Embed Size (px)
Citation preview
Przedstawiamy żywice
2
For technical information
Contact our Technical Centre at [email protected]
Telephone +32 3 250 97 33
Fax +32 3 250 97 45
or on the web site: www.eval.eu
3
Spis treści
1. Przedstawiamy żywice EVAL™ 4
2. Typy kopolimeru EVAL™ 6
3. Właściwości barierowe dla gazów: informacja ogólna 8
4. Właściwości barierowe dla gazów: wpływ warunków otoczenia 10
5. Przepuszczalność pary wodnej i absorpcja wilgoci przez żywice EVAL™ 14
6. Właściwości mechaniczne 16
7. Charakterystyka cieplna 17
8. Przetwarzanie żywic EVAL™ 18
9. Żywice klejące 27
10. Wykorzystanie przemiału 27
Budowa cząsteczkowa żywic EVAL™
Żywica EVAL™ jest statystycznym kopolimerem etylenu i alkoholu winylowego. Jest krystalicznym polimerem o budowie cząsteczkowej, przestawionej przy pomocy następującego wzoru:
1. Przedstawiamy żywice
Kuraray i EVAL Europe
Kuraray Co., Ltd. od długiego czasu jest liderem w zakresie zaawansowanych technologii barier gazowych i ich rozwoju. Firma ta jest pierwszym i czołowym producentem EVOH (żywic kopolimerowych etylenu i alkoholu winylowego) pod nazwą EVAL™, a także producentem KURARISTER™.
Firma została założona w 1926 w Kurashiki w Japonii w celu produkcji włókien chemicznych. Od tego czasu w całości skupiła się na swojej technologicznej przewadze w zakresie polimeryzacji i syntetykach. Obecnie Grupa Kuraray składa się z 70 firm zatrudniających około 7 000 ludzi na całym świecie.
Kuraray produkuje i dystrybuuje żywice kopolimerowe etylenu i alkoholu winylowego (EVOH) od 1972 roku. Od tego czasu EVAL™ - zarejestrowany znak handlowy żywic EVOH – stał się głównym produktem firmowym.
EVAL Europe nv została założona w Antwerpii w 1997, jako 100% oddział firmy Kuraray, w celu zaopatrywania w EVAL™ rynków europejskiego, bliskowschodniego i afrykańskiego. Jej wyspecjalizowany personel obsługuje europejskich klientów z regionalnego Centrum Technicznego i Rozwoju. Pierwszy zakład produkcyjny EVOH w Europie podwoił swoją zdolność produkcyjną w październiku 2004 do 24 000 ton rocznie.
Budowana na trzech dziesięcioleciach doświadczeń w produkcji EVOH, EVAL Europe pozostaje czołowym producentem EVOH w regionie.
Unikalna technologia firmy Kuraray
Firma Kuraray Co., Ltd. opracowała wiodące technologie wysokobarierowe, będące rezultatem pionierskich badań i rozwoju firmy Kuraray na tym polu.
Żywice EVAL™ cechują wyjątkowe właściwości barierowe dla gazów i znakomite własności przetwórcze w procesie koekstruzji, także podczas recyklingu. Innowacyjność technologiczna umożliwiła rozwinięcie rożnych typów żywic EVAL™ dla opakowań żywności i kosmetyków, w budownictwie, przemyśle samochodowym i w zastosowaniach przemysłowych.
Nowe typy EVAL™ SP są orientowalne i znajdą zastosowanie w termoformowaniu i obkurczaniu, a ponadto w zastosowaniu jako bariera PET. Zachowując typowe cechy barierowe żywic EVAL™, oferują one zakresy termoformowania, które są bliższe do PP, a nawet do PS, dla głębokich i niestandardowych kształtów. Nowe typy żywic pozwalają na zwiększenie właściwości barierowych poprzez dalsze orientowanie na ramie rozszerzarki lub podczas procesu „double-bubble”. Ponadto tworzą pierwszorzędną barierę dla CO² i tlenu w butelkach PET ze znakomitą odpornością na rozwarstwianie.
Żywica EVOH marki EVAL™ jest również dostępna w formie folii do laminowania, pożądanej w trudnych zastosowaniach technicznych, takich jak całkowicie plastykowe i nieprzewodzące balony.
4
CAS no. 26221-27-2
5
A
B
C
D
E
F
G
H
g Przetwórstwo żywic EVAL™ Żywice EVAL™ są polimerami termoplastycznymi i mogą być przetwarzane za pomocą konwencjonalnych urządzeń przetwórczych. Żywice EVAL™ nadają się do przetwórstwa z zastosowaniem następujących procesów wytwórczych:
• ekstruzja folii jednowarstwowej (metodą rozdmuchulub wylewania) • koekstruzja folii wielowarstwowej (metodą rozdmuchu lub wylewania) • koekstruzja folii twardej, płyt • koekstruzja z formowaniem rozdmuchowym• koekstruzja rur• powlekanie z ekstruzją• koekstruzja z powlekaniem• koekstruzja rur z powlekaniem• współbieżne formowanie wtryskowe• laminowanie
Żywice EVAL™ mogą być koekstrudowane z wieloma typami poliolefin, poliamidów, polistyrenów i poliestrów. Dalsze procesy przetwórcze takie jak termoformowanie, formowanie ciśnieniowe i próżniowe oraz drukowanie można wykonywać na foliach lub arkuszach zawierających żywice EVAL™.
h Status zgodności żywic EVAL™ z przepisami dotyczącymi żywnościŻywice EVAL™ są w pełni zgodne z Dyrektywą UE dotyczącą opakowań żywności i jej odpowiednikami krajowych regulacji prawnych Państw Członkowskich UE.
Żywice EVAL™ zostały również dopuszczone do użycia w bezpośrednim kontakcie z żywnością, w pośrednim kontakcie lub wielowarstwowym kontakcie i do zastosowań w retortach, jak podkreślono w przepisach Food and Drug Administration w USA.
Rozdział ten pokrótce opisuje wyjątkowe cechy żywic EVAL™. W kolejnych rozdziałach będą omówione szczegółowo własności, cechy i metody przetwórcze stosowane do żywic EVAL™.
Charakterystyczne parametry żywic EVAL™a Bariera na gazyŻywice EVAL™ oferują wyjątkowe własności bariery gazowej, znacznie lepsze od innych konwencjonalnych polimerów. Jakość żywności na ogół obniża się na skutek obecności tlenu. Zastosowanie kopolimeru EVAL™ jako materiału opakowaniowego skutecznie podnosi walory zapachowe i przyczynia się do utrzymania jakości, dzięki uniemożliwieniu penetracji opakowania przez tlen.
Ponadto, w przypadku opakowań z modyfikowaną atmosferą, gdzie azot lub dwutlenek węgla stosowane są do ochrony zawartości, wyjątkowe własności bariery gazowej żywicy EVAL™ skutecznie zatrzymują gaz w opakowaniu.
b Odporność na olej i rozpuszczalniki organiczne Odporność kopolimeru EVAL™ na olej i rozpuszczalniki organiczne jest bardzo dobra. Dlatego żywice EVAL™ są odpowiednie na opakowania żywności zawierającej olej, oleje jadalne, oleje mineralne, pestycydy dla rolnictwa i rozpuszczalniki organiczne.
c Zachowanie aromatów i smakówOpakowania na bazie żywic EVAL™ są skuteczne w utrzymywaniu zapachów i konserwacji smaków. Jednocześnie niepożądane zapachy nie przedostają się do wnętrza opakowania.
d Możliwość nadrukuDzięki obecności grupy -OH w ich łańcuchu cząsteczkowym powierzchnia żywic może być łatwo zadrukowana bez specjalnego przygotowania.
e Odporność na wpływy atmosferyczneŻywice EVAL™ wykazuje znakomitą odporność na wpływy atmosferyczne. Nawet narażony na warunki zewnętrzne polimer zachowuje swój kolor, nie żółknie i nie staje się matowy. Zmiana własności mechanicznych jest minimalna, wykazując ogólną wysoką odporność na wpływy atmosferyczne.
f Połysk i przeźroczystośćŻywice EVAL™ cechują wysoki połysk i przeźroczystość, jako skutek ich charakterystycznej wysokiej klarowności. Zastosowanie żywic EVAL™ na zewnętrznej powierzchni opakowania zapewnia mu wspaniały blask, połysk uatrakcyjniając wygląd.
G
E
H
C
J
T
F
L
M
2. Typy kopolimerów
6
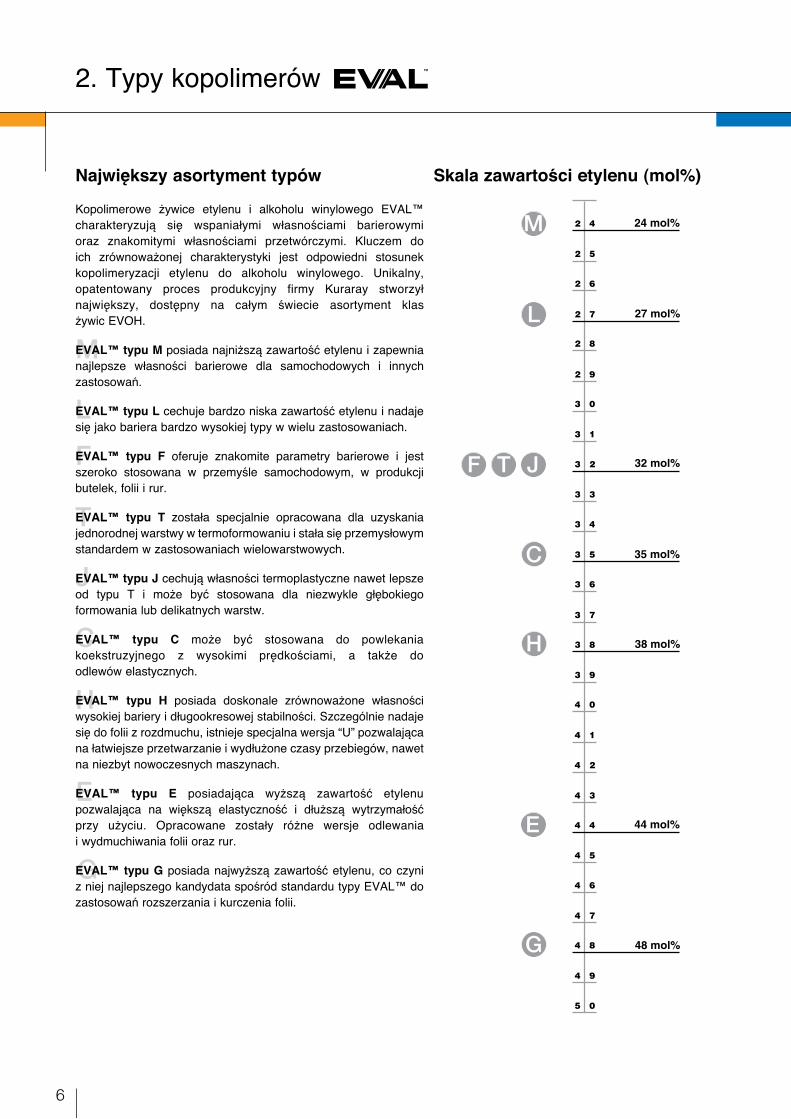
Skala zawartości etylenu (mol%)Największy asortyment typów
Kopolimerowe żywice etylenu i alkoholu winylowego EVAL™ charakteryzują się wspaniałymi własnościami barierowymi oraz znakomitymi własnościami przetwórczymi. Kluczem do ich zrównoważonej charakterystyki jest odpowiedni stosunek kopolimeryzacji etylenu do alkoholu winylowego. Unikalny, opatentowany proces produkcyjny firmy Kuraray stworzył największy, dostępny na całym świecie asortyment klas żywic EVOH.
EVAL™ typu M posiada najniższą zawartość etylenu i zapewnia najlepsze własności barierowe dla samochodowych i innych zastosowań.
EVAL™ typu L cechuje bardzo niska zawartość etylenu i nadaje się jako bariera bardzo wysokiej typy w wielu zastosowaniach.
EVAL™ typu F oferuje znakomite parametry barierowe i jest szeroko stosowana w przemyśle samochodowym, w produkcji butelek, folii i rur.
EVAL™ typu T została specjalnie opracowana dla uzyskania jednorodnej warstwy w termoformowaniu i stała się przemysłowym standardem w zastosowaniach wielowarstwowych.
EVAL™ typu J cechują własności termoplastyczne nawet lepsze od typu T i może być stosowana dla niezwykle głębokiego formowania lub delikatnych warstw.
EVAL™ typu C może być stosowana do powlekania koekstruzyjnego z wysokimi prędkościami, a także do odlewów elastycznych.
EVAL™ typu H posiada doskonale zrównoważone własności wysokiej bariery i długookresowej stabilności. Szczególnie nadaje się do folii z rozdmuchu, istnieje specjalna wersja “U” pozwalająca na łatwiejsze przetwarzanie i wydłużone czasy przebiegów, nawet na niezbyt nowoczesnych maszynach.
EVAL™ typu E posiadająca wyższą zawartość etylenu pozwalająca na większą elastyczność i dłuższą wytrzymałość przy użyciu. Opracowane zostały różne wersje odlewania i wydmuchiwania folii oraz rur.
EVAL™ typu G posiada najwyższą zawartość etylenu, co czyni z niej najlepszego kandydata spośród standardu typy EVAL™ do zastosowań rozszerzania i kurczenia folii.
