Embed Size (px)
Citation preview

Revista NOOS Volumen 8 (2015) Pág. 1 – 12
Derechos Reservados
Facultad de Ciencias Exactas
Y Naturales
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
Simulación del Proceso de Extracción de Aceite de Naidí
Naidí Oil Extraction Process Simulation
Eithy Karina Caldas Zúñiga, Johana de la Paz Cortés Araújo, Luis Fernando Cortés Henao
Universidad Nacional de Colombia, GTA Procesos Químicos Catalíticos y Biotecnológicos, Manizales –
Colombia.
Article Info
Article history: Received:
Received in revised: 8 Diciembre 2015
Accepted: 15 Diciembre 2015
Available online: 17 Diciembre 2015
ABSTRACT: The extraction of oil naidí (also
called açaí, Euterpe oleracea) using experimental
data presented in a previous study was simulated.
The Aspen Plus simulation software included
material and energy balances of a plant with
capacity to process 500 kg per hour. Based on the
results of this study, involving processing costs, it
was concluded that the process is feasible both
technically and economically.
Keywords: Naidí, açai, Euterpe oleracea, extraction oil, process simulation.
RESUMEN:
Se simuló el proceso de extracción de aceite de naidí (también llamado açaí, Euterpe oleracea) utilizando
datos experimentales presentados en un estudio anterior. La simulación en el software Aspen Plus incluyó
balances de materia y energía de una planta con capacidad de procesar 500 kg por hora. Con base en los
resultados de este estudio, que involucran costos de proceso, se concluyó que el proceso es viable tanto técnica
como económicamente.
PALABRAS CLAVE: Naidí, açai, Euterpe oleracea, extracción de aceite, simulación de proceso.

Revista NOOS Edición 1 (2015) Pág. 2
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
1. Introducción
La simulación del proceso de extracción de aceite
de naidí a escala industrial, hasta donde los autores
tienen conocimiento, ha sido poco estudiada[1-6]. El
naidí o açaí (Euterpe oleracea), fruta nativa del
pacífico colombiano[4, 6], se utilizó con fines
experimentales y los resultados presentados en un
estudio anterior a éste[1] se introdujeron en el
software Aspen Plus[7].
2. Simulación
Para la separación de ácidos grasos y antioxidantes
se requiere una extracción líquido-líquido
utilizando n-hexano como solvente, por su elevada
selectividad frente a los ácidos grasos. En la
extracción de aceite y antoxidantes del naidí, se
plantearon las siguientes unidades:
1. Tanque de lavado: para eliminar impurezas
presentes en la fruta.
2. Cocción preparatoria: se introduce agua
caliente a 30 °C, para ablandar la pulpa de la
fruta. En esta etapa, la fruta alcanza un
porcentaje mayor de humedad y pierde una
cantidad de aceites y antioxidantes.
3. Despulpado: para la separación total de la
pepa de la fruta, que constituye un desecho del
proceso.
4. Filtro-prensa: en este equipo se separan los
líquidos de los sólidos. Los líquidos están
conformados por aceites, agua y antioxidantes.
5. Decantador: en este módulo se realiza la
extracción de los lípidos con n-hexano,
separándolos de la fase acuosa donde se
encuentran los antioxidantes.
6. Evaporador: se utiliza para separar n-hexano
de los aceites. La temperatura de trabajo en
esta unidad es más elevada que la de
evaporación de n-hexano puro.
7. Sistema de recirculación: El n-hexano que
sale del evaporador se envía a una unidad
donde se mezcla con n-hexano fresco. Esto se
hace con el fin de recuperar el solvente del
proceso.
El proceso que más se asemeja a la extracción con
solvente es la decantación, disponible en el
software ASPEN Plus para la simulación, que se
realizó bajo las siguientes suposiciones:
Proceso continuo, es decir, carga continua de
naidí puro.
El sifón de la extracción ocurre cada 20
minutos[1].
El solvente se alimenta a su temperatura de
ebullición.
Se alimentan 200 mL de solvente (capacidad
de una cámara Soxhlet).
El solvente sólo remueve los aceites (se
reagrupan los componentes de la pulpa de
naidí, de tal manera que las proteínas, fibra,
azúcares totales, cenizas y antocianina hacen
parte del grupo remanente[2]. (véase Tabla 1).

