Embed Size (px)
Citation preview

INFORME TÉCNICO DE LA OPCIÓN CURRICULAR EN LA MODALIDAD DE: ESTANCIA INDUSTRIAL
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGÍA
HOMOLOGACIÓN, ESTANDARIZACIÓN Y OPTIMIZACIÓN EN LOS SISTEMAS DE CONTROL EN LOS PROCESOS DE
MANUFACTURA Y EMPAQUE
QUE PARA OBTENER EL TÍTULO DE INGENIERA BIOTECNÓLOGA
PRESENTA: PÉREZ RODRÍGUEZ ANGÉLICA ANAID
México, D. F. mayo 2009
ASESORES: Q.F.B. LORENA REBECA SANABRIA VÁZQUEZ M. EN C. LEOBARDO ORDAZ CONTRERAS

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 1 de 60
CONTENIDO
1-. RESUMEN …………………………………..…………...…………………….. 2
2-. INTRODUCCIÓN ……..………...……………………………………..……… 3
3-. SISTEMAS DE CONTROL ………………………………………………….... 8
4-. JUSTIFICACIÓN DEL PROYECTO …………………………………………. 10
5-. OBJETIVOS ……………………………………………………………………. 11
6-. METODOLOGÍA ……………………………………………………………….. 11
7-. RESULTADOS Y DISCUSIÓN ……………………………………………….. 15
8-. REPORTE DE LA SUBDIVISIÓN DE SÓLIDOS "E" EN LA OPERACIÓN UNITARIA: ELABORACIÓN DE LA MEZCLA PARA COMPRIMIR ………… 20
9-. REPORTE DE LA SUBDIVISIÓN DE SÓLIDOS "D" EN LA OPERACIÓN UNITARIA: ELABORACIÓN DE LA MEZCLA PARA COMPRIMIR ………… 34
10-. RECUBRIMIENTO DE NÚCLEOS: BOMBOS STOKES ……………… 51
11-. CONCLUSIONES ……………………………………………………...…….. 57
12-. SUGERENCIAS PARA FUTURAS ESTANCIAS ……………………...… 57
13-. REFERENCIAS .………………………………………………………………. 58
ANEXO 1 …………………………………………………………………………… 59

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 2 de 60
HOMOLOGACIÓN, ESTANDARIZACIÓN Y OPTIMIZACIÓN EN LOS
SISTEMAS DE CONTROL EN LOS PROCESOS DE MANUFACTURA Y
EMPAQUE.
1-. RESUMEN El presente proyecto llevado a cabo en el área de metrología y validaciones de la
industria farmacéutica Novartis S.A. de C.V., tiene la finalidad de proponer soluciones
factibles que logren optimizar el control de los procesos de manufactura de los
productos farmacéuticos que involucra el estudio de las diferentes variables de
entrada y salida de cada uno de los procesos. Las propuestas de optimización
incluyen desde el cambio de equipo, aumento o disminución de los instrumentos o
sensores de control, adaptación de unidades, fijación de intervalos óptimos de
calibración del instrumento y optimización de datos de registros de control. Logrando
asegurar procesos reproducibles que, una vez evaluados y validados lleven a la
disminución de costos, bajando el número de toma de muestras de control de calidad
que se realizan durante los procesos de fabricación.
Otro objetivo fue homologar los Planes Maestros de Manufactura y Empaque.
Por otro lado, el presente proyecto brinda un panorama general del status de la
industria y brinda recomendaciones para que en las diferentes áreas se ubique al
equipo y a los instrumentos de la misma manera, homologando principalmente las
áreas de metrología validaciones, producción y mantenimiento de la planta Novartis
Farmacéutica.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 3 de 60
2-. INTRODUCCIÓN Novartis es una empresa de giro farmacéutica y biotecnológica, nace a raíz de la
fusión de Ciba-Geigy y Sandoz Laboratorios, en 1996. Novartis se ha desarrollado
hasta llegar a ser una empresa concentrada en el cuidado de la Salud. La casa matriz
se localiza en la ciudad de Basilea, en Suiza, pero tiene presencia a nivel mundial en
140 países dentro de los cuales se encuentra México.
Figura 1: Localización de las 140 plantas. (1)
Con una plantilla de casi 100.000 personas de tiempo completo y actividades en 140
países, Novartis ofrece una amplia gama de productos para la salud para dar
respuesta a las tendencias que incrementan la demanda de servicios de la salud y de
medicamentos en todo el mundo entero. Novartis aborda este entorno dinámico
mediante la inversión en las siguientes plataformas estratégicas de crecimiento:
Farmacia: medicamentos, más eficaces y con menos efectos secundarios.
Vacunas y diagnósticos: vacunas humanas y métodos de diagnóstico para
la protección frente a enfermedades potencialmente mortales.
Sandoz: productos genéricos que sustituyen a los medicamentos con receta
tras expirar la patente, con liberación de fondos para crear medicamentos
innovadores.
Consumer Health (medicamentos sin receta): productos de fácil a acceso que
permiten a los pacientes escoger estilo de vida sanos.
Novartis México tiene 2 grandes divisiones en línea con la organización internacional:
Novartis Farmacéutica y Novartis Comsumer Health
Plantas localizadas alrededor del mundo

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 4 de 60
Novartis FARMACIA
La división Farmacia de Novartis es reconocida en todo el mundo por los
medicamentos innovadores que pone a su disposición de los pacientes, médicos y
organizaciones sanitarias. Esta división en plena expansión desarrolla y comercializa
medicamentos protegidos por patente, dirigidos a importantes necesidades sanitarias.
Nos concentramos en las áreas terapéuticas siguientes:
o Enfermedades cardiovasculares y metabolismo
o Oncología y hematología
o Neurociencia y oftalmología
o Sistema respiratorio
o Inmunología y enfermedades infecciosas.
o Productos clásicos y otros.
Novartis produce numeroso productos, algunos de ellos son:
Sintrom (anticoagulante)
Leponex (psicosis)
Lamisil (antimicótico /antifúngico)
Senokot (laxante)
Voltaren (analgésico)
Tesacof (mucolítico)
Cataflam (analgésico)
Tesalón (antitusivo)
Ritalin (déficit de atención)
Theraflu (antitusivo y mucolítico)
Vioformo (antibacterial y
fungicida)
Tegretol (epilepsia)
Cataflam (antiinflamatorio)
2.1 ¿CÓMO NACE NOVARTIS? La historia de Novartis comienza con la fusión de tres empresas: Giegy, una industria
formada a mediados del siglo 18, Ciba fundada en 1859 y Sandoz consolidada en
1886.
En el año de 1970 Ciba y Geigy se fusionan para crear Ciba-Geigy, pero pocos años
después, en 1996, esta se unió con Sandoz para formar lo que hoy se conoce como
Novartis, un líder mundial de la industria farmacéutica

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 5 de 60
2.2-. MISIÓN DE NOVARTIS FARMACEÚTICA Descubrir, desarrollar y comercializar exitosamente, productos que curen
enfermedades, alivien el sufrimiento y mejoren la calidad de vida de los
pacientes.
Proporcionar a nuestros accionistas el retorno a su inversión, que refleje
un desempeño sobresaliente y recompense adecuadamente a aquéllos
que han invertido ideas y recursos en nuestra compañía
2.3-. VISIÓN GENERAL DE NOVARTIS
Estar un paso adelante en excelencia en Servicio u Atención al cliente.
Administrar y controlar los recursos financieros de manera eficiente, eficaz y
transparente, proporcionado a las diversas áreas los recursos necesarios para
su óptimo funcionamiento, además de promover una cultura de planeación y
mejoramiento administrativo institucional.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 6 de 60
2.4-. ORGANIGRAMA
Figura 2: Organigrama de la empresa Novartis Farmacéutica S.A. de C. V. y ubicación del departamento de Validación y Metrología

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 7 de 60
2.5-. LOCALIZACIÓN
Novartis Farmacéutica S.A. de C.V. tiene sus instalaciones en:
Calzada de Tlalpan No. 1779
Colonia San Diego Churubusco
Delegación Coyoacán, 04120 México, D.F.
Figura 3: Croquis de las Instalaciones de la planta Novartis, México

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 8 de 60
3-. SISTEMAS DE CONTROL
La Fabricación de los fármacos en cualquier forma farmacéutica se lleva a acabo
mediante un proceso, subdividido en varias operaciones unitarias. Cada operación
unitaria es realizada bajo ciertas variables de operación, que son controladas y
monitoreadas a lo largo de la operación con el objetivo de garantizar productos que
cumplan con especificaciones de calidad previamente definidas. Las acciones
externas al sistema se dividen en dos grupos, variables de control, que se pueden
manipular, y perturbaciones sobre las que no es posible ningún tipo de control.
Un sistema de control es un tipo de sistema que se caracteriza por la presencia de una
serie de elementos que permiten influir en el funcionamiento del sistema. La finalidad
de un sistema de control es conseguir mediante la manipulación de las variables de
control, un dominio sobre las variables de salida, de modo que estos alcancen valores
prefijados, reduciendo las probabilidades de fallos y logrando los resultados buscados.
Un sistema de control ideal debe ser capaz de conseguir su objetivo cumpliendo los
siguientes requisitos:
1-. Garantizar la estabilidad
2-. Ser tan eficiente como sea posible
3-. Ser fácilmente implementable y cómodo de operar en tiempo real.
Los elementos básicos que forman parte de un sistema de control y permiten su
manipulación son los siguientes:
Sensores: permiten conocer los valores de las variables medidas del sistema
Controlador: utilizando los valores determinados por los sensores y la consigna
impuesta.
Actuador: es el mecanismo que ejecuta la acción controlada por el controlador y
que modifica las variables de control.
Un instrumento es parte del sistema de control, y este es definido como un dispositivo
destinado a realizar mediciones, que en nuestro caso puede ser clasificado en:
Instrumento crítico: es aquel que controla y/o registra puntos críticos en un
proceso de fabricación y que la falla de éste, puede provocar una desviación

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 9 de 60
crítica, o mayora sobre el producto, o la lectura del instrumento es importante
por el registro de las condiciones requeridas.
Instrumento importante: es aquel que controla y/o registra puntos importantes
en un proceso de fabricación y que la falta de éste puede provocar una
desviación mayor B sobe el producto.
Instrumento indicativo: sólo da indicios de que un sistema esta funcionando,
pero su lectura no se registra en ningún sistema de control.
Es de relevancia mencionar que los sistemas de control e instrumentos son calibrados
dentro de un intervalo, el cual se recomienda debe ser igual al intervalo de uso ó
encontrarse dentro de los valores del intervalo de uso, pues ésta es la única manera
de garantizar que los valores de las variables a controlar son reproducibles y
confiables.
El presente proyecto tiene como uno de los objetivos homologar, estandarizar y
optimizar los sistemas de control y la documentación que gira entorno al sistema,
utilizados en la manufactura y empaque de las formas farmacéuticas sólidas,
supositorios y cremas.
Pero antes es importante mencionar que se entiende por éstos términos.
La Homologación es el término que se usa en varios campos para describir la
equiparación de las cosas, ya sean éstas características, especificaciones o
documentos.
Estandarización es la actividad que tiene por objeto establecer, ante problemas reales
o potenciales, disposiciones destinadas a usos comunes y repetidos, con el fin de
obtener un nivel de ordenamiento óptimo. Se persigue los siguientes objetivos:
Simplificación: Se trata de reducir los modelos quedándose únicamente con los
más necesarios.
Unificación: Para permitir la intercambiabilidad a nivel internacional.
Especificación: Se persigue evitar errores de identificación creando un lenguaje
claro y preciso.
Y optimización es el mejoramiento de las cosas, entendiéndose en el presente
proyecto como la implementación de nuevos sistemas de control e instrumentos

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 10 de 60
independientes ó el cambio de esto por aquellos que sean capaces de medir y
controlar variable de operación críticas que impacten la calidad del producto.
Las variables de operación a controlar en cada operación unitaria son definidas en un
documento denominado procedimiento de Fabricación, el cual se abrevia como PFF, y
es un documento que describe la secuencia que deben seguir las actividades en el
proceso de fabricación de un producto y las responsabilidades del personal
involucrado. Cada variable cuenta con una cantidad (valor numérico) con sus
respectivos decimales y su respectiva unidad. Sin embargo los valores y unidades
establecidas en estos documentos en muchas ocasiones no son controladas o son
reportadas de diferente forma por distintas áreas una planta. Por ejemplo, se ha
encontrado que el valor preestablecido para una temperatura de secado en un equipo
“X”, se reporta en el PFF de un producto como 35°C, pero el manual de operación de
la secadora, manual del departamento de mantenimiento, establece que para el
secado la temperatura deberá ser de 37°C, ahora si nos vamos al Procedimiento
Normalizado de Operación del equipo, que el área de fabricación emite, en el se
establece que la temperatura debera ser de 30°C, además de encontrar que el
termómetro instalado para evaluar dicho parámetro tienen unidades en °F. La
diferencia de la variable a controlar entre cada documento y el sistema con el cual es
controlado, ocasionan al operador confusiones que conllevan a la falta de
reproducibilidad en los procesos, es por ello que se pretende homologar y estandarizar
las variables de operación a utilizar para cada equipo en cada operación unitaria.
4-. JUSTIFICACIÓN DEL PROYECTO Novartis es una empresa trasnacional que necesita estar a la vanguardia para poder
competir con otras industrias farmacéuticas y biotecnológicas. Para ello, necesita que
sus productos estén validados, sus equipos calificados, sus instrumentos calibrados
en un intervalo óptimo, que exista un sistema de control calidad y una continua
revisión de las instrucciones en los procedimientos y su efectiva aplicación . Con el
objetivo de alcanzar éstos parámetros, el presente proyecto brinda alternativas para
mejorar, homologar, estandarizar y optimizar los sistemas de control en cada
operación unitaria realizada a lo largo del proceso de manufactura y empaque de los
productos elaborados en Novartis, logrando procesos altamente reproducibles en los
que se pueda disminuir el número de muestreos que control de calidad realiza, para
minimizar costos de operación y dando una mejor confiabilidad a los clientes.
Como ingenierio biotecnólogo es de suma importancia el conocer las actividades a
realizar en un proceso en general, ya sea farmacéutico, alimentario o biotecnológico y

