Embed Size (px)
Citation preview
I
PUERTO ORDAZ, MAYO DE 2008.
Elaborado por:
Br. Millaá Esteban
CI: E 82264181 Tutor Acad.: Ing. Andrés Eloy Blanco G. MSc
Tutor Ind.: Ing. Ysabel Alemán
UU
NN
EE
XX
PP
OO
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO

II
EVALUACIÓN TÉCNICO-ECONÓMICA DE LOS EQUIPOS: PUENTE
APILADOR PA-8007 Y RECUPERADORES HORIZONTALES PLOWS FD-
8010 A/B
III
PUERTO ORDAZ, MAYO DE 2008.
UU
NN
EE
XX
PP
OO
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
Trabajo de Grado que se presenta ante el Departamento de Ingeniería
Industrial de la UNEXPO Vicerrectorado Puerto Ordaz como un requisito
para optar al Título de Ingeniería Industrial
Millaá, Esteban
EVALUACIÓN TÉCNICO-ECONÓMICA DE LOS EQUIPOS: PUENTE
APILADOR PA-8007 Y RECUPERADORES HORIZONTALES PLOWS
FD-8010 A/B
Ing. Andrés Eloy Blanco MSc.
Tutor Académico
Ing. Ysabel Alemán
Tutor Industrial
IV
Millaá, Esteban H.
EVALUACIÓN TÉCNICO-ECONÓMICA DE LOS
EQUIPOS: PUENTE APILADOR PA-8007 Y
RECUPERADORES HORIZONTALES PLOWS FD-
8010 A/B.
Puerto Ordaz, Mayo de 2008
212 Pág.
Trabajo de Grado.
Universidad Nacional Experimental Politécnica
“Antonio José de Sucre”. Vicerrectorado Puerto Ordaz.
Departamento de Ingeniería Industrial. Departamento
de Ingeniería Industrial.
Tutor Académico: Ing. Andrés Eloy Blanco MSc.
Tutor Industrial: Ing. Ysabel Alemán.
Bibliografía pág. 176
Anexos pág. 193
Capítulos: I Generalidades de la Empresa. II El
Problema. III Marco Teórico. IV Marco Metodológico.
V Situación actual. VI Análisis de Resultados.
Conclusiones. Recomendaciones. Bibliografía.
V
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICERRECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
ACTA DE APROBACIÓN Quienes suscriben, miembros del Jurado Evaluador designado por la comisión de Trabajo de Grado del Departamento de Ingeniería Industrial de la Universidad Nacional Experimental Politécnica “Antonio José de Sucre, Vice Rectorado Puerto Ordaz, para examinar el Trabajo de Grado presentado por el ciudadano Br. Esteban Hernán Millaá, Cédula de Identidad Nº 82264181, titulado Evaluación técnico-económica de los equipos: Puente Apilador PA-8007 y Recuperadores Horizontales Plows FD-8010 A/B, consideramos que dicho trabajo de grado cumple con los requisitos exigidos para tal efecto y por tanto lo declaramos: APROBADO. En la Ciudad de Puerto Ordaz, Mayo de 2008 ____________________ ____________________
UU
NN
EE
XX
PP
OO
_____________________
Ing. Ysabel Alemán
Tutor Industrial
______________________
Ing. Andrés E. Blanco MSc.
Tutor Académico
Jurado
Ing. Iván Turmero MSc.
Jurado
Dra. Ing. Mayra D’ Armas
V
DEDICATORIA
Está dedicado a todas las personas que día a día me han apoyado en
todos los éxitos alcanzados, siendo mi especial regocijo el reconocer este
logro, como nuestro:
A DIOS por darme fuerzas y confianza para vencer los obstáculos
presentados en el desarrollo de mi carrera profesional y guiarme hacia el
logro de esta meta.
A mis Padres, Carlos Millaá y Monica Farsi de Millaá autores de mis días
y complemento de mi vida, sin ustedes no hubiera sido posible este logro,
Que DIOS los bendiga y proteja siempre.
A mi novia Claret Lezama quien con su amor, cariño y apoyo
incondicional me dio fuerzas para superar una etapa más de mi vida y me
acompaño durante toda mi carrera.
A toda mi familia por su apoyo y estímulo y que mi logro les sirva de
ejemplo en el arduo camino de enseñanzas.
A todos los que creyeron, apoyaron, justificaron y ayudaron ha
materializar esta meta de mi vida.
VI
AGRADECIMIENTOS
Es un placer poder agradecer...
A DIOS por permitirme obtener un logro más en mi vida, dándome
fortaleza y su incondicional compañía.
A mis padres Carlos Millaá y Monica Fassi de Millaá por brindarme todo
su apoyo y entusiasmo para alcanzar esta meta.
A mi novia Claret Lezama por ser pilar fundamental de este logro, por su
apoyo y ayuda en cada instante.
A mi tutor industrial, la Ingeniero Ysabel Alemán por todas sus
orientaciones, asesorías, colaboración brindada durante el desarrollo del
trabajo y ser un ejemplo a seguir en el plano laboral.
A mi tutor académico, el Ing. Andrés Eloy Blanco por brindarme su apoyo,
orientación y colaboración durante todo el período de realización de la
investigación.
A la Universidad Nacional Experimental Politécnica Antonio José de
Sucre, por permitirme formarme en su seno y contribuir en mi formación
profesional.
A C.V.G. FERROMINERA ORINOCO C.A. por brindarme la oportunidad
de adquirir experiencia como profesional.
A todos mis compañeros de estudios que compartieron aventuras,
alegrías, ilusiones, esperanzas y tristezas a lo largo de la carrera
universitaria.
A todas aquellas personas, que de una u otra forma me brindaron su
colaboración en el proceso de elaboración de este trabajo.
GRACIAS, MUCHAS GRACIAS!!
1
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JODE DE SUCRE”
VICERECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERIA INDUSTRIAL
TRABAJO DE GRADO
Evaluación técnico-económica de los equipos: Puente Apilador PA-8007 y
Recuperadores Horizontales Plows FD-8010 A/B
Autor: Esteban H., Millaá
Tutor Académico: Ing. Andrés Eloy Blanco G.
Tutor Industrial: Ing. Ysabel Alemán
RESUMEN
La investigación realizada en CVG Ferrominera Orinoco, específicamente se desarrolló en la Departamento de Ingeniería Industrial, estuvo orientada hacia la evaluación técnico- económica del puente apilador PA-8007 y los recuperadores horizontales Plows FD-8010 A/B. para el reemplazo o repotenciación de dichos equipos, aunado a ello se realizó un análisis de fallas para determinar cuáles son las demoras y fallas de mayor importancia en el proceso de apilamiento y recuperación de mineral de hierro en la pila principal. El trabajo también está orientado a conocer la gestión de actual de mantenimiento de los equipos mediante el cálculo de indicadores que permitan cuantificar el estado de los equipos en relación con el mantenimiento, Y basados en los resultados obtenidos y en la necesidades de la empresa se diseñó y mejoró los planes de mantenimiento preventivo para dichos equipos siendo esto el punto de partida para el mejoramiento y optimización de dichos procesos. PALABRAS CLAVES: Evaluación técnico-económica, Análisis de fallas, indicadores, mantenimiento, plan de mantenimiento, Puente apilador PA-8007, Recuperadores horizontales Plows FD-8010 A/B, mineral de hierro, pila principal.
2
ÍNDICE GENERAL Página
DEDICATORIA
AGRADECIMIENTOS
RESUMEN
V
VI
VII
INTRODUCCIÓN 1
CAPÍTULO I. GENERALIDADES DE LA EMPRESA 3
1. RESEÑA HISTÓRICA 5
2. UBICACIÓN GEOGRÁFICA 5
3. MISIÓN 6
4. VISIÓN 6
5. VALORES 6
6. CERTIFICACIÓN ISO 9000 6
7. POLÍTICAS DE LA EMPRESA 6
7.1 Política Ambiental 6
7.2 Política Calidad 7
7.3 Política de Higiene y Seguridad Industrial l 7
8. OBJETIVOS DE LA EMPRESA 8
8.1 Objetivo general de la empresa 8
8.2 Objetivos específicos de la empresa 8
9 FUNCIÓN DE LA EMPRESA 9
10. DESCRIPCIÓN DEL PROCESO PRODUCTIVO 9
10.1 Caracterización de los yacimientos 9
10.2 Perforación 10
10.3 Voladura, Carga y Acarreo de Mineral 10
10.4 Transporte de mineral a Puerto Ordaz 11
10.5 Trituración, Homogeneización y Recuperación 12
10.6 Planta de lavado, Puerto de embarque 12
3
10.7 Planificación 13
10.8 Despacho y Distribución 13
10.8.1 Internacional 13
10.8.2 Nacional 14
11. PRODUCTOS 14
12. ESTRUCTURA ORGANIZATIVA DE LA EMPRESA 15
13. DESCRIPCIÓN GENERAL DE LA GERENCIA DE INGENIERÍA 17
13.1 Departamento ingeniería industrial 17
13.1.1. Misión 17
13.1.2. Estructura Organizativa del Departamento de Ingeniería
Industrial 17
13.1.3. Funciones del Departamento de Ingeniería Industrial 18
13.1.4. Funciones de la Sección de Costos y Estándares 19
13.1.5. Funciones de la Sección de Proyectos de Inversión 20
14. IDENTIFICACIÓN LA GERENCIA DE PROCESAMIENTO DE
MINERAL DE HIERRO (PMH). 20
15. DESCRIPCIÓN DE LOS DEPARTAMENTOS DE LA GERENCIA DE
PROCESAMIENTO DE MINERAL DE HIERRO (PMH). 21
15.1 Superintendencia de Operaciones de P.M.H. 21
15.1.1 Funciones principales 21
15.2. Superintendencia de Mantenimiento P.M.H. 24
15.2.1. Funciones principales. 24
15.3 Superintendencia de Planificación y Control de P.M.H 25
15.3.1 Funciones principales 25
CAPÍTULO II. EL PROBLEMA 26
1. FORMULACIÓN DEL PROBLEMA 26
2. ALCANCE 29
3. DELIMITACIÓN 29
4
4. LIMITACIONES 30
5. JUSTIFICACIÓN E IMPORTANCIA 30
6. OBJETIVOS 32
6.1 Objetivo General 32
6.2 Objetivos Específicos 32
CAPÍTULO III. MARCO TEÓRICO 35
1. RENTABILIDAD 34
1.1 Ingeniería Económica 34
2. ESTUDIO TÉCNICO 35
3. ESTUDIO ECONÓMICO 35
3.1 Pasos para elaborar un estudio económico 36
3.1.1 Identificar y definir los problemas y/o las necesidades 36
3.1.2 Establecimiento de Restricciones 36
3.1.3 Generación de ideas o de proyectos de inversión 37
3.1.4 Estimación de los flujos monetarios de los proyectos 37
3.1.5 Determinación de la factibilidad económica o rentabilidad 38
3.1.6 Toma de Decisiones 38
4. SISTEMA DE PRODUCCIÓN. 39
4.1 Desempeño de un Sistema de Producción. 40
4.2 Criterios para determinar si un sistema alcanzo su vida útil 41
4.3 Capacidad de Producción 42
4.4 Costos de Producción. 42
5. DIAGRAMAS DE FLUJO DE CAJA 44
5.1 Costo Anual Equivalente 45
5.2 Valor Presente 46
6. DIAGRAMAS DE PROCESOS. 47
6.1 Simbología utilizada en los medios gráficos 48
5
6.2 Diagrama de operaciones de proceso 49
6.3 Finalidad del Diagrama de operaciones de proceso 50
6.3.1 Procedimiento básico para la construcción de un diagrama de operaciones de proceso
51
6.4 Diagrama de flujo del proceso 52
6.4.1 Elaboración del diagrama de Flujo de Operaciones 53
7. DIAGRAMA DE PARETO 55
7.1 Recomendaciones para el uso del Diagrama de Pareto 56
7.2 Propósitos generales del diagrama de Pareto 56
8. DIAGRAMA CAUSA-EFECTO 57
8.1 Procedimiento para elaboración de diagrama Causa-efecto 58
9. MANTENIMIENTO. 59
9.1 Tiempo total de periodo 59
9.2 Tiempo total de mantenimiento 59
9.3 Tiempo disponible de operación (TDO) 60
9.4 Números de fallas (NF) 60
9.5 Tiempo promedio entre fallas (TPEF) 60
9.6 Tiempo promedio para reparar (TPPR) 61
9.7 Índice de mantenibilidad (IM) 61
9.8 Disponibilidad (D) 61
10. MANTENIMIENTO CORRECTIVO 62
11. MANTENIMIENTO PREVENTIVO 64
12. MANTENIMIENTO PREDICTIVO 65
13. CONSTRUCCIÓN DE UN PLAN DE MANTENIMIENTO
PREVENTIVO EN EQUIPOS EXISTENTES 67
13.1 SISTEMAS Y ESTUDIOS DEL MANTENIMIENTO 68
6
PREVENTIVO
14. APILADOR 71
15. RECUPERADOR 72
16 CINTA TRANSPORTADORA 74
CAPÍTULO IV. MARCO METODOLÓGICO 75
1. TIPO DE ESTUDIO 75
1.1 Según el propósito o razón 75
1.2 Según el nivel de profundidad 76
1.3 Según la estrategia 76
2. POBLACIÓN Y MUESTRA 76
2.1 Población 76
2.2 Muestra 77
3. RECURSOS 77
4. PROCEDIMIENTO 78
CAPÍTULO V. SITUACION ACTUAL 80
1. SITUACIÓN ACTUAL DE LA EMPRESA 80
2. ESPECIFICACIONES TÉCNICAS DEL PUENTE APILADOR PA-8007 81
3. DESCRIPCIÓN DEL PROCESO DE APILAMIENTO DE MINERAL DE HIERRO EN LA PILA PRINCIPAL.
85
4. DIAGRAMA DE PROCESO PUENTE APILADOR (DESDE FMC) 88
5. DIAGRAMA DE PROCESO PUENTE APILADOR (DESDE MULTIPROPOSITO)
90
6. SITUACIÓN ACTUAL PLAN DE MANTENIMIENTO PREVENTIVO PUENTE APILADOR
92
7. ESPECIFICACIONES TÉCNICAS DE RECUPERADORES
HORIZONTALES PLOWS FD-8010 A/B 93
8. DESCRIPCIÓN DEL PROCESO DE APILAMIENTO DE MINERAL DE HIERRO EN LA PILA PRINCIPAL.
96
9. DIAGRAMA DE PROCESO RECUPERADORES HORIZONTALES PLOWS.
99
7
10. SITUACIÓN ACTUAL PLAN DE MANTENIMIENTO PREVENTIVO RECUPERADORES HORIZONTALES PLOWS
101
CAPÍTULO VI. ANALISIS DE RESULTADOS 103
1. EVALUACIÓN TÉCNICO-ECONÓMICA 103
1.1 Evaluación técnica 103
1.1.1 Puente Apilador 103
1.1.2 Recuperadores Horizontales Plows 108
1.2 Evaluación económica 111
1.2.1 Evaluación económica para el Puente Apilador 112
1.2.1.1 Costos de alternativa 1 para el puente apilador 112
1.2.1.2 Calculo del CAUE para la alternativa 1 del Puente apilador 112
1.2.1.3 Costos de alternativa 2 para el puente apilador 113
1.2.1.4 Calculo del CAUE para la alternativa 2 del Puente apilador 114
1.2.1.5 Selección de alternativa más económica para el puente apilador 115
1.2.2 Evaluación económica para los Recuperadores horizontales Plows. 116
1.2.2.1 Costos de alternativa 1 para los Plows 116
1.2.2.2 Calculo del CAUE para la alternativa 1 de los Plows 116
1.2.2.3 Costos para alternativa 2 de los Plows 117
1.2.2.4 Calculo del CAUE para la alternativa 2 para los Plows 119
1.2.2.5 Selección de alternativa más económica para los plows 120
1.3 Resumen de Evaluación económica 121
2. ANÁLISIS DE FALLAS 123
2.1 Recuperadores Horizontales Plows 123
2.2 Puente Apilador 139
3. INDICADORES DE MANTENIMIENTO 153
3.1 Indicadores para Recuperadores Horizontales Plows 153
3.1.1 Tiempo total del periodo (TTP) 153
3.1.2 Tiempo total de mantenimiento (TTM) 154
3.1.3 Tiempo disponible de operación (TDO) 155
8
3.1.4 Números de fallas (NF) 155
3.1.5 Tiempo promedio entre fallas (TPEF) 155
3.1.6 Tiempo promedio para reparar (TPPR) 156
3.1.7 Disponibilidad (D) 156
3.1.8 Índice de mantenibilidad 157
3.2 Indicadores para puente Apilador 158
3.2.1 Tiempo total de mantenimiento (TTM) 158
3.2.2 Tiempo disponible de operación (TDO) 159
3.2.3 Números de fallas (NF) 159
3.2.4 Tiempo promedio entre fallas (TPEF) 160
3.2.5 Tiempo promedio para reparar (TPPR) 160
3.2.6 Disponibilidad (D) 160
3.2.7 Índice de mantenibilidad 161
4. DISEÑO PLAN DE MANTENIMIENTO PREVENTIVO 162
4.1 Diseño plan de mantenimiento preventivo Plows 162
4.1.1 Planes de mantenimiento preventivo propuestos para los Recuperadores Horizontales Plows
164
4.2 Diseño plan de mantenimiento preventivo Puente Apilador 167
4.2.1 Planes de mantenimiento preventivo propuestos para el Puente Apilador
168
CONCLUSIONES 171
RECOMENDACIONES 175
BIBLIOGRAFIA 176
APENDICE 177
ANEXOS 193
9
ÍNDICE DE GRÁFICOS
GRÁFICO Página
1 Frecuencia de fallas por tipo de los Plows 125
2 Tiempo de fallas por tipo de los Plows 126
3 Demoras por tipo de los Plows 127
4 Frecuencia demoras inevitables de los Plows 129
5 Tiempo de demoras inevitables de los Plows 131
6 Frecuencia demoras evitables de los Plows 134
7 Tiempo de demoras evitables de los Plows 136
8 Demoras evitables Plows 137
9 Frecuencia de demoras por tipo del Puente Apilador 141
10 Tiempo de demoras por tipo del Puente Apilador 142
11 Demoras por tipo Puente Apilador 143
12 Frecuencia demoras inevitables del Puente Apilador 144
13 Tiempo de demoras inevitables del Puente Apilador 146
14 Frecuencia demoras evitables del Puente Apilador 148
15 Tiempo de demoras evitables del Puente Apilador 150
16 Demoras evitables Puente Apilador. 151
10
ÍNDICE DE FIGURAS
FIGURA Página
1 Ubicación Geográfica de la empresa C.V.G. FMO 5
2 Estructura Organizativa de C.V.G. Ferrominera Orinoco. C. A
16
3 Estructura Organizativa de la Gerencia de Ingeniería 18
4 Estructura organizativa de la superintendecia de operaciones
adscrita a la gerencia de PHM 23
5 Sistema de Producción de una Empresa 40
6 Diagrama de flujo de caja 45
7 Puente Apilador 82
8 Cabeza de descarga móvil del Puente Apilador 84
9 Diagrama de proceso del apilamiento de mineral de hierro mediante el puente apilador (Desde FMC)
89
10 Diagrama de proceso del apilamiento de mineral de hierro mediante el puente apilador (DesdeMultiproposito)
91
11 Recuperador giratorio de arado 93
12 Túnel debajo de pila de almacenamiento 94
13 Carga-Barcosr 96
14 Diagrama de proceso del recuperación de mineral de hierro mediante los recuperadores horizontales Plows
100
15 Esquema de Apilador Radial 104
16 Sistema de traslación Puente Apilador 106
17 Sistema de traslación carga-Barcos pata norte 107
18 Sistema de traslación carga-Barcos pata sur 108
11
ÍNDICE DE TABLAS
TABLA Página
1 Especificaciones técnicas del nuevo apilador propuesto 105
2 Especificaciones técnicas del nuevo apilador propuesto 109
3 Costos nuevo apilador radial 112
4 Costos del nuevo apilador radial para cálculo de CAUE. 112
5 Costos de repotenciación Puente Apilador para cálculo de
CAUE. 114
6 Comparación de alternativas para el Puente Apilador 115
7 Costos nuevos equipos recuperadores. 116
8 Costos nuevos equipos recuperadores para calculo de
CAUE. 116
9 Costos de recuperación de los túneles de los plows 118
10 Costos de recuperación de los túneles de los plows 118
11 Costo total de repotenciación de los Plows 119
12 Costos y datos de repotenciación de los plows 120
13 Comparación de las dos alternativas para los Plows 120
14 Resumen evaluación económica 122
15 Demoras producidas en los Recuperadores horizontales Plows FD-8010 A/B, en el año 2007
124
16 Demoras por tipo presentes en el proceso de recuperación de mineral de hierro mediante los Recuperadores Plows, en los años 2007.
126
17 Porcentajes de frecuencia de Demoras Inevitables Plows 128
18 Porcentajes de tiempos de duración de Demoras Inevitables
Plows 130
19 Porcentajes de frecuencia de Demoras evitables Plows 133
20 Porcentajes de Tiempos de Demoras evitables Plows 135

12
21 Demoras producidas en el Puente Apilador PA-8007 año 2007
139
22 Demoras por tipo presentes en el proceso de apilamiento de mineral de hierro mediante el Puente Apilador, en el año2007
140
23 Porcentajes de frecuencia de Demoras Inevitables Plows 143
24 Porcentajes de tiempos de duración de Demoras Inevitables Puente Apilador
145
25 Porcentajes de frecuencia de Demoras evitables Puente Apilador
147
26 Porcentajes de Tiempos de Demoras evitables Puente
Apilador. 149
27 Tiempos del proceso de recuperación mediante Plows.
153
28 Tiempos del proceso de apilamiento mediante el Puente Apilador.
158
29 Equipos y cintas transportadoras 162
30 Planes de mantenimiento preventivo actuales para los recuperadores Plows.
163
31 Propuesta de Planes de mantenimiento preventivo para los recuperadores horizontales plows.
165
32 Equipos y cintas transportadoras 167
33 Planes de mantenimiento preventivo actuales para el Puente Apilador
168
34 Propuesta de Plan de mantenimiento preventivo para el Puente apilador.
169
13
ÍNDICE DE APÉNDICES
APÉNDICE Página
1 Estimación de costos para un nuevo apilador mediante el manual “Western Mine Engineering.Inc 2007”
177
2 Resultado Avalúo del Puente Apilador mediante el método
de depreciación de Ross 178
3 Método de depreciación de Ross para el Puente Apilador
179
4 Cálculo de factor de corrección de mantenimiento (Dmant)
para el Puente Apilador 180
5 Estimación de costos para un 4 nuevos recuperadores mediante el manual “Western Mine Engineering.Inc
181
6 Costos unitarios recuperación de los túneles de los plows 182
7 Costos unitarios vía férrea de los túneles de los plows 183
8 Resultado Avalúo de Recuperadores horizontales Plows 184
9 Calculo de depreciación mediante el Método de Ross de lo Plows
185
10 Cálculo de factor de corrección de mantenimiento (Dmant) para los plows
186
11 Plan de mantenimiento propuesto para los Plows 187
12 Plan de mantenimiento preventivo para los túneles de los Plows.
188
13 Plan de inspecciones mecánicas para el Puente Apilador mejorado.
189
14 Plan mantenimiento eléctrico propuesto para cintas del Puente apilador
190
15 Plan de lubricación propuesto cintas del puente apilador 191
14
ÍNDICE DE ANEXOS
ANEXO Página
1 Plano general del Puente Apilador 193
2 Riel de desplazamiento del puente apilador 194
3 Correa JD-8006 194
4 Recuperador FMC 195
5 Fosa Multipropósito 195
6 Cabina de control del Puente apilador 196
7 Plano general Recuperador Plow 197
8 Esquema de un rotary plow feeder dentro del túnel 198
9 Esquema de sistema de recuperación de plataforma
198
10 Túnel B y plataforma donde el mineral se deposita por gravedad
199
11 Plano de rastra del Plow 200
12 Apilador Radial apilando. 201
13 Plano del sistema de traslación del Puente apilador
202
14 Tipos de rotary plow feeder
203
15 Plan de mantenimiento preventivo eléctrico de los plows 204
16 Plan de inspección, ajuste y limpieza del convertidor y PLC del Plow
105
17 Plan mantenimiento preventivo mecánico cintas de los Plows
207
18 Plan de mantenimiento preventivo eléctrico del Puente Apilador
208
19 Plan de lubricación 209
20 Plan de inspección del sistema data radio 210
21 Plan de inspecciones mecánicas. 211
15
INTRODUCCIÓN
CVG Ferrominera Orinoco, C.A, es una empresa del estado venezolano que
tiene como responsabilidad extraer y suministrar mineral de hierro con los
objetivos de calidad exigidos, precios competitivos y en oportunidad requerida
para lograr entera satisfacción de los clientes tanto nacionales como
internacionales.
El Departamento de Ingeniería Industrial conjuntamente con la Gerencia de
Procesamiento de Mineral de Hierro (PMH), con la finalidad de mejorar sus
procesos de producción, están realizando proyectos de inversión y estudios que
permitan mejorar la productividad de la empresa y la mayor eficiencia de los
procesos.
La finalidad del presente estudio, consiste en evaluar técnica y
económicamente los equipos: Puente Apilador PA-8007 y los Recuperadores
Horizontales Plows FD 8010 A/B ubicados en la pila principal, perteneciente a la
gerencia de PMH de CVG Ferrominera Orinoco C.A. para los cuales se han
tomado en cuenta dos alternativas: el reemplazo o la repotenciacion. Dichos
equipos han presentado innumerables fallas, en vista del alto nivel de desgaste
que presentan, lo cual ha ocasionado un aumento en los costos de mantenimiento,
baja disponibilidad y demoras en sus operaciones, afectando de esta manera las
actividades programadas que se desempeñan dentro del sistema productivo de la
empresa. Identificar el tipo y frecuencia de fallas es de suma importancia para
centrar esfuerzos en erradicarlas, por ello mediante un análisis de fallas se busca
conocer cuales son las fallas mas importantes presentes en el proceso. Este
trabajo consistió en estudiar la actual gestión de mantenimiento de los equipos
mediante el cálculo de indicadores y de este modo poder diseñar nuevos planes
16
de mantenimiento preventivo y mejorar los que posee la empresa. Lo cual será un
aporte valioso para la empresa permitiendo mejorar el proceso de apilamiento y
recuperación de mineral de hierro, disminuir las demoras presentes en el mismo,
minimizar los costos de mantenimiento, aumentar la disponibilidad de los equipos
y prolongar su vida útil.
CAPITULO I: Generalidades de la empresa, política, estructura organizativa, y
proceso productivo de la empresa en donde se efectuó el estudio.
CAPITULO II: Contiene todo lo relacionado con el problema ha estudiar, su
alcance, delimitaciones e importancia, así como también los objetivos generales y
específicos.
CAPITULO III: En este capítulo se describen todas las bases teóricas necesarias
para el desarrollo y buen desenvolvimiento de este estudio, es decir, los
fundamentos teóricos así como las fórmulas necesarias para los posteriores
cálculos que se realizaron en la investigación.
CAPITULO IV: Se exponen los aspectos referidos al diseño metodológico utilizado
para el desarrollo de este estudio, por tanto se indica el tipo de estudio que se
desarrollará, la caracterización de la población y muestra, y finalmente, se
especifica el procedimiento y técnica de recolección de datos, que se utilizara en
este estudio.
CAPITULO V: Este Capítulo muestra la situación actual de la empresa y del
proceso actual utilizado para el apilamiento y la recuperación de mineral de hierro
en la pila principal de CVG FERROMINERA ORINOCO C.A.
CAPITULO VI: En este Capítulo se presentan la realización del los objetivos
planteados para este trabajo de investigación obteniendo los resultados para su
análisis y conclusión.
17
CAPÍTULO I
GENERALIDADES DE LA EMPRESA
En este capítulo se muestra concepción, política, estructura organizativa, y
proceso productivo de la empresa en donde se efectuó el estudio.
1. RESEÑA HISTÓRICA
En Venezuela, específicamente en la región Guayana, la primera evidencia
sobre la explotación del hierro se remonta a la época de la colonia cuando
alrededor del año 1743, misioneros capuchinos (Catalanes), lo explotaron en la
serranía de Santa Rosa, al suroeste de Upata, quedando algunos vestigios cerca
de Ciudad Bolívar, conocidos como Minas del Nuevo Mundo. Esto acaeció
justamente cuando en Europa se iniciaba la revolución industrial. En
contraposición, a mediados del siglo XX, el mineral de hierro fue extraído con
métodos modernos y nueva tecnología alimentando primeramente los altos hornos
de EUA. y luego la acería de la Siderúrgica del Orinoco (SIDOR), en Venezuela.
El 4 de abril de 1947, fueron descubiertos y otorgados, a entidades foráneas
(Empresas Explotadoras Norteamericanas), yacimientos ubicados en el norte del
Estado Bolívar, específicamente en la población de Ciudad Piar, conocida como
“Cerro La Parida” (actualmente Cerro Bolívar), los cuales fueron desarrollados
18
comercialmente por la Orinoco Mining Company, subsidiarias de la United States
Corporation, a partir de 1954. Estas empresas tenían a su cargo las operaciones
de la industria del hierro hasta que se produjo la Nacionalización.
El 1 de enero de 1975, el Estado Venezolano en uso de su soberanía
nacionaliza la industria extractiva del hierro, apoyándose en el artículo 97 de la
Constitución Nacional el cual dispone que “el Estado podrá reservarse
determinadas industrias, explotaciones o servicios de interés público por razones
de conveniencia nacional”. Desde este momento el Estado, a través de la
Corporación Venezolana de Guayana (CVG), asume el control directo para dirigir
esta industria. Para marcar esta fecha el Presidente de la República, Carlos
Andrés Pérez, iza el Pabellón Nacional en la cumbre del Cerro Bolívar en Ciudad
Piar.
El 3 de enero del mismo año, zarpa de la ciudad de Puerto Ordaz el Buque
“Tyne Ore” cargado con 17.417 toneladas de mineral con destino a Birkinhead –
Inglaterra, primer embarque de hierro después de la Nacionalización. Se da inicio
al año de la transición y la responsable de la administración de la industria es la
Corporación Venezolana de Guayana (CVG). Posteriormente, el 24 de agosto de
1989 en Puerto Ordaz, fue firmado el contrato de construcción de la Planta de
Pellas de CVG.FERROMINERA ORINOCO C.A. mediante una inversión de 210
millones de dólares.
Para el año 1990, con la asistencia del Presidente de la República Carlos
Andrés Pérez, fue reinaugurada la Planta Minerales Ordaz, C.A. (MINORCA); el 2
de febrero del mismo año mediante una inversión de 110 millones de dólares, la
empresa Operaciones al Sur del Orinoco (OPCO), subsidiaria venezolana de Kobe
Steel, toma a su cargo las operaciones de la planta.
19
2. UBICACIÓN GEOGRÁFICA.
Actualmente se encuentra ubicada en Venezuela (América del Sur),
específicamente en el Estado Bolívar (ver figura 1). Cuenta con dos centros de
operaciones, Ciudad Piar donde se encuentran los principales yacimientos de
mineral de hierro; y Puerto Ordaz donde se encuentran las plantas de
procesamiento de mineral de hierro, muelles y oficinas principales.
Figura 1. Ubicación Geográfica de la empresa C.V.G. Ferrominera Orinoco, C.A.
Fuente: Intranet CVG FERROMINERA ORINOCO C.A.
3. MISIÓN
CVG Ferrominera Orinoco C.A., empresa del Estado Venezolano, tiene como
responsabilidad la explotación de la industria del mineral de hierro y derivados con
productividad, calidad y competitividad, de forma sostenible y sustentable, para
abastecer oportuna y suficientemente a la industria siderúrgica nacional y aquellos
mercados internacionales que resulten económicos y estratégicamente atractivos,
20
garantizando la rentabilidad de la empresa y contribuir al desarrollo económico del
país.
4. VISIÓN
Ser una empresa con una gestión de calidad, en armonía con el medio
ambiente, que ofrezca productos altamente competitivos al sector siderúrgico
nacional e internacional.
5. VALORES
Nuestra empresa se encuentra comprometida con los siguientes principios y
valores corporativos: Trabajo, Calidad, Competitividad, Responsabilidad y
Disciplina, Honestidad, Ética, Respeto.
6. CERTIFICACIÓN ISO 9000
CVG Ferrominera ha establecido y mantiene un Sistema de Gestión de la
Calidad acorde con los requerimientos contemplados en la Norma Venezolana
Covenin ISO 9000. La certificación obtenida abarca todos los procesos de la
empresa.
7. POLÍTICAS DE LA EMPRESA
7.1 POLÍTICA AMBIENTAL
Es política de Ferrominera Orinoco preservar el medio ambiente,
cumpliendo la legislación y regulaciones vigentes, en procura de un equilibrio
entre sus operaciones y el ambiente que le rodea.
21
La Empresa está comprometida con el establecimiento y mantenimiento de
un Sistema de Gestión Ambiental, basado en los requerimientos de la Norma
Venezolana COVENIN - ISO 14001 e impulsar el mejoramiento continuo de
todos sus procesos. Reconoce que la preservación del medio ambiente es una
necesidad básica y por ello asume los siguientes compromisos:
Extraer, procesar y suministrar mineral de hierro con un desempeño
responsable, cumpliendo con la legislación ambiental y regulaciones
vigentes, que permitan el equilibrio entre sus operaciones y el ambiente.
Concientizar al personal de la organización para que adopte prácticas
compatibles con la prevención de la contaminación, mejorando
continuamente, a través de la implantación del sistema de gestión
ambiental basado en los requerimientos de la Norma COVENIN-ISO 14001.
7.2 POLÍTICA DE CALIDAD
Nuestra política es extraer procesar y suministrar mineral de hierro,
cumpliendo los requisitos acordados con nuestros clientes y mejorando
continuamente la eficacia del sistema de gestión de la calidad de la
organización.
7.3 POLÍTICA DE HIGIENE Y SEGURIDAD INDUSTRIAL
Es política de CVG Ferrominera Orinoco C.A asegurar la ejecución de sus
actividades en condiciones óptimas de Higiene y Seguridad Industrial,
manteniendo un ambiente de trabajo que garantice la integridad física y mental
de sus trabajadores y su mayor productividad.

22
Para cumplir esta política la Gerencia debe planificar y perfeccionar la
metodología de trabajo, la supervisión garantizar el cumplimiento de todas las
normas, procedimientos y condiciones de seguridad establecidas por la
empresa, y cada trabajador es responsable por conocer y atender
rigurosamente los métodos seguros generales y específicos de su área de
trabajo.
8. OBJETIVOS DE LA EMPRESA
8.1 OBJETIVO GENERAL
Extraer, procesar y suministrar mineral de hierro al mercado nacional y de
exportación.
8.2 OBJETIVOS ESPECÍFICOS
Adquirir el control pleno de la industria extractiva de mineral de hierro.
Asegurar un nivel de precios satisfactorio a los intereses de la empresa.
Explorar, explotar, extraer y procesar el mineral de hierro de todos los
yacimientos, con el mejor provecho de los recursos naturales existentes.
Garantizar los volúmenes de producción y suministro del mineral de hierro,
requerido en el mercado nacional.
Satisfacer los requerimientos del mercado en el ámbito nacional SIDOR,
Orinoco Iron, Matesi, Toppca, Comsigua, Venprecar de Venezuela, a
algunas plantas de Cementos y al mercado Norteamericano, Europeo y
Asiático.
23
Minimizar los efectos negativos que causen los procesos productivos al
ambiente.
9. FUNCIÓN DE LA EMPRESA
CVG Ferrominera Orinoco, C.A., empresa del Estado Venezolano, tiene como
responsabilidad la explotación de la industria del mineral de hierro y derivados con
productividad, calidad y competitividad, de forma sostenible y sustentable, para
abastecer oportuna y suficientemente a la industria Siderúrgica Nacional y
aquellos mercados internacionales que resulten económicos y estratégicamente
atractivos, garantizando la rentabilidad de la empresa y contribuyendo al desarrollo
económico del país.
10. DESCRIPCIÓN DEL PROCESO PRODUCTIVO
En la actualidad las actividades las realiza la empresa en los principales
yacimientos del mineral de hierro venezolano que están ubicados en el cinturón
ferrífero del Complejo Imataca el cual se extiende desde el Delta del Orinoco hasta
el Río Caura comprendiendo las operaciones del Cerro Bolívar, San Isidro, Los
Barrancos y Las Pailas, en Ciudad Piar, bajo los siguientes esquemas:
10.1 CARACTERIZACIÓN DE LOS YACIMIENTOS (EXPLORACIÓN)
Esta etapa consiste en identificar la composición química de los frentes a ser
volados en los distintos yacimientos de producción. Al poseer esta información es
posible planificar las voladuras en función de las necesidades del mineral a
comercializar con los diferentes clientes de la empresa.
24
10.2 PERFORACIÓN
La perforación es el paso inicial para la extracción del mineral de hierro en los
yacimientos, su finalidad consiste en formar los hoyos donde se colocarán los
explosivos que al ser detonados fracturarán el mineral facilitando su posterior
remoción. La perforación se realiza por medio de taladros eléctricos con barrenos
de 9 metros. Su diámetro es de 31 cms y la profundidad promedio de perforación
es de 17,5 metros; lo que permite formar bancos de 15 metros de altura en forma
escalonada y helicoidal permitiendo el acarreo del mineral y el movimiento de los
equipos. El número de perforaciones depende del volumen y tipo de mineral que
se desea producir.
10.3 VOLADURA, CARGA Y ACARREO DEL MINERAL
Las voladuras en las minas constituye una de las fases más importantes del
proceso de explotación del mineral de hierro. Estas deben ser cuidadosamente
planificadas de manera tal que el mineral obtenido se encuentre dentro de los
lineamientos dados por la Gerencia de Calidad, a fin de satisfacer los
requerimientos de producción. Los explosivos utilizados para efectuar la fractura
del mineral son una mezcla de nitrato de amonio con gasoil y aluminio, conocido
como “anful” y “anfoal”; la diferencia entre ambos es que el anfoal contiene
aluminio. Con ambos explosivos se cargan en cada hoyo un total de 750 Kg, en
una porción de 70% y 30% respectivamente. Luego de fracturado el mineral, es
recogido por palas eléctricas provistas por un cargador frontal de 10,7 metros
cúbicos de capacidad y vaciados en camiones Lectra Haul de 90 toneladas de
capacidad que funcionan con un motor diesel de 12 cilindros, acoplados a un
generador que acciona dos motores eléctricos de 600 caballos de fuerza cada
uno, ubicado en las ruedas traseras. Cada camión tiene 6 cauchos de 2,64
metros de diámetro cada uno. Estos camiones transportan el mineral hasta los
25
andenes o muelles de carga ubicados en sus respectivas minas donde vacían su
contenido en los vagones cuya capacidad de carga es similar a la de dichos
camiones. Estos miden aproximadamente 5 metros de alto, 5 metros de ancho y
10 metros de largo.
10.4 TRANSPORTE DEL MINERAL A PUERTO ORDAZ
Una vez que los vagones han sido cargados se movilizan de las minas en
cortes de 35 unidades hasta los patios de salida de los Cerros Bolívar y San Isidro.
En los actuales momentos se transporta mineral solamente del Cerro San Isidro y
de Los Barrancos (I y Las Pailas). Después de realizados los acoples necesarios
son transportados hasta el kilómetro 128 (solamente cuando se producía en
Ciudad Bolívar), donde se empalman para formar trenes de 140 vagones, los
cuales son arrastrados por tres locomotoras con motores diesel eléctricos de 2000
caballos de fuerza más un caboose, acoplado al final del tren, hasta Puerto Ordaz.
Actualmente los trenes se conforman en el desvío de Catirito Kms 6-8, vía San
Isidro.
Al llegar el tren al patio Puerto Ordaz, el Departamento de Control de Calidad
decide la distribución de los vagones para seleccionarlos por cortes, de acuerdo a
los requerimientos de las pilas de mineral homogeneizado. Los cortes de vagones
son llevados hasta las cuatro líneas de volteo. Se selecciona la línea de comienzo
de volteo, el corte es impulsado por la locomotora de patio; con el impulso, se
desacopla un vagón y este es detenido por el retardador de vagones cargados,
por medio de un equipo que acopla al vagón por la parte trasera, conocido como
“mula”, se empuja al mismo hasta el volteador de vagones (car dumper), donde
vacía su carga en el molino o triturador primario. Esta operación se realiza a
razón de 40 vagones por hora, utilizando la gravedad como elemento de impulso
para el vaciado.
26
10.5 TRITURACIÓN, HOMOGENEIZACIÓN Y RECUPERACIÓN DEL MINERAL
El proceso de trituración o molienda consiste en reducir el mineral al tamaño
requerido de 3,2 cms. Este proceso se inicia en el molino primario a un tamaño
máximo de 20 cms, pasa al molino secundario donde se reduce al tamaño máximo
de 10 cms y su proceso culmina en el molino terciario.
El mineral es transportado por correas transportadoras hasta el apilador que lo
deposita en camadas hasta conformar una pila de mineral homogeneizado física y
químicamente de acuerdo a la calidad exigida. Las pilas de almacenamiento de
mineral se encuentran ubicadas en los siguientes sitios: Pila Norte (mineral fino),
Pila Sur (mineral fino y grueso), Pila Principal (finos y pellas de alto sílice) y Pilas
del área 18 (mineral fino FPF).
10.6 PLANTA DE LAVADO, PUERTO DE EMBARQUE
En abril de 1975 entró en operaciones la Planta de Lavado de Mineral de
Hierro, ubicada en el área industrial de Palúa. En esta planta el mineral es
sometido a un proceso de lavado para eliminar la sílice y la alúmina. Asimismo, a
través de un sistema de trituración, cernido y clasificación, el mineral es separado
en dos tamaños, uno de 0,63 cms y otro de menos de 0,63 cms para ser apilados
en sus respectivas áreas de depósitos. La planta tiene una capacidad para recibir
853 ton/h. El agua requerida es bombeada del Río Orinoco a razón de 22.712
litros por minuto. La capacidad instalada de la planta es de 3 millones de
toneladas de mineral lavado por año. El puerto de embarque de Palúa está
ubicado sobre el río Orinoco y el muelle; tiene una longitud de 276 metros.
Actualmente la planta procesa 4 tipos de productos: Grueso San Isidro Lavado,
Fino San Isidro Lavado, Grueso Cerro Bolívar Lavado y Fino Cerro Bolívar
Lavado. Últimamente se han destinado áreas para depósito de Briquetas
27
provenientes de Comsigua. En un futuro cercano se depositarán Briquetas de
Posven y Orinoco Iron.
10.7 PLANIFICACIÓN
Es la base fundamental para desarrollar adecuadamente los yacimientos y
controlar la producción con el fin de lograr una máxima eficiencia. Hay
planificación a corto y a largo plazo, en ambos casos se aplica a la explotación y al
desarrollo de los yacimientos. CVG FERROMINERA ORINOCO C.A., en este
campo se ha fijado como meta darle importancia a la evaluación de las reservas
de mineral con un tenor inferior al 55% por medio de la concentración mecánica en
frío, ya sea por flotación o por separación magnética de alta intensidad.
10.8 DESPACHO Y DISTRIBUCIÓN
10.8.1 Internacional
El mineral destinado para la comercialización se encuentra en las pilas de
almacenamiento en los muelles de Puerto Ordaz y Palúa y en la estación de
transferencia en Punta Barima. Su embarque se realiza por medio de un
recuperador de cangilones con una capacidad de 5000 t/h y correas
transportadoras. El mineral pasa por la casa de muestras donde cada 4000
toneladas se hacen análisis tanto físicos como químicos. Luego el mineral pasa
por una romana incorporada a los rodillos de la correa transportadora, la cual
permite registrar la cantidad de mineral despachada.
10.8.2 Nacional
28
CVG FERROMINERA ORINOCO C.A. suministra mineral de hierro a SiIDOR,
FIOR, VENPRECAR, OPCO, FESILVEN y Planta de Pellas Ferrominera
(PPFMO). En el caso de SIDOR, el proceso de transporte comienza desde el
momento que un sistema de tolvas va llenando los vagones tipo tolva hasta
completar un tren de 65 vagones, que posteriormente recorre 16 kilómetros hasta
su destino de descarga en las fosas de la Planta SIDOR. Otra vía para el
suministro del mineral es el uso de camiones de 40 toneladas, los cuales van
siendo llenados con una pala eléctrica y al final pasan por una romana que
controla la cantidad de mineral despachado. Generalmente éste es el método
empleado para FIOR y FESILVEN el cual va a ser reemplazado una vez que entre
en operación ORINOCO IRON.
11. PRODUCTOS
CVG FERROMINERA ORINOCO C.A. explota y procesa mineral de hierro
venezolano de alto tenor (de 58 a 66% de hierro natural), suministrando a la
industria del acero sus productos finos naturales y mineral grueso para fabricar
pellas, las cuales son producidas en su moderna planta con una capacidad
efectiva de 3.3 millones de toneladas. Para ello, cuenta con una capacidad de
producción instalada de 15 millones de toneladas por año, la cual se aumentará,
dependiendo de las exigencias del mercado siderúrgico, hasta un máximo de 25
millones de toneladas por año. La materia prima la constituye el mineral que se
extrae de los cerros San Isidro y Las Pailas. Una vez procesados se obtienen los
siguientes productos:
FCB: Finos Cerro Bolívar
FSI: Finos San Isidro
FPF: Finos Naturales Ferrominera
29
GSI: Grueso San Isidro
GCB: Grueso Cerro Bolívar
GSIL: Grueso San Isidro Lavado
GCBL: Grueso Cerro Bolívar Lavado
FSIL: Fino San Isidro Lavado
FCBL: Fino Cerro Bolívar Lavado
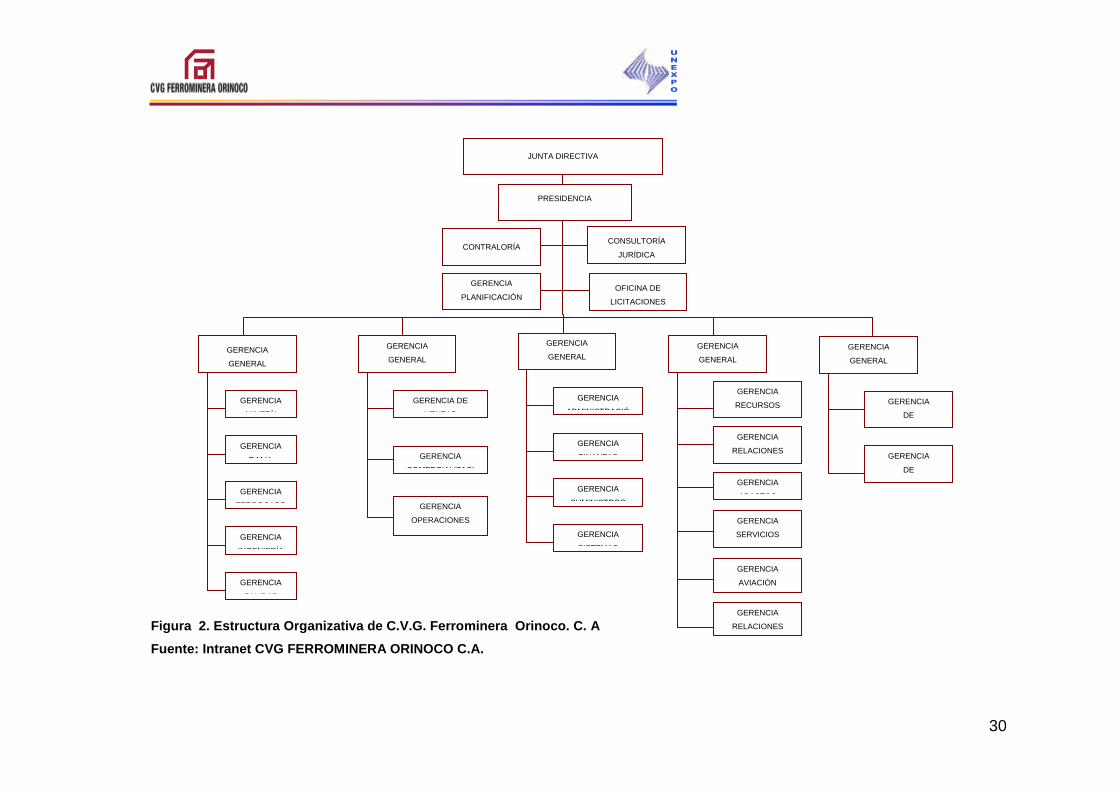
12. ESTRUCTURA ORGANIZATIVA DE LA EMPRESA
CVG FERROMINERA ORINOCO C.A., cuenta con un personal gerencial,
técnico y obrero, que está por el orden de las 3.700 personas y una estructura
organizativa conformada por Gerencias Generales, Gerencias Operativas y
Administrativas.
Con el fin de asegurar el logro de sus objetivos, CVG FERROMINERA
ORINOCO. C.A., cuenta con una (1) Junta Directiva, una (1) Presidencia, cinco (5)
Gerencias Generales, y veinte (20) Gerencias Operativas, Administrativas y de
Apoyo. En la Figura 2 se muestra la estructura organizativa de la empresa.
30
Figura 2. Estructura Organizativa de C.V.G. Ferrominera Orinoco. C. A
Fuente: Intranet CVG FERROMINERA ORINOCO C.A.
GERENCIA
GENERAL
OPERACIONES
GERENCIA
INGENIERÍA
GERENCIA
CALIDAD
GERENCIA
FERROCARR
IL
GERENCIA
P.M.H.
GERENCIA
MINERÍA
GERENCIA
GENERAL
COMERCIALIZACIÓ
N Y VENTAS
GERENCIA DE
VENTAS
GERENCIA
OPERACIONES
FLUVIALES
GERENCIA
COMERCIALIZACI
ÓN
GERENCIA
GENERAL
PROYECTOS Y
CONSTRUCCIÓN
GERENCIA
DE
CONSTRUCCIÓN
GERENCIA
DE
PROYECTOS
GERENCIA
GENERAL
PERSONAL
GERENCIA
RECURSOS
HUMANOS
GERENCIA
SERVICIOS
MÉDICOS
GERENCIA
RELACIONES
INDUSTRIALES
GERENCIA
ABASTOS
GERENCIA
AVIACIÓN
GERENCIA
RELACIONES
INDUSTRIALES
GERENCIA
GENERAL
ADMINISTRACIÓN Y
FINANZAS
GERENCIA
ADMINISTRACIÓ
N
GERENCIA
SISTEMAS
GERENCIA
SUMINISTROS
GERENCIA
FINANZAS
JUNTA DIRECTIVA
PRESIDENCIA
CONTRALORÍA CONSULTORÍA
JURÍDICA
GERENCIA
PLANIFICACIÓN
CORPORATIVA
OFICINA DE
LICITACIONES
31
13. DESCRIPCIÓN GENERAL DE LA GERENCIA DE INGENIERÍA
La Gerencia de Ingeniería se encarga de garantizar la ejecución de las
actividades de proyectos de inversión operativa, desarrollo de
optimización de procesos operativos, determinación de estándares,
prestación de servicio de mantenimiento a los equipos y redes de
radiotelefonía, alimentación electrónica, así como la flota de transporte
local.
13.1 DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
La empresa CVG FERROMINERA ORINOCO C. A. cuenta con un
Departamento de Ingeniería Industrial que presta asesoría y servicios a
las operaciones que realiza la empresa. El mismo está adscrito a la
Gerencia de Ingeniería y ésta a su vez a la Gerencia General de
Operaciones.
13.1.1 Misión
Asegurar que los planes y programas de costos, proyectos de
inversión y la administración de los planes de producción se ejecuten en
las mejores condiciones de calidad, oportunidad y cantidad.
13.1.2 Estructura Organizativa del Departamento de Ingeniería
Industrial
En la actualidad cuenta con un Jefe de Departamento, dos Jefes de
Sección, dos Secretarias Ejecutivas, ocho Ingenieros de Costos, tres
Ingenieros de
32
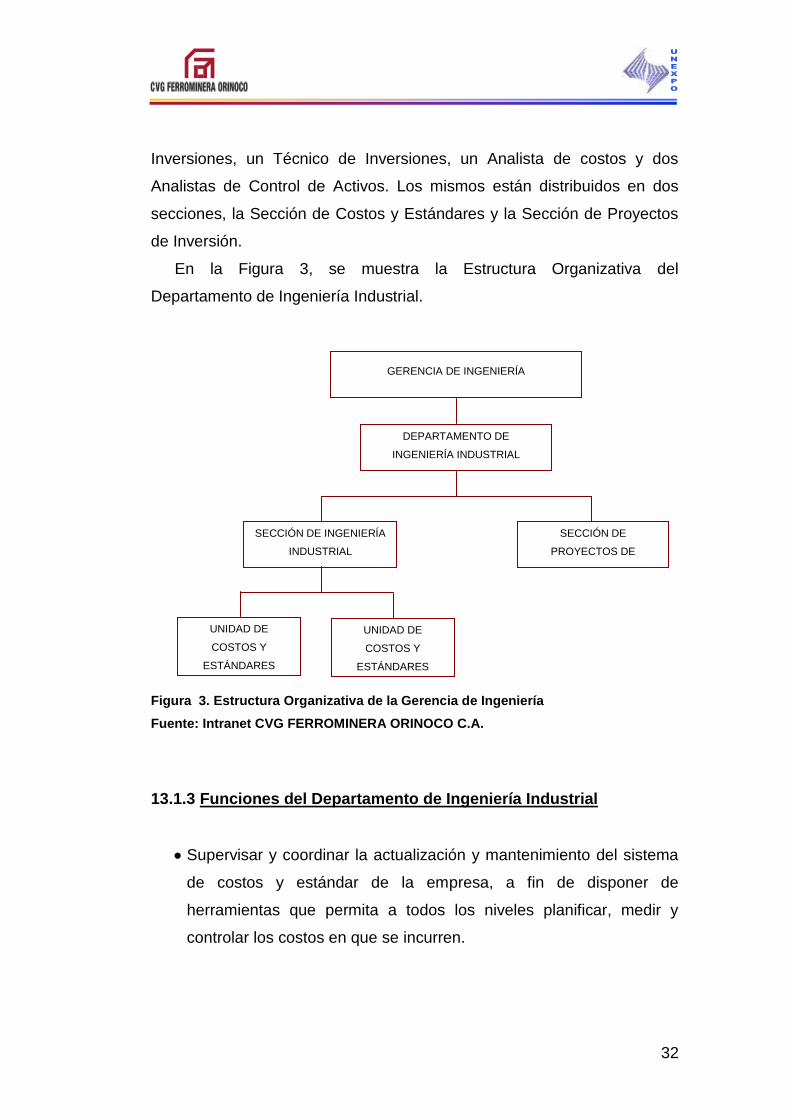
Inversiones, un Técnico de Inversiones, un Analista de costos y dos
Analistas de Control de Activos. Los mismos están distribuidos en dos
secciones, la Sección de Costos y Estándares y la Sección de Proyectos
de Inversión.
En la Figura 3, se muestra la Estructura Organizativa del
Departamento de Ingeniería Industrial.
Figura 3. Estructura Organizativa de la Gerencia de Ingeniería
Fuente: Intranet CVG FERROMINERA ORINOCO C.A.
13.1.3 Funciones del Departamento de Ingeniería Industrial
Supervisar y coordinar la actualización y mantenimiento del sistema
de costos y estándar de la empresa, a fin de disponer de
herramientas que permita a todos los niveles planificar, medir y
controlar los costos en que se incurren.
DEPARTAMENTO DE
INGENIERÍA INDUSTRIAL
SECCIÓN DE INGENIERÍA
INDUSTRIAL
SECCIÓN DE
PROYECTOS DE
INVERSIÓN
UNIDAD DE
COSTOS Y
ESTÁNDARES
PUERTO ORDAZ
UNIDAD DE
COSTOS Y
ESTÁNDARES
CIUDAD PIAR
GERENCIA DE INGENIERÍA
33
Supervisar y controlar la actualización de los estándares operativos y
de consumo de materiales, a fin de que sirvan de patrón referencial
para la toma de acciones correctivas.
Supervisar y controlar la actualización de los estándares del sistema
de costos, a fin de determinar el presupuesto estándar para cada
ejercicio económico a regir en los centros de costos de la Empresa.
Revisar y coordinar los estudios de fuerza laboral que permitan
disponer del recurso humano requerido en las áreas funcionales de
la Empresa.
Evaluar los proyectos técnicos – económicos a fin de asesorar y
asistir a las áreas operativas en la toma de decisiones.
Coordinar y supervisar la ejecución de los planes de producción y los
informes derivados para detectar desviaciones de los programas y
tomar acciones correctivas pertinentes.
Supervisar y verificar que se cumpla la adaptación y mantenimiento
del sistema de la calidad de acuerdo a las especificaciones
establecidas con la NORMA COVENIN ISO 9002.
13.1.4 Funciones de la Sección de Costos y Estándares
Optimizar procesos productivos y administrativos.
Fortalecer y actualizar el sistema de costos de la empresa.
Establecer y actualizar estándares de producción y consumo de
materiales.
Desarrollar estudios de fuerza laboral.
Elaborar el plan de producción.
Administrar la producción.
Evaluar proyectos.
Analizar, desarrollar y mantener los sistemas de información de
apoyo a la sección y a las áreas operativas.
34
13.1.5 Funciones de la Sección de Proyectos de Inversión
Elaborar el plan de inversión de la empresa.
Planificar y controlar los proyectos de inversión (físico y
presupuestario). Procesar requisiciones, facturas y validación
de obra.
Elaborar estudios económicos.
Mantener actualizado el sistema de activos fijos de la empresa
(inclusión y desincorporación).
Realizar evalúo de equipos desincorporados para la venta.
Analizar, desarrollar y mantener los sistemas de información de
apoyo a la sección.
Participar en el proceso licitatorio (especificaciones, análisis de
oferta).
14. IDENTIFICACIÓN LA GERENCIA DE PROCESAMIENTO DE
MINERAL DE HIERRO (PMH)
En la Gerencia de Procesamiento de Mineral de Hierro (P.M.H) se
llevan a cabo los procesos productivos de trituración, homogeneización y
recuperación del mineral, dividiéndose en las siguientes áreas:
Volteo, trituración y apilamiento.
Recuperación y planta de secado.
Despacho.
35
15. DESCRIPCIÓN DE LOS DEPARTAMENTOS DE LA GERENCIA DE
PROCESAMIENTO DE MINERAL DE HIERRO (PMH)
15.1 Superintendencia de Operaciones de PMH
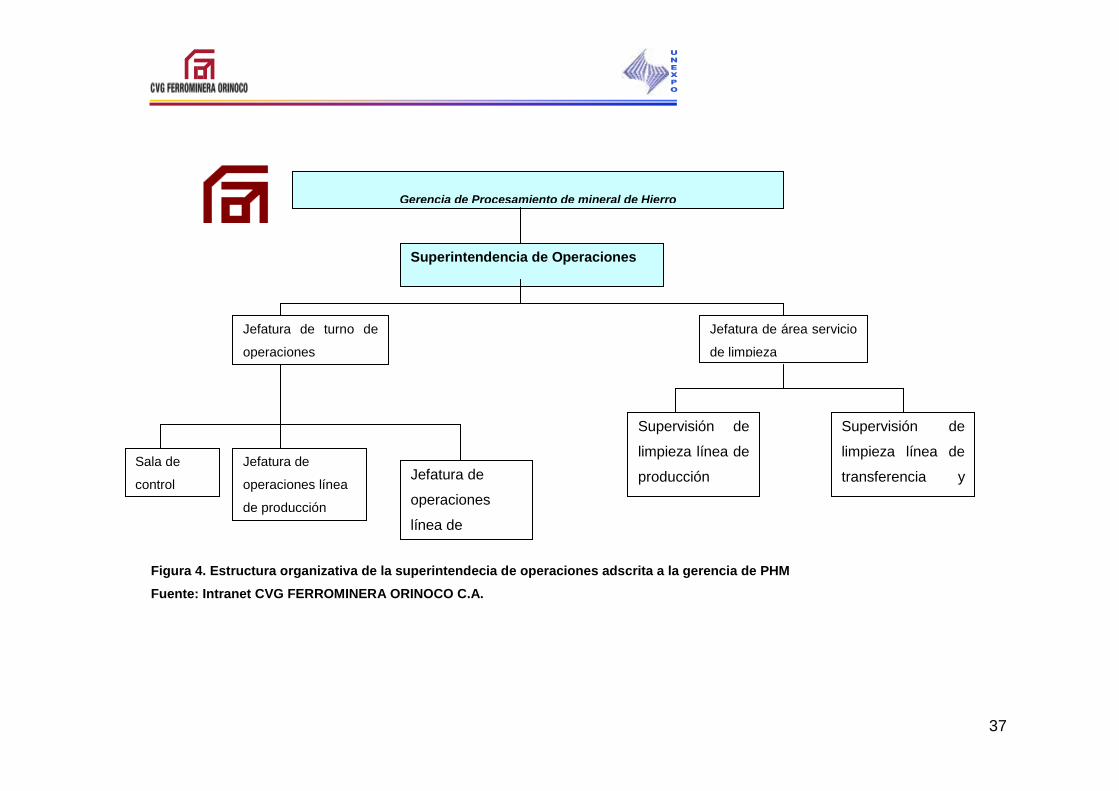
En la Figura 4 se observa la estructura organizativa de la
superintendecia de operaciones adscrita a la gerencia de PHM
Propósito: Administrar y ejecutar las actividades que se permitan
cumplir con los programas de producción establecidos por la Gerencia de
Procesamiento de Mineral de Hierro, en las áreas de volteo, trituración,
recuperación, clasificación apilamiento y despacho de barcos, a fin de
obtener productos que cumplan con los requisitos de calidad, oportunidad
y condiciones de costos requeridos.
15.1.1 Funciones Principales
Participar en la elaboración de planes y programas de las áreas
de volteo, trituración, recuperación y despacho de mineral,
según las normas establecidas.
Establecer y mantener mecanismos de control de producción
que permitan evaluar el comportamiento del proceso productivo
y tomar las acciones necesarias para el cumplimiento de los
planes y programas.
Establecer las estrategias y acciones necesarias que permitan
la recuperación y clasificación de la chatarra y minerales no
conformes generadas en las áreas productivas de la unidad a
fin de asegurar su mejor uso y rendimiento.

36
Coordinar con SIDOR, FIOR, VENPRECAR y OPCO las
actividades necesarias para lograr el fiel cumplimiento del
suministro de mineral de hierro.
37
Figura 4. Estructura organizativa de la superintendecia de operaciones adscrita a la gerencia de PHM
Fuente: Intranet CVG FERROMINERA ORINOCO C.A.
Gerencia de Procesamiento de mineral de Hierro
Superintendencia de Operaciones
Jefatura de turno de
operaciones
Sala de
control
Jefatura de
operaciones línea
de producción
Jefatura de
operaciones
línea de
transferencia y
despacho
Jefatura de área servicio
de limpieza
Supervisión de
limpieza línea de
producción
Supervisión de
limpieza línea de
transferencia y
despacho
38
15.2 Superintendencia de Mantenimiento PMH
Propósito: Asegurar la continuidad, funcionalidad, disponibilidad y
eficiencia operativa de los equipos eléctricos, mecánicos y de
instrumentación y de los sistemas e instalaciones, a fin de alcanzar las
metas de producción, a través del cumplimiento de los programas de
mantenimiento preventivo y correctivo dentro de los parámetros
establecidos.
15.2.1 Funciones Principales
Elaborar los planes y programas de mantenimiento preventivo y
correctivo de equipos e instalaciones eléctricas, mecánicas e
instrumentación y asegurar el cumplimiento de los mismos.
Elaborar y ejecutar los planes y programas de paradas
mayores, gestionando la disposición de recursos financieros,
técnicos, materiales y humanos necesarios.
Llevar el control estadístico de mantenimiento a fin de tomar las
decisiones y acciones que permitan prevenir o corregir las
fallas, demoras o desviaciones.
Controlar y evaluar la ejecución del mantenimiento de los
sistemas, equipos e instalaciones realizados por entes externos
Participar con la Gerencia de Ingeniería en la elaboración de las
especificaciones de mantenimientos de los proyectos a
desarrollar.

39
15.3 Superintendencia de Planificación y Control de P.M.H
Propósito: Asesorar y asistir a la Gerencia de Procesamiento de
Mineral de Hierro y demás unidades de adscripción en la planificación y
control de las actividades relacionadas con los planes y programas de
producción, mantenimiento, logística interna, contratación de obras y
servicio, proyectos de mejoras operativas; además de servir de canal para
apoyar las decisiones de la gerencia en el logro de las metas
establecidas.
15.3.1 Funciones Principales
Participar en la elaboración de los planes y programas de
operación y mantenimiento e implementar su seguimiento y
control.
Elaborar las programaciones de requerimientos de insumos,
materiales y repuestos.
Evaluar las necesidades de ejecución de obras y ejecución de
servicios.
Elaborar y disponer de las especificaciones técnicas necesarias
para acometer la prestación de servicios y la ejecución de
obras.
Manejar los diferentes aspectos para la contratación de obra,
servicios, hacer seguimiento y control a la ejecución de los
mismos
40
CAPÍTULO II
EL PROBLEMA
Este capítulo contiene todo lo relacionado con el problema ha estudiar,
su alcance, delimitaciones e importancia, así como también los objetivos
generales y específicos.
1. FORMULACIÓN DEL PROBLEMA
CVG Ferrominera Orinoco C.A., empresa del Estado Venezolano,
tiene como responsabilidad la explotación de la industria del mineral de hierro
y sus derivados, con eficiencia, productividad, calidad y al más bajo costo
posible, a fin de abastecer en términos de rentabilidad para la empresa y en
forma oportuna y suficiente a la industria siderúrgica nacional y aquellos
mercados internacionales que resulten estratégicamente atractivos, logrando
con ellos contribuir con el desarrollo económico del país.
La producción del mineral de hierro, se realiza acorde a los Planes de
Minas a largo, mediano y corto plazo, los cuales se elaboran tomando como
base la cantidad y calidad de las reservas y la demanda exigida por los
clientes.

