Embed Size (px)
Citation preview

1
TECHNIKI WYTWARZANIA ODLEWNICTWO
I PRZETWORSTWO
TWORZYW SZTUCZNYCH
Dr inż. Rafał Kaczorowski
PRZETWÓRSTWO
TWORZYW SZTUCZNYCH
2
LITERATURA
13 października 2014 3
Zawistowski H., Frenkler D.: Konstrukcja form wtryskowych,
WNT, Warszawa, 1984
Praca zbiorowa pod redakcją Roberta Sikory: Przetwórstwo
tworzyw polimerowych, Wydawnictwo Politechniki Lubelskiej,
Lublin 2006
K. Dobrosz, A. Matysiak: Tworzywa sztuczne.
Materiałoznawstwo i przetwórstwo, WSiP, 1994;
D. Śuchowska: Polimery konstrukcyjne. Przetwórstwo i
właściwości, Wydawnictwo Politechniki Wrocławskiej,
Wrocław, 1993
Praca zbiorowa pod redakcją Jerzego Erbla: Encyklopedia
technik wytwarzania stosowanych w przemyśle Maszynowym
tom I, Oficyna Wydawnicza Politechniki Warszawskiej,
Warszawa, 2001
POLIMERY
13 października 2014 4
POLIMER (związek wielkocząsteczkowy)
to efekt polireakcji wielofunkcyjnych związków o małej masie
cząsteczkowej (monomerów) zwykle węglowodorów
nienasyconych.
Warunek: związki co najmniej dwufunkcyjne (tj. mających w
cząsteczce dwa miejsca reaktywne, zdolne do wchodzenia w
reakcję) o pojedynczym lub podwójnym wiązaniu, np.:
OH-(CH2)2-OH - glikol etylenowy
H2C=CH2 - etylen
CH2=CH-C6H5 - styren
CH2=CH(CH3) - propen
CH2=C(CH3)-COO-CH3 - metakrylan metylu
3
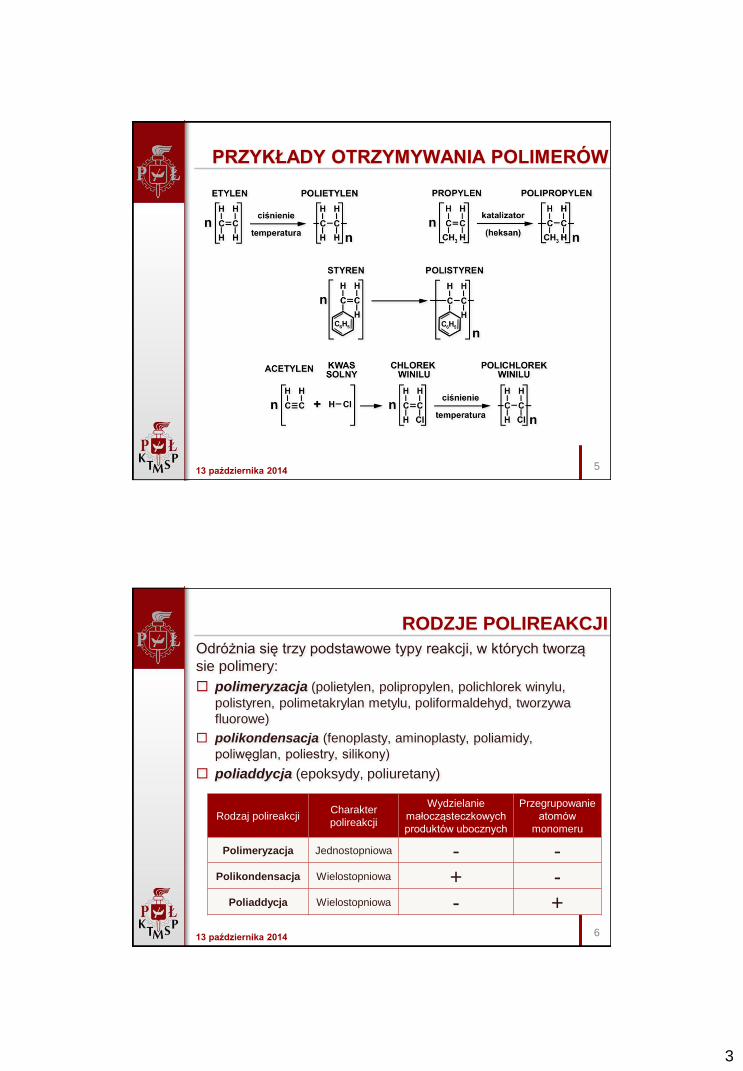
PRZYKŁADY OTRZYMYWANIA POLIMERÓW
13 października 2014 5
RODZJE POLIREAKCJI
13 października 2014 6
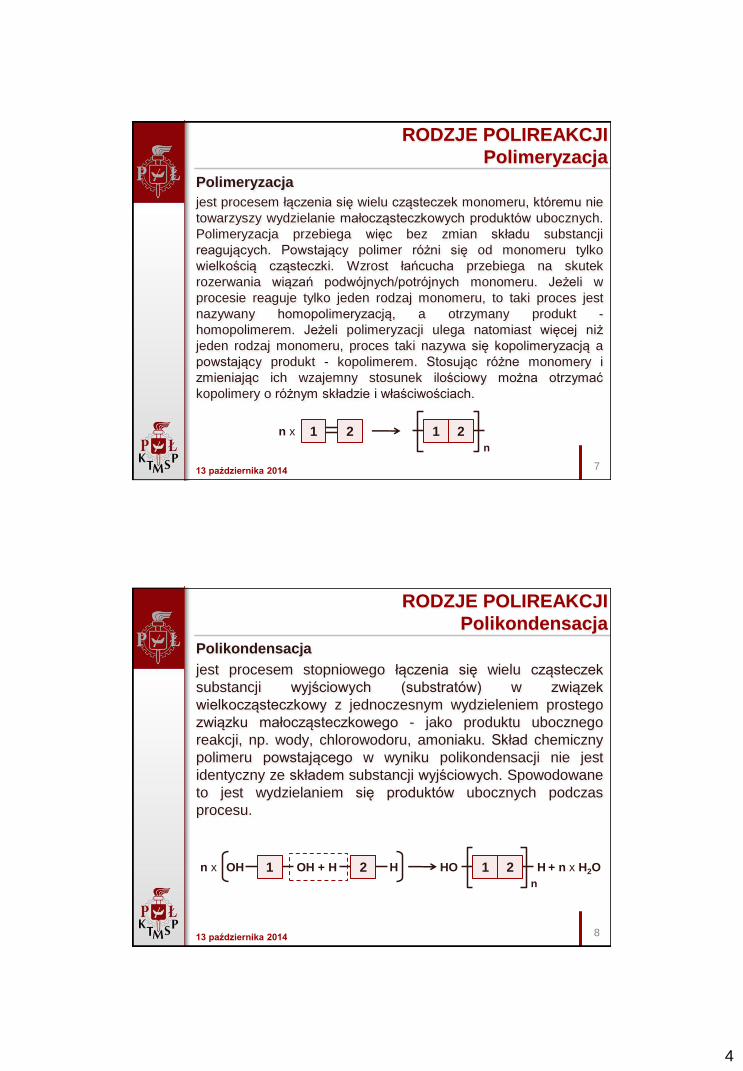
Odróżnia się trzy podstawowe typy reakcji, w których tworzą
sie polimery:
polimeryzacja (polietylen, polipropylen, polichlorek winylu,
polistyren, polimetakrylan metylu, poliformaldehyd, tworzywa
fluorowe)
polikondensacja (fenoplasty, aminoplasty, poliamidy,
poliwęglan, poliestry, silikony)
poliaddycja (epoksydy, poliuretany)
Rodzaj polireakcji Charakter
polireakcji
Wydzielanie
małocząsteczkowych
produktów ubocznych
Przegrupowanie
atomów
monomeru
Polimeryzacja Jednostopniowa - - Polikondensacja Wielostopniowa + -
Poliaddycja Wielostopniowa - +
4
RODZJE POLIREAKCJI
Polimeryzacja
13 października 2014 7
Polimeryzacja
jest procesem łączenia się wielu cząsteczek monomeru, któremu nie
towarzyszy wydzielanie małocząsteczkowych produktów ubocznych.
Polimeryzacja przebiega więc bez zmian składu substancji
reagujących. Powstający polimer różni się od monomeru tylko
wielkością cząsteczki. Wzrost łańcucha przebiega na skutek
rozerwania wiązań podwójnych/potrójnych monomeru. Jeżeli w
procesie reaguje tylko jeden rodzaj monomeru, to taki proces jest
nazywany homopolimeryzacją, a otrzymany produkt -
homopolimerem. Jeżeli polimeryzacji ulega natomiast więcej niż
jeden rodzaj monomeru, proces taki nazywa się kopolimeryzacją a
powstający produkt - kopolimerem. Stosując różne monomery i
zmieniając ich wzajemny stosunek ilościowy można otrzymać
kopolimery o różnym składzie i właściwościach.
1 2 n x 1 2 n
RODZJE POLIREAKCJI
Polikondensacja
13 października 2014 8
Polikondensacja
jest procesem stopniowego łączenia się wielu cząsteczek
substancji wyjściowych (substratów) w związek
wielkocząsteczkowy z jednoczesnym wydzieleniem prostego
związku małocząsteczkowego - jako produktu ubocznego
reakcji, np. wody, chlorowodoru, amoniaku. Skład chemiczny
polimeru powstającego w wyniku polikondensacji nie jest
identyczny ze składem substancji wyjściowych. Spowodowane
to jest wydzielaniem się produktów ubocznych podczas
procesu.
1 2 n x 1 2 n
OH OH + H H HO H + n x H2O
5
RODZJE POLIREAKCJI
Poliaddycja
13 października 2014 9
Poliaddycja
ma charakter pośredni między polimeryzacją a polikondensacją.
Podobnie jak polikondensacja jest to reakcja przebiegająca w
sposób stopniowy, lecz w odróżnieniu od niej nie jest procesem
odwracalnym. Nie następuje też wydzielanie się ubocznych
produktów małocząsteczkowych, co upodabnia poliaddycję do
polimeryzacji. Polimery otrzymywane w wyniku poliaddycji mają ten
sam skład chemiczny co monomery, lecz różnią się od nich budową.
Mechanizm reakcji polega najogólniej na przemieszczaniu
(przeskoku) atomu wodoru w cząsteczce monomeru, umożliwiając
tym samym wzrost łańcucha polimeru. Typowym przykładem
poliaddycji jest reakcja otrzymywania poliuretanów lub żywic
epoksydowych.
1 n x 1 2
n
OCN NCO + HO OH OCN OH 2 NHCOO
BUDOWA POLIMERÓW
13 października 2014 10
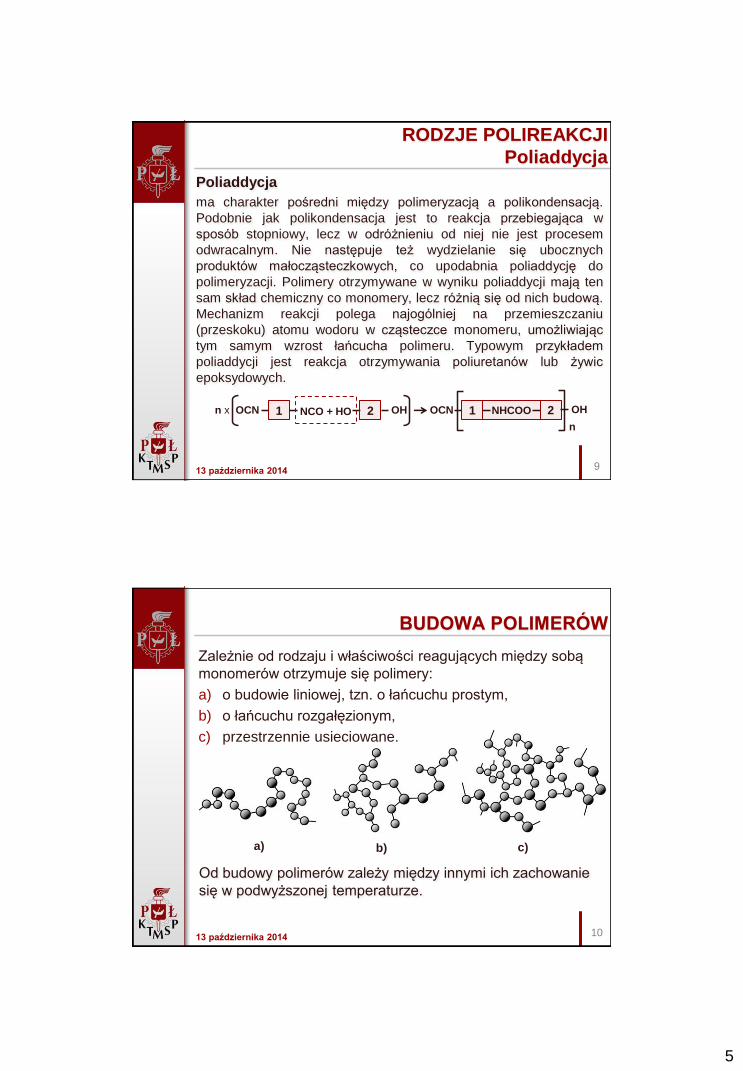
Zależnie od rodzaju i właściwości reagujących między sobą
monomerów otrzymuje się polimery:
a) o budowie liniowej, tzn. o łańcuchu prostym,
b) o łańcuchu rozgałęzionym,
c) przestrzennie usieciowane.
a) c) b)
Od budowy polimerów zależy między innymi ich zachowanie
się w podwyższonej temperaturze.