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 11 de 60
poner énfasis en el control de la producción, pues es gracias a la instrumentación y el
control en la producción que se logran productos de calidad competentes en el
mercado.
5-. OBJETIVOS 5.1-. General
Homologar, estandarizar y optimizar los sistemas de medición de control de los
procesos de manufactura
Homologar, estandarizar y optimizar los sistemas de medición de control en el
área de acondicionamiento.
5.2-. Específicos:
Estandarizar los registros de medición de cada uno de los procesos
Dar propuestas de nuevos sistemas de control para cada instrumento, equipo
ó proceso.
Dar propuestas para optimizar los sistemas de medición actual.
Homologar los procesos de manufactura en la sección de equipos.
Dar propuestas para homologar los planes maestros de producción.
Revisar los procedimientos de manufactura, para que estos cumplan con las
condiciones que validación y producción establecen como variables de
operación.
Dar propuestas a las áreas de validación, Servicios Técnicos, Producción y
mantenimiento para que en sus PNO´s, protocolos y manuales se establezcan
las mismas condiciones de operación.
6-. METODOLOGÍA Cada elaboración de fármaco cuenta con un PFF, documento que indica paso a paso
que se debe de hacer, en donde se debe de hacer, que cantidades se deben de
utilizar de cada compuesto y como se va a controlar dicho proceso. Teniendo los
PFF´s de todos los procesos la metodología que se seguirá es la siguiente:
1-. Revisión de cada uno de los PFF que se usan para la manufactura de formas
farmaceúticas sólidos, líquidos y semisólidos.
2-. Clasificación de los PFF de sólidos en subdivisiones A, B, C y D según las áreas
en las que se fabrique.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 12 de 60
Código Equipos Marca Capacidad No. De PFF en la subdivición A
33 Secador de lecho fluido XXX 410 kg 1, 2, 5, 4, 3, 6, 11, 16, 21, 22
.. Secador de lecho fluido XxY 405 kg 9, 10, 7, 8, 12, 15, 24
33 Secador de lecho fluido XYX 403 kg 17, 18, 19, 20, 13, 14, 23
… Secador de lecho fluido XVC 410 kg 25
Observaciones
En el Pff 9 y 10 se utiliza un decimal ej. 28.0°C
Se hace uso de un decimal en el PFF 9 y 10
No se indica en todos los PFF
variable Intervalo
Temperatura de aire de entradaApertura compuerta impulsiónApertura compuerta expulsiónTiempo de sacudido del filtro
Intervalo de sacudido
Temperatura del granulado
Temperatura del aire de salida
Tiempo de secado2500- 5000 m3/h
15- 30 min
50-70ªC30- 100%30- 100%
10, 15, 30 seg
6ªC
Volumen del del flujo de aireDiferencia entre el bùlbo húmedo y la T
del granulado
60 seg - 2 min
25- 46°C
27- 29°C
3-. Elaboración de una base de datos por producto (por cada PFF) que incluya un
concentrado de parámetros de medición (temperatura, tiempos, capacidades,
agitación, etc) por equipo, por producto y por etapa. Concentrado de registro de datos
por fase del proceso (rangos, atributos, variables). Un ejemplo de lo antes
mencionado se muestra en la tabla 1. Tabla 1: Ejemplo de una base de datos por PFF.
No. de operación Equipo utilizado Variable Valor teórico de Operación
4 Mezclador planetario velocidad 40 rpmTemperatura de aire de
entrada 50°C
Apertura compuerta impulsión 30- 40%
Apertura compuerta expulsión 30- 40%
Tiempo de sacudido del filtro 15 seg
Intervalo de sacudido 1 minTemperatura del
granulado aprox. 30°C
Perdida al secado (95°C, 1/30 seg) max 5%
Tiempo de secado aprox. 15- 30 min
8 Secador
4-. Concentrado de variables de operación por equipo, considerando un intervalo de
uso que incluya las variables a manipular que en cada uno de los PFF se menciona
por equipo. Además se registrará en cada una de estas tablas la forma en la que el
equipo es mencionado en cada PFF, con el objetivo de homologar éstos
procedimientos en la sección de equipos. Tabla 2: Especificaciones de la secadora 33 con marca XX y capacidad de 410 kg.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 13 de 60
5-. Revisión de los Procedimientos Normalizados de Operación del equipo que
producción realiza y elaboración de un pequeño resumen que incluya principalmente
el manejo del equipo relacionado con los instrumentos de control.
6-. Revisión de los Protocolos de Calificación de cada uno de los equipos que el área
de Validación elabora para la recopilación de los parámetros evaluados y los
intervalos a los que el equipo es calificado.
7-. Revisión del programa de Calibración que el área de Metrología elabora para
conocer los intervalos de calibración de cada instrumento, su ubicación, y
especificaciones. Tabla 3: Especificaciones de algunos instrumentos instalados en la secadora y contemplados por el programa de Calibración de Metrología.
Min
Max
Min
Max
Termopar TT023Controlador
de Temperatura C
rític
o Temperatura de Entrada Carátula
S/D S/D S/D °C 2 S/D S/D 40 70 S/D
Manómetro PP045 Presión de Operación.
Impo
rtant
e
Manómetro VDO S/D S/D Bar 0.2 0 10 0 10 2.00%
Serie
Alcance Intervalo de uso
PROGRAMA DE CALIBRACIÓN 2008
Instrumento Código Ubicación
Tipo Descripción
específca Marca
Mod
elo
Uni
dad
Incr
emen
to
Exac
titud
8-. Confrontación de todo lo registrado hasta ahora con la realidad, respondiendo lo
siguiente: ¿el equipo realmente puede operar a las condiciones establecidas por el
PFF?, ¿los instrumentos sí se encuentran instados?, ¿las especificaciones del
instrumento son las reportadas en el programa?, ¿el intervalo de calibración es el
ideal?, ¿los manuales, procedimientos de validación, protocolos de operación del
equipo, PFF´s cuentan con las mismas condiciones de operación?, ¿existen los
instrumentos necesarios para el control de cada etapa unitaria?.
9-. Después de haber obtenido la información necesaria se analizará paso a paso en
que puntos se puede optimizar el sistema de control (cambio, aumento y/o
disminución de unidades, de instrumentos y/o equipos) y se dará una propuesta
factible y razonable, apoyándose en validación de retrospectivas, análisis de riesgo,
control de cambios y otros documentos de relevancia.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 14 de 60
En resumen, para cada subdivisión (sólidos A, B, C y D, supositorios y cremas) se
realizará lo mostrado en la Figura 4.
Figura 4: Diagrama de Bloques de la Metodología a seguir.
Revisión de información por medio de los PFF´s y documentos de importancia
Concentrado de parámetros de medición, registros de datos, equipos, variables, etc.
Concentrado de las variables de operación a manipular por equipo y las especificaciones del mismo
Revisión de los Procedimientos Normalizados de operación de los equipos y la elaboración de su resumen.
Revisión de los manuales de los equipos para conocer sus especificaciones de fábrica
Revisión de los Protocolos de Validación y Calificación de cada uno de los equipos.
Revisión del Programa de Calibración que el área de Metrología elabora.
Confrontación de todo lo anterior con la realidad.
Brindar propuestas para homologar, estandarizar u optimizar los sistemas de control por equipo.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 15 de 60
7-. RESULTADOS Y DISCUSIÓN. El proyecto de nombre homologación, estandarización y optimización de los sistemas
de control en los procesos de manufactura y empaque fue aplicado a las áreas de
sólidos, supositorios y cremas, sin embargo, para fines didácticos se muestra un
ejemplo de lo realizado en el área de sólidos: elaboración de la mezcla para
comprimir y recubrimiento de núcleos.
7.1-. Sólidos. Cada subunidad de sólidos A, B, C, y D en la que fueron clasificados los
Procedimientos de Fabricación de Fármacos (PFF) es analizada por separado pues a
pesar de que se cuentan con muchos equipos similares, para cada área, las
capacidades e instrumentos instalados no son las mismas.
La elaboración de un fármaco, depende en gran medida de su forma final,
comprimido, tableta o gragea, en general el diagrama de bloques es el siguiente:
Figura 5: Diagrama de Flujo Global de la elaboración de un fármaco.
Debido a que las operaciones de elaboración de la mezcla para comprimir,
compresión y grageado se encuentran en diferentes zonas, se dividirá el presente
trabajo como se muestra:
Subdivisión A
Subdivisión B
Subdivisión C
Subdivisión D
Productos
Sólidos
Las Operaciones Unitarias utilizadas en la elaboración de la Mezcla para
Comprimir son:
Mezcla para comprimir
Compresión Se clasificará de acuerdo a la tableteadora utilizada.
Grageado Se clasificará de acuerdo a los bombos utilizados para el recubrimiento de núcleos
Elaboración de la mezcla para comprimir
Compresión
Grageado (gragea)
Acondicionamiento

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 16 de 60
7.1.1-. Mezclado: La industria farmacéutica utiliza el mezclado de polvos como una operación unitaria
en la formulación de ciertas formas galénicas (comprimidos, grageas, granulados) y
como medio de homogeneizar determinados productos eliminando las variaciones con
que se obtienen distintos lotes y permitiendo hacerlos uniformes por agregado de
diluyentes o cargas.
Los equipos de mezclado de sólidos actúan de dos maneras diferentes. En unos el
material es empujado por aletas o paletas, en tanto en otros es levantado hasta cierta
altura, desde donde cae, en parte como fina lluvia en parte rodando sobre sí mismo.
Hay tres mecanismos distintos de acción:
1-. Mezcla convectiva.
2-. Mezcla difusiva
3-. Mezcla por deslizamiento.
Estos esquemas simples se dan en forma simultánea y en un tipo de equipo podrá
predominar uno sobre otro.
Control en el mezclado.
Valoración del grado de mezcla: Los fabricantes necesitan algún medio para controlar
el proceso de mezclado por varias razones, entre las que se encuentran las siguientes:
• Indicar el grado/magnitud del mezclado.
• Controlar el proceso de mezclado.
• Indicar el momento en que el mezclado sea suficiente.
• Valorar la eficiencia de un mezclador,
• Determinar el tiempo de mezclado necesario para un proceso correcto.
La segregación es el efecto opuesto a la mezcla, es decir, la tendencia de los
componentes a separarse. Éste fenómeno aumenta la variación del contenido de las
muestras extraídas de la mezcla y puede hacer que un lote carezca de uniformidad en
la comprobación del contenido. La segregación sucede porque las mezclas de polvo
que se encuentran en la práctica no están formadas por partículas esféricas de un solo
tamaño sino que contiene partículas de distintas formas, tamaños o densidades. Las
partículas con propiedades similares tienden a congregarse, creando regiones de
lecho de polvo con concentraciones de algunos componentes mayores que en otras.
Tiempo de mezclado.
La relación diluyente/medicamento en los comprimidos es muy elevada cuando se
trata de medicamentos muy potentes, como digitoxina y digoxina, en donde es muy
importante tomar en cuenta el tiempo de mezclado. Cuando la relación
diluyente/medicamento es muy alta se obtiene al cabo de un tiempo dado una mezcla

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 17 de 60
homogénea, pero ulteriormente se produce una pérdida de homogeneidad, razón por
la cual resulta importante determinar el tiempo óptimo que se precisa para realizar la
operación en función de cada aparato mezclador y cada mezcla de polvo.
Equipos de mezclado de polvos.
Los equipos de Mezclado se pueden clasificar de dos maneras diferentes: a) en
mezcladores móviles y de carcasa estacionaria.
+ Mezcladores móviles: Se basan en el mecanismo de volcamiento del material
causado por la rotación del recipiente y fuerza de la gravedad. Para un buen mezclado
en estos equipos, los polvos deben ser de dimensiones similares y de flujo fácil. Si su
velocidad de rotación es lenta, no se produce el movimiento de cascada o volcamiento
en forma intensiva; por el contrario, si es muy rápida, la fuerza centrífuga mantendrá
los polvos en los extremos de la carcasa evitando el mezclado. La velocidad óptima
dependerá del tamaño y forma del mezclador y del tipo de material a mezclar
(generalmente oscila entre30 y 100 rpm). Estos equipos nunca se deben llenar con
más del 50% de su capacidad nominal. Algunos ejemplos son: mezcladores cilíndricos
o de tambor, mezclador cúbico, de doble cono, mezclador en V o de calzoncillo.
Mezcladores de carcasa Estacionaria: Son equipos donde a carcasa permanece
estática, en cuyo interior poseen una serie de elementos que ejecutan el mezclado
como aire a chorro, cuchillas, tornillos o paletas; algunos de éstos producen un flujo en
forma de vortex o turbulento. Estos equipos son capaces de procesar desde 100 a 500
lb./h. Algunos ejemplos son: mezclador de cintas, de tornillo vertical, de paletas, palas
planetario, sigma y mezclador de alta intensidad
7.1.2-. Molienda y Tamizado.
Es un procedimiento que consiste en clasificar los gránulos en grupos para facilitar su
separación en una o más categorías. Generalmente esta clasificación se hace con
base en el tamaño de partícula, utilizando tamices de acero inoxidable, latón o de
bronce para tamaños grandes y de polipropileno, teflón y nylon para tamaños
pequeños. A las partículas que son retenidas dentro del tamiz, se les llama tamizaje
grueso o residual, y a las que logran pasar a través de los poros tamizaje fino o de
paso.
El objetivo del tamizaje es lograr obtener una distribución de tamaño de partículas más
estrecho, ya que el tamaño de partícula influencia varios procesos como los
siguientes:

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 18 de 60
• La velocidad de disolución, ya que las partículas más pequeñas disuelven mucho
más rápido debido a la gran área superficial que poseen. Esto se espera que suceda
en el momento de la absorción del fármaco mejorando el efecto farmacológico.
• En las suspensiones porque los tamaños de partícula influyen en su estabilidad
física, ya que las partículas grandes tienden a precipitarse.
• En los ungüentos y cremas conviene no utilizar fármacos con tamaños de partícula
gruesos porque no facilitaría su untuosidad.
• Si los excipientes tienen tamaños de partícula similares se facilitará su mezclado,
además se evitarán problemas de segregación en los procesos, y ayudará a que se
logre la uniformidad de dosis en la forma farmacéutica.
Equipos.
Existen diferentes tipos de granuladores, trituradoras o tamizadotes, ejemplos de éstos
son:
Trituradoras a mandíbulas
Quebrantadoras giratorias
Molinos o martillos
Molino de Discos
Molino de Bolas
7.1.3-. Granulación. Es el proceso de incremento del tamaño de partículas. En este proceso, partículas
pequeñas se unen para formar una más grande (con diámetros de 0,1 a cerca de 2
mm) en el que las partículas originales pueden identificarse. El proceso puede ser
seco o húmedo. En este último, se utiliza un líquido para aglomeración seguido de un
proceso de secado. La granulación es el proceso más importante en la industria
farmacéutica.
Razones para preparar granulaciones:
• Mejoramiento de las propiedades de flujo del granulado.
• Prevención de la segregación de los ingredientes mezclados.
• Mejoramiento de las características de los comprimidos (dureza, friabilidad,
peso promedio, etc).
• Mejoramiento en las propiedades de deslizamiento de la mezcla. Debido a su
pequeño tamaño o forma irregular muchos polvos son cohesivos y no se
deslizan bien. A menudo, un deslizamiento malo da lugar a una variación

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 19 de 60
amplia de peso dentro del producto final, debido al llenado variable de las
matrices entre otras causas.
• Mejoramiento de las características de compactación de la mezcla.
Existen dos tipos principales de granulación, por vía seca y húmeda.
7.1.4-. SECADO El proceso de secado consiste en la remoción de un líquido de un material por la
aplicación de calor. Este se logra por la transferencia de un líquido de una superficie
de un material a un gas no saturado. El proceso de secado se diferencia del proceso
de evaporación en que en este último la cantidad de líquido removido del sólido es
mayor que el secado. Se pueden clasificar según:
1. El método de transferencia de calor: Se dividen en dos: los de contacto directo en el
que el material se seca al exponerse a un gas caliente (mecanismo convectivo),
mientras que los de contacto indirecto, el calor es transferido de una fuente de
calentamiento a una superficie metálica que contacta el producto (mecanismo
conductivo).se basa en las diferencias entre el diseño, operación y requerimientos de
energía.
2. La manipulación del sólido: Cuando se tiene en cuenta la naturaleza del material a
secar como la presencia o ausencia de agitación. Esta agitación puede ser producida
por agitación o por gravedad. Los materiales friables estarán sujetos a atrición con las
agitaciones excesivas, estas agitaciones se recomiendan si el material se va a
pulverizar.
Equipos
Existen diferentes tipos de equipos para lograr secar un granulado como,
principalmente los podemos clasificar en:
• Secadores de lecho estático como por ejemplo el secador de bandejas o de túnel
• Secadores de lecho móvil, ejemplos de estos son: el secador turbo de bandejas y
el secador de bombo o cacerola.
• Secadores de lecho fluidizado, en los cuales pondremos mayor énfasis por ser de
este tipo con los que se cuenta.
SECADORES DE LECHO FLUIDIZADO
Lecho fluidizado vertical y horizontal: Se caracteriza porque las partículas sólidas
se suspenden parcialmente en la corriente de aire corriente arriba, las partículas se
elevan y luego caen al azar de manera que la mezcla sólido-gas actúa como un líquido

