Embed Size (px)
Citation preview

Potenza, 19.01.2014Raffaele Garbellano
Qualità e innovazione
nell’organizzazione automotive

Customer Quality ManagerOerlikon Drive Systems EMEAR
Since 2011
Main Customers:
CNH, John Deere, JCB, Magna PT, Allison Transmissions
Raffaele GarbellanoCustomer Quality Manager
Page 2
Customer Quality EngineerMagneti Marelli Powertrain
2006 – 2011
German Customers:
Audi / Automobili Lamborghini
Laurea in Ingegneria GestionalePolitecnico di Bari
2005
Tesi di laurea in: Gestione della Produzione Industriale

Innovazione
di prodotto
Innovazione Tecnologica e Qualità
Page 3
Innovazione
di processo
“Qualità è la caratteristica più vicina all’attesa del soggetto” (Aristotele)
Nuove attese
Cliente finaleMercato
Rispetto delle attese = soddisfazione del clienteQUALITA’
Conformità ���� RequisitiSoddisfazione ���� Attese

Automotive Supply Chain
Page 4
Supplier SupplierSupplierTier 1
Car Manufacturer
Final customer
SupplierTier 1
SupplierSupplier
Expectations
Requirements
Requirements
Sta
nd
ard
R
eq
uire
me
nts
ISOISO/TS 16949:2008
International Automotive Task Force (IATF)
General Motors, Ford, Daimler, BMW, Volkswagen, Fiat, PSA, Renault
Ce
rtifica
tion

Corporate Processes Map
Page 5
CustomerCustomer
Policy Deployment and Strategic Planning
MeasurementInstruments Management
InformationTechnology
Human Resources Development and
Management
Pro
du
ct
an
d S
erv
ice
Ex
pe
cta
tio
ns
Re
qu
ire
me
nts
Sa
tis
fac
tio
n
Product & Process Development
Early production, Ramp up Planning & Production
Purchasing & Supplier Quality
Customer Quality Monitoring & Product Improvement
Orders Acquisition
Quality System Management

Quality Organization
Page 6
New ProductsQuality
New SystemsQuality
Field Quality
Head of Quality
Customer Quality
Quality System
Plant A Quality Plant B Quality Plant C Quality Plant C Quality

P1 – Order Acquisition
Page 7
CustomerCustomer
Policy Deployment and Strategic Planning
MeasurementInstruments Management
InformationTechnology
Human Resources Development and
Management
Pro
du
ct
an
d S
erv
ice
Ex
pe
cta
tio
ns
Re
qu
ire
me
nts
Sa
tis
fac
tio
n
Product & Process Development
Early production, Ramp up Planning & Production
Purchasing & Supplier Quality
Customer Quality Monitoring & Product Improvement
Orders Acquisition
Quality System Management

Quality Organization
Page 8
New ProductsQuality
New SystemsQuality
Field Quality
Head of Quality
Customer Quality
Quality System
Plant A Quality Plant B Quality Plant C Quality Plant C Quality
� Sales Manager� Team: Customer Quality Manager, Project Manager, (Team di sviluppo)

P1 – Order Acquisition
Page 9
Requisiti
tecnici
Requisiti
Gestione
Qualità
Analisi tecnicaR&D
Ingegneria di processo
Qualità Cliente
Analisi economicaSales Deptartment
Cli
en
te (
car
man
ufa
ctu
rer)
BenchmarkingCompetitors
OffertaPrezzo
Capacità produttiva
Obiettivi Qualità 0km
Obiettivi Qualità Field (garanzia)

P1 – Order Acquisition
Page 10
Requisiti
tecnici
Requisiti
Gestione
Qualità
Analisi tecnicaR&D
Ingegneria di processo
Qualità Cliente
Analisi economicaSales Deptartment
Cli
en
te (
car
man
ufa
ctu
rer)
BenchmarkingCompetitors
OffertaPrezzoCapacità produttivaObiettivi Qualità 0km (ppm)Obiettivi Qualità Field (IPTV)
SQD Audit