6
WŁAŚCIWOŚCI POLIMERÓW
Stopień polimeryzcji
13 października 2014 11
STOPIEŃ POLIMERYZACJI P
Charakteryzuje wielkość makrocząsteczki. Jest to liczba
cząsteczek monomeru tworzących polimer.
M – masa cząsteczkowa makrocząsteczki
Mn – masa cząsteczkowa monomeru
tempertura płynięcia,
przewodność i oporność cieplna,
wytrzymałość,
udarność,
lepkość.
nM
MP
P
Krystalit Obszar
bezpostaciowy
WŁAŚCIWOŚCI POLIMERÓW
Stopień krystaliczności
13 października 2014 12
Rodzaje struktur tworzyw wielkocząsteczkowych krystaliczna (uporządkowana)
bezpostaciowa (nieuporządkowana)
częściowo skrystalizowana
Stopień krystaliczności:
V0 – objętość właściwa materiału całkowicie bezpostaciowego
V – objętość właściwa tworzywa
V - objętość właściwa materiału całkowicie skrystalizowanego
gęstość,
twardość,
ścieralność,
chłonność wody,
X
rozszerzalność cieplna,
przeświecalność,
wytrzymałość,
udarność.
%1000
0
VV
VVX
7
WŁAŚCIWOŚCI POLIMERÓW
Sieciowanie
13 października 2014 13
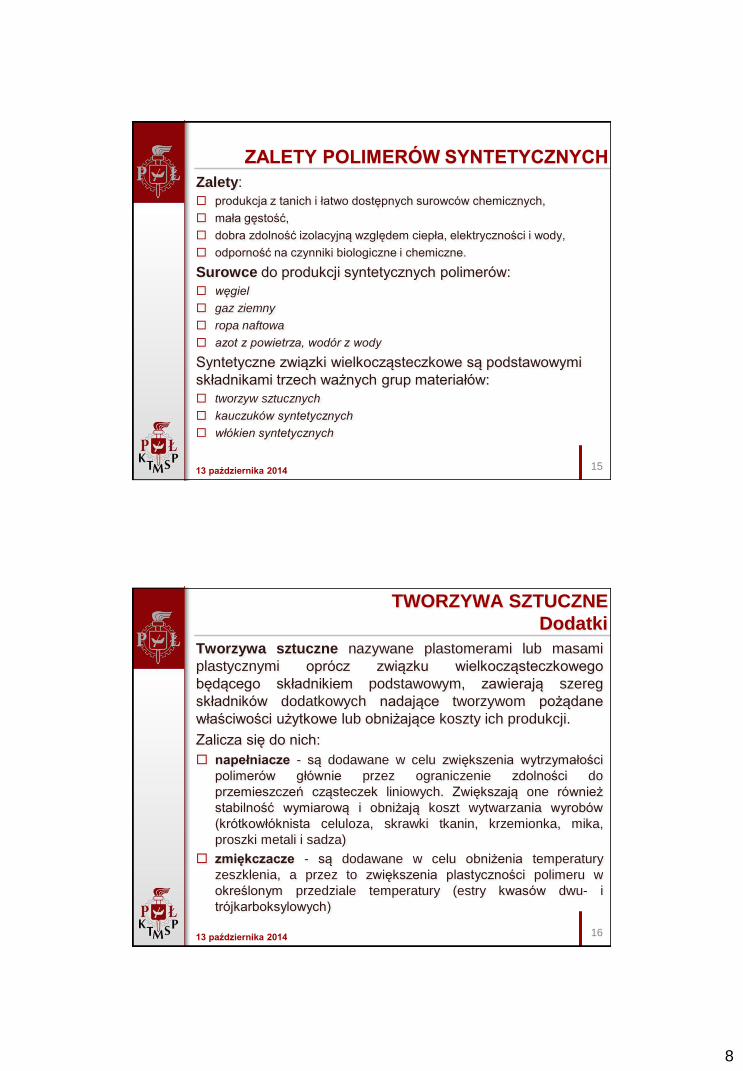
Sieciownie to tworzenie poprzecznych wiązań wewnątrzcząstecz-
kowych między sąsiednimi makrocząsteczkami. wulkanizacja (wiązanie kowalencyjne sąsiednich makrocząsteczek w
miejscu wiązań nienasyconych)
utwardzanie (w przypadku produktów wstępnej polikondensacji lub
poliaddycji – polega na zwiększeniu wiązań między sąsiednimi
cząsteczkami)
wytrzymałość,
odporność cieplna,
odporność na zmęczenie,
Sieciowanie odporność ścieranie
odkształcalność trwała,
rozpuszczalność.
Wulkanizacja
polichloroprenu
WŁAŚCIWOŚCI POLIMERÓW
Stany fizyczne
13 października 2014 14
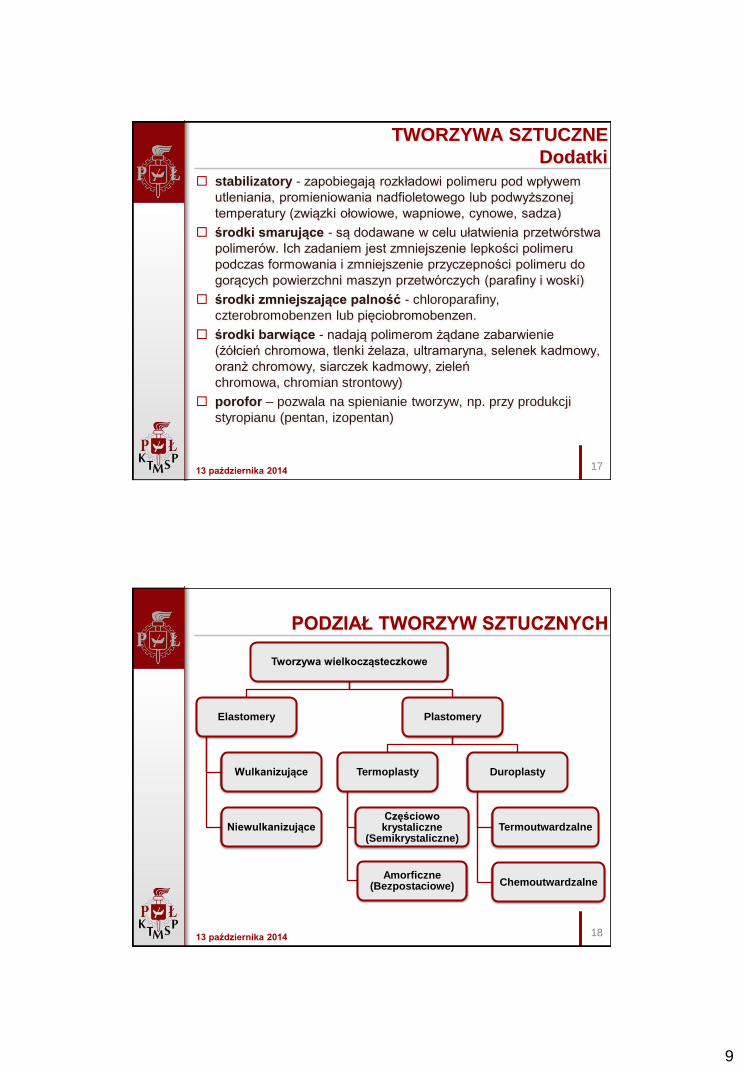
Polimery mogą występować w jednym z trzech stanów fizycznych:
szklistym, elastycznym i plastycznym. Stan szklisty charakteryzuje
nieuporządkowanie makrocząsteczek, ale jednocześnie twardość i kruchość
wynikająca z tego, iż jest on w tym stanie przechłodzoną cieczą (jak szkło).
Tg – temperatura zeszklenia, w której następuje przejście ze stanu
szklistego do elastycznego lub odwrotnie.
Tp - temperatura płynięcia przejście ze stanu elastycznego do
plastycznego lub odwrotnie. W stanie elastycznym pod wpływem przyłożonej
siły polimer się odkształca, ale po pewnym czasie powraca do pierwotnego
kształtu, w stanie plastycznym w wyniku przyłożonej siły trwale się
odkształca.
Odkształcenie polimeru w różnych
temperaturach
Tg - temperatura kruchości (temperatura
zeszklenia), Tp - temperatura płynięcia,
A: stan szklisty, B: elastyczny, C: plastyczny
8
ZALETY POLIMERÓW SYNTETYCZNYCH
13 października 2014 15
Zalety:
produkcja z tanich i łatwo dostępnych surowców chemicznych,
mała gęstość,
dobra zdolność izolacyjną względem ciepła, elektryczności i wody,
odporność na czynniki biologiczne i chemiczne.
Surowce do produkcji syntetycznych polimerów:
węgiel
gaz ziemny
ropa naftowa
azot z powietrza, wodór z wody
Syntetyczne związki wielkocząsteczkowe są podstawowymi
składnikami trzech ważnych grup materiałów:
tworzyw sztucznych
kauczuków syntetycznych
włókien syntetycznych
TWORZYWA SZTUCZNE
Dodatki
13 października 2014 16
Tworzywa sztuczne nazywane plastomerami lub masami
plastycznymi oprócz związku wielkocząsteczkowego
będącego składnikiem podstawowym, zawierają szereg
składników dodatkowych nadające tworzywom pożądane
właściwości użytkowe lub obniżające koszty ich produkcji.
Zalicza się do nich:
napełniacze - są dodawane w celu zwiększenia wytrzymałości
polimerów głównie przez ograniczenie zdolności do
przemieszczeń cząsteczek liniowych. Zwiększają one również
stabilność wymiarową i obniżają koszt wytwarzania wyrobów
(krótkowłóknista celuloza, skrawki tkanin, krzemionka, mika,
proszki metali i sadza)
zmiękczacze - są dodawane w celu obniżenia temperatury
zeszklenia, a przez to zwiększenia plastyczności polimeru w
określonym przedziale temperatury (estry kwasów dwu- i
trójkarboksylowych)
9
TWORZYWA SZTUCZNE
Dodatki
13 października 2014 17
stabilizatory - zapobiegają rozkładowi polimeru pod wpływem
utleniania, promieniowania nadfioletowego lub podwyższonej
temperatury (związki ołowiowe, wapniowe, cynowe, sadza)
środki smarujące - są dodawane w celu ułatwienia przetwórstwa
polimerów. Ich zadaniem jest zmniejszenie lepkości polimeru
podczas formowania i zmniejszenie przyczepności polimeru do
gorących powierzchni maszyn przetwórczych (parafiny i woski)
środki zmniejszające palność - chloroparafiny,
czterobromobenzen lub pięciobromobenzen.
środki barwiące - nadają polimerom żądane zabarwienie
(żółcień chromowa, tlenki żelaza, ultramaryna, selenek kadmowy,
oranż chromowy, siarczek kadmowy, zieleń
chromowa, chromian strontowy)
porofor – pozwala na spienianie tworzyw, np. przy produkcji
styropianu (pentan, izopentan)
PODZIAŁ TWORZYW SZTUCZNYCH
13 października 2014 18
Tworzywa wielkocząsteczkowe
Elastomery
Wulkanizujące
Niewulkanizujące
Plastomery
Termoplasty
Częściowo krystaliczne
(Semikrystaliczne)
Amorficzne (Bezpostaciowe)
Duroplasty
Termoutwardzalne
Chemoutwardzalne
10
PODZIAŁ TWORZYW SZTUCZNYCH
13 października 2014 19
Plastomery - tworzywa, których wydłużenie w temperaturze
pokojowej nie przekracza 100%
Duroplasty - ich utwardzenie następuje w wyniku
powstawania wiązań sieciujących, zatem utwardzone
duroplasty są nierozpuszczalne, a po ogrzaniu nie przechodzą
w stan ciekły, lecz przy nadmiernym nagrzaniu następuje ich
rozkład
termoutwardzalne - wiązania sieciujące tworzą się wskutek
ogrzewania
chemoutwardzalne - utwardzenie ich następuje pod wpływem
dodanych środków sieciujących
Termoplasty - posiadają strukturę liniową lub rozgałęzioną
dlatego podczas ogrzewania przechodzą w stan plastyczny,
czyli miękną i dają się kształtować. Po ochłodzeniu twardnieją
zachowując nadane im kształty i odzyskują pierwotne
własności. Jest to proces odwracalny.