Revista NOOS Edición 1 (2015) Pág. 3
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
Tabla 1. Datos de entrada al programa ASPEN.
Característica Valor
Naidí (g) 70
Naidí seco (g) 27.8551
Temperatura de entrada del Naidí (°C) 20
Agua (g/min) 0.903105
Ácido oleico (g/min) 0.188965
Ácido linoleico (g/min) 0.047243
Remanente (g/min) 0.253442
Solvente (L/min) 0.01
Temperatura de entrada de solvente
(°C)
69 (n-
hexano), 77
(acetato de
etilo)
Temperatura de operación del
decantador (°C)
69 (n-
hexano), 77
(acetato de
etilo)
Presión de operación (atm) 1
Los balances de materia referidos al tipo de
solvente aparecen en las Tablas 2 y 3.
Tabla 2. Simulación para la extracción con n-
hexano.
Mass Flow
kg/sec
ACUO
SA
N-
HEXA
NO
NAI
DÍ
ORGÁNI
CA
WATER 1.50E-
05
0 1.51E
-05
3.30E-08
OLEIC-
01
2.43E-
12
0 3.15E
-06
3.15E-06
LINOL-
01
1.18E-
12
0 7.87E
-07
7.87E-07
REMANE
NT
0 0 0 0
N-HEX-
01
7.71E-
09
5.33E-
07
0 5.25E-07
Tabla 3. Simulación para la extracción con
acetato de etilo.
Mass
Flow
kg/sec
ACETA
TO
ACUO
SA
NAI
DÍ
ORGÁNI
CA
WATER 0 6.20E-
06
1.51
E-05
8.86E-06
OLEIC-01 0 0 3.15
E-06
3.15E-06
LINOL-01 0 0 7.87
E-07
7.87E-07
REMANE
NT
0 0 0 0
ETHYL-
01
0.000138
33
4.43E-
07
0 0.0001378
9
Para representar la separación de los antioxidantes,
se escogió el cianidin-3-rutinoside, el cual se
encuentra en un 87% a diferencia de un 13% del
cianidin-3-glucoside. De la proporción de los
ácidos fenólicos presentes en la fruta no se tiene
información. El cianidin-3-rutinoside permite
obtener una buena aproximación para simular los
antioxidantes extraídos.
Se efectuó un balance de ácidos grasos
correspondiente al aceite de oliva por su semejanza
con los del naidí. Los aceites presentes en mayor
cantidad son el omega 6 (linoléico) y el omega 9
(oleico), con un porcentaje del 20% frente a un 80%
respectivamente[5].
ASPEN Plus no cuenta con unidades de cocción,
despulpado y filtro prensa, por lo tanto se
estableció una unidad llamada ICON 1, utilizada en
el programa como un separador convencional. El
diagrama de flujo se muestra en la Figura 1 y los
balances de materia según corrientes de proceso se
muestran en la Tabla 4.

Revista NOOS Edición 1 (2015) Pág. 4
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
Figura 1. Diagrama inicial de la extracción en
ASPEN Plus.
Tabla 4. Resultados generales de la simulación
en ASPEN Plus.
Corrientes de proceso
Mas
s
Flo
w
kg/h
r
1 2 3 4 5 6 7
N-
HE
X-
01
0 0 0 0 0 0 0
WA
TE
R
66.7
599
5
158.
595
3
108
2.36
9
117
4.20
5
158.
595
3
0 158.
595
3
LIN
OL-
01
28.4
099
8
28.1
258
8
0.28
41
0 28.1
258
8
0 28.1
258
8
OL
EIC
-01
35.2
454
7
34.8
930
2
0.35
245
5
0 34.8
930
2
0 34.8
930
2
DIG
LY-
01
331.
185
2
331.
185
2
0 0 0 331.
185
2
0
CY
ANI
0.05
538
5
0.05
261
7
0.00
276
8
0 0.05
261
7
0 0.05
261
7
BA
GA
ZO
38.3
439
7
38.3
439
7
0 0 38.3
439
7
0 0
Corrientes de proceso
Mas
s
Flo
w
kg/h
r
8 10 Ace
ites
Fas
e
acu
osa
Sol
v
fres
co
n-
hex
ano
Fase
orgá
nica
N-
HE
X-
01
0 144
23.3
26.6
981
7
0.00
703
6
27.2
155
4
144
50.0
1
1445
0
WA
TE
R
0 5.65
268
0.00
290
2
158.
592
2
0 5.65
252
6
5.65
5581
6
LIN
OL-
01
0 0.00
989
1
26.6
161
2
1.50
975
8
0 0.00
989
1
26.6
2601
3
OL
EIC
-01
0 0.01
498
8
28.5
407
3
6.35
228
3
0 0.01
498
8
28.5
5571
9
DIG
LY-
01
0 0 0 0 0 0 0
CY
ANI
0 2.62
E-
17
0.00
862
1
0.04
399
6
0 2.62
E-
17
0.00
8621
1
BA
GA
ZO
38.3
439
7
0 0 0 0 0 0
2.1 Análisis de resultados de la simulación
Si bien la simulación no corresponde exactamente
a la extracción por el método Soxhlet, constituye