41
El mineral de hierro en bruto es extraído de los yacimientos ubicados
en los alrededores de Ciudad Piar mediante la explotación de minas de cielo
abierto, para luego ser transportado vía férrea hasta Puerto Ordaz,
específicamente hasta los patios de la Gerencia de Procesamiento de
Mineral de Hierro (PMH) en donde es vaciado, triturado, cernido, secado,
clasificado y apilado según las especificaciones del mineral exigido por los
clientes.
El proceso se lleva a cabo en dos fases bien diferenciadas como son la
producción y el despacho, bajo la responsabilidad de la Superintendencia de
Operaciones, asegurando el cumplimento de los programas de producción
establecidos por PMH, tanto en los procesos de producción como en el de
transferencia y despacho, en términos de eficacia, eficiencia y efectividad.
Los procesos de transferencia y despacho del mineral de hierro son
uno de los mas importantes que se realizan en CVG Ferrominera Orinoco,
los equipos recuperadores y apiladores son los utilizados para llevar a cabo
dichos procesos, transportando el mineral de hierro por el sistema de correas
transportadoras que posee la empresa a las diferentes pilas, esto dependerá
del tipo de mineral, especificaciones y destino final (nacional o internacional).
Los recuperadores horizontales Plows FD-8010 A/B y el puente
apilador PA-8007 están ubicados en la pila principal, la cual almacena
productos tales como FSI, FPF, FPF alta sílice, etc. Los productos
almacenados en la pila principal son exclusivamente para exportación. Los
Recuperadores Horizontales Plows FD-8010 A/B, se encargan de la
transferencia del mineral de hierro hacia el carga-barcos mediante correas
transportadoras.
42
El puente apilador cumple la función de conformar las pilas de mineral
de hierro, ubicadas en la pila principal las cuales poseen forma cónica.
Dichos equipos son vitales para el cumplimiento del plan de
producción anual, el cual actualmente es de aproximadamente 24 millones
de toneladas, en ello radica la necesidad para la empresa de que funcionen
de manera eficiente, y con el mayor nivel de disponibilidad posible.
Estos equipos desde hace años presentan un alto grado de desgaste,
lo cual se ve reflejado en la disminución del rendimiento y el aumento de las
paradas por mantenimiento correctivo, que deben realizarse debido a que se
presentan fallas constantemente y por ello no es posible continuar con el
proceso de forma normal. Una de las principales causas de dicha
problemático es la antigüedad que poseen los mismos y las malas
condiciones en que se encuentra el sistema de correas transportadoras, lo
cual se hace más evidente día tras día, otro factor de suma importancia es la
carencia de un plan de mantenimiento preventivo eficiente que permita
mantener los equipos en óptimas condiciones.
Estos factores han provocado el deterioro progresivo de los equipos, lo
cual se evidencia en la frecuencia promedio en que se producen fallas y en
la baja disponibilidad de los mismos. Desde su instalación el rendimiento
operativo de dichos equipos ha disminuido considerablemente teniendo en
cuenta que poseen una capacidad teórica de 6000 t/hr, la cual hoy en día se
ha reducido a 3500 t/hr. Estudios recientes han demostrado que la capacidad
real es menor a la mitad de la capacidad nominal a la cual deberían operar.
43
El estado critico del Puente Apilador PA-8007 y los Recuperadores
Horizontales FD-8010 A/B, ha llamado la atención del Departamento de
Ingeniería industrial, por ello se ha planteado la realización de un estudio
técnico-económico, el cual determine la factibilidad del Puente Apilador PA
8007 y Recuperadores Horizontales Plows FD-8010 A/B, así como un
análisis que permita determinar cuales son las fallas mas influyentes en los
procesos y el estudio de la gestión actual de mantenimiento, el cual sirva
como base para el diseño o mejora de un nuevo plan de mantenimiento.
2. ALCANCE
Este trabajo estuvo orientado a evaluar desde el punto de vista
técnico- económico del Puente Apilador PA 8007 y Recuperadores
Horizontales Plows FD-8010 A/B que prestan servicio al proceso de
apilamiento y recuperación de mineral de hierro en la pila principal de la
Gerencia de PHM, con el fin de determinar la factibilidad de los mismos, así
como también un análisis de las fallas presentes en el dichos procesos y de
la gestión de mantenimiento de los mismos. Con el fin de diseñar de plan de
mantenimiento o mejorar el existente. Esto permitirá mejorar la disponibilidad
y rendimiento de los equipos.
3. DELIMITACIÓN
El presente estudio fue desarrollado en los equipos que intervienen en el
proceso de apilamiento y recuperación de mineral de hierro en la pila
principal de la superintendencia de operaciones, adscrita a la Gerencia de
PMH de CVG Ferrominera Orinoco C. A.

44
4. LIMITACIONES
No se cuenta con ningún tipo de de manuales, catálogos, etc. que
suministren información sobre los equipos y/o procesos relacionados a
este estudio, ya que estos se han extraviado con el pasar del tiempo,
dado que estos equipos tienen una antigüedad considerable.
El puente apilador no se encuentra automatizado y los recuperadores
no cuentan con el sistema de comunicación inalámbrica, por lo q no es
posible contar con una data histórica, de tiempos de operación,
toneladas apiladas y/ recuperadas, etc.
5. JUSTIFICACIÓN E IMPORTANCIA
La evaluación técnico-económica es una herramienta analítica que
responde a la pregunta sobre si un proyecto es o no rentable y si se
recomienda su implementación a través de la asignación de los recursos
financieros requeridos o por el contrario si se rechaza el proyecto analizado
por no poseer factibilidad económica y por generar futuras perdidas
financieras al no ser capaz de originar flujos que amorticen las inversiones
requeridas y costos asociados al proyecto analizado.
Los indicadores permiten ver de forma cuantitativa el desempeño de
un proceso en específico, sirviendo como una importante herramienta en la
se basaran para la toma de decisiones, los indicadores de la gestión de
mantenimiento permiten tener una visión de las políticas de mantenimiento
que aplica la empresa y el impacto que esta tiene en el proceso.
45
Hoy en día la necesidad de una mejora sustancial y sostenida de los
resultados operacionales y financieros de las empresas, lo que ha llevado a
la progresiva búsqueda y aplicación de nuevas y más eficientes técnicas y
prácticas gerenciales de planificación y medición del desempeño del negocio.
La planificación debe estar presente en todos las fases de un proceso,
por ello la planificación del mantenimiento es fundamental para una empresa
que depende de equipos mecánicos para cumplir con sus planes de
producción, por ello los costos en mantenimiento deben ser vistos como una
inversión, ya que permitirán mejor resultados operativos y por ende una
mayor productividad, lo cual se vera reflejado en mayores beneficios para la
organización.
La importancia de este trabajo se fundamenta en la realización de un
estudio técnico-económico para determinar factibilidad del Puente apilador
PA-8007 y de los Recuperadores Horizontales Plows FD-8010 A/B (8010-A3,
8010-A4, 8010-B1, 8010-B2), así como un análisis de fallas presentes en el
proceso y la determinación de los indicadores de la gestión de mantenimiento
que permitan tener una visión de la situación actual de los equipos con
relación a las políticas de mantenimiento implementadas a dichos equipos
por la empresa y a partir de ello diseñar o mejora el plan de mantenimiento
para los equipos sujetos a estudio. Esto permitirá mayor eficiencia en el
proceso de transferencia y despacho internacional, dado que los equipos se
encuentran en la pila principal, la cual es exclusivamente utilizada para
exportación del mineral de hierro, produciendo un aumento en la
productividad y la velocidad de carga de los buques, al igual que una
disminución en las paradas por fallas, muchas debido al gran desgaste y
deterioro de los equipos. De este modo podrá realizarse la planificación de
carga con mucha mayor exactitud, lo cual será beneficioso para la empresa,
46
al igual que será el punto de partida para la materialización de nuevos
proyectos y nuevas metas de producción.
6. OBJETIVOS
A continuación se plantear el objetivo general y los objetivos
específicos del estudio.
6.1 OBJETIVO GENERAL
Evaluar Técnica y Económicamente los equipos: Puente apilador PA
8007 y de los recuperadores horizontales Plows FD-8010 A/B
6.2 OBJETIVOS ESPECÍFICOS
1. Realizar un diagnostico de la situación actual de los equipos
2. Recopilar información referente a las especificaciones técnicas del
Puente apilador y los recuperadores horizontales plows.
3. Evaluar técnicamente los equipos.
4. Determinar los costos de inversión del proyecto.
5. Establecer alternativas para la realización de la evaluación técnico-
económica a los equipos involucrados en el estudio.
6. Evaluar Económicamente las alternativas planteadas
47
7. Determinar la alternativa con mayor factibilidad para la empresa
8. Elaborar un análisis de fallas de los equipos a evaluar
9. Determinar los indicadores de la gestión de mantenimiento.
10. Diseñar un plan de mantenimiento preventivo para los equipos
48
CAPÍTULO III
MARCO TEÓRICO
En este capítulo se describen todas las bases teóricas necesarias para
el desarrollo y buen desenvolvimiento de este estudio, es decir, en esta
sección se exponen tanto los fundamentos teóricos así como las fórmulas
necesarias para los posteriores cálculos que se realizaron en la
investigación.
1. RENTABILIDAD
Desde el punto de vista de ingeniería Económica, un estudio económico
o de rentabilidad es aquel cuyo objetivo es determinar la factibilidad
económica de los proyectos de manera de poder seleccionar la mejor
alternativa de inversión.
1.1 INGENIERÍA ECONÓMICA
Es una colección de técnicas matemáticas que simplifican comparaciones
económicas. Con estas técnicas, se puede llevar a cabo una aproximación
racional y significativa para evaluar aspectos económicos por métodos
diferentes. Ingeniería económica es por consiguiente, una herramienta de
decisión por medio de la cual se podrá escoger un método como el más
económico posible.
49
La ingeniería económica se basa en la proposición de que el negarse a
gastar recursos escasos es, por lo general, una decisión equivocada, el
problema es elegir entre una variedad de alternativas de inversión que mejor
satisfagan los objetivos inmediatos y de largo plazo de quienes toman las
decisiones. La palabra determinante es economía y el ingrediente esencial
de la economía es la selección.
2. ESTUDIO TÉCNICO
Este tiene como objetivo básico verificar la posibilidad de recursos,
suministros e insumos, descripción de los procesos tecnológicos, y todos los
aspectos que se requieren para realizar la producción. A rasgos generales
provee información para cuantificar los costos de operación pertinentes a
esta etapa.
Uno de los resultados de este estudio será definir la función de
producción óptima para la utilización eficiente de los recursos disponibles de
la producción del bien o servicio estudiado. A partir de allí se pueden
determinar las necesidades de mano de obra, recursos y materiales para la
buena operación de la planta.
3. ESTUDIO ECONÓMICO
El estudio económico constituye la fase final de la rentabilidad de un
proyecto. Básicamente los objetivos de esta etapa son ordenar y sistematizar
la información de carácter monetario que proporciona la etapa anterior, a
través de la elaboración de cuadros analíticos los cuales conducirán a la
determinación de su rentabilidad, una vez realizada la evaluación del mismo.
50
3.1. PASOS PARA REALIZAR UN ESTUDIO ECONÓMICO
3.1.1 Identificar y definir los problemas y/o las necesidades
Este primer paso consiste en el reconocimiento de las situaciones
anormales, lo cual significa el incumplimiento de patrones o estándares
previamente establecidos, que se pueden poner de manifiesto, por ejemplo, a
nivel operacional por un aumento de materia prima, aumento en las fallas de
los equipos, etc. De la misma manera este paso se asocia con la
identificación de necesidades aún no satisfechas de un mercado, lo cual
determina la posibilidad de producir nuevos bienes o servicios.
Por último, también está relacionado con la identificación de aquellos
elementos inherentes a los sistemas de producción en los cuales pude ser
introducido un mejoramiento tecnológico.
En general, se hace necesaria una evaluación profunda de la situación que
permita establecer claramente los objetivos que se desean alcanzar, lo cual
facilita los pasos siguientes de fijación de restricciones y generación de
soluciones.
3.1.2 Establecimiento de Restricciones
Implica el establecimiento de las limitaciones o restricciones
existentes, ya sean de orden técnico, social o económico. Las restricciones
suelen referirse a niveles de calidad, de contaminación, de empleo de
seguridad en el trabajo, de producción, de beneficio mínimo exigido, etc, todo
51
esto se traduce en una delimitación de las soluciones posibles al problema
planteado.
3.1.3 Generación de ideas o de proyectos de inversión
La generación de proyectos surge de la necesidad de alcanzar el
objetivo que se haya fijado en la identificación del problema y, consiste en la
propuesta y/o planteamiento de las soluciones técnicas al problema en
concordancia con las restricciones establecidas.
El logro de un objetivo, en la mayoría de los casos, se puede alcanzar
a través de diferentes maneras o vías de solución alternativas de lograr lo
que desea y, de todas ellas, habrá que elegir la que más convenga desde el
punto de vista económico, una vez que se haya satisfecho las restricciones
previamente establecidas en la etapa anterior.
3.1.4 Estimación de los flujos monetarios de los proyectos
Una vez que sea finalizado el estudio de mercado y los aspectos
técnicos, el siguiente paso es estimar los costos y los ingresos que ocurrirán
como consecuencia de la implantación y puesta en marcha del proyecto, es
decir, poner en marcha un proyecto que implica una serie de consecuencias
que pueden ser expresadas en términos monetarios, las cuales ocurrirán a lo
largo de todo el período de operación del proyecto. Algunas de estas
consecuencias implican salidas de dinero (costos) y otras entradas de dinero
(ingresos). Ambos constituyen los flujos monetarios del proyecto.
52
3.1.5 Determinación de la factibilidad económica o rentabilidad
La factibilidad económica o rentabilidad es un índice que permite
conocer de manera anticipada el resultado global de la operación de un
proyecto, desde el punto de vista económico. Para poder comparar los
proyectos una vez que se estiman los costos e ingresos asociados a cada
uno de ellos, es necesario resumir de alguna manera el atractivo económico
de los mismos, de allí la importancia de determinar la rentabilidad de los
proyectos en la realización de los estudios económicos.
3.1.6 Toma de Decisiones
Consiste en seleccionar una entre todas las alternativas planteadas y
evaluadas, sobre la base de un criterio de decisión. La Ingeniería Económica
tiene por objetivo medir por anticipado la rentabilidad de los proyectos de
inversión, para recomendar la selección de inversiones basadas en un
criterio de carácter económico, puesto que las empresas tienen dentro de sus
objetivos fundamentales la obtención de beneficios.
Sin embargo es importante destacar que en un momento pueden privar
otros factores para la selección hecha bajo criterios de carácter estrictamente
económico. Entre otros factores o criterios se encuentran:
Criterios Tecnológicos, relacionados con el suministro y utilización de
insumo, equipos asistencia técnica etc.
Criterios Financieros, relacionados con la obtención y usos de los
fondos necesarios para realizar la inversión.
53
Factores Intangibles, tales como consideraciones legales, políticas,
sociales, imagen de la empresa, etc.
Estos factores por su misma naturaleza, no siempre pueden ser
incluidos dentro de los modelos económicos que se manejan para la
selección de inversión.
En forma general, se puede definir el proceso de toma de decisiones
como un procedimiento que permite seleccionar la mejor alternativa
entre un conjunto de oportunidades de inversiones rentables:
Con base en los resultados obtenidos en la evaluación.
En concordancia con el criterio establecido y sujeto a una serie de
restricciones técnicas y económicas.
4. SISTEMA DE PRODUCCIÓN
Es el encargado de producir los bienes y/o servicios objeto de la
empresa. Todo sistema de producción tiene diversos insumos, tales como
materiales, piezas, formularios, datos, mano de obra, clientes, capital,
energía, etc.; los cuales serán procesados de alguna manera en una serie de
operaciones, cuya secuencia y cantidad son específicas de cada sistema,
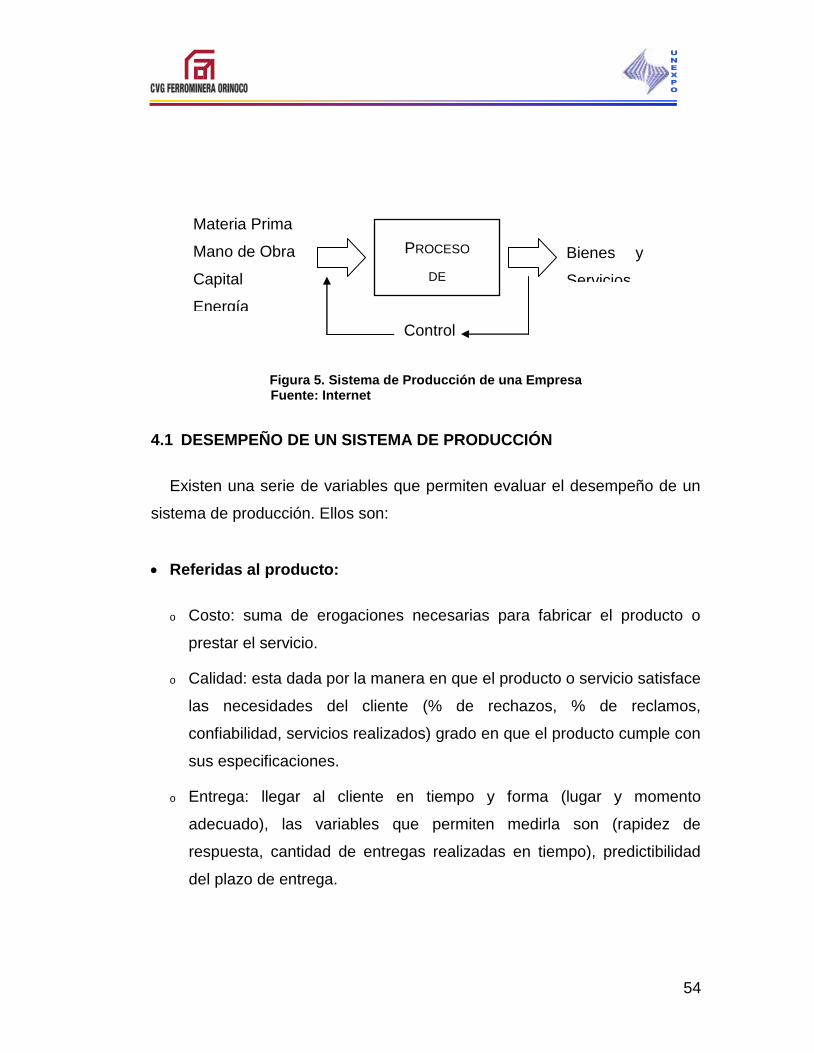
conformando el llamado Proceso de Producción ( ver Figura 5).
54
Figura 5. Sistema de Producción de una Empresa Fuente: Internet
4.1 DESEMPEÑO DE UN SISTEMA DE PRODUCCIÓN
Existen una serie de variables que permiten evaluar el desempeño de un
sistema de producción. Ellos son:
Referidas al producto:
o Costo: suma de erogaciones necesarias para fabricar el producto o
prestar el servicio.
o Calidad: esta dada por la manera en que el producto o servicio satisface
las necesidades del cliente (% de rechazos, % de reclamos,
confiabilidad, servicios realizados) grado en que el producto cumple con
sus especificaciones.
o Entrega: llegar al cliente en tiempo y forma (lugar y momento
adecuado), las variables que permiten medirla son (rapidez de
respuesta, cantidad de entregas realizadas en tiempo), predictibilidad
del plazo de entrega.
Materia Prima
Mano de Obra
Capital
Energía
Información
PROCESO
DE
CONVERSIÓN
Bienes y
Servicios
Control
55
Referidas al sistema:
o Flexibilidad: capacidad del sistema de producción para adaptarse a los
requerimientos de la demanda como a las distintas estrategias de
organización (elaboración de nuevos productos, elaborar diferentes
clases de un mismo producto, cambiar la mezcla de producción, etc.).
o Confiabilidad: la probabilidad de que el sistema se desempeñe
correctamente durante un cierto tiempo.
o Perdurabilidad: esta referida a la vida probable del sistema.
4.2 CRITERIOS PARA DETERMINAR SI UN SISTEMA HA ALCANZADO
SU VIDA ÚTIL
Criterios Físicos
o Desastre: cuando el sistema deja de funcionar por un siniestro
(incendio, inundaciones, etc.).
o Decrepitud: el sistema deja de funcionar porque ya no se puede reparar
y no se lo puede utilizar más.
Criterios Funcionales
o Obsolescencia: el sistema de producción es superado por otro
tecnológicamente.
o Inadecuado: ante modificaciones efectuadas al producto, el sistema de
producción deja de servir para elaborarlo.
56
o Insuficiencia: cuando la demanda crece a largo plazo y para satisfacerla
no se puede o no conviene ampliar el sistema de producción.
o Vida útil económica: cuando el costo de utilizar el sistema actual es más
caro que utilizar uno nuevo.
4.3 CAPACIDAD DE PRODUCCIÓN
Es la cantidad de producto (bien o servicio) que puede elaborar un
proceso en una unidad de tiempo.
Capacidad = Cantidad producida / Unidad de Tiempo
Planeamiento y Administración de la Capacidad
Una vez establecida la capacidad de producción, la empresa puede decidir
incorporar o discontinuar un producto. Las actividades que se deben llevar a
cabo son:
o Evaluar la capacidad existente.
o Prever las necesidades futuras de capacidad.
o Realizar una evaluación económica, financiera y tecnológica de las
distintas alternativas.
o Identificar los modos alternativos de modificar la capacidad.
4.4 COSTOS DE PRODUCCIÓN
Los costos de producción están formados por los elementos que se
presentan a continuación:
57
Materias Primas
Son los materiales que de hecho entran y forman parte del producto
terminado. Esos costos incluyen fletes de compras, de almacenamiento y de
manejo. Los descuentos sobre compras se pueden deducir del valor de la
factura de las materias primas adquiridas.
Mano de Obra Directa
Es la que se utiliza para transformar la materia prima en producto
terminado. Se puede identificar en virtud de que su monto varía casi
proporcionalmente con el número de unidades producidas.
Mano de Obra Indirecta
Es la necesaria en el departamento de producción, pero que no interviene
directamente en la transformación de las materias primas. En este rubro se
incluyen: personal de supervisión, jefes de turno, todo el personal de control
de calidad y otros.
Materiales Indirectos
Forman parte auxiliar en la presentación del producto terminado, sin ser el
producto en sí. Aquí se incluyen: envases primarios y secundarios y
etiquetas, por ejemplo.
Costos de los Insumos
Excluyendo, por supuesto, los rubros mencionados, todo proceso
productivo requiere una serie de insumos para su funcionamiento. Éstos
58
pueden ser: agua, energía eléctrica, combustible, detergentes, etc. La lista
puede extenderse más, todo dependerá del tipo de proceso que se requiera
para producir determinado bien o servicio.
Costo de Mantenimiento
Es un servicio que se contabiliza por separado, en virtud de las
características especiales que puede presentar. Se puede dar mantenimiento
preventivo y correctivo al equipo y a la planta. El costo de los materiales y la
mano de obra que se requieran, se cargan directamente al mantenimiento,
pues puede variar mucho en ambos casos. Para fines de evaluación, en
general se considera un porcentaje del costo de adquisición de los equipos.
Este dato normalmente lo proporciona el fabricante y en él se especifica el
alcance del servicio de mantenimiento que se proporcionará.
Cargos por depreciación y amortización
Ya se ha mencionado los costos virtuales, esto es, se tratan y tienen el
efecto de un costo sin serlo. Para calcular el monto de los cargos, se deberán
utilizar los porcentajes autorizados por la ley tributaria del país de que se
trate.
5. DIAGRAMAS DE FLUJOS DE CAJA
Es simplemente una representación gráfica de un flujo de caja en una
escala de tiempo. El diagrama representa el planteamiento del problema y
muestra que es lo dado y lo que debe encontrarse. Es decir, después que el
diagrama de flujo de caja es dibujado, el observador esta en capacidad de
resolverlo mirando solamente el diagrama.
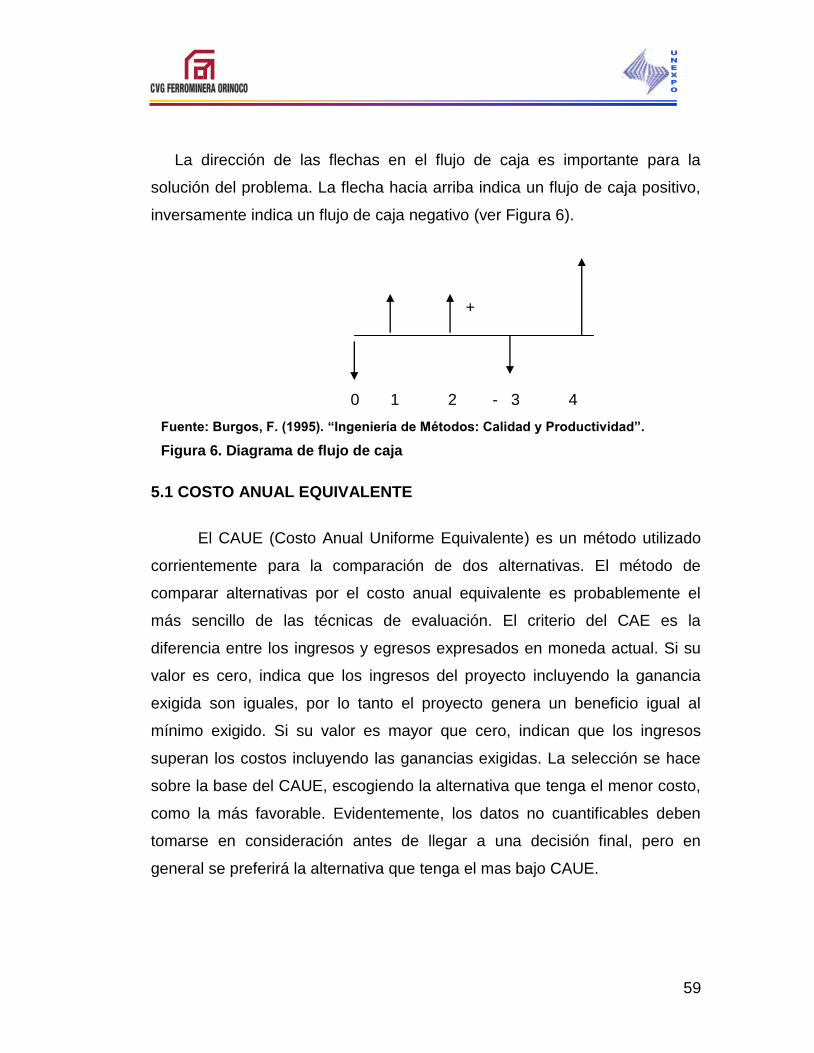
59
La dirección de las flechas en el flujo de caja es importante para la
solución del problema. La flecha hacia arriba indica un flujo de caja positivo,
inversamente indica un flujo de caja negativo (ver Figura 6).
+
0 1 2 - 3 4
5.1 COSTO ANUAL EQUIVALENTE
El CAUE (Costo Anual Uniforme Equivalente) es un método utilizado
corrientemente para la comparación de dos alternativas. El método de
comparar alternativas por el costo anual equivalente es probablemente el
más sencillo de las técnicas de evaluación. El criterio del CAE es la
diferencia entre los ingresos y egresos expresados en moneda actual. Si su
valor es cero, indica que los ingresos del proyecto incluyendo la ganancia
exigida son iguales, por lo tanto el proyecto genera un beneficio igual al
mínimo exigido. Si su valor es mayor que cero, indican que los ingresos
superan los costos incluyendo las ganancias exigidas. La selección se hace
sobre la base del CAUE, escogiendo la alternativa que tenga el menor costo,
como la más favorable. Evidentemente, los datos no cuantificables deben
tomarse en consideración antes de llegar a una decisión final, pero en
general se preferirá la alternativa que tenga el mas bajo CAUE.
Fuente: Burgos, F. (1995). “Ingeniería de Métodos: Calidad y Productividad”.
Figura 6. Diagrama de flujo de caja
60
Es importante considerar que el CAUE significa que todos los ingresos
y desembolsos (irregulares o uniformes) deben convertirse en una cantidad
anual uniforme equivalente.
5.2 VALOR ACTUAL O VALOR PRESENTE
El valor actual o presente representa la rentabilidad de un proyecto de
inversión en forma de una cantidad de dinero (P) en el presente (t=0), que es
equivalente a los flujos monetarios netos del proyecto a una determinada
tasa mínima de rendimiento. En otras palabras el valor actual presenta un
beneficio o perdida equivalente en el punto cero de la escala del tiempo.
El valor presente o actual se calcula actualizando todos los flujos
monetarios netos del proyecto.
55
4
4
3
3
2
2
1
1
11111 i
VSFNE
i
FNE
i
FNE
i
FNE
i
FNEPVPN
Donde:
FNE = flujo neto de efectivo en un periodo de cinco (5) años.
VS = Valor de salvamento
Criterios de decisión:
Si VA (i) 0 : Los ingresos del proyecto superan a los costos incluyendo
la tasa de rendimiento mínima esperada. Por lo tanto el proyecto genera
beneficios superior al mínimo exigido y se acepta la inversión.
Si VA (i) 0 se rechaza la inversión.
61
6. DIAGRAMAS DE PROCESOS
Se definen los diagramas de procesos representaciones gráficas
relativas a un proceso industrial o administrativo, de los pasos que se siguen
en toda una secuencia de actividades, identificándolo mediante símbolos de
acuerdo con su naturaleza; incluye toda la información que se considera útil
para una mejor definición del estudio del trabajo elegido, y presenta los
hechos que posteriormente se analizan, tal como distancias recorridas,
cantidad considerada y tiempo requerido.
Los diagramas de proceso persiguen:
Detallar el proceso, visualizar costos ocultos; y con el análisis se trata
de eliminar las principales deficiencias en los procesos.
Lograr la mejor distribución posible de la maquinaria, equipos y áreas
de trabajo dentro de la planta.
Los diagramas de procesos representan uno de los instrumentos de
trabajo más importante para el ingeniero de métodos, ya que le
permite tener a su disposición medios que le ayudan a efectuar un
mejor trabajo en el menor tiempo posible.
Se usan generalmente ocho tipos de diagramas de proceso, cada uno
de los cuales tiene aplicaciones específicas. Ellos son:
o Diagrama de operaciones de proceso
o Diagrama de flujo de proceso
o Diagrama de recorrido
o Diagrama de interrelación hombre- máquina
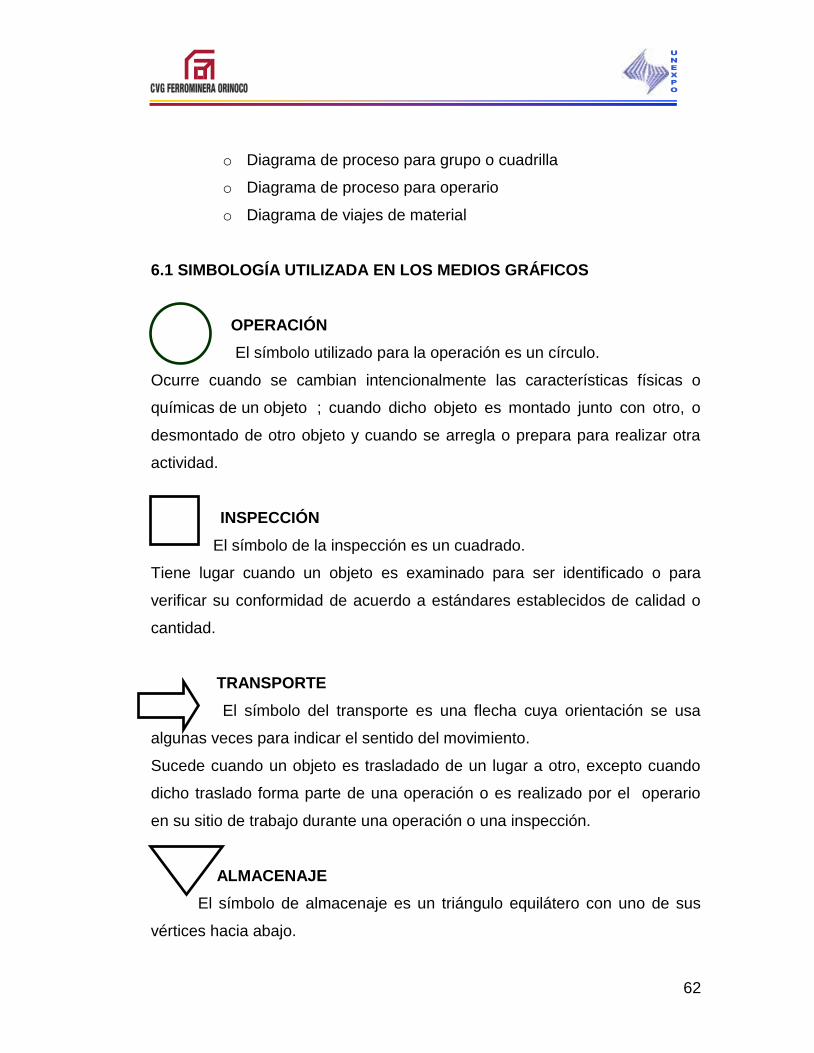
62
o Diagrama de proceso para grupo o cuadrilla
o Diagrama de proceso para operario
o Diagrama de viajes de material
6.1 SIMBOLOGÍA UTILIZADA EN LOS MEDIOS GRÁFICOS
OPERACIÓN
El símbolo utilizado para la operación es un círculo.
Ocurre cuando se cambian intencionalmente las características físicas o
químicas de un objeto ; cuando dicho objeto es montado junto con otro, o
desmontado de otro objeto y cuando se arregla o prepara para realizar otra
actividad.
INSPECCIÓN
El símbolo de la inspección es un cuadrado.
Tiene lugar cuando un objeto es examinado para ser identificado o para
verificar su conformidad de acuerdo a estándares establecidos de calidad o
cantidad.
TRANSPORTE
El símbolo del transporte es una flecha cuya orientación se usa
algunas veces para indicar el sentido del movimiento.
Sucede cuando un objeto es trasladado de un lugar a otro, excepto cuando
dicho traslado forma parte de una operación o es realizado por el operario
en su sitio de trabajo durante una operación o una inspección.
ALMACENAJE
El símbolo de almacenaje es un triángulo equilátero con uno de sus
vértices hacia abajo.
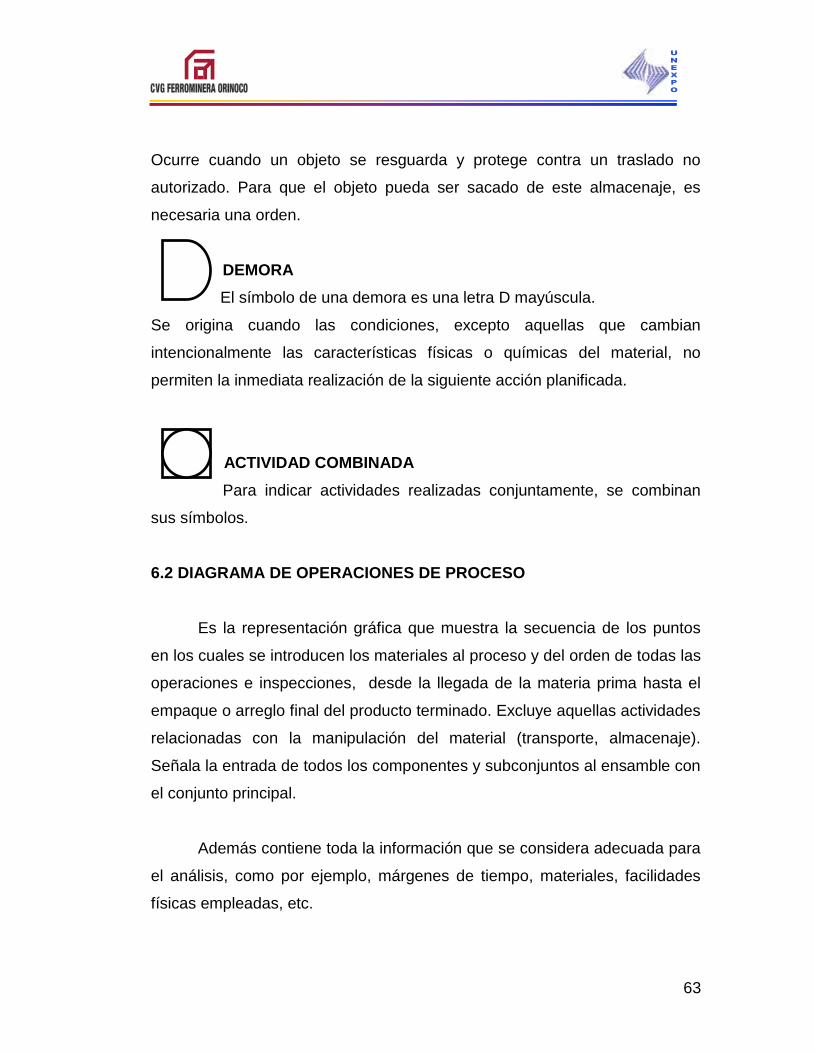
63
Ocurre cuando un objeto se resguarda y protege contra un traslado no
autorizado. Para que el objeto pueda ser sacado de este almacenaje, es
necesaria una orden.
DEMORA
El símbolo de una demora es una letra D mayúscula.
Se origina cuando las condiciones, excepto aquellas que cambian
intencionalmente las características físicas o químicas del material, no
permiten la inmediata realización de la siguiente acción planificada.
ACTIVIDAD COMBINADA
Para indicar actividades realizadas conjuntamente, se combinan
sus símbolos.
6.2 DIAGRAMA DE OPERACIONES DE PROCESO
Es la representación gráfica que muestra la secuencia de los puntos
en los cuales se introducen los materiales al proceso y del orden de todas las
operaciones e inspecciones, desde la llegada de la materia prima hasta el
empaque o arreglo final del producto terminado. Excluye aquellas actividades
relacionadas con la manipulación del material (transporte, almacenaje).
Señala la entrada de todos los componentes y subconjuntos al ensamble con
el conjunto principal.
Además contiene toda la información que se considera adecuada para
el análisis, como por ejemplo, márgenes de tiempo, materiales, facilidades
físicas empleadas, etc.
64
Antes de mejorar un proceso de manufactura, conviene elaborar un
diagrama de operaciones que permita comprender completamente el
problema, y determinar así en que áreas existen las mejores posibilidades de
mejoramiento.
6.3 FINALIDAD DEL DIAGRAMA DE OPERACIONES DE PROCESO
Es proporcionar una imagen clara en toda la secuencia de los
acontecimientos en el proceso.
Estudiar las fases del proceso en forma sistemática.
Mejorar la disposición de locales y el manejo de materiales.
Disminuir demoras.
Comparar dos métodos.
Estudiar las operaciones para eliminar el tiempo improductivo.
Puntos a recordar en el diagrama de operaciones:
Los únicos símbolos que se usan en este diagrama son las
operaciones y las inspecciones y se numeran en secuencia para
comenzar con el primer paso en la parte más importante.
El componente más importante generalmente aparece en el extremo
derecho y los demás componentes se le asigna un espacio a la
izquierda de este componente.
Siempre serán necesarios los datos tanto en el método actual como el
propuesto: número de plano, número de identificación, la descripción
del proceso, fecha de elaboración, nombre de la persona que lo hizo,
además de otra información que nos permita identificar en cualquier
momento a qué se refiere el diagrama.
65
Todos los pasos se deben listar en la secuencia adecuada para cada
componente y se deben manejar en forma vertical de arriba hacia
abajo
Se usan líneas verticales para indicar el flujo del proceso a medida
que se realiza el trabajo y líneas horizontales que entroncan con las
líneas verticales para indicar que entra material al proceso, ya sea
proveniente de compras o sobre el que ya se ha hecho algún trabajo
durante el proceso.
6.3.1 Procedimiento básico para la construcción de un diagrama de
operaciones de proceso
Una vez escogido el material, se traza una línea horizontalmente en la
parte superior derecha del diagrama.
Encima de ésta línea se anota una descripción del material (esta
puede ser tan completa como se estime necesario).
Se traza una línea vertical de recorrido desde el extremo derecho de la
línea horizontal (recordándose que la línea vertical que se sitúa más a
la derecha se reserva para el elemento principal).
En la línea vertical se dibujan los símbolos que representan en orden
los diferentes eventos que se lleven a cabo.
A la derecha del símbolo se anota una breve descripción y se
identifica el puesto de trabajo y a la izquierda se coloca el tiempo de
duración.
66
6.4 DIAGRAMA DE FLUJO DEL PROCESO
Es una representación gráfica de todas las operaciones, los
transportes, las inspecciones, las demoras y los almacenamientos que
ocurren durante el proceso. En general, contiene muchos más detalles que el
diagrama de operaciones. Es por esto que no considera en conjunto
ensambles complicados. Se utiliza solo para representar un componente de
ese ensamble.
Presenta dos tipos de diagramas:
1.- El tipo “Material” describe el proceso en términos de los eventos que se
suceden sobre el material. La descripción se hace por lo general en voz
pasiva.
2.- El tipo “Hombre” describe el proceso en términos de las actividades que
realiza el hombre. Es una descripción en voz activa
Es muy útil, ya que pone de manifiesto costos ocultos como distancias
recorridas, retrasos y almacenamiento temporales. Por eso es importante
indicar en el diagrama todas las demoras y tiempos de almacenamientos, y el
registro de los trayectos. Un estudio del plano de la planta con el proceso,
suministra detalles relacionados con estos costos directos e indirectos del
proceso, con vistas a introducir mejoras. El hecho de que las distancias se
registren en el diagrama, es de gran valor para poner de manifiesto como
podría mejorarse la distribución de los equipos en la planta.
67
6.4.1 Elaboración del diagrama de Flujo de Operaciones
Como el diagrama de operaciones, el del flujo de un proceso debe ser
identificado correctamente con un titulo. Es usual encabezar la información
identificadora con el de “diagrama de curso de proceso”. La información
mencionada comprende, por lo general, numero de la pieza, numero del
plano, descripción del proceso, método actual o propuesto, fecha y nombre
de la persona que elabora el diagrama.
Algunas veces hacen falta datos adicionales para identificar por
completo el trabajo que se diagrama. Tales datos pueden ser los nombres de
la planta, edificio o departamento, numero de diagrama, cantidad de
producción e información sobre costos.
Puesto que el diagrama de flujo de proceso corresponde solo a una pieza
o artículo y no a un ensamble o conjunto, puede elaborarse un diagrama
mas nítidamente empezando en el centro de la parte superior del papel.
Primero se traza una línea horizontal de material, sobre la cual se escribe el
número de la pieza y su descripción, así como el material con el que se
procesa. Se traza luego una corta línea vertical de flujo, de unos 5mm de
longitud al primer símbolo de evento, el cual puede ser una flecha que indica
un transporte desde la bodega o almacén. Inmediatamente a la derecha del
símbolo de transporte se anota una breve descripción del movimiento, tal
como “llevado a la sierra recortadora por el acarreador del material”.
Inmediatamente abajo se anota el tipo de equipo para manejo del material
empleado.
Se continúa este proceso de diagramación registrando todas las
operaciones, inspecciones, movimientos, demoras, almacenamientos
68
permanentes y temporales que ocurran durante el procesado de la pieza o
parte. Se numeran cronológicamente para futuras referencias todos los
eventos utilizando una serie particular para cada clase de evento.
El símbolo de transporte se emplea para indicar el sentido de la
circulación. Así, cuando hay flujo en línea recta se coloca el símbolo con la
flecha apuntando a la derecha del papel. Cuando el proceso se invierte o
retrocede, el cambio de sentido o dirección se señala dibujando la flecha de
modo que apunte a la izquierda. Si el proceso se efectúa en un edificio de
varios pisos, una flecha apuntando hacia arriba indica que el proceso se
efectúa siguiendo esa dirección, y una flecha que apunte hacia abajo
indicara que el flujo de trabajo es descendente.
Es importante indicar en el diagrama todas las demoras y tiempos de
almacenamiento. No basta con indicar que tiene lugar un retraso o
almacenamiento. Cuanto mayor sea el tiempo de almacenamiento o retraso
de una pieza, tanto mayor será el incremento de costo acumulado y, por
tanto, es de importancia saber que tiempo corresponde a la demora o al
almacenamiento.
Esta herramienta persigue:
Proporcionar una imagen clara de toada la secuencia de los
acontecimientos en el proceso.
Sirve para la secuencia de un producto, un operario o una pieza.
Mejorar la distribución de los locales y el manejo de materiales,
disminuir esperas.
Estudiar operaciones y otras actividades en su relación recíproca.
Comparar dos métodos.
69
Estudiar las operaciones para eliminar el tiempo improductivo y
escoger operaciones para su estudio detallado.
Puntos a recordar en el diagrama de flujo de proceso:
Utiliza además del símbolos de operación e inspección, el de
transporte, almacenaje, y en caso que se requiera la combinación de
dos símbolos, actividad combinada.
Puede aplicarse para analizar tanto al material como al operador.
Estos deben ser diagramas separados.
Para el diagrama de flujo de proceso del operario se utiliza la voz
activa: taladra, esmerila, etc.
Para el diagrama de flujo de materiales se utiliza la voz pasiva: es
taladrado, es esmerilado, etc.
No debe dividirse la operación en detalles menores, para no saturar el
diagrama de detalles pequeños
El diagrama debe indicar si el método es actual o propuesto, realizar la
respectiva identificación.
Los símbolos que se seleccionen para cada concepto deben estar
conectados.
7. DIAGRAMA DE PARETO
Este diagrama es una gráfica de barras que jerarquiza los problemas,
condiciones o las causas de estos por su importancia e impacto siguiendo un
orden descendente de izquierda a derecha.
Este diagrama es utilizado cuando se necesite determinar el orden de
importancia de los problemas o condiciones a fin de seleccionar el punto de
70
inicio para la solución de estos o la identificación de la causa fundamental en
un problema
7.1 RECOMENDACIONES PARA EL USO DEL DIAGRAMA DE PARETO
Para identificar oportunidades para mejorar
Para identificar un producto o servicio para el análisis de mejora de la
calidad.
Cuando existe la necesidad de llamar la atención a los problemas o
causas de una forma sistemática.
Para analizar las diferentes agrupaciones de datos.
Al buscar las causas principales de los problemas y establecer la
prioridad de las soluciones
Para evaluar los resultados de los cambos efectuados a un proceso
comparando sucesivos diagramas
obtenidos en momentos diferentes, (antes y después)
Cuando los datos puedan clasificarse en categorías
Cuando el rango de cada categoría es importante
Para comunicar fácilmente a otros miembros de la organización las
conclusiones sobre causas, efectos y costes
de los errores.
7.2 PROPÓSITOS GENERALES DEL DIAGRAMA DE PARETO
Analizar las causas
Estudiar los resultados
Planear una mejora continua
71
La Gráfica de Pareto es una herramienta sencilla pero poderosa al
permitir identificar visualmente en una sola revisión las minorías de
características vitales a las que es importante prestar atención y de esta
manera utilizar todos los recursos necesarios para llevar a cabo una acción
de mejora sin malgastar esfuerzos ya que con el análisis descartamos las
mayorías triviales.
Algunos ejemplos de tales minorías vitales serían:
La minoría de clientes que representen la mayoría de las ventas.
La minoría de productos, procesos, o características de la calidad
causantes del grueso de desperdicio
de los costos de retrabajos.
La minoría de rechazos que representa la mayoría de quejas de los
clientes.
La minoría de vendedores que esta vinculada a la mayoría de partes
rechazadas.
La minoría de problemas causantes del grueso del retraso de un
proceso.
La minoría de productos que representan la mayoría de las ganancias
obtenidas.
La minoría de elementos que representan la mayor parte del costo de
un inventario etc
8. DIAGRAMA CAUSA-EFECTO
En un diagrama que representa la relación entre un efecto y todas las
posibles causas que influyen en él, permitiendo identificarlas y clasificarlas
72
para su análisis. Este diagrama es llamado también de espina de pescado o
Ishikawa.
Este diagrama es utilizado cuando:
1. Se requiere realizar un análisis en forma gráfica y estructurada.
2. Se necesite analizar una situación, condición o problema
específico a fin de determinar las causas que los originan.
3. Se desea analizar el resultado de un proceso y las cosas que
necesitamos para lograrlo (visualización positiva).
8.1 PROCEDIMIENTO PARA LA ELABORACIÓN DE DIAGRAMA CAUSA-
EFECTO
1. Describir el efecto o atributo de calidad.
2. Escoger una característica de calidad y escribirla en el lado
derecho de una hoja de papel, dibujar de izquierda a derecha la
línea de espina dorsal y encerrar la característica en un cuadrado,
enseguida, escriban las causas primarias que afectan a la
característica de calidad, en forma de grandes huesos, cerrados
también en un cuadrado.
3. Escribir las causas (causas secundarias) que afectan a los grandes
huesos, (causas primarias) como huesos medianos, y escriba las
causas (causas terciarias) que afectan a los huesos medianos
como huesos pequeños.
73
4. Asigne la importancia de cada factor y marque los factores
particularmente importantes que parecen tener un efecto
significativo sobre las características de calidad.
5. Registre cualquier información que pueda ser de utilidad.
9. MANTENIMIENTO
El mantenimiento consiste en asegurar la disponibilidad de las
maquinarias, servicios e instalaciones para que las unidades productivas
puedan cumplir sus compromisos de producción con costos mínimos y
máxima disponibilidad. La labor del departamento de mantenimiento, está
relacionada muy estrechamente en la prevención de accidentes y lesiones en
el trabajador ya que tiene la responsabilidad de mantener en buenas
condiciones, la maquinaria y herramienta, equipo de trabajo, lo cual permite
un mejor desenvolvimiento y seguridad evitando en parte riesgos en el área
laboral.
9.1 TIEMPO TOTAL DEL PERIODO (TTP)
Representa el tiempo total que el equipo tiene planeado operar.
9.2 TIEMPO TOTAL DE MANTENIMIENTO (TTM)
Se determina el tiempo total de mantenimiento con la siguiente fórmula:
TC TP TTM (Ec.1)
74
Donde:
TP = tiempo preventivo
TC = tiempo correctivo
9.3 TIEMPO DISPONIBLE DE OPERACIÓN (TDO)
Representa el tiempo realmente que trabajo el equipo, viene dado por el
tiempo total del periodo menos el tiempo total de mantenimiento, aplicando la
fórmula de:
TTM-TTP TDO (Ec.2)
Donde:
TTP = tiempo total del periodo
TTM = tiempo total de mantenimiento
9.4 NÚMEROS DE FALLAS (NF)
Indica el número de intervenciones por concepto de mantenimiento
correctivo.
9.5 TIEMPO PROMEDIO ENTRE FALLAS (TPEF)
1 F N / TDO TPEF (Ec.3)
Donde:
TDO = tiempo disponible de operación
75
NF = número de fallas
9.6 TIEMPO PROMEDIO PARA REPARAR (TPPR)
NF / TC TPPR (Ec.4)
Donde:
TC = tiempo correctivo
NF = número de fallas
9.7 ÍNDICE DE MANTENIBILIDAD (IM)
Representa la disponibilidad de que un equipo haya fallado, pueda ser
reparado en un periodo dado de tiempo.
TTP) / (TTM - 1 IM (Ec.5)
Donde:
TTM = tiempo total de mantenimiento
TTP = tiempo total del periodo
9.8 DISPONIBILIDAD (D)
Representa aquella fracción del tiempo total durante la cual el equipo es
operable. Probabilidad de que un equipo este disponible durante un periodo
de tiempo dado.
TPPR) TPEF ( / TPEF D (Ec.7)
76
Donde:
TTPEF = Tiempo promedio entre fallas
TPPR = Tiempo promedio para reparar
10. MANTENIMIENTO CORRECTIVO
Comprende el que se lleva a cabo con el fin de corregir (reparar) una falla en
el equipo. Se clasifica en:
1) No planificado:
El correctivo de emergencia deberá actuar lo más rápidamente posible
con el objetivo de evitar costos y daños materiales y/o humanos mayores.
Debe efectuarse con urgencia ya sea por una avería imprevista a reparar
lo más pronto posible o por una condición imperativa que hay que satisfacer
(problemas de seguridad, de contaminación, de aplicación de normas
legales, etc.).
En el caso de ejemplo, la detección de la fuga de gas compromete a la
Gerencia a tomar la decisión de reparar la pérdida de gas, actuando ante una
emergencia (generalmente la detección de un gas combustible, implica la
existencia de una concentración peligrosa en el aire ambiente, la cual es
explosiva).
Este sistema resulta aplicable en sistemas complejos, normalmente
componentes electrónicos o en los que es imposible predecir las fallas y en
los procesos que admiten ser interrumpidos en cualquier momento y durante
cualquier tiempo, sin afectar la seguridad.
77
También para equipos que ya cuentan con cierta antigüedad. Tiene como
inconvenientes, que la falla puede sobrevenir en cualquier momento, muchas
veces, el menos oportuno, debido justamente a que en esos momentos se
somete al bien a una mayor exigencia.
Otro inconveniente de este sistema, es que debería disponerse
inmovilizado un capital importante invertido en piezas de repuesto visto que
la adquisición de muchos elementos que pueden fallar, suele requerir una
gestión de compra y entrega no compatible en tiempo con la necesidad de
contar con el bien en operación (por ejemplo: caso de equipos
discontinuados de fabricación, partes importadas, desaparición del
fabricante).
Por último, con referencia al personal que ejecuta el servicio, no nos
quedan dudas que debe ser altamente calificado y sobredimensionado en
cantidad pues las fallas deben ser corregidas de inmediato. Generalmente se
agrupa al personal en forma de cuadrillas.
2) Planificado:
Se sabe con anticipación qué es lo que debe hacerse, de modo que
cuando se pare el equipo para efectuar la reparación, se disponga del
personal, repuestos y documentos técnicos necesarios para realizarla
correctamente. Al igual que el anterior, corrige la falla y actúa ante un hecho
cierto.
La diferencia con el de emergencia, es que no existe el grado de apremio
del anterior, sino que los trabajos pueden ser programados para ser
realizados en un futuro normalmente próximo, sin interferir con las tareas de
producción. En general, programamos la detención del equipo, pero antes de
hacerlo, vamos acumulando tareas a realizar sobre el mismo y programamos
78
su ejecución en dicha oportunidad, aprovechando para ejecutar toda tarea
que no podríamos hacer con el equipo en funcionamiento.
Lógicamente, aprovecharemos para las paradas, horas en contra turno,
períodos de baja demanda, fines de semana, períodos de vacaciones, etc.
Para el caso del ejemplo, podemos diferir hasta el fin de semana, en
horas diurnas, la reparación de la chapa perforada si las condiciones del
tiempo permiten realizarla.
Mientras tanto, debido a la zona en que ocurrió el hecho, probablemente
no se haga más que trasladar los elementos que pudieran encontrarse cerca
del patio interior y/o cubrirlos adecuadamente.
11. MANTENIMIENTO PREVENTIVO
Cubre todo el mantenimiento programado que se realiza con el fin de:
Prevenir la ocurrencia de fallas. Se conoce como Mantenimiento
Preventivo Directo o Periódico por cuanto sus actividades están controladas
por el tiempo. Se basa en la Confiabilidad de los Equipos (MTTF) sin
considerar las peculiaridades de una instalación dada. Ejemplos: limpieza,
lubricación, recambios programados.
Como ejemplo, una empresa decidió que los servicios de desinfección a
través de fumigación en los departamentos y pasillos y los de limpieza de
tanques de agua, se realizaran el primero, cada tres meses y el segundo,
cada seis meses. Ello fue motivado por un análisis de la situación sanitaria
del edificio a lo largo de los últimos 5 años.
Este tipo de mantenimiento trata de anticiparse a la aparición de las fallas.
79
Evidentemente, ningún sistema puede anticiparse a las fallas que no nos
avisan por algún medio. Por ejemplo, una lámpara eléctrica debía durar 4000
horas de encendido y se quema cuando sólo se la había empleado 200
horas. Ningún indicio o evidencia simple, nos informó sobre la proximidad de
la falla.
Las fuentes internas: están constituidas por los registros o historiales de
reparaciones existentes en la empresa, los cuales nos informan sobre todas
las tareas de mantenimiento que el bien ha sufrido durante su permanencia
en nuestro poder.
Se debe tener en cuenta que los bienes existentes tanto pudieron ser
adquiridos como nuevos (sin uso) o como usados.
Forman parte de las mismas fuentes, los archivos de los equipos e
instalaciones con sus listados de partes, especificaciones, planos generales,
de detalle, de despiece, los archivos de inventarios de piezas y partes de
repuesto (spare parts) y, por último, los archivos del personal disponible en
mantenimiento con el detalle de su calificación, habilidades, horarios de
trabajo, sueldos, etc.
12. MANTENIMIENTO PREDICTIVO
Es el Servicios de seguimiento del desgaste de una o más piezas o
componente de equipos prioritarios a través de análisis de síntomas, o
estimación hecha por evaluación estadística, tratando de extrapolar el
comportamiento de esas piezas o componentes y determinar el punto exacto
de cambio.
El mantenimiento Predictivo basado en la confiabilidad o la forma
sistemática de como preservar el rendimiento requerido basándose en las
80
características físicas, la forma como se utiliza, especialmente de como
puede fallar y evaluando sus consecuencias para así aplicar las tareas
adecuadas de mantenimiento ( preventivas o correctivas).
Detectar las fallas antes de que se desarrollen en una rotura u otras
interferencias en producción. Está basado en inspecciones, medidas y
control del nivel de condición de los equipos.
También conocido como Mantenimiento Predictivo, Preventivo Indirecto o
Mantenimiento por Condición -CBM (Condition Based Maintenance). A
diferencia del Mantenimiento Preventivo Directo, que asume que los equipos
e instalaciones siguen cierta clase de comportamiento estadístico, el
Mantenimiento Predictivo verifica muy de cerca la operación de cada
máquina operando en su entorno real. Sus beneficios son difíciles de
cuantificar ya que no se dispone de métodos tipo para el cálculo de los
beneficios o del valor derivado de su aplicación.
Por ello, muchas empresas usan sistemas informales basados en los
costos evitados, indicándose que por cada dólar gastado en su empleo, se
economizan 10 dólares en costos de mantenimiento.
En realidad, ambos Mantenimientos Preventivos no están en
competencia, por el contrario, el Mantenimiento Predictivo permite decidir
cuándo hacer el Preventivo.
En algunos casos, arrojan indicios evidentes de una futura falla, indicios
que pueden advertirse simplemente. En otros casos, es posible advertir la
tendencia a entrar en falla de un bien, mediante el monitoreo de condición, es
decir, mediante la elección, medición y seguimiento, de algunos parámetros
relevantes que representan el buen funcionamiento del bien en análisis.
81
Aclaremos que muchas veces, las fallas no están vinculadas con la edad
del bien. En otras palabras, con este método, tratamos de acompañar o
seguir, la evolución de las futuras fallas.
Los aparatos e instrumentos que se utilizan son de naturaleza variada y
pueden encontrarse incorporados en los equipos de control de procesos
(automáticos), a través de equipos de captura de datos o mediante la
operación manual de instrumental específico.
Actualmente existen aparatos de medición sumamente precisos, que
permiten analizar ruidos y vibraciones, aceites aislantes o espesores de
chapa, mediante las aplicaciones de la electrónica en equipos de
ultrasonidos, cromatografía líquida y gaseosa, y otros métodos.
13. CONSTRUCCIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO
EN EQUIPOS EXISTENTES.
La gestión del Mantenimiento Preventivo desarrollado a través del
Automantenimiento y el Mantenimiento Programado esta basada en la
elaboración de un Plan de Mantenimiento Preventivo único para cada equipo
o instalación existentes.
Un Plan de Mantenimiento Preventivo se compone así de una lista
exhaustiva de todas las acciones necesarias a realizar en una maquina o
instalación en términos de:
Limpieza
Control
Visita de inspección
82
Engrase
Intervenciones de profesionales de Mantenimiento
Para mantenerla en su estado de origen o de referencia. El Plan de
Mantenimiento Preventivo permite tener una visión global y concreta de todas
las acciones de preventivo previstas para una instalación determinada.
Asimismo, nos permite hacer los enlaces esenciales entre los diferentes
órganos o componentes de una maquina que deben cumplir con la misma
función técnica, por lo que es un documento que nos permite considerar a
una maquina como un conjunto de funciones que deben cumplir una misión
dada y no como un conjunto de componentes, por lo que se planifican
acciones de diferentes especialidades con las mismas funciones y con la
misma frecuencia.
13.1 SISTEMAS Y ESTUDIOS DEL MANTENIMIENTO PREVENTIVO
1. Inventariar los equipos existentes
Se trata de conocer el número y características de los edificios-
maquinaria e instalaciones. Sea cual sea el equipo que se analice, la
cantidad de datos que se podría consignar es prácticamente ilimitada, por lo
que es necesario hacer una selección de los que mas interesan desde el
punto de vista de su Mantenimiento. En general, se denomina ficha de vida
de un equipo o maquina.
Vamos a referirnos a los datos de general aplicación, desestimando los
relativos a terrenos y edificios, que pueden servir de base para que se tomen
los de mayor interés.
83
Datos básicos de maquinaria e instalaciones:
Número de referencia o código de la empresa
Denominación usual
Emplazamiento (línea de producción y centro de gastos)
Año de adquisición
constructor-vendedor o representante más significativo
Referencia y número de serie del fabricante
Características básicas (medidas-peso, etc.)
Coste de adquisición o inversión aplicada
Coste de los equipos complementarios para su buen
funcionamiento
Plan de Mantenimiento Preventivo y normas de revisión
Instrucciones del fabricante-lubricación
Consumo de diferentes energías y características de los motores
eléctricos
Costes anuales de Mantenimiento
Datos históricos tomados de la experiencia
Ha de emplearse exclusivamente el método de ficha individual. La
identificación de cada equipo exige una numeración o codificación que, en
general, debe coincidir con el de la ficha de características del mismo, si bien
su posición en el fichero general de maquinaria puede determinarse tanto por
su numeración correlativa como por la agrupación de equipos idénticos
(tornos, fresadoras, etc.), o por su emplazamiento dentro de las líneas de
producción.
84
2. Histórico de incidencias y paradas
Como segundo dato, hemos de disponer de todo el historial de averías y
paradas que la maquina-instalación ha tenido desde su implantación en
fábrica, con su consiguiente estudio de costes, tanto en el apartado de mano
de obra como de materiales utilizados.
3. Documentación técnica
Por ultimo, hemos de disponer de la documentación técnica mas
completa en cuanto a instrucciones de Mantenimiento se refiere, dictadas por
el propio fabricante del equipo y por la experiencia a través de normas de
revisión o instrucciones de explotación internas sobre el citado equipo.
Un ejemplo de un buen dossier de documentación de una maquina puede
ser el siguiente:
Descripción detallada del equipo
Composición detallada y conexiones de todo tipo
Procedimientos relativos al funcionamiento del equipo
Puesta en servicio
Modos de marcha en automático a partir del pupitre general
Modo de marcha en manual
Ciclo de fabricación detallado
Parada del equipo
Consignas de utilización y seguridad
Procedimientos relativos a los sistemas
Hidráulico
85
Neumático
Eléctrico electrónico
Engrase
Otros procedimientos (cambios de útiles herramientas, etc.)
Lista de acciones preventivas:
o Acciones de rutina
o Acciones de vigilancia
o Acciones sistemáticas
Planificación del Mantenimiento Preventivo
o Lista de acciones curativas
o Ayuda al diagnostico
o Precauciones a tomar en las intervenciones
o Comprobación de fallos y problemas de calidad
o Intervenciones recomendadas ante fallos
o Listado de posibles averías e incidentes y su tratamiento
o Gamas de Mantenimiento Preventivo (sistemático y
programado)
o Instrucciones para controlar e identificar piezas no conformes
14. APILADOR
Un apilador es una gran maquina utilizada en el manejo de materiales a
granel, la función del apilador es la conformación de pilas de almacenamiento
de los materiales a granel como minerales y cereales. Un recuperador puede
ser utilizado para tomar el material de la pila y transportado por un sistema
de correas transportadoras.
86
Los apiladores se clasifican según su capacidad nominal la cual es
expresada en tph (toneladas por hora). Un apilador puede moverse
generalmente en dos direcciones horizontal a lo largo de la pila y vertical este
movimiento es realizado por el brazo apilador dependiendo la altura vaya
teniendo la pila durante su conformación, esto reduce la cantidad de polvo
esparcido en el ambiente debido a que el mineral debe hacer un menor
recorrido hasta depositarse en la pila.
Existen otros tipos de apiladores los cuales pueden rotar, permitiendo la
conformación de pilas de cualquiera de los dos lados del transportador. El
tipo de apilador dependerá de la pila que se desea formar, ya se que se
realicen pilas cónicas, radiales, o pilas en la cual el apilador se desplace de
forma longitudinal a la pila, de un lado al otro colocando capa por capa.
Los apiladores y los recuperadores eran originalmente máquinas servidas
manualmente controladas sin mando a distancia. Las máquinas modernas
son típicamente semiautomáticas o automatizadas completamente, con los
parámetros fijados remotamente.
El sistema que controla usado es típicamente un PLC (controlador lógico
programable) con un HMI (interfaz Hombre-maquina) para el manejo
conectado con un sistema de control central.
15. RECUPERADOR
Un recuperador es una gran máquina usada para el manejo de
materiales a granel. La función de un recuperador es tomar el material a
granel tal como minerales y cereales de una pila de almacenamiento para su
87
posterior trasporte por un sistema de cintas transportadoras. Un apilador se
utiliza para apilar el material.
Los recuperadores son máquinas volumétricas y se clasifican en m3/hr
(metros cúbicos por hora) para la capacidad, que se convierte a menudo a
ton/hr (toneladas por hora) basado en la densidad a granel media del
material que es recuperado. Los recuperadores viajan normalmente en un
carril entre las pilas de almacenamiento. Un recuperador de tipo “Bucket
Wheel” puede moverse típicamente en tres direcciones: horizontalmente a lo
largo del carril; verticalmente dependiendo el alto de la pila y rotando
matando.
Los recuperadores “bucket wheel” utilizan un rueda giratoria con
cangilones para recuperar el material de la pila de almacenamiento. Los
recuperadores de tipo “scraper” utilizan una serie de raspadores en una
cadena para recuperar el material, también existen del tipo “rotary plow
feeder” los cuales se encuentran de forma subterránea debajo de la pila y
recuperan el mineral por medio de rastras las cuales arrastran el mineral y lo
depositan en la cinta transportadora.
Los apiladores y los recuperadores eran originalmente máquinas
controladas manualmente, sin mando a distancia. Las máquinas modernas
se automatizan típicamente completamente con sus parámetros (para apilar
o recuperar) fijados remotamente. Algunos recuperadores mas antiguos
pueden todavía ser controlados manualmente, como el recuperado de
mineral es más difícil de automatizar que el apilado, porque la detección
automática de los bordes de la pila es complicada por diversas condiciones
ambientales y diversos materiales a granel.
88
16. CINTA TRANSPORTADORA
Una cinta transportadora es un sistema de transporte continuo formado
básicamente por una banda continua que se mueve entre dos tambores.
La banda es arrastrada por fricción por uno de los tambores, que a su vez
es accionado por un motor. El otro tambor suele girar libre, sin ningún tipo de
accionamiento, y su función es servir de retorno a la banda. La banda es
soportada por rodillos entre los dos tambores.
Debido al movimiento de la banda el material depositado sobre la banda
es transportado hacia el tambor de accionamiento donde la banda gira y da
la vuelta en sentido contrario. En esta zona el material depositado sobre la
banda es vertido fuera de la misma debido a la acción de la gravedad.
Las cintas transportadoras se usan principalmente para transportar
materiales granulados, agrícolas e industriales, tales como cereales, carbón,
minerales, etcétera. A menudo para cargar o descargar buques cargueros o
camiones. Para transportar material por terreno inclinado se usan unas
secciones llamadas cintas elevadoras. Existe una amplia variedad de cintas
transportadoras, que difieren en su modo de funcionamiento, medio y
dirección de transporte, incluyendo transportadores de tornillo, los sistemas
de suelo móvil, que usan planchas oscilantes para mover la carga, y
transportadores de rodillos, que usan una serie de rodillos móviles para
transportar cajas o palés.
89
CAPÍTULO IV
MARCO METODOLÓGICO
En el presente capítulo se exponen los aspectos referidos al diseño
metodológico utilizado para el desarrollo de este estudio, por tanto se indica
el tipo de estudio que se desarrollará, la caracterización de la población y
muestra, y finalmente, se especifica el procedimiento y técnica de recolección
de datos, que se utilizará en este estudio.
1. TIPO DE ESTUDIO
El presente estudio se caracteriza como una investigación con diseño no
experimental, descriptiva, de campo y aplicada
1.1 SEGÚN EL PROPÓSITO O RAZÓN
Aplicada: persigue mejorar un proceso, se busca la utilización de
conocimientos técnico-prácticos necesarios para poder establecer
alternativas de mejora para el proceso de apilamiento y recuperación del
mineral de hierro, que evidentemente permitirán un desarrollo más eficiente
de los planes de producción y despacho.
90
1.2 SEGÚN EL NIVEL DE PROFUNDIDAD
Descriptiva: busca especificar las causas asignables de un proceso,
producto del análisis de las etapas de un plan de inversión. Es necesario
hacer notar que los estudios descriptivos se centran en medir las variables de
manera individual, con el fin de manifestar los fenómenos y componentes
que pudieran las condiciones reales del proceso y llegar a resultados que
sean acertados y precisos en relación con los objetivos planteados
1.3 SEGÚN LA ESTRATEGIA
De campo: se realizaran observaciones directas en el ambiente que
rodea el proceso de recuperación y apilamiento, para la obtención de datos
que se utilizan en el desarrollo del estudio.
2. POBLACIÓN Y MUESTRA
A continuación se dará a conocer la población y la muestra utilizada en
este estudio.
2.1 POBLACIÓN
La población a utilizar para la evaluación técnico-económica estará
constituida por todos los equipos recuperadores y apiladores ubicados en
PMH (procesamiento de mineral de hierro).
91
2.2 MUESTRA
Se tomará como muestra únicamente el puente apilador PA-8007 y los
recuperadores horizontales Plows 8010 A/B (8010-A3, 8010-A4, 8010-B1,
8010-B2) los cuales están ubicados, y operan en la pila principal de PMH la
cual almacena mineral de exportación.
3. RECURSOS
Para cumplir con los objetivos planteados, se utilizarán los siguientes
medios:
Biblioteca: esta fuente ayuda a la búsqueda del apoyo bibliográfico para
sentar las bases teóricas del estudio.
Internet: el uso de la red facilita en gran parte a la reunión de la
información necesaria para el cabal conocimiento del proceso de
estandarización y mantenimiento de locomotoras.
Observaciones directas: por medio la cual se facilitará la descripción del
proceso así como también los elementos que lo conforman.
Entrevistas: con el personal encargado del despacho del mineral y el
proceso productivo en general.
Paquetes computarizados: se utilizarán programas bajo el ambiente de
Windows, tales como: Word, Excel, Power Point.
92
Lápiz y papel: también se utilizarán estos instrumentos para tomar las
muestras y realizar las entrevistas informales al personal encargado del
proceso de transferencia y recuperación.
4. PROCEDIMIENTO
A continuación se presenta el procedimiento utilizado en esta investigación:
1. Inspección de los equipos para verificar la condición en que se
encuentran actualmente, determinando así las fallas presentes en el
proceso.
2. Análisis de información técnica relacionada con los equipos sujetos a
estudio (planos, manuales, catálogos), y se realizaran entrevistas con
el personal adecuado para recolectarla.
3. Realización de los Diagramas de Procesos para conocer de manera
más detallada las operaciones del proceso de despacho y
transferencia de la pila principal, mediante el Puente Apilador y los
recuperadores horizontales Plows.
4. Diagnóstico de la situación actual, identificación de los costos de
inversión presentes para cada una de las alternativas a evaluar
técnica y económicamente.
5. Análisis técnico de las alternativas a evaluar para el puente apilador
PA-8007 y los recuperadores horizontales PLOWS FD-8010 A/B
93
6. Cálculo y evaluación de los costos de inversión relacionados con las
alternativas planteadas.
7. Análisis económico de las alternativas y selección de la más rentable
para la empresa, mediante la técnica del Valor Presente Neto y el
Costo Anual Equivalente.
8. Clasificación y análisis de las fallas presentes en el proceso de
apilamiento mediante el puente apilador PA-8007 y los recuperadores
horizontales plows FD-8010 A/B, utilizando métodos estadísticos.
9. Determinación de los indicadores de mantenimiento que permitan
conocer y comprobar en que condiciones se encuentran los equipos
con respecto a la gestión de mantenimiento.
10. Diseño de un plan de mantenimiento que coadyuve a planificar
detalladamente todas las tareas de mantenimiento preventivo a
realizar, especificando frecuencia, personal necesario, tipo de tarea,
entre otros.
94
CAPÍTULO IV
SITUACIÓN ACTUAL
Este Capítulo muestra la situación actual de la empresa y del proceso
actual utilizado para el apilamiento y la recuperación de mineral de hierro en
la pila principal de CVG FERROMINERA ORINOCO C.A.
1. SITUACIÓN ACTUAL DE LA EMPRESA CVG FERROMINERA
ORINOCO
CVG Ferrominera Orinoco, es una empresa del estado Venezolano
que tiene como responsabilidad la explotación del mineral de hierro y sus
derivados con eficiencia y calidad al más bajo costo posible con la finalidad
de abastecer en términos de rentabilidad en forma oportuna y eficiente a la
industria siderúrgica nacional y en aquellos mercados internacionales que
resulten económicos y estratégicamente atractivos, logrando con ello cumplir
con un mayor desarrollo económico del país.
La producción del mineral de hierro se realiza en base a los planes de
las minas a corto, mediano y largo plazo, los cuales se elaboran tomando
como referencia el volumen y la calidad de las reservas, conjuntamente con
las demandas exigidas por los clientes.
95
Para cumplir con los planes de producción la empresa cuenta con la
Gerencia de Procesamiento del Mineral de Hierro (PMH), la cual a través de
la Superintendencia de Operaciones se encarga de la formación de
diferentes productos de la empresa. En planta de PMH el mineral es triturado
hasta un tamaño máximo de 1¼ pulgadas luego clasificado en mineral fino
(0 – 3/8 pulgadas) y el mineral grueso (3/8 - 1¾ pulgadas).
Además, la Gerencia de PMH debe garantizar tanto el manejo como la
continuidad del procesamiento del mineral de hierro y su despacho. Para la
parte de manejo y traslado del mineral de hierro la Gerencia de PMH cuenta
con la Superintendencia de Operaciones la cual coordina, mediante la
Jefatura de Transferencia y Despacho, los requerimientos de equipos
pesados en los diferentes frentes y estaciones de carga del proceso.
La pila principal es utilizada para almacenar diferentes tipos de mineral
fino (FOF, FCF, Fino Alta sílice etc), en el año 2007 se apilaron mediante el
puente apilador aproximadamente 3.400.00 ton de los diferentes tipos de
mineral fino, los cuales fueron destinados a la exportación, el 60% del
mineral exportado es recuperado desde la pila principal por los
recuperadores horizontales plows, por lo que el buen funcionamiento de
dichos equipos es vital para cumplir con el plan de ventas y el itinerario de
barcos que llegan al muelle de la empresa.
2. ESPECIFICACIONES TÉCNICAS DEL PUENTE APILADOR PA-8007
El puente apilador de mineral de hierro Wellman PA 8007 (ver Figura
7.) se encuentra ubicado en la pila principal de FMO, la cual almacena
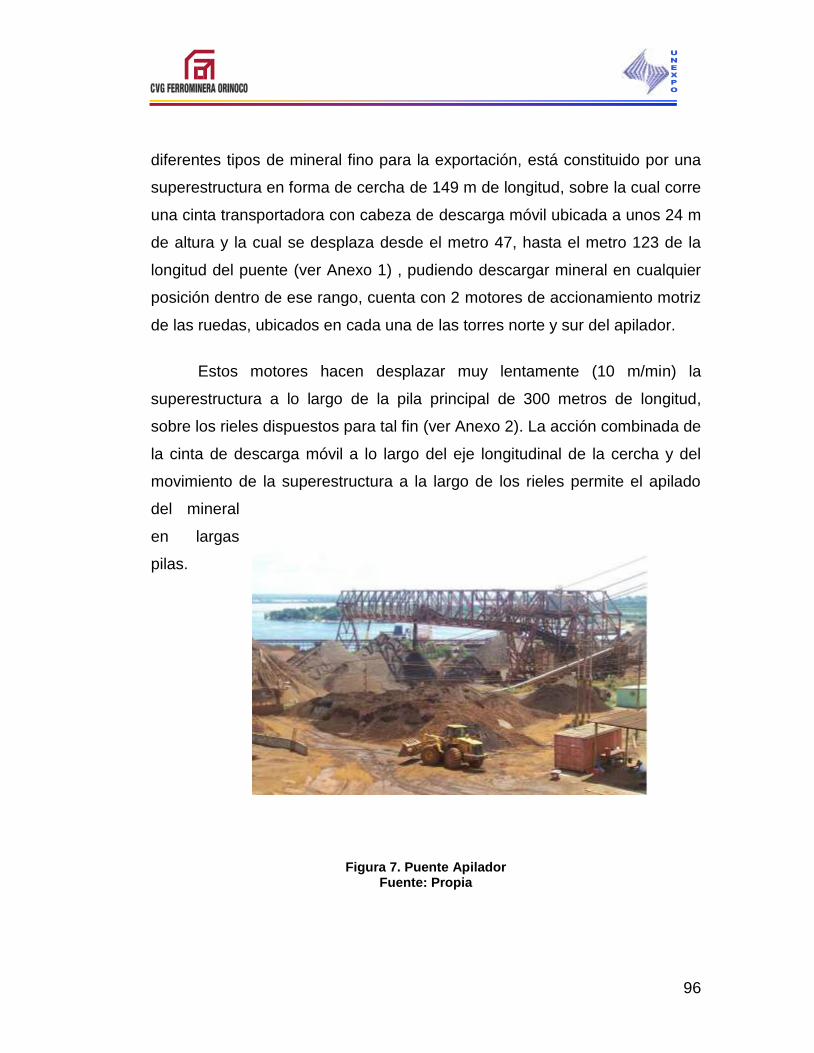
96
diferentes tipos de mineral fino para la exportación, está constituido por una
superestructura en forma de cercha de 149 m de longitud, sobre la cual corre
una cinta transportadora con cabeza de descarga móvil ubicada a unos 24 m
de altura y la cual se desplaza desde el metro 47, hasta el metro 123 de la
longitud del puente (ver Anexo 1) , pudiendo descargar mineral en cualquier
posición dentro de ese rango, cuenta con 2 motores de accionamiento motriz
de las ruedas, ubicados en cada una de las torres norte y sur del apilador.
Estos motores hacen desplazar muy lentamente (10 m/min) la
superestructura a lo largo de la pila principal de 300 metros de longitud,
sobre los rieles dispuestos para tal fin (ver Anexo 2). La acción combinada de
la cinta de descarga móvil a lo largo del eje longitudinal de la cercha y del
movimiento de la superestructura a la largo de los rieles permite el apilado
del mineral
en largas
pilas.
Figura 7. Puente Apilador Fuente: Propia
97
Las torres de los lados norte y sur, además de estar motorizadas,
sirven de columnas de sostén de la cercha. La cercha tiene libertad de girar
respecto a las columnas, porque está vinculada a ellas por medio de una
rótula en el lado norte y por medio de una pista de deslizamiento en el lado
sur. La rótula y la pista de deslizamiento permiten absorber las
desalineaciones de montaje y el descuadre durante la operación.
El sistema de correas trasportadoras del puente apilador esta
constituido por las correas: JD-8006, JD-8007, JD-8008 y JD-8009, la
primera no se encuentra propiamente sobre el puente apilador, sino que es la
encargada de la transferencia del mineral proveniente del recuperador FMC y
de la fosa multipropósito. La correa JD-8007 es una correa de transferencia,
es decir es la encargada de recibir el mineral proveniente de los
recuperadores que es transportado en la correa JD-8006 (ver anexo 3) y
depositarlo en la correa principal del equipo (JD-8008), esta cinta es cuenta
con un motor eléctrico marca General Electric de 4000 volts y que produce
500 HP, el cual esta acoplado a un reductor marca Link Belt. El reductor hace
girar la polea motriz de la correa JD-8008, la cual proporciona el movimiento
necesario para mover todo el sistema de poleas de esta cinta trasportadora,
la polea motriz posee un freno de gran potencia que funciona a contra pedal,
es decir solo permite que la polea gire en una sola dirección, dado que si la
polea se encuentra cargada y el sistema se encuentra parado esta por el
peso esta tendera a moverse en dirección contraria, lo que podría generar
derrames de mineral y otros problemas mecánicos las sistema de correas
transportadoras.
Las poleas dependiendo su ubicación poseen una función especifica
las hay: tensora motriz, de cola, de quiebre, de cabeza y motriz. Cada una
cumple una función específica, por ejemplo la polea tensora motriz tiene
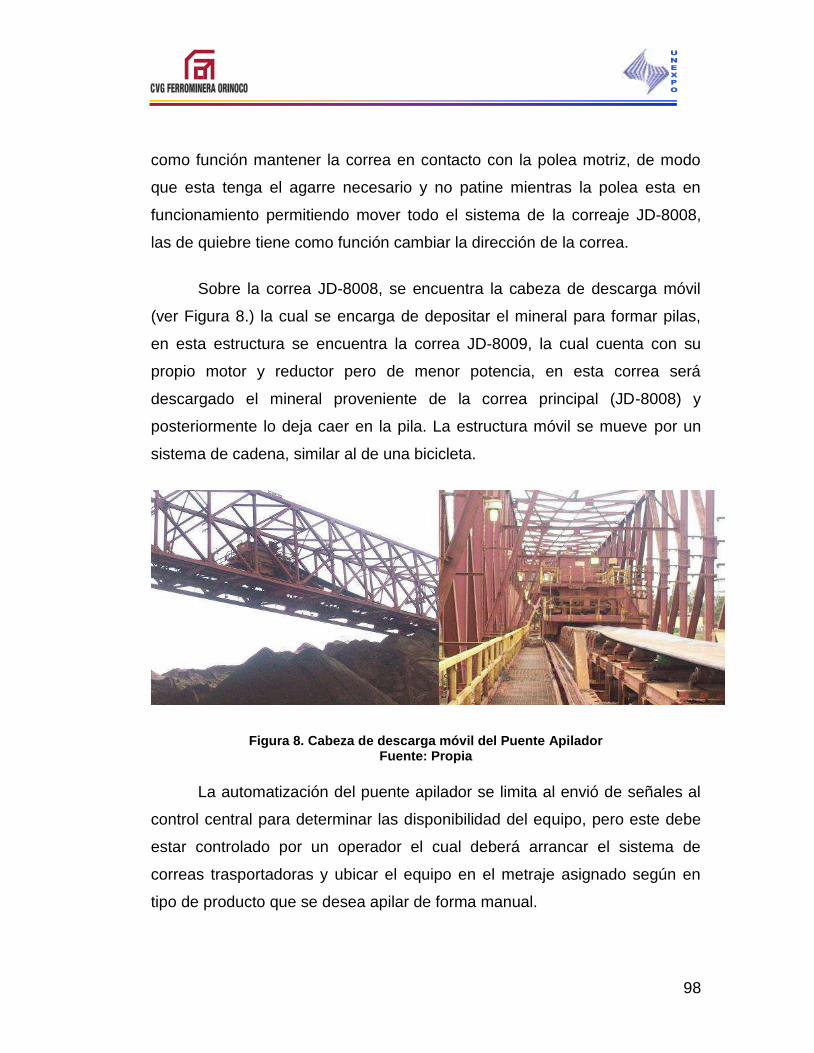
98
como función mantener la correa en contacto con la polea motriz, de modo
que esta tenga el agarre necesario y no patine mientras la polea esta en
funcionamiento permitiendo mover todo el sistema de la correaje JD-8008,
las de quiebre tiene como función cambiar la dirección de la correa.
Sobre la correa JD-8008, se encuentra la cabeza de descarga móvil
(ver Figura 8.) la cual se encarga de depositar el mineral para formar pilas,
en esta estructura se encuentra la correa JD-8009, la cual cuenta con su
propio motor y reductor pero de menor potencia, en esta correa será
descargado el mineral proveniente de la correa principal (JD-8008) y
posteriormente lo deja caer en la pila. La estructura móvil se mueve por un
sistema de cadena, similar al de una bicicleta.
Figura 8. Cabeza de descarga móvil del Puente Apilador Fuente: Propia
La automatización del puente apilador se limita al envió de señales al
control central para determinar las disponibilidad del equipo, pero este debe
estar controlado por un operador el cual deberá arrancar el sistema de
correas trasportadoras y ubicar el equipo en el metraje asignado según en
tipo de producto que se desea apilar de forma manual.
99
El mineral que es apilado en la pila principal proviene del recuperador
FMC el cual se encuentra ubicado en las pilas de Homogenización A/B (pila
norte y pila sur) pudiendo recuperar mineral de cualquiera de las dos pilas.
Otra opción para el envío de mineral destinado a conformar las pilas
es la fosa multipropósito, en la cual se descargan vagones tolva, para su
posterior envío por el sistema de correas trasportadoras hacia el puente
apilador.
El recuperador FMC (PA-5003B) (ver Anexo 4) de cangilones cuenta
con dos carros de ruedas que son los que recogen el mineral para hacer las
transferencias a través de las cintas transportadoras con una capacidad de
recuperación de 6.000 t/h pero actualmente solo recuperan 3.500 t/h debido
a que los embudos se bloquean y no permiten el paso del mineral, la
cantidad de mineral recuperado lo obtienen de acuerdo al avance de la
máquina.
La fosa multipropósito (FE-8040) (ver Anexo 5) consta de dos tolvas
las cuales tienen una capacidad de 90 ton cada una, estas se encuentran
varios metros bajo tierra, en las cuales se descargan los vagones tolva, estos
transportan fino de rechazo de TOPPCA y de ORINOCO IRON en su
mayoría.
3. DESCRIPCIÓN DEL PROCESO DE APILAMIENTO DE MINERAL DE
HIERRO EN LA PILA PRINCIPAL.
El proceso de apilamiento cuando se recupera desde el FMC es el
siguiente: Debido a que el Puente apilador no se encuentra automatizado
100
debe ser arrancado y ubicado por el mismo operador manualmente , desde
la cabina control (ver anexo 6) ubicada en el equipo, además el operador
debe controlar que todo el proceso de apilamiento se realice con total
normalidad, en caso contrario informara al personal de turno encargado del
mantenimiento del equipo, luego de realizar estas operaciones se procede a
informar al control central la disponibilidad del equipo para operar, desde allí
se encargaran de arrancar el sistema de correas transportadoras JD-
8006,JD-5048B, JD-5048A , luego debe posicionarse el tolvín móvil (PA-
54102) para donde se desea direccionar el flujo de mineral de hierro en este
caso hacia la correa JD-5048A, dado que se desea realizar la transferencia
de mineral hacia la pila principal, luego se da arranque a la correa JD-5010
en la cual se encuentra la balanza que llevara registro del tonelaje que es
recuperado desde el FMC y por ultimo se da arranque al FMC, para
proceder a la operación de recuperación del mineral de las pilas norte o sur.
El proceso de apilamiento cuando se recupera desde la Fosa
multipropósito es el siguiente: conectado a cada una de las tolvas se
encuentra un feeder , el cual es arrancado manualmente por el operario, el
feeder es una correa que cumple la función de depositar el mineral
descargado en la tolva, en la correa JD-8040, esta correa trasportará el
mineral hasta la correa JD-8041, en ella se encuentra la balanza que permite
conocer el tonelaje de mineral descargado en la fosa multipropósito, aunque
es bastante constante, ya que cada vagón tiene una capacidad de 90
toneladas y el numero de vagones descargados es controlado.
En cuanto al puente el proceso es el mismo debe darse arranque al
puente manualmente por el operario e informar al control central que el
equipo esta disponible para operar, luego los operadores del control central
darán arranque al sistema de correas que permiten la transferencia de
101
mineral desde la fosa multipropósito hasta el puente apilador para la
conformación de pilas, JD-8006, JD-8041, JD-8040, antes de comenzar el
envío de mineral de hierro desde la fosa al puente, debe verificarse que el
winche este abajo, este es un dispositivo que se encuentre al final de la
correa JD-8041, justamente donde se conecta con la JD-8006 , y sirve como
un sistema de seguridad, ya que si se encuentra arriba no es posible
arrancar las correas JD-8040, JD-8041. Si el winche se encuentra arriba esto
da luz verde para que pueda procederse a la recuperación desde el FMC, y
en el caso que el winche este bajo el sistema de correas que conectan al
puente con el FMC no podrán arrancarse y solo se podrá enviar mineral
desde la fosa multipropósito, esto se debe a que solo se puede recuperar
mineral de un sector a la vez.
Existen casos aislados en los que se recupera mineral desde cernido
natural y esto se produce cuando debe pararse el proceso por fallas en
algunos de estos equipos y es imposible continuar con la operación de
apilamiento, pero este método es utilizado en contadas ocasiones por lo que
no se ha tomado en cuenta para este estudio.
4. DIAGRAMA DE PROCESO PUENTE APILADOR (DESDE FMC)
A continuación se presentara el diagrama de proceso del puente apilador en
el cual se detalla operación por operación el proceso de apilamiento de
mineral de hierro cuando se recupera el mineral desde el recuperador FMC.
En la Figura 9 se muestra el diagrama de proceso del apilamiento de mineral
de hierro mediante el puente apilador (desde FMC).
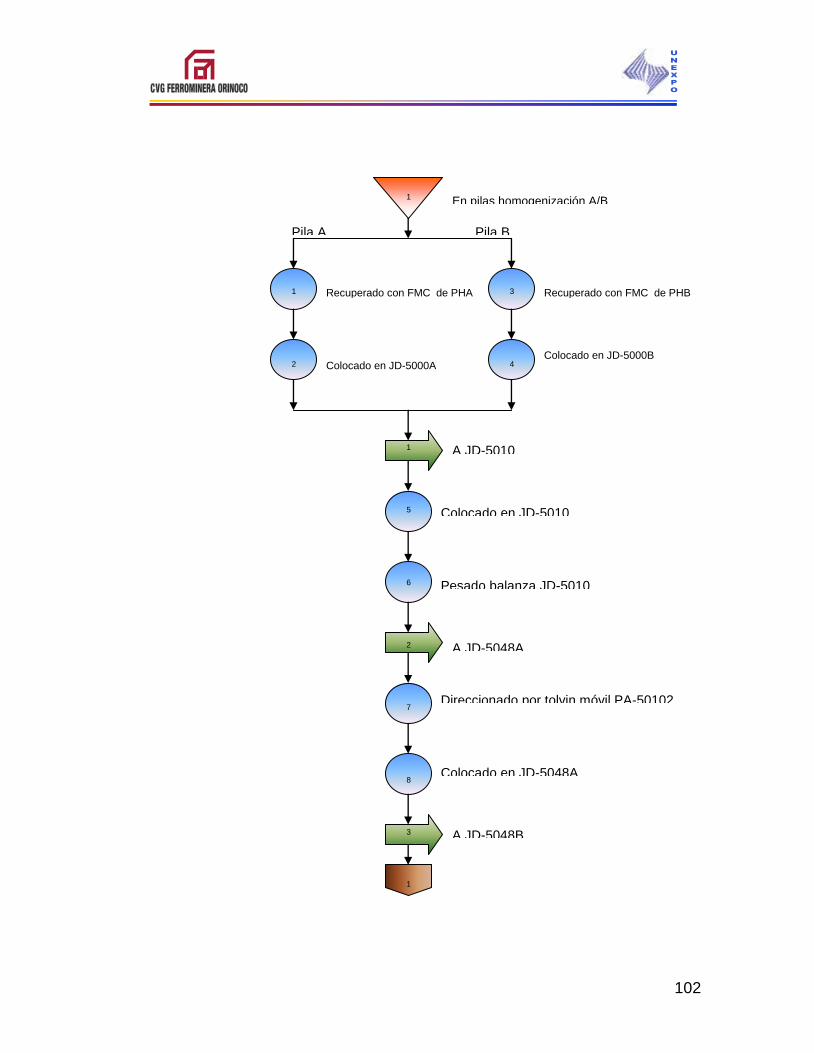
102
Recuperado con FMC de PHB
Colocado en JD-5000B
1 En pilas homogenización A/B
Pila A Pila B
Recuperado con FMC de PHA 1
Colocado en JD-5010
A JD-5010
Pesado balanza JD-5010
Colocado en JD-5000A
A JD-5048A
Direccionado por tolvin móvil PA-50102
Colocado en JD-5048A
A JD-5048B
2
3
4
1
5
6
2
7
8
3
1
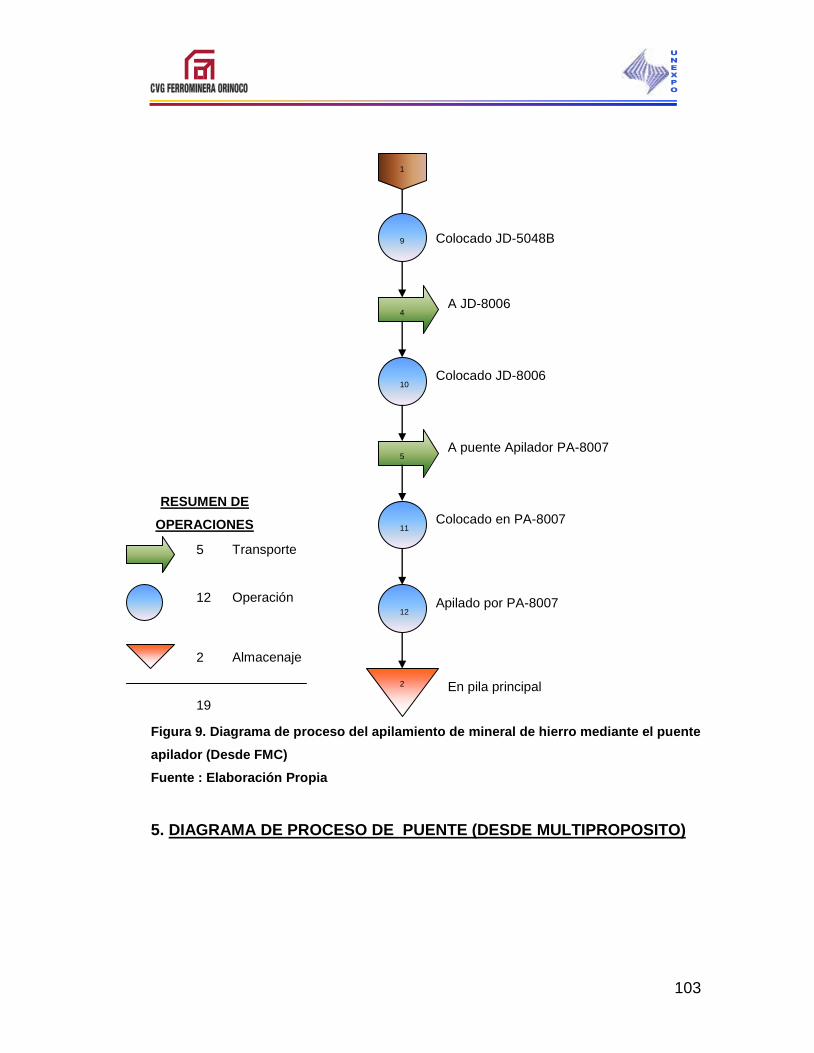
103
Figura 9. Diagrama de proceso del apilamiento de mineral de hierro mediante el puente
apilador (Desde FMC)
Fuente : Elaboración Propia
5. DIAGRAMA DE PROCESO DE PUENTE (DESDE MULTIPROPOSITO)
Colocado JD-5048B
A JD-8006
Colocado JD-8006
En pila principal
Apilado por PA-8007
Colocado en PA-8007
A puente Apilador PA-8007
1
9
4
10
5
11
12
2
RESUMEN DE
OPERACIONES
2
12
5
19
Transporte
Operación
Almacenaje
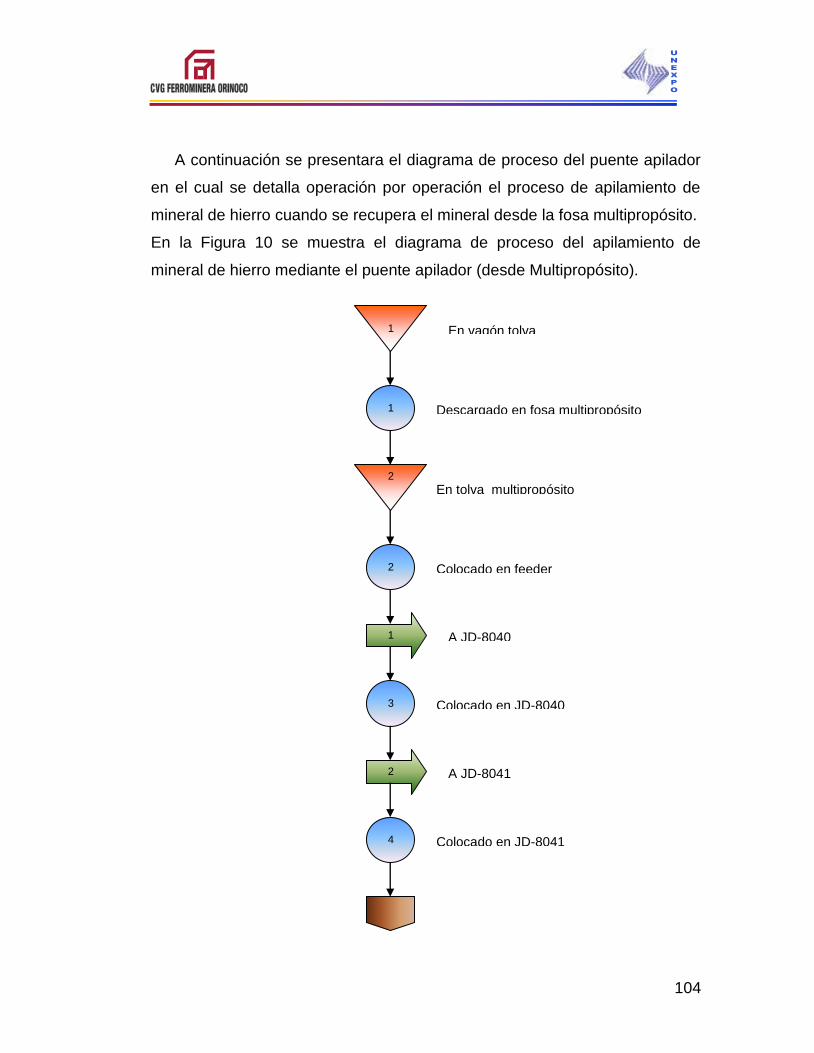
104
A continuación se presentara el diagrama de proceso del puente apilador
en el cual se detalla operación por operación el proceso de apilamiento de
mineral de hierro cuando se recupera el mineral desde la fosa multipropósito.
En la Figura 10 se muestra el diagrama de proceso del apilamiento de
mineral de hierro mediante el puente apilador (desde Multipropósito).
En vagón tolva
Descargado en fosa multipropósito
En tolva multipropósito
Colocado en feeder
A JD-8040
Colocado en JD-8040
A JD-8041
Colocado en JD-8041
1
1
2
2
1
3
2
4
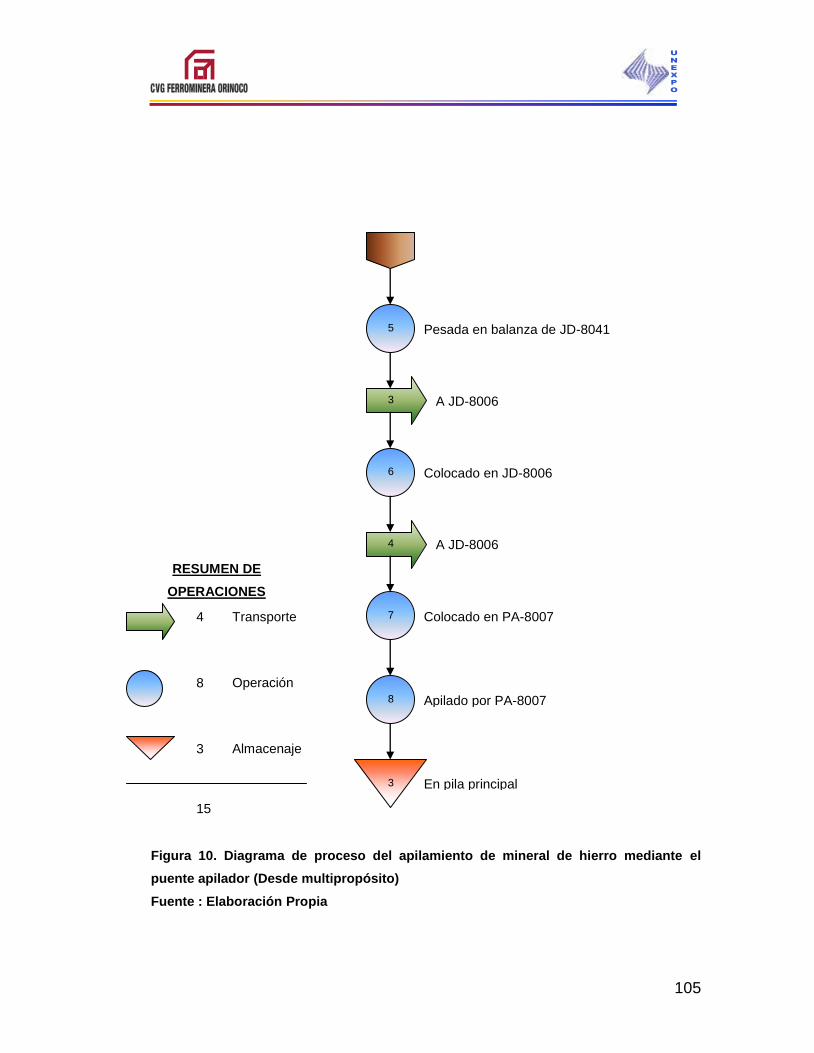
105
Figura 10. Diagrama de proceso del apilamiento de mineral de hierro mediante el
puente apilador (Desde multipropósito)
Fuente : Elaboración Propia
RESUMEN DE
OPERACIONES
3
8
4
15
Transporte
Operación
Almacenaje
Pesada en balanza de JD-8041
Colocado en JD-8006
Colocado en PA-8007
Apilado por PA-8007
En pila principal
5
3
6
4
7
8
3
A JD-8006
A JD-8006
106
6. SITUACIÓN ACTUAL PLAN DE MANTENIMIENTO PREVENTIVO
PUENTE APILADOR
Equipos: PA-8007
Correas: JD-8006; JD-8007;JD-8008;JD-8009
El Puente apilador es un equipo de gran envergadura, de este
depende en parte las operaciones de despacho internacional, dado que es el
encargado de conformar las pilas de mineral, las cuales serán posteriormente
recuperadas y enviadas hacia el carga-barcos , para la carga de las bodegas
de los buques, los cuales cargan el mineral que será exportado. Por ello es
vital para el proceso de transferencia y despacho internacional, el buen
funcionamiento de dicho equipo apilador. La situación actual de
mantenimiento no es la mejor debido al gran desgaste y deterioro del equipo.
El departamento de planificación de mantenimiento cuenta con un plan
de mantenimiento preventivo de la parte eléctrica para el PA-8007 semanal y
de inspección y ajuste de sistema DATA-RADIO el cual se realiza de forma
mensual, para la parte mecánica no se cuenta con un plan de mantenimiento
preventivo solo se cuenta con un programa de inspecciones el cual arroja las
fallas a tratar las cuales dependiendo de su tiempo estimado de reparación
se repararan en el momento o si el trabajo es extenso entonces se planifica
para realizarse durante la parada de línea, la cual se realiza semanalmente
los viernes y dura 8 horas, con el conjunto de las demás tareas planificadas
en el plan de mantenimiento preventivo. El equipo también cuenta con un
plan de tareas de lubricación el cual se realiza de manera semanal.
107
El sistema de correas transportadoras que actúan dentro del puente
apilador y las cuales hacen posible la transferencia del mineral hacia la pila
principal si cuentan con un plan de mantenimiento preventivo mecánico el
cual se realiza semanalmente durante la para de línea.
7. ESPECIFICACIONES TÉCNICAS DE LOS RECUPERADORES
HORIZONTALES PLOWS FD-8010 A/B
Un recuperador giratorio de arado (ver Anexo 7 y Anexo 8) es una
máquina de gran potencia utilizada para recuperar los materiales
almacenados a granel. Los recuperador instalados en CVG FMO (ver
Figura 11) están diseñados para funcionar en un túnel debajo de una pila de
almacenamiento (ver Figura 12), o en recipientes a granel en buques.
Una ranura permite el flujo de material almacenado en una plataforma
de recuperación que sobresale (ver Anexo 9 y Anexo 10) . El mecanismo de
arado, es la clave del sistema de operación, consiste en brazos curvados que
giran en un eje vertical (ver Anexo 11), los cuales barren el material
almacenado en la plataforma en una correa transportadora.
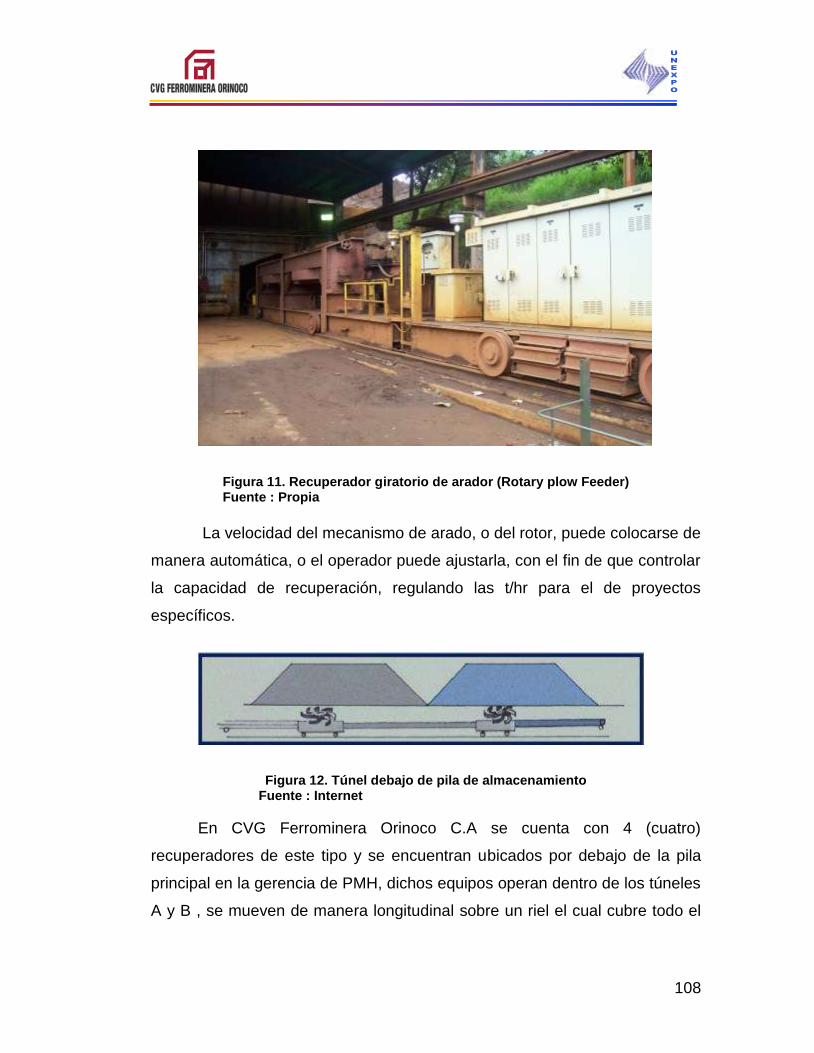
108
Figura 11. Recuperador giratorio de arador (Rotary plow Feeder) Fuente : Propia
La velocidad del mecanismo de arado, o del rotor, puede colocarse de
manera automática, o el operador puede ajustarla, con el fin de que controlar
la capacidad de recuperación, regulando las t/hr para el de proyectos
específicos.
Figura 12. Túnel debajo de pila de almacenamiento Fuente : Internet
En CVG Ferrominera Orinoco C.A se cuenta con 4 (cuatro)
recuperadores de este tipo y se encuentran ubicados por debajo de la pila
principal en la gerencia de PMH, dichos equipos operan dentro de los túneles
A y B , se mueven de manera longitudinal sobre un riel el cual cubre todo el
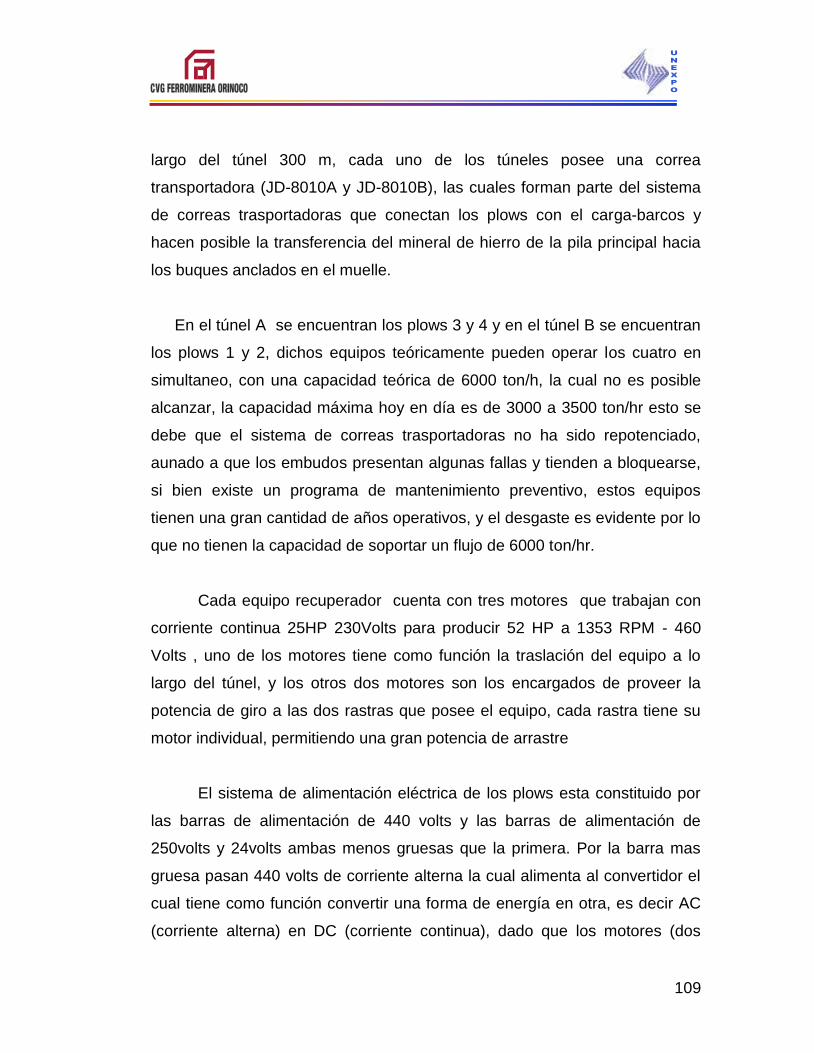
109
largo del túnel 300 m, cada uno de los túneles posee una correa
transportadora (JD-8010A y JD-8010B), las cuales forman parte del sistema
de correas trasportadoras que conectan los plows con el carga-barcos y
hacen posible la transferencia del mineral de hierro de la pila principal hacia
los buques anclados en el muelle.
En el túnel A se encuentran los plows 3 y 4 y en el túnel B se encuentran
los plows 1 y 2, dichos equipos teóricamente pueden operar los cuatro en
simultaneo, con una capacidad teórica de 6000 ton/h, la cual no es posible
alcanzar, la capacidad máxima hoy en día es de 3000 a 3500 ton/hr esto se
debe que el sistema de correas trasportadoras no ha sido repotenciado,
aunado a que los embudos presentan algunas fallas y tienden a bloquearse,
si bien existe un programa de mantenimiento preventivo, estos equipos
tienen una gran cantidad de años operativos, y el desgaste es evidente por lo
que no tienen la capacidad de soportar un flujo de 6000 ton/hr.
Cada equipo recuperador cuenta con tres motores que trabajan con
corriente continua 25HP 230Volts para producir 52 HP a 1353 RPM - 460
Volts , uno de los motores tiene como función la traslación del equipo a lo
largo del túnel, y los otros dos motores son los encargados de proveer la
potencia de giro a las dos rastras que posee el equipo, cada rastra tiene su
motor individual, permitiendo una gran potencia de arrastre
El sistema de alimentación eléctrica de los plows esta constituido por
las barras de alimentación de 440 volts y las barras de alimentación de
250volts y 24volts ambas menos gruesas que la primera. Por la barra mas
gruesa pasan 440 volts de corriente alterna la cual alimenta al convertidor el
cual tiene como función convertir una forma de energía en otra, es decir AC
(corriente alterna) en DC (corriente continua), dado que los motores (dos
110
para el movimiento de las rastras y uno para la traslación) y el equipo en
general funcionan con este tipo de corriente.
Las barras de alimentación de 250 volts DC y 24 DC, son las
encargadas de dar las señales permisivas de actividad del equipo, es decir
la señales que permitirán arrancar el equipo de forma manual o automática
para ello el equipo cuenta con su propio PLC SIEMENS S5 en los equipos
del túnel A y PLC SIEMENS S7 en los equipos del túnel B (controlador lógico
programable) instalado en el equipo, el cual controla el equipo y es el cual
permite que funcione de manera automatizada, este PLC funciona con 24
volts DC, la barra de 250 volts se utiliza para el PLC que se encuentra en
casa 2/3, el cual esta conectado con el edificio de control central, el cual por
el sistema SCADA (Supervisory Control And Data Acquisition) permite la
operación del equipo de manera remota. Si bien el equipo se encuentra
automatizado debe contar con un operador en el sitio donde se encuentra el
equipo debido a que no se ha instalado un sistema de comunicación
inalámbrica que permita el control total del equipo por sistema SCADA. Por lo
que el operador del equipo debe realizar algunas tareas como la colocación
del equipo en el metraje asignado según el producto requerido para
exportación.
8. DESCRIPCIÓN DEL PROCESO DE APILAMIENTO DE MINERAL DE
HIERRO EN LA PILA PRINCIPAL.
El proceso de recuperación consiste en: Una vez que desde el control
central se tiene información del carga barcos PA-8017, se procede al
arranque del conjunto de correas (JD-8016, 8015, 8014, 8013,8012) que
conectan los plows con el carga barcos (Figura 13.)
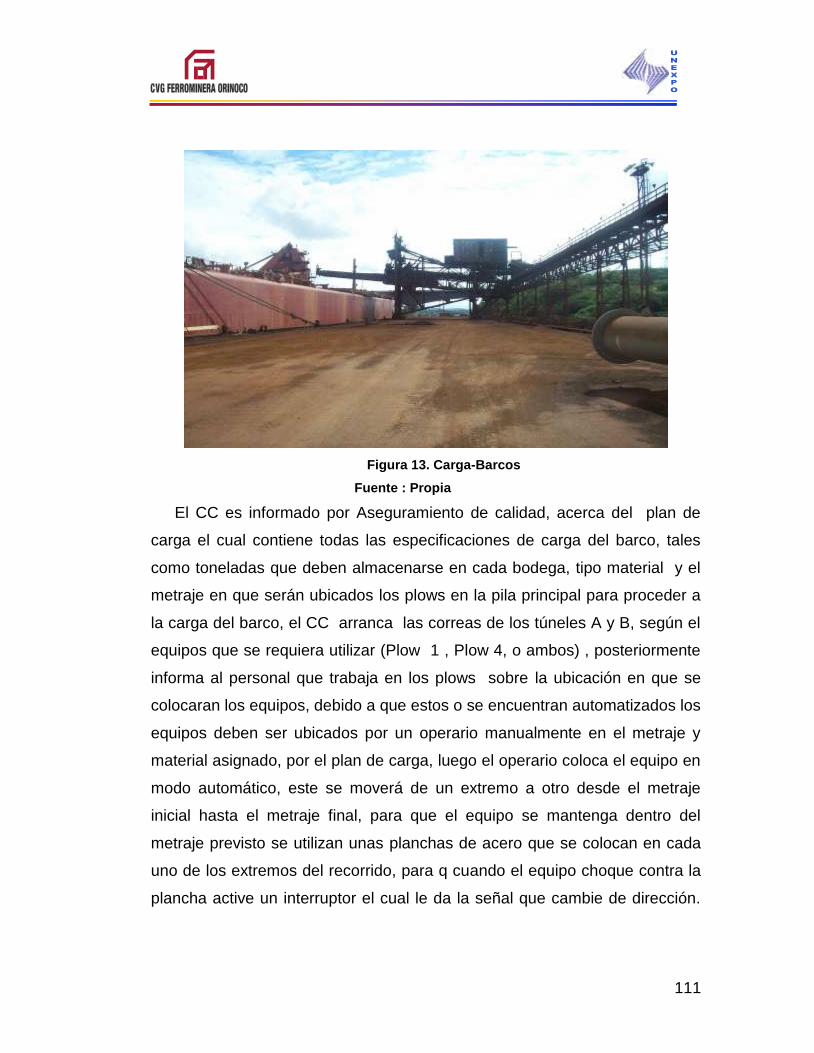
111
Figura 13. Carga-Barcos
Fuente : Propia
El CC es informado por Aseguramiento de calidad, acerca del plan de
carga el cual contiene todas las especificaciones de carga del barco, tales
como toneladas que deben almacenarse en cada bodega, tipo material y el
metraje en que serán ubicados los plows en la pila principal para proceder a
la carga del barco, el CC arranca las correas de los túneles A y B, según el
equipos que se requiera utilizar (Plow 1 , Plow 4, o ambos) , posteriormente
informa al personal que trabaja en los plows sobre la ubicación en que se
colocaran los equipos, debido a que estos o se encuentran automatizados los
equipos deben ser ubicados por un operario manualmente en el metraje y
material asignado, por el plan de carga, luego el operario coloca el equipo en
modo automático, este se moverá de un extremo a otro desde el metraje
inicial hasta el metraje final, para que el equipo se mantenga dentro del
metraje previsto se utilizan unas planchas de acero que se colocan en cada
uno de los extremos del recorrido, para q cuando el equipo choque contra la
plancha active un interruptor el cual le da la señal que cambie de dirección.