7
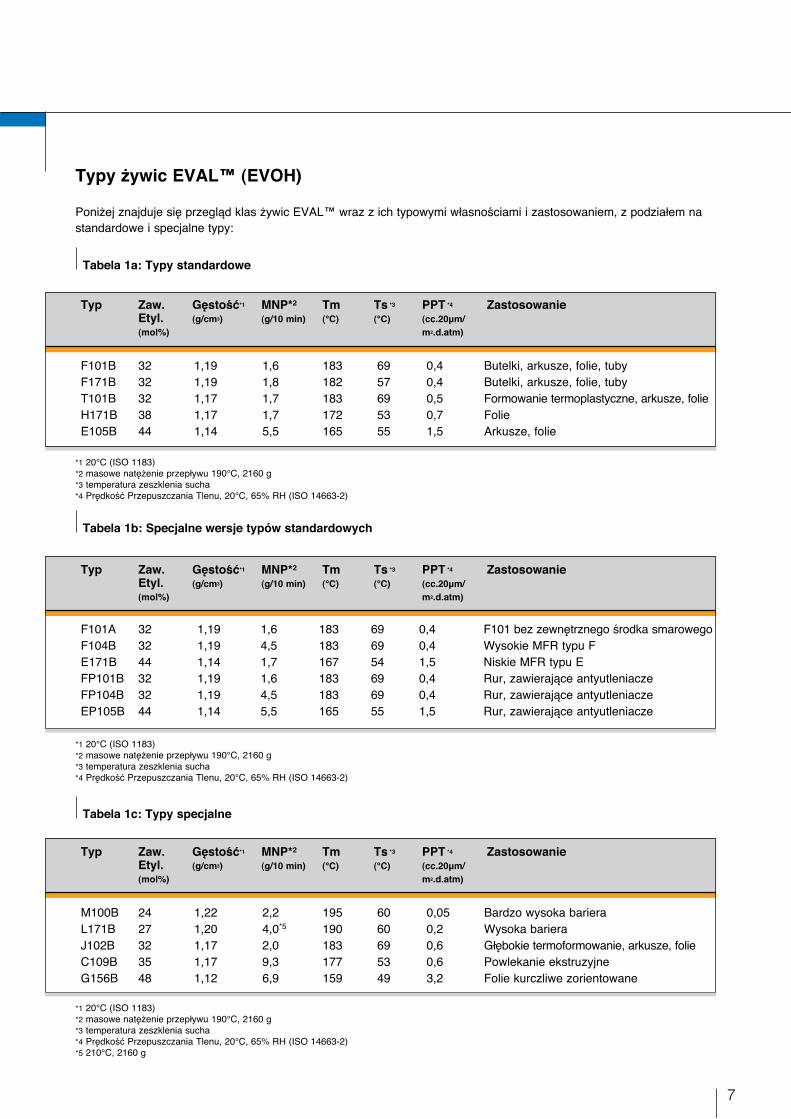
Typy żywic EVAL™ (EVOH)
Poniżej znajduje się przegląd klas żywic EVAL™ wraz z ich typowymi własnościami i zastosowaniem, z podziałem na standardowe i specjalne typy:
Tabela 1a: Typy standardowe
*1 20°C (ISO 1183)*2 masowe natężenie przepływu 190°C, 2160 g*3 temperatura zeszklenia sucha*4 Prędkość Przepuszczania Tlenu, 20°C, 65% RH (ISO 14663-2)
Tabela 1b: Specjalne wersje typów standardowych
*1 20°C (ISO 1183)*2 masowe natężenie przepływu 190°C, 2160 g*3 temperatura zeszklenia sucha*4 Prędkość Przepuszczania Tlenu, 20°C, 65% RH (ISO 14663-2)
Tabela 1c: Typy specjalne
*1 20°C (ISO 1183)*2 masowe natężenie przepływu 190°C, 2160 g*3 temperatura zeszklenia sucha*4 Prędkość Przepuszczania Tlenu, 20°C, 65% RH (ISO 14663-2)*5 210°C, 2160 g
F101B 32 1,19 1,6 183 69 0,4 Butelki, arkusze, folie, tubyF171B 32 1,19 1,8 182 57 0,4 Butelki, arkusze, folie, tubyT101B 32 1,17 1,7 183 69 0,5 Formowanie termoplastyczne, arkusze, folieH171B 38 1,17 1,7 172 53 0,7 FolieE105B 44 1,14 5,5 165 55 1,5 Arkusze, folie
M100B 24 1,22 2,2 195 60 0,05 Bardzo wysoka barieraL171B 27 1,20 4,0*5 190 60 0,2 Wysoka barieraJ102B 32 1,17 2,0 183 69 0,6 Głębokie termoformowanie, arkusze, folieC109B 35 1,17 9,3 177 53 0,6 Powlekanie ekstruzyjneG156B 48 1,12 6,9 159 49 3,2 Folie kurczliwe zorientowane
F101A 32 1,19 1,6 183 69 0,4 F101 bez zewnętrznego środka smarowegoF104B 32 1,19 4,5 183 69 0,4 Wysokie MFR typu F E171B 44 1,14 1,7 167 54 1,5 Niskie MFR typu E FP101B 32 1,19 1,6 183 69 0,4 Rur, zawierające antyutleniaczeFP104B 32 1,19 4,5 183 69 0,4 Rur, zawierające antyutleniaczeEP105B 44 1,14 5,5 165 55 1,5 Rur, zawierające antyutleniacze
Typ Zaw.Etyl.(mol%)
Gęstość*1
(g/cm3)MNP*²
(g/10 min)Tm(°C)
Ts *3
(°C)PPT *4
(cc.20μm/ m2.d.atm)
Zastosowanie
Typ Zaw.Etyl.(mol%)
Gęstość*1
(g/cm3)MNP*²
(g/10 min)Tm(°C)
Ts *3
(°C)PPT *4
(cc.20μm/ m2.d.atm)
Zastosowanie
Typ Zaw.Etyl.(mol%)
Gęstość*1
(g/cm3)MNP*²
(g/10 min)Tm(°C)
Ts *3
(°C)PPT *4
(cc.20μm/ m2.d.atm)
Zastosowanie
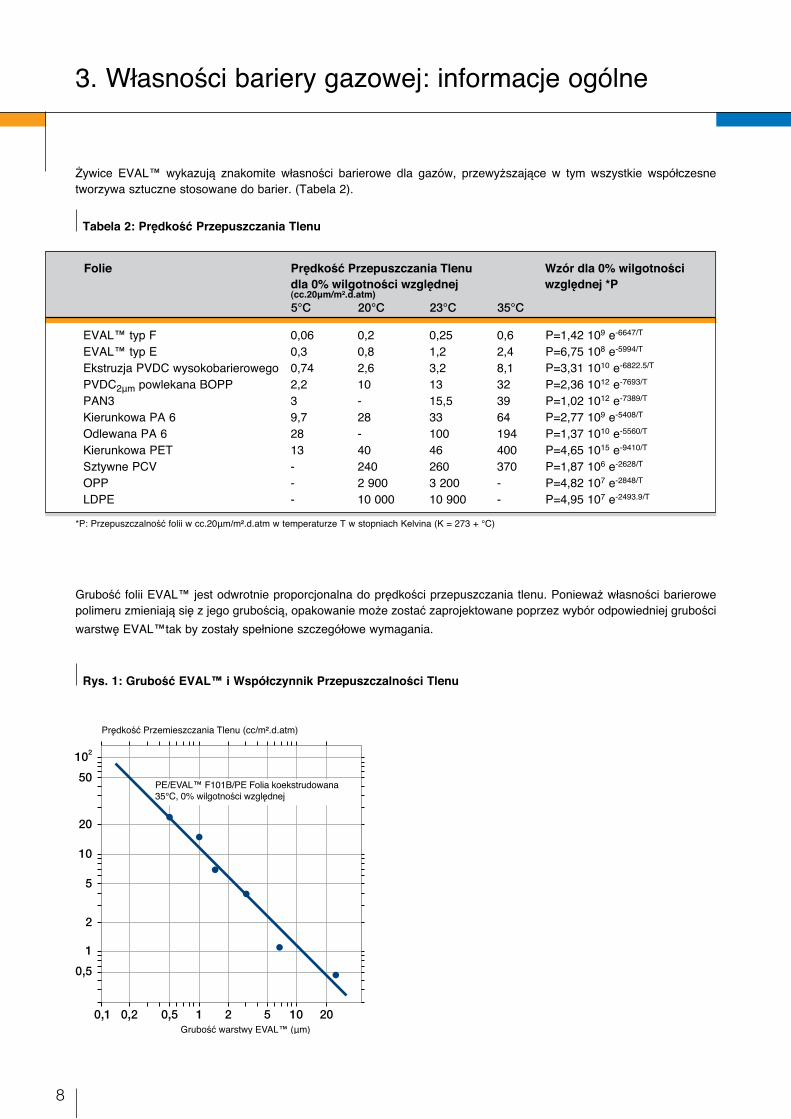
*P: Przepuszczalność folii w cc.20μm/m².d.atm w temperaturze T w stopniach Kelvina (K = 273 + °C)
Grubość folii EVAL™ jest odwrotnie proporcjonalna do prędkości przepuszczania tlenu. Ponieważ własności barierowe polimeru zmieniają się z jego grubością, opakowanie może zostać zaprojektowane poprzez wybór odpowiedniej grubości warstwę EVAL™tak by zostały spełnione szczegółowe wymagania.
Rys. 1: Grubość EVAL™ i Współczynnik Przepuszczalności Tlenu
3. Własności bariery gazowej: informacje ogólne
Żywice EVAL™ wykazują znakomite własności barierowe dla gazów, przewyższające w tym wszystkie współczesne tworzywa sztuczne stosowane do barier. (Tabela 2).
Tabela 2: Prędkość Przepuszczania Tlenu
8
Prędkość Przemieszczania Tlenu (cc/m².d.atm)
Grubość warstwy EVAL™ (μm)
PE/EVAL™ F101B/PE Folia koekstrudowana 35°C, 0% wilgotności względnej
,
, , ,
EVAL™ typ F 0,06 0,2 0,25 0,6 P=1,42 109 e-6647/T
EVAL™ typ E 0,3 0,8 1,2 2,4 P=6,75 108 e-5994/T
Ekstruzja PVDC wysokobarierowego 0,74 2,6 3,2 8,1 P=3,31 1010 e-6822.5/T
PVDC2μm powlekana BOPP 2,2 10 13 32 P=2,36 1012 e-7693/T
PAN3 3 - 15,5 39 P=1,02 1012 e-7389/T
Kierunkowa PA 6 9,7 28 33 64 P=2,77 109 e-5408/T
Odlewana PA 6 28 - 100 194 P=1,37 1010 e-5560/T
Kierunkowa PET 13 40 46 400 P=4,65 1015 e-9410/T
Sztywne PCV - 240 260 370 P=1,87 106 e-2628/T
OPP - 2 900 3 200 - P=4,82 107 e-2848/T
LDPE - 10 000 10 900 - P=4,95 107 e-2493.9/T
5°C 20°C 23°C 35°C
Folie Prędkość Przepuszczania Tlenu dla 0% wilgotności względnej(cc.20μm/m².d.atm)
Wzór dla 0% wilgotności względnej *P
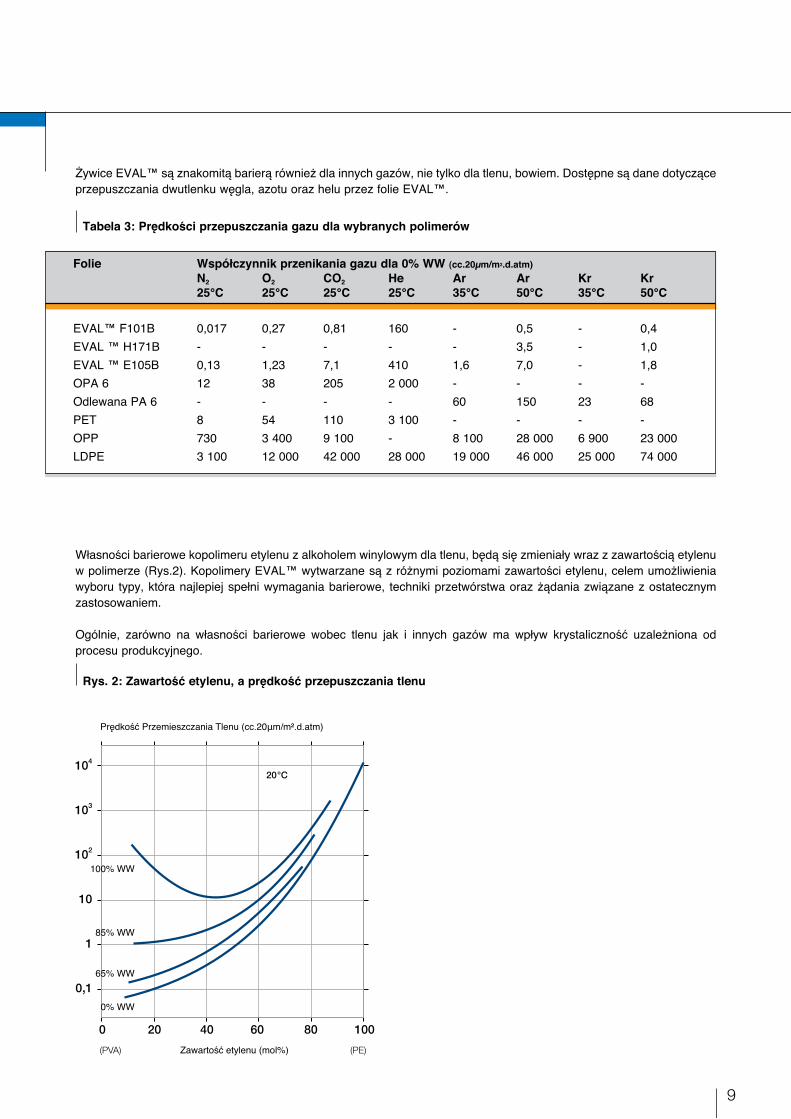
Własności barierowe kopolimeru etylenu z alkoholem winylowym dla tlenu, będą się zmieniały wraz z zawartością etylenu w polimerze (Rys.2). Kopolimery EVAL™ wytwarzane są z różnymi poziomami zawartości etylenu, celem umożliwienia wyboru typy, która najlepiej spełni wymagania barierowe, techniki przetwórstwa oraz żądania związane z ostatecznym zastosowaniem.
Ogólnie, zarówno na własności barierowe wobec tlenu jak i innych gazów ma wpływ krystaliczność uzależniona od procesu produkcyjnego.
Rys. 2: Zawartość etylenu, a prędkość przepuszczania tlenu
Żywice EVAL™ są znakomitą barierą również dla innych gazów, nie tylko dla tlenu, bowiem. Dostępne są dane dotyczące przepuszczania dwutlenku węgla, azotu oraz helu przez folie EVAL™.