Dalle attese ai requisiti
Page 11
Attese
Cliente finale
� Comfort
� Sportività
� Ottimizzazioni
consumi
Requisiti tecnici
Car Manufacturer
� Specifiche TCU
� Dialogo ECU
� Velocità di cambiata
� Interfaccia cambio
� …
Requisiti Qualità
Di prodotto / processo
� Qualità a 0kmPPM (Parts Per Million)
� AffidabilitàITPV (Incidents per Thousand Vehicles)
Gestionali (TQM)
� UNI ISO/TS 16949:2008Requisito base
� Requisiti specifici- Qualità di progetto- Qualità di processo- Qualità fornitori- …
Specifiche

Esempio: Cambio robotizzato
Page 12
Relazione Comfort – Fuel Consumption Variation
AMT

Esempio: Cambio robotizzato� Dati storici – indicatore 0km PPM
Page 13
0
2
4
6
8
10
12
Oct-09 Nov-09 Dec-09 Jan-10 Feb-10 Mar-10 Apr-10 May-10 Jun-10 Jul-10 Aug-10 Sep-10
IPT
V
Vehicles prod. date
CAXA 3 MIS IPTV(German market)
Gross IPTV
Net IPTV w/o multiple replacements
Net IPTV w/o body HAZ cracked
Gross IPTV average = 2,7 IPTVNet average w/o multiple replacement = 1,5 IPTV
� Dati storici – indicatore Field IPTV
Target Qualità
PPM 0km
� 100 ppm(1°anno dopo SOP)
� 50 ppm(anni successivi al primo)
IPTV Field
� 10 (3 MIS)� 20 (6MIS)� 40 (12 MIS)� 60 (24MIS)
� Storia difettosità (painter chart)
� D-FMEA + P-FMEA

P2 – Product and Process Development
Page 14
CustomerCustomer
Policy Deployment and Strategic Planning
MeasurementInstruments Management
InformationTechnology
Human Resources Development and
Management
Pro
du
ct
an
d S
erv
ice
Ex
pe
cta
tio
ns
Re
qu
ire
me
nts
Sa
tis
fac
tio
n
Product & Process Development
Early production, Ramp up Planning & Production
Purchasing & Supplier Quality
Customer Quality Monitoring & Product Improvement
Orders Acquisition
Quality System Management
Quality Organization
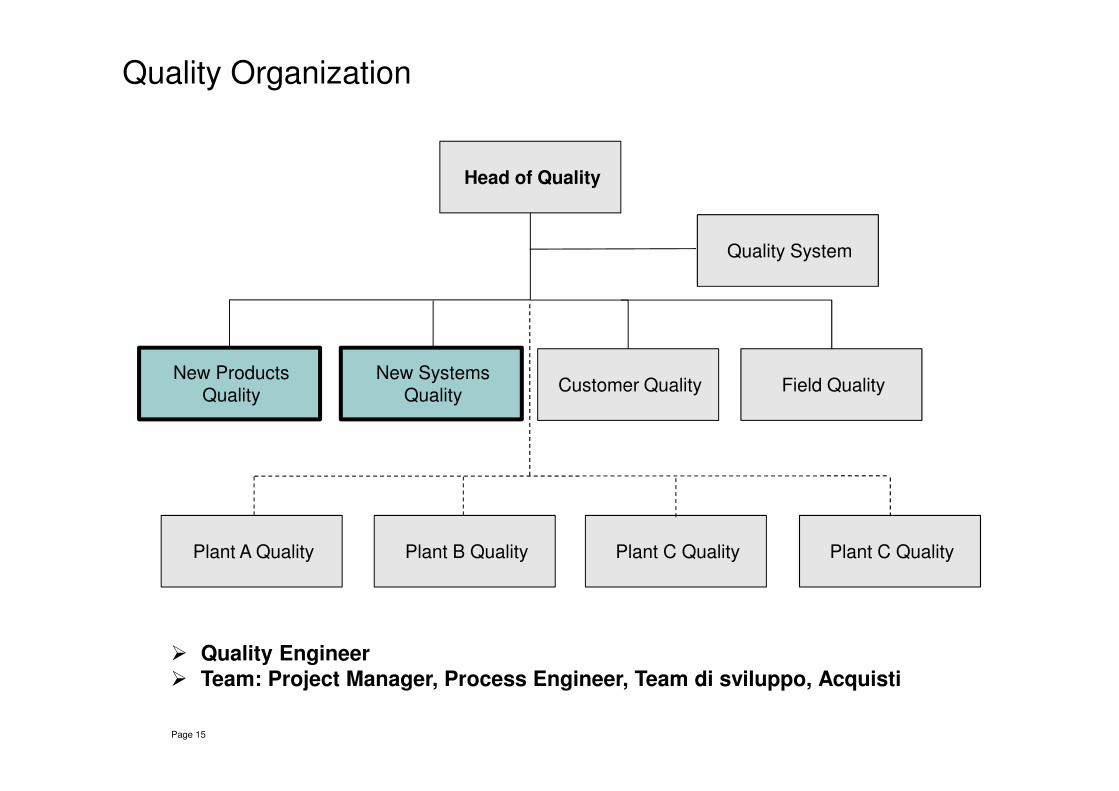
Page 15
New ProductsQuality
New SystemsQuality
Field Quality
Head of Quality
Customer Quality
Quality System
Plant A Quality Plant B Quality Plant C Quality Plant C Quality
� Quality Engineer� Team: Project Manager, Process Engineer, Team di sviluppo, Acquisti

