Universidade Tecnolgica Federal do Paran Diretoria de Pesquisa e
Ps-Graduao Campus Medianeira Projeto de Fbrica e Arranjo Fsico
PROPOSTA DE MELHORIA NO ARRANJO FSICO DE UMA INDSTRIA DE MVEIS
DE AO ALEXANDRE DEVES MINKS1; KAMILA ZILLI PAVEI1; RODRIGO
BEDENDO1; RODRIGO C. SHEMMER1; EDNA POSSAN2;
RESUMO: O presente estudo foi desenvolvido em uma indstria que
produz mveis em ao e madeira. Pelo fato do processo produtivo em
madeira j se encontrar com certa automatizao, neste estudo s sero
apresentadas propostas para melhoria no arranjo fsico do processo
de produo de moveis em ao, o qual apresenta alguns gargalos de
produo que podem ser minimizados. A empresa em estudo conta
atualmente com um grande potencial de produo, porm seu arranjo
fsico possui alguns percalos, como utilizao de um espao fsico
elevado para a estocagem de peas para a produo assim como de tambm
de produtos acabados. O objetivo do estudo propor melhorias no
layout, atravs da implantao de mquinas CNC para a agilidade do
processo, proporcionando a reduo do lead time das peas, minimizando
o uso elevado dos espaos para estoques e melhorando o fluxo dos
produtos e materiais dentro da indstria.
1 INTRODUO
Diante da percepo da necessidade de um mercado consumidor a
Lunasa solues em mveis para escritrios instalou-se no Parque
Industrial de Medianeira dando incio as suas atividades no ano de
2001, com algumas variaes em mveis de ao. Alguns anos depois surgiu
necessidade de aumentar o mix de produtos de mveis voltados a
escritrios, ampliando a indstria com uma linha em paralelo para
produzir mveis de madeira, adicionando alguns novos produtos a
linha de ao. A produo est disposta em um layout funcional com
produo intermitente, a eficincia da produo est diretamente ligada
com o grau de experincia dos operadores, pois a maioria das mquinas
do processo no possui alto grau de automatizao, fator que empresa
aplica como justificativa para ter um estoque de peas1 2
Acadmicos do curso de Engenharia de Produo na Universidade
Tecnolgica Federal do Paran Docente Doutora da Universidade
Tecnolgica Federal do Paran
semi acabadas, que a mesma denomina como pulmo, ocupando cerca
de um tero de seu espao fsico na linha de metal. A proposta a ser
apresentada uma melhoria de layout capaz de reduzir a dependncia da
produo da existncia do pulmo, garantindo um melhor aproveitamento
do espao fsico industrial e consequentemente a reduo do lead time
das peas a serem produzidas.
2 REVISO DA LITERATURA
A deciso de onde e como uma unidade fabril deve ser implantada
passa por vrias etapas, dentre elas, a escolha do local de
implantao e a elaborao do layout de produo. Essas etapas exercem
grande influncia sobre o desempenho industrial do empreendimento,
garantindo-lhe o poder de competitividade a longo prazo. A
verificao do melhor local para a implantao da indstria, passa
primeiramente pela escolha geogrfica que melhor convm para o
desenvolvimento das atividades. Aps a definio do local,
verifica-se, se a rea possui todos os recursos que sero necessrios
para a instalao da indstria. Segundo HOLANDA (1975) apud ROMANI e
SAVATO (2011), uma localizao considerada tima, quando garante uma
grande diferena entre custos e benefcios. Ainda, para MAGALHES
(1987) apud ROMANI e SAVATO (2011), a escolha geogrfica para a
instalao da indstria, determinao da regio, estado ou local,
compreendido como macrolocalizao. J a microlocalizao analisa os
pormenores, determinando o local exato que estar localizada unidade
produtiva, dentro da rea que deve ser determinada pela
macrolocalizao. Para a definio do melhor local podem ser utilizados
vrios mtodos, um dos mais conhecidos o mtodo dos oramentos
comparados, ele considera as vrias alternativas, faz um oramento de
todas e verifica a que lhe melhor atende as necessidades. Um
arranjo fsico bem estruturado a etapa posterior, para a elaborao do
projeto. De acordo com TREIN (2001) atravs da implantao do arranjo
fsico (layout) que as maquinas, equipamentos, tarefas e pessoal da
produo podem ser distribudos adequadamente no espao da indstria,
definindo como sero os fluxos da produo, materiais, informaes e
clientes. Sendo esta atividade, responsvel pela obteno de
uma linha produtiva enxuta, que busca minimizar os processos de
movimentao, reduzir o congestionamento de materiais e pessoas,
aumentando no processo a eficincia de mquinas e mo-de-obra dos
empregados, aumentando a flexibilidade. Para SILVA E RENTES (2009)
um dos principais motivos para o planejamento do layout do setor
produtivo o interesse em se reduzir os custos de movimentao e
facilitar o gerenciamento do processo. Para isso busca-se minimizar
o tamanho do fluxo dos materiais. Na elaborao do layout o
profissional deve ser bem capacitado, para alcanar um processo
produtivo estruturado e eficiente. O arranjo fsico produtivo
encontrado nas literaturas dividido em quatro ou cinco formas
distintas. Eles determinam algumas situaes dentro da indstria,
sendo eles segundo ABIMCI (2009) apud STRAPASSO (2009): a) Por
produto para processos que necessitam ser organizados em sequncia;
b) Por processos para setores que realizam um mesmo processo ou
procedimento; c) Celular para processos que se dividem em clulas de
fabricao; d) Posicional para processos onde mquinas e operadores se
movem; e) Misto para processos com mais de um tipo de layout.