Tabela 3: Prędkości przepuszczania gazu dla wybranych polimerów
9
Prędkość Przemieszczania Tlenu (cc.20μm/m².d.atm)
100% WW
85% WW
65% WW
0% WW
Zawartość etylenu (mol%)
,
EVAL™ F101B 0,017 0,27 0,81 160 - 0,5 - 0,4EVAL ™ H171B - - - - - 3,5 - 1,0EVAL ™ E105B 0,13 1,23 7,1 410 1,6 7,0 - 1,8OPA 6 12 38 205 2 000 - - - -Odlewana PA 6 - - - - 60 150 23 68PET 8 54 110 3 100 - - - -OPP 730 3 400 9 100 - 8 100 28 000 6 900 23 000LDPE 3 100 12 000 42 000 28 000 19 000 46 000 25 000 74 000
Folie Współczynnik przenikania gazu dla 0% WW (cc.20µm/m2.d.atm)N2 O2 CO2 He Ar Ar Kr Kr25°C 25°C 25°C 25°C 35°C 50°C 35°C 50°C
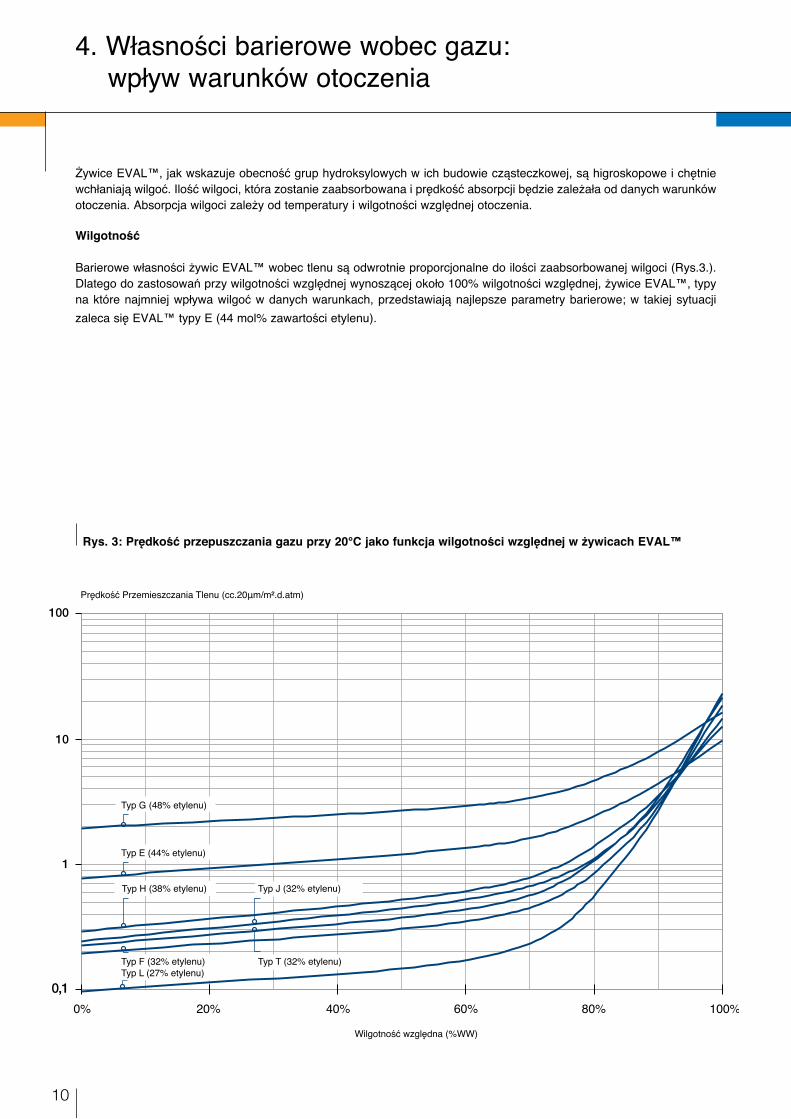
Żywice EVAL™, jak wskazuje obecność grup hydroksylowych w ich budowie cząsteczkowej, są higroskopowe i chętnie wchłaniają wilgoć. Ilość wilgoci, która zostanie zaabsorbowana i prędkość absorpcji będzie zależała od danych warunków otoczenia. Absorpcja wilgoci zależy od temperatury i wilgotności względnej otoczenia.
Wilgotność
Barierowe własności żywic EVAL™ wobec tlenu są odwrotnie proporcjonalne do ilości zaabsorbowanej wilgoci (Rys.3.). Dlatego do zastosowań przy wilgotności względnej wynoszącej około 100% wilgotności względnej, żywice EVAL™, typy na które najmniej wpływa wilgoć w danych warunkach, przedstawiają najlepsze parametry barierowe; w takiej sytuacji zaleca się EVAL™ typy E (44 mol% zawartości etylenu).
Rys. 3: Prędkość przepuszczania gazu przy 20°C jako funkcja wilgotności względnej w żywicach EVAL™
Prędkość Przemieszczania Tlenu (cc.20μm/m².d.atm)
Typ G (48% etylenu)
Typ E (44% etylenu)
Typ J (32% etylenu)Typ H (38% etylenu)
Typ T (32% etylenu)Typ L (27% etylenu)Typ F (32% etylenu)
Wilgotność względna (%WW)
0,1
40% 60% 80% 100%20%0%
4. Własności barierowe wobec gazu: wpływ warunków otoczenia
10
11
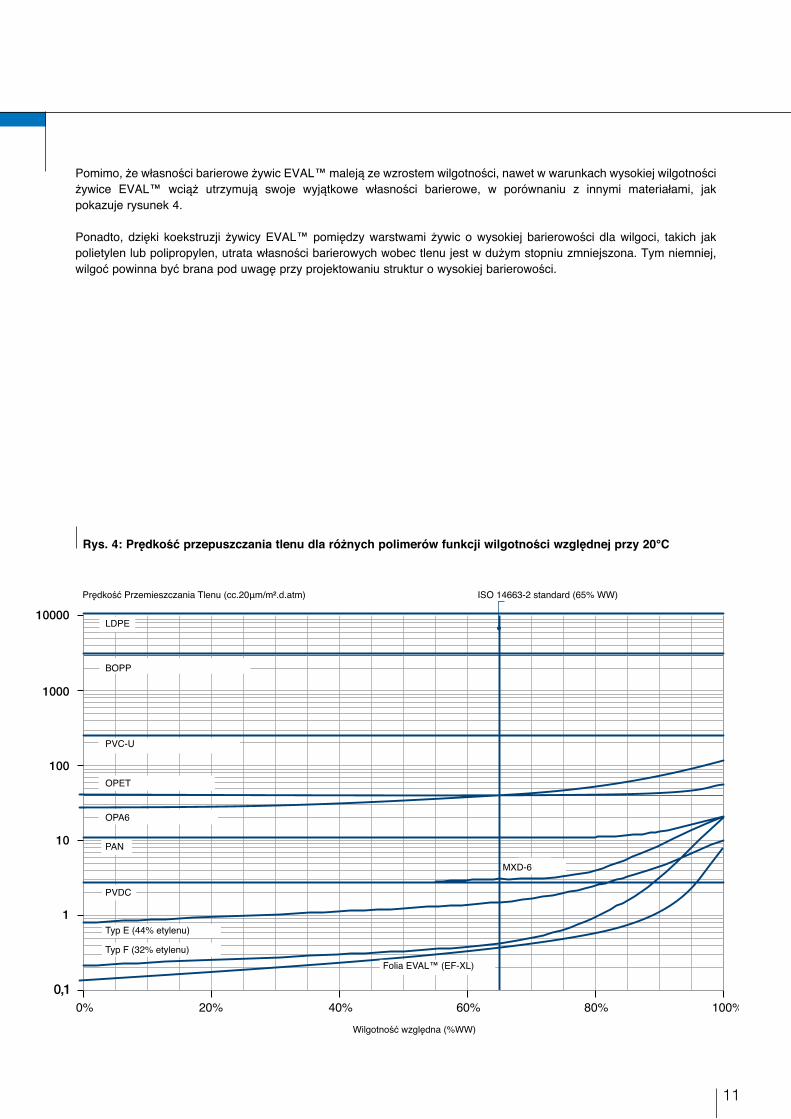
Pomimo, że własności barierowe żywic EVAL™ maleją ze wzrostem wilgotności, nawet w warunkach wysokiej wilgotności żywice EVAL™ wciąż utrzymują swoje wyjątkowe własności barierowe, w porównaniu z innymi materiałami, jak pokazuje rysunek 4.
Ponadto, dzięki koekstruzji żywicy EVAL™ pomiędzy warstwami żywic o wysokiej barierowości dla wilgoci, takich jak polietylen lub polipropylen, utrata własności barierowych wobec tlenu jest w dużym stopniu zmniejszona. Tym niemniej, wilgoć powinna być brana pod uwagę przy projektowaniu struktur o wysokiej barierowości.
Rys. 4: Prędkość przepuszczania tlenu dla różnych polimerów funkcji wilgotności względnej przy 20°C
Prędkość Przemieszczania Tlenu (cc.20μm/m².d.atm) ISO 14663-2 standard (65% WW)
PVDC
MXD-6
PAN
OPA6
OPET
PVC-U
BOPP
LDPE
Typ F (32% etylenu)
Typ E (44% etylenu)
Folia EVAL™ (EF-XL)
Wilgotność względna (%WW)
0,140% 60% 80% 100%20%0%
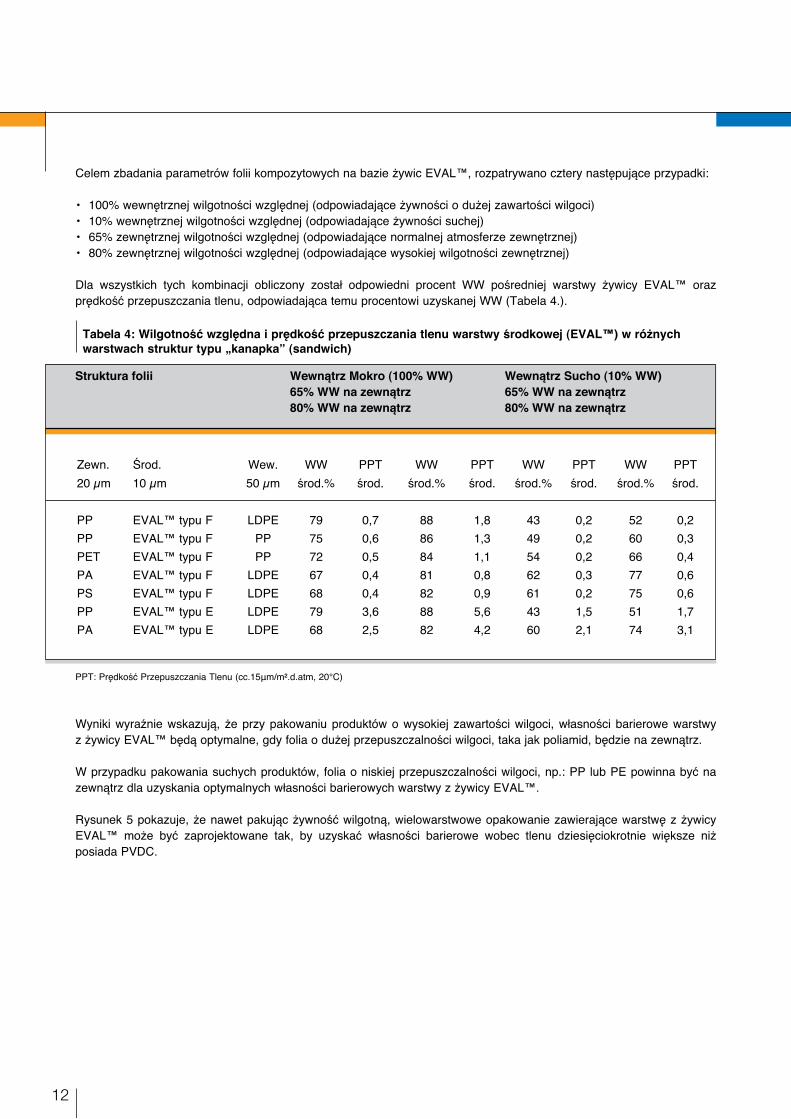
Celem zbadania parametrów folii kompozytowych na bazie żywic EVAL™, rozpatrywano cztery następujące przypadki:
• 100% wewnętrznej wilgotności względnej (odpowiadające żywności o dużej zawartości wilgoci)• 10% wewnętrznej wilgotności względnej (odpowiadające żywności suchej)• 65% zewnętrznej wilgotności względnej (odpowiadające normalnej atmosferze zewnętrznej)• 80% zewnętrznej wilgotności względnej (odpowiadające wysokiej wilgotności zewnętrznej)
Dla wszystkich tych kombinacji obliczony został odpowiedni procent WW pośredniej warstwy żywicy EVAL™ oraz prędkość przepuszczania tlenu, odpowiadająca temu procentowi uzyskanej WW (Tabela 4.).
Tabela 4: Wilgotność względna i prędkość przepuszczania tlenu warstwy środkowej (EVAL™) w różnych warstwach struktur typu „kanapka” (sandwich)
12
PPT: Prędkość Przepuszczania Tlenu (cc.15μm/m².d.atm, 20°C)
Wyniki wyraźnie wskazują, że przy pakowaniu produktów o wysokiej zawartości wilgoci, własności barierowe warstwy z żywicy EVAL™ będą optymalne, gdy folia o dużej przepuszczalności wilgoci, taka jak poliamid, będzie na zewnątrz.
W przypadku pakowania suchych produktów, folia o niskiej przepuszczalności wilgoci, np.: PP lub PE powinna być na zewnątrz dla uzyskania optymalnych własności barierowych warstwy z żywicy EVAL™.
Rysunek 5 pokazuje, że nawet pakując żywność wilgotną, wielowarstwowe opakowanie zawierające warstwę z żywicy EVAL™ może być zaprojektowane tak, by uzyskać własności barierowe wobec tlenu dziesięciokrotnie większe niż posiada PVDC.
