Embed Size (px)
Citation preview
Lehrstuhl für Fördertechnik Materialfluss Logistik
Prozessaufnahmemethode
RFID-Einsatz
Vollständiger Abdruck der von der F
der Technischen Universität München
zur Erlangung des akademischen Grades eines
Vorsitzender:
Prüfer der Dissertation:
1.
2.
Die Dissertation wurde am
eingereicht und durch die Fakultät für Maschinenwesen am
men.
Technische Universität München
Fakultät für Maschinenwesen
Lehrstuhl für Fördertechnik Materialfluss Logistik
Prozessaufnahmemethode zur Unterstützung des
Einsatz es in der Intralogistik
Oliver Christian Schneider
Vollständiger Abdruck der von der Fakultät für Maschinenwesen
der Technischen Universität München
zur Erlangung des akademischen Grades eines
Doktor-Ingenieurs (Dr.-Ing.)
genehmigten Dissertation.
Univ.-Prof. Dr.-Ing. Karsten Stahl
Univ.-Prof. Dr.-Ing. Willibald A. Günthner
Univ.-Prof. Dr.-Ing. Alexander Pflaum
Die Dissertation wurde am 17.06.2016 bei der Technischen Universität München
eingereicht und durch die Fakultät für Maschinenwesen am 22.02.2017
Lehrstuhl für Fördertechnik Materialfluss Logistik
zur Unterstützung des
in der Intralogistik
akultät für Maschinenwesen
zur Erlangung des akademischen Grades eines
Günthner
bei der Technischen Universität München
22.02.2017 angenom-
Herausgegeben von:
Univ.-Prof. Dr.-Ing. Willibald A. Günthner
fml – Lehrstuhl für Fördertechnik Materialfluss Logistik
Technische Universität München
Zugleich: Dissertation, München, Technische Universität München, 2016
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbe-
sondere die der Übersetzung, des Nachdrucks, der Entnahme von Abbildungen, der
Wiedergabe auf fotomechanischem oder ähnlichem Wege und der Speicherung in
Datenverarbeitungsanlagen bleiben – auch bei nur auszugsweiser Verwendung –
dem Autor vorbehalten.
Layout und Satz: Oliver Schneider
Copyright © Oliver Schneider 2016
ISBN: 978-3-941702-80-6
Printed in Germany 2017
III
Danksagung
Diese Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter am
Lehrstuhl für Fördertechnik Materialfluss Logistik (fml) der TU München. Sie basiert
auf den Ergebnissen des Forschungsprojekts Prozesslog.
Als Erstes möchte ich Herrn Prof. Dr. Willibald A. Günthner nicht nur für die Möglich-
keit zur Promotion danken, sondern auch für das Vertrauen, das er mir dabei entge-
gengebracht hat.
Weiterhin bedanke ich mich sehr herzlich bei Herrn Prof. Dr. Alexander Pflaum für
die Übernahme des Koreferates sowie bei Herrn Prof. Dr. Karsten Stahl für die Über-
nahme des Vorsitzes der Prüfungskommission.
Mein besonderer Dank gilt auch Frau Dr. Julia Boppert, die meinen Entschluss zur
Promotion wesentlich beeinflusst und unterstützt hat.
Des Weiteren bedanke ich mich bei dem gesamten Kollegium des Lehrstuhls fml für
die tolle, sowohl freundschaftliche als auch produktive Atmosphäre. Die Hilfsbereit-
schaft und Kollegialität waren in dieser Form einzigartig. Namentlich hervorheben
möchte ich dabei Andreas Steghafner, meine Bürokollegen Peter Tenerowicz-Wirth,
Stefan Rakitsch, Dennis Walch und Thomas Atz sowie natürlich das fml-Fußball-
Team. Mein besonderer Dank gilt außerdem Janina Durchholz, Andreas Fruth und
Michael Wölfle für ein immer offenes Ohr und die persönliche sowie fachliche Unter-
stützung mit Rat und Tat. Ebenfalls bedanke ich mich bei Eva Klenk für das ab-
schließende inhaltliche Lektorat.
Mein größter Dank gilt zu guter Letzt meinen Eltern Otto und Annelie und insbeson-
dere meiner Frau Anja. Ihre fortwährende und gerade in schwierigen Phasen der
Dissertation erbrachte Unterstützung haben wesentlich zum Gelingen dieser Arbeit
beigetragen. Vielen Dank dafür.
Geisenfeld, im Mai 2016 Oliver Schneider

V
Kurzzusammenfassung
Prozessaufnahmemethode für den RFID-Einsatz in der Intralogistik
Oliver Schneider
Die RFID-Technologie gilt als Basistechnologie für die Logistik der Zukunft. Durch die
Synchronisation des Material- und Informationsflusses werden die Qualität, Transpa-
renz und Effizienz logistischer Prozesse erhöht. Aufgrund der hohen Komplexität der
Technologie in der Anwendung findet sich jedoch keine Marktdurchdringung in der
Logistik. Für eine erfolgreiche RFID-Projektumsetzung müssen die vielfältigen spezi-
fischen Randbedingungen der Anwendung und deren Auswirkungen auf die Techno-
logie detailliert betrachtet werden, um bereits frühzeitig Potenziale und Aufwände
abschätzen zu können. Die damit einhergehende Vielzahl an Informationen ist je-
doch speziell für Ungeübte ohne ein methodisches Vorgehen kaum zu beherrschen.
Die vorliegende Arbeit zeigt eine Methode zur Unterstützung der Planung und früh-
zeitigen groben Bewertung eines potenziellen RFID-Einsatzes bereits in der Identifi-
kationsphase eines Projekts. Das Kernelement ist ein Vorgehen zur ganzheitlichen
Aufnahme von Logistikprozessen unter Berücksichtigung der Material- und Informati-
onsflüsse der Logistikobjekte sowie der dabei eingesetzten Ressourcen. Hierzu wer-
den die Material- und Informationsflüsse der verschiedenen Teilprozesse mit klein-
skaligen Grundfunktionen vor Ort aufgenommen und als gegenseitiges Wirkgefüge
miteinander verknüpft. Die Grundfunktionen verfügen über einen einheitlichen Detail-
lierungsgrad und spezifische Attribute. Die Attribute werden Indikatoren gegenüber-
gestellt, die wiederum mit RFID-Nutzenpotenzialen verknüpft sind. Dadurch können
spezifische RFID-Potenziale des untersuchten Prozesses identifiziert und in einer
ersten Stufe bewertet werden. Ebenso werden die Attribute mit Merkmalen eines
RFID-Systems verbunden, um grundsätzliche Anforderungen des untersuchten Pro-
zesses an ein RFID-System abschätzen zu können.
Mit Hilfe der entwickelten Methode können bereits in einer frühen Phase eines RFID-
Projekts die notwendigen Informationen zur Abschätzung möglicher Potenziale und
System-Anforderungen aufgenommen werden. Damit reduziert sie die Hemmnisse
für einen Einstieg in diese komplexe Technologie und leistet einen Beitrag zur Stei-
gerung der Erfolgsaussichten sowie Effizienz von RFID-Projekten.
VI
Abstract
Process mapping method for RFID implementation in i ntralogistics
Oliver Schneider
RFID technology is one of the fundamental technologies for future logistics. Quality,
transparency and efficiency of logistics processes can be increased by synchronizing
material and information flows. Nevertheless especially the high complexity of the
technology and its application prevents a further penetration of the logistics market.
Various specific boundary conditions of RFID application have to be considered in
early project stages in order to estimate potentials and efforts required for a success-
ful RFID application. This results in a multitude of information, that is hardly manage-
able for untrained users without an appropriate method.
Within this research work, a method to support planning and evaluation of potentials
concerning the application of RFID technology in an early project stage is developed.
The core of this method is a procedure for the holistic mapping of logistics processes
regarding material and information flows as well as the applied resources. Material
and information flows of the different sub-processes are recorded on-site. Each of
them is represented by basic process functions which are interconnected. The func-
tions are detailed in a consistent way and come with specific characteristics. These
are linked with different process indicators, which are connected with certain RFID
benefits. Thus, the user is able to identify and evaluate specific RFID benefits of the
analyzed process. Furthermore all characteristics are linked to RFID system features
to specify the basic RFID requirements of the analyzed process.
The developed method grants the possibility to collect information for the evaluation
of potential benefits as well as system requirements during the early stages of a
RFID project. Therewith, the method reduces the restraints for entry into this exten-
sive technology and increases the prospects of success and efficiency of RFID pro-
jects.
VII
Inhaltsverzeichnis
Kurzzusammenfassung V
Abkürzungsverzeichnis XI
1 Einführung 1
1.1 Logistikprozesse als unternehmerischer Erfolgsfaktor 1
1.2 Bedeutung von RFID für die Logistik 2
1.3 Notwendigkeit methodischer Unterstützung für den RFID-Einsatz 5
1.4 Abgeleitete Zielsetzung 6
1.5 Vorgehensweise 9
2 Einsatz von RFID in logistischen Prozessen 13
2.1 Grundlagen der RFID-Technologie 13
2.1.1 RFID zur Reduzierung von Medienbrüchen 13
2.1.2 Aufbau und Funktionsweise eines UHF-RFID-Systems 15
2.1.3 Merkmale und Einflussfaktoren von UHF-RFID-Systemen 16
2.2 Methodische Unterstützung des RFID-Einsatzes in Logistikprozessen 18
3 Elemente einer ganzheitlichen Darstellung intralogi stischer Prozesse 23
3.1 Grundlegende Begriffe 23
3.2 Darstellungsgegenstand von Logistikprozessen 26
3.2.1 Prozessobjekt 28
3.2.2 Aktivitäten und Vorgänge des Materialflusses 29
3.2.3 Aktivitäten und Vorgänge des Informationsflusses 33
3.2.4 Ressourcen 36
3.2.5 Zusammenfassung 40
3.3 Ansätze zu intralogistischen Standardvorgängen 40
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode 47
4.1 Methoden der Prozessdarstellung 47
4.1.1 Beschreibung der Methoden 47
4.1.2 Klassifizierung der Methoden 50
4.1.3 Auswahl von Methoden der Prozessdarstellung 53
4.2 Anforderungen an eine ganzheitliche Prozessdarstellungsmethode 54
4.2.1 Bewertungskriterium Prozessgestaltung 56
Inhaltsverzeichnis
VIII
4.2.2 Bewertungskriterium Prozessverständnis 57
4.2.3 Bewertungskriterium Prozessbewertung 58
4.2.4 Bewertungskriterium Prozesslogik 58
4.3 Bewertung der ausgewählten Methoden 59
4.3.1 Erfüllung der Prozessgestaltung 59
4.3.2 Erfüllung des Prozessverständnisses 62
4.3.3 Erfüllung der Prozessbewertung 63
4.3.4 Erfüllung der Prozesslogik 64
4.4 Zusammenfassung der Bewertung 64
4.4.1 Stärken und Schwächen der untersuchten Methoden 64
4.4.2 Schlussfolgerung 66
5 Ganzheitliche Darstellungsmethode für intralogistis che Prozesse 69
5.1 Konzeption der Methode 69
5.1.1 Detaillierungsgrad der Prozessdarstellung 69
5.1.2 Ganzheitlichkeit der Prozessdarstellung 72
5.1.3 Intuitive Prozessdarstellung 73
5.2 Grundfunktionen für eine ganzheitliche Prozessdarstellung 75
5.2.1 Definition einer Grundfunktion 75
5.2.2 Grafische Darstellung einer Grundfunktion 76
5.2.3 Grundfunktionen des Materialflusses 77
5.2.4 Grundfunktionen des Informationsflusses 80
5.2.5 Gegenüberstellung von Grundfunktionen und intralogistischen Standardvorgängen 84
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung 85
5.3.1 Vorgehen zur Bestimmung von Attributen 85
5.3.2 Attribute des Prozessobjekts 87
5.3.3 Attribute der Durchführung 90
5.3.4 Attribute der Ressourcen 93
5.3.5 Attribute der Umgebung 94
5.3.6 Zuordnung der Attribute zu den Grundfunktionen 96
5.4 Weitere grafische Elemente zur Prozessdarstellung 97
5.5 Darstellung intralogistischer Prozesse 98
5.5.1 Darstellung ausgewählter intralogistischer Vorgänge 98
5.5.2 Darstellung einer beispielhaften Warenannahme 100
Inhaltsverzeichnis
IX
6 Nutzenpotenziale und Prozessanforderungen eines RFI D-Einsatzes 103
6.1 Beschreibung von RFID-Nutzenpotenzialen 103
6.1.1 Klassifizierung von RFID-Nutzenpotenzialen nach dem Nutzeneffekt 104
6.1.2 RFID-Nutzenpotenziale mit Prozessauswirkungen 106
6.1.3 RFID-Nutzenpotenziale mit finanziellen Auswirkungen 108
6.1.4 RFID-Nutzenpotenziale mit Kundenauswirkungen 109
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen 109
6.2.1 Problem der Bewertung von RFID-Nutzenpotenzialen 110
6.2.2 Abschätzung von RFID-Nutzenpotenzialen mittels Kennzahlen 112
6.2.3 Bewertung quantifizierbarer RFID-Nutzenpotenziale 112
6.2.4 Bewertung qualitativer RFID-Nutzenpotenziale 116
6.3 Identifizierung von RFID-Nutzenpotenzialen 120
6.3.1 Prozessindikatoren zur Beurteilung eines RFID-Einsatzes 120
6.3.2 Gegenüberstellung von Prozessindikatoren und Prozesseigenschaften 122
6.3.3 Gegenüberstellung von Prozessindikatoren und RFID-Nutzenpotenzialen 125
6.4 Ableitung von Prozessanforderungen an ein UHF-RFID-System 127
7 Evaluation der Methode zur RFID-gestützten Prozesso ptimierung 133
7.1 Evaluationskonzept 133
7.2 Anwendung der Methode 135
7.2.1 Vorgehen zur Anwendung der Methode 135
7.2.2 Vorbereitende Schritte der Prozessaufnahme 138
7.3 RFID-gestützte Optimierung im Wareneingang 140
7.3.1 Prozessaufnahme 141
7.3.2 Ableitung von RFID-Nutzenpotenzialen 146
7.3.3 Grobe Bewertung der RFID-Nutzenpotenziale 150
7.3.4 Ableitung grundlegender Prozessanforderungen an ein RFID-System 153
7.4 RFID-gestützte Optimierung beim Auslagern 157
7.4.1 Prozessaufnahme 158
7.4.2 Ableitung von RFID-Nutzenpotenzialen 161
7.4.3 Grobe Bewertung der RFID-Nutzenpotenziale 162
7.4.4 Ableitung grundlegender Prozessanforderungen an ein RFID-System 163
7.5 Zusammenfassung der Evaluation 165
7.5.1 Ergebnisse der Evaluation 165
7.5.2 Kritische Betrachtung der Evaluation 168
Inhaltsverzeichnis
X
8 Zusammenfassung und Ausblick 171
8.1 Zusammenfassung der Ergebnisse 171
8.2 Ausblick 174
Literaturverzeichnis 177
Abbildungsverzeichnis 191
Tabellenverzeichnis 193
Formelverzeichnis 195
Anhang A Fragebögen zu den Darstellungsmethoden A-1
Anhang B „Long List“ der RFID-Nutzenpotenziale B-1
Anhang C Zusammenfassung der RFID-Nutzenpotenziale C-1
Anhang D Wirkgefüge der RFID-Nutzenpotenziale D-1
Anhang E Gegenüberstellung der Prozessattribute, Indikatoren und RFID-Nutzenpotenziale E-1
XI
Abkürzungsverzeichnis
6R richtiges Produkt zur richtigen Zeit am richtigen Ort in der richtigen Men-
ge in der richtigen Qualität und zu den richtigen Kosten (Logistikziele)
AA Anzahl Ausschuss
AKE Ausschusskostenersparnis
AKS Anzahl Konventionalstrafen
AO Anzahl Objekte
AR Anzahl der Reklamationen
ArAn Arbeitsanweisung
ARR Anzahl Rückrufe
AutoID automatische Identifikation
BA Bearbeiten
BHE Bügelhalsetikett
BPMN Business Process Modeling Notation (Methode zur Prozessdarstellung)
BW Bewegen
cm Zentimeter
DB Deckungsbeitrag
DIN Deutsches Institut für Normung
DÜ Datenübertragung
EF Erfassen
EGH Elektrogabelhubwagen
EMF Elektromagnetisches Feld
EP Einsparpotenzial
EPK Ereignisgesteuerte Prozesskette (Methode zur Prozessdarstellung)
ERP Enterprise Resource Planning
EUS Entgangene Umsätze
FB Frachtbrief
FIFO First In First Out
fml Lehrstuhl für Fördertechnik Materialfluss Logistik
FQ Fehlerquote
GHz Gigahertz
h Stunde
HF High Frequency (Frequenzbereich)
HH Handhaben
HK Herstellungskosten
Abkürzungsverzeichnis
XII
HW Hardware
IC Integrated Circuit
ID Identifikation / Identität
i. d. R. In der Regel
Ifl Informationsfluss
IKE Inventurkosteneinsparung
iO In Ordnung
ISM Industrial Scientifical Medical (Frequenzbereich)
IT Informationstechnologie
IuK Information- und Kommunikation
IVK Kosten für Investitionsbedarf
IVKE Kostenersparnis bei Investitionsbedarf
k Kalkulatorischer Zinssatz
KBKE Kapitalbindungskostenersparnis
KE Kennzeichnen
kHz Kilohertz
km Kilometer
KS Konkretisierungsstufe
KSK Kosten für Konventionalstrafen
KSKE Kostenersparnis bei Konventionalstrafen
LB Lagerbestand
LE Ladeeinheit
LF Low Frequency (Frequenzbereich)
LHM Ladehilfsmittel
LI Liegen
LIFO Last In First Out
LKW Lastkraftwagen
LW Lagerwert
m Meter
MA Mitarbeiter
Mfl Materialfluss
MHz Megahertz
Min Minute
MK Materialkosten
MW Mikrowelle (Frequenzbereich)
NAA Anzahl Nacharbeiten
NAKE Nacharbeitskostenersparnis
niO Nicht in Ordnung
Abkürzungsverzeichnis
XIII
n. r. Nicht relevant
QK Qualitätskontrolle
QS Qualitätssicherung
QVW Querverschiebewagen
PC Personal Computer
PerK Personalkosten
PKE Prozesskostenersparnis
PKFB Prozesskosten zur Fehlerbehebung
PerKE Personalkostenersparnis
POA Prozessorientierte Analyse (Methode zur Prozessdarstellung)
PZ Prozesszeiten
RF Radio-Frequenz
RFID Radio Frequency Identification (Radio-Frequenz-Identifikation)
RK Reklamationskosten
RKKE Reklamationskostenersparnis
RPM Referenzprozessmodell
RRK Rückrufkosten
RRKE Rückrufkostenersparnis
SC Supply Chain (Wertschöpfungskette)
SCOR Supply Chain Operations Reference Model (Methode zur Prozessdar-
stellung)
Sek Sekunde
SFB Sonderforschungsbereich
SKE Sachkostenersparnis
SKU Stock Keeping Unit
SLG Schreib- / Lesegerät
SP Speichern
SRD Short Range Devices (Funkanlage mit kleiner Leistung und Reichweite)
ST Status
SW Software
SysML Systems Modeling Language (Methode zur Prozessdarstellung)
TA Anzahl der Transporte
TK Transportkosten
TKE Transportkosteneinsparung
TP Transponder
TPK Teilprozesskosten
TPZ Teilprozesszeit
UE Übertragen
Abkürzungsverzeichnis
XIV
UHF Ultra High Frequency (Frequenzbereich)
UML Unified Modelling Language (Methode zur Prozessdarstellung)
UPR Unterstützende Prozesse
US Umsatzsteigerung
VA Verarbeiten
VDI Verband Deutscher Ingenieure
VDMA Verband Deutscher Maschinen- und Anlagenbau e. V.
VK Verschrottungskosten
VP Verbesserungspotenzial
WA Warenausgang
WBS Warenbegleitschein
WE Wareneingang
WLAN Wireless Local Area Network (drahtloses Netzwerk)
WORM Write Once Read Many
WSA Wertstromanalyse (Methode zur Prozessdarstellung)
WSD Wertstromdesign (Methode zur Prozessdarstellung)
XML Extensible Markup Language
ZS Zusatzservices
1
1 Einführung
1.1 Logistikprozesse als unternehmerischer Erfolgsf aktor
Der Ursprung der Logistik nach unserem heutigen Verständnis reicht bis in die Antike
zurück. Römische Beamte, sogenannte Logistas, kümmerten sich um die Versor-
gung der Legionen, die Planung der Marschrouten und die Organisation der Quartie-
re. Damals wie heute hat die Logistik die Planung, Steuerung und Überwachung der
Objektflüsse zur Aufgabe [Jün-1989]. Heute stehen ihr zur Gestaltung der Prozesse
jedoch eine Vielzahl neuer Informations- und Kommunikationstechnologien (IuK) zur
Verfügung. Die IuK, insbesondere die automatische Identifikation, ist in den letzten
Jahren stark fortgeschritten. Dadurch können für die Logistik neue, grundlegende
Entwicklungen, allen voran die Industrie 4.0, realisiert werden, deren Basis intelligen-
te, sich selbst steuernde Objekte sind [Spa-2013].
Die Bedeutung der IuK für die Logistik wird offensichtlich bei der Betrachtung der zu-
nehmenden Herausforderungen für deutsche Unternehmen durch die voranschrei-
tende Globalisierung der Absatz- und Beschaffungsmärkte, die Komplexität der Pro-
dukte, den Kostendruck und die gestiegenen Kundenerwartungen [Han-2013]. Da-
raus wiederum resultieren hohe Ansprüche an die Reaktionszeit, Vielfalt und Qualität
der Logistikprozesse [Bop-2008]. Über 50% der Unternehmen sehen als Antwort hie-
rauf die Erhöhung der Technologieintensität [Str-2005]. Jedoch ergeben sich dadurch
auch neue logistische Optimierungspotenziale, um Wettbewerbsvorteile erschließen
zu können [Res-2008]. Bei einem Anteil der Logistikkosten an den Gesamtkosten
zwischen 15% und 25% versprechen Prozessinnovationen deutliche Kostenreduzie-
rungspotenziale. Die „Prozessbeherrschung und die Fähigkeit zur permanenten Or-
ganisationsentwicklung wird damit zu einer Kernkompetenz“ [Wil-2010].
Die Intralogistik als Teilgebiet der Logistik stellt das Herz der logistischen Wertschöp-
fungskette dar und bestimmt deren Leistung durch die Koordination der innerbetrieb-
lichen Prozesse von Betriebsmitteln, Waren, Daten und Personal. Deshalb bietet sie
für die Logistik die größten Rationalisierungs-, Service- und Qualitätspotenziale [Mie-
2006] und ist eine „feste Steuergröße zur Erreichung des Unternehmenserfolges“
[Gün-2008].
Prozesse bilden das Kernelement logistischer Systeme. Als Verbund einzelner, in
Beziehung stehender Funktionen sind sie wichtige Gestaltungsobjekte und dienen
1 Einführung
2
der Leistungserstellung [Lei-2010]. Ihre Gestaltung und Optimierung ist für die Wett-
bewerbsfähigkeit eines Unternehmens von entscheidender Bedeutung [Pfe-2003]
und setzt eine ganzheitliche Betrachtung voraus, die sowohl die Material- als auch
die Informationsflüsse des vorliegenden Systems berücksichtigt [Gün-2013]. Letztere
sind mit dem physischen Güterfluss verknüpft. Sie leiten sich von ihm ab, begleiten
ihn oder lösen ihn aus [Pfo-2010] und dienen damit dessen Steuerung, Planung und
Überwachung [Jün-1989]. Für eine effiziente Betrachtung sind zudem die zum Ein-
satz kommenden Ressourcen zu beschreiben [Wil-2010].
1.2 Bedeutung von RFID für die Logistik
Die gestiegenen Anforderungen an die Logistik und deren Prozesse erfordern die
Beherrschung der resultierenden Prozesskomplexität bei gleichzeitiger Gewährleis-
tung der Prozesseffizienz. Mit modernen Informations- und Kommunikationstechno-
logien können „logistische Prozesse effizienter und damit weniger kostenintensiv
durchgeführt“ werden [Man-2006]. Sie ermöglichen eine höhere Prozesstransparenz
durch einfach und zeitnah verfügbare Zustandsinformationen infolge der Synchroni-
sierung von Material- und Informationsflüssen [Fru-2012]. IuK-Technologien sind
folglich ein wesentlicher logistischer Erfolgsfaktor [Vog-2009] und haben in der Logis-
tik ihr größtes Anwendungsgebiet [Wil-2010].
Einsatz von RFID in der Logistik
Die Radio-Frequenz-Identifikation (RFID) ist eine IuK-Technologie und „für den tech-
nologischen Wandel in Produktion, Logistik und Handel von zentraler Bedeutung“
[Gün-2009]. Es stellt die Verbindung zwischen den physischen Objekten des Materi-
alflusses und den in der Logistik weit verbreiteten Informationssystemen her, die die
Abwicklung der Aufträge und der damit verbundenen Prozesse nahezu vollständig
abbilden. RFID wird deshalb häufig als Basistechnologie für smarte Objekte im Zu-
sammenhang mit dem Internet der Dinge genannt [Mat-2005].
Zukünftige Einsatzgebiete für RFID liegen nach Einschätzung von Anbietern der
Technologie neben dem Einzelhandel insbesondere im Transportwesen und in der
Logistik [RFI-2012]. Ein Grund hierfür ist die Tatsache, dass RFID insbesondere in
der Logistik „ökonomisch sinnvoll angewendet werden kann [Sch-2013].“ Legt man
die Kategorisierung von Anwendungsfällen nach dem CE-RFID-Referenzmodell zu
Grunde, finden sich die meisten Anwendungen im Bereich Logistical Tracking &
Tracing [Sch-2013]. Meist wird RFID dabei für das Tracking und Tracing, das La-
1.2 Bedeutung von RFID für die Logistik
3
dungsträgermanagement und die Prozessautomatisierung in geschlossenen, unter-
nehmensinternen Prozessketten eingesetzt [Str-2009], [Str-2008]. Nach einer Studie
des RFID-Anwenderzentrums München unter Anwendern aus Metall-, Elektro- und
Automobilindustrie sind mehr als die Hälfte der RFID-Anwendungen in intralogisti-
schen Prozessen zu finden [Fru-2011a]. Der Fokus liegt dabei auf dem Warenein-
gang, Warenausgang, Lagermanagement und der innerbetrieblichen Materialfluss-
steuerung [Gün-2008]. Zudem bieten sich auch für Kommissionier- und Lagerpro-
zesse vielfältige Gestaltungsmöglichkeiten [Rhe-2010].
Die Erhöhung des Kundennutzens und die Effizienzsteigerung logistischer Systeme
sind die häufigsten Anlässe zur Rationalisierung logistischer Prozesse und zugleich
typische Einsatzmöglichkeiten für RFID [Wil-2010]. Logistische Abläufe können ver-
einfacht, Mitarbeiter zeitlich entlastet und der Durchsatz beschleunigt werden [Gla-
2005]. Sowohl in der Intralogistik als auch in der Supply Chain werden die Warenbe-
wegungen automatisch erfasst und gebucht, Mengenkontrollen automatisch durchge-
führt und Fehler vermieden [Str-2005][Gün-2011d][Sch-2013]. Neben diesen Effizi-
enz- und Qualitätspotenzialen sind Transparenzpotenziale in den eigenen Prozessen
häufige Motivatoren für einen RFID-Einsatz [Fru-2011a]. Logistische Systeme kön-
nen in Echtzeit analysiert werden. Die dabei gewonnenen Daten sind die Basis „für
eine kontinuierliche, Prozess begleitende Optimierung“ [Bag-2006].
Durchgängigkeit von RFID in der Anwendung – aktuell e Situation
Die große und ständig wachsende Anzahl an Normen, Richtlinien und Fachliteratur,
Institutionen, Forschungsprojekten sowie Kongressen und Veranstaltungen, die sich
mit RFID befassen, zeugt von der grundsätzlichen Bedeutung der Technologie. Auch
den potenziellen Anwendern ist diese Bedeutung grundsätzlich bewusst. Bereits
2007 gaben in einer umfassenden Studie über 50% der Unternehmen an, sich mit
dem RFID-Einsatz zu befassen [Str-2008]. Nach jüngeren Ergebnissen halten 85%
RFID für das eigene Geschäftsfeld geeignet [Rhe-2010].
Aber trotz der Einschätzung von RFID als eine der „Kerntechnologien der Zukunft in
der Logistik“ und verschiedener erfolgreicher Anwendungen bleibt RFID in der Logis-
tik hinter der erwarteten Marktdurchdringung zurück [Fru-2012]. Insbesondere die
durch den Handel getriebenen, überzogenen Erwartungen an die Technologie führ-
ten zwischen 2003 und 2006 zu einem regelrechten RFID-Hype [Gün-2009]. Die An-
zahl der konkret umgesetzten Lösungen entspricht jedoch nicht den mit der Techno-
logie in Verbindung gebrachten Potenzialen. Prognosen von Deutsche Bank Re-
search, die 2006 und 2008 noch von einem weltweiten, durchschnittlichen jährlichen
1 Einführung
4
Wachstum von 57% bzw. 27% ausgehen, steht aktuell nach einer Untersuchung des
Marktforschungsinstituts IDTechEx ein durchschnittliches jährliches Wachstum von
4% zwischen 2010 und 2011 gegenüber [Fru-2012].
Bis vor Kurzem galt noch die mangelnde Leistungsfähigkeit als wichtiger Grund für
diese Entwicklung. Mit der stetig wachsenden Leistungsfähigkeit bei sinkenden Kos-
ten [Krc-2010][Sch-2013] ist diese Aussage jedoch nicht mehr gültig. Vielmehr liegt
der Hauptgrund nach [Fru-2012] mittlerweile in der Komplexität der Technologie in
der Anwendung und dem mangelnden Wissen der Nutzer über die Eigenheiten der
Technik. Speziell für Ungeübte ist es schwer, anhand der Vielzahl von Informationen
Nutzen und Risiken sowie allgemeine Gültigkeiten aus anderen Anwendungen abzu-
schätzen und zu bewerten [Ker-2007][Rhe-2008]. Zwar ist vielen Unternehmen der
Nutzen von RFID grundsätzlich bekannt, jedoch bleibt häufig unklar, wo dieser Nut-
zen erzielt werden kann [Sch-2013]. Dadurch fehlt es häufig an Antworten zur wirt-
schaftlichen Bewertung und technischen Machbarkeit der potenziellen Anwendung
[Rhe-2010][Gün-2009], die jedoch bereits frühzeitig großen Einfluss auf mögliche
Optimierungspotenziale ausüben [Res-2008]. Zudem scheuen sich viele Unterneh-
men, eigene Erfahrungen zu RFID zu sammeln, wenn der potenzielle Nutzen unklar
ist [Cza-2005]. Besonders kleine und mittlere Unternehmen halten sich deshalb bei
der Umsetzung von RFID-Projekten zurück, da sie Fehleinschätzungen mit weitrei-
chenden Konsequenzen fürchten [Rhe-2009][Sch-2013]. Als Folge kann noch nicht
von einem flächendeckenden Einsatz der RFID-Technologie gesprochen werden.
Stattdessen finden sich wegen der schwierigen durchgängigen Integration viele ab-
gegrenzte Anwendungen sowie Pilotprojekte bei den Unternehmen [Vog-2009].
Trotz der genannten Probleme hinsichtlich des Einsatzes von RFID ist mit einer wei-
ter zunehmenden Bedeutung der Technologie zu rechnen. Nach einer Umfrage set-
zen bereits 28% der befragten Unternehmen RFID in ihren Prozessen ein und 41%
sehen RFID innerhalb der nächsten fünf Jahre für sich von Bedeutung [Mat-2011].
Nach einer Studie von PAV zusammen mit RFID im Blick beabsichtigen sogar über
90% die Umsetzung kontaktloser Lösungen [PAV-2011].
Ein weiterer Treiber für die zunehmende Verbreitung von RFID ist die Forderung ins-
besondere großer Einzelhändler nach der Anlieferung bereits mit RFID gekennzeich-
neter Produkte [Str-2005]. Auch in der Textilindustrie setzen mit Gerry Weber und
Adler Modemarkt die ersten Unternehmen RFID in der Logistikkette ein. Die Automo-
bilindustrie ist ebenfalls bestrebt RFID entlang ihrer Wertschöpfungskette zu nutzen
und dabei mögliche Potenziale sowie erforderliche Standards zu definieren [RAN-
1.3 Notwendigkeit methodischer Unterstützung für den RFID-Einsatz
5
2014]. Für die einzelnen Beteiligten der logistischen Kette ist es vor diesem Hinter-
grund wichtig, die eigenen Potenziale, die sich ihnen durch RFID bieten, zu kennen.
1.3 Notwendigkeit methodischer Unterstützung für de n RFID-Einsatz
Die Optimierung der logistischen Prozesse im Sinne einer flexiblen Markt- und Kun-
denorientierung erfordert die Synchronisation von Material- und Informationsflüssen
[Jün-1989]. RFID unterstützt diese Verknüpfung, erfordert jedoch als Querschnitts-
aufgabe verschiedener Disziplinen wie der Logistik, IT, Elektrotechnik oder Betriebs-
wirtschaft [Fru-2012] ein umfassendes Technologie-Know-how und eine methodische
Unterstützung für die Planung und Bewertung eines RFID-Einsatzes [Sch-2013]. Das
Fehlen dieser Voraussetzungen ist der Hauptgrund für einen mangelnden flächende-
ckenden Einsatz [Sch-2010][Rhe-2009]. Hinzu kommt die schwierige Bewertbarkeit
der realisierbaren Optimierungspotenziale in den logistischen Prozessen [Sei-2005].
Die Methode muss hierfür insbesondere die der potenziellen Anwendung zu Grunde
liegenden Logistikprozesse berücksichtigen, da die Potenziale von deren Randbe-
dingungen abhängen und die RFID-Lösung an diese anzupassen ist [Sch-2013].
Die Identifikationsphase als „die frühe Phase eines RFID-Projekts“ schließt auch die
Prozessanalyse als Grundlage für die Identifikation von RFID-Einsatzpotenzialen ein,
ist aber durch bisherige Methoden nur rudimentär abgebildet. Insbesondere fehlt es
an spezifischen Hilfsmitteln, die bspw. die Aufnahme des Informations- und Material-
flusses unterstützen [Res-2008]. Auch [Voj-2006] kommt zu dem Schluss, dass im
Gegensatz zur Umsetzung von RFID-Projekten die Planung des RFID-Einsatzes
nicht hinreichend methodisch unterstützt wird. Dass aber eine methodische Unter-
stützung gerade in der frühen Phase eines RFID-Projekts wichtig ist, zeigen die Er-
gebnisse einer Studie zu Best Practices bei der Einführung von RFID [Fru-2011a].
Demnach betonen über 40% der Befragten die Bedeutung einer Methode für die
Identifikation des Einsatzfeldes sowie fast 25% für die Analyse der Prozesse und der
Wirtschaftlichkeit. Besonders Unternehmen mit RFID-Erfahrung erachten die Auf-
nahme des Ist-Prozesses unter Berücksichtigung der resultierenden Anforderungen
an ein RFID-System zwar als aufwendig, aber eminent für den Projekterfolg. Sie ist
somit der erste Schritt eines RFID-Projekts [Sch-2008b]. Auf der Aufnahme RFID-
relevanter Prozessparameter bauen sowohl die Untersuchung der technischen
Machbarkeit und die Prozessoptimierung als auch die Identifikation von Potenzialen
und die Analyse der Wirtschaftlichkeit auf.
1 Einführung
6
In Anbetracht der steigenden Komplexität und des zunehmenden Umfangs der RFID-
Lösungen [Fru-2011b] ist folglich eine geeignete Methode erforderlich, die die Pro-
zesse unter Berücksichtigung von RFID auf Basis der Material- und Informationsflüs-
se darstellt [Gün-2008], um prozessspezifische Potenziale sowie Anforderungen an
ein RFID-System abzuleiten. Deren Ausarbeitung ist der Gegenstand der vorliegen-
den Arbeit.
1.4 Abgeleitete Zielsetzung
Die Zielsetzungen an die zu entwickelnde Methode leiten sich direkt aus der geschil-
derten Problemstellung ab (siehe Abbildung 1-1). Die Methode soll eine Aufnahme
der logistischen Prozesse als Verknüpfung der Material- und Informationsflüsse so-
wie der dabei zum Einsatz kommenden Ressourcen und der im Hinblick auf einen
möglichen RFID-Einsatz notwendigen Prozessparameter ermöglichen. Der Fokus der
Methode liegt dabei auf der Prozessaufnahme als erster grundlegender Schritt im
Rahmen eines RFID-Projekts sowie der darauf aufbauenden Ableitung von Potenzia-
len und deren grober Bewertung. Zusätzlich, wenn auch nicht als Schwerpunkt der
Methode, können anhand der aufgenommenen Prozessparameter grundsätzliche
Anforderungen an eine RFID-Lösung für den vorliegenden Prozess definiert werden.
Die Methode erhebt folglich nicht den Anspruch auf ein durchgängiges Projektvorge-
hensmodell, sondern fokussiert explizit die erste, grundlegende Projektphase und
liefert den Input für die nachfolgenden Phasen, wie die Prozessoptimierung, Unter-
suchung der technischen Machbarkeit, Lösungsdesign und Kosten-Nutzen-Analyse.
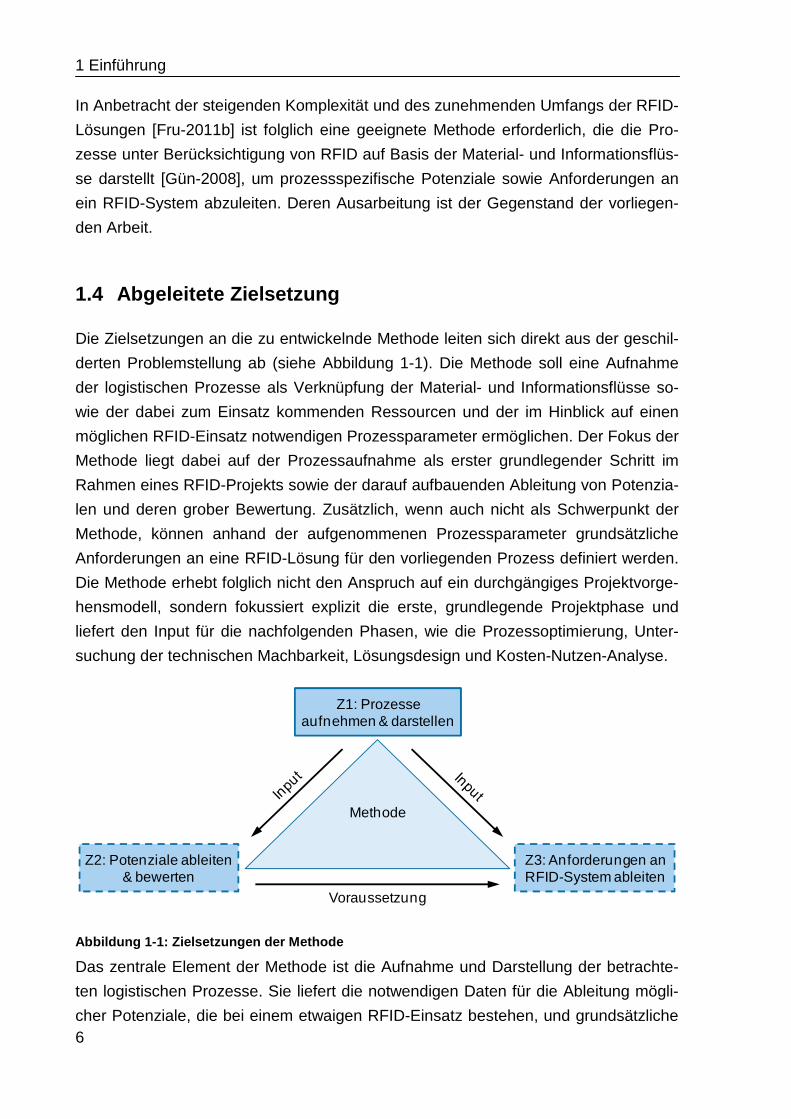
Abbildung 1-1: Zielsetzungen der Methode
Das zentrale Element der Methode ist die Aufnahme und Darstellung der betrachte-
ten logistischen Prozesse. Sie liefert die notwendigen Daten für die Ableitung mögli-
cher Potenziale, die bei einem etwaigen RFID-Einsatz bestehen, und grundsätzliche
Z1: Prozesse aufnehmen & darstellen
Z2: Potenziale ableiten & bewerten
Z3: Anforderungen an RFID-System ableiten
Methode
Voraussetzung
1.4 Abgeleitete Zielsetzung
7
Anforderungen, die der Prozess durch seine Umgebung, die Art der Durchführung
oder die zum Einsatz kommenden Ressourcen mit sich bringt. Die Anforderungsana-
lyse ist entscheidend für den Erfolg eines RFID-Projekts, wird jedoch wegen des ho-
hen Aufwands nur im Falle einer grundsätzlich positiven Potenzialeinschätzung
durchgeführt.
Zielsetzung Z1: Prozesse aufnehmen und darstellen
Die im Rahmen der vorliegenden Arbeit entstandene Methode basiert auf einer
ganzheitlichen Aufnahme der untersuchten Logistikprozesse als unbedingte Voraus-
setzung einer RFID-gestützten Prozessoptimierung. Diese Aufnahme beinhaltet zum
Einen die synchrone Darstellung der Material- und Informationsflüsse der betrachte-
ten Prozesse, die sich als Wirkgefüge gegenseitig bedingen. Zum Anderen hat sie
auch die Betrachtung der dem Prozess zu Grunde liegenden Objekte, der Prozess-
umgebung sowie der eingesetzten Ressourcen zum Gegenstand (siehe Kapitel 5).
Die Prozessaufnahme ist dabei sowohl die Grundlage für die Identifikation von
Schwachstellen und Potenzialen [Rhe-2009] als auch für die Definition von Anforde-
rungen an ein für den vorliegenden Anwendungsfall geeignetes RFID-System.
Nach dem Prinzip des „wahren Ortes“ ist die Prozessaufnahme am Ort der Wert-
schöpfung durchzuführen [Ima-1997]. Dadurch werden das ganzheitliche Prozess-
verständnis und die Richtigkeit der Darstellung des Prozesses wesentlich gefördert.
Um die durch eigene Beobachtungen sowie Gespräche mit Mitarbeitern und Pro-
zessexperten gewonnenen Prozessinformationen vor Ort dokumentieren zu können,
beschreibt die Methode ein im Kontext effizientes, einfach zu verstehendes und an-
zuwendendes Vorgehen. Die Prozesse werden grafisch mit Papier und Bleistift ge-
mäß ihrer Ablauflogik als Verknüpfung von Material- und Informationsfluss sowie
verwendeten Ressourcen dargestellt und können mit den beteiligten Personen disku-
tiert werden.
Die Prozessdokumentation erfolgt mit standardisierten, trennscharfen Prozessbau-
steinen sowohl für den Material- als auch für den Informationsfluss, die zu Prozess-
ketten zusammengefügt werden. Derartige Bausteine erleichtern die Beschreibung,
Analyse und Optimierung sowie die Identifikation von Schwachstellen und sind die
Grundlage für ein besseres Prozessverständnis verschiedener Prozessbeteiligter
[Höm-2007]. Sie verfügen über einen einheitlichen Detaillierungsgrad sowie spezifi-
sche, RFID-relevante Attribute.
1 Einführung
8
Der fokussierte Gegenstand der Methode sind intralogistische Prozesse. Sie sind,
entgegen dem häufig erwähnten Nutzen von RFID für die Supply Chain, der über-
wiegende Anwendungsbereich von RFID (siehe Kapitel 1.2). Zudem zielt die Metho-
de in erster Linie auf die Identifizierung RFID-gestützter Verbesserungsmöglichkeiten
in bereits bestehenden Prozessen statt auf eine vollständige Prozess-Neuplanung.
Der Grund hierfür liegt in der Tatsache, dass mehr als die Hälfte der Anwender zu
Beginn eines RFID-Projekts den Einsatzbereich nur grob formuliert haben und der
genaue Anwendungsfall ebenso wie mögliche Nutzenpotenziale häufig unklar sind
[Fru-2011a].
Damit einher geht auch die vornehmliche Adressierung der Methode an Anwender,
die die Prozesse im eigenen Unternehmen hinsichtlich eines möglichen RFID-
Einsatzes bewerten, ohne weitreichendes RFID-Know-how zu besitzen. Ohne eine
methodische Unterstützung kann RFID auf Grund mangelnder Ressourcen und feh-
lenden Know-hows zu überhöhten Kosten führen, ohne die eigenen Vorteile auszu-
schöpfen [Gün-2009]. Grundsätzlich spricht die Methode potenzielle Anwender an,
die einen Einsatz von RFID zur Optimierung von logistischen Prozessen in Erwägung
ziehen und diese hierfür eingehend analysieren müssen. Die zum Ziel gesetzten,
standardisierten Prozessbausteine sind dabei explizit ohne eine Beschränkung auf
bestimmte Branchen zu gestalten, da eine rückwirkende Adaption auf andere An-
wendungsfälle zumeist mit großem Aufwand verbunden ist [Res-2008].
Zielsetzung Z2: Potenziale ableiten und bewerten
Aufbauend auf der Prozessaufnahme hat die Methode die Zielsetzung, dem Anwen-
der eine Hilfestellung bei der Identifizierung etwaiger Potenziale für den betrachteten
Prozess zu bieten (siehe Kapitel 6.3). Diese sind bisher schwierig frühzeitig abzu-
schätzen und daher eines der stärksten Hemmnisse für einen RFID-Einsatz [Gil-
2007][Frau-12].
Des Weiteren soll die Methode mittels geeigneter Prozessgrößen, die im Rahmen
der Prozessaufnahme ermittelt werden, die abgeleiteten Potenziale grundlegend be-
werten und deren Wirkung auf betrachtete sowie weiterführende Prozesse abschät-
zen (siehe Kapitel 6.2). Diese prozessorientierte Analyse von Verbesserungspoten-
zialen und deren grundlegende Bewertung stellen zudem die Basis für detaillierte
Wirtschaftlichkeitsanalysen von RFID-Systemen dar, wie sie im weiteren Verlauf ei-
nes RFID-Projekts durchgeführt werden [Vil-2007]. Sie sind jedoch nicht Gegenstand
der vorliegenden Methode. Vielmehr sind etwaige Potenziale einzuschätzen, um
1.5 Vorgehensweise
9
frühzeitig überzogene Erwartungen sowie überhöhte Aufwände für die weiterführen-
de Projektbearbeitung ggf. zu vermeiden.
Zielsetzung Z3: Anforderungen an ein RFID-System ab leiten
Eine zusätzliche Zielsetzung besteht in der Ableitung grundsätzlicher Anforderungen
an ein RFID-System im Falle einer positiven Potenzialbewertung (siehe Kapitel 6.4).
Aufgrund zunehmend schwieriger Einsatzbedingungen [Fru-2011b] steigt die Kom-
plexität der Anwendungen, wodurch ein Plug-and-Play von RFID-Lösungen nahezu
unmöglich wird. Die umfassende Berücksichtigung RFID-relevanter Prozessspezifika
als Gegenstand der Untersuchung der technischen Machbarkeit entscheidet somit
über den Erfolg eines RFID-Projekts [Res-2008] und muss frühzeitig in das Projekt-
vorgehen einbezogen werden.
Der Fokus der Methode liegt auf dem Ultrahoch-Frequenz-Bereich (UHF). UHF stellt
zum Einen die größten Anforderungen an den Prozess, da sie im Gegensatz zu den
niederfrequenten RFID-Systemen auf der Kommunikation über das Fernfeld basiert
und stärker mit der Umgebung interagiert (siehe Kapitel 2.1.2). Zum Anderen wird in
der Logistik nach [Str-2009] UHF mit ca. 80% Einsatzquote am häufigsten verwen-
det. Die Gründe hierfür liegen in der höheren Flexibilität der Arbeitsabläufe in Verbin-
dung mit Kostenvorteilen [Wit-2012][Wei-2012].
Die Ableitung von Anforderungen an ein RFID-System erfordert dabei nach [Gün-
2009] einen hohen Detaillierungsgrad, um die verschiedenen Prozessrandbedingun-
gen und Prozessparameter aufnehmen zu können. Diese können zudem lokal stark
variieren, was eine ausreichend feine Prozessanalyse erfordert.
1.5 Vorgehensweise
Die Vorgehensweise zur Erarbeitung der Methode stützt sich auf das in [Ulr-1981]
beschriebene Forschungskonzept angewandter Wissenschaft. Es beschreibt den
Ablauf für die Entwicklung von Lösungen angewandter Forschung in sieben aufei-
nander aufbauenden Phasen. Im Gegensatz zu [Ulr-1981] wird die vierte Phase je-
doch in drei einzelne Phasen gegliedert, da die vorliegende Arbeit drei Zielsetzungen
postuliert. Die zweite Phase fasst hingegen alle problemrelevanten Grundlagen zu-
sammen und unterscheidet nicht explizit zwischen zwei getrennten Phasen (siehe
Abbildung 1-2).
1 Einführung
10
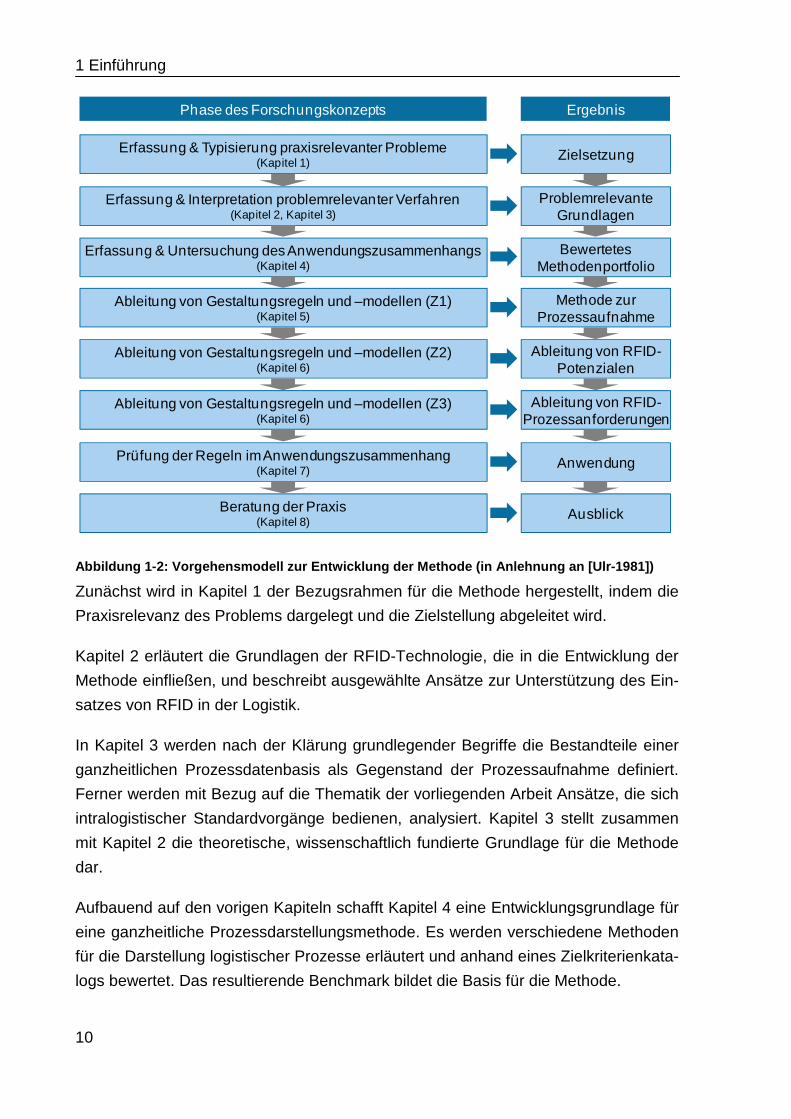
Abbildung 1-2: Vorgehensmodell zur Entwicklung der Methode (in Anlehnung an [Ulr-1981])
Zunächst wird in Kapitel 1 der Bezugsrahmen für die Methode hergestellt, indem die
Praxisrelevanz des Problems dargelegt und die Zielstellung abgeleitet wird.
Kapitel 2 erläutert die Grundlagen der RFID-Technologie, die in die Entwicklung der
Methode einfließen, und beschreibt ausgewählte Ansätze zur Unterstützung des Ein-
satzes von RFID in der Logistik.
In Kapitel 3 werden nach der Klärung grundlegender Begriffe die Bestandteile einer
ganzheitlichen Prozessdatenbasis als Gegenstand der Prozessaufnahme definiert.
Ferner werden mit Bezug auf die Thematik der vorliegenden Arbeit Ansätze, die sich
intralogistischer Standardvorgänge bedienen, analysiert. Kapitel 3 stellt zusammen
mit Kapitel 2 die theoretische, wissenschaftlich fundierte Grundlage für die Methode
dar.
Aufbauend auf den vorigen Kapiteln schafft Kapitel 4 eine Entwicklungsgrundlage für
eine ganzheitliche Prozessdarstellungsmethode. Es werden verschiedene Methoden
für die Darstellung logistischer Prozesse erläutert und anhand eines Zielkriterienkata-
logs bewertet. Das resultierende Benchmark bildet die Basis für die Methode.
Erfassung & Typisierung praxisrelevanter Probleme(Kapitel 1)
Erfassung & Interpretation problemrelevanter Verfahren(Kapitel 2, Kapitel 3)
Erfassung & Untersuchung des Anwendungszusammenhangs(Kapitel 4)
Ableitung von Gestaltungsregeln und –modellen (Z1)(Kapitel 5)
Prüfung der Regeln im Anwendungszusammenhang(Kapitel 7)
Beratung der Praxis(Kapitel 8)
Phase des Forschungskonzepts Ergebnis
Zielsetzung
Problemrelevante Grundlagen
Bewertetes Methodenportfolio
Methode zur Prozessaufnahme
Anwendung
Ausblick
Ableitung von Gestaltungsregeln und –modellen (Z2)(Kapitel 6)
Ableitung von RFID-Potenzialen
Ableitung von Gestaltungsregeln und –modellen (Z3)(Kapitel 6)
Ableitung von RFID-Prozessanforderungen
1.5 Vorgehensweise
11
Die eigentliche Methode wird in Kapitel 5 und 6 erarbeitet. Gegenstand von Kapitel 5
ist dabei die Konzeption einer Methode zur ganzheitlichen Aufnahme und Darstellung
von Prozessen unter Berücksichtigung von RFID. Diese ist der Schwerpunkt der vor-
liegenden Arbeit. Kapitel 6.3 beschreibt die Ableitung von Nutzenpotenzialen und
Kapitel 6.2 verschiedene Möglichkeiten für deren Bewertung. Kapitel 6.4 zeigt ab-
schließend einen Ansatz zur grundlegenden Abschätzung von Anforderungen an ein
RFID-System. Sowohl die Ableitung der Potenziale als auch der Anforderungen bau-
en dabei auf den aufgenommenen Prozessdaten auf.
In Kapitel 7 erfolgt eine zweistufige Evaluierung der Methode und die anschließende
Anwendung anhand ausgewählter intralogistischer Prozesse, die aus der Praxis ent-
nommen sind. In Kapitel 8 werden die Ergebnisse zusammengefasst und ein Aus-
blick für eine potenzielle Weiterentwicklung der Methode gegeben.
Die Grundlagen der vorliegenden Arbeit sind im Rahmen des Forschungsprojekts
„ProzessLog“ in den Jahren 2009 bis 2011 am Lehrstuhl für Fördertechnik Material-
fluss Logistik (fml) in Zusammenarbeit mit Projektpartnern aus der Industrie entstan-
den. In dieser Arbeit beschriebene Inhalte finden sich deshalb auch zum Teil in den
veröffentlichten Projektergebnissen wieder (siehe [Gün-2011b], [Sch-2011]).

13
2 Einsatz von RFID in logistischen Prozessen
Einleitend werden in Kapitel 2.1 die Grundlagen der RFID-Technologie erläutert. Ins-
besondere deren Einflussfaktoren sind wichtige Parameter für die RFID-gerechte
Prozessdarstellung und somit für die zu erarbeitende Methode.
Des Weiteren führt Kapitel 2.2 verschiedene Ansätze auf, die den Einsatz von RFID
in logistischen Prozessen zum Thema haben. Sie werden grundlegend hinsichtlich
ihrer Eignung für eine ganzheitliche Darstellung intralogistischer Prozesse zur Ablei-
tung RFID-spezifischer Nutzenpotenziale und Randbedingungen bewertet.
2.1 Grundlagen der RFID-Technologie
RFID birgt große Potenziale insbesondere für die Intralogistik. Allerdings hängen die
Funktionssicherheit und damit auch die Prozesssicherheit stark von der Anpassung
an die jeweilige Anwendung ab. Um diese Eigenschaften bereits bei der Prozessauf-
nahme berücksichtigen zu können, ist ein grundlegendes Verständnis der Technolo-
gie unabdingbar [Bus-2004]. Folgende grundlegende Fragestellungen sind zu klären:
� Welche Potenziale ergeben sich aus dem Prozess für ein RFID-System?
� Welche RFID-Einflussfaktoren resultieren aus Prozess und Prozessumgebung
und welche Anforderungen ergeben sich daraus an das RFID-System?
Im vorliegenden Kapitel erfolgen eine grundlegende Bestimmung der RFID-
Technologie im Umfeld der AutoID-Technologien sowie eine Erläuterung der Funkti-
onsweise und Einflussfaktoren.
2.1.1 RFID zur Reduzierung von Medienbrüchen
Die Objektidentität ist die Basis für den Austausch objektbezogener Informationen
und deren Verarbeitung zur Entscheidungsfindung und Steuerung von Geschäftspro-
zessen. Häufig kommt es jedoch zu Abweichungen zwischen dem realen, physi-
schen Prozess und den zugehörigen Daten im Informationssystem als dessen digita-
les Abbild und Entscheidungsgrundlage (siehe Abbildung 2-1) [Fle-2005]. Diese Lü-
cke zwischen realer und virtueller Welt infolge einer fehlenden Abstimmung wird als
2 Einsatz von RFID in logistischen Prozessen
14
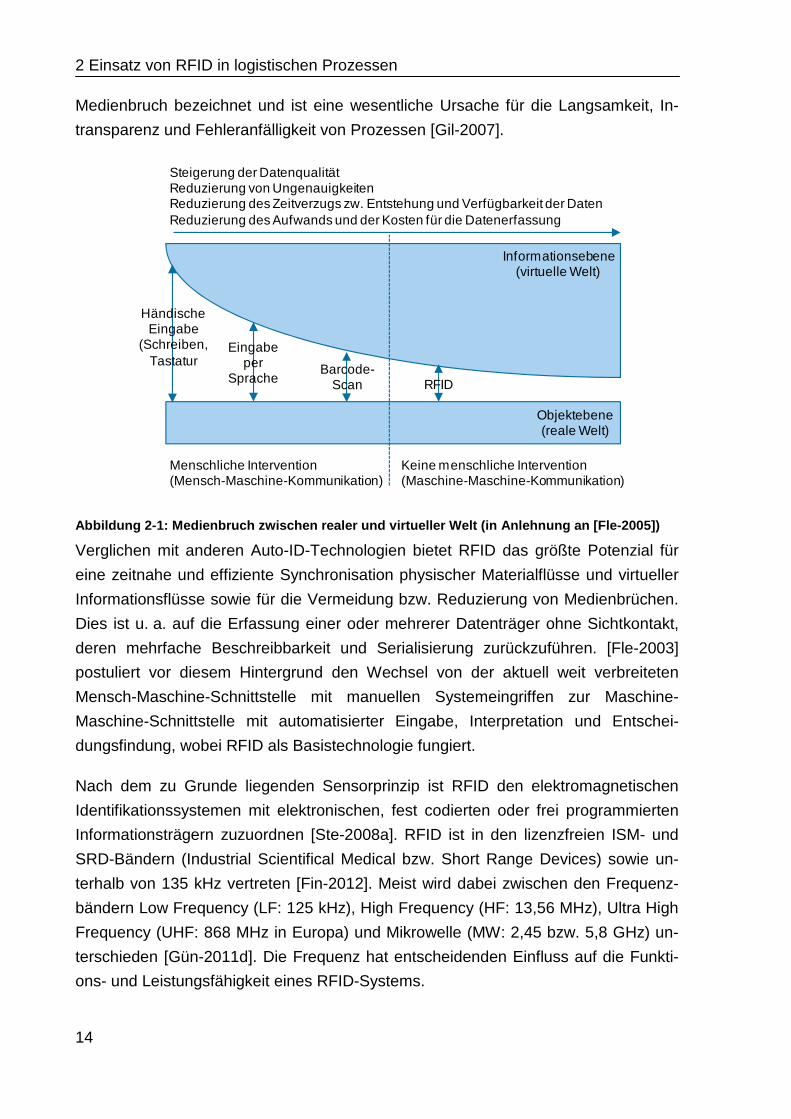
Medienbruch bezeichnet und ist eine wesentliche Ursache für die Langsamkeit, In-
transparenz und Fehleranfälligkeit von Prozessen [Gil-2007].
Abbildung 2-1: Medienbruch zwischen realer und virt ueller Welt (in Anlehnung an [Fle-2005])
Verglichen mit anderen Auto-ID-Technologien bietet RFID das größte Potenzial für
eine zeitnahe und effiziente Synchronisation physischer Materialflüsse und virtueller
Informationsflüsse sowie für die Vermeidung bzw. Reduzierung von Medienbrüchen.
Dies ist u. a. auf die Erfassung einer oder mehrerer Datenträger ohne Sichtkontakt,
deren mehrfache Beschreibbarkeit und Serialisierung zurückzuführen. [Fle-2003]
postuliert vor diesem Hintergrund den Wechsel von der aktuell weit verbreiteten
Mensch-Maschine-Schnittstelle mit manuellen Systemeingriffen zur Maschine-
Maschine-Schnittstelle mit automatisierter Eingabe, Interpretation und Entschei-
dungsfindung, wobei RFID als Basistechnologie fungiert.
Nach dem zu Grunde liegenden Sensorprinzip ist RFID den elektromagnetischen
Identifikationssystemen mit elektronischen, fest codierten oder frei programmierten
Informationsträgern zuzuordnen [Ste-2008a]. RFID ist in den lizenzfreien ISM- und
SRD-Bändern (Industrial Scientifical Medical bzw. Short Range Devices) sowie un-
terhalb von 135 kHz vertreten [Fin-2012]. Meist wird dabei zwischen den Frequenz-
bändern Low Frequency (LF: 125 kHz), High Frequency (HF: 13,56 MHz), Ultra High
Frequency (UHF: 868 MHz in Europa) und Mikrowelle (MW: 2,45 bzw. 5,8 GHz) un-
terschieden [Gün-2011d]. Die Frequenz hat entscheidenden Einfluss auf die Funkti-
ons- und Leistungsfähigkeit eines RFID-Systems.
Steigerung der DatenqualitätReduzierung von UngenauigkeitenReduzierung des Zeitverzugs zw. Entstehung und Verfügbarkeit der DatenReduzierung des Aufwands und der Kosten für die Datenerfassung
Objektebene(reale Welt)
Informationsebene(virtuelle Welt)
RFIDBarcode-
Scan
Händische Eingabe
(Schreiben, Tastatur
Eingabe per
Sprache
Menschliche Intervention(Mensch-Maschine-Kommunikation)
Keine menschliche Intervention(Maschine-Maschine-Kommunikation)
2.1 Grundlagen der RFID-Technologie
15
In der Logistik finden hauptsächlich HF- und UHF-Systeme Verwendung. Dabei geht
der Trend klar in Richtung passiver UHF-Systeme [Wit-2012]. Gründe hierfür sind die
höhere zu erzielende Reichweite und die gleichzeitige Erfassung mehrerer Datenträ-
ger [Fru-2011b]. In der vorliegenden Arbeit liegt der Fokus daher auf der Beschrei-
bung der Prozesse im Hinblick auf UHF. Dabei wird insbesondere auf die Beeinflus-
sung durch bspw. Metall und Flüssigkeiten eingegangen, die bei einer RFID-
gerechten Prozessaufnahme zu berücksichtigen ist.
2.1.2 Aufbau und Funktionsweise eines UHF-RFID-Syst ems
Bevor in Kapitel 2.1.3 die maßgeblichen Einflüsse für die Funktionssicherheit eines
RFID-Systems, die in Form von Attributen bei der Prozessaufnahme zu berücksichti-
gen sind, abgeleitet werden können, muss die RFID-Technologie in ihren Grundzü-
gen erläutert werden. Betrachtet werden dabei in erster Linie die Eigenschaften von
UHF-RFID im hochfrequenten Fernfeld.
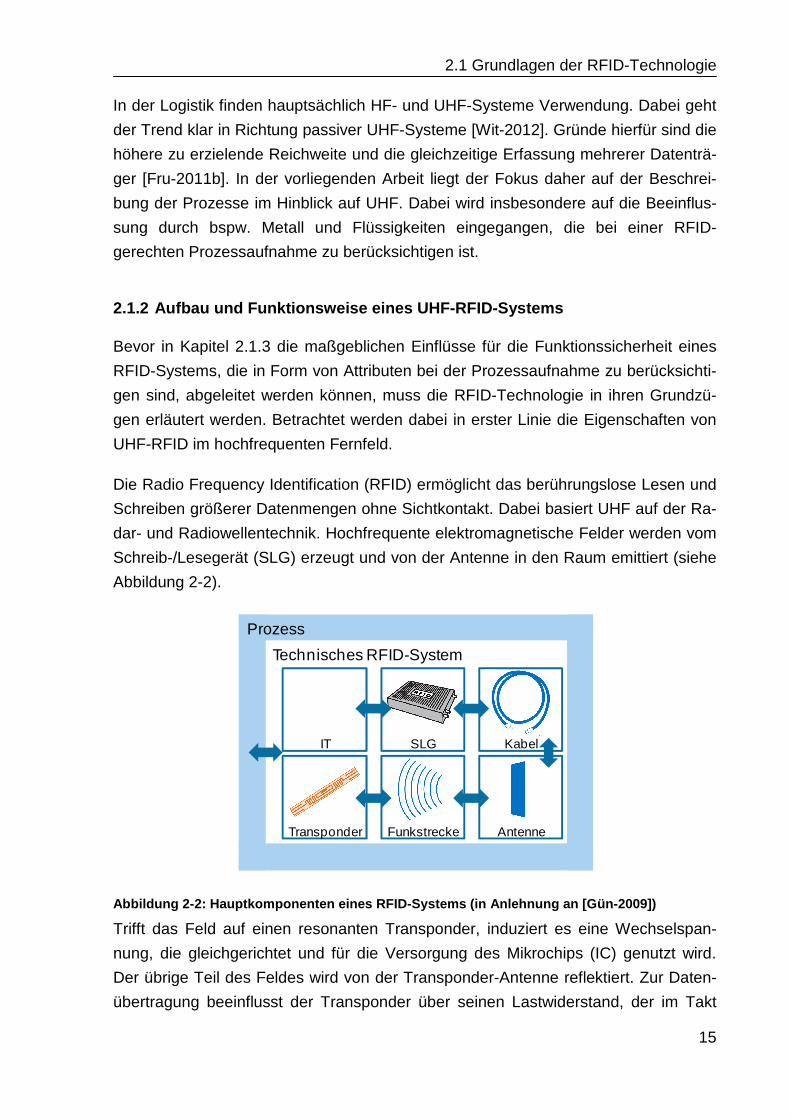
Die Radio Frequency Identification (RFID) ermöglicht das berührungslose Lesen und
Schreiben größerer Datenmengen ohne Sichtkontakt. Dabei basiert UHF auf der Ra-
dar- und Radiowellentechnik. Hochfrequente elektromagnetische Felder werden vom
Schreib-/Lesegerät (SLG) erzeugt und von der Antenne in den Raum emittiert (siehe
Abbildung 2-2).
Abbildung 2-2: Hauptkomponenten eines RFID-Systems (in Anlehnung an [Gün-2009])
Trifft das Feld auf einen resonanten Transponder, induziert es eine Wechselspan-
nung, die gleichgerichtet und für die Versorgung des Mikrochips (IC) genutzt wird.
Der übrige Teil des Feldes wird von der Transponder-Antenne reflektiert. Zur Daten-
übertragung beeinflusst der Transponder über seinen Lastwiderstand, der im Takt
IT SLG Kabel
Transponder Funkstrecke Antenne
Prozess
Technisches RFID-System
2 Einsatz von RFID in logistischen Prozessen
16
des Datenstroms geschaltet wird, die Reflexionseigenschaften und damit den Rück-
strahlquerschnitt des reflektierten Feldes. Über die Antenne werden die Daten vom
SLG detektiert, demoduliert und vom IT-System ausgewertet. Das IT-System fasst
alle zentralen Backendsysteme und dezentralen Systeme auf der Hardware zusam-
men, um die Daten zu bereinigen, zu aggregieren, zu transformieren und zu spei-
chern [Fin-2012][Lam-2005].
Der Prozess, in dem das technische RFID-System zur Anwendung kommt, gibt die
Randbedingungen vor, unter denen das System funktionieren muss. Hierzu zählt
bspw. die durch die Prozessumgebung bedingte Freiraumdämpfung infolge der Be-
schaffenheit der Funkstrecke. Ebenfalls entscheidend für die Funktionssicherheit ist
die Polarisation bzw. Ausrichtung des elektromagnetischen Feldes, also von Trans-
ponder und Antenne zueinander, woraus Polarisationsverluste resultieren können
[Fin-2012]. Die Prozesseigenschaften sind entsprechend durch die Methode zu be-
schreiben.
2.1.3 Merkmale und Einflussfaktoren von UHF-RFID-Sy stemen
Die Merkmale beschreiben ein RFID-System grundlegend. Anhand deren Ausprä-
gungen erfolgt die Auswahl eines RFID-Systems für einen bestimmten Anwendungs-
fall. Die Einflussfaktoren hingegen beeinflussen die Ausprägung der Merkmale. Nach
[Gün-2011d] können Faktoren betreffend Materialien und Oberflächen, RF-Quellen,
Umgebung und Prozess unterschieden werden.
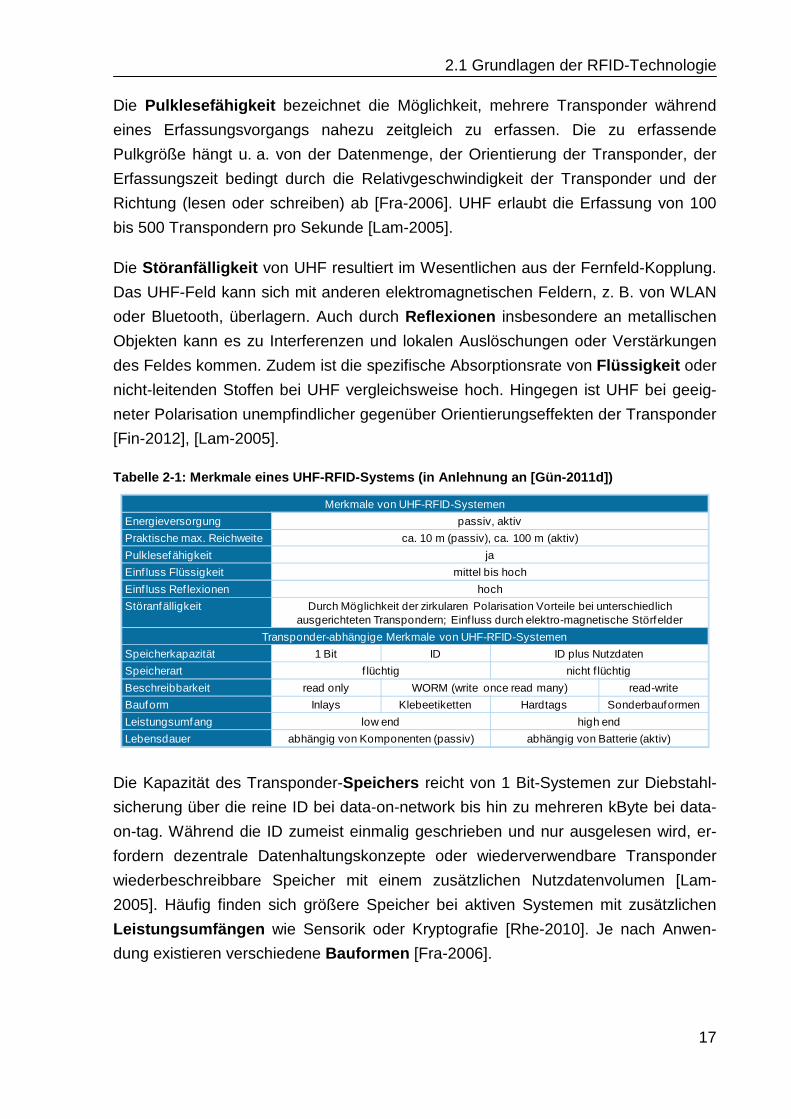
Merkmale eines UHF-RFID-Systems
In Tabelle 2-1 sind die Merkmale von UHF-RFID-Systemen dargestellt. Bei passiven
Systemen erfolgt die Energieversorgung des Transponders einzig über das emit-
tierte elektromagnetische Feld. Aktive Transponder besitzen hingegen eine eigene
Spannungsversorgung in Form einer Batterie, um selbst ein konstantes Feld aufzu-
bauen oder den Speicher mit Energie zu versorgen [Fin-2012].
Ein sehr häufig angeführtes Merkmal eines RFID-Systems ist dessen Reichweite.
Sie resultiert aus dem Zusammenspiel verschiedener Faktoren wie bspw. der Art und
Anbringung der Transponder, der Umgebung oder dem gekennzeichneten Objekt
[Fin-2012], [Lam-2005]. Die praktische maximale Reichweite bezieht sich in der Re-
gel auf die Lesereichweite, die deutlich über der Schreibreichweite liegt.
2.1 Grundlagen der RFID-Technologie
17
Die Pulklesefähigkeit bezeichnet die Möglichkeit, mehrere Transponder während
eines Erfassungsvorgangs nahezu zeitgleich zu erfassen. Die zu erfassende
Pulkgröße hängt u. a. von der Datenmenge, der Orientierung der Transponder, der
Erfassungszeit bedingt durch die Relativgeschwindigkeit der Transponder und der
Richtung (lesen oder schreiben) ab [Fra-2006]. UHF erlaubt die Erfassung von 100
bis 500 Transpondern pro Sekunde [Lam-2005].
Die Störanfälligkeit von UHF resultiert im Wesentlichen aus der Fernfeld-Kopplung.
Das UHF-Feld kann sich mit anderen elektromagnetischen Feldern, z. B. von WLAN
oder Bluetooth, überlagern. Auch durch Reflexionen insbesondere an metallischen
Objekten kann es zu Interferenzen und lokalen Auslöschungen oder Verstärkungen
des Feldes kommen. Zudem ist die spezifische Absorptionsrate von Flüssigkeit oder
nicht-leitenden Stoffen bei UHF vergleichsweise hoch. Hingegen ist UHF bei geeig-
neter Polarisation unempfindlicher gegenüber Orientierungseffekten der Transponder
[Fin-2012], [Lam-2005].
Tabelle 2-1: Merkmale eines UHF-RFID-Systems (in An lehnung an [Gün-2011d])
Die Kapazität des Transponder-Speichers reicht von 1 Bit-Systemen zur Diebstahl-
sicherung über die reine ID bei data-on-network bis hin zu mehreren kByte bei data-
on-tag. Während die ID zumeist einmalig geschrieben und nur ausgelesen wird, er-
fordern dezentrale Datenhaltungskonzepte oder wiederverwendbare Transponder
wiederbeschreibbare Speicher mit einem zusätzlichen Nutzdatenvolumen [Lam-
2005]. Häufig finden sich größere Speicher bei aktiven Systemen mit zusätzlichen
Leistungsumfängen wie Sensorik oder Kryptografie [Rhe-2010]. Je nach Anwen-
dung existieren verschiedene Bauformen [Fra-2006].
Merkmale von UHF-RFID-Systemen
Energieversorgung passiv, aktiv
Praktische max. Reichweite ca. 10 m (passiv), ca. 100 m (aktiv)
Pulklesefähigkeit ja
Einf luss Flüssigkeit mittel bis hoch
Einf luss Ref lexionen hoch
Störanfälligkeit Durch Möglichkeit der zirkularen Polarisation Vorteile bei unterschiedlich ausgerichteten Transpondern; Einf luss durch elektro-magnetische Störfelder
Transponder-abhängige Merkmale von UHF-RFID-Systemen
Speicherkapazität 1 Bit ID ID plus Nutzdaten
Speicherart f lüchtig nicht f lüchtig
Beschreibbarkeit read only WORM (write once read many) read-write
Bauform Inlays Klebeetiketten Hardtags Sonderbauformen
Leistungsumfang low end high end
Lebensdauer abhängig von Komponenten (passiv) abhängig von Batterie (aktiv)
2 Einsatz von RFID in logistischen Prozessen
18
Einflussfaktoren für UHF-RFID-Systeme
Entscheidenden Einfluss haben die frequenzabhängigen Reflexions- und Absorpti-
onseigenschaften des Materials in der Umgebung der Transponder. So werden so-
wohl die Ansprechempfindlichkeit als auch die Resonanzfrequenz eines UHF-
Transponders bei direkter Applikation auf einem Material abhängig von dessen Dicke
und Materialkonstante beeinflusst. Der Transponder muss auf das Material abge-
stimmt werden. Direkt auf Metall aufgebrachte Inlays sind hingegen nicht erfassbar,
sondern verlangen ein Dielektrikum als Abstandsmaterial zum metallischen Unter-
grund. Reflexionen des abgestrahlten Feldes an metallischen Gegenständen größer
als die halbe Wellenlänge können mit dem primären Feld interferieren und lokale
Dämpfungen, Auslöschungen oder Überreichweiten bewirken. In metallischer Umge-
bung ergibt sich dadurch in Folge vieler einzelner Reflexionen unterschiedlicher In-
tensität ein nicht vorhersagbarer Feldverlauf um das SLG. Insbesondere für hochfre-
quente elektromagnetische Felder besitzen Flüssigkeiten eine hohe spezifische Ab-
sorptionsrate, die eine starke Dämpfung und damit Schwächung des Feldes bewirkt
[Fin-2012].
Andere RF-Quellen wie WLAN-, Bluetooth-Netze oder andere RFID-Systeme kön-
nen sich mit dem RFID-System überlagern. Die Folge können Interferenzen oder
Kommunikationsfehler in Folge der reduzierten Verfügbarkeit der Bandbreite des
Übertragungskanals sein [Gün-2011d].
Weitere Einflussparameter entstehen aus den Umgebungsbeanspruchungen wie
mechanischen, chemischen sowie Witterungs- und Temperaturbeanspruchungen
[Gil-2007], [Ste-2008a]. Sie wirken sowohl auf das elektromagnetische Feld als auch
auf das RFID-System selbst.
Darüber hinaus nehmen verschiedene Prozesseigenschaften wie Fördergeschwin-
digkeit oder verfügbare Erfassungszeit, Datenmenge oder Packschema Einfluss auf
die Zuverlässigkeit eines RFID-Systems. Weitere prozessbedingte Einflussfaktoren
sind die Anzahl der gekennzeichneten Objekte, deren Abschirmung, Orientierung
oder Ausrichtung.
2.2 Methodische Unterstützung des RFID-Einsatzes in Logistikprozessen
Wie in Kapitel 1.4 dargestellt liegt das Ziel der im Rahmen dieser Arbeit entwickelten
Methode in der ganzheitlichen Darstellung logistischer Prozesse unter Berücksichti-
2.2 Methodische Unterstützung des RFID-Einsatzes in Logistikprozessen
19
gung RFID-relevanter Prozessmerkmale, um Einsatzmöglichkeiten sowie prozessbe-
dingte Anforderungen an das RFID-System bereits frühzeitig abschätzen zu können.
Die Bedeutung einer RFID-gerechten Prozessaufnahme als Basis der Planung eines
möglichen RFID-Einsatzes wurde bereits in Kapitel 1.3 dargestellt. Zunächst werden
deshalb verschiedene Ansätze untersucht, die die frühe Phase der Prozessaufnah-
me einschließen. Zumeist handelt es sich hierbei um Leitfäden bis hin zu umfangrei-
chen Vorgehensmodellen für RFID-Projekte. Zudem werden Ansätze aufgeführt, die
den Anwender im Schwerpunkt bei der Ableitung von Einsatzmöglichkeiten für RFID-
Systeme unterstützen. Die Ergebnisse werden für die Ausarbeitung der Methode in
Kapitel 5 angewendet.
Eine weitreichende Methodik zur praktischen Unterstützung kleiner und mittelständi-
scher Unternehmen bei der Durchführung von RFID-Implementierungsprojekten in
der Logistik stellt [Fru-2012] vor. Die Methodik gliedert sich in fünf aufeinander fol-
gende Schritten von der Definition bis zur Umsetzung und unterstützt verschiedene
Sichten, indem es für die Phasen hierarchische Aktivitäten definiert, denen wiederum
Rollen, Risikofaktoren, Methoden und Hintergrundinformationen zur RFID-
Technologie zugeordnet werden können. Zudem beinhaltet es eine Methode zur
Identifizierung von Einsatzpotenzialen anhand einer „Long-List“ mit Kapitalwertbe-
rechnung der potenziellen RFID-Lösung (siehe [Gün-2011c]). Die Methodik ist als
Geschäftsprozessmanagement-Werkzeug und als Web-basierte Lösung verfügbar.
Für die Prozessaufnahme gibt die Methodik kein Werkzeug vor, sondern verweist auf
verfügbare, zu adaptierende Methoden.
Aufbauend auf Fallstudien und Experteninterviews beschreibt [Vog-2009] ein struktu-
riertes Vorgehen zur Einführung von RFID in Logistiksystemen am Beispiel der Be-
kleidungsindustrie. Das Vorgehen beinhaltet die Erfassung und Systematisierung von
Nutzenpotenzialen und deren Wertbeitrag für die Logistik. Zudem werden Herausfor-
derungen bei der Implementierung, die in diesem Zusammenhang durchzuführenden
Aufgaben, deren Inhalte und zeitliche Abfolge betrachtet. Insgesamt ist das Vorge-
hen wenig formalisiert und die Bewertung der Potenziale abstrakt. Für die Prozess-
aufnahme werden lediglich einige Standard-Methoden aufgeführt. Auf Anforderungen
für die RFID-spezifische Prozessaufnahme wird jedoch nicht eingegangen.
Der Leitfaden nach [Men-2008] beschreibt in acht Schritten allgemein die RFID-
Einführung in der Logistik anhand von Fallstudien aus verschiedenen Branchen. Die
Studien werden Kernprozessen entlang der Wertschöpfungskette zugeordnet. Für
die einzelnen Schritte werden Checklisten, mögliche Problemstellungen, Anforderun-
2 Einsatz von RFID in logistischen Prozessen
20
gen und zu beachtende Erfolgskriterien zur Verfügung gestellt. Der Leitfaden bleibt
dabei sehr abstrakt in der Unterstützung des Anwenders bei der Identifikation von
Potenzialen und Anforderungen.
[Kun-2005] gibt ebenfalls ein allgemein gültiges Vorgehen in acht Stufen bis zum
Aufbau einer Pilotanlage vor. Für jede Stufe sind ein Teilziel und ein Fragenkatalog
zu den jeweiligen Inhalten, Umfängen und wesentlichen Problemstellungen vorgege-
ben, um die Entscheidungsfindung zu unterstützen. Das Kernelement bildet eine hie-
rarchische Abbildung der Supply Chain als Prozesskette der einzelnen Tätigkeiten
und deren Analyse mit Hilfe eines Fragenkatalogs. Darauf aufbauend werden die Ist-
Prozesse möglichen RFID-Prozessen gegenüber gestellt und anhand einer Fragen-
liste Potenziale sowie Kosteneinflussfaktoren abgeschätzt, die als Input für einen Bu-
siness Case dienen. Die Bestimmung von Anforderungen oder eine detaillierte RFID-
gerechte Prozessbeschreibung werden nicht unterstützt.
Das Konzept nach [Res-2008] dient der Identifizierung und Bewertung von RFID-
Einsatzpotenzialen in einer frühen Projektphase. Es lehnt sich bei der Suche an das
SCOR-Modell (Supply Chain Operations Reference Model) an. In vier Schritten mit
unterschiedlicher Suchweite und -tiefe werden unter Einbeziehung aller SC-Partner
systematisch RFID-Einsatzmöglichkeiten identifiziert. Hierfür werden für zu untersu-
chende Referenzprozesse Erfolgs- und Einflussfaktoren ausgewählt und mit dem Ist-
Prozess abgeglichen. Auch können die Potenziale grob bewertet werden. Techni-
sche Merkmale werden nicht berücksichtigt.
[Sch-2008d] stellt eine Methode zur Bestimmung von RFID-Einsatzmöglichkeiten und
damit verbundenen Risiken bei Konsumgüterherstellern vor, die mit dem RFID-
Einsatz auf die Anforderungen großer Handelsketten reagieren. Hierzu untersucht
sie verschiedene Methoden zur Feststellung von Potenzialen und Risiken sowie zur
Prozessmodellierung. Für die Darstellung der Unternehmensprozesse empfiehlt sie
die erweiterte EPK (Ereignisgesteuerte Prozesskette), ohne auf RFID-spezifische
Adaptionen einzugehen. Zudem führt sie einige gängige Nutzenpotenziale an, die sie
zur groben Bewertung mit quantitativen Kennzahlen verknüpft. Aus dem Grad der
Realisierungswahrscheinlichkeit des Potenzials und dessen Bewertbarkeit kann eine
Rangfolge der Potenziale abgeleitet werden. Eine Ableitung von Anforderungen an
das RFID-System wird nicht unterstützt.
[Tel-2006] unterscheidet zur Identifikation von RFID-Einsatzpotenzialen mögliche, in
Verbindung mit RFID zu realisierende Automatisierungs- (z. B. Erfassung),
Informatisierungs- (z. B. Datenqualität) und Transformationseffekte (z. B. Prozessin-
2.2 Methodische Unterstützung des RFID-Einsatzes in Logistikprozessen
21
novationen). Diese werden durch mathematische Modelle quantifiziert und daraus
resultierende Einflüsse auf die Prozessperformance für die Supply Chain in der Kon-
sumgüterindustrie abgeleitet. Die betrachteten Effekte sind mitunter sehr abstrakt
und können nur bedingt in Verbindung mit einer detaillierten, ablauforientierten Pro-
zessdarstellung angewendet werden.
Aufbauend auf dem SCOR-Modell definiert [Vil-2007] ein prozessorientiertes Refe-
renz-Wirkungsmodell zur Lokalisierung und wirtschaftlichen Bewertung von RFID-
Wirkungen. Diese leiten sich von den primären RFID-Funktionalitäten ab und glie-
dern sich in sechs direkte und indirekte Wirkungstypen. Jeder Wirkungstyp verfügt
über quantitative und qualitative Kennzahlen, die den SC-Prozessen zugeordnet
werden können. Die Ausprägungen der RFID-Wirkungen und deren Ursachen bezie-
hen sich hierarchisch auf die Kern-, und Teilprozesse sowie deren Aktivitäten. Die
Wirkungstypen sind jedoch nicht immer trennscharf. Auch fokussiert das Vorgehen
keine RFID-spezifische Prozessbeschreibung als Basis der Wirtschaftlichkeitsanaly-
se, sondern empfiehlt hierfür lediglich die EPK, ohne dabei einen Bezug zur Aktivitä-
ten-Ebene des Modells herzustellen.
Ausgehend von prozessbedingten und technischen Merkmalen beurteilt [Sch-2010]
die Einsatzmöglichkeiten von RFID und deren technische Umsetzbarkeit. In Form
eines morphologischen Kastens als Kombination aus den Anforderungen des RFID-
Prozesses und den Eigenschaften der RFID-Technik werden die RFID-
Anwendungen nach einem vorgegebenen Muster klassifiziert und dienen als Pla-
nungsgrundlage für den RFID-Einsatz. Die Klassifizierung bleibt dabei jedoch sehr
grob. Eine ablauforientierte Prozessbeschreibung findet sich ebenso wenig wie die
Ableitung von Potenzialen.
Eine Klassifikation von Nutzenpotenzialen findet sich bei [Sch-2013]. Zunächst wer-
den auf Grundlage einer Metastudie insgesamt sechs Nutzendimensionen beschrie-
ben, denen im Detail wiederum einzelne Nutzentreiber zugeordnet werden können.
Konkrete Nutzenpotenziale lassen sich durch die Wirkung der RFID-
Technologieeigenschaften (siehe auch Kapitel 2.1.3) auf die Nutzendimensionen ab-
leiten. So ergeben sich bspw. durch die automatische Datenerfassung reduzierte Er-
fassungsaufwände, wodurch manuelle Tätigkeiten beschleunigt oder reduziert wer-
den. Der Ansatz unterscheidet klar zwischen Nutzen und Technologieeigenschaften,
die oftmals fälschlicherweise als Potenzial genannt werden. Die Ableitung der Poten-
ziale bleibt allerdings eher allgemein ohne Verknüpfung zum zu Grunde liegenden
Prozess, in dem RFID zur Anwendung kommen soll.
2 Einsatz von RFID in logistischen Prozessen
22
Zusammenfassung
Alle untersuchten Ansätze betonen die Prozessaufnahme als wesentlichen Bestand-
teil eines RFID-Projekts. Jedoch beinhaltet kein Ansatz explizit eine auf den Einsatz
von RFID fokussierte Methode für die Prozessdarstellung.
Einzelne Ansätze schlagen lediglich Standardmethoden wie die EPK vor, die für eine
RFID-gerechte Prozessaufnahme durch den Anwender ohne weitere Hilfestellung zu
adaptieren sind. Auch findet sich keine Hilfestellung, anhand konkreter, detaillierter
Prozessspezifika RFID-Nutzenpotenziale speziell für den untersuchten Prozess zu
identifizieren. Ähnlich ist das Ergebnis auch hinsichtlich der Ableitung prozessbeding-
ter, technischer Anforderungen an ein RFID-System. Vereinzelt werden lediglich abs-
trakte Prozessmerkmale, bspw. in Form von Checklisten, genannt, ohne auf die spe-
zifischen Anforderungen des zu untersuchenden Prozesses einzugehen. Hier wird
mitunter auf notwendige Versuchsreihen im Rahmen von Machbarkeitsuntersuchun-
gen verwiesen. Genau an diesen beiden Punkten setzt die erarbeitete Methode an.
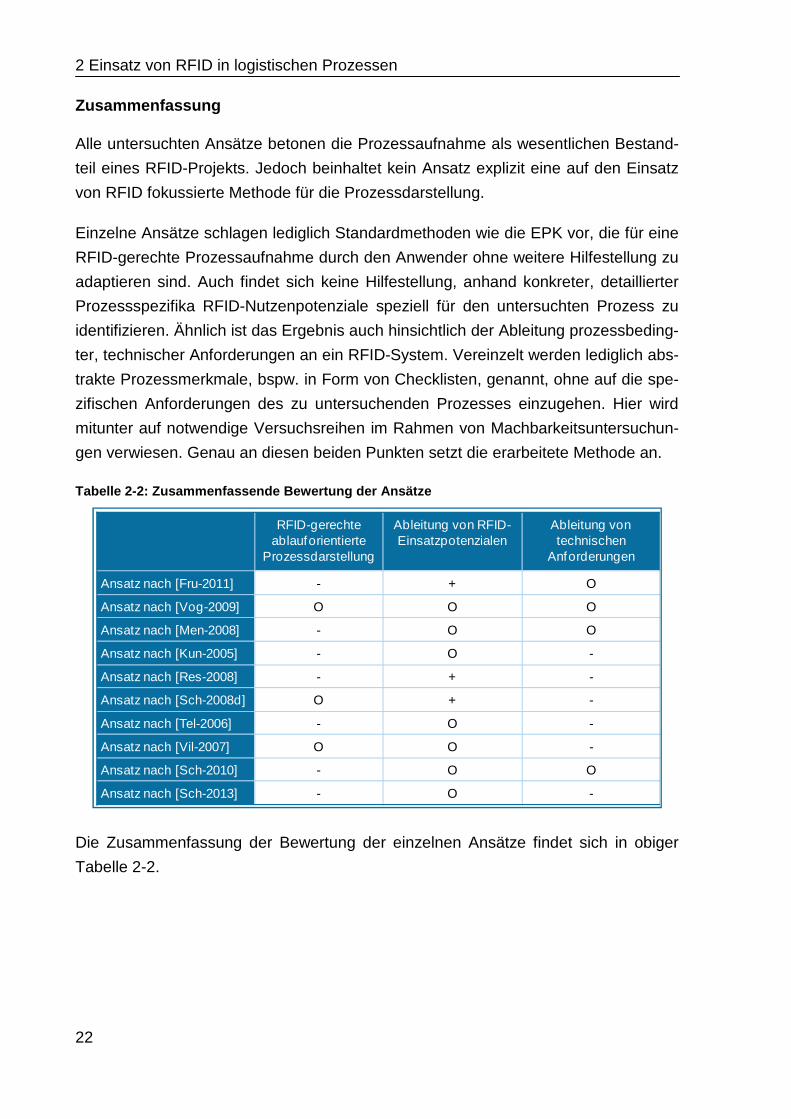
Tabelle 2-2: Zusammenfassende Bewertung der Ansätze
Die Zusammenfassung der Bewertung der einzelnen Ansätze findet sich in obiger
Tabelle 2-2.
RFID-gerechte ablauforientierte
Prozessdarstellung
Ableitung von RFID-Einsatzpotenzialen
Ableitung von technischen
Anforderungen
Ansatz nach [Fru-2011] - + O
Ansatz nach [Vog-2009] O O O
Ansatz nach [Men-2008] - O O
Ansatz nach [Kun-2005] - O -
Ansatz nach [Res-2008] - + -
Ansatz nach [Sch-2008d] O + -
Ansatz nach [Tel-2006] - O -
Ansatz nach [Vil-2007] O O -
Ansatz nach [Sch-2010] - O O
Ansatz nach [Sch-2013] - O -
23
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
In Kapitel 3.1 werden zunächst die grundlegenden Begriffe, deren Verständnis für die
Ausarbeitung der eingangs erwähnten Methode vorausgesetzt wird, erläutert.
Die RFID-Technologie verknüpft den Material- und Informationsfluss, indem sie die
Prozessobjekte zeitnah erfasst, um davon abhängig intralogistische Prozesse zu
steuern und transparent abzubilden. Zur Abschätzung eines möglichen RFID-
Einsatzes erfordert eine Prozessdarstellung deshalb eine ganzheitliche Prozessbe-
trachtung. Deren Bestandteile werden in Kapitel 3.2 erläutert.
In Kapitel 3.3 werden zudem Ansätze vorgestellt, die sich mit der Definition intralogis-
tischer Standardvorgänge befassen.
3.1 Grundlegende Begriffe
Das Ziel der vorliegenden Arbeit ist nach Kapitel 1.4 die Entwicklung einer Methode
zur ganzheitlichen Aufnahme innerbetrieblicher Logistikprozesse insbesondere im
Hinblick auf den Einsatz von RFID. Vor diesem Hintergrund sind nachfolgend einige
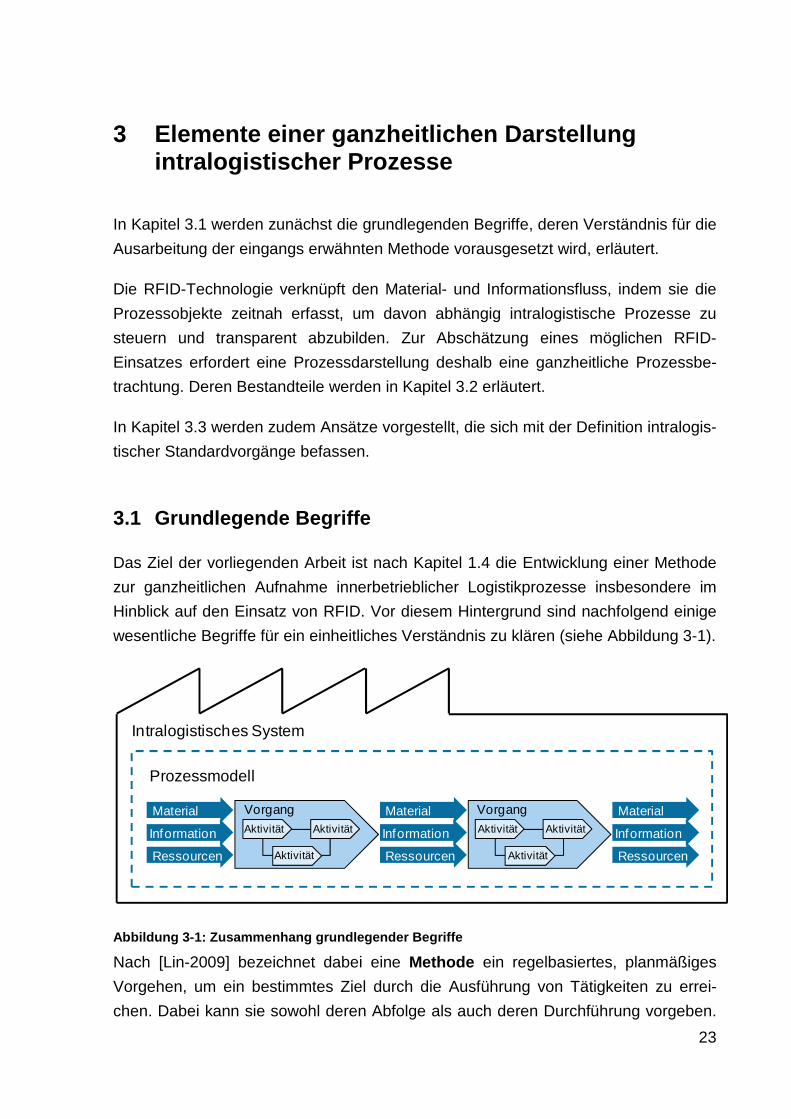
wesentliche Begriffe für ein einheitliches Verständnis zu klären (siehe Abbildung 3-1).
Abbildung 3-1: Zusammenhang grundlegender Begriffe
Nach [Lin-2009] bezeichnet dabei eine Methode ein regelbasiertes, planmäßiges
Vorgehen, um ein bestimmtes Ziel durch die Ausführung von Tätigkeiten zu errei-
chen. Dabei kann sie sowohl deren Abfolge als auch deren Durchführung vorgeben.
Material
Information
Ressourcen
Material
Information
Ressourcen
Material
Information
Ressourcen
Vorgang VorgangAktivität
Aktivität
Aktivität Aktivität
Aktivität
Aktivität
Intralogistisches System
Prozessmodell
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
24
Für diese Arbeit ist dieses Ziel die Prozessaufnahme , die dazu dient, den aktuellen
Zustand durch die Untersuchung relevanter Systemparameter zu ermitteln und zu
beurteilen [Arn-1995]. Für den vorliegenden Anwendungsfall zählen hierzu alle Pro-
zessparameter, die zur Einschätzung von RFID-gestützten Optimierungspotenzialen
und prozessspezifischen Randbedingungen zu dokumentieren sind.
Das Ergebnis der Prozessaufnahme ist in der Regel ein Modell des zu untersuchen-
den Prozesses als Grundlage für die weitere Prozessplanung und -optimierung. Es
schafft durch Abstraktion und Vereinfachung ein auf das Wesentliche reduziertes
Abbild der betrachteten Wirklichkeit bzw. des Prozesses und dessen funktionaler Zu-
sammenhänge, um sein Verhalten analysieren zu können. Die erzielten Ergebnisse
können interpretiert und auf die Realität übertragen werden [Arn-2009]. Dafür muss
das Modell auf einen konkreten Anwendungszweck ausgerichtet und ausreichend
ähnlich zum realen System sein [Sch-2008a]. [Sta-1973] definiert hierzu drei wesent-
liche Merkmale eines Modells. Das Abbildungsmerkmal bezieht sich auf den Abbil-
dungsgegenstand, während das Verkürzungsmerkmal den betrachteten Ausschnitt
des realen Systems anhand ausgewählter Eigenschaften angibt. Das pragmatische
Merkmal stellt den anwendungs- bzw. anwenderbezogenen Nutzen sicher.
Zur Einteilung von Modellen gibt es in der Fachliteratur verschiedene Ansätze. Eine
grobe Einteilung nach dem Einsatzzweck in Beschreibungs- und Erklärungsmodelle
findet sich bei [Fur-2006]. Erstere sind demnach einfache Zeichnungen für ein allge-
meines Verständnis des betrachteten Systems zu Lasten der Genauigkeit oder
Quantifizierbarkeit. Zweitere beschreiben hingegen formal das Systemverhalten und
die Zusammenhänge zwischen Ursachen und Wirkungen, bspw. in Form von Algo-
rithmen, und sind mit hohem Aufwand verbunden. Darüber hinaus nennt [Sch-2008e]
hinsichtlich des Einsatzzwecks Prognose-, Simulations- und bedientheoretische Mo-
delle sowie Entscheidungs- und Optimierungsmodelle.
Die entwickelte Methode muss die Generierung von Entscheidungs- und Optimie-
rungsmodellen zum Ziel haben, um neben Ursache-Wirkungs-Zusammenhängen
auch Handlungsmöglichkeiten für den Einsatz von RFID aufzeigen und bewerten zu
können.
Der Abbildungsgegenstand der erarbeiteten Methode sind innerbetriebliche Logistik-
prozesse. Ein Prozess ist dabei allgemein als inhaltlich abgeschlossene Folge ein-
zelner, sachlogisch miteinander verbundener Funktionen zu verstehen. Dabei wer-
den nach bestimmten Regeln Input- in Output-Faktoren transformiert und durch Trig-
ger, bspw. durch das Informationssystem, angestoßen, um betriebswirtschaftlich re-
3.1 Grundlegende Begriffe
25
levante Objekte zu bearbeiten [Krc-2010], [Vil-2007], [Rhe-2010]. Anfang und Ende
eines Prozesses ergeben sich aus den Schnittstellen zu den angrenzenden Prozes-
sen [Str-1988].
Der Detaillierungsgrad von Aktivitäten ist in der Fachliteratur nicht eindeutig festge-
legt. Während sie bei [Jün-1989] allgemein als Operationen, die Änderungen im Sys-
tem bewirken, bezeichnet werden, sieht sie [Kla-2008] als elementare Prozessbau-
steine, die „vor dem Hintergrund eines gegebenen Untersuchungszweckes nicht wei-
ter sinnvoll unterteilt werden“. Hierfür listet er wesentliche Aktivitäten der Logistik auf.
In Anlehnung an [Vil-2007] ist unter einem Vorgang hingegen sehr allgemein ein
„Geschehen“ zu verstehen, das durch Ereignisse ausgelöst und beendet wird. Er
kann weiter zerlegt werden, um die Komplexität zu reduzieren. Somit besitzt ein Vor-
gang einen höheren, nicht weiter spezifizierten Abstraktionsgrad. Für die grundle-
gende Unterscheidbarkeit werden in der vorliegenden Arbeit Vorgänge für Prozesse
ohne klaren Detaillierungsgrad und Aktivitäten für kleinskalige Tätigkeiten verwendet.
Nach der Klärung des Prozessbegriffs werden nachfolgend die Begriffe Logistik und
Intralogistik im Kontext der Arbeit erläutert, um den Abbildungsgegenstand der Me-
thode vollständig zu beschreiben. Nach einem Positionspapier des wissenschaftli-
chen Beirats der Bundesvereinigung Logistik (BVL) versteht sich die Logistik als
anwendungsorientierte, interdisziplinäre Disziplin zur Interpretation wirtschaftlicher
Vorgänge als Fluss von Objekten (v. a. Güter, Informationen, Personen) in Netzwer-
ken durch Zeit und Raum. Sie bietet Handlungsempfehlungen, um Vorgänge und
Aktivitäten eines Systems auf verschiedenen Aggregationsebenen im Hinblick auf die
Erfüllung ökonomischer, ökologischer und sozialer Ziele zu gestalten, zu organisie-
ren, zu steuern und umzusetzen, indem sie eine technische und organisatorische
Sichtweise verknüpft [Del-2010]. Eine plakativere Beschreibung nach [Gün-2013]
sieht die Logistik im Sinn des Kundenwerts als das Bereitstellen der benötigten Pro-
dukte in der richtigen Menge, Zusammensetzung bzw. Qualität zur rechten Zeit am
richtigen Ort und, sofern vom Kunden gefordert, zu den richtigen Kosten. Zur Erfül-
lung des Kundenwerts werden alle Tätigkeiten zur Transformation von Raum, Zeit,
Menge und Sorte bzw. Zusammenstellung sowie des Servicewerts der Güter zu-
sammengefasst [Gün-2013].
Das Logistiksystem als Netzwerk zur Durchführung logistischer Prozesse ist je nach
Wahl der Systemgrenze makro-, meta- oder mikrologistisch [Fle-2008]. Letztere be-
fassen sich mit den innerbetrieblichen Logistikprozessen eines Unternehmens zwi-
schen Wareneingang und Warenausgang und folglich mit der Intralogistik als Teil
der Unternehmenslogistik. Der Verband Deutscher Maschinen- und Anlagenbau
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
26
(VDMA) definiert die Intralogistik als „die Organisation, Steuerung, Durchführung und
Optimierung des innerbetrieblichen Materialflusses, der Informationsströme sowie
des Warenumschlags in Industrie, Handel und öffentlichen Einrichtungen“ [Arn-
2006]. Dabei beinhaltet sie nicht nur die technische Logistik, sondern auch die in-
dustrielle Kommunikation und die zur Steuerung und Verwaltung notwendige Soft-
ware [Arn-2006].
Um dieser Definition gerecht zu werden, müssen logistische Systeme den Anspruch
auf Ganzheitlichkeit erheben, da die Erklärung des Systems als Ganzes sowohl die
einzelnen Systemelemente als auch deren Beziehungen beinhalten muss [Pfo-2010].
[Fle-2008] betont dabei die Bedeutung von Informationen als wesentliche Vorausset-
zung zur Erfüllung der Systemaufgaben. Für die vorliegende Arbeit bedeutet die
ganzheitliche Betrachtung logistischer Prozesse bzw. Systeme die Berücksichtigung
von Material- und Informationsflüssen sowie der dabei zum Einsatz kommenden
Ressourcen und zu Grunde liegenden Objekte.
3.2 Darstellungsgegenstand von Logistikprozessen
Die Prozessplanung basiert in der Regel auf unscharfen Informationen [Gud-2012].
Daraus resultiert die Gefahr einer eingeschränkten Prozessfunktionalität. Als wesent-
licher Teil der Prozessplanung schafft nur die umfassende Aufnahme und Analyse
logistischer Prozesse die Grundlage für eine korrekte und vollständige Planung. Dies
gilt insbesondere für die Planung von RFID-Systemen. Deren zuverlässige Funkti-
onsfähigkeit hängt direkt von den Prozessrandbedingungen ab, die aus den Vorgän-
gen, eingesetzten Ressourcen und Objekten des logistischen Prozesses resultieren
[Gün-2009].
Zur ganzheitlichen Beschreibung des Prozesses und dessen Randbedingungen im
Zuge der Prozessaufnahme muss der Darstellungsgegenstand des Prozesses ge-
klärt werden. Nachfolgend wird deshalb auf die Vorgänge und Aktivitäten, Objekte
und Ressourcen eines intralogistischen Prozesses eingegangen. Sie sind die Basis
für die Definition standardisierter Prozessbausteine und die Ableitung RFID-
relevanter Attribute (siehe Kapitel 5.3).
Ganzheitliche Definition intralogistischer Prozessd aten
Mit Blick auf Logistiksysteme müssen sich die Prozessdaten an den Aufgaben der
Logistik orientieren, das richtige Objekt in der richtigen Menge und Qualität zur richti-
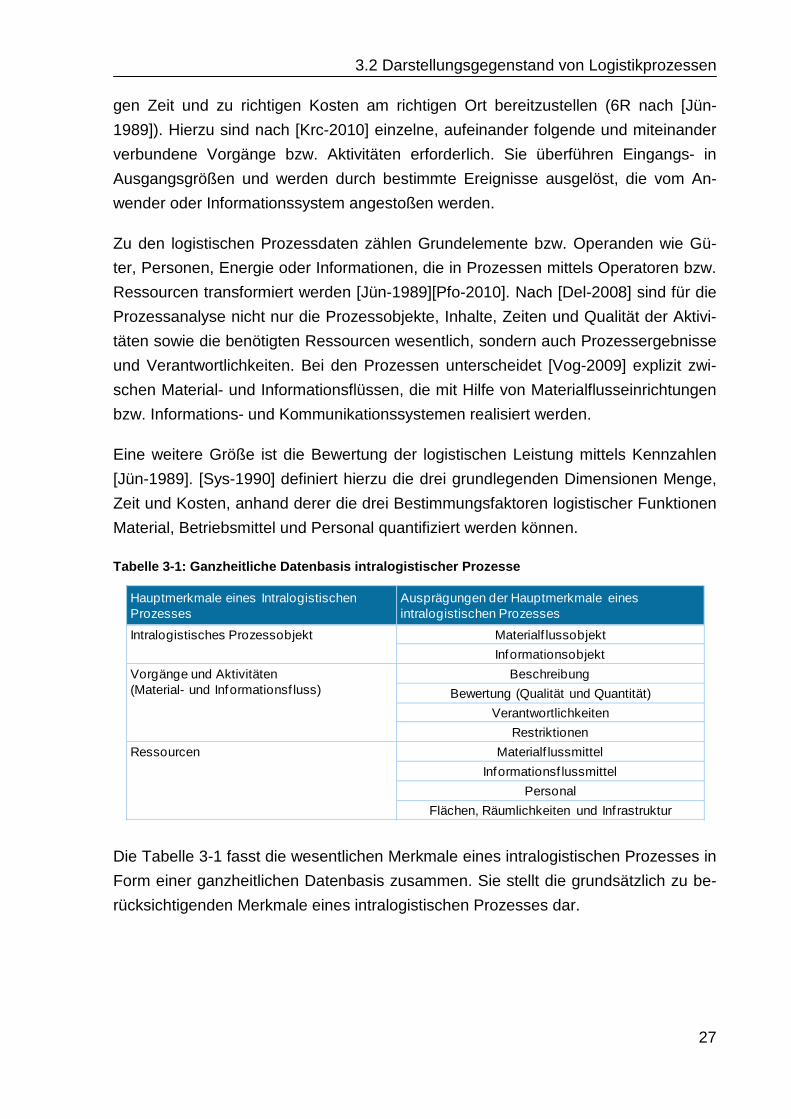
3.2 Darstellungsgegenstand von Logistikprozessen
27
gen Zeit und zu richtigen Kosten am richtigen Ort bereitzustellen (6R nach [Jün-
1989]). Hierzu sind nach [Krc-2010] einzelne, aufeinander folgende und miteinander
verbundene Vorgänge bzw. Aktivitäten erforderlich. Sie überführen Eingangs- in
Ausgangsgrößen und werden durch bestimmte Ereignisse ausgelöst, die vom An-
wender oder Informationssystem angestoßen werden.
Zu den logistischen Prozessdaten zählen Grundelemente bzw. Operanden wie Gü-
ter, Personen, Energie oder Informationen, die in Prozessen mittels Operatoren bzw.
Ressourcen transformiert werden [Jün-1989][Pfo-2010]. Nach [Del-2008] sind für die
Prozessanalyse nicht nur die Prozessobjekte, Inhalte, Zeiten und Qualität der Aktivi-
täten sowie die benötigten Ressourcen wesentlich, sondern auch Prozessergebnisse
und Verantwortlichkeiten. Bei den Prozessen unterscheidet [Vog-2009] explizit zwi-
schen Material- und Informationsflüssen, die mit Hilfe von Materialflusseinrichtungen
bzw. Informations- und Kommunikationssystemen realisiert werden.
Eine weitere Größe ist die Bewertung der logistischen Leistung mittels Kennzahlen
[Jün-1989]. [Sys-1990] definiert hierzu die drei grundlegenden Dimensionen Menge,
Zeit und Kosten, anhand derer die drei Bestimmungsfaktoren logistischer Funktionen
Material, Betriebsmittel und Personal quantifiziert werden können.
Tabelle 3-1: Ganzheitliche Datenbasis intralogistis cher Prozesse
Die Tabelle 3-1 fasst die wesentlichen Merkmale eines intralogistischen Prozesses in
Form einer ganzheitlichen Datenbasis zusammen. Sie stellt die grundsätzlich zu be-
rücksichtigenden Merkmale eines intralogistischen Prozesses dar.
Hauptmerkmale eines Intralogistischen Prozesses
Ausprägungen der Hauptmerkmale eines intralogistischen Prozesses
Intralogistisches Prozessobjekt Materialf lussobjekt
Informationsobjekt
Vorgänge und Aktivitäten(Material- und Informationsf luss)
Beschreibung
Bewertung (Qualität und Quantität)
Verantwortlichkeiten
Restriktionen
Ressourcen Materialf lussmittel
Informationsf lussmittel
Personal
Flächen, Räumlichkeiten und Inf rastruktur
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
28
3.2.1 Prozessobjekt
Allgemein bezeichnet das Prozessobjekt das den Prozess prägende, betriebswirt-
schaftlich relevante Objekt. Es wird in den einzelnen, zeitlich und logisch aufeinander
folgenden und inhaltlich abgegrenzten Aktivitäten bearbeitet [Vil-2008]. Objekte kön-
nen in physische Materialflussobjekte und Informationen im Informationsfluss unter-
schieden werden. Sie sind oftmals, bspw. über Informationsträger, miteinander ver-
knüpft und hierarchisch aufgebaut [Gün-2011b]. Ein Objekt ist eine individuelle, iden-
tifizierbare Einheit mit eigener Identität und kann von anderen Objekten unterschie-
den bzw. einer Klasse zugeordnet werden [Mül-2004]. Dazu braucht es unverwech-
selbare Merkmale in einer bestimmten Genauigkeit [Arn-2008].
