Embed Size (px)
Citation preview
Proposta de um novo layout para o arranjo físico: uma aplicação do método
SLP (Systematic Layout Planning) em uma microempresa no estado do Pará
Izamara Cristina Palheta Dias ([email protected] / UEPA)
Marcelo Carneiro Gonçalves ([email protected] / PUC-PR)
Resumo: A gestão adequada da armazenagem de materiais é vital para o suprimento das
necessidades de redução de custos e problemas com atrasos no atendimento a demanda.
Além disso, um layout eficaz contribui com a melhoria da produtividade e redução de custos
operacionais. Nesse cenário, o estudo foi realizado em uma empresa que enfrenta tais
problemas pertecente ao setor de reciclagem. Dessa forma, este estudo teve como objetivo
propor alternativas de melhorias no arranjo físico da organização, no que concerne a
mudança no layout atual da empresa bem como a apresentação de substituição de
equipamentos que visam o melhor aproveitamento do espaço. Para atingir esse resultado foi
empregada a metodologia do Planejamento Sistemático de Layout – SLP (Systematic Layout
Planning) para retificar o arranjo físico atualmente empregado na organização e foi
utilizado sofware AUTOCAD para a apresentar o layout sugerido na pesquisa. Os resultados
mostraram que com a integração do arranjo físico, fluxo de materiais e processos produtivos
da empresa foi possível projetar melhorias na gestão operacional. No entanto, com as
restrições impostas pelo layout atual como, por exemplo, à inviabilidade na mudança da
linha de produção limitaram as propostas de melhorias.
Palavras-chave: Sistemas produtivos; Arranjos físicos; Planejamento Sistemático de Layout.
1. Introdução Este estudo de caso foi realizado em uma empresa do setor de reciclagem e tem por
objetivo dotar a empresa de estratégias que visem alcançar a eficácia produtiva por meio de
proposta de novos fluxos de produção e de arranjo físico, com finalidade de auxiliar a
empresa na busca por competitividade. O estudo foi realizado em uma empresa paraense que
atua ao longo de 12 anos no mercado da região norte, que busca a preservação da vida e do
Meio Ambiente. A empresa esta instalada no Distrito Industrial de Icoaraci – Belém/PA. A
organização é especializada em serviços de coleta, transporte, tratamento térmico,
manipulação, reciclagem, blendagem, processo de descontaminação das lâmpadas, pilhas,
baterias, limpeza de tanque, controle de pragas, coleta de aguas servidas e locação de
banheiros químicos. Ela ganha destaque no mercado regional pela sua eficiência das soluções
oferecidas e agilidade. O foco do estudo será especifico na área de reciclagem de papeis.
Sabe-se que no Brasil a indústria teve seu início reciclando papéis importados e, só em um
segundo momento, tem o uso da celulose importada. A produção de celulose no Brasil
começa a ser implantada de forma mais efetiva a partir da Segunda Guerra Mundial, mas é só
na década de 60 que atinge maior escala. Desta forma pode-se dizer que a reciclagem de papel
no Brasil é uma atividade bastante tradicional e está revestida de grande importância.
Atualmente recicla-se perto de 3,5 milhões de toneladas de papel por ano, o que envolve
valores próximos de 1,5 bilhões de reais, (Revista Época, 2014).
2. Referencial Teórico Nesta sessão será apresentado as concepções teóricas que serviram de base para o
estudo.
2.1 Arranjo Físico
Segundo Slack (2009), o arranjo físico de uma operação produtiva se refere ao
posicionamento de seus recursos transformadores, ou seja, significa decidir onde melhor
alocar todas as instalações, equipamentos, máquinas e pessoal da operação. O arranjo físico é
o que determina a aparência da operação, e também determina a maneira como os recursos
transformados (Materiais, informação e clientes), fluem pela operação.
É notável a importância do arranjo físico para uma organização, pois se estiver errado,
pode levar a padrões de fluxo muito longos ou confusos, filas de clientes, longos tempos de
processo, operações inflexíveis, fluxos imprevisíveis e altos custos. Para Carvalho et al.
(2010), a análise de layout auxilia também na obtenção do arranjo físico adequado para cada
organização, uma vez que existem diversos tipos de layouts, cada um deles com suas
vantagens e desvantagens. Se a organização antecipa uma análise, na hora de implantar o
layout, com certeza irá optar pelo modelo que melhor se adéqua a sua empresa.
Em relação aos objetivos de um projeto de layout Sossanovicz (2010), comenta que
existem dois tipos, os de natureza qualitativa e aqueles de natureza quantitativa, os objetivos
qualitativos tratam de parâmetros que não podem ser quantificados, ao passo que os objetivos
quantitativos estão em minimizar o custo total, minimizar o maior custo, minimizar o tempo
de espera, minimizar o tempo total de lotes, dentre outros.
2.2 Planejamento Sistemático de Layout (PSL)
O layout das instalações produtivas se preocupa com a disposição física dos recursos
de transformação, isto é, máquinas, equipamentos e pessoas (TOMPKINS et al., 2010).
Essa disposição física determina o fluxo do processo e, de acordo com a natureza do processo,
o arranjo físico da produção pode se enquadrar dentro de uma das quatro categorias básicas já
consolidadas na literatura da área (GARCIA-DIAZ; SMITH, 2008): layout posicional, layout
funcional, layout linear, layout celular.
O PSL é um procedimento que visa identificar dentre vários cenários aquele que mais
se ajusta às necessidades estabelecidas pela empresa (YANG et al.,2000). De acordo com
Muther (1978), a metodologia do Planejamento Sistemático do Layout (PSL) é constituída de
quatro fases, as quais seriam: localização da área, arranjo físico geral, arranjo físico detalhado
e implantação.
A metodologia PSL auxilia o tomador de decisão neste processo, e uma modificação
eficaz do layout pode resultar na redução do custo, redução da movimentação dos materiais
dentro do processo, racionalizando o fluxo de pessoas e dos produtos proporcionando um
aumento na produtividade e eficiência obtido a partir de uma melhor utilização do espaço
disponível (MUTHER, 1978).