P2 – Product and Process Development
Page 16
System
deployment
Hardware and physical components
product design validation
Software design and validation
(BAS, application SW)
HW and physical components
product and process validation
Project Management
System application
PR0 PR1 PR2
component PR3
Ok to build
PPAP
Industrial process
definition
Proto A Proto B Proto C Pre-series D Series
Ok to tool
Component Design Sign Off
System
validation
PR2
system
DV1 DV2 PV

Piano di prove di Validazione
Page 17
Piano di prove di validazione per sottocomponenti PTU - Ferrari F151 Planned
DV2 Actual
Replanned activity
CW 2010
Prove 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 Note
5 Verifiche funzionali (a nuovo prima di tutte le prove)
6.1.1 Funzionamento in temperatura (3 pz)
Ricerca delle frequenze di risonanza CVM (1 pz)
Durata alle frequenze di risonanza (eventuale)
6.1.3.2 Vibrazioni sinusoidali CVM (2 pz)
6.2.1 Shock termici (2+1 pz)
6.2.5 Nebbia salina (1 pz)
6.2.7 Grado di protezione all’acqua (1 pz)
5 Verifiche funzionali (dopo ciascuna prova)
6.1.3.1
• Verifiche funzionali
• Life test (in temperatura)
• Ricerca delle frequenze di risonanza
• Test di durata alle frequenze di risonanza
• Vibrazioni sinusoidali
• Shock termici
• Resistenza in nebbia salina
• Grado di protezione all’acqua
• Verifiche funzionali (dopo prova)

P2 – Product and Process Development
Page 18
System
deployment
Hardware and physical components
product design validation
Software design and validation
(BAS, application SW)
HW and physical components
product and process validation
Project Management
System application
PR0 PR1 PR2
component PR3
Ok to build
PPAP
Industrial process
definition
Proto A Proto B Proto C Pre-series D Series
Ok to tool
Component Design Sign Off
System
validation
PR2
system
DV1 DV2 PV
PR2 Negativa

Obiettivo: Affidabilità
Prevenire difettosità sul campo � Migliorare l’affidabilitàRidurre i costi della non qualità in modo preventivo
Page 19
- Riduzione dell’ early failure rate
- Riduzione del rate della random failure
- Incremento del «limite di usura»
� Anticipazione dei problemi � Implementazione in tempo delle soluzioni
� Riduzione costi in garanzia + costi non qualità

Costo della non qualità
� Costo di garanzia (2 anni)� Rientro vetture difettose presso i dealer per riparazione
� Costo delle azioni correttive� Nel processo del sub fornitore
� Nel progetto
� Rischio campagna di richiamo� Rientro di tutte le vetture «a rischio»
(con componenti appartenenti al lotto potenzialmente difettoso)
� Insoddisfazione del cliente finale
Anticipazione dei problemi di qualità = Saving
“La qualità va costruita non controllata” (Philip B. Crosby)
20

