Embed Size (px)
Citation preview

“¿Qué es un instante mágico? Es el momento en el que tomamos una decisión, cuando reflexionamos sobre lo que
buscamos y nos aventuramos, nos lanzamos a la conquista. Cuando percibimos que algo no nos gusta y nos atrevemos a iniciar un cambio, sin postergarlo más. Cuando salimos con
coraje y entrega a cumplir con nuestros sueños y metas”.
1

AGRADECIMIENTOS “A mis padres por todo el apoyo que me han brinda o a lo lar o de toda mi vida, gracias a ello he logrado concretar todas mis metas, objetivos y sueños. Pero principalmente agradezco todo su amor, cariño y comprensión”.
d g
o
“A mis hermanos, hermana y tía, que son uno de los motores principales que me ayudan a seguir adelante”.
“A mis abuelos, por todo su amor y cariño, que me han brindado desde niña”
“Al Profesor Rod lfo Vázquez Rodríguez, por su apoyo, compresión, y tolerancia; pero principalmente por la información brindada a lo
largo de la realización de este documento”.
¡Gracias a todas las personas que creyeron y confiaron en mi!
2
CONTENIDO
TEMA Pág. Capítulo 1 INTRODUCCIÓN 1.0 Propósito 10 1.1 Objetivo 11 1.2 Alcance 12 1.3 Contaminación del aire por partículas 12 1.4 Los efectos de la contaminación del aire 14 1.5 El control de la contaminación del aire 15 1.5.1 El control de los contaminantes por separación 15 Capítulo 2 PRINCIPALES EMISIONES CONTAMINANTES DE PLANTAS DE POTENCIA
2.1 Control de emisiones 17 2.2 Control de productos de la combustión incompleta y monóxido de carbono 17 2.3 Control de partículas 18 Capítulo 3 DESCRIPCIÓN DEL EQUIPO 3.1 Precipitador electrostático 20 3.2 Sistema de filtros de tela 23 3.3 Torre de absorción 25 3.3.1 Eficiencia y funcionamiento del sistema 25 3.3.2 Descripción del proceso de absorción 26 3.3.3 Configuración del sistema absorbedor 27 3.3.4 Tipos de equipo de absorción 28 Capítulo 4 DEFINICIÓN DEL PROBLEMA 4.1 Definición del problema 31 4.2 Corriente de entrad o alimentación (feed) 31 4.3 Descripción del sistema de control de emisiones 34 4.4 Descripción de las corrientes del sistema de control de emisiones 37 Capítulo 5 EL SIMULADOR SUPERPRO DESIGNER 5.1 Descripción del simulador SuperPro Designer 49 5.2 Control de proceso de contaminación del aire 49 5.3 Procedimiento paso a paso para utilizar SuperPro Designer 50 5.4 Procedimiento para introducir la primera sección del sistema de control de emisiones (compresor-precipitador electrostático).
52
3
5.5 Procedimiento para simular la segunda sección del sistema de control de emisiones (precipitador electrostático-filtro de bolsas de tela).
67
5.6 Procedimiento para simular la tercera sección del sistema de control de emisiones (Bomba de agua-Torre de absorción).
76
Capítulo 6 RESULTADOS DE LA SIMULACIÓN 6.1 Resultados de la simulación 89 Capítulo 7 ANÁLISIS DE RESULTADOS DE LA SIMULACIÓN 7.1 Análisis de resultados para cada una de las corrientes del sistema de control de emisiones.
97
7.2 Análisis de resultados para las corrientes de deshecho del sistema de control de emisiones.
102
Capítulo 8 CONCLUSIONES Y RECOMENDACIONES. Conclusiones 108 Recomendaciones 109 BIBLIOGRAFÍA 110
4
ÍNDICE DE FIGURAS
FIGURA Pág.
Figura 3.1.1 Precipitador Electrostático. 20 Figura 3.1.2 Eficiencia de recolección de partículas de un precipitador electrostático en función del diámetro de partícula calculado con la ecuación de Deutsch.
22
Figura 3.1.3 Precipitador electrostático. 22 Figura 3.2.1 Esquema de filtro de bolsas de tela. 24 Figura 3.3.4.1 Torre Empacada Para Absorción de gas. 29 Figura 4.3.1 Diagrama de flujo del sistema de control de emisiones. 34 Figura 4.3.2 Diagrama de flujo del sistema de control de emisiones, modificado. 34 Figura 4.3.3 1a Sección del diagrama de flujo del sistema de control de emisiones. 35 Figura 4.3.4 2a Sección del diagrama de flujo del sistema de control de emisiones. 35 Figura 4.3.5 3a Sección del diagrama de flujo del sistema de control de emisiones. 36 Figura 5.3.1 Modo de operación de la planta o proceso a simular. 50 Figura 5.3.2 Hoja donde se realiza una nueva simulación. 51 Figura 5.4.1 Compresor, dispositivo inicial para la simulación. 52 Figura 5.4.2 Componentes o compuestos de la corriente inicial. 53 Figura 5.4.3 Primera sección del sistema de control de emisiones antes de interconectar los dispositivos.
54
Figura 5.4.4 Flujo másico en la Primera sección del sistema de control de emisiones.
55
Figura 5.4.5 Primera sección del sistema de control de emisiones. 55 Figura 5.4.6 Primera sección, compresor pestaña de Oper Cond’s. 56 Figura 5.4.7 Primera sección, compresor pestaña de Labor, etc. 57 Figura 5.4.8 Primera sección, compresor pestaña de Description. 57 Figura 5.4.9 Primera sección, precipitador electrostático pestaña de Comp. Removal. 58 Figura 5.4.10 Primera sección, precipitador electrostático pestaña de Particle Data. 59 Figura 5.4.11 Primera sección, precipitador electrostático pestaña de Power. 60 Figura 5.4.12 Primera sección, precipitador electrostático pestaña de Labor, etc. 61 Figura 5.4.14 Balance de materia, primera sección del sistema de control de emisiones.
62
Figura 5.4.15 Reporte del balance de materia, primera sección del sistema de control de emisiones.
65
Figura 5.5.1 Precipitador electrostático y filtro de bolsas de tela. 67 Figura 5.5.2 Precipitador electrostático y filtro de bolsas de tela, segunda sección. 68 Figura 5.5.3 Precipitador electrostático, componentes de la corriente inicial. 69 Figura 5.5.4 Filtro de bolsas de tela, pestaña de Oper. Cond’s. 70 Figura 5.5.5 Filtro de bolsas de tela, pestaña de Drag. 71 Figura 5.5.6 Filtro de bolsas de tela, pestaña de Labor, etc. 72 Figura 5.5.7 Filtro de bolsas de tela, pestaña de Description. 73 Figura 5.5.8. Balance de materia, segunda sección del sistema de control de emisiones.
74
Figura 5.5.9 Balance de materia, segunda sección del sistema de control de emisiones.
75
5
Figura 5.6.1 Bomba, dispositivo para la segunda sección del proceso. 76 Figura 5.6.2 Absorbedor, dispositivo para la segunda sección del proceso. 77 Figura 5.6.3 Absorbedor y bomba de agua, segunda sección del proceso. 78 Figura 5.6.4 Absorbedor y bomba de agua, corriente inicial.. 79 Figura 5.6.5 Bomba de agua, pestaña de Oper. Cond’s. 80 Figura 5.6.6 Bomba de agua, pestaña de Labor, etc. 81 Figura 5.6.7 Bomba de agua, pestaña de Description. 81 Figura 5.6.8 Flujo másico en la Tercera sección del sistema de control de emisiones. 82 Figura 5.6.9 Torre de Absorción, pestaña de Oper. Cond’s. 83 Figura 5.6.10 Torre de Absorción, pestaña de Packing. 84 Figura 5.6.11 Torre de Absorción, pestaña de Labor, etc. 85 Figura 5.6.12 Torre de Absorción, pestaña de Description. 85 Figura 5.6.13 Balance de materia, tercera sección del sistema de control de emisiones.
86
Figura 5.6.14 Torre de Absorción, Mensajes de error. 87 Figura 7.1.1 Curva de operación de una Torre de Absorción a contracorriente en estado estacionario a diferentes flujos. Transferencia de la fase G a la fase L.
102
Figura 7.2.1 Remoción de acetona. 103 Figura 7.2.2 Remoción de polvo en las 3 secciones del proceso. 105 Figura 7.2.3 Remoción de polvo en la 1ª sección del proceso. 105 Figura 7.2.4 Remoción de polvo en la 2ª sección del proceso. 106 Figura 7.2.5 Remoción de polvo en la 3ª sección del proceso. 106
6

ÍNDICE DE TABLAS
TABLA Pág.
Tabla 4.2.1 Condiciones de operación 31 Tabla 4.2.2 Flujo volumétrico para diferentes excesos de aire. 33 Tabla 4.4.1 Condiciones de operación y balance de materia con flujo Q1 (1a sección).
38
Tabla 4.4.2 Condiciones de operación y balance de materia con flujo Q1 (2a sección).
38
Tabla 4.4.3 Condiciones de operación y balance de materia con flujo Q1 (3a sección).
39
Tabla 4.4.4 Condiciones de operación y balance de materia con flujo Q2 (1a sección).
40
Tabla 4.4.5 Condiciones de operación y balance de materia con flujo Q2 (2a sección).
40
Tabla 4.4.6 Condiciones de operación y balance de materia con flujo Q2 (3a sección).
41
Tabla 4.4.7 Condiciones de operación y balance de materia con flujo Q3 (1a sección).
42
Tabla 4.4.8 Condiciones de operación y balance de materia con flujo Q3 (2a sección).
42
Tabla 4.4.9 Condiciones de operación y balance de materia con flujo Q3 (3a sección).
43
Tabla 4.4.10 Condiciones de operación y balance de materia con flujo Q4 (1a sección).
44
Tabla 4.4.11 Condiciones de operación y balance de materia con flujo Q4 (2a sección).
44
Tabla 4.4.12 Condiciones de operación y balance de materia con flujo Q4 (3a sección).
45
Tabla 4.4.13 Condiciones de operación y balance de materia con flujo Q5 (1a sección).
46
Tabla 4.4.14 Condiciones de operación y balance de materia con flujo Q5 (2a sección).
46
Tabla 4.4.15 Condiciones de operación y balance de materia con flujo Q5 (3a sección).
47
Tabla5.4.1 Eficiencia de remoción y porcentaje en peso para diferentes tamaños de partículas.
59
Tabla 6.1.1 Corriente S-101, T = 25 °C y P = 1.013 bar. 89 Tabla 6.1.2 Corriente S-102, T = 31.55 °C y P = 1.113 bar. 90 Tabla 6.1.3 Corriente S-103, T = 25 °C y P = 1.013 bar. 90 Tabla 6.1.4 Corriente S-104, T = 31.55 °C y P = 1.113 bar. 90 Tabla 6.1.5. Corriente S-105, T = 31.55 °C y P = 1.113 bar 91 Tabla 6.1.6 Corriente S-106, T = 31.55 °C y P = 1.113 bar. 91 Tabla 6.1.7 Corriente S-107, T = 25 °C y P = 1.013 bar. 91 Tabla 6.1.8 Corriente S-108, T = 25 °C y P = 1.013 bar. 91
7
Tabla 6.1.9 Corriente S-109, T = 26.55 °C y P = 1.113 bar. 92 Tabla 6.1.10 Corriente S-110, T = 26.55 °C y P = 2.013 bar. 92 Tabla 6.1.11 Flujo Q2 93 Tabla 6.1.12 Flujo Q3 93 Tabla 6.1.13 Flujo Q4 94 Tabla 6.1.14 Flujo Q5 95 Tabla 7.1.1 Taza de flujo de acetona para cada corriente y flujo volumétrico variable.
97
Tabla 7.1.2 Taza de flujo de aire para cada corriente y flujo volumétrico variable. 98 Tabla 7.1.3 Taza de flujo de polvo para cada corriente y flujo volumétrico variable. 99 Tabla 7.1.4 Taza de flujo de nitrógeno para cada corriente y flujo volumétrico variable.
100
Tabla 7.1.5 Taza de flujo de oxígeno para cada corriente y flujo volumétrico variable.
101
Tabla 7.1.6 Taza de flujo de agua para cada corriente y flujo volumétrico variable. 101 Tabla 7.2.1. Remoción de acetona. 102 Tabla 7.2.2 Remoción de polvo en las 3 secciones. 104
8

CAPÍTULO 1
INTRODUCCIÓN
9
1.0 Propósito
Tenemos un problema de energía y medio ambiente causado por el impacto
ambiental de las emisiones provenientes de plantas de potencia y otras plantas industriales,
entre las que destacan las plantas de procesos químicos.
Los contaminantes en estado gaseoso son, por mencionar algunos: óxidos de
nitrógeno y de azufre (que al combinarse con el agua de la atmósfera producen la lluvia
ácida), monóxido de carbono (resultado de una combustión incompleta), oxidantes
fotoquímicos y compuestos orgánicos volátiles. También están las partículas de materia
“PM” (contaminantes en estado líquido y sólido) como el polvo de cemento, humo, vapores
de metales y las cenizas volátiles. Estas partículas, nocivas para el aparato respiratorio de
los seres vivos, deben ser capturadas para erradicar o disminuir su emisión a la atmósfera.
Las cenizas y las partículas de materia son despedidas por el proceso de combustión a
través de las chimeneas y corrientes de escape. Algunos de los dispositivos más usados para
controlar la emisión de partículas son: Filtros, cámaras de sedimentación, lavadores venturi,
precipitadores electrostáticos, ciclones y un sistema de filtros de bolsas de tela. Estos
dispositivos ó tecnología data de aproximadamente entre 30 a 50 años.
En varios artículos e investigaciones se han estudiado las emisiones de
contaminantes como CO2, NOx, SO2, Hg y las consecuencias de estos contaminantes al
medio ambiente y al humano. Asimismo, el impacto ambiental de partículas de materia ha
sido también objeto de estudio en las últimas décadas. Estos estudios consisten en
cuantificar las emisiones de las centrales de potencia y la industria en general, y así mismo,
crear un inventario de las emisiones contaminantes para realizar un informe anual de
operaciones.
Con el fin de limpiar corrientes de efluentes de plantas de procesos, se simula un
sistema de control de emisiones gaseosas, tomando como referencia una planta de potencia
de 1000 MW, siendo el alcance de éste trabajo:
10

“Simular con el programa SuperPro Designer un sistema de control de emisiones
constituido principalmente por: un precipitador electrostático, un sistema de filtros de
bolsas de tela y una torre de absorción”.
1.1 Objetivo
Si los contaminantes son descargados en la atmósfera por una chimenea o un tubo de
escape, ¿por qué no instalar algún artefacto que elimine los contaminantes y deje pasar
solamente los gases inofensivos, tales como el aire y la humedad? Este objetivo es de cierta
manera muy razonable, ya que la industria pública y privada puede adquirir diversos tipos
de equipo de control de contaminación del aire.
Con el fin de limpiar corrientes de efluentes de plantas de procesos, se propone simular
un sistema de control de emisiones tomando como referencia el volumen de efluentes
producidos por una planta de potencia de 1000 MW, limitándonos a:
1. Simular con el programa SuperPro Designer (versión de prueba) un sistema de
control de emisiones constituido por: un precipitador electrostático, un filtro de
bolsas de tela y una torre de absorción.
2. Analizar la eficiencia de remoción de polvo del precipitador electrostático y el filtro
de bolsas de tela.
3. Construir la curva de operación de la torre de absorción.
Antes de examinar un método concreto, debemos percatarnos de que la separación de
los contaminantes de una corriente de gas no es el procedimiento definitivo en la acción de
reducción de aquellos ya que el material reunido no desaparece y, por consiguiente, ha de
tratarse de alguna forma. Y si la eliminación de este residuo no se toma en cuenta, la
solución de un problema de contaminación de aire podrá crear un problema de desechos
sólidos o de contaminación de agua.
11
1.2 Alcance
Solo se simulará el balance de materia y energía a través de 3 equipos en serie y sin
corrientes de reciclo, con ayuda del programa SuperPro Designer. Se supone que la
corriente a limpiar está constituida de aire, polvo y un solvente. En este caso el solvente
escogido fue acetona.
1.3 Contaminación del aire por partículas
La contaminación del aire por partículas puede ser descrita de varias formas, en muchas
ocasiones se refieren al tamaño y otras a su origen así como a los diferentes estados ya sean
líquidas o sólidas. La siguiente clasificación es un tanto burda, pero en muchas ocasiones
útil, desde otras perspectivas.
a) Diámetro inferior a un micrómetro. Pueden ser sólidos o líquidos, según su origen
(Por ejemplo: Aerosoles, humos, vapores).
b) Diámetro mayor a un micrómetro. Pueden ser partículas sólidas (polvos) ó gotitas
líquidas (nieblas).
Las partículas de polvo son molestas solamente a distancias relativamente cortas de su
origen. Las partículas muy pequeñas se depositan tan lentamente que permanecen en el aire
durante largos periodos de tiempo y pueden ser llevadas a grandes distancias, a menudo de
muchos kilómetros. También los contaminantes en forma de partículas pueden obstaculizar
la transmisión de calor del Sol a la Tierra.
Existe una gran diversidad entre los tipos de partículas en el aire. Para fines de estudio,
resulta conveniente clasificarlas en 2 categorías: viables (capaces de vivir) y no viables.
a) Partículas viables. Estas comprenden los granos de polen, microorganismos como
las bacterias, los hongos, los mohos o las esporas, e insectos o partes de insectos. Las
partículas viables causan muchos efectos perjudiciales para el hombre (fiebre de heno,
12
algunas formas de asma bronquial, diversas infecciones por hongos y enfermedades
bacterianas transportadas por el aire).
b) Partículas no viables. Este grupo comprende una gran cantidad de materiales,
algunos de fuentes naturales y otros resultantes de actividades del hombre. Los materiales
naturales incluyen la arena y partículas de tierra, polvo volcánico, etc. Los contaminantes
en partículas producidas por el hombre incluyen tanto materia orgánica como inorgánica.
Una gran parte de la materia orgánica en partículas está en forma de humo proveniente
de la combustión de carbón, petróleo, madera y basura. Estas partículas constan, en muchos
de los casos, de carbono e incluyen diversos compuestos carcinogénicos (que producen
cáncer). Otras partículas que son transportadas por el aire son polvos, insecticidas y algunos
productos liberados por la fabricación de alimentos y en algunos casos la manufactura
química. De la materia inorgánica los polvos provienen de actividades tales como la
metalurgia, industrias productoras de minerales no metálicos, de la manufactura química
inorgánica y del plomo utilizado en las gasolinas.
Las actividades metalúrgicas que producen contaminación del aire son las que
intervienen en la producción de hierro y acero, cobre, plomo, cinc y aluminio. Las
partículas descargadas a la atmósfera de cualquier proceso metalúrgico no es nada más
metal puro, sino uno o mas de sus compuestos, algunos de los cuales son dañinos pera el
organismo del hombre. Los productos minerales no metálicos pueden ser el cemento,
vidrio, cerámica y asbesto. Las operaciones para la manufactura de estos productos que
principalmente producen partículas de materia, que son transportadas por el aire, son la
voladura, la perforación, trituración, la molienda, la mezcla y el secado.
13

1.4 Los efectos de la contaminación del aire
La idea de que el aire contaminado pueda ser perjudicial para el hombre se remonta a la
Edad Media. Pruebas más directas de los malos efectos del aire contaminado empezaron a
acrecentarse después de que se empleó por primera vez el carbón, aproximadamente a
principios del siglo XIV. La forma de manifestación de la contaminación es el humo negro,
los malos olores, el ennegrecimiento de los edificios y los monumentos. Pero es hasta hace
aproximadamente 30-35 años, que se han o nos hemos percatado de la extensión y
complejidad de los efectos de la contaminación del aire pero más en la ultima década.
Podemos clasificar estos efectos de la siguiente manera:
a) Efectos sobre la atmósfera. El primer efecto perceptible de la contaminación del
aire que la visibilidad se hace más difícil. La reducción de la visibilidad es causada por la
dispersión de la luz, debida a pequeñas partículas en el aire; la reducción de la visibilidad
más peligrosa es producida por partículas entre 0.5 y 1 micrómetro (µm) de diámetro. Los
contaminantes pueden afectar también mecanismos meteorológicos, tales como la
formación de niebla y la reducción de la cantidad de luz solar que llega a la Tierra.
b) Daños causados a la vegetación. La contaminación del aire ha causado daños
extensos a árboles, frutos, hortalizas y flores de adorno. Se arruinan los tejidos de las hojas,
blanquea y vitrifica, etc.
c) Efectos directos sobre el hombre. La contaminación del aire afecta al hombre con
diferentes síntomas principalmente causa o provoca tos, irritación de los ojos, nariz y
garganta. También provoca enfermedades agudas que pueden ocasionar la muerte;
enfermedades crónicas, como bronquitis crónica, enfisema pulmonar o asma.
d) Daños causados a los animales. Envenenamiento de ganado, calcificación anormal
de los huesos y los dientes.
e) Deterioración de materiales. Los contaminantes acidificadores son los causantes de
muchos efectos perjudiciales, tales como la corrosión de metales y el debilitamiento o la
desintegración de textiles, papel y mármol. Los contaminantes en partículas, arrastrados a
grandes velocidades por el viento, producen una erosión destructiva de las superficies de las
construcciones.
14
1.5 El control de la contaminación del aire
Hay dos métodos para controlar la contaminación en el punto de origen: separar los
contaminantes de los gases inofensivos y eliminarlos en alguna otra forma que la de
descarga en la atmósfera; o bien, los contaminantes de alguna forma se convierten en
productos innocuos que puedan descargarse en la atmósfera.
1.5.1 El control de los contaminantes por separación
La materia en partículas se retiene por medios porosos (filtros) que dejan pasar el
gas. Para tratar grandes corrientes de gas, los filtros son a menudo en forma de bolsas
cilíndricas, parecidas a calcetines gigantes, de las que la materia en partículas recogida se
vacía periódicamente por sacudida mecánica.
Hay varios aparatos mecánicos de recolección basados en el hecho de que las
partículas son más pesadas que las moléculas de gas. Como consecuencia las partículas se
depositan con mayor rapidez y pueden recogerse en una cámara con suficiente tiempo para
depositarse. Estos métodos sólo son practicables en el caso de partículas muy grandes.
15
CAPÍTULO 2
PRINCIPALES EMISIONES CONTAMINANTES DE PLANTAS DE
POTENCIA
16

2.1 Control de emisiones
Cuando las emisiones de contaminantes de las centrales eléctricas no son controladas,
las cantidades de contaminantes que éstas emiten rebasan los estándares o los niveles
permisibles, los cuales están diseñados para proteger la salud de los seres humanos y del
medio ambiente. Si se tiene una central eléctrica con una potencia de 1000 MW que quema
carbón con un contenido de 20% de minerales y 2% de azufre (no es el usual); además de
que ésta trabajara al 100% de su capacidad y con una eficiencia térmica del 95%. En ésta
planta eléctrica todo el contenido mineral sale de la chimenea en forma de partículas
(cenizas volátiles), y el azufre sale como bióxido de azufre SO2; por las características
mencionada ya con anterioridad ésta planta emitiría 3.2E(5) ton/año de partículas y 1.3E(5)
ton/año de SO2. De igual forma, la planta emitiría grandes cantidades de contaminantes
como: óxidos de nitrógeno, productos de la combustión incompleta (PIC), monóxido de
carbono, e indicios de metales volátiles. Es notable que una central eléctrica con
características tales, represente un gran riesgo para la salud de los seres humanos y del
medio ambiente. Es por ello, que en la mayoría de los países las plantas eléctricas requieren
de la instalación de un dispositivo que controle o regule las emisiones de estos
contaminantes. Al instalar estos dispositivos el capital y el costo de operación de la planta
se incrementa, y la eficiencia térmica se reduce. Estos costos son agregados al costo normal
de la electricidad de los clientes. También cabe mencionar que estos dispositivos generan
una corriente de basura, debido a que no son emitidos o descargados a la atmósfera y
generalmente terminan como una corriente de basura sólida o líquida, por lo que en la
práctica se requiere de una política integral de manejo y disposición de todo tipo de
efluentes.
2.2 Control de productos de la combustión incompleta y monóxido de carbono
El control de los productos de la combustión incompleta (PIC) y de monóxido de
carbono (CO) es de cierta forma fácil para llevar a cabo. Si existe una buena relación aire-
combustible, como en quemadores modernos, y el combustible se quema con exceso de
aire, existirá una corriente de humos muy pequeña en los conductos, por lo tanto se
generarán pocos PIC ó CO. Esto es de gran importancia para las centrales eléctricas para
17
alcanzar o generar una buena mezcla, para una flama con combustible escaso (rica en aire),
y no sólo para reducir la emisión de contaminantes, sino también para que exista una
combustión completa del combustible, y que al mismo tiempo incrementa la eficiencia
térmica de la planta. Las emisiones de PIC y CO se generan, casi siempre durante el
arranque y cuando existen variaciones en alguno de sus componentes, pero principalmente
cuando la temperatura de flama y la mezcla de aire-combustible no son las óptimas. Bajo
estas condiciones de trabajo se despide un humo negro visible que emana de la chimenea.
Los acontecimientos que ocurren deberían ser casi nulos y no deberían contribuir
significativamente al ambiente las concentraciones de estos contaminantes.
2.3 Control de partículas
Las partículas, también llamadas partículas de materia (PM), son el contaminante
principal que emana de las centrales eléctricas las cuales no son controladas en la fuente.
Esto se deriva del hecho de que el carbón, y hasta el petróleo, contienen una pequeña
fracción del peso de la materia mineral incombustible. Desde la planta más vieja, que era
alimentada por un fogonero y plantas con quemador de ciclón, la materia mineral se
acumula en el fondo de la caldera en forma de ceniza y es desechada como basura sólida
por una corriente de agua y llevada lejos a través de un canal. En la mayoría de las plantas
modernas con encendido de carbón pulverizado (≈ el 90 %) la materia mineral se sopla
fuera de la caldera como ceniza volátil. La ceniza volátil contiene, (a) metales tóxicos,
como: arsénico, selenio, cadmio, manganeso, cromo, plomo, y mercurio, y (b) materia
orgánica (hollín), incluyendo hidrocarburos aromáticos policíclicos (PAHs). Éstos podrían
en riesgo la salud pública y el medio ambiente de ser emitidos a la atmósfera. Por esta
razón, la mayor parte de países crearon regulaciones estrictas en emisiones de partículas de
centrales eléctricas. En Estados Unidos, las centrales eléctricas construidas entre 1973 y
1978 tuvieron que encontrar un estándar para emisiones de PM de un máximo de 0.03 lb
por millón de Btu de entrada de calor (0.013 kg/GJ). Para centrales eléctricas construidas
después de 1978, no hay ningún estándar numérico, por lo que se usa la Mejor Tecnología
de Control Disponible (BACT). Actualmente, la BACT para centrales eléctricas es el
llamado “precipitador electrostático”.
18
CAPÍTULO 3
DESCRIPCION DEL EQUIPO
19

3.1 Precipitador electrostático
Precipitador electrostático. El ESP fue inventado a principios de los años 1900 por F.
G. Cottrell en la Universidad de California, Berkeley. Fue diseñado para recolectar el polvo
en hornos de cemento, fundiciones de plomo, alquitrán, papel y molinos de pulpa, y otras
fábricas. A principios de los años 1930 y 1940, el ESP fue empleado en centrales eléctricas
encendidas por carbón. La instalación de los ESP’s trajo como consecuencia las
regulaciones ambientales; estos fueron instalados para proteger a los dueños de posibles
pleitos de responsabilidad debido a que las emisiones de partículas podrían causar un gran
peligro para la salud.
El ESP trabaja mediante el principio de carga de partículas negativamente por una
corona de descarga y atrae las partículas cargadas a una placa puesta a tierra. El diagrama
esquemático de un ESP se muestra en la Figura 3.1.1.
Varios alambres cargados son suspendidos entre dos platos paralelos. Un voltaje negativo
alto, del orden de 20 a 100 kV, es aplicado a los alambres. Este hace que exista un campo
eléctrico entre los alambres y los platos a lo largo de los cuales los electrones viajan de los
alambres hacia los platos. A esto se le llama una descarga de corona. Los electrones chocan
con moléculas de gas, principalmente con el oxígeno, generando iones negativos. Los iones
moleculares siguen viajando a lo largo de las líneas del campo magnético, chocando con
partículas y transfiriendo la carga negativa a las partículas. Entonces, las partículas emigran
a los platos donde su carga es neutralizada. Las partículas neutras son sacudidas de los
platos esto se logra siempre y cuando éstos sean golpeados periódicamente. Las partículas
se caen en una tolva y después son transportadas lejos.
Figura 3.1.1 Precipitador Electrostático
20