O Planejamento Sistemático de Leiaute é uma técnica de auxilio à tomada de decisão
de melhor posicionamento das instalações, equipamentos e pessoal. O PSL fornece diretrizes
para avaliação de alternativas de leiaute, identifica entre as opções propostas a mais adequada
ao empreendimento e se baseia em 3 conceitos fundamentais: Relações entre atividades,
Espaço (quantidade, tipo, forma e configuração dos itens), ajuste de áreas e equipamentos. Ele
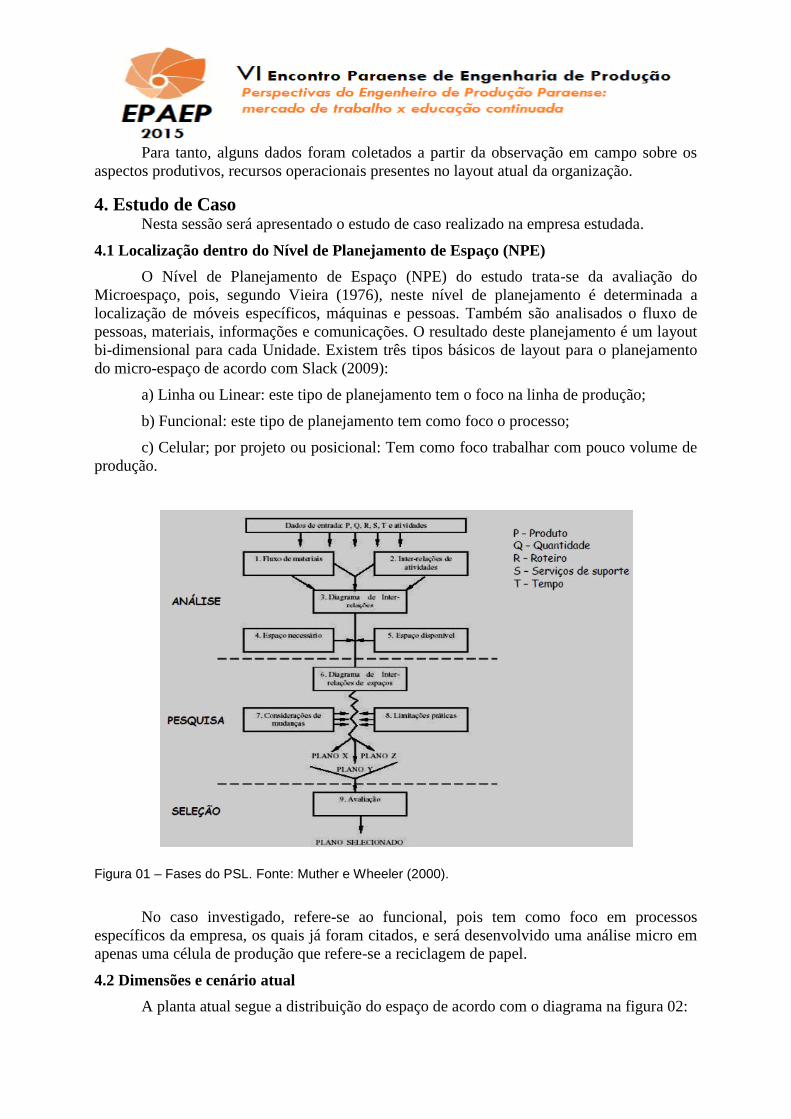
é composto por 3 fases (Costa, 2004 e Muther e Wheller, 2000):
a) Análise: Análise do PQRST (Produto, quantidade, roteiro, serviços de suporte e
tempo); Fluxos; Inter-relações; e espaço.
b) Pesquisa: Relações de espaço; Mudanças; e limitações práticas.
c) Seleção: Avaliação qualitativa e quantitativa.
3. Método de Pesquisa Nesta sessão será apresentado o tipo e o delineamento da pesquisa. Com relação aos
aspectos metodológicos, mais do que classificar a pesquisa, é necessário explicitar
procedimentos de coleta e de análise de dados, indicando as evidências para as conclusões
apresentadas (classificação e estratégia da pesquisa, delineamento da pesquisa, etapas de
pesquisa, explicar o tratamento dos dados...).
3.1 Tipo e delineamento da pesquisa
Com base no que diz Silva & Menezes (2005), a pesquisa foi de natureza “aplicada”,
visto que objetiva fornecer conhecimentos para a aplicação de um estudo de caso e, assim,
solucionar um problema de arranjo físico em uma empresa de reciclagem.
Do ponto de vista de procedimentos técnicos, a pesquisa foi considerada como um
estudo de caso, que envolve uma investigação descritiva, ou seja, um estudo profundo de um
ponto para o detalhamento do conhecimento, onde ocorreu exploração de métodos.
Do ponto de vista da forma de abordagem do problema, a pesquisa foi qualitativa e
quantitativa. Qualitativa, pois diversas variáveis qualitativas do processo foram analisadas
para se chegar a resultados do trabalho e conclusões.
Apesar de seu caráter qualitativo, a pesquisa teve embasamento fortemente
quantitativo, já que foram feitas análises de dados numéricos a partir da conversão de
informações em números durante o desenvolvimento do estudo de caso (SILVA &
MENEZES, 2005).
3.2 Execução da pesquisa
O trabalho teve duração de 6 (seis) meses, no período de Janeiro a Junho de 2014, e
foi executado em tarefas, sendo definidas como:
a) Pesquisa bibliográfica;
b) Decisão do Nível de Planejamento de Espaço (NPE) a ser considerado;
b) Identificar as dimensões (áreas) da empresa;
c) Identificar os fluxos (bens, serviços, pessoas e informações) e recursos envolvidos;
d) Apresentação do arranjo físico (cenário atual);
e) Aplicação da metodologia de Planejamento Sistemático de Layout (PSL);
f) Proposição do arranjo físico alternativo;
g) Avaliação os resultados obtidos.
3.3 Procedimento de coleta de dados
Foram coletados dados quantitativos e qualitativos, a fim de se tomar conhecimento
das funções de cada etapa produtiva, das deficiências e dificuldades que são enfrentadas na
rotina de trabalho quanto ao fluxo e recursos envolvidos no Nível de Planejamento analisado.
Para tanto, alguns dados foram coletados a partir da observação em campo sobre os
aspectos produtivos, recursos operacionais presentes no layout atual da organização.