P3 – Early production, Ramp up Planning & Production
Page 21
CustomerCustomer
Policy Deployment and Strategic Planning
MeasurementInstruments Management
InformationTechnology
Human Resources Development and
Management
Pro
du
ct
an
d S
erv
ice
Ex
pe
cta
tio
ns
Re
qu
ire
me
nts
Sa
tis
fac
tio
n
Product & Process Development
Early production, Ramp up Planning & Production
Purchasing & Supplier Quality
Customer Quality Monitoring & Product Improvement
Orders Acquisition
Quality System Management

Quality Organization
Page 22
New ProductsQuality
New SystemsQuality
Field Quality
Head of Quality
Customer Quality
Quality System
Plant A Quality Plant B Quality Plant C Quality Plant C Quality
� Plant Quality Manager, Process Quality� Process Engineer, Plant Technology, Purchasing

Process Quality
Page 23
Processo sostenibile
ma non in qualità
Processo in qualità
e sostenibile
Processo non in qualità
e non sostenibile
Prodotto conforme
Processo non sostenibileSo
ste
nib
ilit
à i
nd
us
tria
le
Rispetto dei requisiti
� Garantire il rispetto dei requisiti - Target cliente
� Garantire la sostenibilità industriale

Linea di montaggio
Organizzazione per prodotto
Page 24
IncomingMaterial
OP 1 EOL
Shipment
End Of Line
Input
OP 2 OP 3
Esempio di layout di una linea di montaggio

Page 25
IncomingMaterial
Green machining operation
Heat treatmentWelding
Grinding
Assembly painting
Shipment
Hard Turning Final Inspection
Componente A
Componente B
Criticità
Continui setup
Necessità di verificare la conformità ad ogni setup
Aree di lavorazioneOrganizzazione per reparti

Page 26
IncomingMaterial
OP 1 OP 2 OP 3
EOLShipment
Quality gate
EOLQuality Gate
Indicatori
� % NC parts (oppure NC ppm)� % FTQ� % scrap� ppm cliente
ScrapRework

Page 27
IncomingMaterial
OP 1 OP 2 OP 3
EOLShipment
Controllo di processo
EOLQuality Gate
Quality Gate 1 Quality Gate 2 Quality Gate 3Incoming Inspection
ScrapRework
ScrapRework
Indicatori
� % NC parts (oppure NC ppm)� % FTQ� % scrap
Miglioramentocontinuo
Ciclo di Deming- Plan
- Do
- Check
- Act

Page 28
IncomingMaterial
OP 1 OP 2 OP 3
EOLShipment
Qualità di Processo
EOLQuality Gate
Quality Gate 1 Quality Gate 2 Quality Gate 3Incoming Inspection
ScrapRework
ScrapRework
1. Riportare i controlli nelle stazioni a monte DETECTION
2. Ridurre l’incidenzaCAPABLE PROCESS
3. Evitare che il problema accadaOCCURRENCE

29
Processo
InputOutput
• Ogni output presenta variabilità
• La variabilità è il nemico N°1 perché causa difetti e quindi
insoddisfazione del cliente
LSL USL
DifettiGood
LA VARIABILITA’ DEI PROCESSI
Limite inferiore di
specifica (requisiti del
Cliente)
Limite superiore di
specifica (requisiti del
Cliente)
Controllo statistico del processo

30
In un processo “Six sigma” ovvero eccellente
1. La Tolleranza Prescritta (definita dal progetto) è 12 sigma
2. La Tolleranza Naturale è 6 sigma
3. Anche in presenza di un processo non perfettamente centrato (max 1,5 sigma), la quantità di non conformi è pari a 3,4 ppm
Tol Nat con shift di 1,5 sigma
0
Tolleranza Prescritta dal progetto± 6
3,4 ppm non
conformi
0 ppm
- 7,5 + 4,5
[ x ]USLLSL
Toll. Natur.± 3
σσσσ σσσσ
σσσσ
σσσσ
Controllo di processo: SIX SIGMA