La eficiencia de recolección de un ESP depende de muchos factores, principalmente el
diámetro de partícula (diámetro más pequeño, menos eficiencia), el área de plato, la tasa del
flujo volumétrico de gas de chimenea que pasa entre los platos, y la velocidad de migración
de partícula hacia los platos. La eficiencia es calculada de la ecuación de Deutsch:
( )1 exp /A Qη ω= − − (3.1.1)
donde ω es la velocidad de migración, A es el área total de los platos, y Q es la tasa de flujo
volumétrico.
La velocidad de migraciones es aproximadamente de ω ≈ 0.05dp m s-1 cuando el
diámetro de partícula dp está dado en µm. Actualmente, ω es una función del voltaje y la
resistencia eléctrica de las partículas. Irónicamente, entre más alto sea el contenido de azufre del carbón, más baja la resistividad
de la ceniza volátil y más alto la velocidad de migración. Sin embargo, entre más alto sea el
contenido de azufre del carbón, las emisiones de gas ácido son más altas, y es así como
existe una compensación.
Por ejemplo, si se tienen 1000 MW de una central eléctrica que quema carbón con una
eficiencia térmica del 36 % y si el carbón tiene un valor calórico o poder calorífico (PC) de
12,000 Btu lb-1 (7.75 kWh kg-1). Esta planta consumiría el carbón a una tasa de 99.6 kg s-1.
Si la composición atómica de la parte combustible del carbón es CH y el carbón es
quemada con 20% de exceso de aire, la combustión genera un flujo de gas a una tasa de Q
= 1260 m3 s-1. Si se tienen partículas con diámetro de 1-µm deben ser colectadas con una
eficiencia del 95 %, entonces necesitamos un área de plato A = 75,500 m2. Si cada plato
mide 20x5 m, y dos lados del plato recolectan partículas, necesitamos 377 platos. La figura
3.1.2 muestra la eficiencia de recolección de un ESP con las especificaciones antes
mencionadas y como función del diámetro de partícula. De la figura se puede observar que
para diámetros de partícula mayores que 1 µm, la eficiencia se acerca al 100 %, pero las
partículas de de tamaño de micras no son coleccionadas eficazmente.
21
0
0.2
0.4
0.6
0.8
1
1.2
0 0.5 1 1.5 2 2.5 3 3.5
Diámetro de partícula dp, µm
Efic
ienc
ia, η
0%5%10%15%20%
Exceso de aire
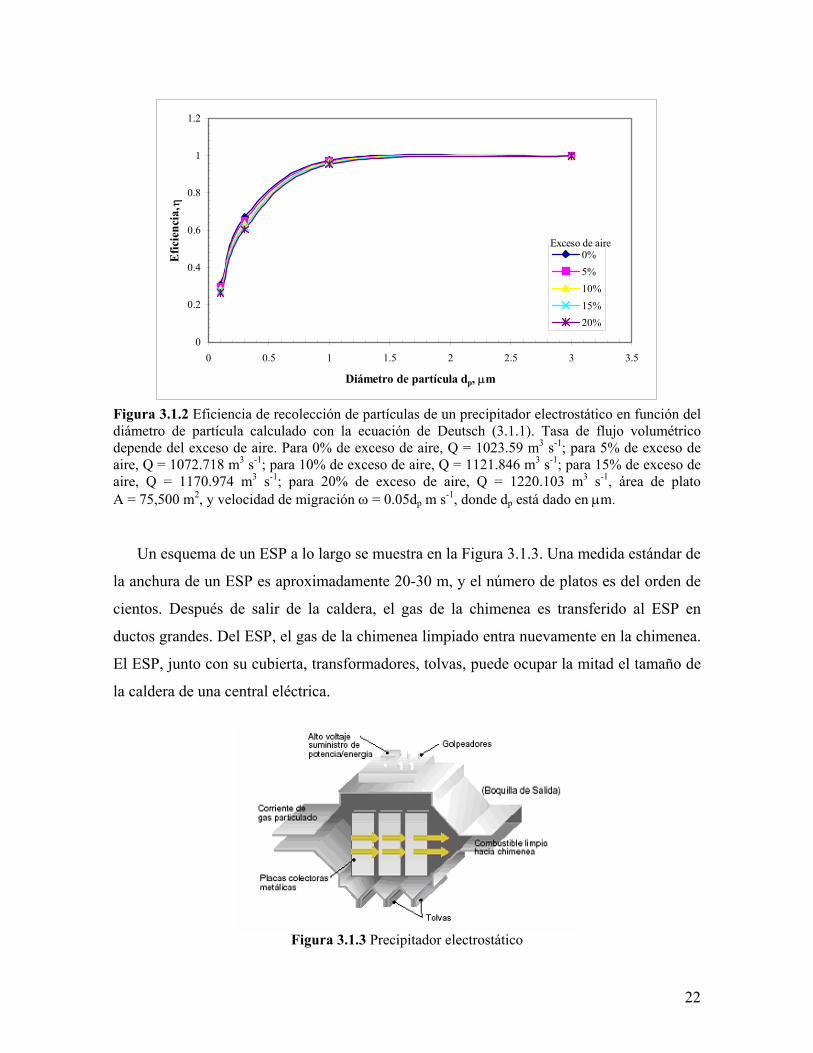
Figura 3.1.2 Eficiencia de recolección de partículas de un precipitador electrostático en función del diámetro de partícula calculado con la ecuación de Deutsch (3.1.1). Tasa de flujo volumétrico depende del exceso de aire. Para 0% de exceso de aire, Q = 1023.59 m3 s-1; para 5% de exceso de aire, Q = 1072.718 m3 s-1; para 10% de exceso de aire, Q = 1121.846 m3 s-1; para 15% de exceso de aire, Q = 1170.974 m3 s-1; para 20% de exceso de aire, Q = 1220.103 m3 s-1, área de plato A = 75,500 m2, y velocidad de migración ω = 0.05dp m s-1, donde dp está dado en µm. Un esquema de un ESP a lo largo se muestra en la Figura 3.1.3. Una medida estándar de
la anchura de un ESP es aproximadamente 20-30 m, y el número de platos es del orden de
cientos. Después de salir de la caldera, el gas de la chimenea es transferido al ESP en
ductos grandes. Del ESP, el gas de la chimenea limpiado entra nuevamente en la chimenea.
El ESP, junto con su cubierta, transformadores, tolvas, puede ocupar la mitad el tamaño de
la caldera de una central eléctrica.
Figura 3.1.3 Precipitador electrostático
22
Dado que la eficiencia al instalar ESP´s es muy baja, genera un gran problema para las
centrales eléctricas en operación debido a que instituciones que pretenden proteger al medio
ambiente en varios países, principalmente en los Estados Unidos, tratan de introducir
nuevos estándares ambientales para partículas de menos de 2.5 µm de diámetro. Esta nueva
normatividad pretende que haya una retroalimentación dentro de las centrales eléctricas con
dispositivos que recolecten con más eficacia partículas pequeñas, este dispositivo podría ser
un filtro de tela (baghouse).
3.2 Sistema de filtros de bolsas de tela
Filtro de Tela. Un filtro de bolsas de tela, también llamado baghouse, trabaja con el
principio de una aspiradora doméstica. El gas cargado por partícula es absorbido en un
bolso de tela, las partículas son eliminadas, y el gas limpio es arrojado a la atmósfera. El
tamaño del filtro de la tela puede ser elegido para eliminar cualquier tamaño de partículas,
hasta partículas de tamaño de unas micras.
Un esquema de una baghouse se muestra en la figura 3.2.1. A lo largo, existen tubos
cilíndricos (bolsas) hechos de la tela seleccionada son sellados de un extremo y abiertos al
otro extremo. Al final del extremo de los tubos es colgado al revés de un estante para que
pueda ser sacudido mecánicamente. El gas de la chimenea cargado por partícula entra por
el fondo, abierto al final de los tubos. El gas de la chimenea limpio es absorbido por la tela
de los tubos por bombas especiales. Una baghouse para una central eléctrica grande puede
contener varios miles de tubos, cada uno hasta 4 metros de alto, y 12.5 a 35 cm de
diámetro. Es necesario distribuir uniformemente las entradas de gas de la chimenea. Los
tubos proporcionan un área superficial grande por unidad de flujo volumétrico del gas. En
este sistema de filtración la velocidad superficial del gas está entre 0.5 y 4 cm s-1.
23
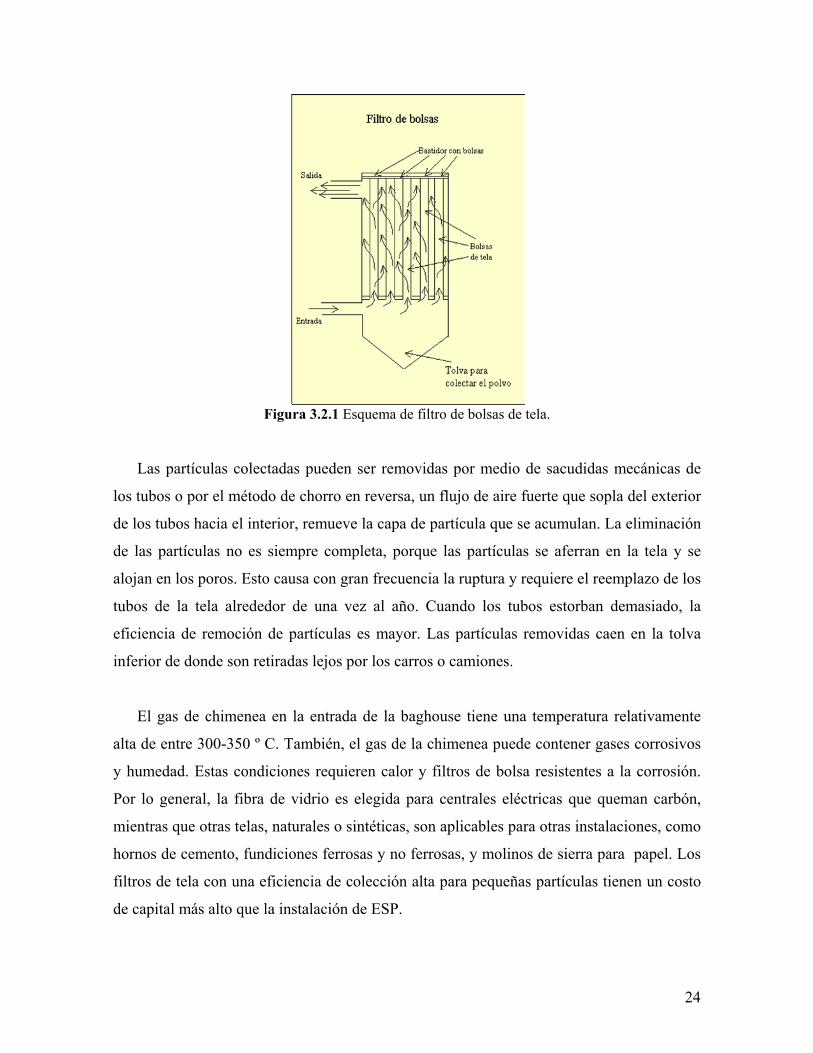
Figura 3.2.1 Esquema de filtro de bolsas de tela.
Las partículas colectadas pueden ser removidas por medio de sacudidas mecánicas de
los tubos o por el método de chorro en reversa, un flujo de aire fuerte que sopla del exterior
de los tubos hacia el interior, remueve la capa de partícula que se acumulan. La eliminación
de las partículas no es siempre completa, porque las partículas se aferran en la tela y se
alojan en los poros. Esto causa con gran frecuencia la ruptura y requiere el reemplazo de los
tubos de la tela alrededor de una vez al año. Cuando los tubos estorban demasiado, la
eficiencia de remoción de partículas es mayor. Las partículas removidas caen en la tolva
inferior de donde son retiradas lejos por los carros o camiones.
El gas de chimenea en la entrada de la baghouse tiene una temperatura relativamente
alta de entre 300-350 º C. También, el gas de la chimenea puede contener gases corrosivos
y humedad. Estas condiciones requieren calor y filtros de bolsa resistentes a la corrosión.
Por lo general, la fibra de vidrio es elegida para centrales eléctricas que queman carbón,
mientras que otras telas, naturales o sintéticas, son aplicables para otras instalaciones, como
hornos de cemento, fundiciones ferrosas y no ferrosas, y molinos de sierra para papel. Los
filtros de tela con una eficiencia de colección alta para pequeñas partículas tienen un costo
de capital más alto que la instalación de ESP.
24
3.3 Torre de absorción El objetivo principal de este tema es simular una torre de absorción con la ayuda del
programa SuperPro Designer, una vez que se hayan obtenido los datos requeridos es
necesario desarrollar o construir una curva de operación. Para fines de estudio antes de la
simulación, se hará una breve descripción de la torre de absorción.
Los absorbedores de gas son utilizados extensamente en la industria para la separación
y purificación de corrientes de gas, como dispositivos de recuperación de producto y como
dispositivos de control de la contaminación. Esta sección se enfoca en la aplicación de la
absorción para el control de la contaminación en corrientes de gas con concentraciones
típicas de contaminantes. Los absorbedores de gas son ampliamente utilizados para
remover contaminantes inorgánicos solubles en agua, de corrientes de aire.
La absorción es un proceso donde uno o más componentes solubles de una mezcla de
gases están disueltos en un líquido (un solvente). El proceso de absorción puede
categorizarse como físico o químico. La absorción física ocurre cuando el compuesto
absorbido se disuelve en el solvente, la absorción química ocurre cuando el compuesto
absorbido y el solvente reaccionan. Líquidos comúnmente usados como solventes incluyen
al agua, aceites minerales, aceites de hidrocarburos volátiles y soluciones acuosas.
3.3.1 Eficiencia y funcionamiento del sistema
Las eficiencias de remoción de los absorbedores de gas varían para cada sistema
solvente contaminante y con el tipo de absorbedor utilizado. La mayoría de los
absorbedores tienen eficiencias en exceso a 90 por ciento y los absorbedores de torres
empacadas alcanzan eficiencias tan altas como 99.9 por ciento para algunos sistemas
solvente-contaminantes.
La conveniencia de la absorción de gas como un método de control de la contaminación
depende generalmente de los siguientes factores: 1) disponibilidad del solvente adecuado;
2) eficiencia de remoción requerida; 3) concentración del contaminante en el vapor de
25
entrada; 4) capacidad requerida para manejar el gas residual, y, 5) valor de recuperación
del(os) contaminante(s) o del costo de disposición del solvente gastado.
La absorción física depende de las propiedades de la corriente de gas y del solvente, tales
como la densidad y viscosidad, así como de las características específicas de los
contaminantes en las corrientes de gas y de líquido (difusividad, solubilidad al equilibrio).
Estas propiedades dependen de la temperatura, y temperaturas más bajas generalmente
favorecen la absorción de gases por el solvente. La absorción se mejora también por mayor
superficie de contacto, relaciones líquido-gas más altas y mayores concentraciones en la
corriente de gas.
El solvente seleccionado para remover al(os) contaminante(s) debe tener una
solubilidad alta para el gas, baja presión de vapor y debe ser relativamente barato. El agua
es el solvente más común utilizado para remover contaminantes inorgánicos, también se
usa para absorber compuestos orgánicos que tienen solubilidades en el agua relativamente
altas. Para los compuestos orgánicos que tienen baja solubilidad en agua, se usan otros
solventes, tales como los aceites de hidrocarburos, aunque solamente en industrias donde
están disponibles grandes volúmenes de estos aceites (refinerías de petróleo y plantas
petroquímicas).
También puede mejorarse la remoción del contaminante, manipulando la química de la
solución de absorción, de manera que reacciona con el(os) contaminante(s). La absorción
química puede limitarse por la razón de reacción, aunque la razón del paso limitante es
típicamente la razón de absorción física, no la razón de reacción química.
3.3.2 Descripción del proceso de absorción
La absorción es la operación de transferencia de masa en la cual, uno o más
componentes solubles de una mezcla de gases se disuelven en un líquido que tiene baja
volatilidad bajo las condiciones del proceso. El contaminante se difunde desde el gas hacia
el líquido cuando el líquido contiene menos que la concentración de equilibrio del
componente gaseoso. La diferencia entre la concentración real y la concentración al
equilibrio, proporciona la fuerza impulsora para la absorción.
26

Un absorbedor de gas diseñado apropiadamente, proporcionará contacto completo entre
el gas y el solvente, para facilitar la difusión del(os) contaminante(s). Funcionará mejor que
un absorbedor diseñado pobremente. La razón de la transferencia de masa entre las dos
fases depende mayormente del área de superficie expuesta y del tiempo de contacto. Otros
factores que gobiernan la razón de absorción, tales como la solubilidad del gas en el
solvente particular y el grado de la reacción química, son características de los
constituyentes involucrados y son relativamente independientes del equipo utilizado.
3.3.3 Configuración del sistema absorbedor
El flujo del gas y del líquido a través de un absorbedor puede ser a contracorriente,
perpendicular (crosscurrent) o en paralelo (cocurrent). Los diseños más comúnmente
instalados son a contracorriente, en los cuales la corriente de gas entra por el fondo de la
columna del absorbedor y sale por la tapa. Por el contrario, la corriente del solvente entra
por la tapa y sale por el fondo. Los diseños a contracorriente proporcionan la eficiencia de
remoción teórica más alta, porque el gas con la concentración de contaminante más baja,
hace contacto con el líquido con la concentración de contaminante más baja. Esto sirve para
maximizar la fuerza impulsora promedio para la absorción a través de la columna. Además,
usualmente los diseños a contracorriente requieren relaciones de líquido a gas más bajas
que los en paralelo y son más convenientes cuando la carga de contaminantes es alta.
En una torre con flujo perpendicular, el gas residual fluye horizontalmente a través de la
columna mientras que el solvente fluye hacia abajo verticalmente en la columna. Como
regla, los diseños con flujo perpendicular tienen caídas de presión más bajas y requieren
relaciones líquido-gas más bajas que los diseños a contracorriente y en paralelo. Son
aplicables cuando los gases son demasiado solubles, puesto que ofrecen menos tiempo de
contacto para la absorción.
En las torres en paralelo, ambos, la corriente de gas y el solvente entran a la columna
por la tapa de la torre y salen por el fondo. Los diseños en paralelo tienen caídas de presión
más bajas y no están sujetos a limitaciones de inundación y son más eficientes para la
27

remoción de rocíos finos. Los diseños en paralelo son eficientes sólo donde grandes fuerzas
impulsoras de absorción son disponibles.
La eficiencia de remoción está limitada puesto que el sistema gas-líquido se aproxima al
equilibrio en el fondo de la torre.
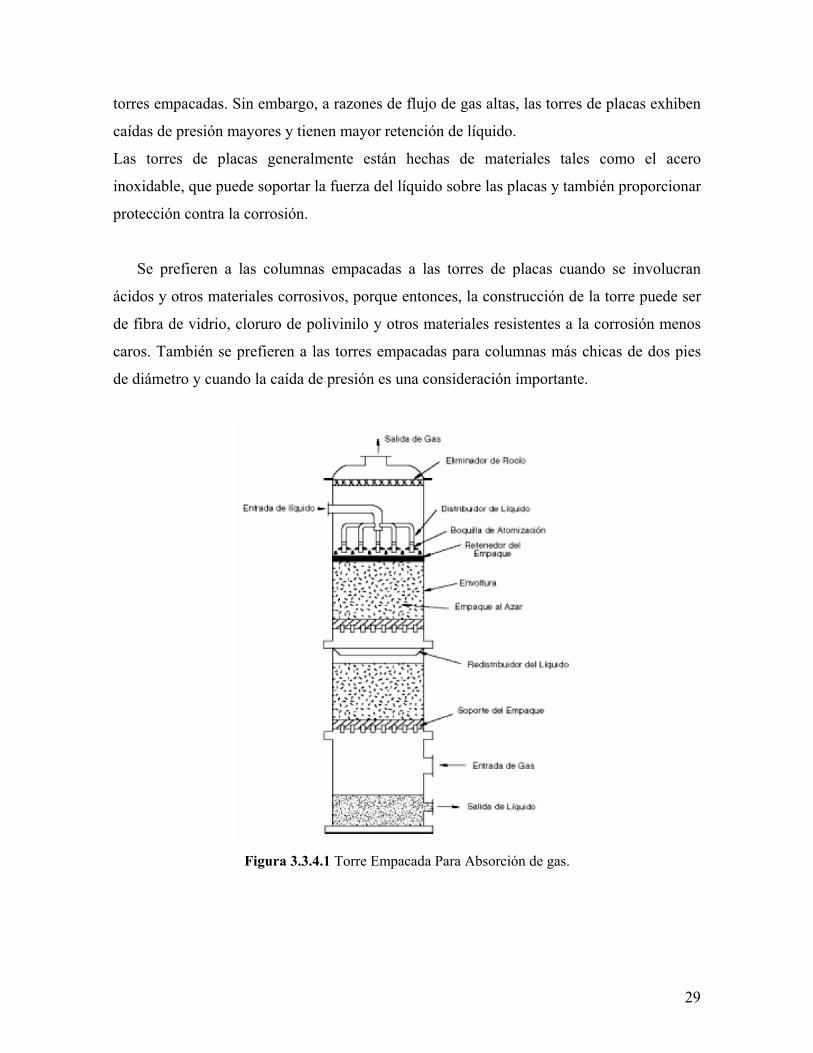
3.3.4 Tipos de equipo de absorción
Los dispositivos que se basan en principios de absorción incluyen a las torres
empacadas, columnas de platos (bandejas), torres de limpieza por vénturi y cámaras de
aspersión. Este capítulo se enfoca en las torres empacadas, las cuales son los absorbedores
más comúnmente utilizados para el control de la contaminación. Las torres empacadas son
columnas llenas de materiales de empaque que proporcionan un área de superficie grande
para facilitar el contacto entre el líquido y el gas. Las torres absorbedoras empacadas
pueden alcanzar eficiencias de remoción más altas, manejar razones de líquido más altas y
tener requerimientos de consumo de agua relativamente más bajos que otros tipos de
absorbedores de gas. Sin embargo, las torres empacadas pueden también tener caídas de
presión altas en el sistema, potencial de obstrucción y ensuciamiento alto y costos de
mantenimiento extensos debido a la presencia del material de empaque.
Los costos de instalación, de operación y de disposición de agua residual pueden ser
mayores para absorbedores de lecho empacado que para otros absorbedores. Además de los
requerimientos de energía de la bomba y el ventilador y de los costos del solvente, las
torres empacadas tienen costos de operación asociados con el reemplazo del empaque
dañado.
Las torres de placas o bandejas, son cilindros verticales en los cuales el líquido y el gas
están en contacto en cierto modo por pasos en bandejas (placas). El líquido entre por la
parte de arriba de la columna y fluye a través de cada placa y a través de un vertedero
(descarga) hacia las placas de abajo. El gas se mueve hacia arriba a través de aberturas en
las placas, burbujea en el líquido y pasa a la placa de arriba. Las torres de placas son más
fáciles de limpiar y tienden a manejar mejor fluctuaciones de temperatura mayores que las
28
torres empacadas. Sin embargo, a razones de flujo de gas altas, las torres de placas exhiben
caídas de presión mayores y tienen mayor retención de líquido.
Las torres de placas generalmente están hechas de materiales tales como el acero
inoxidable, que puede soportar la fuerza del líquido sobre las placas y también proporcionar
protección contra la corrosión.
Se prefieren a las columnas empacadas a las torres de placas cuando se involucran
ácidos y otros materiales corrosivos, porque entonces, la construcción de la torre puede ser
de fibra de vidrio, cloruro de polivinilo y otros materiales resistentes a la corrosión menos
caros. También se prefieren a las torres empacadas para columnas más chicas de dos pies
de diámetro y cuando la caída de presión es una consideración importante.
Figura 3.3.4.1 Torre Empacada Para Absorción de gas.
29
CAPÍTULO 4
DEFINICIÓN DEL PROBLEMA
30

4.1 Definición del problema En los capítulos anteriores se mencionaron los principales contaminantes emitidos en
las plantas de potencia, que son objeto de estudio de este trabajo. Asimismo, se describió el
equipo usado actualmente para el control de estos contaminantes.
En este capítulo nos concentraremos en el planteamiento y solución del problema de la
separación o limpieza de una corriente gaseosa de gases de chimenea provenientes de una
planta de potencia. La corriente gaseosa puede contener un solvente, como la acetona, y
polvo.
Con el fin de minimizar la concentración de acetona y polvo que serán desechados
hacia la atmósfera, se propone usar el siguiente equipo en serie:
• Un precipitador electrostático (ESP).
• Un sistema de filtro de bolsas de tela (Baghouse).
• Torre de absorción con flujos en paralelo y/ó a contracorriente.
4.2 Corriente de entrada ó alimentación (feed)
Para introducir la corriente de entrada es necesario calcular el flujo volumétrico,
considerando las condiciones de operación correspondientes. Si se tiene una planta de
potencia con capacidad de 1000 MW, trabajando al 100% de su capacidad y con una
eficiencia térmica del 35%, además el combustible utilizado en la PP tiene una capacidad
calorífica de 30 MJ/kg (CP), y con exceso de aire (0 – 20%).
Características generales P = 1000 MW ηTH = 35% CP = 30 MJ/kg Exceso aire = 0, 5, 10, 15, 20 % Capacidad = 100 % Tabla 4.2.1 Condiciones de operación.
31