4. Estudo de Caso Nesta sessão será apresentado o estudo de caso realizado na empresa estudada.
4.1 Localização dentro do Nível de Planejamento de Espaço (NPE)
O Nível de Planejamento de Espaço (NPE) do estudo trata-se da avaliação do
Microespaço, pois, segundo Vieira (1976), neste nível de planejamento é determinada a
localização de móveis específicos, máquinas e pessoas. Também são analisados o fluxo de
pessoas, materiais, informações e comunicações. O resultado deste planejamento é um layout
bi-dimensional para cada Unidade. Existem três tipos básicos de layout para o planejamento
do micro-espaço de acordo com Slack (2009):
a) Linha ou Linear: este tipo de planejamento tem o foco na linha de produção;
b) Funcional: este tipo de planejamento tem como foco o processo;
c) Celular; por projeto ou posicional: Tem como foco trabalhar com pouco volume de
produção.
Figura 01 – Fases do PSL. Fonte: Muther e Wheeler (2000).
No caso investigado, refere-se ao funcional, pois tem como foco em processos
específicos da empresa, os quais já foram citados, e será desenvolvido uma análise micro em
apenas uma célula de produção que refere-se a reciclagem de papel.
4.2 Dimensões e cenário atual
A planta atual segue a distribuição do espaço de acordo com o diagrama na figura 02:
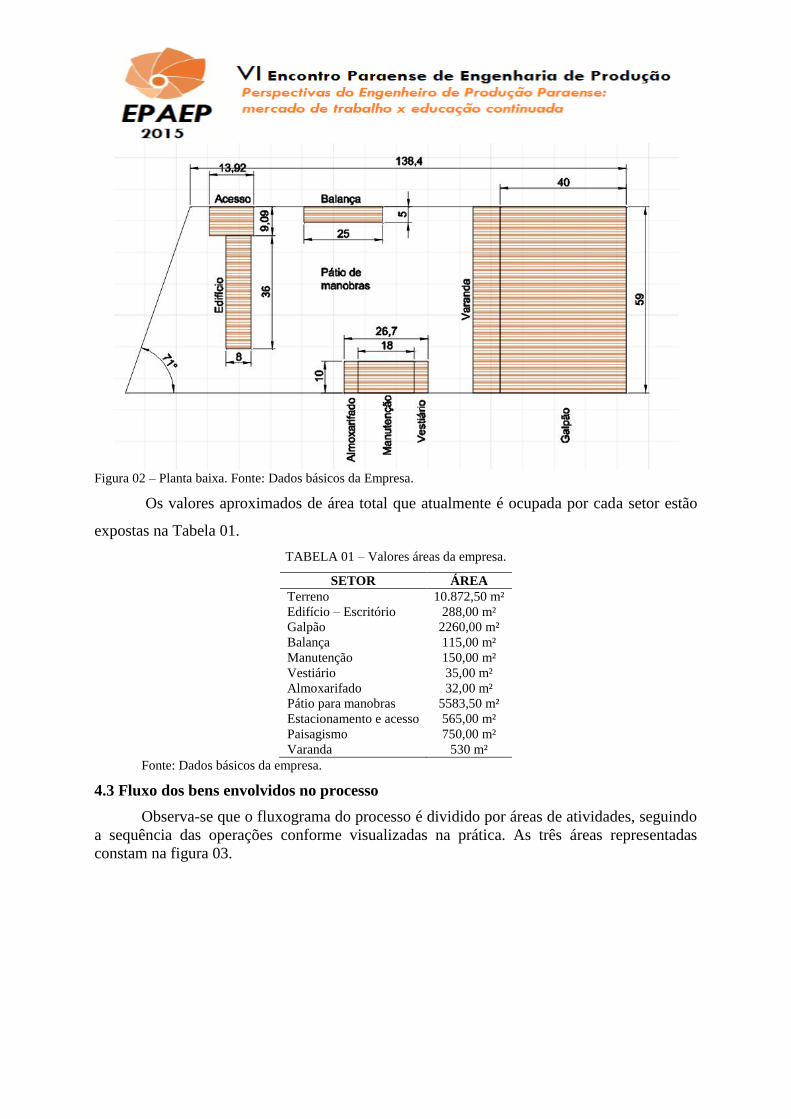
Figura 02 – Planta baixa. Fonte: Dados básicos da Empresa.
Os valores aproximados de área total que atualmente é ocupada por cada setor estão
expostas na Tabela 01.
TABELA 01 – Valores áreas da empresa.
SETOR ÁREA
Terreno 10.872,50 m²
Edifício – Escritório 288,00 m²
Galpão 2260,00 m²
Balança 115,00 m²
Manutenção 150,00 m²
Vestiário 35,00 m²
Almoxarifado 32,00 m²
Pátio para manobras 5583,50 m²
Estacionamento e acesso 565,00 m²
Paisagismo 750,00 m²
Varanda 530 m²
Fonte: Dados básicos da empresa.
4.3 Fluxo dos bens envolvidos no processo
Observa-se que o fluxograma do processo é dividido por áreas de atividades, seguindo
a sequência das operações conforme visualizadas na prática. As três áreas representadas
constam na figura 03.