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 20 de 60
Fig. 6: Secador de lecho fluido (14.3)
en ebullición. Aquí el contacto sólido-gas es excelente y
resulta en un mejor calentamiento y transferencia de masa que
los secadores de lecho estático y móvil.
Consiste de un cilindro vertical en que la aplicación de aire se
hace a altas velocidades desde el fondo a la parte superior.
Este aire en su recorrido suspende el material sólido y se
mezcla con el, formando el fluidizado asumiendo la forma del
recipiente que los contiene. Las partículas sólidas se
arremolinan y caen al fondo, posteriormente vuelven a
elevarse y a caer, este ciclo se repite cientos de veces. Este
tipo de secado es muy eficiente porque cada partícula es
rodeada por una columna de aire, produciendo uniformidad
de la temperatura, composición y distribución del tamaño de partícula. La única
condición es que el material a secar no esté muy húmedo (porque puede hacer que se
pegue aún más), ni tampoco ser demasiado friable (porque generaría muchas
partículas finas). Estos secadores son muy rápidos y para disminuir los peligros de
explosión y la acumulación de cargas estáticas se les conecta un polo a tierra.
Entre las ventajes del equipo están el corto periodo de secado, poco riesgo de
contaminación y mínima manipulación del material en caso de que en este mismo
equipo también granule.
Otros tipos:
o Secadores Neumáticos
o Secadores por congelación
o Secado por microondas
8-. Reporte de la Subdivisión de Sólidos “E” en la operación
unitaria: elaboración de la Mezcla para Comprimir. Los procesos de manufactura realizados en el área de fabricación Sólidos, Subdivisón
E de Novartis comprenden una serie de fármacos dentro de los cuales se encuentran
los siguientes, enumerados en forma ascendente para su posterior identificación
1-.CAFERGOT TABLETAS
2-.CAFERGOT TAB (EXP) TABLETAS
3-.DIGOXINA TAB (EXP) COMPRIMIDOS
4-.DYNACIRC 2.5 mg TAB (EXP) COMPRIMIDOS

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 21 de 60
5-.HYDERGINA 1.5 TAB COMPRIMIDOS
6-.HYDERGINA 1.5mg COMPRIMIDOS
7-.HYDERGINA 4.5mg GRANEL
8-.HYDERGINA 4.5mg COMPRIMIDOS
9-.LAMISIL 250mg TAB COMPRIMIDOS
10-.LAMISIL 250mg TAB (EXP)
11-.LEPONEX GRANULADO
12-.LEPONEX GRANULADO (EXP)
13-. MEBOCAÍNA COMPRIMIDOS
14-.MAPLUXIN TAB COMPRIMIDOS
15-.METHERGIN 0.125 mg GRG
16-.METHERGIN 0.125 mg GRG (EXP)
17-.PARLODEL 2.5mg TAB GRANEL
18-. PARLODEL GRANULADO (EXP)
19-.SENOKOT TABLETAS
20-.SENOKOT TABLETAS GRANEL
21-.TAVEGYL 1mg TAB (EXP) GRANEL
22-.TONOPAN 01/125 GRG (EXP) GRAGREAS
23-.TORECAN GRAGEAS
24-.VISKALDIX TAB (EXP) GRANEL
25-.ZADITEN 1MG TABLETAS COMPRIMIDOS
8.2-. MATERIAS PRIMAS. Los diferentes productos elaborados en la subdivisión E están hechos a base de
diferentes materias primas y componentes. Es de suma importancia conocer sus
características pues de ellas dependen los límites de operación, por ejemplo, para un
producto “X” con temperatura de descomposición igual a 160°C no se podrán utilizar
temperaturas mayores a las que tolera. Para ello se elaboró y analizó la siguiente
tabla, en donde por razones de secreto industrial no se mencionan las materias
primas, excipientes y compuestos utilizados.
Tabla No.4: Concentrado de características relevantes de las materias primas utilizadas para la elaboración de los productos subdivisión E.
Prod
ucto
Mat
eria
Prim
a
Cód
igo
Com
pues
to A
ctiv
o
Obs
erva
cion
es
sobr
e la
form
ulac
ión
segú
n PF
F
Den
sida
d
Den
sida
d ap
aren
te
Punt
o/In
terv
alo
de
fusi
ón
Solu
bilid
ad e
n ag
ua
Solu
bilid
ad e
n di
solv
ente
s
Pres
ión
de v
apor

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 22 de 60
8.3-. Elaboración de la Mezcla para Comprimir. En general, la elaboración de los productos de la subdivisión “E” consta de las
siguientes operaciones unitarias bajo las condiciones de operación mostradas en la
tabla No 5. Tabla No 5. Ejemplo de Procedimiento en la elaboración de productos subdivisión “E”
Ope
raci
ón
Equipo Variable Valor teórico de OP
velocidad de agitación. 40 rpmagitador De barra
Recipiente de acero inoxidable de capacidad adecuada agitación manual
Posición del mezclador I y IIPosición del granulador 0, I, II y apagadoEnergía de entrada ò
consumida 2,5- 16 KW
Mezclador Pos. II
Granulador Pos. I, II, apagado
Tiempo 2-2.5 min
velocidad altaposición martillos
placa 0, 20
Granulador Oscilatorio No. De malla 4,10 12,16, 18, 20, 25,35
Temperatura de aire de entrada 50-70°C
Apertura compuerta impulsión 30- 100%
Apertura compuerta expulsión 30- 100%
Tiempo de sacudido del filtro 10, 15, 30 seg
Intervalo de sacudido 60 seg - 2 min
Temperatura del granulado 25- 46°C
Temperatura del aire de salida 27- 29°C
Tiempo de secado 15- 30 min
Volumen del del flujo de aire 2500- 5000 m3/hDiferencia entre el búlbo
húmedo y la T del granulado 6ºC
velocidad de agitación 14 rpmTiempo 25 min
tiempo 20 min
velocidad 15 rpmMezclador en V o en calsoncillo
Mezclador Planetario
Mezclador Intensivo
Molino de Impacto
Mezclador Granulador
Mezclador de contenedores
Mez
clar
y
Gra
nula
rM
ezcl
ado
Fina
l
Secador de lecho fluido
Mez
clar
Gra
nula
rSe
car

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 23 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Báscula Electrónica
Subdivisión E Crítico Kg 0.1 0 2000 0 2000 S/D 10 2000 0.1 0 2000 No se
especifica Masa 494.000
°C 0.1 0 50 0 50 NA 0.1 15 35ºC
%HR 0.1 10 95 10 95 NA 0.1 30 70% HR
Termohigrómetro digital
Subdivisión E Importante °C 0.1 0 50 0 50 NA
Termohigrómetro digital
No se especifica
CríticoSubdivisión E
En Los PFF´s no se reporta
ningun valor
óptimo
Temperatura y Humedad
Uni
dad
Incr
emen
to Alcance Intervalo de uso
PROGRAMA DE CALIBRACIÓN 2008Intervalo de uso
REALIDAD
Tipo (según PNO)
Ubicación
Tipo
Exac
titud
Alcance
Incr
emen
to
Instrumento
LO NECESARIO
Variable Valor
8.4-. EQUIPOS E INSTRUMENTOS. En esta sección se comparan las variables a controlar y los instrumentos de control
que deben estar presentes en el equipo según los PFF´s, los procedimientos
Normalizados de operación de los equipos y los Procedimientos que el departamento
de Validación elabora.
Los instrumentos registrados en el Programa de Calibración 2008 del departamento de
Metrología para el área de sólidos E en general se mencionan en la siguiente tabla.
Tabla No. 6: instrumentos utilizados en el área de sólidos E
Nota: Cada una de las tablas mostradas originalmente contiene además otras celdas
que indican la marca, el modelo, la serie y código del instrumento, sin embargo, por
razones de confidencialidad no será posible su visualización.
Observaciones: El termohigrómetro con código X no se encontró en el área de sólidos E, a cambio
esta el Y.
En el área de sólidos E, al llegar la materia prima del dispensario se necesita
corroborar el peso, con ayuda de las balanzas 1 y 2, la primera cuenta con un alcance
de 0 a 2000.0kg y para el área se necesita un valor mínimo de 494.000kg, valor que si
se satisface pues a pesar de que la báscula No. 1 solo cuenta con un incremento de
0.1kg, la báscula 2 cuenta con un incremento de 0.1g
Es importante que los instrumentos se encuentren en su respectiva área asignada y
que los operadores hagan conciencia de lo que involucra
8.4.1-. MEZCLADOR PLANETARIO. El protocolo de validación del equipo reporta:
No. de serie XXY números de código interno: XY ubicado en Sólidos E.
El instrumento instalado es el:
Cronómetro código XX3, crítico.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 24 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Cronómetro XX7Panel de control
Mezclador Int.Collette cr
ítico s 1 0 60 min 0 s 10 min 1.00% 0 60min 1s 0 10
min
Tablero de Control Collete
Tiempo 1-9.5 min
El instrumento efectivamente es crítico. No se encuentra
reportado en el protocolo de Calificación y Desempeño.
Cronómetro XX4Mezclador Granulador
Collette Crít
ico
s 1 0 60 min 0 s 10 min 1.00% 0 60min 1s 0 10 min
Tablero de Control Collete
Tiempo 1-9.5 min
El instrumento efectivamente es crítico. No se encuentra
reportado en el protocolo de Calificación y Desempeño.
Observaciones
Intervalo de uso
Ubicación Real
Varia
ble
Valor
Intervalo de uso
Exac
titud
Alcance
Incr
emen
to
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Inst
rum
ento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to Alcance
En la calificación de desempeño del protocolo se especifican las velocidades del
mezclador: alta es igual a 189 rpm y una velocidad de agitación lenta igual a 126rpm.
La velocidad del homogeneizador alta corresponde a 3014rpm y la baja a 1510rpm.
El PNO de Operación del Mezclador Intensivo reporta:
El PNO es para el mezclador Intensivo localizado en sólidos E
El OP establece el tiempo de mezclado de acuerdo al procedimiento de
fabricación.
El operador opera el equipo con los botones que se encuentran en el tablero de
control (velocidad de granulado y mezclado) de acuerdo al procedimiento de
fabricación.
Según los PFF´s el equipo cuenta con las siguientes asignaciones y debe de satisfacer
las propiedades mostradas en la tabla No. 9: Tabla 7: Descripción de las variables de operación utilizadas en el Mezclador Planetario.
Código Equipos: Marca CapacidadXY Mezclador Intensivo Confidencial (CF) 20000LYX Mezclador Intensivo Confidencial (CF) 30000LXX Mezclador Intensivo Confidencial (CF) 15000L
Posición del granulador
Energía de entrada ò consumida 2,5- 16 KWTiempo 1-9.5 min
0, I, II y apagado
variable IntervaloPosición del mezclador I y II
Los instrumentos reportados en le programa de Calibración 2008 y con los que
realmente se cuentan son: Tabla 8: Instrumentos del Mezclador Planetario
El equipo además cuenta con un dispositivo medidor de energía con escala de 0 a
20kW e incremento de 0.5kW, que si se utiliza. Pero dicho instrumento no esta
contemplado en el programa de calibración ni cuenta con su respectiva etiqueta de
calibración por parte del departamento de metrología.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 25 de 60
Recomendaciones: Homologar todos los documentos y PFF´s que tengan que ver con el equipo a:
Nombre: Mezclador Intensivo Collete, código: XY, Capacidad: 3000 L.
Cambiar el protocolo de calificación y desempeño del equipo para que contemple a los
cronómetros utilizados- XX7 y XX4 como instrumentos críticos. Nota: Dichos
instrumentos no cuentan con su respectiva perilla que indica las unidades y la unidad
de tiempo, por lo éstas tendrán que ser caracterizadas.
La entrada de energía consumida es un parámetro crítico a controlar, pues en la
mayoría de los casos, los tiempos de mezclado, secado y amasado dependen del
tamaño de lote, así como de la cantidad de los componentes de la fórmula. De hecho
en algunos PFF´s se especifica que el proceso de granulación termina cuando la
energía de entrada al mezclador es la especificada por el PFF, donde, si este valor no
es alcanzado en el tiempo determinado, se deberá aumentar el tiempo de mezclado.
Es por ello que el instrumento instalado, medidor de entrada de energía deberá de ser
considerado para su calibración, de no ser esto posible, se puede incluir en el
Desempeño y Calificación del Equipo.
Los intervalos de uso a los que se calibran los cronómetros son adecuados.
Para la operación unitaria que se realiza en el mezclador no es importante controlar
una temperatura específica por lo que no es necesaria la implementación de
termopares o termómetros.
8.4.2-. MEZCLADOR DE PANTALÓN El protocolo de calificación y desempeño del equipo reporta:
Es importante mencionar que este protocolo menciona que este mezclador se
encuentre en la subdivisión D, es marca: cca, modelo: 123, con código interno: AA y
No. de serie: aaa
La calibración de instrumentos incluye al:
Cronómetro XX5 tipo crítico
La calificación de Desempeño del mezclador en pantalón indica que la verificación del
equipo se llevará a cabo, cuantificando el número de revoluciones por minuto. Donde
es de 15 rpm.
El equipo se encuentra en los PFF´s como lo muestra la tabla No. 9 y debe satisfacer
las condiciones indicadas en la misma.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 26 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Cronómetro XX5 Mezclador en V. Crítico s 1 0 60 min 0 s 30 min 1.00% 0 60h 1s 0 30 min
Mezclador en V Tiempo 20 min.
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Inst
rum
ento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to Alcance Intervalo de uso
Exac
titud
Alcance
Incr
emen
to
Intervalo de uso
Ubicación Real
Varia
ble
Valor
Tabla 9. Especificaciones del mezclador de pantalón para la subdivisión E de sólidos.
Código Equipos: Marca Capacidad… Mezclador de pantalón … 850 L
variable Intervalovelocidad de agitación 15 rpm
Para la fabricación de la subdivisión E solo se utiliza este equipo en el PFF 22:
TONOPAN 01/125 GRG (EXP) GRAGREAS.
El instrumento con el que realmente cuenta se muestra en la tabla 10. Tabla 10: Instrumentos del Mezclador en pantalón.
Recomendaciones. Homologar en todos los PFF en la sección de equipos a los siguiente: Código interno:
AA, marca: cca, modelo: 123
Para el área E el equipo cuenta con las condiciones e instrumentos de control
necesarios, sin embargo, los procedimientos de fabricación no especifican el tiempo
de mezclado, parámetro crítico en la operación, por lo que para lograr un proceso de
mayor reproducibilidad será necesario que en base a la experiencia de los operadores
se evalué el tiempo de mezclado y se valide el proceso.
8.4.3-. MOLINO DE CUCHILLAS El protocolo de calificación y desempeño reporta lo siguiente:
Su número de código interno es Zzx, modelo MGI con No. de serie: xcv.
El equipo no cuenta con instrumentos.
Según el protocolo es posible variar la velocidad del equipo, es importante verificar
que al girar la perilla de velocidad la velocidad del equipo aumente. No es posible
seleccionar el número de revoluciones por minuto que da el equipo
Algunas calificaciones de desempeño presentadas en la carpeta de subdivisión E
presentan un evaluación de la velocidad a tres velocidades: Mínima (54 rpm), media
(167 rpm) y alta (273 rpm), donde sería recomendable incluirlas en el protocolo de
calificación y desempeño del equipo. Además seria interesante que el mismo
documento incluyera una foto donde se especifique el punto de evaluación, pues la