Zewn.20 µm
Środ.10 µm
Wew.50 µm
WW środ.%
PPT środ.
WW środ.%
PPT środ.
WW środ.%
PPT środ.
WW środ.%
PPT środ.
PP EVAL™ typu F LDPE 79 0,7 88 1,8 43 0,2 52 0,2PP EVAL™ typu F PP 75 0,6 86 1,3 49 0,2 60 0,3PET EVAL™ typu F PP 72 0,5 84 1,1 54 0,2 66 0,4PA EVAL™ typu F LDPE 67 0,4 81 0,8 62 0,3 77 0,6PS EVAL™ typu F LDPE 68 0,4 82 0,9 61 0,2 75 0,6PP EVAL™ typu E LDPE 79 3,6 88 5,6 43 1,5 51 1,7PA EVAL™ typu E LDPE 68 2,5 82 4,2 60 2,1 74 3,1
Struktura folii Wewnątrz Mokro (100% WW)65% WW na zewnątrz80% WW na zewnątrz
Wewnątrz Sucho (10% WW)65% WW na zewnątrz80% WW na zewnątrz
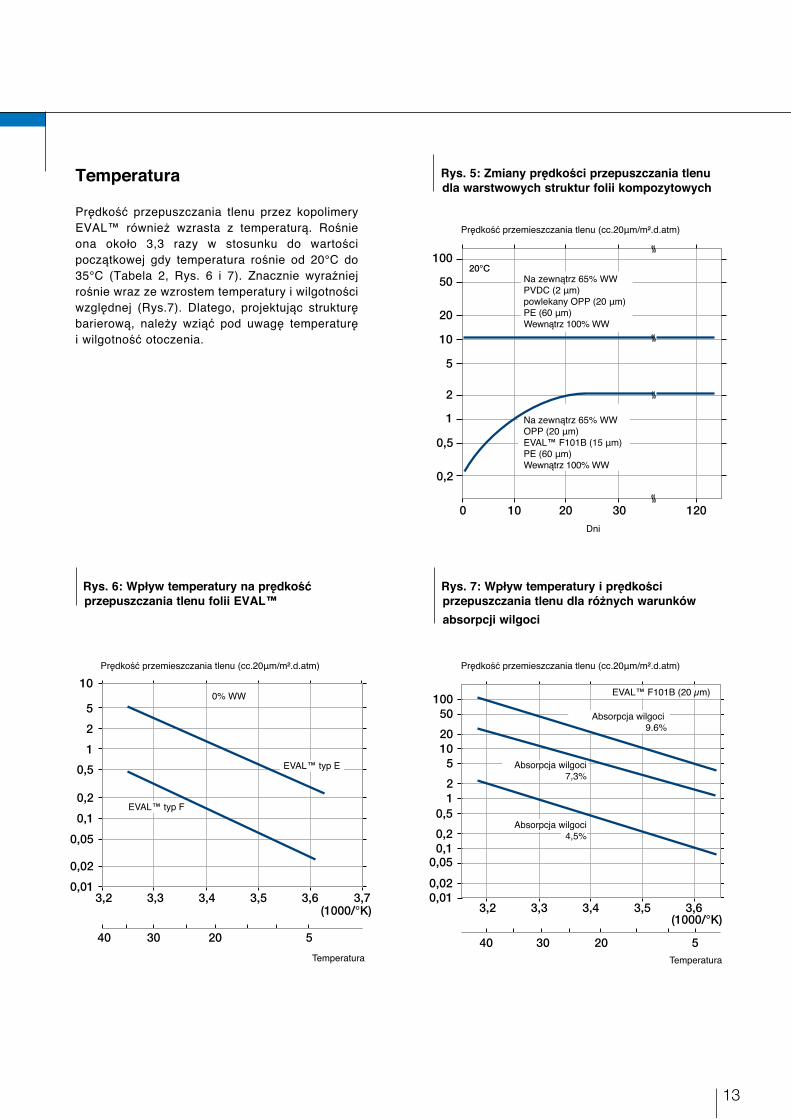
Rys. 5: Zmiany prędkości przepuszczania tlenu dla warstwowych struktur folii kompozytowych
Rys. 7: Wpływ temperatury i prędkości przepuszczania tlenu dla różnych warunków absorpcji wilgoci
Rys. 6: Wpływ temperatury na prędkość przepuszczania tlenu folii EVAL™
13
Temperatura
Prędkość przepuszczania tlenu przez kopolimery EVAL™ również wzrasta z temperaturą. Rośnie ona około 3,3 razy w stosunku do wartości początkowej gdy temperatura rośnie od 20°C do 35°C (Tabela 2, Rys. 6 i 7). Znacznie wyraźniej rośnie wraz ze wzrostem temperatury i wilgotności względnej (Rys.7). Dlatego, projektując strukturę barierową, należy wziąć pod uwagę temperaturę i wilgotność otoczenia.
Prędkość przemieszczania tlenu (cc.20μm/m².d.atm)
EVAL™ typ E
EVAL™ typ F
Temperatura
0% WW
3,20,01
0,02
0,05
0,1
0,2
0,5
3,3 3,4 3,5 3,6 3,7
Prędkość przemieszczania tlenu (cc.20μm/m².d.atm)
Dni
Na zewnątrz 65% WWPVDC (2 μm)powlekany OPP (20 μm)PE (60 μm)Wewnątrz 100% WW
Na zewnątrz 65% WWOPP (20 μm)EVAL™ F101B (15 μm)PE (60 μm)Wewnątrz 100% WW
0,2
0,5
Temperatura
Prędkość przemieszczania tlenu (cc.20μm/m².d.atm)
Absorpcja wilgoci 9.6%
EVAL™ F101B (20 µm)
Absorpcja wilgoci4,5%
Absorpcja wilgoci7,3%
3,20,010,02
0,050,10,2
0,5
3,3 3,4 3,5 3,6
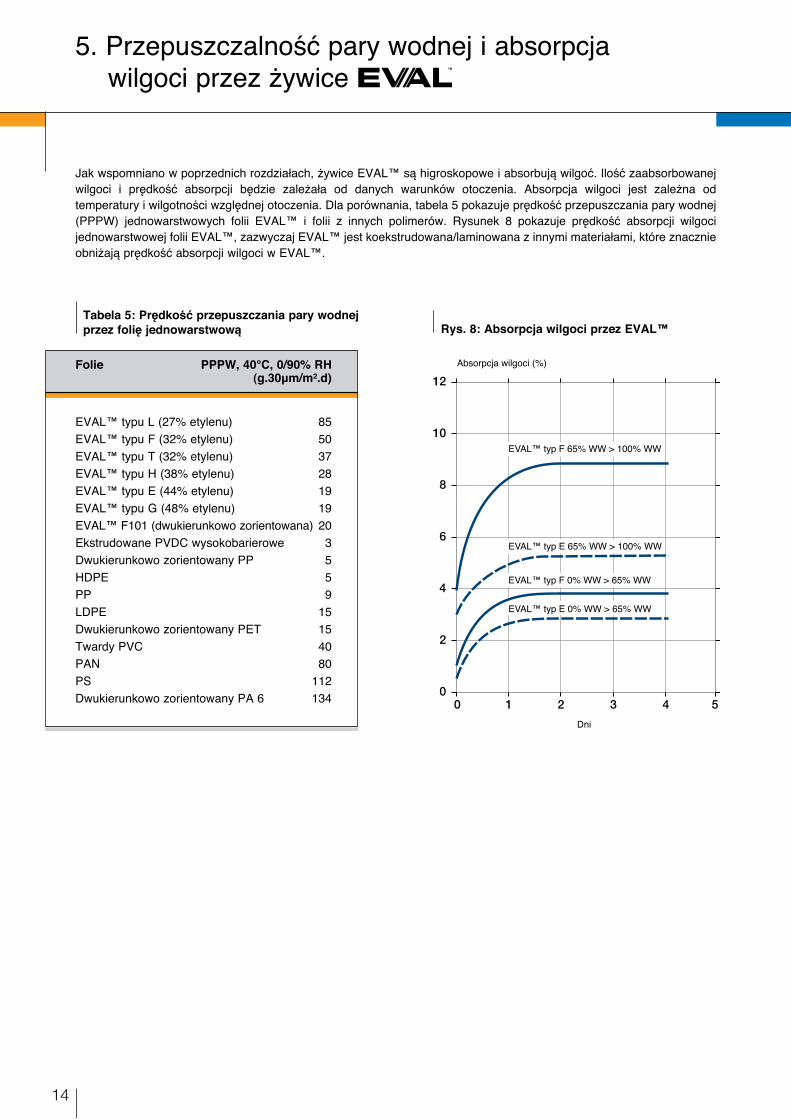
Tabela 5: Prędkość przepuszczania pary wodnej przez folię jednowarstwową
5. Przepuszczalność pary wodnej i absorpcja wilgoci przez żywice
Jak wspomniano w poprzednich rozdziałach, żywice EVAL™ są higroskopowe i absorbują wilgoć. Ilość zaabsorbowanej wilgoci i prędkość absorpcji będzie zależała od danych warunków otoczenia. Absorpcja wilgoci jest zależna od temperatury i wilgotności względnej otoczenia. Dla porównania, tabela 5 pokazuje prędkość przepuszczania pary wodnej (PPPW) jednowarstwowych folii EVAL™ i folii z innych polimerów. Rysunek 8 pokazuje prędkość absorpcji wilgoci jednowarstwowej folii EVAL™, zazwyczaj EVAL™ jest koekstrudowana/laminowana z innymi materiałami, które znacznie obniżają prędkość absorpcji wilgoci w EVAL™.
14
Absorpcja wilgoci (%)
EVAL™ typ F 65% WW > 100% WW
EVAL™ typ E 65% WW > 100% WW
Dni
EVAL™ typ F 0% WW > 65% WW
EVAL™ typ E 0% WW > 65% WW
Rys. 8: Absorpcja wilgoci przez EVAL™
Folie PPPW, 40°C, 0/90% RH (g.30μm/m².d)
EVAL™ typu L (27% etylenu) 85EVAL™ typu F (32% etylenu) 50EVAL™ typu T (32% etylenu) 37EVAL™ typu H (38% etylenu) 28EVAL™ typu E (44% etylenu) 19EVAL™ typu G (48% etylenu) 19EVAL™ F101 (dwukierunkowo zorientowana) 20Ekstrudowane PVDC wysokobarierowe 3Dwukierunkowo zorientowany PP 5HDPE 5PP 9LDPE 15Dwukierunkowo zorientowany PET 15Twardy PVC 40PAN 80PS 112Dwukierunkowo zorientowany PA 6 134
15
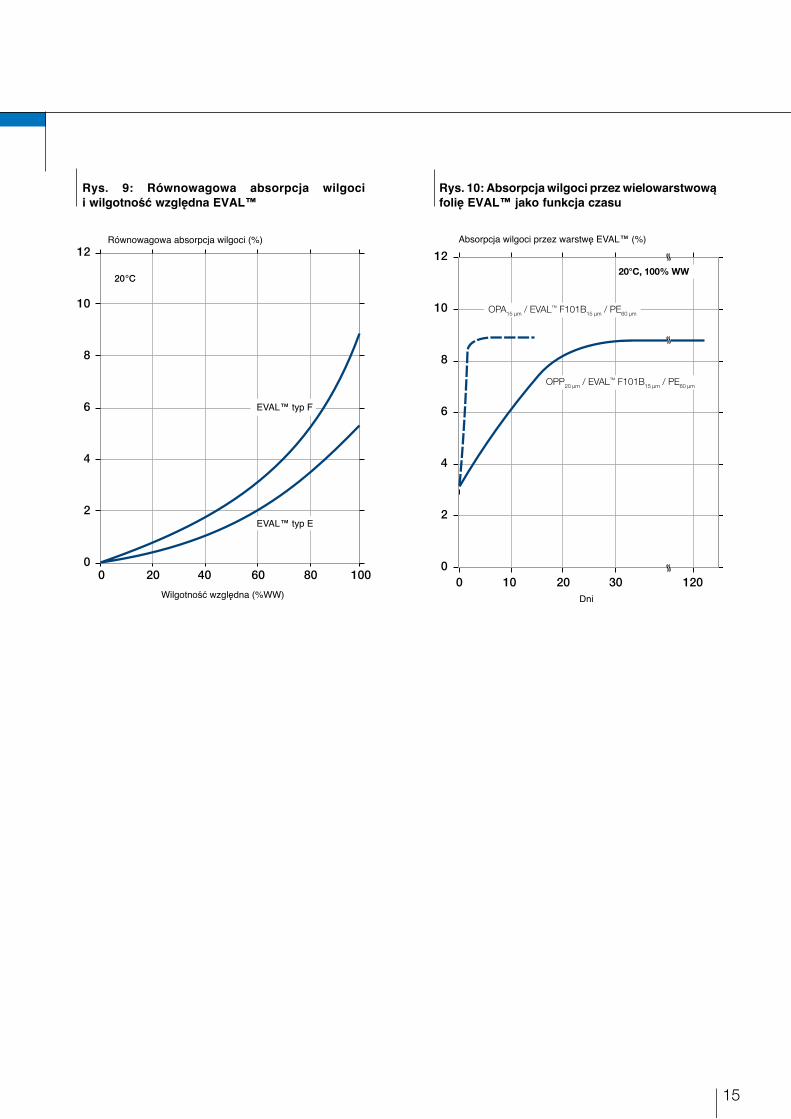
EVAL™ typ F
Równowagowa absorpcja wilgoci (%)
EVAL™ typ E
Wilgotność względna (%WW)
Rys. 9: Równowagowa absorpcja wilgoci i wilgotność względna EVAL™
Rys. 10: Absorpcja wilgoci przez wielowarstwową folię EVAL™ jako funkcja czasu
Absorpcja wilgoci przez warstwę EVAL™ (%)
20°C, 100% WW
Dni
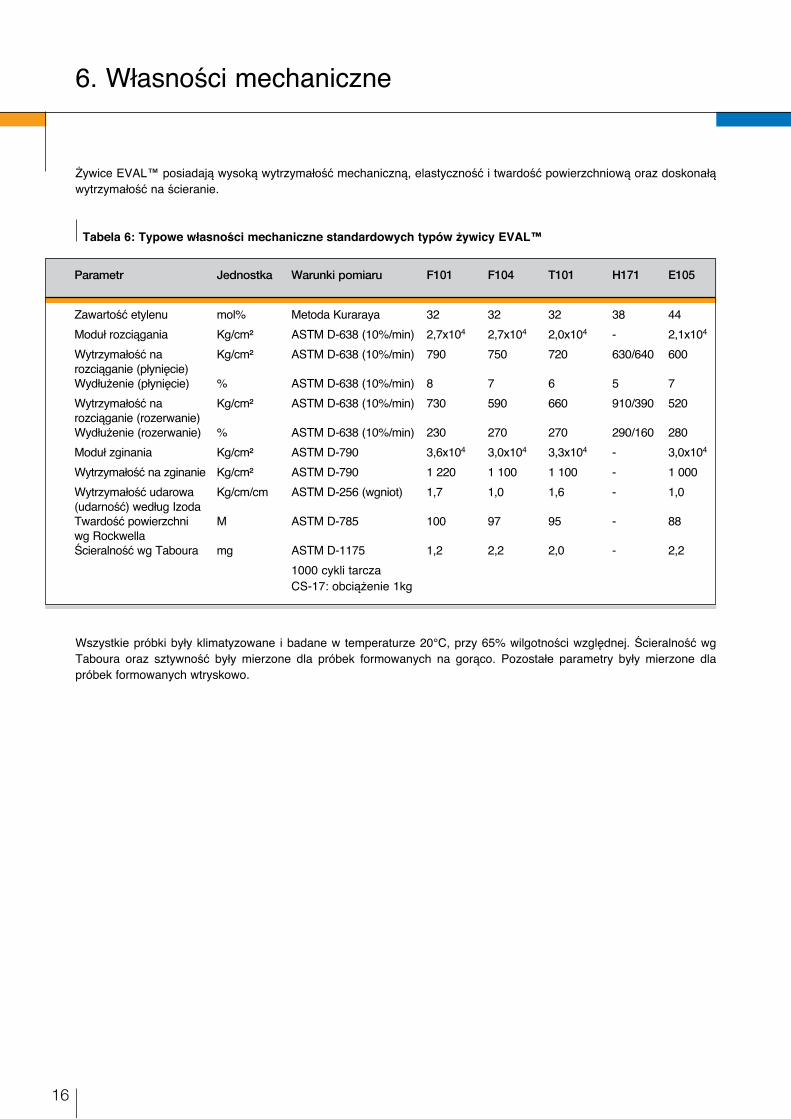
Żywice EVAL™ posiadają wysoką wytrzymałość mechaniczną, elastyczność i twardość powierzchniową oraz doskonałą wytrzymałość na ścieranie.