Con las condiciones de operación anteriores se realizan los cálculos, con el exceso de
aire correspondiente, de la siguiente manera:
1. Cálculos para el proceso de combustión de la planta de potencia. La ecuación de combustión estequiométrica es:
CH + Xesteq (O2 + 3.76 N2) → α CO2 + β H2O + γ N2
El balanceo de la ecuación de combustión queda como:
C: α = 1
H: β = 1/2
O: 2 * Xesteq = 2 * α + β => Xesteq = 1.25
N: 2 * Xesteq * 3.76 = 2 * γ => γ = 4.7
Por lo que la ecuación de combustión estequiométrica queda como:
CH + 1.25 (O2 + 3.76 N2) → CO2 + 1/2 H2O + 4.7 N2
Ahora la ecuación de combustión, tomando en cuenta 5% de exceso de aire, es:
CH + (1.25 * 1.05) * (O2 + 3.76 N2) → CO2 + 1/2 H2O + x N2 + y O2
El balanceo de la ecuación de combustión con el exceso de aire respectivo queda como: O: 2 * 1.25 *1.2 = 2 + ½ + 2 * y => y = 0.063
N: 2 * 1.25 *1.2 * 3.76 = 2 * x => x = 4.97
Por lo que la ecuación de combustión real es:
CH + 1.31 * (O2 + 3.76 N2) → CO2 + 1/2 H2O + 4.97 N2 + 0.063 O2
A la salida (lado izquierdo de la ecuación de combustión real) se tienen:
6.54 moles de gases/ moles de CH
32
2. Se calcula el consumo de la planta de potencia.
skg
kgMJ
sMJ
CPPCONSUMO
TH
24.95)30()35.0(
1000===
η
3. Se calculan los moles del combustible (CH):
sCHmol
gmol
kgg
skgCHdemoles 15.7326
131
1100024.95 =⎟⎟
⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛=
4. Se calculan los moles de gases de combustión (gases de chimenea):
sgasesdemoles
sCHmol
CHdemolesgasesdemolesgasesdemoles 021.4791315.732654.6 =⎟
⎠⎞
⎜⎝⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛=
5. Finalmente se calcula el flujo volumétrico, a condiciones estándar:
sm
ltm
moll
sgasesdemolesnVQ
33
252.1073100014.22021.47913 =⎟⎟
⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛==
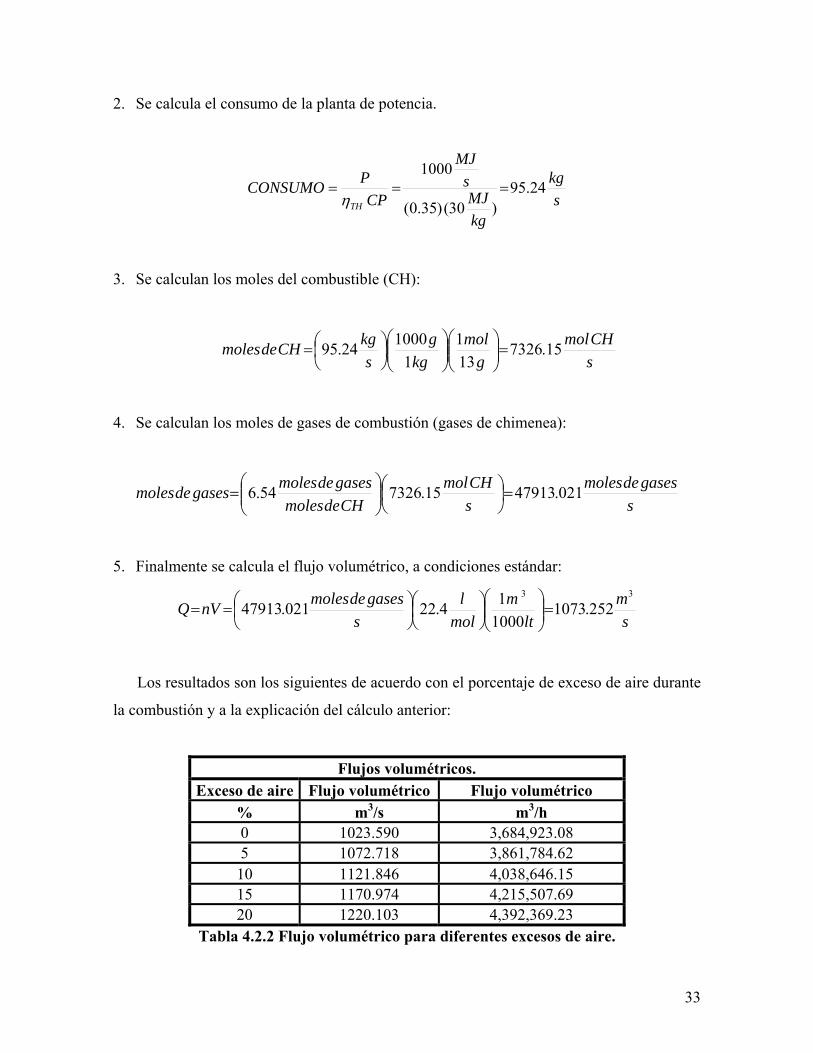
Los resultados son los siguientes de acuerdo con el porcentaje de exceso de aire durante
la combustión y a la explicación del cálculo anterior:
Flujos volumétricos. Exceso de aire Flujo volumétrico Flujo volumétrico
% m3/s m3/h 0 1023.590 3,684,923.08 5 1072.718 3,861,784.62 10 1121.846 4,038,646.15 15 1170.974 4,215,507.69 20 1220.103 4,392,369.23
Tabla 4.2.2 Flujo volumétrico para diferentes excesos de aire.
33
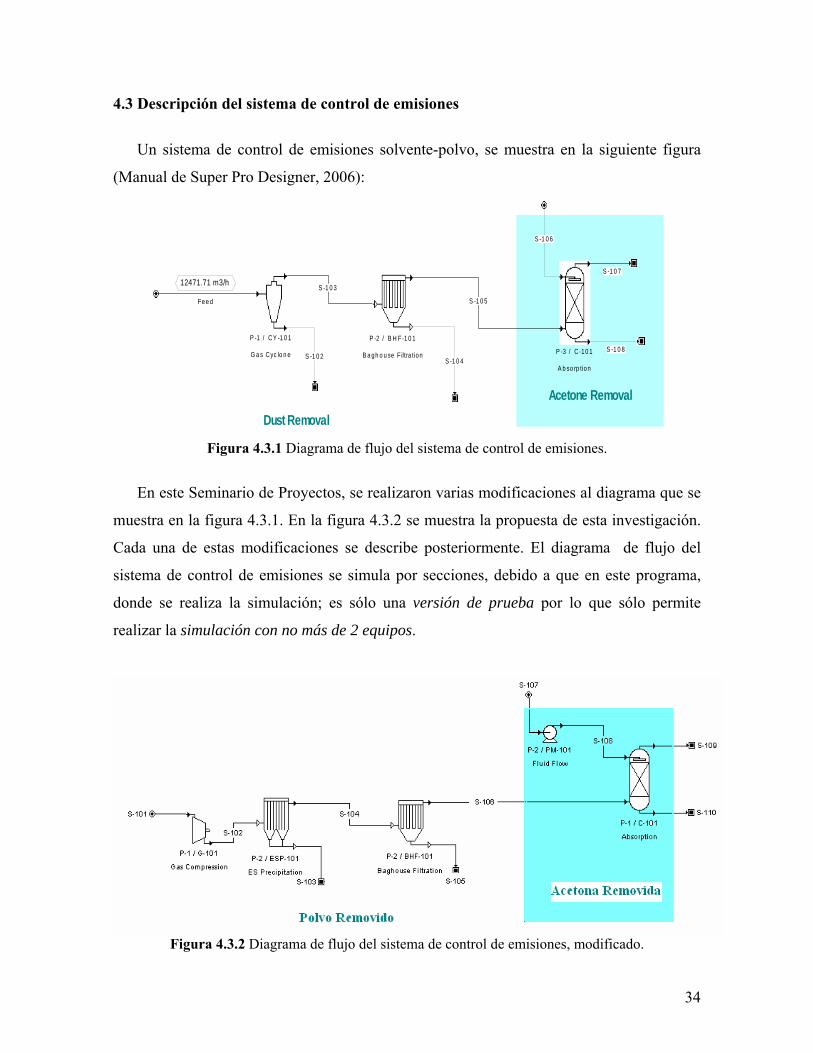
4.3 Descripción del sistema de control de emisiones
Un sistema de control de emisiones solvente-polvo, se muestra en la siguiente figura
(Manual de Super Pro Designer, 2006):
P -1 / CY -1 0 1
G a s Cyc lo n e
P -2 / B H F-1 0 1
B a gh o u se F iltra tion P -3 / C-10 1
A b so rp tion
Fe e d
12471.71 m3/h
S -1 0 2
S -1 0 3
S -1 0 4
S -1 0 5
S -1 0 6
S -1 0 7
S -1 0 8
Acetone Removal
Dust Removal Figura 4.3.1 Diagrama de flujo del sistema de control de emisiones.
En este Seminario de Proyectos, se realizaron varias modificaciones al diagrama que se
muestra en la figura 4.3.1. En la figura 4.3.2 se muestra la propuesta de esta investigación.
Cada una de estas modificaciones se describe posteriormente. El diagrama de flujo del
sistema de control de emisiones se simula por secciones, debido a que en este programa,
donde se realiza la simulación; es sólo una versión de prueba por lo que sólo permite
realizar la simulación con no más de 2 equipos.
Figura 4.3.2 Diagrama de flujo del sistema de control de emisiones, modificado.
34
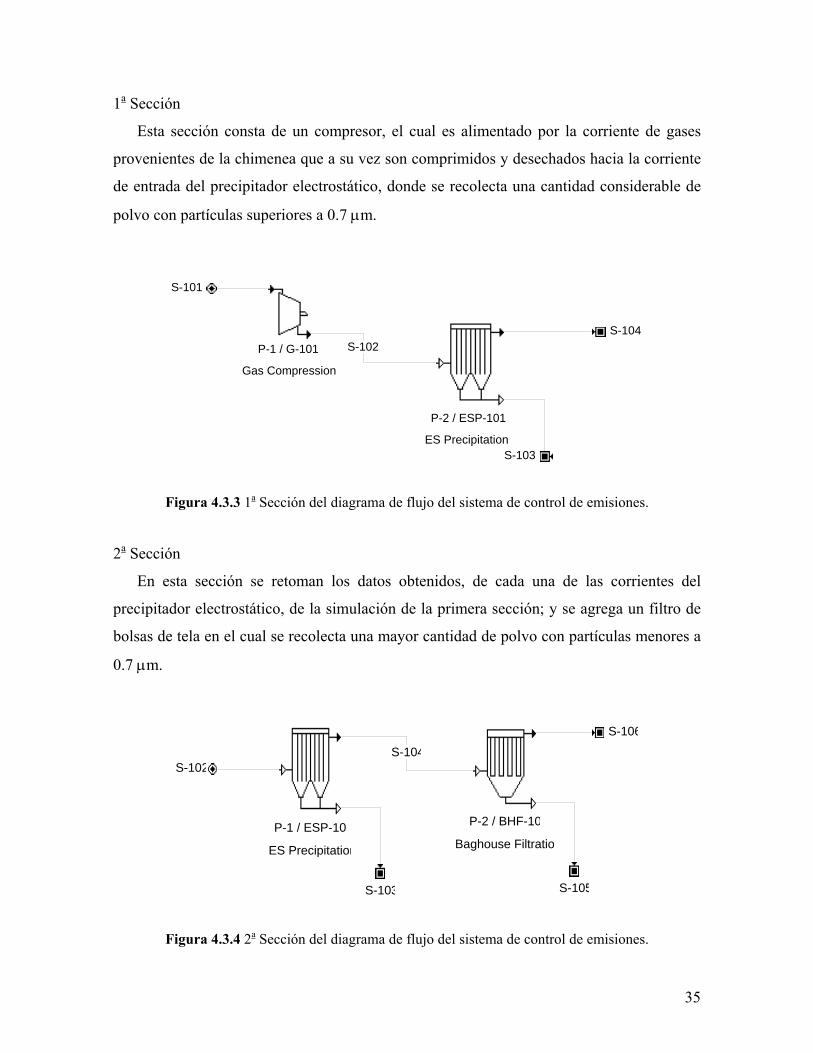
1a Sección
Esta sección consta de un compresor, el cual es alimentado por la corriente de gases
provenientes de la chimenea que a su vez son comprimidos y desechados hacia la corriente
de entrada del precipitador electrostático, donde se recolecta una cantidad considerable de
polvo con partículas superiores a 0.7 µm.
P-1 / G-101
Gas Compression
S-101
P-2 / ESP-101
ES Precipitation
S-102
S-103
S-104
Figura 4.3.3 1a Sección del diagrama de flujo del sistema de control de emisiones.
2a Sección
En esta sección se retoman los datos obtenidos, de cada una de las corrientes del
precipitador electrostático, de la simulación de la primera sección; y se agrega un filtro de
bolsas de tela en el cual se recolecta una mayor cantidad de polvo con partículas menores a
0.7 µm.
P-1 / ESP-10
ES Precipitation
P-2 / BHF-10
Baghouse Filtratio
S-102
S-103
S-104
S-105
S-106
Figura 4.3.4 2a Sección del diagrama de flujo del sistema de control de emisiones.
35

3a Sección
Finalmente en esta sección se retoman los datos obtenidos, de cada una de las corrientes
del filtro de bolsas, de la simulación de la segunda sección. Se implementa una torre de
absorción y finalmente se agrega una bomba en la cual entra una corriente de agua la cual
actuará dentro de la torre de absorción como solvente.
P-1 / C-101
Absorption
S-106
S-109
S-110
P-2 / PM-101
Fluid Flow
S-107
S-108
Figura 4.3.5 3a Sección del diagrama de flujo del sistema de control de emisiones.
El arreglo anterior es posible debido a que se encuentran interconectados en serie, ya
que no existe ninguna corriente de reflujo. Además se retoman los resultados de la
simulación anterior en cada una de las diferentes secciones y para cada uno de los flujos
correspondientes al exceso de aire de la corriente inicial.
36
4.4 Descripción de las corrientes del sistema de control de emisiones
A continuación se da una descripción de cada una de las corrientes de entrada y salida
en cada uno de los equipos del sistema de control de contaminantes propuesto:
- Primera sección
S-101 Entrada gases de chimenea (Flujo Qi) al compresor; i = 1, 2, 3, 4, 5.
S-102 Salida de gases de chimenea del compresor y entrada al precipitador electrostático.
S-103 Salida de polvo por la tolva inferior del precipitador electrostático.
- Segunda sección
S-104 Salida de gases de chimenea del precipitador electrostático y entrada al filtro de
bolsas.
S-105 Salida de polvo por la tolva inferior del filtro de bolsas.
- Tercera sección
S-106 Salida de gases de chimenea del filtro de bolsas y entrada a la torre de absorción.
S-107 Entrada de agua a la bomba.
S-108 Salida de agua de la bomba y entrada a la torre de absorción.
S-109 Salida de gas.
S-110 Salida de líquido.
En la tabla 4.4.1 se dan las condiciones de operación para la primera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida, del compresor y del precipitador
electrostático. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del separador, se removieron
39,105.66 Kg/h de polvo, que básicamente está constituida por partículas “grandes”, con
tamaños superiores a los 0.7 micrómetros de diámetro promedio.
37

Tabla 4.4.1 Condiciones de operación y balance de materia con flujo Q1 (1a sección).
En la tabla 4.4.2 se dan las condiciones de operación para la segunda sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida del precipitador electrostático y el filtro
de bolsas. Lo notable de esta tabla es la concentración de polvo a la salida. Como se puede
observar, de acuerdo a la eficiencia de remoción del filtro de bolsas, se removieron
4,301.59 Kg/h de polvo, que básicamente está constituida por partículas “pequeñas”, con
tamaños inferiores a los 0.7 micrómetros de diámetro promedio.
Tabla 4.4.2 Condiciones de operación y balance de materia con flujo Q1 (2a sección).
38

En la tabla 4.4.3 se dan las condiciones de operación para la tercera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida de la bomba y la torre de absorción. Lo
notable de esta tabla es la concentración de acetona a la salida. Como se puede observar, se
removieron 43,428.86 Kg/h de acetona.
Tabla 4.4.3 Condiciones de operación y balance de materia con flujo Q1 (3a sección).
En la tabla 4.4.4 se dan las condiciones de operación para la primera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida, del compresor y del precipitador
electrostático. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del separador, se removieron
40,982.58 Kg/h de polvo, que básicamente está constituida por partículas “grandes”, con
tamaños superiores a los 0.7 micrómetros de diámetro promedio.
39
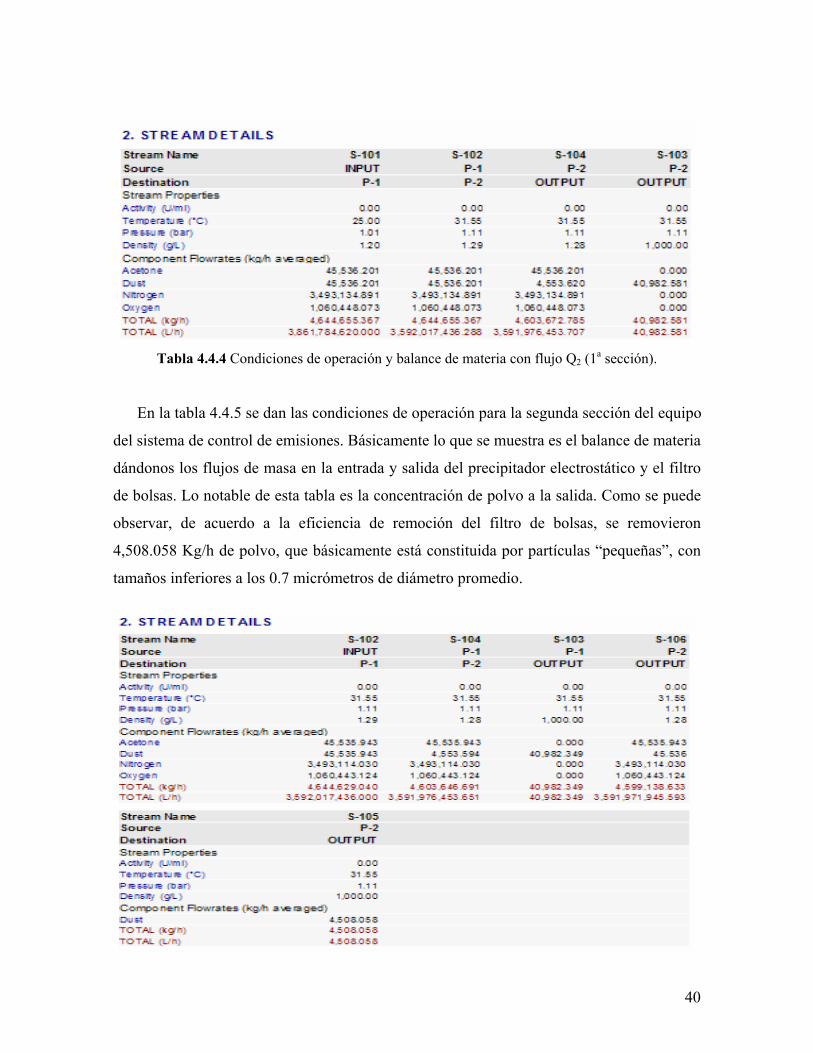
Tabla 4.4.4 Condiciones de operación y balance de materia con flujo Q2 (1a sección).
En la tabla 4.4.5 se dan las condiciones de operación para la segunda sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida del precipitador electrostático y el filtro
de bolsas. Lo notable de esta tabla es la concentración de polvo a la salida. Como se puede
observar, de acuerdo a la eficiencia de remoción del filtro de bolsas, se removieron
4,508.058 Kg/h de polvo, que básicamente está constituida por partículas “pequeñas”, con
tamaños inferiores a los 0.7 micrómetros de diámetro promedio.
40

Tabla 4.4.5 Condiciones de operación y balance de materia con flujo Q2 (2a sección). En la tabla 4.4.6 se dan las condiciones de operación para la tercera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida de la bomba y la torre de absorción. Lo
notable de esta tabla es la concentración de acetona a la salida. Como se puede observar, se
removieron 45,513.26 Kg/h de acetona.
Tabla 4.4.6 Condiciones de operación y balance de materia con flujo Q2 (3a sección).
En la tabla 4.4.7 se dan las condiciones de operación para la primera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida, del compresor y del precipitador
electrostático. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del separador, se removieron
42,859.49 Kg/h de polvo, que básicamente está constituida por partículas “grandes”, con
tamaños superiores a los 0.7 micrómetros de diámetro promedio.
41
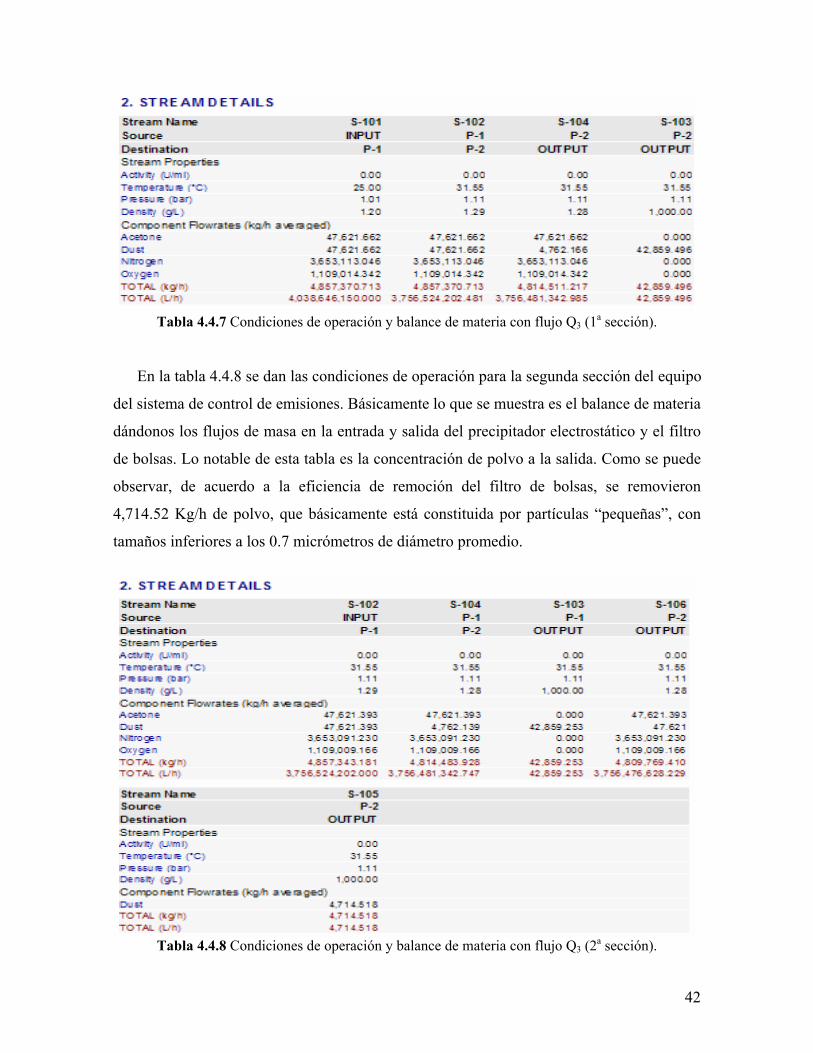
Tabla 4.4.7 Condiciones de operación y balance de materia con flujo Q3 (1a sección).
En la tabla 4.4.8 se dan las condiciones de operación para la segunda sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida del precipitador electrostático y el filtro
de bolsas. Lo notable de esta tabla es la concentración de polvo a la salida. Como se puede
observar, de acuerdo a la eficiencia de remoción del filtro de bolsas, se removieron
4,714.52 Kg/h de polvo, que básicamente está constituida por partículas “pequeñas”, con
tamaños inferiores a los 0.7 micrómetros de diámetro promedio.
Tabla 4.4.8 Condiciones de operación y balance de materia con flujo Q3 (2a sección).
42
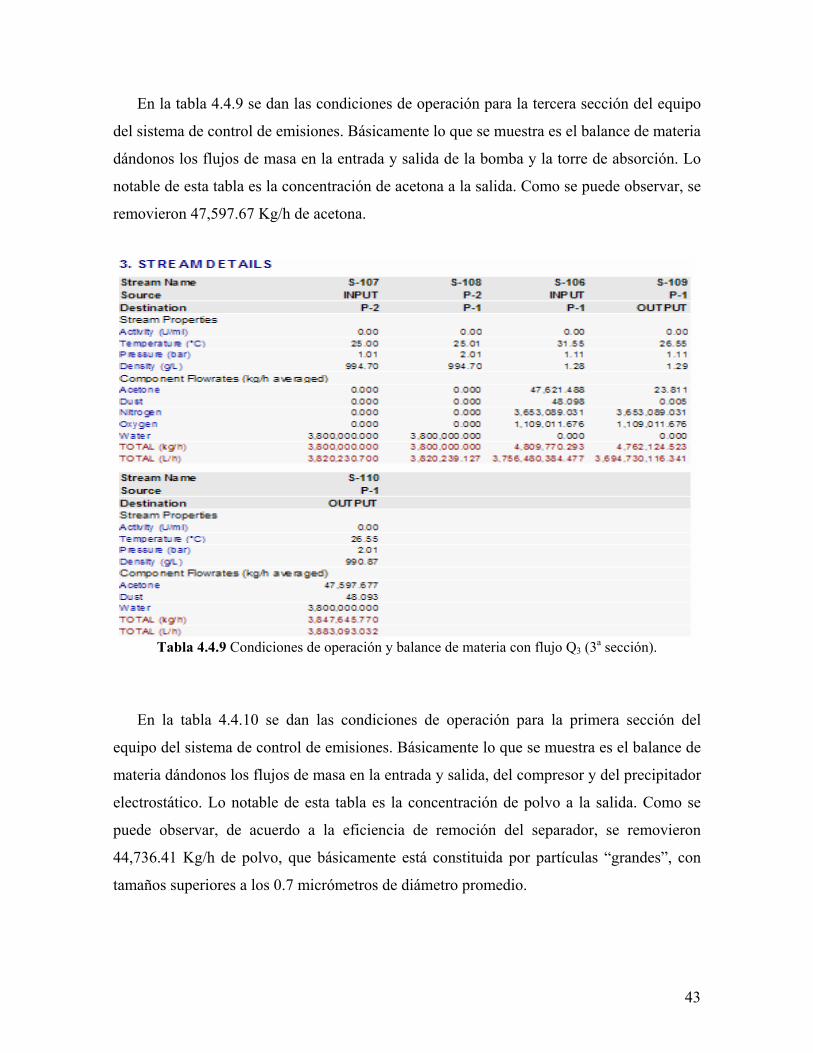
En la tabla 4.4.9 se dan las condiciones de operación para la tercera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida de la bomba y la torre de absorción. Lo
notable de esta tabla es la concentración de acetona a la salida. Como se puede observar, se
removieron 47,597.67 Kg/h de acetona.
Tabla 4.4.9 Condiciones de operación y balance de materia con flujo Q3 (3a sección).
En la tabla 4.4.10 se dan las condiciones de operación para la primera sección del
equipo del sistema de control de emisiones. Básicamente lo que se muestra es el balance de
materia dándonos los flujos de masa en la entrada y salida, del compresor y del precipitador
electrostático. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del separador, se removieron
44,736.41 Kg/h de polvo, que básicamente está constituida por partículas “grandes”, con
tamaños superiores a los 0.7 micrómetros de diámetro promedio.
43

Tabla 4.4.10 Condiciones de operación y balance de materia con flujo Q4 (1a sección).
En la tabla 4.4.11 se dan las condiciones de operación para la segunda sección del
equipo del sistema de control de emisiones. Básicamente lo que se muestra es el balance de
materia dándonos los flujos de masa en la entrada y salida del precipitador electrostático y
el filtro de bolsas. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del filtro de bolsas, se removieron
4,920.97 Kg/h de polvo, que básicamente está constituida por partículas “pequeñas”, con
tamaños inferiores a los 0.7 micrómetros de diámetro promedio.
Tabla 4.4.11 Condiciones de operación y balance de materia con flujo Q4 (2a sección).
44
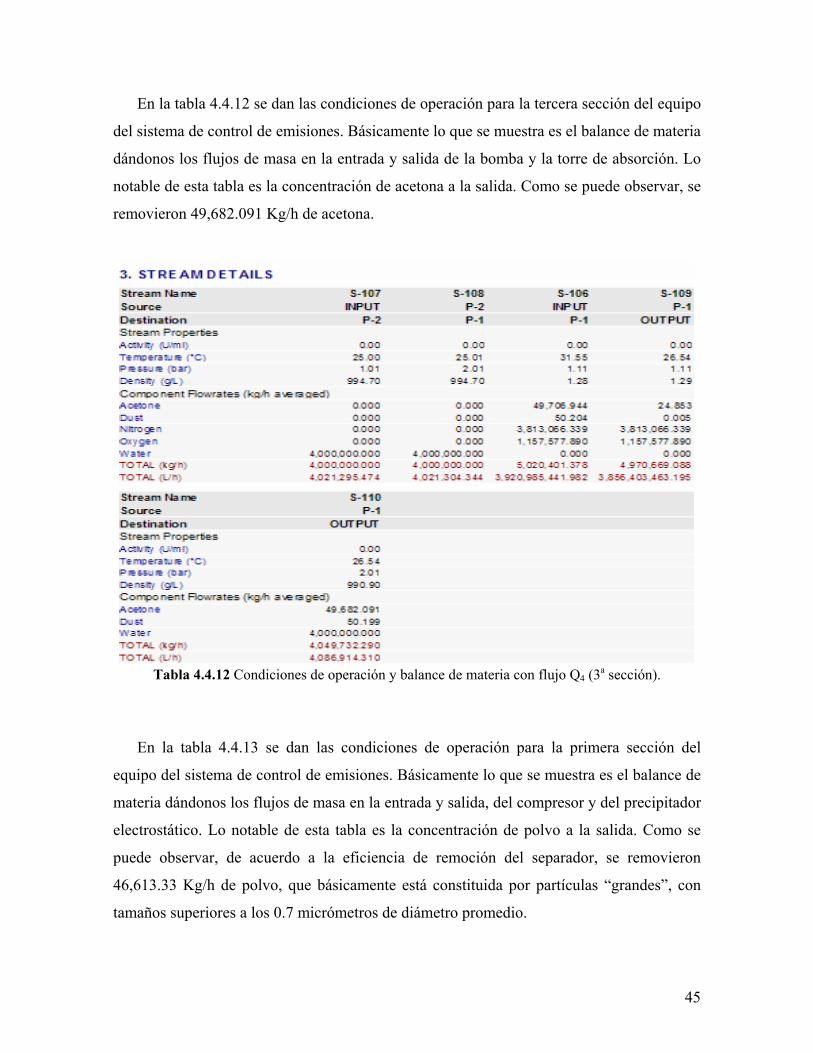
En la tabla 4.4.12 se dan las condiciones de operación para la tercera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida de la bomba y la torre de absorción. Lo
notable de esta tabla es la concentración de acetona a la salida. Como se puede observar, se
removieron 49,682.091 Kg/h de acetona.
Tabla 4.4.12 Condiciones de operación y balance de materia con flujo Q4 (3a sección).
En la tabla 4.4.13 se dan las condiciones de operación para la primera sección del
equipo del sistema de control de emisiones. Básicamente lo que se muestra es el balance de
materia dándonos los flujos de masa en la entrada y salida, del compresor y del precipitador
electrostático. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del separador, se removieron
46,613.33 Kg/h de polvo, que básicamente está constituida por partículas “grandes”, con
tamaños superiores a los 0.7 micrómetros de diámetro promedio.
45