Materialflussobjekt
Das Materialflussobjekt bezeichnet alle Roh-, Hilfs- und Betriebsstoffe, Halbfabrikate
und Erzeugnisse, die im Materialfluss transformiert werden [Sys-1990]. In der Fachli-
teratur aufgeführte, grundlegende Objekteigenschaften wie Material, Abmessungen,
Geometrie und Form [Arn-2009][Pfo-2010] sind eher physikalischer Natur [Höm-
2007]. Daneben gibt es aus logistischer Sicht eher restriktive Eigenschaften, wie die
Lager-, Transportier- oder Manipulierbarkeit des Objekts im Materialfluss.
Materialflussobjekte durchlaufen „in unterschiedlicher Größe und Zusammensetzung
die Stationen der Logistikketten“. Die Produkte werden in mehreren Stufen verpackt
und mit Ladungsträgern bzw. Ladehilfsmitteln zu Lade- und Transporteinheiten zu-
sammengefasst [Gud-2012]. Sie sind demnach in mehreren Ebenen hierarchisiert.
Hierzu zählen das eigentliche Produkt, dessen Verpackung, Transporteinheiten wie
Kartons bzw. auf höherer Instanz Paletten und Container [Vil-2008].
Informationsobjekt
Das Informationsobjekt ist das digitale oder physische Objekt, als das die Information
für den jeweiligen Prozessschritt vorliegt. Die Informationen sind entsprechend dem
Kontext um eine bestimmte, zweckorientierte Bedeutung bzw. Semantik erweiterte
Daten mit einer Wirkung beim Empfänger [Mor-1972]. Sie sind qualitativ im Sinne
von Nachrichten oder Mitteilungen, während Daten quantifizierte Informationen sind
[Jün-1989].
Im Kontext der vorliegenden Arbeit werden Informationen und Daten jedoch nicht
explizit unterschieden. Vielmehr ist es für das Prozessverständnis zielführend, Infor-
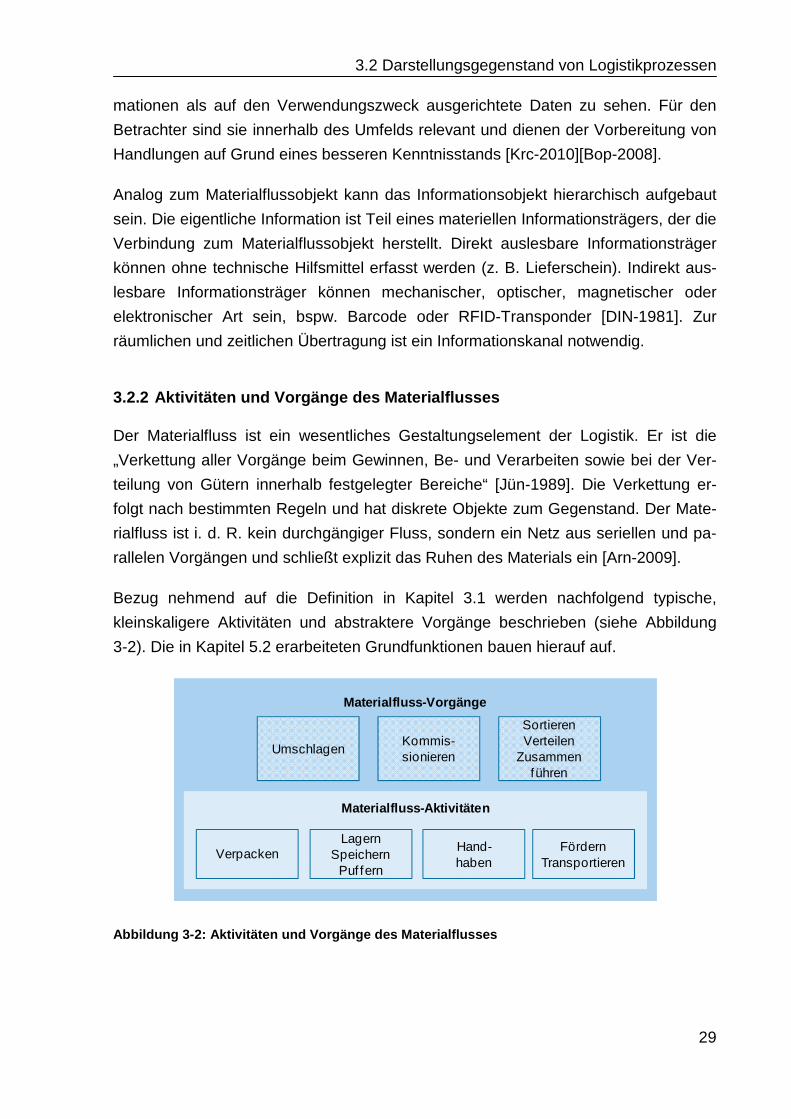
3.2 Darstellungsgegenstand von Logistikprozessen
29
mationen als auf den Verwendungszweck ausgerichtete Daten zu sehen. Für den
Betrachter sind sie innerhalb des Umfelds relevant und dienen der Vorbereitung von
Handlungen auf Grund eines besseren Kenntnisstands [Krc-2010][Bop-2008].
Analog zum Materialflussobjekt kann das Informationsobjekt hierarchisch aufgebaut
sein. Die eigentliche Information ist Teil eines materiellen Informationsträgers, der die
Verbindung zum Materialflussobjekt herstellt. Direkt auslesbare Informationsträger
können ohne technische Hilfsmittel erfasst werden (z. B. Lieferschein). Indirekt aus-
lesbare Informationsträger können mechanischer, optischer, magnetischer oder
elektronischer Art sein, bspw. Barcode oder RFID-Transponder [DIN-1981]. Zur
räumlichen und zeitlichen Übertragung ist ein Informationskanal notwendig.
3.2.2 Aktivitäten und Vorgänge des Materialflusses
Der Materialfluss ist ein wesentliches Gestaltungselement der Logistik. Er ist die
„Verkettung aller Vorgänge beim Gewinnen, Be- und Verarbeiten sowie bei der Ver-
teilung von Gütern innerhalb festgelegter Bereiche“ [Jün-1989]. Die Verkettung er-
folgt nach bestimmten Regeln und hat diskrete Objekte zum Gegenstand. Der Mate-
rialfluss ist i. d. R. kein durchgängiger Fluss, sondern ein Netz aus seriellen und pa-
rallelen Vorgängen und schließt explizit das Ruhen des Materials ein [Arn-2009].
Bezug nehmend auf die Definition in Kapitel 3.1 werden nachfolgend typische,
kleinskaligere Aktivitäten und abstraktere Vorgänge beschrieben (siehe Abbildung
3-2). Die in Kapitel 5.2 erarbeiteten Grundfunktionen bauen hierauf auf.
Abbildung 3-2: Aktivitäten und Vorgänge des Materia lflusses
UmschlagenKommis-sionieren
Sortieren Verteilen
Zusammenführen
Materialfluss-Vorgänge
Lagern Speichern
Puf fern
Hand-haben
Verpacken Fördern Transportieren
Materialfluss-Aktivitäten
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
30
Fördern und Transportieren
Grundsätzlich hat das Transportieren eine Raumüberbrückung oder Ortsveränderung
von Transportgütern mittels Transportmitteln zum Ziel, wobei inner- und außerbe-
triebliche Transporte unterschieden werden [Pfo-2010]. Innerbetriebliche Transporte
werden Fördern genannt [Fle-2008]. Das Fördern bezeichnet „das Fortbewegen von
Arbeitsgegenständen oder Personen in einem System“ [VDI 2411] und verkettet ein-
zelne Bereiche eines logistischen Netzwerks über Quelle-Senke-Beziehungen [Gud-
2012]. Auch Leerfahrten als notwendige Voraussetzung für nachfolgende Prozesse
zählen zum Transportieren bzw. Fördern [Pfo-2010]. Neben dem eigentlichen Trans-
portprozess beinhaltet ein Transportsystem das Transportgut und das Transportmit-
tel [Pfo-2010].
Als komplexerer Vorgang werden dem Fördern mitunter einzelne Verteil-, Sammel-,
Puffer- und Kommissionier-Vorgänge zugeschrieben [Jün-1989]. [Gün-2010a] zählt
zudem Aktivitäten des Informationsflusses, bspw. das Sammeln und Übermitteln von
Transportaufträgen, zum Transportieren. Ein verbindlicher Detaillierungsgrad für
Transport- und Fördervorgänge ist somit in der Fachliteratur nicht zu finden.
Lagern, Speichern, Puffern
Die VDI-Richtlinie 2411 definiert Lagern als geplantes Liegen von Arbeitsgegenstän-
den im Materialfluss [VDI 2411]. Es dient grundsätzlich der kontinuierlichen Versor-
gung nachfolgender Prozesse, indem es durch eine Zeitüberbrückung zeitlich nicht
synchronisierte Güterströme ausgleicht [Sch-2008f]. Gründe für eine Unterbrechung
des Materialflusses sind das Ändern von Reihenfolgen, Mengen und Zusammenstel-
lungen, der Ausgleich von Bedarfsschwankungen, Produktionsschritte wie Trocknung
oder Reifung, Störungen sowie Prüf- und Nacharbeitsumfänge [Arn-2009][Kla-2008].
Abhängig von der Charakteristik des Verlaufs des Lagerbestands wird zwischen Puf-
fern, Lagern und Speichern unterschieden. Puffern dient dem permanenten, kurzen
Bereithalten zur Gewährleistung einer gleichmäßigen Auslastung bei minimalem Be-
stand. Lagern dient hingegen der permanenten, längeren Bevorratung eines breiten
Sortiments bei optimaler Lieferfähigkeit. Das Speichern bezeichnet ein temporäres,
planabhängiges Aufbewahren zur Optimierung von Kosten, Kapazitäten oder Ska-
leneffekten [Gud-2012]. Oftmals werden die Aktivitäten synonym verwendet [Arn-
2009].
Das Lagern wird in vielen Fällen als komplexer Vorgang verwendet. Bei [Fle-2008] ist
es eine „Folge von Transport- und Lageroperationen“, um Lagergüter zeitlich, men-
3.2 Darstellungsgegenstand von Logistikprozessen
31
gen- und sortenmäßig zu ändern. [Sch-2008f] zählt neben dem Ein- und Auslagern
Identifikations-, Prüf-, Kontroll- und Verteilvorgänge zum Lagern. Nach [Vas-2008]
können auch Palettier- und Fördervorgänge zum Lagern gehören. Ein einheitliches
Verständnis des Lagerns findet sich folglich nicht.
Handhaben
Das Handhaben ist ein komplexer Vorgang mit starker Nähe zur Fertigung. Es leitet
sich von den Fähigkeiten der menschlichen Hand beim gezielten räumlichen Manipu-
lieren von Gegenständen ab [Jün-1989]. Es ist „das Schaffen, definierte Verändern
oder vorübergehende Aufrechterhalten einer vorgegebenen räumlichen Anordnung
von geometrisch bestimmten Körpern in einem Bezugskoordinatensystem“ [VDI
2860]. Dabei beinhaltet es einzelne Aktivitäten des Speicherns und Haltens, Verän-
derns von Menge oder Orientierung, Bewegens und Positionierens, Sicherns und
Kontrollierens, wie sie bspw. beim Be- und Entladen oder Beschicken von Bearbei-
tungsstationen vorkommen [VDI 2860]. Im Materialfluss meint das Handhaben das
Speichern (z. B. Palettieren) und das Bewegen im Sinne einer Lageänderung (z. B.
beim Be- und Entladen) [Gün-2010a].
Eine logistikgerechte und zum Bearbeiten, Fördern und Lagern abgegrenzte Definiti-
on gibt [VDI 3300]. Demnach steht das Handhaben für Bewegungsvorgänge beim
Einleiten oder Beenden von Vorgängen der Fertigung, des Förderns oder Lagerns.
Ähnlich ist es bei [Pfo-2010] die Manipulation für Vorgänge zwischen Transportieren
und Lagern.
Verpacken
Unter Verpacken versteht man die Herstellung eines Packstücks bzw. einer Pa-
ckung, indem mit Hilfe von Verpackungsmaschinen, -geräten und -verfahren manuell
oder automatisch Packgut und Verpackung zusammengefügt werden [DIN 55405].
Die Zielstellung ist dabei die Gewährleistung der logistischen Aufgabe in Form von
Lager-, Transport-, Identifikations-, Verkaufs- oder Manipulationsfunktionen [Jün-
1989] zum Schutz und zur einfachen Handhabung des Packguts bei guter Raumnut-
zung und Stapelbarkeit [Fle-2008].
Im Gegensatz zum reinen Verpacken ist der Verpackungsprozess ein komplexer
Vorgang, in dem die Verpackung vereinzelt, ausgerichtet und mit dem Packgut befüllt
sowie anschließend verschlossen, gekennzeichnet und mit der Transportverpackung
verpackt wird [Gil-2007].
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
32
Kommissionieren
Beim Kommissionieren werden auf Basis von Bedarfsinformationen eines Auftrags
aus einem Sortiment Teilmengen verschiedener Artikel zusammengestellt und da-
durch in einen verbrauchsspezifischen Zustand gebracht [VDI 3590]. Die Durchfüh-
rung kann artikel- oder auftragsbezogen in einer oder mehreren Stufen erfolgen [Kla-
2008]. Auf Grund der Vielzahl an Kombinationsmöglichkeiten von Belegungs-, Be-
wegungs-, Bearbeitungs-, Entnahme-, Nachschub- und Leergut-Strategien ist das
Kommissionieren einer der komplexesten Vorgänge der Logistik [Gud-2012]. Es setzt
sich aus der Bereitstellung, Bewegung, Entnahme und Abgabe der
Kommissioniereinheit zusammen [VDI 3590]. Zudem schließt es die Behandlung,
Erstellung, Quittierung und Verarbeitung des Auftrags sowie Umfänge des Kenn-
zeichnens und Verpackens ein.
Ein Kommissioniersystem ist folglich eine Kombination grundlegender Aktivitäten und
Vorgänge. Insbesondere zum Lagern gibt es viele Überschneidungen, da sich das
Kommissionieren bei der Anforderung einer Ladeeinheit eines Artikels auf ein reines
Auslagern reduziert [Gud-2012]. Neben dem Lager wird es mitunter auch der Pro-
duktion oder dem Wareneingang und -ausgang zugerechnet, wo es der Bereitstel-
lung oder Zusammenstellung von Kundenaufträgen dient [Gün-2010a].
Sortieren, Verteilen, Zusammenführen
Die Vorgänge Sortieren, Verteilen, Verzweigen und in umgekehrter Richtung das
Sammeln, Zusammenführen, Vereinigen und Konsolidieren sind im Grundsatz sehr
ähnlich. Nach [VDI 3619] wird beim Sortieren und Verteilen in ungeordneter Reihen-
folge ankommendes Stückgut identifiziert und anhand vorgegebener Unterschei-
dungsmerkmale auf festgelegte Ziele verteilt. Ziel kann dabei auch eine Reihenfolge
sein [Gün-2010a].
Das Sortieren beinhaltet Systemeingaben und -ausgaben, Identifizieren, Ausrichten
und Verteilen auf Objektklassen sowie Transportieren als ggf. Stückgutzuführung
oder Abtransport, Ver- und Entsorgung von Leergut und Rückführung nicht erkannter
Güter [Arn-2009][VDI 3619]. [Gün-2010a] bezeichnet das Sortieren bzw. Verteilen als
Spezialfall des Förderns, um Transporteinheiten nach Vorgaben einer Zielsteuerung
auszuschleusen. Entsprechend ist das Zusammenführen das Einschleusen in den
Transportprozess, um Einlaufströme zu einem Auslaufstrom zu vereinigen [Gün-
2010a].
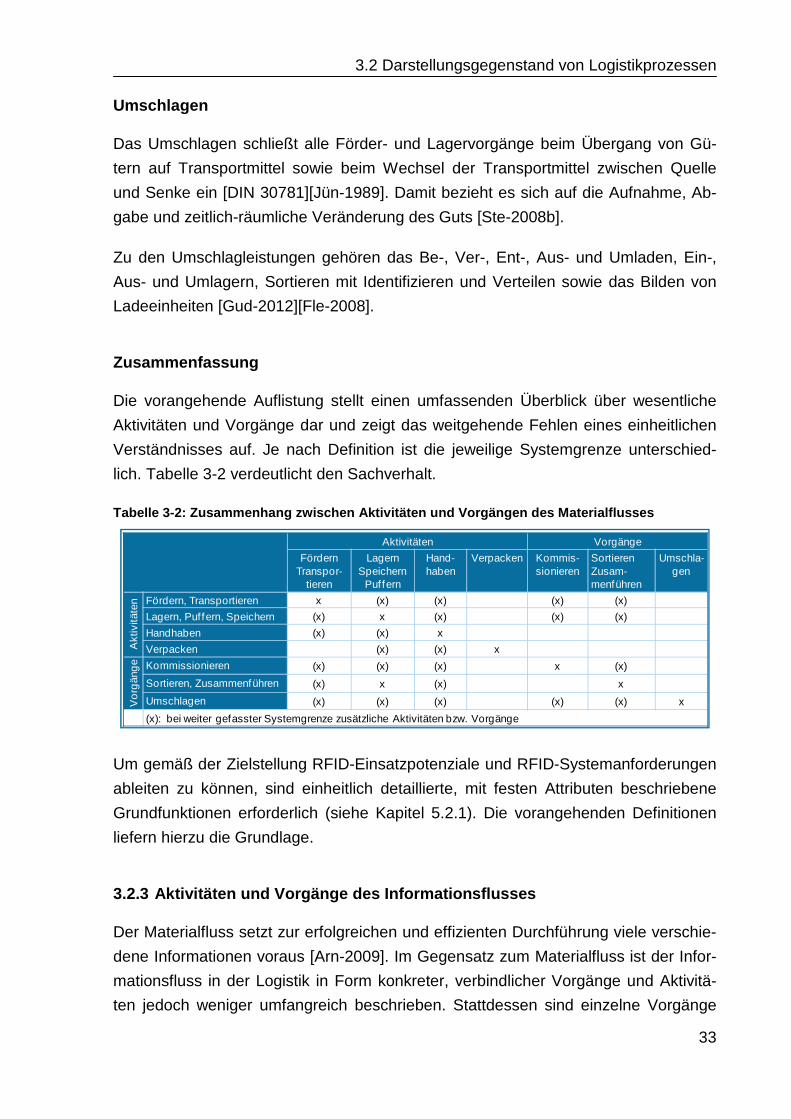
3.2 Darstellungsgegenstand von Logistikprozessen
33
Umschlagen
Das Umschlagen schließt alle Förder- und Lagervorgänge beim Übergang von Gü-
tern auf Transportmittel sowie beim Wechsel der Transportmittel zwischen Quelle
und Senke ein [DIN 30781][Jün-1989]. Damit bezieht es sich auf die Aufnahme, Ab-
gabe und zeitlich-räumliche Veränderung des Guts [Ste-2008b].
Zu den Umschlagleistungen gehören das Be-, Ver-, Ent-, Aus- und Umladen, Ein-,
Aus- und Umlagern, Sortieren mit Identifizieren und Verteilen sowie das Bilden von
Ladeeinheiten [Gud-2012][Fle-2008].
Zusammenfassung
Die vorangehende Auflistung stellt einen umfassenden Überblick über wesentliche
Aktivitäten und Vorgänge dar und zeigt das weitgehende Fehlen eines einheitlichen
Verständnisses auf. Je nach Definition ist die jeweilige Systemgrenze unterschied-
lich. Tabelle 3-2 verdeutlicht den Sachverhalt.
Tabelle 3-2: Zusammenhang zwischen Aktivitäten und Vorgängen des Materialflusses
Um gemäß der Zielstellung RFID-Einsatzpotenziale und RFID-Systemanforderungen
ableiten zu können, sind einheitlich detaillierte, mit festen Attributen beschriebene
Grundfunktionen erforderlich (siehe Kapitel 5.2.1). Die vorangehenden Definitionen
liefern hierzu die Grundlage.
3.2.3 Aktivitäten und Vorgänge des Informationsflus ses
Der Materialfluss setzt zur erfolgreichen und effizienten Durchführung viele verschie-
dene Informationen voraus [Arn-2009]. Im Gegensatz zum Materialfluss ist der Infor-
mationsfluss in der Logistik in Form konkreter, verbindlicher Vorgänge und Aktivitä-
ten jedoch weniger umfangreich beschrieben. Stattdessen sind einzelne Vorgänge
Aktivitäten Vorgänge
FördernTranspor-
tieren
Lagern Speichern
Puffern
Hand-haben
Verpacken Kommis-sionieren
SortierenZusam-menführen
Umschla-gen
Akt
ivitä
ten Fördern, Transportieren x (x) (x) (x) (x)
Lagern, Puffern, Speichern (x) x (x) (x) (x)
Handhaben (x) (x) x
Verpacken (x) (x) x
Vo
rgän
ge Kommissionieren (x) (x) (x) x (x)
Sortieren, Zusammenführen (x) x (x) x
Umschlagen (x) (x) (x) (x) (x) x
(x): bei weiter gefasster Systemgrenze zusätzliche Aktivitäten bzw. Vorgänge
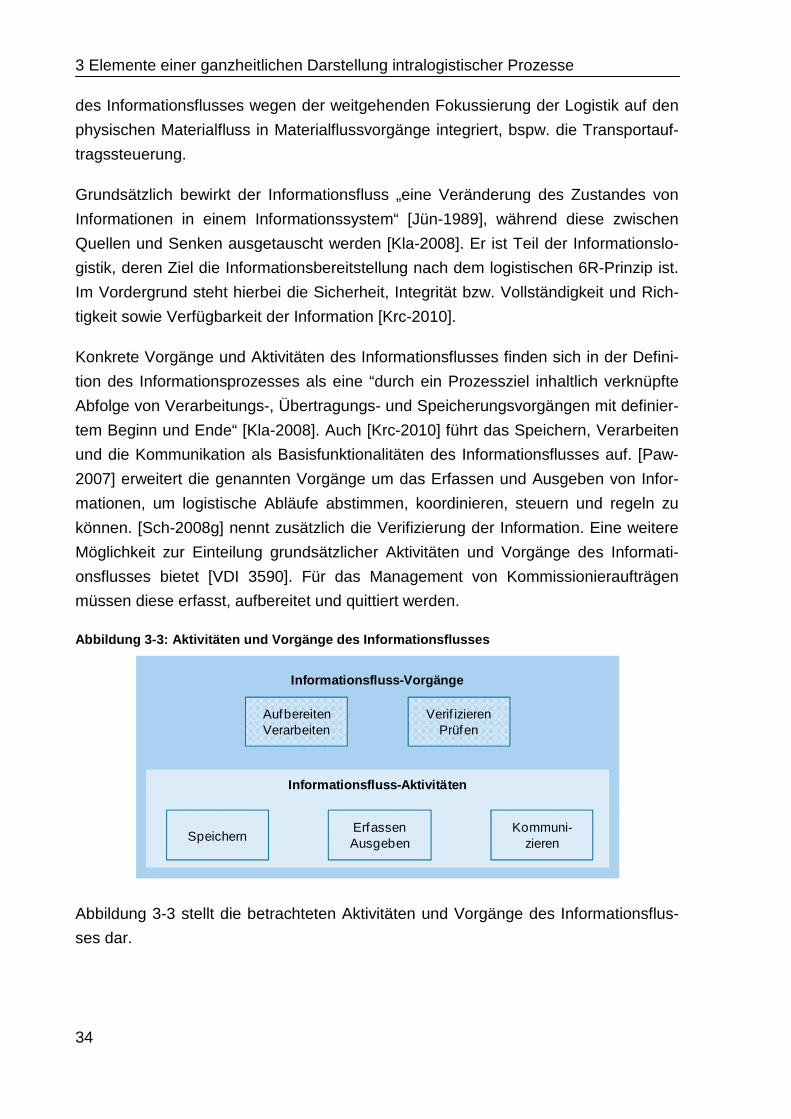
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
34
des Informationsflusses wegen der weitgehenden Fokussierung der Logistik auf den
physischen Materialfluss in Materialflussvorgänge integriert, bspw. die Transportauf-
tragssteuerung.
Grundsätzlich bewirkt der Informationsfluss „eine Veränderung des Zustandes von
Informationen in einem Informationssystem“ [Jün-1989], während diese zwischen
Quellen und Senken ausgetauscht werden [Kla-2008]. Er ist Teil der Informationslo-
gistik, deren Ziel die Informationsbereitstellung nach dem logistischen 6R-Prinzip ist.
Im Vordergrund steht hierbei die Sicherheit, Integrität bzw. Vollständigkeit und Rich-
tigkeit sowie Verfügbarkeit der Information [Krc-2010].
Konkrete Vorgänge und Aktivitäten des Informationsflusses finden sich in der Defini-
tion des Informationsprozesses als eine “durch ein Prozessziel inhaltlich verknüpfte
Abfolge von Verarbeitungs-, Übertragungs- und Speicherungsvorgängen mit definier-
tem Beginn und Ende“ [Kla-2008]. Auch [Krc-2010] führt das Speichern, Verarbeiten
und die Kommunikation als Basisfunktionalitäten des Informationsflusses auf. [Paw-
2007] erweitert die genannten Vorgänge um das Erfassen und Ausgeben von Infor-
mationen, um logistische Abläufe abstimmen, koordinieren, steuern und regeln zu
können. [Sch-2008g] nennt zusätzlich die Verifizierung der Information. Eine weitere
Möglichkeit zur Einteilung grundsätzlicher Aktivitäten und Vorgänge des Informati-
onsflusses bietet [VDI 3590]. Für das Management von Kommissionieraufträgen
müssen diese erfasst, aufbereitet und quittiert werden.
Abbildung 3-3: Aktivitäten und Vorgänge des Informa tionsflusses
Abbildung 3-3 stellt die betrachteten Aktivitäten und Vorgänge des Informationsflus-
ses dar.
Informationsfluss-Aktivitäten
Informationsfluss-Vorgänge
AufbereitenVerarbeiten
Verif izierenPrüfen
ErfassenAusgebenSpeichern
Kommuni-zieren
3.2 Darstellungsgegenstand von Logistikprozessen
35
Erfassen
Informationen können manuell oder automatisch erfasst werden, wobei für den jewei-
ligen Zweck eine bestimmte Genauigkeit und Qualität der Information erforderlich ist
[Ste-2008a]. Im Besonderen zählt das Identifizieren zum Erfassen als „das eindeuti-
ge und unverwechselbare Erkennen eines Gegenstandes anhand von Merkmalen“
[DIN 6763]. Identifizierungsmerkmale sind bspw. die Seriennummer eines RFID-
Transponders oder eines Lieferscheins sowie Farben oder Formen eines Objekts,
die diesem eindeutig zugeordnet werden können.
Ausgeben
Das Ausgeben einer Information meint deren bedarfsgerechte Bereitstellung [Her-
2008]. Abstrakt betrachtet ist die Ausgabe das Äquivalent zum Erfassen.
Kommunizieren
Die Kommunikation bezeichnet den Austausch bzw. die Übertragung von Informatio-
nen in Form von Signalen [Sch-2008g] zwischen Systemelementen und zwischen
Systemen und ihrer Umwelt [Krc-2010]. Die Kommunikationspartner werden als Sen-
der und Empfänger oder, äquivalent zum Transportieren bzw. Fördern des Material-
flusses, als Quelle und Senke bezeichnet.
Speichern
Analog zum Materialfluss müssen Informationen gespeichert oder gepuffert werden
oder warten [Arn-2009]. Die Ausprägungen können langfristig, bspw. zur Archivie-
rung, oder kurzfristig, bspw. zur Ablage oder Sammlung mit anschließender Weiter-
verarbeitung, sein. Als Statusangabe dienen die Informationen zudem der Prozess-
steuerung, indem sie Ergebnisse festhalten und nachfolgende Vorgänge auslösen.
Aufbereiten
Das Aufbereiten von Informationen ist ein komplexer Vorgang, der verschiedene Ak-
tivitäten zusammenfasst. Die erfassten Informationen werden gesammelt, ggf. ge-
speichert und für den Empfänger in geeigneter Form aufbereitet [Her-2008]. Die Ein-
gangsinformation wird dabei in eine Ausgangsinformation nach bestimmten Vorga-
ben transformiert. Sie wird demnach verändert und, weiter gefasst, verarbeitet.
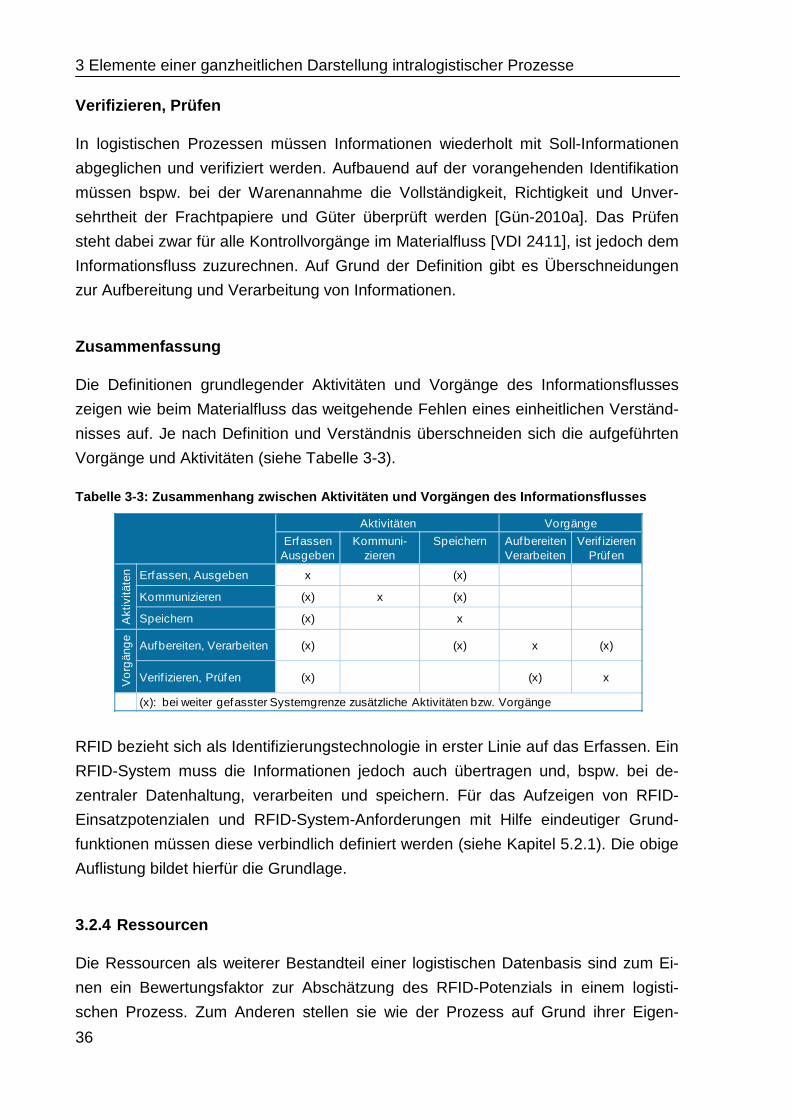
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
36
Verifizieren, Prüfen
In logistischen Prozessen müssen Informationen wiederholt mit Soll-Informationen
abgeglichen und verifiziert werden. Aufbauend auf der vorangehenden Identifikation
müssen bspw. bei der Warenannahme die Vollständigkeit, Richtigkeit und Unver-
sehrtheit der Frachtpapiere und Güter überprüft werden [Gün-2010a]. Das Prüfen
steht dabei zwar für alle Kontrollvorgänge im Materialfluss [VDI 2411], ist jedoch dem
Informationsfluss zuzurechnen. Auf Grund der Definition gibt es Überschneidungen
zur Aufbereitung und Verarbeitung von Informationen.
Zusammenfassung
Die Definitionen grundlegender Aktivitäten und Vorgänge des Informationsflusses
zeigen wie beim Materialfluss das weitgehende Fehlen eines einheitlichen Verständ-
nisses auf. Je nach Definition und Verständnis überschneiden sich die aufgeführten
Vorgänge und Aktivitäten (siehe Tabelle 3-3).
Tabelle 3-3: Zusammenhang zwischen Aktivitäten und Vorgängen des Informationsflusses
RFID bezieht sich als Identifizierungstechnologie in erster Linie auf das Erfassen. Ein
RFID-System muss die Informationen jedoch auch übertragen und, bspw. bei de-
zentraler Datenhaltung, verarbeiten und speichern. Für das Aufzeigen von RFID-
Einsatzpotenzialen und RFID-System-Anforderungen mit Hilfe eindeutiger Grund-
funktionen müssen diese verbindlich definiert werden (siehe Kapitel 5.2.1). Die obige
Auflistung bildet hierfür die Grundlage.
3.2.4 Ressourcen
Die Ressourcen als weiterer Bestandteil einer logistischen Datenbasis sind zum Ei-
nen ein Bewertungsfaktor zur Abschätzung des RFID-Potenzials in einem logisti-
schen Prozess. Zum Anderen stellen sie wie der Prozess auf Grund ihrer Eigen-
Aktivitäten Vorgänge
ErfassenAusgeben
Kommuni-zieren
Speichern AufbereitenVerarbeiten
Verif izierenPrüfen
Akt
ivitä
ten Erfassen, Ausgeben x (x)
Kommunizieren (x) x (x)
Speichern (x) x
Vo
rgän
ge
Aufbereiten, Verarbeiten (x) (x) x (x)
Verif izieren, Prüfen (x) (x) x
(x): bei weiter gefasster Systemgrenze zusätzliche Aktivitäten bzw. Vorgänge
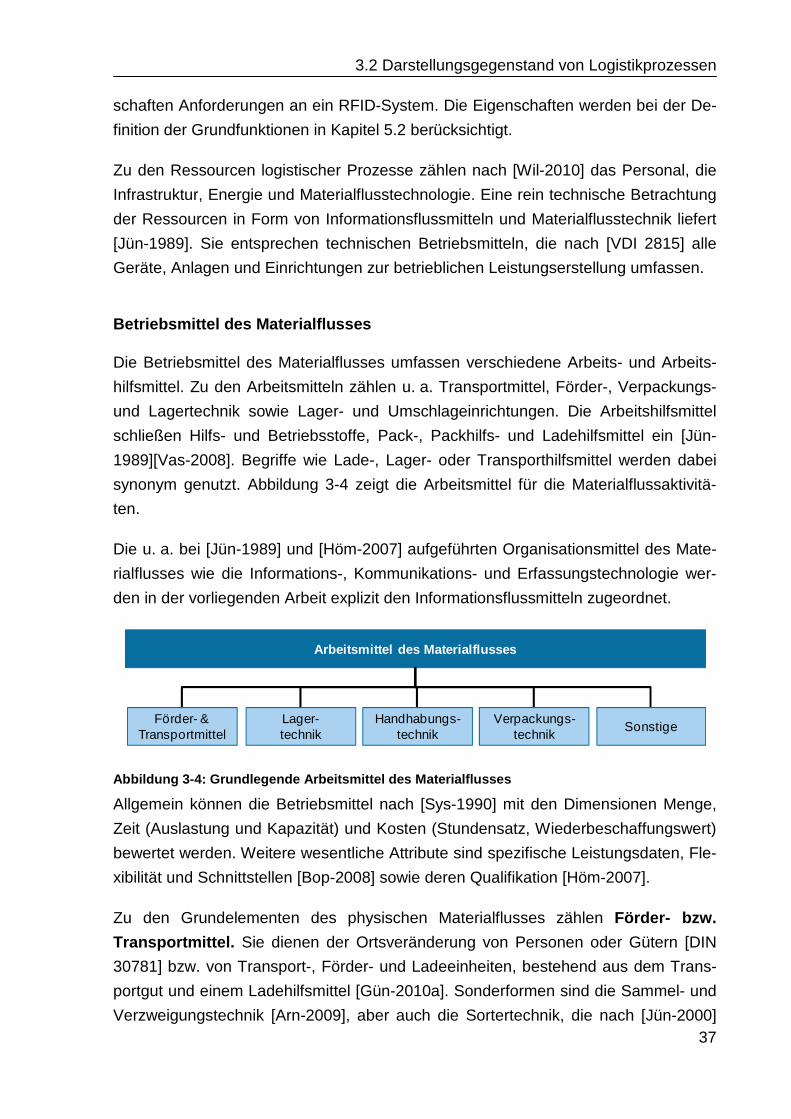
3.2 Darstellungsgegenstand von Logistikprozessen
37
schaften Anforderungen an ein RFID-System. Die Eigenschaften werden bei der De-
finition der Grundfunktionen in Kapitel 5.2 berücksichtigt.
Zu den Ressourcen logistischer Prozesse zählen nach [Wil-2010] das Personal, die
Infrastruktur, Energie und Materialflusstechnologie. Eine rein technische Betrachtung
der Ressourcen in Form von Informationsflussmitteln und Materialflusstechnik liefert
[Jün-1989]. Sie entsprechen technischen Betriebsmitteln, die nach [VDI 2815] alle
Geräte, Anlagen und Einrichtungen zur betrieblichen Leistungserstellung umfassen.
Betriebsmittel des Materialflusses
Die Betriebsmittel des Materialflusses umfassen verschiedene Arbeits- und Arbeits-
hilfsmittel. Zu den Arbeitsmitteln zählen u. a. Transportmittel, Förder-, Verpackungs-
und Lagertechnik sowie Lager- und Umschlageinrichtungen. Die Arbeitshilfsmittel
schließen Hilfs- und Betriebsstoffe, Pack-, Packhilfs- und Ladehilfsmittel ein [Jün-
1989][Vas-2008]. Begriffe wie Lade-, Lager- oder Transporthilfsmittel werden dabei
synonym genutzt. Abbildung 3-4 zeigt die Arbeitsmittel für die Materialflussaktivitä-
ten.
Die u. a. bei [Jün-1989] und [Höm-2007] aufgeführten Organisationsmittel des Mate-
rialflusses wie die Informations-, Kommunikations- und Erfassungstechnologie wer-
den in der vorliegenden Arbeit explizit den Informationsflussmitteln zugeordnet.
Abbildung 3-4: Grundlegende Arbeitsmittel des Mater ialflusses
Allgemein können die Betriebsmittel nach [Sys-1990] mit den Dimensionen Menge,
Zeit (Auslastung und Kapazität) und Kosten (Stundensatz, Wiederbeschaffungswert)
bewertet werden. Weitere wesentliche Attribute sind spezifische Leistungsdaten, Fle-
xibilität und Schnittstellen [Bop-2008] sowie deren Qualifikation [Höm-2007].
Zu den Grundelementen des physischen Materialflusses zählen Förder- bzw.
Transportmittel. Sie dienen der Ortsveränderung von Personen oder Gütern [DIN
30781] bzw. von Transport-, Förder- und Ladeeinheiten, bestehend aus dem Trans-
portgut und einem Ladehilfsmittel [Gün-2010a]. Sonderformen sind die Sammel- und
Verzweigungstechnik [Arn-2009], aber auch die Sortertechnik, die nach [Jün-2000]
Arbeitsmittel des Materialflusses
Förder- & Transportmittel
Lager-technik
Handhabungs-technik
Verpackungs-technik
Sonstige
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
38
nach dem Wirkprinzip des Übergangs zwischen Fördergut und Fördermittel eingeteilt
werden kann.
Die Lagertechnik als weiteres Materialfluss-Grundelement kann zweiteilig beschrie-
ben werden. Das Lagersystem zum Einen bezieht sich auf den Aufbau des physi-
schen Lagergestells und dessen Beweglichkeit bzw. die der Lagereinheiten [Gün-
2010b]. Die Lagergeräte und deren Lastaufnahmemittel zum Anderen entsprechen
im Wesentlichen den Fördermitteln (siehe z. B. [Gud-2012]).
Die Handhabungstechnik gliedert sich in Handhabungsmittel und die Handha-
bungseinheit (z. B. Greifer, Gabel). Einzweckgeräte sind Einrichtungen zum Spei-
chern, Positionieren, Spannen, Kontrollieren, Orientieren oder Verändern der Menge.
Universalgeräte wie Roboter übernehmen mehrere Aufgaben [Jün-2000].
Die Verpackungstechnik realisiert die Verpackung des Packguts als lösbare, voll-
ständige oder teilweise Umhüllung [Ise-1996]. Sie besteht aus Packhilfsmitteln wie
Kennzeichnungen, Klebeband oder Polsterstoffen und dem das Packstück zusam-
menhaltenden Packmittel. Beide sind aus verschiedenen Packstoffen [DIN 55405].
Bei der Bildung von Ladeeinheiten werden analog Güter mit Ladungsträgern bzw.
Ladehilfsmitteln und Ladeeinheitensicherungsmitteln zusammengefasst.
Weitere Betriebsmittel des Materialflusses wie Kommissionier- und Umschlagmittel
stellen eine Kombination aus den grundlegenden Förder-, Lager- und Handha-
bungsmitteln dar [Jün-1989].
Betriebsmittel des Informationsflusses
Logistische Informationsflussmittel sind Teil eines Informationssystems und setzen
Informationen in Relation zueinander und zu anderen logistischen Gegenständen,
um Aufgaben „der Planung, Steuerung und Überwachung in Systemen auszuführen“
[Jün-1989]. Das System ist dabei als Kombination personeller, organisatorischer und
technischer Elemente zu sehen, um Informationen für die jeweiligen Aktivitäten und
Vorgänge bedarfsgerecht bereitzustellen [Pfo-1997]. Es weist folglich einen sozio-
technischen Charakter auf [Krc-2010].
Die Informationsflussmittel und die häufig synonym verwendeten Begriffe Organisati-
onsmittel oder Informations- und Kommunikationstechnik sind hierbei die techni-
schen und organisatorischen Elemente. Sie bezeichnen sowohl materielle als auch
immaterielle Hilfsmittel [Ble-2004]. In Anlehnung an die Funktionen des Informations-
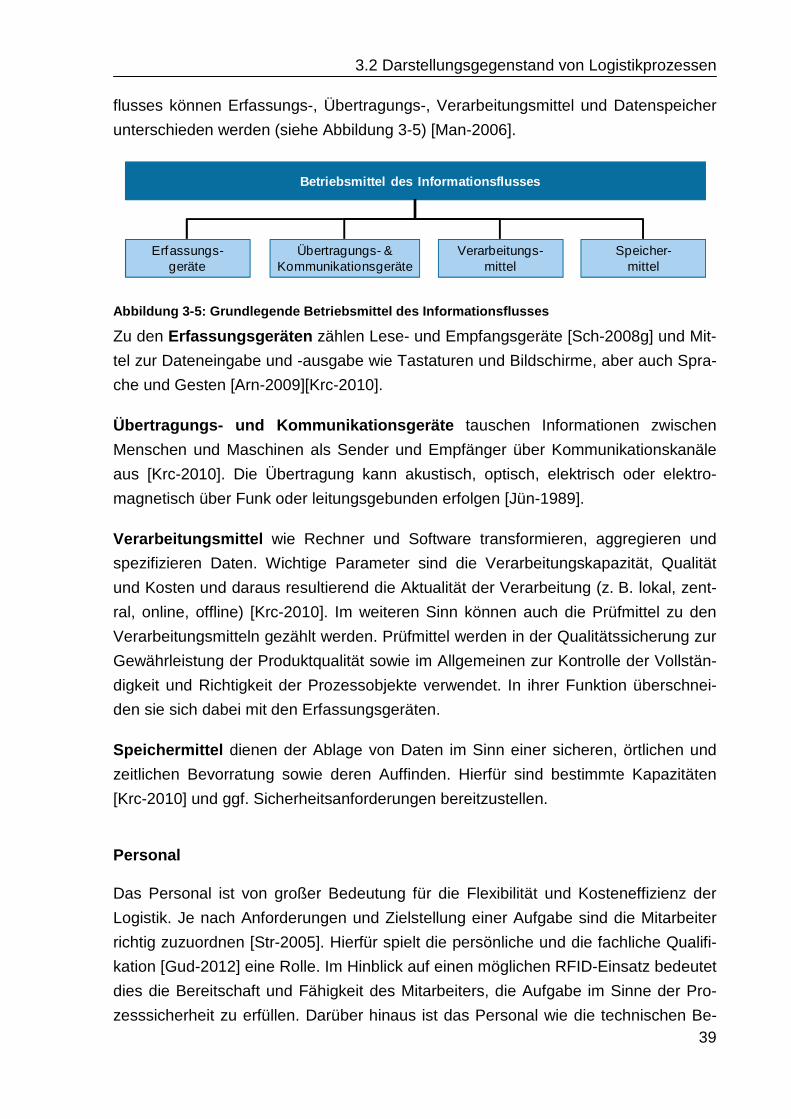
3.2 Darstellungsgegenstand von Logistikprozessen
39
flusses können Erfassungs-, Übertragungs-, Verarbeitungsmittel und Datenspeicher
unterschieden werden (siehe Abbildung 3-5) [Man-2006].
Abbildung 3-5: Grundlegende Betriebsmittel des Info rmationsflusses
Zu den Erfassungsgeräten zählen Lese- und Empfangsgeräte [Sch-2008g] und Mit-
tel zur Dateneingabe und -ausgabe wie Tastaturen und Bildschirme, aber auch Spra-
che und Gesten [Arn-2009][Krc-2010].
Übertragungs- und Kommunikationsgeräte tauschen Informationen zwischen
Menschen und Maschinen als Sender und Empfänger über Kommunikationskanäle
aus [Krc-2010]. Die Übertragung kann akustisch, optisch, elektrisch oder elektro-
magnetisch über Funk oder leitungsgebunden erfolgen [Jün-1989].
Verarbeitungsmittel wie Rechner und Software transformieren, aggregieren und
spezifizieren Daten. Wichtige Parameter sind die Verarbeitungskapazität, Qualität
und Kosten und daraus resultierend die Aktualität der Verarbeitung (z. B. lokal, zent-
ral, online, offline) [Krc-2010]. Im weiteren Sinn können auch die Prüfmittel zu den
Verarbeitungsmitteln gezählt werden. Prüfmittel werden in der Qualitätssicherung zur
Gewährleistung der Produktqualität sowie im Allgemeinen zur Kontrolle der Vollstän-
digkeit und Richtigkeit der Prozessobjekte verwendet. In ihrer Funktion überschnei-
den sie sich dabei mit den Erfassungsgeräten.
Speichermittel dienen der Ablage von Daten im Sinn einer sicheren, örtlichen und
zeitlichen Bevorratung sowie deren Auffinden. Hierfür sind bestimmte Kapazitäten
[Krc-2010] und ggf. Sicherheitsanforderungen bereitzustellen.
Personal
Das Personal ist von großer Bedeutung für die Flexibilität und Kosteneffizienz der
Logistik. Je nach Anforderungen und Zielstellung einer Aufgabe sind die Mitarbeiter
richtig zuzuordnen [Str-2005]. Hierfür spielt die persönliche und die fachliche Qualifi-
kation [Gud-2012] eine Rolle. Im Hinblick auf einen möglichen RFID-Einsatz bedeutet
dies die Bereitschaft und Fähigkeit des Mitarbeiters, die Aufgabe im Sinne der Pro-
zesssicherheit zu erfüllen. Darüber hinaus ist das Personal wie die technischen Be-
Betriebsmittel des Informationsflusses
Erfassungs-geräte
Übertragungs- & Kommunikationsgeräte
Verarbeitungs-mittel
Speicher-mittel
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
40
triebsmittel eine Größe zur Bewertung des mit einem RFID-Einsatz verbundenen
Nutzens. Bewertungsdimensionen sind wiederum nach [Sys-1990] die Anzahl, Ar-
beitszeit und Kosten des Mitarbeiters.
Fläche und Raum
Für die Ausführung der einzelnen Aktivitäten und Vorgänge eines Prozesses müssen
Flächen zur Verfügung gestellt werden. Diese können in Anlehnung an [Sys-1990] im
Wesentlichen durch ihre Abmessungen, Kapazitäten, Auslastung und Kosten be-
schrieben werden. Darüber hinaus bestehen restriktive Organisationsaspekte wie
Höchstgeschwindigkeiten, Wegbreiten oder Infrastruktur [Vas-2008][Gün-2010b].
3.2.5 Zusammenfassung
In den vorangehenden Kapiteln werden die Darstellungsgegenstände eines intralo-
gistischen Prozesses in Form von Prozessobjekten, Vorgängen und Aktivitäten sowie
Ressourcen beschrieben. Diese sind mit der entwickelten Methode zu berücksichti-
gen und im Hinblick auf eine potenzielle RFID-Anwendung umfassend zu detaillieren.
Insbesondere bei den Vorgängen und Aktivitäten des Material- und Informationsflus-
ses wird deutlich, dass es hier an einem einheitlichen Verständnis fehlt. Eine klare
Abgrenzung im Sinn der Definition in Kapitel 3.1 in Aktivitäten und Vorgänge ist folg-
lich nicht durchgängig möglich. Da jedoch für die entwickelte Methode klare, einheit-
lich detaillierte Prozessbausteine erforderlich sind, werden in Kapitel 5.2 Grundfunk-
tionen definiert, die klar voneinander abgegrenzt sind und den Prozess ganzheitlich
darstellen. Im nachfolgenden Kapitel 3.3 werden verschiedene Ansätze vorgestellt
und bewertet, die Logistikprozesse mit einheitlichen Bausteinen beschreiben.
3.3 Ansätze zu intralogistischen Standardvorgängen
Nach der Zielsetzung in Kapitel 1.4 basiert die erarbeitete Methode auf trennschar-
fen, standardisierten Prozessbausteinen für den Material- und Informationsfluss mit
ähnlichem Abstraktionsgrad im Sinne kleinskaliger Aktivitäten. In diesem Kapitel
werden verschiedene Ansätze zu intralogistischen Standardvorgängen, denen dieser
Gedanke prinzipiell zu Grunde liegt, in unvollständiger Auswahl erläutert und disku-
tiert. Sie liefern eine Hilfestellung für die Neudefinition der Methodenbausteine in Ka-
pitel 5.2.
3.3 Ansätze zu intralogistischen Standardvorgängen
41
Vorgänge nach VDI-Richtlinie 3300 [VDI 3300]
Die VDI-Richtlinie 3300 definiert sechs spezifische Tätigkeiten, um den Materialfluss
als Verkettung von Vorgängen zur Gewinnung, Be- und Verarbeitung sowie Vertei-
lung von stofflichen Gütern realisieren zu können. Das Bearbeiten bringt das Produkt
dem Ausgangszustand näher, das Handhaben umfasst andere Vorgänge einleitende
Bewegungen, wohingegen das Transportieren eine bewusste Ortsveränderung logis-
tischer Objekte bezeichnet. Aufenthalt und Lagerung unterscheiden zwischen einer
Materialflussunterbrechung ohne bzw. mit Übergang in ein Lager. Das Prüfen bezieht
sich auf sämtliche Kontrollvorgänge [VDI 3300]. Die Aktivitäten sind trennscharf, ein-
heitlich detailliert und in Anbetracht der Aufgabe nicht sinnvoll weiter zu unterteilen.
Jedoch lässt die Richtlinie den Informationsfluss gänzlich außer Acht.
Standardisierte Prozessbeschreibung nach [Höm-2007]
Im Rahmen des Sonderforschungsbereichs 559 wird ein Ansatz zur standardisierten
Prozessbeschreibung vorgestellt, der die Erfassung relevanter Prozesssimulations-
daten unterstützt. Die Material- und Informationsflüsse werden auf verschiedenen
Ebenen bzw. „Konkretisierungsstufen“ (KS) jeweils durch drei gleichnamige Basis-
prozesse modelliert, denen wiederum Logistikdaten eines Logistikdatensatzes zuge-
ordnet sind. Das Behandeln bedeutet im Informationsfluss die Veränderung und
Transformation von Informationen. Im Materialfluss meint es Zustandsänderungen
ohne Ortsänderung, wozu auch bspw. das Handhaben oder Prüfen zählt. Ortswech-
sel stehen für eine gewünschte räumliche Veränderung bzw. Übertragung und das
Liegen für eine Zeitüberbrückung ohne Veränderungen am Objekt bzw. für das Spei-
chern von Informationen. Die Basisprozesse können vom Anwender beliebig abstra-
hiert und zu Prozessketten verknüpft werden. Für bestimmte Anwendungsfälle las-
sen sich Referenzprozessketten als Benchmark definieren [Höm-2007].
Der Ansatz hat die Reduzierung des Aufwands für die Informationsgewinnung bei der
Simulation logistischer Systeme zum Ziel. Dabei sind die Basisprozesse abstrakt,
weshalb es schwierig ist, konkreten Vorgängen Basisprozesse sowie Logistikdaten
aus dem umfangreichen Datensatz eindeutig zuzuordnen. So steht bspw. in KS 1
das Verladen, das in KS 2 u. a. das Absetzen der Palette auf der Ladefläche und auf
KS 3 das Verschieben der Gabel des Staplers einschließt, jeweils für einen Orts-
wechsel. Auch trennt der Ansatz Material- und Informationsfluss nicht immer scharf
voneinander, indem er bspw. das Zählen und Prüfen als Erfassung bzw. Generierung
von Informationen zur Behandlung im Materialfluss zählt.
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
42
Zustandstransformationen
Auch der Ansatz nach [Jün-1989] zur Gliederung logistischer Prozesse baut auf der
Zustandstransformation logistischer Objekte hinsichtlich Zeit und Ort sowie Lage,
Menge, Wert und Sorte auf. Wichtige Operationen des Materialflusses sind demnach
das Bearbeiten, Prüfen, Verpacken, Lagern, Fördern und Transportieren sowie
Handhaben. Hinzu kommen das Bilden von Ladeeinheiten, Kommissionieren, Mon-
tieren, sowie Be- und Entladen bzw. Umschlagen. Die Operationen entsprechen ein-
zelnen bzw. kombinierten Zustandsänderungen und sind in Anlehnung an verschie-
dene Richtlinien (u. a. VDI 3300, VDI 2860, VDI 3590) und Normen (u. a. DIN 30781,
DIN 55405) definiert. Des Weiteren nennt [Jün-1989] als Arbeitsoperationen des In-
formationsflusses die Ein- und Ausgabe von Daten sowie deren Transport, Verarbei-
tung und Speicherung, ohne im Detail weiter darauf einzugehen.
Basierend auf dem Ansatz von [Jün-1989] ordnet [Pfo-2010] die grundlegenden Lo-
gistikprozesse nach den durch sie bewirkten Transformationen des Gutes bzgl. Zeit,
Raum, Menge, Sorte und dessen Eigenschaften (Transport-, Umschlags-, Lagerei-
genschaften). Die Kernprozesse des Güterflusses sind das Lagern, der Umschlag
und Transport sowie deren Unterstützungsprozesse Verpacken und Signieren. Der
Informationsfluss wird nur rudimentär durch Prozesse zur Auftragsübermittlung und
Auftragsbearbeitung berücksichtigt.
Auch [Wil-2010] lehnt sich an [Jün-1989] an und teilt logistische Prozesse nach der
Transformation hinsichtlich Zeit, Ort, Menge, Zusammensetzung und Qualität ein. Für
den Materialfluss listet er die Prozesse Lagern, Transport, Handhabung, Kommissio-
nierung, Umschlag und Verpackung. Den Informationsfluss beschreibt er mit Be-
schaffung, Übermittlung, Speicherung, Verarbeitung und Verwertung der Informatio-
nen.
Die vorgestellten drei Transformationsansätze listen verschiedene, elementare Lo-
gistikoperationen auf, sind jedoch insgesamt nicht immer einheitlich detailliert und
dadurch mitunter nicht trennscharf. Zudem betrachten sie den Informationsfluss ver-
gleichsweise rudimentär. Im Unterschied hierzu postuliert [Arn-2009] die Zerlegung
komplexerer Vorgänge, bspw. das Sortieren und Kommissionieren, in die Grundfunk-
tionen Fördern, Verzweigen und Verteilen, Zusammenführen und Sammeln, Warten
und Bedienen. Letzteres fasst jedoch teilweise sehr unterschiedliche Vorgänge wie
Handhaben, Montieren oder Bereitstellen zusammen, worunter die Trennschärfe der
Grundfunktionen leidet.
3.3 Ansätze zu intralogistischen Standardvorgängen
43
Logistikorientierte Wertstromanalyse nach [Gün-2013 ]
Die logistikorientierte Wertstromanalyse ist eine Weiterentwicklung der bekannten
Wertstromanalyse mit Fokus auf Logistikprozessen. Aufbauend auf einem für die Lo-
gistik erweiterten Wertstromdesign unterstützt sie den Planer bei der Identifizierung
von Verschwendung in Prozessketten sowie bei deren Optimierung [Gün-2013].
Das Wertstromdesign selbst ist in zehn Planungsschritte gegliedert. Ein wesentlicher
Schritt ist dabei die Definition von Logistikfunktionen. Sie ergeben sich aus den
Transformationen von Raum, Zeit, Menge, Sorte und Zusammenstellung sowie Ser-
vicewert, um die Anforderungen auf der Lieferantenseite in die Anforderungen der
Kundenseite zu überführen (siehe auch [Jün-1989]). Für den Materialfluss ergeben
sich daraus das Transportieren und Fördern, Puffern und Lagern, Sammeln und Ver-
teilen, Kommissionieren und Sortieren sowie Verpacken, Etikettieren und Prüfen. Für
jede Logistikfunktion werden verschiedene Ausprägungen zur Gestaltung der Pro-
zesskette als Prozessbausteine vorgegeben, bspw. Direktverkehr und Routenzug für
das Fördern. Der Informationsfluss zur Steuerung des Materialflusses setzt sich aus
den administrativen Funktionen Buchen, Auftrag erzeugen, Dokumentieren und In-
formation übermitteln zusammen. Jede Funktion wird als Datenkasten mit bestimm-
ten Attributen zur Darstellung der Prozesskette verwendet.
Die beschriebenen Logistikfunktionen sind für die vorliegende Aufgabenstellung nur
bedingt geeignet. Zum einen werden bspw. beim Kommissionieren mehrere elemen-
tare Bausteine zusammengefasst, die zur Beurteilung eines möglichen RFID-
Einsatzes getrennt betrachtet werden müssen. Zum anderen finden sich mit dem Eti-
kettieren und Prüfen Bausteine im Materialfluss, denen als Objekt Informationen bzw.
deren Träger zu Grunde liegen und daher dem Informationsfluss zuzuordnen sind.
Das Erfassen der Information als wesentliche RFID-Aufgabe bleibt zudem gänzlich
unberücksichtigt.
Referenzprozessmodell nach [Fig-2008]
Das Referenzprozessmodell (RPM) von [Fig-2008] fokussiert die Darstellung inner-
betrieblicher Lagerprozesse der Ersatzteillogistik. Der Prozess wird als Prozesskette
auf drei Ebenen als Verbindung aus vorauseilenden und koordinierenden Informati-
onsflüssen sowie Materialflüssen modelliert. Hierzu gibt das RPM neben weiteren
einfachen Modellbausteinen 92 selbstähnliche Prozesselemente vor, die jeweils ei-
nem von insgesamt 30 Prozessmodulen aus acht Hauptprozessen zugeordnet sind.
17 Potenzialklassen der Arbeitsfelder Prozesse, Lenkungsebene, Ressourcen und
3 Elemente einer ganzheitlichen Darstellung intralogistischer Prozesse
44
Struktur beschreiben das Veränderungs- und damit Optimierungspotenzial der Pro-
zesselemente. Spezifische Fragestellungen unterstützen den Anwender bei der Po-
tenzialfindung. Typische, branchenbezogene Merkmale definieren die Organisation,
Ressourcen und IT eines Prozesses.
Das RPM zielt auf eine Software-unterstützte Prozessmodellierung ab. Durch den
Branchenfokus der Methode eignen sich weder die Prozesselemente noch die Pro-
zessmodule und Hauptprozesse für eine flexible, allgemeingültige Abbildung intralo-
gistischer Prozesse.
Hauptprozesse nach [Ali-2006]
Ebenfalls mit dem Ziel der Vergleichbarkeit von Logistikprozessen im Sinne eines
Benchmarks unterscheidet [Ali-2006] vier Hauptprozesse eines Distributionszent-
rums. Für die Warenvereinnahmung, Lagerung und Kommissionierung, Konsolidie-
rung und Verpackung sowie den Versand und Warenausgang werden standardisierte
Aufgaben und technische Umsetzungsmöglichkeiten vorgegeben. Dem Ansatz fehlt
somit sowohl die Anwendbarkeit auf allgemeine innerbetriebliche Logistikprozesse
als auch ein für die vorliegende Aufgabe sinnvolles Abstraktionsniveau der Haupt-
prozesse.
Zusammenfassung
Die vorgestellte Auswahl an Ansätzen zu intralogistischen Standardvorgängen zeigt
verschiedene Schwächen hinsichtlich der Aufgabenstellung der vorliegenden Arbeit
auf (siehe Tabelle 3-4) und macht die Notwendigkeit der Definition ganzheitlicher
Grundfunktionen vor diesem Hintergrund offensichtlich. Dabei werden die beschrie-
benen Ansätze als Grundlage für die Ausarbeitung der elementaren Bausteine der
Methode genutzt werden (siehe Kapitel 5.2). Die Zielstellung ist dabei die Definition
grundlegender, trennscharfer Funktionen für Material- und Informationsfluss, mit de-
nen Logistikprozesse zur Einschätzung eines RFID-Einsatzes dargestellt werden
können.
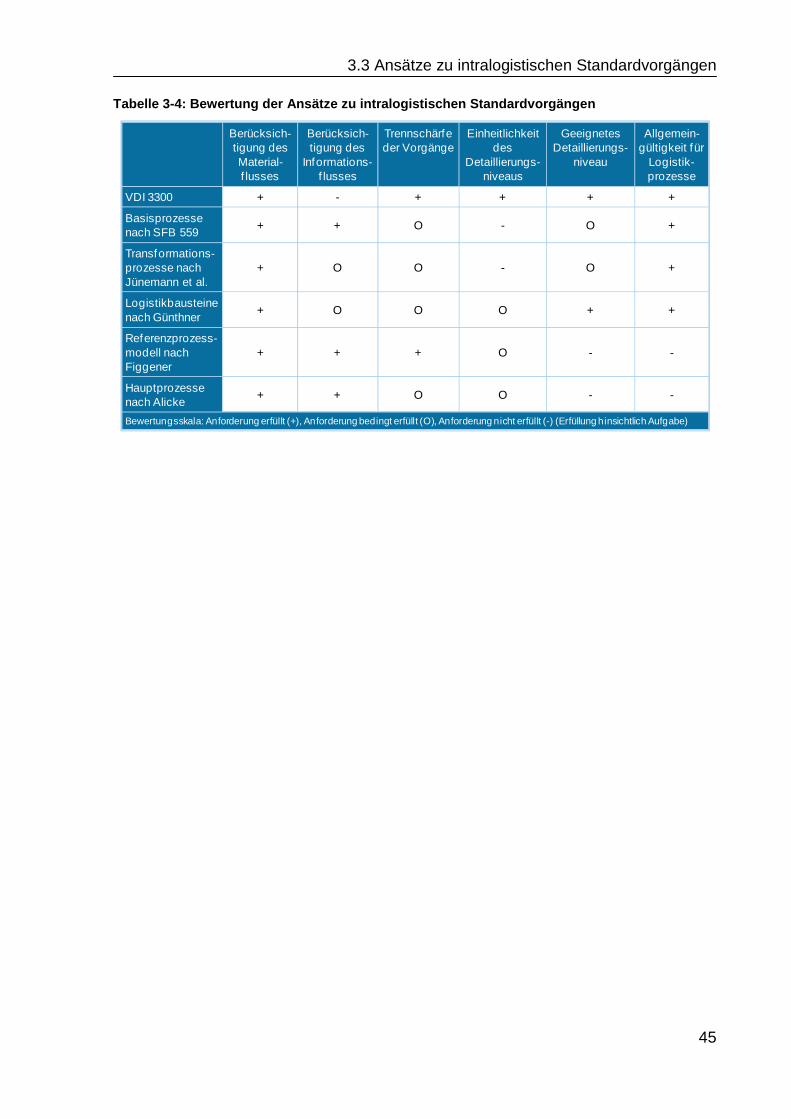
3.3 Ansätze zu intralogistischen Standardvorgängen
45
Tabelle 3-4: Bewertung der Ansätze zu intralogistis chen Standardvorgängen
Berücksich-tigung des Material-f lusses
Berücksich-tigung des
Informations-f lusses
Trennschärfe der Vorgänge
Einheitlichkeit des
Detaillierungs-niveaus
GeeignetesDetaillierungs-
niveau
Allgemein-gültigkeit für
Logistik-prozesse
VDI 3300 + - + + + +
Basisprozesse nach SFB 559
+ + O - O +
Transformations-prozesse nach Jünemann et al.
+ O O - O +
Logistikbausteine nach Günthner
+ O O O + +
Referenzprozess-modell nach Figgener
+ + + O - -
Hauptprozesse nach Alicke
+ + O O - -
Bewertungsskala: Anforderung erfüllt (+), Anforderung bedingt erfüllt (O), Anforderung nicht erfüllt (-) (Erfüllung hinsichtlich Aufgabe)

47
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
Wie bereits in der Zielstellung in Kapitel 1.4 aufgezeigt liegt der Fokus der entwickel-
ten Methode auf der RFID-gerechten Darstellung innerbetrieblicher Logistikprozesse.
Aufbauend auf dieser Darstellung werden in weiteren Schritten RFID-
Nutzenpotenziale sowie Prozessanforderungen abgeleitet. Im vorliegenden Kapitel
werden deshalb verschiedene Methoden der Prozessdarstellung ausgewählt, be-
schrieben und anhand eines Zielkriterienkatalogs bewertet. Dadurch werden die
Stärken und Schwächen der Methoden aufgezeigt, die die Grundlage für die Entwick-
lung einer ganzheitlichen Prozessdarstellungsmethode sind. Der Einsatzzweck der
vorgestellten Methoden ist dabei verschiedenartig, jedoch explizit nicht die RFID-
gerechte Prozessdarstellung. Eine entsprechende Methode liegt bisher schlichtweg
nicht vor, sondern wurde im Rahmen dieser Arbeit erstellt.
4.1 Methoden der Prozessdarstellung
Nachfolgend werden verschiedene Methoden zur Erstellung von Prozessmodellen,
wie sie in der Fachliteratur zu finden sind, erläutert und anhand ausgewählter Merk-
male klassifiziert.
4.1.1 Beschreibung der Methoden
Flussdiagramm
Das Flussdiagramm wird häufig als Synonym für Ablaufschemata verwendet. Es
stellt Prozesse als grobe, sehr einfache zeitlich-logische Abfolge der Entscheidun-
gen, Bedingungen und Aktionen grafisch dar [Arn-2009]. Zeiten, Mengen sowie De-
tails zu Prozessobjekten werden nicht berücksichtigt.
Sankey-Diagramm (Sankey)
Das Sankey-Diagramm bildet Mengenbeziehungen zwischen einzelnen Funktionsbe-
reichen durch grob mengenmaßstäbliche, gerichtete Pfeile grafisch ab. Als struktur-
behaftetes Diagramm bezieht es das flächenmaßstäbliche Layout des betrachteten
Prozessbereichs in die Darstellung ein [Gün-2010b]. Die semantische Formalisierung
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
48
beschränkt sich auf Annahmen, bspw. zur Massenerhaltung und Mengenproportiona-
lität. Verzweigungen werden schnell unübersichtlich und kaum abgebildet.
Ereignisgesteuerte Prozesskette (EPK)
Die EPK wird häufig zur Modellierung von Geschäftsprozessen verwendet, bspw. als
Grundlage der Modellierungssoftware ARIS. Sie bildet die Prozesse als alternierende
Folge einzelner Funktionen und auslösender bzw. ausgelöster Ereignisse grafisch
ab. Für den zeitlich-logischen Ablauf bedient sie sich Verknüpfungsoperatoren, Kont-
rollfluss-Pfeilen zur Verbindung der Elemente sowie Prozesswegweisern als Schnitt-
stelle zu anderen Prozessen. Die erweiterte EPK (eEPK) stellt zusätzliche Elemente
zur Angabe organisatorischer Einheiten, von Objekten und Ressourcen, von IT-
Systemen sowie eigene Materialflusspfeile zur Verfügung. Die Darstellung ist nur
bedingt formalisiert und bietet Raum für Interpretationen. Zwar ist sie leicht verständ-
lich, jedoch wird sie schnell unübersichtlich und ist dann schwierig zu analysieren
[Sch-2008d], [Krc-2010].
Business Process Modeling Notation (BPMN)
Wie die EPK zielt auch die BPMN auf die Modellierung von Geschäftsprozessen ab,
die direkt in übergeordnete Systeme überführt werden können. Hierzu stellt sie vier
grundsätzliche grafische Elemente zur Verfügung. Flow Objects verkörpern Aktivitä-
ten, Events und Gateways (Verknüpfungen), Connecting Objects Kanten, Swimlanes
Zuständigkeiten und Artifacts Objekte. Die BPMN ist nur bedingt formalisiert und syn-
taktisch ähnlich der EPK, schreibt jedoch keine alternierende Folge von Aktivitäten
und Ereignissen vor und unterscheidet verschiedene Event-Typen [Krc-2010], [Höm-
2007]. Komplexere Modelle werden schnell unübersichtlich und die Vielzahl der
Symbole erfordert eine gewisse Einarbeitung.
Prozess Orientierte Analyse (POA)
Die POA dient der objektorientierten Systemdarstellung und wie die SysML häufig als
Basis für Simulationswerkzeuge. Zur Komplexitätsreduzierung werden die Systeme
hierarchisiert und beliebig detailliert [Kie-2004]. Die Prozesse werden im statischen
Flussdiagramm durch Prozesse und Flüsse, die Zustände des Systems im dynami-
schen Modell durch Zustände und bedingte Zustandsübergänge abgebildet [Mey-
2005]. Hinsichtlich der Prozessdarstellung herrschen zur Ableitung von Programm-
4.1 Methoden der Prozessdarstellung
49
code sowie zur Verknüpfung der Diagramme strenge Regeln. Auch die Semantik der
Notation ist hinreichend definiert.
Systems Modeling Language (SysML)
Die SysML verkörpert ein Profil der Unified Modeling Language (UML). Die reine Ob-
jektorientierung der UML wird um Aspekte zur Modellierung von Geschäftsprozessen
erweitert. Dadurch können Struktur und Verhalten von Systemen umfassend be-
schrieben, analysiert und interdisziplinär diskutiert werden [Rup-2012], [Wei-2014].
Hierzu stellt sie verschiedene Diagrammtypen für verschiedene Sichten zur Verfü-
gung. Für betriebliche Abläufe eignet sich das Aktivitätendiagramm. Zwischen einem
definierten Start- und Endknoten wird der Ablauf durch Aktionen, verbindende Kan-
ten, Kontrollelemente und Objektknoten für Verzweigungen dargestellt [Rup-2012].
Der große Umfang und die Vielzahl an Regeln und Diagrammen der SysML erfor-
dern vom Anwender eine umfangreiche Einarbeitung [Spi-2006].
Supply Chain Operations Reference Model (SCOR-Model l)
Das SCOR-Modell ist ein Management-orientierter Standard zur einheitlichen Analy-
se und Bewertung sowie Vergleichbarkeit von Supply Chain-Prozessen. Diese wer-
den einem Referenzprozess zugeordnet, der einem von fünf Prozesstypen einer be-
stimmten Prozesskategorie entspricht und anhand von Standardelementen und Sys-
temlasten relativ grob beschrieben werden kann [Krc-2010], [Vil-2007]. Abweichun-
gen des Unternehmens- zum Referenzprozess können schnell erkannt und mittels
eines zugeordneten Leistungs- und Kennzahlensystems bewertet sowie Optimie-
rungspotenziale aufgezeigt werden [Sup-2008]. Eine grafische Prozessskizze ist
nicht Gegenstand der Methode.
Wertstromanalyse (WSA) und Wertstromdesign (WSD)
Entsprechend des Lean-Production-Ansatzes betrachtet die WSA den Wertstrom als
Unterscheidung zwischen wertschöpfenden und nicht wertschöpfenden Tätigkeiten.
Ziel ist das Aufzeigen von Beständen und Wartezeiten als Ursache von Ressourcen-
Verschwendung und deren zeitliche Bewertung. Vor der Prozessaufnahme werden
die Systeme bspw. anhand von Produktgruppen unterteilt. Deren Material-, Informa-
tionsfluss, Prozessstationen und -beteiligte werden auf Papier mit klaren Symbolen
grafisch dargestellt und mit Attributen in Datenkästen beschrieben. Verzweigte und
parallele Abläufe werden schnell unübersichtlich zu Lasten der Prozesslogik. Der
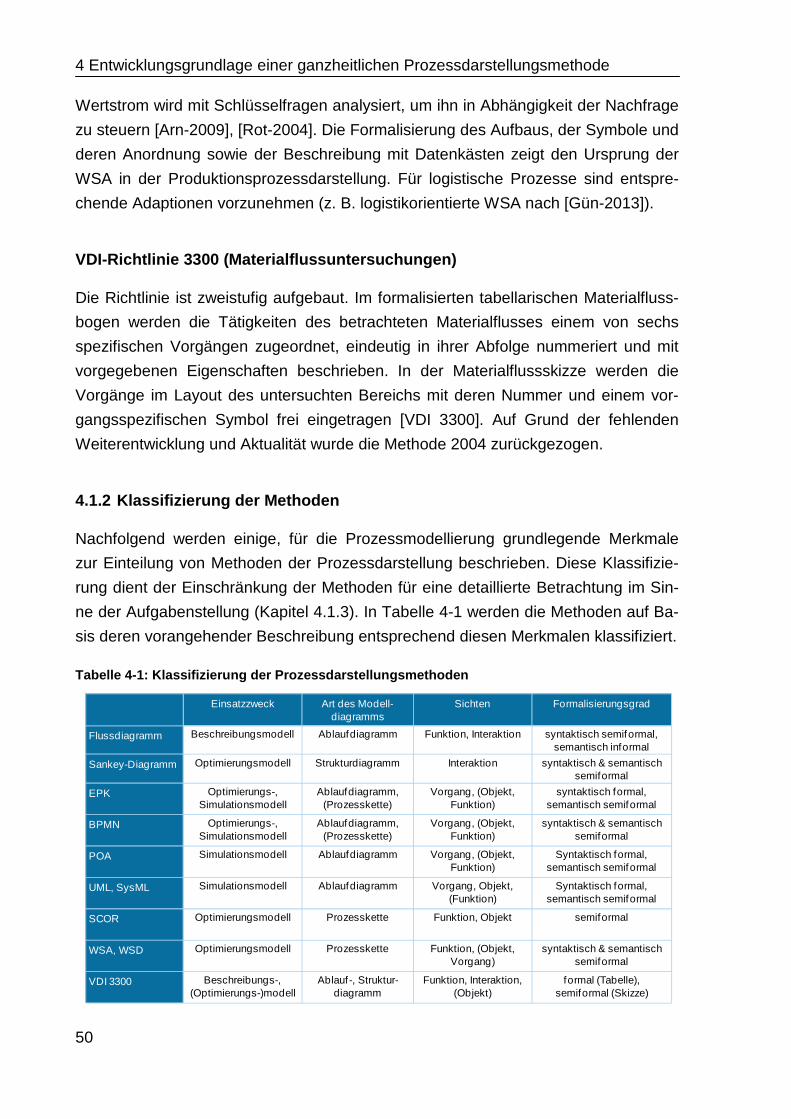
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
50
Wertstrom wird mit Schlüsselfragen analysiert, um ihn in Abhängigkeit der Nachfrage
zu steuern [Arn-2009], [Rot-2004]. Die Formalisierung des Aufbaus, der Symbole und
deren Anordnung sowie der Beschreibung mit Datenkästen zeigt den Ursprung der
WSA in der Produktionsprozessdarstellung. Für logistische Prozesse sind entspre-
chende Adaptionen vorzunehmen (z. B. logistikorientierte WSA nach [Gün-2013]).
VDI-Richtlinie 3300 (Materialflussuntersuchungen)
Die Richtlinie ist zweistufig aufgebaut. Im formalisierten tabellarischen Materialfluss-
bogen werden die Tätigkeiten des betrachteten Materialflusses einem von sechs
spezifischen Vorgängen zugeordnet, eindeutig in ihrer Abfolge nummeriert und mit
vorgegebenen Eigenschaften beschrieben. In der Materialflussskizze werden die
Vorgänge im Layout des untersuchten Bereichs mit deren Nummer und einem vor-
gangsspezifischen Symbol frei eingetragen [VDI 3300]. Auf Grund der fehlenden
Weiterentwicklung und Aktualität wurde die Methode 2004 zurückgezogen.
4.1.2 Klassifizierung der Methoden
Nachfolgend werden einige, für die Prozessmodellierung grundlegende Merkmale
zur Einteilung von Methoden der Prozessdarstellung beschrieben. Diese Klassifizie-
rung dient der Einschränkung der Methoden für eine detaillierte Betrachtung im Sin-
ne der Aufgabenstellung (Kapitel 4.1.3). In Tabelle 4-1 werden die Methoden auf Ba-
sis deren vorangehender Beschreibung entsprechend diesen Merkmalen klassifiziert.
Tabelle 4-1: Klassifizierung der Prozessdarstellung smethoden
Einsatzzweck Art des Modell-diagramms
Sichten Formalisierungsgrad
Flussdiagramm Beschreibungsmodell Ablaufdiagramm Funktion, Interaktion syntaktisch semiformal, semantisch informal
Sankey-Diagramm Optimierungsmodell Strukturdiagramm Interaktion syntaktisch & semantisch semiformal
EPK Optimierungs-, Simulationsmodell
Ablaufdiagramm, (Prozesskette)
Vorgang, (Objekt, Funktion)
syntaktisch formal,semantisch semiformal
BPMN Optimierungs-, Simulationsmodell
Ablaufdiagramm, (Prozesskette)
Vorgang, (Objekt, Funktion)
syntaktisch & semantisch semiformal
POA Simulationsmodell Ablaufdiagramm Vorgang, (Objekt, Funktion)
Syntaktisch formal, semantisch semiformal
UML, SysML Simulationsmodell Ablaufdiagramm Vorgang, Objekt, (Funktion)
Syntaktisch formal, semantisch semiformal
SCOR Optimierungsmodell Prozesskette Funktion, Objekt semiformal
WSA, WSD Optimierungsmodell Prozesskette Funktion, (Objekt, Vorgang)
syntaktisch & semantisch semiformal
VDI 3300 Beschreibungs-,(Optimierungs-)modell
Ablauf-, Struktur-diagramm
Funktion, Interaktion, (Objekt)
formal (Tabelle), semiformal (Skizze)
4.1 Methoden der Prozessdarstellung
51
Einsatzzweck
Hinsichtlich des Einsatzzwecks unterscheidet [Fur-2006] Beschreibungs- und Erklä-
rungsmodelle. Erstgenannte sind einfache Zeichnungen zur Darstellung von Elemen-
ten und deren Beziehungen. Sie bieten eine einfache Modellierungsnotation und die-
nen eher dem allgemeinen Prozessverständnis als einer umfassenden Darstellung
der Prozesslogik. Dazu verwenden sie ggf. einfache, weiterführende Prozessinforma-
tionen. Erklärungsmodelle hingegen zeigen das Systemverhalten anhand von kausa-
len Zusammenhängen zwischen Ursachen und Wirkungen auf. Sie dienen somit als
Entscheidungsgrundlage zur Bewertung von Handlungsmöglichkeiten. In Anlehnung
an [Sch-2008e] gibt es zudem Simulationsmodelle für Systeme mit komplexen Ursa-
che-Wirkungs-Zusammenhängen und ggf. zufälligen Einflüssen. Sie verfügen über
eine formale Beschreibung in Form von Algorithmen und können unter Zuhilfenahme
einer geeigneten Software Prozesse simulieren.
Um Einsatzmöglichkeiten von RFID in logistischen Prozessen abschätzen zu kön-
nen, ist ein detailliertes Verständnis des Prozesses und der Prozesslogik erforderlich.
Das Gleiche gilt für die Bewertung damit verbundener Nutzenpotenziale. Ein reines
Beschreibungsmodell bietet hierfür keine ausreichende Aussagekraft. Einige der auf-
geführten Methoden können dabei in einer vereinfachten Form als reines Beschrei-
bungsmodell verwendet werden, bieten jedoch auch die Möglichkeit einer Auswer-
tung und Bewertung von Prozessen.
Art des Modelldiagramms
Für die Unterscheidung der Modelldiagramme zur Darstellung der Beziehungen zwi-
schen den Leistungsbereichen eines Prozesses wird die Einteilung nach [Gud-2012]
herangezogen. Demnach stellen Strukturdiagramme die Leistungsbereiche des be-
trachteten Systems und deren Flüsse als räumliche Struktur abstrakt dar. Ablaufdia-
gramme fokussieren die logische und zeitliche Verknüpfung der einzelnen Prozess-
vorgänge und Teilprozesse. Prozessketten dagegen haben die räumliche und zeitli-
che Folge der Leistungsbereiche eines Geschäftsprozesses für einen ausgewählten
Prozessgegenstand (z. B. Auftrag, Materialflussobjekt) zum Thema.
Für die vorliegende Aufgabenstellung empfiehlt sich ein Ablaufdiagramm, um den
Prozess zeitlich und logisch abzubilden. Räumliche Zusammenhänge des Prozesses
sind nicht zwingend erforderlich. Eminent ist jedoch die Dokumentation RFID-
spezifischer Randbedingungen der jeweiligen Prozessumgebung für eine spätere
Machbarkeitsuntersuchung sowie zur Abschätzung eines geeigneten RFID-Systems.
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
52
Sichten
Die Sichten bezeichnen die Teilaspekte eines Prozessmodells und bilden die Grund-
lage für die Modellierungsansätze. Die Funktionssicht beschreibt die eigentliche Ver-
richtung. Dabei wird die Arbeitsverrichtung in einzelne Funktionen mit bestimmtem
Zweck, Inhalt und Schnittstellen zerlegt. Die Daten- / Objektsicht bezieht sich auf die
Aufgabenobjekte und die Interaktionssicht hat die Kommunikation bzw. allgemein die
Flüsse zwischen den Verrichtungen zum Gegenstand. Die Vorgangssicht bildet die
Zeit- und Reihenfolgebeziehungen zwischen den Verrichtungen als ereignisgesteuer-
te Abfolge ab. Somit bezieht sie im Gegensatz zu den statischen Sichten den Zeitas-
pekt mit ein [Fer-2008].
Zur umfassenden Bewertung eines potenziellen RFID-Einsatzes sind sowohl die lo-
gistischen Verrichtungen (Funktionssicht) als auch die Objekte (Objektsicht) und de-
ren Interaktionen (Interaktionssicht) zu detaillieren. Diese sind mit eindeutigen Pro-
zessbausteinen und vorgegebenen, RFID-relevanten Prozessattributen als zeitliche
und logische Abfolge (Vorgangssicht) zu beschreiben.
Formalisierungsgrad des Modells
Die Formalisierung definiert den Grad der Verbindlichkeit der Prozessmodellierung
durch Regeln, die die Modellierungssprache bereit hält. [Höm-2007] differenziert de-
skriptive, semi-formale und formale Modelle, deren Darstellung rein informal wer-
tungsfrei, bspw. in Textform, grafisch durch bestimmte Symbole und teilweise unter
Zuhilfenahme von Computer-Werkzeugen sowie analytisch zur Übertragung in aus-
führbaren Code, bspw. bei Simulationswerkzeugen, sein kann. In Anlehnung an die
Zeichentheorie können dabei syntaktisch und semantisch formalisierte Modelle un-
terschieden werden. Der Syntax regelt den Aufbau, die Anordnung und Verknüpfung
der Zeichen bzw. Elemente, die Semantik deren Beschreibung und Bedeutung für
den Betrachter (in Anlehnung an [Kha-2005]). Die syntaktisch-formale Beschreibung
priorisiert folglich die Anordnung der Bausteine vor deren Bedeutung durch ein klares
und verbindliches Regelwerk für den Aufbau der Zeichenketten.
Die Aufnahme des Prozesses vor Ort setzt zwingend eine einfach handzuhabende
und leicht verständliche Methode voraus. Hierfür sind zum Einen grundlegende Syn-
taxregeln erforderlich, die dem Anwender gewisse Freiheiten bei gleichzeitiger Ein-
fachheit in der Nutzung bieten. Hinsichtlich der Semantik sind zum Anderen eindeuti-
ge Symbole und Zeichen zu definieren, um insbesondere die grafische Darstellung
des Prozesses möglichst einfach und damit effizient zu gestalten.
4.1 Methoden der Prozessdarstellung
53
Schlussfolgerung
Nach einer ersten Bewertung (siehe Tabelle 4-1) erfüllen die meisten der vorgestell-
ten Methoden grundsätzlich das vorgestellte grobe Anforderungsprofil für die vorlie-
gende Aufgabenstellung. Für eine detaillierte Beurteilung der Methoden muss jedoch
der Lösungsraum reduziert werden. Aufbauend auf der Klassifizierung werden des-
halb im nächsten Kapitel die Methoden für eine weiterführende Betrachtung ausge-
wählt. Eine ausführliche Bewertung der Methoden als Entwicklungsgrundlage für die
auszuarbeitende Methode findet sich in Kapitel 4.3.
4.1.3 Auswahl von Methoden der Prozessdarstellung
Aus den vorgestellten Methoden der Prozessdarstellung werden nachfolgend Metho-
den für eine tiefere Betrachtung ausgewählt. Aufbauend auf der Einteilung in Kapitel
4.1.2 wurde hierfür zum Einen eine umfangreiche Literaturrecherche durchgeführt.
Zum Anderen wurden elf Prozessanalysten, die sich regelmäßig mit der Darstellung
und Analyse von Logistikprozessen beschäftigen, zur Nutzungshäufigkeit und zum
Anwendungsbereich von Prozessdarstellungsmethoden befragt. Deren Aussagen
sind dabei als Trendanalyse zu verstehen, um die Stärken und Schwächen der ver-
wendeten Methoden in der Praxis sowie daraus resultierende, individuelle Adaptio-
nen zu ermitteln. Bei den Fragen waren offene Antworten, Auswahloptionen und
Mehrfachnennungen möglich (siehe auch [Sch-2011]). Die Fragebögen sind in An-
hang A zu finden.
Die befragten Prozessanalysten beschäftigen sich vornehmlich mit der Analyse in-
nerbetrieblicher Logistikprozesse. Für deren Darstellung und Aufnahme vor Ort unter
Berücksichtigung der Informationsflüsse verwenden sie die Wertstromanalyse (WSA)
und die Ereignisgesteuerte Prozesskette (EPK) am häufigsten. Das Sankey-
Diagramm wird hierzu nur gelegentlich verwendet, bspw. zur vereinfachten, groben
Darstellung von Materialflüssen. Sonstige Methoden finden hingegen kaum Anwen-
dung. Als Gründe hierfür werden in erster Linie eine einseitige Fokussierung der Me-
thoden auf bestimmte Einsatzbereiche, ein ungeeigneter Detaillierungsgrad und die
nicht hinreichende Darstellung logistischer Prozesse genannt. Insbesondere zur Dar-
stellung logistischer Prozesse wurden von den Anwendern mitunter umfangreiche
Adaptionen an den Methoden, bspw. in Form von Symbolen oder spezifischen Attri-
buten, vorgenommen [Sch-2011].
Neben WSA, EPK und Sankey-Diagramm werden die Prozess Orientierte Analyse
(POA) und die Business Process Modeling Notation (BPMN) in die Auswahl für die
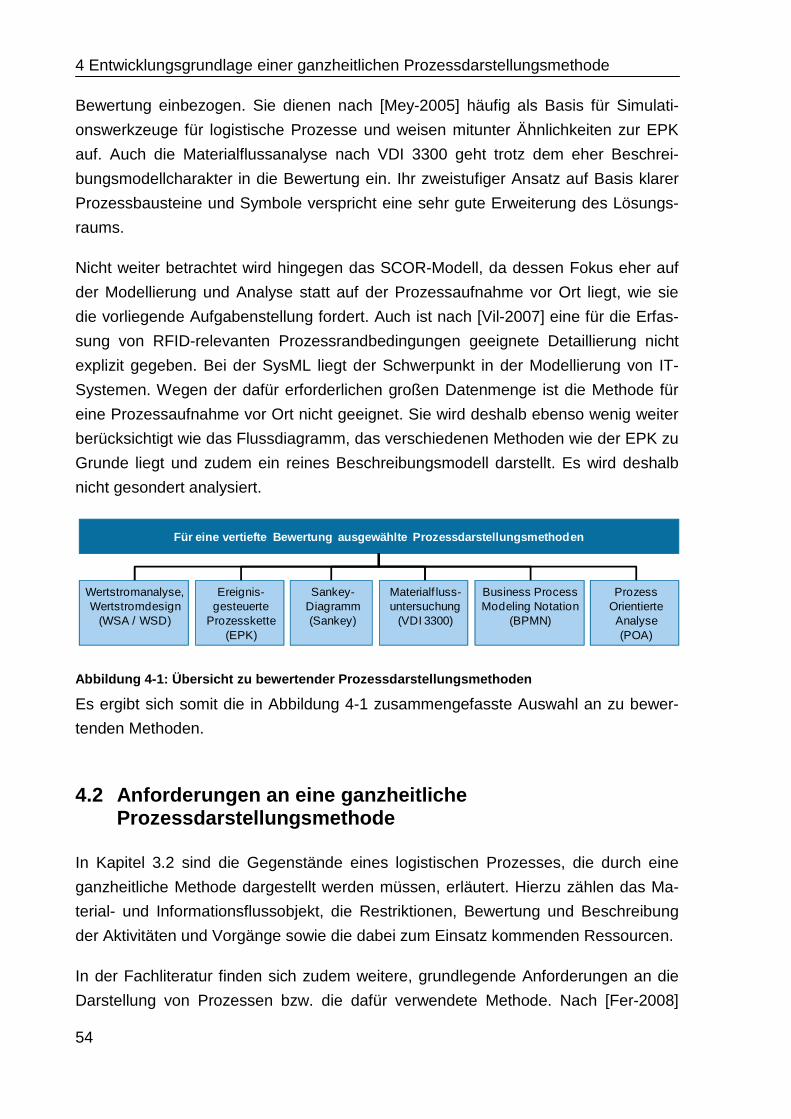
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
54
Bewertung einbezogen. Sie dienen nach [Mey-2005] häufig als Basis für Simulati-
onswerkzeuge für logistische Prozesse und weisen mitunter Ähnlichkeiten zur EPK
auf. Auch die Materialflussanalyse nach VDI 3300 geht trotz dem eher Beschrei-
bungsmodellcharakter in die Bewertung ein. Ihr zweistufiger Ansatz auf Basis klarer
Prozessbausteine und Symbole verspricht eine sehr gute Erweiterung des Lösungs-
raums.
Nicht weiter betrachtet wird hingegen das SCOR-Modell, da dessen Fokus eher auf
der Modellierung und Analyse statt auf der Prozessaufnahme vor Ort liegt, wie sie
die vorliegende Aufgabenstellung fordert. Auch ist nach [Vil-2007] eine für die Erfas-
sung von RFID-relevanten Prozessrandbedingungen geeignete Detaillierung nicht
explizit gegeben. Bei der SysML liegt der Schwerpunkt in der Modellierung von IT-
Systemen. Wegen der dafür erforderlichen großen Datenmenge ist die Methode für
eine Prozessaufnahme vor Ort nicht geeignet. Sie wird deshalb ebenso wenig weiter
berücksichtigt wie das Flussdiagramm, das verschiedenen Methoden wie der EPK zu
Grunde liegt und zudem ein reines Beschreibungsmodell darstellt. Es wird deshalb
nicht gesondert analysiert.
Abbildung 4-1: Übersicht zu bewertender Prozessdars tellungsmethoden
Es ergibt sich somit die in Abbildung 4-1 zusammengefasste Auswahl an zu bewer-
tenden Methoden.
4.2 Anforderungen an eine ganzheitliche Prozessdarstellungsmethode
In Kapitel 3.2 sind die Gegenstände eines logistischen Prozesses, die durch eine
ganzheitliche Methode dargestellt werden müssen, erläutert. Hierzu zählen das Ma-
terial- und Informationsflussobjekt, die Restriktionen, Bewertung und Beschreibung
der Aktivitäten und Vorgänge sowie die dabei zum Einsatz kommenden Ressourcen.
In der Fachliteratur finden sich zudem weitere, grundlegende Anforderungen an die
Darstellung von Prozessen bzw. die dafür verwendete Methode. Nach [Fer-2008]
Für eine vertiefte Bewertung ausgewählte Prozessdar stellungsmethoden
Wertstromanalyse, Wertstromdesign
(WSA / WSD)
Ereignis-gesteuerte
Prozesskette(EPK)
Sankey-Diagramm(Sankey)
Materialf luss-untersuchung
(VDI 3300)
Business ProcessModeling Notation
(BPMN)
Prozess Orientierte Analyse(POA)
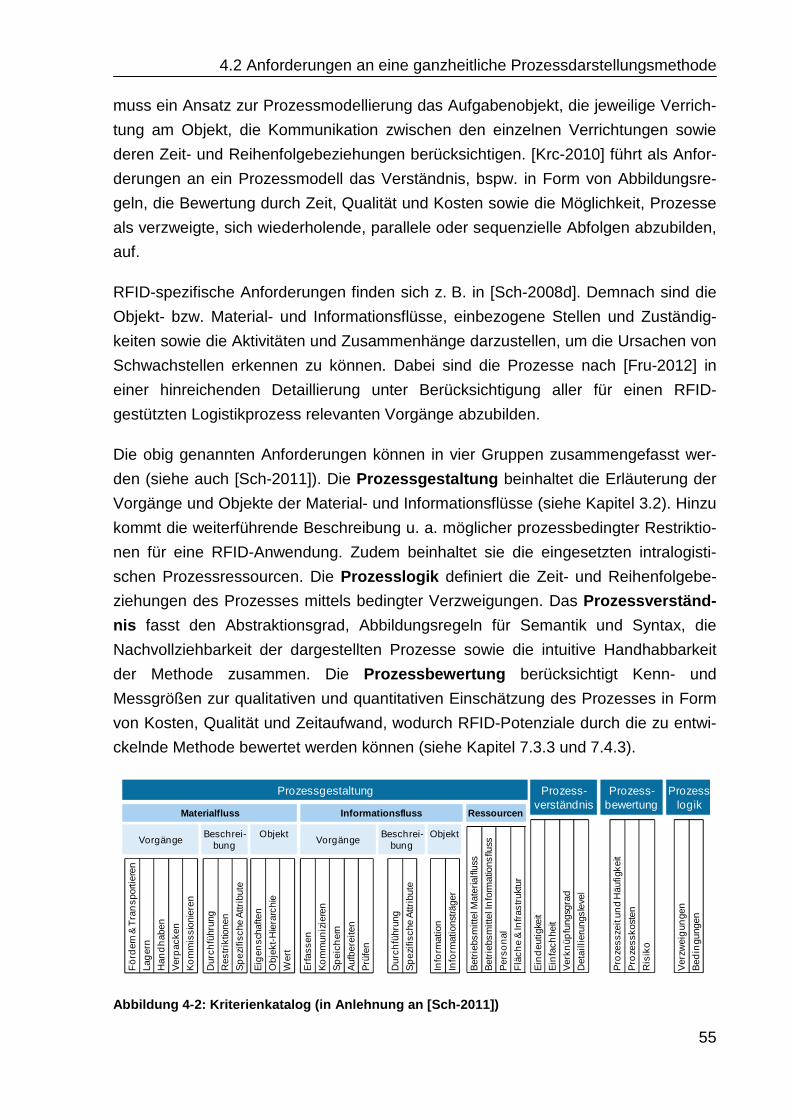
4.2 Anforderungen an eine ganzheitliche Prozessdarstellungsmethode
55
muss ein Ansatz zur Prozessmodellierung das Aufgabenobjekt, die jeweilige Verrich-
tung am Objekt, die Kommunikation zwischen den einzelnen Verrichtungen sowie
deren Zeit- und Reihenfolgebeziehungen berücksichtigen. [Krc-2010] führt als Anfor-
derungen an ein Prozessmodell das Verständnis, bspw. in Form von Abbildungsre-
geln, die Bewertung durch Zeit, Qualität und Kosten sowie die Möglichkeit, Prozesse
als verzweigte, sich wiederholende, parallele oder sequenzielle Abfolgen abzubilden,
auf.
RFID-spezifische Anforderungen finden sich z. B. in [Sch-2008d]. Demnach sind die
Objekt- bzw. Material- und Informationsflüsse, einbezogene Stellen und Zuständig-
keiten sowie die Aktivitäten und Zusammenhänge darzustellen, um die Ursachen von
Schwachstellen erkennen zu können. Dabei sind die Prozesse nach [Fru-2012] in
einer hinreichenden Detaillierung unter Berücksichtigung aller für einen RFID-
gestützten Logistikprozess relevanten Vorgänge abzubilden.
Die obig genannten Anforderungen können in vier Gruppen zusammengefasst wer-
den (siehe auch [Sch-2011]). Die Prozessgestaltung beinhaltet die Erläuterung der
Vorgänge und Objekte der Material- und Informationsflüsse (siehe Kapitel 3.2). Hinzu
kommt die weiterführende Beschreibung u. a. möglicher prozessbedingter Restriktio-
nen für eine RFID-Anwendung. Zudem beinhaltet sie die eingesetzten intralogisti-
schen Prozessressourcen. Die Prozesslogik definiert die Zeit- und Reihenfolgebe-
ziehungen des Prozesses mittels bedingter Verzweigungen. Das Prozessverständ-
nis fasst den Abstraktionsgrad, Abbildungsregeln für Semantik und Syntax, die
Nachvollziehbarkeit der dargestellten Prozesse sowie die intuitive Handhabbarkeit
der Methode zusammen. Die Prozessbewertung berücksichtigt Kenn- und
Messgrößen zur qualitativen und quantitativen Einschätzung des Prozesses in Form
von Kosten, Qualität und Zeitaufwand, wodurch RFID-Potenziale durch die zu entwi-
ckelnde Methode bewertet werden können (siehe Kapitel 7.3.3 und 7.4.3).
Abbildung 4-2: Kriterienkatalog (in Anlehnung an [S ch-2011])
Prozessgestaltung Prozess-verständnis
Prozess-bewertung
Prozesslogik
Materialfluss Informationsfluss Ressourcen
VorgängeBeschrei-
bung
Fö
rder
n &
Tra
nsp
ortie
ren
Lag
ern
Han
dh
aben
Ver
pac
ken
Ko
mm
issi
onie
ren
Dur
chfü
hrun
g
Res
trik
tione
n
Sp
ezifi
sche
Attr
ibut
e
Eig
ensc
hafte
n
Obj
ekt-
Hie
rarc
hie
Wer
t
Erf
asse
n
Ko
mm
uniz
iere
n
Sp
eich
ern
Auf
bere
iten
Prü
fen
Dur
chfü
hrun
g
Sp
ezifi
sche
Attr
ibut
e
Info
rmat
ion
Info
rmat
ions
träge
r
Bet
rieb
smitt
el M
ater
ialfl
uss
Bet
rieb
smitt
el In
form
atio
nsflu
ss
Per
son
al
Flä
che
& In
fras
truk
tur
Pro
zess
zeit
und
Häu
figke
it
Pro
zess
kost
en
Ris
iko
Ver
zwei
gun
gen
Bed
ingu
ngen
Ein
deu
tigke
it
Ein
fach
heit
Ver
knüp
fung
sgra
d
Det
ailli
erun
gsle
vel
VorgängeBeschrei-
bungObjekt Objekt
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
56
Die obige Abbildung 4-2 fasst die Anforderungsgruppen sowie deren Einzelanforde-
rungen zusammen. Nachfolgend werden sie detailliert beschrieben.
4.2.1 Bewertungskriterium Prozessgestaltung
Da die genaue Anwendung von RFID vor einer Prozessaufnahme häufig unklar ist,
muss eine RFID-gerechte Prozessdarstellungsmethode Verbesserungspotenziale
bereits bestehender Prozesse identifizieren können [Fru-2012]. Auf Grund der Ver-
knüpfung von Material- und Informationsfluss durch RFID ist deren Beschreibung
anhand der einzelnen Vorgänge1 und deren Eigenschaften sowie Objekte wesentlich
für die Einschätzung eines möglichen RFID-Einsatzes.
Zielführend für eine ganzheitliche Prozessgestaltung sind nach Aussage der befrag-
ten Prozessanalysten sowohl für den Material- als auch den Informationsfluss feste
Prozessbausteine mit festen Attributen. Sie unterstützen die Beschaffung prozessre-
levanter Informationen und reduzieren den Komplexitätsgrad der Prozessdarstellung
[Höm-2007]. Die Definition fester Prozessbausteine ist deshalb ein wesentliches
Element der Konzeption der zu entwickelnden Methode (siehe Kapitel 5.1).
Die elementaren Vorgänge bzw. Aktivitäten des Materialflusses sind Lagern, För-
dern, Transportieren und Handhaben. Verpacken und Kommissionieren setzen sich
aus den genannten Aktivitäten zusammen (siehe Kapitel 3.2.2). Zu den Vorgängen
des Informationsflusses zählen das Erfassen, Kommunizieren, Aufbereiten, Spei-
chern und Prüfen (siehe Kapitel 3.2.3). Im Hinblick auf einen RFID-Einsatz bieten
das Erfassen und Prüfen das größte Potenzial. Darüber hinaus ist es auch Aufgabe
eines RFID-Systems, die Informationen zu kommunizieren, aufzubereiten und zu
speichern.
Wichtig für die Beschreibung der Vorgänge ist deren Art der Durchführung, also
manuell, mechanisiert oder automatisiert, da sie direkt Rückschlüsse auf die Effizienz
von Vorgängen gestattet. Mit spezifischen Attributen wie bspw. der Fördergeschwin-
digkeit können die Vorgänge näher beschrieben werden. Beim Materialfluss sind zu-
dem prozessbedingte Restriktionen, bspw. in Form mechanischer oder thermischer
Beanspruchungen sowie HF-Felder (siehe Kapitel 2.1.3), eminent für die Funktions-
sicherheit eines möglichen RFID-Systems.
1 Wie in Kapitel 3.2 gezeigt überschneiden sich Aktivitäten und Vorgänge mitunter. Deshalb wird fortan der Begriff Vorgang vereinfachend für Vorgänge und Aktivitäten verwendet.
4.2 Anforderungen an eine ganzheitliche Prozessdarstellungsmethode
57
Das Objekt entspricht dem Prozessobjekt aus Kapitel 3.2.1. Zur Beurteilung eines
potenziellen RFID-Einsatzes sind die physikalischen Eigenschaften des Material-
flussobjekts wie dessen Material oder Geometrie entscheidend. Die Objekt-
Hierarchie in Form von Ladegut, Ladeeinheit und Ladehilfsmittel lässt Rückschlüsse
auf die Zusammensetzung des Objekts und damit die Kennzeichnungsebene, zu be-
achtende Orientierungs- und Ausrichtungseffekte sowie Materialeinflüsse zu (siehe
Kapitel 2.1.3). Der Wert kann in Form von Wiederbeschaffungskosten oder Risiko bei
Ausfall des Objekts zur Quantifizierung eines RFID-Potenzials herangezogen wer-
den. Das Informationsobjekt wird im Wesentlichen durch die Information selbst, z. B.
deren Art oder Format, und den Informationsträger beschrieben. Die Information
kann zentral oder dezentral in bestimmter Qualität verfügbar sein.
Die Ressourcen können RFID-relevante Randbedingungen mit sich bringen und ein
wichtiger Kosten- und Effizienzfaktor zur Potenzialbewertung sein. In Anlehnung an
Kapitel 3.2.4 werden Betriebsmittel des Material- und Informationsflusses, Personal
und Flächen unterschieden. Beschreibungsmerkmale sind u. a. deren Anzahl, Quali-
fikation und Leistungsdaten.
4.2.2 Bewertungskriterium Prozessverständnis
Das Prozessverständnis hängt nicht nur vom Betrachter und Komplexitätsgrad des
analysierten Systems ab, sondern insbesondere von der Darstellung. In der Literatur
finden sich u. a bei [Alo-2007] und [Sch-2008d] Anforderungen an Modellierungsme-
thoden für das Prozessverständnis. Nachfolgend werden darauf aufbauend Bewer-
tungskriterien erläutert (siehe [Sch-2011]).
Grundlegend für das Prozessverständnis ist die Eindeutigkeit der Symbole und
Elemente einer Methode in ihrer Notation und Semantik sowie deren Anwendung.
Sie unterstützt nicht nur ein intuitives Verständnis, sondern auch die Vollständigkeit
der Prozessdaten. Der Wunsch der befragten Anwender nach festen Bausteinen mit
festen Attributen und einer klaren Struktur bzw. Syntax einer Methode unterstreicht
diese Aussage.
Die Einfachheit der Prozessdarstellung bedeutet die Zielsetzungs-abhängige Be-
schränkung auf das Wesentliche. Sie bewirkt eine geringe Einstiegsschwelle und
fokussiert die Prozessaufnahme vor Ort. Von den befragten Anwendern werden hier-
für feste Bausteine mit festen Attributen als hilfreich angesehen.
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
58
Für die Beurteilung eines etwaigen RFID-Einsatzes sind nicht nur die Betrachtung
von Material-, Informationsfluss und Ressourcen entscheiden, sondern insbesondere
deren Verknüpfungsgrad . Er beschreibt die Möglichkeit und Qualität der Verknüp-
fung zwischen Material- und Informationsfluss.
Für die Ableitung von RFID-Einsatzmöglichkeiten ist nur ein hoher Detaillierungsle-
vel zielführend [Gün-2009]. Das Kriterium steht demnach für eine geeignet hohe De-
taillierung und die Unterstützung des Anwenders durch eine Gliederung der Prozes-
se.
4.2.3 Bewertungskriterium Prozessbewertung
Die grundlegenden Zielgrößen zur Prozessbewertung sind nach [Käp-2002] die Kos-
ten, Zeit und Qualität. Sie gehen in Form verschiedener Kenngrößen in Kennzahlen
ein und werden von den befragten Prozessanalysten als wichtig eingeschätzt.
Ein Großteil der operativen Ziele eines RFID-Einsatzes ist der Entfall und die Verkür-
zung von Prozessschritten und Durchlaufzeit [Fru-2011b]. Die wichtigsten Bewer-
tungsgrößen sind somit die Prozesszeit und die Häufigkeit, da sie der einfachen und
schnellen Prozessquantifizierung dienen. Die Prozesskosten sind zumeist indirekt,
bspw. über Prozesszeit und Stundensatz der Ressourcen, zu ermitteln. Eine weitere,
qualitative Bewertungsmöglichkeit ist das Risiko eines Vorgangs bzw. Teilprozesses
bei dessen fehlerhafter Durchführung bspw. in Form von Umsatzeinbußen oder Kon-
ventionalstrafen.
4.2.4 Bewertungskriterium Prozesslogik
Die Prozesslogik dient der Abbildung des Prozesses als Verkettung von alternativen
Vorgansfolgen und Teilprozessen bzw. deren Verzweigung unter Angabe der zu
Grunde liegenden Bedingungen. Dabei kann RFID zur Steuerung von Verzweigun-
gen genutzt werden. Für die Anwender ist die grundsätzliche Beschreibung von Ver-
zweigungen von großer Bedeutung. Die Bedingungen können als einfache, bool’sche
Verzweigungsoperatoren wie ODER, UND, XODER oder als individuelle Beschrei-
bung realisiert werden.
4.3 Bewertung der ausgewählten Methoden
59
4.3 Bewertung der ausgewählten Methoden
Nachfolgend werden die ausgewählten Methoden (siehe Abbildung 4-1) hinsichtlich
der Erfüllung der Kriterien bewertet. Eine vollständig objektive Beurteilung insbeson-
dere von Modellierungssprachen ist jedoch nicht möglich [Fra-1999]. Vielmehr ist
eine bis zu einem gewissen Grad subjektive Beurteilung anzunehmen und entspre-
chend bei der Interpretation der Bewertungsergebnisse zu berücksichtigen. Im vor-
liegenden Fall ist die Bewertungsgrundlage deshalb zweigeteilt und setzt sich aus
der Beurteilung der Anwendung der Methoden durch den Autor dieser Arbeit sowie
den Aussagen der Prozessanalysten zusammen (Details siehe Kapitel 4.1.3). Die
grundlegende Bewertung der Methoden obliegt dem Autor, da nicht für alle genann-
ten Methoden eine Bewertung durch die Prozessanalysten vorliegt. Wo möglich wird
die Einschätzung des Autors mit den Aussagen der Experten abgeglichen und ggf.
ergänzt.
Bewertungsgegenstand sind die in Kapitel 4.2 beschriebenen Anforderungen. Die
Prozessanalysten wurden mit Hilfe eines Fragebogens zur Ganzheitlichkeit, Nach-
vollziehbarkeit und Prozessdarstellung, Ablauflogik und Prozessbewertung der von
ihnen verwendeten Methoden befragt. Dabei waren auch Angaben zu Verbesse-
rungspotenzialen möglich. Die Fragen sind sowohl offen als auch geschlossen for-
muliert und lassen, wenn zweckmäßig, Mehrfachnennungen zu (siehe auch [Sch-
2011]).
Aufbauend auf den Ergebnissen werden die Stärken und Schwächen der Methoden
hinsichtlich der Anforderungen abgeleitet und als Grundlage für die in Kapitel 5 ent-
wickelte Methode zusammengefasst (siehe auch [Gün-2011b] [Sch-2011]).
4.3.1 Erfüllung der Prozessgestaltung
Darstellung des Materialflusses
Weder bei der BPMN, EPK, POA noch der WSA finden sich Vorgaben für spezifische
Materialflussvorgänge . Zwar bieten sie diesbezügliche Freiheiten, jedoch ist die
Konsistenz der Darstellung direkt vom Anwender abhängig. Das Sankey-Diagramm
konzentriert sich auf das Fördern und Transportieren. Die konsistente Abbildung wei-
terer Vorgänge in Prozesskästen ist ebenfalls anwenderabhängig. Lediglich die VDI
3300 bietet in Form von Handhaben, Transport, Fördern, Lagern, Aufenthalt und Fer-
tigen konkrete Materialfluss-Vorgänge mit spezifischen Symbolen und klarer Nomen-
klatur.
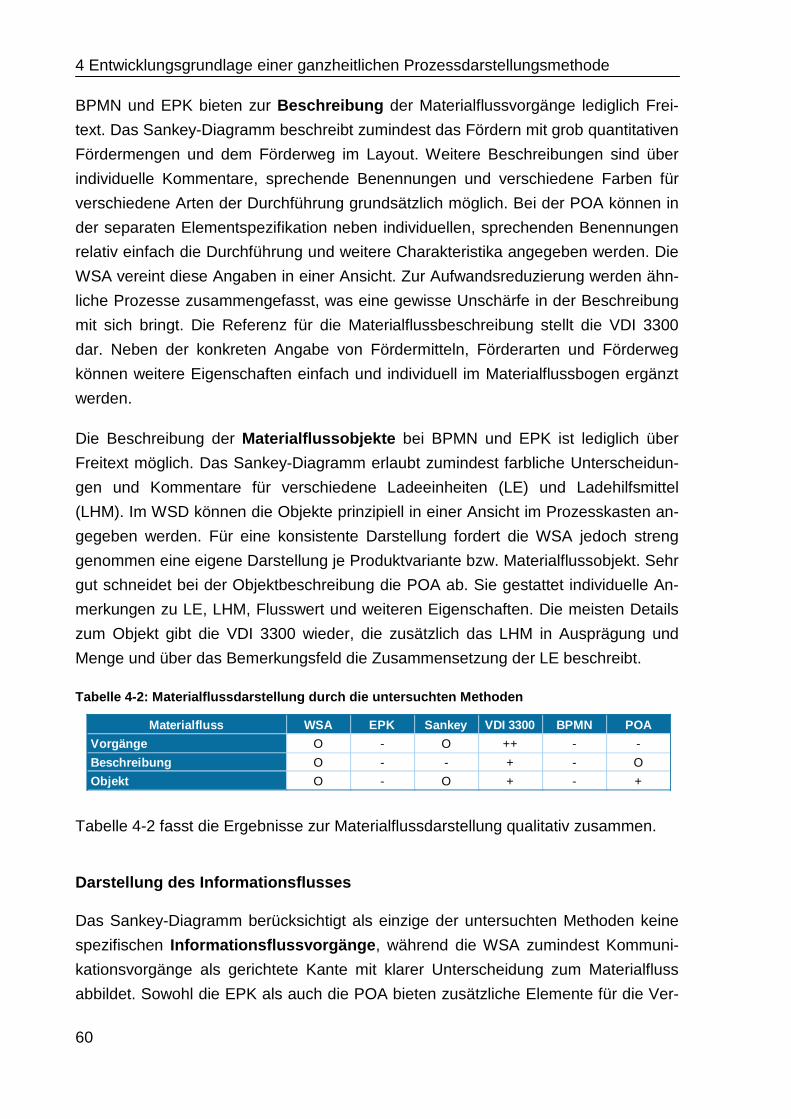
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
60
BPMN und EPK bieten zur Beschreibung der Materialflussvorgänge lediglich Frei-
text. Das Sankey-Diagramm beschreibt zumindest das Fördern mit grob quantitativen
Fördermengen und dem Förderweg im Layout. Weitere Beschreibungen sind über
individuelle Kommentare, sprechende Benennungen und verschiedene Farben für
verschiedene Arten der Durchführung grundsätzlich möglich. Bei der POA können in
der separaten Elementspezifikation neben individuellen, sprechenden Benennungen
relativ einfach die Durchführung und weitere Charakteristika angegeben werden. Die
WSA vereint diese Angaben in einer Ansicht. Zur Aufwandsreduzierung werden ähn-
liche Prozesse zusammengefasst, was eine gewisse Unschärfe in der Beschreibung
mit sich bringt. Die Referenz für die Materialflussbeschreibung stellt die VDI 3300
dar. Neben der konkreten Angabe von Fördermitteln, Förderarten und Förderweg
können weitere Eigenschaften einfach und individuell im Materialflussbogen ergänzt
werden.