Tabela 6: Typowe własności mechaniczne standardowych typów żywicy EVAL™
6. Własności mechaniczne
16
Wszystkie próbki były klimatyzowane i badane w temperaturze 20°C, przy 65% wilgotności względnej. Ścieralność wg Taboura oraz sztywność były mierzone dla próbek formowanych na gorąco. Pozostałe parametry były mierzone dla próbek formowanych wtryskowo.
Parametr Jednostka Warunki pomiaru F101 F104 T101 H171 E105
Zawartość etylenu mol% Metoda Kuraraya 32 32 32 38 44Moduł rozciągania Kg/cm² ASTM D-638 (10%/min) 2,7x104 2,7x104 2,0x104 - 2,1x104
Wytrzymałość na rozciąganie (płynięcie)
Kg/cm² ASTM D-638 (10%/min) 790 750 720 630/640 600
Wydłużenie (płynięcie) % ASTM D-638 (10%/min) 8 7 6 5 7Wytrzymałość na rozciąganie (rozerwanie)
Kg/cm² ASTM D-638 (10%/min) 730 590 660 910/390 520
Wydłużenie (rozerwanie) % ASTM D-638 (10%/min) 230 270 270 290/160 280Moduł zginania Kg/cm² ASTM D-790 3,6x104 3,0x104 3,3x104 - 3,0x104
Wytrzymałość na zginanie Kg/cm² ASTM D-790 1 220 1 100 1 100 - 1 000Wytrzymałość udarowa (udarność) według Izoda
Kg/cm/cm ASTM D-256 (wgniot) 1,7 1,0 1,6 - 1,0
Twardość powierzchni wg Rockwella
M ASTM D-785 100 97 95 - 88
Ścieralność wg Taboura mg ASTM D-1175 1,2 2,2 2,0 - 2,21000 cykli tarcza CS-17: obciążenie 1kg
17
7. Charakterystyka termiczna
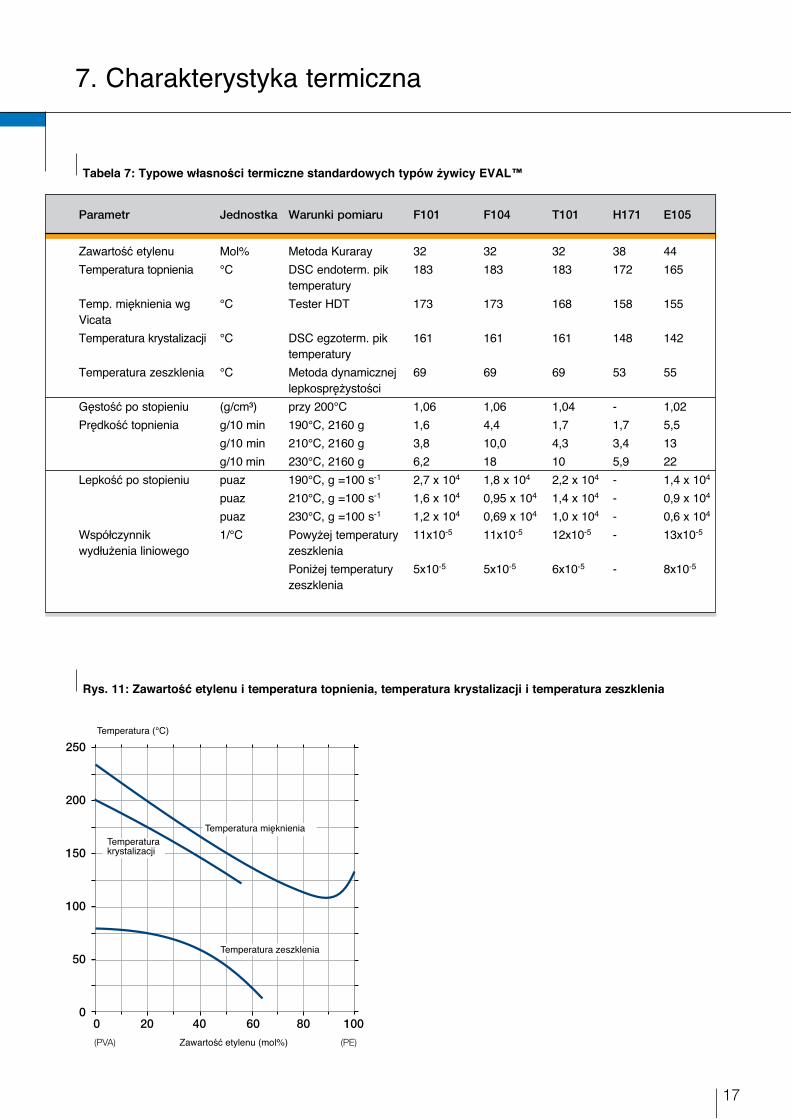
Tabela 7: Typowe własności termiczne standardowych typów żywicy EVAL™
Rys. 11: Zawartość etylenu i temperatura topnienia, temperatura krystalizacji i temperatura zeszklenia
Temperatura (°C)
Temperatura mięknieniaTemperatura krystalizacji
Temperatura zeszklenia
Zawartość etylenu (mol%)
Parametr Jednostka Warunki pomiaru F101 F104 T101 H171 E105
Zawartość etylenu Mol% Metoda Kuraray 32 32 32 38 44Temperatura topnienia °C DSC endoterm. pik
temperatury183 183 183 172 165
Temp. mięknienia wg Vicata
°C Tester HDT 173 173 168 158 155
Temperatura krystalizacji °C DSC egzoterm. pik temperatury
161 161 161 148 142
Temperatura zeszklenia °C Metoda dynamicznej lepkosprężystości
69 69 69 53 55
Gęstość po stopieniu (g/cm³) przy 200°C 1,06 1,06 1,04 - 1,02Prędkość topnienia g/10 min 190°C, 2160 g 1,6 4,4 1,7 1,7 5,5
g/10 min 210°C, 2160 g 3,8 10,0 4,3 3,4 13g/10 min 230°C, 2160 g 6,2 18 10 5,9 22
Lepkość po stopieniu puaz 190°C, g =100 s-1 2,7 x 104 1,8 x 104 2,2 x 104 - 1,4 x 104
puaz 210°C, g =100 s-1 1,6 x 104 0,95 x 104 1,4 x 104 - 0,9 x 104
puaz 230°C, g =100 s-1 1,2 x 104 0,69 x 104 1,0 x 104 - 0,6 x 104
Współczynnik wydłużenia liniowego
1/°C Powyżej temperatury zeszklenia
11x10-5 11x10-5 12x10-5 - 13x10-5
Poniżej temperatury zeszklenia
5x10-5 5x10-5 6x10-5 - 8x10-5
8. Przetwarzanie żywic
Cylindry
• Zaleca się zwykłe lub płytko rowkowane.• Zależnie od typu cylindrów, stosuje się stal azotowaną lub stopy specjalne, z uwagi na ich wyjątkową odporność na
ścieranie, z honowaną powierzchnią wewnętrzną. • Z zewnątrz cylindry powinny być podzielone na 4-5 stref dla uzyskania dobrej regulacji temperatury ekstruzji. • Dolna część podajnika zasilającego powinna mieć możliwość chłodzenia wodą dla uniknięcia przedwczesnego
powierzchniowego topienia granulek, co może powodować zbrylanie i/lub zatykanie podajnika.
Podajnik śrubowy
• Własności ekstrudera takie jak: wydajność, temperatura żywicy, konsystencja ekstradowanego produktu, stabilność wydajności, zużycie mocy itp., są głównie zdeterminowane konstrukcją śruby.
• Podajnik typu śrubowego: zaleca się jednostopniową śrubę dozującą (ślimak pełny).• Proporcja L/D (Długość/Średnica): zaleca się stosowanie śrub o następującym stosunku długości do średnicy: -Typ F (zaw. etylenu 32%) pożądana L/D D (Długość/Średnica) co najmniej 26 -Typ E (zaw. etylenu 44%) zalecana L/D D (Długość/Średnica) co najmniej 24 lub większa• Stopień sprężania: zaleca się stopień sprężania równy 3 (stopień sprężania obliczony jako stosunek objętości kanału
zasilania do sekcji dozowania śruby).• Sekcja rozdziału: zaleca się śruby ze stałym skokiem i odpowiednio długim odcinkiem zasilania, stopniowo zmniejszającą
się głębokością kanału w strefie sprężania przechodzącą w sekcję dozowania; w szczególności podane poniżej strefy rozdziału będą najlepiej dopasowane do przetwórstwa żywic EVAL™.
Tabela 8: Zalecane podziały stref
18
Należy unikać ślimaków szybkiego sprężania, (strefa sprężania 4D lub mniej) stosowanych do przetwórstwa PA.
• Strefa mieszania: na ogół nie zaleca się ślimaków ze strefą mieszania lub głowicą mieszającą, choć mogą one być stosowane do ekstruzji EVAL™. Stosowanie głowic mieszających (szybko mieszających) może ograniczyć przepływ żywic EVAL™, powodując degradację polimeru na skutek przegrzania z upływem czasu.
• Końcówka śruby: zaleca się stosowanie kąta natarcia czoła śruby 120° - 150°.• Wysokość śruby ślimaka: zaleca się stosowania ślimaków o stałej wysokości śruby równej 0,1D.• Materiał ślimaka: na śimaka zaleca się stosowanie stali molibdenowo-chromowej, normalizowanej przed platerowaniem.
Dla zapobieżenia oklejania się ślimaka polimerem, zaleca się platerowanie powierzchni twardym chromem (30 - 50 μm), a następnie polerowanie, choć w niektórych przypadkach można zastosować azotowanie.
• Luz roboczy ślimaka: zamiast zaleceń, podajemy przykład luzu ślimaka: wewnętrzna średnica cylindra wynosi 60,02 – 60,05 mm, a średnica śruby 59,87-59,89 mm. Kiedy na skutek starcia ślimaka luz stanie się zbyt duży, wystąpić może cofanie się stopionego surowca, które spowodować może jego degradację wskutek zbyt dużych sił ścinających mieszania.