Tabla 4.4.13 Condiciones de operación y balance de materia con flujo Q5 (1a sección).
En la tabla 4.4.14 se dan las condiciones de operación para la segunda sección del
equipo del sistema de control de emisiones. Básicamente lo que se muestra es el balance de
materia dándonos los flujos de masa en la entrada y salida del precipitador electrostático y
el filtro de bolsas. Lo notable de esta tabla es la concentración de polvo a la salida. Como se
puede observar, de acuerdo a la eficiencia de remoción del filtro de bolsas, se removieron
5,127.44 Kg/h de polvo, que básicamente está constituida por partículas “pequeñas”, con
tamaños inferiores a los 0.7 micrómetros de diámetro promedio.
Tabla 4.4.14 Condiciones de operación y balance de materia con flujo Q5 (2a sección).
46
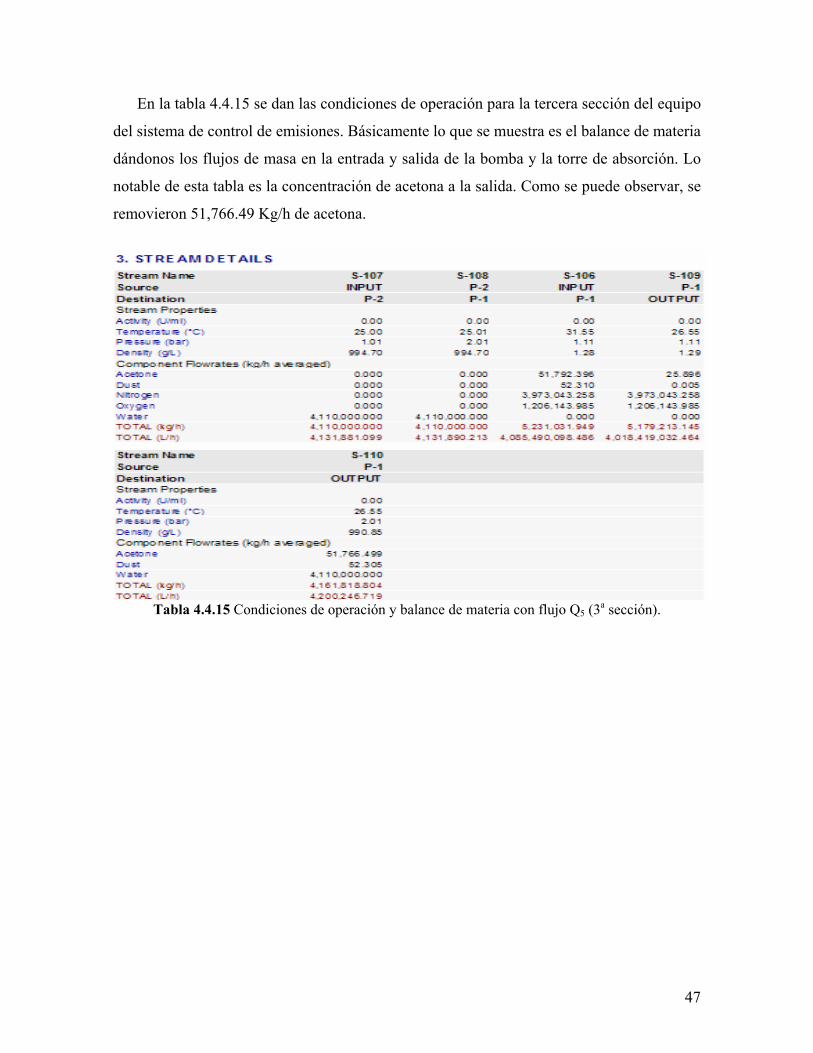
En la tabla 4.4.15 se dan las condiciones de operación para la tercera sección del equipo
del sistema de control de emisiones. Básicamente lo que se muestra es el balance de materia
dándonos los flujos de masa en la entrada y salida de la bomba y la torre de absorción. Lo
notable de esta tabla es la concentración de acetona a la salida. Como se puede observar, se
removieron 51,766.49 Kg/h de acetona.
Tabla 4.4.15 Condiciones de operación y balance de materia con flujo Q5 (3a sección).
47
CAPÍTULO 5
EL SIMULADOR SUPERPRO DESIGNER
48
5.1 Descripción simulador SuperPro Designer
El simulador SuperPro es un programa que facilita la planeación, modelación,
evaluación y optimización de diferentes procesos industriales tales como: farmacéuticos,
biotecnológicos, ingeniería de alimentos, productos químicos especiales, procesos
minerales, microelectrónica, purificación de agua, tratamiento de aguas residuales, control
de la contaminación atmosférica, etc. Este paquete tiene múltiples utilidades, permite al
usuario diseñar y evaluar continuamente los procesos de fabricación así como el
tratamiento de las corrientes de deshecho de cada uno de los procesos y prácticamente la
basura o deshechos se minimizan. Las simulaciones con SuperPro ayudan a prevenir la
contaminación del medio ambiente así como también permite el control de la
contaminación. SuperPro proporciona, bajo una misma simulación; el diseño del proceso y
el tratamiento de las corrientes de desecho así como la evaluación económica del proceso y
la evaluación del impacto ambiental.
5.2 Control de proceso de contaminación del aire Este modelo de proceso (control de contaminación del aire) es una sucesión de tres
unidades para retirar las partículas sólidas (polvo) y un compuesto orgánico volátil
(acetona) de una corriente de aire con un flujo volumétrico proveniente de un proceso de
una plata de potencia.
La mayoría de las partículas grandes son removidas usando un precipitador
electrostático (ESP-101). Un filtro de bolsas de tela (BHF-101) que se utiliza para remover
las partículas restantes. Para capturar el acetona se utiliza un limpiador (C-101). El agua es
el líquido limpiador dado que la acetona es altamente soluble en agua. Un limpiador o torre
de absorción con un diámetro de 1.8 m y una altura de 5.58 m requiere quitar 99.95% de
acetona.
Nota: la eficiencia de remoción del absorbedor puede cambiar si se especifican sus
dimensiones (diámetro y altura).
49
5.3 Procedimiento paso a paso para utilizar SuperPro Designer. Esta sección tiene como propósito describir paso a paso el procedimiento para realizar
la simulación del sistema de control de emisiones, basándose en uno de los Ejemplos que
nos proporciona el simulador de prueba SuperPro Designer. Este ejemplo se encuentra
dentro del Tutorial de la carpeta del programa SuperPro.
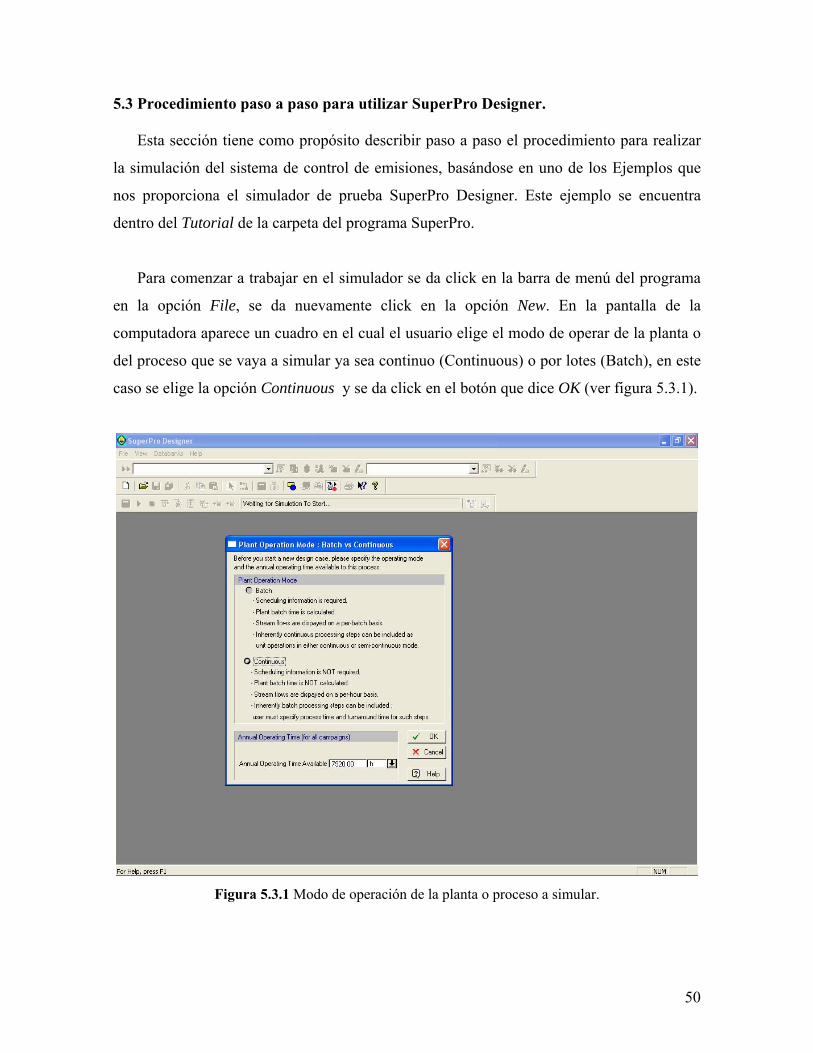
Para comenzar a trabajar en el simulador se da click en la barra de menú del programa
en la opción File, se da nuevamente click en la opción New. En la pantalla de la
computadora aparece un cuadro en el cual el usuario elige el modo de operar de la planta o
del proceso que se vaya a simular ya sea continuo (Continuous) o por lotes (Batch), en este
caso se elige la opción Continuous y se da click en el botón que dice OK (ver figura 5.3.1).
Figura 5.3.1 Modo de operación de la planta o proceso a simular.
50
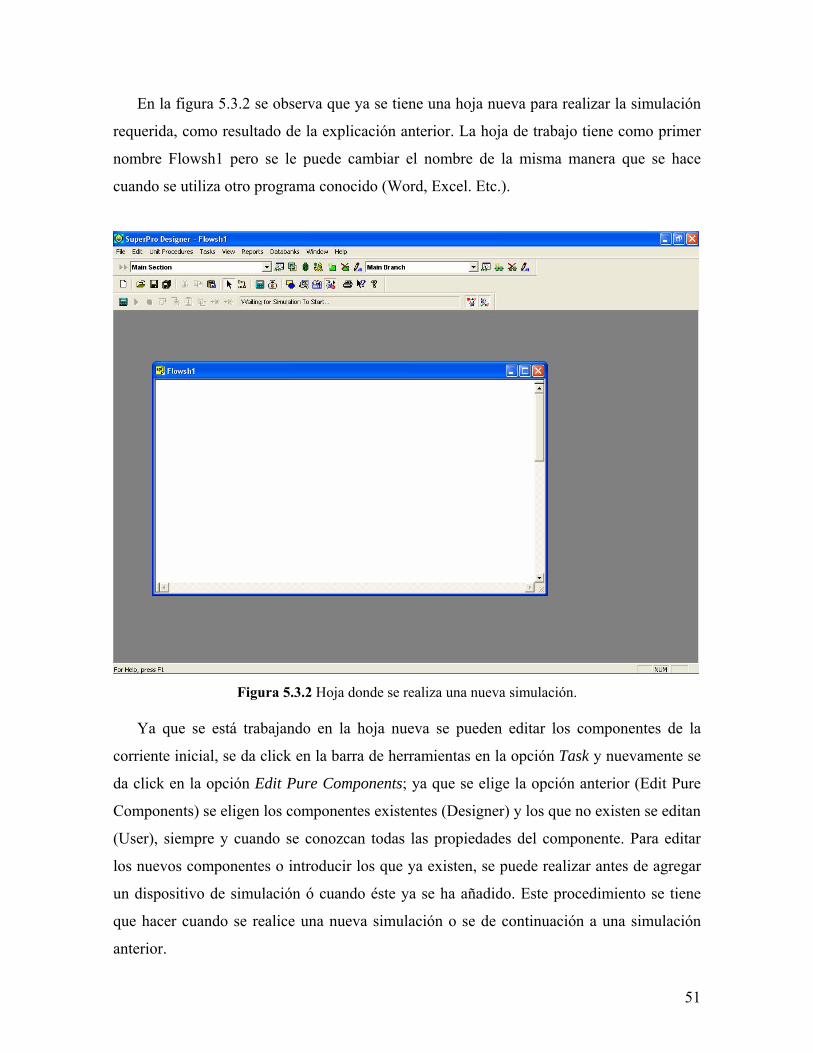
En la figura 5.3.2 se observa que ya se tiene una hoja nueva para realizar la simulación
requerida, como resultado de la explicación anterior. La hoja de trabajo tiene como primer
nombre Flowsh1 pero se le puede cambiar el nombre de la misma manera que se hace
cuando se utiliza otro programa conocido (Word, Excel. Etc.).
Figura 5.3.2 Hoja donde se realiza una nueva simulación.
Ya que se está trabajando en la hoja nueva se pueden editar los componentes de la
corriente inicial, se da click en la barra de herramientas en la opción Task y nuevamente se
da click en la opción Edit Pure Components; ya que se elige la opción anterior (Edit Pure
Components) se eligen los componentes existentes (Designer) y los que no existen se editan
(User), siempre y cuando se conozcan todas las propiedades del componente. Para editar
los nuevos componentes o introducir los que ya existen, se puede realizar antes de agregar
un dispositivo de simulación ó cuando éste ya se ha añadido. Este procedimiento se tiene
que hacer cuando se realice una nueva simulación o se de continuación a una simulación
anterior.
51

5.4 Procedimiento para introducir la primera sección del sistema de control de emisiones (compresor-precipitador electrostático).
Dentro del programa SuperPro Designer en la barra de menú, se elige el dispositivo u
equipo a utilizar, en la opción Unit Procedures se da click, nuevamente se da click en
Transport (near), un nuevo click en Gases y finalmente otro click en la opción Compressor
(ver figura 5.4.1). En la hoja donde se realiza la simulación se da click para añadir el equipo
de trabajo; posteriormente se da click en el icono que sirve para insertar corrientes de
entrada y salida (ver apéndice I). Después de añadir las corrientes de entrada y salida al
equipo, se da doble click a la corriente de entrada principal, se eligen los componentes o
compuestos con los cuales se va a trabajar la simulación y se da click en el icono Add
ingredient (se señala en la figura 5.4.2 con una flecha). Se puede indicar el flujo
volumétrico (kg/h) y la composición másica (%) de todos y cada uno de los componentes
dando doble click en la casilla deseada, esto según se requiera en la simulación.
Figura 5.4.1 Compresor, dispositivo inicial para la simulación.
52
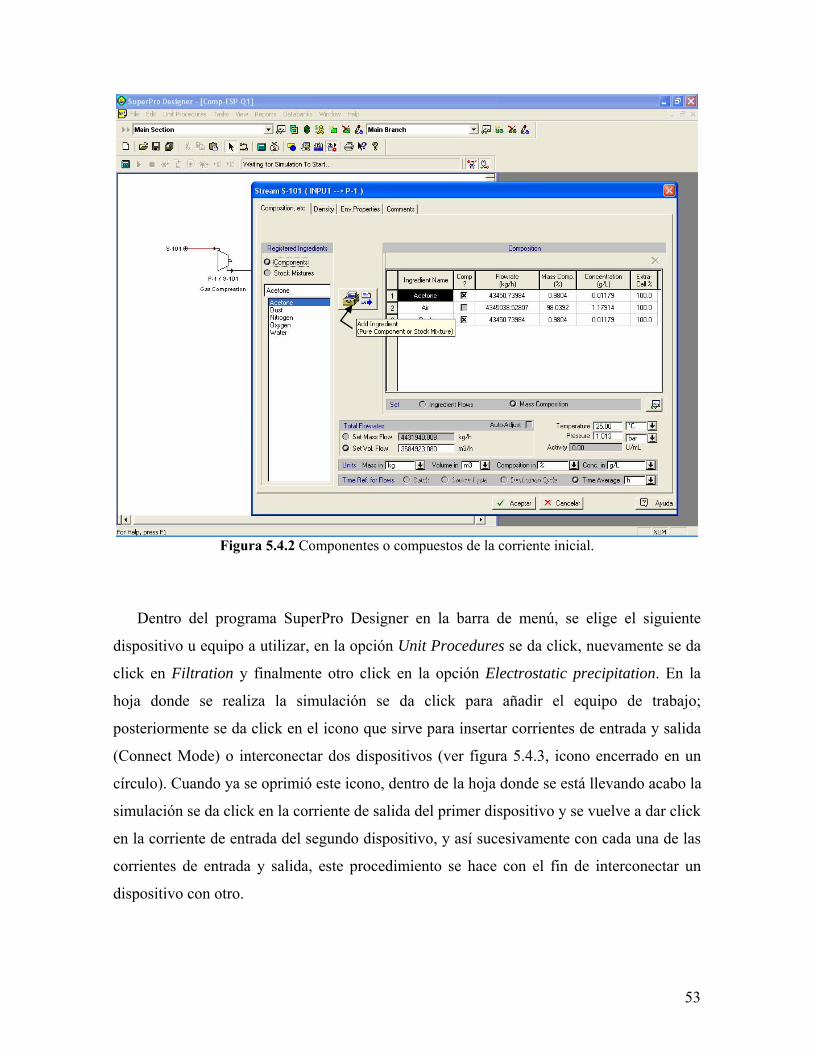
Figura 5.4.2 Componentes o compuestos de la corriente inicial.
Dentro del programa SuperPro Designer en la barra de menú, se elige el siguiente
dispositivo u equipo a utilizar, en la opción Unit Procedures se da click, nuevamente se da
click en Filtration y finalmente otro click en la opción Electrostatic precipitation. En la
hoja donde se realiza la simulación se da click para añadir el equipo de trabajo;
posteriormente se da click en el icono que sirve para insertar corrientes de entrada y salida
(Connect Mode) o interconectar dos dispositivos (ver figura 5.4.3, icono encerrado en un
círculo). Cuando ya se oprimió este icono, dentro de la hoja donde se está llevando acabo la
simulación se da click en la corriente de salida del primer dispositivo y se vuelve a dar click
en la corriente de entrada del segundo dispositivo, y así sucesivamente con cada una de las
corrientes de entrada y salida, este procedimiento se hace con el fin de interconectar un
dispositivo con otro.
53
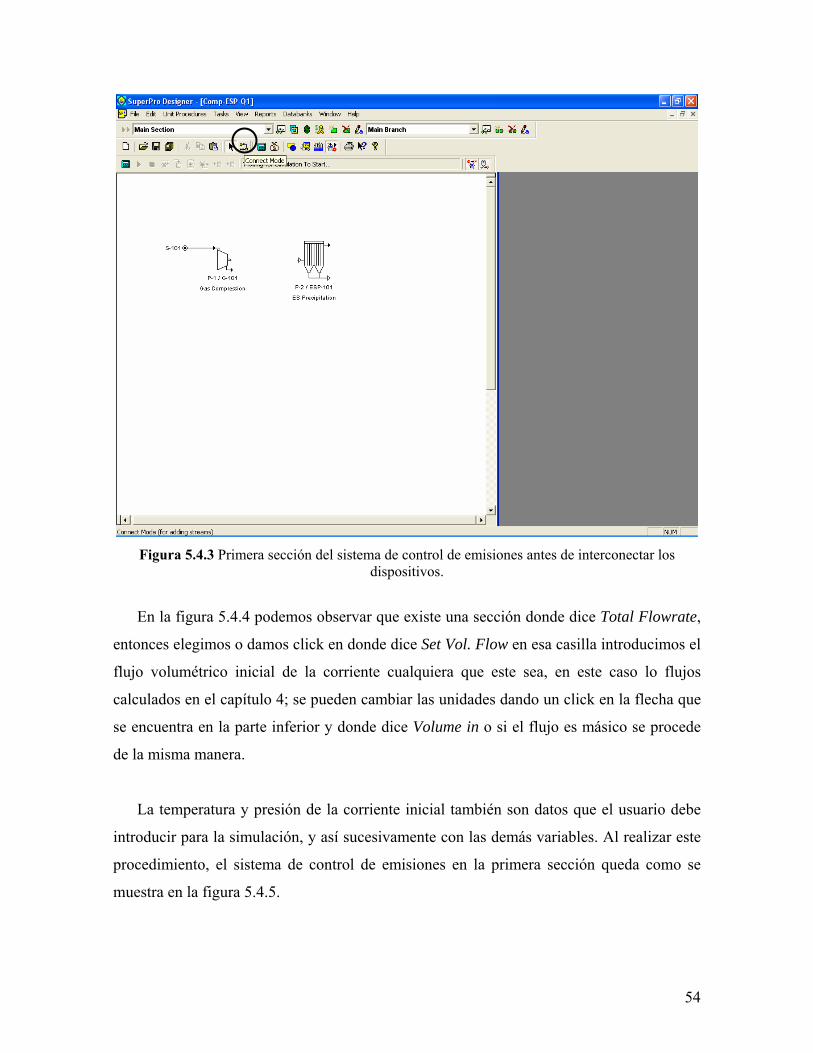
Figura 5.4.3 Primera sección del sistema de control de emisiones antes de interconectar los
dispositivos.
En la figura 5.4.4 podemos observar que existe una sección donde dice Total Flowrate,
entonces elegimos o damos click en donde dice Set Vol. Flow en esa casilla introducimos el
flujo volumétrico inicial de la corriente cualquiera que este sea, en este caso lo flujos
calculados en el capítulo 4; se pueden cambiar las unidades dando un click en la flecha que
se encuentra en la parte inferior y donde dice Volume in o si el flujo es másico se procede
de la misma manera.
La temperatura y presión de la corriente inicial también son datos que el usuario debe
introducir para la simulación, y así sucesivamente con las demás variables. Al realizar este
procedimiento, el sistema de control de emisiones en la primera sección queda como se
muestra en la figura 5.4.5.
54
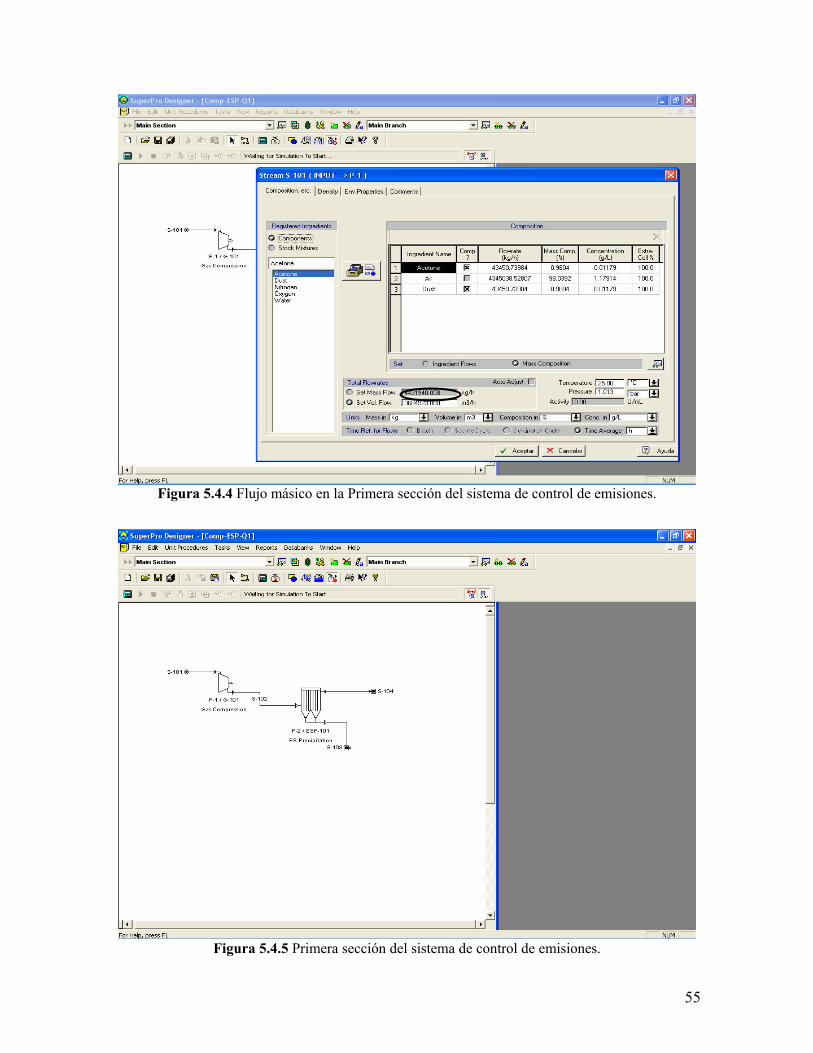
Figura 5.4.4 Flujo másico en la Primera sección del sistema de control de emisiones.
Figura 5.4.5 Primera sección del sistema de control de emisiones.
55

Una vez que se halla realizado todo lo que se explica con anterioridad, se procede a
iniciar la simulación del sistema de control de emisiones y a elaborar el balance de materia,
claro con ayuda del programa. Para realizar la simulación es necesario introducir las
características principales de los dispositivos del sistema de control de emisiones, en este
caso tanto del compresor como del precipitador electrostático.
Para iniciar este procedimiento de da doble click sobre el compresor, entonces
aparecerá un recuadro tal y como se muestra en la figura 5.4.6. Los datos que se pueden
modificar son todos aquellos que se encuentran en casilla de color blanco, las casillas en
gris no se pueden modificar; los datos que se modifican son la caída de presión (Pressure
Change) la eficiencia (Efficiency) y la temperatura máxima de salida (Max. Exit Temp),
también se puede modificar la sustancia de enfriamiento, en este caso se elige agua (casilla
azul). Todos estos datos se realizan en la pestaña de Oper Cond’s.
Figura 5.4.6 Primera sección, compresor pestaña de Oper Cond’s.
56

En la figura 5.4.7 se muestra la segunda pestaña de datos para el compresor (Labor,
etc.), los datos que se muestran sirven para ingresar el costo de los materiales con los cueles
está trabajando el dispositivo. Sólo es necesario cuando se requiere realizar una evaluación
económica del proyecto. En la figura 5.4.8 se muestra la última pestaña de datos para el
compresor (Description), en la cual se pueden realizar comentarios acerca del dispositivo
en uso.
Figura 5.4.7 Primera sección, compresor pestaña de Labor, etc.
Figura 5.4.8 Primera sección, compresor pestaña de Description.
57

Ahora seguimos con los datos o características principales del precipitador
electrostático, para ello es necesario dar doble click sobre este dispositivo, entonces
aparecerá un recuadro tal y como se muestra en la figura 5.4.9.
En la figura 5.4.9 se observa que en la primera pestaña le sugerimos al simulador el
porcentaje de remoción de cada uno de los componentes provenientes de la corriente
inicial, pero por tratarse de un precipitador electrostático sólo se va a remover el 90% de
polvo. La velocidad lineal va a ser 4 cm/s.
Figura 5.4.9 Primera sección, precipitador electrostático pestaña de Comp. Removal.
Posteriormente damos click sobre la segunda pestaña que corresponde a Particle Data
(Datos de la partícula). Para introducir estos datos es necesario proporcionarle al simulador
un porcentaje o distribución de partículas de diferentes tamaños y en diferentes
proporciones.
58
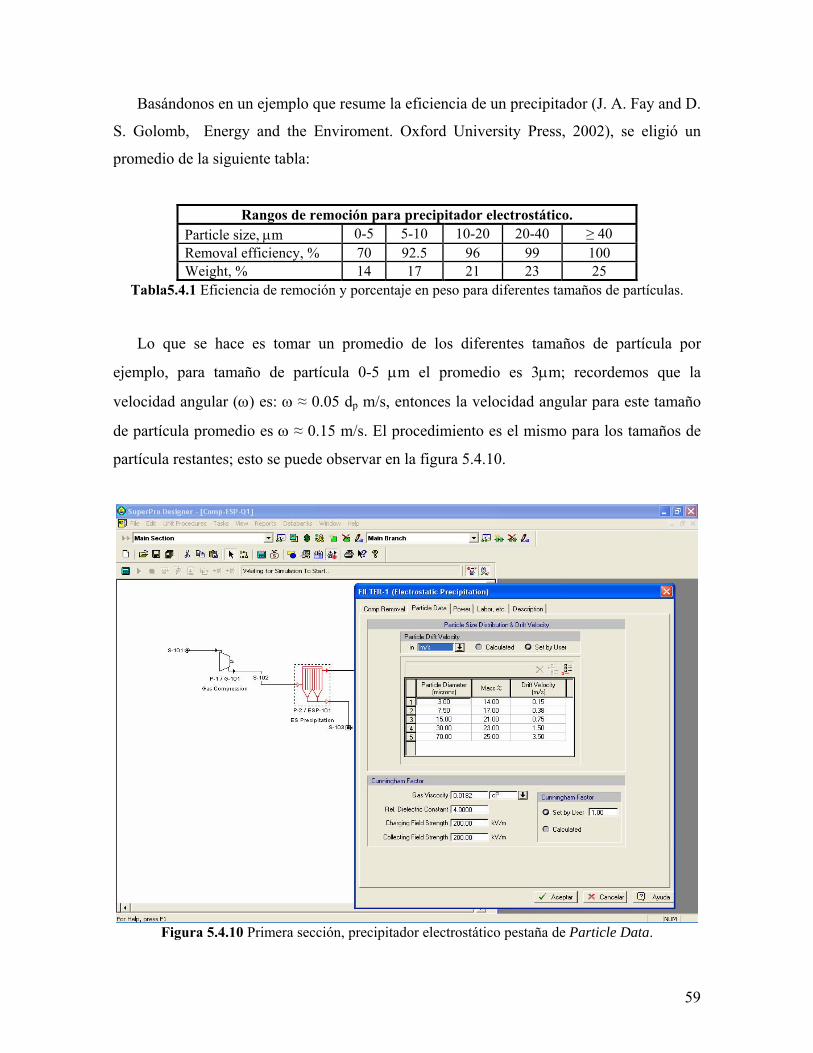
Basándonos en un ejemplo que resume la eficiencia de un precipitador (J. A. Fay and D.
S. Golomb, Energy and the Enviroment. Oxford University Press, 2002), se eligió un
promedio de la siguiente tabla:
Rangos de remoción para precipitador electrostático. Particle size, µm 0-5 5-10 10-20 20-40 ≥ 40 Removal efficiency, % 70 92.5 96 99 100 Weight, % 14 17 21 23 25
Tabla5.4.1 Eficiencia de remoción y porcentaje en peso para diferentes tamaños de partículas.
Lo que se hace es tomar un promedio de los diferentes tamaños de partícula por
ejemplo, para tamaño de partícula 0-5 µm el promedio es 3µm; recordemos que la
velocidad angular (ω) es: ω ≈ 0.05 dp m/s, entonces la velocidad angular para este tamaño
de partícula promedio es ω ≈ 0.15 m/s. El procedimiento es el mismo para los tamaños de
partícula restantes; esto se puede observar en la figura 5.4.10.
Figura 5.4.10 Primera sección, precipitador electrostático pestaña de Particle Data.
59
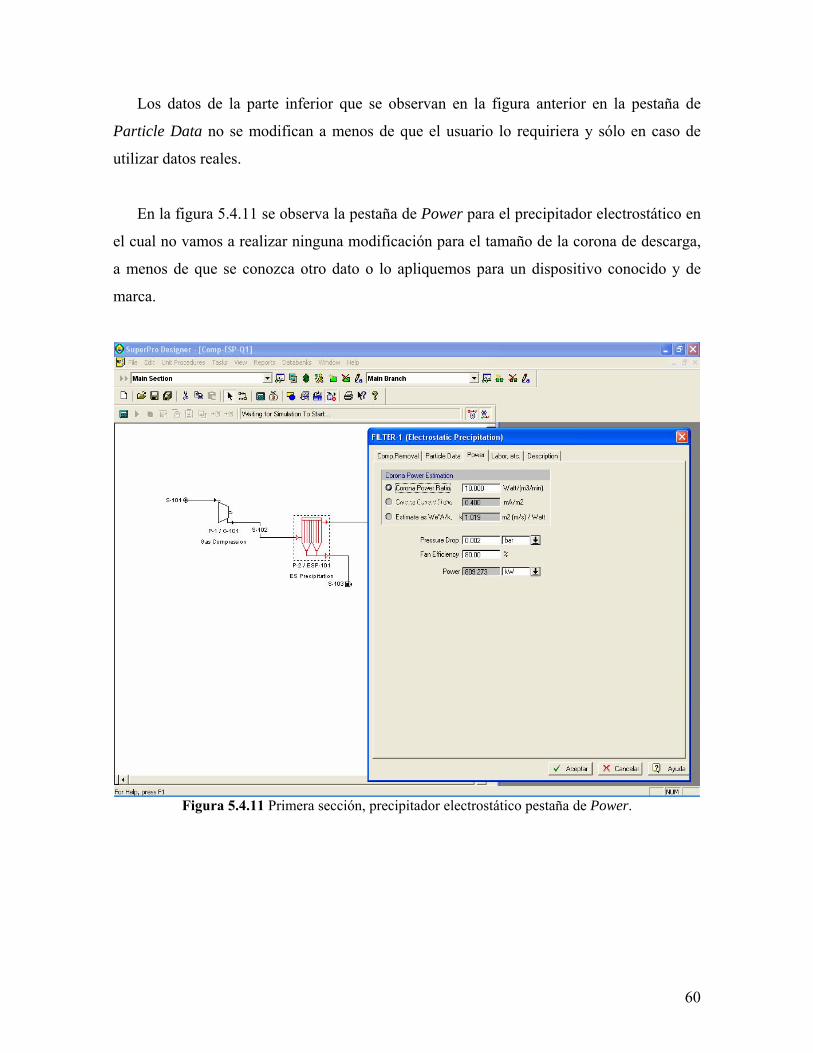
Los datos de la parte inferior que se observan en la figura anterior en la pestaña de
Particle Data no se modifican a menos de que el usuario lo requiriera y sólo en caso de
utilizar datos reales.
En la figura 5.4.11 se observa la pestaña de Power para el precipitador electrostático en
el cual no vamos a realizar ninguna modificación para el tamaño de la corona de descarga,
a menos de que se conozca otro dato o lo apliquemos para un dispositivo conocido y de
marca.
Figura 5.4.11 Primera sección, precipitador electrostático pestaña de Power.
60