PODZIAŁ TWORZYW SZTUCZNYCH
13 października 2014 20
Elastomery - tworzywa, które w temperaturze
pokojowej wykazują wydłużenia przekraczające 100%.
Są one mocno usieciowane chemicznie i z tego
względu wykazują zdecydowany zakres gumowo -
elastyczny, który w wyższych
temperaturach przechodzi w zakres rozkładu
termicznego. Podobnie jak przy duroplastach
formowanie plastyczne elastomerów z reguły nie jest
możliwe.
11
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 21
PE - Polietylen, -[-CH2-CH2-]n-,
Jest to tworzywo o doskonałych właściwościach dielektrycznych, dużej
odporności na działanie kwasów, zasad, soli i większości związków
organicznych. Gęstość - 0,91-0,96 g/cm3. Wytrzymałość na rozciąganie 8-33
MPa, brak zapachu, smaku, w dotyku woskowaty o mlecznej barwie .
Formowany przez wytłaczanie, rozdmuchiwanie, wtrysk oraz natrysk
płomieniowy. Daje się łatwo barwić, źle przyjmuje druk oraz źle się klei.
Polietylen jest szeroko stosowany do wyrobu folii, opakowań, pojemników,
butelek, rur na wodę pitną i dla kanalizacji, do wyrobu artykułów
gospodarstwa domowego oraz powłok.
PE-HD (high density PE) – Polietylen o dużej gęstości. Otrzymywany przez
polimeryzację niskociśnieniową. Jest twardszy w porównaniu z PE-LD, ma
wyższą wytrzymałość mechaniczną, wyższą temperaturę topnienia (125 °C),
kolor mleczny
PE-LD (low density PE) – Polietylen niskiej gęstości – Jest przezroczysty,
giętki i miękki, zachowuje elastyczność w niskiej temperaturze (nawet do –
60 °C)
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 22
PP - Polipropylen, -[-CH2-CH(CH3)-]n-
Jest to tworzywo o właściwościach zbliżonych do polietylenu, lecz większej
wytrzymałości mechanicznej i cieplnej niż polietylen. Temperatura topnienia
160 - 170oC, wytrzymałość na rozciąganie 28-37 MPa , gęstość 0,9 g/cm3.
Może być stosowany w temperaturach od –35oC do + 130oC.
Z polipropylenu produkuje się folie, rury, naczynia do sterylizacji, włókna do
produkcji sznurów, sieci rybackich itp. W przemyśle stosowany do wyrobu
różnych elementów maszyn: kół zębatych, wałków, osłon itp.
Polietylen i polipropylen należ do grupy poliolefin zawierające tylko węgiel i
wodór, w których występują długie łańcuchy węglowe -C-C-C-, stanowiące
podstawowy szkielet łańcuchów samych polimerów.
12
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 23
PS - Polistyren, -[-CH(C6H5)-CH2-]n-,
Polistyren otrzymuje się technicznie na drodze polimeryzacji styrenu
w temperaturze około 80oC. Styren otrzymuje się z benzenu i
etylenu.
W temperaturze pokojowej jest to tworzywo twarde, kruche, bez
zapachu, fizjologicznie obojętne. Gęstość 1,04-1,06 g/cm3,
wytrzymałość na rozciąganie 30 - 60 MPa. Posiada bardzo dobre
właściwości elektroizolacyjne . Jest odporny na działanie alkoholi,
olejów, kwasów, zasad, wody. Rozpuszcza się w niektórych
węglowodorach. Łatwo daje się barwić, formować plastycznie (w
temperaturze powyżej +70oC).
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 24
PCW - Poli(chlorek winylu), -[-CH2-CHCl-]n-,
Czysty polichlorek winylu jest białym proszkiem, o temperaturze mięknienia
70oC. Odpornym na działanie kwasu solnego, siarkowego i azotowego,
rozcieńczonych wodorotlenków sodu i potasu, olejów, wody, amoniaku,
alkoholu, benzyny. Formuje się w temperaturze około 170 oC przez wtrysk,
prasowanie, wytłaczanie, odlewanie. Można go spawać lub kleić.
W zależności od użytych dodatków otrzymuje się polichlorek winylu twardy
lub miękki.
Polichlorek winylu twardy jest tworzywem dobrych właściwościach
mechanicznych: wytrzymałość na rozciąganie 50 MPa , na ściskanie 60 -
100 MPa. Wykonuje się z niego rury dla przemysłu chemicznego, instalacje
wodne, kanalizacyjne, gazowe, wykładziny, materiały budowlane, pojemniki
Polichlorek winylu miękki jest dosyć elastyczny, o dużej udarności. Jest
mniej odporny na działanie środków chemicznych. Zastosowania: folie,
ceraty, węże, izolacje termokurczliwe, kształtowniki o różnych przekrojach,
podeszwy butów, zabawki, pojemniki, okładki zeszytów.
13
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 25
PMMA - Poli(metakrylan metylu),
(szkło organiczne, -[-CH2-C(CH3)( COOCH3)-]n-)
Tworzywo sztuczne bez zapachu, smaku, charakteryzujące się bardzo dobrą
przepuszczalnością światła widzialnego 90–99%. Gęstość 1,19 g/cm3,
wytrzymałość na rozciąganie 75 MPa, wytrzymałość na ściskanie 100 MPa.
Łatwo daje się kształtować (po nagrzaniu do temperatury 140 - 150oC),
polerować oraz obrabiać mechanicznie Mało odporny na zarysowania. Jest
odporne na działanie światła, wody, rozcieńczonych kwasów i zasad,
alkoholu 40%, terpentyny, benzyny, olejów mineralnych. Rozpuszcza się w
większości rozpuszczalników organicznych. Jest dobrym izolatorem
elektrycznym. Potoczne nazwy: pleksi, pleksiglas, szkło organiczne itp.
Najczęściej wytwarzany w postaci płyt, bloków, prętów, rur. Produkuje się z
niego: szyby lotnicze i samochodowe, soczewki, szkiełka zegarków i
odblaskowe, szkiełka reflektorów, artykuły gospodarstwa domowego,
elementy maszyn i instrumentów muzycznych, elementy dekoracyjne, osłony
lamp itp.
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 26
PA – Poliamidy
Poliamidami nazywa się związki wielkocząsteczkowe, zawierające w
makrocząsteczce ugrupowania –CO-NH-
Poliamidy (PA) są półkrystalicznymi polimerami. Rozróżnia się dwa typy ze
względu na ilość rodzajów segmentów podstawowych – takie same rodzaje:
np. PA 6, lub dwa różne segmenty: np. PA 66. Poliamidy posiadają bardzo
dobre właściwości mechaniczne, są generalnie twarde i posiadają świetne
właściwości ślizgowo cierne. Poliamidy różnią się miedzy sobą od twardego i
sztywnego PA 66 do miękkiego i elastycznego PA 12. W zależności od typu
poliamidy absorbują różną ilość wilgoci, co ma wpływ na właściwości
mechaniczne i dokładność wymiarową.
Ze względu na proces produkcji rozróżnia się półwyroby wytłaczane
(ekstrudowane) i odlewane. Proces odlewania pozwala na wyprodukowanie
produktów o większych wymiarach i wyższym stopniu krystaliczności
(wytrzymałość mechaniczna), co skutkuje mniejszymi naprężeniami
wewnętrznymi. Proces wytłaczania jest jednakże bardziej ekonomicznym
procesem.
14
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 27
PC – Poliwęglany
Poliwęglany są amorficznymi, termoplastycznymi (formowanymi przez
wtryskiwanie i wytłaczanie na gorąco) tworzywami sztucznymi o bardzo
dobrych własnościach mechanicznych, szczególnie udarności i dużej
przezroczystości. Własności poliwęglanów są podobne nieco do
polimetakrylanumetylu, ale poliwęglan jest dużo bardziej wytrzymały
mechanicznie i jednocześnie droższy. Jego twardość i odporność na
ściskanie jest zbliżona do aluminium.
Poliwęglan jest stosowany wszędzie tam, gdzie potrzebne jest przezroczyste
tworzywo o wyjątkowo dobrych parametrach mechanicznych. Najbardziej
rozpowszechnionym zastosowaniem są warstwy uodporniające szklane
szyby na stłuczenie. Używany jest też do produkcji butelek dla niemowląt,
nośników informacji, takich jak płyta CD.
Właściwości - gęstość 1,20 g/cm³, zakres stosowania od -100 °C do +135
°C, temperatura przetwórstwa 280-310 °C
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 28
Fenoloplasty
Są to żywice syntetyczne powstałe w wyniku polikondensacji fenoli z
aldehydami. Właściwości żywic zmieniają się w szerokich granicach w
zależności od użytych dodatków w czasie polikondensacji. Ogólnie
fenoloplasty można podzielić na żywice do tłoczyw, żywice do odlewów,
żywice impregnacyjne oraz tworzywa piankowe.
Tłoczywa charakteryzują się łatwością przetwórstwa, dobrą wytrzymałością
oraz niskim kosztem produkcji. Wypraski są nieprzezroczyste, o ciemnej
barwie, bardzo odporne na wodę i rozpuszczalniki. Odporne na działanie
rozcieńczonych kwasów. Trudnopalne. Nie odporne na działanie ługów.
Służą do wyrobu obudów aparatów fotograficznych, zegarków, telefonów,
maszyn itp.
Żywice fenolowe lane stosowane do bezciśnieniowego odlewania w
otwartych formach, są produkowane jako gęsty, przezroczysty, barwiony
syrop. Służą do wyrobu galanterii, uchwytów narzędzi, wzorników, form itp.
Po odpowiedniej modyfikacji produkuje się z nich lakiery, kity.
Żywice impregnacyjne służące do wyrobu laminatów, poprzez prasowanie
na gorąco (temperatura 150 - 165oC) warstw papieru, tkaniny lub włókien
szklanych nasączonych uprzednio żywicą.
15
Charakterystyka wybranych tworzyw
sztucznych
13 października 2014 29
Aminoplasty
Są to tworzywa termoutwardzalne na podstawie żywic mocznikowych i
melaminowych, otrzymywanych w wyniku polikondensacji związków
aminowych z formaldehydem. Wyroby z nich cechuje twardość, sztywność,
odporność na działanie wody i rozpuszczalników, odporność cieplna (100 -
120 oC), bezwonność, bezbarwność, możliwość dowolnego barwienia.
Stosowane są w postaci tłoczyw laminatów, tworzyw piankowych, klejów do
drewna, wyrobów lakierniczych i żywic technicznych do uszlachetniania w
papiernictwie, włókiennictwie i garbarstwie.
Żywice mocznikowe mają podobne właściwości jak żywice fenolowe, z ta
przewagą, że są bezbarwne i odporne na działanie światła, całkowicie
pozbawione. Mają podobne zastosowanie jak fenolowe, ale można je barwić
na jasne kolory. Przykładem zastosowania mogą być białe aparaty
telefoniczne, elementy instalacji, kolorowe sedesy.
Do aminoplastów zaliczamy także żywicę melaminową. Melamina ma lepszą
odporność na działanie wody, temperatury i światła od fenoloplastów, ma
również lepszą od nich twardość powierzchni . Dlatego żywica melaminowa
ma zastosowanie szczególnie w produkcji laminatów, ale również artykułów
gospodarstwa domowego, elementów instalacji, części izolacyjnych, klei.
OBRÓBKA WSTĘPNA TWORZYW
13 października 2014 30
Zadaniem obróbki wstępnej jest nadanie tworzywu postaci
dogodnej dla dalszego przetwórstwa przy czym często wtedy
tworzywo łączy się z środkami modyfikującymi.
Przygotowanie tworzyw w postaci upłynnionej
Podczas upłynniania następuje rozprowadzenie tworzywa i ewentualnie
użytych środków modyfikujących w cieczy upłynniającej. Proces ten
prowadzi się przy użyciu mieszalników z mieszadłem mechanicznym,
strumieniowym lub gazowym (przy sporządzaniu emulsji i zawiesin) albo ze
zbiornikiem stacjonarnym lub przewoźnym (przy sporządzaniu roztworów).
Przygotowywanie tworzyw w postaci stałej
Łączenie tworzywa ze środkami modyfikującymi podczas mieszania daje
mieszankę, której jednorodność nie jest trwała.).