AGUIAR et. at. (2007) explica que para a realizao de um layout
quando a empresa j est em andamento, imprescindvel a
disponibilidade de horrios para efetuar-se a modificao dentro da
empresa, alm de requerer um elevado investimento. ABIMCI (2009)
apud STRAPASSO (2009) afirma que a implantao do layout busca sempre
uma maior produtividade, rentabilidade e qualidade. Em geral, o
objetivo obter a combinao tima do espao fsico das instalaes
industriais. Para que isso se torne realidade, o projeto de layout
deve ser especfico para cada indstria em particular. Na indstria
moveleira, o arranjo fsico vem se tornando uma pea chave para o
sucesso do empreendimento. A atualizao tecnolgica da indstria
brasileira de mveis feita, em sua maior parte, atravs da importao
de mquinas e equipamentos de pases desenvolvidos, em especial da
Itlia e Alemanha, contudo isso requer um elevado investimento.
Deste modo, RANGEL (1993) apud SONGALO (2006) comenta que a
competitividade da indstria moveleira est baseada na organizao da
produo, no desenvolvimento de novos produtos, seja atravs de
alteraes de design ou da introduo de novos materiais, nas prticas
de marketing e de comercializao. MYTELKA e FARINELLI (2005) apud
SONGALO (2006) mencionam que de maneira geral, em indstrias
moveleiras, o layout por processo o mais empregado. O agrupamento
de equipamentos um dos principais fatores que explicam a escolha.
Os
setores de usinagem, montagem, pintura e lavagem encontram-se
agrupados, pois dessa forma os custos de instalao e funcionamento
geralmente diminuem. A flexibilidade para atender as mudanas do
mercado e a inconstncia do fluxo de material tambm so fatores
preponderantes para definio do layout por processo. Na indstria de
mveis, em especial de mveis metlicos para escritrio, o layout
normalmente se depara com a desorganizao gerada pelo nmero elevado
de material utilizado e pelo volume de retrabalho. Esse retrabalho
advm de peas defeituosas que podem ser consideradas imprprias para
venda, mas podem se tornar importante para atender algum tipo de
servio ou constituir outro produto, as quais at a utilizao ficam
dispostas prximo s estaes de trabalho, interferindo no fluxo de
produo e na organizao e limpeza do ambiente fabril. Esses fatores,
juntamente com o fator humano, implicam na maioria das limitaes de
um layout em uma fbrica moveleira.
3 METODOLOGIA
Para realizao do estudo, foram efetuadas visitas indstria, onde
o responsvel pela linha de produo nos acompanhou passando informaes
sobre todos os setores. Como a empresa no possua layout documentado
(projeto) da linha, coube ao grupo de pesquisa realizar a medio e
disposio dos centros de trabalho do setor estudado, no caso, o de
mveis de ao. Como proposta de melhoria do layout o grupo se props a
realizar o levantamento dos custos de substituio dos equipamentos
presentes na linha por um centro de usinagem automatizado.
4 RESULTADOS E DISCUSSES
Com a percepo da possibilidade de implantao no segmento de mveis
de ao a indstria instalou-se no Parque Industrial de Medianeira. A
implantao da indstria neste local foi em decorrncia de o
proprietrio residir no municpio e devido a necessidade do segmento
na regio. Tanto que alguns anos depois a produo de cadeiras fez
surgir necessidade de aumentar a gama de produtos quando se tratava
de
mveis voltados a escritrios, ampliando a indstria com uma linha
em paralelo para produzir mveis de madeira com produtos como mesas
e escrivaninhas. A linha de ao tambm ganhou alguns novos produtos
como estantes para bibliotecas e gndolas de supermercados.