Die Beschreibung der Materialflussobjekte bei BPMN und EPK ist lediglich über
Freitext möglich. Das Sankey-Diagramm erlaubt zumindest farbliche Unterscheidun-
gen und Kommentare für verschiedene Ladeeinheiten (LE) und Ladehilfsmittel
(LHM). Im WSD können die Objekte prinzipiell in einer Ansicht im Prozesskasten an-
gegeben werden. Für eine konsistente Darstellung fordert die WSA jedoch streng
genommen eine eigene Darstellung je Produktvariante bzw. Materialflussobjekt. Sehr
gut schneidet bei der Objektbeschreibung die POA ab. Sie gestattet individuelle An-
merkungen zu LE, LHM, Flusswert und weiteren Eigenschaften. Die meisten Details
zum Objekt gibt die VDI 3300 wieder, die zusätzlich das LHM in Ausprägung und
Menge und über das Bemerkungsfeld die Zusammensetzung der LE beschreibt.
Tabelle 4-2: Materialflussdarstellung durch die unt ersuchten Methoden
Tabelle 4-2 fasst die Ergebnisse zur Materialflussdarstellung qualitativ zusammen.
Darstellung des Informationsflusses
Das Sankey-Diagramm berücksichtigt als einzige der untersuchten Methoden keine
spezifischen Informationsflussvorgänge , während die WSA zumindest Kommuni-
kationsvorgänge als gerichtete Kante mit klarer Unterscheidung zum Materialfluss
abbildet. Sowohl die EPK als auch die POA bieten zusätzliche Elemente für die Ver-
Materialfluss WSA EPK Sankey VDI 3300 BPMN POA
Vorgänge O - O ++ - -
Beschreibung O - - + - O
Objekt O - O + - +
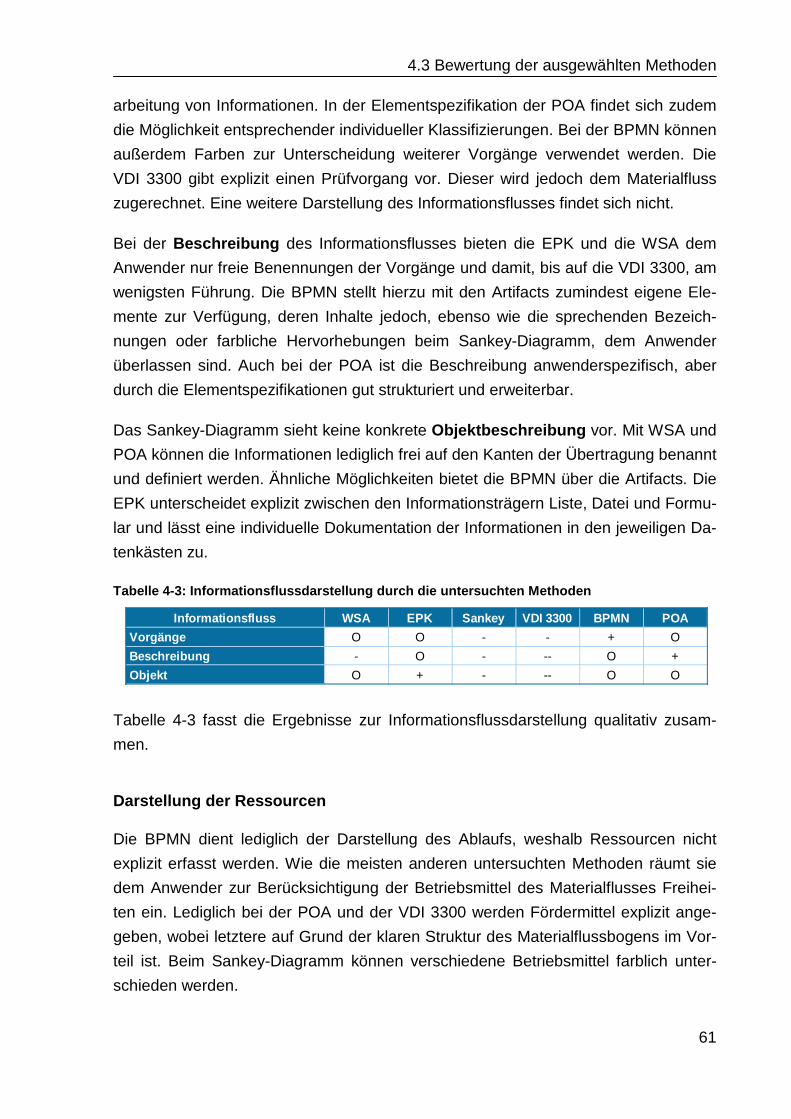
4.3 Bewertung der ausgewählten Methoden
61
arbeitung von Informationen. In der Elementspezifikation der POA findet sich zudem
die Möglichkeit entsprechender individueller Klassifizierungen. Bei der BPMN können
außerdem Farben zur Unterscheidung weiterer Vorgänge verwendet werden. Die
VDI 3300 gibt explizit einen Prüfvorgang vor. Dieser wird jedoch dem Materialfluss
zugerechnet. Eine weitere Darstellung des Informationsflusses findet sich nicht.
Bei der Beschreibung des Informationsflusses bieten die EPK und die WSA dem
Anwender nur freie Benennungen der Vorgänge und damit, bis auf die VDI 3300, am
wenigsten Führung. Die BPMN stellt hierzu mit den Artifacts zumindest eigene Ele-
mente zur Verfügung, deren Inhalte jedoch, ebenso wie die sprechenden Bezeich-
nungen oder farbliche Hervorhebungen beim Sankey-Diagramm, dem Anwender
überlassen sind. Auch bei der POA ist die Beschreibung anwenderspezifisch, aber
durch die Elementspezifikationen gut strukturiert und erweiterbar.
Das Sankey-Diagramm sieht keine konkrete Objektbeschreibung vor. Mit WSA und
POA können die Informationen lediglich frei auf den Kanten der Übertragung benannt
und definiert werden. Ähnliche Möglichkeiten bietet die BPMN über die Artifacts. Die
EPK unterscheidet explizit zwischen den Informationsträgern Liste, Datei und Formu-
lar und lässt eine individuelle Dokumentation der Informationen in den jeweiligen Da-
tenkästen zu.
Tabelle 4-3: Informationsflussdarstellung durch die untersuchten Methoden
Tabelle 4-3 fasst die Ergebnisse zur Informationsflussdarstellung qualitativ zusam-
men.
Darstellung der Ressourcen
Die BPMN dient lediglich der Darstellung des Ablaufs, weshalb Ressourcen nicht
explizit erfasst werden. Wie die meisten anderen untersuchten Methoden räumt sie
dem Anwender zur Berücksichtigung der Betriebsmittel des Materialflusses Freihei-
ten ein. Lediglich bei der POA und der VDI 3300 werden Fördermittel explizit ange-
geben, wobei letztere auf Grund der klaren Struktur des Materialflussbogens im Vor-
teil ist. Beim Sankey-Diagramm können verschiedene Betriebsmittel farblich unter-
schieden werden.
Informationsfluss WSA EPK Sankey VDI 3300 BPMN POA
Vorgänge O O - - + O
Beschreibung - O - -- O +
Objekt O + - -- O O
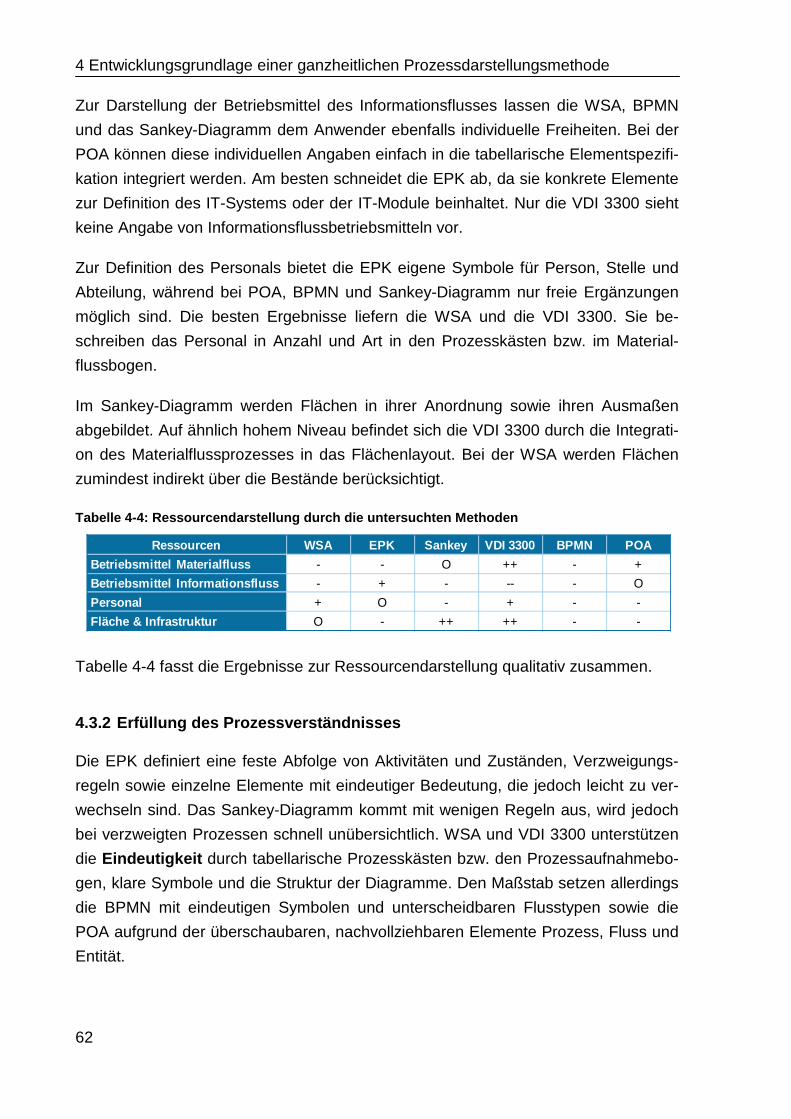
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
62
Zur Darstellung der Betriebsmittel des Informationsflusses lassen die WSA, BPMN
und das Sankey-Diagramm dem Anwender ebenfalls individuelle Freiheiten. Bei der
POA können diese individuellen Angaben einfach in die tabellarische Elementspezifi-
kation integriert werden. Am besten schneidet die EPK ab, da sie konkrete Elemente
zur Definition des IT-Systems oder der IT-Module beinhaltet. Nur die VDI 3300 sieht
keine Angabe von Informationsflussbetriebsmitteln vor.
Zur Definition des Personals bietet die EPK eigene Symbole für Person, Stelle und
Abteilung, während bei POA, BPMN und Sankey-Diagramm nur freie Ergänzungen
möglich sind. Die besten Ergebnisse liefern die WSA und die VDI 3300. Sie be-
schreiben das Personal in Anzahl und Art in den Prozesskästen bzw. im Material-
flussbogen.
Im Sankey-Diagramm werden Flächen in ihrer Anordnung sowie ihren Ausmaßen
abgebildet. Auf ähnlich hohem Niveau befindet sich die VDI 3300 durch die Integrati-
on des Materialflussprozesses in das Flächenlayout. Bei der WSA werden Flächen
zumindest indirekt über die Bestände berücksichtigt.
Tabelle 4-4: Ressourcendarstellung durch die unters uchten Methoden
Tabelle 4-4 fasst die Ergebnisse zur Ressourcendarstellung qualitativ zusammen.
4.3.2 Erfüllung des Prozessverständnisses
Die EPK definiert eine feste Abfolge von Aktivitäten und Zuständen, Verzweigungs-
regeln sowie einzelne Elemente mit eindeutiger Bedeutung, die jedoch leicht zu ver-
wechseln sind. Das Sankey-Diagramm kommt mit wenigen Regeln aus, wird jedoch
bei verzweigten Prozessen schnell unübersichtlich. WSA und VDI 3300 unterstützen
die Eindeutigkeit durch tabellarische Prozesskästen bzw. den Prozessaufnahmebo-
gen, klare Symbole und die Struktur der Diagramme. Den Maßstab setzen allerdings
die BPMN mit eindeutigen Symbolen und unterscheidbaren Flusstypen sowie die
POA aufgrund der überschaubaren, nachvollziehbaren Elemente Prozess, Fluss und
Entität.
Ressourcen WSA EPK Sankey VDI 3300 BPMN POA
Betriebsmittel Materialfluss - - O ++ - +
Betriebsmittel Informationsfluss - + - -- - O
Personal + O - + - -
Fläche & Infrastruktur O - ++ ++ - -
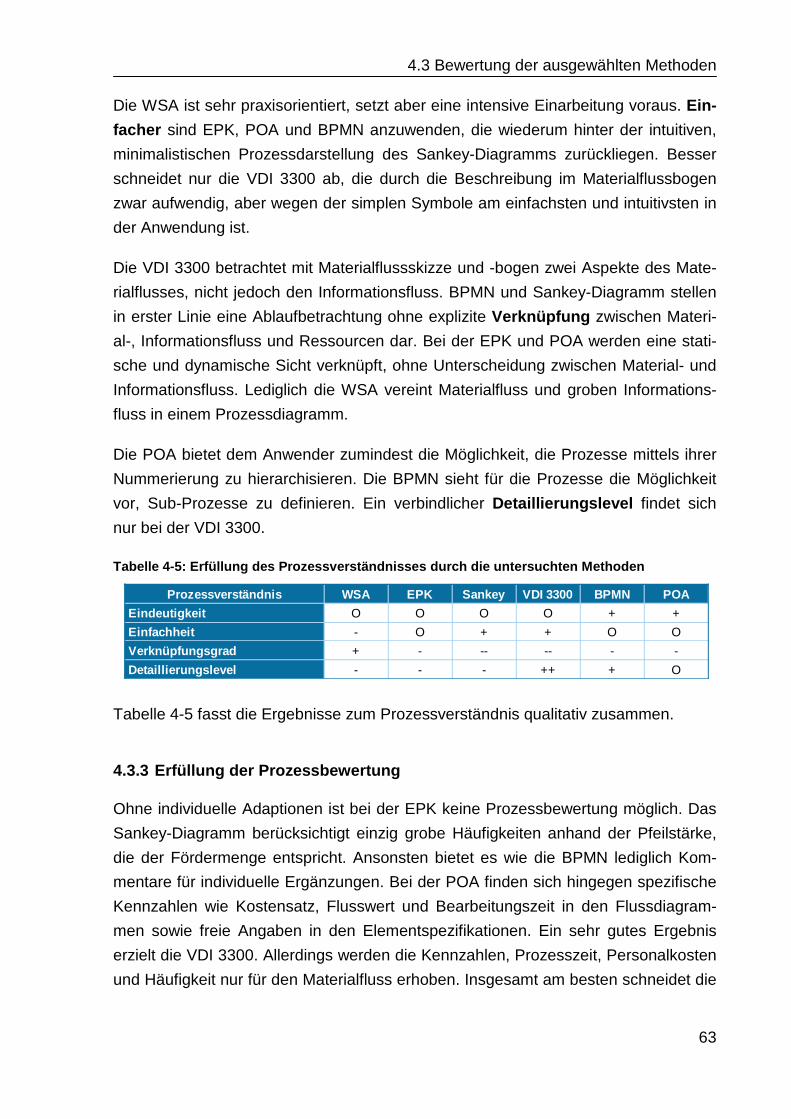
4.3 Bewertung der ausgewählten Methoden
63
Die WSA ist sehr praxisorientiert, setzt aber eine intensive Einarbeitung voraus. Ein-
facher sind EPK, POA und BPMN anzuwenden, die wiederum hinter der intuitiven,
minimalistischen Prozessdarstellung des Sankey-Diagramms zurückliegen. Besser
schneidet nur die VDI 3300 ab, die durch die Beschreibung im Materialflussbogen
zwar aufwendig, aber wegen der simplen Symbole am einfachsten und intuitivsten in
der Anwendung ist.
Die VDI 3300 betrachtet mit Materialflussskizze und -bogen zwei Aspekte des Mate-
rialflusses, nicht jedoch den Informationsfluss. BPMN und Sankey-Diagramm stellen
in erster Linie eine Ablaufbetrachtung ohne explizite Verknüpfung zwischen Materi-
al-, Informationsfluss und Ressourcen dar. Bei der EPK und POA werden eine stati-
sche und dynamische Sicht verknüpft, ohne Unterscheidung zwischen Material- und
Informationsfluss. Lediglich die WSA vereint Materialfluss und groben Informations-
fluss in einem Prozessdiagramm.
Die POA bietet dem Anwender zumindest die Möglichkeit, die Prozesse mittels ihrer
Nummerierung zu hierarchisieren. Die BPMN sieht für die Prozesse die Möglichkeit
vor, Sub-Prozesse zu definieren. Ein verbindlicher Detaillierungslevel findet sich
nur bei der VDI 3300.
Tabelle 4-5: Erfüllung des Prozessverständnisses du rch die untersuchten Methoden
Tabelle 4-5 fasst die Ergebnisse zum Prozessverständnis qualitativ zusammen.
4.3.3 Erfüllung der Prozessbewertung
Ohne individuelle Adaptionen ist bei der EPK keine Prozessbewertung möglich. Das
Sankey-Diagramm berücksichtigt einzig grobe Häufigkeiten anhand der Pfeilstärke,
die der Fördermenge entspricht. Ansonsten bietet es wie die BPMN lediglich Kom-
mentare für individuelle Ergänzungen. Bei der POA finden sich hingegen spezifische
Kennzahlen wie Kostensatz, Flusswert und Bearbeitungszeit in den Flussdiagram-
men sowie freie Angaben in den Elementspezifikationen. Ein sehr gutes Ergebnis
erzielt die VDI 3300. Allerdings werden die Kennzahlen, Prozesszeit, Personalkosten
und Häufigkeit nur für den Materialfluss erhoben. Insgesamt am besten schneidet die
Prozessverständnis WSA EPK Sankey VDI 3300 BPMN POA
Eindeutigkeit O O O O + +
Einfachheit - O + + O O
Verknüpfungsgrad + - -- -- - -
Detaillierungslevel - - - ++ + O
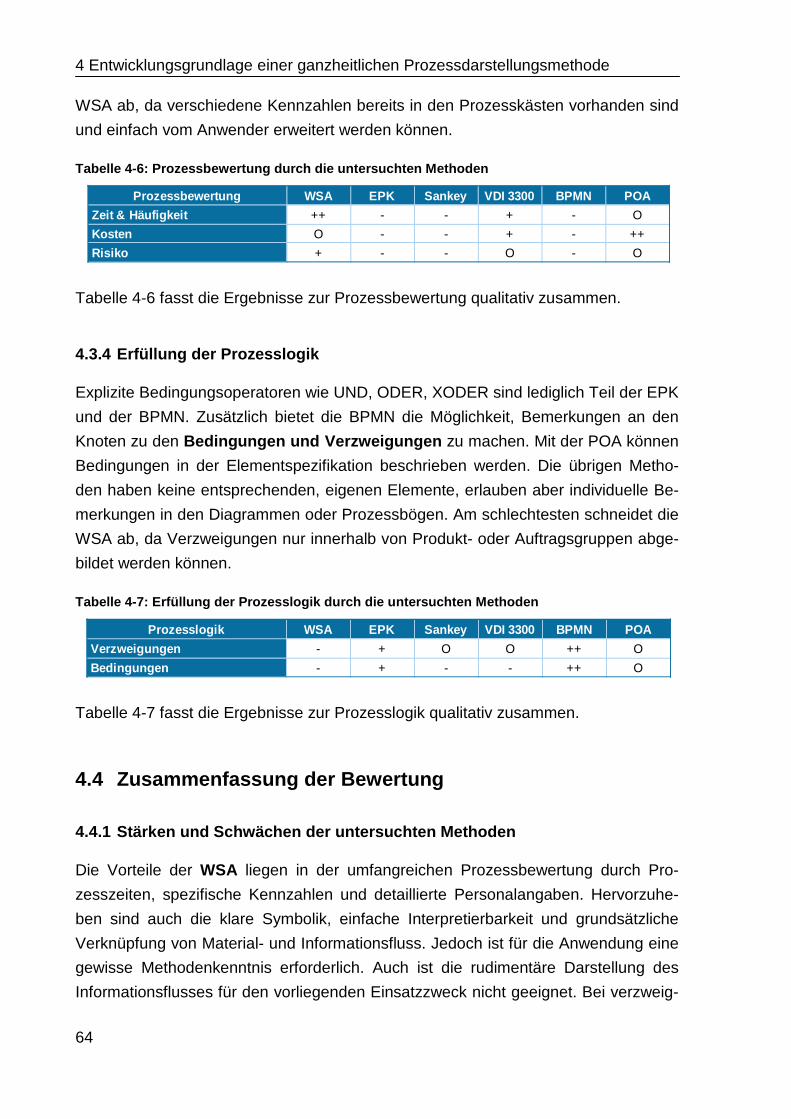
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
64
WSA ab, da verschiedene Kennzahlen bereits in den Prozesskästen vorhanden sind
und einfach vom Anwender erweitert werden können.
Tabelle 4-6: Prozessbewertung durch die untersuchte n Methoden
Tabelle 4-6 fasst die Ergebnisse zur Prozessbewertung qualitativ zusammen.
4.3.4 Erfüllung der Prozesslogik
Explizite Bedingungsoperatoren wie UND, ODER, XODER sind lediglich Teil der EPK
und der BPMN. Zusätzlich bietet die BPMN die Möglichkeit, Bemerkungen an den
Knoten zu den Bedingungen und Verzweigungen zu machen. Mit der POA können
Bedingungen in der Elementspezifikation beschrieben werden. Die übrigen Metho-
den haben keine entsprechenden, eigenen Elemente, erlauben aber individuelle Be-
merkungen in den Diagrammen oder Prozessbögen. Am schlechtesten schneidet die
WSA ab, da Verzweigungen nur innerhalb von Produkt- oder Auftragsgruppen abge-
bildet werden können.
Tabelle 4-7: Erfüllung der Prozesslogik durch die u ntersuchten Methoden
Tabelle 4-7 fasst die Ergebnisse zur Prozesslogik qualitativ zusammen.
4.4 Zusammenfassung der Bewertung
4.4.1 Stärken und Schwächen der untersuchten Method en
Die Vorteile der WSA liegen in der umfangreichen Prozessbewertung durch Pro-
zesszeiten, spezifische Kennzahlen und detaillierte Personalangaben. Hervorzuhe-
ben sind auch die klare Symbolik, einfache Interpretierbarkeit und grundsätzliche
Verknüpfung von Material- und Informationsfluss. Jedoch ist für die Anwendung eine
gewisse Methodenkenntnis erforderlich. Auch ist die rudimentäre Darstellung des
Informationsflusses für den vorliegenden Einsatzzweck nicht geeignet. Bei verzweig-
Prozessbewertung WSA EPK Sankey VDI 3300 BPMN POA
Zeit & Häufigkeit ++ - - + - O
Kosten O - - + - ++
Risiko + - - O - O
Prozesslogik WSA EPK Sankey VDI 3300 BPMN POA
Verzweigungen - + O O ++ O
Bedingungen - + - - ++ O
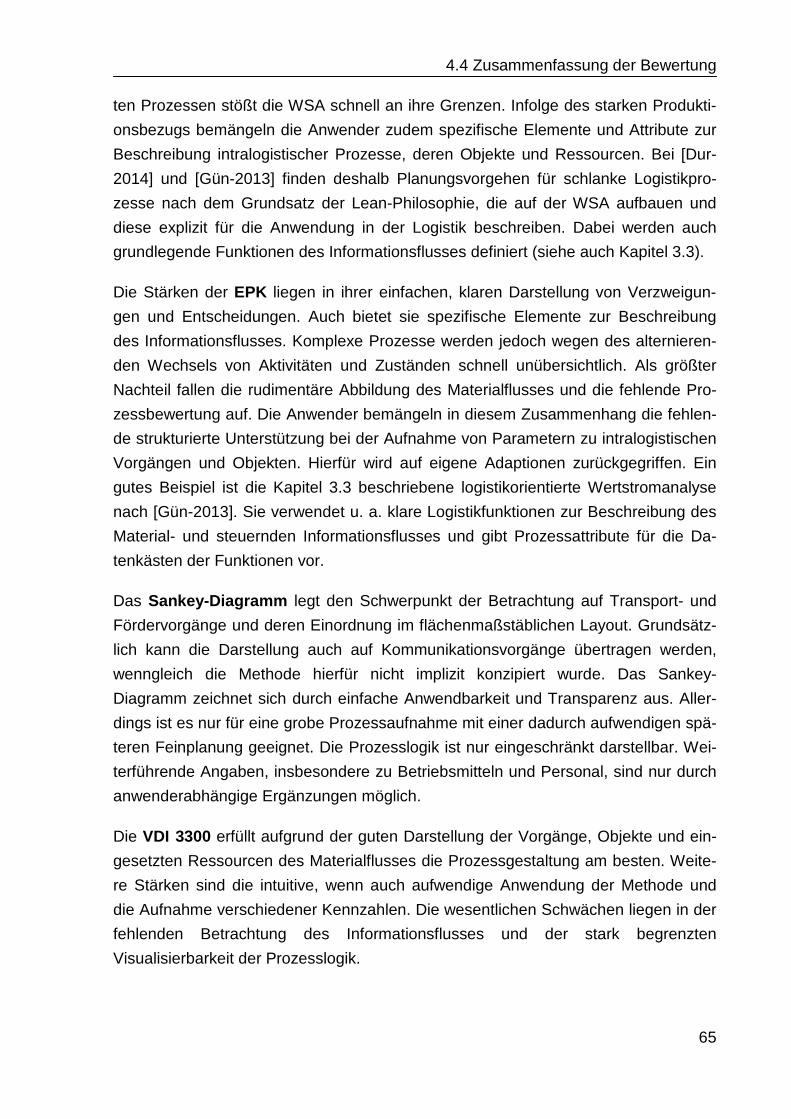
4.4 Zusammenfassung der Bewertung
65
ten Prozessen stößt die WSA schnell an ihre Grenzen. Infolge des starken Produkti-
onsbezugs bemängeln die Anwender zudem spezifische Elemente und Attribute zur
Beschreibung intralogistischer Prozesse, deren Objekte und Ressourcen. Bei [Dur-
2014] und [Gün-2013] finden deshalb Planungsvorgehen für schlanke Logistikpro-
zesse nach dem Grundsatz der Lean-Philosophie, die auf der WSA aufbauen und
diese explizit für die Anwendung in der Logistik beschreiben. Dabei werden auch
grundlegende Funktionen des Informationsflusses definiert (siehe auch Kapitel 3.3).
Die Stärken der EPK liegen in ihrer einfachen, klaren Darstellung von Verzweigun-
gen und Entscheidungen. Auch bietet sie spezifische Elemente zur Beschreibung
des Informationsflusses. Komplexe Prozesse werden jedoch wegen des alternieren-
den Wechsels von Aktivitäten und Zuständen schnell unübersichtlich. Als größter
Nachteil fallen die rudimentäre Abbildung des Materialflusses und die fehlende Pro-
zessbewertung auf. Die Anwender bemängeln in diesem Zusammenhang die fehlen-
de strukturierte Unterstützung bei der Aufnahme von Parametern zu intralogistischen
Vorgängen und Objekten. Hierfür wird auf eigene Adaptionen zurückgegriffen. Ein
gutes Beispiel ist die Kapitel 3.3 beschriebene logistikorientierte Wertstromanalyse
nach [Gün-2013]. Sie verwendet u. a. klare Logistikfunktionen zur Beschreibung des
Material- und steuernden Informationsflusses und gibt Prozessattribute für die Da-
tenkästen der Funktionen vor.
Das Sankey-Diagramm legt den Schwerpunkt der Betrachtung auf Transport- und
Fördervorgänge und deren Einordnung im flächenmaßstäblichen Layout. Grundsätz-
lich kann die Darstellung auch auf Kommunikationsvorgänge übertragen werden,
wenngleich die Methode hierfür nicht implizit konzipiert wurde. Das Sankey-
Diagramm zeichnet sich durch einfache Anwendbarkeit und Transparenz aus. Aller-
dings ist es nur für eine grobe Prozessaufnahme mit einer dadurch aufwendigen spä-
teren Feinplanung geeignet. Die Prozesslogik ist nur eingeschränkt darstellbar. Wei-
terführende Angaben, insbesondere zu Betriebsmitteln und Personal, sind nur durch
anwenderabhängige Ergänzungen möglich.
Die VDI 3300 erfüllt aufgrund der guten Darstellung der Vorgänge, Objekte und ein-
gesetzten Ressourcen des Materialflusses die Prozessgestaltung am besten. Weite-
re Stärken sind die intuitive, wenn auch aufwendige Anwendung der Methode und
die Aufnahme verschiedener Kennzahlen. Die wesentlichen Schwächen liegen in der
fehlenden Betrachtung des Informationsflusses und der stark begrenzten
Visualisierbarkeit der Prozesslogik.
4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
66
Die BPMN liefert sehr gute Ergebnisse bei der Darstellung bedingter Verzweigungen.
Klare Symbole und in Subprozesse unterteilbare Prozesse dienen dem Prozessver-
ständnis. Über Anmerkungen und farbliche Klassifizierungen können individuelle
Aussagen eingebunden werden. Einschränkungen sind jedoch die unzureichende
Prozessbewertung und Prozessgestaltung. Hierbei fehlt es an strukturierten Vorga-
ben von Prozessparametern zur Beschreibung von Vorgängen und Ressourcen.
Die größte Stärke der POA ist ihre Vielseitigkeit. Viele Prozessaspekte werden be-
rücksichtigt oder lassen sich individuell vom Anwender im Flussdiagramm und der
Elementspezifikation ergänzen. Hiervon profitieren insbesondere die Prozessbewer-
tung und die Beschreibung von Vorgängen und Verzweigungen. Die Konsistenz der
Darstellung hängt dabei aber entscheidend vom Anwender ab und erreicht nicht das
Niveau der VDI 3300.
4.4.2 Schlussfolgerung
Die vorangehende Bewertung zeigt, dass keine der untersuchten Methoden den An-
spruch an eine ganzheitliche Darstellung logistischer Prozesse im Hinblick auf die
Beurteilung eines möglichen RFID-Einsatzes erfüllt. Insbesondere die hierbei not-
wendige starke Verknüpfung von Material- und Informationsflüssen wird kaum be-
rücksichtigt. Diese ist jedoch eminent für die Optimierung logistischer Prozesse. Zum
Einen ist sie eine wesentliche Voraussetzung für das Prozessverständnis, da sich
Material- und Informationsfluss als Wirkgefüge gegenseitig bedingen. Wird der In-
formationsfluss nicht oder nur unzureichend berücksichtigt, fehlen entscheidende
Prozessinformationen. Zum Anderen lassen sich nur durch die Darstellung der Ver-
knüpfung Optimierungspotenziale erkennen, bspw. infolge asynchroner Flüsse oder
fehlender Prozesstransparenz durch falsche Statusangaben. RFID schließt genau
diese Lücke (siehe Kapitel 2.1.1), weshalb eine Prozessdarstellungsmethode zur Ab-
schätzung einer potenziellen RFID-Anwendung als wesentlichen Bestandteil die Ver-
knüpfung von Material- und Informationsfluss zum Gegenstand haben muss.
Auch der nach [Gün-2009] für die Aufnahme RFID-relevanter Prozessinformationen
notwendige hohe Detaillierungsgrad wird in Form fester Prozessbausteine mit vorge-
gebenen Attributen im Grundsatz nur von der VDI 3300 geboten. Ohne diese Bau-
steine und die Vorgabe RFID-spezifischer Prozessmerkmale nimmt der Aufwand für
die Prozessaufnahme mit steigender Komplexität und Detaillierung jedoch schnell zu.
Als Folge leidet hierunter das Prozessverständnis und die Aufnahme wird anfällig für
Fehler und Inkonsistenzen. Das gilt insbesondere für den UHF-Bereich, der aufgrund
der mannigfaltigen Wechselwirkungen mit der Prozessumgebung sehr komplex für
4.4 Zusammenfassung der Bewertung
67
potenzielle Anwendungen ist. Auch ist es ohne eine entsprechende Detaillierung der
Prozessaufnahme nicht möglich, Nutzenpotenziale zu identifizieren oder gar zu be-
werten. Ebenso wenig können die Anforderungen, die der Prozess an ein RFID-
System stellt, abgeschätzt werden.
Insgesamt ist festzuhalten, dass keine der untersuchten Methoden RFID-spezifische
Prozesscharakteristika berücksichtigt oder hierfür zumindest Anknüpfpunkte vorsieht.
Einzig individuelle Freitextbeschreibungen sind möglich, die jedoch keine Hilfestel-
lung für den Anwender bei der Aufnahme von RFID-Spezifika bieten. Aus diesem
Grund wird im nachfolgenden Kapitel gemäß den definierten Zielstellungen und An-
forderungen (siehe Kapitel 1.4 und Kapitel 4.2) eine neue Methode entwickelt. Dabei
kann auf den Stärken der untersuchten Methoden aufgebaut werden (siehe Kapitel
4.4.1).
Aufgrund der für eine RFID-Anwendung notwendigen zahlreichen Prozessinformati-
onen läuft die Prozessaufnahme schnell Gefahr, überfrachtet zu werden. Eine mögli-
che Lösung bietet die VDI-Richtlinie 3300 mit dem zweistufigen Vorgehen als Kom-
bination aus einer Skizze und einer Prozesstabelle. Auch die WSA und die POA ver-
wenden mit den Prozesskästen bzw. Elementspezifikationen tabellarische Strukturen
für weiterführende Prozessinformationen wie Kennzahlen oder Mitarbeiter. Dieser
tabellarische Ansatz kann auch für die neue Methode verwendet werden, indem spe-
zifische Prozessparameter für die geforderte Aufgabenstellung ergänzt werden.
Auch verwendet die VDI-Richtlinie 3300 als einzige Methode bereits klare Prozess-
bausteine mit eindeutigen Symbolen für den Materialfluss. Diese Bausteine kann die
neue Methode aufgreifen und erweitern. Insbesondere für den Informationsfluss sind
jedoch neue Bausteine zu definieren, da dieser nicht hinreichend abgebildet wird.
Weitere Symbole finden sich bei der WSA, um bspw. Potenziale im Sinne von Ver-
schwendung hervorzuheben sowie Material- und Informationsflüsse zu unterschei-
den. Ferner unterstützt die WSA die Identifikation von Schwachstellen durch Schlüs-
selfragen und Schlüsselindikatoren. Insbesondere der Grundsatz der Indikatoren
kann für das Erkennen von RFID-Nutzenpotenzialen adaptiert werden.
Um den Prozess verstehen zu können, muss die Methode die Prozesslogik erfassen.
Hierfür bieten die BPMN und die EPK eine gute Grundlage. Sie unterstützen nicht
nur die grafische Darstellung der Prozessverzweigungen, sondern auch die Angabe
der zu Grunde liegenden Bedingungen.

4 Entwicklungsgrundlage einer ganzheitlichen Prozessdarstellungsmethode
68
Zudem zeigt die BPMN eine Möglichkeit auf, den Prozess hierarchisch zu gliedern
und entsprechend zu nummerieren. Des Weiteren bietet sie mit den Swimlanes ei-
nen sehr guten Ansatz zur Strukturierung des Prozesses. Zwar werden diese bei der
BPMN zur Zuordnung von Zuständigkeiten oder dergleichen verwendet. Jedoch las-
sen sich die Swimlanes auch zur parallelen Darstellung von Material- und Informati-
onsfluss verwenden.
69
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
Das vorige Kapitel hat das Fehlen einer Methode für eine ganzheitliche Darstellung
intralogistischer Prozesse zur Einschätzung von Einsatzpotenzialen und prozessbe-
dingten Anforderungen für ein RFID-System aufgezeigt. Nachfolgend wird eine hier-
für geeignete Methode erarbeitet. Zunächst wird das grundlegende Konzept be-
schrieben. Im Anschluss werden die Grundfunktionen als zentrale Elemente der Me-
thode definiert und die Merkmale für eine RFID-gerechte Prozessbeschreibung erläu-
tert. Darüber hinaus werden weitere Elemente der Methode, bspw. zur Beschreibung
der Prozesslogik, aufgeführt. Abschließend wird das Konzept durch Anwender der
Methode bewertet.
5.1 Konzeption der Methode
Aufbauend auf den in Kapitel 1.4 genannten Zielsetzungen und den in Kapitel 4.2
beschriebenen Anforderungen an eine ganzheitliche Prozessdarstellungsmethode
wird im vorliegenden Kapitel die Methode konzipiert. Hierbei werden die zuvor be-
werteten Methoden als Benchmark herangezogen. Im Mittelpunkt steht die Aufnah-
me RFID-relevanter Prozessmerkmale zur Ableitung von Anforderungen und Ein-
satzpotenzialen.
5.1.1 Detaillierungsgrad der Prozessdarstellung
Hierarchisierung intralogistischer Prozesse
Zur Reduzierung der Komplexität logistischer Systeme ist das Gesamtsystem in klei-
nere Subsysteme zu zerlegen [Sch-2008a]. Der Prozess ist vertikal zu hierarchisie-
ren und horizontal in inhaltlich getrennte, einheitlich abstrahierte Subprozesse zu
gliedern [Krc-2010]. Für die Aufgabe, RFID-Einsatzpotenziale eines vorliegenden
Logistikprozesses zu identifizieren, werden die raum-zeitlichen Flüsse der Güter und
Informationen eines Systems betrachtet. Das Ziel ist deren Analyse, Gestaltung und
Steuerung [Kla-2008]. In der Literatur finden sich hierfür verschiedene Ansätze.
Ein umfangreiches hierarchisches Prozessmodell findet sich bei [Fig-2008]. Insge-
samt acht Hauptprozessen sind 30 Prozessmodule und 92 Prozesselemente zuge-
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
70
ordnet. Die Elemente können nochmals in Elemente erster und zweiter Ordnung un-
terschieden werden. Jedoch sind verschiedene Hauptprozesse, Prozessmodule und
Prozesselemente für die operative Betrachtung der Intralogistik nicht von Interesse.
Auch ist die Hierarchisierung für eine einfache Anwendung vor Ort zu umfangreich.
Die operativen Leistungsbereiche der Logistik bzw. von Logistikzentren sind nach
[Gud-2012] Wareneingang, Warenausgang, Lager und Kommissionierung. Sie sind
sie in ihrer Abfolge und in ihren Teilprozessen als zeitliche Prozessfolge definiert. Die
Teilprozesse sind dabei mitunter sehr unterschiedlich in ihrer Detaillierung.
Ähnlich definiert [VDI 4405] Wareneingang, Warenausgang, Lager und Kommissio-
nierung sowie zusätzlich den Transport als Prozesse, die wiederum über Teilprozes-
se verfügen und zu Prozessketten verknüpft werden. Sie schließen auch reine Infor-
mationsprozesse wie die Anmeldung und Erfassung von Lieferungen im Warenein-
gang und die Tourenplanung und Lieferscheinerstellung im Warenausgang ein.
Die VDI-Richtlinie 4490 beschreibt den Wareneingang, die Qualitätssicherung, Re-
touren-Prozesse, die Einlagerung, Lagerung, Kommissionierung, den Versand und
Leergutprozesse als Ablaufprozesse auf niedrigem Abstraktionsniveau. Auch einzel-
ne Vorgänge des Dokumentenmanagements wie das Erstellen von Versanddoku-
menten werden berücksichtigt [VDI 4490].
Ebenfalls sehr ausführlich und unter Berücksichtigung von Vorgängen des Dokumen-
tenmanagements definiert [Gün-2010a] Teilprozesse und Vorgänge für die intralogis-
tischen Prozesse Wareneingang, Transport, Kommissionierung und Warenausgang.
Auf eine separate Betrachtung des Lagerprozesses wird dabei verzichtet. Stattdes-
sen sind einzelne diesbezügliche Vorgänge den anderen Prozessen zugeteilt.
Für die Beurteilung eines RFID-Einsatzes ist die „Kenntnis der spezifischen Prozess-
abläufe“ [Gil-2007] unerlässlich. Hierzu müssen die Prozesse in Haupt- und Teilpro-
zesse sowie deren Aktivitäten zerlegt und bei der Ist-Analyse erfasst werden, um
durch eine Gegenüberstellung mit den Soll-Prozessen bewertet werden zu können
[Gil-2007]. Für die vorliegende Arbeit wird eine prozessorientierte Sichtweise ver-
wendet. Das in Tabelle 5-1 dargestellte Prozessmodell lehnt sich dabei im Wesentli-
chen an die vorgestellten Ansätze nach [VDI 4405] und [Gün-2010a] an.
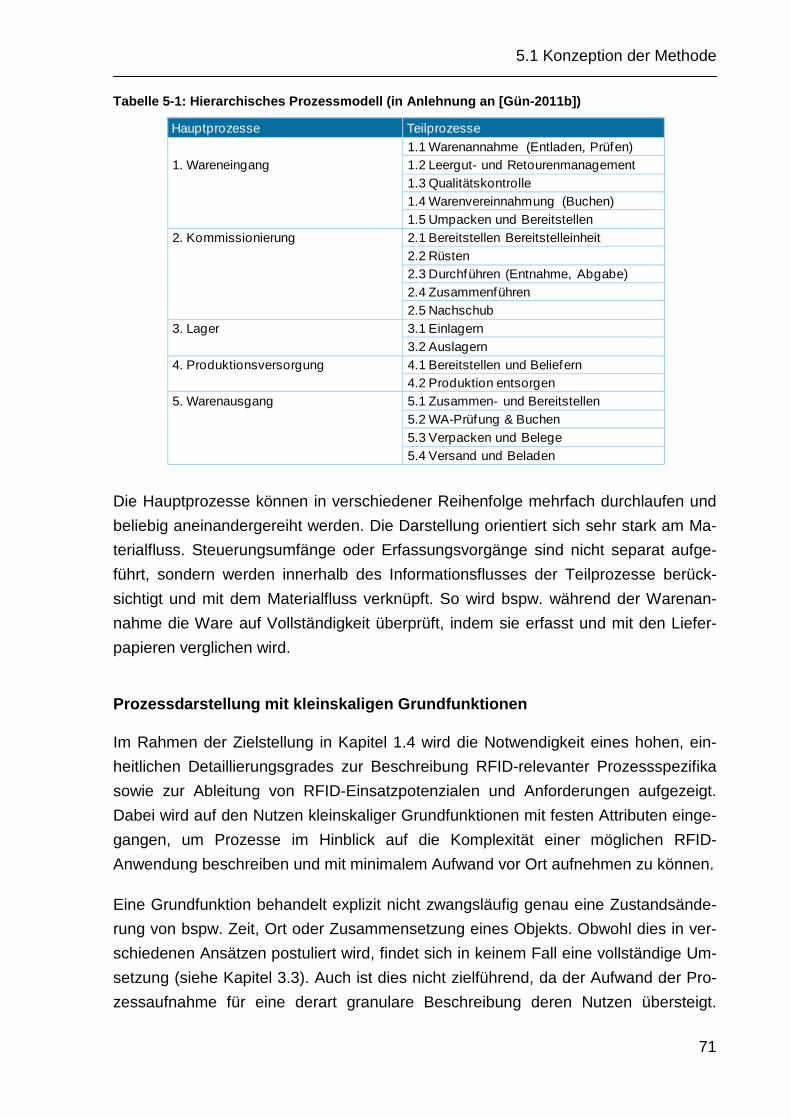
5.1 Konzeption der Methode
71
Tabelle 5-1: Hierarchisches Prozessmodell (in Anleh nung an [Gün-2011b])
Die Hauptprozesse können in verschiedener Reihenfolge mehrfach durchlaufen und
beliebig aneinandergereiht werden. Die Darstellung orientiert sich sehr stark am Ma-
terialfluss. Steuerungsumfänge oder Erfassungsvorgänge sind nicht separat aufge-
führt, sondern werden innerhalb des Informationsflusses der Teilprozesse berück-
sichtigt und mit dem Materialfluss verknüpft. So wird bspw. während der Warenan-
nahme die Ware auf Vollständigkeit überprüft, indem sie erfasst und mit den Liefer-
papieren verglichen wird.
Prozessdarstellung mit kleinskaligen Grundfunktione n
Im Rahmen der Zielstellung in Kapitel 1.4 wird die Notwendigkeit eines hohen, ein-
heitlichen Detaillierungsgrades zur Beschreibung RFID-relevanter Prozessspezifika
sowie zur Ableitung von RFID-Einsatzpotenzialen und Anforderungen aufgezeigt.
Dabei wird auf den Nutzen kleinskaliger Grundfunktionen mit festen Attributen einge-
gangen, um Prozesse im Hinblick auf die Komplexität einer möglichen RFID-
Anwendung beschreiben und mit minimalem Aufwand vor Ort aufnehmen zu können.
Eine Grundfunktion behandelt explizit nicht zwangsläufig genau eine Zustandsände-
rung von bspw. Zeit, Ort oder Zusammensetzung eines Objekts. Obwohl dies in ver-
schiedenen Ansätzen postuliert wird, findet sich in keinem Fall eine vollständige Um-
setzung (siehe Kapitel 3.3). Auch ist dies nicht zielführend, da der Aufwand der Pro-
zessaufnahme für eine derart granulare Beschreibung deren Nutzen übersteigt.
Hauptprozesse Teilprozesse
1. Wareneingang1.1 Warenannahme (Entladen, Prüfen)1.2 Leergut- und Retourenmanagement1.3 Qualitätskontrolle1.4 Warenvereinnahmung (Buchen)1.5 Umpacken und Bereitstellen
2. Kommissionierung 2.1 Bereitstellen Bereitstelleinheit2.2 Rüsten2.3 Durchführen (Entnahme, Abgabe)2.4 Zusammenführen2.5 Nachschub
3. Lager 3.1 Einlagern3.2 Auslagern
4. Produktionsversorgung 4.1 Bereitstellen und Beliefern4.2 Produktion entsorgen
5. Warenausgang 5.1 Zusammen- und Bereitstellen5.2 WA-Prüfung & Buchen5.3 Verpacken und Belege5.4 Versand und Beladen
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
72
Stattdessen setzt die vorliegende Methode auf klar zuordenbare und intuitiv anwend-
bare Grundfunktionen zur Prozessbeschreibung.
Die VDI-Richtlinie 3300 definiert zur Beschreibung des Materialflusses eindeutige,
klar voneinander abgegrenzte Funktionen sowie Merkmale zur Beschreibung der
Funktionen und der zu Grunde liegenden Objekte. Auch die Wertstromanalyse und
die Prozessorientierte Analyse geben dem Anwender in den Datenkästen bzw. in der
Elementspezifikation verschiedene Prozess-, Ressourcen-, Objektmerkmale und
Bewertungsgrößen vor (siehe Kapitel 4.3). Diese dienen als Basis für die Vorgabe
kleinskaliger Grundfunktionen, anhand deren Verkettung die Teilprozesse vollständig
abgebildet werden können (siehe Kapitel 5.2).
In ihrer Definition werden die Grundfunktionen des Material- und Informationsflusses
zum besseren Verständnis des Anwenders aneinander angelehnt. Die Attribute zur
Beschreibung der jeweiligen Vorgänge und deren Objekte sind jedoch spezifisch und
greifen die Beschreibungsgrößen der in Kapitel 4.3 untersuchten Methoden auf (sie-
he Kapitel 5.3).
5.1.2 Ganzheitlichkeit der Prozessdarstellung
Die ganzheitliche Prozessdarstellung wird in Kapitel 1.4 als die zentrale Zielsetzung
der zu erarbeitenden Methode genannt. Gemäß der Definition in Kapitel 3.1 sind
hierfür der Materialfluss, Informationsfluss und die eingesetzten Ressourcen zu be-
rücksichtigen und miteinander zu verknüpfen. Die Bewertung der Methoden in Kapi-
tel 4.3 zeigt, dass lediglich die Wertstromanalyse Material- und Informationsfluss zu-
mindest in einer groben Form miteinander verknüpft. Eine ganzheitliche Betrachtung
zur Beurteilung eines möglichen RFID-Einsatzes ist jedoch mit keiner der untersuch-
ten Methoden möglich.
Nach [Sch-2008c] stützt sich das Design eines Logistiksystems auf den Materialfluss,
von dem der Informationsfluss abhängt. Auch die entwickelte Methode legt für die
Prozessdarstellung den Materialfluss zu Grunde, der als tatsächlicher Fluss der phy-
sischen Ware nachvollziehbarer und transparenter abgebildet werden kann als der
Informationsfluss. Dieser kann dem Materialfluss vorauseilen, ihn zur Kontrolle oder
operativen Ausführung begleiten sowie für Rückmeldungen, Statusangaben oder
Auswertungen nacheilen [Pfo-2010]. Material- und Informationsfluss bilden folglich
ein voneinander abhängiges Wirkgefüge und bedingen sich im Prozess gegenseitig.
Für die Methode ist eine Lösung zu definieren, um Prozesse im Sinne der Anforde-
rung zu strukturieren. Verschiedene Methoden, wie auch die Business Process Mo-
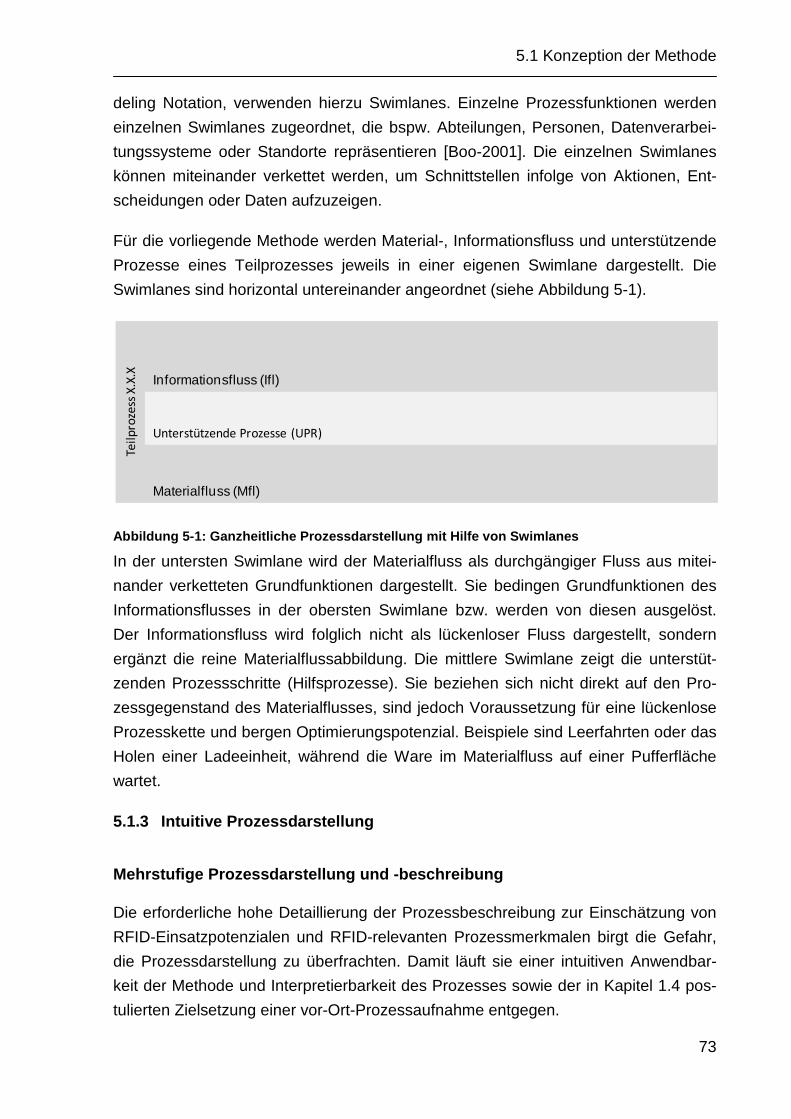
5.1 Konzeption der Methode
73
deling Notation, verwenden hierzu Swimlanes. Einzelne Prozessfunktionen werden
einzelnen Swimlanes zugeordnet, die bspw. Abteilungen, Personen, Datenverarbei-
tungssysteme oder Standorte repräsentieren [Boo-2001]. Die einzelnen Swimlanes
können miteinander verkettet werden, um Schnittstellen infolge von Aktionen, Ent-
scheidungen oder Daten aufzuzeigen.
Für die vorliegende Methode werden Material-, Informationsfluss und unterstützende
Prozesse eines Teilprozesses jeweils in einer eigenen Swimlane dargestellt. Die
Swimlanes sind horizontal untereinander angeordnet (siehe Abbildung 5-1).
Abbildung 5-1: Ganzheitliche Prozessdarstellung mit Hilfe von Swimlanes
In der untersten Swimlane wird der Materialfluss als durchgängiger Fluss aus mitei-
nander verketteten Grundfunktionen dargestellt. Sie bedingen Grundfunktionen des
Informationsflusses in der obersten Swimlane bzw. werden von diesen ausgelöst.
Der Informationsfluss wird folglich nicht als lückenloser Fluss dargestellt, sondern
ergänzt die reine Materialflussabbildung. Die mittlere Swimlane zeigt die unterstüt-
zenden Prozessschritte (Hilfsprozesse). Sie beziehen sich nicht direkt auf den Pro-
zessgegenstand des Materialflusses, sind jedoch Voraussetzung für eine lückenlose
Prozesskette und bergen Optimierungspotenzial. Beispiele sind Leerfahrten oder das
Holen einer Ladeeinheit, während die Ware im Materialfluss auf einer Pufferfläche
wartet.
5.1.3 Intuitive Prozessdarstellung
Mehrstufige Prozessdarstellung und -beschreibung
Die erforderliche hohe Detaillierung der Prozessbeschreibung zur Einschätzung von
RFID-Einsatzpotenzialen und RFID-relevanten Prozessmerkmalen birgt die Gefahr,
die Prozessdarstellung zu überfrachten. Damit läuft sie einer intuitiven Anwendbar-
keit der Methode und Interpretierbarkeit des Prozesses sowie der in Kapitel 1.4 pos-
tulierten Zielsetzung einer vor-Ort-Prozessaufnahme entgegen.
Teil
pro
zess
X.X
.X Informationsfluss (Ifl)
Unterstützende Prozesse (UPR)
Materialfluss (Mfl)
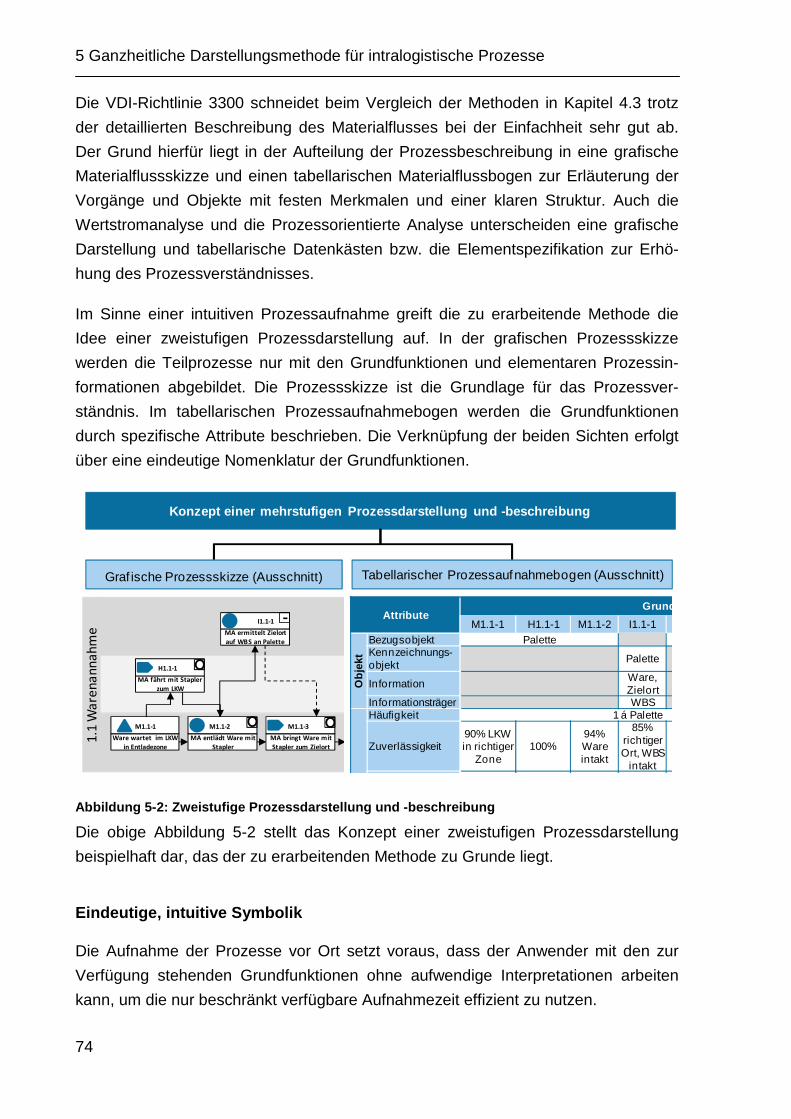
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
74
Die VDI-Richtlinie 3300 schneidet beim Vergleich der Methoden in Kapitel 4.3 trotz
der detaillierten Beschreibung des Materialflusses bei der Einfachheit sehr gut ab.
Der Grund hierfür liegt in der Aufteilung der Prozessbeschreibung in eine grafische
Materialflussskizze und einen tabellarischen Materialflussbogen zur Erläuterung der
Vorgänge und Objekte mit festen Merkmalen und einer klaren Struktur. Auch die
Wertstromanalyse und die Prozessorientierte Analyse unterscheiden eine grafische
Darstellung und tabellarische Datenkästen bzw. die Elementspezifikation zur Erhö-
hung des Prozessverständnisses.
Im Sinne einer intuitiven Prozessaufnahme greift die zu erarbeitende Methode die
Idee einer zweistufigen Prozessdarstellung auf. In der grafischen Prozessskizze
werden die Teilprozesse nur mit den Grundfunktionen und elementaren Prozessin-
formationen abgebildet. Die Prozessskizze ist die Grundlage für das Prozessver-
ständnis. Im tabellarischen Prozessaufnahmebogen werden die Grundfunktionen
durch spezifische Attribute beschrieben. Die Verknüpfung der beiden Sichten erfolgt
über eine eindeutige Nomenklatur der Grundfunktionen.
Abbildung 5-2: Zweistufige Prozessdarstellung und - beschreibung
Die obige Abbildung 5-2 stellt das Konzept einer zweistufigen Prozessdarstellung
beispielhaft dar, das der zu erarbeitenden Methode zu Grunde liegt.
Eindeutige, intuitive Symbolik
Die Aufnahme der Prozesse vor Ort setzt voraus, dass der Anwender mit den zur
Verfügung stehenden Grundfunktionen ohne aufwendige Interpretationen arbeiten
kann, um die nur beschränkt verfügbare Aufnahmezeit effizient zu nutzen.
1.1
Wa
ren
an
na
hm
e
Ware wartet im LKW
in Entladezone
M1.1-1
MA bringt Ware mit
Stapler zum Zielort
M1.1-3
MA ermittelt Zielort
auf WBS an Palette
I1.1-1 -
MA entlädt Ware mit
Stapler
M1.1-2
MA fährt mit Stapler
zum LKW
H1.1-1
Konzept einer mehrstufigen Prozessdarstellung und - beschreibung
Graf ische Prozessskizze (Ausschnitt) Tabellarischer Prozessaufnahmebogen (Ausschnitt)
AttributeGrundfunktionen
M1.1-1 H1.1-1 M1.1-2 I1.1-1
Obj
ekt
Bezugsobjekt PaletteKennzeichnungs-objekt
Palette
InformationWare, Zielort
Informationsträger WBSHäufigkeit 1 á Palette
Zuverlässigkeit90% LKWin richtiger
Zone100%
94% Ware intakt
85%richtiger Ort, WBS
intaktProzesszeit 15 Min 1,5 Min 1,5 Min 20 s
5.2 Grundfunktionen für eine ganzheitliche Prozessdarstellung
75
Einige der untersuchten Methoden schlagen hierfür einfache Symbole für die grafi-
sche Prozessdarstellung vor. Bei der VDI-Richtlinie 3300 finden sich klare Symbole
für die verschiedenen Materialflussvorgänge. Die Business Process Modelling Nota-
tion und die Ereignisgesteuerte Prozesskette (EPK) geben einfache Verzweigungs-
symbole zur Abbildung der Prozesslogik vor. Die EPK definiert zudem je ein eigenes
Symbol für IT-Ressourcen und Informationsflussobjekte. Die untersuchten Methoden
bieten somit eine gute Grundlage zur Definition von Symbolen für die grafische Dar-
stellung. In den Kapiteln 5.2 und 5.4 werden Symbole für die Grundfunktionen des
Material- und Informationsflusses, die Ressourcen sowie die Prozesslogik und
Schlüsselattribute beschrieben.
5.2 Grundfunktionen für eine ganzheitliche Prozessd arstellung
Vor dem Hintergrund der Anforderungen an eine Prozessaufnahme in Kapitel 4.2
werden nachfolgend die Grundfunktion definiert sowie für den Material- und Informa-
tionsfluss hergeleitet. Abschließend erfolgt eine Gegenüberstellung mit Standardvor-
gängen der Intralogistik zur beispielhaften Erläuterung.
5.2.1 Definition einer Grundfunktion
Eine Funktion bezeichnet allgemein einen Vorgang zur Erledigung einer Aufgabe
[Vil-2007]. Für die vorliegende Arbeit wird der Begriff der Grundfunktion geprägt als
ein kleinskaliger intralogistischer Vorgang, der durch Abstraktion artverwandte Tätig-
keiten zusammenfasst und damit der Realisierung einer eindeutigen, abgrenzbaren
intralogistischen Aufgabe dient.
Im Hinblick auf die Anforderungen in Kapitel 4.2 verfügt eine Grundfunktion über eine
selbstähnliche, einheitliche Struktur mit einem einheitlichen Detaillierungsgrad, um
die Logistikprozesse vergleichbar und intuitiv darzustellen. Für ein besseres Ver-
ständnis insbesondere des zumeist abstrakten Informationsflusses werden für Mate-
rial- und Informationsfluss jeweils eigene Grundfunktionen in Analogie zueinander
definiert. In Anlehnung an die Planungsbausteine nach [Gün-2006a] ergeben sich für
die Grundfunktionen fünf Gestaltungsregeln.
� Die Singularität bedeutet die eindeutige Zuordnung der Grundfunktion zu einer
Aufgabe. Jede Grundfunktion ist eine klar zuordenbare, unterscheidbare Tä-
tigkeit.
� Unter der Standardisierung versteht man den identischen Aufbau und das
Aussehen der Grundfunktion. Jede Grundfunktion wird grafisch selbstähnlich
dargestellt. Die spezifischen Attribute zur detaillierten Beschreibung (siehe
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
76
Kapitel 5.2) werden anhand des Prozessaufnahmebogens vorgegeben und
dokumentiert.
� Die Grundfunktionen sind nahezu beliebig miteinander kombinierbar. Eine fes-
te Reihenfolge gibt es hierbei nicht. Auch ist jede Grundfunktion beliebig oft
zur Beschreibung eines Teilprozesses anwendbar.
� Die Konnektivität bezeichnet das einfache Verknüpfen der Grundfunktionen
miteinander. Zur zeitlichen, logischen und inhaltlichen Prozessdarstellung
werden sie über Pfeile miteinander verbunden. Die vorangehende Grundfunk-
tion ist zugleich der Input für die nachfolgende. Durch die Verknüpfung von
Material-, Informationsfluss und Hilfsprozessen können mehrere Grundfunkti-
onen sowohl den Input bilden als auch aus einer Grundfunktion resultieren.
� Die Attribute der Grundfunktionen sind grundsätzlich vom Anwender im tabel-
larischen Prozessaufnahmebogen erweiterbar. Dadurch sind sie offen gestal-
tet und können in der thematischen Ausrichtung angepasst werden.
Aufbauend auf den Anforderungen werden in den folgenden Kapiteln die Grundfunk-
tionen für den Material- und Informationsfluss festgesetzt. Die Standardisierung be-
zieht sich in erster Linie auf die grafische Darstellung der Grundfunktion. Die Singula-
rität, Kombi-nierbarkeit, Konnektivität und Erweiterbarkeit finden bei der Definition
Berücksichtigung.
5.2.2 Grafische Darstellung einer Grundfunktion
In Kapitel 4.2.2 wird das Prozessverständnis als eine zentrale Anforderung an eine
Prozessaufnahmemethode erläutert. Für die grafische Darstellung der Grundfunktio-
nen bedeutet das die Umsetzung der Gestaltungsregel der Standardisierung, also
Einheitlichkeit in Aufbau, Aussehen und Struktur.
Der elementare Bestandteil bei der Darstellung einer Grundfunktion sind einfach zu
erkennende und zu zeichnende Symbole, die sich klar voneinander unterscheiden
lassen. Soweit möglich wird hierbei auf bereits bestehende, durch andere geläufige
Methoden etablierte Symbolsätze zurückgegriffen. Diese finden sich unter Anderem
in der Wertstromanalyse und der VDI3300.
In [Kha-2005] finden sich Untersuchungen zu Verläufen und zur Steuerung der Auf-
merksamkeit bei webbasierten Informationsangeboten. Demnach ist der Bereich mit
der größten Intensität links oben zu finden. Bilder erfahren eine intensivere Wahr-
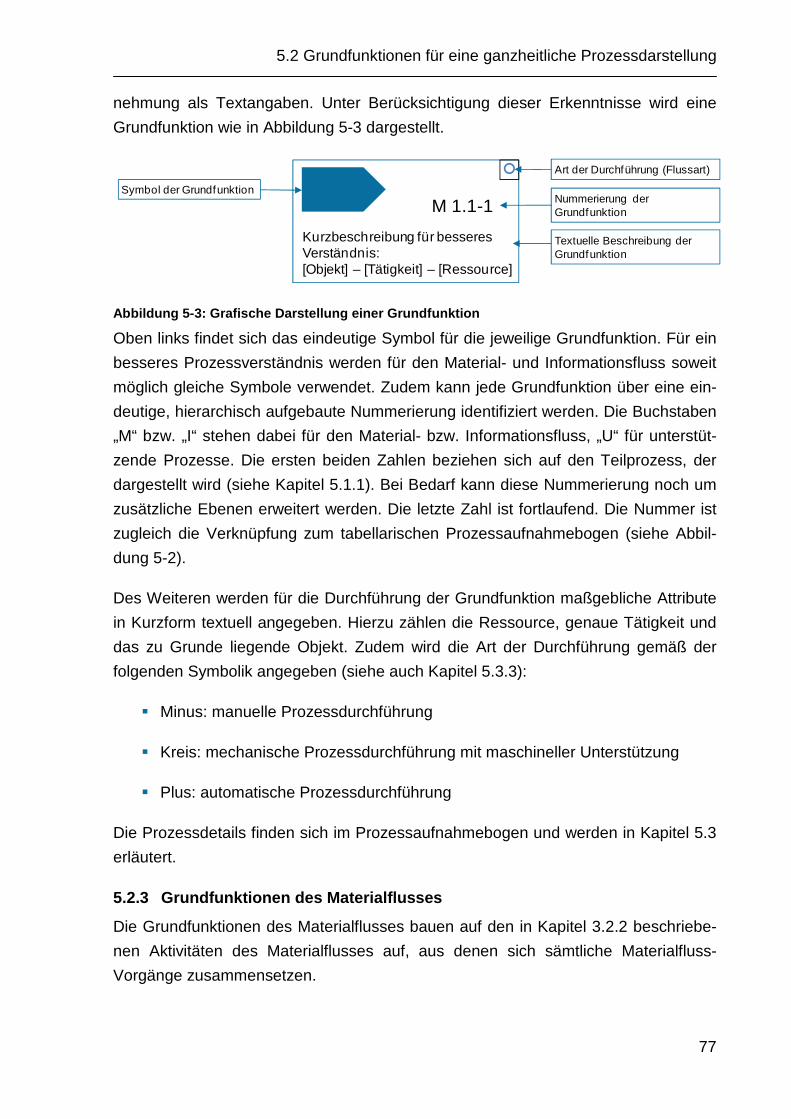
5.2 Grundfunktionen für eine ganzheitliche Prozessdarstellung
77
nehmung als Textangaben. Unter Berücksichtigung dieser Erkenntnisse wird eine
Grundfunktion wie in Abbildung 5-3 dargestellt.
Abbildung 5-3: Grafische Darstellung einer Grundfun ktion
Oben links findet sich das eindeutige Symbol für die jeweilige Grundfunktion. Für ein
besseres Prozessverständnis werden für den Material- und Informationsfluss soweit
möglich gleiche Symbole verwendet. Zudem kann jede Grundfunktion über eine ein-
deutige, hierarchisch aufgebaute Nummerierung identifiziert werden. Die Buchstaben
„M“ bzw. „I“ stehen dabei für den Material- bzw. Informationsfluss, „U“ für unterstüt-
zende Prozesse. Die ersten beiden Zahlen beziehen sich auf den Teilprozess, der
dargestellt wird (siehe Kapitel 5.1.1). Bei Bedarf kann diese Nummerierung noch um
zusätzliche Ebenen erweitert werden. Die letzte Zahl ist fortlaufend. Die Nummer ist
zugleich die Verknüpfung zum tabellarischen Prozessaufnahmebogen (siehe Abbil-
dung 5-2).
Des Weiteren werden für die Durchführung der Grundfunktion maßgebliche Attribute
in Kurzform textuell angegeben. Hierzu zählen die Ressource, genaue Tätigkeit und
das zu Grunde liegende Objekt. Zudem wird die Art der Durchführung gemäß der
folgenden Symbolik angegeben (siehe auch Kapitel 5.3.3):
� Minus: manuelle Prozessdurchführung
� Kreis: mechanische Prozessdurchführung mit maschineller Unterstützung
� Plus: automatische Prozessdurchführung
Die Prozessdetails finden sich im Prozessaufnahmebogen und werden in Kapitel 5.3
erläutert.
5.2.3 Grundfunktionen des Materialflusses
Die Grundfunktionen des Materialflusses bauen auf den in Kapitel 3.2.2 beschriebe-
nen Aktivitäten des Materialflusses auf, aus denen sich sämtliche Materialfluss-
Vorgänge zusammensetzen.
M 1.1-1
Kurzbeschreibung für besseres Verständnis:[Objekt] – [Tätigkeit] – [Ressource]
Nummerierung der Grundfunktion
Art der Durchführung (Flussart)
Textuelle Beschreibung der Grundfunktion
Symbol der Grundfunktion
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
78
Grundfunktion Handhaben
Für die Prozessdarstellung mit dem Zweck, einen potenziellen RFID-Einsatz beurtei-
len zu können, ist eine explizite Unterscheidung zwischen dem reinen physischen
Bewegen eines Objekts und dem vorgelagerten Vorgang erforderlich. Denn vor dem
eigentlichen Bewegen muss bereits der Zielort als Information vorliegen. Diese In-
formation wiederum kann mit Hilfe von RFID bei der Aufnahme der Ladung erfolgen.
Die dabei auftretenden spezifischen Randbedingungen entscheiden über den Erfolg
der Informationsaufnahme.
Dieser Prozessschritt wird im Folgenden als Handhaben bezeichnet. Hierzu finden
sich in der Fachliteratur verschiedene Definitionen. Nach [VDI 3300] fasst es die ein-
und ausleitende Bewegung bei Bearbeitungs-, Förder- oder Lagervorgängen zu-
sammen. [Gün-2010a] greift diese Definition auf und betrachtet das Handhaben als
Teil von Palettier- sowie Be- und Entladevorgängen. Die VDI-Richtlinien [VDI 2860]
und [VDI 2411] sind deutlich konkreter und beziehen sich beim Handhaben auf die
Anordnung der Materialflussgüter, die in Menge, Position und Orientierung geschaf-
fen, geändert und aufrechterhalten sowie gesichert und kontrolliert wird. In allen Fäl-
len ist eine klare Überschneidung zu Bewegungsvorgängen im Sinne einer expliziten
Ortsveränderung zu erkennen.
In Anlehnung an die VDI3300 ist das Handhaben keine bewusste bzw. explizite Orts-
veränderung im eigentlichen Sinn, sondern bereitet diese vielmehr vor. Es ist ein kla-
rer Schnittstellenprozess und unterbricht den Materialfluss. Somit kann es ein Indiz
für Optimierungspotenziale wie Medienbrüche beim Wechsel des Fördermittels oder
der Fördereinheit sein. Als Bezug hierzu und in Anlehnung an die VDI3300 symboli-
siert ein Kreis das Handhaben.
Typische Vorgänge des Handhabens sind das Aufnehmen und Abgeben von Trans-
port-, Förder- oder Lagergut bspw. beim Ressourcenwechsel für das nachgelagerte
Bewegen und Liegen.
Grundfunktion Bewegen
Das Bewegen des Materialflussobjekts als zentraler Vorgang des Materialflusses
bezeichnet jede bewusste Ortsveränderung der Güter des Materialflusses zwischen
Vorgängen der Bearbeitung oder des Liegens [VDI 3300]. Jedoch findet keine Unter-
scheidung zwischen inner- und außerbetrieblichen Raumüberbrückungen statt [Arn-
2008]. Auch bleibt der eigentliche Zustand des Guts unverändert [Höm-2007]. Die
Aufnahme und Abgabe des Guts wird beim Handhaben beschrieben.
5.2 Grundfunktionen für eine ganzheitliche Prozessdarstellung
79
Wie bei allen Grundfunktionen ist das Bewegen nicht nur mit einer örtlichen, sondern
auch mit einer zeitlichen Veränderung verbunden [Jün-2000]. Diese Prozesszeit fin-
det bei den Attributen Berücksichtigung (siehe Kapitel 5.3).
Das Bewegen fasst sämtliche Vorgänge des Transportierens und Förderns zusam-
men. Des Weiteren zählen hierzu Vorgänge wie das Heben und Senken, Tragen,
Schieben oder Ziehen, die ebenfalls den Ort des Materialflussobjekts verändern. In
Analogie hierzu wird zur grafischen Darstellung des Bewegens ein Pfeilsymbol ver-
wendet.
Grundfunktion Liegen
Das Liegen ist eine Unterbrechung des Materialflusses, wobei das Gut in der Regel
auf einer definierten Fläche ruht, ohne eine mittel- oder unmittelbare Veränderung zu
erfahren (siehe auch [Höm-2007]). Im Gegensatz zu [VDI 3300], [Jün-2000] wird je-
doch nicht unterschieden, ob es sich hierbei um einen kurz- oder langfristigen, be-
wussten oder unbewussten Vorgang handelt. Die eigentliche Behandlung des Guts
beim Ein- und Auslagern ist dem Handhaben zuzuordnen. Mögliche Ausprägungen
des Liegens sind das Lagern, Puffern und Speichern sowie das Warten, Bunkern
oder der Aufenthalt.
Das Liegen dient als Schnittstelle zwischen Bearbeitungs- oder Bewegungsvorgän-
gen. Insbesondere kurzfristigere Liegezeiten sind deshalb ein mögliches Optimie-
rungspotenzial, bspw. wenn die Ware beim Kontrollieren oder Prüfen warten oder
das Fördermittel zur Gewährleistung der Transport- oder Lagerfähigkeit gewechselt
werden muss.
In Anlehnung an die Wertstromanalyse wird als Symbol ein Dreieck verwendet.
Grundfunktion Bearbeiten
Das Bearbeiten ist vergleichsweise abstrakt. In Anlehnung an [VDI 2411] bringt es
das Gut dem Zustand näher, in dem es das Unternehmen verlassen soll. Wert und
Gestalt des Guts werden also verändert.
Aus Produktionstechnischer Sicht bezieht es sich auf das Montieren als „Gesamtheit
aller Vorgänge, die dem Zusammenbau von geometrisch bestimmten Körpern die-
nen“ [VDI 2860]. Hierunter fallen Vorgänge wie das Fügen, Handhaben, Kontrollieren
und Justieren ohne weitere genauere Abgrenzung zu anderen Vorgängen [Heg-
2008]. Für die vorliegende Arbeit findet die intralogistische Sicht auf das Bearbeiten
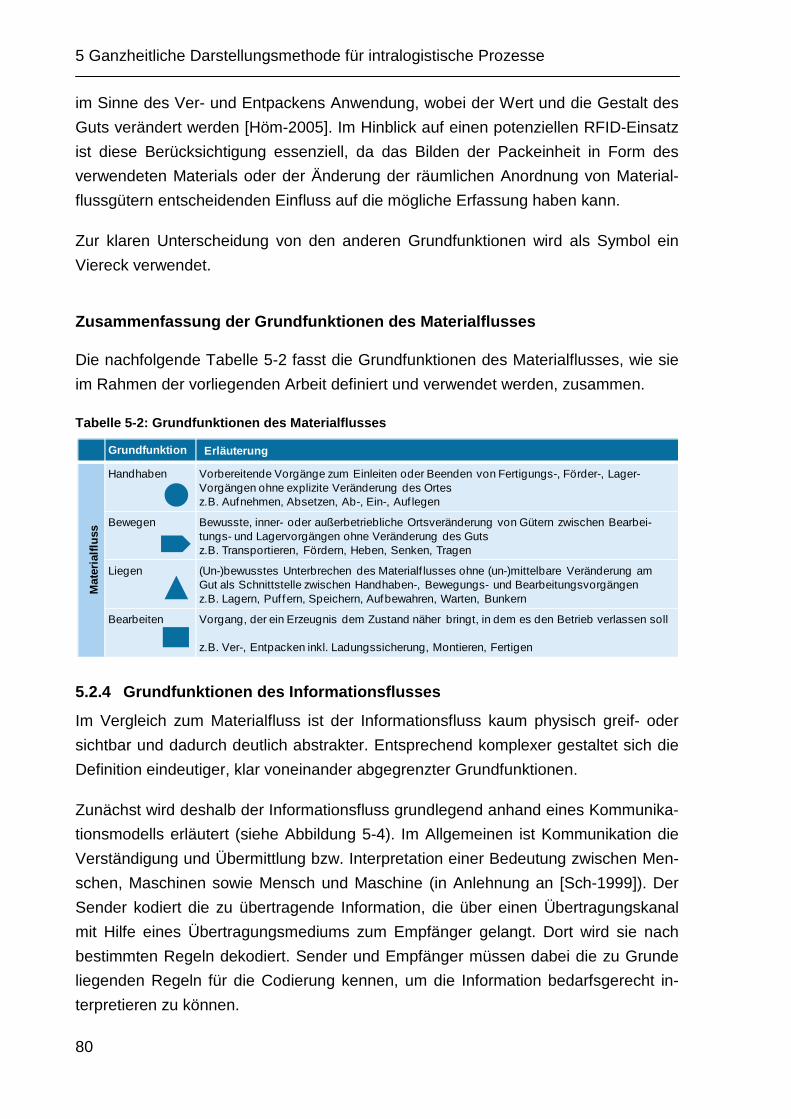
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
80
im Sinne des Ver- und Entpackens Anwendung, wobei der Wert und die Gestalt des
Guts verändert werden [Höm-2005]. Im Hinblick auf einen potenziellen RFID-Einsatz
ist diese Berücksichtigung essenziell, da das Bilden der Packeinheit in Form des
verwendeten Materials oder der Änderung der räumlichen Anordnung von Material-
flussgütern entscheidenden Einfluss auf die mögliche Erfassung haben kann.
Zur klaren Unterscheidung von den anderen Grundfunktionen wird als Symbol ein
Viereck verwendet.
Zusammenfassung der Grundfunktionen des Materialflu sses
Die nachfolgende Tabelle 5-2 fasst die Grundfunktionen des Materialflusses, wie sie
im Rahmen der vorliegenden Arbeit definiert und verwendet werden, zusammen.
Tabelle 5-2: Grundfunktionen des Materialflusses
5.2.4 Grundfunktionen des Informationsflusses
Im Vergleich zum Materialfluss ist der Informationsfluss kaum physisch greif- oder
sichtbar und dadurch deutlich abstrakter. Entsprechend komplexer gestaltet sich die
Definition eindeutiger, klar voneinander abgegrenzter Grundfunktionen.
Zunächst wird deshalb der Informationsfluss grundlegend anhand eines Kommunika-
tionsmodells erläutert (siehe Abbildung 5-4). Im Allgemeinen ist Kommunikation die
Verständigung und Übermittlung bzw. Interpretation einer Bedeutung zwischen Men-
schen, Maschinen sowie Mensch und Maschine (in Anlehnung an [Sch-1999]). Der
Sender kodiert die zu übertragende Information, die über einen Übertragungskanal
mit Hilfe eines Übertragungsmediums zum Empfänger gelangt. Dort wird sie nach
bestimmten Regeln dekodiert. Sender und Empfänger müssen dabei die zu Grunde
liegenden Regeln für die Codierung kennen, um die Information bedarfsgerecht in-
terpretieren zu können.
Grundfunktion Erläuterung
Mat
eria
lflus
s
Handhaben Vorbereitende Vorgänge zum Einleiten oder Beenden von Fertigungs-, Förder-, Lager-Vorgängen ohne explizite Veränderung des Ortesz.B. Aufnehmen, Absetzen, Ab-, Ein-, Auf legen
Bewegen Bewusste, inner- oder außerbetriebliche Ortsveränderung von Gütern zwischen Bearbei-tungs- und Lagervorgängen ohne Veränderung des Gutsz.B. Transportieren, Fördern, Heben, Senken, Tragen
Liegen (Un-)bewusstes Unterbrechen des Materialf lusses ohne (un-)mittelbare Veränderung am Gut als Schnittstelle zwischen Handhaben-, Bewegungs- und Bearbeitungsvorgängenz.B. Lagern, Puffern, Speichern, Aufbewahren, Warten, Bunkern
Bearbeiten Vorgang, der ein Erzeugnis dem Zustand näher bringt, in dem es den Betrieb verlassen soll
z.B. Ver-, Entpacken inkl. Ladungssicherung, Montieren, Fertigen
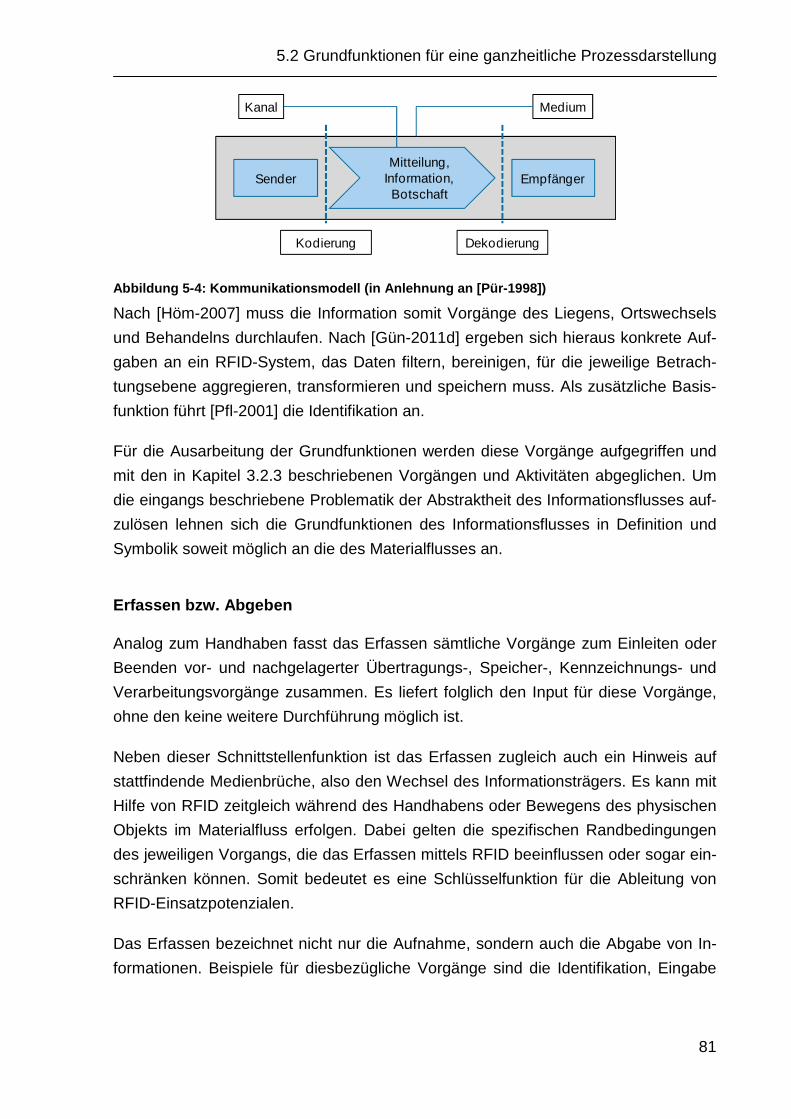
5.2 Grundfunktionen für eine ganzheitliche Prozessdarstellung
81
Abbildung 5-4: Kommunikationsmodell (in Anlehnung a n [Pür-1998])
Nach [Höm-2007] muss die Information somit Vorgänge des Liegens, Ortswechsels
und Behandelns durchlaufen. Nach [Gün-2011d] ergeben sich hieraus konkrete Auf-
gaben an ein RFID-System, das Daten filtern, bereinigen, für die jeweilige Betrach-
tungsebene aggregieren, transformieren und speichern muss. Als zusätzliche Basis-
funktion führt [Pfl-2001] die Identifikation an.
Für die Ausarbeitung der Grundfunktionen werden diese Vorgänge aufgegriffen und
mit den in Kapitel 3.2.3 beschriebenen Vorgängen und Aktivitäten abgeglichen. Um
die eingangs beschriebene Problematik der Abstraktheit des Informationsflusses auf-
zulösen lehnen sich die Grundfunktionen des Informationsflusses in Definition und
Symbolik soweit möglich an die des Materialflusses an.
Erfassen bzw. Abgeben
Analog zum Handhaben fasst das Erfassen sämtliche Vorgänge zum Einleiten oder
Beenden vor- und nachgelagerter Übertragungs-, Speicher-, Kennzeichnungs- und
Verarbeitungsvorgänge zusammen. Es liefert folglich den Input für diese Vorgänge,
ohne den keine weitere Durchführung möglich ist.
Neben dieser Schnittstellenfunktion ist das Erfassen zugleich auch ein Hinweis auf
stattfindende Medienbrüche, also den Wechsel des Informationsträgers. Es kann mit
Hilfe von RFID zeitgleich während des Handhabens oder Bewegens des physischen
Objekts im Materialfluss erfolgen. Dabei gelten die spezifischen Randbedingungen
des jeweiligen Vorgangs, die das Erfassen mittels RFID beeinflussen oder sogar ein-
schränken können. Somit bedeutet es eine Schlüsselfunktion für die Ableitung von
RFID-Einsatzpotenzialen.
Das Erfassen bezeichnet nicht nur die Aufnahme, sondern auch die Abgabe von In-
formationen. Beispiele für diesbezügliche Vorgänge sind die Identifikation, Eingabe
Sender EmpfängerMitteilung,
Information, Botschaft
Kodierung Dekodierung
Kanal Medium
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
82
und Anzeige von Information, bspw. am Bildschirm, das Scannen, Lesen oder Able-
gen im Postfach.
Übertragen
In Analogie zum Bewegen ist das Übertragen eine bewusste Ortsveränderung zwi-
schen Verarbeitungs- oder Speichervorgängen bzw. Sender und Empfänger in belie-
biger Form (z.B. elektronisch, mündlich, fernmündlich). Hierfür stehen bestimmte
Übertragungsmedien oder Kanäle zur Verfügung. Voraussetzung ist die vorange-
hende Erfassung der zu übertragenden Information.
Mögliche Ausprägungen der Übertragung sind das Senden und Empfangen sowie
die Weitergabe der Information, aber auch in Abhängigkeit von der verwendeten
Technik durchgeführte Tätigkeiten wie das Faxen, Mailen oder Telefonieren.
Status
Unter dem Status ist das Bevorraten der Information zu verstehen. Wie beim Liegen
wird dabei nicht nach der Fristigkeit, Ursache oder Form der Information unterschie-
den. Analog stellt es eine Unterbrechung des Informationsflusses dar und ist nicht als
aktive Tätigkeit, sondern vielmehr als Status der Information zu verstehen. Durch
Gegenüberstellung des Status der Ware beim Liegen und der zugehörigen Informati-
on beim Speichern kann deren zeitliche und formelle Übereinstimmung überprüft
werden. Der Status ist demnach ein direkter Hinweis auf mögliche Prozessschwach-
stellen und daraus resultierende RFID-Einsatzpotenziale in Folge der Minimierung
des Medienbruchs (siehe Kapitel 2.1.1).
Der Status bezieht sich sowohl auf das physische Liegen von Dokumenten als auch
auf die elektronische Ablage in einer übergeordneten Datenhaltungsschicht oder auf
einem mit dem physischen Objekt verknüpften Datenträger. Beispiele für die Grund-
funktion sind das Liegen eines Informationsträgers im Postfach, das Anzeigen eines
Status im System, das Archivieren, aber auch das Wissen von Personen (siehe auch
[Höm-2005]). Das eigentliche Ablegen einer Information im Sinne einer Tätigkeit ist
entsprechend obiger Definition das Erfassen bzw. Ablegen.
Verarbeiten
Das Verarbeiten meint die Veränderung, Transformation und Interpretation von Ein-
gangsinformationen nach bestimmten Regeln, um neue oder in ihrer Form und Zu-
5.2 Grundfunktionen für eine ganzheitliche Prozessdarstellung
83
sammensetzung veränderte Informationen zu generieren. Diese werden wiederum
gespeichert, übertragen oder zur Kennzeichnung genutzt und dienen letztlich der
Steuerung des Materialflusses. Die Eingangsinformationen müssen zuvor erfasst
werden.
Das Verarbeiten bezieht sich nicht nur auf IT-Systeme, sondern in Analogie hierzu
auch auf den Menschen als informationsverarbeitendes System. Es schließt also
auch das Denken als „Vorgang der Aufnahme, der Speicherung, Veränderung und
Ausgabe von Information“, ein, das aus einem notwendigen Input einen bestimmten
Output erzeugt [Kha-2005].
Ebenso sind das Bereinigen, Aggregieren bzw. Zusammenfassen und insbesondere
das Kontrollieren und Prüfen von Menge und Qualität Vorgänge des Verarbeitens.
Durch den Vergleich von Ist- und Soll-Informationen werden Prozessverzweigungen
oder das Sortieren realisiert. Ferner zählen das Quittieren, Buchen, Erstellen eines
Informationsträgers oder Erzeugen eines Auftrags dazu.
Kennzeichnen
Das Kennzeichnen bezeichnet das Anbringen eines Informationsträgers bzw. einer
Information am physischen Materialflussobjekt, wodurch Material- und Informations-
fluss miteinander verknüpft werden. Es wird durch ein Kreuz symbolisiert. Die An-
bringung kann in fester oder loser Form erfolgen. Die Kennzeichnung kann in Form
eines physischen Informationsträgers (z. B. RFID-Transponder, Warenbegleitschein),
sowie als optische Information durch Farbe oder Formen ausgeprägt sein.
Ab dem Zeitpunkt der Verknüpfung bewegt sich die Information mit dem Materialfluss
des gekennzeichneten Objekts, bis der Informationsträger wieder abgenommen wird.
Das Prozessverständnis wird dadurch entscheidend verbessert, da die Prozessdar-
stellung nicht durch parallele Informations- und Materialflüsse überfrachtet wird. Ins-
besondere in komplexeren Prozessen ist die Herkunft der Information jederzeit ein-
deutig nachvollziehbar.
Beispiele für synonyme Vorgänge zum Kennzeichnen sind das Markieren, Etikettie-
ren, Auszeichnen oder Anheften. Des Weiteren fallen das Beschriften, Beilegen ei-
nes Liefer- oder Warenbegleitscheins oder das Anbringen von Barcodes, Transpon-
dern oder Etiketten darunter.
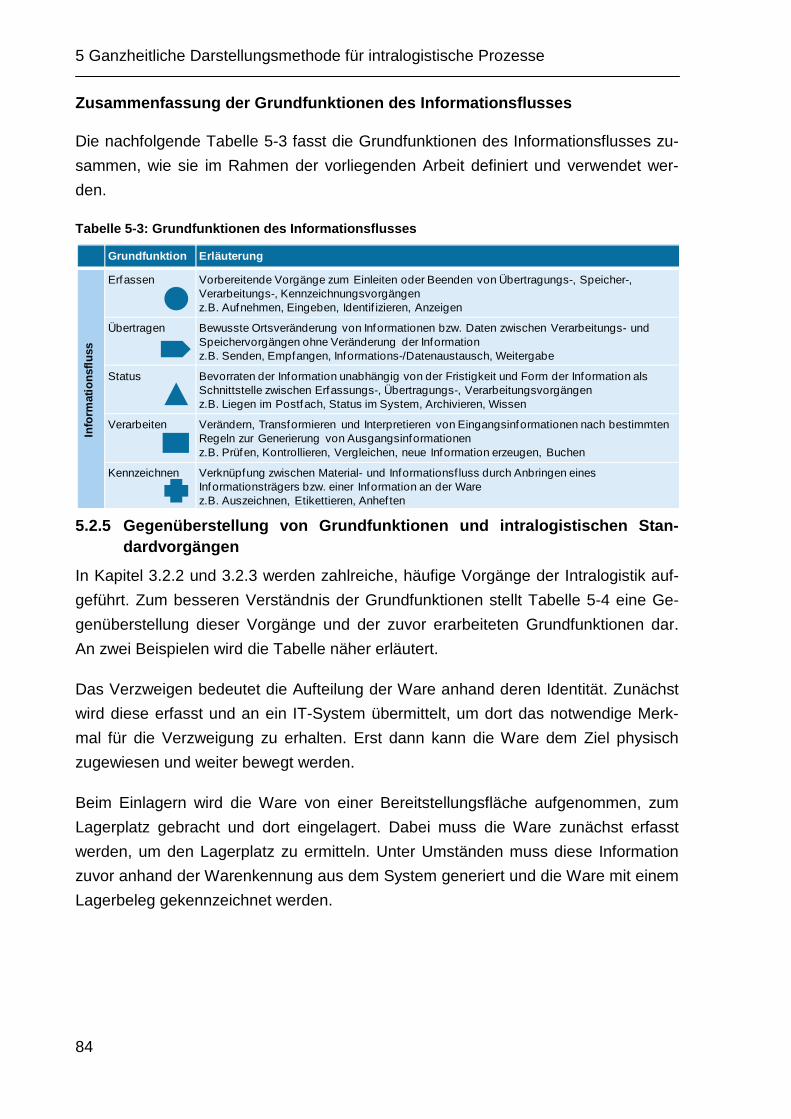
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
84
Zusammenfassung der Grundfunktionen des Information sflusses
Die nachfolgende Tabelle 5-3 fasst die Grundfunktionen des Informationsflusses zu-
sammen, wie sie im Rahmen der vorliegenden Arbeit definiert und verwendet wer-
den.
Tabelle 5-3: Grundfunktionen des Informationsflusse s
5.2.5 Gegenüberstellung von Grundfunktionen und int ralogistischen Stan-dardvorgängen
In Kapitel 3.2.2 und 3.2.3 werden zahlreiche, häufige Vorgänge der Intralogistik auf-
geführt. Zum besseren Verständnis der Grundfunktionen stellt Tabelle 5-4 eine Ge-
genüberstellung dieser Vorgänge und der zuvor erarbeiteten Grundfunktionen dar.
An zwei Beispielen wird die Tabelle näher erläutert.
Das Verzweigen bedeutet die Aufteilung der Ware anhand deren Identität. Zunächst
wird diese erfasst und an ein IT-System übermittelt, um dort das notwendige Merk-
mal für die Verzweigung zu erhalten. Erst dann kann die Ware dem Ziel physisch
zugewiesen und weiter bewegt werden.
Beim Einlagern wird die Ware von einer Bereitstellungsfläche aufgenommen, zum
Lagerplatz gebracht und dort eingelagert. Dabei muss die Ware zunächst erfasst
werden, um den Lagerplatz zu ermitteln. Unter Umständen muss diese Information
zuvor anhand der Warenkennung aus dem System generiert und die Ware mit einem
Lagerbeleg gekennzeichnet werden.
Grundfunktion Erläuterung
Info
rmat
ions
fluss
Erfassen Vorbereitende Vorgänge zum Einleiten oder Beenden von Übertragungs-, Speicher-, Verarbeitungs-, Kennzeichnungsvorgängenz.B. Aufnehmen, Eingeben, Identif izieren, Anzeigen
Übertragen Bewusste Ortsveränderung von Informationen bzw. Daten zwischen Verarbeitungs- und Speichervorgängen ohne Veränderung der Informationz.B. Senden, Empfangen, Informations-/Datenaustausch, Weitergabe
Status Bevorraten der Information unabhängig von der Fristigkeit und Form der Information als Schnittstelle zwischen Erfassungs-, Übertragungs-, Verarbeitungsvorgängenz.B. Liegen im Postfach, Status im System, Archivieren, Wissen
Verarbeiten Verändern, Transformieren und Interpretieren von Eingangsinformationen nach bestimmten Regeln zur Generierung von Ausgangsinformationenz.B. Prüfen, Kontrollieren, Vergleichen, neue Information erzeugen, Buchen
Kennzeichnen Verknüpfung zwischen Material- und Informationsf luss durch Anbringen eines Informationsträgers bzw. einer Information an der Warez.B. Auszeichnen, Etikettieren, Anhef ten
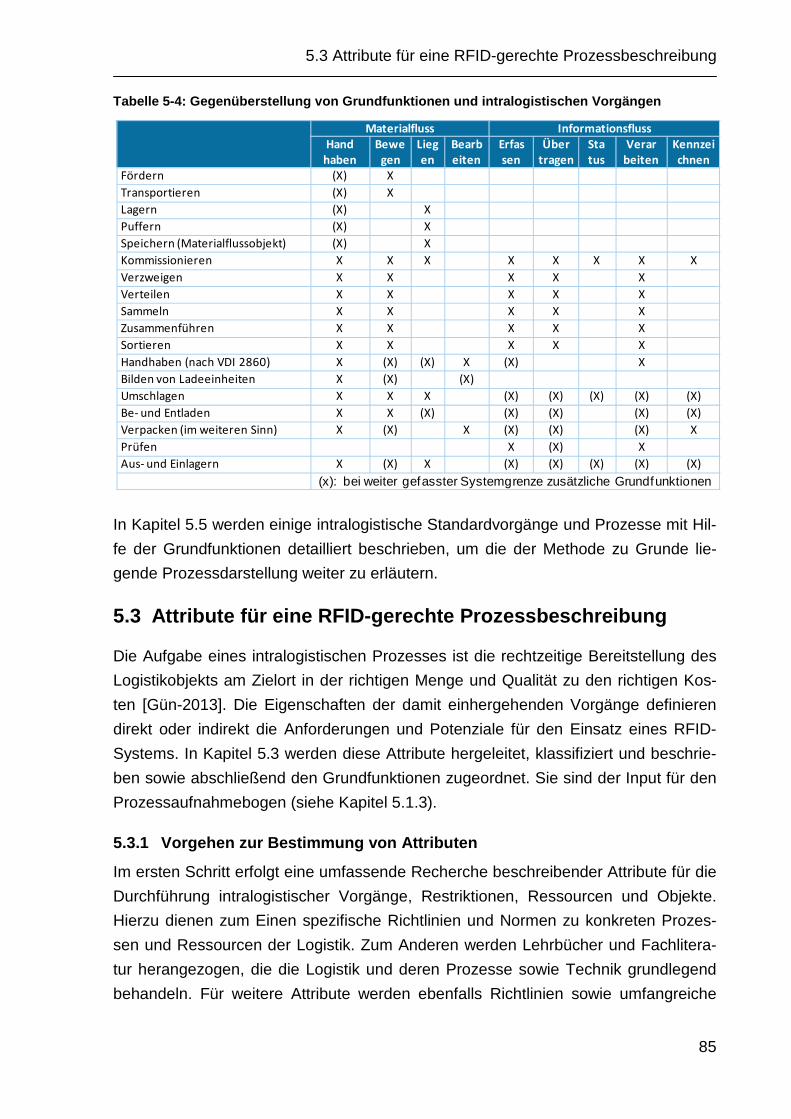
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung
85
Tabelle 5-4: Gegenüberstellung von Grundfunktionen und intralogistischen Vorgängen
In Kapitel 5.5 werden einige intralogistische Standardvorgänge und Prozesse mit Hil-
fe der Grundfunktionen detailliert beschrieben, um die der Methode zu Grunde lie-
gende Prozessdarstellung weiter zu erläutern.
5.3 Attribute für eine RFID-gerechte Prozessbeschre ibung
Die Aufgabe eines intralogistischen Prozesses ist die rechtzeitige Bereitstellung des
Logistikobjekts am Zielort in der richtigen Menge und Qualität zu den richtigen Kos-
ten [Gün-2013]. Die Eigenschaften der damit einhergehenden Vorgänge definieren
direkt oder indirekt die Anforderungen und Potenziale für den Einsatz eines RFID-
Systems. In Kapitel 5.3 werden diese Attribute hergeleitet, klassifiziert und beschrie-
ben sowie abschließend den Grundfunktionen zugeordnet. Sie sind der Input für den
Prozessaufnahmebogen (siehe Kapitel 5.1.3).
5.3.1 Vorgehen zur Bestimmung von Attributen
Im ersten Schritt erfolgt eine umfassende Recherche beschreibender Attribute für die
Durchführung intralogistischer Vorgänge, Restriktionen, Ressourcen und Objekte.
Hierzu dienen zum Einen spezifische Richtlinien und Normen zu konkreten Prozes-
sen und Ressourcen der Logistik. Zum Anderen werden Lehrbücher und Fachlitera-
tur herangezogen, die die Logistik und deren Prozesse sowie Technik grundlegend
behandeln. Für weitere Attribute werden ebenfalls Richtlinien sowie umfangreiche
Materialfluss Informationsfluss
Handhaben
Bewegen
Liegen
Bearbeiten
Erfassen
Übertragen
Status
Verarbeiten
Kennzeichnen
Fördern (X) X
Transportieren (X) X
Lagern (X) X
Puffern (X) X
Speichern (Materialflussobjekt) (X) X
Kommissionieren X X X X X X X X
Verzweigen X X X X X
Verteilen X X X X X
Sammeln X X X X X
Zusammenführen X X X X X
Sortieren X X X X X
Handhaben (nach VDI 2860) X (X) (X) X (X) X
Bilden von Ladeeinheiten X (X) (X)
Umschlagen X X X (X) (X) (X) (X) (X)
Be- und Entladen X X (X) (X) (X) (X) (X)
Verpacken (im weiteren Sinn) X (X) X (X) (X) (X) X
Prüfen X (X) X
Aus- und Einlagern X (X) X (X) (X) (X) (X) (X)
(x): bei weiter gefasster Systemgrenze zusätzliche Grundfunktionen
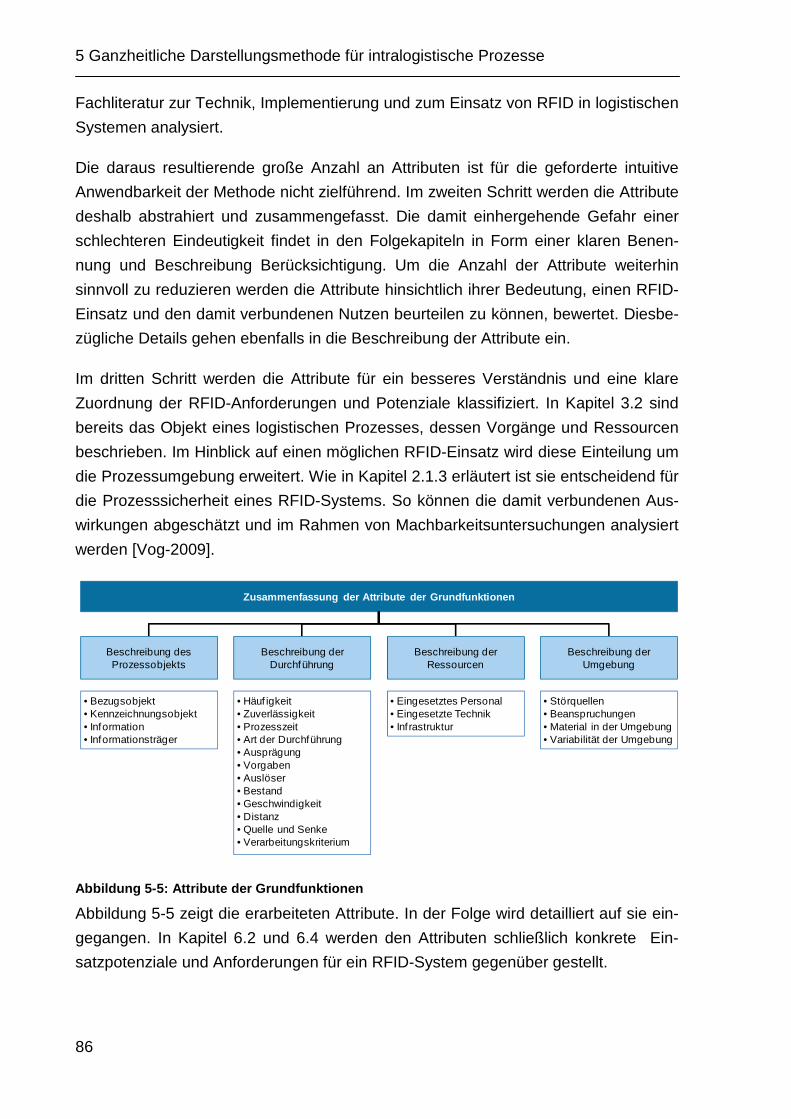
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
86
Fachliteratur zur Technik, Implementierung und zum Einsatz von RFID in logistischen
Systemen analysiert.
Die daraus resultierende große Anzahl an Attributen ist für die geforderte intuitive
Anwendbarkeit der Methode nicht zielführend. Im zweiten Schritt werden die Attribute
deshalb abstrahiert und zusammengefasst. Die damit einhergehende Gefahr einer
schlechteren Eindeutigkeit findet in den Folgekapiteln in Form einer klaren Benen-
nung und Beschreibung Berücksichtigung. Um die Anzahl der Attribute weiterhin
sinnvoll zu reduzieren werden die Attribute hinsichtlich ihrer Bedeutung, einen RFID-
Einsatz und den damit verbundenen Nutzen beurteilen zu können, bewertet. Diesbe-
zügliche Details gehen ebenfalls in die Beschreibung der Attribute ein.
Im dritten Schritt werden die Attribute für ein besseres Verständnis und eine klare
Zuordnung der RFID-Anforderungen und Potenziale klassifiziert. In Kapitel 3.2 sind
bereits das Objekt eines logistischen Prozesses, dessen Vorgänge und Ressourcen
beschrieben. Im Hinblick auf einen möglichen RFID-Einsatz wird diese Einteilung um
die Prozessumgebung erweitert. Wie in Kapitel 2.1.3 erläutert ist sie entscheidend für
die Prozesssicherheit eines RFID-Systems. So können die damit verbundenen Aus-
wirkungen abgeschätzt und im Rahmen von Machbarkeitsuntersuchungen analysiert
werden [Vog-2009].
Abbildung 5-5: Attribute der Grundfunktionen
Abbildung 5-5 zeigt die erarbeiteten Attribute. In der Folge wird detailliert auf sie ein-
gegangen. In Kapitel 6.2 und 6.4 werden den Attributen schließlich konkrete Ein-
satzpotenziale und Anforderungen für ein RFID-System gegenüber gestellt.
Zusammenfassung der Attribute der Grundfunktionen
Beschreibung der Durchführung
• Häuf igkeit• Zuverlässigkeit• Prozesszeit• Art der Durchführung• Ausprägung• Vorgaben• Auslöser• Bestand• Geschwindigkeit• Distanz• Quelle und Senke• Verarbeitungskriterium
Beschreibung der Ressourcen
• Eingesetztes Personal• Eingesetzte Technik• Infrastruktur
Beschreibung der Umgebung
• Störquellen• Beanspruchungen• Material in der Umgebung• Variabilität der Umgebung
Beschreibung des Prozessobjekts
• Bezugsobjekt• Kennzeichnungsobjekt• Information• Informationsträger
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung
87
5.3.2 Attribute des Prozessobjekts
Jede Grundfunktion hat ein Prozessobjekt zum Gegenstand, das transformiert wird.
Dabei wird zwischen dem Material- und Informationsflussobjekt unterschieden (siehe
Kapitel 3.2.1). Die Beschreibung ist sehr umfangreich, da viele Eigenschaften über
einen möglichen RFID-Einsatz entscheiden. Aus diesem Grund ist es nicht zielfüh-
rend, das Prozessobjekt für jede Grundfunktion detailliert zu beschreiben. Vielmehr
ist diese Detaillierung vor der Prozessaufnahme vorzunehmen (siehe Kapitel 7.2.2).
Unter dem eigentlichen Attribut ist vornehmlich nur das Objekt als Querverweis an-
zugeben. Nachfolgend wird das Prozessobjekt erläutert.
Bezugsobjekt
Das Bezugsobjekt liegt dem Materialfluss zu Grunde. Wesentlich für die Beurteilung
eines möglichen RFID-Einsatzes sind seine physischen Eigenschaften. Sie entschei-
den über die potenzielle Anbringung eines RFID-Datenträgers. Hierzu zählen die
Form, Formstabilität und Geometrie sowie Abmessungen des Bezugsobjekts. Zudem
geben die Transportier- oder Handhabbarkeit des Objekts Hinweise auf die Anbrin-
gung von Transpondern. Eine sichere Kennzeichnung ist nur an funktionsneutralen
Positionen gewährleistet, an denen der Datenträger im Prozess nicht Gefahr läuft,
beschädigt, zerstört oder abgelöst zu werden.
Bestimmte betriebswirtschaftliche Eigenschaften des Bezugsobjekts dienen der kos-
tenseitigen Bewertung eines RFID-Einsatzes. [Man-2006] spricht in diesem Zusam-
menhang von der Kritizität des Objekts und fasst hierunter die Auswirkungen in Folge
fehlender oder falscher Objekte auf die Logistikprozesse zusammen. Des Weiteren
zählen die Schwundquote, Beschaffungszeit und der Wiederbeschaffungswert dazu.
Das Bezugsobjekt ist zumeist hierarchisch aufgebaut (siehe Abbildung 5-6). Die ers-
te Ebene ist das Identifikationsobjekt. Es ist im Datenverwaltungssystem über eine
eindeutige Sach- bzw. Seriennummer hinterlegt. Um es im Prozess transportieren,
handhaben, bearbeiten, aber auch kennzeichnen oder erfassen zu können sind in
der Regel Hilfsobjekte erforderlich. Auf der zweiten Ebene kann das Bezugsobjekt
deshalb ein Behälter oder ein Karton, auf der dritten Ebene eine Palette oder Gitter-
box sein. Die Hierarchie ist als Mengenbezug zu beschreiben. In Verbindung mit der
Häufigkeit einer Grundfunktion zeigt die Kennzeichnungsebene potenzielle Nutzen-
und Einsparungseffekte, aber auch Anforderungen an das RFID-System.
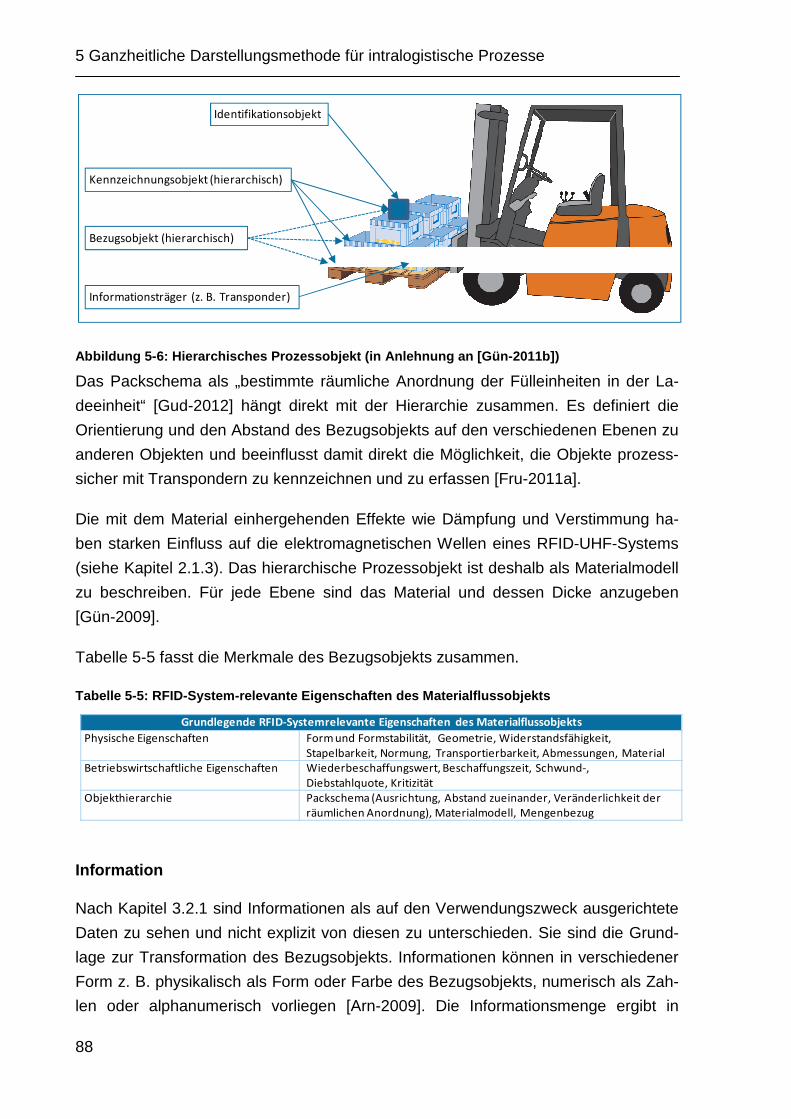
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
88
Abbildung 5-6: Hierarchisches Prozessobjekt (in Anl ehnung an [Gün-2011b])
Das Packschema als „bestimmte räumliche Anordnung der Fülleinheiten in der La-
deeinheit“ [Gud-2012] hängt direkt mit der Hierarchie zusammen. Es definiert die
Orientierung und den Abstand des Bezugsobjekts auf den verschiedenen Ebenen zu
anderen Objekten und beeinflusst damit direkt die Möglichkeit, die Objekte prozess-
sicher mit Transpondern zu kennzeichnen und zu erfassen [Fru-2011a].