Al igual que en el compresor ahora para el precipitador electrostático, en la figura
5.4.12 se muestra la pestaña de datos (Labor, etc.), estos datos sirven para ingresar el costo
de los materiales con los cueles está trabajando el dispositivo. Sólo es necesario cuando se
requiere realizar una evaluación económica del proyecto.
En la figura 5.4.13 se muestra la última pestaña de datos para el precipitador
electrostático (Description), en la cual se pueden realizar comentarios acerca del dispositivo
en uso o cualquier aclaración.
Figura 5.4.12 Primera sección, precipitador electrostático pestaña de Labor, etc.
61

Figura 5.4.13 Primera sección, precipitador electrostático pestaña de Description.
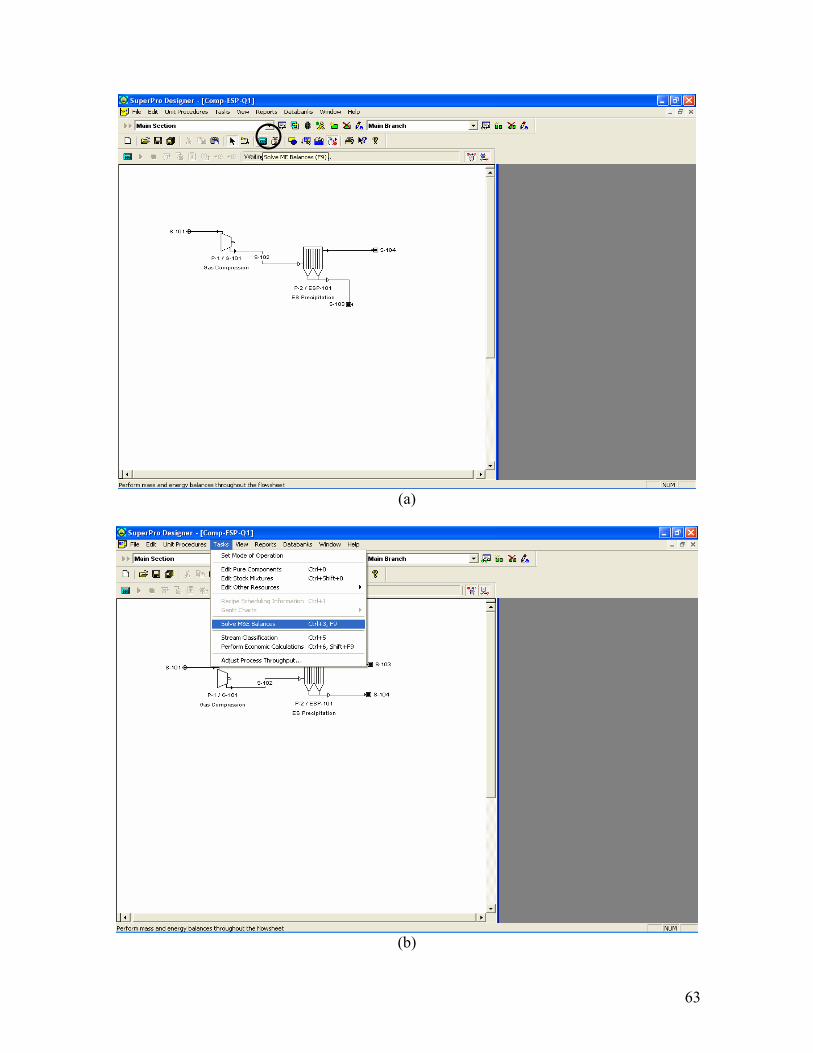
Finalmente para realizar el balance de materia existen tres formas de realizarlo:
- La primera, es oprimiendo el icono que sirve para resolver el balance de materia éste se
muestra en la figura 5.4.14(a) encerrado en un círculo.
- La segunda forma, es oprimiendo la tecla F9.
- La tercera forma, se da click en la barra de herramientas donde dice Task nuevamente
damos click en donde dice Solve M&E Balances, lo podemos observar en la figura
5.4.14 (b).
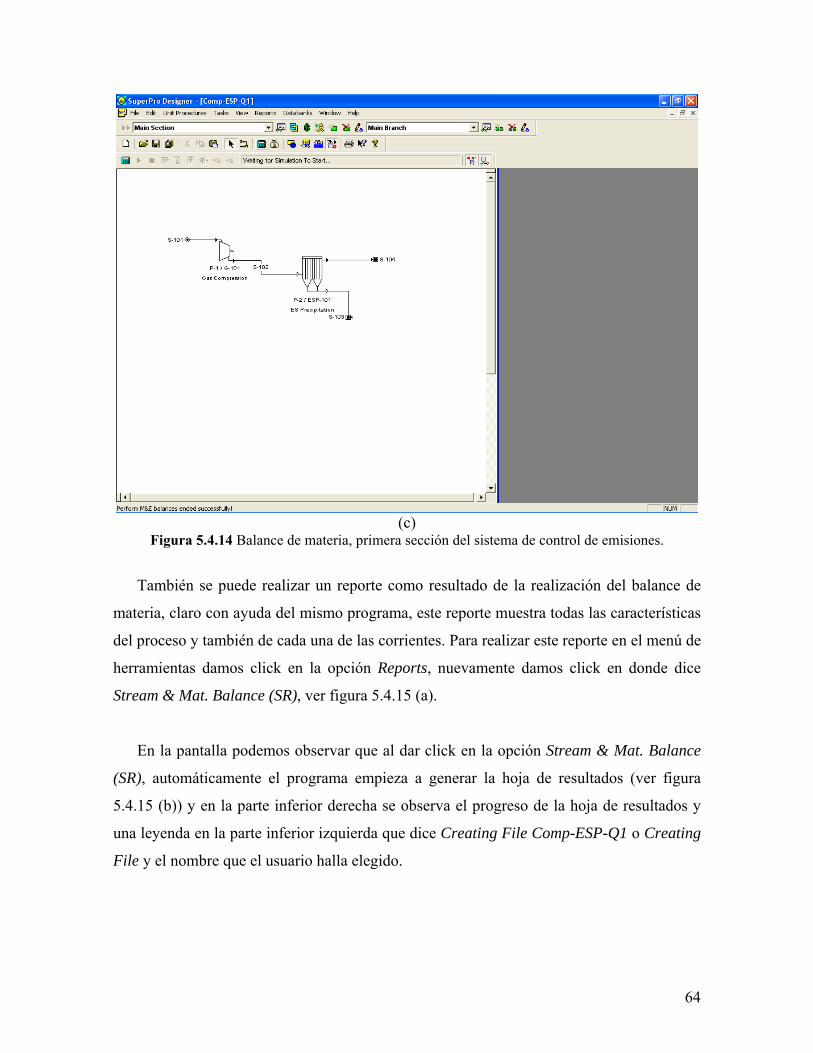
Al terminar de realizar este procedimiento se puede observar en la figura 5.4.14(c) que
en la pantalla en la parte inferior, aparece una frase en la cual dice que el balance de
materia ha finalizado satisfactoriamente.
62
(a)
(b)
63
(c)
Figura 5.4.14 Balance de materia, primera sección del sistema de control de emisiones.
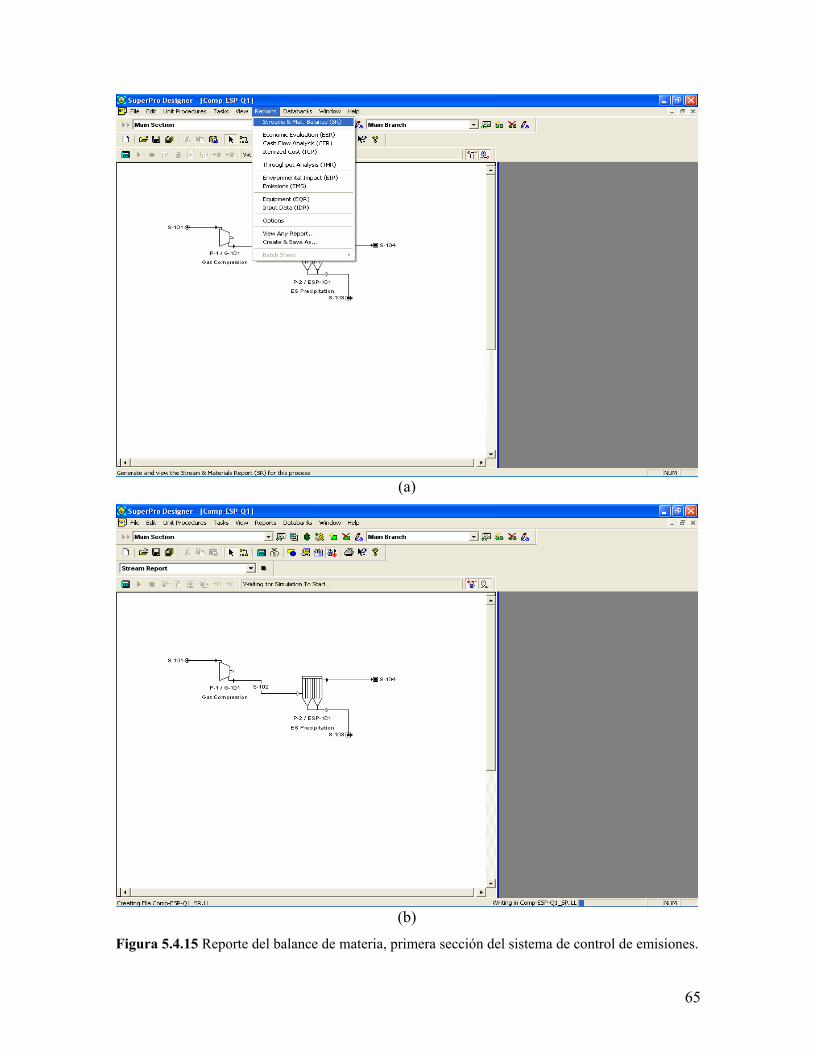
También se puede realizar un reporte como resultado de la realización del balance de
materia, claro con ayuda del mismo programa, este reporte muestra todas las características
del proceso y también de cada una de las corrientes. Para realizar este reporte en el menú de
herramientas damos click en la opción Reports, nuevamente damos click en donde dice
Stream & Mat. Balance (SR), ver figura 5.4.15 (a).
En la pantalla podemos observar que al dar click en la opción Stream & Mat. Balance
(SR), automáticamente el programa empieza a generar la hoja de resultados (ver figura
5.4.15 (b)) y en la parte inferior derecha se observa el progreso de la hoja de resultados y
una leyenda en la parte inferior izquierda que dice Creating File Comp-ESP-Q1 o Creating
File y el nombre que el usuario halla elegido.
64
(a)
(b)
Figura 5.4.15 Reporte del balance de materia, primera sección del sistema de control de emisiones.
65
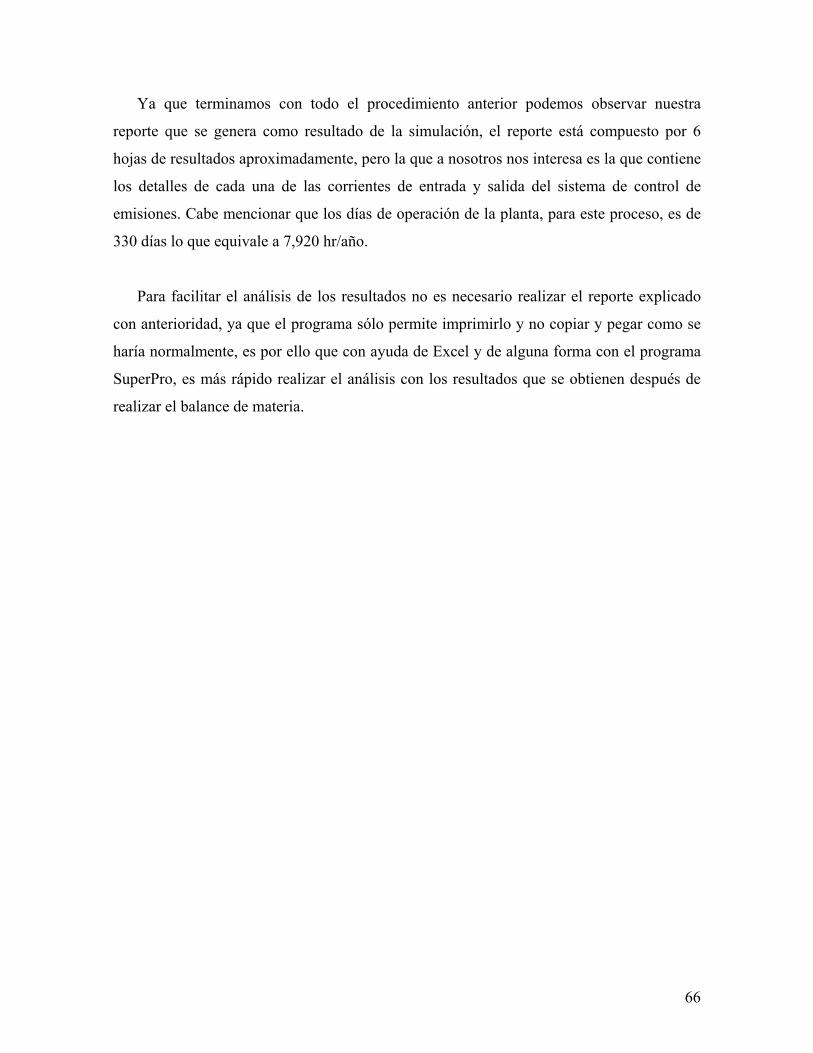
Ya que terminamos con todo el procedimiento anterior podemos observar nuestra
reporte que se genera como resultado de la simulación, el reporte está compuesto por 6
hojas de resultados aproximadamente, pero la que a nosotros nos interesa es la que contiene
los detalles de cada una de las corrientes de entrada y salida del sistema de control de
emisiones. Cabe mencionar que los días de operación de la planta, para este proceso, es de
330 días lo que equivale a 7,920 hr/año.
Para facilitar el análisis de los resultados no es necesario realizar el reporte explicado
con anterioridad, ya que el programa sólo permite imprimirlo y no copiar y pegar como se
haría normalmente, es por ello que con ayuda de Excel y de alguna forma con el programa
SuperPro, es más rápido realizar el análisis con los resultados que se obtienen después de
realizar el balance de materia.
66

5.5 Procedimiento para simular la segunda sección del sistema de control de emisiones (precipitador electrostático-filtro de bolsas de tela)
Para realizar la simulación de la segunda sección del sistema de control de emisiones,
es necesario tomar en cuenta el procedimiento de la simulación anterior para insertar el
precipitador electrostático como dispositivo inicial.
En la barra de menú, se elige el dispositivo u equipo a utilizar, en la opción Unit
Procedures se da click, nuevamente se da click en Filtration y finalmente otro click en la
opción Baghouse (filtro de bolsas de tela, ver figura 5.5.1).
Figura 5.5.1 Precipitador electrostático y filtro de bolsas de tela.
En la hoja donde se realiza la simulación se da click para añadir el equipo de trabajo y
el sistema queda como se observa en la figura 5.5.2 (a); posteriormente se da click en el
icono que sirve para insertar corrientes de entrada y salida (ver apéndice I) para
interconectar el precipitador electrostático con el filtro de bolsas de tela, el sistema de
control de emisiones queda como se muestra en la figura 5.5.2 (b).
67
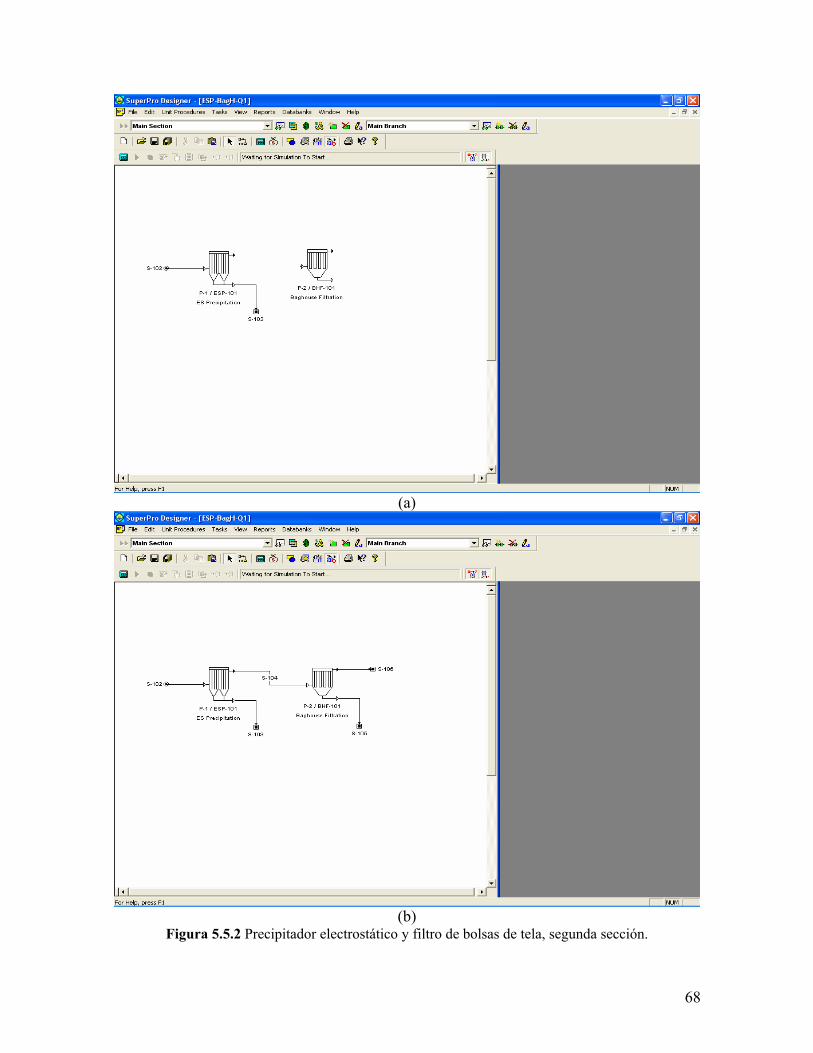
(a)
(b)
Figura 5.5.2 Precipitador electrostático y filtro de bolsas de tela, segunda sección.
68
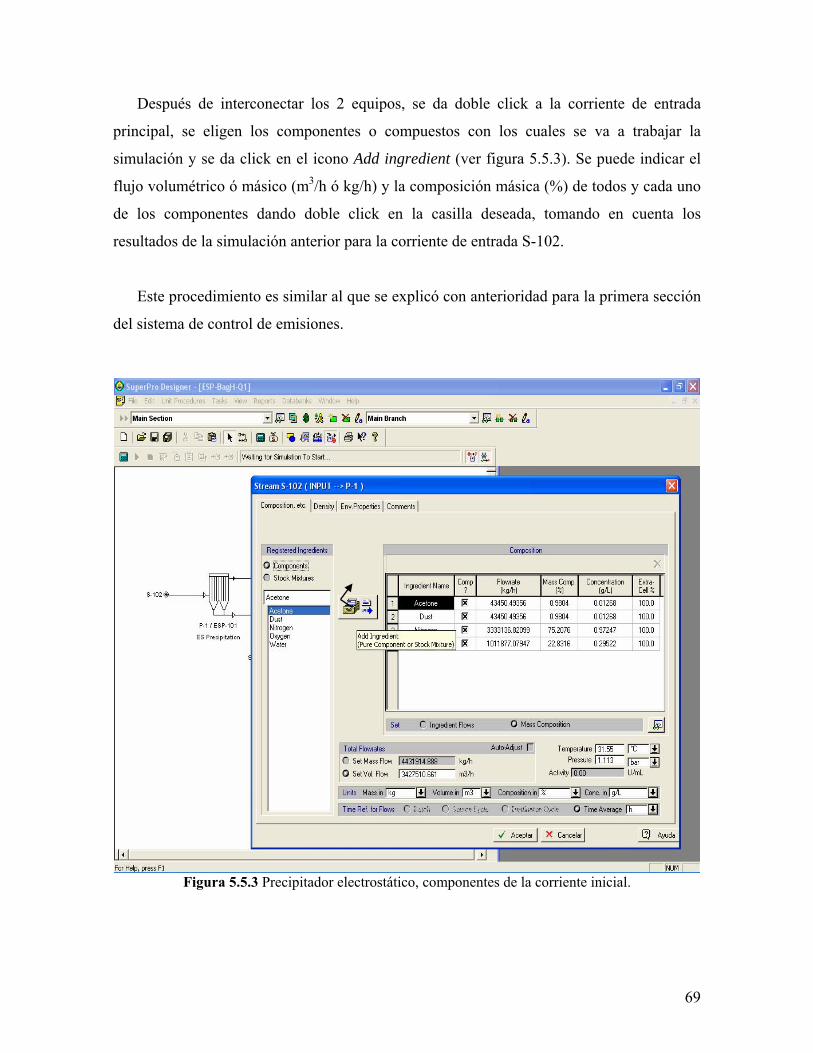
Después de interconectar los 2 equipos, se da doble click a la corriente de entrada
principal, se eligen los componentes o compuestos con los cuales se va a trabajar la
simulación y se da click en el icono Add ingredient (ver figura 5.5.3). Se puede indicar el
flujo volumétrico ó másico (m3/h ó kg/h) y la composición másica (%) de todos y cada uno
de los componentes dando doble click en la casilla deseada, tomando en cuenta los
resultados de la simulación anterior para la corriente de entrada S-102.
Este procedimiento es similar al que se explicó con anterioridad para la primera sección
del sistema de control de emisiones.
Figura 5.5.3 Precipitador electrostático, componentes de la corriente inicial.
69
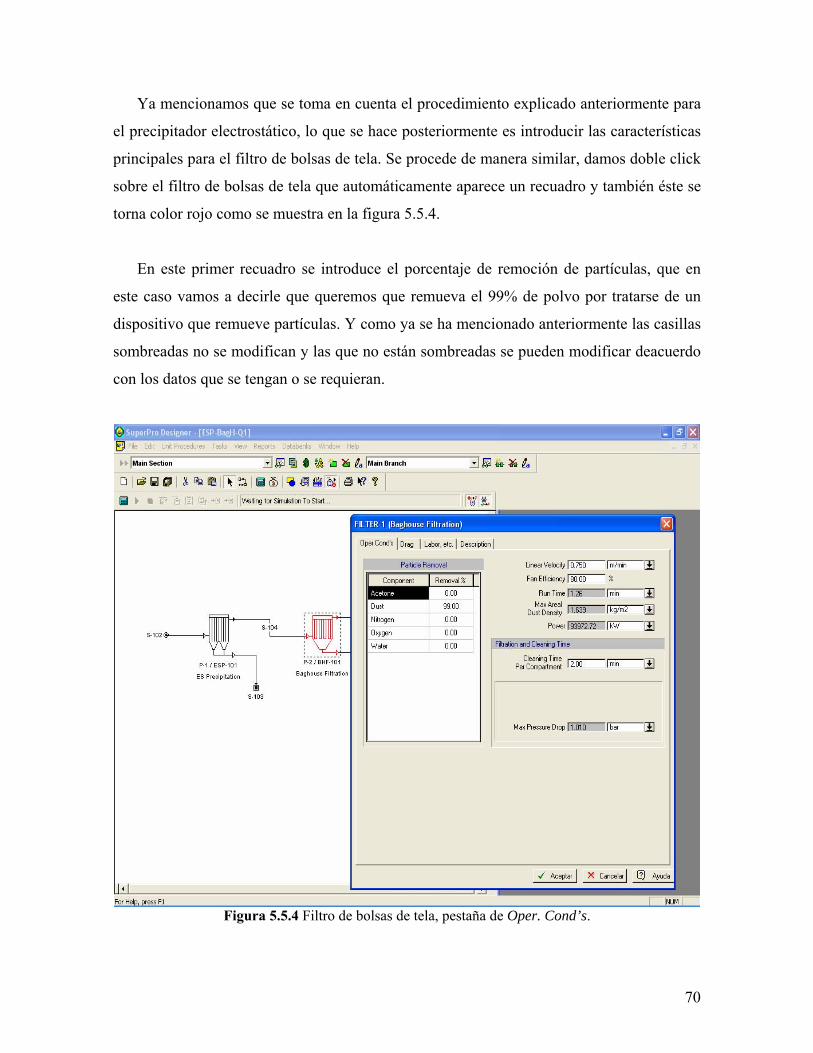
Ya mencionamos que se toma en cuenta el procedimiento explicado anteriormente para
el precipitador electrostático, lo que se hace posteriormente es introducir las características
principales para el filtro de bolsas de tela. Se procede de manera similar, damos doble click
sobre el filtro de bolsas de tela que automáticamente aparece un recuadro y también éste se
torna color rojo como se muestra en la figura 5.5.4.
En este primer recuadro se introduce el porcentaje de remoción de partículas, que en
este caso vamos a decirle que queremos que remueva el 99% de polvo por tratarse de un
dispositivo que remueve partículas. Y como ya se ha mencionado anteriormente las casillas
sombreadas no se modifican y las que no están sombreadas se pueden modificar deacuerdo
con los datos que se tengan o se requieran.
Figura 5.5.4 Filtro de bolsas de tela, pestaña de Oper. Cond’s.
70

Posteriormente se da click en la pestaña de Drag o arrastre, en la cual no se pueden
modificar todas aquellas casillas que se encuentran sombreadas. En las casillas que no están
sombreadas se pueden cambiar las unidades y las cantidades siempre y cuando se conozcan
en este caso se quedan tal cual se muestra en la figura 5.5.5, ya que son datos o cantidades
que nos proporciona la ayuda del programa y son cantidades límite o mejor dicho la
cantidad máxima.
Figura 5.5.5 Filtro de bolsas de tela, pestaña de Drag.
En la figura 5.5.6 se muestra la pestaña de datos para el filtro de bolsas de tela Labor,
etc. los datos que se muestran, sirven para ingresar el costo de los materiales con los cueles
está trabajando el dispositivo. Sólo es necesario cuando se requiere realizar una evaluación
económica del proyecto.
71
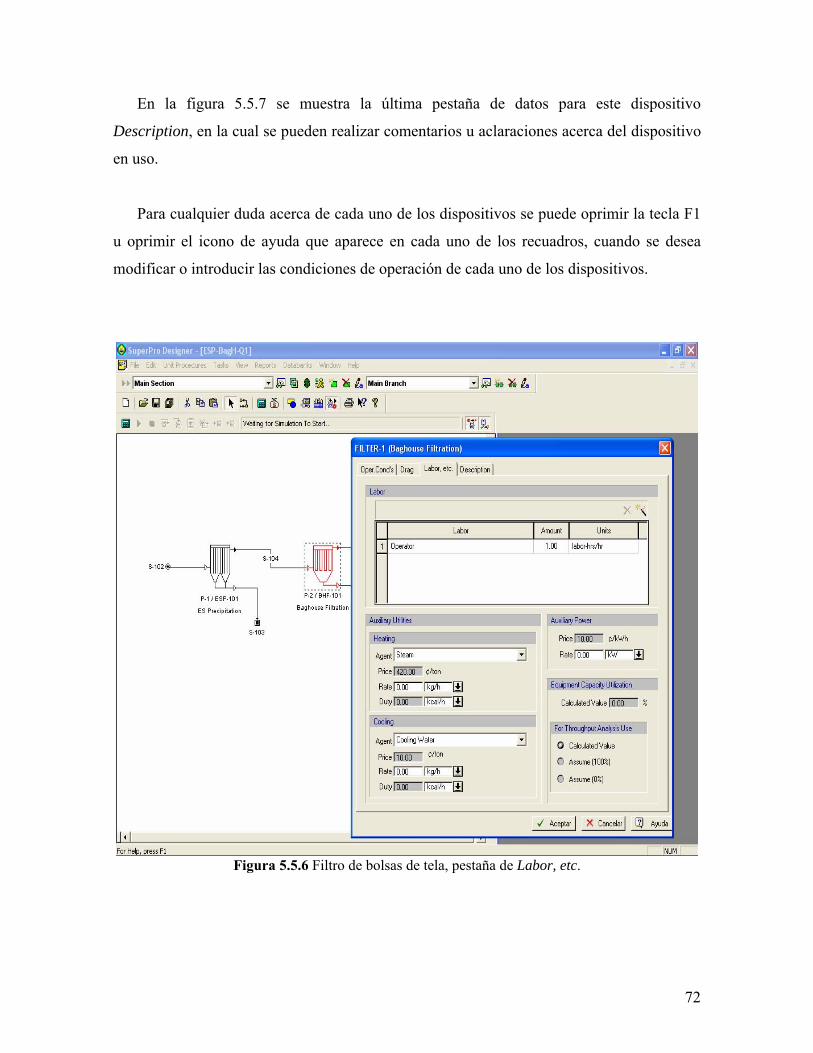
En la figura 5.5.7 se muestra la última pestaña de datos para este dispositivo
Description, en la cual se pueden realizar comentarios u aclaraciones acerca del dispositivo
en uso.
Para cualquier duda acerca de cada uno de los dispositivos se puede oprimir la tecla F1
u oprimir el icono de ayuda que aparece en cada uno de los recuadros, cuando se desea
modificar o introducir las condiciones de operación de cada uno de los dispositivos.
Figura 5.5.6 Filtro de bolsas de tela, pestaña de Labor, etc.
72

