manipulação de alimentos e higiene pessoal,
que fazem parte das BPF.
Os hábitos regulares de higiene devem ser estritamente observados e inspecionados, diariamente,
refletindo-se na higiene dos empregados e nos seus uniformes.
Os colaboradores devem lavar as mãos com sabão bactericida e aplicar a solução de álcool 70%,
todas as vezes que entrarem na área de preparação de alimentos ou quando mudarem de atividade
durante a manipulação.
Além de serem submetidos a exames médicos adequados e periódicos, todo colaborador suspeito
de portar alguma afecção deverá ser afastado do contato direto com o processamento, inclusive
manipulação de matéria-prima. As unhas devem ser mantidas sempre cortadas e limpas, e sem
esmaltes. O uso de barba deve ser sempre evitado e os cabelos devem estar bem aparados e
presos.Todos os colaboradores devem ser orientados sobre a não-utilização de anéis, brincos,
pulseiras ou relógios, tanto para evitar que se percam no alimento, como para prevenir sua
contaminação.Na área de processamento, todos devem usar uniformes limpos, sem bolsos e sem
botões, de cor branca (ou outra cor clara), toucas e botas. As toucas devem ser
confeccionadas em tecido ou em fibra de papel, devendo cobrir todo o cabelo dos empregados (de
ambos os sexos).Conversas durante o processamento devem ser evitadas, para não contaminar o
produto final. Deve haver uma orientação efetiva para que o diálogo entre os colaboradores
restrinja-se às suas responsabilidades. É expressamente proibido comer, portar ou guardar
alimentos de consumo no interior da área de processamento.
Procedimentos
As frutas devem ser acondicionadas em caixas de plástico de fácil higienização. Todo o estoque
armazenado deve ser claramente identificado (data, lote, quantidade e hora).A polpa processada
deve ser mantida congelada em câmaras específicas para o produto pronto. A câmara deve estar
sempre em condições sanitárias adequadas.Não deve haver cruzamento de matéria-prima com
produto acabado, para que este último não seja contaminado com microrganismos típicos das
matérias-primas, que podem causar a perda de todo o material processado. Diariamente, deve haver
procedimento para sanitização das áreas de processamento (paredes, pisos, tetos, entre outros),
assim como todo o ambiente da indústria.
Equipamentos e utensílios em contato com os alimentos devem ser construídos sem aço inoxidável
ou plástico de grau alimentício, a exemplo de pás, espátulas e similares. Para instrumentação e
controle de processo, os materiais devem ser revestidos com aço inox, a exemplo dos termômetros
blindados, ou recipientes e coletores de amostras, nunca utilizando vidrarias para esta finalidade.
Todos os equipamentos de processo devem ser mantidos sempre com suas tampas fechadas,
estejam eles dentro ou fora de operação. Os equipamentos devem guardar mais de 60 cm entre si e
as paredes e 30 cm do piso que os suporta.
Durante a limpeza, todas as partes de equipamentos devem permanecer sobre estrados limpos de
plástico e não diretamente sobre o piso.
As fontes de pingos, goteiras ou poeiras devem ser consertadas imediatamente. Todo reparo em
instalação ou equipamento deve ser conduzido com a fábrica parada. Em caso de extrema
necessidade pode ser tolerado reparo durante a produção, isolando-se completamente a área.