Die mit dem Material einhergehenden Effekte wie Dämpfung und Verstimmung ha-
ben starken Einfluss auf die elektromagnetischen Wellen eines RFID-UHF-Systems
(siehe Kapitel 2.1.3). Das hierarchische Prozessobjekt ist deshalb als Materialmodell
zu beschreiben. Für jede Ebene sind das Material und dessen Dicke anzugeben
[Gün-2009].
Tabelle 5-5 fasst die Merkmale des Bezugsobjekts zusammen.
Tabelle 5-5: RFID-System-relevante Eigenschaften de s Materialflussobjekts
Information
Nach Kapitel 3.2.1 sind Informationen als auf den Verwendungszweck ausgerichtete
Daten zu sehen und nicht explizit von diesen zu unterschieden. Sie sind die Grund-
lage zur Transformation des Bezugsobjekts. Informationen können in verschiedener
Form z. B. physikalisch als Form oder Farbe des Bezugsobjekts, numerisch als Zah-
len oder alphanumerisch vorliegen [Arn-2009]. Die Informationsmenge ergibt in
Identifikationsobjekt
Kennzeichnungsobjekt (hierarchisch)
Bezugsobjekt (hierarchisch)
Informationsträger (z. B. Transponder)
Grundlegende RFID-Systemrelevante Eigenschaften des Materialflussobjekts
Physische Eigenschaften Form und Formstabilität, Geometrie, Widerstandsfähigkeit,
Stapelbarkeit, Normung, Transportierbarkeit, Abmessungen, Material
Betriebswirtschaftliche Eigenschaften Wiederbeschaffungswert, Beschaffungszeit, Schwund-,
Diebstahlquote, Kritizität
Objekthierarchie Packschema (Ausrichtung, Abstand zueinander, Veränderlichkeit der
räumlichen Anordnung), Materialmodell, Mengenbezug
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung
89
Kombination mit der Menge der Objekte die zu erfassende, übertragende oder verar-
beitende Datenmenge. Darüber hinaus sind die Verfügbarkeit und die Qualität der
Information ein wichtiges Indiz für mögliche RFID-Potenziale. Nach [Gün-2013] wird
die Informationsqualität u. a. bestimmt durch die optische und inhaltliche Eindeutig-
keit, Unterscheidbarkeit, Kompaktheit, Konsistenz, Verständlichkeit sowie Codierung
und Formatierung. Ferner muss die Information korrekt und vollständig sein. Die
Qualität hängt u. a. von der Art der Information ab.
Informationsträger
Der Informations- oder Datenträger ist der „materielle Träger“ der Information [Jün-
1989] und kann mechanisch, magnetisch, optisch oder elektronisch codiert sein. Er
liegt dem Kennzeichnungsobjekt bei oder ist an diesem befestigt. Wichtige Prozess-
eigenschaften sind die Speicherkapazität, Beschreibbarkeit, Normung oder physi-
sche Merkmale wie die Abmessungen. In Anlehnung an das Bezugsobjekt meint die
Kritizität das Risiko einer Beschädigung oder eines Verlusts sowie die damit verbun-
denen Auswirkungen. Die Ausrichtung der Informationsträger hängt direkt mit ihrer
Anbringung sowie dem Packschema des Bezugsobjekts zusammen und ist maßgeb-
lich für ihre Erfassung.
Kennzeichnungsobjekt
Unter dem Kennzeichnungsobjekt ist das Bezugsobjekt, an dem der Informationsträ-
ger angebracht ist, zu verstehen (siehe Abbildung 5-6). Es wird verwendet, wenn ei-
ne direkte Kennzeichnung des Identifikationsobjekts nicht möglich oder wirtschaftlich
nicht sinnvoll ist. Analog zum Bezugsobjekt ist ein Mengenbezug zwischen Identifika-
tions- und Kennzeichnungsobjekt anzugeben. Ein Indiz für einen RFID-Einsatz liegt
vor, wenn sich Identifikations-, Kennzeichnungs- und Bezugsobjekt nicht auf dassel-
be Objekt beziehen, da hiermit Medienwechsel und Zwischenprozesse verbunden
sind.
Tabelle 5-6 fasst die Merkmale des Informationsflussobjekts zusammen.
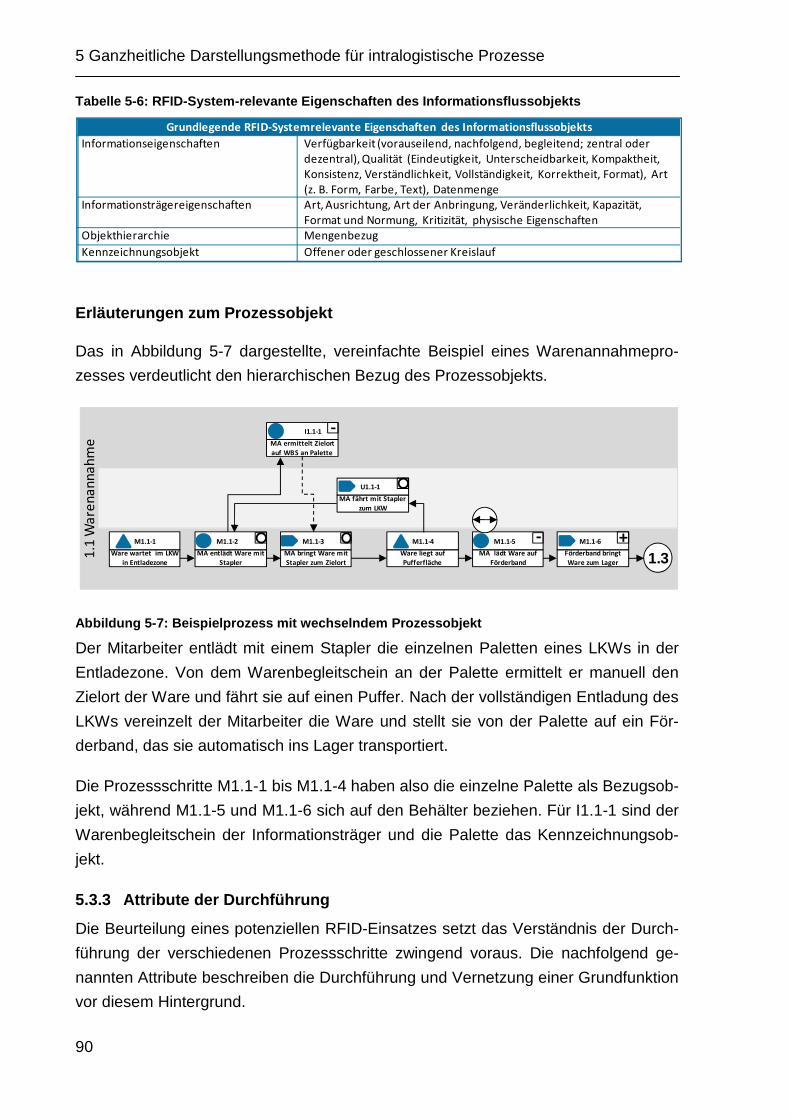
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
90
Tabelle 5-6: RFID-System-relevante Eigenschaften de s Informationsflussobjekts
Erläuterungen zum Prozessobjekt
Das in Abbildung 5-7 dargestellte, vereinfachte Beispiel eines Warenannahmepro-
zesses verdeutlicht den hierarchischen Bezug des Prozessobjekts.
Abbildung 5-7: Beispielprozess mit wechselndem Proz essobjekt
Der Mitarbeiter entlädt mit einem Stapler die einzelnen Paletten eines LKWs in der
Entladezone. Von dem Warenbegleitschein an der Palette ermittelt er manuell den
Zielort der Ware und fährt sie auf einen Puffer. Nach der vollständigen Entladung des
LKWs vereinzelt der Mitarbeiter die Ware und stellt sie von der Palette auf ein För-
derband, das sie automatisch ins Lager transportiert.
Die Prozessschritte M1.1-1 bis M1.1-4 haben also die einzelne Palette als Bezugsob-
jekt, während M1.1-5 und M1.1-6 sich auf den Behälter beziehen. Für I1.1-1 sind der
Warenbegleitschein der Informationsträger und die Palette das Kennzeichnungsob-
jekt.
5.3.3 Attribute der Durchführung
Die Beurteilung eines potenziellen RFID-Einsatzes setzt das Verständnis der Durch-
führung der verschiedenen Prozessschritte zwingend voraus. Die nachfolgend ge-
nannten Attribute beschreiben die Durchführung und Vernetzung einer Grundfunktion
vor diesem Hintergrund.
Grundlegende RFID-Systemrelevante Eigenschaften des Informationsflussobjekts
Informationseigenschaften Verfügbarkeit (vorauseilend, nachfolgend, begleitend; zentral oder
dezentral), Qualität (Eindeutigkeit, Unterscheidbarkeit, Kompaktheit,
Konsistenz, Verständlichkeit, Vollständigkeit, Korrektheit, Format), Art
(z. B. Form, Farbe, Text), Datenmenge
Informationsträgereigenschaften Art, Ausrichtung, Art der Anbringung, Veränderlichkeit, Kapazität,
Format und Normung, Kritizität, physische Eigenschaften
Objekthierarchie Mengenbezug
Kennzeichnungsobjekt Offener oder geschlossener Kreislauf
1.1
Wa
ren
an
na
hm
e
Ware wartet im LKW
in Entladezone
M1.1-1
MA bringt Ware mit
Stapler zum Zielort
M1.1-3
MA ermittelt Zielort
auf WBS an Palette
I1.1-1 -
Ware liegt auf
Pufferfläche
M1.1-4
MA entlädt Ware mit
Stapler
M1.1-2
Förderband bringt
Ware zum Lager
M1.1-6 +MA lädt Ware auf
Förderband
M1.1-5 -1.3
MA fährt mit Stapler
zum LKW
U1.1-1
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung
91
Häufigkeit
Wesentlich für die Dimensionierung von Prozessbausteinen sind die Häufigkeit und
Prozesszeit [Gün-2013]. Die Häufigkeit bezeichnet allgemein die Anzahl einer Durch-
führung pro Zeiteinheit oder Objekt. Sie ist eine wesentliche Eingangsgröße zur mo-
netären Bewertung eines Prozesses und des RFID-Einsatzpotenzials. Der Bezug
kann für verschiedene Grundfunktionen unterschiedlich sein. Er muss jedoch eindeu-
tig und nachvollziehbar angegeben werden, so dass alle Grundfunktionen eines
Teilprozesses auf eine einheitliche Bezugsgröße abgebildet werden können.
Prozesszeit
Zur Durchführung einer Grundfunktion bezogen auf das Prozessobjekt ist eine Pro-
zesszeit erforderlich. Zusammen mit der Häufigkeit kann der absolute zeitliche Auf-
wand einer Grundfunktion oder eines Prozesses bestimmt und mit Kostensätzen für
Ressourcen verrechnet werden. Auch können die Auslastungen von Ressourcen und
die Prozesseffizienz bewertet werden.
Zuverlässigkeit
Die Zuverlässigkeit für die Durchführung einer Grundfunktion ist eine Angabe für de-
ren Fehlerfreiheit und damit Qualität. Bei inkorrekter Durchführung tritt ein Fehlerpro-
zess in Kraft, der Ressourcen und Zeit verbraucht sowie ggf. weitere Folgekosten
nach sich zieht. Die Zuverlässigkeit hat folglich direkten Einfluss auf die Prozesskos-
ten und ist damit eine wichtige Bewertungsgröße [Wil-2010].
Art der Durchführung
Eine Grundfunktion kann manuell, mechanisch oder automatisch durchgeführt wer-
den (in Anlehnung an [VDI 3590]). Aufgrund des hohen Aufwands und Fehlerpoten-
zials, insbesondere bei Vorgängen des Informationsflusses, bieten manuell durchge-
führte Grundfunktionen großes Potenzial. Die Art der Durchführung wird deshalb in
der grafischen Darstellung als eigenes Symbol angegeben (siehe Kapitel 5.2.2).
Ausprägung
Für ein besseres Prozessverständnis kann der Anwender bei der Ausprägung ergän-
zend zur Kurzbeschreibung in der Prozessskizze Angaben zur Grundfunktion ma-
chen (siehe Abbildung 5-3). Besonders komplexe Grundfunktionen wie das Verarbei-
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
92
ten werden durch Details, ob die Durchführung ortsfest oder ortsungebunden, direkt
online oder indirekt offline ist, transparent [Jün-1989].
Vorgaben
Für verschiedene Vorgänge können Vorgaben für die Durchführung definiert sein, die
bei einer Prozessoptimierung berücksichtigt werden müssen. Beispiele hierfür sind
bestimmte Bewegungs- und Belegungsstrategien, zentrale oder dezentrale Auf- und
Abgabeorte [Gud-2008], der Ordnungsgrad einer Aufnahme oder Abgabe [Jün-1989]
sowie Anforderungen an die Informationssicherheit und damit verbundene Kommuni-
kationsprotokolle [Krc-2010].
Auslöser
Der Auslöser einer Grundfunktion und die Auslösebedingung sind ergänzende Anga-
ben. Sie beschreiben die Grundfunktion als bedingtes, mit anderen Grundfunktionen
vernetztes Ereignis. Es kann manuell oder automatisch bspw. durch den Status einer
Information oder Ware oder einen Mitarbeiter initiiert werden. Wichtig für das Pro-
zessverständnis ist besonders die Angabe im Zusammenhang mit einer Prüfung oder
Kontrolle.
Bestand
Für das Liegen ist der Bestand mit der Menge der Objekte auf der zugeordneten La-
ger- oder Pufferfläche gleichzusetzen. Analog meint er beim Status die abgelegte
Datenmenge. Der Bestand ist ein Indiz für Verschwendung, da er den Prozessfluss
unterbricht und Ressourcen wie Flächen oder Hardware bindet.
Geschwindigkeit
Das Kennzeichnungsobjekt kann mit RFID ruhend, aber auch während der Bewe-
gung erfasst werden. Seine relative Geschwindigkeit beim Bewegen beschränkt die
zur Verfügung stehende Erfassungszeit. In Kombination mit der Datenmenge und der
Anzahl der Kennzeichnungsobjekte entscheidet sie über die geeignete Erfassungs-
technik. Beim Übertragen steht sie für die Datenübertragungsrate. Bei zentralen
RFID-Systemen müssen die gesamten Objektdaten in nahezu Echtzeit übertragen
werden, um bspw. Statusinformationen erzeugen oder Vollständigkeiten bewerten zu
können (siehe Kapitel 2.1.3).
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung
93
Distanz
Die Distanz ist beim Handhaben die horizontale oder vertikale Entfernung zum Auf-
nehmen oder Absetzen des Bezugsobjekts bzw. beim Bewegen zwischen Quelle und
Senke. Analog ist sie beim Erfassen der Abstand zum Informationsträger bzw. beim
Übertragen zwischen Quelle und Senke. Insbesondere manuelle Übertragungsvor-
gänge über größere Distanzen stellen RFID-Potenziale dar. Distanzen beim Hand-
haben und Bewegen bieten Hinweise auf den nötigen Schreib- und Leseabstand ei-
nes potenziellen RFID-Systems.
Quelle und Senke
Quelle und Senke können als direkte Verknüpfung zum Layout genutzt werden, um
den Teilprozess grafisch-räumlich darzustellen. Beim Bewegen beschreiben sie den
Start- und Zielort, beim Übertragen Sender und Empfänger. Beim Handhaben kön-
nen auch abstraktere Orte wie Ladungsträger oder Fördermittel angegeben werden.
Verarbeitungskriterium
In Abhängigkeit vom Prüfergebnis werden alternative Prozessverläufe angestoßen.
Das Verarbeitungskriterium dient deshalb der genaueren Erläuterung eines Be- oder
Verarbeitungsvorgangs. Es fasst die für das grundlegende Verständnis relevanten
Prüfmerkmale, Prüf- und Verarbeitungsregeln zusammen.
5.3.4 Attribute der Ressourcen
In Kapitel 3.2.4 sind die maßgeblichen Ressourcen eines Logistiksystems dargestellt
und grundlegend beschrieben. Wegen der Vielzahl von Eigenschaften werden nach-
folgend nur die für einen möglichen RFID-Einsatz relevanten Attribute genannt.
Eingesetztes Personal
Oftmals sind die Mitarbeiter von einem RFID-Einsatz in Form geänderter Prozesse
direkt betroffen, werden jedoch bei der Einsatzplanung nicht berücksichtigt. Daraus
können Widerstände oder Prozessunsicherheiten resultieren [Res-2008]. Die Mitar-
beiter sind deshalb anzugeben, um sie frühzeitig in die Planung einzubeziehen.
Wichtige Bewertungsdimensionen für Optimierungspotenziale sind nach [Sys-1990]
die Anzahl, Arbeitszeit und Kosten des Mitarbeiters. Zeit und Kosten können als
Stundensatz in Kombination mit der Einsatzdauer des Mitarbeiters verrechnet wer-
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
94
den. In Kombination mit der Häufigkeit und Dauer eines Prozessschritts kann auch
die Auslastung eines Mitarbeiters berechnet werden.
Eingesetzte Technik
Die Auflistung der Material- und Informationsflussmittel in Kapitel 3.2.4 zeigt deren
große Vielfalt, die eine allgemeingültige Beschreibung im Sinne einer effizienten und
intuitiven Vor-Ort-Aufnahme unmöglich macht. Für eine Potenzialbewertung sind je-
doch wie beim Personal Anzahl, Zeit und Kosten der technischen Ressource [Sys-
1990], aber auch dessen Auslastung anzugeben.
Eine weitere grundlegende Beschreibungsgröße ist die Leistungsfähigkeit der einge-
setzten Technik. Damit kann geprüft werden, ob die Technik im Falle einer RFID-
bedingten Prozessoptimierung für die höhere Prozessleistung oder die Prozessum-
stellung noch ausreichend dimensioniert ist oder ersetzt werden muss. Beispiele
hierfür sind die Förderleistung eines Fördermittels [Jün-1989] oder die Kapazität von
Kommunikationskanälen und Übertragungsmedien [Sch-2008g].
Infrastruktur
Zur Ausführung der Prozessschritte ist Infrastruktur erforderlich. Hierzu gehören Flä-
chen bzw. Speicherkapazitäten, die in Anlehnung an [Sys-1990] zur Potenzialbewer-
tung durch ihre Abmessungen, Kapazitäten, Auslastung und Kosten zu beschreiben
sind. Des Weiteren fallen hierunter Energieversorgungsmöglichkeiten und Netzwerk-
anschlüsse zur Systemanbindung. Diese entscheiden darüber, ob und wie eine
Technik vor Ort betrieben und ob die Daten zentral oder dezentral vorgehalten wer-
den können.
5.3.5 Attribute der Umgebung
Die VDI-Richtlinie 4472-10 listet elektromagnetische Störquellen, Beanspruchungen
und Materialien als für RFID-Systeme relevante Umgebungsbedingungen auf [VDI
4472 a]. Da sich die Umgebung eines Prozesses dynamisch verändern kann, wird
diese Einteilung um das Attribut der Variabilität erweitert.
Die Attribute beziehen sich in erster Linie auf das Prozessobjekt des Materialflusses.
Durch die Verknüpfung von Material- und Informationsfluss mittels RFID resultieren
hieraus die Anforderungen an ein entsprechendes RFID-System.
5.3 Attribute für eine RFID-gerechte Prozessbeschreibung
95
Störquellen
In der Prozessumgebung können weitere elektromagnetische Felder wie WLAN oder
Bluetooth auftreten. Diese können die Funktionsfähigkeit eines UHF-RFID-Systems
beeinflussen, indem sie mit ihm interferieren oder die verfügbare Bandbreite des
Übertragungskanals reduzieren (siehe Kapitel 2.1.3).
Beanspruchungen
Das Bezugsobjekt und damit der angebrachte RFID-Datenträger sind im Prozess
diversen Beanspruchungen ausgesetzt. Mechanische (z. B. Stöße, Schwingungen,
Reibung) und chemische Belastungen (z. B. Schmierstoffe, Reinigungsmittel) können
den Datenträger beschädigen oder zerstören. Durch Witterung bedingte Feuchtigkeit
kann in den Datenträger eindringen und wie auch Temperatureinfluss im Betrieb oder
während der Lagerung die Funktionssicherheit negativ beeinflussen (siehe Kapitel
2.1.3). Die Beanspruchungen sind entscheidend für die Auswahl eines geeigneten
Datenträgers und dessen physische Anbringung.
Lärmbelastungen auf den Mitarbeiter bei der manuellen Erfassung oder Informati-
onsverarbeitung stellen ein Fehlerpotenzial dar, das durch RFID vermieden werden
kann.
Material in der Umgebung
Metallische Oberflächen in der Umgebung reflektieren elektromagnetische Felder.
Die daraus resultierenden Interferenzen führen zu lokalen Auslöschungen und Über-
reichweiten. Auch Flüssigkeiten können durch Absorption besonders Hochfrequenz-
felder empfindlich dämpfen. In Folge können sie die Prozesssicherheit eines RFID-
Systems stark beeinträchtigen (siehe Kapitel 2.1.3).
Variabilität der Umgebung
Die Prozessumgebung ist zumeist kein statisches System. Durch sich bewegendes
Personal oder ortsveränderliche Ressourcen und Materialflussobjekte ist die Umge-
bung einer Dynamik unterworfen. Die zuvor beschriebenen Randbedingungen kön-
nen sich folglich verändern, was bei der Definition eines RFID-Erfassungssystems zu
berücksichtigen ist.
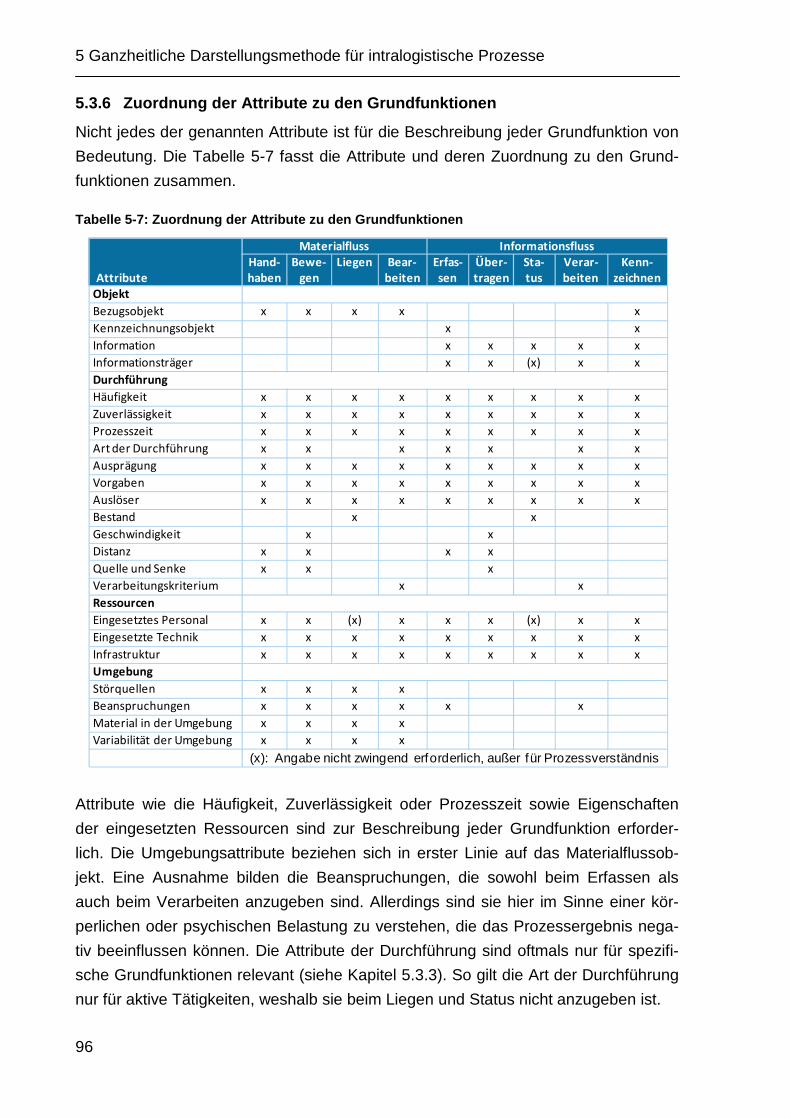
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
96
5.3.6 Zuordnung der Attribute zu den Grundfunktione n
Nicht jedes der genannten Attribute ist für die Beschreibung jeder Grundfunktion von
Bedeutung. Die Tabelle 5-7 fasst die Attribute und deren Zuordnung zu den Grund-
funktionen zusammen.
Tabelle 5-7: Zuordnung der Attribute zu den Grundfu nktionen
Attribute wie die Häufigkeit, Zuverlässigkeit oder Prozesszeit sowie Eigenschaften
der eingesetzten Ressourcen sind zur Beschreibung jeder Grundfunktion erforder-
lich. Die Umgebungsattribute beziehen sich in erster Linie auf das Materialflussob-
jekt. Eine Ausnahme bilden die Beanspruchungen, die sowohl beim Erfassen als
auch beim Verarbeiten anzugeben sind. Allerdings sind sie hier im Sinne einer kör-
perlichen oder psychischen Belastung zu verstehen, die das Prozessergebnis nega-
tiv beeinflussen können. Die Attribute der Durchführung sind oftmals nur für spezifi-
sche Grundfunktionen relevant (siehe Kapitel 5.3.3). So gilt die Art der Durchführung
nur für aktive Tätigkeiten, weshalb sie beim Liegen und Status nicht anzugeben ist.
Attribute
Materialfluss Informationsfluss
Hand-haben
Bewe-gen
Liegen Bear-beiten
Erfas-sen
Über-tragen
Sta-tus
Verar-beiten
Kenn-zeichnen
Objekt
Bezugsobjekt x x x x x
Kennzeichnungsobjekt x x
Information x x x x x
Informationsträger x x (x) x x
Durchführung
Häufigkeit x x x x x x x x x
Zuverlässigkeit x x x x x x x x x
Prozesszeit x x x x x x x x x
Art der Durchführung x x x x x x x
Ausprägung x x x x x x x x x
Vorgaben x x x x x x x x x
Auslöser x x x x x x x x x
Bestand x x
Geschwindigkeit x x
Distanz x x x x
Quelle und Senke x x x
Verarbeitungskriterium x x
Ressourcen
Eingesetztes Personal x x (x) x x x (x) x x
Eingesetzte Technik x x x x x x x x x
Infrastruktur x x x x x x x x x
Umgebung
Störquellen x x x x
Beanspruchungen x x x x x x
Material in der Umgebung x x x x
Variabilität der Umgebung x x x x
(x): Angabe nicht zwingend erforderlich, außer für Prozessverständnis
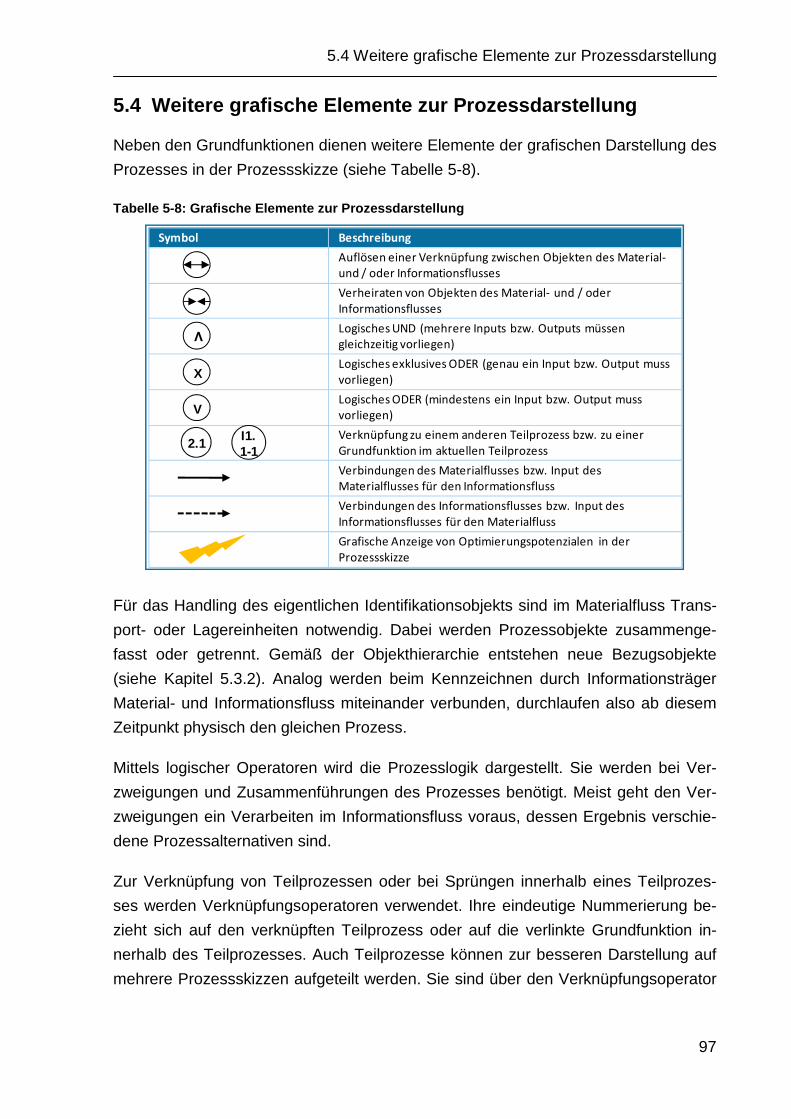
5.4 Weitere grafische Elemente zur Prozessdarstellung
97
5.4 Weitere grafische Elemente zur Prozessdarstellu ng
Neben den Grundfunktionen dienen weitere Elemente der grafischen Darstellung des
Prozesses in der Prozessskizze (siehe Tabelle 5-8).
Tabelle 5-8: Grafische Elemente zur Prozessdarstell ung
Für das Handling des eigentlichen Identifikationsobjekts sind im Materialfluss Trans-
port- oder Lagereinheiten notwendig. Dabei werden Prozessobjekte zusammenge-
fasst oder getrennt. Gemäß der Objekthierarchie entstehen neue Bezugsobjekte
(siehe Kapitel 5.3.2). Analog werden beim Kennzeichnen durch Informationsträger
Material- und Informationsfluss miteinander verbunden, durchlaufen also ab diesem
Zeitpunkt physisch den gleichen Prozess.
Mittels logischer Operatoren wird die Prozesslogik dargestellt. Sie werden bei Ver-
zweigungen und Zusammenführungen des Prozesses benötigt. Meist geht den Ver-
zweigungen ein Verarbeiten im Informationsfluss voraus, dessen Ergebnis verschie-
dene Prozessalternativen sind.
Zur Verknüpfung von Teilprozessen oder bei Sprüngen innerhalb eines Teilprozes-
ses werden Verknüpfungsoperatoren verwendet. Ihre eindeutige Nummerierung be-
zieht sich auf den verknüpften Teilprozess oder auf die verlinkte Grundfunktion in-
nerhalb des Teilprozesses. Auch Teilprozesse können zur besseren Darstellung auf
mehrere Prozessskizzen aufgeteilt werden. Sie sind über den Verknüpfungsoperator
Symbol Beschreibung
Auflösen einer Verknüpfung zwischen Objekten des Material-
und / oder Informationsflusses
Verheiraten von Objekten des Material- und / oder
Informationsflusses
Logisches UND (mehrere Inputs bzw. Outputs müssen
gleichzeitig vorliegen)
Logisches exklusives ODER (genau ein Input bzw. Output muss
vorliegen)
Logisches ODER (mindestens ein Input bzw. Output muss
vorliegen)
Verknüpfung zu einem anderen Teilprozess bzw. zu einer
Grundfunktion im aktuellen Teilprozess
Verbindungen des Materialflusses bzw. Input des
Materialflusses für den Informationsfluss
Verbindungen des Informationsflusses bzw. Input des
Informationsflusses für den Materialfluss
Grafische Anzeige von Optimierungspotenzialen in der
Prozessskizze
Λ
V
2.1
X
I1.1-1
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
98
verbunden, so dass beim Aneinanderlegen wieder ein lückenloser Teilprozess ent-
steht.
Der eigentliche Fluss ist durch Pfeile dargestellt. Die Pfeile des Material- und Infor-
mationsflusses unterscheiden sich. Abhängigkeiten des Informations- vom Material-
fluss werden mit den Materialflusspfeilen dargestellt, umgekehrt werden Informati-
onsflusspfeile verwendet.
In Anlehnung an die Wertstromanalyse (siehe Kapitel 4.1.1) werden Optimierungspo-
tenziale in der Prozessskizze grafisch durch einen Blitz dargestellt. Details zum Po-
tenzial sind im Prozessaufnahmebogen oder durch zusätzliche Notizen anzugeben.
5.5 Darstellung intralogistischer Prozesse
Im vorliegenden Kapitel werden zur Erläuterung der erarbeiteten Methode zunächst
ausgewählte Vorgänge der Intralogistik als Prozessskizze dargestellt. Anschließend
folgt eine detaillierte Prozessdarstellung am Beispiel einer Warenannahme in Form
der Prozessskizze und des Prozessaufnahmebogens.
5.5.1 Darstellung ausgewählter intralogistischer Vo rgänge
Kapitel 3.2.2 führt verschiedene Vorgänge der Intralogistik als Zusammenfassung
logistischer Aktivitäten auf. Gemäß Kapitel 5.2.1 sind Grundfunktionen voneinander
abgegrenzte intralogistische Aktivitäten, aus denen sich diese Vorgänge zusammen-
setzen lassen.
Vorgang Auslagern beim Umschlagen
Abbildung 5-8 zeigt die Prozessskizze den Auszug eines beispielhaften Auslagervor-
gangs. Betrachtet wird dabei nur das eigentliche Auslagern, während der gesamte
Teilprozess auch die Vor- und Nachbereitung des Auslagerauftrags beinhaltet.
Als Erstes ermittelt ein Lagermitarbeiter den Lagerplatz der auszulagernden Ware
anhand des bereitgestellten Auftrags. Er fährt zum Lagerplatz und vergleicht dort die
ID der Ware des Lagerplatzes und des Auftrags. Stimmen die Daten überein ent-
nimmt der Mitarbeiter die Ware auf der Palette mit dem Stapler. Anderenfalls muss er
einen anderen Lagerplatz anfahren. Die hierfür erforderliche Informationsbeschaf-
fung ist im Unterstützungsprozess U3.2-X beschrieben. Hierauf wird in diesem Bei-
spiel jedoch nicht näher eingegangen.
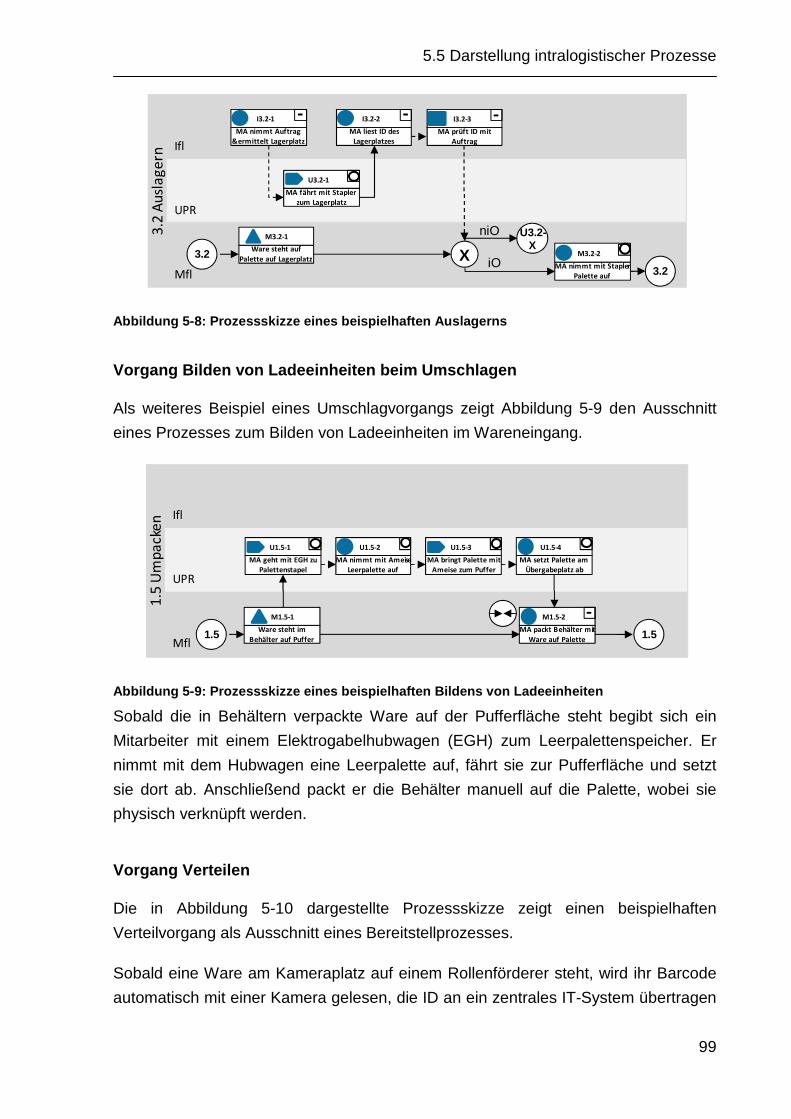
5.5 Darstellung intralogistischer Prozesse
99
Abbildung 5-8: Prozessskizze eines beispielhaften A uslagerns
Vorgang Bilden von Ladeeinheiten beim Umschlagen
Als weiteres Beispiel eines Umschlagvorgangs zeigt Abbildung 5-9 den Ausschnitt
eines Prozesses zum Bilden von Ladeeinheiten im Wareneingang.
Abbildung 5-9: Prozessskizze eines beispielhaften B ildens von Ladeeinheiten
Sobald die in Behältern verpackte Ware auf der Pufferfläche steht begibt sich ein
Mitarbeiter mit einem Elektrogabelhubwagen (EGH) zum Leerpalettenspeicher. Er
nimmt mit dem Hubwagen eine Leerpalette auf, fährt sie zur Pufferfläche und setzt
sie dort ab. Anschließend packt er die Behälter manuell auf die Palette, wobei sie
physisch verknüpft werden.
Vorgang Verteilen
Die in Abbildung 5-10 dargestellte Prozessskizze zeigt einen beispielhaften
Verteilvorgang als Ausschnitt eines Bereitstellprozesses.
Sobald eine Ware am Kameraplatz auf einem Rollenförderer steht, wird ihr Barcode
automatisch mit einer Kamera gelesen, die ID an ein zentrales IT-System übertragen
3.2
Au
sla
ge
rn
MA nimmt Auftrag
&ermittelt Lagerplatz
I3.2-1 -
MA fährt mit Stapler
zum Lagerplatz
U3.2-1
Ware steht auf
Palette auf Lagerplatz
M3.2-1
3.2MA nimmt mit Stapler
Palette auf
M3.2-2
MA liest ID des
Lagerplatzes
I3.2-2 -MA prüft ID mit
Auftrag
I3.2-3 -
3.2
U3.2-X
X iO
niO
Ifl
UPR
Mfl
1.5
Um
pa
cke
n
MA nimmt mit Ameise
Leerpalette auf
U1.5-2
MA bringt Palette mit
Ameise zum Puffer
U1.5-3
Ware steht im
Behälter auf Puffer
M1.5-1
1.5 MA packt Behälter mit
Ware auf Palette
M1.5-2 -1.5
MA setzt Palette am
Übergabeplatz ab
U1.5-4
MA geht mit EGH zu
Palettenstapel
U1.5-1
Ifl
UPR
Mfl
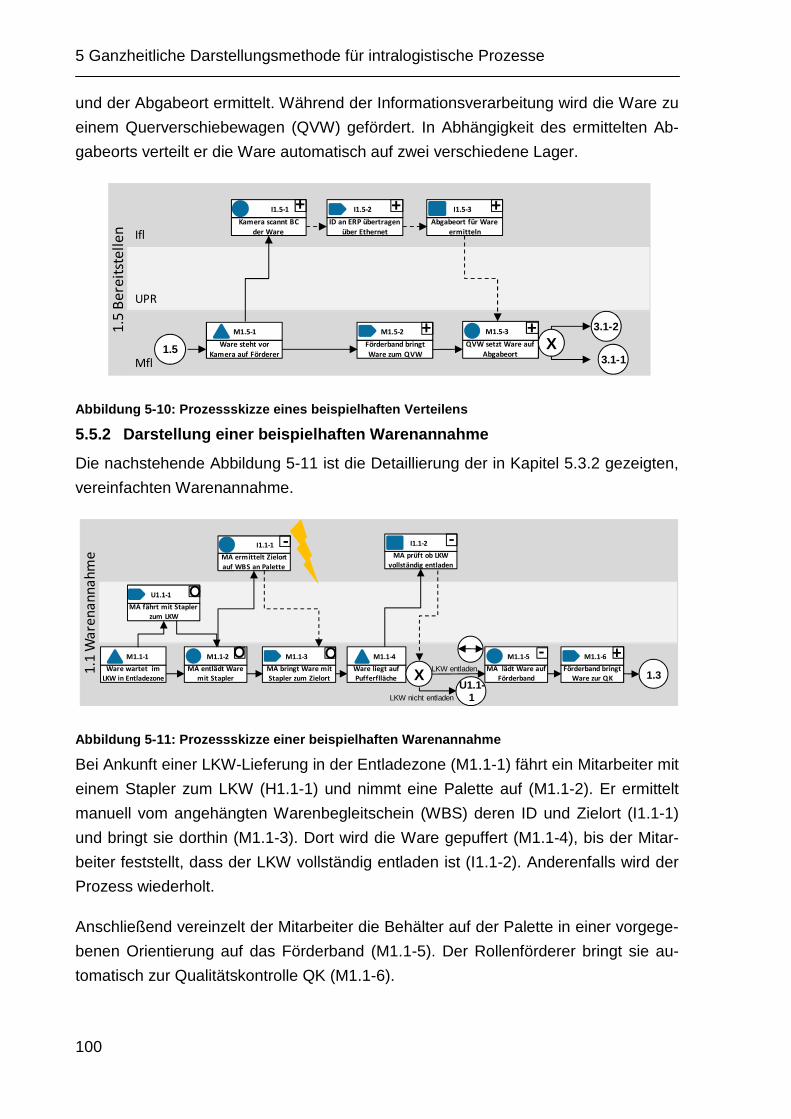
5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
100
und der Abgabeort ermittelt. Während der Informationsverarbeitung wird die Ware zu
einem Querverschiebewagen (QVW) gefördert. In Abhängigkeit des ermittelten Ab-
gabeorts verteilt er die Ware automatisch auf zwei verschiedene Lager.
Abbildung 5-10: Prozessskizze eines beispielhaften Verteilens
5.5.2 Darstellung einer beispielhaften Warenannahme
Die nachstehende Abbildung 5-11 ist die Detaillierung der in Kapitel 5.3.2 gezeigten,
vereinfachten Warenannahme.
Abbildung 5-11: Prozessskizze einer beispielhaften Warenannahme
Bei Ankunft einer LKW-Lieferung in der Entladezone (M1.1-1) fährt ein Mitarbeiter mit
einem Stapler zum LKW (H1.1-1) und nimmt eine Palette auf (M1.1-2). Er ermittelt
manuell vom angehängten Warenbegleitschein (WBS) deren ID und Zielort (I1.1-1)
und bringt sie dorthin (M1.1-3). Dort wird die Ware gepuffert (M1.1-4), bis der Mitar-
beiter feststellt, dass der LKW vollständig entladen ist (I1.1-2). Anderenfalls wird der
Prozess wiederholt.
Anschließend vereinzelt der Mitarbeiter die Behälter auf der Palette in einer vorgege-
benen Orientierung auf das Förderband (M1.1-5). Der Rollenförderer bringt sie au-
tomatisch zur Qualitätskontrolle QK (M1.1-6).
1.5
Be
reit
ste
lle
n
Ware steht vor
Kamera auf Förderer
M1.5-1
3.1-1
Förderband bringt
Ware zum QVW
M1.5-2 +1.5
Kamera scannt BC
der Ware
I1.5-1 +ID an ERP übertragen
über Ethernet
I1.5-2 +Abgabeort für Ware
ermitteln
I1.5-3 +
3.1-2QVW setzt Ware auf
Abgabeort
M1.5-3 +X
Ifl
UPR
Mfl
1.1
Wa
ren
an
na
hm
e
Ware wartet im
LKW in Entladezone
M1.1-1
MA bringt Ware mit
Stapler zum Zielort
M1.1-3
MA ermittelt Zielort
auf WBS an Palette
I1.1-1 -
Ware liegt auf
Pufferflläche
M1.1-4
MA entlädt Ware
mit Stapler
M1.1-2
Förderband bringt
Ware zur QK
M1.1-6 +MA lädt Ware auf
Förderband
M1.1-5 -1.3
MA fährt mit Stapler
zum LKW
U1.1-1
MA prüft ob LKW
vollständig entladen
I1.1-2 -
U1.1-1
X LKW entladen
LKW nicht entladen
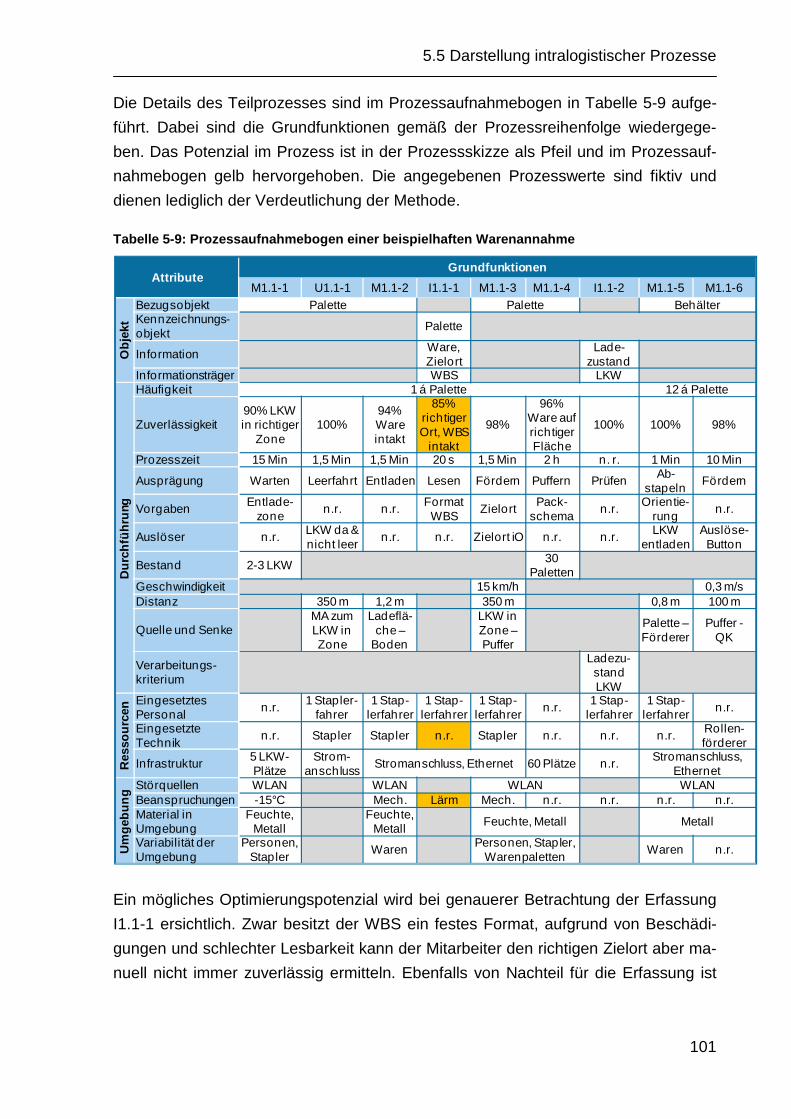
5.5 Darstellung intralogistischer Prozesse
101
Die Details des Teilprozesses sind im Prozessaufnahmebogen in Tabelle 5-9 aufge-
führt. Dabei sind die Grundfunktionen gemäß der Prozessreihenfolge wiedergege-
ben. Das Potenzial im Prozess ist in der Prozessskizze als Pfeil und im Prozessauf-
nahmebogen gelb hervorgehoben. Die angegebenen Prozesswerte sind fiktiv und
dienen lediglich der Verdeutlichung der Methode.
Tabelle 5-9: Prozessaufnahmebogen einer beispielhaf ten Warenannahme
Ein mögliches Optimierungspotenzial wird bei genauerer Betrachtung der Erfassung
I1.1-1 ersichtlich. Zwar besitzt der WBS ein festes Format, aufgrund von Beschädi-
gungen und schlechter Lesbarkeit kann der Mitarbeiter den richtigen Zielort aber ma-
nuell nicht immer zuverlässig ermitteln. Ebenfalls von Nachteil für die Erfassung ist
AttributeGrundfunktionen
M1.1-1 U1.1-1 M1.1-2 I1.1-1 M1.1-3 M1.1-4 I1.1-2 M1.1-5 M1.1-6
Obj
ekt
Bezugsobjekt Palette Palette BehälterKennzeichnungs-objekt
Palette
InformationWare, Zielort
Lade-zustand
Informationsträger WBS LKW
Dur
chfü
hrun
g
Häufigkeit 1 á Palette 12 á Palette
Zuverlässigkeit90% LKWin richtiger
Zone100%
94% Ware intakt
85%richtiger Ort, WBS
intakt
98%
96% Ware auf richtiger Fläche
100% 100% 98%
Prozesszeit 15 Min 1,5 Min 1,5 Min 20 s 1,5 Min 2 h n. r. 1 Min 10 Min
Ausprägung Warten Leerfahrt Entladen Lesen Fördern Puffern PrüfenAb-
stapelnFördern
VorgabenEntlade-
zonen.r. n.r.
Format WBS
ZielortPack-
scheman.r.
Orientie-rung
n.r.
Auslöser n.r.LKW da & nicht leer
n.r. n.r. Zielort iO n.r. n.r.LKW
entladenAuslöse-Button
Bestand 2-3 LKW30
PalettenGeschwindigkeit 15 km/h 0,3 m/sDistanz 350 m 1,2 m 350 m 0,8 m 100 m
Quelle und SenkeMA zum LKW in Zone
Ladeflä-che –
Boden
LKW in Zone –Puffer
Palette –Förderer
Puffer -QK
Verarbeitungs-kriterium
Ladezu-stand LKW
Res
sour
cen
Eingesetztes Personal
n.r.1 Stapler-
fahrer1 Stap-
lerfahrer1 Stap-
lerfahrer1 Stap-
lerfahrern.r.
1 Stap-lerfahrer
1 Stap-lerfahrer
n.r.
Eingesetzte Technik
n.r. Stapler Stapler n.r. Stapler n.r. n.r. n.r.Rollen-förderer
Infrastruktur5 LKW-Plätze
Strom-anschluss
Stromanschluss, Ethernet 60 Plätze n.r.Stromanschluss,
Ethernet
Um
gebu
ng
Störquellen WLAN WLAN WLAN WLANBeanspruchungen -15°C Mech. Lärm Mech. n.r. n.r. n.r. n.r.Material in Umgebung
Feuchte, Metall
Feuchte, Metall
Feuchte, Metall Metall
Variabilität derUmgebung
Personen, Stapler
WarenPersonen, Stapler,
WarenpalettenWaren n.r.

5 Ganzheitliche Darstellungsmethode für intralogistische Prozesse
102
der hohe Lärmpegel in der Entladezone, aufgrund dessen es zu Fehlern bei Zuwei-
sung des Lagerorts kommen kann.
In Abhängigkeit vom potenziellen RFID-System sind Angaben zum Material in der
Umgebung und deren Variabilität sowie eine bereits vorhandene Infrastruktur maß-
geblich, wenn bspw. die Ware durch RFID vollständig erfasst werden soll. Wichtig ist
für diesen Fall auch das Vorhandensein eines vorgegebenen Packschemas, mit dem
die Ware angeliefert wird. Alternativ kann der WBS oder die Palette einen Transpon-
der besitzen, wodurch das RFID-System unempfindlicher gegenüber Umgebungs-
oder Objekteinflüssen ist.
103
6 Nutzenpotenziale und Prozessanforderungen ei-nes RFID-Einsatzes
Wie in Kapitel 1.4 dargestellt sind die primären Zielsetzungen der vorliegenden Arbeit
die RFID-gerechte Darstellung intralogistischer Prozesse und die darauf aufbauende
Ableitung und Bewertung von RFID-Nutzenpotenzialen. Ein weiteres Ziel ist die erste
Abschätzung der Anforderungen des zu Grunde liegenden Prozesses an ein RFID-
System. In Kapitel 6.1 werden zunächst RFID-Nutzenpotenziale klassifiziert, be-
schrieben und in Kapitel 6.2 Bewertungsmöglichkeiten vorgestellt. Das Ergebnis ist
eine Checkliste gängiger Nutzenpotenziale. Anschließend stellt Kapitel 6.3 die Nut-
zenpotenziale den in Kapitel 5.3 hergeleiteten Prozessattributen gegenüber, um eine
prozessspezifische Identifizierung der Potenziale zu unterstützen. Abschließend
werden analog in Kapitel 6.4 die prozessinduzierten Anforderungen an eine RFID-
Anwendung erarbeitet und mit den Prozesseigenschaften verknüpft.
6.1 Beschreibung von RFID-Nutzenpotenzialen
Mit der in Kapitel 5 vorgestellten Darstellungsmethode können RFID-relevante Pro-
zessinformationen aufgenommen werden. Entscheidend für den Erfolg eines RFID-
Projekts ist jedoch das Vorhandensein adäquater RFID-Nutzenpotenziale, die den
mit einer Implementierung verbundenen Aufwand rechtfertigen. Diese werden zu-
nächst definiert.
Hierzu wurde eine umfassende Recherche einschlägiger Fachliteratur durchgeführt.
Aus ca. 25 Quellen wurden Einsatzmöglichkeiten und Nutzenpotenziale in der Intra-
logistik identifiziert (siehe Anhang B). Neben sehr spezifischen Anwendungsfällen
finden sich häufig allgemeine Formulierungen wie die Steigerung der Effizienz oder
Transparenz sowie technische Eigenschaften wie die automatische Datenerfassung.
In Kombination mit unterschiedlichen Abstraktionsgraden, mangelnder inhaltlicher
Trennschärfe und Abhängigkeiten untereinander ist es vor diesem Hintergrund
schwierig, den tatsächlichen RFID-Nutzen zu identifizieren [Rhe-2008]. Aus diesem
Grund werden die Potenziale nach ihrem Nutzeneffekt klassifiziert, um sie anschlie-
ßend besser zusammenfassen und einheitlich abstrahieren zu können.
Hierbei ist anzumerken, dass nicht alle der angegebenen Potenziale zwangsläufig
und in jedem Anwendungsfall mit RFID realisiert werden müssen. Vielmehr zeigt die
Methode verschiedenartige Schwachstellen des analysierten Prozesses auf, die mit
RFID als ein mögliches Hilfsmittel optimiert werden können.
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
104
6.1.1 Klassifizierung von RFID-Nutzenpotenzialen na ch dem Nutzeneffekt
In der Fachliteratur finden sich verschiedene Ansätze zur Klassifizierung von RFID-
Nutzenpotenzialen (siehe auch Kapitel 2.2). So beschreibt [Man-2006] neben be-
reichsspezifischen sechs unternehmensinterne Prozesseffekte, zu denen die Pro-
zesseffizienz, Prozessqualität, Bestände, Zeit und Häufigkeit sowie Ressourcen zäh-
len. [Vil-2007] hingegen unterscheidet direkte und indirekte Wirkungstypen in Form
von Bearbeitungszeit, Ressourceneinsatz, Schwund, Fehlerrate, Prozesstransparenz
und Kundenzufriedenheit. Ähnlich nennt [Rhe-2008] mit Prozessperformance, Per-
sonal, Fehlerfolgekosten, Umsatz und Kapitalbindung fünf übergeordnete Nutzendi-
mensionen, die sich von den technologischen Eigenschaften von RFID ableiten.
Ausgehend von der Definition eines RFID-Systems als Informationssystem differen-
zieren sowohl [Vog-2009] als auch [Tel-2006] zwischen Automatisierungs-,
Informatisierungs- und Transformationseffekten. Jedem Effekt können verschiedene
Potenziale zugewiesen werden. Jedoch sind die Effekte nicht durchgängig trenn-
scharf.
Nutzeneffekte eines RFID-Einsatzes
Die vorangehende Auswahl an Ansätzen zur Klassifizierung der Nutzenpotenziale
zeigt deutlich die Schwierigkeit der Definition klar voneinander abgegrenzter Nutzen-
effekte. Für die vorliegende Arbeit findet eine Klassifizierung nach Nutzeneffekten in
Anlehnung an die allgemeingültige Normung nach [VDI 4472 b] statt. Diese fassen
die RFID-Potenziale nach ihrer Auswirkung zusammen.
Es werden finanzielle Auswirkungen, Kundenauswirkungen, Prozess- und Netzwerk-
effekte unterschieden. Die lokalen Prozesseffekte und übergreifenden Netzwerkef-
fekte stehen zueinander in Ursache-Wirkungsbeziehungen und haben Einfluss auf
die beiden anderen Wirkbereiche [VDI 4472 b].
In der vorliegenden Arbeit liegt der Schwerpunkt auf der Abschätzung des Nutzens
von RFID in intralogistischen Prozessen, weshalb Netzwerkeffekte vernachlässigt
werden. Fokussiert werden somit die Prozesseffekte. Diese können nach [VDI 4472
b] weiter nach Auswirkungen auf die Prozesseffizienz, Prozessqualität, Bestände und
Ressourcen gegliedert werden. Zur Bewertung werden die oftmals eng mit den Pro-
zessauswirkungen verknüpften finanziellen Auswirkungen sowie ergänzend die sich
in der Folge einstellenden Kundenauswirkungen betrachtet.
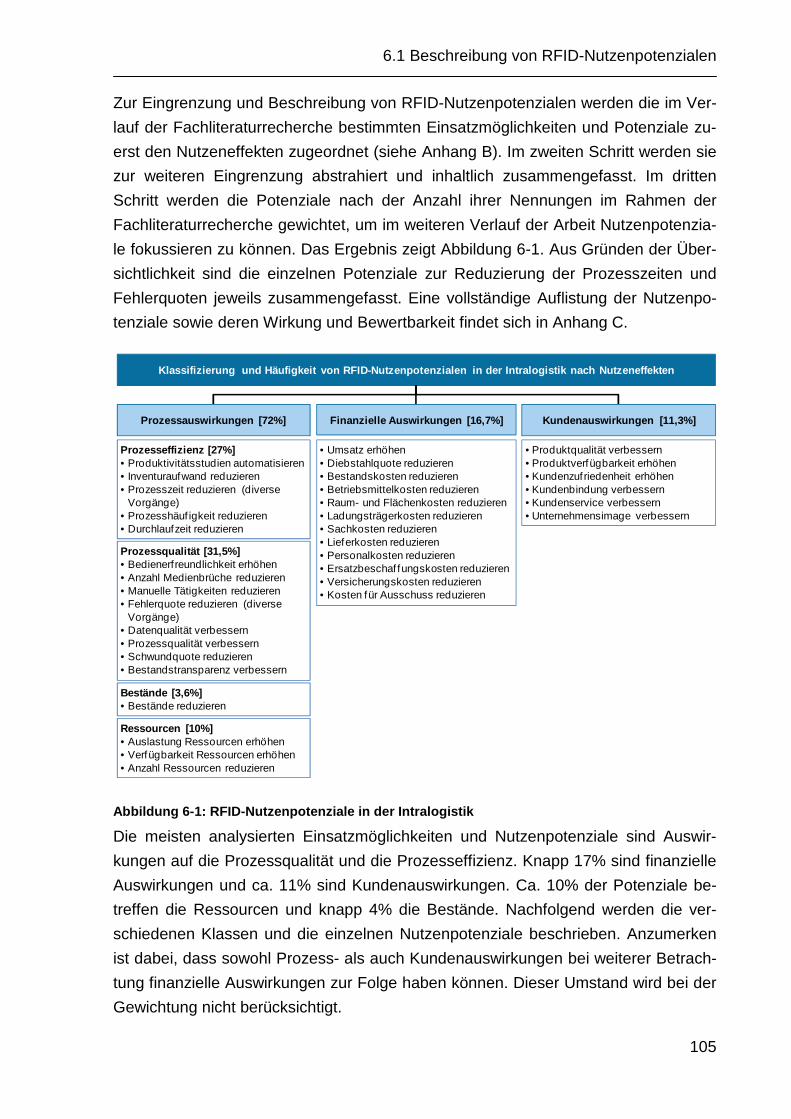
6.1 Beschreibung von RFID-Nutzenpotenzialen
105
Zur Eingrenzung und Beschreibung von RFID-Nutzenpotenzialen werden die im Ver-
lauf der Fachliteraturrecherche bestimmten Einsatzmöglichkeiten und Potenziale zu-
erst den Nutzeneffekten zugeordnet (siehe Anhang B). Im zweiten Schritt werden sie
zur weiteren Eingrenzung abstrahiert und inhaltlich zusammengefasst. Im dritten
Schritt werden die Potenziale nach der Anzahl ihrer Nennungen im Rahmen der
Fachliteraturrecherche gewichtet, um im weiteren Verlauf der Arbeit Nutzenpotenzia-
le fokussieren zu können. Das Ergebnis zeigt Abbildung 6-1. Aus Gründen der Über-
sichtlichkeit sind die einzelnen Potenziale zur Reduzierung der Prozesszeiten und
Fehlerquoten jeweils zusammengefasst. Eine vollständige Auflistung der Nutzenpo-
tenziale sowie deren Wirkung und Bewertbarkeit findet sich in Anhang C.
Abbildung 6-1: RFID-Nutzenpotenziale in der Intralo gistik
Die meisten analysierten Einsatzmöglichkeiten und Nutzenpotenziale sind Auswir-
kungen auf die Prozessqualität und die Prozesseffizienz. Knapp 17% sind finanzielle
Auswirkungen und ca. 11% sind Kundenauswirkungen. Ca. 10% der Potenziale be-
treffen die Ressourcen und knapp 4% die Bestände. Nachfolgend werden die ver-
schiedenen Klassen und die einzelnen Nutzenpotenziale beschrieben. Anzumerken
ist dabei, dass sowohl Prozess- als auch Kundenauswirkungen bei weiterer Betrach-
tung finanzielle Auswirkungen zur Folge haben können. Dieser Umstand wird bei der
Gewichtung nicht berücksichtigt.
Klassifizierung und Häufigkeit von RFID-Nutzenpotenzialen in der Intralogistik nach Nutzeneffekten
Kundenauswirkungen [11,3%]
• Produktqualität verbessern• Produktverfügbarkeit erhöhen• Kundenzufriedenheit erhöhen• Kundenbindung verbessern• Kundenservice verbessern• Unternehmensimage verbessern
Prozessauswirkungen [72%]
Prozesseffizienz [27%]• Produktivitätsstudien automatisieren• Inventuraufwand reduzieren• Prozesszeit reduzieren (diverse
Vorgänge)• Prozesshäuf igkeit reduzieren• Durchlaufzeit reduzieren
Finanzielle Auswirkungen [16,7%]
• Umsatz erhöhen• Diebstahlquote reduzieren• Bestandskosten reduzieren• Betriebsmittelkosten reduzieren• Raum- und Flächenkosten reduzieren• Ladungsträgerkosten reduzieren• Sachkosten reduzieren• Lieferkosten reduzieren• Personalkosten reduzieren• Ersatzbeschaf fungskosten reduzieren• Versicherungskosten reduzieren• Kosten für Ausschuss reduzieren
Prozessqualität [31,5%]• Bedienerfreundlichkeit erhöhen• Anzahl Medienbrüche reduzieren• Manuelle Tätigkeiten reduzieren• Fehlerquote reduzieren (diverse
Vorgänge)• Datenqualität verbessern• Prozessqualität verbessern• Schwundquote reduzieren• Bestandstransparenz verbessern
Ressourcen [10%]• Auslastung Ressourcen erhöhen• Verfügbarkeit Ressourcen erhöhen• Anzahl Ressourcen reduzieren
Bestände [3,6%]• Bestände reduzieren
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
106
6.1.2 RFID-Nutzenpotenziale mit Prozessauswirkungen
Nutzenpotenziale mit Auswirkungen auf die Prozessef fizienz
Unter der Prozesseffizienz sind alle Potenziale zu verstehen, die Prozesse be-
schleunigen oder vereinfachen, Prozessschritte parallelisieren oder eliminieren.
Bisher zeitaufwendige Prozesse können deutlich verkürzt werden. Als Folge transpa-
renter Prozesse entfällt die aufwendige manuelle Datensammlung zur Analyse von
Prozessschwachstellen im Rahmen von Produktivitätsstudien [Pfl-2007]. Auch entfal-
len dank der permanenten, automatischen Bestandsaufnahme das Suchen, Zählen
und Dokumentieren während Inventuren [Dol-2010]. Hiervon profitiert auch die Be-
standsgenauigkeit.
Ein wesentliches RFID-Nutzenpotenzial liegt in der drastischen Reduzierung einzel-
ner Prozesszeiten. Zum Einen beschleunigt die automatische Pulkerfassung die Er-
fassung und Dateneingabe [Fru-2012] sowie damit einhergehenden Such- und Zähl-
zeiten [Rhe-2008]. Zum Anderen finden Identifikations-, Zähl-, Dokumentations- und
Kontrollvorgänge parallel zum physischen Handling statt. Für Vollständigkeitskontrol-
len notwendige Unterbrechungen des Prozessflusses und damit verbundene Hand-
ling- sowie Wartezeiten auf eigenen Pufferflächen können somit ebenso entfallen
[Gau-2007] wie das Etikettieren oder Öffnen und Auspacken der Ware zur Kontrolle
[Fra-2006]. Als Konsequenz werden nicht nur die Kosten für Personal und Ressour-
cen reduziert, sondern auch Fehlerpotenziale bei der manuellen Erfassung und Ver-
arbeitung ausgeschlossen. Gemessen an den Nennungen im Rahmen der Fachlite-
ratur-Recherche sind die Reduzierung der Prozesszeiten und Prozesshäufigkeiten
die mit Abstand häufigsten RFID-Nutzenpotenziale.
Infolge der Reduzierung von Prozesszeiten und Prozessschritten wird auch die
Durchlaufzeit reduziert. Neben den bereits angeführten Kostensenkungen können
Produkte dadurch dem Markt schneller zur Verfügung gestellt und Umsatz generiert
werden [Gün-2011c].
Nutzenpotenziale mit Auswirkungen auf die Prozessqu alität
Die Prozessqualität bezeichnet im Wesentlichen die Potenziale zur Reduzierung von
Fehlern und zur Steigerung der Transparenz, Datengenauigkeit und Datenqualität.
Sie profitiert von der Verringerung der Medienbrüche durch das Parallelisieren von
6.1 Beschreibung von RFID-Nutzenpotenzialen
107
Prozessschritten. Informationsträger können vereinheitlicht werden und bis dato not-
wendige manuelle Prozesse zur Kontrolle entfallen.
Auch die Bedienerfreundlichkeit steigt mit der RFID-gestützten Datenerfassung, da
die Datenträger besser zugänglich sind und ein separates Ausrichten entfällt [Lan-
2005]. Zudem wird die Komplexität bei der Datenerfassung und -verarbeitung, die ein
hohes Fehlerpotenzial bietet, stark reduziert.
Neben der bereits beschriebenen Effizienzsteigerung lassen sich durch die Ein-
schränkung manueller Tätigkeiten die damit einhergehenden Fehlerquoten deutlich
reduzieren. Hierzu zählen insbesondere die Erfassung, Eingabe und Verarbeitung
der Daten bspw. bei der Bearbeitung und Dokumentation sowie bei Buchungen und
Kontrollen [Lan-2005]. Aufwände für Nacharbeit und Ausschuss, Fehllieferungen und
Retouren entfallen [Str-2008].
Der Einsatz von RFID verbessert infolge reduzierter Fehlerpotenziale auch die Da-
tenqualität [Gün-2011c]. Die zeitnahe Verfügbarkeit korrekter und vollständiger In-
formationen führt zum Einen zu einer höheren Transparenz über betriebliche Res-
sourcen [Vil-2007]. Für die Produktion bedeutet sie zudem eine Erhöhung der Pro-
duktqualität [Bar-2008]. Zum Anderen gewährleistet sie die Transparenz über den
Prozess und den Status der Prozessobjekte. Die Prozesse können optimal gesteuert
und kontrolliert werden, was zu einer steigenden Prozessqualität und Prozesssicher-
heit führt [Bov-2007].
Ebenfalls im Zug reduzierter Fehlerquoten, bspw. bei der Entnahme, Abgabe oder
Lieferungen, kann die Schwundquote minimiert werden. Zusammen mit einer konti-
nuierlichen Inventur und fehlenden Inventurdifferenzen bewirkt das eine höhere Be-
standsgenauigkeit [Gau-2007]. Als Konsequenz profitieren hiervon neben der Pro-
duktverfügbarkeit auch die Bestände und notwendigen Lagerflächen.
Im Hinblick auf die Häufigkeit der Nennungen in der Fachliteratur sind die Reduzie-
rung der Fehlerquoten sowie die Verbesserung der Datenqualität und Reduzierung
der manuellen Tätigkeiten eine der wichtigsten RFID-Nutzenpotenziale.
Nutzenpotenziale mit Auswirkungen auf die Bestände
Als Folge einer besseren Prozesseffizienz, aber auch einer höheren Prozessqualität
durch mehr Bestandstransparenz können die Sicherheits- und Lagerbestände bei
gleicher Versorgungssicherheit sowie die damit verbundenen Bestandskosten redu-
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
108
ziert werden [Rhe-2008]. Lagersuchzeiten und Ausschusskosten im Falle von veral-
teten Produkten werden ebenso gesenkt.
Nutzenpotenziale mit Auswirkungen auf die Ressource n
Durch eine bessere Prozesseffizienz und -qualität steigt die Transparenz über den
Einsatz, Status und die Nutzung der Ressourcen. Dadurch wird zum Einen die Aus-
lastung der Anlagen, Transporteinheiten und Lagerflächen erhöht [Gün-2009]. Zum
Anderen werden durch die Steuerung und Kontrolle der Wartungs- und Reparatur-
zyklen die Ausfallzeiten minimiert und damit die Verfügbarkeit erhöht [Bov-2007]. Als
Ergebnis können die Anzahl an Anlagen, Ladungsträgern, Personal und Flächen op-
timiert sowie Verpackung und Begleitpapiere reduziert werden [Pfl-2007].
6.1.3 RFID-Nutzenpotenziale mit finanziellen Auswir kungen
Die Potenziale mit finanziellen Auswirkungen haben direkten Einfluss auf den Um-
satz sowie die Kosten und Abschreibungen, die aus dem Prozess resultieren. Sie
werden von allen anderen Potenzialen beeinflusst. Anhand ihrer Veränderung kann
letztlich der Vorteil einer potenziellen RFID-Anwendung monetär bewertet werden
(siehe Kapitel 6.2). Insgesamt beziehen sich knapp 10% der recherchierten RFID-
Potenziale auf die Reduzierung der Prozesskosten.
Der Umsatz kann durch den Einsatz von RFID gesteigert werden, indem bestehende
Umsatzquellen, bspw. durch eine bessere Verfügbarkeit von Produkten, erweitert
und neue Umsatzquellen, bspw. durch zusätzliche Leistungen, erschlossen werden
[Ker-2007], [Bov-2007]. Auch lässt sich durch die häufigere und automatische Identi-
fikation gekennzeichneter Waren die Diebstahlquote reduzieren, wodurch sich Fehl-
bestände und Folgekosten senken lassen [Gri-2010].
Die von einem RFID-Einsatz beeinflussbaren Kosten sind sehr vielseitig. Hierzu zäh-
len die operativen Logistikkosten. Die Bestandskosten sind die Kosten für die Kapi-
talbindung und Zinsen des Materials in Lagern, Puffern und im Umlauf. Zu den Be-
triebsmittel-, Raum- und Flächen- sowie Ladungsträgerkosten gehören jeweils sämt-
liche Kosten für die Beschaffung und Abschreibungen inklusive Zinsen, Wartung,
Reparatur, Energie sowie Mieten und Leasing. Die Kosten für Verpackung, Etiketten
und anderes Material zur Erbringung der Logistikleistungen sind unter den Sachkos-
ten zusammengefasst. Die Lieferkosten beinhalten alle Kosten für Abschreibungen
und Zinsen interner sowie Mieten und Gebühren zur Nutzung externer Infrastruktur.
Löhne, Gehälter und Lohnnebenkosten gehen in die Personalkosten ein (in Anleh-
nung an [Gud-2012]).
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen
109
Zeit- und kostenintensive Ersatzbeschaffungen sind notwendig, wenn Produkte oder
auch Ladungsträger nicht verfügbar sind. Die damit verbundenen Kosten werden ex-
plizit von den regulären Lieferkosten getrennt betrachtet. Die Versicherungskosten
stehen für die Kosten zur Absicherung des Warenwerts sowie möglicher Garantie-
und Schadensfälle. Ausschusskosten ergeben sich bei Verschrottung, Materialver-
schwendung oder Produktionsausschuss. Wie die Versicherungskosten profitieren
sie von einer verbesserten Produktverfügbarkeit und -qualität sowie reduzierten Be-
ständen.
6.1.4 RFID-Nutzenpotenziale mit Kundenauswirkungen
Die Kundenauswirkungen fassen die Potenziale mit direktem Bezug zum Kunden-
verhältnis zusammen und sind eine direkte Folge sowohl der Prozessqualität als
auch der Prozesseffizienz (siehe Kapitel 6.2).
Durch weniger Bearbeitungsfehler infolge besserer Datenverfügbarkeit und -qualität
lässt sich durch RFID eine höhere Produktqualität erzielen, die zu mehr Kundenzu-
friedenheit und Umsatz führt [Gün-2011c], [Gau-2007]. Wegen der direkten Wirkung
auf das Kundenverhältnis ist die Produktqualität nicht Teil der Klasse Prozessquali-
tät.
Wichtig für die Kundenzufriedenheit und damit den Umsatz ist die Verfügbarkeit der
Produkte im Unternehmen und beim Kunden. Durch RFID kann sie aufgrund verkürz-
ter Durchlaufzeit, Bestandstransparenz und reduzierter Fehlerquoten deutlich ver-
bessert werden [Gün-2011c], [Sei-2008b]. Sie ist eines der am häufigsten genannten
Nutzenpotenziale für RFID im Zuge der Fachliteraturrecherche.
Die Optimierung der Produktverfügbarkeit und Liefergenauigkeit sowie die Steige-
rung der Produktqualität wirken sich wiederum positiv auf die Kundenzufriedenheit
und damit die Kundenbindung aus. Auch können in Verbindung mit RFID zusätzliche
Kundenservices, bspw. Lieferzeitverkürzungen oder nachhaltige Transporte durch
höhere Transporteffizienz, angeboten werden [Fru-2011b]. Insgesamt können da-
durch das Unternehmensimage verbessert bzw. neu ausgerichtet und der Umsatz
gesteigert werden [Gün-2011c].
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzia len
Trotz der häufig angeführten strategischen Bedeutung der RFID-Technologie ist das
fehlende Wissen um den wirtschaftlichen Nutzen ein wesentlicher Hindernisgrund für
eine flächendeckende Anwendung [Gün-2011c]. Deshalb unterstützt die vorliegende
Arbeit nicht nur die Identifizierung von RFID-Einsatzpotenzialen, sondern auch deren
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
110
Bewertung. Nach der Beschreibung des grundsätzlichen Bewertungsproblems wer-
den deshalb Kennzahlen zur Abschätzung sowie Bewertungsmöglichkeiten für quan-
titative und qualitative Potenziale vorgestellt.
6.2.1 Problem der Bewertung von RFID-Nutzenpotenzia len
Als Ausprägung eines Informationssystems gelten für ein RFID-System Wirkungs-
und Bewertungsdefekte. Demnach ist es schwierig, die Wirkung eines RFID-
Einsatzes in Form betroffener Bereiche und Prozesse zu bestimmen und in ihrer
Stärke zu bewerten [Vil-2008]. Ein wesentlicher Grund hierfür ist die oftmals nur qua-
litative Art der Potenziale, bspw. erhöhte Prozesstransparenz oder Qualität [Res-
2008]. Deshalb ist die Bewertung des Nutzens als größere Herausforderung zu se-
hen als die der mit einer Anwendung verbundenen Kosten [Str-2008].
Nachfolgend werden die Wirkung und Bewertung von RFID-Nutzenpotenzialen klas-
sifiziert. In den Kapiteln 6.2.2 bis 6.2.4 werden anschließend verschiedene Bewer-
tungsmöglichkeiten erläutert.
Wirkung von RFID-Nutzenpotenzialen
Die Wirkung von RFID-Potenzialen kann grundsätzlich direkter und indirekter Art
sein. Potenziale mit Auswirkungen auf die Prozesseffizienz sind oftmals direkt, wäh-
rend Auswirkungen auf das Kundenverhältnis oder die Prozessqualität meist als indi-
rekt angegeben werden [Lan-2008].
Viele Potenziale wie die Prozesshäufigkeit können jedoch sowohl direkt als auch in-
direkt wirken. Aus diesem Grund wird die Definition der Wirkung für die vorliegende
Arbeit angepasst. Direkte Potenziale haben Auswirkungen auf den betrachteten Vor-
gang bzw. die Grundfunktion, indirekte Potenziale hingegen auf vor- und nachgela-
gerte Vorgänge.
Der Fokus der Betrachtung der Potenzialwirkung soll dabei auf den direkten Potenzi-
alen liegen, die in der Regel einfacher zu identifizieren und zu bewerten sind. Indirek-
te Potenziale sind oftmals deren Folgeerscheinung [Sei-2008b]. Hinsichtlich der An-
zahl ihrer Nennungen sind direkte und indirekte Potenziale etwa gleich häufig (siehe
Abbildung 6-2).
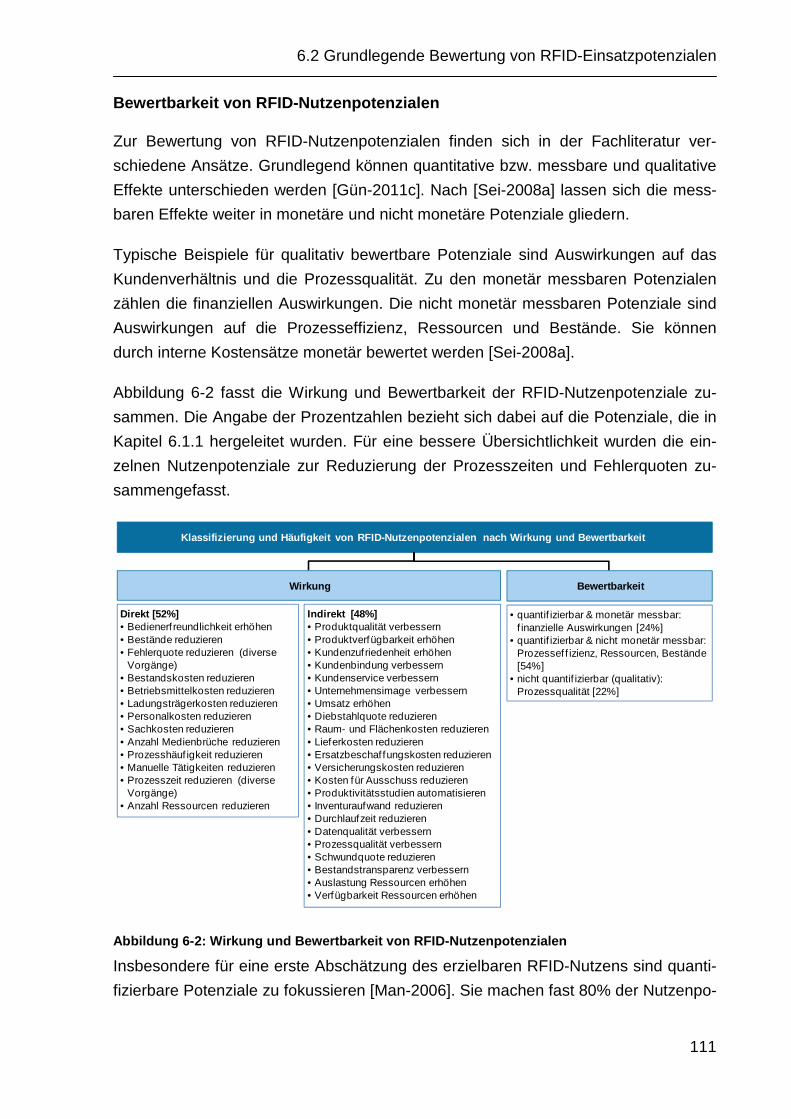
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen
111
Bewertbarkeit von RFID-Nutzenpotenzialen
Zur Bewertung von RFID-Nutzenpotenzialen finden sich in der Fachliteratur ver-
schiedene Ansätze. Grundlegend können quantitative bzw. messbare und qualitative
Effekte unterschieden werden [Gün-2011c]. Nach [Sei-2008a] lassen sich die mess-
baren Effekte weiter in monetäre und nicht monetäre Potenziale gliedern.
Typische Beispiele für qualitativ bewertbare Potenziale sind Auswirkungen auf das
Kundenverhältnis und die Prozessqualität. Zu den monetär messbaren Potenzialen
zählen die finanziellen Auswirkungen. Die nicht monetär messbaren Potenziale sind
Auswirkungen auf die Prozesseffizienz, Ressourcen und Bestände. Sie können
durch interne Kostensätze monetär bewertet werden [Sei-2008a].
Abbildung 6-2 fasst die Wirkung und Bewertbarkeit der RFID-Nutzenpotenziale zu-
sammen. Die Angabe der Prozentzahlen bezieht sich dabei auf die Potenziale, die in
Kapitel 6.1.1 hergeleitet wurden. Für eine bessere Übersichtlichkeit wurden die ein-
zelnen Nutzenpotenziale zur Reduzierung der Prozesszeiten und Fehlerquoten zu-
sammengefasst.
Abbildung 6-2: Wirkung und Bewertbarkeit von RFID-N utzenpotenzialen
Insbesondere für eine erste Abschätzung des erzielbaren RFID-Nutzens sind quanti-
fizierbare Potenziale zu fokussieren [Man-2006]. Sie machen fast 80% der Nutzenpo-
Klassifizierung und Häufigkeit von RFID-Nutzenpoten zialen nach Wirkung und Bewertbarkeit
Bewertbarkeit
• quantif izierbar & monetär messbar: f inanzielle Auswirkungen [24%]
• quantif izierbar & nicht monetär messbar: Prozessef f izienz, Ressourcen, Bestände [54%]
• nicht quantif izierbar (qualitativ): Prozessqualität [22%]
Wirkung
Direkt [52%]• Bedienerf reundlichkeit erhöhen• Bestände reduzieren• Fehlerquote reduzieren (diverse
Vorgänge)• Bestandskosten reduzieren• Betriebsmittelkosten reduzieren• Ladungsträgerkosten reduzieren• Personalkosten reduzieren• Sachkosten reduzieren• Anzahl Medienbrüche reduzieren• Prozesshäuf igkeit reduzieren• Manuelle Tätigkeiten reduzieren• Prozesszeit reduzieren (diverse
Vorgänge)• Anzahl Ressourcen reduzieren
Indirekt [48%]• Produktqualität verbessern• Produktverfügbarkeit erhöhen• Kundenzufriedenheit erhöhen• Kundenbindung verbessern• Kundenservice verbessern• Unternehmensimage verbessern• Umsatz erhöhen• Diebstahlquote reduzieren• Raum- und Flächenkosten reduzieren• Lieferkosten reduzieren• Ersatzbeschaf fungskosten reduzieren• Versicherungskosten reduzieren• Kosten für Ausschuss reduzieren• Produktivitätsstudien automatisieren• Inventuraufwand reduzieren• Durchlaufzeit reduzieren• Datenqualität verbessern• Prozessqualität verbessern• Schwundquote reduzieren• Bestandstransparenz verbessern• Auslastung Ressourcen erhöhen• Verfügbarkeit Ressourcen erhöhen
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
112
tenziale aus. Qualitative Effekte treten häufig als Folgeeffekte auf bzw. lassen sich
über Wirkketten darstellen (siehe Kapitel 6.2.4).
6.2.2 Abschätzung von RFID-Nutzenpotenzialen mittel s Kennzahlen
Kennzahlen bieten die Möglichkeit, eine allgemeine, erste Einschätzung hinsichtlich
des Vorliegens und der Größenordnung eines Potenzials zu treffen. Im Hinblick auf
den Aufbau werden nach [Sys-1990] absolute und relative Kennzahlen unterschie-
den. Absolute Kennzahlen sind Einzelzahlen, Summen oder Differenzen. Relative
Kennzahlen gliedern sich in Beziehungs-, Gliederungs- und Indexkennzahlen.
Im Rahmen einer Recherche der Fachliteratur sowie von Richtlinien wurden ca. 150
Kennzahlen identifiziert. Eine Vielzahl von Kennzahlen findet sich in der VDI-
Richtlinie 4490. Dort werden Mengen- und Strukturdaten, Leistungs-, Qualitätskenn-
zahlen und betriebswirtschaftliche Kennzahlen aufgeführt [VDI 4490]. Die Kennzah-
len wurden inhaltlich zusammengefasst und den beschriebenen Nutzenpotenzialen
zugeordnet. Das Ergebnis findet sich in Anhang C.
6.2.3 Bewertung quantifizierbarer RFID-Nutzenpotenz iale
Zur Quantifizierung der RFID-Nutzenpotenziale gibt es in der Fachliteratur verschie-
dene Berechnungsformeln, auf diese in der vorliegenden Arbeit zurückgegriffen wird.
Monetäre Quantifizierung einer erhöhten Prozesseffi zienz
Die Prozesskosten-Einsparungen durch den Einsatz von RFID können auf Basis der
Summe der Veränderung der jeweiligen Teilprozesszeiten TPZ mit (R) und ohne (O)
RFID bzw. der Teilprozessmengen berechnet werden. Die hauptsächlichen Kosten-
treiber sind dabei zumeist Personalkosten. Die Prozesskosteneinsparung PKE ergibt
sich somit nach Formel 6-1 mit den jeweiligen Teilprozesskosten TPK [VDI 4472 b].
���� = ����� − ����
� ∗ ����
Formel 6-1: Prozesskosteneinsparung PKE auf Basis P rozesszeitverkürzung
Die Summe der Kosteneinsparungen der Teilprozesse i ist die Kosteneinsparung des
gesamten Prozesses.
Einen allgemeinen Berechnungsansatz auf Grundlage der jeweiligen durchschnittli-
chen Kosten und des RFID-Einsparpotenzials definiert [Gün-2011c], dargestellt an-
hand der Transportkosteneinsparung TKE in Formel 6-2. Sie ergeben sich durch die
Multiplikation der Transportkosten TK mit der Anzahl der Transporte TA und dem
möglichen Einsparpotenzial EP im jeweiligen Teilprozess i.
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen
113
���� = ��� ∗ ��� ∗ ���
Formel 6-2: Einsparung Transportkosten TKE
Analog wird die Einsparung durch reduzierten Inventuraufwand IKE durch das Ein-
sparpotenzial EP und die bisherigen Arbeitszeiten im Prozess PZ und die Personal-
kosten PerK bestimmt (siehe Formel 6-3).
���� = ��� ∗ ����� ∗ ���
Formel 6-3: Einsparung Inventuraufwand IKE
Der Ansatz ist beliebig übertragbar, indem die diesbezüglichen Kosten, Mengen bzw.
Zeiten und Einsparpotenziale des Teilprozesses auf andere Anwendungen übertra-
gen werden.
Monetäre Quantifizierung einer erhöhten Prozessqual ität
Davon ausgehend, dass mit dem Einsatz von RFID die Fehlerquoten FQ abnehmen,
kann die damit einhergehende Prozesskosteneinsparung PKE nach Formel 6-4 be-
rechnet werden [VDI 4472 b]. PKFB bezeichnet dabei die zur Fehlerbehebung not-
wendigen Prozesskosten.
���� = ���� − ���
� ∗ �����
Formel 6-4: Prozesskosteneinsparung PKE auf Basis r eduzierter Fehlerquoten
Mit Formel 6-4 werden keine strategischen, sondern lediglich operative Fehlerfolge-
kosten bestimmt.
Aufbauend auf den jeweiligen Kosten, der Häufigkeit bzw. Menge des Prozesses und
dem RFID-bezogenen Einsparpotenzial werden nach [Gün-2011c] die Einsparungen
durch weniger Nacharbeit und Ausschuss bewertet.
Die Einsparung für Nacharbeitskosten NAKE im betrachteten Teilprozess i setzt sich
aus den Arbeitszeiten des Personals PZ, den Personalkosten PerK, Materialkosten
MK sowie der Häufigkeit der Nacharbeit je Zeitraum NAA und dem Einsparpotenzial
EP zusammen (siehe Formel 6-5).
����� = ���� ∗ ����� + ��� ∗ ���� ∗ ���
Formel 6-5: Einsparung Nacharbeitskosten NAKE
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
114
Die Einsparung beim Ausschuss AKE ist das Produkt aus den Herstell- und Ver-
schrottungskosten (HK und VK), der Menge an Ausschuss AA und dem möglichen
Einsparpotenzial EP im Prozess i (siehe Formel 6-6).
���� = ���� + ��� ∗ ��� ∗ ���
Formel 6-6: Einsparung Ausschusskosten AKE
Monetäre Quantifizierung reduzierter Bestände
Lagerkosten sind im Allgemeinen zumindest mittelfristig als Fixkosten anzunehmen
und können deshalb kurzfristig nicht gesenkt werden (siehe auch indirekte Wirkung
der Raum- und Flächenkosten in Kapitel 6.2.1). Zur Einsparung durch reduzierte Be-
stände ist aus diesem Grund insbesondere die reduzierte Kapitalbindung KBKE an-
zunehmen [VDI 4472 b]. Diese lässt sich nach Formel 6-7 berechnen (in Anlehnung
an [Gün-2011c]).
����� = �����,� ∗ �����,� ∗ �!� ∗ "� ∗ ���
Formel 6-7: Einsparung Kapitalbindung KBKE
Der durchschnittliche Bestandswert als Produkt aus dem durchschnittlichen Lager-
wert LW und dem Lagerbestand LB eines Objekts (Obj) sowie der Anzahl der Objek-
te AO wird mit dem kalkulatorischen Zinssatz k und dem Einsparpotenzial EP einer
Periode i multipliziert.
Monetäre Quantifizierung reduzierter Ressourcen
Nach [Gün-2011c] lässt sich die Reduzierung von Personal- und Ressourcenkosten
beispielhaft anhand der drei nachfolgenden Formeln bewerten.
Die Einsparung der Personalkosten PerKE ist das Produkt aus den aktuellen Perso-
nalkosten �����#$ und dem Einsparpotenzial EP bzgl. eines Zeitraums, Bereichs oder
einer Aufgabe i (siehe Formel 6-8).
������ = �����#$,� ∗ ���
Formel 6-8: Einsparung Personalkosten PERKE
Analog setzt sich die mögliche Einsparung an Sachkosten SKE aus den bisherigen
Materialkosten MK für bspw. Begleitpapiere oder Verpackung und dem Einsparpo-
tenzial EP zusammen (siehe Formel 6-10).
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen
115
%��� = ��� ∗ ���
Formel 6-9: Einsparung Sachkosten SKE
Die Ersparnis durch den Entfall von Investitionen, die ohne den Einsatz von RFID
anfallen würden, wird aus dem Investitionsbedarf IVK und dem Einsparpotenzial EP
für den Zeitraum i berechnet.
����� = ���� ∗ ���
Formel 6-10: Einsparung Investitionsbedarf IVKE
Monetäre Quantifizierung der Auswirkung eines verbe sserten Kundenverhältnisses
Zur Quantifizierung der Auswirkungen durch ein verbessertes Kundenverhältnis
durch die Anwendung von RFID sind anschließend vier beispielhafte Formeln be-
schrieben (in Anlehnung an [Gün-2011c]).
Durch die Reduzierung von bspw. Lieferfehlern sinkt auch die Anzahl der Kundenre-
klamationen AR. Aus der Verknüpfung mit den durchschnittlichen Reklamationskos-
ten RK und dem Einsparpotenzial EP entsteht das Kosteneinsparungspotenzial
RKKE im Zeitraum bzw. für den Teilprozess i (siehe Formel 6-11).
&���� = &�� ∗ �&� ∗ ���
Formel 6-11: Einsparung durch weniger Reklamationen RKKE
Des Weiteren lassen sich mit RFID Einsparungen bei Konventionalstrafen KSKE er-
zielen, indem deren Anzahl AKS und durchschnittliche Höhe KSK mit dem Einspar-
potenzial EP verrechnet werden (siehe Formel 6-12).
�%��� = �%�� ∗ ��%� ∗ ���
Formel 6-12: Einsparung durch weniger Konventionals trafen KSKE
Analog werden die möglichen Einsparungen bei Rückrufaktionen RRKE aus deren
Anzahl ARR und durchschnittlichen Kosten RRK sowie dem Einsparpotenzial EP mit
Formel 6-13 berechnet.
&&��� = &&�� ∗ �&&� ∗ ���
Formel 6-13: Einsparung durch weniger Rückrufe RRKE
Mögliche Umsatzsteigerungen US durch mangelnde Produktverfügbarkeit sind das
Produkt aus den dadurch entgangenen Umsätzen EUS, deren Deckungsbeitrag DB
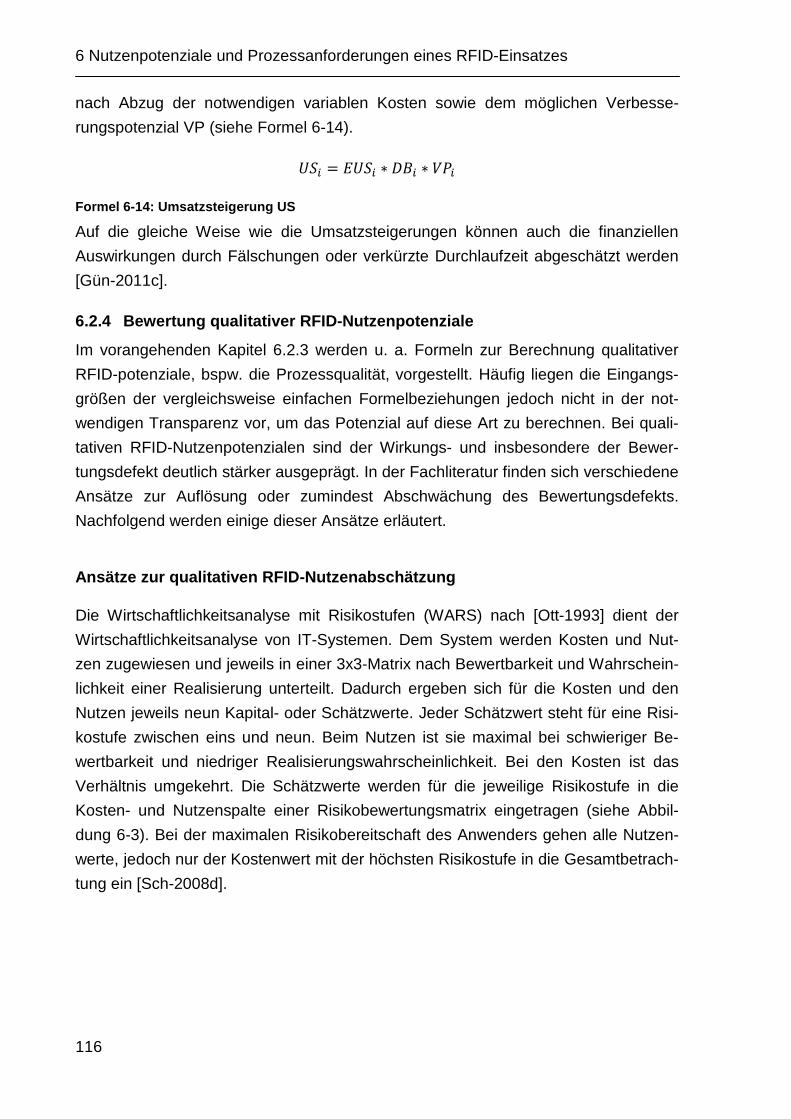
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
116
nach Abzug der notwendigen variablen Kosten sowie dem möglichen Verbesse-
rungspotenzial VP (siehe Formel 6-14).
'%� = �'%� ∗ (�� ∗ ���
Formel 6-14: Umsatzsteigerung US
Auf die gleiche Weise wie die Umsatzsteigerungen können auch die finanziellen
Auswirkungen durch Fälschungen oder verkürzte Durchlaufzeit abgeschätzt werden
[Gün-2011c].
6.2.4 Bewertung qualitativer RFID-Nutzenpotenziale
Im vorangehenden Kapitel 6.2.3 werden u. a. Formeln zur Berechnung qualitativer
RFID-potenziale, bspw. die Prozessqualität, vorgestellt. Häufig liegen die Eingangs-
größen der vergleichsweise einfachen Formelbeziehungen jedoch nicht in der not-
wendigen Transparenz vor, um das Potenzial auf diese Art zu berechnen. Bei quali-
tativen RFID-Nutzenpotenzialen sind der Wirkungs- und insbesondere der Bewer-
tungsdefekt deutlich stärker ausgeprägt. In der Fachliteratur finden sich verschiedene
Ansätze zur Auflösung oder zumindest Abschwächung des Bewertungsdefekts.
Nachfolgend werden einige dieser Ansätze erläutert.
Ansätze zur qualitativen RFID-Nutzenabschätzung
Die Wirtschaftlichkeitsanalyse mit Risikostufen (WARS) nach [Ott-1993] dient der
Wirtschaftlichkeitsanalyse von IT-Systemen. Dem System werden Kosten und Nut-
zen zugewiesen und jeweils in einer 3x3-Matrix nach Bewertbarkeit und Wahrschein-
lichkeit einer Realisierung unterteilt. Dadurch ergeben sich für die Kosten und den
Nutzen jeweils neun Kapital- oder Schätzwerte. Jeder Schätzwert steht für eine Risi-
kostufe zwischen eins und neun. Beim Nutzen ist sie maximal bei schwieriger Be-
wertbarkeit und niedriger Realisierungswahrscheinlichkeit. Bei den Kosten ist das
Verhältnis umgekehrt. Die Schätzwerte werden für die jeweilige Risikostufe in die
Kosten- und Nutzenspalte einer Risikobewertungsmatrix eingetragen (siehe Abbil-
dung 6-3). Bei der maximalen Risikobereitschaft des Anwenders gehen alle Nutzen-
werte, jedoch nur der Kostenwert mit der höchsten Risikostufe in die Gesamtbetrach-
tung ein [Sch-2008d].
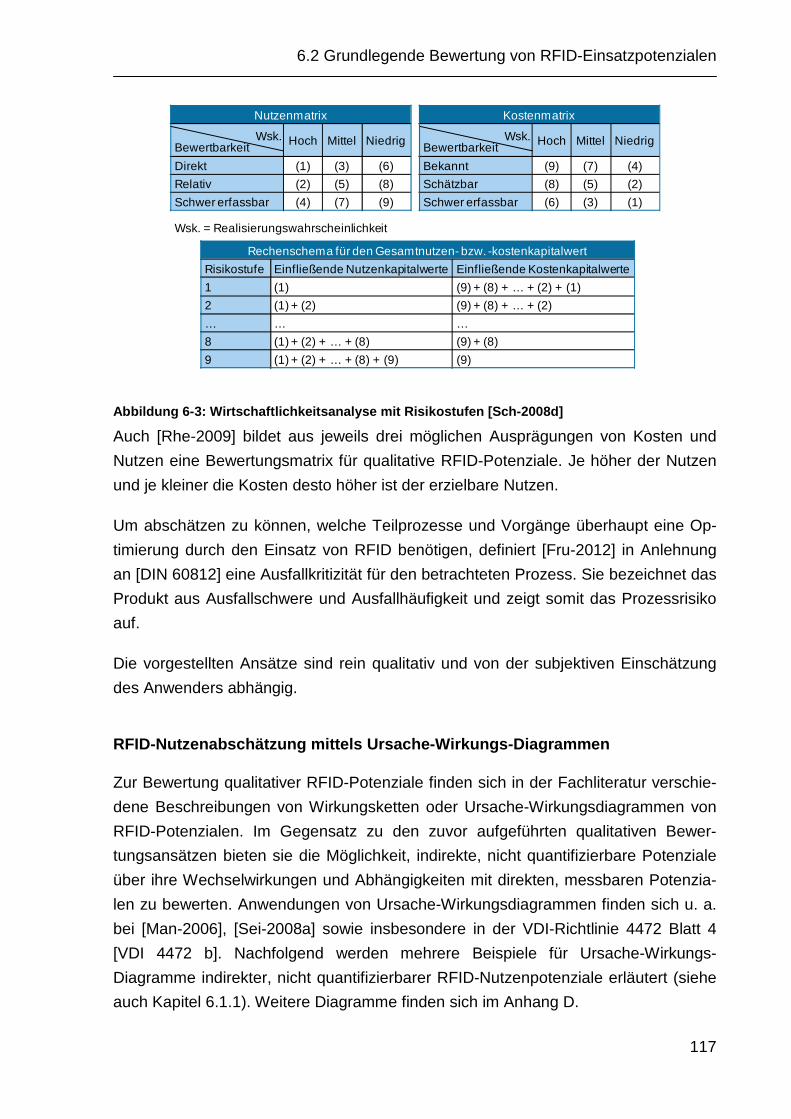
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen
117
Abbildung 6-3: Wirtschaftlichkeitsanalyse mit Risik ostufen [Sch-2008d]
Auch [Rhe-2009] bildet aus jeweils drei möglichen Ausprägungen von Kosten und
Nutzen eine Bewertungsmatrix für qualitative RFID-Potenziale. Je höher der Nutzen
und je kleiner die Kosten desto höher ist der erzielbare Nutzen.
Um abschätzen zu können, welche Teilprozesse und Vorgänge überhaupt eine Op-
timierung durch den Einsatz von RFID benötigen, definiert [Fru-2012] in Anlehnung
an [DIN 60812] eine Ausfallkritizität für den betrachteten Prozess. Sie bezeichnet das
Produkt aus Ausfallschwere und Ausfallhäufigkeit und zeigt somit das Prozessrisiko
auf.
Die vorgestellten Ansätze sind rein qualitativ und von der subjektiven Einschätzung
des Anwenders abhängig.
RFID-Nutzenabschätzung mittels Ursache-Wirkungs-Dia grammen
Zur Bewertung qualitativer RFID-Potenziale finden sich in der Fachliteratur verschie-
dene Beschreibungen von Wirkungsketten oder Ursache-Wirkungsdiagrammen von
RFID-Potenzialen. Im Gegensatz zu den zuvor aufgeführten qualitativen Bewer-
tungsansätzen bieten sie die Möglichkeit, indirekte, nicht quantifizierbare Potenziale
über ihre Wechselwirkungen und Abhängigkeiten mit direkten, messbaren Potenzia-
len zu bewerten. Anwendungen von Ursache-Wirkungsdiagrammen finden sich u. a.
bei [Man-2006], [Sei-2008a] sowie insbesondere in der VDI-Richtlinie 4472 Blatt 4
[VDI 4472 b]. Nachfolgend werden mehrere Beispiele für Ursache-Wirkungs-
Diagramme indirekter, nicht quantifizierbarer RFID-Nutzenpotenziale erläutert (siehe
auch Kapitel 6.1.1). Weitere Diagramme finden sich im Anhang D.
Nutzenmatrix
Bewertbarkeit Hoch Mittel Niedrig
Direkt (1) (3) (6)
Relativ (2) (5) (8)
Schwer erfassbar (4) (7) (9)
Wsk. = Realisierungswahrscheinlichkeit
Wsk.
Kostenmatrix
Bewertbarkeit Hoch Mittel Niedrig
Bekannt (9) (7) (4)
Schätzbar (8) (5) (2)
Schwer erfassbar (6) (3) (1)
Wsk.
Rechenschema für den Gesamtnutzen- bzw. -kostenkapitalwert
Risikostufe Einfließende Nutzenkapitalwerte Einfließende Kostenkapitalwerte
1 (1) (9) + (8) + … + (2) + (1)
2 (1) + (2) (9) + (8) + … + (2)
… … …
8 (1) + (2) + … + (8) (9) + (8)
9 (1) + (2) + … + (8) + (9) (9)
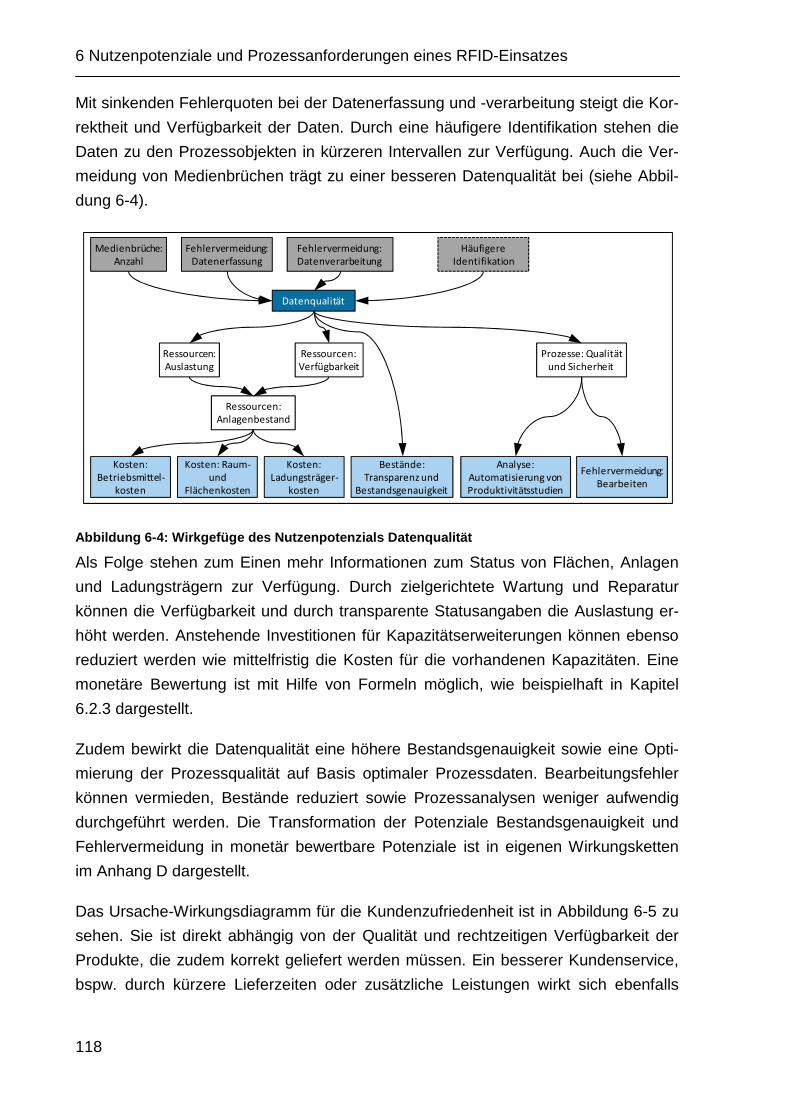
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
118
Mit sinkenden Fehlerquoten bei der Datenerfassung und -verarbeitung steigt die Kor-
rektheit und Verfügbarkeit der Daten. Durch eine häufigere Identifikation stehen die
Daten zu den Prozessobjekten in kürzeren Intervallen zur Verfügung. Auch die Ver-
meidung von Medienbrüchen trägt zu einer besseren Datenqualität bei (siehe Abbil-
dung 6-4).
Abbildung 6-4: Wirkgefüge des Nutzenpotenzials Date nqualität
Als Folge stehen zum Einen mehr Informationen zum Status von Flächen, Anlagen
und Ladungsträgern zur Verfügung. Durch zielgerichtete Wartung und Reparatur
können die Verfügbarkeit und durch transparente Statusangaben die Auslastung er-
höht werden. Anstehende Investitionen für Kapazitätserweiterungen können ebenso
reduziert werden wie mittelfristig die Kosten für die vorhandenen Kapazitäten. Eine
monetäre Bewertung ist mit Hilfe von Formeln möglich, wie beispielhaft in Kapitel
6.2.3 dargestellt.
Zudem bewirkt die Datenqualität eine höhere Bestandsgenauigkeit sowie eine Opti-
mierung der Prozessqualität auf Basis optimaler Prozessdaten. Bearbeitungsfehler
können vermieden, Bestände reduziert sowie Prozessanalysen weniger aufwendig
durchgeführt werden. Die Transformation der Potenziale Bestandsgenauigkeit und
Fehlervermeidung in monetär bewertbare Potenziale ist in eigenen Wirkungsketten
im Anhang D dargestellt.
Das Ursache-Wirkungsdiagramm für die Kundenzufriedenheit ist in Abbildung 6-5 zu
sehen. Sie ist direkt abhängig von der Qualität und rechtzeitigen Verfügbarkeit der
Produkte, die zudem korrekt geliefert werden müssen. Ein besserer Kundenservice,
bspw. durch kürzere Lieferzeiten oder zusätzliche Leistungen wirkt sich ebenfalls
Bestände: Transparenz und
Bestandsgenauigkeit
Datenqualität
Fehlervermeidung: Datenerfassung
Fehlervermeidung: Datenverarbeitung
Medienbrüche: Anzahl
Analyse: Automatisierung von Produktivitätsstudien
Prozesse: Qualität und Sicherheit
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Ressourcen: Verfügbarkeit
Ressourcen: Auslastung
Häufigere Identifikation
Fehlervermeidung: Bearbeiten
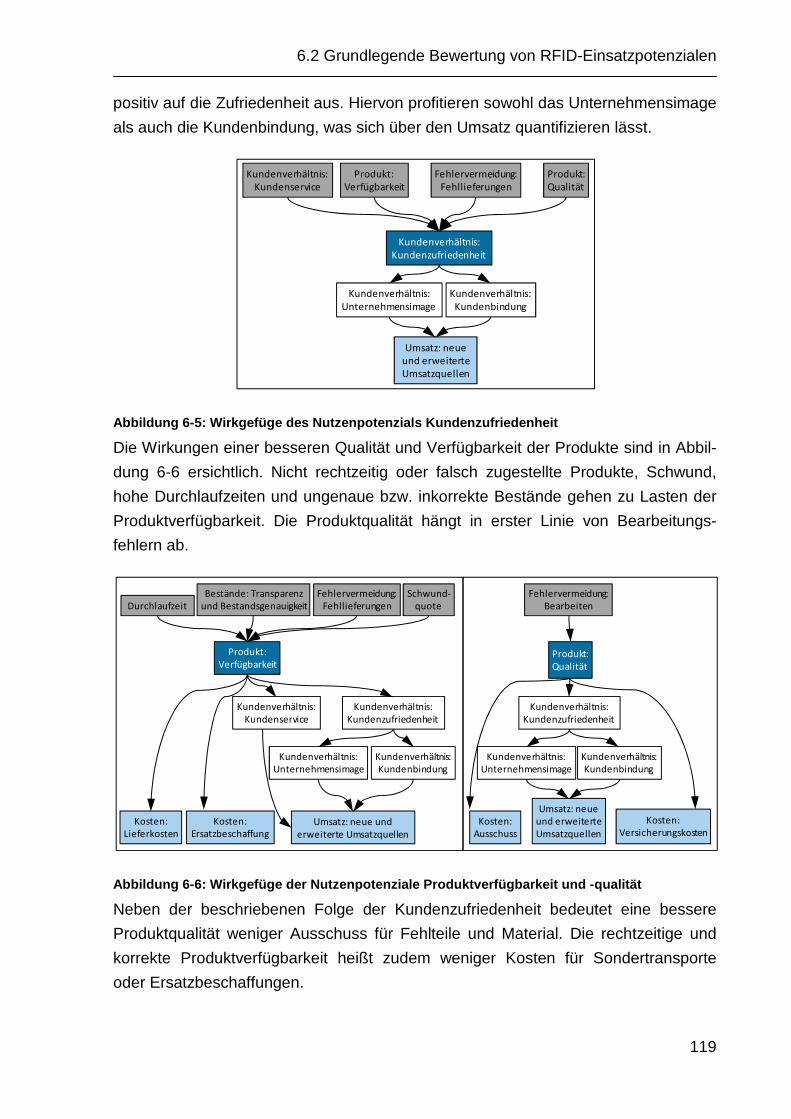
6.2 Grundlegende Bewertung von RFID-Einsatzpotenzialen
119
positiv auf die Zufriedenheit aus. Hiervon profitieren sowohl das Unternehmensimage
als auch die Kundenbindung, was sich über den Umsatz quantifizieren lässt.