Figura 5.5.7 Filtro de bolsas de tela, pestaña de Description.
Nuevamente se procede a realizar el balance de materia por último, de la misma manera
que se explicó en la sección anterior (5.4) para reducir el trabajo se opta por la forma más
sencilla, oprimiendo la tecla F9.
Al terminar de realizar este procedimiento se puede observar en la figura 5.5.8 que en la
pantalla en la parte inferior izquierda, aparece una frase en la cual dice que el balance de
materia ha finalizado satisfactoriamente.
73
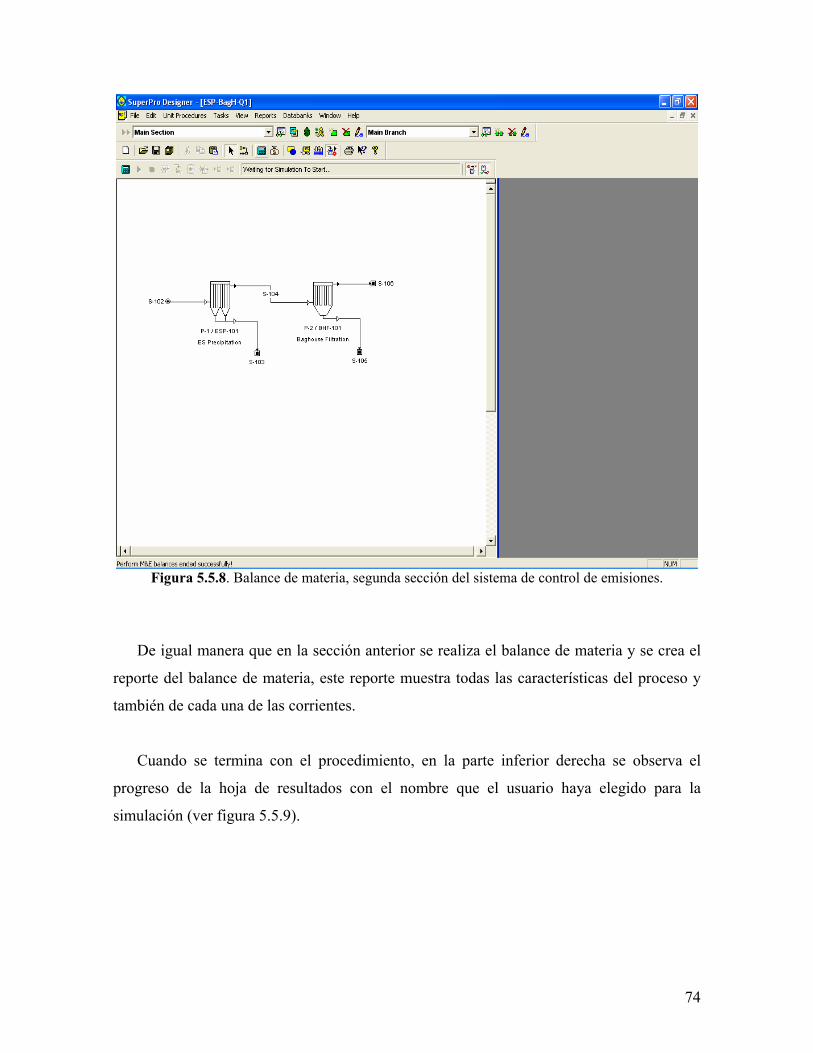
Figura 5.5.8. Balance de materia, segunda sección del sistema de control de emisiones.
De igual manera que en la sección anterior se realiza el balance de materia y se crea el
reporte del balance de materia, este reporte muestra todas las características del proceso y
también de cada una de las corrientes.
Cuando se termina con el procedimiento, en la parte inferior derecha se observa el
progreso de la hoja de resultados con el nombre que el usuario haya elegido para la
simulación (ver figura 5.5.9).
74

Figura 5.5.9 Balance de materia, segunda sección del sistema de control de emisiones.
Ya que terminamos con todo el procedimiento anterior podemos observar nuestra
reporte que se genera como resultado de la simulación, el reporte está compuesto por 6
hojas de resultados aproximadamente, pero la que a nosotros nos interesa es la que contiene
los detalles de cada una de las corrientes de entrada y salida del sistema de control de
emisiones. Este procedimiento es el mismo que se realiza en la primera sección.
75

5.6 Procedimiento para simular la tercera sección del sistema de control de emisiones (Bomba de agua-Torre de absorción).
Dentro del programa SuperPro Designer en la barra de menú, se elige el dispositivo u
equipo a utilizar, en la opción Unit Procedures se da click, nuevamente se da click en
Transport (near), un nuevo click en Liquid y finalmente otro click en la opción Centrifugal
Pump, bomba centrífuga (ver figura 5.6.1). En la hoja donde se realiza la simulación se da
click para añadir el equipo de trabajo.
Figura 5.6.1 Bomba, dispositivo para la segunda sección del proceso.
Nuevamente en la barra de menú, se elige el siguiente dispositivo u equipo a utilizar, en
la opción Unit Procedures se da click, nuevamente se da click en Absorption/Stripping, un
nuevo click en Absoption o Absorbedor ver figura 5.6.2 (a). En la hoja donde se realiza la
simulación se da click para añadir el equipo de trabajo, el resultado del procedimiento
anterior da como resultado lo que se observa en la figura 5.6.2 (b).
76
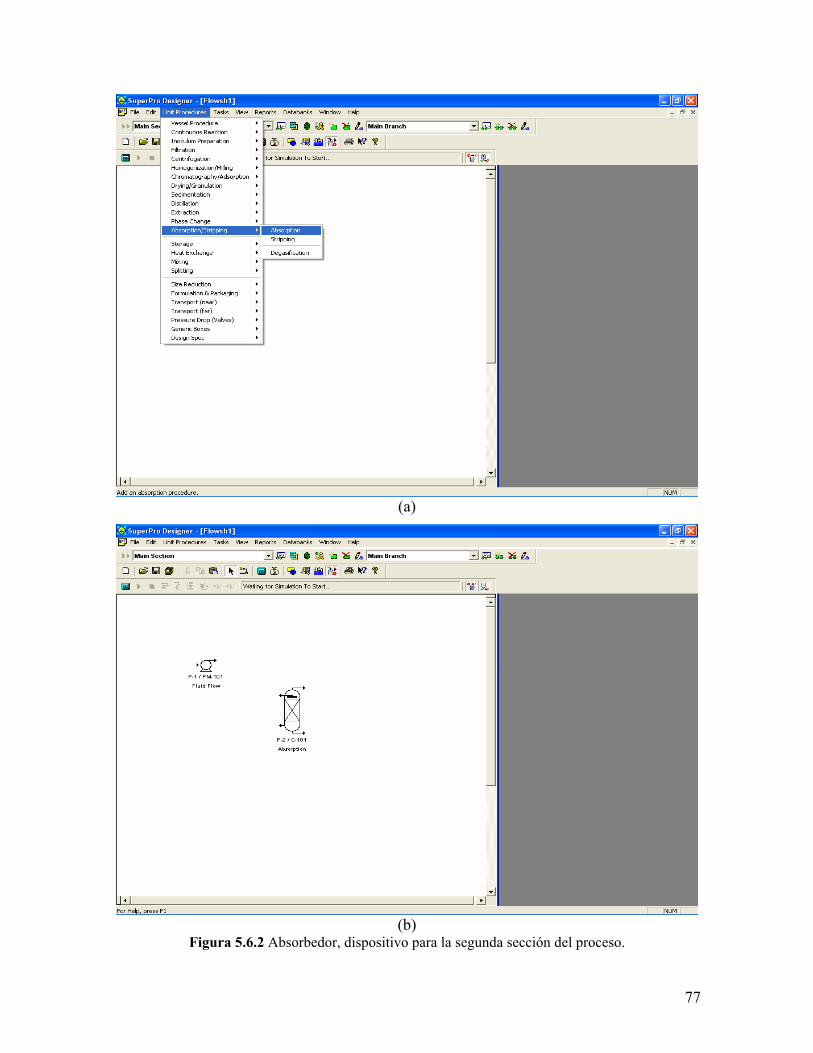
(a)
(b)
Figura 5.6.2 Absorbedor, dispositivo para la segunda sección del proceso.
77
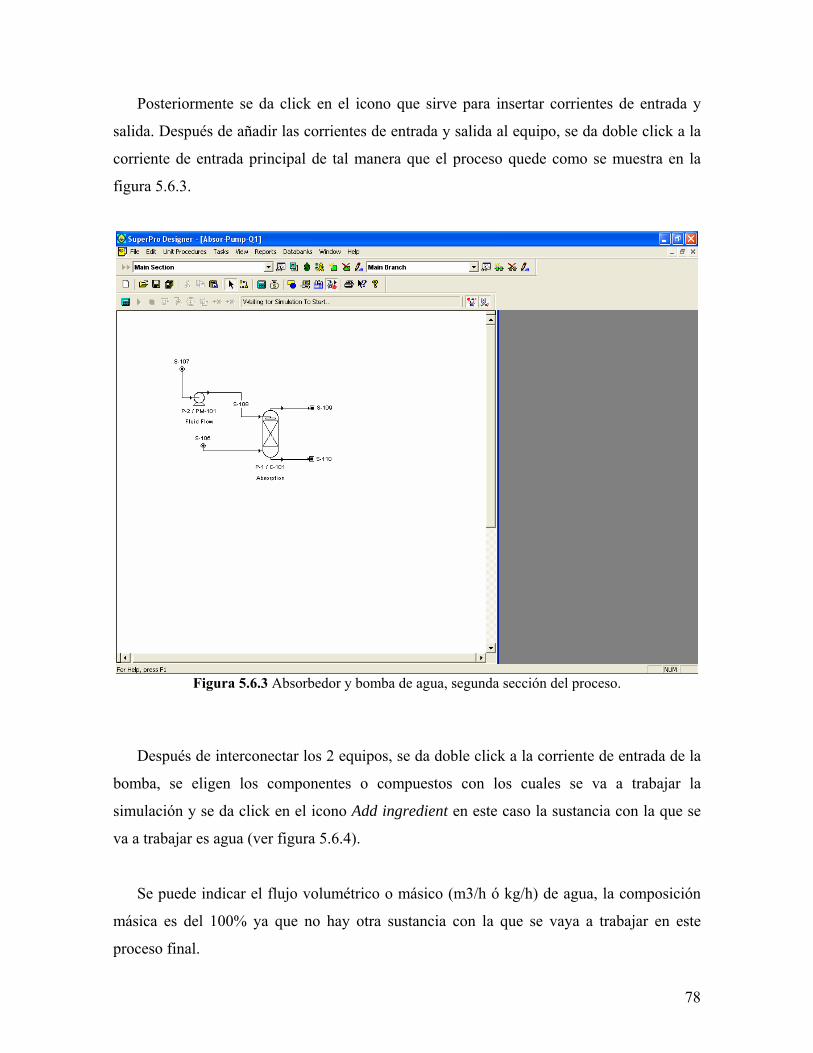
Posteriormente se da click en el icono que sirve para insertar corrientes de entrada y
salida. Después de añadir las corrientes de entrada y salida al equipo, se da doble click a la
corriente de entrada principal de tal manera que el proceso quede como se muestra en la
figura 5.6.3.
Figura 5.6.3 Absorbedor y bomba de agua, segunda sección del proceso.
Después de interconectar los 2 equipos, se da doble click a la corriente de entrada de la
bomba, se eligen los componentes o compuestos con los cuales se va a trabajar la
simulación y se da click en el icono Add ingredient en este caso la sustancia con la que se
va a trabajar es agua (ver figura 5.6.4).
Se puede indicar el flujo volumétrico o másico (m3/h ó kg/h) de agua, la composición
másica es del 100% ya que no hay otra sustancia con la que se vaya a trabajar en este
proceso final.
78
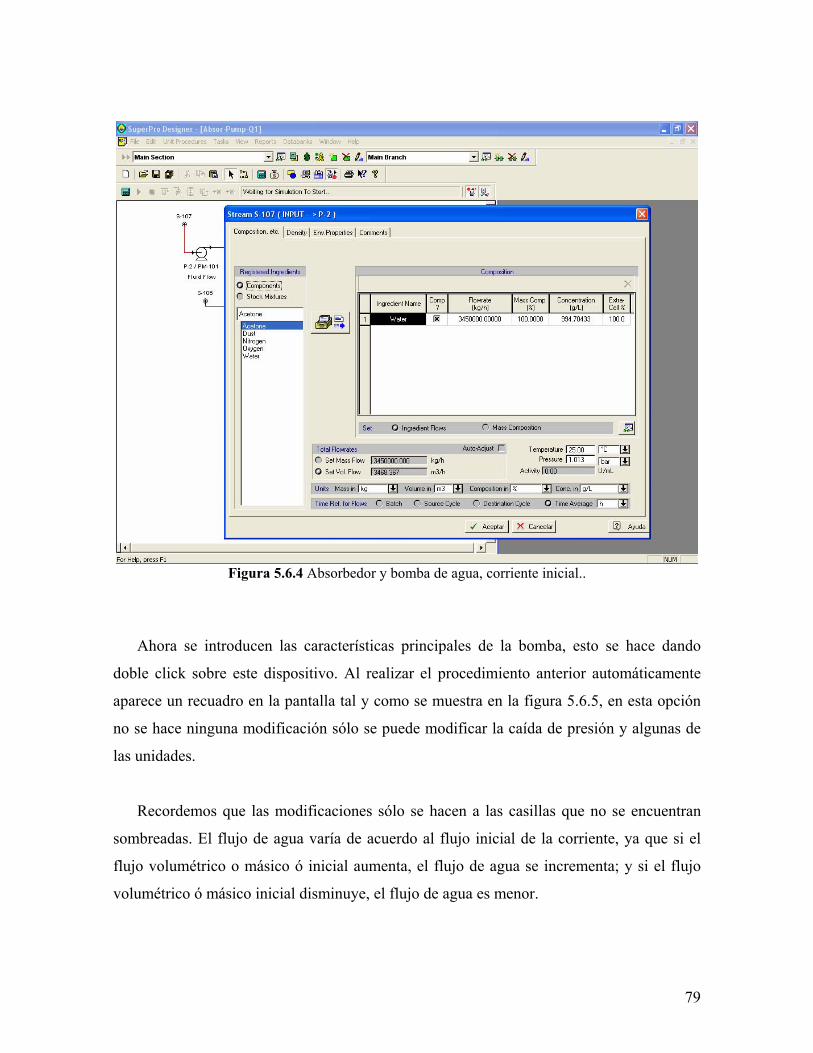
Figura 5.6.4 Absorbedor y bomba de agua, corriente inicial..
Ahora se introducen las características principales de la bomba, esto se hace dando
doble click sobre este dispositivo. Al realizar el procedimiento anterior automáticamente
aparece un recuadro en la pantalla tal y como se muestra en la figura 5.6.5, en esta opción
no se hace ninguna modificación sólo se puede modificar la caída de presión y algunas de
las unidades.
Recordemos que las modificaciones sólo se hacen a las casillas que no se encuentran
sombreadas. El flujo de agua varía de acuerdo al flujo inicial de la corriente, ya que si el
flujo volumétrico o másico ó inicial aumenta, el flujo de agua se incrementa; y si el flujo
volumétrico ó másico inicial disminuye, el flujo de agua es menor.
79
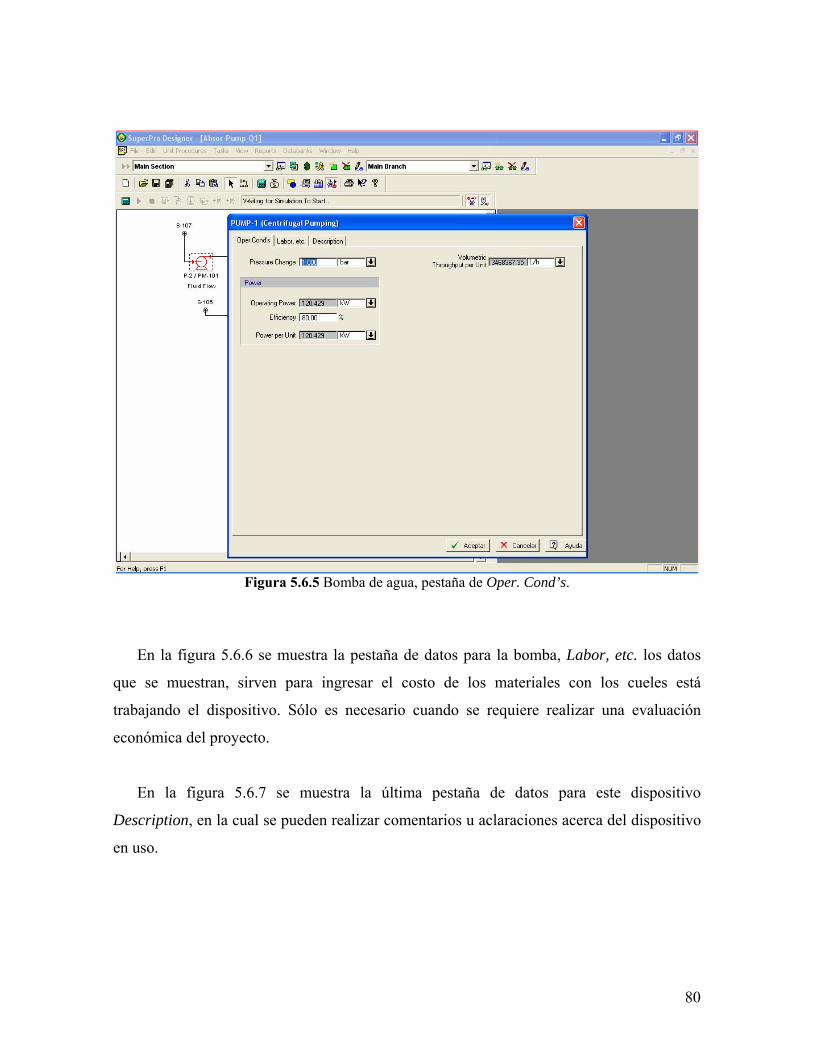
Figura 5.6.5 Bomba de agua, pestaña de Oper. Cond’s.
En la figura 5.6.6 se muestra la pestaña de datos para la bomba, Labor, etc. los datos
que se muestran, sirven para ingresar el costo de los materiales con los cueles está
trabajando el dispositivo. Sólo es necesario cuando se requiere realizar una evaluación
económica del proyecto.
En la figura 5.6.7 se muestra la última pestaña de datos para este dispositivo
Description, en la cual se pueden realizar comentarios u aclaraciones acerca del dispositivo
en uso.
80

Para cualquier duda acerca de cada uno de los dispositivos se puede oprimir la tecla F1
u oprimir el icono de ayuda que aparece en cada uno de los recuadros, cuando se desea
modificar o introducir las condiciones de operación de cada uno de los dispositivos.
Figura 5.6.6 Bomba de agua, pestaña de Labor, etc.
Figura 5.6.7 Bomba de agua, pestaña de Description.
81
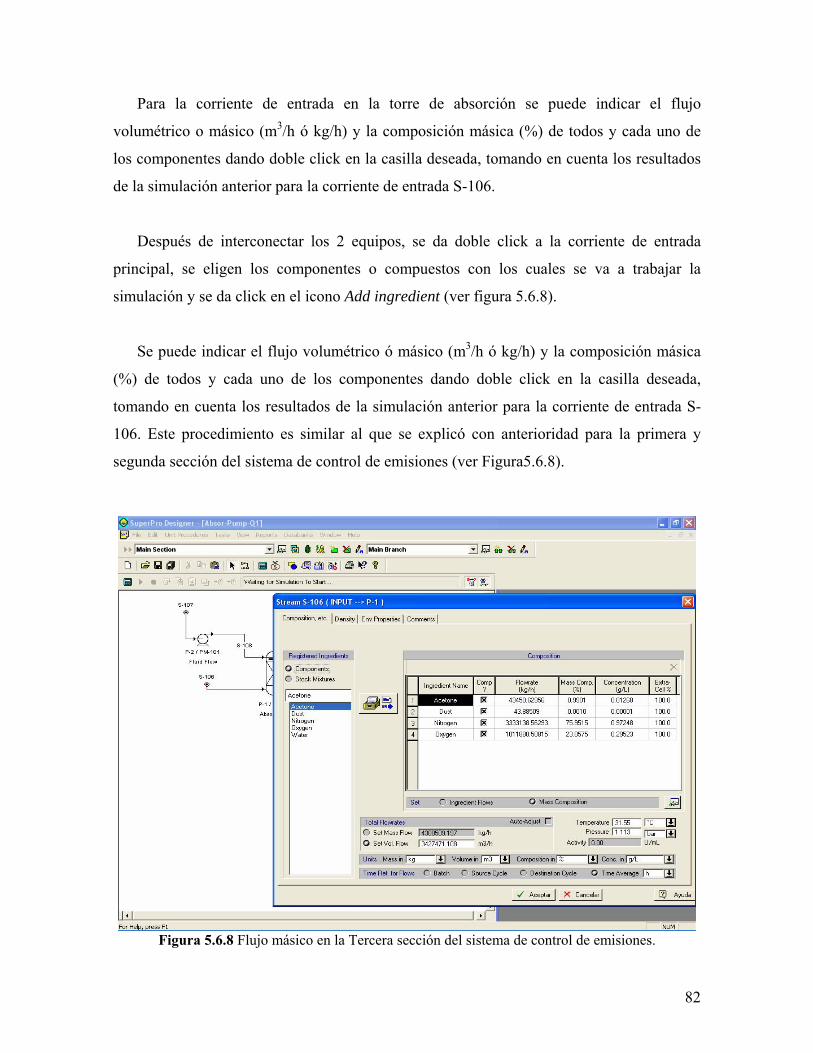
Para la corriente de entrada en la torre de absorción se puede indicar el flujo
volumétrico o másico (m3/h ó kg/h) y la composición másica (%) de todos y cada uno de
los componentes dando doble click en la casilla deseada, tomando en cuenta los resultados
de la simulación anterior para la corriente de entrada S-106.
Después de interconectar los 2 equipos, se da doble click a la corriente de entrada
principal, se eligen los componentes o compuestos con los cuales se va a trabajar la
simulación y se da click en el icono Add ingredient (ver figura 5.6.8).
Se puede indicar el flujo volumétrico ó másico (m3/h ó kg/h) y la composición másica
(%) de todos y cada uno de los componentes dando doble click en la casilla deseada,
tomando en cuenta los resultados de la simulación anterior para la corriente de entrada S-
106. Este procedimiento es similar al que se explicó con anterioridad para la primera y
segunda sección del sistema de control de emisiones (ver Figura5.6.8).
Figura 5.6.8 Flujo másico en la Tercera sección del sistema de control de emisiones.
82
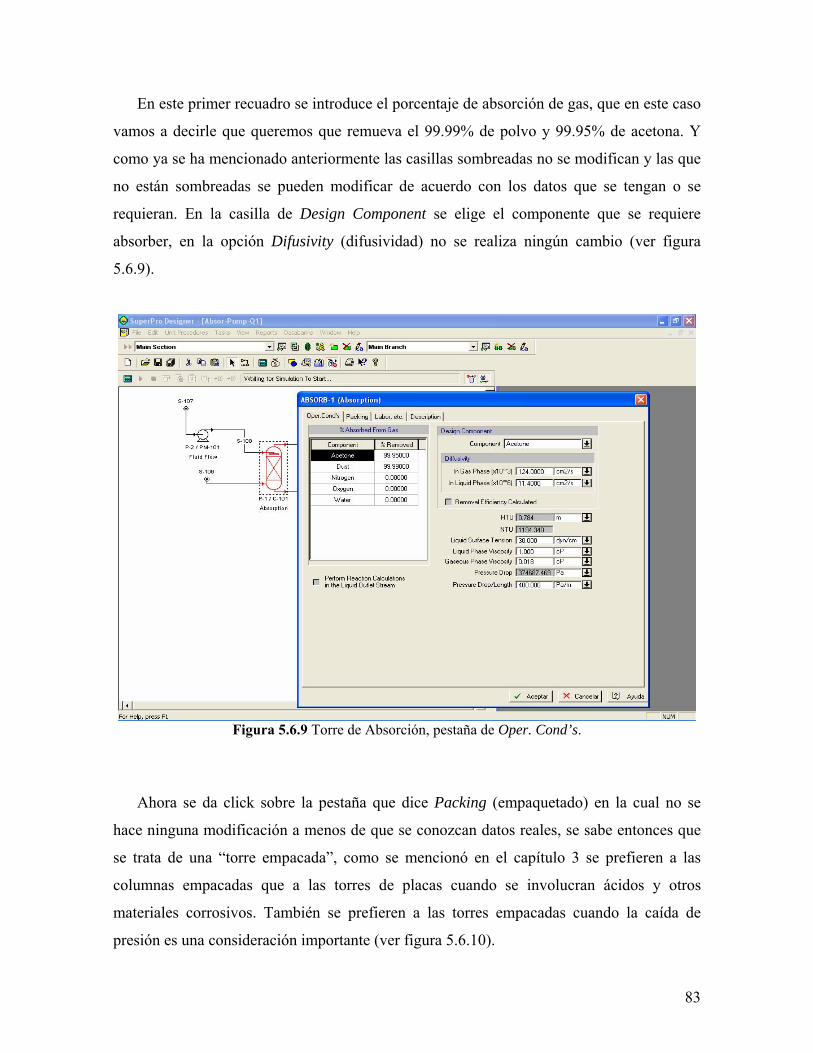
En este primer recuadro se introduce el porcentaje de absorción de gas, que en este caso
vamos a decirle que queremos que remueva el 99.99% de polvo y 99.95% de acetona. Y
como ya se ha mencionado anteriormente las casillas sombreadas no se modifican y las que
no están sombreadas se pueden modificar de acuerdo con los datos que se tengan o se
requieran. En la casilla de Design Component se elige el componente que se requiere
absorber, en la opción Difusivity (difusividad) no se realiza ningún cambio (ver figura
5.6.9).
Figura 5.6.9 Torre de Absorción, pestaña de Oper. Cond’s.
Ahora se da click sobre la pestaña que dice Packing (empaquetado) en la cual no se
hace ninguna modificación a menos de que se conozcan datos reales, se sabe entonces que
se trata de una “torre empacada”, como se mencionó en el capítulo 3 se prefieren a las
columnas empacadas que a las torres de placas cuando se involucran ácidos y otros
materiales corrosivos. También se prefieren a las torres empacadas cuando la caída de
presión es una consideración importante (ver figura 5.6.10).
83

Figura 5.6.10 Torre de Absorción, pestaña de Packing.
En la figura 5.6.11 se muestra la pestaña de datos para la torre de absorción, Labor, etc.
los datos que se muestran, sirven para ingresar el costo de los materiales con los cueles está
trabajando el dispositivo. Sólo es necesario cuando se requiere realizar una evaluación
económica del proyecto.
En la figura 5.6.12 se muestra la última pestaña de datos para este dispositivo
Description, en la cual se pueden realizar comentarios u aclaraciones acerca del dispositivo
en uso.
Para cualquier duda acerca de cada uno de los dispositivos se puede oprimir la tecla F1
u oprimir el icono de ayuda que aparece en cada uno de los recuadros, cuando se desea
modificar o introducir las condiciones de operación de cada uno de los dispositivos.
84
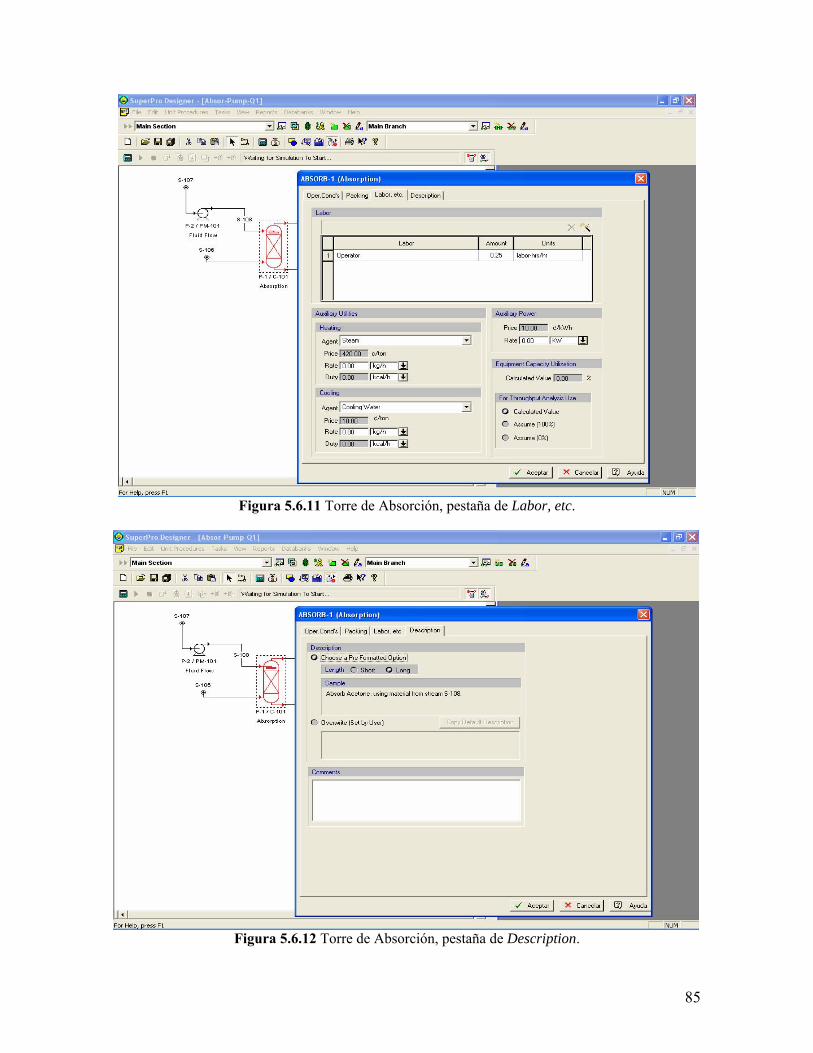
Figura 5.6.11 Torre de Absorción, pestaña de Labor, etc.
Figura 5.6.12 Torre de Absorción, pestaña de Description.
85