Analisando o local onde a empresa est implantada atravs da
microlocalizao, pode-se considerar o lugar adequado, pois se trata
de um parque industrial com capacidade de ampliao, onde as ruas so
pavimentadas e possibilitam o acesso de funcionrios, fornecedores e
outros que desejam se dirigir at a indstria e atualmente no se tem
a preocupao de uma posterior mudana de espao fsico devido a ocupao
populacional, at porque dificilmente, o parque industrial passar a
ser rea residencial. O apelo econmico tambm foi determinante quando
realizada a implantao, j que o terreno foi doado a empresa pela
prefeitura. Quanto aos aspectos voltados a macro localizao, no
houve nenhum estudo que sugerisse uma melhor localizao geogrfica em
que a indstria poderia ser posicionada. Hoje a empresa busca levar
seus produtos para 11 estados atravs de representantes, no possui
nenhuma filial. Como a empresa leva seus produtos para vrios
estados dispersos nas regies sudeste, sul, centro oeste e norte,
uma localizao mais central poderia favorecer na reduo de custos, at
mesmo porque, diferente da maioria dos produtos transportados, mais
barato transportar a matria prima do que o produto acabado, pois os
moveis montados demandam muito espao na hora do transporte, assim
uma localizao central poderia beneficiar na distribuio dos produtos
finais. A empresa busca atender todas as necessidades solicitadas
pelos clientes, mesclando seus produtos atravs das duas linhas de
produo. Dentro das necessidades dos clientes, muitos desejam mveis
de dimenses que saem do padro de produo, a indstria produz fora do
seu padro com a condio de compra de no mnimo seis unidades por
produto com dimenses no padronizadas. Como j apresentada, a
indstria trabalha com duas linhas de produo, madeira e ao, porm o
desenvolvimento do estudo ser baseado apenas a linha de mveis de
ao, a produo ainda se subdivide em pintura liquida e pintura epxi,
porm como a pintura lquida est sendo substituda far parte do
trabalho apenas a epxi, que esta representada no fluxograma da
figura 1 em anexo. O arranjo fsico da indstria pode ser denominado
como funcional, pois seus processos so distribudos em funes e
agrupados por setores, como pode ser visto na
figura 2 anexo, j o sistema de produo intermitente, pois a
produo ocorre em lotes. O processo mecanizado, grande parte dos
equipamentos apresenta algum tempo de uso e baixo grau de
automatizao, deixando o processo altamente dependente da
especializao e conhecimento do operador de cada mquina, com exceo a
produo das estantes, que opera com um centro de usinagem e estampa
em que o operador apenas retira as peas prontas das mquinas. O
processo de pintura tambm sofreu certa evoluo, passando a ser mais
rpido e de melhor qualidade com o mtodo epxi. A movimentao dentro
da indstria ocorre de forma manual com o auxilio de carrinhos, a
capacidade de transporte vai diminuindo de acordo com que so
agregados processos ao produto, pois a matria prima disposta em
chapas no incio do processo trata-se de um produto pesado
necessitando de um espao menor, enquanto o produto final montado
atravs de solda no pode ser desmontado e acaba ocupando grande
espao fsico e se torna muito leve, demandando grande espao fsico
pela dificuldade de se empilhar, quando est montado, estocado at
que se tenha uma quantidade que viabilize a utilizao da
embaladeira, aps ser embalado volta para o estoque e aguarda a
expedio. A indstria possui outra forma de estoque, que ela prpria
denomina como pulmo, como os processos de corte, de estampa e furao
possuem um setup muito elevado, quando uma pea comea a ser
processada produzido um lote, mesmo que no seja todo consumido na
montagem. Gerando um estoque no meio da indstria. Porm sem esse
estoque a produo pode ficar comprometida, quando uma determinada
pea for solicitada na montagem e no estiver disponvel, invivel
parar o que as mquinas de corte e usinagem esto processando para