Abbildung 6-5: Wirkgefüge des Nutzenpotenzials Kund enzufriedenheit
Die Wirkungen einer besseren Qualität und Verfügbarkeit der Produkte sind in Abbil-
dung 6-6 ersichtlich. Nicht rechtzeitig oder falsch zugestellte Produkte, Schwund,
hohe Durchlaufzeiten und ungenaue bzw. inkorrekte Bestände gehen zu Lasten der
Produktverfügbarkeit. Die Produktqualität hängt in erster Linie von Bearbeitungs-
fehlern ab.
Abbildung 6-6: Wirkgefüge der Nutzenpotenziale Prod uktverfügbarkeit und -qualität
Neben der beschriebenen Folge der Kundenzufriedenheit bedeutet eine bessere
Produktqualität weniger Ausschuss für Fehlteile und Material. Die rechtzeitige und
korrekte Produktverfügbarkeit heißt zudem weniger Kosten für Sondertransporte
oder Ersatzbeschaffungen.
Fehlervermeidung: Fehllieferungen
Kundenverhältnis: Kundenzufriedenheit
Kundenverhältnis: Kundenbindung
Kundenverhältnis: Unternehmensimage
Umsatz: neue und erweiterte Umsatzquellen
Produkt: Verfügbarkeit
Kundenverhältnis: Kundenservice
Produkt: Qualität
Fehlervermeidung: Fehllieferungen
Kundenverhältnis: Kundenzufriedenheit
Kundenverhältnis: Kundenbindung
Kundenverhältnis: Unternehmensimage
Umsatz: neue und erweiterte Umsatzquellen
Produkt: Verfügbarkeit
Kundenverhältnis: Kundenservice
Kosten: Ersatzbeschaffung
Kosten: Lieferkosten
Fehlervermeidung: Bearbeiten
Kosten: Ausschuss
Kosten: Versicherungskosten
Produkt: Qualität
Kundenverhältnis: Kundenzufriedenheit
Kundenverhältnis: Kundenbindung
Kundenverhältnis: Unternehmensimage
Umsatz: neue und erweiterte Umsatzquellen
DurchlaufzeitBestände: Transparenz
und BestandsgenauigkeitSchwund-
quote
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
120
6.3 Identifizierung von RFID-Nutzenpotenzialen
Zur Auflösung des in Kapitel 6.2.1 beschriebenen Wirkungsdefekts zur Verortung von
RFID-Nutzenpotenzialen muss die vorliegende Methode deren Identifizierung inner-
halb der dargestellten Prozesse unterstützen. Dieser Schritt ist im Wesentlichen vom
Prozess selbst und von der Zielsetzung einer möglichen Anwendung abhängig. Die
in Kapitel 6.1 definierten Potenziale sind deshalb als „Long-List“ zu verstehen, die
dem zu analysierenden Logistikprozess individuell zuzuordnen sind (siehe auch
[Gün-2011c]). Hierzu werden RFID-gerechte Prozessindikatoren erstellt, die anhand
der Prozessskizze sowie der Attribute einzelner Grundfunktionen beurteilt werden
können. Anschließend können mit Hilfe der Indikatoren mögliche RFID-
Nutzenpotenziale für den Prozess abgeschätzt und bereits in der Prozessskizze gra-
fisch hervorgehoben werden (siehe Kapitel 5.4). Nachfolgend werden die Prozessin-
dikatoren und deren Beziehung zu den Attributen und Potenzialen erläutert.
6.3.1 Prozessindikatoren zur Beurteilung eines RFID -Einsatzes
Mögliche Prozessindikatoren sind typische Arten von Verschwendung in logistischen
Prozessen. Hierzu zählen Überproduktion und hohe Bestände, Wartezeiten, Fehler-
und Reparaturaufwände, schlechte Flächennutzung, unnötige Tätigkeiten sowie häu-
fige und lange Transporte. Des Weiteren ergeben sich Schnittstellenverluste und
Verzögerungen bspw. in Form von Mehrfachhandling sowie Handling- und Kommu-
nikationsfehlern [Gün-2013].
Ferner finden sich weitere Indikatoren in der Fachliteratur. Nach [Res-2008] sind
Hinweise auf mögliche RFID-Potenziale die mangelnde Verfügbarkeit von Objekt-
und Prozessdaten oder fehlende Netzwerkanbindungen. Weitere Indizien sind die
Anzahl der Erfassungspunkte, die Vielzahl der Objekte und deren Wert. Insbesonde-
re hervorzuheben sind manuelle Vorgänge des Informationsflusses zur Absicherung
der Objektverfügbarkeit und Bestandsgenauigkeit. Sie sollen Schwund vermeiden
und äußern sich in häufigen Erfassungs- und Inventurumfängen. Hinzu kommen ho-
he Durchlaufzeiten bzw. hohe Anteile nicht direkt produktiver Zeitanteile wie Liege-
und Wartezeiten sowie wechselnde Informationsträger und Medienbrüche [Res-
2008]. Nach [Rhe-2008] können zudem hohe Schwundquoten, mangelhafte Produkt-
qualität, komplexe Erfassungs-, Datenverarbeitungs- und Dokumentationsvorgänge,
die schlechte Auslastung von Lagerflächen, hohe Suchzeiten, sowie Verladungs- und
Kommissionierfehler von einem RFID-Einsatz profitieren.
Darüber hinaus weisen häufiges Liegen und häufige Status auf mögliche Medienbrü-
che sowie häufige Schleifen und Verzweigungen im Prozess auf eine komplexe und
6.3 Identifizierung von RFID-Nutzenpotenzialen
121
damit mitunter risikobehaftete Prozesssteuerung hin. Vorgänge des Liegens, bspw.
infolge notwendiger Erfassungs- und Verarbeitungsvorgänge, sind zudem ein Indika-
tor für hohe Bestände.
Eine zeitliche Differenz zwischen dem Liegen oder Erfassen des Prozessobjekts und
dem Status der zugehörigen Objektdaten geht zu Lasten der Datenverfügbarkeit und
damit der Bestandsgenauigkeit und Prozesssteuerung. Das ist häufig der Fall bei
einer physischen Ablage von Informationsträgern sowie manuellen Erfassungs-,
Übertragungs- und Verarbeitungsvorgängen. Diese weisen zudem auf Potenziale im
Hinblick auf die Prozesseffizienz und Fehlerquoten hin. Neben den damit verbunde-
nen Personalaufwänden sind eine hohe Anzahl sowie schlechte Auslastung und Ver-
fügbarkeit von Ressourcen weitere Indizien.
Ebenfalls zu berücksichtigen ist die Kennzeichnungsebene der Prozessobjekte im
untersuchten Prozess. Hierzu können über das Bezugsobjekt die jeweiligen Identifi-
kations- und Kennzeichnungsobjekte gegenübergestellt werden. Stimmen diese nicht
überein, kann eine Kennzeichnung mit RFID Abhilfe schaffen.
Die Tabelle 6-1 fasst verschiedene Prozessindikatoren zusammen. Die Auflistung
erhebt explizit keinen Anspruch auf Vollständigkeit, sondern ist vielmehr als offene
Liste zu verstehen, die den Anwender bei der Identifizierung von RFID-Potenzialen
unterstützt. Zur besseren Orientierung sind die Indikatoren den drei klassischen Ziel-
stellungen Effizienz, Qualität und Kosten zugeordnet.
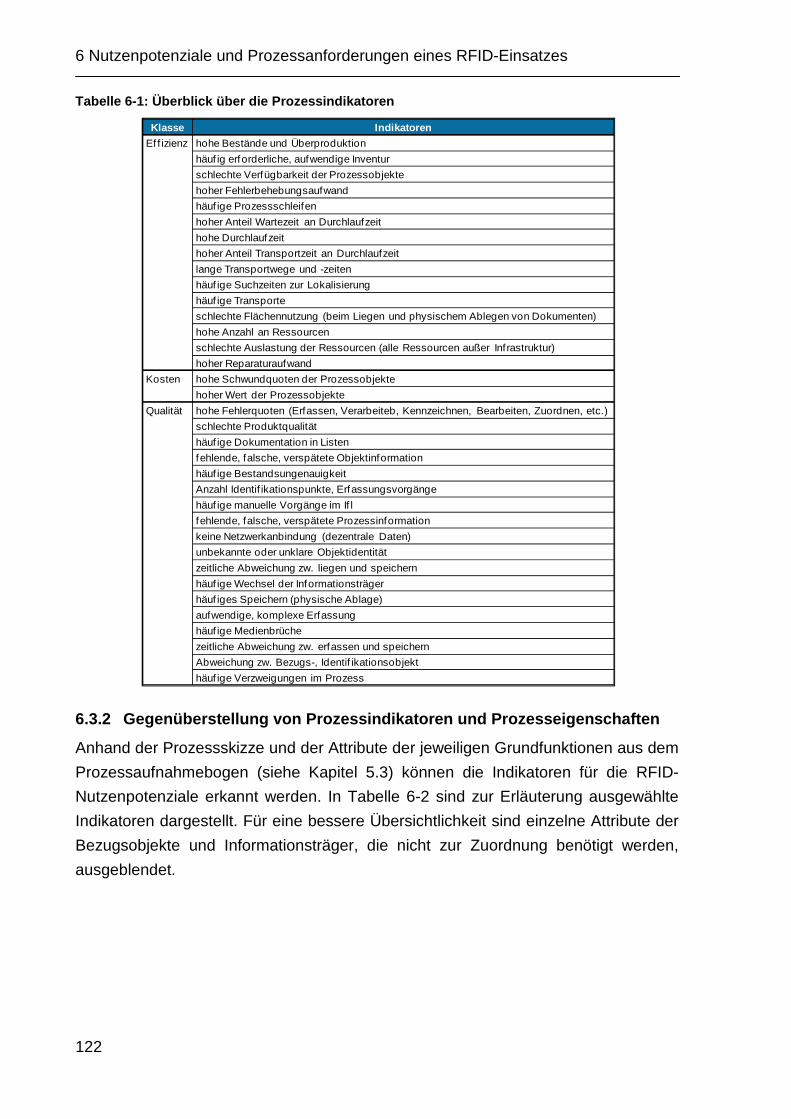
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
122
Tabelle 6-1: Überblick über die Prozessindikatoren
6.3.2 Gegenüberstellung von Prozessindikatoren und Prozesseigenschaften
Anhand der Prozessskizze und der Attribute der jeweiligen Grundfunktionen aus dem
Prozessaufnahmebogen (siehe Kapitel 5.3) können die Indikatoren für die RFID-
Nutzenpotenziale erkannt werden. In Tabelle 6-2 sind zur Erläuterung ausgewählte
Indikatoren dargestellt. Für eine bessere Übersichtlichkeit sind einzelne Attribute der
Bezugsobjekte und Informationsträger, die nicht zur Zuordnung benötigt werden,
ausgeblendet.
Klasse Indikatoren
Ef f izienz hohe Bestände und Überproduktion
häuf ig erforderliche, aufwendige Inventur
schlechte Verfügbarkeit der Prozessobjekte
hoher Fehlerbehebungsaufwand
häuf ige Prozessschleifen
hoher Anteil Wartezeit an Durchlaufzeit
hohe Durchlaufzeit
hoher Anteil Transportzeit an Durchlaufzeit
lange Transportwege und -zeiten
häuf ige Suchzeiten zur Lokalisierung
häuf ige Transporte
schlechte Flächennutzung (beim Liegen und physischem Ablegen von Dokumenten)
hohe Anzahl an Ressourcen
schlechte Auslastung der Ressourcen (alle Ressourcen außer Infrastruktur)
hoher Reparaturaufwand
Kosten hohe Schwundquoten der Prozessobjekte
hoher Wert der Prozessobjekte
Qualität hohe Fehlerquoten (Erfassen, Verarbeiteb, Kennzeichnen, Bearbeiten, Zuordnen, etc.)
schlechte Produktqualität
häuf ige Dokumentation in Listen
fehlende, falsche, verspätete Objektinformation
häuf ige Bestandsungenauigkeit
Anzahl Identif ikationspunkte, Erfassungsvorgänge
häuf ige manuelle Vorgänge im If l
fehlende, falsche, verspätete Prozessinformation
keine Netzwerkanbindung (dezentrale Daten)
unbekannte oder unklare Objektidentität
zeitliche Abweichung zw. liegen und speichern
häuf ige Wechsel der Informationsträger
häuf iges Speichern (physische Ablage)
aufwendige, komplexe Erfassung
häuf ige Medienbrüche
zeitliche Abweichung zw. erfassen und speichern
Abweichung zw. Bezugs-, Identif ikationsobjekt
häuf ige Verzweigungen im Prozess
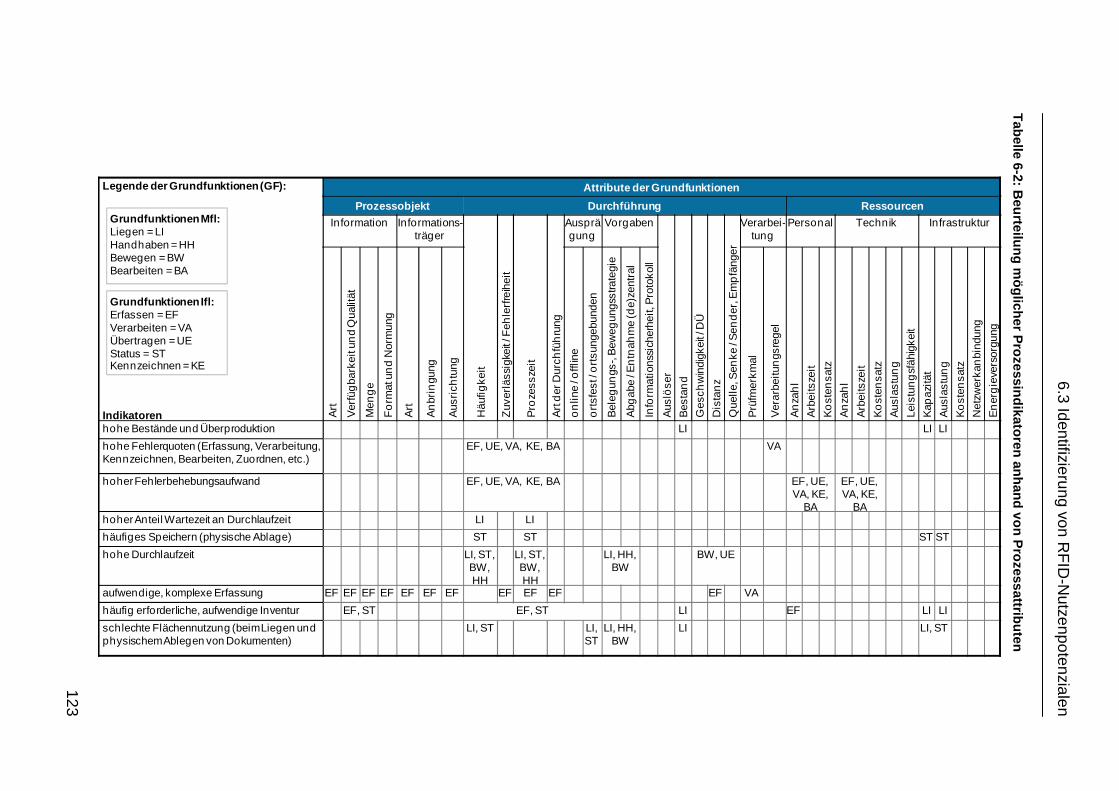
6.3 Identifizierung von RF
ID-N
utzenpotenzialen
123
Tabelle 6-2: B
eurteilung möglicher P
rozessindikatoren anhand von P
rozessattributen
Legende der Grundfunktionen (GF):
Indikatoren
Attribute der Grundfunktionen
Prozessobjekt Durchführung Ressourcen
Information Informations-träger
Häu
figke
it
Zuv
erlä
ssig
keit
/ Feh
lerf
reih
eit
Pro
zess
zeit
Art
der
Dur
chfü
hru
ng
Ausprägung
Vorgaben
Aus
löse
r
Bes
tan
d
Ges
chw
indi
gkei
t / D
Ü
Dis
tan
z
Que
lle, S
enke
/ S
end
er, E
mp
fäng
er
Verarbei-tung
Personal Technik Infrastruktur
Art
Ver
füg
bark
eit u
nd
Qua
lität
Men
ge
Fo
rmat
un
d N
orm
ung
Art
An
brin
gung
Aus
rich
tung
on
line
/ offl
ine
ort
sfes
t / o
rtsu
ngeb
unde
n
Bel
egun
gs-,
Bew
egun
gsst
rate
gie
Abg
abe
/ En
tnah
me
(de)
zent
ral
Info
rmat
ions
sich
erhe
it, P
roto
koll
Prü
fmer
kmal
Ver
arbe
itun
gsre
gel
An
zah
l
Arb
eits
zeit
Ko
sten
satz
An
zah
l
Arb
eits
zeit
Ko
sten
satz
Aus
last
ung
Leis
tun
gsf
ähig
keit
Kap
azitä
t
Aus
last
ung
Ko
sten
satz
Net
zwer
kan
bind
ung
En
erg
ieve
rsor
gung
hohe Bestände und Überproduktion LI LI LI
hohe Fehlerquoten (Erfassung, Verarbeitung, Kennzeichnen, Bearbeiten, Zuordnen, etc.)
EF, UE, VA, KE, BA VA
hoher Fehlerbehebungsaufwand EF, UE, VA, KE, BA EF, UE, VA, KE,
BA
EF, UE, VA, KE,
BAhoher Anteil Wartezeit an Durchlaufzeit LI LI
häufiges Speichern (physische Ablage) ST ST ST ST
hohe Durchlaufzeit LI, ST, BW, HH
LI, ST, BW, HH
LI, HH, BW
BW, UE
aufwendige, komplexe Erfassung EF EF EF EF EF EF EF EF EF EF EF VA
häufig erforderliche, aufwendige Inventur EF, ST EF, ST LI EF LI LI
schlechte Flächennutzung (beim Liegen und physischem Ablegen von Dokumenten)
LI, ST LI, ST
LI, HH, BW
LI LI, ST
GrundfunktionenMfl:Liegen = LIHandhaben = HHBewegen = BWBearbeiten = BA
GrundfunktionenIfl:Erfassen = EFVerarbeiten = VAÜbertragen = UEStatus = STKennzeichnen = KE
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
124
Hinweise auf hohe Bestände liefern das Attribut „Bestand“ der Grundfunktion Liegen
sowie die dafür eingeplanten Kapazitäten und deren Auslastung.
Hohe Fehlerquoten bei Vorgängen des Informationsflusses und der Bearbeitung sind
in der Regel gute RFID-Einsatzmöglichkeiten. Sie können anhand der Zuverlässig-
keit sowie Häufigkeit, Prozesszeit und Art der Durchführung beurteilt werden. Beim
Verarbeiten kann zudem die zu Grunde liegende Regel, anhand der die Eingangs- in
Ausgangsgrößen überführt werden, Hilfestellung bieten. Die Höhe des Aufwands zur
Fehlerbehebung kann zusätzlich über die dabei benötigten Mitarbeiter und die Tech-
nik bewertet werden.
Ein hoher Anteil der Wartezeit an der Durchlaufzeit in einem Prozess kann anhand
der Häufigkeit und Prozesszeit des Liegens dargestellt werden. Auch die häufige
physische Ablage von Informationen geht zu Lasten der Durchlaufzeit und führt zu
einer Abweichung zwischen physischem und informatorischem Objektstatus. RFID
schließt diesen Medienbruch und optimiert dadurch die Transparenz der Prozessob-
jekte (siehe auch Kapitel 2.1.1). Eine Abschätzung der Wartezeit ist mittels der Häu-
figkeit und Prozesszeit der Speichervorgänge sowie der hierfür vorhandenen Kapazi-
tät und deren Auslastung möglich. Einfluss auf die Durchlaufzeit selbst haben neben
der Prozesshäufigkeit und Prozesszeit die Distanz, Geschwindigkeit, Quelle und
Senke bei Bewegungs- und Übertragungsvorgängen. Auch die Belegungsstrategie,
bspw. FIFO (First In First Out) oder LIFO (Last In First Out), wirkt sich auf die Durch-
laufzeit aus, da sie direkten Einfluss auf die Verweilzeit hat.
Die Komplexität einer Erfassung, die das Risiko von Erfassungsfehlern birgt, ist im
Wesentlichen von der Information und dem Informationsträger abhängig. Weitere
Hinweise sind die Zuverlässigkeit, Prozesszeit, Art der Durchführung und das zu er-
fassende Merkmal der Erfassungsvorgänge. Der Aufwand einer Erfassung hängt zu-
dem von der Distanz ab, in der sich das Objekt zum Bediener befindet. Als Folge der
(teil-)automatischen Datenerfassung mit RFID werden die Komplexität und der Auf-
wand der Erfassung deutlich reduziert.
Für den Indikator Inventuraufwand spielen zum Einen die Verfügbarkeit und Menge
der aufzunehmenden und abzulegenden Informationen eine Rolle. Die Informations-
menge korreliert mit der Anzahl der Artikel bzw. Höhe der Bestände als Gegenstand,
aber auch die Anzahl des Lagerpersonals und die Größe der Lagerinfrastruktur sind
mögliche Hinweise für den Inventuraufwand. Zum Anderen beschreiben die Häufig-
keit, Prozesszeit, Fehlerhäufigkeit und Art der Durchführung der Erfassung und des
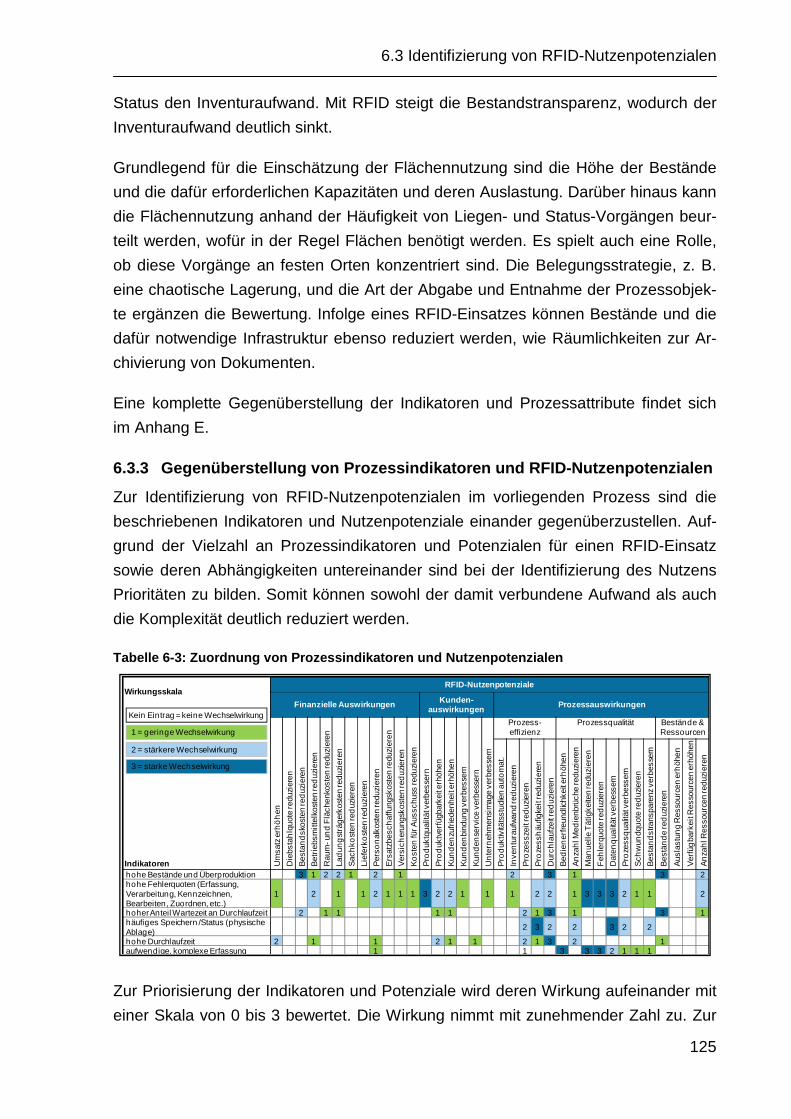
6.3 Identifizierung von RFID-Nutzenpotenzialen
125
Status den Inventuraufwand. Mit RFID steigt die Bestandstransparenz, wodurch der
Inventuraufwand deutlich sinkt.
Grundlegend für die Einschätzung der Flächennutzung sind die Höhe der Bestände
und die dafür erforderlichen Kapazitäten und deren Auslastung. Darüber hinaus kann
die Flächennutzung anhand der Häufigkeit von Liegen- und Status-Vorgängen beur-
teilt werden, wofür in der Regel Flächen benötigt werden. Es spielt auch eine Rolle,
ob diese Vorgänge an festen Orten konzentriert sind. Die Belegungsstrategie, z. B.
eine chaotische Lagerung, und die Art der Abgabe und Entnahme der Prozessobjek-
te ergänzen die Bewertung. Infolge eines RFID-Einsatzes können Bestände und die
dafür notwendige Infrastruktur ebenso reduziert werden, wie Räumlichkeiten zur Ar-
chivierung von Dokumenten.
Eine komplette Gegenüberstellung der Indikatoren und Prozessattribute findet sich
im Anhang E.
6.3.3 Gegenüberstellung von Prozessindikatoren und RFID-Nutzenpotenzialen
Zur Identifizierung von RFID-Nutzenpotenzialen im vorliegenden Prozess sind die
beschriebenen Indikatoren und Nutzenpotenziale einander gegenüberzustellen. Auf-
grund der Vielzahl an Prozessindikatoren und Potenzialen für einen RFID-Einsatz
sowie deren Abhängigkeiten untereinander sind bei der Identifizierung des Nutzens
Prioritäten zu bilden. Somit können sowohl der damit verbundene Aufwand als auch
die Komplexität deutlich reduziert werden.
Tabelle 6-3: Zuordnung von Prozessindikatoren und N utzenpotenzialen
Zur Priorisierung der Indikatoren und Potenziale wird deren Wirkung aufeinander mit
einer Skala von 0 bis 3 bewertet. Die Wirkung nimmt mit zunehmender Zahl zu. Zur
Wirkungsskala
Indikatoren
RFID-Nutzenpotenziale
Finanzielle Auswirkungen Kunden-auswirkungen
Prozessauswirkungen
Um
satz
erh
öh
en
Die
bsta
hlq
uote
redu
zier
en
Bes
tan
dsk
oste
n re
duz
iere
n
Bet
rieb
smitt
elko
sten
red
uzie
ren
Rau
m-u
nd
Flä
chen
kost
en re
duzi
eren
Lad
ung
strä
gerk
oste
n re
duzi
eren
Sac
hko
sten
red
uzie
ren
Lief
erko
sten
red
uzie
ren
Per
son
alko
sten
redu
zier
en
Ers
atzb
esch
affu
ngsk
oste
n re
duzi
eren
Ver
sich
erun
gsko
sten
red
uzie
ren
Ko
sten
für A
ussc
huss
redu
zier
en
Pro
duk
tqua
lität
ver
bess
ern
Pro
duk
tver
fügb
arke
it er
höhe
n
Kun
den
zufr
iede
nhei
t erh
öhen
Kun
den
bind
ung
verb
esse
rn
Kun
den
serv
ice
verb
esse
rn
Un
tern
ehm
ensi
mag
e ve
rbes
sern
Prozess-effizienz
Prozessqualität Bestände & Ressourcen
Pro
duk
tivitä
tsst
udie
n au
tom
at.
Inve
ntu
rauf
wan
d re
duz
iere
n
Pro
zess
zeit
red
uzie
ren
Pro
zess
häu
figke
it re
duzi
eren
Dur
chla
ufze
it re
duz
iere
n
Bed
ien
erfre
undl
ichk
eit e
rhöh
en
An
zah
l Med
ienb
rüch
e re
duzi
eren
Man
uelle
Tät
igke
iten
redu
zier
en
Feh
lerq
uote
red
uzie
ren
Dat
enq
ualit
ät v
erbe
sser
n
Pro
zess
qua
lität
ver
bess
ern
Sch
wun
dquo
te re
duz
iere
n
Bes
tan
dst
rans
pare
nz v
erbe
sser
n
Bes
tän
de
red
uzie
ren
Aus
last
ung
Res
sour
cen
erh
öhen
Ver
füg
bark
eit R
esso
urce
n er
höhe
n
An
zah
l Res
sour
cen
redu
zier
en
hohe Bestände und Überproduktion 3 1 2 2 1 2 1 2 3 1 3 2hohe Fehlerquoten (Erfassung, Verarbeitung, Kennzeichnen, Bearbeiten, Zuordnen, etc.)
1 2 1 1 2 1 1 1 3 2 2 1 1 1 2 2 1 3 3 3 2 1 1 2
hoher Anteil Wartezeit an Durchlaufzeit 2 1 1 1 1 2 1 3 1 3 1häufiges Speichern /Status (physische Ablage)
2 3 2 2 3 2 2
hohe Durchlaufzeit 2 1 1 2 1 1 2 1 3 2 1aufwendige, komplexe Erfassung 1 1 3 3 3 2 1 1 1
3 = starke Wechselwirkung
2 = stärkere Wechselwirkung
1 = geringe Wechselwirkung
Kein Eintrag = keine Wechselwirkung
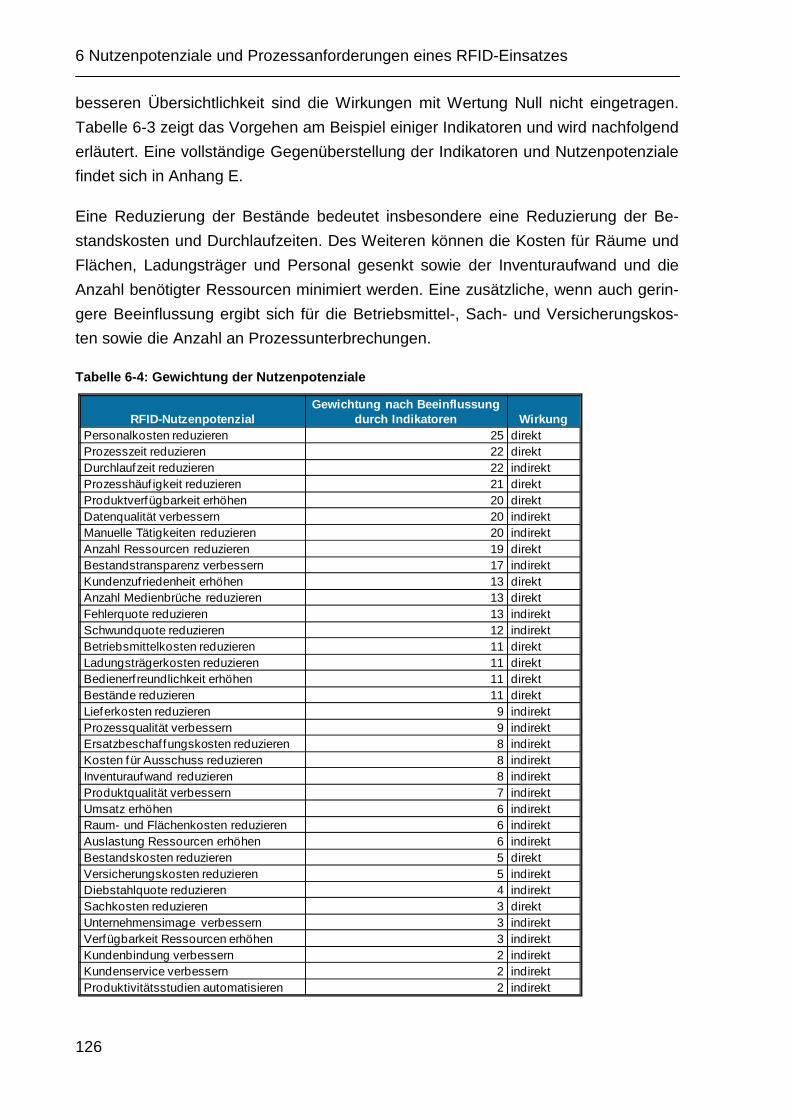
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
126
besseren Übersichtlichkeit sind die Wirkungen mit Wertung Null nicht eingetragen.
Tabelle 6-3 zeigt das Vorgehen am Beispiel einiger Indikatoren und wird nachfolgend
erläutert. Eine vollständige Gegenüberstellung der Indikatoren und Nutzenpotenziale
findet sich in Anhang E.
Eine Reduzierung der Bestände bedeutet insbesondere eine Reduzierung der Be-
standskosten und Durchlaufzeiten. Des Weiteren können die Kosten für Räume und
Flächen, Ladungsträger und Personal gesenkt sowie der Inventuraufwand und die
Anzahl benötigter Ressourcen minimiert werden. Eine zusätzliche, wenn auch gerin-
gere Beeinflussung ergibt sich für die Betriebsmittel-, Sach- und Versicherungskos-
ten sowie die Anzahl an Prozessunterbrechungen.
Tabelle 6-4: Gewichtung der Nutzenpotenziale
RFID-NutzenpotenzialGewichtung nach Beeinflussung
durch Indikatoren WirkungPersonalkosten reduzieren 25 direktProzesszeit reduzieren 22 direktDurchlaufzeit reduzieren 22 indirektProzesshäuf igkeit reduzieren 21 direktProduktverfügbarkeit erhöhen 20 direktDatenqualität verbessern 20 indirektManuelle Tätigkeiten reduzieren 20 indirektAnzahl Ressourcen reduzieren 19 direktBestandstransparenz verbessern 17 indirektKundenzufriedenheit erhöhen 13 direktAnzahl Medienbrüche reduzieren 13 direktFehlerquote reduzieren 13 indirektSchwundquote reduzieren 12 indirektBetriebsmittelkosten reduzieren 11 direktLadungsträgerkosten reduzieren 11 direktBedienerf reundlichkeit erhöhen 11 direktBestände reduzieren 11 direktLieferkosten reduzieren 9 indirektProzessqualität verbessern 9 indirektErsatzbeschaf fungskosten reduzieren 8 indirektKosten für Ausschuss reduzieren 8 indirektInventuraufwand reduzieren 8 indirektProduktqualität verbessern 7 indirektUmsatz erhöhen 6 indirektRaum- und Flächenkosten reduzieren 6 indirektAuslastung Ressourcen erhöhen 6 indirektBestandskosten reduzieren 5 direktVersicherungskosten reduzieren 5 indirektDiebstahlquote reduzieren 4 indirektSachkosten reduzieren 3 direktUnternehmensimage verbessern 3 indirektVerfügbarkeit Ressourcen erhöhen 3 indirektKundenbindung verbessern 2 indirektKundenservice verbessern 2 indirektProduktivitätsstudien automatisieren 2 indirekt
6.4 Ableitung von Prozessanforderungen an ein UHF-RFID-System
127
Indikatoren wie die Bestandshöhe und Erfassungskomplexität zielen eher auf einzel-
ne Nutzenpotenziale ab. Die Reduzierung der Fehlerquoten hingegen wirkt aufgrund
der Auswirkungen auf die Datenqualität oder Fehlerbehebungskosten auf eine Viel-
zahl von Potenzialen. Summiert man also die Wirkungen spaltenweise erhält man
eine Priorisierung der Potenziale. Das Ergebnis ist in Tabelle 6-4 absteigend nach
der Wirkung dargestellt.
Der Fokus bei der Bestimmung eines möglichen RFID-Nutzens liegt auf den direkten
Potenzialen. Nach der Definition in Kapitel 6.2.1 resultieren diese unmittelbar aus
dem betrachteten Prozess bzw. Vorgang und können somit bereits bei der Prozess-
darstellung transparent zugeordnet und nachvollzogen werden.
Gemäß Tabelle 6-4 sind die meisten Nutzenpotenziale mit direkter Wirkung. Die
größten Potenziale bestehen demnach in der Reduzierung von Personalkosten, Pro-
zesszeit und Prozesshäufigkeit. Des Weiteren spielen die Minimierung manueller
Tätigkeiten sowie der eingesetzten Ressourcen eine große Rolle. Von überdurch-
schnittlicher Wichtigkeit sind ebenfalls weniger Medienbrüche und Fehler im Prozess
sowie geringere Bestände.
Indirekte Nutzenpotenziale mit hoher Priorität, wie die Reduzierung der Durchlaufzeit
oder die Verbesserung der Datenqualität, Produktverfügbarkeit und Bestandstrans-
parenz, treten als mittel- oder unmittelbare Folge der direkten Potenziale auf. Sie
können anhand der in Kapitel 6.2.4 vorgestellten Wirkungsgefüge bewertet werden.
6.4 Ableitung von Prozessanforderungen an ein UHF-R FID-System
Die primäre Zielstellung der vorliegenden Methode ist die RFID-gerechte Darstellung
von Prozessen und die grundlegende Ableitung von Nutzenpotenzialen (siehe auch
Zielstellung in Kapitel 1.4). Ferner unterstützt sie den Anwender jedoch auch darin,
eine erste Abschätzung der Anforderungen, die der Prozess an ein UHF-RFID-
System stellt, zu treffen. Hierzu werden zunächst die in Kapitel 2.1.3 erläuterten
Merkmale eines UHF-RFID-Systems zusammengefasst und, wo erforderlich, durch
die definierten Einflussfaktoren ergänzt. Dabei wird zwischen allgemeinen System-
Merkmalen als Kombination aus IT-System, Anbindung und RFID-Hardware (u. a.
Antennen und Schreib-/Lesegeräte), Transponderspezifischen Merkmalen sowie
übergreifenden Merkmalen unterschieden (siehe Abbildung 6-7). Details der Merk-
male und Einflussfaktoren können Kapitel 2.1.3 entnommen werden.
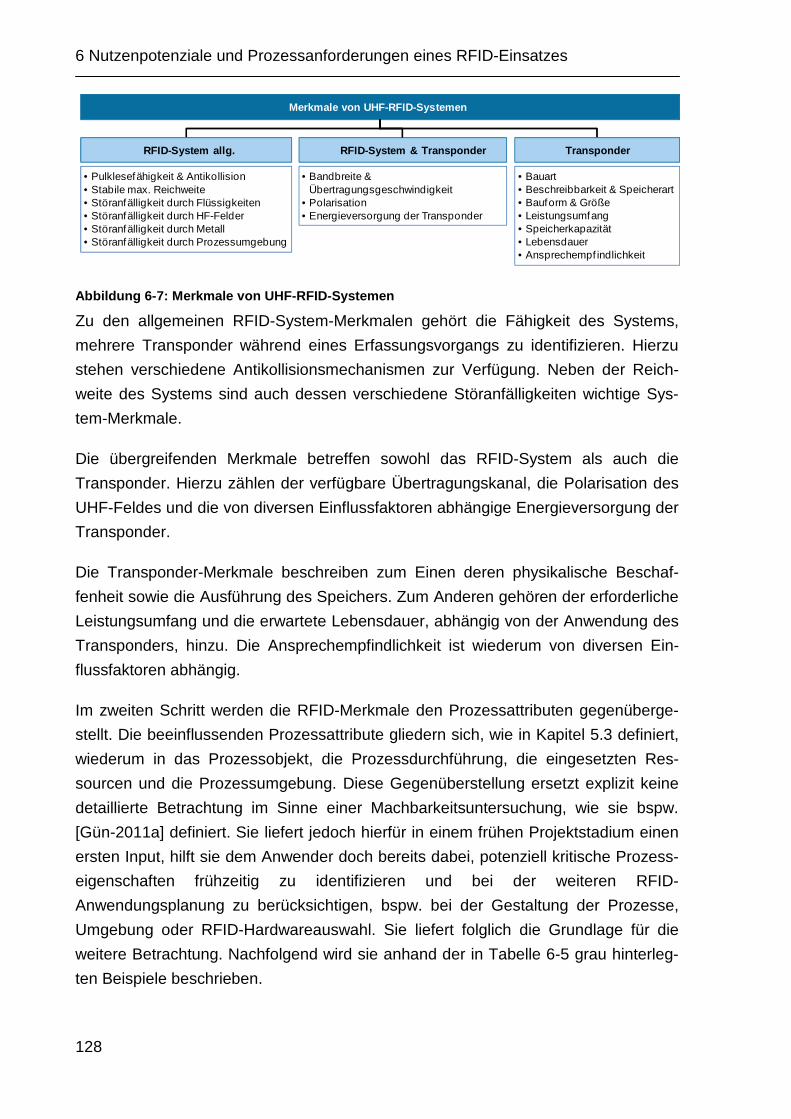
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
128
Abbildung 6-7: Merkmale von UHF-RFID-Systemen
Zu den allgemeinen RFID-System-Merkmalen gehört die Fähigkeit des Systems,
mehrere Transponder während eines Erfassungsvorgangs zu identifizieren. Hierzu
stehen verschiedene Antikollisionsmechanismen zur Verfügung. Neben der Reich-
weite des Systems sind auch dessen verschiedene Störanfälligkeiten wichtige Sys-
tem-Merkmale.
Die übergreifenden Merkmale betreffen sowohl das RFID-System als auch die
Transponder. Hierzu zählen der verfügbare Übertragungskanal, die Polarisation des
UHF-Feldes und die von diversen Einflussfaktoren abhängige Energieversorgung der
Transponder.
Die Transponder-Merkmale beschreiben zum Einen deren physikalische Beschaf-
fenheit sowie die Ausführung des Speichers. Zum Anderen gehören der erforderliche
Leistungsumfang und die erwartete Lebensdauer, abhängig von der Anwendung des
Transponders, hinzu. Die Ansprechempfindlichkeit ist wiederum von diversen Ein-
flussfaktoren abhängig.
Im zweiten Schritt werden die RFID-Merkmale den Prozessattributen gegenüberge-
stellt. Die beeinflussenden Prozessattribute gliedern sich, wie in Kapitel 5.3 definiert,
wiederum in das Prozessobjekt, die Prozessdurchführung, die eingesetzten Res-
sourcen und die Prozessumgebung. Diese Gegenüberstellung ersetzt explizit keine
detaillierte Betrachtung im Sinne einer Machbarkeitsuntersuchung, wie sie bspw.
[Gün-2011a] definiert. Sie liefert jedoch hierfür in einem frühen Projektstadium einen
ersten Input, hilft sie dem Anwender doch bereits dabei, potenziell kritische Prozess-
eigenschaften frühzeitig zu identifizieren und bei der weiteren RFID-
Anwendungsplanung zu berücksichtigen, bspw. bei der Gestaltung der Prozesse,
Umgebung oder RFID-Hardwareauswahl. Sie liefert folglich die Grundlage für die
weitere Betrachtung. Nachfolgend wird sie anhand der in Tabelle 6-5 grau hinterleg-
ten Beispiele beschrieben.
Merkmale von UHF-RFID-Systemen
Transponder
• Bauart• Beschreibbarkeit & Speicherart• Bauform & Größe• Leistungsumfang• Speicherkapazität• Lebensdauer• Ansprechempf indlichkeit
RFID-System allg.
• Pulklesefähigkeit & Antikollision• Stabile max. Reichweite• Störanfälligkeit durch Flüssigkeiten• Störanfälligkeit durch HF-Felder• Störanfälligkeit durch Metall• Störanfälligkeit durch Prozessumgebung
RFID-System & Transponder
• Bandbreite & Übertragungsgeschwindigkeit
• Polarisation• Energieversorgung der Transponder
6.4 Ableitung von Prozessanforderungen an ein UHF-RFID-System
129
Die Reichweite eines RFID-Systems ist stark vom physischen Prozessobjekt abhän-
gig. Das Packschema und die verschiedenen Materialien der Verpackung, verpack-
ten Objekte und Hilfsmittel beeinflussen die Reichweite. Die Anzahl der zu kenn-
zeichnenden Objekte und die Datenmenge setzen eine stabile Energieversorgung
der Transponder voraus, um auch eine Erfassung über größere Reichweiten zu ge-
währleisten. Das Packschema sowie die im Prozess verwendete Anbringung und
Ausrichtung der aktuellen Informationsträger geben wichtige Hinweise auf die mögli-
che Ausrichtung der Transponder und etwaige zu berücksichtigende Polarisations-
verluste durch ungünstig orientierte Transponder. Ebenfalls wichtig für die Reichwei-
te ist die relative Geschwindigkeit der zu kennzeichnenden Objekte, deren Distanz
bei der Erfassung und die verfügbare Erfassungszeit. Zudem beeinflussen HF-Felder
und Materialien, die in der Prozessumgebung auf die Luftschnittstelle wirken, das
elektromagnetische Feld der Antennen und damit die Reichweite des Systems.
Metall kann durch Reflexion mit dem primären elektromagnetischen Feld interferieren
und neue, unerwünschte Lesezonen ausbilden bzw. auslöschen (siehe Kapitel
2.1.3). Maßgeblich hierfür sind das Material der Materialflussobjekte und deren
Packschema, sowie metallische Objekte und deren Variabilität in der Prozessumge-
bung.
Für die Datenübertragung während eines Erfassungsvorgangs steht, je nach ver-
wendetem Protokoll, nur eine begrenzte Bandbreite innerhalb der Übertragungskanä-
le zur Verfügung. Diese muss die gesamte Datenmenge, abhängig von der Anzahl
der zu kennzeichnenden Objekte und deren Datengröße, bewältigen. Die Übertra-
gungsgeschwindigkeit ist direkt vom Übertragungsprotokoll und der verfügbaren
Bandbreite abhängig. Weitere HF-Felder, die den gleichen Übertragungskanal nut-
zen, schränken die Bandbreite ein.
Unter Umständen kann der Prozess zusätzliche Leistungsanforderungen an den
Transponder stellen. So können für den Prozess kritische Objekte zusätzliche Or-
tungs- oder Temperatursensorik erfordern. Auch können Vorgaben bezüglich der
Informationssicherheit eine Verschlüsselung notwendig machen. Details hierzu lie-
fern auch die Art und das Format der zu Grunde liegenden Informationen.
Die Prozessanforderungen an die Speicherkapazität des Transponders werden in
erster Linie von der Menge und dem Format der zu hinterlegenden Objektinformatio-
nen gestellt. Die Kapazität der bereits verwendeten Informationsträger gibt hierzu
erste Eindrücke. Auch die Verfügbarkeit der benötigten Prozessinformationen und
das Vorhandensein einer Netzwerkanbindung geben Aufschluss darüber, ob die In-
6 Nutzenpotenziale und Prozessanforderungen eines RFID-Einsatzes
130
formationen dezentral am Objekt oder zentral auf einem Server zu hinterlegen sind.
Zudem ist darauf zu achten, dass eine Erfassung größerer Datenmengen bei den
gegebenen relativen Objektgeschwindigkeiten bzw. der vorhandenen Erfassungszeit
und -distanz gegeben ist.
Je höher die Ansprechempfindlichkeit eines Transponders ist, desto sicherer kann er
auch unter einschränkenden Prozessbedingungen erfasst werden. Hierzu zählen
unter Umständen das Packschema und Material des Packgutes, die zu erfassende
Datenmenge, Erfassungsdistanz und spätere mögliche Anbringung und Ausrichtung
der Transponder. Des Weiteren muss der Transponder auch unter erschwerenden
Umgebungsbedingungen sicher funktionieren.
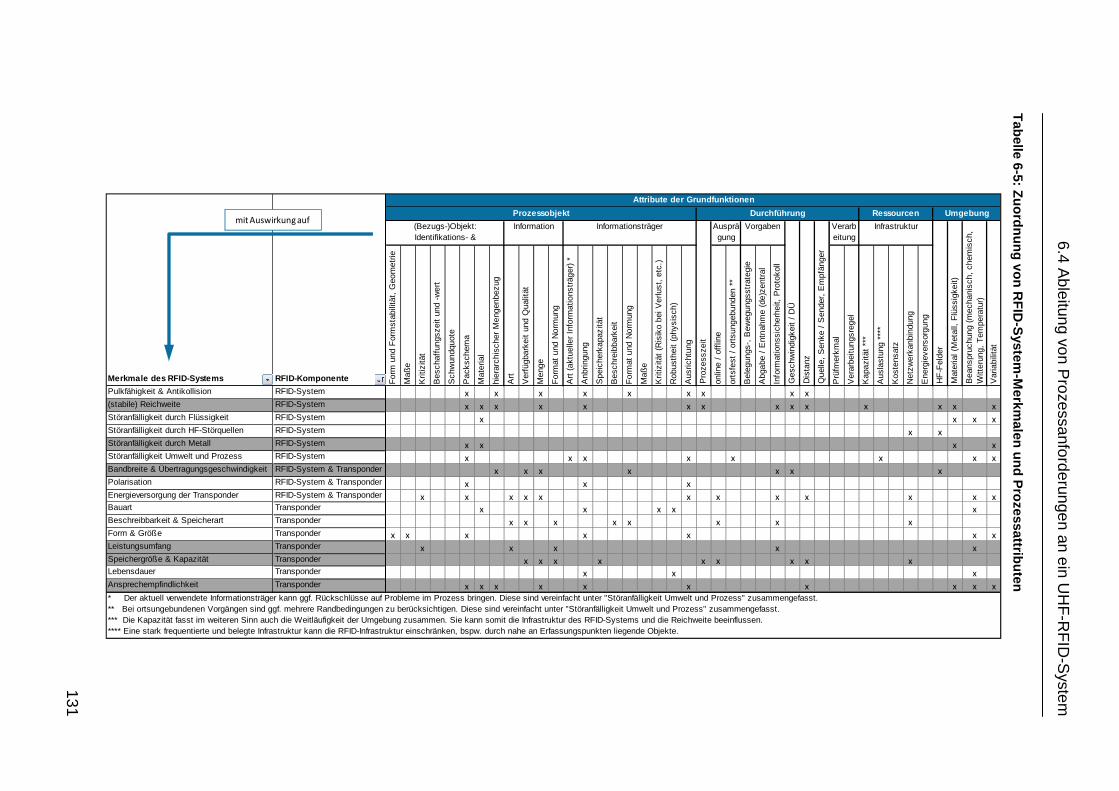
6.4 Ableitung von P
rozessanforderungen an ein UH
F-R
FID
-System
131
Tabelle 6-5: Z
uordnung von RF
ID-S
ystem-M
erkmalen un
d Prozessattributen
For
m u
nd F
orm
stab
ilitä
t, G
eom
etrie
Maß
e
Krit
izitä
t
Bes
chaf
fung
szei
t un
d -w
ert
Sch
wun
dquo
te
Pac
ksch
ema
Mat
eria
l
hier
arch
isch
er M
enge
nbez
ug
Art
Ver
fügb
arke
it un
d Q
ualit
ät
Men
ge
For
mat
und
Nor
mun
g
Art
(ak
tuel
ler
Info
rmat
ions
träg
er)
*
Anb
ringu
ng
Spe
iche
rkap
azitä
t
Bes
chre
ibba
rkei
t
For
mat
und
Nor
mun
g
Maß
e
Krit
izitä
t (R
isik
o be
i Ver
lust
, et
c.)
Rob
usth
eit
(phy
sisc
h)
Aus
richt
ung
onlin
e /
offli
ne
orts
fest
/ o
rtsu
ngeb
unde
n **
Bel
egun
gs-,
Bew
egun
gsst
rate
gie
Abg
abe
/ E
ntna
hme
(de)
zent
ral
Info
rmat
ions
sich
erhe
it, P
roto
koll
Prü
fmer
kmal
Ver
arbe
itung
sreg
el
Kap
azitä
t **
*
Aus
last
ung
****
Kos
tens
atz
Net
zwer
kanb
indu
ng
Ene
rgie
vers
orgu
ng
Pulkfähigkeit & Antikollision RFID-System x x x x x x x x x(stabile) Reichweite RFID-System x x x x x x x x x x x x x xStöranfälligkeit durch Flüssigkeit RFID-System x x x xStöranfälligkeit durch HF-Störquellen RFID-System x xStöranfälligkeit durch Metall RFID-System x x x xStöranfälligkeit Umwelt und Prozess RFID-System x x x x x x x xBandbreite & Übertragungsgeschwindigkeit RFID-System & Transponder x x x x x x xPolarisation RFID-System & Transponder x x xEnergieversorgung der Transponder RFID-System & Transponder x x x x x x x x x x x xBauart Transponder x x x x xBeschreibbarkeit & Speicherart Transponder x x x x x x x xForm & Größe Transponder x x x x x x xLeistungsumfang Transponder x x x x xSpeichergröße & Kapazität Transponder x x x x x x x x xLebensdauer Transponder x x xAnsprechempfindlichkeit Transponder x x x x x x x x x x
RFID-Komponente
* Der aktuell verwendete Informationsträger kann ggf. Rückschlüsse auf Probleme im Prozess bringen. Diese sind vereinfacht unter "Störanfälligkeit Umwelt und Prozess" zusammengefasst.** Bei ortsungebundenen Vorgängen sind ggf. mehrere Randbedingungen zu berücksichtigen. Diese sind vereinfacht unter "Störanfälligkeit Umwelt und Prozess" zusammengefasst.*** Die Kapazität fasst im weiteren Sinn auch die Weitläufigkeit der Umgebung zusammen. Sie kann somit die Infrastruktur des RFID-Systems und die Reichweite beeinflussen.**** Eine stark frequentierte und belegte Infrastruktur kann die RFID-Infrastruktur einschränken, bspw. durch nahe an Erfassungspunkten liegende Objekte.
Merkmale des RFID-Systems HF
-Fel
der
Mat
eria
l (M
etal
l, F
lüss
igke
it)
Bea
nspr
uchu
ng (
mec
hani
sch,
che
mis
ch,
Witt
erun
g, T
empe
ratu
r)
Var
iabi
lität
Attribute der Grundfunktionen
Umgebung
Dis
tanz
Que
lle,
Sen
ke /
Sen
der,
Em
pfän
ger
Verarbeitung
Infrastruktur
Prozessobjekt Durchführung Ressourcen
(Bezugs-)Objekt: Identifikations- &
Kennzeichnungsobjekt
Information Informationsträger
Pro
zess
zeit
Ausprägung
Vorgaben
Ges
chw
indi
gkei
t /
DÜ
mit Auswirkung auf

133
7 Evaluation der Methode zur RFID-gestützten Pro-zessoptimierung
In den beiden vorigen Kapiteln wird die im Rahmen dieser Arbeit entwickelte Metho-
de umfassend beschrieben. In Kapitel 7 wird die Methode evaluiert. Zunächst wird
das Evaluationskonzept vorgestellt. Anschließend kommt die Methode zur Anwen-
dung, indem verschiedene intralogistische Prozesse aus der industriellen Praxis dar-
gestellt, deren Nutzenpotenziale abgeschätzt und Prozessanforderungen abgeleitet
werden. Abschließend finden sich in Kapitel 7.5 die Ergebnisse der Evaluation sowie
eine kritische Betrachtung.
7.1 Evaluationskonzept
Grundlagen der Evaluation
Technologische Theorien, zu denen die entwickelte Methode gehört, sind anhand
festgelegter Kriterien methodisch zu bewerten [Bor-2006]. Dabei können nach [Bie-
2013] drei grundsätzliche Arten der Evaluierung unterschieden werden.
Die Unterstützungsevaluierung oder Verifikation liefert auf Basis vorab festgelegter
Ziele eine Aussage, ob eine erarbeitete Lösung grundsätzlich wie geplant funktio-
niert. Sie dient der grundsätzlichen, eher qualitativen Einschätzung der Richtigkeit
der Lösung. Bei der formativen Evaluierung werden die erzielten Ergebnisse kontinu-
ierlich mit den Zielstellungen während der Erstellung der Methode abgeglichen. Die
summative Evaluierung bewertet die Lösung hingegen erst nach Abschluss der Erar-
beitung [Bie-2013].
Die Anwendbarkeitsevaluierung gibt eine Aussage, wie gut die Lösung anhand der
definierten Kriterien angewendet werden kann [Bie-2013]. Sie geht also auf den Nut-
zen bzw. den Erfüllungsgrad der Lösung ein und ist damit eher quantitativ. Die Er-
folgsevaluierung verwendet hingegen konkrete, messbare Kriterien oder Kennzahlen,
um die gewünschte Wirkung der Lösung zu beurteilen [Bie-2013].
Des Weiteren muss eine Evaluation vier grundsätzliche Kriterien erfüllen, um aussa-
gekräftige Ergebnisse zu liefern [DGE-2015]. Die Nützlichkeit bezeichnet die Ausrich-
tung der Evaluation auf den Zweck und den Informationsbedarf der späteren Anwen-
der. Zudem muss die Evaluation effizient und angemessen durchgeführt werden, um
eine hohe Akzeptanz der am Vorgehen beteiligten und der von den Ergebnissen be-
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
134
troffenen Personen zu gewährleisten. Ein wichtiges Kriterium ist die Fairness, also
die objektive, unparteiische Durchführung der Evaluierung und die Zugänglichkeit der
Ergebnisse. Die Genauigkeit der Evaluation stellt die korrekte, systematische Durch-
führung, das kritische Hinterfragen der Ergebnisse sowie die detaillierte Untersu-
chung des Kontextes des Gegenstandes der Evaluation sicher [DGE-2015].
Vorgehen für die Evaluation der Methode
Im Hinblick auf die Objektivität einer Evaluierung ist eine vollumfängliche externe
Evaluierung einer Selbstevaluierung grundsätzlich vorzuziehen. Für ein belastbares
und aussagekräftiges Evaluationsergebnis der vorliegenden Methode müssen Pro-
zessexperten mit ähnlichem Wissensstand zum untersuchten Prozess sowie ver-
gleichbarer Expertise zur Dokumentation von Logistikprozessen jeweils den gleichen
intralogistischen Prozess in der industriellen Praxis aufnehmen und bewerten. Um
trotz dieser Prämissen eine objektive Bewertung erzielen zu können, ist eine ent-
sprechend große Stichprobe notwendig. Diese ist jedoch nicht realisierbar und steht
vielmehr im direkten Widerspruch zur geforderten Effizienz und Angemessenheit ei-
ner Evaluation. Die mangelnde Objektivität muss jedoch bei der kritischen Betrach-
tung der Evaluationsergebnisse berücksichtigt werden.
Aus diesem Grund wird eine vollumfängliche interne Unterstützungsevaluierung an-
hand der definierten Zielstellungen (siehe Kapitel 7.5.1) vorgenommen. Hierzu wer-
den reale intralogistische Prozesse eines Projektpartners des Forschungsprojekts
„ProzessLog“, in dessen Rahmen die vorliegende Methode zu großen Teilen ent-
standen ist, vor Ort aufgenommen sowie RFID-Potenziale und Anforderungen durch
den Prozess abgeleitet (siehe Kapitel 7.3 und 7.4). Die dafür notwendigen Prozess-
details und Prozessbeschreibungen werden für eine bessere Objektivität detailliert
mit dem Projektpartner diskutiert. Darauf basierend wird bewertet, ob die Methode
zum Einen die aus den Zielstellungen in Kapitel 1.4 resultierenden grundsätzlichen
Anforderungen, bspw. die Ableitung von Potenzialen und Anforderungen für einen
RFID-Einsatz, erfüllt. Zum Anderen wird die Erfüllung der Anforderungen aus Kapitel
4.2 beurteilt. Diese beziehen sich auf die Ganzheitlichkeit der Prozessgestaltung
durch Material-, Informationsfluss, zu Grunde liegende Ressourcen und Objekte, das
Prozessverständnis bei hoher Detailtiefe und Komplexität, die Prozesslogik sowie die
grundlegende Einschätzung der Prozessleistung.
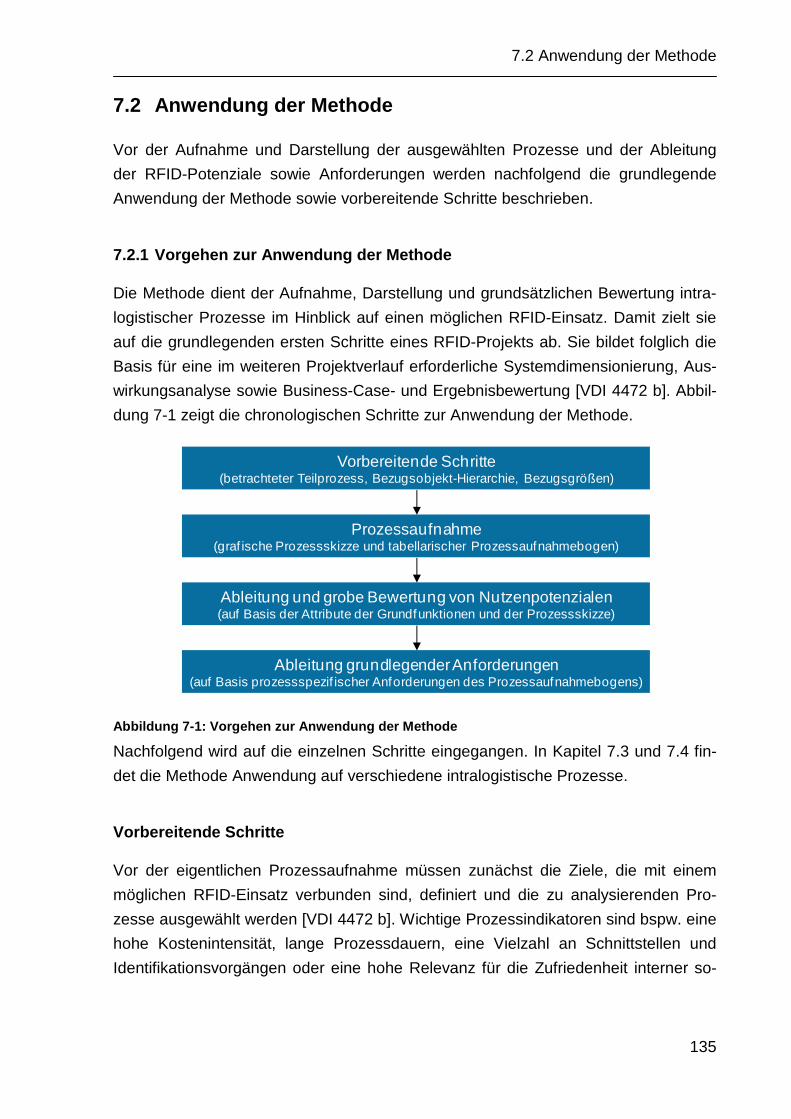
7.2 Anwendung der Methode
135
7.2 Anwendung der Methode
Vor der Aufnahme und Darstellung der ausgewählten Prozesse und der Ableitung
der RFID-Potenziale sowie Anforderungen werden nachfolgend die grundlegende
Anwendung der Methode sowie vorbereitende Schritte beschrieben.
7.2.1 Vorgehen zur Anwendung der Methode
Die Methode dient der Aufnahme, Darstellung und grundsätzlichen Bewertung intra-
logistischer Prozesse im Hinblick auf einen möglichen RFID-Einsatz. Damit zielt sie
auf die grundlegenden ersten Schritte eines RFID-Projekts ab. Sie bildet folglich die
Basis für eine im weiteren Projektverlauf erforderliche Systemdimensionierung, Aus-
wirkungsanalyse sowie Business-Case- und Ergebnisbewertung [VDI 4472 b]. Abbil-
dung 7-1 zeigt die chronologischen Schritte zur Anwendung der Methode.
Abbildung 7-1: Vorgehen zur Anwendung der Methode
Nachfolgend wird auf die einzelnen Schritte eingegangen. In Kapitel 7.3 und 7.4 fin-
det die Methode Anwendung auf verschiedene intralogistische Prozesse.
Vorbereitende Schritte
Vor der eigentlichen Prozessaufnahme müssen zunächst die Ziele, die mit einem
möglichen RFID-Einsatz verbunden sind, definiert und die zu analysierenden Pro-
zesse ausgewählt werden [VDI 4472 b]. Wichtige Prozessindikatoren sind bspw. eine
hohe Kostenintensität, lange Prozessdauern, eine Vielzahl an Schnittstellen und
Identifikationsvorgängen oder eine hohe Relevanz für die Zufriedenheit interner so-
Vorbereitende Schritte(betrachteter Teilprozess, Bezugsobjekt-Hierarchie, Bezugsgrößen)
Prozessaufnahme(graf ische Prozessskizze und tabellarischer Prozessaufnahmebogen)
Ableitung und grobe Bewertung von Nutzenpotenzialen(auf Basis der Attribute der Grundfunktionen und der Prozessskizze)
Ableitung grundlegender Anforderungen(auf Basis prozessspezif ischer Anforderungen des Prozessaufnahmebogens)
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
136
wie externer Kunden [Res-2008]. Eine Hilfestellung bei der Identifikation geeigneter
Prozesse bieten die in Kapitel 6.3.1 detailliert beschriebenen Indikatoren.
Als Vorbereitung der Prozessaufnahme sind die verschiedenen Bezugsobjekte im zu
betrachtenden Prozess sowie insbesondere deren hierarchischer Mengenbezug zu
beschreiben (siehe Kapitel 5.3.2). Ein Beispiel hierfür sind mehrere Kartons, die in
mehreren Behältern auf einer Palette zusammengefasst sind. In verschiedenen
Grundfunktionen des Prozesses können die Kartons, die Behälter oder die Palette
das Bezugsobjekt sein. Aufgrund der in der Regel hohen Komplexität in Folge der
Prozessvielfalt bei verschiedenartigen Produkten sind außerdem Produktfamilien mit
ähnlichen Prozessen zusammenzufassen und diese Prozesse zunächst getrennt
voneinander zu betrachten [Gün-2013]. Hilfreich ist dabei die Befragung von Pro-
zessexperten vor der Prozessaufnahme.
Ein Prozess ist als inhaltlich abgeschlossene, zeitliche und logische Abfolge einzel-
ner Aufgaben definiert (siehe Kapitel 3.1). Um die ökonomischen Auswirkungen ei-
nes möglichen RFID-Einsatzes bewerten und die RFID-spezifischen Prozessanforde-
rungen abschätzen zu können, müssen die einzelnen Tätigkeiten erfasst und über-
geordneten Prozessen bzw. Funktionsbereichen zugeordnet werden [VDI 4472 b].
Das Ziel sind voneinander abgegrenzte Prozessmodule bzw. Teilprozesse mit einer
einheitlichen Benennung, Struktur und Semantik sowie einem einheitlichen Detaillie-
rungslevel (in Anlehnung an [Lei-2010], [Ros-1996]). Das hierarchische Prozessmo-
dell in Kapitel 5.1.1 dient hierbei als Hilfestellung. Bei der Betrachtung mehrerer zu-
sammenhängender Teilprozesse ist eine Prozessübersicht mit den Prozessverknüp-
fungen als Flussdiagramm anzulegen, das die Zusammenhänge in einer Übersicht
darstellt.
Die Methode stützt sich auf eine papierbasierte Prozessaufnahme. Vor der eigentli-
chen Prozessaufnahme ist für jeden der ausgewählten Teilprozesse eine Vorlage für
die grafische Prozessskizze anzufertigen. Diese beinhaltet eine eindeutige Numme-
rierung des jeweiligen Teilprozesses sowie die Swimlanes für Material-, Informations-
fluss und unterstützende Prozesse (siehe Kapitel 5.1.2).
Prozessaufnahme
Die Prozessaufnahme in Form der grafischen Prozessskizze findet direkt vor Ort mit
Papier und Bleistift statt. Mit Hilfe der im Rahmen der Vorbereitung erstellten Vordru-
cke in Form der Swimlanes wird der Prozess abgebildet. Die Aufnahme beginnt mit
dem Materialfluss. Die Darstellung des zu analysierenden Prozesses richtet sich
7.2 Anwendung der Methode
137
chronologisch am Materialfluss des Bezugsobjekts als durchgängiger Fluss aus. Im
Gegensatz bspw. zum Wertstromdesign gibt die Methode dabei explizit keine Vorga-
be der Richtung der Aufnahme, sondern überlässt diese Entscheidung dem Planer.
Etwaige Verzweigungen können mit einem entsprechenden Symbol als Platzhalter
aufgezeigt und später in einem eigenen Teilprozess dargestellt werden.
Anschließend werden der Informationsfluss und die Hilfsprozesse aufgenommen.
Deren Grundfunktionen werden entsprechend der Prozesslogik mit dem Materialfluss
verknüpft und bedingen diesen bzw. sind dessen Ergebnis (siehe Kapitel 5.1.2). Der
Prozess wird dadurch als ganzheitliches, intuitives Wirkgefüge aus Material- und In-
formationsfluss abgebildet, um die Zusammenhänge zwischen einzelnen Prozess-
schritten zu zeigen. Auslösende Grundfunktionen sind eingehende Pfeile für davon
abhängige Grundfunktionen, Ausgänge sind abgehende Pfeile.
Prozessverzweigungen und Verknüpfungen sind im Materialfluss darzustellen. Ihnen
geht in der Regel eine Informationsverarbeitung, bspw. ein Prüfen, im Informations-
fluss voraus. Die Verzweigungsbedingungen können über das Verarbeitungskriteri-
um oder in der Prozessskizze detailliert werden.
Ableitung von Nutzenpotenzialen und Anforderungen
Die Abschätzung von Nutzenpotenzialen und Anforderungen im Hinblick auf eine
mögliche RFID-Anwendung ist in Kapitel 6 beschrieben. Jedoch kann die vollständi-
ge Aufnahme aller Prozessattribute im Prozessaufnahmebogen insbesondere für
komplexere Prozesse sehr aufwendig sein. Mitunter ist es deshalb zielführend, zu-
nächst Attribute für eine grundlegende Bewertung möglicher RFID-Nutzenpotenziale
aufzunehmen. Hierzu zählen vor allem die Personalkosten als hauptsächliche Kos-
tentreiber. Darauf basierend lassen sich „durch eine Ermittlung von Teilprozesszei-
ten, Teilprozesskosten und Teilprozessmengen (…) die Prozesskosteneinsparungen“
in einem ersten Schritt berechnen [VDI 4472 b]. Der dabei quantifizierte Nutzen ist
als eine grobe Abschätzung zu verstehen, um bereits in dieser frühen Projektphase
potenziell lohnende Anwendungen für eine weiterführende Detailbetrachtung fokus-
sieren zu können. Etwaige Einschränkungen, die sich auf Grund des umzusetzenden
RFID-Systems oder der Prozesseigenschaften ergeben, werden zu diesem Zeitpunkt
noch nicht betrachtet. Die detaillierte Bewertung muss in jedem Fall anhand des tat-
sächlichen Soll-Prozesses erfolgen, wobei auch die prozessbedingten Einschrän-
kungen zu berücksichtigen sind.
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
138
Die Aufnahme der weiterführenden Attribute zur näheren Potenzialeinschätzung so-
wie zur Beschreibung der Prozessanforderungen ist bei einer vorab positiven Bewer-
tung fortzusetzen. Zur Beurteilung der Prozessanforderungen an ein potenzielles
RFID-System werden zunächst die Restriktionen des jeweiligen Teilprozesses be-
trachtet. Sie werden hinsichtlich ihres Risikos für die Prozesssicherheit des RFID-
Systems bewertet. Insbesondere kritische Randbedingungen können somit bereits
frühzeitig berücksichtigt und analysiert werden. Das gesamte Anforderungsprofil an
ein RFID-System ergibt sich aus den Einzelanforderungen der verschiedenen Teil-
prozesse.
7.2.2 Vorbereitende Schritte der Prozessaufnahme
Die Anwendung der Methode erfolgt im Rahmen eines Projekts in der Textilindustrie.
Vor dem Hintergrund der erfolgreichen RFID-Anwendung beim Modeunternehmen
Gerry Weber [Ger-2014] wird in diesem Projekt der Einsatz von RFID im Logistik-
zentrum des Projektpartners grundlegend beurteilt. Dort werden die Waren angelie-
fert, kommissioniert, gelagert und aufbereitet. Auf Basis der detaillierten Prozessauf-
nahme werden nach dem Vorgehen in Kapitel 6 die Nutzenpotenziale erfasst und
bewertet, für den RFID-Einsatz kritische Prozessdetails identifiziert und konkrete An-
forderungen an ein RFID-System abgeleitet. Die Nutzenpotenziale fokussieren dabei
den intralogistischen Nutzen, der aus effizienteren und effektiveren Prozessen resul-
tiert.
Im Logistikzentrum werden Textilien in Abhängigkeit von der Art ihrer Lagerung so-
wohl als Hänge- als auch als Liegeware umgeschlagen. Die einzelnen Artikel werden
als SKU (Stock Keeping Unit) bezeichnet. Für die Anwendung der Methode werden
nachfolgend Teilprozesse der hängend gelagerten Ware (kurz: Hängeware) ausge-
wählt, dargestellt und bewertet. Die Prozesse werden dabei aus Gründen des Daten-
schutzes nur als Ausschnitte in einer verallgemeinerten Form beschrieben.
Vorbereitende Schritte
Zunächst werden in Zusammenarbeit mit den Prozessexperten des Projektpartners
die Ziele einer möglichen RFID-Anwendung abgestimmt. Der Fokus liegt auf der Zu-
sammenfassung einzelner Prozessvarianten sowie deren Vereinfachung, um Fehler-
potenziale zu minimieren sowie die Effizienz beim Handling, bei der Dokumentation
und Verwaltung der Waren zu steigern. Die Prozesse weisen bisweilen einen hohen
manuellen Aufwand für das Handling und die Identifizierung der Waren auf. Auch
kann die Kontrolle der Waren auf SKU-Ebene nicht in allen Prozessvarianten erfol-
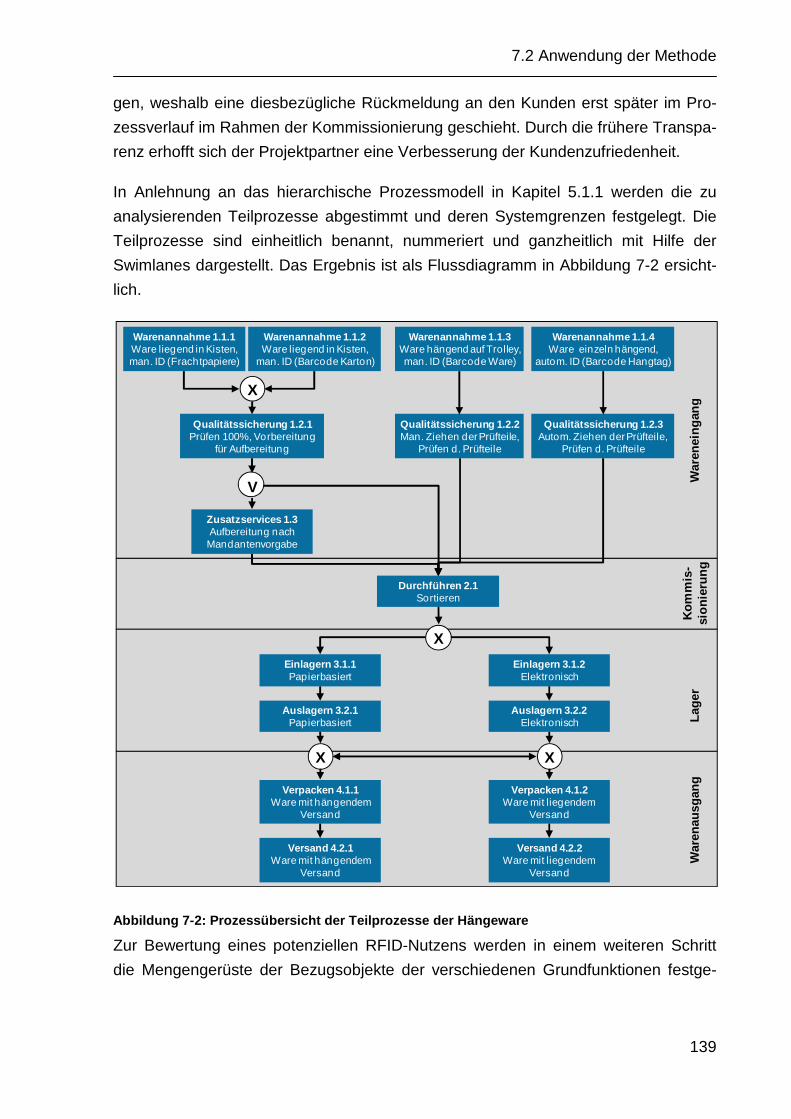
7.2 Anwendung der Methode
139
gen, weshalb eine diesbezügliche Rückmeldung an den Kunden erst später im Pro-
zessverlauf im Rahmen der Kommissionierung geschieht. Durch die frühere Transpa-
renz erhofft sich der Projektpartner eine Verbesserung der Kundenzufriedenheit.
In Anlehnung an das hierarchische Prozessmodell in Kapitel 5.1.1 werden die zu
analysierenden Teilprozesse abgestimmt und deren Systemgrenzen festgelegt. Die
Teilprozesse sind einheitlich benannt, nummeriert und ganzheitlich mit Hilfe der
Swimlanes dargestellt. Das Ergebnis ist als Flussdiagramm in Abbildung 7-2 ersicht-
lich.
Abbildung 7-2: Prozessübersicht der Teilprozesse de r Hängeware
Zur Bewertung eines potenziellen RFID-Nutzens werden in einem weiteren Schritt
die Mengengerüste der Bezugsobjekte der verschiedenen Grundfunktionen festge-
Warenannahme 1.1.1Ware liegend in Kisten, man. ID (Frachtpapiere)
Warenannahme 1.1.3Ware hängend auf Trolley, man. ID (Barcode Ware)
Warenannahme 1.1.4Ware einzeln hängend,
autom. ID (Barcode Hangtag)
Qualitätssicherung 1.2.1Prüfen 100%, Vorbereitung
für Aufbereitung
Qualitätssicherung 1.2.3Autom. Ziehen der Prüfteile,
Prüfen d. Prüfteile
Zusatzservices 1.3Aufbereitung nach Mandantenvorgabe
X
Durchführen 2.1Sortieren
V
Einlagern 3.1.1Papierbasiert
Einlagern 3.1.2Elektronisch
Auslagern 3.2.1Papierbasiert
Auslagern 3.2.2Elektronisch
Verpacken 4.1.1Ware mit hängendem
Versand
Verpacken 4.1.2Ware mit liegendem
Versand
Versand 4.2.1Ware mit hängendem
Versand
Versand 4.2.2Ware mit liegendem
Versand
X X
War
enei
ngan
gLa
ger
War
enau
sgan
gK
omm
is-
sion
ieru
ng
Warenannahme 1.1.2Ware liegend in Kisten,
man. ID (Barcode Karton)
X
Qualitätssicherung 1.2.2Man. Ziehen der Prüfteile,
Prüfen d. Prüfteile
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
140
legt. Dabei handelt es sich um Durchschnittswerte, die in Abstimmung mit den Pro-
zessexperten des Projektpartners ermittelt wurden:
� Bei der in Kartons angelieferten Hängeware beinhaltet ein Karton je nach Art
und Material des Artikels in der Regel zwischen 20 und 100 SKU. In der Regel
befinden sich zwischen 9 und 24 Kartons auf einer Palette. Im Mittel ist von 50
SKU je Karton, 16 Kartons je Palette und 15 Paletten je Ladung auszugehen.
� Je nach Art und Material des Artikels befinden sich in der Regel zwischen 10
und 25 SKU auf einem Trolley. Im Mittel ist von 20 SKU je Trolley auszuge-
hen.
Zur groben Bewertung der Nutzenpotenziale beim Auslagerungsprozess in Kapitel
7.4.3 gilt darüber hinaus das folgende Mengengerüst:
� Ein Auftrag bzw. Lieferschein beinhaltet durchschnittlich 10 Positionen mit je-
weils 15 Artikeln.
� Ein Mitarbeiter bearbeitet in einer Schicht fünf bis zehn Aufträge. Im Mittel
werden acht Aufträge angenommen. In Abhängigkeit von der saisonalen Aus-
lastung sind je Schicht zwei bis drei Teams mit jeweils drei bis fünf Mitarbei-
tern im Einsatz.
Weiterhin gilt die Annahme, dass der Betrieb im Regelfall einschichtig mit Ausnahme
der ca. achtwöchigen Umstellung der Kollektionen für Herbst / Winter bzw. Frühjahr /
Sommer läuft. In diesem Zeitfenster wird zweischichtig gearbeitet. Die Anzahl der
Arbeitstage pro Jahr beträgt im Schnitt 250. Die Arbeitskosten je Stunde und Mitar-
beiter werden für die Textilbranche in Anlehnung an die Zahlen des Instituts der
deutschen Wirtschaft mit 26,- € angenommen (Werte für 2011 nach [IW-2014]).
7.3 RFID-gestützte Optimierung im Wareneingang
Durch die Möglichkeit der Pulkerfassung bietet die RFID-Technologie für die Textilin-
dustrie große Potenziale im Wareneingang. Manuelle Zähl- und Kontrollvorgänge
sowie damit verbundene Fehlerpotenziale können signifikant reduziert werden. Im
Folgenden werden als ausgewählte Wareneingangsprozesse für liegend in Kartons
angelieferte Hängeware die Warenannahme und die daran anschließende Qualitäts-
sicherung analysiert.
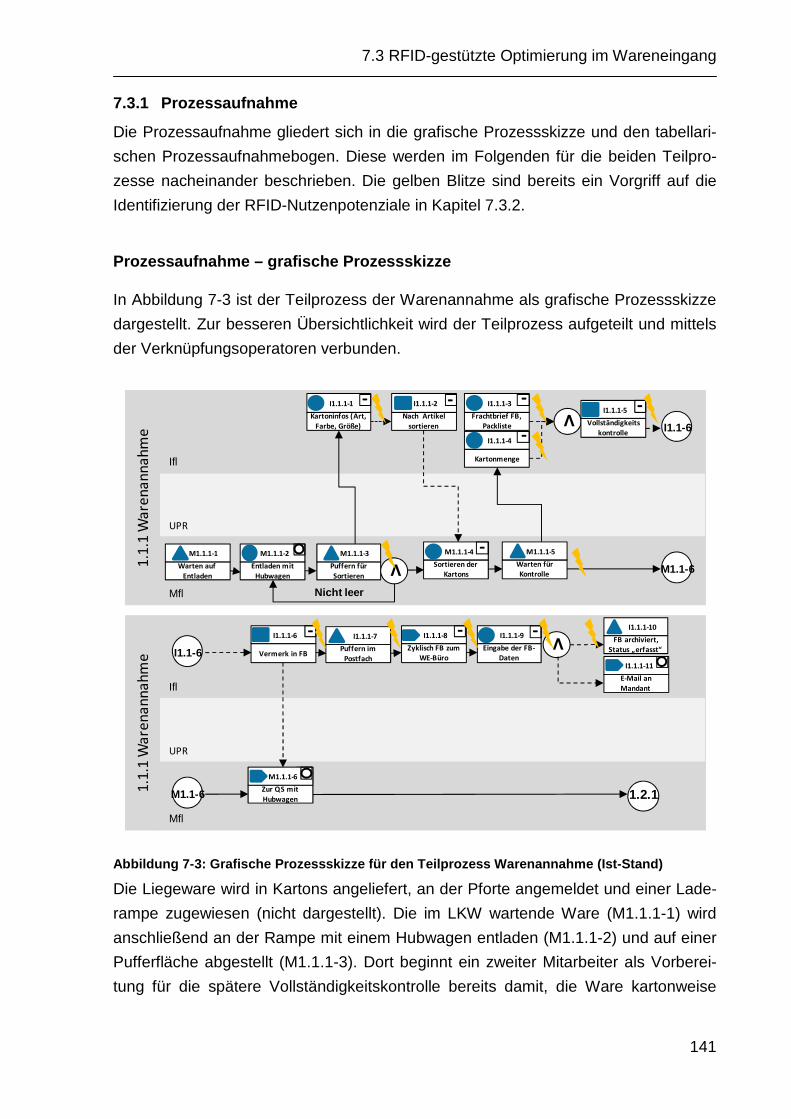
7.3 RFID-gestützte Optimierung im Wareneingang
141
7.3.1 Prozessaufnahme
Die Prozessaufnahme gliedert sich in die grafische Prozessskizze und den tabellari-
schen Prozessaufnahmebogen. Diese werden im Folgenden für die beiden Teilpro-
zesse nacheinander beschrieben. Die gelben Blitze sind bereits ein Vorgriff auf die
Identifizierung der RFID-Nutzenpotenziale in Kapitel 7.3.2.
Prozessaufnahme – grafische Prozessskizze
In Abbildung 7-3 ist der Teilprozess der Warenannahme als grafische Prozessskizze
dargestellt. Zur besseren Übersichtlichkeit wird der Teilprozess aufgeteilt und mittels
der Verknüpfungsoperatoren verbunden.
Abbildung 7-3: Grafische Prozessskizze für den Teil prozess Warenannahme (Ist-Stand)
Die Liegeware wird in Kartons angeliefert, an der Pforte angemeldet und einer Lade-
rampe zugewiesen (nicht dargestellt). Die im LKW wartende Ware (M1.1.1-1) wird
anschließend an der Rampe mit einem Hubwagen entladen (M1.1.1-2) und auf einer
Pufferfläche abgestellt (M1.1.1-3). Dort beginnt ein zweiter Mitarbeiter als Vorberei-
tung für die spätere Vollständigkeitskontrolle bereits damit, die Ware kartonweise
1.1
.1 W
are
na
nn
ah
me
Ifl
UPR
Mfl
Warten auf
Entladen
M1.1.1-1
Entladen mit
Hubwagen
M1.1.1-2
Puffern für
Sortieren
M1.1.1-3
Nicht leer
Nach Artikel
sortieren
I1.1.1-2 -Kartoninfos (Art,
Farbe, Größe)
I1.1.1-1 -Frachtbrief FB,
Packliste
I1.1.1-3 -
Kartonmenge
I1.1.1-4 -Λ Vollständigkeits
kontrolle
I1.1.1-5 -
Warten für
Kontrolle
M1.1.1-5
Sortieren der
Kartons
M1.1.1-4 -
Λ
1.1
.1 W
are
na
nn
ah
me
Ifl
UPR
Mfl
1.2.1
Vermerk in FB
I1.1.1-6 -Zyklisch FB zum
WE-Büro
I1.1.1-8 -Λ
FB archiviert,
Status „erfasst“
I1.1.1-10
E-Mail an
Mandant
I1.1.1-11
Zur QS mit
Hubwagen
M1.1.1-6
Eingabe der FB-
Daten
I1.1.1-9 -Puffern im
Postfach
I1.1.1-7
I1.1-6
M1.1-6
I1.1-6
M1.1-6
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
142
nach Artikel, Farbe und Größe auf Paletten zu sortieren (I1.1.1-2, M1.1.1-4). Die
notwendigen Informationen finden sich auf dem Kartonlabel (I1.1.1-1).
Wenn die beiden Mitarbeiter den LKW fertig entladen und die Ware sortiert haben,
führen sie auf der Pufferfläche eine grobe Vollständigkeitskontrolle durch, indem sie
die gelieferte Menge und Art der Ware gemäß der Informationen auf dem Kartonlabel
mit den Daten der Frachtpapiere vergleichen (I1.1.-3 bis I1.1.1-5). Etwaige Abwei-
chungen vermerkt der Mitarbeiter in den Frachtpapieren (I1.1.1-6) und legt diese im
Postfach des Wareneingangs ab (I1.1.1-7).
Nach der Kontrolle transportiert ein Mitarbeiter die Ware mit einem Hubwagen zur
Qualitätssicherung (M1.1.1-6). Die Frachtpapiere werden zyklisch mehrmals am Tag
aus dem Postfach entnommen und ins Büro des Wareneingangs gebracht (I1.1.1-8).
Dort gibt ein Mitarbeiter die Daten ins System ein (I1.1.1-9). Nach Abschluss der Ein-
gabe wird automatisch der Status der Ware auf „erfasst“ gesetzt (I1.1.1-10) und eine
E-Mail über den Erhalt der Ware an den Kunden übermittelt (I1.1.1-11).
Im Anschluss an die Warenannahme durchläuft die Ware die Qualitätssicherung.
Dort wird sie ausgepackt, gekennzeichnet und hinsichtlich einer notwendigen Aufbe-
reitung beurteilt. Zur besseren Übersichtlichkeit wird der Teilprozess aufgeteilt und
mittels der Verknüpfungsoperatoren verbunden (siehe Abbildung 7-4).
Nach der Warenannahme wird die Ware auf einer Pufferfläche neben den Prüfti-
schen abgestellt (M1.2.1-1). Die Mitarbeiter nehmen die Ware aus den Kartons und
den Einzelverpackungen und legen sie auf dem Prüftisch ab (M1.2.1-2/3). Dort füh-
ren sie eine Sichtprüfung der Ware durch. Beschädigungen oder Verschmutzung
sowie Kundenvorgaben können eine Aufbereitung der Ware erfordern (I1.2.1-1/2).
Die Entscheidung über eine Aufbereitung trifft der Mitarbeiter (I1.2.1-3).
Zum Transport im weiteren Prozess wird die Ware einzeln mit Kleiderbügeln auf
Trolleys gehängt (M1.2.1-6). Ware, die keine Aufbereitung benötigt, wird außerdem
mit einem der Verpackung beiliegenden Etikett etikettiert (I1.2.1-4). Um das Etikett
nicht zu beschädigen wird die aufzubereitende Ware erst nach der Aufbereitung ge-
kennzeichnet.
Volle Trolleys werden schließlich vom Mitarbeiter auf einen Förderer gehängt
(M1.2.1-8), der die Ware automatisch zum Bereich der Aufbereitung oder zum Sorter
bringt (M1.2.1-9/10). Die Zuweisung auf den jeweiligen Förderer trifft wieder der Mit-
arbeiter (I1.2.1-5).
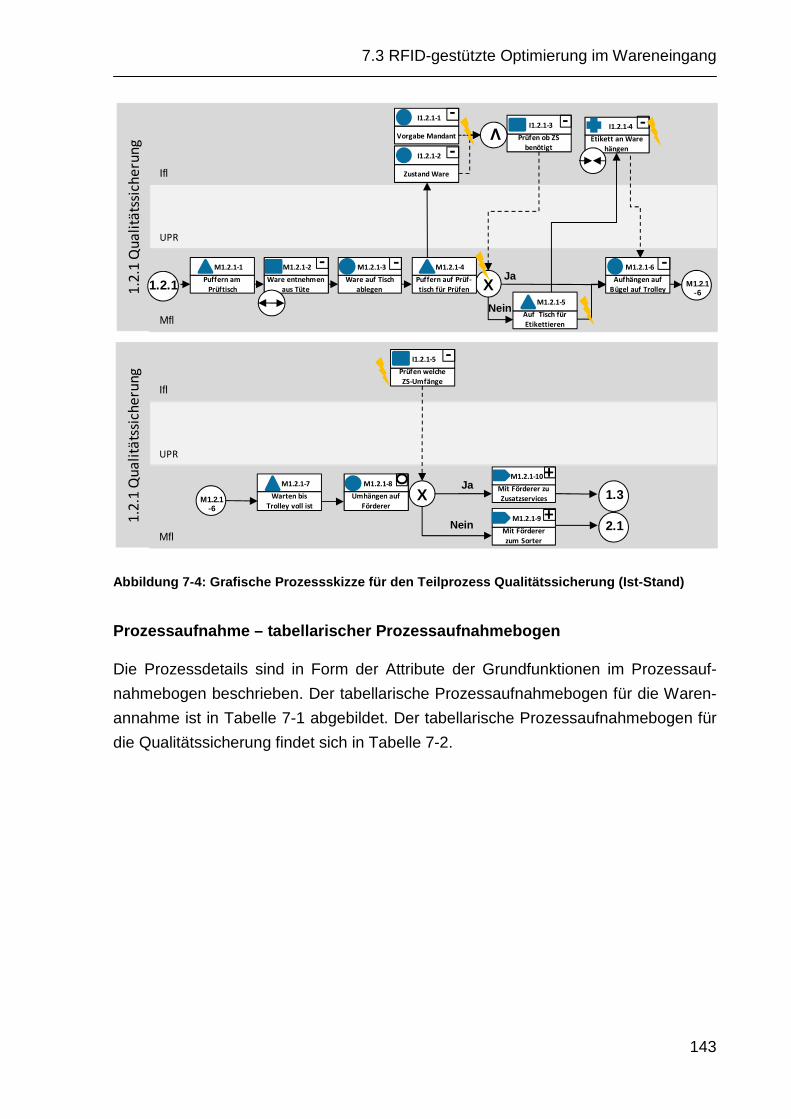
7.3 RFID-gestützte Optimierung im Wareneingang
143
Abbildung 7-4: Grafische Prozessskizze für den Teil prozess Qualitätssicherung (Ist-Stand)
Prozessaufnahme – tabellarischer Prozessaufnahmebog en
Die Prozessdetails sind in Form der Attribute der Grundfunktionen im Prozessauf-
nahmebogen beschrieben. Der tabellarische Prozessaufnahmebogen für die Waren-
annahme ist in Tabelle 7-1 abgebildet. Der tabellarische Prozessaufnahmebogen für
die Qualitätssicherung findet sich in Tabelle 7-2.
1.2
.1 Q
ua
litä
tssi
che
run
g
Ifl
UPR
Mfl
1.2.1 Puffern am
Prüftisch
M1.2.1-1
Ware entnehmen
aus Tüte
M1.2.1-2 -Ware auf Tisch
ablegen
M1.2.1-3 -
Etikett an Ware
hängen
I1.2.1-4 -Vorgabe Mandant
I1.2.1-1 -Prüfen ob ZS
benötigt
I1.2.1-3 -
Aufhängen auf
Bügel auf Trolley
M1.2.1-6 -
Zustand Ware
I1.2.1-2 -Λ
XNein
JaPuffern auf Prüf-
tisch für Prüfen
M1.2.1-4
Auf Tisch für
Etikettieren
M1.2.1-5
1.2
.1 Q
ua
litä
tssi
che
run
g
Ifl
UPR
Mfl
1.3
2.1
X Mit Förderer zu
Zusatzservices
M1.2.1-10+Warten bis
Trolley voll ist
M1.2.1-7
Nein
Ja
Prüfen welche
ZS-Umfänge
I1.2.1-5 -
Mit Förderer
zum Sorter
M1.2.1-9 +Umhängen auf
Förderer
M1.2.1-8
M1.2.1-6
M1.2.1-6
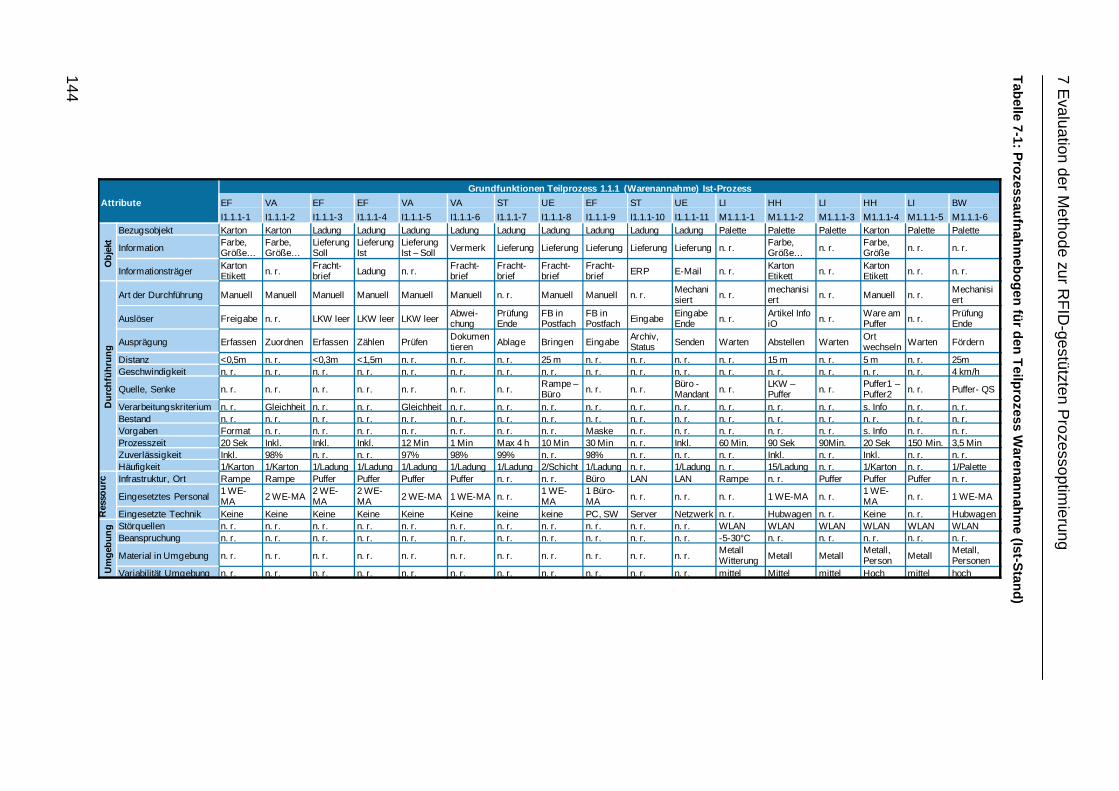
7 Evaluation der M
ethode zur RF
ID-gestützten P
rozessoptimierung
144
Tabelle 7-1: P
rozessaufnahmebogen für den T
eilprozess W
arenannahme (Ist-S
tand)
Attribute
Grundfunktionen Teilprozess 1.1.1 (Warenannahme) Is t-Prozess
EF VA EF EF VA VA ST UE EF ST UE LI HH LI HH LI BW
I1.1.1-1 I1.1.1-2 I1.1.1-3 I1.1.1-4 I1.1.1-5 I1.1.1-6 I1.1.1-7 I1.1.1-8 I1.1.1-9 I1.1.1-10 I1.1.1-11 M1.1.1-1 M1.1.1-2 M1.1.1-3 M1.1.1-4 M1.1.1-5 M1.1.1-6
Obj
ekt
Bezugsobjekt Karton Karton Ladung Ladung Ladung Ladung Ladung Ladung Ladung Ladung Ladung Palette Palette Palette Karton Palette Palette
Information Farbe,Größe…
Farbe,Größe…
LieferungSoll
Lieferung Ist
Lieferung Ist – Soll Vermerk Lieferung Lieferung Lieferung Lieferung Lieferung n. r.
Farbe,Größe… n. r.
Farbe, Größe n. r. n. r.
Informationsträger Karton Etikett n. r.
Fracht-brief Ladung n. r.
Fracht-brief
Fracht-brief
Fracht-brief
Fracht-brief ERP E-Mail n. r.
Karton Etikett n. r.
Karton Etikett n. r. n. r.
Dur
chfü
hrun
g
Art der Durchführung Manuell Manuell Manuell Manuell Manuell Manuell n. r. Manuell Manuell n. r.Mechanisiert n. r.
mechanisiert n. r. Manuell n. r.
Mechanisiert
Auslöser Freigabe n. r. LKW leer LKW leer LKW leerAbwei-chung
Prüfung Ende
FB in Postfach
FB in Postfach Eingabe
Eingabe Ende n. r.
Artikel Info iO n. r.
Ware am Puffer n. r.
PrüfungEnde
Ausprägung Erfassen Zuordnen Erfassen Zählen PrüfenDokumentieren Ablage Bringen Eingabe
Archiv,Status Senden Warten Abstellen Warten
Ortwechseln Warten Fördern
Distanz <0,5m n. r. <0,3m <1,5m n. r. n. r. n. r. 25 m n. r. n. r. n. r. n. r. 15 m n. r. 5 m n. r. 25mGeschwindigkeit n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. 4 km/h
Quelle, Senke n. r. n. r. n. r. n. r. n. r. n. r. n. r.Rampe –Büro n. r. n. r.
Büro -Mandant n. r.
LKW –Puffer n. r.
Puffer1 –Puffer2 n. r. Puffer- QS
Verarbeitungskriterium n. r. Gleichheit n. r. n. r. Gleichheit n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. s. Info n. r. n. r.Bestand n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Vorgaben Format n. r. n. r. n. r. n. r. n. r. n. r. n. r. Maske n. r. n. r. n. r. n. r. n. r. s. Info n. r. n. r.Prozesszeit 20 Sek Inkl. Inkl. Inkl. 12 Min 1 Min Max 4 h 10 Min 30 Min n. r. Inkl. 60 Min. 90 Sek 90Min. 20 Sek 150 Min. 3,5 MinZuverlässigkeit Inkl. 98% n. r. n. r. 97% 98% 99% n. r. 98% n. r. n. r. n. r. Inkl. n. r. Inkl. n. r. n. r.Häufigkeit 1/Karton 1/Karton 1/Ladung 1/Ladung 1/Ladung 1/Ladung 1/Ladung 2/Schicht 1/Ladung n. r. 1/Ladung n. r. 15/Ladung n. r. 1/Karton n. r. 1/Palette
Res
sour
cen
Infrastruktur, Ort Rampe Rampe Puffer Puffer Puffer Puffer n. r. n. r. Büro LAN LAN Rampe n. r. Puffer Puffer Puffer n. r.
Eingesetztes Personal 1 WE-MA 2 WE-MA
2 WE-MA
2 WE-MA 2 WE-MA 1 WE-MA n. r.
1 WE-MA
1 Büro-MA n. r. n. r. n. r. 1 WE-MA n. r.
1 WE-MA n. r. 1 WE-MA
Eingesetzte Technik Keine Keine Keine Keine Keine Keine keine keine PC, SW Server Netzwerk n. r. Hubwagen n. r. Keine n. r. Hubwagen
Um
gebu
ng
Störquellen n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. WLAN WLAN WLAN WLAN WLAN WLANBeanspruchung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. -5-30°C n. r. n. r. n. r. n. r. n. r.
Material in Umgebung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.MetallWitterung Metall Metall
Metall, Person Metall
Metall, Personen
Variabilität Umgebung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. mittel Mittel mittel Hoch mittel hoch
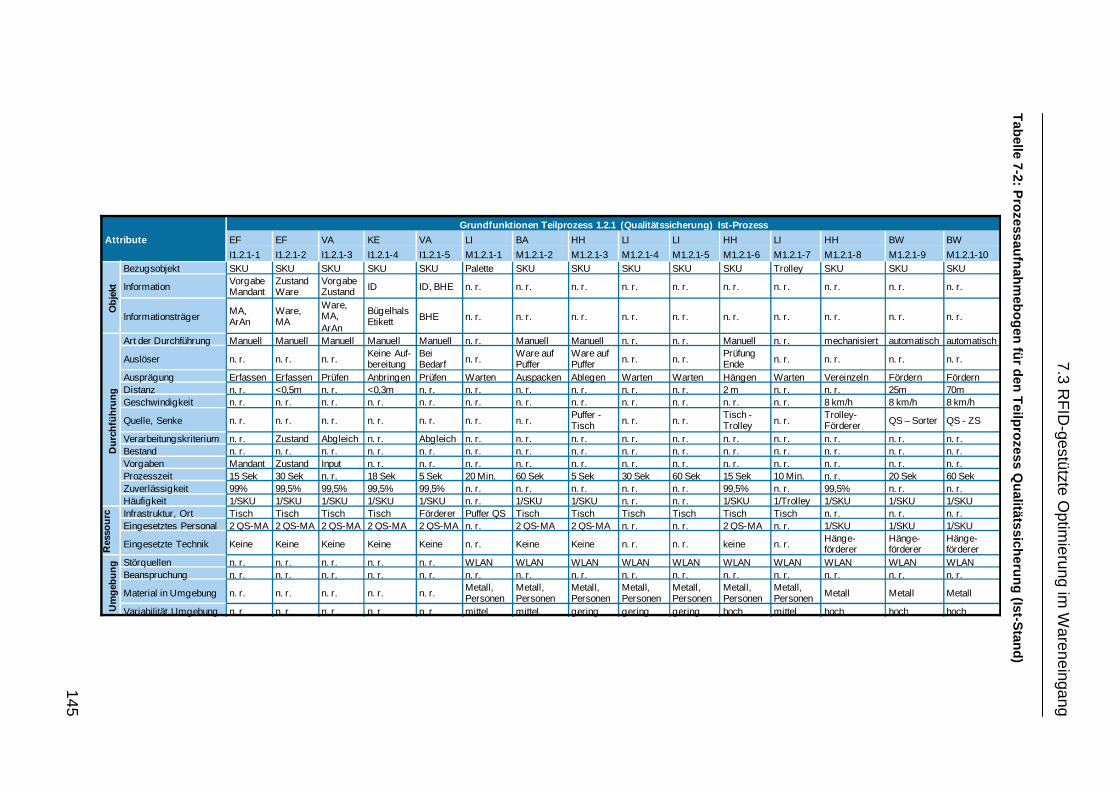
7.3 RF
ID-gestützte O
ptimierung im
Wareneingang
145
Tabelle 7-2: P
rozessaufnahmebogen für den T
eilprozess Q
ualitätssicherung (Ist-Stand)
Attribute
Grundfunktionen Teilprozess 1.2.1 (Qualitätssicheru ng) Ist-Prozess
EF EF VA KE VA LI BA HH LI LI HH LI HH BW BW
I1.2.1-1 I1.2.1-2 I1.2.1-3 I1.2.1-4 I1.2.1-5 M1.2.1-1 M1.2.1-2 M1.2.1-3 M1.2.1-4 M1.2.1-5 M1.2.1-6 M1.2.1-7 M1.2.1-8 M1.2.1-9 M1.2.1-10
Obj
ekt
Bezugsobjekt SKU SKU SKU SKU SKU Palette SKU SKU SKU SKU SKU Trolley SKU SKU SKU
Information Vorgabe Mandant
Zustand Ware
Vorgabe Zustand ID ID, BHE n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Informationsträger MA, ArAn
Ware, MA
Ware, MA, ArAn
BügelhalsEtikett BHE n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Dur
chfü
hrun
g
Art der Durchführung Manuell Manuell Manuell Manuell Manuell n. r. Manuell Manuell n. r. n. r. Manuell n. r. mechanisiert automatisch automatisch
Auslöser n. r. n. r. n. r.Keine Auf-bereitung
Bei Bedarf n. r.
Ware auf Puffer
Ware auf Puffer n. r. n. r.
Prüfung Ende n. r. n. r. n. r. n. r.
Ausprägung Erfassen Erfassen Prüfen Anbringen Prüfen Warten Auspacken Ablegen Warten Warten Hängen Warten Vereinzeln Fördern FördernDistanz n. r. <0,5m n. r. <0,3m n. r. n. r. n. r. n. r. n. r. n. r. 2 m n. r. n. r. 25m 70mGeschwindigkeit n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. 8 km/h 8 km/h 8 km/h
Quelle, Senke n. r. n. r. n. r. n. r. n. r. n. r. n. r.Puffer -Tisch n. r. n. r.
Tisch -Trolley n. r.
Trolley-Förderer QS – Sorter QS - ZS
Verarbeitungskriterium n. r. Zustand Abgleich n. r. Abgleich n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Bestand n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Vorgaben Mandant Zustand Input n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Prozesszeit 15 Sek 30 Sek n. r. 18 Sek 5 Sek 20 Min. 60 Sek 5 Sek 30 Sek 60 Sek 15 Sek 10 Min. n. r. 20 Sek 60 SekZuverlässigkeit 99% 99,5% 99,5% 99,5% 99,5% n. r. n. r. n. r. n. r. n. r. 99,5% n. r. 99,5% n. r. n. r.Häufigkeit 1/SKU 1/SKU 1/SKU 1/SKU 1/SKU n. r. 1/SKU 1/SKU n. r. n. r. 1/SKU 1/Trolley 1/SKU 1/SKU 1/SKU
Res
sour
cen
Infrastruktur, Ort Tisch Tisch Tisch Tisch Förderer Puffer QS Tisch Tisch Tisch Tisch Tisch Tisch n. r. n. r. n. r.Eingesetztes Personal 2 QS-MA 2 QS-MA 2 QS-MA 2 QS-MA 2 QS-MA n. r. 2 QS-MA 2 QS-MA n. r. n. r. 2 QS-MA n. r. 1/SKU 1/SKU 1/SKU
Eingesetzte Technik Keine Keine Keine Keine Keine n. r. Keine Keine n. r. n. r. keine n. r.Hänge-förderer
Hänge-förderer
Hänge-förderer
Um
gebu
ng
Störquellen n. r. n. r. n. r. n. r. n. r. WLAN WLAN WLAN WLAN WLAN WLAN WLAN WLAN WLAN WLANBeanspruchung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Material in Umgebung n. r. n. r. n. r. n. r. n. r.Metall, Personen
Metall, Personen
Metall, Personen
Metall, Personen
Metall, Personen
Metall, Personen
Metall, Personen Metall Metall Metall
Variabilität Umgebung n. r. n. r. n. r. n. r. n. r. mittel mittel gering gering gering hoch mittel hoch hoch hoch
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
146
7.3.2 Ableitung von RFID-Nutzenpotenzialen
Auf Basis der detaillierten Prozessdaten aus Prozessskizze und Prozessaufnahme-
bogen werden Nutzenpotenziale für eine RFID-Anwendung identifiziert. Dem Szena-
rio liegt die Annahme zu Grunde, dass die Waren zukünftig auf SKU-Ebene mit UHF-
Transpondern gekennzeichnet angeliefert werden (siehe [Ger-2014]).
Zuerst werden anhand der Prozessinformationen die Prozessindikatoren für einen
RFID-Einsatz und mit deren Hilfe mögliche RFID-Nutzenpotenziale bestimmt (siehe
Kapitel 6.3). Anschließend werden die Potenziale gemäß ihrer Quantifizierbarkeit und
Wirkung unterschieden. Der Schwerpunkt des Projekts ist die Bewertung eines mög-
lichen, direkt quantifizierbaren RFID-Nutzens für den eigentlichen Prozess. Indirekte
und qualitative Potenziale werden beschrieben, jedoch für die Bewertung nicht be-
rücksichtigt, da die hierfür notwendigen Prozessdaten zum Zeitpunkt der Prozess-
aufnahme nicht in ausreichendem Maß verfügbar waren. Liegen die entsprechenden
Daten vor, ist eine Bewertung analog zum Vorgehen in Kapitel 6.2.4 grundsätzlich
möglich.
RFID-Nutzenpotenziale in der Warenannahme
Die nachstehende Tabelle 7-3 zeigt die mittels der Prozessindikatoren identifizierten
RFID-Nutzenpotenziale im untersuchten Warenannahmeprozess.
Die direkten, quantifizierbaren Potenziale sind dunkelblau dargestellt und werden im
weiteren Verlauf dieser Arbeit bewertet. Sie sind in Abbildung 7-3 mit gelben Blitzen
markiert und stellen sich wie folgt dar:
� Der Informationsfluss setzt sich aus zahlreichen, manuellen Vorgängen zu-
sammen. Die Erfassungsvorgänge für das Suchen und Zählen der Kartons,
die Aufnahme der Wareninformation für das Sortieren sowie deren Abgleich
und die Verwaltung in Form der Frachtpapiere sind sehr zeitintensiv. Die Fol-
gen sind ein hoher Personaleinsatz und entsprechende Personalkosten.
Durch den Einsatz von RFID können einzelne Vorgänge entfallen und die Per-
sonalkosten reduziert werden.
� Auch sind einzelne Vorgänge, insbesondere die Vollständigkeitskontrolle
(I1.1.1-5), mit vergleichsweise hohen Fehlerquoten und hohem Aufwand zur
Fehlerbehebung verbunden. Die Ursache hierfür liegt in der manuellen Durch-
führung. Zudem werden in der Warenannahme verschiedene Informationsträ-
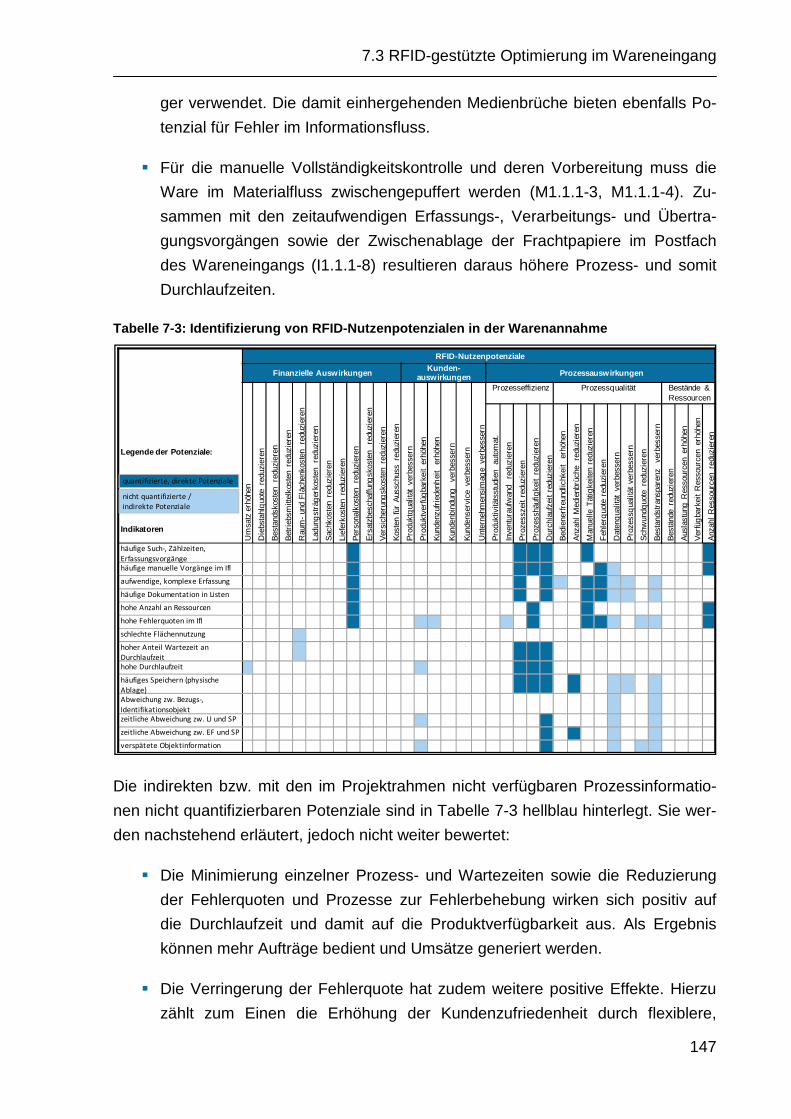
7.3 RFID-gestützte Optimierung im Wareneingang
147
ger verwendet. Die damit einhergehenden Medienbrüche bieten ebenfalls Po-
tenzial für Fehler im Informationsfluss.