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 27 de 60
velocidad y la posición de la perilla dependen del criterio del analista que realice la
calificación.
Según los PFF´s el equipo cuenta con las siguientes asignaciones y debe de satisfacer
las propiedades mostradas en la tabla 11: Tabla 11.Especificaciones para el equipo: molino de cuchillas
Código Equipos: Marca CapacidadZcv Molino de cuchillas CF ´´Zxz Granulador oscilatorio CF ´´Zzx Granulador oscilatorio CF ´´
velocidad del granulado
variable IntervaloApertura de malla 4, 10, 12, 16, 18, 20, 35
El equipo no cuenta con instrumentos.
Observaciones y Recomendaciones: Cambiar en la sección de equipos de todos los PFF´s en donde se emplee este equipo
a: Código-Zzx Equipo- Granulador-molino de cuchillas, Marca- CF y Capacidad- sin
capacidad.
Elaborar el PNO de Operación del Equipo, pues, a pesar de que los operadores
cuentan con la experiencia suficiente para operar el equipo, es de suma importancia
que por Buenas Prácticas de fabricación se cuente con un documento en el que se
establezcan las instrucciones y precauciones necesarias a seguir en la operación.
Para lograr que esta operación de reducción de tamaño cuente con un mejor control
es necesario conocer en primera instancia la velocidad a la que giran las cuchillas, por
lo tanto se proponen dos opciones:
1-. Que la perilla de velocidad instalada sea caracterizada por el departamento de
calificación de equipos.
2-. Instalar un controlador de velocidad automático que involucra un mayor costo
pero evita que, etapas posteriores a la granulación se compliquen o caigan en
alguna desviación, que incluso afecten la calidad del producto.
8.4.4-. GRANULADORA TORNADO. Protocolo de Calificación de Operación y Desempeño de la Granuladora Tornado
Su No. de código interno es el BBB con No. de serie: CF. Se evalúa la velocidad de
agitación del impulsor, donde se reporta que en el año 2002 se cuenta con una
velocidad de 806rpm. A partir de marzo del 2007 se reportan dos velocidades: la
velocidad de la fecha del motor: 1782rpm y la velocidad de la flecha de transmisión:
902rpm. Se obtuvo un promedio a partir de 3 previas calificaciones del equipo con los

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 28 de 60
siguientes resultados, velocidad del motor: 1788rpm y velocidad de la de transmisión:
818rpm. Se recomienda actualizar el protocolo de calificación de operación y
desempeño para que se tomen en cuenta estas dos velocidades y se esquematicen
los puntos de evaluación.
Este equipo se especifica en los PFF´s como lo indica la tabla 12, donde no se
especifican las velocidades a las que se trabaja, pues son únicas. Tabla 12: Asignación de código, equipo, marca y capacidad en diferentes productos de sólidos E. para el mismo equipo.
Código Equipos: Marca CapacidadBBB Granulador Tornado Stokes …
… Molino granulador Oscilante Stokes …
Observaciones y Recomendaciones: Homologar todos los documentos relacionados con el Granulador a los siguientes
dato, nombre del Equipo: Granuladora Tornado, código: BBB ó BBb, marca: Stokes,
capacidad: No cuenta con una capacidad máxima.
8.4.5-. MEZCLADOR DE CONTENEDORES. Protocolo de Re-Calificación de operación y Desempeño del Mezclador de
Contenedores reporta:
Este protocolo aplica al Mezclador de Contenedores, con número de serie ILI y
número de código interno III. Según el protocolo el equipo cuenta con el siguiente
instrumento: Cronómetro XX14.
En el desempeño del equipo se evalúa la velocidad de agitación de los puntos 1 al 10
del panel de control y el tiempo es programado de 5, 10 y 15 min.
En el Reporte del año 2007 se evalúa el equipo a 3, 10 y 20 min. justificando que son
los más utilizados.
PNO de operación del Mezclador de Contenedores.
Según este procedimiento, el operador establece el tiempo de mezclado y la velocidad
de acuerdo al procedimiento de fabricación.
Los PFF´s reportan al equipo como se muestra en la tabla 13.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 29 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Cronómetro digital XX14 Fab.
Efervescentes crítico s 1 s 0 9 hrs 3 min
20 min 1.00% 0 9hrs 1s 0 20m
inMezclador
Soneco Tiempo 3-20 min
Tacómetro TT01 Fab. Efervescentes crítico rpm 1.5 0 14 12 14 ± 1
rpm 1.5 14 rpm 0.-5rpm 12 14
rpmMezclador
Soneco
Velocidad de
agitación 14 rpm
El panel de Control cuenta con una perilla para variar la
velocidad que va del 1 al 10, donde cada número cuenta con su respectiva velocidad en rpm
Variable ValorObservaciones
Intervalo de uso
Exac
titud
AlcanceIn
crem
ento
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Inst
rum
ento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emem
to Alcance Intervalo de uso
Ubicación Real
Código Equipos: Marca CapacidadIII Mezclador de contenedores Soneco 1200L
Iii Mezclador de contenedores Soneco 600 L
iii Mezclador de contenedores SonecoContenedor de
600 L y Contenedor 1200L
variable Intervalo
velocidad de agitación 14 rpmTiempo 25 min
Tabla 13: Especificación y asignación de código, nombre, marca y capacidad a partir de diferentes LPI´s para el mezclador de contenedores.
El equipo cuenta realmente con los siguientes instrumentos: Tabla 14.Instrumentos del Mezclador de contenedores.
Observaciones: Cambiar en todos los PFF´s a. Código interno: III, Equipo: mezclador de
contenedores. Marca-CF, capacidad: 600 o 1200L.
Incluir en el protocolo de calificación y Desempeño del equipo el instrumento TT01 y la
evaluación de la velocidad a 14rpm. El cronómetro instalado es considerado como útil
y cuenta con un intervalo de calibración óptimo
8.4.6-. SECADORA DE LECHO FLUIDO 1 Protocolo de Calificación de Operación y Desempeño del Secador de Lecho Fluidizado
No 1.
Su número de serie es UUU y su código interno es el uuu.
Los instrumentos con los que debe contar son: Tabla 15: Instrumentos reportados en el protocolo
Instrumento Código Tipo de RiesgoTermopares (4) TT24 Crítico
Manómetro PP104 CríticoManómetro PP105 CríticoManómetro PP106 CríticoManómetro PP107 CríticoManómetro PP108 CríticoManómetro PP109 Crítico

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 30 de 60
En la calificación de desempeño del equipo se evalúa la temperatura alcanzada en el
aire de secado donde se debe programar el termorregulador a 35, 45, 55, 65 y 75ºC.
Además se evalúa el tiempo de sacudido (6 y 8seg) y el intervalo de sacudido (1, 2 y
3min)
Procedimiento Normalizado de operación del Secador 1.
El equipo se encuentra en subdivisión E.
La válvula de aire comprimido se encuentra arriba del tablero de control.
Se establece que el operador coloca una sonda de temperatura en el orificio que esta
en la parte lateral del lado derecho del contenedor y que el operador (OP) programa la
temperatura de entrada indicada en el procedimiento de fabricación desde la parte
posterior del panel girando la perilla a la derecha para incrementar o a la izquierda
para disminuir la temperatura y se observa en un instrumento de temperatura de caja.
En el punto 6.2.8 el OP programa la temperatura de salida indicada en el
procedimiento de fabricación, girando a la derecha la llave Allen para aumentarlo y
para disminuirlo girar a la izquierda. Al llegar a la temperatura el secador
automáticamente se detendrá, terminando con esto el proceso. La flecha roja indica la
temperatura programada.
El punto 6.2.9 específica que el: OP programa el tiempo de sacudido del filtro de
acuerdo a lo indicado en el procedimiento de fabricación, girando a la derecha la
perilla para aumentarlo y a la izquierda para disminuirlo.
El punto 6.2.10 especifica que el OP programa el intervalo de tiempo para cada
sacudida de acuerdo a lo indicado en el procedimiento de fabricación, girando a la
derecha la perilla para aumentarlo y a la izquierda para disminuirlo.
Nota: No se reporta ninguna presión de nada y las temperaturas de entrada y salida
salida según los PFF´s.
Manual del Secador 1.
Este tipo de secadora UUU es conveniente para presiones internas de 2.2 bars entre
la entrada y el conducto de expulsión de aire. La máquina soportará (resistirá) esta
presión sin daños y perjuicios funcionales. Las tapas de alivio de presión son
calculadas y encajadas para abrir en una presión de 0.05 <p> 0.1 bars para prevenir
una explosión, reduciendo el pico de presión para polvos definidos y mezclas híbridas
a la presión de permisible de 2 bars.
Carga máxima: 100-200 kg
Volumen contenido de producto: 0.45m3
Presión máxima Diferencial: 600 daPa

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 31 de 60
Descripción del Proceso:
Principio de funcionamiento.
El objetivo de la unidad de cama fluida es de suspender polvos o de granular por una
corriente de aire, que al mismo tiempo seca el producto. Durante la fluidización la
superficie entera del producto a secar es expuesta a la corriente de aire, efectuando
una sequedad óptima.
Simultáneamente se alcanza la aglomeración es alcanzado, convirtiendo las
sustancias en granulado.
----- Controles.
Una secadora de lecho fluidizado debe de tener:
Filtro automático neumático con cronómetro de tiempo de sacudido e intervalo
de sacudido.
Los gases de combustión airean el termómetro con contactos ajustables. Si
esto se pone en contacto son provocados, desatendiendo la duración de
proceso, la máquina entera es apagada o la señal entrante es utilizada para
comenzar una sequedad subsecuente o la fase de refrigeración.
Control de la temperatura del producto:
Una sonda de temperaturas es insertada en la cama fluida. La temperatura de
producto deseada es predeterminada sobre un termómetro de contacto. La
señal entrante puede ser utilizada de la misma manera como descrito para el
termómetro de aire de gases de combustión.
El equipo se encuentra en los PFF´s como lo muestra la tabla 16 y debe satisfacer las
condiciones indicadas en la misma. Tabla 16: Especificación del Equipo por diferentes PFF´s y condiciones de operación.
Código Equipos: Marca CapacidadUUU Secador de lecho fluido CF 100 kg
… Secador de lecho fluido CF …UuU Secador de lecho fluido CF 100 kguUU Secador de lecho fluido CF …
Temperatura del granulado 25- 46°CTemperatura del aire de salida 27- 29°C
Tiempo de sacudido del filtro 10, 15, 30 seg
Tiempo de secado 15- 30 minVolumen del del flujo de aire 2500- 5000 m3/h
Diferencia entre el búlbo húmedo y la T del 6°C
Intervalo de sacudido 60 seg - 2 min
Apertura compuerta impulsión 30- 100%Apertura compuerta expulsión 30- 100%
variable IntervaloTemperatura de aire de entrada 50-70°C
El volumen de flujo de aire solo lo especifican los siguientes PFF´s: 4 y 23

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 32 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
0 100ºC 2ºC
¨¨ ¨¨ ¨¨
0 120°C 2
¨¨ ¨¨ ¨¨
0 100°C 2
¨¨ ¨¨ ¨¨
Manómetro de Bourdon PP115 Sello del filtro. Crítico Bar 0.5 0 10 0 10 2.00% Presión No se
especifica
Manómetro PP116 Control bomba atomización. Importante Bar 0,5 0 10 0 10 2.00% Presión No se
especifica
Manómetro PP117
Control alimentación
para el control neumático
Importante
Kg/
cm2
0.1 0 4 0 4 2.00% Presión No se especifica
0 100 lb/in2 2
07
kg/cm2 0.1
0 100psi 2
07kg/cm
2 0.1
Manómetro SOL109P
Elevación neumática para
canastaCrítico Bar 0.5 0 10 0 10 2.00% Presión No se
especifica
Sec
ador
a de
lech
o flu
ido.
Tem
pera
tura
del
pro
duct
o
Ubicación Real Variable Valor
Exac
titud
Alcance
Incr
emen
to
Intervalo de uso
Uni
dad
Incr
emem
to Alcance Intervalo de uso
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Inst
rum
ento
Cód
igo
Ubicación
Tipo
No se especifica0
7 kg/cm2
Presión de red. 2.00%0 7 Presión
No se especifica
Manómetro PP118 Línea Aire Comp. principal. Importante
Kg/
cm2
0.1 0 7
2 2.00%PSI 00 100 0 100Manómetro PP119 Presión de aire atomización. Importante
Termopares (4) SEGÚN
pno
T Aire de Entrada- carátula
T Aire de salida
T del producto
°C 2 75 2.00% 35 75ºC
TT02
4 Secadora de Lecho Fluido
Impo
rtant
e50-70°C
27-29°C
25-46°C
S/D S/D 35
Presión de atomizació100psi Presión
A continuación se reportan los instrumentos reportados en el Programa de Calibración
2008 y la confrontación con la realidad Tabla 17. Instrumentos de la Secadora de Lecho Fluidizado No. 1
Se encontró que la secadora realmente cuenta con los siguientes dispositivos de
control de temperatura:
Un Termopar ubicado en la canasta, indicador de la temperatura del producto.
Dos termopares que miden el aire de entrada al proceso, uno para el graficador
y otro para el controlador de carátula
Dos termopares que miden la salida del aire, uno da la lectura para el
graficador y otro para el medidor de carátula.
Observaciones y recomendaciones: Se recomienda cambiar la sección de equipos de los LPI´s a: Código: UUU, Equipo-
Secador de Lecho Fluidizado, Marca: CF, Capacidad: 100kg.
Debido a que los cronómetros no son calibrados por el departamento de metrología,
se recomienda que en la calificación del equipo se evalúen dichos instrumentos en los
siguientes intervalos:

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 33 de 60
• Tiempo de sacudido: de 10 a 30 seg. en vez de 6 a 8 seg., pues en este
intervalo se emplea el equipo.
• Intervalo de sacudido: de 60seg, 1min, 2 y 3 min. en vez de (1,2 y 3min).
• Tiempo de secado: de 10 a 50 min.
En cuanto a temperatura, los termopares satisfacen lo necesario en cuanto a número y
localización. Sin embargo es necesario que el graficador de temperatura que no esta
instalado, sea colocado lo antes posible, pues ésta variable crítica es necesaria
conocer a lo largo de la operación. En los PFF´s en los que se hace uso de un decimal
es importante cambiar éste valor de modo que únicamente sean utilizados números
enteros múltiplos de 2 y conocer el impacto que esto conlleva en el producto. Se
recomienda que anexo a los indicadores de temperatura se instalen controladores que
permitan regular la temperatura del aire que entra de las manejadoras.
La secadora no cuenta con un programa que pueda leer la diferencia entre el bulbo
húmedo y la temperatura del granulado, debido a que este valor no se registra y solo
se reporta en el PFF No. 4 de la subdivisión E, seria importante eliminar el valor del
procedimiento.
Se recomienda conocer bajo que criterios las puertas de entrada y salida se abren a
un 30%, puesto que el manual recomienda que al menos la puerta de entrada de aire
deba estar abierta normalmente de un 60 a 80%.
El volumen de aire de entrada es una variable crítica pues depende de ella que el
granulado sea secado homogéneamente y con la humedad requerida; de no ser el
óptimo, puede afectar el tamaño y la finura de las partículas del granulado.
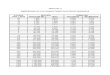
Los reportes de aire en proceso para la secadora se muestran en la tabla No. 18,
obteniendo un promedio de 2484.9 m3/h. Los valores de volumen de aire de entrada
se tomaron cuando la compuerta de entrada esta al 100% y a una temperatura de
30°C. El área de entrada de ducto es de 0.066m2. Tabla 18: Resultados del volumen de aire de entrada (m3/h) en la secadora de lecho fluido.
Reporte FechaVolumen de
aire de entrada (m3/h)
134-3 31.oct.05 2380.75134-3 28.abr.06 2387.88134-4 04.may.07 2627.86134-4 15.jun.07 2501.93134-4 24.oct.07 2530.44134-4 15.abr.08 2480.54
promedio 2484.9