produzir a pea solicitada e voltar ao processo anterior. O fluxo de
materiais esta representado na figura 3 em anexo. A princpio todos
os mveis possuem a mesma origem, comeando pelo corte das chapas, os
cortes no so projetados e sim determinados pelo operador. Aps o
corte, as chapas destinadas a construir o corpo do mvel seguem para
a estampa, no tendo mquina especfica para determinado modelo de
mvel. Quando j estampadas e furadas seguem para a dobra, funo que
possui duas mquinas usadas aleatoriamente como na estampa. Muitos
lotes demandam poucas unidades de cada modelo, porm para viabilizar
o processo, so produzidas sempre peas a mais de cada molde. Essas
unidades tratam-se das peas que compem o corpo do mvel, ao passarem
pelo ltimo processo desta etapa que a dobra, vo sendo alocada no
pulmo, que possui grandes
dimenses por armazenar todas as peas para a produo de todos os
modelos, quando o estoque de determinada pea no pulmo estiver
baixo, ela volta a ser produzida. Outra etapa da produo se inicia a
partir do pulmo, trata-se da montagem. Este processo se inicia com
o operador buscando no pulmo as peas solicitadas para o mvel a ser
montado, a montagem no faz o uso de parafusos, assim as peas so
prfixadas umas nas outras atravs da solda ponto, s ento passam pelo
processo de solda finalizando a montagem. Aps passarem por todas as
etapas do desenvolvimento e construo de carcaa, seguem para uma
inspeo, onde verificado se o produto possui algum tipo de defeito
em suas soldagens ou rebarbas. Se neste processo a carcaa for
recusada por algum erro anteriormente ocorrido, que no possa ser
resolvido, com talvez, um simples aplainamento, ento o mvel volta
para outra mquina de corte, caso tenha potencial de
reaproveitamento, se o operador da mquina achar invivel a pea ser
descartada. Essa inspeo ocorre em todos os passos de construo do
produto, para que o padro de qualidade seja mantido. O
reaproveitamento das carcaas ocorre na fabricao dos componentes
menores dos mveis, como portas, gavetas e reforo de prateleiras.
Para a fabricao dos mesmos tambm so reaproveitadas sobras dos
primeiros cortes realizados para a produo das peas da carcaa. Aps o
corte segue o processo de estampa, furao e dobra e so novamente
alocados no pulmo, para ento passar pelo processo de solda fixa,
aonde o prprio operador que realiza a solda inspeciona o produto,
essa solda responsvel pela montagem de portas, puxadores de
gavetas, corredias e reforo das prateleiras, quando prontos so
dispostos junto ao corpo dos mveis aguardando o processo seguinte.
Em seguida, os mveis passam pelo processo de banho, onde so
removidas graxas e possveis sujidades existentes no produto, esse
processo tem como objetivo fazer com que o material fique mais
resistente contra corroses, evitar a oxidao e melhorar a aderncia
da tinta no processo de pintura. So secados em estufa, para que
possam ser enviados para o processo de pintura. A pintura feita a
p, o seu processo de secagem em estufa de 10 minutos a 200o C o que
agiliza o processo se comparado com o processo antigo que
necessitava de 15 minutos a 180 o C. A prxima etapa onde a carcaa
recebe todas as partes necessrias para compor o mvel desejado. Aqui
so postas as portas e/ou gavetas, e outros pequenos acessrios que
formam o produto final. Nesta etapa essas portas e/ou gavetas j
passaram por todos os processos, estando prontas para a montagem do
mvel. A montagem feita por encomenda do produto, porm muitas vezes
so realizadas algumas peas a mais, as
quais acabam ficando em estoque at que haja cliente interessado.
Os estoques esto sempre lotados de produtos acabados, esperando, at
algumas vezes, por cliente somente no prximo ms. Diante das
caractersticas da empresa ser realizado um estudo buscando a
melhoria do arranjo fsico no processo de mveis de metal, visando
otimizar o espao fsico com uma proposta de rearranjo do processo.