Revista NOOS Edición 1 (2015) Pág. 5
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
una herramienta que permite verificar la
interacción de los componentes de la fruta con
distintos solventes. Las cantidades del ácido oleico
y linoleico en la fase orgánica son semejantes. Sin
embargo, en cuanto a la afinidad de los solventes
con el agua, el acetato de etilo “arrastra” mayor
cantidad de agua que el n-hexano, lo que es
indeseable para el siguiente paso correspondiente a
la recuperación del solvente.
De acuerdo con la cantidad de ciclos (sifones) que
realice el sistema, puede hacerse un cálculo
preliminar de la cantidad de aceite que se puede
extraer. Según los estándares, se considera una
extracción sólido-líquido completa cuando se han
ejecutado 20 ciclos, aunque se asumió flujo
continuo, puesto que el proceso real es discontinuo.
El n-hexano es el solvente más utilizado en la
industria alimenticia para la extracción de ácidos
grasos esenciales[5]. Sin embargo, para obtener una
cantidad aceptable de aceites extraídos, fue
necesario utilizar una relación de alimento
solvente/aceite de 229.5:1. Este valor alto puede
deberse a que las propiedades del antioxidante
afectaron considerablemente el rendimiento de la
separación o también por las suposiciones que
permiten caracterizar aspectos representativos de la
materia prima y de las operaciones unitarias
utilizadas. Por esta razón se incluyó la recuperación
del solvente mediante una unidad de recirculación
mezclada con una cantidad mucho menor de
solvente fresco.
En las corrientes del decantador, a pesar de la poca
cantidad de antocianina que sale por la fase acuosa
con relación a la cantidad de aceites que quedaron
sin extraer, ésta representa una ganancia en el
proceso, de tal forma que se podría instalar una
unidad para aprovechar este producto, purificando
o reutilizando el antioxidante dentro del proceso;
para ello es preciso realizar estudios de rentabilidad
que permitan su recuperación.
En la simulación, al variar la temperatura, la
efectividad de la extracción cambia, así, a
temperaturas bajas el grado de separación de las
fases aumenta.
2.2 Estructura del proceso de extracción
industrial
La información de entrada se basa en:
Reacciones químicas. Este proceso involucra
únicamente transformaciones físicas.
Flujo de fruta a procesar. 500 kg/h.
Condiciones de operación. Todas las unidades
operan a 28.33 °C (83°F), a excepción del
evaporador el cual trabaja a 81.66 °C (179°F),
a presión atmosférica.
Producto deseado. Ácido oleico (aceite
vegetal).
Información física de los reactivos (véase
Tabla 5).
El n-hexano es un solvente adecuado para la
extracción de los aceites esenciales a
condiciones de equilibrio. (Véase Figura 2).