Finalmente se procede a realizar el balance de materia, de la misma manera que se
explicó en las secciones anteriores (5.4 y 5.5) para agilizar el procedimiento se opta por la
forma más sencilla, oprimiendo la tecla F9.
Al terminar de realizar este procedimiento se puede observar en la figura 5.6.13 que en
la pantalla en la parte inferior izquierda, aparece una frase en la cual dice que el balance de
materia ha finalizado satisfactoriamente.
Figura 5.6.13 Balance de materia, tercera sección del sistema de control de emisiones.
Ya que terminamos con todo el procedimiento anterior podemos observar nuestra
reporte que se genera como resultado de la simulación, el reporte está compuesto por 6
hojas de resultados aproximadamente, pero la que a nosotros nos interesa es la que contiene
los detalles de cada una de las corrientes de entrada y salida del sistema de control de
emisiones. Este procedimiento es el mismo que se realiza en la primera y segunda sección.
86
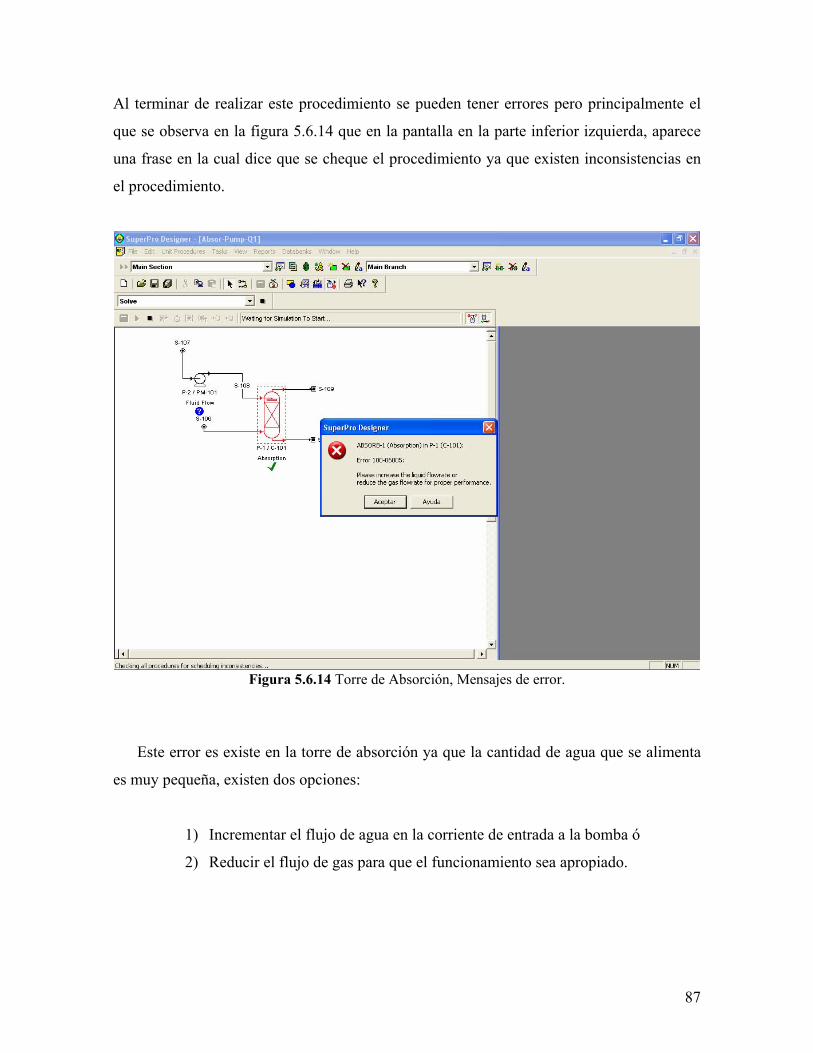
Al terminar de realizar este procedimiento se pueden tener errores pero principalmente el
que se observa en la figura 5.6.14 que en la pantalla en la parte inferior izquierda, aparece
una frase en la cual dice que se cheque el procedimiento ya que existen inconsistencias en
el procedimiento.
Figura 5.6.14 Torre de Absorción, Mensajes de error.
Este error es existe en la torre de absorción ya que la cantidad de agua que se alimenta
es muy pequeña, existen dos opciones:
1) Incrementar el flujo de agua en la corriente de entrada a la bomba ó
2) Reducir el flujo de gas para que el funcionamiento sea apropiado.
87
CAPÍTULO 6
RESULTADOS DE LA SIMULACIÓN
88

6.1 Resultados de la simulación. A continuación se muestran los resultados más sobresalientes de la simulación del
sistema de control de emisiones. Los resultados de las siguientes tablas, es la manera en la
cual, generalmente se pueden extraer todos los datos de cada una de las corrientes. Se
muestran todas las tablas de resultados solamente para el primer flujo (Q1), posteriormente
se muestran las tablas con los datos un poco más resumidos; debido a que lo que nos
interesa estudiar es el “flujo volumétrico ó másico” en cada uno de los dispositivos del
sistema de control de emisiones además de que la composición másica es la misma en todas
y cada una de las corrientes.
En la tabla 6.1.1 se tiene que la tasa de flujo de aire es mayor, la composición másica de
acetona y polvo es la misma, la corriente de entrada S-101 son los gases de chimenea
acompañados de una corriente de aire con un flujo másico de: Q1 = 4431.94 kg/h. Además,
la composición másica total el 98.04% corresponde al aire, casi el 1% a la acetona y casi el
1% al polvo.
Flujos másicos y composición de entrada a la corriente S-101.
Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)Acetona 43450.73984 0.9804 0.01179
Aire 4345038.528 98.0392 1.17914 Polvo 43450.73984 0.9804 0.01179
Tabla 6.1.1 Corriente S-101, T = 25 °C y P = 1.013 bar.
En la tabla 6.1.2 se tiene que la tasa de flujo de nitrógeno es mayor, le sigue la tasa de
flujo del oxígeno, la composición másica de acetona y polvo es mínima, la corriente S-102
son los gases de chimenea que pasan por el compresor acompañados de una corriente de
aire con un flujo volumétrico de: Q1 = 3,684,923.08 m3/h. Además, de la composición
másica total el 75.2% corresponde al nitrógeno, 22.8% corresponde al oxígeno, casi el 1% a
la acetona y casi el 1% al polvo.
Nota: Recordemos que la composición del aire es 78.03% de Nitrógeno, 20.99% de oxígeno, 0.03% de Dióxido de Carbono (CO2) y 0.94% de Gases raros.
89
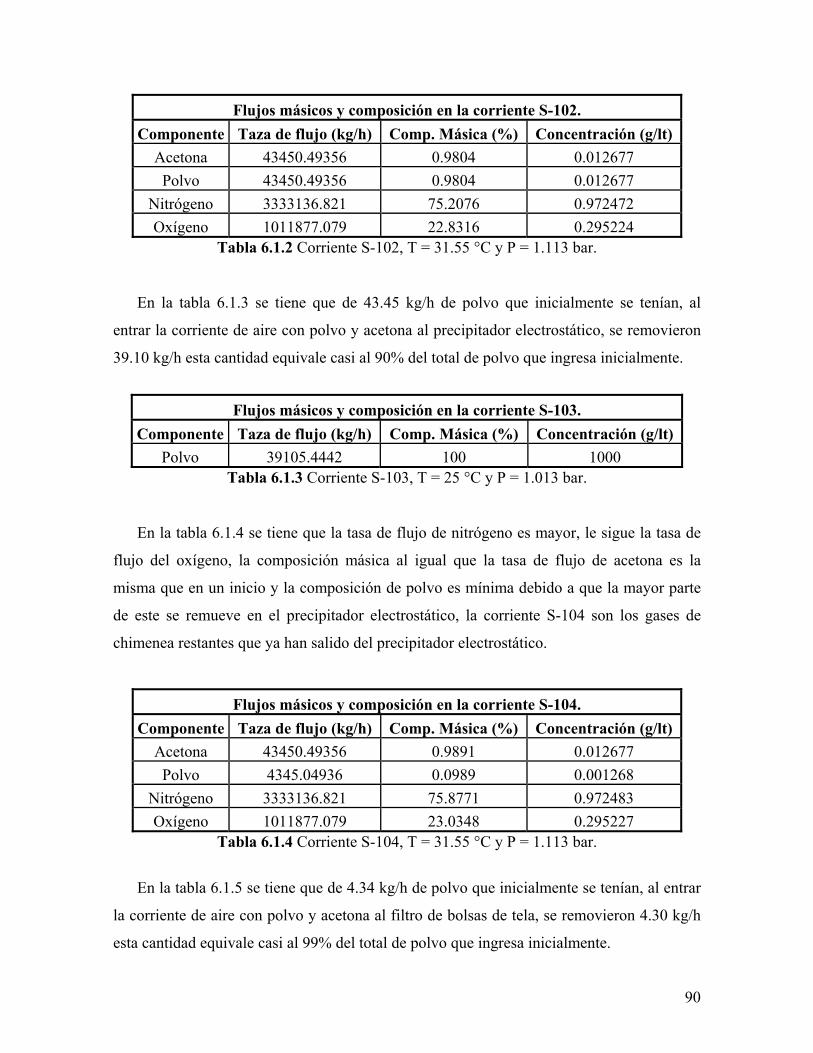
Flujos másicos y composición en la corriente S-102. Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)
Acetona 43450.49356 0.9804 0.012677 Polvo 43450.49356 0.9804 0.012677
Nitrógeno 3333136.821 75.2076 0.972472 Oxígeno 1011877.079 22.8316 0.295224
Tabla 6.1.2 Corriente S-102, T = 31.55 °C y P = 1.113 bar.
En la tabla 6.1.3 se tiene que de 43.45 kg/h de polvo que inicialmente se tenían, al
entrar la corriente de aire con polvo y acetona al precipitador electrostático, se removieron
39.10 kg/h esta cantidad equivale casi al 90% del total de polvo que ingresa inicialmente.
Flujos másicos y composición en la corriente S-103.
Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)Polvo 39105.4442 100 1000
Tabla 6.1.3 Corriente S-103, T = 25 °C y P = 1.013 bar.
En la tabla 6.1.4 se tiene que la tasa de flujo de nitrógeno es mayor, le sigue la tasa de
flujo del oxígeno, la composición másica al igual que la tasa de flujo de acetona es la
misma que en un inicio y la composición de polvo es mínima debido a que la mayor parte
de este se remueve en el precipitador electrostático, la corriente S-104 son los gases de
chimenea restantes que ya han salido del precipitador electrostático.
Flujos másicos y composición en la corriente S-104. Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)
Acetona 43450.49356 0.9891 0.012677 Polvo 4345.04936 0.0989 0.001268
Nitrógeno 3333136.821 75.8771 0.972483 Oxígeno 1011877.079 23.0348 0.295227
Tabla 6.1.4 Corriente S-104, T = 31.55 °C y P = 1.113 bar.
En la tabla 6.1.5 se tiene que de 4.34 kg/h de polvo que inicialmente se tenían, al entrar
la corriente de aire con polvo y acetona al filtro de bolsas de tela, se removieron 4.30 kg/h
esta cantidad equivale casi al 99% del total de polvo que ingresa inicialmente.
90

Flujos másicos y composición en la corriente S-105. Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)
Polvo 4301.59886 100 1000 Tabla 6.1.5. Corriente S-105, T = 31.55 °C y P = 1.113 bar
En la tabla 6.1.6 se tiene que la tasa de flujo de nitrógeno es mayor, le sigue la tasa de
flujo del oxígeno, la composición másica al igual que la tasa de flujo de acetona es la
misma que en un inicio y la tasa de flujo de polvo es casi nada en comparación con la
cantidad inicial dado que el resto de polvo proveniente de la corriente anterior (S-104) se
remueve en el filtro de bolsas de tela, la corriente S-106 son los gases de chimenea
restantes que salen del filtro de bolsas de tela.
Flujos másicos y composición en la corriente S-106.
Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)Acetona 43450.62415 0.9901 0.012677 Polvo 43.88509 0.001 0.000013
Nitrógeno 3333138.148 75.9515 0.972478 Oxígeno 1011880.382 23.0574 0.295226
Tabla 6.1.6 Corriente S-106, T = 31.55 °C y P = 1.113 bar.
En la tabla 6.1.7 se tiene que entra una taza de flujo de 3,450 kg/h de agua a la bomba y
es la misma cantidad que sale por la corriente S-108 ésta corriente (ver tabla 6.1.8) es la
entrada a la torre de absorción.
Flujos másicos y composición en la corriente S-107. Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)
Agua 3450000 100 994.70433 Tabla 6.1.7 Corriente S-107, T = 25 °C y P = 1.013 bar.
Flujos másicos y composición en la corriente S-108.
Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)Agua 3450000 100 994.70213
Tabla 6.1.8 Corriente S-108, T = 25 °C y P = 1.013 bar.
91
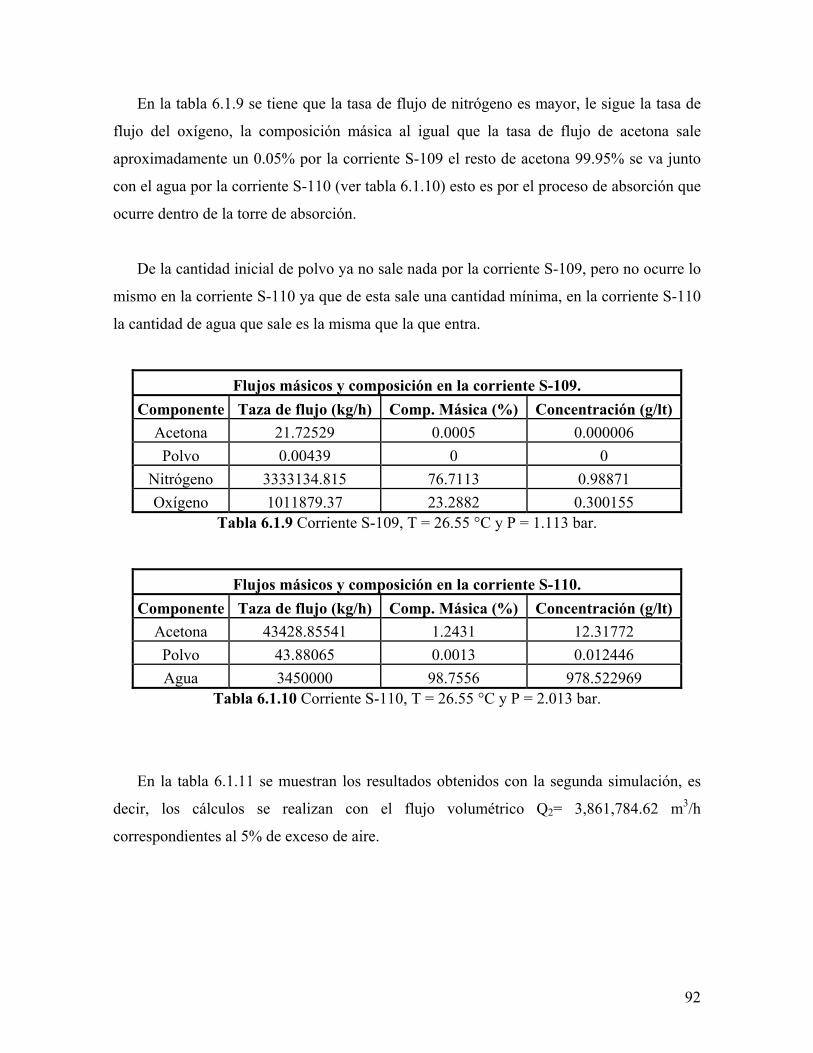
En la tabla 6.1.9 se tiene que la tasa de flujo de nitrógeno es mayor, le sigue la tasa de
flujo del oxígeno, la composición másica al igual que la tasa de flujo de acetona sale
aproximadamente un 0.05% por la corriente S-109 el resto de acetona 99.95% se va junto
con el agua por la corriente S-110 (ver tabla 6.1.10) esto es por el proceso de absorción que
ocurre dentro de la torre de absorción.
De la cantidad inicial de polvo ya no sale nada por la corriente S-109, pero no ocurre lo
mismo en la corriente S-110 ya que de esta sale una cantidad mínima, en la corriente S-110
la cantidad de agua que sale es la misma que la que entra.
Flujos másicos y composición en la corriente S-109. Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)
Acetona 21.72529 0.0005 0.000006 Polvo 0.00439 0 0
Nitrógeno 3333134.815 76.7113 0.98871 Oxígeno 1011879.37 23.2882 0.300155
Tabla 6.1.9 Corriente S-109, T = 26.55 °C y P = 1.113 bar.
Flujos másicos y composición en la corriente S-110. Componente Taza de flujo (kg/h) Comp. Másica (%) Concentración (g/lt)
Acetona 43428.85541 1.2431 12.31772 Polvo 43.88065 0.0013 0.012446 Agua 3450000 98.7556 978.522969
Tabla 6.1.10 Corriente S-110, T = 26.55 °C y P = 2.013 bar.
En la tabla 6.1.11 se muestran los resultados obtenidos con la segunda simulación, es
decir, los cálculos se realizan con el flujo volumétrico Q2= 3,861,784.62 m3/h
correspondientes al 5% de exceso de aire.
92
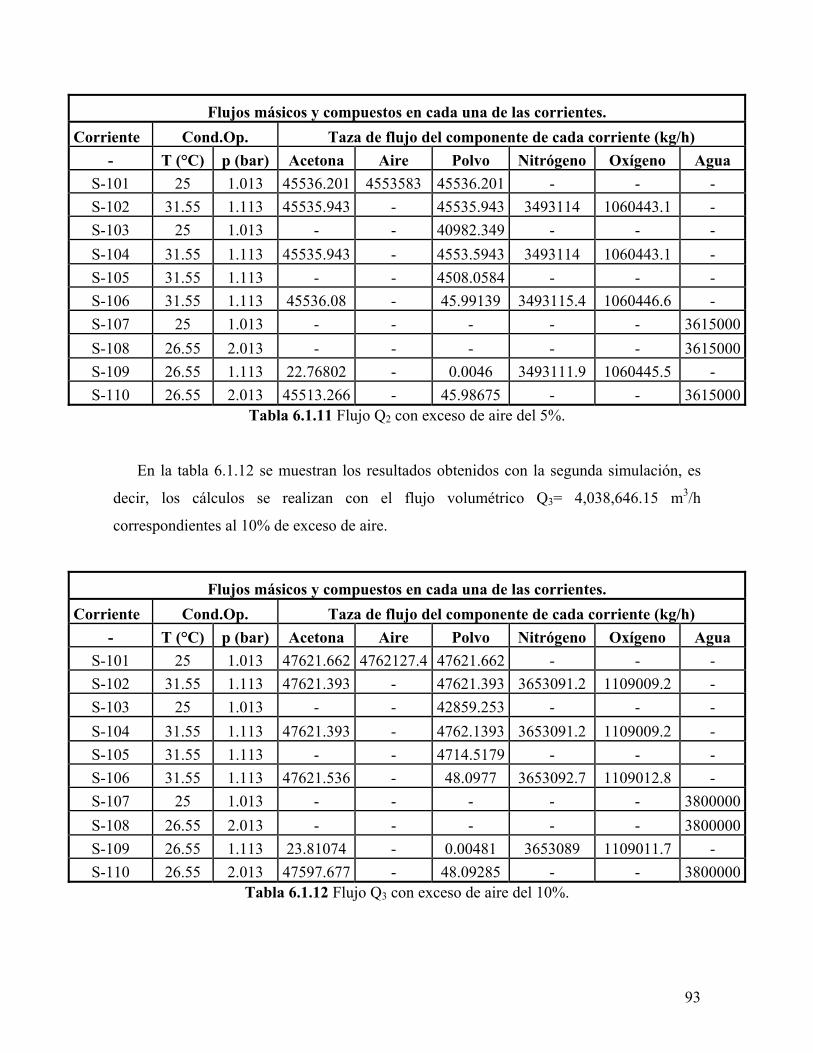
Flujos másicos y compuestos en cada una de las corrientes. Corriente Cond.Op. Taza de flujo del componente de cada corriente (kg/h)
- T (°C) p (bar) Acetona Aire Polvo Nitrógeno Oxígeno Agua S-101 25 1.013 45536.201 4553583 45536.201 - - - S-102 31.55 1.113 45535.943 - 45535.943 3493114 1060443.1 - S-103 25 1.013 - - 40982.349 - - - S-104 31.55 1.113 45535.943 - 4553.5943 3493114 1060443.1 - S-105 31.55 1.113 - - 4508.0584 - - - S-106 31.55 1.113 45536.08 - 45.99139 3493115.4 1060446.6 - S-107 25 1.013 - - - - - 3615000S-108 26.55 2.013 - - - - - 3615000S-109 26.55 1.113 22.76802 - 0.0046 3493111.9 1060445.5 - S-110 26.55 2.013 45513.266 - 45.98675 - - 3615000
Tabla 6.1.11 Flujo Q2 con exceso de aire del 5%.
En la tabla 6.1.12 se muestran los resultados obtenidos con la segunda simulación, es
decir, los cálculos se realizan con el flujo volumétrico Q3= 4,038,646.15 m3/h
correspondientes al 10% de exceso de aire.
Flujos másicos y compuestos en cada una de las corrientes. Corriente Cond.Op. Taza de flujo del componente de cada corriente (kg/h)
- T (°C) p (bar) Acetona Aire Polvo Nitrógeno Oxígeno Agua S-101 25 1.013 47621.662 4762127.4 47621.662 - - - S-102 31.55 1.113 47621.393 - 47621.393 3653091.2 1109009.2 - S-103 25 1.013 - - 42859.253 - - - S-104 31.55 1.113 47621.393 - 4762.1393 3653091.2 1109009.2 - S-105 31.55 1.113 - - 4714.5179 - - - S-106 31.55 1.113 47621.536 - 48.0977 3653092.7 1109012.8 - S-107 25 1.013 - - - - - 3800000S-108 26.55 2.013 - - - - - 3800000S-109 26.55 1.113 23.81074 - 0.00481 3653089 1109011.7 - S-110 26.55 2.013 47597.677 - 48.09285 - - 3800000
Tabla 6.1.12 Flujo Q3 con exceso de aire del 10%.
93
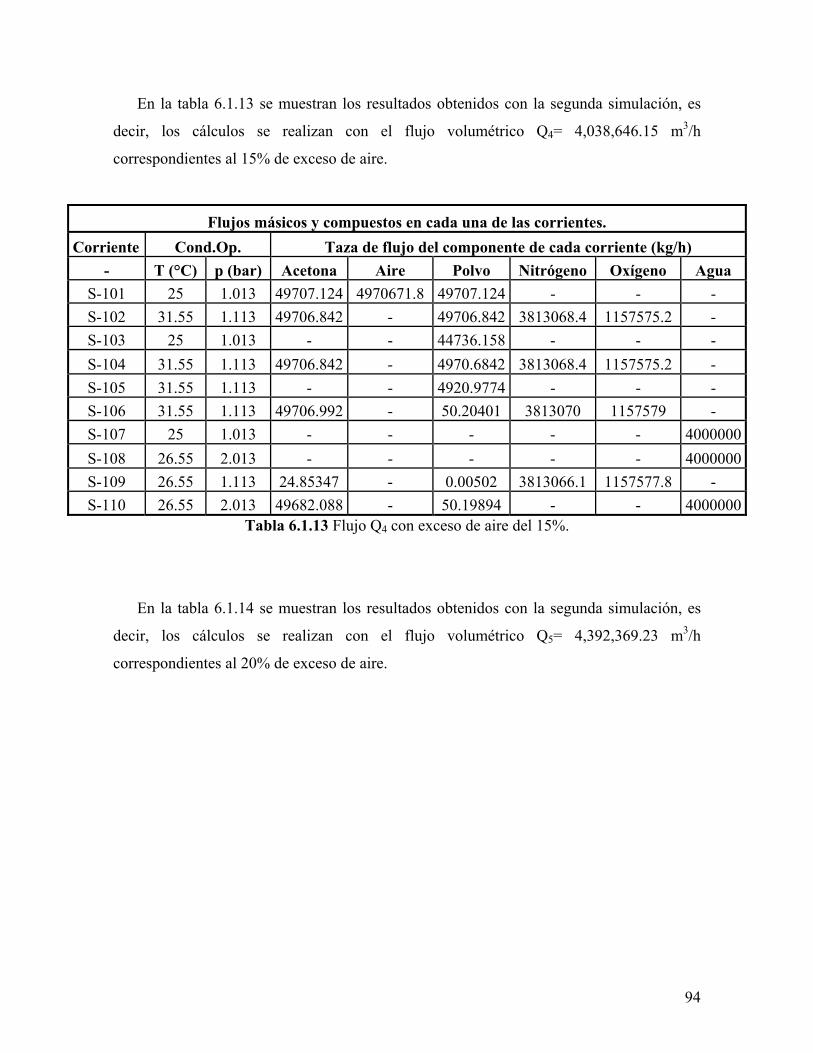
En la tabla 6.1.13 se muestran los resultados obtenidos con la segunda simulación, es
decir, los cálculos se realizan con el flujo volumétrico Q4= 4,038,646.15 m3/h
correspondientes al 15% de exceso de aire.
Flujos másicos y compuestos en cada una de las corrientes. Corriente Cond.Op. Taza de flujo del componente de cada corriente (kg/h)
- T (°C) p (bar) Acetona Aire Polvo Nitrógeno Oxígeno Agua S-101 25 1.013 49707.124 4970671.8 49707.124 - - - S-102 31.55 1.113 49706.842 - 49706.842 3813068.4 1157575.2 - S-103 25 1.013 - - 44736.158 - - - S-104 31.55 1.113 49706.842 - 4970.6842 3813068.4 1157575.2 - S-105 31.55 1.113 - - 4920.9774 - - - S-106 31.55 1.113 49706.992 - 50.20401 3813070 1157579 - S-107 25 1.013 - - - - - 4000000S-108 26.55 2.013 - - - - - 4000000S-109 26.55 1.113 24.85347 - 0.00502 3813066.1 1157577.8 - S-110 26.55 2.013 49682.088 - 50.19894 - - 4000000
Tabla 6.1.13 Flujo Q4 con exceso de aire del 15%.
En la tabla 6.1.14 se muestran los resultados obtenidos con la segunda simulación, es
decir, los cálculos se realizan con el flujo volumétrico Q5= 4,392,369.23 m3/h
correspondientes al 20% de exceso de aire.
94
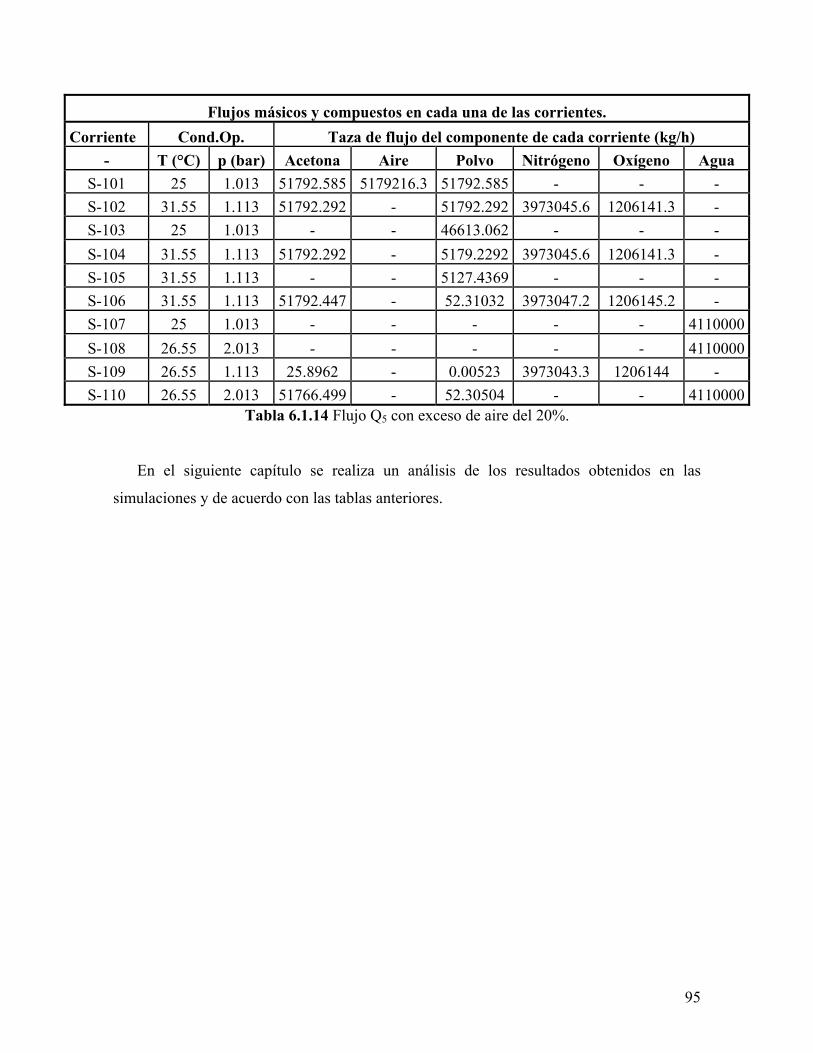
Flujos másicos y compuestos en cada una de las corrientes. Corriente Cond.Op. Taza de flujo del componente de cada corriente (kg/h)
- T (°C) p (bar) Acetona Aire Polvo Nitrógeno Oxígeno Agua S-101 25 1.013 51792.585 5179216.3 51792.585 - - - S-102 31.55 1.113 51792.292 - 51792.292 3973045.6 1206141.3 - S-103 25 1.013 - - 46613.062 - - - S-104 31.55 1.113 51792.292 - 5179.2292 3973045.6 1206141.3 - S-105 31.55 1.113 - - 5127.4369 - - - S-106 31.55 1.113 51792.447 - 52.31032 3973047.2 1206145.2 - S-107 25 1.013 - - - - - 4110000S-108 26.55 2.013 - - - - - 4110000S-109 26.55 1.113 25.8962 - 0.00523 3973043.3 1206144 - S-110 26.55 2.013 51766.499 - 52.30504 - - 4110000
Tabla 6.1.14 Flujo Q5 con exceso de aire del 20%.
En el siguiente capítulo se realiza un análisis de los resultados obtenidos en las
simulaciones y de acuerdo con las tablas anteriores.
95
CAPÍTULO 7
ANALISIS DE RESULTADOS DE LA SIMULACIÓN
96