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 34 de 60
En la siguiente tabla se comparan los valores de operación que el fabricante
recomienda con los valores que procedimiento de mantenimiento fija, así como los que
los PFF´s especifican. Tabla 19: Comparación de las variables de operación reportadas por diferentes documentos
Variable Según el fabricante
Según el manual Según los PFF´s
Volumen del contenedor de producto (m3) 421 450 no se especificaVolumen de aire de entrada (m3/h) 3406 2486 2500- 4000
Presión Diferencial (mbar) 100 60 no se especifica
Rango de temperatura (°C) .-10 a 70 no se especifica 27- 70
Capacidad de calentamiento (kW) 99 no se especifica
Presión de vapor (bar) 3 a 6 no se especifica
Consumo de vapor (kg/h) 158 no se especifica
Presión de aire comprimido (bar) 6 no se especifica
Presión de aire comprimido- aire de atomización (m3/h)
120 no se especifica
Consumo total de energía (kW) 35 no se especifica
Es necesario aumentar el volumen de aire de entrada de las manejadoras a un mínimo
de 3500m3/h para que se pueden satisfacer el valor estándar de 3406 m3/h. Debido a
que en algunos procesos el volumen de aire de entrada es diferente al inicio,
intermedio y final del secado es recomendable implementar un dispositivo medidor de
flujo de aire.
9. Reporte de la Subdivisión de Sólidos “D”. Elaboración de la Mezcla para Comprimir
9.1.-. Productos Elaborados en el área de sólidos, subdivisión D. Los procesos de manufactura realizados en el área de fabricación subdivisión sólidos
D comprenden una serie de fármacos dentro de los cuales se encuentran los
siguientes, enumerados en forma ascendente para su posterior identificación:
1-. APRESOLINA COMP 10MGX0,2G COMPRIMDOS
2-. BUTAZOLIDINA GRAG 200 mgx0,35g GRANEL
3-. CALSAN 500 mg TAB COMPRIMIDOS MASTICABLES
4-. CATAFLAM DD GRAG 50mg X0,320 g GRAGEAS
5-. CATAFLAM 50 mg GRAGEAS

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 35 de 60
6-. CATAFLAM 46.5 mg TAB DISP GRANEL
7-. CATAFLAM DISP 46.5 mg TAB (EXP) GRANEL
8-. ESPASMOCIBALGINA N GRAGEAS 0.490 (ESPASMO- CIBALGINA 220+ 20 mg
GRAGEAS)
9-. LOPRESOR 100mg GRAGEAS
10-. LOPRESOR GRAG 100mg
11-. PARSEL GRAGEAS (EXP) GRAGEAS
12-. PARSEL GRAGEAS
13-. TONOPAN 01/125 MG GRAGEAS
14-. VOLTAREN R GRAG 100 MG X 0,299 G GRAGEAS DE LIB. PROLONGADA
15-. VOLTAREN R 50 MG GRG(EXP) GRAGEAS CON CAPA ENTERICA
16-. VOLTAREN R GRAG 50MGX 0.218G GRAGEAS CON CAPA ENTERICA .
GRANEL
9.2-. RESUMEN DEL PROCEDIMIENTO. En General la elaboración de la mezcla par comprimir para la subdivisión D consta de
los pasos mostrados en la tabla No. 20. Tabla 20: Cuadro resumen de los equipos utilizados en sólidos D y lo intervalos a los que son operados.
Ope
raci
ón
Equipo Variable Valor teórico de OP
Mezclador Planetario velocidad de agitación. 40 rpm
agitador De barra
Mezclador Fitz Meili Mezclador/granulador Drais tiempo 10- 15 min.
Marmita de Acero Inoxidable Temperatura 72-75ºC
Reactor acero inoxidable Agitación Manual, con ayuda de una pala
Temperatura 70-99ºCMezclador Granulador de aspas Mezclador Pos. I, II, apagado
Granulador Pos. I, II, apagadoTiempo 2 a 20 min
consumo de energía alcanzada 10,5- 11,0 KW
Molino de Impacto velocidad media(2492- 2715 rpm), alta, 10: 2000rpm
posición cuchillas hacia atrás, martillos.Molino Fitz Mill velocidad alta
posición cuchillas, martillos.tiempo 5- 20 min
velocidad 15 rpmGranulador artofex velocidad baja
Mez
clar
y G
ranu
lar
Mezclador de pantalón No. 2

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 36 de 60
Min
Max
Min
Max
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Balanza Electrónica
MM
034
Subivisión E Crítico g 0.1 0 16100 0 16100 S/D 0 0.300 kg
Báscula Electrónica
MM
005
Subivisión E Crítico Kg 0.1 0 1000 0 1000 S/D 4kg 1000kg 0.1kg 0 500.00kg
0.1 15 25°C
0.1 30 70%HR
El tergohigrometro HH016 no se encuentra en el área, a cambio esta el
HH024 con las especificaciones descritas en la realidad
Sin etiqueta del
área de metrología
Observaciones
REALIDAD LO NECESARIOAlcance
Incr
emen
to
Intervalo de uso Tipo
(según PNO)
Variable ValorInstrumento
Cód
igo
Ubicación
Tipo
Incr
emen
to
PROGRAMA DE CALIBRACIÓN 2008
Uni
dad Alcance
La báscula no se encuentra en granulados III
ES necesario cambiar el alcance mínimo en el programa de 0 a 4kg
Intervalo de uso
Exactitud
0 50 NA0.1 0 50Termohigró
metro digital H
H01
6
Subivisión E Importante °C
Ope
raci
ónEquipo Variable Valor teórico de OP
Temperatura de aire de entrada 45-70
Temperatura salida 36- 40
Apertura compuerta impulsión 90- 100%
Apertura compuerta expulsión 30-90%
Tiempo de sacudido del filtro 7 seg-3minIntervalo de sacudido 18- 2 min
Temperatura del granulado 24°CPresión de aire de trabajo 5.0-6,0kg/cm2
Tiempo de secado 10 min- 3 hrPresión de aire de
pulverización 2,0 kg/min
Posición de la esprea No. 2presión del aire de entrada 6 bar
presión de operación 4- 6 barpresión en sello inferior 3,6 bar
presión hidraúlica 100 barpresión en sello de filtro 2,8 bar
Presión de aire de pulverización 2,5 bar
Com
pres
ión
y R
ecub
rimie
nto
de
Núc
leos
(opc
iona
l)Se
car
Secador de lecho fluido No. 2
Debido a que la compresión y el recubrimiento de núcleos se lleva a cabo en diferentes áreas y con diferentes equipos se especificó en otra sección
9.3-. EQUIPOS E INSTRUMENTOS. En esta sección se comparan las variables a controlar y los instrumentos de control
que deben estar presentes en el equipo según los PFF´s, los procedimientos
Normalizados de operación de los equipos y los Procedimientos que el departamento
de Validación elabora.
Para fines didácticos sólo se incluyen los equipos con mayores cambios.
Los instrumentos registrados en el Programa de Calibración 2008 del departamento de
Metrología de la subdivisión D en general se mencionan en la tabla 21. Tabla 21-. Instrumentos del área de sólidos D.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 37 de 60
En la mayoría de las áreas no se encuentran los termohigrómetros digitales
especificados por el programa de calibración del 2008. Debido a que para todas las
áreas éste instrumento es de la misma marca, modelo y especificaciones, se puede
generalizar su ubicación a sólidos.
9.3.1-.MEZCLADOR GRANULADOR DE ALTA VELOCIDAD. Protocolo de calificación de Operación y Desempeño del Mezclador Granulador de alta
velocidad.
El equipo se encuentra en subdivisión D, Modelo: CF, No. De serie 2343, con código
interno: 026.
Los instrumentos instalados en el equipo son los siguientes: Tabla 22: Instrumentos reportados en el protocolo de calificación y desempeño del equipo.
Instrumento Código Tipo de Riesgo Instrumento Código Tipo de RiesgoManómetro PP037 Imprtante Manómetro PP115 ImportanteManómetro PP038 Imprtante Manómetro PP124 ImportanteManómetro PP039 Imprtante Termopar TT027 ImportanteManómetro PP112 Crítico Cronómetro XX13 CríticoManómetro PP113 Crítico
La sección de calificación de desempeño en cuanto a la velocidad de agitación solo
reportan que hay que ajustar a la velocidad en posición I y II tanto para el mezclador
como granulador. En evaluaciones previas se reporta que: la velocidad del mezclador
Pos I equivale a 74rpm y la Pos: II a 149 rpm. La velocidad del granulador Pos I es
1798rpm y Pos II 3593 rpm.
PNO de Operación de las Máquinas Granuladoras de alta velocidad.
6.4: Programe en el END POINT los KW indicados en el procedimiento de fabricación.
6.9. OP ajuste las velocidades de la hélice y el granulador según lo indique el
procedimiento de fabricación.
6.11-. OP: espere a que en el display del End Point se vaya incrementando el valor de
KW, hasta que llegue al valor programado en el punto 6.4 y verifique que se pare
automáticamente la máquina.
El equipo solo es utilizado en el área de subdivisión E por el producto No. 22: Tonopan
01/125 GRG (EXP) y se especifica como lo muestra la tabla 23. Tabla 23. Especificaciones del equipos según los PFF´s de la subdivisión sólidos E.
Código Equipos: Marca Capacidad… Mezclador/granulador CF …
variable IntervaloMezclador Pos. IIGranulador Pos. I, II, apagado

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 38 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
0 30psi 0.5
0 2.0kg/cm2 0.050 16bar 0.5bar0 250psi 5psi0 30psi 0.5
0 2.0kg/cm2 0.05
Manómetro PP112
Alimentación bomba y
eq.respiración.
Crítico Kg/cm2 0.1 0 7 0 7 2.00% Crítico Presión No especificada
Manómetro PP113Línea
respiración personal.
Crítico Psi 5 0 160 2.00% Crítico Presión No especificada
psi 5 0 140
kg/cm2 0.5 0 10
0 4kg/cm2 0.3kg/cm2
0 60psi 2psi
Termopar TT027 Granulador/mezclador Importante °C 2 0 120 30 70 NA Importante Temperatura
No especificada
Sin etiqueta del área de validaciones. Se reporta como no calibrado pues
no funciona.
Observaciones
Importante Presión No especificada
No se encuentra a simple vistaManómetro 2.00%S/D S/DImportante
Presión neumática de
la bomba.PP115
Tipo (según PNO)
Variable Valor
AlcanceIn
crem
ento
Intervalo de uso
Incr
emen
to Alcance Intervalo de uso
Exac
titud
No especificada
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Instrumento Código Ubicación
Tipo
Uni
dad
4Kg/cm2 Importante Presión0 4 2.00% 0
No especificada
El instrumento si es importante según su
clasificación
Manómetro PP124Junta
taparadera de cámara
Importante kg/cm2 0.2 0 4.2
2kg/cm2 Importante Presión0 2 2.00% 0
No especificada
Manómetro PP039 Sellado del equipo Importante Kg/cm2 0.05 0 2
16bar Importante Presión0 16 2.00% 0
No especificada
El instrumento si es importante según su
clasificación
Manómetro PP038 Sellado del equipo Importante Bar 0.1 0 16
2kg/cm2 Importante Presión0 2 2.00% 0Kg/cm2 0.05 0 2Manómetro PP037 Sellado del equipo Importante
En el área de sólidos D se utiliza y especifica el mezclador- granulador de alta
velocidad como se muestra en la tabla 24. Tabla 24. Especificaciones del equipos según los PFF´s de la subdivisión sólidos D.
Código Equipos: Marca CapacidadO26 Mezclador- Granulador CF CF
… Mezclador de alta velocidad CF CF
O26 Mezclador granulador de alta velocidad. CF CF
temperatura 33- 65°C
10,5- 11,0 KWconsumo de energía alcanzado
tiempo 1- 15 min
variable Intervalomezcladorgranulador
Pos. I, II, 0Pos. I, II
Los instrumentos con los que realmente cuenta el equipo se muestran en la tabla 25. Tabla 25. Instrumentos del Mezclador granulador de alta velocidad.
Observaciones y Recomendaciones: Homologar los PFF´s en la sección de equipos a: Código: 026, Equipo: Mezclador-
Granulador de alta velocidad, Marca: CF, capacidad: CF
El equipo cuenta con los instrumentos necesarios para realizar la operación unitaria en
las condiciones requeridas por los PFF´s de subdivisión D.
El termopar TT27 actualmente no funciona y a pesar de que la temperatura es un
factor que afecta al producto directamente, el instrumento puede ser considerado

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 39 de 60
Min
Max
Min
Max
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Cronómetro Mecánico X
X011 Mezclador
Drais Crítico Cronómetro s 1 min 0 60 hrs 0 s 30
min 1.00% 4 60.2 s, x10s, min,
0 30min Crítico Tiempo 10-15 min.
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Instrumento
Cód
igo
Ubicación
Tipo Descripción
específca
Uni
dad
Incr
emen
to AlcanceIntervalo de uso
Exac
titud
Alcance
Incr
emen
to
Intervalo de uso Tipo
(según PNO)
Variable Valor
como indicativo puesto que en los PFF´s no se especifica algún valor en particular, el
equipo no calienta, ni cuenta con algún mecanismo (chaqueta, serpentín, etc..) que
pueda controlar dicho parámetro. Para la producción de Voltaren (PFF- 14) en donde
se especifica una temperatura de 33- 65 °C se recomienda la implementación de un
termómetro bimetálico para controlar esta variable crítica
El cronómetro utilizado esta calibrado dentro de un intervalo de uso ideal según las
especificaciones a las que se requiere para esta área de subdivisión D.
El equipo cuenta con un dispositivo medidor de consumo de energía que no funciona,
por lo tanto es necesario su implementación y levantamiento del instrumento. El
instrumento deberá tener un alcance de 15 a 25kW con incremento de 0.1kW
9.3.2-. MEZCLADOR GRANULADORA DRAIS. Protocolo de Re-calificación de Operación y Desempeño de la Revolvedora Drais.
El Protocolo aplica a la Revolvedora Drais con número de serie: CF, número de código
interno SSS, ubicado en la subdivisión A. Es modelo: CF
El equipo cuenta con el siguiente instrumento:
Cronómetro, con código XX011 tipo de riesgo: Crítico
Y no cuenta con ningún programa de software.
En la calificación del equipo se verifica la velocidad del equipo donde la velocidad de
las aspas debe ser de 120rpm y la del agitador de 150rpm. Los reportes de calificación
reportan una velocidad de las aspas de 60rpm y en algunos se evalúa el tiempo de
mezclado a los 5, 10 y 15 min.
Los PFF´s especifican al equipo como sigue:
Tabla 26: Variable de Operación utilizada en la mezcladora Drais. Código Equipos: Marca Capacidad
SSS Mezclador- granulador Drais CFvariable Intervalo
Tiempo10- 15 min. 10- 15 min. Los instrumentos con los que realmente cuenta el equipo son: Tabla 27: instrumentos reportados en el programa de Calibración 2008 y la comparación con la realidad.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 40 de 60
Observaciones y Recomendaciones: Se recomienda que para la próxima versión del protocolo de calificación y desempeño
del equipo se cambie la velocidad de las aspas de 120 a 60rpm. El instrumento de
tiempo con el que cuenta el equipo satisface las condiciones de operación deseadas.
9.3.3-. MARMITA DE ACERO INOXIDABLE No.1 y No. 2 Protocolo de Calificación de Operación y Desempeño de la Marmita No. 1.
Número de código interno: 001. ubicada en el área de granulados móviles. El
instrumento con el que debe de contar según el protocolo es el termopar TT031.
Para la evaluación de la verificación de la temperatura se consideran cuatro puntos
distribuidos en toda la marmita. La metodología de la velocidad de agitación es medir
la velocidad real cuando la marmita esta a 1/3, 2/3 y 3/3 de su capacidad, la velocidad
según el reporte de calificación es de 53-54 rpm
Nota. Según el protocolo la evaluación de la temperatura se debe realizar en los
siguientes valores: 30, 40 y 50 °C, sin embargo los reportes evalúan este parámetro a
50, 60 y 70°C, justificado que son las más utilizadas.
PNO de Operación de Marmitas Móviles del Área de Fabricación.
Alcance: Marmita móvil No.1 utilizadas en el área de sólidos y marmita No.2 en al área
de grageado. Se especifica lo siguiente:
1. OP: verificar en el manómetro que la presión de vapor o agua, se encuentre entre
los rangos usuales de trabajo (valor mínimo 1.5kg/cm2) de presión por debajo de la
presión de calibración de la válvula de seguridad); al tiempo que verifica el buen
funcionamiento del manómetro; registre en el bitácora de equipo, la presión de
operación y los datos que solicita.
2. OP: Verifique continuamente la temperatura. En el caso de la marmita No. 1
consulte el display.
3. OP: programe y verifique la temperatura con el display ubicado en el panel de
control.
4. OP: introduzca el termómetro y verifique la temperatura.
Los PFF´s especifican al equipo como se muestra en la tabla 28. Tabla 28: Especificaciones de la marmita de acero Inoxidable No. 1
Código Equipos: Marca Capacidad… Marmita de acero
inoxidable … 70 L
…. Marmita … 150 LIntervalo
Temperatura 72- 75ºCvariable