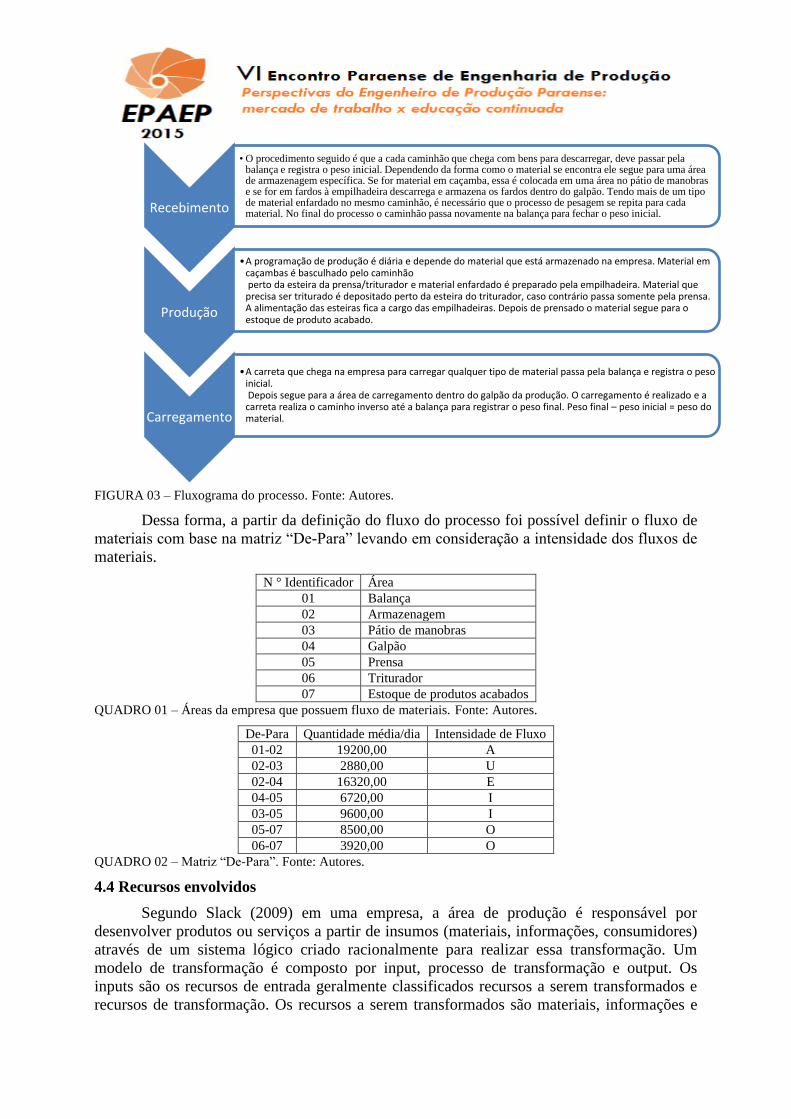
FIGURA 03 – Fluxograma do processo. Fonte: Autores.
Dessa forma, a partir da definição do fluxo do processo foi possível definir o fluxo de
materiais com base na matriz “De-Para” levando em consideração a intensidade dos fluxos de
materiais.
N ° Identificador Área
01 Balança
02 Armazenagem
03 Pátio de manobras
04 Galpão
05 Prensa
06 Triturador
07 Estoque de produtos acabados
QUADRO 01 – Áreas da empresa que possuem fluxo de materiais. Fonte: Autores.
De-Para Quantidade média/dia Intensidade de Fluxo
01-02 19200,00 A
02-03 2880,00 U
02-04 16320,00 E
04-05 6720,00 I
03-05 9600,00 I
05-07 8500,00 O
06-07 3920,00 O
QUADRO 02 – Matriz “De-Para”. Fonte: Autores.
4.4 Recursos envolvidos
Segundo Slack (2009) em uma empresa, a área de produção é responsável por
desenvolver produtos ou serviços a partir de insumos (materiais, informações, consumidores)
através de um sistema lógico criado racionalmente para realizar essa transformação. Um
modelo de transformação é composto por input, processo de transformação e output. Os
inputs são os recursos de entrada geralmente classificados recursos a serem transformados e
recursos de transformação. Os recursos a serem transformados são materiais, informações e
Recebimento
• O procedimento seguido é que a cada caminhão que chega com bens para descarregar, deve passar pela balança e registra o peso inicial. Dependendo da forma como o material se encontra ele segue para uma área de armazenagem específica. Se for material em caçamba, essa é colocada em uma área no pátio de manobras e se for em fardos à empilhadeira descarrega e armazena os fardos dentro do galpão. Tendo mais de um tipo de material enfardado no mesmo caminhão, é necessário que o processo de pesagem se repita para cada material. No final do processo o caminhão passa novamente na balança para fechar o peso inicial.
Produção
•A programação de produção é diária e depende do material que está armazenado na empresa. Material em caçambas é basculhado pelo caminhão perto da esteira da prensa/triturador e material enfardado é preparado pela empilhadeira. Material que precisa ser triturado é depositado perto da esteira do triturador, caso contrário passa somente pela prensa. A alimentação das esteiras fica a cargo das empilhadeiras. Depois de prensado o material segue para o estoque de produto acabado.
Carregamento
•A carreta que chega na empresa para carregar qualquer tipo de material passa pela balança e registra o peso inicial. Depois segue para a área de carregamento dentro do galpão da produção. O carregamento é realizado e a carreta realiza o caminho inverso até a balança para registrar o peso final. Peso final – peso inicial = peso do material.
consumidores. Os recursos de transformação/transformadores são compostos por instalações
(prédios, equipamentos, tecnologia) e funcionários (pessoas que operam as instalações). Desta
forma, considerando o estudo realizado, observa-se que os recursos transforamadores são:
Caminhões e empilhadeiras, prensas e triturador e os operadores, e os recursos transformados
correspodem ao papel que será reciclado nesse caso de análise micro da empresa.
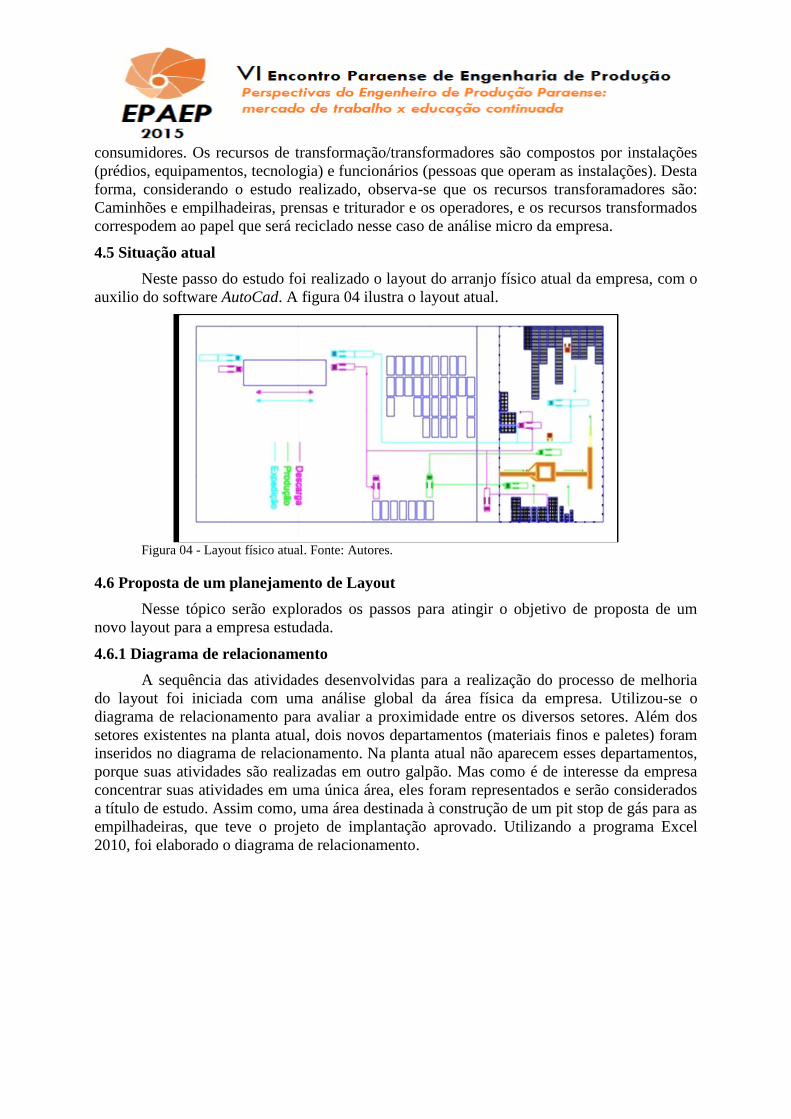
4.5 Situação atual
Neste passo do estudo foi realizado o layout do arranjo físico atual da empresa, com o
auxilio do software AutoCad. A figura 04 ilustra o layout atual.