Revista NOOS Edición 1 (2015) Pág. 6
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
Tabla 5. Propiedades físicas de los componentes
puros.
Sustancia Punto de ebullición
a 1 atm (°C)
Agua 100
Ácido linoleico 229
Ácido oleico 359.9
n-hexano 68.85
Limitantes del proceso. La temperatura de
degradación del antioxidante (80°C).
La antocianina (antioxidante) es muy soluble en
agua, no se contemplará como producto deseado
del proceso, puesto que la cantidad que se obtiene
no justifica la inclusión de otra unidad de
separación.
Para el acondicionamiento de la fruta se debe tener
en cuenta el tiempo de residencia en el tanque de
calentamiento para facilitar la separación de la
pulpa.
Alternativas de proceso. Los residuos que se
obtienen son. corriente 5, contiene sólidos que se
utilizarán como abono orgánico y alimento para los
animales de la región y corriente acuosa, contiene
residuos líquidos. Como la antocianina no se
obtendrá como un producto principal, se considera
el montaje de una planta de tratamiento de aguas
para su posterior reutilización.
Para la comercialización del aceite se requiere un
tratamiento de purificación en donde se separen las
impurezas y se mejore su aspecto físico.
Figura 2. Equilibrio líquido-líquido en el
decantador.
2.3 Requerimientos energéticos
Se efectuó un análisis de todas las corrientes del
proceso y se identificaron los puntos en donde
había transferencia de calor. Los puntos
encontrados fueron.
Tanque de calentamiento.
Entrada del evaporador.
Salida del evaporador.
Se hizo una integración energética mediante
simulación en el programa HINT y en ASPEN, con
el fin de optimizar las necesidades energéticas y
hallar un delta de temperatura mínimo (delta T
mín.).
Se consideró la instalación de dos intercambiadores
de calor adicionales, los cuales proveen de energía
a las corrientes que se encuentran a la entrada del
tanque de calentamiento y a la entrada del
evaporador. (Véase Figura 3).