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 41 de 60
Min
Max
Min
Max
Mín
imo
Máx
imo
Mín
imo
Máx
imo
psi
1 0 60 psi
Kg/c
m2
0,1 04.2
kg/cm2
Termopar
TT03
1 Marmita de 90L Importante °C 0.1 S/D S/D 40 70 S/D S/D S/D 0.1 40°C 70°C Importante Temperatura 72- 75°C
Valor
Incr
emen
to
Intervalo de uso Tipo
(según PNO)
Variable
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
ObservacionesInstrumento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to Alcance
Manómetro
PP01
8 Marmita Granulados I Indicativo
Intervalo de uso
Exac
titud
Alcance
¨" " 2.00% " " " "
El intervalo de temperatura reportado solo es para la
subdivisión D
" Presión min: 1.5kg/cm2
El instrumento no se encuentra instalado en la marmita y el programa marca que esta a
reemplazo. El instrumento con el que cuenta relamente es el
PP031
Los instrumentos con los que realmente cuenta el equipo según el programa de
Calibración 2008 se indican en la tabla 29.
Tabla 29: Instrumentos de la marmita No.1
El manómetro a cambio del PP031 es el PP015 y cuenta con las siguientes especificaciones. Tabla 30 Instrumento a cambio del PP013
Min
Max
Min
Max
Manómetro
PP01
5
Marmita No.1 Indicativo
kg/c
m2
0.1 1 11 ** ** no se especifica Presión 1.5
kg/cm2Este instrumento no se
calibra
LO NECESARIO
Variable ValorObservaciones
Instrumento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to Alcance Intervalo de uso
Exactitud
PROGRAMA DE CALIBRACIÓN 2008
Recomendaciones: Homologar los PFF´s en la sección de equipos a código interno: 001, equipo: marmita
de acero inoxidable No. 1, capacidad: CF, marca: sin marca.
El equipo cuenta con un medidor de temperatura óptimo, aunque se recomienda que
el intervalo de calibración sea de 40.0 a 80.0°C. En los PFF´s se deberá escribir la
temperatura incluyendo un decimal.
El manómetro instalado PP015 cuenta con una escala muy amplia para el valor que se
necesita leer, pero a pesar de esto si cuenta con el decimal necesario.
El tiempo esta regido por la temperatura pues en los PFF´s, se hace mención que el
mezclado deberá de concluirse en el momento que se alcance la temperatura
deseada.
9.3.4-. Reactor de Acero Inoxidable No. 1 y No. 2. Protocolo de Re-Calificación de Operación y Desempeño del Tanque Reactor No. 1 y
No. 2.
Su código interno es 024.y se ubica en semisólidos. No cuenta con ningún
instrumento. El tanque se califica en la posición 3,6 y9 rpm que equivalen a 307, 966 y
1753 rpm.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 42 de 60
PNO de Operación:
Aplica a los tranques reactores No. 1 y No. 2 (con o sin chaqueta de calentamiento)
que correspondan a las áreas de manufactura de semisólidos, líquidos y sólidos
orales.
1: OP: En el caso de reactores con chaqueta; conectar a las tomas correspondientes,
las mangueras de vapor y salida de condensado, o las mangueras de agua fría y
retorno, según sea el caso para calentar o enfriar el reactor. Utilice guantes para
manejo de altas temperaturas.
Para el tanque reactor No. 2 ajustar la velocidad según la tabla 31. Tabla 31: Velocidad en rpm según la posición de la perilla
Posición del variador Velocidad (rpm)
1 02 983 3074 4985 7266 9667 12068 14959 175310 1883
2. OP: verificar la presión de vapor de agua, se encuentre entre los rangos usuales de
trabajo, debe ser menor a la presión de calibración de la válvula de seguridad
(especificada en la placa metálica de la válvula de seguridad de cada reactor).
3. OP: verificar continuamente la temperatura con un termómetro bimetálico de
carátula; y cuando alcance aproximadamente 5ºC antes de la temperatura deseada,
cerrar las válvulas de vapor y de condensado, o las válvulas de agua y retorno, según
sea el caso.
Los LPI´s hacen referencia al equipo como lo muestra la tabla 32. Tabla 32: Especificación del Equipo Reactor de acero Inoxidable No. 1
Código Equipos: Marca Capacidads/C Reactor de acero
inoxidable … 200L
24 Reactor de acero inoxidable … 150 L
… Reactor acero inoxidable 150 L … …
… Reactor … 150 Lvariable IntervaloAgitación
TemperaturaManual, con ayuda de una pala
70-99ºC

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 43 de 60
Min
Max
Min
Max
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Manómetro de Bourdon PP
144 Reactor 300
L. Presión interior tanque
Importante 0.1 0 7 0 7 2.00% 0 4kg/cm2 No se menciona
Presión de vapor
Manómetro
PP06
1 Presión de la chaqueta en el reactor de
300L
Indicativo
Kg/c
m2
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIPC 0 7 kg/cm2 No se menciona
Presión de vapor
Manómetro
PP11
0 Entrada de vapor al
reactor de 150L
Indicativo
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIPC 0 8 kg/cm2 No se menciona
Presión de vapor
Manómetro
PP11
1 Entrada de vapor al
reactor de 150L
Indicativo
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIPC 0 9 kg/cm2 No se menciona
Presión de vapor
Tipo (según PNO)
Variable ValorObservaciones
Instrumento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to AlcanceIntervalo de uso
Exactitud
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIOAlcance
Incr
emen
to
Intervalo de uso
Debe ser menor a la presión de calibración
de la válvula de seguridad
El alcance de la realidad se reporta de la hoja de
clasificación del instrumento
El alcance de la realidad se reporta de la hoja de
clasificación del instrumento
El alcance de la realidad se reporta de la hoja de
clasificación del instrumento
El alcance de la realidad se reporta de la hoja de
clasificación del instrumento
Tabla 33: Instrumentos de los tanques reactores.
NIPC: Instrumento indicativo y no registrado en el Programa de calibración 2008. Observaciones y Recomendaciones: Los instrumentos PP061, PP110 y PP111 son indicativos por lo que no se mencionan
en el programa de calibración 2008.
Los reactores se encuentran en el área de almacén y están en constante movimiento,
sin embargo ninguno de ellos cuenta con manómetros instalados, sería importante
conocer si éstos realmente son utilizados y si cuentan con el alcance e intervalo de
uso ideal. Además se requiere la implementación de un termómetro bimetálico cuya
escala incluya hasta los 110°C y un intervalo mínimo de 5°C
Además es necesario que se especifique en el PFF la posición del variador de
velocidad
9.3.5. GRANULADORA/SECADORA DE LECHO FLUIDO No. 2 Protocolo de calificación de Operación y desempeño del Secador de Lecho Fluidizado
No. 2.
En el punto 2 se establece que se encuentra en sólidos D con código 018 y No. de
serie 4060, modelo: CF Tabla 34: Instrumentos reportados en el Protocolo de Calificación y Desempeño del Equipo.
Instrumento Código Tipo de riesgo Instrumento Código Tipo de riesgoTermopares (2) TT030 Importante Manómetro PP054 Importante
Manómetro PP043 Importante Manómetro PP055 ImportanteManómetro PP045 Importante Manómetro PP056 ImportanteManómetro PP047 Importante Manómetro PP057 ImportanteManómetro PP048 Importante Manómetro PP063 ImportanteManómetro PP049 Importante Manómetro PP064 ImportanteManómetro PP050 Importante Manómetro PP065 ImportanteManómetro PP051 Importante Manómetro PP067 ImportanteManómetro PP052 Importante Manómetro PP069 ImportanteManómetro PP053 Importante
La evaluación de la temperatura indica que se debe programar cada termorregulador a
40, 55, 70 y 85°C.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 44 de 60
Metodología de evaluación del tiempo: Preestablecer dos tiempos de sacudido (6 y 8
segundos) y tres tiempos de intervalo de sacudidos (1,2 y 3 min).
PNO de operación de la Secadora de Lecho Fluido No. 2.
Se localiza en el área de sólidos orales E.
Se menciona lo siguiente:
1: OP accione el botón de sellado de filtro. Verifique que el manómetro de sellado de
filtro marque 3 bar como mínimo.
Operación del equipo.
1.OP: regule el flujo del líquido por asperjar midiendo con ayuda de un recipiente
graduado la cantidad de líquido aspersado y variando las revoluciones por minuto
(rpm) de la bomba de aspersión, para ello, accione el botón rojo en forma sostenida.
Este botón solo accionara estando abajo el contenedor.
2. OP: mediante el control de temperatura seleccione la temperatura del aire de
entrada y mediante el control, seleccione la temperatura del aire de salida, de acuerdo
al procedimiento de fabricación.
3 .OP: programe la alarma de incremento de temperatura del aire de entrada 10ºC
arriba de la temperatura de operación de acuerdo al procedimiento de fabricación.
4. OP: Abra la compuerta de salida de aire de acuerdo al procedimiento de fabricación
5. OP: Antes de accionar verifique que las lecturas de los manómetros marquen.
• Manómetro de presión hidráulica: 70 bars.
• Manómetro de presión de sellado en la parte inferior: 3 bars.
• Manómetro de presión de aire de entrada: >6 bars
• Manómetro de presión de operación: >6 bars
6. OP: Ajuste mediante el control el tiempo de duración del proceso.
7. OP: mediante el control correspondiente ajuste el intervalo de tiempo de sacudido
de filtro según el proceso.
8. OP seleccione con el control el tiempo de duración del sacudido de filtro de acuerdo
al proceso
9. OP: regular la presión de aspersión (selección de aire de atomización) mediante el
botón y verificar que esta sea la indicada mediante el manómetro correspondiente
10. OP: si durante la operación se sobrepasa la temperatura de aire de entrada
ajustada, así como el límite de la alarma sonora, esta se acciona. Desactive la alarma
con el botón y presione el botón turbina para reiniciar.
11. OP: guante el proceso verifique la velocidad de aire con el manómetro (velocidad
de aire) este debe mantener siempre la misma lectura.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 45 de 60
12. OP: el manómetro del filtro de aire de entrada debe marcar una lectura de 100mm
de agua como máximo. De no ser así, puede que el filtro este sucio o tapado. Solicite
a mantenimiento efectúe la limpieza o el reemplazo de esta.
13. OP: El manómetro del contenedor debe presentar una lectura de 200mm de agua
como máximo; un exceso en dicha presión indica saturación en la malla del
contenedor. Realice la limpieza o el reemplazo de esta.
14. OP: El manómetro del filtro de aire de salida debe marcar una lectura de 40 bar
como máxima. De excederse esta, el filtro esta saturado solicite a mantenimiento
efectúe la limpieza o en su caso el reemplazo del filtro.
Manual de la Secadora No. 2 Equipo: Secadora de Lecho fluidizado Marca: CF, número de serie: 4060, año de
manufactura: 1983
Aplicación: Este tipo de secadora es capaz de soportar presiones de 2.2bar entre
el aire de entrada y salida.
Capacidad máxima: 300-500kg.
Volumen del contenedor de producto: 1.02 m3
Volumen de aire de entrada: 10 000m3/h
Presión máxima diferencial: 900 kg/m2
Los controles auxiliares más frecuentes son:
a) Filtro automático neumático que sacude dispositivo cada uno con temporizador
para filtro que sacude en un intervalo
b) Los gases de combustión airean el termómetro con contactos ajustables. Si
esto se pone en contacto son provocados, desatendiendo la duración de
proceso, la máquina entera es apagada o la señal entrante es utilizada para
comenzar una sequedad subsecuente o la fase de refrigeración.
c) Temperatura del producto. Una sonda de temperaturas es insertada en la cama
fluida. La temperatura de producto deseada es predeterminada sobre un
termómetro de contacto (similar al termómetro de aire de gases de
combustión).
Los PFF´s de granulados III mencionan al equipo como lo muestra la tabla 35.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 46 de 60
Min
Max
Min
Max
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Termopar
TT02
3 Entrada de Aire C
rític
o
°C 2 S/D S/D 40 70 S*D 40 70°C Temperatura de entrada 45-70°C
Termopar
TT03
0 Controlador de
temperatura. críti
co °C 1 S/D S/D NA NA NA 0 100°C 1°C 60 90°C
Impo
rtant
e
Temperatura de salida 36-40°C
0
7 kg
/cm
2
0.1
0 100
lb/in
2
2 lb
/in2
Manómetro
PP04
5 Presión de Operación.
Impo
rtant
e
Bar 0.2 0 10 0 10 2.00% 0 10 0.2 0 10
Impo
rtant
e
Presión 4- 6 bars
Valor
Incr
emen
to
Intervalo de uso Tipo
(según PNO)
VariableAlcance
Intervalo de uso
Exactitud
Alcance
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
ObservacionesInstrumento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to
Instrumento importante según fechas de calibración
Flecha indicadora en 6 bar sin utilizar equipo. El instrumento si se encuentra reportado en el PNO de calificación y desempeño del equipo. El PNO especifica que debe ser mayor a 6 y los LPI´s especifican de 4-6 bars.y el manual
de 5.5bars
7 kg
/cm
2
Impo
rtant
e
Presión
No especificada en PFF, el
PNO menciona que
debe ser la indicada.
0 7 2.00% 0
Evalua la entrada y salida de aire y es un instrumento crítico.La marca según la hoja de clasificación de instrumento es CF 1000. Con
un alcance de 0 a 100°C. La clasificación menciona que el instrumento es importante. Y
que son 4 termopares. El instrumento esta condicionado.
La etiqueta con el respectivo código no se encuentra en el controlador de la Glatt 300. La marca según la clasificación del instrumento
es CF y es crítico. El intervalo de uso de realidad fue tomado de los reportes de calibración y el alcance de la hoja de
clasificación.
Manómetro
PP0
43 Sistema de aspersión
Impo
rtant
e
Kg/
cm2
0.1 0 7
Tabla 35: especificaciones e Intervalos de Operación en la Secadora de Lecho Fluido No. 2.
Código Equipos: Marca Capacidad0.18 Secador de Lecho
Fluidizado Glatt 300 kg
18 Secador de lecho fluido Glatt WSG 300CD118 Secador de lecho fluido Glatt WSG- CD 300 kg
O018 Granuladora/secadora de lecho fluido
Glatt WSG- CD 300 300 kg
presión en sello de filtroPresión de aire de pulverización
2,8 bar2,5 bar
presión en sello inferiorpresión hidraúlica
3,6 bar100 bar
presión del aire de entradapresión de operación
6 bar4- 6 bar
Intervalo de sacudidoTiempo aproximado de secado
18- 2 min10 min- 3 hr
Posición de la espreaTiempo de sacudido del filtro
No. 27 seg-3min
Apertura de la compuerta de entrada del aire
Apertura de la compuerta de salida del aire
90- 100%
30-90%
Presión de aire de trabajoPresión de aire de pulverización
5.0-6,0kg/cm22,0 kg/min
Temperatura de entrada 45-70Temperatura salida
Temperatura del granulado36- 4024°C
variable Intervalo
Los instrumentos reportados en el Programa de Calibración 2008 son: Tabla No. 36: Instrumentos de la secadora de Lecho Fluidizado No. 2