Figura 04 - Layout físico atual. Fonte: Autores.
4.6 Proposta de um planejamento de Layout
Nesse tópico serão explorados os passos para atingir o objetivo de proposta de um
novo layout para a empresa estudada.
4.6.1 Diagrama de relacionamento
A sequência das atividades desenvolvidas para a realização do processo de melhoria
do layout foi iniciada com uma análise global da área física da empresa. Utilizou-se o
diagrama de relacionamento para avaliar a proximidade entre os diversos setores. Além dos
setores existentes na planta atual, dois novos departamentos (materiais finos e paletes) foram
inseridos no diagrama de relacionamento. Na planta atual não aparecem esses departamentos,
porque suas atividades são realizadas em outro galpão. Mas como é de interesse da empresa
concentrar suas atividades em uma única área, eles foram representados e serão considerados
a título de estudo. Assim como, uma área destinada à construção de um pit stop de gás para as
empilhadeiras, que teve o projeto de implantação aprovado. Utilizando a programa Excel
2010, foi elaborado o diagrama de relacionamento.
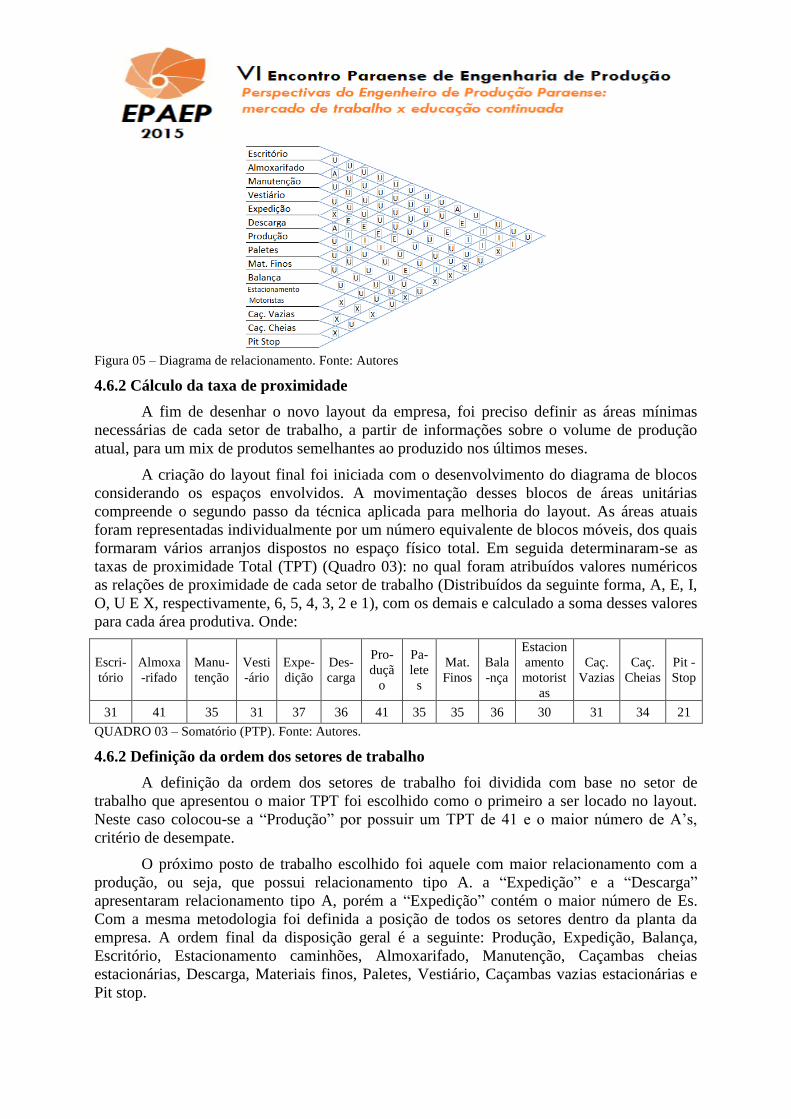
Figura 05 – Diagrama de relacionamento. Fonte: Autores
4.6.2 Cálculo da taxa de proximidade
A fim de desenhar o novo layout da empresa, foi preciso definir as áreas mínimas
necessárias de cada setor de trabalho, a partir de informações sobre o volume de produção
atual, para um mix de produtos semelhantes ao produzido nos últimos meses.
A criação do layout final foi iniciada com o desenvolvimento do diagrama de blocos
considerando os espaços envolvidos. A movimentação desses blocos de áreas unitárias
compreende o segundo passo da técnica aplicada para melhoria do layout. As áreas atuais
foram representadas individualmente por um número equivalente de blocos móveis, dos quais
formaram vários arranjos dispostos no espaço físico total. Em seguida determinaram-se as
taxas de proximidade Total (TPT) (Quadro 03): no qual foram atribuídos valores numéricos
as relações de proximidade de cada setor de trabalho (Distribuídos da seguinte forma, A, E, I,
O, U E X, respectivamente, 6, 5, 4, 3, 2 e 1), com os demais e calculado a soma desses valores
para cada área produtiva. Onde:
Escri-
tório
Almoxa
-rifado
Manu-
tenção
Vesti
-ário
Expe-
dição
Des-
carga
Pro-
duçã
o
Pa-
lete
s
Mat.