Fazendo parte deste e ocupando cerca de um tero do espao destinado
as etapas que antecedem a pintura, a indstria possui um estoque de
peas semi acabadas (pulmo). Na busca de reduzir ou se possvel
eliminar este estoque, ser realizado o estudo apresentando uma
proposta que possa efetivamente otimizar o espao que a indstria
possui. O estudo ser voltado apenas para a indstria de metal
(figura 2), o setor de mveis de madeira no far parte do estudo
devido a limitaes de tempo para o desenvolvimento e tambm por se
tratar de um processo que j possui alta eficincia, com equipamentos
modernos e automatizados. Porm este setor encontra uma limitao em
seu processo, muitas vezes a parte de madeira est pronta para ser
embalada, mas os ps desses mveis so de metal e ficam atrasados na
outra linha, pois passam por todos os processos que os mveis de
metal, atrasando tambm a finalizao do produto de madeira. A produo
de estantes tambm no far parte do estudo, por se tratar de um
processo simples e j possuir alguma automatizao como citado
anteriormente. Como o rearranjo de mquinas e equipamentos em um
processo funcional possibilita vrias posies e dificilmente
consegue-se determinar um arranjo timo, a proposta de melhoria
baseia-se na substituio das mquinas e equipamentos de corte,
estampa e furao e dobra por um centro de corte e usinagem CNC e
dobra automatizada. A maior dificuldade da indstria quanto ao
processo atual no est no aproveitamento de seu espao quanto a
disposio das mquinas, mas sim no setup necessrio em todas elas, o
que faz com que a produo s consiga manter um fluxo com o auxilio do
pulmo e este sim demanda grande espao fsico na indstria alm de
manter capital sem movimentao. Um centro de corte e usinagem CNC e
dobra automatizada tambm possibilitaria a reduo do estoque final de
produtos acabados, pois reduziria o tempo dos mveis em
processamento, assim seria possvel atender a todos os pedidos com
um determinado estoque de segurana e no com a grande quantidade
presente hoje no setor de expedio da indstria. A proposta est
focada na reduo do tempo de operao e principalmente reduo de setup.
Para que seja efetuada, levaremos em considerao os custos do
novo
projeto e quais os benefcios reais na indstria. Para isso ser
buscado em empresas especializadas no setor o valor de implantao do
sistema. A princpio trs empresas sero procuradas para apresentar
suas propostas e ento verificar qual delas torna a aplicao mais
vivel.
5 CONSIDERAES FINAIS
As propostas apresentadas neste estudo foram baseadas em
estimativas, uma vez que no foi realizado um estudo mais
aprofundado associando a configurao dos novos equipamentos com a
real demanda de produo da indstria Tambm no foram realizados
estudos do consumo de energia e nem depreciao das mquinas, fatores
que podem ser considerados em estudos futuros. Como hoje a empresa
trabalha em sua capacidade mxima com uma produo empurrada, neste
estudo foi sugerida a instalao de 6 novos equipamentos, sendo duas
mquinas CNC de corte com plasma, duas prensas de setup gil e duas
dobradeiras CNC os quais possibilitariam gerir uma produo puxada.
Concretizando a proposta realizada, foram buscadas trs empresas do
setor. Para a realizao do corte nas chapas da indstria estudada,
necessrio o emprego de corte com plasma, pois a espessura das
chapas na indstria atinge no mximo 3 mm. J para as prensas a
proposta de uma prensa automtica com baixo tempo de setup. E por
fim a dobradeira tambm com sistema de funcionamento CNC. Os trs
tipos de equipamentos propostos foram encontrados com seus
respectivos valores de investimento. O layout no sofreu grandes
alteraes, at mesmo pela dificuldade de mobilizao do restante dos
equipamentos. Porm o principal objetivo do estudo era reduzir o
estoque intermedirio, o pulmo da indstria, diante das mquinas
apresentadas isso se torna possvel, pois os equipamentos de corte e
dobra possuem entrada de dados com memrias, o que possibilita busca
rpida do modelo a ser produzido e um setup muito baixo, agilizando
o processo de produo e no fazendo mais necessria a fabricao de peas
extras, consequentemente a significativa reduo do pulmo. Outro
fator muito importante trata-se do aproveitamento das chapas, com o
corte CNC, a mquina tem a capacidade de aproveitamento mximo. No
desperdiando as chapas com possveis sobras, ou cortes elaborados de
forma
inadequada pelo operrio e ainda a elaborao do projeto do produto
ajudar tambm na montagem, diminuindo de uma forma geral desperdcios
e retrabalhos. O oramento para aquisio das mquinas ficou em torno
de R$ 830.000,00 valores j inclusos com instalao e treinamento para
os operrios. Esse oramento seria na implantao de duas mquinas para
cada processo, corte, estampa e furao e dobra.
6 REFERNCIAS BIBLIOGRAFICAS AGUIAR, G. F. Simulaes De Arranjo
Fsico por Produto e Balanceamento de Linha de Produo: O Estudo de
um Caso Real no Ensino Para Estudantes de Engenharia. Centro
Universitrio Positivo. Comprido, Curitiba PR. Publicado no XXXV
Congresso Brasileiro de Educao em Engenharia COMBENGE 2007. ROMANI,
C.; SAVATO, G. Localizao. Universidade Federal de Santa Catarina
UFSC. Florianpolis SC. ltimo acesso em 03 de junho de 2011.