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 47 de 60
Min
Max
Min
Max
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Manómetro de Bourdon PP
047 Secadora
No. 2Im
porta
nte
Bar 0.2 0 4 0 4
2.00
%
Impo
rtant
e
0 4 0.1
0
57ps
i
1
0 11 0.2
0 160 psi 5
Manómetro de Bourdon PP
050 Secadora
No. 2
Impo
rtant
e
Kg/
cm2
0.1 0 7 0 7
2.00
%
0 7 0.1 0 7
Impo
rtant
e
Presión 5.5kg/cm2
Manómetro de Bourdon PP
051 Válvula
modulante de temp. Glatt 300 Im
porta
nte
Kg/c
m2
0.1 0 2 0 2
2.00
%
0 2 0.1 0 2
Impo
rtant
e
Manómetro de Bourdon PP
052 Válvula
modulante de temp. Glatt 300 Im
porta
nte
Kg/
cm2
0.1 0 2 0 2
2.00
%
0 2 0.1 0 2
Impo
rtant
e
Manómetro de Bourdon PP
053 Presión en
sello filtro.
Impo
rtant
e
Bar 0.1 0 4 0 4
2.00
%
0 4
0.1b
ar
0 4barIm
porta
nte
Presión en sello del filtro 2.8bar
Manómetro de Bourdon PP
055 Presión en
sello del filtro. C
rític
o
Bar
Bar
0 4 0 4
2.00
%
0 4bar
0.1b
ar
0 4bar
Impo
rtant
e
Presión en sello inferior 3.6bar
Manómetro de Bourdon PP
054 Presión
hidráulica. Crít
ico
Bar
5 0 160 0 150
2.00
%
0 150bar 5bar 0 150bar
Impo
rtant
e
Presión 100 bar
Manómetro de Bourdon P
P056 Secadora
No. 2
Impo
rtant
e
Bar
0.05 0 1.6 0 1.6
2.00
%
0 1.6 0.05 0 1.6
Impo
rtant
e
Presión
Min 1.4 bar,
Máximo 1.5bar
Manómetro de Bourdon P
P057
Turbina Glatt
Crít
ico
Bar 0.2 0 6 0 6
2.00
%
Impo
rtant
e
Presión 2kg/cm2
Manómetro
PP05
8 Antes del filtro de aire
Indi
cativ
o
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
0
11Kg
/cm
2
Manómetro
PP05
9 Después del filtro de aire
Indi
cativ
o
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
1
11Kg
/cm
2
0 10bar 0.5
0 145psi 5psi
0 10bar 0.5
0 145psi 5psi
0 11 0.2
0 160psi 2
0 4 0.1
0 60 psi 1
0 250bar 10bar
0 3500psi 83.3
Variable Valor
Alcance
Incr
emen
to
Intervalo de uso Tipo
(según PNO)
ObservacionesInstrumento
Cód
igo
Ubicación
Tipo
Uni
dad
Incr
emen
to AlcanceIntervalo de uso
Exactitud
PROGRAMA DE CALIBRACIÓN 2008 REALIDAD LO NECESARIO
Impo
rtant
e la hoja de especificación del instrumento clasifica al instrumento como indicativo. El mismo no controla el cierre o apertura de
válvulas. Pero el instrumento en el programa esta como importante.
250
2.00
%
0
260
bar
La realidad se reporta de los reportes de calibración
Manómetro de Bourdon PP
069 Elevador de
canasta.
Impo
rtant
e
Bar
10 0 250 0
4Kg/
cm2
Impo
rtant
e
0 4
2.00
%
0
Kg/c
m2
0.1 0 4Manómetro
de Bourdon PP0
67 Secadora No. 2
Impo
rtant
e
Impo
rtant
e
Presión min 5 y max 6 bar
Mide la presión de control en el sello inflable. Lo necesario se reporta a partir del manual
eléctrico del equipo.
11
2.00
%
0
11kg
/cm
2
El control de la regulación de inyección se hace a través de un medidor de velocidad que
tiene la bomba. El manómetro sólo mide la presión de aire que envía a la bomba. Y es
auxiliar para el ajuste, pero no el determinante.
Manómetro de Bourdon P
P065 Secadora
No. 2
Impo
rtant
e
Kg/c
m2
0.1 0 11 0
10ba
r
Impo
rtant
e
Presión de pulverización 2.5bar0 10
2.00
%
0Manómetro de Bourdon PP
064 Preselección
aire atomización
Impo
rtant
e
Bar 0.5 0 10
0
10ba
r
Impo
rtant
e
10 0 10
2.00
%
Dentro del panel de control se encuentra una hoja que especifica la presión de este
manómetro.
Su función es la de determinar la ruptura o saturación de los filtros policía por
comparación de presión diferencial de entrada contra salida del filtro.
Manómetro de Bourdon PP
063 P. aire de
atomización.
Impo
rtant
e
Bar 0.5 0
El PNO de operación reporta que debe encontrase como nímino en 3 bar. Lo
necesario se obtuvo del lo reportado en los PFF´s.
EL PNO de operación reporta que debe encontrase min. en 3 bar.Lo necesario se
reportó según los PFF´s.
El PNO reporta que la presión deberá ser de 70 bar.
Lo necesario se obtuvo del manual, diagrama neumático, eléctrico.El manómetro mide el control de aire.Aunque dentro del panel se especifica una presión de 1.25 kg/cm2 que
qeuivalen a 1.22 bar
Lo necesario se obtuvo del manual, diagrama neumático, eléctrico.El manómetro mide el
control de aire.
La realidad se reporto a partir de los reportes de calibración. Dentro del panel de control existe una hoja que reporta que la presión
debe ser de 5.5kg/cm2
La realidad se reporto a partir de los reportes de calibración.No se encuentra a simple vista
o no esta
La realidad se reporto a partir de los reportes de calibración.No se encuentra a simple vista
o no esta
11kg
/cm
2
Impo
rtant
e
Presión
Min 1.4 bar,
Máximo 1.5bar
0 11
2.00
%
0
1.4bar Según el manual del equipo, el manómetro indica la presión en el anillo
Manómetro de Bourdon P
P049 Secadora
No. 2
Impo
rtant
e
Kg/c
m2
0.2 0 11
Impo
rtant
e
Presión de anillo4 0 4
2.00
%Manómetro de Bourdon PP
048 Secadora
No. 2
Impo
rtant
e
Kg/c
m2
0.1 0

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 48 de 60
La secadora cuenta además con los instrumentos mencionados a continuación: Tabla 37: Instrumentos indicativos instalados en la secadora de Lecho Fluido No. 2
Velocidad sin
etiq
ueta Secadora
No.2 Indicativo 1
Manómetro
PP
046 Secadora
No.2 Indicativo 10
Manómetro
PP04
1 Secadora No.2 Indicativo 10
Manómetro
PP14
2 Secadora No.2 Indicativo 20
Manómetro
PP06
2 Secadora No.2 Indicativo 0.5
InstrumentoC
ódig
oUbicación Tipo
Incr
emen
to
Variable Valor Observaciones
Velocidad 11.32El flujo de aire estandar debe ser de 8000m3/h que
equivalen a 11.32m/s considerando un área de 0.19635m2
Presión max. 100mm
Los valores necesarios son los reportados en el PNO de Operación del equipo.
Presión max.:200mm
Presión max.: 40 bar
40 bars equivalen a 407,747mm de agua.El alcance del instrumento esta fuera del rango de uso.
Presión mayor a 6 bar
Los valores necesarios son los reportados en el PNO de Operación del equipo.
Observaciones y Recomendaciones: Se recomienda homologar todos los LPI´s que hagan uso de la secadora en su
sección de equipos a lo siguiente: Código: 018, Equipo: Secadora de lecho fluido,
Marca: CF, Capacidad máxima: 300- 500 kg.
Temperatura: A pesar de que se cuenta con cuatro termopares que registran la
temperatura del aire de entrada y de salida, se recomienda que por lo menos uno de
ellos lea directamente la temperatura del producto pues esta variable es crítica y se
especifica en los PFFI´s. El intervalo de uso de los termopares (40 a 70°C) excluye
ciertos valores requeridos para determinados productos. Debido a que el uso se
encuentra entre 25- 70°C, éste tendrá que ser el nuevo intervalo de calibración.
Presión:
El manómetro indicativo PP142 instalado en la secadora para determinar si el filtro se
encuentra saturado o no, teniendo en cuenta que la presión máxima debe ser de 40
bar (equivalen a 497,747mm de agua) como máximo, no cumple con lo requerido,
pues su alcance llega únicamente a los 800 mm de agua. Por lo tanto éste deberá ser
cambiado a uno que cuente con un alcance de hasta 60bar.
Homologar los PFF´s, y PNO´s tanto de validación como de operación de equipos a
los siguientes intervalos de uso normal, haciendo uso de las unidades propuestas y
respetando el número de decimales mostrados en el recuadro No. 44.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 49 de 60
Tabla 38: Propuesta de variables de operación con la exactitud necesaria
Variable Valor Instrumento de Control
No. De Decimales Incremento
Presión de operación 4-0- 6.0 bar PP045 1 0.2 barPresión en el anillo 1.4 kg/cm2 PP048 1 0.1 kg/cm2
Control de aire 1.4- 1.5 kg/cm2 PP049 1 0.2 kg/cm2
Presión en sello del filtro 2.8- 3.0 bar PP053 1 0.1 barPresión en sello inferior 3.0- 3.6 bar PP055 1 0.1 bar
Presión hidráulica 70- 90 bar PP054 0 5 barControl de aire No.2 1.22- 1.50 bar PP056 2 0.05 bar
Preselección de atomización 2.5 bar PP064 1 0.5 bar
Presión de control en el sello infable 5.0- 6.0 kg/cm2 PP065 1 0.2 kg/cm2
Tiempo: Los cronómetros de la secadora no son están contemplados en el programa
de calibración. Sin embargo, los instrumentos son evaluados en la calificación del
equipo, donde el PNO establece los siguientes tiempos: de sacudido del filtro: 6 y 8
segundos; de intervalo de sacudidos: 1,2 y 3 min. Se recomienda que para la próxima
calificación los rangos de evaluación sean:
Tiempo de sacudido del filtro: 6 y 10 seg., intervalo de sacudido: 18seg, 1min y 2 min y
tiempo de proceso: 10 min, 1.5 horas y 3 horas.
Aire:
En los procedimientos de manufactura de sólidos D, en ninguno se específica la
velocidad de aire necesaria, sólo se menciona el % de apertura de las compuertas de
entrada y salida. Según el manual las compuertas deben estar abiertas en un 60 a
80%. La velocidad de aire que entra a la columna de secado es una variable crítica,
pues de ella depende que el secado sea homogéneo y eficaz.
La secadora cuenta con un medidor de flujo indicativo, su escala es óptima pues
cuenta con un alcance ideal pero su calibración no, pues al ser un instrumento
indicativo solamente fue calibrado cuando se adquirió.
Los reportes de aire en proceso evalúan la velocidad y flujo de entrada de aire. La
siguiente tabla menciona los resultados obtenidos a partir del 2006 a la fecha. Tabla 39: Resultados de volumen de aire de entrada. Nota: El área del ducto es de 0.19635m2
ReporteVolumen de aire de
entrada(m3/h)Reporte
Volumen de aire de entrada(m3/h)
1 5408.956 4 6840.022 5360.96 5 6639.533 6525.86 6 4085.48
5810.134Promedio (m3/h)

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 50 de 60
El catálogo de secadoras de lecho fluidizado de la marca contempla valores estándar
e ideales mostrados en la tabla No. 40.
Tabla 40: Comparación de los valores ideales con los que el equipo debe cumplir según su manual y con lo que realmente se trabaja.
Variable de Operación Según el catálogo Según el manual Según los LPI´s y lo real*
Volúmen del contenedor de producto (dm3) 1275 1020 no se especifica
Volumen de aire de entrada (m3/h) 8000 10,000 *5810.13Presión Diferencial (mbar) 100 88.25 no se especifica
Rango de Temperatura (°C) .-10 a 70 no se especifica 24- 70Capacidad de calentamiento (kW) 238 no se especifica no se especifica
Presión de vapor (bar) 03-Jun no se especifica no se especificaConsumo de vapor (kg/h) 380 no se especifica no se especifica
Presión de aire comprimido (bar) 6 no se especifica no se especificaPresión de aire comprimido- aire de
atomización (m3/h) 120 no se especifica no se especifica
Consumo total de energía (kW) 67 no se especifica no se especifica
Dicho lo anterior, es necesario realizar estudios de secado para cada producto según
su densidad y especificación de humedad. Mientras tanto, será necesario aumentar el
volumen de aire de entrada en las manejadoras y cambiar el criterio del instrumento de
velocidad instalado en la secadora a crítico, por lo que se deberá de calibrar cada 6
meses.
En caso de que el instrumento no funcione se proporcionan a continuación dos
propuestas: Tabla 41: Propuestas para medir el volumen de aire de entrada a las secadoras.
Instrumento Rango Marca Modelo Precio Fotografía
Anemómetro Con sonda Telescópica de molinete
Integrada (max 890mm) con pila y protocolo
6- 40m/s Testo 416 $14,089.80
Anemómetro con sonda de molinete de 100mm de 100mm Integrada, incl.
Medición de temperatura, pila y protocolo de
Calibración.
3- 20m/s Testo 417 $10,363.80
Estos anemómetros también pueden ser utilizados para la secadora No. 1.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 51 de 60
10. Recubrimiento de Núcleos: Bombos Stokes.
Desde 1838 se lleva a cabo el recubrimiento de tabletas. Inicialmente este proceso era
muy artesanal y requería de mucha experiencia por parte del personal. El
recubrimiento de tabletas se clasifica en dos categorías: recubrimiento por azúcar, y
recubrimiento por película (entérica y no entérica).
Las etapas básicas del proceso son: recubrimiento del bombo, adición del agente de
recubrimiento y engrosamiento de las capas.
Las razones por las cuales se realiza el recubrimiento de núcleos es por: - enmascarar
sabor, color u olor desagradables, aumentar la estabilidad mecánica durante la
fabricación, empaquetado y almacenado, proporcionar protección física y química
contra degradaciones por la luz, aire y humedad, evitar incompatibilidades, facilitar
administración al presentar superficie más suave y deslizante, proteger fármaco contra
la acción jugos digestivos, evitar efectos secundarios, asegurar liberación controlada
del fármaco, apariencia más elegante, facilitar la identificación; cuestiones de
marketing.
Los parámetros principales del proceso son:
Volumen de aire de secado (CFM,
m3/min.)
Temperatura del aire de secado (aire
de entrada) (°C)
Humedad del aire de secado
Velocidad del tambor/bombo (rpm)
Rango de aplicación (g/min, L/min)
Presión de atomización (psi, bar)
Tamaño de gota
Temperatura de los comprimidos
Temperatura del aire de salida
Apertura (tamaño) de abanico.
En general un buen recubrimiento depende de tres D´s:
• Dose (Dosificación): La cantidad de recubrimiento que es aplicado.
• Distribución (Distribución): El movimiento de las tabletas en la zona de
aspersión que provoca la distribución del recubrimiento.
• Dry (Secado): Eliminación efectiva del componente líquido del recubrimiento.
Algunas consideraciones importantes a tomar se mencionan a continuación:
1-. Velocidad del bombo: Utilizar la menor velocidad posible para mover rápida y
adecuadamente las tabletas en la zona de espreado. Las tabletas no deben de parar