W celu otrzymania mieszanki o trwałej jednorodności stosuje się powlekanie,
impregnowanie i ugniatanie, ale przy tych procesach zużywa się wiele
środków upłynniających. Tej wady nie wykazują walcowanie i wytłaczanie
wstępne, przy których stosuje się tworzywo przeprowadzane przez ogrzanie
w stan płynny.
16
OBRÓBKA WSTĘPNA TWORZYW
13 października 2014 31
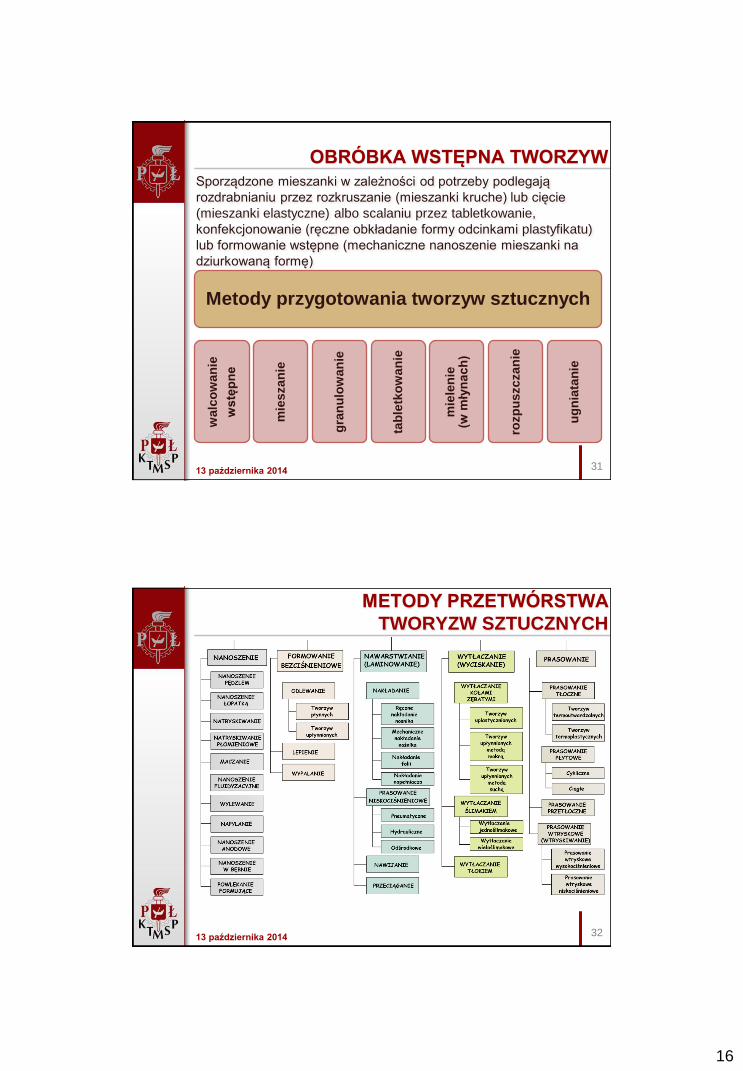
Sporządzone mieszanki w zależności od potrzeby podlegają
rozdrabnianiu przez rozkruszanie (mieszanki kruche) lub cięcie
(mieszanki elastyczne) albo scalaniu przez tabletkowanie,
konfekcjonowanie (ręczne obkładanie formy odcinkami plastyfikatu)
lub formowanie wstępne (mechaniczne nanoszenie mieszanki na
dziurkowaną formę)
Metody przygotowania tworzyw sztucznych
walc
ow
an
ie
wstę
pn
e
mie
szan
ie
gra
nu
low
an
ie
tab
letk
ow
an
ie
mie
len
ie
(w m
łyn
ach
)
rozp
uszczan
ie
ug
nia
tan
ie
METODY PRZETWÓRSTWA
TWORYZW SZTUCZNYCH
13 października 2014 32

17
NANOSZENIE
13 października 2014 33
Podczas nanoszenia tworzywa płynnego lub upłynnionego na
podłoże (część maszyny lub urządzenia), następuje jego zestalenie,
w wyniku czego tworzy się ciągła powłoka stałego tworzywa
sztucznego. W tym celu również stosuje się sproszkowane
tworzywa, które dla utworzenia ciągłej powłoki topi się.
Metody nanoszenia
Proces Postać tworzywa Sposób naniesienia
Nanoszenie pędzlem płynne, upłynnione pędzlem
Nanoszenie łopatką płynne, upłynnione łopatką, szpachelką
Natryskiwanie płynne, upłynnione,
sproszkowane rozpylenie
Maczanie upłynnione maczanie podłoża w kąpieli
Napylanie sproszkowane ręczne nasypywanie na podłoże lub
wsypywanie do formy
Nanoszenie
elektrolityczne upłynnione (elektrolit) umieszczenie podłoża w elektrolicie
Nanoszenie w bębnie upłynnione umieszczenie podłoża w obracającym się
bębnie z tworzywa
Natryskiwanie płomieniowe
sproszkowanego tworzywa Nanoszenie fluidyzacyjne
Polega na rozpyleniu pasty lub
sproszkowanego tworzywa na podłoże
przez strefę płomienia lub w jego
otoczeniu.
Polega na zanurzeniu i wynurzeniu
ogrzanego podłoża w rozpylonym
tworzywie, które stapiając się tworzy na
podłożu ciągła powłokę.
13 października 2014 34
NANOSZENIE
18
NANOSZENIE
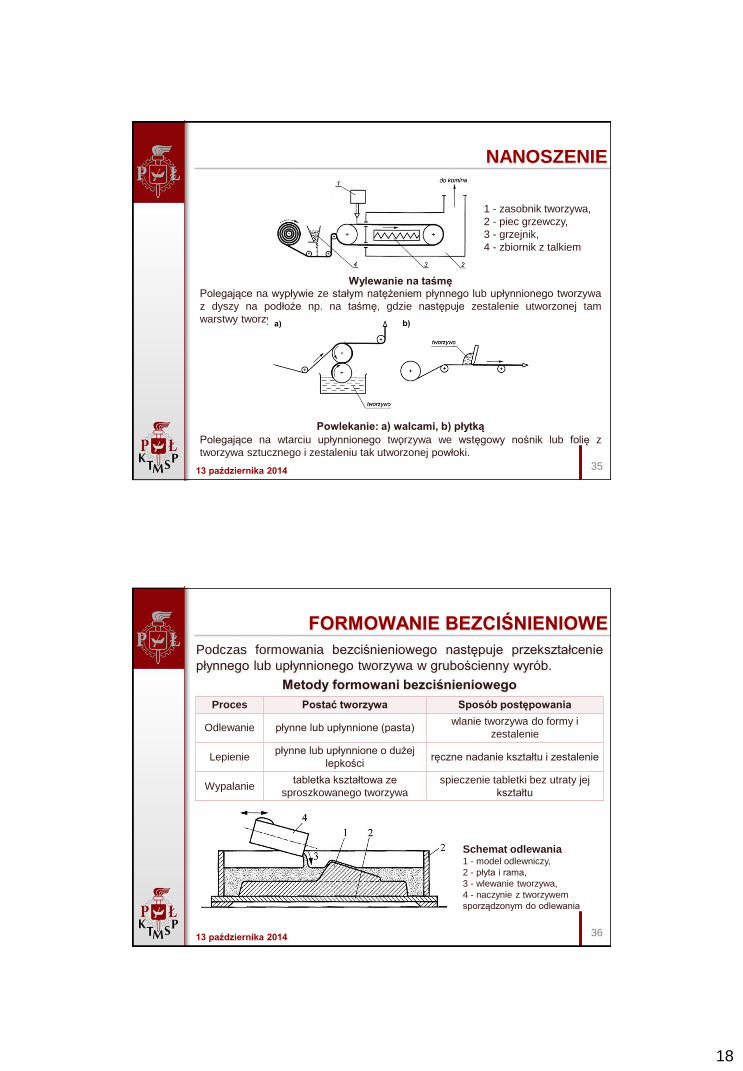
Wylewanie na taśmę Polegające na wypływie ze stałym natężeniem płynnego lub upłynnionego tworzywa
z dyszy na podłoże np. na taśmę, gdzie następuje zestalenie utworzonej tam
warstwy tworzywa.
Powlekanie: a) walcami, b) płytką
. Polegające na wtarciu upłynnionego tworzywa we wstęgowy nośnik lub folię z
tworzywa sztucznego i zestaleniu tak utworzonej powłoki.
13 października 2014 35
1 - zasobnik tworzywa,
2 - piec grzewczy,
3 - grzejnik,
4 - zbiornik z talkiem
FORMOWANIE BEZCIŚNIENIOWE
13 października 2014 36
Podczas formowania bezciśnieniowego następuje przekształcenie
płynnego lub upłynnionego tworzywa w grubościenny wyrób.
Metody formowani bezciśnieniowego
Proces Postać tworzywa Sposób postępowania
Odlewanie płynne lub upłynnione (pasta) wlanie tworzywa do formy i
zestalenie
Lepienie płynne lub upłynnione o dużej
lepkości ręczne nadanie kształtu i zestalenie
Wypalanie tabletka kształtowa ze
sproszkowanego tworzywa
spieczenie tabletki bez utraty jej
kształtu
Schemat odlewania 1 - model odlewniczy,
2 - płyta i rama,
3 - wlewanie tworzywa,
4 - naczynie z tworzywem
sporządzonym do odlewania
19
NAWARSTWIANIE
13 października 2014 37
Proces cykliczny lub ciągły polegający na trwałym łączeniu warstw
napełniacza (nośnika) w kształcie arkuszy, taśm lub włókien za
pomocą spoiwa. Najczęściej używane przy tym są płynne tworzywa
chemoutwardzalne i szklane nośniki (włókna, maty, tkaniny).