112
Una vez que el equipo es colocado modo automático el operador informa al
CC el cual da arranque al plow.
Si bien los equipos son arrancados desde control central de modo
remoto, deben tener un operario el cual se encarga de ubicar los plows en el
metraje indicado por el plan de carga, y controlar que el proceso de
recuperación se realice con total normalidad, y en dado caso que ocurran
fallas informar al personal de turno encargado del mantenimiento.
En la pila principal el mineral de hierro se encuentra almacenado en pilas
de forma cónica, dichas pilas se encuentran sobre los túneles, los cuales
tienen una abertura por donde el mineral cae dentro de él, por efecto de la
gravedad, sobre una plataforma, en la cual trabajara el plow, dicho equipo
cuenta con dos rastras giratorias, que arrastran el material, que se encuentra
sobre estas plataformas. A medida que se va moviendo a lo largo del túnel,
en el metraje asignado, hacia un embudo que cumple la función de colocar el
mineral sobre la correa transportadora del túnel, de aquí en adelante el
material será transportado por el sistema de correas hasta el carga barcos,
para proceder a la carga de las bodegas del barco.
El flujo de recuperación varia bastante, ya que el mineral no cae en los
túneles de manera uniforme, esto se debe a que pueden existir vacíos, estos
vacíos se producen cuando el material de la pila fue totalmente recuperado
por lo q no existe mineral sobre el túnel, otro factor que influye en el flujo de
recuperación es cuando se producen túneles en la pila, esto se produce
cuando el mineral se compacta y no cae hacia el túnel, por lo que debe
golpearse con un barra de acero desde adentro del túnel para lograr, que el
puente se desintegre, existen casos es en que no es posible desintegrar el
113
puente de esta manera, por lo que debe empujarse desde la pila con un
tractor o payloader.
9. DIAGRAMA DE PROCESO RECUPERADORES HORIZONTALES
PLOWS.
A continuación se presentara el diagrama de proceso de los
Recuperadores Plows en el cual se detalla operación por operación el
proceso de recuperación de mineral de hierro.
En la Figura 14 se muestra el diagrama de proceso del recuperación de
mineral de hierro mediante los recuperadores horizontales Plows.
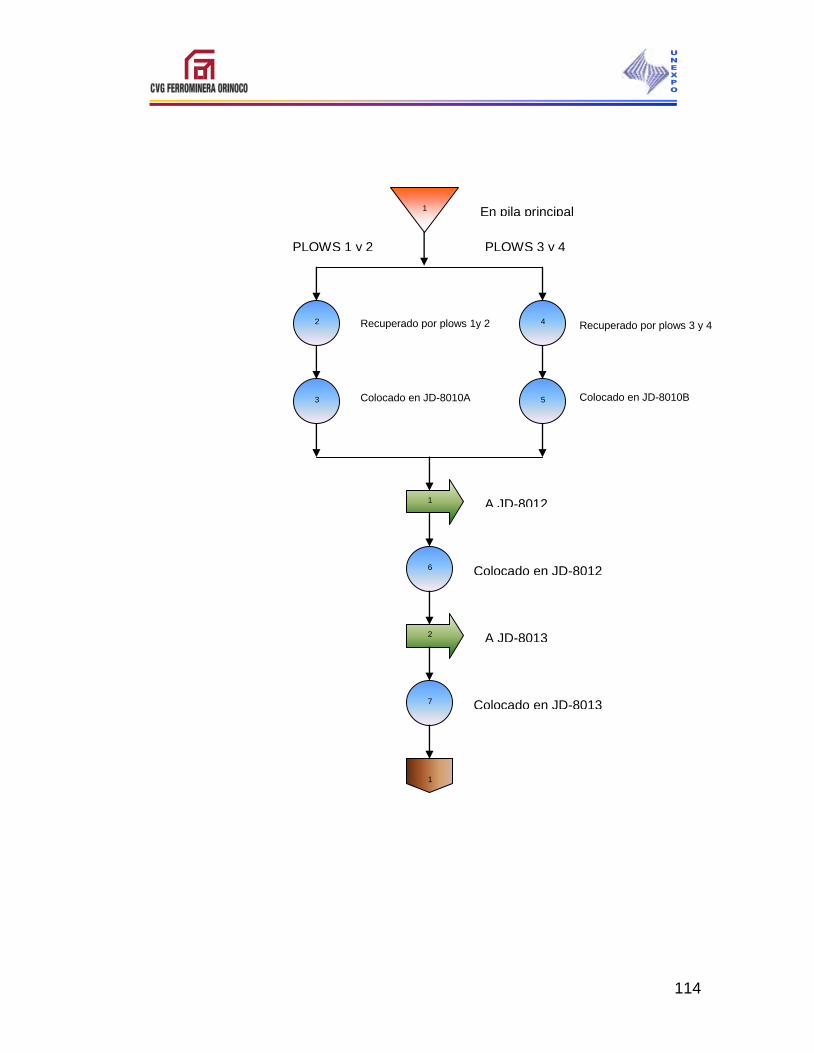
114
PLOWS 3 y 4 PLOWS 1 y 2
Recuperado por plows 1y 2
Colocado en JD-8010A
A JD-8012
Colocado en JD-8012
A JD-8013
Colocado en JD-8013
En pila principal 1
2
7
2
1
5
6
1
4
3
Recuperado por plows 3 y 4
Colocado en JD-8010B
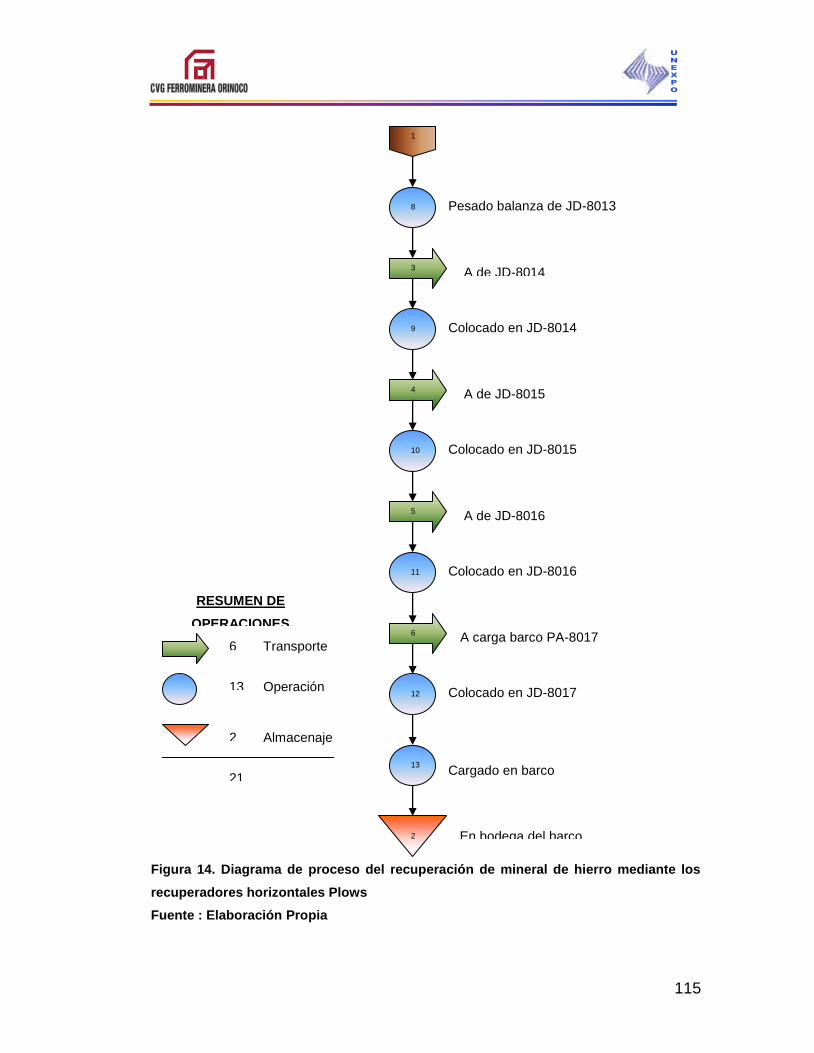
115
Figura 14. Diagrama de proceso del recuperación de mineral de hierro mediante los
recuperadores horizontales Plows
Fuente : Elaboración Propia
A de JD-8014
A de JD-8015
A de JD-8016
A carga barco PA-8017
Colocado en JD-8017
Pesado balanza de JD-8013
Colocado en JD-8014
Colocado en JD-8015
Colocado en JD-8016
Cargado en barco
En bodega del barco
8
1
3
9
10
4
5
11
6
12
13
2
Transporte
Operación
Almacenaje
RESUMEN DE
OPERACIONES
2
13
6
21
116
10. SITUACIÓN ACTUAL PLAN DE MANTENIMIENTO PREVENTIVO
RECUPERADORES HORIZONTALES PLOWS
Equipos: FD 8010 A3, A4, B1, B2
Correas: JD-80010 A, JD-8010 B
Los recuperadores horizontales Plows son cuatro equipos encargados
de la recuperación y envió del mineral que se encuentra apilado por el
Puente Apilador en la pila principal, hacia el carga-barcos. Estos equipo son
de suma importancia para el proceso de despacho internacional, su
funcionamiento adecuado es vital para el cumplimiento del itinerario de
buques, dado que cualquier retraso en la carga del barco significan costos
adicionales para la empresa.
Las paradas de línea tienen como función la realización de todas las
actividades de mantenimiento preventivo y de mantenimiento correctivo
programado, estas están planificadas dependiendo de las toneladas
despachadas por el equipo, es decir que cada 200.000 toneladas
despachadas teóricamente debe realizarse una parada de línea, las cuales
tienen una duración de entre 8 a 16 horas. Pero en la realidad las paradas
para realizar las tareas de mantenimiento no son ejecutadas en los plazos
planificados, sino que se efectúan cuando se produce un retraso en la
llegada de los barcos al muelle de FMO, por ello la cantidad despacha entre
cada parada supera ampliamente la cantidad recomendada, produciendo al
largo plazo deterioro de los equipos.
La única planificación de mantenimiento preventivo de estos equipos y su
sistema de correas trasportadoras se relaciona con la parte eléctrica, no se
cuenta con un plan de mantenimiento preventivo mecánico o de tareas de
117
lubricación, los días de parada de línea se verifica la situación del equipo y se
procede a realizar las actividades necesarias, ya sean mecánicas o de
lubricación pero sin ninguna planificación, tampoco se cuenta con un plan de
mantenimiento preventivo de limpieza de los túneles los cuales por la falta de
mantenimiento afectan considerablemente el rendimiento de los equipos,
debido a la acumulación de mineral. Para realizar esta tarea se cuenta con
una cuadrilla 8 a 12 trabajadores y con una frecuencia de una a dos veces
por semana, lo cual no es suficiente para llevar a cabo las tareas de limpieza
de los dos túneles.
118
CAPÍTULO VI
ANÁLISIS DE RESULTADOS
1. EVALUACIÓN TÉCNICO-ECONÓMICA
Para el estudio de la evaluación técnica- económica de los equipos
puente apilador PA8007 y Recuperadores horizontales Plus FD-8010 A/B se
tomo dos alternativas para cada una de ellas, la primera es: el reemplazo por
un equipo nuevo, y la segunda: la repotenciacion de los equipos existentes.
1.1 EVALUACION TÉCNICA
A continuación se presentaran las especificaciones técnicas para cada una
de las alternativas seleccionadas.
1.1.1 Puente Apilador
ALTERNATIVA 1. ADQUISICIÓN DE NUEVO APILADOR
El puente apilador es un equipo que data del año 1956, equipo que ha
sobrepasado por mucho su vida útil y el cual lleva 52 años operando en la
pila principal de CVG FMO, debe tenerse en cuenta que dicho modelo de
apilador, ya no se fabrica en la actualidad, debido a los altos costos de su
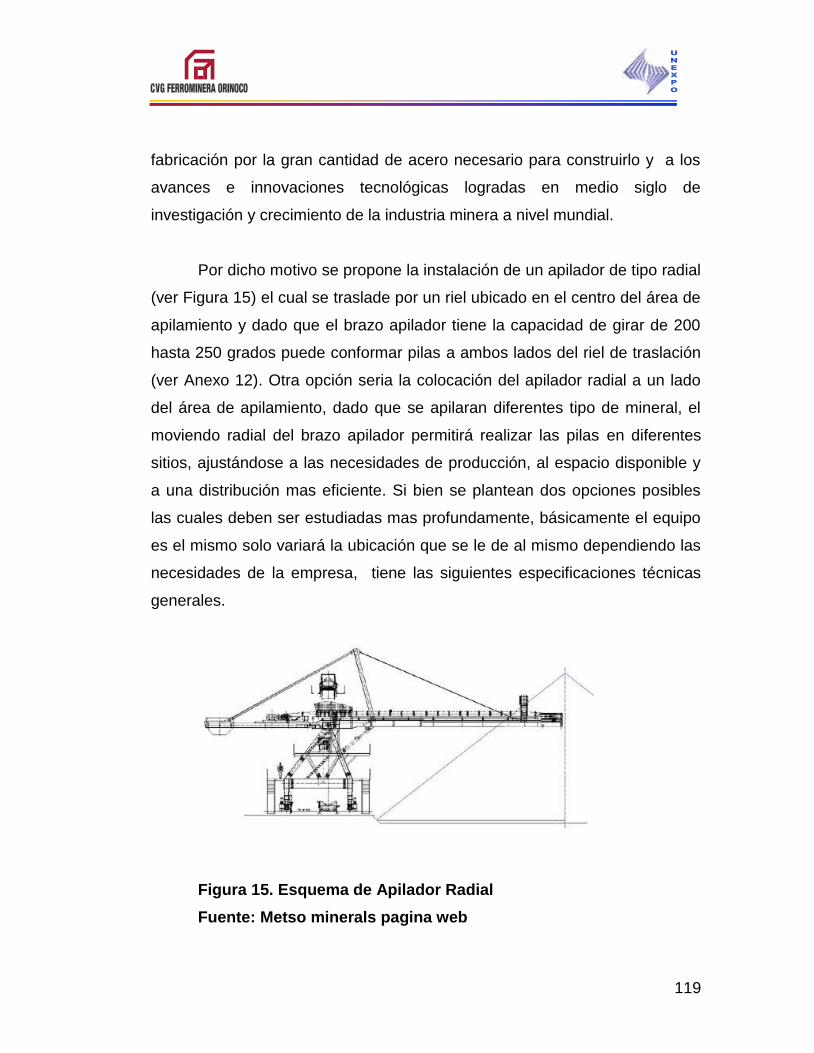
119
fabricación por la gran cantidad de acero necesario para construirlo y a los
avances e innovaciones tecnológicas logradas en medio siglo de
investigación y crecimiento de la industria minera a nivel mundial.
Por dicho motivo se propone la instalación de un apilador de tipo radial
(ver Figura 15) el cual se traslade por un riel ubicado en el centro del área de
apilamiento y dado que el brazo apilador tiene la capacidad de girar de 200
hasta 250 grados puede conformar pilas a ambos lados del riel de traslación
(ver Anexo 12). Otra opción seria la colocación del apilador radial a un lado
del área de apilamiento, dado que se apilaran diferentes tipo de mineral, el
moviendo radial del brazo apilador permitirá realizar las pilas en diferentes
sitios, ajustándose a las necesidades de producción, al espacio disponible y
a una distribución mas eficiente. Si bien se plantean dos opciones posibles
las cuales deben ser estudiadas mas profundamente, básicamente el equipo
es el mismo solo variará la ubicación que se le de al mismo dependiendo las
necesidades de la empresa, tiene las siguientes especificaciones técnicas
generales.
Figura 15. Esquema de Apilador Radial
Fuente: Metso minerals pagina web
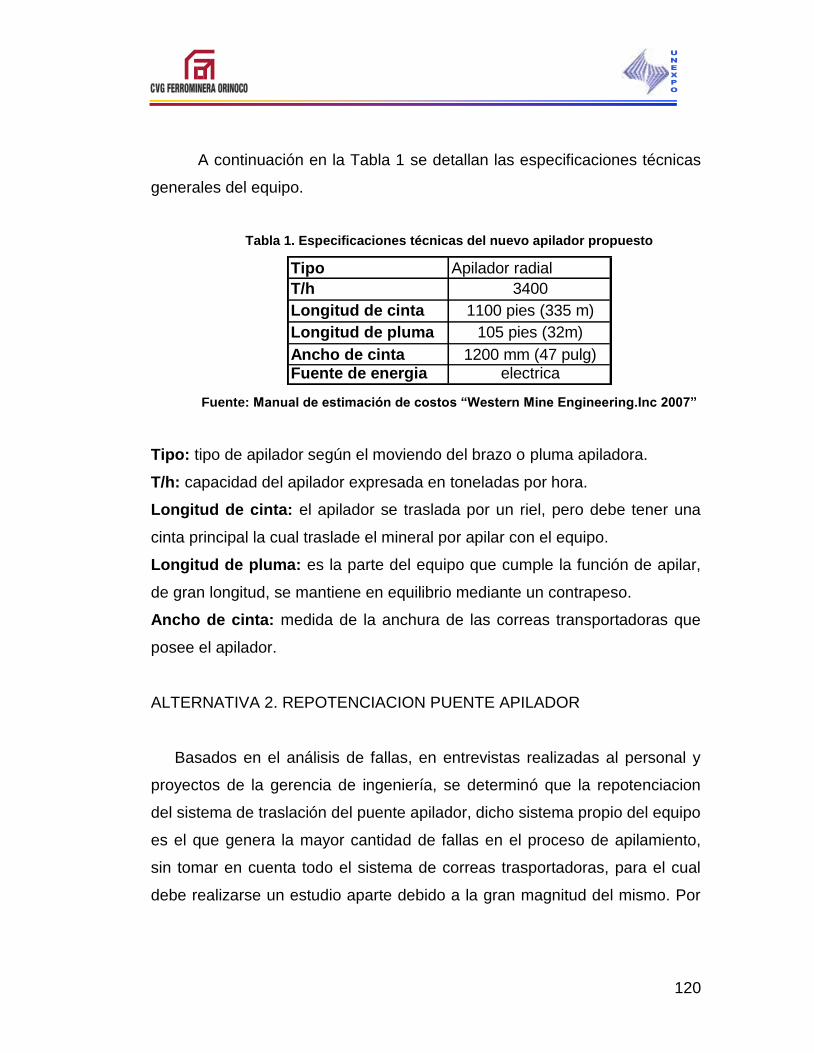
120
A continuación en la Tabla 1 se detallan las especificaciones técnicas
generales del equipo.
Tabla 1. Especificaciones técnicas del nuevo apilador propuesto
Tipo Apilador radial
T/h 3400
Longitud de cinta 1100 pies (335 m)
Longitud de pluma 105 pies (32m)
Ancho de cinta 1200 mm (47 pulg)Fuente de energia electrica
Fuente: Manual de estimación de costos “Western Mine Engineering.Inc 2007”
Tipo: tipo de apilador según el moviendo del brazo o pluma apiladora.
T/h: capacidad del apilador expresada en toneladas por hora.
Longitud de cinta: el apilador se traslada por un riel, pero debe tener una
cinta principal la cual traslade el mineral por apilar con el equipo.
Longitud de pluma: es la parte del equipo que cumple la función de apilar,
de gran longitud, se mantiene en equilibrio mediante un contrapeso.
Ancho de cinta: medida de la anchura de las correas transportadoras que
posee el apilador.
ALTERNATIVA 2. REPOTENCIACION PUENTE APILADOR
Basados en el análisis de fallas, en entrevistas realizadas al personal y
proyectos de la gerencia de ingeniería, se determinó que la repotenciacion
del sistema de traslación del puente apilador, dicho sistema propio del equipo
es el que genera la mayor cantidad de fallas en el proceso de apilamiento,
sin tomar en cuenta todo el sistema de correas trasportadoras, para el cual
debe realizarse un estudio aparte debido a la gran magnitud del mismo. Por
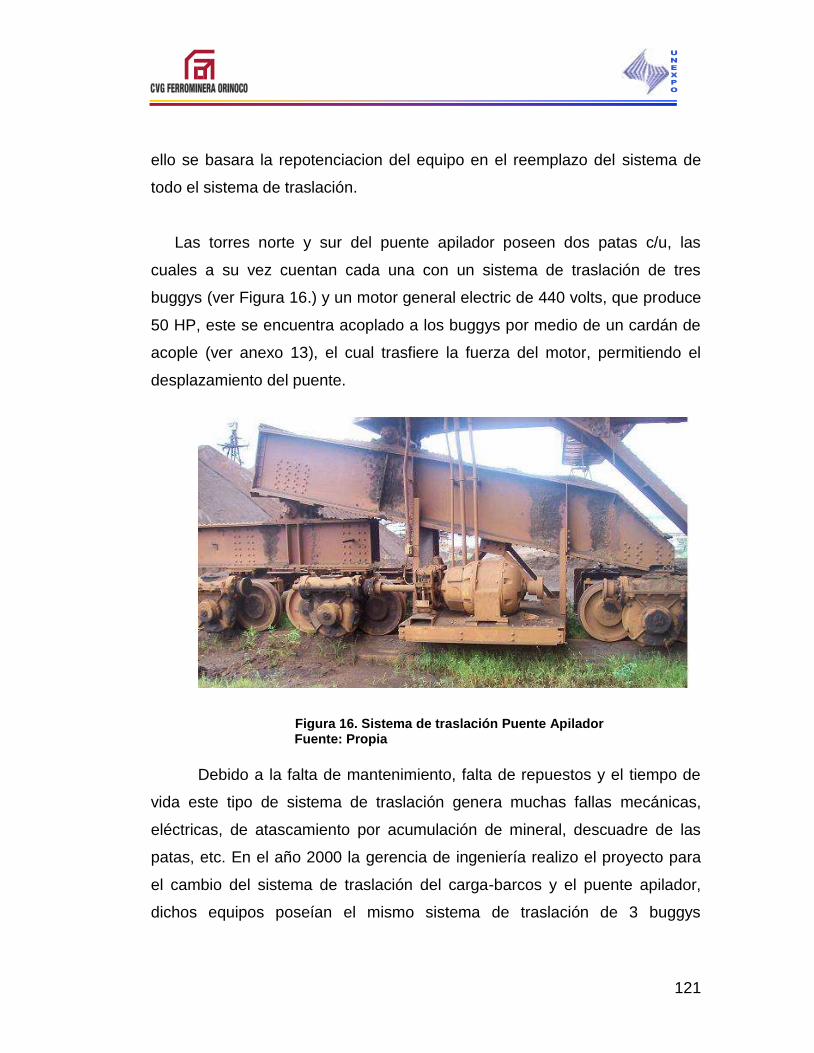
121
ello se basara la repotenciacion del equipo en el reemplazo del sistema de
todo el sistema de traslación.
Las torres norte y sur del puente apilador poseen dos patas c/u, las
cuales a su vez cuentan cada una con un sistema de traslación de tres
buggys (ver Figura 16.) y un motor general electric de 440 volts, que produce
50 HP, este se encuentra acoplado a los buggys por medio de un cardán de
acople (ver anexo 13), el cual trasfiere la fuerza del motor, permitiendo el
desplazamiento del puente.
Figura 16. Sistema de traslación Puente Apilador Fuente: Propia
Debido a la falta de mantenimiento, falta de repuestos y el tiempo de
vida este tipo de sistema de traslación genera muchas fallas mecánicas,
eléctricas, de atascamiento por acumulación de mineral, descuadre de las
patas, etc. En el año 2000 la gerencia de ingeniería realizo el proyecto para
el cambio del sistema de traslación del carga-barcos y el puente apilador,
dichos equipos poseían el mismo sistema de traslación de 3 buggys
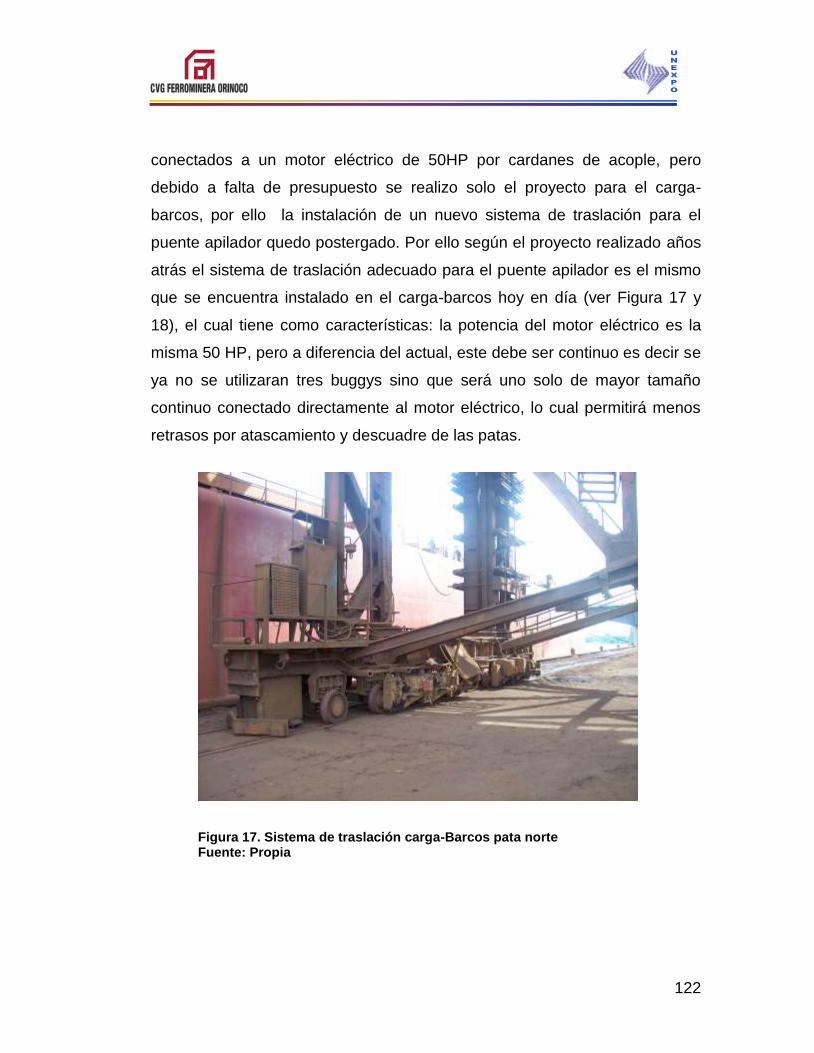
122
conectados a un motor eléctrico de 50HP por cardanes de acople, pero
debido a falta de presupuesto se realizo solo el proyecto para el carga-
barcos, por ello la instalación de un nuevo sistema de traslación para el
puente apilador quedo postergado. Por ello según el proyecto realizado años
atrás el sistema de traslación adecuado para el puente apilador es el mismo
que se encuentra instalado en el carga-barcos hoy en día (ver Figura 17 y
18), el cual tiene como características: la potencia del motor eléctrico es la
misma 50 HP, pero a diferencia del actual, este debe ser continuo es decir se
ya no se utilizaran tres buggys sino que será uno solo de mayor tamaño
continuo conectado directamente al motor eléctrico, lo cual permitirá menos
retrasos por atascamiento y descuadre de las patas.
Figura 17. Sistema de traslación carga-Barcos pata norte Fuente: Propia
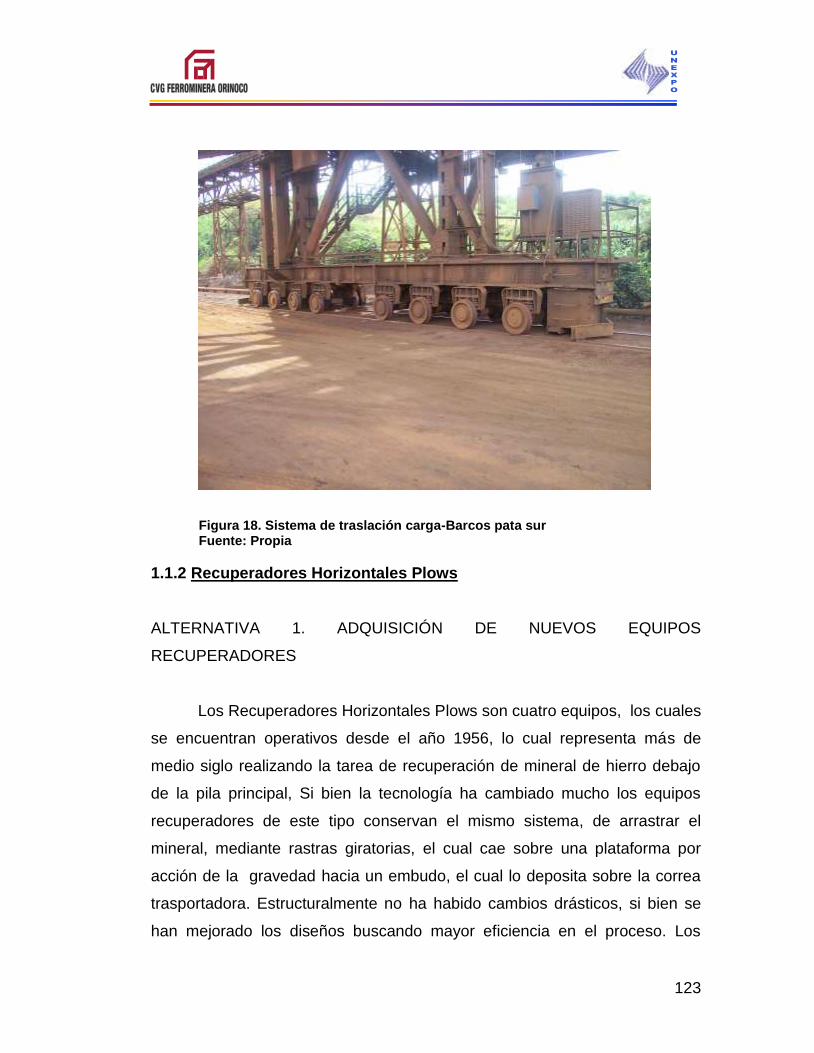
123
Figura 18. Sistema de traslación carga-Barcos pata sur Fuente: Propia
1.1.2 Recuperadores Horizontales Plows
ALTERNATIVA 1. ADQUISICIÓN DE NUEVOS EQUIPOS
RECUPERADORES
Los Recuperadores Horizontales Plows son cuatro equipos, los cuales
se encuentran operativos desde el año 1956, lo cual representa más de
medio siglo realizando la tarea de recuperación de mineral de hierro debajo
de la pila principal, Si bien la tecnología ha cambiado mucho los equipos
recuperadores de este tipo conservan el mismo sistema, de arrastrar el
mineral, mediante rastras giratorias, el cual cae sobre una plataforma por
acción de la gravedad hacia un embudo, el cual lo deposita sobre la correa
trasportadora. Estructuralmente no ha habido cambios drásticos, si bien se
han mejorado los diseños buscando mayor eficiencia en el proceso. Los
124
mayores avances tecnológicos se han producido en la automatización de los
equipos. Los recuperadores que se encuentran actualmente instalados han
sido parcialmente modernizados en materia de automatización, pero no se
han completado los proyectos de automatización pautados para el manejo de
forma remota de los equipos, ya que no cuentan con un sistema de conexión
inalámbrica que permitan su manejo desde el control central.
Se propone la instalación de 4 (cuatro) nuevos recuperadores del
mismo tipo a los que se encuentran hoy (rotary plow feeder), los cuales
recuperan mineral de una plataforma en la cual cae en mineral, el
recuperador al TIPO A (ver anexo 14).
A continuación en la Tabla 2 se detallan las especificaciones técnicas
generales del equipo.
Tabla 2. Especificaciones técnicas del nuevo apilador propuesto
Tipo Rotary plow feeder
Tph 1500
Longitud de cinta 1000 pies (305 m)
Diametro de rastra 9,85 pies (3 m)
Ancho de cinta 1500 mm (60 pulg)
Fuente de energia electrica
Fuente: Manual de estimación de costos “Western Mine Engineering.Inc 2007”
Tipo: tipo de apilador según el moviendo del brazo o pluma apiladora.
Tph: capacidad del apilador expresada en toneladas por hora.
Longitud de cinta: el recuperador se traslada por un riel, pero debe tener
una cinta principal la cual descargue el mineral recuperado por el equipo.
Diámetro de rastra: diámetro de la rastra de recuperación la cual tiene como
función depositar en mineral en la correa trasportadora.
125
Ancho de cinta: medida de la anchura de las correas transportadoras que
posee el apilador.
ALTERNATIVA 2. REPOTENCIACIÓN PLOWS
Teniendo en cuenta que el sistema eléctrico de los plows ha sido
mejorado relativamente hace poco tiempo (año 1999) en comparación al
tiempo que lleva operando el equipo y el sistema mecánico al ser algo simple
no se necesitan grandes modificaciones. Se basara esta repotenciacion en la
recuperación del túnel por la que se desplazan los equipos recuperadores,
estos túneles debido a la falta de mantenimiento, acumulación de mineral y
agua procedente de las lluvias, son responsables en gran parte del bajo
rendimiento de los equipo. Las actividades a realizar para la recuperación de
los túneles son las siguientes:
1. Drenaje de túneles: es necesario mediante una bomba de achique
drenar las grandes cantidades de mineral y agua que se encuentran
dentro de ellos, la cual en ciertos el nivel de inundación llega hasta las
rodillas del personal de mantenimiento lo cual hace imposible el
trabajo dentro del túnel.
2. Limpieza de los pasillos: a cada lado de las cintas trasportadoras JD-
8010 A y JD-8010 B hay pasillos de aproximadamente 1 metro de
ancho por los cuales los operarios y personal de mantenimiento se
desplazan dentro del túnel, debido al derrame de mineral y a la falta
de un mantenimiento de limpieza de los mismos este se ha acumulado
en grandes cantidades a lo largo del túnel. Esto afecta el sistema de
correas trasportadoras y el drenaje del túnel.
126
3. Limpieza de drenaje: por debajo de la cinta transportadora se
encuentra el drenaje del túnel, debido a las grandes cantidades de
mineral derramado se encuentra bloqueado de mineral, por lo tanto el
agua no es drenada fuera del túnel acumulándose provocando la
inundación de mismo.
4. Limpieza rodillos: El sistema de rodillos de la cinta trasportadora, esta
constituido por un juego de rodillos de carga y un rodillo de retorno,
estos rodillos tienden a trancarse debido a la acumulación del mineral
de hierro acumulado, el cual al mezclase con agua y secarse tiene un
gran dureza, esto produce el desgaste de las cintas transportadoras.
5. Cambio de rieles de traslación: Los recuperadores se desplazan por
rieles férreos, a lo largo del túnel con una longitud de 300 metros, los
cuales esta llegando al final de su vida útil y de los cuales se
encuentran desgastados y en algunos sectores se han desprendido
del concreto, por ello se plantea el reemplazo de los mismos para
evitar futuros descarrilamientos del los equipos recuperadores.
1.2 EVALUACIÓN ECONÓMICA
En la evaluación económica se procederá a realizar el análisis de los
costos para cada alternativa y luego mediante el método de evaluación de
las alternativas por el costo anual uniforme equivalente (CAUE).
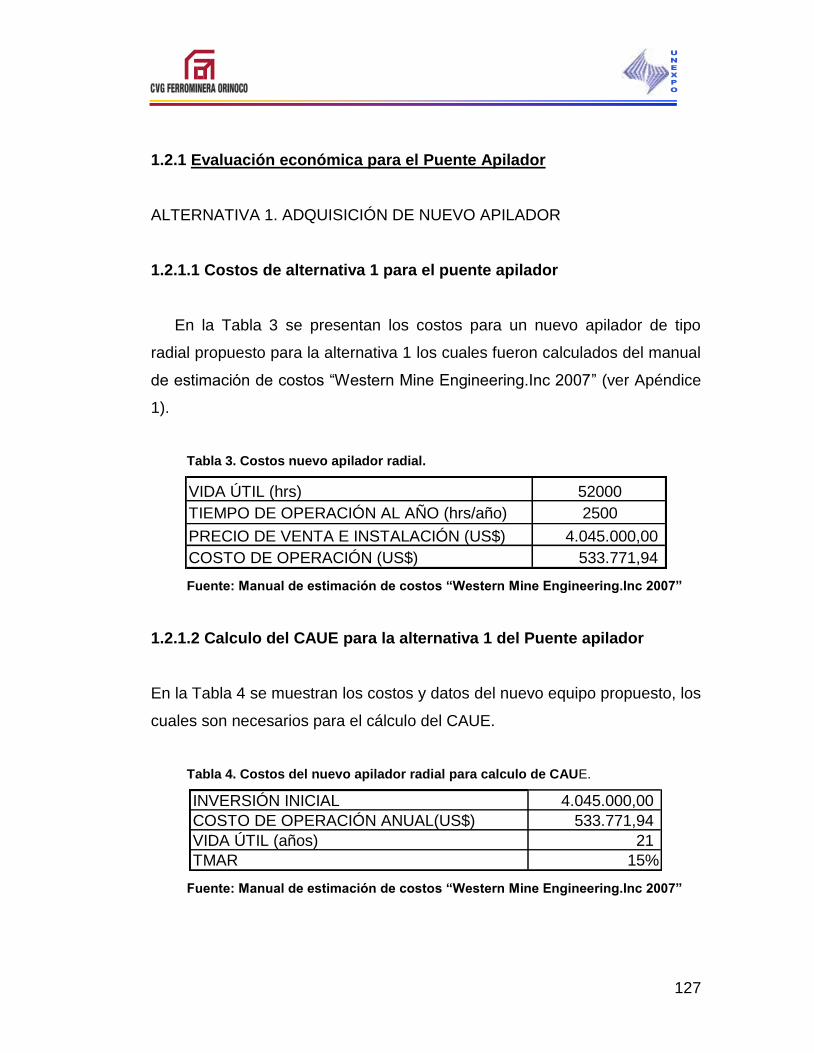
127
1.2.1 Evaluación económica para el Puente Apilador
ALTERNATIVA 1. ADQUISICIÓN DE NUEVO APILADOR
1.2.1.1 Costos de alternativa 1 para el puente apilador
En la Tabla 3 se presentan los costos para un nuevo apilador de tipo
radial propuesto para la alternativa 1 los cuales fueron calculados del manual
de estimación de costos “Western Mine Engineering.Inc 2007” (ver Apéndice
1).
Tabla 3. Costos nuevo apilador radial.
VIDA ÚTIL (hrs) 52000
TIEMPO DE OPERACIÓN AL AÑO (hrs/año) 2500
PRECIO DE VENTA E INSTALACIÓN (US$) 4.045.000,00
COSTO DE OPERACIÓN (US$) 533.771,94
Fuente: Manual de estimación de costos “Western Mine Engineering.Inc 2007”
1.2.1.2 Calculo del CAUE para la alternativa 1 del Puente apilador
En la Tabla 4 se muestran los costos y datos del nuevo equipo propuesto, los
cuales son necesarios para el cálculo del CAUE.
Tabla 4. Costos del nuevo apilador radial para calculo de CAUE.
INVERSIÓN INICIAL 4.045.000,00
COSTO DE OPERACIÓN ANUAL(US$) 533.771,94
VIDA ÚTIL (años) 21
TMAR 15%
Fuente: Manual de estimación de costos “Western Mine Engineering.Inc 2007”
128
Se utilizo una tasa mínima de retorno de 15% anual para el análisis de la
inversión de acuerdo a la política emitida por la Corporación Venezolana de
Guayana (CVG).
Con los datos anteriores se procede al cálculo del CAUE.
$18.947589
94,771.53324,413817
94,771.5331023,0000.045.4
94,771.5331)15,01(
115,0115,0000.045.4
94,771.533)21%,15,/(000.045.4
21
21
USCAUE
CAUE
CAUE
CAUE
PACAUE
ALTERNATIVA 2. REPOTENCIACIÓN PUENTE APILADOR
1.2.1.3 Costos de alternativa 2 para el puente apilador
El proyecto de reemplazo del sistema de traslación del puente apilador
fue realizado en el año 2000 por la gerencia de ingeniería, pero no fue
implementado en dicho momento por la falta de recursos, los costos del
proyecto en aquel momento fue de 400.000 $ por ello debe ser actualizado,
ello se realizará mediante de el método del valor futuro, para el cual se
utilizara un horizonte de tiempo de 8 años ( del 2000 al 2008) y un i = 1,5%,
el cual un valor estándar de la inflación interanual de EE.UU.
$597.450
1265.1000.400
)8%,5,1,(000.400
)2008(
)2008(
)2008(
USVF
VF
VF PF
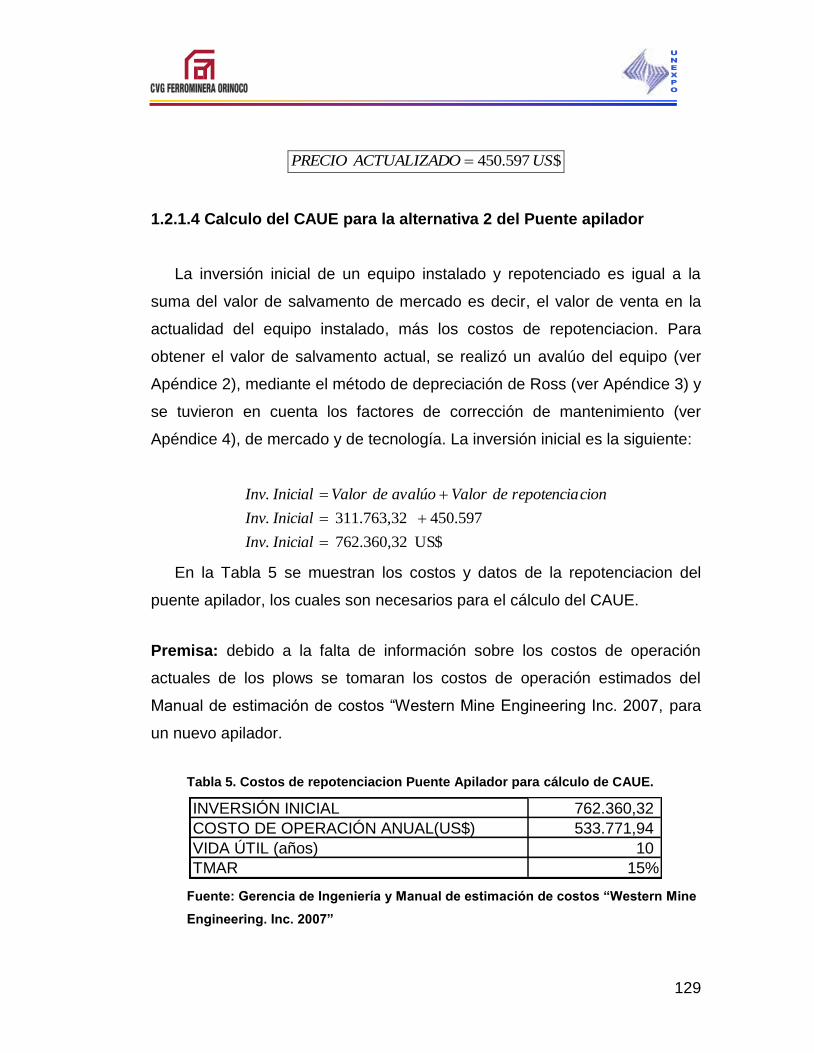
129
$597.450 USOACTUALIZADPRECIO
1.2.1.4 Calculo del CAUE para la alternativa 2 del Puente apilador
La inversión inicial de un equipo instalado y repotenciado es igual a la
suma del valor de salvamento de mercado es decir, el valor de venta en la
actualidad del equipo instalado, más los costos de repotenciacion. Para
obtener el valor de salvamento actual, se realizó un avalúo del equipo (ver
Apéndice 2), mediante el método de depreciación de Ross (ver Apéndice 3) y
se tuvieron en cuenta los factores de corrección de mantenimiento (ver
Apéndice 4), de mercado y de tecnología. La inversión inicial es la siguiente:
US$762.360,32 .
450.597 311.763,32 .
.
InicialInv
InicialInv
cionrepotenciadeValoravalúodeValorInicialInv
En la Tabla 5 se muestran los costos y datos de la repotenciacion del
puente apilador, los cuales son necesarios para el cálculo del CAUE.
Premisa: debido a la falta de información sobre los costos de operación
actuales de los plows se tomaran los costos de operación estimados del
Manual de estimación de costos “Western Mine Engineering Inc. 2007, para
un nuevo apilador.
Tabla 5. Costos de repotenciacion Puente Apilador para cálculo de CAUE.
INVERSIÓN INICIAL 762.360,32
COSTO DE OPERACIÓN ANUAL(US$) 533.771,94
VIDA ÚTIL (años) 10
TMAR 15%
Fuente: Gerencia de Ingeniería y Manual de estimación de costos “Western Mine
Engineering. Inc. 2007”