31
- Controllo statistico- Capacità e centratura: alcuni casi possibili- Dal controllo al 100% al controllo statistico
CENTRO TOLLERANZA
LIMITE SUPERIORE SPECIFICA
LIMITE INFERIORE SPECIFICATO
LL
ER
AN
ZA
PR
ES
CR
ITT
A
Pp ≥≥≥≥ 1,33Ppk = Cp
Pp ≥≥≥≥ 1,33Ppk ≤≤≤≤ 1
Pp ≥≥≥≥ 1,33Ppk = 0
Pp ≥≥≥≥ 1,33Ppk ≤≤≤≤ - 1
Capability di Processo

32
SIX SIGMA E’ …
Strumenti di
Problem Solving
SIX SIGMA
Strumenti
statistici
Organizzazione e ruoli professionali
Controllo di processo: SIX SIGMA

33
Identificazione del problema, obiettivi e limiti del processo, scopo del progetto
Analisi e misurazione della performance attuale del processo
Analisi e rilevazione delle cause principali
Scelta della strategia di soluzione
Standardizzazione della soluzione, miglioramento continuo
Analyze
definire la funzione Y = f (x1, x2, …, xn)
misurare la Y (performance del processo)
identificare le x importanti
Define
Measure
Analyze
Improve
Control
DMAIC - Metodologia e passi logici

Page 34
PROCESSCONTROL
PRODUCTCONTROL
8 stages
Dal controllo del prodotto al controllo del processo
Poka yoke !
Free pass

Analisi dei difetti
Page 35
Difetto con incidenza maggiore
Caratterizzazione (5W1H)

Analisi delle cause – Pianificazione delle azioni
� Diagramma di Ishikawa
Page 36
� Analisi 5 Why’s
� Action plan

Page 37
Actions
Verifica dell’efficacia – Implementazione
� Verifica dell’efficacia
� Implementazione delle soluzioni� Estensione ai prodotti simili / processi simili – LESSON LEARNT

P4 - Purchasing & Supplier Quality
Page 38
CustomerCustomer
Policy Deployment and Strategic Planning
MeasurementInstruments Management
InformationTechnology
Human Resources Development and
Management
Pro
du
ct
an
d S
erv
ice
Ex
pe
cta
tio
ns
Re
qu
ire
me
nts
Sa
tis
fac
tio
n
Product & Process Development
Early production, Ramp up Planning & Production
Purchasing & Supplier Quality
Customer Quality Monitoring & Product Improvement
Orders Acquisition
Quality System Management

Quality Organization
Page 39
New ProductsQuality
New SystemsQuality
Field Quality
Head of Quality
Customer Quality
Quality System
Plant A Quality Plant B Quality Plant C Quality Plant C Quality
� Supplier Quality (SDE – SQE)� Plant Quality (Incoming inspection)
Supplier Quality
Head of Purchasing

v
Supply Chain Automotive
Page 40
Supplier SupplierSupplierTier 1
Car Manufacturer
Final customer
SupplierTier 1
SupplierSupplier
Expectations
Requirements
Requirements
ISOISO/TS 16949:2008

Supplier Quality Assurance (SQA)
� In fase di lancio di un nuovo fornitoreQualifica fornitore (Audit) � Classificazione classe A, B, C
� In fase di sviluppo di un nuovo componenteGestione della validazione
� Dopo SOP- Audit periodici � aggiornamento della classificazione (vendor rating)
- Impostazione dei filtri in Incoming
- Free pass
- Controllo in frequenza
- Controllo al 100%
� Gestione delle non conformità- Problemi C0 (intercettati in Incoming)
- Problemi C1 (intercettati in linea)
- Problemi C2 (intercettati dal cliente)
Page 41