Dł./Śr. Podział stref Strefa zasilania Strefa sprężania Strefa dozowania
28 8D 10D 10D26 8D 9D 9D24 8D 8D 8D
19
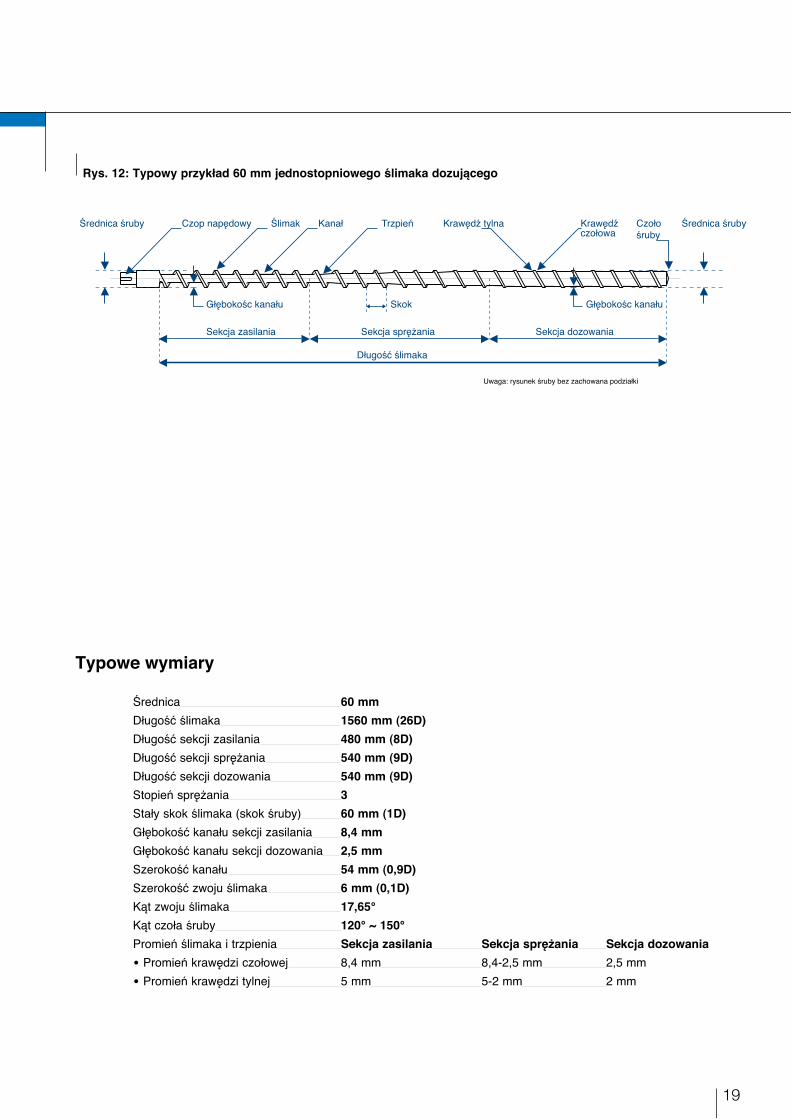
Rys. 12: Typowy przykład 60 mm jednostopniowego ślimaka dozującego
Typowe wymiary
Średnica 60 mmDługość ślimaka 1560 mm (26D)Długość sekcji zasilania 480 mm (8D)Długość sekcji sprężania 540 mm (9D)Długość sekcji dozowania 540 mm (9D)Stopień sprężania 3Stały skok ślimaka (skok śruby) 60 mm (1D)Głębokość kanału sekcji zasilania 8,4 mmGłębokość kanału sekcji dozowania 2,5 mmSzerokość kanału 54 mm (0,9D)Szerokość zwoju ślimaka 6 mm (0,1D)Kąt zwoju ślimaka 17,65°Kąt czoła śruby 120° ~ 150°Promień ślimaka i trzpienia Sekcja zasilania Sekcja sprężania Sekcja dozowania• Promień krawędzi czołowej 8,4 mm 8,4-2,5 mm 2,5 mm• Promień krawędzi tylnej 5 mm 5-2 mm 2 mm
Głębokośc kanału
Sekcja zasilania Sekcja sprężania
Długość ślimaka
Uwaga: rysunek śruby bez zachowana podziałki
Sekcja dozowania
Głębokośc kanałuSkok
Ślimak KanałCzop napędowy Trzpień Czoło śruby
Krawędź czołowa
Krawędź tylna Średnica śrubyŚrednica śruby
Typowa wydajność
Dla śruby dozującej z pojedynczym ślimakiem, typowa wydajność może zostać obliczona następującą metodą uproszczoną, która nie bierze pod uwagę ciągu przepływu i ciśnienia przepływu, itp.
gdzie: wydajność (kg/godz.) gęstość surowca (g/cm³) prędkość obrotowa śruby (1/min) średnica śruby (mm) głębokość kanału w sekcji dozowania (mm) szerokość kanału (mm) kąt ślimaka (deg)
Gdy skok ślimaka (P) równa się średnicy śrubyoraz W = 0,9D, powyższe równanie przechodzi w:
w którym wyniki laboratoryjne ze środkiem smarowym, zmieszanym z EVAL™, wykazują dużą zgodność (przy ciśnieniu wstecznym od 0 - 20 MPa).
Gdy stosunek wydajność rzeczywista / wydajność teoretyczna 0.8 - 1 : normalna ekstruzjaGdy stosunek wydajność rzeczywista / wydajność teoretyczna > 1 : nadmierne dozowanie
Generowane prędkości ścinające mieszania można obliczyć za pomocą:
i powinny mieścić się w przedziale 50 - 100 (1/s)
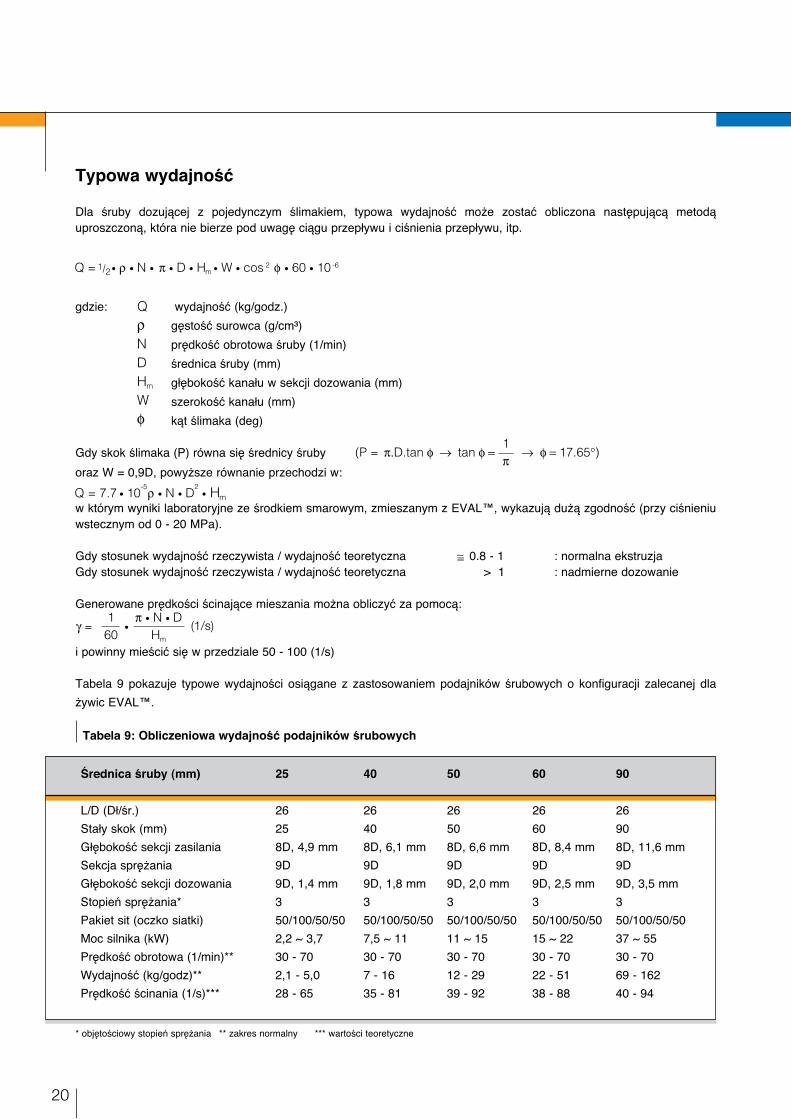
Tabela 9 pokazuje typowe wydajności osiągane z zastosowaniem podajników śrubowych o konfiguracji zalecanej dla żywic EVAL™.
Tabela 9: Obliczeniowa wydajność podajników śrubowych
20
* objętościowy stopień sprężania ** zakres normalny *** wartości teoretyczne
Średnica śruby (mm) 25 40 50 60 90
L/D (Dł/śr.) 26 26 26 26 26Stały skok (mm) 25 40 50 60 90Głębokość sekcji zasilania 8D, 4,9 mm 8D, 6,1 mm 8D, 6,6 mm 8D, 8,4 mm 8D, 11,6 mmSekcja sprężania 9D 9D 9D 9D 9DGłębokość sekcji dozowania 9D, 1,4 mm 9D, 1,8 mm 9D, 2,0 mm 9D, 2,5 mm 9D, 3,5 mmStopień sprężania* 3 3 3 3 3Pakiet sit (oczko siatki) 50/100/50/50 50/100/50/50 50/100/50/50 50/100/50/50 50/100/50/50Moc silnika (kW) 2,2 ~ 3,7 7,5 ~ 11 11 ~ 15 15 ~ 22 37 ~ 55Prędkość obrotowa (1/min)** 30 - 70 30 - 70 30 - 70 30 - 70 30 - 70Wydajność (kg/godz)** 2,1 - 5,0 7 - 16 12 - 29 22 - 51 69 - 162Prędkość ścinania (1/s)*** 28 - 65 35 - 81 39 - 92 38 - 88 40 - 94
Pakiet sit – płyta łamacza
Stosowanie pakietu sit i płyty łamacza umieszczonych pomiędzy ekstruderem i matrycą jest powszechną praktyką w przemysłowych procesach ekstruzji. Stosowanie pakietu sit jest zalecane dla żywic EVAL™. Dobór pakietu sit powinien bazować na wiedzy z zakresu przemysłowej ekstruzji polimerów i zdrowym rozsądku. Kombinacje typowych sit (oczko siatki) nierdzewnych są następujące: 50/100/50/50, 50/100/150/100 lub 80/150/50/50.
Typowa odległość pomiędzy czołem śruby i pakietem sit wynosi 5 do 10 mm, większe odległości mogą spowodować zbyteczne wydłużenie czasu przebywania. Zaleca się by otwory płyty łamiącej miały średnicę ok. 5 mm i by większa liczba otworów znajdowała się przy wewnętrznej powierzchni cylindra.
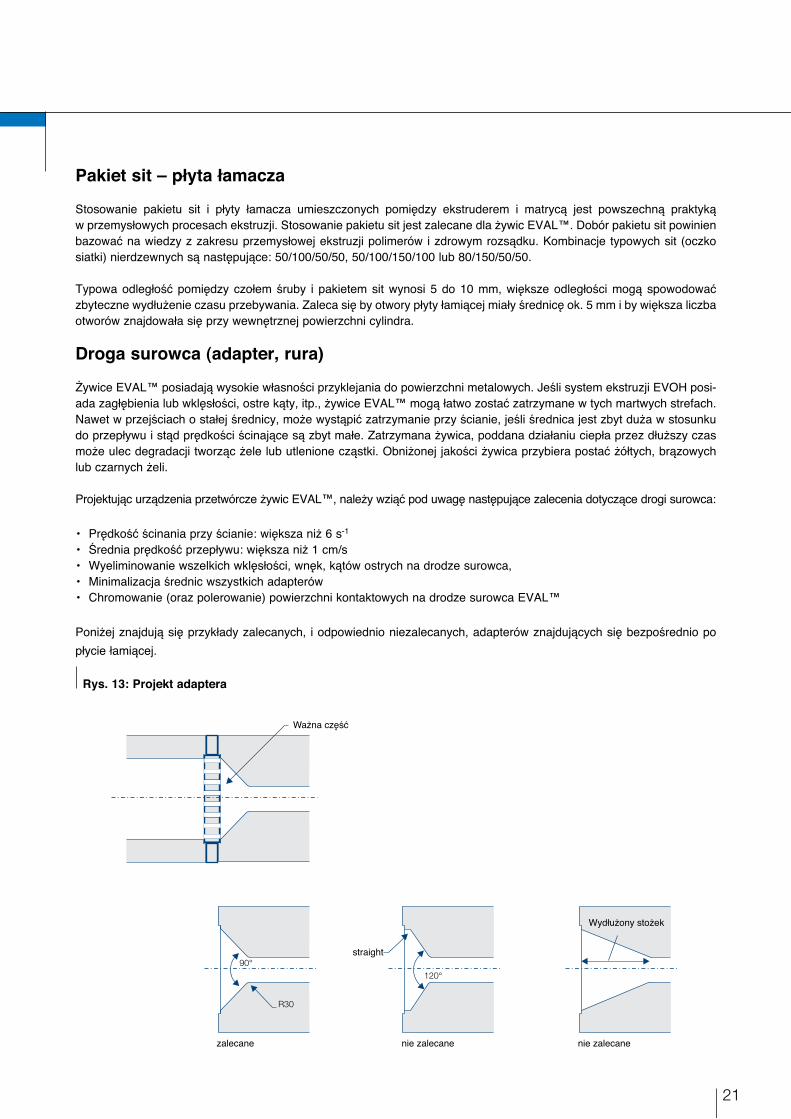
Droga surowca (adapter, rura)
Żywice EVAL™ posiadają wysokie własności przyklejania do powierzchni metalowych. Jeśli system ekstruzji EVOH posi-ada zagłębienia lub wklęsłości, ostre kąty, itp., żywice EVAL™ mogą łatwo zostać zatrzymane w tych martwych strefach. Nawet w przejściach o stałej średnicy, może wystąpić zatrzymanie przy ścianie, jeśli średnica jest zbyt duża w stosunku do przepływu i stąd prędkości ścinające są zbyt małe. Zatrzymana żywica, poddana działaniu ciepła przez dłuższy czas może ulec degradacji tworząc żele lub utlenione cząstki. Obniżonej jakości żywica przybiera postać żółtych, brązowych lub czarnych żeli.
Projektując urządzenia przetwórcze żywic EVAL™, należy wziąć pod uwagę następujące zalecenia dotyczące drogi surowca:
• Prędkość ścinania przy ścianie: większa niż 6 s-1
• Średnia prędkość przepływu: większa niż 1 cm/s• Wyeliminowanie wszelkich wklęsłości, wnęk, kątów ostrych na drodze surowca,• Minimalizacja średnic wszystkich adapterów• Chromowanie (oraz polerowanie) powierzchni kontaktowych na drodze surowca EVAL™
Poniżej znajdują się przykłady zalecanych, i odpowiednio niezalecanych, adapterów znajdujących się bezpośrednio po płycie łamiącej.
Rys. 13: Projekt adaptera
Ważna część
zalecane nie zalecane nie zalecane
straight
Wydłużony stożek
21
Matryce
Żywice EVAL™ nadają się do matryc zasilających blokowych. Matryce specjalnej konstrukcji nie są konieczne, chociaż zwrócić należy maksymalną uwagę na opływowość kanałów przepływowych, zwłaszcza w przypadku skomplikowanych matryc (np. kanałów do wydmuchu folii), która może posiadać zwiększoną liczbę martwych przestrzeni i wydłużony czas przebywania. W przypadku adaptera i rury podgrzewającej zaleca się platerowanie chromem powierzchni kontaktujących się ze stopionym polimerem EVAL™.