Metoda laminowania dzieli się, ze względu na kształt stosowanego
napełniacza lub tworzywa wejściowego i stan spoiwa, na
następujące główne odmiany:
nakładanie (spoiwem są substancje w stanie ciekłym lub stałym,
a napełniacze są arkuszami)
laminowanie natryskowe (spoiwo jest w stanie ciekłym, a
napełniacz ma kształt włókien krótkich)
przeciąganie (spoiwo jest w stanie ciekłym, a napełniacz ma
kształt włókien długich)
nawijanie (spoiwo jest w stanie ciekłym lub stałym, a napełniacz
ma kształt włókien długich lub taśm z włókien)
NAWARSTWIANIE
Nakładanie
Ręczne nakładanie nośnika
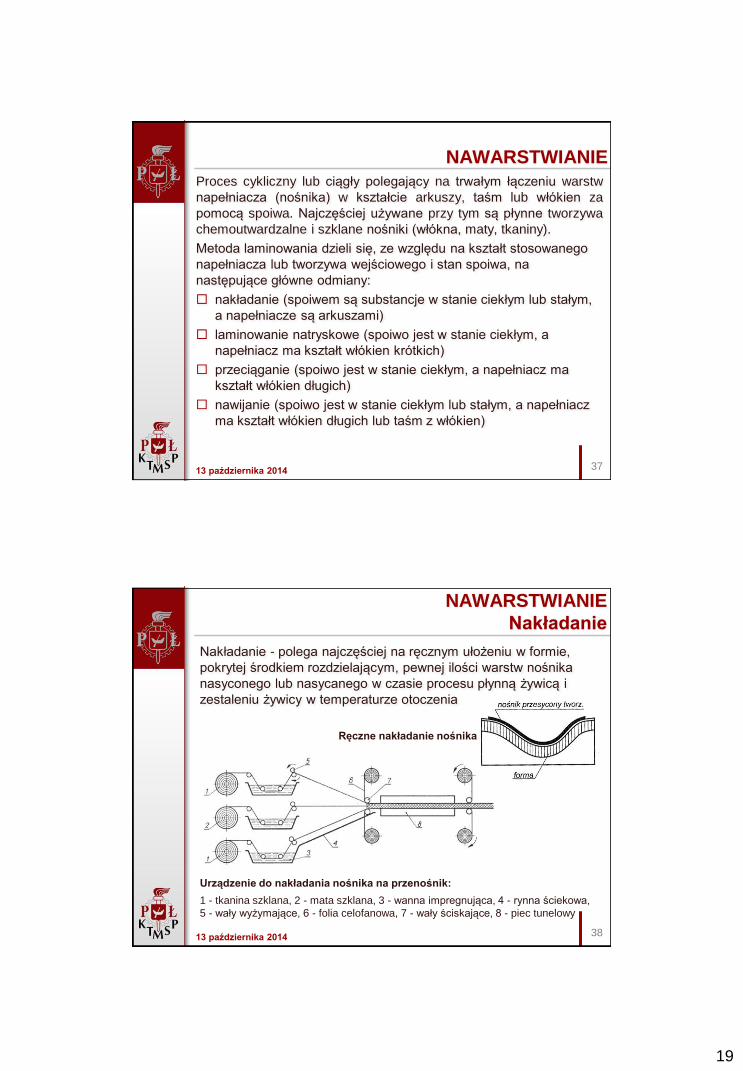
Nakładanie - polega najczęściej na ręcznym ułożeniu w formie,
pokrytej środkiem rozdzielającym, pewnej ilości warstw nośnika
nasyconego lub nasycanego w czasie procesu płynną żywicą i
zestaleniu żywicy w temperaturze otoczenia
Urządzenie do nakładania nośnika na przenośnik:
1 - tkanina szklana, 2 - mata szklana, 3 - wanna impregnująca, 4 - rynna ściekowa,
5 - wały wyżymające, 6 - folia celofanowa, 7 - wały ściskające, 8 - piec tunelowy
13 października 2014 38
20
NAWARSTWIANIE
Laminowanie natryskowe
13 października 2014 39
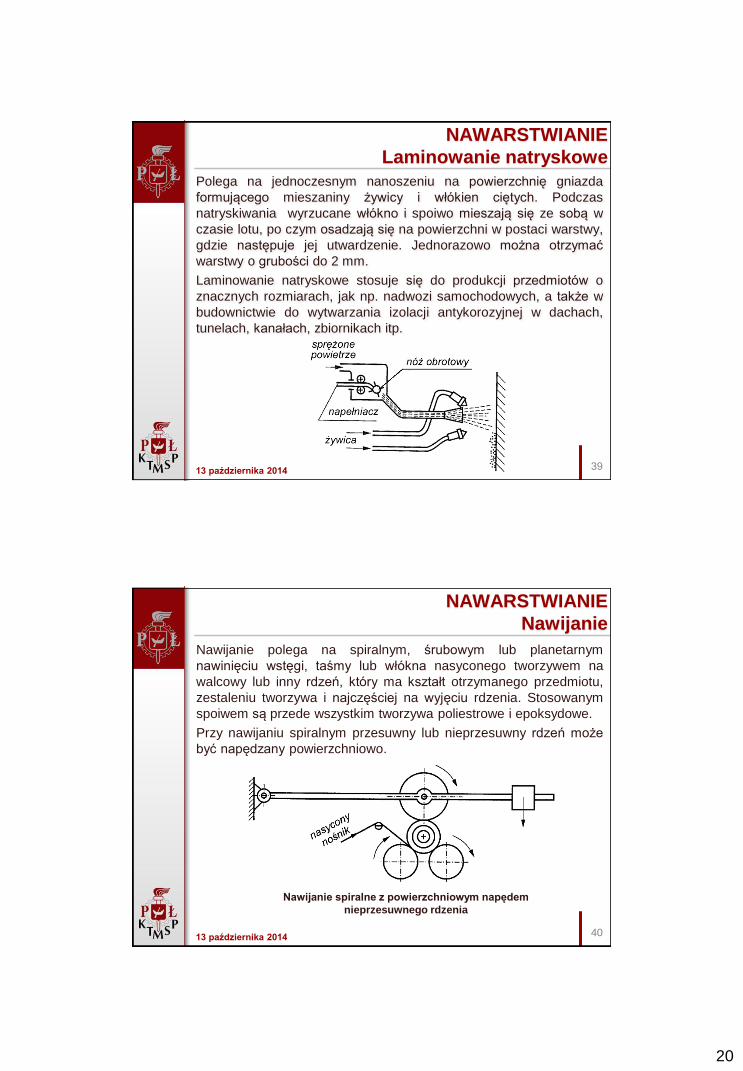
Polega na jednoczesnym nanoszeniu na powierzchnię gniazda
formującego mieszaniny żywicy i włókien ciętych. Podczas
natryskiwania wyrzucane włókno i spoiwo mieszają się ze sobą w
czasie lotu, po czym osadzają się na powierzchni w postaci warstwy,
gdzie następuje jej utwardzenie. Jednorazowo można otrzymać
warstwy o grubości do 2 mm.
Laminowanie natryskowe stosuje się do produkcji przedmiotów o
znacznych rozmiarach, jak np. nadwozi samochodowych, a także w
budownictwie do wytwarzania izolacji antykorozyjnej w dachach,
tunelach, kanałach, zbiornikach itp.
Nawijanie polega na spiralnym, śrubowym lub planetarnym
nawinięciu wstęgi, taśmy lub włókna nasyconego tworzywem na
walcowy lub inny rdzeń, który ma kształt otrzymanego przedmiotu,
zestaleniu tworzywa i najczęściej na wyjęciu rdzenia. Stosowanym
spoiwem są przede wszystkim tworzywa poliestrowe i epoksydowe.
Przy nawijaniu spiralnym przesuwny lub nieprzesuwny rdzeń może
być napędzany powierzchniowo.
13 października 2014 40
NAWARSTWIANIE
Nawijanie
Nawijanie spiralne z powierzchniowym napędem
nieprzesuwnego rdzenia
21
NAWARSTWIANIE
Nawijanie
13 października 2014 41
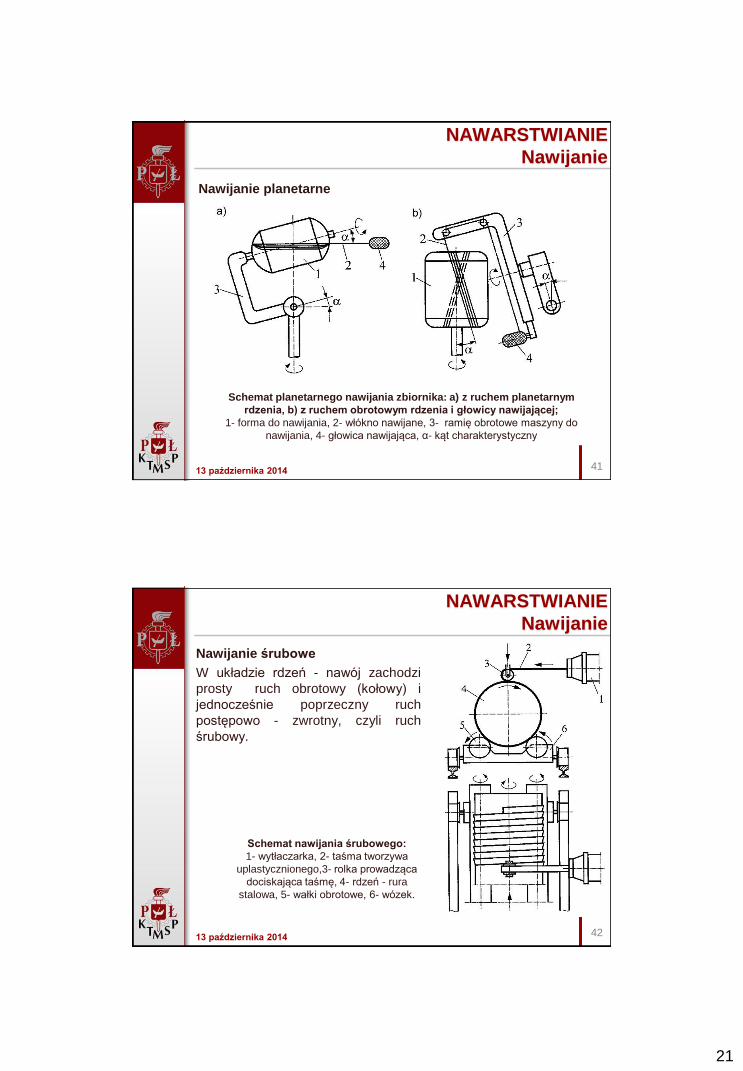
Nawijanie planetarne
Schemat planetarnego nawijania zbiornika: a) z ruchem planetarnym
rdzenia, b) z ruchem obrotowym rdzenia i głowicy nawijającej;
1- forma do nawijania, 2- włókno nawijane, 3- ramię obrotowe maszyny do
nawijania, 4- głowica nawijająca, α- kąt charakterystyczny
NAWARSTWIANIE
Nawijanie
13 października 2014 42
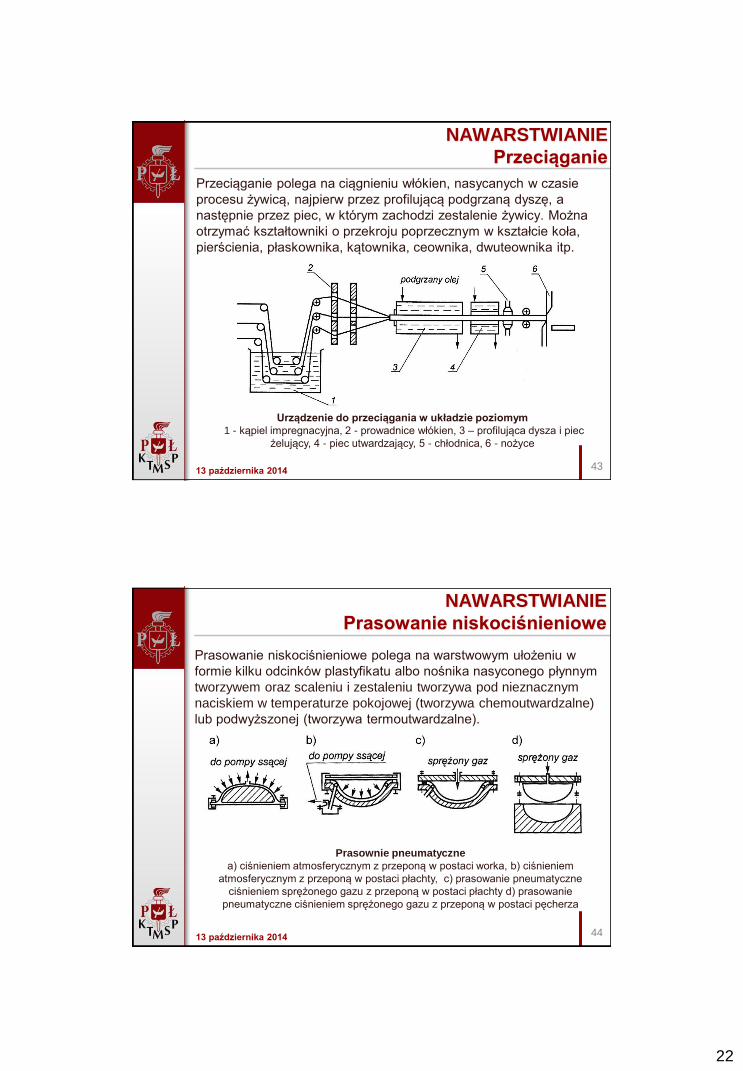
Nawijanie śrubowe
W układzie rdzeń - nawój zachodzi
prosty ruch obrotowy (kołowy) i
jednocześnie poprzeczny ruch
postępowo - zwrotny, czyli ruch
śrubowy.
Schemat nawijania śrubowego:
1- wytłaczarka, 2- taśma tworzywa
uplastycznionego,3- rolka prowadząca
dociskająca taśmę, 4- rdzeń - rura
stalowa, 5- wałki obrotowe, 6- wózek.
22
Przeciąganie polega na ciągnieniu włókien, nasycanych w czasie
procesu żywicą, najpierw przez profilującą podgrzaną dyszę, a
następnie przez piec, w którym zachodzi zestalenie żywicy. Można
otrzymać kształtowniki o przekroju poprzecznym w kształcie koła,
pierścienia, płaskownika, kątownika, ceownika, dwuteownika itp.
13 października 2014 43
NAWARSTWIANIE
Przeciąganie
Urządzenie do przeciągania w układzie poziomym
1 - kąpiel impregnacyjna, 2 - prowadnice włókien, 3 – profilująca dysza i piec
żelujący, 4 - piec utwardzający, 5 - chłodnica, 6 - nożyce
NAWARSTWIANIE
Prasowanie niskociśnieniowe
Prasowanie niskociśnieniowe polega na warstwowym ułożeniu w
formie kilku odcinków plastyfikatu albo nośnika nasyconego płynnym
tworzywem oraz scaleniu i zestaleniu tworzywa pod nieznacznym
naciskiem w temperaturze pokojowej (tworzywa chemoutwardzalne)
lub podwyższonej (tworzywa termoutwardzalne).