130
$22.435351
94,771.53371,98420
94,771.5331291,032,360.762
94,771.5331)15,01(
115,0115,032,360.762
94,771.533)21%,15,/(32,360.762
10
10
USCAUE
CAUE
CAUE
CAUE
PACAUE
1.2.1.5 Selección de alternativa más económica para el puente apilador
En la Tabla 6 se comparan las dos alternativas propuestas para el
Puente Apilador: Alternativa 1 (Adquisición de un Nuevo Apilador) y la
Alternativa 2 (Repotenciación del Puente Apilador instalado).
Tabla 6. Comparación de alternativas para el Puente Apilador
Alternativa 1 Alternativa 2
Inv. Inicial (US$) 4.045.000,00 762.360,32
Costo Operación (US$) 533.771,94 533.771,94
Vida Útil (años) 21 10
TMAR 15% 15%
CAUE (US$) -947589,18 -435351,22
Fuente: Gerencia de Ingeniería y Manual de estimación de costos “Western Mine
Engineering.Inc 2007”
Para la selección de la alternativa se tuvo en cuenta, qué como las dos
alternativas tienen un valor negativo del CAUE, es decir representan costos,
se selecciona la menos negativa es decir, la que genera menos costos. La
alternativa 2 (repotenciacion del Puente Apilador) es la seleccionada.
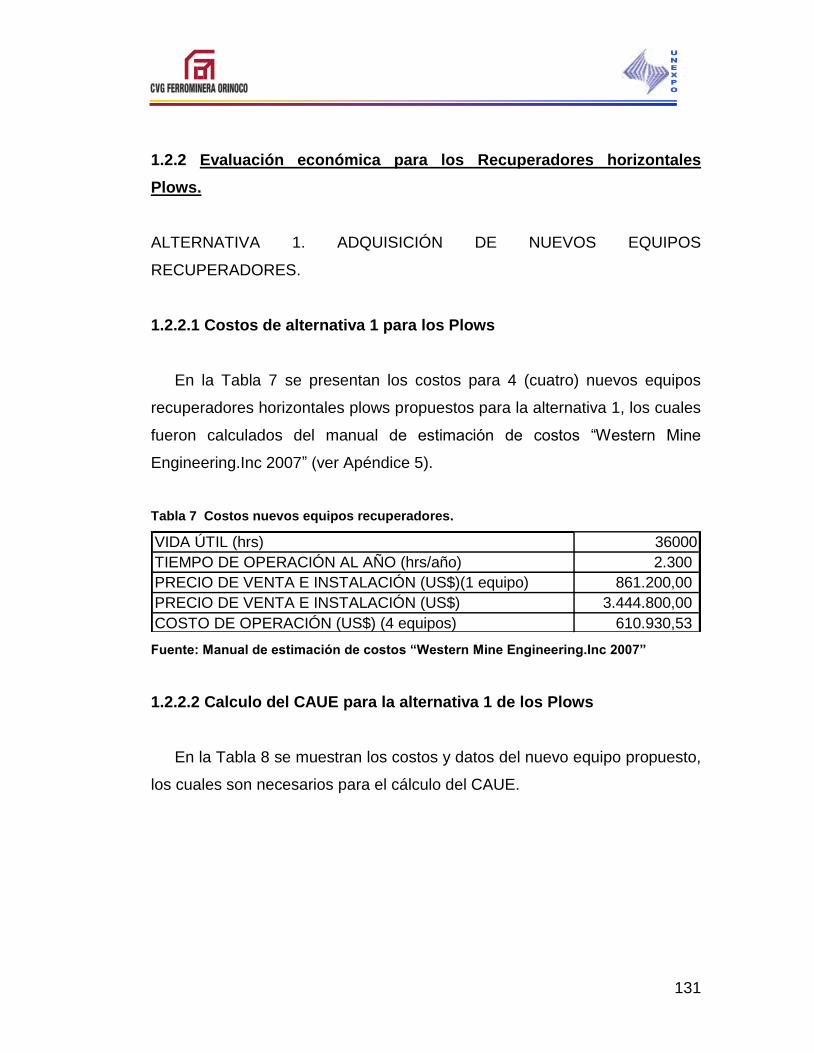
131
1.2.2 Evaluación económica para los Recuperadores horizontales
Plows.
ALTERNATIVA 1. ADQUISICIÓN DE NUEVOS EQUIPOS
RECUPERADORES.
1.2.2.1 Costos de alternativa 1 para los Plows
En la Tabla 7 se presentan los costos para 4 (cuatro) nuevos equipos
recuperadores horizontales plows propuestos para la alternativa 1, los cuales
fueron calculados del manual de estimación de costos “Western Mine
Engineering.Inc 2007” (ver Apéndice 5).
Tabla 7 Costos nuevos equipos recuperadores.
VIDA ÚTIL (hrs) 36000
TIEMPO DE OPERACIÓN AL AÑO (hrs/año) 2.300
PRECIO DE VENTA E INSTALACIÓN (US$)(1 equipo) 861.200,00
PRECIO DE VENTA E INSTALACIÓN (US$) 3.444.800,00
COSTO DE OPERACIÓN (US$) (4 equipos) 610.930,53
Fuente: Manual de estimación de costos “Western Mine Engineering.Inc 2007”
1.2.2.2 Calculo del CAUE para la alternativa 1 de los Plows
En la Tabla 8 se muestran los costos y datos del nuevo equipo propuesto,
los cuales son necesarios para el cálculo del CAUE.
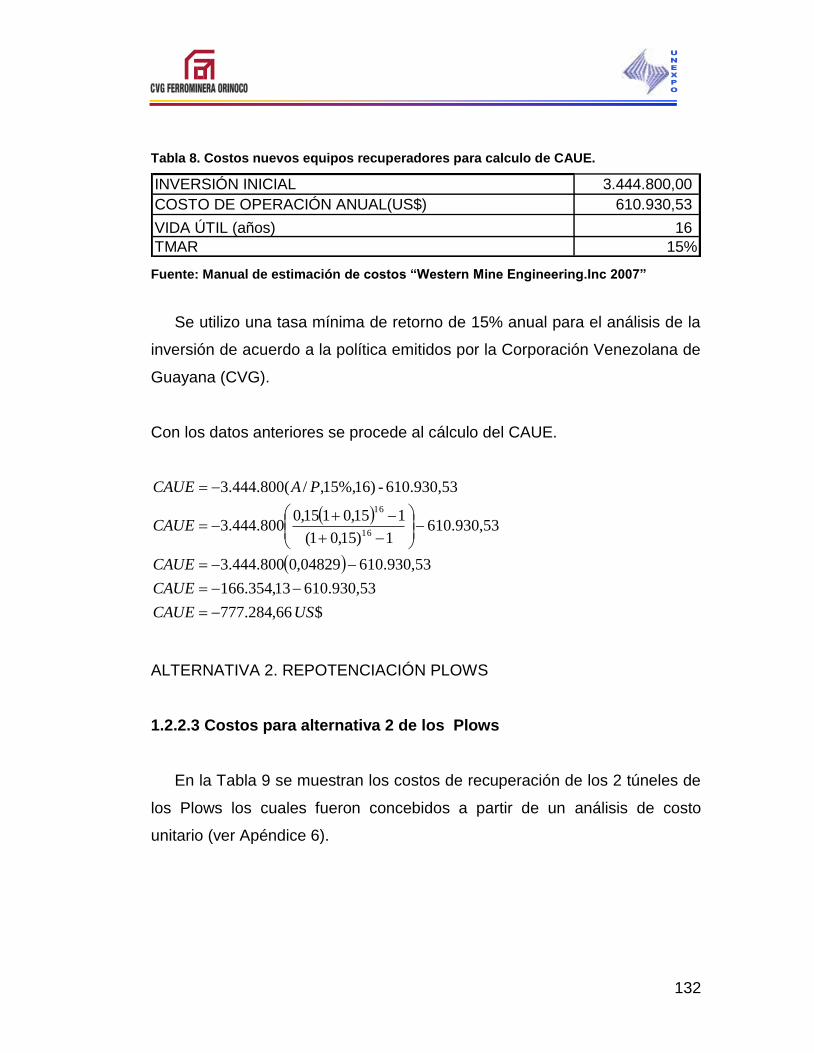
132
Tabla 8. Costos nuevos equipos recuperadores para calculo de CAUE.
INVERSIÓN INICIAL 3.444.800,00
COSTO DE OPERACIÓN ANUAL(US$) 610.930,53
VIDA ÚTIL (años) 16
TMAR 15%
Fuente: Manual de estimación de costos “Western Mine Engineering.Inc 2007”
Se utilizo una tasa mínima de retorno de 15% anual para el análisis de la
inversión de acuerdo a la política emitidos por la Corporación Venezolana de
Guayana (CVG).
Con los datos anteriores se procede al cálculo del CAUE.
$66,284.777
610.930,5313,354.166
610.930,5304829,0800.444.3
610.930,531)15,01(
115,0115,0800.444.3
610.930,53-)16%,15,/(800.444.3
16
16
USCAUE
CAUE
CAUE
CAUE
PACAUE
ALTERNATIVA 2. REPOTENCIACIÓN PLOWS
1.2.2.3 Costos para alternativa 2 de los Plows
En la Tabla 9 se muestran los costos de recuperación de los 2 túneles de
los Plows los cuales fueron concebidos a partir de un análisis de costo
unitario (ver Apéndice 6).

133
Tabla 9. Costos de recuperación de los túneles de los plows
DESCRIPCION COSTO MO US$
COSTO
EQUIPO US$ COSTO US$
Inundacion de túnel 228,84 1700 1.928,84
Limpieza pasillos 2.581,40 600 3.181,40
Limpieza de rodillos 2.796,5 195,3 2991,9
Limpieza drenaje 1.376,74 1.376,74
TOTAL para 1 tunel 9.478,84
TOTAL para 2 tuneles 18.958
Fuente: Gerencia de PMH
En la Tabla 10. Se muestran los costos del reemplazo de los rieles por los
que se trasladan los plows de los 2 túneles, los cuales fueron concebidos a
partir de un análisis de costo unitario (ver Apéndice 7).
Tabla 10. Costos de recuperación de los túneles de los plows
DESCRIPCION COSTO US$
Costo de materiales via ferrea 119.200
Costo MO 9.536
Total por túnel 128.736
Total para dos túneles 257.472
Fuente: gerencia de PMH
En la Tabla 11 Se muestran el costo total de la repotenciacion de los
plows para los 2 túneles.
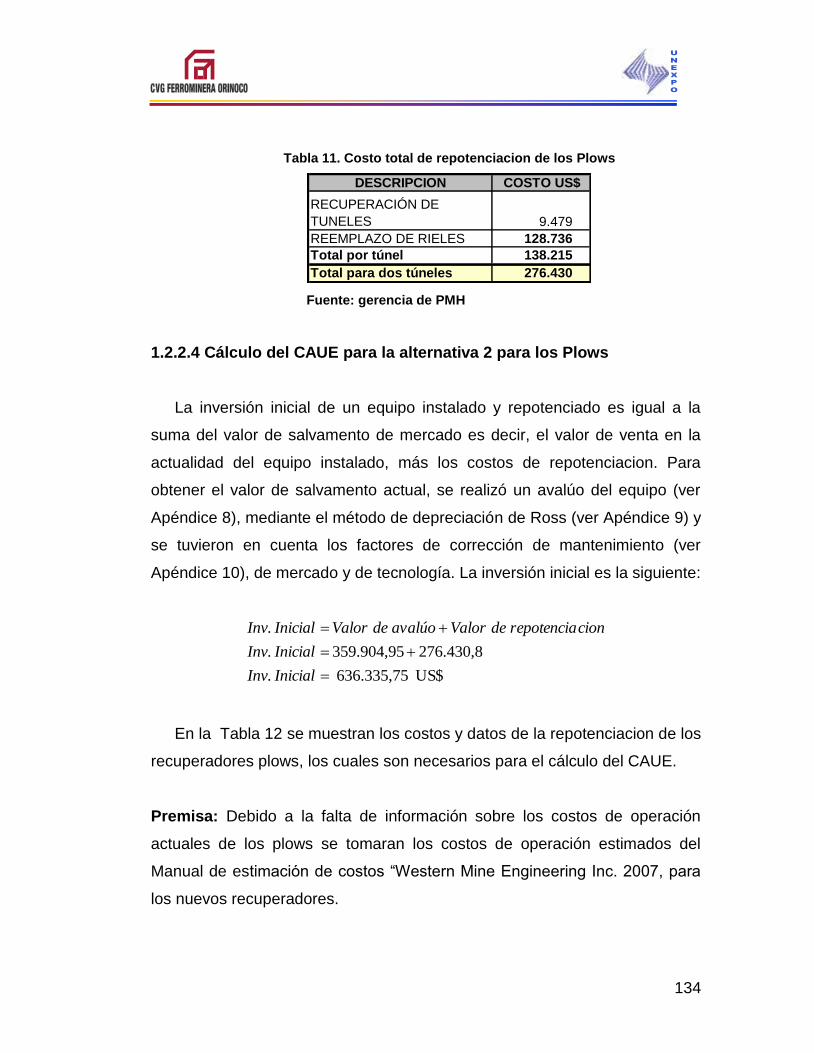
134
Tabla 11. Costo total de repotenciacion de los Plows
DESCRIPCION COSTO US$
RECUPERACIÓN DE
TUNELES 9.479
REEMPLAZO DE RIELES 128.736
Total por túnel 138.215
Total para dos túneles 276.430
Fuente: gerencia de PMH
1.2.2.4 Cálculo del CAUE para la alternativa 2 para los Plows
La inversión inicial de un equipo instalado y repotenciado es igual a la
suma del valor de salvamento de mercado es decir, el valor de venta en la
actualidad del equipo instalado, más los costos de repotenciacion. Para
obtener el valor de salvamento actual, se realizó un avalúo del equipo (ver
Apéndice 8), mediante el método de depreciación de Ross (ver Apéndice 9) y
se tuvieron en cuenta los factores de corrección de mantenimiento (ver
Apéndice 10), de mercado y de tecnología. La inversión inicial es la siguiente:
US$636.335,75 .
276.430,8 359.904,95 .
.
InicialInv
InicialInv
cionrepotenciadeValoravalúodeValorInicialInv
En la Tabla 12 se muestran los costos y datos de la repotenciacion de los
recuperadores plows, los cuales son necesarios para el cálculo del CAUE.
Premisa: Debido a la falta de información sobre los costos de operación
actuales de los plows se tomaran los costos de operación estimados del
Manual de estimación de costos “Western Mine Engineering Inc. 2007, para
los nuevos recuperadores.
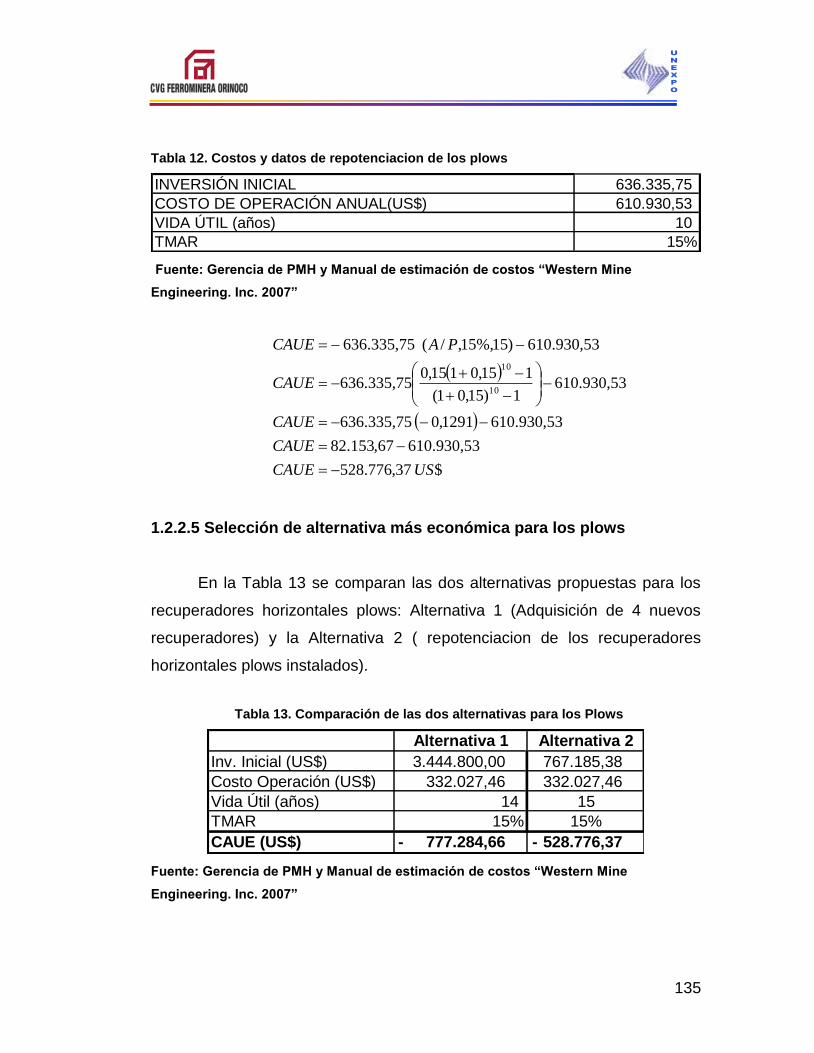
135
Tabla 12. Costos y datos de repotenciacion de los plows
INVERSIÓN INICIAL 636.335,75
COSTO DE OPERACIÓN ANUAL(US$) 610.930,53
VIDA ÚTIL (años) 10
TMAR 15%
Fuente: Gerencia de PMH y Manual de estimación de costos “Western Mine
Engineering. Inc. 2007”
$37,776.528
610.930,5367,153.82
610.930,531291,0636.335,75
610.930,531)15,01(
115,0115,0636.335,75
610.930,53 )15%,15,/( 636.335,75
10
10
USCAUE
CAUE
CAUE
CAUE
PACAUE
1.2.2.5 Selección de alternativa más económica para los plows
En la Tabla 13 se comparan las dos alternativas propuestas para los
recuperadores horizontales plows: Alternativa 1 (Adquisición de 4 nuevos
recuperadores) y la Alternativa 2 ( repotenciacion de los recuperadores
horizontales plows instalados).
Tabla 13. Comparación de las dos alternativas para los Plows
Alternativa 1 Alternativa 2
Inv. Inicial (US$) 3.444.800,00 767.185,38
Costo Operación (US$) 332.027,46 332.027,46
Vida Útil (años) 14 15
TMAR 15% 15%
CAUE (US$) 777.284,66 - 528.776,37 -
Fuente: Gerencia de PMH y Manual de estimación de costos “Western Mine
Engineering. Inc. 2007”
136
Para la selección de la alternativa se tendrá en cuenta, qué como las dos
alternativas tienen un valor negativo del CAUE, es decir representan costos,
se selecciona la menos negativa es decir, la que genera menos costos. La
alternativa 2 (repotenciacion de los recuperadores horizontales plows) es la
seleccionada.
1.3 RESUMEN DE EVALUACIÓN ECONÓMICA
En Tabla 14 se expondrá un resumen de la evaluación económica, en la
cual se dará las ventajas y las desventajas de cada una de las alternativas
tanto para el puente apilador, como para los recuperadores horizontales
plows, al igual que el resultado del CAUE para cada una de ellas y una breve
explicación de la alternativa seleccionada.
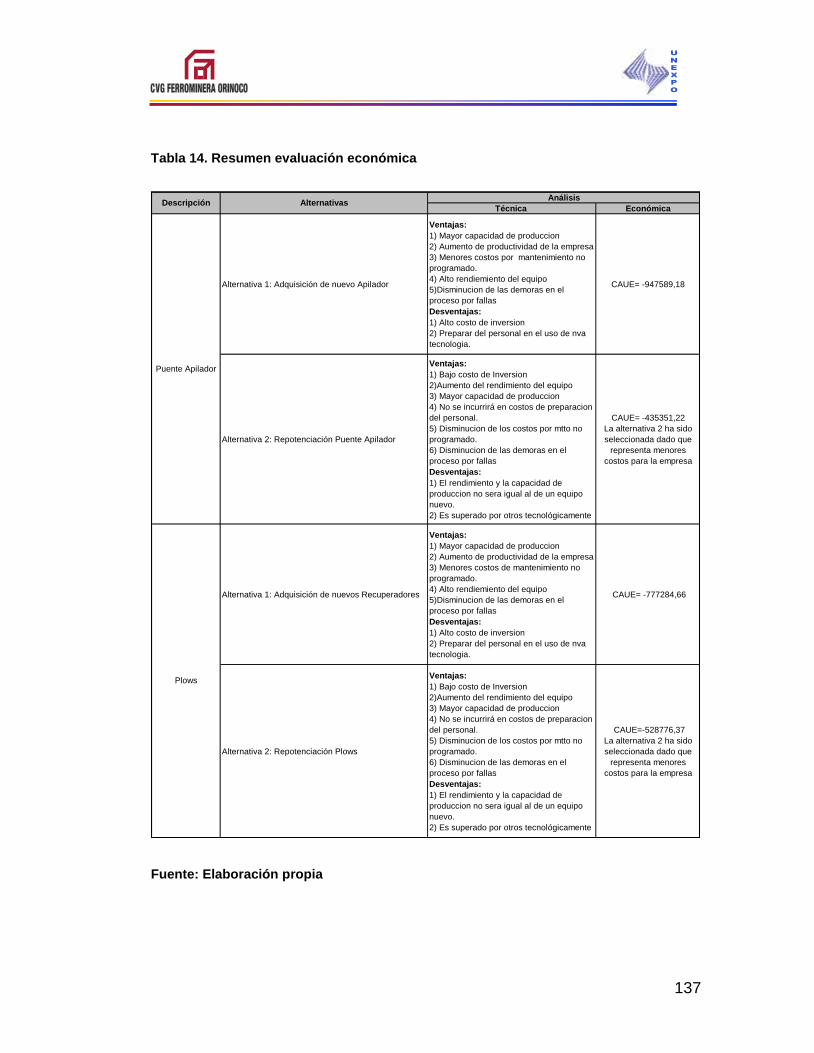
137
Tabla 14. Resumen evaluación económica
Técnica Económica
Alternativa 1: Adquisición de nuevo Apilador
Ventajas:
1) Mayor capacidad de produccion
2) Aumento de productividad de la empresa
3) Menores costos por mantenimiento no
programado.
4) Alto rendiemiento del equipo
5)Disminucion de las demoras en el
proceso por fallas
Desventajas:
1) Alto costo de inversion
2) Preparar del personal en el uso de nva
tecnologia.
CAUE= -947589,18
Alternativa 2: Repotenciación Puente Apilador
Ventajas:
1) Bajo costo de Inversion
2)Aumento del rendimiento del equipo
3) Mayor capacidad de produccion
4) No se incurrirá en costos de preparacion
del personal.
5) Disminucion de los costos por mtto no
programado.
6) Disminucion de las demoras en el
proceso por fallas
Desventajas:
1) El rendimiento y la capacidad de
produccion no sera igual al de un equipo
nuevo.
2) Es superado por otros tecnológicamente
CAUE= -435351,22
La alternativa 2 ha sido
seleccionada dado que
representa menores
costos para la empresa
Alternativa 1: Adquisición de nuevos Recuperadores
Ventajas:
1) Mayor capacidad de produccion
2) Aumento de productividad de la empresa
3) Menores costos de mantenimiento no
programado.
4) Alto rendiemiento del equipo
5)Disminucion de las demoras en el
proceso por fallas
Desventajas:
1) Alto costo de inversion
2) Preparar del personal en el uso de nva
tecnologia.
CAUE= -777284,66
Alternativa 2: Repotenciación Plows
Ventajas:
1) Bajo costo de Inversion
2)Aumento del rendimiento del equipo
3) Mayor capacidad de produccion
4) No se incurrirá en costos de preparacion
del personal.
5) Disminucion de los costos por mtto no
programado.
6) Disminucion de las demoras en el
proceso por fallas
Desventajas:
1) El rendimiento y la capacidad de
produccion no sera igual al de un equipo
nuevo.
2) Es superado por otros tecnológicamente
CAUE=-528776,37
La alternativa 2 ha sido
seleccionada dado que
representa menores
costos para la empresa
Plows
Puente Apilador
AnálisisDescripción Alternativas
Fuente: Elaboración propia
138
2. ANÁLISIS DE FALLAS
Se realizó un análisis de fallas en el cual se determino mediante métodos
estadísticos la demoras y fallas de mayor importancia en el proceso de
apilamiento mediante el Puente Apilador y de recuperación mediante los
Recuperadores Horizontales Plows.
2.1 RECUPERADORES HORIZONTALES PLOWS
A continuación se presentaran las fallas y demoras presentes en el
proceso de recuperación de mineral de hierro mediante los Recuperadores
Horizontales Plows FD-8010 A/B clasificadas en inevitables y evitables, así
como también su frecuencia y tiempo de duración a lo largo del año 2007
(ver Tabla 15).
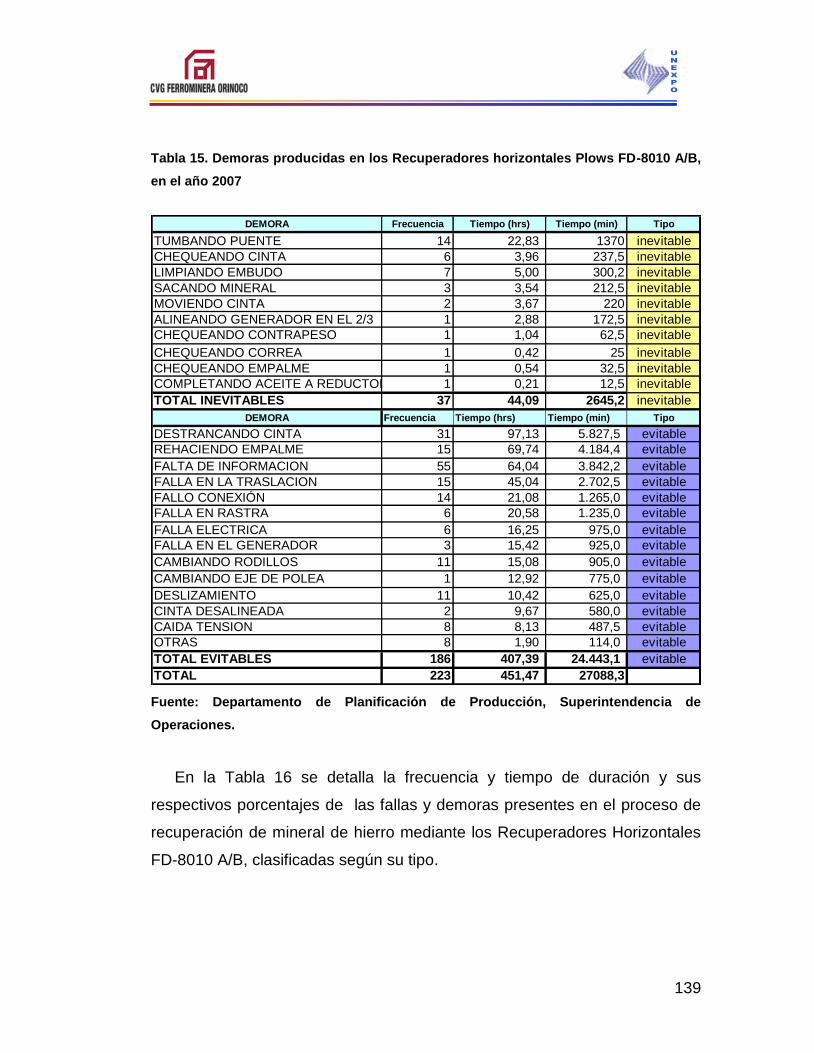
139
Tabla 15. Demoras producidas en los Recuperadores horizontales Plows FD-8010 A/B,
en el año 2007
DEMORA Frecuencia Tiempo (hrs) Tiempo (min) Tipo
TUMBANDO PUENTE 14 22,83 1370 inevitable
CHEQUEANDO CINTA 6 3,96 237,5 inevitable
LIMPIANDO EMBUDO 7 5,00 300,2 inevitable
SACANDO MINERAL 3 3,54 212,5 inevitable
MOVIENDO CINTA 2 3,67 220 inevitable
ALINEANDO GENERADOR EN EL 2/3 1 2,88 172,5 inevitable
CHEQUEANDO CONTRAPESO 1 1,04 62,5 inevitable
CHEQUEANDO CORREA 1 0,42 25 inevitable
CHEQUEANDO EMPALME 1 0,54 32,5 inevitable
COMPLETANDO ACEITE A REDUCTOR 1 0,21 12,5 inevitable
TOTAL INEVITABLES 37 44,09 2645,2 inevitable
DEMORA Frecuencia Tiempo (hrs) Tiempo (min) Tipo
DESTRANCANDO CINTA 31 97,13 5.827,5 evitable
REHACIENDO EMPALME 15 69,74 4.184,4 evitable
FALTA DE INFORMACION 55 64,04 3.842,2 evitable
FALLA EN LA TRASLACION 15 45,04 2.702,5 evitable
FALLO CONEXIÓN 14 21,08 1.265,0 evitable
FALLA EN RASTRA 6 20,58 1.235,0 evitable
FALLA ELECTRICA 6 16,25 975,0 evitable
FALLA EN EL GENERADOR 3 15,42 925,0 evitable
CAMBIANDO RODILLOS 11 15,08 905,0 evitable
CAMBIANDO EJE DE POLEA 1 12,92 775,0 evitable
DESLIZAMIENTO 11 10,42 625,0 evitable
CINTA DESALINEADA 2 9,67 580,0 evitable
CAIDA TENSION 8 8,13 487,5 evitable
OTRAS 8 1,90 114,0 evitable
TOTAL EVITABLES 186 407,39 24.443,1 evitable
TOTAL 223 451,47 27088,3
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En la Tabla 16 se detalla la frecuencia y tiempo de duración y sus
respectivos porcentajes de las fallas y demoras presentes en el proceso de
recuperación de mineral de hierro mediante los Recuperadores Horizontales
FD-8010 A/B, clasificadas según su tipo.
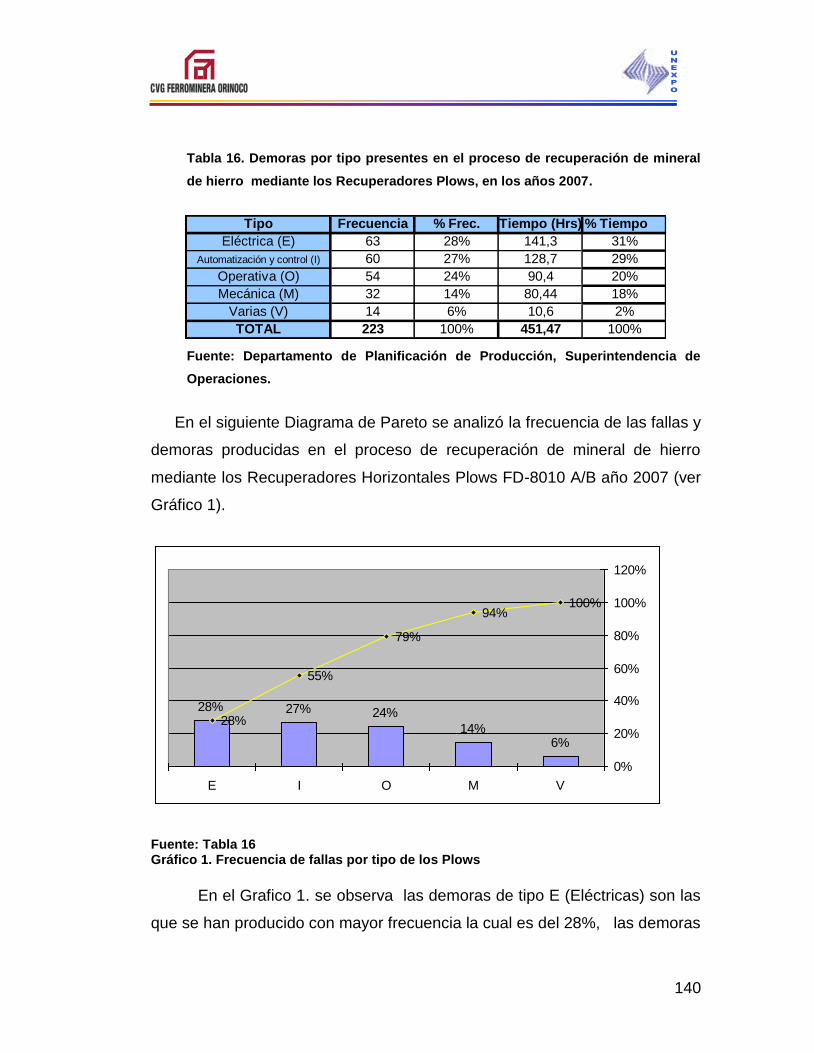
140
Tabla 16. Demoras por tipo presentes en el proceso de recuperación de mineral
de hierro mediante los Recuperadores Plows, en los años 2007.
Tipo Frecuencia % Frec. Tiempo (Hrs) % Tiempo
Eléctrica (E) 63 28% 141,3 31%
Automatización y control (I) 60 27% 128,7 29%
Operativa (O) 54 24% 90,4 20%
Mecánica (M) 32 14% 80,44 18%
Varias (V) 14 6% 10,6 2%
TOTAL 223 100% 451,47 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizó la frecuencia de las fallas y
demoras producidas en el proceso de recuperación de mineral de hierro
mediante los Recuperadores Horizontales Plows FD-8010 A/B año 2007 (ver
Gráfico 1).
28% 27% 24%
14%6%
28%
55%
79%
94%100%
E I O M V
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 16 Gráfico 1. Frecuencia de fallas por tipo de los Plows
En el Grafico 1. se observa las demoras de tipo E (Eléctricas) son las
que se han producido con mayor frecuencia la cual es del 28%, las demoras

141
de tipo I (Automatización y control) y O (Operativas) también han sido de
significativa importancia, ya que se han producido con una frecuencia de
27% y 14% respectivamente a lo largo del periodo considerado para este
estudio.
En el siguiente Diagrama de Pareto se analizo los tiempos de duración
de las fallas y demoras producidas en el proceso de recuperación de mineral
de hierro mediante los Recuperadores Horizontales Plows FD-8010 A/B año
2007 (ver Gráfico 2).
31% 29%20% 18%
2%
31%
60%
98% 100%
80%
E O I M V
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 16 Grafico 2. Tiempo de fallas por tipo de los Plows
En el Gráfico 2 se observa las demoras de tipo E (Eléctricas) fueron
las de mayor importancia, dado que el porcentaje del tiempo de duración fue
un 31% del tiempo total, las demoras de tipo O (Operativas) y I
(Automatización y control) han sido de importancia con una duración de 29%
y 20% respectivamente a lo largo del periodo considerado para este estudio.
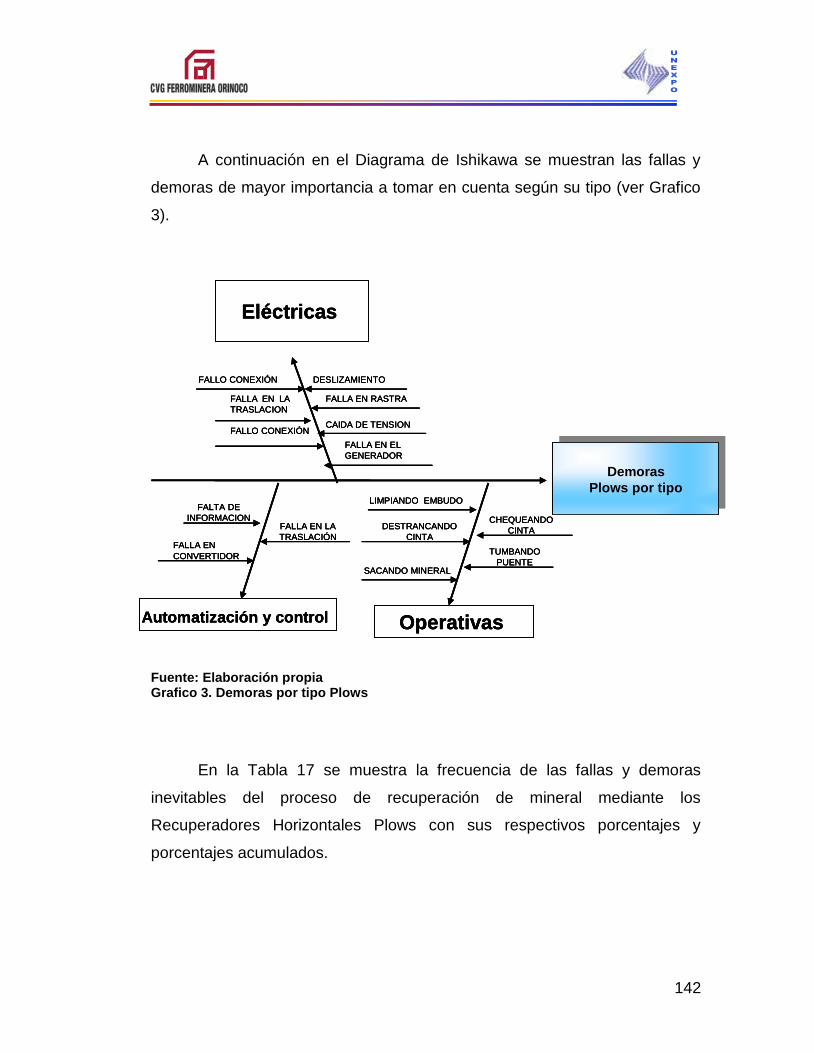
142
A continuación en el Diagrama de Ishikawa se muestran las fallas y
demoras de mayor importancia a tomar en cuenta según su tipo (ver Grafico
3).
Fuente: Elaboración propia Grafico 3. Demoras por tipo Plows
En la Tabla 17 se muestra la frecuencia de las fallas y demoras
inevitables del proceso de recuperación de mineral mediante los
Recuperadores Horizontales Plows con sus respectivos porcentajes y
porcentajes acumulados.
Demoras
Plows por tipo
Eléctricas
FALLO CONEXIÓN DESLIZAMIENTO
Automatización y control Operativas
DESTRANCANDO
CINTA
CHEQUEANDO
CINTA
LIMPIANDO EMBUDO
TUMBANDO
PUENTE
FALLA EN LA
TRASLACION
FALLA EN RASTRA
CAIDA DE TENSIONFALLO CONEXIÓN
FALLA EN LA
TRASLACIÓN
FALTA DE
INFORMACION
FALLA EN
CONVERTIDOR
FALLA EN EL
GENERADOR
SACANDO MINERAL
Demoras
Plows por tipo
Eléctricas
FALLO CONEXIÓN DESLIZAMIENTO
Automatización y control Operativas
DESTRANCANDO
CINTA
CHEQUEANDO
CINTA
LIMPIANDO EMBUDO
TUMBANDO
PUENTE
FALLA EN LA
TRASLACION
FALLA EN RASTRA
CAIDA DE TENSIONFALLO CONEXIÓN
FALLA EN LA
TRASLACIÓN
FALTA DE
INFORMACION
FALLA EN
CONVERTIDOR
FALLA EN EL
GENERADOR
SACANDO MINERAL
Demoras
Plows por tipo
Eléctricas
FALLO CONEXIÓN DESLIZAMIENTO
Automatización y control Operativas
DESTRANCANDO
CINTA
CHEQUEANDO
CINTA
LIMPIANDO EMBUDO
TUMBANDO
PUENTE
FALLA EN LA
TRASLACION
FALLA EN RASTRA
CAIDA DE TENSIONFALLO CONEXIÓN
FALLA EN LA
TRASLACIÓN
FALTA DE
INFORMACION
FALLA EN
CONVERTIDOR
FALLA EN EL
GENERADOR
SACANDO MINERAL
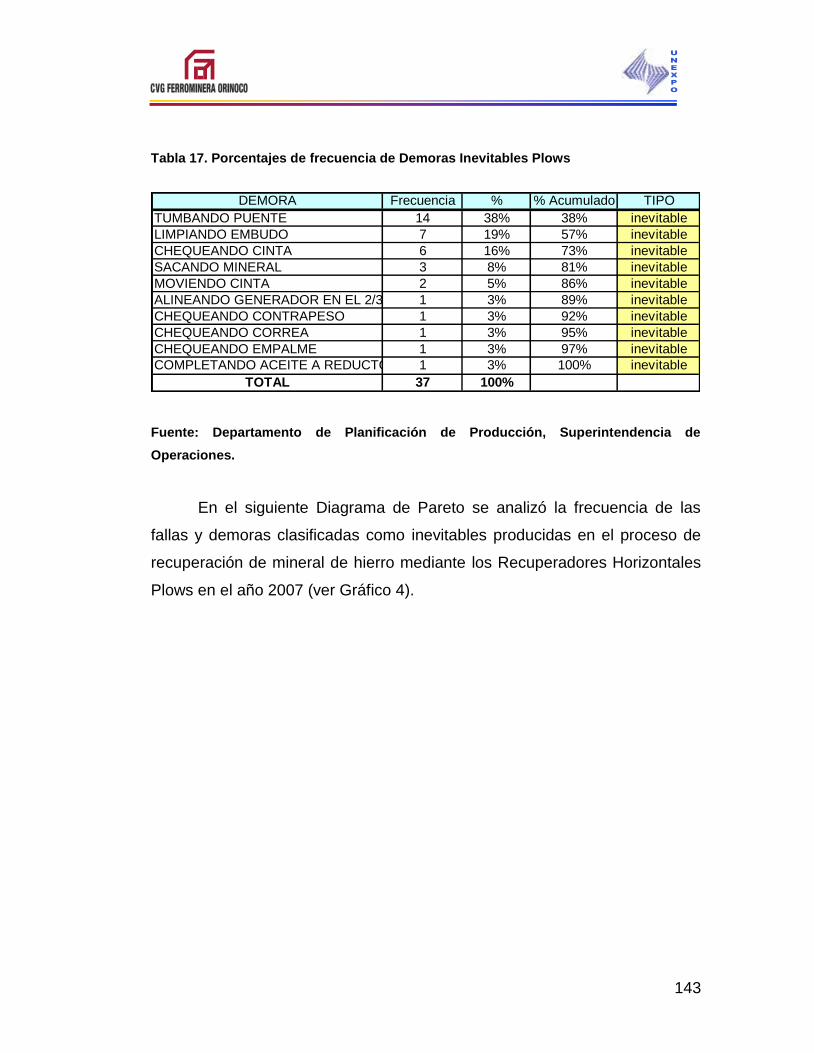
143
Tabla 17. Porcentajes de frecuencia de Demoras Inevitables Plows
DEMORA Frecuencia % % Acumulado TIPO
TUMBANDO PUENTE 14 38% 38% inevitable
LIMPIANDO EMBUDO 7 19% 57% inevitable
CHEQUEANDO CINTA 6 16% 73% inevitable
SACANDO MINERAL 3 8% 81% inevitable
MOVIENDO CINTA 2 5% 86% inevitable
ALINEANDO GENERADOR EN EL 2/3 1 3% 89% inevitable
CHEQUEANDO CONTRAPESO 1 3% 92% inevitable
CHEQUEANDO CORREA 1 3% 95% inevitable
CHEQUEANDO EMPALME 1 3% 97% inevitable
COMPLETANDO ACEITE A REDUCTOR 1 3% 100% inevitable
TOTAL 37 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizó la frecuencia de las
fallas y demoras clasificadas como inevitables producidas en el proceso de
recuperación de mineral de hierro mediante los Recuperadores Horizontales
Plows en el año 2007 (ver Gráfico 4).