Żywice EVAL™ z domieszką czynnika smarowego
Zaleca się stosowanie żywic EVAL™ z domieszką czynnika smarowego dla polepszenia stabilności strumienia żywicy w strefie zasilania śruby, skutkujące bardziej stałą wydajnością i mniejszym zużyciem mocy silnika ekstrudera.
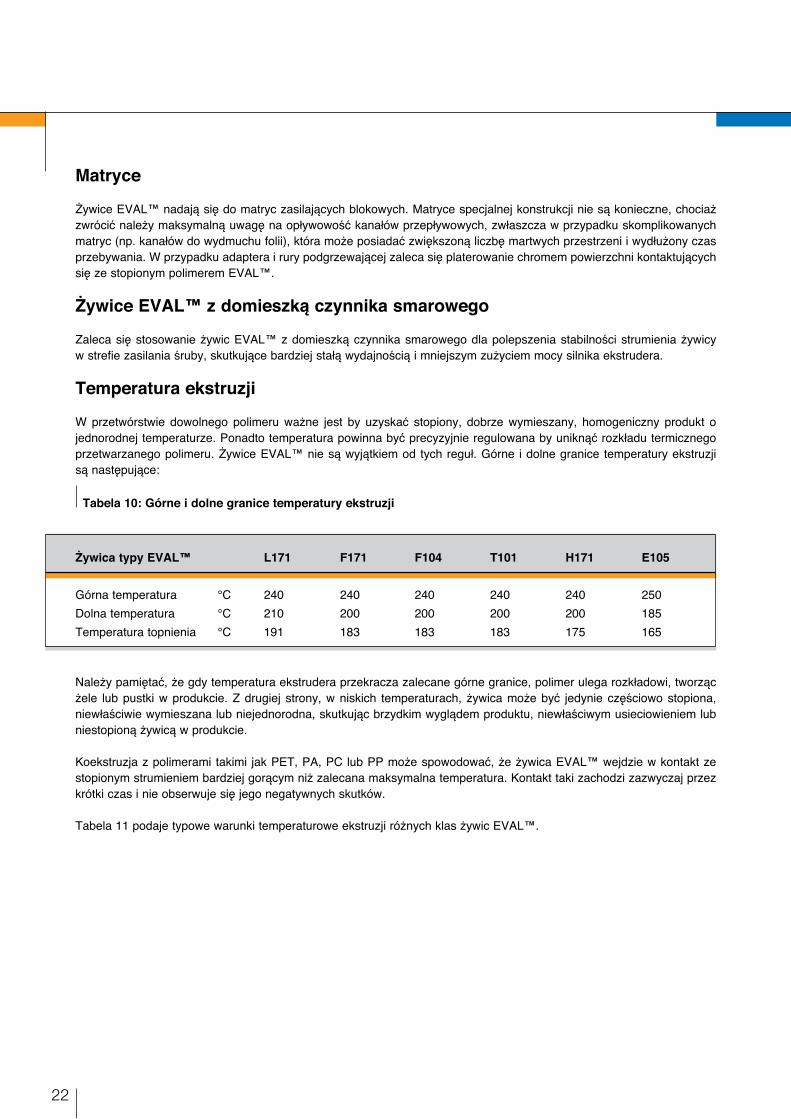
Temperatura ekstruzji
W przetwórstwie dowolnego polimeru ważne jest by uzyskać stopiony, dobrze wymieszany, homogeniczny produkt o jednorodnej temperaturze. Ponadto temperatura powinna być precyzyjnie regulowana by uniknąć rozkładu termicznego przetwarzanego polimeru. Żywice EVAL™ nie są wyjątkiem od tych reguł. Górne i dolne granice temperatury ekstruzji są następujące:
Tabela 10: Górne i dolne granice temperatury ekstruzji
22
Żywica typy EVAL™ L171 F171 F104 T101 H171 E105
Górna temperatura °C 240 240 240 240 240 250Dolna temperatura °C 210 200 200 200 200 185Temperatura topnienia °C 191 183 183 183 175 165
Należy pamiętać, że gdy temperatura ekstrudera przekracza zalecane górne granice, polimer ulega rozkładowi, tworząc żele lub pustki w produkcie. Z drugiej strony, w niskich temperaturach, żywica może być jedynie częściowo stopiona, niewłaściwie wymieszana lub niejednorodna, skutkując brzydkim wyglądem produktu, niewłaściwym usieciowieniem lub niestopioną żywicą w produkcie.
Koekstruzja z polimerami takimi jak PET, PA, PC lub PP może spowodować, że żywica EVAL™ wejdzie w kontakt ze stopionym strumieniem bardziej gorącym niż zalecana maksymalna temperatura. Kontakt taki zachodzi zazwyczaj przez krótki czas i nie obserwuje się jego negatywnych skutków.
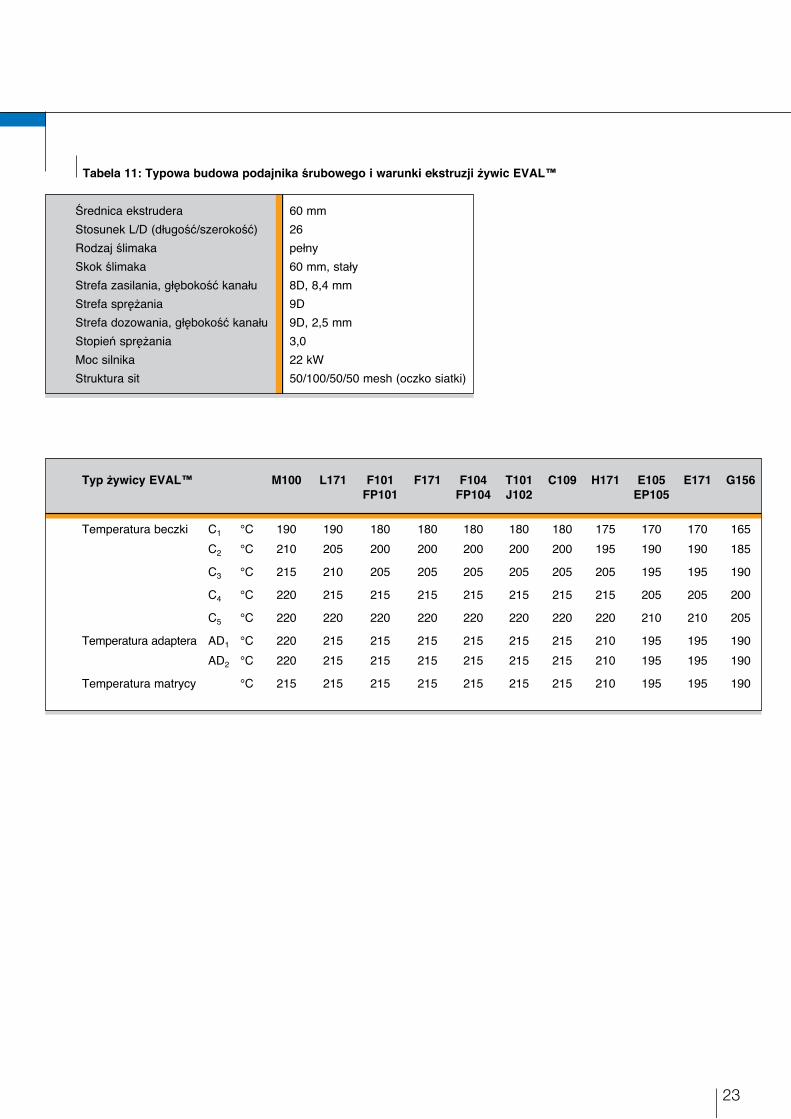
Tabela 11 podaje typowe warunki temperaturowe ekstruzji różnych klas żywic EVAL™.
23
Tabela 11: Typowa budowa podajnika śrubowego i warunki ekstruzji żywic EVAL™
Żywica typy EVAL™ L171 F171 F104 T101 H171 E105
Górna temperatura °C 240 240 240 240 240 250Dolna temperatura °C 210 200 200 200 200 185Temperatura topnienia °C 191 183 183 183 175 165
Średnica ekstrudera 60 mmStosunek L/D (długość/szerokość) 26Rodzaj ślimaka pełnySkok ślimaka 60 mm, stałyStrefa zasilania, głębokość kanału 8D, 8,4 mmStrefa sprężania 9DStrefa dozowania, głębokość kanału 9D, 2,5 mmStopień sprężania 3,0Moc silnika 22 kWStruktura sit 50/100/50/50 mesh (oczko siatki)
Typ żywicy EVAL™ M100 L171 F101FP101
F171 F104FP104
T101J102
C109 H171 E105EP105
E171 G156
Temperatura beczki C1 °C 190 190 180 180 180 180 180 175 170 170 165C2 °C 210 205 200 200 200 200 200 195 190 190 185
C3 °C 215 210 205 205 205 205 205 205 195 195 190
C4 °C 220 215 215 215 215 215 215 215 205 205 200
C5 °C 220 220 220 220 220 220 220 220 210 210 205
Temperatura adaptera AD1 °C 220 215 215 215 215 215 215 210 195 195 190AD2 °C 220 215 215 215 215 215 215 210 195 195 190
Temperatura matrycy °C 215 215 215 215 215 215 215 210 195 195 190
Rozruch, płukanie i zatrzymanie
Rozruch
Przy rozpoczynaniu ekstruzji żywic EVAL™ zaleca się następującą procedurę:1. Napełnić ekstruder LDPE przy małym MFR (0,7 – 1,0)(*) celem uniknięcia utlenienia pozostałości materiału.2. Rozpocząć przeróbkę w urządzeniu dobrze oczyszczonym podnosząc temperaturę do wielkości nastawy i dozować
LDPE przy MFR równym 0,7 – 1,0. Należy pamiętać by nie uruchamiać napędu podajnika śrubowego przed osiągnięciem przez LDPE temperatury procesowej.
3. Gdy proces ekstruzji zostanie ustabilizowany, należy natychmiast przełączyć na żywicę EVAL™ nie pozwalając na pracę ekstrudera pustego dla uniknięcia utlenienia EVAL™ tlenem z podgrzewanego zbiornika.
Płukanie
Płucząc pomiędzy kampaniami produkcyjnymi, zaleca się następującą procedurę: 1. Usunąć EVAL™ z podajnika ekstrudera. 2. Wprowadzić LDPE przy małym MFR (0,7 – 1,0) i wypłukać EVAL™ z ekstrudera utrzymując procesowy reżim tem-
peraturowy (lub przy nieco niższej temperaturze). Wyregulować warunki procesu w przypadku gdy ekstruzja staje się niestabilna. Ciśnienie w ekstruderze powinno być dostatecznie wysokie dla zapewnienia właściwego oczyszczenia.
3. Kontynuować płukanie przy małym MFR LDPE do momentu gdy pozostałość EVAL™ zostanie całkowicie usunięta. Jeśli nie jest to możliwe poprzez kontrolę wizualną wyglądu produktu, należy ustanowić specjalny test płukania dla ustalenia czasu i ilości materiału płuczącego koniecznego do oczyszczenia ekstrudera i głowicy matrycy.
Zatrzymanie
1. Wprowadzić LDPE przy małym MFR (0,7 – 1,0) i wypłukać EVAL™ z ekstrudera utrzymując procesowy reżim tem-peraturowy (lub przy nieco niższej temperaturze). Wyregulować warunki procesu w przypadku gdy ekstruzja staje się niestabilna. Ciśnienie w ekstruderze powinno być dostatecznie wysokie dla zapewnienia właściwego oczyszczenia.
2. Kontynuować płukanie przy małym MFR LDPE do momentu gdy pozostałości EVAL™ zostaną całkowicie usunięte, sprawdzając wygląd produktu.
3. Podajnik śrubowy może zostać zatrzymany gdy ekstruder jest całkowicie wypełniony LDPE przy małym MFR obniżając temperaturę ekstrudera (w ten sposób uniknie się utlenienia pozostałości EVOH w ekstruderze).
Przestrzega się przed zastosowaniem PA jako materiału płuczącego, ponieważ PA reaguje/wiąże się z pozostałością EVAL™, tworząc liczne żele.
Zaleca się również nie stosować PP, HDPE lub żywic klejowych jako materiału płuczącego, ponieważ niektóre typy PP i HDPE mogą zawierać resztkowe ilości katalizatora, który bardzo pogarsza własności EVAL™.
ETC-103 (MFR: 1,0) jest żywicą płuczącą na bazie LDPE, opracowaną przez Kuraray do płukania ekstruderów żywicami EVAL™ i do ulepszonego przechodzenia od ekstruzji żywic EVAL™ do PA lub poliolefin. Ze względu na własności chemiczne (oprócz mechanicznego czyszczenia), jest ona stosowana do usuwania pozostałości żywic EVAL™ z ekstrud-era i głowic matryc celem udoskonalenia aktualnych procedur płukania.
Jeśli czas rozruchu jest istotny można wprowadzić LDPE przy większym MFR (5 – 7) po przepłukaniu LDPE przy małym MFR (0,7 – 1,0). LDPE o większym MFR (5 – 7) pozostaje w ekstruderze po zatrzymaniu i może być łatwo usunięty za pomocą EVAL™ po rozruchu.
W przypadku gdy zastosowano warstwę przemiału (zawierającą EVAL™), zaleca się również płukanie ekstrudera materiałem oryginalnym (LDPE, HDPE, PP).
(*) MFR: Strumień Stopionego Surowca w tym rozdziale mierzony jest za pomocą standardowego miernika przy 190°C, 2,16 kg.