Disponvel em: . SILVA, A. L.; RENTES, A. F.. Tornando o Layout
Enxuto com Base no Conceito de Mini-Fbrica num Ambiente de
Multi-Produtos: Um Estudo de Caso. Universidade de So Paulo. So
Carlos SP, 2009. Disponvel em: <
http://www.hominiss.com.br/homologacao/admin/docs/arquivos/Tornando_o_layout_en
xuto_com_base_nos_conceitos.pdf>. ltimo acesso em 08 de junho de
2011. SONGALO, C. M. A inovao tecnolgica em arranjos produtivos
locais: a indstria de mveis retilneos residenciais de Bento
Gonalves (RS). Dissertao Universidade Federal de Santa Maria. Santa
Maria, 13 de fevereiro de 2006. STRAPASSON, E. L. Planejamento
Estratgico do Processo Produtivo da Fbrica de Quadros Para Portas
Lisas. Universidade Federal do Paran UFPR. Curitiba 2009. ltimo
acesso em 08 de junho de 2011. Disponvel em: <
http://www.madeira.ufpr.br/tccpublicados/tcceltonstrapasson.pdf
>. TREIN, F. A. Anlise e Melhoria de Layout de Processo na
Indstria de Beneficiamento de Couro. Universidade Federal do Rio
Grande do Sul UFRGS. Porto Alegre, 2001. ltimo acesso em 09 de
junho de 2011. Disponvel em: <
http://www.lume.ufrgs.br/bitstream/handle/10183/1790/000308359.pdf?sequence=1>.
ANEXO
Figura 1 - Fluxograma do Processo
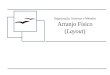
ANEXO Figura 2 Layout da produo de mveis de ao e madeira.
1- Recepo 2- BWC Feminino 3- BWC Masculino 4- Vestirio 5-
Manuteno 6- Estoque matria prima 7- Estoque 8, 9, 10, 11, 20- Corte
12- Estoque Chapas 13, 14, 15, 16- Estampa e Furao 17, 18, 19, 22-
Dobra
21- Corta, Fura e Estampa 23- Reforo Prateleira 24- Estoque
(Pulmo) 25 Solda Ponto 26, 28, 29, 30, 31, 32- Solda 27- Acabamento
33- Estoque de Produto para Inspeo 34- Banho e Tratamento das Peas
35- Secagem 37- Estoque
38, 42- Pintura Epxi 39, 40- Pintura Lquida e Epxi 41- Pintura
Lquida 43- Estufa Pintura P 44- Estufa Pintura Lquida 45, 46-
Montagem 47- Embalagem 48, 49, 50, 51- Estoque Produto Acabado 52,
53- Escritrio
ANEXO Figura 3 Layout demonstrando os fluxos do processo de
fabricao de mveis de ao.
1- Recepo 2- BWC Feminino 3- BWC Masculino 4- Vestirio 5-
Manuteno 6- Estoque matria prima 7- Estoque 8, 9, 10, 11, 20- Corte
12- Estoque Chapas 13, 14, 15, 16- Estampa e Furao 17, 18, 19, 22-
Dobra 21- Corta, Fura e Estampa
23- Reforo Prateleira 24- Estoque (Pulmo) 25 Solda Ponto 26, 28,
29, 30, 31, 32- Solda 27- Acabamento 33- Estoque de Produto para
Inspeo 34- Banho e Tratamento das Peas 35- Secagem 37- Estoque 38,
42- Pintura Epxi
39, 40- Pintura Lquida e Epxi 41- Pintura Lquida 43- Estufa
Pintura P 44- Estufa Pintura Lquida 45, 46- Montagem 47- Embalagem
48, 49, 50, 51- Estoque Produto Acabado 52, 53- Escritrio
ANEXO Figura 4 Layout final, aps a implantao das propostas
realizadas no trabalho.
6- Estoque matria prima 7, 8- Mquina de corte CNC 9, 10- Dobra
automatizada 11, 12- Estampa e Furao CNC 13- Estoque (Pulmo) 14,
15, 16, 18, 20- Solda 17- Soldagem Ponto 18- Acabamento 21- Estoque
de Produto para Inspeo 22- Banho e Tratamento das Peas 23-
Secagem
24- Estoque 25, 28- Pintura Epxi 26, 27- Pintura Epxi e Lquida
29- Estufa Pintura P 30, 31- Montagem 32- Embalagem 33, 34, 35, 36-
Estoque Produto Acabado