Revista NOOS Edición 1 (2015) Pág. 7
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
Figura 3. Diagrama modificado del proceso
extractivo.
Con base en las condiciones presentadas en la
figura anterior, se simuló el proceso en el programa
HINT, con un delta T mín. = 10K. El resumen de
resultados se muestra en la Figura 4.
Figura 4. Evaluación energética y costos fijos del
proceso de extracción.
Mediante optimización se encontró el delta T mín.
óptimo del proceso extractivo y costos finales, que
se resumen en la Figura 5.
Figura 5. Resultados del programa ASPEN para
la extracción.
Se hizo un análisis en la sección de recirculacion
para la optimización del solvente. El sistema
requiere una corriente de purga para evitar
acumulación del disolvente, ubicada a la salida del
evaporador instantáneo, antes del intercambiador.
De esta forma, se logra reducir costos energéticos
debido a un menor flujo recirculado. Una vez
definida la ubicación de la purga, se optimizaron
tanto la corriente de purga como la de recirculación
al mezcldor y la de alimento fresco, en donde la
variable a optimizar corresponde al flujo de n-
hexano a recircular, sin que se afecte la separación
Revista NOOS Edición 1 (2015) Pág. 8
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
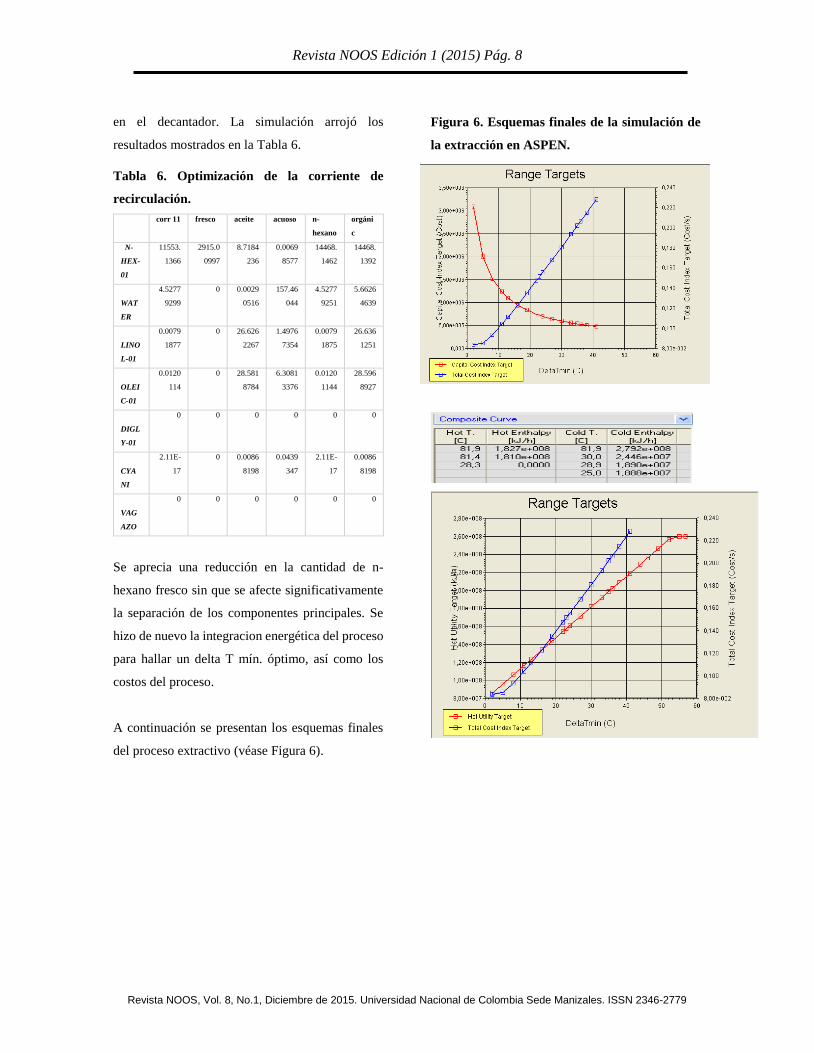
en el decantador. La simulación arrojó los
resultados mostrados en la Tabla 6.
Tabla 6. Optimización de la corriente de
recirculación.
corr 11 fresco aceite acuoso n-
hexano
orgáni
c
N-
HEX-
01
11553.
1366
2915.0
0997
8.7184
236
0.0069
8577
14468.
1462
14468.
1392
WAT
ER
4.5277
9299
0 0.0029
0516
157.46
044
4.5277
9251
5.6626
4639
LINO
L-01
0.0079
1877
0 26.626
2267
1.4976
7354
0.0079
1875
26.636
1251
OLEI
C-01
0.0120
114
0 28.581
8784
6.3081
3376
0.0120
1144
28.596
8927
DIGL
Y-01
0 0 0 0 0 0
CYA
NI
2.11E-
17
0 0.0086
8198
0.0439
347
2.11E-
17
0.0086
8198
VAG
AZO
0 0 0 0 0 0
Se aprecia una reducción en la cantidad de n-
hexano fresco sin que se afecte significativamente
la separación de los componentes principales. Se
hizo de nuevo la integracion energética del proceso
para hallar un delta T mín. óptimo, así como los
costos del proceso.
A continuación se presentan los esquemas finales
del proceso extractivo (véase Figura 6).
Figura 6. Esquemas finales de la simulación de
la extracción en ASPEN.

Revista NOOS Edición 1 (2015) Pág. 9
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779

Revista NOOS Edición 1 (2015) Pág. 10
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
2.4 Análisis de las variables de diseño
La temperatura en el decantador. Se considera
que al disminuir, la separación entre los
componentes aumentará debido a que
disminuye la solubilidad entre ellos; esto
facilita la separación. Sin embargo, con gran
variación de temperatura, la cantidad de aceite
separado sólo aumentó en 1 kg/h, lo que no
justifica la inclusión de un intercambiador de
calor adicional.
Relación de recirculación. La recirculación de
solvente en el proceso es una variable de gran
importancia debido a que determina el grado
de separación de la mezcla. Con el aumento de
ésta, se espera obtener una mayor separación
de aceite, luego se debe encontrar un valor
óptimo de solvente recuperado para obtener la
mayor separación de aceites. (Véase Figura 7).
Figura 7. Optimización del solvente.
La función de optimización corresponde a
Separación de aceite = - 0.1844*R2 +
0.2531*R + 55.208
𝑑𝑦
𝑑𝑥= −0.3688 ∗ 𝑅 + 0.2531
𝑑2𝑦
𝑑𝑅2= −0.3688
Al aplicar el método de Newton, se obtiene
un punto de inflexión en una relación de
reciclo de 0.69. (Véase Tabla 7).
Tabla 7. Relación óptima de reciclo.
X f'(X) f''(X) X(k+1) %error
0.4 0.10558 -
0.36881
0.69 72.5
0.69 -1.38E-
03
-
0.36881
0.692 0.23
Con base en el criterio matemático de la
segunda derivada, se corrobora que el punto
0,692 corresponde a un máximo de la