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 52 de 60
en la zona de espreado. Movimiento constante, tipo “cascada”. Una velocidad de
bombo excesiva puede ocasionar daño en las tabletas.
2-. Temperaturas de proceso:
•Determinar la mejor temperatura de aire de entrada para el producto a
recubrir. Para procesos acuosos puede ser de 38-55°C y para procesos
hidroalcohólicos de 30-35°C
•Altas tasas de aplicación requieren aumentar la temperatura de entrada y/o
flujo de entrada.
•Algunas veces es necesario aumentar dicha temperatura para evitar
sobrehumectación o pegado de tabletas.
3-. Flujo de aire:
•De ser muy alto, puede causar turbulencia dentro del equipo y disminuir
rendimiento de proceso.
•Depende del sistema de solventes utilizado.
4-. Presión de atomización:
•Influye en el tamaño de gota. Debe ser fina, que forme una “nube”en la zona de
aplicación.
•Tamaño de gota muy grande o muy pequeño puede ocasionar mal apariencia
en aspecto de comprimidos.
5-. Apertura del abanico
•Dictada por la presión de abanico. Diferente a presión de aspersión.
6-. Distribución uniforme de tamaño de gota
•Baja viscosidad de la solución.
•Rango de espreado adecuado
•Aire de atomización adecuado.
•Tipo y cantidad de pistolas
adecuadas
7-. Uniformidad en la aplicación del spray
•Tipo correcto de pistola.
• Abertura de la boquilla adecuada (máxima área del spray, sin traslapar).
•Adecuado número de pistolas.
•Distancia lecho de tabletas y pistolas adecuado.
•Uniformidad de rango de spray entre pistolas.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 53 de 60
Variable Valores en Equipo Convencional
Valores en Equipos de alta
eficienciaVolumen de aire de secado
(CFM, m3/min. m3/h)NA 590 m3/h
Temperatura del aire de secado (aire de entrada) (°C) NA 63- 67 °C
Velocidad del tambor/bombo (rpm) 18- 19 rpm 10- 14 rpm
Rango de aplicación (g/min) 5.0 - 8.0 g/min 6.0- 8.0 g/min
Presión de atomización (psi, bar) 1.3 kg/cm2 2.32 kg/cm2
Procesos acuosos: 38-55°C
Procesos hidroalcoholicos: 30-
35°C
Temperatura del aire de salida NA 38- 40°C
Temperatura de los comprimidos 38- 39°C
•Rango de espreado adecuado.
8-. Movimiento uniforme del lecho de comprimidos
•Tamaño adecuado de lote acorde a la capacidad del equipo;
•Velocidad correcta del tambor
• Tipo y posición correctos de los bafles
• Diseño adecuado de los bafles
• Formato y tamaño de los comprimidos.
9.- Rango de evaporación adecuado
Volumen de aire apropiado
Humedad del aire de entrada apropiada
•Temperatura del aire de entrada y salida adecuadas
•Rango de aplicación adecuada
•Correcta distancia lecho entre tabletas y pistola.
La siguiente tabla muestra una comparación entre los parámetros utilizados en
equipos convencionales y de alta eficiencia. Tabla No. 42 Comparación entre valores de equipos convencionales y de alta eficiencia.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 54 de 60
10.1. BOMBOS STOKES Protocolo de Re- calificación De operación y Desempeño de los Bombos Stokes.
Este protocolo aplica a los Bombos Stokes con número de código interno 042, 043,
044, 045 y 046 ubicados en el área de grageas. La velocidad del bombo si puede
variarse. La calibración de instrumentos incluye al TT025, instrumento importante.
En el desempeño del equipo se evalúa la velocidad del equipo en 6 puntos. Las
velocidades establecidas son. 30, 45, 60, 72, 81 y 90 Hz en el display. Se reporta que
el cálculo para la velocidad se realiza a 5, 10, 15, 20, 24, 27, 30 y 40rpm.
Así mismo se evalúa la temperatura de aire inyectado donde la metodología establece
que hay que seleccionar 5 temperaturas y determinar la real con el patrón. Las
temperaturas son: 30, 40, 50, 60 y 65º C (S). Los reportes solo consideran una
temperatura de inyectado de aire de 30 a 60 con incrementos de 10ºC
INS de Operación de los Bombos Stokes.
1.1.1 OP., programe la temperatura de inyección – extracción del bombo en el tablero
controlador de temperaturas de acuerdo a la temperatura indicada en el
procedimiento de trabajo del producto a procesar, para ello oprima el botón gris
redondo hasta que aparezca en la pantalla la leyenda: “TS” y el valor de la
temperatura a la cuál se encuentra el sistema.
1.1.2 OP., Encienda la extracción e inyección de aire de los bombos presionando el
botón verde para activar los servicios, abra las válvulas de inyección y extracción
y espere a que la temperatura de inyección de aire alcance la temperatura
programada en el equipo.
1.1.3 OP., programe la velocidad del bombo de acuerdo a la velocidad de trabajo
mencionada en el procedimiento de trabajo del producto a procesar; para ello
gire la perilla de programación de velocidad que se encuentra en cada uno de los
mandos de control de velocidad de cada bombo girando hacia la derecha para
subir la velocidad o para la izquierda para bajar la velocidad según sea el caso,
la velocidad deseada es la que aparece en el display del controlador y se indica
como rpm.
Los PFF´s hacen referencia a los Bombos Stokes como se muestra en la tabla 43.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 55 de 60
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Mín
imo
Máx
imo
Termopar TT025
Impo
rtant
e
Term
opar
°C 0.1 0 100
30 70 S/D 0 100
0.1
°C
30 °
C
80°C Important
eTemperat
ura 20- 60°CEl intervalo de uso real no
es el mismo que el indicado en el programa.
manómetro PP129
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
0
10 k
g/cm
2
0.5 No se
menciona Presión1.8- 5,0 kg/cm2
Manómetro PP130
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
0
5 kg
/cm
2
0.2 No se
menciona Presión1.8- 5,0 kg/cm2
Manómetro PP131
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
NIP
C
0
5 kg
/cm
2
0.2
Bom
bos
Sto
kes
Bom
bos
Sto
kes
Los manómetos no se encuentran en el
programa de calibración 2008.
Observaciones
REALIDAD
Incr
emen
to Alcance Intervalo de uso
Exac
titud
Alcance
Incr
emen
to
Valor
Uni
dad
PROGRAMA DE CALIBRACIÓN 2008
Ubi
caci
ón
Tipo Descripción
específca
Intervalo de uso
Ubi
caci
ón
Rea
l Tipo (según PNO)
Variable
LO NECESARIO
Instrumento Código
Tabla 43: Especificación del bombo de grageado Stokes en los diferentes PFF´s.
Código Equipo. Descripción Marca
42 Grageado Bombeo de grageado Stokes
… Bombo de grageado Stokes C. 80kg
… Bombo de grageado Stokes s/C
… Bombo de grageado Stokes 80 kgvariable Intervalo
temperatura de aire de entrada sin calentamiento, 20- 60ªCvelocidad de giro de bombo 6 A 10 rpm 12, 18, 27rpm
Equipar el bombo con 4 baflespresión de aire 5 kg/cm2
flujo de la bomba 10 rpmpresión de aspersión 1,8 kgf/cm2
puntos de pistola 64 puntos
aspersión constantedistancia de la pistola al lecho de los
núcleos 20 cm
secar con aire frio de entrada y salida. 1 500- 2000m3/h
Tiempo de secado 12 horas
Girar 1/4 de vuelta cada 5 min.
Bomba Walte Bruck
punto fimo 3 1/2 vueltas
Los instrumentos instalados en el equipo son: Tabla 44: Instrumentos instalados en los Bombos Stokes.
Observaciones y Recomendaciones: Homologar en la sección de equipos a Código interno: 042, 043, 044, 045 y/o 046,
Equipos: Bombos Stokes, Marca: stokes, capacidad: 80 kg.
Temperatura.
La temperatura de aire de entrada si se puede programar y verificar en el display
instalado en el panel de control, pero aplica para los 5 bombos a la vez, se recomienda

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 56 de 60
tener display individuales pues en algunos productos no se utilizan los 5 bombos al
mismo tiempo originando un consumo de energía innecesario.
Los brazos de los bombos cuentan con unos orificios en los cuales se puede insertar
un termómetro bimetálico para corroborar la T de aire de entrada y de salida, esto se
puede realizar con el termómetro bimetálico TT035 ó TT018, sin embargo se
recomienda instalar graficadores de temperatura que nos proporcionen los datos de
temperatura durante todo el proceso de grageado.
La calificación del equipo tendrá que ser de 20- 60°C en vez de 30- 60°C, el intervalo
de calibración del termopar es adecuado.
Presión.
La presión de aire se mide con el PP129 y la presión de aspersión con los
manómetros PP130 y PP131, sin embargo, estos manómetros son indicativos y es
necesario que sean clasificados como instrumentos importantes, pues de ellos
depende el tamaño de la gota y el evitar problemas como piel de naranja.
Aire
Es muy importante que en el formato del reporte de aire para proceso se indiquen las
unidades de los datos de velocidad de flujo de entrada (m/s) y salida (m/s) Y la
temperatura a la que se realiza la calificación.
El PFF No.1 de granulados 2 menciona que es necesario secar con aire frío a un
volumen de aire de entrada de 1500- 2000 m3/h, valor que no se alcanza pues el valor
máximo de la manejadora es de 606 m3/h.
Debemos recordar que el volumen de aire de entrada es una variable crítica, por lo
tanto se tendrá que elaborar un control de cambios en el que se incluya un análisis de
riesgo que evalúe el impacto que se tendría al aumentar los valores de aire de entrada
y succión al bombo.
Actualmente se toman 20 muestras cada 30 minutos a lo largo del proceso de
recubrimiento de núcleos, y el operador tiene que estar al pendiente de la temperatura
para regularla, se espera que mediante la aplicación de estas recomendaciones, el
control e proceso disminuya una toma de 20 núcleos cada 2 horas disminuyendo el
costo de producción, puesto que toda muestra tomada no es reintegrada al lote final.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 57 de 60
11-. CONCLUSIONES Se logro homologar la sección de equipos de los PFF´s de las áreas de sólidos orales
subdivisión mezcla para comprimir, compresión y recubrimiento de núcleos; así como
los PFF´s de cremas y supositorios en el área de manufactura y empaque.
Se propusieron recomendaciones y observaciones para todos los equipos de las
áreas de sólidos orales, cremas y supositorios de manufactura y empaque, para
optimizar los sistemas de control, cambiando los intervalos de calibración a valores
óptimos, integrando nuevos instrumentos y reclasificando algunos instrumentos que
evalúan parámetros críticos en las diferentes operaciones unitarias.
Se proporcionó al área de Calificación de equipos una lista de las variables de
operación con las que cada equipo cuenta con sus respectivos valores para que en
base a estas bases de datos se realice la evaluación de desempeño de los equipos.
Se actualizó el inventario de equipos, asegurándose de que cada uno contara con lo
siguiente:
Placa de identificación del equipo, código interno.
Procedimiento Normalizado de Operación del equipo
Protocolo de Calificación
Instrumentos instalados en el equipo incluidos en el programa de calibración
del 2008
En caso de que alguno de los puntos anteriores no se encontrara, se notificó al área
responsable para su implementación.
12-. SUGERENCIAS PARA FUTURAS ESTANCIAS. Definir por escrito la extensión del proyecto a realizar en la estancia industrial, para
evitar retrasos en la entrega de los informes y concluir adecuadamente dicho proyecto.
La empresa debe proporcionar todas las herramientas necesarias para el desarrollo
del proyecto, por ejemplo: material de papelería, computadora e Internet.
De ser posible, darse la oportunidad de conocer otras áreas dentro de la industria,
pues esto amplia la visión del estudiante y contribuye a conocer cual es el área donde
a uno le gustaría trabajar y desarrollar sus habilidades plenamente.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 58 de 60
13-. REFERENCIAS 1. Norma Oficial Mexicana NOM-059-SSA 1-1993, Buenas prácticas de
Fabricación para establecimientos de la Industria Química- Farmacéutica
dedicados a la fabricación de documentos.
2. NMX-Z 055: 1996 IMNC. Metrología- Vocabulario de términos fundamentales
generales.
3. Ley Federal sobre metrología y normalización. Publicado en el Diario Oficial de
la Federación el 1° de Julio de 1992.
4. Procedimientos Normalizados de Operación (PNO´s)
5. Procedimientos de fabricación (PFF´s) de cada uno de los fármacos
elaborados en el área de Sólidos “E” y “D” de la planta México Novartis.
6. Protocolos de Validaciones de los diferentes equipos utilizados como
mezcladores, secadores, molinos, reactores, marmitas y granuladotes.
7. Julia ZH Gao, Importance of Inlet Air Velocity in Fluid Bed Drying of a
Granulation Prepared in a High Shear Granulator. AAPS PharmaSciTech,
2000;1.
8. Manuales de los equipos, Novartis S.A. de C.V.
9. Políticas y documentos internos de la compañía
10. Julia ZH Gao, David B. Gray, Rajeshwar Moheram and Munir A. Hussain,
Importance of Inlet Air Velocity in Fluid Bed Drying of a Granulation Prepared in
a High Shear Granulator, AAPS PharmaSciTech.
11. José Helman, Farmacotecnica teórica y práctica. Editiorial C.EC.S.A.
12. Farmacia, La ciencia del diseño de las formas farmaceúticas, M.E. Aulton,
Segunda edición, Churchill Livingstone.
13. John Wagner, Farmacocinética clínica, Editorial Reverté, 1983, pp. 17,
Farmacocinética clínica
14. Sitios Web:
14.1 www.novartis.com
14.2 Imagen obtenida de la Web disponible en http://www.novartis.com/about-
novartis/locations/worldwide-offices.shtml
14.3Imagen obtenida de la Web:
http://www.cosmos.com.mx/ultra/13863/images/secadoresdelecho.gif

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 59 de 60
Anexo 1. Glosario
Calibración: conjunto de operaciones que determinan, bajo condiciones
especificadas, la relación entre los valores indicados por un instrumento los sistema de
medición, o valores representados por una medición material y los valores conocidos
correspondientes a un patrón de referencia.
Documento: es aquel concentrado de información escrita y ordenada de tal forma que
describe una actividad definida, para evitar confusiones durante su realización.
Dossier: Conjunto de documentos que contiene toda la información técnica de un
producto
Instrumento: Dispositivo destinado a ser utilizado para hacer mediciones, sólo o
asociado a uno o varios dispositivos anexos, este puede ser crítico, importante o
indicativo.
Instrumento crítico: es aquel que controla y/o registra puntos críticos en un
proceso de fabricación y que la falla de éste, puede provocar una desviación
crítica, o mayora sobre el producto, o la lectura del instrumento es importante
por el registro de las condiciones requeridas.
Instrumento importante: es aquel que controla y/o registra puntos importantes
en un proceso de fabricación y que la falta de éste puede provocar una
desviación mayor B sobe el producto.
Instrumento indicativo: sólo da indicios de que un sistema esta funcionando,
pero su lectura no se registra en ningún sistema de control
Intervalo de calibración: El instrumento es calibrado en un intervalo definido por las
condiciones de operación. Éste intervalo es divido en cinco puntos.
PFF. Procedimiento de Fabricación de un fármaco. Documento que describe el
proceso de fabricación y acondicionamiento de los productos.
PNO: Procedimientos normalizados de operación. Documento que contiene las
instrucciones necesarias para llevar a cabo de manera reproducible una operación, las
precauciones a ser tomadas en cuenta, mediciones, responsabilidades y actividades
que directa o indirectamente están relacionadas a la producción de un producto
farmacéutico.

“Homologación, estandarización y optimización en los sistemas de control en los procesos de manufactura y empaque”.
Página 60 de 60
Procedimiento de Acondicionamiento: Documento que describe la secuencia que
deben seguir las actividades en el proceso de empacado de un producto y las
responsabilidades del personal involucrado.
Procedimiento de Fabricación: Documento que describe la secuencia que deben
seguir las actividades en el proceso de fabricación de un producto y las
responsabilidades del personal involucrado.
Validación es la evidencia documentada que demuestra que, a través de un proceso
específico, que se obtiene un producto que cumple consistentemente con las
especificaciones de calidad establecidas.
Abreviaturas
CF: Confidencial
OP: Operador