� Für die manuelle Vollständigkeitskontrolle und deren Vorbereitung muss die
Ware im Materialfluss zwischengepuffert werden (M1.1.1-3, M1.1.1-4). Zu-
sammen mit den zeitaufwendigen Erfassungs-, Verarbeitungs- und Übertra-
gungsvorgängen sowie der Zwischenablage der Frachtpapiere im Postfach
des Wareneingangs (I1.1.1-8) resultieren daraus höhere Prozess- und somit
Durchlaufzeiten.
Tabelle 7-3: Identifizierung von RFID-Nutzenpotenzi alen in der Warenannahme
Die indirekten bzw. mit den im Projektrahmen nicht verfügbaren Prozessinformatio-
nen nicht quantifizierbaren Potenziale sind in Tabelle 7-3 hellblau hinterlegt. Sie wer-
den nachstehend erläutert, jedoch nicht weiter bewertet:
� Die Minimierung einzelner Prozess- und Wartezeiten sowie die Reduzierung
der Fehlerquoten und Prozesse zur Fehlerbehebung wirken sich positiv auf
die Durchlaufzeit und damit auf die Produktverfügbarkeit aus. Als Ergebnis
können mehr Aufträge bedient und Umsätze generiert werden.
� Die Verringerung der Fehlerquote hat zudem weitere positive Effekte. Hierzu
zählt zum Einen die Erhöhung der Kundenzufriedenheit durch flexiblere,
Legende der Potenziale:
Indikatoren
RFID-Nutzenpotenziale
Finanzielle AuswirkungenKunden-
auswirkungen Prozessauswirkungen
Um
satz
erh
öhen
Die
bsta
hlq
uote
red
uzie
ren
Bes
tand
skos
ten
redu
zier
en
Bet
rieb
smitt
elko
sten
red
uzie
ren
Rau
m-
und
Flä
chen
kost
en
redu
zier
en
Ladu
ngst
räg
erko
sten
re
duzi
eren
Sac
hkos
ten
redu
zier
en
Lief
erko
sten
red
uzie
ren
Per
sona
lkos
ten
redu
zier
en
Ers
atzb
esch
affu
ngsk
oste
n re
duzi
eren
Ver
sich
erun
gsk
oste
n re
duzi
eren
Kos
ten
für
Aus
schu
ss r
eduz
iere
n
Pro
dukt
qua
lität
ver
bess
ern
Pro
dukt
verf
ügba
rkei
t er
höhe
n
Kun
denz
ufri
eden
hei
t er
höhe
n
Kun
denb
indu
ng
verb
esse
rn
Kun
dens
ervi
ce v
erbe
sser
n
Unt
erne
hmen
sim
age
verb
esse
rn
Prozesseffizienz Prozessqualität Bestände & Ressourcen
Pro
dukt
ivitä
tsst
udie
n au
tom
at.
Inve
ntur
aufw
and
redu
zier
en
Pro
zess
zeit
redu
zier
en
Pro
zess
häuf
igke
it re
duzi
eren
Dur
chla
ufze
it re
duzi
eren
Bed
iene
rfre
undl
ichk
eit
erhö
hen
Anz
ahl
Med
ienb
rüch
e re
duzi
eren
Man
uelle
Tät
igke
iten
redu
zier
en
Feh
lerq
uote
red
uzie
ren
Dat
enq
ualit
ät v
erbe
sser
n
Pro
zess
qua
lität
ver
bess
ern
Sch
wun
dquo
te r
eduz
iere
n
Bes
tand
stra
nspa
renz
ve
rbes
sern
Bes
tänd
e re
duzi
eren
Aus
last
ung
Res
sour
cen
erhö
hen
Ver
füg
bark
eit
Res
sour
cen
erhö
hen
Anz
ahl
Res
sour
cen
redu
zier
en
häufige Such-, Zählzeiten,
Erfassungsvorgängehäufige manuelle Vorgänge im Ifl
aufwendige, komplexe Erfassung
häufige Dokumentation in Listen
hohe Anzahl an Ressourcen
hohe Fehlerquoten im Ifl
schlechte Flächennutzung
hoher Anteil Wartezeit an
Durchlaufzeithohe Durchlaufzeit
häufiges Speichern (physische
Ablage)Abweichung zw. Bezugs-,
Identifikationsobjektzeitliche Abweichung zw. LI und SP
zeitliche Abweichung zw. EF und SP
verspätete Objektinformation
quantifizierte, direkte Potenziale
nicht quantifizierte /
indirekte Potenziale
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
148
schnellere und korrekte Abarbeitung der Kundenaufträge. Zum Anderen las-
sen sich die Schwundquote durch falsch abgelegte Artikel und der sich hie-
raus einstellende Inventuraufwand senken.
� Als Folge des Entfalls der manuellen Vollständigkeitskontrolle müssen die Ar-
tikel nicht mehr zwischengepuffert werden. Die entsprechende Pufferfläche
wird nicht mehr benötigt und kann für andere Zwecke genutzt werden.
� Im aktuellen Prozess werden die Frachtpapiere nach der Vollständigkeitskon-
trolle im Postfach abgelegt. Der Wareneingang der Artikel und deren tatsächli-
che Menge werden somit erst mit einer deutlichen zeitlichen Verzögerung zu
ihrer Anlieferung im System hinterlegt. Auch entspricht das Bezugsobjekt der
einzelnen Vorgänge nicht der SKU als Identifikationsobjekt. Im Wareneingang
werden die Artikel nur auf Kartonebene auf Vollständigkeit kontrolliert. Eine
Kontrolle auf SKU-Ebene erfolgt erst beim Einlagern. Die Bestandstranspa-
renz ist somit nur eingeschränkt vorhanden.
� Der manuelle Informationsprozess ist deutlich fehleranfälliger als mit RFID-
Unterstützung. Das resultierende Fehlerpotenzial äußert sich in einer geringe-
ren Daten- und Prozessqualität, die wiederum aufwändige Korrekturen nach
sich zieht.
RFID-Nutzenpotenziale in der Qualitätssicherung
Mit Hilfe der Attribute der Grundfunktionen aus dem tabellarischen Prozessaufnah-
mebogen werden die Prozessindikatoren und anschließend die RFID-
Nutzenpotenziale in der Qualitätssicherung bestimmt (siehe Tabelle 7-4).
Die direkten, quantifizierbaren Potenziale sind in Abbildung 7-4 als gelben Blitze dar-
gestellt und in obiger Tabelle 7-4 dunkelblau hervorgehoben.
� Alle Vorgänge im Informationsfluss der Qualitätssicherung werden manuell
durchgeführt. Bei einer Kennzeichnung der einzelnen SKU mit UHF-
Transpondern können das Etikettieren (I1.2.1-4) und Prüfen (I1.2.1-5) entfal-
len. Zusätzlich kann bei einer automatischen Überprüfung der Ware hinsicht-
lich vorgegebener, Kunden-spezifischer Zusatzservices (I1.2.1-1) auch unge-
lerntes Personal zum Einsatz kommen. Dadurch können der Personalaufwand
bzw. die resultierenden Personalkosten verringert werden.
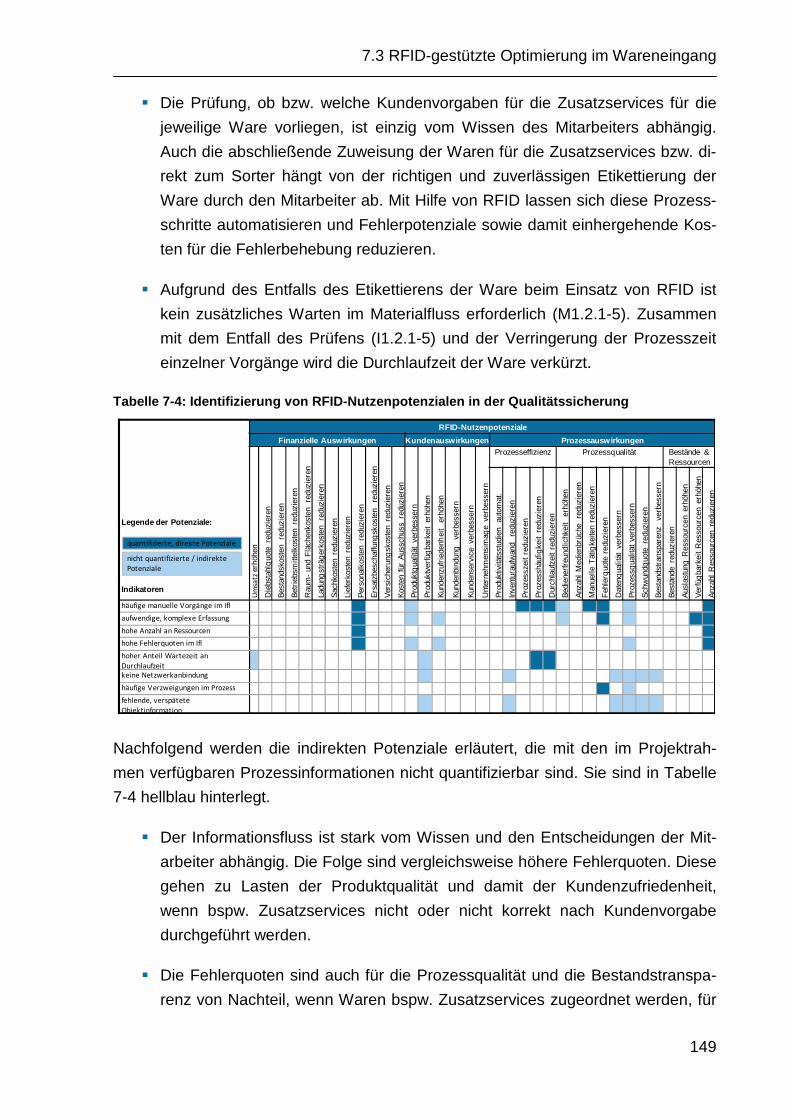
7.3 RFID-gestützte Optimierung im Wareneingang
149
� Die Prüfung, ob bzw. welche Kundenvorgaben für die Zusatzservices für die
jeweilige Ware vorliegen, ist einzig vom Wissen des Mitarbeiters abhängig.
Auch die abschließende Zuweisung der Waren für die Zusatzservices bzw. di-
rekt zum Sorter hängt von der richtigen und zuverlässigen Etikettierung der
Ware durch den Mitarbeiter ab. Mit Hilfe von RFID lassen sich diese Prozess-
schritte automatisieren und Fehlerpotenziale sowie damit einhergehende Kos-
ten für die Fehlerbehebung reduzieren.
� Aufgrund des Entfalls des Etikettierens der Ware beim Einsatz von RFID ist
kein zusätzliches Warten im Materialfluss erforderlich (M1.2.1-5). Zusammen
mit dem Entfall des Prüfens (I1.2.1-5) und der Verringerung der Prozesszeit
einzelner Vorgänge wird die Durchlaufzeit der Ware verkürzt.
Tabelle 7-4: Identifizierung von RFID-Nutzenpotenzi alen in der Qualitätssicherung
Nachfolgend werden die indirekten Potenziale erläutert, die mit den im Projektrah-
men verfügbaren Prozessinformationen nicht quantifizierbar sind. Sie sind in Tabelle
7-4 hellblau hinterlegt.
� Der Informationsfluss ist stark vom Wissen und den Entscheidungen der Mit-
arbeiter abhängig. Die Folge sind vergleichsweise höhere Fehlerquoten. Diese
gehen zu Lasten der Produktqualität und damit der Kundenzufriedenheit,
wenn bspw. Zusatzservices nicht oder nicht korrekt nach Kundenvorgabe
durchgeführt werden.
� Die Fehlerquoten sind auch für die Prozessqualität und die Bestandstranspa-
renz von Nachteil, wenn Waren bspw. Zusatzservices zugeordnet werden, für
Legende der Potenziale:
Indikatoren
RFID-Nutzenpotenziale
Finanzielle Auswirkungen Kundenauswirkungen Prozessau swirkungen
Um
satz
erhö
hen
Die
bsta
hlq
uote
red
uzie
ren
Bes
tand
skos
ten
redu
zier
en
Bet
rieb
smitt
elko
sten
red
uzie
ren
Rau
m-
und
Flä
chen
kost
en
redu
zier
en
Ladu
ngst
räg
erko
sten
re
duzi
eren
Sac
hkos
ten
redu
zier
en
Lief
erko
sten
red
uzie
ren
Per
sona
lkos
ten
redu
zier
en
Ers
atzb
esch
affu
ngsk
oste
n re
duzi
eren
Ver
sich
erun
gsk
oste
n re
duzi
eren
Kos
ten
für
Aus
schu
ss r
eduz
iere
n
Pro
dukt
qua
lität
ver
bess
ern
Pro
dukt
verf
ügba
rkei
t er
höhe
n
Kun
denz
ufri
eden
hei
t er
höhe
n
Kun
denb
indu
ng
verb
esse
rn
Kun
dens
ervi
ce v
erbe
sser
n
Unt
erne
hmen
sim
age
verb
esse
rn
Prozesseffizienz Prozessqualität Bestände & Ressourcen
Pro
dukt
ivitä
tsst
udie
n au
tom
at.
Inve
ntur
aufw
and
redu
zier
en
Pro
zess
zeit
redu
zier
en
Pro
zess
häuf
igke
it re
duzi
eren
Dur
chla
ufze
it re
duzi
eren
Bed
iene
rfre
undl
ichk
eit
erhö
hen
Anz
ahl
Med
ienb
rüch
e re
duzi
eren
Man
uelle
Tät
igke
iten
redu
zier
en
Feh
lerq
uote
red
uzie
ren
Dat
enq
ualit
ät v
erbe
sser
n
Pro
zess
qua
lität
ver
bess
ern
Sch
wun
dquo
te r
eduz
iere
n
Bes
tand
stra
nspa
renz
ve
rbes
sern
Bes
tänd
e re
duzi
eren
Aus
last
ung
Res
sour
cen
erhö
hen
Ver
füg
bark
eit
Res
sour
cen
erhö
hen
Anz
ahl
Res
sour
cen
redu
zier
en
häufige manuelle Vorgänge im Ifl
aufwendige, komplexe Erfassung
hohe Anzahl an Ressourcen
hohe Fehlerquoten im Ifl
hoher Anteil Wartezeit an
Durchlaufzeitkeine Netzwerkanbindung
häufige Verzweigungen im Prozess
fehlende, verspätete
Objektinformation
quantifizierte, direkte Potenziale
nicht quantifizierte / indirekte
Potenziale
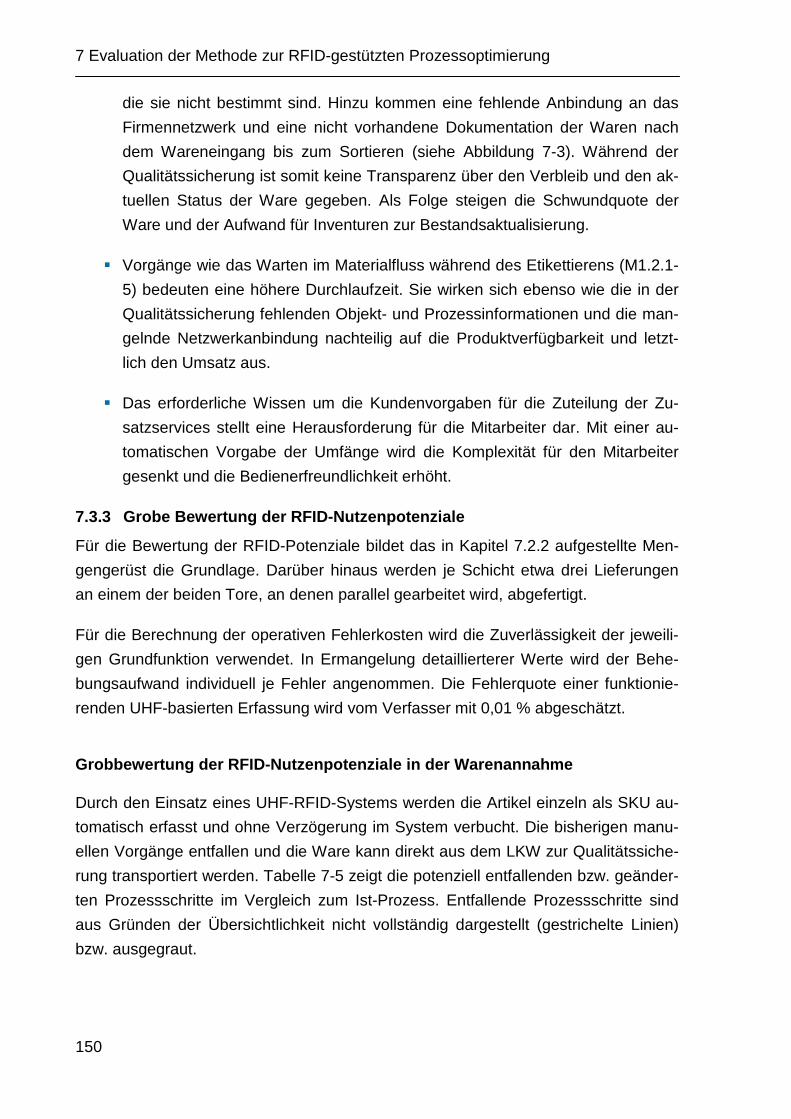
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
150
die sie nicht bestimmt sind. Hinzu kommen eine fehlende Anbindung an das
Firmennetzwerk und eine nicht vorhandene Dokumentation der Waren nach
dem Wareneingang bis zum Sortieren (siehe Abbildung 7-3). Während der
Qualitätssicherung ist somit keine Transparenz über den Verbleib und den ak-
tuellen Status der Ware gegeben. Als Folge steigen die Schwundquote der
Ware und der Aufwand für Inventuren zur Bestandsaktualisierung.
� Vorgänge wie das Warten im Materialfluss während des Etikettierens (M1.2.1-
5) bedeuten eine höhere Durchlaufzeit. Sie wirken sich ebenso wie die in der
Qualitätssicherung fehlenden Objekt- und Prozessinformationen und die man-
gelnde Netzwerkanbindung nachteilig auf die Produktverfügbarkeit und letzt-
lich den Umsatz aus.
� Das erforderliche Wissen um die Kundenvorgaben für die Zuteilung der Zu-
satzservices stellt eine Herausforderung für die Mitarbeiter dar. Mit einer au-
tomatischen Vorgabe der Umfänge wird die Komplexität für den Mitarbeiter
gesenkt und die Bedienerfreundlichkeit erhöht.
7.3.3 Grobe Bewertung der RFID-Nutzenpotenziale
Für die Bewertung der RFID-Potenziale bildet das in Kapitel 7.2.2 aufgestellte Men-
gengerüst die Grundlage. Darüber hinaus werden je Schicht etwa drei Lieferungen
an einem der beiden Tore, an denen parallel gearbeitet wird, abgefertigt.
Für die Berechnung der operativen Fehlerkosten wird die Zuverlässigkeit der jeweili-
gen Grundfunktion verwendet. In Ermangelung detaillierterer Werte wird der Behe-
bungsaufwand individuell je Fehler angenommen. Die Fehlerquote einer funktionie-
renden UHF-basierten Erfassung wird vom Verfasser mit 0,01 % abgeschätzt.
Grobbewertung der RFID-Nutzenpotenziale in der Ware nannahme
Durch den Einsatz eines UHF-RFID-Systems werden die Artikel einzeln als SKU au-
tomatisch erfasst und ohne Verzögerung im System verbucht. Die bisherigen manu-
ellen Vorgänge entfallen und die Ware kann direkt aus dem LKW zur Qualitätssiche-
rung transportiert werden. Tabelle 7-5 zeigt die potenziell entfallenden bzw. geänder-
ten Prozessschritte im Vergleich zum Ist-Prozess. Entfallende Prozessschritte sind
aus Gründen der Übersichtlichkeit nicht vollständig dargestellt (gestrichelte Linien)
bzw. ausgegraut.
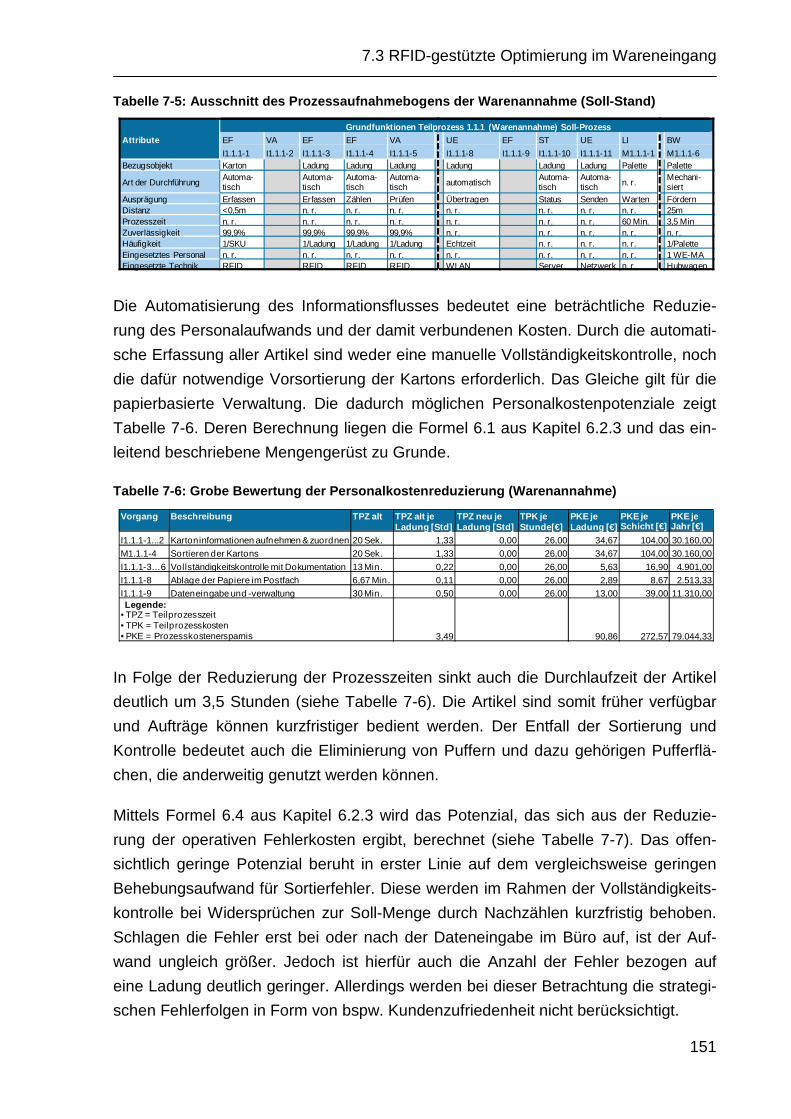
7.3 RFID-gestützte Optimierung im Wareneingang
151
Tabelle 7-5: Ausschnitt des Prozessaufnahmebogens d er Warenannahme (Soll-Stand)
Die Automatisierung des Informationsflusses bedeutet eine beträchtliche Reduzie-
rung des Personalaufwands und der damit verbundenen Kosten. Durch die automati-
sche Erfassung aller Artikel sind weder eine manuelle Vollständigkeitskontrolle, noch
die dafür notwendige Vorsortierung der Kartons erforderlich. Das Gleiche gilt für die
papierbasierte Verwaltung. Die dadurch möglichen Personalkostenpotenziale zeigt
Tabelle 7-6. Deren Berechnung liegen die Formel 6.1 aus Kapitel 6.2.3 und das ein-
leitend beschriebene Mengengerüst zu Grunde.
Tabelle 7-6: Grobe Bewertung der Personalkostenredu zierung (Warenannahme)
In Folge der Reduzierung der Prozesszeiten sinkt auch die Durchlaufzeit der Artikel
deutlich um 3,5 Stunden (siehe Tabelle 7-6). Die Artikel sind somit früher verfügbar
und Aufträge können kurzfristiger bedient werden. Der Entfall der Sortierung und
Kontrolle bedeutet auch die Eliminierung von Puffern und dazu gehörigen Pufferflä-
chen, die anderweitig genutzt werden können.
Mittels Formel 6.4 aus Kapitel 6.2.3 wird das Potenzial, das sich aus der Reduzie-
rung der operativen Fehlerkosten ergibt, berechnet (siehe Tabelle 7-7). Das offen-
sichtlich geringe Potenzial beruht in erster Linie auf dem vergleichsweise geringen
Behebungsaufwand für Sortierfehler. Diese werden im Rahmen der Vollständigkeits-
kontrolle bei Widersprüchen zur Soll-Menge durch Nachzählen kurzfristig behoben.
Schlagen die Fehler erst bei oder nach der Dateneingabe im Büro auf, ist der Auf-
wand ungleich größer. Jedoch ist hierfür auch die Anzahl der Fehler bezogen auf
eine Ladung deutlich geringer. Allerdings werden bei dieser Betrachtung die strategi-
schen Fehlerfolgen in Form von bspw. Kundenzufriedenheit nicht berücksichtigt.
Attribute EF VA EF EF VA VA
I1.1.1-1 I1.1.1-2 I1.1.1-3 I1.1.1-4 I1.1.1-5 I1.1.1Bezugsobjekt Karton Ladung Ladung Ladung
Art der Durchführung Automa-tisch
Automa-tisch
Automa-tisch
Automa-tisch
Ausprägung Erfassen Erfassen Zählen PrüfenDistanz <0,5m n. r. n. r. n. r.Prozesszeit n. r. n. r. n. r. n. r.Zuverlässigkeit 99,9% 99,9% 99,9% 99,9%Häufigkeit 1/SKU 1/Ladung 1/Ladung 1/LadungEingesetztes Personal n. r. n. r. n. r. n. r.Eingesetzte Technik RFID RFID RFID RFID
Grundfunktionen Teilprozess 1.1.1 (Warenannahme) So ll-Prozess
UE EF ST UE LI
I1.1.1-8 I1.1.1-9 I1.1.1-10 I1.1.1-11 M1.1.1-1Ladung Ladung Ladung Palette
automatischAutoma-tisch
Automa-tisch n. r.
Übertragen Status Senden Wartenn. r. n. r. n. r. n. r.n. r. n. r. n. r. 60 Min.n. r. n. r. n. r. n. r.Echtzeit n. r. n. r. n. r.n. r. n. r. n. r. n. r.WLAN Server Netzwerk n. r.
BW
M1.1.1-6PaletteMechani-siertFördern25m3,5 Minn. r.1/Palette1 WE-MAHubwagen
Grundfunktionen Teilprozess 1.1.1 (Warenannahme) So ll-Prozess
Vorgang Beschreibung TPZ alt TPZ alt je Ladung [Std]
TPZ neu je Ladung [Std]
TPK je Stunde[€]
PKE je Ladung [€]
PKE je Schicht [€]
PKE je Jahr [€]
I1.1.1-1...2 Kartoninformationen aufnehmen & zuordnen 20 Sek. 1,33 0,00 26,00 34,67 104,00 30.160,00
M1.1.1-4 Sortieren der Kartons 20 Sek. 1,33 0,00 26,00 34,67 104,00 30.160,00
I1.1.1-3…6 Vollständigkeitskontrolle mit Dokumentation 13 Min. 0,22 0,00 26,00 5,63 16,90 4.901,00
I1.1.1-8 Ablage der Papiere im Postfach 6,67 Min. 0,11 0,00 26,00 2,89 8,67 2.513,33
I1.1.1-9 Dateneingabe und -verwaltung 30 Min. 0,50 0,00 26,00 13,00 39,00 11.310,00Legende:
• TPZ = Teilprozesszeit• TPK = Teilprozesskosten• PKE = Prozesskostenersparnis 3,49 90,86 272,57 79.044,33
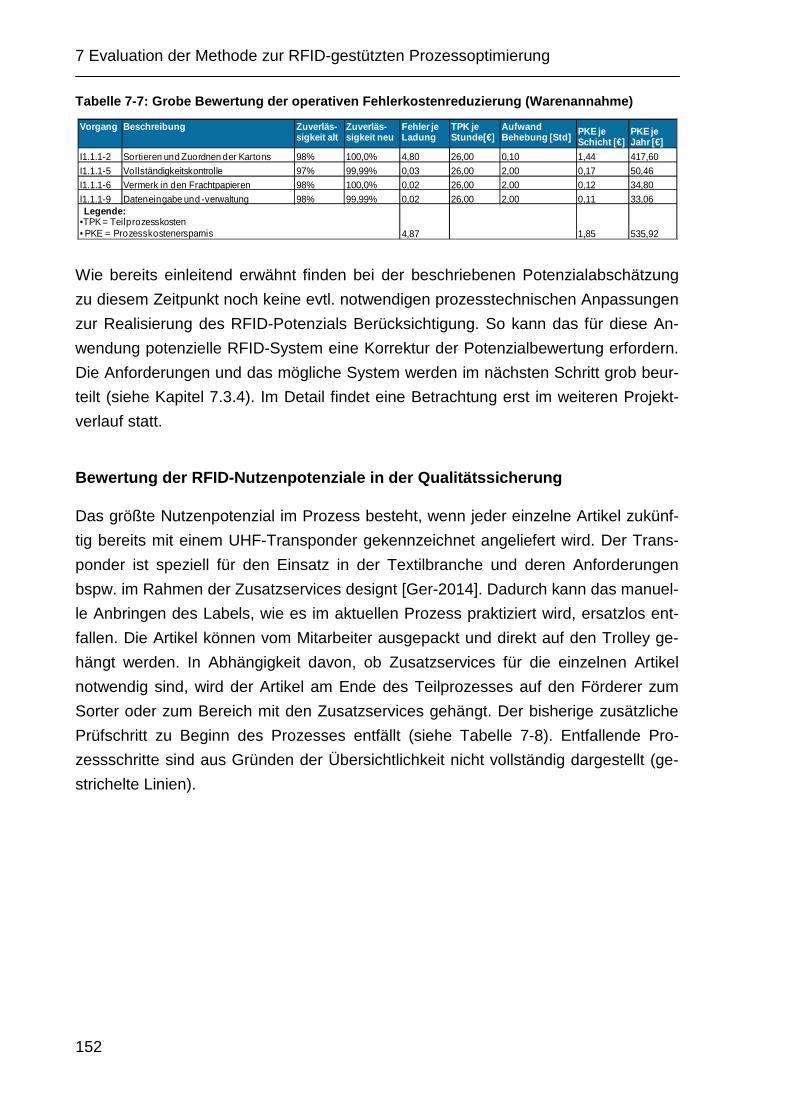
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
152
Tabelle 7-7: Grobe Bewertung der operativen Fehlerk ostenreduzierung (Warenannahme)
Wie bereits einleitend erwähnt finden bei der beschriebenen Potenzialabschätzung
zu diesem Zeitpunkt noch keine evtl. notwendigen prozesstechnischen Anpassungen
zur Realisierung des RFID-Potenzials Berücksichtigung. So kann das für diese An-
wendung potenzielle RFID-System eine Korrektur der Potenzialbewertung erfordern.
Die Anforderungen und das mögliche System werden im nächsten Schritt grob beur-
teilt (siehe Kapitel 7.3.4). Im Detail findet eine Betrachtung erst im weiteren Projekt-
verlauf statt.
Bewertung der RFID-Nutzenpotenziale in der Qualität ssicherung
Das größte Nutzenpotenzial im Prozess besteht, wenn jeder einzelne Artikel zukünf-
tig bereits mit einem UHF-Transponder gekennzeichnet angeliefert wird. Der Trans-
ponder ist speziell für den Einsatz in der Textilbranche und deren Anforderungen
bspw. im Rahmen der Zusatzservices designt [Ger-2014]. Dadurch kann das manuel-
le Anbringen des Labels, wie es im aktuellen Prozess praktiziert wird, ersatzlos ent-
fallen. Die Artikel können vom Mitarbeiter ausgepackt und direkt auf den Trolley ge-
hängt werden. In Abhängigkeit davon, ob Zusatzservices für die einzelnen Artikel
notwendig sind, wird der Artikel am Ende des Teilprozesses auf den Förderer zum
Sorter oder zum Bereich mit den Zusatzservices gehängt. Der bisherige zusätzliche
Prüfschritt zu Beginn des Prozesses entfällt (siehe Tabelle 7-8). Entfallende Pro-
zessschritte sind aus Gründen der Übersichtlichkeit nicht vollständig dargestellt (ge-
strichelte Linien).
Vorgang Beschreibung Zuverläs-sigkeit alt
Zuverläs-sigkeit neu
Fehler je Ladung
TPK je Stunde[€]
Aufwand Behebung [Std]
PKE je Schicht [€]
PKE je Jahr [€]
I1.1.1-2 Sortieren und Zuordnen der Kartons 98% 100,0% 4,80 26,00 0,10 1,44 417,60
I1.1.1-5 Vollständigkeitskontrolle 97% 99,99% 0,03 26,00 2,00 0,17 50,46I1.1.1-6 Vermerk in den Frachtpapieren 98% 100,0% 0,02 26,00 2,00 0,12 34,80
I1.1.1-9 Dateneingabe und -verwaltung 98% 99,99% 0,02 26,00 2,00 0,11 33,06Legende:
•TPK = Teilprozesskosten• PKE = Prozesskostenersparnis 4,87 1,85 535,92
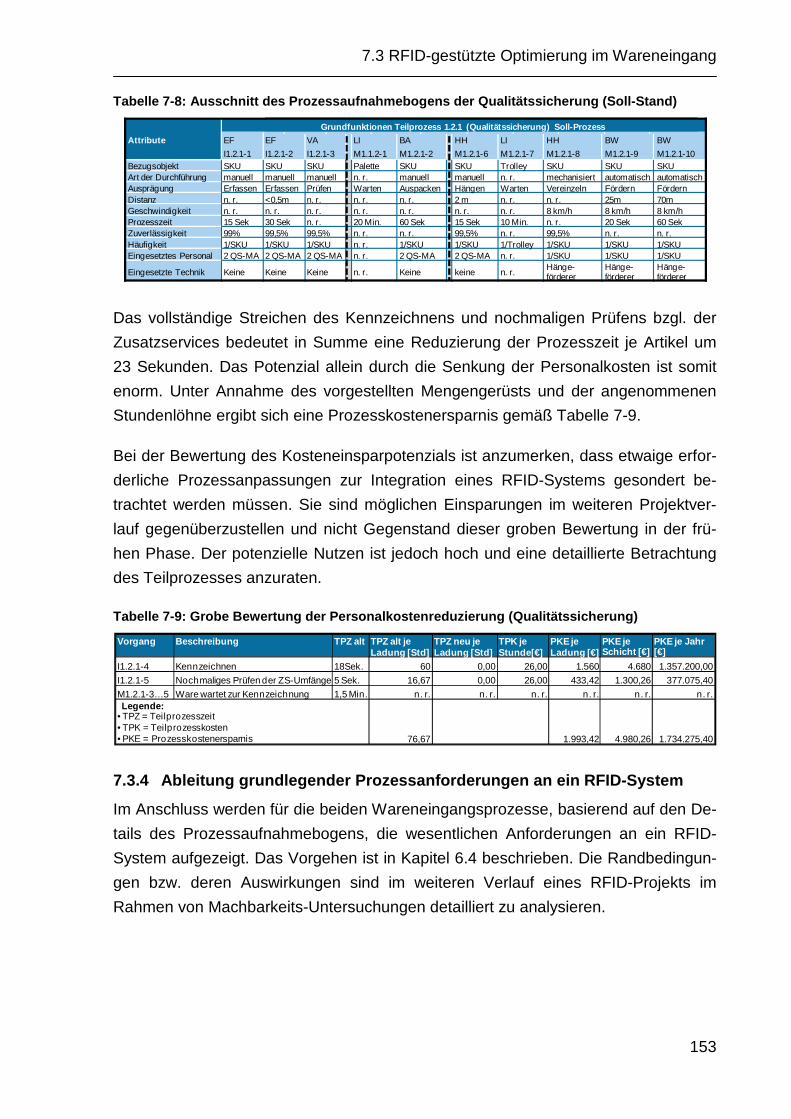
7.3 RFID-gestützte Optimierung im Wareneingang
153
Tabelle 7-8: Ausschnitt des Prozessaufnahmebogens d er Qualitätssicherung (Soll-Stand)
Das vollständige Streichen des Kennzeichnens und nochmaligen Prüfens bzgl. der
Zusatzservices bedeutet in Summe eine Reduzierung der Prozesszeit je Artikel um
23 Sekunden. Das Potenzial allein durch die Senkung der Personalkosten ist somit
enorm. Unter Annahme des vorgestellten Mengengerüsts und der angenommenen
Stundenlöhne ergibt sich eine Prozesskostenersparnis gemäß Tabelle 7-9.
Bei der Bewertung des Kosteneinsparpotenzials ist anzumerken, dass etwaige erfor-
derliche Prozessanpassungen zur Integration eines RFID-Systems gesondert be-
trachtet werden müssen. Sie sind möglichen Einsparungen im weiteren Projektver-
lauf gegenüberzustellen und nicht Gegenstand dieser groben Bewertung in der frü-
hen Phase. Der potenzielle Nutzen ist jedoch hoch und eine detaillierte Betrachtung
des Teilprozesses anzuraten.
Tabelle 7-9: Grobe Bewertung der Personalkostenredu zierung (Qualitätssicherung)
7.3.4 Ableitung grundlegender Prozessanforderungen an ein RFID-System
Im Anschluss werden für die beiden Wareneingangsprozesse, basierend auf den De-
tails des Prozessaufnahmebogens, die wesentlichen Anforderungen an ein RFID-
System aufgezeigt. Das Vorgehen ist in Kapitel 6.4 beschrieben. Die Randbedingun-
gen bzw. deren Auswirkungen sind im weiteren Verlauf eines RFID-Projekts im
Rahmen von Machbarkeits-Untersuchungen detailliert zu analysieren.
Attribute EF EF VA KE
I1.2.1-1 I1.2.1-2 I1.2.1-3 I1.2.1Bezugsobjekt SKU SKU SKUArt der Durchführung manuell manuell manuellAusprägung Erfassen Erfassen PrüfenDistanz n. r. <0,5m n. r.Geschwindigkeit n. r. n. r. n. r.Prozesszeit 15 Sek 30 Sek n. r.Zuverlässigkeit 99% 99,5% 99,5%Häufigkeit 1/SKU 1/SKU 1/SKUEingesetztes Personal 2 QS-MA 2 QS-MA 2 QS-MA
Eingesetzte Technik Keine Keine Keine
Grundfunktionen Teilprozess 1.2.1 (Qualitätssicheru ng) Soll
LI BA
M1.1.2-1 M1.2.1-2Palette SKUn. r. manuellWarten Auspackenn. r. n. r.n. r. n. r.20 Min. 60 Sekn. r. n. r.n. r. 1/SKUn. r. 2 QS-MA
n. r. Keine
Grundfunktionen Teilprozess 1.2.1 (Qualitätssicheru ng) Soll -Prozess
HH LI HH BW BW
M1.2.1-6 M1.2.1-7 M1.2.1-8 M1.2.1-9 M1.2.1-10SKU Trolley SKU SKU SKUmanuell n. r. mechanisiert automatisch automatischHängen Warten Vereinzeln Fördern Fördern2 m n. r. n. r. 25m 70mn. r. n. r. 8 km/h 8 km/h 8 km/h15 Sek 10 Min. n. r. 20 Sek 60 Sek99,5% n. r. 99,5% n. r. n. r.1/SKU 1/Trolley 1/SKU 1/SKU 1/SKU2 QS-MA n. r. 1/SKU 1/SKU 1/SKU
keine n. r.Hänge-förderer
Hänge-förderer
Hänge-förderer
Grundfunktionen Teilprozess 1.2.1 (Qualitätssicheru ng) Soll-Prozess
Vorgang Beschreibung TPZ alt TPZ alt je Ladung [Std]
TPZ neu je Ladung [Std]
TPK je Stunde[€]
PKE je Ladung [€]
PKE je Schicht [€]
PKE je Jahr [€]
I1.2.1-4 Kennzeichnen 18Sek. 60 0,00 26,00 1.560 4.680 1.357.200,00
I1.2.1-5 Nochmaliges Prüfen der ZS-Umfänge 5 Sek. 16,67 0,00 26,00 433,42 1.300,26 377.075,40
M1.2.1-3…5 Ware wartet zur Kennzeichnung 1,5 Min. n. r. n. r. n. r. n. r. n. r. n. r.Legende:
• TPZ = Teilprozesszeit• TPK = Teilprozesskosten• PKE = Prozesskostenersparnis 76,67 1.993,42 4.980,26 1.734.275,40
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
154
Prozess-Anforderungen an ein RFID-System in der War enannahme
In der Warenannahme werden auf einer Palette bis zu 24 Kartons mit jeweils bis zu
100 Artikeln angeliefert. Sie sind mittels eines passiven Transponders im Pflegeeti-
kett eindeutig gekennzeichnet, wie er u. a. bereits von Modelabels wie Gerry Weber
eingesetzt wird [Ger-2014]. Die Artikel liegen nach oben ausgerichtet in den Kartons.
Das Packschema der Artikel in den Kartons und der Kartons auf den Paletten ist
ebenfalls einheitlich, wobei deren Lage auf der Palette und damit die Ausrichtung der
Transponder variieren kann.
Für die aufgezeigten Anforderungen (siehe Tabelle 7-10) ist ein RFID-System mit
mehreren Antennen unterschiedlicher Orientierung einzusetzen, bspw. in Form eines
Portals. So werden Polarisationsverluste durch ungünstig ausgerichtete Transponder
minimiert und der Erfassungsbereich maximiert. Insgesamt kritisch für die prozesssi-
chere Erfassung sind die großen Pulks. Es ist nicht ausreichend, dass das System
pulkfähig ist und über verschiedene Antikollisionsmechanismen sowie eine große
Bandbreite verfügt. Zusätzlich müssen die Pulks durch Prozessanpassungen redu-
ziert werden, bspw. durch Vereinzelung der Kartons. Der Soll-Prozess ist für diesen
Fall zu ergänzen und die Potenzialbewertung entsprechend anzupassen.
Mit steigendem Abstand zu den Antennen eines RFID-Systems nimmt die Feldstär-
ke, die zur Energieversorgung der Transponder benötigt wird, stark ab. Für eine zu-
verlässige Erfassung ist deshalb die Distanz zwischen Antennen und Transpondern
so gering wie möglich zu halten. Der Erfassungspunkt ist so zu gestalten, dass sich
die gekennzeichneten Artikel nur innerhalb eines definierten Bereichs vor den Anten-
nen befinden und einen maximalen Abstand nicht überschreiten. Eine mögliche Lö-
sung ist ein Portal oder Tunnel, bei dem der Schreib- / Leseabstand durch die Durch-
fahrtsbreite oder zusätzlich durch die Durchfahrtshöhe eingeschränkt wird. Je höher
zudem die Ansprechempfindlichkeit der Transponder ist, desto sicherer werden sie
auch bei eingeschränkter Feldstärke erfasst.
Bei der Auslegung des RFID-Systems muss des Weiteren dessen Störanfälligkeit
gegenüber den Prozessrandbedingungen berücksichtigt werden. Die größte Beein-
flussung ist dabei vom Material der Textilien selbst zu erwarten. Metallische oder me-
tallisch eloxierte Pailletten und Accessoires, Reißverschlüsse sowie Knöpfe und Gür-
telschnallen können zum Einen bei direktem Kontakt zum Transponder zu einem HF-
Kurzschluss führen, so dass der Datenträger nicht identifiziert wird. Zum Anderen
können, insbesondere in dichter gepackten Pulks, Reflexionen der abgestrahlten
elektromagnetischen Felder entstehen, die miteinander interferieren und lokale Aus-
7.3 RFID-gestützte Optimierung im Wareneingang
155
löschungen des Feldes bewirken (siehe Kapitel 2.1.3). Transponder in diesem Feld-
bereich werden ebenfalls nicht angesprochen. Zusätzlich kann der Transponder
durch sein Applikationsmaterial verstimmt werden. Die Folgen sind eine verringerte
Ansprechempfindlichkeit und Lesereichweite. Im Rahmen von Machbarkeitsuntersu-
chungen sind die Auswirkungen verschiedener Textilmaterialien in unterschiedlichen
Pulkgrößen, Zusammenstellungen und Packschemata zu untersuchen.
Eine weitere potenzielle Störquelle sind HF-Felder wie das firmeninterne WLAN. Sie
können ebenfalls mit dem elektromagnetischen Feld des RFID-Systems interferieren
und dieses beeinträchtigen. Gegebenenfalls ist der Erfassungsbereich gegen Stör-
felder abzuschirmen.
Eine weitere Einflussgröße im betrachteten Prozess ist die Prozessumgebung im
Bereich der Warenannahme. Mehrmals pro Schicht werden die Pufferflächen von
den Mitarbeitern beladen und anschließend entleert. Aufgrund der ortsveränderlichen
Waren und Personen wird das elektromagnetische UHF-Feld in der Anlieferzone und
damit die Erfassungssituation für die Waren dynamisch verändert. Der Erfassungsbe-
reich ist deshalb im Soll-Prozess räumlich von der restlichen Warenannahme zu
trennen bzw. abzuschirmen.
Die nachfolgende Tabelle 7-10 stellt die für ein UHF-RFID-System maßgeblichen
Eigenschaften des Warenannahmeprozesses und deren Auswirkungen auf die
Merkmale des Systems dar.
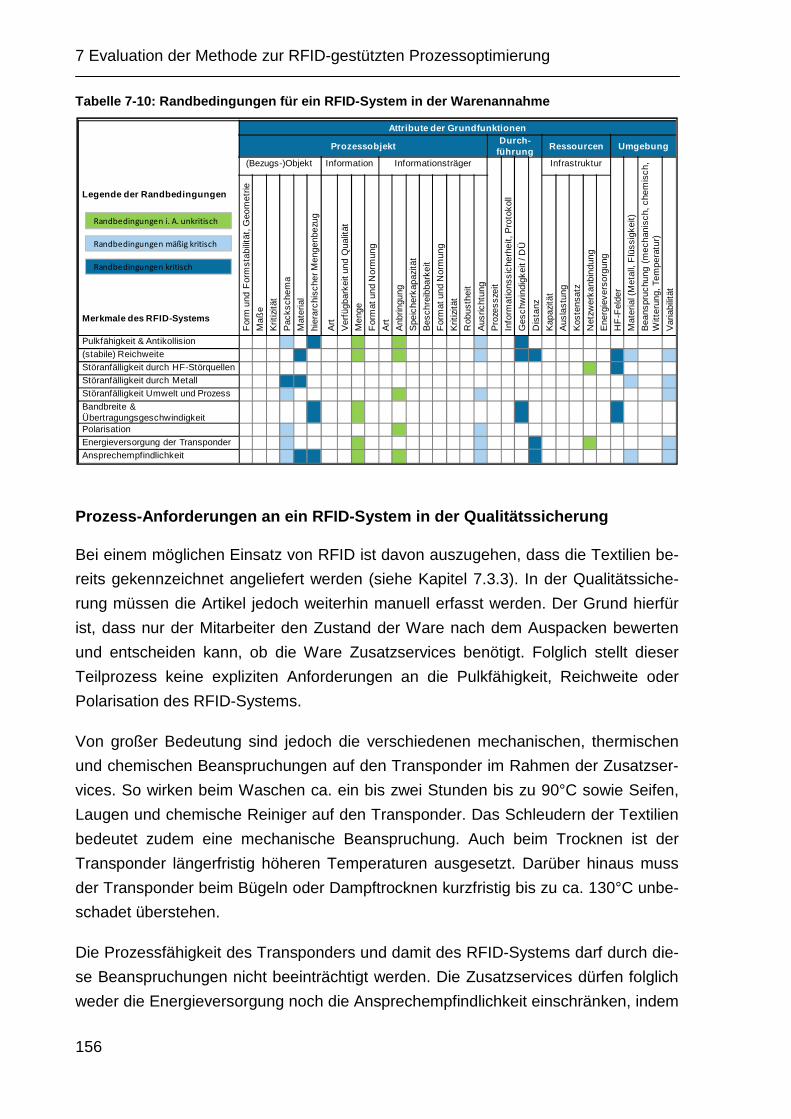
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
156
Tabelle 7-10: Randbedingungen für ein RFID-System i n der Warenannahme
Prozess-Anforderungen an ein RFID-System in der Qua litätssicherung
Bei einem möglichen Einsatz von RFID ist davon auszugehen, dass die Textilien be-
reits gekennzeichnet angeliefert werden (siehe Kapitel 7.3.3). In der Qualitätssiche-
rung müssen die Artikel jedoch weiterhin manuell erfasst werden. Der Grund hierfür
ist, dass nur der Mitarbeiter den Zustand der Ware nach dem Auspacken bewerten
und entscheiden kann, ob die Ware Zusatzservices benötigt. Folglich stellt dieser
Teilprozess keine expliziten Anforderungen an die Pulkfähigkeit, Reichweite oder
Polarisation des RFID-Systems.
Von großer Bedeutung sind jedoch die verschiedenen mechanischen, thermischen
und chemischen Beanspruchungen auf den Transponder im Rahmen der Zusatzser-
vices. So wirken beim Waschen ca. ein bis zwei Stunden bis zu 90°C sowie Seifen,
Laugen und chemische Reiniger auf den Transponder. Das Schleudern der Textilien
bedeutet zudem eine mechanische Beanspruchung. Auch beim Trocknen ist der
Transponder längerfristig höheren Temperaturen ausgesetzt. Darüber hinaus muss
der Transponder beim Bügeln oder Dampftrocknen kurzfristig bis zu ca. 130°C unbe-
schadet überstehen.
Die Prozessfähigkeit des Transponders und damit des RFID-Systems darf durch die-
se Beanspruchungen nicht beeinträchtigt werden. Die Zusatzservices dürfen folglich
weder die Energieversorgung noch die Ansprechempfindlichkeit einschränken, indem
Legende der Randbedingungen
Merkmale des RFID-Systems
Attribute der Grundfunktionen
ProzessobjektDurch-
führungRessourcen Umgebung
(Bezugs-)Objekt Information Informationsträger
Pro
zess
zeit
Info
rmat
ions
sich
erhe
it, P
roto
koll
Ges
chw
indi
gkei
t / D
Ü
Dis
tanz
Infrastruktur
HF
-Fel
der
Mat
eria
l (M
etal
l, F
lüss
igke
it)
Bea
nspr
uchu
ng (
mec
hani
sch,
che
mis
ch,
Witt
erun
g, T
empe
ratu
r)
Var
iabi
lität
For
m u
nd F
orm
stab
ilitä
t, G
eom
etrie
Maß
e
Krit
izitä
t
Pac
ksch
ema
Mat
eria
l
hier
arch
isch
er M
enge
nbez
ug
Art
Ver
fügb
arke
it un
d Q
ualit
ät
Men
ge
For
mat
und
Nor
mun
g
Art
Anb
ringu
ng
Spe
iche
rkap
azitä
t
Bes
chre
ibba
rkei
t
For
mat
und
Nor
mun
g
Krit
izitä
t
Rob
usth
eit
Aus
richt
ung
Kap
azitä
t
Aus
last
ung
Kos
tens
atz
Net
zwer
kanb
indu
ng
Ene
rgie
vers
orgu
ng
Pulkfähigkeit & Antikollision (stabile) Reichweite Störanfälligkeit durch HF-StörquellenStöranfälligkeit durch MetallStöranfälligkeit Umwelt und Prozess
Bandbreite & ÜbertragungsgeschwindigkeitPolarisationEnergieversorgung der TransponderAnsprechempfindlichkeit
Randbedingungen kritisch
Randbedingungen mäßig kritisch
Randbedingungen i. A. unkritisch
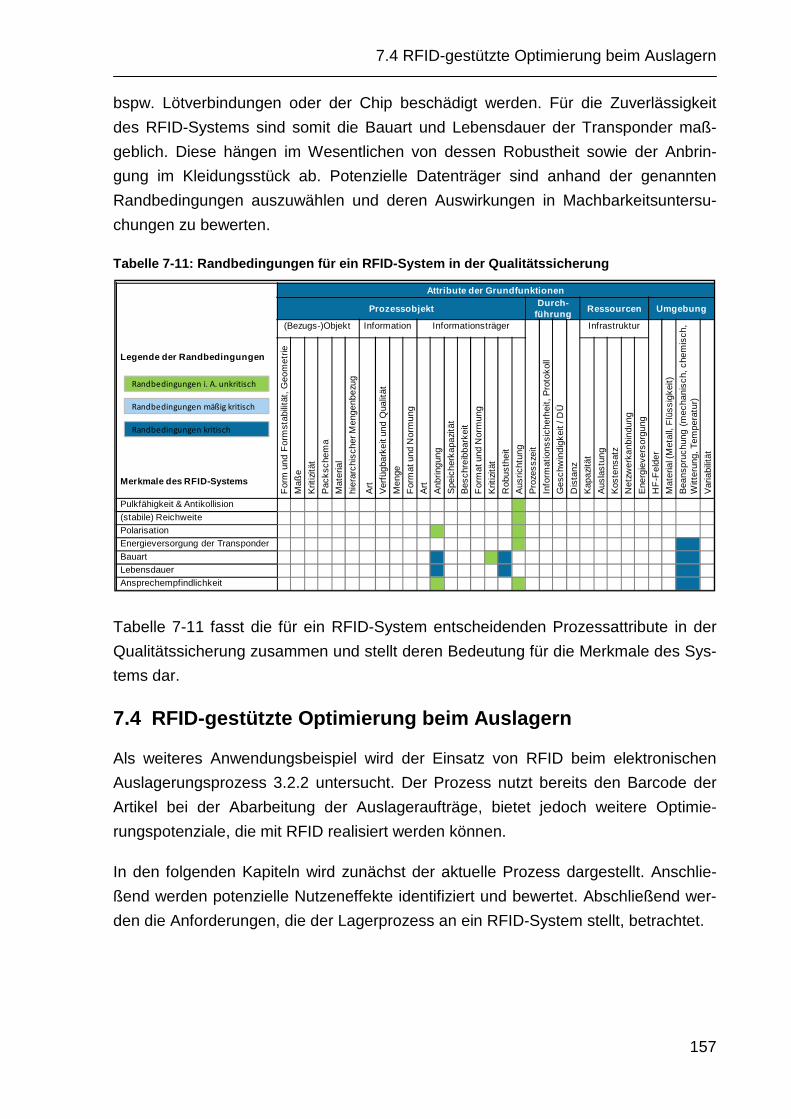
7.4 RFID-gestützte Optimierung beim Auslagern
157
bspw. Lötverbindungen oder der Chip beschädigt werden. Für die Zuverlässigkeit
des RFID-Systems sind somit die Bauart und Lebensdauer der Transponder maß-
geblich. Diese hängen im Wesentlichen von dessen Robustheit sowie der Anbrin-
gung im Kleidungsstück ab. Potenzielle Datenträger sind anhand der genannten
Randbedingungen auszuwählen und deren Auswirkungen in Machbarkeitsuntersu-
chungen zu bewerten.
Tabelle 7-11: Randbedingungen für ein RFID-System i n der Qualitätssicherung
Tabelle 7-11 fasst die für ein RFID-System entscheidenden Prozessattribute in der
Qualitätssicherung zusammen und stellt deren Bedeutung für die Merkmale des Sys-
tems dar.
7.4 RFID-gestützte Optimierung beim Auslagern
Als weiteres Anwendungsbeispiel wird der Einsatz von RFID beim elektronischen
Auslagerungsprozess 3.2.2 untersucht. Der Prozess nutzt bereits den Barcode der
Artikel bei der Abarbeitung der Auslageraufträge, bietet jedoch weitere Optimie-
rungspotenziale, die mit RFID realisiert werden können.
In den folgenden Kapiteln wird zunächst der aktuelle Prozess dargestellt. Anschlie-
ßend werden potenzielle Nutzeneffekte identifiziert und bewertet. Abschließend wer-
den die Anforderungen, die der Lagerprozess an ein RFID-System stellt, betrachtet.
Legende der Randbedingungen
Merkmale des RFID-Systems
Attribute der Grundfunktionen
ProzessobjektDurch-
führungRessourcen Umgebung
(Bezugs-)Objekt Information Informationsträger
Pro
zess
zeit
Info
rmat
ions
sich
erhe
it, P
roto
koll
Ges
chw
indi
gkei
t / D
Ü
Dis
tanz
Infrastruktur
HF
-Fel
der
Mat
eria
l (M
etal
l, F
lüss
igke
it)
Bea
nspr
uchu
ng (
mec
hani
sch,
che
mis
ch,
Witt
erun
g, T
empe
ratu
r)
Var
iabi
lität
For
m u
nd F
orm
stab
ilitä
t, G
eom
etrie
Maß
e
Krit
izitä
t
Pac
ksch
ema
Mat
eria
l
hier
arch
isch
er M
enge
nbez
ug
Art
Ver
fügb
arke
it un
d Q
ualit
ät
Men
ge
For
mat
und
Nor
mun
g
Art
Anb
ringu
ng
Spe
iche
rkap
azitä
t
Bes
chre
ibba
rkei
t
For
mat
und
Nor
mun
g
Krit
izitä
t
Rob
usth
eit
Aus
richt
ung
Kap
azitä
t
Aus
last
ung
Kos
tens
atz
Net
zwer
kanb
indu
ng
Ene
rgie
vers
orgu
ng
Pulkfähigkeit & Antikollision
(stabile) Reichweite PolarisationEnergieversorgung der Transponder
BauartLebensdauerAnsprechempfindlichkeit
Randbedingungen kritisch
Randbedingungen mäßig kritisch
Randbedingungen i. A. unkritisch
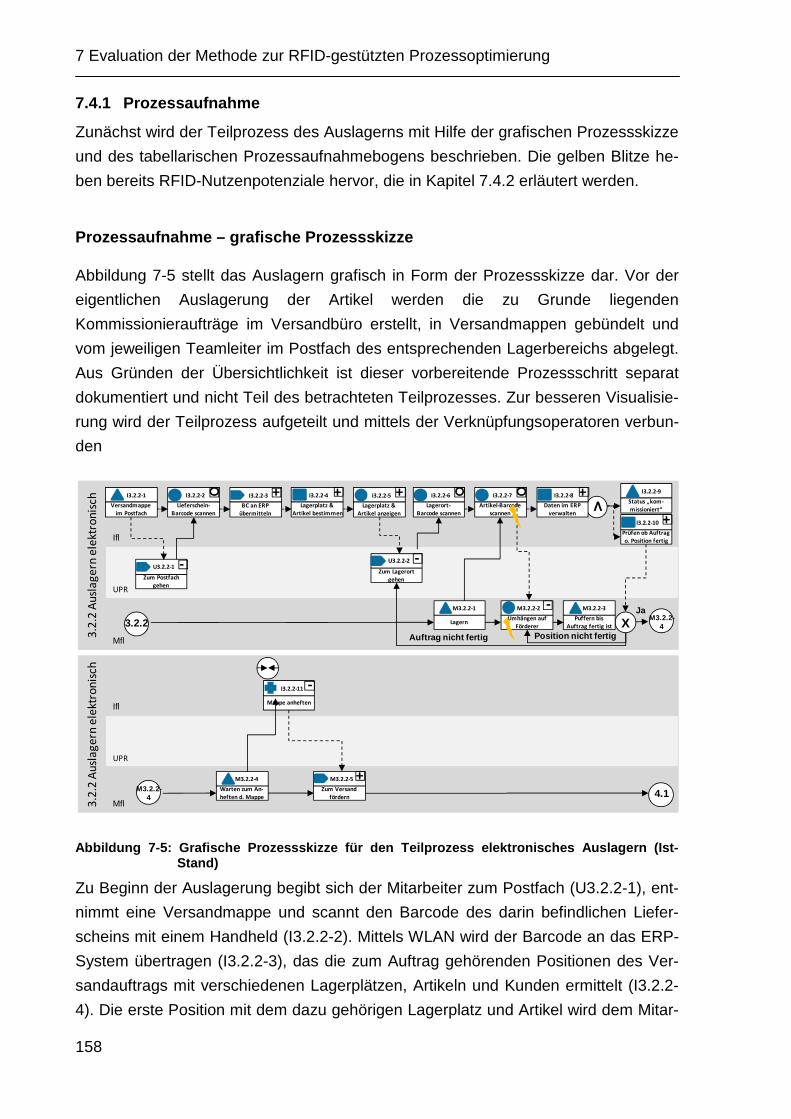
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
158
7.4.1 Prozessaufnahme
Zunächst wird der Teilprozess des Auslagerns mit Hilfe der grafischen Prozessskizze
und des tabellarischen Prozessaufnahmebogens beschrieben. Die gelben Blitze he-
ben bereits RFID-Nutzenpotenziale hervor, die in Kapitel 7.4.2 erläutert werden.
Prozessaufnahme – grafische Prozessskizze
Abbildung 7-5 stellt das Auslagern grafisch in Form der Prozessskizze dar. Vor der
eigentlichen Auslagerung der Artikel werden die zu Grunde liegenden
Kommissionieraufträge im Versandbüro erstellt, in Versandmappen gebündelt und
vom jeweiligen Teamleiter im Postfach des entsprechenden Lagerbereichs abgelegt.
Aus Gründen der Übersichtlichkeit ist dieser vorbereitende Prozessschritt separat
dokumentiert und nicht Teil des betrachteten Teilprozesses. Zur besseren Visualisie-
rung wird der Teilprozess aufgeteilt und mittels der Verknüpfungsoperatoren verbun-
den
Abbildung 7-5: Grafische Prozessskizze für den Teil prozess elektronisches Auslagern (Ist-Stand)
Zu Beginn der Auslagerung begibt sich der Mitarbeiter zum Postfach (U3.2.2-1), ent-
nimmt eine Versandmappe und scannt den Barcode des darin befindlichen Liefer-
scheins mit einem Handheld (I3.2.2-2). Mittels WLAN wird der Barcode an das ERP-
System übertragen (I3.2.2-3), das die zum Auftrag gehörenden Positionen des Ver-
sandauftrags mit verschiedenen Lagerplätzen, Artikeln und Kunden ermittelt (I3.2.2-
4). Die erste Position mit dem dazu gehörigen Lagerplatz und Artikel wird dem Mitar-
3.2
.2 A
usl
ag
ern
ele
ktro
nis
ch
Ifl
UPR
Mfl
3.2.2 Lagern
M3.2.2-1
XUmhängen auf
Förderer
M3.2.2-2 -
Position nicht fertig
Ja
ΛVersandmappe
im Postfach
I3.2.2-1
Zum Postfach
gehen
U3.2.2-1 -
Lieferschein-
Barcode scannen
I3.2.2-2
BC an ERP
übermitteln
I3.2.2-3 +Lagerplatz &
Artikel bestimmen
I3.2.2-4 +Lagerplatz &
Artikel anzeigen
I3.2.2-5 +
Zum Lagerort
gehen
U3.2.2-2 -
Lagerort-
Barcode scannen
I3.2.2-6
Artikel-Barcode
scannen
I3.2.2-7
Daten im ERP
verwalten
I3.2.2-8 +Status „kom-
missioniert“
I3.2.2-9
Prüfen ob Auftrag
o. Position fertig
I3.2.2-10 +
Puffern bis
Auftrag fertig ist
M3.2.2-3
Auftrag nicht fertig
3.2
.2 A
usl
ag
ern
ele
ktro
nis
ch
Ifl
UPR
Mfl4.1
Mappe anheften
I3.2.2-11 -
Warten zum An-
heften d. Mappe
M3.2.2-4
Zum Versand
fördern
M3.2.2-5 +M3.2.2-
4
M3.2.2-4
7.4 RFID-gestützte Optimierung beim Auslagern
159
beiter auf dem Display des Handhelds angezeigt (I3.2.2-5). Der Mitarbeiter geht da-
raufhin zum angezeigten Lagerort (U3.2.2-2) und scannt dessen Barcode (I3.2.2-6).
Anschließend entnimmt er für die Auftragsposition die erforderliche Anzahl an Arti-
keln, scannt deren Barcode einzeln ab (I3.2.2-7) und hängt sie anschließend auf ei-
nen Förderer (M3.2.2-2). Dort warten sie, bis der Auftrag beendet ist (M3.2.2-3).
Die Artikel bekommen durch das Scannen vom ERP-System automatisch den Status
„kommissioniert“ zugewiesen, wenn der richtige Artikel gescannt wurde (I3.2.2-9).
Gleichzeitig wird vom System überprüft, ob die jeweilige Position bzw. der gesamte
Auftrag beendet ist (I3.2.2-10). In diesem Fall heftet der Mitarbeiter die Versandmap-
pe am letzten Artikel des Auftrags an (I3.2.2-11) und die Ware wird zum Versand ge-
fördert (M3.2.2-5). Anderenfalls arbeitet der Mitarbeiter die restlichen Positionen des
Auftrags, die ihm auf dem Display des Handhelds angezeigt werden, ab.
Prozessaufnahme – tabellarischer Prozessaufnahmebog en
Die Prozessdetails des Auslagerns sind im Prozessaufnahmebogen in nachfolgender
Tabelle 7-12 beschrieben.
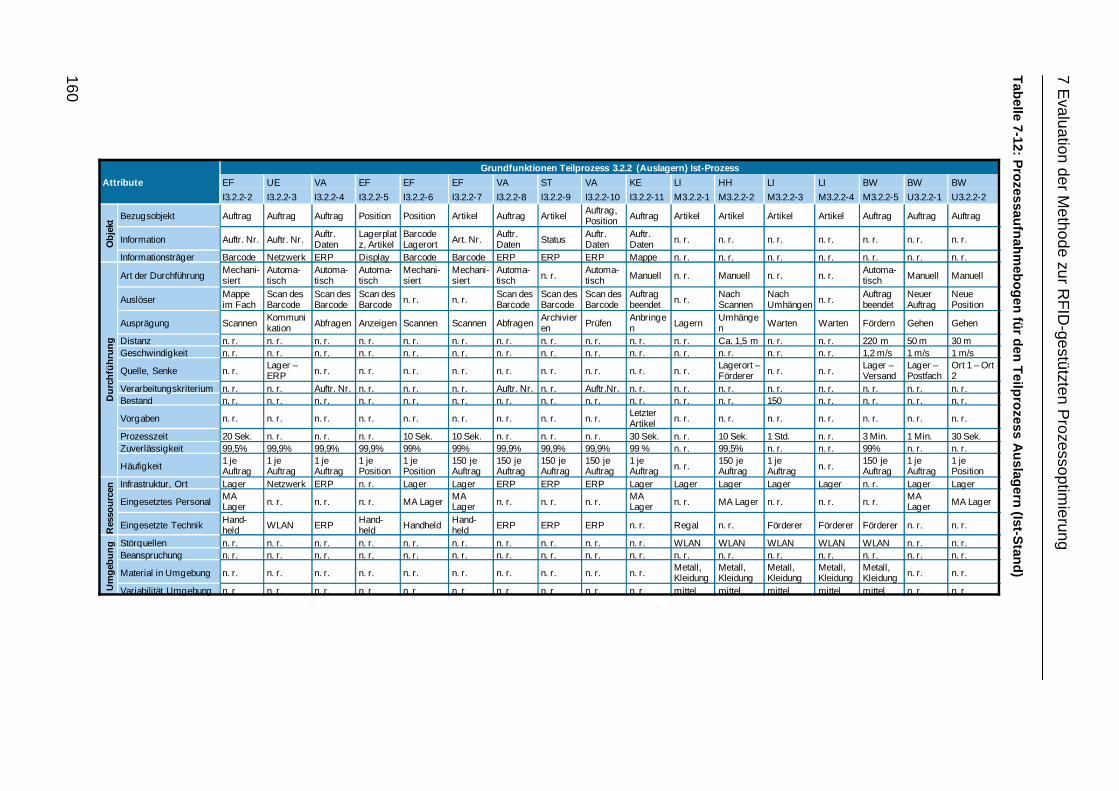
7 Evaluation der M
ethode zur RF
ID-gestützten P
rozessoptimierung
160
Tabelle 7-12: P
rozessaufnahmebogen für den T
eilprozess A
uslagern (Ist-Stand)
Attribute
Grundfunktionen Teilprozess 3.2.2 (Auslagern) Ist-Pr ozess
EF UE VA EF EF EF VA ST VA KE LI HH LI LI BW BW BW
I3.2.2-2 I3.2.2-3 I3.2.2-4 I3.2.2-5 I3.2.2-6 I3.2.2-7 I3.2.2-8 I3.2.2-9 I3.2.2-10 I3.2.2-11 M3.2.2-1 M3.2.2-2 M3.2.2-3 M3.2.2-4 M3.2.2-5 U3.2.2-1 U3.2.2-2
Obj
ekt Bezugsobjekt Auftrag Auftrag Auftrag Position Position Artikel Auftrag Artikel
Auftrag, Position Auftrag Artikel Artikel Artikel Artikel Auftrag Auftrag Auftrag
Information Auftr. Nr. Auftr. Nr.Auftr. Daten
Lagerplatz, Artikel
Barcode Lagerort Art. Nr.
Auftr. Daten Status
Auftr. Daten
Auftr. Daten n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Informationsträger Barcode Netzwerk ERP Display Barcode Barcode ERP ERP ERP Mappe n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Dur
chfü
hrun
g
Art der Durchführung Mechani-siert
Automa-tisch
Automa-tisch
Automa-tisch
Mechani-siert
Mechani-siert
Automa-tisch n. r.
Automa-tisch Manuell n. r. Manuell n. r. n. r.
Automa-tisch Manuell Manuell
Auslöser Mappe im Fach
Scan des Barcode
Scan des Barcode
Scan des Barcode n. r. n. r.
Scan des Barcode
Scan des Barcode
Scan des Barcode
Auftrag beendet n. r.
Nach Scannen
NachUmhängen n. r.
Auftragbeendet
Neuer Auftrag
Neue Position
Ausprägung ScannenKommunikation Abfragen Anzeigen Scannen Scannen Abfragen
Archivieren Prüfen
Anbringen Lagern
Umhängen Warten Warten Fördern Gehen Gehen
Distanz n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. Ca. 1,5 m n. r. n. r. 220 m 50 m 30 mGeschwindigkeit n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. 1,2 m/s 1 m/s 1 m/s
Quelle, Senke n. r.Lager –ERP n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Lagerort –Förderer n. r. n. r.
Lager –Versand
Lager –Postfach
Ort 1 – Ort 2
Verarbeitungskriterium n. r. n. r. Auftr. Nr. n. r. n. r. n. r. Auftr. Nr. n. r. Auftr.Nr. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Bestand n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. 150 n. r. n. r. n. r. n. r.
Vorgaben n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Letzter Artikel n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Prozesszeit 20 Sek. n. r. n. r. n. r. 10 Sek. 10 Sek. n. r. n. r. n. r. 30 Sek. n. r. 10 Sek. 1 Std. n. r. 3 Min. 1 Min. 30 Sek.Zuverlässigkeit 99,5% 99,9% 99,9% 99,9% 99% 99% 99,9% 99,9% 99,9% 99 % n. r. 99,5% n. r. n. r. 99% n. r. n. r.
Häufigkeit1 je Auftrag
1 je Auftrag
1 je Auftrag
1 je Position
1 je Position
150 je Auftrag
150 je Auftrag
150 je Auftrag
150 je Auftrag
1 je Auftrag n. r.
150 jeAuftrag
1 je Auftrag n. r.
150 jeAuftrag
1 je Auftrag
1 je Position
Res
sour
cen Infrastruktur, Ort Lager Netzwerk ERP n. r. Lager Lager ERP ERP ERP Lager Lager Lager Lager Lager n. r. Lager Lager
Eingesetztes Personal MA Lager n. r. n. r. n. r. MA Lager
MA Lager n. r. n. r. n. r.
MA Lager n. r. MA Lager n. r. n. r. n. r.
MA Lager MA Lager
Eingesetzte Technik Hand-held WLAN ERP
Hand-held Handheld
Hand-held ERP ERP ERP n. r. Regal n. r. Förderer Förderer Förderer n. r. n. r.
Um
gebu
ng
Störquellen n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. WLAN WLAN WLAN WLAN WLAN n. r. n. r.Beanspruchung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.
Material in Umgebung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r.Metall, Kleidung
Metall, Kleidung
Metall, Kleidung
Metall, Kleidung
Metall, Kleidung n. r. n. r.
Variabilität Umgebung n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. n. r. mittel mittel mittel mittel mittel n. r. n. r.
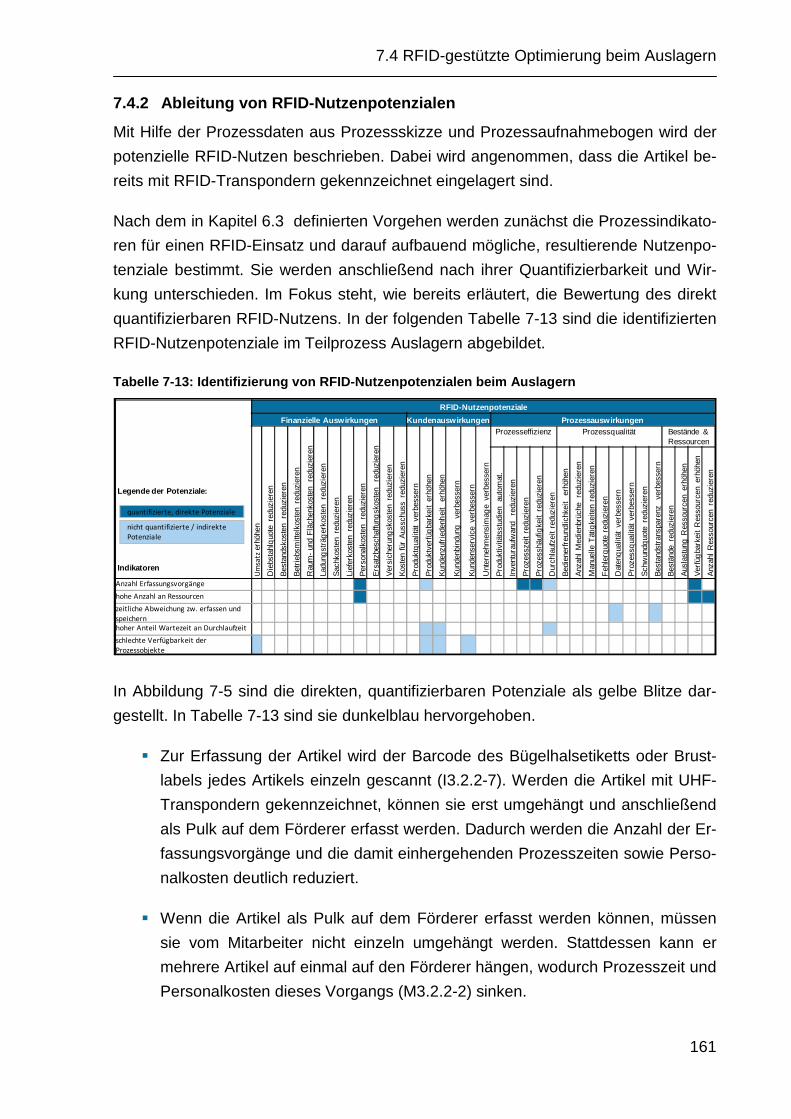
7.4 RFID-gestützte Optimierung beim Auslagern
161
7.4.2 Ableitung von RFID-Nutzenpotenzialen
Mit Hilfe der Prozessdaten aus Prozessskizze und Prozessaufnahmebogen wird der
potenzielle RFID-Nutzen beschrieben. Dabei wird angenommen, dass die Artikel be-
reits mit RFID-Transpondern gekennzeichnet eingelagert sind.
Nach dem in Kapitel 6.3 definierten Vorgehen werden zunächst die Prozessindikato-
ren für einen RFID-Einsatz und darauf aufbauend mögliche, resultierende Nutzenpo-
tenziale bestimmt. Sie werden anschließend nach ihrer Quantifizierbarkeit und Wir-
kung unterschieden. Im Fokus steht, wie bereits erläutert, die Bewertung des direkt
quantifizierbaren RFID-Nutzens. In der folgenden Tabelle 7-13 sind die identifizierten
RFID-Nutzenpotenziale im Teilprozess Auslagern abgebildet.
Tabelle 7-13: Identifizierung von RFID-Nutzenpotenz ialen beim Auslagern
In Abbildung 7-5 sind die direkten, quantifizierbaren Potenziale als gelbe Blitze dar-
gestellt. In Tabelle 7-13 sind sie dunkelblau hervorgehoben.
� Zur Erfassung der Artikel wird der Barcode des Bügelhalsetiketts oder Brust-
labels jedes Artikels einzeln gescannt (I3.2.2-7). Werden die Artikel mit UHF-
Transpondern gekennzeichnet, können sie erst umgehängt und anschließend
als Pulk auf dem Förderer erfasst werden. Dadurch werden die Anzahl der Er-
fassungsvorgänge und die damit einhergehenden Prozesszeiten sowie Perso-
nalkosten deutlich reduziert.
� Wenn die Artikel als Pulk auf dem Förderer erfasst werden können, müssen
sie vom Mitarbeiter nicht einzeln umgehängt werden. Stattdessen kann er
mehrere Artikel auf einmal auf den Förderer hängen, wodurch Prozesszeit und
Personalkosten dieses Vorgangs (M3.2.2-2) sinken.
Legende der Potenziale:
Indikatoren
RFID-Nutzenpotenziale
Finanzielle Auswirkungen Kundenauswirkungen Prozessauswirkungen
Um
satz
erhö
hen
Die
bsta
hlq
uote
red
uzie
ren
Bes
tand
skos
ten
redu
zier
en
Bet
rieb
smitt
elko
sten
red
uzie
ren
Rau
m-
und
Flä
chen
kost
en
redu
zier
en
Ladu
ngst
räg
erko
sten
re
duzi
eren
Sac
hkos
ten
redu
zier
en
Lief
erko
sten
red
uzie
ren
Per
sona
lkos
ten
redu
zier
en
Ers
atzb
esch
affu
ngsk
oste
n re
duzi
eren
Ver
sich
erun
gsk
oste
n re
duzi
eren
Kos
ten
für
Aus
schu
ss r
eduz
iere
n
Pro
dukt
qua
lität
ver
bess
ern
Pro
dukt
verf
ügba
rkei
t er
höhe
n
Kun
denz
ufri
eden
hei
t er
höhe
n
Kun
denb
indu
ng
verb
esse
rn
Kun
dens
ervi
ce v
erbe
sser
n
Unt
erne
hmen
sim
age
verb
esse
rn
Prozesseffizienz Prozessqualität Bestände & Ressourcen
Pro
dukt
ivitä
tsst
udie
n au
tom
at.
Inve
ntur
aufw
and
redu
zier
en
Pro
zess
zeit
redu
zier
en
Pro
zess
häuf
igke
it re
duzi
eren
Dur
chla
ufze
it re
duzi
eren
Bed
iene
rfre
undl
ichk
eit
erhö
hen
Anz
ahl
Med
ienb
rüch
e re
duzi
eren
Man
uelle
Tät
igke
iten
redu
zier
en
Feh
lerq
uote
red
uzie
ren
Dat
enq
ualit
ät v
erbe
sser
n
Pro
zess
qua
lität
ver
bess
ern
Sch
wun
dquo
te r
eduz
iere
n
Bes
tand
stra
nspa
renz
ve
rbes
sern
Bes
tänd
e re
duzi
eren
Aus
last
ung
Res
sour
cen
erhö
hen
Ver
füg
bark
eit
Res
sour
cen
erhö
hen
Anz
ahl
Res
sour
cen
redu
zier
en
Anzahl Erfassungsvorgänge
hohe Anzahl an Ressourcen
zeitliche Abweichung zw. erfassen und
speichernhoher Anteil Wartezeit an Durchlaufzeit
schlechte Verfügbarkeit der
Prozessobjekte
quantifizierte, direkte Potenziale
nicht quantifizierte / indirekte
Potenziale
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
162
� Aufgrund der Verringerung der Prozesszeit einzelner Vorgänge wird die benö-
tigte Zeit für einen Kommissionierauftrag verkürzt. Dadurch können die Mitar-
beiter mehr Aufträge bearbeiten. Einzelne, bisher in saisonalen Stoßzeiten
notwendige Sonderschichten in Verbindung mit höheren Kostensätzen können
ggf. reduziert werden.
Nachfolgend sind die indirekten Potenziale aufgeführt. In Tabelle 7-13 sind sie hell-
blau hinterlegt.
� Im bestehenden Prozess bekommen die Artikel bereits beim Scannen des
Barcodes den Status „kommissioniert“ zugewiesen. Tatsächlich wartet der Ar-
tikel jedoch im Lager, bis der Auftrag fertig bearbeitet ist und wird erst dann
zum Versand gefördert. Mit RFID kann der gesamte, fertige Auftrag auf dem
Förderer gescannt werden. Der Status wird also später zugewiesen, wodurch
die Datenqualität und Bestandstransparenz verbessert werden.
� Die Verringerung der Prozesszeit beim Erfassen und Handling der Artikel be-
wirkt in Summe auch eine Reduzierung der Durchlaufzeit eines Auftrags. Kun-
denanfragen können schneller und flexibler bearbeitet werden und die Artikel
sind für den Kunden früher verfügbar. Als Folge können der Kundenservice
und die Kundenzufriedenheit verbessert und letztlich der Umsatz erhöht wer-
den.
Der Informationsfluss mit Barcode-Unterstützung ist bereits sehr zuverlässig. Fehler-
fassungen durch beschädigte, fehlende oder unleserliche Barcodes treten relativ sel-
ten auf. Eine mögliche Verbesserung durch den Einsatz von RFID wird deshalb bei
der Grobbewertung der Potenziale in Kapitel 7.4.3 nicht weiter betrachtet.
7.4.3 Grobe Bewertung der RFID-Nutzenpotenziale
Dank der Pulkfähigkeit kann durch den Einsatz eines UHF-RFID-Systems die Häu-
figkeit des Scannens der Artikel beim Auslagern und Kommissionieren von 150 auf
nur noch einen Vorgang deutlich reduziert werden (siehe I3.2.2-7 in Tabelle 7-14).
Statt die Artikel einzeln über den Barcode zu identifizieren ist es grundsätzlich mög-
lich, alle Artikel eines Auftrags nach dem Umhängen auf dem Förderer zusammen zu
erfassen. Der Mitarbeiter bewegt sich dabei bspw. mit einem Handheld zur Identifika-
tion um die wartenden Artikel. Auf Basis der aufgenommenen Prozesszeiten sinkt
dadurch die Teilprozesszeit dieses Vorgangs für einen Auftrag um ca. 96%.
Durch den Entfall der Erfassung jedes einzelnen Artikels müssen diese nicht mehr
einzeln vom Lagerplatz auf den Förderer gehängt werden. Vielmehr kann der Mitar-
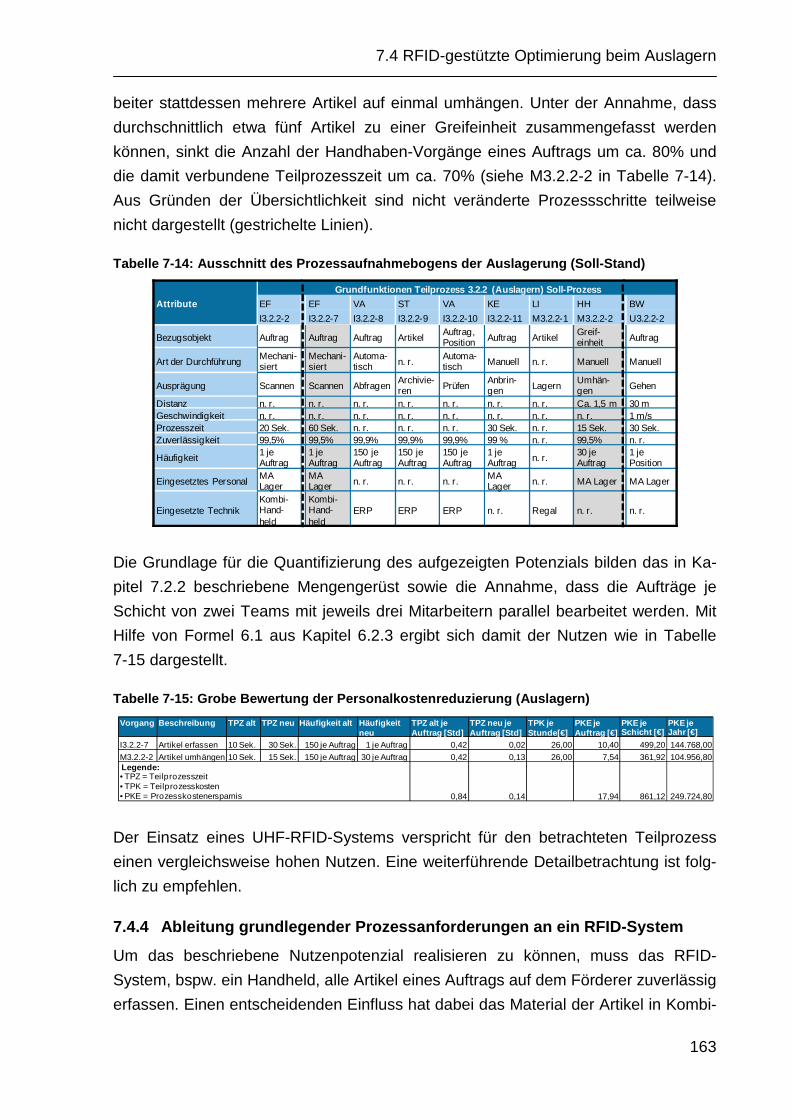
7.4 RFID-gestützte Optimierung beim Auslagern
163
beiter stattdessen mehrere Artikel auf einmal umhängen. Unter der Annahme, dass
durchschnittlich etwa fünf Artikel zu einer Greifeinheit zusammengefasst werden
können, sinkt die Anzahl der Handhaben-Vorgänge eines Auftrags um ca. 80% und
die damit verbundene Teilprozesszeit um ca. 70% (siehe M3.2.2-2 in Tabelle 7-14).
Aus Gründen der Übersichtlichkeit sind nicht veränderte Prozessschritte teilweise
nicht dargestellt (gestrichelte Linien).
Tabelle 7-14: Ausschnitt des Prozessaufnahmebogens der Auslagerung (Soll-Stand)
Die Grundlage für die Quantifizierung des aufgezeigten Potenzials bilden das in Ka-
pitel 7.2.2 beschriebene Mengengerüst sowie die Annahme, dass die Aufträge je
Schicht von zwei Teams mit jeweils drei Mitarbeitern parallel bearbeitet werden. Mit
Hilfe von Formel 6.1 aus Kapitel 6.2.3 ergibt sich damit der Nutzen wie in Tabelle
7-15 dargestellt.
Tabelle 7-15: Grobe Bewertung der Personalkostenred uzierung (Auslagern)
Der Einsatz eines UHF-RFID-Systems verspricht für den betrachteten Teilprozess
einen vergleichsweise hohen Nutzen. Eine weiterführende Detailbetrachtung ist folg-
lich zu empfehlen.
7.4.4 Ableitung grundlegender Prozessanforderungen an ein RFID-System
Um das beschriebene Nutzenpotenzial realisieren zu können, muss das RFID-
System, bspw. ein Handheld, alle Artikel eines Auftrags auf dem Förderer zuverlässig
erfassen. Einen entscheidenden Einfluss hat dabei das Material der Artikel in Kombi-
Attribute EF
I3.2.2-2
Bezugsobjekt Auftrag
Art der Durchführung Mechani-siert
Ausprägung Scannen
Distanz n. r.Geschwindigkeit n. r.Prozesszeit 20 Sek.Zuverlässigkeit 99,5%
Häufigkeit1 je Auftrag
Eingesetztes Personal MA Lager
Eingesetzte Technik Kombi-Hand-held
Grundfunktionen Teilprozess 3.2.2 (Auslagern) Soll-Pr ozess
EF VA ST VA KE LI HH
I3.2.2-7 I3.2.2-8 I3.2.2-9 I3.2.2-10 I3.2.2-11 M3.2.2-1 M3.2.2-2
Auftrag Auftrag ArtikelAuftrag, Position Auftrag Artikel
Greif-einheit
Mechani-siert
Automa-tisch n. r.
Automa-tisch Manuell n. r. Manuell
Scannen AbfragenArchivie-ren Prüfen
Anbrin-gen Lagern
Umhän-gen
n. r. n. r. n. r. n. r. n. r. n. r. Ca. 1,5 mn. r. n. r. n. r. n. r. n. r. n. r. n. r.60 Sek. n. r. n. r. n. r. 30 Sek. n. r. 15 Sek.99,5% 99,9% 99,9% 99,9% 99 % n. r. 99,5%1 je Auftrag
150 je Auftrag
150 je Auftrag
150 je Auftrag
1 je Auftrag n. r.
30 jeAuftrag
MA Lager n. r. n. r. n. r.
MA Lager n. r. MA Lager
Kombi-Hand-held
ERP ERP ERP n. r. Regal n. r.
BW
U3.2.2-2
Auftrag
Manuell
Gehen
30 m1 m/s30 Sek.n. r.1 je Position
MA Lager
n. r.
Vorgang Beschreibung TPZ alt TPZ neu Häufigkeit alt Häufi gkeit neu
TPZ alt je Auftrag [Std]
TPZ neu je Auftrag [Std]
TPK je Stunde[€]
PKE je Auftrag [€]
PKE je Schicht [€]
PKE je Jahr [€]
I3.2.2-7 Artikel erfassen 10 Sek. 30 Sek. 150 je Auftrag 1 je Auftrag 0,42 0,02 26,00 10,40 499,20 144.768,00
M3.2.2-2 Artikel umhängen 10 Sek. 15 Sek. 150 je Auftrag 30 je Auftrag 0,42 0,13 26,00 7,54 361,92 104.956,80Legende:• TPZ = Teilprozesszeit• TPK = Teilprozesskosten• PKE = Prozesskostenersparnis 0,84 0,14 17,94 861,12 249.724,80
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
164
nation mit dem Packschema. Insbesondere Artikel mit metallischen Accessoires wie
Reißverschlüssen, Knöpfen oder Pailletten können nicht nur die Erfassung des be-
treffenden Artikels selbst, sondern auch die Identifizierung dessen Nachbarn beein-
trächtigen. So kann die Resonanzfrequenz des Transponders verschoben oder das
emittierte elektromagnetische Feld bei gegenseitiger Verdeckung oder Reflexionen
geschwächt werden. Als Folge werden die Ansprechempfindlichkeit des Transpon-
ders und damit die Reichweite reduziert. Die Energieversorgung ist unter Umständen
nicht mehr gewährleistet (siehe Kapitel 2.1.3).
Ebenfalls von großer Bedeutung für die prozesssichere Erfassung sind die Ausrich-
tung und Anbringung der Transponder am Kleidungsstück. Zwar wird der Transpon-
der in bereits praktizierten Anwendungen einheitlich in das Pflegeetikett integriert
[Ger-2014], jedoch ist das Etikett nicht immer an der gleichen Stelle und die Ausrich-
tung ist nicht zwangsläufig homogen. Daraus können Polarisationsverluste resultie-
ren, die die Ansprechempfindlichkeit sowie die Energieversorgung der Transponder
und somit die mögliche Reichweite des Systems beeinträchtigen (siehe Kapitel
2.1.3). Aus diesem Grund ist ein System mit zirkularer Polarisation zu empfehlen,
welches nahezu unabhängig von der Ausrichtung der Datenträger im Artikel ist.
Beim Einsatz eines RFID-Handhelds läuft der Mitarbeiter zur Identifizierung um die
Artikel des Auftrags herum und scannt diese. Da er sich hierbei sehr nah an den Arti-
keln aufhält, wird die Distanz für eine sichere Erfassung als unkritisch angenommen.
Wichtiger ist jedoch die potenzielle Erfassung der Lagerartikel, die nicht zum vorlie-
genden Auftrag gehören (sogenannte false positive reads). Sie ist unbedingt zu ver-
meiden, da anderenfalls Artikel im System möglicherweise falsch kommissioniert
werden. Im Rahmen von Machbarkeitsuntersuchungen ist deshalb die Stärke des
elektromagnetischen Feldes so zu wählen, dass die Auftragsartikel sicher erfasst
werden, während die umliegenden Artikel nicht angesprochen werden. Zudem sind in
die Software entsprechende Abfragen zu integrieren, die die Erfassung und den Auf-
trag abgleichen und den Mitarbeiter gegebenenfalls auf Fehler hinweisen.
Des Weiteren ergeben sich durch metallische Oberflächen in der Umgebung, bspw.
beim Lagergestell oder bei Lagerartikeln, sowie durch das WLAN im Lagerbereich
potenzielle Störeinflüsse. Im Falle eines RFID-Handhelds ist dessen abgestrahlte
Leistung jedoch vergleichsweise gering, so dass die Gefahr von Interferenzen mit
Reflexionen der Umgebung als wenig kritisch gesehen wird. Der zuverlässige paral-
lele Betrieb des WLAN mit einem UHF-RFID-System ist im Zuge von Versuchsreihen
vor Ort bzw. in einer geeigneten Versuchsumgebung zu testen.
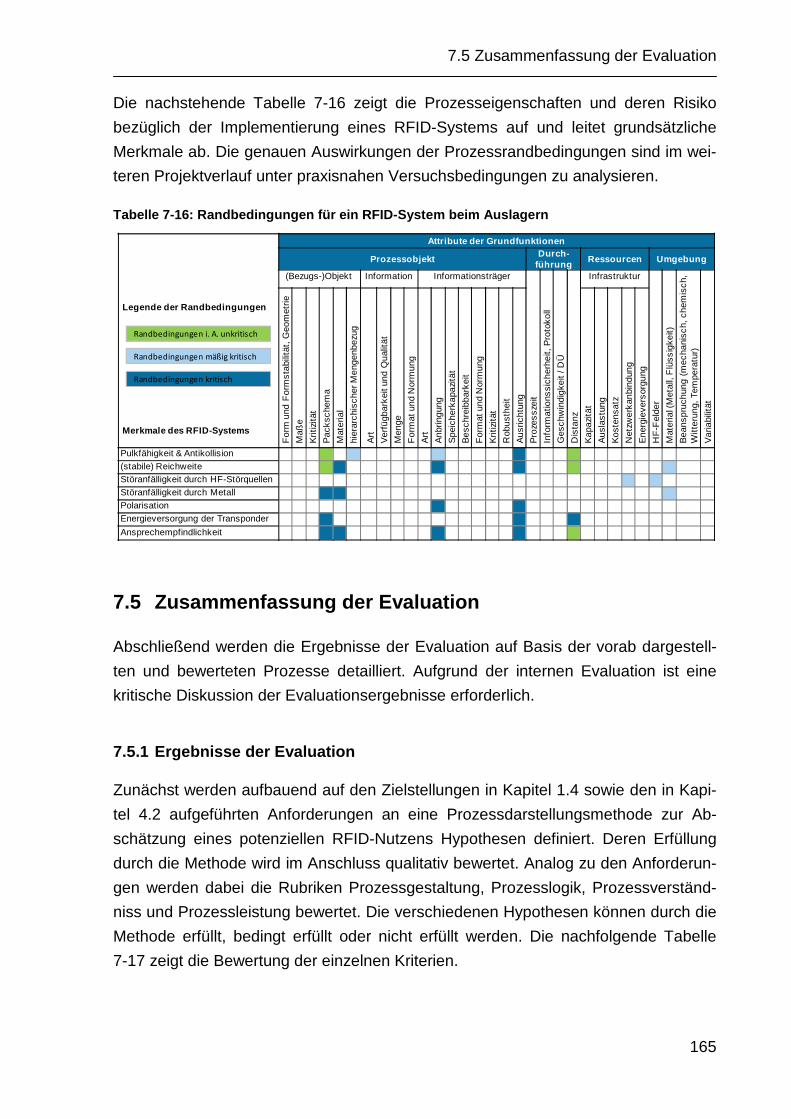
7.5 Zusammenfassung der Evaluation
165
Die nachstehende Tabelle 7-16 zeigt die Prozesseigenschaften und deren Risiko
bezüglich der Implementierung eines RFID-Systems auf und leitet grundsätzliche
Merkmale ab. Die genauen Auswirkungen der Prozessrandbedingungen sind im wei-
teren Projektverlauf unter praxisnahen Versuchsbedingungen zu analysieren.
Tabelle 7-16: Randbedingungen für ein RFID-System b eim Auslagern
7.5 Zusammenfassung der Evaluation
Abschließend werden die Ergebnisse der Evaluation auf Basis der vorab dargestell-
ten und bewerteten Prozesse detailliert. Aufgrund der internen Evaluation ist eine
kritische Diskussion der Evaluationsergebnisse erforderlich.
7.5.1 Ergebnisse der Evaluation
Zunächst werden aufbauend auf den Zielstellungen in Kapitel 1.4 sowie den in Kapi-
tel 4.2 aufgeführten Anforderungen an eine Prozessdarstellungsmethode zur Ab-
schätzung eines potenziellen RFID-Nutzens Hypothesen definiert. Deren Erfüllung
durch die Methode wird im Anschluss qualitativ bewertet. Analog zu den Anforderun-
gen werden dabei die Rubriken Prozessgestaltung, Prozesslogik, Prozessverständ-
niss und Prozessleistung bewertet. Die verschiedenen Hypothesen können durch die
Methode erfüllt, bedingt erfüllt oder nicht erfüllt werden. Die nachfolgende Tabelle
7-17 zeigt die Bewertung der einzelnen Kriterien.
Legende der Randbedingungen
Merkmale des RFID-Systems
Attribute der Grundfunktionen
ProzessobjektDurch-
führungRessourcen Umgebung
(Bezugs-)Objekt Information Informationsträger
Pro
zess
zeit
Info
rmat
ions
sich
erhe
it, P
roto
koll
Ges
chw
indi
gkei
t / D
Ü
Dis
tanz
Infrastruktur
HF
-Fel
der
Mat
eria
l (M
etal
l, F
lüss
igke
it)
Bea
nspr
uchu
ng (
mec
hani
sch,
che
mis
ch,
Witt
erun
g, T
empe
ratu
r)
Var
iabi
lität
For
m u
nd F
orm
stab
ilitä
t, G
eom
etrie
Maß
e
Krit
izitä
t
Pac
ksch
ema
Mat
eria
l
hier
arch
isch
er M
enge
nbez
ug
Art
Ver
fügb
arke
it un
d Q
ualit
ät
Men
ge
For
mat
und
Nor
mun
g
Art
Anb
ringu
ng
Spe
iche
rkap
azitä
t
Bes
chre
ibba
rkei
t
For
mat
und
Nor
mun
g
Krit
izitä
t
Rob
usth
eit
Aus
richt
ung
Kap
azitä
t
Aus
last
ung
Kos
tens
atz
Net
zwer
kanb
indu
ng
Ene
rgie
vers
orgu
ng
Pulkfähigkeit & Antikollision
(stabile) Reichweite Störanfälligkeit durch HF-Störquellen
Störanfälligkeit durch Metall
Polarisation
Energieversorgung der Transponder
Ansprechempfindlichkeit
Randbedingungen kritisch
Randbedingungen mäßig kritisch
Randbedingungen i. A. unkritisch
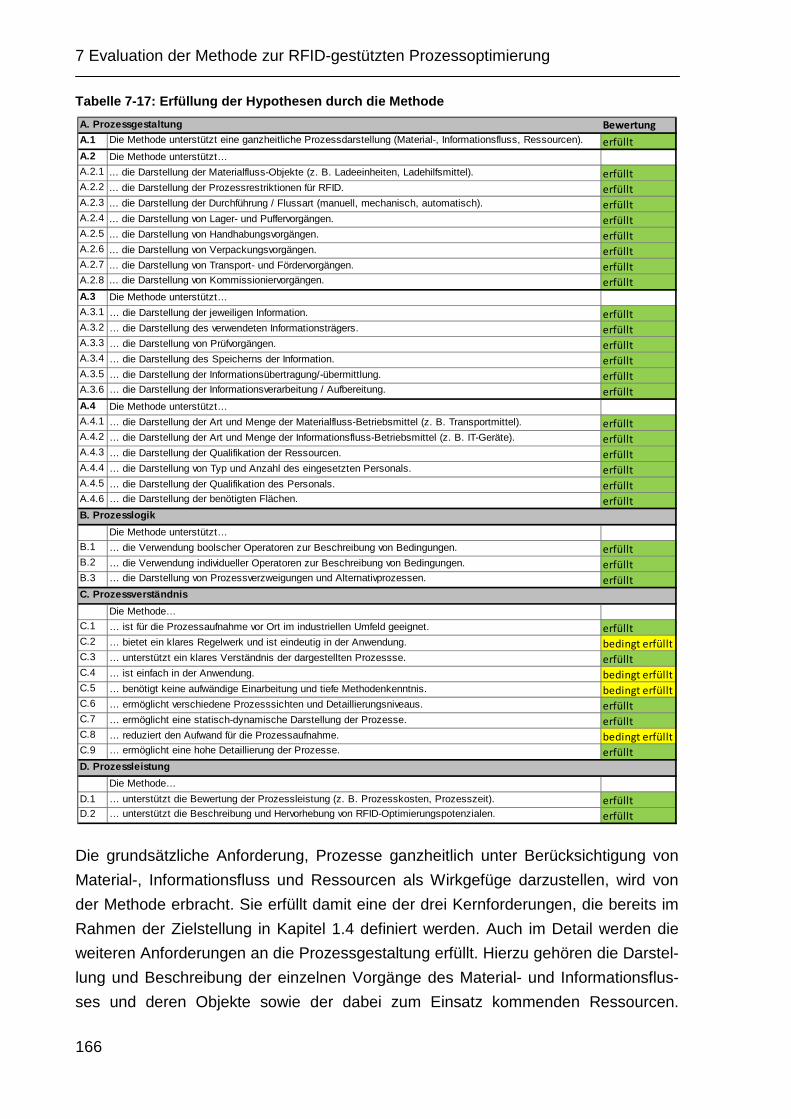
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
166
Tabelle 7-17: Erfüllung der Hypothesen durch die Me thode
Die grundsätzliche Anforderung, Prozesse ganzheitlich unter Berücksichtigung von
Material-, Informationsfluss und Ressourcen als Wirkgefüge darzustellen, wird von
der Methode erbracht. Sie erfüllt damit eine der drei Kernforderungen, die bereits im
Rahmen der Zielstellung in Kapitel 1.4 definiert werden. Auch im Detail werden die
weiteren Anforderungen an die Prozessgestaltung erfüllt. Hierzu gehören die Darstel-
lung und Beschreibung der einzelnen Vorgänge des Material- und Informationsflus-
ses und deren Objekte sowie der dabei zum Einsatz kommenden Ressourcen.
Bewertung
A.1 Die Methode unterstützt eine ganzheitliche Prozessdarstellung (Material-, Informationsfluss, Ressourcen). erfülltA.2 Die Methode unterstützt…
A.2.1 ... die Darstellung der Materialfluss-Objekte (z. B. Ladeeinheiten, Ladehilfsmittel). erfülltA.2.2 ... die Darstellung der Prozessrestriktionen für RFID. erfülltA.2.3 ... die Darstellung der Durchführung / Flussart (manuell, mechanisch, automatisch). erfülltA.2.4 ... die Darstellung von Lager- und Puffervorgängen. erfülltA.2.5 ... die Darstellung von Handhabungsvorgängen. erfülltA.2.6 ... die Darstellung von Verpackungsvorgängen. erfülltA.2.7 ... die Darstellung von Transport- und Fördervorgängen. erfülltA.2.8 ... die Darstellung von Kommissioniervorgängen. erfülltA.3 Die Methode unterstützt…
A.3.1 … die Darstellung der jeweiligen Information. erfülltA.3.2 … die Darstellung des verwendeten Informationsträgers. erfülltA.3.3 … die Darstellung von Prüfvorgängen. erfülltA.3.4 … die Darstellung des Speicherns der Information. erfülltA.3.5 … die Darstellung der Informationsübertragung/-übermittlung. erfülltA.3.6 … die Darstellung der Informationsverarbeitung / Aufbereitung. erfülltA.4 Die Methode unterstützt…
A.4.1 … die Darstellung der Art und Menge der Materialfluss-Betriebsmittel (z. B. Transportmittel). erfülltA.4.2 … die Darstellung der Art und Menge der Informationsfluss-Betriebsmittel (z. B. IT-Geräte). erfülltA.4.3 … die Darstellung der Qualifikation der Ressourcen. erfülltA.4.4 … die Darstellung von Typ und Anzahl des eingesetzten Personals. erfülltA.4.5 … die Darstellung der Qualifikation des Personals. erfülltA.4.6 … die Darstellung der benötigten Flächen. erfüllt
Die Methode unterstützt…
B.1 … die Verwendung boolscher Operatoren zur Beschreibung von Bedingungen. erfülltB.2 … die Verwendung individueller Operatoren zur Beschreibung von Bedingungen. erfülltB.3 … die Darstellung von Prozessverzweigungen und Alternativprozessen. erfüllt
Die Methode…
C.1 … ist für die Prozessaufnahme vor Ort im industriellen Umfeld geeignet. erfülltC.2 … bietet ein klares Regelwerk und ist eindeutig in der Anwendung. bedingt erfülltC.3 … unterstützt ein klares Verständnis der dargestellten Prozessse. erfülltC.4 … ist einfach in der Anwendung. bedingt erfülltC.5 … benötigt keine aufwändige Einarbeitung und tiefe Methodenkenntnis. bedingt erfülltC.6 … ermöglicht verschiedene Prozesssichten und Detaillierungsniveaus. erfülltC.7 … ermöglicht eine statisch-dynamische Darstellung der Prozesse. erfülltC.8 … reduziert den Aufwand für die Prozessaufnahme. bedingt erfülltC.9 … ermöglicht eine hohe Detaillierung der Prozesse. erfüllt
Die Methode…
D.1 … unterstützt die Bewertung der Prozessleistung (z. B. Prozesskosten, Prozesszeit). erfülltD.2 … unterstützt die Beschreibung und Hervorhebung von RFID-Optimierungspotenzialen. erfüllt
D. Prozessleistung
B. Prozesslogik
C. Prozessverständnis
A. Prozessgestaltung
7.5 Zusammenfassung der Evaluation
167
Ebenso unterstützt die Methode den Anwender bei der Ermittlung der UHF-
relevanten Prozessspezifika und bietet einen ausreichend hohen Detaillierungsgrad,
um Anforderungen an eine potenzielle RFID-Anwendung abzuleiten. Die Ressour-
cen werden jedoch lediglich textuell aufgenommen. Eine detaillierte Ressourcenbe-
schreibung wird nicht explizit unterstützt, sondern ist lediglich über das Textfeld mög-
lich. Der Grund hierfür liegt in der hohen Vielfalt der Prozessressourcen, die eine
übersichtliche Darstellung und Beschreibung erschweren. Aus dem gleichen Grund
werden die Prozessobjekte nur textuell angegeben. Für weitere Details kann zudem
die Objekthierarchie genutzt werden (siehe Kapitel 5.2.2 und 5.3.2).
Die Methode erfüllt die Beschreibung der Prozesslogik. Dazu verwendet sie im Sym-
bolsatz bool‘sche Logik-Operatoren zur Beschreibung der Prozesslogik und bietet
dem Anwender darüber hinaus die Möglichkeit, die zu Grunde liegenden Prozessbe-
dingungen individuell weiter zu detaillieren. Durch eigene Symbole und eine eindeu-
tige Nomenklatur können sowohl Prozessverzweigungen als auch Alternativprozesse
dargestellt werden.
Im Gegensatz zu den anderen Hypothesen ist die Bewertung des Prozessverständ-
nisses kein durchgängig hartes Kriterium, sondern mitunter stark subjektiv geprägt.
Aus diesem Grund sind einzelne Hypothesen nur als bedingt erfüllt anzusehen. So
ist die Klarheit des Regelwerks der Methode stark vom Anwender abhängig, ebenso
die Eindeutigkeit der Anwendung der Methode. Grundsätzlich gilt, dass die Komplexi-
tät der Prozessdarstellung mit dem Detaillierungsgrad und dem Grad der Prozess-
verzweigung zunimmt. Aus diesem Grund kann vom Anwender eine Prozesslandkar-
te als Übersicht über die Teil- und Alternativprozesse erstellt werden (siehe Kapitel
7.2.2). Zudem findet sich in Kapitel 5.4 ein übersichtlicher Satz mit klaren Symbolen
zur Prozessdarstellung sowie in Kapitel 7.2 ein Vorgehen zur Anwendung der Me-
thode in mehreren Schritten.
Auch die Einfachheit der Anwendung ist vom subjektiven Empfinden des Anwenders
abhängig. Um eine einfache Prozessaufnahme am Ort der Wertschöpfung bestmög-
lich zu unterstützen bietet die Methode trennscharfe Prozessbausteine mit einer ein-
heitlichen Detaillierung und Struktur. Der Prozess baut sich aus ihnen auf und wird
mit Papier und Bleistift aufgezeichnet. Trotz des klaren Aufbaus des betrachteten
Prozesses mittels der Prozessbausteine ist der Aufwand für eine Prozessaufnahme
mitunter sehr aufwändig. Dieser Umstand ist der hohen Detailtiefe geschuldet, die für
die Einschätzung eines potenziellen RFID-Einsatzes notwendig ist. Aus diesem
Grund bietet die Methode eine zweiteilige Prozessbeschreibung durch Prozessskizze
7 Evaluation der Methode zur RFID-gestützten Prozessoptimierung
168
und Prozessaufnahmebogen, so dass der Anwender selbst über den Abstraktions-
grad der Darstellung entscheiden kann.
Die erforderliche Einarbeitung und Methodenkenntnis ist ebenfalls vom Detaillie-
rungsgrad der Prozessdarstellung abhängig. Für die Anwendung der grafischen Pro-
zessskizze sind lediglich die Prozessbausteine und der erweiterte Symbolsatz vom
Anwender zu erlernen. Aufgrund der guten Struktur und Formensprache sind diese
vergleichsweise einfach zu erlernen. Die Verwendung des Prozessaufnahmebogens
für eine genaue Prozessbeschreibung erfordert jedoch vom Anwender das Wissen
über die einzelnen Prozessattribute und deren Bedeutung. Da hierbei auch explizit
Interpretationsspielraum besteht bedeutet die Arbeit mit Prozessskizze und verknüpf-
tem Prozessaufnahmebogen einen erhöhten Aufwand für die Einarbeitung in die Me-
thode.
Die vorliegende Methode ermöglicht sowohl die Ableitung von RFID-Potenzialen als
auch deren grundlegende Bewertung anhand von Prozesskosten und Prozesszeit als
Vorbereitung für ein weiteres Projektvorgehen. Eine weitere Unterstützung bei der
Potenzialbestimmung bietet die Angabe der Art der Durchführung eines Vorgangs.
Durch die grafische Darstellung der Flussart direkt im Prozessbaustein sind bspw.
manuelle Vorgänge mit oftmals höherem Optimierungspotenzial direkt von automati-
schen Vorgängen zu unterscheiden, um bereits frühzeitig Schwerpunkte festzulegen.
7.5.2 Kritische Betrachtung der Evaluation
Eine Evaluation ist grundsätzlich nicht wertfrei, sondern zielt auf das Erreichen eines
gewünschten Ergebnisses ab. Aus diesem Grund ist eine externe einer internen Eva-
luation vorzuziehen [Bor-2006]. Im Gegensatz hierzu handelt es sich bei der vorge-
nommenen Unterstützungsevaluation bewusst um eine interne Evaluierung durch
den Verfasser der Methode. Der Grund hierfür liegt in dem im Rahmen dieser Arbeit
kaum zu realisierenden hohen Aufwand, um den gleichen intralogistischen Prozess
in der industriellen Praxis durch Prozessexperten aufnehmen und bewerten zu las-
sen. Eine derartige externe Evaluierung stünde damit auch im direkten Widerspruch
zur geforderten Effizienz und Angemessenheit einer Evaluation.
Um den Grundsatz der Objektivität einer Evaluation trotzdem, wenn auch einge-
schränkt, erfüllen zu können, wurden für die Bewertung der Methode möglichst harte
Hypothesen definiert. Diese können zu einem großen Teil eindeutig qualitativ beant-
wortet werden, so dass die subjektive Betrachtung des Autors dieser Arbeit als eva-
luierende Person ohne Einfluss auf das Ergebnis bleibt. Insbesondere für die Beurtei-
7.5 Zusammenfassung der Evaluation
169
lung des Prozessverständnisses bleiben jedoch weiche Hypothesen bestehen, für
die eine interne Evaluierung nicht ausreichend ist. Somit gilt die Objektivität der Eva-
luierung als eingeschränkt erfüllt.
Im Rahmen der Zielstellung für eine RFID-gerechte Logistikprozessdarstellung und
der Bewertung verschiedener Methoden zur Aufnahme und Darstellung logistischer
Prozesse wurden zahlreiche Anforderungen an die vorliegende Methode definiert.
Die vorgestellten Hypothesen greifen diese vollständig auf. Somit ist die geforderte
Nützlichkeit der Evaluationsergebnisse für potenzielle spätere Nutzer sichergestellt.