144
38%
19% 16%
8% 5% 3% 3% 3% 3% 3%
38%
57%
73%
81%86% 89% 92% 95% 97% 100%
TUM
BANDO
PUENT
E
LIMPIA
NDO E
MBUDO
CHEQ
UEAN
DO C
INTA
SAC
AND
O M
INERA
L
MOVIE
NDO C
INTA
ALIN
EAN
DO G
ENERA
DOR E
N E
L 2/3
CHEQ
UEAN
DO C
ONTR
APE
SO
CHEQ
UEAN
DO C
ORREA
CHEQ
UEAN
DO E
MPALM
E
COM
PLETA
NDO
ACEITE
A R
EDU
CTO
R
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 17 Gráfico 4. Frecuencia demoras inevitables de los Plows
En el Gráfico 4 se observa que las demoras inevitables de mayor
importancia según su frecuencia del proceso de recuperación de mineral de
hierro mediante los recuperadores horizontales plows fueron: Tumbando
puente 38%, las demoras limpiando embudo y chequeando cinta en un 19%
y 16% de las oportunidades respectivamente.
En la Tabla 18 se muestra los tiempo de duración de las fallas y
demoras inevitables del proceso de recuperación de mineral mediante los
Recuperadores Horizontales Plows con sus respectivos porcentajes y
porcentajes acumulados.
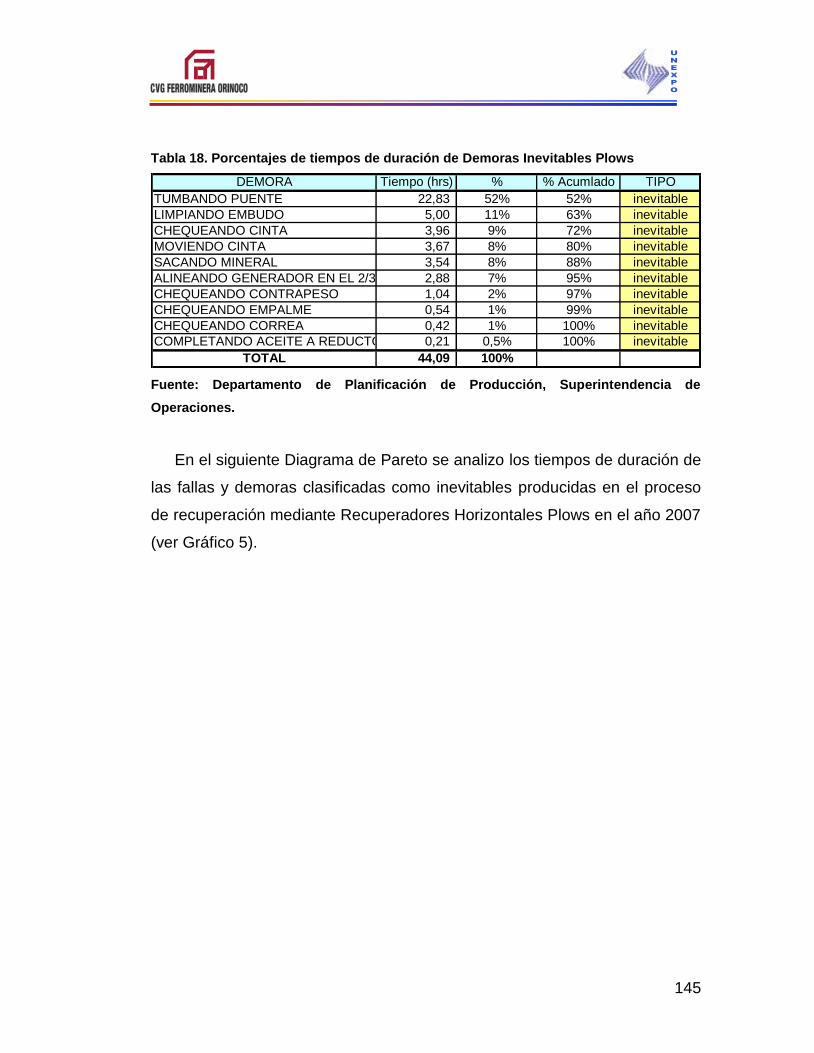
145
Tabla 18. Porcentajes de tiempos de duración de Demoras Inevitables Plows
DEMORA Tiempo (hrs) % % Acumlado TIPO
TUMBANDO PUENTE 22,83 52% 52% inevitable
LIMPIANDO EMBUDO 5,00 11% 63% inevitable
CHEQUEANDO CINTA 3,96 9% 72% inevitable
MOVIENDO CINTA 3,67 8% 80% inevitable
SACANDO MINERAL 3,54 8% 88% inevitable
ALINEANDO GENERADOR EN EL 2/3 2,88 7% 95% inevitable
CHEQUEANDO CONTRAPESO 1,04 2% 97% inevitable
CHEQUEANDO EMPALME 0,54 1% 99% inevitable
CHEQUEANDO CORREA 0,42 1% 100% inevitable
COMPLETANDO ACEITE A REDUCTOR 0,21 0,5% 100% inevitable
TOTAL 44,09 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizo los tiempos de duración de
las fallas y demoras clasificadas como inevitables producidas en el proceso
de recuperación mediante Recuperadores Horizontales Plows en el año 2007
(ver Gráfico 5).
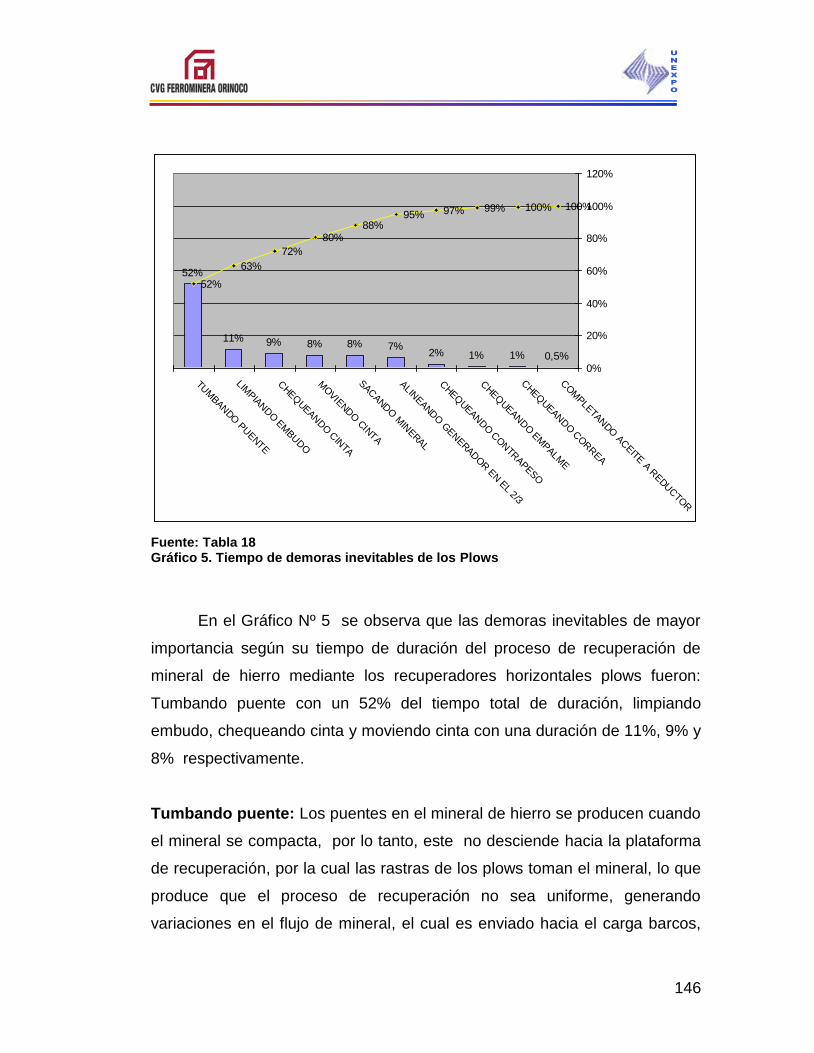
146
52%
11% 9% 8% 8% 7%2% 1% 1% 0,5%
52%
63%
72%
80%88%
95% 97% 99% 100% 100%
TUM
BANDO
PUENT
E
LIMPIA
NDO E
MBUDO
CHEQ
UEAN
DO C
INTA
MOVIE
NDO C
INTA
SAC
AND
O M
INERA
L
ALIN
EAN
DO G
ENERA
DOR E
N E
L 2/3
CHEQ
UEAN
DO C
ONTR
APE
SO
CHEQ
UEAN
DO E
MPALM
E
CHEQ
UEAN
DO C
ORREA
COM
PLETA
NDO
ACEITE
A R
EDU
CTO
R
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 18 Gráfico 5. Tiempo de demoras inevitables de los Plows
En el Gráfico Nº 5 se observa que las demoras inevitables de mayor
importancia según su tiempo de duración del proceso de recuperación de
mineral de hierro mediante los recuperadores horizontales plows fueron:
Tumbando puente con un 52% del tiempo total de duración, limpiando
embudo, chequeando cinta y moviendo cinta con una duración de 11%, 9% y
8% respectivamente.
Tumbando puente: Los puentes en el mineral de hierro se producen cuando
el mineral se compacta, por lo tanto, este no desciende hacia la plataforma
de recuperación, por la cual las rastras de los plows toman el mineral, lo que
produce que el proceso de recuperación no sea uniforme, generando
variaciones en el flujo de mineral, el cual es enviado hacia el carga barcos,
147
los operarios que se encuentren en los plows verificando que el proceso se
realice con normalidad golpean con un tubo de acero la estructura de metal
por la cual baja el mineral desde la pila principal, para de este modo poder
desintegrar el material compactado y que este caiga normalmente a la
plataforma de recuperación, existen casos en que no es posible desintegrar
el puente de forma manual por lo que debe empujarse con un tractor o
payloader el mineral desde la pila principal.
Limpiando embudo: El embudo del recuperador el cual tiene como función
depositar el mineral en la cinta trasportadora, en ocasiones se bloquea con el
mismo mineral de hierro el cual se compacta , debido a la humedad adquirida
por las lluvias, también cuando se recupera mineral ultrafino, este se
compacta aunque no este húmedo, debido a las propiedades físicas propias
de este tipo de mineral, también puede darse el caso en que el flujo de
mineral que se este recuperando sea muy grande, por lo que los embudos no
tienen la capacidad para soportarlo, por ello el embudo se tapa, teniendo que
detener el proceso para proceder a la limpieza de los embudos y permitir que
el proceso continúe desarrollándose con normalidad.
En la Tabla 19 se muestra la frecuencia de las fallas y demoras
evitables del proceso de recuperación de mineral mediante los
Recuperadores Horizontales Plows con sus respectivos porcentajes y
porcentajes acumulados.
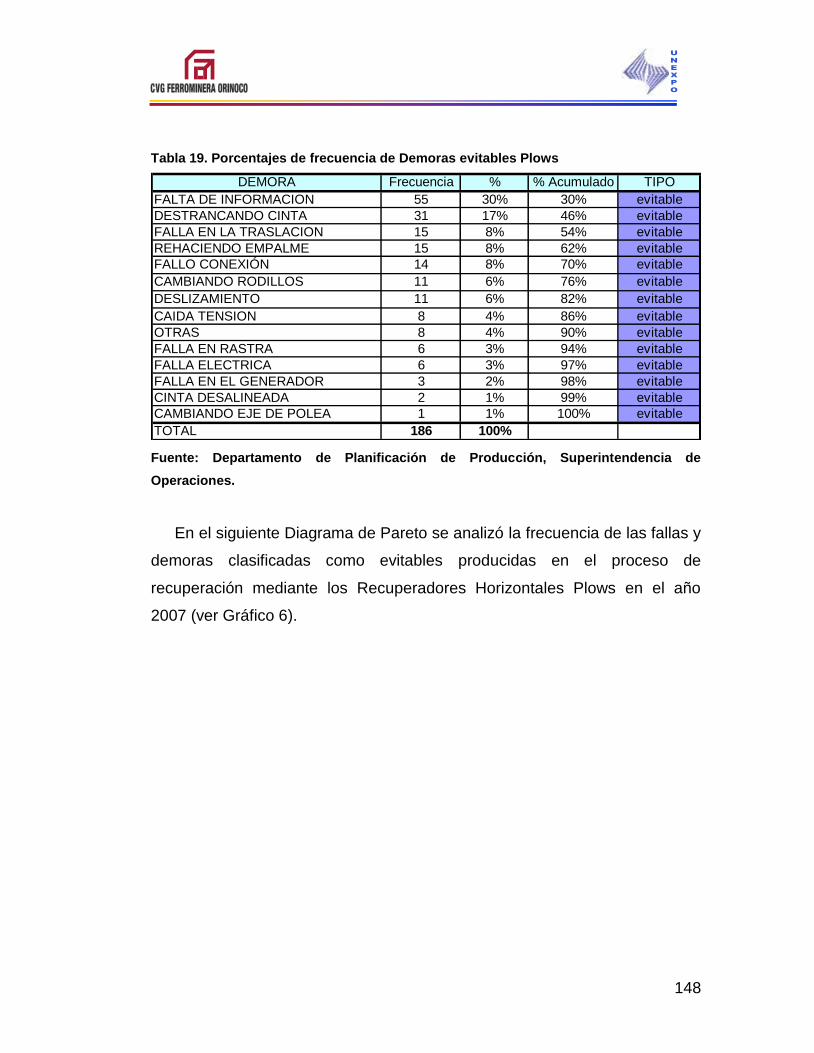
148
Tabla 19. Porcentajes de frecuencia de Demoras evitables Plows
DEMORA Frecuencia % % Acumulado TIPO
FALTA DE INFORMACION 55 30% 30% evitable
DESTRANCANDO CINTA 31 17% 46% evitable
FALLA EN LA TRASLACION 15 8% 54% evitable
REHACIENDO EMPALME 15 8% 62% evitable
FALLO CONEXIÓN 14 8% 70% evitable
CAMBIANDO RODILLOS 11 6% 76% evitable
DESLIZAMIENTO 11 6% 82% evitable
CAIDA TENSION 8 4% 86% evitable
OTRAS 8 4% 90% evitable
FALLA EN RASTRA 6 3% 94% evitable
FALLA ELECTRICA 6 3% 97% evitable
FALLA EN EL GENERADOR 3 2% 98% evitable
CINTA DESALINEADA 2 1% 99% evitable
CAMBIANDO EJE DE POLEA 1 1% 100% evitable
TOTAL 186 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizó la frecuencia de las fallas y
demoras clasificadas como evitables producidas en el proceso de
recuperación mediante los Recuperadores Horizontales Plows en el año
2007 (ver Gráfico 6).
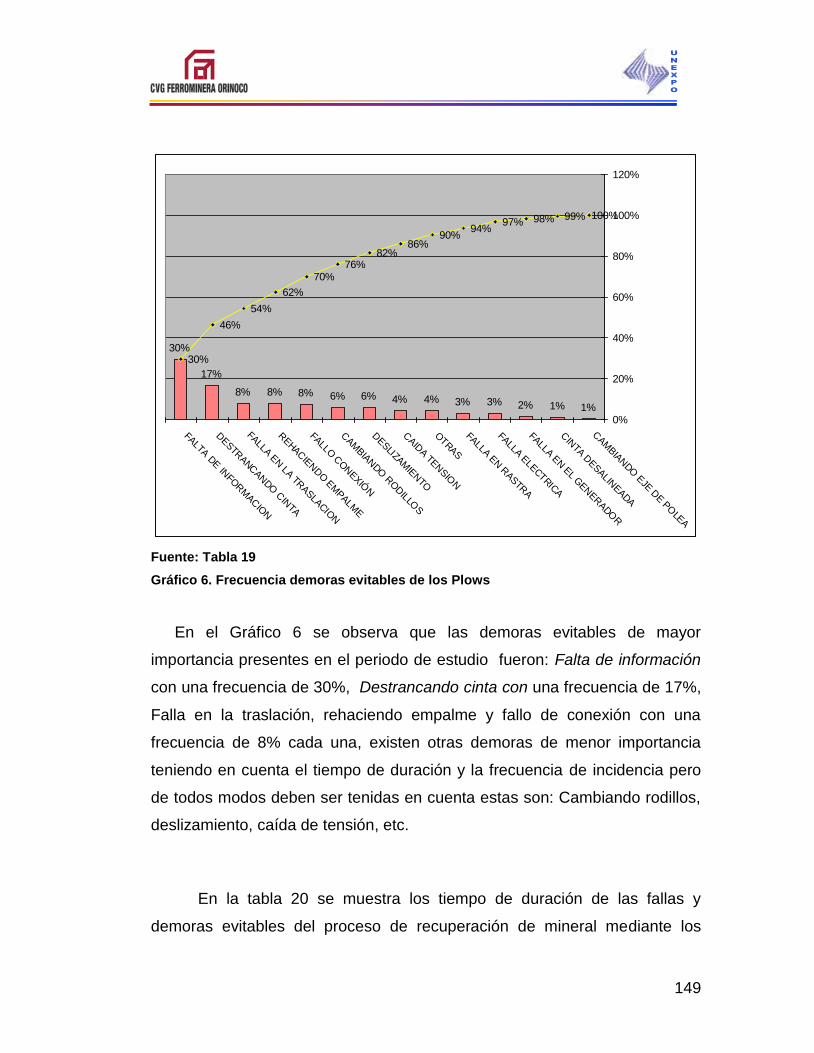
149
30%
17%
8% 8% 8% 6% 6% 4% 4% 3% 3% 2% 1% 1%
30%
46%
54%
62%
70%76%
82%86%
90%94%
97% 98% 99% 100%
FALTA
DE IN
FORM
ACIO
N
DESTR
ANC
ANDO
CIN
TA
FALLA
EN LA
TRASLA
CION
REHA
CIE
NDO E
MPALM
E
FALLO
CONEXIÓ
N
CAM
BIA
NDO
RODILLO
S
DESLIZA
MIE
NTO
CAID
A TE
NSIO
N
OTRAS
FALLA
EN R
ASTR
A
FALLA
ELE
CTRIC
A
FALLA
EN E
L GENERADO
R
CIN
TA D
ESA
LINEAD
A
CAM
BIA
NDO
EJE
DE P
OLE
A
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 19
Gráfico 6. Frecuencia demoras evitables de los Plows
En el Gráfico 6 se observa que las demoras evitables de mayor
importancia presentes en el periodo de estudio fueron: Falta de información
con una frecuencia de 30%, Destrancando cinta con una frecuencia de 17%,
Falla en la traslación, rehaciendo empalme y fallo de conexión con una
frecuencia de 8% cada una, existen otras demoras de menor importancia
teniendo en cuenta el tiempo de duración y la frecuencia de incidencia pero
de todos modos deben ser tenidas en cuenta estas son: Cambiando rodillos,
deslizamiento, caída de tensión, etc.
En la tabla 20 se muestra los tiempo de duración de las fallas y
demoras evitables del proceso de recuperación de mineral mediante los
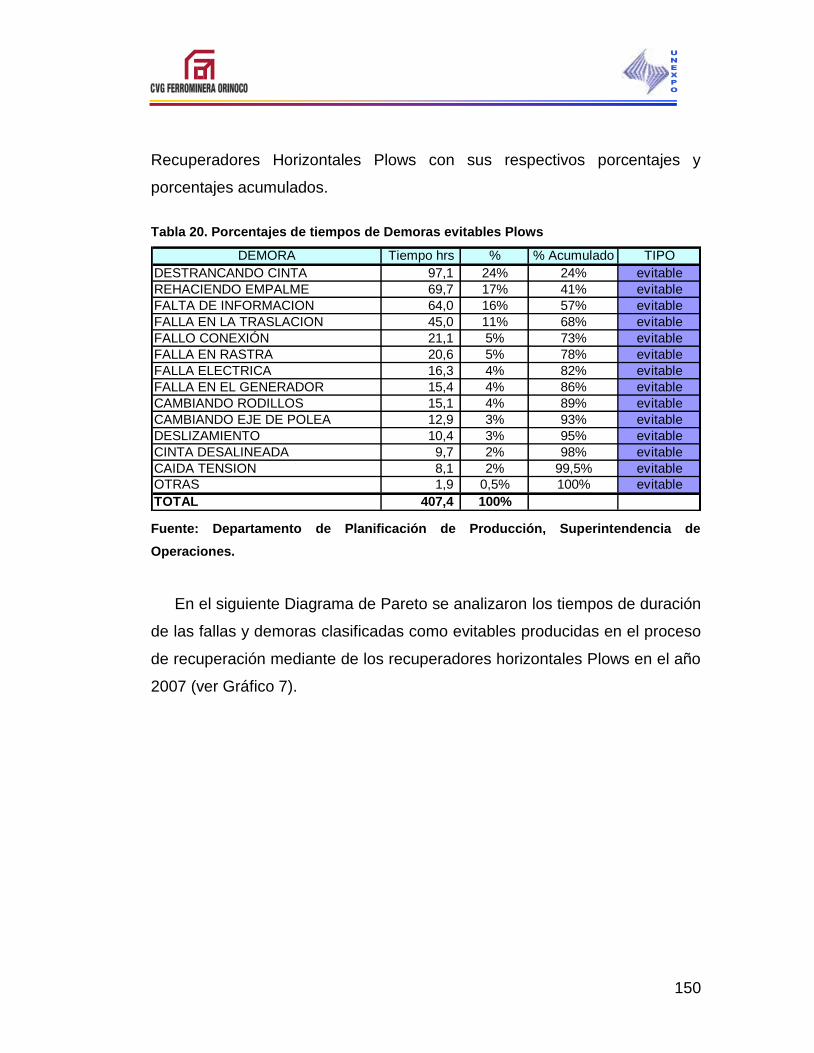
150
Recuperadores Horizontales Plows con sus respectivos porcentajes y
porcentajes acumulados.
Tabla 20. Porcentajes de tiempos de Demoras evitables Plows
DEMORA Tiempo hrs % % Acumulado TIPO
DESTRANCANDO CINTA 97,1 24% 24% evitable
REHACIENDO EMPALME 69,7 17% 41% evitable
FALTA DE INFORMACION 64,0 16% 57% evitable
FALLA EN LA TRASLACION 45,0 11% 68% evitable
FALLO CONEXIÓN 21,1 5% 73% evitable
FALLA EN RASTRA 20,6 5% 78% evitable
FALLA ELECTRICA 16,3 4% 82% evitable
FALLA EN EL GENERADOR 15,4 4% 86% evitable
CAMBIANDO RODILLOS 15,1 4% 89% evitable
CAMBIANDO EJE DE POLEA 12,9 3% 93% evitable
DESLIZAMIENTO 10,4 3% 95% evitable
CINTA DESALINEADA 9,7 2% 98% evitable
CAIDA TENSION 8,1 2% 99,5% evitable
OTRAS 1,9 0,5% 100% evitable
TOTAL 407,4 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizaron los tiempos de duración
de las fallas y demoras clasificadas como evitables producidas en el proceso
de recuperación mediante de los recuperadores horizontales Plows en el año
2007 (ver Gráfico 7).
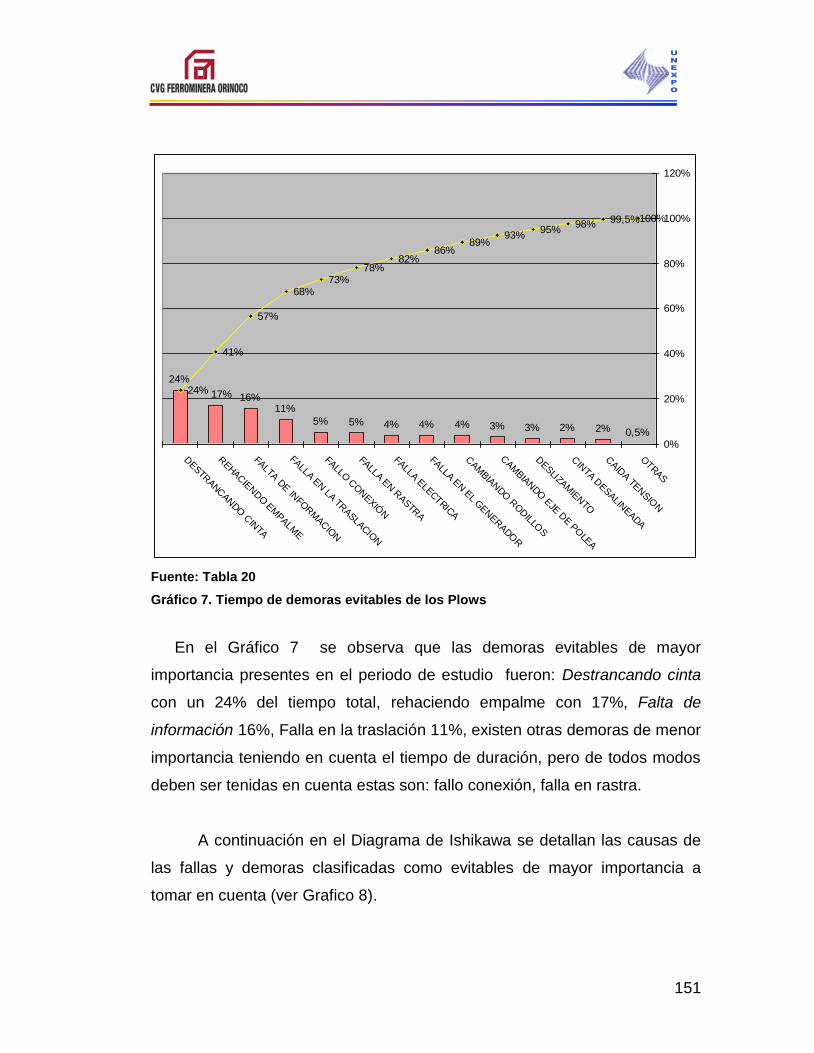
151
24%
16%11%
5% 5% 4% 4% 4% 3% 3% 2% 2% 0,5%
17%24%
41%
57%
68%73%
78%82%
86%89%
93%95%
98% 99,5%100%
DESTR
ANCAN
DO C
INTA
REHAC
IENDO EM
PALME
FALTA DE INFO
RM
ACIO
N
FALLA EN LA TR
ASLACION
FALLO C
ONEXIÓ
N
FALLA EN R
ASTRA
FALLA ELECTRICA
FALLA EN EL G
ENER
ADOR
CAM
BIANDO
RODILLO
S
CAM
BIANDO
EJE DE PO
LEA
DESLIZAM
IENTO
CIN
TA DESALIN
EADA
CAID
A TENSIO
N
OTRAS
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 20
Gráfico 7. Tiempo de demoras evitables de los Plows
En el Gráfico 7 se observa que las demoras evitables de mayor
importancia presentes en el periodo de estudio fueron: Destrancando cinta
con un 24% del tiempo total, rehaciendo empalme con 17%, Falta de
información 16%, Falla en la traslación 11%, existen otras demoras de menor
importancia teniendo en cuenta el tiempo de duración, pero de todos modos
deben ser tenidas en cuenta estas son: fallo conexión, falla en rastra.
A continuación en el Diagrama de Ishikawa se detallan las causas de
las fallas y demoras clasificadas como evitables de mayor importancia a
tomar en cuenta (ver Grafico 8).
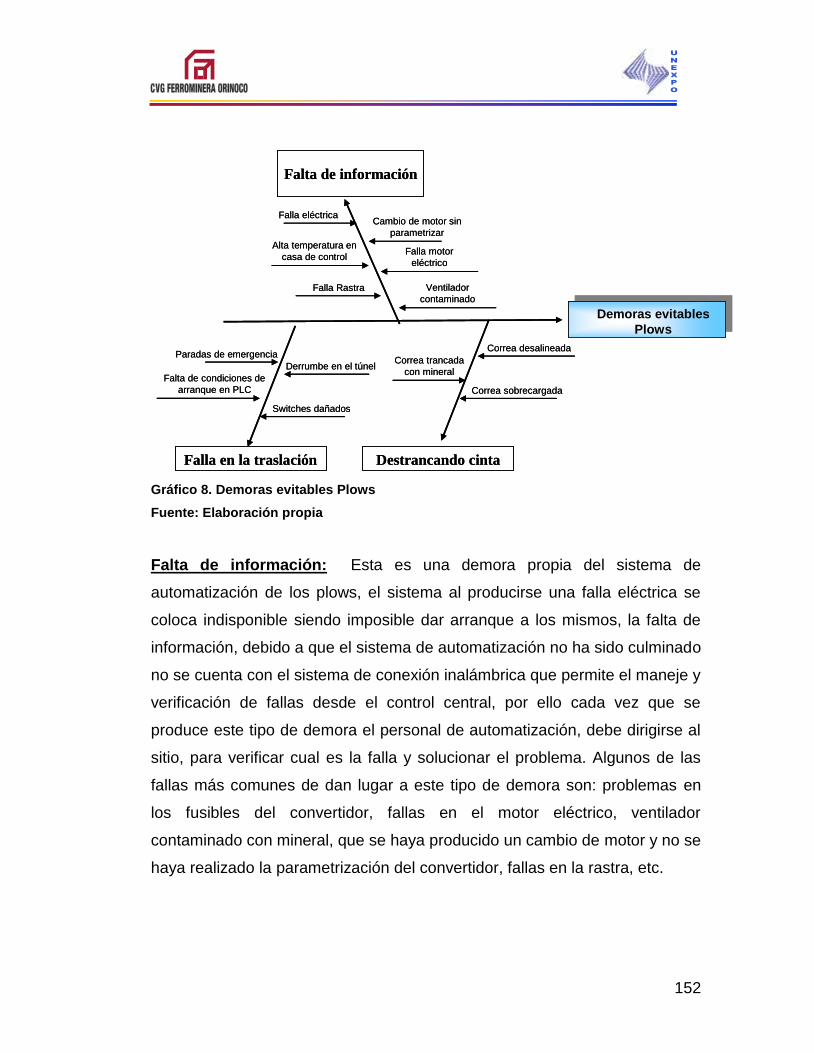
152
Demoras evitables
Plows
Falta de información
Falla eléctricaCambio de motor sin
parametrizar
Alta temperatura en
casa de controlFalla motor
eléctrico
Ventilador
contaminado
Falla en la traslación
Falta de condiciones de
arranque en PLC
Derrumbe en el túnel
Paradas de emergencia
Switches dañados
Falla Rastra
Destrancando cinta
Correa sobrecargada
Correa desalineada
Correa trancada
con mineral
Demoras evitables
Plows
Falta de información
Falla eléctricaCambio de motor sin
parametrizar
Alta temperatura en
casa de controlFalla motor
eléctrico
Ventilador
contaminado
Falla en la traslación
Falta de condiciones de
arranque en PLC
Derrumbe en el túnel
Paradas de emergencia
Switches dañados
Falla Rastra
Destrancando cinta
Correa sobrecargada
Correa desalineada
Correa trancada
con mineral
Gráfico 8. Demoras evitables Plows
Fuente: Elaboración propia
Falta de información: Esta es una demora propia del sistema de
automatización de los plows, el sistema al producirse una falla eléctrica se
coloca indisponible siendo imposible dar arranque a los mismos, la falta de
información, debido a que el sistema de automatización no ha sido culminado
no se cuenta con el sistema de conexión inalámbrica que permite el maneje y
verificación de fallas desde el control central, por ello cada vez que se
produce este tipo de demora el personal de automatización, debe dirigirse al
sitio, para verificar cual es la falla y solucionar el problema. Algunos de las
fallas más comunes de dan lugar a este tipo de demora son: problemas en
los fusibles del convertidor, fallas en el motor eléctrico, ventilador
contaminado con mineral, que se haya producido un cambio de motor y no se
haya realizado la parametrización del convertidor, fallas en la rastra, etc.
153
Falla en la traslación: Esta demora se produce básicamente cuando el
sistema de traslación de los plows, no funciona o se encuentra indisponible,
esto puede deberse a que el PLC (controlador lógico programado) el cual es
cumple la función de sistema de control de los Plows, no cuenta con alguna
de las condiciones de arranque necesaria para dar inicio al proceso y permitir
la traslación del mismo por el túnel desde el metraje inicial al metraje final,
alguna de ellas puede ser que algunos de los switches se haya dañado o
presenten algún problema, que el equipo no se encuentre en automático, que
haya un derrumbe de mineral en el túnel o algún otro tipo de paradas de
emergencia.
Destrancando Cinta: Debido a la falta de mantenimiento de los túneles
donde se encuentran los plows, el drenaje se encuentra tapado, y el mineral
que se derrama se encuentra acumulado, y el agua de lluvia a inundado gran
parte del túnel, el mineral al secarse se compacta y tiene una gran dureza
esto ocasiona grandes problemas en el sistema de correas trasportadoras las
cuales se trancan y hay q quitar este mineral compactado, para continuar con
el proceso, oros problemas frecuentes que producen este tipo de demoras
son: cuando la correa se desalinea, y cuando se encuentra sobrecargada.

154
2.2 PUENTE APILADOR
A continuación se presentaran las fallas y demoras presentes en el
proceso de Apilamiento de mineral de hierro mediante el Puente Apilador PA-
8007 clasificadas en inevitables y evitables, así como también su frecuencia
y tiempo de duración a lo largo del año 2007 (ver tabla 21).
Tabla 21. Demoras producidas en el Puente Apilador PA-8007 año 2007
DEMORA Frecuencia Tiempo (hrs) Tiempo (min) Tipo
UBICANDO PUENTE 40 19,7 787 Inevitable
LIMPIANDO POLEA 19 38,9 1554 inevitable
LIMPIANDO EMBUDO 15 11,8 360 Inevitable
LIMPIANDO RODILLOS 9 14,3 570 Inevitable
OTRAS 6 2,6 155 Inevitable
PROGRAMACION DE DESPACHO 3 17,6 704 Inevitable
LIMPIANDO CINTA 3 5,4 215 Inevitable
MANTENIMIENTO ELECTRICO EN LOS MOTORES 2 6,8 270 Inevitable
PROGRAMACION DE PRODUCCION 2 6,1 245 Inevitable
CONTROL DE CALIDAD 2 2,3 90 Inevitable
LIMPIANDO PLATAFORMA 1 2,9 115 Inevitable
TOTAL INEVITABLES 102 128,08
DEMORA Frecuencia Tiempo (hrs) Tiempo (min) Tipo
FALLA EN LA TRASLACION 56 120,4 7225,8 evitable
REHACIENDO EMPALME 36 109,3 6559,5 evitable
CAMBIANDO RODILLO 28 46,3 2779,5 evitable
FALTA DE INFORMACION 26 23,0 1378,5 evitable
OTRAS 17 8,6 514 evitable
CINTA SOBRECARGADA 9 7,2 432 evitable
FALLA DE MOTOR 8 14,0 837 evitable
FALLA EN SPEED SWITCH 7 5,6 336 evitable
DESTRANCANDO POLEA 5 7,0 420 evitable
ALINEANDO POLEA 4 15,0 898,5 evitable
FALLA ELECTRICA 4 14,2 849 evitable
CINTA DESVIADA Y SOBRECARGADA 4 7,4 442,5 evitable
CAIDA DE TENSION 3 19,2 1154,7 evitable
DESTRANCANDO CORREA 3 8,7 522 evitable
CINTA CON DESPEJE ELECTRICO 2 17,1 1027,5 evitable
TOTAL EVITABLES 213 425,82 25376,5
TOTAL 314 551,03 25376,5
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
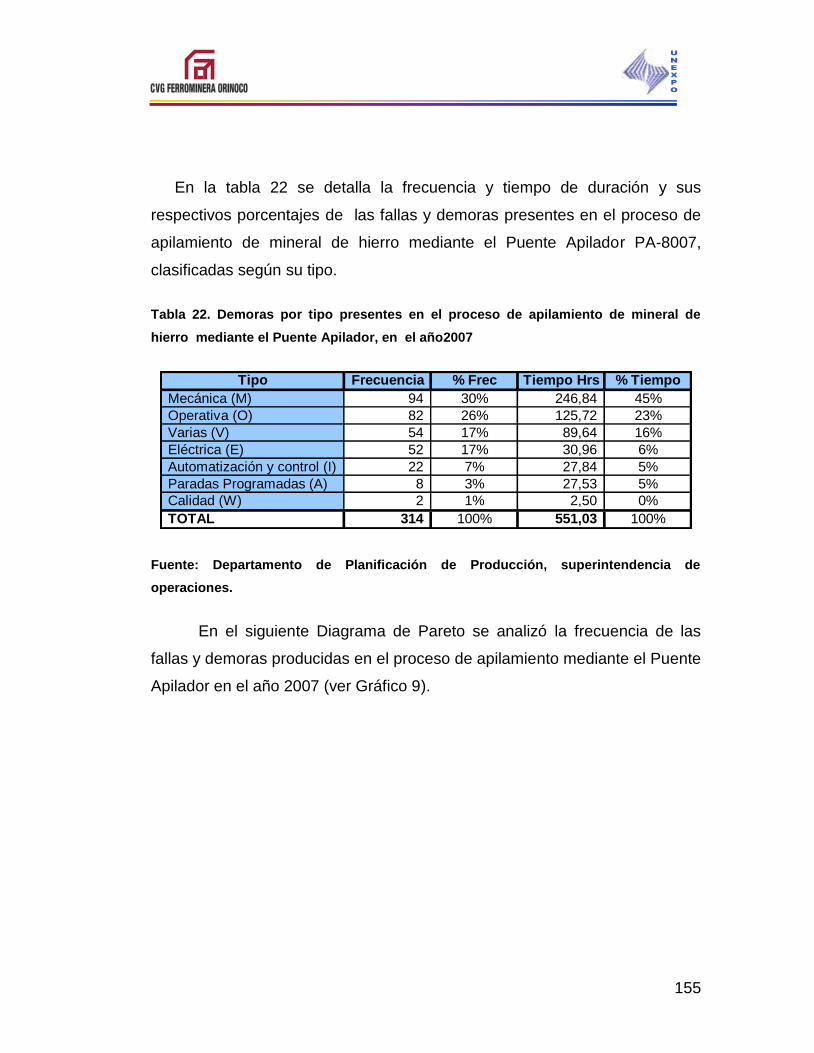
155
En la tabla 22 se detalla la frecuencia y tiempo de duración y sus
respectivos porcentajes de las fallas y demoras presentes en el proceso de
apilamiento de mineral de hierro mediante el Puente Apilador PA-8007,
clasificadas según su tipo.
Tabla 22. Demoras por tipo presentes en el proceso de apilamiento de mineral de
hierro mediante el Puente Apilador, en el año2007
Tipo Frecuencia % Frec Tiempo Hrs % Tiempo
Mecánica (M) 94 30% 246,84 45%
Operativa (O) 82 26% 125,72 23%
Varias (V) 54 17% 89,64 16%
Eléctrica (E) 52 17% 30,96 6%
Automatización y control (I) 22 7% 27,84 5%
Paradas Programadas (A) 8 3% 27,53 5%
Calidad (W) 2 1% 2,50 0%
TOTAL 314 100% 551,03 100%
Fuente: Departamento de Planificación de Producción, superintendencia de
operaciones.
En el siguiente Diagrama de Pareto se analizó la frecuencia de las
fallas y demoras producidas en el proceso de apilamiento mediante el Puente
Apilador en el año 2007 (ver Gráfico 9).
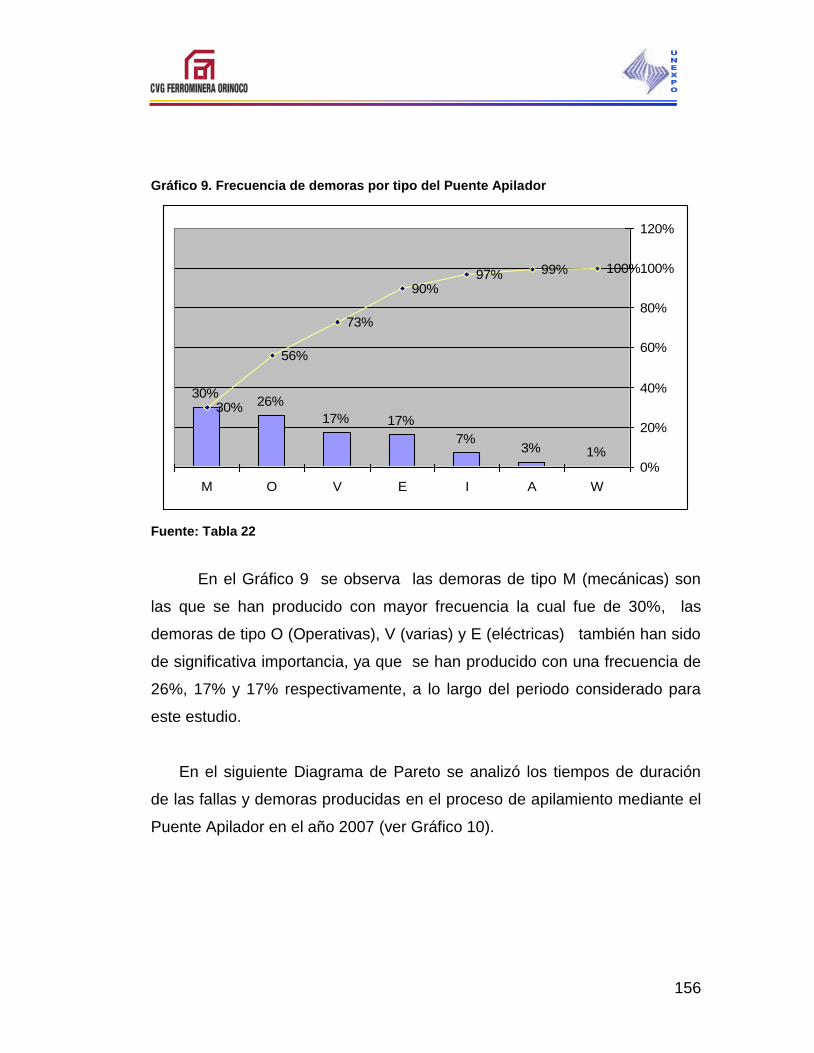
156
Gráfico 9. Frecuencia de demoras por tipo del Puente Apilador
30%26%
17% 17%
7%3% 1%
30%
56%
73%
90%97% 99% 100%
M O V E I A W
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 22
En el Gráfico 9 se observa las demoras de tipo M (mecánicas) son
las que se han producido con mayor frecuencia la cual fue de 30%, las
demoras de tipo O (Operativas), V (varias) y E (eléctricas) también han sido
de significativa importancia, ya que se han producido con una frecuencia de
26%, 17% y 17% respectivamente, a lo largo del periodo considerado para
este estudio.
En el siguiente Diagrama de Pareto se analizó los tiempos de duración
de las fallas y demoras producidas en el proceso de apilamiento mediante el
Puente Apilador en el año 2007 (ver Gráfico 10).
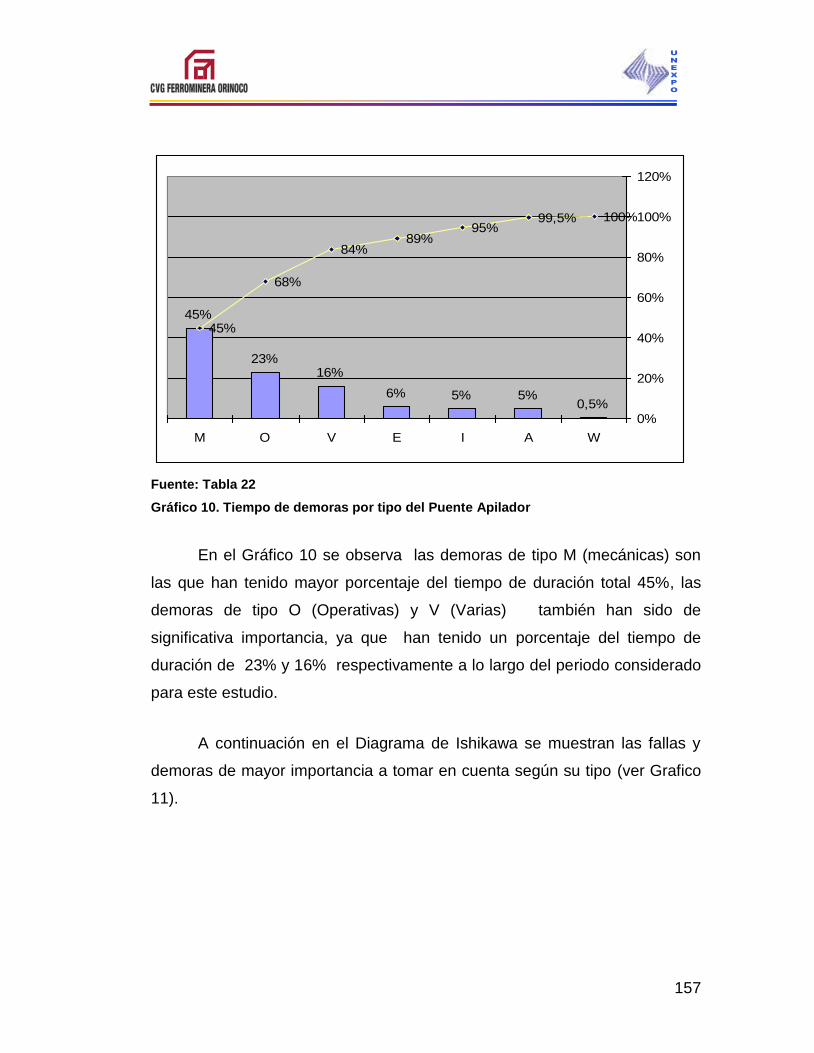
157
45%
23%16%
6% 5% 5%0,5%
45%
68%
84%89%
95%99,5% 100%
M O V E I A W
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 22
Gráfico 10. Tiempo de demoras por tipo del Puente Apilador
En el Gráfico 10 se observa las demoras de tipo M (mecánicas) son
las que han tenido mayor porcentaje del tiempo de duración total 45%, las
demoras de tipo O (Operativas) y V (Varias) también han sido de
significativa importancia, ya que han tenido un porcentaje del tiempo de
duración de 23% y 16% respectivamente a lo largo del periodo considerado
para este estudio.
A continuación en el Diagrama de Ishikawa se muestran las fallas y
demoras de mayor importancia a tomar en cuenta según su tipo (ver Grafico
11).