Revista NOOS Edición 1 (2015) Pág. 11
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
función. Finalmente, se realizó un análisis de
costos del proceso, para determinar la
rentabilidad del mismo. Este análisis fue
realizado en ASPEN por medio de la
herramienta ASPEN Icarus y se resume en la
Tabla 8.
Tabla 8. Simulación económica mediante
ASPEN Icarus.
Costos (COP)
CAPT
(Total
Project
Cost)
Cost 2.32E+
11
Cost/mon
th
pesos/mon
th
RAWT
(Total
Raw
Materi
al
Cost)
Cost/peri
od
7.23E+
11
2.08E+14 5.21E+17
PROD
T
(Total
Produc
t Sales)
Cost/peri
od
1.39E+
12
4.01E+14 1.00E+18
La simulación involucra tanto costos de los equipos
como materia prima y producto, observándose que
la cantidad y precio de los productos soportan los
gastos y la inversión de planta[7].
3. Conclusiones
En cuanto a la simulación del proceso extractivo de
aceites y antioxidantes de naidí.
La temperatura de operación del decantador es
un factor determinante para la extracción.
Las pérdidas de materia prima del proceso se
redujeron mediante recirculación.
El proceso de extracción global es viable
técnicamente.
El análisis económico mostró la viabilidad del
proceso a escala industrial.
Agradecimientos
Los autores agradecen a J. E. Cardona, H. F.
Collazos, G. N. Meneses, N. F. Morales, por su
colaboración en el desarrollo de este estudio y a la
Universidad Nacional de Colombia sede Manizales
por su apoyo logístico.
4. Referencias
[1] Caldas Zúñiga, E. K., Cortés Araújo, J. P. y
Cortés Henao L. F. (2014). Extracción y
Caracterización de Aceite de Naidí. NOOS, 6, 13-
20.
[2] Rodríguez, L. I., Ramírez, L. H. (2013).
Potencial de recuperación de aceite a partir de
pulpa de açaí (Euterpe olerácea Mart.) producido
en el pacífico colombiano. Alimentos Hoy, 22(28),
40-53.
[3] Fito, P.J., Barat, J.M. y Fito, P. (2011).
Simulación del proceso de extracción líquido-
líquido parcialmente miscible. Desarrollo de
herramientas de cálculo en ingeniería de alimentos.
Universidad Politécnica de Valencia, recuperado
el 2 de octubre de 2015 en
http.//www.upv.es/dtalim/herraweb.htm.
[4] Galeano, G., Bernal, R. y Vallejo, M. I. (2009).
Manejo de la palma naidí (Euterpe oleracea) al sur
de la costa pacífica colombiana. Agencia de
noticias. Unal, recuperado el 2 de octubre de 2015
en
http.//www.agenciadenoticias.unal.edu.co
/nc/detalle/article/hacia-un-manejosostenible-

Revista NOOS Edición 1 (2015) Pág. 12
Revista NOOS, Vol. 8, No.1, Diciembre de 2015. Universidad Nacional de Colombia Sede Manizales. ISSN 2346-2779
de-la-palma-naidi.html.
[5] Silva, R., Couri, S., Antoniassi, R. y Freitas, S.
P. (2007). Composição em ácidos graxos do óleo
da polpa de açaí fatty acids composition of açaí
pulp oil obtained by enzymatic e com hexano.
Revista brasileira de fruticultura, 498-502.
[6] Valderrama, N., Knoke, T. y Weigend, M.
(2011). Value Chain Investigations on Four
Colombian Palm Species, Technische Universität
München Thesis, 113p.
[7] Aspen Technology Inc. Aspen Plus® versión
8.0. Hysys® versión 8.0.



