Die direkte Ableitung der Hypothesen von den Zielstellungen und Anforderungen
stellt sicher, dass die Evaluation zweckdienlich durchgeführt wird. Sie dient damit
auch dem Anspruch der Genauigkeit der Evaluation. Der Genauigkeit entgegen läuft
die reine qualitative Bewertung der Hypothesen, wohingegen eine quantitative Be-
wertung eine höhere Aussagekraft besitzt. Vor dem Hintergrund einer rein internen
Evaluation muss dieser mögliche Mehrwert jedoch bezweifelt werden, weshalb auf
eine quantitative Beurteilung verzichtet wird. Die Genauigkeit der Evaluierung ist folg-
lich eingeschränkt erfüllt.
Aus Zeitgründen kam es während der Ausarbeitung der Methode zu keiner tatsächli-
chen Umsetzung einer RFID-Anwendung für die untersuchten Prozesse. Ein Ab-
gleich der abgeleiteten Potenziale und Anforderungen mit der realen Anwendung
konnte somit nicht er-bracht werden. Insgesamt zeigt die Evaluation jedoch, dass die
erarbeitete Methode für den Einsatzzweck geeignet ist und die gestellten Anforde-
rungen sehr gut erfüllt werden. Ferner werden Möglichkeiten aufgezeigt, die Methode
weiterzuentwickeln und zu optimieren. Diese werden in Kapitel 8.2 ausgeführt.
171
8 Zusammenfassung und Ausblick
Nachfolgend werden die erzielten Ergebnisse der vorliegenden Arbeit zusammenge-
fasst und der Zielsetzung gegenübergestellt. Abschließend zeigt ein Ausblick eine
mögliche Weiterentwicklung der Methode auf.
8.1 Zusammenfassung der Ergebnisse
Die Logistik sieht sich durch internationalisierte Märkte sowie immer höhere Produkt-
vielfalt mit komplexen Anforderungen an die Logistikprozesse konfrontiert. Insbeson-
dere die Intralogistik steht dadurch vor großen Herausforderungen. Eminent ist vor
diesem Hintergrund der zielgerichtete Einsatz von Informations- und Kommunikati-
onstechnologien. Die RFID-Technologie, allen voran die UHF-Technologie, hat sich
dabei als ein wichtiger, potenzieller Erfolgs- und Wettbewerbsfaktor für die Intralogis-
tik herausgestellt. Jedoch fehlt es bei UHF-Systemen aufgrund der Komplexität in der
Anwendung und der oftmals schwierig vorab abzuschätzenden Aufwände und Nut-
zenpotenziale an einer flächendeckenden Anwendung. Entscheidend für den Erfolg
deren Anwendung und für eine Marktdurchdringung ist aus diesem Grund eine me-
thodische Unterstützung für den Anwender bereits in der frühen Projektphase.
Für die entwickelte Methode ergeben sich aus der dargestellten Problemstellung drei
wesentliche Fragestellungen, die es zu beantworten gilt.
� Zunächst ist zu klären, wie intralogistische Prozesse formal darzustellen sind,
um bereits beim Start eines RFID-Projekts erste Abschätzungen bzgl. Nutzen-
potenzialen und Prozessanforderungen treffen zu können. Wesentlich ist hier-
für eine ganzheitliche Abbildung des betrachteten Prozesses und dessen Ob-
jekten sowie eingesetzten Ressourcen. Zwar betrifft RFID in erster Linie den
Informationsfluss, jedoch steht dieser in ständiger Wechselwirkung mit dem
Materialfluss. Hinsichtlich der Komplexität eines UHF-Systems ist die durch-
gängige und nachvollziehbare Darstellung dieses Wirkgefüges für die Pro-
zesstransparenz somit unerlässlich.
� Die zweite Fragestellung bezieht sich darauf, wie mögliche Nutzenpotenziale,
die mit einem RFID-Einsatz verbunden sind, mit Hilfe der Methode identifiziert
und in einer ersten Stufe abgeschätzt werden können. Zum Einen sind hierfür
Prozessparameter zu definieren, anhand derer verschiedene RFID-Potenziale
im vorliegenden Prozess aufwandsarm zu erkennen sind. Zum Anderen muss
die Methode deren grundlegende, monetäre Bewertung unterstützen. Auf-
grund der in dieser frühen Projektphase in der Regel noch unvollständigen In-
8 Zusammenfassung und Ausblick
172
formationsgrundlage genügt dabei die Abschätzung quantifizierbarer Potenzia-
le.
� Die dritte Fragestellung befasst sich mit der Ableitung grundlegender Anforde-
rungen, die der Prozess an ein UHF-RFID-System stellt. Von großer Bedeu-
tung ist dabei die Berücksichtigung der Wechselwirkungen zwischen dem
UHF-Fernfeld und den Prozessrandbedingungen, die die Funktionsfähigkeit
des UHF-Systems direkt beeinflussen. Hierzu zählen sowohl Einflüsse der
Prozessvorgänge und der Umgebung als auch der zu Grunde liegenden Ob-
jekte und Ressourcen. Der Anspruch an die Methode besteht darin, die Rand-
bedingungen und daraus resultierenden Anforderungen aufzuzeigen, um die
Komplexität der Problemstellung aufzulösen.
Der Anwendungsrahmen der entwickelten Methode ist die Bewertung eines potenzi-
ellen Einsatzes von RFID in intralogistischen Prozessen. Vor diesem Hintergrund gibt
es bereits verschiedene Methoden, die die Einführung von RFID als Phasenmodell
beschreiben. Dabei steht bei den meisten Methoden die Bewertung von Nutzenpo-
tenzialen im Vordergrund. Jedoch findet sich keine Methode, die explizit die Pro-
zessaufnahme als Basis eines RFID-Projekts bei der Aufnahme RFID-spezifischer
Prozesseigenschaften in der erforderlichen Detaillierung unterstützt. Entsprechend
fehlt es auch an der methodischen Unterstützung bei der Ableitung prozessspezifi-
scher Anforderungen an ein RFID-System sowie von Nutzenpotenzialen auf Basis
der tatsächlichen Prozesseigenschaften.
Ein ähnliches Bild zeigt sich bei den Methoden zur Aufnahme und Darstellung von
Prozessen. Der Fokus der Prozessabbildung liegt grundsätzlich auf dem Material-
fluss, während der Informationsfluss nicht oder nur rudimentär betrachtet wird. Eine
ganzheitliche Prozessbetrachtung, wie sie eine RFID-Anwendung fordert, ist somit
nicht möglich. Auch stellen die Methoden dem Anwender nicht alle für eine RFID-
Anwendung relevanten Vorgänge eines Prozesses mit den erforderlichen Eigen-
schaften für eine erste Beurteilung zur Verfügung. Diese sind jedoch für die Abschät-
zung der Potenziale und System-Anforderungen unerlässlich.
Im Rahmen dieser Arbeit wurde eine Methode entwickelt, die die aufgezeigten Fra-
gestellungen beantwortet und damit die skizzierte Forschungslücke schließt.
Um die Fragestellung hinsichtlich der Prozessdarstellung - der Kern dieser Arbeit -
beantworten zu können, wurde zunächst der Darstellungsgegenstand beschrieben.
Hierzu zählen neben den Vorgängen des Material- und Informationsflusses die zu
Grunde liegenden Material- und Informationsobjekte sowie die eingesetzten Res-
8.1 Zusammenfassung der Ergebnisse
173
sourcen. Des Weiteren wurden für die Aufgabenstellung erforderliche Anforderungen
in Form von Prozesslogik, Prozessbewertung, Prozessverständnis und Prozessdar-
stellung postuliert. Anhand dieser Anforderungen wurden verschiedene verfügbare
Methoden der Prozessdarstellung bewertet und deren Schwächen für die vorliegen-
de Anwendung aufgezeigt. Die Bewertung spannt folglich den Entwicklungsrahmen
für die zu erarbeitende Methode auf.
Der größte Entwicklungsbedarf besteht zum Einen in der ganzheitlichen Darstellung
der Prozesse unter Berücksichtigung von Material- und Informationsfluss. Die erar-
beitete Methode löst diesen Konflikt, indem Sie beide Flüsse in parallelen Swimlanes
abbildet. Deren einzelne Vorgänge bedingen sich gegenseitig entsprechend der Pro-
zesslogik und bilden ein Wirkgefüge.
Zum Anderen erfordert die Beschreibung der RFID-relevanten Prozesseigenschaften
ein hohes Detaillierungsniveau. In diesem Zusammenhang gibt die Methode ein hie-
rarchisches Prozessebenenmodell vor, mit dessen Hilfe intralogistische Prozesse in
Haupt- und Teilprozesse gegliedert werden. Die Prozesse und deren Hierarchie sind
durch deren Nomenklatur eindeutig nachzuvollziehen. Die Teilprozesse selbst wer-
den mit kleinskaligen Grundfunktionen für jeweils den Material- und Informationsfluss
beschrieben. Jede Funktion repräsentiert einen abgegrenzten Vorgang mit eigenen
Attributen. Mit Hilfe der Grundfunktionen und weiterer Operanden für Verzweigungen
und Verknüpfungen wird der Teilprozess als chronologisch-logische Abfolge darge-
stellt. Diese Hierarchisierung und Detaillierung ermöglicht es, gleiche Realitätsaus-
schnitte mit gleicher Sprache zu beschreiben, Namens-, Typ-, Struktur- und Seman-
tikkonflikte zu vermeiden und Prozesse zu vergleichen.
Für ein besseres Prozessverständnis bei der geforderten Informationstiefe wird ein
Teilprozess zweistufig dargestellt. Der eigentliche Prozess wird als Prozessskizze
grafisch mit eindeutigen Symbolen für die Grundfunktionen chronologisch-logisch
abgebildet. Die detaillierten Attribute der Grundfunktionen sind Inhalt des tabellari-
schen Prozessaufnahmebogens. Dort findet sich auch eine Beschreibung der Pro-
zessobjekte und Ressourcen. Die beiden Sichten sind über die eindeutige Nomen-
klatur der Grundfunktionen miteinander verknüpft.
Zur Klärung der zweiten Fragestellung sind mit Hilfe der Methode auf Basis der Pro-
zessdarstellung Nutzenpotenziale im betrachteten Prozess in Verbindung mit einer
RFID-Anwendung zu identifizieren und in einer ersten Stufe zu bewerten. Zunächst
wurden auf Grundlage einer umfassenden Recherche zahlreiche Nutzenpotenziale
gelistet. Anschließend wurden diese anhand verschiedener Nutzeneffekte sowie ihrer
8 Zusammenfassung und Ausblick
174
Bewertbarkeit und Wirkung klassifiziert. Innerhalb der Cluster wurden ähnliche Po-
tenziale abstrahiert und zusammengefasst.
Zusätzlich wurde im Rahmen einer Fachliteratur-Recherche eine Vielzahl an Pro-
zessindikatoren erarbeitet, die helfen, Schwachstellen im Prozess aufzuzeigen. Zur
Identifizierung der Potenziale wurden zuerst diese Indikatoren den Prozesseigen-
schaften aus der Prozessskizze und dem Prozessaufnahmebogen gegenüberge-
stellt. Im zweiten Schritt wurden die Indikatoren den Nutzenpotenzialen gegenüber-
gestellt. Um die Komplexität dieser Zuordnung im Zusammenhang mit der Vielzahl
der Indikatoren und Potenziale zu reduzieren wurde der Grad der Wechselwirkungen
bewertet. Das Ergebnis ist eine Rangfolge der Nutzenpotenziale. Demnach liegt der
Fokus der Methode für eine erste Abschätzung auf der Identifizierung direkter, quan-
tifizierbarer Potenziale. Für deren Bewertbarkeit wurden verschiedene Ansätze vor-
gestellt.
In Bezug auf die dritte Fragestellung werden die Eigenschaften eines UHF-RFID-
Systems mit den Prozesseigenschaften aus Prozessskizze und Prozessaufnahme-
bogen übereinander gelegt. Die Grundlage für die Systemeigenschaften bilden die
auf der Funktionsweise der UHF-Technologie basierenden Merkmale und Einfluss-
faktoren. Auf diesen aufbauend wurden für die Anwendbarkeit von RFID maßgebli-
che Prozesseigenschaften definiert. Sie finden sich in Form der Attribute der Grund-
funktionen wieder.
Abschließend wurden zur Anwendung der Methode ein Vorgehen definiert und die
vor der Prozessaufnahme durchzuführenden Schritte erläutert. Am Beispiel ver-
schiedener intralogistischer Prozesse, die im Rahmen eines Forschungsprojekts auf-
genommen und hinsichtlich von RFID-Potenzialen bewertet wurden, wurde die Um-
setzung der Methode in realen Prozessen beschrieben.
8.2 Ausblick
Die RFID-Technologie, insbesondere der UHF-Bereich, bietet großes Potenzial für
die Intralogistik. Jedoch scheitern viele Anwendungen an der mangelnden Transpa-
renz des erzielbaren Nutzens und der Anforderungen, die der Prozess an die Tech-
nologie stellt. Im Rahmen der vorliegenden Arbeit wurde deshalb eine Methode ent-
wickelt, die bereits bei der Prozessaufnahme vor Ort die Dokumentation der für eine
Transparenz notwendigen Prozessdaten unterstützt. Dabei erhebt die Methode je-
doch keinen Anspruch auf eine Unterstützung bei der RFID-Implementierung im Sin-
ne eines ganzheitlichen Projektmanagements. Vielmehr dient sie als Ausgangsbasis,
8.2 Ausblick
175
um die Potenziale von RFID speziell für den untersuchten Prozess bereits in der frü-
hen Projektphase aufzuzeigen und umzusetzen. Eine Weiterentwicklung der Metho-
de ist dabei in verschiedener Hinsicht denkbar und anzustreben.
Der Einsatzzweck der Methode bezieht sich explizit auf die Intralogistik und dort ins-
besondere auf die direkt wirkenden Nutzenpotenziale. Eine mögliche Erweiterung der
Methode liegt in zusätzlichen Anwendungsfeldern. So können Netzwerkeffekte be-
rücksichtigt werden, die über den innerbetrieblichen Einsatz hinausgehen. Auch kann
die Methode für eine Anwendung im Produktionsumfeld adaptiert werden. In beiden
Fällen ist die Informationsbasis inhaltlich an die Aufgabenstellung anzupassen, in-
dem die Prozesseigenschaften und Prozessindikatoren zur Identifizierung der Nut-
zenpotenziale entsprechend definiert werden.
Eine mögliche inhaltliche Weiterentwicklung besteht zudem in der Unterstützung des
Anwenders bei der Gestaltung für die Anwendung geeigneter Konzepte eines RFID-
Systems. Bisher zeigt die Methode ausschließlich die Anforderungen durch den vor-
liegenden Prozess auf. Auf Basis dieser Anforderungen und zu definierender zusätz-
licher Merkmale ist eine erste Ableitung des Erfassungskonzeptes in der frühen Pha-
se möglich.
Ein anderes Potenzial für die Weiterentwicklung der Methode, das auch bei der Eva-
luierung herausgestellt wurde, ist die Überführung in eine Software-gestützte An-
wendung. Zur Reduzierung der Komplexität der Prozessaufnahme vor Ort bietet sie
die Möglichkeit einer zielgerichteten Führung des Anwenders. Beispielsweise kann
die Erkennung von Potenzialen vereinfacht werden, wenn Indikatoren automatisch
erkannt und Prozessattributen gegenübergestellt werden. Durch die Verknüpfung mit
Attributen zur Prozessbewertung und den Berechnungsformeln sowie mit weiteren
Schlüsselattributen können die Potenziale automatisch berechnet werden. Des Wei-
teren kann die Transparenz des Prozesses durch die Anbindung von Fotos der Si-
tuation vor Ort verbessert werden. Letztendlich entfällt zudem die aufwendige
rekonstruktive Integration des manuellen Prozessmodells.
Der Grundgedanke der Methode, Prozesse als Wirkgefüge von Material- und Infor-
mationsfluss auf Grundlage der Grundfunktionen abzubilden, kann grundsätzlich in
Tools zur Geschäftsprozessmodellierung integriert werden (z. B. Adonis). Die Grund-
funktionen können als Aktivitäten bzw. als Aktivitäten mit Attributen implementiert
werden. Bestimmte Attribute bzw. Prozesseigenschaften können Risiken oder Po-
tenziale auslösen. Die Methode wäre somit eine Ergänzung für eine ganzheitliche
Methodik zur Implementierung von RFID-Projekten, wie sie [Fru-2012] vorschlägt.
8 Zusammenfassung und Ausblick
176
Als Beispiel für die Anwendung der Methode wurden die Prozesse eines Industrie-
partners verwendet. Diese konnten mit Hilfe der Methode detailliert dargestellt und
RFID-Nutzenpotenziale abgeleitet werden. Basierend auf der Bewertung und darauf
aufbauender Machbarkeitsuntersuchungen wurde ein RFID-Projekt gestartet. Die
Umsetzung der RFID-Anwendung erfolgte jedoch erst nach der Fertigstellung dieser
Arbeit. Zur weiteren Optimierung der Methode ist ein abschließender Vergleich der
tatsächlichen Realisierung mit der Vorab-Betrachtung hilfreich. Die Ergebnisse durch
den Abgleich der identifizierten Potenziale und Systemanforderungen mit der umge-
setzten Anwendung können zur Verbesserung der Methode herangezogen werden.
Die im Rahmen der Methode aufgezeigte ganzheitliche Darstellung intralogistischer
Prozesse bietet eine gute Grundlage für eine Erweiterung der VDI-Richtlinie 4472.
Das Gleiche gilt für die Systematik zur Identifizierung von Einsatzpotenzialen und
Systemanforderungen durch den jeweiligen Prozess.
Die RFID-Technologie bedeutet enorme Optimierungspotenziale für die Intralogistik,
aus denen wiederum Wettbewerbsvorteile resultieren. Jedoch konnten diese bisher
aufgrund des fehlenden Know-hows für die Abschätzung des tatsächlichen Nutzens
und der Anforderungen der vorliegenden Prozesse oftmals nicht umgesetzt werden.
Die vorliegende Arbeit stellt eine Methode vor, die erstmals bereits direkt bei der
Prozessaufnahme eine Datenbasis zur Abschätzung einer potenziellen RFID-
Anwendung schafft. Darauf aufbauend bietet die Methode einen Ansatz, um bereits
in der frühen Projektphase mögliche Potenziale des untersuchten Prozesses erken-
nen und spezifische Anforderungen des Prozesses an ein UHF-System ableiten zu
können. Sie stellt somit frühzeitig wichtige Eingangsgrößen für die Beurteilung des
weiteren Projektvorgehens zur Verfügung, indem sie das notwendige Verständnis
und die Transparenz für den betrachteten Prozess liefert. Die Methode bedeutet folg-
lich einen großen Zugewinn für die Implementierung von RFID-Projekten.
177
Literaturverzeichnis
[Ali-2006] Alicke, K.; Lippolt, C.; Wisser, J.: Prozessorientiertes Benchmarking von Distributionszentren in Wertschöpfungsnetzwerken. In: Arnold, D. (Hrsg): Intralogistik. Berlin, Heidelberg, New York: Springer 2006, S. 91–100.
[Alo-2007] Alonso, G.; Dadam, P.; Rosemann, M.: Business Process Manage-ment. Heidelberg: Springer 2007.
[Arn-1995] Arnold, D.: Materialflußlehre. Braunschweig, Wiesbaden: Vieweg 1995.
[Arn-2006] Arnold, D.: Intralogistik - Potentiale, Perspektiven, Prognosen. Berlin, Heidelberg, New York: Springer 2006.
[Arn-2008] Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K.: Handbuch Logistik. 3. Auflage, Berlin: Springer 2008.
[Arn-2009] Arnold, D.; Furmans, K.: Materialfluss in Logistiksystemen. 6. Aufla-ge. Berlin, Heidelberg: Springer 2009.
[Bag-2006] Baginski, R.: Dezentrale Informationstechnologien für Flurförderzeu-ge und Ladungsträger zur Optimierung der Intralogistik. In: Arnold, D. (Hrsg): Intralogistik. Berlin, Heidelberg, New York: Springer 2006, S. 224–237.
[Bar-2008] Bartneck, N.; Klaas, V.; Schönherr, H.: Prozesse optimieren mit RFID und Auto-ID - Grundlagen, Problemlösung und Anwendungsbeispie-le. Erlangen: Publicis Corporate Publishing 2008.
[Bie-2013] Biedermann, W.; Kirner, K.; Kissel, M.; Langer, S.; Wickel, M.: For-schungsmethodik in den Ingenieurwissenschaften – Skriptum zur Vorlesung. München: Lehrstuhl für Produktentwicklung, Technische Universität München 2013.
[Ble-2004] Bleck, S.: Entwicklung einer Methodik zur integrierten Planung von Informationstechnologie-Einsatz und intermediären Informations-dienstleistungen im elektronischen Geschäftsverkehr. Aachen: Shaker 2004.
[Boo-2001] Booker, G.: Process definition overview. 2001, URL: http://cci.drexel.edu/faculty/gbooker/ISYS205/process_definition.pdf (Aufruf am 24.12.2014).
[Bop-2008] Boppert, J.: Entwicklung eines wissensorientierten Konzepts zur adaptiven Logistikplanung. Dissertation. Technische Universität München. Garching b. München 2008.
Literaturverzeichnis
178
[Bor-2006] Bortz, J.; Döring, N.: Forschungsmethoden und Evaluation für Hu-man- und Sozialwissenschaftler. Heidelberg: Springer 2006
[Bov-2007] Bovenschulte, M.; Gabriel, P.; Gaßner, K.; Seidel, U.: RFID: Potenzi-ale für Deutschland - Stand und Perspektiven von Anwendungen auf Basis der Radiofrequenz-Identifikation auf den nationalen und inter-nationalen Märkten. Bundesministerium für Wirtschaft und Technologie, Berlin 2007.
[Bus-2004] Buss, D.: The race to RFID: How CEOs are grappling with the break-through tracking technology. In: The Chief Executive, November 2004
[Cza-2005] Czaja, F.: Aufgabenstellung und Zielsetzung. In: Seifert, W.; Decker, J. (Hrsg): RFID in der Logistik. Hamburg: Dt. Verkehrs-Verl. 2005, S. 116–118.
[Del-2008] Delfmann, W.: Prozessmanagement. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Handbuch Logistik. Berlin: Springer 2008.
[Del-2010] Delfmann, W.; Dangelmaier, W.; Günthner, W.; et al.: Eckpunktepa-pier zum Grundverständnis der Logistik als wissenschaftliche Diszip-lin. In: Delfmann, W.; Wimmer, T. (Hrsg): Strukturwandel in der Lo-gistik. Hamburg: DVV Media Group, Dt. Verkehrs-Verlag 2010, S. 3–10.
[DGE-2015] Deutsche Gesellschaft für Evaluation e. V.: Standards für Evaluation. URL: http://www.degeval.de/degeval-standards/standards (Aufruf am 01.07.2015).
[DIN-1981] Deutsches Institut für Normung: Normen über Datenträger. 2. Aufla-ge. Berlin: Beuth 1981.
[DIN 30781] DIN 30781: Transportkette - Grundbegriffe. Deutsches Institut für Normung. Berlin: Beuth 1989.
[DIN 55405] DIN 55405: Verpackung – Terminologie - Begriffe. Deutsches Institut für Normung. Berlin: Beuth 2006.
[DIN 6763] DIN 6763: Nummerung - Grundbegriffe. Deutsches Institut für Nor-mung. Berlin: Beuth 1985.
[DIN 60812] DIN EN 60812: Analysetechnik für die Funktionsfähigkeit von Syste-men - Verfahren für die Fehlzustandsart- und -auswirkungsanalyse (FMEA). Deutsches Institut für Normung. Berlin: Beuth 2006.
[Dol-2010] Dolenek, J.: Auf Heller und Pfennig - Kosten und Nutzen des RFID-Einsatzes. 5. RFID-Anwendersymposium, Stuttgart 02.12.2010.
Literaturverzeichnis
179
[Dur-2014] Durchholz, J.: Vorgehen zur Planung eines schlanken Logistikpro-zesses – Wertstromdesign für die Logistik. Dissertation. Technische Universität München. Garching b. München 2014.
[Fau-2009] Faupel, T.: Einsatz von RFID zur Optimierung dezentraler Material-fluss-Steuerung - Ein Informationssystem zur Flexibilisierung der Reihenfolgeplanung in Kanban. 1. Auflage. Freiburg: Rombach 2009.
[Fer-2008] Ferstl, O.: Informationssysteme in der Logistik. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Hand-buch Logistik. Berlin: Springer 2008.
[Fig-2008] Figgener, O.: Beitrag zur Prozessstandardisierung in der Intralogistik. Dissertation. Fraunhofer-Institut für Materialfluss und Logistik (IML). Dortmund: Verlag Praxiswissen 2008.
[Fin-2012] Finkenzeller, K.: RFID-Handbuch - Grundlagen und praktische An-wendungen von Transpondern, kontaktlosen Chipkarten und NFC. 6. Auflage. München: Hanser 2012.
[Fle-2003] Fleisch, E.; Dierkes, M.: Ubiquitous Computing aus betriebswirt-schaftlicher Sicht. In: Wirtschaftsinformatik, Jg. 45 (2003) 6, S. 611–620.
[Fle-2004] Fleisch, E.; Tellkamp, C.; Thiesse, F.: Intelligente Waren beschleuni-gen die Prozesse. In: io new management,12, 2004, S. 28–31.
[Fle-2005] Fleisch, E.; Mattern, F.: Das Internet der Dinge - Ubiquitous Compu-ting und RFID in der Praxis: Visionen, Technologien, Anwendungen, Handlungsanleitungen. Berlin: Springer 2005.
[Fle-2008] Fleischmann, B.: Begriffliche Grundlagen. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Handbuch Logis-tik. Berlin: Springer 2008.
[Fra-1999] Frank, U.: Modelle als Evaluationsobjekt: Einführung und Grundle-gung. In: Häntschel, I.; Heinrich, L. J. (Hrsg): Evaluation und Evalua-tionsforschung in der Wirtschaftsinformatik. München: Oldenbourg-Wissenschaftsverlag 1999.
[Fra-2006] Franke, W.; Dangelmaier, W.: RFID - Leitfaden für die Logistik. Wiesbaden: Gabler 2006.
[Fru-2011a] Fruth, A.; Keuntje, C.: Best-Practices beim Vorgehen in RFID-Projekten - Studie 2011. Herausgegeben von: Günthner, W. A., 2011.
[Fru-2011b] Fruth, A.; Reiser, M.: Entwicklung des RFID-Einsatzes in der Logistik - Referenzbasierte Studie. Herausgegeben von: Günthner, W. A., 2011.
Literaturverzeichnis
180
[Fru-2012] Fruth, A.: Methodik für die Durchführung von RFID-Implementierungsprojekten in der Logistik bei mittelständischen Un-ternehmen. Dissertation. Technische Universität München. Garching b. München 2012.
[Fur-2006] Furmans, K.: Intralogistiksysteme modellieren und verstehen – und was noch fehlt. In: Arnold, D. (Hrsg): Intralogistik. Berlin, Heidelberg, New York: Springer 2006, S. 247–255.
[Gat-2006] Gatzke, M.: RFID-Umfrage 2006: Wohin geht der Markt? Herausge-geben von: FTK - Forschungsinstitut für Telekommunikation 2006.
[Gau-2007] Gaukler, G.; Seifert, R.: Applications of RFID in Supply Chains. In: Jung, H.; Chen, F. F.; Jeong, B. (Hrsg): Trends in supply chain de-sign and management. London: Springer 2007, S. 29–48.
[Ger-2014] Gerry Weber: RFID bei Gerry Weber. URL: http://www.gerryweber.com/ag-website/en/ag-website/company/company-profile/rfid (Aufruf am 22.12.2014).
[Gil-2007] Gillert, F.; Hansen, W.-R.: RFID für die Optimierung von Geschäfts-prozessen - Prozess-Strukturen, IT-Architekturen, RFID-Infrastruktur. München: Hanser 2007.
[Gla-2005] Glasmacher, A.: Grundlagen der Radio Frequenz Identifikation (RFID). In: Seifert, W.; Decker, J. (Hrsg): RFID in der Logistik. Ham-burg: Dt. Verkehrs-Verl. 2005, S. 23–31.
[Gri-2010] Griemert, S.: Radio Frequency Identification (RFID). Wissenschaftli-che Schriften des Fachbereichs Betriebswirtschaft, Fachhochschule Koblenz (2010) 2.
[Gud-2008] Gudehus, T.: Kommissioniersysteme. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Handbuch Logistik. Berlin: Springer 2008.
[Gud-2012] Gudehus, T.: Logistik. 4. Auflage. Berlin: Springer 2012.
[Gün-2006a] Günthner, W. A.; Boppert, J.; Wulz, J.; Scheldbauer, M.: Flexibilität durch Standardisierung - Adaptive Logistikplanung. In: Wolf-Kluthausen, H. (Hrsg): Jahrbuch Logistik 2006. Korschenbroich: free beratung GmbH 2006, S. 30–35.
[Gün-2006b] Günthner, W. A.: Wissenschaft in der Intralogistik. In: Arnold, D. (Hrsg): Intralogistik. Berlin, Heidelberg, New York: Springer 2006, S. 239–247.
[Gün-2008] Günthner, W. A.; Durchholz, J.; Kraul, R.; Schneider, O.: Technologie für die Logistik des 21. Jahrhunderts. In: Wimmer, T.; Wöhner, H. (Hrsg): Werte schaffen - Kulturen verbinden. Hamburg: Dt. Verkehrs-Verlag 2008, S. 360–393.
Literaturverzeichnis
181
[Gün-2009] Günthner, W. A.; Fischer, R.; Salfer, M.: RFID in der Logistik - Werk-zeuge zur Identifikation und Nutzung von RFID-Potenzialen. Heraus-gegeben von: Lehrstuhl für Fördertechnik Materialfluss Logistik, TU München, München 2009.
[Gün-2010a] Günthner, W. A.: Materialfluss und Logistik – Skriptum zur Vorle-sung. München: Lehrstuhl für Fördertechnik Materialfluss Logistik, Technische Universität München 2010.
[Gün-2010b] Günthner, W. A.: Planung technischer Logistiksysteme – Skriptum zur Vorlesung. München: Lehrstuhl für Fördertechnik Materialfluss Logistik, Technische Universität München 2010. 2010.
[Gün-2011a] Günthner, W. A.; Atz, T.; Klaubert, C.; Salfer, M.: Entwicklung einer Methodik und eines strukturierten Vorgehens zur Abwicklung von Studien zur Prüfung der technischen Machbarkeit für RFID-Projekte in der Intralogistik. München 2011.
[Gün-2011b] Günthner, W. A.; Schneider, O.: Methode zur einfachen Aufnahme und intuitiven Visualisierung innerbetrieblicher logistischer Prozesse. München 2011.
[Gün-2011c] Günthner, W. A.; Fruth, A.; Eppinger, S.: Methode zur Wirtschaftlich-keitsanalyse von RFID-Projekten. Herausgegeben von: bayme vbm 2011.
[Gün-2011d] Günthner, W. A.; Fruth, A.; Wang, K. X.: Technikleitfaden für RFID-Projekte. Herausgegeben von: bayme vbm 2011.
[Gün-2013] Günthner, W. A.; Durchholz, J.; Klenk, E.; Boppert, J.: Schlanke Lo-gistikprozesse – Handbuch für den Planer. Berlin: Springer 2013.
[Haa-2006] Haas, M.: Die Zukunft von RFID. In: Computerwoche, 2006. URL: http://www.computerwoche.de/a/die-zukunft-von-rfid,582341 (Aufruf am 24.12.2014).
[Han-2013] Handfield, R.; Straube, F.; Pfohl, H.-Chr.; Wieland, A.: Trends and Strategies in Logistics and Supply Chain Management - Embracing Global Logistics Complexity to Drive Market Advantage, Bremen 2013.
[Heg-2008] Hegenscheidt, M.: Grundlagen der Produktion. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Hand-buch Logistik. Berlin: Springer 2008.
[Her-2008] Hernandez, R.; Vollmer, L.; Schulze, L.: Strukturen. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Hand-buch Logistik. Berlin: Springer 2008.
Literaturverzeichnis
182
[Höm-2005] Hömberg, K.; Jodin, D.; Kellner, C.; Langenbach, M.: Konzept einer logistischen Informationsbedarfsanalyse mit Hilfe von Basisprozes-sen und standardisierten Logistikdaten. Sonderforschungsbereich 559 Modellierung großer Netze in der Logistik, Technical Report 05006, 2005.
[Höm-2007] Hömberg, K.; Hustadt, J.; Jodin, D.; Kochsiek, J.; Nagel, L.; Riha, I.: Basisprozesse für die Modellierung in großen Netzen der Logistik. Sonderforschungsbereich 559 Modellierung großer Netze in der Lo-gistik, Technical Report 07004, 2007.
[Hom-2007] ten Hompel, M.: Wie das „Internet der Dinge“ die Welt der Logistik verändert. In: Bullinger, H.-J.; Hompel, M. ten (Hrsg): Internet der Dinge. Berlin: Springer 2007.
[Ima-1997] Imai, M.: Gemba-Kaizen - Permanente Qualitätsverbesserung, Zeit-ersparnis und Kostensenkung am Arbeitsplatz. München: Wirt-schaftsverlag Langen Müller/Herbig 1997.
[Ise-1996] Isermann, H.: Stichwort "Verpackung". In: Kern, W.; Schröder, H.-H.; Weber, J. (Hrsg): Handwörterbuch der Produktionswirtschaft. Stutt-gart: Schäffer-Poeschel 1996.
[IW-2014] Institut der deutschen Wirtschaft Köln: Alle stehen in der Pflicht. URL: http://www.iwkoeln.de/en/infodienste/gewerkschaftsspiegel/beitrag/arbeitsbedingungen-in-textilfabriken-suedostasiens-alle-stehen-in-der-pflicht-106454 (Aufruf am 22.12.2014).
[Jün-1989] Jünemann, R.: Materialfluß und Logistik - Systemtechnische Grund-lagen mit Praxisbeispielen. Berlin: Springer 1989.
[Jün-2000] Jünemann, R.; Schmidt, T.: Materialflusssysteme - systematische Grundlagen. 2. Auflage. Berlin u. a.: Springer 2000.
[Käp-2002] Käppner, Martin; Laakmann, Frank; Stracke, Niklas: Dortmunder Prozesskettenparadigma – Grundlagen. Sonderforschungsbereich 559 Modellierung großer Netze in der Logistik, Technical Report 02005, 2002
[Ker-2007] Kern, C.: Anwendung von RFID-Systemen. 2. Auflage. Berlin, Hei-delberg: Springer 2007.
[Kha-2005] Khazaeli, C. D.: Systemisches Design - Intelligente Oberflächen für Information und Interaktion. Reinbek bei Hamburg: Rowohlt-Taschenbuch-Verlag 2005.
[Kie-2004] Kieß, A.: Tom DeMarco Strukturierte Analyse und System Spezifika-tion. Leipzig, 2004. URL: http://ebus.informatik.uni-leipzig.de/www/media/lehre/seminar-pioniere04/kiess-ausarbeitung-demarco.pdf (Aufruf am 20.09.2011).
Literaturverzeichnis
183
[Kla-2008] Klaus, P.; Krieger, W.: Gabler Lexikon Logistik. Wiesbaden: Gabler 2008.
[Krc-2010] Krcmar, H.: Informationsmanagement. 5. Auflage. Berlin, Heidelberg: Springer 2010.
[Kun-2005] Kunz, U.-T.; Czaja, F.: Entwicklung einer grundlegenden Methodik zur Bewertung der Auswirkungen des RFID-Einsatzes auf die Pro-zesskette. In: Seifert, W.; Decker, J. (Hrsg): RFID in der Logistik. Hamburg: Dt. Verkehrs-Verl. 2005, S. 119–142.
[Lam-2005] Lampe, M.; Flörkemeier, C.; Haller, S.: Einführung in die RFID-Technologie. In: Fleisch, E.; Mattern, F. (Hrsg): Das Internet der Din-ge. Berlin: Springer 2005, S. 69–86.
[Lan-2005] Lange, V.; Lammers, W.; Meiß, C.: Anwendungsfelder der RFID-Technologie. In: Seifert, W.; Decker, J. (Hrsg): RFID in der Logistik. Hamburg: Dt. Verkehrs-Verl. 2005, S. 32–60.
[Lan-2008] Lange, V.; Alberti, A.; Becker, M.; Hoffmann, J.; Maaß, J.-C.; Meiss, C.; Schürrer, S.: Entwicklung eines Verfahrens zur Kosten-Nutzen-Bewertung von RFID-Systemen - "CoBRA - Costs and Benefits of RFID-Applications", 2008.
[Lei-2010] Leist, S.; Lichtenegger, W.: Integration von automatisch generierten und manuell konstruierten Prozessmodellen als Grundlage für den Aufbau einer Prozessarchitektur. In: Schumann, M.; Kolbe, L. M.; Breitner, M. H.; Frerichs, A. (Hrsg): Multikonferenz Wirtschaftsinfor-matik 2010. Göttingen: Universitätsverlag Göttingen 2010, S. 103–118.
[Lin-2009] Lindemann, U.: Methodische Entwicklung technischer Produkte - Me-thoden flexibel und situationsgerecht anwenden. 3. Auflage. Berlin: Springer 2009.
[Man-2006] Mannel, A.: Prozessorientiertes Modell zur Bewertung der ökonomi-schen Auswirkungen des RFID-Einsatzes in der Logistik. Dissertati-on. In: Jansen, R. (Hrsg): Schriftenreihe Transport- und Verpa-ckungslogistik. Frankfurt am Main: Deutscher Fachverlag 2006.
[Mat-2005] Mattern, F.: Die technische Basis für das Internet der Dinge. In: Fleisch, E.; Mattern, F. (Hrsg): Das Internet der Dinge. Berlin: Sprin-ger 2005, S. 39–66.
[Mat-2011] N. N.: Einsatz von RFID - Teilergebnis Umfrage. In: Materialfluss Markt 2012, Jg. 43 (2011).
[Men-2008] Mennig, A.: RFID-Einführung in der Logistik - Entwicklung eines Pro-zesses der Einführung anhand von Beispielen. Saarbrücken: VDM-Verlag Müller 2008.

Literaturverzeichnis
184
[Mey-2005] Meyer, U. B.; Creux, S. E. M.; Weber Marin Silva, A. K.: Grafische Methoden der Prozessanalyse - Für Design und Optimierung von Produktionssystemen. München: Hanser 2005.
[Mie-2006] Miebach, J.; Müller, P. P.: Intralogistik als wichtiges Glied von umfas-senden Lieferketten. In: Arnold, D. (Hrsg): Intralogistik. Berlin, Hei-delberg, New York: Springer 2006, S. 20–31.
[Mor-1972] Morris, C. W.; Posner, R.; Knilli, F.: Grundlagen der Zeichentheorie - Ästhetik und Zeichentheorie. München: Hanser 1972.
[Mül-2004] Müller, E.: Wissenschaftliche Schriftenreihe des Institutes für Be-triebswissenschaften und Fabriksysteme. Chemnitz: Institut für Print- und Medientechnik 2004.
[Ott-1993] Ott, H.-J.: Wirtschaftlichkeitsanalyse von EDV-Investitionen mit dem WARS-Modell am Beispiel der Einführung von CASE. In. Wirtschafts-informatik (1993) 35, S. 522 - 531.
[PAV-2011] PAV: Umfrage: Große Mehrheit der Unternehmen setzt 2011 RFID-Projekte um. URL: http://www.premiumpresse.de/userpics/a6e772f831fcd6f3e782223281093095.pdf (Aufruf am 16.08.2015).
[Paw-2007] Pawellek, G.: Produktionslogistik - Planung - Steuerung - Controlling. München: Hanser 2007.
[Pfe-2003] Pfeifer, T.; Tillmann, M.; Wimmer, M.: Prozesskettenoptimierung - Mit der IPO-Systematik innovativ zu ganzheitlichen Lösungen. In: REFA-Nachrichten, Jg. 56 (2003) 6, S. 4–12.
[Pfl-2001] Pflaum, A.: Transpondertechnologie und Supply Chain Management - Elektronische Etiketten - Bessere Identifikationstechnologie in logis-tischen Systemen? In: Klaus, P. (Hrsg.): Edition Logistik. Hamburg: Dt. Verkehrs-Verlag 2001.
[Pfl-2007] Pflaum, A.: Radio Frequency Identification als strategisches Instru-ment für Dienstleistungsunternehmen der Kontraktlogistik. In: Bohlmann, B.; Krupp, T. (Hrsg): Strategisches Management für Lo-gistikdienstleister. Hamburg: Dt. Verkehrs-Verlag 2007, S. 290–306.
[Pfo-1997] Pfohl, H.-C.; Diruf, G.: Informationsfluss in der Logistikkette - EDI - Prozessgestaltung – Vernetzung. 12. Fachtagung der Deutschen Gesellschaft für Logistik e. V. Berlin: Erich Schmidt 1997.
[Pfo-2010] Pfohl, H.-C.: Logistiksysteme - Betriebswirtschaftliche Grundlagen. 8. Auflage. Berlin, Heidelberg: Springer 2010.
[Pür-1998] Pürer, H.: Einführung in die Publizistikwissenschaft - Systematik, Fragestellungen, Theorieansätze, Forschungstechniken. 6. Auflage. München: Ölschläger 1998.
Literaturverzeichnis
185
[RAN-2014] N. N.: RFID-Based Automotive Network, 2012. URL: http://www.autonomik.de/de/ran.php (Aufruf am 25.12.2014).
[RFI-2012] RFID Ready: Gute Aussichten für den RFID-Markt. URL: http://www.rfid-ready.de/201204172073/gute-aussichten-fuer-den-rfid-markt.html (Aufruf am 16.08.2015).
[Res-2008] Resch, S. F.: Entwicklung eines prozess- und erfahrungsbasierenden Analysemodells zur systematischen Identifikation und Bewertung von RFID-Einsatzpotenzialen. Dortmund: Verlag Praxiswissen 2008.
[Rhe-2008] Rhensius, T.; Deindl, M.: Metastudie RFID - Eine umfassende Analy-se von Anwendungen, Nutzen und Hindernissen der RFID-Implementierung. Aachen: FIR 2008.
[Rhe-2009] Rhensius, T.; Dünnebacke, D.: RFID - business case calculation - 3-stufiges Vorgehen zur Planung und Bewertung des RFID-Einsatzes. Aachen: Forschungsinstitut für Rationalisierung (fir), RWTH Aachen 2009.
[Rhe-2010] Rhensius, T.: Typisierung von RFID-Anwendungen. Dissertation. RWTH Aachen. Aachen: Apprimus-Verlag 2010.
[Ros-1996] Rosemann, M.: Komplexitätsmanagement in Prozessmodellen - Me-thodenspezifische Gestaltungsempfehlungen für die Informations-modellierung. Wiesbaden: Gabler 1996.
[Rot-2004] Rother, M.; Shook, J.: Sehen lernen - Mit Wertstromdesign die Wert-schöpfung erhöhen und Verschwendung beseitigen. Aachen: Lean Management Institut 2004.
[Rup-2012] Rupp, C.; Queins, S.: UML 2 glasklar - Praxiswissen für die UML-Modellierung. 4. Auflage. München, Wien: Hanser 2012.
[Sch-1999] Schmid, C.: Informationsflüsse in Zuliefernetzwerken. Wiesbaden: Deutscher Universitäts-Verlag 1999.
[Sch-2007] Scholz-Reiter, B.; Gorldt, C.; Hinrichs, U.; Tervo, J. T.; Lewandowski, M.: RFID - Einsatzmöglichkeiten und Potentiale in logistischen Pro-zessen. 2007.
[Sch-2008a] Schedlbauer, M. J.: Adaptive Logistikplanung auf Basis eines stan-dardisierten, prozessorientierten Bausteinkonzepts. Dissertation. Technische Universität München. Garching b. München 2008.
[Sch-2008b] Schuldes, M.: Einführung von RFID in der Praxis. In: Bartneck, N.; Klaas, V.; Schönherr, H. (Hrsg): Prozesse optimieren mit RFID und Auto-ID. Erlangen: Publicis Corporate Publishing 2008, S. 115–123.
Literaturverzeichnis
186
[Sch-2008c] Schulz-Spathelf, J.: integrierte logistische Informationssysteme. In: Klaus, P.; Krieger, W. (Hrsg): Gabler Lexikon Logistik. Wiesbaden: Gabler 2008, S. 232–239.
[Sch-2008d] Schuhmann, S.: RFID: methodische Bestimmung von Einsatzmög-lichkeiten in logistischen Prozessen - Konsumgüterhersteller unter Zugzwang. Saarbrücken: VDM-Verlag 2008.
[Sch-2008e] Scholl, A.: Grundlagen der modellgestützten Planung. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Hand-buch Logistik. Berlin: Springer 2008.
[Sch-2008f] Schmidt, A.: Lagerprozesse. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Handbuch Logistik. Berlin: Springer 2008.
[Sch-2008g] Scholz-Reiter, B.; Wolf, H.: Information und Kommunikation. In: Ar-nold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Handbuch Logistik. Berlin: Springer 2008.
[Sch-2010] Schuh, G.; Rhensius, T.: Prozessorientierte RFID-Einsatzplanung. In: Schumann, M.; Kolbe, L. M.; Breitner, M. H.; Frerichs, A. (Hrsg): Mul-tikonferenz Wirtschaftsinformatik 2010. Göttingen: Universitätsverlag Göttingen 2010, S. 2399–2410.
[Sch-2011] Schneider, O.; Hohenstein, F. C.; Günthner, W. A.: Bewertung von Methoden hinsichtlich einer ganzheitlichen Prozessdarstellung. Mün-chen 2011.
[Sch-2013] Schuh, G.; Stich, V. (Hrsg.): Metastudie RFID – Eine umfassende Analyse von Anwendungen, Nutzen und Herausforderungen der RFID-Implementierung. Aachen 2013.
[Sei-2005] Seifert, W.; Decker, J.: RFID in der Logistik - Erfolgsfaktoren für die Praxis. Hamburg: Deutscher Universitäts-Verlag 2005.
[Sei-2008a] Seiter, M.; Isensee, J.; Rosentritt, C.: Evaluation of RFID Investments - The Extended Performance Analysis (EPA) Approach. RFID SysTech 2008, 4th European Workshop on RFID Systems and Technologies 209, 2008.
[Sei-2008b] Seiter, M.; Urban, U.; Rosentritt, C.: Wirtschaftlicher Einsatz von RFID – Ergebnisse einer empirischen Studie. IPRI gGmbH, Stuttgart 2008.
[Spa-2013] Spath, D. (Hrsg.): Produktionsarbeit der Zukunft – Industrie 4.0. Stuttgart: Fraunhofer Verlag 2013.
[Spi-2006] Spitta, T.: Grafische Modellierung – Skriptum zur Vorlesung. Biele-feld: Fakultät für Wirtschaftswissenschaften, Universität Bielefeld 2006.
Literaturverzeichnis
187
[Sta-1973] Stachowiak, H.: Allgemeine Modelltheorie. Wien: Springer 1973.
[Ste-2008a] Steckel, B.; Fery, P.; Ulrich, N.: Identifikationssysteme. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Hand-buch Logistik. Berlin: Springer 2008.
[Ste-2008b] Stein, A.: Umschlagsprozesse in der Logistik. In: Klaus, P.; Krieger, W. (Hrsg): Gabler Lexikon Logistik. Wiesbaden: Gabler 2008, S. 590–596.
[Str-1988] Striening, H.-D.: Prozess-Management - Versuch eines integrierten Konzeptes situationsadäquater Gestaltung von Verwaltungsprozes-sen: dargestellt am Beispiel in einem multinationalen Unternehmen, IBM Deutschland GmbH. Frankfurt am Main, New York: P. Lang 1988.
[Str-2005] Straube, F.; Dangelmaier, W.; Günthner, W. A.; Pfohl, H.-C.: Trends und Strategien in der Logistik - Ein Blick auf die Agenda des Logistik-Managements 2010. Hamburg: Deutscher Verkehrs-Verlag 2005.
[Str-2006] Strüker, J.; Gille, D.: RFID in Deutschland - Status quo, Chancen und Hürden aus Unternehmenssicht. Freiburg: Institut für Informatik und Gesellschaft 2006.
[Str-2008] Strüker, J.; Gille, D.; Faupel, T.: RFID Report 2008 - Optimierung von Geschäftsprozessen in DeutschlandInstitut für Informatik und Gesell-schaft, Albert-Ludwigs-Universität Freiburg 2008.
[Str-2009] Straube, F.: RFID in der Logistik - Empfehlungen für eine erfolgrei-che Einführung. Berlin: Universitätsverlag der TU Berlin 2009.
[Sup-2008] Supply-Chain Council: SCOR® - Supply Chain Operations Reference Model. Version 9.0, 2008.
[Sys-1990] Syska, A.: Kennzahlen für die Logistik. Berlin, Heidelberg: Springer 1990.
[Tel-2006] Tellkamp, C.: The impact of Auto-ID technology on process perfor-mance - RFID in the FMCG supply chain. Bamberg: Difo-Druck GmbH. Universität St. Gallen 2006.
[Ulr-1981] Ulrich, H.: Die Betriebswirtschaftslehre als anwendungsorientierte Sozialwissenschaft. In: Geist, M.; Sandig, C. (Hrsg): Die Führung des Betriebes. Stuttgart: Poeschel 1981, S. 1–25.
[Vas-2008] Vastag, A.; Schürholz, A.: Distribution. In: Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H.; Furmans, K. (Hrsg): Handbuch Logistik. Berlin: Springer 2008.
Literaturverzeichnis
188
[VDI 2411] VDI 2411: Begriffe und Erläuterungen im Förderwesen (Juni 1970). Verein Deutscher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 2815] VDI 2815 Blatt 5: Begriffe für die Produktionsplanung und -steuerung – Betriebsmittel (Mai 1978). Verein Deutscher Ingenieure. Düssel-dorf: VDI-Verlag.
[VDI 2860] VDI 2860: Montage- und Handhabungstechnik (Mai 1990). Verein Deutscher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 3300] VDI 3300: Materialfluß-Untersuchungen (August 1973). Verein Deut-scher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 3590] VDI 3590 Blatt 1: Kommissioniersysteme - Grundlagen. Verein Deut-scher Ingenieure (April 1994). Düsseldorf: VDI-Verlag.
[VDI 3619] VDI 3619: Sortiersysteme für Stückgut (Mai 1983). Verein Deutscher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 4405] VDI 4405: Prozessorientierte Kostenanalyse in der innerbetrieblichen Logistik (Oktober 2003). Verein Deutscher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 4472 a] VDI 4472 Blatt 10: Anforderungen an Transpondersysteme zum Ein-satz in der Supply Chain - Testverfahren zur Überprüfung der Leis-tungsfähigkeit von Transpondersystemen (RFID) (Mai 2008). Verein Deutscher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 4472 b] VDI 4472 Blatt 4: Anforderungen an Transpondersysteme (RFID) zum Einsatz in der Supply Chain – Kosten-Nutzenbewertung von RFID-Systemen in der Logistik (September 2009). Verein Deutscher Ingenieure. Düsseldorf: VDI-Verlag.
[VDI 4490] VDI 4490: Operative Logistikkennzahlen von Wareneingang bis Ver-sand. Verein Deutscher Ingenieure (Mai 2007). Düsseldorf: VDI-Verlag.
[Vil-2007] Vilkov, L.: Prozessorientierte Wirtschaftlichkeitsanalyse von RFID-Systemen - Ein ganzheitlicher Ansatz für Supply Chain Management und Logistik. Berlin: Logos- Verlag 2007.
[Vil-2008] Vilkov, L.; Weiß, B.: Prozessorientierte Wirtschaftlichkeitsanalyse von RFID-Systemen anhand eines Referenz-Wirkungsmodells. In: Be-cker, J.; Knackstedt, R.; Pfeiffer, D. (Hrsg): Wertschöpfungsnetzwer-ke. Heidelberg: Physica-Verlag 2008, S. 275–303.
[Vog-2009] Vogeler, S.: Entwicklung eines Vorgehensmodells zur Implementie-rung der RFID-Technologie in logistischen Systemen am Beispiel der Bekleidungswirtschaft. Dissertation. Technische Universität Berlin. Berlin: Universitätsverlag der TU Berlin 2009.
Literaturverzeichnis
189
[Voj-2006] Vojdani, N.; Spitznagel; Resch: Konzeption einer systematischen Identifikation und Bewertung von RFID-Einsatzpotenzialen. In: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb, Jg. 101 (2006), S. 102–108.
[Wei-2012] Weinländer, M.: UHF-RFID-Systeme sind bereit für den durchgängi-gen Einsatz in Produktion und Logistik. In: ident (2012) 1, S. 47.
[Wei-2014] Weilkiens, T.: Systems engineering mit SysML/UML – Anforderun-gen, Analyse, Architektur. 3. Auflage. Heidelberg: dpunkt-Verlag 2014.
[Wil-2010] Wildemann, H.: Logistik Prozeßmanagement - Organisation und Me-thoden. 5. Auflage. München: TCW Transfer-Centrum-Verlag 2010.
[Wit-2012] Wittmann, K.: Der Trend heißt UHF. Interview. In: RFID im Blick
(2012) 3, S. 62–63.

191
Abbildungsverzeichnis
Abbildung 1-1: Zielsetzungen der Methode 6
Abbildung 1-2: Vorgehensmodell zur Entwicklung der Methode (in Anlehnung an [Ulr-1981]) 10
Abbildung 2-1: Medienbruch zwischen realer und virtueller Welt (in Anlehnung an [Fle-2005]) 14
Abbildung 2-2: Hauptkomponenten eines RFID-Systems (in Anlehnung an [Gün-2009]) 15
Abbildung 3-1: Zusammenhang grundlegender Begriffe 23
Abbildung 3-2: Aktivitäten und Vorgänge des Materialflusses 29
Abbildung 3-3: Aktivitäten und Vorgänge des Informationsflusses 34
Abbildung 3-4: Grundlegende Arbeitsmittel des Materialflusses 37
Abbildung 3-5: Grundlegende Betriebsmittel des Informationsflusses 39
Abbildung 4-1: Übersicht zu bewertender Prozessdarstellungsmethoden 54
Abbildung 4-2: Kriterienkatalog (in Anlehnung an [Sch-2011]) 55
Abbildung 5-1: Ganzheitliche Prozessdarstellung mit Hilfe von Swimlanes 73
Abbildung 5-2: Zweistufige Prozessdarstellung und -beschreibung 74
Abbildung 5-3: Grafische Darstellung einer Grundfunktion 77
Abbildung 5-4: Kommunikationsmodell (in Anlehnung an [Pür-1998]) 81
Abbildung 5-5: Attribute der Grundfunktionen 86
Abbildung 5-6: Hierarchisches Prozessobjekt (in Anlehnung an [Gün-2011b]) 88
Abbildung 5-7: Beispielprozess mit wechselndem Prozessobjekt 90
Abbildung 5-8: Prozessskizze eines beispielhaften Auslagerns 99
Abbildung 5-9: Prozessskizze eines beispielhaften Bildens von Ladeeinheiten 99
Abbildung 5-10: Prozessskizze eines beispielhaften Verteilens 100
Abbildung 5-11: Prozessskizze einer beispielhaften Warenannahme 100
Abbildung 6-1: RFID-Nutzenpotenziale in der Intralogistik 105
Abbildung 6-2: Wirkung und Bewertbarkeit von RFID-Nutzenpotenzialen 111
Abbildung 6-3: Wirtschaftlichkeitsanalyse mit Risikostufen [Sch-2008d] 117
Abbildung 6-4: Wirkgefüge des Nutzenpotenzials Datenqualität 118
Abbildung 6-5: Wirkgefüge des Nutzenpotenzials Kundenzufriedenheit 119
Abbildung 6-6: Wirkgefüge der Nutzenpotenziale Produktverfügbarkeit und -qualität 119
Abbildungsverzeichnis
192
Abbildung 6-7: Merkmale von UHF-RFID-Systemen 128
Abbildung 7-1: Vorgehen zur Anwendung der Methode 135
Abbildung 7-2: Prozessübersicht der Teilprozesse der Hängeware 139
Abbildung 7-3: Grafische Prozessskizze für den Teilprozess Warenannahme (Ist-Stand) 141
Abbildung 7-4: Grafische Prozessskizze für den Teilprozess Qualitätssicherung (Ist-Stand) 143
Abbildung 7-5: Grafische Prozessskizze für den Teilprozess elektronisches Auslagern (Ist-Stand) 158
Abbildung D-1: Wirkgefüge der Nutzenpotenziale Image, Kundenbindung,- service verbessern D-1
Abbildung D-2: Wirkgefüge des Nutzenpotenzials höhere Bedienerfreundlichkeit D-1
Abbildung D-3: Wirkgefüge des Nutzenpotenzials Medienbrüche reduzieren D-1
Abbildung D-4: Wirkgefüge des Nutzenpotenzials Bestandstransparenz erhöhen D-2
Abbildung D-5: Wirkgefüge des Nutzenpotenzials Bestandsreduzierung D-2
Abbildung D-6: Wirkgefüge der Nutzenpotenziale Schwund- und Diebstahlquote reduzieren D-2
Abbildung D-7: Wirkgefüge des Nutzenpotenzials Durchlaufzeitreduzierung D-3
Abbildung D-8: Wirkgefüge des Nutzenpotenzials Prozessqualität verbessern D-3
Abbildung D-9: Wirkgefüge des Nutzenpotenzials Bearbeitungsfehler vermeiden D-3
Abbildung D-10: Wirkgefüge des Nutzenpotenzials Datenerfassungsfehler vermeiden D-4
Abbildung D-11: Wirkgefüge des Nutzenpotenzials Datenverarbeitungsfehler vermeiden D-4
Abbildung D-12: Wirkgefüge des Nutzenpotenzials Entnahme-/Abgabefehler vermeiden D-5
Abbildung D-13: Wirkgefüge des Nutzenpotenzials Anlagen und Papiere reduzieren D-5
Abbildung D-14: Wirkgefüge der Nutzenpotenziale Auslastung und Verfügbarkeit erhöhen D-5
Abbildung D-15: Wirkgefüge des Nutzenpotenzials Fehllieferungen vermeiden D-6
Abbildung D-16: Wirkgefüge des Nutzenpotenzials Prozesshäufigkeit reduzieren D-6
Abbildung D-17: Wirkgefüge der Nutzenpotenziale Verpackung und Personal reduzieren D-6
Abbildung D-18: Wirkgefüge des Nutzenpotenzials manuelle Tätigkeiten reduzieren D-7
Abbildung D-19: Wirkgefüge des Nutzenpotenzials Prozesszeit reduzieren D-7
193
Tabellenverzeichnis
Tabelle 2-1: Merkmale eines UHF-RFID-Systems (in Anlehnung an [Gün-2011d]) 17
Tabelle 2-2: Zusammenfassende Bewertung der Ansätze 22
Tabelle 3-1: Ganzheitliche Datenbasis intralogistischer Prozesse 27
Tabelle 3-2: Zusammenhang zwischen Aktivitäten und Vorgängen des Materialflusses 33
Tabelle 3-3: Zusammenhang zwischen Aktivitäten und Vorgängen des Informationsflusses 36
Tabelle 3-4: Bewertung der Ansätze zu intralogistischen Standardvorgängen 45
Tabelle 4-1: Klassifizierung der Prozessdarstellungsmethoden 50
Tabelle 4-2: Materialflussdarstellung durch die untersuchten Methoden 60
Tabelle 4-3: Informationsflussdarstellung durch die untersuchten Methoden 61
Tabelle 4-4: Ressourcendarstellung durch die untersuchten Methoden 62
Tabelle 4-5: Erfüllung des Prozessverständnisses durch die untersuchten Methoden 63
Tabelle 4-6: Prozessbewertung durch die untersuchten Methoden 64
Tabelle 4-7: Erfüllung der Prozesslogik durch die untersuchten Methoden 64
Tabelle 5-1: Hierarchisches Prozessmodell (in Anlehnung an [Gün-2011b]) 71
Tabelle 5-2: Grundfunktionen des Materialflusses 80
Tabelle 5-3: Grundfunktionen des Informationsflusses 84
Tabelle 5-4: Gegenüberstellung von Grundfunktionen und intralogistischen Vorgängen 85
Tabelle 5-5: RFID-System-relevante Eigenschaften des Materialflussobjekts 88
Tabelle 5-6: RFID-System-relevante Eigenschaften des Informationsflussobjekts 90
Tabelle 5-7: Zuordnung der Attribute zu den Grundfunktionen 96
Tabelle 5-8: Grafische Elemente zur Prozessdarstellung 97
Tabelle 5-9: Prozessaufnahmebogen einer beispielhaften Warenannahme 101
Tabelle 6-1: Überblick über die Prozessindikatoren 122
Tabelle 6-2: Beurteilung möglicher Prozessindikatoren anhand von Prozessattributen 123
Tabelle 6-3: Zuordnung von Prozessindikatoren und Nutzenpotenzialen 125
Tabelle 6-4: Gewichtung der Nutzenpotenziale 126
Tabelle 6-5: Zuordnung von RFID-System-Merkmalen und Prozessattributen 131
Tabellenverzeichnis
194
Tabelle 7-1: Prozessaufnahmebogen für den Teilprozess Warenannahme (Ist-Stand) 144
Tabelle 7-2: Prozessaufnahmebogen für den Teilprozess Qualitätssicherung (Ist-Stand) 145
Tabelle 7-3: Identifizierung von RFID-Nutzenpotenzialen in der Warenannahme 147
Tabelle 7-4: Identifizierung von RFID-Nutzenpotenzialen in der Qualitätssicherung 149
Tabelle 7-5: Ausschnitt des Prozessaufnahmebogens der Warenannahme (Soll-Stand) 151
Tabelle 7-6: Grobe Bewertung der Personalkostenreduzierung (Warenannahme) 151
Tabelle 7-7: Grobe Bewertung der operativen Fehlerkostenreduzierung (Warenannahme) 152
Tabelle 7-8: Ausschnitt des Prozessaufnahmebogens der Qualitätssicherung (Soll-Stand) 153
Tabelle 7-9: Grobe Bewertung der Personalkostenreduzierung (Qualitätssicherung) 153
Tabelle 7-10: Randbedingungen für ein RFID-System in der Warenannahme 156
Tabelle 7-11: Randbedingungen für ein RFID-System in der Qualitätssicherung 157
Tabelle 7-12: Prozessaufnahmebogen für den Teilprozess Auslagern (Ist-Stand) 160
Tabelle 7-13: Identifizierung von RFID-Nutzenpotenzialen beim Auslagern 161
Tabelle 7-14: Ausschnitt des Prozessaufnahmebogens der Auslagerung (Soll-Stand) 163
Tabelle 7-15: Grobe Bewertung der Personalkostenreduzierung (Auslagern) 163
Tabelle 7-16: Randbedingungen für ein RFID-System beim Auslagern 165
Tabelle 7-17: Erfüllung der Hypothesen durch die Methode 166
Tabelle A-1: Fragebogen zum Einsatz der Prozessaufnahmemethoden A-1
Tabelle A-2: Fragebogen zur Bewertung der Prozessaufnahmemethoden – Teil 1 A-2
Tabelle B-1: Liste der RFID-Nutzenpotenziale B-1
Tabelle C-1: Zusammengefasste Liste der RFID-Nutzenpotenziale C-1
Tabelle E-1: Zuordnung der Indikatoren zu den Attributen der Grundfunktionen E-1
Tabelle E-2: Zuordnung der Indikatoren zu den Nutzenpotenzialen E-4
195
Formelverzeichnis
Formel 6-1: Prozesskosteneinsparung PKE auf Basis Prozesszeitverkürzung 112
Formel 6-2: Einsparung Transportkosten TKE 113
Formel 6-3: Einsparung Inventuraufwand IKE 113
Formel 6-4: Prozesskosteneinsparung PKE auf Basis reduzierter Fehlerquoten 113
Formel 6-5: Einsparung Nacharbeitskosten NAKE 113
Formel 6-6: Einsparung Ausschusskosten AKE 114
Formel 6-7: Einsparung Kapitalbindung KBKE 114
Formel 6-8: Einsparung Personalkosten PERKE 114
Formel 6-9: Einsparung Sachkosten SKE 115
Formel 6-10: Einsparung Investitionsbedarf IVKE 115
Formel 6-11: Einsparung durch weniger Reklamationen RKKE 115
Formel 6-12: Einsparung durch weniger Konventionalstrafen KSKE 115
Formel 6-13: Einsparung durch weniger Rückrufe RRKE 115
Formel 6-14: Umsatzsteigerung US 116

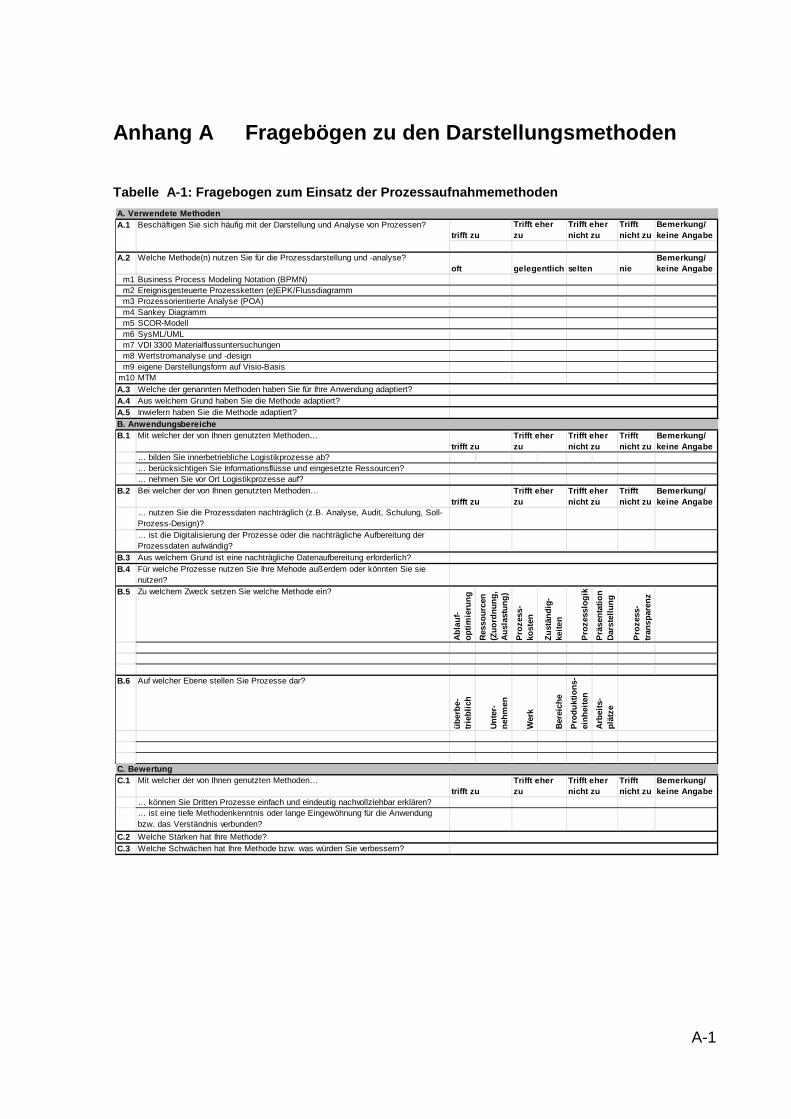
A-1
Anhang A Fragebögen zu den Darstellungsmethoden
Tabelle A-1: Fragebogen zum Einsatz der Prozessauf nahmemethoden
Trifft nicht zu
Bemerkung/ keine Angabe
A.2 Welche Methode(n) nutzen Sie für die Prozessdarstellung und -analyse?nie
Bemerkung/ keine Angabe
m1 Business Process Modeling Notation (BPMN)m2 Ereignisgesteuerte Prozessketten (e)EPK/Flussdiagrammm3 Prozessorientierte Analyse (POA)m4 Sankey Diagrammm5 SCOR-Modellm6 SysML/UMLm7 VDI 3300 Materialflussuntersuchungenm8 Wertstromanalyse und -designm9 eigene Darstellungsform auf Visio-Basis
m10 MTMA.3 Welche der genannten Methoden haben Sie für Ihre Anwendung adaptiert?A.4 Aus welchem Grund haben Sie die Methode adaptiert?A.5 Inwiefern haben Sie die Methode adaptiert?
B.1 Mit welcher der von Ihnen genutzten Methoden… Trifft nicht zu
Bemerkung/ keine Angabe
… bilden Sie innerbetriebliche Logistikprozesse ab?… berücksichtigen Sie Informationsflüsse und eingesetzte Ressourcen?… nehmen Sie vor Ort Logistikprozesse auf?
B.2 Bei welcher der von Ihnen genutzten Methoden… Trifft nicht zu
Bemerkung/ keine Angabe
… nutzen Sie die Prozessdaten nachträglich (z.B. Analyse, Audit, Schulung, Soll-Prozess-Design)?… ist die Digitalisierung der Prozesse oder die nachträgliche Aufbereitung der Prozessdaten aufwändig?
B.3 Aus welchem Grund ist eine nachträgliche Datenaufbereitung erforderlich?B.4 Für welche Prozesse nutzen Sie Ihre Mehode außerdem oder könnten Sie sie
nutzen?B.5 Zu welchem Zweck setzen Sie welche Methode ein?
Abl
auf-
optim
ieru
ng
Res
sour
cen
(Zuo
rdnu
ng,
Aus
last
ung)
Pro
zess
-ko
sten
Zus
tänd
ig-
keite
n
Pro
zess
logi
k
Prä
sent
atio
n D
arst
ellu
ng
Pro
zess
-tra
nspa
renz
B.6 Auf welcher Ebene stellen Sie Prozesse dar?
über
be-
trieb
lich
Unt
er-
nehm
en
Wer
k
Ber
eich
e
Pro
dukt
ions
-ei
nhei
ten
Arb
eits
-pl
ätze
C.1 Mit welcher der von Ihnen genutzten Methoden… Trifft nicht zu
Bemerkung/ keine Angabe
… können Sie Dritten Prozesse einfach und eindeutig nachvollziehbar erklären?… ist eine tiefe Methodenkenntnis oder lange Eingewöhnung für die Anwendung bzw. das Verständnis verbunden?
C.2 Welche Stärken hat Ihre Methode?C.3 Welche Schwächen hat Ihre Methode bzw. was würden Sie verbessern?
trifft zuTrifft eher zu
Trifft eher nicht zu
trifft zuTrifft eher zu
Trifft eher nicht zu
C. Bewertung
trifft zuTrifft eher zu
oft gelegentlich selten
B. AnwendungsbereicheTrifft eher nicht zu
A. Verwendete MethodenA.1 Beschäftigen Sie sich häufig mit der Darstellung und Analyse von Prozessen?
trifft zuTrifft eher zu
Trifft eher nicht zu
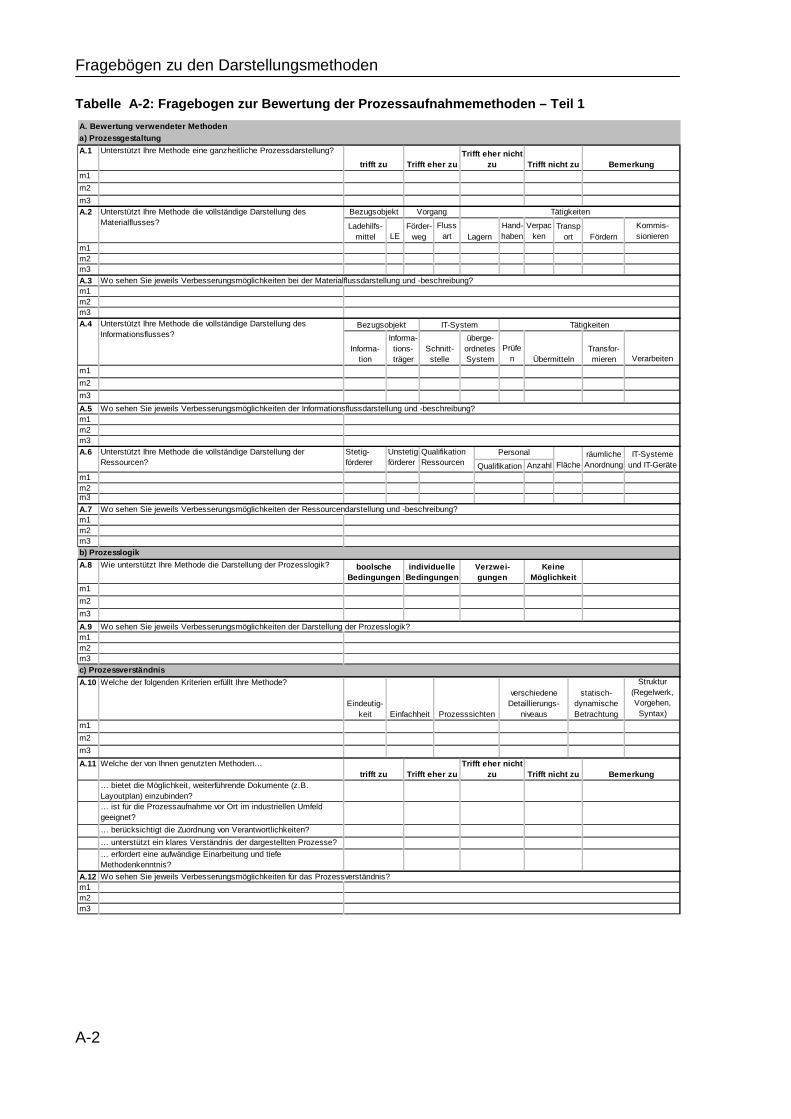
Fragebögen zu den Darstellungsmethoden
A-2
Tabelle A-2: Fragebogen zur Bewertung der Prozessa ufnahmemethoden – Teil 1
A.1 Unterstützt Ihre Methode eine ganzheitliche Prozessdarstellung?
m1
m2
m3
LEFluss
artHand-haben
Verpacken
Kommis-sionieren
m1m2m3A.3m1m2m3
Prüfen Verarbeiten
m1
m2
m3
A.5m1m2m3
Anzahl
m1m2m3
A.7m1m2m3
A.8 Wie unterstützt Ihre Methode die Darstellung der Prozesslogik?
m1
m2
m3
A.9m1m2m3
A.10 Welche der folgenden Kriterien erfüllt Ihre Methode? Struktur (Regelwerk, Vorgehen, Syntax)
m1
m2
m3
A.11 Welche der von Ihnen genutzten Methoden…
… bietet die Möglichkeit, weiterführende Dokumente (z.B. Layoutplan) einzubinden?… ist für die Prozessaufnahme vor Ort im industriellen Umfeld geeignet?
… berücksichtigt die Zuordnung von Verantwortlichkeiten?
… unterstützt ein klares Verständnis der dargestellten Prozesse?
… erfordert eine aufwändige Einarbeitung und tiefe Methodenkenntnis?
A.12m1m2m3
IT-Systeme und IT-GeräteQualifikation
PersonalA.6 Unterstützt Ihre Methode die vollständige Darstellung der Ressourcen?
Stetig-förderer
Unstetigförderer
Qualifikation Ressourcen Fläche
räumliche Anordnung
statisch-dynamische BetrachtungProzesssichten
Tätigkeiten
Förder-weg
Transport FördernLagern
Wo sehen Sie jeweils Verbesserungsmöglichkeiten für das Prozessverständnis?
c) Prozessverständnis
trifft zu Trifft eher zuTrifft eher nicht
zu Trifft nicht zu Bemerkung
Keine Möglichkeit
boolsche Bedingungen
individuelle Bedingungen
Verzwei-gungen
Trifft eher zu
Vorgang
Trifft eher nicht zutrifft zu
Bezugsobjekt
Wo sehen Sie jeweils Verbesserungsmöglichkeiten der Darstellung der Prozesslogik?
A.4 Unterstützt Ihre Methode die vollständige Darstellung des Informationsflusses?
Wo sehen Sie jeweils Verbesserungsmöglichkeiten bei der Materialflussdarstellung und -beschreibung?
Transfor-mieren
Tätigkeiten
Übermitteln
überge-ordnetes System
Schnitt-stelle
IT-SystemBezugsobjekt
Informa-tions-träger
A.2 Unterstützt Ihre Methode die vollständige Darstellung des Materialflusses?
Trifft nicht zu Bemerkung
A. Bewertung verwendeter Methodena) Prozessgestaltung
Wo sehen Sie jeweils Verbesserungsmöglichkeiten der Informationsflussdarstellung und -beschreibung?
Informa-tion
Eindeutig-keit
Wo sehen Sie jeweils Verbesserungsmöglichkeiten der Ressourcendarstellung und -beschreibung?
b) Prozesslogik
verschiedene Detaillierungs-
niveausEinfachheit
Ladehilfs-mittel
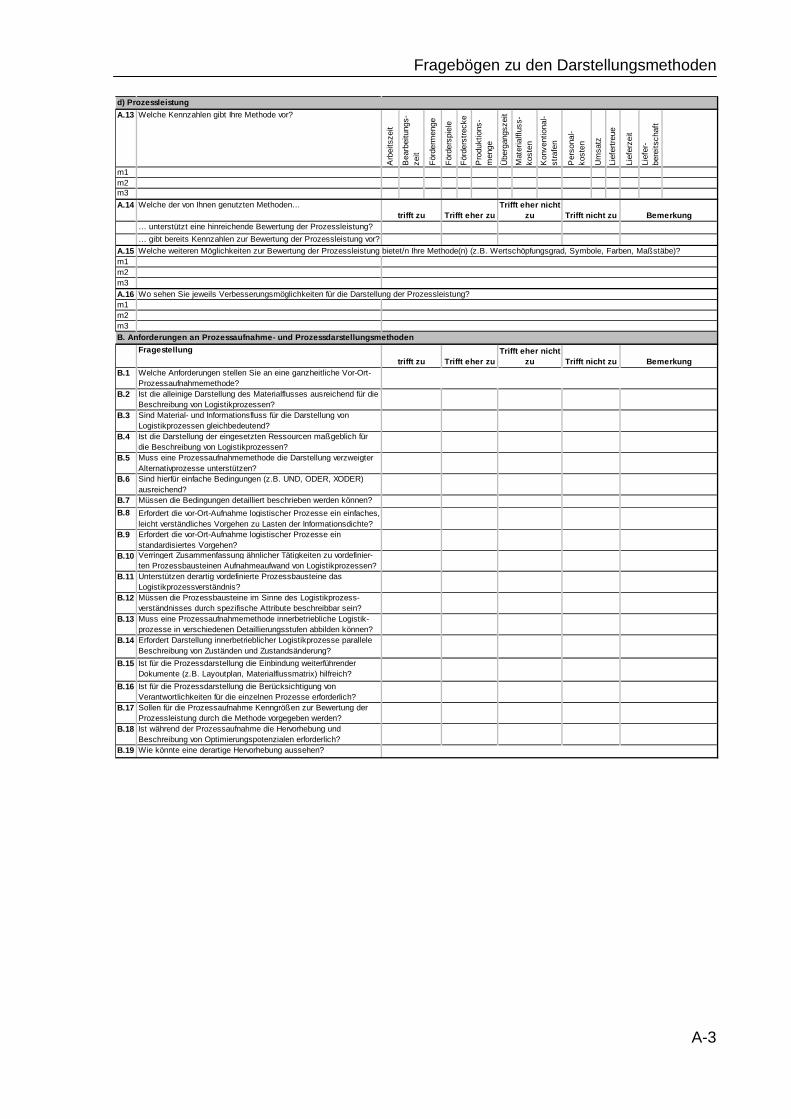
Fragebögen zu den Darstellungsmethoden
A-3
A.13 Welche Kennzahlen gibt Ihre Methode vor?
Arb
eits
zeit
Bea
rbei
tung
s-ze
it
För
derm
enge
För
ders
piel
e
För
ders
trec
ke
Pro
dukt
ions
-m
enge
Übe
rgan
gsze
it
Mat
eria
lflus
s-ko
sten
Kon
vent
iona
l-st
rafe
n
Per
sona
l-ko
sten
Um
satz
Lief
ertr
eue
Lief
erze
it
Lief
er-
bere
itsch
aft
m1m2m3
A.14 Welche der von Ihnen genutzten Methoden…
… unterstützt eine hinreichende Bewertung der Prozessleistung?
… gibt bereits Kennzahlen zur Bewertung der Prozessleistung vor?
A.15m1m2m3A.16m1m2m3
Fragestellung
B.1 Welche Anforderungen stellen Sie an eine ganzheitliche Vor-Ort-Prozessaufnahmemethode?
B.2 Ist die alleinige Darstellung des Materialflusses ausreichend für die Beschreibung von Logistikprozessen?
B.3 Sind Material- und Informationsfluss für die Darstellung von Logistikprozessen gleichbedeutend?
B.4 Ist die Darstellung der eingesetzten Ressourcen maßgeblich für die Beschreibung von Logistikprozessen?
B.5 Muss eine Prozessaufnahmemethode die Darstellung verzweigter Alternativprozesse unterstützen?
B.6 Sind hierfür einfache Bedingungen (z.B. UND, ODER, XODER) ausreichend?
B.7 Müssen die Bedingungen detailliert beschrieben werden können?
B.8 Erfordert die vor-Ort-Aufnahme logistischer Prozesse ein einfaches, leicht verständliches Vorgehen zu Lasten der Informationsdichte?
B.9 Erfordert die vor-Ort-Aufnahme logistischer Prozesse ein standardisiertes Vorgehen?
B.10 Verringert Zusammenfassung ähnlicher Tätigkeiten zu vordefinier-ten Prozessbausteinen Aufnahmeaufwand von Logistikprozessen?
B.11 Unterstützen derartig vordefinierte Prozessbausteine das Logistikprozessverständnis?
B.12 Müssen die Prozessbausteine im Sinne des Logistikprozess-verständnisses durch spezifische Attribute beschreibbar sein?
B.13 Muss eine Prozessaufnahmemethode innerbetriebliche Logistik-prozesse in verschiedenen Detaillierungsstufen abbilden können?
B.14 Erfordert Darstellung innerbetrieblicher Logistikprozesse parallele Beschreibung von Zuständen und Zustandsänderung?
B.15 Ist für die Prozessdarstellung die Einbindung weiterführender Dokumente (z.B. Layoutplan, Materialflussmatrix) hilfreich?
B.16 Ist für die Prozessdarstellung die Berücksichtigung von Verantwortlichkeiten für die einzelnen Prozesse erforderlich?
B.17 Sollen für die Prozessaufnahme Kenngrößen zur Bewertung der Prozessleistung durch die Methode vorgegeben werden?
B.18 Ist während der Prozessaufnahme die Hervorhebung und Beschreibung von Optimierungspotenzialen erforderlich?
B.19 Wie könnte eine derartige Hervorhebung aussehen?
B. Anforderungen an Prozessaufnahme- und Prozessdar stellungsmethoden
trifft zu Trifft eher zuTrifft eher nicht
zu Trifft nicht zu Bemerkung
Welche weiteren Möglichkeiten zur Bewertung der Prozessleistung bietet/n Ihre Methode(n) (z.B. Wertschöpfungsgrad, Symbole, Farben, Maßstäbe)?
trifft zu Trifft eher zuTrifft eher nicht
zu Trifft nicht zu Bemerkung
d) Prozessleistung
Wo sehen Sie jeweils Verbesserungsmöglichkeiten für die Darstellung der Prozessleistung?
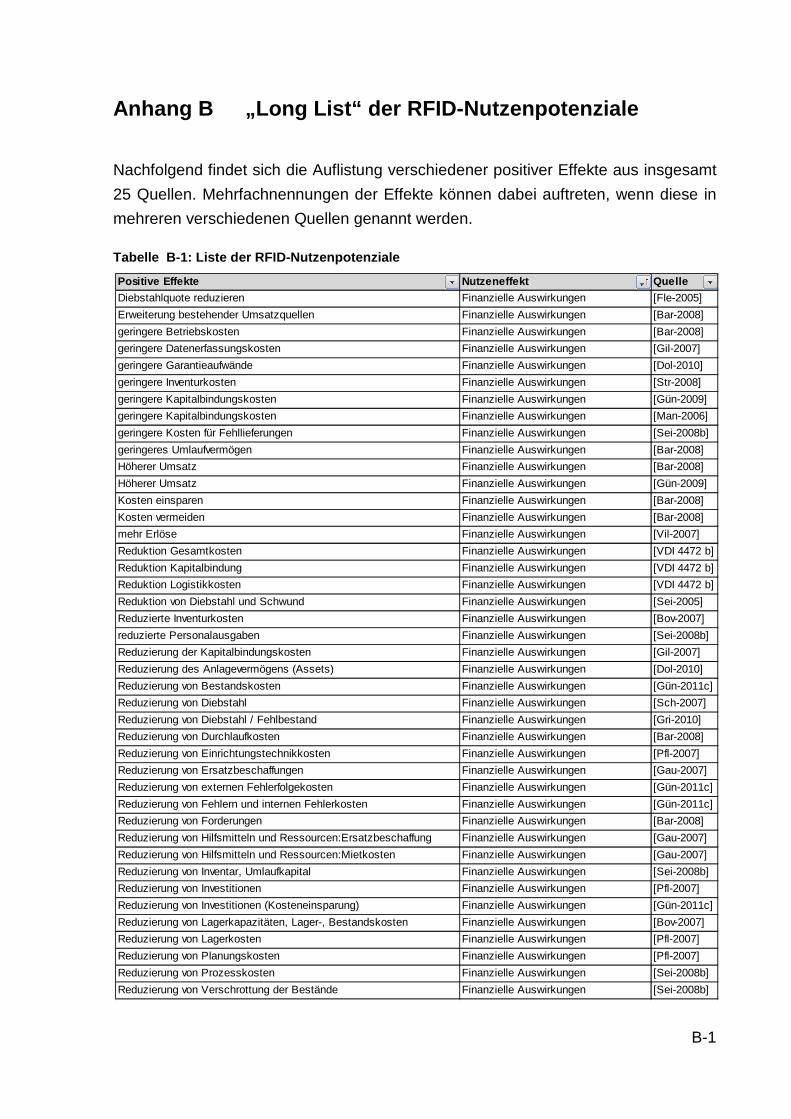
B-1
Anhang B „Long List“ der RFID-Nutzenpotenziale
Nachfolgend findet sich die Auflistung verschiedener positiver Effekte aus insgesamt
25 Quellen. Mehrfachnennungen der Effekte können dabei auftreten, wenn diese in
mehreren verschiedenen Quellen genannt werden.