158
Fuente: Elaboración propia
Gráfico 11. Demoras por tipo Puente Apilador
En la Tabla 23 se muestra la frecuencia de las fallas y demoras
inevitables en el proceso de apilamiento mediante el Puente Apilador con
sus respectivos porcentajes y porcentajes acumulados.
Tabla 23. Porcentajes de frecuencia de Demoras Inevitables Plows
DEMORA Frecuencia % % Acumulado TIPO
UBICANDO PUENTE 40 39% 39% Inevitable
LIMPIANDO POLEA 19 19% 58% inevitable
LIMPIANDO EMBUDO 15 15% 73% Inevitable
LIMPIANDO RODILLOS 9 9% 81% Inevitable
OTRAS 6 6% 87% Inevitable
PROGRAMACION DE DESPACHO 3 3% 90% Inevitable
LIMPIANDO CINTA 3 3% 93% Inevitable
MANTENIMIENTO ELECTRICO EN LOS MOTORES2 2% 95% Inevitable
PROGRAMACION DE PRODUCCION 2 2% 97% Inevitable
CONTROL DE CALIDAD 2 2% 99% Inevitable
LIMPIANDO PLATAFORMA 1 1% 100% Inevitable
TOTAL 102 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
Demoras Puente
Apilador por tipo
Mecánicas Operativas
DESTRANCANDO
CINTA
LIMPIANDO EMBUDOFALLA EN LA
TRASLACIÓN
REHACIENDO
EMPALME
CAMBIANDO
RODILLO
Eléctricas
FALLO CONEXIÓN
DESLIZAMIENTO
FALLA EN LA
TRASLACION
FALLA EN MOTOR
CAIDA DE TENSION
LIMPIANDO POLEA
CINTA ROTA
DESTRANCANDO
POLEA
ALINEANDO
POLEA
FALLA EN LA
TRASLACION
UBICANDO PUENTE
MOVIENDO
TRIPPER
LIMPIANDO RODILLOS
CINTA
SOBRECARGADA
Varias
Demoras Puente
Apilador por tipo
Mecánicas Operativas
DESTRANCANDO
CINTA
LIMPIANDO EMBUDOFALLA EN LA
TRASLACIÓN
REHACIENDO
EMPALME
CAMBIANDO
RODILLO
Eléctricas
FALLO CONEXIÓN
DESLIZAMIENTO
FALLA EN LA
TRASLACION
FALLA EN MOTOR
CAIDA DE TENSION
LIMPIANDO POLEA
CINTA ROTA
DESTRANCANDO
POLEA
ALINEANDO
POLEA
FALLA EN LA
TRASLACION
UBICANDO PUENTE
MOVIENDO
TRIPPER
LIMPIANDO RODILLOS
CINTA
SOBRECARGADA
Varias
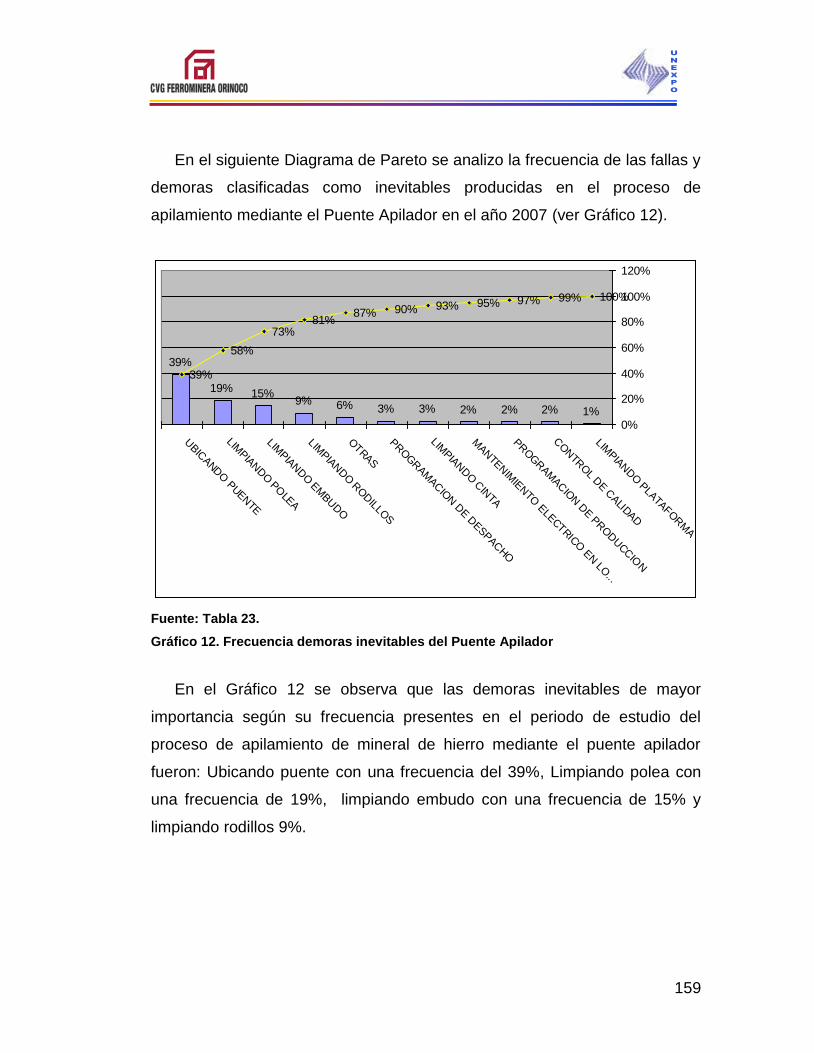
159
En el siguiente Diagrama de Pareto se analizo la frecuencia de las fallas y
demoras clasificadas como inevitables producidas en el proceso de
apilamiento mediante el Puente Apilador en el año 2007 (ver Gráfico 12).
39%
19% 15%9% 6% 3% 3% 2% 2% 2% 1%
39%
58%
73%81%
87% 90% 93% 95% 97% 99% 100%
UBIC
AND
O P
UENTE
LIMPIA
NDO P
OLE
A
LIMPIA
NDO E
MBUDO
LIMPIA
NDO R
ODILLO
S
OTRAS
PROGRAM
ACIO
N D
E D
ESP
ACHO
LIMPIA
NDO C
INTA
MAN
TENIM
IENTO
ELE
CTRIC
O E
N LO
...
PROGRAM
ACIO
N D
E P
RODUCCIO
N
CONTR
OL D
E C
ALID
AD
LIMPIA
NDO P
LATA
FORM
A
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 23.
Gráfico 12. Frecuencia demoras inevitables del Puente Apilador
En el Gráfico 12 se observa que las demoras inevitables de mayor
importancia según su frecuencia presentes en el periodo de estudio del
proceso de apilamiento de mineral de hierro mediante el puente apilador
fueron: Ubicando puente con una frecuencia del 39%, Limpiando polea con
una frecuencia de 19%, limpiando embudo con una frecuencia de 15% y
limpiando rodillos 9%.
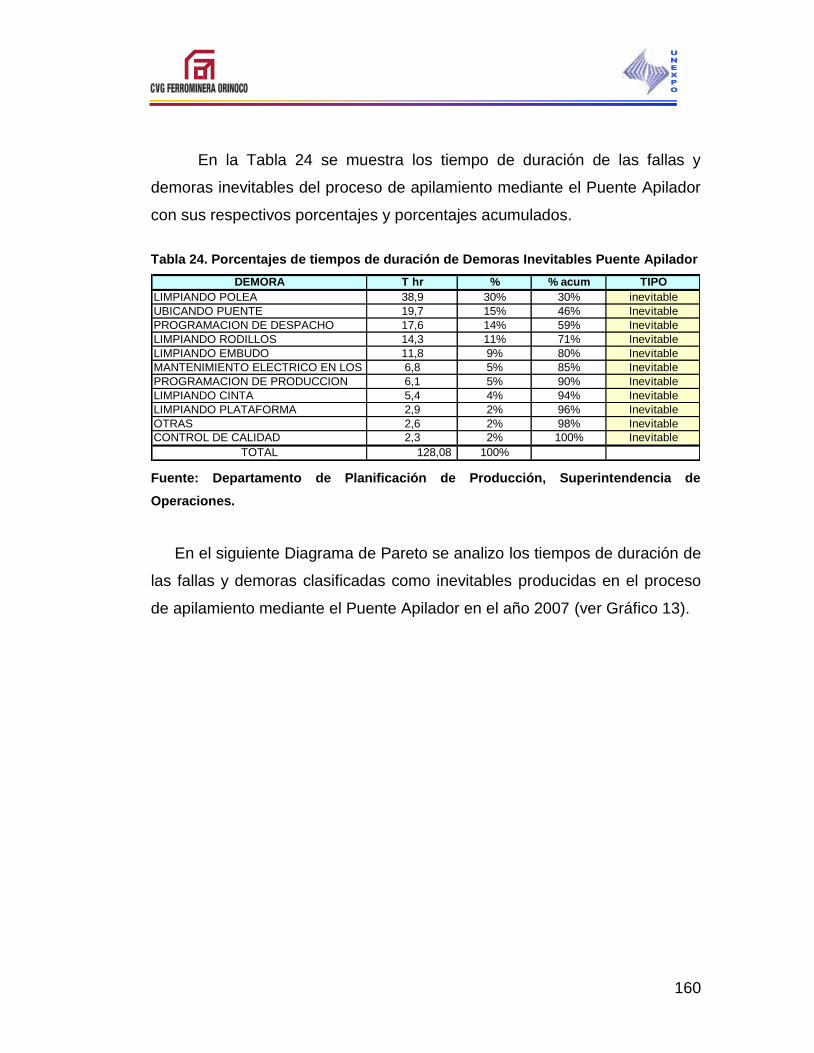
160
En la Tabla 24 se muestra los tiempo de duración de las fallas y
demoras inevitables del proceso de apilamiento mediante el Puente Apilador
con sus respectivos porcentajes y porcentajes acumulados.
Tabla 24. Porcentajes de tiempos de duración de Demoras Inevitables Puente Apilador
DEMORA T hr % % acum TIPO
LIMPIANDO POLEA 38,9 30% 30% inevitable
UBICANDO PUENTE 19,7 15% 46% Inevitable
PROGRAMACION DE DESPACHO 17,6 14% 59% Inevitable
LIMPIANDO RODILLOS 14,3 11% 71% Inevitable
LIMPIANDO EMBUDO 11,8 9% 80% Inevitable
MANTENIMIENTO ELECTRICO EN LOS MOTORES6,8 5% 85% Inevitable
PROGRAMACION DE PRODUCCION 6,1 5% 90% Inevitable
LIMPIANDO CINTA 5,4 4% 94% Inevitable
LIMPIANDO PLATAFORMA 2,9 2% 96% Inevitable
OTRAS 2,6 2% 98% Inevitable
CONTROL DE CALIDAD 2,3 2% 100% Inevitable
TOTAL 128,08 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizo los tiempos de duración de
las fallas y demoras clasificadas como inevitables producidas en el proceso
de apilamiento mediante el Puente Apilador en el año 2007 (ver Gráfico 13).
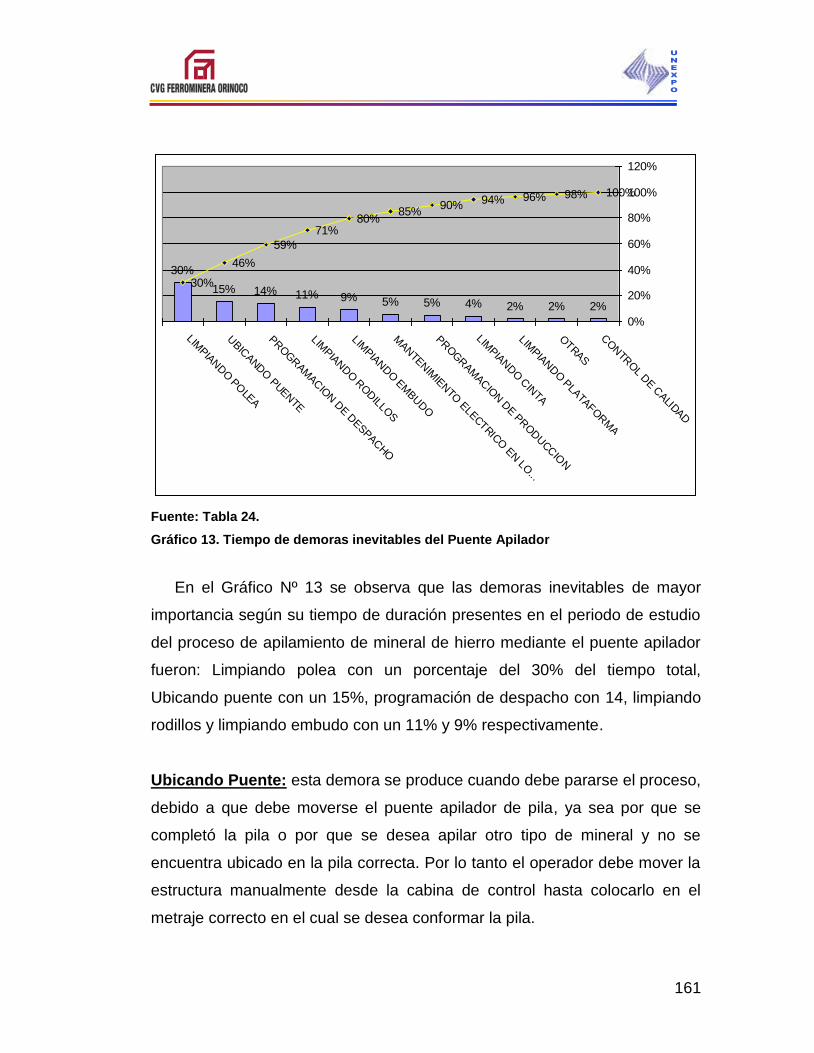
161
30%
15% 14% 11% 9% 5% 5% 4% 2% 2% 2%
30%
46%
59%
71%80%
85%90% 94% 96% 98% 100%
LIMPIA
NDO P
OLE
A
UBIC
AND
O P
UENTE
PROGRAM
ACIO
N D
E D
ESP
ACHO
LIMPIA
NDO R
ODILLO
S
LIMPIA
NDO E
MBUDO
MAN
TENIM
IENTO
ELE
CTRIC
O E
N LO
...
PROGRAM
ACIO
N D
E P
RODUCCIO
N
LIMPIA
NDO C
INTA
LIMPIA
NDO P
LATA
FORM
A
OTRAS
CONTR
OL D
E C
ALID
AD
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 24.
Gráfico 13. Tiempo de demoras inevitables del Puente Apilador
En el Gráfico Nº 13 se observa que las demoras inevitables de mayor
importancia según su tiempo de duración presentes en el periodo de estudio
del proceso de apilamiento de mineral de hierro mediante el puente apilador
fueron: Limpiando polea con un porcentaje del 30% del tiempo total,
Ubicando puente con un 15%, programación de despacho con 14, limpiando
rodillos y limpiando embudo con un 11% y 9% respectivamente.
Ubicando Puente: esta demora se produce cuando debe pararse el proceso,
debido a que debe moverse el puente apilador de pila, ya sea por que se
completó la pila o por que se desea apilar otro tipo de mineral y no se
encuentra ubicado en la pila correcta. Por lo tanto el operador debe mover la
estructura manualmente desde la cabina de control hasta colocarlo en el
metraje correcto en el cual se desea conformar la pila.
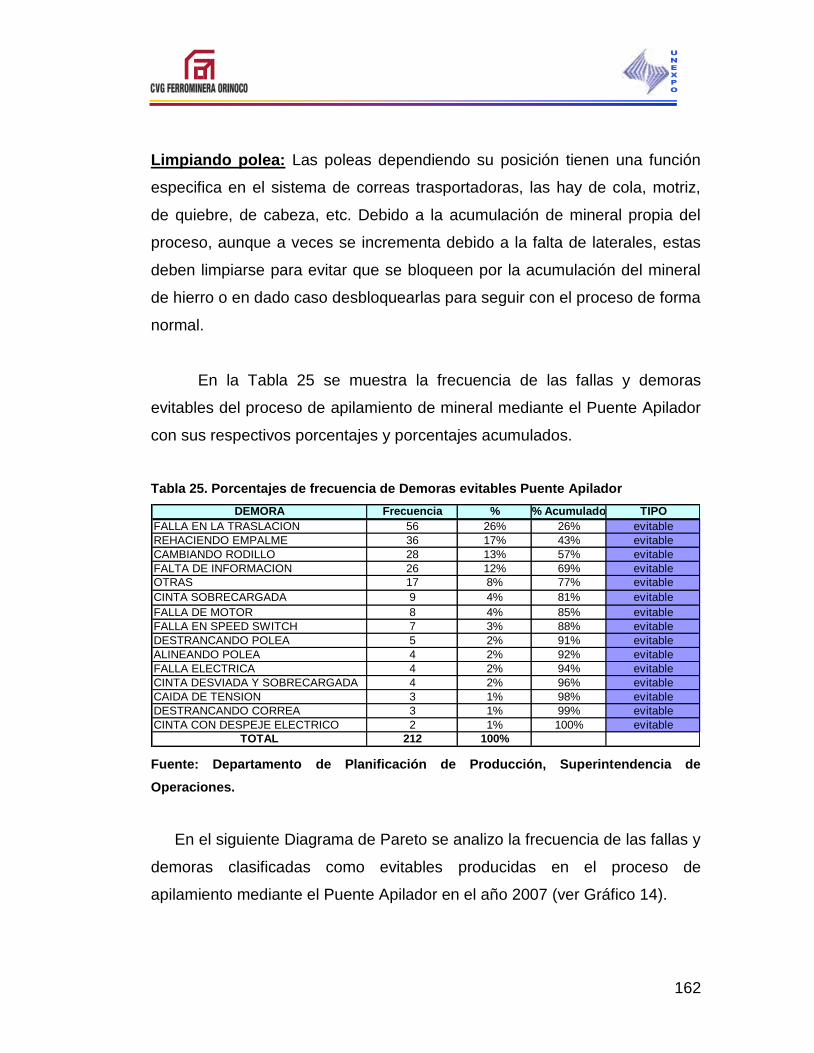
162
Limpiando polea: Las poleas dependiendo su posición tienen una función
especifica en el sistema de correas trasportadoras, las hay de cola, motriz,
de quiebre, de cabeza, etc. Debido a la acumulación de mineral propia del
proceso, aunque a veces se incrementa debido a la falta de laterales, estas
deben limpiarse para evitar que se bloqueen por la acumulación del mineral
de hierro o en dado caso desbloquearlas para seguir con el proceso de forma
normal.
En la Tabla 25 se muestra la frecuencia de las fallas y demoras
evitables del proceso de apilamiento de mineral mediante el Puente Apilador
con sus respectivos porcentajes y porcentajes acumulados.
Tabla 25. Porcentajes de frecuencia de Demoras evitables Puente Apilador
DEMORA Frecuencia % % Acumulado TIPO
FALLA EN LA TRASLACION 56 26% 26% evitable
REHACIENDO EMPALME 36 17% 43% evitable
CAMBIANDO RODILLO 28 13% 57% evitable
FALTA DE INFORMACION 26 12% 69% evitable
OTRAS 17 8% 77% evitable
CINTA SOBRECARGADA 9 4% 81% evitable
FALLA DE MOTOR 8 4% 85% evitable
FALLA EN SPEED SWITCH 7 3% 88% evitable
DESTRANCANDO POLEA 5 2% 91% evitable
ALINEANDO POLEA 4 2% 92% evitable
FALLA ELECTRICA 4 2% 94% evitable
CINTA DESVIADA Y SOBRECARGADA 4 2% 96% evitable
CAIDA DE TENSION 3 1% 98% evitable
DESTRANCANDO CORREA 3 1% 99% evitable
CINTA CON DESPEJE ELECTRICO 2 1% 100% evitable
TOTAL 212 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizo la frecuencia de las fallas y
demoras clasificadas como evitables producidas en el proceso de
apilamiento mediante el Puente Apilador en el año 2007 (ver Gráfico 14).
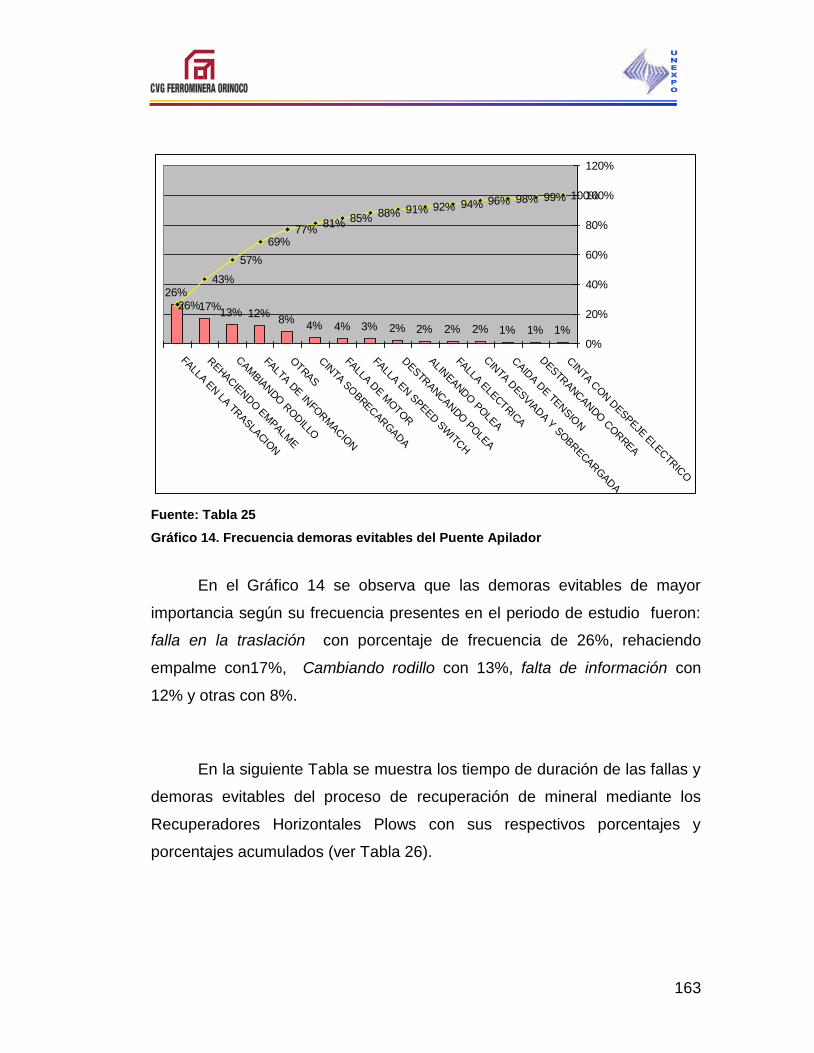
163
26%
13% 12%8%
4% 4% 3% 2% 2% 2% 2% 1% 1% 1%
17%
43%
57%
69%77%
81% 85% 88% 91% 92% 94% 96% 98% 99% 100%
26%
FALLA
EN LA
TRASLA
CION
REHA
CIE
NDO E
MPALM
E
CAM
BIA
NDO
RODILLO
FALTA
DE IN
FORM
ACIO
N
OTRAS
CIN
TA S
OBRE
CARGADA
FALLA
DE M
OTOR
FALLA
EN S
PEED
SW
ITCH
DESTR
ANC
ANDO
POLE
A
ALIN
EAN
DO P
OLE
A
FALLA
ELE
CTRIC
A
CIN
TA D
ESV
IADA Y
SOBRECA
RGADA
CAID
A D
E TE
NSIO
N
DESTR
ANC
ANDO
CORREA
CIN
TA C
ON D
ESP
EJE ELE
CTR
ICO
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 25
Gráfico 14. Frecuencia demoras evitables del Puente Apilador
En el Gráfico 14 se observa que las demoras evitables de mayor
importancia según su frecuencia presentes en el periodo de estudio fueron:
falla en la traslación con porcentaje de frecuencia de 26%, rehaciendo
empalme con17%, Cambiando rodillo con 13%, falta de información con
12% y otras con 8%.
En la siguiente Tabla se muestra los tiempo de duración de las fallas y
demoras evitables del proceso de recuperación de mineral mediante los
Recuperadores Horizontales Plows con sus respectivos porcentajes y
porcentajes acumulados (ver Tabla 26).
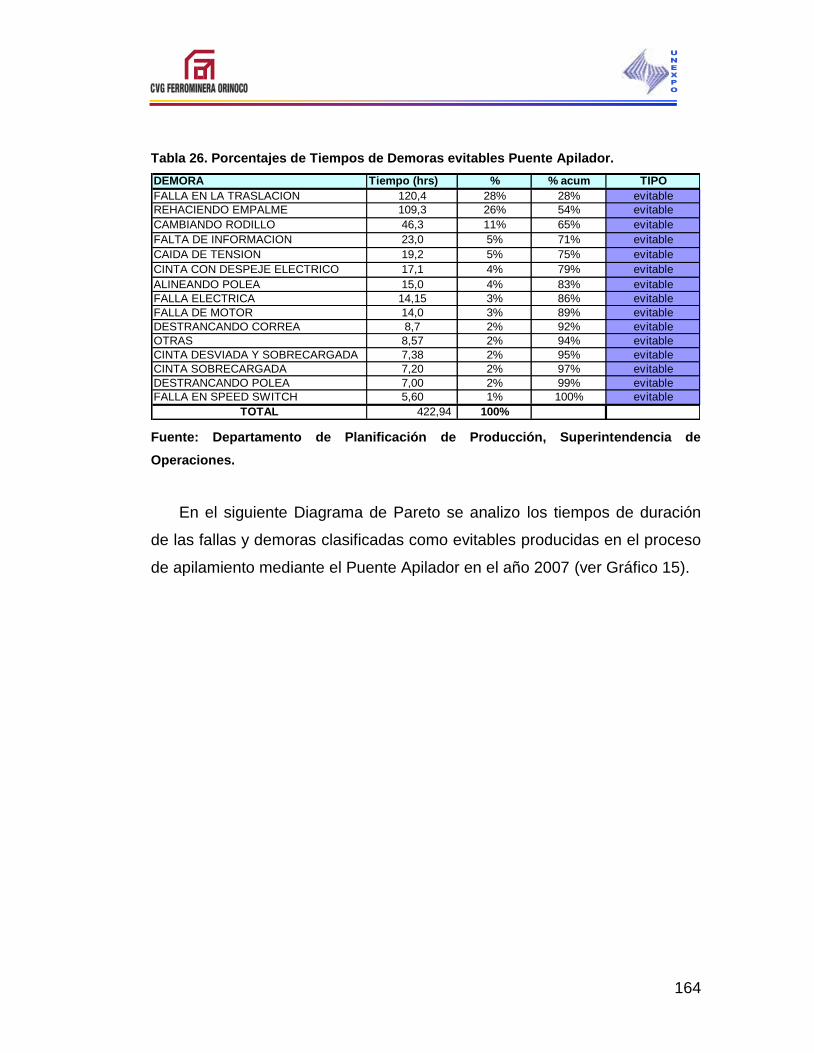
164
Tabla 26. Porcentajes de Tiempos de Demoras evitables Puente Apilador.
DEMORA Tiempo (hrs) % % acum TIPO
FALLA EN LA TRASLACION 120,4 28% 28% evitable
REHACIENDO EMPALME 109,3 26% 54% evitable
CAMBIANDO RODILLO 46,3 11% 65% evitable
FALTA DE INFORMACION 23,0 5% 71% evitable
CAIDA DE TENSION 19,2 5% 75% evitable
CINTA CON DESPEJE ELECTRICO 17,1 4% 79% evitable
ALINEANDO POLEA 15,0 4% 83% evitable
FALLA ELECTRICA 14,15 3% 86% evitable
FALLA DE MOTOR 14,0 3% 89% evitable
DESTRANCANDO CORREA 8,7 2% 92% evitable
OTRAS 8,57 2% 94% evitable
CINTA DESVIADA Y SOBRECARGADA 7,38 2% 95% evitable
CINTA SOBRECARGADA 7,20 2% 97% evitable
DESTRANCANDO POLEA 7,00 2% 99% evitable
FALLA EN SPEED SWITCH 5,60 1% 100% evitable
TOTAL 422,94 100%
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
En el siguiente Diagrama de Pareto se analizo los tiempos de duración
de las fallas y demoras clasificadas como evitables producidas en el proceso
de apilamiento mediante el Puente Apilador en el año 2007 (ver Gráfico 15).
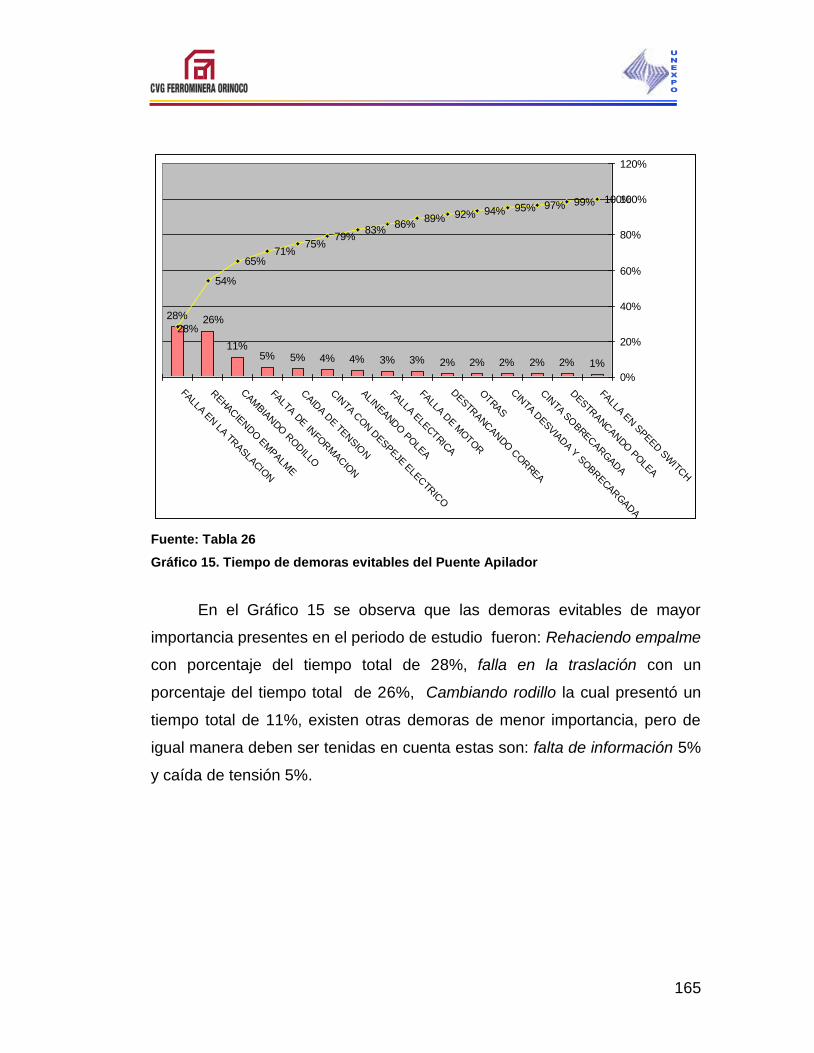
165
28%
11%5% 5% 4% 4% 3% 3% 2% 2% 2% 2% 2% 1%
26%
54%
65%71%
75%79%
83%86%
89% 92% 94% 95% 97% 99% 100%
28%
FALLA
EN LA
TRASLA
CION
REHA
CIE
NDO E
MPALM
E
CAM
BIA
NDO
RODILLO
FALTA
DE IN
FORM
ACIO
N
CAID
A D
E TE
NSIO
N
CIN
TA C
ON D
ESP
EJE ELE
CTR
ICO
ALIN
EAN
DO P
OLE
A
FALLA
ELE
CTRIC
A
FALLA
DE M
OTOR
DESTR
ANC
ANDO
CORREA
OTRAS
CIN
TA D
ESV
IADA Y
SOBRECA
RGADA
CIN
TA S
OBRE
CARGADA
DESTR
ANC
ANDO
POLE
A
FALLA
EN S
PEED
SW
ITCH
0%
20%
40%
60%
80%
100%
120%
Fuente: Tabla 26
Gráfico 15. Tiempo de demoras evitables del Puente Apilador
En el Gráfico 15 se observa que las demoras evitables de mayor
importancia presentes en el periodo de estudio fueron: Rehaciendo empalme
con porcentaje del tiempo total de 28%, falla en la traslación con un
porcentaje del tiempo total de 26%, Cambiando rodillo la cual presentó un
tiempo total de 11%, existen otras demoras de menor importancia, pero de
igual manera deben ser tenidas en cuenta estas son: falta de información 5%
y caída de tensión 5%.
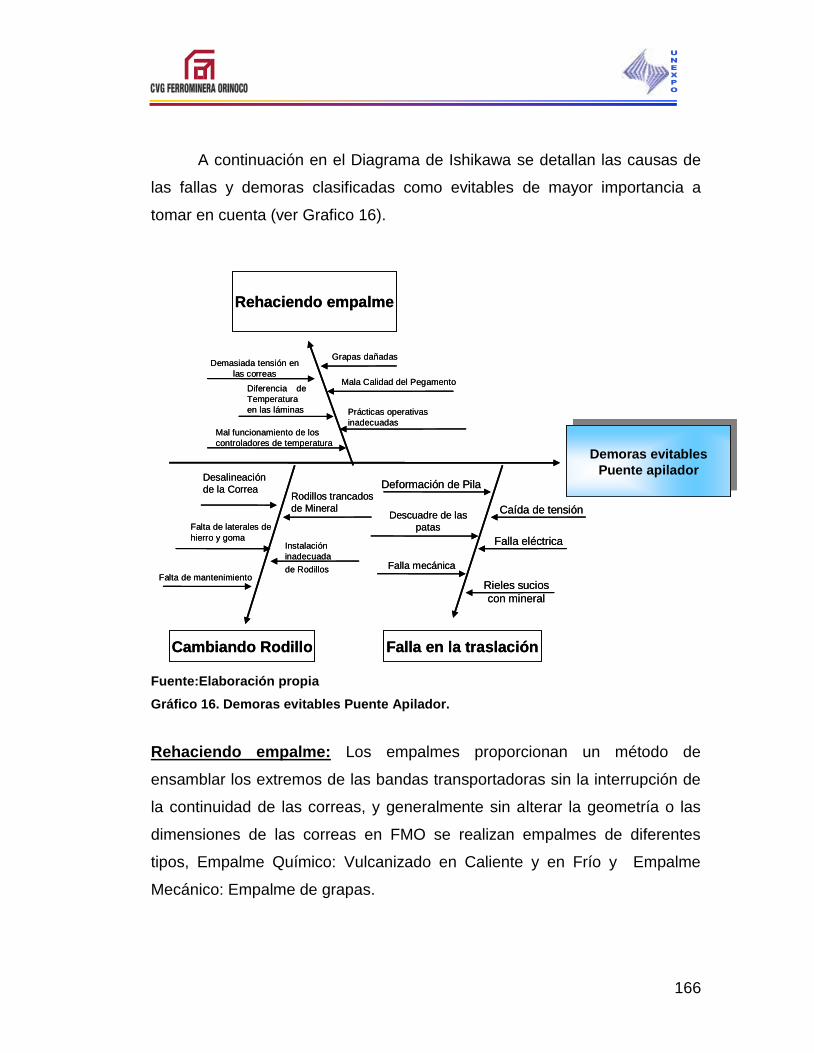
166
A continuación en el Diagrama de Ishikawa se detallan las causas de
las fallas y demoras clasificadas como evitables de mayor importancia a
tomar en cuenta (ver Grafico 16).
Fuente:Elaboración propia
Gráfico 16. Demoras evitables Puente Apilador.
Rehaciendo empalme: Los empalmes proporcionan un método de
ensamblar los extremos de las bandas transportadoras sin la interrupción de
la continuidad de las correas, y generalmente sin alterar la geometría o las
dimensiones de las correas en FMO se realizan empalmes de diferentes
tipos, Empalme Químico: Vulcanizado en Caliente y en Frío y Empalme
Mecánico: Empalme de grapas.
Demoras evitables
Puente apilador
Rehaciendo empalme
Demasiada tensión en
las correas
Grapas dañadas
Cambiando Rodillo Falla en la traslación
Descuadre de las
patas
Caída de tensión
Deformación de Pila
Falla eléctrica
Falla mecánica
Rieles sucios
con mineral
Diferencia de
Temperatura
en las láminas
Mala Calidad del Pegamento
Prácticas operativas
inadecuadasMal funcionamiento de los
controladores de temperatura
Rodillos trancados
de Mineral
Desalineación
de la Correa
Falta de laterales de
hierro y gomaInstalación
inadecuada
de RodillosFalta de mantenimiento
Demoras evitables
Puente apilador
Rehaciendo empalme
Demasiada tensión en
las correas
Grapas dañadas
Cambiando Rodillo Falla en la traslación
Descuadre de las
patas
Caída de tensión
Deformación de Pila
Falla eléctrica
Falla mecánica
Rieles sucios
con mineral
Diferencia de
Temperatura
en las láminas
Mala Calidad del Pegamento
Prácticas operativas
inadecuadasMal funcionamiento de los
controladores de temperatura
Rodillos trancados
de Mineral
Desalineación
de la Correa
Falta de laterales de
hierro y gomaInstalación
inadecuada
de RodillosFalta de mantenimiento
167
Debido a problemas en la correa ya sea por rotura de la misma o por
desgate, o por algún factor ajeno al proceso la correa debe empalmarse, esto
puede realizarse con cualquiera de los métodos anteriores dependiendo de
las necesidades que exija el proceso.
Falla en la traslación: El sistema de traslación del puente apilador a
menudo falla, esto se debe a diferentes motivos, pueden ser fallas eléctricas,
o mecánicas, teniendo en cuenta que no se cuenta con los repuestos
necesarios para el optimo funcionamiento del mismo, esto se debe a que
muchas piezas deben ser fabricadas a medida y no se encuentran al
momento en que son necesarias, esto se debe a la antigüedad del equipo,
también la traslación falla cuando los rieles se encuentran cubiertos de
mineral de hierro, que se derrama del mismo equipo, dado que en algunas de
las correas trasportadoras no cuentan con los laterales de goma o hierro que
eviten el derramamiento de cierta cantidad de mineral que es trasportado por
las correas.
Cambiando rodillos: El sistema de correas transportadoras, cuenta con
diferentes tipos de rodillos: rodillo de impacto, de cola, de retorno, guía, cada
uno cuenta una función especifica, estos rodillos son esenciales para
mantener en buenas condiciones las cintas transportadoras, pero muchas
veces se descuida el periódico mantenimiento de estos por lo que debe
pararse el proceso para proceder a su reemplazo. A veces se los coloca de
manera inadecuada por lo q deben ser cambiados, en otros casos la correas
se desalinea, produciendo algún tipo de daño en los rodillos.
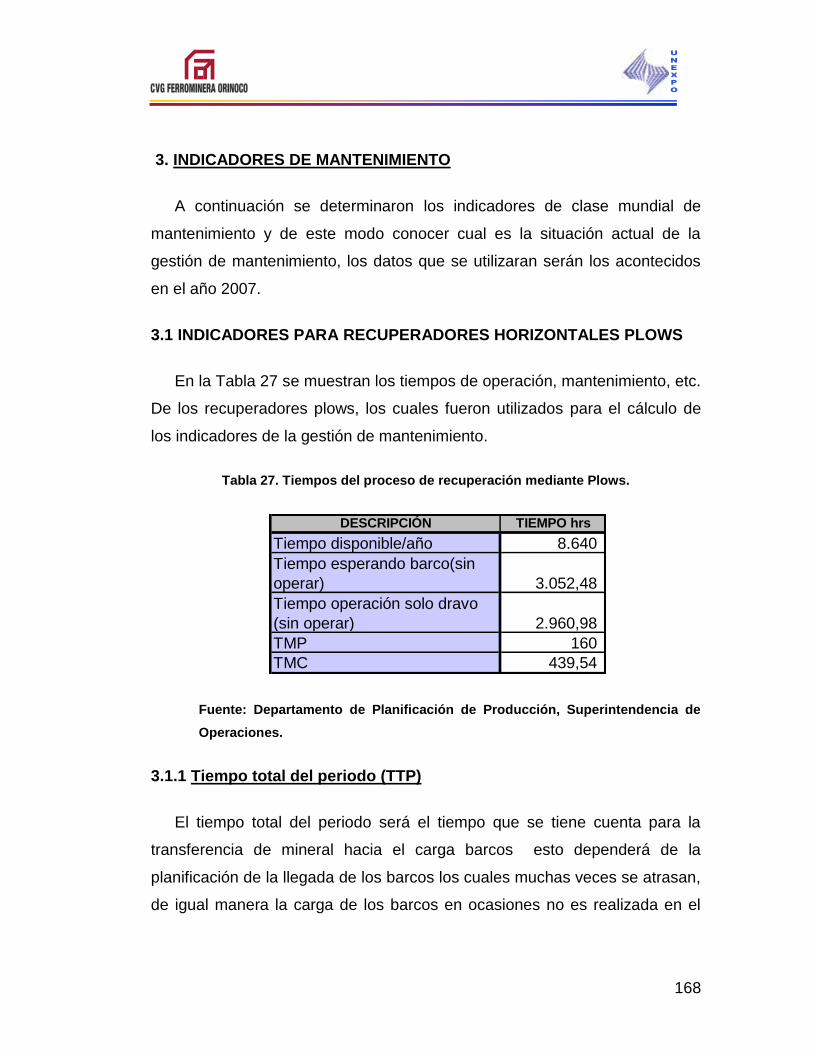
168
3. INDICADORES DE MANTENIMIENTO
A continuación se determinaron los indicadores de clase mundial de
mantenimiento y de este modo conocer cual es la situación actual de la
gestión de mantenimiento, los datos que se utilizaran serán los acontecidos
en el año 2007.
3.1 INDICADORES PARA RECUPERADORES HORIZONTALES PLOWS
En la Tabla 27 se muestran los tiempos de operación, mantenimiento, etc.
De los recuperadores plows, los cuales fueron utilizados para el cálculo de
los indicadores de la gestión de mantenimiento.
Tabla 27. Tiempos del proceso de recuperación mediante Plows.
DESCRIPCIÓN TIEMPO hrs
Tiempo disponible/año 8.640
Tiempo esperando barco(sin
operar) 3.052,48
Tiempo operación solo dravo
(sin operar) 2.960,98
TMP 160
TMC 439,54
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
3.1.1 Tiempo total del periodo (TTP)
El tiempo total del periodo será el tiempo que se tiene cuenta para la
transferencia de mineral hacia el carga barcos esto dependerá de la
planificación de la llegada de los barcos los cuales muchas veces se atrasan,
de igual manera la carga de los barcos en ocasiones no es realizada en el
169
tiempo estimado y otro factor importante es el estado del equipo, ya que
dependiendo de este se decidirá previamente de la carga del barco, si se
utilizaran los recuperadores horizontales plows o el recuperador Dravo o los
dos en simultaneo, por ello no es planificado con exactitud cuanto tiempo
podrá utilizarse el equipo para la transferencia de mineral por ello se tomara
como el tiempo total de periodo el tiempo en que hubo barco de mineral fino
en el muelle, aunque no en todos los casos fueron utilizados estos equipos
para cargarlos.
dravosolooperaciontiempobarcoesperandotiempodisponibleTiempoTTP
diashrshrsTTP 110 2.626,54 hrs 2960,98-3052,48hrs. 8.640
3.1.2 Tiempo total de mantenimiento (TTM)
Para el cálculo del tiempo total de mantenimiento se sumaron las horas
de mantenimiento preventivo para las cuales se tomo en cuenta la parada de
línea la cual se realiza cada 4000000 toneladas despachadas y el tiempo de
mantenimiento correctivo realizado al equipo en el año 2007.
TC TP TTM (Ec. 1)
Donde:
TP = tiempo preventivo
TP= 160 hrs.; %TP=27%
TC = tiempo correctivo
TC= 439,54 hrs.; %TC=73%
170
dias25hrs 599,54hrs440 hrs160 TTM
3.1.3 Tiempo disponible de operación (TDO)
Se determinara el tiempo en que el equipo operó de modo continuo sin
tomar en cuentas las fallas.
TTM- TTP TDO (Ec. 2)
Donde:
TTP = tiempo total del periodo
TTM = tiempo total de mantenimiento
dias85hrs2026,99hrs 599,54-hrs2626,54 TDO
3.1.4 Números de fallas (NF)
El número de fallas se obtuvo en el análisis de fallas realizado donde se
estudio las fallas acontecidas a lo largo del año 2007.
fallas 223 NF
3.1.5 Tiempo promedio entre fallas (TPEF)
NF
TDO TPEF (Ec. 3)
Donde:
171
TDO = tiempo disponible de operación
NF = número de fallas
fallahrs09,9
223
hrs2026,54 TPEF
3.1.6 Tiempo promedio para reparar (TPPR)
NF
TC TPPR (Ec. 4)
Donde:
TC = tiempo correctivo
NF = número de fallas
1,97fallas223
hrs440 TPPR fala
hrs
3.1.7 Disponibilidad (D)
100TPPR) TPEF (
TPEF D x (Ec. 7)
Donde:
TTPEF = Tiempo promedio entre fallas
TPPR = Tiempo promedio para reparar
172
%82100)1,97 09,9 (
09,9 D
falahrs
xfalla
hrs
fallahrs
3.1.8 Índice de mantenibilidad
TTP
TTMIM 1
Donde:
TTM= tiempo total de mantenimiento
TTP= tiempo total de período
%77 2.626,54
599,54 1 IM
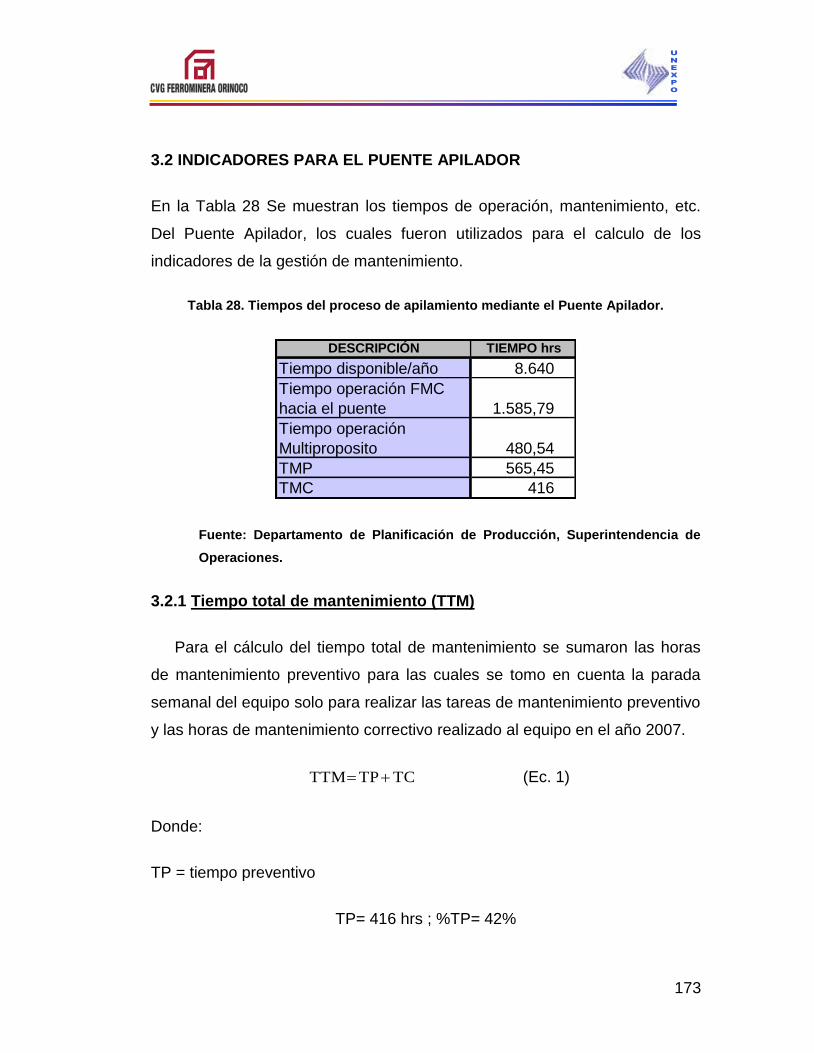
173
3.2 INDICADORES PARA EL PUENTE APILADOR
En la Tabla 28 Se muestran los tiempos de operación, mantenimiento, etc.
Del Puente Apilador, los cuales fueron utilizados para el calculo de los
indicadores de la gestión de mantenimiento.
Tabla 28. Tiempos del proceso de apilamiento mediante el Puente Apilador.
DESCRIPCIÓN TIEMPO hrs
Tiempo disponible/año 8.640
Tiempo operación FMC
hacia el puente 1.585,79
Tiempo operación
Multiproposito 480,54
TMP 565,45
TMC 416
Fuente: Departamento de Planificación de Producción, Superintendencia de
Operaciones.
3.2.1 Tiempo total de mantenimiento (TTM)
Para el cálculo del tiempo total de mantenimiento se sumaron las horas
de mantenimiento preventivo para las cuales se tomo en cuenta la parada
semanal del equipo solo para realizar las tareas de mantenimiento preventivo
y las horas de mantenimiento correctivo realizado al equipo en el año 2007.
TC TP TTM (Ec. 1)
Donde:
TP = tiempo preventivo
TP= 416 hrs ; %TP= 42%
174
TC = tiempo correctivo
TC= 565,45 hrs ; %TC= 58%
dias41hrs981,45 hrs 565,45 hrs416 TTM
3.2.2 Tiempo disponible de operación (TDO)
Debido a que el puente apilador no se encuentra automatizado no es
posible obtener datos históricos sobre los tiempos de operación del equipo,
así como toneladas apiladas. Como dicho equipo solo cumple la función de
apilar este dependerá del recuperador FMC y de la fosa multipropósito, el
primero se encuentra automatizado por lo que es posible obtener el tiempo
de operación cuando envía mineral para ser apilado mediante el puente
apilador y la fosa multipropósito puede hacerse una estimación por los
vagones que fueron volteados.
Por ello el tiempo disponible de operación del puente apilador se deduce
de la suma de ambos tiempos de operación.
sitomultipropo fosa TO- puente hacia envio FMC TO TDO
(Ec. 2)
dias87 hrs2066,33hrs 480,5hrs 1.585,78 TDO
3.2.3 Números de fallas (NF)
El número de fallas se obtuvo en el análisis de fallas realizado donde se
estudio las fallas acontecidas a lo largo del año 2007.
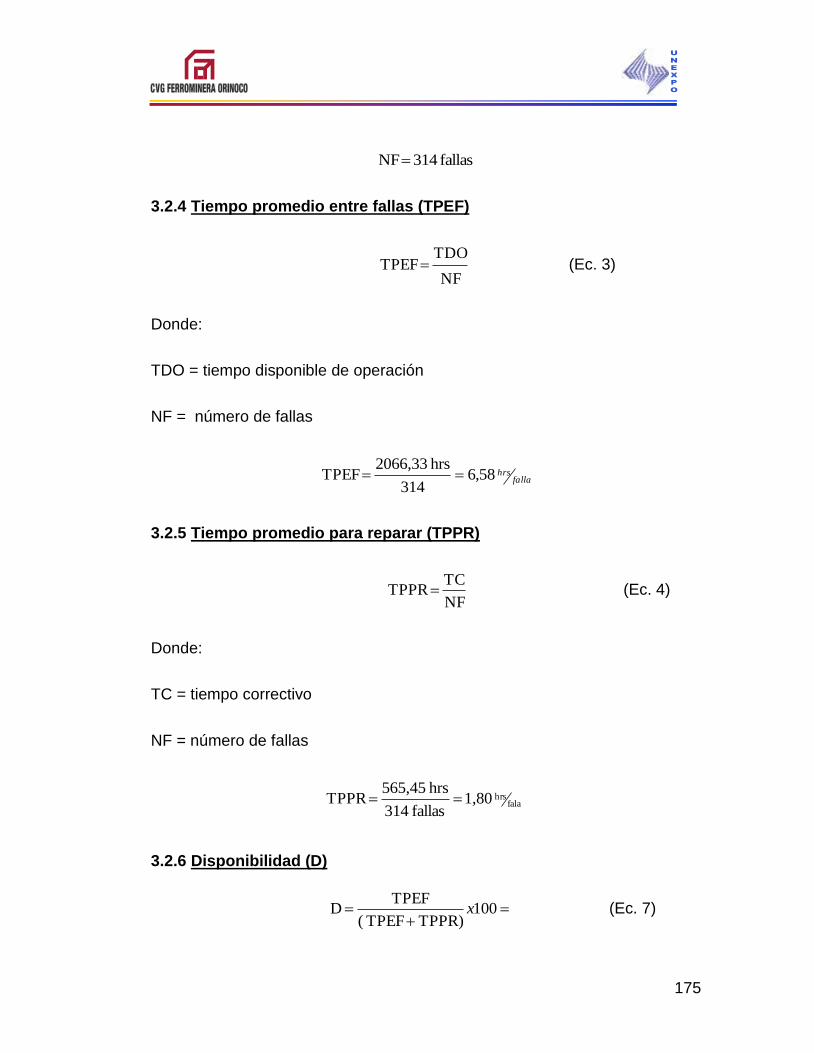
175
fallas 314 NF
3.2.4 Tiempo promedio entre fallas (TPEF)
NF
TDO TPEF (Ec. 3)
Donde:
TDO = tiempo disponible de operación
NF = número de fallas
fallahrs58,6
314
hrs2066,33 TPEF
3.2.5 Tiempo promedio para reparar (TPPR)
NF
TC TPPR (Ec. 4)
Donde:
TC = tiempo correctivo
NF = número de fallas
1,80fallas314
hrs565,45 TPPR fala
hrs
3.2.6 Disponibilidad (D)
100TPPR) TPEF (
TPEF D x (Ec. 7)
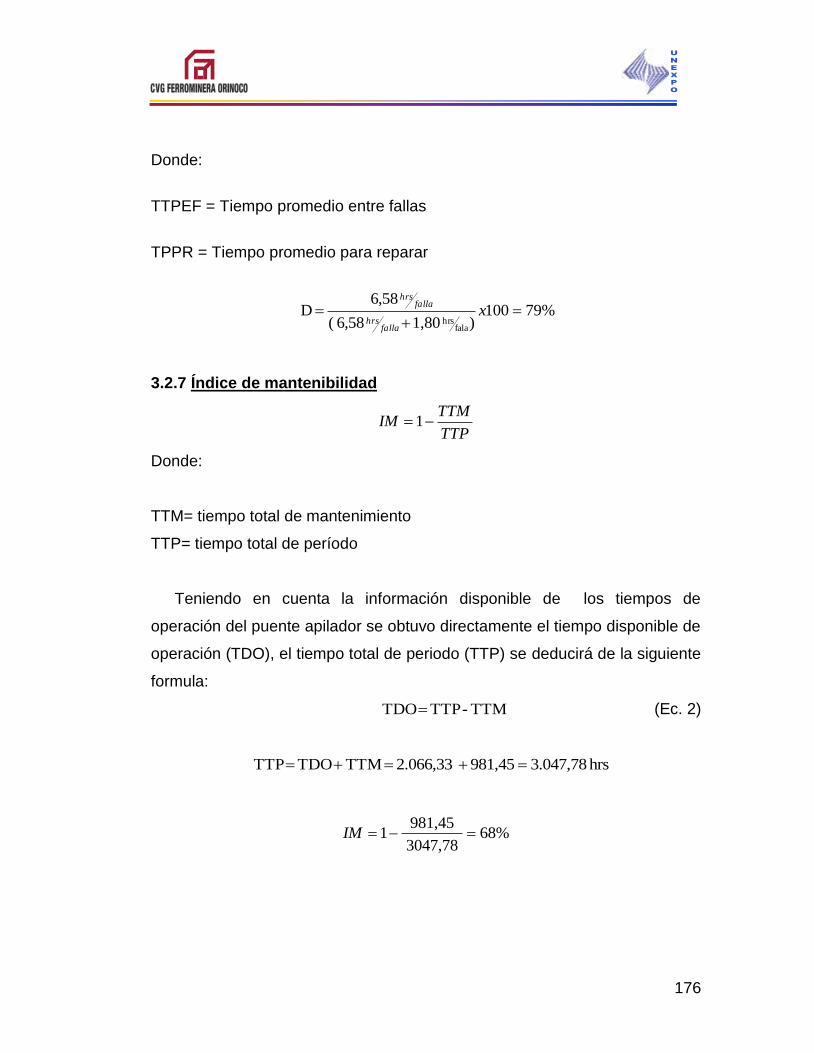
176
Donde:
TTPEF = Tiempo promedio entre fallas
TPPR = Tiempo promedio para reparar
%79100)1,80 58,6 (
58,6 D
falahrs
xfalla
hrs
fallahrs
3.2.7 Índice de mantenibilidad
TTP
TTMIM 1
Donde:
TTM= tiempo total de mantenimiento
TTP= tiempo total de período
Teniendo en cuenta la información disponible de los tiempos de
operación del puente apilador se obtuvo directamente el tiempo disponible de
operación (TDO), el tiempo total de periodo (TTP) se deducirá de la siguiente
formula:
TTM- TTP TDO (Ec. 2)
hrs 3.047,78981,45 2.066,33 TTM TDO TTP
%68 3047,78
981,45 1 IM
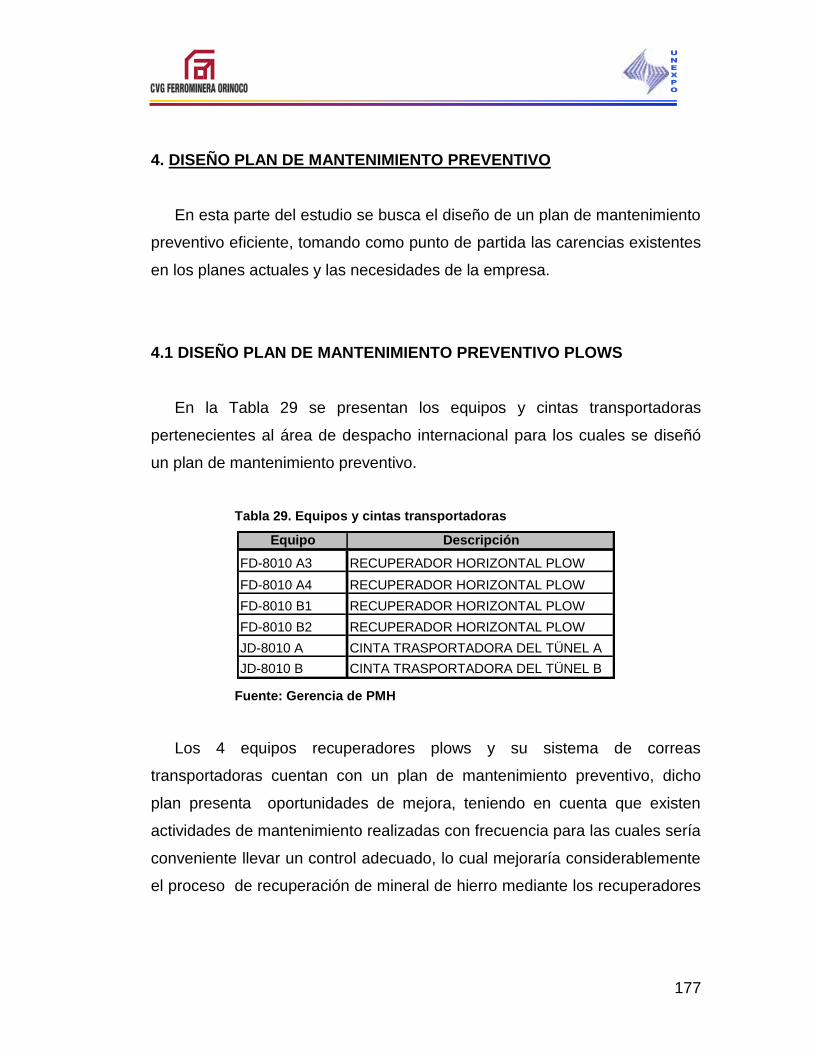
177
4. DISEÑO PLAN DE MANTENIMIENTO PREVENTIVO
En esta parte del estudio se busca el diseño de un plan de mantenimiento
preventivo eficiente, tomando como punto de partida las carencias existentes
en los planes actuales y las necesidades de la empresa.
4.1 DISEÑO PLAN DE MANTENIMIENTO PREVENTIVO PLOWS
En la Tabla 29 se presentan los equipos y cintas transportadoras
pertenecientes al área de despacho internacional para los cuales se diseñó
un plan de mantenimiento preventivo.
Tabla 29. Equipos y cintas transportadoras
Equipo Descripción
FD-8010 A3 RECUPERADOR HORIZONTAL PLOW
FD-8010 A4 RECUPERADOR HORIZONTAL PLOW
FD-8010 B1 RECUPERADOR HORIZONTAL PLOW
FD-8010 B2 RECUPERADOR HORIZONTAL PLOW
JD-8010 A CINTA TRASPORTADORA DEL TÜNEL A
JD-8010 B CINTA TRASPORTADORA DEL TÜNEL B
Fuente: Gerencia de PMH
Los 4 equipos recuperadores plows y su sistema de correas
transportadoras cuentan con un plan de mantenimiento preventivo, dicho
plan presenta oportunidades de mejora, teniendo en cuenta que existen
actividades de mantenimiento realizadas con frecuencia para las cuales sería
conveniente llevar un control adecuado, lo cual mejoraría considerablemente
el proceso de recuperación de mineral de hierro mediante los recuperadores
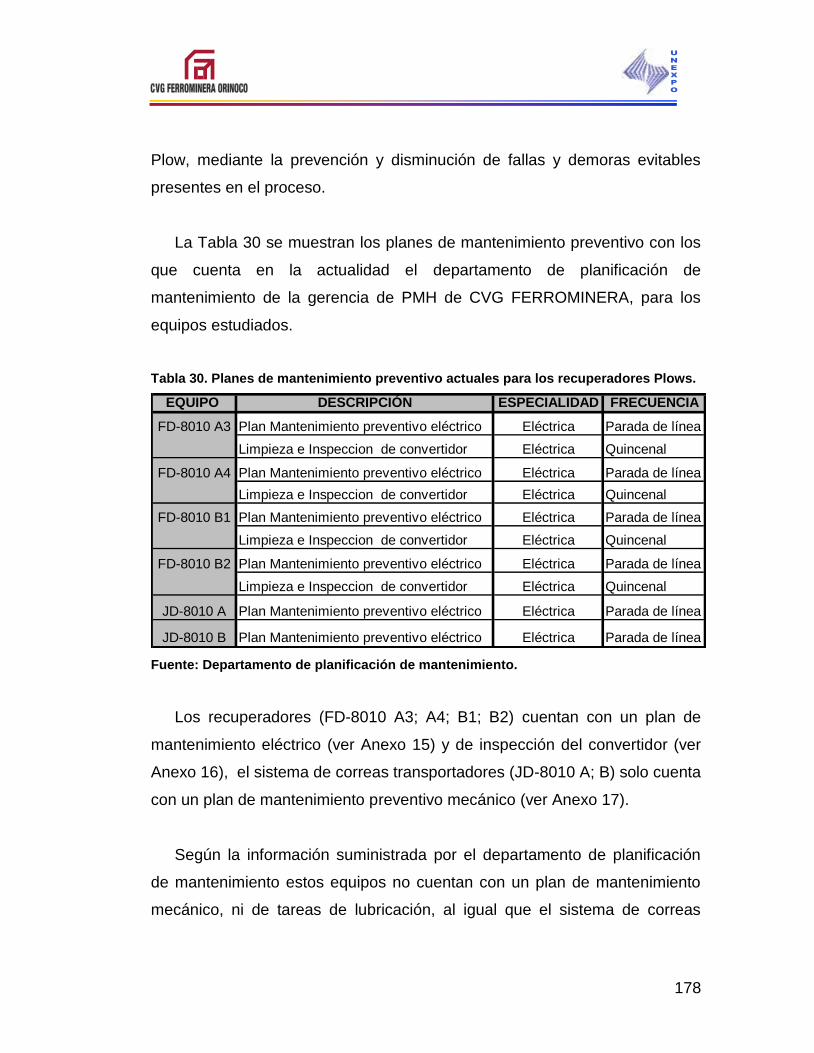
178
Plow, mediante la prevención y disminución de fallas y demoras evitables
presentes en el proceso.
La Tabla 30 se muestran los planes de mantenimiento preventivo con los
que cuenta en la actualidad el departamento de planificación de
mantenimiento de la gerencia de PMH de CVG FERROMINERA, para los
equipos estudiados.
Tabla 30. Planes de mantenimiento preventivo actuales para los recuperadores Plows.
EQUIPO DESCRIPCIÓN ESPECIALIDAD FRECUENCIA
FD-8010 A3 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
Limpieza e Inspeccion de convertidor Eléctrica Quincenal
FD-8010 A4 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
Limpieza e Inspeccion de convertidor Eléctrica Quincenal
FD-8010 B1 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
Limpieza e Inspeccion de convertidor Eléctrica Quincenal
FD-8010 B2 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
Limpieza e Inspeccion de convertidor Eléctrica Quincenal
JD-8010 A Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
JD-8010 B Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
Fuente: Departamento de planificación de mantenimiento.
Los recuperadores (FD-8010 A3; A4; B1; B2) cuentan con un plan de
mantenimiento eléctrico (ver Anexo 15) y de inspección del convertidor (ver
Anexo 16), el sistema de correas transportadores (JD-8010 A; B) solo cuenta
con un plan de mantenimiento preventivo mecánico (ver Anexo 17).
Según la información suministrada por el departamento de planificación
de mantenimiento estos equipos no cuentan con un plan de mantenimiento
mecánico, ni de tareas de lubricación, al igual que el sistema de correas
179
trasportadoras que no cuenta con un PMP mecánico y mucho menos los
túneles por los que se desplazan los equipos cuentan con un plan de
mantenimiento que permita mantenerlos en buenas condiciones de limpieza
evitando atascos y falla en los equipos debido a la acumulación de mineral .
Por ello esta propuesta se basa en el diseño de los planes de
mantenimiento carentes en estos equipos según las necesidades de la
empresa.
4.1.1 Planes de mantenimiento preventivo propuestos para los
Recuperadores Horizontales Plows
Para la realización de los planes de mantenimiento preventivo de los
recuperadores horizontales plows no se contó con ningún tipo de material
bibliográfico suministrado por el fabricante, debido a la antigüedad de los
equipos todos los manuales y catálogos se han extraviado, por ello se
realizaron entrevistas con el personal de mantenimiento eléctrico y
mantenimiento mecánico del área de despacho internacional, al igual que
con los planificadores de mantenimiento los cuales nos han dado las pautas
de cuales son los planes de mantenimiento preventivo de mayor necesidad
en la actualidad. También se tomo como referencia planes de mantenimiento
de equipos similares los cuales son más modernos y si cuentan con
información acerca del mantenimiento sugerido por el fabricante.
A continuación se detallará la propuesta de planes de mantenimiento que
según las necesidades de la empresa. El departamento de planificación de
mantenimiento recomendó que se hiciera una mejora o diseño de los
siguientes.
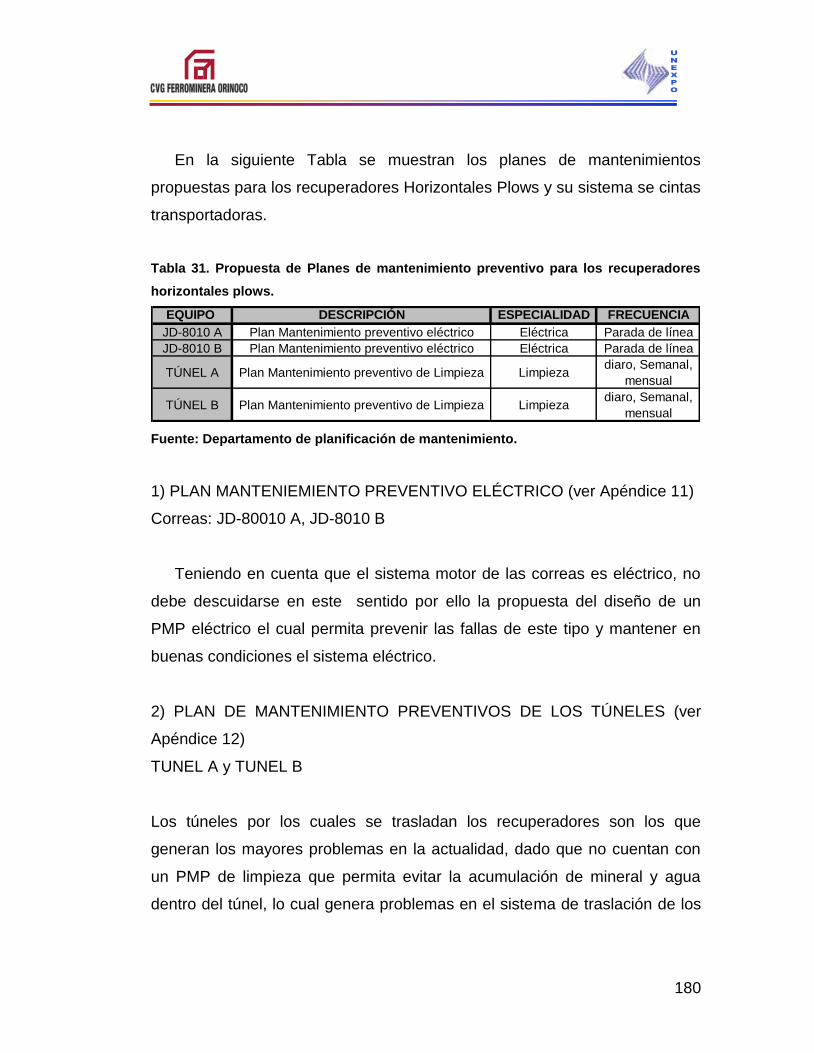
180
En la siguiente Tabla se muestran los planes de mantenimientos
propuestas para los recuperadores Horizontales Plows y su sistema se cintas
transportadoras.
Tabla 31. Propuesta de Planes de mantenimiento preventivo para los recuperadores
horizontales plows.
EQUIPO DESCRIPCIÓN ESPECIALIDAD FRECUENCIA
JD-8010 A Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
JD-8010 B Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea
TÚNEL A Plan Mantenimiento preventivo de Limpieza Limpiezadiaro, Semanal,
mensual
TÚNEL B Plan Mantenimiento preventivo de Limpieza Limpiezadiaro, Semanal,
mensual
Fuente: Departamento de planificación de mantenimiento.
1) PLAN MANTENIEMIENTO PREVENTIVO ELÉCTRICO (ver Apéndice 11)
Correas: JD-80010 A, JD-8010 B
Teniendo en cuenta que el sistema motor de las correas es eléctrico, no
debe descuidarse en este sentido por ello la propuesta del diseño de un
PMP eléctrico el cual permita prevenir las fallas de este tipo y mantener en
buenas condiciones el sistema eléctrico.
2) PLAN DE MANTENIMIENTO PREVENTIVOS DE LOS TÚNELES (ver
Apéndice 12)
TUNEL A y TUNEL B
Los túneles por los cuales se trasladan los recuperadores son los que
generan los mayores problemas en la actualidad, dado que no cuentan con
un PMP de limpieza que permita evitar la acumulación de mineral y agua
dentro del túnel, lo cual genera problemas en el sistema de traslación de los