13 października 2014 44
Prasownie pneumatyczne
a) ciśnieniem atmosferycznym z przeponą w postaci worka, b) ciśnieniem
atmosferycznym z przeponą w postaci płachty, c) prasowanie pneumatyczne
ciśnieniem sprężonego gazu z przeponą w postaci płachty d) prasowanie
pneumatyczne ciśnieniem sprężonego gazu z przeponą w postaci pęcherza
23
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie kołami zębatymi (Przędzenie)
13 października 2014 45
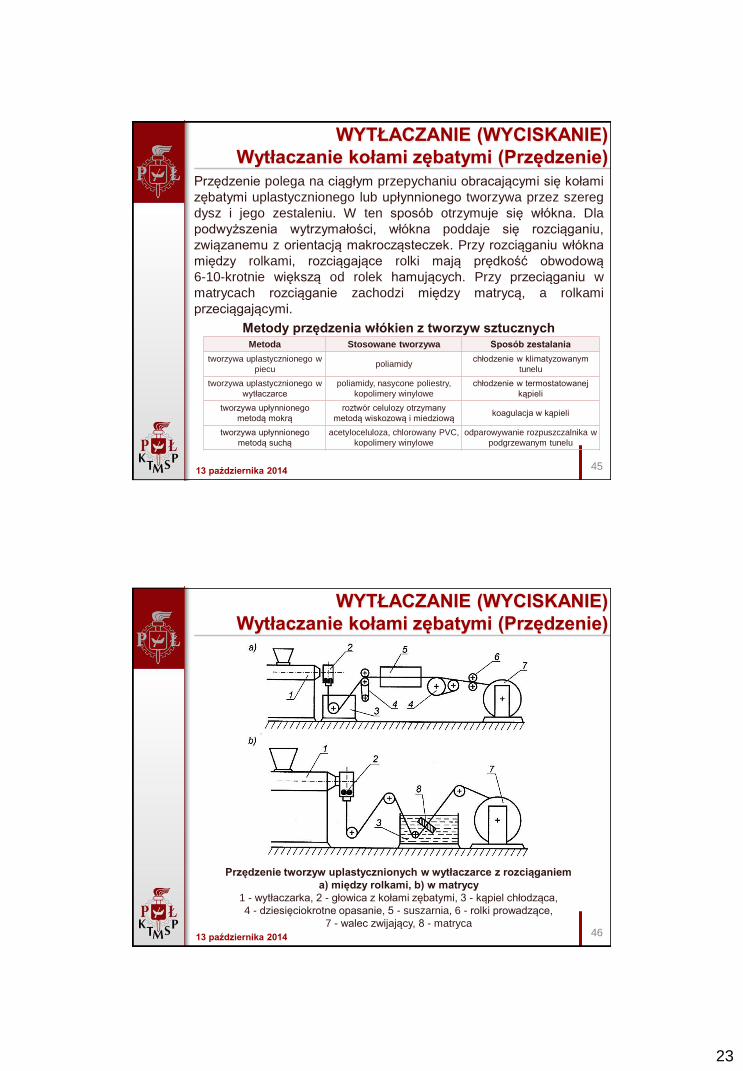
Przędzenie polega na ciągłym przepychaniu obracającymi się kołami
zębatymi uplastycznionego lub upłynnionego tworzywa przez szereg
dysz i jego zestaleniu. W ten sposób otrzymuje się włókna. Dla
podwyższenia wytrzymałości, włókna poddaje się rozciąganiu,
związanemu z orientacją makrocząsteczek. Przy rozciąganiu włókna
między rolkami, rozciągające rolki mają prędkość obwodową
6-10-krotnie większą od rolek hamujących. Przy przeciąganiu w
matrycach rozciąganie zachodzi między matrycą, a rolkami
przeciągającymi.
Metody przędzenia włókien z tworzyw sztucznych Metoda Stosowane tworzywa Sposób zestalania
tworzywa uplastycznionego w
piecu poliamidy
chłodzenie w klimatyzowanym
tunelu
tworzywa uplastycznionego w
wytłaczarce
poliamidy, nasycone poliestry,
kopolimery winylowe
chłodzenie w termostatowanej
kąpieli
tworzywa upłynnionego
metodą mokrą
roztwór celulozy otrzymany
metodą wiskozową i miedziową koagulacja w kąpieli
tworzywa upłynnionego
metodą suchą
acetyloceluloza, chlorowany PVC,
kopolimery winylowe
odparowywanie rozpuszczalnika w
podgrzewanym tunelu
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie kołami zębatymi (Przędzenie)
13 października 2014 46
Przędzenie tworzyw uplastycznionych w wytłaczarce z rozciąganiem
a) między rolkami, b) w matrycy
1 - wytłaczarka, 2 - głowica z kołami zębatymi, 3 - kąpiel chłodząca,
4 - dziesięciokrotne opasanie, 5 - suszarnia, 6 - rolki prowadzące,
7 - walec zwijający, 8 - matryca
24
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie ślimakiem
13 października 2014 47
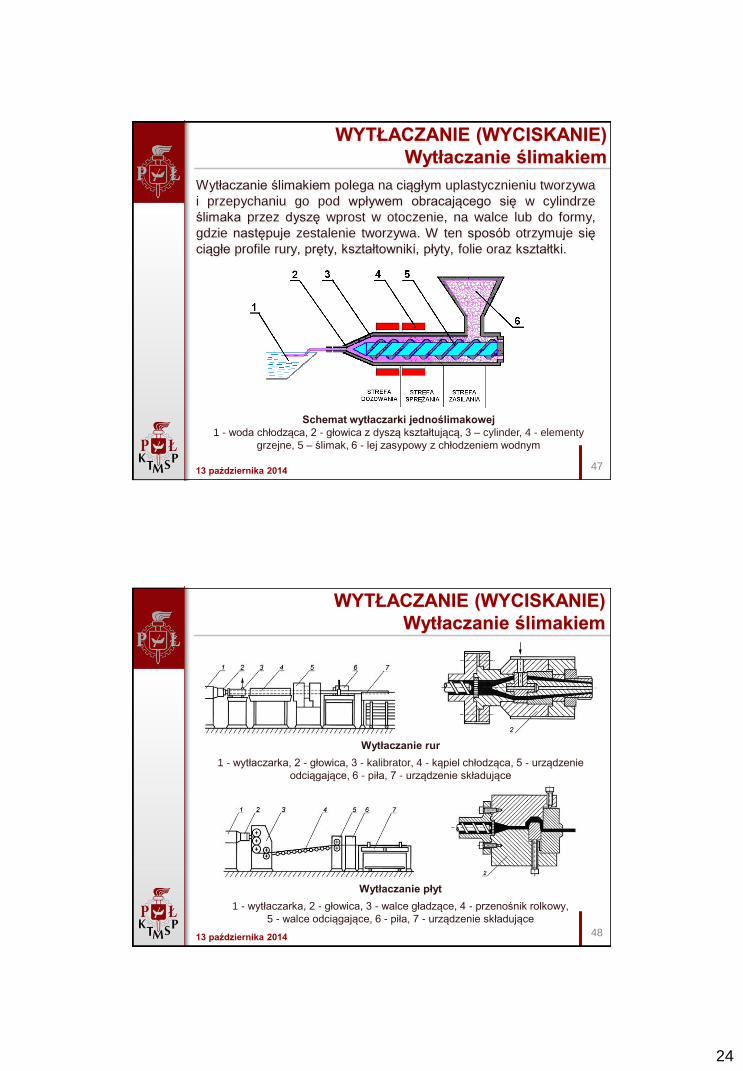
Wytłaczanie ślimakiem polega na ciągłym uplastycznieniu tworzywa
i przepychaniu go pod wpływem obracającego się w cylindrze
ślimaka przez dyszę wprost w otoczenie, na walce lub do formy,
gdzie następuje zestalenie tworzywa. W ten sposób otrzymuje się
ciągłe profile rury, pręty, kształtowniki, płyty, folie oraz kształtki.
Schemat wytłaczarki jednoślimakowej
1 - woda chłodząca, 2 - głowica z dyszą kształtującą, 3 – cylinder, 4 - elementy
grzejne, 5 – ślimak, 6 - lej zasypowy z chłodzeniem wodnym
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie ślimakiem
Wytłaczanie rur
1 - wytłaczarka, 2 - głowica, 3 - kalibrator, 4 - kąpiel chłodząca, 5 - urządzenie
odciągające, 6 - piła, 7 - urządzenie składujące
Wytłaczanie płyt
1 - wytłaczarka, 2 - głowica, 3 - walce gładzące, 4 - przenośnik rolkowy,
5 - walce odciągające, 6 - piła, 7 - urządzenie składujące
13 października 2014 48
25
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie ślimakiem
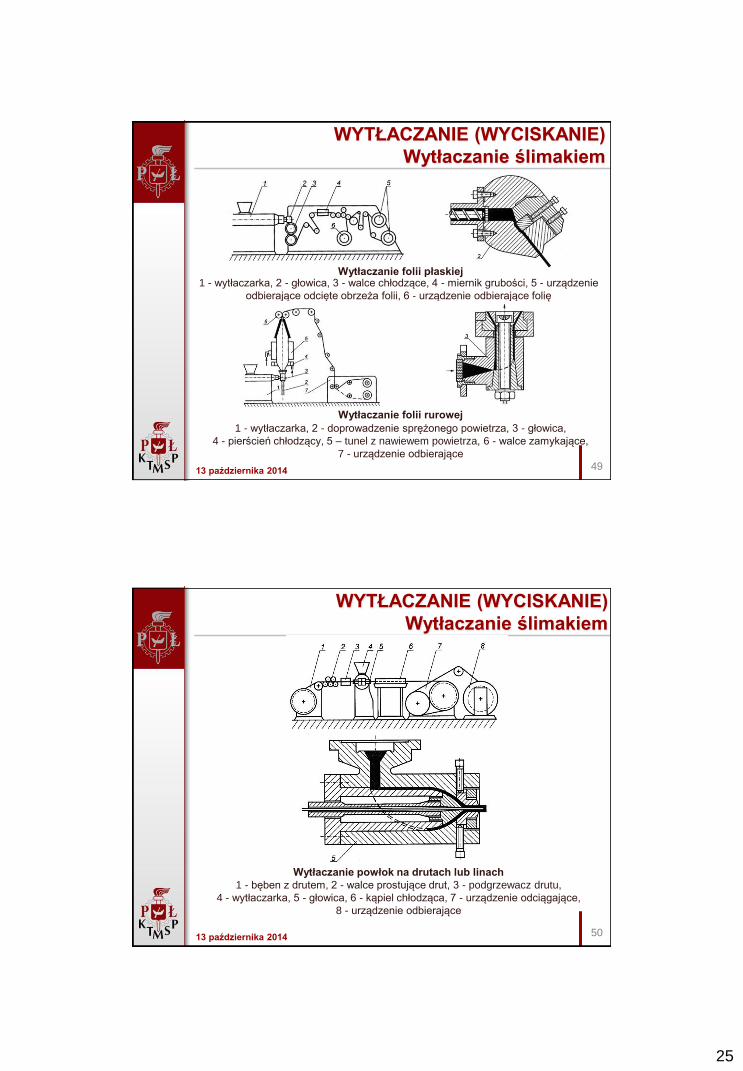
Wytłaczanie folii płaskiej 1 - wytłaczarka, 2 - głowica, 3 - walce chłodzące, 4 - miernik grubości, 5 - urządzenie
odbierające odcięte obrzeża folii, 6 - urządzenie odbierające folię
Wytłaczanie folii rurowej
1 - wytłaczarka, 2 - doprowadzenie sprężonego powietrza, 3 - głowica,
4 - pierścień chłodzący, 5 – tunel z nawiewem powietrza, 6 - walce zamykające,
7 - urządzenie odbierające
13 października 2014 49
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie ślimakiem
13 października 2014 50
Wytłaczanie powłok na drutach lub linach
1 - bęben z drutem, 2 - walce prostujące drut, 3 - podgrzewacz drutu,
4 - wytłaczarka, 5 - głowica, 6 - kąpiel chłodząca, 7 - urządzenie odciągające,
8 - urządzenie odbierające

26
WYTŁACZANIE (WYCISKANIE)
Wytłaczanie tłokiem
Wytłaczanie tłokiem polega na uplastycznieniu tworzywa i
przepychaniu go pod wpływem przesuwającego się w cylindrze tłoka
przez dyszę.
Wytłaczanie tłokiem duroplastów stosowane jest obecnie już rzadko.
Przy wytłaczaniu duroplastów prędkość tłoka jest tak dobrana, że to
tworzywo opuszcza dyszę w stanie już utwardzonym.
13 października 2014 51
Wytłaczanie tłokiem termoplastów Wytłaczanie tłokiem duroplastów
PRASOWANIE TŁOCZNE
13 października 2014 52
Prasowanie tłoczne polega na umieszczeniu chłodnego tworzywa lub
wstępnie ogrzanego tworzywa występującego w postaci
rozdrobnionej (mieszanki, granulatu) lub scalonej (tabletki, odcinka
plastyfikatu lub nasyconego nośnika) w gnieździe otwartej formy,
przeprowadzeniu tworzywa przez ogrzanie w stan plastyczny,
wywołaniu pod naciskiem stempla płynięcia tworzywa aż do
całkowitego wypełnienia gniazda formy, zestaleniu tworzywa w
podwyższonej temperaturze (tworzywa termoutwardzalne) lub
obniżonej temperaturze (tworzywa termoplastyczne) i na wyjęciu
wypraski podczas otwierania formy.