Tabelle B-1: Liste der RFID-Nutzenpotenziale
Positive Effekte Nutzeneffekt Quelle
Diebstahlquote reduzieren Finanzielle Auswirkungen [Fle-2005]
Erweiterung bestehender Umsatzquellen Finanzielle Auswirkungen [Bar-2008]
geringere Betriebskosten Finanzielle Auswirkungen [Bar-2008]
geringere Datenerfassungskosten Finanzielle Auswirkungen [Gil-2007]
geringere Garantieaufwände Finanzielle Auswirkungen [Dol-2010]
geringere Inventurkosten Finanzielle Auswirkungen [Str-2008]
geringere Kapitalbindungskosten Finanzielle Auswirkungen [Gün-2009]
geringere Kapitalbindungskosten Finanzielle Auswirkungen [Man-2006]
geringere Kosten für Fehllieferungen Finanzielle Auswirkungen [Sei-2008b]
geringeres Umlaufvermögen Finanzielle Auswirkungen [Bar-2008]
Höherer Umsatz Finanzielle Auswirkungen [Bar-2008]
Höherer Umsatz Finanzielle Auswirkungen [Gün-2009]
Kosten einsparen Finanzielle Auswirkungen [Bar-2008]
Kosten vermeiden Finanzielle Auswirkungen [Bar-2008]
mehr Erlöse Finanzielle Auswirkungen [Vil-2007]
Reduktion Gesamtkosten Finanzielle Auswirkungen [VDI 4472 b]
Reduktion Kapitalbindung Finanzielle Auswirkungen [VDI 4472 b]
Reduktion Logistikkosten Finanzielle Auswirkungen [VDI 4472 b]
Reduktion von Diebstahl und Schwund Finanzielle Auswirkungen [Sei-2005]
Reduzierte Inventurkosten Finanzielle Auswirkungen [Bov-2007]
reduzierte Personalausgaben Finanzielle Auswirkungen [Sei-2008b]
Reduzierung der Kapitalbindungskosten Finanzielle Auswirkungen [Gil-2007]
Reduzierung des Anlagevermögens (Assets) Finanzielle Auswirkungen [Dol-2010]
Reduzierung von Bestandskosten Finanzielle Auswirkungen [Gün-2011c]
Reduzierung von Diebstahl Finanzielle Auswirkungen [Sch-2007]
Reduzierung von Diebstahl / Fehlbestand Finanzielle Auswirkungen [Gri-2010]
Reduzierung von Durchlaufkosten Finanzielle Auswirkungen [Bar-2008]
Reduzierung von Einrichtungstechnikkosten Finanzielle Auswirkungen [Pfl-2007]
Reduzierung von Ersatzbeschaffungen Finanzielle Auswirkungen [Gau-2007]
Reduzierung von externen Fehlerfolgekosten Finanzielle Auswirkungen [Gün-2011c]
Reduzierung von Fehlern und internen Fehlerkosten Finanzielle Auswirkungen [Gün-2011c]
Reduzierung von Forderungen Finanzielle Auswirkungen [Bar-2008]
Reduzierung von Hilfsmitteln und Ressourcen:Ersatzbeschaffung Finanzielle Auswirkungen [Gau-2007]
Reduzierung von Hilfsmitteln und Ressourcen:Mietkosten Finanzielle Auswirkungen [Gau-2007]
Reduzierung von Inventar, Umlaufkapital Finanzielle Auswirkungen [Sei-2008b]
Reduzierung von Investitionen Finanzielle Auswirkungen [Pfl-2007]
Reduzierung von Investitionen (Kosteneinsparung) Finanzielle Auswirkungen [Gün-2011c]
Reduzierung von Lagerkapazitäten, Lager-, Bestandskosten Finanzielle Auswirkungen [Bov-2007]
Reduzierung von Lagerkosten Finanzielle Auswirkungen [Pfl-2007]
Reduzierung von Planungskosten Finanzielle Auswirkungen [Pfl-2007]
Reduzierung von Prozesskosten Finanzielle Auswirkungen [Sei-2008b]
Reduzierung von Verschrottung der Bestände Finanzielle Auswirkungen [Sei-2008b]
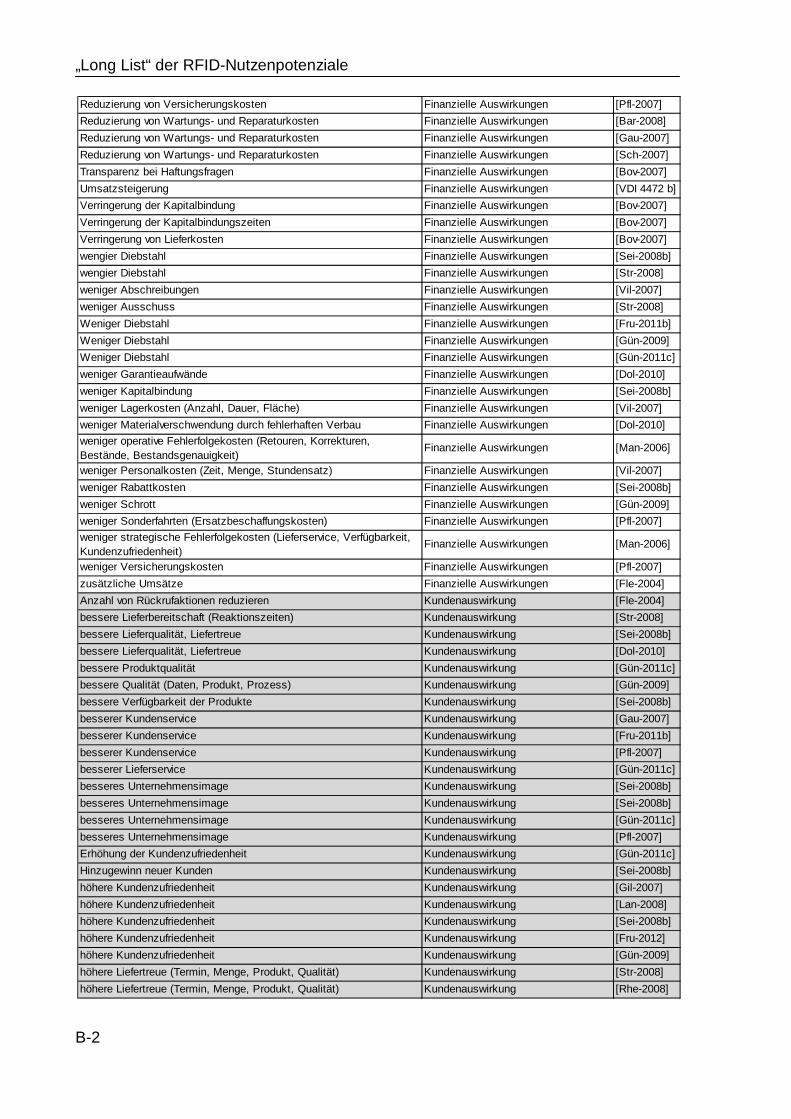
„Long List“ der RFID-Nutzenpotenziale
B-2
Reduzierung von Versicherungskosten Finanzielle Auswirkungen [Pfl-2007]
Reduzierung von Wartungs- und Reparaturkosten Finanzielle Auswirkungen [Bar-2008]
Reduzierung von Wartungs- und Reparaturkosten Finanzielle Auswirkungen [Gau-2007]
Reduzierung von Wartungs- und Reparaturkosten Finanzielle Auswirkungen [Sch-2007]
Transparenz bei Haftungsfragen Finanzielle Auswirkungen [Bov-2007]
Umsatzsteigerung Finanzielle Auswirkungen [VDI 4472 b]
Verringerung der Kapitalbindung Finanzielle Auswirkungen [Bov-2007]
Verringerung der Kapitalbindungszeiten Finanzielle Auswirkungen [Bov-2007]
Verringerung von Lieferkosten Finanzielle Auswirkungen [Bov-2007]
wengier Diebstahl Finanzielle Auswirkungen [Sei-2008b]
wengier Diebstahl Finanzielle Auswirkungen [Str-2008]
weniger Abschreibungen Finanzielle Auswirkungen [Vil-2007]
weniger Ausschuss Finanzielle Auswirkungen [Str-2008]
Weniger Diebstahl Finanzielle Auswirkungen [Fru-2011b]
Weniger Diebstahl Finanzielle Auswirkungen [Gün-2009]
Weniger Diebstahl Finanzielle Auswirkungen [Gün-2011c]
weniger Garantieaufwände Finanzielle Auswirkungen [Dol-2010]
weniger Kapitalbindung Finanzielle Auswirkungen [Sei-2008b]
weniger Lagerkosten (Anzahl, Dauer, Fläche) Finanzielle Auswirkungen [Vil-2007]
weniger Materialverschwendung durch fehlerhaften Verbau Finanzielle Auswirkungen [Dol-2010]
weniger operative Fehlerfolgekosten (Retouren, Korrekturen, Bestände, Bestandsgenauigkeit)
Finanzielle Auswirkungen [Man-2006]
weniger Personalkosten (Zeit, Menge, Stundensatz) Finanzielle Auswirkungen [Vil-2007]
weniger Rabattkosten Finanzielle Auswirkungen [Sei-2008b]
weniger Schrott Finanzielle Auswirkungen [Gün-2009]
weniger Sonderfahrten (Ersatzbeschaffungskosten) Finanzielle Auswirkungen [Pfl-2007]
weniger strategische Fehlerfolgekosten (Lieferservice, Verfügbarkeit, Kundenzufriedenheit)
Finanzielle Auswirkungen [Man-2006]
weniger Versicherungskosten Finanzielle Auswirkungen [Pfl-2007]
zusätzliche Umsätze Finanzielle Auswirkungen [Fle-2004]
Anzahl von Rückrufaktionen reduzieren Kundenauswirkung [Fle-2004]
bessere Lieferbereitschaft (Reaktionszeiten) Kundenauswirkung [Str-2008]
bessere Lieferqualität, Liefertreue Kundenauswirkung [Sei-2008b]
bessere Lieferqualität, Liefertreue Kundenauswirkung [Dol-2010]
bessere Produktqualität Kundenauswirkung [Gün-2011c]
bessere Qualität (Daten, Produkt, Prozess) Kundenauswirkung [Gün-2009]
bessere Verfügbarkeit der Produkte Kundenauswirkung [Sei-2008b]
besserer Kundenservice Kundenauswirkung [Gau-2007]
besserer Kundenservice Kundenauswirkung [Fru-2011b]
besserer Kundenservice Kundenauswirkung [Pfl-2007]
besserer Lieferservice Kundenauswirkung [Gün-2011c]
besseres Unternehmensimage Kundenauswirkung [Sei-2008b]
besseres Unternehmensimage Kundenauswirkung [Sei-2008b]
besseres Unternehmensimage Kundenauswirkung [Gün-2011c]
besseres Unternehmensimage Kundenauswirkung [Pfl-2007]
Erhöhung der Kundenzufriedenheit Kundenauswirkung [Gün-2011c]
Hinzugewinn neuer Kunden Kundenauswirkung [Sei-2008b]
höhere Kundenzufriedenheit Kundenauswirkung [Gil-2007]
höhere Kundenzufriedenheit Kundenauswirkung [Lan-2008]
höhere Kundenzufriedenheit Kundenauswirkung [Sei-2008b]
höhere Kundenzufriedenheit Kundenauswirkung [Fru-2012]
höhere Kundenzufriedenheit Kundenauswirkung [Gün-2009]
höhere Liefertreue (Termin, Menge, Produkt, Qualität) Kundenauswirkung [Str-2008]
höhere Liefertreue (Termin, Menge, Produkt, Qualität) Kundenauswirkung [Rhe-2008]
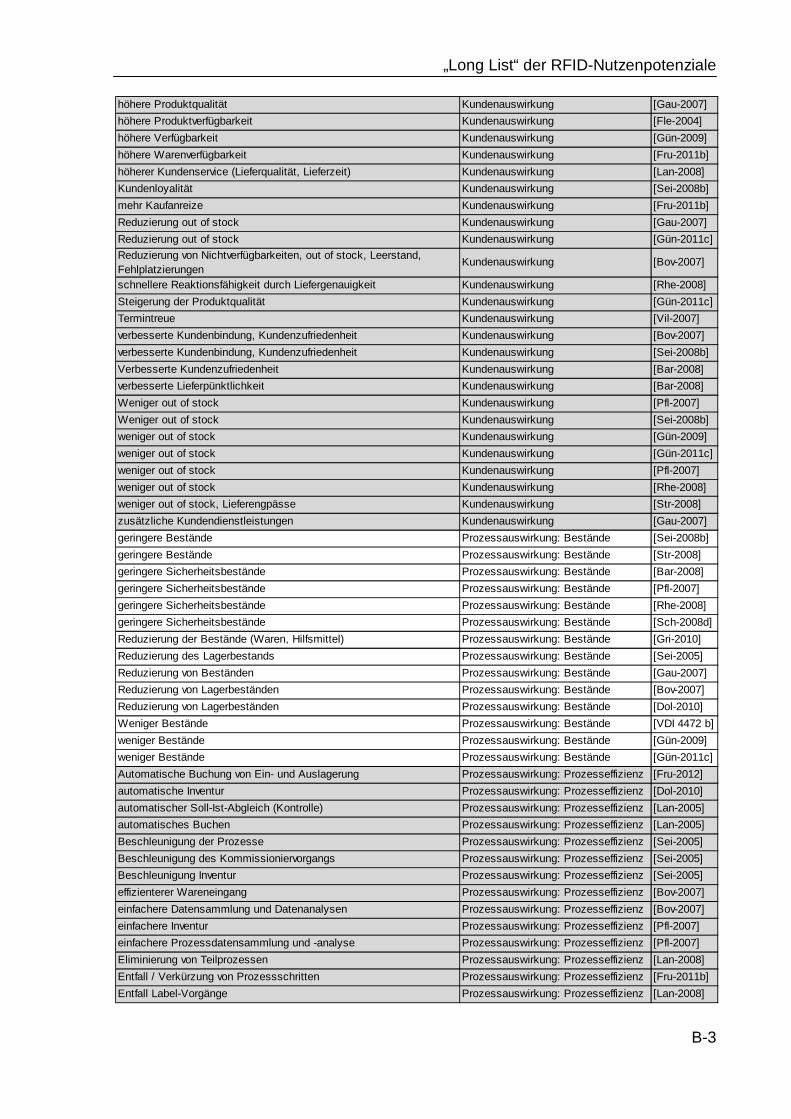
„Long List“ der RFID-Nutzenpotenziale
B-3
höhere Produktqualität Kundenauswirkung [Gau-2007]
höhere Produktverfügbarkeit Kundenauswirkung [Fle-2004]
höhere Verfügbarkeit Kundenauswirkung [Gün-2009]
höhere Warenverfügbarkeit Kundenauswirkung [Fru-2011b]
höherer Kundenservice (Lieferqualität, Lieferzeit) Kundenauswirkung [Lan-2008]
Kundenloyalität Kundenauswirkung [Sei-2008b]
mehr Kaufanreize Kundenauswirkung [Fru-2011b]
Reduzierung out of stock Kundenauswirkung [Gau-2007]
Reduzierung out of stock Kundenauswirkung [Gün-2011c]
Reduzierung von Nichtverfügbarkeiten, out of stock, Leerstand, Fehlplatzierungen
Kundenauswirkung [Bov-2007]
schnellere Reaktionsfähigkeit durch Liefergenauigkeit Kundenauswirkung [Rhe-2008]
Steigerung der Produktqualität Kundenauswirkung [Gün-2011c]
Termintreue Kundenauswirkung [Vil-2007]
verbesserte Kundenbindung, Kundenzufriedenheit Kundenauswirkung [Bov-2007]
verbesserte Kundenbindung, Kundenzufriedenheit Kundenauswirkung [Sei-2008b]
Verbesserte Kundenzufriedenheit Kundenauswirkung [Bar-2008]
verbesserte Lieferpünktlichkeit Kundenauswirkung [Bar-2008]
Weniger out of stock Kundenauswirkung [Pfl-2007]
Weniger out of stock Kundenauswirkung [Sei-2008b]
weniger out of stock Kundenauswirkung [Gün-2009]
weniger out of stock Kundenauswirkung [Gün-2011c]
weniger out of stock Kundenauswirkung [Pfl-2007]
weniger out of stock Kundenauswirkung [Rhe-2008]
weniger out of stock, Lieferengpässe Kundenauswirkung [Str-2008]
zusätzliche Kundendienstleistungen Kundenauswirkung [Gau-2007]
geringere Bestände Prozessauswirkung: Bestände [Sei-2008b]
geringere Bestände Prozessauswirkung: Bestände [Str-2008]
geringere Sicherheitsbestände Prozessauswirkung: Bestände [Bar-2008]
geringere Sicherheitsbestände Prozessauswirkung: Bestände [Pfl-2007]
geringere Sicherheitsbestände Prozessauswirkung: Bestände [Rhe-2008]
geringere Sicherheitsbestände Prozessauswirkung: Bestände [Sch-2008d]
Reduzierung der Bestände (Waren, Hilfsmittel) Prozessauswirkung: Bestände [Gri-2010]
Reduzierung des Lagerbestands Prozessauswirkung: Bestände [Sei-2005]
Reduzierung von Beständen Prozessauswirkung: Bestände [Gau-2007]
Reduzierung von Lagerbeständen Prozessauswirkung: Bestände [Bov-2007]
Reduzierung von Lagerbeständen Prozessauswirkung: Bestände [Dol-2010]
Weniger Bestände Prozessauswirkung: Bestände [VDI 4472 b]
weniger Bestände Prozessauswirkung: Bestände [Gün-2009]
weniger Bestände Prozessauswirkung: Bestände [Gün-2011c]
Automatische Buchung von Ein- und Auslagerung Prozessauswirkung: Prozesseffizienz [Fru-2012]
automatische Inventur Prozessauswirkung: Prozesseffizienz [Dol-2010]
automatischer Soll-Ist-Abgleich (Kontrolle) Prozessauswirkung: Prozesseffizienz [Lan-2005]
automatisches Buchen Prozessauswirkung: Prozesseffizienz [Lan-2005]
Beschleunigung der Prozesse Prozessauswirkung: Prozesseffizienz [Sei-2005]
Beschleunigung des Kommissioniervorgangs Prozessauswirkung: Prozesseffizienz [Sei-2005]
Beschleunigung Inventur Prozessauswirkung: Prozesseffizienz [Sei-2005]
effizienterer Wareneingang Prozessauswirkung: Prozesseffizienz [Bov-2007]
einfachere Datensammlung und Datenanalysen Prozessauswirkung: Prozesseffizienz [Bov-2007]
einfachere Inventur Prozessauswirkung: Prozesseffizienz [Pfl-2007]
einfachere Prozessdatensammlung und -analyse Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Eliminierung von Teilprozessen Prozessauswirkung: Prozesseffizienz [Lan-2008]
Entfall / Verkürzung von Prozessschritten Prozessauswirkung: Prozesseffizienz [Fru-2011b]
Entfall Label-Vorgänge Prozessauswirkung: Prozesseffizienz [Lan-2008]
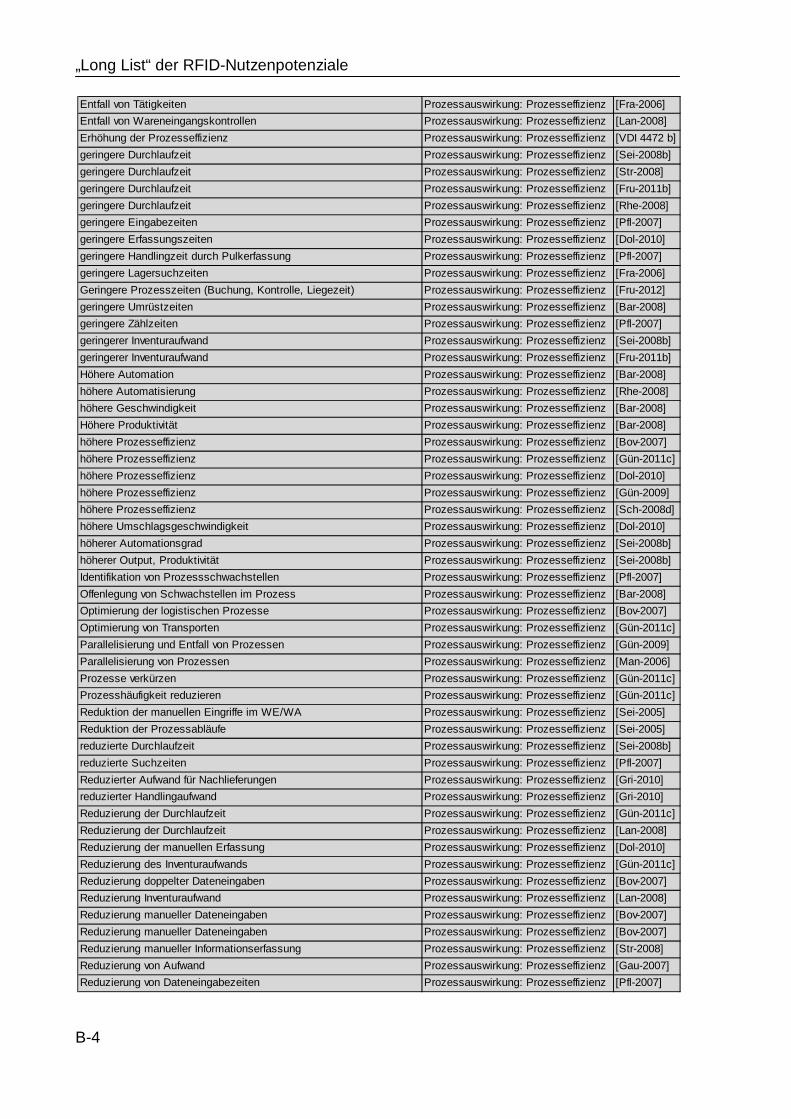
„Long List“ der RFID-Nutzenpotenziale
B-4
Entfall von Tätigkeiten Prozessauswirkung: Prozesseffizienz [Fra-2006]
Entfall von Wareneingangskontrollen Prozessauswirkung: Prozesseffizienz [Lan-2008]
Erhöhung der Prozesseffizienz Prozessauswirkung: Prozesseffizienz [VDI 4472 b]
geringere Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Sei-2008b]
geringere Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Str-2008]
geringere Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Fru-2011b]
geringere Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Rhe-2008]
geringere Eingabezeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
geringere Erfassungszeiten Prozessauswirkung: Prozesseffizienz [Dol-2010]
geringere Handlingzeit durch Pulkerfassung Prozessauswirkung: Prozesseffizienz [Pfl-2007]
geringere Lagersuchzeiten Prozessauswirkung: Prozesseffizienz [Fra-2006]
Geringere Prozesszeiten (Buchung, Kontrolle, Liegezeit) Prozessauswirkung: Prozesseffizienz [Fru-2012]
geringere Umrüstzeiten Prozessauswirkung: Prozesseffizienz [Bar-2008]
geringere Zählzeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
geringerer Inventuraufwand Prozessauswirkung: Prozesseffizienz [Sei-2008b]
geringerer Inventuraufwand Prozessauswirkung: Prozesseffizienz [Fru-2011b]
Höhere Automation Prozessauswirkung: Prozesseffizienz [Bar-2008]
höhere Automatisierung Prozessauswirkung: Prozesseffizienz [Rhe-2008]
höhere Geschwindigkeit Prozessauswirkung: Prozesseffizienz [Bar-2008]
Höhere Produktivität Prozessauswirkung: Prozesseffizienz [Bar-2008]
höhere Prozesseffizienz Prozessauswirkung: Prozesseffizienz [Bov-2007]
höhere Prozesseffizienz Prozessauswirkung: Prozesseffizienz [Gün-2011c]
höhere Prozesseffizienz Prozessauswirkung: Prozesseffizienz [Dol-2010]
höhere Prozesseffizienz Prozessauswirkung: Prozesseffizienz [Gün-2009]
höhere Prozesseffizienz Prozessauswirkung: Prozesseffizienz [Sch-2008d]
höhere Umschlagsgeschwindigkeit Prozessauswirkung: Prozesseffizienz [Dol-2010]
höherer Automationsgrad Prozessauswirkung: Prozesseffizienz [Sei-2008b]
höherer Output, Produktivität Prozessauswirkung: Prozesseffizienz [Sei-2008b]
Identifikation von Prozessschwachstellen Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Offenlegung von Schwachstellen im Prozess Prozessauswirkung: Prozesseffizienz [Bar-2008]
Optimierung der logistischen Prozesse Prozessauswirkung: Prozesseffizienz [Bov-2007]
Optimierung von Transporten Prozessauswirkung: Prozesseffizienz [Gün-2011c]
Parallelisierung und Entfall von Prozessen Prozessauswirkung: Prozesseffizienz [Gün-2009]
Parallelisierung von Prozessen Prozessauswirkung: Prozesseffizienz [Man-2006]
Prozesse verkürzen Prozessauswirkung: Prozesseffizienz [Gün-2011c]
Prozesshäufigkeit reduzieren Prozessauswirkung: Prozesseffizienz [Gün-2011c]
Reduktion der manuellen Eingriffe im WE/WA Prozessauswirkung: Prozesseffizienz [Sei-2005]
Reduktion der Prozessabläufe Prozessauswirkung: Prozesseffizienz [Sei-2005]
reduzierte Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Sei-2008b]
reduzierte Suchzeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Reduzierter Aufwand für Nachlieferungen Prozessauswirkung: Prozesseffizienz [Gri-2010]
reduzierter Handlingaufwand Prozessauswirkung: Prozesseffizienz [Gri-2010]
Reduzierung der Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Gün-2011c]
Reduzierung der Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Lan-2008]
Reduzierung der manuellen Erfassung Prozessauswirkung: Prozesseffizienz [Dol-2010]
Reduzierung des Inventuraufwands Prozessauswirkung: Prozesseffizienz [Gün-2011c]
Reduzierung doppelter Dateneingaben Prozessauswirkung: Prozesseffizienz [Bov-2007]
Reduzierung Inventuraufwand Prozessauswirkung: Prozesseffizienz [Lan-2008]
Reduzierung manueller Dateneingaben Prozessauswirkung: Prozesseffizienz [Bov-2007]
Reduzierung manueller Dateneingaben Prozessauswirkung: Prozesseffizienz [Bov-2007]
Reduzierung manueller Informationserfassung Prozessauswirkung: Prozesseffizienz [Str-2008]
Reduzierung von Aufwand Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von Dateneingabezeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
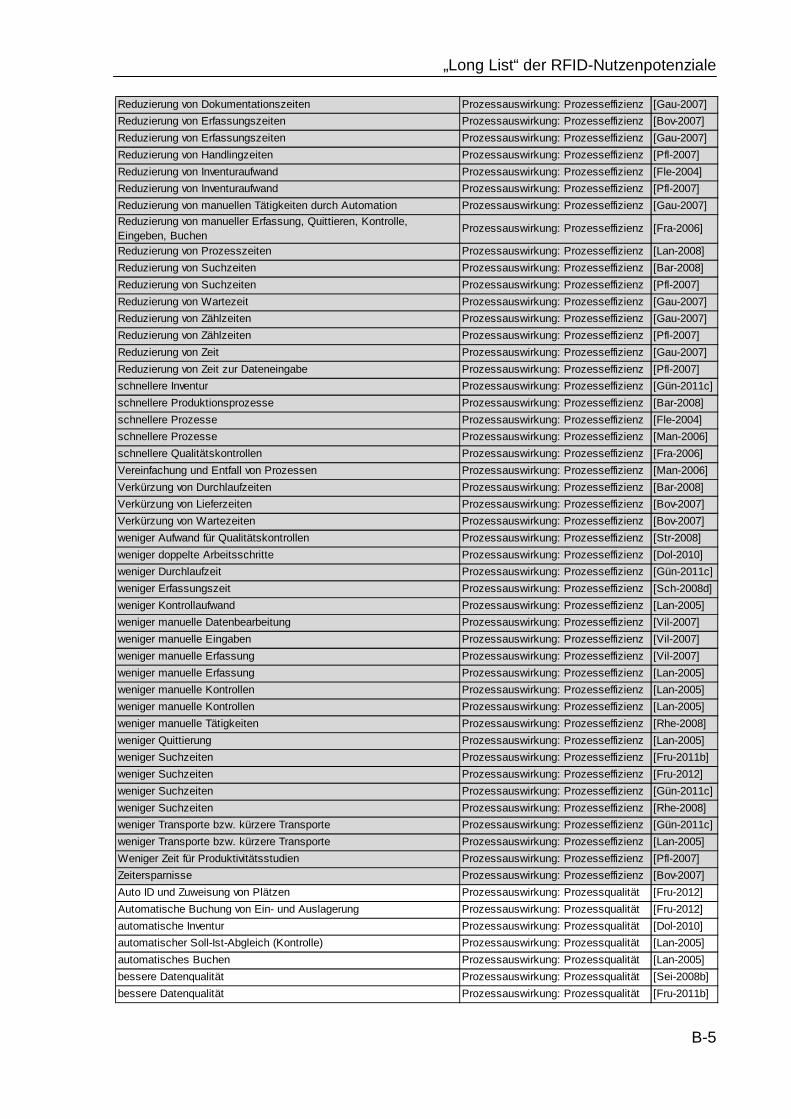
„Long List“ der RFID-Nutzenpotenziale
B-5
Reduzierung von Dokumentationszeiten Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von Erfassungszeiten Prozessauswirkung: Prozesseffizienz [Bov-2007]
Reduzierung von Erfassungszeiten Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von Handlingzeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Reduzierung von Inventuraufwand Prozessauswirkung: Prozesseffizienz [Fle-2004]
Reduzierung von Inventuraufwand Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Reduzierung von manuellen Tätigkeiten durch Automation Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von manueller Erfassung, Quittieren, Kontrolle, Eingeben, Buchen
Prozessauswirkung: Prozesseffizienz [Fra-2006]
Reduzierung von Prozesszeiten Prozessauswirkung: Prozesseffizienz [Lan-2008]
Reduzierung von Suchzeiten Prozessauswirkung: Prozesseffizienz [Bar-2008]
Reduzierung von Suchzeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Reduzierung von Wartezeit Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von Zählzeiten Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von Zählzeiten Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Reduzierung von Zeit Prozessauswirkung: Prozesseffizienz [Gau-2007]
Reduzierung von Zeit zur Dateneingabe Prozessauswirkung: Prozesseffizienz [Pfl-2007]
schnellere Inventur Prozessauswirkung: Prozesseffizienz [Gün-2011c]
schnellere Produktionsprozesse Prozessauswirkung: Prozesseffizienz [Bar-2008]
schnellere Prozesse Prozessauswirkung: Prozesseffizienz [Fle-2004]
schnellere Prozesse Prozessauswirkung: Prozesseffizienz [Man-2006]
schnellere Qualitätskontrollen Prozessauswirkung: Prozesseffizienz [Fra-2006]
Vereinfachung und Entfall von Prozessen Prozessauswirkung: Prozesseffizienz [Man-2006]
Verkürzung von Durchlaufzeiten Prozessauswirkung: Prozesseffizienz [Bar-2008]
Verkürzung von Lieferzeiten Prozessauswirkung: Prozesseffizienz [Bov-2007]
Verkürzung von Wartezeiten Prozessauswirkung: Prozesseffizienz [Bov-2007]
weniger Aufwand für Qualitätskontrollen Prozessauswirkung: Prozesseffizienz [Str-2008]
weniger doppelte Arbeitsschritte Prozessauswirkung: Prozesseffizienz [Dol-2010]
weniger Durchlaufzeit Prozessauswirkung: Prozesseffizienz [Gün-2011c]
weniger Erfassungszeit Prozessauswirkung: Prozesseffizienz [Sch-2008d]
weniger Kontrollaufwand Prozessauswirkung: Prozesseffizienz [Lan-2005]
weniger manuelle Datenbearbeitung Prozessauswirkung: Prozesseffizienz [Vil-2007]
weniger manuelle Eingaben Prozessauswirkung: Prozesseffizienz [Vil-2007]
weniger manuelle Erfassung Prozessauswirkung: Prozesseffizienz [Vil-2007]
weniger manuelle Erfassung Prozessauswirkung: Prozesseffizienz [Lan-2005]
weniger manuelle Kontrollen Prozessauswirkung: Prozesseffizienz [Lan-2005]
weniger manuelle Kontrollen Prozessauswirkung: Prozesseffizienz [Lan-2005]
weniger manuelle Tätigkeiten Prozessauswirkung: Prozesseffizienz [Rhe-2008]
weniger Quittierung Prozessauswirkung: Prozesseffizienz [Lan-2005]
weniger Suchzeiten Prozessauswirkung: Prozesseffizienz [Fru-2011b]
weniger Suchzeiten Prozessauswirkung: Prozesseffizienz [Fru-2012]
weniger Suchzeiten Prozessauswirkung: Prozesseffizienz [Gün-2011c]
weniger Suchzeiten Prozessauswirkung: Prozesseffizienz [Rhe-2008]
weniger Transporte bzw. kürzere Transporte Prozessauswirkung: Prozesseffizienz [Gün-2011c]
weniger Transporte bzw. kürzere Transporte Prozessauswirkung: Prozesseffizienz [Lan-2005]
Weniger Zeit für Produktivitätsstudien Prozessauswirkung: Prozesseffizienz [Pfl-2007]
Zeitersparnisse Prozessauswirkung: Prozesseffizienz [Bov-2007]
Auto ID und Zuweisung von Plätzen Prozessauswirkung: Prozessqualität [Fru-2012]
Automatische Buchung von Ein- und Auslagerung Prozessauswirkung: Prozessqualität [Fru-2012]
automatische Inventur Prozessauswirkung: Prozessqualität [Dol-2010]
automatischer Soll-Ist-Abgleich (Kontrolle) Prozessauswirkung: Prozessqualität [Lan-2005]
automatisches Buchen Prozessauswirkung: Prozessqualität [Lan-2005]
bessere Datenqualität Prozessauswirkung: Prozessqualität [Sei-2008b]
bessere Datenqualität Prozessauswirkung: Prozessqualität [Fru-2011b]
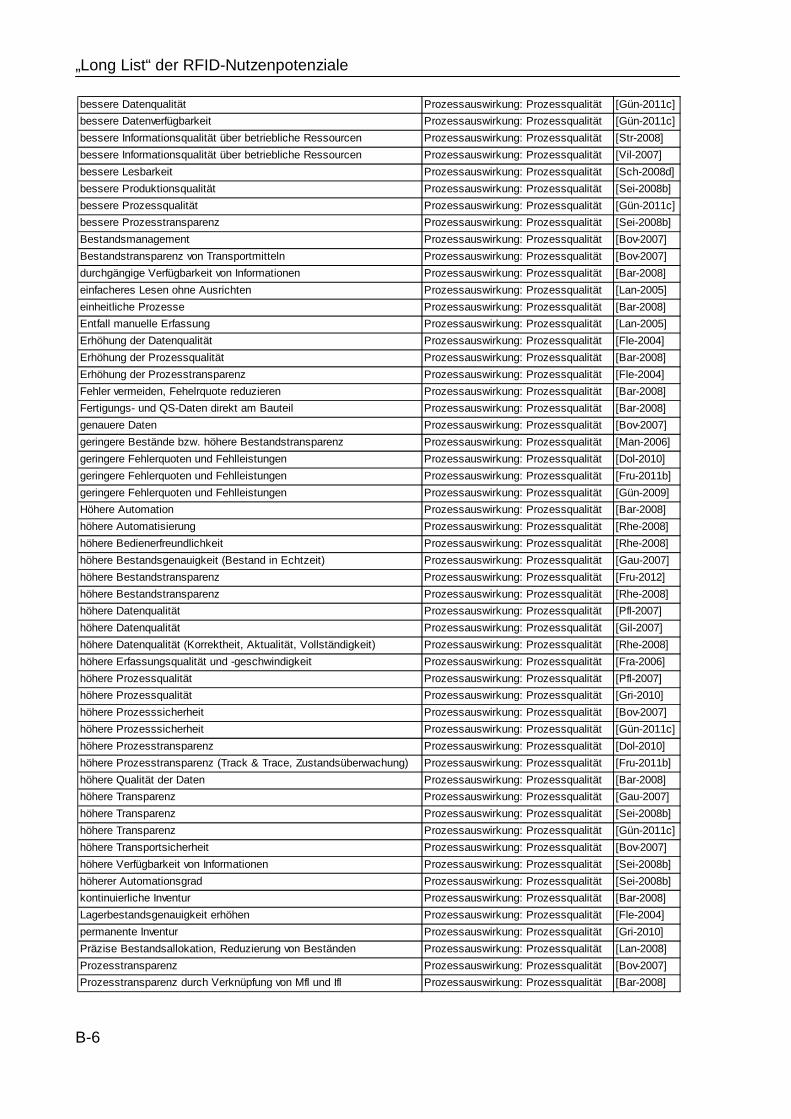
„Long List“ der RFID-Nutzenpotenziale
B-6
bessere Datenqualität Prozessauswirkung: Prozessqualität [Gün-2011c]
bessere Datenverfügbarkeit Prozessauswirkung: Prozessqualität [Gün-2011c]
bessere Informationsqualität über betriebliche Ressourcen Prozessauswirkung: Prozessqualität [Str-2008]
bessere Informationsqualität über betriebliche Ressourcen Prozessauswirkung: Prozessqualität [Vil-2007]
bessere Lesbarkeit Prozessauswirkung: Prozessqualität [Sch-2008d]
bessere Produktionsqualität Prozessauswirkung: Prozessqualität [Sei-2008b]
bessere Prozessqualität Prozessauswirkung: Prozessqualität [Gün-2011c]
bessere Prozesstransparenz Prozessauswirkung: Prozessqualität [Sei-2008b]
Bestandsmanagement Prozessauswirkung: Prozessqualität [Bov-2007]
Bestandstransparenz von Transportmitteln Prozessauswirkung: Prozessqualität [Bov-2007]
durchgängige Verfügbarkeit von Informationen Prozessauswirkung: Prozessqualität [Bar-2008]
einfacheres Lesen ohne Ausrichten Prozessauswirkung: Prozessqualität [Lan-2005]
einheitliche Prozesse Prozessauswirkung: Prozessqualität [Bar-2008]
Entfall manuelle Erfassung Prozessauswirkung: Prozessqualität [Lan-2005]
Erhöhung der Datenqualität Prozessauswirkung: Prozessqualität [Fle-2004]
Erhöhung der Prozessqualität Prozessauswirkung: Prozessqualität [Bar-2008]
Erhöhung der Prozesstransparenz Prozessauswirkung: Prozessqualität [Fle-2004]
Fehler vermeiden, Fehelrquote reduzieren Prozessauswirkung: Prozessqualität [Bar-2008]
Fertigungs- und QS-Daten direkt am Bauteil Prozessauswirkung: Prozessqualität [Bar-2008]
genauere Daten Prozessauswirkung: Prozessqualität [Bov-2007]
geringere Bestände bzw. höhere Bestandstransparenz Prozessauswirkung: Prozessqualität [Man-2006]
geringere Fehlerquoten und Fehlleistungen Prozessauswirkung: Prozessqualität [Dol-2010]
geringere Fehlerquoten und Fehlleistungen Prozessauswirkung: Prozessqualität [Fru-2011b]
geringere Fehlerquoten und Fehlleistungen Prozessauswirkung: Prozessqualität [Gün-2009]
Höhere Automation Prozessauswirkung: Prozessqualität [Bar-2008]
höhere Automatisierung Prozessauswirkung: Prozessqualität [Rhe-2008]
höhere Bedienerfreundlichkeit Prozessauswirkung: Prozessqualität [Rhe-2008]
höhere Bestandsgenauigkeit (Bestand in Echtzeit) Prozessauswirkung: Prozessqualität [Gau-2007]
höhere Bestandstransparenz Prozessauswirkung: Prozessqualität [Fru-2012]
höhere Bestandstransparenz Prozessauswirkung: Prozessqualität [Rhe-2008]
höhere Datenqualität Prozessauswirkung: Prozessqualität [Pfl-2007]
höhere Datenqualität Prozessauswirkung: Prozessqualität [Gil-2007]
höhere Datenqualität (Korrektheit, Aktualität, Vollständigkeit) Prozessauswirkung: Prozessqualität [Rhe-2008]
höhere Erfassungsqualität und -geschwindigkeit Prozessauswirkung: Prozessqualität [Fra-2006]
höhere Prozessqualität Prozessauswirkung: Prozessqualität [Pfl-2007]
höhere Prozessqualität Prozessauswirkung: Prozessqualität [Gri-2010]
höhere Prozesssicherheit Prozessauswirkung: Prozessqualität [Bov-2007]
höhere Prozesssicherheit Prozessauswirkung: Prozessqualität [Gün-2011c]
höhere Prozesstransparenz Prozessauswirkung: Prozessqualität [Dol-2010]
höhere Prozesstransparenz (Track & Trace, Zustandsüberwachung) Prozessauswirkung: Prozessqualität [Fru-2011b]
höhere Qualität der Daten Prozessauswirkung: Prozessqualität [Bar-2008]
höhere Transparenz Prozessauswirkung: Prozessqualität [Gau-2007]
höhere Transparenz Prozessauswirkung: Prozessqualität [Sei-2008b]
höhere Transparenz Prozessauswirkung: Prozessqualität [Gün-2011c]
höhere Transportsicherheit Prozessauswirkung: Prozessqualität [Bov-2007]
höhere Verfügbarkeit von Informationen Prozessauswirkung: Prozessqualität [Sei-2008b]
höherer Automationsgrad Prozessauswirkung: Prozessqualität [Sei-2008b]
kontinuierliche Inventur Prozessauswirkung: Prozessqualität [Bar-2008]
Lagerbestandsgenauigkeit erhöhen Prozessauswirkung: Prozessqualität [Fle-2004]
permanente Inventur Prozessauswirkung: Prozessqualität [Gri-2010]
Präzise Bestandsallokation, Reduzierung von Beständen Prozessauswirkung: Prozessqualität [Lan-2008]
Prozesstransparenz Prozessauswirkung: Prozessqualität [Bov-2007]
Prozesstransparenz durch Verknüpfung von Mfl und Ifl Prozessauswirkung: Prozessqualität [Bar-2008]
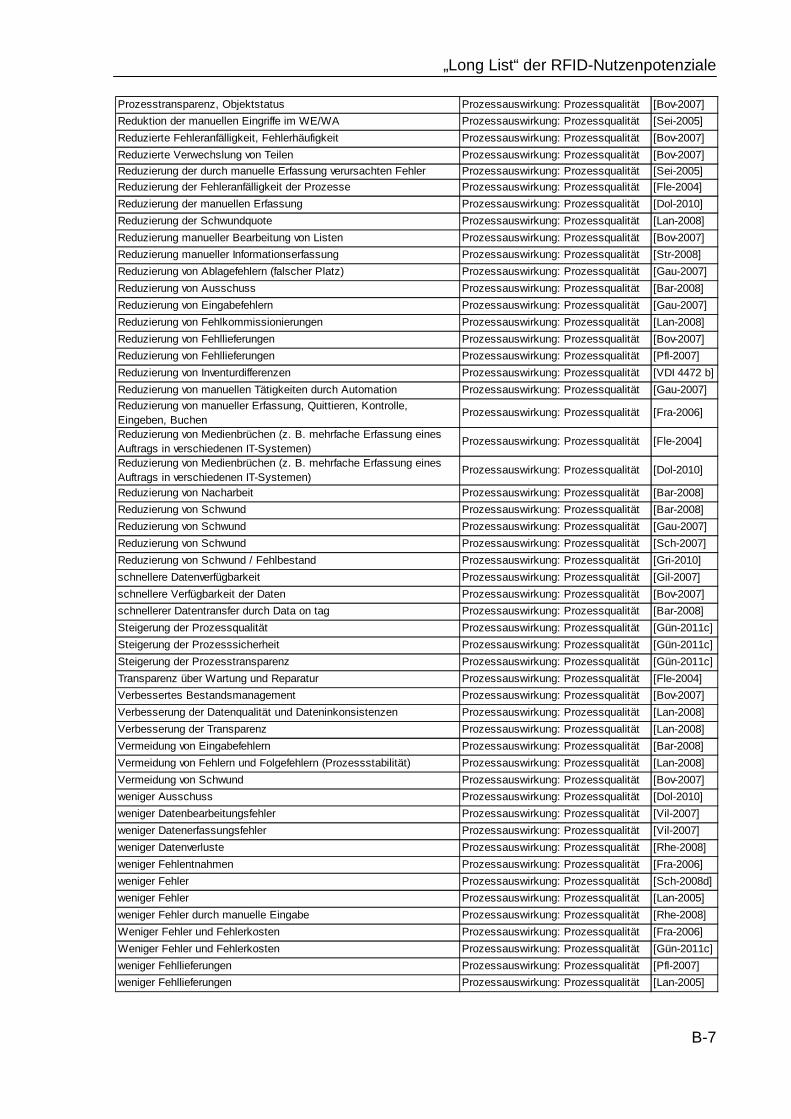
„Long List“ der RFID-Nutzenpotenziale
B-7
Prozesstransparenz, Objektstatus Prozessauswirkung: Prozessqualität [Bov-2007]
Reduktion der manuellen Eingriffe im WE/WA Prozessauswirkung: Prozessqualität [Sei-2005]
Reduzierte Fehleranfälligkeit, Fehlerhäufigkeit Prozessauswirkung: Prozessqualität [Bov-2007]
Reduzierte Verwechslung von Teilen Prozessauswirkung: Prozessqualität [Bov-2007]
Reduzierung der durch manuelle Erfassung verursachten Fehler Prozessauswirkung: Prozessqualität [Sei-2005]
Reduzierung der Fehleranfälligkeit der Prozesse Prozessauswirkung: Prozessqualität [Fle-2004]
Reduzierung der manuellen Erfassung Prozessauswirkung: Prozessqualität [Dol-2010]
Reduzierung der Schwundquote Prozessauswirkung: Prozessqualität [Lan-2008]
Reduzierung manueller Bearbeitung von Listen Prozessauswirkung: Prozessqualität [Bov-2007]
Reduzierung manueller Informationserfassung Prozessauswirkung: Prozessqualität [Str-2008]
Reduzierung von Ablagefehlern (falscher Platz) Prozessauswirkung: Prozessqualität [Gau-2007]
Reduzierung von Ausschuss Prozessauswirkung: Prozessqualität [Bar-2008]
Reduzierung von Eingabefehlern Prozessauswirkung: Prozessqualität [Gau-2007]
Reduzierung von Fehlkommissionierungen Prozessauswirkung: Prozessqualität [Lan-2008]
Reduzierung von Fehllieferungen Prozessauswirkung: Prozessqualität [Bov-2007]
Reduzierung von Fehllieferungen Prozessauswirkung: Prozessqualität [Pfl-2007]
Reduzierung von Inventurdifferenzen Prozessauswirkung: Prozessqualität [VDI 4472 b]
Reduzierung von manuellen Tätigkeiten durch Automation Prozessauswirkung: Prozessqualität [Gau-2007]
Reduzierung von manueller Erfassung, Quittieren, Kontrolle, Eingeben, Buchen
Prozessauswirkung: Prozessqualität [Fra-2006]
Reduzierung von Medienbrüchen (z. B. mehrfache Erfassung eines Auftrags in verschiedenen IT-Systemen)
Prozessauswirkung: Prozessqualität [Fle-2004]
Reduzierung von Medienbrüchen (z. B. mehrfache Erfassung eines Auftrags in verschiedenen IT-Systemen)
Prozessauswirkung: Prozessqualität [Dol-2010]
Reduzierung von Nacharbeit Prozessauswirkung: Prozessqualität [Bar-2008]
Reduzierung von Schwund Prozessauswirkung: Prozessqualität [Bar-2008]
Reduzierung von Schwund Prozessauswirkung: Prozessqualität [Gau-2007]
Reduzierung von Schwund Prozessauswirkung: Prozessqualität [Sch-2007]
Reduzierung von Schwund / Fehlbestand Prozessauswirkung: Prozessqualität [Gri-2010]
schnellere Datenverfügbarkeit Prozessauswirkung: Prozessqualität [Gil-2007]
schnellere Verfügbarkeit der Daten Prozessauswirkung: Prozessqualität [Bov-2007]
schnellerer Datentransfer durch Data on tag Prozessauswirkung: Prozessqualität [Bar-2008]
Steigerung der Prozessqualität Prozessauswirkung: Prozessqualität [Gün-2011c]
Steigerung der Prozesssicherheit Prozessauswirkung: Prozessqualität [Gün-2011c]
Steigerung der Prozesstransparenz Prozessauswirkung: Prozessqualität [Gün-2011c]
Transparenz über Wartung und Reparatur Prozessauswirkung: Prozessqualität [Fle-2004]
Verbessertes Bestandsmanagement Prozessauswirkung: Prozessqualität [Bov-2007]
Verbesserung der Datenqualität und Dateninkonsistenzen Prozessauswirkung: Prozessqualität [Lan-2008]
Verbesserung der Transparenz Prozessauswirkung: Prozessqualität [Lan-2008]
Vermeidung von Eingabefehlern Prozessauswirkung: Prozessqualität [Bar-2008]
Vermeidung von Fehlern und Folgefehlern (Prozessstabilität) Prozessauswirkung: Prozessqualität [Lan-2008]
Vermeidung von Schwund Prozessauswirkung: Prozessqualität [Bov-2007]
weniger Ausschuss Prozessauswirkung: Prozessqualität [Dol-2010]
weniger Datenbearbeitungsfehler Prozessauswirkung: Prozessqualität [Vil-2007]
weniger Datenerfassungsfehler Prozessauswirkung: Prozessqualität [Vil-2007]
weniger Datenverluste Prozessauswirkung: Prozessqualität [Rhe-2008]
weniger Fehlentnahmen Prozessauswirkung: Prozessqualität [Fra-2006]
weniger Fehler Prozessauswirkung: Prozessqualität [Sch-2008d]
weniger Fehler Prozessauswirkung: Prozessqualität [Lan-2005]
weniger Fehler durch manuelle Eingabe Prozessauswirkung: Prozessqualität [Rhe-2008]
Weniger Fehler und Fehlerkosten Prozessauswirkung: Prozessqualität [Fra-2006]
Weniger Fehler und Fehlerkosten Prozessauswirkung: Prozessqualität [Gün-2011c]
weniger Fehllieferungen Prozessauswirkung: Prozessqualität [Pfl-2007]
weniger Fehllieferungen Prozessauswirkung: Prozessqualität [Lan-2005]
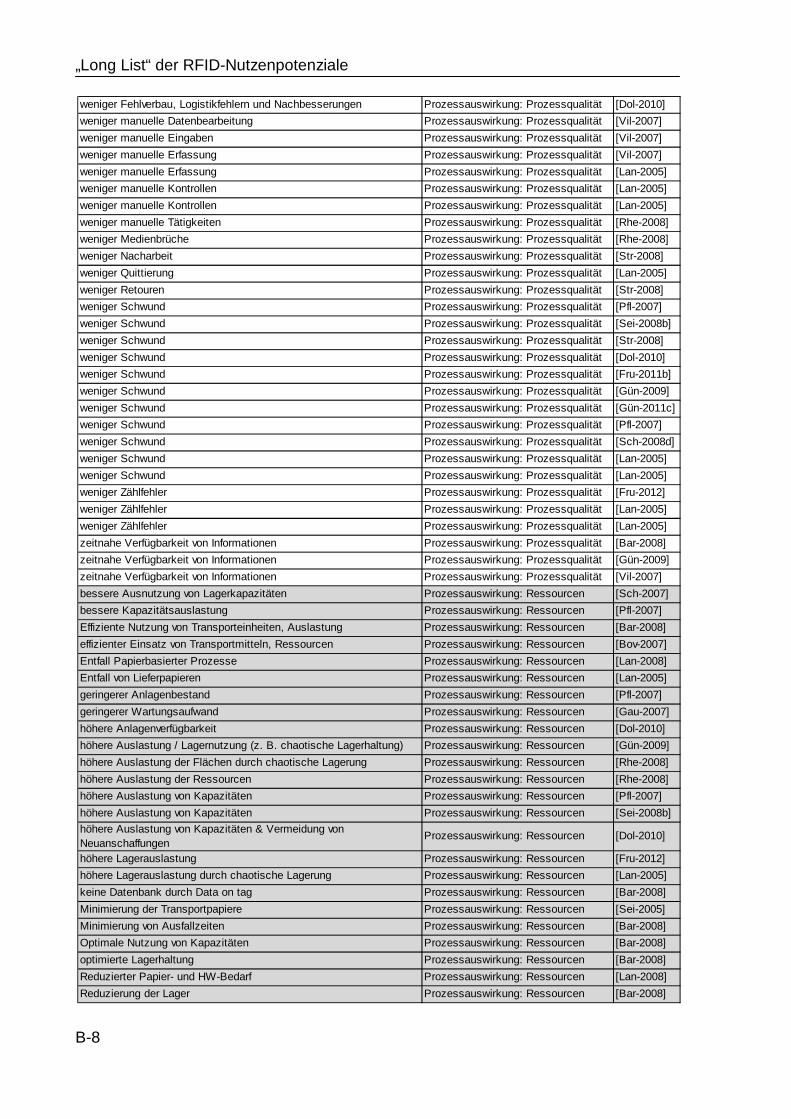
„Long List“ der RFID-Nutzenpotenziale
B-8
weniger Fehlverbau, Logistikfehlern und Nachbesserungen Prozessauswirkung: Prozessqualität [Dol-2010]
weniger manuelle Datenbearbeitung Prozessauswirkung: Prozessqualität [Vil-2007]
weniger manuelle Eingaben Prozessauswirkung: Prozessqualität [Vil-2007]
weniger manuelle Erfassung Prozessauswirkung: Prozessqualität [Vil-2007]
weniger manuelle Erfassung Prozessauswirkung: Prozessqualität [Lan-2005]
weniger manuelle Kontrollen Prozessauswirkung: Prozessqualität [Lan-2005]
weniger manuelle Kontrollen Prozessauswirkung: Prozessqualität [Lan-2005]
weniger manuelle Tätigkeiten Prozessauswirkung: Prozessqualität [Rhe-2008]
weniger Medienbrüche Prozessauswirkung: Prozessqualität [Rhe-2008]
weniger Nacharbeit Prozessauswirkung: Prozessqualität [Str-2008]
weniger Quittierung Prozessauswirkung: Prozessqualität [Lan-2005]
weniger Retouren Prozessauswirkung: Prozessqualität [Str-2008]
weniger Schwund Prozessauswirkung: Prozessqualität [Pfl-2007]
weniger Schwund Prozessauswirkung: Prozessqualität [Sei-2008b]
weniger Schwund Prozessauswirkung: Prozessqualität [Str-2008]
weniger Schwund Prozessauswirkung: Prozessqualität [Dol-2010]
weniger Schwund Prozessauswirkung: Prozessqualität [Fru-2011b]
weniger Schwund Prozessauswirkung: Prozessqualität [Gün-2009]
weniger Schwund Prozessauswirkung: Prozessqualität [Gün-2011c]
weniger Schwund Prozessauswirkung: Prozessqualität [Pfl-2007]
weniger Schwund Prozessauswirkung: Prozessqualität [Sch-2008d]
weniger Schwund Prozessauswirkung: Prozessqualität [Lan-2005]
weniger Schwund Prozessauswirkung: Prozessqualität [Lan-2005]
weniger Zählfehler Prozessauswirkung: Prozessqualität [Fru-2012]
weniger Zählfehler Prozessauswirkung: Prozessqualität [Lan-2005]
weniger Zählfehler Prozessauswirkung: Prozessqualität [Lan-2005]
zeitnahe Verfügbarkeit von Informationen Prozessauswirkung: Prozessqualität [Bar-2008]
zeitnahe Verfügbarkeit von Informationen Prozessauswirkung: Prozessqualität [Gün-2009]
zeitnahe Verfügbarkeit von Informationen Prozessauswirkung: Prozessqualität [Vil-2007]
bessere Ausnutzung von Lagerkapazitäten Prozessauswirkung: Ressourcen [Sch-2007]
bessere Kapazitätsauslastung Prozessauswirkung: Ressourcen [Pfl-2007]
Effiziente Nutzung von Transporteinheiten, Auslastung Prozessauswirkung: Ressourcen [Bar-2008]
effizienter Einsatz von Transportmitteln, Ressourcen Prozessauswirkung: Ressourcen [Bov-2007]
Entfall Papierbasierter Prozesse Prozessauswirkung: Ressourcen [Lan-2008]
Entfall von Lieferpapieren Prozessauswirkung: Ressourcen [Lan-2005]
geringerer Anlagenbestand Prozessauswirkung: Ressourcen [Pfl-2007]
geringerer Wartungsaufwand Prozessauswirkung: Ressourcen [Gau-2007]
höhere Anlagenverfügbarkeit Prozessauswirkung: Ressourcen [Dol-2010]
höhere Auslastung / Lagernutzung (z. B. chaotische Lagerhaltung) Prozessauswirkung: Ressourcen [Gün-2009]
höhere Auslastung der Flächen durch chaotische Lagerung Prozessauswirkung: Ressourcen [Rhe-2008]
höhere Auslastung der Ressourcen Prozessauswirkung: Ressourcen [Rhe-2008]
höhere Auslastung von Kapazitäten Prozessauswirkung: Ressourcen [Pfl-2007]
höhere Auslastung von Kapazitäten Prozessauswirkung: Ressourcen [Sei-2008b]
höhere Auslastung von Kapazitäten & Vermeidung von Neuanschaffungen
Prozessauswirkung: Ressourcen [Dol-2010]
höhere Lagerauslastung Prozessauswirkung: Ressourcen [Fru-2012]
höhere Lagerauslastung durch chaotische Lagerung Prozessauswirkung: Ressourcen [Lan-2005]
keine Datenbank durch Data on tag Prozessauswirkung: Ressourcen [Bar-2008]
Minimierung der Transportpapiere Prozessauswirkung: Ressourcen [Sei-2005]
Minimierung von Ausfallzeiten Prozessauswirkung: Ressourcen [Bar-2008]
Optimale Nutzung von Kapazitäten Prozessauswirkung: Ressourcen [Bar-2008]
optimierte Lagerhaltung Prozessauswirkung: Ressourcen [Bar-2008]
Reduzierter Papier- und HW-Bedarf Prozessauswirkung: Ressourcen [Lan-2008]
Reduzierung der Lager Prozessauswirkung: Ressourcen [Bar-2008]
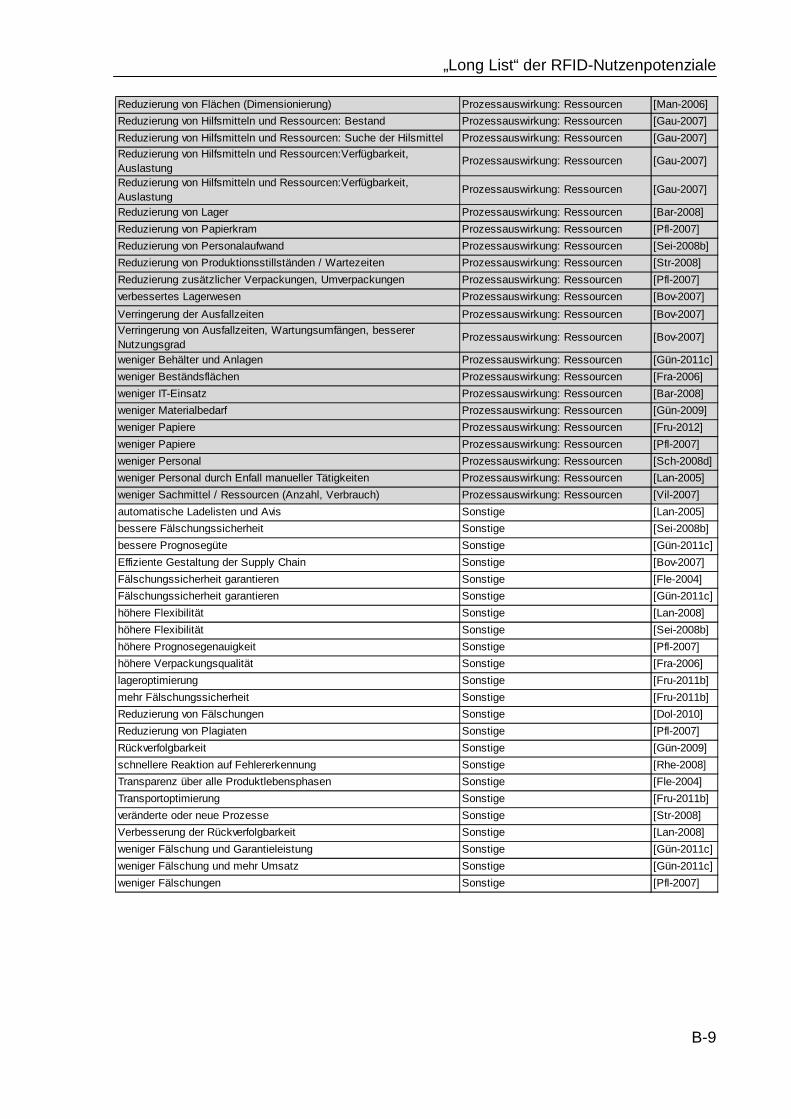
„Long List“ der RFID-Nutzenpotenziale
B-9
Reduzierung von Flächen (Dimensionierung) Prozessauswirkung: Ressourcen [Man-2006]
Reduzierung von Hilfsmitteln und Ressourcen: Bestand Prozessauswirkung: Ressourcen [Gau-2007]
Reduzierung von Hilfsmitteln und Ressourcen: Suche der Hilsmittel Prozessauswirkung: Ressourcen [Gau-2007]
Reduzierung von Hilfsmitteln und Ressourcen:Verfügbarkeit, Auslastung
Prozessauswirkung: Ressourcen [Gau-2007]
Reduzierung von Hilfsmitteln und Ressourcen:Verfügbarkeit, Auslastung
Prozessauswirkung: Ressourcen [Gau-2007]
Reduzierung von Lager Prozessauswirkung: Ressourcen [Bar-2008]
Reduzierung von Papierkram Prozessauswirkung: Ressourcen [Pfl-2007]
Reduzierung von Personalaufwand Prozessauswirkung: Ressourcen [Sei-2008b]
Reduzierung von Produktionsstillständen / Wartezeiten Prozessauswirkung: Ressourcen [Str-2008]
Reduzierung zusätzlicher Verpackungen, Umverpackungen Prozessauswirkung: Ressourcen [Pfl-2007]
verbessertes Lagerwesen Prozessauswirkung: Ressourcen [Bov-2007]
Verringerung der Ausfallzeiten Prozessauswirkung: Ressourcen [Bov-2007]
Verringerung von Ausfallzeiten, Wartungsumfängen, besserer Nutzungsgrad
Prozessauswirkung: Ressourcen [Bov-2007]
weniger Behälter und Anlagen Prozessauswirkung: Ressourcen [Gün-2011c]
weniger Beständsflächen Prozessauswirkung: Ressourcen [Fra-2006]
weniger IT-Einsatz Prozessauswirkung: Ressourcen [Bar-2008]
weniger Materialbedarf Prozessauswirkung: Ressourcen [Gün-2009]
weniger Papiere Prozessauswirkung: Ressourcen [Fru-2012]
weniger Papiere Prozessauswirkung: Ressourcen [Pfl-2007]
weniger Personal Prozessauswirkung: Ressourcen [Sch-2008d]
weniger Personal durch Enfall manueller Tätigkeiten Prozessauswirkung: Ressourcen [Lan-2005]
weniger Sachmittel / Ressourcen (Anzahl, Verbrauch) Prozessauswirkung: Ressourcen [Vil-2007]
automatische Ladelisten und Avis Sonstige [Lan-2005]
bessere Fälschungssicherheit Sonstige [Sei-2008b]
bessere Prognosegüte Sonstige [Gün-2011c]
Effiziente Gestaltung der Supply Chain Sonstige [Bov-2007]
Fälschungssicherheit garantieren Sonstige [Fle-2004]
Fälschungssicherheit garantieren Sonstige [Gün-2011c]
höhere Flexibilität Sonstige [Lan-2008]
höhere Flexibilität Sonstige [Sei-2008b]
höhere Prognosegenauigkeit Sonstige [Pfl-2007]
höhere Verpackungsqualität Sonstige [Fra-2006]
lageroptimierung Sonstige [Fru-2011b]
mehr Fälschungssicherheit Sonstige [Fru-2011b]
Reduzierung von Fälschungen Sonstige [Dol-2010]
Reduzierung von Plagiaten Sonstige [Pfl-2007]
Rückverfolgbarkeit Sonstige [Gün-2009]
schnellere Reaktion auf Fehlererkennung Sonstige [Rhe-2008]
Transparenz über alle Produktlebensphasen Sonstige [Fle-2004]
Transportoptimierung Sonstige [Fru-2011b]
veränderte oder neue Prozesse Sonstige [Str-2008]
Verbesserung der Rückverfolgbarkeit Sonstige [Lan-2008]
weniger Fälschung und Garantieleistung Sonstige [Gün-2011c]
weniger Fälschung und mehr Umsatz Sonstige [Gün-2011c]
weniger Fälschungen Sonstige [Pfl-2007]
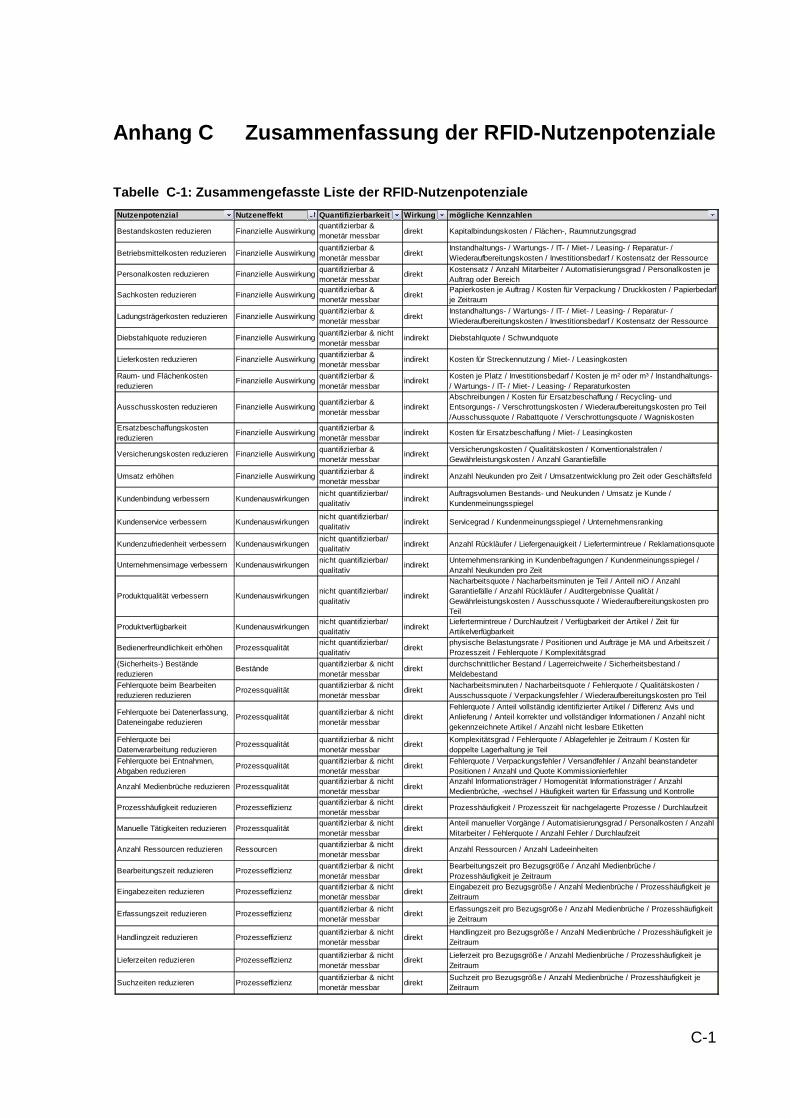
C-1
Anhang C Zusammenfassung der RFID-Nutzenpotenziale
Tabelle C-1: Zusammengefasste Liste der RFID-Nutze npotenziale
Nutzenpotenzial Nutzeneffekt Quantifizierbarkeit Wirku ng mögliche Kennzahlen
Bestandskosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
direkt Kapitalbindungskosten / Flächen-, Raumnutzungsgrad
Betriebsmittelkosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
direktInstandhaltungs- / Wartungs- / IT- / Miet- / Leasing- / Reparatur- / Wiederaufbereitungskosten / Investitionsbedarf / Kostensatz der Ressource
Personalkosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
direktKostensatz / Anzahl Mitarbeiter / Automatisierungsgrad / Personalkosten je Auftrag oder Bereich
Sachkosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
direktPapierkosten je Auftrag / Kosten für Verpackung / Druckkosten / Papierbedarf je Zeitraum
Ladungsträgerkosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
direktInstandhaltungs- / Wartungs- / IT- / Miet- / Leasing- / Reparatur- / Wiederaufbereitungskosten / Investitionsbedarf / Kostensatz der Ressource
Diebstahlquote reduzieren Finanzielle Auswirkungquantifizierbar & nicht monetär messbar
indirekt Diebstahlquote / Schwundquote
Lieferkosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
indirekt Kosten für Streckennutzung / Miet- / Leasingkosten
Raum- und Flächenkosten reduzieren
Finanzielle Auswirkungquantifizierbar & monetär messbar
indirektKosten je Platz / Investitionsbedarf / Kosten je m² oder m³ / Instandhaltungs- / Wartungs- / IT- / Miet- / Leasing- / Reparaturkosten
Ausschusskosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
indirektAbschreibungen / Kosten für Ersatzbeschaffung / Recycling- und Entsorgungs- / Verschrottungskosten / Wiederaufbereitungskosten pro Teil /Ausschussquote / Rabattquote / Verschrottungsquote / Wagniskosten
Ersatzbeschaffungskosten reduzieren
Finanzielle Auswirkungquantifizierbar & monetär messbar
indirekt Kosten für Ersatzbeschaffung / Miet- / Leasingkosten
Versicherungskosten reduzieren Finanzielle Auswirkungquantifizierbar & monetär messbar
indirektVersicherungskosten / Qualitätskosten / Konventionalstrafen / Gewährleistungskosten / Anzahl Garantiefälle
Umsatz erhöhen Finanzielle Auswirkungquantifizierbar & monetär messbar
indirekt Anzahl Neukunden pro Zeit / Umsatzentwicklung pro Zeit oder Geschäftsfeld
Kundenbindung verbessern Kundenauswirkungennicht quantifizierbar/ qualitativ
indirektAuftragsvolumen Bestands- und Neukunden / Umsatz je Kunde / Kundenmeinungsspiegel
Kundenservice verbessern Kundenauswirkungennicht quantifizierbar/ qualitativ
indirekt Servicegrad / Kundenmeinungsspiegel / Unternehmensranking
Kundenzufriedenheit verbessern Kundenauswirkungennicht quantifizierbar/ qualitativ
indirekt Anzahl Rückläufer / Liefergenauigkeit / Liefertermintreue / Reklamationsquote
Unternehmensimage verbessern Kundenauswirkungennicht quantifizierbar/ qualitativ
indirektUnternehmensranking in Kundenbefragungen / Kundenmeinungsspiegel / Anzahl Neukunden pro Zeit
Produktqualität verbessern Kundenauswirkungennicht quantifizierbar/ qualitativ
indirekt
Nacharbeitsquote / Nacharbeitsminuten je Teil / Anteil niO / Anzahl Garantiefälle / Anzahl Rückläufer / Auditergebnisse Qualität / Gewährleistungskosten / Ausschussquote / Wiederaufbereitungskosten pro Teil
Produktverfügbarkeit Kundenauswirkungennicht quantifizierbar/ qualitativ
indirektLiefertermintreue / Durchlaufzeit / Verfügbarkeit der Artikel / Zeit für Artikelverfügbarkeit
Bedienerfreundlichkeit erhöhen Prozessqualitätnicht quantifizierbar/ qualitativ
direktphysische Belastungsrate / Positionen und Aufträge je MA und Arbeitszeit / Prozesszeit / Fehlerquote / Komplexitätsgrad
(Sicherheits-) Bestände reduzieren
Beständequantifizierbar & nicht monetär messbar
direktdurchschnittlicher Bestand / Lagerreichweite / Sicherheitsbestand / Meldebestand
Fehlerquote beim Bearbeiten reduzieren reduzieren
Prozessqualitätquantifizierbar & nicht monetär messbar
direktNacharbeitsminuten / Nacharbeitsquote / Fehlerquote / Qualitätskosten / Ausschussquote / Verpackungsfehler / Wiederaufbereitungskosten pro Teil
Fehlerquote bei Datenerfassung, Dateneingabe reduzieren
Prozessqualitätquantifizierbar & nicht monetär messbar
direktFehlerquote / Anteil vollständig identifizierter Artikel / Differenz Avis und Anlieferung / Anteil korrekter und vollständiger Informationen / Anzahl nicht gekennzeichnete Artikel / Anzahl nicht lesbare Etiketten
Fehlerquote bei Datenverarbeitung reduzieren
Prozessqualitätquantifizierbar & nicht monetär messbar
direktKomplexitätsgrad / Fehlerquote / Ablagefehler je Zeitraum / Kosten für doppelte Lagerhaltung je Teil
Fehlerquote bei Entnahmen, Abgaben reduzieren
Prozessqualitätquantifizierbar & nicht monetär messbar
direktFehlerquote / Verpackungsfehler / Versandfehler / Anzahl beanstandeter Positionen / Anzahl und Quote Kommissionierfehler
Anzahl Medienbrüche reduzieren Prozessqualitätquantifizierbar & nicht monetär messbar
direktAnzahl Informationsträger / Homogenität Informationsträger / Anzahl Medienbrüche, -wechsel / Häufigkeit warten für Erfassung und Kontrolle
Prozesshäufigkeit reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direkt Prozesshäufigkeit / Prozesszeit für nachgelagerte Prozesse / Durchlaufzeit
Manuelle Tätigkeiten reduzieren Prozessqualitätquantifizierbar & nicht monetär messbar
direktAnteil manueller Vorgänge / Automatisierungsgrad / Personalkosten / Anzahl Mitarbeiter / Fehlerquote / Anzahl Fehler / Durchlaufzeit
Anzahl Ressourcen reduzieren Ressourcenquantifizierbar & nicht monetär messbar
direkt Anzahl Ressourcen / Anzahl Ladeeinheiten
Bearbeitungszeit reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktBearbeitungszeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Eingabezeiten reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktEingabezeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Erfassungszeit reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktErfassungszeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Handlingzeit reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktHandlingzeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Lieferzeiten reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktLieferzeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Suchzeiten reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktSuchzeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
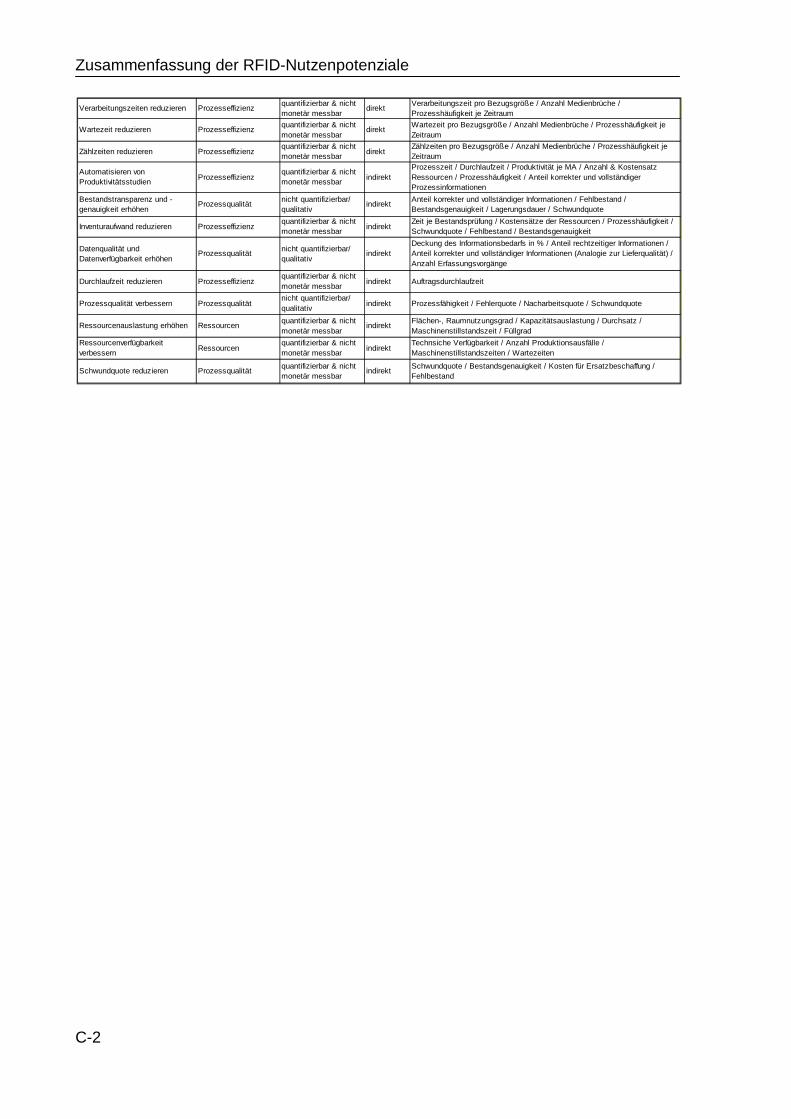
Zusammenfassung der RFID-Nutzenpotenziale
C-2
Verarbeitungszeiten reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktVerarbeitungszeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Wartezeit reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktWartezeit pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Zählzeiten reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
direktZählzeiten pro Bezugsgröße / Anzahl Medienbrüche / Prozesshäufigkeit je Zeitraum
Automatisieren von Produktivitätsstudien
Prozesseffizienzquantifizierbar & nicht monetär messbar
indirektProzesszeit / Durchlaufzeit / Produktivität je MA / Anzahl & Kostensatz Ressourcen / Prozesshäufigkeit / Anteil korrekter und vollständiger Prozessinformationen
Bestandstransparenz und -genauigkeit erhöhen
Prozessqualitätnicht quantifizierbar/ qualitativ
indirektAnteil korrekter und vollständiger Informationen / Fehlbestand / Bestandsgenauigkeit / Lagerungsdauer / Schwundquote
Inventuraufwand reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
indirektZeit je Bestandsprüfung / Kostensätze der Ressourcen / Prozesshäufigkeit / Schwundquote / Fehlbestand / Bestandsgenauigkeit
Datenqualität und Datenverfügbarkeit erhöhen
Prozessqualitätnicht quantifizierbar/ qualitativ
indirektDeckung des Informationsbedarfs in % / Anteil rechtzeitiger Informationen / Anteil korrekter und vollständiger Informationen (Analogie zur Lieferqualität) / Anzahl Erfassungsvorgänge
Durchlaufzeit reduzieren Prozesseffizienzquantifizierbar & nicht monetär messbar
indirekt Auftragsdurchlaufzeit
Prozessqualität verbessern Prozessqualitätnicht quantifizierbar/ qualitativ
indirekt Prozessfähigkeit / Fehlerquote / Nacharbeitsquote / Schwundquote
Ressourcenauslastung erhöhen Ressourcenquantifizierbar & nicht monetär messbar
indirektFlächen-, Raumnutzungsgrad / Kapazitätsauslastung / Durchsatz / Maschinenstillstandszeit / Füllgrad
Ressourcenverfügbarkeit verbessern
Ressourcenquantifizierbar & nicht monetär messbar
indirektTechnsiche Verfügbarkeit / Anzahl Produktionsausfälle / Maschinenstillstandszeiten / Wartezeiten
Schwundquote reduzieren Prozessqualitätquantifizierbar & nicht monetär messbar
indirektSchwundquote / Bestandsgenauigkeit / Kosten für Ersatzbeschaffung / Fehlbestand
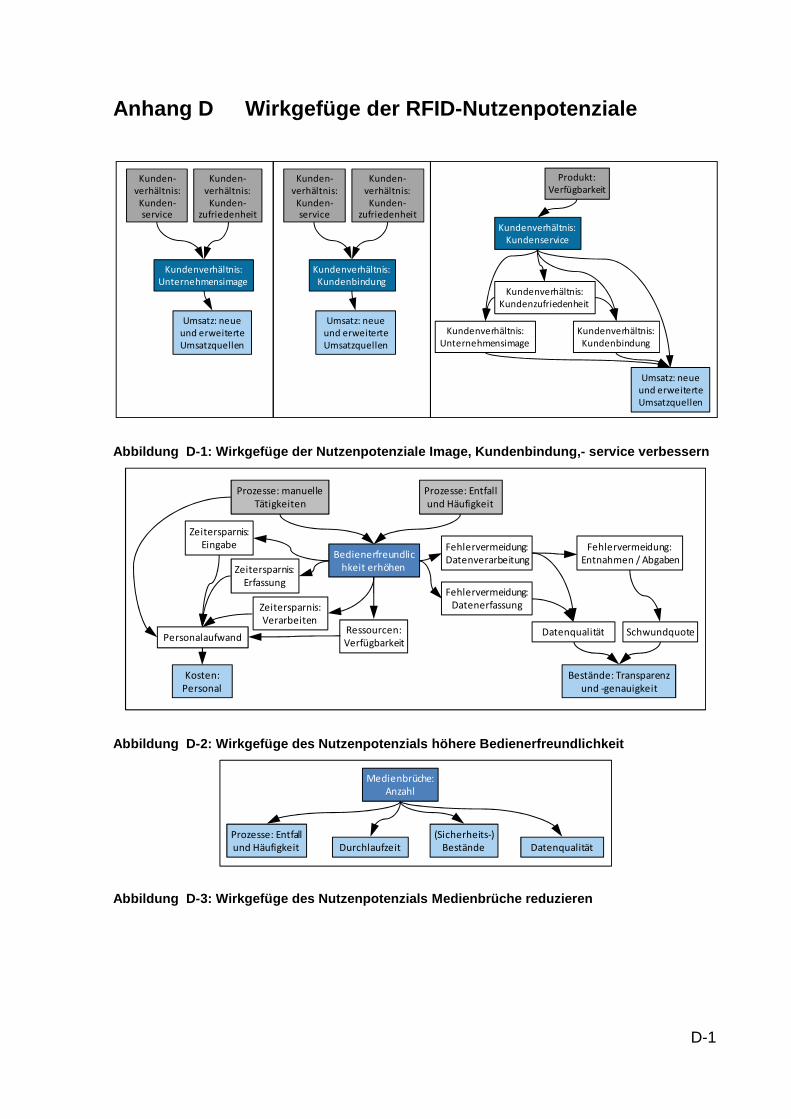
D-1
Anhang D Wirkgefüge der RFID-Nutzenpotenziale
Abbildung D-1: Wirkgefüge der Nutzenpotenziale Ima ge, Kundenbindung,- service verbessern
Abbildung D-2: Wirkgefüge des Nutzenpotenzials höh ere Bedienerfreundlichkeit
Abbildung D-3: Wirkgefüge des Nutzenpotenzials Med ienbrüche reduzieren
Kundenverhältnis: Kundenzufriedenheit
Kundenverhältnis: Kundenbindung
Kundenverhältnis: Unternehmensimage
Umsatz: neue und erweiterte Umsatzquellen
Produkt: Verfügbarkeit
Kundenverhältnis: Kundenservice
Kunden-verhältnis:
Kunden-zufriedenheit
Kundenverhältnis: Unternehmensimage
Umsatz: neue und erweiterte Umsatzquellen
Kunden-verhältnis: Kunden-service
Kunden-verhältnis: Kunden-
zufriedenheit
Kundenverhältnis: Kundenbindung
Umsatz: neue und erweiterte Umsatzquellen
Kunden-verhältnis:
Kunden-service
Bedienerfreundlichkeit erhöhen
Prozesse: manuelle Tätigkeiten
Prozesse: Entfall und Häufigkeit
Fehlervermeidung: Datenerfassung
Fehlervermeidung: Datenverarbeitung
Kosten: Personal
PersonalaufwandRessourcen: Verfügbarkeit
Zeitersparnis: Eingabe
Zeitersparnis: Erfassung
Zeitersparnis: Verarbeiten
Bestände: Transparenz und -genauigkeit
SchwundquoteDatenqualität
Fehlervermeidung: Entnahmen / Abgaben
Durchlaufzeit
Medienbrüche: Anzahl
Datenqualität(Sicherheits-)
BeständeProzesse: Entfall und Häufigkeit
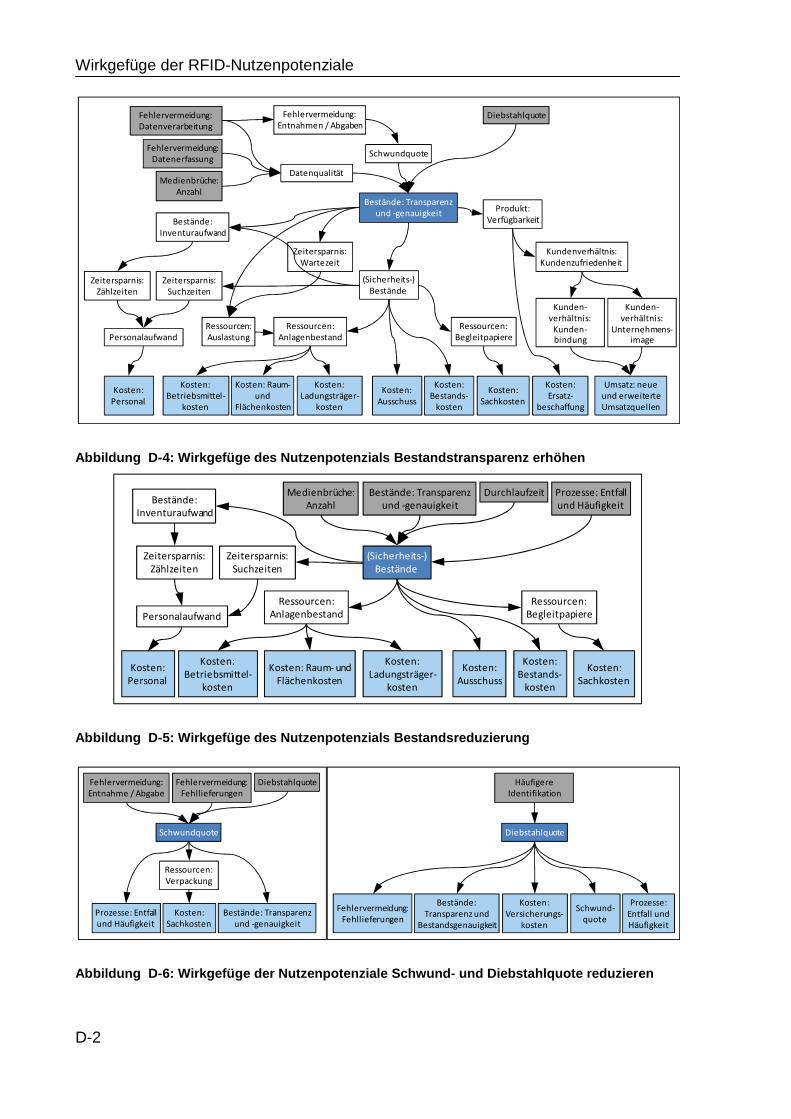
Wirkgefüge der RFID-Nutzenpotenziale
D-2
Abbildung D-4: Wirkgefüge des Nutzenpotenzials Bes tandstransparenz erhöhen
Abbildung D-5: Wirkgefüge des Nutzenpotenzials Bes tandsreduzierung
Abbildung D-6: Wirkgefüge der Nutzenpotenziale Sch wund- und Diebstahlquote reduzieren
Bestände: Transparenz und -genauigkeit
Datenqualität
Fehlervermeidung: Datenerfassung
Fehlervermeidung: Datenverarbeitung
Bestände: Inventuraufwand
Kosten: Bestands-
kosten
DiebstahlquoteFehlervermeidung: Entnahmen / Abgaben
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Personal
Personalaufwand
Zeitersparnis: Zählzeiten
Kosten: Raum-und
Flächenkosten
Kosten: Ausschuss
Medienbrüche: Anzahl
Produkt: Verfügbarkeit
Kosten: Ersatz-
beschaffung
Schwundquote
Zeitersparnis: Wartezeit
Ressourcen: Auslastung
Kundenverhältnis: Kundenzufriedenheit
Kunden-verhältnis:
Kunden-bindung
Kunden-verhältnis:
Unternehmens-image
Umsatz: neue und erweiterte Umsatzquellen
(Sicherheits-) Bestände
Ressourcen: Anlagenbestand
Zeitersparnis: Suchzeiten
Ressourcen: Begleitpapiere
Kosten: Sachkosten
Bestände: Transparenz und -genauigkeit
Kosten: Bestands-
kosten
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum- und Flächenkosten
Kosten: Ausschuss
(Sicherheits-) Bestände
Ressourcen: Anlagenbestand
DurchlaufzeitBestände:
Inventuraufwand
Kosten: Personal
Personalaufwand
Zeitersparnis: Zählzeiten
Ressourcen: Begleitpapiere
Zeitersparnis: Suchzeiten
Kosten: Sachkosten
Medienbrüche: Anzahl
Prozesse: Entfall und Häufigkeit
Schwundquote
Ressourcen: Verpackung
Kosten: Sachkosten
Prozesse: Entfall und Häufigkeit
Fehlervermeidung: Fehllieferungen
Bestände: Transparenz und -genauigkeit
Fehlervermeidung: Entnahme / Abgabe
Diebstahlquote
Bestände: Transparenz und
Bestandsgenauigkeit
Diebstahlquote
Kosten: Versicherungs-
kosten
Häufigere Identifikation
Schwund-quote
Fehlervermeidung: Fehllieferungen
Prozesse: Entfall und Häufigkeit
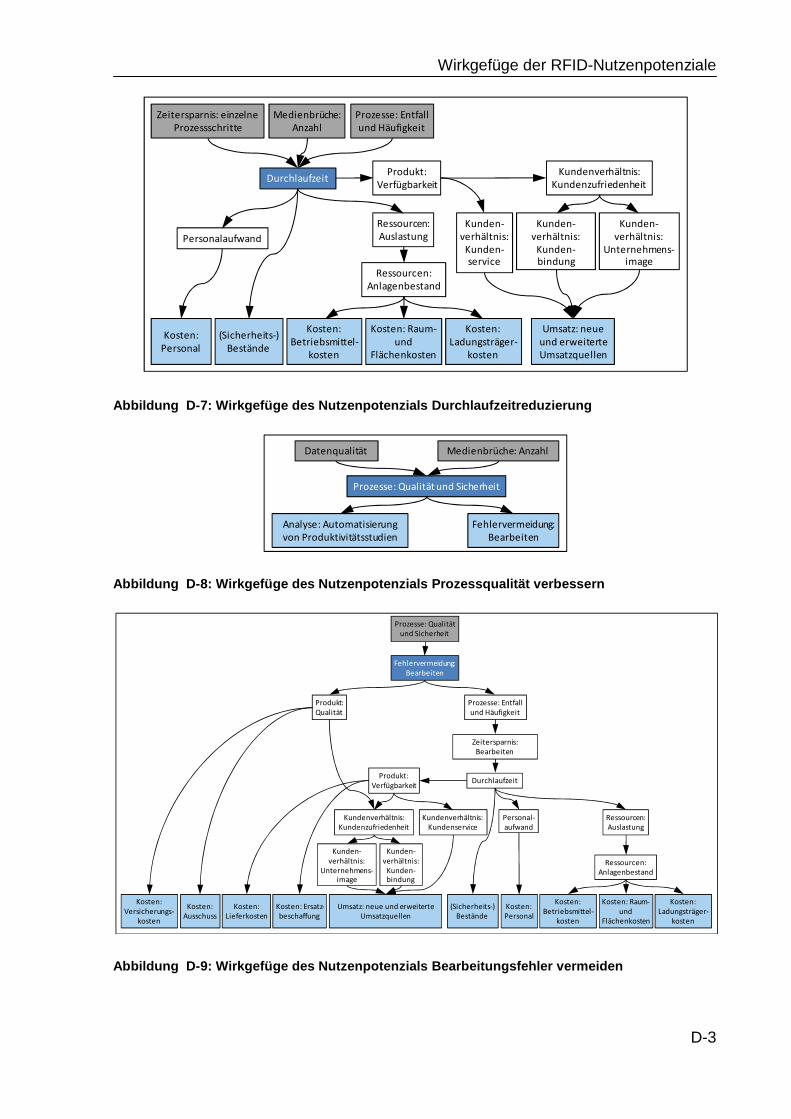
Wirkgefüge der RFID-Nutzenpotenziale
D-3
Abbildung D-7: Wirkgefüge des Nutzenpotenzials Dur chlaufzeitreduzierung
Abbildung D-8: Wirkgefüge des Nutzenpotenzials Pro zessqualität verbessern
Abbildung D-9: Wirkgefüge des Nutzenpotenzials Bea rbeitungsfehler vermeiden
Durchlaufzeit
(Sicherheits-) Bestände
Medienbrüche: Anzahl
Produkt: Verfügbarkeit
Kundenverhältnis: Kundenzufriedenheit
Kunden-verhältnis:
Kunden-bindung
Kunden-verhältnis:
Unternehmens-image
Umsatz: neue und erweiterte Umsatzquellen
Kunden-verhältnis: Kunden-service
Zeitersparnis: einzelne Prozessschritte
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Ressourcen: Auslastung
Prozesse: Entfall und Häufigkeit
Kosten: Personal
Personalaufwand
Datenqualität
Analyse: Automatisierung von Produktivitätsstudien
Prozesse: Qualität und Sicherheit
Fehlervermeidung: Bearbeiten
Medienbrüche: Anzahl
Fehlervermeidung: Bearbeiten
Zeitersparnis: Bearbeiten
Prozesse: Entfall und Häufigkeit
Kosten: Ausschuss
Kosten: Versicherungs-
kosten
Produkt: Qualität
Durchlaufzeit
(Sicherheits-) Bestände
Produkt: Verfügbarkeit
Kundenverhältnis: Kundenzufriedenheit
Kunden-verhältnis:
Kunden-bindung
Kunden-verhältnis:
Unternehmens-image
Umsatz: neue und erweiterte Umsatzquellen
Kundenverhältnis: Kundenservice
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Ressourcen: Auslastung
Kosten: Personal
Personal-aufwand
Kosten: Ersatz-beschaffung
Kosten: Lieferkosten
Prozesse: Qualität und Sicherheit
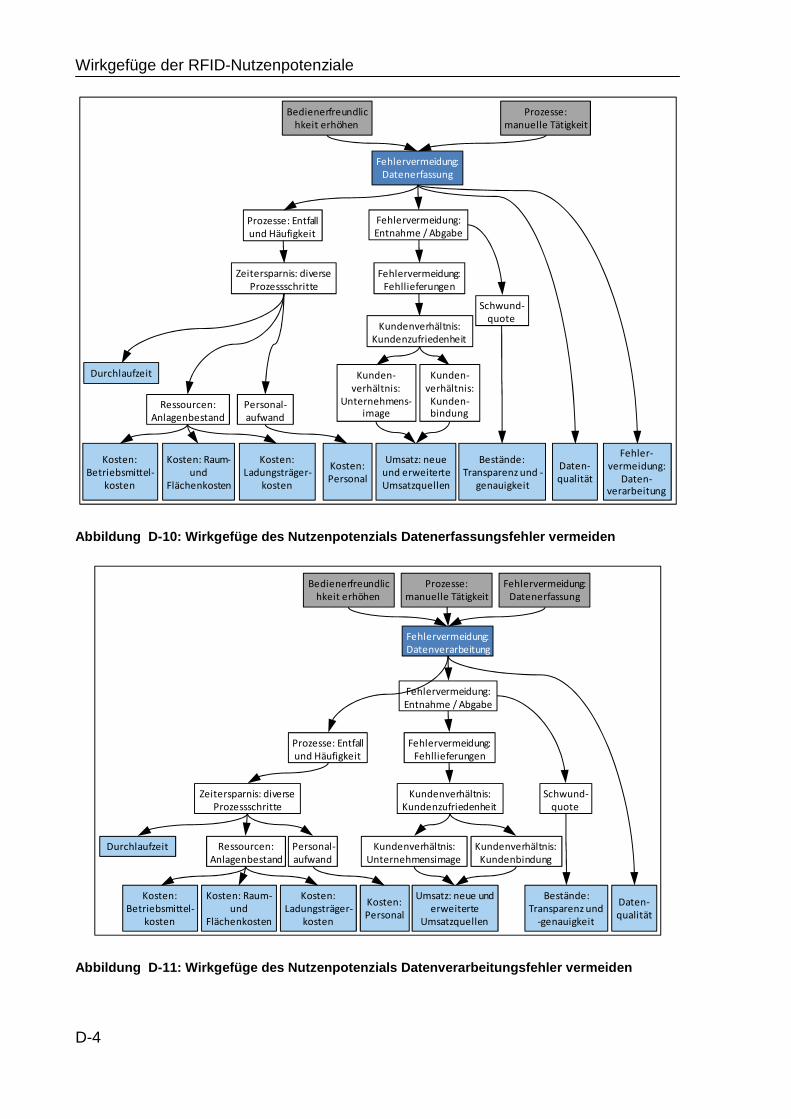
Wirkgefüge der RFID-Nutzenpotenziale
D-4
Abbildung D-10: Wirkgefüge des Nutzenpotenzials Da tenerfassungsfehler vermeiden
Abbildung D-11: Wirkgefüge des Nutzenpotenzials Da tenverarbeitungsfehler vermeiden
Daten-qualität
Fehlervermeidung: Datenerfassung
Bedienerfreundlichkeit erhöhen
Fehler-vermeidung:
Daten-verarbeitung
Fehlervermeidung: Entnahme / Abgabe
Fehlervermeidung: Fehllieferungen
Kosten: Personal
Personal-aufwand
Zeitersparnis: diverse Prozessschritte
Prozesse: Entfall und Häufigkeit
Prozesse: manuelle Tätigkeit
Bestände: Transparenz und -
genauigkeit
Schwund-quote
Kundenverhältnis: Kundenzufriedenheit
Kunden-verhältnis: Kunden-bindung
Kunden-verhältnis:
Unternehmens-image
Umsatz: neue und erweiterte Umsatzquellen
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Durchlaufzeit
Fehlervermeidung: Datenerfassung
Fehlervermeidung: Datenverarbeitung
Fehlervermeidung: Entnahme / Abgabe
Fehlervermeidung: Fehllieferungen
Bestände: Transparenz und
-genauigkeit
Schwund-quote
Kundenverhältnis: Kundenzufriedenheit
Kundenverhältnis: Kundenbindung
Kundenverhältnis: Unternehmensimage
Umsatz: neue und erweiterte
Umsatzquellen
Kosten: Personal
Zeitersparnis: diverse Prozessschritte
Prozesse: Entfall und Häufigkeit
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Personal-aufwand
Durchlaufzeit
Daten-qualität
Bedienerfreundlichkeit erhöhen
Prozesse: manuelle Tätigkeit
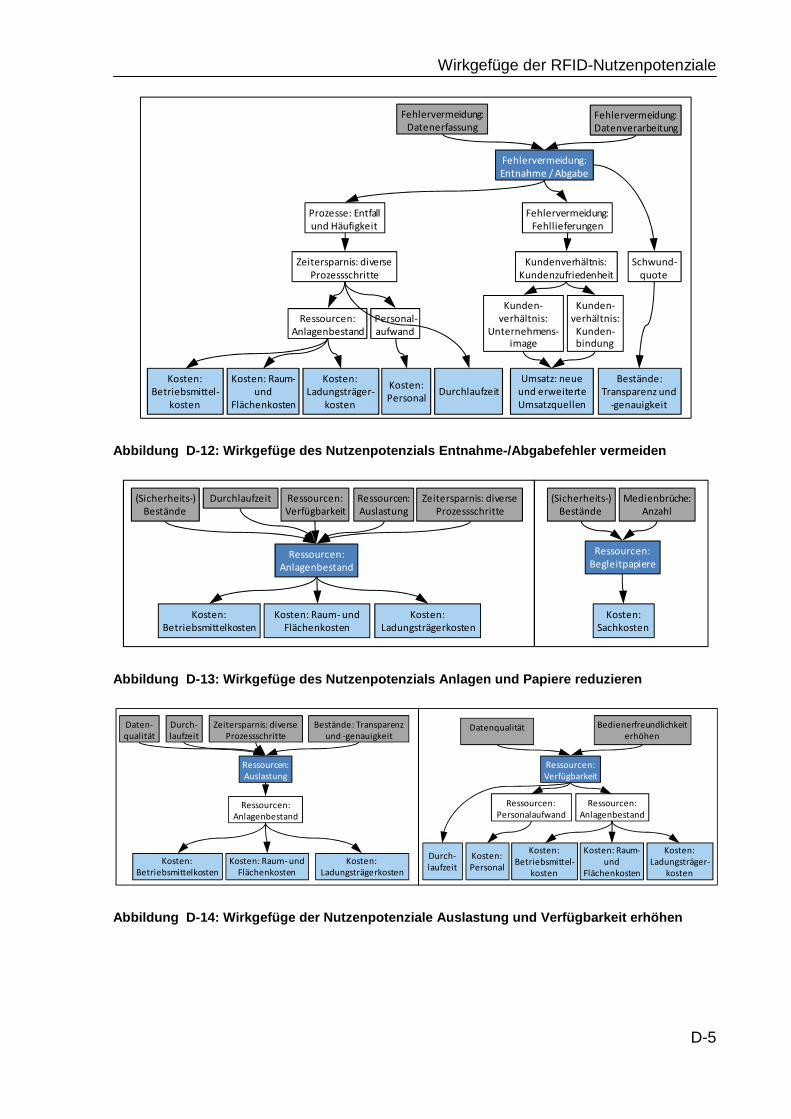
Wirkgefüge der RFID-Nutzenpotenziale
D-5
Abbildung D-12: Wirkgefüge des Nutzenpotenzials En tnahme-/Abgabefehler vermeiden
Abbildung D-13: Wirkgefüge des Nutzenpotenzials An lagen und Papiere reduzieren
Abbildung D-14: Wirkgefüge der Nutzenpotenziale Au slastung und Verfügbarkeit erhöhen
Fehlervermeidung: Datenverarbeitung
Fehlervermeidung: Entnahme / Abgabe
Fehlervermeidung: Fehllieferungen
Bestände: Transparenz und
-genauigkeit
Schwund-quote
Kundenverhältnis: Kundenzufriedenheit
Kunden-verhältnis: Kunden-bindung
Kunden-verhältnis:
Unternehmens-image
Umsatz: neue und erweiterte Umsatzquellen
Kosten: Personal
Zeitersparnis: diverse Prozessschritte
Prozesse: Entfall und Häufigkeit
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Personal-aufwand
Durchlaufzeit
Fehlervermeidung: Datenerfassung
Kosten: Ladungsträgerkosten
Kosten: Raum- und Flächenkosten
(Sicherheits-) Bestände
Ressourcen: Anlagenbestand
Ressourcen: Verfügbarkeit
Ressourcen: Auslastung
Kosten: Betriebsmittelkosten
(Sicherheits-) Bestände
Ressourcen: Begleitpapiere
Kosten: Sachkosten
Durchlaufzeit Zeitersparnis: diverse Prozessschritte
Medienbrüche: Anzahl
Zeitersparnis: diverse Prozessschritte
Durch-laufzeit
Kosten: Betriebsmittelkosten
Kosten: Ladungsträgerkosten
Kosten: Raum- und Flächenkosten
Ressourcen: Anlagenbestand
Ressourcen: Auslastung
Bestände: Transparenz und -genauigkeit
Daten-qualität
Kosten: Personal
Ressourcen: Personalaufwand
Bedienerfreundlichkeit erhöhen
Ressourcen: Verfügbarkeit
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Kosten: Betriebsmittel-
kosten
Datenqualität
Durch-laufzeit
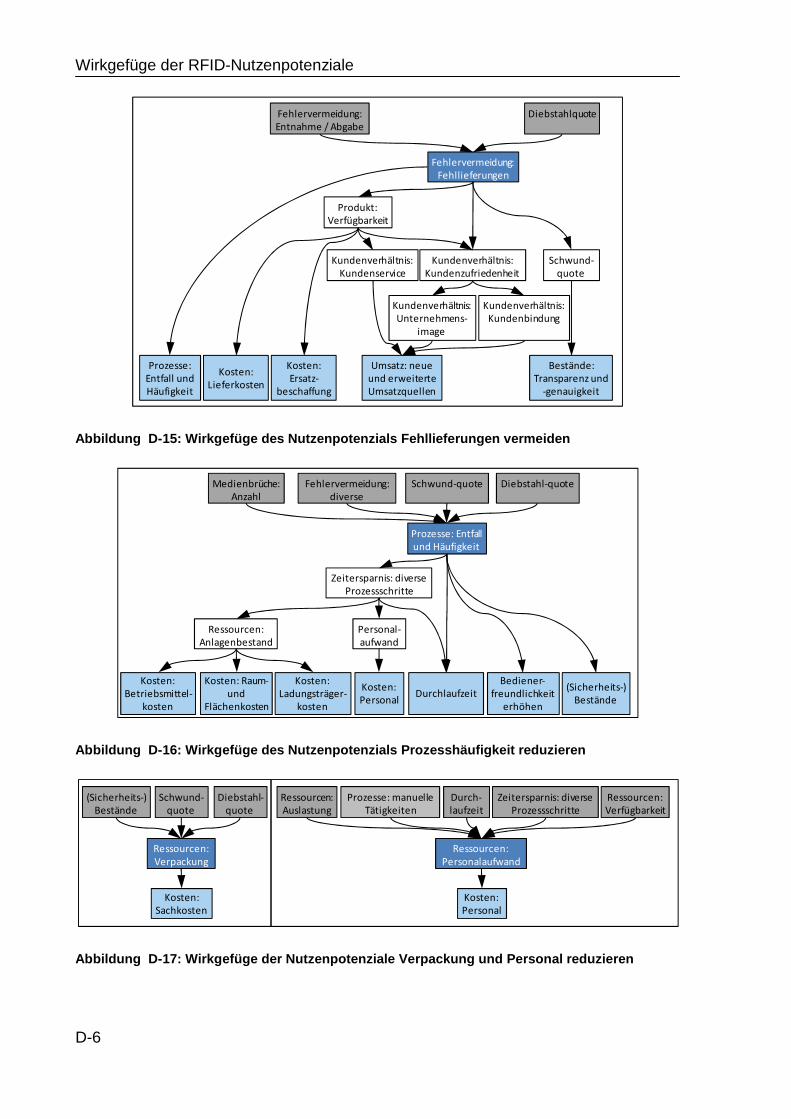
Wirkgefüge der RFID-Nutzenpotenziale
D-6
Abbildung D-15: Wirkgefüge des Nutzenpotenzials Fe hllieferungen vermeiden
Abbildung D-16: Wirkgefüge des Nutzenpotenzials Pr ozesshäufigkeit reduzieren
Abbildung D-17: Wirkgefüge der Nutzenpotenziale Ve rpackung und Personal reduzieren
Fehlervermeidung: Entnahme / Abgabe
Fehlervermeidung: Fehllieferungen
Kundenverhältnis: Kundenzufriedenheit
Kundenverhältnis: Kundenbindung
Kundenverhältnis: Unternehmens-
image
Umsatz: neue und erweiterte Umsatzquellen
Bestände: Transparenz und
-genauigkeit
Schwund-quote
Diebstahlquote
Produkt: Verfügbarkeit
Kosten: Ersatz-
beschaffung
Kosten: Lieferkosten
Kundenverhältnis: Kundenservice
Prozesse: Entfall und Häufigkeit
Medienbrüche: Anzahl
Fehlervermeidung: diverse
Kosten: Personal
Zeitersparnis: diverse Prozessschritte
Prozesse: Entfall und Häufigkeit
Kosten: Betriebsmittel-
kosten
Kosten: Ladungsträger-
kosten
Kosten: Raum-und
Flächenkosten
Ressourcen: Anlagenbestand
Personal-aufwand
DurchlaufzeitBediener-
freundlichkeiterhöhen
(Sicherheits-) Bestände
Schwund-quote Diebstahl-quote
(Sicherheits-) Bestände
Schwund-quote
Diebstahl-quote
Ressourcen: Verpackung
Kosten: Sachkosten
Zeitersparnis: diverse Prozessschritte
Durch-laufzeit
Kosten: Personal
Ressourcen: Personalaufwand
Prozesse: manuelle Tätigkeiten
Ressourcen: Verfügbarkeit
Ressourcen: Auslastung
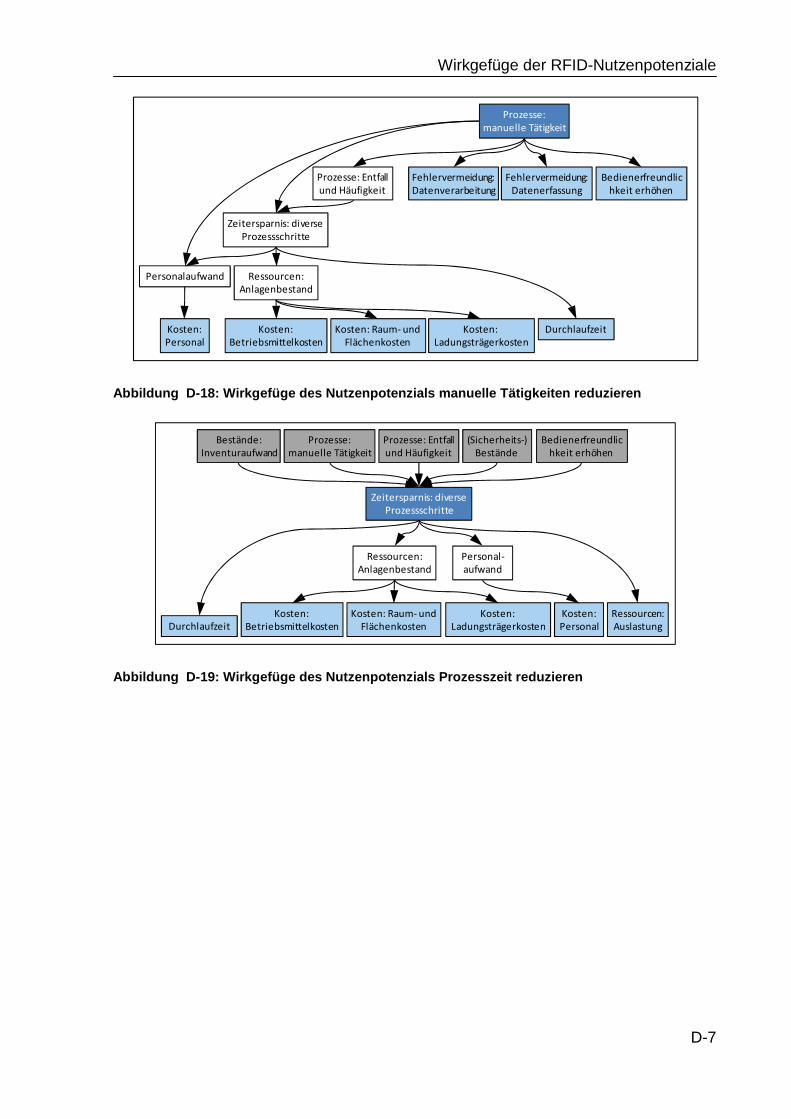
Wirkgefüge der RFID-Nutzenpotenziale
D-7
Abbildung D-18: Wirkgefüge des Nutzenpotenzials ma nuelle Tätigkeiten reduzieren
Abbildung D-19: Wirkgefüge des Nutzenpotenzials Pr ozesszeit reduzieren
Fehlervermeidung: Datenverarbeitung
Kosten: Personal
Zeitersparnis: diverse Prozessschritte
Prozesse: Entfall und Häufigkeit
Kosten: Betriebsmittelkosten
Kosten: Ladungsträgerkosten
Kosten: Raum- und Flächenkosten
Ressourcen: Anlagenbestand
Personalaufwand
Durchlaufzeit
Prozesse: manuelle Tätigkeit
Fehlervermeidung: Datenerfassung
Bedienerfreundlichkeit erhöhen
(Sicherheits-) Bestände
Kosten: Personal
Personal-aufwand
Zeitersparnis: diverse Prozessschritte
Prozesse: Entfall und Häufigkeit
Kosten: Betriebsmittelkosten
Kosten: Ladungsträgerkosten
Kosten: Raum- und Flächenkosten
Ressourcen: Anlagenbestand
Durchlaufzeit
Prozesse: manuelle Tätigkeit
Ressourcen: Auslastung
Bestände: Inventuraufwand
Bedienerfreundlichkeit erhöhen

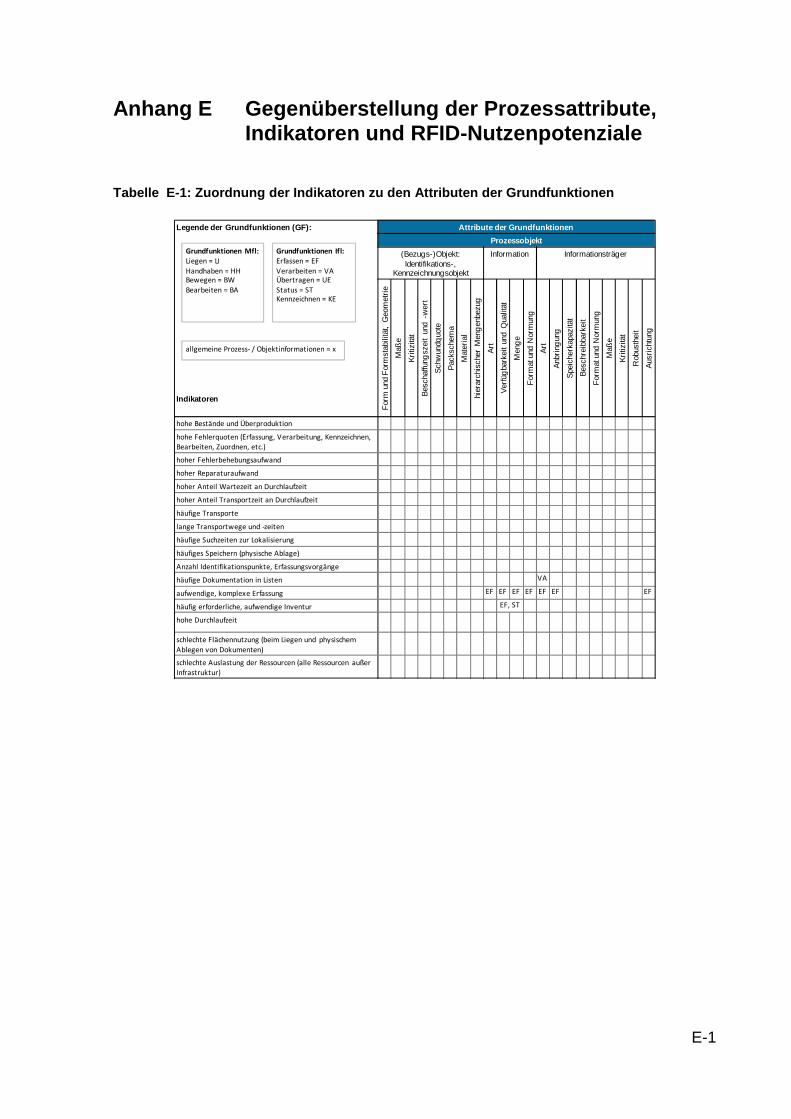
E-1
Anhang E Gegenüberstellung der Prozessattribute, Indikatoren und RFID-Nutzenpotenziale
Tabelle E-1: Zuordnung der Indikatoren zu den Attr ibuten der Grundfunktionen
Legende der Grundfunktionen (GF):
Indikatoren
Attribute der Grundfunktionen
Prozessobjekt
(Bezugs-)Objekt: Identifikations-,
Kennzeichnungsobjekt
Information Informationsträger
For
m u
nd F
orm
stab
ilitä
t, G
eom
etri
e
Maß
e
Kri
tizitä
t
Bes
chaf
fung
szei
t un
d -w
ert
Sch
wun
dquo
te
Pac
ksch
ema
Mat
eria
l
hier
arch
isch
er M
eng
enbe
zug
Art
Ver
füg
bark
eit
und
Qua
lität
Men
ge
For
mat
und
Nor
mun
g
Art
Anb
ring
ung
Spe
iche
rkap
azitä
t
Bes
chre
ibba
rkei
t
For
mat
und
Nor
mun
g
Maß
e
Kri
tizitä
t
Rob
usth
eit
Aus
rich
tung
hohe Bestände und Überproduktion
hohe Fehlerquoten (Erfassung, Verarbeitung, Kennzeichnen,
Bearbeiten, Zuordnen, etc.)
hoher Fehlerbehebungsaufwand
hoher Reparaturaufwand
hoher Anteil Wartezeit an Durchlaufzeit
hoher Anteil Transportzeit an Durchlaufzeit
häufige Transporte
lange Transportwege und -zeiten
häufige Suchzeiten zur Lokalisierung
häufiges Speichern (physische Ablage)
Anzahl Identifikationspunkte, Erfassungsvorgänge
häufige Dokumentation in Listen VA
aufwendige, komplexe Erfassung EF EF EF EF EF EF EF
häufig erforderliche, aufwendige Inventur EF, ST
hohe Durchlaufzeit
schlechte Flächennutzung (beim Liegen und physischem
Ablegen von Dokumenten)
schlechte Auslastung der Ressourcen (alle Ressourcen außer
Infrastruktur)
Grundfunktionen Mfl:
Liegen = LI
Handhaben = HHBewegen = BW
Bearbeiten = BA
Grundfunktionen Ifl:
Erfassen = EF
Verarbeiten = VAÜbertragen = UE
Status = STKennzeichnen = KE
allgemeine Prozess- / Objektinformationen = x
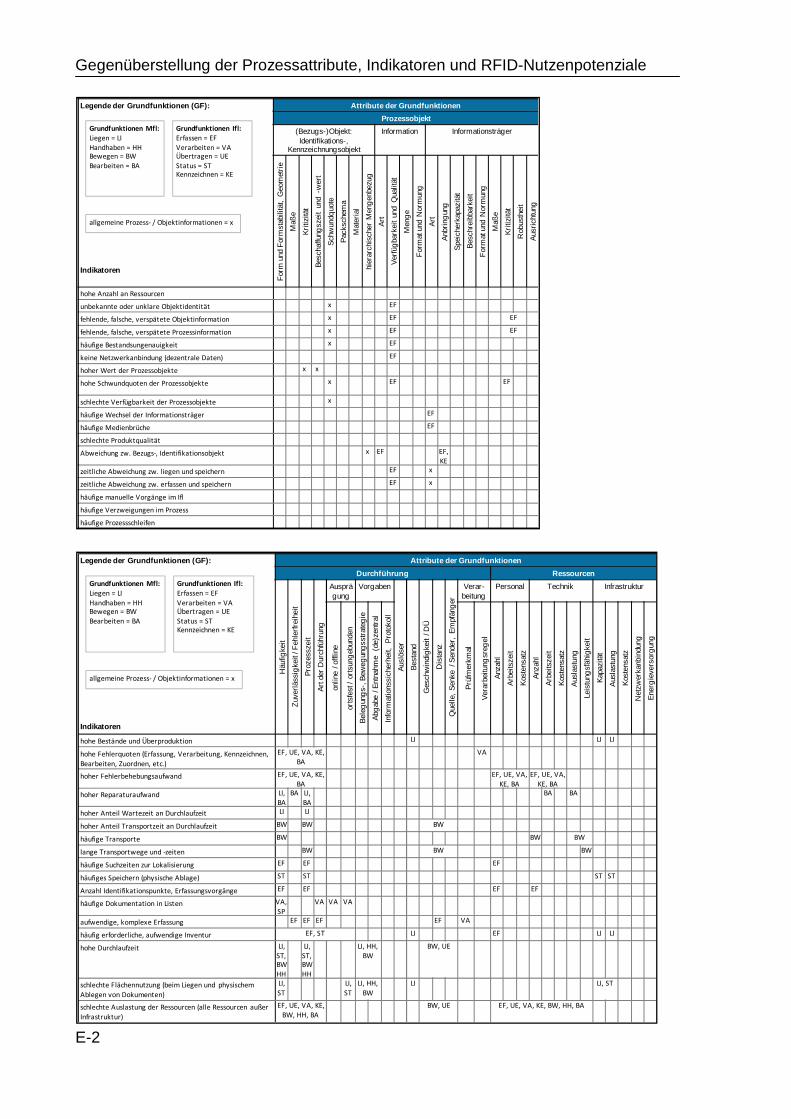
Gegenüberstellung der Prozessattribute, Indikatoren und RFID-Nutzenpotenziale
E-2
Legende der Grundfunktionen (GF):
Indikatoren
Attribute der Grundfunktionen
Prozessobjekt
(Bezugs-)Objekt: Identifikations-,
Kennzeichnungsobjekt
Information Informationsträger
For
m u
nd F
orm
stab
ilitä
t, G
eom
etri
e
Maß
e
Kri
tizitä
t
Bes
chaf
fung
szei
t un
d -w
ert
Sch
wun
dquo
te
Pac
ksch
ema
Mat
eria
l
hier
arch
isch
er M
eng
enbe
zug
Art
Ver
füg
bark
eit
und
Qua
lität
Men
ge
For
mat
und
Nor
mun
g
Art
Anb
ring
ung
Spe
iche
rkap
azitä
t
Bes
chre
ibba
rkei
t
For
mat
und
Nor
mun
g
Maß
e
Kri
tizitä
t
Rob
usth
eit
Aus
rich
tung
hohe Anzahl an Ressourcen
unbekannte oder unklare Objektidentität x EF
fehlende, falsche, verspätete Objektinformation x EF EF
fehlende, falsche, verspätete Prozessinformation x EF EF
häufige Bestandsungenauigkeit x EF
keine Netzwerkanbindung (dezentrale Daten) EF
hoher Wert der Prozessobjekte x x
hohe Schwundquoten der Prozessobjekte x EF EF
schlechte Verfügbarkeit der Prozessobjekte x
häufige Wechsel der Informationsträger EF
häufige Medienbrüche EF
schlechte Produktqualität
Abweichung zw. Bezugs-, Identifikationsobjekt x EF EF,
KE
zeitliche Abweichung zw. liegen und speichern EF x
zeitliche Abweichung zw. erfassen und speichern EF x
häufige manuelle Vorgänge im Ifl
häufige Verzweigungen im Prozess
häufige Prozessschleifen
Grundfunktionen Mfl:
Liegen = LI
Handhaben = HHBewegen = BW
Bearbeiten = BA
Grundfunktionen Ifl:
Erfassen = EF
Verarbeiten = VAÜbertragen = UE
Status = STKennzeichnen = KE
allgemeine Prozess- / Objektinformationen = x
Legende der Grundfunktionen (GF):
Indikatoren
Attribute der Grundfunktionen
Durchführung Ressourcen
Häu
figke
it
Zuv
erlä
ssig
keit
/ Feh
lerf
reih
eit
Pro
zess
zeit
Art
der
Dur
chfü
hrun
g
Ausprägung
Vorgaben
Aus
löse
r
Bes
tand
Ges
chw
indi
gke
it / D
Ü
Dis
tanz
Que
lle,
Sen
ke /
Sen
der,
Em
pfän
ger
Verar-beitung
Personal Technik Infrastruktur
onlin
e / o
fflin
e
orts
fest
/ or
tsun
geb
unde
n
Bel
egun
gs-
, Bew
egun
gss
trat
egie
Abg
abe
/ Ent
nahm
e (d
e)ze
ntra
l
Info
rmat
ions
sich
erhe
it,
Pro
toko
ll
Prü
fmer
kmal
Ver
arbe
itung
sreg
el
Anz
ahl
Arb
eits
zeit
Kos
tens
atz
Anz
ahl
Arb
eits
zeit
Kos
tens
atz
Aus
last
ung
Leis
tung
sfäh
igke
it
Kap
azitä
t
Aus
last
ung
Kos
tens
atz
Net
zwer
kanb
indu
ng
Ene
rgie
vers
org
ung
hohe Bestände und Überproduktion LI LI LI
hohe Fehlerquoten (Erfassung, Verarbeitung, Kennzeichnen,
Bearbeiten, Zuordnen, etc.)
EF, UE, VA, KE,
BA
VA
hoher Fehlerbehebungsaufwand EF, UE, VA, KE,
BA
EF, UE, VA,
KE, BA
EF, UE, VA,
KE, BA
hoher Reparaturaufwand LI,
BA
BA LI,
BA
BA BA
hoher Anteil Wartezeit an Durchlaufzeit LI LI
hoher Anteil Transportzeit an Durchlaufzeit BW BW BW
häufige Transporte BW BW BW
lange Transportwege und -zeiten BW BW BW
häufige Suchzeiten zur Lokalisierung EF EF EF
häufiges Speichern (physische Ablage) ST ST ST ST
Anzahl Identifikationspunkte, Erfassungsvorgänge EF EF EF EF
häufige Dokumentation in Listen VA,
SP
VA VA VA
aufwendige, komplexe Erfassung EF EF EF EF VA
häufig erforderliche, aufwendige Inventur EF, ST LI EF LI LI
hohe Durchlaufzeit LI,
ST, BW
HH
LI,
ST, BW
HH
LI, HH,
BW
BW, UE
schlechte Flächennutzung (beim Liegen und physischem
Ablegen von Dokumenten)
LI,
ST
LI,
ST
LI, HH,
BW
LI LI, ST
schlechte Auslastung der Ressourcen (alle Ressourcen außer
Infrastruktur)
EF, UE, VA, KE,
BW, HH, BA
BW, UE EF, UE, VA, KE, BW, HH, BA
Grundfunktionen Mfl:
Liegen = LI
Handhaben = HHBewegen = BW
Bearbeiten = BA
Grundfunktionen Ifl:
Erfassen = EF
Verarbeiten = VAÜbertragen = UE
Status = STKennzeichnen = KE
allgemeine Prozess- / Objektinformationen = x
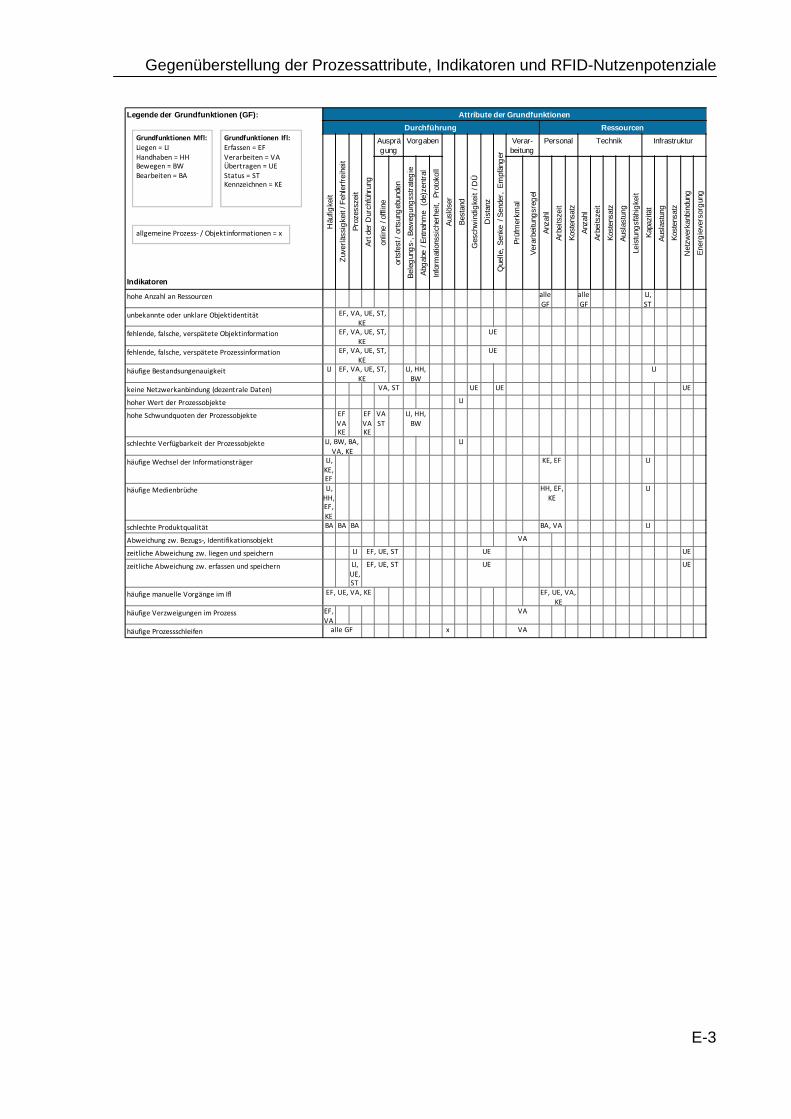
Gegenüberstellung der Prozessattribute, Indikatoren und RFID-Nutzenpotenziale
E-3
Legende der Grundfunktionen (GF):
Indikatoren
Attribute der Grundfunktionen
Durchführung Ressourcen
Häu
figke
it
Zuv
erlä
ssig
keit
/ Feh
lerf
reih
eit
Pro
zess
zeit
Art
der
Dur
chfü
hrun
g
Ausprägung
Vorgaben
Aus
löse
r
Bes
tand
Ges
chw
indi
gke
it / D
Ü
Dis
tanz
Que
lle,
Sen
ke /
Sen
der,
Em
pfän
ger
Verar-beitung
Personal Technik Infrastruktur
onlin
e / o
fflin
e
orts
fest
/ or
tsun
geb
unde
n
Bel
egun
gs-
, Bew
egun
gss
trat
egie
Abg
abe
/ Ent
nahm
e (d
e)ze
ntra
l
Info
rmat
ions
sich
erhe
it,
Pro
toko
ll
Prü
fmer
kmal
Ver
arbe
itung
sreg
el
Anz
ahl
Arb
eits
zeit
Kos
tens
atz
Anz
ahl
Arb
eits
zeit
Kos
tens
atz
Aus
last
ung
Leis
tung
sfäh
igke
it
Kap
azitä
t
Aus
last
ung
Kos
tens
atz
Net
zwer
kanb
indu
ng
Ene
rgie
vers
org
ung
hohe Anzahl an Ressourcen alle
GF
alle
GF
LI,
ST
unbekannte oder unklare Objektidentität EF, VA, UE, ST,
KE
fehlende, falsche, verspätete Objektinformation EF, VA, UE, ST,
KE
UE
fehlende, falsche, verspätete Prozessinformation EF, VA, UE, ST,
KE
UE
häufige Bestandsungenauigkeit LI EF, VA, UE, ST,
KE
LI, HH,
BW
LI
keine Netzwerkanbindung (dezentrale Daten) VA, ST UE UE UE
hoher Wert der Prozessobjekte LI
hohe Schwundquoten der Prozessobjekte EF
VA KE
EF
VA KE
VA
ST
LI, HH,
BW
schlechte Verfügbarkeit der Prozessobjekte LI, BW, BA,
VA, KE
LI
häufige Wechsel der Informationsträger LI,
KE, EF
KE, EF LI
häufige Medienbrüche LI,
HH, EF,
KE
HH, EF,
KE
LI
schlechte Produktqualität BA BA BA BA, VA LI
Abweichung zw. Bezugs-, Identifikationsobjekt VA
zeitliche Abweichung zw. liegen und speichern LI EF, UE, ST UE UE
zeitliche Abweichung zw. erfassen und speichern LI,
UE, ST
EF, UE, ST UE UE
häufige manuelle Vorgänge im Ifl EF, UE, VA, KE EF, UE, VA,
KE
häufige Verzweigungen im Prozess EF,
VA
VA
häufige Prozessschleifen alle GF x VA
Grundfunktionen Mfl:
Liegen = LI
Handhaben = HHBewegen = BW
Bearbeiten = BA
Grundfunktionen Ifl:
Erfassen = EF
Verarbeiten = VAÜbertragen = UE
Status = STKennzeichnen = KE
allgemeine Prozess- / Objektinformationen = x
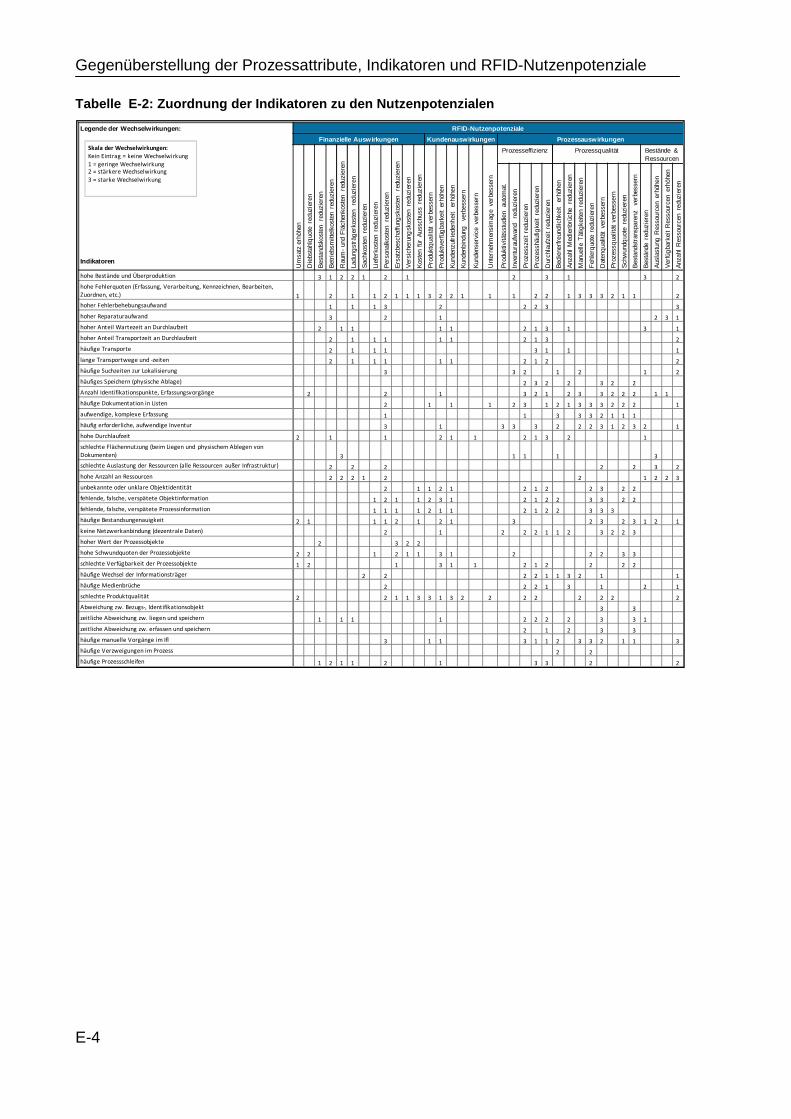
Gegenüberstellung der Prozessattribute, Indikatoren und RFID-Nutzenpotenziale
E-4
Tabelle E-2: Zuordnung der Indikatoren zu den Nutz enpotenzialen
Legende der Wechselwirkungen:
Indikatoren
RFID-Nutzenpotenziale
Finanzielle Auswirkungen Kundenauswirkungen Prozessau swirkungen
Um
satz
erh
öhen
Die
bsta
hlq
uote
red
uzie
ren
Bes
tand
skos
ten
redu
zier
en
Bet
rieb
smitt
elko
sten
red
uzie
ren
Rau
m-
und
Flä
chen
kost
en
redu
zier
en
Ladu
ngst
räg
erko
sten
re
duzi
eren
Sac
hkos
ten
redu
zier
en
Lief
erko
sten
red
uzie
ren
Per
sona
lkos
ten
redu
zier
en
Ers
atzb
esch
affu
ngsk
oste
n re
duzi
eren
Ver
sich
erun
gsk
oste
n re
duzi
eren
Kos
ten
für
Aus
schu
ss r
eduz
iere
n
Pro
dukt
qua
lität
ver
bess
ern
Pro
dukt
verf
ügba
rkei
t er
höhe
n
Kun
denz
ufri
eden
hei
t er
höhe
n
Kun
denb
indu
ng
verb
esse
rn
Kun
dens
ervi
ce v
erbe
sser
n
Unt
erne
hmen
sim
age
verb
esse
rn
Prozesseffizienz Prozessqualität Bestände & Ressourcen
Pro
dukt
ivitä
tsst
udie
n au
tom
at.
Inve
ntur
aufw
and
redu
zier
en
Pro
zess
zeit
redu
zier
en
Pro
zess
häuf
igke
it re
duzi
eren
Dur
chla
ufze
it re
duzi
eren
Bed
iene
rfre
undl
ichk
eit
erhö
hen
Anz
ahl
Med
ienb
rüch
e re
duzi
eren
Man
uelle
Tät
igke
iten
redu
zier
en
Feh
lerq
uote
red
uzie
ren
Dat
enq
ualit
ät v
erbe
sser
n
Pro
zess
qua
lität
ver
bess
ern
Sch
wun
dquo
te r
eduz
iere
n
Bes
tand
stra
nspa
renz
ve
rbes
sern
Bes
tänd
e re
duzi
eren
Aus
last
ung
Res
sour
cen
erhö
hen
Ver
füg
bark
eit
Res
sour
cen
erhö
hen
Anz
ahl
Res
sour
cen
redu
zier
en
hohe Bestände und Überproduktion 3 1 2 2 1 2 1 2 3 1 3 2
hohe Fehlerquoten (Erfassung, Verarbeitung, Kennzeichnen, Bearbeiten,
Zuordnen, etc.) 1 2 1 1 2 1 1 1 3 2 2 1 1 1 2 2 1 3 3 3 2 1 1 2
hoher Fehlerbehebungsaufwand 1 1 1 3 2 2 2 3 3
hoher Reparaturaufwand 3 2 1 2 3 1
hoher Anteil Wartezeit an Durchlaufzeit 2 1 1 1 1 2 1 3 1 3 1
hoher Anteil Transportzeit an Durchlaufzeit 2 1 1 1 1 1 2 1 3 2
häufige Transporte 2 1 1 1 3 1 1 1
lange Transportwege und -zeiten 2 1 1 1 1 1 2 1 2 2
häufige Suchzeiten zur Lokalisierung 3 3 2 1 2 1 2
häufiges Speichern (physische Ablage) 2 3 2 2 3 2 2
Anzahl Identifikationspunkte, Erfassungsvorgänge 2 2 1 3 2 1 2 3 3 2 2 2 1 1
häufige Dokumentation in Listen 2 1 1 1 2 3 1 2 1 3 3 3 2 2 2 1
aufwendige, komplexe Erfassung 1 1 3 3 3 2 1 1 1
häufig erforderliche, aufwendige Inventur 3 1 3 3 3 2 2 2 3 1 2 3 2 1
hohe Durchlaufzeit 2 1 1 2 1 1 2 1 3 2 1
schlechte Flächennutzung (beim Liegen und physischem Ablegen von
Dokumenten) 3 1 1 1 3
schlechte Auslastung der Ressourcen (alle Ressourcen außer Infrastruktur) 2 2 2 2 2 3 2
hohe Anzahl an Ressourcen 2 2 2 1 2 2 1 2 2 3
unbekannte oder unklare Objektidentität 2 1 1 2 1 2 1 2 2 3 2 2
fehlende, falsche, verspätete Objektinformation 1 2 1 1 2 3 1 2 1 2 2 3 3 2 2
fehlende, falsche, verspätete Prozessinformation 1 1 1 1 2 1 1 2 1 2 2 3 3 3
häufige Bestandsungenauigkeit 2 1 1 1 2 1 2 1 3 2 3 2 3 1 2 1
keine Netzwerkanbindung (dezentrale Daten) 2 1 2 2 2 1 1 2 3 2 2 3
hoher Wert der Prozessobjekte 2 3 2 2
hohe Schwundquoten der Prozessobjekte 2 2 1 2 1 1 3 1 2 2 2 3 3
schlechte Verfügbarkeit der Prozessobjekte 1 2 1 3 1 1 2 1 2 2 2 2
häufige Wechsel der Informationsträger 2 2 2 2 1 1 3 2 1 1
häufige Medienbrüche 2 2 2 1 3 1 2 1
schlechte Produktqualität 2 2 1 1 3 3 1 3 2 2 2 2 2 2 2 2
Abweichung zw. Bezugs-, Identifikationsobjekt 3 3
zeitliche Abweichung zw. liegen und speichern 1 1 1 1 2 2 2 2 3 3 1
zeitliche Abweichung zw. erfassen und speichern 2 1 2 3 3
häufige manuelle Vorgänge im Ifl 3 1 1 3 1 1 2 3 3 2 1 1 3
häufige Verzweigungen im Prozess 2 2
häufige Prozessschleifen 1 2 1 1 2 1 3 3 2 2
Skala der Wechselwirkungen:
Kein Eintrag = keine Wechselwirkung
1 = geringe Wechselwirkung2 = stärkere Wechselwirkung
3 = starke Wechselwirkung





