Finos
Bala
-nça
Estacion
amento
motorist
as
Caç.
Vazias
Caç.
Cheias
Pit -
Stop
31 41 35 31 37 36 41 35 35 36 30 31 34 21
QUADRO 03 – Somatório (PTP). Fonte: Autores.
4.6.2 Definição da ordem dos setores de trabalho
A definição da ordem dos setores de trabalho foi dividida com base no setor de
trabalho que apresentou o maior TPT foi escolhido como o primeiro a ser locado no layout.
Neste caso colocou-se a “Produção” por possuir um TPT de 41 e o maior número de A’s,
critério de desempate.
O próximo posto de trabalho escolhido foi aquele com maior relacionamento com a
produção, ou seja, que possui relacionamento tipo A. a “Expedição” e a “Descarga”
apresentaram relacionamento tipo A, porém a “Expedição” contém o maior número de Es.
Com a mesma metodologia foi definida a posição de todos os setores dentro da planta da
empresa. A ordem final da disposição geral é a seguinte: Produção, Expedição, Balança,
Escritório, Estacionamento caminhões, Almoxarifado, Manutenção, Caçambas cheias
estacionárias, Descarga, Materiais finos, Paletes, Vestiário, Caçambas vazias estacionárias e
Pit stop.
4.6.3 Alternativas de Layout
Após determinada a ordem de posicionamento dos postos de trabalho, duas
alternativas de layout poderiam ser desenvolvidas:
a) Um planejamento restrito para instalações já existentes, levando em consideração as
restrições do mesmo;
b) Um planejamento novo, onde as construções existentes e suas restrições não são
levadas em consideração.
As restrições e informações ao design do novo layout estão na tabela 06:
Área de
trabalho Observação
Galpão
Devem concentrar as atividades de recebimento, armazenamento, produção e expedição de
materiais (Matéria-prima e produto acabado)
Galpão
Poderia ter entradas de acesso diferente para caminhões, sem grades investimentos. Facilidade
na realização de manobras. Diminuição do fluxo cruzado.
Balança Manter a posição fixa por motivos de ordem econômica e operacional.
Caçambas
estacionárias Devem ser alocadas no pátio de manobras (próximo ao galpão de produção)
QUADRO 04 – Restrições. Fonte: Autores.
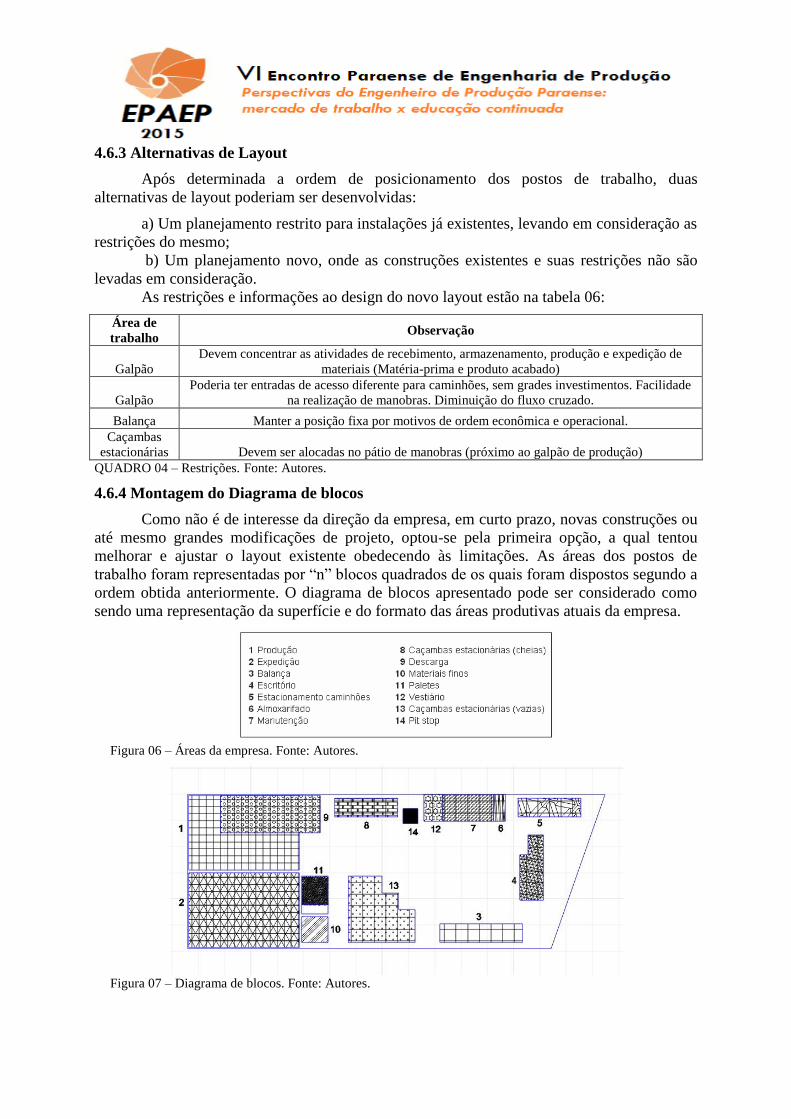
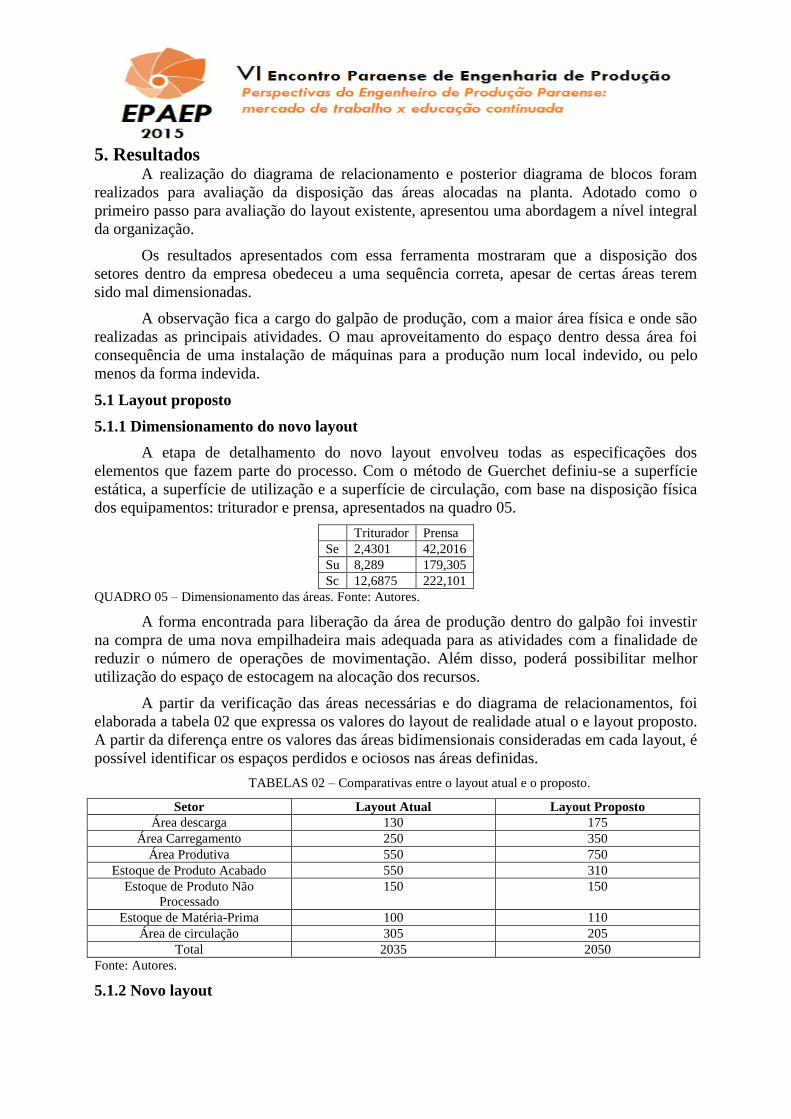
4.6.4 Montagem do Diagrama de blocos
Como não é de interesse da direção da empresa, em curto prazo, novas construções ou
até mesmo grandes modificações de projeto, optou-se pela primeira opção, a qual tentou
melhorar e ajustar o layout existente obedecendo às limitações. As áreas dos postos de
trabalho foram representadas por “n” blocos quadrados de os quais foram dispostos segundo a