Napełnieniegniazda
Formazamknięta
Wypychnięciewypraski
27
PRASOWANIE TŁOCZNE
13 października 2014 53
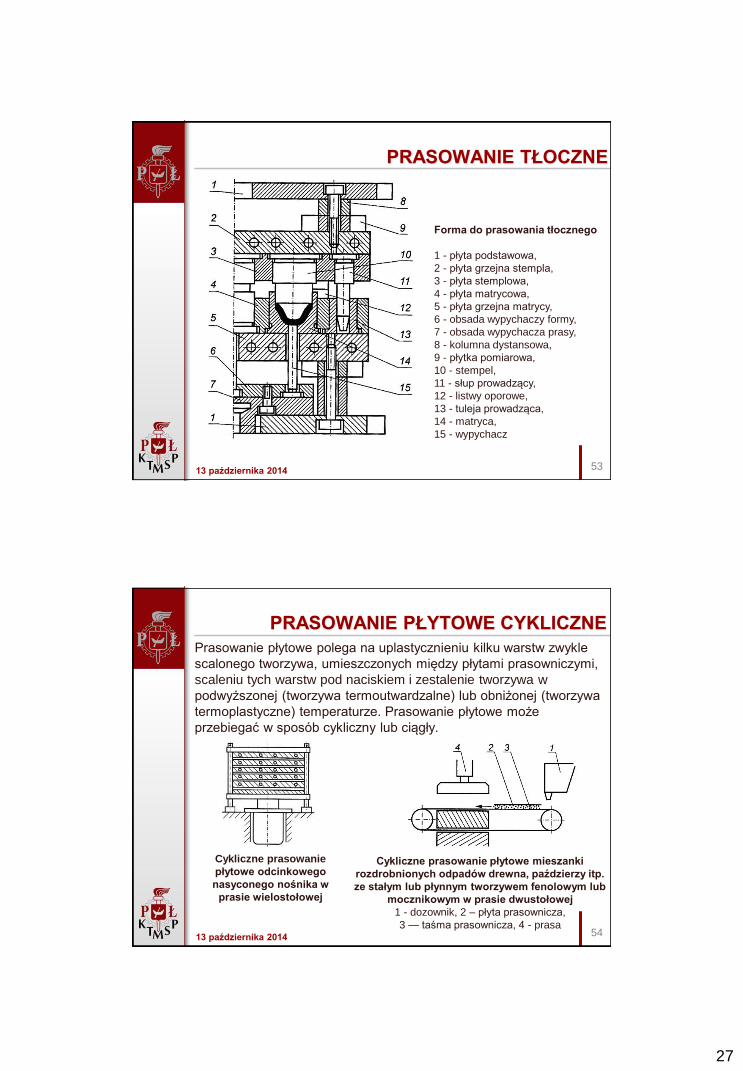
Forma do prasowania tłocznego
1 - płyta podstawowa,
2 - płyta grzejna stempla,
3 - płyta stemplowa,
4 - płyta matrycowa,
5 - płyta grzejna matrycy,
6 - obsada wypychaczy formy,
7 - obsada wypychacza prasy,
8 - kolumna dystansowa,
9 - płytka pomiarowa,
10 - stempel,
11 - słup prowadzący,
12 - listwy oporowe,
13 - tuleja prowadząca,
14 - matryca,
15 - wypychacz
PRASOWANIE PŁYTOWE CYKLICZNE
Prasowanie płytowe polega na uplastycznieniu kilku warstw zwykle
scalonego tworzywa, umieszczonych między płytami prasowniczymi,
scaleniu tych warstw pod naciskiem i zestalenie tworzywa w
podwyższonej (tworzywa termoutwardzalne) lub obniżonej (tworzywa
termoplastyczne) temperaturze. Prasowanie płytowe może
przebiegać w sposób cykliczny lub ciągły.
13 października 2014 54
Cykliczne prasowanie
płytowe odcinkowego
nasyconego nośnika w
prasie wielostołowej
Cykliczne prasowanie płytowe mieszanki
rozdrobnionych odpadów drewna, paździerzy itp.
ze stałym lub płynnym tworzywem fenolowym lub
mocznikowym w prasie dwustołowej
1 - dozownik, 2 – płyta prasownicza,
3 — taśma prasownicza, 4 - prasa
28
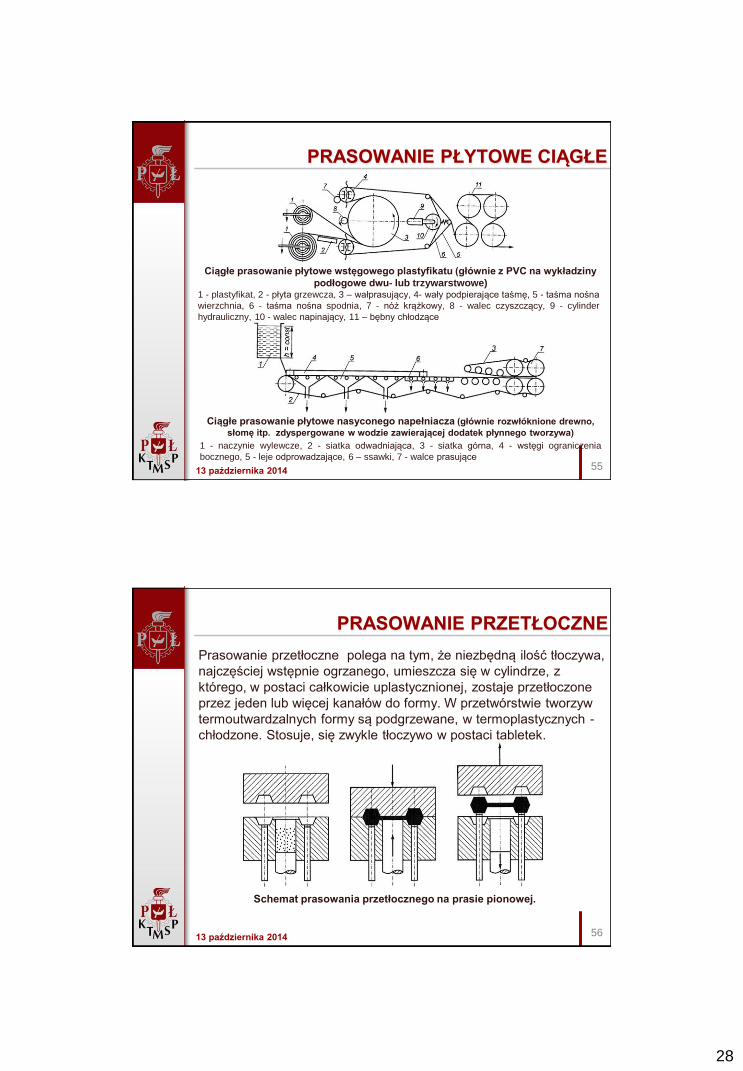
PRASOWANIE PŁYTOWE CIĄGŁE
Ciągłe prasowanie płytowe wstęgowego plastyfikatu (głównie z PVC na wykładziny
podłogowe dwu- lub trzywarstwowe) 1 - plastyfikat, 2 - płyta grzewcza, 3 – wałprasujący, 4- wały podpierające taśmę, 5 - taśma nośna
wierzchnia, 6 - taśma nośna spodnia, 7 - nóż krążkowy, 8 - walec czyszczący, 9 - cylinder
hydrauliczny, 10 - walec napinający, 11 – bębny chłodzące
Ciągłe prasowanie płytowe nasyconego napełniacza (głównie rozwłóknione drewno,
słomę itp. zdyspergowane w wodzie zawierającej dodatek płynnego tworzywa)
1 - naczynie wylewcze, 2 - siatka odwadniająca, 3 - siatka górna, 4 - wstęgi ograniczenia
bocznego, 5 - leje odprowadzające, 6 – ssawki, 7 - walce prasujące
13 października 2014 55
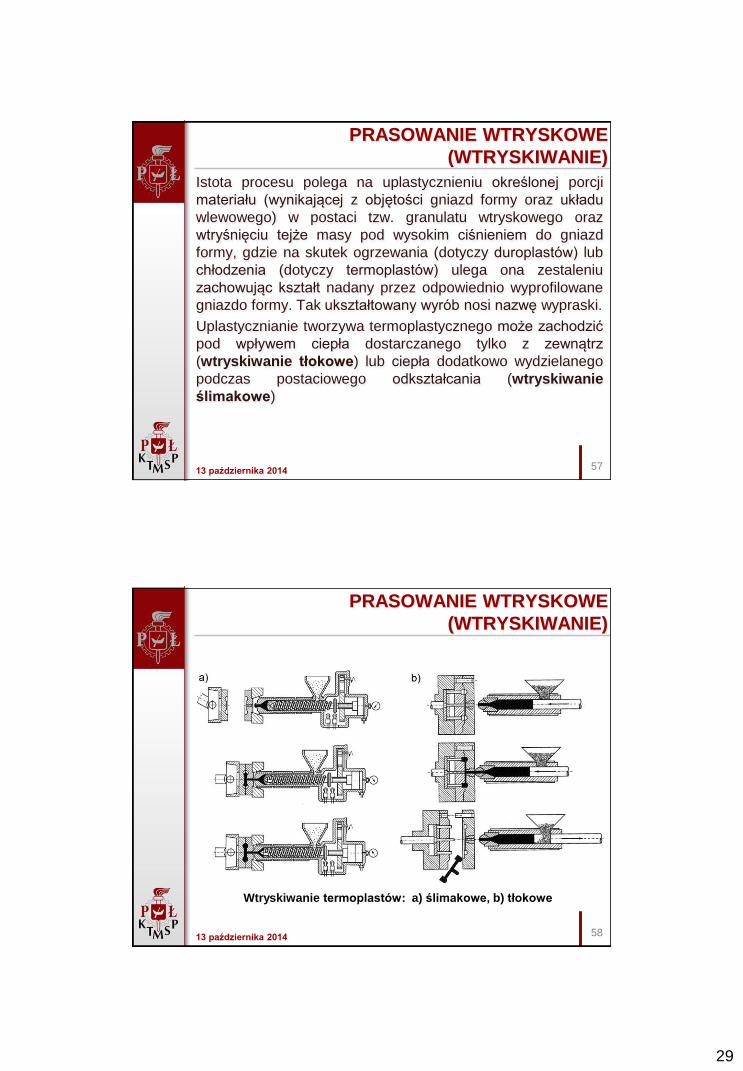
PRASOWANIE PRZETŁOCZNE
13 października 2014 56
Prasowanie przetłoczne polega na tym, że niezbędną ilość tłoczywa,
najczęściej wstępnie ogrzanego, umieszcza się w cylindrze, z
którego, w postaci całkowicie uplastycznionej, zostaje przetłoczone
przez jeden lub więcej kanałów do formy. W przetwórstwie tworzyw
termoutwardzalnych formy są podgrzewane, w termoplastycznych -
chłodzone. Stosuje, się zwykle tłoczywo w postaci tabletek.
Schemat prasowania przetłocznego na prasie pionowej.
29
PRASOWANIE WTRYSKOWE
(WTRYSKIWANIE)
13 października 2014 57
Istota procesu polega na uplastycznieniu określonej porcji
materiału (wynikającej z objętości gniazd formy oraz układu
wlewowego) w postaci tzw. granulatu wtryskowego oraz
wtryśnięciu tejże masy pod wysokim ciśnieniem do gniazd
formy, gdzie na skutek ogrzewania (dotyczy duroplastów) lub
chłodzenia (dotyczy termoplastów) ulega ona zestaleniu
zachowując kształt nadany przez odpowiednio wyprofilowane
gniazdo formy. Tak ukształtowany wyrób nosi nazwę wypraski.