181
recuperadores y fallas en el sistema de correas transportadoras debido a la
acumulación de mineral. Por ello es de suma importancia la realización de
una planificación adecuada de las tareas de limpieza con motivo de mantener
en buenas condiciones de limpieza los túneles.
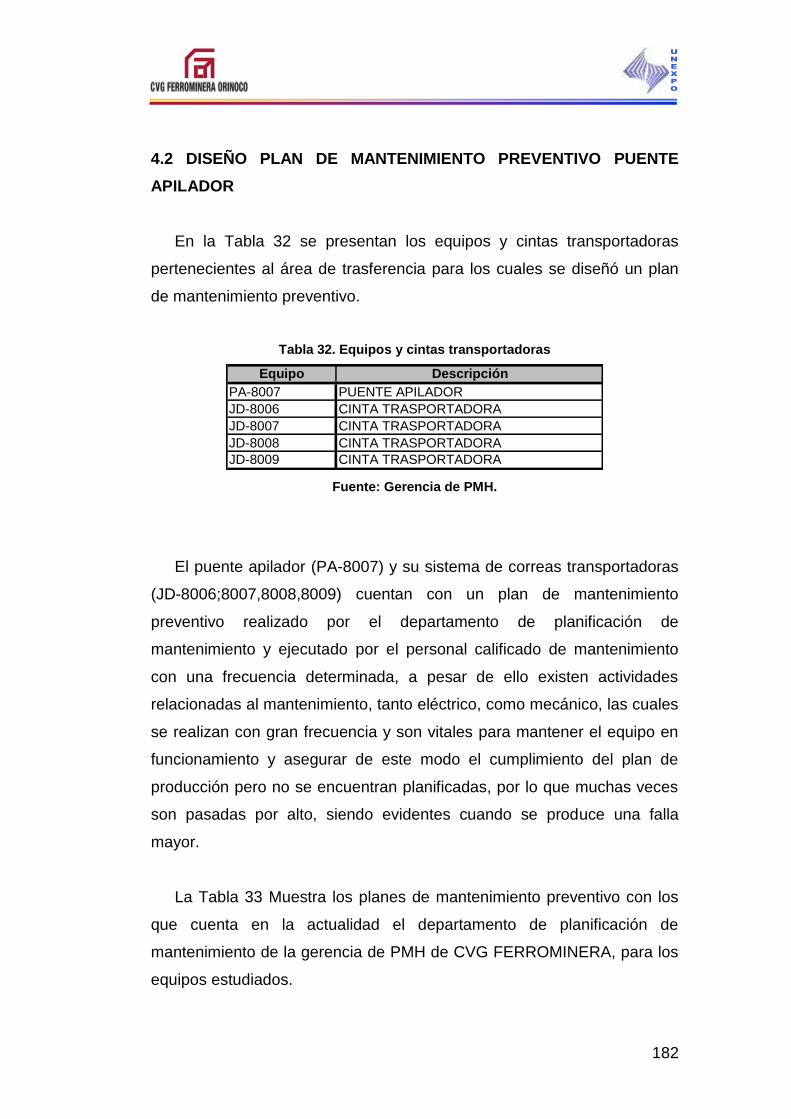
182
4.2 DISEÑO PLAN DE MANTENIMIENTO PREVENTIVO PUENTE
APILADOR
En la Tabla 32 se presentan los equipos y cintas transportadoras
pertenecientes al área de trasferencia para los cuales se diseñó un plan
de mantenimiento preventivo.
Tabla 32. Equipos y cintas transportadoras
Equipo Descripción
PA-8007 PUENTE APILADOR
JD-8006 CINTA TRASPORTADORA
JD-8007 CINTA TRASPORTADORA
JD-8008 CINTA TRASPORTADORA
JD-8009 CINTA TRASPORTADORA
Fuente: Gerencia de PMH.
El puente apilador (PA-8007) y su sistema de correas transportadoras
(JD-8006;8007,8008,8009) cuentan con un plan de mantenimiento
preventivo realizado por el departamento de planificación de
mantenimiento y ejecutado por el personal calificado de mantenimiento
con una frecuencia determinada, a pesar de ello existen actividades
relacionadas al mantenimiento, tanto eléctrico, como mecánico, las cuales
se realizan con gran frecuencia y son vitales para mantener el equipo en
funcionamiento y asegurar de este modo el cumplimiento del plan de
producción pero no se encuentran planificadas, por lo que muchas veces
son pasadas por alto, siendo evidentes cuando se produce una falla
mayor.
La Tabla 33 Muestra los planes de mantenimiento preventivo con los
que cuenta en la actualidad el departamento de planificación de
mantenimiento de la gerencia de PMH de CVG FERROMINERA, para los
equipos estudiados.
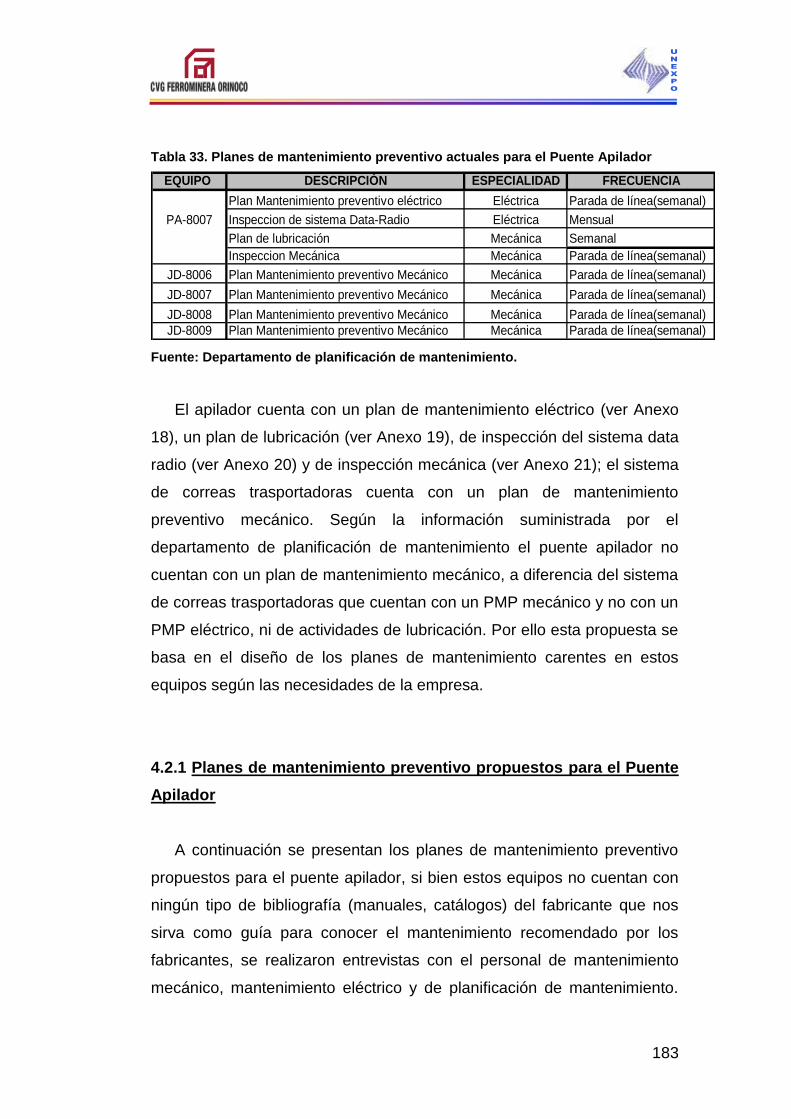
183
Tabla 33. Planes de mantenimiento preventivo actuales para el Puente Apilador
EQUIPO DESCRIPCIÓN ESPECIALIDAD FRECUENCIA
Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea(semanal)
PA-8007 Inspeccion de sistema Data-Radio Eléctrica Mensual
Plan de lubricación Mecánica Semanal
Inspeccion Mecánica Mecánica Parada de línea(semanal)
JD-8006 Plan Mantenimiento preventivo Mecánico Mecánica Parada de línea(semanal)
JD-8007 Plan Mantenimiento preventivo Mecánico Mecánica Parada de línea(semanal)
JD-8008 Plan Mantenimiento preventivo Mecánico Mecánica Parada de línea(semanal)
JD-8009 Plan Mantenimiento preventivo Mecánico Mecánica Parada de línea(semanal)
Fuente: Departamento de planificación de mantenimiento.
El apilador cuenta con un plan de mantenimiento eléctrico (ver Anexo
18), un plan de lubricación (ver Anexo 19), de inspección del sistema data
radio (ver Anexo 20) y de inspección mecánica (ver Anexo 21); el sistema
de correas trasportadoras cuenta con un plan de mantenimiento
preventivo mecánico. Según la información suministrada por el
departamento de planificación de mantenimiento el puente apilador no
cuentan con un plan de mantenimiento mecánico, a diferencia del sistema
de correas trasportadoras que cuentan con un PMP mecánico y no con un
PMP eléctrico, ni de actividades de lubricación. Por ello esta propuesta se
basa en el diseño de los planes de mantenimiento carentes en estos
equipos según las necesidades de la empresa.
4.2.1 Planes de mantenimiento preventivo propuestos para el Puente
Apilador
A continuación se presentan los planes de mantenimiento preventivo
propuestos para el puente apilador, si bien estos equipos no cuentan con
ningún tipo de bibliografía (manuales, catálogos) del fabricante que nos
sirva como guía para conocer el mantenimiento recomendado por los
fabricantes, se realizaron entrevistas con el personal de mantenimiento
mecánico, mantenimiento eléctrico y de planificación de mantenimiento.
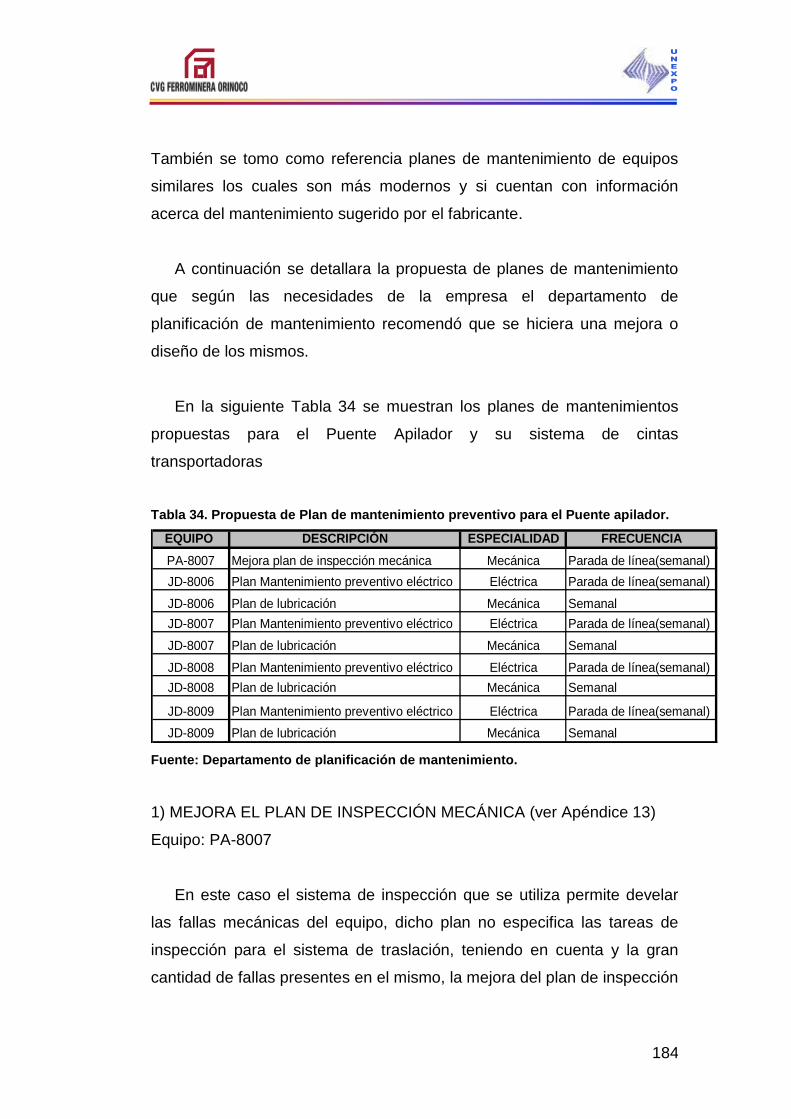
184
También se tomo como referencia planes de mantenimiento de equipos
similares los cuales son más modernos y si cuentan con información
acerca del mantenimiento sugerido por el fabricante.
A continuación se detallara la propuesta de planes de mantenimiento
que según las necesidades de la empresa el departamento de
planificación de mantenimiento recomendó que se hiciera una mejora o
diseño de los mismos.
En la siguiente Tabla 34 se muestran los planes de mantenimientos
propuestas para el Puente Apilador y su sistema de cintas
transportadoras
Tabla 34. Propuesta de Plan de mantenimiento preventivo para el Puente apilador.
EQUIPO DESCRIPCIÓN ESPECIALIDAD FRECUENCIA
PA-8007 Mejora plan de inspección mecánica Mecánica Parada de línea(semanal)
JD-8006 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea(semanal)
JD-8006 Plan de lubricación Mecánica Semanal
JD-8007 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea(semanal)
JD-8007 Plan de lubricación Mecánica Semanal
JD-8008 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea(semanal)
JD-8008 Plan de lubricación Mecánica Semanal
JD-8009 Plan Mantenimiento preventivo eléctrico Eléctrica Parada de línea(semanal)
JD-8009 Plan de lubricación Mecánica Semanal
Fuente: Departamento de planificación de mantenimiento.
1) MEJORA EL PLAN DE INSPECCIÓN MECÁNICA (ver Apéndice 13)
Equipo: PA-8007
En este caso el sistema de inspección que se utiliza permite develar
las fallas mecánicas del equipo, dicho plan no especifica las tareas de
inspección para el sistema de traslación, teniendo en cuenta y la gran
cantidad de fallas presentes en el mismo, la mejora del plan de inspección
185
agregando las tareas de inspección al sistema de traslación, es de suma
importancia, dado que este sistema es critico para el funcionamiento del
equipo.
2) PLAN DE MANTENIMIENTO ELÉCTRICO (ver Apéndice 14) Y
LUBRICACIÓN (ver Apéndice 15)
Equipos: JD-8006; JD-8007;JD-8008;JD-8009
El sistema de correas trasportadoras son parte vital del equipo, ya que
por medio de ellas se realiza la función para la cual esta concebido el
equipo (conformación de pilas), la falta de una planificación de
mantenimiento eléctrica y lubricación, provoca que se pasen por alto
actividades y tareas de gran importancia, lo cual repercute en el estado
del sistema y del mismo proceso. Por ello es necesaria la planificación de
las actividades tanto eléctricas como de lubricación, en búsqueda de
mejorar y mantener en buenas condiciones el sistema de correas.
186
CONCLUSIONES
De los resultados obtenidos en la investigación y del análisis realizado a
los mismos, se concluye que:
Recuperadores Horizontales Plows:
1. Para la evaluación técnico-económica de los Recuperadores
Horizontales Plows se platearon dos alternativas: 1) Adquisición de
4 nuevos recuperadores y 2) Repotenciación de los Plows. La
Alternativa seleccionada fue la alternativa 2 (dos) dado que luego de
realizar la evaluación económica se determino que representaba
menores costos con un CAUE = -528.776,37 US$ contra un CAUE=
- 777.284,66 US$ de la alternativa 1 (uno).
2. Las fallas y demoras evitables más significativas presentes en el
proceso de recuperación de mineral de hierro mediante los
Recuperadores Horizontales Plows fueron según su frecuencia: Falta
de información con una frecuencia de 30%, Destrancando cinta con
una frecuencia de 17% , Falla en la traslación, rehaciendo empalme
y fallo de conexión con una frecuencia de 8% cada una.
3. Las fallas y demoras evitables más significativas presentes en el
proceso de recuperación de mineral de hierro mediante los
Recuperadores Horizontales Plows fueron según su tiempo de
duración: Destrancando cinta con un 24% del tiempo total,
rehaciendo empalme con 17%, Falta de información 16%, Falla en la
traslación 11%
4. Las fallas y demoras inevitables más significativas presentes en el
proceso de recuperación de mineral de hierro mediante los
187
Recuperadores Horizontales Plows fueron según su frecuencia:
Tumbando puente 38%, las demoras limpiando embudo y
chequeando cinta en un 19% y 16% de las oportunidades
respectivamente.
5. Las fallas y demoras inevitables más significativas presentes en el
proceso de recuperación de mineral de hierro mediante los
Recuperadores Horizontales Plows fueron según su tiempo de
duración: Tumbando puente con un 52% del tiempo total de
duración, limpiando embudo, chequeando cinta y moviendo cinta con
una duración de 11%, 9% y 8% respectivamente.
6. Los resultados obtenidos en el cálculo de los indicadores de
mantenimiento para los recuperadores horizontales plows fueron:
TPEF= 9,09 hr/fallas ;TPPR=1,97 hr/falla; Disponibilidad = 82%;
Índice de mantenibilidad = 77%
7. Según el estudio realizado se determinó la deficiencia y la falta de
algunos planes de mantenimiento preventivos por ello se procedió
según las necesidades de la empresa al diseño de los planes de
mantenimiento preventivo eléctrico para el sistema de correas
trasportadoras (JD-8010 A y JD-8010 B) de los recuperadores Plows
, al igual que se diseño un plan de mantenimiento preventivo de
limpieza para los túneles de los plows ( túnel A y Túnel B)
Puente Apilador:
8. Para la evaluación técnico-económica del Puente Apilador se
platearon dos alternativas: 1) Adquisición de un nuevo Apilador y 2)
Repotenciación del Puente apilador. La Alternativa seleccionada fue
la alternativa 2 (dos) dado que luego de realizar la evaluación
188
económica se determinó que representaba menores costos con un
CAUE = -435.351,22 US$ contra un CAUE= - 947.589,18 US$ de la
alternativa 1 (uno)
9. Las fallas y demoras evitables más significativas presentes en el
proceso de apilamiento de mineral de hierro mediante el Puente
Apilador fueron según su frecuencia: falla en la traslación con
porcentaje de frecuencia de 26%, rehaciendo empalme con17%,
Cambiando rodillo con 13%, falta de información con 12% y otras
con 8%.
10. Las fallas y demoras evitables más significativas presentes en el
proceso de apilamiento de mineral de hierro mediante el Puente
Apilador fueron según su tiempo de duración: Rehaciendo empalme
con porcentaje del tiempo total de 28%, falla en la traslación con un
porcentaje del tiempo total de 26%, Cambiando rodillo la cual
presentó un tiempo total de 11%
11. Las fallas y demoras inevitables más significativas presentes en el
proceso de apilamiento de mineral de hierro mediante el Puente
Apilador fueron según su frecuencia: Ubicando puente con una
frecuencia del 39%, Limpiando polea con una frecuencia de 19%,
limpiando embudo con una frecuencia de 15% y limpiando rodillos
9%.
12. Las fallas y demoras inevitables más significativas presentes en el
proceso de apilamiento de mineral de hierro mediante el Puente
Apilador fueron según su tiempo de duración: Limpiando polea con
un porcentaje del 30% del tiempo total, Ubicando puente con un
15%, programación de despacho con 14, limpiando rodillos y
limpiando embudo con un 11% y 9% respectivamente.
189
13. Los resultados obtenidos en el cálculo de los indicadores de
mantenimiento para el puente apilador fueron: TPEF= 6,58 hr/fallas;
TPPR=1,80 hr/falla; Disponibilidad= 79%; Índice de mantenibilidad=
68%.
14. Según el estudio realizado se determinó la deficiencia y la falta de
algunos planes de mantenimiento preventivos por ello se procedió
según las necesidades de la empresa al diseño de los planes de
mantenimiento preventivo eléctrico y de lubricación del sistema de
correas trasportadoras del puente apilador (JD-
8006,8007,8008,8009), al igual que la mejora del plan de
inspecciones mecánicas para el puente apilador (PA-8007)
190
RECOMENDACIONES
En base a los resultados y conclusiones se recomiendan las siguientes
acciones:
1. Realizar un estudio técnico-económico para el reemplazo o
repotenciación del recuperador FMC y la fosa multipropósito,
teniendo en cuenta que el rendimiento del puente apilador depende
de ellos.
2. Realizar un estudio para la repotenciación del sistema de correas
transportadoras del puente apilador
3. Realizar proyecto de automatización completa del Puente Apilador.
4. Completar el proyecto de automatización de los Plows, para el cual
se debe instalar un sistema de conexión inalámbrica, para ser
operados de forma remota desde el control central.
5. Mantener un seguimiento de la gestión de mantenimiento para así
poder comparar la variación producida por dichos indicadores.
6. Mantener un seguimiento a la gestión de manteniendo de los túneles
de plows una vez realizado la recuperación de los mismos y aplicar
el plan de mantenimiento preventivos con el fin de mantenerlo en
buenas condiciones y así evitar por acumulación de mineral.
7. Aplicar el plan de mantenimiento preventivo a las correas
transportadoras del puente apilador.
191
BIBLIOGRAFÍA
1. Hodson William K. (1996) Manual del Ingeniero Industrial.
Primera Edición. Editorial Mc GraW-Hill/Interamericana.
2. Leland T. Blank, Anthony J. Tarquin. (1992) Ingeniería
Económica. México. Mc Graw Hill. Tercera Edición.
3. Prando Raul R. (1996). Manual de Gestión de Mantenimiento la
medida. Guatemala. Piedra Santa. Primera edición.
4. Rojas de Narvaez, Rosa (1997) Orientaciones practicas para la
elaboración de informes de investigación. Puerto Ordaz.
Ediciones UNEXPO. Segunda Edicion.
5. Taylor, G. (1985). Ingeniería Económica. Segunda Edición.
Caracas, Venezuela: Editorial Limusa, S.A.
6. Tavares Lourival Augusto (2000) Administración moderna de
Mantenimiento. Brasil. Novo Polo Publicações. Primera Edición
7. Tavares Lourival Augusto, Marco A. Calixto Gonzaga, Paulo R. Dos
Santos E., Joao Esmeraldo Da Silva (2005). Gestión Estratégica
en Activos de Mantenimiento. Brasil. Novo Polo Publicações.
Primera Edición.
192
APÉNDICES
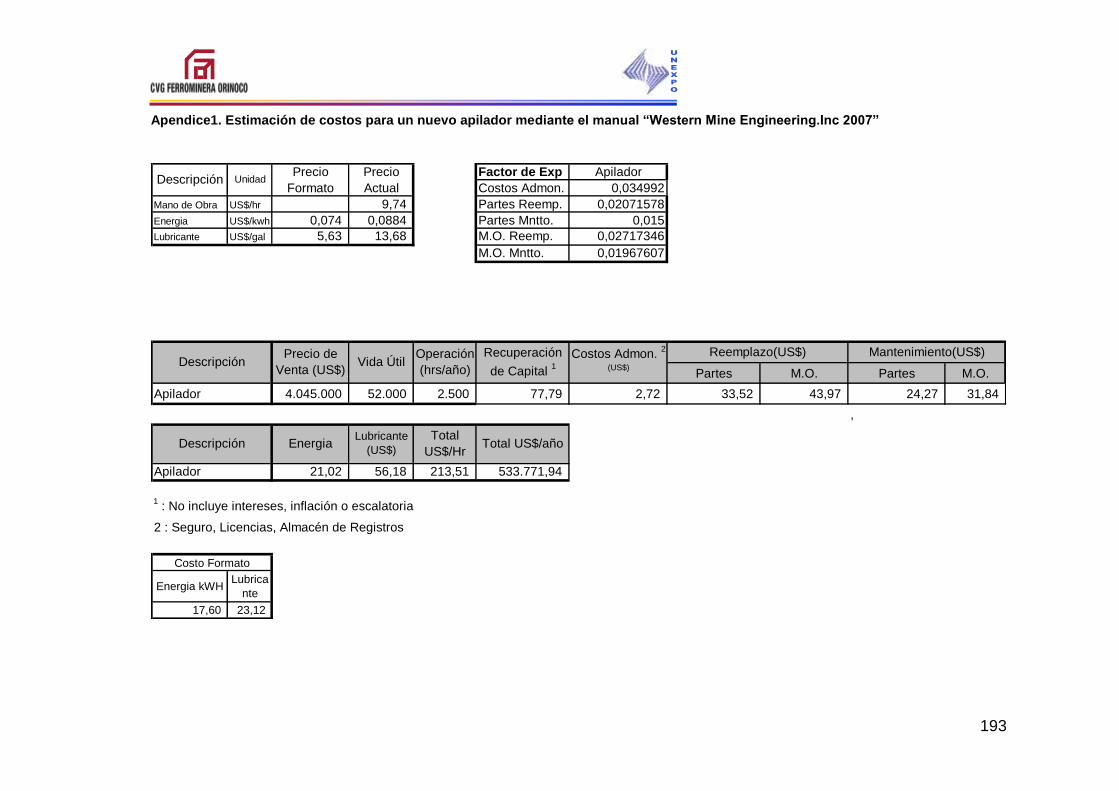
193
Apendice1. Estimación de costos para un nuevo apilador mediante el manual “Western Mine Engineering.Inc 2007”
Factor de Exp Apilador
Costos Admon. 0,034992
Mano de Obra US$/hr 9,74 Partes Reemp. 0,02071578
Energia US$/kwh 0,074 0,0884 Partes Mntto. 0,015
Lubricante US$/gal 5,63 13,68 M.O. Reemp. 0,02717346
M.O. Mntto. 0,01967607
Partes M.O. Partes M.O.
4.045.000 52.000 2.500 77,79 2,72 33,52 43,97 24,27 31,84
,
21,02 56,18 213,51 533.771,94
1 : No incluye intereses, inflación o escalatoria
2 : Seguro, Licencias, Almacén de Registros
Energia kWHLubrica
nte
17,60 23,12
UnidadDescripción
Vida ÚtilDescripciónPrecio de
Venta (US$)
Precio
Formato
Precio
Actual
Mantenimiento(US$)
Total US$/año
Reemplazo(US$)Operación
(hrs/año)
Costos Admon. 2
(US$)
Recuperación
de Capital 1
Costo Formato
Apilador
Descripción
Apilador
Total
US$/Hr
Lubricante
(US$)Energia
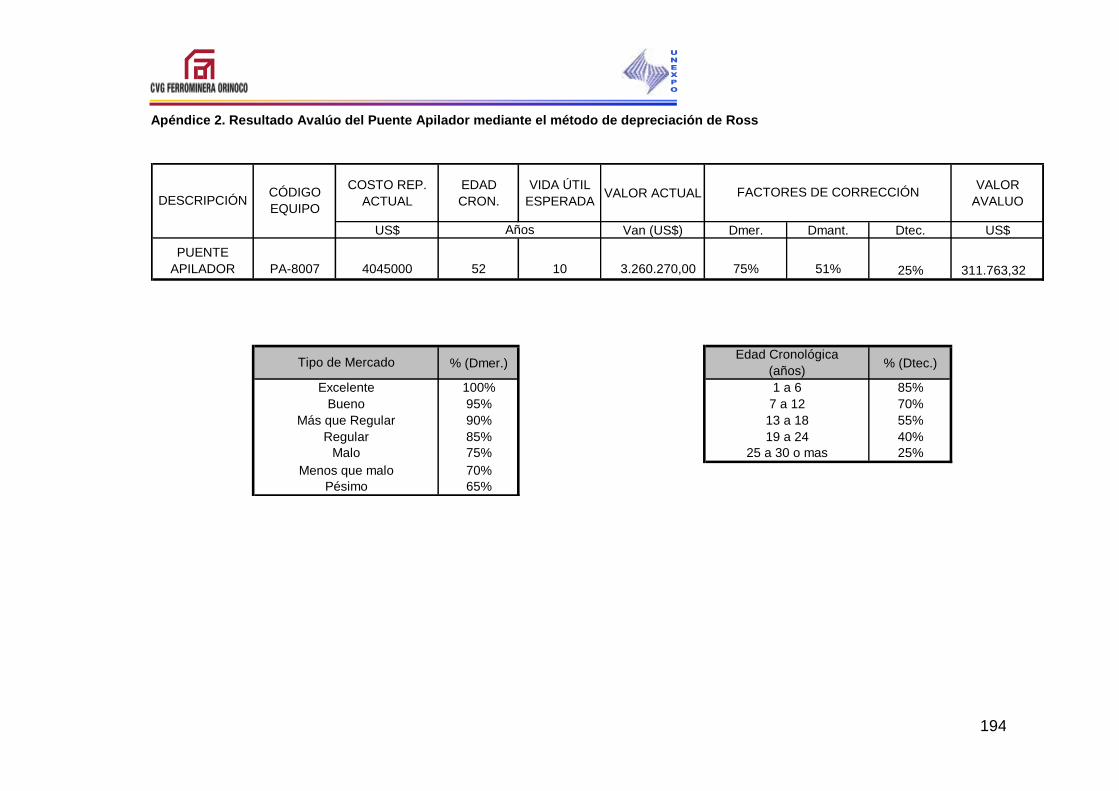
194
Apéndice 2. Resultado Avalúo del Puente Apilador mediante el método de depreciación de Ross
COSTO REP.
ACTUAL
EDAD
CRON.
VIDA ÚTIL
ESPERADAVALOR ACTUAL
VALOR
AVALUO
US$ Van (US$) Dmer. Dmant. Dtec. US$
PUENTE
APILADOR PA-8007 4045000 52 10 3.260.270,00 75% 51% 25% 311.763,32
% (Dmer.) % (Dtec.)
100% 85%
95% 70%
90% 55%
85% 40%
75% 25%
70%
65%Pésimo
Edad Cronológica
(años)
1 a 6
7 a 12
19 a 24
13 a 18
25 a 30 o mas
Tipo de Mercado
Excelente
Bueno
Más que Regular
Regular
Malo
Menos que malo
DESCRIPCIÓNCÓDIGO
EQUIPO
FACTORES DE CORRECCIÓN
Años
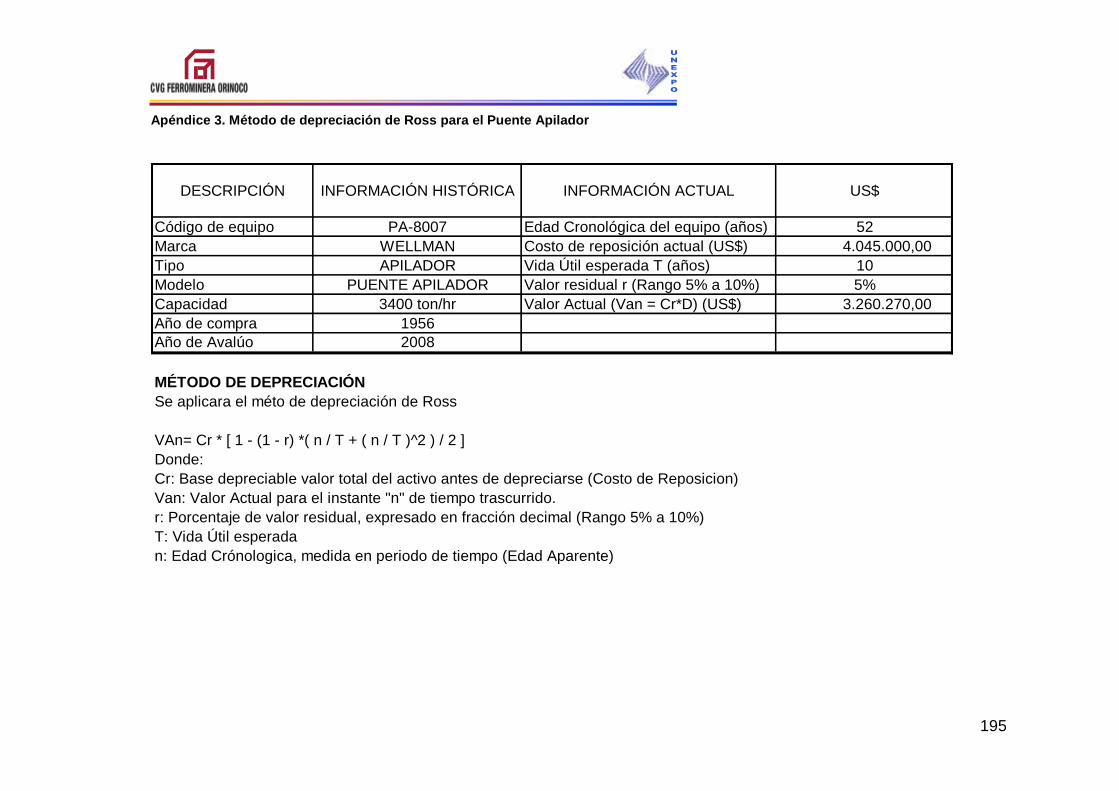
195
Apéndice 3. Método de depreciación de Ross para el Puente Apilador
DESCRIPCIÓN INFORMACIÓN HISTÓRICA INFORMACIÓN ACTUAL US$
Código de equipo PA-8007 Edad Cronológica del equipo (años) 52
Marca WELLMAN Costo de reposición actual (US$) 4.045.000,00
Tipo APILADOR Vida Útil esperada T (años) 10
Modelo PUENTE APILADOR Valor residual r (Rango 5% a 10%) 5%
Capacidad 3400 ton/hr Valor Actual (Van = Cr*D) (US$) 3.260.270,00
Año de compra 1956
Año de Avalúo 2008
Se aplicara el méto de depreciación de Ross
Donde:
Cr: Base depreciable valor total del activo antes de depreciarse (Costo de Reposicion)
Van: Valor Actual para el instante "n" de tiempo trascurrido.
r: Porcentaje de valor residual, expresado en fracción decimal (Rango 5% a 10%)
T: Vida Útil esperada
n: Edad Crónologica, medida en periodo de tiempo (Edad Aparente)
MÉTODO DE DEPRECIACIÓN
VAn= Cr * [ 1 - (1 - r) *( n / T + ( n / T )^2 ) / 2 ]
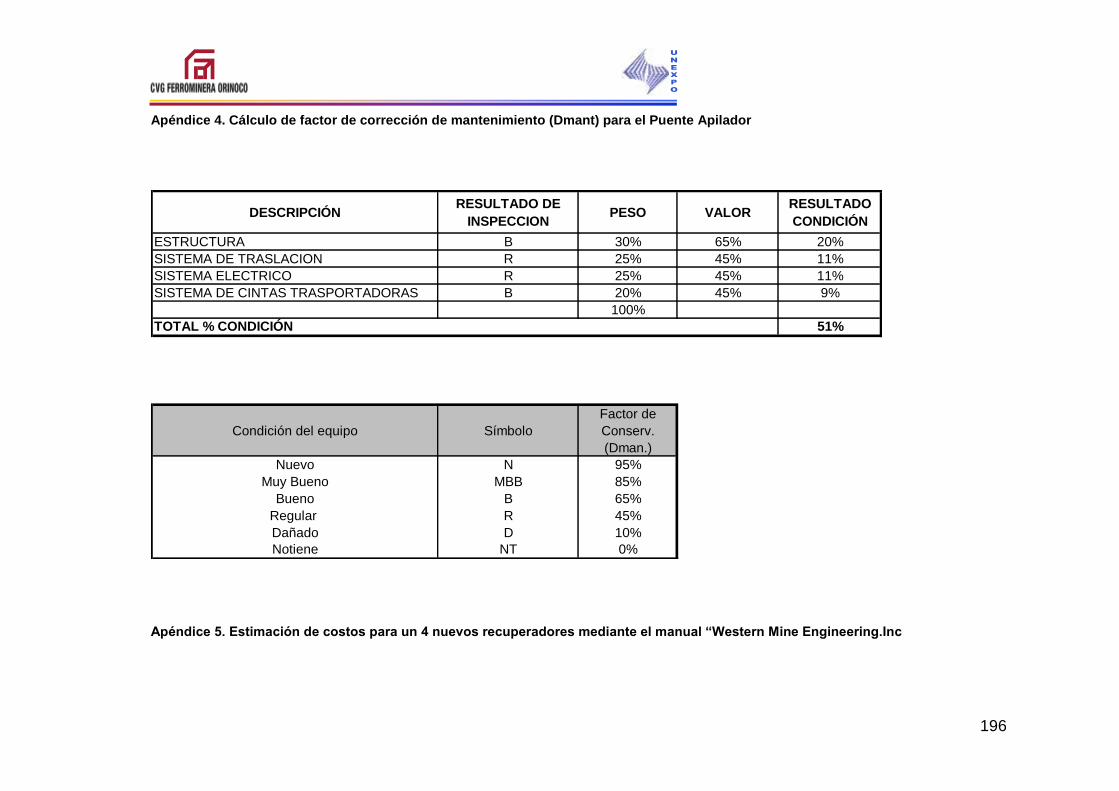
196
Apéndice 4. Cálculo de factor de corrección de mantenimiento (Dmant) para el Puente Apilador
DESCRIPCIÓNRESULTADO DE
INSPECCIONPESO VALOR
RESULTADO
CONDICIÓN
ESTRUCTURA B 30% 65% 20%
SISTEMA DE TRASLACION R 25% 45% 11%
SISTEMA ELECTRICO R 25% 45% 11%
SISTEMA DE CINTAS TRASPORTADORAS B 20% 45% 9%
100%
51%
Condición del equipo Símbolo
Factor de
Conserv.
(Dman.)
Nuevo N 95%
Muy Bueno MBB 85%
Bueno B 65%
Regular R 45%
Dañado D 10%
Notiene NT 0%
TOTAL % CONDICIÓN
Apéndice 5. Estimación de costos para un 4 nuevos recuperadores mediante el manual “Western Mine Engineering.Inc
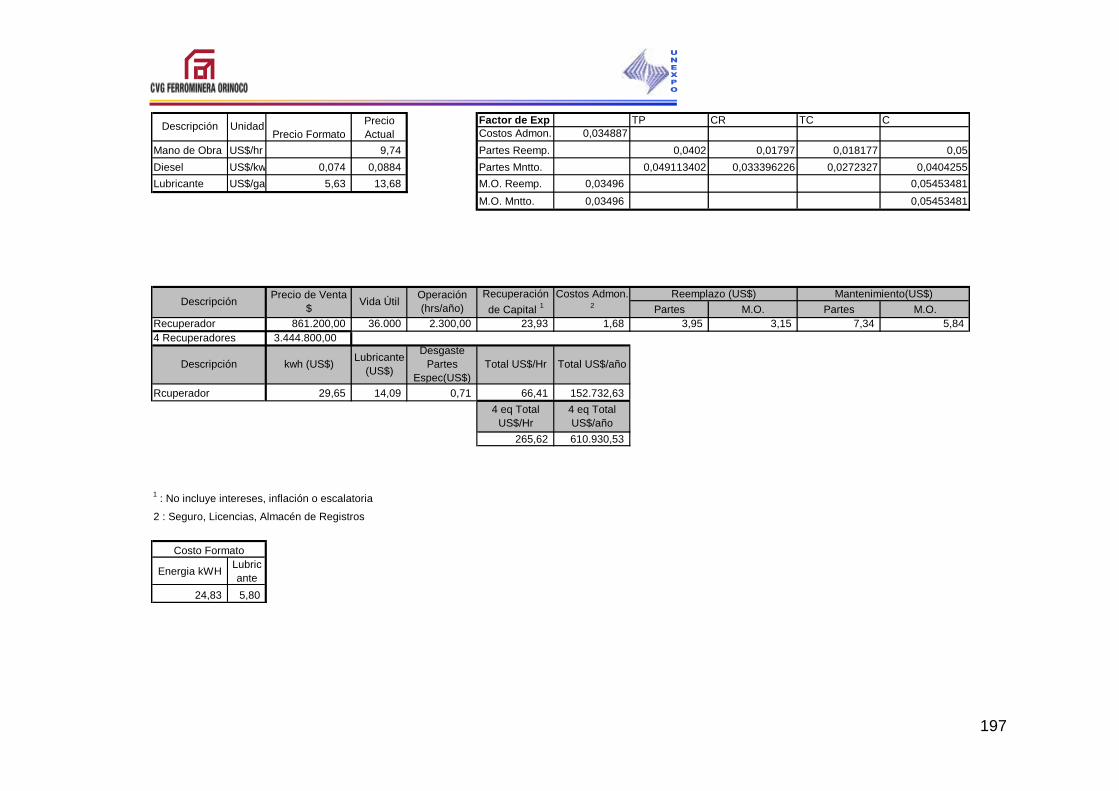
197
Factor de Exp TP CR TC C
Costos Admon. 0,034887
Mano de Obra US$/hr 9,74 Partes Reemp. 0,0402 0,01797 0,018177 0,05
Diesel US$/kwh 0,074 0,0884 Partes Mntto. 0,049113402 0,033396226 0,0272327 0,0404255
Lubricante US$/gal 5,63 13,68 M.O. Reemp. 0,03496 0,05453481
M.O. Mntto. 0,03496 0,05453481
Partes M.O. Partes M.O.
861.200,00 36.000 2.300,00 23,93 1,68 3,95 3,15 7,34 5,84
3.444.800,00
29,65 14,09 0,71 66,41 152.732,63
265,62 610.930,53
1 : No incluye intereses, inflación o escalatoria
2 : Seguro, Licencias, Almacén de Registros
Energia kWHLubric
ante
24,83 5,80
Costo Formato
4 Recuperadores
Costos Admon. 2
Recuperación
de Capital 1
Operación
(hrs/año)
Descripción
UnidadDescripción
Vida Útil
Precio Formato
Precio
Actual
Mantenimiento(US$)Reemplazo (US$)Descripción
kwh (US$)
Precio de Venta
$
Recuperador
Rcuperador
Total US$/HrLubricante
(US$)Total US$/año
Desgaste
Partes
Espec(US$)
4 eq Total
US$/Hr
4 eq Total
US$/año
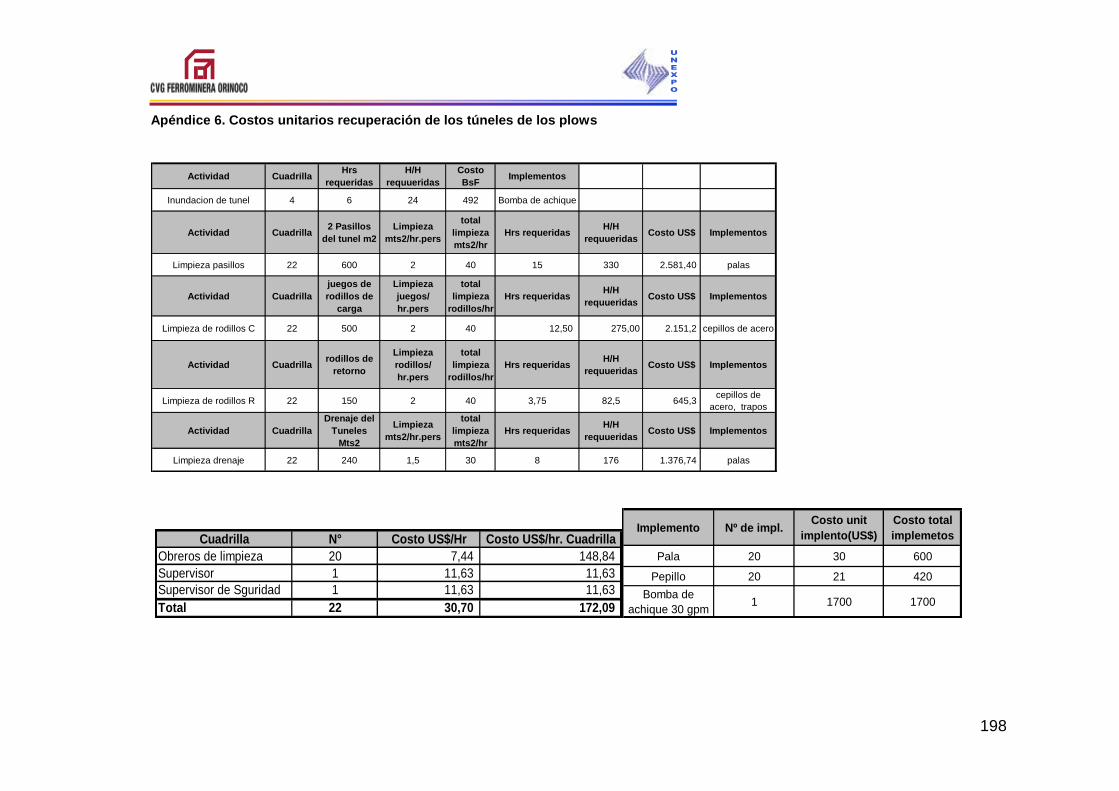
198
Apéndice 6. Costos unitarios recuperación de los túneles de los plows
Actividad CuadrillaHrs
requeridas
H/H
requueridas
Costo
BsFImplementos
Inundacion de tunel 4 6 24 492 Bomba de achique
Actividad Cuadrilla2 Pasillos
del tunel m2
Limpieza
mts2/hr.pers
total
limpieza
mts2/hr
Hrs requeridasH/H
requueridasCosto US$ Implementos
Limpieza pasillos 22 600 2 40 15 330 2.581,40 palas
Actividad Cuadrilla
juegos de
rodillos de
carga
Limpieza
juegos/
hr.pers
total
limpieza
rodillos/hr
Hrs requeridasH/H
requueridasCosto US$ Implementos
Limpieza de rodillos C 22 500 2 40 12,50 275,00 2.151,2 cepillos de acero
Actividad Cuadrillarodillos de
retorno
Limpieza
rodillos/
hr.pers
total
limpieza
rodillos/hr
Hrs requeridasH/H
requueridasCosto US$ Implementos
Limpieza de rodillos R 22 150 2 40 3,75 82,5 645,3 cepillos de
acero, trapos
Actividad Cuadrilla
Drenaje del
Tuneles
Mts2
Limpieza
mts2/hr.pers
total
limpieza
mts2/hr
Hrs requeridasH/H
requueridasCosto US$ Implementos
Limpieza drenaje 22 240 1,5 30 8 176 1.376,74 palas
Cuadrilla N° Costo US$/Hr Costo US$/hr. Cuadrilla
Obreros de limpieza 20 7,44 148,84
Supervisor 1 11,63 11,63
Supervisor de Sguridad 1 11,63 11,63
Total 22 30,70 172,09
Implemento Nº de impl.Costo unit
implento(US$)
Costo total
implemetos
Pala 20 30 600
Pepillo 20 21 420
Bomba de
achique 30 gpm 1 1700 1700
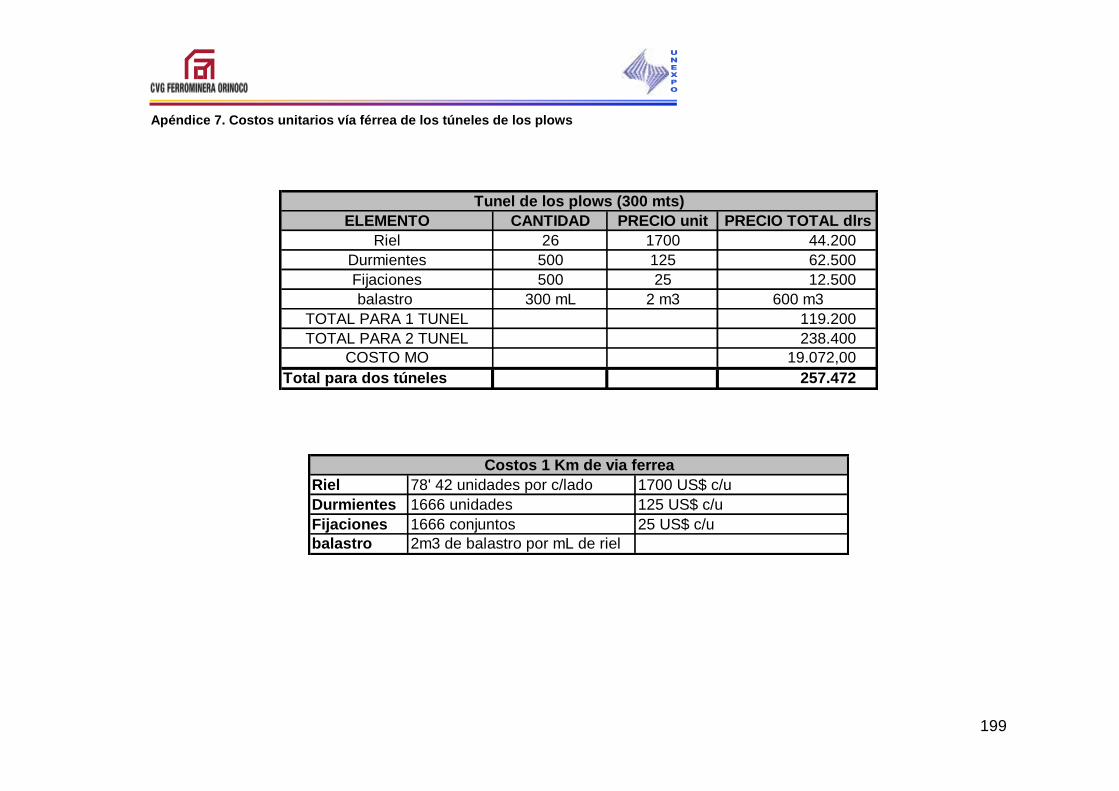
199
Apéndice 7. Costos unitarios vía férrea de los túneles de los plows
ELEMENTO CANTIDAD PRECIO unit PRECIO TOTAL dlrs
Riel 26 1700 44.200
Durmientes 500 125 62.500
Fijaciones 500 25 12.500
balastro 300 mL 2 m3 600 m3
TOTAL PARA 1 TUNEL 119.200
TOTAL PARA 2 TUNEL 238.400
COSTO MO 19.072,00
Total para dos túneles 257.472
Tunel de los plows (300 mts)
Riel 78' 42 unidades por c/lado 1700 US$ c/u
Durmientes 1666 unidades 125 US$ c/u
Fijaciones 1666 conjuntos 25 US$ c/u
balastro 2m3 de balastro por mL de riel
Costos 1 Km de via ferrea
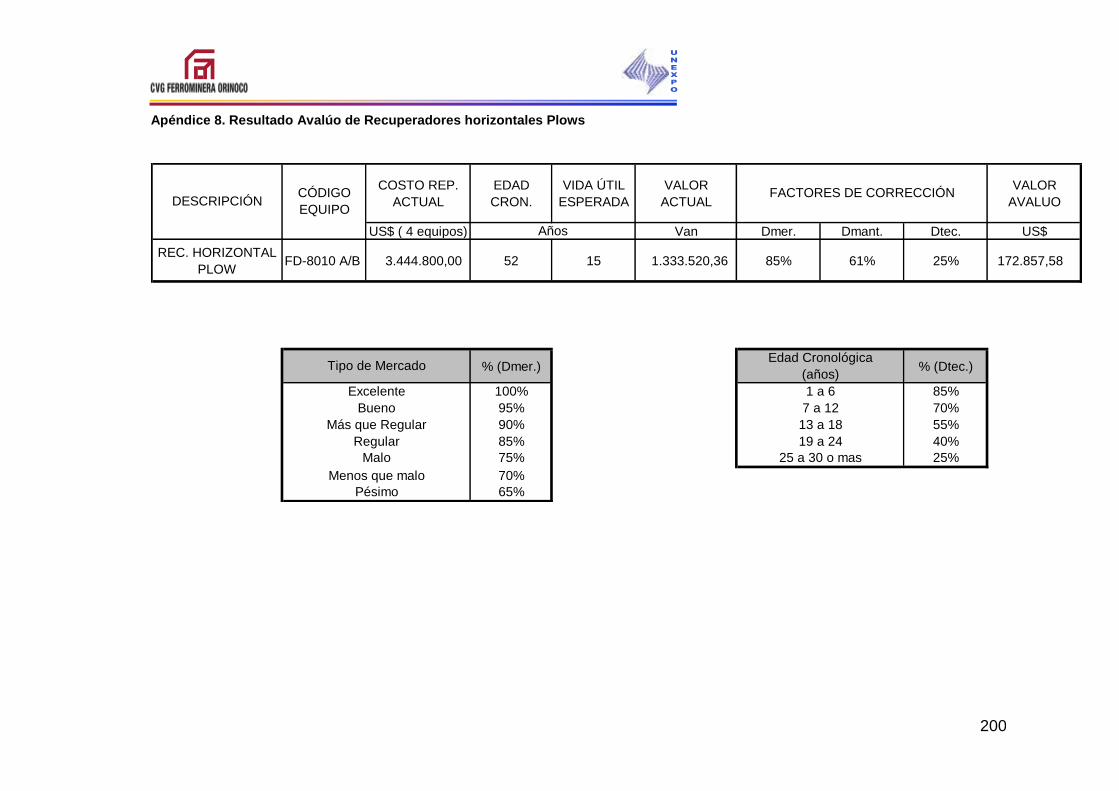
200
Apéndice 8. Resultado Avalúo de Recuperadores horizontales Plows
COSTO REP.
ACTUAL
EDAD
CRON.
VIDA ÚTIL
ESPERADA
VALOR
ACTUAL
VALOR
AVALUO
US$ ( 4 equipos) Van Dmer. Dmant. Dtec. US$
REC. HORIZONTAL
PLOWFD-8010 A/B 3.444.800,00 52 15 1.333.520,36 85% 61% 25% 172.857,58
% (Dmer.) % (Dtec.)
100% 85%
95% 70%
90% 55%
85% 40%
75% 25%
70%
65%Pésimo
Edad Cronológica
(años)
1 a 6
7 a 12
19 a 24
13 a 18
25 a 30 o mas
Tipo de Mercado
Excelente
Bueno
Más que Regular
Regular
Malo
Menos que malo
DESCRIPCIÓNCÓDIGO
EQUIPO
FACTORES DE CORRECCIÓN
Años
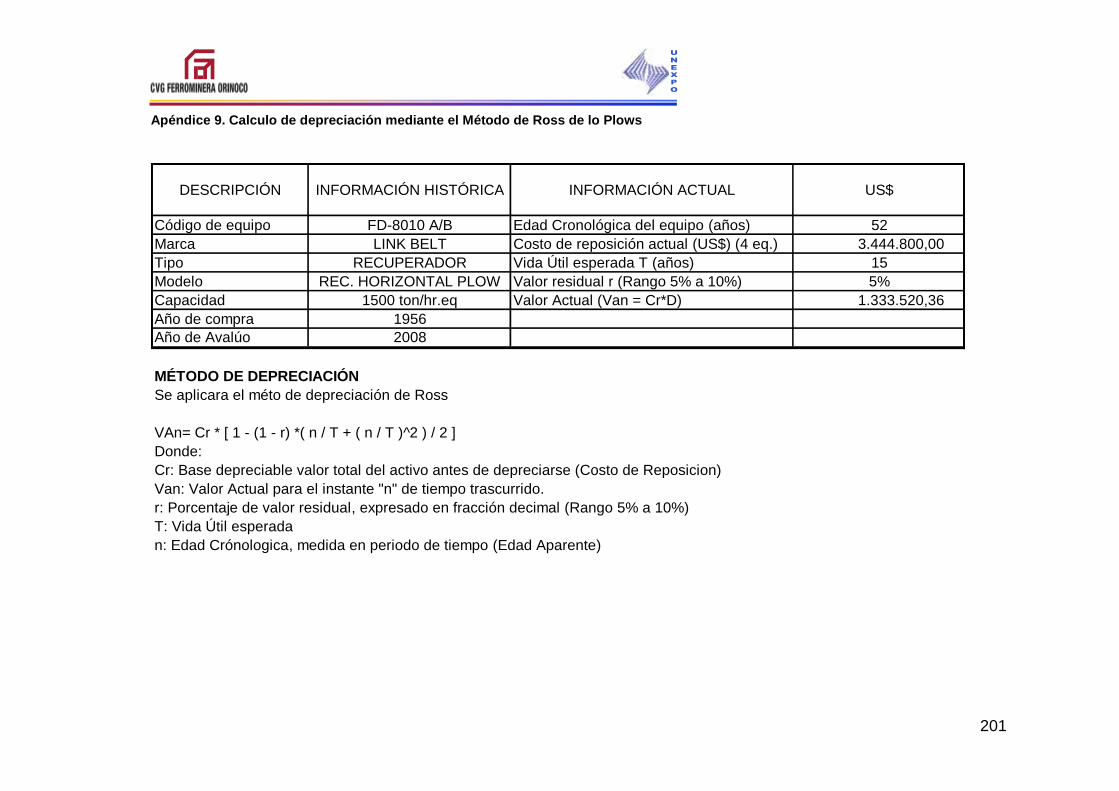
201
Apéndice 9. Calculo de depreciación mediante el Método de Ross de lo Plows
DESCRIPCIÓN INFORMACIÓN HISTÓRICA INFORMACIÓN ACTUAL US$
Código de equipo FD-8010 A/B Edad Cronológica del equipo (años) 52
Marca LINK BELT Costo de reposición actual (US$) (4 eq.) 3.444.800,00
Tipo RECUPERADOR Vida Útil esperada T (años) 15
Modelo REC. HORIZONTAL PLOW Valor residual r (Rango 5% a 10%) 5%
Capacidad 1500 ton/hr.eq Valor Actual (Van = Cr*D) 1.333.520,36
Año de compra 1956
Año de Avalúo 2008
Se aplicara el méto de depreciación de Ross
Donde:
Cr: Base depreciable valor total del activo antes de depreciarse (Costo de Reposicion)
Van: Valor Actual para el instante "n" de tiempo trascurrido.
r: Porcentaje de valor residual, expresado en fracción decimal (Rango 5% a 10%)
T: Vida Útil esperada
n: Edad Crónologica, medida en periodo de tiempo (Edad Aparente)
MÉTODO DE DEPRECIACIÓN
VAn= Cr * [ 1 - (1 - r) *( n / T + ( n / T )^2 ) / 2 ]
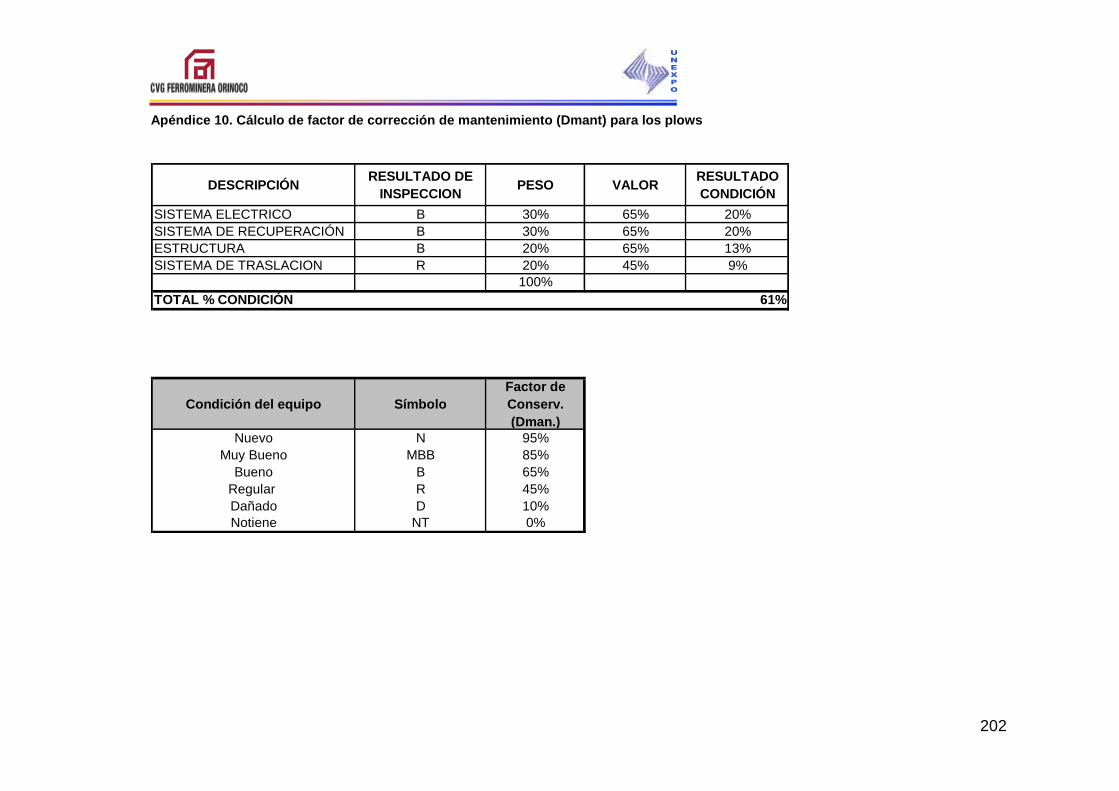
202
Apéndice 10. Cálculo de factor de corrección de mantenimiento (Dmant) para los plows
DESCRIPCIÓNRESULTADO DE
INSPECCIONPESO VALOR
RESULTADO
CONDICIÓN
SISTEMA ELECTRICO B 30% 65% 20%
SISTEMA DE RECUPERACIÓN B 30% 65% 20%
ESTRUCTURA B 20% 65% 13%
SISTEMA DE TRASLACION R 20% 45% 9%
100%
61%
Condición del equipo Símbolo
Factor de
Conserv.
(Dman.)
Nuevo N 95%
Muy Bueno MBB 85%
Bueno B 65%
Regular R 45%
Dañado D 10%
Notiene NT 0%
TOTAL % CONDICIÓN
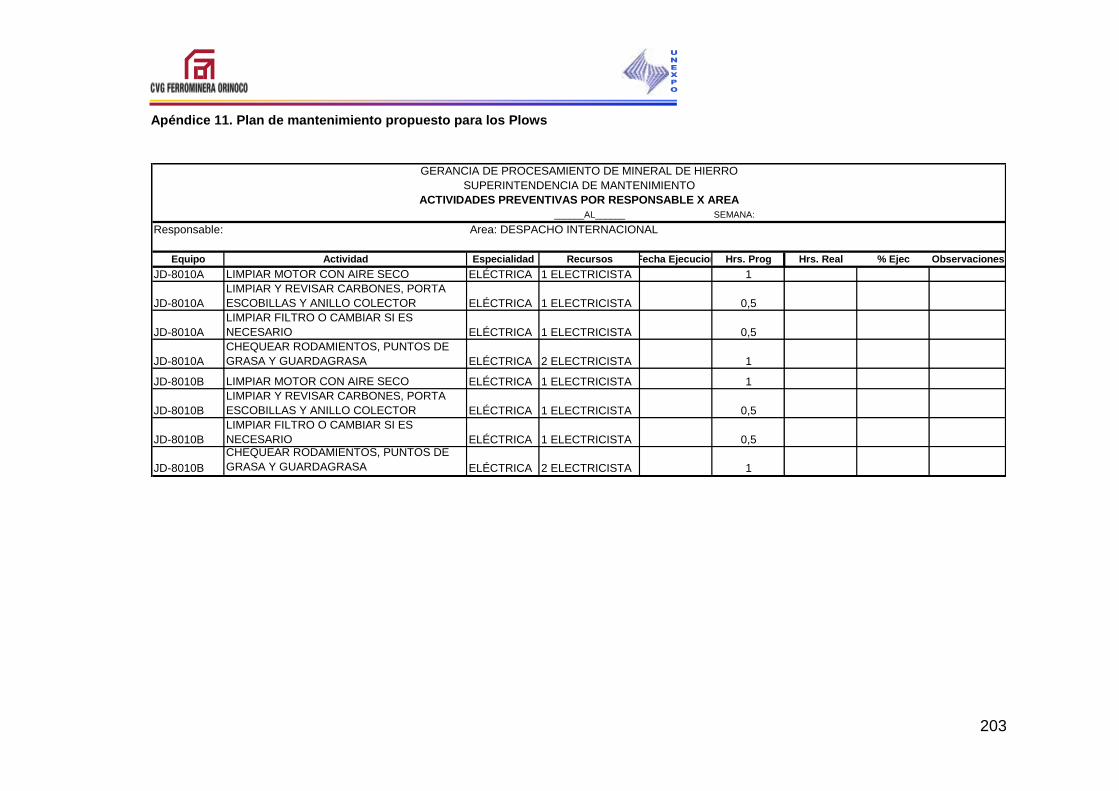
203
Apéndice 11. Plan de mantenimiento propuesto para los Plows
______AL______ SEMANA:
Responsable: Area: DESPACHO INTERNACIONAL
Equipo Actividad Especialidad Recursos Fecha Ejecucion Hrs. Prog Hrs. Real % Ejec Observaciones
JD-8010A LIMPIAR MOTOR CON AIRE SECO ELÉCTRICA 1 ELECTRICISTA 1
JD-8010A
LIMPIAR Y REVISAR CARBONES, PORTA
ESCOBILLAS Y ANILLO COLECTOR ELÉCTRICA 1 ELECTRICISTA 0,5
JD-8010A
LIMPIAR FILTRO O CAMBIAR SI ES
NECESARIO ELÉCTRICA 1 ELECTRICISTA 0,5
JD-8010A
CHEQUEAR RODAMIENTOS, PUNTOS DE
GRASA Y GUARDAGRASA ELÉCTRICA 2 ELECTRICISTA 1
JD-8010B LIMPIAR MOTOR CON AIRE SECO ELÉCTRICA 1 ELECTRICISTA 1
JD-8010B
LIMPIAR Y REVISAR CARBONES, PORTA
ESCOBILLAS Y ANILLO COLECTOR ELÉCTRICA 1 ELECTRICISTA 0,5
JD-8010B
LIMPIAR FILTRO O CAMBIAR SI ES
NECESARIO ELÉCTRICA 1 ELECTRICISTA 0,5
JD-8010B
CHEQUEAR RODAMIENTOS, PUNTOS DE
GRASA Y GUARDAGRASA ELÉCTRICA 2 ELECTRICISTA 1
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
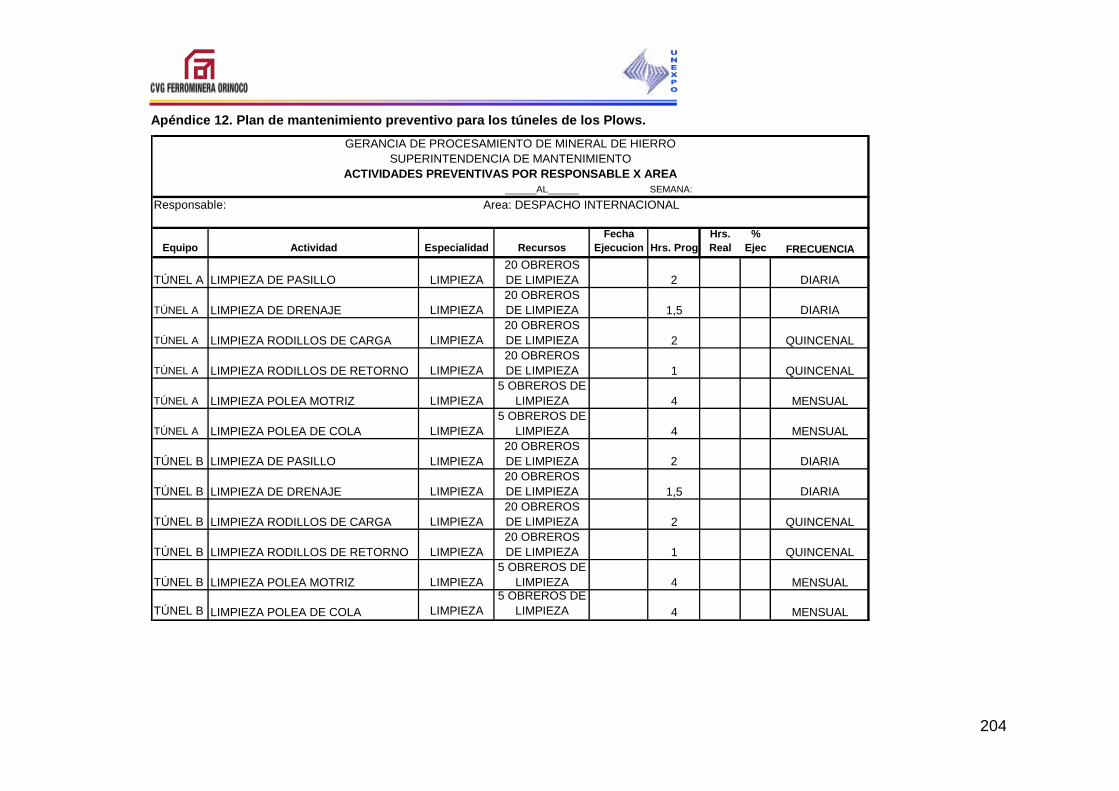
204
Apéndice 12. Plan de mantenimiento preventivo para los túneles de los Plows.
______AL______ SEMANA:
Responsable: Area: DESPACHO INTERNACIONAL
Equipo Actividad Especialidad Recursos
Fecha
Ejecucion Hrs. Prog
Hrs.
Real
%
Ejec FRECUENCIA
TÚNEL A LIMPIEZA DE PASILLO LIMPIEZA
20 OBREROS
DE LIMPIEZA 2 DIARIA
TÚNEL A LIMPIEZA DE DRENAJE LIMPIEZA
20 OBREROS
DE LIMPIEZA 1,5 DIARIA
TÚNEL A LIMPIEZA RODILLOS DE CARGA LIMPIEZA
20 OBREROS
DE LIMPIEZA 2 QUINCENAL
TÚNEL A LIMPIEZA RODILLOS DE RETORNO LIMPIEZA
20 OBREROS
DE LIMPIEZA 1 QUINCENAL
TÚNEL A LIMPIEZA POLEA MOTRIZ LIMPIEZA
5 OBREROS DE
LIMPIEZA 4 MENSUAL
TÚNEL A LIMPIEZA POLEA DE COLA LIMPIEZA
5 OBREROS DE
LIMPIEZA 4 MENSUAL
TÚNEL B LIMPIEZA DE PASILLO LIMPIEZA
20 OBREROS
DE LIMPIEZA 2 DIARIA
TÚNEL B LIMPIEZA DE DRENAJE LIMPIEZA
20 OBREROS
DE LIMPIEZA 1,5 DIARIA
TÚNEL B LIMPIEZA RODILLOS DE CARGA LIMPIEZA
20 OBREROS
DE LIMPIEZA 2 QUINCENAL
TÚNEL B LIMPIEZA RODILLOS DE RETORNO LIMPIEZA
20 OBREROS
DE LIMPIEZA 1 QUINCENAL
TÚNEL B LIMPIEZA POLEA MOTRIZ LIMPIEZA
5 OBREROS DE
LIMPIEZA 4 MENSUAL
TÚNEL B LIMPIEZA POLEA DE COLA LIMPIEZA
5 OBREROS DE
LIMPIEZA 4 MENSUAL
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
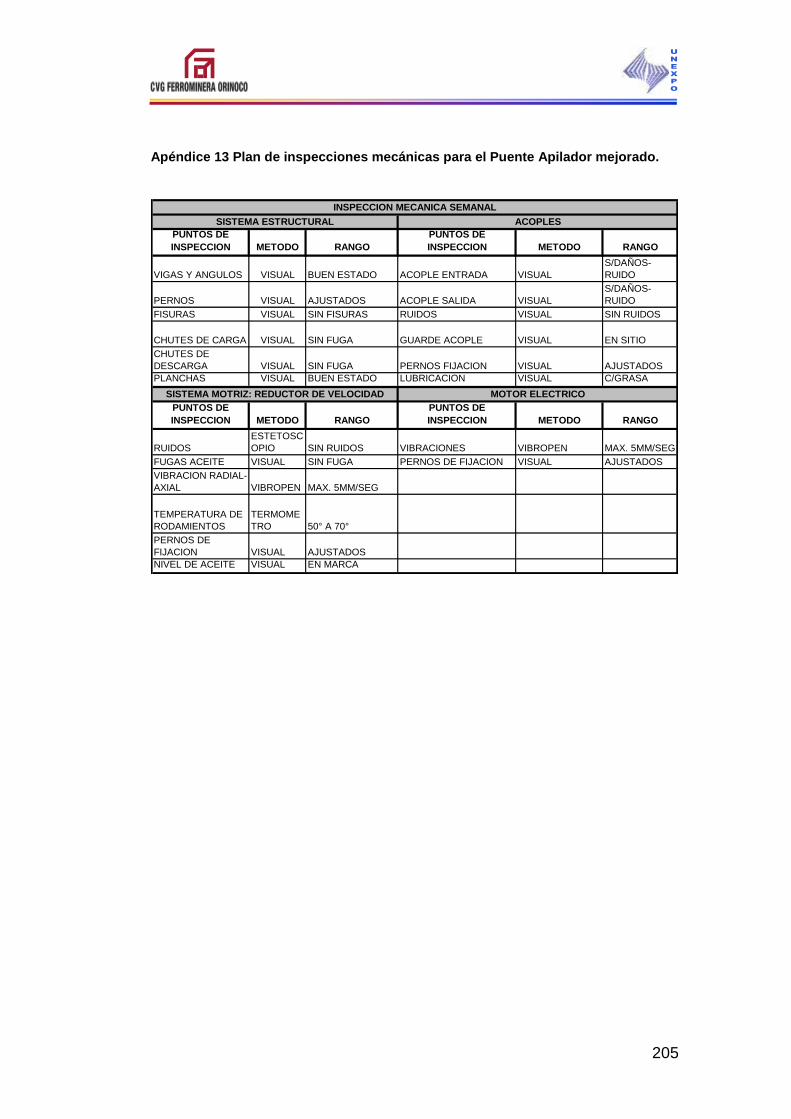
205
Apéndice 13 Plan de inspecciones mecánicas para el Puente Apilador mejorado.
PUNTOS DE
INSPECCION METODO RANGO
PUNTOS DE
INSPECCION METODO RANGO
VIGAS Y ANGULOS VISUAL BUEN ESTADO ACOPLE ENTRADA VISUAL
S/DAÑOS-
RUIDO
PERNOS VISUAL AJUSTADOS ACOPLE SALIDA VISUAL
S/DAÑOS-
RUIDO
FISURAS VISUAL SIN FISURAS RUIDOS VISUAL SIN RUIDOS
CHUTES DE CARGA VISUAL SIN FUGA GUARDE ACOPLE VISUAL EN SITIO
CHUTES DE
DESCARGA VISUAL SIN FUGA PERNOS FIJACION VISUAL AJUSTADOS
PLANCHAS VISUAL BUEN ESTADO LUBRICACION VISUAL C/GRASA
PUNTOS DE
INSPECCION METODO RANGO
PUNTOS DE
INSPECCION METODO RANGO
RUIDOS
ESTETOSC
OPIO SIN RUIDOS VIBRACIONES VIBROPEN MAX. 5MM/SEG
FUGAS ACEITE VISUAL SIN FUGA PERNOS DE FIJACION VISUAL AJUSTADOS
VIBRACION RADIAL-
AXIAL VIBROPEN MAX. 5MM/SEG
TEMPERATURA DE
RODAMIENTOS
TERMOME
TRO 50° A 70°
PERNOS DE
FIJACION VISUAL AJUSTADOS
NIVEL DE ACEITE VISUAL EN MARCA
MOTOR ELECTRICO
INSPECCION MECANICA SEMANAL
SISTEMA ESTRUCTURAL
SISTEMA MOTRIZ: REDUCTOR DE VELOCIDAD
ACOPLES
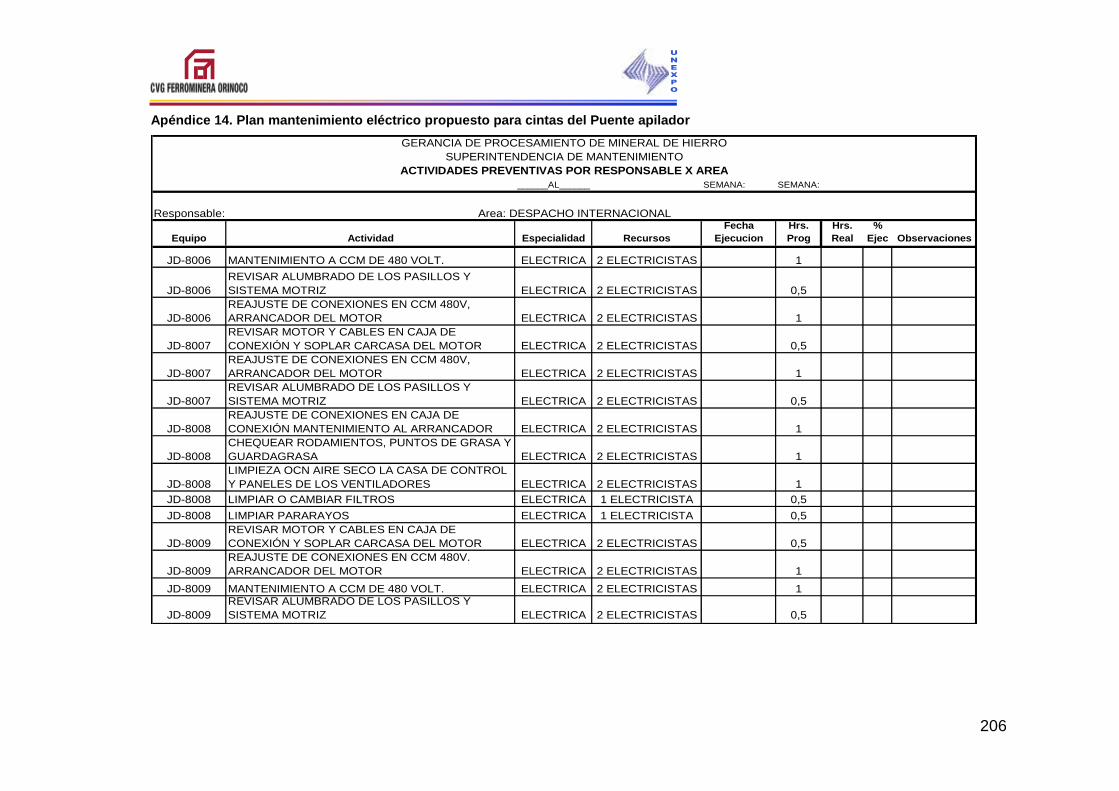
206
Apéndice 14. Plan mantenimiento eléctrico propuesto para cintas del Puente apilador
______AL______ SEMANA: SEMANA:
Equipo Actividad Especialidad Recursos
Fecha
Ejecucion
Hrs.
Prog
Hrs.
Real
%
Ejec Observaciones
JD-8006 MANTENIMIENTO A CCM DE 480 VOLT. ELECTRICA 2 ELECTRICISTAS 1
JD-8006
REVISAR ALUMBRADO DE LOS PASILLOS Y
SISTEMA MOTRIZ ELECTRICA 2 ELECTRICISTAS 0,5
JD-8006
REAJUSTE DE CONEXIONES EN CCM 480V,
ARRANCADOR DEL MOTOR ELECTRICA 2 ELECTRICISTAS 1
JD-8007
REVISAR MOTOR Y CABLES EN CAJA DE
CONEXIÓN Y SOPLAR CARCASA DEL MOTOR ELECTRICA 2 ELECTRICISTAS 0,5
JD-8007
REAJUSTE DE CONEXIONES EN CCM 480V,
ARRANCADOR DEL MOTOR ELECTRICA 2 ELECTRICISTAS 1
JD-8007
REVISAR ALUMBRADO DE LOS PASILLOS Y
SISTEMA MOTRIZ ELECTRICA 2 ELECTRICISTAS 0,5
JD-8008
REAJUSTE DE CONEXIONES EN CAJA DE
CONEXIÓN MANTENIMIENTO AL ARRANCADOR ELECTRICA 2 ELECTRICISTAS 1
JD-8008
CHEQUEAR RODAMIENTOS, PUNTOS DE GRASA Y
GUARDAGRASA ELECTRICA 2 ELECTRICISTAS 1
JD-8008
LIMPIEZA OCN AIRE SECO LA CASA DE CONTROL
Y PANELES DE LOS VENTILADORES ELECTRICA 2 ELECTRICISTAS 1
JD-8008 LIMPIAR O CAMBIAR FILTROS ELECTRICA 1 ELECTRICISTA 0,5
JD-8008 LIMPIAR PARARAYOS ELECTRICA 1 ELECTRICISTA 0,5
JD-8009
REVISAR MOTOR Y CABLES EN CAJA DE
CONEXIÓN Y SOPLAR CARCASA DEL MOTOR ELECTRICA 2 ELECTRICISTAS 0,5
JD-8009
REAJUSTE DE CONEXIONES EN CCM 480V.
ARRANCADOR DEL MOTOR ELECTRICA 2 ELECTRICISTAS 1
JD-8009 MANTENIMIENTO A CCM DE 480 VOLT. ELECTRICA 2 ELECTRICISTAS 1
JD-8009
REVISAR ALUMBRADO DE LOS PASILLOS Y
SISTEMA MOTRIZ ELECTRICA 2 ELECTRICISTAS 0,5
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
Responsable: Area: DESPACHO INTERNACIONAL
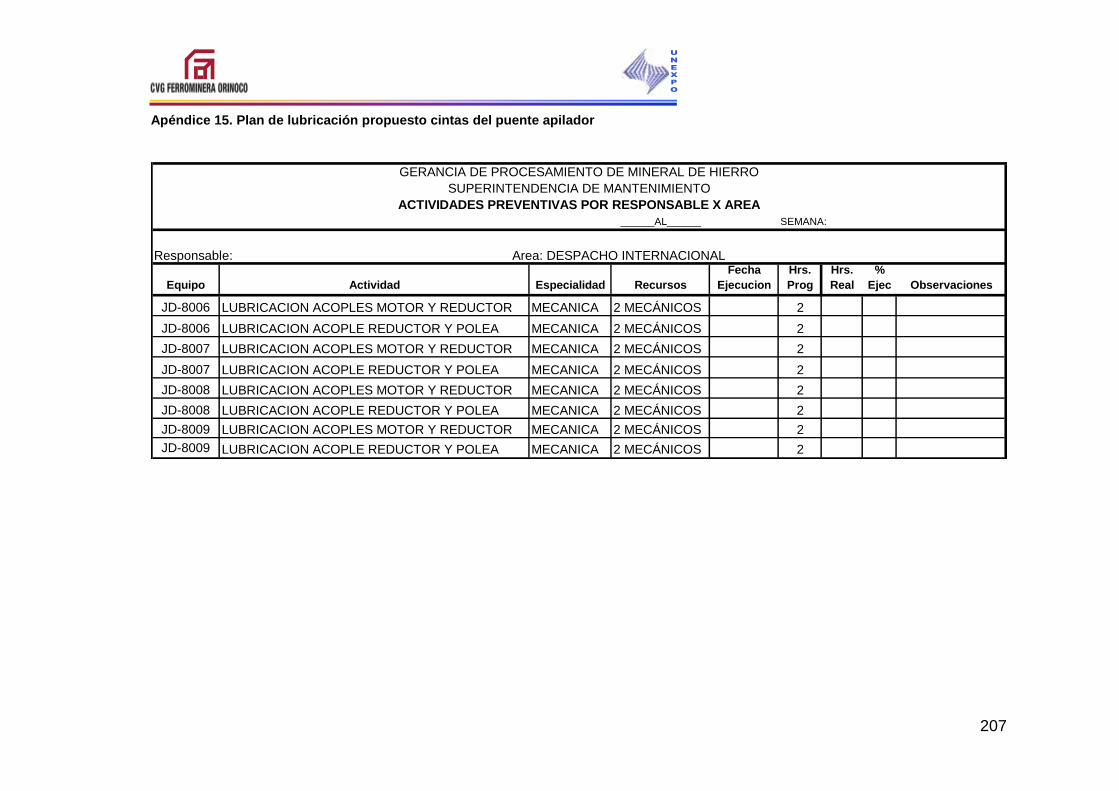
207
Apéndice 15. Plan de lubricación propuesto cintas del puente apilador
______AL______ SEMANA:
Equipo Actividad Especialidad Recursos
Fecha
Ejecucion
Hrs.
Prog
Hrs.
Real
%
Ejec Observaciones
JD-8006 LUBRICACION ACOPLES MOTOR Y REDUCTOR MECANICA 2 MECÁNICOS 2
JD-8006 LUBRICACION ACOPLE REDUCTOR Y POLEA MECANICA 2 MECÁNICOS 2
JD-8007 LUBRICACION ACOPLES MOTOR Y REDUCTOR MECANICA 2 MECÁNICOS 2
JD-8007 LUBRICACION ACOPLE REDUCTOR Y POLEA MECANICA 2 MECÁNICOS 2
JD-8008 LUBRICACION ACOPLES MOTOR Y REDUCTOR MECANICA 2 MECÁNICOS 2
JD-8008 LUBRICACION ACOPLE REDUCTOR Y POLEA MECANICA 2 MECÁNICOS 2
JD-8009 LUBRICACION ACOPLES MOTOR Y REDUCTOR MECANICA 2 MECÁNICOS 2
JD-8009 LUBRICACION ACOPLE REDUCTOR Y POLEA MECANICA 2 MECÁNICOS 2
Responsable: Area: DESPACHO INTERNACIONAL
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
208
ANEXOS