ordem obtida anteriormente. O diagrama de blocos apresentado pode ser considerado como
sendo uma representação da superfície e do formato das áreas produtivas atuais da empresa.
Figura 06 – Áreas da empresa. Fonte: Autores.
Figura 07 – Diagrama de blocos. Fonte: Autores.
5. Resultados
A realização do diagrama de relacionamento e posterior diagrama de blocos foram
realizados para avaliação da disposição das áreas alocadas na planta. Adotado como o
primeiro passo para avaliação do layout existente, apresentou uma abordagem a nível integral
da organização.
Os resultados apresentados com essa ferramenta mostraram que a disposição dos
setores dentro da empresa obedeceu a uma sequência correta, apesar de certas áreas terem
sido mal dimensionadas.
A observação fica a cargo do galpão de produção, com a maior área física e onde são
realizadas as principais atividades. O mau aproveitamento do espaço dentro dessa área foi
consequência de uma instalação de máquinas para a produção num local indevido, ou pelo
menos da forma indevida.
5.1 Layout proposto
5.1.1 Dimensionamento do novo layout
A etapa de detalhamento do novo layout envolveu todas as especificações dos
elementos que fazem parte do processo. Com o método de Guerchet definiu-se a superfície
estática, a superfície de utilização e a superfície de circulação, com base na disposição física
dos equipamentos: triturador e prensa, apresentados na quadro 05.
Triturador Prensa
Se 2,4301 42,2016
Su 8,289 179,305
Sc 12,6875 222,101
QUADRO 05 – Dimensionamento das áreas. Fonte: Autores.
A forma encontrada para liberação da área de produção dentro do galpão foi investir
na compra de uma nova empilhadeira mais adequada para as atividades com a finalidade de
reduzir o número de operações de movimentação. Além disso, poderá possibilitar melhor
utilização do espaço de estocagem na alocação dos recursos.
A partir da verificação das áreas necessárias e do diagrama de relacionamentos, foi
elaborada a tabela 02 que expressa os valores do layout de realidade atual o e layout proposto.
A partir da diferença entre os valores das áreas bidimensionais consideradas em cada layout, é
possível identificar os espaços perdidos e ociosos nas áreas definidas.
TABELAS 02 – Comparativas entre o layout atual e o proposto.
Setor Layout Atual Layout Proposto
Área descarga 130 175
Área Carregamento 250 350
Área Produtiva 550 750
Estoque de Produto Acabado 550 310
Estoque de Produto Não
Processado
150 150
Estoque de Matéria-Prima 100 110
Área de circulação 305 205
Total 2035 2050
Fonte: Autores.