P5 - Customer Quality Monitoring & Product Improvement
Page 42
CustomerCustomer
Policy Deployment and Strategic Planning
MeasurementInstruments Management
InformationTechnology
Human Resources Development and
Management
Pro
du
ct
an
d S
erv
ice
Ex
pe
cta
tio
ns
Re
qu
ire
me
nts
Sa
tis
fac
tio
n
Product & Process Development
Early production, Ramp up Planning & Production
Purchasing & Supplier Quality
Customer Quality Monitoring & Product Improvement
Orders Acquisition
Quality System Management

Quality Organization
Page 43
New ProductsQuality
New SystemsQuality
Field Quality
Head of Quality
Customer Quality
Quality System
Plant A Quality Plant B Quality Plant C Quality Plant C Quality
� Customer Quality Engineer� Team: Process Engineer, Process Quality, Supplier Quality, R&D

Customer Claim
Page 44
StabilimentoCliente
Claim 0km
DealerCliente
Claim Field
Disposta preliminareContenimento
Disposta DefinitivaIdentificazione della Causa radicePiano di azioni correttive
Standard 8D
Team Leader: Customer Quality Engineer / Manager

Processo di problem solving
Page 45
StabilimentoCliente
Claim 0km
DealerCliente
Claim Field
Standard 8D
Indicatori
� PPM 0km� Field IPTV� Tempi di risposta

8 Steps (Disciplines)
Standard 8D
Page 46
D1Definizione del team
D2Descrizione del problema
D3Azioni di contenimento
D4Identificazione della causa radice
D5Definizione delle azioni correttive
D6Validazione e implementazione delle azioni correttive
D7Azioni preventive
D8Congratulazioni al team
Pro
ble
m s
olv
ing

8 Steps (Disciplines)
Tempi di risposta
Page 47
D1Definizione del team
D2Descrizione del problema
D3Azioni di contenimento
D4Identificazione della causa radice
D5Definizione delle azioni correttive
D6Validazione e implementazione delle azioni correttive
D7Azioni preventive
D8Congratulazioni al team
24
ore
4 s
ett
ima
ne
In a
cc
ord
o a
l P
AC

Costo della non qualità presso il cliente
� Costo del contenimento� Controllo + risanamento dello stock cliente
� Controllo + risanamento delle vetture� Contenimento nel processo (controlli aggiuntivi, spesso al 100%)
� Conseguenti ritardi nelle consegne (OTD negativo, costi per trasporti speciali)
� Costo delle azioni correttive� Nel processo
� Nel progetto
� Costo di eventuali campagne di richiamo� Problema intercettato sul campo (in garanzia)
� Problema intercettato a 0km, ma con rischio residuo sul campo
� Compito di Customer Quality + Field Management� Minimizzare l’impatto con interventi di contenimento rapidi
presso gli stabilimenti cliente e presso i dealer
� Minimizzare l’impatto del problema: Risoluzione rapida ed efficace del problema
� Capitalizzare l’esperienza
48

LESSON LEARNT
Page 49
Problema
Risoluzione sul
prodotto /
processo
Evitare la
reoccurrence
su prodotti /
processi simili
Evitare la
reoccurrence
su nuovi
prodotti
Capitalizzazione dell’esperienza
Fase r
eatt
iva
Fase P
reven
tiva

P2 – Product and Process Development
Page 50
System
deployment
Hardware and physical components
product design validation
Software design and validation
(BAS, application SW)
HW and physical components
product and process validation
Project Management
System application
PR0 PR1 PR2
component PR3
Ok to build
PPAP
Industrial process
definition
Proto A Proto B Proto C Pre-series D Series
Ok to tool
Component Design Sign Off
System
validation
PR2
system
DV1 DV2 PV
Analisi delle Lesson learnt

LESSON LEARNT
Page 51
Lesson learntDatabase
Trasversalizzazione� Introduzione delle azioni correttive
su processi simili
� Review dell’FMEA di Processo
Process Engineer, Process QualityEngineer
Capitalizzazione� In fase di sviluppo di un nuovo
prodotto (PR1) analisi dei problemi
emersi su prodotti simili
� Review dell’FMEA di Progetto
Project Manager, Progettista, Quality Engineer
“Esperienza è il nome che tutti danno ai propri errori” (Oscar Wilde)

Thank you!





