24
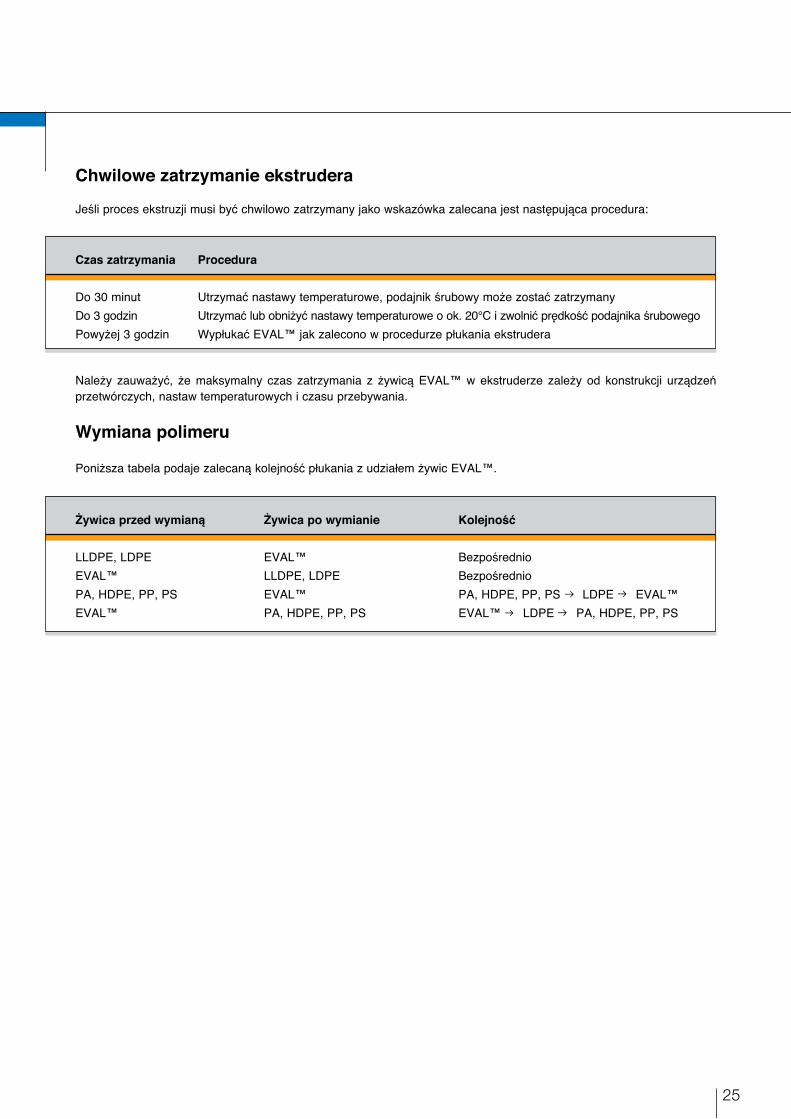
Żywica przed wymianą Żywica po wymianie Kolejność
LLDPE, LDPE EVAL™ BezpośrednioEVAL™ LLDPE, LDPE BezpośrednioPA, HDPE, PP, PS EVAL™ PA, HDPE, PP, PS LDPE EVAL™EVAL™ PA, HDPE, PP, PS EVAL™ LDPE PA, HDPE, PP, PS
25
Czas zatrzymania Procedura
Do 30 minut Utrzymać nastawy temperaturowe, podajnik śrubowy może zostać zatrzymanyDo 3 godzin Utrzymać lub obniżyć nastawy temperaturowe o ok. 20°C i zwolnić prędkość podajnika śrubowego Powyżej 3 godzin Wypłukać EVAL™ jak zalecono w procedurze płukania ekstrudera
Chwilowe zatrzymanie ekstrudera
Jeśli proces ekstruzji musi być chwilowo zatrzymany jako wskazówka zalecana jest następująca procedura:
Należy zauważyć, że maksymalny czas zatrzymania z żywicą EVAL™ w ekstruderze zależy od konstrukcji urządzeń przetwórczych, nastaw temperaturowych i czasu przebywania.
Wymiana polimeru
Poniższa tabela podaje zalecaną kolejność płukania z udziałem żywic EVAL™.
Zapobieganie absorpcji wilgoci, wysuszeniu
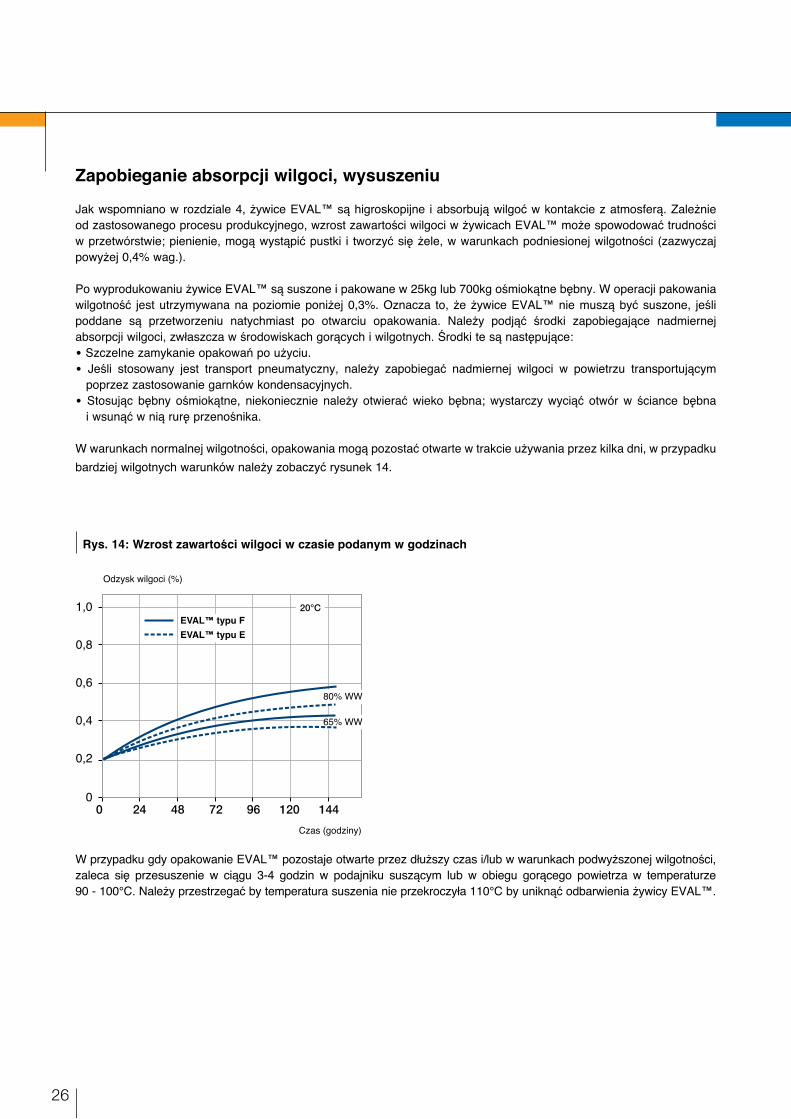
Jak wspomniano w rozdziale 4, żywice EVAL™ są higroskopijne i absorbują wilgoć w kontakcie z atmosferą. Zależnie od zastosowanego procesu produkcyjnego, wzrost zawartości wilgoci w żywicach EVAL™ może spowodować trudności w przetwórstwie; pienienie, mogą wystąpić pustki i tworzyć się żele, w warunkach podniesionej wilgotności (zazwyczaj powyżej 0,4% wag.).
Po wyprodukowaniu żywice EVAL™ są suszone i pakowane w 25kg lub 700kg ośmiokątne bębny. W operacji pakowania wilgotność jest utrzymywana na poziomie poniżej 0,3%. Oznacza to, że żywice EVAL™ nie muszą być suszone, jeśli poddane są przetworzeniu natychmiast po otwarciu opakowania. Należy podjąć środki zapobiegające nadmiernej absorpcji wilgoci, zwłaszcza w środowiskach gorących i wilgotnych. Środki te są następujące:• Szczelne zamykanie opakowań po użyciu.• Jeśli stosowany jest transport pneumatyczny, należy zapobiegać nadmiernej wilgoci w powietrzu transportującym
poprzez zastosowanie garnków kondensacyjnych. • Stosując bębny ośmiokątne, niekoniecznie należy otwierać wieko bębna; wystarczy wyciąć otwór w ściance bębna
i wsunąć w nią rurę przenośnika.
W warunkach normalnej wilgotności, opakowania mogą pozostać otwarte w trakcie używania przez kilka dni, w przypadku bardziej wilgotnych warunków należy zobaczyć rysunek 14.
Rys. 14: Wzrost zawartości wilgoci w czasie podanym w godzinach
26
Odzysk wilgoci (%)
80% WW
65% WW
EVAL™ typu F EVAL™ typu E
Czas (godziny)
0,2
0
0,4
0,6
0,8
1,0
W przypadku gdy opakowanie EVAL™ pozostaje otwarte przez dłuższy czas i/lub w warunkach podwyższonej wilgotności, zaleca się przesuszenie w ciągu 3-4 godzin w podajniku suszącym lub w obiegu gorącego powietrza w temperaturze 90 - 100°C. Należy przestrzegać by temperatura suszenia nie przekroczyła 110°C by uniknąć odbarwienia żywicy EVAL™.
27
9. Żywice klejące
Celem udoskonalenia własności plastycznych materiałów opakowaniowych, zazwyczaj wykorzystuje się dwie lub więcej warstw polimerów w strukturze kompozytowej. Takie wielowarstwowe kompozycje mogą być przygotowane za pomocą powlekania, laminowania lub koekstruzji. Gdy zastosowane są różne warstwy polimerów obserwuje się obniżenie własności adhezyjnych pomiędzy warstwami. Celem rozwiązania tego problemu opracowano specjalne żywice klejące. Żywice te działają jak substancja klejąca pomiędzy warstwami polimerów niewykazujących własności adhezyjnych.
W przypadku żywic EVAL™, dobre własności adhezyjne można uzyskać pomiędzy żywicą EVAL™ i PA bez stosowania warstwy adhezyjnej. Jednak w przypadku koekstruzji z poliolefinami, PET, PS, PC, warstwa adhezyjna jest konieczna pomiędzy tymi polimerami i żywicami EVAL™. Dla każdej żywicy bazowej na rynku dostępne są różne żywice klejące.
10. Zastosowanie przemiału
Jednym z poważnych problemów ekonomicznych w procesie koekstruzji są straty powstające przy przycinaniu. W procesie przetwórczym folii jednowarstwowej, obcięte odpady są zwykle mielone i zawracane do procesu przy znikomych stratach ekonomicznych. Jednakże w przypadku polimerów nieodpornych termicznie lub znacznie różniących się polimerów, folie wielowarstwowe nie mogą być poddane recyklingowi.
Nie dotyczy to jednak przypadku z zastosowaniem żywic EVAL™. Wielowarstwowe struktury zawierające żywice EVAL™ mogą być odzyskiwane i użyte ponownie. Na przykład: odpady z procesu koekstruzji mogą być skutecznie poddane recyklingowi w produkcji płyt, butelek i zbiorników paliwa.
Należy pamiętać, że gdy przemiał jest magazynowany i nieużywany przez dłuższy czas, nastąpić może absorpcja wilgoci w żywicy EVAL™ stanowiącej składnik kompozytu. Wtedy przemiał należy poddać suszeniu przez ekstruzją. Jeśli to możliwe, zaleca się by przemiał zawierający EVAL™ poddać przetworzeniu i użyciu najszybciej jak to możliwe celem uniknięcia potencjalnych problemów w przetwarzaniu na skutek dużej zawartości wilgoci.
Dla wielu zastosowań opracowano w Kuraray specjalny proces przetwórczy przemiału, dla zapobieżenia problemom procesowym w czasie ekstruzji przemiału, celem maksymalnego zwiększenia zawartości EVOH w przemiale i polepszenia własności produktu końcowego.

EVAL™ - wiodące na świecie EVOH
EuropaEVAL Europe nv (Antwerpia, Belgia)Produkcja: 24 000 ton/rokPierwsza i największa europejska fabryka EVOH
AmerykiKuraray America Inc. (Pasadena, Texas, USA)Produkcja: 35 000 ton/rokNajwiększa na świecie fabryka EVOH
Rejon Azji i PacyfikuKuraray Co., Ltd. (Okayama, Japonia)Produkcja: 10 000 ton/rokPierwsza na świecie fabryka EVOH
KURARAY CO., LTD.
KURARAY CO., LTD. (Shanghai)
Building better barriers
Contact
EVAL Europe nvHaven 1053Nieuwe Weg 1 - Bus 10B-2070 Zwijndrecht (Antwerpia)BelgiaTelefon: +32 3 250 97 33Faks +32 3 250 97 45www.eval.eu
Żywice EVAL™ produkowane są na całym świecie zgodnie z jednolitą jakościową i produkcyjna specyfikacją Kuraray.
UWAGI
Informacje, specyfikacje, procedury metody, zalecenia zawarte w niniejszej broszurze przedstawione są w dobrej wierze i przekonaniu, że są dokładne i wiarygodne, lecz mogą być niepełne i/lub mogą nie mieć zastosowania w każdych warunkach lub sytuacjach, które występują lub mogą wystąpić. Nie istnieją żadne zobowiązania lub gwarancje zapewniające o kompletności podanych informacji, specyfikacji, procedur, metod i zaleceń oraz, że zastosowanie lub użycie dowolnych z nich pozwoli na uniknięcie zagrożenia, wypadków, strat, uszkodzeń lub zranienia wszelkiego rodzaju osób lub środków mate-rialnych, jak również nie ma gwarancji nienaruszenia patentów lub dania pożądanych wyników. Zaleca się zapoznanie z treścią podanych informacji, specyfikacji, procedur, metod i zaleceń przed ich zastosowaniem.
EU-T
EC 2
007
© K
urar
ay C
o., L
td.
Foto
graf
ie w
ykor
zyst
ane
w n
inie
jsze
j bro
szur
ze s
ą re
prez
enta
tyw
ne je
dyni
e dl
a po
tenc
jaln
ych
zast
osow
ań p
rodu
ktu.





















![Wstep˛ do Optyki i Fizyki Materii Skondensowanej[patlah.ru] Widmo swiatła´ Podstawy spektroskopiiSpektroskopia w zastosowaniach Spektroskopia absorpcyjna Badania struktury energetycznej"](https://img.pdfslide.tips/doc/110x75/60e21ce59b749154fd751536/wstep-do-optyki-i-fizyki-materii-skondensowanej-widmo-swiata-podstawy.jpg)