5.1.2 Novo layout
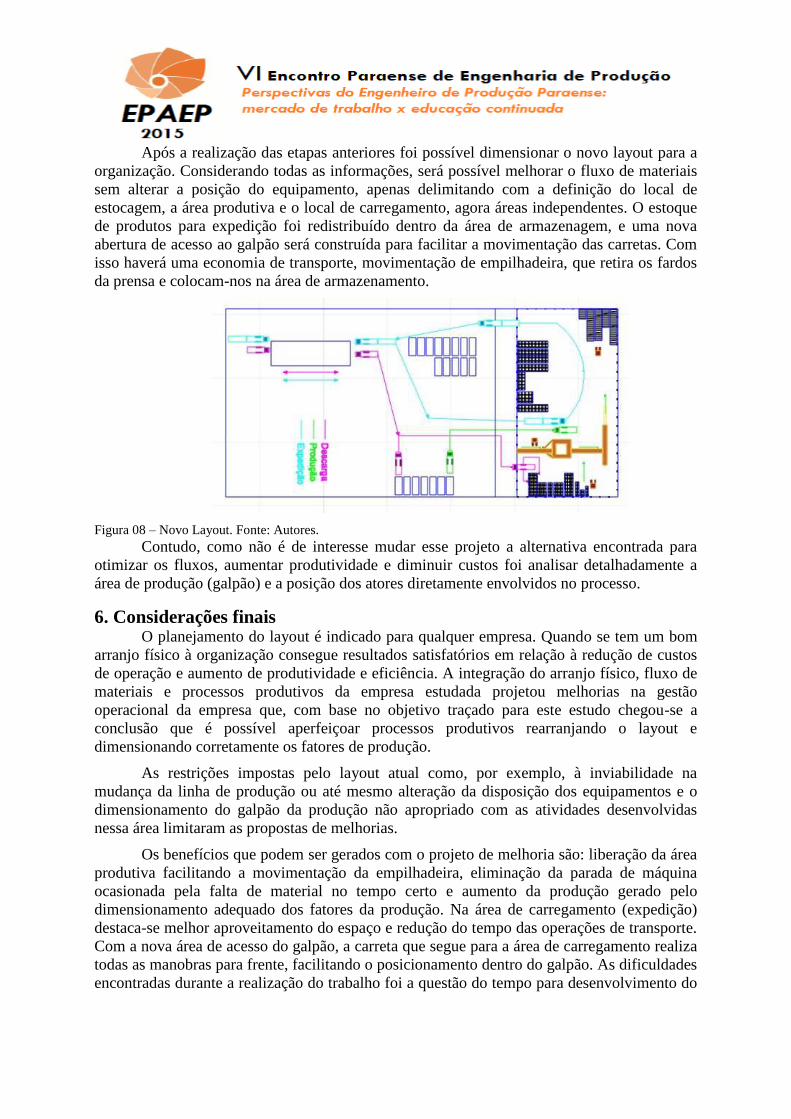
Após a realização das etapas anteriores foi possível dimensionar o novo layout para a
organização. Considerando todas as informações, será possível melhorar o fluxo de materiais
sem alterar a posição do equipamento, apenas delimitando com a definição do local de
estocagem, a área produtiva e o local de carregamento, agora áreas independentes. O estoque
de produtos para expedição foi redistribuído dentro da área de armazenagem, e uma nova
abertura de acesso ao galpão será construída para facilitar a movimentação das carretas. Com
isso haverá uma economia de transporte, movimentação de empilhadeira, que retira os fardos
da prensa e colocam-nos na área de armazenamento.
Figura 08 – Novo Layout. Fonte: Autores. Contudo, como não é de interesse mudar esse projeto a alternativa encontrada para
otimizar os fluxos, aumentar produtividade e diminuir custos foi analisar detalhadamente a
área de produção (galpão) e a posição dos atores diretamente envolvidos no processo.
6. Considerações finais O planejamento do layout é indicado para qualquer empresa. Quando se tem um bom
arranjo físico à organização consegue resultados satisfatórios em relação à redução de custos
de operação e aumento de produtividade e eficiência. A integração do arranjo físico, fluxo de
materiais e processos produtivos da empresa estudada projetou melhorias na gestão
operacional da empresa que, com base no objetivo traçado para este estudo chegou-se a
conclusão que é possível aperfeiçoar processos produtivos rearranjando o layout e
dimensionando corretamente os fatores de produção.
As restrições impostas pelo layout atual como, por exemplo, à inviabilidade na
mudança da linha de produção ou até mesmo alteração da disposição dos equipamentos e o
dimensionamento do galpão da produção não apropriado com as atividades desenvolvidas
nessa área limitaram as propostas de melhorias.
Os benefícios que podem ser gerados com o projeto de melhoria são: liberação da área
produtiva facilitando a movimentação da empilhadeira, eliminação da parada de máquina
ocasionada pela falta de material no tempo certo e aumento da produção gerado pelo
dimensionamento adequado dos fatores da produção. Na área de carregamento (expedição)
destaca-se melhor aproveitamento do espaço e redução do tempo das operações de transporte.
Com a nova área de acesso do galpão, a carreta que segue para a área de carregamento realiza
todas as manobras para frente, facilitando o posicionamento dentro do galpão. As dificuldades
encontradas durante a realização do trabalho foi a questão do tempo para desenvolvimento do
estudo e as restrições impostas pelo pelas instalações e equipamentos já existentes na
empresa.
REFERÊNCIAS
CARVALHO, D. S.; RESENDE, S. D.; SOUZA, N. S.; LIMA, R. F. Implantação de um arranjo físico (layout)
e sua relevância para a dinamicidade organizacional no processo de produção: Revisão Bibliográfica. [artigo
científico] – 2010. Disponível em: <http://www.uespi.br/novosite/wpcontent/uploads/2011/05/Implantação-de-
um-arranjo-fisico-e-sua-relevancia-para-a-dinamicidade-organizacional-no-processo-de-produção1.pdf> Acesso
em: 09 julho 2014.
COSTA, A. J. Otimização do layout de produção de um processo de pintura de ônibus. Dissertação (Mestrado
Profissionalizante em Engenharia). Universidade Federal do Rio Grande do Sul (UFRGS), Escola de
Engenharia: Programa de Pós - Graduação em Engenharia de Produção, Porto Alegre,2004.
GARCIA-DIAZ, A.; SMITH, J. M. Facilities planning and design. Upper Saddle River: Prentice Hall, 2008.
LOPES, L. Os números de Reciclagem no Brasil. Disponível em: < http://revistaepoca.globo.com/Sociedade/o-
caminho-do-lixo/noticia/2014/01/os-numeros-da-reciclagem-no-brasil.html> Acesso em: 09 julho 2014.
MUTHER, R.; WHEELER, J. D. Planejamento Sistemático e Simplificado de Layout. São Paulo: IMAM,
2000.
SLACK, N.; CHAMBERS, S.; JOHNSTON. Administração da Produção. 3° ed. São Paulo: Atlas, 2009.
SOSSANOVICZ. R. H.; Vantagens da aplicação da logística Lean no layout de estoques e transportes de
materiais. [Trabalho de conclusão de curso de Engenharia de Produção e Sistemas]. – 2010. Disponível em:
<http://www.producao.joinville.udesc.br/tgeps/2010-02/2010_2_tcc03.pdf>. Acesso em: 09 julho 2014.
TOMPKINS, J. A. et al. Facilities planning. 4.ed. New York: John Wiley & Sons, 2010.
TORTELLA, G.L. Sistemática para orientação do planejamento de layout com apoio de análise de decisão
multicritério. Porto Alegre 2006.





