Uplastycznianie tworzywa termoplastycznego może zachodzić
pod wpływem ciepła dostarczanego tylko z zewnątrz
(wtryskiwanie tłokowe) lub ciepła dodatkowo wydzielanego
podczas postaciowego odkształcania (wtryskiwanie
ślimakowe)
PRASOWANIE WTRYSKOWE
(WTRYSKIWANIE)
13 października 2014 58
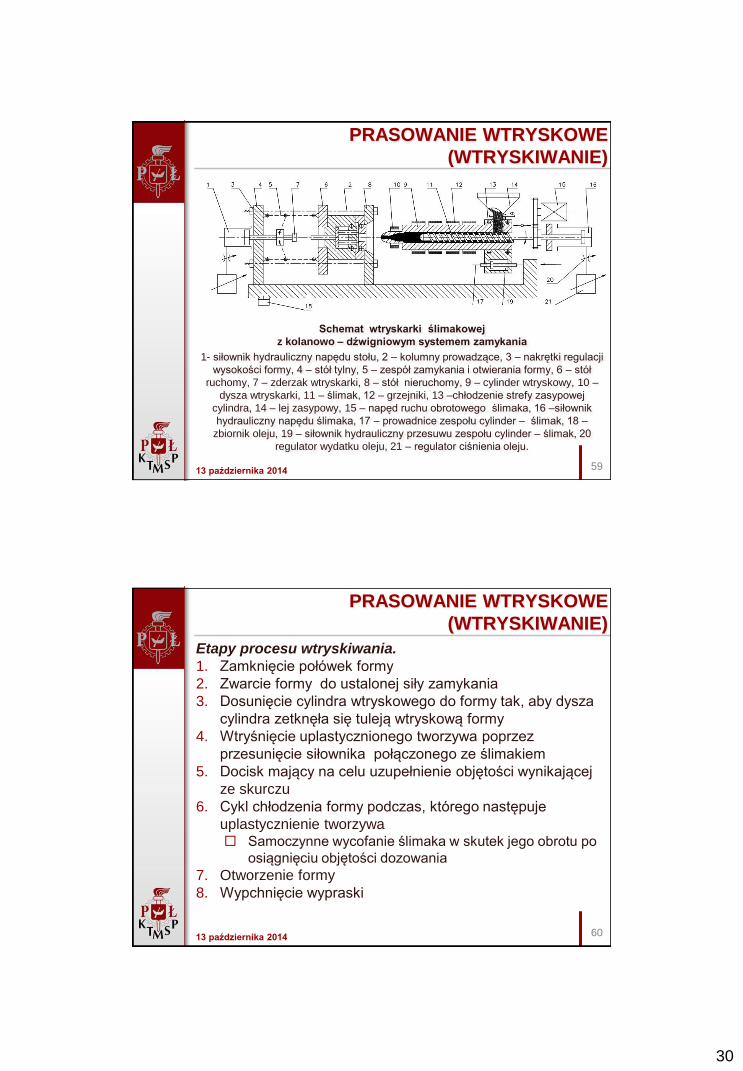
Wtryskiwanie termoplastów: a) ślimakowe, b) tłokowe
30
PRASOWANIE WTRYSKOWE
(WTRYSKIWANIE)
13 października 2014 59
Schemat wtryskarki ślimakowej
z kolanowo – dźwigniowym systemem zamykania
1- siłownik hydrauliczny napędu stołu, 2 – kolumny prowadzące, 3 – nakrętki regulacji
wysokości formy, 4 – stół tylny, 5 – zespół zamykania i otwierania formy, 6 – stół
ruchomy, 7 – zderzak wtryskarki, 8 – stół nieruchomy, 9 – cylinder wtryskowy, 10 –
dysza wtryskarki, 11 – ślimak, 12 – grzejniki, 13 –chłodzenie strefy zasypowej
cylindra, 14 – lej zasypowy, 15 – napęd ruchu obrotowego ślimaka, 16 –siłownik
hydrauliczny napędu ślimaka, 17 – prowadnice zespołu cylinder – ślimak, 18 –
zbiornik oleju, 19 – siłownik hydrauliczny przesuwu zespołu cylinder – ślimak, 20
regulator wydatku oleju, 21 – regulator ciśnienia oleju.
PRASOWANIE WTRYSKOWE
(WTRYSKIWANIE)
13 października 2014 60
Etapy procesu wtryskiwania.
1. Zamknięcie połówek formy
2. Zwarcie formy do ustalonej siły zamykania
3. Dosunięcie cylindra wtryskowego do formy tak, aby dysza
cylindra zetknęła się tuleją wtryskową formy
4. Wtryśnięcie uplastycznionego tworzywa poprzez
przesunięcie siłownika połączonego ze ślimakiem
5. Docisk mający na celu uzupełnienie objętości wynikającej
ze skurczu
6. Cykl chłodzenia formy podczas, którego następuje
uplastycznienie tworzywa Samoczynne wycofanie ślimaka w skutek jego obrotu po
osiągnięciu objętości dozowania
7. Otworzenie formy
8. Wypchnięcie wypraski
31
KATALOG TWORZYW SZTUCZNYCH
13 października 2014 61
ABA = Acrylonitrile-butadiene-acrylate terpolimer | Akrylonitryl/butadien/akrylan
ABS = Acrylonitrile-butadiene-styrene terpolimer | Akrylonitryl/butadien/styren
AES = Acrylonitrile-ethylene-styrene terpolimer | Akrylonitryl/etylen/styren
AMMA = Acrylonitrile/methyl Methacrylate terpolimer | Akrylonitryl/metakrylan metylu
ASA = Acrylonitrile-styrene-acrylate terpolimer | Akrylonitryl/styren/akrylan
CA = Cellulose acetate | Octan celulozy
CAB = Cellulose acetate butyrate | Octanomaślan celulozy
CAP = Cellulose acetate propionate | Octanopropionian celulozy
CF = Cresol-formaldehyde | Żywica krezolowo-formaldehydowa
CMC = Carboxymethyl cellulose | Karboksymetyloceluloza
CN = Cellulose nitrate | Azotan celulozy
CP = Cellulose propionate | Propionian celulozy
CPE = Chlorinated polyethylene | Chlorowany polietylen
CPVC = Chlorinated poly(vinyl chloride) | Chlorowany poli(chlorek winylu)
CTA = Cellulose triacetate | Trioctan celulozy
EC = Ethyl cellulose | Etyloceluloza
EEA = Ethylene/ethyl acrylate kopolimer | Etylen/akrylan etylu
EMA = Ethylene/methacrylic acid kopolimer | Etylen / kwas metakrylowy
EP = Epoxy, epoxide | Żywica epoksydowa
EPD = Ethylene-propylene-diene terpolimer | Etylen/propylen/dien
KATALOG TWORZYW SZTUCZNYCH
13 października 2014 62
EPM = Ethylene-propylene polymer | Kauczuk etylenowo/propylenowy
ETFE = Ethylene-tetrafluoroethylene kopolimer | Etylen/tetrafluoroetylen
EVA = Ethylene/vinyl acetate | Etylen/octan winylu
EVAL = Ethylene-vinyl alcohol | Etylen/alkohol winylowy
FEP = Perfluoro(ethylene-propylene) kopolimer tetrafluoroetylen/heksafluoropropylen |
perfluorowany Kopolimer etylen/propylen
HDPE = High-density polyethylene plastics | Polietylen o dużej gęstości
LCP = Liquid crystal polymer | Polimer ciekłokrystaliczny
LDPE = Low-density polyethylene plastics | Polietylen o małej gęstości
LLDPE = Linear low-density polyethylene | Polietylen o małej gęstości liniowy
LMDPE = Linear medium-density polyethylene | Polietylen o średniej gęstości liniowy
MBS = Methacrylate-butadiene-styrene terpolimer | Metakrylan metylu/butadien/styren
MC = Methyl cellulose | Metyloceluloza
MDPE = Medium-density polyethylene | Polietylen o średniej gęstości
MF = Melamine-formaldehyde resin | Żywica meleminowo-formaldehydowa
MPF = Melamine/phenol-formaldehyde | Żywica meleminowo-fenolowo-formaldehydowa
PA = Polyamide (nylon) | Poliamid
PAE = Polyarylether | Poli(ester arylu)
PAEK = Polyaryletherketone | Poliaryloeteroketon
PAI = Polyamide-imide | Poliamidoimid
32
KATALOG TWORZYW SZTUCZNYCH
13 października 2014 63
PAN = Polyacrylonitrile | Poliakrylonirtyl
PAR = Polyaryl amide | Poliarylan
PAS = Polyarylsulfone | Poliarylosulfon
PB = Polybutene-1 | Poli(1-buten)
PBA = Poly(butyl acrylate) | Poli(akrylan butylu)
PBT = Poly(butylene terephthalate) | Poli(tereftalan butylenu)
PC = Polycarbonate | Poliwęglan
PCTFE = Polychlorotrifluoroethylene | Polichlorotrifluoroetylen
PDAP = Poly(diallyl phthalate) | Poli(ftalan diallilowy)
PE = Polyethylene | Polietylen
PE-HD = High-density polyethylene plastics | Polietylen o dużej gęstości
PE-HD-HMW = High molecular weight PE | Polietylen o dużej gęstości wysokomolekularny
PE-HD-UHMW = Ultra-high molecular weight PE | Polietylen o dużej gęstości bardzo
wysokomolekularny
PE-LD = Low-density polyethylene plastics | Polietylen o małej gęstości
PE-LLD = Linear low-density polyethylene | Liniowy polietylen o małej gęstości
PE-MD = Medium-density polyethylene | Polietylen o średniej gęstości
PEEK = Polyetheretherketone | Polieteroeteroketon
PEI = Poly(etherimide) | Poliimidoeter
PEK = Polyether ketone | Polieteroketon
KATALOG TWORZYW SZTUCZNYCH
13 października 2014 64
PEOX = Poly(ethylene oxide) | Poli(tlenek etylenu), polioksyetylen
PES = Poly(ether sulfone) | Polieterosulfon
PET = Poly(ethylene terephthalate) | Poli(tereftalan etylenu)
PF = Phenol-formaldehyde resin | Żywica fenolowo-formaldehydowa
PI = Polyimide | Poliimid
PIB = Polyisobutylene | Poliizobytylen
PMMA = Poly(methyl methacrylate) | Poli(metakrylan metylu)
PMP = Poly(4-methylpentene-1) | Poli(4-metylo-1-penten)
PMS = Poly(alpha-methylstyrene) | Poli(alfa-metylostyren)
POM = Polyoxymethylene, polyacetal | Polioksymetylen, poliacetal
PP = Polypropylene | Polipropylen
PPE = Poly(phenylene ether) | Polieter fenylowy
PPO = Poly(phenylene oxide) deprecated | Polioksyfenylen
PPOX = Poly(propylene oxide) | Poli(tlenek propylenu), polioksypropylen
PPS = Poly(phenylene sulfide) | Poli(siarczek fenylenu), Poli(sulfid fenylenu)
PPSU = Poly(phenylene sulfone) | Poli(sulfon fenylenu)
PS = Polystyrene | Polistyren
PSU = Polysulfone | Polisulfon
PTFE = Polytetrafluoroethylene | Politetrafluoroetylen
PUR = Polyurethane | Poliuretan
33
KATALOG TWORZYW SZTUCZNYCH
13 października 2014 65
PVAC = Poly(vinyl acetate) | Poli(octan winylu)
PVAL = Poly(vinyl alcohol) | Poli(alohol winylowy)
PVB = Poly(vinyl butyral) | Poliwwinylobutyral
PVC = Poly(vinyl chloride) | Poli(chlorek winylu)
PVDC = Poly(vinylidene chloride) | Poli(chlorek winylidenu)
PVDF = Poly(vinylidene fluoride) | Poli(fluorek winylidenu)
PVF = Poly(vinyl fluoride) | Poli(fluorek winylu)
PVFM = Poly(vinyl formal) | Poliwinyloformal
PVK = Polyvinylcarbazole | Poliwinylokarbazol
PVP = Polyvinylpyrrolidone | Poliwinylopriolidon
S/MA = Styrene-maleic anhydride plastic kopolimer | Styren/ bezwodnik meleinowy
SAN = Styrene-acrylonitrile plastic kopolimer | Styren/akrylonitryl
SB = Styrene-butadiene plastic kopolimer | Styren/butadien
Si = Silicone plastics | Silikony
SMS = Styrene/alpha-methylstyrene plastic kopolimer | Styren/alfa-metylostyren
SP = Saturated polyester plastic | Poliester nasycony
TEO = Thermoplastic Elastomer, Olefinic | Elastomer termoplastyczny olefinowy
TES = Thermoplastic Elastomer, Styrenic | Elastomer termoplastyczny styrenowy
TPEL = Thermoplastic elastomer | Elastomer termoplastyczny
UF = Urea-formaldehyde resin | Żywica mocznikowo-formaldehydowa
KATALOG TWORZYW SZTUCZNYCH
13 października 2014 66
UHMWPE = Ultra-high molecular weight PE | Polietylen bardzo wysokomolekularny
UP = Unsaturated polyester | Poliester nienasycony
VCE = Vinyl chloride-ethylene resin kopolimer | Chlorek winylu/etylen
VCMA = Vinyl chloride-methyl acrylate kopolimer | Chlorek winylu/akrylan metylu
VCMMA = Vinyl chloride-methylmethacrylate kopolimer | Chlorek winylu/metakrylan metylu
VCVAC = Vinyl chloride-vinyl acetate resin kopolimer | Chlorek winylu/octan winylu
VCVDC = Vinyl chloride-vinyfidene chlori kopolimer | Chlorek winylu/chlorek winylidenu





