7.1 Análisis de resultados para cada una de las corrientes del sistema de control de emisones. En la tabla 7.1.1 se observa que el flujo de acetona en cada una de las corrientes se
incrementa debido a que el flujo volumétrico aumenta conforme el exceso de aire va
variando (0% - 25% de exceso). En las corrientes S-103 y S-105 no existe flujo de acetona
porque es la salida de la tolva del precipitador electrostático y el filtro de bolsas de tela
respectivamente, donde únicamente existe remoción de polvo.
En las corrientes S-107 y S-108 tampoco hay flujo de acetona debido a que la primera
corriente (S-107) es la entrada de agua a la bomba y la segunda (S-108) es la salida de la
bomba y entrada a la torre de absorción (S-109).
Condiciones de operación y flujo de acetona en cada una de las corrientes. Corriente Cond.Op. Taza de flujo (kg/h)
- T (°C) p (bar) Q1 Q2 Q3 Q4 Q5
S-101 25 1.013 43450.74 45536.201 47621.662 49707.124 51792.585S-102 31.55 1.113 43450.494 45535.943 47621.393 49706.842 51792.292S-103 25 1.013 - - - - - S-104 31.55 1.113 43450.494 45535.943 47621.393 49706.842 51792.292S-105 31.55 1.113 - - - - - S-106 31.55 1.113 43450.624 45536.08 47621.536 49706.992 51792.447S-107 25 1.013 - - - - - S-108 26.55 2.013 - - - - - S-109 26.55 1.113 21.72529 22.76802 23.81074 24.85347 25.8962 S-110 26.55 2.013 43428.855 45513.266 47597.677 49682.088 51766.499
Tabla 7.1.1 Taza de flujo de acetona para cada corriente y flujo másico variable.
En la tabla 7.1.2 se observa que el flujo de aire en la corriente principal (S-101) se
incrementa debido a que el flujo volumétrico aumenta conforme el exceso de aire va
variando (0% - 25% de exceso).
97

Condiciones de operación y flujo de aire en cada una de las corrientes. Corriente Cond.Op. Taza de flujo (kg/h)
- T (°C) p (bar) Q1 Q2 Q3 Q4 Q5
S-101 25 1.013 4345038.5 4553583 4762127.4 4970671.8 5179216.3 S-102 31.55 1.113 - - - - - S-103 25 1.013 - - - - - S-104 31.55 1.113 - - - - - S-105 31.55 1.113 - - - - - S-106 31.55 1.113 - - - - - S-107 25 1.013 - - - - - S-108 26.55 2.013 - - - - - S-109 26.55 1.113 - - - - - S-110 26.55 2.013 - - - - -
Tabla 7.1.2 Taza de flujo de aire para cada corriente y flujo másico variable.
En la tabla 7.1.3 se observa que el flujo de polvo en cada una de las corrientes se
incrementa debido a que el flujo volumétrico aumenta conforme el exceso de aire va
variando (0% - 25% de exceso); también disminuye desde la corriente inicial hasta la final
(S-101 a S-110), en cada una de las series de la taza de flujo (Q1, Q2, etc.), debido a que el
objetivo principal de este sistema de control de emisiones es remover tanto el polvo como
la acetona. En las corrientes S-107 y S-108 no hay flujo de polvo debido a que la primera
corriente (S-107) es la entrada de agua a la bomba y la segunda (S-108) es la salida de la
bomba y entrada a la torre de absorción (S-109).
98
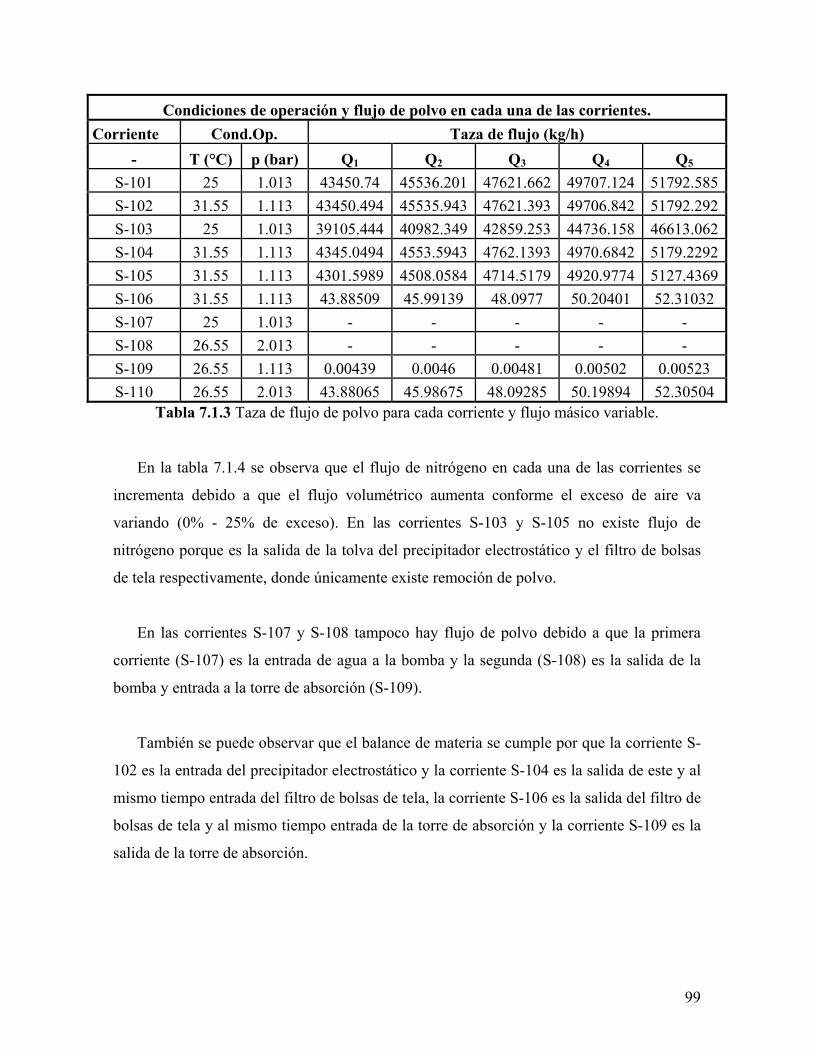
Condiciones de operación y flujo de polvo en cada una de las corrientes. Corriente Cond.Op. Taza de flujo (kg/h)
- T (°C) p (bar) Q1 Q2 Q3 Q4 Q5
S-101 25 1.013 43450.74 45536.201 47621.662 49707.124 51792.585S-102 31.55 1.113 43450.494 45535.943 47621.393 49706.842 51792.292S-103 25 1.013 39105.444 40982.349 42859.253 44736.158 46613.062S-104 31.55 1.113 4345.0494 4553.5943 4762.1393 4970.6842 5179.2292S-105 31.55 1.113 4301.5989 4508.0584 4714.5179 4920.9774 5127.4369S-106 31.55 1.113 43.88509 45.99139 48.0977 50.20401 52.31032 S-107 25 1.013 - - - - - S-108 26.55 2.013 - - - - - S-109 26.55 1.113 0.00439 0.0046 0.00481 0.00502 0.00523 S-110 26.55 2.013 43.88065 45.98675 48.09285 50.19894 52.30504
Tabla 7.1.3 Taza de flujo de polvo para cada corriente y flujo másico variable.
En la tabla 7.1.4 se observa que el flujo de nitrógeno en cada una de las corrientes se
incrementa debido a que el flujo volumétrico aumenta conforme el exceso de aire va
variando (0% - 25% de exceso). En las corrientes S-103 y S-105 no existe flujo de
nitrógeno porque es la salida de la tolva del precipitador electrostático y el filtro de bolsas
de tela respectivamente, donde únicamente existe remoción de polvo.
En las corrientes S-107 y S-108 tampoco hay flujo de polvo debido a que la primera
corriente (S-107) es la entrada de agua a la bomba y la segunda (S-108) es la salida de la
bomba y entrada a la torre de absorción (S-109).
También se puede observar que el balance de materia se cumple por que la corriente S-
102 es la entrada del precipitador electrostático y la corriente S-104 es la salida de este y al
mismo tiempo entrada del filtro de bolsas de tela, la corriente S-106 es la salida del filtro de
bolsas de tela y al mismo tiempo entrada de la torre de absorción y la corriente S-109 es la
salida de la torre de absorción.
99
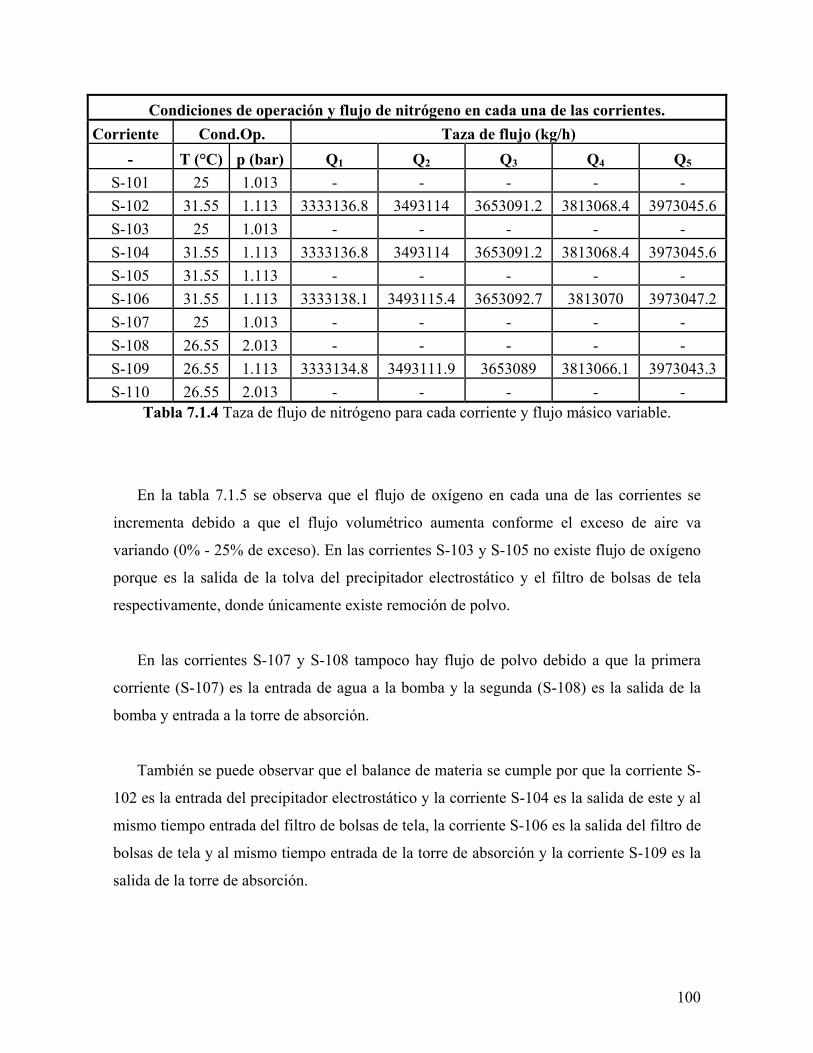
Condiciones de operación y flujo de nitrógeno en cada una de las corrientes. Corriente Cond.Op. Taza de flujo (kg/h)
- T (°C) p (bar) Q1 Q2 Q3 Q4 Q5
S-101 25 1.013 - - - - - S-102 31.55 1.113 3333136.8 3493114 3653091.2 3813068.4 3973045.6 S-103 25 1.013 - - - - - S-104 31.55 1.113 3333136.8 3493114 3653091.2 3813068.4 3973045.6 S-105 31.55 1.113 - - - - - S-106 31.55 1.113 3333138.1 3493115.4 3653092.7 3813070 3973047.2 S-107 25 1.013 - - - - - S-108 26.55 2.013 - - - - - S-109 26.55 1.113 3333134.8 3493111.9 3653089 3813066.1 3973043.3 S-110 26.55 2.013 - - - - -
Tabla 7.1.4 Taza de flujo de nitrógeno para cada corriente y flujo másico variable.
En la tabla 7.1.5 se observa que el flujo de oxígeno en cada una de las corrientes se
incrementa debido a que el flujo volumétrico aumenta conforme el exceso de aire va
variando (0% - 25% de exceso). En las corrientes S-103 y S-105 no existe flujo de oxígeno
porque es la salida de la tolva del precipitador electrostático y el filtro de bolsas de tela
respectivamente, donde únicamente existe remoción de polvo.
En las corrientes S-107 y S-108 tampoco hay flujo de polvo debido a que la primera
corriente (S-107) es la entrada de agua a la bomba y la segunda (S-108) es la salida de la
bomba y entrada a la torre de absorción.
También se puede observar que el balance de materia se cumple por que la corriente S-
102 es la entrada del precipitador electrostático y la corriente S-104 es la salida de este y al
mismo tiempo entrada del filtro de bolsas de tela, la corriente S-106 es la salida del filtro de
bolsas de tela y al mismo tiempo entrada de la torre de absorción y la corriente S-109 es la
salida de la torre de absorción.
100
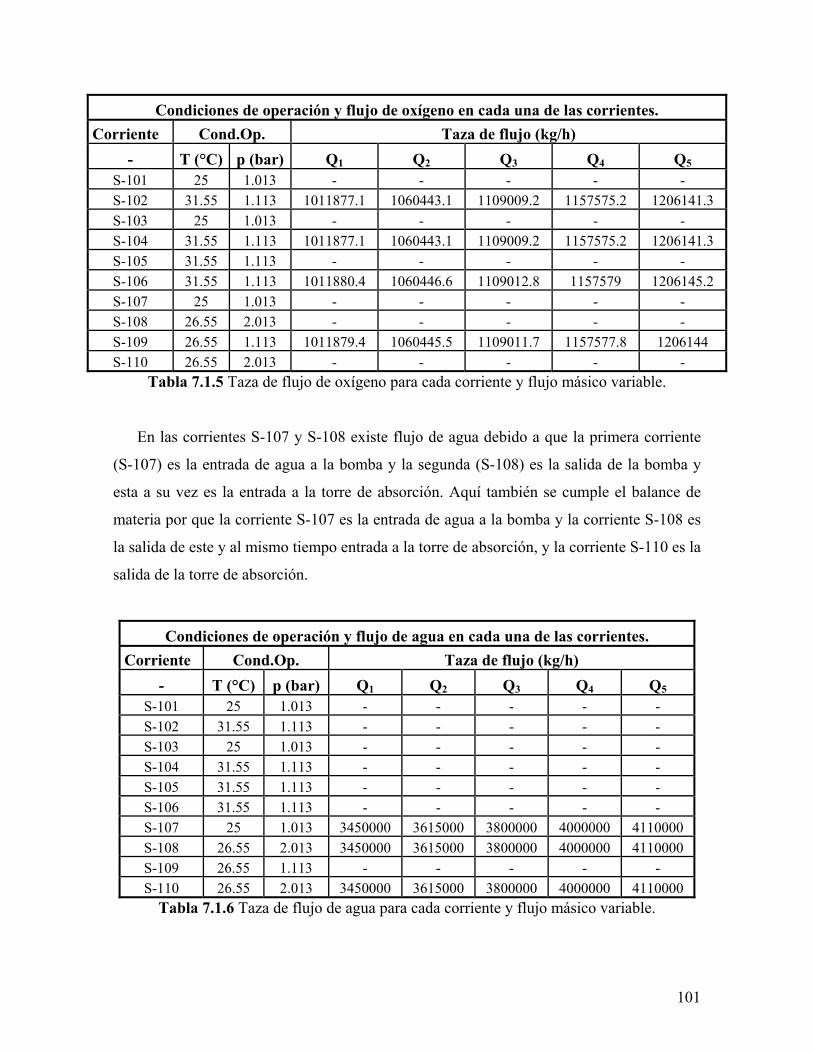
Condiciones de operación y flujo de oxígeno en cada una de las corrientes. Corriente Cond.Op. Taza de flujo (kg/h)
- T (°C) p (bar) Q1 Q2 Q3 Q4 Q5
S-101 25 1.013 - - - - - S-102 31.55 1.113 1011877.1 1060443.1 1109009.2 1157575.2 1206141.3 S-103 25 1.013 - - - - - S-104 31.55 1.113 1011877.1 1060443.1 1109009.2 1157575.2 1206141.3 S-105 31.55 1.113 - - - - - S-106 31.55 1.113 1011880.4 1060446.6 1109012.8 1157579 1206145.2 S-107 25 1.013 - - - - - S-108 26.55 2.013 - - - - - S-109 26.55 1.113 1011879.4 1060445.5 1109011.7 1157577.8 1206144 S-110 26.55 2.013 - - - - -
Tabla 7.1.5 Taza de flujo de oxígeno para cada corriente y flujo másico variable.
En las corrientes S-107 y S-108 existe flujo de agua debido a que la primera corriente
(S-107) es la entrada de agua a la bomba y la segunda (S-108) es la salida de la bomba y
esta a su vez es la entrada a la torre de absorción. Aquí también se cumple el balance de
materia por que la corriente S-107 es la entrada de agua a la bomba y la corriente S-108 es
la salida de este y al mismo tiempo entrada a la torre de absorción, y la corriente S-110 es la
salida de la torre de absorción.
Condiciones de operación y flujo de agua en cada una de las corrientes. Corriente Cond.Op. Taza de flujo (kg/h)
- T (°C) p (bar) Q1 Q2 Q3 Q4 Q5
S-101 25 1.013 - - - - - S-102 31.55 1.113 - - - - - S-103 25 1.013 - - - - - S-104 31.55 1.113 - - - - - S-105 31.55 1.113 - - - - - S-106 31.55 1.113 - - - - - S-107 25 1.013 3450000 3615000 3800000 4000000 4110000 S-108 26.55 2.013 3450000 3615000 3800000 4000000 4110000 S-109 26.55 1.113 - - - - - S-110 26.55 2.013 3450000 3615000 3800000 4000000 4110000
Tabla 7.1.6 Taza de flujo de agua para cada corriente y flujo másico variable.
101

La figura 7.1.1 muestra la curva de operación para la torre de absorción
Y Ai vs. X Ai
0
0.001
0.002
0.003
0.004
0.005
0.006
0 0.0005 0.001 0.0015 0.002 0.0025 0.003 0.0035 0.004
X Ai
Y Ai
Q1
Q2
Q3
Q4
Q5
Figura 7.1.1 Curva de operación de una Torre de Absorción a contracorriente en estado estacionario a diferentes flujos. Transferencia de la fase G a la fase L.
7.2 Análisis de resultados para las corrientes de deshecho del sistema de control de emisiones. A continuación se muestran los resultados más sobresalientes de la simulación del
sistema de control de emisiones.
En la tabla 7.2.1 se tienen diferentes flujos iniciales para la alimentación del proceso,
que prácticamente son los valores de la corriente S-101. La acetona es removida en la torre
de absorción por lo que la remoción de este solvente se realiza en la corriente S-109 y S-
110. La sustancia que se elige para la remoción de la acetona es el agua.
Flujo de acetona. Flujo in. Taza de flujo (kg/h)
Corriente S-101 S-109 S-110 Q1 43450.74 21.72 43428.85Q2 45536.20 22.76 45513.26Q3 47621.66 23.81 47597.67Q4 49707.12 24.85 49682.08Q5 51792.58 25.89 51766.49
Tabla 7.2.1. Remoción de acetona.
102

Al graficar estos valores nos damos cuenta que la acetona removida en la corriente S-
110, para cada uno de los flujos iniciales, es aproximadamente del 99% del total inicial.
Siendo la acetona que se deshecha a la atmósfera en forma de gas, una cantidad muy
pequeña (ver Figura 7.2.1).
Remoción de Acetona
010
000
2000
030
000
4000
050
000
6000
0
0 1 2 3 4 5
Flujo inicial (Q i )
Taza
de
Fluj
o (k
g/h)
S-101 S-109 S-110
Figura 7.2.1 Remoción de acetona.
En la tabla 7.2.2 se tienen los mismos flujos iniciales de la corriente de alimentación S-
101, pero también se muestran algunas otras corrientes. La corriente S-103 es la salida de
polvo (PM) por la tolva inferior del precipitador electrostático, las PM restantes y de menor
tamaño salen del precipitador electrostático por la corriente S-104 que al mismo tiempo
entran al sistema de filtros de bolsas de tela. Las partículas de polvo pequeñas, que entran al
sistema de filtros de bolsas de tela salen por la corriente S-105 por la parte inferior del
sistema de filtros de tela y el restante sale por la corriente S-106 que, al mismo tiempo;
entran a la torre de absorción. Las PM restantes se remueven y salen por las corrientes S-
109 y S-110.
103
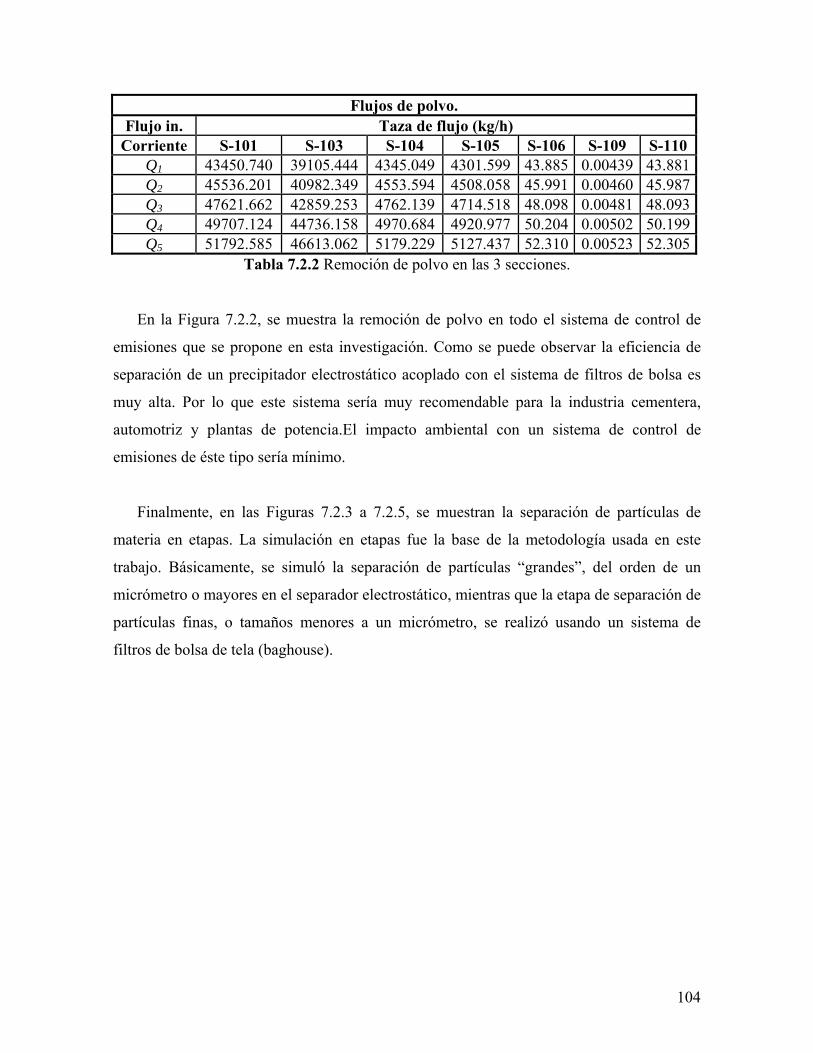
Flujos de polvo. Flujo in. Taza de flujo (kg/h)
Corriente S-101 S-103 S-104 S-105 S-106 S-109 S-110Q1 43450.740 39105.444 4345.049 4301.599 43.885 0.00439 43.881Q2 45536.201 40982.349 4553.594 4508.058 45.991 0.00460 45.987Q3 47621.662 42859.253 4762.139 4714.518 48.098 0.00481 48.093Q4 49707.124 44736.158 4970.684 4920.977 50.204 0.00502 50.199Q5 51792.585 46613.062 5179.229 5127.437 52.310 0.00523 52.305
Tabla 7.2.2 Remoción de polvo en las 3 secciones.
En la Figura 7.2.2, se muestra la remoción de polvo en todo el sistema de control de
emisiones que se propone en esta investigación. Como se puede observar la eficiencia de
separación de un precipitador electrostático acoplado con el sistema de filtros de bolsa es
muy alta. Por lo que este sistema sería muy recomendable para la industria cementera,
automotriz y plantas de potencia.El impacto ambiental con un sistema de control de
emisiones de éste tipo sería mínimo.
Finalmente, en las Figuras 7.2.3 a 7.2.5, se muestran la separación de partículas de
materia en etapas. La simulación en etapas fue la base de la metodología usada en este
trabajo. Básicamente, se simuló la separación de partículas “grandes”, del orden de un
micrómetro o mayores en el separador electrostático, mientras que la etapa de separación de
partículas finas, o tamaños menores a un micrómetro, se realizó usando un sistema de
filtros de bolsa de tela (baghouse).
104

Remoción de polvo para todo el proceso
0100
00
20000
30000
40000
50000
60000
0 1 2 3 4 5
Flujo inicial (Q i )
Taza
de
flujo
(kg/
h)
S-101 S-103 S-104 S-105 S-106 S-109 S-110
Figura 7.2.2 Remoción de polvo en las 3 secciones del proceso.
Remoción de polvo en el precipitador electrostático
0100
00
20000
30000
40000
50000
60000
0 1 2 3 4 5
Flujo inicial (Q i )
Taza
de
flujo
(kg/
h)
S-101 S-103 S-104
Figura 7.2.3 Remoción de polvo en la 1ª sección del proceso.
105

Remoción de polvo en el filtro de bolsas de tela
010
00
2000
3000
4000
5000
6000
0 1 2 3 4 5
Flujo inicial (Q i )
Taz
a de
fluj
o (k
g/h)
S-104 S-105 S-106
Figura 7.2.4 Remoción de polvo en la 2ª sección del proceso.
Remoción de polvo en la Torre de Absorción
0
10
20
30
40
50
60
0 1 2 3 4 5
Flujo inicial (Q i )
Taz
a de
Flu
jo (k
g/h)
S-106 S-109 S-110
Figura 7.2.5 Remoción de polvo en la 3ª sección del proceso.
106

CAPÍTULO 8
CONCLUSIONES
107
Conclusiones El control de las partículas de materia (PM) es importante, ya que por su tamaño pueden
ser inhaladas y provocar efectos adversos en la salud de las personas, principalmente de las
que residen en zonas contaminadas.
La naturaleza química y efecto de las PM es diversa, varía según las características de la
población, actividad urbana e industrial, geografía, topografía, etc.; lo que podría tener
como consecuencia una interpretación equivocada de los riesgos potenciales en la salud de
los residentes de las zonas contaminadas.
Como se observa en las tablas de resultados la acetona que se deshecha a la atmósfera
es del orden del 1 %. Por lo que una forma de mejorar el sistema de control de emisiones es
introduciendo un flujo másico mayor de agua a la torre de absorción.
Otra forma de reducir el contenido de acetona que va a la atmósfera en forma de gas es
agregando otra torre de absorción al proceso; sin embargo se prevé que el gasto de agua
pudiera también incrementarse, por lo que se recomienda para una futura investigación
trabajar con un arreglo de dos o más torres de absorción en serie con flujos en paralelo y/ó a
contracorriente. Un arreglo óptimo de torres de absorción disminuiría el gasto de agua.
Para flujos mayores, el comportamiento en los porcentajes de separación sigue siendo el
mismo. Confirmándose que el sistema de control de emisiones que se propone es muy
eficiente para limpiar el polvo (PM).
En conclusión, antes de examinar un método concreto, debemos percatarnos de que la
separación de los contaminantes de una corriente de gas no representa el último paso en la
acción de reducción de contaminantes del aire, ya que el material reunido no desaparece y,
por consiguiente, se debe contar con una política integral de manejo y disposición de
residuos. Y si la eliminación de estos residuos no se toma en cuenta, la solución de un
problema de contaminación de aire podrá crear un problema de desechos sólidos o de
contaminación de agua.
108

BIBLIOGRAFÍA
Armando Correa García (2004). Contaminantes atmosféricos en la zona metropolitana de la
Ciudad de México. SEP. Universidad Autónoma Metropolitana & Instituto
Politécnico Nacional.
G. F. Vandegrift, D. T. Reed, I. R. Tasker; Enviromental Remediation: Removing Organic
and Metal Ion Pollutions; American Chemical Society.
James A. Fay, Dan S. Golomb (2002). Energy and the Environment. Oxford. University
Press.
James R. Welty, Charles E. Wicks, Robert E. Wilson, Gregory Rorrer (2001).
Fundamentals of Momentum, Heat, and Mass Transfer. 4th Edition. John Wiley &
Sons, Inc.
Manual del programa SuperPro Designer
Ramírez W. Fred, 1941; Computational Methods for Process Simulation; Ed. Butterworth
Heinemann.
Ramón de la Peña Manrique; Análisis Ingenieril de los Procesos Químicos; Ed. Limusa.
Richard Turton, Richard C. Bailie, Wallace B. Whiting, Joseph A. Shaeiwitz; Analysis,
Synthesis, and Design of Chemical Processes; Ed. Prentice Hall.
T.F. Edgar, D.M. Himmelblau; Optimization of Chemical Processes; Ed. McGraw Hill.
Turk, Turk, Wittes (1973). Ecología, Contaminación, Medio Ambiente. Mc Graw Hill
Interamericana.
Warren L. McCabe, Julian C. Smith, Meter Harriott (1985). Unit Operations of Chemical
Engineering. Mc Graw Hill International Editions (Chemical Engineering Series).
109

www.intelligen.com
www.ine.gob.mx/ueajei/publicaciones/libros/35/la_exportacion.html http://www.fao.org/docrep/T2363S/t2363s0y.htm
http://www.epa.gov/ttncatc1/cica/cicaspa.html http://www.achemamerica.de/images/tr5_s.pdf http://www.funtener.org/pdfs/meyers.pdf http://www.indicadorautomotriz.com.mx/secciones.php?id_sec=3&next=9 http://www.iie.org.mx/publica/bolmj98/tendmj98.htm http://www.aprendizaje.com.mx/Curso/Proceso2/Temario2_XI.html#seis
110





