209
Anexo 1. Plano general del Puente Apilador
210
Anexo 2. Riel de desplazamiento del puente apilador
Anexo 3. Correa JD-8006
211
Anexo 4. Recuperador FMC
Anexo 5. Fosa multipropósito
212
Anexo 6. Cabina de control del Puente apilador
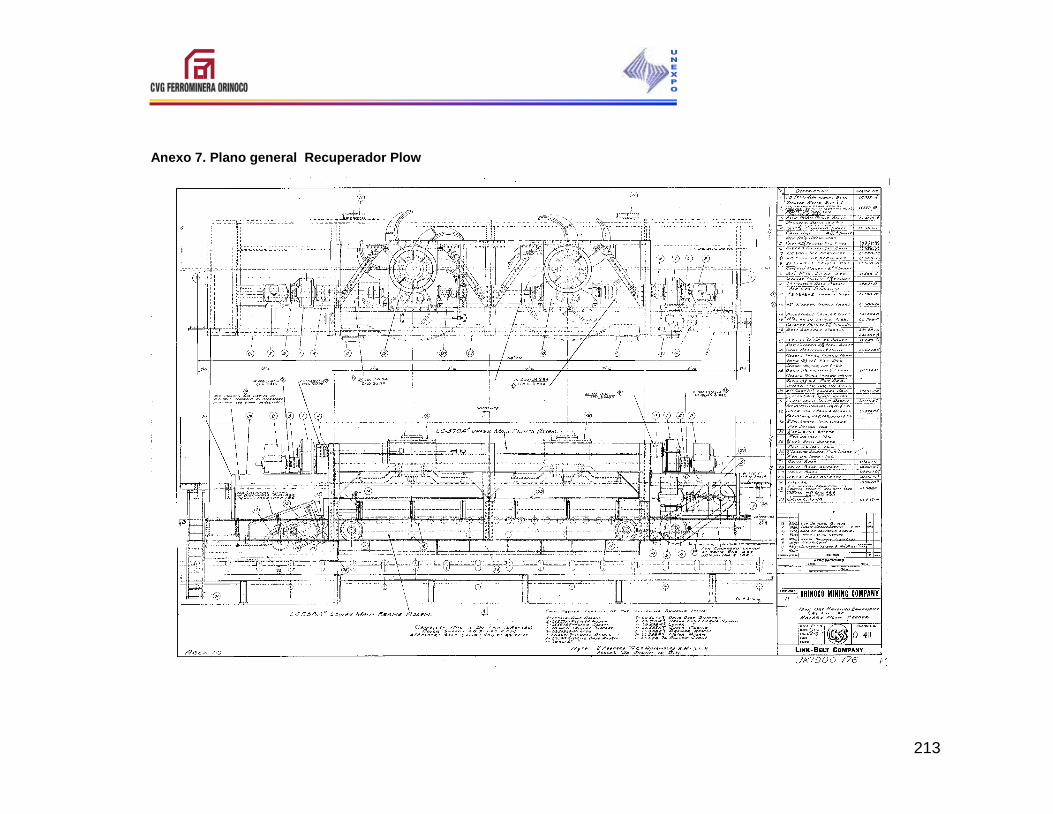
213
Anexo 7. Plano general Recuperador Plow
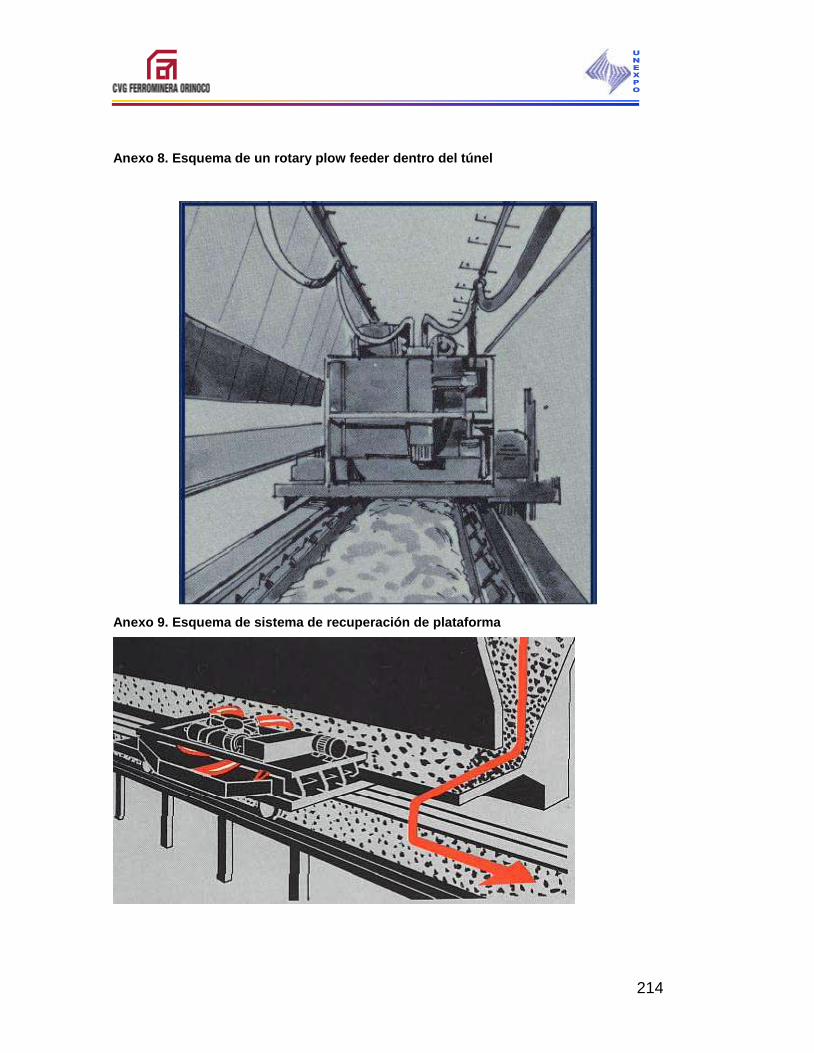
214
Anexo 8. Esquema de un rotary plow feeder dentro del túnel
Anexo 9. Esquema de sistema de recuperación de plataforma

215
Anexo 10. Túnel B y plataforma donde el mineral se deposita por gravedad
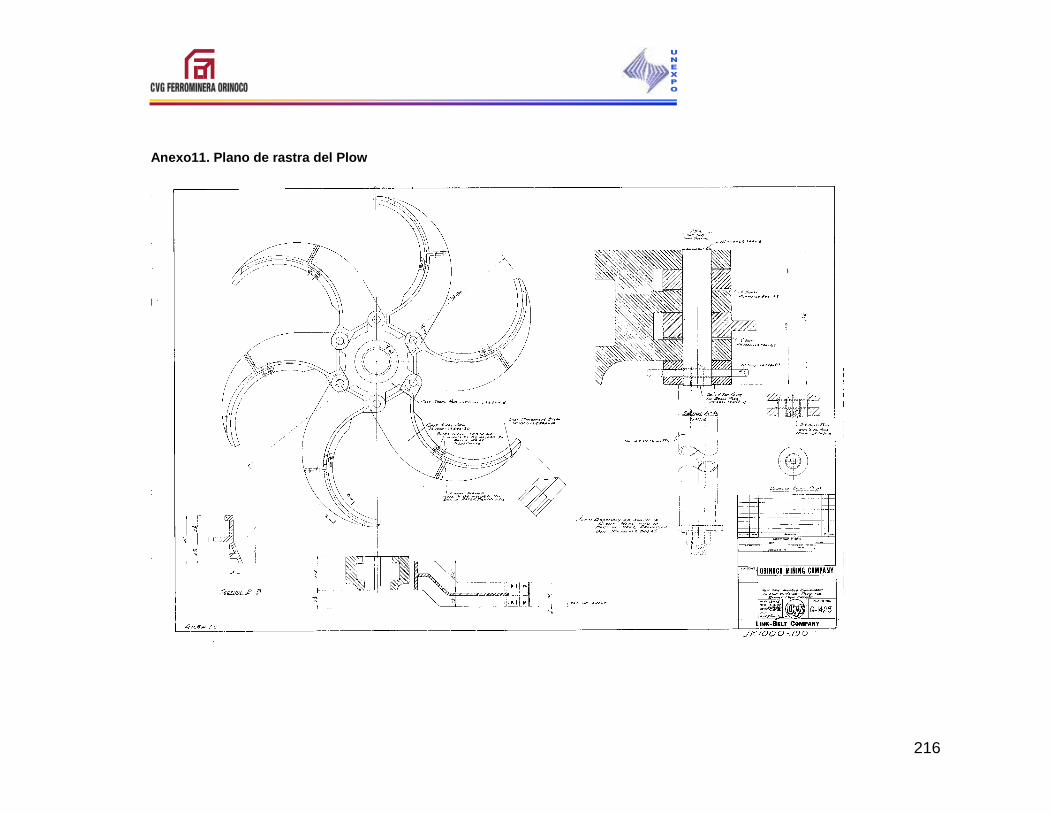
216
Anexo11. Plano de rastra del Plow
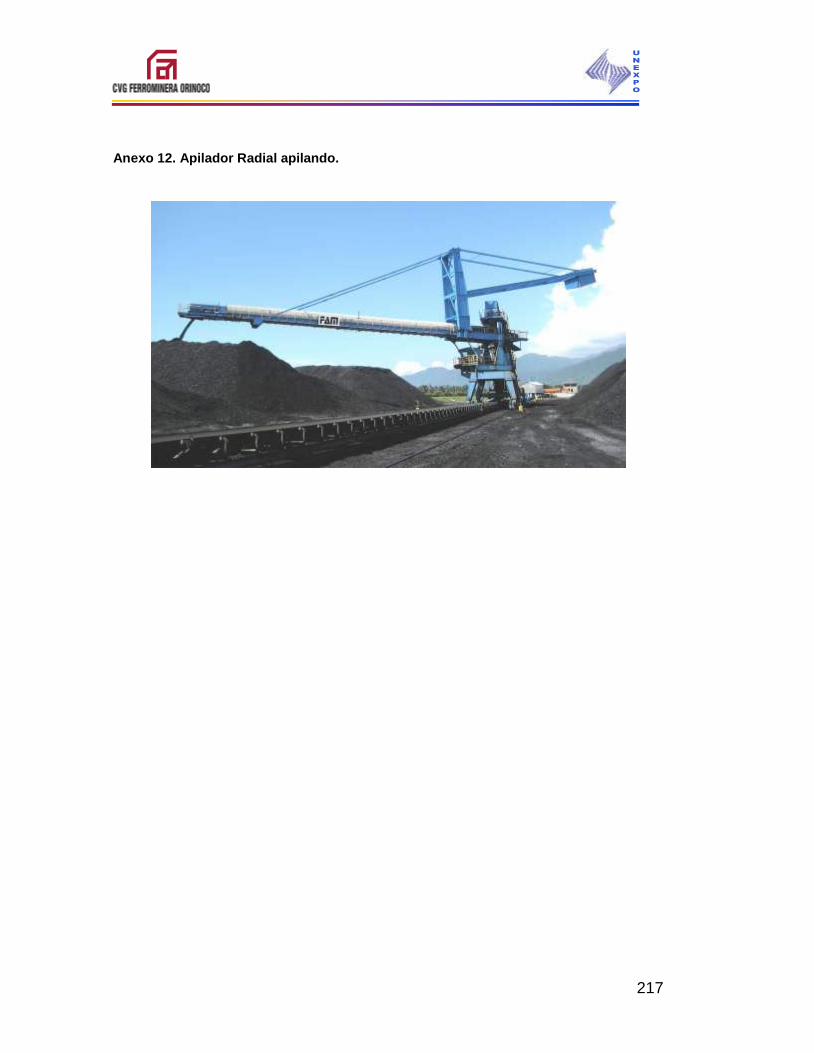
217
Anexo 12. Apilador Radial apilando.
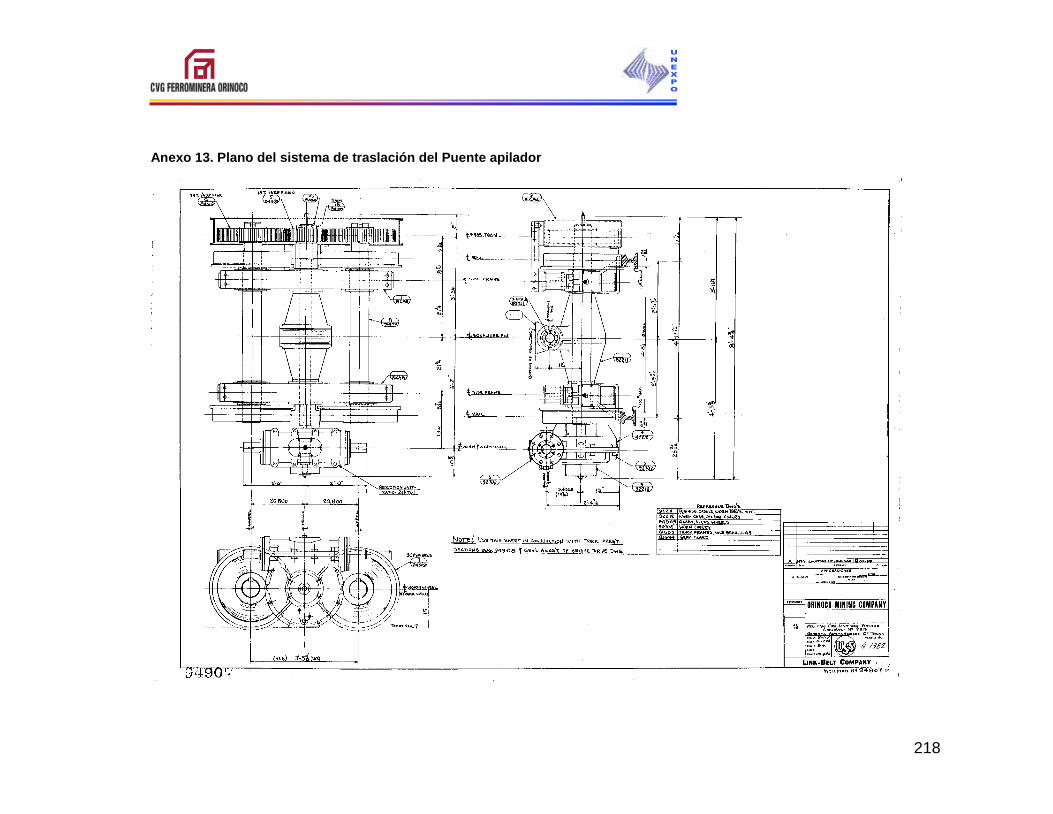
218
Anexo 13. Plano del sistema de traslación del Puente apilador
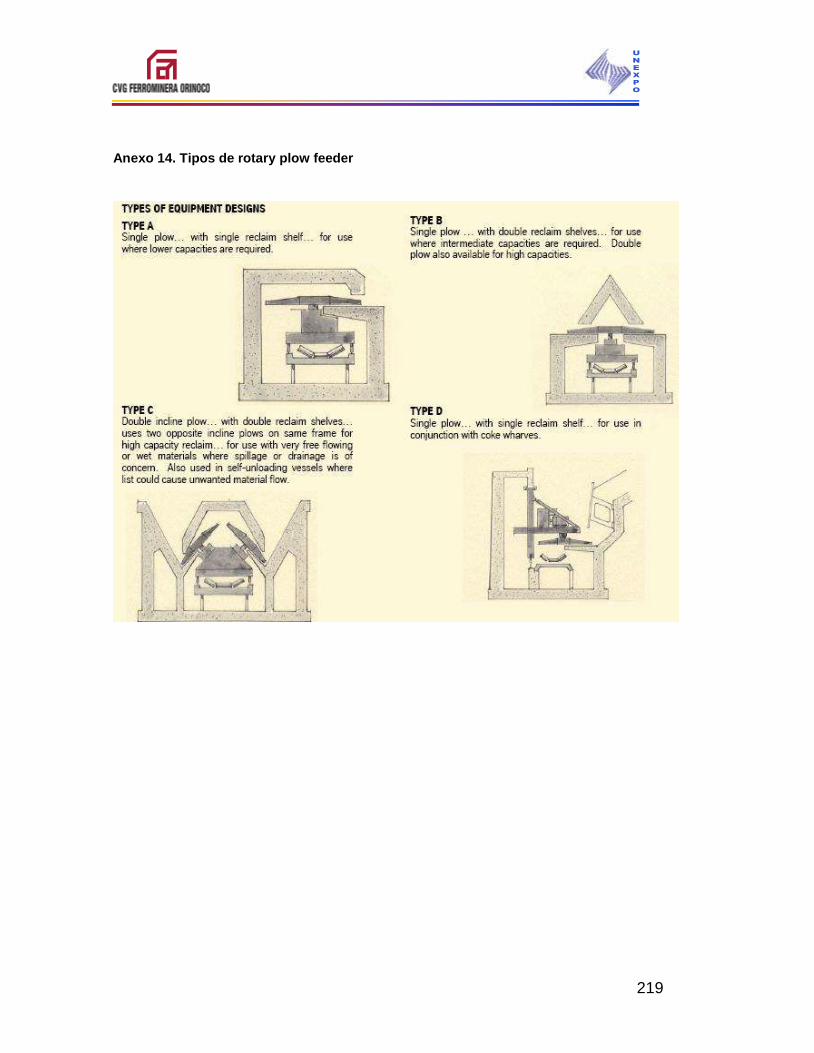
219
Anexo 14. Tipos de rotary plow feeder
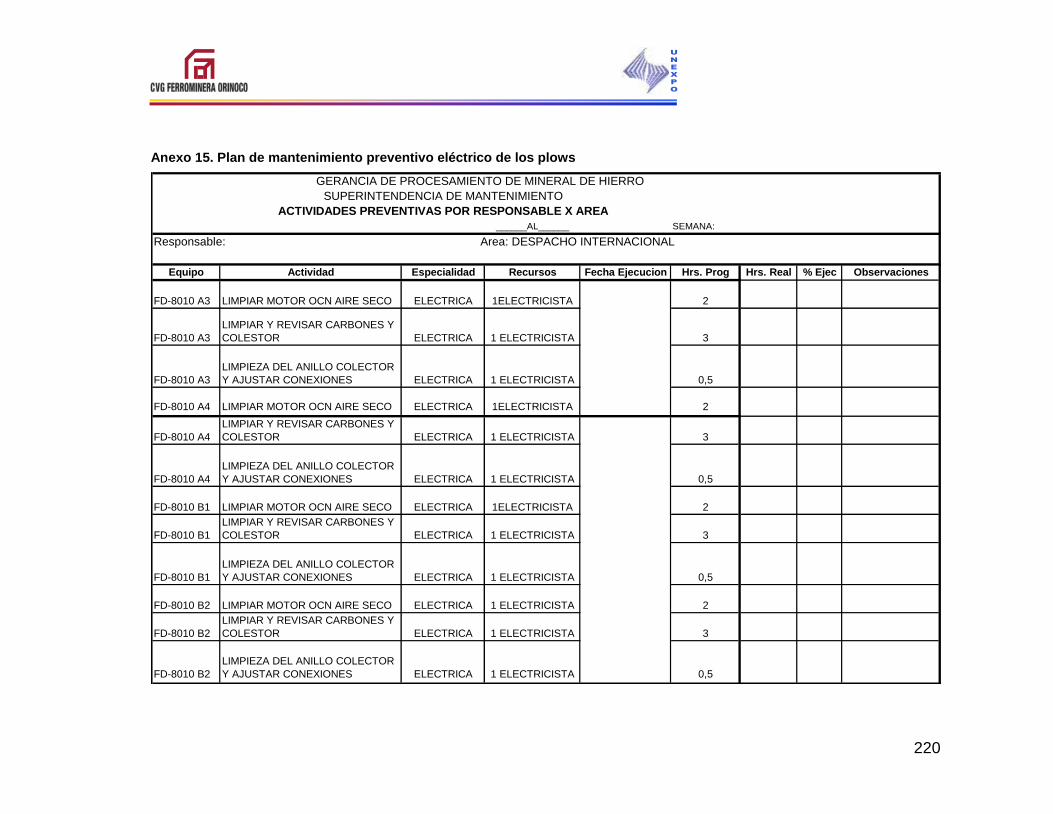
220
Anexo 15. Plan de mantenimiento preventivo eléctrico de los plows
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
______AL______ SEMANA:
Responsable: Area: DESPACHO INTERNACIONAL
Equipo Actividad Especialidad Recursos Fecha Ejecucion Hrs. Prog Hrs. Real % Ejec Observaciones
FD-8010 A3 LIMPIAR MOTOR OCN AIRE SECO ELECTRICA 1ELECTRICISTA 2
FD-8010 A3
LIMPIAR Y REVISAR CARBONES Y
COLESTOR ELECTRICA 1 ELECTRICISTA 3
FD-8010 A3
LIMPIEZA DEL ANILLO COLECTOR
Y AJUSTAR CONEXIONES ELECTRICA 1 ELECTRICISTA 0,5
FD-8010 A4 LIMPIAR MOTOR OCN AIRE SECO ELECTRICA 1ELECTRICISTA 2
FD-8010 A4
LIMPIAR Y REVISAR CARBONES Y
COLESTOR ELECTRICA 1 ELECTRICISTA 3
FD-8010 A4
LIMPIEZA DEL ANILLO COLECTOR
Y AJUSTAR CONEXIONES ELECTRICA 1 ELECTRICISTA 0,5
FD-8010 B1 LIMPIAR MOTOR OCN AIRE SECO ELECTRICA 1ELECTRICISTA 2
FD-8010 B1
LIMPIAR Y REVISAR CARBONES Y
COLESTOR ELECTRICA 1 ELECTRICISTA 3
FD-8010 B1
LIMPIEZA DEL ANILLO COLECTOR
Y AJUSTAR CONEXIONES ELECTRICA 1 ELECTRICISTA 0,5
FD-8010 B2 LIMPIAR MOTOR OCN AIRE SECO ELECTRICA 1 ELECTRICISTA 2
FD-8010 B2
LIMPIAR Y REVISAR CARBONES Y
COLESTOR ELECTRICA 1 ELECTRICISTA 3
FD-8010 B2
LIMPIEZA DEL ANILLO COLECTOR
Y AJUSTAR CONEXIONES ELECTRICA 1 ELECTRICISTA 0,5
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
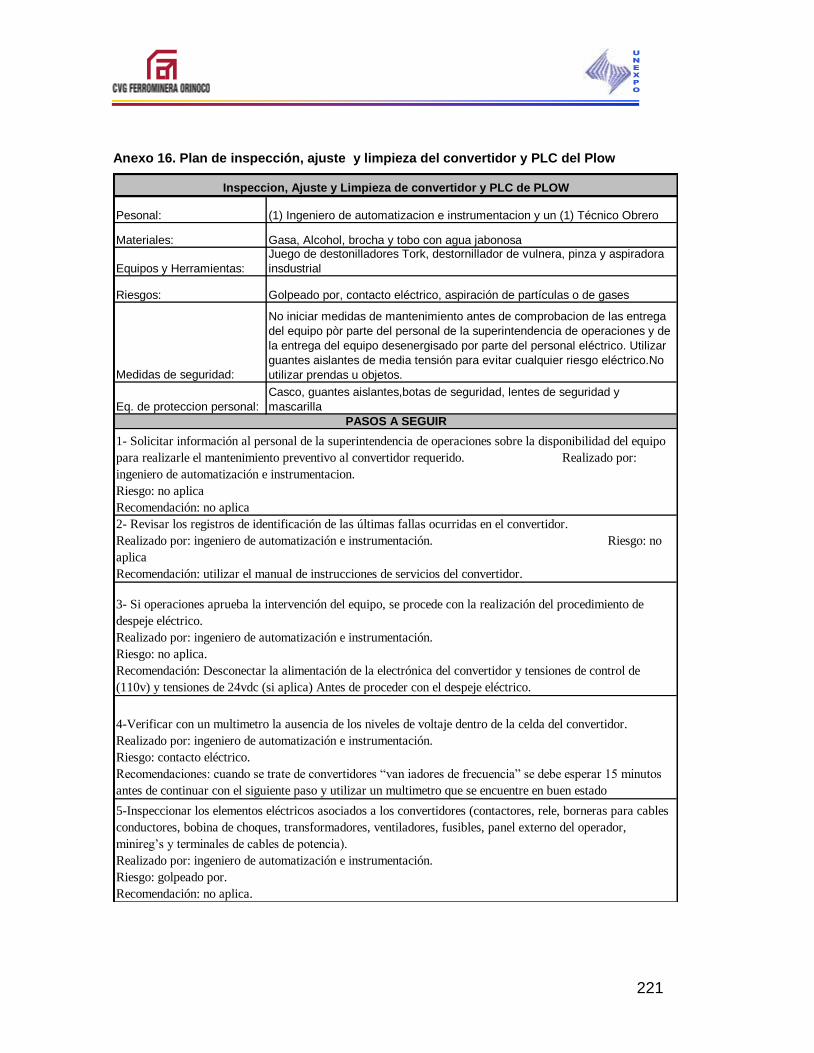
221
Anexo 16. Plan de inspección, ajuste y limpieza del convertidor y PLC del Plow
Pesonal:
Materiales:
Equipos y Herramientas:
Riesgos:
Medidas de seguridad:
Eq. de proteccion personal:
5-Inspeccionar los elementos eléctricos asociados a los convertidores (contactores, rele, borneras para cables
conductores, bobina de choques, transformadores, ventiladores, fusibles, panel externo del operador,
minireg’s y terminales de cables de potencia).
Realizado por: ingeniero de automatización e instrumentación.
Riesgo: golpeado por.
Recomendación: no aplica.
1- Solicitar información al personal de la superintendencia de operaciones sobre la disponibilidad del equipo
para realizarle el mantenimiento preventivo al convertidor requerido. Realizado por:
ingeniero de automatización e instrumentacion.
Riesgo: no aplica
Recomendación: no aplica
2- Revisar los registros de identificación de las últimas fallas ocurridas en el convertidor.
Realizado por: ingeniero de automatización e instrumentación. Riesgo: no
aplica
Recomendación: utilizar el manual de instrucciones de servicios del convertidor.
3- Si operaciones aprueba la intervención del equipo, se procede con la realización del procedimiento de
despeje eléctrico.
Realizado por: ingeniero de automatización e instrumentación.
Riesgo: no aplica.
Recomendación: Desconectar la alimentación de la electrónica del convertidor y tensiones de control de
(110v) y tensiones de 24vdc (si aplica) Antes de proceder con el despeje eléctrico.
4-Verificar con un multimetro la ausencia de los niveles de voltaje dentro de la celda del convertidor.
Realizado por: ingeniero de automatización e instrumentación.
Riesgo: contacto eléctrico.
Recomendaciones: cuando se trate de convertidores “van iadores de frecuencia” se debe esperar 15 minutos
antes de continuar con el siguiente paso y utilizar un multimetro que se encuentre en buen estado
Golpeado por, contacto eléctrico, aspiración de partículas o de gases
No iniciar medidas de mantenimiento antes de comprobacion de las entrega
del equipo pòr parte del personal de la superintendencia de operaciones y de
la entrega del equipo desenergisado por parte del personal eléctrico. Utilizar
guantes aislantes de media tensión para evitar cualquier riesgo eléctrico.No
utilizar prendas u objetos.
Casco, guantes aislantes,botas de seguridad, lentes de seguridad y
mascarilla
PASOS A SEGUIR
Inspeccion, Ajuste y Limpieza de convertidor y PLC de PLOW
(1) Ingeniero de automatizacion e instrumentacion y un (1) Técnico Obrero
Gasa, Alcohol, brocha y tobo con agua jabonosaJuego de destonilladores Tork, destornillador de vulnera, pinza y aspiradora
insdustrial
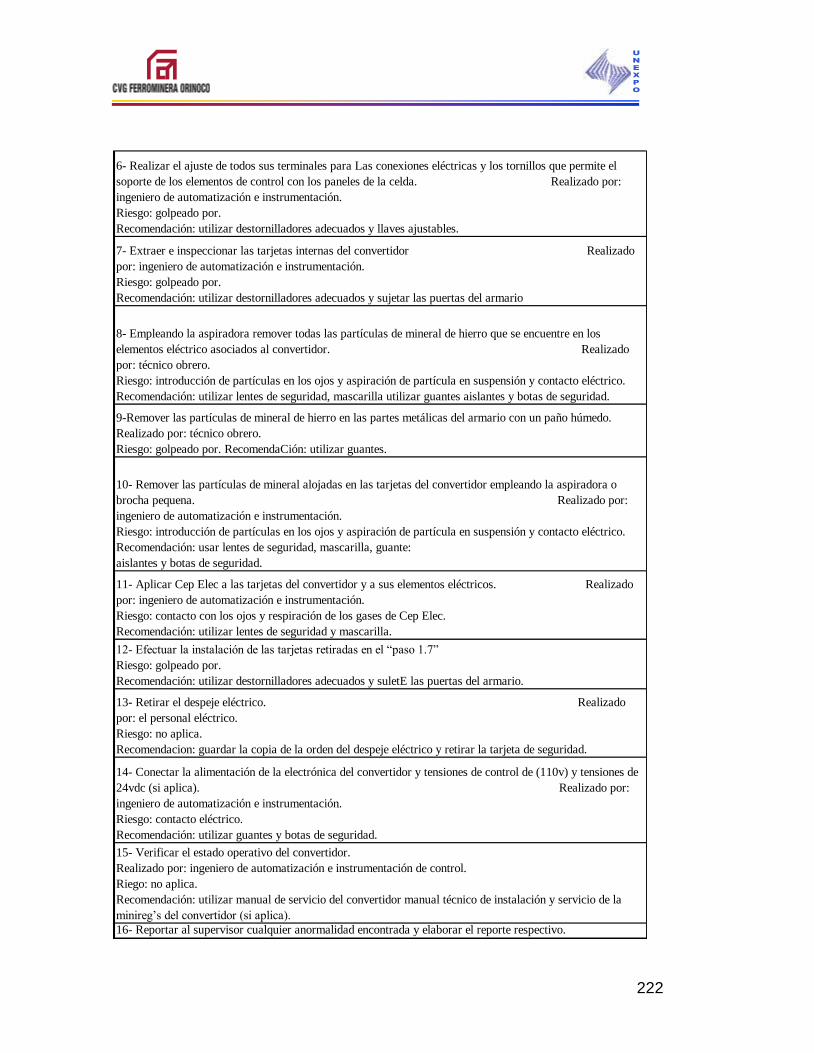
222
13- Retirar el despeje eléctrico. Realizado
por: el personal eléctrico.
Riesgo: no aplica.
Recomendacion: guardar la copia de la orden del despeje eléctrico y retirar la tarjeta de seguridad.
14- Conectar la alimentación de la electrónica del convertidor y tensiones de control de (110v) y tensiones de
24vdc (si aplica). Realizado por:
ingeniero de automatización e instrumentación.
Riesgo: contacto eléctrico.
Recomendación: utilizar guantes y botas de seguridad.
15- Verificar el estado operativo del convertidor.
Realizado por: ingeniero de automatización e instrumentación de control.
Riego: no aplica.
Recomendación: utilizar manual de servicio del convertidor manual técnico de instalación y servicio de la
minireg’s del convertidor (si aplica).
16- Reportar al supervisor cualquier anormalidad encontrada y elaborar el reporte respectivo.
9-Remover las partículas de mineral de hierro en las partes metálicas del armario con un paño húmedo.
Realizado por: técnico obrero.
Riesgo: golpeado por. RecomendaCión: utilizar guantes.
10- Remover las partículas de mineral alojadas en las tarjetas del convertidor empleando la aspiradora o
brocha pequena. Realizado por:
ingeniero de automatización e instrumentación.
Riesgo: introducción de partículas en los ojos y aspiración de partícula en suspensión y contacto eléctrico.
Recomendación: usar lentes de seguridad, mascarilla, guante:
aislantes y botas de seguridad.
11- Aplicar Cep Elec a las tarjetas del convertidor y a sus elementos eléctricos. Realizado
por: ingeniero de automatización e instrumentación.
Riesgo: contacto con los ojos y respiración de los gases de Cep Elec.
Recomendación: utilizar lentes de seguridad y mascarilla.
12- Efectuar la instalación de las tarjetas retiradas en el “paso 1.7”
Riesgo: golpeado por.
Recomendación: utilizar destornilladores adecuados y suletE las puertas del armario.
6- Realizar el ajuste de todos sus terminales para Las conexiones eléctricas y los tornillos que permite el
soporte de los elementos de control con los paneles de la celda. Realizado por:
ingeniero de automatización e instrumentación.
Riesgo: golpeado por.
Recomendación: utilizar destornilladores adecuados y llaves ajustables.
7- Extraer e inspeccionar las tarjetas internas del convertidor Realizado
por: ingeniero de automatización e instrumentación.
Riesgo: golpeado por.
Recomendación: utilizar destornilladores adecuados y sujetar las puertas del armario
8- Empleando la aspiradora remover todas las partículas de mineral de hierro que se encuentre en los
elementos eléctrico asociados al convertidor. Realizado
por: técnico obrero.
Riesgo: introducción de partículas en los ojos y aspiración de partícula en suspensión y contacto eléctrico.
Recomendación: utilizar lentes de seguridad, mascarilla utilizar guantes aislantes y botas de seguridad.
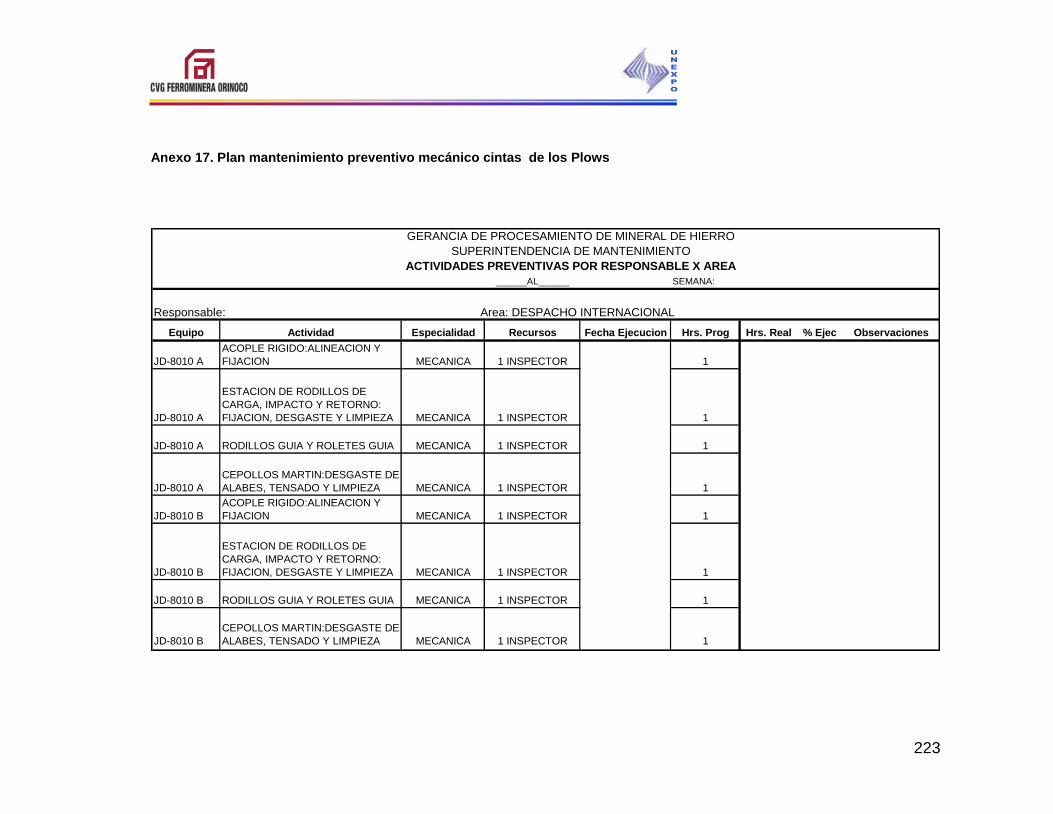
223
Anexo 17. Plan mantenimiento preventivo mecánico cintas de los Plows
______AL______ SEMANA:
Equipo Actividad Especialidad Recursos Fecha Ejecucion Hrs. Prog Hrs. Real % Ejec Observaciones
JD-8010 A
ACOPLE RIGIDO:ALINEACION Y
FIJACION MECANICA 1 INSPECTOR 1
JD-8010 A
ESTACION DE RODILLOS DE
CARGA, IMPACTO Y RETORNO:
FIJACION, DESGASTE Y LIMPIEZA MECANICA 1 INSPECTOR 1
JD-8010 A RODILLOS GUIA Y ROLETES GUIA MECANICA 1 INSPECTOR 1
JD-8010 A
CEPOLLOS MARTIN:DESGASTE DE
ALABES, TENSADO Y LIMPIEZA MECANICA 1 INSPECTOR 1
JD-8010 B
ACOPLE RIGIDO:ALINEACION Y
FIJACION MECANICA 1 INSPECTOR 1
JD-8010 B
ESTACION DE RODILLOS DE
CARGA, IMPACTO Y RETORNO:
FIJACION, DESGASTE Y LIMPIEZA MECANICA 1 INSPECTOR 1
JD-8010 B RODILLOS GUIA Y ROLETES GUIA MECANICA 1 INSPECTOR 1
JD-8010 B
CEPOLLOS MARTIN:DESGASTE DE
ALABES, TENSADO Y LIMPIEZA MECANICA 1 INSPECTOR 1
Responsable: Area: DESPACHO INTERNACIONAL
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
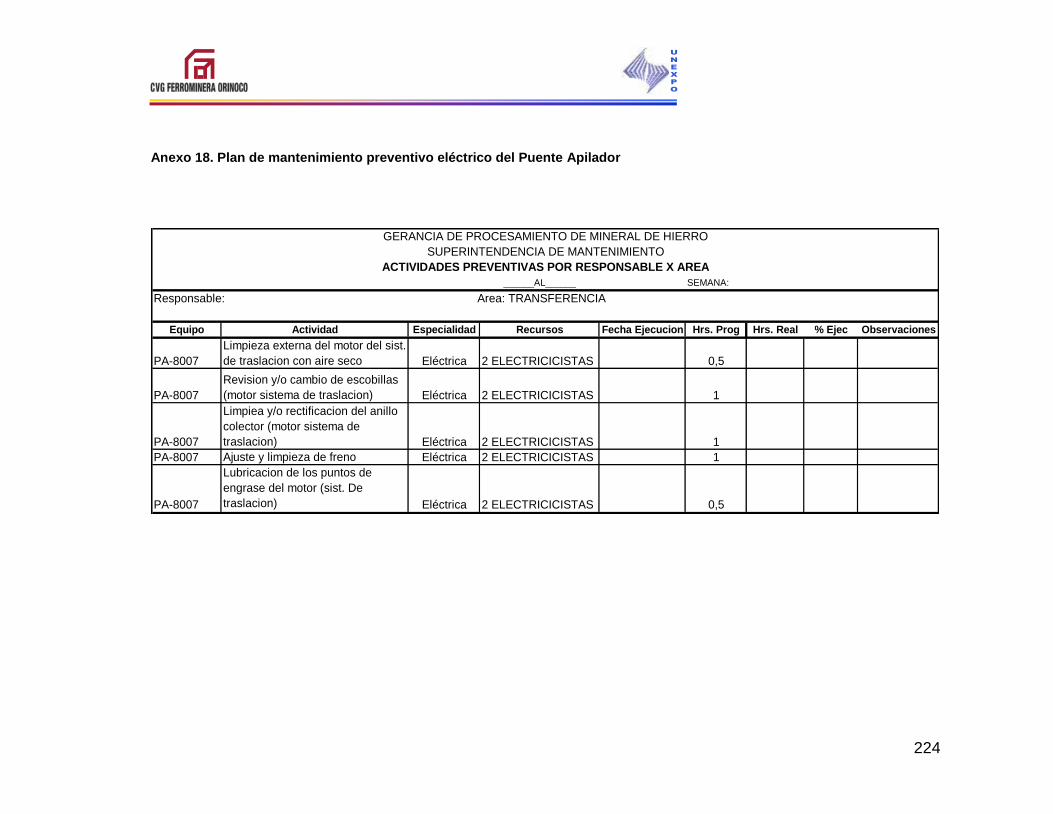
224
Anexo 18. Plan de mantenimiento preventivo eléctrico del Puente Apilador
______AL______ SEMANA:
Equipo Actividad Especialidad Recursos Fecha Ejecucion Hrs. Prog Hrs. Real % Ejec Observaciones
PA-8007
Limpieza externa del motor del sist.
de traslacion con aire seco Eléctrica 2 ELECTRICICISTAS 0,5
PA-8007
Revision y/o cambio de escobillas
(motor sistema de traslacion) Eléctrica 2 ELECTRICICISTAS 1
PA-8007
Limpiea y/o rectificacion del anillo
colector (motor sistema de
traslacion) Eléctrica 2 ELECTRICICISTAS 1
PA-8007 Ajuste y limpieza de freno Eléctrica 2 ELECTRICICISTAS 1
PA-8007
Lubricacion de los puntos de
engrase del motor (sist. De
traslacion) Eléctrica 2 ELECTRICICISTAS 0,5
Responsable: Area: TRANSFERENCIA
GERANCIA DE PROCESAMIENTO DE MINERAL DE HIERRO
SUPERINTENDENCIA DE MANTENIMIENTO
ACTIVIDADES PREVENTIVAS POR RESPONSABLE X AREA
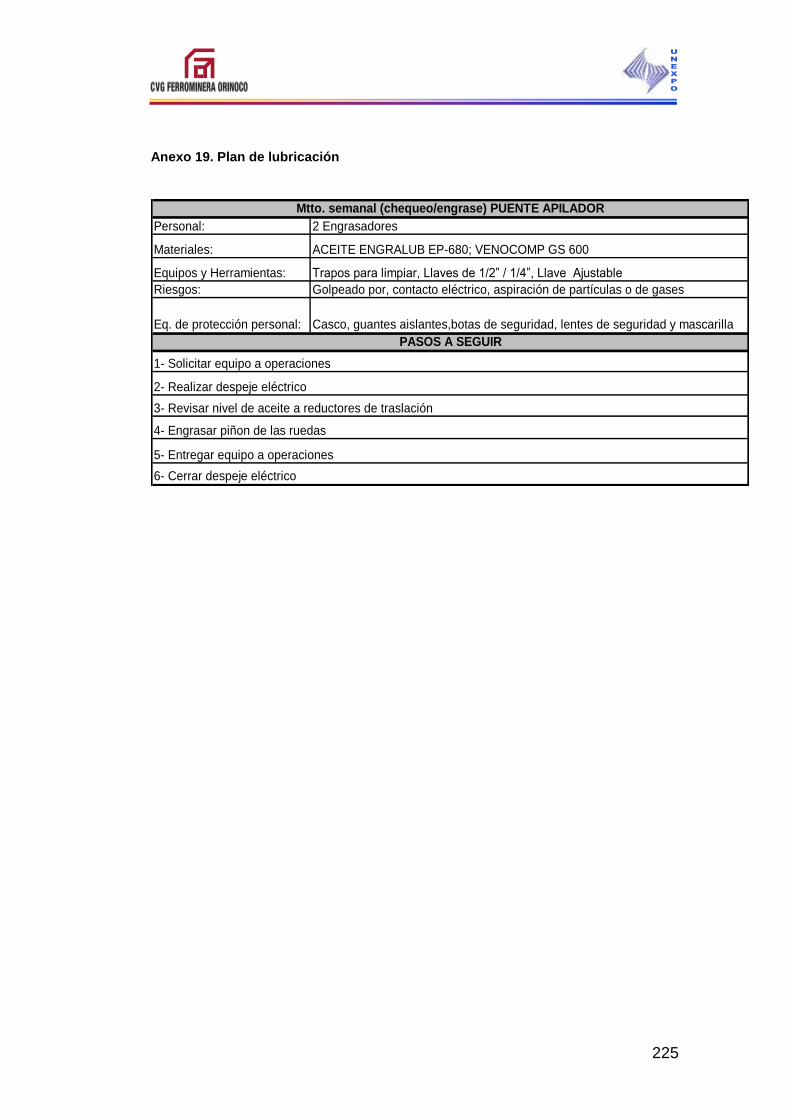
225
Anexo 19. Plan de lubricación
Personal:
Materiales:
Equipos y Herramientas:
Riesgos:
Eq. de protección personal:
4- Engrasar piñon de las ruedas
5- Entregar equipo a operaciones
6- Cerrar despeje eléctrico
1- Solicitar equipo a operaciones
2- Realizar despeje eléctrico
3- Revisar nivel de aceite a reductores de traslación
Golpeado por, contacto eléctrico, aspiración de partículas o de gases
Casco, guantes aislantes,botas de seguridad, lentes de seguridad y mascarilla
PASOS A SEGUIR
Mtto. semanal (chequeo/engrase) PUENTE APILADOR
2 Engrasadores
ACEITE ENGRALUB EP-680; VENOCOMP GS 600
Trapos para limpiar, Llaves de 1/2” / 1/4”, Llave Ajustable

226
Anexo 20. Plan de inspección del sistema data radio
Pesonal:
Materiales:
Equipos y Herramientas:
Riesgos:
Medidas de seguridad:
Eq. de proteccion personal:
19- Reportar al supervisor cualquier anormalidad encontrada y elaborar el reporte respectivo.
17- Verificar que el radio haya establecido el enlace de comunicac ion.
18- Plasmar en los Históricos de los radios, la data obtenida producto de las mediciones realizadas con el
software y verificada con los instrumentos de mediciones.
13- Siguiendo el siguiente orden estricto, se debe desconectar fuente de alimentación, de igual manera se debe
hacer con el cable de programación que conecta el PC con el radio y ultimo se debe desconectar el vatimetro.
14- Conecte el cable de la antena.
15- Conecte el cable de comunicación serial del radio al RLCY
16- Encienda la Fuente de alimentación
9- Energice el radio, conectando la fuente de alimentación.
10- Abrir la aplicación del software de aplicación y diagnóstico T96SR
11- Seleccionar la opción del diagnóstico offline
12- Tomar los siguientes datos obtenidos por el Software de programación y diagnostico: (Temperatura del
Radio, Frecuencia de Rx y Tx, Potencia directa, potencia Reflejada, Voltaje de la Fuente de Alimentación y la
Intensidad de recepción de la antena, las mismas deben corroborarse a través de instrumentos de mediciones tales
como: (Vatimetro, Frecuencimetros y Multimetro Diqital)
5- Limpiar con CEPELEC los puntos de conexión serial y conector de la antena.
6- Verificar que la antena se encuentre en perfecto estado realizar una inspección del cableado de conexión de la
antena.
7- Conectar al radio la PC a través del cable de programación 023-3276-007
8- Conecte el Vatimetro al radio
1- Desconectar la fuente de alimentación al radio.
2- Desconectar el cable de comunicación serial y el cable coaxial de la antena.
3- Retirar el polvo que presente el equipo en su superficie o la utilización de una brocha.
4- Limpie la superficie del equipo con la gasa y el alcohol -
Inspeccion, Ajuste y Limpieza de convertidor y PLC de PLOW
(1) Ingeniero de automatizacion e instrumentacion y un (1) Técnico Obrero
Gasa, Alcohol, brocha 1", Limpia contacto dielectrico CEPELEC
Juego de destonilladores,llave Ajustable, cumputador con software T96SR,
Vatimetro, Frecuenciometro, cable de programacion 023-3276-007
Golpeado por, contacto eléctrico, aspiración de partículas o de gases
No iniciar medidas de mantenimiento antes de comprobacion de las entrega del
equipo pòr parte del personal de la superintendencia de operaciones y de la
entrega del equipo desenergisado por parte del personal eléctrico. Utilizar
guantes aislantes de media tensión para evitar cualquier riesgo eléctrico.No
utilizar prendas u objetos.
Casco, guantes aislantes,botas de seguridad, lentes de seguridad y mascarilla
PASOS A SEGUIR
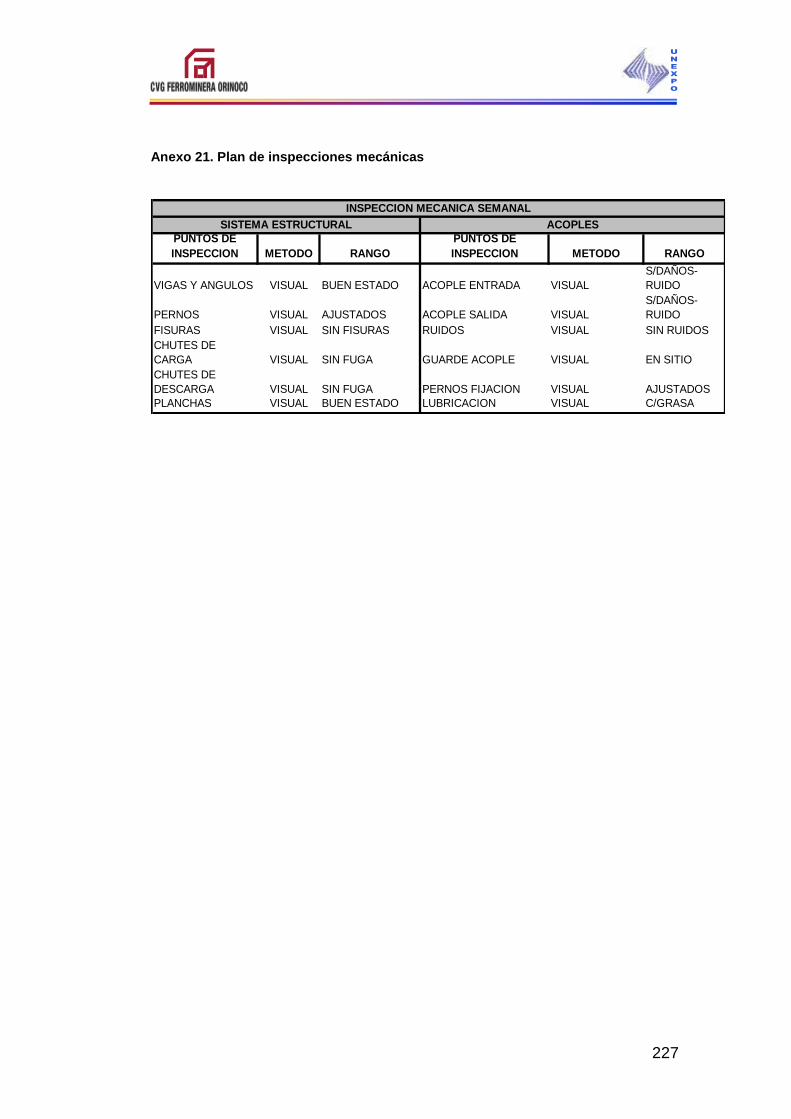
227
Anexo 21. Plan de inspecciones mecánicas
PUNTOS DE
INSPECCION METODO RANGO
PUNTOS DE
INSPECCION METODO RANGO
VIGAS Y ANGULOS VISUAL BUEN ESTADO ACOPLE ENTRADA VISUAL
S/DAÑOS-
RUIDO
PERNOS VISUAL AJUSTADOS ACOPLE SALIDA VISUAL
S/DAÑOS-
RUIDO
FISURAS VISUAL SIN FISURAS RUIDOS VISUAL SIN RUIDOS
CHUTES DE
CARGA VISUAL SIN FUGA GUARDE ACOPLE VISUAL EN SITIO
CHUTES DE
DESCARGA VISUAL SIN FUGA PERNOS FIJACION VISUAL AJUSTADOS
PLANCHAS VISUAL BUEN ESTADO LUBRICACION VISUAL C/GRASA
INSPECCION MECANICA SEMANAL
SISTEMA ESTRUCTURAL ACOPLES