103
O lixo e o material descartado devem ser retirados diariamente da fábrica e, se necessário, mais de
uma vez ao dia lixo.
O controle permanente e integrado de pragas nas áreas externa e interna da indústria, será
realizado por meio da vedação correta de portas, janelas e ralos. Ninhos de pássaros devem ser
removidos dos arredores do prédio da indústria, sendo proibido o trânsito de qualquer animal nas
proximidades das instalações.
Não se deve utilizar nenhum tipo de veneno em áreas internas da fábrica. Havendo risco ou
suspeita de roedores, devem ser usadas armadilhas com isca, preferencialmente queijo ou frutas ou
opcionalmente, usar armadilhas adesivas. Inspecionar e remover periodicamente ninhos de pragas.
Água
A potabilidade da água deve ser atestada por meio de laudos laboratoriais, com adequada
periodicidade, assinados pelo técnico responsável pela análise ou expedidos por empresa
terceirizada. Como princípio geral, na manipulação dos alimentos só deverá ser utilizada água
potável.
A higienização do reservatório de água deve ser executada por funcionário devidamente capacitado
a cada seis meses. Deve ser realizado o registro da higienização ou dispor do comprovante de
execução do serviço de terceirização.
Os encanamentos de água devem estar em estado adequado e isentos de infiltrações de forma a
evitar conexão cruzada entre água potável e não potável.
O estabelecimento controlará, conforme a disposto na Portaria nº 518, de 25 de março de 2004 , as
análises de Potabilidade da água, realizadas em Laboratório de alta confiabilidade, interpretados
por técnicos capacitados, e arquivados.
Efluentes e Águas Residuais
Deverá existir um sistema eficaz de eliminação de efluentes e águas residuais. As águas residuais
deverão ser escoadas para fora da indústria através de tubos de
escoamento previstos pelo sistema de saneamento da região.
Registros e Documentação
A identificação correta e legível de matérias-primas, insumos e embalagens é a etapa inicial,
seguida pelo controle de fluxo de todo o material, por parte dos almoxarifados. Cada fabricação
deve ser identificada completamente quanto ao lote, variáveis importantes de processo (tempo,
temperatura, acidez, concentração de açúcar e outros), hora da produção, datas de fabricação e
validade dos produtos. Outras observações relevantes, interrupções e modificações eventuais no
processo devem ser completamente documentadas.
Anexo 3 – Plano de Análise de Perigos e Pontos Críticos de Controle (APPCC)
Etapa PCC/PC Perigos Medidas
preventivas
Limite
crítico
Monitoriza
ção
Ação
corretiva
Registro Verificação
Recepção PC1(Q) Resíduos
químicos
de
agrotóxic
os
Qualificação
do
fornecedor
Legislaçã
o
vigente(
Monograf
ias
Anvisa )
O quê?
Laudo
Como?
Observação
visual
Quando?
A cada lote
Quem?
Responsáve
l pela
recepção
Rejeitar o
lote
Trocar de
fornecedor
Planilha de
registro das
matérias-
primas
Registro de
recepção
Laudo do
fornecedor
Auditoria de
fornecedores
Monitorament
o semestral de
amostras das
matérias-
primas para
análises
Supervisão do
preenchimento
das planilhas e
acompanhame
nto da etapa

104
Anexo 4 – Procedimentos Operacionais.
A VITAL POLPA® através dos Procedimentos Operacionais Padronizados tem como objetivo
garantir as condições higiênico-sanitárias necessárias ao processamento, complementando as Boas
Práticas de Fabricação. A VITAL POLPA® possui os seguintes procedimentos:
Higienização das instalações, equipamentos,móveis e utensílios.
Controle da potabilidade da água
Higiene e saúde dos manipuladores.
Manejo dos resíduos.
Manutenção preventiva e calibração de equipamentos.
Controle integrado de vetores e pragas urbanas.
Lavagem PC2 (B) Contamin
ação por
microrgan
ismos
patogênic
os,
presentes
na água
Utilização de
água clorada
Mínimo
de 10ppm
de cloro
residual
livre
O quê?
Teor de
cloro
Como?
Kit para
determinaçã
o de cloro
Quando?
A cada lote
lavado
Quem?
Controlador
de processo
Ajustar a
dosagem de
cloro
Trocar a
água
clorada a
cada lote
lavado
Planilha de
controle de
cloro livre
Auditoria
Programa de
coleta de
amostras para
análises
Supervisão do
preenchimento
das planilhas e
acompanhame
nto da etapa
Envase PCC1 (F) Fragment
os de
plástico e
metal
Manutenção
preventiva
dos
equipamentos
Ausência
de
fragment
os ≥ 1,0
mm
O quê?
Fragmentos
de plástico
e metal
Como?
Detector de
metal e
observação
visual
Quando?
Contínuo
Quem?
Operador
da linha
Rejeição de
embalagens
com
fragmentos
Retenção do
produto
para
avaliação da
gravidade
do desvio
Planilha:
presença de
fragmentos
nas
embalagens
Auditoria
Calibração dos
equipamentos
Programa de
treinamento
para os
colaboradores
Tratamen
to de Alta
Pressão
PCC2( B)
Capacida
de de
crescime
nto e
multiplic
ação do
microorg
anismo
Controle de
Tempo,
Pressão e
Temperatur
a
Deve ser
igaul a 3
min,
600 MPa
e 25°C
O que?
Mos
Patogênico
s
Como?
Medição
do
Tempo,Pre
ssão e
Temperatu
ra
Quando?
A cada
ciclo
Quem?
Colaborad
or de
produção
Retenção
do produto
para
avaliação
da
gravidade
do desvio
Ajustar
Tempo,Pre
ssão e
Temperatu
ra
Planilha de
Tempo,Pre
ssão e
Temperatu
ra
Supervisão
Análise para
liberação do
lote

105
Seleção das matérias-primas e embalagens
Programa de recolhimento de alimentos.
Anexo 5 – Planta Baixa da VITAL POLPA®